
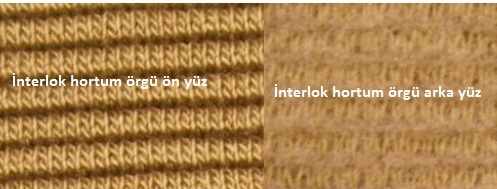
İnterlok hortum örgülü kumaşların ön yüzeyinde enine yönde kabarık hortum şeklinde çıkıntılar mevcuttur. Kumaşın arka yüzeyi ise düz interlok örgü görünümündedir.
Öncelikli olarak desenin teknik verilerine göre üretimin yapılacağı makine belirlenmeli ve makine belirlendikten sonra RR interlok hortum örgünün üretilebilmesi için makinenin hazırlanması gerekir. Desenin teknik verilerinin makineye uyumluluğunun kontrol edilmesinin en önemli nedeni makinelerin maksimum kapasitede kullanılmasını sağlayabilmektir çünkü işletmelerin kuruluş amacı kâr sağlamaktır. Kontrol edilmesinin en önemli nedeni makinelerin maksimum kapasitede kullanılmasını sağlayabilmektir çünkü işletmelerin kuruluş amacı kâr sağlamaktır.

Hortum örgünün üretilebilmesi için makinenin iğne düzeni normal interlok düzeninde olmalıdır.
![]()
Yukarıda çelik raporunda görüldüğü gibi örnek örülecek interlok hortum örgüsü 16 sistemden oluşmaktadır. Burada bir rapordaki sistem sayısı örgünün yüzeydeki hortum şeklinin daha kabarık olmasını sağlar. Daha ince görünümlü bir hortum elde etmek istenirse sistem sadece silindirde ören sistemlerin azaltılması yeterlidir. Çelik raporundaki son dört sistem ise aslında bir sonraki hortumu oluşturmak için ve makinenin (iğnelerin) rahatlatılması açısından önemlidir. Bu sistemlerin çoğaltılması ya da azaltılması kumaş yüzeyindeki enine yönde hortumların her ikisinin arasındaki mesafeyi belirlemektedir. Hortum örgünün üretiminde may ayarının etkisi çok fazladır. Aşırı sıkılması hâlinde hortum çok sert bir yüzey oluşturur. Ayrıca üst üste sadece silindir ördüğü için son sistemlerde öreceği interlok örgü girişinde iğneler sıkı örgüler yüzünden hasar görebilir. Aşırı gevşek bırakılması hâlinde ise yüzeyde hortum görüntüsü oluşmaz.
RR interlok üretimi için ipliklerin beslenmesi sadece silindirde örgü yapan sistemler ayrı kasnaktan, interlok örgü yapan sistemler de ayrı kasnaktan hareket almalıdır. Furnisörlerin hareket alacağı kasnağı belirleyebilmek için tek tek tüm furnisörler iki dişli arasındaki siyah bölgede aşağıya da yukarı kaydırılmalıdır.
Kumaş çekim ayarı normal interlok düzenine göre çok daha düşük olmalıdır çünkü rapordan da anlaşılacağı gibi makine bir tur döndüğünde sistem sayısında çok daha az sıra örebilmektedir.
Makine hazır hâle getirildikten sonra bir miktar numune kumaş örülmesi gerekir. Örülen bu kumaş için kullanılan iplik, numune kumaş ile aynı özellikte olmalıdır. Bir miktar kumaş örüldükten sonra makine durdurularak üzerinden bir parça numune kesilir. Kesilen numune biraz bekletildikten sonra kontrolleri yapılır.
Örülen numune kumaşın istenilen özelliklere sahip olup olmadığını kontrol etmemiz gerekir. Burada örülen kumaş numunesi varise numune kumaş ile karşılaştırılır, numune kumaş yok ise sipariş formundaki istenilen özellikler dikkate alınarak kontrol yapılır. Yapılacak kontrollerde örgünün hortum büyüklüğü, hortumun kabarıklığını, ilmek ayarını ve gramajını kontrol etmeliyiz. Kontrolün yapılmasında esas kıstas,sipariş formu ve müşteri isteğidir. Bazı durumlarda makine teknik verileri de dikkate alınarak üretim aşamasına geçilmelidir.
Makine üzerinde istenilen ayarların yapılması, numune kumaşın örülüp kontrollerinin yapılması sonucu kumaşın üretimine geçilebilir. Kumaşın üretimi esnasında olası hatalar için dikkatli olunmalıdır. Ayrıca cağlıklara bobin dizilirken ipliklerin aynı parti (lot) veya cağlık dizim raporuna göre bobin olmasına dikkat edilmelidir.