Düz ve yuvarlak örme makinelerinde iğne sayısı, makine taksimatı, makine çapı, makine inceliği, kumaş eni ve çalışma hızları hesapları yapılır. Tüm örme makinelerinde iğne sayısı örülen kumaş genişliğini etkileyen en önemli unsurdur. Bir iğne bir ilmeğe denk geldiğinden ilmek sayısı da bize iğne sayısını vermektedir.

Düz Örme Makinelerinde Toplam İğne Sayısı
Düz örme makinelerinde toplam iğne sayısı hesaplanırken aşağıda da görüldüğü gibi makine çalışma genişliğine inç (inç) ve makine inceliğine (E) (Fein) ihtiyaç duyulur.
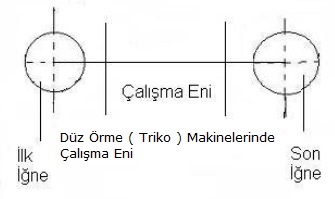
*** Çalışma genişliği; düz örme makinesi iğne plakasındaki ilk iğne ve son iğne arasındaki mesafedir. Çalışma genişliği Ingiliz ölçü birimi olan inç veya cm cinsinden verilmektedir. Fakat toplam iğne sayısının hesaplanmasında makine çalışma genişliği inç olarak alınmaktadır.
*** Makine inceliği (fein) (E); iğne plakası üzerinde 1 inçteki (2.54 cm) iğne sayısıdır.

Tek plakalı düz örme makinelerinde toplam iğne sayısı
TİS = MÇE x E
TİS : Toplam iğne sayısı
MÇE : Makine çalışma eni (inç)
E : Makine inceliği (inç)
Çift plakalı düz örme makinelerinde toplam iğne sayısı
Çift plakalı atkılı örme makinelerinde ön plakadaki iğne sayısı kadar arka plakada iğne mevcuttur. Bu nedenle bir plakada bulunan toplam iğne sayısı 2 ile çarpılır.

Yuvarlak Örme Makinelerinde Toplam İğne Sayısı
Yuvarlak örme makinelerinde iğne sayısı hesabı yapılırken düz örme makinelerindeki çalışma genişliği yerine makinenin iğne plakasının silindir şeklinde olmasından dolayı makine çapı (pus) kullanılmaktadır. Makine çapı da düz örme makinelerinde çalışma genişliğinde olduğu gibi inç olarak hesaplanır.
*** Makine çapı (pus); yuvarlak örme makinelerinde silindir iğne plakasının çapıdır. Makine çapı pus olarak belirtilmesine rağmen ölçü birimi inçtir.
Tek plakalı yuvarlak örme makinelerinde toplam iğne sayısı
TİS = Q x π x E
Q: Makine çapı (pus)
3.14: π Sabit sayı
E : Makine inceliği (Fein)
Çift plakalı yuvarlak örme makinelerinde toplam iğne sayısı
Silindir plaka iğne sayısı kadar kapak iğne plakasında da iğne olduğu için tek plakada bulunan toplam iğne sayısı 2 ile çarpılır.
Makine İnceliği ve Taksimatı Hesapları
*** Makine inceliği (fein) (E)
Düz ve yuvarlak örme makinelerinde aynı iğne plakası üzerinde 1 inçteki iğne sayısıdır. E harfi ile ifade edilir ve fain olarak okunur.Uluslararası ölçü birimi olarak kabul edilen inç 2,54 cm’ye (25,4 mm) denk gelmektedir.
Örme makinelerinde makine inceliği ile makinede kullanılabilecek iplik kalınlıkları arasında bir ilişki vardır. Makine inceliği arttıkça iplik inceliği de artmaktadır. İplik makine inceliğine uygun olmalıdır eğer kalın iplik verilirse iğne kancası kırılır, olması gerekenden daha ince bir iplik verilirse ilmek aralarında boşluklar oluşur, file görünümüne sahip olur.
Makine inceliği (E) ve iplik numarası (Ne) arasındaki ilişki

Makine inceliği ne kadar yüksek olursa bu makineden elde edilecek örgü de ince olur.
Makine inceliği (E) ve iğne sayısı arasındaki ilişki
Makine inceliği (E) ne kadar yüksek olursa iğne sayısı da o kadar artış gösterir.
Makine inceliğine uygun iğne seçimi yapılmalıdır, aksi takdirde kumaşta istenmeyen hatalar gözlenir.
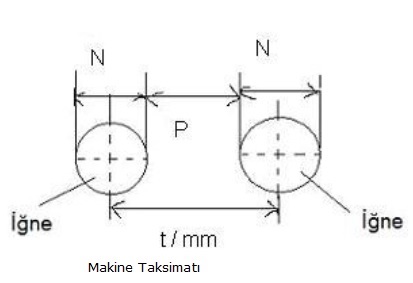
Makine taksimatı (t)
Düz ve yuvarlak örme makinelerinde aynı iğne plakası üzerinde yan yana iki komşu iğne arasındaki mesafedir. t ile gösterilir, birimi mm’dir.
N = İğne kafası kalınlığı
P = İğne aralığı
t = N+P (İki iğne arasındaki mesafe)

Kumaş Eni ve Kumaş Çekmesi Hesapları
Kumaş eni kumaşın bir kenarından diğer kenarına olan uzaklığının cm cinsinden değeridir. Kumaş eni düz örme makinelerinde çalışma genişliğinden büyük olmamak üzere istenilen ölçüde ayarlanabilmektedir. Düz örme makinelerinde iğne sabit mekik hareketli olduğu için iğne iptal edilerek istenilen en için iğne çalıştırılabilir. Yuvarlak örme makinelerinde ise bu mümkün değildir. Bu makinelerde kumaş enini belirleyen esas unsur makine çapıdır. Çünkü yuvarlak örme makinelerinde iğneler hareketli, mekik sabittir. Yuvarlak örme makinesinde iğne iptali gerçekleştirseniz bile hareketli olduğu için o kısmı atlama örgü olarak örmektedir.
Örme kumaş eni ölçülürken dikkat edilmesi gereken hususlar
Ölçme işlemi kumaş makineden çıkar çıkmaz yapılmamalıdır. Çünkü üretim esnasında kumaş gerdirilmiştir ve gerçek ebatlarından farklı bir durumdadır.
Bundan dolayı kumaş makineden çıktıktan sonra bir miktar dinlendirilmeli ve ondan sonra aşağıdaki hususlar göz önünde tutularak ölçüm yapılmalıdır.
Ölçme işlemi örme kumaş kırışıklığının olmadığı yerlerden yapılmalıdır.
Ölçme işlemi yapılırken kumaş ne gerdirilmeli ne de pot bırakılmalı, kumaşın normal görünümlü yerinden yapılmalıdır.
Ölçme işlemi kumaşın farklı yerlerinden birkaç kez yapılır, ortalaması alınarak sapmalar belirlenir.
Ölçme işlemi kumaş topunun ne baş ne son kısmından yapılmalıdır. Makine ilk çalışmaya başladığında ve makine durdurulurken istenilen devri almadığı için kumaş topunun orta noktalarını tercih edilmelidir.
Düz Örme (Triko) Makinelerinde Kumaş Eni
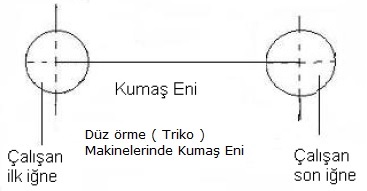
Düz örme (triko) makinelerinde istenilen genişlikte ve aralıkta çalışılabilir. Bu makinelerde kumaş eninin hesaplanmasında çalışılabilecek en geniş kumaşın eni hesaplanır.
MÇE = TĠS x 2.54 / E
MÇE : Makine Çalışma Eni (cm)
TİS : Toplam İğne Sayısı
E : Makine İnceliği
Burada kullanılan toplam iğne sayısı tek plakalı düz örme (triko) makine hesabındaki toplam iğne sayısıdır çünkü tek ve çift plakada kumaş eni değişmez sadece kumaşın yüzeyi değişir. Bu yüzden tek plakadaki iğne sayısı alınır. Makine çalışma eni aynı zamanda hesaplama yapılan makinede örülen kumaşın alabileceği en yüksek eni belirtmektedir.
Yuvarlak Örme Makineleri İçin Kumaş Eni
Yuvarlak örme makinesinde kumaş eninin hesaplanmasında önce toplam iğne sayısı bulunur ve çıkan sonuç örülen kumaşın üzerinde 1 cm’deki ilmek çubuk sayısına bölünür.
L = Q (R) x 3.14 x E / Ç/cm
L : Kumaş Eni (cm)
Q (R) : Makine Çapı (Pus)
3.14 : π sabit sayı
E : Makine İnceliği (Fein)
Ç/cm : Çubuk sıklığı
Çubuk sikliği; 1 cm’deki ilmek sayısına denir (Ç/cm).
Örme Kumaşlarda Kumaş Enini Etkileyen Faktörler
Makine Çapı veya Makine Çalışma Genişliği: Yuvarlak örme makinelerinde silindir iğnelerinin oluşturduğu dairenin çapıdır.Silindir dairede herhangi bir iğnenin onun tam karşısına gelen iğneye olan uzaklığıdır.Makine çapı örülebilecek maksimum kumaş enini belirler. Makine çapı yükseldikçe daha geniş kumaş elde etmek mümkündür.
Düz örme makinelerinde ise çalışma genişliği kumaş enini belirlemektedir.Eğer makine çalışma genişliği 2,50 metre ise bu makinede bu ölçünün daha üzerinde örgü elde etmek mümkün değildir.
Yuvarlak örme makinesinde çapları aynı olan makineden az farkla çeşitli enlerde kumaş üretmek mümkündür, bu şekilde kumaş üretimi şunlara bağlıdır:
>>> Örgü deseni
>>> Kumaş grmajı, ilmek boy ayarı, ilmek sıklığı
>>> İplik numarası, iplik cinsi
>>> Terbiye işlemleri
Makine İnceliği ve Toplam İğne Sayısı
Makine inceliği (E) ve makinede toplam iğne sayısı örme kumaşın enini etkilemektedir. Düz ve yuvarlak örme makinelerinde makine inceliği kumaş üzerinde cm’ye düşen ilmek çubuk sayısını belirlemektedir. Örneğin aynı çalışma genişliğinde fakat farklı incelikteki iki makinede üretilen kumaşın üzerinde ölçüm yapıldığında cm’ye düşen may sayısı farklı olacaktır. Daha ince makinede örülen kumaşın eni diğer kumaştan geniş olur. Toplam iğne sayısı düz örme makinelerinde çalışan iğne sayısı baz alındığından kumaş enini etkilerken yuvarlak örme makinelerinde düz örme makinesindeki kadar etkilememektedir.
Örgü Tipi ve Desen Yapısı
Yuvarlak ve düz örme makinelerinde örgünün sıklığı veya gevşekliği, desenlerin yapısı kumaş enini etkilemektedir. Aynı özelliklerdeki iki makinede birinde sıkı diğerinde de gevşek örgü örüldüğünde gevşek örülen kumaşın eni daha geniş olacaktır. Ayrıca bazı desenler kumaşın toplanmasına ya da açılmasına neden olmaktadır. Özellikle yığmalı örgüler kumaşı daha çok toplar ve enine etki eder.
İlmek Çubuğu Sıklığı
İlmek çubuk sıklığı; 1 cm’deki ilmek sayısına denir. İlmek sayısı değişimi çok önemlidir, makine inceliği ile doğru orantılıdır, incelik artarsa iğne sayısı artar, iğne sayısı artarsa ilmek (çubuk) sayısı artar, eğer incelik azalırsa ilmek (çubuk) sayısı da azalır.
Aynı makinede sıklık ayarı ile oynanarak üretilen iki farklı kumaşın ilmek çubuk sıklığı da farklı olacaktır. Diğer özellikler aynı olduğu zaman kumaşların çubuk sıklığı az olanı diğerinden daha geniş olur.
İplik Cinsi ve Numarası
Her iplik cinsi makinede çalışmak için uygun değildir, makinenin inceliğine iğnenin inceliğine uygun iplik numarası seçimi yapmak gerekir.İplik kalınlığı arttıkça kumaş eni de belli oranda artar. Bunun sebebi kumaşın dokusundandır çünkü ipliğin kalınlığı makine inceliği ile orantılıdır. Kalın iplik daha düşük faynlı makinelerde örüldüğü için örgü daha gevşek olacaktır ve kumaş enine de etki edecektir.
Örme Makinelerinde Çalışma Hızları
Örme makinelerinin çalışma hızları üretimde randımanı artırmak içim önemlidir. Düz örme makineleri ile yuvarlak örme makineleri çalışma prensiplerinden dolayı hız açısından çok farklıdır.
Düz Örme Makinelerinde Çalışma Hızları
Düz örme makineleri gidiş geliş yollu olduğu için daha yavaştır. Düz örme (triko) makineleri 1-2-3-4 sistemli olarak birbirinden ayrılmaktadır. Buradaki sistem sayısı makinenin bir gidiş gelişte kaç sıra ördüğünü gösterir. Her sistem bir sırayı oluşturur.
Tek sistemli düz örme (Triko) makineleri çalışma hızları
Düz örme makinelerinde makinenin çalışma genişliğinden ayrı olarak bir de her iki tarafta kızak dönüş yolları bulunmaktadır. Makine çalışma hızı hesaplanırken bu dönüş yollarının da göz önünde bulundurulması gerekmektedir. Hesaplama yapılırken makine eni olarak dönüş yolunun dahil edildiği sonuç baz alınmalıdır. Burada bulunan değer düz örme makinesinin sistemlerinin bağlı bulunduğu kızağın (semer) hızını saniyede yaptığı yolu sistem sayısı ile orantılı olarak ortaya çıkarır.
V (m/sn.) = ME x n(kurs/dk.) / 100
ME = MÇE + (2xDY)
DY : Dönüş yolu (cm) (makinede çalışılmayan kısımların toplamı)
ME : Kızak yolu (makine eni) (cm)
V : Makine hızı (m/sn.)
n : Makinenin bir dakikada yaptığı gidiş geliş sayısı
Düz örme makinelerinde kurs sayısı yerine devir sayısı verilir. Bu yüzden hesaplama yapılırken makinenin bir devirde bir gidiş bir geliş yaptığı ve iki sıra ördüğü göz önünde bulundurulmalıdır. Bu yüzden sıra sayısı bulunurken devir sayısını iki ile çarparız.
Örnek
Tek sistemli düz örme (triko) makinesinde çalışma eni 320, dönüş yolu 40 cm, makine devri 16 dev/dakikadır. Bu makinenin çalışma hızı kaçtır?
V (m/sn.) = ME x n (kurs/dk.) / 100 x 60
ME = 320 + (40x2) = 400 cm
Kızak dönüş yolunu bir giderken bir de gelirken kat ettiği için makine eni hesaplanırken dönüş yolu iki ile çarpılır.
n = 16 (dev/dk.) x 2 = 32 kurs/dk.
V (m/sn.) = 400 x 32 / 100 x 60
V (m/sn.) = 2.13 m/sn.
Çift ve daha fazla sistemli düz örme (triko) makineleri çalışma hızları
Çift ve daha fazla sistemli düz örme (triko) makinelerinin tek sistemliden farkı, her sistem bir sıra örüyorsa her harekette sistem sayısı kadar sıra örmesidir. Burada sadece sıra sayısı değişir.

Yukarıda bir sistem için hesaplanan örnekte makine 32 kurs/dk. Yapıyordu.Yukarıdaki örneğe göre devir sayısı 16 dev/dk. olan tek sistemli makine 32 kurs/dk. oluyordu. Birden çok sistemli makinelerde ise devir sayısı sistem sayısına çarpılır, dakikada ördüğü sıra sayısı (kurs/dk.) bulunur. Örneğin; yukarıdaki verilere göre makine 16 dev/dk. yapıyorsa ve makine sistem sayısı 6 ise hesaplama aşağıdaki gibi olur.
V (m/sn.) = ME x n (kurs/dk.) / 100 x 60
ME = 320 + (40x2) = 400 cm
n = 16 (dev/dk.) x 2 = 32 kurs/dk. tek sistem için 32x6= 192 kurs/dk.
V (m/sn.) = 400 x 192 / 100 x 60
V (m/sn.) = 12,8 m/sn.
Yukarıda görüldüğü düz örme makinelerde devir sayısı kadar sistem sayısı da üretim randımanı açısından önemlidir.
Yuvarlak Örme Makinelerinde Çalışma Hızları
Yuvarlak örme makineleri, düz örme (triko) makinelerine göre kat kat daha hızlıdır. Yuvarlak örme makinelerinde devir sayı ve sistem sayısı düz örme makinesinden çok daha fazladır. Yuvarlak makinelerinin asıl ortaya çıkış amacı ve çalışma prensibi de aslında kısa zamanda daha çok kumaş üretmektir. Sistemler sabitleştirilerek hareketli iğne plakaları oluşturulmuş böylece aynı anda 40-120 sıra örebilecek şekilde tasarlanmıştır. Yuvarlak örme makinelerinde çalışma hızları aşağıdaki formülle hesaplanmaktadır:
V (m/sn.) = π x n x Q (Pus) x 2.54 / 100 x 60
Formüldeki 2,54 sayısı makine pusunun inç olarak verilmesi nedeniye bu değerin cm’ye çevrilmesi içindir. Yuvarlak örme makinelerinde hesaplanan hız örme silindirinin saniyede yaptığı yolun metre olarak değerini gösterir. Yuvarlak örme makinelerinde n değeri yani devir/dakikası aynı verildiği Ģekliyle kullanılır. Çünkü bu makineler aynı yönde dairesel döndükleri için başladıkları noktaya geldiklerinde bir devir olarak hesaplanır. Eğer bir makine 28 dev/dk. gösteriyorsa bu makine dakikada 28 tur dönüyor demektir.
V : Makine Hızı (m/sn.)
π : 3.14 sabit sayı
Q : Makine Çapı (pus)
n : Makine devri (dev/dk.)
Örnek
Çapı 30 pus olan mbie makinenin devri 29 dev/dk.dır?
V (m/sn.) = π x n x Q (Pus) x 2.54 / 100 x 60
V (m/sn.) = 3,14 x 29 x 30 x 2.54 / 100 x 60
V (m/sn.) = 1,15 m/sn.
Yuvarlak örme makinelerinde çalışma prensibinden dolayı sistem sayısının çevresel hıza bir etkisi yoktur.