
![]()
Üretim sürecinde doku oluşturma, doku bağlama da çeşitli teknikler kullanılmaktadır. Bu teknikler elyafın cinsi ve ürünün kullanım alanlarına göre farklılaşmaktadır.
Kesikli elyaflarda üretim;
elyafların hazırlanması ile başlayıp, dokunun oluşturulması, dokunun sabitlenmesi, dönüştürme ve bitim işlemleri ile sona ermektedir.
Kesiksiz elyaflarda ise
işlem polimer eriğinin oluşturulması ve elyaf üretimi ile başlayıp sonra kesikli elyaf üretimi ile aynı aşamalardan geçmektedir.
Elyafla üretime hazır hale geldikten sonra, tülbent oluşturacak şekilde serilmekte, oluşan tülbent çeşitli yöntemlerle sabitlenmektedir. Kesiksiz elyaftan yapılan üretimde, elyafların oluşumu ve tülbendin serilmesi aynı anda gerçekleşmektedir. Bu üretim basamaklarıyla üretilen yüzeyler, kullanım alanına göre çeşitli bitim işlemleri uygulanmakta daha sonra ise kesilip dikilerek kullanım hazır hale gelmektedirler.
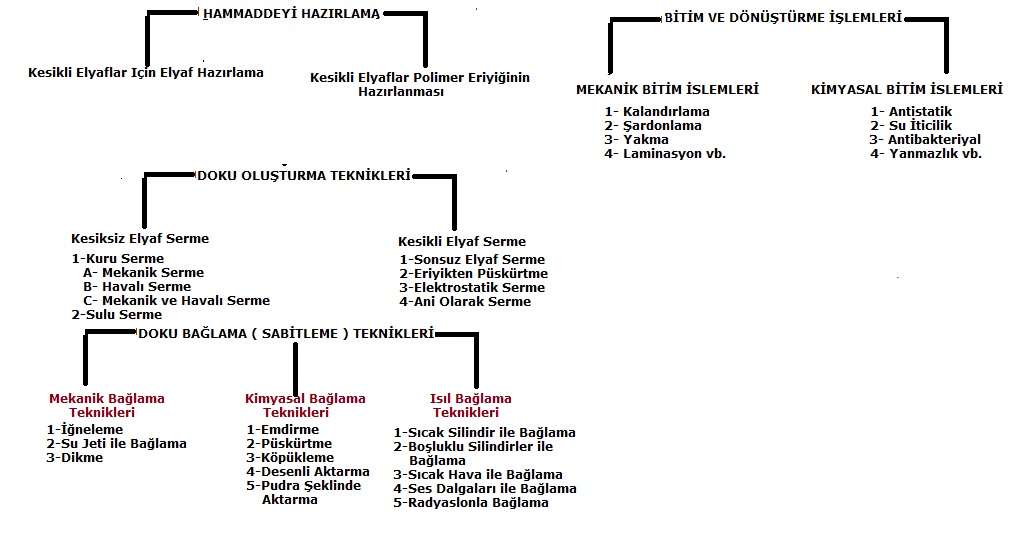
Hammaddenin hazırlanması ile başlayıp bitim işlemleri ile sona eren dokusuz yüzey üretim süreci şematik olarak aşağıda görülmektedir:
Tülbent Esaslı Dokusuz (Nonwoven) Yüzeylerde Doku Oluşturma Teknikleri
Ürünlerin doku haline gelebilmesi için ilk adım; yapılacak ürünün özelliklerinin belirlenmesi, kullanılacak elyafların seçilmesi, kullanılacak elyafın özellikleri dikkate alınarak harman yapılmasıdır. Doku oluşturma bölümünde, elyaf veya flament serilerek bir tabaka haline getirilir. Kullanılan hammadde kesik elyaf, granüllü tanecikler veya çözelti şeklinde olabilir. Doku oluşturma tekniği seçimi, hammaddenin yapısına bakılarak yapılabilmektedir.
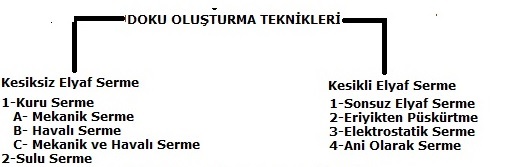
Yukarıda da görüldüğü gibi;
elyaf kesikli halde ise;
kuru serme tekniklerden mekanik serme, havalı serme ve bunların kombinasyonu olan mekanik ve havalı serme işlemlerinden biri kullanılmaktadır.
Kesiksiz elyaf serme tekniğinde ise;
sonsuz elyaf serme, eriyikten püskürtme ve elektrostatik serme tekniklerinden biri kullanılmaktadır.
KESİKSİZ EYLAF SERME TEKNİKLERİ
1-Kuru Serme
Kuru serme tekniğiyle yapılan üretimde kesikli elyaflar kullanılmaktadır. Bu teknikte işlem; üretilecek ürün özelliklerinin belirlenmesi, ürün özeliklerine göre belirlenen elyafların hazırlanması, belirlenen elyafların balyalardan alınmasıyla başlamakta, balya açıcı, karıştırma, kaba açma, ince açma ile harman yapılması ile sona ermektedir. Doku oluşturma süreci ise; mekanik ve havalı serme ya da bunların kombinasyonu yardımıyla gerçekleştirilmektedir. Bütün tekniklerde olduğu gibi kullanılacak elyaf seçimi çok önemlidir. Elyaf seçiminde emicilik, aşındırma mukavemeti, patlama mukavemeti, geçirgenlik ve yumuşaklık özellikleri iyi olan elyafla kullanılmalıdır.
A-Mekanik Serme
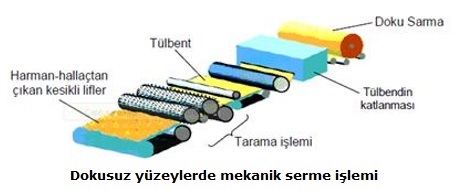
Mekanik serme; bugün tekstil endüstrisinde en çok kullanılan doku serme tekniğidir. Mekanik yolla elde edilmiş tülbent esaslı dokusuz (nonwoven) yüzeyleri üç tabaka halinde incelemek mümkündür. Birinci tabaka üst yüzey, ikinci orta veya dolgu tabakası, üçüncü ise taşıyıcı (taban) tabakasıdır. Fakat uygulamada iki tabaklı olanlarına da rastlamak mümkündür. Mekanik serme tekniğinde balya halindeki elyaflar ürün özelliğine göre ince açma, kaba açma işlemleri gerçekleştirildikten sonra taranarak elyaflar paralel hale getirilmektedir. Mekanik serme işleminde yer alan aşamalar sırası ile aşağıda açıklanmıştır.
a-Açma ve Harman
Tülbent yüzey için gerekli hammadde balya halinde makineye sevk edilir. Düzgün bir şekilde açılan balyalardan alınan elyaflar istenilen karışımı gerçekleştirmek üzere açma ünitesine sevk edilir. Balya açıcıda elektrik ayarlı terazi yardımıyla belli ağırlıklarda tartılarak istenilen karşımlar elde edilip tarağa sevk edilir.
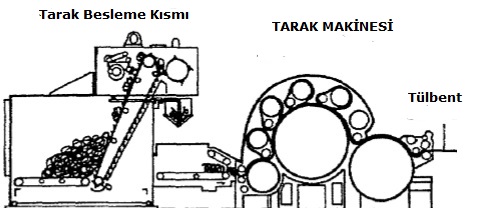
b-Tarak

Tarama işlemi tambur ve çalışıcı silindirin teğet noktasında gerçekleşmekte, çalışıcı silindirlerden yolucu vasıtasıyla alınan elyaflar taranıp paralel hale gelinceye kadar tekrar tarama işlemine tabi tutulmaktadır.
Tarak makinesinde elyaflar paralel hale getirildiği için oluşan dokunun makine yönünde mukavemetinin ve diğer özelliklerinin daha iyi olmasına, çapraz yönde ise aksi durumun söz konusu olmasına neden olmaktadır. Elyafların farklı yönlerde yönlenmesini sağlamak amacıyla doku serme tertibatının kullanılması gerekmektedir. Ayrıca; oluşan tülbentteki bölgesel farklılıkları ortadan kaldırmak ve üretilmesi hedeflenen dokusuz yüzeyin gramajının ayarlanabilmesi için de doku serme tertibatlarına ihtiyaç duyulmaktadır.
Doku serme işlemi;
Paralel, çapraz ve dikey serme olarak üç şekilde gerçekleştirilebilmektedir.
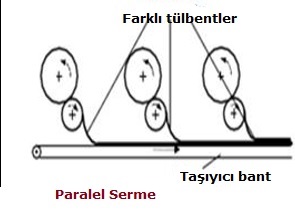
Paralel sermede
farklı 3 yönden gelen tülbentler paralel halde olacak şekilde üst üste serilmekte ve daha sonra doku sabitleme ünitesine taşıyıcı bantlar sayesinde sevk edilmektedir.
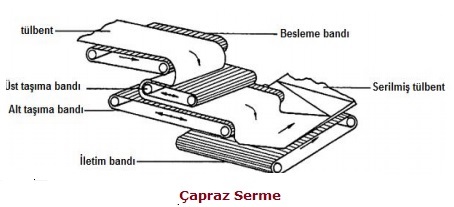
Çapraz serme;
en çok kullanılan doku serme tekniğidir. Tekniğin prensibi tek bir tülbentin kat kat serilmesi işleminde dayanmaktadır. Bu teknikte besleme bandı vasıtasıyla beslenen tarak tülbendi ileri-geri hareket eden taşıma silindirleriyle üst üste çapraz şekilde sevk bantlarına dik biçimde hareket eden iletim bandı üzerine serilmektedir. Bu şekilde elde edilen dokularda liflerin bir yöne yönlenmesi engellenmiş olmaktadır.
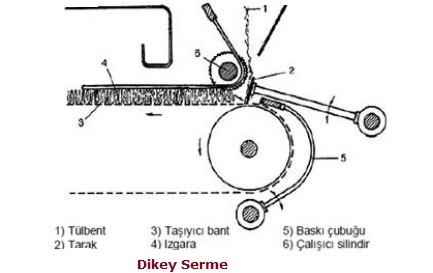
Dikey serme yöntemi
ile üretilmiş tülbentlerde elyafların büyük kısmı malzemenin alanına dik yönde yerleşmekte; oluşan yapı, elyafların konumu nedeniyle sıkışmaya karşı yüksek mukavemet ve elastik toparlanma göstermektedir. Bu serme biçiminde; aşağı yukarı hareket eden tarak ile beslenen tülbent, ileri-geri hareket eden baskı çubuğunun ucundaki iğne ve çalışıcı silindir yardımıyla çekilmekte ve tülbentten kıvrım (lamel) oluşturulmaktadır. Söz konusu kıvrım, taşıyıcı bant ile ızgara arasına çalışıcı silindirle itilerek serme işlemi tamamlanmaktadır.
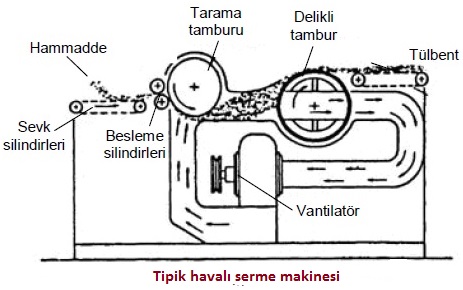
B-Havalı Serme (Air-Laid)
Havalı serme tekniğinde; hava akımıyla sevk edilen elyafların delikli emme tamburu üzerine hava emişi yardımıyla biriktirilmesine dayanmaktadır. Bu makinede elyaflar, sevk silindirleri ve besleme silindirleri yardımıyla beslenmekte, daha sonra tarama tamburunun üzerindeki teller vasıtasıyla taranarak tek elyaf haline getirilmektedir. Söz konusu elyaflar hava emişiyle delikli tambur üzerine biriktirilerek dokuyu oluşturulmakta ve oluşan doku sabitleme ünitesine sevk edilmektedir. Hava ile serme işleminin en belirgin özelliği çok kısa elyaflarla çalışılmasıdır. Kullanılan elyaf boyu en fazla 76 mm' dir. Bu teknikle, daha az döküntü oluşmaktadır ve daha yumuşak dokular yapılabilmektedir. Bunun yanı sıra yüksek enerji tüketimi, elyaf tutamlarının iyi açılmaması gibi istenmeyen yönleri de vardır. Hava ile serilmiş dokusuz yüzeyli kumaşlar temizlik ve hijyen alanında kullanılmaktadır.

C-Mekanik ve Havalı Sermenin Kombinasyonu
Taraklama ve havalı serme tekniklerinin istenmeyen yönlerini ortadan kaldırmak amacıyla, her iki tekniğin özelliğini taşıyan sistemler geliştirilmiştir. Bu sistemler; tarak makinesine silindirler eklenerek, bu silindirlerin dönüş hızlarının sayesinde merkezkaç ve hava akımı elde edilmesiyle ya da tarak makinesinde tambur sayısı arttırılarak ve sisteme vakumlu silindir eklenerek oluşturulmuştur. Bu sistemler kullanılarak; yalnızca tarama ya da yalnızca havalı serme yöntemlerinden elde edilen dokulardan daha homojen, daha izotropik yapıda dokular üretilebilmektedir.
2-Sulu Serme (Wet-Laid)
2-30 mm uzunluğundaki elyaflardan doku oluşturulabilen sulu serme tekniğinde; elyaflar çeşitli kimyasallar kullanılarak suyla karıştırılmakta ve homojen halde bulunan süspansiyon elde edilmektedir. Elde edilen süspansiyon delikli ve hareketli bandın üzerine dökülerek tülbent oluşumu sağlanmaktadır. Oluşan tülbent daha sonra kurutma işlemine tabi tutulmaktadır. Kurutma işleminden önce, oluşan dokuya kimyasal eklenmesiyle üretilen yapı kurutulduğunda aynı zamanda sabitlenebilmektedir. Bu yöntemin üretim hızı çok yüksektir fakat dokunun kurutulması için yüksek oranda enerjiye ihtiyaç duyulduğundan ekonomik değildir.

KESİKSİZ ELYAF SERME TEKNİKLERİ
Kesiksiz elyaf serme tekniği; polimer eriyiğinin doğrudan tülbente dönüştürülmesinin ardından bağlama (sabitleme) teknikleri ile o elde edilmiş elyafların birbirine yapıştırılmasına dayanmaktadır. Elyaflar elektrostatik yükler veya hava jetleri tarafından doku tabakaları oluşumu sırasında ayrılmaktadır. Heterojen yerleşimi ve havanın zararlarını engellemek için toplama yüzeyi deliklidir. Dokuların bağlanması sıcak iğneler, sıcak silindirler veya polimerlerin belli bölgeleri eritilerek sağlanmaktadır. Bağlanma noktalarında molekül yönlenmesi artar, bu nedenle yüksek oranda çekilmemiş elyaflar ısıl bağlama elyafları, yüksek molekül ağırlığına sahip PP, PET, PA elyafları kullanılmaktadır. Bu teknikte bağlama işlemi elyafların eğrilmesi sırasında olabileceği gibi ayrı bir işlem olarak da uygulanabilmektedir. Aynı doku üzerinde birkaç bağlama yöntemi kullanılırsa doku daha da esnekleşmektedir. Bu şekilde üretilen dokusuz yüzeyler daha düşük gramaj ve daha yüksek mukavemet özellikleri göstermektedir.
Kesiksiz elyaflarda doku oluşturma teknikleri;
Sonsuz elyaf serme, eriyik püskürtme, elektrostatik serme ve ani doku oluşturma olmak üzere 4 farklı şekilde gerçekleştirilebilmektedir.
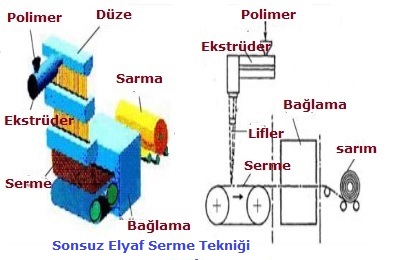
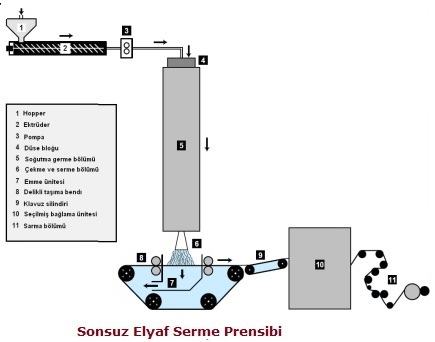
A-Sonsuz Elyaf Serme (Spunbond) Tekniği
En yaygın doku oluşturma yöntemlerinden biri olarak bilinen bu teknikte; elyaf oluşumu ile doku oluşumu aynı anda gerçekleşmektedir. Bu teknikte polimer formundaki termoplastik elyaf cipsleri eritilmekte, yapay elyaf üretimine benzer şekilde düzelerden sabit basınç altında püskürtülmektedir (şekil 20). Oluşan filamentler soğutulmakta, elyaf yapısındaki moleküllerin düzgün yönlenmesini sağlamak amacıyla çekime maruz bırakılmaktadır. Elyaflar, gözenekli yapıda olan taşıyıcı bant üzerine serilmektedir. Dokunun meydana gelmesinin hemen ardından uygulanan ısıl, mekanik ya da kimyasal tekniklerle elyafların birbirine bağlanması gerçekleştirilerek dokusuz yüzeyler elde edilmektedir. Bu teknikle üretilen dokusuz yüzeyler daha hacimsiz, daha sert ve dökümsüz; fakat daha dayanıklı olmaktadır.
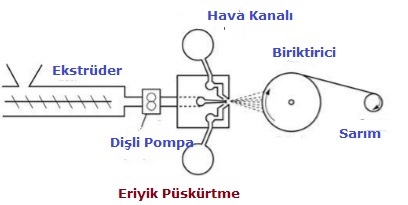
B-Eriyik Püskürtme (Meltbown) Tekniği
Eriyikten püskürme tekniğinde sonsuz elyaf serme işlemine benzer olarak doğrudan termoplastik yapılı polimer eriyiğinden elyaf elde etmek söz konusudur. Bu teknik yüksek hız, sıcak hava ve daha ince elyaflar üretilebilmesi gibi özellikleriyle sonsuz elyaf serme yönteminden ayrılır.

Bu teknikte filamentlerin oluşturulduğu özel bir bölme bulunmakta, elyaflar burada çekilmekte, hızlı hava akımı ile dağıtılmakta ve havanın etkisi ile katılaşarak kesikli hale gelmektedir. Bu haldeki elyaflar, biriktirici bir yüzey üzerinde toplanmakta ve dokuyu oluşturulmaktadır. Oluşturulan doku sabitleştirilerek dokusuz yüzey elde edilmektedir. Eriyikten püskürtme tekniği ile elde edilen dokusuz yüzeyler; yüz maskeleri, ameliyat eldivenleri, tek kullanımlık önlükler, steril sargılar, bayanların kullandığı pedler ve yetişkinler için kullanılan emici ürünler, solunum koruma ürünleri, sıvı gemi torbaları, sigara filtreleri ve bazı özel HEPA filtrelerinde kullanılırlar.
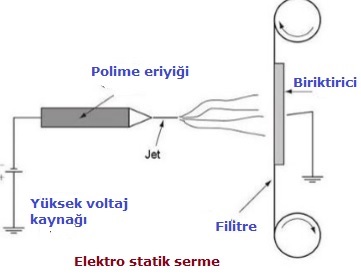
C-Elektrostatik Serme Tekniği
Bu tekniğin temeli; elektrik akımıyla kutuplaştırılarak elektrostatik olarak şarj edilmiş karşılıklı iki elektrod arasında, elektrostatik alan içindeki kuvvetler yardımıyla polimer eriyiğinin elyaf haline dönüştürülmesi ve dokuyu oluşturması esasına dayanmaktadır. Polimerden elektrostatik alan içinde elde edilen elyaflar elektrostatik etki ile düzleme dik olarak, biriktirici yüzey üzerine toplanmakta ve doku haline getirilmektedir.
D-Ani Olarak Doku Oluşturma (Flash Spun) Yöntemi
Sonsuz elyaflı sisteme benzer şekilde gerçekleştirilen bu teknikte, uygun bir çözücü içerisinde çözülmüş yüksek yoğunluklu polimer, ayarlanmış sabit basınçta tutulan bir kap içerisine püskürtülmektedir. Kabın içerisinde çözücü hızla buharlaşmakta ve ardında devamlı bir elyaf yığını bırakmaktadır. Oluşturulan elyaf yığını, bir şablon üzerinde toplanmakta ve doku oluşturulmaktadır.