Tekstil Materyallerinde Sürtünme Tekstil materyallerinde sürtünme, ürünü oluşturan hammaddeler dikkate alındığında sürtünen ;
- yüzey açısından lif sürtünmesi, iplik sürtünmesi ve kumaş sürtünmesi
şeklinde sınıflandırılmaktadır.Tekstil materyalleri kendi aralarında sürtünerek
- Lif- lif,
- İplik-iplik,
- Kumaş-kumaş
Sürtünmesini oluştururken diğer yüzeylerle sürtünerek
- Lif- materyal,
- İplik-materyal,
- Kumaş-materyal
Sürtünmesini oluştururlar.
Hammaddeler açısından sürtünme kuvvetinin bu şekilde sınıflandırılmasının sebeb;
- İplik için hammaddenin lif,
- Kumaş için hammaddenin iplik,
- Konfeksiyon ürünü için ana hammaddenin kumaş
Olmasından kaynaklanmaktadır. Bütün tekstil materyalleri doğadaki tüm materyallerde olduğu gibi sürtünme kuvvetleri etkisi altında kalmaktadır. Tekstillerde kimi zaman istenen kimi zaman da istenmeyen bir durum olan sürtünme liften kumaşa kadar bütün tekstil materyallerinde ortaya çıkmaktadır. Sürtünme bütün işlemler boyunca yapılan işlemlerin etkinliğini etkilemekle birlikte, oluşan ürünün kalitesini ve performansını da etkileyeceğinden son derece önemli bir özelliktir.
LİF SÜRTÜNMESİ
- Lif sürtünmesi, iplik üretimi sırasında çekim işlemleri boyunca liflerin davranışını etkileyen faktörlerden biridir.
- Lif sürtünmesi tarama, çekim ve eğirme işlemlerinde etkin rol oynamaktadır.
- Liflerde oluşacak yüksek sürtünme çekime izin vermek ve lif mukavemetinin iplik mukavemetine etkin bir şekilde transferini sağlamak için gerekli iken, düşük sürtünme ipliklerin kılavuzlardan kolay geçişini sağlamak, liflerdeki ve sürtünen yüzeylerdeki aşınmayı minimuma indirmek için gereklidir.
- Lif sürtünmesi kesikli liflerden yapılan ipliklerde lifler arası kohezyonu, dolayısıyla iplik mukavemetini, lif ve ipliklerin hareketi sırasında oluşan gerilmeleri, çeşitli tekstil makinelerindeki kılavuzların aşınmasını, kumaşın keçeleşme ve çekme değerlerini bununla birlikte kumaşın tutumunu etkilemektedir.
İPLİK SÜRTÜNMESİ
- İplik sürtünmesi, işlemler boyunca iplik davranışlarını belirlemesinin yanı sıra üretilen kumaşın eğilme, gerilme, sürtünme özellikleri gibi temel özelliklerini ve iplik tüylülüğü ile birlikte boncuklanma oluşumunu, aşınma ve giyim dayanımını, yumuşaklık gibi diğer özelliklerini de etkileyen bir faktördür.

KUMAŞ SÜRTÜNMESİ
Kumaş sürtünmesi;
- Kumaşın gerilme özelliklerini,
- Tutumunu,
- Konforunu,
- Aşınma ve boncuklanma direncini,
- Dökümlülüğünü,
- Sıkıştırılabilirliğini
- Çekme davranışını
Etkilemektedir.
Kumaşlar için hesaplanan sürtünme katsayısı kumaşın konfor özelliklerini ve yüzey düzgünlüğünü tahminlemede kullanılan bir parametredir. Ancak yalnızca sürtünme parametreleri ile bir tahminleme yapılamamaktadır.
İPLİK SÜRTÜNMESİ VE İPLİK SÜRTÜNMESİNİ ETKİLEYEN FAKTÖRLER
İpliklerin ipliklere ve diğer materyallere sürtünmesi, ipliklerin üretimi ve kumaş oluşumu sırasındaki davranışları ile kumaş içerisindeki davranışlarını belirleyen en önemli faktörlerdendir.
- İplik sürtünmesi gerek iplik üretimi, gerekse kumaş oluşumu ve kullanımı sırasında ön plana çıkan özelliklerden biridir. Kimi zaman istenen kimİ zaman da istenmeyen yüzey sürtünmesi, iplik oluşumundan son ürünün oluşumuna kadar tekstillerin tüm üretim aşamalarında ortaya çıkmaktadır.
- Bu sürtünme sonucu ipliğin ve dolayısıyla bu iplikten oluşturulan kumaşın fiziksel, mekanik ve yüzey özelliklerinde birtakım değişiklikler meydana gelmektedir.
- İplik henüz oluşum aşamasında iken çeşitli yüzeylerle sürtünmekte ve bobine sarıldığı anda da iplikler kendi aralarında sürtünmeye devam etmektedir.
- Kumaş üretimi açısından bakıldığında ise, ipliğin sürtünme özelliklerindeki değişim iplik gerginliğinde değişimlere sebep olmakta, ortaya çıkan bu durum ise ipliğin az ya da çok veya gevşek ya da sıkı olarak üretime beslenmesi ile kalite problemlerine neden olmaktadır.
- Kumaş oluşumundan sonra ise kumaş yapısı içerisindeki iplikler temas yüzeylerinde birbiriyle sürtünmeye devam etmektedir.
- Bunun dışında iplik sürtünmesinin önemli olduğu diğer bir üretim aşaması ise konfeksiyon aşamasıdır.
- Konfeksiyon işlemleri sırasında kumaşlar bitmiş ürünü meydana getirmek için birleştirilmektedir.
- Bu aşamada ise iki kumaşı birbirine birleştiren dikiş ipliği dikiş makinalarında iğne v.b diğer yüzeylerle sürtünmekte bunun yanında kumaş içerisinde ilerlerken iplik- iplik sürtünmesi oluşmaktadır.
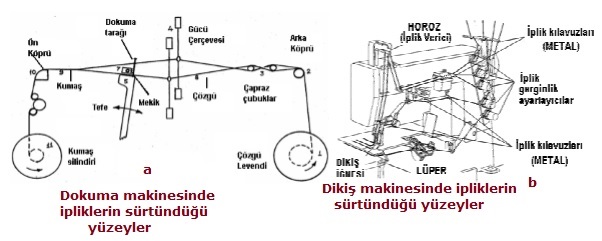
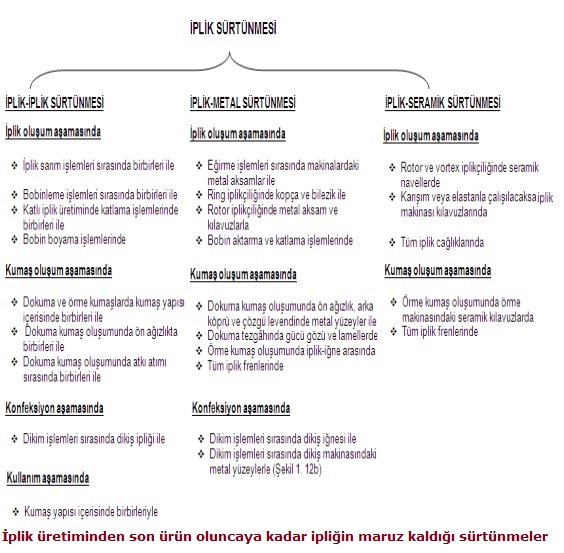
İplik sürtünmesi sürtünen yüzey açısından iplik-iplik ve iplik-materyal sürtünmesi olarak sınıflandırılmaktadır. İplik-metal sürtünmesinin yanı sıra iplik-seramik sürtünmesi de iplikler söz konusu olduğunda karşımıza en çok çıkan sürtünme çeşitlerindendir. Aşağıda görüldüğü gibi iplikler, dokuma kumaş üretiminin ilk aşaması olan dokuma tezgahında da, üretimin son aşaması olan konfeksiyon işleminde de birbirlerine ve diğer yüzeylere sürekli temas halindedir.
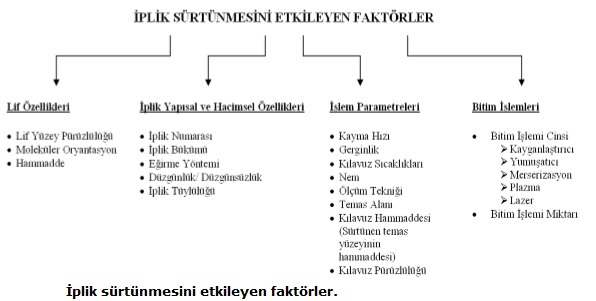
İplik sürtünme özellikleri genel olarak lif sürtünmesi ve iplik yüzey özellikleri tarafından belirlenmektedir. Bir başka deyişle iplik sürtünmesini etkileyen faktörler ipliğin yüzeysel özellikleri ile birlikte ipliğin yapısal ve hacimsel özellikleridir.
LİF ÖZELLİKLERİNİN İPLİK SÜRTÜNMESİNE ETKİSİ
- İpliklerin tüm yapısal ve mekanik özelliklerini etkileyen en önemli faktör liflerin özellikleridir.
İplik numarası, iplik mukavemeti, iplik tüylülüğü gibi iplik özelliklerinin tamamı liflerin yapısal özellikleriyle birebir ilgili olup bu özelliklerden büyük ölçüde etkilenmektedir. Bu durum iplik sürtünmesi için de geçerli olacaktır.
- Bir ipliğin bünyesinde bulunan liflerin tüylülüğü ya da yüzeylerindeki mikro çıkıntılar iplik sürtünmesini etkileyecektir.
- Bu nedenle ipliğin hammaddesi olan liflerin cinsi ve sahip olduğu özellikler iplik sürtünmesini belirlemede birinci dereceden etkilidir.
Gelişen teknolojiler ve değişen tüketici gereksinimleri nedeniyle günümüzde ipliklerde hammadde olarak doğal liflerin yanı sıra değişik özelliklere sahip birçok kimyasal ve rejenere lif de kullanılmaktadır. Bu liflerin performans özelliklerinin farklı olmasının yanı sıra yüzey özellikleri de farklıdır.
- Sürtünme kuvveti materyallerin cinsine bağlı olduğundan ipliğin hammaddesi olan lifler farklılaştığında diğer özellikleri aynı olsa da gösterecekleri sürtünme davranışları da farklı olacaktır.
İPLİK YAPISAL VE HACİMSEL ÖZELLİKLERİNİN İPLİK SÜRTÜNMESİNE ETKİSİ
İpliklerin hammaddesi olan liflerin özellikleri doğrultusunda belirlenen diğer iplik özellikleri de iplik sürtünmesini etkileyen faktörler arasındadır. Bu özellikler iplik numarası, iplik bükümü, iplik tüylülüğü ve iplik düzgünsüzlüğüdür.
- Ayrıca liflerin iplik yapısındaki yerleşimlerini belirleyen faktörlerden birisi olan eğirme teknolojisi de diğer bütün iplik özelliklerinde olduğu gibi iplik sürtünmesinde de oldukça önemli bir etkendir.
Çünkü günümüzde kullanılan farklı eğirme teknolojilerinde lifler iplik yapısı içerisinde farklı yerleşimler göstermekte ve bu yapı içerisine farklı şekillerde entegre olmaktadırlar. Örneğin OE rotor iplikçiliğinde eğirme teknolojisinin etkisiyle ipliklerde kemer lifleri oluşmakta, bu da iplik yüzey özelliklerini etkilemektedir. Aynı örnek ring ya da friksiyon iplikçiliğinde de geçerli olup, bu teknolojilerle üretilen iplikler de birbirlerinden farklı yüzey özellikleri göstereceğinden birbirlerinden farklı sürtünme davranışları sergileyecektir.
İPLİK SÜRTÜNMESİNİN ÖLÇÜLMESİ
Lif sürtünmesini ölçmek amacıyla kullanılan birçok yöntem iplik sürtünmesini belirlemek amacıyla da kullanılabilmektedir. İplik sürtünmesi, noktasal ve çizgisel temas yöntemleri olmak üzere temel olarak iki farklı prensiple belirlenmektedir.
Noktasal Temas Yöntemleri
Literatür incelendiğinde araştırmacıların iplik sürtünmesini belirlemede Howell Yöntemi, Asılı Lif Yöntemi, Eğik Lif Yöntemi ve Sitra Sürtünme Yöntemi olarak adlandırılan yöntemleri kullandıkları ancak günümüzde bu yöntemler yerine daha çok çizgisel temas yöntemlerinin tercih edildiği görülmektedir.
Çizgisel Temas Yöntemleri
Çizgisel temas yöntemleri noktasal temas yöntemlerinden farklı olarak çok sayıda araştırmacı tarafından kullanılmış standart yöntemlerdir. Amerikan Standartlarında çizgisel temas yöntemlerinden Capstan Yöntemi ve Bükülmüş İplik Yöntemi iplik- iplik sürtünmesini belirlemek için kullanılan standart yöntem olarak belirtilmiştir.
Yöntemde iki lif ya da iplik belirli dönüş sayısında büküldükten sonra lif ya da ipliklerden birinin ucuna sabit bir gerginlik yerleştirilir ve diğerinin ucundaki gerginlik bağıl hareket başlayana kadar arttırılır.
- Capstan Yöntemi
Capstan yönteminde sarım açısı noktasal temasa yakın olacak şekilde küçüktür ve sarım açısı(wrap angle) değiştirilerek noktasal ya da çizgisel temas sağlanabilir. ASTM D 3412’ye göre Capstan yönteminde ipliğin geçtiği makara ya da düzenek iplikle sarılarak iplik-iplik sürtünmesi ölçülmektedir. Ayrıca ipliğin geçtiği makarada herhangi bir materyal kullanılarak iplik- materyal sürtünmesinin ölçülmesi mümkündür.

- Standartlara göre Capstan Yöntemi’nde iplik 48 mm çaplı bir silindire 180º sarım açısı ile sarılmaktadır.
- İpliğin bir ucunda gerekli giriş gerginliğini sağlamak amacıyla sabit bir ağırlık bulunmaktadır.
- Yöntemde iplik-iplik sürtünmesini ölçmek amacıyla silindir üzerine sarılan iplik sarım yapılan yüzeyi tamamen kaplamalıdır.
- Çevresine iplik sarılmış silindir sürtünme aparatına aktarılır ve yukarıda görüldüğü gibi silindirin çevresini kaplayan ipliğin aynısı silindirin üzerine asılır.
- Kesikli lif ipliklerinde iki kat iplik kullanılır. Giriş gerginliği 10±0,5 mN/tex olarak ayarlanmaktadır. Silindir 0,02 m/dak hızla dönerken gerginlik ölçeri tarafından çıkış gerginliği ölçülmektedir.
Bükülmüş İplik Yöntemi
Bükülmüş iplik yönteminde iplik 900º sarım açısı ile sarılmaktadır. Aşağıda bükülmüş iplik yönteminin şematik diyagramı gösterilmektedir.

Bu yöntemde ipliğe katlama bükümü verilmektedir. İpliğin çıkış ucu kontrollü bir şekilde çekilmektedir. İpliğin giriş gerginliği sürekli kontrol edilerek beslenme ve çıkış gerginliği ölçülmektedir. Yöntemde ipliğe verilen katlama bükümü sayısı, büküm verildikten sonra iplikler arasındaki açı, giriş ve çıkış gerginlikleri tam olarak bilinmelidir. Giriş gerginliği gerginlik ayarlayıcı bir sistem yardımıyla belirlenmektedir.
İPLİK-MATERYAL SÜRTÜNMESİNİN BELİRLENMESİNDE KULLANILAN ÇİZGİSEL TANIMA YÖNTEMLERİ
Tekstil materyalleri için iplik-iplik sürtünmesinin yanı sıra iplik- materyal sürtünmesi de yapılan işlemlerin etkinliğini ve ürünün özelliklerini etkilediğinden bu sürtünmeyi belirlemek amacıyla da çeşitli aparatlar ve cihazlar geliştirilmiştir.
- İplik- iplik sürtünmesini belirlemek amacıyla kullanılan Capstan Yöntemi’nde ipliğin geçtiği makaraya iplik sarılmaksızın herhangi bir materyal sarılarak iplik- materyal sürtünmesi ölçülmektedir.
- İplik- iplik sürtünmesini belirlemek amacıyla kullanılan bükülmüş iplik yönteminde ipliğe katlama bükümü verilmektedir.
- İplik- materyal sürtünmesi içinse ipliğe katlama bükümünün verilmemesi ve ipliğin başka bir materyal yüzeyine temas etmesi gerekmektedir.
Bu amaçla standartlarda bükülmüş iplik yönteminde kullanılan düzenek iplik-materyal sürtünmesini belirlemek için de standart düzenek olarak gösterilmiştir ve ipliğe herhangi bir katlama bükümü verilmeksizin ipliğin geçtiği makaraya bir ya da birkaç sürtünme pimi yerleştirilmiştir. Bu düzenekte ipliğe istenilen sarım açısı verilerek iplik-materyal sürtünmesi belirlenmektedir. Bu amaçla kullanılan aparatlardan bir kısmı iplik sürtünmesini doğrudan verirken, bir kısmında iplik sürtünme katsayısı giriş ve çıkış gerginliği aracılığıyla hesaplanmaktadır.
İplik-materyal sürtünmesini doğrudan vermeyen aparatta iplik giriş gerginliği belli bir değere ayarlanarak kontrol edilmekte ve çıkış gerginliği ölçüldükten sonra iplik sürtünme katsayısı hesaplanmaktadır. Aşağıdaki şekilde gösterilmiştir. Burada ipliğin geçtiği makaraya bir ya da birkaç sürtünme pimi yerleştirilerek ve istenen sarım açısı verilerek iplik materyal sürtünmesinin belirlenmesi amaçlanmıştır. Standartlarda giriş gerginliği 9,8±1 mN/tex, hız 100 m/dak, sarım açısı 180º veya 360º olarak önerilmektedir.

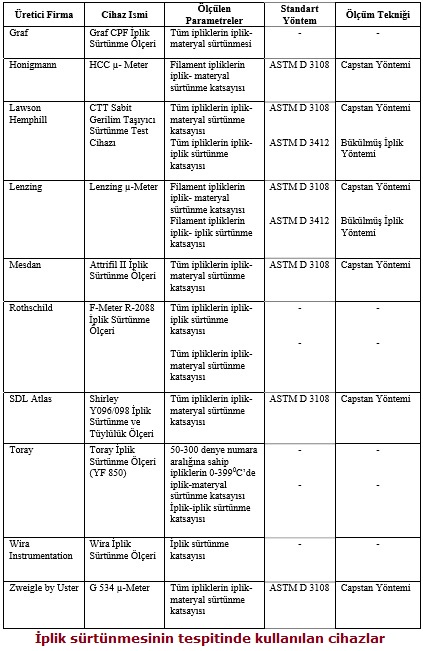
İPLİK SÜRTÜNMESİ ÖLÇÜMÜNDE KULLANILAN CİHAZLAR
İplik sürtünmesini belirlemek amacıyla ortaya konan yöntemler ve aparatlar dışında çeşitli firmaların değişik özelliklere ve teknolojilere sahip iplik sürtünme test cihazlarını geliştirmesi ve üretmesi kaçınılmaz olmuştur. Test cihazı üreten firmalar tarafından geliştirilen iplik sürtünme test cihazları, temel olarak bükülmüş iplik yöntemi ve Capstan yöntemini kullanarak iplik-iplik ve iplik-materyal sürtünme katsayılarını belirlemektedir. Aşağıda verilen test cihazlarının iplik sürtünmesi konusunda test cihazı üreten firmalar tarafından önerildiği görülmektedir.