
FİLAMENT İPLİKLERDE KIVIRCIK KOTROLÜ
Tüm kimyasal lifler az sayıda kıvrımlıdır yani cam lifleri gibi düz değildir. Farklı boyutlarda dalgalanmalar gösterir. Textüre filament iplikler ise kıvrımlıdır. Kıvrımlılık ölçümüyle bu kıvrılma dalgalarının sayısı ve boyutu tarif edilmektedir.

Filament burulma terazisinde (ondülasyon terazisi) düşük bir ön gerilime maruz bırakılır. Filament böylece düz bir eksene sahip olur, ancak kıvrımlılığını yitirmez. Bu kuvvet altında filament boyu ölçülür ( L1); ayrıca lifin kıvrımları yukarıdaki şekilde gösterildiği gibi sayılır. Filament üzerindeki kıvrımlar giderilene ve filament düz bir hal alana kadar kuvvet arttırılır. Ancak bu kuvvet, filamentin kendisini uzatmamalıdır. Bu şekilde ölçülen boy ( L2 ) olarak tanımlanır.
KIVIRCIK KONTROL CİHAZI ( TEXTURMAT CİHAZI )

Texturmat cihazının kısımları:
1- Ana gövde
2-Hassas terazi
3-Magazinler
4-Proses kontrol bilgisayarı ve printer
5- Kaynama çekme test için sıcak su kazanı
6-Texturmat testleri için sıcak hava fırını
7-Çıkrık
Texturmat Cihazı İle Ölçüm
Texturmat cihazında ölçüm yapabilmek için ölçülecek materyal çevresi 1 metre olan çıkrıkta çile hâline getirilir. Eşit deney şartlarını sağlayabilmek için büyük metrajda filament iplik sarılması gerekir. Filament iplik çile haline getirildiğinde çile kalınlığı 2500 Dtex (2250 denye) olmalıdır. Çile sarılırken filament ipliğe bir ön gerilim verilmek zorundadır. Bu da 1g/tex olarak kabul edilir.
Filament iplik çıkrığa sarıldıktan sonra kıvırcıklığı henüz sabitlenmemiştir. Kıvırcıklığın sabitleştirilmesi için çileler 10 dakika süre ile üzerlerine hiçbir ağırlık asılmadan sıcak hava fırınında 120ºC’de 10 dakika bekletilerek ( PA ve PES iplikler ) şartlara uyumu sağlanır. Bu şekilde kıvrım oluşumu amaçlanır.
Fırın sıcaklığı:
1-PA-PES iplikler için 120ºC
2- Asetat iplikler için 100ºC
3-Akrilik iplikler için 80ºC’dir.
Fırından çıkarılan filament iplikler standart klima şartlarında ( 20ºC ± 2 sıcaklık ve % 65 ± 2 nisbi rutubet) 12 saat süre ile bekletilir. Isıtma dolabının, çile sehpasına oturacağı bir yuvası vardır. Çileler bu sehpaya daha önce asılır ve fırının içerisine konulur. Texturmat cihazının sehpa yerleştirileceği kısmı çekmece şeklinde yapılmıştır. Çekmece dışarıya çekilir ve üzerine sehpa yerleştirilerek tekrar içeri sürülür. Sehpa çekmecesinin önünde bulunan siyah saplı düğme saat yönünde döndürülerek üst tarafından da sabitlenir. Bundan sonra alet çalışmaya hazırdır. Ana şalter açıldığında (1) numaralı pozisyon ölçme çatalının karşısına gelir. Bundan sonra “START” düğmesine basılarak deney başlamış olur. Ölçme çatalının ilk hareketinden önce 40 saniyelik bir bekleme süresi olur. Bu süre içerisinde cihaz bütün zaman ölçme sayacını ve kumanda aletini başlangıç ayarına getirir. Birinci ölçme periyodunda çekilmiş filament ipliğin boyu (Lg) ölçümünü yapar ve yazıcı (Lg) uzunluğunu yazar. Sonra sehpa dönerek ikinci çileyi ölçme pozisyonuna getirir. Daha sonra tüm çilelerin Lg uzunlukları yazıcı tarafından yazdırılır. Lg (çekilmiş ipliğin boyu) uzunluklarının ölçümü bittikten sonra ikinci periyot olan Lz (kıvırcıklandırıldıktan sonraki boyu) uzunluklarının ölçümü başlar. Ölçme değeri direkt olarak Lz uzunluğuna ulaştıktan sonra yazıcı tarafından yazılır. Lz değeri ölçülürken ön gerilim ağırlığı (Pz) 2.5 cN tatbik edilir. Üçüncü periyotta her çile ilk önce Pb (= 25 cN)’lik bir ağırlıkla yüklenir. 10 saniye süre ile bu ağırlık altında kalır.
Dördüncü periyotta Lb değeri ön gerilim ağırlığı ile ölçülür. Cihaz sesli bir sinyalle deneyin bittiğini bildirir.
Ölçülen Değerler
Texturmat cihazı ile ölçülen değerler kıvrım kısalması, kıvrım modülü ve kıvrım kalıcılığı hesaplamalarında kullanılır.
Kıvrım Kısalması(%CC;EK)
Çekilmiş ipliğin boyu ile (Lg) ile.kıvırcıklandıktan sonra (Lz) boyu arasındaki farkın çekilmiş ipliğin (Lg) boyuna oranı kıvrım kısalmasını verir.
Lg-Lz
Kıvrım kısalması (%CC) = --------------------- x 100 formülü ile hesaplanır.
Lg
Kıvrım Modülü (% CM; KK)
Çekilmiş ipliğin Lg boyu ile belirli bir çekme yükü 25 gram ile çekilen ipliğin boyu Lf arasındaki farkın, çekilmiş ipliğin boyuna oranıdır.
Lg-Lf
Kıvrım modülü (%CM) = ------------------------- x 100 Formülü ile hesaplanır.
Lg
Kıvrım Kalıcılığı (%CS;KB)
Çekilmiş ipliğin Lg boyu ile belirli bir çekme yükü 2.5 gram ile çekilen ipliğin boyu Lb arasındaki farkın; çekilmiş ipliğin boyu Lg ile kıvırcıklandırıldıktan sonraki boyu Lz arasındaki farka oranıdır.
Lg-Lb
Kıvrım kalıcılığı (%CS) = % = --------------------- x 100 formülü ile hesaplanır.
Lg- Lz
Yağ miktarı kontrolü
İplikte %Yağ Miktarı Tayini
Filament ipliğin tekstüresi esnasında sürtünmeyi azaltmak ve statik elektriklenmeyi azaltmak amacıyla tekstüre yağlarından ve POY(ön çekime uğramış kısmi oryante iplik) ipliklerin bünyesindeki yağlardan yararlanılır. Filament iplikte yağ tayini ile POY ipliklerde bulunan yağ oranının istenilen oranda olup olmadığı tespit edilir.
Test Metodu
1-Yağ testi yapılacak olan bobinler çıkrık makinesinde sarılır ( Yaklaşık 2 kg) .
2-Bobinlerin pozisyon numaraları ‘yağ testi defterine’ yazılır.
3-Çıkrık makinesinde sarılmış olan çileler, hassas terazideki beherin (darası alındıktan sonra) içine koyarak tartılır.
4-Çilelerin iplik gramajları yağ testi defterinde yazılı olan pozisyonlarına göre yazılır.
5-Hassas terazide tartılan iplik çilelerinin her biri için ayrı ayrı beherler hassas terazide tartılır. Boş beherlerin gramajı ‘yağ testi defterine’ yazılır.

1-Çileler sırasıyla ayırma hunilerinin içine konur.
2-Isıtıcının altı açılır (150ºC) .
3-Cam çubuk yardımıyla çileler dibe doğru sıkıştırılır.
4-Ayırma hunilerinin içine yaklaşık 20 mg yağ çözücü özelliğine sahip petrol eteri dökülür.
5-İplik çileleri petrol eterinin içinde yaklaşık 10 dk. yağın çözülmesi için bekletilir.
6-10 dk. sonunda iplik çileleri bir kanca yardımı ile ayırma hunisinin içinde çalkalanır.
7-Ayırma hunisinin ağzına doğru iplik çileleri çekilir ve huninin ağzında bırakılır.
8-Süzüldükten sonra cımbız yardımı ile çilelerdeki son eterde sıkılır.
9-Sırasıyla tartılan boş beherler, sırası karıştırılmadan 100ºC’de ısıtıcının üstüne, muslukların altına konur.
10-Musluklar açılır. Beherlere dökülen petrol eteri beherden buharlaşıp uçana kadar ısıtıcının üzerinde kalır.
11-Petrol eteri uçtuktan sonra ısıtıcının altı kapanır.
12-Isıtıcının üzerindeki yağlı beherler, tepsinin üzerine alınarak soğumaya bırakılır.
13-Soğuduktan sonra yağlı beherler hassas terazide tekrar tartılır ve formül uygulanır.
A-B
Yağ testi formülü= ------------- x100
C
A=İçinde yağ numunesi bulunan beherin ağırlığı (g)
B=Başlangıçtaki boş beherin ağırlığı (g)
C=İplik numunesinin ağırlığı (g)
Test Sonuçlarını Değerlendirmek
Test sonuçlarından elde edilen değerler filament iplik üretim planındaki değerlerle kontrol edilerek, filament ipliğin yüksek kalitede ve randımanda üretilmesini sağlar.
İPLİK NUMARA ÇIKRIĞI (METRE ÇIKRIĞI )
İpliklerin belirli uzunluklarda kesilmesi için uzunluğu ölçmeye yarayan ve çıkrık denilen aletler kullanılır. Numarası tespit edilecek iplik aynı anda 5, 7, 10 numuneyi 1mt adımlarla bobinden ya da kopstan çıkrığa belirli uzunlukta sarar. Çıkrıkta belirli devir sayısı belirli uzunluk değerini verir.
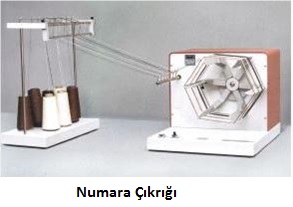
Numune alınacak iplik eğer numara tex olarak ifade edilecekse 1 metre çevre uzunluğuna sahip olan çıkrık 100 tur, numara denye olarak ifade edilecekse 90 tur sardırılır. Numune iplikler cihaza yerleştirilerek aynı anda 1’den fazla numune sardırılabilir. Uzunlukları aynı olacaktır.

HASSAS TERAZİ
Uzunluk değerleri belirlenmiş olan iplikler, 1 mg hassasiyetli bir terazide tartılarak ağırlıkları bulunur.Ağırlıkları bulunan ipliklerin uzunlukları da belli olduğundan numara kolaylıkla bulunabilir.
Hassas terazi, ana ünite ve yazıcıdan oluşan bu sistem ile çıkrıkta sarılmış çile veya uzunluğu belli olan iplik, hassas terazinin kefesine konularak numarası tespit edilir. Terazi ölçtüğü ağırlığı veri olarak ana üniteye gönderir. Ana ünite ise daha önceden ayarlanan parametrelere göre iplik numarasını Nm, dTex, denye birimlerinde ekranında gösterir. İplik numarasının dışında fitil ve şerit numarası da ölçülebilir. Numaralar birbirine dönüştürülerek hesaplanabilir.

MUKAVEMET VE KOPMA UZUNLUĞU KONTROLÜ
İplik Mukavemet Sapmalarının Tespitinin Amacı
İplik mukavemeti, ipliğin uygulanan bir yüke gösterdiği dirençtir. İplikte mukavemet önemli bir faktördür. Özellikle üretilen ipliğin kullanımı sırasında verimliliğin yüksek olması için iplikteki mukavemet değerinin yüksek olması; zaman kaybını azaltır, kalite ve estetiği yükseltir. İplik kopuşunu ve makine duraklamalarını azaltır, maliyeti düşürür.
İplik mukavemetini etkileyen faktörleri şöyle sıralayabiliriz:
1-Elyaf uzunluğu
2-Elyaf inceliği
3-İplik yapısındaki moleküllerin dağılımları
4-İplikleri meydana getiren ham maddeler
5-Düzgünsüzlük oranı
6-Büküm
Mukavemet genel olarak kopma mukavemeti ve uzama yüzdesi değerleriyle belirlenir. Bunların yanında iplikteki mukavemeti belirleyen birtakım parametreler de vardır. Bunların toplamı ipliğin mukavemeti hakkında bilgi verir.
İplikte mukavemet genel olarak aşağıdaki başlıklar ile incelenmektedir:
1-Kopma mukavemeti
2-Uzama yüzdesi
3-Kopma uzunluğu
4-Kopma yükü
5-Kopma gerilimi
6- İplikte mukavemet tayini
Kopma Mukavemeti
İplikte kopma mukavemeti; ipliğin gerilime dayanma kabiliyeti ya da kopma dayanımıdır. Buna ipliğin kopma gerilimi adı da verilebilir. Kopmaya kadar ilerletilen bir gerginlik direnci deneyinde oluşan maksimum dirençtir. Kopma mukavemeti denye başına gram ya da tex başına gram olarak ölçülür ve birim iplik sayısına düşen kuvvet olarak ifade edilir.
1-Denye mukavemeti: Bir denyelik ipliği veya elyafı koparmak için gerekli gram ya da ağırlık (g/den).
2-Tex mukavemeti: Bir tex’lik ipliği veya elyafı koparmak için gerekli gram ya da ağırlık (g/tex).
Uzama Yüzdesi
Bir ipliğin gerilim altındaki uzama derecesinin ölçüsüdür.
Uzama oranı üç şekilde ifade edilir.
1-Uzunluk olarak
2-İlk uzunluğun yüzdesi olarak
3-İlk uzunluğun bir bölümü olarak
Kritik uzama noktasına kadar uzatılmış bir mamulden kuvvet uygulaması kaldırıldığında hızla başlangıca geri döner. Bu noktadan sonra makro molekül zincirlerinin kopması ile esneme sağlanacağından başlangıç noktasına geri dönme mümkün değildir. Bir ipliği kopma noktasına kadar germe etkisiyle esnetme veya uzatma onun uzama kabiliyetini ya da uzayabilirliğini belirtir. Germe kuvvetinin uygulanmasından sonra ipliğin uzunluğundaki değişme ya da deformasyon orijinal uzunluğunun yüzdesi olarak ölçülür.
Kopma Uzunluğu
Bir ipliğin kendi ağırlığı ile koptuğu uzunluktur. Filament ipliklerde moleküler yapının düzgün olup olmaması kopma uzunluğunu etkileyen en önemli etkenlerden birisidir. Lineer alanlar (moleküllerin düzgün olarak bulunduğu yerler) fazla ise kopma uzunluğu fazla; amorf alanlar (moleküllerin dağınık olarak bulunduğu yerler) fazla ise kopma uzunluğu azdır. Kopma uzunluğu, farklı numaralandırma sistemlerine sahip değişik kontrol malzemelerinin birbiri ile karşılaştırılmasını mümkün kılan bir ölçüdür. Kopma uzunluğunun, kopma kilometresi kısaltması Rkm’dir.
Kopma Yükü
Kopma gerginliğini geliştiren, ipliğin kopması için gerekli olan yüktür. Doğrusu bunu “Newton” olarak ifade etmektir. Kopma yükü, eğer gram ağırlık veya libre ağırlık olarak ifade edilmişse bulunulan yerin şartlarına göre değişecektir.
İPLİK NUMUNELERİNİ ALMA
Kontrol yapılacak numune iplikler makinelerden sıralı olarak alınırlar. Sürekli yapılan laboratuvar kontrollerinde her bobinden el kontrollü makinelerde 3 numune otomatik kontrollü makinelerde 5 numune almak yeterlidir.
İplik numarasında kullanılacak olan numara her zaman ölçülen numara olarak alınmalıdır.
MUKAVEMET CİHAZI
Mukavemet testlerinde kullanılan ölçme cihazı aşağıda verilen şartları sağlamalıdır.
1-Numuneye sabit yük artışı uygulayan veya numuneye aynı zamanda sabit miktarda uzama sağlayan,
2-Uygulanan kuvvet altında iplikteki uzama miktarını otomatik olarak ölçen,
3-Numuneyi koparmak için gereken yükü hesaplayan ve gösteren,
4- Maksimum yüke kadar uzamaları ölçen ve gösteren,
5-İpliği güvenli bir şekilde tutan, bunun sonucunda çenelerdeki kıstırma sonucu iplik kopmasına imkân vermeyen,
6-Numuneye maksimum yükü 20 ± 3 saniyede yükleyecek şekilde olmalıdır.
İplikte mukavemeti belirlemek amacıyla çeşitli alet ve cihazlardan yararlanılır. Günümüzde modernleşen makinelerin yanında hâli hazırda eski model olup hâlâ kullanılan mukavemet test cihazları da mevcuttur.


FLAMENT İPLİKTE MUKAVEMET TAYİNİ
Filament iplik, mukavemet ve kopma uzaması ve kopma yüklerini, eş zamanda eş test hızı prensibine göre tespit etmek için;
1-Kontrolden önce bütün numuneler iklimlendirilir.
2-İplik cinsine göre daha önceden parametre ayarı yapılmış program seçilir,
3-POY ipliklerde; kıskaçlar arasındaki mesafe 200 mm ±1 mm; test hızı 1500 mm/dk; ön gerilim 0.05 g/ tex
4-Tekstüre, bükümlü, FDY vb. ipliklerde; kıskaçlar arasındaki mesafe 200 mm±1mm; test hızı ipliğin kopma süresi 20 sn. olacak şekilde ayarlanır.
5-Kontrole başlamadan önce iplik yüzeyinden 1000 metre iplik çözülür.
6-Her numune için mukavemet ölçüm cihazı çalıştırılır.
7-Mukavemet ölçme cihazı her numune için 5 çekim yaparak ortalama değeri verir.
Kontrolün yapılışı:
İplik mukavemetinin ölçümünde; numarası belirli olan ipliğin belirli bir uzunluğu makinenin biri sabit diğeri hareketli iki çenesi arasına yerleştirilir.


Yerleştirilen bu ipliğe giderek artan bir kuvvet uygulanır. Bu kuvvetin etkisiyle iplikte bir miktar uzama görülür ve ipliğin dayanıklılık derecesine göre herhangi bir kuvvet değerinde iplik kopar. Bu değer makinenin gösterge tablosundan (skaladan) okunarak not edilir veya yazıcıdan çıktı olarak alınır.İplik mukavemeti ifadesinin sadece ipliğin kopmadan dayandığı maksimum kuvvet olarak tanımlanması doğru olmayacaktır. Çünkü kesitinde daha fazla lif içeren iplik daha yüksek kuvvetlere dayanım gösterecektir.
Bu durumda daha düşük kuvvette kopan ipliğin kötü daha yüksek kuvvette kopan ipliğin iyi olduğu sonucu çıkarılamaz. Bu nedenle iplik mukavemeti değeri ifadesine iplik numarası (lineer yoğunluğu) da katılmalıdır. Buna göre iplik mukavemeti değeri, ölçülen bu kopma kuvvetinin iplik numarasına (lineer yoğunluğuna) oranı olarak ifade edilir ve ölçüm birimlerine göre g/tex veya cN/tex Ģeklinde gösterilir. İplik mukavemeti değeri için “Rkm” ifadesi yaygın olarak kullanılmakta olup bu değer ipliğin, düşey olarak asıldığında kendi ağırlığı ile koptuğu uzunluğun km olarak ifadesidir.
İplikte mukavemet aşağıdaki şekilde hesaplanır.
1-Mukavemet (gram /tex) = ortalama kopma kuvveti (gram) / ölçülen tex
2-Mukavemet {gram / denye) = ortalama kopma kuvveti (gram) / ölçülen denye
