
POY üretim işlemi direkt (sıvı polimer) ve extruderli (cips beslemeli) üretim olarak iki farklı şekilde yapılmaktadır.

Direkt Üretim
Polikondenzasyon tesisinden gelen sıvı polimer direkt üretim pozisyonlarına beslenir. Bu işlemlerden sonra yapılan her aşama extruder (cips beslemeli) üretim ile aynıdır.
Extruderli (Cips Beslemeli) Üretim
Polikondenzasyon tesisinde granül olarak kesilen polyester cipsler, çuval veya cips stok silolarından pnömatik olarak üretim yaş cips silosuna beslenir. Kurutma tesisinde yaş cips silosundan beslenen cipsler kristalizasyon ve kurutma işlemleri yapıldıktan sonra extruder makinesine sevk edilir. Extruderde kurutulmuş cipsler eritilip belli bir basınca maruz bırakıldıktan sonra filtrasyon işleminden geçer ve her üretim pozisyonu için polimer metlinin eşit geçiş zamanını garanti eden özel olarak düzenlenmiş dağıtım boru sistemine gönderilir.
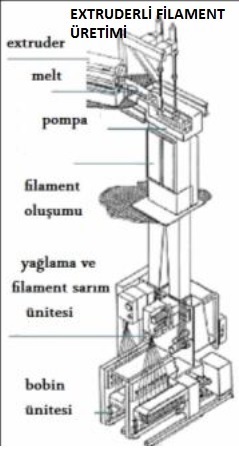
Dağıtım boru sisteminin içindeki statik mikserler boru sistemi içinde herhangi bir ölü nokta yaratmaksızın polimer metlinde üniform bir sıcaklık sağlar. Eriyik pompaları polimer metlini, filtrelemek ve düzenin içindeki küçük deliklerin içinde fışkırtılarak filament hâline getirilmek üzere düzenli bir akış şeklinde düze paketlerine beslenir. Üretim molyfoltları HTM buharıyla ısıtılır.
Buhar dağıtım sistemi bütün düzeler için üniform bir sıcaklık sağlar. İletilen filamentler, içinde soğutuldukları laminer ve üniform olarak kontrol edilip kondisyonlanan hava akımıyla karıştırıldıkları soğutma kabinlerinden geçer. Buradan da iplik kanalı içinden bobinaj makinesine verilir.
FDY İplik Üretimi
FDY; FOY ipliklerinin ikinci bir çekim işlemiyle yönlendirilmiş iplik çeşididir. İsteğe bağlı olarak ikinci bir çekme makinesi kullanılarak FDY iplik üretimi gerçekleştirilir.
Bobin Yapma
Düzelerden çıkan katılaşmış filamentler, belirli hızlarda bobinlere sarılmaktadır. Bir noktada, bobine sarım hızı da germe-çekme işleminin bir safhasını oluşturmaktadır. Filamentlerin bobine sarım hızı, onların kullanım yerini belirlediğinden elde edilen filamentler de değişik isimlerle anılmaktadır. Bunlar LOY, MOY, POY, HOY ve FOY olmak üzere beş değişik isim altında toplanmaktadır.
LOY, MOY, POY, HOY ve FOY tanımları arasındaki geçişler kesin ve tam olarak tanımlanmış değildir. Bu nedenle de tanımlar sarım hızlarından daha çok oryantasyon (uyum) derecesine göre yapılır.
>>>>> LOY (low oriented yarn): Düşük oranda yönlendirilmiş ipliktir. 2000 m/dk.ya kadar olan sarım hızlarında elde edilmektedir.
>>>>> MOY (medium oriented yarn): Orta seviyede yönlendirilmiş ipliktir. 2000 – 3000 m/dk.ya kadar sarım hızlarından elde edilmektedir.
>>>>> POY (partially oriented yarn): Kısmi oranda yönlendirilmiş ipliktir. 3000 – 4000 m/dk. arasındaki sarım hızlarında elde edilmektedir.
>>>>> HOY (higly oriented yarn): Yüksek oranda yönlendirilmiş ipliktir. 4000 – 6500 m/dk. arasındaki sarım hızlarından elde edilmektedir.
>>>>> FOY (fully oriented yarn): Tamamen yönlendirilmiş ipliktir. 6500 m/dk. üzerindeki sarım hızlarından elde edilmektedir.
Filamentler tüm işlemlerin sonucunda ya mono filament iplik ya da multifilament iplik şeklinde bükümlü veya bükümsüz olarak bobinlere sarılır.
Filamentler kesikli hâle getirilerek pamuk veya yünlü sistemlerde iplik hâline getirilebilir. Bunun yanında, filament hâlinde direkt iplik olarak bobinlere sarılır. Bobinleme işlemi filament iplikçiliğin son aşamasıdır.
Bobin sarım kısmında, bobin sayısı bir veya daha fazla olabilir. Bu sayı üretici firmaya göre makinelerde değişiklik gösterebilir. Bununla birlikte bobinleme yapılan ipliğin nerede kullanılacağı da bobin sayısını etkiler.
Bobin sarım miktarı süre ile (saniye) belirlenir. Sarım süresi ortalama 600 ile 800 saniyedir. Bu süre denye değerine göre değişir. Bobin sarım işlemi tamamlandığında bobinler otomasyon işlemi ile boş bobinle değiştirilir.
Bobin sarım hızı 500 – 6500 m/dk. arasında değişmektedir. Sarım hızı 6500 m/dk.yı aşan filamentlerde mukavemet azalması gözlenmiştir.
Bobin sarım şekli kullanılan gezdiriciye (rehber) göre değişiklik gösterir. Ya çapraz sarım ya da sıralı (yan yana) sarım gerçekleşir.
Sarım gerginliği merdanenin hızı, gezdiricinin hızı ve bobin dönüş hızına göre ayarlanır. Sarım gerginliği tüm sarım boyunca aynı olmalıdır.
Bobin filament ipliklerinin uzun metrajlarda bobin üzerine çapraz şekilde sarıldığı kısımdır. Bobinleme işleminde dikkat edilecek bazı hususlar vardır.
Bunlar;
>>>>> Sarım hızları,
>>>>> Sarım gerginliği,
>>>>> Sarım şekli,
>>>>>>Bobin sayısıdır.
Bobinleme Aşamaları
Sarım işlemi başlarken iplik hâline gelen filamentler, iplik sensörü tarafından kontrol edilir. Bu sensörün görevi iplik koptuğu zaman makineyi durdurmaktır.
Sensörden geçen iplik, merdane (scan-rool) kısmına gelir. Burada; üzerine masuranın takılı olduğu bobin miline ulaşır ve bobinlere sarılır. Bobin mili üstünde gezerler (gezdirici) vardır. Genelde bu gezerler iki tane çapraz olarak üst üste monte edilmiş bıçaklardan meydana gelir. Bu bıçakların görevi gezerlere gelen ipliğin karışmasını engellemektir.
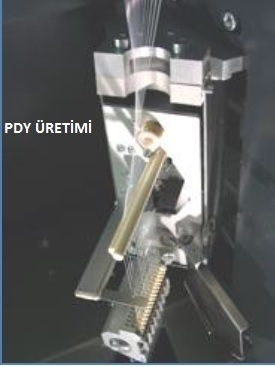
POY Bobinaj Ünitesi
İki galetli bobinaj makinesi ayrı ayrı filamentlere yüksek hızda bobinlere sarılır. Filament kopuklarını algılayan bir dedektör, filament kopması durumunda sarma kafasına ve travers sistemine gelebilecek bir zararı önlemek için filament kesme ve emme sistemleri ile donatılmıştır. Paket oluşumu başlamadan önce bir rezerve ucu otomatik olarak her bobine sarılır. Bir parti saati bobinin çalışma zamanını esas alarak tam bobin ağırlığını temin eder. Dolan bobinler bir bobin çıkarma cihazı yardımıyla sarma kafasının milinden çıkartılır. Yüksek hızlı bobinaj prosesi ile üretilen filamentler uzun bir saklama ömrüyle sonuçlanan bir ön oryantasyon almış olur.

FDY Bobinaj Ünitesi
Bobinaj ünitesi her üretim pozisyonu için iki alt ve bir üst indüktiv ısıtmalı galetlerle donatılmıştır. Filamentin çekimi ilk galet tarafından yapılır ve çekim birinci galet ile ikinci galet arasında belirlenir. Filament kopuklarını algılayan bir dedektör, filament kopması durumunda, sarma kafasına ve travers sistemine gelebilecek bir zararı önlemek için filament kesme ve emme sistemleri ile donatılmıştır. Bir rezerve ucu paket oluşumuna başlamadan önce otomatik olarak bobin paketine sarılır. Gerekli spin-finish ilk galetlerin önüne yerleştirilmiş bir yağlama sistemi ile filamentlere uygulanır. Düzenli olarak uygulanan spin-finish filamentlerin daha sonra işlemleri için önemlidir. Bobinler dolduktan sonra bobin çıkarma cihazı yardımı ile çıkarılır ve düzenli olarak askılara yerleştirilir.

Dıştan sürtünmeli yalancı büküm tekstüre makinesi
Dıştan sürtünmeli yalancı büküm teksture makinesi ile filamentlere istenen kıvrımlı şekil verilerek üretilen ipliklerin ve kumaşların istenen hacim ve elastikiyete sahip olmasını sağlamaktır.
Görevleri
Dıştan sürtünmeli yalancı büküm başlıkları ile filamentlere istenen kıvrımlı şekil verilerek üretilen ipliklerin ve kumaşların istenen hacim ve elastikiyete sahip olmasını sağlamaktır. Bu tekniğin ilk zamanlarında istenilen teksture efektinin elde edilmesinde 7 adım vardır. Bunlar: bobinleme, büküm, ısı verme, sağma, büküm açma, katlama ve sarım. Bunlar tekniğin ilk gelişim yıllarında birbirinden farklı makinelerde yapılmakta idi. Teknolojinin gelişmesi ve yeni makinelerin imal edilmesi ile yalnızca 4 aşamalı bir işlem haline gelmiştir. Bunlar büküm verme, ısıtma, soğutma, yağlama ve sarım olarak sıralanabilir.
Dıştan sürtünmeli yalancı büküm tekstüre makinesinde kullanılan poy ipliklerin özellikleri Filament iplik üretimi sırasında 3500 m/dakika civarındaki sarım hızlarında kısmen oryante olmuş iplikler üretilir. Üretilen bu ipliklere “poy iplik” denir.
-Poy iplikler uzun (60-90 gün) omurludur. Bu sure içinde teksture işleminin yapılmaması durumda iplik kopmaları vb. sorunlar oluşabilir.
- Daha düzgün paketlenebilmektedir.
- Daha iyi ısıl işlem özelliğine sahiptir.
- Klima şartlarının değişmesinden diğer ipliklere göre daha az etkilenir.