
Dokuma (98)
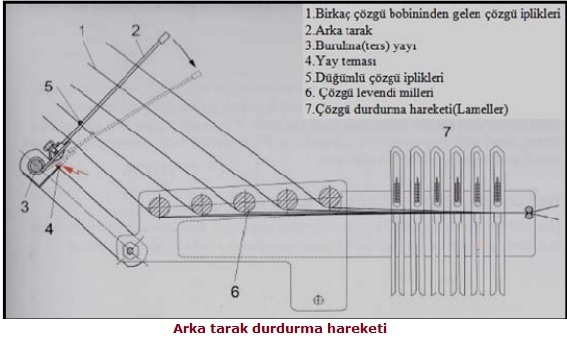
Lameller
dokuma tezgâhlarında her bir çözgü ipliğine takılan ve çözgü iplik yoklayıcısı olarak da bilinen, çözgü ipliği koptuğunda ya da gevşediğinde aşağı düşerek, elektrik devresini kapatan ve makinenin durmasını sağlayan sistem elemanlarıdır. Lamel, her bir çözgü ipliği üzerinde askıya alınmaktadır. Eğer bir iplik koparsa, lameller temas çubukları üzerine düşerek, kapanmakta ve elektrik devre dışı bırakılmaktadır.

Lamellerin ağırlığı ve birbirlerine yakınlığı önemlidir. Hafif lameller, daha az aşınmaktadır. Eğer lamel çok hafifse, dokuma hatalarını önlemek için yeterince hızlı düşmeyecek, çok ağırsa iplikleri aşağı çekerek gereksiz yere makinenin durmasına neden olacaktır.
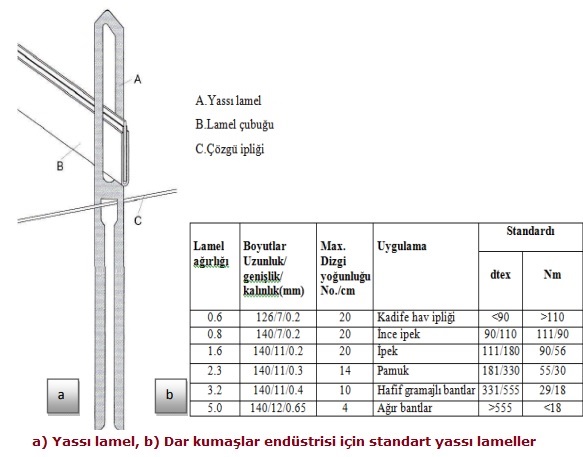
Ağır lameller, mümkün olduğunca, yüksek hızlı dar dokuma kumaş tezgâhlarında, kaplama iplikler ve kesikli/eğrilmiş iplikler için kullanılmalıdır. Eğer lameller çok sık dizilirse (lamel sayısı/cm) sürtünmeden dolayı hareketleri kısıtlanacaktır. Düşük ya da orta yoğunlukta çözgü için 1x4 lamel ve yüksek yoğunlukta çözgü için 2x4 lameller kullanılmaktadır.
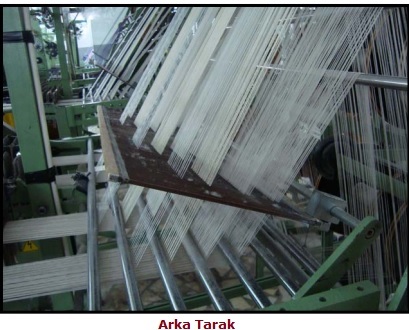
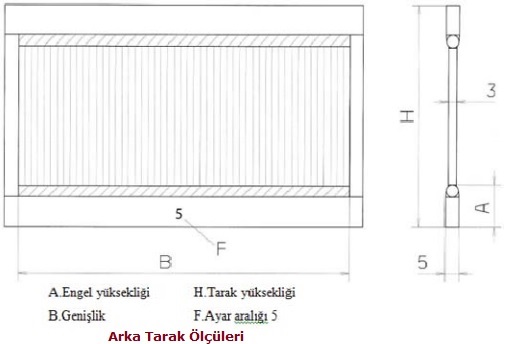
Arka tarak, çözgü ipliklerini düzenli olarak besleme ve iplik hatalarını kontrol etme işlevini sağlar. Genellikle paslanmaz çelik telli tipleri yaygındır. Normalde her pasaj için bir arka tarak kullanılır. Ancak, birbirlerine yakın çekilmekte olan iki ya da daha fazla çalışmalar için bir arka tarak kullanmak yeterli olur. İstisnai durumlarda, örneğin; iki kademeden gelen iplikler olduğunda her bir pasaj için iki arka tarak kullanılması gerekir. Tarak genişliğini, kullanılabilir aralık miktarı, çözgü malzemesi ve şerit genişliği belirlemektedir. Aralık sayısı aynı ve sadece bir iplik her bir aralıktan taharlanacaksa, arka tarağın diş aralığı normalde % 20 ila 30 ön tarağınkinden daha geniş olmaktadır. Yani ön tarağın arka tarağa göre daha ince olduğu anlaşılmaktadır. Çözgü iplikleri arka tarakta mümkün olduğu kadar aralıklı her diş aralığında bir iplik olacak şekilde dağıtılmalıdır.
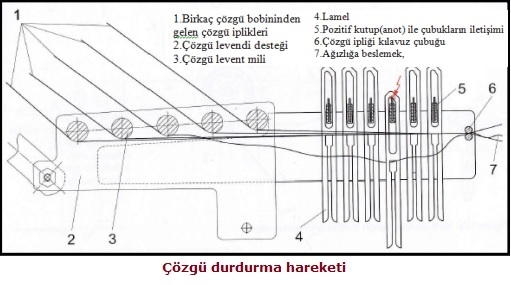
Arka tarağı kontrol eden ve isteğe bağlı olarak kullanılabilen durdurma tertibatının görevi, çözgü leventlerinden çekilen çözgü ipliklerini sıkışık, düğümlü ve kalın yerler gibi düzensizliklerin lamel ya da gücülere zarar vermesini engellemektir.
Öncelikle çok yapışkan, yüksek bükümlü iplikler ile birlikte çözgü yoğunluğu yüksek üretimler için kullanılmaktadır. Arka tarak bir burulma (ters) yay tarafından en üst konuma doğru zorlanmaktadır. Bu durumda düğümlü çözgü ipliklerinin arka taraktan geçmesi mümkün olmamaktadır. İplikteki kalın/düğümlü bölümler arka tarağı aşağı çekerek yayla temasını sağlayarak, elektrik devresini keser ve makineyi kapatır. Tarak yüksekliği çözgü leventlerinin durumuna bağlı olarak ayarlanmaktadır. Daha fazla levent varsa, daha kalın arka tarak, daha çok dengesiz tarak dişleri vardır. Eğer çözgü düzensizliklerini daha az görmezden gelerek arka tarakta durdurma istenilmezse, arka tarak daha kalın seçilmekte ve böylece düğüm ya da düzensiz iplik kalınlıkları makinenin durmasına neden olmadan arka tarağın dişleri arasından rahatlıkla çekilerek geçebilmektedir.
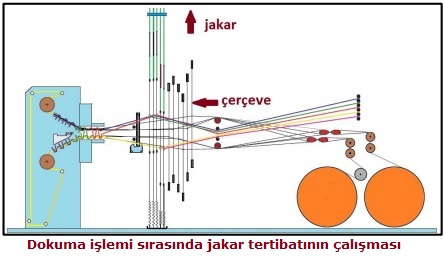
Dar dokuma makineleri eksantrikli, armürlü ya da jakarlı ağızlık açma sistemi ile çalışan özel makinelerdir.
Diğer geniş en dokuyan dokuma makinelerinden farklılıklar gösterir. Çözgü doğrudan uygun boyutlardaki dokuma levendi üzerinde hazırlanır. Dokuma makinesinde bir ya da birden fazla bant (pasaj) aynı anda dokunur ve her pasajın çözgüsü genellikle bağımsız olarak beslenir.
Atkı atma sistemi mekikli veya iğneli olabilmektedir. Mekikli sistem genellikle çok renkli üretimlerde kullanılır. Her dokuma pasajının yanında o bantta atkı besleyen tek mekik veya çok renkli atkılar için birden fazla mekik vardır. İğneli atkı atma sisteminde ise her pasaj için, bir ya da daha fazla atkı iğnesi, açılı bir dönüş hareketi ile atkıyı ağızlığa taşır. Her pasaj için ayrı atkı atma sistemli olmayan dar dokuma makinelerinde ise kumaş bütün halinde dokunur. Termoplastik lif ipliklerinden üretilen bu kumaşlar, makine üzerine yerleştirilen yakma aparatları ile kesilerek şeritlere halinde elde edilir. Jakarlı dokuma makinelerinde ürün etiketi olarak üretilen dokumalar genellikle bu yöntemle oluşturulmaktadır.
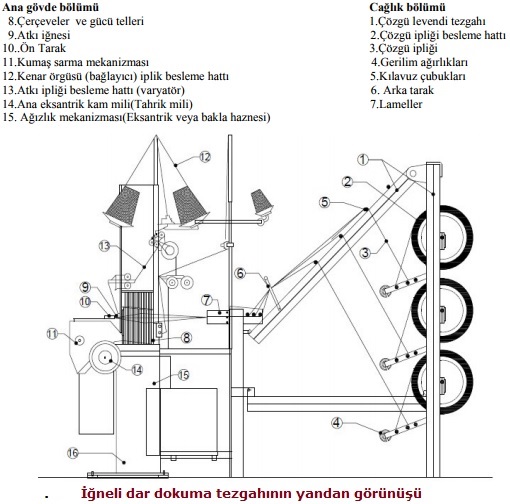
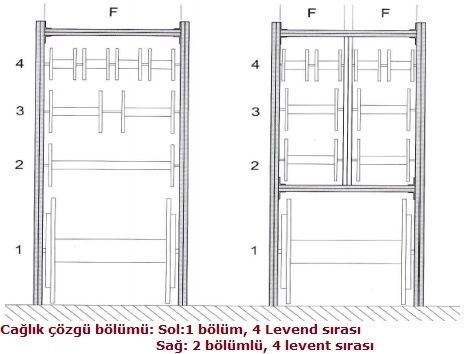
Cağlık bölümünde, çözgü levendi tezgâhı, çözgü ipliği besleme hattı, çözgü ipliği, gerilim ağırlıkları, kılavuz çubukları, arka tarak ve lameller bulunmaktadır. Dar dokuma kumaş tezgâhının verimli çalışabilmesi için cağlıkta yer alan çözgü bobinlerinin düzenlenmesinin iyi organize edilmesi ve kolay erişilebilir olması en önemli ön koşullardan biridir.
Çözgü levendi tezgâhı, çözgü leventlerinin dizildiği (1), çözgü iplikleri (3), gerilim ağırlıkları (4), kılavuz çubukları (5) ve arka tarağın bulunduğu kısımdır. Çözgü ipliklerinin sarılı olduğu leventler (makaralar), çözgü tezgâhına dizildikten sonra leventlerden alınan iplikler, iplik gerginliğini sağlayan ağırlıkların takılı olduğu çubukların altından, kılavuz çubuklarının üstünden geçirilmektedir. Çözgü iplikleri dokumayı ortalayacak şekilde ve dokuma örgüsüne göre arka taraktan, lamellerden geçirilerek çerçevelere takılı bulunan gücülere gelmektedir. Tahar planına göre gücü deliklerinden ve tarak planına göre ön taraktan geçirilen çözgü iplikleri, kumaş levendine sabitlenerek dokuma işlemine geçilmektedir. Çözgü cağlığının tasarımı, çözgü salma ve frenleme sisteminin tipine, çözgü bobinlerin ağırlığı, boyutu ve çalışma sayısına dayanmaktadır. Çözgü cağlığı tezgâhı tipleri az ya da çok bağımsız ve kullanımı çok esnektir.
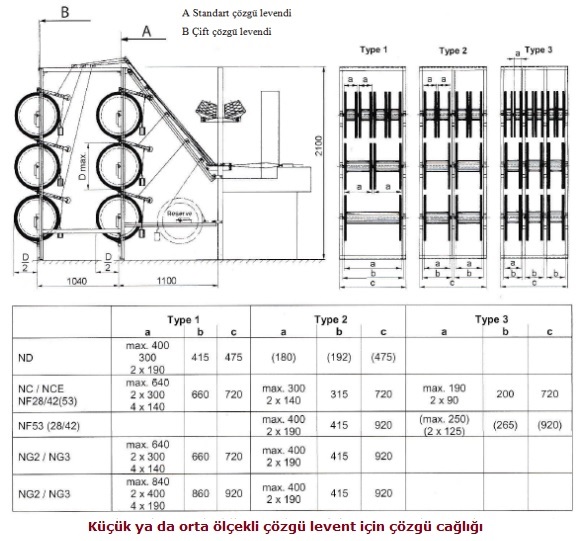
Yukarıda J. Müller AG. Makinelerinde kullanılan çözgü cağlığı tipleri ve ölçüleri görülmektedir. Cağlıklar leventlerin üst üstte üç sıra halinde yerleştirilebileceği biçimde tasarlanmıştır. Tip1, Tip2, Tip3’de görüldüğü gibi leventlerin büyüklük ve ağırlığı dikkate alınarak ağır leventler alt sıralarda yer alacak şekilde, dokumada kullanılan farklı işlev yüklenen (zemin, desen ve kenar) iplik sayısına göre gereken sayıda üst üstte ve yan yana yerleştirilmektedir.
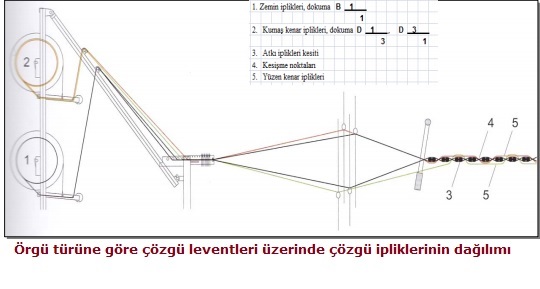
Çözgü ipliği besleme hattında, zemin ya da kenar örgü çeşidine göre, çözgü ipliklerini etkileyen gerilime dikkat edilmelidir. Aynı zamanda dokuma kumaşın birim genişliği gerekli çözgü ipliklerinin sayısını büyük ölçüde etkilemektedir. Dikkat edilmesi gereken diğer bir husus da iplik bitimi sonrasında levent değiştirmede, dokumanın aynı özellikteki çözgü iplikleri ile devamının sağlanmasıdır. İplik eklemede aynı partiden olan ipliklerin kullanılmasına dikkat edilmelidir.
Üretimdeki kolaylığı nedeniyle, kenar çözgü leventleri üstte, ağır çözgü leventleri genellikle zemin ipliklerini taşıyan leventler daha ağır olduğu için en altta ve sağa yerleştirilmektedir.
İpliğin daha kolay beslenmesi ve rahat kullanımı için de elastik çözgü levendi altta yer almalıdır.
Yukarıda görüldüğü gibi elastik çözgü levendi 1. ya da 4. pozisyonunda kullanılabilmektedir. Cağlık dağılımı büyük ölçüde çözgü levendi sayısı ve ebatlarıyla belirlenmektedir. Çok sayıda çözgü levendi varsa, cağlık genişliği bölümlere ayrılmaktadır. Yukarıdan aşağıya doğru yerleştirilen leventlerin oluşturduğu sıra sayısı cağlık yüksekliğine göre belirlenmektedir.
Çözgü leventleri çok yavaş biçimde döndüğünden, basit bir sürtünme yatağı (rulman) yeterli olmaktadır. Fakat ağır çözgü leventleri için bilyeli rulmanlar bulunmaktadır. Dokuma hızı arttıkça, çözgü levendinden iplik sağımı da artacağından leventlerin daha sık değiştirilmesi gerekmektedir. Bunu önlemek için büyük kapasiteli (Jumbo) leventler kullanılır.
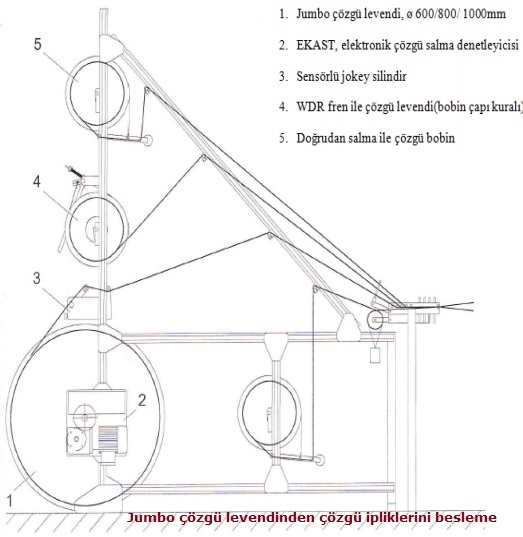
Jumbo levent, aynı zamanda daha ağır levent, güçlü bir flanş ve sağlam rulmanlar anlamına da gelmektedir. Jumbo çözgü leventleri için en küçük flanş çapı 600 mm'dir. Standart olarak 800 ila 1000 mm kuraldır.
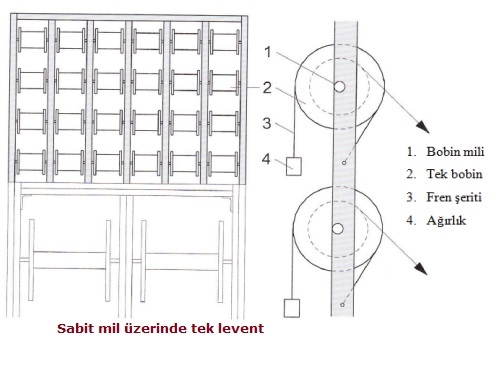
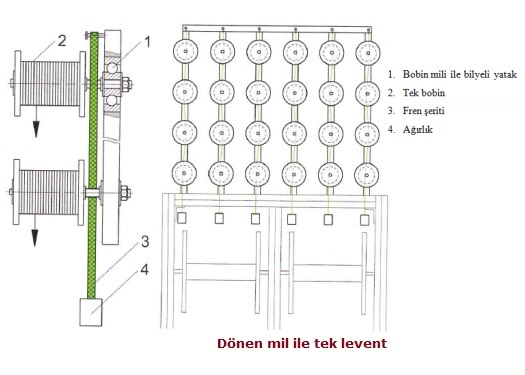
Tek ipliği tek leventten beslemede cağlığın her bölümünün her bir sırasına tek çözgü levendi yerleştirilmektedir. Daha az hassas iplikler için, sabit çözgü levendi milleri ve basit kord fren tipi yeterli olmaktadır. Hassas iplikler için ise çözgü levendi mili üzerine dönen rulman (bilyeli yatak) monte edilerek desteklenmektedir. Dönen çözgü levendi millerine takılı olan bir fren şeridi ve ağırlık iplik koptuğu zaman uyarmaktadır.
Dokuma hazırlık aşamaları, dokuma işlemi boyunca yaşanabilecek hataları en aza indirerek, zaman tasarrufu sağlamak, hız, kalite ve ekonomik verimi arttırmak amacıyla yapılan bobinleme, çözgü hazırlama, haşıl ve taharlamadan oluşan ön hazırlıkların bütününü içerir.
Dar dokuma kumaş üretiminde kullanılan iplikler müşteri isteğine ve yapılacak işe uygun olarak, iplik üretim işletmelerinden, ham ya da boyalı hazır bobinler halinde temin edilmektedir. İplik katlamanın gerektiği bazı özel durumlarda yine başka işletmelerden yararlanılmaktadır. Hazır olarak temin edilen iplik bobinleri üretim için hazırlanmak üzere çözgü dairesine gönderilmektedir.
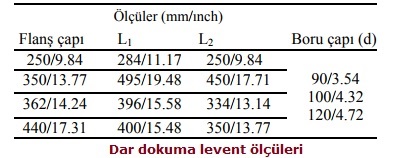
Çözgü iplikleri levent adı verilen flanşlı küçük silindirlere sarılı olarak dar dokuma makinesine takılı olan cağlığa yerleştirilir. Atkı ipliği ise genellikle bobin halinde dokumada kullanılır. Dar dokuma kumaş üretiminde kullanılan çözgü leventleri küçük ölçülerdedir.

Bu ölçüler yüksek derecede elastik ve kauçuk iplikler için kullanılan monofilament, doğal veya yapay lifler için uygundur. Leventlerin çeşitli uzunlukları bulunmaktadır. Genellikle alüminyum çözgü levendi kullanılmaktadır. Küçük boyutlardaki leventleri depolama ve dokuma hazırlık işlemleri için büyük alanlara ihtiyaç duyulmamaktadır. Böylece cağlık için düşük maliyet ve kurulum için de küçük alanlar yeterlidir.
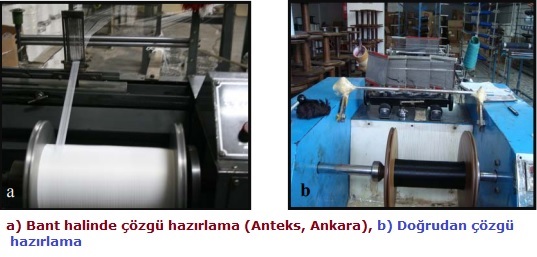
Enli dokuma makinelerinde olduğu gibi dar dokuma makinelerinde de işin durmaması, makine randımanının artması ve kumaş kalitesi için dokuma hazırlık işlemlerinin niteliği önemlidir. Genel olarak çözgü hazırlama makineleri cağlık, kontrol elemanları (iplik frenleri, durdurma tertibatı gibi) ve iplik kılavuzları ile sarım ünitesinden oluşmaktadır. Cağlık, üzerinde bobinlerin dizildiği iğler bulunan ve ipliklerin düzgün sıralar halinde, bobinlerden çözgü levendine beslendiği bölümdür. Dar dokuma makineleri için çözgü hazırlamada çoğunlukla sabit cağlık kullanılmaktadır.Küçük boyutlu bobinler için küçük kapasiteli cağlıklar yeterli olabilmektedir.Dar dokuma üretimi için kullanılan çözgü hazırlama makinelerinin diğer enli dokuma makinelerinden farkı küçük boyutlarda flanşlı leventlerin ve sabit cağlığın kullanılmasıdır. Dar dokuma çözgü hazırlama işleminde genellikle tek renk ve kalın iplikler için doğrudan ( paralel yani seri ) çözgü hazırlama yöntemi kullanılmaktadır. Doğrudan çözgü hazırlamada sabit cağlıktan bir ya da daha fazla sayıda bant için gereken iplik sayısında beslenen iplikler, çözgü levendine levent enince ve belirlenen uzunlukta sarılır.


Diğer bir yöntem ise bant şeklinde çözgü hazırlamadır. Dokunacak bant genişliği, iplik numarası ve sıklığına göre hesaplanan sayıda, gruplanmış ipliklerden oluşan, genellikle 2-3 cm kalınlığında bantların vargel yardımı ile levent üzerine sarılmasıdır.
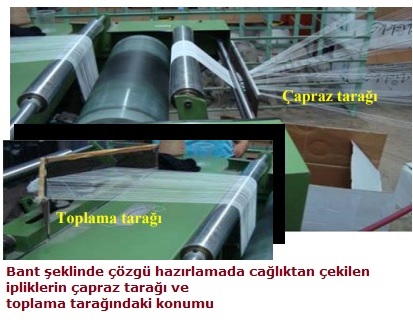
Cağlıktan beslenen ipliklerin genişliği bant genişliğine uygun şekilde V tarak yardımı ile ayarlanır. Yine bant genişliği dikkate alınarak her devir için vargelin kaydırma mesafesi ayarlanır. Bu ayar sarımın düzgünlüğü açısından önemlidir. Bantlar levent üzerine istenen uzunlukta, boşluk kalmayacak şekilde, yan yana düzgün bir şekilde sarılmalıdır. Bu yöntem daha çok kurdele, cırt bant/Amerikan fermuarı (velcro) gibi dar enli tek renk ürünler için işlevsel olarak kullanılmaktadır. Bant şeklinde çözgü hazırlama yöntemi pek kullanılmaktadır. Çözgü hazırlamada zaman (süre) tasarrufu ve hız sağladığı için çoğunlukla doğrudan çözgü hazırlama makineleri kullanılmaktadır.
Yapılan araştırmalarda dar dokuma makineleri için konik ve seri çözgü hazırlama sisteminin kullanıldığı da anlaşılmaktadır. Bu işlemin enli dokuma makinesinden farkı, tambur ve levent boyutlarının küçük olmasıdır. Konik çözgü makinesinin, büyük ölçekli dar dokuma işletmelerinde, aynı leventten birden fazla bant besleme yapılması durumunda ve şerit bant ya da kayış dokuma gibi uzun metrajlarda işin daha seri üretimi amacıyla tercih edilmektedir.
Lâteks çözgü makinesi, farklı uzunluk ve kalınlıklarda, hammaddesi kauçuk ve spandex olan elastik çözgü iplikleri için kullanılmaktadır.

Çözgü dairesinden gelen ipliklere, dokuma işlemine hazırlanmak üzere tahar işlemi uygulanır. Taharlamadan önce kullanılacak olan dokuma makinesinin ön hazırlığı yapılmalıdır. Bunun için belirlenen tahar planına göre makineye yeterli sayıda lamel her bir çözgü ipliğini kontrol edecek şekilde dizilir. Her bir çerçeveye taşıyacağı iplik sayısına göre gücüler yerleştirilir. Belirlenen iplik sıklığı ve diş tel sayısına göre ön tarak numarası tespit edilir. Ön tarak numarasına göre arka tarak belirlenir ve makineye yerleştirilir. Ön tarak genişliği 18 mm’den 310 mm’ye kadar değişen bant ölçülerine ve kullanılan dokuma kafası adedine göre ayarlanmaktadır. Örneğin 12 dokuma kafası için, tarak genişliği 25 mm (12/25), 8/ 27 mm, 6/42 mm, 4/ 66 mm gibi ölçülerde olmaktadır. Ön tarak ayarı yapıldıktan sonra atkı iğnesi ve yardımcı iğne ayarları da yapılmaktadır. Taharlama için leventlerden alınan her bir çözgü ipliği, arka tarak dişlerinden hizalanarak geçirilir. Daha sonra önce, belirlenen sayıda ve hizada dizilen lamellerden, sonra da tahar planına göre gücü tellerinin gözlerinden geçirilir. Yapılan ön tarak ve dokuma kafası ayarına göre gücülerden çekilen çözgü iplikleri ön tarak dişlerinden geçirilerek, kumaş sarma mekanizmasına sarılır. Dokuma işlemine geçilmeden önce makine desen ayarı yapılmalıdır. Makinenin ve işin özelliğine göre bakla ya da kam desen ayarı yapılır.
Dokuma kumaşların tasarımında temel amaç, kullanım yerine uygun özelliklerin önceden belirlenerek yeni kumaş yapıları geliştirmek; mümkün olan en yüksek dokuma verimini elde etmek ve kumaş kalitesini yükseltmektir.
Kaliteli bir kumaş ve yüksek dokuma verimi ise belirli dokuma şartlarının sağlanmasıyla elde edilebilir. Bu şartların en temeli önceden tasarlanan kumaşın dokunabilirlik sınırı içinde olmasıdır.
Kumaş dokunabilecek en yüksek sıklık sınırını aşmış ise tasarım tezgâh üzerinde elde edilemez. Sınıra yakın ya da bu sınırdan daha yüksek sıklıkta kumaşlar dokunmaya çalışıldığında kumaş çizgisi tarağın en ileri konumunun çok fazla gergisine doğru kayar.
Bu durumda bir yandan ön ağızlık boyutları küçülüp atkının ağızlıktan geçişi zorlaşırken diğer yandan tefeleme esnasında aşırı gerginlik artışından dolayı çözgü kopuşları meydana gelir. Bu tür olumsuzluklar sonucunda dokuma pratik açıdan olanaksız hale gelir.
Geçen yüzyıldan günümüze kadar araştırmacıların dokunabilirlik sınırı konusunda yaptıkları çalışmalar iki temel aşamada gerçekleşmektedir.
Bunlardan ilki temel bazı örgüler için geometrik modeller oluşturarak bunlara ait matematiksel bağıntılar geliştirmek yani kuramsal çalışmalar yapmak;
diğeri bu teorik bağıntılar ve tezgâhta elde edilen sonuçları karşılaştırmak yani deneysel çalışmalar yapmak şeklindedir.
Araştırmacıların kuramsal çalışmaları sırasında geometrik modeller geliştirmelerindeki amaç, yapıları bakımından karşılaştırılabilir olan standart ya da referans bir kumaş sunmaktır. Ortaya koydukları bu referans yapılar genellikle dokunabilirlik sınırındaki kumaşlardır. Bu kumaşlar kuramsal olarak oluşturulurken bunlara ait bazı yapısal parametreler ortaya konmuş; böylece bir kumaşın yapısal parametreleri referans kumaşın yapısal parametreleri ile ilişkilendirilmiştir. Bu ilişkiler ise nihai kullanıma uygun yapıların geliştirilmesini sağlayacak kumaş özelliklerinin tahminleşmesinde kullanılmıştır.
İstediğiniz kadar tasarım yapınız.Yapmış olduğunuz tasarımı dokuma makinesinde dokuyamıyorsanız tasarımın hiç bir hükmü yoktur.Sadece kağıt üzerinde görsellik sağlar.
Lastik dokumaları diğer dokumalardan ayıran en belirgin özellikleri dar enli olmalarıdır ve çözgü ipliklerinin arasına yerleştirilmiş olan lateks iplikler ve özel kenar oluşumudur.
>>> Elastan iplik kullanıldığından boyuna yönde çok fazla esner.
>>> Elastan ipliklere paralel olan iplikler çözgü iplikleridir.
>>> Dokuma lastikler dar enlidir.
>>> Yazılı lastiklerde yazı genellikle enine doğru uzanır.
>>> Kenarında genellikle yardımcı iplik kullanılır.
Ağırlık hesaplamaları yapılırken lastik doku olduğu gibi sökülür ve atkı iplikleri, çözgü iplikleri ve kullanılan elastan iplikler (lâteks veya gipe iplikler) birbirinden ayrılarak tartılır. Bulunan değer üzerinden orantı kurularak atkı, çözgü ve elastan iplik ağırlıkları ve kumaş ağırlıkları bulunur.Dar dokuma lastiklerde iplik numara hesabı düz dokuma kumaş analizinde yöntemlerle aynıdır. Genellikle lâteks iplikler mikron değeri üzerinden çapları belirtilerek ifade edilir (28/32, 36/40, 44/50 gibi). 36/40 değerindeki bir lâteks ipliğin çapı 36 ile 40 mikron aralığındadır. İplik çapı mikrometre veya mikroner ile ölçülerek bulunur.Analiz işlemi yapılırken çalışılacak ortamın temiz olması,ölçüm yapılacak cihazların kalibrasyonlarının tam olması önemlidir.Analizde aşağıdaki işlemler yapılır ;
>>> Analiz edilecek lastiğin kesilerek kenarları düzeltilir.( Lastiğin kenarlarının düzgün kesmesine özen gösterilir).Bu işlem yapılırken cetvel ile hassas ölçüm yapılır.
>>> Numune lastik tartılarak gramajı bulunur.
>>> Numune kumaşın kenarlarından iplik çıkararak saçak oluşturulur.(Dar dokumaların yardımcı iplikli kenar oluşumu nedeniyle dokundukları yöne doğru tek yönde sökülebildiklerini unutulmamalıdır).
>>> Çözgü ve atkı yönünü tespit edilir.( Lastiklerde elastik ipliklere paralel iplikler çözgü iplikleridir).
>>> Analiz edilecek lastiğin yüzü bulunur.( Yardımcı iplikli veya ipliksiz kenarı sağımıza aldığımızda üstte kalan taraf kumaşın yüzüdür. Fakat tek renk ve tek örgü ile dokunan lastiklerde kumaşın her iki tarafı da yüzü olarak kabul edilebilir).
>>> Boya, baskı ve apre özelikleri belirlenir.
>>> Kullanılacak ipliklerin cinsi belirlenir.
>>> İplik numarası, kat sayısı, büküm yönü ve sayısı, flaman sayısı bulunur.
>>> Numune kumaşın çözgü ve atkı sıklığı lup kullanarak veya çıplak gözle analiz tığı yardımıyla belirlenir.( Çözgü sıklığı belirlenirken elastik çözgüler ayrı sayılır).
>>> Çözgü ve Atkı renk raporu belirlenir.( Çözgü raporunu belirlerken elastik iplik oranına da dikkat ederek sayılır).
>>> Numune lastiğin örgü raporunu belirlenir.
>>> Tahar ve Armür planları yapılır.
>>> Numune lastiğin enden ve boydan çekmelerini bulunur. (İplik cinsi ve kullanılan örgü göz önüne alınır).
>>> Tarak Eni hesaplanır.( İstenilen mamul kumaş eni ve enden çekme yüzdeleri göz önüne alınır).
>>> Toplam Çözgü Tel sayısı bulunur.( Çözgü sıklığının doğru tespit edildiğine dikkat edilmelidir).
>>> Tarak dişinden geçen çözgü tel sayısı bulunur.( Taraktaki çözgü sıklığı ve tarak eni göz önüne alınır).
>>> Tarak Numarası bulunur.
>>> Numune lastiğin çözgü, atkı ve kumaş ağırlıkları hesaplanır. (Farklı numaralarda çözgü ve atkı iplikleri kullanılmış ise her birinin ağırlıkların ayrı ayrı hesaplanır. Çözgü, atkı ve elastik ipliklerin ağırlıklarını lastik dokuyu söküp birbirinden ayırarak ayrı ayrı hassas terazi ile tartılır).
Giyim endüstrisinde yapılarına göre elastik veya elastik olmayan dar dokumalar (kurdele, ekstrafor, etiket, çamaşır lastiği gibi) görülmektedir. Elastik veya elastik olmayan dar dokumalar, giysilerin yaka hattı, kol ağzı, bel, paça ve giysilerin kenar bölgelerinde estetik açıdan tamamlama, bağlama, birleştirme, bedene oturtma ve süslemek amacıyla gündüz ve gece giyilmek üzere üretilmiş tüm iç ve dış (kadın, erkek ve çocuk) giyimde, ayakkabı, çanta gibi aksesuarlarda kullanılmaktadır.
Bu kumaşlar giysi sektöründe ergonomik, estetik, tamamlayıcı ve maliyetinin düşük olması yönünden oldukça önemlidir.
Elastomerik lifler, elastik dar dokuma kumaşlarda lastik özelliği ve elastikiyet kazandırmak için başa takılan bantlar, pantolon askıları, boxer lastikleri gibi ürünlerde kullanılır. Bu tür kumaşlarda daha çok çözgü boyunda elastikiyet istenir. Elastik bantlar dışında giyimde kullanılan kurdeleler (tafta, çamaşır kurdelesi, çift saten kurdele, kadife ve tek katlı saten kurdele gibi) giysilerde fonksiyonel veya süsleme amacıyla kullanılan genellikle parlak yapılı dar dokuma ürünlerdir.
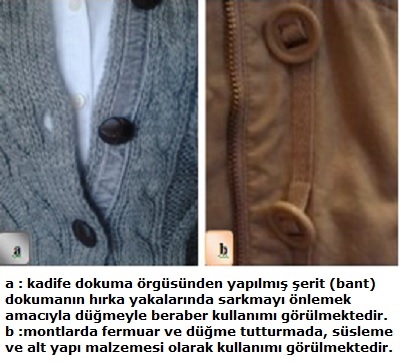
Günlük giysilerin yaka ve kol kısımlarında dar dokuma kumaşlar, dikiş görüntüsünü kapama, esnemeyi ve çabuk yıpranmayı önleme ve süsleme amacıyla kullanılmaktadır. Hırka, kazak ve bluz gibi ürünlerde ise ince şeritler halinde elbise askısına asmada ve asıldığında yakadaki sarkmaları önlemek için kullanıldığı gibi ürün etiketi olarak da karşımıza çıkmaktadır.

Manto ve kaban gibi dış giysilerde fermuar, fermuar tutucu, düğme ile kullanımı, kol ve bel bölümlerinde lastik ve şerit olarak kullanıldığı dikkati çekmektedir. Yukarıda gömlek ve tişört yakasında dar dokuma kumaş kullanımı görülmektedir. Bu dokumalar yaka, manşet (kol ağzı) ve kol katlama şeritleri gibi dikişi temizleme, süsleme ve alerjik durumu gidermek amacı ile giysilerde kullanılmaktadır.
Yukarıda pantolon kemerinde bağçık olarak ve bel daraltma ya da ayarlama denilen elastik dar dokuma kumaşların kullanıldığı görülmektedir. Ayrıca eşofman kenarında dikiş boyunca çeşitli tasarımlarla şeritlere rastlanılmaktadır.
İç giyimde
korse, sütyen askı lastikleri, balen biye, beden lastikleri, bel ve paça lastikleri, boxer lastikleri, jartiyer ve çorap lastikleri, cırt bantlar, etiketler ve kurdeleler estetik açıdan tamamlama, birleştirme, kullanımı kolaylaştırma (büzme, bedene oturtma, fermuar olarak açma-kapama, elastikiyet) ve süsleme amacıyla kullanıldığı görülmektedir.
Dış giyimde,
eşofman lastik ve yan dikiş şeritleri, pantolon askı lastikleri, havlu bornoz biyeleri, pantolon kemer astar şeritleri, fermuar şeritleri, cırt bantlar, kurdeleler, tişört ve gömlek yakaları, kol ağzı ve etiketler estetik açıdan tamamlama, birleştirme, kullanımı kolaylaştırma ve süsleme amacıyla kullanılmaktadır. Giyimde kullanılan aksesuarlarda (mücevherat, ayakkabı, çanta) da dar dokuma kumaş örneklerine oldukça sık rastlanılmaktadır. Kolye ve yüzük olarak süsleme, estetik görünüm, kıyafeti tamamlama, değerli taş, boncuk, metal ve fermuar gibi malzemeleri taşıma, zincir yerine kullanma, toka gibi ürünlerde saçı toplama (saç tokaları), tutturma, süsleme ve estetik görünüm kazandırmak amacıyla kullanıldığı görülmektedir.
Gündelik, spor ve diğer çantalarda dar dokuma kumaşlar ya deri, kumaş ve örme gibi malzemelerle birleştirilerek ya da taşıma yerlerinde (el, omuz ya da sırt) kullanılmıştır. Bu ürünlerde taşımak ve süslemek gibi işlevlerinin yanı sıra rahat ve ergonomik oluşu ile de tercih edilmektedir.
Ayakkabı bağları, mes lastikleri, terlik şerit ve lastikleri, sandalet kayışı, ayakkabı kayışı, bot kayışı, cırt bantlar gibi bağlama, ayağı sarma, kapama ve süsleme gibi çeşitli fonksiyonlarda kullanılır. Özellikle fantezi ayakkabılarda ve balerin ayakkabılarında kıyafeti tamamlayıcı unsur olarak da dar dokuma kumaşların tercih edildiği görülmektedir.
Tekstil sektörü ve tamamlayıcısı olan dar dokuma yan sanayi, gelişen teknoloji ile birlikte hammadde, makine ve üretim sistemi açısından her geçen gün kendini yenilemektedir. Aynı zamanda çeşitliliği, hızı, kalitesi, markası gibi özellikleri ile tekstil ürünlerinin katma değerini arttırmakta ve bu özellikleri kolayca pazarlanabilir olmasını sağlamaktadır. Bu nedenle giyim endüstrisinin tüm alanlarında iç giyim, dış giyim (kadın, erkek ve çocuk) ve aksesuarlarda her geçen gün dar dokuma kumaş yapılarının artarak kullanıldığı görülmektedir. Bu ürünlerin işlevsel olarak dikiş kapama, tutturma, bağlama, daraltma ve süsleme amacıyla tercih edildiği anlaşılmaktadır.
Dar kumaşlar dokuma tekniğiyle olduğu gibi örme tekniği kullanılarak da üretilir. Dar dokuma kumaşların çeşitlerini genel olarak üç başlık altında toplanır.
LASTİKLER
1-Düz bant lastik
2-Yuvarlak lastik
3-Yazılı lastik
4-Dantel lastik
ŞERİTLER
1-Düz aksesuar şeritleri
2-Balıksırtı şeritler
3-Saten kurdele
4-Grogren kurdele
5-Kadife şerit
6- Kolon şerit
7- Çanta kolonları
8-Ekstrafor şeritler
KORDONLAR
1-Tres kordonlar
2-İğneli kordonlar
3-Lase kordonlar
4-Dokuma kordonlar
Konfeksiyon sektöründe kullanılan dar dokumalar
Giysilerin bel, paça, yaka hattı, kol ağzı gibi yerlerinde kullanılan, büzme ve bedene oturtma gibi işlevleri olan ayrıca süsleme amacıyla kullanılan dokumalardır. Bunların dışında ev tekstilinde süsleme ve fonksiyonel amaçlı olarak da dar dokumalar kullanılmaktadır. Bu sektörde kullanılan dar dokuma çeşitleri;
1-Sütyen askı lastikleri,
2-Boxer şort lastikleri,
3-Jartiyer ve çorap lastikleri,
4-Eşofman lastik ve şeritleri,
5-Mont etek bel lastik ve şeritleri,
6-Pantolon askı lastikleri,
7-Havlu bornoz biyeleri,
8-Fermuar şeritleri,
9-Perde büzgü şeritleri,
10-Saten kurdeleler,
11-Koltuk perde püskülleri,
12-Masa örtüsü saçakları,
13-Önlük ve battaniye şeritleri,
14-Yatak şerit ve kordonları,
15-Mobilya koltuk ve kanepe altı bantları,
16-Döşeme fitilleridir.
Ayakkabı sektöründe kullanılan dar dokumalar
Dar dokumalar bu sektörde aksesuar ve fonksiyonel amaçlı olarak kullanılır. Bunlar;
1-Ayakkabı bağları,
2-Mesh lastikleri,
3-Terlik şerit ve lastikleridir.
Otomotiv sektöründe kullanılan dar dokumalar
Otomotiv sektöründe dar dokumalar güvenlik işlevlerinin sağlanmasında kullanılır. Bunlar;
1-Emniyet kemeri,
2-Çekme halatı,
3-Bagaj lastiğidir.
Savunma sanayinde kullanılan dar dokumalar
Savunma sanayinde kullanılan aksesuarların üretiminde ve fonksiyonel amaçlı kullanılan araçlarda işlevsel olarak kullanılan kısımların imalinde kullanılır. Bunlar;
1-Palaska
2-Tüfek kayışı,
3-Apolet,
4-Sırt çantası kayışı,
5-Paraşüt kolonları,
6-Dürbün kayışı vb. dir.
Elektronik sanayinde kullanılan dar dokumalar
Bunlar;
1-Motor bobinaj sargı bezleri,
2-Trafo sargı bezleri,
3-Yeraltı kablo içi sargı bezleridir.
Cilt sanayinde kullanılan dar dokumalar
Bunlar;
1-Şiraze şeritleri,
2-Kitap yaprak ayırıcı şeritleridir.
Sağlık sektöründe kullanılan dar dokumalar
Bunlar;
1-Elastik bandaj,
2-Yara bandı,
3-Sargı bezi,
4-Bel korseleridir.
Emniyet sektöründe kullanılan dar dokumalar
Bunlar;
1-Yangın söndürme hortumları,
2-Emniyet taşıyıcı bantları,
3-Yükleme kolonlarıdır.
Ambalaj sektöründe kullanılan dar dokumalar
Bunlar; hediyelik eşya süslemesinde kullanılan kordon ve kurdelelerdir.
Bunların dışında kullandığımız hemen hemen her üründe bulunan etiketler de dar dokumalar arasındadır.
Şile bezi, kıvrak iplik veya İngiliz kıvrağı da denilen 20 numara, bükümlü pamuklu iplikle ahşap el tezgâhlarında dokunan özgün bir bezdir. Bu kumaş “bürümcük” de denilen bir dokumatüründendir. “Bürümcük” sözcüğü dokumacılıkta çok bükümlü iplikler kullanılarak üretilmiş dokuma anlamında kullanılır.
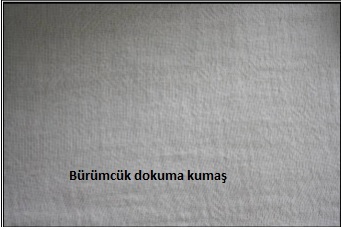
Bürümcük, dokuma tekniği açısından bezayağı örgü ile dokunur. Şile çevresine 14. yüzyılda göçlerle gelen Manav da denilen şimdiki yerel halkın köklü bir dokuma geleneği olduğu bilinmektedir. Şile’de Rum halkın ikamet ettiği tarihlerden bahseden yazılı ve sözlü kaynaklar, eski devirlerden bu yana şileli Rumların dokumacılıkla uğraştığını, İstanbul’dan iplik alarak dokudukları kumaştan iç çamaşırı ve gömlek dikerek yine İstanbul’da sattıklarını söyler.Şile ve çevre köylerinde bugün bilinen şekliyle dokuma ve işleme sanatı yaklaşık yüz elli yıllık bir geçmişe sahiptir. Günümüze kadar ulaşmayı başarmış şile bezi örnekleri incelendiğinde ipek iplikle dokunmuş ürünlerin de olduğu görülmektedir. Ancak maliyet ve kullanım alanı bulamama gibi sorunlar nedeniyle ipek dokuma zamanla yok olmuştur. 1930’lu yıllara kadar ise keten ipliklerle dokuma yoğun bir şekilde devam etmiştir. 1930’lardan itibaren mevsimlerin daha kurak geçmeye başlaması ve ketenciliğin oldukça zahmetli olması nedeniyle halk,dokumada keteni bırakıp pamuk ipliği kullanmaya başlar. 1950’li yıllara dek şile bezi üretiminde ham madde olarak İngiltere’den getirilen “kıvrak iplik” veya “İngiliz kıvrağı” da denilen 20 numara, bükümlü pamuk ipliği kullanılmıştır. Bu tarihlerden itibaren İstanbul, İzmir ve Denizli’de üretilmeye başlanan pamuk ipliği kullanılmaya başlanmıştır. Günümüzde el tezgâhlarında şile bezi dokuma sınırlı olmak üzere devam etmektedir. Üretimin büyük bölümü motorlu dokuma tezgâhlarında üretim yapan işletmeler tarafından şile köylerinde gerçekleştirilmektedir.
Şile Bezinin Genel Özellikleri Kullanım Alanları

Şile bezi günümüzde %100 pamuk ipliğinden üretilen bir bez olma özelliğini taşır. Üretimde pamuk ipliği kullanımının beze kazandırdığı bir takım özellikler mevcuttur.
Bu özelliklerden en önemlisi nem çekme yeteneğinin yüksek olması ve serin tutmasıdır. Bu nedenle şile bezinden üretilen kumaşlar yoğun olarak yazlık gömlek, pantolon, bluz gibi kıyafetlerin üretiminde kullanılır. Aynı zamanda üretiminde %100 pamuk ipliği kullanıldığı için doğal ve sağlıklı bir üründür.

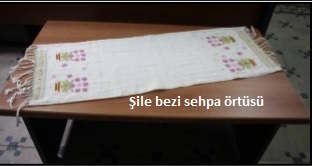
Şile bezi, giyim ürünlerinin yanı sıra ev tekstili alanında da geniş bir kullanım alanına sahiptir. şile bezinden sehpa, masa ve yatak örtüsü gibi birçok ürün üretilebilmektedir.
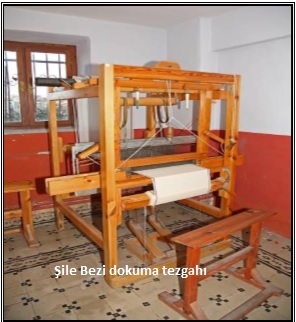
Şile Bezi Dokuma Tezgâhı
Şile bezi ahşaptan imal edilen el tezgâhlarında dokunmaktadır. Bu tezgâhlar 45–90 cm arasında bir genişliğe sahip bez dokuyabilecek şekilde üretilmektedir.
Dokuma Tezgâhının Ana Elemanları

İskelet:
Ahşaptan üretilen ve tezgâhın diğer parçalarını üzerinde taşıyan makine elemanıdır.
Çözgü levendi:
Üzerinde çözgü ipliklerini taşıyan, metal veya ahşaptan yapılan makine elemanıdır.
Çerçeve:
Üzerinde çözgülerin geçirildiği gücü tellerini taşıyan, bu tellere yukarı ve aşağı hareket vererek ağızlığın açılmasını sağlayan makine elemanıdır.
Gücü teli:
Çerçeveler tarafından taşınan, üzerlerinde çözgü ipliklerinin geçirilmesi için küçük gözler bulunan makine elemanıdır.
Tefe:
Atkının atılabilmesi için mekiğin yolunu oluşturan ve tarağa hareket vererek atkının kumaşa dâhil edilmesini sağlayan makine elemanıdır.
Tarak:
Tefe üzerinde bulunan, atkının sıkıştırılmasını sağlayan ve çözgü sıklığını belirleyen makine elemanıdır.
Pedallar:
Ayakla basılarak çerçevelerin yukarı ve aşağı hareketlerini sağlayan makine elemanıdır.
Kumaş levendi:
Dokunan kumaşın üzerine sarıldığı makine elemanıdır.
Mekik:
Üzerinde masuraya sarılı bir şekilde taşıdığı atkı ipliğini, çözgülerin arasından kumaşın bir tarafından diğer tarafına taşıyan makine elemanıdır.
Masura:
Üzerine atkı ipliğinin sarıldığı, dokuma esnasında mekik içine yerleştirilen makine yardımcı elemanıdır.
Gücü tığı:
Çözgü ipliklerinin gücü gözlerinden geçirilmesini sağlayan makine elemanıdır.
Tarak tığı:
Çözgü ipliklerinin tarak dişleri arasından geçirilmesini sağlayan makine elemanıdır.
Şile bezi dokumada kullanılan çözgü iplikleri %100 pamuk elyafından oluşmaktadır. İplik inceliği 20 numaradır. Bu iplikler yaklaşık olarak 1200 tur/m olmak üzere yüksek bükümlü olacak şekilde üretilmiş ipliklerdir. Çözgü ipliklerinin bu şekilde yüksek bükümlü olması kumaş içerisinde bir miktar kıvrılmalarına yol açar. Bu da “bürümcük” dediğimiz görüntüyü oluşturur. Kumaş yüzeyinin kendine has hafif kırışık bir görüntüsü vardır.
Çözgü iplikleri iplik üreticilerinden çile şeklinde alınmaktadır. Bu çileler yörede “çorba” veya “un çorbası” denilen kaynar un ve su karışımında haşıllanır. Daha sonra kurutularak bobinlere sarılır. Bu bobinler çözgü hazırlama işlemi için çözgü makinesine alınır.

Dokuma işlemleri esnasında çözgü iplikleri gücü, tarak, mekik gibi makine parçaları ile sürekli bir sürtünme hâlindedir. Bu sürtünmeler zamanla ipliğin yıpranmasına ve dolayısıyla kopmasına neden olmaktadır. Bu nedenle ipliğe dayanıklılık kazandırmak ve yüzeyini düzgünleştirerek sürtünmeyi azaltmak için çözgü ipliklerinin yapıştırıcı özelliği olan bir çözeltiyle işleme sokulmasına haşıllama, bu işlemde kullanılan çözeltiye de haşıl denir.
Entegre fabrikalarda haşıllama işlemi, çözgü iplikleri çözgü levendine sarıldıktan sonra uygulanır. Burada haşıllama, çözgü iplikleri bir silindirden diğerine aktarılırken uygulanmaktadır. Fakat bu işlemin uygulandığı haşıl makineleri çok büyük ve pahalıdır. Bu makineler ancak az sayıdaki büyük tekstil fabrikalarında bulunmaktadır. Şile ve çevre köylerinde böyle bir makine kullanım imkânı olmadığı için yöresel üreticilerin eskiden beri uyguladıkları kendilerine has haşıllama işlemleri vardır. Haşıllama şu işlem sırasına göre uygulanır:
Haşıllama işlemine ilk olarak çilelerin birbirinden ayrılmasıyla başlanır.
Çileler tek tek ayrıldıktan sonra her bir çile iyice çırpılır. Bu işlem çile içerisindeki ipliklerin açılmasını ve daha sonra yapılacak yıkama işleminde suyun çile içerisine daha iyi bir şekilde emmesini sağlar.
Çileler öncelikle uygun bir kap içerisinde sade su ile yıkanır.
Çileler yıkanırken diğer taraftan kazan içerisinde un ve sudan oluşan, yörede un çorbası da denilen çözelti hazırlanarak kaynatılır. Karışım hazırlanırken 10 kg suya 1 kg un ilave edilir.
Kazanda hazırlanan un ve sudan oluşan karışımdan çilelerin bulunduğu kaba uygun miktarda alınır.
Un çorbası çilelerin içerisine işleyene kadar çileler leğen içerisinde bekletilir.
Son olarak çileler haşıl çözeltisinin içinden çıkarılarak sıkılır ve kurumaları için asılır.
Bobin Hazırlama
Bobinleme yapılırken sırasıyla şu işlemler uygulanır:
Haşıl işlemi sonunda kurutulan çileler bobin makinesine alınır.
Çileler bobin makinesinin alt kısmında yer alan çıkrıklara yerleştirilir.
Bobinin oluşturulacağı silindir üzerine ipliğin sarılacağı masura takılır.
Çilenin ucu bulunarak bu masuraya bağlanır.
Masuraya dönüş hareketini yivli silindir de denilen metal silindirler vermektedir. Çilelerin bağlı olduğu çıkrıklar çileden iplik çekildikçe döner.
Masura üzerinde istenilen miktarda iplik sarıldığında makine otomatik olarak durur. Bobin makinesine yeni bir masura takılarak sarıma devam edilir. Çözgü hazırlama işleminde ihtiyaç duyulan sayıda bobin elde edildiğinde işlem tamamlanmış olur.
Çözgü Hazırlama Yöntemleri
Kumaşta boyuna yönde yer alan ipliklere çözgü denir. Çözgü hazırlama işlemi, çok sayıda ipliğin önceden belirlenmiş bir düzende, sayıda ve ende birbirine paralel şekilde levent üzerine sarılarak dokuma işlemi için hazırlanmasıdır. Bu işlem yapılırken ilk olarak bobinler cağlığa dizilir, buradan alınan iplik uçları levende aktarılır.
Dokuma hazırlık işlemlerinin en önemlisi çözgü hazırlamadır. Hatasız bir çözgü hazırlamadan düzgün bir kumaş dokumak mümkün değildir.
Kullanılacak olan dokuma makinesine göre farklı çözgü hazırlama yöntemleri kullanılmaktadır. Çözgü, elde veya çözgü makinelerinde hazırlanabilir. Motorlu tezgâhlarda dokuma yapılacaksa çözgünün çözgü makinesinde hazırlanması zorunludur. Bu tip tezgâhlarda dokuma hızı yüksek olduğu için elde hazırlanan çözgülerle hatasız bir dokuma yapma imkânı bulunmamaktadır.
Eski tarihlerde şile bezi dokunacağı zaman çözgü elde hazırlanırdı. Eski tip ahşap tezgâhlar elde hazırlanan çözgülere uygun tezgâhlardı. Günümüzde şile’de kullanılan ahşap tezgâhlarda konik çözgü makinesinde hazırlanan çözgü leventleri kullanılmaktadır.
Makinede Çözgü Hazırlama
Sanayi tipi motorlu tezgâhların dokuma hızları çok yüksektir. Bu makinelerin çözgüleri bu iş için üretilmiş makinelerde hazırlanmaktadır. Çözgü makineleri uzun metrajlarda, çeşitli desenlere uygun ve hatasız çözgü hazırlama imkânı verir.
Günümüzde şile’nin yanında Rize, Buldan gibi yöresel bezlerin dokunduğu ahşap tezgâhlar, çözgü leventlerinin kullanımına uygun üretilmektedir. Çözgü makinesi aracılığı ile levent üzerine çözgü hazırlama, elde çözgü hazırlamaya göre daha verimli bir yöntemdir. Bu nedenle yöresel tezgâhlarda dahi çözgüler, çözgü makinesinde hazırlanmaktadır.
Konik çözgü makinesi ve düz çözgü makinesi olmak üzere çözgü ipliklerinin hazırlandığı iki tip çözgü makinesi bulunmaktadır.
Konik Çözgü Makinesi
Konik çözgü makinesinde çözgü hazırlamak için şu işlemler uygulanır:
*Bobinlerin cağlığa dizilmesi
*İpliklerin çapraz ve toplama tarağından geçirilmesi
*Metre ve kalba ayarı yapılması
*Kalbanın tambura bağlanması
*Kalbanın çapraza alınması
*Çözgü tel sayısı kadar çözgünün tambura sarılması
*Çözgülerin tamburdan dokuma levendine aktarılması
Konik Çözgü Makinesinin Ana Elemanları
Cağlık
Çözgü makinelerinin en önemli elemanlarından bir tanesi cağlıktır. Cağlık, çözgünün hazırlanabilmesi için bobinlerin üzerine takıldığı metal sehpalardır. Yeni bir işe başlarken öncelikle bobinlerin cağlığa dizilmesi gerekir. Birden fazla renkte veya türde iplik kullanılacaksa bobinlerin dizim sırasına dikkat etmek çok önemlidir.
Çapraz tarağı
Çözgü ipliklerinin karışmaması ve rahat dokunabilmesi için bir üst ve bir alt olmak üzere iki gruba ayrılması gerekir. Çapraz tarağının görevi iplikleri çapraz yaparak birbirinden ayırmaktır. Burada kullanılan tarak dokuma tarağından farklı, özel bir taraktır.
Çapraz tarağının bir dişi, ortada küçük bir boşluk bırakacak kadar alttan ve üstten lehimlidir. Bitişiğindeki diş ise dokuma tarağındaki gibi normal şekilde boştur. Bu şekilde dişler tarak boyunca devam eder. Cağlıktaki her bir bobinden alınan iplik uçları her dişten bir iplik olmak üzere tek tek çapraz tarağından geçirilir.
Konsol (Support)
Çözgü makinesinde kalbaların üst üste sarılmaması için bandın (kalbanın) uygun şekilde kaydırılmasını sağlayan makine elemanıdır. Aynı zamanda her bir bandın eni de bu makine elemanı aracılığıyla ayarlanır.
Tambur (Dolap, Davlumbaz)
Çözgü ipliklerinin kalbalar hâlinde üzerine sarıldığı yaklaşık 4 metre çevreye ve 4-5 metre uzunluğa sahip metalden yapılma içi boş silindirdir. Eski makinelerde tambur ahşaptan da yapılabilmekteydi.
Tambur üzerinde kalba uçlarının bağlandığı çiviler bulunmaktadır. Ayrıca çapraz iplerinin takıldığı mandallar vardır.
Levende alma kısmı
Tambur üzerinde istenen çözgü tel sayısı tamamlandıktan sonra dokuma levendi, tamburun arkasındaki kısma takılır. Kalba uçları tek tek tamburdan alınarak levent üzerine bağlanır. Motor yardımı ile levent kenarından levende hareket verilir. Tamburun sarım yönünün tersine dönmesiyle çözgüler levende aktarılmış olur. Aktarmadaki en önemli nokta tüm çözgülerin eşit gerginlikte sarılmasıdır.
Düz çözgü makinesi
Düz çözgü makinelerinde iplikler cağlıktan gelerek paralel bir şekilde çözgü levendine sarılır. Buradaki çözgü tel sayısı cağlığın büyüklüğüne göre değişir.
Seri çözgü makinesi de denilen düz çözgü makinelerinde haşıllanacak veya levent hâlinde boyanacak çözgü iplikleri hazırlanır. Yüksek çözgü tel sayılarındaki leventlerin haşıllanması veya boyanmasında düzgünsüzlüklerle karşılaşılır. Bu gibi durumlarda çözgü iplikleri çok sık olduğundan sıvının bütün çözgülere eşit olarak dağılmaması sorunu ortaya çıkar. Ayrıca sürekli birbirine bitişik olarak hareket edecek çözgülerin kuruma sırasında yapışmaları da söz konusu olacaktır. Bunun önüne geçebilmek için çözgü sıklığının az olması sağlanmalıdır. Bu nedenle düz çözgü makinelerinde çözgüler birden fazla levende sarılır. Haşıllama veya boyama işleminden sonra tek bir leventte birleştirilir.
Şile bezi dokumada iplikler, bobinleme işleminden önce haşıllandığı için bu yöntem kullanılmaz. Şile bezinde çözgü hazırlama işleminden sonra haşıllama yapılmadığı için konik çözgü sistemi daha uygun bir sistemdir.
Elde Çözgü Hazırlama
El dokuma tezgâhları için çözgü, makinelerde hazırlanabildiği gibi elde de hazırlanabilir. Bunun için kullanılan duvara monte edilen çözgü hazırlama aparatı mevcuttur.
El dokuma atölyesinde atölye alanının sınırlı olduğu yerlerde kullanılır. Atölye içinde duvarlara yerleştirilmiş metal veya ağaç çubuklar yardımıyla çözgü aparatında hazırlanır.
Duvarın farklı iki noktasına çubuklar asılır. Bir tarafta tek çubuk olması yeterlidir. Diğer tarafta ise çözgülerin çapraza alınabilmesi için en az üç çubuk bulunmalıdır.

DOKUMA TÜRÜ MAKİNE HALILARI
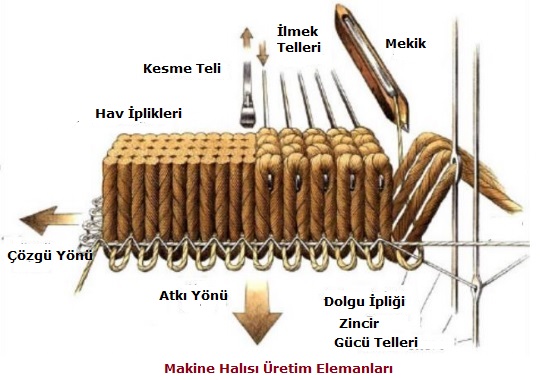
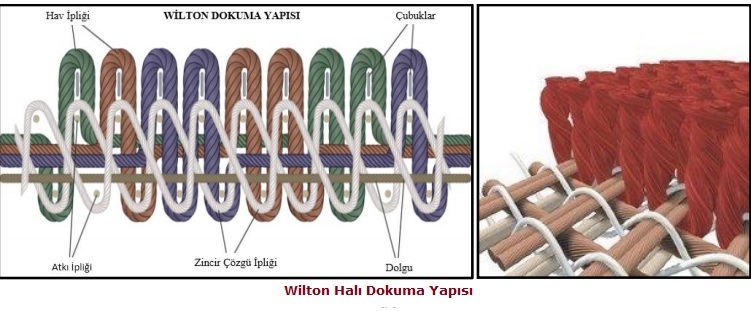
1-Wilton tipi halılar
Dokuma türü makine halıları içinde en çok kullanılan wilton yapısı ve dokuma yöntemidir.Wilton tipi halı,hav ipliklerinin halı içinde dokumanın bir parçası olarak devam ettiği sırada,bu ipliklerin tel veya kanca ile halı yüzeyine çıkarılarak hav oluşturulan makine halılarıdır.
Wilton tipi halılar,üretim tekniklerine göre ;
A-Tel çubuklu wilton tipi halılar
B-Çift kat yüz yüze dokunan wilton tipi halılar
Olmak üzere 2’ye ayrılır.
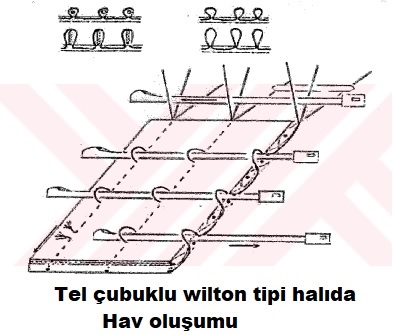
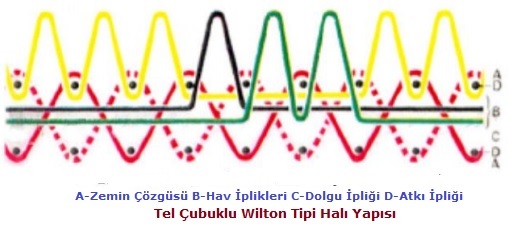
A-Tel çubuklu wilton tipi halılar
Wilton halıların bu tipinde havlar tığ adı verilen uzun,profilli tel çubuklar üzerinde oluşturulurlar.
Tel çubuklu wilton halı dokuma makineleri genellikle düz veya desenli ağır kontrakt halıların konutlarda döşeme sektörü için kullanılan düz halıların üretimi için kullanılırlar.
Hav oluşumunda, çözgü yönündeki hav iplikleri tığların altından ve üstünden geçirilir.İlmekler meydana geldikten sonra tığlar hızla halı dokuma makinesinin yan tarafına geri çekilir ve bukleli hav tabakası oluşur.Tığların kesit ölçüleri hem ilmek sıklığını hem de hav yüksekliğini belirlemektedir.Dolayısıyla bu durum halının ağırlığını verir.Bu tip bir halının kalitesinden bahsederken santimetredeki tığ adedinin bilinmesi gerekir.
Ticarette bukleli halılara tarihte ilk dokundukları yere göre ‘’ Brüksel-Wilton halıları’’ veya ‘’ Goblen dokuma’’ da denilebilir.
Daha sonra tığların ucuna kesici bıçaklar yerleştirilerek kesik havlı ‘’ Velur tip’’ wilton halıları oluşturulmuştur.
Desenli wilton halıları ( Çok renkli-çok çerçeveli ) değişik renklerde belirli sayıda hav ipliğinden biri desene göre tel çubuklar üstüne çıkarılırken diğerlerinin halı temelinde tutulmasıyla elde edilir.Halı sırtında kalan bu ipliklere ölü iplikler denir.Bu iplikler tel çubuklu wilton halıların metre karede Aksminster ve tafting halılara göre daha pahalı olmasına neden olmaktadır.
Bununla birlikte halıya geliştirilmiş tutum ve boyutsal stabilite kazandırırlar. Bu da sırt kısmının latekslenmesi ve nişasta ile kaplanmasını gereksiz kılar.
Desenli halılarda dokuma tezgahının kullanılabilecek ilmek sayısı 3,4,5 bazen de 6 olabilmektedir ki bu da yapılacak ARGE çalışmalarına göre artabilir.Çünkü istekler her zaman teknoloji ile birlikte her zaman artar.
Ancak en çok kullanılan tezgah türlerinde renk kapasitesi 5’tir.Dokuma tekniği açısından ise wilton halısında her ilmeye karşılık 3 atkı kullanılır. Standart wilton halı yapısında temel kumaşı oluşturan iki çözgü ipliği atkı
İle 3/3 düzeninde bir örgü yaparken dolgu ipliği ortada kalan atkının üstünde ve ilmelerin altında düz olarak yer alır.
Tel çubuklu wilton halıları avantajları şöyle sıralanabilir ;
1-Yüksek sıklıkta yoğun konstriksiyonlar yapmak mümkündür.
2-Bukle veya velur şeklinde üretim yapmak mümkündür.
3-Hav yüksekliği tel çubukları değiştirmek suretiyle değiştirilebilir.
4-Farklı ipliklerin kombinasyonu ( Kalın veya ince,yüksek bükümlü veya az bükümlü ) zorluk çekilmeden dokumada kullanılabilir.
5-İlme oluşturulmayan alanlar yaratılarak göz alıcı oyuntu veya traşlama efekti yaratılabilir.
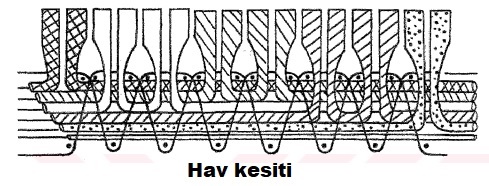
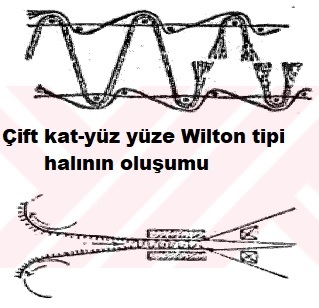
B-Çift kat yüz yüze dokunan wilton tipi halılar
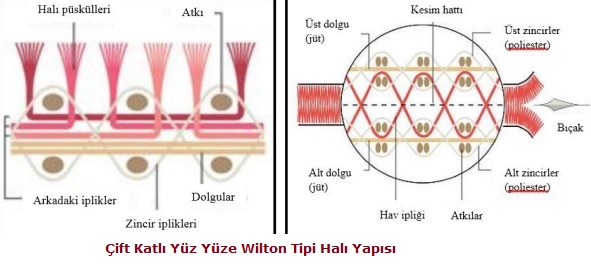
Yüz yüze dokuma yönteminde iki halı yüz yüze aynı anda dokunurken iki kat arasında bağlantıyı meydana getiren hav iplikleri, dokuma sırasında bir taraftan diğer tarafa bir yay üzerinde hareket ettirilen bıçaklarla ortadan kesilir.bu şekilde kesik havlı iki halı elde edilir.İki kumaş arasındaki uzaklık istenen hav yüksekliğine göre ayarlanabilmektedir.
Dokuma halı üretiminde en çok kullanılan yöntemdir. Yüz yüze halı dokuma sistemi bukle tipi halı üretimi için uygun değildir.
Ayrıca farklı hav yükseklikleri efekti yaratmak mümkün değildir.Bununla birlikte bu yöntemle tel çubuklu yönteme nazaran daha hızlı bir üretim sağlanırken malzeme ve sarfiyattan da tasarruf edilmiş olur.Bu makineler özellikle jakar desenlerinin kullanıldığı kesilmiş havlı halılarda tercih edilir.İnce numara kamgarn ve yarı kamgarn iplikler kullanılarak karmaşık ve güzel desenler elde edilebilir.Yüz yüze dokuma sistemi ile halı üretiminde tek ağızlıklı ve if ağızlıklı olmak üzere iki metod kullanılır.
Tek Ağızlık ve Tek Mekikle Atkı Atılması
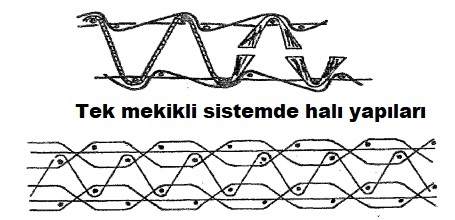
Tek mekikli sistemde tezgahın her iki yanında birer mekik yuvası bulunmaktadır.Tek mekikli dokumada bir ilme için tek veya iki atkı kullanılabilir ve tek ağızlık açılır.Eğer atkılar iki üst kat ,iki alt kat atkısı olarak atılırsa,o zaman kumaş kenarlarından yalnız birinde,eğer bir alt kat,bir üst kat atkısı olarak atılırsa,iki uçta birleşeceklerdir.
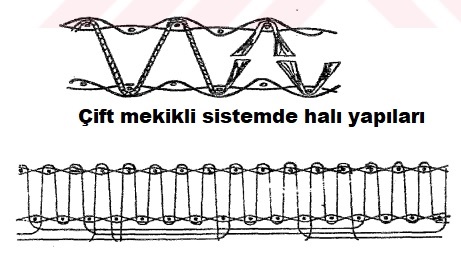
Çift Ağızlık ve Çift Mekikle Atkı Atılması
Çift mekikli istemde ise ,biri altta diğeri üstte iki ağızlık açılır ve aynı anda iki atkı ayrı ayrı mekikle kumaşa yerleştirilir.
Bu sistemde iki mekik aynı anda vurucu kol tarafından bir diğerine göre üstte olacak şekilde veya iki vurucu kol tarafından biri diğerine göre üstte olacak şekilde veya iki vurucu kolla karşılıklı olarak aynı anda atılabilir. Bu sistem tek mekikli sisteme göre daha verimli bir üretim sağlamaktadır.
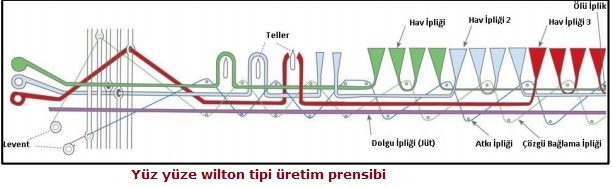
Yüz yüze halı dokunan tezgahlarda jakar mekanizması da kullanılabiir.Bu durumda hav iplikleri cağlığa yerleştirilmiş bobinlerden çözgü ile birlikte alınır.( Cağlıkta iğlere belirlenen renk raporuna göre dizilen bobinler germe süzme tertibatlarında iplik yoklayıcısından geçtikten sonra tezgaha yönlendirilir).Hav ipliklerinin jakarlı olarak kontrolünde tek mekikli ve çift mekikli sistemler kullanılabilir.Jakarlı wilton tasarımlarında ilme yapmayan ipliklerin üst ya da alt halıya aynı biçimde yerleştirildiği yapılarda genelde çift mekikli sistemler kullanılmaktadır.Tek mekikli sistemde ise ilme yapmayan iplikler halılardan birinin arkasına serbest atlamalı olarak çıkarlar.Bu iplikler ise koparılmak suretiyle maliyeti azalmak için farklı alanlarda değerlendirilerek katkı sağlanır.Çünkü fabrikalarda her atığın değerlendirilmesi esastır.
Çift mekikli sistem tek mekikli sisteme göre daha yüksek maliyetli bir sistemdir. Daha dayanıklı daha iyi tuşeli ince halıların üretimi için tercih edilir.
Çift mekikli sitemle dokunan halılar,el dokuması halıların taklididir.
2- Aksminster tipi Halılar
Bu tip halılarda el halılarında yapıldığı gibi halı genişliğince yer alan bir sıra ilme, tezgahın her bir devrinde halıya yerleştirilir.Bu nedenle elde edilen halı yapısı el halısına en yakın olup,aynı zamanda tasarım imkanları,olanakları çok genişlilik ara eder.İlmelerin makine tarafından oluşturulduğu Aksminster halılarda ilmeler istenen renklerde,atkı ve çözgü yönünde birbirinden bağımsız olarak halı tabanına yerleştirilirler.
Aksminster halılar 4 ayrı sitemde üretilirler.
A-Gripper-Aksminster
Bu sistemde hav iplikleri bobinlerin yerleştirildiği bir cağlıktan çekilerek dikey konumda bir renk seçici sisteme beslenir.Kuş gagası biçimindeki
( tutucu-gripper) bir ilme oluşturma elemanı uygun bir salınım hareketi ile,jakar mekanizmasının seçimiyle uygun düzeye getirilmiş olan istenen renk ipliği çekerek halı yapısının içine hav ipliklerini ‘ U ‘ şeklinde bağlarlar.
B-Makaralı Gripper
Bu tip makinelerde halının dokunuşu ve ilme oluşumu gripper tezgahtaki ile aynıdır. Ama bu sistemde taşıyıcılar kullanılmayıp hav iplikleri önceden renk sıralarına göre ve her bir ilme sırası için bir tane olmak üzere makara biçimli küçük leventlere sarılmış olarak hazırlanırlar.Jakar mekanizması yerine desene göre hav ipliklerinin makaralara sarılması onucu renk kullanabilme sınırsız hale gelmiş olur.
C-Royal ( Spool ) Aksminster
Çeşitli renklerde ilme iplikleri bobinlerden alınarak makine üzerindeki sonsuz bir zincire tespit edilmiş hav leventlerine sarılırlar.Hav leventleri hav ipliklerini halıdaki renk ve desen sırasına göre taşıyan makaralardır.
Bu halılarda en önemli özellik atkı yerleştirme sistemidir.Diğer gripper halılardan farklı olarak hav iplikleri bir çift atkı ipliklerine ilaveten üst atkılar tarafından da sıkıştırılırlar.Bu nedenle halı tersinde el halılarında görünen net figürler görünmez.
Ç-Chenille Aksminster
Bu sistemde hav tabakası atkı iplikleri gibi çözgü iplikleri arasına yerleştirilerek sıkıştırılan chenille bantlarından oluşturulur.Bandlar özel bir dokuma tezgahında önceden hazırlanır ve halı zemin çözgüsü arasına yerleştirilir.
İĞNELEME YÖNTEMİ İLE ÜRETİLEN MAKİNE HALILARI
1-Tafting Halılar
Hav ipliklerinin tek veya çok iğneli bir mekanizma ile önceden imal edilmiş zemin üzerine tutturulması ve bir yapıştırıcı veya bir kaplama maddesi ile tespit edilmesi suretiyle imal edilen halıdır. Bukle veya velur şeklinde üretimi mümkündür. Tafting halı;
Zemin tabaka
Hav tabakası
Olmak üzere iki tabakadan meydana gelmektedir.
Zemin tabaka; jüt, kenevir veya polypropilen liflerden dokunmuş bir yapı olabilmektedir. Jütten üretilen edilen zemin tabakaların suda kısa sürede deforme olması sebebiyle kullanımı azalmıştır.
Onun için en kaliteli en dayanıklı en ekonomik neden yapılır veya yapılabilir diye sürekli ve sürekli araştırmalar,ARGE çalışmaları yapılmaktadır.
İlme üretim prensibi ise gergin durumdaki hav ipliğini taşıyan bir iğne taşıyıcı tabakayı delerek alta geçer, taşıyıcı tabakanın altındaki tutucu metal dil ipliği tutar. İğne tekrar geriye üst ölü noktaya yükselirken altta tutulan iplik ilme şeklini alır.
Tafting halılarda birim uzunluğundaki iğne sayısı ve hav ipliklerinin yüksekliği kaliteyi belirler.
Halı baskısında en yaygın olarak düz baskı tekniği uygulanmaktadır.Ayrıca desenlendirme baskı mekanizmalarının tafting makinesine entegresi de yapılır.
2-İğne ile keçeleştirme ( Non-Woven)
İğne ile keçenin yapılışı taşıyıcı bir tabaka üzerindeki liflerin mekanik yolla sıkıştırılması esasına dayanır. Bu işlem makinenin eni boyunca özel tip iğnelerle dizayn edilmiş özel makinelerde gerçekleştirilir.
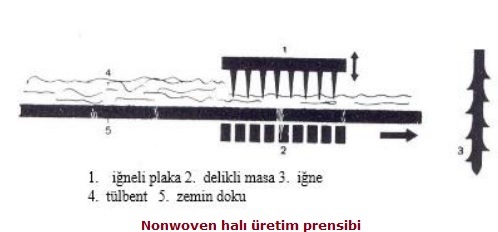
İğneler üzerinde bulunan çentikler tülbent tabakasına her dalışta bir miktar lifi sürükleyerek sıkıştırır ve yaygı haline getirir.Bu tip halılarda halının yüzeyinde bulunan tabaka genellikle sentetik liflerden oluşmaktadır.
3-Örme halı üretimi ( Rashel )
Halı üretimi için çözgü örme makinelerine benzer makineler de kullanılmaktadır. Bu yöntem bazı özel firmalar tarafından yün halı üretiminde kullanılmaktadır.
Rashel yöntemi ile örme halı üretimi: Bu sistemde herhangi bir zemin tabaka kullanılmaz. Hav iplikleri, yardımcı bir iplik sistemi ile doğrudan hav tabakası haline dönüştürülürler.
Tülbent Rashel yöntemi ile örme halı üretimi: Bu sistemde halı oluşumunda hav iplikleri yerine hav tabakasını oluşturmak için bir tülbent tabakası kullanılır.
4- Yapıştırma halılar ( Bonding )

Bu tip halılar, havların yapışkan bir sırt tabakası içine yerleştirilmesi ile üretilirler.Yapıştırma tek lif veya demet halinde olabilir.Takviyeli bir tambur üzerine taranmış lif ağı yayılır ve düzgün çelik çubuklar yardımıyla silindirler arasına sıkıştırılır.Böylece oluklu lif yapısı oluşturulur.Lateksle kaplanan astar lif yapısıyla preslenir ve lateks tamburdan ısı yardımıyla temizlenir.Astar üzerine liflerin yapıştırılmasıyla halı elde edilmiş olur.

Dahası...
Dar dokuma kumaş üretiminde, çok büyük oranda yapay liflerin kullanıldığı, doğal lifler içerisinde de yapısal özellikleri nedeniyle pamuğun öne çıktığı tespit edilmiştir. Pamuk ipliği, tıbbi (sargı bezleri, yara bantlar), giyim (iç ve dış giyim), ayakkabı, kemer ve çanta ile ev tekstili, paket ve ambalaj gibi dar dokuma kullanım alanlarında, müşteri isteği dikkate alınarak tercih edilmektedir. Kesiksiz liflerden yapılan iplik ise dar dokuma kumaş sektörünün en önemli hammadde kaynağıdır. Bu iplikler dar dokuma kumaşların üretiminde, kurdele (şerit), etiket, giyimde ve ev tekstilinde süsleyici ve tamamlayıcı ürünlerden teknik ürünlere kadar her alanda kullanılmaktadır.
Dar dokuma üretiminde kesiksiz liflerden kullanımdaki yoğunluk durumuna göre sırasıyla poliester, polipropilen, poliamid, poliüretan (elastomerik) ve poliakrilonitril, kullanıldığı tespit edilmiştir. Diğer hammaddelerin ise özel uygulamalar için tercih edildiği bilinmektedir. Poliester ipliğinde yoğun olarak kullanılan numaraların 20- 150 denye arasında değiştiği, daha yüksek numaralarda örneğin müşteri isteğine göre 300 denye iplik gerektiğinde katlanmış iplikten elde edilerek sağlandığı bilgisine ulaşılmıştır. Pamuk ipliğinde ise Nm 10/3, Nm 20/1, Nm 20/2, Nm 40/2, Nm 60/2 ve Nm 80/2 kullanılan başlıca numaralardır. Aynı zamanda % 100 poliester, % 100 pamuk ve poliester-pamuk karışımı dikiş ipliğinin de (Nm 120) geniş kullanımı olduğu belirlenmiştir. Polipropilen ipliğinde kullanılan başlıca numaralar 600 ve 1300 denye arasında değişmektedir. Elastomer ipliklerden 30/40 denye kalın ve 44/50 denye ince olarak kullanılmaktadır. Ayrıca ilgili literatürden yüksek performanslı poliamid (aramid), poliester ve polietilen liflerin de dar dokuma kumaş üretiminde oldukça fazla yer aldığı anlaşılmaktadır.
Dar dokuma üretiminde dokuma hazırlık işlemlerinden çözgü hazırlama da genellikle tek renk ve kalın iplikler için doğrudan çözgü hazırlama yöntemi kullanılmaktadır. Diğer bir yöntem ise bant şeklinde çözgü hazırlamadır. Çözgü doğrudan uygun boyutlardaki dokuma levendi üzerinde hazırlanır.
Dar dokuma makineleri eksantrikli, armürlü ya da jakarlı ağızlık açma sistemi ile çalışan özel makinelerdir. Diğer geniş en dokuyan dokuma makinelerinden farklılıklar gösterir. Dokuma makinesinde bir ya da birden fazla bant (pasaj) aynı anda dokunur ve her pasajın çözgüsü genellikle bağımsız olarak beslenir.
Atkı atma sistemi mekikli veya iğneli olabilmektedir. Mekikli sistem genellikle çok renkli üretimlerde kullanılır. Her dokuma pasajının yanında o bantta atkı besleyen tek mekik veya çok renkli atkılar için birden fazla mekik vardır. İğneli atkı atma sisteminde ise her pasaj için, bir ya da daha fazla atkı iğnesi, açılı bir dönüş hareketi ile atkıyı ağızlığa taşır. Dar dokuma tezgâhı genel olarak cağlık ve ana gövdeden oluşmaktadır. Cağlık bölümünde, çözgü levendi tezgâhı, çözgü ipliği besleme hattı, çözgü ipliği, gerilim ağırlıkları, kılavuz çubukları, arka tarak ve lameller bulunmaktadır. Çerçeveler ve gücü telleri, dokuma kafası, ön tarak, kumaş sarma mekanizması, yardımcı iplik besleme hattı, atkı ipliğini besleme hattı, ana eksantrik kam mili (tahrik mili), ağızlık mekanizması ve dokuma tezgahı çerçevesinin bulunduğu ana bölümdür. Araştırma kapsamına alınan dar dokuma işletmelerinin tamamında eksantrikli ağızlık açma ve iğneli atkı atma sistemi ile çalışan dokuma makinelerinin kullanıldığı görülmüştür. Bunlar genellikle basit yapılı örgüler için kullanılan en fazla 20 çerçeveli, sınırlı desen imkânına sahip makinelerdir.
Ağızlık hareketi alt mile takılan kamların biçimlerine ve dizilişlerine uygun olarak oluşur. Atkı raporu en çok 8 dir. Yüksek üretim hızına sahip, bakım maliyetleri az basit ve güçlü yapılardır. Bununla birlikte kumaşta hata oranının çok düşük oluşu tercih nedenidir. İstanbul ve Bursa’daki işletmelerin makinesini genellikle orta ölçekli kurumsal işletmelerin, kurdele, etiket ve özel tasarım jakar desenleri üretmek için çoğunlukla Müller marka makineyi kullandıkları anlaşılmaktadır. Küçük ölçekli işletmelerde bunu sırasıyla Ledmak ve Kuş dar dokuma makineleri izlemektedir. Kuş ve Ledmark makineler, işletme yetkililerince kullanım açısından oldukça pratik bulunmakta, düşük bakım maliyetleri ve ihtiyaçlar doğrultusunda kullanım esnekliğine imkan sağlaması açısından tercih edilmektedir. Yani Kuş, Ledmak ve Durmaz gibi dar dokuma makinelerine istenilen ilave parçaları modifiye etmek düşük maliyetle mümkün olabilmektedir.
Dar dokuma üretiminde sökülmeyen kumaş kenarı, yardımcı iğne sistemiyle yapılır. Kenar örgüsü kancalı dilli bir örme iğnesi ile gerçekleştirilir. Bu örme iğnesi çözgü yönünde yatay bir hareketle atkı ipliğinin kenar oluşturmasını sağlar. Yaygın olarak iğneli dar dokuma makinelerinde kullanılan beş çeşit iğneli kenar yöntemi vardır.
Bu yöntemler Kenar sistemi-1,… Kenar sistemi-5 şeklinde adlandırılır. Sökülmeyen kenar örgüsü olarak ise elastik olmayan dar dokuma kumaş ürünlerinde çoğunlukla yardımcılı sistem, elastik yapılı olanlarda yardımcısız sistem kullanılmaktadır. Elastik yapılı dar dokumalarda dokumayı oluşturan atkı ipliğinin aynı zamanda kenar örgüyü de oluşturması elastikiyet özelliğini olumsuz etkilememesi açısından tercih edilmektedir.
Dar dokuma kumaş üretiminde bezayağı, dimi, saten, kuvvetlendirilmiş ve çok katlı dokumalar başta olmak üzere bezayağı ve türevleri, dimi ve türevleri; zeminde, dimi, saten, lanse ve değişen yüzlü; desende ve kenarda ise bezayağı ve türevlerinden oluşan örgülerin kullanıldığı belirlenmiştir.
Örgü analizine ilişkin teknik çizimler dar dokuma kumaşın örgü raporu, tarak, tahar, armür planı ve dokuma örgü renk raporu ile kenar örgüsünü içermektedir.
Dar dokuma kumaş yapıları kullanım alanlarına göre; tarım dar dokumaları, giyim ve teknik dar dokumalar, ev tekstili dar dokumalar, endüstriyel dar dokumalar, tıbbi dar dokumalar, taşıt araçlarında dar dokumalar, paket ve ambalaj dar dokumaları, koruyucu dar dokumalar ve sportif dar dokumalar olarak sınıflandırılmıştır. Bu sınıflandırmaya göre dar dokuma işletmeleri farklı faaliyet alanlarında üretim hizmeti vermektedir.
Tarihi M.Ö. 3000 yıllarına uzanan dar dokuma kumaşlar, teknolojik gelişmeler ve tasarımlarla genişleyen kulanım alanları doğrultusunda gittikçe artan ürün çeşitliliğiyle günümüzdeki önemi de artmaktadır. Tarım, inşaat, teknik giysiler(asronot, güvenlik, itfaiye, askeri vb.), ev tekstili, endüstriyel tekstil, tıbbi ve hijyenik tekstil ve ambalaj gibi yaşamımızın her alanında karşımıza çıkmaktadır. Bağlama, taşıma ve süsleme yanında; mobilyalarda, metal yaylar yerine elastikleştirilmiş dar dokuma bantlar, jaluzi ya da benzeri perde bantları, emniyet kemeri, konveyör (taşıma) bantları, su hortumları, çeşitli kayışlar, tıbbi bandaj malzemelerinden yapay damarlara kadar farklı teknik alanlarda dar dokuma kumaş yapılarının kullanıldığı bilinmektedir.
Dar dokuma kumaşların kullanım alanları aşağıda ana başlıklar altında belirtilmektedir:
1-Tarım dar dokumaları (agrotech): Tarım, bahçecilik ve ormancılık ürünlerinde
2-Giyim dar dokumaları (clothtech): Hazır giyim ve konfeksiyon için İç ve dış giyim, astronot, itfaiye, güvenlik, askeri, giyim ve ayakkabı için teknik bileşenler,
3- Ev tekstili dar dokumalar (hometech): Mobilya iç-dış döşeme, ev tekstilinde,
4-Endüstriyel dar dokumalar (indutech): Filtrasyon,
5-Tıbbi dar dokumalar (medtech): Hijyenik ve tıbbi ürünlerde,
6-Taşıt araçlarında dar dokumalar (mobiltech): Otomotiv, gemi, tren ve hava taşıtlarında,
7- Paket ve Ambalaj dar dokumaları (packtech): Paketlemede ve taşımada,
8-koruyucu dar dokumalar ( protech): Güvenlik kayışları, kemerler, halatlar vb. 8. Sportif dar dokumalar (sportech): Spor ve serbest (gündelik) giysi ve ekipmanların da,
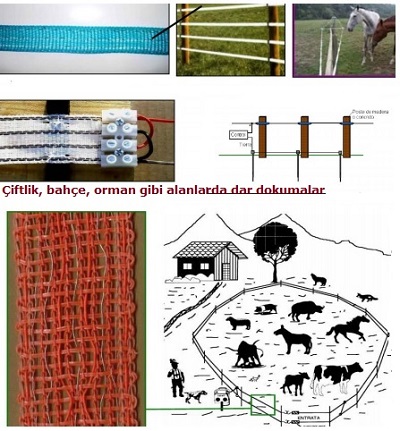
Tarım Dar Dokumaları (Agrotech)
Çiftlik hayvanları, tarlalar ve park alanları gibi girilmesi yasak ya da koruma alanlarında parmaklık olarak kullanılan ve teknik tekstil de denilen dar dokumalardır. Bu dokumalar yüksek voltajların kolay iletimi için metal ipliklerin monofilament ile polipropilenden oluşan bantlardır.
Giyim Dar Dokumaları (Clothtech)
Hazır giyim ve konfeksiyon sektöründe, yapılarına göre elastik veya elastik olmayan dar dokumalar, kurdeleler, ekstrafor ve diğer dar dokumalar görülmektedir. Elastik veya elastik olmayan dar dokumalar, giysilerin yaka hattı, kol ağzı, bel, paça ve giysilerin kenar bölgelerinde estetik açıdan tamamlama, bağlama, birleştirme, bedene oturtma ve süslemek amacıyla gündüz ve gece giyilmek üzere üretilmiş tüm iç ve dış giyimde kullanılmaktadır. Dar dokuma kumaşlar özellikle giyside ergonomik, kullanımı rahat, estetik ve tamamlayıcı olması açısından sektörde çok önemlidir. Ayrıca elastik dar dokuma kumaşlarda, lastik özelliği ve elastikiyet kazandırmak için elastan kullanılmaktadır. Örneğin, başa takılan bantlar, pantolon askıları, boxer lastikleri, v.b. bu tür kumaşlarda daha çok çözgü boyunda elastikiyet istenir. Elastik dar dokuma tekniği ile dokunmuş kumaşlar için en sık kullanılan esneme oranı % 35-60’dır. Elastik bantlar dışında giyimde kullanılan kurdeleler, tafta, çamaşır kurdelesi, çift saten kurdele, kadife ve tek katlı saten kurdele gibi giysilerde fonksiyonel veya süsleme amacıyla kullanılan genellikle parlak yapılı dar dokuma ürünleridir.

İç giyimde, sütyen askı lastikleri, balen biye, beden lastikleri, külot, bel ve paça lastikleri, boxer lastikleri, jartiyer ve çorap lastikleri, cırt bantlar, etiketler ve kurdeleler estetik açıdan tamamlama, birleştirme, kullanımı kolaylaştırma (büzme, bedene oturtma, fermuar olarak açma-kapama, elastikiyet) ve süsleme amacıyla kullanıldığı görülmektedir.

Dış giyimde, eşofman lastik ve şeritleri, pantolon askı lastikleri, havlu bornoz biyeleri, pantolon kemer astar şeritleri, fermuar şeritleri, cırt bantlar, kurdeleler, tişört ve gömlek yakaları, kol ağzı ve etiketler estetik açıdan tamamlama, birleştirme, kullanımı kolaylaştırma (büzme, bedene oturtma, fermuar olarak açma-kapama, elastikiyet) ve süsleme amacıyla kullanılmaktadır.
Günlük giysilerin yaka ve kol kısımlarında dar dokuma kumaşlar, dikiş görüntüsünü kapama, esnemeyi önleme ve estetik bir görünüm kazandırmak amacıyla kullanılmaktadır. Hırka, kazak, bluz gibi ürünlerde ise ince şeritler halinde elbise askısına asmada ve asıldığında yakadaki sarkmaları önlemek için kullanıldığı gibi ürün etiketi olarak da karşımıza çıkmaktadır.
Giyimde kullanılan aksesuarlarda (mücevherat, ayakkabı, çanta) dar dokuma kumaş örneklerine oldukça sık rastlanılmaktadır. Kolye ve yüzük olarak süsleme, estetik görünüm, kıyafeti tamamlama, değerli taş, boncuk, metal gibi malzemeleri taşıma, zincir yerine kullanma, toka gibi ürünlerde saçı toplama, tutturma, süsleme ve estetik görünüm kazandırmak amacıyla kullanıldığı görülmektedir.

Ayrıca bileklik, yüzük ve kemer gibi aksesuarlarda da kullanımı dikkat çekmektedir.

Gündelik, spor ve diğer çantalarda dar dokuma kumaşlar ya deri, kumaş ve örme gibi malzemelerle birleştirilerek ya da taşıma yerlerinde (el, omuz ya da sırt) kullanılmıştır. Bu ürünlerde taşımak ve süslemek gibi işlevlerinin yanı sıra rahat ve ergonomik oluşu ile de tercih edilmektedir.

Ayrıca alet taşıma çantası gibi değişik kullanım alanlarına yönelik çantalar (kayak çantaları, bowling çantaları, dalgıç çantaları, ayakkabı çantaları, okul çantaları, günlük çantalar, sırt çantaları, ipli çantalar (askeri, kamp...vb..), seyahat çantaları, beslenme çantaları, valizler), spor çantalar, kamera çantaları (kamera kayışı, kamera boyun kayışı, kamera el bileği kayışı, kamera torba (kese) kayışı) ve laptop çanta kayışı gibi birçok alanda dar dokuma kumaş örneklerine rastlanılmaktadır.

Ayakkabı bağları, mes lastikleri, terlik şerit ve lastikleri, sandalet kayışı, ayakkabı kayışı, bot kayışı, cırt bantlar gibi bağlama, ayağı sarma, kapama ve süsleme gibi çeşitli fonksiyonlarda kullanılır. Özellikle fantezi ayakkabılarda ve balerin ayakkabılarında kıyafeti tamamlayıcı unsur olarak da dar dokuma kumaşların tercih edildiği görülmektedir.

Ev Tekstili Dar Dokumalar (Hometech)
Mobilya iç ve dış döşeme, ev tekstili, zemin kaplama ve diğer ev tekstilleri olarak görülen dar dokuma kumaş örnekleridir.
Mobilyalar için; elastik kolon, kenar fitili, biye, gerdirme şeridi, gibi farklı genişliklerde koltuk ve kanepelerin oturma ve sırt bölgeleri için esnek, yüksek kopma mukavemetine sahip ürünler kullanılmaktadır. Bu ürünler hem üretimde maliyet tasarrufu hem de kullanıcı için rahatlık sağlamaktadır.

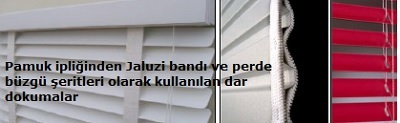
Ev tekstilinde kullanılan dar dokumalar; perde büzgü şeritleri perde için kullanılan ekstrafor, cırt bant, kurdele, döşeme fitilleri, jaluzi bandı, yatak şerit ve kordonları, gibi ürünlerin özellikle ek yerlerinde, kenarlarında ve bütününde süsleme, kenar kapama, birleştirme, bağlama, taşıma, sabitleme, biçim verme ve kullanımda rahatlık sağlamak amacıyla kullanılmaktadır.

Yatak fitili yatak üretiminde dikiş yerlerini kapama veya estetik görünüm için kenar temizleme işleminin gerçekleştirilmesi amacıyla kullanılmaktadır. Ev tekstilinde hemen hemen tüm ürünlerde süsleme, birleştirme, bağlama, büzme gibi işlevler için dar dokuma kumaş yapılarından kurdele (saten, kadife, jakar desenli kurdele ve çeşitleri), ekstrafor, elastik dar dokuma ve cırt bantların kullanıldığı görülmektedir.
Endüstriyel Dar Dokumalar (İndutech)
Havacılıkta kullanılan yüksek performanslı, teknik dar dokuma kumaşlar antistatik ve yanmaz kayışlar, iç dekorasyon malzemeleri, paraşüt kayışları, emniyet kemerleri, lastikler, kayışlar, sıvı ve hava filtrasyonu gibi ürünlerde dar dokuma kumaşlar kullanılmaktadır. Bu kumaşlar yüksek mukavemetli, düşük maliyetli, aşınmaya dayanıklı, dirençli (belli ortamlarda kimyasal direnç, alev geciktirici, deformasyon direnci), iletken, esnek, hafif ve yüksek kaliteli özelliklere sahip ürünlerdir.

Endüstriyel dar dokumalar müşteri isteğine bağlı olarak düz dokuma ve dikişsiz boru (hortum dokuma) şeklinde ve istenen termal ve kimyasal gibi özelliklerde üretilmektedir. Filtre torbaları genellikle % 100 pamuk ya da polyester iplik kullanılarak düşük maliyet, hava geçirgenliği ve porozite (gözeneklilik) değerleriyle geniş bir kullanım alanı için tercih edilmektedir.
Cilt endüstrisinde de şeraze şeritleri, kitap yaprak ayırıcı şeritler olarak dar
dokuma kumaş örnekleri görülmektedir.
Tıbbi Dar Dokumalar (Medtech)
Tıbbi ve sağlık ürünlerinde dar dokumalardan, fizik tedavi ve ortopedi hastalarında taşıma ve kaldırma (asansör) görevi gören kayışlar, hasta hareketini sağlamak için hareket donanımları, paraşüt donanımları, bağlama ekipmanları, hastanın arka sırt desteği, bilek desteği, diz ve ayak bileğini destekleyen cihazlarda bağlayıcı ve taşıyıcı olarak kullanılmaktadır.

Ayrıca dokuma arterler, ortopedik şeritler ve prostetik malzemeler, elastik bandaj, flanel (yara bandı), sargı bezi, bel korseleri, her türlü incinme, yaralanma ve kırılmalarda bakım ve hijyen sağlayan dar dokumalardır. Bu tür dar dokumalar, konfor, aşınma direnci, nem emiciliği, iticilik ve antimikrobiyal gibi yüksek performansa sahip ürünlerdir.
Yaralanmalar, 1. ve 2. derece menisküs dejenerasyonları ve kollateral bağ yaralanmaları tedavisinde, kolun ya da ayağın askıya alınması gereken durumlarda ve kırıklarda kolu ya da ayağı desteklemek, sabitlemek için akut ve kronik ayak bileği burkulmalarında, yumuşak doku travmalarında ve spor aktiviteleri sırasında yaralanma, incinme, burkulma gibi durumlardan korunmak amacıyla da dar dokuma kumaş yapılarından oluşan ürünler kullanılmaktadır.
Taşıt Araçlarında Dar Dokumalar (Mobiltech)
Otomobillerde, uçaklarda, trenlerde, gemi ve diğer taşıtlarda kullanılan emniyet kemerleri, çekme halatı, bagaj lastiği, gergi bantları, yelken bezleri, taşımacılık ve taşıtların iç dekorasyonlarında görülmektedir. Bu dar dokumalar mukavemeti güçlü,dayanıklı ürünler olarak tercih edilmektedir.

Ambalaj Dar Dokumaları (Packtech)
Ambalaj sektöründe, hediye paketi için kalın veya ince kurdele ya da şeritler halinde hediyelik eşyaların süslenmesinde, pastane paket süslemelerinde, oyuncak süslemelerinde, çiçek süslemelerinde, mevlit, sünnet, yeni doğan, nikâh şekerlerinde, süsleme, paketleme ve taşıma amacıyla dar dokuma kumaşlar kullanılmaktadır.

Koruyucu Dar Dokumalar ( Protech)
Telekomünikasyon, endüstriyel kurumlar (inşaat, enerji, orman, maden, itfaiye) savunma (askeri kuvvetler, polis, güvenlik görevlileri), cam temizliği, büyük binaları boyayan boyacılar ve bakım onarım işçileri, kurtarma ve tahliye ekipleri, dağcılık, mağaracılık gibi alanlarda tercih edilmektedir.

Bu dokumalar tırmanma, yükseğe çıkma ve inme, statik elektriklenmeden korunma, yüksek voltajdan korunma, taşıma, bağlayıcı bant ve kemer olarak mukavemetli kumaş yapılarından oluşmaktadır.
Kurtarma ve emniyet kemerleri
özellikle kurtarma çalışmalarında, hasta, kazazede ve yaralıları taşıyarak kurtarmak, inşaat, maden, dağcılık, ormancılık gibi alanlarda da düşme, tutunma, durumunu koruma ve sabit durma amacıyla kullanılmaktadır. Kafa lambaları, dağcılık, spor tırmanışları, bakım-onarım işleri, inşaat ve madencilik gibi alanlarda tercih edilmektedir. Yüksekte çalışma ya da koruyucu gözlük gerektiren işlerde koruyucu gözlük için tutucu bağ olarak görülmektedir. Yüksekte çalışma baretinde baret çene bağı olarak karşımıza çıkmaktadır. Sedye taşıma sapanı ve sepet sedye (helikopter kurtarma tipi) için taşıma ve bağlama amacıyla kullanıldığı görülmektedir. Rafting, can yeleklerinde ve güvenlik giysilerinde bağlayarak koruma, emniyete almak amacıyla kullanılmaktadır. Yüksek çalışma alanlarında uzatma halatı ve yük kaldırma sapanı olarak da dar dokuma ürünleri görülmektedir.

Düşüş durdurma ve konumlandırma kemerleri İnşaat, dağcılık, madencilik, ormancılık, spor aktiviteleri gibi alanlarda yüksekte olma durumlarında tırmanmak ve yüksekte konumunu koruyarak rahat, güvenli çalışabilmek için kullanılmaktadır. Yük ve ağırlık kaldırma kemerleri, bel ağrıları ve disk kaymalarını engellemek amacıyla kullanıldığı görülmektedir.
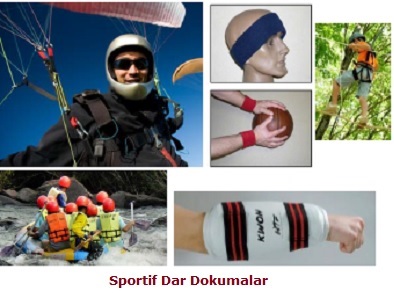
Sportif Dar Dokumalar (Sportech)
Çekme dayanımı, UV ışınlarına karşı dayanıklılık, renk haslığı, aşınma direncine sahip her türlü spor malzemeleri, gölgelik ve tente sistemleri, yelken ve binicilik sporları, paraşüt takımları, bağlama bantları gibi birçok alanda kullanılmaktadır.



- Neden Tarak Eni ile Ham Kumaş Eni ve Mamül Kumaş Eni farklıdır.
- Neden Çözgü uzunluğu ile Ham Kumaş Uzunluğu ve Mamül Kumaş Uzunluğu farklıdır.
- Kumaş dokunurken aşağıda anlattığım aşamalar gerçekleşir.

1-Çözgü iplikleri Çözgü levendinden gelirken çözgü köprüsünün üzerinden geçer.
- Çözgü köprüsü çözgü levendinden gelen ipliklerin yönünü değiştirip paralel olarak kumaş levendine sevkini sağlayan dokuma makinesi elemanıdır.
- Kumaş köprüsü ile aynı doğrultudadır. Çerçeveler aynı hizada durduğunda çözgü ve kumaş köprüleri arasındaki çözgü iplikleri yere paralel durumdadır.
- Çözgü köprüsü hareketli veya sabit olabilir.
- Hareketli olması yani ağızlık açılması anında makinenin iç kısmına doğru hareket etmesi çözgü ipliklerinin gerilmeden dolayı kopmasını önler.
- Dokuma yapıldıkça çözgü ipliklerinin çözgü levendinden sevk edilmesi gerekir.
- Çözgü salma sistemleri çözgü ipliklerinin çözgü levendinden sevk edilmesini sağlayan sistemlerdir.
- Atkılar çözgülere bağlandıkça, tezgâhtaki çözgü boyu kısalacağından levende sarılı çözgü iplikleri ileri doğu bırakılarak gerekli çözgü uzunlukları dokuma tezgâhına beslenir.
- Bu olay Negatif veya pozitif ( salma ) boşalma tertibatlarının herhangi biri ile gerçekleşir.
Negatif çözgü ( salma ) boşaltma tertibatı
- Dokuma sırasında atkının atılması ile atılan atkı kalınlığında çözgü boşalır (salınır).
- Bu nedenle negatif kesin olmayan anlamına gelir.
- Genellikle ağırlıklı ve yaylı sistemler negatif çalışır.
- Bu sistemde çözgü levendinin döndürülmesi yani çözgü salma işlemi çözgü gerginliği yardımıyla yapılır.
- Kumaş oluşumu sırasında sürekli olarak çekilen çözgü iplikleri gerginliği giderek artar ve bu gerginlik kuvveti çözgü levendini bir miktar döndürür.
- Çözgü levendinin dış kenarına urgan veya banda bağlanmış olan karşı ağırlıklar takılır.
- Çözgü gerginliği ölçümü söz konusu değildir.
- Negatif çözgü salma sistemindeki çözgü gerginliği sürekli artıştan sonra ani bir düşüş şeklinde değişim gösterir.
- Bu değişimin periyodu karşı ağırlığın yeri değiştirilerek sağlanır.
- Ancak ağırlıklarla ilgili her değişim çözgü gerginliğinde ani değişimler meydana getirir.
- Bu da kumaş çizgisinde değişme dolayısı ile sık seyrek hatalara sebep olabilir.
Pozitif çözgü ( salma ) boşaltma tertibatı
- Dokuma sırasında makinenin her devrinde atkı atılsın veya atılmasın belirli bir oranda çözgü boşalır.
- Boşaltılan bu miktar atkı sıklığına göre ayarlanır ve dokumanın sonuna kadar sabit kalır.
- Bu nedenle pozitif sistemler genellikle dişliler ve kollardan oluşur.
- Çözgü ipliklerinin normal çalışma anında eşit bir gerginlik altında çalışması gerekir.
- Bu gerginlik çerçevelerin kalkması ve mekiğin atılması yönünden çok önemlidir.
- Pozitif çözgü salma sistemleri makine üzerindeki çözgü gerginliğini de dikkate almaktadır.
- Çözgüde herhangi bir gerginlik değişikliği olduğu zaman çözgü köprüsü bu değişiklikten etkilenir.
- Çözgü köprüsüne ipliklerin yaptığı basınç, köprüye bağlı bulunan levyeler aracılığıyla çözgü salma regülâtörlerine iletilerek çözgü gerginliği düzenlenir.
2-Çözgü köprüsünden gelen iplikler Lamelli Çözgü Kontrol Sisteminden geçirilir.
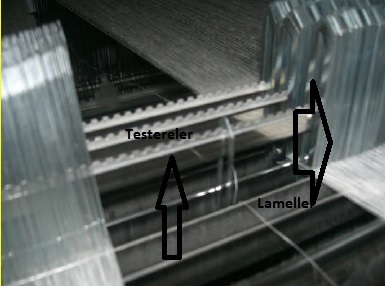
- ( Lameller ince çelik saçtan imal edilmişlerdir.
- Her çözgü ipliğinin üzerinde bir lamel vardır.
- Lameller çözgü gerginliği ile testerelerin üzerinde durabildikleri için çözgü koptuğunda aşağıya düşer.
- Aşağıya düşen lamel elektrik devresini kapar, harekete geçen bir mıknatıs makineyi durdurur.
- Kontrol sistemindeki testereler iç ve dış olmak üzere iki parçadan oluşur.
- İç testere dış testere içinde sağ sol hareketi yapmaktadır.
- Lamel testerenin üzerine düştüğünde testerenin dişleri arasına girerek hareket etmelerini engeller ve makine durur.)
- veya Fotoselli Çözgü Kontrol Sisteminden (Çözgü iplikleri, çözgü köprüsü üzerine yerleştirilen bir fotosel ile kontrol edilir.)

veya Fırçalı Çözgü Kontrol Sisteminden

(Bu sistemde çözgü köprüsü ile çerçeveler arasına çözgülerin altına döner bir fırça yerleştirilmiştir. Çözgü iplikleri koptuğunda fırçanın üzerine düşer. Çözgülerin üzerine düşmesiyle döner fırça durur ve makineyi de durdurur.) geçer.
- 3-Lamellerden sırası ile gelen çözgü iplikleri kumaşı oluşturacak desene yani örgüye göre hazırlanan tahar planına göre çerçevelerde bulunan gücü gözlerinden geçirilir.
- 4-Tahar işleminden sonra Tefeye sabitlenmiş vaziyette bulunan Tarak diş boşluklarından Tarak planına göre ( tarak planı tarak dişilerinden kaçar adet çözgü ipliğini gösteren plandır.)Çözgü iplikleri tarak dişlerinden geçirilir.
- 5-tarak dişlerinden geçirilen çözgü iplikleri kumaş köprüsünden geçtikten sonra kumaş levendinde bulunan uç bezine bağlanır.
Bundan sonra ise ;
Dokuma makinesi veya diğer ismi ile dokuma tezgâhı çalıştırılır. Atkı ipliği çözgünün sağından soluna ve solundan sağına atılır. Tefe de üzerinde bulunan tarak vasıtası ile atılan atkıyı kumaşa yanaştırır ve bu olay sürekli olarak devam eder.
Atkı ipliği;
- 1-Mekik ile
- 2-Kancalı sistem ile
- 3-Hava jeti
- 4-Su jeti
- 5-Mekikçikli
- 6-Şişli
gibi atkı atma sistemlerinden herhangi biri ile atılarak çözgü iplikleri ile desene göre bağlantı yapar.
Örneğin dokuma makinesinin devri dakikada 550 ise 1 dakikada 550 atkı ipliği kumaş sathına yanaşıyor yani kumaş dokunuyor demektir.( çözgü ipliklerinin kopması veya atkı ipliğinin kopması, makinenin durması demektir. Bu da istenmeyen bir olaydır. Çünkü makinenin verimi yani saatte üretilen kumaş metrajını olumsuz etkiler.
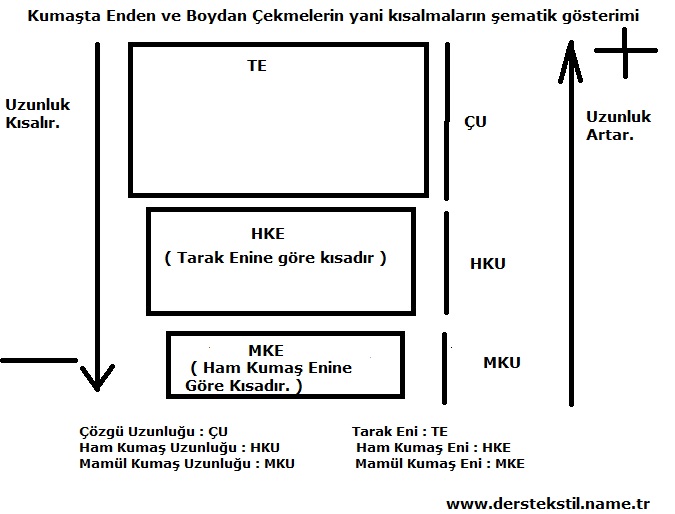
- Kumaş dokunduktan sonra kumaş levendine sarılmış olan kumaş topu kesilir. İşte bu kumaşa HAM KUMAŞ denir. Yani dokuma makinesinden çıkmış fakat Terbiye işlemleri görmemiş, kuru ve yaş aprede işlem görmemiş kumaşa HAM KUMAŞ denir.
Burada artık çözgü ipliklerinin herhangi bir gerginliği olmadığından yani kumaş serbest halde bulunduğundan hem atkı iplikleri kısalır ( yani kumaş enden çeker) hem de çözgü iplikleri kısalır.( yani kumaş boydan çeker.)
- Terbiye işlemleri görmüş, kuru ve yaş aprede işlem görmüş kumaşa ise MAMÜL KUMAŞ denir.
( Dokuma fabrikasından veya işletmesinden çıkan ham bezin, satışa hazır bir duruma gelmeden önce gördüğü fiziksel ve kimyasal işlemlerin tümüne ‘’Terbiye işlemleri’’ denilmektedir.
Tekstil terbiyesi işlemleri basitçe aşağıdaki gibi sınıflandırılabilir:
- Ön Terbiye
- Renklendirme
a)Boyama
b)Baskı
- Bitim işlemleri
Tekstil mamullerinin terbiye işlemleri uygulama şekline göre ikiye de ayrılır:
- Yaş Terbiye İşlemleri
- Kuru Terbiye İşlemleri
Kuru terbiye işlemleri genellikle bitim işlemleri ile ilgilidir.
Yaş terbiye işlemleri ağartma işleminden buruşmazlık, yanmazlık terbiyesine kadar çok değişik işlemleri kapsamaktadır.
Yaş terbiye işlemleri, üç temel işlemden oluşur;
- Terbiye Maddesinin Tekstil Materyaline Aktarılması(Aplikasyon, preparasyon)
- Yıkama
- Kurutma
Kumaşların kullanım özelliklerini, tutum ve görünümlerini geliştirmek için ön terbiye ve renklendirme işlemlerinden sonra, yapılan işlemlere ‘’Bitim İşlemleri’’ denir. Sanayide bitim işlemleri yerine ‘’Apre’’ denilmektedir Kullanım sırasındaki yıkamalara karşı dayanıklı olup olmamasına göre “Geçici” veya “Kalıcı” diye sınıflandırılan bitim işlemleriyle kumaşlara kazandırılan başlıca özellikler şunlardır:
1.Görünüş ile ilgili olanlar Düzgünlük, parlaklık, sıkılık, matlık v.b.
2.Tutum ile ilgili olanlar Sertlik, dirilik, dolgunluk, yumuşaklık, elastiklik, tokluk v.b. 3.Kullanım ile ilgili olanlar Yanmazlık, su geçirmezlik, çekmezlik, keçeleşmezlik, kir tutmazlık, küflenmezlik, anti mikrobiklik, güve yemezlik v.b. )
Kaplama ve laminasyon, sağladıkları görünüş ve estetik özelliklerinden daha çok teknik performansları ve fonksiyonel özellikleri ile ön plana çıkan tekstil ürünlerinin üretim yöntemlerindendir. Kaplama veya lamine kumaşların zirai tekstillerden tıbbi tekstillere, ev tekstillerinden koruyucu giysilere kadar pek çok kullanım alanı bulunmaktadır. Bu yöntemlerle üretilen kumaşların performans ve fonksiyonel özellikleri, kullanılan kaplama maddesine, uygulanan tekniğe ve tekstil yüzeyinin yapısına ve özelliklerine göre farklılıklar göstermektedir.Günümüzde önemi gittikçe artmaktadır.
Kötü hava koşulları gibi dış etkenlerden korunmak için yağ, vaks gibi maddeler kumaş üzerine aktarılarak, geçirgenlik özellikleri belli oranda kısıtlanmış kumaş elde edilerek kaplama kumaş teknolojisine ilk adım atılmıştır. Kauçuk ve polimer maddelerin keşfi ve kimya sektöründeki gelişmelerle birlikte farklı özellikte ve farklı kullanım alanlarına sahip ürünler elde edilmeye başlanmıştır.
Teknik tekstiller, kimyasallara, hava şartlarına, mikroorganizmalara dayanıklı, üstün performans ve fonksiyonel özelliklere sahip, katma değeri yüksek pahalı ürün grubudur. Laminasyon ve kaplama, teknik tekstil üretiminde kullanılan kumaşlara fonksiyonel özellik kazandırmak ve kullanım alanlarını arttırmak amaçlı uygulanan tekniklerdir. Dış etkenlerden korunmak amacıyla üretilen kaplanmış ve lamine edilmiş kumaşlar ziraat tekstillerinden medikal tekstillere, inşaat alanından koruyucu giysilere kadar pek çok kullanım alanına sahiptir. Bu kumaşların fonksiyonel özellikleri, kullanılan kaplama maddesine, uygulanan üretim tekniğine ve tekstil yüzeyinin yapısına ve özelliklerine göre varyasyon gösterebilmektedir.
Kaplama kumaşlar; dokuma, örme ya da dokusuz yüzey olarak üretilen kumaşın bir ya da her iki yüzeyini kimyasal bir madde ile kaplayarak elde edilmektedir.
Kaplama ve laminasyon, kumaşların fiziksel ve estetik özelliklerini geliştirmek ve değiştirmek, kumaşların, polimer, köpük ve filmlerin avantajlarını kombine ederek, kullanım alanını genişletmek amacıyla uygulanmaktadır.
Kaplama ve laminasyon prosesleri sonucu elde edilen tekstil ürünleri bugün tekstil endüstrisinin önemli bir bölümünü oluşturmaktadır. Teknik tekstillere olan talebin artışı özellikle son yıllarda kaplanmış kumaşlara olan talebi de arttırmıştır.
Kaplama veya laminasyon işlemi sonucu rüzgârlık, montluk, pantolonluk gibi günlük giysilik kumaşlar üretileceği gibi, zirai tekstillerden tıbbi tekstillere, ev tekstillerinden koruyucu giysilere kadar farklı kullanım amaçları için teknik tekstil ürünlerinin üretilmesi mümkündür. Temel olarak bu kullanım alanları giysilik ürünler, giysilik dışı kullanım alanına sahip ürünler(suni deri, inşaat alanında kullanılan tekstil ürünleri, hava yastığı uygulamaları, halı arkası kaplamaları, otomobil iç döşemeleri için uygulamalar gibi), yüksek teknolojiye sahip ürünler(koruyucu veya kamuflaj giysiler, iletken polimer kaplı kumaşlar) olarak da incelenebilir. Kaplama veya laminasyon işlemi sonucu elde edilecek ürünün özellikleri kullanım alanına uygun bir zemin kumaşı, uygun kaplama materyali, uygun kaplama ya da laminasyon tekniği seçilerek belirlenmektedir.
Kaplamada Kullanılan Materyaller:
Kaplama tekniklerinin ve kaplama materyalinin(sıvı, pat, köpük) olası varyasyonları, tekstil maddelerinin aşağıda belirtilen çeşitli uygulama amaçları için mümkün modifikasyonları ile hemen hemen sınırsız bir alan oluşturmaktadır.
Kaplama, kumaşa normal terbiye prosesleriyle kazandırılamayan özel efektler için uygulanan bir işlemdir. İstenilen efekte göre sıvı, hamur veya toz halde bulunan kimyasallar toz, pasta veya köpük formunda kumaşa aktarılarak kumaş üzerinde bir film tabakası oluşturulmaktadır.
Zeminde kullanılan kumaşlar son üründe; kopma, yırtılma ve uzama gibi özellikleri sağlarken, kaplama maddesi; gözeneklilik, kumaşın kimyasal ve çevresel etkilerden korunması ve bazı durumlarda görünüm iyileştirmesi sağlamaktadır. Tekstil materyalinden beklenen su geçirmezlik, ısı yalıtım, estetik görünüm gibi bazı özellikler kumaşların polimer ile kaplanmasıyla sağlanabilmektedir.
![]()
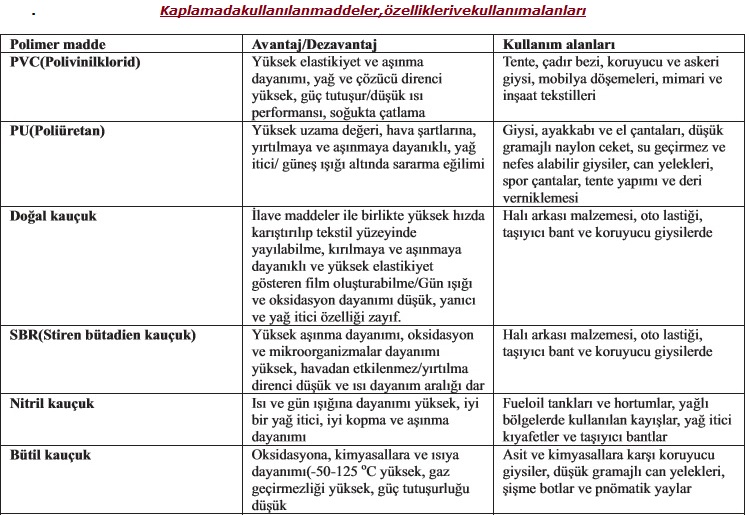
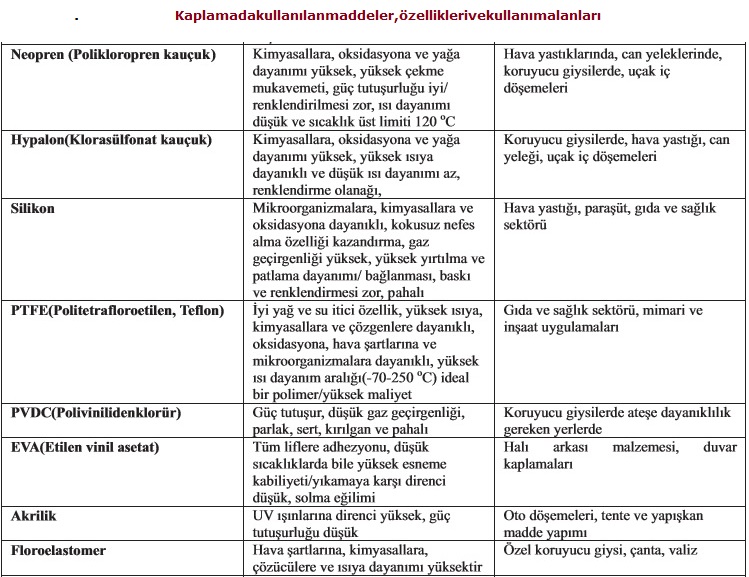
Kaplama Maddeleri:
Kaplama maddelerinin hepsi uzun zincir lilineer moleküller olan termoplastik polimerlerdir. Son ürünün dayanıklılığını ve performansını, doğrudan bu maddelerin özellikleri etkilemektedir. Kaplama ve laminasyon işlemi süresince, kumaş ve polimer madde ısıl işleme maruz kalmaktadır ve bu nedenle kumaşta ve polimer maddede nasıl bir değişiklik olacağının daha önceden bilinmesi gerekmektedir.
Kaplama maddesinin seçim kriteri, istenen özelliğe bağlı olarak kimyasal, çevresel, mekaniksel gereklilikler, fiyat ve işleme özellikleri olmaktadır. Yukarıda kaplamada en çok kullanılan polimer maddeler ile ilgili genel bilgi ve kullanım alanları verilmektedir.
Kaplamada Kullanılan Zemin Kumaşları:
Kaplama işlemi uygulanacak olan kumaş dokuma, örme kumaş olabildiği gibi liflerden doğrudan üretilen dokusuz yüzey kumaşlarda olabilmekte ve ayrıca iplik formunda da kaplama uygulanabilmektedir.
İyi bir kaplama işleminin yapılabilmesi için seçilen kumaştan temel bazı özellikler beklenmektedir. Bunlar zemin kumaşının,
Temiz, düzgün, pürüzsüz yüzey ve sık bir yapı
Dayanıklı olması
Boyutsal stabilitesinin olması
Asit ve kimyasallara karşı dayanıklı olması
Adhezyon ve düşük maliyettir.
Zemin kumaşında en çok tercih edilen lifler ve bu liflerden üretilmiş kumaşların kaplama işlemleri açısından avantaj ve dezavantajları aşağıda verilmiştir.
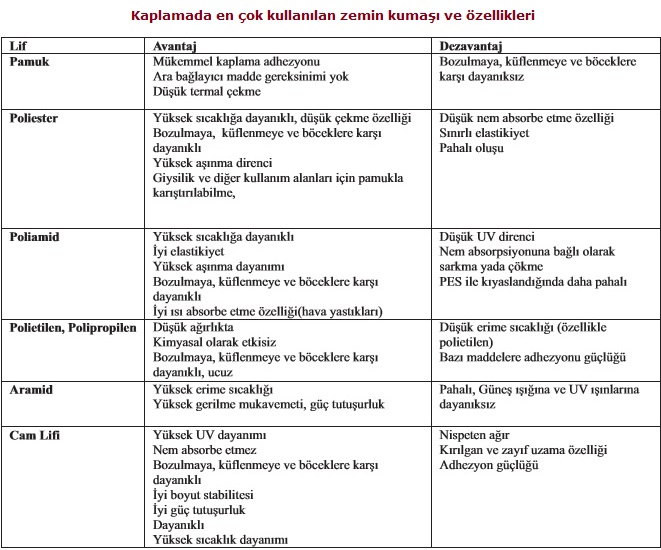
Zemin kumaşının ve kaplama maddesinin seçiminin yanında kaplama işlemi için uygulanacak olan yöntem, son ürünün performans özelliklerini belirlemektedir.
Kaplama Teknikleri:
Kaplama, farklı tekniklerle yapılabilmesiyle beraber, kullanılması planlanan teknik, kaplamanın yapılacağı malzemenin cinsine ve elde edilmesi istenen özelliğe bağlıdır. Kaplama malzemesi, iplik ve lif yüzeylerinde yayılmasına olanak sağlayacak viskozitede olmalı ve kaplama sonrası kumaş yüzeyi düz ve pürüzsüz olmalıdır. Her teknikte kaplama öncesi kumaş tam en açılmalı, gerilim kontrollü beslenme yapılmalı, kaplanmış kumaş, kaplama sonrası kumaş içerisinde bulunan çözücülerin buharlaşarak uzaklaştırılabilmesi için, soğutulup sarılmadan önce bir kurutucuda işleme tabi tutulmalıdır.
Klasik kaplama tekniklerinin temelini; emdirme, hemen sonrasında kuru sıcak hava ortamında ve çoğunlukla ramözde sabit ende kurutma oluşturmaktadır. Klasik kaplama tekniklerinin yanı sıra son yıllarda kullanımı giderek artan plazma ve sol-jel teknolojisi de kaplama konusunda yeni yöntemler olarak kabul edilmektedir. Kaplama yöntemlerini, kaplama maddesinin sıvı olduğu metotlar, katı olduğu metotlar ve ayrıca plazma ve sol-jel teknolojisi ile yapılan modern kaplama metotları olmak üzere üç bölümde incelemek mümkündür.
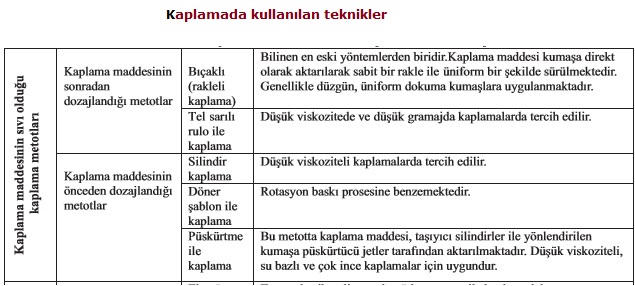
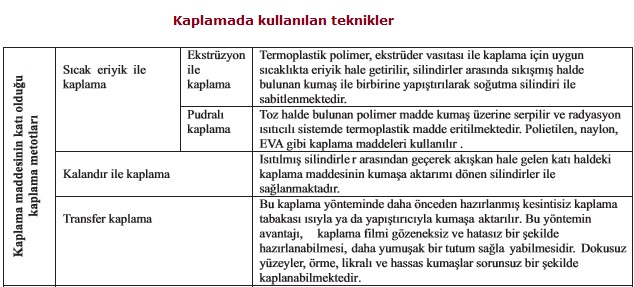
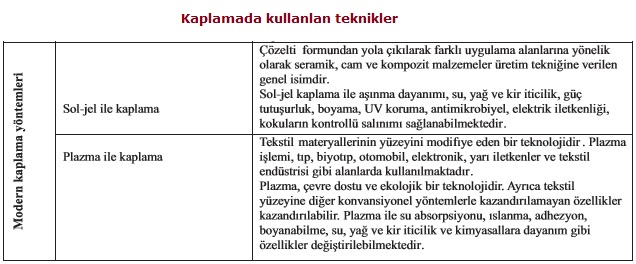
Laminasyon
Laminasyon işlemi, kumaş katmanlarını ya da kumaş ve materyali, kompozit bir materyal oluşturmak için birleştirme prensibine dayanmaktadır. Kaplama hamuru halinde biçimlendirilemeyen polimer maddeler öncelikle film haline getirilip daha sonra kumaşa lamine edilmektedir. Kaplamada yapılabildiği gibi laminasyonda da, çözelti ya da sulu dispersiyon olarak kimyasal madde köpük formunda kumaşa aktarılabilmektedir. Laminasyon işlemi sonunda zemin kumaşı dâhil olmak üzere 2 veya daha çok katmandan oluşan bir yapı elde edilmektedir.
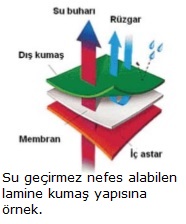
Laminasyonda kullanılan çok çeşitli teknikler, farklı yapılarda yapıştırıcı maddeler vardır. Kumaş ile film arasında yapışma kuvvetini oluşturabilmek için, her ikisine de uygun yapıştırıcı maddeyi kullanmak gerekmektedir. Laminasyonda kullanılan yapıştırıcılar genelde su bazlı, solvent bazlı maddeler ya da katı veya jel halinde olup sıcakta eriyik halde bulunan maddelerdir. Sıcakta eriyik halde bulunan bu maddeler film, granül, toz ya da jel formunda üretilmektedirler. Bu maddeler polyolefin, poliüretan, polyester, polyamid ya da farklı polimer veya kopolimerlerin bileşimi olabilmektedir.
Kaplama tekniğine benzer şekilde, kullanılacak olan yöntem ve makine laminasyonda kullanılacak olan yöntemin ve makina, lamine kumaşın istenilen performans özellikleri ile zemin kumaşın fiziksel özelliklerine göre belirlenmektedir. Laminasyonda amaç, zemin kumaşın özelliklerini olduğu gibi koruyarak istenilen tutumda, estetik özellikte ve dayanımda esnek bir lamine kumaş üretebilmektir.
Laminasyon tekniği su geçirmez ve nefes alabilir kumaşlarda, otomobil koltuk döşemelerinde ve ayakkabı üretimi gibi birçok alanda kullanılabilmektedir. Laminasyon ayrıca konfeksiyon sanayinde giysilerin yaka, manşet ya da kenar kıvrımlarında genellikle dikişin yerine ya da dikişi desteklemek amacıyla, bunun yanında otomotiv endüstrisi ve yelken üretiminde de dikiş yerine de kullanılmaktadır.
Laminasyonda dikkat edilmesi gereken faktörler:
- Kullanılacak malzemelerin kimyasal yapısı
- Kumaşın yüzey özellikleri
- Kumaş konstrüksiyonu
- Kumaş stabilitesi(esneme ya da çekme)
- Kumaş bitim işlemleri ya da kumaş üzerinde bulunabilecek yağ maddeleri ve adhezyonu etkileyebilecek herhangi bir faktör
- Isı dayanımı
- UV ve ışık dayanımı
- Kumaş ile polimer madde arsındaki bağın dayanıklılığı(suya,yüksek nem oranına dayanım)
- Bağ kuvveti
- Migrasyon
Laminasyon Teknikleri
A-Alevli Laminasyon (Flame Lamination)
Alevli laminasyon, otomobil koltuk döşemelik kumaşların üretilmesinde kullanılmaktadır. Yüzey kumaş, poliüretan köpük ve alt taban kumaşı laminasyon makinesine beslenir ve sonuçta üç materyal birleşmiş olarak çıkmaktadır. Yalayarak yüzeyi geçen alev yüzeyde bulunan köpüğü eritmektedir. İşlem sırasında köpük kumaş yüzeyini kaplar ve yapıştırıcı olarak işlev görmektedir. Gereken miktardaki köpükten biraz daha fazlasının kullanımı yanan köpük miktarını dengelemektedir.
Bu yöntemle esnek lamine kumaş üretilmektedir. Özellikle otomobil iç döşemelik kumaşlarda çatlama meydana gelmeden eğrilme ve kıvrılma hareketlerini gerçekleştirebilme en önemli gereksinimlerdendir.
B-Sıcak Eriyik Laminasyon
Sıcak eriyik laminasyonda, arada sıcakta eriyen yapıştırıcı film, ağ ya da toz olacak şekilde iki materyal birleştirilmektedir. Daha sonra sandviç formuna getirilen bu materyaller, materyalleri ısıtan ve lamine oluşturacak yapıştırıcı maddeyi eriten silindirlere beslenmektedir. Silindirler elektrik ile ısıtılmaktadır ve materyaller ısıyı makineden alır fakat aynı zamanda ısı çevreye yayılmaktadır. Sıcak eriyik laminasyonda karşılaşılan en önemli problemlerden biri de yapışkan maddenin ikinci materyalle temasından önce hızlı bir şekilde soğuyarak yapışkanlığını kaybetmesidir.
PERFORMANS TESTLERİ
Kaplanmış veya lamine edilmiş kumaşlarda diğer kumaşlarda olduğu gibi zemin kumaşının sıklık, kalınlık, metrekare ağırlığı gibi temel yapısal özellikler önem taşımaktadır. Bunların yanında kaplamanın veya laminasyonun etkisini belirleyebilmek amacıyla beklenen performans özellikleri test edilmektedir.
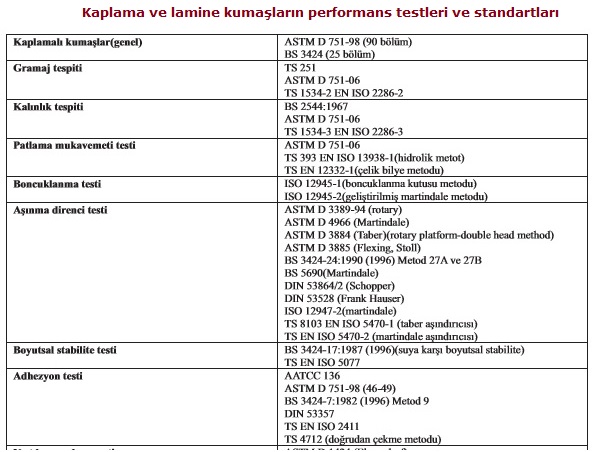
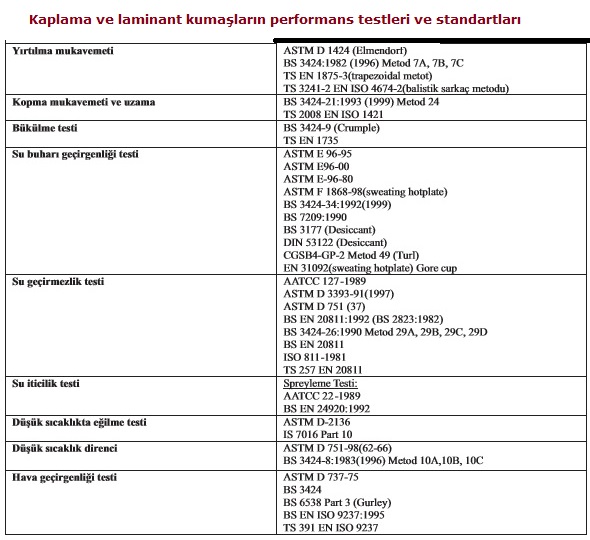
A- Adhezyon Testi
Adhezyon testi, kumaşın taban kumaşı ile kaplaması arasındaki bağlanma dayanıklılığını performansını test etmeye dayanmaktadır. Bu test, eğer kaplama tabakasının zemin kumaşa bağlanma kuvveti(adhezyon) yetersiz ise, katmanlar arası ayrılma meydana gelebilmesi sebebiyle önem taşımaktadır. Kaplama ya da lamine kumaşlarda film tabakasını taban kumaştan ayırmaya yetecek çekme kuvveti ölçülür. Bunun için atkı ve çözgü yönünde 5 yada 2,5cm genişliğinde 5'er tane kumaş örnekleri hazırlanmaktadır. Kaplama ya da film tabakası ile kumaş çenelere ayrı ayrı tutturulabilmesi için, kaplama tabakası kumaştan el yardımıyla çekilip ayrılır, çenelere yerleştirilen örnekte iki katmanı birbirinden ayırmaya yetecek kuvvet miktarı ölçülmektedir. Adhezyon testi yaygın olarak BS 3424 ya da ASTM D 751-98 standartlarına göre yapılmaktadır. Kaplama adhezyonu için gerekli olan kuvvet 50N/5cm.'dir. Bu test yaş haldeki kumaşlara uygulanmaktadır, daha düşük değerler elde edilmesine rağmen kabul edilebilir adhezyon kuvveti 35 N/5cm.dir.
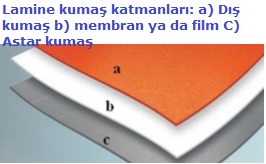
B-Aşınma Direnci Testi
Kaplanmış kumaşta, kaplama tabakasının aşınma dayanımının test edilmesi, özellikle kumaşın su geçirmezliğini etkilemesi sebebiyle, büyük önem taşımaktadır. Kaplanmış kumaşın aşınma direnci, kumaşın kaplanmış yüzeyinin bir aşındırıcı yardımıyla aşındırılması sonucu belirlenmektedir. Yaygın olarak test, Martindale aşınma direnci ölçeri ile yapılmaktadır. Aşındırma sonrası kumaşta meydana gelen ağırlık kaybı miktarı kaplamanın aşınma direnci hakkında fikir vermektedir. Aşınma direncinin yanında kullanım alanına göre kaplanmış kumaş örneği 5000 tur sürtme sonrası su geçirmez özelliğe sahip olması beklenmektedir.
C-Boyutsal Stabilize Testi
Boyutsal stabilite testi, kaplanmış kumaşın soğuk su içerisinde iyice ıslatıldıktan ya da etüvde farklı sıcaklıklarda ısıtıldıktan sonra kumaşta meydana gelen çekme yüzdesini hesaplamaya dayanmaktadır. Kumaşın bitim işlemleri esnasında sıcaklık ayarlarının etkili bir şekilde yapılması, kumaşın çekme ihtimalini önemli derecede azaltmaktadır. Eğer kumaş kaplama işlemi sırasında yüksek gerilime maruz kalırsa, kumaşta dinlenme esnasında çekme gerçekleşebilmektedir.
Çözgü Köprüsü ve Çözgü Salma Sistemleri
Çözgü ipliklerinin sarılı olarak bulunduğu büyük makara biçimindeki dokuma makinesi parçası çözgü levendidir. Çözgü köprüsü de çözgü levendinden gelen ipliklerin yönünü değiştirip paralel olarak kumaş levendine sevkini sağlayan dokuma makinesi elemanıdır. Kumaş köprüsü ile aynı doğrultudadır. Çerçeveler aynı hizada durduğunda çözgü ve kumaş köprüleri arasındaki çözgü iplikleri yere paralel durumdadır. Çözgü köprüsü hareketli veya sabit olabilir. Hareketli olması yani ağızlık açılması anında makinenin iç kısmına doğru hareket etmesi çözgü ipliklerinin gerilmeden dolayı kopmasını önler.
Çözgü köprüsünün üç ana görevi vardır:
1-Çözgü levendine sarılı olan çözgü ipliklerini dokuma bölgesine yatay olarak yönlendirmek,
2-Çözgü ipliklerinin gerginliğini kontrol ederek gerginliklerin sabit kalmasını sağlamak,
3-Dokuma oluşumunun her anında çözgü geriliminin ileri geri hareketiyle sabit tutarak iplik kopuşlarını azaltmaktır. Dokuma yapıldıkça çözgü ipliklerinin çözgü levendinden sevk edilmesi gerekir. Çözgü salma sistemleri çözgü ipliklerinin çözgü levendinden sevk edilmesini sağlayan sistemlerdir. Atkılar çözgülere bağlandıkça, tezgâhtaki çözgü boyu kısalacağından levende sarılı çözgü iplikleri ileri doğru bırakılarak gerekli çözgü uzunlukları dokuma tezgâhına beslenir.
Çözgü salma sistemlerinin üç temel görevi vardır:
Kumaşın oluşumu için gerekli çözgü gerilimini sağlamak, Dokunan kumaş kadar çözgüyü leventten dokuma bölgesine sevk etmek, Ağızlık kapandığı zaman bir miktar çözgü ipliğini çözgü bölgesine geri almaktır. Çözgü salma, makine tipine göre değişmektedir. Önceleri (eski tip tezgâhlarda) negatif çözgü salma sistemi kullanılırken günümüz teknolojisi pozitif tahrikli çözgü salma sistemini uygulamaktadır.
Negatif Çözgü Salma Sistemi
Dokuma sırasında atkının atılması ile atılan atkı kalınlığında çözgü boşalır (salınır). Bu nedenle negatif kesin olmayan anlamına gelir. Genellikle ağırlıklı ve yaylı sistemler negatif çalışır. Bu sistemde çözgü levendinin döndürülmesi yani çözgü salma işlemi çözgü gerginliği yardımıyla yapılır. Kumaş oluşumu sırasında sürekli olarak çekilen çözgü iplikleri gerginliği giderek artar ve bu gerginlik kuvveti çözgü levendini bir miktar döndürür. Çözgü levendinin dış kenarına urgan veya banda bağlanmış olan karşı ağırlıklar takılır. Çözgü gerginliği ölçümü söz konusu değildir. Negatif çözgü salma sistemindeki çözgü gerginliği sürekli artıştan sonra ani bir düşüş şeklinde değişim gösterir. Bu değişimin periyodu karşı ağırlığın yeri değiştirilerek sağlanır. Ancak ağırlıklarla ilgili her değişim çözgü gerginliğinde ani değişimler meydana getirir. Bu da kumaş çizgisinde değişme dolayısıyla hatalara sebep olabilir.
Pozitif Çözgü Salma Sistemi
Dokuma sırasında makinenin her devrinde atkı atılsın veya atılmasın belirli bir oranda çözgü boşalır. Boşaltılan bu miktar atkı sıklığına göre ayarlanır ve dokumanın sonuna kadar sabit kalır. Bu nedenle pozitif sistemler genellikle dişliler ve kollardan oluşur. Çözgü ipliklerinin normal çalışma anında eşit bir gerginlik altında çalışması gerekir. Bu gerginlik çerçevelerin kalkması ve mekiğin atılması yönünden çok önemlidir. Pozitif çözgü salma sistemleri makine üzerindeki çözgü gerginliğini de dikkate almaktadır. Çözgüde herhangi bir gerginlik değişikliği olduğu zaman çözgü köprüsü bu değişiklikten etkilenir. Çözgü köprüsüne ipliklerin yaptığı basınç, köprüye bağlı bulunan levyeler aracılığıyla çözgü salma regülatörlerine iletilerek çözgü gerginliği düzenlenir.