
Örme (101)
Saatte Üretilen İlmek Sayısı
n x 2 x SS x R x 60
ÜİSS = --------------------------------
RS
ÜİSS = Bir saatte üretilen ilmek sıra sayısı ( sıra / h )
n = Devir sayısı ( dev / dk )
SS = Sistem Sayısı
R = Makine randımanı ( % )
RS = Renk sayısı ( jakarlı ürünlerde dikkate alınacaktır )
Saatte üretilen Kumaş uzunluğu
ÜİİS
ÜKM = ----------------------------
S x 100
ÜKM = Bir saatte üretilen kumaş uzunluğu ( mt )
ÜİİS = Bir saatte üretilen ilmek sıra sayısı ( sıra / h )
S = Sıra sıklığı ( 1 cm.de )
Metre kare olarak bir Saatte üretilen kumaş
Bir saatte üretilen Kumaşaın metre kare olarak üretimi = ÜKM x KE
ÜKM = Bir saatte üretilen kumaş uzunluğu ( mt )
KE = Kumaş Genişliği ( mt )
Saatte üretilen parça sayısı
ÜKM x 100
ÜPS = --------------------------
PB
ÜPS = Bir saatte üretilen parça sayısı
ÜKM = Bir saatte üretilen kumaş miktarı ( mt)
PB = Parça boyu ( cm )
Satte üretilen kumaşın ağırlığı
ÜPS x BG
ÜKM = ----------------------
1000
ÜKM = Bir saatteki üretim miktarı ( kg )
ÜPS = Bir saatte üretilen parça sayısı
BG = Birim gramajı ( gr /parça )
Saatte harcanan iplik uzunluğu
L = I x ÇS x B
L = Bir sırada kullanılan iplik uzunluğu ( mt/sıra )
I = İlmek iplik uzunluğu ( cm )
ÇS = Bir cm.deki çubuk sayısı
B = Kumaş genişliği ( mt )
Saatte kullanılan iplik miktarı
L ( m/h) = L x ÜİSS
L ( m / h ) = Bir saatte kullanılan iplik uzunluğu
L = Bir sırada kullanılan iplik uzunluğu ( mt/sıra )
ÜİSS = Bir saatte üretilen ilmek sıra sayısı ( sıra /h )
Makinede Çalışan İğne Sayısı
MÇG x E
ÇİS = -----------------------
2,54
ÇİS: Makinede çalışılan iğne sayısı (cm)
MÇG: Çalışma genişliği (cm)
E : Makine inceliği
Ön ve Arka Parçalar İçin Gerekli Hesaplar
Bir parça için gerekli iğne sayısı:
KG x Ç
PİS = -------------------
10
Ç = 10 cm’deki ilmek çubuk sayısı
KG = Kenar Genişliği
PİS = Bir parça için gerekli olan iğne sayısı
Makine genişliğinde örülebilecek parça sayısı:
ÇIS
PS. = ------------------
PIS
PS: Parça sayısı
ÇIS : Makinede çalışılan iğne sayısı (cm)
PIS : Bir parça için gerekli iğne sayısı
Kemer için gerekli sıra sayısı:
Sıra x KG
KSS = ---------------
10
Sıra: 10 cm’deki ilmek sıra sayısı
KSS : Kemer için gerekli sıra sayısı
KG: Kenar genişliği
Beden örgüsü boyu sıra sayısı
Sıra x BÖB
BÖSS = -----------------------
10
BÖSS : Beden örgüsü boyu sıra sayısı
Sıra : 10 cm’deki sıra sıklığı
BÖB : Beden örgüsü boyu
Beden boyu tüm sıra sayısı:
BTSS. = KSS + BÖSS
BTSS : Beden boyu tüm sıra sayısı
KSS : Kemer için gerekli sıra sayısı
BÖSS : Beden örgüsü boyu sıra sayısı
Kollar İçin Gerekli Hesaplar
Kol için iğne sayısı:
KG x Ç
KİS = ------------------------
10
KĠS : Kol iğne sayısı
KG : Kol genişliği
Ç= 10 cm.deki ilmek çubuk sayısı
Kol ağzı sıra sayısı:
Sıra x KU
KASS. = -------------------
10
KSS : Kol ağzı sıra sayısı
Sıra: 10 cm’deki sıra sıklığı
KU: Kenar uzunluğu
Kol Boyu sıra sayısı
Sıra x KB
K.B.S.S = ---------------
10
KBSS : Kol boyu sıra sayısı
Sıra : 10 cm’deki sıra sıklığı
KB: Kol boyu
Kol boyu tüm sıra sayısı:
KTSS = KSS + KBSS
KTSS : Kol boyu tüm sıra sayısı
KSS : Kol ağzı sıra sayısı
KBSS : Kol boyu sıra sayısı
Yaka İçin Örülme Zamanı
TYSS
YÖZ = ------------------------
n x 2 x ÇYG
YÖZ : Yaka örülme zamanı (dk.)
TYSS : Tüm yaka için gerekli sıra sayısı
n : Makine devri (dev/dk.)
ÇYG : Çalışma yeri genişliği
Bütün Kazak İçin Örülme Zamanı Hesabı
BTSS
ÖAZ. = ------------------------
n x 2 x ÇYG
ÖAZ : Ön ve arka parçalar için geçen zaman (dk.)
BTSS : Beden boyu tüm sıra sayısı
n : Makine devri (dev/dk.)
ÇYG : Çalışma yeri genişliği
KTSS
KÖZ. = --------------------------
n x 2 x ÇYG
KÖZ : Kol örülme zamanı (dk.)
KTSS : Kol boyu tüm sıra sayısı
n : Makine devri (dev/dk.)
ÇYS : Çalışma yeri genişliği
BKÖZ = ÖAZ + KÖZ + YÖZ
BKÖZ: Bütün kazak örülme zamanı (dk.)
ÖAZ : Ön ve arka parçalar için geçen zaman (dk.)
KÖZ : Kol örülme zamanı (dk.)
YÖZ : Yaka örülme zamanı (dk.)

Makineler, üzerindeki klavyeden kontrol edilen birer mikro işlemci ile 8 çeşit çorabın 8 farklı boyunun programının yüklenip saklanabildiği birer hafıza ile donatılmıştır. Bu programlarda kumanda tamburunun ilerletilmesi, çorabın her kısmındaki sıra sayısı ve her kısmı için hız kontrolü gibi ürün ve üretim bilgileri bulunabilir. Günümüzde tam elektronik makinelere ulaşılmasıyla kumanda tamburuna da ihtiyaç kalmamıştır. Klavye yardımıyla istenilen program bilgileri mikro işlemciden girilebilir, mevcut bilgiler çağrılabilir veya bu bilgiler değiştirilebilir sonuç olarak makine de bu bilgileri girilen çorabı örebilir.
Makine üzerindeki mikro işlemciye çorabın örülmesine ilişkin komutlar ise bilgisayar destekli desen hazırlama sistemleri yardımıyla oluşturulmuş disketlerden ayrıca yüklenir. Mekanik çorap örme metoduyla karşılaştırıldığında elektronik seçimin en önemli avantajı çalışma hızıdır. Hava sistemi ile çalışır. Bir desen tamburu silindirin bir devrinden sora yeni bir seçim yapabilir. Bu sayede tek tek iğne kontrolü sağlanabilir. Desen raporunun büyüklüğü ise makinedeki mikro işlemcinin hafızasına bağlıdır. Hangi elektronik sistem kullanılırsa kullanılsın bir iğnenin çalışıp çalışmamasını belirleyen tahrik, mekanik olarak verilir. Hareketlendirici ile iğne arasındaki bu mekanik ilişki farklı makine imalatçıları tarafından farklı şekillerde değerlendirilir. Bu salınım yapan selektörler, itilen selektörler veya salınım yapan itme çubukları vasıtasıyla yapalır. Bütün durumlarda piyano grubundaki (hareketlendirici) piyano uçları (kolları) kullanılan selektör sayısına eşit sayıdadır.
Makinenin hafızasına yüklenen bütün desen bilgileri numerik olmalıdır (0 ve 1 cinsinden). Ayrıca makinenin mikro işlemcisinin saymaya başlayacağı bir başlangıç noktasına sahip olması gerekmektedir. Bu noktada bulunan bir elektronik sensör silindirin her devrinde mikro işlemciye bir sinyal gönderir. Örme yapacak olan iğnelere 1 yapmayacak iğnelere ise 0 değeri verilir. En geniş desenlendirme imkânına, bir örme sistemine ve üç ya da daha fazla desenlendirme sistemine sahip vanize yöntemine göre çalışan tek silindirli makinelerde ulaşılabilir.
Çift silindirli makinelerde veya herhangi bir rib zemin üzerinde desen oluşturulduğunda desen iplikleri sayısı ilk olarak örme sistemi sayısına bağlıdır. Ana renk her zaman kendi örme sisteminde örülür. İki veya üç renkli jakar sisteminde renkler tam bir desen sırası dışında aynı sırada örülemez. Bu da sırasıyla iki ve üç örgü sırasında oluşur.
Günümüzde tam elektronik makinelerde desenlendirme ve makinenin pinometrik hava tertibatı da elektronik olarak kontrol edilir. Bunlar arasında hareketli çeliklerin (ilmek çelikleri gibi…) çalışma durumları, silindir (kovan) hareket tipi (dönüş ve salınım) ile hızı, mekiklerin değişimi de sayılabilir.
Elektronik Çorap Örme Makinelerinde Hava Sistemi
Kompresör yardımıyla makineye aktarılan hava sistemi mevcuttur. Kompresörden yeterli hava gelmediği durumlarda makinenin ekranında AİR PRESSURE belirerek havanın yeterli gelmediğinin uyarısını yapar. Makinenin motoru çift zamanlıdır. İki hortumla makineye bağlanmıştır. Biri vakumlama yaparak emme işlemini, diğeri ise üfeleme işlemini yapar.
1-Hava tertibatının kullanıldığı bölümler Pinometrik valf; 12 voltluk elektrik akımının olduğu havayı açmaya ve kapamaya yarayan sistemdir. Mekiklerde ve baskı çeliklerinde kullanılır.
2-Örme işlemi yapılan çorabı silindirden aşağıya doğru çekerek emme işlemini yapar.
3-Örme işlemi sırasında kesilen desen ipliklerini emerek kesik olan ipliklerin iğnelere zarar vermesini önler.
4-Örme işlemi biten çorabı, iğneler silindir üzerinden boşalttıktan sonra emerek sepete atar.
Elektronik Çorap Örme Makinelerinin Fiziksel Yapısı
Elektronik çorap örme makineleri de mekanik çorap örme makineleri gibi üç kısımdan oluşmaktadır.
1-Çardak kısmı
2-Gövde kısmı
3-Alt kısmı
Çardak Kısmı
Üzerinde iplik bobinlerini ve yedek iplik bobinlerini sabit ve düzgün şekilde taşıyan parçadır. Örme işleminde kullanılan bobinlerin birbirine karışmasını önlemek için kullanılan parçadır.
Örme ana malzemesi olan iplikler bobin hâlinde hazırlanarak makinenin ya üzerinden çevreye göre dairesel olarak veya makinenin arka tarafından da örme yapan kısımlara sevk edilir.
Gövde Kısmı
Makinenin örme işlemini yaptığı kısımdır. Gövde kısmı üst tabla ve orta tabla olarak ikiye ayrılmıştır.
Yukarıdaki şekilde üst tablada bulunan baskılar ve otomatikler gösterilmiştir.
Sol tarafta bulunan baskılar
2. düşüş iç platin
2. düşüş ½ havlu baskısı
2. düşüş tam havlu baskısı
Sol iğne otomatiği
Sağ tarafta bulunan baskılar
1.Düşüş tam havlu baskısı arka otomatik
Arka otomatik
Gizli çember otomatiği
1. düşüş ½ havlu baskısı ters havlu baskısı
Alt Kısım
Makinenin alt kısmında, motor çevirme kolu, üstübü deposu ve çorap atma sepeti bulunmaktadır. Makinenin alt kapağı açıldığında ise elektronik kart sistemi, hava sistemi ve yağlama sistemi bulunmaktadır.
Çardak
Bu bölümde bobin takma yeri yani bobinlikler mevcuttur. Bobinlerin takılmasında özellikle hangi bobinin hangi mekiğe iplik sevki yapacaksa o mekiğe yakın bir yere yerleştirilmelidir. Lastik için ise ayrı bir aparat vardır. Lastik bobinliğe yerleştirildikten sonra lastik aparatına takılmalıdır. İplikler iplik gözeneklerinden doğru bir şekilde geçirilmelidir.
İplik Kontrol Tertibatları
Çardaktan gelen ipliklerin kontrolü ve temiz olarak belli bir gerginlikte örme bölgesine sevki sağlayan parçadır. İplik kopuşlarını kontrol eder ve yabancı maddelerin örme bölgesine girmesine engel olur. İplik kontrol tertibatı, iplik rezerv ve iplik kontrol aparatlarından oluşur.
Çardaktaki bobin üzerinden sağılan iplikler, örme iğnelerine gelinceye kadar şu kısımlardan sevk edilir:
İplik yoklama ve kontrol elemanları
Çalışılan iplik numarasına bağlı olarak farklı iplik geçme delikleri bulunur. Her iplik, numarasına uygun boncuklardan geçirilmelidir ki bu şekilde kalın ve hatalı kısımlar örücü iğnelere geçemeden hatalı iplik kontrol edilerek örme hatalarının önlenmesi sağlanmış olur.
Gerginlik kontrolü ve sinyal lambaları (Germe süzme)
Gerginliği fazla olan ve kalınlık yoklama kısmından zor geçen ipliklerin, örme yüzeyi üzerinde hata oluşturmaması için kullanılır. İplik gerilimin altındayken kontrol lambasının ışığının yanması suretiyle makinenin kısa devre yaparak durması sağlanır.
İplik sevk sistemleri
Yukarıda belirtilen ön kontrollerden geçtikten sonra örgünün iplik ihtiyacına göre çeşitli ayar durumlarına uygun şekilde belirli bir sevk hızı ve gerilimle örme iğnelerine iletilir.
Bobinlik
Bobinlerin yerleştirildiği ve iplik sevkinde bobinin dönmeden ve düzgün olarak sabitlenmesini sağlayan kısımdır. Şekline ve büyüklüğüne göre düz bir demir çubuk veya plastik ve dişli konik şeklindedir.
Gözenekler
Çardak kısmındaki demir çubukların arasında bulunur. İpliğin sevk esnasında deforme olmasını ve kopmasını engellemek amacıyla içinde bulunan boncuklar porselenden imal edilmiştir. Bu gözenekler, bobinlerin takıldığı bobinliklerle orantılı bir şekilde çardak üzerine yerleştirilmiştir.
Teraziler
Silindir çevresinde bulunan iğnelerin yarısı kısa ayaklı, yarısı da uzun ayaklı iğnelerdir. Kısa ayak iğneler, topuk-burun örme işleminde taban altında görev yapmaktadır. Teraziler, kısa ayak iğnelere iplik aktararak topuk ve burnu ören uzun ayak iğnelerden ipliği çekerek diğer iğnelere ipliğin takılmasını önlemektedir.
Lastik Gergi Sistemi
Yerleştirme biçimi iplik gergi sistemine göre farklılık göstermektedir. Bunun sebebi ise gergi sisteminin çardak kısmında bulunmasıdır. Lastik gergi sistemindeki küçük dişli sayesinde sıklık ayarı sağlanmaktadır. Ayar kontrolü yapılmadığında lastik bol ya da sıkı olacağından örgü kalitesini düşürecektir.
Gövde
Gövde kısmı alt kısım ve üst kısım olarak iki ana başlık altında incelenir. Üst bölümünde silindir bulunmaktadır. Silindir baz alındığında ise silindire bağlı olan parçalar ve silindire bağlı olmayan parçalar da iki ana başlık altında incelenebilir.
Üst Bölüm
Silindire bağlı olan parçalar
Platinler
İğneler
Jeksler (ara platini)
Selektörler
Silindire bağlı olmayan parçalar
Unçine
Mekikler
testere
Elmas Lastik pensi
Silindire Bağlı Olan Parçalar
Çorap örme makinelerinde silindir üzerinde bulnan parçalar aynı zamanda çorap örme işlemi için ana elemanlardır.
Platin
Elektronik çorap örme makinelerinde iğneler arasında bulunan ilmeklerin daha rahat örülmesini sağlamak amacı ile yerleştirilmiş olan yardımcı parçadır. Tek silindirli elektronik çorap örme makinelerinde iki çeşit platin kullanılmaktadır. Bunlar:
Düz platin
Düz örme işleminde ve desenli çorapların örülmesinde etkilidir. Şekil itibariyle tek gagası bulunur. Tek gagası, ipliği alarak iğne ucuna aktarır.
Havlu platin
Elektronik çorap örme makinelerinde çorap örme işleminde kullanılır. Çift gagası bulunmaktadır. Havlu platinin işlemi bir gagası ile ipliği alarak ilmek oluşturur ve örgünün altına çeker. Diğer gagası ile ipliği alarak iğneye verir ve örgü oluşumunu sağlar. Bu olayı sürekli tekrarlamasından dolayı örgünün alt yüzeyinde havlu örme işlemi gerçekleşir.
Yaprak platin:
Çift silindirli makinelerde düz platinin yanına konulan yardımcı ve örme işlemini kolaylaştıran parçadır. Kalınlık olarak diğer platinlerden daha incedir. Sadece çift silindirli makinelerde kullanılır.
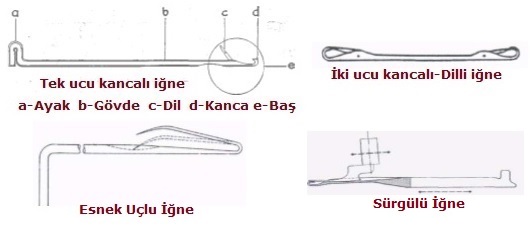
İğneler
Örmeyi gerçekleştiren asıl parçadır. Elektronik çorap örme makinelerinde iki çeşit iğne kullanılmaktadır.
A. Bir ucu kancalı iğne
B. İki ucu kancalı iğne
Kancalı uçlu iğne ismini, baş kısmının kanca şeklindeki kıvrımından almıştır. Baş kısmındaki kanca dil ilişkisi örme işleminin yapılmasının; ayak, yükseklik ve şekilleri ise desenlendirmenin meydana gelmesini sağlar. Kancalı iğneler çalışma esnasında hem kendi başlarına yukarı ve aşağı hareket ederek hem de topluca hareket ederek örme yapar. Bir ucu kancalı iğneler tek silindirli elektronik çorap örme makinelerinde kullanılmaktadır.
İki ucu kancalı iğneler ise Links-Links (kabartma) örgü yapabilen çift silindirli elektronik çorap örme makinelerinde kullanılmaktadır.
Çorap örme makinelerinde iğnelerin çalışma aşamaları:
1-İğne çalışmaz pozisyonda iken iğnelerin hareketi kart sistemi ile hareket ettirilir.
2-İğne çalışır pozisyonda iken iğne dili açılır ve iğne diline iplik besleme işlemi gerçekleşir.
3-İğne dili kapanarak iğnenin gövdesinde bulunan ilmek, iğnenin aşağı çekilmesiyle iğne dilinden yukarı çıkma pozisyonu alır.
4-İlmek iğneden çıkarak yeni bir doku oluşumu sağlar.
5-İşlemi tamamlayan iğne eski konumuna gelerek yeni doku yüzeyi oluşumuna hazır hâle gelir.
Jeksler (Ara Platini)
Elektronik çorap örme makinelerinde selektörler ile iğneler arasında görev yapan jeksler ara platini olarak da adlandırılabilir. Jeksler, selektörlerden aldıkları hareketi iğnelere iletir.
Selektörler
Desen topunun verdiği komutla desen topu piyanosunun selektör ayağına dokunarak kabartmayı kabartır. Kabartma, jeksi, jeks ise iğneyi yukarıya kaldırır ve iğnenin desen veya zemin örmesini sağlar. Selektörler takım olarak 1’den 8’e kadar silindirdeki kanallarına dizilir. 8’den sonra tekrar 1 numaradan başlayarak silindirin çapına göre veya makine özelliğine göre yerleştirilir.
Silindire Bağlı Olmayan Parçalar
Bu parçalar ana örgü elemanı olmasalar da çorap örülmesinde bazı işlemlerin gerçekleştirilmesine yardımcı olan parçalardır.
Unçine
Elektronik çorap örme makinelerinin kapak kısmında bulunan, üzerinde testere olan, çorabın astar kısmını içeri kıvırmaya yarayan ve silinidirin üst kısmında bulunan en önemli parçadır. Sadece elektronik tek silindirli çorap örme makinelerinde bulunur. Unçineler iki çeşittir. Bunlar uzun ayak ve kısa ayak olarak adlandırılır. Makine üzerinde nereye uzun ayak, nereye kısa ayak unçine takacağımız, başlangıç ve bitiş olarak unçinelerin üzerinde işaretlerle belirtilmiştir.
Unçinenin çalışma prensibi:
1-Unçine yatağından çıkarak iki iğne arasına girer. Örme ipliğini alarak kıvırma işlemini yapar.
2- Aynı zamanda kıvırma işlemini yaparken konç kısmının da ilk sırasının örme işlemine yardımcı olur.
Mekikler
Mekiklerin görevi, iplik kontrol tertibatından gelen iplikleri iğnelerin ağzına beslemektir. Bazı elektronik çorap örme makinelerinin arka kısmında zemin mekikleri, yandan besleme ile lastik mekiği ve ön kısmında desen mekikleri bulunmaktadır. Düşüş sayısına göre ve makine farklılıkları mekik sayılarında değişkenlik gösterir. Hava valflerinin yardımıyla silindir üzerine düşerek iplikleri iğne ağzına verme işlemini gerçekleştirir.
Örneğin tek silindirli ve tek düşüşlü elektronik çorap örme makinesinin bir modelinde bulunan zemin mekik grubu aşağıda sıralanmıştır.
Zemin mekik grubu: Bunlar
1 Naylon mekiği
2 İkinci renk mekiği (pamuk veya naylon)
3 Topuk burun mekiği
4 Havlu baskı mekiği
5 Kıvırma naylonu mekiği
6 İkinci zemin mekiği
7 Ana zemin mekiği’dir.
Desen mekik Grubu
Desen çizim programında deseni renklendirmek için desen mekik renklerinin hareket verdiği mekik grubudur.
Lastik mekiği
Makine üzerinde bağımsız olarak lastik aparatı bulunur. Bu aparat lastik ipliğinin mekiğe gelmeden bolluğunu alarak mekiklerden düzgün bir şekilde geçmesini sağlar. Bu aparat üzerinden lastik ipliğinin sıklık ayarı da yapılabilir. Lastik mekiği zemin grubundan farklı bir yere monte edilmiştir.
Testere
Unçinenin üzerinde bulunan ve desen ipliklerini kesmeye yarayan bir parçadır. Sadece Elektronik tek silindirli çorap örme makinelerinde bulunur. Testerenin gözenekleri iplikleri elmasın ağız kısmına getirir ve kesim işlemini yapar. Unçine üzerinde bulunduğu için unçinenin sökülüp takılmasıdan sonra testere doğru ve düzgün yerine yerleştirilmelidir.Yanlış takıldığında testerenin ağzı silindir üzerinde bulunan bütün iğneleri kırabilir.
Elmas
İpliklerin kesilmesini sağlayan parçadır. Elmas belirli periyotlarda sökülerek özel macunu ile zımparalanmalıdır. Testere ve elmas birlikte çalışır.
Lastik Pensi
Lastik mekiği göreve girip işlemini tamamladıktan sonra lastiğin mekikten kaçmamasını sağlayan parçadır.
Silindirin Alt Kısımında Bulunan Parçalar
Çorap makinelerinde örgü elemanlarına verilen komutlara göre hareket veren parçalardır.
Desen Topu
Elektronik çorap örme makinelerinde bulunan ve kart sistemine kablo ile bağlı bulunan desen topu desen mekik gruplarını ve mekikleri harekete geçiren parçadır. Üzerinde piyanolar bulunur. Bu piyanolar sellektörlere vurarak desen oluşumunu sağlar.
Tırnaklar
Topuk yapımında devreye girerek iğneleri, kaldırmak veya indirmek suretiyle topuk oluşumunu sağlar. Makine çeşitlerine ve modellerine göre tırnakların sayısı değişkenlik gösterir. Tırnaklar iki çeşittir.
Kaldıran tırnaklar
Topuk burun oluşumunda genişletme işlemini gerçekleştirirken kısa ayak iğneleri teker teker yükselterek aktif hâle getirir. 2 adettir.
İndiren tırnaklar: Topuk burun işleminin daraltma (eksiltme) bölümü gerçekleştirilirken kısa ayaklı iğneleri ikişer ikişer pasif konuma getirir. Tek adettir.
Nussa (Muska) Çelikleri
Örgünün sıklık ayarını yapan parçadır. Kaldıran tırnakların altında bulunur. Topuk ve burunda sağ ve sol şeklinde ayrı ayrı çalışır. Konç ve taban bölümlerinin örme işleminde ise bir adet nussa (muska) çeliği çalışır.
Görevleri:
1İğneleri aşağıya doğru çekerek ilmeklerin genişlemesini, dolayısıyla örgünün açılmasını sağlar.
2-İğneleri yukarıya kaldırdığında ise ilmeklerin sıklaşmasını ve örgünün daha sıkı olmasını sağlar.
İğne Dili Açıcısı
İğne dilllerini açarak iğneleri örme işlemine hazır hâle getiren parçadır. İğnelerin dilleri açılmadıklarından örme işleminde hata oluşacaktır. Ya da iğne dili üzerinde ilmek birikmesi olacağından iğnenin kırılmasına neden olacaktır.
İğne Otomatiği
Silindirin çevresine yakın olan, iğne kırıldığında veya deforme olduğunda iğne otomatiğine çarpan ve kısa devre yaparak makinenin durmasını sağlayan parçadır.
Pompalar
İğneleri ve çelikleri iten parçadır. Hareketlerini bilgisayarda hazırlanan çorap programından alır.

Elektronik düz örme makineleri iskelet, örücü elemanlar ve örmeye yardımcı elemanlar olarak incelenir.
Triko makinelerinde makinelerin genel görünümünü meydana getiren bölüm ana gövdedir. Makinenin iş gören tüm makine elemanlarını üzerinde taşıyan hareketsiz ve genel yapısı aynı olmakla birlikte farklılıklar gösteren ana elemandır.
- 1-Çalışma sırasındaki titreşimleri örme elemanlarına iletmemelidir.
- 2-Kumaşın makinenin altından alınması sırasında çalışana kolaylık sağlayacak dizaynda olmalıdır.
- 3-Makine yüksekliği, çalışan elemanların örme hareketlerini görebilecekleri şekilde dizayn edilmiş olmalıdır.
- 4- İskeletin dizaynı hareket verme ve iletme elemanlarının hareketini engellemeyecek şekilde yapılmalıdır.
- 5-İşçi ve iş güvenliğini etkilemeyecek şekilde dizayn edilmelidir.




- 1-İğnelerin seçilmesini sağlar.
- 2-Seçilen iğneleri hareket ettirir.
- >> İğnelerin tam hareketi ile ilmek oluşturur.
- >>İğnelerin yarım hareketi ile askı oluşturur.
- >>İğnenin hiç hareket etmemesi ile atlama oluşturur.
- 3- İğnenin ilmek sıklığına göre çekimini sağlar.
- 1-Örücü çelikler
- 2-Seçici çelikler
- 3-Ayar çelikleri
- 4-Aktarma (transfer) çelikleri
- 5-Makine özelliğine ve örgü tipine göre değişen özel amaçlı çelikler



- >>> İğne seçim tertibatı:
- Çalışılan desende isteğe bağlı olarak iğnelerin örme hareketleri ile desenlendirme yapabilmesi için seçme işlemi yapan tertibattır.
- >>> Çelik hareket tertibatı
- Seçilen iğnelerin örgüye göre hareketini sağlayarak doku oluşmasını sağlayan tertibattır.
- >>> Mekik seçim tertibatı
- Renkli ipliklerle yapılan desenlendirmelerde desen programında belirlenmiş mekiği seçen ve taşınmasını sağlayan tertibattır.
- >>> Plaka hareket tertibatı: Ön ve arka iğne plakasının sağa ve sola hareket etmesini sağlayan tertibattır.
- 1-Mekikleri seçilmek ve değiştirmek
- 2-Desenlendirme donanımlarının hareketlerini yönlendirmek
- 3-Örücü elemanları seçmek ve hareket ettirmek
- 4-Dokuyu çekmek
- 5-Makinenin hızını ayarlamak
- 1-Üst koruyucu kapak: Çalışma esnasında plaka üzerine herhangi bir şeyin düşmesini engellemek amacıyla kullanılan şeffaf hareketli kapaktır.
- 2-Yan koruyucu kapak: Üzerinde yan çardağı bulunduran, oluşabilecek kazaları önlemek amacıyla kullanılan kapaklardır.
- 3-Arka koruyucu kapak: Makinenin arka tarafında bulunan motor ve palet kayışların hareketi sırasında oluşabilecek herhangi bir iş kazasını engellemek amacıyla kullanılan kapaktır.
- 4-Toz emici sistem: Örme bölgesinden vakum sistemiyle iplik uçuntularını belli bir haznede toplayan böylece makinenin ve ürünün temiz kalmasını sağlayan sistemdir.
ELEKTRONİK DÜZ ÖRME MAKİNESİNDE BAKIM
Triko makinelerinde uygulanan bakım teknikleri, makinenin ömrünü uzattığı gibi hatasız, kaliteli ve hızlı ürün elde etmede önemli rol oynar. Bakımın istenilen sonuçları vermesi, makinelere önerilen zamanda, şekilde ve malzeme ile (yağ, temizlik bezi, kompresör vb.) yapılan bakımla mümkündür.
Triko makinelerinde bakım; günlük, haftalık, aylık, altı aylık ve yıllık olarak yapılır. Bakımın zamanında ve gerektiği gibi yapılmaması hatalı ürün, makine arızaları ve maliyetin artması gibi sonuçlar doğurduğundan ihmal edilmemelidir. Makine bakımında şartlandırıcılı kompresör vakum sisteminin kullanılması daha uygundur.
Düz örme makinelerinde ince yağ, kalın yağ ve gres yağı kullanılır. İnce yağ, plaka üzerindeki iğne kanallarının temizlenmesini, iğnelerin kanallarda rahat hareket etmesini sağlar. Ayrıca mekik raylarının, iğne ve platinlerin temizlenmesi sırasında da kullanılır.
Kalın gres yağ, makinenin hareketli aksamlarına (dişlilere, rulmanlara …) sürülür. Kalın yağ, iğne ve platin topuklarına sürülerek çalışma sırasındaki sürtünmeden doğan aşınmaları engellemek amacıyla kullanılır.
Ortamda paslanmaya direnç gösterici katkılar yoksa kimyasal paslanma meydana gelebilecek aşınmalar söz konusu olacaktır. Pas önleyici katkılar, sistemin herhangi bir parçasının paslanmasını yani metal yüzeyi ile havanın herhangi bir temasıyla metalin zarar görmesini önleyecektir.
Yağlar
iğne kanallarının sürekli temiz tutulmasında, makinedeki titreşim ve gürültünün en aza indirilmesinde, iğne ve platinlerin kullanım sürelerinin artırılmasında, makinede sürtünmeden dolayı oluşan ısının azaltılmasında, paslanmaya karşı dayanıklılıkta, makine parçalarının üzerinde daha az aşınma sağlamasında kullanılır.
Ortamda paslanmaya direnç gösterici katkılar yoksa kimyasal paslanma meydana gelebilecek aşınmalar söz konusu olacaktır. Pas önleyici katkılar, sistemin herhangi bir parçasının paslanmasını yani metal yüzeyi ile havanın herhangi bir temasıyla metalin zarar görmesini önleyecektir.
Yağlar;
iğne kanallarının sürekli temiz tutulmasında, makinedeki titreşim ve gürültünün en aza indirilmesinde, iğne ve platinlerin kullanım sürelerinin artırılmasında, makinede sürtünmeden dolayı oluşan ısının azaltılmasında, paslanmaya karşı dayanıklılıkta, makine parçalarının üzerinde daha az aşınma sağlamasında kullanılır.
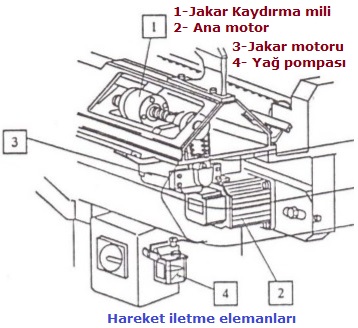
Düz örme makinelerinde iğne yatakları, jakar mili, mekik rayları yağlama işlemine tabi tutulur. İki çeşit yağ kullanılmaktadır. İnce yağlar temizlik, kalın yağ ise sürtünmeden kaynaklanan aşınmayı engellemek için kullanılır.
Yağlama işlemi iki şekilde yapılmaktadır:
Elle yağlama işlemi yağdanlıkla iğne yatakları, mekik rayları, kızaklar ince yağ ile yağlanır. Yağdanlıklar el makinelerinde kullanılan yağdanlıklarla aynıdır.
Yağ pompası ile kafanın altındaki çelik tabla yağlanır. Yağlama, makineci tarafından yağ pompasının kolunun çekilmesiyle gerçekleştirilir. Bu işlem, düzenli aralıklarla yapılır. Makineye göre farklılık gösterir.
Düz örme makinelerinin bakımı yapılırken alan ortak dersinde görülen el aletleri kullanılır. İlave olarak örme makinelerinin plaka üzerindeki iğne bıçaklarını çıkarmak için takoz denilen alet kullanılır.
Takoz
Elektronik triko makinelerinde iğne plakasından iğne ve platinleri söküp takmak için bıçakların açılması gerekir. Takoz, bıçakların açılması veya çıkarılması için kullanılan el aletidir. Şekillerinde farklılık gözlense bile aynı iş için kullanılır.
Düz örme makinelerinde makinelerin kullanım ömrünü artırmak, arızalanmaları en aza indirmek ve üretim verimliliğini artırmak için bakım yapılır. Makine üzerinde meydana gelen küçük arızalar önceden kontrol edilir ve büyük bir arızanın oluşmasına meydan vermeden sorunlar giderilir. Bu kontroller aşağıda belirtilen bakımlarla yapılır:
Günlük bakım
Günlük bakım, işletmelerde vardiyayı teslim alan kişi tarafından yapılmalıdır. Eğitim amaçlı kullanılan makinelerde atölye dersi başlangıcında günlük bakım yapılmalıdır. Günlük bakımın yapılma amacı, makinenin iğne ve platinlerini kontrol etmek ve çalışmadan oluşan iplik uçuntularını temizlemektir.
- 1-Şartlandırıcılı kompresör ile çardak, bobin sehpası, koruyucu kapak üstüne hava tutularak toz ve iplik uçuntularından arındırılır. Hava tutma işlemi yapılırken çardakta takılı olan ipliklerin yerlerinden çıkarılmamasına ve çardak ayarlarının bozulmamasına özen gösterilir. Şartlandırıcılı kompresör, havadaki neme göre ayarlanabilir. Diğer kompresörlerin aynı anda su ve havadaki nemi püskürtmesi nedeniyle makinenin metal aksamlarında paslanma meydana gelir.
- 2- Hava ile temizleme işlemi bittikten sonra temiz pamuklu bir bez ile silinir. Bu işleme kaba temizlik denir. Pamuklu bezler, emicilik özelliğine sahiptir. Pamuklu bez yerine üstüpü de kullanılabilir.
- 3-Emici bez yardımıyla mekikler, mekik rayları, semer, semer kızakları, may bastırıcıları, rulmanlar, iğne yatakları silinmelidir. Bu temizleme sırasında tozlar, havlar ve bunlarla karışmış yağ kalıntılarının makinenin örme işlevini yerine getiren parçalardan uzaklaştırılması sağlanır.
- 4-İğne başının (kanca) temizlenmesi için iğneler yukarı doğru kaldırılarak hava püskürtülmelidir. Bu işlemle iğnenin diğer kısımlarında olabilecek artık yağ ve hav kalıntıları temizlenmiş olur.
- 5-Mekik rayları ve plakalar üzerindeki kirli yağ, temiz bir bezle silindikten sonra makine markasına göre tavsiye edilen yağ ile yağlanmalıdır. Bu yağlama işlemi fırçalı veya pompalı yağdanlık ile yapılabilir. Temizlik sırasında yukarı kaldırılan iğneler, yağlama işlemi yapılırken plaka hizasına indirilir. Bazı örme makinelerinde iğne, platin, seçici ve çeliklerle iğne yollarında sürtünmeye maruz kalan bölgelere az miktarda beyaz gres yağı sürülür.
- 6-Koruyucu kapakların içi ve dışı silinerek kapaklar kapatılır.
- 7-Varsa vakumlu temizlik tertibatının filtresi boşaltılır.
- 8-Merdane ve merdane baskı vidalarındaki dolanmış iplikler de temizlenmelidir. Bu sadece temizlik değil her zaman dikkat edilmesi gereken bir işlemdir.
Haftalık Bakım
Her hafta sonu makinelere bakım yapılmalıdır. Haftalık bakımda, günlük bakımda yapılan temizliğin haricinde farklı işlemler yapılır.
- 1-Çardak, bobin sehpası, koruyucu kapak üstüne hava tutulduktan sonra bezle silinir.
- 2- İğneler yukarı kaldırılıp hava tutularak temizlenir.
- 3-Semer, makinenin sol tarafına çekilerek semerin altı görünecek şekle getirilir. Semerin altında monte edilmiş olan çelik tablasına hava tutulur. Bu işlemle örgü çeliklerinin iğne yollarına giren hav ve yağ kalıntıları temizlenmiş olur.
- 4-Mekik rayları ve plakalar üzerindeki kirli yağ, temizlenir ve yağlanır.
- 5-Fazla yağın süzüldüğü yağ kanalları üstüpü yardımıyla temizlenir.
- 6-Seçici göz rayı, basınçlı hava ile temizlenir. Koruyucu kapakların içi ve dışı silinir, kapaklar kapatılır.
- 7-Merdanedeki ve merdane baskı vidalarındaki dolanmış iplikler temizlenir.
- 8-Parça sepeti silinerek temizlenir.
- 9-Makine dolapları sökülerek temizlenir.
- 10-Varsa vakumlu temizlik tertibatının filtresi boşaltılır.
Aylık Bakım
Aylık bakımda aşağıdaki işlemler yapılır:
- 1-Çardak, bobin sehpası, koruyucu kapak üstüne hava tutulur, sonra bezle silinir.
- 2-İğneler yukarı kaldırılıp hava tutularak temizlenir.
- 3-Kafa (semer) sökerek temizlenir.
- 4-Mekikler ve mekik stopları sökülerek temizlenir.
- 5-Mekik rayları ve plakalar üzerindeki kirli yağ temizlenir ve yağlanır.
- 6-Fazla yağın süzüldüğü yağ kanalları üstüpü yardımıyla temizlenir.
- 7-Seçici göz rayı, hava püskürtülerek temizlenir.
- 8-Koruyucu kapakların içi ve dışı silinir, kapaklar kapatılır.
- 9-Merdanedeki ve merdane baskı vidalarındaki dolanmış iplikler temizlenmelidir.
- 10-Parça sepeti silinerek temizlenir.
- 11-Makine dolapları sökülerek temizlenir.
- 12-Makinenin kart panosu, zarar vermeden hava tutularak temizlenir. Bu işlemin teknik servis tarafından yapılması uygundur.
- 13-Varsa vakumlu temizlik tertibatının filtresi boşaltılır.
- 14-Makinenin emme tertibatı ve kompresörü kontrol edilir.
- 15-Makinenin terazisi kontrol edilmelidir.
Yıllık Bakım
Yıllık bakımı makinede çalışan işçi ustabaşı ve teknik servis elemanı beraber yapmalıdır.
Yıllık bakım, 12 ayın sonunda yapılabildiği gibi altı aylık dilimlerin sonunda da yapılabilir. Tavsiye edilen altı aylık dilimler hâlinde yapılandır. Bu bakım, diğer bakımlarla herhangi bir ilişkisi olmadan yapılır.
- 1-İğneler ve tüm platinler iğne yatağından sökülerek tek tek temizlenir. Bu temizleme işlemi gaz yağı veya üretici tarafından tavsiye edilen kimyasallar ile yapılır. Uygun olanı yağ ile yapılanıdır. Çünkü diğer temizleyiciler çeliği sertleştirir, yağın böyle bir etkisi yoktur.
- 2-İğne plakasının üstündeki parçalar söküldüğü için plakanın temizlik işlemi yapılır. Plaka, makine üzerinde temizlenebileceği gibi sökülerek de temizlenebilir.
Temizlik işlemi sırasında öncelikle yağ ile birleşmiş pisliğin plakadan uzaklaştırılması için yağ çözücü kullanılır. Daha sonra yukarıdan aşağıya hava tutularak iğne kanallarındaki yağların pisliklerle birlikte süzülmesi sağlanır.
- 3-Temizlik işleminden sonra iğne plakası tekrar yağlanır.
- 4-Yağ kanalları temizlenir.
- 5-Parça sepeti sökülür. Üstteki ve alttaki flüoresanlar sökülüp temizlenmelidir.
- 6-Tüm çelikler ve ayar motorları sökülerek temizlenir. Malzemelerin deforme olup olmadığı kontrol edilir. Temizlenen parçalar yerine takılarak gres yağı ile yağlanır.
- 7-Jakar motoru ve vidalı mil koyu gres yağı ile yağlanmalıdır.
- 8-Merdane ayarları, merdane lastikleri kontrol edilerek aşınan veya özelliğini yitiren lastikler yenisi ile değiştirilir.
- 9-Elektronik kartlar bir uzman tarafından sökülerek hava ile temizlenir.
1-MAKİNE KALINLIKLARINA GÖRE :
Elektronik örme makineleri kalınlıklarına göre sınıflandırılırken 1 inç uzunluğa denk gelen iğne sayısı olarak ifade edilir. 1 inç uzunlukta kaç iğne var ise bu sayı makinenin numarasıdır. Piyasada üretici firmalara göre ara numaralar ve numara farklılıkları görülebilir.
Örme makinesi numaraları:
3 numara
5 numara
6 numara
7 numara
8 numara
10 numara
12 numara
14 numara
16 numara
18 numara
2-SİSTEM SAYISNA GÖRE:
Örme makineleri, sistem sayısına göre sınıflandırılabilir. Sistem: Semer tarafından taşınan ön ve arka plakadaki iğnelerin seçilmesini, hareketini ve doku sıklığını ayarlayan çelik tertibata (kilit) sistem denir. Çelik mekanizma birden fazla olabilir. Semerin bir gidişinde en çok bir örgü sırası örebilen makinelere tek sistemli; en çok iki sıra örebilen makinelere çift sistemli makineler denir. Günümüzde sistem sayısı birden altıya kadar olan makineler bulunmaktadır. Bunlar bir veya iki semer tarafından taşınmaktadır. Bu semerler birleştirilebildiği gibi ayrı ayrı da çalışabilir. Düz örme makinelerinin örücü sistemleri birleşik olarak da çalışabilir. Birleşik olarak çalıştırıldığında sistem sayısı iki kat artar. Kafalar birleştirildiği zaman makine tam en boyunca kumaş dokuyabilir. Makinelerde kafa birleştirildiği zaman birleşme yerlerinde bulunan yan çelikler değiştirilmelidir.
Örme makinelerinin sistemlerine göre sınıflandırılması:
Tek kafa
1 sistem
2 sistem
3 sistem
4 sistem
İki kafa
1+1=2 sistem
2+2=4 sistem
3+3=6 sistem
3-İĞNE YATAĞINA GÖRE
Örme makinelerinde örmenin yapılabilmesi için iğnelerin üzerinde çalıştığı iğne yatakları olarak tabir ettiğimiz iğne plakaları bulunmaktadır. Örme makinelerinde en az iki adet iğne plakası bulunur. Bunlar ön plaka ve arka plakadır. Özel olarak üretilen dört plakalı makinelerde bulunmaktadır.
>>>> Çift plaka
>>>> Dört plaka
4-TEKNİK ÖZELLİĞİNE GÖRE :
Örme makineleri ürettikleri ürün çeşitlerine, çekim sistemlerine ve semer sayılarına göre aşağıdaki gibi sınıflandırılırlar.
A-Ürüne Göre: Örme makineler, ürettikleri ürün çeşitlerine göre aşağıdaki gibi sınıflandırılmaktadır:
>>>> Düz örme
>>>> Yaka, bant
>>>> Transferli örgüler
>>>> İntersia örgüler
>>>> Komple ürün
>>>> Kendinden kesimli örgüler (Fully-Fasion)
B-Çekim Sistemine Göre:
Örme makinelerinde aşağıdaki çekim sistemleri bulunmaktadır:
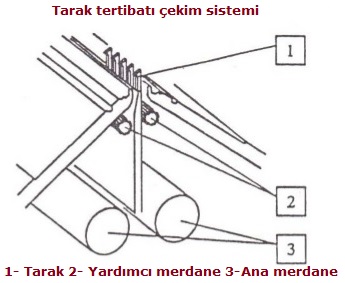
>>>> Tarak takviyeli merdane
>>>> Merdaneli
>>>> Yardımcı merdaneli
C-Semer Sayısına Göre :
Örme makineleri tek semerli ve iki semerli olarak çalışırlar. Ancak günümüzde kompakt makine diye tabir edilen makinelerin tamamı tek semerlidir. Bu makineler daha seri ve hızlı olarak üretim yapabilmektedirler. Eski tip makineler çift semerli olarak çalışırlar. Ancak bu makinelerde iki kafa birleştirilerek tek semer olarak da çalışabilmektedirler.
Fitilli örgüler ön ve arka plakada örülerek elde edilir. Ancak bu örme işlemi sırasında ön plakada ören iğnelerin karşısına gelen arka plakada örgü olmaz, aynı şekilde arka plakada örgü yapan iğnelerin karşılığına gelen ön plakadaki iğneler örgü yapmaz.
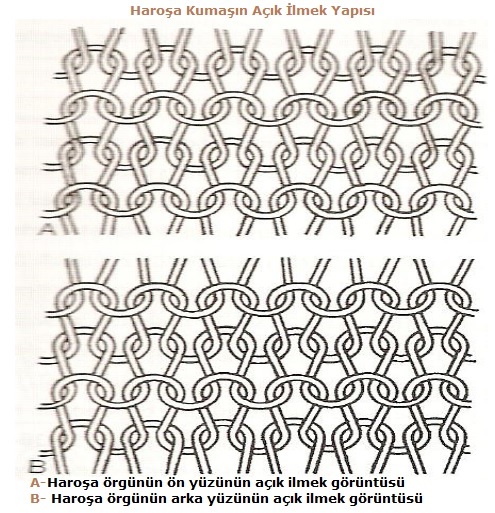
Haroşa örgü LL örgü yüzeyine sahiptir. Örme kumaş yüzü sol ilmek (L), tersi sol ilmek (L) görünümlü ise bu yüzeylere (LL) yüzey denmektedir. Haroşa örgü kumaşlar, tek bir örgü içinde hem düz hem de ters ilmeklerin oluğu tek katlı kumaşlardır. Kumaşın her iki yüzünde de düz bir örme kumaştaki ters tarafından görünümü hâkimdir. Kumaşın her iki tarafındaki ardışık, birbirlerine göre ters yöne doğru, birbirlerinin içinden geçirilerek örülen düz ilmek ve ters ilmek sıralarından oluşmaktadırlar. Haroşa, bu bağlamda, mayları sıralı olarak düz ve ters ilmek çubuklarından oluşan ribana örgülerden farklılığı ile ön plana çıkmaktadır.
En basit haraşo kumaş 1*1 ters olarak bilinen bir sıranın tamamen düz ilmek, sonrakinin ise tamamen ters ilmeklerden oluştuğu kumaştır. Birbirini izleyen düz ve ters ilmek sıraları birleşerek ön ve arka yüzde yatay yönlü yarı dairesel ilmek halkaları oluşturmaktadırlar. Bu tip örgülerin boydan büzülmeleri yüksek olduğu için üretim miktarı da buna bağlı olarak düşüktür. Boydan büzülme oranı % 40–50 civarındadır. Haraşo örgüler, hem düz hem de yuvarlak makinelerde üretilebilmektedirler. İlmeklerin bazen öne bazen arkaya çekilmesi nedeniyle bu kumaşların üretilmesinde iki sıra iğneye ihtiyaç vardır. Haraşo makinelerinde iki ayrı iğne seti kullanmak yerine, bir set iki ucu dilli iğne kullanılmaktadır. Bu iki ucu dilli iğneler, kumaşın her kursunun sıralı değiştiği durumda kendisinden en geçerken bir yataktan diğerine geçecektir. Piyasada lifado ismi ile iki iğne yuvasında çalışan ve platin tarafından hareket ettirilen çift başlı kancalı dilli iğneler bulunan makinelerde üretilmektedirler. Bu örgü özelinde Jakarlı desenlendirme mümkündür. Haraşo örgüler jarse örgüler gibi dönmemektedirler. Haraşo kumaşlar jarse kumaşlara göre daha kalındırlar. Bu kumaşların bir diğer özelliği ise, en fazla esnemesinin uzunlamasına olmasıdır. Bu kumaşların bebek ve çocuk giyiminde yaygın kullanımının bundan kaynaklanmaktadır.
Haroşa kumaşın özellikleri:
1-Dengeli, düzgün yüzeyli kumaşlardır ve bu yüzden kenarlarda kıvrılma olmaz.
2-Enine esneklikleri süprem kumaşla aynı. boyuna esneklikleri düz kumaşların yaklaşık iki katıdır.
3-Kumaş ilk ve son sıralarından sökülebilmektedir.
4-Kumaş yapısındaki ilmek kaçığı may boyunca yukarı ve aşağı olmak üzere her iki yönde ilerlemektedir
Çift plakalı makinelerde üretilen iki temel örgü yüzeyinden, iki ribana örgünün aynı anda iç içe örülmüş haline İnterlok Örgü adı verilmektedir. Bu örgü ilmek ve atlamalardan oluşmaktadır. Öte yandan İnterlok örgü, temel örgü yüzeylerinin en stabil olanıdır. Göreceli olarak hacimli ve yumuşak bir yapıya sahip olmasından dolayı bebek giyimi başta olmak üzere yumuşak dokunuşun talep edildiği tüm giyim eşyalarında tercih edilmektedir. Bununla birlikte, esnekliği ribanadan daha azdır ve yüzeyi ise daha düzgündür. İnterlok örgüde, kenar kıvrılması ve may dönmesi görülmemektedir. Ön ve arka yüzey görüntüleri birbiriyle aynıdır.
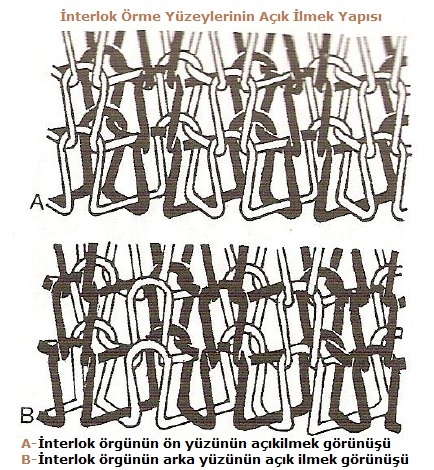
RR interlok örgüler sadece yuvarlak örme makinelerinde üretildiğinden ribana örgüden farklıdır. İki yataklı makinenin tüm iğneleri çalışır durumdadır. İnterlok kumaşlar, iki ayrı tam dolu ribana örgünün, aynı makinede, aynı anda örülmesi seklinde oluşan örme yüzeyleridir.
İnterlok kumaşların başlıca özellikleri:
1-Ön ve arka yüzde aynı görünüme sahiptir, çift yüzlü örme kumaşlardır.
2- Desen ve yüzey dizaynı sınırlıdır,
3-Sadece çift plakalı yuvarlak örme makinelerinde üretilebilir,
4- Ön ve arka yüzü pürüzsüzdür,
5-Sık bir yapıya sahiptir,
6-Örgü raporu çift plakada ve iki sistemden bir sıra oluşturduğu için, harcanan iplik miktarı en yüksektir,
7- Çok ince ya da kaba bir makine inceliğine sahip olabilir,
8-Örgü raporu çift plakada ve karşılıklı, iğneler üzerinde oluştuğu için ve kullanılan hammaddelerinde aynı kalması kaydı ile üretilen en kalın tek iplikli örme kumaştır. Örgü raporu en az arka ve önde 2’şer iğne ile üst üste 2 ilmek sırasından oluşmaktadır.
9-Dikey yönde yatay yöne göre daha yüksek bir elastikiyet ve esneklik özelliğine sahiptir,
10-Yatay yönde sınırlı bir elastikiyet ve esneklik özelliğine sahiptir,
11-Boyutsal stabilitesi ve şeklini koruma özelliği yüksektir,
12-Diğer tek iplikli örgü kumaşlara göre en yüksek gramajlı örme kumaşlar elde edilebilir,
13-Gerilmeye maruz kaldığında ilmek bir kenardan kaçma eğilimi gösterir,
14-Ribana örme kumaşta olduğu gibi, ön ve arka yüzdeki ilmek sayıları eşit ise, her iki taraftaki ilmekler birbirini dengeleyecek ve tek katlı kumaşlarda olduğu gibi kenarlarda kıvrılma görülmeyecektir. RR İnterlok örme kumaşlar, sadece en son örülmüş uçtan dönme yapabilirler. İki örgü tabakası arasında hava tutulduğu için, diğer tek iplikli örme kumaşlara göre daha sıcak tutma özelliğine sahiptirler,
15-İnterlok örme kumaşların, hacimli yapısı nedeni ile, nem alma özelliği iyidir, birbirini takip eden mekiklerde farklı iplik veya renkler kullanılarak çizgili desen elde edilebilir,
16-İç giyim, yazlık ve kışlık üst giyimlerde geniş bir kullanım alanına sahiptirler.
( Shima Seiki )
İğne çifti
Makine iğne plakaları üzerindeki karşılıklı iki iğneye denir.
Jakar Kıma
Makine üzerindeki jakar kırmanın anlamı iğne plakasının iki iğne arasındaki mesafe kadar sağa veya sola hareket etmesidir.Eğer bu yarım jakar kırma hareketi ise iğne plakası bu iki iğne arasındaki mesafenin yarısı kadar sağa sola hareket eder.
Jakar pozisyonları makinenin iğne yataklarının birbirine karşı aldıkları pozisyonlara göre adlandırılır. Konveksiyonel makinelerin büyük bir kısmında jakar kırma dediğimiz makinenin iğne yataklarının sağa ve sola hareketi arka plakada gerçekleşir. Bazı makinelerde bu hareket hem arka plakada hem de ön plaka da sağlanabilmektedir.
Shima Seiki düz örgü makinelerinde iki jakar çeşidi vardır:
1-L 0.0 Jakar pozisyonu
Bu jakar pozisyonu makinenin 0 pozisyonu dediğimiz pozisyonudur.Bu durumda karşılıklı iğneler birbirleri arasına geçebilecek şekilde konumlanırlar.Yani bir plakadaki iki iğne arasındaki mesafenin tam ortasındaki hizada karşı plakadaki iğne bulunur.Dolu iğne gibi her iki plakada da aynı anda örgüsü bulunan örgü tiplerinde kullanılır.
2-L 0.5 Jakar pozisyonu
Bu jakar pozisyonunda makinenin iğne plakası 0 pozisyonundan 0.5 ( yarım ) jakar sol tarafta bulunur.Bu pozisyonda karşılıklı iğne çiftleri tam karşı karşıya gelir.Birbiriyle çalışacak pozisyondadırlar.Bu jakar pozisyonunda transferler ve ek plaka örgüler gerçekleştirilir.
Jakar pozisyonları bunlarla sınırlı değildir. Arka plakanın sağa sola hareketiyle oluşan jakar kırma hareketinin sınırı makinenin GAUGE ‘i ile alakalıdır.Arka plakadaki sağa sola yanal hareketler ( Jakar kırma ) en fazla makine numarası ( gauge ) kadardır.Yani 7 g bir makine en fazla sağa 7 sola da 7 jakar kırabilir.
1-Atlamalı Jakar
2-Dolu Jakar
3-File Jakar
4-Torba Jakar
5-Pike Jakar
Dahası...
1-Atlamalı Jakar
2-Dolu Jakar
3-File Jakar
4-Torba Jakar
5-Pike Jakar
Renkli motifli kumaşların elde edilmesinde kullanılan bir tekniktir.Kumaşlarda ilmek ve atlama hareketi kullanılarak bir yüzey oluşturulur.Askı hareketi kullanılmaz.Jakarlı desenlendirme teknikleri kendi aralarında 5 ana gruba ayrılır.
Bunlar ;
1-Atlama Jakar
2-Dolu Jakar
3-File Jakar
4-Pike Jakar
5-Torba jakar
Teknikleridir. Bu tekniklerde kumaşın ön yüzeyindeki görünüm değişmez,fakat aralarındaki farkı anlamak için kumaşların arka yüzeyine bakmak gerekir ve kumaşların arka yüzey görünümleri kullanılan tekniklere göre farklılıklar gösterir.
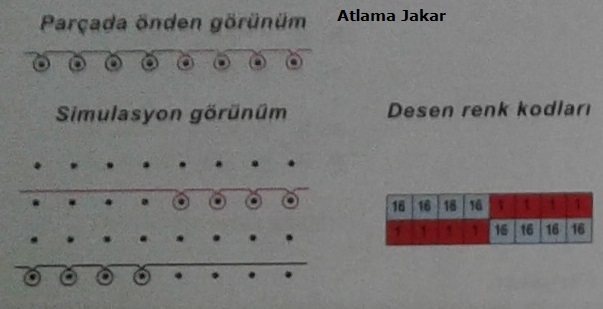
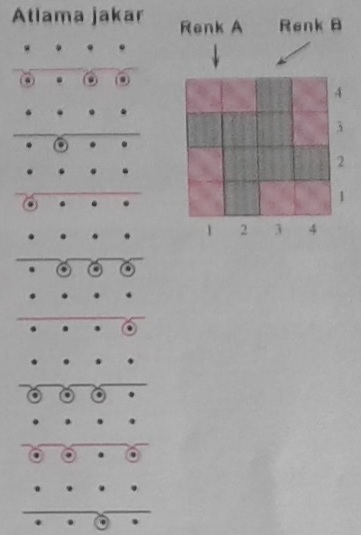
1-Atlama Jakar
Tek plakalı bir örme tekniğidir.İplikler istenilen jakar desenine göre ilgili iğnelerde örme yaparlar,diğer iğnelerde ise bir işlem yapmayıp boş geçerler.Bu nedenlerden dolayı kumaşın arka yüzüne bakıldığında örmeye katılmayan ipliklerin kumaş yüzeyinde yüzdüğü görülür.
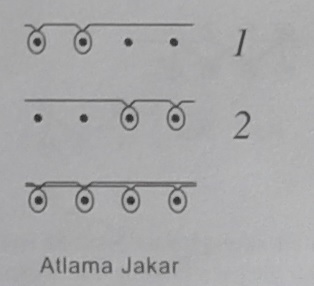
Örneğin şekilde görüldüğü gibi ‘2A2B’ renk raporundaki bir desende önce ‘A’ rengi ilk iki iğnede örme yapıp diğer iki iğnede örme yapmadan boş geçerler.Bu işlem istenen iğne aralığında devam eder.Daha sonra ‘B’ ipliği ilk iki iğnede çalışma yapmadan sonraki iki iğnede örme yaparak tamamlanmış olur.
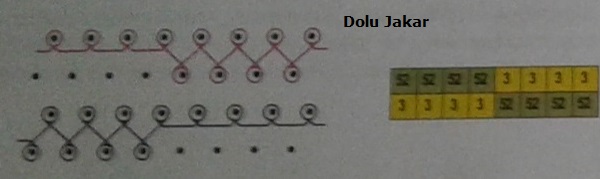
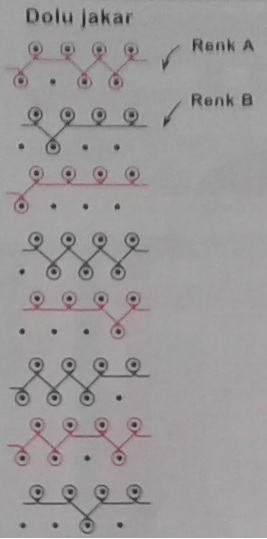
2-Dolu Jakar
Çift plakalı bir tekniktir. Ön plakadaki iğneler elimizdeki desene göre ilgili iğnelerde, arka plakada ise bütün iğnelerde örme işlemini gerçekleştirirler. Kumaşa arka yüzünden bakıldığında desen kullanılan renk sayısınca üst üste enine çizgiler olduğu görülür.
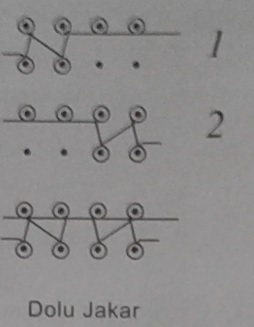
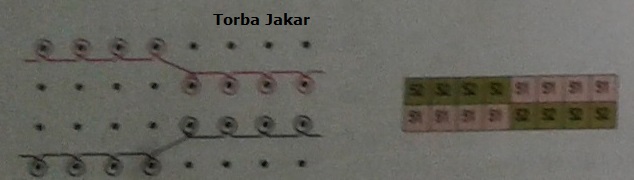
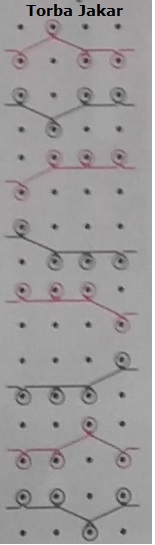
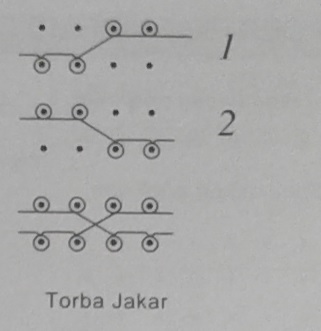
3-Torba Jakar
Çift plakalı bir tekniktir. İplikler desene göre ön plakada ilgili iğnelerde örme yaparlar. Diğer iğneler karşılık gelen arka plakada örme işlemini yaparlar. Bu teknikte dikkat edilmesi gereken husus aynı ipliğin hem ön hem de arka plakada aynı anda örme yapmaması sağlanmalıdır. Bu teknikle örülmüş kumaşlarda her iki yüzünden aynı anda tutulup çekildiğinde kumaşın arasında boşluk olduğu görülür.
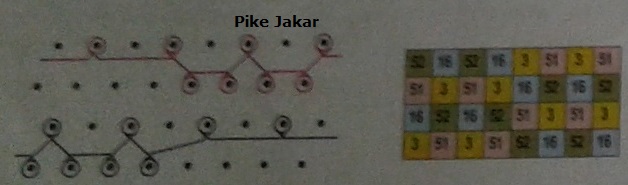
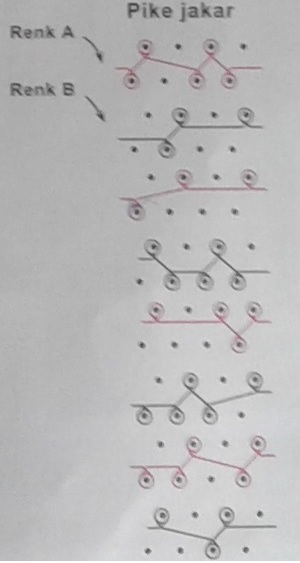
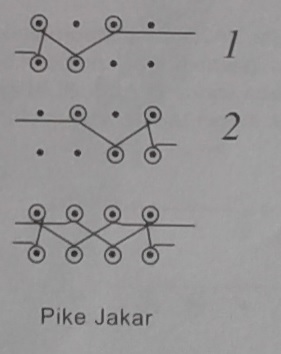
4-Pike Jakar
Çift plakalı bir tekniktir. İplikler ön plakada desene göre ilgili iğnelerde örme yaparlar, arka plakada ise desende kullanılan renkler yan yana dizilerek örme işlemini gerçekleştirirler.
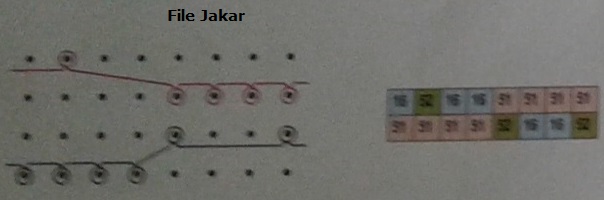
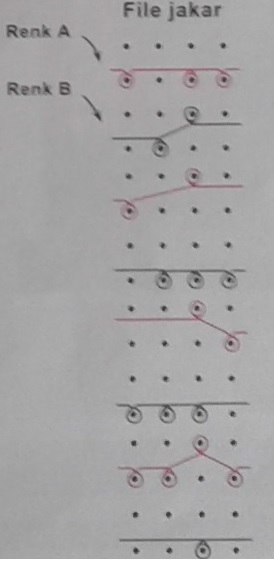
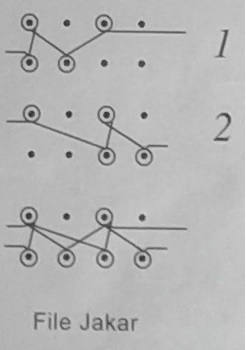
5-File Jakar
Çift plakalı tekniktir. İplikler elimizdeki desene göre ön plakadaki ilgili iğnelerde örme yapar,diğer iğnelerde bir işlem yapmazlar.Arka plakada ise bazı iğneler iptal edilerek desen boyunca herhangi bir işlem yapmadan örmeye dahil olazlar.İplikler arka plakada iptal edilen bu iğneler dışında kalan diğer iğnelerde örme işlemi gerçekleştirilir.
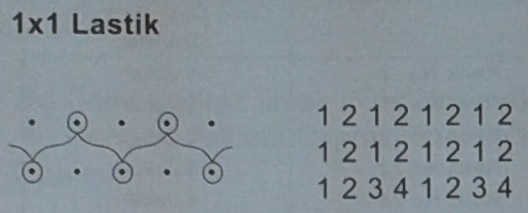
1x1 Lastik
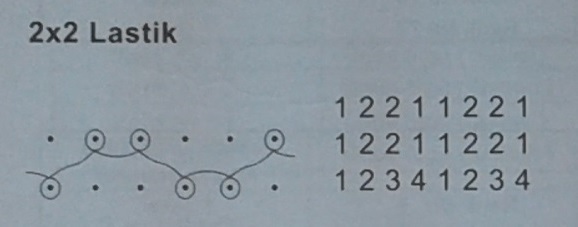
2x2 lastik
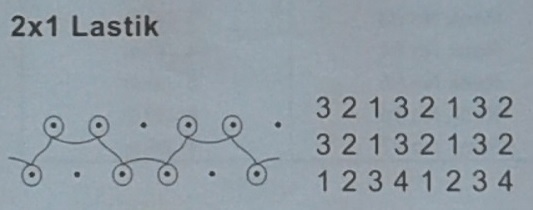
2x1 Lastik
Torba Lastik
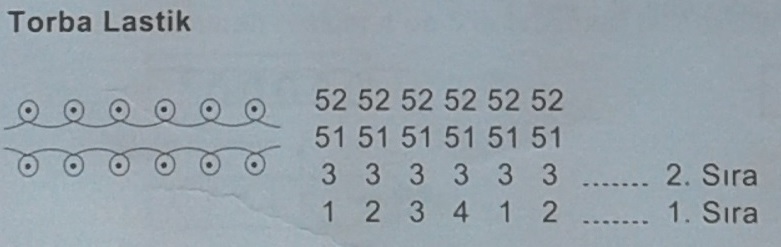
1 ve 2. Setup ipliğinin örüldüğü ve lastik kaytanının örüldüğü kısımdır.İlk sırada 1 2 3 4 nolu renkler sırayla tekrar edilerek tamamına yerleştirilir.2.sıra lastik deseni çizilir.Sonraki sırada lastik yüksekliği kadar ilmek sayısı hesaplanarak çizilir.
Örme kumaşların en önemli avantajı kullanım rahatlığı ve kullanım sonrasında görünümlerinin bozulmamasıdır. Örme kumaşları oluşturan ilmek yapıları kumaşın esneme ve geri toplanma dayanımında önemli rol oynar. Fakat bu ilmek yapılarındaki dengesizlik may dönmesi adı verilen örgü kumaş hatasına yol açar.
May dönmesi örgü kumaşların görünüm kalitesini etkileyen en önemli faktörlerden biridir. Kumaşın yuvarlak örme makinesinde tüp formunda örülmesi ilmek çubuklarının makinenin dönüş yönüne bağlı olarak sağa ya da sola eğilmesine neden olur. Bunun sonucu olarak teorik olarak may ve çubuk birbirine dik olması gerekirken çubukların may ile yaptıkları açı değişir. Bu açının ölçülmesi sonucu da örgüdeki dönme miktarı hesaplanmış olur. Örme kumaşların popülerliği vücudun seklini alması, yumuşak tutumu, hacimli yapısı ve düşük gerilim altında yüksek esneme kabiliyetine sahip olmasıdır. Örgünün bu yapısını etkileyen en önemli faktör İpliğin yapısıdır.
Genellikle örgüde düşük bükümlü iplikler kullanılır; çünkü yüksek bükümlü iplik Kumasın tutumunda bir sertliğe neden olurken aynı zamanda iplikten yok edilemeyen tork nedeniyle may dönmesi problemine yol açar. İplikten kaynaklanan örgü dönmesini örme işlemi bittikten sonra gidermek mümkün olmadığından mümkün olduğunca düşük bükümlü veya bükülme eğilimi az olan iplik kullanmak gerekir.
May dönmesini etkileyen faktörler
1-Makine besleme sayısı (sistem sayısı)
2-Makine inceliği
3- İplik inceliği
4- Gramaj ağırlığı
5-İplik bükümü
6- Makine dönüş hızı ve yönü
7-İplik büküm yönü
8-Hammadde cinsi
9-İplik eğirme metodu
10-İpliğin fiske olması
May dönmesini engellemek için literatürde çeşitli çalışmalar yapılmış bazı sonuçlara varılmıştır. Bu çalışmalar iplik bükümünü azaltmak, çift katlı iplik kullanmak, hammaddeyi değiştirmek, ipliğe fikse yapmak, makine dönüş yönüne zıt bükümlü iplik kullanmak, iplik eğirme metodunu değiştirmek, iplik inceliğini azaltmak, elastomer eklemek, boyanmış iplik kullanmak, gramajı arttırmak, örgü desenini değiştirmek, bir sıra S bir sıra Z bükümlü iplik kullanmak gibi özetlenebilir Bunların dışında hazır giyim sonrası nihai üründeki kalite problemini önlemek için may dönmesine bağlı dikiş kaymalarının nedenleri araştırılmaya çalışılmıştır.
Örgü kumaşlarda hazır giyim sonrasında boyutsal dengeyi arttırmak için ısıl bir işlem olan sanforlama işlemi uygulanır. Bu işlemin uygulandığı rotor ipliğinden örülmüş kumaşlarda gramajı arttırmanın may dönmesini azalttığı görülmüştür.
Rotor ipliğinin yapısı ring ipliğinden büküm veriliş biçimi ve son ürünün sahip olduğu büküm özelliği bakımından farklılık gösterir. Ring iplikçiliğinin esası liflerin açılması, temizlenmesi, taranması, çekilerek istenilen numaraya getirilmesi ve bükülerek sarılması esasına dayanırken; rotor iplikçiliğinde şerit olarak alınan elyafın açıldıktan sonra hızla dönen rotora sevki ve bu sırada büküm alması esasına dayanır. Rotor iplik üretilirken liflerin paralel biçimde yayılması ve bu lif demetinin iyice taranması gerekir. Bu işlemi takiben liflerin ucu rotorun oyuğundan içeri verilir ve iplik oluşumu baslar. Rotorun her dönüsüyle yeni lifler daha önceden oluşmuş elyaf demetine tutunurlar. Bunun sonucunda öz büküm adı verilen içteki bükülmüş elyafın dışını daha az bükümlü bir elyaf demeti sarar. Yani rotor iplikçiliğinde ring iplikçiliğinin tam tersi olarak içten dışa doğru bir büküm vardır.
Dolayısıyla rotor ipliğinin dışındaki büküm içindeki büküme oranla daha azdır. Bu da yuvarlak örme sırasında oluşan kuvvet karsısında ipliğin ring ipliği kadar ciddi bir tork oluşturmaması anlamına gelebilir. Böylelikle rotor iplikten elde edilen örgü kumaşlarda büküm kaynaklı may dönmesinden söz edilemez. Rotor ipliği ile yapılmış bir çalışmada rotor ipliklerle örülen kumaşlardaki may dönmesinin, ring ipliklerle örülen kumaşlardakine göre oldukça az olduğu bulunmuştur May dönmesinin en önemli nedeni olan iplikteki bükümden kaynaklanan bükülme eğiliminin rotor ipliklerde ring ipliklerine göre daha az olması dolayısıyla rotor kumaşlar bu bakımdan avantajlıdır.
Örgü yapısı içerisindeki ilmek sıra ve çubuklarının birbirine dik olması gerekir. Ancak may dönmesi de denilen ve dengesiz örgü yapılarında görülen örgü dönmesi nedeniyle bu durum bozulabilir. Dikdörtgen şeklinde örülen bir kumaş parçası dönme sonrasında paralelkenar haline gelir.
Örgü dönmesinin iplikten,örme makinesinden, Boyama Ve Terbiye İşlemlerinde ve Konfeksiyon İşleminde Meydana Gelebilen Dönmeler olmak üzere 4 nedeni vardır.
İplikten Kaynaklanan Örgü Dönmesi
İpliğin bükülme eğilimine bağlı olarak örgü dönmesi artar. Bir ipliğin bükülme eğilimini belirlemek için; belirli uzunluktaki iplik, iki ucundan tutulur. Bu iki uç birbirine yaklaştırıldığında altta oluşan iplik halkasının kendi üzerine katlanma durumuna bakılır. Kendi üzerine katlanma tur sayısı yüksek ise ve katlanma çok hızlı bir şekilde gerçekleşiyorsa ipliğin bükülme eğilimi yüksektir ve bu iplikten örülen kumaşta dönme riski yüksektir. Dönme eğilimi, ipliğe verilen büküm sayısına, uygulanan fiksaj durumuna ve lif direncine bağlıdır.İplikten kaynaklanan örgü dönmesini, örme işlemi bittikten sonra gidermek mümkün değildir.
Bu nedenle örme işlemi öncesinde veya örme sırasında alınabilecek bazı önlemler şöyle sıralanabilir.
1-1x1 rib, interlok gibi dengeli örgü yapıları kullanmak. ( Ancak bu her zaman mümkün değildir. )
2. Mümkün olduğunca sık örmek. ( Bu yöntem kumaş gramajını arttırıp, fiziksel özelliklerini değiştirdiğinden her zaman uygulanamaz. Bükülme eğilimi az olan iplik kullanmak. İpliğin bükülme eğilimi, örme işleminden önce buharla büküm fikse edilerek azaltılabilir. Ancak bu yöntemin kumaşın tutumunu sertleştirici bir özelliği vardır. )
3. Tek kat yerine çift kat iplik kullanmak.
Bu amaçla yüksek bükümlü ince iki iplik ters büküm yönünde daha az büküm sayısında katlanır. Örneğin numarası Ne 30/1 ve büküm katsayısı Z yönünde 100 olan iki pamuk ipliğini S yönünde 50 büküm katsayısı ile katladığımızda yeni ipliğin numarası Ne 15 olacaktır. Bu yöntemle ipliğin bükümü yarı yarıya düşürüldüğü halde numarası iki kat artmaktadır. Dolayısıyla kalın giysilerin üretiminde kullanılan bir yöntem olup ince giysilerin üretimi için oldukça pahalı bir yöntemdir.
Çünkü ;
a) çok ince numaralı tek kat iplik gerekmektedir.
b) fazladan katlama masrafı söz konusudur.
c) ince iplik için ince lif kullanımı gerekir ki bu da ilave masraftır.
4. Bir sıra S, bir sıra Z bükümlü iplik kullanmak. ( Böylece S bükümlü iplik örgüyü sola, Z bükümlü iplik sağa eğmeye çalışacağı için örgüde dönme olmaz. Ancak örgü yüzeyi zig zag bir görünüm alır. Ucuz bir yöntem olduğu halde farklı büküm yönlerinde ipliklerin temini, saklanması ve makineye yerleştirilmesi aşamasında bazı planlama ve organizasyon zorlukları söz konusudur.)
5. Makinenin dönüş yönüne zıt yönde büküme sahip iplik kullanmak.
Yuvarlak örme makineleri saat yönünde veya saate ters yönde dönebilir.iğne yatağı saat yönünde dönüyorsa ilmek çubukları sola, saate ters yönde dönüyorsa sağa doğru eğilir. İlmek çubuklarının iplik büküm yönüne bağlı olarak çarpılma eğiliminden yararlanarak, saat yönünde dönen makinelerde Z, saate ters yönde dönen makinelerde S bükümlü iplik kullanılarak örgü dönmesi azaltılabilir.
Örme Makinesinden Kaynaklanan Örgü Dönmesi
Çok sistemli yuvarlak örme makinelerinde görülen bir dönme türüdür. Örneğin 84 sistemli bir örme makinesinde 1. sistem 1. sırayı örerken hemen yanındaki bir sistem 85. sırayı örer ve tüp formundaki kumaş aşağıya dönük olarak çekilir. Aslında bu durumda (piyasada sans kayması olarak adlandırılan) sıraların eğilmesi söz konusu olsa da, sıralar ve çubuklar arasındaki dik açı bozulduğu için bu hata da dönme olarak değerlendirilebilir.
Giderilme çareleri
1) Daha az sistemli makine kullanmak,
2) Çok seyrek örmemek,
3) Kumaş çekiminin ve sarımının kumaş enince eşit olmasını sağlamak,
4) Örme işleminden sonra terbiye işlemlerini açık en olarak yapmak ve dönüklüğü giderecek sistemler kullanmak
Boyama Ve Terbiye İşlemlerinde Meydana Gelebilen Dönmeler
Ham örme kumaşta zaten var olan dönme, boya ve terbiye aşamasında azaltılabilir veya tam aksine çoğaltılabilir. Boyamada, kumaşın santrifüj veya balon sıkma veya daha başka metotlarla sıkılması dahi kumaşın değişik miktarda dönmesine sebep olabilen unsurlardandır. Bu işlemden sonraki yaş açma işleminin dikkatli ve itinalı yapılması, kumaşta o ana kadar meydana gelmiş dönmeyi azaltabilir, aksine yapılan bir yaş açma işlemi ise, dönme miktarını arttırabilir. Dönmesi azaltılmamış bir yaş kumaş kurutulduğunda kumaş, dönük olarak bir safha daha ilerlemiş ve azaltılabilecek olan dönme daha zor geri çekilebilir bir safhaya gelmiş olur. Kumaş; tüp olarak ütülenecek ise, aynen yaş açmada olduğu gibi, ütünün dikkatli ve itinalı yapılması, kumaşta o ana kadar meydana gelmiş dönmeyi azaltabilir, aksine yapılan bir ütü işlemi ise, dönme miktarını arttırabilir. Kumaş, açık olarak bitirilecek ve bu amaçla, örme esnasında kenar izi bırakılmış ise,bu kenar izinden kesme işlemi yapılıp da ramda kurutma ve/veya terbiye işlemi yapılacak ise, her bir kumaş topunun ilk başlangıcının ramın zincirlerine tutturulması da dönmeyi azaltan veya çoğaltan unsurlardandır. Kumaşın ramın zincirlerine ilk tutturulmasında, kumaş eğri olarak tutturulursa, kumaşın devamı da eğri olarak ramlanır. Genellikle, ham kumaşta kenar izi bırakıldığında ve mal açık olarak bitirildiğinde kumaşta her hangi bir dönme olmayacağı öngörülmekle birlikte, boya ve terbiye işlemlerinin her safhasında yeterince dikkatli ve itina ile işlem yapılmaz ise bu öngörüş geçerli olmayabilir. Boya ve terbiye işleminden sonra kumaşta istenmeyen miktarda dönme görülür ise, kumaşın tekrar ıslatılarak terbiye edilmesi ile dönme azaltılmaya çalışılabilir.
Konfeksiyon İşleminde Meydana Gelebilen Dönmeler
Konfeksiyon mamulünün boyutları ne kadar büyük ise, dönme o kadar gözle görülebilir hale gelir. Dönme miktarı birim ölçüde yüzde olarak hesap edildiğinde, doğaldır ki, mamul eni genişlediğinde, yüzdeye bağlı olarak dönme miktarı daha fazlalaşır. Bu nedenledir ki, aynı kumaştan yapılmış eteği geniş bir t-shirt’te, eteği dar bir t-shirt’ten daha fazla dönme miktarı görülecek, bir geceliğin eteğindeki dönme miktarı, bir t-shirt’ün eteğindeki dönme miktarından daha fazla olacaktır. Bu nedenle, dönme ölçülür iken ve belli bir standartla karşılaştırmak amacıyla, bir tshirt'teki veya bir gecelikteki " % şu kadar dönme var", veya "şu kadar cm dönme var" demek yerine, örneğin, "bir metrede şu kadar cm dönme var, veya bir metrede % şu kadar dönme var" demek daha doğru analiz imkanı getirir.
Dönmesi zaten var olan veya dönmesi çeşitli nedenlerle asgaride tutulamamış bir örme kumaşın pastal yerleştirilmesi yapıldığında, pastal yerleştirilmesinin dikkatlice ve önceden hesaplanarak yapılması, fazlaca dönük kumaşta konfeksiyonda alınabilecek bir tedbir olabilir. Aksine bir pastal yerleştirmesi ise, olan dönmeyi daha da fazla gözler önüne serebilecek bir sonuç doğurabilir. Konfeksiyon mamulünün ön ve arka parçalarının kesilmesinde, kumaşın dönmesinin parçaların hep aynı yönüne olacak şekilde yapılması mamulün dönmesini arttırabilen, aksine bir kesim ise, dönme yönlerinin birbirine aykırı etkileşimle bir parça olsun dönmeyi azaltabilen ve zaman zaman başvurulan yöntemlerden biri olabilmektedir