
Örme (101)
Temel hareketler
Bir atkılı örme yapısının oluşturulabilmesi için temel hareket ilmektir. Askı ve atlama diğer önemli hareketlerdir.
İlmek;
iğne ve platinin ortak hareket etmesiyle elde edilmektedir. İğne, çeliklerden aldığı hareketle yukarı doğru hareket eder ve bir iplik alarak bir önceki ilmeğin içinden geçirip yeni bir ilmek oluşturmaktadır.
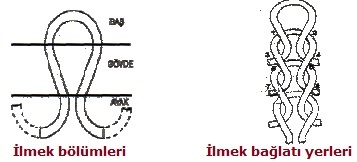
İlmeğin baş ve gövde bölümü iğne ilmeği, ayak bölümü ise, platin ilmeğini oluşturmaktadır. Örme kumaşın en küçük yapısını oluşturan ilmek may olarak adlandırılmaktadır.
Bir iplik halkası olan ilmek, sağlamlık elde etmesi için diğer ilmeklere ilmek başından ve ilmek ayağından bağlantı noktası ile birbirlerine bağlanmaktadır. Her ilmek iki üst, iki de alt bağlantı noktasına sahiptir.
Düz ve ters olmak üzere iki çeşit ilmek görünümü vardır.
Düz ilmekte örgü yüzeyinde ilmeklerin sadece gövde kısımları, ters ilmekte ise, ilmeklerin baş ve ayak kısımları görünmektedir.
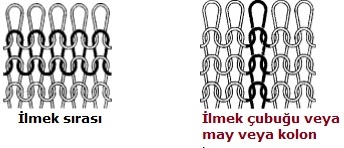
Örgü eni genişliğinde yan yana dizilmiş ilmekler ilmek sırasını, örgü boyu doğrultusunda üst üste yerleştirilmiş ilmekler ilmek çubuğunu (may) oluşturmaktadır. Örmede ilmeklerin dikey şekilde sıralanmasına kolon da denilmektedir.
Örgü yapısı içindeki ilmek sıra ve çubuklarının birbirine dik olması gerekmektedir. Örgü dönmesiyle oluşan dengesiz örgü yapıları hatalı olmaktadır.
Askı ilmek;
Askı ilmeklerinin oluşumu sırasında iğne normal ilmek oluşumundaki yüksekliğine çıkarılmadan ipliğin iğneye beslenmesi için uygun bir konuma getirilmektedir. İğne kancasındaki eski ilmek ve yeni iplik bir sonraki ilmek oluşumu aşamasında birlikte düşürülerek örgü oluşturulmaktadır. Aynı iğne üzerinde üst üste 4, yan yana 6 iğne boyunca askı ilmekleri oluşturulabilmektedir.
Askı ilmekleri kumaşın uzunluğunu ve boyuna elastikiyetini azaltırken kumaşın enine elastikiyetini arttırmaktadır.

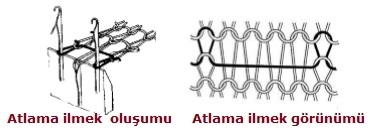
Atlama ilmek;
Atlama ilmekleri; örgü oluşumu esnasında iğnenin hiç yükselmemesi ve bunun sonucunda iğneye iplik beslenememesi durumunda ortaya çıkmaktadır. Dolayısıyla diğer iğneler ilmek oluştururken atlama yapan iğne üzerinde sadece eski ilmek kalır. Aynı iğne üzerinde yapılacak atlama sayısı 4, yan yana yapılabilecek atlama ilmeklerinin sayısı ise 6'dır. Bu değerler makine yapısı, makine iğne başı (gaga)’nın boyutları, iplik numarası ve kumaş çekim gerginliği gibi değişkenlere göre farklılıklar göstermektedir. Atlama ilmekleri kumaşın enine elastikiyeti düşürmektedir.
Temel Örgü Yapıları
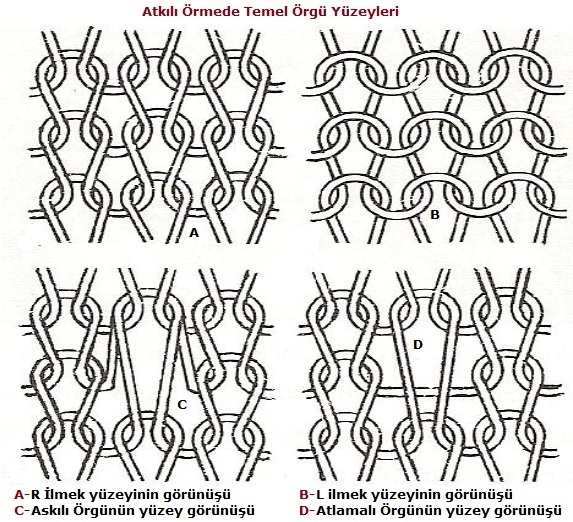
Yapı bakımından ilmeklerin yüz kısmında görülme şekline göre R ve L yüzeyler olmak üzere başlıca iki çeşit yüzey şekli bulunmaktadır.Bu yüzeyler de askı ve atlama işlemleriyle zenginleştirilmekte ve askılı, atlamalı, askılı-atlamalı yüzeyler şeklinde isimlendirilmektedir. R yüzeyde bacak kısımlarının üstte kalmasından dolayı boyuna izler.
L yüzeyde ise baş ve ayakların yan yana dizilmesinden dolayı bir kabarcık oluşturması halinde enine izler yer almaktadır. Aşağıda R ilmek yüzeyinin, L ilmek yüzeyinin, askılı örgünün yüzey, atlamalı örgünün yüzey görünüşleri görülmektedir. Kumaşın ön yüzü düz (R) ilmek yapısını, arka yüzü ters (L) ilmek yapısını göstermektedir.
Temel örme yüzeyler örme kumaş yüzünün ve tersinin ilmek görüntüsüne göre (RL), (RR) ve (LL) yüzey olarak ifade edilmektedir. Bunlar;
1. RL Düz örme yüzeyleri, Süprem örme yüzeyleri.
2. RR örme yüzeyleri, Ribana ve İnterlok örme yüzeyleri.
3. LL örme yüzeyleri, Haroşa örme yüzeyleri.
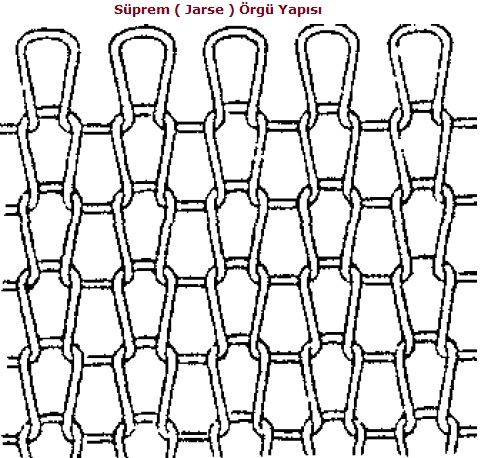
Süprem Örgü
Tek katlı örme kumaşlar olarak tanınan tek plakada üretilmiş, örme kumaş yüzü sağ ilmek (R), tersi sol ilmek (L) görünümlü yüzeylere (RL) yüzey denmektedir. Bu yüzeyler düz örme makinelerinde tek plakada yuvarlak örme makinelerinde tek plaka süprem makinelerinde üretilen kumaş çeşitlerini ifade etmektedir.
Tek plakalı örgü makinelerinde üretilen süprem örgü, kullanılan en yaygın temel örme yüzeyi olarak ön plana çıkmaktadır. Çünkü oldukça sade bir yapısı vardır. Ön yüzey görüntüsü arka yüzey görüntüsünden tamamen farklılık arz etmektedir. Bütünüyle ilmeklerden oluşmakta olan bu örgü, esnek ve stabil olmayan bir yüzeyden müteşekkildir. Bu nedenle kenar kıvrılmaları may dönmesine açıktır.
Süprem örgü kumaşlar tek katlı iplikler, ek iplikler veya çift katlı iplikler ile çeşitli varyasyonlarla üretilebilmektedirler. Ağır süprem, likralı süprem, melanj süprem gibi çeşitleri vardır. Bununla birlikte desenlendirme metodu ile daha farklı süprem kumaşlarda elde edilmektedir. Bu kumaşlar dengeli değildir ve makineden çıktıklarına ters yüze doğru dönme eğilimleri mümkündür. Bitim işlemleri ile bu dönme eğilimleri önlenebilmektedir. Bu kumaşlar özellikle iç giyimde ve yazlık sportif dış giyimde yaygın olarak kullanılmaktadır.
Süprem kumaşların genel özellikleri;
1-Ön ve arka yüzü farklı görünüştedir,
2-Açık en ya da tüp şeklinde (tubular) üretilebilen bir kumaştır,
3-Diğer örme kumaşlara göre daha geniş enler elde etmek mümkündür,
4-Hem boyuna hem de enine esner fakat diğer kumaşlara nazaran en düşük esneme özelliğine sahiptir,
5-Örgü raporu tek iğne plakasında en az, 1 iğne ve 1 iplik hareketinden meydana gelmektedir (normal örgü raporu yan yana iki iğne ile ve üst üste iki ilmek sırasından oluşmaktadır),
6-Kumaş tek plaka üzerinde oluştuğu için harcanan iplik miktarı en azdır,
7-Boyutsal stabilitesi azdır,
8-Esnediğinde şekli bozulabilir,
9-Vücut hareketlerine karşı uyumu, diğer tek iplikli örme kumaşlara göre esnekliğinin az olması nedeni ile düşüktür,
10-Yanlardan kumaşın arka yüzüne doğru, üst ve alttan da örgünün ön yüzüne doğru kıvrılma vardır,
11-Diğer örgülere göre en düşük desenlendirme imkanına sahiptir,
12-Süprem kumaşın yapısı hacimli olduğu için nem alma özelliği dolayısı ile emiciliği iyidir,
13-İpliğin kopması durumunda bozulan ilmekler, ilmek halkalarının kaymasına, yani kaçmasına neden olurlar,
14-Örme kumaşın kalınlığı, kullanılan hammaddenin aynı kalması şartıyla daha düşüktür,
15-İnce, hafif açık yapı ile ağır yapılar arasında çeşitlilik gösterirler,
16-Kesim ve dikim işlemi esneme özelliğinden dolayı problemlidir,
17-Kısmen iç giyim ve yaygın olarak yazlık dış giyim sanayinde kullanım alanı bulmuştur,
18-Fazlaca ütü istemez, kırışıklıklarını kolay kaybederler.
Ribana Örgü
Ribana örgü, RR örme yüzeyine sahiptir. RR örme kumaş yüzü sağ ilmek (R), tersi sağ ilmek (R) görünümlüdür. Kumaşın iki yüzü de aynı görünmektedir. RR yüzeyler boyuna ilmek sırası bir sıra R ilmek, bir sıra L ilmek olarak oluşur. L İlmek sıraları R ilmek sıralarının sıkışması ile yüzeyde görünmez ancak gererek açıldığında görülmektedir.
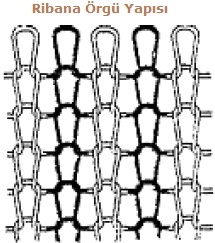
Yukarıda görülen ribana örgü, çift plakalı makinelerde üretilen iki temel örgü yüzeyinden biridir. Üst giyim eşyalarının yaka, etek, kol uçları ve eşofman altı paçaları için aranan esnekliği vermektedir. Günümüze dek ağırlıklı olarak iç çamaşırı imalatında kullanılan ribana kumaşlar günümüzde üst giyim eşyalarında da sıkça kullanılmaktadır. Aksesuar olarak kullanılacakları zaman da genellikle elastik iplikli (likralı) olarak örülmektedirler. Böylece esneklikleri daha da artmaktadır. Ribana kumaşlarda genelde dönme ve kenar kıvrılması olmamaktadır. Ancak elastik iplikle örüldüklerinde kenar kıvrılması görülmektedir. Bununla birlikte bütünüyle ilmeklerde oluşan yapıları vardır. Süprem kumaştan daha kalındırlar. Ön yüzey görüntüleri ile arka yüzey görüntüleri birbirlerinin aynısıdır.
Ribana kumaşların genel özellikleri:
1-Ters L ve yüz R ilmeklerin sayısı eşit ise kumaşın ön ve arka yüzünde aynı görüntü oluşmaktadır. Yani çift yüzlüdür,
2-Çift plakalı triko (düz örme), yuvarlak ve çözgülü örme makinelerinde üretilen çift katlı örme kumaştır,
3-Örgü raporu çift plakada, en az 2 iğne ve 1 iplik hareketinden meydana gelmektedir (normal, esas örgü raporu ise yan yana 2 şer iğne ile üst üste 2 ilmek sırasından oluşmaktadır).
4-Örgü raporu çift plakada oluştuğu için, harcanan iplik miktarı süprem kumaşlara göre daha fazladır,
5-Yüksek elastikiyet ve sıçrama özelliği vardır,
6-Boyuna yönde esneme özelliği düşüktür. Enine yönde esneme özelliği ise yüksektir,
7-Enine yönde esnemesi düz örgülerden daha fazladır,
8-Esneme özelliğinin yüksek olması nedeni ile ribana örme kumaş vücuda uyum sağlamaktadır,
9-Örme kumaşın her iki tarafındaki ilmek sayıları eşit ise, ön ve arka yüzdeki ilmekler birbirini dengeleyecek ve böylelikle kenarlarda kıvrılma görülmeyecektir. Yani, her iki uçta ve kenarlarda düz durma özelliğine sahiptir.
10-Yalnızca son ilmekten dönme yapabilir,
11-Yalnızca son ilmekten kaçma olabilir,
12-Eşit ya da farklı tasarımda, dengeli ya da dengesiz ribanalar (boyuna R ilmek düzeni) sahip olabilir,
13-Kullanılan hammaddeler aynı kalmak kaydıyla, ribana kumaşın kalınlığı süprem kumaşa göre daha kalındır,
14-Düz ya da biçim verilmiş olarak üst giyim örgüsünde kullanılabilir,
15-Dokunmuş ya da farklı türden kumaşların kenarına çeşit olarak uygulanabilir,
16-RR Ribana örme kumaşlar hacimli yapısı ile nem alma özelliği, dolayısı ile emici özellikleri iyidir,
17-RL Süprem kumaşlara göre daha yüksek gramajlı kumaşlar elde edilebilir,
18-Enine elastikiyet yüksekliğinden dolayı dairesel konumları düzgündür,
19-İki örgü tabakası arasında hava tutulduğu için, vücudu sıcak tutmaktadır,
20-İç ve dış giyimde ve özellikle elastikiyeti, olması istenen kol, yaka, bel kısımlarında lastik örgü olarak geniş bir kullanım alanı bulmuşlardır.
İnterlok Örgü
Çift plakalı makinelerde üretilen iki temel örgü yüzeyinden, iki ribana örgünün aynı anda iç içe örülmüş haline İnterlok Örgü adı verilmektedir. Bu örgü ilmek ve atlamalardan oluşmaktadır. Öte yandan İnterlok örgü, temel örgü yüzeylerinin en stabil olanıdır. Göreceli olarak hacimli ve yumuşak bir yapıya sahip olmasından dolayı bebek giyimi başta olmak üzere yumuşak dokunuşun talep edildiği tüm giyim eşyalarında tercih edilmektedir. Bununla birlikte, esnekliği ribanadan daha azdır ve yüzeyi ise daha düzgündür. İnterlok örgüde, kenar kıvrılması ve may dönmesi görülmemektedir. Ön ve arka yüzey görüntüleri birbiriyle aynıdır.
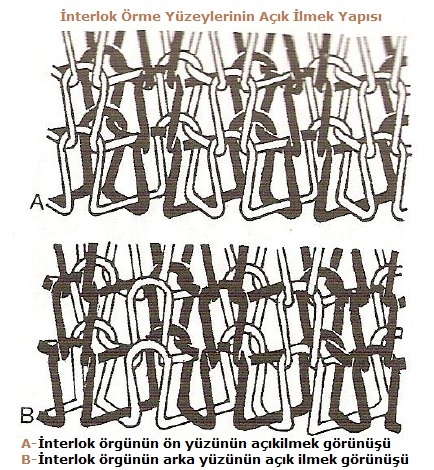
RR interlok örgüler sadece yuvarlak örme makinelerinde üretildiğinden ribana örgüden farklıdır. İki yataklı makinenin tüm iğneleri çalışır durumdadır. İnterlok kumaşlar, iki ayrı tam dolu ribana örgünün, aynı makinede, aynı anda örülmesi seklinde oluşan örme yüzeyleridir.
İnterlok kumaşların başlıca özellikleri:
1-Ön ve arka yüzde aynı görünüme sahiptir, çift yüzlü örme kumaşlardır.
2- Desen ve yüzey dizaynı sınırlıdır,
3-Sadece çift plakalı yuvarlak örme makinelerinde üretilebilir,
4- Ön ve arka yüzü pürüzsüzdür,
5-Sık bir yapıya sahiptir,
6-Örgü raporu çift plakada ve iki sistemden bir sıra oluşturduğu için, harcanan iplik miktarı en yüksektir,
7- Çok ince ya da kaba bir makine inceliğine sahip olabilir,
8-Örgü raporu çift plakada ve karşılıklı, iğneler üzerinde oluştuğu için ve kullanılan hammaddelerinde aynı kalması kaydı ile üretilen en kalın tek iplikli örme kumaştır. Örgü raporu en az arka ve önde 2’şer iğne ile üst üste 2 ilmek sırasından oluşmaktadır.
9-Dikey yönde yatay yöne göre daha yüksek bir elastikiyet ve esneklik özelliğine sahiptir,
10-Yatay yönde sınırlı bir elastikiyet ve esneklik özelliğine sahiptir,
11-Boyutsal stabilitesi ve şeklini koruma özelliği yüksektir,
12-Diğer tek iplikli örgü kumaşlara göre en yüksek gramajlı örme kumaşlar elde edilebilir,
13-Gerilmeye maruz kaldığında ilmek bir kenardan kaçma eğilimi gösterir,
14-Ribana örme kumaşta olduğu gibi, ön ve arka yüzdeki ilmek sayıları eşit ise, her iki taraftaki ilmekler birbirini dengeleyecek ve tek katlı kumaşlarda olduğu gibi kenarlarda kıvrılma görülmeyecektir. RR İnterlok örme kumaşlar, sadece en son örülmüş uçtan dönme yapabilirler. İki örgü tabakası arasında hava tutulduğu için, diğer tek iplikli örme kumaşlara göre daha sıcak tutma özelliğine sahiptirler,
15-İnterlok örme kumaşların, hacimli yapısı nedeni ile, nem alma özelliği iyidir, birbirini takip eden mekiklerde farklı iplik veya renkler kullanılarak çizgili desen elde edilebilir,
16-İç giyim, yazlık ve kışlık üst giyimlerde geniş bir kullanım alanına sahiptirler.
Haroşa Örgü
Haroşa örgü LL örgü yüzeyine sahiptir. Örme kumaş yüzü sol ilmek (L), tersi sol ilmek (L) görünümlü ise bu yüzeylere (LL) yüzey denmektedir. Haroşa örgü kumaşlar, tek bir örgü içinde hem düz hem de ters ilmeklerin oluğu tek katlı kumaşlardır. Kumaşın her iki yüzünde de düz bir örme kumaştaki ters tarafından görünümü hâkimdir. Kumaşın her iki tarafındaki ardışık, birbirlerine göre ters yöne doğru, birbirlerinin içinden geçirilerek örülen düz ilmek ve ters ilmek sıralarından oluşmaktadırlar. Haroşa, bu bağlamda, mayları sıralı olarak düz ve ters ilmek çubuklarından oluşan ribana örgülerden farklılığı ile ön plana çıkmaktadır.
En basit haraşo kumaş 1*1 ters olarak bilinen bir sıranın tamamen düz ilmek, sonrakinin ise tamamen ters ilmeklerden oluştuğu kumaştır. Birbirini izleyen düz ve ters ilmek sıraları birleşerek ön ve arka yüzde yatay yönlü yarı dairesel ilmek halkaları oluşturmaktadırlar. Bu tip örgülerin boydan büzülmeleri yüksek olduğu için üretim miktarı da buna bağlı olarak düşüktür. Boydan büzülme oranı % 40–50 civarındadır. Haraşo örgüler, hem düz hem de yuvarlak makinelerde üretilebilmektedirler. İlmeklerin bazen öne bazen arkaya çekilmesi nedeniyle bu kumaşların üretilmesinde iki sıra iğneye ihtiyaç vardır. Haraşo makinelerinde iki ayrı iğne seti kullanmak yerine, bir set iki ucu dilli iğne kullanılmaktadır. Bu iki ucu dilli iğneler, kumaşın her kursunun sıralı değiştiği durumda kendisinden en geçerken bir yataktan diğerine geçecektir. Piyasada lifado ismi ile iki iğne yuvasında çalışan ve platin tarafından hareket ettirilen çift başlı kancalı dilli iğneler bulunan makinelerde üretilmektedirler. Bu örgü özelinde Jakarlı desenlendirme mümkündür. Haraşo örgüler jarse örgüler gibi dönmemektedirler. Haraşo kumaşlar jarse kumaşlara göre daha kalındırlar. Bu kumaşların bir diğer özelliği ise, en fazla esnemesinin uzunlamasına olmasıdır. Bu kumaşların bebek ve çocuk giyiminde yaygın kullanımının bundan kaynaklanmaktadır.
1-Düz Örgü
2-Ters Örgü
3-Dolu İğne
4-Fitilli Örgüler
5-Links Örgü
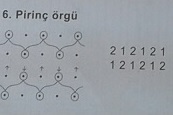
6-Pirinç Örgü
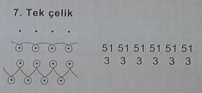
7-Tek Çelik
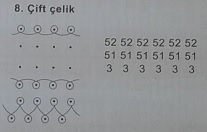
8-Çift Çelik
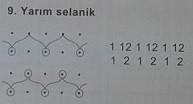
9-Yarım Selanik
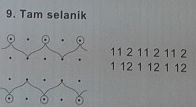
10-Tam Selanik
Yapı bakımından ilmeklerin yüz kısmında görülme şekline göre R ve L yüzeyler olmak üzere başlıca iki çeşit yüzey şekli bulunmaktadır.
Bu yüzeyler de askı ve atlama işlemleriyle zenginleştirilmekte ve askılı, atlamalı, askılı-atlamalı yüzeyler şeklinde isimlendirilmektedir.
R yüzeyde bacak kısımlarının üstte kalmasından dolayı boyuna izler.
L yüzeyde ise baş ve ayakların yan yana dizilmesinden dolayı bir kabarcık oluşturması halinde enine izler yer almaktadır. Aşağıda R ilmek yüzeyinin, L ilmek yüzeyinin, askılı örgünün yüzey, atlamalı örgünün yüzey görünüşleri görülmektedir. Kumaşın ön yüzü düz (R) ilmek yapısını, arka yüzü ters (L) ilmek yapısını göstermektedir.
Temel örme yüzeyler örme kumaş yüzünün ve tersinin ilmek görüntüsüne göre (RL), (RR) ve (LL) yüzey olarak ifade edilmektedir. Bunlar;
1. RL Düz örme yüzeyleri, Süprem örme yüzeyleri.
2. RR örme yüzeyleri, Ribana ve İnterlok örme yüzeyleri.
3. LL örme yüzeyleri, Haroşa örme yüzeyleri.

YUVARLAK ( ÇORAP ) EL ÖRME MAKİNELERİNİN ELEMANLARI :
Yuvarlak ( çorap ) el örme makineleri 2 kısımdan oluşur.
1-Çardak kısmı :
Yuvarlak El örme makinelerinde bulunan gerginlik kontrol yayı, düğüm yoklayıcısı ve gergi telinin görevi düz el örme makineleriyle aynı amaç için görev yapmaktadır.
İplik Kılavuzu :
Bobinden mekiğe kadar ipliğe yön veren siteme verilen isimdir. İpliği belirli bir gerginlikte makineye besleyerek düzgün bir örgünün oluşmasını sağlar. Arka yatağa monte edilmiştir. Mumlanıp bobin yapılmış ipliği yerleştirmek için çanak, ipliği içinden geçirmek için halka, ipliğin sıklığını ayarlayan tansiyon bulunur.
2-Gövde kısmı :
a-Makine Gövdesi:
Yuvarlak örme makinesinin elamanlarını üzerinde barındıran dökümden oluşmuş ana parçadır.

Makine gövdesi
b-Kovan Yatak Dişlisi :
Makine gövdesi üzerinde bulunur. Makine kolu her çevrildiğinde bu kola bağlı olandişli hareketi kovan yatak dişlisine iletir. Kovan yatak dişlisi bu hareket ile dönerekmakineyi hareket ettirir. Bu hareket ters ve düz olarak iki yöne de olabilir (topuk ve burunoluşumunda).


c-İğne Yatakları (Silindir - Kovan) :
Makinede iğnelerin yatağı olarak adlandırılır. Çelik alaşımlarından oluşmuştur. Ezildiğinde ve yumulduğunda düzeltilebilecek kadar esnek yapıdadır. Silindirin çapına göre makinenin numarası ve makinede bulunan iğne sayısı değişir. Üzerinde iğnelerin kaymaması için iğne yayı bulunur.

d-İğneler :
Yuvarlak (Çorap) el örme makinelerinde kullanılan çeşitli iğneler vardır. Bunlardan kancalı uçlu (dilli) iğneler, iğne yatakları içinde çalışan ve örmeyi gerçekleştiren elemanlardır.
e-Çelikler (Kilit Tertibatı) :
İğnelerin ilmek, askı, atlama gibi hareketleri yapmasını sağlayan, makinenin enönemli parçalarındandır. Üzerinde 5 kam çeliği bulunur. Bunlardan 2’si sabit diğer 3’ü hareketli haldedir. 1 ve 3 numaralı çelikler yukarı ve aşağıya doğru bir kılavuz sayesinde hareket ettirilir. 1 ve 3 numaralı çelikler yukarı pozisyonda bulunursa topuk ve burun oluşumu yapılır. 1 ve 3 numaralı çeliklerin aşağı pozisyonda bulunması halinde ise örgü yapılır. 2 numaralı çelik iğnelerin kılavuzu sayılır. Eğer aşağı pozisyondaysa örüm yapılmaz ve makine kitlenir. Yukarı pozisyonda iğnelerin hareket edeceği yol açılır ve örüm yapılabilir.


f-Mekikler :
Kovan yatak dişlisine takılı halde bulunur. Yuvarlak (çorap) el örme makinesinde mekik sabittir. Görevi, silindirde bulunan iğnelerin dillerine daha sorunsuz bir şekilde iplikleri aktarmaktır.

g-Makine Kolu ve Dişlisi :
Makinenin hareket etmesini sağlar. Her dönüşünde makine kol dişlisi ve ardından da kovan yatak dişlisini hareket ettirerek makinenin çalışmasını sağlar. Makine kol dişlisi herturda sıra sayacını hareket ettirir.

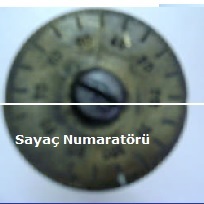
h-Sıra Sayacı:
Makinenin her turu tamamlamasında makine kol dişlisi sayesinde dönerek makineninkaç tur döndüğünü gösterir. İki kısımdır. Birinci kısmı yani alt kısım dişli şeklindedir vemakine kol dişlisi ile iç içe geçer. İkinci kısım yani üst silindir şeklindedir ve üzerinderakamlar bulunur. Tur sayısı kadar alt kısım sayesinde üst kısım döner ve gösterge sayesindekaç tur döndüğü hesaplanır.

YUVARLAK ( ÇORAP) EL ÖRME MAKİNESİNİN YARDIMCI ELEMANLARI :
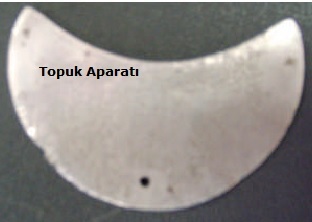
1-Topuk aparatı:
Yuvarlak (çorap) el örme makinelerinde topuk ve burun oluşumu için kullanılmaktadır. Topuk aparatının geniş ağzı, kovanda bulunan iğnelerin yarısını yukarıya kaldırmak için kullanılır.
2-Lastik aparatı :
Kilit tertibatının üzerinde bulunan kelebek vida ile makine gövdesine takılır. Dökümde yapılmıştır. Üzerinde iplik kılavuzu, mekik ve iğne seçici aparatı bulunur. İplik kılavuzundan geçirilen lastik, ipliği mekikten geçirilerek iğne dillerine aktarılır. İğne seçici
aparatı ise 1 iğne ileri iterek, iğnenin lastik ipliğini almamasını sağlar. İğne sadece iplik kılavuzundan gelen pamuk ipliğini alarak örüm yapar. İğne seçici diğer iğneye ise müdahale etmez ve o iğne hem lastik ipliğini hem de pamuk ipliğini alarak örüm yapar bu işlem bir de bir olarak tekrarlanır ve bir de bir lastik oluşur.

YUVARLAK ( ÇORAP) EL ÖRME MAKİNESİNDE KULLANILAN ARAÇ GEREÇLER :
1-Parafin :
2-Makine yağı
3-Temizleme fırçası
4-Aktarma iğneleri
5-Dilli kancalar ( Kroşe iğnesi )
6-Dilsiz kanca ( kaçık iğnesi )
7-Ağırlıklar.
Yuvarlak El Örme Makinelerinin Örme Prensibi
Yuvarlak örme makineleri, iğnelerin yan yana ve dairesel (kovan hâlindeki) iğne yatakları üzerine açılmış iğne kanallarına dizilmiştir. İğne yatağının dairesel hareketi esnasında kanallar içinde hareket eden iğnelere, iğne yatağı ve kanallar üzerinde hareketsiz ve sabit olarak duran iğnelere hareket veren kilit mekanizmalarının yardımıyla ayrı ayrı hareket ettirilmesi ve buna uygun sabit iplik yatırımı ile örme işlemini yapan makinelerdir. Yuvarlak örme makinelerinde örme elemanları ve mekanizmaları dairesel olarak yatay veya dikey konumlardaki iğne yatakları üzerinde bulunurlar. Örme işlemi, ipliklerin iğne yatağı çevresine belirli aralıkla sıralanmış çalışma yerlerinde (sistemlerde) bu iğneler topluca dönüş hareketi yaparken aynı zamanda sabit olan kilit sistemlerinden uygun hareketleri almaları ve üzerlerine yatırılan iplikleri çekerek ilmek oluşturmalarıyla gerçekleşir.
Örme İşlemine Geçilmeden Dikkat Edilmesi Gereken Noktalar
1-İpliğinizi seçerken; yapılacak olan örgünün özelliğine ve örme işleminin gerçekleşeceği makine numarasına dikkat ederek seçim yapınız. Burada dikkat edilecek nokta iplik numarası ile makine numarasının birbirlerine uygun olmasıdır.
3- İpliğinizi makinenin iplik kılavuzundan (çardak) dikkatli ve doğru geçiriniz.
4-Verilen kumaşa göre iğne seçiminizi yapınız. Yani, silindirin hareketi sonucu ilk örüm yapacak olan iğnenin ipliği almasına dikkat ediniz.
5-Yapılacak olan örgünün özelliğine göre, örgü ayarlarını doğru yaparak kontrol ediniz. Makinenin üzerindeki ayar çeliklerinden ayar yapılır.
6- İğneler örüme başlamadan önce iğne-mekik arasındaki mesafeye dikkat ediniz. İğnelerin mekikle çakışması iğne kırılmalarına neden olmaktadır.
7-İpliği mekikten doğru ve dikkatli bir şekilde geçiriniz. Mekik ayarını kontrol ediniz.
8- Örgüye başlamadan önce gerekli olan araç-gereçleri hazırlarken, makine numarası ve yapılacak işin özelliği mutlaka göz önünde bulundurulmalıdır. Kullanılacak olan aktarma iğnesi ve ilmek tutucu örgüye başlamadan makine numarasıyla bağlantılı olarak seçilmelidir.
9-Örgüye başlamadan önce makine genel bir kontrolden geçiriniz. Kırık iğne varsa mutlaka değiştiriniz. Çardak ayarlarını, mekik ayarını kontrol ediniz.
10- Makine bakımını kesinlikle ihmal etmeyiniz ( yağlama temizlik vb. ).
Örgü Başlangıcı
Örme işlemine ilk başlandığında uygulanan tekniktir. Yuvarlak el örme makinelerinde örgü başlangıcı torba örgü olarak olmalıdır. Örgü başlangıcının düzgün ve net olması, kolay sökülmemesi için, örme işleminin başlangıcında uygulanır. Makine üzerinde ilmeğin ilk oluştuğu bölümdür.
Lastik Örgüler
Yuvarlak el örme makinelerinde üretilen kumaşların, genellikle esnekliğin fazla olması istenilen bölgelere uygulanan yöntemdir. Örgü içerisinde elastomer veya elastömerli ipliklerin kullanılabileceği gibi örgü yapısından ve tekniğinden de esneklik sağlanabilmektedir.
Torba Lastik
Yuvarlak el örme makinelerinde torba lastik; Silindirin 2. veya 3.turunda iğnelerin üstüne lastik aparatı yardımıyla 4-5 sıra lastiği bütün iğnelerin üstüne toplayarak torba örgü yapılmasına denir. Adından anlaşılacağı gibi Torba görünümündedir.
1x1 Lastik Örgüsü
Yuvarlak el örme makinelerinde bir iğne lastik alırken diğer iğne lastiği almaz. Pamuk ipliğini alarak lastik yüzeyini oluşturur. Bu işlemi yapabilmek için mutlaka lastik aparatının takılı olması gerekir.

2x1 Lastik Örgüsü
Bu tür lastik örgüsünde ise iki iğne lastik alırken bir iğne lastiği almaz.
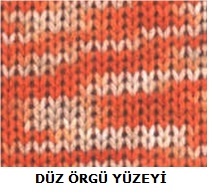
Düz Örgü Yüzeyi (Süprem)
Tüm iğnelerin ilmek oluşturmasıyla meydana gelen kumaşlardır. Tek sistemde tek iğne ve sadece tek çalışma şekli kullanılmasıyla elde edilir.
Topuk - Burun Oluşturma
Bu örgü türü sadece çorap örülmesinde kullanılır. Silindirim yarım tur dönüşüyle oluşturulmaktadır.

Topuk burun
Topuk burun örgü yaparken dikket edilmesi gereken hususlar :
1-örgü başlangıcını doğru yapmak.
2-lastik aparatının iplik kılavuzundan lastiği iğnelerin ağzına beslemek.
3-Silindirin dönüşünü yarım tur olarak kısıtlamak.
4-Topuk aparatı kullanmak.
5-Yukarıda kalan iğneler çalışmaz pozisyonda bekletmek.
6-Çalışır pozisyonda olan iğneler, silindirin yarım tur olarak sağa sola, sola-sağa dönerek her turda sağdan ve soldan birer iğneleri kaldırıldığını Unutmamak.
7-Her turda eksiltilen (kaldırılan) iğneler bu aşamada her dönüşte bir sağdan bir soldan olmak üzere tekrar arttırılır.Bunu (indirilir) unutmamak.
8-Topuk aparatı kullanılarak çalışmaz pozisyonda bulunan iğneleri çalışır pozisyona getirmeyi unutmamak.
9-Makine üzerinde bulunan kilitler aşağı indirilerek silindirin tam olarakdönmesini sağlamak.
Not : Topuk oluşumu ve burun oluşumu anı işlem basamaklarıyla oluşmaktadır. Burun oluşumu bittikten sonra 8-10 sıra arasında düz örüm yapılır. Ağırlıklar kaldırılır ve örülen yüzey elle aşağıya çekilir. Bu sırada mekikte bulunan pamuk ipliği kesilir, silindir yavaşça çevrilerek kumaşın düşmesi sağlanır.
ÇİFT PLAKA İNTERLOK YUVARLAK ÖRME MAKİNELERİNDE ÜRETİM
1-RR İNTERLOK NORMAL ÖRGÜLERİN ÜRETİMİ
2-RR İNTERLOK ASKILI ÖRGÜLERİN ÜRETİMİ
3-. RR ARKA YATIRIMLI (ATLAMALI) İNTERLOK ÖRGÜLERİN ÜRETİMİ
4-RR İNTERLOK ASTAR ÖRGÜLERİN ÜRETİMİ
5-RR İNTERLOK VANİZE ÖRGÜLERİN ÜRETİMİ
6-RR PUNTO Dİ ROMA İNTERLOK ÖRGÜLERİN ÜRETİMİ
7-RR İNTERLOK HORTUM ÖRGÜLERİN ÜRETİMİ
8-RR İNTERLOK TEKSİPİKE (RADİYER) ÖRGÜLERİN ÜRETİMİ
9-RR İNTERLOK RÖLYEF ÖRGÜLERİN ÜRETİMİ
10-RR İNTERLOKJAKARLI ÖRGÜLERİN ÜRETİMİ
ÇİFT PLAKA RİBANA YUVARLAK ÖRME MAKİNELERİNDE ÜRETİM
1-RR DÜZ RİBANA ÖRGÜLERİN ÜRETİMİ
2- RR İĞNE İPTALLİ RİBANA ÖRGÜLERİN ÜRETİMİ
3-RR ASKILI RİBANA ÖRGÜLERİN ÜRETİMİ
4-RR DALGALI RİBANA ÖRGÜLERİN ÜRETİMİ
5-RR DOKUMA TİPİ RİBANA ÖRGÜLERİN ÜRETİMİ
6-MİLANO RİBANA ÖRGÜLERİN ÜRETİMİ
ÇİFT PLAKA RİBANA YUVARLAK ÖRME MAKİNELERİNDE ÜRETİM
1-RR PUNTO Dİ ROMA RİBANA ÖRGÜLERİN ÜRETİMİ
2-RR VANİZE RİBANA ÖRGÜLERİN ÜRETİMİ
3-JAKARLI RİBANA ÖRGÜLERİN ÜRETİMİ
YUVARLAK ÖRMEDE ÜRETİME HAZIRLIK
1-ÖRME ÖNCESİ MAKİNE BAKIM VE MAKİNE ELEMANLARININ KONTROLÜ
2-BOBİNLERİN CAĞLIĞA DİZİMİ
3-YUVARLAK ÖRME MAKİNELERİ
4-MAKİNE AYARLARI
5-İPLİĞİ SEVK ÜNİTELERİNDEN GEÇİRME
6-MAKİNEYE KUMAŞ TUTTURMA
TEK PLAKA ÖRGÜLERDE ANALİZ VE DESEN
1-BİLGİSAYAR DESEN PROGRAMI
2-ÖRGÜ ANALİZDE İŞLEM BASAMAKLARINI UYGULAMA
3--RL DÜZ ÖRGÜLERİN ANALİZİ VE DESENİ
4--RL İLMEK - ASKILI ÖRGÜLERİN ANALİZİ VE DESENİ
5--RL İLMEK- ATLAMALI ÖRGÜLERİN ANALİZİ VE DESENİ
6--RL İLMEK - ASKI-ATLAMALI ÖRGÜLERİN ANALİZİNİ VE DESENİ
7--RL VANİZE ÖRGÜLERİN ANALİZİ VE DESENİ
8-RL HAVLI (PELUŞ) ÖRGÜLERİN ANALİZİ VE DESENİ
9--RL JAKARLI ÖRGÜLERİN ANALİZİ VE DESENİ
TEK PLAKA YUVARLAK ÖRME MAKİNELERİNDE ÜRETİM
1-RL DÜZ ÖRGÜLERİN ÜRETİMİ
2-RL İLMEK - ASKILI ÖRGÜLERİN ÜRETİMİ
3-RL İLMEK-ATLAMALI ÖRGÜLERİN ÜRETİMİ
4-RL İLMEK- ASKI-ATLAMALI ÖRGÜLERİN ÜRETİMİ
5-RL VANİZE ÖRGÜLERİN ÜRETİMİ
6-HAVLI (PELUŞ) ÖRGÜLERİN ÜRETİMİ
7-RL JAKARLI ÖRGÜLERİN ÜRETİMİ
İlgili Video
Örme kumaş üretiminde çeşitli tertibatlarla, örme tekniğiyle, renkli veya tek renk olarak kumaş yüzeyinin görünüşünü değiştirmek amacıyla farklı efektler ve motifler oluşturulmasına desenlendirme adı verilir.
Yuvarlak örme makinelerinde özellikle jakar tertibatı ile ve elektroniğin adaptasyonuyla sınırsız desenlendirme olanakları elde edilmiştir. Yuvarlak örme makinelerinde desenlendirmenin yapılabilmesi için makinenin bazı fonksiyonlarına istenilen şekilde kumanda edilmesi gerekmektedir.
Bu makine fonksiyonları şunlardır:
a) Örme iğnelerinin hareketleri,
b) İpliklerin hareketleri,
c) Doku çekim tertibatının hareketleri.
Yuvarlak örme makinelerinde desenlendirme yöntemleri, piyasada kumanda tertibatlarına, deseni oluşturan makine fonksiyonuna göre veya özel isimlerle tanımlanmaktadır.
Yuvarlak örme makinelerinde desenlendirmeler ;
1-İğne ve kilit (çelik-kafa) dizimleriyle desenlendirme,
2-İki veya ikiden fazla farklı iplikle yapılan desenlendirme,
a) Pelüş desenlendirme,
b) Vanize desenlendirme,
3-Enine çizgili desenlendirme, ringel tekniği,
4-Jakar donatımları ile desenlendirme,
5-Aktarmalı (transfer) desenlendirme.
1-İĞNE VE KİLİT ( ÇELİK-KAFA) DİZİMLERİYLE DESENLENDİRME
Yuvarlak örme makinelerinde iğne düzenlemeleri ve iğnelere kumanda eden kilit tertibatında yapılan düzenlemelerle gerçekleştirilen sınırlı şekilde desenlendirmeye olanak tanıyan desenlendirme tekniğidir.
İğne ve kilit düzenlemeleriyle iğnelerin ilmek, askı ve atlama hareketlerini belli bir düzen içinde yapmaları sağlanarak desenlendirme gerçekleştirilir. Genellikle tek renkli çalışmalarda uygulanmakla birlikte çok renkli çalışmalarda yapılabilir.
Yuvarlak örmede kilit tipleri;
1-Basit kilit, (yalnız ilmek yapar),
2-İlmek ve atlama yapan kilit,
3-İlmek ve askı yapan kilit,
3-Atlama, askı ve ilmek yapan üç yollu kilit.
Yuvarlak örmede iğne düzenlemeleri;
Yuvarlak örme makinelerinde iğne ve kilit düzenlemeleriyle yapılan desenlendirmede iğnelerin özellikleri de kilit özelliklerine uygun olmalıdır.
İğnelerde ilmek, askı ve atlama yapılmasını sağlayan özellikler şunlardır.
a) İğne boyları farklı olabilir,
b) İğne ayak boyları farklı olabilir,
c) İğne ayak sayıları farklı olabilir.
Bu teknik ile yapılan desenlendirmeye örnek olarak, tek ve çift plakalı yuvarlak ilmek askı kombinasyonu ile yapılan tek toplama lakost örgü verilebilir. Bu örgü ile kumaş yüzeyinde bal peteğine benzer efekt elde edilir.
2-İKİ VEYA DAHA FAZLA FARKLI İPLİKLE YAPILAN DESENLENDİRME :
Yuvarlak örme makinelerinde elyaf cinsi, renk, büküm, kalınlık v.b gibi özellikleri farklı olan iki veya daha fazla sayıda ipliğin aynı anda birlikte örülmesiyle yapılan desenlendirme yöntemidir.
Yuvarlak örme makinelerinde en az iki iplik ile yapılan desenlendirme teknikleri:
a) Pelüş desenlendirme,
b) Vanize desenlendirme.
a) PELÜŞ DESENLENDİRME:
Tek plakalı (RL) ve çift plakalı (RR) yuvarlak örme makinelerinde uygulanabilen bir desenlendirme tekniğidir. Yuvarlak örmede uygulanan pelüş örgü zemin örgünün bir veya her iki yüzünde oluşan ilmek halkaları (pelüş askısı) ile karakterize olur. Yani pelüş örgünün oluşması için ilave bir iplik kullanılması şarttır. Bu ilave ipliğe pelüş ipliği adı verilir. Pelüş ipliği ile oluşturulan ilmek halkaları bütün yüzeyi kaplayacak şekilde veya örgü üzerinde kısım kısım da uygulanabilmektedir. Jakarlı pelüş kumaşlar ile yüksek hav dayanıklılığı ve elastikiyet sağlanabilmektedir.
Pelüş örgüsünün oluşumu;
Pelüş ipliği kancalı iğneye, zemin ipliğinin biraz üstünde bir mesafede verilir. Kancalı iğnelerin aşağıya doğru hareketi ve özel tutma düşürme platinlerinin (pelüş platini) öne doğru hareketi ile platinin boğazı içinde ilmek oluşturulur. Hav ilmeklerinin uzunluğu (pelüş ilmeği) platinin boyutları ile ilgilidir.
Çift plakalı RR makinelerinde pelüş örgü ayaklı pelüş çivileri tarafından oluşturulur. Bu çiviler kapak iğneleri yerine, kapak kasnağına yerleştirilir.
Özel bir iplik kılavuzu, pelüş ipliğini pelüş iğneleri üzerine, zemin ipliğini de pelüş iğneleri altına koyarak silindir iğnelerinin ilmek oluşturmasıyla tekrar iki RL örgü yapmasını sağlar. Pelüş ipliğinden oluşan pelüş örgüsünün platin ilmekleri pelüş ilmeklerini teşkil eder ve ilmek oluşumundan sonra pelüş çivilerinin geri çekilmesiyle serbest kalırlar.
b) ÖRTME DESENLENDİRME,VANİZE DESENLENDİRME:
Özellikleri birbirinden farklı iki iplikten (renk, büküm, kalınlık, elyaf cinsi) birisi kumaşın ön yüzünde, diğeri ise ters yüzeyinde görülecek şekilde iğnelere beslenerek örülmeleri ile vanize yani örtmeli desenlendirme yapılır.
Vanize desenlendirmede iplikler belirli gerilim altında, iğnelere özel mekiklerle belirli aralıkta, ayrı ayrı gönderilirler. Fiyonk platinleri de buna uygun olarak arka arkaya iki ağızlı yapılmışlardır. Bu şekilde her iki iplik de aynı iğne üzerinde aynı anda fiyonk haline gelir.
İplikleri desene göre döndürmek, böylece örtme işlemiyle değişik motifler yapmak için ipliği döndüren özel platinler kullanılabildiği gibi özel iplik kılavuzları ile de dönüşüm sağlanabilir.
Vanize örgü de renkli efektler elde edilmesi farklı iplikler ve desen tertibatı ile uygulanır. Burada kancalı iğneler ve örtme ipliği kılavuzları koordine edilmiştir. Bu kılavuzlar iğnelerle birlikte hareket ederler ve her biri kendi renkli ipliğini kancalı iğneye verecek şekilde jakar tertibatı ile kumanda edilirler.
3-ENİNE ÇİZGİLİ DESENLENDİRME,RİNGEL TEKNİĞİ
Yuvarlak örme makinelerinde özellikle süprem örme kumaşlarda renkli iplikler ve mekanik tekniklerle veya elektronik programlama yöntemleriyle enine çizgili desen oluşturma tekniğine piyasada ringel tekniği adı verilmektedir.
Ringel tekniği düz yüzeyli yuvarlak örme kumaşlarda uygulanan ve değişik renkteki ya da değişik cinsteki ipliklerin desene uygun olarak yatay sırada bir veya birkaç sıra arayla değiştiği enine çizgiler desenler elde etme yöntemidir.
Renkli, enine çizgili örme kumaşların üretimlerinde her bir örme sisteminde, beş renge kadar iplik taşıyabilen ringel aparatı kullanılır. İplik kılavuzlarının değişimi bir kumanda tertibatı tarafından desene göre açılıp kapatılarak yapılır. Ringel aparatı, bir sistem içinde makine çalışır durumda iken iplik değiştirebilmektedir. Böylece makinedeki hareket düzenine göre birçok renkli ilmek sıraları oluşur. İplik kılavuzları bir delikli bant veya benzeri bir tertibat ile mekanik veya elektrikli aktarma sistemi üzerinden devreye sokulur veya devreden çıkarılırlar. İplik kullanım öncesi tutulmak ve kullanım sonrası kesilmek zorunda olduğu için, burada birde tutma ve kesme tertibatı gerekmektedir. Nispeten ucuza imal edilen bir desenlendirmedir. Desen boyutu isteğe bağlıdır. Enine renk, çizgi veya bantların yapımı için bir halkalama donanımı da kullanılır. Bu isteğe göre negatif değişimde iplik kılavuzları, keserek kopartma ve yapıştırarak ekleme kısımlarından meydana gelmiştir
4-JAKAR DONATIMLARI İLE DESENLENDİRME
Yuvarlak örme makinelerinde en geniş desenlendirme olanağına sahip Desenlendirme donanımı jakar tertibatıdır. Jakar tertibatları ile hem iğneler tek tek kumanda edilir, hem de renkli iplikler sıralı olarak istenen şekilde seçilebilir.
Jakarlı makinelerde kapak iğneleri mutlaka uzun ve kısa iğneler olarak düzenli bir şekilde ayarlanır. Genellikle uzun-kısa olarak 1:1 düzen bulunur. Silindirde ise jakara göre istenen iğne seçilir. Bu iğnelerin hepsi birden çalışır kabul edilir.
Jakarlı örmelerde, her sistem için desene bağlı olarak tek tek iğne seçimi söz konusudur. Bunun için gerekli olan desen tertibatları belli bir takım iğneleri mekanik veya elektronik olarak yakalama veya örme pozisyonuna getirilebilecek durumda olması gerekmektedir. Bu görev;
- Desen platinleri,
- Desen çarkları (Diskleri veya dişlileri),
- Çivili desen tamburları,
- Programlanabilir desen dişlileri,
- Kumanda manyetikleri
tarafından yerine getirilmektedir.
Bütün desen tertibatları silindir iğnelerine kumanda ederler. Kapak iğneleri ile de kumaşın arka yüzü meydana getirilir.
Yukarıda sıralanan jakar tertibatları ile iğnelere üç şekilde kumanda edilmektedir.
- Direkt iğnelerin seçimi,
- İndirekt olarak iğnelerin seçimi,
- Elektronik olarak iğnelerin seçimi,
5-DELİKLİ DESENLENDİRME ( AJUR,AKTARMA )
Yan yana veya karşılıklı iğnelerin birbirleri üzerindeki ilmeklerin yarım, tam, dağıtma ve benzeri ilmek şeklinde aktarılması ile yapılır. Delikli, gözenekli düzenli desenler elde edilir. Yuvarlak örme makinelerinde aktarmalı desenlendirme iki şekilde yapılır.
a) Bir iğne üzerindeki ilmeğin yanındaki iğneye aktarılması,
b) Bir iğne üzerindeki ilmeğin karşısındaki iğneye aktarılması.
a)Yandaki İğneye İlmek Aktarma:
Her iki iğnede bir ilmek bacağı, bir iğne aktarma teşkilatı yardımıyla komşu iğneye aktarılır. Birinci iğne üzerinde kalan diğer bacak, kullanılan bire-bir baskı çark yardımıyla düşürülür. Böylece birinci iğnedeki ilmek tamamen yandaki iğneye aktarılmış olur.
b)Karşıdaki İğneye İlmek Aktarma:
Aktarma tertibatı olarak, silindir iğnelerindeki ilmekleri, kapak iğnelerine aktaran desen tertibatları ve özel aktarma iğneleri kullanılmaktadır.
Yuvarlak örme makinelerinde iğneler sürekli kavrama halinde olduğu için düz örme makinelerinde ki gibi iğne kanallarına yana doğru kayma hareketini yapması imkânsızdır.
Hem silindir, hem de kapak yatağında bulunabilen aktarma iğneleri ile kapak iğnesi ilmekleri silindir iğnelerinin üzerindeki ilmeklerin kapak iğneleri üzerine aktarılabilmektedir.
Jakarlı ribana örgülere birçok örnek vermek mümkündür. Geçmiş dönemlerde jakarlı ribana olarak sadece boyuna ya da enine çizgiler olan kumaşlar üretilmekteydi. Günümüzde teknolojinin gelişmesi ile birlikte bilgisayarlı jakar makineleri üretilmektedir.

Bunun sonucunda her çeşit jakarlı kumaş üretilebilir hâle gelmiştir. Fakat gelişmiş teknoloji ile üretilen jakarlı kumaşlar da aynı makine çalışma prensibi ile ortaya çıkmaktadır. Jakarlı ribana örgülerin oluşumu: Ön yüzeyi desen oluştururken arka yüzeyi ise örgünün oluşumu için kullanılan ipliklerin taşındığı sistem mantığı vardır.
İğne ayarı:
Bilgisayarlı jakarlı makinelerde hangi iğnenin ne zaman ve hangi rengi öreceği otomatik olarak seçilirken mekanik makinelerde iğne düzeninin elle ayarlanması gerekmektedir. Öreceğimiz jakarlı ribananın mekanik makinede örülmesini sağlamak için burada iğne düzeninin raporunu çıkarmamız gerekmektedir. Yukarıda numune örneği verilen kumaşımıza baktığımızda 8 may mor renkte 8 may ise turuncu renkte görülmektedir. Çift çelik yollu ribana makinelerinde iki farklı ayak (topuk) iğnelerden bahsetmiştik. Silindirde bir rengi örecek iğneleri sadece A iğnelerden seçerken diğer renk olan turuncuyu örecek olan iğneleri için ise B iğnelerini tercih edeceğiz. Makinenin kapak iğnelerinin ise normal ribana düzeninde olması yeterlidir.

Bu düzende makinenin iğneleri ayarlandıktan sonra her iki renkteki iplikler bir mor bir turuncu gelecek şekilde mekiklerden geçirilmelidir.
Mekik ayarı:
Jakarlı ribanada örgü başlamadan iğnelerin ağzına ipliklerin düzenli gelip gelmediği kontrol edilmelidir. Gerekli mekik ayarları yapılmalıdır.
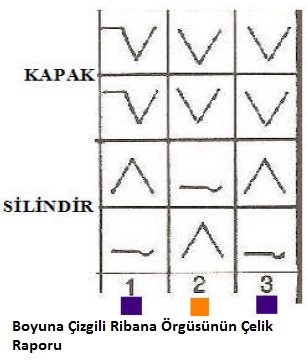
Çelik ayarları
Boyuna çizgili ribana kumaşının üretilebilmesi için çeliklerin de düzenlenmesi gerekmektedir. Ribana makinesinin kapak sistemlerinin tamamına her iki çelik yoluna da ilmek çelikleri takılmalıdır. Silindir ise mor renkteki ipliğin bağlı bulunduğu sistemlerde üst çelik ilmek, alt çelik ise atlama çeliği olacaktır. Turuncu ipliğin bağlı olduğu sistemlerde ise üst çelik atlama çeliği, alt çelik ise ilmek çeliği olmalıdır. Böylece makine her renkte kumaşın ön yüzünde sadece çelik yolunda bulunan iğneleri örebilecektir.
![]()
May ayarı:
Örülmek istenen kumaşın may ayarı kullanılan ham maddeye ve istenilen özelliklere göre ayarlanmalıdır.
Gerginlik ve kasnak yarı:
Örgünün çelik raporuna bakıldığında her sistemde eşit miktarda iplik harcadığı görülmektedir. Bu yüzden makinenin tüm sistemlerine aynı kasnaktan veya kasnak ayarı aynı olacak şekilde iki kasnaktan hareket verilebilir.
Kumaş çekim ayarı:
Örme işlemini gerçekleştirdiğimiz kumaş desenli olmasına rağmen normal ribana gibi her sistemde bir sırasını tamamlamaktadır. Çekim ayarları atlamaların olması nedeni ile daha düşük seviyede olmalıdır. Bu durumun yanı sıra istenilen birim ağırlığı, kumaşın tuşesi gibi özelliklerini de göz önünde bulundurarak kumaş çekim ayarı yapılmalıdır.

Numunenin Örülmesi
Makinede gerekli bütün ayarların yapılmasından sonra numune alımı için bir miktar kumaş örülmelidir.
Kontrollerin Yapılması
Numune kumaş örüldükten sonra makine durdurulmalı ve numune kumaş kesilerek kontrolleri yapılmalıdır. Örülen numune kumaşın birim gramajının istenilen düzeyde olup olmadığı, örgü raporu, rapor boyutu, kumaşın hammaddesi, tuşesi ve diğer örgü özellikleri karşılaştırılır. Varsa örnek numune ile yok ise de sipariş formu ile karşılaştırılarak kontrol edilir.
Üretimin Yapılması
Tüm kontrolleri yapılan kumaş istenilen özelliklere sahip olmayabilir. Bu durumda makine ayarlarında istenilen özelliklere yönelik değişiklik yapılmalıdır. Eğer numune istenilen özelliğe sahip ise kumaşın üretimine geçilmelidir. Üretim esnasında makine cağlıklarına iplik yerleştirilirken raporda veya sipariş formunda belirtilen özelliklerde olmasına dikkat edilmelidir. Üretim esnasında belli aralıklarda kumaştan numune kesilerek kontrolleri yapılmalıdır.
Yuvarlak örme sektörünün çok genel bir ifade ile “Abraj” olarak isimlendirdiği kumaş hatalarının sanıldığından çok daha fazla nedenleri bulunmakla birlikte çoğu zaman bu nedenlerin birbirinden ayırt edilmesi güç olmaktadır.
Sektörde abraj olarak isimlendirilen hatalar, yuvarlak örme kumaşlarda görülen kumaş enince ve eşit aralıklarla üst üste tekrar eden izlerdir. Bu hata “Barre” hatası olarak da söylenmektedir. Bu tip hataların birçok sebebi bulunmaktadır. Bu sebepleri iki ana başlık altında toplamamız gerekirse, bunlar;
1-Örme makinesi kaynaklı enine izler
2- İplik kaynaklı enine izler.
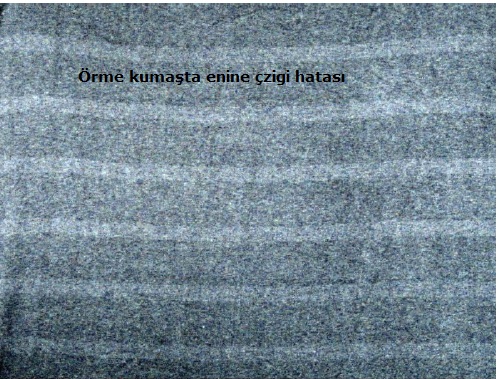
Örme Makinesi Kaynaklı Enine İzler
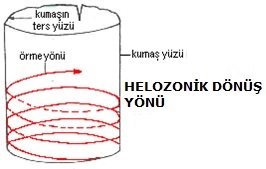
Bilindiği gibi yuvarlak atkılı örme makinelerinde iplik yönü ve örme yönü kumaş enince gerçekleşmektedir. Örme makinesinden kaynaklanabilecek enine yönde iz şeklindeki hataların oluşum nedenlerini ise şöyle sıralamamız mümkündür.
1-İlmek ayar farklılıkları,
2- Mekik ayarsızlıkları,
3-İplik gerginlik farklılıkları
Örme makinesinden kaynaklı enine yönde izlerin sebeplerinin başında “ilmek ayar farklılıkları” gelmektedir. Yuvarlak örme makinelerinin örme işlemini gerçekleştirmiş olduğu örme bölgeleri birden fazla miktardadır. Makinedeki her bir örme bölgesine (iğnelere çelikler tarafından hareket verilen bölgeler),yani her bir sisteme ayrı ayrı iplik beslenmesi yapılmaktadır. Sistem sayısının artması ile makinenin veriminde de artış yaşanmaktadır. Düzgün bir örme yüzey elde etmek için de her bir sistem tarafından üretilmekte olan ilmek sıralarının yüksekliklerinin tamamen eşit olması gerekmektedir. Eğer sistemlerden biri veya birkaçı diğer sistemlerden farklı yükseklikte ilmek sıraları üretiyorsa, elde edilen kumaşlarda da bu sistem veya sistemlerin harcamış olduğu iplik miktarı ve buna bağlı olarak da ilmek yüksekliklerinde farklılıklar oluşacaktır.Genellikle bu hatanın tespit edilmesi iki şekilde yapılmaktadır.
İlmek iplik uzunluğu ölçümü yöntemi
Bu yöntemde belli bir ilmek adedi genişliğince kumaş kesilir. Daha sonra bu kumaş genişliğinden iplikler sırayla sökülür. Sökülen bu iplikler uzun süre ilmek formunda durduklarından dolayı düz bir durumda değil kavisli bir şekilde bulunmaktadırlar. Sökülen ipliklerdeki bu kavisli yapıyı ortadan kaldırıp ipliğin gerçek uzunluğunu ölçmek amacıyla sabit bir kuvvet ile gerdirilerek iplikler düz bir hale getirilip cetvel yardımıyla uzunlukları ölçülmektedir. Bu ölçüm için geliştirilmiş olan “HATRA” cihazı işlemin kolay ve hızlı bir şekilde yapılmasına yardımcı olmaktadır. Ölçülen bu iplik uzunlukları sökümü gerçekleştirilmiş olan ilmek sayısına bölümü ile bir ilmek için harcanmış olan iplik uzunluğunu bize vermektedir. Bu işlemlerin kumaş üzerindeki hatalı ve hatasız olan bölgelere uygulanması ile bu bölgeler arasındaki ilmek iplik uzunluklarındaki farklığın bulunup bulunmadığının tespiti yapılmaktadır. Eğer hatalı ve hatasız ilmek sıralarındaki ölçülen ilmek iplik uzunlukları aynı ise hata ilmek ayar farklılığından kaynaklanmamakta, bu bölgelerden ölçülen değerler birbirlerinden farklılık gösteriyorsa hata ilmek ayar farklılığından kaynaklandığı şeklinde bir kanaate varılması mümkün olmaktadır.
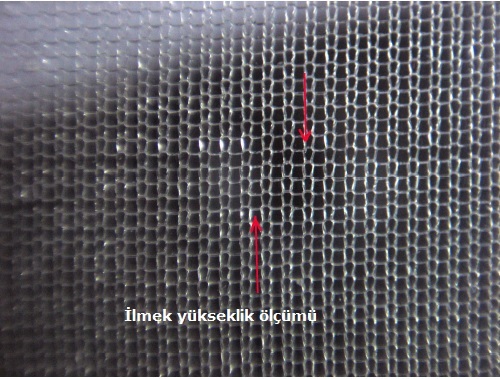
İlmek yükseklik ölçümü
Örme makinesindeki sistemlerin farklı ayarda ayarlanması sonucunda ilgili sistemlerin üretmiş olduğu ilmek yükseklikleri de farklı olacaktır. Eğer kumaş uygun bir büyütme özelliğine sahip bir mikroskop altında incelenecek olursa hatalı ve hatasız bölgeler arasındaki farklılıklar genellikle tespit edilebilmektedir.
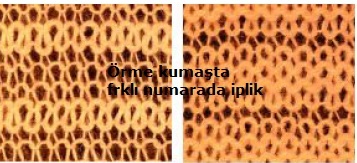
Ancak elastomer malzemeli ve ince örme kumaşlarda fikse işleminden geçirilmesi sonucunda bu iki yöntem ile hatanın tespit edilebilme imkânı ortadan kalkabilmektedir. Bu gibi durumlarda eğer elimizdeki kumaş “full likralı” olarak tabir edilen ve her sistemde elastomer malzeme beslemesi yapılarak üretilen bir kumaş ise hatanın tespiti için kimyasal yöntemlere başvurulmaktadır. Full likralı ve selülozik iplikler ile üretilen kumaşlarda gerginlik altında özel kimyasal karışımlar ile muamele edilerek kumaş yapısındaki selülozik materyalin çözündürülüp uzaklaştırılması ile geriye sadece elastomer malzemeden oluşan bir yapı bırakılmaktadır. Bu yapının görünümü;
Örme kumaşta kimyasal eritiş sonucunda elde edilen ve sadece elastomer malzemeden oluşan ilmek formlarındaki yapı bize ilmek sıraları hakkında önemli bilgiler vermektedir. Eğer bir veya birden fazla sistemin yapmış olduğu ilmek sıralarında ayar farklılığı varsa bunun sonucunda eritilmiş olan kısımlardaki elastomer malzeme yapısında izler eritiliş öncesindeki izlerden çok daha belirgin ve açıklayıcı olacaktır. Yukarıdaki fotoğrafta bu yönde bir yapıya ait görünüm verilmiştir. Bu fotoğrafta işaretli yerlerdeki ilmek sıralarının diğer ilmek sıralarından farklı yükseklikte olduğu görülmektedir.
Örme makinesinden kaynaklı bir diğer hata ise iplik besleme sistemlerindeki ayar farklılıklarıdır.
Bilindiği üzere iplik sevk sistemleri birbirlerinden bağımsız olarak çalışmamaktadırlar. İplik sevk sistemlerine hareket kayış-kasnak tertibatı vasıtasıyla verilmektedir. Ve bu sistemlerden de örme makinesi üzerinde sistem sayısına bağlı olarak genellikle 2 veya 3 adet bulunmaktadırlar. Aşağıdaki şekilde örneği verildiği gibi örme makinesi üzerinde iplik sevk sistemleri makinenin üst kısmında katlar halinde sabitlenmişlerdir.
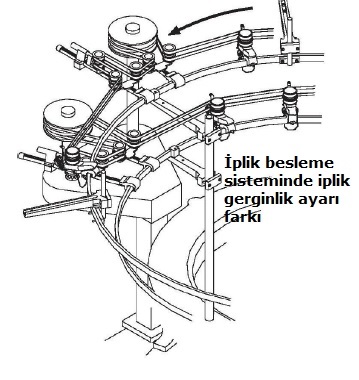
Her bir katta yan yana dizili bulunan iplik sevk sistemleri örme makinesindeki ayrı bir kayış-kasnak tertibatından hareket almaktadırlar. Yuvarlak örme makinelerinde her bir sistemde kullanılan iplikler yine makine üzerinde bulunan iplik sevk sistemleri vasıtasıyla örme bölgesine ulaştırılmaktadır. İplik besleme sistemlerinin birbirlerinden farklı miktarlarda iplik sevk etmelerinden dolayı her ne kadar ilmek ayar çeliklerinden hareket alan iğneler sabit miktarda iplik tüketseler de farklı miktarlarda gönderilen iplikler ilgili sistemlerin üretmiş olduğu ilmek sıralarında farklılıklara neden olacaklardır. Ancak bu şekildeki bir hata olan makinede uzun süre makine duruşu olmadan üretim yapılması pek mümkün değildir. Çünkü farklı miktarlarda iplik sevki gerçekleştiren kayış-kasnak tertibatı ipliklerin gerginlikleri arasında da farklılığa neden olacaktır. Dolayısıyla zaman içerisinde iplikler arasındaki gerginlik farklılıkları değişecek ve sonuçta aşırı gerginlik sonucu iplik kopacak veya aşırı bollaşma nedeniyle iplik kontrol tertibatları makineyi durduracaktır. Sonuç olarak bu şekilde uzun süre bir üretimin gerçekleştirilmesi mümkün olmayacaktır.
İplik Kaynaklı Enine İzler
Yuvarlak örme kumaşlarda enine yönde izlerin oluşumunda diğer bir önemli faktör ise örme makinesinde kullanılan iplikler arasındaki farklılıklardır. Ancak burada sözü edilen farklılıklar çok çeşitlilik arz etmekle birlikte bunun nedeninin anlaşılması örme makinesinden kaynaklanan enine izlerin tespit edilmesinden çok daha zordur.
Örme makinesinde kullanılan iplikler arasındaki farklılıklar sonucu ortaya çıkan enine yönde izlerin en yaygın olanlarını incelememiz gerekirse, bunun nedenlerini aşağıdaki gibi sıralamamız mümkündür.
1-İplik numara farklılığından kaynaklı enine yönde izler,
2-İplik büküm sayısı farklılığından kaynaklı enine yönde izler,
3-İplik büküm yönü farklılığından kaynaklı enine yönde izler,
4-İplik üretim yöntemi farklılığından kaynaklı enine yönde izler,
5-İpliğin harman farkından kaynaklı enine yönde izler,
6- İplikler arası bitim işlemlerinin farklılığından kaynaklı enine yönde izler,
7-İnsan yapımı liflerle üretilen ipliklerin filament sayılarının farklılığından kaynaklı enine yönde izler,
8-Tekstüre ve/veya puntalı olarak üretilen filament iplikler arası tekstüre ve/veya punta farklılığı kaynaklı enine yönde izler,
Örme kumaşlarda görülen enine yönde izlerin oluşumunun makine kaynaklı izlerin nedenlerinden çok daha fazla olduğu görülmektedir.
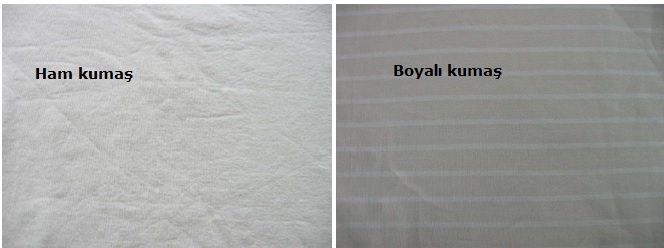
İplik numara farklılığından kaynaklı enine yönde izler,
Örme makinesi sistemlerine beslenmekte olan ipliklerden biri veya birkaçının diğer sistemlere beslenen iplik numarasından farklı olması durumunda örme kumaş yüzeyinde enine yönde izler şeklinde ortaya çıkması kaçınılmaz olacaktır. Bu hata örme işlemi esnasında kolaylıkla fark edilmekle birlikte iplik numaraları arasındaki fark eğer çok az miktarda farklı ise ham halde fark edilmeyebilmektedir. Ancak bu hata kendisini boyama işlemi sonucunda ortaya çıkaracaktır. Hatalı beslenen ipliklerin boyarmadde alma miktarları ile diğer ipliklerin boyarmadde alma miktarı farklı olacağından dolayı izler ham kumaşa nazaran çok daha belirgin olacaktır.
İplik büküm sayısı ve büküm yönü farklı olan ipliklerin örme makinesine beslenmesi sonucunda ham kumaş numunesinde çok fazla belirgin olmayan fakat boyama işlemi sonucunda daha belirgin olan enine yönde izler oluşmaktadır.
İplik üretim yöntemi farklılığından kaynaklı enine yönde izler
Örme makinesine farklı üretim teknikleri ile elde edilmiş olan ipliklerin beslenmesi ile (örneğin ring ve open-end iplikler) bu tip hatalarında ortaya çıkmış olması muhtemeldir. Eğer bir veya birden fazla miktarda farklı iplikler ardı ardına makineye beslenmesi ile kumaşta enine yönde izlerin ortaya çıkması mümkün olmaktadır.
İpliğin harman farkından kaynaklı enine yönde izler
Örme kumaşlarda enine yönde izlere sebep olan ve tespit edilmesi diğer hatalara göre daha zor olan bir hata nedenidir. Özellikle pamuk lifleri ile elde edilmiş olan ipliklerde bu hata çeşidi ile karşı karşıya kalınmaktadır. Bu hatanın tespiti için görsel ve mikroskobik incelemeler yeterli olmamaktadır. Bu hatanın tespiti ancak iplik mukavemet testlerine ve ipliğin yapısında bulunan liflerin fiziki özelliklerinin incelenmesi ile mümkün olabilmektedir.
İplikler arası bitim işlemlerinin farklılığından kaynaklı enine yönde izler,
Bu hata grubuna farklı parafin miktarı bulunan iplikler, fikse işlemine tabi tutulmuş iplikler ile tutulmamış ipliklerin birlikte kullanımı ve iplik boya işlemi görmüş ipliklerin kullanılması ile ortaya çıkmaktadırlar. Eğer bir örme kumaşta parafinli ve iyi parafinlenmemiş iplikler birlikte kullanılırsa elde edilen kumaşta da enine yönde izlerin oluşması muhtemeldir. Ancak bilindiği üzere parafin maddesi yıkama işlemi ile iplik yapısından kolaylıkla uzaklaşmaktadır. Dolayısıyla bu hata ham kumaş numunesinde kendini belli ederken terbiye işlemleri esnasında iplik üzerindeki parafin uzaklaştırıldığından dolayı boyama işlemi neticesinde izler ortadan kaybolacaktır. Eğer örme makinesine fikse edilmiş iplikler ile edilmemiş iplikler birlikte beslenir ise örme kumaşta enine yönde izler görülmesi muhtemeldir. Ancak burada fikse edilmiş ipliklere uygulanan fikse işleminin derecesine bağlı olarak terbiye işlemleri sonucunda hatanın kumaş yüzeyinde kalma miktarında değişiklikler olmaktadır. Boyalı ipliklerle yapılan örme işlemleri esnasında farklı boyama koşullarına maruz kalmış olan ipliklerin (farklı kazanlarda boyanmış olmaları gibi nedenlerle) aynı makinede kullanılmasından dolayı enine yönde izlerin görülmesi mümkün olmaktadır. Öyle ki bu tip üretim yapılan kumaşların yıkanması esnasında iplikler yıkama banyosuna boyarmadde bırakmaktadırlar. Bu boyarmaddeler de diğer iplikler ile etkileşime girerek kumaşın kirlenmesine neden olabilmektedirler.
İnsan yapımı liflerle üretilen ipliklerin filament sayılarının farklılığından kaynaklı enine yönde izler
Yapay ipliklerde bulunan filament sayılarının birbirlerinden farklı olması ve bu farklı iplikleri aynı örme makinesine beslenmesi sonucunda kumaş yüzeyinde enine yönde izlerin oluşması kaçınılmazdır. Bu izler genellikle ham kumaşta belli olmamakla birlikte kumaş terbiye işletmesinde boyama işlemi sonucunda hata çok daha belirgin bir şekilde karşımıza çıkmaktadır. Bunun nedeni ise farklı filament sayısına sahip ipliklerin boyarmadde alma miktarlarının farklı olması nedeni ile farklı miktarlarda boyanan ipliklerin boyama işlemi sonucunda karşımıza enine yönde izler şeklinde çıkması ile gerçekleşmektedir.
Dahası...
Saatte Üretilen İlmek Sırası Sayısının Hesabı
n x SS x R x 60
ÜS =--------------------------------
RS
ÜS : Bir saatte üretilen ilmek sıra sayısı (sıra/h)
n : Devir sayısı (dev/dk.)
SS : Sistem sayısı
R : Makine randımanı (%)
RS : Renk sayısı (Jakarlı ürünlerde dikkate alınız.)
Saatte Üretilen Kumaş Miktarının Metre Olarak Hesabı
ÜS
Ü.K.M =------------------------.
S x 100
Ü.K.M : Bir saatte üretilen kumaş miktarı (m)
ÜS : Bir saatte üretilen ilmek sıra sayısı (sıra/h)
S : Sıra sıklığı (sıra/cm)
Saatte Üretilen Kumaş Miktarının Metrekare Olarak Hesabı
Bir saatte üretilen kumaşın metre kare olarak olarak üretimi = ÜKM x B
ÜKM : Bir saatte üretilen kumaş miktarı (m)
B : Kumaş tüpünün açık en genişliği (m)
Saatte Üretilen Parça Sayı Miktarının Kilogram Olarak Hesabı
ÜKM x 100
ÜPS = -----------------
PG
ÜPS : Bir saatte üretilen parça sayısı
ÜKM : Bir saatte üretilen kumaş miktarı (m)
PB : Parça boyu (cm)
ÜPS x BG
ÜKM. = -----------------------
1000
Ü.K.M : Bir saatteki kumaş üretimi (kg)
ÜPS : Bir saatte üretilen parça sayısı
BG : Birim gramaj (g / parça)
Saatte Harcanan İplik Uzunluğunun Metre Olarak Hesaplanması
A-Bir sırada harcanan iplik uzunluğu:
I x E x Q ( R ) x 3,14
L = ------------------------------
1000
L : Bir sırada kullanılan iplik uzunluğu (m/sıra)
l : İlmek iplik uzunluğu (mm)
E : Makine inceliği
Q (R) : Makine çapı (pus)
3.14 : π sabit sayı
B-Bir saatte kullanılan iplik miktarı:
Lh =L x ÜİSS
Lh : Bir saatte kullanılan iplik uzunluğu (m/h)
L : Bir sırada kullanılan iplik uzunluğu (m/sıra)
ÜİSS : Bir saatte üretilen ilmek sıra sayısı (sıra/h)
Makinenin Bir Devrinde Üretilen İlmek Sayısının Hesabı
İS = SS x Q ( R ) x E x 3,14
İS : Bir devirde üretilen ilmek sayısı
SS : Sistem sayısı
Q (R) : Makine çapı (pus)
E : Makine inceliği
3.14 : π sabit sayı
Saatte Örülen İlmek Sayısının Hesabı
HİS = İS x n x 60
HİS : Bir saatte üretilen ilmek sayısı
İS : Bir devirde üretilen ilmek sayısı
n : Devir sayısı (dev / dk.)
Bir Metre Kumaş Üretmek İçin Harcanan İplik Miktarının Hesabı
A-Bir sırada harcanan iplik uzunluğu :
I x E x Q ( R ) x 3,14
L = -----------------------------
1000
L : Bir sırada kullanılan iplik uzunluğu (m/sıra)
l : İlmek iplik uzunluğu (mm)
E : Makine inceliği
Q (R) : Makine çapı (pus)
3.14 : π sabit sayı
B-Bir metre kumaş üretmek için harcanan iplik uzunluğu:
Lm = L x S x 100
Lm : Bir metre kumaş üretmek için harcanan iplik uzunluğu (m)
L : Bir sırada harcanan iplik uzunluğu (m/sıra)
S: cm’deki sıra sayısı

Yuvarlak örme makinesi aşağıdaki örme elemanlarından oluşmaktadır.
MAKİNE İSKELETİ
Yuvarlak örme makinesi iskeleti (şasi), bütün örücü elemanları üzerinde taşıyan,çalışma esnasında makinenin olabildiğince hareketsiz ve sarsıntısız kalmasını sağlayan bölümdür. Alt ve üst şasi olarak iki kısma ayrılır.
Alt şasi
Makinenin motor, kumaş çekme ve sarma mekanizmalarının bulunduğu; yerle bağlantı kısımdır.
Üst şasi
Silindir, kapak plakaları ve yardımcı örme elemanlarının bulunduğu kısımdır.
HAREKET VERME VE İLETİM MEKANİZMALARI
Yuvarlak örme makinelerinde hareketin kaynağı motordur. Motorda oluşan hareket,ana milden şanzıman ve dişliler vasıtasıyla iplik sevk tertibatına, plakaların bulunduğu örücü üniteye ve kumaş çekme-sarma kısımlarına iletilir. Bazı makinelerde yağlama, pervane ve toz üfleme mekanizmaları ayrı özel motorlar tarafından çalıştırılmaktadır.
ÖRÜCÜ MAKİNE ELEMANLARI
Yuvarlak örme makinesinde silindir üzerindeki iğneler dâhil çevresinde bulunan ve örme işlemini gerçekleştiren parçalar örücü makine elemanlarıdır. Şu kısımlardan oluşmaktadır:
1-Örme iğneleri:
Tek veya çift plakalı (silindir veya silindir ve kapak) yuvarlak örme makinelerinde iğne yataklarına dizilmiş örme işlemini gerçekleştiren örme elemanı örücü iğnelerdir.Yuvarlak örme makinelerinde en çok kullanılan iğne çeşidi hızlı çalışmaya olanak tanıyan kancalı uçlu dilli iğnelerdir. Sürgülü iğne ve esnek uçlu iğnelerle çalışmak daha yavaş ve esnektir, ucun dayanıksızlığından dolayı kullanımı azalmıştır. Tek plakalı makinelerde silindir iğne yatağı üzerine dizilmiş ve kilitten (çelikten) aldığı yön doğrultusunda yukarı aşağı hareket eden iğneler silindir iğnesidir. Çift plakalı makinelerde silindirin iğne yatağı üzerinde düzenli çalışacak şekilde monte edilmiş kapak iğne yatağı üzerinde kilitlerden aldığı yön doğrultusunda ileri geri hareket eden iğnelere de kapak iğnesi adı verilir.
Örme iğneleri hareketi, kilit mekanizmasındaki çeliklerden (kam-çekirdek) alır.Plakaların (iğne yatağının) hareketi neticesinde iğne üzerindeki ayaklar, sabit hâldeki kilit mekanizmasındaki çeliklerin oyuntuları arasından hareket ederek örme işlemini gerçekleştirir. Aynı kilitten iğnelere farklı hareket vermek ve desenlendirme seçeneğini artırmak için örme iğnelerindeki ayak sayısı artmıştır. Piyasada en çok 4 ayaklı iğneler bulunmaktadır.
Örme iğneleri çelikler den aldığı hareketler doğrultusunda şu hareketleri yaparlar:
A-İlmek için tam yükselme hareketi
B-Askı için yarım yükselme hareketi
C-Atlama için düz (doğrusal) geçiş hareketi
Bu hareketlerin yanında may ayar çeliği ile iğnenin dalış miktarı ayarlanarak ilmek boyu, sıklık ayarı yapılır.
2-İğne yatakları
İğne yatağı, örme işlemini gerçekleştiren iğnelerin plakalar üzerine takıldığı kanallara verilen isimdir. İğne yatakları, daire şeklindeki plakalar üzerine yerleştirilen iğnelerle birlikte dönüş hareketi yapar. İğne yatakları aşınmaya dayanıklı, üstün nitelikli çelik veya çelik alaşımlarından yapılır.
İğne yataklarının genişliği makinede kullanılacak olan iğnelerin numarasına,dolayısıyla makine inceliğini doğrudan etkiler. İğne kanalları arasındaki mesafe ise makine taksimatına dolayısıyla ilmek büyüklüğüne etki eder. Üretilecek kumaşın yüzey görünümünü etkileyen en önemli faktörlerden biri iğne yataklarının niteliğidir.
3-Kilit mekanizmaları (Çelikler)
Yuvarlak örme makinelerinde plakalar üzerindeki iğneleri hareket için tahrik eden çelik gruplarının oluşturduğu parçaya kilit mekanizmaları denir. Kilit mekanizmalarının temel görevi, iğnelerin hareketlerini sağlamak ve ilmek sıklığını ayarlamaktır. İlmek ayar çeliği kullanarak ilmek boyunu; askı, atlama ve ilmek çeliğini kullanarak da desene göre iğnelerin hareketini belirler. Tek plakalı yuvarlak örme makinesinde yalnızca silindir, çift plakalı yuvarlak örme makinesinde kapak ve silindir olmak üzere makine inceliği, çapı ve sistem sayısına uygun sayıda kilit mekanizması bulunmaktadır. Aynı kilit sisteminde farklı çelikleri yan yana dizilerek aynı sırada iğnelere farklı örgü hareketleri yaptırarak desenlendirme yapmak mümkündür.
KUMAŞ ÇEKME VE SARMA MEKANİZMALARI
Yuvarlak örme makinelerinde iğne kancalarında oluşan örme yüzeyinin aşağıya çekilmesi gerekir. Oluşan kumaş bir miktar daraldığı (çektiği) için kavisli bir genişleticiden (örme kumaş gergi kasnağı) geçirilir. Sarım mekanizmasında çekim silindirleri etrafından geçirilerek düz bir formda top hâlinde sarılır.Yuvarlak örme makinelerinde kumaş çekim mekanizması makine hareketine uygun şekilde örme elemanlarıyla birlikte dönme hareketi yapar. Oluşan kumaş, makine çalışma hızına uygun miktarda çekim silindirlerinin arasından geçirilerek aşağıya çekilir ve kumaş merdanesine sarılır. Yuvarlak örme makinelerinde mekanik ve elektronik motorlu olmak üzere iki tip çekim sistemi kullanılmaktadır.Mekanik çekim, hareketini ana motor üzerinden alır. Bu sistemde çekim çalışma hızına uygun olarak belirli aralıklarla gerçekleşir. Buradaki ayarlama, örme kumaş gerginliğine göre yapılır.Elektronik çekimde genel olarak özel bir motor kullanılır. Bu sistemde kumaş gerginliğine uygun sabit bir çekim yapılır. İlmek oluştuğu anda aşağıya çekim söz konusudur.
Yuvarlak örme makinelerinde tüp hâlinde kumaş örüldüğü için sarım işlemi tüp en âlindedir. Son yıllarda piyasanın istek ve talebi doğrultusunda açık en sarım işlemi de yapılmaktadır. Örülen kumaş çekim silindirine gelmeden önce bir bıçakla kesilerek açık en hâline getirilir ve sarım silindirine bu şekilde sarılır.
KONTROL VE GÜVENLİK ELEMANLARI
Yuvarlak örme makinelerinde kontrol ve güvenlik elemanları, iğneler, iplikler veya kumaş üzerinde oluşan hataları fark ederek makineyi durduran elektronik ve mekanik sistemlerdir.
1-İplik kontrol elemanları
Cağlıktan gelen iplik, sevk tertibatında ilk olarak makastan (bıçak) geçer. İki metal plaka arasından iplik geçirilerek iplik üzerinde olası hatalı düğümler, kalın – ince, neps, uçuntu veya atık iplikler kontrol edilir. Bu sayede iğnelere hatalı iplik gitmesi önlenir.Furnisör üzerindeki bir diğer kontrol elemanı, furnisörfurnisör ile mekikler arasındaki ipliğin gerginliğini kontrol eden gerginlik yoklayıcılardır. İpliğin belirli bir gerilimin altına düşmesi durumunda makineyi durdurarak hatalı iplik sevkini önler. Makinede olası iplik kopuşlarında uyarı için konulan yoklayıcılardır. İplik kopuşlarında makineyi durdurur.
2-İğne kontrol elemanları
İğne kontrol elemanları, iğne dil açıcılar ve iğne yoklayıcı detektörlerdir.İğne dili açıcılar, makine üzerine belirli aralıklarla yerleştirilmiş ve makinede iğnelerin dillerini açmaya yardımcı görevi üstlenir.İğne dilinin herhangi bir nedenle açılmadığı veya iğne kırık ve hatalarında makineyi durdurarak hata önleyen bir diğer kontrol elemanı iğne yoklayıcılardır. İğne yoklayıcı, iğneden kaynaklanan hatalarda uyarı lambasını yakarak makineyi durdurur ve hatanın hangi bölgede olduğunu gösterir.
3-Doku kontrol elemanları
Doku kontrol elemanları, örme işlemi ve kumaş sarımı esnasında görev yapar. Örme işlemi esnasında olası kumaş yığılması veya kumaş üzerinde olabilecek patlakları fark ederek uyarı veren sistemdir.
KUMANDA DONANIMI
Yuvarlak örme makinesinde ana kumanda paneline verilen isimdir. Genel olarak kumanda paneli üzerinde şu kontrol elemanları bulunmaktadır;
1-Örme sıra sayısı bilgisi
2-Tur sayısı belirleme göstergesi
3-Durdurma, seri ve kademeli çalıştırma tuşları
4-Makine çalışma hızı ayarı
5-Pervane ve furnisör devresini kapama tuşları vs.
Makine kumanda donanımlarının yanında her makinede makine çevresine acil durdurman tuşu, seri ve kademeli çalıştırma tuşları yerleştirilmiştir. Son çıkan elektronik ve özellikle jakarlı makinelerde kumanda donanımına ek desen bilgisayarı da mevcuttur.
Örme iğnelerinin yan yana ve dairesel bir iğne yatağına dizildiği örme makineleridir. Geniş veya dar bir kumaş tüpü oluşturulur. Yuvarlak örme makinelerinde diğer örücü elemanlar da iğnelere uygun olarak dairesel bir şekilde yerleştirilmiştir. Sabit duran iplik kılavuzlarından iğnelere iplik yatırılır. İğne sabit olan kilitlerin (iğnelere hareket verilmesi, örgüye göre iğnelerin seçilmesi, doku sıklığının ve özelliğinin belirlenmesi, kısaca dokunun elde edilmesi atkı örmeciliğinde kilit tertibatı ile sağlanır) örme iğnelerini aşağı-yukarı hareket ettirilmesi ile dönmekte olan iğneler tarafından örme işlemi gerçekleştirilir.

Bu sistemde iplikler örme iğnelerini direkt olarak beslenir. Yuvarlak örme makineleri, iplik sabit, iğneler tek tek hareketli prensibi ile çalışırlar ve yuvarlak örme makineleri düz örme makinelerine göre daha hızlı üretim yapabilirler.
Yuvarlak örgü makinelerinde makine tahriğinin, üretilen kumaş ve örme makinesinin kullanım üzerinde büyük etkisi vardır. Tahrik sabit bir ivmelenme ile hızlanma ve yavaşlamayı sağlamalıdır. Makine kesinlikle çok sert bir şekilde frenlenmemelidir. Bu durumda iplik veya iğneler zarar görebilir.
Tahrik mekanizmalarının yanı sıra yuvarlak örme makinelerinde iğne ve platin hareketini kontrol eden kamlar da bulunmaktadır. Desenin yapısına göre, iğne dipçiğinin kılavuzlandığı kam yolu (kanalı) değişebilir nitelikte olmalıdır. İğnenin,iğne yuvasındaki titreşimi engellenmeli veya en azından azaltılmalıdır.
Yuvarlak örme makinesinde kumaş, silindirden dairesel formunda çıkar.Daha sonra bir serici vasıtasıyla düz bir form kazanır. Kumaşın çekme silindirlerine gelmeden önce katlanmamasına dikkat edilmelidir..
Bobin taşıyıcı donanımı makinenin üstünde dairesel formda dizilebildiği gibi makinenin yan tarafına yerleştirilmiş biçimde de bulunabilir. İsteğe göre bobin taşıyıcı tertibatına düğüm yoklayıcısı motorlu bir vantilatör, iğne ve platinler için yağlama sistemi takılabilir.
Örme makinesi yüksek hızda çalıştığından bobindeki ipliğin tükenmesi durumunda üretimin durmasını ve hataların oluşmasını önlemek için yedek bobin kullanılır.
Yuvarlak örme makinelerinde bulunan bir diğer sistem, birim zamanda sabit iplik sevk eden iplik rezervli iplik ölçme tertibatlarıdır. İplik kopuşları esnasında örülen hatalı kumaş miktarını azaltmak için yeterli iplik rezervi olan iplik ölçme tertibatları geliştirilmiştir. İplik kopuşu esnasında, besleyicide makine duruncaya kadar çalışacak iplik rezervi bulunur.
Ancak jakarlı üretimlerinde olduğu gibi, birim zamanda her bir besleyici için farklı miktarlarda iplik kullanımının söz konusu olduğu durumlarda birim zamanda değişken miktarlarda iplik sevk eden tertibatlar kullanılır.Normalde yüksek bir esnekliğe sahip olan yuvarlak örme kumaşlardan örme kumaşlarda esnekliği daha da arttırmak için elastik ipliklerde kullanılmaktadır.Bunun başlıca sebebi; kumaş tutumunda ve giyimde belirgin düzgünlük, vücudu sarma ve tüketicilerinin daha rahat giysiye olan istekleridir. Elastik ipliklerinin kullanımı bu iplikleri ihtiva eden giysilerin kullanımı süresince şekillerini muhafaza etmesini ve daha kullanışlı olan kumaşların oluşumunu sağlamıştır. Ayrıca tekstil eşyasının ilk kez giyildiği zaman daha iyi bir giyim uygunluğu sağlaması da büyük bir avantajdır. Bunu yanı sıra tekstil mamulünü kaynama noktasında muamele etme İmkanı sağlanır. Yuvarlak örme makinelerinde; pamuk ve pamuk karışımı iplikler, bu tür kumaşların kullanım alanları nedeni ile daha çok kullanılmaktadır. Ayrıca kullanım alanına göre polyester, viskon, spandex gibi elastan içerikli ipliklerde bu makinelerde kullanılır.

Yuvarlak örgü makinelerinde çok sık olarak kullanılan bazı terimler:
İlmek:
Örme iğnelerinin oluşturduğu özel şekilli iplik halkalarından meydana gelen temel şekline veya örme kumaşın temel yapı birimine ilmek adı verilir.İlmek iğnenin ve dolayısı ile ipliğin tam hareketi ile oluşur. Diğer ilmekler ile birlikte enine ve boyuna bağlantılar ile örme yüzeyinin meydana gelmesinde temel fonksiyonu teşkil eder.
- Pus (Çap) : İnç cinsinden makine çapını belirtir. 14 pusdan 34 pusa kadar değişik puslarda makineler mevcuttur.
Fayın(E):
Makinenin en belirgin spesifik özelliklerinden birisi olup bir İnçteki(2,54 cm deki) iğne sayısını yani makinenin inceliğini belirtir. Fayın arttıkça daha ince numaralardaki iplikleri, Fayn azaldıkça daha kalın numaralardaki iplikleri makinede kullanabiliriz. 16 ve 18 Fayn da Ribana tipi; 20 Fayn da İnterlok tipi 22 ve 28 Fayn da Süprem makineler mevcuttur
Yuvarlak Örme Makinelerinin Sınıflandırılması
1. Tek yataklı örgü makineleri
1. Çift yataklı örgü makineleri şeklinde yapılabilir.
Tek Yataklı Örgü Makineleri
Bu tip makineler tek bir silindir ile örücü kısımlar olarak iğne ve platinlerin mevcut olduğu makinelerdir. Bu tip makinelerde piyasa tabiri ile tek katlı kumaşlar olarak adlandırdığımız süprem, lacoste, iki, üç iplik türü kumaşlar yapılır. Ayrıca uygun çelik ve iğne dizilişlerini makineye uygulamak sureti ile değişik tipte desenli kumaşlar elde edilebilir.
Çift Yataklı Yuvarlak Örme Makineleri
Bu tip makinelerde silindir ve kapak olarak adlandırdığımız iki adet iğne yatağı vardır. Ayrıca silindir iğneleri ve kapak iğneleri mevcut olup bu makinelerde platin mevcut değildir. Silindir ve kapak iğneleri birbirine 90° dik olarak çalışırlar. Çift yataklı makinelerde kendi aralarında
a) Ribana makineleri
b) İnterlok makineleri olarak ikiye ayrılır.
Çift plakalı ribana ve interlok makinelerinde ilmekleme ve atlama hareketlerinin örgü raporu içinde uygun bir şekilde yerleştirilmesi ile oluşturulan tek iplikli, iri örgülü ve incili görünümlü örme kumaşlardır. Milano tipi ribana kumaşlar, normal ribanaya nazaran esnekliği azdır ve pürüzlü yüzey oluşturur.Milano ribana örgülerin üretimini yapabilmek için öncelikle örgünün iplik hareket raporlarının bilinmesi şarttır. Yapılacak olan milano tipi ribana örgüsünün örgü raporu incelendiğinde tüm iğnelerin çalıştığı görülmektedir. O hâlde makinenin kapak ve silindirinde iğnelerin tam olduğundan emin olmak gerekir.