
Örme (101)
Teknoloji, makinelerin icadından sonra hızlı bir gelişim içine girmiştir. Bu icatlar her alanda olduğu gibi, örme alanı olan çorap örme makinelerinin de gelişmesini sağlamıştır. Giyim sanayinin ve modanın gelişmesi, çorap alanında da etkili olmuştur. Her giyim alanına uygun rahat kullanım özelliği, çok geniş renk ve desen seçenekleriyle, her yaş grubunda çorap koleksiyonları hazırlanmakta ve uygulanmaktadır. Bu koleksiyonlar üretilirken çeşitli çorap örme makineleri kullanılmaktadır. Mekanik çorap örme makineleri da bu makinelerden biridir.
Çorap Örme Makineleri
Tek silindirli mek.çorap örme makineleri
Düz örgü çalışan çorap makineleri
Jakar(2 ve 3 sistem)+Düz örgü çalışan çorap makineleri
Çift silindirli mek.çorap örme makineleri
Düz örgü çalışan çorap makineleri
akar+Düz örgü çalışan çorap makineleri
Links-links +Düz örgü çalışan çorap örgü makineleri
Jakar+ Links-links +Düz örgü çalışan çorap örgü makineleri
Mekanik çorap örme makineleri silindir sayısına göre ;
Tek silindirli
Çift silindirli
olmak üzere iki kısma ayrılır.
Tek Silindirli Mekanik Çorap Örme Makineleri
Tek silindirden oluşan bu makinelerin ters ve düz örgü kabiliyeti yoktur, sadece düz örgü çalışırlar. Üretilen çorapların esneklikleri ve dayanıklılıkları çift silindirli çoraplara nispeten düşüktür. Bu olumsuzluklara rağmen moda eğilimlerine hızla cevap verebilecek yapısal esneklikte olmaları nedeniyle piyasada kabul görmektedir. Yeni nesil makinelerde düz örgü-jakar pozisyonu yapılabilmektedir.
Çift Silindirli Mekanik Çorap Örme Makineleri
Üst üste yerleştirilen iki silindirden oluşan bu makinelerde üst silindir ters, alt silindir düz örgü yapmaktadır. İğneler hem alt hem de üst silindirde çalışabildiklerinden elde edilen kumaş yapısı tek silindirliye göre oldukça esnek ve dayanıklıdır. Moda eğilimlerinden etkilenmeyen, klasik çorapların üretiminde sıklıkla tercih edilmektedir ve bu yüzden çift silindirli çorap öeme makineleri örme prensibinde önemli bir değişikliğe uğramamıştır. Tek silindirli makinelere göre daha pahalı ve makine yapısı daha karmaşıktır. Çift silindirli makinelerde yapılacak uygun değişiklikler ile tek silindirli çorap makinelerinde üretilebilecek çorapları üretmek mümkündür. Ayrıca bu tip makinelerde düz örgü,jakar örgü ve links-links (Kabartma) örgü çalışılabilir
Silindir (Kovan)
Örme makinelerinin ana elemanı silindir, metalden yapılmıştır. Özel işlemlerden geçerek oluşturulmuştur. Silindir üzerinde iğnelere ve platinlere uygun kanal yatakları bulunmaktadır. Örme işlemi sırasında platin ve iğnelerin doğru ve düzgün çalışması için silindir kanalları iğne ve platinlere kılavuzluk yapar.
Silindir yatağı ve iğne rayı
Mekanik çorap örme makineleri konstrüksiyonlarına göre silindirik (kovan) biçimde imal edilir. Silindir, iğneleri üzerinde bulundurmaya yarayan ve iğne hareketine müsait kanallarla doludur. Bu kanalların genişliği makinenin inceliğine ve çapına göre değişir. Yuvarlak örme makineleri tek plakalı (tek iğne yataklı) veya çift plakalı (karşılıklı çift iğne yataklı) olarak yapılır. Yere dik konumda yerleştirilmiş iğne kanallı, iğnelerin iniş-çıkış hareket yapmasına göre yapılan iğne yatağına silindir yatağı denir.
Mekanik Makinalarının Düşüş Sayıları
Düşüş
Silindirin tur dönümü sonunda yapmış olduğu örgü sayısıdır.
Tek düşüş
Silindirin bir turda tek sistem çalısmasına denir. Silindir bir turda bir sıra örgü yapar.
Çift düşüş
Silindirin bir turda çift sistem çalısmasına denir. Silindir bir turda iki sıra örgü yapar.
Tek Düşüş Örme Oluşumu
Zincir sisteminin üzerinde baklalar bulunur. Bu baklalar sağ ve sol yönlüdür. Sağ taraftaki bakla tamburu iter (Harekete geçirir.). Sol taraftaki bakla ise mekik paletini harekete geçirir. Tek düşüşte sol taraftaki bakla harekete geçerek tek mekik paletlerinin devreye girmesini sağlar. Bu hareketle mekiklerde devreye girmiş ve örme işlemi sağlanmış olur.
Çift Düşüş Örme Oluşumu
Tambur baklaları çift düşüş olarak hazırlanır. Makine çalıştırıldığında, zincir sisteminde bulunan devir baklasından aldığı hareketle, tambur iticisi devreye girer. Üzerindeki bakla ikinci düşüş mekik paletlerinin (Mekik aparatının) üzerindeki mekik grubunun hareketini sağlar. Bu hareketle ikinci düşüş mekiği çalışır ve örme oluşumu sağlanmış olur.
Mekanik Makinelerin Kovan Çapları Makine çapı
Örme makinelerinde iğnelerin üzerinde bulunan iğne kanalından diğer iğne kanalına olan, dıştan dışa çap mesafesidir. Yuvarlak örme ve çorap örme makinelerinde kovan çapı (Pus) olarak adlandırılmaktadır. Yuvarlak örme çorap makinelerinde çalışılan çorabın eni makinenin kovan çapına göre değişiklik gösterir. İğne sayısı ve kovan çapı çorap örme makinesinin yan tarafında bulunan bir plaka üzerinde belirtilmektedir.
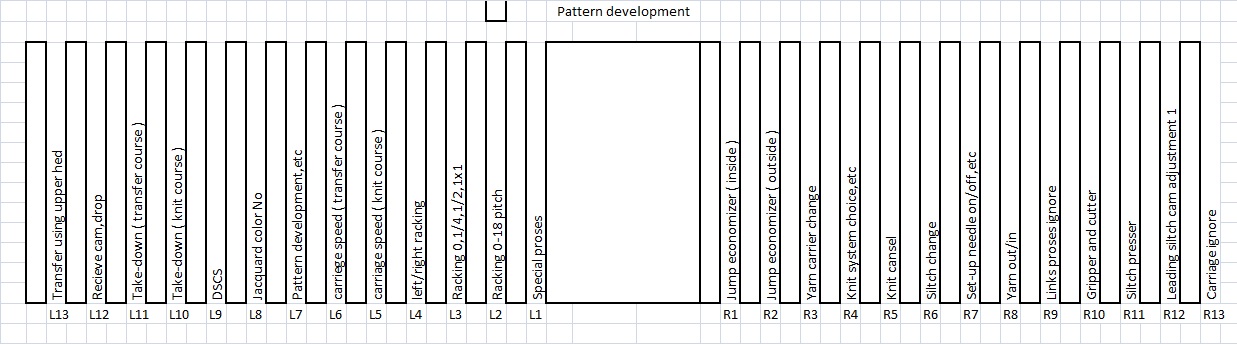
Option Line Çubuklarının kullanışları makine tipine bağlı olarak değişeceği unutulmamalıdır.(Aşağıda izah edilen Shıma Seıkı )
R 1 Boyuna iç rapor tekrarı :
Desen ve kontrol bilgilerini tekrar ettirmek amacıyla kullanılır.Rapor içinde rapor bulunduğunda R1 iç rapor kullanılır.Desen proses yapılırken gerekl miktardaki rapor sayısını vermeniz gerekebilir.
Renk No 1,2 = Desen Kontrol tekrarı
Renk No 3,4 = Kontrol bilgileri tekrarı
Renk No 11-41 = Desen ve kontrol bilgileri bölüm tekrarı
Renk No 51-81 = Kontrol bilgileri bölüm tekrarı
R 2 Boyuna dış rapor tekrarı
Desen ve kontrol bilgilerini tekrar ettirmek amacı ile kullanılır.Rapor içinde rapor bulunduğunda,R2 dış rapor kullanılır.Desen proses yapılırken gerekli miktardaki rapor sayısını vermeniz gerekir.
*** Rapor verilen sıralar çift sayı olmalıdır.( Bir sıra örgü iptali bulunan bölümde toplam sıra sayısı tek olmalıdır.Örgü yapılan sıraların sayısı çift olmalıdır.)
*** Son iki sırada rapor tekrarı verilmez.
*** Rapor tekrarı verilen ilk sıra ve rapordan sonraki ilk sıra aynı olmalıdır.
*** Desen proses yapılrken gerekli miktardaki rapor sayısını vermeniz gerekir.Buradaki sayı makineden çıkan desenin toplam kaç tane olacağını gösterir.
[[ Boyuna rapor bölüm tekrar sayısı : Desende farklı bölümleri aynı sayıda tekrar ettirmek için kullanılır.11-41 ve 51-81 arasındaki renk numaraları kullanıldığında rapor adresleri belirlenir.Burada 11-41 ve 51-81 arasındaki renk numaraları kullanıldığında 1-4 numaralı renkler kullanılmaz.]]
Renk No 1,2 = Desen kontrol tekrarı
Renk No 11-41 = Desen ve kontrol bilgileri bölüm tekrarı
R 3 Mekik Adresi
Kullanmak istediğimiz mekikleri belirlemek amacıyla kullanılır.
*** Birinci,ikinci sıralar ve son sıraya mekik adresi tanımlanmaz.Bu sıralar ara ipi ve çekim ipinin kullanıldığı fixed rib data içersindedir.
*** Desendeki örgü bölümleri için her mekik adresinin sayısı çift olmalıdır.
*** Mekiğin kullanılması istenilen yerde renk tanımlaması gerekir.
*** Taraklı Makineler için : R3’deki ilk sırada 8 numaralı renk kullanıldığında,lastikten önce çekim ipi kendi bloğunda çalışır,ama otomatik olarak dışarı çıkması gerekirken,dışarı çıkarılmayıp,desenin sol başında kalır.İleriki bloklarda manuel olarak çekim ipi kullanıldıktan sonra,mekik dışarı komutu verilerek dışarıya çıkarılması gerekir.
Renk No 0 = Değişiklik yok
Renk No = 1-99 Mekik adresleri 1-99
Çekim ipi dışarı çıkartma iptali
Renk No 1 ( Birinci sıraya )
R 4 ( İki sistem makineler için )
Örgü yapılan sıranın kaç sistem olduğunu belirtmek için kullanılır.
*** Birinci ve ikinci sıralara sistem seçimi için renk verilmez.
*** Örgü olan sıralar için renk numaraları çift sayı olarak verilmelidir.Tek sayı olarak verildiği durumlarda mekiklerin sağda solda kalışlarına dikkat edilmelidir.
Sistem Seçimi
Renk No 0 = 1 sıra 1 sistem örgü
Renk No 1 = 1 sıra 2 sistem örgü
Renk No 6-7 = 2 sıra 2 sitem örgü
[[ *** Her sırayı iki farklı sistemle ördürmek için R4’e 6 ve 7 numaralı renkler verilir.
*** R4’e 6 ve 7 numaralı renkler verildiğinde alttaki sıra 1.sistem üstteki sıra 2.sistemle örülür.( 6 ve 7 kafa yönünü belirmez )
*** 2 sıra 2 sistem örgüde saç,yürütme ve ajur son sıraya ( 2.sisteme ) denk gelmelidir.
*** 1.sitem ve 2.sistem arasında transfer yapılmaz.
*** 1.sistem ve 2.sistem arasında ilmek hareketi yani ajur yapılmaz.( Örgü yapmayacaktır.Çünkü ajur için plaka jakar kırmak ve transfer yapmak zorundadır.Ama bunları iki sistem arasında yapamaz.)
*** Aynı sırada farklı jakar kırmak mümkün değildir.2.sistem 0 jakarda örgü yapması gerektiği için L3 ve 2 numaralı renk verilmesi gerekir.]]
Sistem belirleme ( 1 sistem )
Renk No 11 = Sol sistem seçimi
Renk No 12 = Sağ sistem seçimi
Atlama jakarda daraltma
Şekilli atlama jakar için geçerlidir.51-69 numaralı renkler daraltma için gereken iğne sayısını belirtir.
Renk No 0 = Daralan ilmek sayısı transfer edilene eşit
Renk No 51-59 = Daralan ilmek sayısı = 1-9
R 4 ( Üç sistem makineler için )
Örgü yapılan sıranın kaç sistem olduğunu belirtmek için kullanılır.
*** Birinci ve ikinci sıralara sistem seçimi için renk verilmez.
*** Örgü olan sıralar için renk numaraları çift sayı olarak verilmelidir.Tek sayı olarak verildiği durumlarda mekiklerin sağdan sola kalışlarına dikkat etmek gerekir.
Sistem seçimi
Renk No 0 = 1 sıra 1 sistem örgü
Renk No 1 = 1 sıra 2 sistem örgü
Renk No 2 = 1 sıra 3 sistem örgü
Renk No 4 = İntersia çevirimi
Renk No 6-7 = N sıra N sistem örgü ( N2 veya 3 olabilir.)
R 4 ( Dört sistem makineler için )
Örgü yapılan sıranın kaş sistem olduğunu belirtmek için kullanılır.
*** Birinci ve ikinci sıralara sistem seçimi için renk verilmez.
*** Örgü yapılan sıralar için renk numaraları çift sayı olarak verilmelidir.Tek sayı olarak verildiği durumlarda mekiklerin sağda solda kalışlarına dikkat etmek gerekir.
Sistem seçimi
Renk No 0 = 1 sıra 1 sistem örgü
Renk No 1 = 1 sıra 2 sistem örgü
Renk No 2 = 1 sıra 3 sistem örgü
Renk No 3 = 1 sıra 4 sistem örgü
Renk No 4 = İntersia çevirimi
Renk No 6-7 = N sıra N sistem örgü
R 4 ( Altı sistem makineler için )
Örgü yapılan sıranın kaç sistem olduğunu belirtmek için kullanılır.
*** Birinci ve ikinci sıralara sistem seçimi için renk verilmez.
*** Örgü olan sıralar için renk numaraları çift sayı olarak verilmelidir.Tek sayı olarak verildiği durumlarda mekiklerin sağda solda kalışlarına dikkat etmek gerekir.
Sistem seçimi
Renk No 0 = 1 sıra 1 sistem örgü
Renk No 1 = 1 sıra 2 sistem örgü
Renk No 2 = 1 sıra 3 sistem örgü
Renk No 3 = 1 sıra 4 sistem örgü
Renk No 4 = 1 sıra 5 sistem örgü
Renk No 5 = 1 sıra 6 sistem örgü
Renk No 6-7 = N sıra N sistem örgü
Renk No 8 = İntersia çevirimi
Renk No 16-17 = N sıra 2N sistem örgü
[[ N sıra N sitem örgü : Her sırayı farklı bir sistemle örmek için R4’e 6 ve 7 numaralı renkler tanımlanır.
*** R4’e 6 ve 7 numaralı renkler verildiğinde 1.-6.sistemler aşağıdan yukarı doğru tanımlanır.6 ve 7 kafa yönünü belirtmez.
*** Saç yürütme ve ajurlar sistemin son sırasına denk gelmelidir.
*** kafa sağa veya sola giderken jakar kırmadan ara sistemlerle transfer yapmak mümkündür.
*** ilmek hareketi ara sistemlerde yapılmaz.
*** Aynı sırada farklı jakar kırma değerleri kullanılmaz.L3 ve 2 numaralı renk verildiğinde örgüler 0 jakar pozisyonunda yapılır.]]
R 5 Örgü iptali
Örgü ve transfer,örgü ve ilmek hareketi ( ajur ),örgü ve çapraz atma ( saç,yürütme) işlemleri yapılırken örgü yapılmadan,yalnızca transferlerin yapılması için kullanılır.( Renk No 1 )
Desene kafanın boş olarak,sağa veya sola gidişini eklemek için kullanılır.Örgü yapılmadan önce kafa boş olarak ters yöne doğru gider ve örgüsüne ters yönden başlar.( Renk No 2 )
Renk No 1 = Örgü iptali
Renk No 11 = Örgü iptali ve transfer + 7 jakar
Renk No 21 = Örgü iptali ve transfer + 14 jakar
Renk No 31 = Örgü iptali ve transfer + 21 jakar
Kafa Hareketi
Renk No 2 = Kafa hareketi ( Boş geçiş )
R 6 İlmek Ayar Adresi
Desenin farklı bölümlerine farklı ayarlar tanımlamak için kullanılır.Buraya verilen renk numaraları kontrol sayfasındaki ilmek ayar adres numaralarını gösterir.Eğer renk numarası tanımlanmadıysa örgü olan bölümlerde otomatik olarak 5.,Adres boş geçiş olan bölümlerde 1.adres çalışır.
Renk No 0 = Örgüde 5 nolu ayar adresi. Transferde 1 nolu ayar adresi
Renk No 1-60 = 1-60 nolu ayar adresi
R 7 İntersia örgü ( Taraklı makineler için )
*** 11 numaralı renk tarağı yukarıya kaldırır,başlangıç ipini tutarak aşağıya doğru çeker.
*** 12 Numaralı renk örgü bittiğinde parçayı düşürür.
( Yukarıdaki renkleri normalde kullanmaya gerek yoktur çünkü fixed data içerisinde yer alırlar ancak manuel lastik başlangıcı yapmak gerektiğinde kullanılır.)
Renk No 1 = İntersia örgü
Set up needle açık/kapalı
Renk No 11 = Set up needle açık
Renk No 21 = Set up needle kapalı
Düşürme
Renk No 12 = Düşürme
R 8 Mekik içeri/dışarı
Renk No 31 = Mekik dışarı
Renk No 32 = Mekik içeri
R 9 Links proses iptali
Renk No 1 = Links proses iptali
Anlık transfer iptali
Renk No 2 = Anlık transfer iptali
R 10 İplik tutucu kesici
Renk No 1-4 = İplik tutucuları kapat ve kes
Renk No 11-44 = İplik tutucuları aç ( 1-4)
Renk No 21-24 = İplik tutucuları kapat ( 1-4)
Renk No 30 = iki taraftaki kesiciler
Renk No 31-31 =Sol taraftaki kesiciler
Renk No 33-34 = Ssğ taraftaki kesiciler
Renk No 41 = Otomatik iplik tutucu ve kesiciler
R 11 May basıcılar
Renk No = 1 = May basıcılar açık
Renk No = 2 = May basıcılar açık arkadan gelen kapalı
Renk No = 3 = May basıcılar açık önden giden kapalı
Renk No = 4 = May basıcılar kapalı
Renk No = 5 = Örgüdeki sitemlerde açık
Renk No = 6 = Transferlerdeki sistemlerde açık
R 12 Ön ayar çeliği ayarı
Renk No 1-7,10-70 S-CS-RT, 102/122/234FF 3 ve 5 numaralar ,184/254FF bütün gaugeler,122/124/236FF 16-18 numara makineler
Renk No 9,90 S-CS-RT,102/122/FF 3 ve 5 numaralar,184/254FF bütün gaugeler,122/124/236FF 16-18 numara makineler.
( Eğer herhangi bir renk tanımlanmaz ise 1 numaralı ayar,örgü ve transfer için otomatik olarak çalışır.Örgüde ve transferde ön ayar çeliği ayar komutu (
Renk No 9-90) çalışmaz.Eğer herhangi bir renk tanımlanmaz ise ön ayar çeliği ayarı otomatik olarak çalışır.)
Renk No 1-7 = Örgüde ön ayar çeliği ayar adresleri 1-7
Renk No 10-70 = Transferlerde ön ayar çeliği ayar adresleri 1-7
Renk No 9 = Örgüde ayar çeliği çalışsın
Renk No 9 = Transferlerde ön ayar çeliği çalışsın
R 15 kafa iptali ( 124 S/FF/CS Tandem için)
124 S/FF/CS ‘de Tandem ( ayrı kafa ) çalışırken mekik içeri ve mekik dışarı yönleri birbirine terstir.Kafanın birisi mekikleri içeri alırken veya dışarı çıkarırken renk no 1 ve 2’yi kullanarak diğer kafanın boş gitmesi sağlanır.
Renk No 1 = Sol Kafa iptali
Renk No 2 = Sağ Kafa iptali
L1 Özel işlem
Renk No 4 ( 3,4,6 sistem makineler için ,Renk 31-36 ( 2 sistem makineler için )
Renk No 0 = Normal işlem
Renk No 1 = Arkadaki bütün mayları öne al.( Bu sıradaki transferlerden önce arkadaki bütün ilmekler öne alınır,diğer transfer işlemleri bittikten sonra öne alınan ilmekler tekrar yerine alınır.)
Renk No 2 = Öndeki bütün mayları arkaya al.( bu sıradaki transferlerden önce öndeki bütün ilmekler arkaya alınır,diğer transfer işlemleri bittikten sonra arkaya alınan ilmekler tekrar yerine takılır.)
Renk No 4 = Geniş lastikte boş geçişsiz ilmek hareketi.[[ Wide Rib desende ( Renk No 6-7,6-1,7-1 sırayla kullanıldığı durumlarda) L1’e 4 numaralı renk verildiğinde desen boş geçmesiz örülür.)
*** L1’e 4 numaralı renk çift sayı olarak verilir.
*** En alt ve en üst sıraya 4 numaralı renk tanımlanmaz.
Renk No 6 = Jakarlı desende otomatik daraltmanın iptali.( Dolu jakarda 1 iğne,atlama jakarda 3 iğneye kadar daraltma yapılabilir.Yığmalı desenlerde örgü genişliği değişmeden önce 6 numaralı renk tanımlanır.)
Renk No 7 = Boş geçişsiz önde arkada ilmek hareketi.[[ Tek plakada ( 8,2,9,2,82,2,92,2..vb)numaralı renkler üst üste kullanıldığında L1 ve 7 numaralı renk verilerek boş geçmesiz ajur yapılabilir]]
*** L1’e 7 numaralı renk çift sayı olarak verilir.
*** İlk ve son sıraya 7 numaralı renk verilmez.
*** L1’e 7 numaralı renk verildiğinde 3 sistem makinelerde R4’e 0,4 sistem makinelerde 0 veya 1,6 sistem makinelerde 0,1,2 veya 3 numaralı renkler kullanılır.
Renk No 8 = Daraltma.( 1x1 lastikten sonra bedeni daraltmak için 8 numaralı renk kullanılır.)
Renk No 9 = Birleştirme 1 ( İlmekleri tek iğne düzeni üzerine transfer ederek birleştirmek için L1’e 9 numaralı renk verilir.
Renk No 101,102;sağa transfer.102 numaralı renkler 101 numaralı renklerin üzerine transfer edilir.101 numaralı renk bir grupta 3 iğneye kadar kullanılabilir.102 numaralı renkler 101 lerin katları olmak zorundadır.
Renk No 103,104;sol tarafa transfer.104 numaralı renkler 103 numaralı renklerin üzerine transfer edilir.103 numaralı renk bir grupta 3 iğneye kadar kullanılabilir.104 numaralı renkler 103 lerin katları olmak zorundadır.)
*** Birleştirme 1 den önceki ve sonraki sıralara transfer içeren renk kodları verilmez.Bu sıralara 16 numaralı renk verilir.Bu sıralardaki mekik adresine farklı bir renk ve proses sırasında bu adreslere 0 numaralı mekik tanımlanır.)
Renk No 10 = Birleştirme 2 ( İlmekler sanki bedeni katlıyormuş gibi transfer ederek daraltmak için kullanılır.)
Renk N0 101,102;sağ tarafa transfer
102 numaralı renkler 101 numaralı renklerin üzerine transfer edilir.101 numaralı renk makine numarası kadar kullanılabilir.10 Numara makine için en fazla 10 iğne.102 numaralı renkler 101 lerin 2 katı olmak zorundadır.
Renk No 103,104;sol tarafa transfer
104 numaralı renkler 103 numaralı renklerin üzerine transfer edilir.103 numaralı renk bir grupta makine numarası kadar kullanılabilir.104 numaralı renkler 103 lerin 2 katı olmak zorundadır.)
*** Birleştirme 2 den önceki ve sonraki sıralara transfer içeren renk kodları verilmez.Bu sıralara 16 numaralı renk verilir.Bu sıralardaki mekik adresine farklı bir renk ve proses sırasında bu adreslere 0 numaralı mekik tanımlanır.
Renk No 11 = Bind off ( kapatma )( Bind off için L1’e 11 numaralı renk kullanılır.)
*** Bind off yapılacak olan sırada arkada örgüler var ise bunların öne alınması gerekir. Bind off’tan önceki ve sonraki sıralarda transfer komutları varsa,Bind off’un bir önceki ve sonraki sırasına 16 numaralı renk verilir.
*** L1’e 11 verilen sırada örgü yapılmaz. Ayrıca örgü iptali vermeye gerek yoktur.Bir sonraki daralan sırada OMDN’leri yerleştirmek gerekir.
Renk No 31-36 ( kısmi transfer yaparak daraltma )( Renk numaraları 61 ( 6 )-63 ve 71 ( 7 ) -73 ile transferler yapılabilir.Sadece tek plaka örgüde yapılabilir.)
Option Line L1 Renk N0 31 fonksiyon = Kafa ve jakar yönü aynı,1x1 transfer
Option Line L 1 Renk N0 32 fonksiyon = Kafa ve jakar yönü aynı,2x2 transfer
Option Line L 1 Renk N0 33 fonksiyon = Kafa ve jakar yönü aynı, yarım yarım transfer
Option Line L 1 Renk N0 34 fonksiyon = Kafa ve jakar yönü ters,1x1 transfer
Option Line L 1 Renk N0 35 fonksiyon = Kafa ve jakar yönü ters, 2x2 transfer
Option Line L 1 Renk N0 36 fonksiyon = Kafa ve jakar yönü ters, yarım yarım transfer
L 2 Jakar kırma 0-18 İğne …..
(En fazla jakar kırma sayısı iki yöne doğru 1 inçtir.10 numara makine için 10 jakar.3 numara jakar için 5 jakar.4 numara makine için 6 jakar kırar.)
Renk No 0-18 = Jakar sayısı 0-18
L 3 0 ,1/4,1/2,1x1 Jakar …..
Renk No 0 = ½ jakar
Renk No 1 = ¼ Jakar
Renk No 2 = 0 Jakar
Renk No 3 = 1x1 Lastik pozisyonu
L 4 Sola sağa jakar ………
( sağa 3 jakar kırmak için : L4=1 L2=3 L3= 0
Sola 3,5 jakar kırmak için:L4=0 L2=3 L3=0
Sağa 1 jakar kırmak için :L4=1 L2=1 L3=2 )
Renk No 0 = Sola jakar
Renk No 1 = Sağa Jakar
( L2,L3,L4’e hiçbir renk tanımlanmadığında ½ veya 0 jakar pozisyonunda örgü yapılır.Jakar kırarak örgü yapılmak istendiğinde,L2,L3 ve L4’e renkler tanımlanır.RT’de üst plakanın jakar kırma kodları,CS’de ön plakanın jakar kırma kodları için bu makinelerin tablolarına bakılması gerekmektedir.)
( L1,L2 ve L3’e jakar kırık durumdayken örgü yaptırmak için renk kodları verilir.Transfer yapılırken desende kullanılan renk kodları,jakar kırma komutunu içerdikleri için transferde bu aralıklarda renk tanımlamaya gerek yoktur.)
L 5 Kafa hızı ( örgüde ) ………… ( Örgüdeki kafa hızını belirlemek için kullanılır.)
Renk No 0 = Yüksek hız
Renk No 1 = Orta hız
Renk No 2 = Düşük hız
Renk No 11-17 = Hız adresleri 1-7
L 5 Kafa hızı ( transferlerde ) ……( Transferlerdeki kafa hızını belirlemek için kullanılır.)
Renk No 0 = Yüksek hız
Renk No 1 = Orta hız
Renk No 2 = Düşük hız
Renk No 11-17 = Hız adresleri 1-7
L 7 Enine desen dağılımı
Renk No 1-10 = Enine desen dağılımı 1-10
L 7 Mekik ayarları
Renk No 11-13 = Mekik ayarları 1-3
L 7 İsteğe bağlı durdurma
Renk No 20 = İsteğe bağlı durdurma
L 7 Duraklama
Renk No 21-23 = Duraklama 1-3
*** Renk No 1-10 ve 11-13’leri aynı anda kullanırsanız hata verir.
*** Bu renk kodları sürekli komutlardır.Yani bir renk verilene kadar eski komut devam eder.
*** Eğer R42e 6 ve 7’yi dönüşümlü olarak kullanılırsa,L7’deki renkleri R4’deki en alttaki 6 ve 7’den itibaren yerleştirilir.
L 8 Jakar renk numaraları
2 sistem makineler
Renk No 12,22,32,42 = 2 Renk A
Renk No 13,23,33,43 = 3 Renk A
Renk No 53,63,73,83 = 3 Renk B
Renk No 14,24,34,44 = 4 Renk A
Renk No 15,25,35,45 = 5 Renk A
Renk No 16,26,36,46 = 6 Renk A
3 Sistem Makineler
Renk No 12,22,32,42 = 2 Renk A
Renk No 13,23,33,43 = 3 Renk A
Renk No 14,24,34,44 = 4 Renk A
Renk No 54,64,74,84 = 4 Renk B
Renk No 15,25,35,45 = 5 Renk A
Renk No 55,65,75,85 = 5 Renk B
Renk No 16,26,36,46 = 6 Renk A
Renk No 56,66,76,86 = 6 Renk B
4 Sistem Makineler
Renk No 12,22,32,42 = 2 Renk A
Renk No 52,62,72,82 = 2 Renk B
Renk No 13,23,33,43 = 3 Renk A
Renk No 53,63,73,83 = 3 Renk B
Renk No 14,24,34,44 = 4 Renk A
Renk No 15,25,35,45 = 5 Renk A
Renk No 55,65,75,85 = 5 renk B
Renk No 16,26,36,46 = 6 Renk A
Renk No 56,66,76,86 = 6 Renk B
6 Sistem makineler
Renk No 12,22,32,42 = 2 Renk A
Renk No 52,62,72,82 = 2 Renk B
Renk No 92,102,112,122 = 2 Renk C
Renk No 13,23,33,43 = 3 Renk A
Renk No 53,63,73,83 = 3 Renk B
Renk No 14,24,34,44 = 4 Renk A
Renk No 54,64,74,84 = 4 Renk B
Renk No 15,25,35,45 = 5 Renk A
Renk No 16,26,36,46 = 6 Renk A
A: Her renk için bir mekik kullanıldığını gösterir.
B: Her renk için iki mekik kullanıldığını gösterir.
C: Her renk için üç mekik kullanıldığını gösterir.
L 9 DSCS
Renk No 1 = DSCS açık/kapalı
Birincisi DSCS Açık
Birincisi DSCS Kapalı
L 10 Merdane çekimi ( Örgüde )
( örgüdeki merdane çekim adresleri verilir.Lastik başlangıcındaki ara ipi için 2 numaralı adres çalışır.3.sıradan başlayarak lastik sonuna kadar 3 numaralı adres,bedende 4-31 numaralı adresler tanımlanır.1.bloktan itibaren yardımcı merdanenin çalışması için 1.sıraya 1 numaralı renk verilir.)
Renk No 1-31 = Çekim adresleri 1-31
L 10 Yardımcı merdane açık
Renk No 1 = ( 1.sırada ) açık
L 10 Merdane açık ( transferde )
Renk No 1-31 = Çekim adresleri 1-31
L 12 Alıcı Çelik
Alıcı çelik komutu nopene kalkması gereken iğneye alıcı pozisyonunda kaldırır.Düşürme komutu düşürme olan yerlerde,iğneleri vericiye kaldırarak daha rahat düşürme yapmayı sağlar.
Renk No 1 = Alıcı çelik çalışsın
L 12 Düşürme
Renk No 2 = Verici çelik çalışsın ( Düşürme )
L 13 Üst yatağı kullanarak Transfer( RT için )
Renk No 1 veya 10 = Üst plakayı kullanarak transfer.( 0 jakar dahil tüm transferlerde )
Renk No 11 üst plakanın Jakar kırma sayısı 1 iğneden daha fazla olan transferlerde
Renk No 12 üst plakanın Jakar kırma sayısı 2 iğneden daha fazla olan transferlerde
Renk No 13 üst plakanın Jakar kırma sayısı 3 iğneden daha fazla olan transferlerde
Renk No 14 üst plakanın Jakar kırma sayısı 4 iğneden daha fazla olan transferlerde
Renk No 15 üst plakanın Jakar kırma sayısı 5 iğneden daha fazla olan transferlerde
Renk No 16 üst plakanın Jakar kırma sayısı 6 iğneden daha fazla olan transferlerde
Renk No 17 üst plakanın Jakar kırma sayısı 7 iğneden daha fazla olan transferlerde
Renk No 18 üst plakanın Jakar kırma sayısı 8 iğneden daha fazla olan transferlerde
Renk No 19 üst plakanın Jakar kırma sayısı 9 iğneden daha fazla olan transferlerde
Renk No 20 üst plakanın Jakar kırma sayısı 10 iğneden daha fazla olan transferlerde
Renk No 21 üst plakanın Jakar kırma sayısı 11 iğneden daha fazla olan transferlerde
Renk No 22 üst plakanın Jakar kırma sayısı 12 iğneden daha fazla olan transferlerde
Renk No 23 üst plakanın Jakar kırma sayısı 13 iğneden daha fazla olan transferlerde
Renk No 24 üst plakanın Jakar kırma sayısı 14 iğneden daha fazla olan transferlerde
Aynı sırada birden fazla jakar kırma varsa küçük jakar,daha sonra sola jakar önceliklidir.
L 14 Ön plakanın jakar kırması ( CS için ).
Jakar kırma komutu yalnızca örgü sırası için geçerlidir.Transfer için renk kodlarında jakar komutu bulunduğu için l13’e renk tanımlamaya gerek yoktur.Ön veya arka plakanın jakar kırması için komut verilmediyse 0 veya ½ jakar pozisyonunda örgü yapılır.Jakar kırık durumdayken örgü yapılması için renk tanımlanır.
Renk No 1-18 = sola 1-18 jakar kırma
Renk No 101-108 = sağa 1-18 jakar kırma
Sağa sola en fazla jakar kırma sayısı makine numarası kadardır.10 Numara makine için 10jakar.3 Numara makine için 5 jakar.4 Numara makine için 6 jakar kırılabilir
İĞNE TÜRLERİ
Örme makinelerinde değişik üç tür iğne kullanılmaktadır.Bunlar
a.)Kanca uçlu iğne (dilli iğne )
b.)Esnek uçlu iğne ( veya gözlü iğne )
c.)Sürgülü iğne ( veya bileşik iğne )
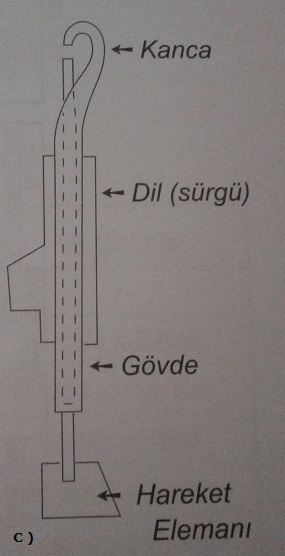
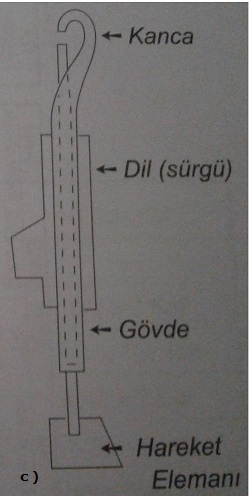
İğne tiplerine bağlı olarak örme hareketleri ve makine dizaynları da farklı olmaktadır. Aşağıda üç değişik iğne tipi, iğnelerin çeşitli parça ya da bölümlerinin isimleriyle birlikte gösterilmektedir.Bir örme iğnesinin en önemli iki bölümü,kancalı ucu ve kuyruk bölümleridir.Kancalı uç ilmek oluşumunu ve ilmeğin çekilmesini sağlar.Kuyruk bölümü ise iğnenin düşey yönde yapacağı hareket sırasında hareket elemanlarınca itilen bölümdür.İğnenin baş ve kuyruğu arasında kalan bölümüne gövdesi denir.
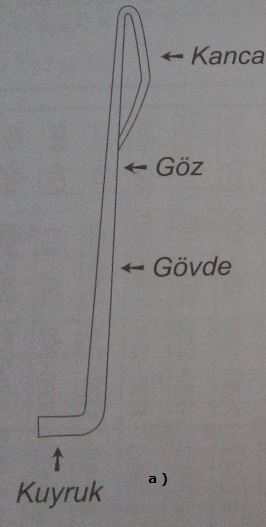
Aşağıda görülen iki uçlu iğne tek başına ilmek transferi sağlayan özel bir iğne tipidir.
![]()
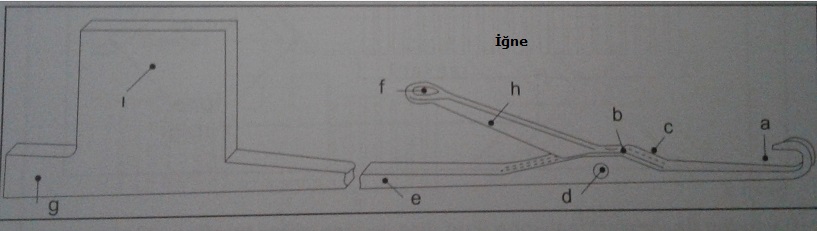
İĞNE
Günümüzde en çok tercih edilen iğne dilli iğnedir.Bugün yeni makinelerde kullanılmak ve bozulanları değiştirmek üzere milyonlarca dilli iğne üretilir.Örgü makinesinin kalbi diye anılan iğne iki bölümden yapılmıştır.İğne üreticisi tarafından bir araya getirilen gövde ve dildir.Son derece kalite çelikten yapılmış iğne gövdesi işlevlerine göre çeşitli bölümlere ayrılır,Aşağıdaki şekilde iğnenin bölümleri
a-) Kanca, b-) Dil bağlantısı, c-) Bağlantı yatakları ,d-) Dil aksı,e-) İğnenin gövdesi, f-) İğnenin ayağı, g-) Kuyruk
Dilin bölümleri ise h-) Dil aksı ,ı-) Dil Kuşağı görülmektedir.
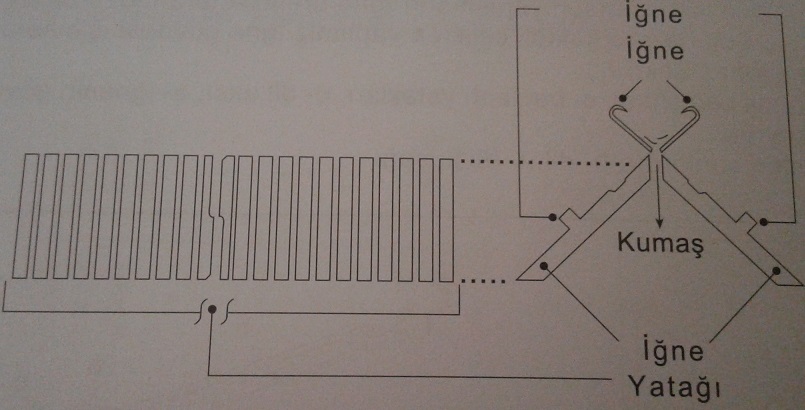
İĞNE YATAĞI
Örgü makinesinde kullanılan iğne sayısı oldukça fazladır.Bunlar çelikten mamül düz plakanın üzerine dizilirler.İğnelerin,içinde kayıp ilmek oluşturması için iğne yatağına yivler açılmıştır.Aşağıda iğneler yerleştirilmiş iğne yatağı görülmektedir.
Aslında her örgü makinesinde iki iğne yatağı vardır.Yaklaşık 100 derecelik bir açıda dururlar.Her iki taraftaki iğneler örmek üzere alçalırken birbirine çarpmasınlar diye bır plakanın yivleri diğer plakadakilerin arasına gelecek şekildedir.
İNCELİK
İncelik,düz örgü makinelerinde iğne yatağında 1 inçh’teki ( 2,54 cm ) iğne sayısı ile belirlenir.Bu incelik iğne yatağı yivleri açılırken tespit edilir.Makine inceliğindeki iğnelerin inceliği yivlerin derinliği ve yivlerin arasındaki mesafe birlikte hesaplanır.İncelik kumaşın yoğunluğunda,görüşünde ve kumaşların kalınlığında en önemli faktördür.
PLATİN
Bütün modern örgü makinelerinde ilmek fonksiyonuna, ilave örgü elemanları karışır.Bunlara platin denir.Bu platinler iğne yatağı yivlerinde iğnelerle beraber dizilidir.Formları imalatçı firmalara göre değişiklikler arz eden platinler desenlendirmede gerekli iğnelerin seçilmesinde kullanılır.Bunlar arasında ara platin ( iğne ve başka platin arasında kullanılan ) ve seçici platini ( doğrudan seçici ünitede kullanılan ) sayabiliriz.

İLMEĞİ OLUŞTURAN TEMEL MAKİNE PARÇALARI SEMER
Genelde örgü sırasında iğne yatağı sabittir.Buna istisna bazı desenlere imkan tanımak için bir plakanın diğerine göre kısıtlı olarak kaymasıdır.
İğneleri yivlerde hareket ettirmek için üzerinde çelikler bulunan bir semer yataklar üzerinde gezerek iğne ayaklarını çeliklerin kavisli kanallarını izlemeye zorlar.Bu sayede iğneler yükselip alçalarak yeni bir ilmek oluşturur.Aşağıdaki şekilde görülmektedir.
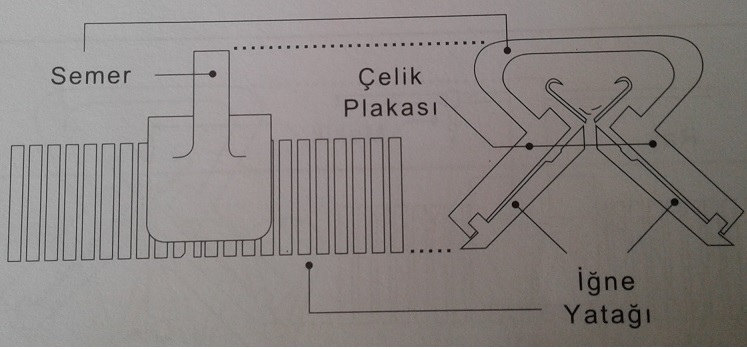
Semer, paletlere sabitlenmiştir. Adım motorlarından alınan hareketle paletler, semeri plaka boyunca taşır. Adım motorları semerin istenilen noktadan (turunu tamamlamaya gerek kalmadan) geri dönüşünü sağlamaktadır. Üzerinde mekik tulumbalarını, çelik plakasını (tablasını), ayar motorlarını, iğne stobunu, fırçaları, may bastırıcılarını bulunduran ve çalışma esnasında mekikleri örgü alanı boyunca taşıyan makine elemanıdır.

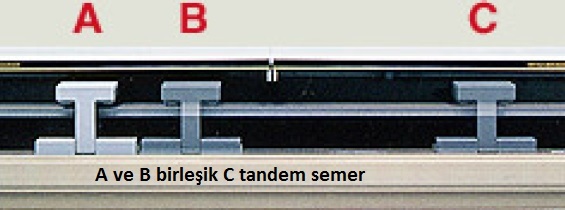
Elektronik triko makineleri tek ve çift semerli makineler olmak üzere ikiye ayrılır. Semerler, ayrı ayrı çalışabildiği gibi birlikte de çalışabilir. Uzun makinelerde daha fazla üretim yapabilme adına aynı anda iki ayrı parça örebilmek için semerler ayrı ayrı çalıştırılabilir.

Semerlerin birbirinden ayrı çalışmasına “tandem” denir. Düz geniş ende parça örmek için kuşak adı verilen demir parça ile semerler birleştirilir. Semerlerin birleştirilmiş şekilde çalışmasına “birleşik kafalı” denir. Böylece tek semer gibi çalışabilir.
Çift semerli makineler
1+1 = 2 sistemli
2+2 = 4 sistemli
3+3 = 6 sistemli makinelerdir.
MEKİK
İğne inişe geçtiğinde yeni bir ilmeği meydana getirecek iple beslenmelidir,Bu işi semer tarafından iğne yatağı boyunca taşınan mekik görür.Bobinden gelen ipliğin mekikle taşınması aşağıda görülmektedir,Tek bir mekik sıra ile iğnelere yeni örgü sıralarını yaptırır.Basit örgüde iplik kumaşın bir ucundan diğerine örgü sırasındaki bütün ilmekleri oluşturur.
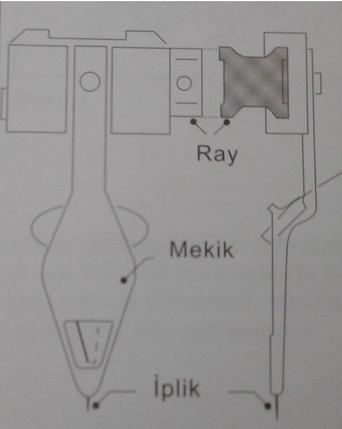
Tek bir mekik sıra ile iğnelere yeni örgü sıralarını yaptırır.Basit örgüde iplik kumaşın bir ucundan diğerine örgü sırasındaki bütün ilmekleri oluşturur.
İplik kılavuzlarının (mekiklerin) örme makinesindeki görevi, bobinlerden gelen ipliği uygun şekilde iğnelere vermektir. İpliğin iğnelere son yönlendirdiği nokta mekiklerdir. Mekikler düz ve yuvarlak örme makinelerinde farklı şekillerdedir.
Düz örme makinelerinde mekikler örgü alanında hareketlidir. Semer kafa ile taşınmaktadır. Yuvarlak örme makinelerinde mekikler sabittir. Her sistem için bir mekik kullanılır.Yapılan örgünün niteliğine göre çeşitli yapıdaki mekikler seçilebilir( Normal örgü mekiği,İntersia mekiği,Split mekiği,Vanize mekiği…. )
NORMAL ÖRGÜ MEKİĞİ
Genel kullanımlar içindir. Mekikler makine üzerindeki raylar üzerinde hareket ederler. Toplam 4 ray ve bu raylar üzerinde toplam 16 mekik bulunur.( 8 sağ,8 sol; her rayda 2 solda 2 sağda ).Her mekik taşıyıcı semerde bulunan pimler tarafından hareket ettirilir.

İNTERSİA MEKİĞİ
İntersiya örgülerdeki zaman kaybının önlemek için tasarlanmıştır. Normal mekiklerde yapılan intesia örgülerde “kick” denen mekik taşıma olayları yüzünden 2-3 kafa geçişi için 1 sıra örgü elde edilirken intersia mekiği kullanıldığında her geçiş için 1 sıra oluşumu sağlanır ki bu da üretimin 2-3 katına çıkması demektir.

VANİZE MEKİĞİ
Bir tek mekikten farklı özellikte iki iplik besleme imkânı sunar. Bu iplikler istendiklerinde önde ve arkada gösterilebilir.

SPLİT MEKİĞİ
Ajurlu modellerde oluşan deliklerin oluşmasını engeller.Mekiklerden geçen iplik-cam sistemiyle örme kumaşa dönüşür. Sürekli kumaş oluşumu için oluşan örgünün aşağıdan çekilmesi şarttır. Bu da merdane sistemiyle sağlanır.
MERDANE
Yeni ilmek oluştururken iğnenin alçalışı sırasında ağzındaki eski ilmeğin kurtulmaması gerekir.Bu çok önemli faktör olmaz ise,iğneler kancalarını boşaltmazlar,eski ilmekler dilin üzerinden atlayamazlar ve yeni ilmek oluşmaz.
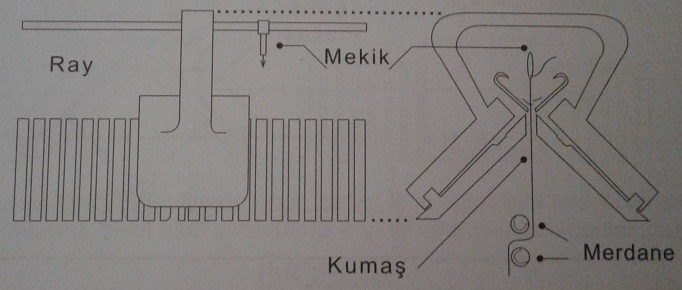
İlmeklerin iğnelerden kurtulma eğilimini kısıtlayan çeşitli metodlar vardır.En basit ve en eskisi kumaşı aşağıdan çekerek yerinde tutmaktır.Bu işlem için merdane kullanılır.Hem iğnelerin hareketi sırasında belirli bir gerginlik sağlayabilmek hem de yeni oluşan sırayla uzayan kumaşı aşağıya çakabilmek amacıyla bir gerilim uygulanır.
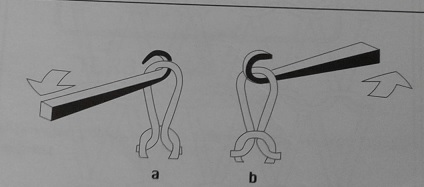
İLMEK
Düz ilmek aşağıdaki şekilde görülmektedir.İlmek iğne tarafından önceki ilmeğin içinden örülür.
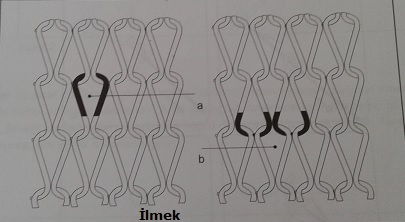
Şekil a’ da başı iğne tarafından tutulan ilmek görülmektedir.Komşu ilmeklere bağlanan ipliğin ucu bazı tip makinelerde bastırıcı platin tarafından tutulur.Şekil de olduğu gibi bazı yapılar simetriktir.Makineden çıktığında ilmeğin bölümlerinin teşhisi çok zordur.Kumaşın yönü bile zor görünür.
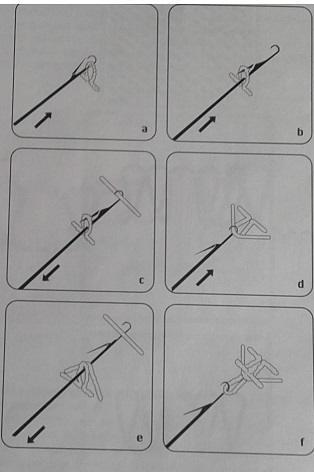
DOLU İĞNE VE İLMEK OLUŞUMU

Burada ;
a) eski ilmek,
b) İğne yükselir,ilmek kapağının üzerinden düşer,
c) Mekik geçerek yani ipliği iğne ağzına verir,
d)İğne aşağıya inerken eski ilmek iğne kapağını kapar,iğne yakaladığı ipliği eski ilmeğin içine doğru yönlendirir,
e) Yeni ilmek,eskisinin içinden geçer,
f) yeni ilmek hazırdır.
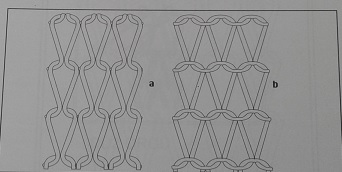
ÖN VE ARKA YÜZLER
Aşağıdaki şekilde görüldüğü gibi bazı örgüler arka taraftan bakıldığında değişik görünürler.
Her iki tarafta da ön yüz olarak kullanılabileceğinden ayakları görünen ilmeklerin ön yüzde kabul edilmesi adettendir.Arka yüzde ise ilmeklerin kavisli tepeleri görülür.Eğer iğne,ilmeği kumaşın karşısındakine doğru çekiyorsa düz ilmek oluşur.Ters yönde çekiyorsa bu ters ilmek meydana gelir.
ÖN VE ARKA YÜZ
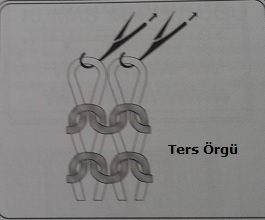
DÜZ ÖRGÜ VE TERS ÖRGÜ
Düz ve Ters terimleri yalnızca teknik referanslardır ve örgü kumaşın önü veya arkası anlamına gelmez.
YENİ İLMEK ( RİB ) OLUŞUMU
SÜTUN
Aynı iğnenin üst üste örülmesi ile oluşan dikey bir örgü sırasıdır.Sütunların yoğunluğu ( 10 cm.deki ilmek sayısı ) kumaşın özelliklerini,görüntüsünü,işleyişini etkileyen önemli bir faktördür.Bu yoğunluk iğnelerin kalınlığı ile bağlantılı olduğu kadar,iplik parametreleri,ilmek ayarları gibi örgü şartları ile de ilgilidir.

SIRA
İlmeklerin yatay sırası olup yan yana iğnelerin bir semer hareketi sırasında örmesiyle oluşur.Sıra yoğunluğu kumaşın özelliklerini ve makinenin üretim hızını çok etkiler.Uzun ilmeklerle kumaş gevşek olur fakat makineden çabuk çıkacağı için maliyeti düşer.
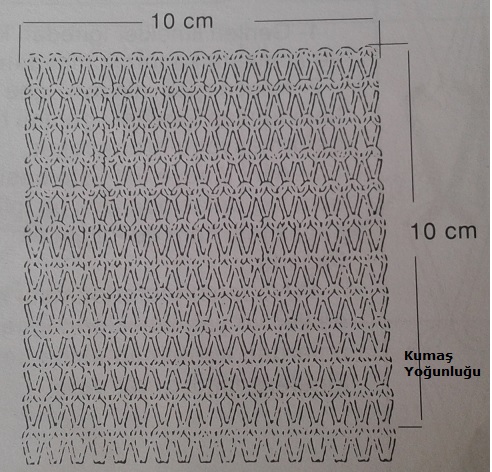
KUMAŞ YOĞUNLUĞU
Bir kare alanda sütun ve sıra yoğunluğunun beraber ölçümüdür.Bir çok ülkede standart ölçü aşağıdaki şekilde görüldüğü gibi 100 santimetre karede ( 1 metre kare ) yapılan ölçümdür.Hata payını asgariye indirmek amacıyla daha geniş alanda ölçmek tercih edilir.
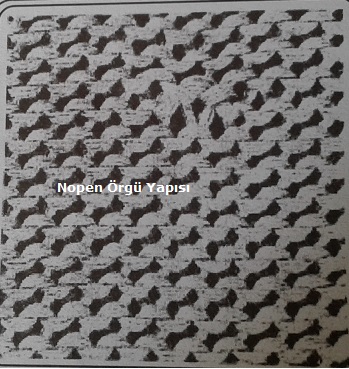
NOPEN
Bu tip örgünün ilmek yapısı aşağıdaki şekilde görülmektedir.Şunlara üzerinde dikkatle durulmalıdır;
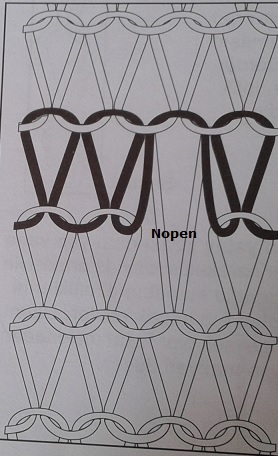
1-Nopen başlama işi siyahla belirtilen sırada gerçekleşmiştir.Alttaki sıranın deforme olması ancak bu işlemden sonradır.
2-Nopenden bir önceki i ilmek çizimdeki uzayan ilmektir. Diğerleri örülürken o iğne ağzında kaldığı için uzamıştır.Oysaki kendi örüldüğü sırada diğerlerinden farksızdır.
Nopen basma makinenin her turunda yapılabilir.Aynı iğneyle ard arda nopen basılırsa aşağıdaki görüntü elde edilir.Burada;

1-Gerilen ilmekler iğneden kurtulunca büzülecekler ve kumaşta kabarcık meydana gelecektir.
2-Nopen işleminin aynı iğne üzerinde tekrarlanması hem tutulan iğnedeki gerilimi hem de aynı iğnelerdeki deformasyonu arttıracaktır.
3-Aynı iğneye üst üste basılabilecek nopen sayısı hem her defasında yeni bir ipliği tutan iğne başlarının kapasitesi hem de ipliğin elastikiyet ve sağlamlığına bağlıdır.
4-Nopenin tekrarlanması merdane çekimini de etkiler ve yan ilmeklerin iğnelerle beraber yükselip onlardan kurtulmamasına sebep olabilir.Bu da iğnelere ciddi zarar verir.
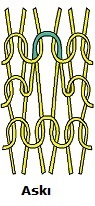
NOPEN ( İĞNE AĞZINDA BİRİKTİRME )
NOPEN ÖRGÜ YAPISI
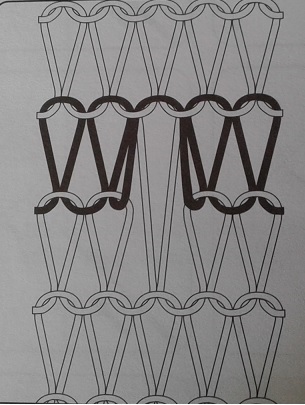
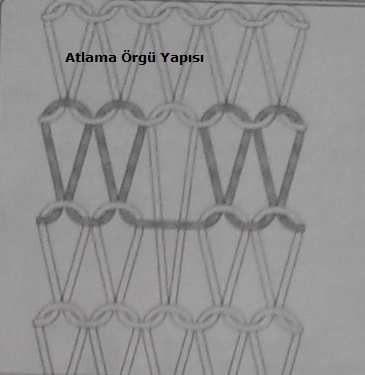
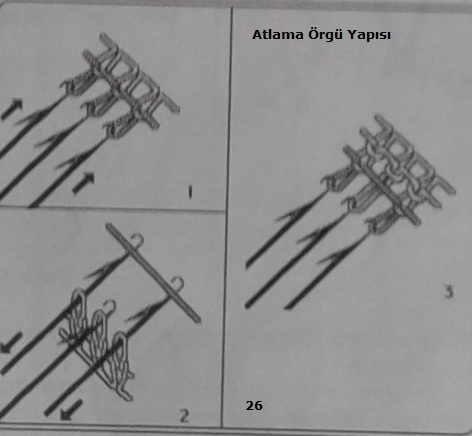
ATLAMA
Aşağıda görülen şekilde ;
1-Çizimdeki üç iğne kancalarında yeni oluşmuş ilmekle dinlenme pozisyonundadır.Bunlardan ikisi örgüye kakarken üçüncüsü hareketsiz kalmaktadır.Aktif iğneler çelik yapısından dolayı aynı anda değil de sırasıyla örgüye kalkmaktadır.
2-İki ören iğnenin ilmekleri dilin üzerinden atılmaktadır.Alçalırken mekiğin ucundaki ipliği de kapmaktadır.Çalışmayan iğne kancasında ilmeği asılı tutmaktadır.
3-Çalışan iğneler eskilerinin üzerine yeni ilmek oluşturmaktadır.İplik,örmeyen iğnelerin sütununun üzerinden atılmaktadır.Diğer sütunlarda yeni maylar oluştuğu ve kumaş merdane tarafından çekildiği için bu iğnede asılı ilmek uzamaktadır.
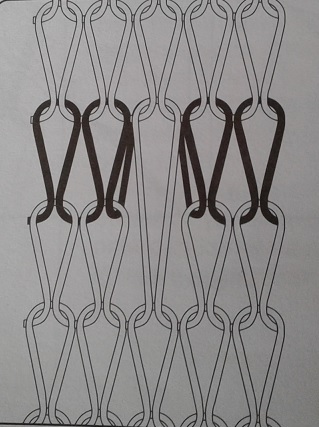
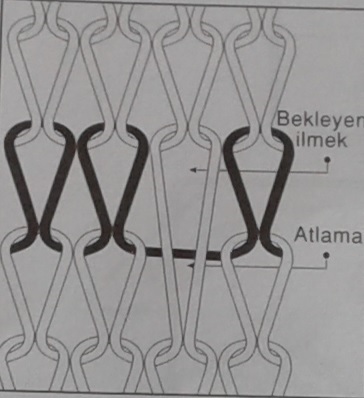
Aynı iğnede arka arkaya atlatma yapmak mümkündür.Aşağıdaki şekilde görülmektedir.
Burada şunlara dikkat etmek gerekmektedir ;

1-Üst üste atlama çalışmayan ve yan iğnelerde gittkçe artan baskı oluşturur.
2-Çalışmayan iğne yeni iplik kapmadığından üst üste yapılabilecek atlama sayısı sadece uzayan ilmeğin elastikiyet ve dayanıklılığı ile sınırlıdır.
3-Atlamanın tekrarlanması merdanenin yan iğnelere uyguladığı çekimi etkiler.İlmekler iğnelerle beraber yükselirler,dilden atlayamazlar ve örgü elemanlarında ciddi hasarlar meydana gelir.
ATLAMA ÖRGÜ YAPISI
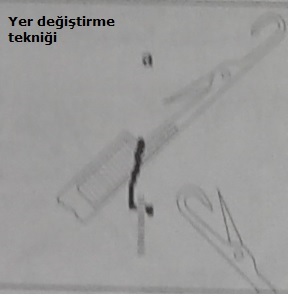
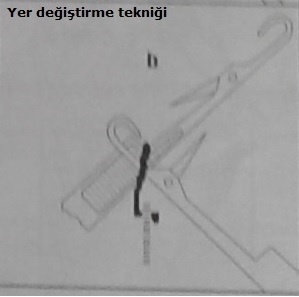
YER DEĞİŞTİRME YEKNİĞİ İLE OLUŞTURULAN ÖRGÜ YAPILAR
Ter değiştirme tekniği,lısaca,çift plakalı makinelerde ilmeğin bir plakadan diğre plakaya aktarılarak ,farklı bir jakar pozisyonunda yine aynı plakaya alınması olarak tanımlanabilir. Yer değiştirme tekniği ile değişik efektler elde edilebilir.Ajur,yürütme ( aran ) ve saç örgü diye tanımladığımız yapılar bunlardandır.

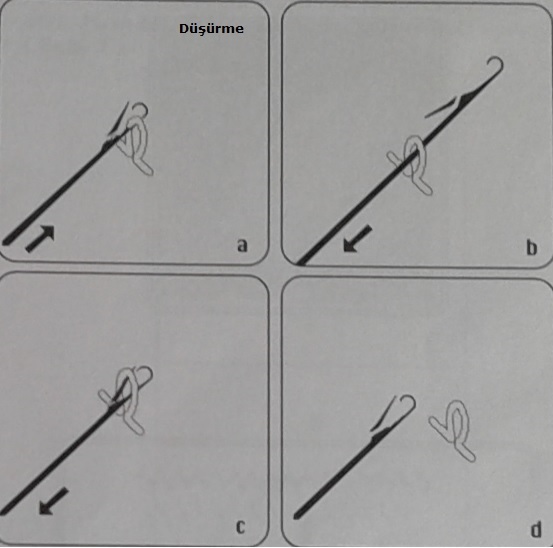
DÜŞÜRME
a.)Düşürülecek ilmek iğnenin ağzında
b.) İğne yükselerek örgüye kalkar,ancak sistem mekik almamıştır.İlmek iğnenin kapağını açar.
c.)Yükselen iğne inmeye başlar,kapak iğne tarafından kapanır.
d.) İlmek düşürülmüştür.
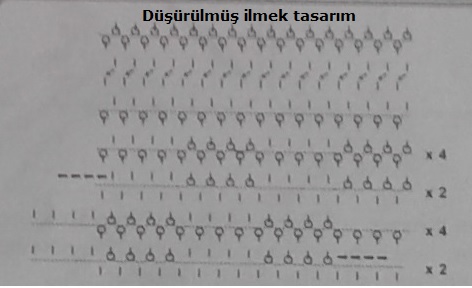
DÜŞÜRÜLMÜŞ İLMEK TASARIMLAR
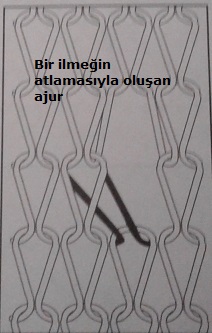
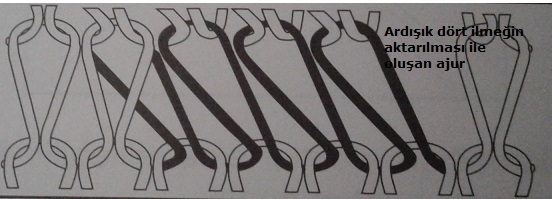
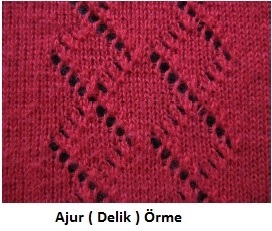
AJUR
Kısaca delikli örgüler olarak tanımlanabilir.Ajur bir plakadaki bir ya da daha çok sayıda ardışık ilmeğin diğer plakaya aktarılarak,bir sağa bir sola jakar kırılması ve tekrar aynı plakaya transferi sonucunda oluşur.
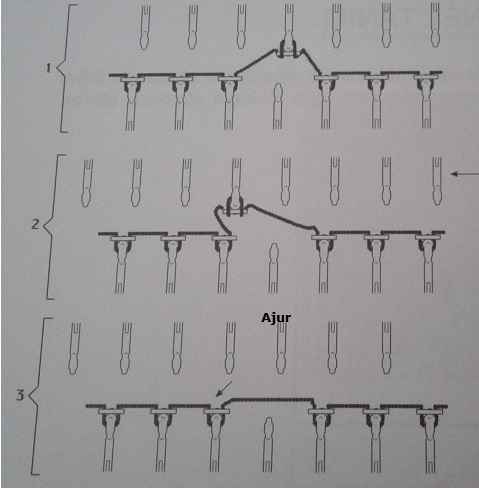
Burada ;
1-İlmek arka plakaya aktarılır.
2-Sağa veya sola jakar kırılır ve arka plakadaki ilmek öne alınır.
3-Aktarmayla birlikte bir iğne boş bırakılır.
Ajur yapıların en belirgin özelliği, aktarma sonucu boş kalan iğne üzerine oluşan deliktir.
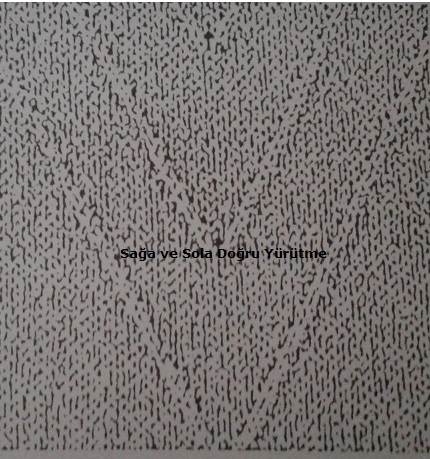
YÜRÜTME ( ARAN )
Yürütme,structure örgülerde ,verev olarak örgü boyunca ilmeklerin sağa ve sola doğru deliksiz olarak kaydırılması olarak tanımlanır.
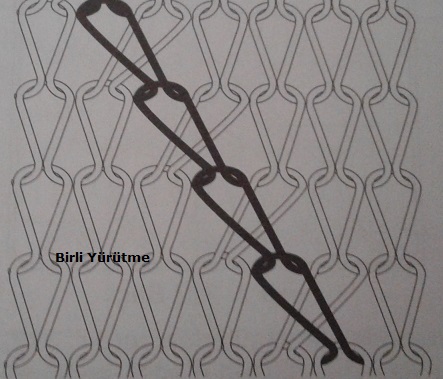
Bu esnada ( n ) kadar ilmek ön plakadan arkaya aktarılırken ( n-1 ) tane ilmek sağa veya sola 1 jakar kırılarak ön plakaya alınır.Arka plakada kalan bir ilmek ise ters yöne ( n-1 ) jakar kırılarak ön plakadaki boş iğneye aktarılarak işlem tamamlanır.( n ) genellikle 3 veya 4’tür.Yani 2 ya da 3 ilmek sağa ve sola bir jakar kırılarak ön plakaya alınırken arkada kalan bir ilmek ise aksi yöne 2 veya 3 jakar kırılarak boşalan iğneye aktarılır ve ajurdaki gibi delik açılmamış olur.
SAÇ ÖRGÜSÜ
Birden fazla ilmeğin yer takası olarak tanımlanabilir.n=2k olmak üzere ,n tane ilmeğin ön plakadan arka plakaya aktarılarak k tane ilmeğin sağa ve sola k jakar kırılarak ön plakaya aktarılması,diğer k tane ilmeğin ise aksi yöne k kadar jakar kırılması ile ön plakaya diğer ilmeklerin yerine aktarılması sonucu basit bir saç örgüsü oluşturulur.
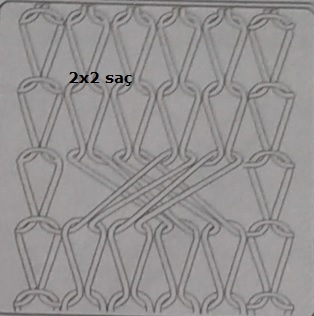
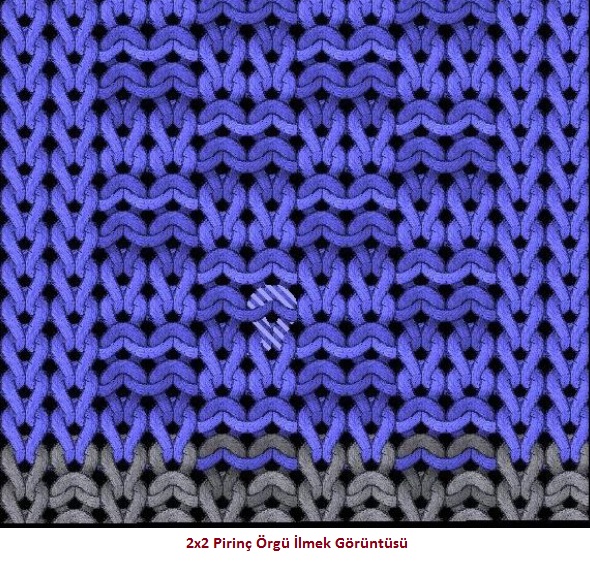
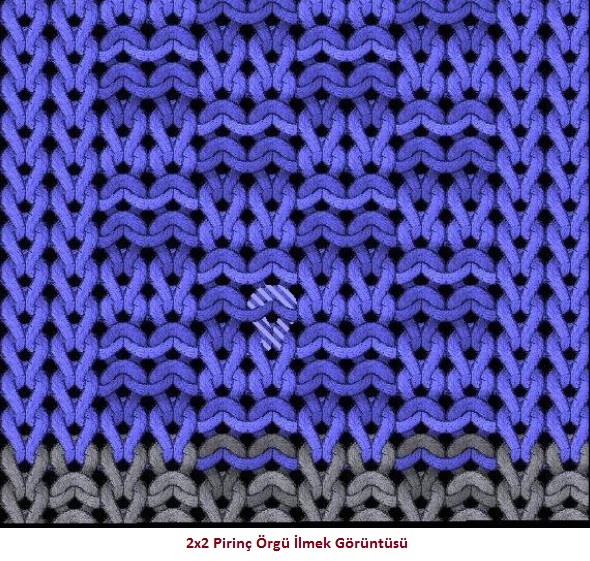
Yukarıda 2x2 saç örgüsüne örnek görülmektedir.Burada saçık her kolu iki ilmekten oluşmaktadır.
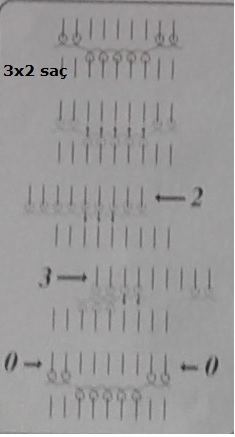
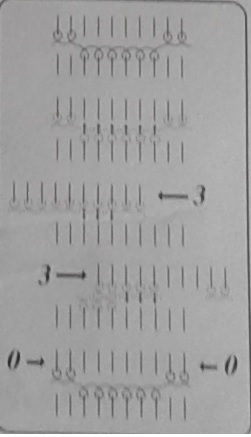
Kolları farklı ilmek sayılarında saç örgüleri de vardır.3x2,4x3 gibi.Bu durumda saç örgü n=m+k olmak üzere n ilmekten oluşur.n adet ilmek arka plakaya aktarılır.m adet ilmek k kadar jakar kırılarak ön plakaya aktarılır.Bunu takiben k adet ilmek ise m kadar jakar kırılarak ön plakaya alınır ve saç atma işlemi tamamlanmış olur.
SAÇ ÖRGÜSÜNDE RAHATLAMA TEKNİKLERİ
2X2 saç örgüsünde kimi zaman hiç rahatlatma kullanılmadığı görülür.Saç örgü kollarının ikişer ilmekten oluşması ve saçı atarken jakarın sağa ve sola iki iğne mesafesi kadar kırılması uygun ayardaki bir saç örgü parçada fazla gerilme meydana getirmeyebilir.Bu gibi durumlarda herhangi bir rahatlatma tekniği gerektirmeyen 2x2 saç örgüsü,daha sıkı ayarlarda veya daha düşük mukavemetli ipliklerin kullanımında bizi rahatlatmamalıdır.Bu bizi bir saç tekniği uygulamaya zorlayabilir.
En basit rahatlatma tekniği,saçı atmadan son örgü sırasında saçın önce bir kolunu,sonra diğer bir kolunu öldürmemek,burada atlama yapmaktır.
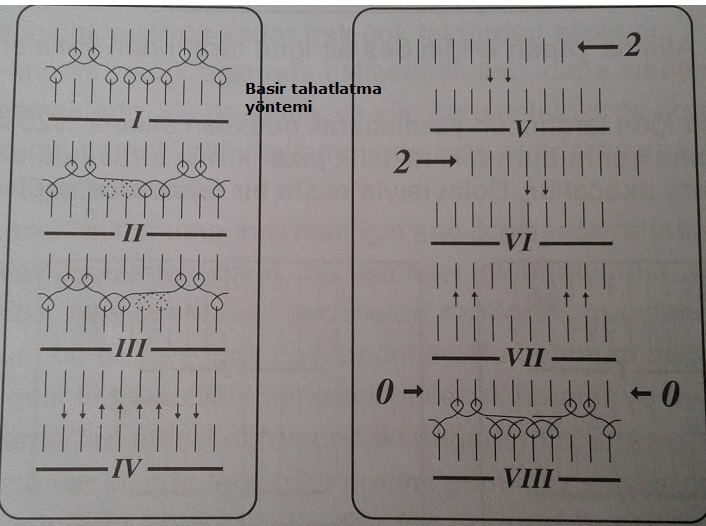
Yukarıdaki şekilde görüldüğü gibi aktarmadan önceki ilk yarım sırada saçın önce atılacak kolu,ikinci yarım sırada ise sonra atılacak kolu öldürülüyor.Bu arada diğer kollar örülmeden bekletiliyor,yani burada atlama yapılıyor.Bu işlemler çerçevesinde rahatlatma gerçekleşmiş oluyor.
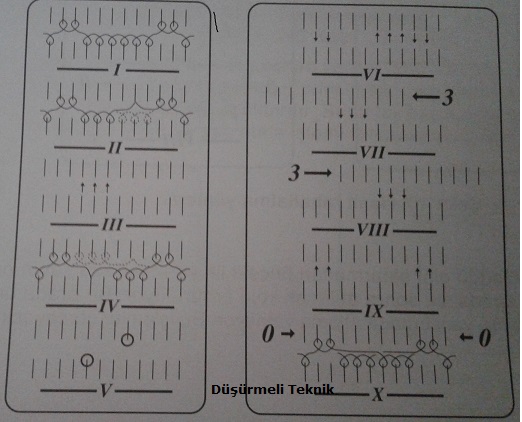
DÜŞÜRMELİ TEKNİK
Düşürme,saç örgünün rahatlatma aşamasında atlama yapan ipliğin,boş plakadaki bir iğne tarafından tutulması ve mekik almayan bir sistem tarafından bu iğnenin çalıştırılması sonucu ( boşaltılarak ) bırakılması esasına dayanır.
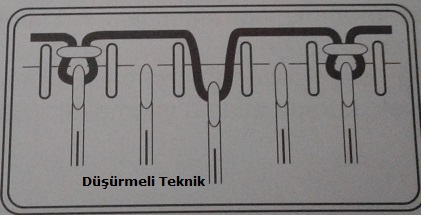
Bu esnada boş bir iğne tarafından yakalanarak bırakılan atlama %25 ile %50 arasında uzar.Daha sonra buradaki fazlalık jakar kırma sırasında saç örgüyü oluşturacak ilmeklere akacaktır.Dolayısıyla extra bir rahatlama sağlanmış olacaktır.
SAÇ ÖRGÜLÜ MAMÜL ÜRETİMİHDE KARŞILAŞILAN PROBLEMLER
Düz örmeçilikte meydana gelen problemlerden en önemli kısmı saç örgülü ürünlerin üretimi esnasında gerçekleşir.
Saç örgülerde karşılaşılan başlıca problem jakar kırma ve aktarma esnasında örgüde meydana gelen yırtık,patlak ve kaçıklardır.Bu yırtık,patlak ve kaçıklar saç örgünün tipinden,kumaş sıklık ayarına kadar pek çok faktörden etkilenir.
Yani belli bir kumaş sıklık ayarında çalışabilen saç ,daha sıkı bir kumaş ayarında problem çıkarabilmektedir.Ya da akrilik ve yün karışımlı ipliklerde problemsiz çalışabilen belli bir tip saç örgü,pamuk ipliği kullanımında aynı ayarlarda yırtık,patlaklar ya da kaçıklara neden olabilmektedir.
İşte bu problemleri minimuma indirmek için saç örgülerde rahatlatma teknikleri dediğimiz teknikler uygulanmaktadır.Bu teknikler saçın atılması,yani jakar kırma ve aktarma esnasında,iplik üzerindeki gerilmeleri azaltarak,meydana gelecek örgü hatalarını optimum bir değere indirmeyi hedefler.Bu optimum değer kabul edilebilir değer anlamına gelir ki,genellikle tamir edilebilecek hatalar ve uygun değerleri aşmayacak miktarda fire eldesi durumundaki değerlerdir.Sıfır fireli üretimin hiçbir sektörde olamayacağı hiçbir zaman unutulmamalıdır ki ancak teknolojik gelişmelerin sonsuz olduğu da düşünüldüğünde şimdi belki değil ama ileriki yıllarda bunun mümkün olacağı da göz ardı edilmemelidir.
YIRTIK
3x3 saç örgü üzerinde yapılan çalışmada saç örgünün tam ortasındaki ilmeğin birleştiği noktada olduğu görülmüştür.
Ayrıca bu yırtık uygun ayarlarda,yani kabul edilebilecek kumaş tuşesini sağlayacak kumaş sıklık ayarlarında çalışırsak,ikinci kolunun arka plakadan ön plakaya aktarılması esnasında meydana gelmektedir. Herhangi bir rahatlama tekniği kullanılmada yapılan bu çalışmada yırtığı hangi aşamada meydana geldiği aşağıdaki ilmek şemasında görülmektedir.
![]()
PATLAK
Yırtık genel olarak ipliğin kopuşu sonucu kumaşta açılan birkaç ilmek genişliğinde deliklere denir.Patlak ise,daha büyük çaptaki yırtıklar olarak nitelendirilebilir.Patlaklardaki delik kumaştaki gerilme sonucu ipliğin akmasıyla beş,altı ya da daha fazla ilmek büyüklüğüne ulaşmıştır.Patlaklardaki kopuş kimi zaman iki yerde meydana gelir.Buna ayarın çok sıkı ya da iplik esnekliğinin düşük olması sebep gösterilebilir.Patlaklar genellikle tamiri imkansız hatalardır ve onarılmış olanlar genellikle defolu olarak değerlendirilirler.
KAÇIK
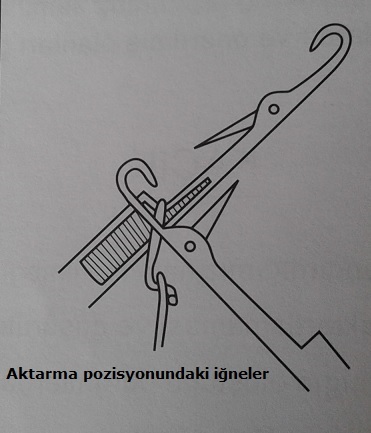
Saç örgüde kaçık olarak adlandırdığımız hata ise ilmeğin jakar kırmadan sonra arka plakadan ön plakadaki iğneye aktarılmaması ve düşürülmesi sonucu ortaya çıkar.Burada iplikte kopuş yoktur.Kaçığın oluştuğu durumlarda genellikle kumaş ayarı sıkı,iplik mukavemeti yüksek ve iplik esnekliği düşüktür.
İplik mukavemetinin yüksek,esnekliğinin ise düşük olması,jakar kırma esnasında iğne uçlarının bir miktar eğilmesine neden olur. Bu durumda aktarma esnasında ön ve arka plakadaki iğneler birbirini karşılayamaz ve iğnenin boşa kalkıp inmesiyle kaçık oluşur.Başka bir durumda ise jakar kırıldığında iğneler karşı karşıya geldiği halde gergin durumdaki iplik ve ilmekler iğnenin aktarma yayını iğneye yapıştırırlar.Bu durumda da kalkan iğne,aktarma yayı arasına girmeyecek ve aktarma gerçekleşmeyerek,kaçık meydana gelecektir.
Kaçığın bir başka sebebi ise ilmek ayarının haddinden fazla açık olmasıdır.Bu durumda merdanenin çekişi yeterli olmamakta,açık ayar basan iğnenin ayar çeliğinin baskı alanından geçtikten sonra geri gelmesiyle,ağzındaki ilmeğin boşta kalarak iğnenin ağzından kaçması sonucu kaçık oluşur.
Ancak bu kaçık türünün saç örgülerle alakası yoktur.Ayar sıkılması veya merdane çekiminin arttırılması ile bu kaçığın engellenmesi mümkündür.
Yukarıda aktarma pozisyonundaki iğneler görülmektedir.Burada aktarmada almaya kalkan iğne,karşı iğnenin yayına girmediğinden dolayı kaçık oluşur.
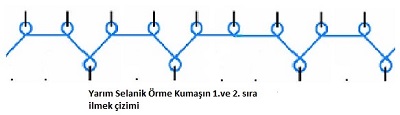
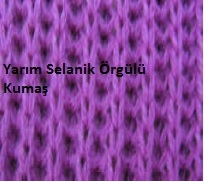
YARIM SELANİK ÖRGÜ KUMAŞ ANALİZİ
Yarım selanik örgülerin tam selanik örgülerden farkı, örgü raporunun iki sırada bir tamamlanmış olması ve ön yüzeyde oluşan ilmeklerin tam selanik örgüdeki ilmeklere göre daha küçük olmasıdır. Yarım selanik örgüde, ilmek ve askı kombinasyonu ile oluşturulan tek iplikli atkı örme söz konusudur. Örgü raporu iki sıradan oluşur.Ön yüzde birinci sırada, bir iğne bir ilmek diğer iğne askı yapar (Bir sıra dolu iğne rib yapar.)İkinci sırada ise tüm iğneler ilmek yapar, yani örme işlemini yapar (Alt silindirdeki iğneler ilmek, üst silindirdeki iğneler askı işlemi yapar.). Kumaşın arkasında boyuna yönde belirgin fitil yapıları görünürken ön tarafta birbirine bitişik düz ilmek çubukları görülür.
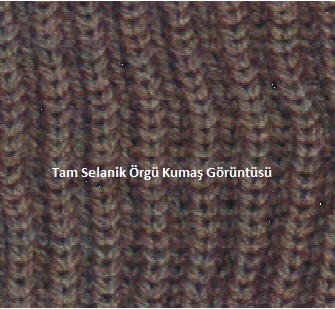
TAM SELANİK ÖRGÜ KUMAŞ ANALİZİ
İlmek ve askı kombinasyonu ile oluşturulan tek iplikli ve iri örgülü kumaşlar için uygulanan bir örme tekniğidir. Birinci sırada alt silindirdeki iğneler ilmek, üst silindirdeki iğneler ise askı oluşturur. Diğer sırada ise ilk sıradaki işlemin tam tersi, alt silindirdeki iğneler askı oluşturur.Üst silindirdeki iğneler ilmek oluşturur.
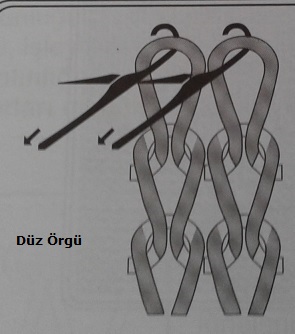
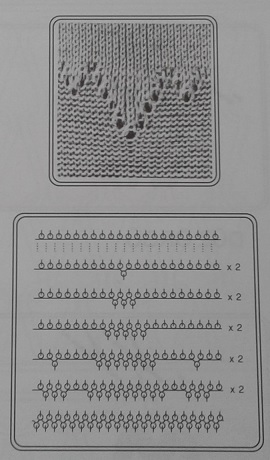
ÇORAP ÖRMEDE SAÇ ÖRGÜLERİN ANALİZİ
Kumaşın dikey sıraları doğrultusunda uzanan örülmüş ip ya da saç örgüsü görünümünde olan ve kordonlar şeklinde dikey olarak devam eden yan yana ikişerli, üçerli, dörderli vb olabilen iki grup ilmeğin birbiri üzerinden çapraz bir şekilde geçiş yapmasıyla elde edilir. Bu şekilde yassı, hortum şeklinde veya düz konstrüksiyonlar yapılabilir. Saç örgülerinin işlem basamaklarına göre analizi yapılırken kaç ilmeğin saç örgüsü yaptığı teknik ilmek çiziminde mutlaka gösterilmelidir.
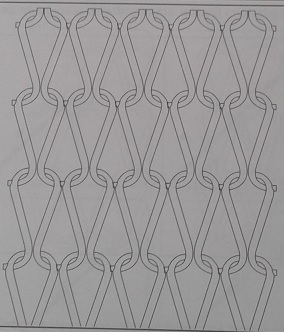
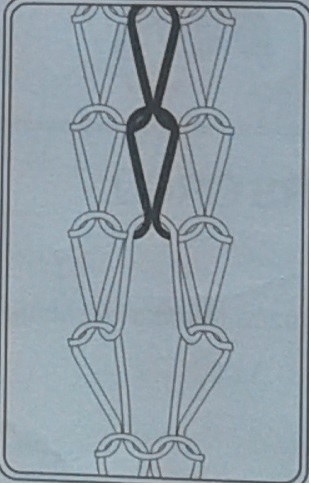
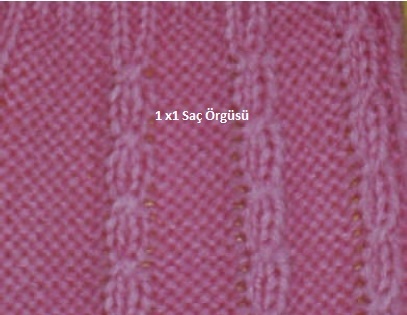
SOLA VE SAĞA SAÇ ÖRGÜ KUMAŞ ANALİZİ
1 x 1 sola ya da sağa saç örgüsü yapılırken 2 ilmek birbiri üzerinden çapraz aktarılarak bükülür. Alt başlangıç bir lastik üzerine olabileceği gibi örgü başlangıcından sonra hemen saç örgüsü işlemi de yapılmış olabilir. Önden arka plakaya bakıldığında 1 iğnenin çalışıp arada 1 iğnenin çalışmadığı, tekrar 1 iğnenin çalıştığı, bu işlemin istenen aralıklarla devam ettirildiği görülür.

![]()
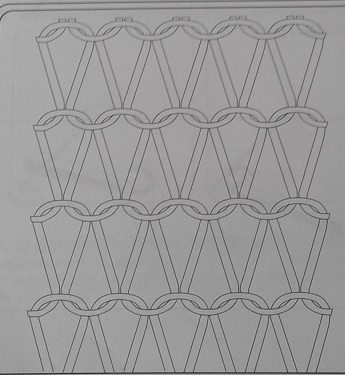
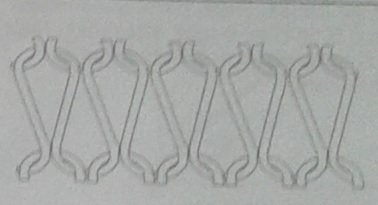
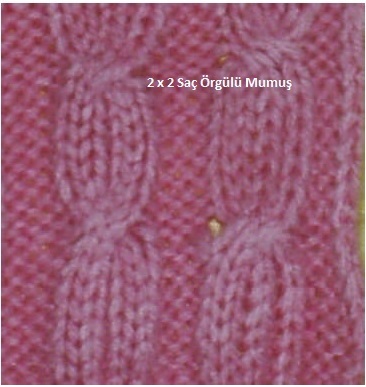
TAM 2 X2 SOLA VE SAĞA SAÇ ÖRGÜ KUMAŞ ANALİZİ
Bu tür saç örgülerinde de 1x1 saç örgüsünde olduğu gibi belirtilen ilmek sayısı kadar iğne birbiri üzerine çapraz aktarılarak bükülür. Saç örgüsü kaç ilmekle bükülüyorsa adını o ilmek sayısından alır. Yani 2x2 saç örgüsü için ikişer ilmeğin birbiri üzerinden çapraz büküldüğü anlaşılır.
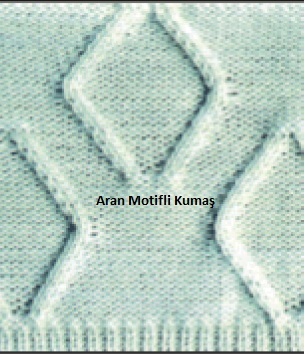
Aran motifi
Bu desenlendirme türünde düz örgünün arka yüzünde ters ilmekler üzerinde yan yana düz ilmeklerin (genellikle 2 düz ilmek) yanlara doğru yürütülerek V şeklinde açılması ve tekrar ters yönde yürütülerek kapatılmasıyla baklava görüntüsü elde edilmektedir.
Jakar örgülü kumaşlar hemen hemen her çeşit örme makinesinde üretilebilir. Örme kumaşların üretiminde kullanılan bilinen bütün örme metotlarında jakar tertibatı kullanılarak jakar örme kumaşlar elde edilir. Tek renkten başlayarak sınırsız çeşitlilikte renk ve desende üretilebilir. Jakar örgü, jakar sisteminin kullanıldığı desenli bir kumaş üretme yöntemidir.
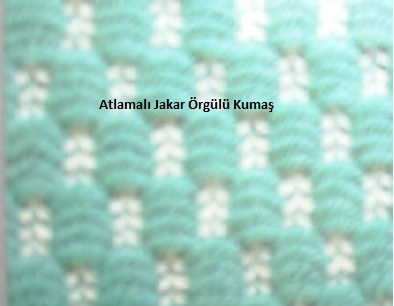
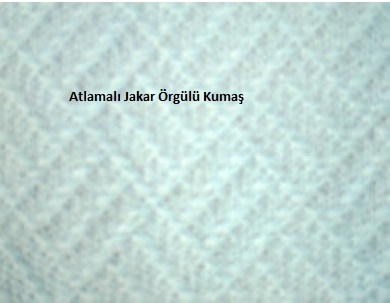
ÇORAP ÖRMEDE ATLAMALI JAKAR ÖRGÜLERİN ANALİZİ
Atlamalı jakar örgüler, ilmek ve atlama hareketlerinin bir rapor içinde uygun bir şekilde yerleştirilmesi ile elde edilir. İki grup iğnenin bir grupta örme yapamayıp diğer grupta devamlı örme yaparak enine yönde kabarcıklar ve kumaş yüzünde dalgalı efekt oluşturan örgü şeklidir.
Bize verilen numunenin iğne diziliş formunu belirlerken lastik varsa başlangıcına bakılır, yoksa lastikten sonraki aktarma işlemine bakılır. Tek yatakta örülmüşse uygun iğne diziliş formu aşağıdaki gibidir.
![]()
Atlamalı jakar modelinin belli olduğu taraf, kumaş yüzüdür. Modelin belirsiz olduğu bazı çökme noktalarının göründüğü taraf, kumaşın arka yüzüdür. Ayrıca lastik başlangıcı varsa ona da bakılır.
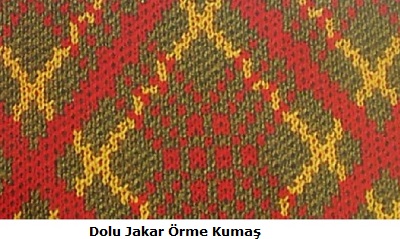
DOLU JAKAR ÖRGÜLERİN ANALİZİ
Dolu jakar örgüler, çok veya iki renkli olarak sınırsız denebilecek çeşitlilikte örgü desenlerle üretilir. Dolu jakar örgülerin kumaş elastikiyetleri azdır. Yani fazla esnemez. Kalın ve tok bir görünümü olduğu için kenarlardan kıvrılma yapmaz. İki adet iğne yatağının birbirine çapraz yerleştirilmesi ile ipliğin her iki yatakta iğneler tarafından ilmek oluşturulması sağlanır.
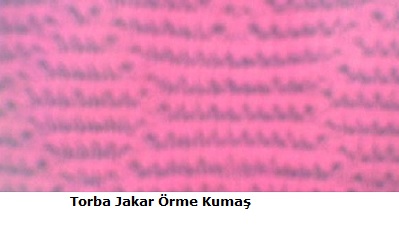
TORBA JAKAR ÖRGÜLERİN ANALİZİ
Torba jakar örgüler desenlendirme tekniğine göre ön plaka iğnelerin modele göre zaman zaman örmesi, zaman zaman da torba yapması ile elde edilir.
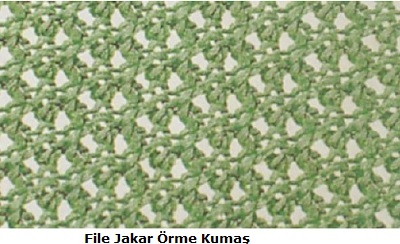
FİLE JAKAR ÖRGÜLERİN ANALİZİ
File jakar örgüler makine kızak mekanizması ya da makineye takılan ek aparatlarla örülebilen narin ve zarif yapılı örgülerdir. Genel yapıları açık ve gözeneklidir.
İki İplikli Örme Kumaşlar
Üç İplikli Örme Kumaşlar
Havlu Örme Kumaşlar
Vanize Örme Kumaşlar
İnterlok Örme Kumaşlar
Çelikli İnterlok Örme Kumaşlar
Tek Çelikli Örme Kumaşlar
Çift Çelikli Örme Kumaşlar
Otoman Örme Kumaşlar
Selanik Örme Kumaşlar
Süprem Örme Kumaşlar
Lakost Örme Kumaşlar
Kaşkorse Örme Kumaşlar
Örme Kadife Kumaşlar
Ribana ( Lastik ) Örme Kumaşlar
Links Örme Kumaşlar













Bir üretim işletmesinde sürekli olarak her konuda metod geliştirme çalışmaları yapılmak zorunluluğu vardır.Aksi takdirde her şey monotonlaşır ve işletme aynı faaliyetlerde bulunan işletmelerle rekabet edememe durumuna gelir ki bu da işletmenin o sektörden silinmesine sebebiyet verir.Bu geliştirmeleri yapacak ekibin;
1-Bu alanda eğitim görmüş ve aynı zamanda yoğun tecrübelerle dolu kişilerinden seçilmesi,
2-Yapılacak iş ile ilgili bilgisayar programı ve/veya programlarını kullanılabilenden kişilerden seçilmesi veya bu konuda mesleki gelişim kurslarını görmüş olan kişilerden seçilmesine,geniş tasarım gücüne sahip kişilerden seçilmesine,
3-Bu sektörde yapılan yenilikleri ( teknolojik ve diğer…) yakından takip eden kişilerden seçilmesine,
4-Müşteri anketlerine önem vererek onların nelerden hoşlandıklarını ( model,renk vs… ) tespit edebilecek uzman kişilerden seçilmesine,dikkat etmek gerekmektedir.
Yukarıda belirtilenlerin bir araya getirilerek oluşturulan ekibin ise;
1-Şirketin şu anki durumunun neler olduğunun tespit edilmesi,
2-Üretilecek ürünün en kısa zamanda hatasız ve kalite standartlarına uygun olması için neler yapılması gerektiğinin tespit edilmesi
3-Bunları gerçekleştirmek için de işletmenin imkanlarının neler olduğu,neler yapılabileceği hakkında görüşmelerin yapılması ( örneğin işletmeye bir tasarım uzmanı mı alınmalı veya ARGE oluşturulması gibi )
4-Şu anki durumda işletmenin zayıf yönlerinin neler olduğunun tespit edilmesi,( iş körlüğü,yetersiz verimlilik vs… ) gibi konularda çalışmalar yapması gerekmektedir.
Ayrıyeten işletmede şu anda üretilen ürünlerin üzerinde değişiklikler yapılarak değişik ürünlerin üretilmesi sağlanmalıdır.
Bu çalışmalarının tümü gerçekleştirildikten sonra örneğin papatyanın bir yaprağı çoğaltılarak desen oluşturulabilir ve ürüne uygulanabilir. Zira insanlar her zaman değişik fakat güzel, ucuz ve kaliteli, uzun süreli kullanıma yönelik ürünleri tercih etmektedir. Tabii ki bir de moda kavramını unutmamak gerekir. Aşağıda örnek bir form görülmektedir.
![]()
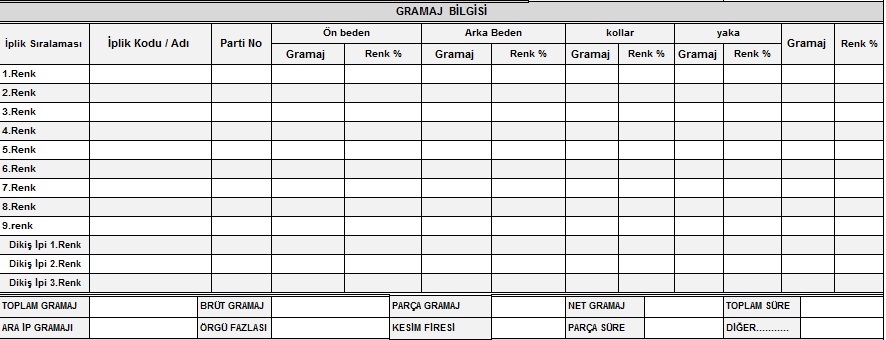
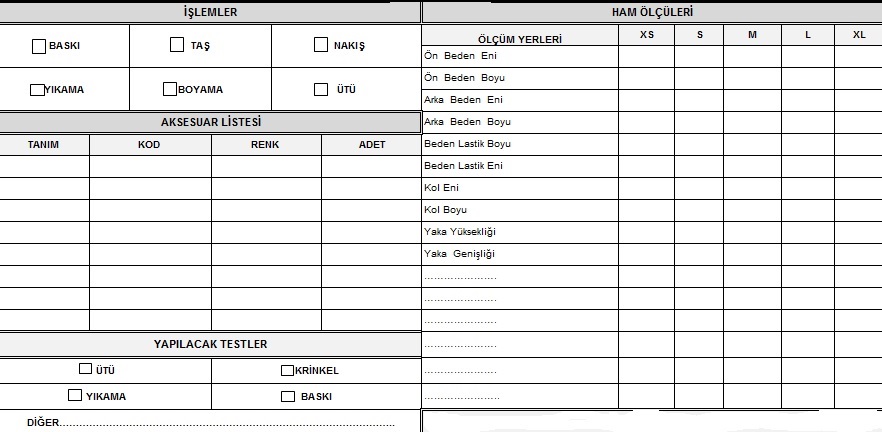
Siparişin alınmasından başlayıp, seri üretime geçilmesine kadar devam eden bir süreç içine girilmeden önce müşterinin istediği ürünün istenilen kalite, standartlarda olması ve ürünün seri üretim için kabul görmesi, müşteri tarafından red edilmemesi çok çok önemli bir özelliktir. İşte burada müşterinin istemiş olduğu numune yani ürün beden seti ( XS,S,M,L,XL,XXL,……gibi ) istenilen vasıflarda olmasıdır. Dikkat edilmesi ve üzerinde hassasiyetle durulması gereken hususlar ise ;
1-Müşteriden sipariş ile ilgili tüm özellikler ince detaylarına kadar alınmalıdır. Bu ürün ile ilgili detaylar oluşturulan ve her zaman muhafaza edilecek bir form veya föye yazılır. İstenilen ürün de bu föye zımbalanır.( Üretim esnası için gerekli doneler eksik ise üretilen ürün kabul görmez ki buda iş gücü kaybı,maliyet gibi sonuçları doğurur).
2-Bu müşteri föyü rasgele kişiler tarafından değil de bu iş ile görevlendirilen kişi veya kişiler tarafından ilgili bölüme gönderilir.( işin ehli olmayan tecrübesiz kişi olmamalıdır)
3-Numunenin iplik ve özellikleri ( Numarası, bükümü, cinsi vs) ( temin edilmesinde güçlük var mı sorunun cevabı )
4-Deseni ve ürün sıklığı( cm) dolayısıyla olması gerek gramajı
5-Kullanılacak aksesuarlar ( Numunede bulunan veya müşterinin belirttiği )
6-Numunenin üretilmesi ( Burada ham kalite kontrol mutlaka yapılmalıdır. Kaçınılmazdır.)
7-Gerekli olan terbiye ve bitim işlemleri dikkatlice yapılmalıdır. Tecrübeli kalifiye elemanlar tarafından yapılmalıdır.
8-Bu aşamadan sonra mamül ürün kalite kontrolü yapılmalıdır.( Mutlaka )
9-Ürün özeliğine ve modeline göre ( konfeksiyon ) iş ve işlemler çok özenle yapılmalıdır.
10-Eğer olumsuzluklar var ise yukarıdaki aşamalar tekrar yapılarak ürün üretilir.( Numune )
Müşteri siparişini verdiği ürünün istediği özelliklerde olmasını ister.Bu kaçınılmazdır.
Yukarıda bahsettiğim iş ve işlemlerin istenilen düzeyde olması için ;
1-İplik istenilen kalitede olmalıdır.
2-İstenilen sıklıkta olmalıdır.( sıklık ürün gramajını, tuşesini …. Etkiler)
3-Aksesuar malzemelerinin kalitesi istenilen olmalıdır.
4-Birleştirme ( ürün yaka, kol vs ) kaliteli işçilikte olmalıdır.
5-Eğer numune beğenildi ise seri üretime geçildiğinde müşterinin istediği sürede olmalıdır.
6-Üretimin kilo. parça. metre,…. Miktarına göre gerekli olan analiz işlemleri doğru yapılmalıdır.
7-Gerekli iplik miktarı ( stokta vardır ve yetersiz ise satın alınacak iplik parti tutarsızlığından dolayı reklamasyona sebebiyet verilir ki bu da çok kötü bir durumdur)
8-Stok ta yok ise gerekli olan iplik no, cins ve numarasına göre fire de dikkate alınarak iplik satın alımı ticari nem miktarları dikkate alınarak satın alınma ile ilgili bir aksaklığın olup olmayacağı araştırılmalıdır. Yani sipariş kabul edildiğinde seri üretime geçilmeden önce gerekli olan iplik satın almasında zorluklar yaşanmamalıdır.
Göz ardı edilmemesi gereken bir husus ise Numunenin istenilen özelliklerine göre her aşamada ( analizden başlayarak ……….. ) kalite kontroller mutlaka titizlikle yapılmalıdır. Aksi takdirde ürün ret onayı alır.
Bu aşamaların olumlu olması için ise kalifiye elemanlar olmalı, meslek körlüğü olmamalı, bölüm içerisinde kişiler arasında üste çıkma gibi sinsi tartışmalar yaşanmamalı ( eğer varsa önlem alınmalı ) olmaması gereklidir. Bu varsa doğaldır ki ürün müşteri tarafından ret görür.
Bir de kalite kontrol elemanları işletmede var ise bunlar iş yerinde konu ile ilgili mesleki gelişim seminerinden geçirilmeli. Eğer böyle bir birim yok ise kalite kontrol birimi kurulmalıdır.
Ne yaparsanız yapın her aşamada kalite kontrol yapmadığınız sürece ve işletmede aksak işlemlerde metod geliştirme çalışmaları yapmaz iseniz her aşamada problem yaşamak söz konusudur.
1X1 Lastik Örgü
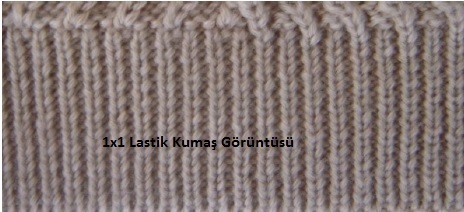
1x1 lastik örgü, iki plakadaki iğnelerin karşılıklı gelerek bir iğnenin ön plakada, bir iğnenin arka plakada çalışması ile elde edilir. Ön ve ya arka plakadan bakıldığında bir iğnenin çalışıp bir iğnenin çalışmadığı görülür.
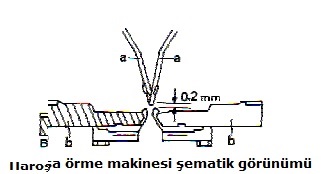
Günümüzde kullanılan örgü makinelerinin pek çoğu iki yataklı olarak imal edilen makinelerdir.( Yatak : Örgü iğnelerinin dizili olduğu sert çelikten imal edilmiş plakadır).Tek yataklı olarak imal edilen makineler piyasada HAROŞA makinesi olarak tabir edilen, örgü sistemi daha farklı makinelerdir. İki yataklı ( V yataklı ) makinelerde yataklar birbirine göre 90 derece ve 100 derece açılarda yerleştirilirler.

ÖRME MAKİNELERİ
1-Atkılı Örme Makineleri
2-Çözgülü Örme Makineleri Olmak üzere ikiye ayrılır
1-ATKILI ÖRME MAKİNELERİ
Tek iplikli (atkı) örme makineleri tek bir iplik bobiniyle bile ilmek yüzeyi oluşturabilen ve tek tek iğne hareketli veya topluca iğne hareketli olarak örme işlemini yapabilen düz veya yuvarlak yapılı örme makineleridir.
1-Örme iğnelerinin topluca hareket ettiği iplik hareketli, iğne sabit atkı örme makineleri; 2-Düz iğne, raylı cotton (kulier) örme makineleri (esnek iğneli düz örme mak.)
3-Dairesel iğne raylı yuvarlak mayözlü-esnek iğneli-(kulier) örme makineleri
Olarak sınıflandırılmaktadır.
YUVARLAK ÖRME MAKİNELERİ
Yuvarlak örme makineleri üretim hızını artırmak için silindirlerin çevresine iğnelerin dizilmesiyle oluşmaktadır. Genellikle iplik sabit, iğneler hareketli prensiple çalışmaktadır. Tek iplik yerine birden fazla iplik ile beslendiğinde üretim daha hızlı olmakta ve düz örme makinelerine göre daha ince makine oldukları için elde edilen kumaşlarda daha ince üretilmektedir.

Yuvarlak örme makinelerinde örme işlemi, ipliklerin iğne yatağı çevresine belirli aralıklarla sıralanmış çalışma yerlerinde bu iğneler topluca dönüş hareketi yaparken aynı zamanda sabit olan kilit sistemlerinden uygun hareketleri almaları ve üzerlerine yatırılan iplikleri çekerek ilmek oluşturmaları ile gerçekleşmektedir.
ÖRME TEKNİKLERİNE GÖRE YUVARLAK ÖRME MAKİNELERİ
1-Tek Plaka Yuvarlak Örme Makineleri
2-Çift Plaka Ribana Yuvarlak Örme Makineleri
3- Çift Plaka İnterlok Yuvarlak Örme Makineleri
4-Tek Silindirli Yuvarlak Çorap Örme Makineleri
5- Çift Silindirli Yuvarlak Çorap Örme Makineleri
Olmak üzere 5 grupta toplanır.
DÜZ ÖRME MAKİNELERİ
Tek iplikle gerçekleştirilen örme işlemi iplik ve iğneler ile oluşturulan ilmeklerin ard arda ve her zaman bir altındaki ilmekle bağlantı yaparak istenilen ölçüde üretilmektedir.

Düz örme makineleri dört tipte bulunmaktadır.
1-Tek iğne yataklı
Bu tip düz örme (triko) makineleri tek iğne yatağı bulunmaktadır. Bu yatak üzerine yerleştirilmiş iğneler ve bunlara hareket veren kilit sistemi ile örme işlemi gerçekleşmektedir. RL tipi tek katlı örgüler yapabildiği için desenlendirme olanakları kısıtlıdır.
2-Ters V iğne yataklı
Birbirlerine belli bir açıyla ters V şeklinde yerleştirilmiş iki iğne yatağı bulunan ve yatak üzerinde bulunan iğnelere hareket veren kilit sistemi ile örme işlemini gerçekleştiren makinelerdir. Çift plakada RR örgüler ve çeşitleri, tek plakada RL örgüler üretilebilmektedir. Piyasada en çok tercih edilen makine türleridir.

3-Karşılıklı düz yataklı
Aynı düzlem doğrultusunda karşılıklı olarak yerleştirilen iki iğne yatağında ters-yüz (LL) örme yüzeyi oluşumunu sağlayan örme makineleridir. Sadece bu makinelerde kullanılan iki ucu dilli iğne ile sanayi tipi örme makineleri içinde en çok desen kabiliyetine sahiptir.
4-Dört yataklı
Dört yatak sisteminde, iki alt iki üst yatakta olmak üzere dört yatak bulunmaktadır. Alttaki yataklar ters V şeklinde üstteki yataklar ise karşılıklı düz olarak yerleştirilmektedir. Dolu iğne örgülerde her türlü aktarma (transfer) tekniğinin yapılabilmektedir. Üst yatakların ortadan ayrılma özelliği ile reglân, V yaka ve simetrik desen uygulamalarında aktarma süresi yarı yarıya azalmaktadır.

ÖRME TEKNİKLERİNE GÖRE DÜZ ÖRME MAKİNELERİ
1-İntersia Düz Örme Makineleri
2-Mekanik Düz Örme Makineleri

3-Aksesuar Nitelikli Düz Örme Makineleri
4- Eldiven, Çorap Düz Örme Makineleri

5-Jakarlı Düz Örme Makineleri
6-Jakarsız Düz Örme Makineleri
Olmak üzere 6 grupta toplanır.
2-ÇÖZGÜLÜ ÖRME MAKİNELERİ

ÖRME TEKNİKLERİNE GÖRE;
1-Raşel Çözgülü Örme Otomatları
2-Trikot Çözgülü Örme Otomatları
3-Kroşet ( Aksesuar ) Tipi Çözgülü Örme Makineleri
4-Diğer Çözgülü Örme Makineleri
Olmak üzere 4 grupta toplanır.

Dahası...
ÖRME TANIMI VE SINIFLANDIRILMASI
İpliklerin tek başına ya da topluca (çözgüler halinde) örücü iğne ve yardımcı elemanlar vasıtasıyla ilmekler haline getirilmesi, bunlar arasında da yan yana ve boylamasına bağlantılar oluşturulması ile bir tekstil yüzeyi elde etme işlemine örmecilik adı verilir.
ÖRME
BİLGİSAYARDA ÜRETİM TAKİP SİSTEMLERİ ( Endüstriyel Yuvarlak Örme, Endüstriyel Çorap Örme, Endüstriyel Düz Örme )
- 1-SİPARİŞ BİLGİLERİ
- 2-.MODEL BİLGİLERİ
- 3-ÜRETİMİN PLANLANMASI VE TAKİBİ
KALİTE KONTROL PROSESLERİ (Endüstriyel Yuvarlak Örme, Endüstriyel Çorap Örme, Endüstriyel Düz Örme )
- 1-KALİTEYİ ETKİLEYEN FAKTÖRLERİ BELİRLEME
- 2-ÖRÜLEN KUMAŞIN KALİTE NİTELİKLERİNE UYGUNLUĞUNU KONTROL ETMEK ÇANTA ( ENDÜSTRİYEL DÜZ ÖRME )
- 3-ÇANTA ANA VE YARDIMCI MALZEMELERİ
- 4. ÇANTA KALIBI
- 5. ÇANTA KESİMİ
- 6. ÇANTA DİKİMİ
ÖRME HESAPLARI ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-ATKILI ÖRME HESAPLAMALARI
- 2- DÜZ ÖRME MAKiNELERiNDE ÜRETiM HESAPLARI
ÖRME HESAPLARI ( ENDÜSTRİYEL YUVARLAK ÖRME )
- 1-YUVARLAK ÖRME MAKİNELERİNDE ÜRETİM HESAPLAMALARI
- 2-ÖRME MALİYET HESAPLARI
ÖRME KUMAŞ ANALİZİ (Endüstriyel Yuvarlak Örme, Endüstriyel Çorap Örme, Endüstriyel Düz Örme )
- 1-ÖRME KUMAŞ ANALİZİ
- 2- TEK PLAKA ÖRME KUMAŞLARIN ANALİZİ
- 3-ÇİFT PLAKA ÖRME KUMAŞ ANALİZİ
- 4. JAKARLI ÖRME KUMAŞLARIN ANALİZİ
ÖRME KUMAŞ HATALARI (Endüstriyel Yuvarlak Örme, Endüstriyel Çorap Örme, Endüstriyel Düz Örme )
- 1-ÖRME KUMAŞ ÜRETİM HATALARI
- 2-ÖRME KUMAŞLARDA GÖRÜLEN YÜZEYSEL HATALAR
ÖRME KUMAŞ ÖZELLİKLERİ (Endüstriyel Yuvarlak Örme, Endüstriyel Çorap Örme, Endüstriyel Düz Örme )
- 1-ÖRME KUMAŞ ÖZELLİKLERİ
- 2-ÖRME KUMAŞ ÖZELLİKLERİNİN KARŞILAŞTIRILMASI
ÖRME ÜRETİM TAKİP SİSTEMLERİ (Endüstriyel Yuvarlak Örme, Endüstriyel Çorap Örme, Endüstriyel Düz Örme )
- 1-İŞLETME ORGANİZASYONU
- 2. İŞ YERİ DÜZENLENMESİ
- 3-SİPARİŞ FORMU
- 4. İŞ VE ZAMAN ETÜDÜ
ŞAL ATKI ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-ATKI DİKİMİ
- 2-ŞAL DİKİMİ
ŞAPKA ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-ŞAPKA ANA MALZEMELERİ
- 2-ŞAPKA KALIBI
- 3. ŞAPKA KESİMİ
- 4. DÜZ ÖRME ŞAPKA DİKİMİ
Endüstriyel Yuvarlak Örme
ÇİFT PLAKA İNTERLOK YUVARLAK ÖRME MAKİNELERİNDE ÜRETİM
- 1-RR İNTERLOK NORMAL ÖRGÜLERİN ÜRETİMİ
- 2-RR İNTERLOK ASKILI ÖRGÜLERİN ÜRETİMİ
- 3-RR ARKA YATIRIMLI (ATLAMALI) İNTERLOK ÖRGÜLERİN ÜRETİMİ
- 4-RR İNTERLOK ASTAR ÖRGÜLERİN ÜRETİMİ
- 5-RR İNTERLOK VANİZE ÖRGÜLERİN ÜRETİMİ
- 6-RR PUNTO Dİ ROMA İNTERLOK ÖRGÜLERİN ÜRETİMİ
- 7-RR İNTERLOK HORTUM ÖRGÜLERİN ÜRETİMİ
- 8-RR İNTERLOK TEKSİPİKE (RADİYER) ÖRGÜLERİN ÜRETİMİ
- 9-RR İNTERLOK RÖLYEF ÖRGÜLERİN ÜRETİMİ
- 10. RR İNTERLOKJAKARLI ÖRGÜLERİN ÜRETİMİ
ÇİFT PLAKA RİBANA YUVARLAK ÖRME MAKİNELERİNDE ÜRETİM
- 1-RR DÜZ RİBANA ÖRGÜLERİN ÜRETİMİ
- 2. RR İĞNE İPTALLİ RİBANA ÖRGÜLERİN ÜRETİMİ
- 3. RR ASKILI RİBANA ÖRGÜLERİN ÜRETİMİ
- 4-RR DALGALI RİBANA ÖRGÜLERİN ÜRETİMİ
- 5-RR DOKUMA TİPİ RİBANA ÖRGÜLERİN ÜRETİMİ
- 6. MİLANO RİBANA ÖRGÜLERİN ÜRETİMİ
- 7-RR PUNTO Dİ ROMA RİBANA ÖRGÜLERİN ÜRETİMİ
- 8. RR VANİZE RİBANA ÖRGÜLERİN ÜRETİMİ
- 9. JAKARLI RİBANA ÖRGÜLERİN ÜRETİMİ
YUVARLAK ÖRMEDE ÜRETİME HAZIRLIK-
- 1-ÖRME ÖNCESİ MAKİNE BAKIM VE MAKİNE ELEMANLARININ KONTROLÜ
- 2-BOBİNLERİN CAĞLIĞA DİZİMİ
- 3-YUVARLAK ÖRME MAKİNELERİ
- 4. MAKİNE AYARLARI
- 5-İPLİĞİ SEVK ÜNİTELERİNDEN GEÇİRME
- 6. MAKİNEYE KUMAŞ TUTTURMA
TEK PLAKA ÖRGÜLERDE ANALİZ VE DESEN
- 1-BİLGİSAYAR DESEN PROGRAMI
- 2. ÖRGÜ ANALİZDE İŞLEM BASAMAKLARINI UYGULAMA
- 3. RL DÜZ ÖRGÜLERİN ANALİZİ VE DESENİ
- 4. RL İLMEK - ASKILI ÖRGÜLERİN ANALİZİ VE DESENİ
- 5. RL İLMEK- ATLAMALI ÖRGÜLERİN ANALİZİ VE DESENİ
- 6. RL İLMEK - ASKI-ATLAMALI ÖRGÜLERİN ANALİZİNİ VE DESENİ
- 7-RL VANİZE ÖRGÜLERİN ANALİZİ VE DESENİ
- 8. RL HAVLI (PELUŞ) ÖRGÜLERİN ANALİZİ VE DESENİ
- 9. RL JAKARLI ÖRGÜLERİN ANALİZİ VE DESENİ
TEK PLAKA YUVARLAK ÖRME MAKİNELERİNDE ÜRETİM
- 1-RL DÜZ ÖRGÜLERİN ÜRETİMİ
- 2. RL İLMEK - ASKILI ÖRGÜLERİN ÜRETİMİ
- 3-RL İLMEK-ATLAMALI ÖRGÜLERİN ÜRETİMİ
- 4. RL İLMEK- ASKI-ATLAMALI ÖRGÜLERİN ÜRETİMİ
- 5-RL VANİZE ÖRGÜLERİN ÜRETİMİ
- 6. HAVLI (PELUŞ) ÖRGÜLERİN ÜRETİMİ
- 7. RL JAKARLI ÖRGÜLERİN ÜRETİMİ
DÜZ ÖRME
ARTİSTİK ÇİZİM
- 1-TASARIM ÖĞELERİ PRENSİP VE YÖNTEMLERİ
- 2-ARTİSTİK ÇİZİM
MAKİNEDE DÜZ DİKİŞ
- 1-DÜZ SANAYİ DİKİŞ MAKİNESİNİ DİKİME HAZIRLAMA
- 2-DÜZ SANAYİ DİKİŞ MAKİNESİNDE DİKİŞ AYARI
- 3.DÜZ SANAYİ DİKİŞ MAKİNESİNİN KULLANILMASI
- 4.DÜZ SANAYİ DİKİŞ MAKİNESİNİN TEMİZLİK VE BAKIMI
DÜZ ÖRME CEKET DİKİMİ ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-DÜZ ÖRME CEKET KESİMİ
- 2-DÜZ ÖRME CEKET DİKİMİ
- 3-DÜZ ÖRME CEKET SON ÜTÜ VE SON KONTROL İŞLEMLERİ
DÜZ ÖRME CEKET KALIPLARI ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-MODEL TEKNİK FÖYÜ İLE ERKEK YAKALI CEKET KALIBI
- 2-MODEL TEKNİK FÖYÜ İLE ŞAL YAKALI CEKET KALIBI
DÜZ ÖRME ELBİSE DİKİMİ ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-DÜZ ÖRME ELBİSE KESİMİ
- 2-DÜZ ÖRME ELBİSE DİKİMİ
- 3-DÜZ ÖRME ELBİSE SON ÜTÜ VE SON KONTROL İŞLEMLERİ
DÜZ ÖRME ELBİSE KALIPLARI ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-MODEL TEKNİK FÖYÜ ĠLE KADIN ELBİSE KALIBI
- 2-MODEL TEKNİK FÖYÜ İLE ÇOCUK ELBİSE KALIBI
DÜZ ÖRME ETEK KALIPLARI ( ENDÜSTRİYEL DÜZ ÖRME )
- 1. MODEL TEKNİK FÖYÜ İLE DÜZ DAR ETEK KALIBI
- 2. MODEL TEKNİK FÖYÜ İLE ANVELOP ETEK KALIBI
DÜZ ÖRME HIRKA DİKİMİ 3 ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-DÜZ ÖRME KAPÜŞONLU ÇOCUK HIRKASI KESİMİ
- 2-DÜZ ÖRME KAPÜŞONLU ÇOCUK HIRKASI DİKİMİ
- 3-DÜZ ÖRME KAPÜŞONLU ÇOCUK HIRKASI SON ÜTÜ VE SON KONTROL İŞLEMLERİ
DÜZ ÖRME HIRKA KALIPLARI ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-MODEL TEKNİK FÖYÜ İLE V YAKALI KRUVAZE KADIN HIRKA KALIBI
- 2-MODEL TEKNİK FÖYÜ İLE ŞÖMİZiYE YAKALI FERMUARLI ERKEK HIRKA KALIBI
- 3-MODEL TEKNİK FÖYÜ İLE KAPÜŞONLU ÇOCUK HIRKA KALIBI
DÜZ ÖRME KADIN PANTOLON KALIPLARI ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-MODEL TEKNİK FÖYÜ İLE KLASİK KADIN PANTOLON KALIBI
- 2-MODEL TEKNİK FÖYÜ İLE İSPANYOL PAÇA PANTOLON KALIBI
- 3-MODEL TEKNİK FÖYÜ İLE TAYT KALIBI
DÜZ ÖRME KAZAK KALIPLARI ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-MODEL TEKNİK FÖYÜ İLE KADIN KAZAK KALIPLARI
- 2-MODEL TEKNİK FÖYÜ İLE ERKEK KAZAK KALIPLARI
DÜZ ÖRME KOL DİKİMİ ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-BEDENE TAKILAN KOL TEKNİK ÇALIŞMALARI
- 2-BEDENDEN ÇIKAN KOLLAR
DÜZ ÖRME PELERİN VE BERE DİKİMİ ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-PELERİN KESİMİ
- 2-DÜZ ÖRME PELERİN DİKİMİ
- 3. PELERİN SON ÜTÜ VE SON KONTROL İŞLEMLERİ
- 4. DÜZ ÖRME BERE KESİMİ
- 5. DÜZ ÖRME BERE DİKİMİ
- 6. DÜZ ÖRME BERE SON ÜTÜ VE SON KONTROL İŞLEMLERİ
DÜZ ÖRME PELERİN VE BERE KALIPLARI ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-MODEL TEKNİK FÖYÜ İLE PELERİN KALIBI
- 2-MODEL TEKNİK FÖYÜ İLE BERE KALIBI
DÜZ ÖRME SÜVETER KALIPLARI ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-MODEL TEKNİK FÖYÜ İLE V YAKALI ERKEK SÜVETERİ KALIBI
- 2-MODEL TEKNİK FÖYÜ İLE KARE YAKALI KADIN SÜVETERİ KALIBI
- 3. MODEL TEKNİK FÖYÜ SIFIR YAKALI ÇOCUK SÜVETERİ KALIBI
DÜZ ÖRME YELEK DİKİMİ ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-DÜZ ÖRME YELEK KESİMİ
- 2-DÜZ ÖRME YELEK DİKİMİ
- 3. DÜZ ÖRME YELEK SON ÜTÜ VE SON KONTROL İŞLEMLERİ
DÜZ ÖRME YELEK KALIPLARI ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-MODEL TEKNİK FÖYÜ SIFIR YAKALI ÇOCUK YELEK KALIBI
- 2-MODEL TEKNİK FÖYÜ İLE V YAKALI KADIN YELEK KALIBI
DÜZ ÖRMEDE KESİM ( ENDÜSTRİYEL DÜZ ÖRME )
- 1. KESİME HAZIRLIK
- 2. KALIPLA KESİM
ELEKTRONİK DÜZ ÖRME MAKİNELERİNDE ÜRETİME HAZIRLIK-( ENDÜSTRİYEL DÜZ ÖRME )
- 1-ELEKTRONİK DÜZ ÖRME MAKİNELERİ
- 2-ÖRME ÖNCESİ MAKİNE BAKIMI
- 3-İPLİĞİ SEVK ÜNİTELERİNDEN GEÇİRME
- 4-MAKİNEYE DESEN OTURTMA
ELEKTRONİK DÜZ ÖRME MAKİNELERİNDE ÜRETİM (ENDÜSTRİYEL DÜZ ÖRME )
- 1. TEK PLAKA ÖRGÜLERİ ÜRÜNE DÖNÜŞTÜRME
- 2-DOLU ĠĞNE ÖRGÜLERİ ÜRÜNE DÖNÜŞTÜRME
- 3-ÇELİKLİ ÖRGÜLERİ ÜRÜNE DÖNÜŞTÜRME
- 4. FİTİLLİ ÖRGÜLERİ ÜRÜNE DÖNÜŞTÜRME
İLİK-DÜĞME (HAZIR GİYİM MODEL MAKİNECİLİĞİ)
- 1-İLİK OTOMATINI DİKİME HAZIRLAMA
- 2- 2. İLİK OTOMATININ KULLANIMI
- 3-İLİK OTOMATININ TEMİZLİK VE BAKIMI
- 4. DÜĞME OTOMATINI DİKİME HAZIRLAMA
- 5-DÜĞME OTOMATININ KULLANIMI
- 6. DÜĞME OTOMATININ TEMİZLİK VE BAKIMI
OVERLOK ( GİM ÜRETİM TEKNOLOJİSİ )
- 1-OVERLOK MAKİNESİNİN DİKİME HAZIRLAMASI
- 2- OVERLOK MAKİNESİNİN KULLANIMI
- 3. OVERLOK MAKİNESİNİN TEMİZLİK VE BAKIMI
OVERLOKLU REMAYÖZ ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-OVERLOKLU REMAYÖZ MAKİNESİ
- 2- OVERLOKLU REMAYÖZ MAKİNESİ DİKİŞ AYARLARI
- 3- OVERLOKLU REMAYÖZ MAKİNESİNİN KULLANIMI
- 4. OVERLOKLU REMAYÖZ MAKİNESİNDE TEMİZLİK VE BAKIM İŞLEMLERİ
ÖRME GİYSİ TEKNİK ÇİZİMLERİ1 ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-TEMEL ÇİZGİLER
- 2- GEOMETRİK ÇİZİMLER
PONTERİZ (İÇ GİYİM MODELİSTLİĞİ,HAZIR GİYİM MODEL MAKİNECİ )
- 1-PONTERİZ OTOMATINI DİKİME HAZIRLAMA
- 2- PONTERİZ OTOMATININ KULLANIMI
- 3. PONTERİZ OTOMATININ TEMİZLİK VE BAKIMI
REÇME ( Kadın Giyim Modelistliği, Erkek Giyim Modelistliği, Çocuk Giyim Modelistliği, Hazır Giyim Model Makineci,)
- 1.REÇME MAKİNESİNİ DİKİME HAZIRLAMA
- 2. REÇME MAKİNESİNİ KULLANMA
- 3. REÇME MAKİNESİNİN TEMİZLİK VE BAKIMI
REMAYÖZ ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-REMAYÖZ MAKİNESİNİ DİKİME HAZIRLAMA
- 2. REMAYÖZ MAKİNESİ DİKİŞ AYARI
- 3. REMAYÖZ MAKİNESİNİ KULLANMA
- 4. REMAYÖZ MAKİNESİNDE TEMİZLİK VE BAKIM İŞLEMLERİ
SÜVETER DİKİMİ ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-DÜZ ÖRME SÜVETER KESİMİ
- 2- DÜZ ÖRME SÜVETER DİKİMİ
- 3. DÜZ ÖRME SÜVETER SON ÜTÜ VE SON KONTROL İŞLEMLİRİ
TEMEL ÖRGÜLERDE ANALİZ VE DESEN ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-BİLGİSAYARDA DESEN PROGRAMI
- 2-ÖRGÜ ANALİZİNDE İŞLEM BASAMAKLARINI UYGULAMA
- 3-LASTİK ÖRGÜLERDE ANALİZ VE DESEN PROGRAMLAMA
- 4-TEK PLAKA ÖRGÜNÜN ÖRGÜ ANALİZİ VE DESEN PROGRAMI
- 5-DOLU İĞNE ÖRGÜLERDE ANALİZ VE DESEN PROGRAMLAMA
- 6. ÇELİKLİ ÖRGÜLERDE ANALİZ VE DESEN PROGRAMLAMA
- 7-PLAKA KAYDIRMALI ÖRGÜLERİN ÖRGÜ ANALİZİ VE DESEN PROGRAMI
- 8- SELANİK ÖRGÜLERİN ÖRGÜ ANALİZİ VE DESEN PROGRAMI
TEYEL ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-DÜZ ÖRME TEYEL MAKİNESİNİ KULLANMA
- 2. YIKAMA VE SIKMA MAKİNELERİNİ KULLANMA
- 3. KURUTMA MAKİNELERİNİ KULLANMA
TRANSFERLİ ÖRGÜLERDE ANALİZ VE DESEN ( ENDÜSTRİYEL DÜZ ÖRME )
- 1- SAÇ ÖRGÜNÜN ANALİZİ VE DESEN PROGRAMI
- 2. YÜRÜTME ÖRGÜNÜN ANALİZİ VE DESEN PROGRAMI
İpliklerin tek başına ya da topluca (çözgüler halinde) örücü iğne ve yardımcı elemanlar vasıtasıyla ilmekler haline getirilmesi, bunlar arasında da yan yana ve boylamasına bağlantılar oluşturulması ile bir tekstil yüzeyi elde etme işlemine örmecilik adı verilir.
Yani bir ipliğe özel iğneler yardımıyla ilmek şekli verilerek bu ilmeğin kendinden önceki ve sonraki ile yanlarındaki ilmeklerle bağlantı yapması sonucunda bir yüzey oluşturma yöntemine örmecilik elde edilen kumaşa da örme kumaş adı verilir
Örme ile yüzey oluşturma işlemi ipliğin en hızlı şekilde kumaş yapısına dönüştürüldüğü sistemdir. Ayrıca örme sistemi ile üretilen kumaşlarda, diğer tekstil yüzeylerine göre boyut stabilitesi yönünden daha esnek, daha elastik, daha yumuşak ve daha dolgun bir yapı elde edilir.
Tek katlı kumaşlar
tek iğne grubu kullanılarak üretilen atkı örme kumaşlardır.
-Çift katlı kumaşlar
rib (ribana) veya interlok (bu şekilde kumaşın doğal esnekliği azalır) düzeninde yerleştirilen iki iğne grubu kullanılarak üretilen kumaşlardır. Çift katlı kumaşlar jakarlı veya jakarsız olabilir.
-İlmek sırası,
kumaşın eni boyunca oluşturulan bir ilmek sırasıdır. Sıralar kumaşın uzunluğunu belirler ve birim uzunlukta (cm) yer alan sıra sayısı olarak ölçülür.
-İlmek çubuğu,
kumaşın boyu boyunca uzanan bir ilmek çubuğudur. İlmek çubukları kumaşın enini belirler ve santimetrede (cm) yer alan çubuk sayısı olarak ölçülür.
-İlmek yoğunluğu,
birim alanda yer alan ilmek sayısıdır (ilmekler/cm2) ve kumaş alanını belirler.
-İlmek iplik uzunluğu,
bir ilmekteki iplik miktarıdır. İlmek iplik uzunluğu tüm örme kumaşlar için en baskın faktördür.Atkı örmeciliğinde genelde iğne başına düşen ortalama iplik miktarı olarak belirlenir. Çözgü örmede ise bir ilmek sırası için ortalama iplik miktarıdır.
-İplik numarası,
iplik kalınlığına işaret eder ve normalde tex (1000 metre ipliğin gram cinsinden kütlesi) cinsinden verilir. Tex değeri yükseldikçe iplik kalınlaşır, külçe incelir.
-Üst yatırım,
yatırım raylarının (tarakların) iğnelerin kanca tarafında yaptıkları yanal harekettir. Bu hareket genel olarak bir iğne aralığı ile sınırlandırılır. Kumaş yapısı içinde bir ilmekte üst yatırım olarak adlandırılır.
-Alt yatırım,
yatırım raylarının iğnelerin arka kısımlarında yaptıkları yanal harekettir. Bu hareket sadece mekanik koşullar ile sınırlıdır. Alt yatırım çözgü örme kumaş yapısında birbirini takip eden sıralarda yer alan ilmekler arası bağlantıdır.
-Sıklık faktörü, K,
bir örme kumaş alanının ne ölçüde iplik tarafından kaplandığını gösteren bir sayıdır. Bu değer aynı zamanda örmenin izafi sıklığının veya gevşekliğinin de bir göstergesidir. K =√TEX/L
-Alan yoğunluğu,
kumaşın birim alanının ağırlığının ölçüsüdür. (gram/m2 )
Örme yüzeyler, ilmek oluşum tipine göre iki ana sınıfa ayrılır:
1-Atkılı örme (Atkılı örme sistemli makineler)
2- Çözgülü örme (Çözgülü örme sistemli makineler)
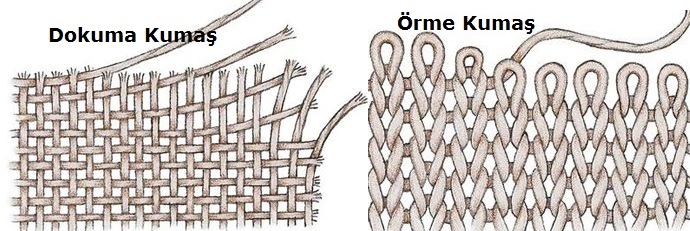
Örmeciliğin temel sınıflandırma ölçütü, ilmek oluşturma yönünün dokuma kumaş sisteminde kullanılan atkı ve çözgü ipliklerinin yönüne göre ifade edilmesidir. Dokuma kumaşlarda enine yöndeki iplikler atkı, boyuna yöndeki iplikler çözgü ipliği olarak ifade edilir.
ATKILI ÖRMECİLİK
Tek iplik besleme sistemine göre ilmeklerin enine yönde hareket ederek bağlantı yapması ile yüzey oluşturma tekniğine dayalı örmedir. Atkılı örmede yuvarlak örme sisteminin en önemli özelliği iplik sabit, iğnelerin hareketli olması ve esnekliği yüksek kumaşların üretimine olanak sağlamasıdır. Atkılı örmede düz örme üretiminde iğneler sabit, iplik ve sistemler hareketlidir.
Atkı örme yöntemi ile elde edilen ürünlerden bazıları; kazak, yelek, ceket, etek, elbise, gibi dış giysilikler, fanila, külot gibi iç giysilikler, t-shirt, eşofman, sweatshirt gibi penye ürünleri, çorap, bazı tıbbi ve teknik kumaşlardır.

ÇÖZGÜLÜ ÖRMECİLİK
Çok iplik besleme sistemine göre ilmeklerin boyuna yönde hareket ederek bağlantı yapması ile yüzey oluşturması tekniğine dayalı örmedir. Çözgülü örme sisteminin en önemli özelliği iplik hareketli iğneler sabit olmasıdır. Çözgülü örmede; dokuma kumaşlar kadar stabil, atkılı örme kumaşlar kadar esnek kumaş yapıları elde edilebilir.
Çözgülü örme yöntemi ile elde edilen ürünlerden bazıları; tül, perde, dantel, mayo ve döşemelik kumaşlar, havlu ve halılar, bandaj ve suni damar gibi tıbbi malzemeler, ayakkabı yüzü, filtre, çuval, sera örtüsü gibi teknik kumaşlardır.

ATKILI ÖRMEDE ÖRÜCÜ MAKİNE ELEMANLARI
Atkılı örme sisteminde ipliğin ilmek oluşturması işlemini sağlayan elemanlara örücü makine elemanları denir.
Bunlar; iğneler, platinler, kilit sistemleri (çelikler), iplik kılavuzları (mekikler) ve merdanedir. Bu elamanlar örme sürecine direk etkisi olan elemanlardır.
ÇÖZGÜLÜ ÖRMEDE ÖRÜCÜ MAKİNE ELEMANLARI
Çözgülü örme sisteminde iplilerin ilmek oluşturması işlemini sağlayan örücü makine elemanları; delikli iğneler, dilli iğneler, iğne rayları, baskı platinleri ve doku çekme sarma aparatları olarak ifade edilir. Bu elamanlar örme sürecine direk etkisi olan elemanlardır.
TEMEL ÖRGÜ ELEMANLARI
Örme yüzeyi oluşturan temel iplik hareketleri; ilmek, askı ve atlama örgü elemanı olarak isimlendirilir. Temel örgü elemanlarının birlikte kullanılması ile farklı görünümlü örme yüzeyleri oluşturulur
ATKILI ÖRMEDE İLMEK YAPILARI
Atkılı örmede ilmek görünümleri ilmek bağlantı noktalarında ilmek gövdesi üstte ilmek başı altta veya ilmek gövdesi altta ilmek başı üstte olmak üzere iki şekildedir. Bu görünümlerine göre ilmekler sağ ilmek (düz ilmek) veya sol ilmek (ters ilmek) olarak ifade edilir. Atkılı örmede düz ilmeklerin görüldüğü kısım kumaşın ön yüzü, ters ilmeklerin görüldüğü kısım kumaşın arka yüzü olarak algılanır. Atkılı örmede ilmekler enine yönde bağlantı yaparlar.
ÇÖZGÜLÜ ÖRMEDE İLMEK YAPILARI
Çözgülü örmede ilmek yapıları atkılı örmedeki ilmek yapılarına göre daha sıkı ve farklı şekildedir. Çözgülü örmedeki ilmek görünümleri ilmek bağlantı noktalarında ilmek gidiş yönü doğrultusunda açık ilmek ve kapalı ilmek olarak ifade edilir. Çözgülü örmede ilmekler boyuna yönde bağlantı yaparlar.
TEMEL ÖRME YÜZEYLERİ
Temel örme yüzeyler örme kumaş yüzünün ve tersinin ilmek görüntüsüne göre ( RL ), (RR ) ve ( LL ) yüzey olarak ifade edilir.
1- ( RL ) Örme Yüzeyler
Örme kumaş yüzü sağ ilmek ( R ) tersi sol ilmek ( L ) görünümlü ise bu yüzeylere ( RL ) yüzey denir. Tek katlı örme kumaşlar olarak tanınan tek plakada üretilmiş örme kumaş yüzey görüntüsüdür. Bu yüzeyler düz örme makinelerinde tek plakada yuvarlak örme makinelerinde tek plaka Süprem makinelerinde üretilen kumaş çeşitlerini ifade eder.
2- ( RR ) Örme Yüzeyler
Örme kumaş yüzü sağ ilmek ( R ) tersi sağ ilmek ( R ) görünümlü ise bu yüzeylere ( RR ) örme yüzey denir. Kumaşın iki yüzü de aynı görünür. Çift katlı örme kumaşlar olarak tanınan çift plakada üretilmiş örme kumaş yüzey görüntüsüdür. R/R yüzeyler boyuna ilmek sırası bir sıra R ilmek, bir sıra L ilmek olarak oluşur. L ilmek sıraları R ilmek sıralarının sıkışması ile yüzeyde görünmez ancak gererek açıldığında görülür. Bu yüzeyler düz örme makinelerinde çift plakada yuvarlak örme makinelerinde çift plaka ribana ve İnterlok makinelerde üretilen kumaş yüzey çeşitlerini ifade eder.
3- ( LL ) Örme Yüzeyler
Örme kumaş yüzü sol ilmek ( L ) tersi sol ilmek ( L ) görünümlü ise bu yüzeylere (LL ) yüzey denir. Kumaşın iki yüzü de aynı görünür Çift katlı örme kumaşlar olarak tanınan genellikle iki ucu kancalı çift plakada üretilmiş örme kumaş yüzey görüntüsüdür. LL yüzeyler enine ilmek sırası bir sıra L ilmek, bir sıra R ilmek olarak oluşur. R ilmek sıraları L ilmek sıralarının sıkışması ile yüzeyde görünmez ancak gererek açıldığında görülür. Bu yüzeyler düz ve yuvarlak çift plaka örme makinelerinde iki ucu kancalı dilli iğnelerle üretilen kumaş çeşitlerini ifade eder.
MAKİNE İNCELİĞİ
Örme makinelerinde makine inceliği, piyasanın bir kısmında makine numarası olarak ifade edilmektedir. Genel olarak ifade yanlış kullanılmaktadır. Makine numarası anlamı bakımından makine inceliği ifade ettiğinden, örme makineleri, makine inceliğine göre çeşitlenir. Makine inceliği, 1" (1 inch)’ teki iğne sayısına eşittir. Plaka üzerinde 1 inch (inç) mesafedeki iğneler sayılarak makine inceliği tespit edilir. Tespit edilen makine incelikler fein (fayn) veya gauge (geyç) olarak isimlendirilir. Yuvarlak örme makinelerinde fein “E” harfi ile düz örme makinelerinde ise gauge “G” harfi ile gösterilmektedir. Örneğin; 22fein = 22E, 28fein = 28E, 12gauge = 12G vb. olarak gösterilmektedir. 20E 1"’ te (2,54cm’de) 20 adet veya 10G 1"’te 10 adet, iğne olduğunu göstermektedir. Makine inceliğini ifade eden rakam büyüdükçe 2,54 cm’deki iğne sayısı artar, azaldıkça 2,54 cm’deki iğne sayısı azalır.
Düz örme makinelerinde kullanılan incelikler;
El örgüsü görünümünde çok kalın giysiler için: E 2-5
Kalın giysiler için: E 5-7
İnce giysiler için: E 7-10
Çok ince giysiler için: E 10-12 dir.
Yuvarlak örme makinelerinde kullanılan incelikler;
Tek yataklı makinelerde:
Dış giysilikler için: E 7-34
İç giysilikler için: E 18-32
Jakarlı yapılar için: E 5-32
3-iplik futter için: E 12-28
Havlu yapılar için: E 7-28
Uzun havlı yapılar için: E 5-22
Erkek-bayan-çocuk çorapları için: E 13-24
İnce bayan çorapları için: E 26-36
Çift yataklı makinelerde:
Dış giysilikler için: E 7-42
İç giysilikler için: E 10-22
Jakarlı yapılar için: E 5-30
Transfer desenli yapılar için: E 12-16
Erkek-bayan-çocuk çorapları için: E 6-21
İnceliğin belirtilmesinde çok seyrek olarak kullanılan diğer bir terim olan;
Taksimat (t);
bir iğnenin çalışması için gerekli olan mesafenin milimetre olarak ifadesidir. Bir iğne yatağı üzerinde yan yana duran iki iğnenin merkezleri arasındaki mesafe olarak da tanımlanabilir.
İncelik;
üretimde kullanılacak ipliğin numarası, makinenin çalışma hızı, örgü cinsi, elde edilecek dokunun eni ve en büzülmesini direkt olarak etkiler. İnceliği yüksek olan makinelerde daha ince, daha düzgün ve stabil yapılar elde edilir.
Makine çapı (D)
Yuvarlak örme makinelerinde çıkacak dokunun enini belirleyen bir ölçüdür. Mamulün kullanım yani Çalışma hızı (V) Düz örme makinelerinde kilit sisteminin, yuvarlak örme makinelerinde iğne yatağının m/sn olarak hızıdır. Bu hız makinenin örme prensibine (RL, RR, LL), desenlendirme durumuna, makine eni veya çapına, örgünün yapısına ve kullanılan iplik özelliklerine göre belirlenir. erine göre değişik çaplarda makineler seçilir. Birim olarak inch (") kullanılır.
Sistem
Atkılı örme makinelerinde bir iğne grubu, bir kam mekanizması ile bir iplik kılavuzundan oluşan ve bir örgü sırası meydana getiren birime sistem denir. Örme makinelerinde sistem sayısı arttıkça bir devirde üretilen sıra sayısı da artacaktır.
Ancak düz örme makinelerinde kullanılabilecek maksimum sistem sayısı 6 ile sınırlıdır. Bugün ise genellikle 3-4 sistemli makineler üretilmektedir;
Bunun iki nedeni vardır:
1-Örme işlemi, sistemlerin gidip gelme hareketleri ile sağlandığından kesikli bir çalışma vardır. Çok sayıda sistemden oluşan kafanın ağırlığı da fazla olacağından, her seferinde kafanın hızını sıfırdan başlayarak arttırmak çok enerji gerektirecektir.
2-Her sıra sonunda sistemlerin örme bölgesi dışına çıkma zorunluluğu vardır. Sistem sayısı arttıkça kafanın genişliği de artacağından, iğne yatağının yanlarında fazladan geniş yer bırakmak gerekecektir.
Yuvarlak örme makinelerine örme işlemi
iğne yatağının hep aynı yöne hareketi ile sağlandığından kesiksiz bir çalışma vardır. İğne yatağı çevresine çok sayıda sistem yerleştirilebildiği ve kesiksiz çalışma sağlanabildiği için bu makinelerin üretimi çok yüksektir. Bir yuvarlak örme makinesindeki sistem sayısı; makine çapına, makinenin çalışma prensibine (düz, rib, haroşa), desenlendirme kapasitesine ve makine inceliğine bağlıdır. Sistem sayısı genellikle çift sayı olur ve jakarlı makinelerde temel yapıların yanında 2, 3, 4 renkli desenlerin örülebilmesi için iki ve üçe tam olarak bölünebilecek değerde olması istenir. Günümüzde yuvarlak örme makinelerinde iğne yatağının çevresine 136 sistem yerleştirmek mümkün olmuştur.
Yuvarlak örme makineleri için tanımlanan sistem yoğunluğu, sistem sayısının makine çapına oranıdır.
ÖRMECİLİKTE İLMEK OLUŞUMU
Bir örme yüzeyinin (dokusunun) oluşabilmesi için ipliğe iğne yardımı ile iğnenin hareketine göre verilebilen şekiller üç tanedir.
Bunlar; ilmek, askı ve atlamadır.
En önemlileri ve esas örgü bağlantısını sağlayan ise ilmektir. İlmeksiz bir örme dokusu oluşturmak mümkün değildir. Diğer askı ve atlama iplik hareket şekilleri ise yalnız başlarına bir doku oluşturamadıklarından, ancak ilmek ile birlikte yapılarak örgünün yapısına ve yüzeyine, görünüm, şekil, stabilite ve tutum değişikliklerine etki ederler.
Aşağıda ilmek fiyongu, yani bağlanmamış bir ilmek şekli ve bunun kısımları görülmektedir.
Örmecilik tek bir yönde hareket eden bir tek iplik veya bir grup iplik ile kumaş oluşturma işlemidir. Örgü kumaş oluşturma sistemlerinde ana malzeme ipliktir. İpliğin hammaddesi ve iplik oluşturma sistemleri çeşitlilik gösterebilir.
Örgü kumaşların boyutsal olarak sabit en küçük birimi ilmektir.
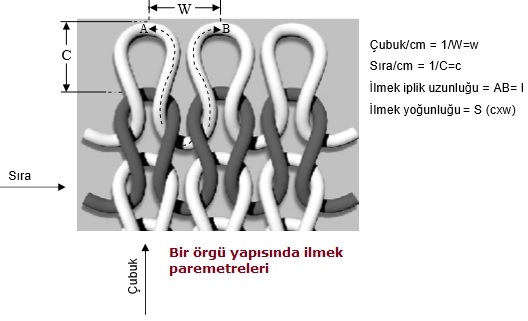
Örgü kumaşlarda kumaşın eni boyunca yer alan ilmek çubukları “may”, kumaşın boyu boyunca yer alan ilmek sıraları ise “sıra” olarak adlandırılır.
Birim uzunluktaki may ve sıra sayılarının çarpımı birim alandaki teorik ilmek yoğunluğunu (sayısını) verir.

Yuvarlak örme makineleri tek plakalı (tek iğne yataklı) veya çift plakalı (çift iğne yataklı) olabilir. Çift plakalı örme makinelerinde bir iğne yatağındaki iğneler diğer iğne yatağındaki iğnelerin arasında kalacak şekilde yerleştirilebilir. Bu iğne düzeni “rib iğne” düzeni olarak adlandırılır. İğnelerin karşılıklı gelecek şekilde yerleştirildiği iğne düzeni ise “interlok iğne” düzeni olarak adlandırılır.
Piyasada üretilen çeşitli örme kumaş yapıları arasında süprem, ribana, interlok ve haroşa örgüler en sık kullanılan temel örgü yapılarıdır.
Süprem
Sadece bir iğne yatağı üzerinde üretilen en basit ve en sık kullanılan örgü türüdür. İğne yatağı üzerindeki tüm iğneler örme işlemine katılır.
Süpreme ait temel kumaş özellikler:
• Kumaşın ön ve arka yüzlerinin görünüşü farklıdır.
• Kumaş yapısı dengesizdir, bu nedenle kenarlarda kıvrılma görülür.
• Kumaş yapısı içinde ilmek kaçığı may boyunca yukarı ve aşağı ilerler.
• Kumaşı başlangıç ve bitiş yerlerinden sökmek mümkündür.
• Kumaşın enine esnekliği boyuna esnekliğinin yaklaşık iki katıdır
Ribana
Her iki iğne yatağı da kullanılarak üretilen çift plaka örgülerdir. Bu yapıyı oluşturmak için her iki iğne yatağındaki tüm iğneler kullanılır.
Ribanaya ait temel kumaş özellikler:
• Ön ve arka yüzey görünüşü aynıdır.
• Dengeli kumaşlardır, kenarlarda kıvrılma olmaz.
• Kumaşta oluşan ilmek kaçığı aynı may boyunca aşağı doğru ilerler.
• Kumaşın enine esnekliği süprem örgünün yaklaşık iki katıdır. Boyuna esnekliği ise süpremle hemen hemen aynıdır.
• Kumaşın kalınlığı süpremin yaklaşık iki katıdır.
İnterlok
Ribana örgü yapısında olduğu gibi iki iğne yatağı kullanılarak üretilen çift plaka örgülerdir. Her iki iğne yatağındaki iğneler karşılıklı gelecek şekilde dizilir.
Temel kumaş özellikleri:
• Ön ve arka yüzey görünüşü aynıdır.
• Dengeli kumaşlardır, kenarlarda kıvrılma olmaz.
• Kumaşta oluşan ilmek kaçığı aynı may boyunca aşağı doğru ilerler.
• Kumaşın enine esnekliği ribanadan daha azdır.
AKSESUAR:Ürüne model niteliği katabilen farklı materyallerden oluşan detay parçalar
ARA ÜTÜ:Dikiş paylarını ütüleme, ikiye açma, yaka, cep, pat kırma ve tela yapıştırma gibi ütü işlemleri
ANA MALZEME:Bir ürünün hazırlanmasında kullanılan temel malzeme
BOBİN: Masuralar üzerine sarılı durumdaki belli bir miktar iplik
ÇAĞANOZ:Remayöz makinesinin alt ipliğini hareket ettiren mekanizma