
Örme (101)
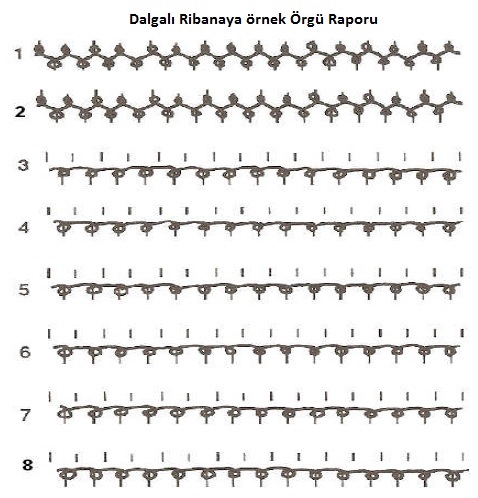
Dalgalı ribana örgüler ribana yuvarlak örme makinelerinde kapak veya silindir iğnelerinin birinin diğerinden daha fazla çalışmasıyla ortaya çıkar. Basit bir örnekle silindir iğneleri 4–6 sistemde örme yaparken kapak iğnesi bekleme yapar sonraki sistemde ise kapak ve silindir ilmek yapar. Kumaşın yüzeyi kabarık ve dalgalı bir yüzey görünümündedir. Kumaşın arka yüzeyi ise daha düzdür.
Bütün örgülerin başlangıcında olduğu gibi RR dalgalı ribana örgünün üretilebilmesi için makinenin hazırlanması gerekir.
Makinenin örgüye hazır hâle gelmesi için ;
iğne seçimi,
çelik seçimi,
iplik seçimi,
kasnak ayarı,
may sıklığı ayarı,
iplik gerginlik ayarı,
makine hız ayarı ve kumaş çekim ayarlarının yapılması gerekir.

İğne seçimi:
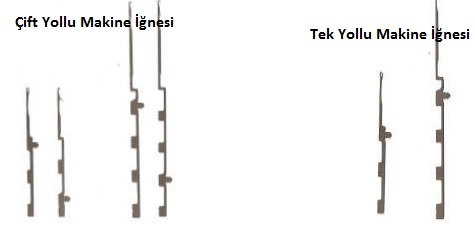
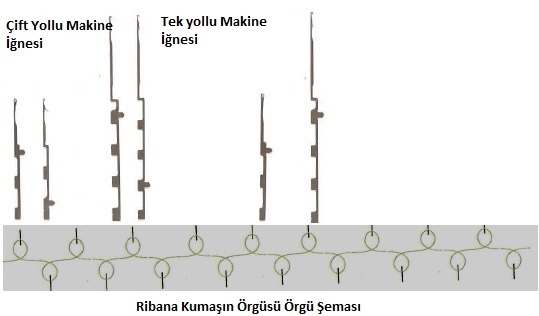
RR dalgalı ribana kumaşın üretimi için makinenin kapak ve silindirinde tüm iğneler dizilmiş ve çalışır durumda olmalıdır. Eğer çalışılacak makine çift yollu çelik sistemine sahip ise iğne dizimi yapılırken bir kısa ayak, bir uzun ayak gelecek şekilde olmasına dikkat edilmelidir.
Çelik seçimi ve may sıklığı ayarı:
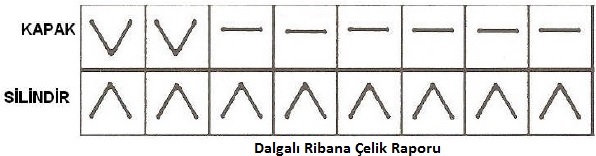
RR dalgalı ribana kumaşın örülmesinde çelik sisteminin seçimi, tüm örgülerin raporunu hazırlamada olduğu gibi önemlidir. Üretilecek kumaşın çelik raporu silindirde tamamen ilmek, kapakta 1. ve 2. sistem ilmek, 3, 4, 5, 6, 7. ve 8. sistemlerde atlama çeliği kullanılmaktadır.

Dalgalı ribana kumaşın üretiminde makinenin çift çelik yollu olması durumu değiştirmez. Kullanılacak iğne çeşidine bağlı olarak çelik seçimi de yapılır. Üst çelik hangi hareketi yapıyor ise alt çelikte de aynı hareketi yapan seçilir.
Ribana makinesinin çelik sistemleri RR dalgalı ribana örgüsüne ayarlanıp yerleştirildikten sonra çelik kapakları üzerindeki may ayar çeliklerinden, may (ilmek boy) ayarlarının yapılması gerekir. Bazı yuvarlak örme makinelerinde merkezî may ayarı ile tek noktadan ayarlama yapılabilir. Yalnız may ayarlarının dengeli olması gerekir.
İplik gerginlik ayarı:
Tüm yuvarlak örme makinelerinde sistemlere gelen ipliklerin sıkı veya gevşek olması, örgüyü etkiler. Sistemlere iplik sevkini sağlayan pozitif yığmalı furnisörlerin dönüş hızlarının ayarlanması ile örgünün istenilen özellikte olması sağlanabilir. Furnisörlerin hızı yavaşlatılırsa iplik daha gergin gelir, hızlandırılırsa da aktardığı iplik miktarı daha fazla olur ve iplik gevşek gelir. Bu durumun kumaşın birim gramajı üzerinde etkisi büyüktür.
Eğer iplik gergin gelirse daha sıkı bir örgü örülür ve gramaj artar. Ribana makinelerinde de tüm yuvarlak örme makinelerinde olduğu gibi iplik gerginlik ayarı ilk önce kasnak ayarıyla yapılmaktadır. Kasnak çapının genişletilmesi daha fazla iplik sevkine, çapını daraltılması ise daha az ipliğin sevkine neden olacaktır. Bu ayarın numune kumaşın özelliklerine ve örgü raporuna göre düzgün yapılması gerekir.
Dalgalı ribana örgüsünün örülebilmesi için ribana örme makinesinin furnisör sisteminin çift bantlı (iki dişli çarkı) olması gerekir. Furnisör dişli çarkları, dişli veya tırnaklı kayışlar yardımıyla kasnaktan hareket alır. Kasnağın çapına bağlı olarak dönüş hızında farklılıklar olacaktır. Bu durumdan yararlanılarak dişli çarkın hangisinin çalışacağına desen dâhilinde karar verilir. Yani furnisöre hareket veren kavramasının aşağı veya yukarı sabitlenmesi ile furnisörün dönüşünde iki farklı hız verebilmeyi sağlar. Yapacağımız dalgalı ribana örgüsünde iki farklı ayar kullanılması gerekmektedir. Çünkü rapora baktığımızda 1. ve 2. sistemlerdeki örgü ile 3. ve 8. sistem arasındaki örgünün harcadığı iplik miktarının farklı olduğu görülmektedir. Bu durumda tek kasnaktan hareket verildiğinde 1. ve 2. sisteme göre ayarlanan gerginlik ayarı diğer sistemler geldiğinde iplik bollaşacaktır. Bu yüzden 1. ve 2. sistemin kasnak ayarı (buna bağlı olarak furnisörlerin dönüş hızı) ile diğerleri için yapılacak kasnak ayarı farklı yapılmalıdır.
Makine hız ayarı:
Yuvarlak örme makinelerinde aşırı hız, iğne ve çeliklerin kısa zamanda aşınmasına neden olmaktadır. Özellikle ribana yuvarlak örme makineleri çift plaka çalıştığı için tek plaka makinelerine nazaran daha düşük hızda çalıştırılmalıdır. Ayrıca makine hızının ayarlanmasında yapılan örgünün çeşidi de etkilidir.
Kumaş çekim ayarı:
Dalgalı ribana üretiminde kumaş çekim ayarının azaltılması gerekir. Çünkü makine 8 sistemde iki sıra örgü tamamlamaktadır. Bu durum da makinenin bir turda ördüğü sıra sayısını düşürmektedir. Örneğin; normal RR ribana örgüsüne göre çekim ayarı yapıldığında kumaş çekim tertibatı, kumaşa çok fazla gerginlik verecektir.
Kapak ile silindir arasındaki mesafenin ayarlanması
Ribana örgü makinelerinde kapak ile silindir arasındaki mesafe ayarlanabilmektedir. Bu mesafenin durumunu genel olarak örgü raporu belirlemektedir. Genelde düz ribana örgülerde mesafe dardır. Çünkü iğne ağzında fazla yığılma olmadan kumaş aşağı inmektedir. Yapacağımız örgüde ise silindir iğnesinin üzerinde 4-6 ilmek oluşmasına rağmen kapak iğneleri sabit olduğundan örgü aşağı inmemektedir. Bu yüzden olası iğne kırılmalarını önlemek ve örgüyü rahatlatmak için kapak ile silindirin arası biraz açılır.
Makine hazır hâle getirildikten sonra bir miktar numune kumaş örülmesi gerekir. Örülen bu kumaş için kullanılan ipliğin numune kumaş ile benzer özellikte olması gerekir. Örülen numune kumaşın istenilen özelliklere sahip olup olmadığını kontrol etmek gerekir. Burada örülen kumaş numunesi varsa numune kumaş ile karşılaştırılır; eğer numune kumaş yoksa sipariş formundaki istenilen özellikler dikkate alınarak kontrol yapılır. Üretim atölyelerinde numune kumaş üzerinde kontrol edilen özellikler; örgü raporu,Örme kumaşın tuşesi, desen boyutu, renk rapor boyutu, ilmek çubuk sıklığı ve kumaşın birim gramajıdır. Birim gramaj; örme kumaşın bir metrekaresinin gram olarak ağırlığıdır. Örülen kumaşın birim gramajının numune ile aynı olması birçok özelliğinin de aynı olmasının yakınlığını sağlar. Birim gramajı hassas terazi ile tartılabileceği gibi belli sayıdaki ilmek için harcanan iplik miktarı uzunluk olarak karşılaştırılarak da ölçülebilir. Tüm bu kontroller sonrası istenilen özelliklere sahip ise kumaş üretimine geçilir. Eğer istenilen özelliğe sahip değil ise tekrar gerekli ayalar yapılır. Makine üzerinde istenilen ayarların yapılması, numune kumaşın örülüp kontrollerinin yapılması sonucu kumaşın üretimine geçilebilir. Kumaşın üretimi esnasında olası hataların olmaması için bunlara dikkat edilmelidir
RR dokuma tipi ribana örgüler, ribana yuvarlak örme makinelerinde silindir ve kapak iğnelerinin rapora göre atlamalar yapması düzeninde elde edilen örgülerdir. Dalgalı ribana örgülerle üretilen kumaş yüzeyi; enine ve boyuna yönde, esnekliği düşük, düzgün görünümlüdür.
Çeşitleri;
1-İsviçre tipi dokuma örgü raporu
2- Flamenk tipi dokuma örgü raporu
3-Hollanda tipi dokuma örgü raporu
Dokuma tipi ribana örgülerin yapılabilmesi için ribana yuvarlak örme makinesinin çift çelik yollu olması gerekir. Tek tip iğne ve çelikli makinede bu örgünün üretilmesi mümkün değildir.
Dokuma tipi ribana örgülerin örülebilmesi için makinenin iğne düzeni gibi örgünün üretileceği makine çift çelik yollu olduğundan makinenin kapak veya silindir iğneleri 1’de 1 olacak şekilde iki çeşit olarak düzenlenmelidir. Bu işlem makinenin iğne yatağına tamamen uygulanmalıdır.
Dokuma tipi ribana örgülerde tüm iğneler çalıştırıldığı için mekik ayarlarının ipliğin rahat alabileceği pozisyonda yapılması gerekir. Mekik ayarı yapıldıktan sonra sabitleyici somonlar sağlamlaştırılmalıdır.
Dokuma tipi ribana örgüsünün örgü raporu incelendiğinde örgünün oluşturulmasında atlama ve ilmek çeliklerinin kullanıldığı görülmektedir. Kumaşın örülmesinde çelik ayarlarını yapabilmek için kumaşın örgü raporuna ihtiyaç vardır. Örgü raporuna bakılarak makinenin çelik diziminin yapılması daha kolaydır. Aşağıda dokuma tipi ribana örgüsünün örgü raporuna göre çelik dizimi gösterilmiştir. Yukarda görüldüğü gibi çelik dizimi, dört sistem raporludur. Bu durumda makine sistem sayısı bitene kadar çelik düzeni rapor tekrarı yaparak oluşturulur. Bütün sistemlerin çelik dizimi yapıldıktan sonra sistemler, sırası karıştırılmadan makineye montelenir. Burada sıranın karışması; istenilen yüzeyin elde edilememesine dolayısı ile hataya neden olur.
Dokuma tipi ribana kumaşın örülmesi için may ayarının biraz sıkı olması gerekir. Çünkü örgü yüzeyinde atlama iplikleri fazladır. Eğer may ayarı gevşek olursa kumaşın arka yüzeyinde kalan atlama iplikleri, kumaş gerdirildiğinde ön yüzeyden gözükebilir.
Gerginlik ve kasnak ayarı: Dokuma tipi kumaşın örülmesinde çift kasnaklı furnisörlerin kullanılması şarttır. Eğer bütün iplikleri tek kasnaktan beslersek 2. ve 4. sistemin harcadığı iplik miktarı ile 1. ve 3.sistemin harcadığı iplik miktarı aynı olmadığından makineyi çalıştıramayız. Bu yüzden 1. ve 3. sistem gibi tek sayılı sistemler 1. kasnaktan, 2. ve 4.sistemler gibi çift sayılı sistemler ise 2. kasnaktan hareket alacak şekilde ayarlanmalıdır. Kasnak ayarı yapılırken her iki kasnakta da ayar işlemi bittikten sonra üst bölmede bulunan sabitleme somonu sağlamlaştırılır. Aksi takdirde makine çalıştığında kayışlarda gevşeme oluşur. Daha sonra kayış gerdirme kolundan kayışların gerginliği sağlanmalıdır.
Kumaş çekim ayarı: Kumaş çekim ayarı, bütün örme tekniklerinde olduğu gibi bu örgü tekniğinde de örülen kumaşa göre belirlenir. Makine çalışırken kumaş gerginliği elle kontrol edilir, duruma göre çekim hızı düşürülür ya da yükseltilir.
Numunenin yapılması
Makinede gerekli bütün ayarların yapılmasından sonra numune alımı için bir miktar kumaş örülmelidir. Numune örülmesi esnasında makine ayarlarında herhangi bir değişiklik yapılmamalıdır. Sabit ayarlarda çıkan numune kumaş kontrol edilip gerekli ayarlar toplu hâlde yapılmalıdır. Aksi takdirde numune örülürken yapılan bazı ayar değişiklikleri numune kumaşın bir kısmında gözükmeyebilir.
Kontrollerin Yapılması
Numune kumaş örüldükten sonra makine durdurulmalı ve numune kumaş kesilerek kontrolleri yapılmalıdır. Örülen numune kumaşın öncelikle birim gramajının istenilen düzeyde olup olmadığı (eğer varsa örnek numune ile yok ise sipariş formu ile) karşılaştırılarak kontrol edilir. Sonra örgü raporu, görünümü, kumaşın ham maddesi, tuşesi, rapor boyutu, harcanan iplik miktarı karşılaştırılıp kontrol edilir.
Üretimin Yapılması
Tüm kontrolleri yapılan kumaş, istenilen özelliklere sahip olmayabilir. Bu durumda makine ayarlarında istenilen özelliklere yönelik değişiklik yapılmalıdır. Eğer numune istenilen özelliğe sahip ise kumaşın üretimine geçilmelidir. Üretim esnasında makine cağlıklarına iplik yerleştirilirken raporda belirtilen özellikte (lot numarası, renk, iplik numarası, ham madde vs.) ipliklerin (bobinler) olmasına dikkat edilmelidir.
Ribana yuvarlak örme kumaşlar, çift plakalı yuvarlak örme makinelerinde, silindir ve kapak iğnelerinin birbirine göre çapraz bir şekilde yerleştirilmeleri ile elde edilen çift katlı örme kumaş çeşididir. Ribana kumaşları ifade eden en büyük özellik, kumaş eni yönünde açıldığında her iki tarafta örgü raporuna bağlı olarak düz (R) ve ters (L) ilmeklerin değişimli olarak görünmesidir. Kumaşın yapısı dikey sıra yönünde, birbiri ardınca gelen düz ve ters ilmeklerden oluşur. Ribana kumaşlar enine yönde en çok esnekliğe sahip örme kumaşlardır.

Çift plakalı ribana yuvarlak örme makinelerinde tek plakalı yuvarlak örme makinelerinden farklı olarak iki tane iğne yatağı, iki farklı iğne grubu ve iki kilit sistemi mevcuttur. Bütün örgülerin başlangıcında olduğu gibi RR Düz ribana örgünün üretilebilmesi için makinenin hazırlanması gerekir. Makinenin örgüye hazır hâle gelmesi için iğne seçimi, çelik seçimi ve may sıklığı ayarı, iplik gerginlik ayarı, makine hız ayarı ve kumaş çekim ayarlarının yapılması gerekmektedir.

İğne seçimi
Yuvarlak ribana örme makinesinde bir kapak iğnesi birde silindir iğnesi olmak üzere iki farklı iğne grubu bulunmaktadır. Ribana makinelerinin kapak iğneleri kısa, silindir iğneleri ise kapak iğnelerine nazaran daha uzundur.
Ayrıca çelik yolu sayısına göre tek tip iğnenin yanında kapak ve silindirde iki farklı ayakta iğneler mevcuttur. Bu iki farklı ayaklı iğnelerin boyutları aynı olup sadece iğne ayaklarının iğne üzerindeki yerleri değişmektedir. RR düz ribana kumaşın üretimi için makinenin kapak ve silindirinde tüm iğneler dizilmiş ve çalışır durumda olmalıdır.
Çelik seçimi ve may sıklığı ayarı
RR ribana kumaşın örülmesinde çelik sisteminin seçimi de önemlidir. Üretilecek olan kumaş iğnelerin kapakta ve silindirde tamamen ilmek yapmasıyla oluşmaktadır. Bu yüzden makinenin bütün çelikleri ilmek çeliği olarak ayarlanmalıdır. Görünüş itibari ile makine modellerine göre küçük farklılıklar gösterse de ilmek çeliğinin genel görüntüsü üçgen bir şekle benzer. Makine üzerinde farklı bir çelik var ise değiştirilmelidir. Makine çift yollu çelik sistemine sahipse her iki çelikte ilmek çeliği olarak ayarlanmalıdır. İlmek çeliğine örme sanayisinde çok yaygın olarak Süprem veya örgü çeliği de denilmektedir Ribana makinesinin çelik sistemleri düz ribana örgüsüne ayarlanıp yerleştirildikten sonra, çelik (kilit) kapakları üzerindeki ilmek ayar çeliklerinden ilmek boy (may) ayarlarının yapılması gerekir. May ayarı tüm örme makinelerinde toplu hâlde yapılamamaktadır. Her çelik kapağının üzerinde, o sisteme ait çelik için may ayar bölümü vardır. Yuvarlak örme makinelerinde may sıklığı (ilmek boy) ayarı verilirken düz örgü raporlu desenlerde, bütün sistemlerde aynı olmak zorundadır. Çift plaka ribana makinelerinde ise hem kapaktan hem de silindirden ayarın yapılması gerekmektedir.Örme makinesi üzerinde may sıklığının ayarlanması 1 cm’ye düşen ilmek sıra sayısının belirlenmesinde en büyük etkendir. Örneğin aynı örme makinesinde, İki farklı kumaşın birincisinde 1 cm’de 10 ilmek sırası, ikincisinde ise 20 ilmek sırası oluşturulabilmektedir.
![]()
Bu örgülerden 1 cm’de 20 ilmek çubuğu olan kumaş daha sert ve gramaj açısından daha ağır olacaktır. Bu işlemin yapılış şekli ise may ayarı küçültülüp - büyütülmesi ile olmaktadır. Göstergedeki sayı küçüldükçe iğnenin topuğuna uygulanan baskı küçülür ve oluşan ilmek boyu küçük olur.
Yani birim ölçüye düşen ilmek sıra sayısı artar. Sayı yükseldikçe iğne topuğuna yapılan baskı artacak ve oluşan ilmek boyu büyüyecektir. Birim ölçüye düşen ilmek sıra sayısı azalacaktır.
İplik gerginlik ayarı
Tüm yuvarlak örme makinelerinde sistemlere gelen ipliklerin sıkı veya gevşek olmaları örgüyü etkiler. Sistemlere iplik sevkini sağlayan furnisörlerin dönüş hızlarının ayarlanması ile örgünün istenilen özellikte olması sağlanabilir. Furnisörlerin hızı yavaşlatılırsa iplik daha gergin gelir, hızı arttırılırsa da aktardığı iplik miktarı daha fazla olur ve iplik gevşek gelir. Bu durumun kumaşın birim gramajı üzerinde etkisi büyüktür. Eğer iplik gergin gelirse daha sıkı bir örme yüzeyi oluşturulur ve kumaş gramajı artar. Ribana makinelerinde de tüm yuvarlak örme makinelerinde olduğu gibi iplik gerginlik ayarı kasnak ayarıyla yapılmaktadır.Kasnak çapının genişletilmesi daha fazla iplik sevkine, çapının daraltılması ise daha az ipliğin sevkine neden olacaktır. Bu ayarın numune ,kumaşın özelliklerine ve örgü raporuna göre iyi ayarlanmalıdır.
Makine hız ayarı
Yuvarlak örme makinelerinde aşırı hız iğne ve çeliklerin aşınmasına neden olmaktadır. Özellikle Ribana yuvarlak örme makineleri çift plaka çalıştığı için tek plaka makinelerine nazaran daha düşük hızda çalıştırılmalıdır. Ayrıca makine hızının ayarlanmasında yapılan örgünün çeşidi de etkilidir. RR düz ribana örgüsü örülürken tüm iğneler çalıştığından hız daha dikkatli bir şekilde ayarlanmalıdır.
Kumaş çekim ayarı
Yuvarlak örme makinelerinde kumaş çekme tertibatının ayarı makinenin örme hızına ve örgü prensibine göre ayarlanmalıdır. Çünkü kumaş sarma tertibatının ayarı da birim gramajın belirlenmesinde rol oynamaktadır. Örneğin normalinden fazla çekilen kumaşta birim alana düşen ilmek sayısı azalacak ve gramaj daha da düşecektir. Bu yüzden numune kumaş ile ya da sipariş formunda belirtilen kumaş birim gramajlarını tutturmak için kumaş sarma tertibatının ayarının iyi yapılması gerekir. Makine hazır hâle getirildikten sonra bir miktar numune kumaş örülmesi gerekir. Örülen bu kumaş için kullanılan iplik, numune kumaş ile aynı özellikte olmalıdır. Bir miktar kumaş örüldükten sonra makine durdurularak üzerinden bir parça numune kesilir. Kesilen numune biraz bekletildikten sonra kontrolleri yapılır. Örülen numune kumaşın istenilen özelliklere sahip olup olmadığını kontrol etmemiz gerekir. Burada örülen kumaş numunesi eğer var ise numune kumaş ile karşılaştırılır . Numune kumaş yok ise sipariş formundaki istenilen özellikler dikkate alınarak kontrol yapılır.
Üretim atölyelerinde numune kumaş üzerinde kontrol edilen ilk özellik kumaşın birim gramajıdır. Birim gramajı örme kumaşın bir metrekaresinin kilogram olarak ağırlığıdır. Örülen kumaşın birim gramajının numune ile aynı olması birçok özelliğinin de aynı olmasını sağlar. Birim gramajını hassas terazi ile tartabileceğimiz gibi belli sayıdaki ilmek için harcanan iplik miktarını uzunluk olarak karşılaştırarak da ölçebiliriz.
Hassas terazi ile numunenin kontrolü
Örülen numune kumaş bir süre bekletildikten sonra 10x10 ölçülerde olan numune kesme makinesi ile parça kesilir ve hassas terazide tartılır. Belli bir sayıda ilmek için harcanan ipliğin karşılaştırılması:
Eğer elinizde numune var ise kumaşlar üzerinde belli sayıdaki ilmek için harcanan ipliklerin uzunluğu ölçülerek bazı sonuçlara varabiliriz. Örneğin numune üzerinde işaretlenen 100 ilmekte harcanan iplik uzunluğu 32 cm örülen kumaşın üzerindeki 100 ilmek için harcanan ipliğin uzunluğu 37 cm ise kumaşta sorun var demektir. Tekrar iplik uzunluğu ayarlarının kontrol edilip ayarlamanın yeniden yapılması gerekmektedir. May sayısının karşılaştırılması: Ayrıca kumaşların birim ölçüye düşen may (ilmek çubuğu) sayısı karşılaştırılarak da bazı sonuçlara varılabilir. Tüm bu kontroller sonrası istenilen özelliklere sahip ise kumaş üretimine geçilir. Eğer istenilen özelliğe sahip değil ise tekrar ayarlara dönerek gerekli ayalar yapılır.

Üretimin Yapılması
Makine üzerinde istenilen ayarlarının ve numune kumaşın örülüp kontrollerinin yapılması sonucu kumaşın üretimine geçilebilir. Kumaşın üretimi esnasında olası hatalar için dikkatli olunmalıdır. Örneğin bir tek iğnenin bile kırılması kumaş üzerinde boyuna iğne izi hatasına neden olacaktır. Ayrıca cağlıklara bobin dizilirken ipliklerin aynı parti (lot) veya cağlık dizim raporuna göre bobin olmasına dikkat edilmelidir
RR İğne İptalli Ribana Örgüler
![]()
İğne iptalli ribana örgülere örnek olarak en çok kullanılan kaşkorse örme kumaş verilebilir. Kaşkorse (2x1 veya 2x2 kaşkorse) örme kumaş, yuvarlak ribana örme makinelerinde kapak ve silindirde her üç iğneden birinin iptal edilmesi ile yapılan RR ribana (2x1 ribana) örgü çeşididir. Enine yönde elastik olduğu için daha çok bant, kenar, kazak, bayan giyimi vb. yerlerde kullanılmaktadır.İğne iptalli örgülerin yapılabilmesi için bütün örgülerde olduğu gibi makinenin bazı ayarlarının değiştirilmesi gerekir.
İğne ayarı:
Kaşkorse kumaşın örülebilmesi için öncelikle iğne düzeninin ayarlanması gerekmektedir. Kaşkorsenin örülebilmesi için iğneler kapakta ve silindirde iki dolu bir boş kalacak şekilde düzenlenmelidir. Bu işlem öncelikle silindirde yapılmalı sonrada silindirde boşaltılan iğnenin karşısına kapaktaki iki çalışır durumdaki iğne gelecek şekilde düzenlenmelidir.
Kapak kaydırma ayarı:
İğne iptalli örgülerde kapak iğnelerinin silindir iğneleri ile çarpışmaması ve örgünün özelliklerine göre iğnenin çıkış yerlerinin belirlenmesi için kapak kaydırma işlemi yapılır. İğneler istenilen pozisyona geldiğinde ayar düğmesinin iki kenarındaki sabitleyiciler sağlamlaştırılır.
Mekik ayarı:
Ribana makinelerinde kapak çeliklerinin üzerinde ana gövdeye bağlı olan mekik kaydırma sistemi vardır. Bu sistem anahtar yardımıyla ayarlanır. Bu ayar yapılmazsa makine çalıştırıldığında iğnelerin ağzına yapılmak istenilen iplik beslemesi hareketini tamamlayacağından örgü düşer.
Çelik ayarları:
Kaşkorse kumaş üretiminde makinenin çeliklerinin değiştirilmesine gerek yoktur. RR düz ribana örgüsünde olduğu gibi ilmek (süprem -örgü) çeliği kullanılmaktadır. Fakat bazı örgüler hem iğne iptalli hem de askı ve atlama işlemlerinin kombinasyonu ile oluşmaktadır. Böyle bir durumda örgünün özelliğine göre makineye çelik değişiminin yapılması gerekir.
May ayarı:
Kaşkorse (İğne iptalli) kumaşların üretiminde may ayarı önemlidir. May ayarı sıkı olması durumunda kumaş sert olacaktır. Bu durumda kumaş istenilen esnekliği veremez. İğne iptalli kumaşlarda may ayarı düz ribana örgülere nazaran daha açık ayar verilir.
Gerginlik ve kasnak ayarı
İğne iptalli örgüler düz ribana örgüye göre daha az iplik harcar. Makine üzerinde bir iğne bile eksiltilse kasnak ayarının yeniden yapılması gerekir. Kasnak ayarının istenilen düzeyde olup olmadığını anlamak için makine çalıştırılır ve furnisör ile mekik arasında iplik gerginliği kontrol edilir. Kontrol sonrası eğer iplik gergin veya gevşek geliyorsa kasnak ayarı tekrar düzenlenmelidir.
Kumaş çekim ayarı;
kumaş çekim ayarı bütün örme tekniklerinde olduğu gibi bu örgü tekniğinde de örülen kumaşa göre belirlenir. Makine çalışırken kumaş gerginliği elle kontrol edilir, duruma göre çekim hızı düşürülür yada yükseltilir. Burada dikkat edilmesi gereken önemli unsur, kumaş çok çekerse iğnelerde bozulmalar ve kumaşta patlaklar oluşur. Aynı şekilde eğer kumaş çekim ayarı çok gevşek bırakılırsa iğne ağızlarında yığılmalar olur ve iğneler de bozulmalar olur.
Numunenin Örülmesi
Makinede gerekli bütün ayarların yapılmasından sonra numune alımı için bir miktar kumaş örülmelidir. Bu sırada makine sıcaklığı göz önünde bulundurularak düşük devirde çalıştırılmalıdır. Numune örülmesi esnasında makine ayarlarında herhangi bir değişiklik yapılmamalıdır. Sabit ayarlarda çıkan numune kumaş kontrol edilip gerekli ayarlar toplu halde yapılmalıdır. Aksi takdirde numune örülürken yapılan bazı ayar değişiklikleri numune kumaşın bir kısmında gözükmeyebilir. Dolayısıyla kontrol yapılan kumaş ile o aşamada üretilen kumaş farklı olabilir.
Kontrollerin Yapılması
Numune kumaş örüldükten sonra makine durdurulmalı ve numune kumaş kesilerek kontrolleri yapılmalıdır. Örülen numune kumaşın öncelikle iplik uzunluğu veya örme kumaş gramajı istenilen düzeyde olup olmadığı eğer varsa örnek numune ile yok ise de sipariş formu ile karşılaştırılarak kontrol edilir. Sonra sırasıyla kumaşın ham maddesi, tuşesi ve diğer örgü özellikleri karşılaştırılır, kontrol edilir.
Üretimin Yapılması
Tüm kontrolleri yapılan kumaş istenilen özelliklere sahip olmayabilir. Bu durumda makine ayarlarında istenilen özellikleri yakalamak için değişiklikler yapılmalıdır. Eğer numune istenilen özelliğe sahip ise kumaşın üretimine geçilmelidir. Üretim esnasında makine cağlıklarına iplik yerleştirilirken aynı numara iplik olmasına dikkat edilmelidir. Hatta ipliklerin üretim seri numaralının bile farklı olmamamsı üretimin kalitesi açısından önemlidir. Çünkü bazı durumlarda aynı numara olmasına rağmen farklı parti (lot) olan iplikler kumaş üzerinde enine çizgi (iplik abrajı) şeklinde hataya neden olabilir. Üretimin devamında ara ara üretim kalitesinin devamlılığı için kontroller yapılmalıdır.
2x1 Kaşkorse kumaş üretimi
1-Makinenin kapak ve silindir iğnelerini 2 dolu 1 boş şeklinde ayarlanır.( İğneleri çıkartırken hasar görmemesi için iğne dilinin kapalı olmasına dikkat edilmelidir.)
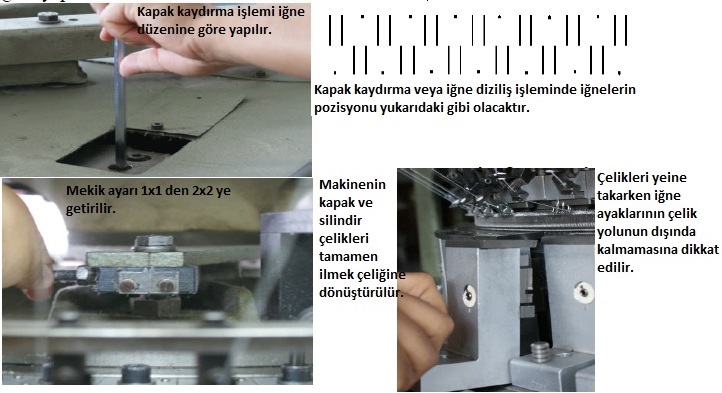
2- Kapak kaydırma işlemini iğne düzenine göre yapılmalıdır.( Kapak kaydırma veya iğne diziliş işleminde iğnelerin pozisyonu şekildeki gibi olmalıdır).
3- Mekik ayarını 1x1’ den 2x2’ ye getirilir.( Mekik ayarını yaptıktan sonra sabitleme somonunu sağlamlaştırmayı unutmamak gerekmektedir)

4- Makinenin kapak ve silindir çeliklerinin tamamen ilmek çeliğine dönüştürülür.( Çelikleri yerine takarken iğne ayaklarının çelik yolunun dışında kalmamasına dikkat edilir.)
5- Kapak ve silindirde may ayarları 2–3 derece açılır.( . May ayarı yapılırken tüm sistemlerin aynı olduğunda dikkat edilir.)
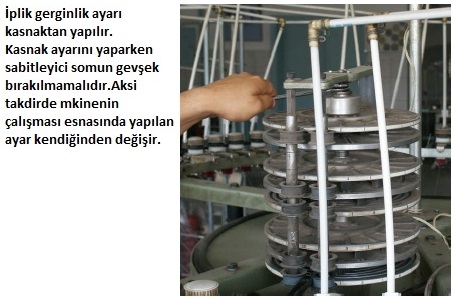
6- İplik gerginlik ayarı kasnaktan yapılır. (Kasnak ayarı yaparken sabitleyici somunu gevşek bırakılmaz.. Aksi hâlde makine çalışırken ayar kendiliğinden değişir.)
7- Kumaş çekim ayarı yapılır.( Kumaş çekim ayarının sarma tertibatının her iki tarafında da eşit olmasına dikkat edilmelidir.)

8- Numune kesilebilecek kadar kumaş örülür.( Numune üretiminde makine ayarlarına dokunulmaz)
9- Makineyi durdurulur ve numune kumaş kesilir.( Numune kumaş kesimi için makinenin altına girileceğinden kesinlikle makine kapatılır.)
10- Numunenin birim gramajı örnek kumaş ile karşılaştırılır.( Numunenin temiz ve hatasız olmasına özen gösterilir)
11- Numune kumaş istenilen özellikte ise üretime başlanır.
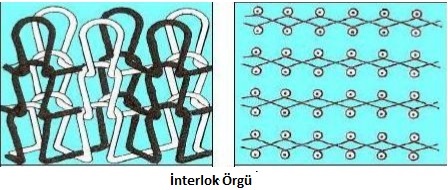
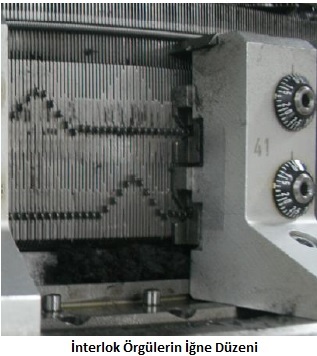
İnterlok kumaş sadece çift plakalı yuvarlak örme makinelerinde, silindir ve kapak iğnelerinin birbirlerine dik ve karşılıklı bir şekilde yerleştirilmeleriyle elde edilen çift katlı örme kumaş çeşididir. İnterlok kumaşları enine yönde gerdirsek bile, iki yüzde de sadece sağ ilmikler görülür.
İNTERLOK KUMŞLARIN BAŞLICA ÖZELLİKLERİ ŞUNLARDIR :
1-Ön ve arka yüzde aynı görünüme sahiptir, çift yüzlüdür.
2-Desen ve yüzey dizaynı sınırlıdır.
3- Ön ve arka yüzü pürüzsüzdür.
4-Sık bir yapıya sahiptir.
5-Dikey yönde, yatay yöne göre daha yüksek bir elastikiyet özelliğine sahiptir.
6-Boyutsal stabilitesi ve şeklini koruma özelliği yüksektir
7-Diğer tek iplikli örme kumaşlara göre çok ağır gramajlıdır.
Ön ve arka yüzey arasında hava olduğundan, daha iyi ısı yalıtım özelliğine sahiptir. Diğer tek iplikli örme kumaşlara göre daha sıcak tutar ve interlok örme kumaşların hacimli yapısı nedeni ile nem alma özelliği iyidir.İç giyim yazlık-kışlık ve özellikle sportif, tıbbi üst giyimlerde geniş bir kullanım alanına sahiptir. Ayrıca teknik koruyucu tekstil olarak da kullanılabilmektedir.
Bir kumaşın interlok mu yoksa ribana mı olduğunu belirlemek için kumaşı enine gerdirip bakılır, eğer karşılıklı ilmekler birbirinin karşısında ise bu interloktur. Basit bir tabirle doluya dolu ise interloktur. Ribanada doluya boş, boşa dolu karşılıklı gelmektedir.

RR interlok örgünün üretilebilmesi makinenin hazırlanması gerekir. Makinenin örgüye hazır hale gelmesi için iğne seçimi, çelik seçimi ve may sıklığı ayarı, iplik gerginlik ayarı, makine hız ayarı ve kumaş çekim ayarlarının yapılması gerekmektedir.
İğne seçimi:
Yuvarlak interlok örme makinesinde bir kapak iğnesi birde silindir iğnesi olmak üzere iki farklı iğne grubu bulunmaktadır. İnterlok makinelerinin kapak iğneleri kısa, silindir iğneleri ise kapak iğnelerine nazaran daha uzundur. Ayrıca kapak ve silindir iğneleri iki farklı ayak uzunluklarındadır.
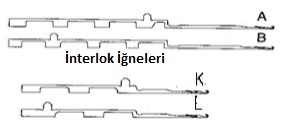
İnterlok makinelerinin iğne dizimi yapılırken ayakları farklı uzunluklarda olan iki iğne yan yana gelecek şekilde dizilmelidir. Aynı işlem kapak ve silindir iğnelerinin hepsi için geçerlidir.

Çelik seçimi ve may sıklığı ayarı:
RR interlok kumaşın örülmesi iki sistemde gerçekleşmektedir. İnterlok örgünün örgü raporu iki sıradır. Örgünün birinci sırasında sadece kısa ayaklı iğneler ilmek yaparken, uzun ayaklı iğneler hareket yapmaz. İkinci sırada ise uzun ayaklı iğneler ilmek yapar. Makinenin çelik sistemi de bu örgüye göre ayarlanması gerekir.

İnterlok makinelerinin çelik sistemi ikilidir. Her bir sistemde çift çelik bulunmaktadır. Bu durum kapak ve silindirin her ikisi içinde geçerlidir.

İnterlok makinesinin çelik düzeni yukarıda verilen örgü raporuna göre düzenlenmelidir. Rapora bakıldığında birinci sistemde hem kapakta hem de silindirde kısa ayaklı iğnelerin ilmek yaptığı görülmektedir. İkinci sistemde ise her iki tarafta da uzun iğnelerin ilmek yaptığı görülmektedir. Buna göre makinenin çelik düzeni aşağıdaki gibi olmalıdır.

İnterlok makinelerinde üretim performansı diğer makinelerden farklıdır. Bu makinelerde üretim yarı yarıya düşmektedir. Örneğin 54 sistem ribana makinesi RR örgüde bir turda 54 sıra örerken, interlok makinesi aynı örgüde bir turda 27 sıra örmektedir. RR normal interlok örgülerin üretiminde may ayarı, alt çelik ve üst çelik için ayrı ayrı yapılmaktadır. Bu işlem hem kapak hem silindir çelikleri için geçerlidir. Normal intelok örgüde tüm may ayarları aynı olmalıdır.
İplik gerginlik ayarı:
RR normal interlok üretimi için ipliklerin beslenmesi aynı kasnaktan olmalıdır. Çünkü örgü raporuna bakıldığında her sistemin iplik sarfiyatı aynıdır. Ayrıca kasnaktan yapılan iplik gerginlik ayarında numune kumaşın iplik sıklığı da göz önünde bulundurulmalıdır. Eğer kasnağı artı(+) yönde çevirirseniz daha fazla iplik sevk edersiniz ve örgü gramajlı olur. Eğer gramajı düşürmek istersek kasnağı eksi (-) yönde çevrilerek kasnak kayışı da gerdirilmedir.

Kumaş çekim ayarı:
Yuvarlak interlok örme makinelerinin çalışma sistemi ribana ve süprem yuvarlak örme makinelerine nazaran farklıdır. İnterlok örme makinesinde her iki sistem bir sırayı tamamlamaktadır. Bu yüzden makine bir turda normal örmesi gereken sıra sayısının yarısını örebilmektedir. Kumaş çekim ayarının da bu durum göz önünde bulundurularak yapılması gerekir.
Makine hazır hale getirildikten sonra bir miktar numune kumaş örülmesi gerekir. Örülen bu kumaş için kullanılan iplik, numune kumaş ile aynı özellikte olmalıdır. Bir miktar kumaş örüldükten sonra makine durdurularak üzerinden bir parça numune kesilir. Kesilen numune biraz bekletildikten sonra gerekli kontrolleri yapılır.
Örülen numune kumaşın istenilen özelliklere sahip olup olmadığını kontrol etmemiz gerekir. Burada örülen kumaş numunesi eğer var ise numune kumaş ile karşılaştırılır eğer numune kumaş yok ise sipariş formundaki istenilen özellikler dikkate alınarak üretim kontrolleri yapılır.
Makine üzerinde istenilen ayarların yapılması, numune kumaşın örülüp kontrollerinin yapılması sonucu kumaşın üretimine geçilebilir. Kumaşın üretimi esnasında olası hatalar için dikkatli olunmalıdır. Ayrıca cağlıklara bobin dizilirken ipliklerin aynı parti (lot) veya cağlık dizim raporuna göre bobin olmasına dikkat edilmelidir.
Rölyef örgüler düz zemin özerinde kabartma yöntemiyle elde edilen örgülerdir. İnterlok makinelerinde de bu örgüler kapak iğnelerinin bazılarının askıya çıkması bazılarının da ilmek yapması ile yüzeyde dalgalı çıkıntılar oluşturur.
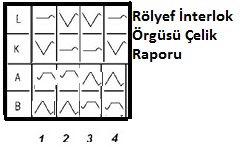
Rölyef örgünün interlok makinesinde örülebilmesi için yapılması gereken ayarlar vardır. Yapılacak olan rölyef örgüde kumaşın ön yüzeyinde üç sıra kısa iğneler askı yapacak uzun iğneler ilmek yapacaktır. Sonraki üç sırada ise bu işlemin tam tersi olacaktır. Bu düzen tüm sistemlerde aynı şekilde tekrar edecektir. Kapakta ise iğneler interlok düzeninde çalışacaktır.
iğne düzeni çapraz şekilde olmalıdır. İnterlok makinelerinde bazı örgüler için iğnelerin ribana düzenine getirilmesi gerekmektedir.
Belirlenen örgünün üretilebilmesi için makinenin çelik sistemi aşağıdaki rapora göre düzenlenmelidir. Örgünün elde edilebilmesi için gerekli olan may ayarı yapılırken sadece askı yapan sistemlerde may ayarı iyice düşürülmelidir. Örneğin ilmek yapan sistemlerde may ayarı 10 ise askı yapan sistemde may ayarı 2 veya 3 olmalıdır.

Askı yapan sistemler diğerleri ile aynı olursa kumaşta patlaklar oluşmasına neden olur. Örgü raporuna bakıldığında 1 ve 4. sistemlerde may ayarının sıkılması gerekmektedir.
İplik sarfiyatı, sistemlerde eşit miktarda ise farklı kasnak ayarlarına gerek yoktur. İnterlok makinesinde bu kumaşın örülmesinde kumaş çekim ayarı makinenin dönüş hızına göre yapılacaktır.
İstenilen kumaşın örülebilmesi için bir numune çıkartılması gerekmektedir. Kumaşın istenilen sıklıkta olup olmadığı da kontrol edilmelidir. Desenin iş emrine göre doğruluğu kontrol edilir ve teknik verileri makine özelliğine göre ayarlandıktan sonra numune yapılır.
Numunenin kontrolü işletmelerde “okey” almak olarak da telaffuz edilmektedir yani “Numunemiz tamam artık üretim yapılabilir.” demektir. Üretilen numunenin kontrolleri çok büyük titizlikle yapılmalıdır. İstenilen kumaş sıklığı, gramajı, rengi, müşteri isteği vs. kontrol edilmelidir.
Üretimin sağlıklı olarak yapılabilmesi kontrollerin doğru yapılması sonucunda yapılır. Gerekli ayarlamalar ve kontrol yapıldıktan sonra kontrollü bir şekilde üretime devam edilmelidir. Üretim esnasında düzenli olarak kumaşın her iki yüzeyinin de kontrol edilmesi gerekir.
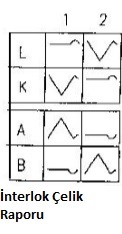
Çift plaka ribana makinelerde kullanılan bu örgü raporu 4 sistem raporludur. Silindir ve kapakta ikişer çeşit iğnesi kullanılmıştır. 1. sistemde silindir ve kapak iğneleri 1 ilmek 1 atlama ve 2. sitem 1. sistem düzeninde bir iğne çaprazda çalışırken 3. sistemde silindir iğneleri atlama kapak iğneleri ilmek, 4. sistemde ise kapak iğneleri atlama, silindir iğneleri ise ilmek konumunda örgüyü oluşturmaktadır.

Bütün örgülerin başlangıcında olduğu gibi RR punto di roma ribana örgünün üretilebilmesi için makinenin hazırlanması gerekir. Makinenin örgüye hazır hâle gelmesi için iğne seçimi, çelik seçimi, iplik seçimi, may sıklığı ayarı, iplik gerginlik ayarı, makine hız ayarı ve kumaş çekim ayarlarının yapılması gerekmektedir. Yuvarlak ribana örme makinesinde çelik yolu sayısına göre tek tip iğnenin yanında kapak ve silindirde farklı ayakta iğneler mevcuttur. Genelde ribana makineleri sektörde iki çelik yollu olarak kullanılmaktadır. Bu örgü için de çift yollu (Piyasada çift iğne raylı-çift çelikli-iki iğne yollu gibi ifadelerde kullanılmaktadır.) ribana makinesi gerekmektedir.
Silindir ve kapakta çift yollu örme makinelerinde de iki farklı ayaklı (topuklu) iğneler kullanılmaktadır. Bu iğnelerin boyutları aynı olabildiği gibi farklı da olabilmektedir. Özellikle dikkat edilmesi gereken nokta; iğne ayaklarının, iğne üzerindeki yerlerinin değişikliğidir. RR punto di roma ribana kumaşın üretimi için makinenin kapak ve silindirinde iğne dizimi yapılırken iki farklı grup iğnenin raporda belirtilen özelliklere göre dizilmesi gerekmektedir.
Üretilecek kumaşın çelik raporu 1. sistemde silindirde ve kapakta 1. topuklu (A iğnesi) iğneler ilmek, 2. sistemde ise 2. topuklu (B iğnesi) iğneler ilmek yapacak şekilde düzenlenmiştir. 3. sistemde silindir A ve B iğneleri tamamen ilmek yaparken kapak atlama yapacak, 4. sistemde ise silindir tamamen atlama yaparken kapak A ve B iğneleri ilmek yapacak şekilde düzenleme yapılmıştır.
Ribana makinesinin çelik sistemleri RR punto di roma ribana örgüsüne ayarlanıp yerleştirildikten sonra silindir ve kapak çelikleri üzerindeki may ayar çeliklerinden ilmeklerin boy (may) ayarlarının yapılması gerekir.
Sistemlere iplik sevkini sağlayan pozitif yığmalı firnüsörlerin dönüş hızlarının ayarlanması ile örgünün istenilen sıklıkta ve ağırlıkta olması sağlanır.
Sistemlere iplik sevkini sağlayan pozitif yığmalı firnüsörlerin dönüş hızlarının ayarlanması ile örgünün istenilen sıklıkta ve ağırlıkta olması sağlanır.Punto di roma ribana örgüsünün örülebilmesi için ribana örme makinesinin furnisör sisteminin çift kasnak sisteminden hareket iletilmesi gerekir.Punto Di Roma ribana üretiminde yan yana çalışan iğnenin fazla olmaması nedeniyle makine hızı dolu ribanaya nazaran biraz daha hızlı olabilir.Punto di roma ribana üretiminde kumaş çekim ayarının azaltılması gerekir. Çünkü makine 4 sistemde iki sıra örgü tamamlamaktadır. Bu durum, makinenin bir turdaki ördüğü sıra sayısını düşürmektedir. Normal bir RR ribana örgüsüne göre çekim ayarı yapıldığında kumaş çekim tertibatı kumaşa çok fazla gerginlik verecektir. Çünkü punto di roma ribanada normal ribana örgüsüne göre performans 1/2 oranında düşer.
Kapak ile silindir arasındaki mesafenin ayarı makinenin bir ilmek için harcadığı ilmek miktarının belirlenmesinde etkilidir. Bu durum birim gramajını da doğrudan etkiler. Görünüş olarak bu ayarın açılması daha yumuşak kumaş elde etmeyi sağlamaktadır.Makine hazır hâle getirildikten sonra bir miktar numune kumaş örülmesi gerekir. Örülen bu kumaş için kullanılan iplik, numune kumaş ile benzer özellikte olmalıdır. Örülen numune kumaşın istenilen özelliklere sahip olup olmadığını kontrol etmek gerekir.
Burada örülen kumaş numunesi, var ise numune kumaş ile karşılaştırılır; eğer numune kumaş yoksa sipariş formundaki istenilen özellikler dikkate alınarak kontrol yapılır. Tüm bu kontroller sonrası istenilen özelliklere sahip ise kumaş üretimine geçilir. Eğer istenilen özelliğe sahip değil ise tekrar gerekli ayalar yapılır. Makine üzerinde istenilen ayarların yapılması, numune kumaşın örülüp kontrollerinin yapılması sonucu kumaşın üretimine geçilebilir. Kumaşın üretimi esnasında olası hatalar için dikkatli olunmalıdır.
Tek ve çift plakalı yuvarlak örme makinelerinde özellikleri birbirinden farklı iki iplikten birinin ön yüzünde, diğerinin örgünün arka yüzünde görülebileceği şekilde çalıştırılması ile vanize kumaş elde edilir. RR vanize ribana örgü aynı iğneye farklı iki iplik beslemesi ile oluşan örgüdür.Kumaşı oluşturan R ilmekler farklı, L ilmekler farklı renkte görülür. Bunu sağlayan farklı renkteki ipliklerin mekik tarafından farklı noktalardan iğnelere beslenmesidir. Bu örgüde modeli oluşturmadaki rol mekiklerdedir.Vanize tekniği genelde tek plaka örgülü kumaşlarda daha fazla kullanılmaktadır. Ribana, elde edilirken ise raporlu veya iğne iptalli olarak çalışmalarda kullanılabilen bir örgü tekniğidir.
![]()
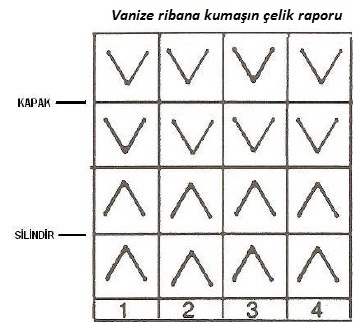
Vanize ribana örgüler, ribana yuvarlak örme makinelerinin tamamında üretilebilmektedir. Örgü özelliği olarak düz ribana raporu ile aynı olduğundan makinenin çift çelik yollu ve ya tek çelik yollu olması fark etmez. Vanize tekniğini üretebilmedeki birinci öncelik vanize mekiklerinin olmasıdır.Vanize ribana örgülerin örülebilmesi için makinenin iğne düzeni normal ribana iğne düzenine ayarlanmalıdır. Makine çift çelik yollu ise iğneler bir A (1 numaralı) iğnesi, bir B (2 numaralı) iğnesi gelecek şekilde sırayla dizilmelidir.
Düz ribana vanize örgüsünün örgü raporu düz ribana örgüsünün raporu ile aynı olduğundan makinenin tüm çelikleri ilmek çeliğine dönüştürülmelidir. Makine çelik raporunda görüldüğü üzere bütün sistemlere ilmek çeliği takılmalıdır.
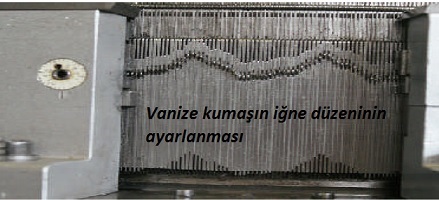
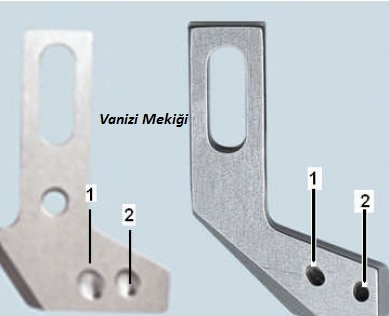
Vanize ribana örgülerde tüm iğneler çalıştırıldığı için kullanılacak ipliklerin geçirileceği mekik delikleri önemlidir.

Kumaşın arka tarafında çıkmasını istediğiniz rengin ipliğini aşağıda resimde gösterilen 2 numaralı mekik deliğinden geçirilmesi ön yüzeyde çıkmasını istediğiniz rengin ipliğini ise 1 numara ile gösterilen mekik deliklerinden geçirilmesi gerekir.
Vanize kumaşın örülmesinde makinede çift sıra furnisör bulunması gerekmektedir. Mekiğe gelen her iki iplik de ayrı ayrı furnisörlerden geçmelidir. Gerginlik ayarı yapılırken mekik üzerindeki 1. Deliğe gelen ipliğin gerginlik ayarı 2. deliğe gelen ipliğin gerginlik ayarından daha gevşektir.
Mekiğin 2. deliğinden geçen ipliğin sıkı olması, bu ipliğin kumaşın arka yüzüne geçmesine neden olur. Daha gevşek olan 1. iplik ise ön yüzeyde görülür. Burada iplikler iki ayrı delikten geçirilmesine rağmen iğne üzerinde beraber ilmek oluşturmaktadır. Kumaşların her iki yüzeyinin faklı olmasını sağlayan sadece 1. ve 2. ipliğin gerginlik ayarıdır.

Kumaş çekim ayarı, bütün örme tekniklerinde olduğu gibi bu örgü tekniğinde de örülen kumaşa göre belirlenir.
Makine çalışırken kumaş gerginliği elle kontrol edilir, duruma göre çekim hızı düşürülür ya da yükseltilir.
Makinede gerekli bütün ayarların yapılmasından sonra numune alımı için bir miktar kumaş örülmelidir.
Numune örülmesi esnasında makine ayarlarında herhangi bir değişiklik yapılmamalıdır.
Sabit ayarlarda çıkan numune kumaş kontrol edilip gerekli ayarlar toplu hâlde yapılmalıdır.
Aksi takdirde numune örülürken yapılan bazı ayar değişiklikleri numune kumaşın bir kısmında gözükmeyebilir.
Numune kumaş örüldükten sonra makine durdurulmalı ve numune kumaş kesilerek kontrolleri yapılmalıdır.
Tüm kontrollerin yapılmasından sonra eğer numune istenilen özelliğe sahip ise kumaşın üretimine geçilmelidir.
Cağlığa dizilen ipliklerin cağlık dizim raporunda belirtilen özellikte olmasına dikkat edilmelidir.
SÜPREM ÖRGÜ
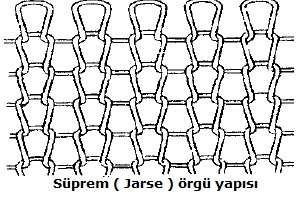
Yuvarlak örme makinelerinde tek iğne yatağından elde edilen RL düz örgülü kumaşlara Türkiye örme piyasasında kullanılan süprem terimi, genel anlamıyla jarse kumaşa karşılıktır.
Özellikle yazlık spor giyimde ve iç çamaşırında geniş kullanım alanına sahiptir.
Bu kumaşların genel özellikleri şunlardır:
1- Ön ve arka yüzü farklı görünüştedir.
2-Açık en ya da tüp şeklinde (tubular) üretilebilen bir kumaştır,
3-Diğer örme kumaşlara göre daha geniş enler elde etmek mümkündür,
4-Hem boyuna hem de enine esner fakat diğer kumaşlara nazaran en düşük esneme özelliğine sahiptir,
5-Örgü raporu tek iğne plakasında en az, 1 iğne ve 1 iplik hareketinden meydana gelir. (normal örgü raporu yan yana iki iğne ile ve üst üste iki ilmek sırasından oluşur),
6-Kumaş tek plaka üzerinde oluştuğu için harcanan iplik miktarı en azdır,
7-Boyutsal stabilitesi azdır,
8-Esnediğinde şekli bozulabilir,
9-Vücut hareketlerine karşı uyumu, diğer tek iplikli örme kumaşlara göre esnekliğinin az olması nedeni ile düşüktür,
10-Yanlardan kumaşın arka yüzüne doğru, üst ve alttan da örgünün ön yüzüne doğru kıvrılma vardır,
11-Diğer örgülere göre en düşük desenlendirme imkanına sahiptir,
12-Süprem kumaşın yapısı hacimli olduğu için nem alma özelliği dolayısı ile emiciliği iyidir,
13-İpliğin kopması durumunda bozulan ilmekler, ilmek halkalarının kaymasına, yani kaçmasına neden olurlar,
14-Örme kumaşın kalınlığı, kullanılan hammaddenin aynı kalması şartıyla daha düşüktür,
15-İnce, hafif açık yapı ile ağır yapılar arasında çeşitlilik gösterirler,
16-Kesim ve dikim işlemi esneme özelliğinden dolayı problemlidir,
17-Kısmen iç giyim ve yaygın olarak yazlık dış giyim sanayinde kullanım alanı bulmuştur,
18-Fazlaca ütü istemez, kırışıklıklarını kolay kaybederler.
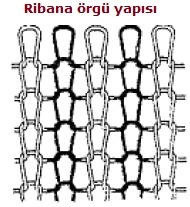
RİBANA ÖRGÜ
RR-Çift plakalı triko (düz örme), yuvarlak ve çözgülü örme makinelerinde birbirine dik, açılı veya paralel ve karşılıklı çapraz bir şekilde yerleştirilmiş, iki iğne yatağından elde edilen, özellikle görünüm ve elastikiyetleri ile tanınan RR ribana kumaşlar olarak bilinmektedir.
RR ribana kumaşların genel özellikleri şunlardır:
1-Ters L ve yüz R ilmeklerin sayısı eşit ise kumaşın ön ve arka yüzünde aynı görüntüye sahiptir. Yani çift yüzlüdür,
2-Çift plakalı triko (düz örme), yuvarlak ve çözgülü örme makinelerinde üretilen çift katlı örme kumaştır,
3-Örgü raporu çift plakada, en az 2 iğne ve 1 iplik hareketinden meydana gelir (normal, esas örgü raporu ise yan yana 2 şer iğne ile üst üste 2 ilmek sırasından oluşur).
4-Örgü raporu çift plakada oluştuğu için, harcanan iplik miktarı süprem kumaşlara göre daha fazladır,
5-Yüksek elastikiyet ve sıçrama özelliği vardır,
6-Boyuna yönde esneme özelliği düşüktür. Enine yönde esneme özelliği ise yüksektir,
7-Enine yönde esnemesi düz örgülerden daha fazladır,
8-Esneme özelliğinin yüksek olması nedeni ile ribana örme kumaşın vücuda uyum sağlar,
9-Örme kumaşın her iki tarafındaki ilmek sayıları eşit ise, ön ve arka yüzdeki ilmekler birbirini dengeleyecektir. Bu nedenle RL süprem kumaşlarda olduğu gibi kenarlarda kıvrılma görülmez. Yani, her iki uçta ve kenarlarda düz durma özelliğine sahiptir. Kısacası, RR ribana örme kumaş kesilen kenarlarından kıvrılmaz,
10-Yalnızca son ilmekten dönme yapabilir,
11-Yalnızca son ilmekten kaçma olabilir,
12-Eşit ya da farklı tasarımda, dengeli ya da dengesiz ribanalar (boyuna R ilmek düzeni) sahip olabilir,
13-Kullanılan hammaddeler aynı kalmak kaydıyla, ribana kumaşın kalınlığı süprem kumaşa göre daha kalındır,
14-Düz ya da biçim verilmiş olarak üst giyim örgüsünde kullanılabilir,
15-Dokunmuş ya da farklı türden kumaşların kenarına çeşit olarak uygulanabilir,
16-RR Ribana örme kumaşlar hacimli yapısı ile nem alma özelliği, dolayısı ile emici özellikleri iyidir,
16-RL Süprem kumaşlara göre daha yüksek gramajlı kumaşlar elde edilebilir,
17- Enine elastikiyet yüksekliğinden dolayı dairesel konumları düzgündür,
18-İki örgü tabakası arasında hava tutulduğu için, vücudu sıcak tutar,
19-İç ve dış giyimde ve özellikle elastikiyeti, olması istenen kol, yaka, bel kısımlarında lastik örgü olarak geniş bir kullanım alanı bulmuşlardır.
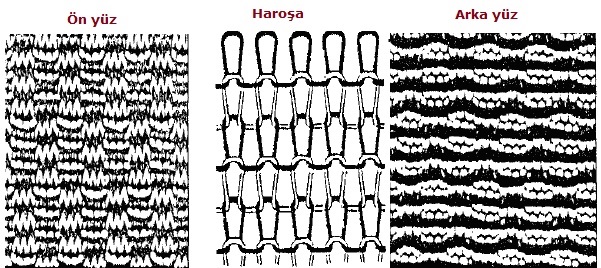
HAROŞA ÖRGÜ
Tek katlı kumaş üretimi yapan yuvarlak örme makinesinde üretimi yapılır. Haroşa kumaşların, süprem, ribana ve interlok gibi kumaşlara göre daha az kullanım alanına sahip olması nedeniyle bu makineleri üreten firma sayısı daha azdır, Ayrıca bu firmaların haroşa makineleri üretim miktarları da oldukça düşüktür. Haroşa yuvarlak örme makinelerinde çift iğne yatağının konumu ribana yuvarlak örme makinelerinden farklı olarak üst üste olan iki silindir şeklindedir. Aynı gövde üzerinde iki ucu kancalı olan iğneler iki silindir üzerinde iğne kanalları arasında çeliklerle platinler vasıtasıyla hareket eder.
Haroşa kumaşların genel özellikleri şunlardır:
1-Dengeli, düzgün yüzeyli kumaşlardır ve bu yüzden kenarlarda kıvrılma olmaz.
2-Enine esneklikleri süprem kumaşla aynı. boyuna esneklikleri düz kumaşların yaklaşık iki katıdır.
3-Kumaş ilk ve son sıralarından sökülebilir.
4-Kumaş yapısındaki ilmek kaçığı may boyunca yukarı ve aşağı olmak üzere her iki yönde ilerler.
İNTERLOK ÖRGÜ
Çift plakalı yuvarlak örme makinelerinde, birbirine dik ve karşılıklı olarak yerleştirilmiş iki iğne yatağından elde edilir.
İnterlok örme kumaşların örgü tekniği ve performans kriterlerine göre başlıca özellikleri şunlardır:
1-Ön ve arka yüzde aynı görünüme sahiptir, çift yüzlü örme kumaşlardır.
2-Desen ve yüzey dizaynı sınırlıdır,
3-Sadece çift plakalı yuvarlak örme makinelerinde üretilebilir,
4-Ön ve arka yüzü pürüzsüzdür,
5-Sık bir yapıya sahiptir,
6-Örgü raporu çift plakada ve iki sistemden bir sıra oluşturduğu için, harcanan iplik miktarı en yüksektir,
7-Çok ince ya da kaba bir makine inceliğine sahip olabilir,
8-Örgü raporu çift plakada ve karşılıklı, iğneler üzerinde oluştuğu için ve kullanılan hammaddelerinde aynı kalması kaydı ile üretilen en kalın tek iplikli örme kumaştır.Örgü raporu en az arka ve önde 2’şer iğne ile üst üste 2 ilmek sırasından oluşur.
9-Dikey yönde yatay yöne göre daha yüksek bir elastikiyet ve esneklik özelliğine sahiptir,
10-Yatay yönde sınırlı bir elastikiyet ve esneklik özelliğine sahiptir,
11- Boyutsal stabilitesi ve şeklini koruma özelliği yüksektir,
12-Diğer tek iplikli örgü kumaşlara göre en yüksek gramajlı örme kumaşlar elde edilebilir,
13-Gerilmeye maruz kaldığında ilmek bir kenardan kaçma eğilimi gösterir,
14-Ribana örme kumaşta olduğu gibi, ön ve arka yüzdeki ilmek sayıları eşit ise, her iki taraftaki ilmekler birbirini dengeleyecek ve tek katlı kumaşlarda olduğu gibi kenarlarda kıvrılma görülmeyecektir. RR İnterlok örme kumaşlar, sadece en son örülmüş uçtan dönme yapabilirler. İki örgü tabakası arasında hava tutulduğu için, diğer tek iplikli örme kumaşlara göre daha sıcak tutma özelliğine sahiptirler,
15-İnterlok örme kumaşların, hacimli yapısı nedeni ile, nem alma özelliği iyidir, birbirini takip eden mekiklerde farklı iplik veya renkler kullanılarak çizgili desen elde edilebilir,
16- İç giyim, yazlık ve kışlık üst giyimlerde geniş bir kullanım alanına sahiptirler.
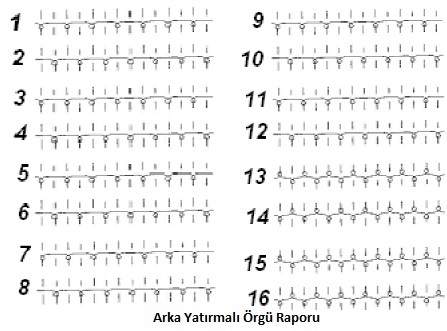
RR arka yatırmalı örgüler interlok yuvarlak örme makinelerinde bazı sistemlerde arka yani kapak iğnelerinin atlama yapmasıyla elde edilen örgülerdir. Bu sistem ile genel olarak ön yüzeyi kabarık olan kumaşlar elde edilmektedir
Arka yatırmalı örgülerin üretiminde elde edilmek istenilen örgünün özelliklerinin bilinmesi gerekir. Atlama yapacak sistem sayısı örgünün kabarıklığını ya da desenini etkilemektedir. Burada arka yatırmalı örgüyle ilgili gerekli makine ayarları önemlidir. Aşağıda arka yatırmalı örgüye örnek olarak bir örgü raporu verilmiştir.
İğne ayarı
Yapılacak olan arka yatırmalı interlok örgü için makinenin kapak ve silindirindeki iğnelerin tamamı interlok düzeninde olmalıdır.
Çelik ayarları
Örnekteki örgü raporunun çelik düzeninin ayarlanması aşağıdaki gibi olmalıdır. Örgü raporuna bakıldığında ilmek ve atlama çeliğinin kullanıldığı görülmektedir.

Endüstriyel örme sanayisinde yukarıdaki raporu verilen örgüye ottoman örgü de denilmektedir.
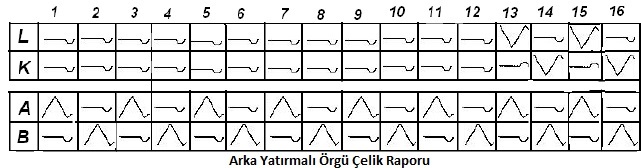
Çelik raporunda da görüleceği gibi örnek olarak seçtiğimiz örgü modeli 16 sistemde bir raporu tamamlamaktadır.
May ayarı
Yapılacak olan örgünün örgü ve çelik raporlarına baktığımızda 1’den 12. sisteme kadar sadece silindirin örgü yaptığı; 13’den 16.sisteme kadar olan çeliklerin ise interlok örgü yaptığı görülmektedir. Örgü yapan sistemlerin tamamı aynı hareketi yaptığından may ayarları tüm sistemlerde aynı olmalıdır.
Gerginlik ve kasnak ayarı
Arka yatırmalı örgümüzde tüm sistemlerin iplik harcama miktarı aynı değildir. Arka çeliklerin atlama yaptığı 1-12.sistemler arasındaki sistemlerin harcadığı iplik miktarı ile 13-16.sistemler arasında harcanan iplik miktarı aynı değildir. Bu yüzden bu iki bölümün iplik beslemesini farklı kasnak kayışlarından alması gerekir.

Kumaş çekim ayarı
Örülen kumaşın makinenin kumaş çekim ayarını doğrudan etkilediğinden sürekli olarak bahsedilmektedir. Bu kumaşın da örgü raporu incelendiğinde makinenin 16 sisteminin silindirde 8 sıra, kapakta ise 2 sıra örgü oluşturduğu görülmektedir. Bu durumun göz önünde bulundurularak çekim ayarı tur sayısına göre hesaplanmalıdır.
Makinede gerekli bütün ayarların yapılmasından sonra numune alımı için bir miktar kumaş örülmelidir. Numune örülmesi esnasında makine ayarlarında herhangi bir değişiklik yapılmamalıdır. Sabit ayarlarda çıkan numune kumaş kontrol edilip gerekli ayarlar toplu halde yapılmalıdır. Aksi takdirde numune örülürken yapılan bazı ayar değişiklikleri numune kumaşın bir kısmında gözükmeyebilir. Dolayısıyla kontrol yapılan kumaş ile o aşamada üretilen kumaş farklı olabilir.
Numune kumaş örüldükten sonra makine durdurulmalı ve numune kumaş kesilerek kontrolleri yapılmalıdır. Örülen numune kumaşın öncelikle birim gramajının istenilen düzeyde olup olmadığı eğer varsa örnek numune ile yok ise de sipariş formu ile karşılaştırılarak kontrol edilir. Bu kontroller yapılırken örme kumaş makineden alındıktan sonra bir süre dinlendirilmeli. İşletmelerde bu parçalar iki el arasında ovalayarak rahatlatılmaktadır.
Tüm kontrolleri yapılan kumaş istenilen özelliklere sahip olmayabilir. Bu durumda makine ayarlarında istenilen özelliklere yönelik değişiklik yapılmalıdır. Eğer numune istenilen özelliğe sahip ise kumaşın üretimine geçilmelidir. Üretim esnasında makine cağlıklarına iplik yerleştirilirken aynı numara iplik olmasına dikkat edilmelidir. Üretimi yapılan makine eğer uzun süre çalışıyorsa belli aralıklarda kumaştan numune kesilerek kontrolleri yapılmalıdır
Dahası...
RR interlok askılı örgüler aynı sıra üzerinde ilmeğin yanı sıra, askı hareketinin de yardımı ile desen oluşturmaktır.İnterlok makinesinin belirlenen örgüyü örebilmesi için belli ayarlamalar yapılması gerekmektedir. Bu örgünün örülebilmesi için makinemizde kapak çeliklerinin her ikisi de ilmek olan sisteme kumaşın arka yüzeyinin olmasını istediğimiz renkteki ipliğin bağlanması gerekir.
Astar örgüler kumaşta iki yüzeylerinin birbirinden renk ve iplik açısından farklı olmalarından dolayı astar örgü olarak tanımlanırlar. RR interlok yuvarlak örme makinelerinde üretilen astar örgüler; iğne ve kilit dizilişlerinden faydalanılarak elde edilir.
İki farklı renkte veya hammadde numara ve bükümleri açısından farklı ipliklerin kullanılmasıyla oluşturulurlar.
Burada genellikle farklı numara ve renkte ipliklerin kullanılması yaygındır.
Astar tarafını oluşturacak ipliğin numara yönünden daha kalın olması istenir.
Diğer kumaşlara göre daha yoğun yapıları vardır. İplikler mekiklerden iğnelere yatırılış yerlerinden dolayı kumaşın ön ve arka yüzeylerinde görülürler.
Günlük ve gecelik elbise yapımında ve bebek elbiselerinde kullanılırlar.
İnterlok yuvarlak örme makinelerinde astar örgüleri ilmek örgü elemanları kullanılarak 2 sistemde örgü raporu tamamlanır.
İlk sistemde uzun iğneler ilmek hareketi yaptırılırken, 2. sistemde kısa iğnelere ilmek hareketi verilir.
Bunun için makinede uzun ve kısa iğneler 1de1 takıldıktan sonra sistemlere çelikler örgü raporuna göre dizilir.

Makineye kilit sistemleri yerleştirilip iplikler mekiklere verildikten sonra makine yavaş bir şekilde çalıştırılarak bir metre kadar kumaş örülür.
Numune kumaş üretilirken kumaş üzerinde iğne kırığı ya da örgüde hata olup olmadığı izlenir.
Üretilen kumaşın istediğimiz özelliklerde olup olmadığının öğrenilmesi için kumaş üzerinden bir miktar kumaş kesilerek alınır ve kontrol edilir. Burada kumaş üzerinde herhangi bir iz olup olmadığına bakılır.
Üretilen numunede bakılacak en önemli özellikse kumaş gramajıdır.
Bunun için belirli iğnedeki ilmek iplik uzunlu ölçülür ya da kumaş gramajı kesilerek hassas terazide tartılır.
Bu verilere göre kumaş gramajı kasnak veya maylardan ayarlanarak tekrar numune alınır.
Üretilen kumaş istenilen özelliklerde ayarlandıktan sonra üretime geçilir. Makine hızı artırılarak istenilen kiloda kumaş üretimi gerçekleştirilir.
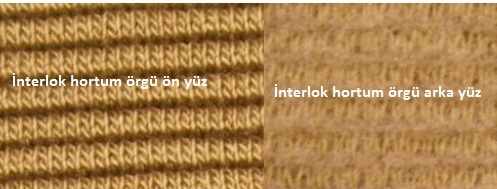
İnterlok hortum örgülü kumaşların ön yüzeyinde enine yönde kabarık hortum şeklinde çıkıntılar mevcuttur. Kumaşın arka yüzeyi ise düz interlok örgü görünümündedir.
Öncelikli olarak desenin teknik verilerine göre üretimin yapılacağı makine belirlenmeli ve makine belirlendikten sonra RR interlok hortum örgünün üretilebilmesi için makinenin hazırlanması gerekir. Desenin teknik verilerinin makineye uyumluluğunun kontrol edilmesinin en önemli nedeni makinelerin maksimum kapasitede kullanılmasını sağlayabilmektir çünkü işletmelerin kuruluş amacı kâr sağlamaktır. Kontrol edilmesinin en önemli nedeni makinelerin maksimum kapasitede kullanılmasını sağlayabilmektir çünkü işletmelerin kuruluş amacı kâr sağlamaktır.

Hortum örgünün üretilebilmesi için makinenin iğne düzeni normal interlok düzeninde olmalıdır.
![]()
Yukarıda çelik raporunda görüldüğü gibi örnek örülecek interlok hortum örgüsü 16 sistemden oluşmaktadır. Burada bir rapordaki sistem sayısı örgünün yüzeydeki hortum şeklinin daha kabarık olmasını sağlar. Daha ince görünümlü bir hortum elde etmek istenirse sistem sadece silindirde ören sistemlerin azaltılması yeterlidir. Çelik raporundaki son dört sistem ise aslında bir sonraki hortumu oluşturmak için ve makinenin (iğnelerin) rahatlatılması açısından önemlidir. Bu sistemlerin çoğaltılması ya da azaltılması kumaş yüzeyindeki enine yönde hortumların her ikisinin arasındaki mesafeyi belirlemektedir. Hortum örgünün üretiminde may ayarının etkisi çok fazladır. Aşırı sıkılması hâlinde hortum çok sert bir yüzey oluşturur. Ayrıca üst üste sadece silindir ördüğü için son sistemlerde öreceği interlok örgü girişinde iğneler sıkı örgüler yüzünden hasar görebilir. Aşırı gevşek bırakılması hâlinde ise yüzeyde hortum görüntüsü oluşmaz.
RR interlok üretimi için ipliklerin beslenmesi sadece silindirde örgü yapan sistemler ayrı kasnaktan, interlok örgü yapan sistemler de ayrı kasnaktan hareket almalıdır. Furnisörlerin hareket alacağı kasnağı belirleyebilmek için tek tek tüm furnisörler iki dişli arasındaki siyah bölgede aşağıya da yukarı kaydırılmalıdır.
Kumaş çekim ayarı normal interlok düzenine göre çok daha düşük olmalıdır çünkü rapordan da anlaşılacağı gibi makine bir tur döndüğünde sistem sayısında çok daha az sıra örebilmektedir.
Makine hazır hâle getirildikten sonra bir miktar numune kumaş örülmesi gerekir. Örülen bu kumaş için kullanılan iplik, numune kumaş ile aynı özellikte olmalıdır. Bir miktar kumaş örüldükten sonra makine durdurularak üzerinden bir parça numune kesilir. Kesilen numune biraz bekletildikten sonra kontrolleri yapılır.
Örülen numune kumaşın istenilen özelliklere sahip olup olmadığını kontrol etmemiz gerekir. Burada örülen kumaş numunesi varise numune kumaş ile karşılaştırılır, numune kumaş yok ise sipariş formundaki istenilen özellikler dikkate alınarak kontrol yapılır. Yapılacak kontrollerde örgünün hortum büyüklüğü, hortumun kabarıklığını, ilmek ayarını ve gramajını kontrol etmeliyiz. Kontrolün yapılmasında esas kıstas,sipariş formu ve müşteri isteğidir. Bazı durumlarda makine teknik verileri de dikkate alınarak üretim aşamasına geçilmelidir.
Makine üzerinde istenilen ayarların yapılması, numune kumaşın örülüp kontrollerinin yapılması sonucu kumaşın üretimine geçilebilir. Kumaşın üretimi esnasında olası hatalar için dikkatli olunmalıdır. Ayrıca cağlıklara bobin dizilirken ipliklerin aynı parti (lot) veya cağlık dizim raporuna göre bobin olmasına dikkat edilmelidir.
İnterlok jakarlı makineler özelliklerine göre çok geniş desen yelpazesine sahiptir. Temel olarak ribana jakar sisteminden çok fazla bir farkı yoktur. Elektronik jakarlı makinler son zamanlarda genellikle ribana-interlok jakarlı makine olarak tekstil piyasasında yer almaktadır.

İnterlok jakarlı örgülerin üretimi ribana jakarlı örgülerin üretimi ile benzer özellik
ler taşımaktadır. Kumaşın ön yüzeyinde desen oluşurken arka yüzeyinde kullanılan renkli iplikler karışık olarak yer almaktadır.
Desen, silindir iğnelerinin hareketi ile oluşmaktadır. Desene göre silindir iğnesinin örmemesi gereken iplik kapakta örülmektedir. Örneğin desen raporuna göre birinci renk, dört iğne örüp dört iğne atlaması gerekiyor. Bu durumda bu rengin silindirdeki atladığı yere diğer renk gelirken birinci renk iplik kapakta örmektedir.

Aynı yöntem diğer renk için de geçerlidir. Kapakta örmemesi gereken yerlerde sadece silindirde örmektedir. İnterlok jakarlı örme makinelerin tekstil piyasasında mekanik ve elektronik çeşitleri bulunmaktadır. Mekanik olan modellerinde desen ayarlaması makine üzerinde elle yapılırken elektronik jakarlılarda bilgisayar programında yapılan desenler taşıyıcı bellekler yardımı ile makinelere aktarılır. Elektronik jakarlı makinelerde desen yelpazesi daha geniştir.

Mekanik jakarlı makinelerde daha çok enine yönde ve birbirine paralel desenler yapılabilmektedir.

İnterlok jakarlı örme makinelerini örgüye hazırlama işlemi elektronik jakarlı makinelerde önce bilgisayar ortamında desen oluşturma işlemi ile başlar. Bilgisayarda desen oluşturma işleminde makinenin kaç renk özelliğinin bulunduğu önemlidir. Tekstil piyasasında genel olarak 4’lü ve 6’lı olmak üzere iki modeli mevcuttur. Jakarlı makinelerde bu ifadelerin anlamı bir sisteme 4 renk iplik bağlanabiliyor demektir. Dolayısı ile 4’lü jakarlı makinede yapılabilecek desenin renk sayısı 1-4 arasında olmalıdır. Eğer 6’lı ise bir sisteme altı renk iplik bağlanabiliyor ve 6 değişik renkteki iplik kullanılarak desen oluşturulabiliyor demektir.
Bilgisayarda makinenin bu özelliği dikkate alınarak desen çalışması yapılmaktadır. Daha sonra yapılan desen taşıyıcı bellekler ile makineye aktarılmaktadır. Mekanik jakarlı makinelerde ise sistem üzerindeki ayar düğmeleri ile çalışılarak desen oluşturulmaktadır. Mekanik jakarlı makinelerde iki çeşit desen üretilebilmektedir. Birincisi sistem sayısına bakılmaksızın sınırsız raporda enine çizgili desenler, ikincisi ise üç ilmek hareketi ile oluşan desenlerdir.

Jakarlı örme makinelerinde üretim yapılırken iğne düzeni normal interlok düzeninde bulunmalıdır. Elektronik jakarlı ribana- interlok makinelerinde desen oluştururken bazen ribana düzeninde yani çapraz düzende de bırakılabilmektedir.
Jakarlı makinelerde örgüye göre çelik değişimi yapılmaz. Makine üzerindeki çelikler hareketli olup gerektiğinde verilen komutlara göre her üç çelik hareketini de yapabilmektedir. Bunun ayarlanması mekanik jakarlılarda çelik üzerindeki düğmelerden yapılır.

Bu düğmeler her çelik üzerinde bir sisteme bağlanabilen iplik sayısı kadar mevcuttur. Örneğin 4’lü jakarlı makinede her sistemin üzerinde 4 ayar düğmesi mevcuttur. İnterlok makineler çift çelikli olduğu için her sistemde sekiz adet düğme bulunmaktadır. Bu düğmelerin her biri bir renge komut vermektedir. Örneğin aynı sistem üzerinde birinci ve üçüncü renklere atlama ikinci ve dördüncü renklere ilmek yaptırılabilmektedir. Elektronik jakarlı sistemlerde makineye yüklenen desenlerin hangi rengi hangi sistemde öreceğini otomatik olarak seçilmektedir.
Jakarlı makinelerde may ayarı diğer interlok örgülerde olduğu gibidir. Kasnak ayarları jakarlı makinelerde önemlidir. Bazen üretilen desene göre iplik sarfiyatı her sistem için farklı olabilmektedir. Mekanik jakarlı makinelerde 4’lü makine ise 4 kasnaktan, 6’lı ise 6 farklı kasnaktan iplik sevk edilecek şekilde düzenlenmektedir.

Elektronik jakarlı makinelerde her bir sistemin iplik sarfiyatının farklı olduğu durumlar çoğunluktadır. Bu durumda her bir sisteme ayrı bir kasnak ayarı yapılamayacağından yeni üretilen furnisör sistemi kullanılmaktadır.

Bu furnisör sisteminde bir kasnak sistemi yoktur. Her bir sistem için ayrı ayrı kayıt furnisörü takılmaktadır. Bu teknolojinin en büyük özelliği sensorlar sayesinde yönetiliyor olmasıdır. Örneğin desenin gereği olarak bir sistemde bağlı olan renk 5-6 iğneyi atlaması gerekiyor. Kasnak sisteminde bu durumlarda furnisör aynı hızla dönmeye devam ettiğinden ipte gevşeme olacaktır fakat kayıt furnisöründe bu durum oluşmaz. Çünkü iplik örmediği anda gevşemeyi anında fark ederek durur. Daha sonra sistemin öreceği iğneler geldiğinde örmeye başlandığında gerilmeyi algılar ve sabit gerginlikte iplik sevkine başlar. Bu furnisör sayesinde kumaşlarda may ayarından kaynaklanan dik çizgilerin de önüne geçilmektedir.
Jakarlı örgü makinelerinde kumaş çekimi genelde sensörludur. çünkü makinenin bir turda kaç sırayı ördüğü sabit değildir.
Makinede gerekli bütün ayarların yapılmasından sonra numune alımı için bir miktar kumaş örülmelidir. Jakarlı kumaşlarda numune kumaşın örülmesi iki açıdan önemlidir: Birincisi temel örgü hatalının kontrolü, ikincisi ise desen kontrolüdür.
Jakarlı kumaşlar kontrol edilirken daha dikkatli davranılmalıdır. Öncelikle kumaşın istenilen gramajda olup olmadığı kontrol edilmelidir. Daha sonra ise kumaştan tam bir desen tekrarı gösterecek büyüklükte kumaş kesilmeli ve desen dağılımı kontrol edilmelidir.
Tüm kontrolleri yapılan kumaş istenilen özelliklere sahip olmayabilir. Bu durumda makine ayarlarında istenilen özelliklere yönelik değişiklik yapılmalıdır. Numune istenilen özelliğe sahip ise kumaşın üretimine geçilmelidir. Üretim esnasında makine cağlıklarına iplik yerleştirilirken aynı numara iplik olmasına dikkat edilmelidir. Üretimi yapılan makine eğer uzun süre çalışıyorsa belli aralıklarda kumaştan numune kesilerek kontrolleri yapılmalıdır.