İplik (59)
İki veya daha fazla sayıdaki ipliğin bir araya getirilerek katlanıp birlikte bükülmesinden meydana gelen ipliğe katlı (flatör) iplik denir.
Bu iplikler katlama ve büküm makinelerinde elde edilir. Bu iplikler şu amaçlar için üretilir:
>>> Daha dayanıklı iplik elde etmek
>>> Daha düzgün iplik elde etmek
>>> İpliğe renk efekti vermek
>>> Değişik renk, cins ve numaradaki iplikleri bükerek belirli özellikleri bulunan fantezi iplik elde etmek.

Katlı bükülü ipliğinin numarasını hesaplamak için iki yöntem kullanılır:
>>> Uzunluk sistemine göre flatör hesabı
>>> Ağırlık sistemine göre flatör hesabı
Uzunluk Numaralama Sisteminde Katlı İplik (Flatör) Hesabının yapılması
N1= Birinci tek kat ipliğin numarası
N2= İkinci tek kat ipliğin numarası
N3= Üçüncü tek kat ipliğin numarası
N4=Dördüncü tek kat ipliğin numarası
Nz = Katlanmış iplik numarası
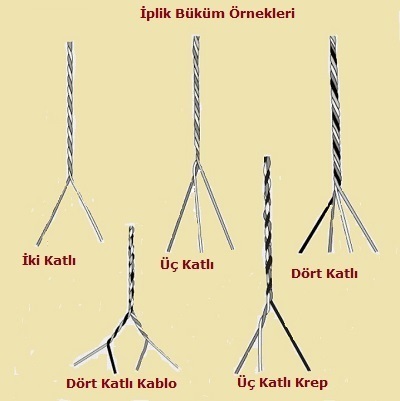
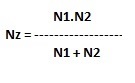
İki katlı ipliklerin (flatör) numarasının bulunması
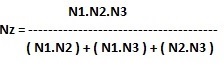
Üç katlı ipliklerin (flatör) numarasının bulunması
Dört katlı ipliklerin (flatör) numarasının bulunması
![]()
N1=30Nm, N2=40Nm ise Nz=Nm eder ?
![]()
N1=24Nip, N2=12Nip ise Nz=Nip eder ?
![]()
N1=32Nike, N2=42Nike, N3=12Nike Nz=Nike eder ?
![]()
Nz=10Nm, N2=30Nm ise N1 =Nm eder ?
![]()

Ağırlık Numaralama Sisteminde Katlı İplik (Flatör) Hesabının yapılması
N1= Birinci tek kat ipliğin numarası
N2= İkinci tek kat ipliğin numarası
Nz = Katlanmış iplik numarası
İki katlı iplik numarasının bulunması
Nz = N1+N2
Üç katlı iplik numarasının bulunması
Nz = N1+N2+N3
Dört katlı iplik numarasının bulunması
Nz = N1+N2+N3+N4
N1=30Nd, N2=40Nd ise Nz=Nd eder ?
N1=24Ntex, N2=12Nteks ise Nz=Ntex eder ?
N1=32Nd, N2=42Nd, N3=12Nd Nz=Nd eder ?
İplikçilikte numaranın belirlenmesi, yapılan ipliğin kalitesinin belirlenmesinde önemli rol oynar. Mamul ve yarı mamullerin beklenen numarada olmaması veya numarada oluşan sapmalar istenmez.
İplikçilikte numara kontrolü, süreç ile ilgili hataların belirlenmesini ve makinede gerekli ayarların yapılmasını sağlar. İpliğin istenilen değerlerde oluşması için ipliğe kadar tüm üretim aşamalarında yarı mamul ve mamulün numara kontrolü yapılır. İpliğin fiziksel kontrolleri, işletmelerin fiziksel testler laboratuvarında yapılır. Laboratuvarda yapılacak olan testlerin güvenilir olabilmesi için bazı şartlar gereklidir.
Nasıl ki her giysinin insan bedenine göre ölçüsü varsa ( small,medium,large gibi) veya ( X,M,L,XL),nasıl ki ayağımıza giydiğimiz ayakkabının,terliğin vs.. ayağımızın küçük veya büyük oluşuna göre numarası varsa ;
Tarak bandının, Cer bandının, fitil bandının ve ipliğin ince veya kalın olmasını numara ile belirleriz. İşte bu numaraya biz Tarak bant numarası, Cer band numarası, Fitil şerit numarası ve iplik numarası deriz.

Unutulmamalıdır ki ipliğin istenilen numarada ve kalitede olması istenilen bir gerçektir. Bu sebepten dolayı iplik üretiminin aşaması olan ;

Tarak makinesinde üretim yapılırken tarak bandının,
Cer makinesinde üretim yapılırken cer bandının,
Fitil makinesinde fitil şeridinin,
Ring iplik makinesi çalışırken ipliğin,
Ve Open end iplik makinesi çalışırken ipliğin
İplik işletmesinde bulunan iplik laboratuarında çalışan laborantlar tarafından periyodik aralıklarla numaralarının kontrol edilmesi zorunluluğu vardır.Eğer istenilen numarada değilse, ilgili makine durdurulur ve tekrar ayarlar yapıldıktan sonra üretime devam edilir. Bu kontroller sürekli olarak yapılır.

Bunun haricinde kumaş analizi yapıldığında çözgü ve atkı ipliğinin cinsi,tek katlı veya çift katlı olması, büküm yönü ve sayısının yanında numarasının da belirlenmesi gerekmektedir.Bunu için de kumaş numunesinden belirli adette çözgü ipliği ve atkı ipliği çıkarılarak tartılır. İplik numaraları bulunur.
Ayrıyeten herhangi bir bobinde bulunan ipliğin numarasını öğrenmek istediğimizde de aynı yöntemi kullanırız.

Numara Testi Yapma
Numaranın bulunabilmesi için materyalin (lif, filament, bant, fitil, iplik ve katlı iplik) uzunluğunu ve ağırlığını bilmemiz gerekir. Bu işlem için hassas terazi ve çıkrık kullanılır. Ağırlık; (1/1000 hassasiyetli) hassas terazi yardımıyla, uzunluk; bant, fitil ve iplik çıkrıkları yardımıyla tespit edilir.
Yeterli sayıda test (ör.10 bobinden birer adet 100 metrelik veya 120 yardalık çile alınarak tartılır) yapılarak ortalama numara bulunur.
Hassas terazi yerine, direk olarak numarayı veren elektronik ve mekanik numara terazileri de kullanılır. (İplik numarasının belirlenmesinde ISO 2060, DIN 58 830 refansları kullanılır.
İPİLİK NUMARALAMA SİSTEMLERİ
İpliğin inceliğini belirtmek gayesi ile belirli uzunluk (U) ve belirli ağırlık (A) birimlerinin çeşitli sistemler uyarınca oranlanması sonucu bulunan ve N ile sembolize edilen numara terimi kullanılmaktadır. İplik numaralama sistemleri Uzunluk Numaralama Sistemleri ve Ağırlık Numaralama Sistemleri diye iki ana gruba ayrılmaktadır.
A-UZUNLUK NUMARALAMA SİSTEMLERİ
Uzunluk Numaralama Sistemlerinde (Gram, Kilogram ya da Libre olarak) ağırlık birimlerine denk gelen uzunluk birimlerinin (Metre, Kilometre ya da Hank=Çile) sayısı numarayı belirler.
İngiliz uzunluk ölçülerinden olan Hank kullanıldığı her numaralama sisteminde değişik değerler alarak pamuk ya da liften yapılmış ipek ipliklerinin numaralandırılmasında 840 Yarda, keten ipliklerinde 300 Yarda, yun ipliklerinin kamgarn olanlarında 560 Yarda, streichgarm olanlarında ise 256 Yarda olmaktadır. Bu numaralama sisteminde uzunluk birimlerinin ağırlık birimlerine bölünmesi ile bulunur.
Bu nedenle iplik inceldikçe yani birim ağırlığa denk gelen uzunluk birimlerinin sayısı çoğaldıkça numara değeri buyur. Kalınlaştıkça yani birim ağırlık başına uzunluğu azaldıkça numara değeri küçülür. Uzunluk numara grubunun başlıcalar ise Metrik sistem, Fransız sistemi, İngiliz yün ( kamgarn, streichgarn ), Pamuk ve Keten sistemleridir.

1-METRİK NUMARALAMA SİSTEMİ
1000 metresi 1000 gram gelen iplik 1 Numara Metriktir .
Başta kamgran ve streichgarn yün iplikleri olmak üzere pamuk, keten, viskon (viskos), poliester, akrilik ve bunların karışımlarından oluşan ve liflerden üretilen ipliklerin numaralanmasında genellikle Metrik Numaralama sistemi kullanılır. Metrik sistemde bir gram ya da bir kilogram olan ağırlık birimine karşılık uzunluk birimi metre veya kilometredir.
Ağırlık birimi gram ise uzunluk metre, eğer kilogram ise kilometre olur. Bu sistemde numara ‘’ Nm ‘’ sembolü ile gösterilir.
Buna göre;
1 Nm = Ağırlığı 1 gr veya kg, Uzunluğu 1 m veya km
10 Nm = Ağırlığı 1 gr veya kg, Uzunluğu 10 m veya 10 km
100 Nm = Ağırlığı 1 gr veya kg, Uzunluğu 100 m veya 100 km olan iplik demektir.
Örnek; Ağırlığı 2.000 gr veya 2 kg, uzunluğu 80.000 m veya 80 km olan ipliğin metrik sistemdeki numarası (yani inceliği) kactır.
N=U/A formülünden,
Nm=km/kg olduğundan Nm= 80.000/2.000 veya 80/2 = 40 olarak bulunur.

2-FRANSIZ NUMARALAMA SİSTEMİ
1000 Metresi 500 gram gelen iplik 1 Numara Fransız’dır.
Kuzey Fransa ve Belçika’ da keten ve kenevir ipliklerindeki sınırlı kullanımı dışında genelde pamuk ipliklerinin numaralandırılmasında kullanılır.
Fransız Sisteminde uzunluk birimi 1 m ya da 1 km ağırlık birimi ise 0,5 g veya 0,5 kg’dır. ‘’ Nf ‘’ ile sembolize edilen bu sistemde;
1 Nf = Ağırlığı 0,5 g veya 0,5 kg, Uzunluğu 1 m veya 1 km
10 Nf = Ağırlığı 0,5 g veya 0,5 kg, Uzunluğu 10 m veya 10 km
100 Nf = Ağırlığı 0,5 g veya 0,5 kg, Uzunluğu 100 m veya 100 km olan iplik demektir.
Örnek; Ağırlığı 2.000 g veya 2 kg, Uzunluğu 80.000 metre veya 80 km olan bir ipliğin Fransız sistemindeki numarası nedir?
Nf=Uzunluk x Ağırlık Birimi / Ağırlık x Uzunluk Birimi
Nf = UxAB / AxUB = 80000x500 / 2000x1000 = 20
3-İNGİLİZ YUN KAMGARN NUMARALAMA SİSTEMİ
512 metresi 453,6 Gram gelen iplik 1 Numara İngiliz Kamgarn’dır veya 560 Yardası 1 libre gelen iplik 1 Numara İngiliz Kamgarn’dır.
Önceleri Metrik Numaralama Sistemine kıyasla çok daha yaygın kullanılmalarına rağmen günümüzde pamuk dışındaki İngiliz Numaralama Sistemlerinin geçerlilikleri oldukça azalmıştır. Ağırlık biriminin bir Libre ve uzunluk birimi olan Hank’ ın 560 Yarda olduğu İngiliz Yün Kamgarn Numaralama sisteminde numara ‘’NeK‘’ veya “NİK”olarak sembolize edilmektedir.
1NeK = Ağırlığı 1 Libre (453,6 gr ), Uzunluğu 1 Hank ( 1 Hank=560 Yarda=512 m )
10 NeK = Ağırlığı 1 Libre ( 453,6 gr ), Uzunluğu 10 Hank ( 5600 Yarda=5.120 m )
100 NeK = Ağırlığı 1 Libre ( 453,6 gr), Uzunluğu 100 Hank ( 56.000 Yarda=51.200 m ) olan iplik demektir.
Örnek; Ağırlığı 2.000 gram ve Uzunluğu 80.000 metre olan ipliği ele alarak kaç NeK olduğunu bulunuz?
NeK=Uzunluk x Ağırlık Birimi / Ağırlık x Uzunluk Birimi
NeK = 80000x453,6 / 2000x512 = 35,4
4-İNGİLİZ YÜN STREİCHGARN NUMARALAMA SİSTEMİ
234 Metresi 453,6 Gram gelen iplik 1 Numara İngiliz Ştrayhgarn ’dır veya 256 yardası 1 Libre gelen iplik 1 Numara İngiliz Ştrayhgarn’dır.
Diğer İngiliz Numaralama Sistemleri gibi günümüzde az kullanılır olmuştur. ‘’ NeW ‘’ veya Nişt “ olarak sembolize edilir. Ağırlık birimi İngilizlin gereği olarak 1 Libre ve uzunluk birimi olarak Hank kullanılır. Bu numaralama sisteminde 1 Hank 256 Yarda’ dır. Bu sistemde;
1 NeW = Ağırlığı 1 Libre (453,6 g), Uzunluğu 1 Hank (1 Hank=256 Yarda=234 m)
10 NeW = Ağırlığı 1 Libre (453,6 g), Uzunluğu 10 Hank (2.560 Yarda=2.340 m)
100 NeW = Ağırlığı 1 Libre( 453,6 g ), Uzunluğu 100 Hank (25.600 Yarda = 23.400 m) olan iplik demektir.
Örnek; Ağırlığı 2.000 gr ve uzunluğu 80.000 m olan yün streichgarn ipliğin numaralama sistemindeki uzunluğu kaçtır?
Nişt=Uzunluk x Ağırlık Birimi / Ağırlık x Uzunluk Birimi
Nişt = 80000 x 453,6 / 2000 x 234 = 77,5
5-İNGİLİZ PAMUK NUMARALAMA SİSTEMİ
768 Metresi 453,6 Gram gelen iplik 1 Numara İngiliz Pamuk'tur veya 840 yardası 1 Libre gelen iplik 1 Numara İngiliz Pamuktur.
Pamuk ipliklerinin numaralanması için İngiltere’ de gelişen bu sistem İngilizlerin başlangıçta tekstildeki üstünlükleri nedeni ile tüm dünyaya yayılmıştır. Ölçü birimlerindeki uyumsuzluğa rağmen günümüzde de egemenliğini sürdürmektedir. İngiliz pamuk numaralama sisteminde ağırlık birimi her zamanki gibi 1 Libre ( 453,6 g ), uzunluk birimi ise 1 Hank ( İngiliz Pamuk Sisteminde 1 Hank= 840 Yarda=768 metredir ).
Sembolü ise ‘’ NeB ‘’ veya “ NİP” ile gösterilir.
1NeB =Ağırlığı 1 Libre (453,6 g), Uzunluğu 1 Hank (840 Yarda=768 m)
10 NeB = Ağırlığı 1 Libre (453,6 g), Uzunluğu 10 Hank (8.400 Yarda= 7.680 m)
100 NeB = Ağırlığı 1 Libre (453,6 g), Uzunluğu 100 Hank (84.000 Yarda=76.800 m) olan iplik demektir.
Örnek; Ağırlığı 2.000 g ve Uzunluğu 80.000 m olan pamuk ipliğinin İngiliz Pamuk Numaralama Sistemindeki numarası kactır?
Nip=Uzunluk x Ağırlık Birimi / Ağırlık x Uzunluk Birimi
Nip=80000 x 453,6 / 2000 x 768 = 23,6
6-İNGİLİZ KETEN NUMARALAMA SİSTEMİ
Uzunluğu 274 Metre, Ağırlığı 453,6 Gram gelen iplik Numara İngiliz Keten’dir veya Uzunluğu 300 Yarda Ağırlığı 1 Libre gelen iplik 1 Numara İngiliz Keten’dir.
Metrik numaralama için yıllarca sürdürülen uğraşlara ve 1958 yılından bu yana da tex, sisteminin zorunlu olarak uygulanma kararlarına rağmen Fransa dışında tüm ülkelerde keten ipliği numaralamasında İngiliz sistemi yürürlükten kaldırılamamıştır. Günümüzde bu alanda tek olarak uygulanan bu sistemde ağırlık birimi tüm İngiliz numaralama sisteminde olduğu gibi gene 1 libre ve uzunluk birimi olan hank ise 300 yarda yani 274 metredir ve ‘’ NeL’’veya Nike “ ile sembolize edilir.
1 NeL= Ağırlığı 1 Libre (453,6 g), Uzunluğu 1 Hank (300 Yarda=274 m)
10 NeL= Ağırlığı 1 Libre (453,6 g), Uzunluğu 10 Hank (3.000 Yarda=2.740 m)
100 NeL= Ağırlığı 1 Libre (453,6 g), Uzunluğu 100 Hank (30.000 Yarda= 27.400 m) olan iplik demektir.
Örnek; Ağırlığı 2.000 g ve uzunluğu 80.000 metre olan keten ipliğinin İngiliz Keten Numarası nedir?
Nike=Uzunluk x Ağırlık Birimi / Ağırlık x Uzunluk Birimi
Nike=80000 x 453,6 / 2000 x 274 = 66,2
Özetle;
Uzunluk Birim Siteminde
1- Uzunluk değişken, Ağırlık sabittir.
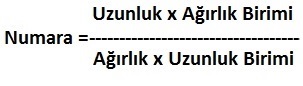
2-Numara = Uzunluk x Ağırlık Birimi / Ağırlık x Uzunluk Birimi
3-İplik Numarası 0’ a yaklaştıkça iplik kalınlaşır.
4-İplik Numarası 0’dan uzaklaştıkça iplik incelir.
5-Örneğin 40 Numara Metrik ile 60 Numara Metrik İpliği karşılaştırdığımızda 40 Numara Metrik iplik 60 Nm ipliğe göre daha kalındır.
6-Uzunluk metre ise Ağırlık gram’dır.
7-Uzunluk Kilometre ise Ağırlık Kilogram’dır.
8-Uzunluk Yarda ise Ağırlık Libre’dir.
9-Numara formülü ;
N=Uzunluk x Ağırlık Birimi / Ağırlık x Uzunluk Birimi
B-AĞIRLIK NUMARALAMA SİSTEMLERİ
Uzunluk Numaralama Sistemlerinin aksine olarak bu sistemde numara belirli uzunluk birimlerine denk gelen ağırlık birimlerinin sayısı ile belirlenmektedir.
Tekstilde standardizasyona giderek metrik ölçü birimleri ile desimal numaralama sistemleri yerleştirebilme çabaları sonucu ortaya çıkan ‘’ tex ‘’ sistemi ile başlangıcı Fransa’da İpekçilikte kullanılan ve bir lifi 9.600 eski Fransız arşını olan numaralamaya dayanarak‘’ Denye ‘’ (Denier) sistemi bu numaralama grubunun günümüzde ayakta kalan temsilcilerdir.Önceleri pamuk kaksam ve jüt ipliklerinde kullanılan ve ağırlığı 1 Libre uzunluğu 14.400 yarda dan oluşan Hank olan SKOÇ SİSTEMİ artık çok ender olarak ve yalnızca jüt ipliklerinin numaralandırılmasında kullanılmaktadır.
N=Ağırlık x uzunluk Birimi / Uzunluk x Ağırlık Birimi
Bu nedenle iplik inceldikçe belirli uzunluktaki ağırlığı azalacağı ve numarası küçüleceği gibi ağırlık arttıkça da iplik kalınlaşacak ve numarası da büyüyecektir.
1-DENYE (DENİER) SİSTEMİ
9000 Metresi 1 Gram gelen iplik 1 Numara Denye’dir.
Başlangıcından bu yana ipek ipliklerinde kullanılırken, ilk yapay maddelerin ortaya çıkmasından sonra devamlı liflerden üretilen poliamid, poliester vb. tüm düz ve tekstüre ipliklerin numaralanmasında da tek sistem olarak kullanılmaktadır. ‘’ Nd ‘’ olarak sembolize edilir.
1 Nd = Uzunluğu 9.000 metre ve ağırlığı 1 gram
10 Nd = Uzunluğu 9.000 metre ve ağırlığı 10 gram
100 Nd = Uzunluğu 9.000 metre ve ağırlığı 100 gram olan iplik demektir.
Örnek; Ağırlığı 900 gram ve uzunluğu 81.000 metre olan bir iplik kaç Numara Denye ( Nd ) eder?
Nd=Ağırlık x uzunluk Birimi / Uzunluk x Ağırlık Birimi
Nd= 900 x 9000 / 81000.1 = 100
2-TEX NUMARALAMA SİSTEMİ
1000 Metresi 1 Gram gelen iplik 1 Numara Tex’tir.( Ntex )
Buraya kadar incelenen numaralama sistemlerinde de açıkça görüldüğü gibi tekstil endüstrisinde hem çok çeşitli hem de çok karmaşık olcu birimleri kullanılmaktadır. Uygulamada pek çok yanlışlıklara ve anlaşmazlıklara neden olan bu ölçü birimlerini sadeleştirmek ve tüm tekstil kollarını içine alacak metrik ölçülere dayalı desimal düzeyde bir numaralama sistemi geliştirilmesi gereksinimi ve çabalarının başlangıcı Viyana Konferansına dayanmaktadır.

Uluslararası Tekstil Standardizasyonu Organizasyonunun uzun süren çabaları sonucu bu amaçla uzunluk olcu birimi 1.000 metre ve ağırlık olcu birimi 1 gram olan ‘’ tex ‘’ numaralama sistemi geliştirilmiş ve tüm tekstil sektöründe uygulanması zorunlu kılınmıştır.
Ne var ki tüm bu iyi niyetli uğraşlara rağmen günümüzde yapay liflerin inceliğinin tanımlanmasında ve yapay devamlı liflerden oluşan ipliklerin numaralanmasında kullanılan
desiteks dışında yalnızca iplik alış verişlerindeki bazı ticari anlaşmalarda, o da zorunlu olduğu
İçin kullanılmaktadır. ‘’Ntex‘’ olarak sembolleştirilen bir uluslararası numaralama sisteminde numaralama basamakları metrik sistemde ve desimal düzende olmak üzere;
1 tex ‘’ tex ‘’ = Uzunluğu 1.000 metre ve Ağırlığı 1 gram
1 dekateks ‘’ datex ‘’ = (10 tex ) = Uzunluğu 1.000 metre ve ağırlığı 10 gram
1 Hektotex ‘’ htex ‘’ = (100 tex) = Uzunluğu 1.000 metre ve ağırlığı 100 gram
1 kilotex ‘’ ktex ‘’ = (1.000 tex) = Uzunluğu 1.000 metre ve ağırlığı 1.000 gram olan iplik olarak büyümekte
1 desitex ‘’ dtex ‘’ = (0,1 tex) = Uzunluğu 1.000 metre ve ağırlığı 0,1 gram
1 santitex ‘’ ctex ‘’ = (0,01 tex) = Uzunluğu 1.000 metre ve ağırlığı 0.01 gram
1 miltex ‘’ mtex ‘’ = (0.001 tex) = Uzunluğu 1.000 metre ve ağırlığı 0.001 gram olan iplik şeklinde küçülmektedir.
Bu tanımdan da anlaşılacağı gibi bu sistemde de iplik kalınlaştıkça numara değeri büyüyecek, iplik inceldikçe küçülecektir.
1 Ntex = Uzunluğu 1.000 metre ağırlığı 1 gram olan iplik
10 Ntex = Uzunluğu 1.000 metre ağırlığı 10 gram olan iplik
100 Ntex = Uzunluğu 1.000 metre, ağırlığı 100 gram olan iplik anlaşılır.
Örnek; Uzunluğu 81.000 metre ve ağırlığı 900 gram olan bir iplik kaç Ntex eder ?
Ntex=Ağırlık x uzunluk Birimi / Uzunluk x Ağırlık Birimi
Ntex=900 x 1000 / 81000.1 = 11,11
Ülkemizde yun ve yun karışımlı ipliklerde, yünlü sistemlerde, doğal ve yapay liflerden eğrilen tüm ipliklerde Metrik Numaralama Sistemi, Pamuk ve pamuk karışımlı ipliklerle, pamuklu sistemlerde ( kısa lif ) tüm yapay liflerden üretilen ipliklerin numaralanmasında İngiliz Pamuk Sistemi, İpek ve yapay ilk maddelerden devamlı lif olarak üretilen ipliklerde de Denye sistemi kullanılmaktadır.
Keten ipliği ülkemizde pek az üretildiğinden burada üreticinin teknolojisine bağlı olarak metrik veya İngiliz Keten Numara Sistemi kullanılmaktadır.Tex sistemi tüm diğer ülkelerde de olduğu gibi ülkemizde de tutunamamıştır.Yapay lif üreticilerinin lif inceliğini göstermedeki kullanımı dışında hemen hiçbir alanda kullanılmamaktadır.
3-SKOÇ NUMARALAMA SİSTEMİ
14400 yardası 1 libre gelen iplik demektir.Önceleri pamuk kaksam ve jüt ipliklerinde kullanılan ağırlığı 1 libre uzunluğu 14.400 yarda dan oluşan Hank olan Skoç sistemi artık çok ender olarak ve yalnızca jüt ipliklerinin numaralandırılmasında kullanılmaktadır.
Özetle;
Ağırlık Birim Siteminde
1- Ağırlık değişken uzunluk sabittir.
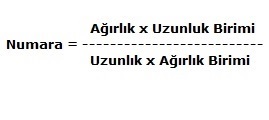
2-Numara = Ağırlık x Uzunluk Birimi / Uzunluk x Ağırlık Birimi
3-İplik Numarası 0’ a yaklaştıkça iplik incelir.
4-İplik Numarası 0’dan uzaklaştıkça iplik kalınlaşır.
5-Örneğin 40 Numara Denye ile 60 Numara Denye İpliği karşılaştırdığımızda 40 Numara Denye iplik 60 Numara denye ipliğe göre daha incedir.
6-Uzunluk metre ise Ağırlık gram’dır.
7-Uzunluk Kilometre ise Ağırlık Kilogram’dır.
8-Uzunluk Yarda ise Ağırlık Libre’dir.
9-Numara formülü ;
N=Ağırlık x uzunluk Birimi / Uzunluk x Ağırlık Birimi
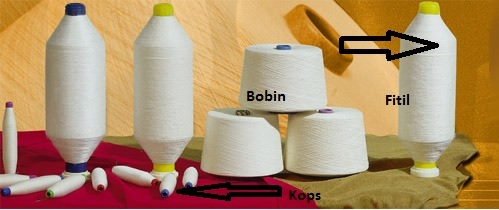
Bobinleme işlemi ipliğin sarılı olduğu kops veya bobinden başka bir bobine aktarılmasıdır.Bu işleme bobin aktarma da denir.İplikler üretildikten sonra kopslara veya open-end eğirme sisteminde olduğu gibi bobinlere sarılır.Bu aşamadan sonra iplik için iki yol vardır.Ya son mamül olarak piyasaya sunulacak ya da işletme içinde hammadde olarak ele alınıp dokuma veya örme işletmesine sevk edilecektir.Kops hiçbir halde kullanılamayacağından,işetme içinde hammadde olarak ya da satışa uygun hale müşteriye satmak amacıyla BOBİNLEME işlemi yapılır.
Zira Ring iplik makinelerinden sevk edilen kopsların üzerinde az miktarda (ortalama 60 gr) iplik bulunmaktadır. Bobin makinelerinde ise bu kopslar birleştirilerek 1,8 kg – 2,0 kg ağırlığında bobinler hâline getirilmektedir. Burada ipliğin üzerindeki ince - kalın yerler, çift iplik ve balık tabir edilen hatalar temizleyici vasıtasıyla kesilip uzaklaştırılır. Bobin makinesinde triko ipliği çalışılıyorsa ipliğe parafin verilir.İplik üzerindeki kalın yerler örme veya dokuma kumaşlarda hatalı yüzey oluşturmakta, özellikle sakallı veya çift iplik tipindeki hatalar örme makinelerinin iğnelerine ulaştığı takdirde hem dokuyu parçalamakta hem de iğne kırmaktadır. Maliyetleri direkt olarak etkileyen bu hataların bobinleme prosesi sırasında iplikten mutlaka temizlenmesi lazımdır.

BOBİN MAKİNESİNİN GÖREVLERİ
1-Ring iplik makinesinde kops hâlinde sarılmış iplikleri birleştirerek 1,8 kg – 2,0 kg ağırlığında bobinler hâline getirmek.
2-Dokuma-örme hatalarına ve makinelerde kopuşlara neden olabilecek iplik düzgünsüzlüklerini (neps, balık, düğüm, kalınlık ve incelik vb.) gidermek
3-Bobin olarak boyama işlemi görecek iplikler için boyanın ipliğe kolayca yayılmasını sağlayacak delikli boya bobinlerine sarmak
4-Ring iplik makinesinde büküm kısa bir mesafede verildiği için büküm dağılımı düzgün değildir. İpliği kopstan bobin hâline geçirirken büküm dağılımını düzgünleştirmek.
İPLİĞİN BOBİNLENMESİ SIRASINDA GİDERİLEN HATALAR
1-iplikte ince-kalın yer:
İplikteki kalın yerler az bükülmüş yerlerdir. Kalın yerler ipliğin mukavemetini düşürerek dokumada kopuşlara neden olmaktadır. İnce yerler ise iplikte elyafın az olduğu yerlerdir. Kopuşlara ve kumaşta hatalara neden olmaktadır.
2- İplikte düğüm:
İplik üzerindeki düğümler değişik büyüklüklerde olabilir. Düğüm bulunan çözgü iplikleri lamellerden geçmez, kopar. Örmecilikte ise iğne kırılmalarına neden olur.
3-Ekleme hataları:
İplik makinesinde kopuş sırasında eğrilmemiş kısımdan alınan uç, iplik sevk silindirinin altına diğer uçla beraber yerleştirilip sevk edildiği için ekleme hataları oluşur.
4-İpliğe sarımı uçuntular:
iplikhanedeki uçuntuların ipliğe sarılması ile oluşan hatalardır.
5-Bitkisel ve hayvansal atıklar:
Bitkisel ve hayvansal atılar balyadan ipliğe kadar ulaşabilen kalıntılardır. Dokuma sırasında hatalara neden olur.
6-Çift iplik hatası:
İplik makinesinde son çekim silindirinden çıkan iki ipliğin bir iğde bükülüp sarılması ile oluşur. Özellikle belirgin düzeyde yüzey hataları oluşturur.
![]()
KLASİK VE MODERN BOBİN MAKİNELERİNDE ANA ELEMANLAR
1-iplik gezdiricileri:
Bobinaj sırasında ipliğin bobin masurası üzerine çapraz veya düz şekilde sevk edilmesini sağlayan elamandır. Özellikle çapraz sarılı bobin makinelerinde bulunur.
2-İplik frenleri:
İpliğin sabit ve belirli bir gerilimde sarımını sağlayan ve temizlemeye de yardımcı olan elemandır. Yaylı silindirli ve diskli çeşitleri bulunmaktadır.
3-İplik temizleyicileri:
İpliğin kopstan bobin hâline getirilmesi sırasında ince, kalın, düğüm, büküm hataları olan yerlerin bıçak yardımı ile kesilerek iplikten uzaklaştırılması işlemini sağlar.
4- İplik yoklayıcıları:
İplik yoklayıcılarının görevi, kopma anında bobinin durmasını sağlamaktır. İplik yoklayıcıları iplik temizleyicilerden sonra yer almaktadır.
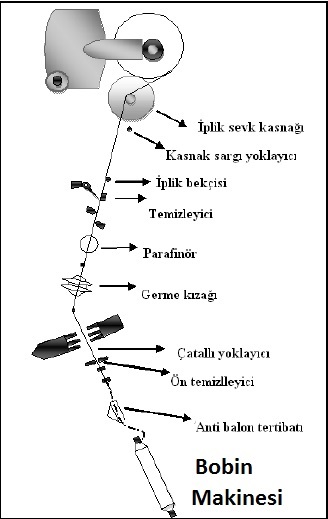
Bobin makinesinde kopsların oturduğu bütün iğler aynı konumda ve yukarıdan bakıldığı zaman iğ, gözle düşey konumda olmalıdır. İğler arasındaki konum farklılığı iplik gerginliğini doğrudan etkiler. Aşağıdan yukarıya iplik yolu incelendiğinde en alta bir iğ üzerine oturmuş kopstan çözülen iplik, balon kırıcıdan (anti-balon tertibatı) geçer.

Burada iplik balonu daraltılır.Ön temizleyicide özellikle iplik üzerinde kalmış çepel ile alınabildiği kadar neps ve uçuntular temizlenir. Ön temizleyiciden sonra iplik tansiyon kancasından geçer. Tansiyon kancasının görevi ipliğin ucunu ileriye iterek belli gerginlikte sarımını sağlar. Üst emiş kolu ise bobine sarılan ipliğin ucunu bulmayı sağlar.

Tansiyon kancasından geçen iplik sensörden geçer. Görevi ipliğin hattını kontrol ederek ipliğin sarımını sağlamaktır. Çatallı yoklayıcı (tansiyon) ipliğin mevcut olup olmadığını kontrol eder. İplik çatallı yoklayıcı tarafından hissedilmiyorsa (yani iplik yoksa) alttaki masura değiştirilir. Daha sonra iplik, fren tertibatından (sensör) geçer.

Amaç ipliğin kontrollü olarak sarılmasını ve gerginlikle iplik üzerindeki zayıf yerlerin kopmasını sağlamaktır.

Eğer triko ipliği çalışılıyorsa iplik parafinlenir. “Deveboynu” da tabir edilen emiş düzesi (üst emiş kolu) iplik koptuğu zaman bu ipliği emer. İplik temizleme tertibatında iplik hatalarından temizlenir. İplik düğüm tertibatında ise kopan ipliğin iki ucu birbirine eklenir. İpliğin iki ucu düğümlenmemekte ve basınçlı hava yardımı ile iplik uçları kaynatılmaktadır (Splicer yardımıyla). En sonda ise yivli tambur tarafından sürtme sonucu döndürülen bobine iplik sarılmaktadır.

Balon kırma tertibatı:
Balon kırıcı kopstan iplik sağılırken meydana gelen balonu ufaltır. Yani ipliğin daha fazla gerilmesini önleyerek yüksek bobinleme hızlarıyla çalışmaya imkân hazırlar. Kops, pozisyonu itibariyle anti balon tertibatını ve fren tertibatı girişini ortalamaktadır. Döndürülen bobin vasıtasıyla iplik, kopstan sağılmaya başlanır.
Böylece hareket eden iplikte bir gerginlik görülmeye başlar. Bobin sarımının devam etmesi kopsun boşalmasını gerektirecek, kopsun dibine gelindiğinde ise iplikteki gerginlik azami değerine ulaşacaktır. Bunun sebebi ise dolu kopsta ufak olan balonun kopsun boşalmasına paralel olarak büyümesidir. Sarım hızı arttıkça genel olarak gerginlik de artar. Anti balon tertibatının diğer bir görevi de ipliğin spiraller yapmadan kopstan sağılmasını sağlamaktır. Böylelikle ipliği fazla germeden yüksek bobin hızlarıyla çalışmak mümkün olmakta ve ipliğin bobine sarılmasındaki yoğunluk değişmemektedir. Bu durum, boya bobinleri için çok önemlidir.
Ön temizleyici:
Ön temizleyici (sensör) iplik freninin altıda olup bükümden dolayı kopstan gelebilecek fiyonk şeklindeki iplikteki kırılmaların fren sahasına girmesini önler. İplik, sevk plakasının kenarı ile hareketli kıskaç kolunun meydana getirdiği bir yarıktan sevk edilir. Bu yarığı en dar ayarlandığı mesafe 0.5-0.7 mm’dir. Skalalı ayar düğmesi ve ayar kolu vasıtasıyla yarık aralığı 0,5-2,0 veya 2,6 mm・ye kadar kademesiz olarak ayarlanabilir.
İplik fren tertibatı :
Bu tertibatın görevi ipliğe homojen bir gerginlik kazandırmaktır. Böylece iplik üzerindeki zayıf yerler bu gerginliğin etkisiyle kopartılacak ve bobin belirli bir sertlikle sarılacaktır. İpliğe uygulanabilecek en uygun frenleme kuvveti (yani gerginlik) ipliğin kopma mukavemetinin yaklaşık %8 -12・si civarında olmalıdır. Gerginliğin arttırılması hâlinde iplik üzerindeki elastikiyet kaybolmakta ve bu durum özellikle dokumada yoğun iplik kopuşlarına sebep olmaktadır. Gerginliğin düşük tutulması hâlinde ise iplik üzerindeki zayıf yerler kopmayacaktır.
İplik emiş düzesi ve kapatma klapesi:
Bobin makinesinde sarılmakta olan ipliğin kopması hâlinde iplik emiş düzesi, sevk plakası ile kops arasındaki alt ipliği emer. Kapatma klapesi iplik emiş düzesinin ağzını kapatır. İpliğin kopması anında iplik emiş düzesi alt ipliği emer ve kanaldaki devamlı emiş havası vasıtasıyla sıkıca emilir vaziyette tutar. Kapatma klapesi, mıknatıs vasıtasıyla; iplik kopuşundan sonra alt ve üt ipliğin bağlanması sırasında ve dolu bobinin değiştirilmesi sırasında iplik emiş düzesinin ağzını kapatır.
Elektronik iplik temizleyicisi:
İplik freninden sonra yer alan elektronik iplik temizleyicisi iplik üzerindeki kalın yerler, ince yerler ve çift iplik gibi hataları temizler. Bunu sağlamak için elektronik temizleyici, içinden geçmekte olan ipliği kontrol eder ve bobin iğinin bilgisayarına; statik iplik sinyali, dinamik iplik sinyali, kalın yer sinyali, ince yer sinyali ve çift iplik sinyali diye sinyaller gönderir. Elektronik iplik temizleyici, optik sistem ve kapasitif sisteme göre çalışmaktadır. Optik sistemde ipliğin çapı ışıkla ölçülmekte, kapasitif sistemde ise ipliğin kütlesi kondansatörlerle ölçülmektedir.
Elektronik iplik temizleyicisinde yapılabilecek ayarlar
1-Materyal ayarı
2-İplik numarası : Laboratuvarda tespit edilen fiilî iplik numarası skalada ayarlanır.
3-İplik çap ayarı :İplik çapındaki kalınlaşma % cinsinden belirtilir.
4-Hız ayarı : Bobin makinesindeki sarım hızının değeri skalada ayarlanır.
5-Hata boyu ayarı : Örme ve dokuma ipliğinin kumaş üzerinde kabul edilebilen hata boyunun üzerindeki hataların kesilmesidir.
6-İplik düğümleme tertibatı :
İplik düğüm tertibatı iplik uçlarının düğümlenmeyip birbirine kaynatıldığı ve ek yerinde uç olmayan hatta birleştirme yerinin dahi fark edilemediği splicer sisteminden oluşur. Splicer; basınçlı hava yardımıyla iplik uçlarının düğümsüz bir şekilde birleştirilmesidir. Havalı splicer ile iplik uçlarının bükümü önce hava ile açılarak hazırlanır, sonra birbirine karıştırılır ve hava tübülansı ile beraberce bükülür. İpliğin bu bağantı yerinin mukavemeti, normal iplik mukavemetine yakıdır.
7-İplik sevk tamburu:
İplik yoklayıcısı tarafından kontrol edilen iplik baraban vasıtasıyla döndürülen bobine sarılır. Bobin, yivli tamburun üzerine oturduğu için yivli tamburun dönmesiyle beraberinde bobini de çevreden değerek döndürürken üzerindeki kanalın içine giren ipliği de sağa sola gezdirir. Bir bobinin çevreden tahrikinin faydası çapın büyümesine bağlı olmaksızın bobin sarım hızının değişmemesidir. Bobinin kullanım yerine göre yivli tambur
içindeki yivlerin kursu 1,5 - 2,5 yoldur. Yani bobinin bir kenarından diğer kenarına kadar ipliğin bobin etrafında 1,5 - 2,0 veya 2,5 defa dolanmış olması demektir. Tambur ve bobin birlikte döndüğü için tambur üzerindeki kanalların eğim açısı, bobin sarım açısına eşit olur. Kanalların eğimi, simetrik veya asimetrik olabilir.
8-Kuşak bozma tertibatı :
Bobin sarıma sırasında yivli tambur tarafından çevreden döndürülür. İplik sarıldıkça bobinin çapının büyümesiyle bobinin devir sayısı azalırken yivli tamburun devir sayısı aynı kalacağı için bobin ile tambur arasındaki devir oranı değişir. Devir oranlarının kesirsiz sayılara rastladığı durumlarda birbiri ardına yapılan sarımlar çok sık olarak yan yana gelir ve kuşak oluşturur. Boya bobininin sarılması durumunda bu kuşaklar abrajlı iplik boyamasına sebep olduğu için sağılması sırasında birkaç sarım katı birbirinden fırlayabilir. Kuşak bozma tertibatının görevi, yivli tamburu sarı sırasında bobine göre biraz kaydırılarak iplik katlarını birbiri üzerine sarılmasını önlemektir.
9-Dolu bobinde durdurma tertibatları :
Her sarım başlığında sarılmakta olan bobinlerin dolduğu, metraj ölçüm sistemi ve çap ölçüm sistemi ile tespit edilir ve dolan bobin durdurularak değiştirilir.
a-Uzunluk ölçüm sistemi:
Bu sistem istenilen uzunlukta bobin elde etmeye yarar. Bobinleme işlemi sırasında bobin iğ bilgisayarı bobine sarılan ipliğin uzunluğunu ölçer. İstenen uzunlukta iplik bobine sarıldığı zaman bobin iğ bilgisayarı tamburu durdurur ve bobin değiştirilir.
b-Çap ölçüm sistemi:
Bobin istenen çapa ulaştığı zaman çap durdurma tertibatı tarafından durdurulur. İplik sevk tamburu ve bobin arasındaki devir sayısı oranından giderek iğ bilgisayarı sürekli olarak bobin çapını tespit eder. istenen çapa ulaşıldığında iğ bilgisayarı bobini durduracak ve dolu bobin değişecektir.
BOBİN İPLİĞİNİN DÜZGÜNSÜZLÜK KONTROLÜNÜN AMACI

İplik üzerinde meydana gelecek düzgünsüzlük; dokuma,örme, boyama, terbiye ve hazır giyimde ortaya çıkar. Bu hatalar, sonraki işlem kademelerinde giderilemez. Bu nedenlerden dolayı bobinli ipliğin düzgünsüzlük kontrollerinin mutlaka yapılması gerekir. Bobinli ipliğin düzgünsüzlük kontrolünün amacı, kütle ve birim uzunluktaki ağırlık değişiminin doğru bir
şekilde gözlenmesidir. Düzgünsüzlükte, önemli sapmaların karakteristiklerinin tanınmasında diyagram kullanılır. Düzgünsüzlük cihazında bobinlenmiş ipliğin testi yapılır ve bu test değerlendirilir. Değerlendirmede şu ölçütler önemlidir.
% U düzgünsüzlük değeri (ince yer, kalın yer, neps)
% CV değişim kat sayısı
Üretilen ipliğin çeşidine, kalitesine ve tipine göre TSE, ASTM, ISO ve düzgünsüzlük istatistik değerleri ile ipliğin kalitesi tespit edilir.
% U Kütle değişimini etkileyen ölçütler
1-% - 50 ince yer
2-% + 50 kalın yer
3-% + 200 neps (ring)
4-% + 280 neps (open end)
Bobinlenmiş iplik, kusursuz bir iplik değildir.Harmanın genel özellikleri, üretim aşamasındaki makine, donanım ve klima şartlarındaki olumsuzluklar, iplikte hatalara neden olur. Tüm dikkat ve kontrollere rağmen iplik üzerinde ince yer, çift iplik, kalın yer, neps, tüylülük ve balık gibi iplik hataları oluşur. Düzgünsüzlük kontrolü yapmak için bobin makinesinden numune bobinler alınır. Laboratuvara getirilir. Standart atmosfer şartlarında (Sıcaklık, 20± 2 oC, rutubet % 65± 2 olarak belirlenir.) 24 saat bekletilir. Laboratuvar şartlarına uyum sağlayan bobinlerin kontrolü yapılır.
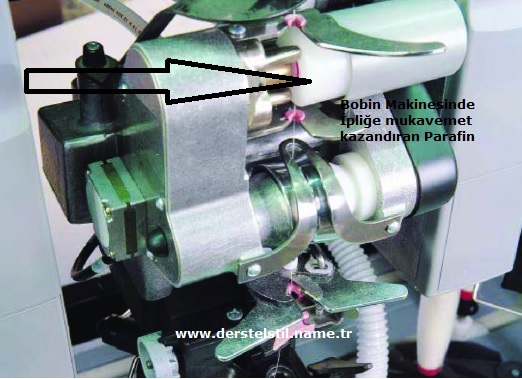
PARAFİNLEME

İpliğin sürtünmeye karşı göstereceği dayanımı artırmaktır. İpliğin sürtünmeye karşı gösterdiği dayanım, daha sonra göreceği işlemler açısından son derece önemlidir. Özellikle örme ve dikiş iplikleri, yüksek ölçüde sürtünmeye maruz kalan ipliklerdir. Yapılan işlemler sırasında makinelerin özelliğinden kaynaklanan nedenlerle iplikte aşırı derecede sürtünme oluşması ve bunun sonucunda mukavemetin düşmesi olasıdır. Bu tip ipliklerin sürtünmeye karşı dayanımının son derece yüksek olması gerekmektedir. Sürtünme; iplikte bozulma, aşınma, mukavamet kaybı gibi olumsuzluklara zemin hazırlar. Parafinleme ile bu olumsuzluklar azaltılmaya çalışılır. ipliğin yüzeyinin küçük parafin parçacıklarıyla kaplanması ve yüzeye kayganlık kazandırılması işlemine parafinleme denir.Bu işlem sonucunda elde edilen ipliğe parafinli iplik denir.
Parafinleme işlemi iki şekilde yapılır:
1-Katı parafinleme: Genelde ham maddesi doğal liflerden üretilmiş ipliklerde kullanılır.
2-Sıvı parafinleme: Daha çok flament ipliklerde uygulanır.
Öncelikle parafinin ipliğin yüzeyine iyi bir şekilde nüfuz etmesi gerekir. Bir kilogram ipliğe 0,5 g ile 1,5 g arası parafin verilir. Yani ipliğin parafin alma oranı % 0,05 ile 0,15 sınırları içinde ise parafinleme işlemi doğru yapılmış demektir.Parafin miktarına göre iplikteki sürtünme kat sayısının değişimi farklılık gösterir. İplikteki parafin miktarı ne çok ne de az olmalıdır. Gereğinden az ya da çok olması sürtünme kat sayısını etkiler. Parafini seçerken aşağıdaki şartlar dikkate alınmalıdır:
1-İpliğin tipi (ham madde, kullanım yeri vs.)
2- Ortam sıcaklığı (mevsim, çevre şartları vs.)
3-Her bir ipliğin parafin alma şekli (katı veya sıvı)
Yukarıdaki şartlara göre parafin seçimi ve parafinleme yapılır. Fakat asıl önemli olan parafinlenen iplikteki sürtünme kat sayısının değişimidir. İpliklerde parafin alma miktarı, deneylerle belirlenmiştir. Edinilen tecrübeler sonucunda, tüm ipliklerde parafin alma miktarı, bir kilogram iplik için 0,5-1,5 gram olarak belirlenmiştir.

Üretim aşamaları için standart şartlar olarak kabul edilen % 65 _+2 bağıl nem ve 20-+ 2 °C derecede pamuk elyafının kabul edilebilir nem değeri 8.5’tir. Yün ipliği, yıkanmış yün ve yünlü kumaşta ticari nem % 14’tür. Ketende % 12, tiftikte % 13, ipekte % 11, viskonda % 13, poliamidde % 5, poliesterde % 0.4, orlonda % 1.5’tir. % nem tekstil materyalinin absorpladığı su miktarının nemli materyal ağırlığına oranıdır.
İplik fabrikalarında mamulü (ipliği), en az telef oranıyla ve yüksek randımanla işleyebilmek gerekir. Bükümün korunması, tüylülük oranının azaltılması ve mukavemet kaybının önlenmesi için ipliğin rutubet değerlerinin belirli miktarlarda olması şarttır. Rutubet, aynı zamanda ipliğin alış ve satışında da çok önemlidir. Bu nedenlerden dolayı ipliğin rutubet kontrolü yapılır.
Bobinli ipliğin standart atmosfer şartlarına getirilmesi için kondisyonlama yapılır. Ticari rutubeti ise % 8,5 olarak ambalajlanır. Aynı zamanda ipliğe, gerekli olan nem verilmiş olur.
Bobinli ipliklerde değişik rutubet ölçme yöntemleri vardır. En yaygın ve pratik olanları, taşınabilir rutubet ölçme cihazlarıdır. Ölçümlerimizde kullandığımız cihaz da bu tür bir cihaz olan “Moistmeter” rutubet ölçme cihazıdır. Rutubet ölçme cihazında “LOW-düşük” ve “HIGH-yüksek” olmak üzere iki ölçüm aralığı vardır.
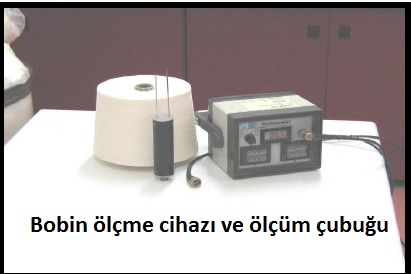
BOBİN ÇAP VE AĞIRLIK KONTROLÜ
Bobinlerin her birinin istenilen çap ve ağırlıkta üretilebilmesini sağlamak amacı ile bobin çap ve ağırlık kontrolü yapılır. Çap ve ağırlıklarının kontrolünü yapmak amacıyla bobin makinesinde üretilen bobinlerin içinden alınan bobinlere numune bobin denir. İplik kalite planına göre çalışır durumdaki bobin makinelerinden numaralanmış en az beş adet bobin numunesi alınır. Dolum süresi tamamlanmış dolu bobin örnekleri seçilir. İçlerine iğ (baraban) numaraları yazılarak laboratuvara getirilir. Laboratuvar ortamında en az 24 saat bekletilerek dolu bobinlerin istenilen rutubeti alması sağlanır. Bobin, istenen iplik uzunluğuna veya bobin çapına göre oluşturulur. Her iki durumda da maksimum bobin çapı ortalama 320 mm olmalıdır.
Büküm Makineleri,birden fazla iğliği katlayıp büküm veren makinelerdir ve katlama makineleri ile benzerlik gösterirler.Büküm Makineleri ile katlama makineleri arasındaki en önemli fark;katlı büküm makinelerinde büküm tertibatlarının bulunması ve ipliğe katlama işlemine ek olarak büküm vermektir.
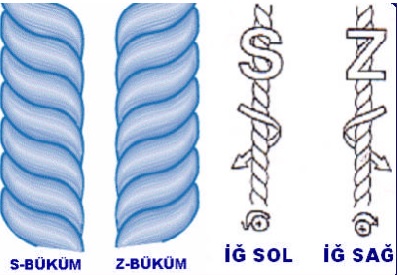
Büküm;ipliklerin mukavemetlerinin arttırılması,düzgünsüzlüklerinin azaltılması ( düz büküm ) veya değişik efektler kazandırılması ( fantezi büküm ) için yapılır.Bu amaçla düz bükümde kullanılan katlı büküm makinelerinden ring büküm sistemi ve çift büküm sistemi günümüzde yaygın olarak kullanılmaktadır.
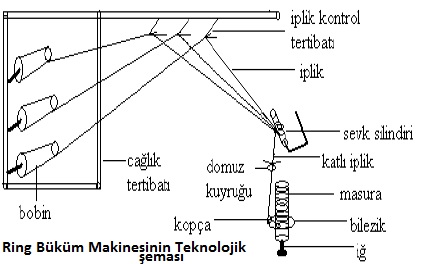
RİNG BÜKÜM MAKİNESİNDE KATLAMA VE BÜKÜM
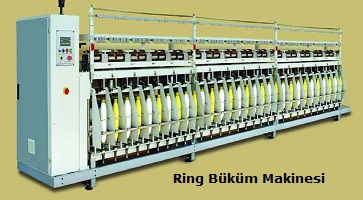
Birden fazla ipliği katlayıp büküm veren makinelerdir. Büküm; ipliklerin mukavemetlerinin artırılması (düz büküm) veya değişik karakterler kazandırılması (fantezi büküm) için yapılır.
Fantezi bükümde mukavemetin artırılmasına gerek yoktur. Büküm, farklı görünüş kazandırmak için verilir. Genel olarak büküm işleminin yapıldığı makinelere büküm makineleri denir.
Buradaki işlem, katlı büküm işlemidir. Büküm işleminin ardından iplikler, ring büküm makinesinde tekrar bobine sarılır.
Makinenin görevleri şunlardır:
- a-İpliğin dayanıklılığını arttırmak,
- b-Daha kalın iplik elde etmek.
- c-Değişik özellikte iplik elde etmek.
- d-Karışık renkli (fantezi vb.)iplik elde etmek.
- e-İpliği meydana getiren lifleri bir arada tutmak.
- f-İpliğin tüylenmesini önlemek.
- g-Daha dayanıklı ve sağlam iplik elde etmek.
- h-Dokumaya hazır iplik elde etmek.

Katlı büküm makinelerinde büküm işlemi, bilezikli sistemler sayesinde gerçekleştirilir. Bilezikli büküm makinelerinde elde edilen katlı bükümlü iplik kopsları, daha sonra bir aktarma işlemiyle istenilen formda bobinler sarılır. Katlı büküm makineleri, prensip olarak katlama makinelerine benzer.
Katlı büküm makineleri ile katlama makineleri arasındaki fark; katlı büküm makinelerinde büküm tertibatlarının bulunması ve ipliğe katlama işlemine ek olarak büküm de verilmesidir.
Katlı büküm makinesinde cağlığa kat adedine göre dizilen tek iplik veya katlı iplik bobinlerinin iplikleri kılavuzlardan geçirilir. Son çıkış silindiri ile kopça arasında büküm kazandırılır. Büküm, iğin dönüşü ile bilezik üzerinde hareket eden ve ipliğe takılmış olan kopçanın dönüşü ile kazandırılır. Aynı zamanda planga tertibatı tarafından aşağı-yukarı hareket ettirilen bileziğin ve kopçanın yardımıyla bükülen iplik, masura üzerine sarılır. Bilezikli katlı büküm makinelerinde iplik, katlı bükülüp kops biçimini aldıktan sonra genellikle bir bobin aktarma işleminden geçirilir.
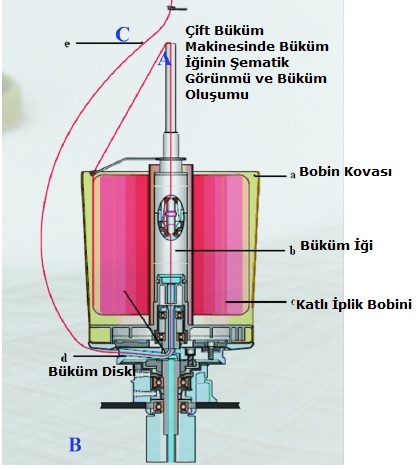
VOLKMAN BÜKÜM (TWO FOR ONE ) MAKİNESİNDE KATLAMA VE BÜKÜM

Bu makinenin görevleri şunlardır:
1-İpliğin her devrinde ipliğe iki büküm vermek
2- Farklı bobinlerden gelen iplikleri bükerek mukavemet kazandırmak
3- Bükülen iplikleri sabit gerginlikte ve uzun metrajlı bobin biçiminde sarmaktır.
4-İpliklerin önceden katlanması, bu makinede verimi artırır.
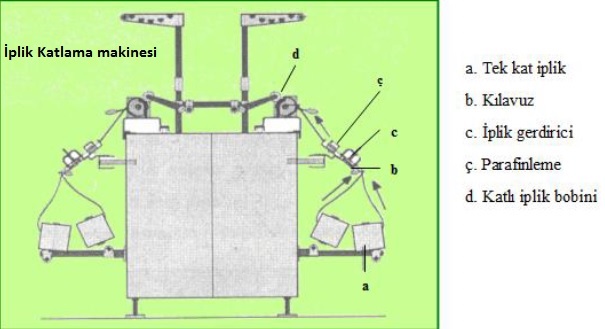
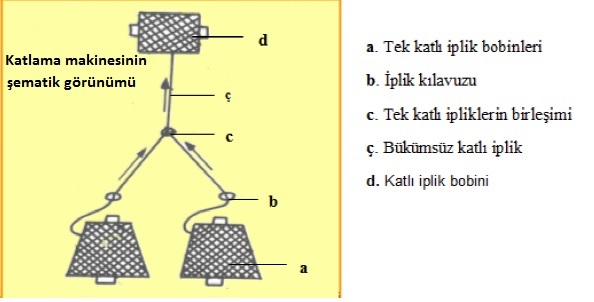
KATLAMA MAKİNESİNİN GÖREVLERİ
1-Bükülmesi gereken tek kat iplikleri aynı gerginlikte bir bobin üzerine katlayarak büküm makinesine hazırlamak.
2-Katlamadan önce iplikler temizlenmemiş ise süzme tertibatından geçirerek hatalı kısımları temizlemek.
3-Bobin biçiminde ve uzun metrajlı sararak sonraki tüm işlemlerde çalışma kolaylığı sağlamaktır.
Pamuk iplikçiliğinde yaygın olarak kullanılan 2 çeşit iplik eğirme tekniği bulunmaktadır.
- Ring iplik
- ---Karde
- ---Penye
- Open-end iplik
1. Ring İplik Üretimi
Ring iplik pamuğun uzun elyaflarından üretilmektedir. Ring iplik karde ve penye olarak ikiye ayrılmaktadır. İki iplik arasındaki fark ise penyeleme işleminden kaynaklanmaktadır. Penyeleme işlemi, makinayı besleyen hammaddenin (pamuk) makinada bulunan taraklar yardımıyla yoğun bir tarama işlemine tabi tutulması ve bu şekilde pamuğun kısa olan elyaflarının ayrılmasıdır. Kullanılan pamuğa ve makine ayarlarına bağlı olarak %5-%25 oranında elyaf, hammadde içerisinden çıkartılarak farklı şekilde değerlendirilebilmektedir.
Penye ipliğin karde iplikten farkı ise, penyeleme işlemi sonrasında elde edilen daha uzun elyaflar kullanılarak üretilmesidir.Bu şekilde çok daha ince numaralarda iplik üretilebilmektedir. Yüksek kalitede üretilen, son derece düz bir yapıya sahip, daha yumuşak ve emiciliği yüksek olan bu iplik; gömlek, iç çamaşırı, bayan kıyafetleri, yüksek kaliteli nevresim üretiminde kullanılmaktadır.
Son yıllarda yaşam standartlarının yükselmesi ile birlikte ev tekstili sektöründe de kullanılmaya başlanan karde ve ring iplikler sayesinde yumuşaklık ve doğallıkla birlikte uyku kalitesi de artırılmıştır. Ayrıca endüstriyel kullanımlarda (Hotel, Restaurant ve Hastane tekstili) kaliteyi artırmakla beraber kullanım ömrünü uzatmış ve son kullanıma kadar ilk günkü düz görüntüsünü koruyarak işletmeler adına avantajlar sağlamıştır.
Karde ve penye iplik open-end ipliğe göre daha kalitelidir.Üretim aşamasında daha az büküm sayısı ile bütünlük sağlanabildiği için open-end ipliğe göre daha yumuşak ve daha düz dokuya sahiptir ve emiciliği daha yüksektir. Ayrıca mukavemeti de oldukça güçlü olan bu ipliklerle üretilen kumaşlarda tüylenme veya bitlenme diye tabir edilen deformasyon oranı çok düşüktür. Ancak bu ipliklerin maliyetinin open-end ipliğe göre daha yüksek olduğunu belirtmek gerekmektedir.
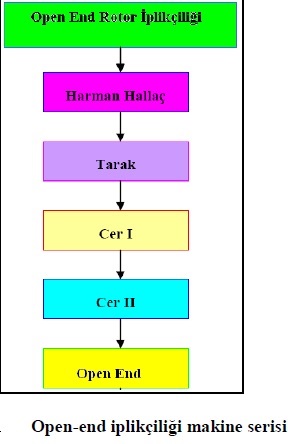
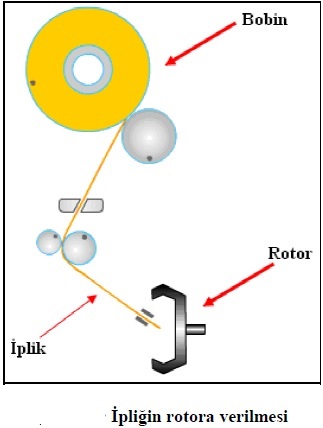
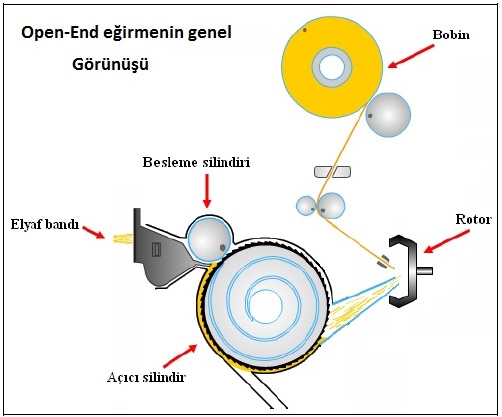
2. Open-End İplik Üretimi
Open-End (açık uç) iplik eğirme sistemi ring ipliğe göre tamamen farklı bir üretim tekniğidir. Ring ipliğin aksine pamuğun kısa olan elyaflarından üretilmektedir. Kısa elyaflar kullanılarak hazırlanan pamuk fitili ile çok yüksek devirde dönen bir rotor beslenir. Merkezkaç kuvveti sayesinde fitil, rotor yüzeyine yayılarak yapışır. Rotor içerisine uzatılan bir iplik sürekli olarak çekilerek open-end iplik üretilmektedir. Pamuğun en kısa elyaflarının dahi değerlendirilerek üretimi yapılan bu iplik oldukça ekonomiktir. Bütünlüğü sağlayabilmek için büküm sayısı ring sistemine göre daha yüksek olmak zorundadır. Bu da daha sert bir yapıya sahip olmasına sebebiyet vermektedir.
OPEN-END İPLİĞİ İLE RİNG İPLİĞİ ARASINDAKİ FARKLAR
1-Open-End iplik eğirmede üretim hızı Ring eğirme sistemlerine nazaran daha yüksektir. Bu da üretimi artırırken maliyetin düşmesini sağlayan bir etkendir.
2-Open-End iplik eğirmede işlem aşamaları Ring eğirmeye göre daha kısadır. Bu da maliyeti düşürücü faktörlerdendir.
3-Open-End sisteminde üretilen iplik Ring ipliğinden daha hacimli, daha elastik, daha emicidir ve tüylülük azdır. Çok yüksek büküm verilmemişse tutumu da iyidir. Emicilik özelliğinin iyi olması haşıl alma yüzdesinin yüksek olmasını ve daha parlak tonların elde edilmesini sağlar.
4-Open-End sisteminde üretilen ipliğin bütününde özellikler Ring ipliğe nazaran daha az değişkendir. İncelik, düzgünsüzlük, dayanıklılık v.s. iplik boyunca daha az değişir.
5-İşlem gereği Open-End ipliklerinin kesitinde ortalama 70-100 lif olmak zorundadır. Bu yüzdendir ki Open-End iplikleri Ring iplikleri (kesitte ortalama 50-70 lif gerektirir) kadar ince numaralarda üretilemezler.
Örneğin Open-End sisteminde teorik olarak Ne40 iplik yapılabilse de pratikte Ne30 numara ipliğin üzerine çıkılmaz.
6-Open-End iplik eğirme işleminin bir teknolojik dezavantajı iplik yüzeyinde oluşan sarmal liflerdir. Eğrilmiş iplik, rotor oyuğu içerisine beslendiğinde liflerin bir kısmı ipliğin yüzeyine büküm yönünde sarılır. Bu özelliği Open-End iplikleri Ring ipliklerinden ayırmada kullanabiliriz. İpliği büküm yönünün tersi yönünde iki baş parmağımız ile açmaya çalıştığımızda Ring ipliklerin bükümünün açıldığını ve liflerin ortaya çıktığını fark edebiliriz, ancak Open-End ipliklerin yüzeyinde, yukarıda bahsedilen sarmal lifler ipliğin bükümünün açılmasına müsaade etmezler ve ipliğin kıvrılıp kaldığını görürüz.

Ring ve Open-End İpliklerin büyütülmüş görüntüleri yukarıda görülmektedir.
A-Kısa lifli ring ipliği,
B-Uzun lifli ring ipliği
C-Kısa lifli open-end ipliği,
D-Uzun lifli open-end ipliği
7-Open-End ipliklerin mukavemeti Ring ipliklere göre % 15-20 daha düşüktür. Büküm daha çok artırılarak mukavemet artırılabilir. Fakat bu da tutumun sertleşmesine neden olur.
8-Open-End iplikler çoğunlukla kısa elyaftan üretilmiş ipliklerdir.
9-Open-End iplikler genellikle çok yüksek mukavemet gerektirmeyen birçok mamülün üretiminde kullanılmaktadır. Her geçen gün de kullanım alanı genişlemektedir.Teknolojik olarak, dokumada Open-End iplikleri atkı ve çözgü ipliği olarak kullanılabilir. Daha üniform, daha az ince yere sahip, elastik ve daha yüksek aşınma dayanımına sahip olması Ring ipliklere nazaran çözgüde kullanımı için avantaj teşkil eder. Emiciliğin iyi olması sebebiyle iyi de haşıl alırlar. Atkı ipliği olarak da üniformluğu ve sürtünme mukavemeti Open-End ipliklerine kullanımda avantaj sağlar. Örme kumaşların eldesinde de Open-End iplikleri kullanılabilmektedir. Open-End ipliklerin hacimli yapısı dolayısıyla, el ve makine ipliği olarak üretilmesi son derece uygundur. Fakat Open-End ipliklerin düşük mukavemetli oluşu olumsuz bir etki olarak kendini gösterir.
Open-end (açık uç) iplikçiliği en önemli eğirme yöntemlerinden biridir. Ring iplik eğirmede üretim hızı sınırlı olduğundan alternatif olarak ortaya çıkan bir eğirme yöntemidir.
GÖREVLERİ
1-Band hâlinde gelen elyaf grubunu tek lif hâline gelinceye kadar açmak ve temizlemek.
2-Lifleri düzenli bir şekilde bir araya getirmek ve bükmek.
3- İstenilen numarada iplik elde etmek.
4-Elde edilen ipliğe bobin hâlinde sarmak.
ÇALIŞMA PRENSİBİ
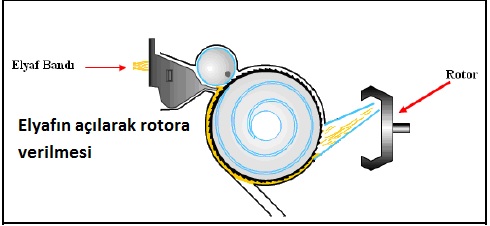
İplik makinesine genelde birinci ya da ikinci pasaj cer bandı (hemen hemen her zaman) ya da tarak şeridi beslenmektedir. Şerit, eğirme biriminin hemen altına yerleştirilmiş olan dairesel ya da dikdörtgen kovalardan gelerek besleme silindiri ve besleme masası aracılığıyla şerit kılavuzundan geçerek dönmekte olan acıcı silindirlere ulaşır. Dönmekte olan besleme silindiri cer şeridini kıstırır ve besleme masası üzerinden acıcı silindir muhafazasına doğru ittirir. Besleme tablasındaki yaprak yay mekanizması sayesinde cer bandının besleme silindirine doğru sıkı bir şekilde kıstırılması sağlanır.
İplik kopuşu olması durumunda besleme kavraması ayrılır ve böylece besleme silindiri durdurularak şerit besleme işlemi otomatik olarak durdurulur. Bunu sağlayan sinyal, ipliği yoklayan cihaz (iplik monitörü) tarafından oluşturulur. Geleneksel ring iplik eğirme işleminde lif demeti-yani cer bandı- besleme esnasında bir bütün olarak yeterli kohezyona sahip olarak sağlanır ve eğirme işlemi esnasında sadece inceltilir. Rotor iplik eğirmede lif demeti tek bir life kadar açılır. Bu işlem esas olarak acıcı silindir tarafından gerçekleştirilir.

Testere dişlere sahip olan bu silindir besleme silindiri ve besleme masası arasında kıstırılmış olan lif tutamını tarar; tutamdan çekilen lifleri lif kanalına aktarır. Liflerin lif kanalı aracılığıyla açıcı silindirden rotora transferi için hava akımı gerekmektedir. Bu akım eğirme bölgelerindeki ana kanal ve sonrasında rotor yuvasındaki vakum ile sağlanır. Vakum, her rotor yatağındaki küçük kanalların sağladığı emiş sonucu merkezi fan ile sağlanır. Bu negatif basıncı oluşturmak için, rotor kutusu mümkün olduğunca sıkı bir şekilde kapatılmalıdır. Transfer edilen havanın çoğu döküntünün uzaklaştırıldığı yarıktan ve çok azı da emiş borusundan girer. Acıcı silindirin merkezkaç kuvvetinin bir sonucu olarak gelen şeritteki çepel, acıcı silindir muhafazasındaki bir açıklıktan uzaklaştırılır. Uzaklaştırılan çepel bir konveyör bandının üstüne düşer ve makinenin her iki tarafında bulunan emiş düzeleri ile temizlenebilir. Elyaf kanalındaki emiş havası lifleri acıcı silindirin yüzeyinden kaldırır ve lifleri rotora doğru sürükler. Bu hareket esnasında, hem hava hem de lifler besleme borusunun şekli sebebiyle ivmelenir. Bu sayede kıstırma bölgesini/acıcı silindirini takiben ikinci bir çekim sağlanmış olur ve liflerin daha fazla birbirinden ayrılması ile sonuçlanır.
Dahası bu hava akımında liflerin kısmı olarak düzleşmesinde artış da sağlanır. Rotorun çevresel hızının liflerin hızının birkaç katı olması sebebiyle liflerin rotor duvarına ulaşmasıyla üçüncü bir çekim sağlanır. Bu çok önemli bir özelliktir, çünkü liflerin oryantasyonunu bariz bir şekilde olumlu yönde etkiler. Liflerdeki nihai düzleşme ise liflerin rotor içinde etkili olan muazzam büyüklükteki merkez kaç kuvvetinin etkisiyle rotor duvarından aşağıya rotor yivine doğru kayması sonucu sağlanır. Ortalama olarak bir ila beş lif (bir bölgede) aynı anda lif kanalından çıkar. Rotor duvarından aşağıya doğru kaydıktan sonra rotor yivinde uzunlamasına olarak birikir. Sabit duran lif kanalı çıkışının altında rotorun sürekli donuyor olması sebebiyle yivde sürekli lif birikmektedir, lifler sürekli olarak yive düşmektedir (yani, lif lif üzerine birikmektedir). Bu şekilde yivde kesiksiz lif halkası elde edilir. Bu işleme geri dublaj denilmektedir. İlave başka bir şey yapılmazsa, rotor kısa surede tıkanacaktır. Ancak, tek amaç bu liflerden iplik elde etmek olduğu için ipliğin serbest ucunun döner eksenden rotor çevresine doğru uzamasına izin verilmektedir. Bu noktada etkiyen merkezkaç kuvveti (liflerin kütlesinin 100 000 katından fazladır) iplik ucunu sıkıca rotor yivi duvarına doğru, tıpkı bilezikteki liflere yapıldığı gibi, bastırır. Böylece iplik ucu rotor duvarına yapışır. Rotor döndükçe ipliği de beraberinde ilerletir ve iplik düze etrafında bir krank kolu gibi dönmeye başlar. Rotorun her turu ipliğe bir tur gerçek büküm verir.
İplik, etkiyen kuvvetlerce belirlenmiş olan maksimum büküm değerine ulaştığında, kendi ekseni etrafında dönmeye başlar, yani rotor yivinde yuvarlanmaya başlar. Artık acık iplik ucu paralel liflerden oluşan tutamın üzerinde birleştirme bölgesinde bulunmaktadır; böylece fırçaya benzeyen iplik ucunun kendi etrafında dönmesiyle sonraki lifleri yakalaması ve yeni iplik kısmını oluşturmak üzere büküm vermesi sağlanır, yeni oluşan kısım da sonraki lifleri yakalar ve büküm verir ve bu şekilde devam eder. Böylece iplik sürekli olarak eğrilmeye devam eder. Bu ipliğin rotordan çekilip alınması bir zorunluluktur, bu işlem iplik kompenzasyon (dengeleme) çubuğu aracılığıyla çekim silindirlerince gerçekleştirilir ve sarım silindirince çapraz sarımlı bobin haline getirilir.
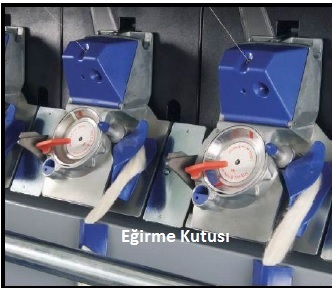
Eğirme elemanları
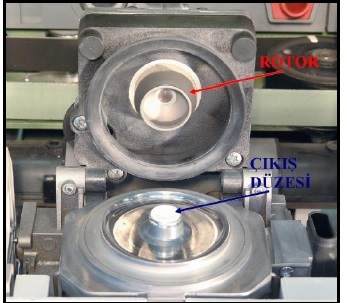
Open-end makinesindeki temel eğirme elemanları eğirme kutusunun (spinbox) içinde bulunur. Eğirme kutusunda bulunan eğirme elemanları şunlardır:
1-Açıcı silindir
2- Rotor
3-Çıkış düzesi
Açıcı silindir
Açıcı silindirin görevi, band formundaki elyaf kütlesini tek lif hâline gelinceye kadar açmak ve besleme kanalı yardımıyla rotora iletmektir. Açıcı silindirin üzeri testere dişli garnitür telleriyle kaplıdır.
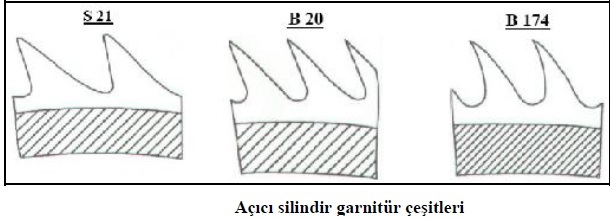
Açıcı silindir garnitür telleri lif çeşitlerine göre farklılık gösterir.

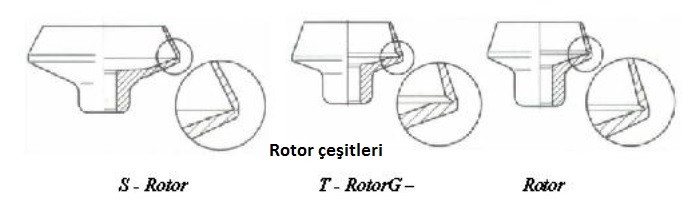
Rotor
Rotor temel eğirme elemanı olup ipliğin oluştuğu kısımdır.
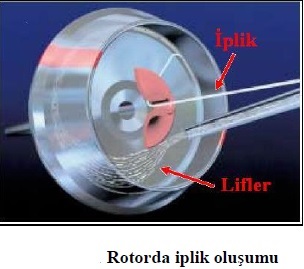
Açıcıdan gelen tek lif hâlindeki elyaf rotorun içinde bir araya toplanır. Lifler, rotorun içine sarkıtılan iplik ucu ile birleşerek rotorun dönüşü ile büküm alır. İplik numarası ve özelliklerine göre çeşitli tipte rotorlar bulunur.
Çıkış düzesi
Rotordaki lifler büküm alarak iplik yapısına katıldıktan sonra yaklaşık 90°lik bir açı ile iplik çekim düzesi ve onu takip eden çıkış kanalı içinden geçerek dışarıya alınır.
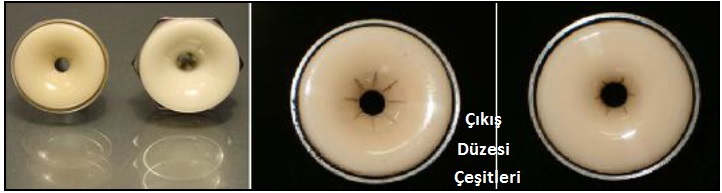
İpliğin numarasına ve büküm miktarına göre farklı çıkış düzeleri kullanılır.
Rotor ( Open-End ) makinesinde İplik parafinleme tertibatı
Özellikle örme mamullerin (üretim esnasında iplik iğneler etrafında keskin dönüşler yapmaktadır) üretilmesinde kalın iplikler iplik kopuşları ve yüksek derecede aşınma gibi sorunlar yaratabilir. Çalışma performansını iyileştirmek için örme iplikleri genelde parafinledir. Rotor iplik makinesinde bu işlem doğrudan eğirme bölgesinde gerçekleştirilebilmektedir. İşletme sonuçlarına göre sürtünme katsayısındaki %40 50’lere varan maksimum derecede azalma genelde uygulandığı şekliyle (bir kilo iplik başına 0.5 – 3 g) parafinleme işlemi ile sağlanmaktadır. Parafinin tipi ve kalitesi optimum ( uygun değer ) parafinleme işleminde belirleyici olmaktadır. Parafinler sertlik, erime noktası ve nüfuz etme özellikleri acısında farklıdır ve kullanılan hammadde, iplik tipi ve örme işlemi gerekliliklerine göre seçilmelidir. Parafinleme tertibatları ayrıca kullanılan parafin blokları acısından farklılık göstermektedir. Daha uzun çalışma sürelerine ek olarak, daha geniş parafin blokları parafin yenileme ihtiyacını azaltmaktadır. Bu bağlamda fazla parafinleme de aynı yetersiz parafinleme gibi zararlıdır ve her iki durum da yüksek sürtünme katsayılarına sebep olur. Parafinleme tertibatı çıkış silindirleri ve bobin arasına yerleştirilmiştir böylece iplik parafin kütlesinin üzerinden geçerken yapışan parafin parçacıkları sayesinde iplik yağlama işlemi gerçekleşir. İplikler örme makinesinin İğnelerinde keskin bir şekilde eğildiklerinden bu parçacıklar ovalanarak örme işleminin sorunsuz gerçekleşmesini sağlar. Parafin bloğu bir yay vasıtasıyla sürekli teması sağlayacakşekilde uygun pozisyona itilmektedir. İplik kopuşlarındadönmekte olan parafin bloğu durdurulur. Parafinleme tertibatıher zaman dengeleme yayı ya da iplik gerginlik çubuğuşeklinde iplik dengeleme tertibatına gerek duyar. Parafinlemecihazının üstünde ya da altında bulunan değişikkapaklarla parafinin eğirme kovalarına düşmesi dolayısıylabesleme bantlarını kirletmesi önlenir.
Pamuk ve yün iplikçiliğinde son basamak, fitil makinesinden gelen fitilleri çekimle inceltip kullanılacağı yere uygun numara ve mukavemette iplik elde etmek ve bu ipliği masuralara sarmaktır. Bu işlem, bilezikli eğirme de denilen ring iplik makinelerinde gerçekleşir.

Pamukve yün ipikçiliğinde fitil makinesinden aldığımız fitil, ring iplik makinelerinde çekimle inceltilir, iplik oluşumu için yeterli inceliğe getirilen bu lif demetine büküm verilerek mukavemet kazandırılır. Bu şekilde oluşturulan iplik, masuralara sarılarak kops hâline getirilir.

Ring iplik eğirme sistemi sürekli (kontinü) olarak ipliği eğiren ve masuralara saran bir sistemdir. Bu sistemde iplik, çıkış silindirlerini terk ettikten sonra dönen iğ ve kopçanın içinden geçerek büküm almakta, iğ üzerine takılı olarak dönmekte olan masuraya sarılmaktadır. Ana iplik eğirme elemanı iğdir. Fitil aynı sistemde inceltilerek büküm alıp masuralara sarıldığı için kontinü (devamlı) bir sistemdir.Ring iplik makinesinde fitil makinesinin prensibine benzer bir sistem kullanılmakta olup daha hassas bir işlem geçirilmektedir.

Görevleri
*Fitil veya finisör makinesinden gelen fitilleri çekimle incelterek istenen numarada iplik elde etmek
*Çekimle inceltilmiş fitile büküm vererek mukavemet kazandırmak
*Elde edilen ipliği daha sonraki işlemlerde kolaylık sağlamak amacıyla masuralara sarmak
Çalışma Prensibi
Ring iplik makinesi üç kısımda incelenir.
*Besleme kısmı
*Çekim kısmı
*Büküm ve sarım kısmı
Besleme kısmı
Bu kısmın görevi, çekim ile inceltilecek olan fitilin masurasına askılık yapmak ve kılavuzlar yardımıyla fitili çekim tertibatına doğru yönlendirmektir.İplik makinesinin cağlığı üzerinde fitil bobinlerinin takıldığı fitil askıları vardır. Bu cağlık fitil bobinlerinin sıralanabileceği şekildedir. Otomatik olarak raylı fitil doldurma ve boşaltma tertibatları, fitil makinesinden raylı sistemle ring iplik makinesi cağlık kısmına dolu fitilleri sıralayabileceği gibi manuel (elle fitil değişimi) olarak da operatör fitil askılarına sıralayabilir.

Fitil makinesinde otomatik transfer sistemiyle veya manuel olarak operatör tarafından ring eğirme makinesi cağlığına sıralanan fitil masuralarından çekilen fitiller fitil istikamet çubuklarından geçirilerek birbirlerine karışması önlenir.

Ring iplik makinesinin çekim sistemine yönlendirilir.Makinenin en üst kısmında bulunan cağlık kısmındaki fitil askılarına takılı olan fitil masuraları, bir dönüş hareketiyle çekim bölgesine sağılır. Fitilin sağılma hız ve miktarı sabittir.

Fitil, fitil bobininden sağıldıktan sonra fitil istikamet çubuklarından geçerek fitil kılavuzuna girer. Fitil kılavuzu, gezdirici çubuk tarafından sağa ve sola hareket ettirilir. Bu hareketin nedeni, manşonların aşınmalarını yüzeye yaymaktır. Fitil bobininin rahat dönebilmesi için askılığın ve döner parçasının kırık ya da çatlak olmaması gerekir. Aksi takdirde askının dönmesi güçleştiğinden fitil, çekim sistemine girmeden önce bir miktar çekime uğramış olur.
Cağlık

Fitil askısına takılı olan fitilin fitil gezdiricisine kadar izlemiş olduğu yola cağlık denir.
Fitil askısı
Fitil askısı, genellikle fiberglas ve metal aksamdan oluşmaktadır. Fitil yumağı makaranın üst kısmından askıya geçirilip serbest bırakıldığında girişte sıkışan tırnaklar daha sonra açılarak makarayı tutar.Fitil askısı, dönebilme kabiliyetine sahiptir. Bu da fitilin çekim sistemine beslenmesi sırasında daha rahat bir şekilde çözülmesini (sağılmasını) sağlar. Eğer fitilin çözülmesi serbest bir şekilde olmaz ise istenmeyen çekim meydana gelir ve istenilen numarada iplik elde etmek zorlaşır.

Fitil istikamet çubuğu
Fitillerin fitil gezdiriciye diğer fitillerle karışmadan düzgün bir şekilde sevkini sağlar.İstikamet çubuklarının yüzeyi, fitilin rahatça kayması için pürüzsüz olmalıdır.Nikelanjlanarak kayganlık ve parlaklığı sağlanır.

Fitil freni
Fitil freni, fitil yumağına temas ederek onun kontrolsüz bir şekilde çözülmesini önler.Çünkü fitil askısı serbestçe dönebilen bir yapıda olduğu için eğer fitil yumağı dönüşü kontrol edilmez, kontrollü bir şekilde yapılmaz ise yumağın hızı gittikçe artabilir ve çekim sisteminin girişinde fitil yığılması olur.Bu istenmeyen durum fitil freni ile engellenir. Aynı zamanda fitilin çekim sistemine yönlendirilmesini sağlar.
Fitil gezdiricisi
Bu makine parçasına gezdirici kılavuz da denilmektedir. Makine boyunca yerleştirilmiş metal bir lama üzerine fitilin geçebileceği genişlikte dairesel deliği bulunan boncuklar yerleştirilmiştir.Metal lama aldığı hareket ile makine boyunca sağa ve sola hareket ettiğinde fitil de aynı hareketi yapar. Bu hareketi fitile yaptırmanın sebebi, kauçuktan imal edilmiş olan baskı manşonları ve apronların yüzeyinde fitilin sürtünmesinden dolayı oluşan aşınmayı apron ve manşonların daha geniş yüzeyine yayarak daha uzun süre kullanılmalarını sağlamaktır.Gezdirici kılavuzlarda biriken lifler, fitilin düzenli akışına engel olmaması ve çekim bölgesinden önce fitilin incelmesine sebep olmaması için temizlenmelidir.
Çekim kısmı
Çekim işlemi, silindir çiftleri arasında yapılır. Makineye beslenen fitil şeridine istenen iplik numarasına göre çekimin verildiği kısımdır. Bu kısımda üç adet çekim silindiri, üç adet de baskı silindiri vardır. Çekim silindirleri metal ve yivlidir. Baskı silindirleri ise kauçuk kaplıdır ve hareketini çekim silindirlerinden sürtünme ile alır.Alttaki silindirler, oluklu metalden yapılmış çekim silindirleri üstte ise elastik madde kaplı baskı silindirlerinden oluşur. Çekim silindirleri motordan gelen hareketle dişliler tarafından hareket ettirilir. Baskı silindirleri ise çekim silindirleri ile sürtünme sonucu hareket alır
Her çekim silindiri bir öncekinden daha hızlı döner. Aradaki hız farkından dolayı silindirler, çekim vererek fitili inceltir ve lifleri daha da paralel hâle getirir.Ortadaki baskı silindiri üzerinde manşon vardır. Manşonlar, elyafın daha iyi açılmasını ve çekilmesini sağlar. Çekimin düzgün yapılabilmesi ve elyaf sevkinde yığılma olmaması için 2. baskı ve çekim silindirleri üzerine apronlar geçirilmiştir. Apronlar sayesinde bükümü açılmış dolayısıyla mukavemeti azalmış inceltilmiş lif demeti ön silindire yakın bir mesafeye kontrollü, düzgün bir şekilde taşınmış olur. Uygulanan yüksek çekim miktarları iplik düzgünlüğünü bozmaktadır.Orta (ikinci) silindirle çıkış silindiri arasında elyaf uçuntularını tutup temizleyen keçe kaplı bir silindir mevcuttur.

Çekim kısmında ön çekim ve ana (esas) çekim olmak üzere iki çekim bölgesi vardır.Ön çekim bölgesi, çekim sisteminin giriş silindiri ile ikinci silindir arasındaki bölgedir. Esas çekim bölgesi ise ikinci silindir ile çıkış silindiri arasındaki bölgedir.
Ön çekim bölgesinde verilen çekim miktarı çok azdır. Esas çekim, ana çekim bölgesinde verilir.Giriş silindirleri ile apron çifti arasındaki ön çekim bölgesinde liflerin giriftliği bozularak fitil, esas çekime hazırlanır.Buna fitil bükümünün kırılması denir. Apron çifti,çekim işlemleri sırasında elyaf demetinin daha geniş bir alan içinde kontrol edilmesini sağlar. Apron çifti ile ön silindir arasında istediğimiz iplik numarasını elde etmek için esas çekim işlemi yapılır.
Çekim bölgelerinin mesafesi lif uzunluğuna göre ayarlanır. Bu mesafe lif uzunluğu kadar veya biraz daha fazladır.
Ön çekim (fitil bükümü kırıcı)
Ön çekim miktarı ham maddeye, ekartman ayarına, toplam çekim miktarına ve fitil büküm sayısına bağlı olarak değişir. Elyaf uzunluğu kısa ise kırıcı çekim miktarı yüksek,elyaf uzun ise düşük seçilmelidir. Toplam çekim yüksek ise kırıcı çekim yüksek, toplam çekim az ise kırıcı çekim de düşük ayarlanmalıdır. Fitil bükümü fazla ise kırıcı çekim yüksek, büküm az ise düşük seçilmelidir.
Esas çekim
Çekim tertibatında 2. (orta, ara) silindir ile çıkış (ön, verim) silindiri arasında uygulanan çekime esas çekim denir. Esas çekim bölgesinde elyaf demeti istenilen numaraya kadar çekilerek inceltilir.
Çekim silindirleri
Ön, orta ve arka çekim silindirleri olarak üç tanedir. Ön çekim silindiri, en hızlı dönendir. Orta çekim silindiri biraz daha yavaş döner. Arka çekim silindiri en ağır dönendir. Çekim silindirlerinin bu dönüş hızlarının farklılığından dolayı, fitil şeridi istenilen inceliğe çekilebilir. Çekim silindirlerinin hız farkıyla meydana getirdiği olaya çekim denir.
Çekim aparatlarında 1. silindirin basıncı fazladır. 2. ve 3. silindirler daha çok kendi ağırlıklarıyla basınç yapar. Çekim, silindirlerin birbirinden daha hızlı dönmesiyle oluşur. Arkadaki silindirlerde çekim daha azdır çünkü burada fitildeki bükümün çözülmesi sağlanır. Esas çekim 2. ve 3. silindirler arasındadır.İpliğin kopma ihtimali en çok olan ön silindirlere yakın pnömofil denen emiş sistemi vardır. Böylece kopan fitil diğerlerine dolaşmadan emilir.
Manşonlar (baskı silindirleri)
Ring eğirme makinesi çekim bölgesinde sevk edilmekte olan elyafın üstünde duran, çekim silindiri tarafından sürtünme ile tahrik edilen baskı kuvveti ile yüklenmiş, pürüzsüz tahtadan, sentetik kauçuk kaplı veya madenden silindirlerdir. Manşonlar, eğirme makinelerinde çekim esnasında elyafı çekmek, kontrol altında tutmak için kullanılır.
Apronlar (çekim kayışları)
Kaydırmalı çekim tertibatlarında elyafı girişten çıkışa kadar sevk eden kayış sistemleridir. Ring eğirme makinelerinde tek ve çift kayışlı çekim sistemleri kullanılmaktadır. Genellikle çift kayışlı sistemler kullanılır.
Temizleme silindirleri (temizlik keçesi)
Baskı tabancasının ön üzerinde bulunur. Ön manşon üzerinde biriken ölü elyafları temizler. Temizlik keçelerinin sürekli dönmesi gerekir. Dönmeyen temizlik keçelerinin mutlaka temizlenip dönmesi sağlanmalıdır. Çekim tertibatında, manşon yani baskı silindirlerini temizleyen silindirlerdir. Temizleme olayı, baskı silindirlerinin işlevi açısından önemlidir.
Çekim sisteminde temizliği sağladığı için yüzeyinde çok fazla elyaf birikir. Bu durumda temizleyici özellikteki silindir yüzeyi kapandığı için temizleme görevini yapamaz.Bu da üretimi etkiler. Kaliteyi ve verimliliği düşürür. Bunun için sık sık kontrol edilip temizlenmelidir.
Apron kafesi
Ön çekim silindiri ile arka çekim silindiri arasında bulunur. Üzerinden geçen alt aprona yataklık yapar.
Alt apron ve apron gergi mandalı
Orta çekim silindiri ile alt apron kafesi üzerinde bulunur. Arasından geçen fitil şeridinin homojen ezilmesini sağlar. Arka tarafında bulunan gergi mandalı sayesinde belirli bir gerginlik kazanır. Gergi mandalında sarık veya pislik olmaması gerekir.
Makinede yırtık veya kopuk apron varsa o bölgedeki yedek apronla değiştirilir. Şayet yedek apron yoksa tabanca kaldırılarak fitil şeritleri iptal edilir, yetkiliye haber verilir. Eğer kopuk veya yırtık apronlu iğ çalıştırılırsa o iğdeki iplik, çok kalitesiz olacaktır ve iplikte sık sık kopuşlar meydana gelecektir.
Baskı tabancası
Çekim silindirinin üzerinde bulunur. Belirli bir basınçla çekim millerine baskı yapar. Baskı tabancasının ön ayağında ön manşon, arka ayağında arka manşon bulunur. Ön ve arka manşon birbirinden farklı yapıdadır. Ön manşon yumuşak, arka manşon daha serttir. Bu yüzden manşonlar yer değiştirmemelidir.
Arka manşon, arka çekim mili üzerine, belirli bir basınçla basarak fitil gezdiriciden gelen fitil şeridini belirli bir hızla çeker. Doğru yoldan alt ve üst apronların arasına girmesini sağlar. Baskı tabancasının orta ayağında üst apron kafesi ve üst apronlar bulunur. Üst apron kafesinde, bir adet çelik manşon ve üzerinde iki adet üst apron yer alır. Üst apronlar, tabancanın belirli basıncı sayesinde, alt apronlar üzerine baskı yaparak arasından geçen fitil şeridinin homojen bir şekilde ezilmesini ve açılmasını sağlar.
Üst apron kafesi, üst apronların sağa ve sola kaymamasını sağlar. Üst apron kafesinde klipsler bulunur. Klipslerin görevi, alt apron ve üst apron arasındaki basıncı ayarlamaktır. Klips olmazsa apronlar arasındaki basınç bozulur, iplikte sürekli kopmalar meydana gelir. Aynı zamanda kalitesiz iplik üretilmiş olur. Çalışan ipliğin numarasına göre klips renkleri değişir. Ön manşon, ön çekim silindirine baskı yapar. Apronlar arasından gelen ezilmiş ve çekilmiş elyafın çekim bölgesinden çıkmasını sağlar. Ön manşonlar üzerinde sarık olduğunda elle temizlenmelidir. Sert cisim veya kesici alet kullanılmamalıdır. Zedelenmiş ön manşon olursa hemen değiştirilmelidir. Bozuk manşon çalışırsa iplikte istenmeyen hatalar oluşur.
Büküm ve sarım kısmı
Büküm, elyafların bir arada tutulması ve mukavemet kazandırılması için ipliğe verilen spiral dönmelerdir. Büküm genellikle ipliklerin uçlarının nispi dönmesi sonucu oluşur. Ring iplik makinelerinde ipliğe verilen büküm iğ-bilezik-kopça üçlüsü yardımıyla sağlanır. Fitil, istihsal (verim, ön, çıkış) silindirinden çıktıktan sonra iplik rehberi ve bileziğe geçirilmiş kopçanın içinden geçerek masuraya iplik hâlinde sarılır. Masura ise iğ üzerinde, iğ ile birlikte dönmektedir. Masuranın dönmesi ile ipliğin sürüklenmesi sonucunda kopçada bilezik üzerinde dönmeye başlar. Bu dönme hareketi sayesinde lif demeti ön silindirden çıktığı andan itibaren burularak kendi etrafında döndürülerek büküm almaya başlar.

Büküm işleminin gerçekleştirilebilmesi için inceltilmiş fitilin alt ucundan tutulup döndürülmesi gerekir. Bu işlem; iğ, bilezik, kopça üçlüsü tarafından gerçekleştirilir. Kopça, inceltilmiş fitilin alt ucundan tutar; iğ ise bilezik ve kopça yardımıyla kendi etrafında fitili döndürerek büküm verir. Kopçanın bilezik ile olan sürtünmesi göz önüne alınmazsa iğin her bir devrinin veya kopçanın bilezik etrafında her bir turunun ipliğe bir büküm verdiği kabul edilir. Ön silindirden lif demetinin sevki devam ettiği sürece iplik hem büküm alır hem de masuraya sarılmaya devam eder.
Sarım işlemi; bilezik, kopça, iğ üçlüsünden oluşan tertibatla yapılır. Bilezik üzerinde serbestçe dönen kopça, sürtünme nedeniyle devrinden bir miktar kaybedecektir. İğ ve iplik ise onu devamlı dönmeye mecbur edeceğinden iğ ve kopça arasında devir farkı doğacak bunun sonucunda masuraya ipliğin sarımı gerçekleşecektir.
Sarım sırasında ipliğe yol görevi yapan, sarımı düzenleyen ve devamlı yukarıdan aşağıya aşağıdan yukarıya kalkıp inen bilezikli planga vardır. Planga, yukarıya ağır çıkarak ipliğin esas katını, aşağıya daha hızlı inerek ara katını masuraya sarar. Masuradaki koniklerin oluşması, makine üzerindeki tertibat tarafından sağlanır. Bu tertibat; mandal, çatal ve zincirden ibarettir. Zincir, planganın her bir hareketinde biraz kısalarak planganın hareketini geciktirir ve bir koniklik meydana getirir.
Otomatik olarak dolu masuraları makineden alıp yerine boş masuraları yerleştiren tertibatın dolu masuraları makinenin alt kısmında bulunan raylı sisteme yerleştirmesi sonucu ray sistemi ile bir sonraki işleme taşınır.
İğler
Ring iplik makinesinde masuraya hareket vererek sarımın gerçekleşmesini sağlayan elemanlardır. İğler, makineye boyun ve taban kısmından yataklanmış şekilde bulunur.

İğlerin çok yüksek hızlara çıkmasını, kopça ve bilezik arasında meydana gelen sürtünme sınırlar. İğlerin diz ile komuta edilen fren tertibatı vardır. Masuraların iğler üzerine aynı şekilde oturması ve sıkı bir şekilde geçmesi gereklidir. Sallanan masura iğin titremesine neden olur.
Bilezik
Bilezik, ring makinesindeki iğ etrafındaki halkadır ve kopçanın dönüş yolunu oluşturur. Yüksek bir sürtünmeye maruz kalır.Bilezik sertleştirilmiş kaliteli çelikten yapılır. Bileziklerin yüzeyleri kopçadan daha sert yapılmıştır. Kopçanın verimli olabilmesi için tam yuvarlak olması ve yüzeyinin düzgünlüğü çok önemlidir.Ön silindirlerden çıkan iplik, iğin dönmesinden oluşan kopçayı bilezik üzerinde kaydırarak masuraya sarılır
Bilezik rayı
Ring iplik eğirme makinelerinde bileziklerin monte edildiği preslenmiş çelik saçtan yapılan sehpadır. İpliğin konik sarımı için planganın masuraya göre aşağı yukarı hareket etmesi gerekir. Planganın aşağı yukarı hareketi eksantrikle sağlanır.
Kopça
İpliğin masuraya sarılırken içinden geçtiği, ipliğe gerginlik veren ve aynı zamanda iğle birlikte bükümü sağlayan metalik veya plastik parçadır. Kopça bileziğe takılıdır ve iplik aracılığı ile sürüklenerek döner.
Kopçaların çift taraflı, tek taraflı, C, N, elips, oval kopça gibi çeşitleri vardır. Pamuk, viskon ve pamuk karışımları için daha çok C tipi kopçalar kullanılır. Kullanılan elyaf özelliklerine, üretim hızına vb. bağlı olarak kullanılan kopça tipi de değişebilmektedir. İyi bir kopçanın bilezik formuna uygun, düzgün satıhlı, iyi bir malzemeden yapılmış ve uygun ağırlıkta olması istenir. Kopçalar ağırlıklarına göre numaralandırılmıştır. İpliğin numarasına göre kopçalar değiştirilir.
Kopça ağırlığının (numara) çalışılan ipliğin numarasına uygun olması gerekir. Burada aynı şekilde iğ devri, sevk hızı, balon büyüklüğü ve kops sertliği de dikkate alınmalıdır. Balon formunun çalışma tutumuna, özellikle iplik kopuşlarına etkisi büyüktür. İplik balonu, normal koşullarda balon bileziğine hafifçe temas etmelidir. İplik balonunun gevşek ve gergin olmasına hafif veya ağır kopçalar neden olur. Bu tür iplik balonları iplik kopuşlarına, kopça aşınmasına ve iplik kalitesinin bozulmasına neden olur.
Balon kırıcı
Kopça ile ipliğin büyük hızı neticesinde her ikisi de oldukça önemli merkezî kuvvetin etkisinde kalır. Bu kuvvet, kopçayı bileziğe bastıracak, ipliğin kuvveti ise bunu dışarıya fırlatmak isteyecektir. Bu sırada dönen iğin etrafında ipliğin armut şeklinde şeffaf bir biçim aldığı görülür. Buna balon denir
Ring iplik makinesinde balonlaşma sonucu masuralara sarılan iplikler birbirlerine sarılabilir ve iplik kopmaları oluşabilir. Bunu önlemek, balonlaşma sınırını belirleyen balon bilezikleri yardımıyla olur.
Balon bilezikleri ile balonun aşırı bir şekilde genişlemesi engellenir. Kılavuzlardan (domuz kuyruğu) gelen ipliğin dağılıp savrulmasını önler. İpliğin belirli bir alanda hareket etmesini sağlar. Kılavuzlar gibi iği tam ortalamalıdır.
Ayırıcı plakalar (seperatör)
Ayırıcılar esas olarak yan yana dönmekte olan iplik balonlarının birbirlerine ve duran veya hareket etmekte olan makine aksamına çarpmasını, takılmasını önlemek amacına yöneliktir.Bunlar, iplik balonlarının boyutlarını belirli miktarda sınırlayıp toplayabilir ve aynı zamanda işlem esnasında iplik gerginliklerini de etkileyebilir.
İplik kılavuzu (domuz kuyruğu)
İpliğe rehberlik yapan, ona yol gösteren elemanlardır. İpliğin sarıldığı masuranın ekseni ile aynı hizada ve üstünde uygun bir mesafede bulunan, iplik balonunun üst noktasını oluşturan iplik rehberidir. Çekim bölgesinden gelen ipliğin savrulup dağılmasını önler. Aynı zamanda iği tam ortaladığından ipliğin masuraya düzgün sarılmasını sağlar.
Pnomofil borusu
Pnomofil borusu emiş kanalına bağlıdır. İğde iplik koptuğu zaman, ön manşon ve ön çekim mili arasından akan materyali emerek materyalin diğer iğlerdeki iplikleri koparmasını ve materyalin çekim miline sarılmasını engeller. Pnomofil borusu tıkalı ise mutlaka temizlenip emiş yapması sağlanmalıdır.
İğ freni
İği durdurmaya yarayan makine parçasıdır. İğ freni kullanılmadan ve iği durdurmadan masura veya kops, iğden çıkarılıp takılmamalıdır.
Masura
Üzerine iplik sarılan eğirme elemanıdır.
Kops
Masuranın üzerine iplik sarılmış hâlidir.
Pnomofil deposu
Pnomofil borularının emdiği materyalin toplandığı kısımdır. Deponun sık sık temizlenmesi gerekir.
Gezer temizleyicisi (elektrojet)
Üfleme ve emme işlemini aynı anda yaparak makinalar arasında dolaşır. Üflemeyi makine üzerine yapar. İplik üzerine uçuntuların yapışmasını engeller. Yerdeki uçuntu ve ölü elyafı toplamak için emiş yapar.
Pamuk iplikçiliğinde cer makinesinden gelen cer şeritleri ring iplik makinesinde kullanılabilecek incelikte değildir. Ring iplik makinesinde yüksek oranlarda çekim vermek mümkün olmadığından ara inceltme işlemine gerek duyulmuştur. Fitil makinesi bu ihtiyaca cevap vermek üzere tasarlanmıştır.
Tekstil teknolojisinde iki tip fitil makinesi kullanılır.
Finissör fitil makinesi: Yün iplikçiliğinde kullanılan ve yalancı bükümün ovalama hortumları ile sağlandığı fitil makinesidir.
Flayer fitil makinesi: Pamuk iplikçiliğinde kullanılan ve yalancı bükümün kelebek vasıtasıyla sağlandığı fitil makinesidir.
Fitil işlemi iplik üretim aşamalarında cer işleminden sonra ring iplik eğirmeye hazırlık amacıyla yarı mamulün inceltilerek çok az bir bükümle yeterli mukavemetin sağlandığı ön eğirme işlemi olarak tanımlanabilir.Fitil işlemi iplik eğirme hazırlığın son işlemidir.
Görevleri
1-Cer bandını çekim vererek ring iplik makinesinde kullanılabilecek inceliğe getirmektir.
2-Yalancı büküm de denilen az miktarda büküm vererek liflerin dağılmasını önleyerek mukavemet kazandırmaktır.
3-Kovalarla gelen cer bandını ring iplik makinesinde kullanılabilecek formda masuralara sarmaktır.
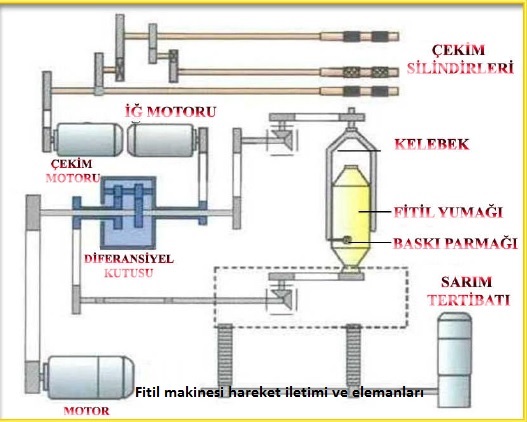
Flayer Fitil Makinesi dört kısımda incelenir:
Besleme Kısmı
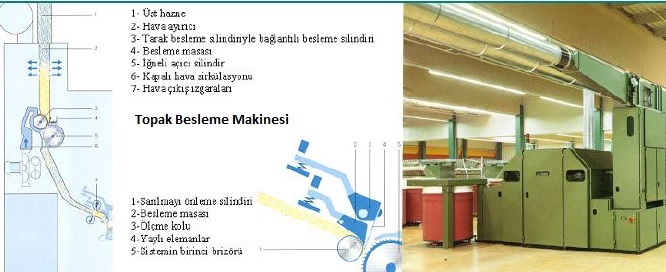
Makinenin arka kısmıdır.Bant kovalarından ve makineye bantların sevk edildiği cağlık bölümünden oluşur. Makinenin arka bölümündeki kovalardan, makineye bantlar beslenir ve çekim bölgesine iletilir.Bantlar çekim bölgesine girmeden önce bant gezdiricilerin (klips) içinden geçer. Bant gezdiricileri sağa sola hareket ederek bandın çekim bölgesine aynı noktadan girmesini önler.
![]()
Çekim Kısmı
Fitil makinesinde çekim kısmı üç silindirli çekim tertibatından oluşur. Silindirler altta ve üstte olmak üzere üç çifttir.
Alttaki silindirler oluklu metalden yapılmış çekim silindirleri, üstte ise elastik madde kaplı baskı silindirlerinden oluşur. Çekim silindirleri motordan gelen hareketle dişliler tarafından hareket ettirilir. Baskı silindirleri ise çekim silindirleri ile sürtünme sonucun hareket alır.Her çekim silindiri bir öncekinden daha hızlı döner. Aradaki hız farkından dolayı silindirler cer bandına çekim vererek inceltir ve lifleri daha da paralel hâle getirir.Bant, gezdiriciden sonra metal kaplamalı arka çekim silindiri ile üzerinde bulunan sentetik kauçuk kaplı baskı silindiri arasına girer. Bundan sonra orta çekim silindiri ile üzerinde bulunan metal silindir arasına girer. Ancak bant orta silindir ve üzerinde bulunan metal silindirin kendisi ile doğrudan doğruya temas etmez. Bunların üzerinde apronlar bulunur. Apronlar sentetik kauçuktan yapılmış olup çekimle inceltilen elyafın zedelenmeden ve dağılmadan ön çekim silindirine girmesine yardımcı olur. Arka çekim silindiri ile orta çekim silindiri arasında meydana gelen çekim bir hazırlık mahiyetindedir. Esas çekim ise orta ve ön çekim silindiri arasında meydana gelir. Çekimin oluşumu arkadan öne doğru çevre hızlarının artışıyla olmaktadır.

Büküm Kısmı
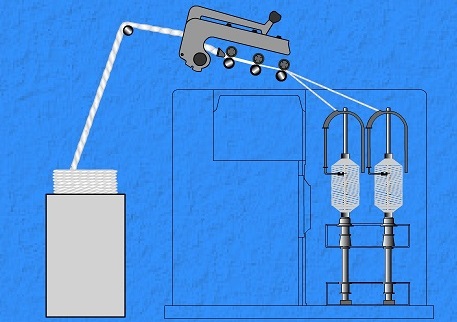
İncelmiş elyaf şeridine mukavemet kazandırmak ve liflerin dağılmasını önlemek amacıyla yalancı büküm de denilen bükümün verildiği kısımdır. Büküm işlemi, çekim tertibatının son silindir çifti ile kelebeğin boğazı arasındaki mesafede, kelebeğin dönüşü ile gerçekleşir. Fitil çekim silindirlerinden çıktıktan sonra büküm alır. İğ sürekli ve sabit bir hızla döndüğünden fitilin her yanındaki büküm aynı olur. Fitildeki bükümün miktarı fitilin yumak hâlinde sarılmasında ve fitil yumaklarının ring makinelerinden boşalması sırasında gerekli mukavemeti sağlayacak kadardır. Fazla büküm, istenilen kalitede iplik üretimini engeller. Büküm bölgesinde fitilin gerginliğine tansiyon adı verilir. Gerginlik iyi ayarlanamamışsa fitilde kopuşlar meydana gelir.

Sarım Kısmı
Temel olarak iğ, kelebek, araba üçlüsü arasında gerçekleşir ve ring iplik makinesinde kullanılacak şekilde masura üzerine sarımın gerçekleştirildiği kısımdır. Bükümlü fitil kelebek boğazından içi boş kelebek kanadına girer ve alt ucundan çıkar.
Baskı parmağına birkaç kez sarılır ve bir göz içinden geçirilerek fitil masurasına verilir.Makinenin çalışması sırasında kelebek devri sabit, bobin devri değişken ve kelebeğe göre daha hızlıdır. Sarımın gerçekleşmesi için bobin devrinin en küçük çaptan, en büyük çapa kadar değişen ve azalan bir değerde olması ve çevresel hızının ise kelebeğin çevresel hızından yüksek olması gerekir. Bobinin bu değişken devri, konik kasnaklarla gerçekleştirilir. Kelebekten gelerek baskı parmağından geçen fitil, masura üzerine katlar hâlinde sarılır. Araba tertibatı üzerine takılı olan iğler ve masura ile birlikte konik sarımı gerçekleştirmek için aşağı yukarı hareket eder.
Pamuk iplikçiliğinde fitil, flayer olarak da adlandırılır.
Fitil (Flayer) Yapmanın Amacı
Cer makinelerinden, band olarak iplik makinesine besleme yapılamadığı için(O-E iplikçilik sistemi hariç ) bandların bir miktar daha incelmesi gerekir. Bandların çekilerek iplik makinesinde işlenebilecek forma getiren makinelere fitil (flayer) makinesi, elde edilene de fitil şeridi denir.

FİNİSÖR FİTİL MAKİNESİ VE FLAYER FİTİL MAKİNESİNİN GÖREVLERİ
1-Cer bandını çekim vererek ring iplik makinesinde kullanılabilecek inceliğe getirmektir.
2-Yalancı büküm de denilen az miktarda büküm vererek liflerin dağılmasını önleyerek mukavemet kazandırmaktır.
3-Kovalarla gelen cer bandını ring iplik makinesinde kullanılabilecek formda masuralara sarmaktır.
Çalışma Prensibi
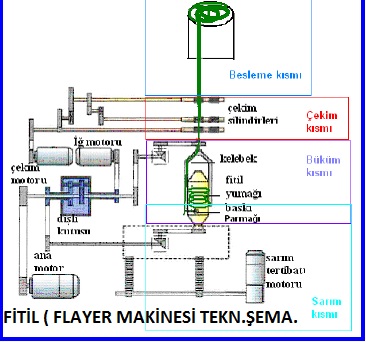
Fitil makinesinde besleme yapabilmek için besleme kısmı, inceltme yapmak için çekim tertibatı, bükebilmek için büküm tertibatı, bobin hâline getirmek ve koniklik verebilmek için sarma tertibatı vardır . Cer makinelerinden gelen cer kovaları, fitil makinesinin besleme kısmına yerleştirilir. Kovalardan alınan şeritler rehberlerden geçirilerek makinenin çekim kısmına verilir. Burada şeritler, belirlenen oranda çekilerek inceltilir. İstenilen inceliğe getirilmiş fitil şeridine kelebek bükerek mukavemet kazandırır. Büküm işlemi, çekim tertibatının son silindir çifti ile iğ (kelebek) arasındaki mesafede, iğin dönüşü ile gerçekleşir. Anlatılan bu işlemlerin sonucunda elde edilen fitil araba tertibatıyla fitil kalemi üzerine konik bir şekilde sarılır.
Tarak makinesinden gelen bant düzgünsüzlüklerini gideren ve çekim sırasında oluşan uçuntuların temizlenmesini sağlayan makinedir.
CER MAKİNESİNİN GÖREVLERİ
1-Dublajlama (katlama) aracılığı ile (en az iki – en fazla sekiz) bantları çapraz olarak birleştirerek homojen bir bant elde etmek
2-Tarak bantlarını farklı hızlarda dönen silindir çiftleri vasıtasıyla çekip inceltmek veya yoğunlaştırmak
3-Lifin uçlarındaki çengelli yapıyı düzelterek (Birinci pasajda lifin arka ucu, ikinci pasajda lifin diğer arka ucu düzeltilir.) parelelleştirmek
4-İstenilen numarada cer bantları elde etmek
5-Elde edilen bandı koyler tertibatı ile kovalara helezonik şekilde istiflemek.

Genel olarak cer makinesi çalışma prensibi üç kısımda incelenir:
Bant besleme-cağlık kısmı
Her tarak makinesinden çıkan şeridin özellikleri kendine özgüdür. Bantlar cer makinesine, tarak makinesi kovalarına numaralar verilerek veya şeritler bağlanarak dolu vaziyete getirilir. Bu işlem neticesinde cağlık kısmına bağlanacak bantlar aynı tarak kovaları yan yana gelmeyecek şekilde dizilmiş olur. Bu işleme çaprazlama denir. Böylece hedeflenen homojen karışım oranlarına bir adım yaklaşılmış olunur.
Kovalardan alınan bantlar, bir masa üzerinden kaydırılarak veya dönen taşıyıcı metal silindir çifti arasından geçirilerek cer makinesi çekim kısmına aktarılır. Silindir çiftleri hem bandın belli bir düzen dâhilinde taşınması görevini yapar hem de bant koptuğunda swich görevi yaparak makinenin durmasını sağlar.

Genel olarak cer makinelerinde 6 ile 8 dublajlama yapılır. Birden fazla bant aynı anda cer çekim kısmına gönderilip çekime uğratılarak tek bant hâlinde getirilir.

Çekim kısmı
Çekim tertibatları 3 veya 4 silindir çiftinden oluşur. Bu silindir çiftleri birbirinden ek.artman mesafesi kadar uzaklıktadır.

İki silindir arasındaki mesafeye ekartman mesafesi denir. Ekartman mesafesi ortalama lif uzunluğuna göre ayarlanır. Çekim; öndeki silindirin arkadaki silindirden daha hızlı dönmesi anlamına gelir ancak servo motor olan cer makinelerinde istisna olarak yoğunlaştırma işlemleri de yapılabilmektedir.Çekim işlemi yapılmasındaki hedefler; lifi çekerek inceltmek, lifi birbirine paralel hâle getirmek ve lifin doğal yapısından ileri gelen uçlarındaki kancaları açmaktır.

Cer makinelerinde çekim tertibatları; çekim mili, baskı silindirleri, ekartman mesafesi, çekim kuvveti, çekimi etkileyen etkenler ve hava emiş ünitelerinden oluşmaktadır.
Çekim mili (yivli taşıma silindiri):
Üzeri sertleştirilmiş ve eksene paralel helezonik yivlerden oluşturulmuştur. Yivli silindirler kullanılmasının sebebi hem malzemenin daha kontrollü taşınmasını sağlamak hem de lif uçlarındaki kancaların açılması işlemini gerçekleştirmektir.

Baskı silindirleri (manşon):
Yivli silindirler ve baskı tabancası arasında olan üzeri sentetik, belirli bir shor sertliğine sahip silindirlerdir.Her cer makinesinde manşonun konumu farklı yerlerdedir. Manşonlar baskı tabancasına veya çekim silindirleri üzerine yuvalıdır. Genellikle manşon çapları, arka ve ön çekim manşonları aynı çaplarda olur. Ön çekim manşonu çapı ise biraz daha küçük olur. Hareketlerini çekim silindirlerinden alır.
Ekartman mesafesi (ayarı)
Kısaca; iki silindir arasındaki mesafeye ekartman ayarı (mesafesi) denir. Ekartman mesafesi ortalama lif boyuna göre ayarlanır.Ekartman ayarında amaç; hem elyaf kırılmalarını en aza indirebilmek hem de ekartman mesafesinden daha kısa olan lifleri ve küçük partikülleri çekim kutusu içindeki üst ve alt hava emiş sistemleri aracılığı ile temizleyebilmektir.
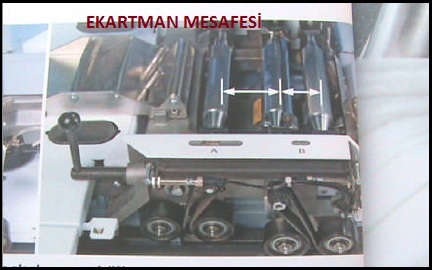
Yapılan ekartman ayarı, ortalama lif boyundan daha kısa ise uzun lif manşonlar üzerine sarabilecek veya kopacak, bu da düzgünsüzlük sorunlarına yol açacaktır. Daha Geniş ise silindirler arasında çekim işlemi gerçekleşmeyecektir. Çünkü çekimin oluş şeklinde arka silindir lifi bırakacağı anda öndeki silindir lifi tutabilmelidir. Silindirler lifi bırakmadan önce lif hafifçe gerilebilmeli ve bu sayede lif çengel uçlarının açılabilmesi sağlanmış olmalıdır.

Çekim kuvveti (baskı tabancası kuvveti)
Çekim silindirleri ile manşonlar arasındaki elyafın çekilebilmesine imkân veren çekim kutusu içindeki basınç miktarına çekim kuvveti denir. Çekim kuvveti ayarı bant numarasına göre değişiklik gösterir. Bant numarası kalınlaştıkça çekim kuvvetinin de artması gerekmektedir. Çekim kutusu içindeki basınç miktarı elyafın birbirine paralelliğine, gelen bandın anlık numara dalgalanmasına göre artar veya azalır. Ekartman mesafesi genişledikçe basınç miktarı düşer. Çünkü geniş ekartman yapılıyorsa ince iplik yapılacak demektir. İnce iplik için içinde minimum oranda kısa lif bulunan bant kullanılacaktır.
Çekimi etkileyen etkenler
Çekim işlemini etkileyen faktörler şu şekilde sıralanabilir:
1-Silindirler arasındaki kıstırma veya tutma noktası
2-Silindirlerin çevre hızları
3-Silindirler arasındaki ekartman mesafesi
4-Alt çekim silindirlerinin yivlilik oranları
5-Baskı manşonlarının yüzey sertliği
6-Çekimin, silindir yüzeyi boyunca dağılımı
7-Bandın girişteki numarası
Cer makinesinde sarım kısmı (çıkış tertibatı)
Ön çekim silindirinden tülbent hâlinde gelen bant, bant hunisinden geçerek kalender silindir çifti ve döner tabladan (deveboynu) geçirilerek kova tablası aracılığı ile genellikle dairesel olarak kovalara istenilen metrajlarda doldurulur.
Bant hunisinin görevi
Üzeri nikelajlanmış çelik veya alüminyum metali, elyafın yön değişimini etkilemeyecek şekilde tasarlanmış olup tülbent hâlindeki elyaf topluluğunu yeniden bant hâline getirir. Huni girişinde pnömatik sistemle veya elektriksel sistemle yeni bandın hacmi ölçülerek girişteki yoklama silindirlerine çıkan bant hacmi iletilir. Böylece servo motorların, makine hafızasına verilmiş olan bant numarasını ayarlanması beklenir.Huni girişinde pnömatik sistemle veya elektriksel sistemle yeni bandın hacmi ölçülerek girişteki yoklama silindirlerine çıkan bant hacmi iletilir. Böylece servo motorların, makine hafızasına verilmiş olan bant numarasını ayarlanması beklenir.
Kalender silindir çifti
Üzeri yivli içe doğru dönen iki silindirden veya silindir çifti diskinden oluşur. Görevi; huniden çıkan bandın sıkıştırılarak belirli bir form, gerginlik ve hızda döner tablaya iletimini sağlamaktır. Böylece huni içinde bant yığılmaları engellenmiş olur.
Döner tabla
Döner tablaya gelen bant, deveboynuna benzeyen üzeri nikelajlanmış eğik bir metal boru içinden geçirilerek kovalara sarılır. Eğik borunun boyu yaklaşık 50 cm’dir. Bant bu mesafe boyunca boru içinden ortalama 1000 metre/dakika hızla ilerlemektedir. Yüksek hızla ilerleyen bant üzerinden sürtünme dolayısıyla meydana çıkan tozcukların kaçabileceği bir alan bulunmadığından bu tozcuklar deveboynu borusu çıkışında birikerek kovanın dolup çıkarılması anında en üstte sarılı olan bantla beraber, bir sonraki makineye gönderilir. Bu tozcuklar işçiler tarafından temizlenir ancak bu işlem zaman kaybına sebebiyet verir. Kovaların içerisine deveboynundan gelen bant, genellikle dairesel olarak istenilen çapta sarılır. Kova içine sarım çapı, kova altındaki ayarlı alt kova sarım mekanizması ile gerçekleştirilir.

YÜN İPLİKÇİLİĞİNDE CER BANDI YAPMAK
Yün iplikçiliğinde çekme bandı önemli bir yer tutar. Bu nedenle katlama ( dublaj ) sayıları direkt olarak önem kazanır. Bu da düzgünsüzlük üzerinde büyük bir rol oynar.
Çekme Bandı Yapmanın Amacı
Yün tarağından elde edilen bandlarla elyafa daha fazla yön vermek, lifleri düzeltmek ve taramayı kolaylaştırmak, bandların birim uzunluğuna isabet eden ağırlıklarını dengelemek ve düzgünleştirmek, belli incelikte bandlar elde etmek üzere uygulanan işleme çekme ve bu maksat için kullanılan makinelere çekme makineleri denir. Her tatbik edilen çekme işlemine de pasaj ismi verilir.Çekme makinelerine tarak makinesinden çıkan bandlar, tops olarak veya kovalarla beslenir; tarama makinesinden gelenler ise kovalarla beslenir.

YÜN İPLİKÇİLİĞİNDE CER MAKİNESİNİN GÖREVLERİ
1-Katlama ( dublaj )yardımıyla tesadüfü olarak beslenen bandların inceli kalınlı yerlerinin bir araya gelmesi suretiyle düzgünsüzlüğü en aza indirerek numara sapmalarını azaltmak.
2-Katlama yardımıyla birden fazla bandı bir araya getirerek karışımın homojen bir hâle gelmesini sağlamak.
3-Farklı türdeki ve renkteki elyaf bandlarını, katlama yardımıyla bir araya getirerek karışımı sağlamak.
4-Elyafı en az iki çekim makinesinden geçirerek her iki yöndeki elyaf kancalarını açmak.
5-Çekim yardımıyla her aşamada bandları inceltmek.
6-Band elde etmektir.
Çalışma Prensipleri
Kovalardan ve topslardan alınan bandlar, besleme masası üzerinden ve besleme silindiri aracılığıyla düzgün bir şekilde çekim kısmına beslenir. Çekim kısmına birleştirilerek beslenen bandlar çekilerek lif tülü hâline getirilir. Sevk levhası üzerinden düzgün bir şekilde band hunisine beslenir. Tül hâlindeki lifler, band hunisinde tekrar band şekline girerek alıcı silindirler aracılığı ile kovaya aktarılır. Yün iplikçiliğinde kullanılan çekme makineleri, yün lifinin uzun stapelli bir lif olmasından dolayı makinenin çekim bölgesi uzundur. Uzayan çekim bölgesine de lif kontrolünü sağlamak için çeşitli elemanlar kullanılmıştır. Bu elemanlar, zincirli baretler ya da silindirler şeklinde olabilir.

Tarak makinesi; Sadece elyaf kümesi hâlindeki pamuğun band hâline getirildiği bir makine olmakla kalmayıp hazırlama işleminin merkezinde olan, kalite ve üretimi büyük oranda belirleyen bir makinedir.
PAMUK TARAK MAKİNESİNİN GÖREVLERİ
1-Harman hallaç dairesinde açılarak elyaf topakları hâline getirilen elyaf kütlelerini tek lif hâline gelinceye kadar açmak.
2-Pamuk kütlesinde bulunan kabuk ve çekirdek parçalarını, toz ve ölü elyafı uzaklaştırmak.
3-Kısa elyafı uzaklaştırmak.
4-Çırçırlama ve harman hallaçtaki taşımalar sırasında oluşan nepsleri gidermek.
5- Elyafa uzunlamasına yön vermek ve paralelleştirmek.
6- Numara varyasyonu olmayan düzgün bir tarak bandı teşkil etmek.
7-Elde edilen bandı muntazam bir şekilde kovaya istiflemek.
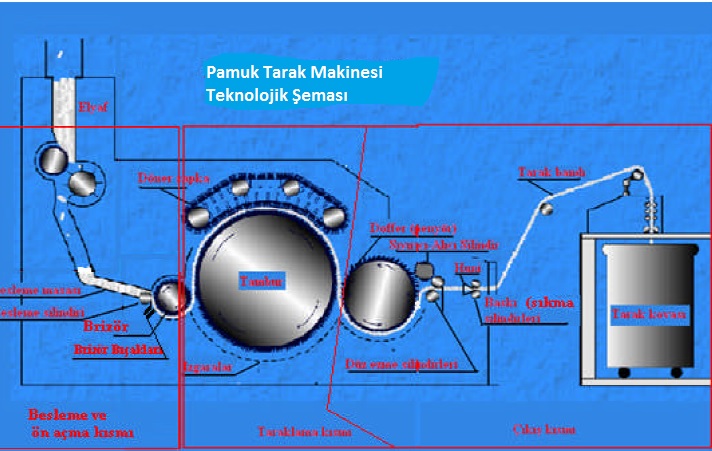
ÇALIŞMA PRENSİBİ
Tarak makinesinin çalışma prensibi üç grupta incelenir.
1- Besleme ve ön açma kısmı
2-Taraklama kısmı
3-Çıkış kısmı

BESLEME VE ÖN AÇMA KISMI
Bu kısım topak besleme, besleme masası, besleme silindiri, brizör, brizör bıçakları ve brizör ızgaralarından oluşur. Ham madde, makine haznesine bir boru kanalı ile beslenir.Düzgün şekilde sıkıştırılmış elyaf, haznede toplanır. Elyaf besleme silindiriyle besleme sistemine sevk edilir. Bu sistem, besleme silindiri elyaf tabakasını brizörün etki alanına oldukça yavaş bir şekilde iletir. Bu iletim hızı, brizörün çevresel hızına göre tutma etkisi oluşturacak kadar azdır. Brizörün üzerindeki testere tipi dişler, cm2 de 5-6 adet sıklığındadır. Pamuk iplikçiliğinde 250 mm çapındaki brizör, dakikada 900-1500 d/min hızla dönmektedir. Brizörün garnitür tellerinin dişleri, yüzeysel hız ile besleme silindirinden ileri uzanan pamuk vatkasından elyaf demetlerini küçük parçalara ayırarak yüzeyine alır. Brizörün dişlerine takılan elyaf demetleri, aşağı doğru çekilir. Önce brizöre çok yakın mesafeye ayarlanmış bir veya iki brizör bıçağından geçerek ızgaraların üzerinden ileri doğru sevk edilir. Çevresel hızın etkisiyle oluşan merkezkaç kuvvetinin etkisiyle açılmış elyafın içinde bulunan yabancı maddelerin bir kısmı ızgara boşluklarından düşerek elyaftan uzaklaşır. Bıçağın görevi, pamuk elyafı içinde bulunan çiğit kırıntılarını elyaftan ayırmaktır. Makine enince 100 cm kadar uzunlukta olan bıçak, brizöre tam paralel ayarlanır. Bıçak, keskin ve kaygan yüzeyli olmalıdır. Izgaranın görevi, elyaf içindeki yabancı maddelerin elyaftan uzaklaştırılması, uzun elyaf kaybının önlenmesi, ileriye doğru sevki ve hava akımı üzerinde nispi bir kontrol sağlamaktır. Brizörün garnitür telleriyle kaplı yüzeyine yayılmış pamuk tabakası % 80 oranında açılmış durumdadır.
TARAKLAMA KISMI
Bu kısım tambur ızgara, ön arka levha ve şapkalardan oluşmaktadır. Büyük tamburun çevresel hızı yaklaşık olarak brizörün çevresel hızından % 100 daha fazladır. Bu hız farkı dolayısıyla büyük tambur üzerindeki teller, brizörün dişlerine takılı olan elyafı sıyırarak kendi yüzeyine alır. Tambur değişik yapıda ve daha ince tellerle kaplıdır. Elyafın nakli için brizör ile tambur telleri arasındaki mesafe, mümkün olduğu kadar yakın ayarlanmalıdır. Tarak makinesinin en önemli görevlerinden biri olan taraklama işlemi, büyük tambur ile şapkalar arasında gerçekleşir. Tambur üzerindeki teller esnemesi az, çelik garnitür telleridir. Şapka üzerinde ise tabaka hâlinde yerleştirilip monte edilen esnek fleksibl teller vardır. Taraklama pozisyonunda her iki elemanın tel yönleri birbirine zıttır. Merkezkaç kuvvetinin etkisiyle ince elyaf tabakası içindeki yabancı maddelerle birlikte yoğun bir şekilde şapkalara itilir. Büyük tambur telleri tarafından ince bir tül şeklinde getirilen pamuk tabakası tel yönlerinin farklı olması ve yüzeysel hız farkından dolayı tambur ve şapka telleri arasında taraklanarak tek lif hâlinde açılır. Bir şapka takımında bulunan 100-120 şapkadan ancak 40-45 adedi taraklama pozisyonundadır . Diğerleri temizlenip tekrar taraklama yapmak üzere arkaya doğru hareket hâlindedir. Şapkalar tarak makinesinin önüne ulaştığında özel bir fırça tarağı tarafından temizlenir. Yani üzerindeki teller arasına gömülü bulunan kısa lifler ve küçük yabancı maddeler şapkalardan ayrıştırılır, elde edilen bu döküntülere şapka telefi denir
Büyük tamburun altındaki ızgaranın görevi, uzun elyafın tambur yüzeyinden dökülmesini önlemek ve hava akımının kontrolünü sağlamaktır. Aynı zamanda materyal içinde serbest hâlde bulunan çok kısa lifler ve yabancı maddeler, merkezkaç kuvvetinin de etkisiyle ızgaranın boşluklarından dökülerek pamuk elyafından uzaklaşır.
ÇIKIŞ KISMI
Bu kısım penyör, hızar (sıyırma, alma) silindirleri, baskı tülbent silindirleri, kalandır silindirleri ve koyler tertibatından oluşmaktadır. Pamuk elyafı, tambur ile ön levha arasından geçtikten sonra penyör üzerine yığılır. Çevresel hızı, tamburun hızına göre çok düşüktür. Tambur ile penyör üzerindeki metalik garnitür tellerinin yönleri birbirlerine zıt yöndedir. Tülbent bağlama işlemi esnasında telef miktarının artmaması için düşük hızla çalışabilme özelliğine de sahiptir.
ALICI SİLİNDİRLER
Penyörden elyafı ince tülbent hâlinde alan silindirli sıyırma sistemidir. Penyörün üzeri ince tellerle kaplıdır. Bunlar, elyafı birbirinden ayırır ve paralelleştirir. İnce elyaf tülbendi alıcı silindirler tarafından alınıp huniden ve baskı silindirlerinden geçerek band hâline gelir.
ÇIKIŞ HUNİSİ VE KALENDER SİLİNDİRLERİ
Tülbendin band şeklinde sevk edilmesi, çıkış hunisi ve sıkma (ezme) silindirleri ile gerçekleştirilir. Sıyırma silindiri ile bandın teşkil edildiği huni arasına yerleştirilen ezme silindirleri çalışma şartlarını etkilemektedir. Bu silindirler, çekirdek ve kabuk parçalarını ufalamakta ve nepsleri deforme etmektedir. Yapılan araştırmalar sonucunda tülbendi band hâlinde toplamanın tarak makinesinin kopuksuz çalışması üzerinde çok büyük etkisi olduğu anlaşılmıştır. Özellikle tülbent kenarlarında, sonradan tülbent tarafından alınıp götürülerek band oluşum prosesini rahatsız eden kirliliklerin toplanmaması gerekmektedir. Kalender silindirlerinde tülbent, huni vasıtasıyla toparlanır ve yuvarlak bir şerit hâline gelir. Huninin çapı düzgünlük sağlamak açısından istenilen band numarasına göre seçilir.
KOYLER ( HELEZON İSTİFLEYİCİ )
Tarak makinesinden çıkan bandın tarak kovasına helezonik bir şekilde yerleştirilmesini sağlayan ve bunu yaparken de band sağılması sırasında oluşabilecek elyaf karışmasını, düzgünsüzlüğünü en aza indirmeye çalışan mekanik bir düzendir. Makine şasesine bağlı ve hareket alan üst döner tabla ve kovanın altında alt döner tabla vardır. Tarak kovaları içinde helezon şeklinde yay vardır. Bu yay; bandın sıkma silindirleri ile kovaya doldurulma noktası arasındaki mesafenin tüm yerleştirme işlemi boyunca sabit kalmasını sağlamaktadır. Böylece bandın kendi ağırlığı ile uzaması önlendiğinden bandın düzgünlüğü korunur.Temizlenmiş ve yuvarlak şerit hâline gelmiş pamuk elyafı, koyler tertibatı ile düzgün bir biçimde halkalanarak tarak kovası içine yerleştirilir.
TARAK MAKİNESİNDE ÜRETİMDE OLUŞAN HATALARIN BAZILARI VE SEBEPLERİ
1-Tülbentte düzensiz kenar: Girişteki vatka eni, tamburun eninden geniş olursa kenarlarda atmalar olur. Böylece tülbent kenarı bozulur.
2-Kenar uçuşmaları: Tambur ızgarası çok dar olursa vatka beslemede düzensizlikler olur. Tambur ön ve arka ayarlarının bozuk ve yamuk olmasından dolayı oluşur.
3-Çepelli tülbent: Brizör ile bıçak arasındaki mesafenin ayarsız olmasından kaynaklanır.
4-Bulutlu tülbent: Giriş numarasının oynaması ve girişteki ekartman ayarının bozuk olmasından kaynaklanır.
5-Band kayması: Kalender silindiriyle koyler silindirlerinin arasındaki çekimin kontrolsüz oluşundan kaynaklanır.
6-Döküntü fazlalığı: Şapkanın ekartman ayarının fazla geniş, şapka garnitür tellerinin hasarlı olması; şapka temizleme aparatının görevini tam yapmaması ve harmana yüksek oranda telef karışmış olmasından kaynaklanabilir.
7-Şerit düzgünsüz: Vatka düzgünsüzdür. Brizörle besleme masası arasının fazla açık, brizör telinin eğilmiş veya körelmiş olması, tülbent alma silindirinin doffere olan uzaklığı, alıcı silindir ve koyler silindiri arası çekimin fazla olmasından kaynaklanabilir.
Dahası...
İplik teknolojisinde, elyafın açılması, açılan elyaf içindeki yabancı maddelerin temizlenmesi ve liflerin birbirine paralel hâle getirilip iplikte düzgün ve eşit bir dağılım göstermesi temel prensiptir.
GÖREVLERİ
1-Yün liflerini tek lif hâline gelinceye kadar açmak ve paralelleştirmek,
2-Elyaf içindeki kısa lifleri, toz, pıtrak gibi yabancı maddeleri temizlemek, nopeleri açmak,
3-Yün liflerini harmanlayarak daha homojen bir bant elde etmek,
4-Çıkışta numarası belli bir bant elde ederek tops hâlinde sarmak veya kovalara doldurmak.
ÇALIŞMA PRENSİBİ
Besleme haznesine elle veya otomatik olarak gelen materyel terazi kefesine iletilir ve kefe açılarak besleme bandı üzerine tarak bant numarasında değişim olmaması için birim zamanda eşit miktarda elyaf beslemesi yapılır.
Boğaz silindirleri vasıtasıyla avantrene gelen elyaf açılarak sevk silindiri ile tambur alıcı çalışıcı grubuna taranması için iletilir. Tarak makinesinde asıl tarama tambur alıcı çalışıcı garnitür telleri arasında gerçekleştirilir. Avantren üzerine pıtrakların ayrılması için pıtrak bıçakları yerleştirilmiştir.
Taranmış, paralel hâle getirilmiş elyaf, fırça (volant) tarafından fırçalanarak penyör garnitür telleri üzerine aktarılır. Tülbent formunu alan elyaf titreşim hareketi yapan hızar tarağı tarafından penyör üzerinden ayrılarak bant hâline getirilir ve kovalara istif edilir.

Tarak makinesinde gerçekleştirilen üç temel işlem vardır :
1-Taraklama
2-Alma ve nakil
3-Kabartma veya fırçalama

TARAKLAMA
Taraklama işlemi, tutamlar hâlinde bulunan yün elyafının tek lif hâlinde birbirinden ayrıldığı ve açıldığı işlemdir. Bu işlem tarak makinesinde esas olarak tambur - çalışıcı arasında meydana gelir.Kısmen de çalışıcı ve alıcı arasında da taraklama işlemi olur.
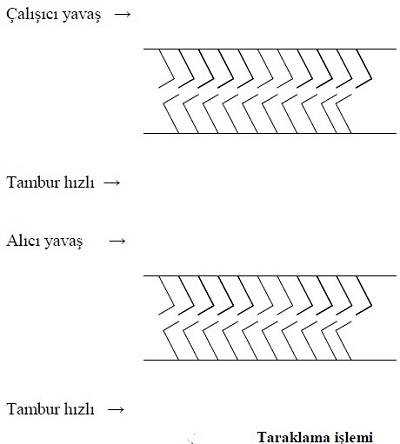
Tambur - çalışıcı silindirleri arasındaki garnitür tel yönleri ters, yüzey dönüş yönleri aynı, tamburun çevresel hızı çalışıcının çevresel hızından büyüktür. Hızlı hareket eden tambur tarafından getirilen lifler taraklama noktasında, garnitür telleri tambura göre aksi yönde olan çalışıcı tarafından alınır ve lifler açılmış olur.
ALMA VE NAKİL İŞLEMİ
Alma ve nakil işlemi, elyafın bir silindirden alınıp başka bir silindire transferinin gerçekleştirilmesidir. Bu işlem çalışıcı -alıcı, alıcı - büyük tambur ve büyük tambur – penyör arasında gerçekleşir.Yavaş hareket eden alt yüzey tarafından taşınan lifler,hızlı hareket eden üst yüzey garnitür tellerinin yönü dolayısıyla lifleri sıyırarak alır.
KABARTMA VEYA FIRÇALAMA İŞLEMİ
Kabartma veya fırçalama işlemi, taraklamanın etkisi ile tamburun garnitür telleri arasına giren elyafın bir dairesel fırça ile kabartılarak penyörün üzerine aktarılmasını sağlar. Bu işlem fırça-tambur arasında gerçekleşir. Lifler yavaş hareket eden alt yüzeydeyken hızla dönen üst yüzey tellerinin etkisiyle fırçalanmış olur. Yani alt yüzey telleri arasına giren lifler kabartılarak yüzeye çıkartılır.
Kamgarn yün tarak makinesi şu kısımlardan oluşmuştur;
1-Besleme kısmı
2-Ön açma ( avantren ) kısmı
3-Taraklama kısmı
4-Çıkış kısmı
BESLEME KISMI
Bu kısım,
1- ön besleme haznesi
2-eğik çivili hasır
3- geri sıyırıcı
4-aşağı sıyırıcı
5-terazi tertibatı
6-besleme hasırından oluşur.

Tarak makinesinde elde edilen bandın, belli uzunluk ve belli ağırlıkta olması istenildiğinden birim zamanda yapılan besleme değişiklik göstermemelidir. Bu nedenle düzgün bir besleme yapılabilmesi için terazi tertibatı konulmuştur. Tefrikle kalitelerine göre sınıflandırılmış, yıkanıp kurutulmuş ve harman yağı ile yağlanmış yün elyafı, bir işçi tarafından veya otomatik olarak ön besleme haznesine beslenir. Çivili eğik hasıra gelen elyaf yukarı doğru taşınırken geri sıyırıcı silindir fazla elyafı geri atar. Burada kaba bir açma işlemi gerçekleşirken aşağı düşen elyaf yeni gelen elyaf yığınıyla karışarak kaba bir harmanlama sağlanır. Çivili hasırda kalan elyaf aşağı sıyırıcı silindir tarafından terazi haznesine dökülür. Terazi haznesinde belli bir ağırlık sağlandığında terazinin kapakları açılarak makineye besleme yapılır.
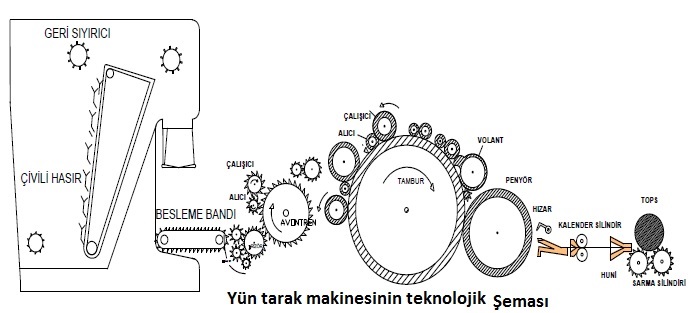

ÖN AÇMA ( AVANTREN ) KISMI
Bu kısım, yünü bir miktar açarak taraklama işleminin kolaylaşmasını sağlar. Boğaz silindirleri, brizör, avantren ve çalışıcı-alıcı silindir gruplarından oluşur. Boğaz silindirleri arasından geçen materyal avantren silindirine gelir. Çalışıcı-alıcı ve avantren silindirleri arasında bir miktar açılma sağlanarak elyaf sevk silindiri vasıtasıyla tambura sevk edilir.
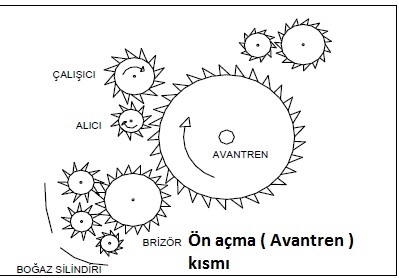
TARAKLAMA KISMI
Bu kısım tarak makinesinin asıl görevi olan taraklamanın, yani yün elyafının tek bir lif hâline gelinceye kadar açıldığı kısımdır. Tambur, çalışıcı ve alıcı silindir grubundan oluşur. Avantrenden tambura geçen elyaf, tambur ve çalışıcı silindirleri arasında, silindirlerin hız farkından ve tarak tellerinin ters yönde olmasından dolayı taranarak açılır. Alıcı silindir ise çalışıcı silindir üzerinde kalan lifleri tekrar tambur üzerine verir. Kimi kamgarn yün tarak makinelerinde birden fazla taraklama kısmı bulunabilir. Diğer taraklama kısmının birinci kısımdan farkı, garnitür tellerinin daha ince ve ekartman ayarlarının daha kapalı olmasıdır. Böylece daha ince bir taraklama işlemi gerçekleşmiş olur
ÇIKIŞ KISMI

Bu kısım, penyör, hızar tarağı, bant hunisi, kalender silindirleri ve sarma silindirlerinin oluşturduğu kısımdır. Tamburdan penyöre geçen lifler, penyör yüzeyinde tülbent formu oluştururlar. Bu tülbent formu hızar tarağı vasıtasıyla penyörden ayrılarak alınır. Band hunisi ve kalander silindirleri arasından geçirilerek bir band formuna sokulup tops hâlinde sarılır veya kovalara istif edilir.
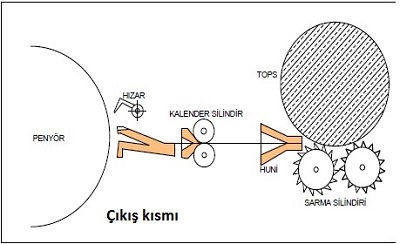
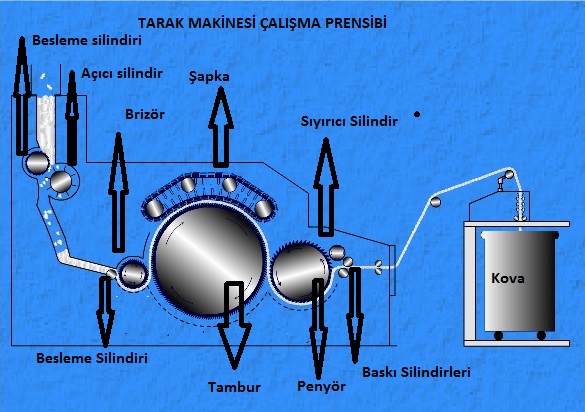
Temizliği ve düzgün yapısı iyi bir tarak bandının belirgin özellikleridir.Tarama sonucu paralelleştirilmiş çok sayıdaki lifler tarak bandını meydana getirir.
Tarak bandının kalitesi diğer bütün basamaklardaki çalışma şartlarını büyük oranda etkiler.Kusursuz düzgünlükte,ölü elyaf,neps ve yabancı maddelerden temizlenmiş tarak bandları kopuşsuz ve duruşsuz bir işletmenin temel şartlarındandır.Böylece iplik,örme ve dokuma dairelerindeki ekonomiklik artmış olur.
Bir iplikhanenin kalite güvencesinde tarak makinesinin rolü gün geçtikçe artmaktadır.70’li yılların düşük devir ve az üretimli tarakların ardından 80'li ve özellikle 90’lı yıllarda yüksek tambur devirleri ve kalite kavramı ön plana çıkmıştır.Bir iplikhanede nihai ipliğin kalitesi tarakta oluşturulur.Üstün bir kalite standardına ulaşabilmenin başlıca koşulu yüksek verimli tarakları doğru seçilmiş garnitürlerle donatmaktır.
Pamuklar hakkında fikir yürütebilmek için en önemli kriterlerden bir tanesi balyalardaki yabancı madde miktarıdır.Hedef,mümkün olduğu kadar temiz pamuk sevk etmektir.Bu hedefe çırçırlama işlemi sırasında liflere uygulanan mekanik kuvvetler sonucu ulaşılır.Bu arada tohum çekirdekleri de kırılarak çok küçük parçalara ayrılır.Bu parçaların üzerine yapışarak kalmış lifler bulunmakla beraber en önemli mesele çekirdek ve kabuk parçalarıdır.
Bu çekirdek parçalarının üzerinde çok küçük ve çok sayıda lif bulunduğu için bunlar,tekstil teknolojisindeki temizleme işlemlerinde kısa ve ölü liflerde olduğu gibi rahatsız edici bir durum teşkil ederler.
Çepel parçacıkları işletmede pamuğun içindeki yabancı maddeleri ayırmada kullanılan savurma kuvveti ile uzaklaştırılamazlar.Çünkü bu parçacıkların özgül ağırlıkları son derece düşüktür.Bu sebepten bütün çabalar küçük çekirdek ve kabuk parçacıklarının taraklarda ayıklanması üstünde yoğunlaşmaktadır.Pozitif bir sonuca ulaşabilmek için garnitür,tambur devdi,üretim hızı ve tarak ayarlarının birbirine tamamen uyumlu olması gerekmektedir.
Günümüzde harman hallaç hattının kapasitesi taraklara oranla 10-15 misli fazladır.Bu yüksek kapasiteden dolayı harman hallaç makinelerinden önemli bir temizleme etkinliği beklememek gerekir.Yapılan deneyler sonucunda harman hallaç hattındaki pamuğun çıkışında,içinde bulundurduğu yabancı maddeler göz önünde bulundurularak ekseriyetle % 40-60 oranında temizlenebildiği ortaya çıkmaktadır.Pamuğun içinde kalan yabancı maddelerin temizlenebilmesi ise tarağa düşmektedir.Böylece tarağa bir hayli yüklü temizleme işi kalmaktadır. Küçük çepel parçalarının ayıklanabilmesi için tarak makinesi geriye kalan yegane şanstır.Diğer yandan makine değişik temizleme prensiplerini de bünyesinde bulundurmaktadır.Tarakta,öncelikle brizör bıçağı vasıtasıyla büyük parçaların ayrılması gerçekleşir.Daha sonra ızgaralar veya sıyırıcı bıçaklar vasıtasıyla geriye kalan parçalar liflerden uzaklaştırılır.Önemli ölçüde temizleme işleminin gerçekleştirildiği yer tambur ve şapka arasındaki tarama alanıdır.Kısa lif ve atık maddeler şapka tarafından tutularak çıkartılır.Bıçaklı sabit şapkaların da kısa lif ve çekirdek kırıntılarını temizleme şansı mevcuttur.

Yüksek istihsal hızlarında tambur üzerinde materyal pratik olarak tek,tek lifler halinde bulunur.Liflerin bir çalışma organından diğer çalışma organına geçişi hemen gerçekleşmez.Genellikle lifler alıcı silindirler tarafından alınmadan önce tamburla birkaç defa beraberce dönerler.Elyaf naklinin gerçekleştiği tambur-penyör bölgesinde temizleme elemanlarının çalışma prensibi ancak bu şekilde izah edilebilir.
Taraklar sayesinde varılmak istenen ana hedef numara varyasyonunun minimize edildiği,içinde en az neps bulunduran ,yabancı maddelerden en iyi şekilde temizlenmiş ve liflerin paralel olarak düzenlendiği bir tarak bandı elde etmektir.
Ekonomik bir tarama işlemi aşağıdaki faktörler tarafından etkilenir:
1-Lif topaklarının açılması ve temizlenmesi sonucu liflerin optimal işlenebilmesi.
2-Materyal besleme,teleflerin,emiş sistemleri ve üretim miktarı itibariyle modern bir tarak makinesi dizaynı
3-Çalışarak materyale ve üretim miktarına göre dizayn edilmiş optimal granür telleri
TARAK MAKİNESİNİN GÖREVLERİ
1-Kabuk ve çekirdek parçacıklarını,toz ve kırıntıları,ölü ve kısa lifleri ayırmak.
2-Topak halindeki lif kümesini lifler tek tek hale gelinceye kadar açmak.
3-Açılan lifleri paralelleştirmek.
4-Tülbent teşkil etmek.
5-Lifleri karıştırmak ve az da olsa çekim uygulamak.
6-Numara varyasyonu olmayan,düzgün bir tarak bandı teşkil etmek.
7-Teşkil edilen bandı muntazam bir şekilde kovaya yerleştirerek cer pasajına hazırlamak.
Farklı kalitede yünlerden iplik yapılacaksa önce bu yünlerin iyice karıştırılıp sonra işlenmesine geçilmelidir. Farklı ham maddeleri bir araya getirip karıştırmaya harman, bu karıştırma işini yapan makineye de hallaç denir. Yün lifi incelik, uzunluk, renk, fiyat, kirlilik gibi faktörler göz önüne alınarak elde edilecek iplik özelliklerine göre harmanlanır.
Kamgarn iplikçiliğinde harman çeşitli kademelerde yapılabilir. Bunlar aşağıda sıralanmıştır:
1-Yıkamadan önce
2-Temiz yapak hâlinde taraktan önce
3-Tarak ve çekme bandı hâlinde tarama işleminden önce
4-Tops hâlinde
5-Fitil hâlinde
Kamgarn iplikçiliğinde harmanlama
Günümüzde kamgarn iplikçiliğinde harmanlama daha çok tarak veya cer bantları hâlinde yapılmaktadır. Yapılacak ipliğin özelliklerine, önceden hazırlanan harman reçetesine bağlı olarak elyaf renk ve miktara göre harman yapılacak yere getirilir.
Elyaf, cinsi ve rengi dikkate alınarak üst üste serilir. Bu serme işlemine kat yayma denir. Kat yayma sırasında serilen her kata önceden hazırlanan anti statik yağ ve su karışımı serpilir.
Yün iplikçiliğinde harman–hallaç, açma–temizleme ve karıştırma işlemlerinin yapıldığı önemli bir ünitedir.Yündeki yabancı maddelerin giderilmesi için yapılan yıkama ve kurutma işlemleri sonrasında yünün kırılgan ve kuru olduğu görülmüştür. Bu etkilerin lifin işlenmesi sırasında sorun yaratmaması için yağlama yapılır.Yıkama sonrasında yünde kalan yağ miktarı oldukça düşüktür. Bu oran % 0,5 civarındadır. Harmanda sentetik lif karışımları varsa bu yağ oranı taraklama işlemi için gerekli esnekliği sağlamaz. Bu yüzden taraklama işlemi için lifin yağlanması gerekir. Yağ oranı lifin cinsine ve yağ oranına bağlı olarak değişir. Değişik yağlama maddeleri % 2 – 10 arasında değişen değerlerde harmana katılmaktadır.
Yünü yağlamanın amaçları şu şekilde sıralanabilir:
1-Açma, taraklama, çekme, tarama ve eğirme işlemleri sırasında lifin esnekliğini artırarak kırılmasını önlemek
2-Tozlanmayı ve uçuntuları azaltmak
3-Döküntüyü önlemek
4-Lifler arası sürtünmeyi azaltmak; çekme, ovalama ve eğirme işlemleri sırasında liflerin birbiri üzerinde kolayca ama kontrollü olarak kaymasını sağlamak
5-Yüne kayganlık kazandırarak daha ince iplik eğirilmesini sağlamak
6- Statik elektriklenmeyi önlemek
Elyaf hallaçtan geçirilecekse yağlama, hallaç makinesi çıkışında püskürtme metoduyla yapılır.
Hallaç makinesi

Hallaç makinesinin görevleri:
1-Yün lifini olabildiğince açmak, birbirinden ayırmak ve hacim kazandırmak.
2-Açılan lif içinde bulunan yabancı maddeleri temizlemek.
3-Liflerin homojen bir şekilde karışmasını sağlamak
4-Elyafı makineden çıkışta yağlamak
Hallaç makinesinin çalışma prensibi
Yığından dikey olarak alınan elyaf katları, dairedeki hallaç makinesine beslenir. Harman katı makinedeki besleme hasırına işçi tarafından elle beslenir.

Hareketli besleme hasırı üzerindeki materyal, boğaz silindirleri tarafından tutularak tambura iletilir. Bu silindirler ve tamburun arasından geçen elyafa bir ön açma işlemi uygulanır.
Tamburun üzerinde alıcı ve çalışıcı (temizleyici) silindirler bulunur. Bu silindirler üzerinde çelik garnitürler vardır. Elyaf kırılmasını azaltmak için bu garnitürlerin ucu köreltilmiştir. Tambur üzerinde ilerleyen lifler, ilk açıcı silindir ile büyük tambur arasında taraklanarak açılır. Çok kısa lifler ve yabancı maddeler, alıcı silindirlerin yardımıyla tambur altındaki ızgaralardan dökülür. Açılan lifler, garnitürlerin üzerine yatarken açıcı üzerinde kalan elyaf kümesi, temizleyici tarafından tekrar tambura verilir. Lif kitlesi üç açıcı, üç çalışıcı silindirden geçerek açılır ve temizlenir.
Daha sonra lifler, üzeri çivi ve fırça ile kaplanmış savurucu silindire gelir. Bu silindir, daha hızlı döndüğü için üzerine aldığı elyaf kitlesini biraz daha temizleyerek çıkışa verir. Makinede iki kez aynı işlemden geçen elyafa makine çıkışında püskürtme metoduyla antistatik yağ verilir. Harman dairesinden de hava akımı yardımıyla ve kanal aracılığıyla tarak dairesindeki ambarlara yollanır.
Çeşitli açma ve temizleme makinelerinden geçen yün elyafı, karışım odalarına gelir. Karışım odalarına besleme, pnomatik yolla (hava akımı ile) yapılır. Odaya besleme yapılırken hareketli borular yardımıyla materyal bütün yüzeye eşit olarak ve yatay tabakalar oluşturacak şekilde dağıtılır. Harman odasından boşaltma, genellikle vakum sistemiyle yapılmaktadır. Vakum sisteminde odanın zeminindeki kanal aracılığı ile materyal emilir ve tarak makinesine sevk edilir. Yatay tabakalar hâlinde üst üste yığılmış elyafın dikey doğrultuda alınması homojen (her yerinde aynı özellikte olan) bir karışım olmasını sağlar.
Ştrayhgarn iplikçiliğinde harmanlama
Ştrayhgarn iplik üretiminde harmanlama genellikle taraklamadan önce yapılır. Kullanılan elyafın özelliğine göre yıkamadan önce ve temiz yapak hâlinde de harmanlama yapılabilir.
Ştrayhgarn iplikçiliğinde farklı özellikte ve çok çeşitli ham maddeler kullanıldığı için harman çok önemlidir. Yapılacak ipliğin kalitesine göre harmanda kısa ve kaba yünler ile kamgarn iplikçiliğindeki döküntüler ve çok çeşitli yeni, eski kumaş, triko parçalarından elde edilen yünler kullanılabilir.
Suni ve Sentetik Harman
Yapay ştapel (kesikli) lif iplikçiliğinde %100 yapay veya karışımlar, liflerin kesilmiş boyuna göre pamuk veya yün iplik makine serilerinde işlem görür. Harman da bu özelliklere göre yapılır.