

Kumaş, tekstil liflerinin düzgün bir yüzey ve değişmez bir kalınlıkta ince, esnek ve sağlam bir doku oluşturacak biçimde bir araya getirilmesiyle elde edilen her türlü yapı olarak tanımlanabilir. Düzgün yüzey, incelik, esneklik, sağlamlık ve örtme özelliği olarak belirlenen temel nitelikler kumaş yapısına bağlı olarak önemli ölçüde değişim gösterirler. Dokuma, örme ve keçeleştirme olmak üzere üç temel kumaş yapım yöntemi mevcuttur.
Kumaş bu özellikleri, büyük ölçüde kumaşın yapı taşı olan liflerin ve liflerin bir araya getirilmesiyle oluşan ipliklerin özgün nitelikleriyle de biçimlendirilmektedir. Diğer yandan, iplik sıklıkları ile ipliklerin bağlanması ya da örgü düzeni de, iplik özelliklerinin kumaş özelliklerine dönüşümünde belirleyici etkenlerdir.Dokuma kumaşlar çeşitli giyim ve kullanım amaçları için dokuma tekniğinin olanak verdiği çok değişik yapılarda üretilirler. Bu yapıların özelliklerinin bilinmesi, hem üretim hem de kullanım açısından oldukça önemlidir.
Dokuma kumaşlar yapılarına göre genel olarak;
- Basit yapılı dokuma kumaşlar
- Karmaşık yapılı dokuma kumaşlar olmak üzere iki ana grupta incelenir.
Diğer taraftan dokuma kumaşları :
- Normal dokunmuş kumaşlar,
- Çapraz (leno) dokunmuş kumaşlar,
- İlmeli yapılı kumaşlar,
- Üç eksenli kumaşlar,
- El dokumaları,
- Dar dokumalar,
- Üç boyutlu dokuma yapıları olmak üzere yedi ana grupta incelemek mümkündür.
Standart yapılı dokuma, atkı ve çözgü olarak bilinen iki ayrı iplik grubunun 90° lik açıda birbiriyle kesişerek öngörülen örgü düzenine uygun, birbirinin altından ve üstünden geçerek bağlantılar yapması neticesinde oluşturulan geleneksel bir tekstil yüzeyidir.

Leno yapılı ya da leno kumaşlar, karmaşık yapılı kumaşlar grubunda yer alır. Yapı içinde birbirine paralel konumlanmış standart çözgülere ek olarak ya da tümüyle leno çözgüler yer alır.
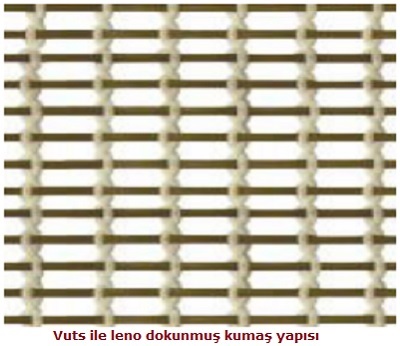
Leno ya da döner gücü ile anılan dokuma yüzeyleri ise; çözgü ipliklerinin yukarı ve aşağı hareketinin yanında, aynı zamanda çapraz hareket ettirilmesiyle oluşturulan, seyrek dokunmuş fakat sağlam yapılı olan tekstil yüzeyleridir.
Leno dokuma kumaşlarda yan yana bulunan leno çözgü iplikleri atkı ile bağlantı yaparken birbirine paralel kalmayıp, aynı zamanda çapraz geçişler yaparak birbirine de bağlanırlar. Kumaşa seyrek fakat dayanıklı yapısını veren çözgü ipliklerinin meydana getirdiği bu çapraz geçişlerdir.
Leno kumaşlarda birim yapı iki çözgü ipliği ve bir atkı ipliğinden meydana gelir. Bu iki çözgü ipliğinden düz olana sabit çözgü veya standart çözgü, bağlama hareketi yapan çözgüye ise çapraz çözgü veya döner çözgü denir.
Standart dokuma kumaşlarda çözgü iplikleri atkı iplikleriyle dik konumda bağlantı yaparken, leno kumaşlarda bu çözgü çiftleri paralel atkı ipliklerini aralarına alarak bükülürler.
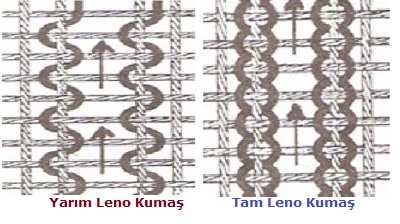
Leno kumaşlarda kullanılan çözgü ipliklerinden biri düz diğeri çapraz hareket ediyorsa bu tür örgülere ‘‘yarım leno örgü (gauze)’’, her iki çözgü de çapraz hareket ediyorsa, bunlara da ‘‘tam leno örgü’’ denir.
Tıbbi sargı bezi olarak kullanılan geleneksel gaze bezi (gauze) de bezayağı örgü ve yarım leno bağlantısı ile elde edilir ve ilk kez Gazze bölgesinde üretildiği için bu isimle anılmaktadır.
Leno kumaş üretiminde dokuma kumaş yüzeyinin tamamı leno bağlantılarıyla oluşturulabildiği gibi, var olan dokuma örgüleri ile birlikte de kullanılarak zengin desenlendirme çeşitliliği sunulabilmektedir.
Leno dokuma kumaşların zarif görünümü ve dayanıklı performansı sayesinde giyim eşyası olarak kullanımı çok eskilere dayanmaktadır. Lif ve kumaş üretim teknolojisindeki gelişmeler sayesinde, mükemmel yapısal kararlılığı nedeniyle leno kumaş giyim dışında birçok alanda kullanılmaktadır.
Leno kumaşlar;
- Kadın ve erkek üst giyiminde,
- Ev tekstilinde,
- Paketleme ve çuval bezi yapımında,
- Tarım tekstillerinde,
- İnşaat sektöründe,
- Jeotekstil uygulamalarında,
- Tıbbi tekstillerde
- Otomobil döşemelikleri
- Gibi teknik tekstillerde de giderek artan kullanım alanına sahiptir.
Leno Dokuma Teknikleri
- Çerçeveli sistemler,
- Taraklı sistemler,
- Jakarlı sistemler,
- Dairesel leno sistemler,
- Diskli sistemler
Olmak üzere beş çeşittir.
1-Çerçeveli sistemler
Leno kumaş üretiminde çerçeveli sistemler önemli bir yere sahip olup, aşınma sorunlarının minimum olması, kolay monte edilebilmesi ve her türlü iplikle çalışılabilmesi sistemin pozitif yanlarıdır.

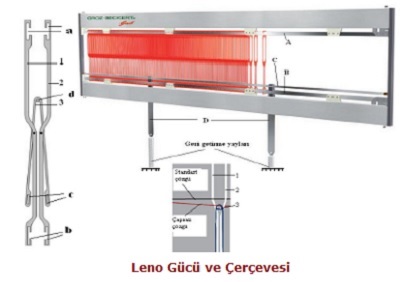
Çelik telli leno gücüsü kullanılan çerçeveli sistemlerin çalışma prensibi şöyledir;
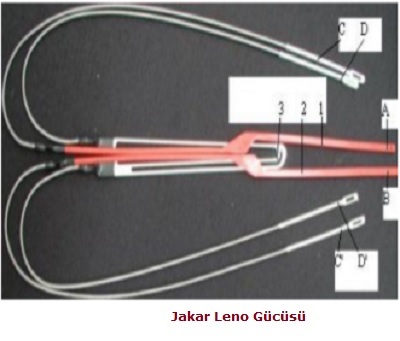
İki tam gücü (sol ve sağ gücü) ve bunların arasında bulunan yarım gücüden oluşan sistemde sağ ve sol gücüler ayrı çerçevelere takılmaktadır. Orta gücünün bir ayağı sağ gücüden diğer ayağı da sol gücünün içinden geçirilecek şekilde takılmış olup orta gücü sağ ve sol gücülerin içinde hareket edebilecek şekilde monte edilmiştir. Orta gücünün gözünden döner gücü ipliği geçirilmiştir. Sol ve sağ gücü arasında bulunan boşlukta da temel gücü bulunur. Sağ ve sol gücülerin bağlı bulunduğu çerçeveler sırasıyla hareket ettiğinde döner çözgü hareketlenmiş olur.
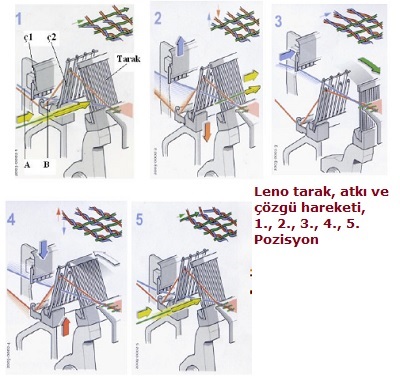
Birinci pozisyonda ağızlık kapalı durumdadır. Kırmızı ile gösterilen temel çözgü sol ve sağ gücü arasında bulunmaktadır. Mavi ile gösterilen döner çözgü orta gücünün gözünden geçirilmiştir.

İkinci durumda soldaki gücü yukarı kaldırılmış ona bağlı bulunan orta gücü de yukarı kalkarak temel çözgünün sağından ağızlık açılmıştır.
Üçüncü durumda sağdaki gücü yukarı kaldırılmış ona bağlı bulunan orta gücü de yukarı kalkarak temel çözgünün solundan ağızlık açılmıştır. Böylece kumaş yüzeyinde sağdan sola bir çapraz oluşturulmuştur.
Leno gücüsü kullanarak leno kumaş dokuyan dokuma makinelerinin olumsuz yanı 150-200 d/dak ile sınırlanan üretim hızlarıdır. Bunun temel nedeni leno gücüsünün geri getirme hareketinin yaylar ile sağlanmasıdır.
Leno gücüsü kullanan sistemlerde üretim hızını arttırmak için PosiLeno ticari ismiyle pozitif leno sistemi geliştirilmiştir. Bu sistemde iki ayrı hareketli şaft ile biri pozitif yönde dönen yarım şaft ile döner gücü takımlarından oluşur. Yarım şaftın pozitif yöndeki tahriki bir şaft ile armür veya eksantrik ile kumanda edilen dokuma şaftının hareketi ile sağlanmaktadır.
Dokuma şaftlarının hareketi iki adet özel olarak bu işlem için geliştirilmiş tahrik kolu ve biyel aracılığı ile yarım şaft ile döner dokuma gücüsünün en uygun şekilde akışına göre dönüştürülmektedir. Bu sistem ile döner yayların dokuma şaftlarının altına monte edilmesi için tertibatlara ihtiyaç kalmamıştır.

Bu sistem ile konvansiyonel leno sistemlerine göre hızda %100 artış sağlanmaktadır.Yüksek esneklikle çok çeşitli desenler dokunmaktadır. Yine en önemli avantajlarından biri ise çok küçük yatırımlarla normal kumaş dokuyan makinelere monte edilebilmesidir.
2-Taraklı sistemler
Leno kumaşların dokunması leno gücüleri kullanarak mevcut dokuma makinelerinde dokunabileceği gibi Dornier, İtema-Sulzer, Picanol ve Vuts gibi firmalar tarafından özel olarak geliştirilmiş leno dokuma makineleri ile de dokunmaktadır.
Sadece leno kumaş dokuyacak şekilde geliştirilmiş leno dokuma makinelerinin avantajı leno gücüsü kullanan sisteme göre daha yüksek üretim hızlarında çalışmalarıdır.
Leno dokuma tezgâhlarında dokuma tarağının arkasına ikinci bir tarak ilave edilir. Bu tarakta bir tarak dişi sağlam dururken ikinci diş yarım kesilmiştir. Yarım kesilmiş dişin yüksekliği ağızlığın açılabileceği maksimum seviyeyi belirler. Bu tezgâhlarda çerçeveler ortadan kaldırılmıştır. Makineler daha sade görünümlüdür. Yarım dişin ucunda gücü gözü vardır. Tahar işlemi sırasında temel çözgü bu gücü gözü üzerinden geçirilmektedir. Döner çözgü ise iki tam tarak dişi arasında serbest vaziyette bulunmaktadır. Tarağın sağa ve sola hareketi ile de döner çözgü yarım tarak dişinin üzerinden geçmek suretiyle çapraz hareketini yapmaktadır. Çaprazlar kumaş yüzeyi üzerinde oluşmaktadır. Bu tezgâhlarda atkının taşınması tüm atkı taşıma sistemleriyle de ( hava ve su jeti, projektil ve kanca ) gerçekleşebilmektedir.
Taraklı sistemler ile çalışan ITEMA-Sulzer leno dokuma makinesi, çözgülü örme makinesinin ve dokuma makinesinin bir karışımıdır. Bu makinede aynı çözgülü örme makinelerinde olduğu gibi rehber plaka, bundan başka gözlü tarak ve normal dişli tarak bulunmaktadır. İki ayrı çözgü ipliği vardır. Mavi renkte gösterilen iplik hareketli olan ‘’leno’’ipliğidir. Kırmızı renkle gösterilen ise, sabit olan çözgü ipliğidir. Mavi renkle gösterilen leno ipliği en arkada bulunan rehber plakadan ve gözlü tarağın boş kısmından geçer. Sonrasında her iki çözgü ipliği birlikte aynı tarak dişinde taharlanır.
1.Pozisyonda mavi ile çapraz iplikleri yatırma çubuğunun deliklerine, kırmızı ile gösterilen düz çözgüler ise delikli tarağa taharlanmıştır. Gözlü tarağa taharlanan düz çözgüler sürekli üst ağızlığı oluşturacak şekilde konumlanır. Çapraz iplikleri ise yatırma çubuğu tarafından aşağıya indirilerek ağızlığın oluşması sağlanmış ve atkı kaydı gerçekleştirilmiştir.
2.pozisyonda atkının atılmasından sonra yatırma çubuğu yukarı, gözlü tarak aşağıya hareket eder. Bu hareket çapraz ipinin gözlü tarağın ilk boşluğundan çıkmasına kadar devam eder.
3.pozisyonda çapraz ipi gözlü tarak dişinin boşluğundan çıkınca, yatırma çubuğu yana kayar. Yatırma çubuğunun yan hareketi çapraz ipinin gözlü düz çözgünün üstünden aşmasını ve tarak dişinin diğer yanına geçmesini sağlayacak kadardır.
4.pozisyonda da yan hareketini tamamlayan yatırma çubuğu aşağıya, gözlü tarak da yukarı hareket etmeye başlar.
5.pozisyonda ise çapraz çözgülerinin aşağıya indirilmesi tamamlandığında ağızlık oluşmuş ve atkı atılmaya hazırdır. Atkı atıldıktan sonra sistem ters yönde hareketi tekrarlar.
Bu sistemde leno ipliği (mavi renk) gözlü tarak içerisinde, sabit ipliğin (kırmızı renk) bir solundan bir de sağından hareket ederek ağızlık açılmasını sağlamaktadır. Her iki iplikte normal dişli tarak içerisinden geçmektedir.

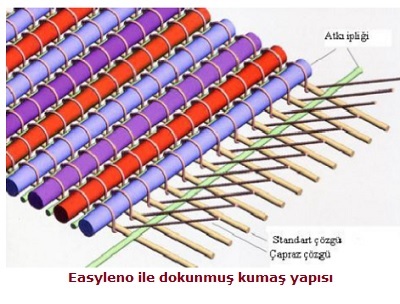
Dornier firmasının geliştirdiği ‘‘Easyleno’’ mekanizması aslında bir ağızlık açma mekanizmasıdır. Bu mekanizma hem hava jetli hem de kancalı dokuma makinelerinde kullanılabilmektedir. Normal dokuma makinelerinde olduğu gibi leno kumaş dokuyan dokuma makinelerinde de atkı ve çözgü birbiriyle doksan derece açıda kesişmektedir.
Bu mekanizmada normal tarak ve iki adet gözlü tarak bulunmaktadır. Ortada bulunan ve gözleri aşağı bakan tarak (mavi renkli) sağa ve sola doğru yanal hareket yapmaktadır. En arkada bulunan ve gözleri yukarı bakan diğer gri renkli tarak ise yukarı ve aşağı yönde hareket etmektedir. En arkadaki tarak bir kol vasıtasıyla en önde bulunan normal tarağa bağlıdır. Bu kol sayesinde tarak atkıyı kumaşa sıkıştıracakken gri renkli gözlü tarak aşağı yönde hareket ederek çözgü ipliklerini aynı seviyeye getirir.
Leno dokuma makinesinde iki tür iplik bulunmaktadır. Biri hareketli olan leno ipliği (kırmızı renkli iplik) diğeri sabit ipliktir (mavi renkli iplik). Sabit iplik ortada bulunan mavi renkli tarağın gözlerinden geçer. Mavi renkli tarak üretim sırasında sadece yanal hareket eder. Leno ipliği ( hareketli kırmızı iplik) en arkadaki gri renkli taraktan geçmektedir. Gri renkli gözlü tarak üretim sırasında sadece yukarı ve aşağı yönde hareket eder. Sabit iplik (mavi renkli) her zaman atılan atkı ipliğinin altında kalır. Buna karşın hareketli olan kırmızı renkli leno ipliği her zaman atılan atkı ipliğinin üzerinde bulunur.
Easyleno dokuma makinelerinde yüksek çözgü sıklıklarında yüksek devirlerde çalışılabilinir.

VUTS firmasının geliştirdiği hava jetli dokuma makinesinde çerçevelerde gücüler yerine delikler bulunmaktadır.

Çerçeve üzerindeki deliklerden geçen birinci tabaka çözgü iplikleri dikey hareket yapmaktadır. İkinci tabaka çözgü iplikleri rehber plaka üzerindeki iğnelerden geçer. Rehber plaka sola ve sağa doğru salınım hareketi yapmaktadır. İkinci tabakadaki çözgü iplikleri diğer çözgü iplikleri ile bağlantı yaparak leno yapısını oluşturur.


Rehber plakadan geçen çözgü iplikleri alt ağızlıkta, çerçeve içerisindeki deliklerden geçen çözgü iplikleri de üst ağızlıkta görülmektedir. Atkı atıldıktan sonra çözgü iplikleri aynı hizaya gelmekte ve tefe vuruşu yapılmaktadır.
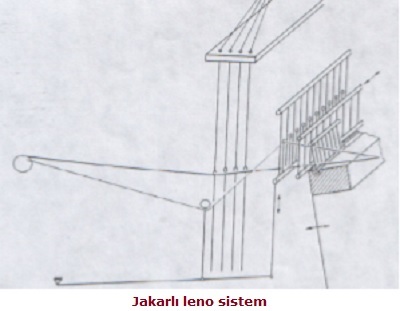
3-Jakarlı sistemler
Jakarlı sistemler başlı başına bir sistem olmayıp taraklı döner gücü sisteminin jakar mekanizmalarına uyarlanmış halidir. Bu sistemde çerçeve bulunmadığından gücüler üstten malyon ipliklerine, alttan ise yaylara bağlanmaktadır. Hareket jakar mekanizması tarafından verilir. Geniş desen elde edilmesi ve çözgü iplikleri üzerindeki gerilimin azalması nedeniyle tercih sebebidir.
4-Dairesel leno sistemler
Dairesel dokuma makineleri görünüş bakımından yuvarlak örme makinelerine benzer. Dairesel leno dokuma makineleri çuval ve ambalaj sanayisinde kullanılan tüp kumaş üretimi için geliştirilmiş çok fazlı dokuma makineleridir. Mekiklerin birbiri ardından yuvarlak bir mekik yolu izleyerek dalgalı bir ağızlığın içinden geçtiği dokuma makinesidir.

Yuvarlak dokuma makinelerinde çözgü iplikleri makinenin her iki yanında bulunan cağlıklara dizilmiş bobinlerden gelir. Çözgü iplikleri dokuma elemanlarına alt taraftan beslenir ve dokuma bölgesinde 4 veya 6 mekikle taşınan atkı ile bağlantı oluşturarak kumaş dokunur.
Atkı iplikleri ise masuralara sarılmış olarak mekiklerin içerisinde bulunur ve kovan içerisinde oluşturulan dalga şeklindeki ağızlık içerisinde dairesel olarak sürekli hareket eder.
Dairesel dokuma makineleri, kinetik enerjinin tasarrufunu ve mekiklerin sarsılmadan yol almasını sağlayan ve bir yandan diğer yana geliş gidiş hareketini gerektirmeyen, çepeçevre dolaşan sisteme sahip dokuma makinesidir. Böylece atkı ipliğinin geçirilmesi sırasında yön değiştirmesine gerek yoktur. Mekik adedi çapa bağlı olarak artar. Aynı anda birden fazla atkı atılır. Ağızlık açma, atkı atma, tefeleme işlemleri sürekli olarak meydana gelir.
Atkı taşıyıcı mekiklerin hareketi mekanik veya elektromanyetik olarak kontrol edilir. Mekanik sistemde mekikler, çözgü elemanlarının altına yerleştirilmiş sürtünme elemanlarının itişiyle hareket ettirilir. Elektromanyetik kontrolde ise mekik ile tahrik elemanları arasında hiçbir temas yoktur.
Atkı taşıyıcıların hareketi arkaya yerleştirilmiş olan elektromanyetik blokların döndürülmesiyle sağlanır. Elektromıknatıslar madensel mekikleri kendine çeker, mekiklerde mıknatısların dairesel yolunu izler. Yuvarlak dokuma makineleri, normal dokuma makinelerinin mekiklerinden çok daha fazla atkı ipliği taşıyan atkı taşıyıcılara sahiptir . Atkı iplikleri ağızlığın dışında değiştirilir. Bu amaçla tüm çerçeveler alt ağızlık pozisyonuna getirilir.
Atkının sıkıştırılması, tarak yerine salınım hareketi yapan lameller veya iğne sistemi ile gerçekleştirilir. İğne sistemi veya salınım hareketi yapan lameller, mekiğin hareketini tamamlamasının ardından çözgü ipliklerinin başından sonuna kadar ulaşarak atkı ipliğini kumaş çizgisine sıkıştırır.
Dairesel dokuma makinelerinde dokunan kumaş makinenin orta üst kısmından çekilir ve sağ tarafına yerleştirilen ayrı bir sarma ünitesine sarılır.
Polipropilen, polietilen, jüt ve diğer ipliklerle üretim yapmak mümkündür. Bu tip dokuma makinelerinin en önemli avantaj düşük mekik hızlarına rağmen yüksek miktarda atkının atılmasıdır.


5-Diskli leno kenar sistemleri
Diskli sistemler kumaş kenarlarında kullanılan sistemlerdir. Dokunan kumaşlarda çözgü ipliklerinin kenarlardan dağılmasını engellemek için kenar oluşturulur. Leno dokuma kenar uygulaması kenar oluşumunda en fazla kullanılan tekniklerden biridir.
Leno kenar en dışta bulunan en az iki çözgü ipliğinin birbiri üzerine kıvrılması ile elde edilir. Birbiri üzerine kıvrılan çözgü iplikleri atkı ipliklerinin uçlarını da aralarına alarak sabit bir yapıya kavuşmasını sağlar. Leno kenar oluşturulduktan sonra bir makas ve rezistans yardımı ile zemin kumaştan ayrılır. Kesilerek kumaştan ayrılan leno kenar atıldığı için kenar oluşumu sırasında iplik sarfiyatının en aza indirilmesi çok önemlidir. Bunun için atılan atkı ipliklerinin, kumaş eninden sonra mümkün olan, en az saçaklanmayı meydana getirmeleri gerekir.
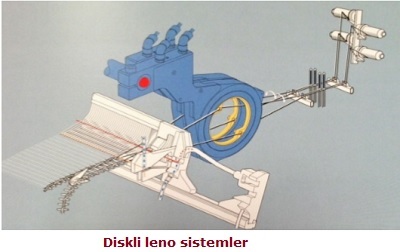
Sistemde diskler dönerken üzerinde bulunan çözgü ipliklerini de birbiri etrafında döndürmektedir. Burada temel ve döner çözgü iplikleri diye iplikler birbirinden ayrılmamakta her iki iplikte dönme hareketi yapmaktadır.