
Seccade

Seccade modelleri, görsel zenginlik sunan tasarımları ile dikkat çekmektedir. Özellikle desenlerde kullanılan canlı renkler, mevsimin enerjisini evlerimize taşımaktadır. Çiçek, yaprak, geometrik desenler gibi çeşitli motifler ise doğanın güzelliğini yansıtmaktadır. Bu desenler sayesinde evlerde hem sıcak bir atmosfer sağlanmakta hem de dekorasyona modern bir hava katılmaktadır.
Yeni teknolojileri kullanarak üretilen seccadeler de son dönemin trendleri arasında yer almaktadır. Akıllı seccade modelleri sayesinde abdest alırken namaz vakitlerini takip etmek, namaz esnasında doğru pozisyonu bulmak gibi kolaylıklar sağlanmaktadır. Aynı zamanda bazı akıllı seccadeler, sesli ve görsel uyarılar ile kıble yönünü belirlemekte ve namaz dualarını hatırlatmaktadır. Bu teknolojik özelliklerle donatılan seccadeler, namaz ibadetini pratik ve sorunsuz bir şekilde gerçekleştirmeye yardımcı olmaktadır.
- Farklı materyallerle üretilen seccade modelleri, ev ve mekân dekorasyonuna uygun olarak tasarlanmaktadır.
- İpek seccadeler, zarif bir görünüm sağlarken,
- Yün seccadeler ise sıcaklık ve konfor sunmaktadır.
- Ayrıca deri, peluş veya kadife gibi farklı malzemeler kullanılarak üretilen seccadeler de tercih edilebilmektedir.
- Modern ve şık tasarımlı seccade modelleri, minimalist ve çağdaş tarzı sevenler için idealdir. Bu modellerde genellikle düz ve sade renkler tercih edilmekte, desenler ise minimal şekillerle ifade edilmektedir. Bu sayede evinize modern bir hava katarken, namaz kılarken kullanacağınız seccadeyi de stilinize uygun bir şekilde seçebilirsiniz.
Görsel Zenginlik Sağlayan Seccade Modelleri
Görsel zenginlik sağlayan seccade modelleri, ev ve mekanlara estetik bir görünüm kazandıran önemli bir dekorasyon elemanıdır. Hem kullanışlı hem de görsel açıdan cazip olan bu seccade modelleri, herhangi bir mekâna farklı bir atmosfer katmaktadır. Özellikle sonbahar ve kış sezonunda, evlerin ve mekanların daha sıcak ve davetkar bir görünüme sahip olması önemlidir. Bu nedenle, görsel zenginlik sağlayan seccade modelleri tercih edilmektedir.
Görsel zenginlik sağlayan seccade modelleri, çeşitli desenler, renkler ve materyallerle tasarlanmaktadır. Bu seccade modelleri, mekanlara renk ve canlılık katmakta ve dekorasyonun tamamını tamamlamaktadır. Özellikle doğal desenler ve soyut motiflerle bezeli olan seccade modelleri, kullanıldıkları mekanlarda göz alıcı bir etki yaratmaktadır. Zengin renk seçenekleri sayesinde, her zevke ve mekâna uygun seccade modelleri bulmak mümkündür.
Görsel zenginlik sağlayan seccade modelleri aynı zamanda kaliteli materyallerden üretilmektedir. Dayanıklı kumaşlar, yüksek kaliteli iplikler ve özenli işçilik, bu seccade modellerinin uzun ömürlü olmasını sağlamaktadır. Ayrıca, kolay temizlenebilir özellikleri ile de pratik bir kullanım imkânı sunmaktadır. Leke tutmayan ve su geçirmez özellikleri sayesinde, bu seccade modelleri günlük hayatta rahatlıkla kullanılabilmektedir. Ayrıca, kaymaz tabanları sayesinde de güvenli bir şekilde kullanım sağlamaktadır.
- Görsel zenginlik sağlayan seccade modelleri, ev ve mekanlara estetik bir görünüm kazandırır.
- Çeşitli desenler, renkler ve materyallerle tasarlanmaktadır.
- Kaliteli materyallerden üretilmiş olup uzun ömürlü ve pratik bir kullanım sağlar.
Yeni Teknolojilerle Tasarlanan Seccade Modelleri
Yeni teknolojilerle tasarlanan seccade modelleri, modern çağın getirdiği yenilikçi tasarım ve işlevsellikle birleştirerek daha kullanışlı ve estetik ürünler sunmaktadır. İnsanların ibadetlerini daha rahat ve keyifli bir şekilde gerçekleştirebilmeleri için geliştirilen bu yeni seccade modelleri, birçok özellikleriyle dikkat çekmektedir.
Görsel zenginlik sağlayan seccade modelleri, farklı desenler ve renklerle kullanıcılarına estetik bir deneyim sunmaktadır. Artık sadeliğin ötesine geçen seccade tasarımları, ev ve mekân dekorasyonuna uyum sağlayabilme özelliğiyle de tercih edilmektedir. Bu yeni seccade modelleri, kullanıcıların evlerinde, işyerlerinde veya herhangi bir mekânda ibadetlerini gerçekleştirirken görsel bir şölen yaşamalarını sağlamaktadır.
Yeni teknolojilerle tasarlanan seccade modelleri, kullanım kolaylığı sunması ile de ön plana çıkmaktadır. Dokunmatik ekranlı seccade modelleri sayesinde kullanıcılar, istedikleri ayarları kolayca yapabilmekte ve tercih ettikleri fonksiyonları kullanabilmektedir. Bunun yanı sıra, kaymaz tabanlı seccade modelleri de kullanıcılara daha güvenli bir ibadet deneyimi sunmaktadır. Üzerine düşen suyu emerek kuru kalabilen seccade modelleri de temizlik açısından oldukça pratik bir kullanım sağlamaktadır.
Kullanım Kolaylığı Sunan Yeni Seccade Modelleri
Günümüzde, seccade modelleri hem ibadetlerimizi yerine getirirken hem de ev ve mekân dekorasyonuna katkıda bulunurken pratik kullanım özellikleriyle ön plana çıkmaktadır.
1. İmalatında Yüksek Kaliteli Malzemeler Kullanılan Seccadeler
Bir seccadenin kullanım kolaylığına katkıda bulunan en önemli faktörlerden biri, malzeme kalitesidir. Yeni seccade modellerinde, imalat aşamasında kullanılan malzemelerin kalitesi göz önünde bulundurularak tasarlanır. Kaliteli malzemeler, seccadelerin uzun ömürlü olmasını ve kolay temizlenebilmesini sağlar.
2. Kaymayan Düzeneklere Sahip Seccadeler
Kullanım kolaylığı sunan yeni seccade modelleri arasında, kaymayan düzeneklere sahip olanlar oldukça popülerdir. Seccade kenarlarına yerleştirilmiş kaymayı önleyici özellikler, seccadelerin yerinde sabit kalmasını ve ibadetler sırasında kullanıcının rahat etmesini sağlar.
3. Taşıma ve Saklama Kolaylığı Sağlayan Modeller
Bazı seccade modelleri, taşıma ve saklama konusunda kullanıcılara pratiklik sunmaktadır. Katlanabilir veya yuvarlanabilir özelliklere sahip olan bu modeller, seccadenin istenilen yere götürülmesini ve kullanılmadığı zamanlarda kolayca saklanmasını sağlar.
Yukarıda bahsedilenler, kullanım kolaylığı sunan yeni seccade modellerinden sadece birkaçıdır. İbadetlerimizi yerine getirirken rahat etmek ve evimizin dekorasyonuna katkıda bulunmak isteyenler için bu modeller oldukça idealdir. Her bir seccade modelinin kendine özgü özellikleri bulunmaktadır, bu nedenle kullanıcıların ihtiyaçlarına ve tercihlerine uygun bir seccade modeli seçmeleri önemlidir.
Farklı Materyallerle Üretilen Yeni Seccade Modelleri
Yeni seccade modelleri, her mevsimde kullanılan ve ev ve mekân dekorasyonuna farklı bir hava katan önemli aksesuarlardan biridir. Sonbahar ve kış sezonu için özellikle farklı materyallerle üretilen seccade modelleri oldukça ilgi çekicidir. Bu modeller hem görsel zenginlik sağlamakta hem de kullanım kolaylığı sunmaktadır.
Farklı materyallerle üretilen yeni seccade modelleri, her tarza ve zevke uygun çeşitlilik sunmaktadır. Bu modeller arasında özellikle deri, kadife, ipek ve yün gibi materyaller tercih edilmektedir. Deri seccadeler, modern ve şık bir görünüm sağlarken, kadife seccadeler ise daha zengin ve gösterişli bir atmosfer yaratmaktadır. İpek ve yün seccadeler ise yumuşak bir dokunuş ve sıcaklık hissi sunmaktadır.

Bunun yanı sıra, yeni teknolojilerle tasarlanan seccade modelleri de son zamanlarda oldukça popüler hale gelmiştir. Bu modellerde, dokuların yanı sıra kablosuz şarj özelliği, ısıtma sistemi, ışıklandırma gibi farklı özellikler bulunmaktadır. Bu sayede seccadeler, sadece bir dini ibadet aracı olmanın ötesine geçerek kullanıcılarına daha fazla konfor ve pratiklik sağlamaktadır.
Ev ve mekân dekorasyonuna uygun seccade modelleri, dekorasyon trendlerine uyum sağlamak ve mekanlara uyumlu bir görünüm katmak için özenle tasarlanmaktadır. Bu modeller arasında geometrik desenlere sahip olanlar, minimalist tarzı sevenler için ideal bir seçenek olabilir. Aynı zamanda çiçek motifleri, etnik desenler ve modern grafiklerle süslenen seccade modelleri de evinizdeki veya mekanınızdaki atmosferi canlandırmak için harika bir seçenek sunmaktadır.
- Sonbahar ve kış sezonu için yeni seccade modelleri
- Görsel zenginlik sağlayan seccade modelleri
- Yeni teknolojilerle tasarlanan seccade modelleri
- Kullanım kolaylığı sunan yeni seccade modelleri
- Farklı materyallerle üretilen yeni seccade modelleri
- Modern ve şık tasarımlı yeni seccade modelleri
- Ev ve mekân dekorasyonuna uygun seccade modelleri
Modern ve Şık Tasarımlı Yeni Seccade Modelleri
Birçok insan için seccade sadece bir ibadet örtüsü olarak bilinirken, son yıllarda seccade tasarımında büyük bir değişim yaşanmıştır. Artık seccade modelleri, modern ve şık tasarımlarıyla mekanlara estetik bir görünüm katmaktadır.
Bu yeni seccade modelleri, farklı materyaller kullanılarak üretilmektedir. Örneğin, süet ve kadife gibi yumuşak dokulu kumaşlar tercih edilmektedir. Bu sayede hem estetik bir görünüm elde edilirken hem de kullanım kolaylığı sağlanmaktadır. Ayrıca, bazı modellerde anti-slip özelliği ile kaymaz tabanlar kullanılmaktadır, bu da namaz kılarken daha güvenli bir deneyim sunmaktadır.
Ev ve Mekân Dekorasyonuna Uygun Seccade Modelleri
Bir evin veya mekânın dekorasyonu hem estetik hem de işlevsel özelliklerini yansıttığı için önemlidir. Halılar ve seccadeler de bu dekorasyon unsurları arasında yer almaktadır. Özellikle evlerdeki ibadet alanlarına estetik bir dokunuş sağlamak amacıyla kullanılan seccadeler, aynı zamanda dekorasyonun bir parçası olarak da dikkat çekmektedir.
Ev ve mekân dekorasyonuna uygun seccade modelleri, çeşitli renk, desen ve malzeme seçenekleriyle kullanıcılara geniş bir yelpaze sunmaktadır. Örneğin, minimalist bir mekân dekorasyonu için sade ve düz renklerde tasarlanmış seccadeler tercih edilebilir. Bu seccadeler, mekâna huzurlu ve sakin bir atmosfer kazandırırken, diğer dekorasyon unsurlarıyla uyumlu bir görünüm sağlar.
Diğer yandan, daha renkli ve canlı bir mekân dekorasyonu için desenli seccadeler tercih edilebilir. Bu seccade modelleri, odanın enerjisini yükselterek canlı bir ortam oluşturur. Geometrik desenler, çiçek motifleri veya etnik desenler gibi farklı seçenekler arasından kullanıcı, kendi tarzına ve dekorasyonuna uygun olanı seçebilir.
- – Minimalist ve sade tasarımlar,
- – Canlı ve renkli desenler,
- – Siyah-beyaz kombinasyonları,
- – Doğal ve organik malzemeler,
- – Retro tarzı seccadeler,
Ev ve mekân dekorasyonuna uygun seccade modelleri, kullanıcıların tarzına ve zevklerine göre geniş bir seçenek sunmaktadır. Bu modelleri kullanarak evinizin veya mekanınızın dekorasyonunu tamamlayabilir ve hem estetik bir görünüm elde edebilir hem de ibadet alanınızı daha özel ve özenli bir hale getirebilirsiniz.
Polar kumaş
Polar, 1970’lerde Malden Mills’in tüm modern yapağı yarattığı temel olan polyester yapağı geliştirmesiyle ortaya çıktı. Malden Mills, daha önce suni kürk ve yünlü giysiler üretmesiyle biliniyordu ve şirket, bu kumaşların yalıtım özelliğini, doğal yünün getirdiği sorunlar (örneğin ıslak olduğunda ağır olmak ve onu oluşturmak için koyuna ihtiyaç duymak) olmadan çoğaltmak istiyordu.
Malden Mills, dış giyim şirketi Patagonia ile ortaklık kurarak, yünü taklit etmek için yapılan güçlü, tüylü bir kumaş olan Synchilla yapağı çözdü.
Malden’in sahibi – Aaron Feuerstein yünlü kumaşın patentini almamaya karar vererek, kitleler tarafından erişilebilir ve satın almanın ucuz olmasına izin verdi. Şimdi PolarTec adı altında çalışan şirket, bugün de ünlü kumaşını yapmaya devam ediyor.
Polar kumaş genellikle yapağı daha yumuşak ve daha hafif olduğu için yün kumaşa tercih edilir. Bazı insanlar da yün giydiklerinde kaşınıyorlar. Ancak bu reaksiyonun sentetik polyesterde olması mümkün değildir. Bununla birlikte, yün tamamen doğal ve çevre dostu olma avantajına sahipken, polar sadece geri dönüştürülmüş plastiklerden üretildiğinde çevre dostudur.
Polar
Yünden daha yumuşaktır.
Daha hafiftir.
Islakken yalıtmaz.
Nefes alabilir.
Statik elektrik oluşturarak toz ve evcil hayvan tüylerini çekebilir.
Yün
Kaşıntılı (Alerjik veya Dermatolojik) olabilir.
Doğal, çevre dostudur.
Islatıldığında bile yalıtkandır.
Nefes alabilir.
Polar Kumaş Üretimi
Polar kumaş üretimi, bileşen elyafı polyesterin oluşturulmasıyla başlar. Başlangıçta tescilli PET adıyla bilinen bu polimer, bir asidin etilen glikol ile reaksiyona sokulmasıyla, yüksek sıcaklıkta spinnaret adı verilen deliklere sahip özel bir diskten ekstrüde edilen bir polimer oluşturarak yapılır. Üretilen lifler daha sonra bir filaman haline getirilir.
Polyester, geri dönüştürülmüş polyester filament olarak adlandırılan elyaf oluşturmak için yontulmuş ve eritilmiş geri dönüştürülmüş plastik PET şişelerden de üretilebilir. Bu malzemenin GRS sertifikası ile doğrulanması gerekir.
Grej kumaşları örmek için uygun malzeme kullanın. Çözgü veya atkı dairesel makine dahil olmak üzere makineler, bu iki makine farklı türde bir kumaş yapısı üretecektir.
Çevre dostu boyarmadde kullanarak herhangi bir renge boyanır.
Örme kumaş bir fırçalama makinesinden geçirilir. Bu özel makine, çok sayıda kaldırma silindiri kullanarak kumaştaki lifleri kaldırır. Ayrıca, ısı tutma kapasitesini zenginleştirmek için ek olarak fırçalanabilir.
Başka bir özel makine, kabarık lifleri keserek poların tanıdık, kabarık havını oluşturur.
Orijinal polyester polar kumaşın yanı sıra, her biri kendi özelliklerine ve kullanımlarına sahip özel polar kumaşlar da mevcuttur.
Pamuklu veya Karma Yün Polar
Polyester yerine pamuk kullanarak veya karışımlı bir polar oluşturmak için polyesterle karıştırılır. İki ila üç iplikten üretilebilir ve fırçalanarak karakteristik bir derin yün havı oluşturur. Bu kumaş kolayca boyanır. Özellikle rahat ve lükstür. Üretiminden sonra genellikle sweatshirt olarak adlandırılır.
Likralı Tayt Polar
Bu yün, üstün rahatlık ve hareket sunan inanılmaz derecede çok yönlü bir kumaş oluşturmak için 4 yönlü esnemenin yanı sıra güçlü termal özellikler sunar. Sporcular için ideal olan bu esnek polar tipik olarak belirli bir spandeks (elastan) yüzdesi ile polyesterden yapılır. Birçok formda, alt tarafı fırçalanmış yünlü örgü jarse yüzü vardır.
Micro Polar Kumaş
Polyester bazlı bu polar, mükemmel termal performans ve oldukça yumuşak bir dokunuş hissi sunan hafif bir kumaştır. Hafif nefes alabilen kalitesinden dolayı, genellikle diğer kumaşlarla birlikte termal astar olarak kullanılır. Mevcut olan en ince polardır. Dolayısıyla ağırlık bakımından oldukça hafiftir.
Blizzard Polar Kumaş
Bu, özellikle kışlık giysiler ve battaniyeler için çok aranan kalın bir polar şeklidir. Kalın tüyleri ısıyı tutar ve o kadar yoğundur ki uçlarının kesildikten sonra bitmesi gerekmeyebilir.
Fransız Havlusu
Bu, alt tarafı hafif bir polar ile pürüzsüz, yumuşak bir jarse olan dış tabakaya sahip örme bir kumaştır. Yukarıda anlatılan sweatshirt kumaşına benzer ancak daha az kalındır. Yünlü kumaşın belirgin dokulu görünümünü oluşturmak için 3 farklı iplikten de yapılabilir. Çeşitli ağırlık ve renklerde mevcuttur.
Sherpa Polar Kumaş
Bu yün tipik olarak polyester veya akrilikten veya her iki elyafın bir karışımından yapılır. Derin tüylerle koyun postunu taklit etmek için üretilmiştir. Sherpa polar kumaşı kalın ve son derece sıcaktır. Dış katman, ayırt edici sherpa polarıdır. Alt taraf ise düzgün bir örgüdür.
Flanel Polar Kumaş
Peluş oyuncaklar ve benzeri projeler için kullanılan bir polar kumaş türüdür. Minky polar kumaş olarak da bilinir. Özellikle yumuşaktır. Kumaş, lüks ve rahat bir görünüm için fırçalanmış tek taraflı veya çift taraflı polar katmandır.
Sentetik Polar Örme Kumaş
Sentetik liflerle yapılan tüm polar kumaş çeşitleri, yünden yapılan doğal muadili ile birbirlerine çok az benzemektedir. Polyester keçe olarak da adlandırılabilen bu yün, ekstrüde polimer elyaf olan polyesterden üretilmiş bir kumaştır.
Polar kumaşın hammaddesi petrol olan sentetik bir kumaş türüdür. Atık pet şişeler ile polar kumaş üretilebilmektedir.
Polar kumaş özellikleri bakımından yünlü kumaşa alternatif olarak ortaya çıkmıştır. Bu bakımdan yünle kıyaslandığında sentetik bir lif olduğundan yün kadar sağlıklı olduğu söylenemez. Fakat yün kumaş kimi ciltlerde kaşınma gibi semptomlara neden olmaktadır. Bu yönden bakılınca bu tür ciltlere sahip insanların polar tercih etmesi kendileri için daha iyi olacaktır.
Polar kumaş hem hafif hem de bu hafifliğe rağmen oldukça sıcak tutmaktadır. Kimi kullanıcılar bazı polar kumaşların yünden daha sıcak tuttuğunu belirtmektedir.
Polar kumaş tenle direkt temas halinde terletmektedir.
Kumaşınızın zarar görmemesi için yüksek sıcaklıkta yıkamamalısınız. Bu sayede kumaşınızın çekmesini de önlemiş olursunuz.
Polar kumaş üretim aşamasında içerisine elastan maddeler katıldığında ufak bir esneme payı kazanmaktadır.
Bakıldığında örgüsü tam olarak belli olmayan, havlu kumaş zeminine uygulanan bir takım işlemlerle her iki tarafı da fırçalanan kumaşlardır.
Polar kumaş yumuşak, dolgun sıcaklık hissi veren, dayanıklı ve hafif olan örme kumaşlara denir. Yumuşaklığı ve kullanım amacı itibari ile çok yönlü kullanılmaktadır. Yumuşak polar kumaş, dokusu, antibakteriyel ve antipilling yapısı ile çok yaygın ve tercih edilen bir üründür.
Polar kumaşlar istenen renk ve değerlerde üretime müsaittir.
Polar kumaş fiyatları mevsimsel olarak çok bir farklılık göstermemekle birlikte kış aylarında kullanımı artmaktadır. Yüzde yüz polyester malzemeden üretilmektedir.
Polar Kumaş Türleri
Şardonlu Polar Kumaş
Şardonsuz Polar Kumaş
Universal Polar Kumaş
Vintage Polar Kumaş
Jakarlı Polar Kumaş
Pamuklu Polar Kumaş (Cotton Polar)
Likralı Polar Kumaş (Elastan Polar)
Polar Astar Kumaş (Astarlık Polar Kumaş)
Polar Kumaş Gtip
Gofre Polar Kumaş
Jarse Polar Kumaş
Antipilling polar kumaş
Astarlık polar kumaş
Traşlı polar kumaş
Polar kumaşlar genellikle sweatshirt ve kazak tarzı kıyafetlerde kullanılır. Kullanım alanı yaygın olduğu için POLAR isimli kapüşonlu kıyafetler vardır.
Kapüşonlu polar, polar fermuarlı hırka ve polar sweatshirt ürünleri yüzde yüz polar kumaştan üretilmektedir. Kamusal alanda askeri polar mont ve sağlık sektöründe paramedik polar olarak tercih edilir.
Polar mont ve kaban tarzı kışlık ürünlerin iç kısımlarında astar olarak da kullanılmaktadır. Ev tekstili ve dekorunda koltuk örtüsü, minder kılıfı gibi alanlarda tercih edilir. Kadın polar ve polar erkek giysileri vardır.
Çocuk giysilerinde de çokça gördüğümüz bir üründür. Kış aylarının vazgeçilmezleri şapka, bere, eldiven ve şal ürünlerinde %90 oranında kullanılmaktadır. Polar battaniye olarak da üretimi gerçekleşmektedir.
Sıcak tutar,
Bakteri taşımaz ve üremesine izin vermez,
Ütü gerektirmez,
İstenilen sıcaklık ayarında yıkanabilir,
Kuru temizleme istemez,
Çekme veya salma yapmaz,
Kir tutmaz,
Çabuk kuruma özelliği düşüktür,
Likralı olarak esnek üretimi mümkündür,
Vücut ısısının dışarı çıkmasını engeller,
Terleme oluşturabilir,
Boncuklama yapmaz.
170 cm 'dir. İstenildiği takdirde 180 cm olarak üretilmesi mümkündür.
Polar kumaş istenilen renk ve gramajda boyanır ve kısa terminlerle teslim edilir.
Polar kumaşı polar hale gelmeden önce düz bir kumaştır. Makine içerisine giren kumaş uçları tığ şeklinde olan iğneler vasıtası ile çekilerek koparılmaktadır. Koparılan iplerin uçları kumaşın özelliği ile papatya misali açılmakta ve polar kumaşı oluşturmaktadır. Daha sonra bu kumaşın koparılan iplerinin boyutlarının eşit olması için traş edilmektedir.

Traşlı Polar Kumaş
Kumaşın tüylenmesini önlemek amacıyla traşlanması sonucu elde edilen kumaşa traşlı polar denir. İşlem sonucunda polar kumaş tüylenme veya boncuklanma gerçekleştirmez. Traşlı polar ince dokunmuş yapısıyla tüm spor malzemelerinde kullanabilirsiniz. Birden çok renk seçeneği ile stoklarımızda mevcuttur. Traşlı Polar Kumaş yumuşak, sıcak tutan ve tüysüz polar kumaş olarak bilinmektedir. Traşlı polarların bilinen ürün özelliği sıcak tutma ve sağlamlıklarıdır. Kış aylarında yoğun olarak kullanılmakta olan kıyafetlerde çokça tercih edilmektedir. Kış aylarında açık alanda görev yapmakta olan belediye çalışanları, askeriye personeli ve daha birçok sektör tarafından kullanılır. Traşlanmış poların bir diğer özelliği vücudu sıcak tutmanın yanında dışarı vücut ısısının çıkmasını da engeller. İstenilen ebat ve gramajlarda üretilmektedir.
Traşlı polar kumaş fiyatları diğer tüm kumaşlarda olduğu gibi kilo olarak satılmaktadır.
Kadın, erkek, çocuk her yaşa hitap eden ürünler üretilebilen traşlı polarlar, tekstil sektörününde çokça kullanılır. Traşlı polarların bir yüzü traşlı bir yüzü traşsız şekilde de üretilebilmektedir. Traşlı Polar atkı, bere, eldiven, şapka, şal, battaniye, bebek battaniyesi, oyuncaklarda kullanılır. Ayrıca, ev dekor aksesuarı ve daha bir çok alanda kulanılmaktadır. Lila, krem, orange, siyah ve bordo renkleri en çok tercih edilen renklerdendir. Traşlı polar, tek yüzlü ve astarlık şekilde üretilebilmektedir.
Traşlı polar az kabarık bir yapıya sahiptir,
Mukavemeti güçlü yapısıyla kolay deforme olmaz.
İstenilen kalınlıkta üretimini gerçekleştirmekteyiz.
Üzerinde mikrop barındırma ve bakteri üremesine elverişli değildir .
İstenilen renk ve gramajda üretilebilir.
Soğuk havayı absorbe eder.
Kışlık kıyafetlerde astar olarak da kullanılmaktadır.
Baskılı desenli de üretilmektedir.
Ütülemek ihtiyacı hissettirmez ve istenilen derecede yıkanabilir.
Herhangi bir çekme veya renk verme yapmaz.
Tiftiklenme olmaz.
Hızlı kuruma özelliğine sahiptir.
Anti-pilling Polar
Fazla kullanım ve yıkama sonrası boncuklama (tiftiklenme) yapmayan kumaşlara Antipilling Polar denir.
Antipiling Polar kumaş tüm mont, kaban, pardösü, pijama, terlik, ev aksesuarları ve daha birçok alanda kullanılır. Ayrıca Koltuk ve yatak örtüsü olarak da kullanılan yumuşak dokusuyla sizlerin rahatına rahatlık katmaktadır.
Tekstil sektöründe anti-pilling, boncuklanma yapmayan kıyafet üretiminde kullanılır.
Spor kıyafetler ve sporcu giysilerinde de kullanımı yaygındır.
Üretim çeşitliliğine göre dört mevsim kullanılabilecek ürünler üretilebilmektedir.
Adından da anlaşıldığı üzere asla tüylenme yapmaz,
Bir diğer terimi ile boncuklanma da denilen hata bu kumaşta görülmemektedir.
Gözle görülemeyen örgüsü ile havlu içerisinde de kullanılmaktadır.
Belirli işlemlerden (şardonlama) geçerek kumaş yüzeyi tüylendirilir.
Bu sayede rahatlık, yumuşaklık, sıcaklık ve mutluluk hissi verir.
Kullanım alanları arasında body, yelek hırka, kaban, pardösü, mont, ferace ve palto bulunmaktadır.
Ayrıca bebek giyim ve aksesuarlarında (havlu, örtü) kullanılmaktadır.
Kadın, erkek, çocuk, bebek, yaşlı ve bazı kumaşlara alerjisi olan tüm hastalar için kullanılacak kıyafetlere uygundur.
Pürüzsüz, yumuşak, sıcak tutma özelliği olan, yanma hızı düşük ve makinede yıkanabilme avantajları vardır.
Uzun yıllar kullanılabilecek kumaşta deforme ve tüylenme görülmez.
Birçok kıyafette sürtünme sonucu tüylenme gibi sorunlar meydana gelir. Kumaşçılar tarafından istenilmeyen bu durum kumaşa anti-pilling özelliği ile ortadan kalkmıştır.
Tüylenme, liflenme veya Anadolu ağzı ile tiftiklenme bu kumaşlarda gerçekleşmez.
Bir body'nin dirsek, omuz ve manşet kısımları daha fazla tüylenme yapar. Ürün üzerindeki aşınan parçacıkların üründen ayrılmaması tüylenmeyi gerçekleştirir.
Antipilling özellikli kumaşlarda liflenme gözlemlenmez.
Pilling ise daha çok örgü ve kazak tipi kıyafetlerde tercih edilmektedir.
Anti-pilling iplik bir alerjisi olan yeni doğan bebek, çocuk ve yaşlılarda rahatlıkla kullanılabilir. Tüylenme yapmayacağı için alerjiyi artırıcı bir yan etki oluşturmaz. Bir diğer özelliği ise elektriklenme oluşturması yok denecek kadar azdır. Bebekler için bornoz, havlu, battaniye, kundak, bebek arabası örtüsü ve günlük örtü gibi amaçlarda kullanılabilmektedir.
Astarlık Polar Kumaş
Astarlık Polar Kumaş, koltuk takımları, mont, kaban, kışlık kıyafetler, terlik, şapka gibi ürünlerde kullanılır. Astarlık Polar Kumaş yumuşak dokusu, kir tutmayan yapısıyla önemli bir tercih kriteridir. Diğer polar kumaşlara oranla fiyat olarak daha uygundur. Diğer polar kumaşlardan daha ince üretimi tercih edilir. İki yüzü tüysüz polar kumaş olarak bilinmektedir. Astarlık polarlar sağlamlık ve sıcaklık açısından avantaj sağlar. Koltuk takımı astarı olarak, kışlık mont ve kaban astarı olarak yaygın kullanılmaktadır. Mobilya ve ev dekorasyonu ürünlerinde (Abajur vb.) kullanılmaktadır. Astarlı kıyafetlerde çokça tercih edilmektedir. Tıbbi kıyafetlerde de kullanılan astarlık polar vücudu sıcak tutmanın yanında dışarı vücut ısısının çıkmasını da engellemektedir. İstenilen ebat ve gramajlarda astarlık polar kumaş üretilebilmektedir.
Erkek, kadın, genç, yaşlı, çocuk, bebek, her yaşa hitap eden ürünlerde kullanılmaktadır. Polar kumaşçılar arasında en çok satılan ve tercih edilen ürünlerden bir tanesidir. Astarlık polarlar traşlı olarak üretilir. Siyah, beyaz, krem, gri, lacivert, kırmızı ve mor renkleri en çok tercih edilen renklerdendir.1,80 m şeklinde üretimi gerçekleştirilir.
Astarlık polar diğer polarlara nazaran ince bir yapıya sahiptir.
Kabarıklık oranı düşüktür.
Üretim şekil ve uygulanan metotlarla sağlam yapıya sahiptir ve kolay deforme olmaz.
Küf, nem gibi çürüme ihtimali olan yerlerde sağlamlığından ötürü kullanımı yaygındır.
Renk çeşitliliği ve gramaj olarak üretilmektedir.
Soğuk havalarda kıyafetlerde astar olarak kullanılır.
Ütü istemez. İstenilen derecede ve devirde yıkamaya uygundur.
Boyut olarak çekme veya genişleme gerçekleşmez.
Hızlı kurur.
Denim kumaş
Denim kumaş ilk olarak 19. yüzyılda Fransa ve İtalya’da işçilerin kullanımı için üretilmeye başlanmıştır. Adını, ilk dokunduğu yer olan Fransa’nın güneyindeki De Nimes şehrinden almaktadır.
Daha sonra Amerika Birleşik Devletleri’nin bu ürünü önce iş giysisi ardından bir kültür öğesi haline getirmesi ile geniş kitleler tarafından benimsenmiş ve asıl ününe kavuşarak önemli bir moda ürünü haline gelmiştir. Denim tek başına bir giyim felsefesini yansıtmaya başlamıştır. Dünyada tüm uluslar ve yaş gruplarındaki insanlar tarafından kabul gören başka bir giyim türü yoktur. Denim kumaş üretiminde ürün yelpazesinin geniş olması ve beklenen kalitenin karşılanması açısından kullanılan ipliğin çok önemli bir yeri vardır.
Denimin en önemli özelliği, yüksek bükümlü sağlam ipliklerle, sık dokunarak elde edilen tok ve dayanıklı bir kumaş olmasıdır. Klasik anlamda bir denim kumaş çözgüsü indigo boyarmaddesi ile boyanmış, atkısı boyanmamış (ekru) halde pamuk lifleri kullanılarak üretilen ipliklerden 2/1 Z ( 2 üst 1 alt veya 2 dolu 1 boş sağ yollu) veya 3/1 Z ( 3 üst 1 alt veya 3 dolu bir boş sağ yollu )dimi dokuma konstrüksiyonunda çözgü yoğunluklu olarak üretilmektedir. Kumaşın yüzeyinde hem doku gereği hem de sıklık açısından çözgü ipliklerinin yoğun olmasından dolayı, kumaş görünümüne çözgü ipliğinin renginin hâkim olduğu, indigo boyarmaddesinin aşındırılabilme özelliği sayesinde yüzey efekti kazandırılabilen, düşük sürtme haslıkları olan bir kumaş yapısıdır.
Genel özellikleri bu şekilde sıralayabileceğimiz denim kumaşlar, gelişen ve büyüyen moda akımı ve yenilikçi süreçler sayesinde artık bilinen üretim yöntemleri ya da alışılageldik boya kimyasal uygulama prosesleri çerçevesinden çıkmaya başlamıştır. Artık sadece pamuk liflerinden değil, birçok farklı sentetik lif karışımı ile de üretilebilmektedirler. Ayrıca çözgülerin yanında atkıların da çeşitli boyarmaddelerle boyanması, klasik denim kumaşın genel görüntüsünü tamamen değiştirmektedir. Bu şekilde verilebilecek örnekleri çoğaltmak mümkündür. Bu durum, denim kumaşların fiziksel özelliklerini de değiştirdiği ve bilinen denim kumaş taslağının dışına çıkıldığını göstermektedir.
Denim kumaş üretiminde, çeşitli iplik eğirme sistemlerinden biriyle üretilmiş ipliklerden, kumaşın atkısını oluşturmak amacıyla kullanılacak olanlar doğrudan dokuma hazırlık dairesine, çözgü iplikleri ise çözgüsünü oluşturmak amacıyla çözgü boyama dairesine gönderilir. Denim kumaş üretiminde çözgü ipliği olarak kullanılacak iplikler, atkı ipliklerinden farklı olarak, denime karakteristik özelliğini kazandıran indigo boyarmaddeleri ile boyanmaktadırlar. Günümüzde denim kumaş üretiminde kullanılan çözgü iplikleri sadece indigo boyarmadde ile değil, ayrıca kükürt ve bazı küp boyarmaddeleri ile de kombine olarak boyanabilmektedirler. İngilizce’ de “top” ve “bottom” kelimelerinden gelen “üst” ve “alt” boyama şeklinde olabilmektedir. Örneğin bottom kükürt-top indigo yani önce kükürt üstüne indigo ya da bottom indigo-top kükürt yani altta indigo üstüne kükürt boyama şeklinde de olabilmektedir. Günümüzde iki farklı formda üç farklı teknik ile çözgü boyama işlemi gerçekleştirilebilmektedir. Açık en boyama ve Loop boyama yöntemlerinde çözgü iplikleri çözgü levendine sarılı halde boyanırken, halat boya yönteminde iplik bobinleri halat sarma makinesine aktarılıp halat formu kazandırıldıktan sonra boyama işlemi gerçekleşmektedir.
Halat Boyama Yöntemi
Halat boyama tekniğinde 300–400 adet çözgü ipliği cağlıktan çekilerek 10.000 - 15.000 m uzunluklarda, halat sarma makineleri yardımıyla halat formunda sarılmaktadır.
Bu işlem halat boyama yönteminin ilk aşamasıdır. Ardından bu halatların 12–36 tanesi sırayla 5, hatta 6 pasaj indigo boyar maddeye maruz bırakılır. Her bir pasaj; materyalin geçerken boyar maddeyi alabileceği dalma kısmı, takiben sıkma işlemi ve sonrasında boyar maddenin oksidasyonunu sağlamak için hava pasajından meydana gelir.Çözgü iplikleri ilk boya banyosunda alabilecekleri indigo boyar maddesinin büyük bir kısmını bünyelerine alırlar. Bundan sonraki boya banyolarında ise sadece küçük miktarda boyar madde ipliğe nüfuz eder. Tekne sayısı ve teknelerdeki konsantrasyon arttırılarak daha koyu renkler elde edilebilir. Oksidasyon süresi genellikle 1dakikadır. 1 dakikanın altına fazla inilirse boyar madde yükseltgenemez, eğer oksidasyon süresi uzun tutulursa renk çok koyu olabilir. Son hava pasajından sonra boyar madde ve kimyasal kalıntılar yıkama teknelerinde yıkanır. Son teknede sitrik asit ile nötralizasyon ve sonrasında kurutma yapılır. Halat sarma ve halat boyama işlemlerinden sonra çözgü iplikleri haşıllama işlemine hazırlanır. Haşıl işlemi halat formundan tek bir çözgü levendi formuna getirildikten sonra yapılır. Bu nedenle haşıl işleminden önce hazırlanan halatlar çözgü levendine sarılmak üzere halat açma bölümüne gelir. Halat uçları çapraz adı verilen bir sistemle makine önündeki taraklara birebir şekilde yerleştirilir. Kovalardaki halatlar makineye belirli bir uzaklıkta bulunan silindirlerden geçirilir. Bu işlemin amacı, boyama işleminde çok fazla silindirden geçmiş ve birbirine karışmış olan ipliklerin paralelliğini sağlamaktır. Halat açma bölümünde kopuk ve eksik uçlar tamamlanarak düzgün bir çözgü levendi hazırlanır. Boyama kalitesi en yüksek olan indigo boyama tekniği, halat boyama tekniği olarak ifade edilmektedir.
Açık En Boyama Yöntemi
Bu boyama yönteminde seri çözgüden gelen leventler “slasher” adı verilen makinede önce boyanmakta ve sonra da haşıllanmaktadır. Slasher makinesi, denim boyama işlemi için uygulanacak işlem adedini en aza indirmeyi amaçlayan, seri çözgü makinesinde leventlere sarılan çözgü ipliklerinin boyanıp haşıllandığı halat boyaya alternatif bir makinedir. Bu sistemde 350–400 adet 50.000 m uzunluğundaki iplikler çözgü leventlerine sarılırlar ve bu çözgü leventlerinden 12–16 tanesi hattın önüne yerleştirilirler. Daha sonra çözgü leventlerindeki ipliklerin hepsi sırasıyla boyama, kurutma, haşıllama ve tekrar kurutma işlemlerine tabi tutulur. Tüm bu işlem basamakları aynı makine hattı üzerinde gerçekleştirilerek en sonunda tek bir çözgü levendine bütün çözgü iplikleri sarılması ile işlem tamamlanmaktadır. Boyama işlemi halat halinde olmadığından halat sarma ve açma işlemlerine gerek kalmadan ve makinenin son bölümünde haşıllama yapılarak çözgü ipliklerinin dokuma levendine sarılmasıyla tek işlemde çözgü iplikleri dokumaya hazır hale getirilmektedir
Loop Boyama Yöntemi
Bu boyama yöntemi de, açık en formunda gerçekleştirilmektedir. Açık en halindeki çözgü iplikleri, giriş silindiri tarafından tutulup ön yıkama banyosuna aktarılır. Ön yıkama ardından, iplikler boyama teknesine ilerlerler. Boya teknesine ulaşan iplikler indigo ile muamele edildikten sonra art yıkama teknesi yerine indigo teknesinin üzerinden çözgü levendlerinin olduğu kısma ulaşır. Bu kısmın hemen arkasından yine leventlerin altından geçerek tekrar indigo boyama teknesine ulaşır. Kat ettiği bu yol bir ilmeği (loop) hatırlattığı için boyama yöntemine loop boyama denilmiştir. Bu boyamada birçok boya banyosu yerine tek banyo vardır. İstenen renk, bu teknikte “Twin Pad” olarak adlandırılan emdirme teknesine iplikler 4-10 kez daldırılması ve her tekne dalışının ardından leventlerin altından geçerken hava ile yükseltgenmesidir. Ancak tek tekne olduğundan çok çeşitli boyarmaddelerle ipliğin boyanması mümkün olmaz. Dolayısıyla çok esnek bir yöntem değildir. İplikler yeteri kadar boyandıktan sonra art yıkama ve kurutma işlemine tabi tutularak çözgü leventlerine sarılırlar. Daha sonra haşıllama gerçekleştirilmektedir.
Yukarıda bahsedilen yöntemler ile çözgü ipliklerinin dokumaya hazır hale getirilmesiyle dokuma işlemine geçilir. Denim kumaşlar kancalı, mekikçikli ve hava jetli dokuma makinelerinde üretilebilmektedirler. Genellikle 2/1 veya 3/1 Z dokuma konstrüksiyonu gibi çözgü yoğunluklu dimi dokular tercih edilmektedir. Denim kumaşların ağırlığı genellikle ons olarak ifade edilmektedir. 1ons 28,35 gr’dır. Bu durumda 1 oz/yd2 ’nin karşılığı yaklaşık 33,91 g/m2 ’dir. Kumaşların kullanılacağı alana uygun olarak (gömlek, etek, pantolon, ceket, bay/bayan giyim ya da yazlık/kışlık vs.) gerekli iplikler ile yeterli sıklıkta ve gramajda üretilirler. Sıkı yapıda bir kumaş türü olduğu için tercih edilen dokuma makineleri ağır çalışma şartlarına uygun olmalıdır.
Denim Kumaş Üretimindeki Terbiye İşlemleri
Üretilen ham kumaşların satışa hazır hale getirilmesi için birtakım terbiye işlemleri uygulanmaktadır. Klasik bir denim kumaş terbiyesi, herhangi bir dokuma kumaş terbiyesinden farksızdır. Sırasıyla fırçalama, yakma, yıkama, apre, kurutma ve sanforizasyon işlemlerinden geçirilir. Fırçalama işleminde kumaş, silindir şeklindeki fırçaların arasından geçmektedir. Bu sırada kumaş üzerindeki toz, uçuntu, yabancı madde ve iplikler hava emişi ile emilerek temizlenmektedir. Daha sonra fırçalama sonrası havaya kaldırılan kumaş yüzeyindeki tüyler yakma makinesinde kullanılan alev altından hızlı bir şekilde geçirilerek yüzeydeki lifler uzaklaştırılmaktadır. Böylelikle denim kumaşa pürüzsüz ve parlak bir görünüm veren ön terbiye işlemleri tamamlanmış olur.
Kumaş, bu işlemden bir su teknesinden geçirilerek yıkanmaktadır. Yakma işleminden sonra isteğe bağlı olarak merserizasyon, ağartma gibi ön terbiye işlemlerinin uygulanmasına da devam edilebilmektedir. Daha sonra kumaşlar, önünde apre teknesi de bulunan ramözlere alınır. Ramöz makinesinde ilk olarak kumaşlara istenen özelliklere göre apre teknesinde yumuşaklık, dolgunluk, su geçirmezlik, reçine kaplama vb. özellikleri sağlayan maddeler verilebilmektedir. Baskı silindirleri ile kumaş üzerindeki fazla apre uzaklaştırıldıktan sonra ramöz makinesinin girişinde bulunan mahlo tertibatı ile kumaş atkılarındaki eğrilikler gergi silindirlerinin sağa sola hareketleriyle düzeltilmektedir. Denim kumaşı dikildiğinde kotun paça kısımları yıkamadan sonra dönme olmaması için bu şekilde atkı eğimi ayarlanmış olur. Kumaş dokusu dimi yapıda olduğundan bu işlem önemli bir işlemdir ve eğer eğim düzgün verilemezse paça dönmesi hatası oluşabilmektedir. Mahlo tertibatından sonra kumaş makinenin kurutma tamburlarının bulunduğu bölüme gelir. Kurutma esnasında tambur silindirinin içinden dışarıya buhar verilir. Verilen bu buhar kumaşın içinden geçmektedir. Burada amaç ise kumaşta istenilen nem miktarını ayarlamaktır. Eğer makine girişinde kumaş iğneli zincir sistemi ile taşınıyorsa avans yani ön besleme verilmesiyle boydan çekmezlik de olumlu olarak etkilenebilmektedir.
Ramöz, kumaşların hem kurutulup hem de en-boy boyutsal stabilitesinin sağlandığı önemli bir terbiye makinesidir. Ramöz makinesinden sonra kumaşlar çekmezlik kazandırmak amacıyla sanforizasyon işlemine alınır. Sanfor makinesinde, kumaşta daha önce bulunan gerilimler ve lif özelliği nedeniyle ileriki aşamalarda uğrayacağı çekme maksimum şekilde alınır. Böylelikle kumaş birçok yıkama sonrasında alacağı boyuta sokulmuş olur. Esasında sanforlamada işleminde mekanik yolla atkı ipliklerini birbirine yaklaştırılmaktadır. Makine girişinde, kumaş açıcı silindirden geçirilerek makinaya katlı ve kırışık girmesi önlenir. Kumaş kalitesine göre su veya buhar püskürtülerek kumaşın nemlenmesi, kırıkların yumuşaması ve enden çekme sağlanır. Paça dönmesi ayar silindiri yardımıyla kumaşa istenen paça dönmesi verilmekte ve atkı eğimleri düzeltilmektedir. Kumaş ısıtılmış çelik silindir ile kauçuk bant arasındaki yüzeyden geçirilerek belirli bir ısı ve basınçta çözgü yönünde de çekmezlik verilir. Daha sonra keçeli silindir yardımıyla kumaş kurutulur, kumaşa ütüleme etkisi yapılır ve verilen çekmezliğin sabit hale getirilmesi sağlanır. Keçeden sonra kumaş soğutma tamburlarından geçerek doka sarılır.
Mamul Denim Kumaşa Uygulanan Bitim İşlemleri Mamul hale getirilmiş kumaşların günümüzde artık bu halleriyle kullanımı çok düşük oranlardadır. Sadece iş kıyafeti gibi dayanıklı ve sert bir yapıda kumaş istendiğinde bu şekilde giysi haline dönüştürülebilmektedirler. Denim ürünlere farklılık kazandırmak, kumaştaki sert tutumu gidermek amacıyla, konfeksiyonu ve dikiş işlemleri tamamlanıp giysi haline getirildikten sonra veya mamul kumaş halinde kuru ve yaş bitim işlemlerinden geçirilmeye başlanmışlardır.
Kuru olarak uygulanan bitim işlemleri genellikle mekanik yollarla uygulanan çeşitli aşındırma yöntemleri iken, yaş halde uygulanan bitim işlemleri çeşitli kimyasallar kullanılarak uygulanan ve değişik efektler kazandıran işlemleridir. Kuru olarak uygulanan işlemler; zımparalama (scraping), kumlama (sandblasting), yıpratma-eskitme (manuel damage), kılçıklama (tagging), lazer ile yakma (laser), reçine (resin), şekil ütüsü ve pres ütü (ironing-creases and flat press), baskı (print) olarak sıralanabilir.
Yaş olarak uygulanan işlemler; haşıl sökme–ön yıkama (desizing), taşlama (stonewash), enzim yıkama (enzyme wash), ağartma (bleaching), boyama (tinting – overdyeing), yumuşatma (softening), durulama (rinse), plastik topla yıkama (rubber balls) şeklinde sıralanabilir.
Verilen örnekleri çoğaltmak mümkündür. Bu işlemler kombine olarak da kullanılabilmektedirler.
Bu işlemler içerisinde yaygın olarak kullanılan enzim ve taş yıkama işlemleri öne çıkmaktadır. Enzim ve taş yıkama gibi işlemlerden önce ise çözgü iplikleri üzerinde kaygan bir film tabakası oluşturan haşıl maddelerinin uzaklaştırılması gerekmektedir. Sürtünmeyi azaltırken mukavemete de katkıda bulunan haşıl maddeleri dokumada verimi artırmaktadır. Ancak oluşan film tabakası yıkama işlemleri açısından problem oluşturabilmektedir. Bu nedenle uzaklaştırılması gerekmektedir. Yaklaşık 20 dakika süren işlem kumaşın kendi rengini bozmayan, ıslatıcı esaslı veya yumuşatıcı kimyasallar kullanılarak yapılan bir işlemdir. İşlemin nasıl uygulanacağını kullanılan haşıl malzemesinin yapısı belirler. Genellikle suda çözünebilir haşıl maddesi kullanımında ıslatıcı ilave edilerek yıkanır. Suda çözünmeyen haşıl maddelerinde ise önce enzimler ile haşıl suda çözünür hale getirilmektedir.
Taş Yıkama
Taş yıkama, indigo boyarmaddesinin düşük sürtme haslığı özelliğinden yararlanılarak, kumaşların sulu ortamda ponza taşı adı verilen doğal taşlarla 30 dakikadan 1,5 saate kadar değişen sürelerde endüstriyel yıkama makinelerinde işleme tabi tutulmasıdır. Denim mamuller ponza taşlarıyla istenen renk elde edilene kadar yıkanır. Ponza taşının kumaş üzerinde aşındırıcı ve boyanın tekrar kumaşa yapışmasını engelleyici etkisi vardır. Bu yıkama sonunda kumaş eskimiş ve kullanılmış havası alır. Ayrıca kazanılan efektler özellikle büzüşen noktalar ve dikiş yerleri üzerinde daha etkindir. Taşlama ile beraber denim ürünlerin tutumları da daha yumuşak hale gelir. Denim ürünlerin renkleri işlem süresi ile beraber değişirken, süre arttıkça renk de açılmaktadır. Ancak taş kullanımı; makinelerin aşırı bir hızla yıpranması, drenaj hatlarında tıkanıklıklar, yıkanan ürünlerin aşırı yıpranması ve kırık izlerinin ortaya çıkması, taşların depolanması için yeni alanlara ihtiyaç duyulması, atık suyun temizlenmesi ve bitmiş pantolondan tozun çıkartılması için oldukça fazla işçiliğe gerek duyulması gibi sorunlara yol açabilmektedir.
Enzim Yıkama
Denim yıkamalarda en çok kullanılan enzimler amilaz, laktaz ve selülaz enzimleridir. Amilaz enzimleri haşıl sökme amaçlı kullanılırken, lakkaz ve selülaz enzimleri denim kumaşların rengini açmak ve değişik bir görünüm kazandırmak için ponza taşı yerine kullanılmaktadır. Ancak lakkaz enzimlerin geri boyama problemleri nedeniyle çoğunlukla selülaz enzimleri kullanılır. Esasında selülaz ile enzimatik işlemlerin büyük bir çoğunluğu selülozik liflerdeki ağır kimyasal maddeleri uzaklaştırmak veya yeni bitim efektleri elde etmek amacıyla kullanılmaktadır. Piyasada iki tür selülaz enzimi vardır. Bunlar asidik selülaz ve nötral selülazdır. Kumaş yüzeyinden dışarı çıkan lif uçlarını uzaklaştırma işlemine biyoparlatma, asidik selülazlar ile gerçekleştirilir. Biyoparlatma işlemi sonrasında mamul yüzeyinde sağlanan etkiler; boncuklanma eğiliminde azalma, mamul yüzeyinde minimum tüylenme, yumuşak bir tutum ve dökümlülük şeklindedir.
Denim ürünlere yüzey efektinin ve yeni bitim efekti kazandırmak amacıyla da nötral selülaz enzimleri kullanılmaktadır. Denim sektöründe daha az geri boyama ve daha az mukavemet kaybı nedeniyle nötral enzimler tercih edilmektedir. PH’ karşı daha duyarlı olduğu için daha güvenli bir yıkama gerçekleştirilmiş olur. Asidik selülazlar daha agresif yapıda oldukları için yırtılma mukavemetini olumsuz etkilemektedirler. Enzim yıkamanın amacı istenen renk efektinin elde edildiği ancak daha az yıpranmış giysi elde etmektir. Böylece denim mamulün ömrü taş ile yıkamaya göre daha uzun olabilmektedir. Enzim yıkama metoduyla, uzun bir geçmişi olan denim taşlamada ponza taşı kullanımı miktarı azalmıştır. Günümüzde taşlama efekti elde etmek üç şekilde gerçekleştirilmektedir. Birinci klasik şekilde ponza taşları ile yıkamadır. İkincisi, sadece nötral selülaz enzimleri ile yıkamadır. Üçüncüsü ile ponza taşı ve enzimlerin birlikte kullanıldığı yıkama şeklidir. İstenen aşındırma efekti eldesi; makine cinsi, flotte oranı, kumaş miktarı, taş miktarı ve enzim miktarı ayarlanarak yapılabilir. İşlem süresi daha fazla selülaz enzimi kullanmayla düşürülebili
El aletlerinin kullanılması
EMNİYETLİ VE DOĞRU EL ALETİ KULLANIM KURALLARI
1-Anahtarın ölçüsünün somun/cıvata ölçüsüyle uygun olduğundan emin olunuz.
2-Tornavidaları, keski veya levye yerine kullanmayınız.
3-Tornavidanın ölçüsü ve tipi ile vidanın ölçü ve tipinin birbirine uygun olduğundan emin olunuz.
4-Kontrol kalemini amacına uygun olarak kullanınız, genel amaçlı tornavida olarak kullanmayınız.
5-Özellikle pense-yan keski- T Allen gibi ürünleri çekiç niyetine kullanmayınız, sap ve çene kısımlarına vurmayınız.
6-Sert çelik telleri pense ya da ince makaslarla kesmeyiniz.
7-Çekici , kendi sertliğinden daha sert malzemelerde kullanmayınız ve çekicin köşe kısımları ile çalışmayınız.
8-Hiçbir el aletine, daha fazla kuvvet elde etmek için uzatma kol takmayınız.
9-Özellikle kurbağacık anahtarlarda ve boru anahtarlarında anahtarın döndürme yönüne dikkat ediniz. Bu tarz ürünlerde hareketli çeneye yük bindirilmemesi gerekmektedir.
10-Dişleri aşınmış boru anahtarlarını kullanmayınız.
11-Malzemenin çapına uygun bir boru anahtarı kullanınız.
12-Lokma anahtarları havalı tabanca ile kullanmayınız. Havalı tabancalar için özel üretilen lokmaları tercih ediniz.
13-Segman penslerinin uç kısımlarının yıpranmamasına özen gösteriniz.
14-El aletlerini mutlaka amacına uygun olarak kullanınız.
15-El aletlerine kimyasal işlemler, bileme ve kaynak işlemleri uygulamayınız. Aletlerin şeklinde değişiklik yapmayınız.
16-Yıpranmış ve hatalı el aletlerini kullanmayınız.
17-Tekerlekli tamir dolaplarını bir yerden bir yere taşırken mutlaka çekmecelerinin kapalı ve dolabın kilitli olduğundan emin olunuz.
18-Çalışma esnasında, tekerlekli tamir dolaplarının tüm çekmecelerinin aynı anda açık olmamasına dikkat ediniz. Aksi takdirde dolabın denge dağılımı bozulacak ve devrilmesi söz konusu olabilecektir.
19-El aletlerini kullandıktan sonra mutlaka temizliğini ve bakımını yaparak muhafaza ediniz.
20-Mutlaka çalışma şartlarınıza uygun kişisel koruma teçhizatı kullanınız.
EL ALETLERİNİN KULLANILMASINDA UYULMASI GEREKENLER
1. Kullanacağınız el aletinin yapacağınız işe uygun olmasına dikkat edin.
2. El aletlerinin; eğer sapı varsa bunun budaksız bir ağaçtan olmasını, kenarlarının yuvarlatılmış, kıymıksız, düzgün ve uygun boyutta olmasına dikkat edin.
3. El aletlerinin sapları gevşemiş ise, kullanmadan önce bunları sıkıştırın.
4. Somun sıkma veya gevşetme için uygun anahtar kullanın. Pense ve benzeri aletler kullanmayın.
5. Normal kollu anahtarları ucuna boru geçirerek veya benzerlerini takarak uzatmayın.
6. Anahtarları çekiç olarak kullanmayın.
7. Üzerinde çalışılan işi emniyetli şekilde tablaya bağlayın.
8. El aletlerini ceplerde taşımayın, bir alet çantası kullanın.
9. Herhangi bir aletin üstüne fazla basınç veya kuvvet tatbik etmeyin.
10. El aletleri ile çalışırken, gerekli hallerde gözlük, önlük, eldiven gibi koruyucu malzeme kullanın.
11. Kesici ucu yüksek hızla dönen taşınabilir aletleri kullanırken parmağınızı, elinizi, elbisenizi kaptırmamaya dikkat edin.
12. Baş üstü yüksekliğinden düşmelere karşı gerekli tedbirler alınmadan, aletleri elden bırakmayın.
13. Elektrikli, hidrolik, pnömatik ve tüm diğer el aletlerinin kullanılması sırasında özel talimata uyun.
14. Baltalar, keserler, satırlar gibi el aletlerini, daima keskin olarak bulundurun, bunların sapları alete sıkı ve sağlam duracak şekilde geçirildiğinden emin olun ve aşınmalarda uygun kılıf, askı ve muhafaza içinde bulundurun.
15. Kalemler, keskiler(saplı keskiler), zımbalar ve benzeri aletlerde, kalem uçları, keski ağızları ve zımba burunları, yapılacak işe uygun biçimde ve daima keskin olacak ve bunlar kullanılırken, uygun siperler, paravanlar veya benzeri koruyucular bulundurun.
16. Kaldıraçlar ve benzeri aletleri kullanmadığınız zamanlar, yere veya tezgâh üzerine dayalı ve dik olarak bırakmayın, yatık olarak bırakın.
17. Eğe ve törpülerin metal bileziği bulunan sağlam sapları veya başka çeşit bir tutacakları olmalı. Bu aletleri sapsız olarak kullanmayın.
18. Eğe ve törpüleri, sandık açma, çivi sökme veya sert bir cisme vurma işlerinde kullanmayın, bunlara çekiç ve benzeri aletle vurmayın eski eğelerden keski, kalem ve zımba gibi aletler yapmayın.
19. Bıçakların sapları üzerine, gerektiğinde elyaf, deri veya paslanmaz çelikten yapılmış kabza muhafazaları yapın, parmak kavramları veya kalkan koyun.
20. Kauçuğun kesilmesinde kullanılan bıçakların uçlarını, uygun şekilde yuvarlatın. 21. Krikoları, yük kaldırılırken yere sağlam bir şekilde ve dik olarak koyun. Yükler istenilen yüksekliğe kaldırıldıktan sonra, krikolar dayanıklı ve uygun takozlarla beslenmedikçe bu yüklerin altında veya üstünde çalışmayın ve yüklerin kriko ile indirilmesinde gerekli tedbirleri alın.
22. Penseler, tel makasları ve kıskaçları ile gergin tel, yay ve benzeri teller kesilirken, telin kesilen uçlarından birini uygun şekilde tespit edin.
23. Kıvılcımın tehlikeli olacağı yerlerde kullanılacak el aletleri, kıvılcım çıkartılmayacak malzemeden yapılmalı. Bu nitelikte olmayan aletleri, bu yerlerde kullanmayın.
24. Çekiç, balyoz, kalem, keski, zımba ve benzeri aletler, standartlarına uygun şekilde ve kaliteli çelikten yapılmalı. Bunların bozulan veya çapaklanan başlarını, taşlama veya eğeleme suretiyle düzeltin.
25. El aletlerinin su verme veya bilenmesi ile basım ve onarım işleri, kalifiye işçiler tarafından yapılmalı. Bunların sivri veya keskin uçlarını, kullanılmadıkları zaman uygun şekilde koruyun.
26. El aletlerini, yerlerde, merdivenlerde, geçitlerde veya işçilerin geçit olarak faydalanabileceği herhangi bir yer üzerinde ortada bulundurmayın ve bunlar için uygun dolap, askı tablosu veya en az 2 santimetre yükseklikte etekliği bulunan raflar yapın.
Döşemelik kumaş
Döşemelik kumaşlar, tekstil sektöründe yer alan tüm ürün gruplarında olduğu gibi müşteri istek/talepleri ile moda akımına bağlı olarak zamanla değişmiş ve gelişmiştir.
Bu nedenle, zaman içerisinde fantezi iplik kullanımı yaygınlaşmış ve bu iplik grubundan, dokunduğunda kadifeye benzer bir görünüme sahip olması ve ekonomik olarak üretilmesi gibi birçok farklı nedenden ötürü şönil iplikler döşemelik kumaş üretiminde önemli bir paya sahip olmuştur.
Döşemelik kumaşlar; kullanım yeri göz önüne alındığında dökümlülüğü düşük, kalınlığı diğer tekstil mamullerine oranla fazla ve gramajı daha yüksek ve yüksek haslık değerlerine sahip olan tekstil mamülleridir.
Tüm tekstil mamüllerinde olduğu gibi döşemelik kumaşlarda da maruz kaldığı dış etkiye karşı mümkün olduğunca ilk halini koruması beklenmektedir. Bu nedenle; döşemelik kumaşların yüksek aşınma dayanımına sahip olması ve buna bağlı olarak yıkanan veya silinen kısımlarda renk değişimlerinin olmaması (yüksek sürtünme haslığı değerine sahip olması) istenmektedir.
Tüm bunların yanı sıra döşemelik kumaşlar mobilya sektöründe kullanıldığından, kolay şekil alması ve formunu koruması gerektiği için düşük döküm yani tok tutuma sahip olması istenmektedir.
Döşemelik kumaşlar mobilya ve otomotiv sektöründe yaygın olarak kullanılmaktadır.
Aşınma dayanımının yüksek olmasının yanında döşemelik kumaşların lekelenme dayanımının yüksek olması ve kolay bakım özelliği taşıması istenmektedir. Döşemelik kumaşların kullanımı sırasında lekelenme genellikle su ile olmaktadır. Bu nedenle döşemelik kumaşlarda hidrofob lifler kullanılarak kumaş üretimi ve farklı apre teknikleri ile hidrofob yüzeyler oluşturularak (su, kir, yağ iticilik apreleri) lekelenme dayanımı arttırılmaktadır.
Döşemelik sektöründe kullanılan kumaşların aşınma dayanımının yüksek olması istenmektedir. Kumaşların aşınma dayanımını etkileyen faktörlerden biri de üretimde kullanılan ipliğin özelliğidir.
Döşemelik kumaşların dokunabilirlik sınırının da dikkate alınarak belirli çözgü ve atkı sıklığında dokunması gerekmektedir. Düşük atkı ve çözgü sıklığı kumaşın dikiş kayma dayanımının olumsuz yönde etkileyeceğinden, atkı ve çözgü sıklığı değerlerinin döşemelik kumaşlarda yüksek olması gereklidir ki bu sıklık değeri de iplik numarası,cinsi,ipliğin bükümü v.b özelliklerle alakalıdır.
Döşemelik kumaşlar TS 11818 EN 14465 numaralı standartta 7 grupta sınıflandırılmıştır;
1- Düz Dokulu Kumaş: Birbiri ile 90° açı ile kesişen atkı ve çözgü iplikleri ile dokuma makinelerinde, çerçevelerin farklı hareketleri vasıtasıyla farklı desenlerde üretilen kumaşlar düz dokulu kumaş olarak adlandırılmaktadır.
2-Örme Kumaş: Yuvarlak veya düz örme makineleri yardımı ile çağlıktan beslenen ipliklerin, ilmek yapısı oluşturarak birbiri ile bağlantı yapması suretiyle elde edilir.
3-Havlı Kumaş: Düz dokulu kumaşta mevcut olan atkı ve çözgü zemin ipliklerinin yanı sıra bünyesinde hav iplik adı verilen üçüncü bir iplik bulunduran kumaşlar havlı kumaş olarak adlandırılmaktadır. Havlı kumaşlar özel 3 iplikli dokuma makinelerinde üretilebildikleri gibi, şönil iplik gibi iplik yapısında havlı yapı bulunduran iplikler ile klasik dokuma makinelerinde de üretilebilmektedir.
4-Dokusuz Kumaş: Bilinen iplik üretim metotları ile iplik yapısına dahil edilemeyecek kadar kısa ve ince liflerin, mekanik, ısıl veya kimyasal yöntemleri ile birbirine bağlanması ile üretilen tekstil yüzeyleri dokusuz kumaş/yüzey olarak adlandırılmaktadır.
5-Tafting Kumaş: Tülbent halinde beslenen yüzeye iğne yardımıyla havlı bir yüzey kazandırılarak oluşturulan tekstil mamulleridir. Tafting yüzeylerin görünümü çimene benzetilmektedir. Tafting kumaşlar velur ve bukle yüzey olmak üzere 2’ ye ayrılmaktadır.
6-Floke Kumaş: Flok iplik ile dokuma veya örme tekniği kullanılarak oluşturulan tekstil yüzeylerine floke kumaş denir. Flok ipliklerin aşınma dayanımı özellerinin şönil ipliğin aşınma dayanımı özelliklerinin daha iyi olduğu bilinmektedir. Flok iplik ile oluşturulan tekstil yüzeyleri yaygın olarak otomotiv ve koltuk döşemelerinde kullanılmaktadır.
7-Şardonlu Kumaş: Şardonlu kumaşlar düz olarak dokunmuş tekstil mamullerinin mekanik bitim işlemi olan şardonlama işlemine tabi tutularak elde edilen tekstil yüzeylerdir. Şardonlama işlemi ile kumaş yüzeyine lifler çekilerek havlı bir tabaka oluşturulmaktadır. Şardonlama işlemi; kumaşın bir silindir üzerinde iğneler bulunan döner tabaka ile temas etmesi ve iğnelerin kumaş yapısında bulunan lifleri kumaş yüzeyine çıkarması ile gerçekleşmektedir.
Döşemelik kumaşlar; klasik ve modern dokuma makineleri ile kadife dokuma makinelerinde üretilmektedir. Kadife kumaşlar klasik 2 iplikli dokumadan faklı olarak 3 iplik ile üretilmektedir. Bu ipliklerden ikisi klasik dokumada olduğu gibi atkı ve çözgü iplikleri diğer üçüncü iplik ise kadife kumaşın havlı yapısını oluşturan hav ipliğidir.
Kadife kumaşlar; hav ipliğinin atkı ipliği yönünde kumaşla bağlantı kurması ile oluşturulan atkı kadifeler ve hav ipliğinin çözgü yönünde kumaşla bağlanması ile oluşturulan çözgü kadifeler olmak üzere üretim tekniği açısından 2 ana başlıkta sınıflandırılabilir.
Kadife kumaşlar, jakarlı kadife dokuma makineleri ve farklı renkte hav iplikleri kullanılarak da gerçekleştirilmektedir.
Şönil iplikten üretilen döşemelik kumaşlar ise; şönil ipliğin havlı yapısından kaynaklanan görünümü nedeniyle yalancı kadife olarak adlandırılmaktadır.
Şönil iplikten üretilen döşemelik kumaşlar kadife kumaşlarda olduğu gibi ekstra bir hav ipliği kullanmak yerine; atkı ipliği olarak kullanılan şönil ipliğin kumaş yapısına dahil edilmesi ile üretilmektedir. Şönil ipliğin çözgü ipliği olarak kullanımı elverişli olmadığından kadife kumaş da olduğu gibi hav iplikleri çözgü yönünde yerleştirilememektedir. Şönil ipliklerin dokunmasında en çok tercih edilen dokuma makineleri; mekikçikli ve kancalı makinelerdir. Bu iki makine tipinden en çok tercih edileni ise kancalı dokuma makineleridir . Şönil ipliklerin dokunması yardımcı bir atkı ipliği ile beraber yapılmaktadır. Genellikle döşemelik sektöründe tercih edilen şönil ipliklerin hammaddesi; pamuk, polyester, akrilik, viskon, polipropilen ve bu hammaddelerin karışımlardır.
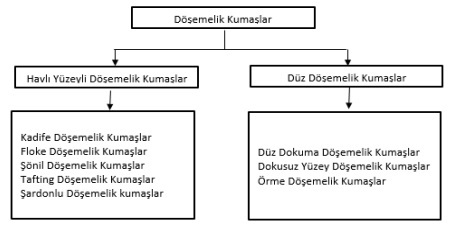
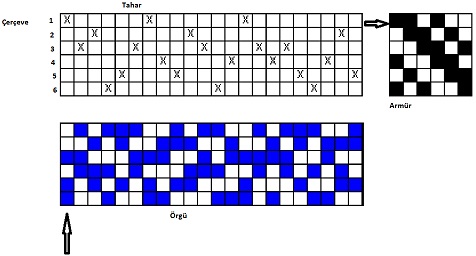
Balıksırtı Dimi Örgüsü
Balıksırtı dimi örgüleri, örgü raporunun yarısından sonra dimi diyagonalinin yön değiştirerek DOLULARIN karşısı BOŞ, BOŞLARIN karşısı DOLU olarak çizildiği dimi örgüleridir. Balıksırtı örgüleri ceketlik, eteklik, paltoluk, takım elbiselik, paltoluk kumaşların dokumasında kullanılır. Balıksırtı Dimi Örgüleri; ÇÖZGÜ Yönünde BALIKSIRTI Dimi Örgüleri Balıksırtı Dimi Örgüleri ve ATKI Yönünde BALIKSIRTI Dimi Örgüleri olmak üzere iki çeşittir.
Çözgü yönünde balık sırtı örgüsü;
Çözgü yönünde balıksırtı dimi örgüsü çiziminde ana örgü çizilir. Son çözgüden sonra son çözgüdeki DOLULARIN karşısına BOŞ, BOŞLARIN karşısına DOLU yazılır. ÇÖZGÜ YÖNÜNDE BALIK SIRTI DİMİ Örgüsüne esas teşkil eden Dimi örgüsü SAĞ yollu ise ikinci kısım SOL yollu çizilir. Çözgü yönünde balıksırtı dimi örgülerinde, rapordaki ÇÖZGÜ TEL SAYISI temel olarak alınan örgünün iki katıdır. Çözgü yönünde balıksırtı dimi örgülerinde, rapordaki ATKI TEL SAYISI; Temel alınan dimi örgü raporundaki atkı sayısı kadardır.
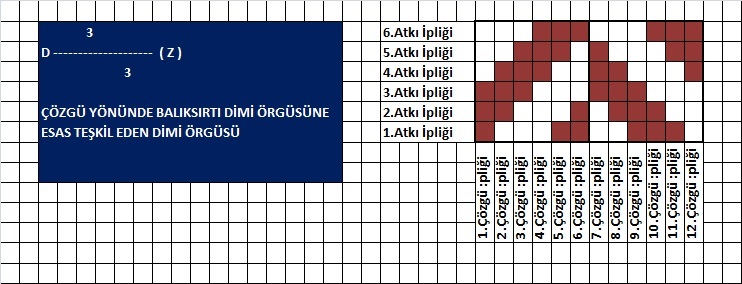
Atkı yönünde balık sırtı örgüsü
Atkı yönünde balıksırtı dimi örgüsü çiziminde ana örgü çizilir. Son atkıdan sonra son atkıdaki DOLULARIN karşısına BOŞ, BOŞLARIN karşısına DOLU yazılır. ATKI YÖNÜNDE BALIKSIRTI DİMİ Örgüsüne esas teşkil eden Dimi örgüsü SAĞ yollu ise ikinci kısım SOL yollu çizilir. ATKI yönünde balıksırtı dimi örgülerinde, rapordaki ATKI TEL SAYISI temel olarak alınan örgünün iki katıdır. ATKI yönünde balıksırtı dimi örgülerinde, rapordaki ÇÖZGÜ TEL SAYISI; Temel alınan dimi örgü raporundaki çözgü sayısı kadardır. Yani; ATKI yönünde BALIKSIRTI DİMİ örgüsüne esas olan DİMİ ÖRGÜSÜNÜN raporu 4 ÇÖZGÜ VE 4 ATKI ipliğinden oluşuyorsa; ATKI yönünde BALIKSIRTI DİMİ örgüsünün örgü raporu; 4 çözgü ve 8 atkı ipliğinden oluşur.
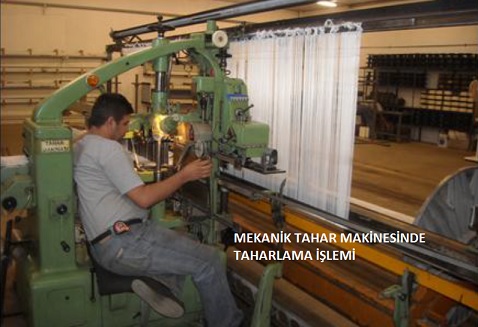
Makine Taharı
Tahar makineleri, aynı anda lamellere, gücülere ve tarağa tahar yapabilen makinelerdir.

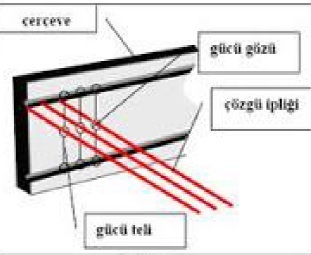
Gücü bölümü: Dokuma tezgâhının üzerinde veya ayrı bir yerde çözgü levendindeki çözgü ipliklerinin gücülerden tahar raporuna uygun şekilde geçirilmesi işlemine gücü taharı denir.

Bu işlem tahar raporu değişmeyecek kumaş tiplerinde çözgü bitmeden diğer çözgünün iplikleri tek tek bağlandığı için yapılmaz. Tahar raporu değişecekse genellikle dokuma tezgâhında ayrı bir yerde çözgü iplikleri taharlanır. Burada önemli olan tahar planında belirtilen sıraya çok dikkatli bir şekilde bağlı kalarak taharı yapmaktır. Aksi halde bir sıra atlaması örgü yapısını bozacağından telafisi çok zor olan kumaş hatasına neden olur. Dokuma dairelerinde taharlamadan amaç öncelikle tahar planına göre çözgü ipliklerinin gücülerden tek tek geçirilmesidir. Bu işlem dokunacak olan kumaşın örgüsüne göre çıkarılan tahar planına göre yapılır.

Gücüler iki magazin yolunda grup halinde sıralanır. Gücüler konveyör bant üzerine nakledildikten sonra ayırma tertibatı gücüleri birer birer ayırır. Bu daha sonra gücüleri taharlama pozisyonuna getirir. Taharlamadan önce tarak ve gücü optik merkezleme ile ortalanırlar. Taharlanmış gücüler duruma göre istenen gücü çerçevesine veya gücü taşıma çubuğuna alınır. İticiler gücüleri çerçeveye veya gücü taşıma çubuklarına doğru tahar raporuna göre iter.

İplik bölümü: Çerçeve üzerinde gergin halde bulunan çözgü tabakasından iplikler bir ayırma ünitesi kullanılarak birer birer ayrılır ve tahar kancasına sunulur. Bu kanca taraktan, gücüden ve lamel gözünden geçerek ipliği aldıktan sonra geri döner. Lamelden, gücüden ve taraktan geçerek taharlama yaptıktan sonra iplik kancadan dışarı bırakılır ve emici meme tarafından tutulur, iplik sensörü ipliğin doğru olarak taharlanıp taharlanmadığı kontrolünü yapar.
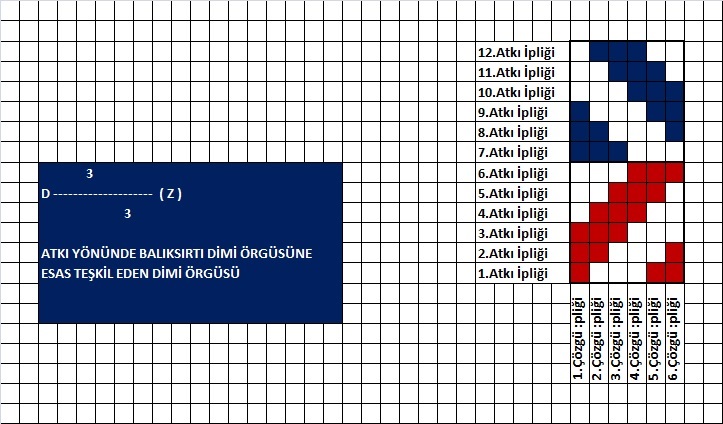
Lamel bölümü: Çözgü dokuma makinesine bağlandıktan sonra çözgü ipliklerinin dokuma işlemi sırasında kopuşlarının tek tek kontrolü amacıyla lamel dizme işlemi yapılır. Lameller, çözgü hazırlama veya dokuma sırasında her çözgü teline bir adet asılmış olan tel veya madeni dar ve kısa çözgü elemanıdır. Lamel tertibatının iyi görev yapabilmesi için çözgü gerilimi iyi ayarlanmış olmalıdır. Lamellerin açık veya kapalı tipleri vardır. Kapalı lameller daha çok otomatik tahar makinesiyle taharlanan çözgülerde kullanılır. Açık lameller, çözgü dokuma makinesine yerleştirildikten sonra dizilir. Lameller 4–12 sıra halinde yan yana dizilirler. İşletmelerde en çok kullanılan 4–6–8 sıralı lamellerdir. Bunun üzerindeki sıra sayıları ipek dokumacılığında kullanılır. Eğer bir çözgü ipliği koparsa buna takılı olan lamel aşağıya lamel çubuklarının üzerine düşerek makineyi durdurur. Lameller aşağıya düştüklerinde lamel testeresi de denilen çubukların hareketini engelleyerek makinenin durmasını sağlamaktadır. Otomatik lamel dizme makineleri genellikle çözgü taharlandıktan sonra yani açık lameller için kullanılır. Çözgünün 1’e 1çapraza alınmış olması şartı vardır. Çeşitli lamel genişliklerine göre kolaylıkla değişebilen bataryalar vardır.

Lamel eksik olduğu veya iplik ayrılmadığı zaman otomatik olarak makine durur ve sinyal lambası hatanın olduğunu gösterir. Bu makineler saatte 8000 iplik üzerine lamel dizebilir. Lamel grubu lamel magazininde hazırlanır. Lamel ayırıcı, lamelleri ayırır ve bunlar daha sonra lamel çevirici ile tutulur ve taharlama pozisyonuna getirilir. İplikler taharlandıktan sonra lameller, lamel kızaklarına alınır. İstenilen lamel testeresine itilir ve dizilir.
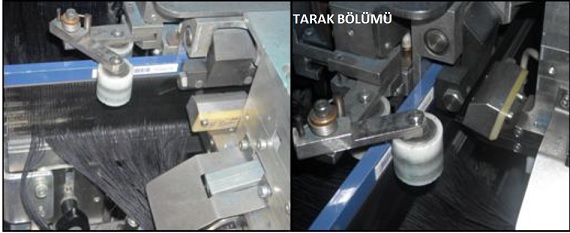
Tarak bölümü: Taraktan alma da tahar raporunda belirtilen bir dişten kaç çözgü ipliği geçeceğini gösteren işaretlere göre yapılır. Tarak, taharlama boyunca tarağı nakleden tarak taşıma birimi üzerine monte edilir. Optik tarak izleme ve kontrol, tarak inceliğine ve istenilen diş adedine göre tarak taharını kontrol eder. Tarak bıçağı dişler arasından girer, dişleri oldukça geniş açar ve böylece tahar kancasının ve ipliğin engellenmeden geçmesini sağlar
Gücülerden geçirilmiş çözgü ipliklerini, tahar planında belirtilen sayılarda tarak dişlerinden geçirme işlemidir. Her tarak dişinden geçirilen çözgü ipliği sayısı kumaş enine ve çözgü sıklığına bağlıdır. Tarak dişinden geçecek iplik sayısı ve tarak numarası yani taraktaki diş sıklığı çözgü sıklığına bağlı olarak seçilir. Bu işlem tek kişi tarafından küçük tığı benzeri aletle yapıldığı gibi otomatik veya yarı otomatik tahar makinelerinde de yapılmaktadır.
Kontrol kabini: Bu kabin, sistemin elektrik kontrolünü ve operasyon için gerekli bütün voltajı sağlayan merkezi güç kaynağını barındırır. Hiyerarşik yapıya sahip olan kontrol sistemi, işlemci modüller üzerinden motorlar ve aşamalı digitizerler ile irtibat kurar. Ayrıca dağıtım devreleri üzerinden de selonoid valflar ve sensörler ile irtibat sağlar.
Operatör konsolu: Tahar makinesi operatör konsolunda bulunan bir klavye ile kumanda edilir ve programlanır. Ekran, istenen bilgileri o ülkenin dilinde metin halinde ve kısmen grafik formunda gösterir. Makinenin durumu ve taharlama işleminin aşamaları her an görülebilir. Tahar raporunu ve parametrelerini programlama da operatör konsolu üzerinde gerçekleştirilir. Operatör konsolu, ayrıca makinenin çalışması ve bakım bilgisi hakkında istatistiksel veriler sağlar. Gerektiği takdirde makine acil stop düğmesi ile hemen durdurulabilir. Konsolun kapağının altına yerleştirilmiş bulunan ana bilgisayar ve disket sürücü mevcuttur.

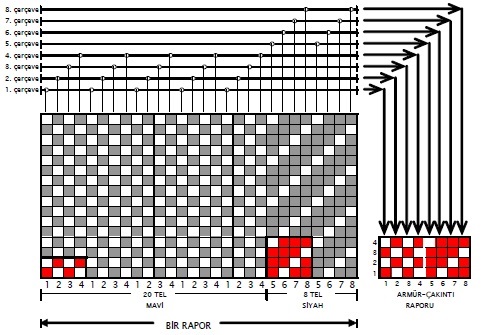
Tahar makineleri olarak işletmelerde klasik kartonlu tahar makineleri de kullanılmaktadır. Bu tip tahar makineleri için dokuma makinelerinde ağızlık açma sistemlerinde kullanılan armür kartonları bulunmaktadır. Bu kartonların görevi dokunacak olan kumaşın örgüsünün taharını sonsuz karton üzerine işleyerek tahar makinesinde, taharlama işlemi yapılırken hangi çerçevenin çözgü ipliğini üzerinde bulunduracağının tespitini gerçekleştirmektir.
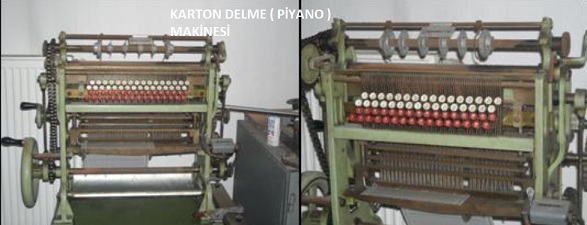
Dokunacak olan kumaşın örgüsüne göre hazırlanacak tahar kartonunun mekanik tahar makinesinin karton yuvasına monte işlemi yapılır. Bu rapor doğrultusunda alınan hareketle iğneler yardımıyla uygun çerçeveye çözgü ipliği içinden geçirilmiş olan gücü ilave edilir. Mekanik tahar makinelerinde yapılacak tahar işleminde bilgisayar destekli bir çalışma yoktur. Genellikle işlemlerin çoğunluğu çalışan personel tarafından yürütülmektedir. Tahar makinesinin mekanik olması modern tahar makinelerine göre zaman kaybına neden olmaktadır.

Tahar Makinesinde Taharlama Yapma
Modern tahar makineleri lamellere, gücülere ve tarağa aynı anda tahar yapabilecek şekilde imal edilmektedirler. Çözgü, taharlama işlemi boyunca tahar nakil arabasında kalır. Kıskaçlar yardımıyla alttan ve üstten sabitlenir. İşlem tamamlandıktan sonra tahar arabası tezgâhın içine sürülür ve tahar makinesine bağlanır. Makine üzerinde taharlama işlemi boyunca tüm işlemlerin takip edildiği elektronik bir ekran mevcuttur. Makinede normal taharlama prensibi olarak her gücü gözünden bir çözgü teli geçirilmektedir. Ancak kenarlarda gücü gözünden farklı sayıda çözgü teli geçirilecekse işçi tarafından makineye bu talimat girilmelidir.
Çözgülerin lamel ve gücü gözlerinden geçirilmesi işlemi için esnek bir tığ kullanılır. İplikler, lameller ve gücüler teker teker tutucular tarafından alınır, işleme hazır duruma getirilir ve taharlaması yapılır. Tahar planları elektronik olarak transfer disketleri veya merkezi aktarma ağı tarafından makineye verilebilir. Bu bilgiler kontrol terminali tarafından planlanır ve muhafaza edilir. Taharlama işlemi tamamlandıktan sonra tahar makinesi sistemden ayrılır, çözgüler dokuma makinesine yerleştirilmek üzere tahar arabasında kalır.
Tahar işlemi tamamlandıktan sonra çözgü levendi, çerçeveler, tarak ve lameller tahar arabası tarafından taşınır ve dokuma makinesine yerleştirilir. Bu sistem dokuma makinelerinin sökülmesi ve taşınması amacıyla da kullanılabilmektedir.
Tahar Makinesinin Çalışması Sırasında Dikkat Edilecek Hususlar
Tahar işlemi yapılırken çeşitli sebeplerden dolayı istenmeyen hatalar oluşabilmektedir. Bunlar çapraz hatası, lamel diziminde atlama hatası, gücü tahar hatası, tarak taharı hatası ve tarak izi gibi hatalardır. Bu hataların geneli el ile yapılan tahar işleminde karşımıza çıkmaktadır. Makine ile yapılan tahar işleminde bu hatalar göz önünde bulundurularak daha hassas çalışma sonucunda kaliteli ürün yapılabilmesi sağlanacaktır. Mekanik tahar makinelerinde tahar elemanının özellikle gücü ve tarak tahar işleminin yapımında sürekli gözlem yapması ve hataları anında çözmesi şarttır. Tam otomatik tahar makinesinde yapılacak belli başlı kontroller aşağıda sıralanmıştır:
1- İlik algı ayarı kontrolü,
2-Lamellerin kontrolü,
3-Gücü kontrolü,
4-Tahar iğnesinin kontrolü
5-Dokuma tarağının kontrolü,
6-Çözgü uçları tahar kontrolü,
7-Rapor tekrarları kontrolü
El Taharı
Tahar çözgü dairesinden gelen çözgü levendinin üzerindeki çözgü ipliklerinin belirli bir plan doğrultusunda (tahar planına göre) gücü gözlerinden ve dokuma tarağının dişlerinden geçirilmesi olarak tarif edilmektedir. Bu işlem el ile ya da makine ile yapılır.
El ile yapılan tahar işleminde hataların oranının yüksek olması ve işlemin daha fazla zaman alması işletmeleri gelişmiş
elektronik donanımlı makinelerin ve sistemlerin kullanılmasına sürüklemiştir. Otomasyona geçmemiş küçük dokuma işletmelerinde elle yapılan tahar işlemlerinde sıkça rastlanan hatalar şunlardır;
1-Çapraz hatası
2- Lamel dizim hatası
3- Gücü tahar hatası
4-Tarak tahar hatası
5- Tarak izi.
Tahar hataları genellikle gücü taharı haricinde fark edildiğinde kolayca düzeltilebilmektedir. Fakat işletmeler için maddi kaynakların ulaşılmasından daha önemli olan zaman kaybına sebep olmaktadır.
Tahar Yapmada Kullanılan Malzemeler
Tahar işleminde çözgü dairesinde alınan, üretilecek kumaşın özelliklerine uygun duruma getirilmiş çözgü leventleri üzerinde işlem yapılır. Tahar işleminde ve diğer hazırlık işlemlerinde bir önceki yapılan işlemin hatasızlığı üzerine devam edileceğinden taharda kullanılacak çözgü ipliğinin, çözgü dairesinden gerekli bilgilerin ve uyarıların belirtildiği şekli ile tahar dairesinde zarar verilmeden nakli sağlanmalıdır. El ile tahar yapma işleminde işlemin kolay ve rahat çalışılabilmesi için üzerinde tahar yapılan tahar sehpası, çerçeveler, gücüler, lameller, dokuma tarağı, tarak ve gücü tığı gibi yardımcı parçalar kullanılmaktadır.

El ile tahar yapma işlemi, iki işçi tarafından kontrollü şekilde yapılır. El ile yapılan tahar işleminde bütün çerçeveler tahar sehpasına asılır. Sehpanın arkasındaki tahar arkacı denilen işçi plana göre iplikleri sırasıyla tek tek sehpanın önünde duran tahar öncü denilen işçiye uzatır. Tahar öncü, gücü tığı ile tahar arkacının vermiş olduğu çözgü ipliklerini tek tek gücü gözünden geçirir. Gücü taharına birinci çerçevenin sol tarafından başlanır. Bu işlemde dikkat edilmesi gereken, tahar raporuna uygun şekilde hareket edilmesidir. İkinci işlem de gücülerden alınmış çözgü ipliklerinin dokuma tarağı dişlerinden geçirilmesidir.

Tahar Sehpası
Tahar işleminin üzerinde yapıldığı, metal aksamdan oluşan basit çalışma ortamı sağlayan sehpalardır. Tahar işleminin yapılması için öncü ve arkacı diye isimlendirilen iki elemanın çalışabildiği sistemdir
Çerçeveler

Dokuma makinelerinde ağızlığın açılmasında üzerinde bulunan gücülerin ve bu gücülerin gözlerinden geçirilen çözgü ipliklerinin istenilen aşağı yukarı hareketini (üretilecek kumaşın örgüsüne uygun) yapmasında kullanılan en önemli parçalardır. Dokunacak kumaşın örgü raporuna göre üzerinde bulunacak gücü sayısı değişmektedir. Çerçevelerin üzerine yüklenecek gücü sayısı çerçeve enine ve dokuma makinesinin tipine göre değişebilmektedir.
Gücüler
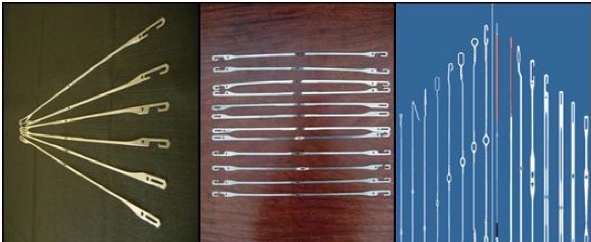
Çözgü ipliklerinin çerçevelere gruplar halinde takılı olarak bulunmasını sağlayan veya jakar sisteminde serbest olarak bulunan metal aksamlardır. Üstünde bulunan gücü gözü adı verilen delikten çözgü ipliklerinin geçirildiği metal tel ya da plakalardır. Çözgü ipliklerinin ağızlığı oluşturabilmesi için örgü hareketine göre aşağı yukarı yönlenmesi gerekmektedir. Bu hareketin çerçeveler aracılığı ile çözgüye ulaştırılmasını sağlayan ağızlığın oluşmasında önemi yüksek olan bir tahar elemanıdır.
Lameller
Lameller çözgü kontrol sisteminin bir parçasıdır. Lamel atma işlemi de taharcılar tarafından yapılır. Her bir çözgü teline bir adet olmak üzere tüm çözgülere lamel atılır. Lamel atma işlemi çözgüler makineye alınıp, bağlandıktan sonra yapılır. Çözgü ipliklerinin kopuşlarını kontrol etmek amacıyla mekanik veya elektrikli bir sistemle kombine çalışarak çözgü ipliği koptuğu anda dokuma makinesinin durdurulmasını sağlarlar. Lameller yapı olarak alt kısmı açık ya da kapalı olarak üretilirler. Testere adı verilen metal levhalar üzerinde görevlerini yerine getirirler. Altı açık olan tiplerin makineye takılması tahar işlemi bittikten sonra mümkündür. Kapalı tipler ise tahar işlemine başlanmadan çözgü ipliklerinin lamel gözlerinden geçirilmesi işleminden önce yapılmalıdır.
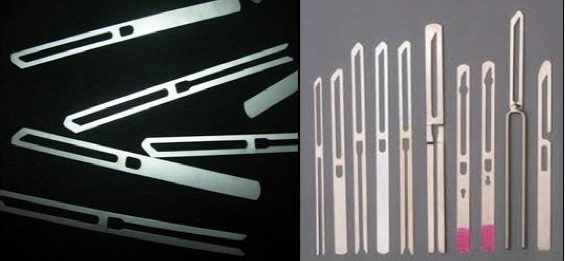
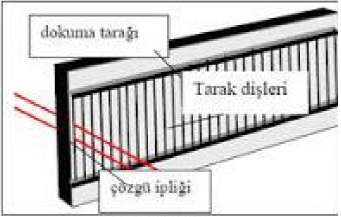
Dokuma Tarağı
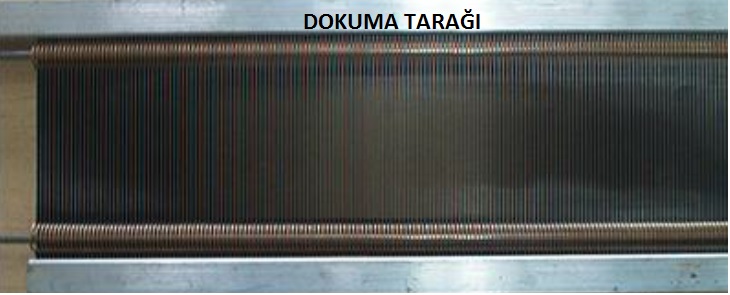
Çözgü ipliklerinin dokunacak kumaşa düzgün ve homojen olarak dağılımını sağlayan dokuma makinesi parçasıdır. Kumaşın eninin, sıklığının ayarlanmasını sağlamaktadır. Çeşitli metal ve plastik maddelere uçlarından tutturulmuş ince metal plakalardan yapılırlar. İki metal plaka arasındaki boşluğa tarak dişi denir. Bu boşluğun 10 cm’deki adedi tarak numarası olarak ifade edilir. Tarakların sıklığa göre ayrımında tanımlanmasına yardımcı olur. Tarağın sıklığının artması üretilecek kumaşın sıklığının oranının büyük olması anlamına gelmektedir. Tarak, dokuma makinesi için değiştirilebilen sıklıklarda yapılan seyyar bir yardımcı parçasıdır. Tarak numarası seçilirken kumaşın eni, çözgü sıklığı, örgü raporu, çözgü renk raporu, çözgü ipliklerinin kalınlığı ve düğümlerinin oluşturduğu kalınlık dikkate alınarak yapılmalıdır.
Tarak ve Gücü Tığı

Dokuma makinesinde üretim sırasında meydana gelebilecek kopuşlarda ve tahar işlemi yapılırken dokuma hazırlıkta çözgü ipliklerinin tarak ve gücülerden geçirilmesinde kullanılan metalden imal edilmiş yardımcı tahar elemanıdır. Tarak çekeceği ve gücü çekeceği olarak adlandırılırlar. Her bir tahar ve dokuma elamanın çalışma sırasında yanında bulundurması gereken el aletidirler.

El ile Lamel Dizimi
Çözgü ipliklerinin testereler adı verilen metal levhalar üzerine dizili lamellerin içinden geçirilme işlemidir. Lamellerin altı açık olanında çözgü ipliği lamelin deliğinden geçirilip testere üzerine uygun şekilde yuvasına bırakılır. Alt tarafı kapalı olan lameller ise önce testerelerden geçirilip çözgü ipliği, lameller testere üzerinde iken lamel gözünden geçirilir.
El ile Gücü Taharı Yapma
El ile gücü taharı yapılırken iki elemanın ortak çalışmasına gereksinim vardır. Görev dağılımında birinci eleman örgü raporuna göre gücü sıralamasına (çerçeveler dâhil) uyarak elindeki gücü tığını gücü gözünden geçirip ikinci elemanın vereceği çözgü ipliğini çekerek tamamladığı işlemdir. Yapılan işlem basit olmasına rağmen çok dikkat edilmesi gerekir. Yapılabilecek hataların tekrar çözümü zaman kaybına sebep olacaktır. Ayrıca telafi edilmemesi, dokunacak kumaşın görüntüsünün istenen örgü dışında bir yapıda üretilmesine yol açacaktır.
El ile Tarak Taharı Yapma
Çözgü ipliklerinin örgü raporuna göre açılan ağızlık içerisinden geçirilmesinden sonra kumaş sathına sıkıştırılmasını sağlayan tarak, tefe denilen mekanizma üzerinde yer almaktadır. Kullanılacak tarağın içerisinden geçirilecek olan çözgü ipliklerinin tek ya da daha fazla sayıda olması gerekli hesaplamalardan sonra dikkat edilmesi gereken önemli işlemlerin başında bulunmaktadır. Ayrıca tarağın toplam çözgü tel sayısının tek veya daha fazla sayıda içinden geçmesi pozisyonu düşünülerek yeterli kapasitede olması gerekmektedir. Tarak üzerinde tarak eninde fazlalık kalacaksa bu kısım tarağın tek tarafında bırakılmaz bu boşluk hesaplanarak her iki tarafa eşit oranda bırakılır. Çözgü iplikleri için tarak üzerindeki kullanılan ene faydalı tarak eni denilmektedir. Tarak için gerekli hesap işlemlerinden sonra tarak çekeceği kullanılarak çözgü iplikleri sol ya da sağ tarafından başlanarak tarak taharı gerçekleştirilir.
Desen taharı
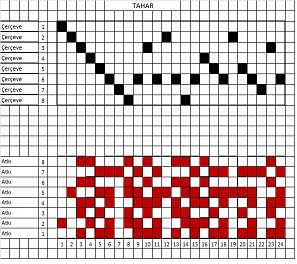
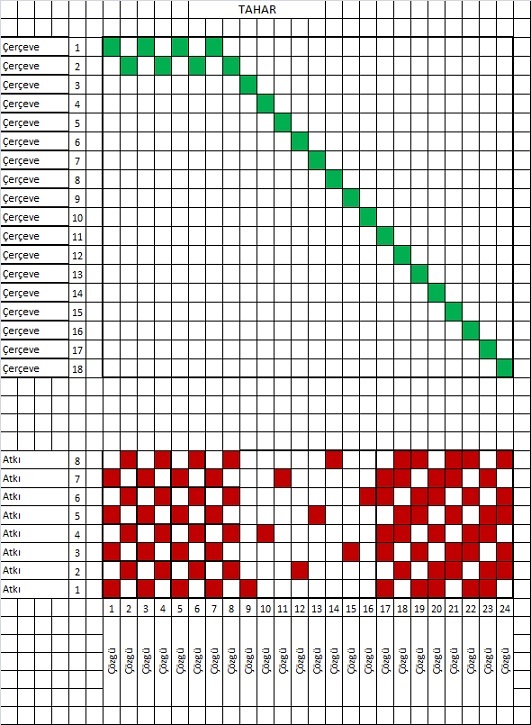
Dokumada çözgü ipliklerinin belirli kurallara göre çerçevelerdeki gücü gözlerinden ve tarak dişleri arasından geçirilmesi işlemine tahar denir. Tahar işleminin ilk aşaması gücü taharı, ikinci aşaması ise tarak taharıdır. Bu iki işlemin de bir plan sisteminde gösterilmesi gerekmektedir. Tahar planı, gücü ve tarak planını temsil etmektedir.
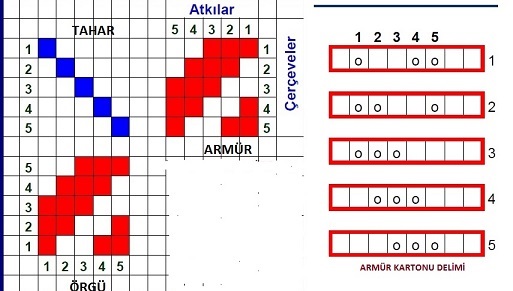
Tahar planı, bir örgünün en az kaç çerçeve ile dokunabileceğini ve hangi çözgünün hangi çerçevede yer alması gerektiğini gösterir. Desen kâğıdında örgünün üst ya da alt kısmında yer alır.
Tahar planı, dokunacak olan örgünün raporu esas alınarak çizilir. Tahar planı çiziminde temel kural örgü raporundaki aynı hareketi (aynı bağlantı şekli veya aynı çözgü ipliği hareketi ) yapan çözgülerin belirlenmesi ve bu çözgülerin aynı çerçeveye ait olduğunun belirtilmesidir.
Desen kağıdında dolu ile gösterilen noktalar çözgü ipliğinin atkı ipliğinin üstünden geçtiğini gösterir. Boş olan noktalar ise atkı ipliğinin çözgü ipliğinin altından geçtiğini gösterir.
Örneğin; bez ayağı örgüsünü oluşturan tek numaralı (1.3.5.7...) çözgü iplikleri aynı hareketi yani aynı bağlantıyı yaptığından aynı çerçevede toplanır. Benzer şekilde, çift numaralı (2.4.6.8...) çözgü iplikleri de grup oluşturarak ayrı bir çerçevede yer alır. Bez ayağı örgü raporunda iki farklı çözgü hareketi bulunduğundan bez ayağı örgüsü en az iki çerçeve ile dokunur. Bu durumda herhangi bir örgünün dokunabilmesi için gereken çerçeve sayısı, örgü raporunda bulunan farklı çözgü hareketi sayısına eşittir. Tahar planının desen kâğıdına çiziminde genellikle kullanılan yöntem tahar planının örgü raporunun üzerinde yer alması ve her çerçeve için bir satır ayrılmasıdır. Çözgü ipliğini gösteren sütun ile ait olduğu çerçeveyi gösteren satırın kesiştiği noktadaki karenin içi doldurulur. Aynı işlem örgü raporundaki tüm çözgüler için tekrarlanarak tahar planı çizilir.
Tahar planı çizilirken çerçevelerin numaralandırılması, dokuma makinesi veya numune dokuma tezgâhının çalıma şekline göre iki şekilde yapılabilir.
Numaralandırma kumaşa en uzak çerçeveden başlayarak numaralandırma yapıldığında desen kâğıdında, yukarıdan aşağı doğru her satır bir çerçeveyi temsil eder. Çözgü ipliğini gösteren sütun ile ait olduğu çerçeveyi gösteren satırın kesiştiği noktadaki karenin içi doldurulur.
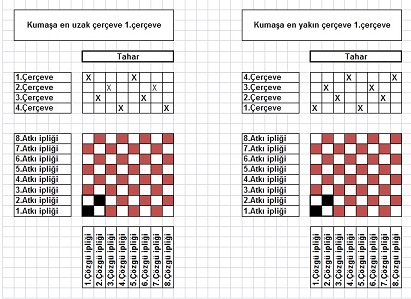
Numaralandırma kumaşa en yakın çerçeveden başlayarak yapıldığında desen kâğıdında, aşağıdan yukarıya doğru her satır bir çerçeveyi temsil eder. Çözgü ipliğini gösteren sütun ile ait olduğu çerçeveyi gösteren satırın kesiştiği noktadaki karenin içi doldurulur.
Tahar planı oluştururken aynı hareketi yapan çözgüler, çerçeve üzerine düşen yükü azaltmak amacıyla birden fazla çerçeveye dağıtılabilir. Yani toplam çözgü ipliği sayısını kullanılacak çerçeve sayısına bölersek her çerçeve başına düşen çözgü ipliğini tespit etmiş oluruz. Bu durumda çerçeve sayısı örgü raporundaki çözgü sayısının katları olmalıdır. Örneğin, bez ayağı örgüsü 2 çerçeve yerine 4, 6, 8... çerçeve ile dokunabilir. Ancak farklı bağlantı şekilleri olan çözgüler, kesinlikle aynı çerçevede toplanamaz.
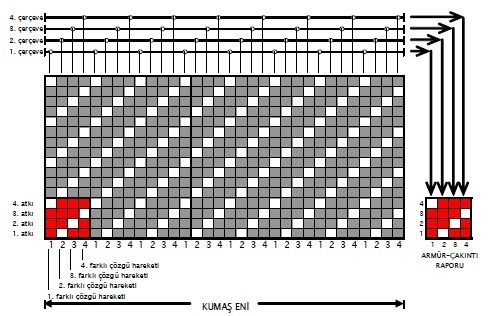
TARAK PLANI
Tarak planı tarağın bir diş boşluğundan kaç adet çözgü ipliği geçmesi gerektiğini gösterir. Tarak planı desen kâğıdında tahar planı ile örgü raporu arasıda yer alır. Tarak planında desen kâğıdının yatay yönde her bir karesi bir çözgü telini gösterir. Bir diş boşluğundan geçecek tel sayısı kadar karenin yan yana içi doldurulur. Yan yana bulunan iki diş boşluğunun karışmaması için örgü raporu boyunca iki satır kullanılır.
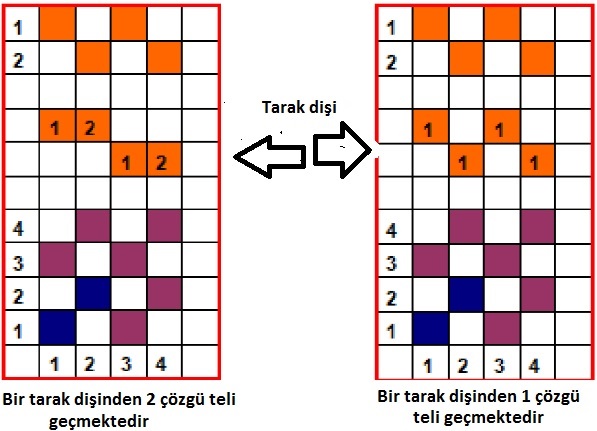
Yan yana iki adet kare dolu olarak gösterilmiş ise ; tarak taharı yapılırken her diş boşluğundan ikişer çözgü teli alınacaktır.
Bir adet kare dolu olarak gösterilmiş ise ; tarak taharı yapılırken her diş boşluğundan birer çözgü teli alınması gerektiği belirtilmiştir.
Diş boşluğundan geçen tel sayısı genellikle örgü raporuna uygun olarak seçilir. Örneğin; bez ayağı örgülü bir kumaş için bu sayı 2, 1/2 dimi örgülü kumaş için 3,5・li saten örgülü kuma için 5 olabilir. Bunun dışında çözgü sıklığı, istenen kumaş özelliği ve kullanılan iplik özelliği gibi kriterler de göz önünde bulundurulur. Örneğin; tül ve organze türü kumaşlarda çözgü ipliklerinin düzgün dağılımı için her diş boşluğundan birer tel alınması uygun olmaktadır. Bazı kumaşlarda, kumaş enince farklı bölgelerde farklı çözgü sıklıkları oluşturmak gerekebilir. Bu durumda tarak taharı yapılırken diş boşluğundan geçen tel sayısı sabit kalmaz. Sürekli tekrar eden bir tarak raporu oluşturacak şekilde değişiklik gösterir.
Atkı Hazırlama
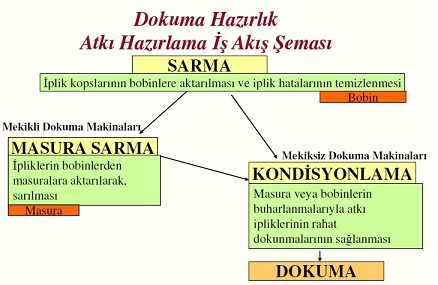
Atkı dokumacılıkta kumaşı oluşturan iki iplik sisteminden kumaşın enine doğru yerleşenleri tanımlar. Atkı iplikleri, çözgü iplikleriyle dik açılıdır.
Modern dokuma makinelerinde sistem farklıdır. Atkı ipliği ağızlığın içine mekikçik (projektil), rapier, havajet, sujet sistemleriyle atılır.Atkı atma miktarı bu yöntemlerle dakikada 600 atıma kadar ulşamıştır. Atkı bobinden silindir üzerine sağılır. Silindirden de darbesiz ve sabit hızla ağızlık içine alınır. Fren tertibatı dokuma makinesinin ritmine uygun olarak atkı ipliğini serbest bırakır veya frenler.
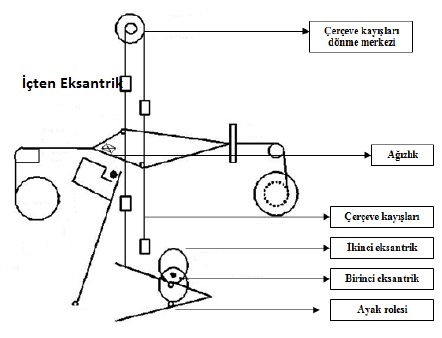
Eksantrikli Dokuma Makineleri
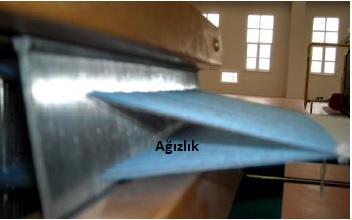
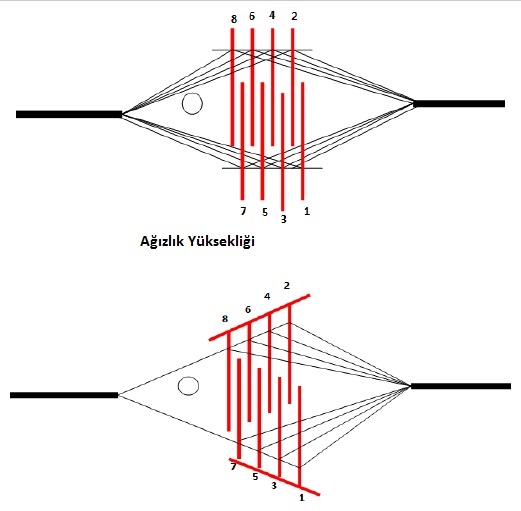
Dokuma makinelerinde, atkının atılmasından önce çözgü ipliklerinin iki tabakaya ayrılarak oluşturduğu, üçgen kesitli tünele ağızlık adı verilmektedir. Açılan her ağızlık içinden kaydedilen atkı ipliğinin üstünde veya altında bulunması gereken çözgü ipliklerinin belirlenmesi için çeşitli sistemler geliştirilmiştir. Bu sistemlerden her biri ağızlık açma sistemlerini oluşturmaktadır.


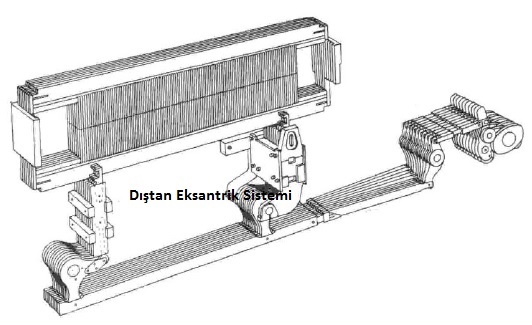
Eksantrikli ağızlık açma sistemleri, dokuma makinelerine monte edilme pozisyonlarına göre ikiye ayrılır. Eksantrikli dokuma makinelerinde, çerçeveleri kumanda edecek eksantrikler örgünün armür planına göre hazırlanır. Eksantrik mili üzerine uygun bir şekilde yerleştirilir. Eksantrikli Ağızlık Açma Tertibatları;
- İÇTEN EKSANTRİKLİ
- DIŞTAN EKSANTRİKLİ
olmak üzere İkiye ayrılır. Mekanik dokuma makinelerinde dönen bir mil üzerine monte edilerek ağızlığın açılmasında çerçevelere hareketi ileten metal plakalardır.




Ağızlık Açma Sistemine Göre Dokuma Makineleri
Dokuma makinelerinde 3 şekilde ağızlık
açılabilir:
1- Eksantrik ile ağızlık açma
2- Armür tertibatı ile ağızlık açma
3- Jakar tertibatı ile ağızlık açma
Yukarıda adı geçen ağızlık açma sistemlerinden kontramaj ile ağızlık açma, el dokuma makinelerinde kullanılır. Günümüzde Anadolu’nun bir çok yöresinde yatak-yorgan yüzü, havlu ve tül dokumacılığında kullanılır. Basit ve az masraflı bir dokuma şeklidir.Diğer sistemleri daha geniş bir şekilde incelemek gerekir.
1. Eksantrikli Ağızlık Açma Sistemleri
Eksantrikli ağızlık açma sisteminde 2 tip makine ile karşılaşılmaktadır.
a) İçten Eksantrikli Dokuma Makineleri
Bu makinelerde eksantriklerin boyları birbirinden farklıdır. 1.çerçeveye hareket veren eksantriğin boyu 2.çerçeveye hareket veren eksantriğin boyundan daha büyüktür. Örgü bez ayağı ise eksantrikler krank milinin altında bulunan vuruş eksantrik miline, tespit edilmiştir. Bu tezgahlarda en fazla 6 ile 8 çerçeveye kadar çalışırsa da genellikle 6 çerçeveyi geçmez. İçten eksantrik tezgahlarda çerçeveyi yukarı kaldıran eksantriğin küçük çapıdır. Çerçeveyi aşağı indiren ise eksantriğin büyük çapıdır.
b) Dıştan Eksantrikli Dokuma Makineleri
Çerçeve sayısını arttırabilmek amacı ile eksantrikle ağızlık açmada eksantriklerin tezgahının dışında çalıştırmak şekli düşünülmüştür. Her ne kadar içten eksantrikli tezgahlardan daha fazla çerçeveyi bu yolla çalıştırma imkanı doğsa bir bu da sınırlıdır. Yani 8-12 ayağa kadar çıkarılabilir.
Tertibatı inceleyecek olursak; dolap mili üzerine eksantrikler belli bir örgü için sıralanmaktadır. Eksantrikler röleler vasıtası ile ayaklara irtibat halindedir. Ayaklar kendi ekseninde hareket etmektedir. Ayaklara uçtan tespit edilen bir çubuk kollara bağlı olup, cıvata vasıtası ile ağızlık ayarı yapmaktadır. Kollar dört köşe miller üzerine geçer. Bu dört köşe miler, tezgah boyunca uzanan ve iki yatak içerisinde hareket edebilen çerçeve sayısı kadar olacaktır.
2 - Armürlü Ağızlık Açma Sistemleri
Randımanlı şekilde 18 çerçeveye kadar çalışan tezgahlarda ağızlığın açılması , armür sitemleri vasıtası ile gerçekleştirilir. Eksantrikli ağızlık açma sistemine göre desenlendirme imkanları daha fazladır.
Bir armür sistemi, bazı makinelerde farklı yöntem ve elemanlardan oluşmakla birlikte, her birinde şu temel elemanlar bulunmaktadır ;
a) Çerçeve
b) Çerçeve armür ayakları
c) Tomruk
d) Desen kartonu
e) Desen okuyucu elemanlar
f) Bıçaklar
g) Armür ayağı platinleri
Armür sisteminde üç önemli hareket vardır. :
a) Bıçakların hareketi
b) Platinlerin hareketi
c) Tamruk ve kartonun hareketi
Armürün Özellikleri
1- Kapalı ağızlıktır. (Tefe atkıyı sıkıştırdığı zaman ağızlık kapalıdır.)
2- Çift ağızlık açar.
3- Bir çerçeve yukarıda ise aynı çerçevenin ikinci harekette de yukarıda kalması gerekiyorsa, o çerçeve aşağı indikten sonra yukarı kalkar.
4- Çerçeve hareketi pozitiftir.
5- Çerçeveyi yukarıya kaldıran roledir. Aşağı indiren boş borudur.
6- Tomruk her atkıda 1/6 devir yapar.
3- Jakarlı Ağızlık Açma Sistemi
Jakar sistemi diğer sistemlere oranla değişik bir yapı gösterir. Eksantrikli armür sisteminde ağızlığın oluşumu için çözgü ipliklerine çerçeve gruplarınca hareket verilir. Jakar sisteminde ise ağızlığın oluşumu için çözgü ipliklerine tek tek kumanda edilir. Bu nedenle jakar sistemi desen yapma olanakları açısından eksantrik ve armür sistemine oranla daha elverişlidir. Jakar makineleri tek tomruklu ve çift tomruklu olarak iki sistemde incelenir.
Dokuma tezgahının üzerine dikey olarak kurulan bir ağızlık açma aparatıdır. Ayrıca makine kusursuz mekanik özellikleri ile bize çok değişik desenli kumaşlar yapma olanağı tanımıştır. Jakar makinesi bir seri iğne ( Desen okuyan ve makineyi programla) bir seri (maylonlar aracılığı ile ağızlık açılmasını sağlayan) platinden oluşmuş bir sistemdir. Her hangi bir dokuma tezgahı bir takım deliklerle birlikte üzerine jakar makinesi takılarak jakarlı dokuma tezgahına dönüştürülebilir.
Jakar makinesi, dokuma tezgahına ek olarak kurulan bir aparat olduğuna göre birbirleriyle iki açıdan ilişkilidir ;
1- Dokuma tezgahı, jakar makinesine hareket verir.
2- Jakar makinesi çalışarak maylonlar aracılığı ile dokuma tezgahına ağızlık açar.
Transfer Baskı
Kâğıda aktarılmış süblime olma (yani ısı etkisiyle buharlaşma) özelliğindeki boyar maddenin ısı ve basınç etkisi ile kumaşa transferi işlemidir.
Süblime olabilen dispers boyar maddeler, özel olarak yapılandırılmış silindir baskı makinesi, rotasyon baskı makinesi veya ofset baskı makinesi ile kâğıt üzerine basılır. Kâğıt, hatalara ilişkin kontrol edildikten sonra basılı tarafını basılacak tekstil yüzey ile birleştirip 20 – 30 sn, 210 – 215°C’ye ısıtılmış (PES için) silindirden geçirilir. Bu esnada desen kumaşa geçer. Baskı işleminden sonra herhangi bir ard işlemin yapılmasına gerek kalmaması büyük bir avantajdır. Yüksek aktarma sıcaklığı nedeniyle tutumda sertleşme olabilir. Tutum sertleşmesi lif çeşidine göre farklı olabilir. Günümüzde genelde polyester veya selüloz polyester karışımlarına basılır.Selüloz oranı çok düşük olmalıdır.
Transfer baskı kâğıtlarının basılmasında boyarmaddenin buhar basıncı, difüzyon katsayısı(maddelerin çok yoğun ortamdan az yoğun ortama geçici), süblime temperatürü (170–230°C), molekül ağırlığı (400) dikkate alınarak seçilmesi gerekir. Kâğıtların dispersiyon boyarmaddeleriyle hazırlanan baskı patı ile basılması; rulo, rotasyon ya da film-druck baskı yöntemine göre gerçekleştirilir.
Transfer baskı kâğıdı yalnızca bir kez kullanılır. Kâğıt, ısıtılmış tambur ile blanket arasında kumaş ile yüz yüze getirilerek ısı ve basınç etkisiyle üzerindeki boyarmaddeyi kumaşa transfer eder. Kâğıt, solvent esaslı patlarla basılacaksa emme yeteneğinin az, sulu patlarla basılacaksa emme yeteneğinin çok olması gerekir. Emme yeteneğine göre boyarmadde değişik verim gösterir.
Emme yeteneği yüksek olduğunda boyar madde kâğıdın arka yüzeyine geçecek ve boyarmadde verimi düşecektir. Kâğıdın az, fakat yeterli emme yeteneğine sahip olması gerekir. Baskı patının büyük kısmının kâğıt üzerinde kalması isteniyorsa binder kullanılır. Transfer baskıcılıkta baskıcı ya da aracı, baskılı kâğıdı, bu çok özel kâğıtları üreten firmaların birinden sipariş eder. Bu kâğıt, tasarımcının yarattığı desene uygun olarak basılmıştır. Baskıcı ya büyük partilerde özel desen bastırır ya da hazır desenli kâğıtlardan seçerek kullanır.
Boyarmaddenin kâğıttan kumaşa geçişine etki eden faktörler;
1-Boyarmaddenin yapısı,
2-Mamulün yapısı,
3-Transfer koşullarıdır.
Temperatür hassasiyeti ±1° olmalıdır. Boyarmadde molekülünde ufak bir değişiklik, boyarmadde alımında % 50'ye varan değişikliğe yol açar transfer baskıda; basınç kalış süresi elde edilen sonucu etkiler. Boyarmadde ile tekstil mamulü arasıda bir denge vardı. Süe iyi ayarlanmamışa kâğıttan elyafa geçen boyarmadde tekrar elyaftan kâğıda geçer.

Transfer baskı kâğıtları yüksek sıcaklıklara ve basınca dayanıklı olmalıdır. Transfer baskı kâğıdının baskısı rotogravür (bakır tual ile elmas uçlu bir fırçanın buluşmasıyla sonuçlanan baskılar), fleksografik (Baskı kalıbının yüzeyinde yüksekte kalan işli alanlardaki mürekkep almış görüntülerin basınç etkisiyle baskı malzemesinin üzerine geçirilmesi esasına dayanan bir baskı yöntemidir.), litografik (Taş baskı sistemi yağ ve suyun birbirlerine karışmamaları olayı esas alınarak aynı yüzey üzerinde baskı yapan ve yapmayan alanlar elde edebilme esasına dayanır.), şablon ve dijital baskı olarak yapılabilir. Transfer baskı kâğıtları yüksek hızlı baskıda yırtılmayı önlemek için yeterli dayanıklılığa sahip olmalı ve transfer adımında 30 saniye veya daha uzun sürede 200°C ve üzeri sıcaklıklara maruz bırakıldıktan sonra yeterli dayanımı göstermelidir. Kâğıtların ağırlığının 55-80 g/m² olması tavsiye edilir. Kâğıt, kâğıt hamurundan mekanik yollarla hazırlanarak elde edilir. Mekanik yollarla öğüterek, ezerek veya kimyasal maddelerle oluşturulan kâğıt hamurundan elde edilebilir.
Baskı mürekkebi veya diğer yüzey uygulamalarını kâğıda nüfus etme derecelerinden dolayı geçirgenlik önemli bir özelliktir. Fakat yüksek geçirgenlik transfer esnasında mürekkep ve solventlerin geçişini arttıracağından baskı desenlerinin netliğinde azalmaya ve kumaşta düşük transfer etkisine sebep olur.
Transfer baskı mürekkeplerinin yapısında bağlayıcılar, solventler, plastifiyanlar ve diğer katkı maddeleri bulunur. Bağlayıcılar boyarmaddeyi baskı malzemesi üzerine sabitleştirir. Solventler,reçineleri çözerler ayrıca mürekkebi baskı viskozitesini düşürüp mürekkebin baskı malzemesi üzerine transferini sağlamaktadır.Plastifiyanlar mürekkebe esneklik,yüzeye iyi yapıştırma gibi özellikleri arttırmak için ilave edilir.Diğer katkı maddeleri ise mürekkebin sürtünme dayanıklılığını kayganlık özelliklerini geliştirmek için ilave edilir.
Tops ve Tow Boyama
Elyafın taranmış bant formuna tops, sonsuz flamentin elyaf kablosu formuna tow denir.
Elyaf sadece kütle formunda değil aynı zamanda bu formlarda da özel aparatlarında boyanabilir.
TOPS VE TOW BOYAMANIN AVANTAJLARI VE DEZAVANTAJLARI
Tops ve tow boyama sonucunda elyaf boyama ile aynı sonuca ulaşılır.
İyi nüfuziyet ve düzgün renk verimi elde edilir.
Topslar karıştırılarak çeşitli renk efektleri elde edilebilir.
İplik eldesine kadar yapılan işlemlerle varsa düzgünsüzlük giderilebilir.
İplik üretim maliyeti daha azdır.
TOPS VE TOW BOYAMA MAKİNELERİ
Sarılmış topslar, boyanmak üzere, daire şeklinde, metal bir levhanın üzerine dairesel olarak dizilmiş, ortasından delikli iğler bulunan silindirlere yerleştirilir.
Topsların yerleştirildiği bu silindirlere tops boyama aparatları denir.
Elyaf boyamak için kullanılan kazanlar içinin aparatları değiştirildiğinde tops boyamak için de kullanılır.
Çünkü tops ve tow boyamak için ihtiyaç duyulan makine donanımı elyaf boyama için kullanılan makine donanımı ile aynıdır.
Farklı olan sadece elyaf, boyama kazanının iç çeperi çapında bir kafes içine kütle şeklinde sıkıştırılır,
tops ise önce yumak hâline getirilir, ardından bir levha üzerine düzgün dizilmiş delikli silindirler içerisine yerleştirilir ve bu şeklilde kazanın içerisine yerleştirilir.
Tow ise sonsuz flament kablosudur ve elyaf boyama aparatına elyaf gibi ıslatılarak sıkıştırılır.
TOPS VE TOW BOYAMA İŞLEMİ

Elyafı tow formunda hazırlamak içinde elyaf sıkıştırma makineleri kullanılır.
Filament ipliğin elyaf formunda boyanmasına tow boyama denir.
Elyaf 80-90°C sıak su ile delikli kafeslerin içrisinde preslenir.
Bu işlem boya banyosuyla karşılaştığı zaman yine elyafta olduğu gibi filamentin Şişip sıkışması ve arasıa boya alımını zorlaştırmasını engellemek içn yapılır.
Önceden ıslanmış flament ıslak olarak sıkıştırılır ve bu şekilde boya alııdaha rahat olur.
Sıkıştırılmış bu elyaf kütlelerine kek denir.
Bir makineye üç kek yülenir.
Keklerin her biri 500-600 kg arasıda değişir.
Bu makine elyaf boyama işlemi içnde kullanılır.
Taranmış elyaf tops denilen gevşek bir yumak hâine getirilir.
Bu işlem özel tasarlanmış bobin makinelerine benzer bir yapıa sahip, tops sarma makinelerinde yapılır.
ARD İŞLEMLER
Tow boyamadan sonra materyal elyaf boyamadan sonra olduğu gibi açılarak santrifüj makinesine sağılır.
Santrifüj makinesinde yüzey suyu uzaklaştırılan materyal sıcak hava üflemeli kurutucularda kurutulur.
Kurutma işleminden sonra materyal, elyafta olduğu gibi preslenerek balya formuna getirilir.
Topslar ise formları bozulmadan santrifüj makinesine alınır buradan yine formları bozulmadan sossuz bant üzerinde sıcak hava üflemeli kurutma makinelerinden geçirilir. Topslar bu makineye elle beslenir.
TOPS VE TOW BOYAMANIN KULLANILDIĞI YERLER
Elyaf boyamanın ihtiyaç duyulduğu durumlarda tops boyama yapılır.
Melanj iplik ve halı ipliği yapımı için tercih edilir.
İplik Boyama (Bobin halinde ve Çile halinde )
Lifler iplik olarak eğrildikten sonra, dokuma veya örme kumaş olmadan önce boyanmasına iplik boyama denir. Boyanmış ipliklerden yapılmış kumaşlar “ipliği boyalı” olarak isimlendirilir..
Kumaşların ipliği boyalı olmalarının çeşitli avantajları ve dezavantajları vardır. İpliği boyamak elyaf ya da tops boyamaya nazaran daha az maliyetlidir. İplik boyamada renkler daha net ortaya çıkar. Kumaş boyamaya nazaran düzgünsüzlükler daha az göze çarpar. İplik boyamada kullanılan boyar maddeler sonradan göreceği işlemler gereği haslıkları yüksek seçilmelidir, bu da kullanım haslıklarını çok iyi yapar. İplik boyama ipliğin iki farklı formunda yapılabilir. Birincisi iplikler bobin hâline getirilir ve bu formda boyanır. İkincisi ise iplikler çile hâline getirilerek boyanır.
BOBİN BOYAMA

Bobin hâline getirilmiş ipliklerin özel aparatlarda boyandığı bir uygulamadır.
Çoğu kez ipliğin bobine sarılı hâlde boyanması tercih edilir. Çünkü bu şekilde diğer boyama formlarının bir takım dezavantajları da ortadan kaldırılmış olur. Bu uygulamada iplikler metal veya plastik basınçlandırılabilen koniklere veya kovanlara sarılır. Kovanlar ( Bobinler ) genelde silindirik yapıdadır.
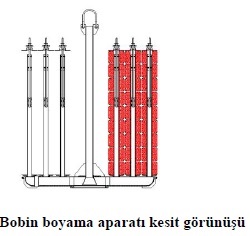
Silindirik bobinler çap bakımından da üniform olduklarından daha düzgün boyama veririler. İplik sarılmadan önce kovanların ( Bobinlerin ) dışına örgü kumaş ya da geçirgen kâğıt kaplanır. Bu basıncın daha düzgün dağılmasını sağlar. Her bir bobinde 500-1000 g arasında iplik bulunur. Bobinler üzerine sarılan ipliğin yumuşak sarılması gerekir. Özellikle bobinlerin köşe kısımlarıma flottenin ulaşması zordur. Bunu önlemek için bobinlerin bu bölgeleri daha yumuşak sarılır.
BOBİN BOYAMA MAKİNELERİ
Bobin boyama makineleri silindirik gövdeli, basınçlandırılabilen ve yüksek sıcaklıklara çıkabilen makinelerdir. Dikey ve yatay gövdeli, yatay iğli olmak üzere üç çeşidi vardır. Bir bobin iplik boyama makinesinin temel parçaları şöyledir:
1-Boyama kazanı
2-Taşıyıcı ünite
3-Sirküasyon pompası
4-Banyo akış hızını kontrol eden üinite
5-Isı değiştirici ( Eşanjör )
Basınçlandırılmış olan boya kazanının gövdesi genelde silindirik yapıdadır. Üst kısmında kubbemsi bir kapak vardır ve bu kapak kazana bir dizi cıvata veya vidalı çubuk yardımıyla sıkıştırılır. Dikey gövdeli kazanların hemen altında bir sirkülasyon pompası bulunur. Makinenin yüksekliği ve yukarıdan bir vinç yardımıyla doldurulmasından dolayı işletme içerisinde ya yüksek tavanlı bir yere ihtiyaç vardır ya da makine işletmenin zeminine gömülmelidir. Makineler bir sıra hizasında olur ve tek bir vinç makinelerin yüklenip boşalmasını sağlar. Yatay gövdeli bobin boyama makinesinde ise böyle bir sorun yoktur.
Bobinler yine dik konumdadır fakat gövde yatay olarak konumlandırılmış olduğundan bu durumda bobinlerin kazan içerisine yerleşebilmesi raylı bir kızak sistemi ile olur. Fakat bu tip makineler fabrika içerisinde makine sahasında dikey gövdelilere nazaran daha geniş yer tutarlar. Yatay iğli makineler ise çok daha az yer kaplarlar ve gövdeleri silindirik değil prizma şeklindedir.
Bobinler özel olarak geliştirilmiş aparatlarında kazan içine yerleştirilirler. Bu aparatlar boya banyosunun akışına izin verecek şekilde delikli ve dik konumdaki ortası boş iğler üzerine yerleştirilmektedir. Bu iğler çerçeve adı verilen daire şeklinde bir levhanın üzerine düzgün bir şekilde sıralanmıştır.
Çerçeve boya kazanının tabanına sirkülasyon pompasından gelen borunun tam üzerine oturur. Yatay iğli makinelerde ise iğlere yerleştirilmiş bobinler makine içerisindeki yuvalara tek tek elle yerleştirilir. Sirkülasyon pompası dikey kazanların alt kısmına yerleştirilmiştir, yatay kazanların ise arka tarafındadır.
Boya banyosunun ısıtılması, yüksek basınçtaki su buharını bobinleri taşıyan çerçevenin hemen altında boya kazanının alt ucuna yerleştirilmiş bulunan helezonik ve yatay konumdaki ısıtma elemanının içerisine beslenmesi ile yapılmaktadır. Soğutma işlemi ise yine aynı borulardan soğuk suyun geçirilmesi ile olur. Isıtma ve soğutma elemanlarının boya banyosu içerisinde bulunmasından ötürü ani ve yüksek ısı değişimlerinden dolayı bu elemanlarda oluşabilecek çatlak ya da kirlenmelerin tespiti zordur. Özellikle çatlaklar ve oligomer oluşumu problem olabilir. Makinenin yan tarafında küçük bir kazan daha mevcuttur. Bu kazan ilave tankı olarak bilinir. Flotte için gerekli kimyasallar bu tankta hazırlanıp kazan içerisine buradan aktarılır.
BOBİN BOYAMA İŞLEMİ

Taıyıcı dikey borular üzerine yerleştirilen bobinler kazan içerisine alınırlar. Sirkülasyon pompası ile flotte kazan içerisinde sirküle ettirilir. Boya banyosu çerçeve tabanının içerisinden geçirilerek iğlerin içerisinden yukarıya doğru, bobinlerin içerisinden tekrar ana banyoya gelecek şekilde ısıtıcılardan da geçirilerek devirdaim yaptırılır. Bu akış yönü bobinlerin içinden dışına ya da ters yönde dışından içine olur. Boyama süresince bobinlerin yerlerinden oynamamasına dikkat edilmelidir ve ani basınç değişikliklerinden kaçınılmalıdır. Hidrofilik yapıdaki liflerin bobinlerine basınç uygulanmadan önce ıslanıp şişmeleri için yeterli zaman tanınmalıdır. Göze çarpacak şekilde şeklen bozulmuş bir bölge boya akışının orantısız geçişine sebep olacağından yer yer az ya da çok boyanmış bölgelerin oluşmasına neden olur. Dışarıdan içeriye boya banyosunun akışı, bobin yapısındaki gözeneklerin boyutunu azaltacak şekilde bastırır ve banyo geçişini yavaşlatır. İçeriden dışarıya akış ise bobinlerin genişlemesine ve banyonun rahat akmasına sebep olur. Bu nedenle boyama işlemi boyunca bobinlerden her iki yönde de akış sağlanmalıdır. Boya banyosunun geçtiği boruların boyu ne kadar kısa olursa sürtünmeden kaynaklı yavaşlama o kadar az olacaktır.
ARD İŞLEMLER
Bobinler boyandıktan sonra sıcak hava üflemeli makinelerde ya da infrared ısıtıcılarda kurutulur. Bobinler makineye tek tek elle beslenir.
BOBİN BOYAMANIN KULLANILDIĞI YERLER
Fantezi iplik yapımı da dâhil her türlü kumaş üretiminde kullanılır. Özellikle ipliği boyalı mamuller için kullanılan boyar maddelerin haslıkları yüksek olduğundan tercih edilir. Halı üretimde kullanılacak ipliklerde boyalı olarak tercih edilir.
ÇİLE BOYAMA
İplikler bobin hâlinde boyanabildiği gibi çile hâlinde de boyanabilir. Çile boyama ipliklerin geniş gevşek sarılmış hâlde boyanmasıdır. Çok sıkı bükümlü, high-bulk (farklı gerginlikte ipliklerin bükülmesiyle oluşturulan akrilik iplik) ipliklerin bobin hâlde boyanması zor olduğundan çile boyama yapılır. Çile boyamada bobin boyamaya nazaran daha uzun flotte kullanılır. Çile boyamada kullanılan üç çeşit makine vardır. Birinci tipi kabin şeklinde, ikinci tipi çilelerin askılara takılarak yapıldığı üniversal boyama kazanı, üçüncü tip ise püskürtmeli çile boyama makineleridir.

ÇİLE BOYAMA MAKİNELERİ
Üniversal boyama kazanlarında çileler bir çerçevede bulunan çubuklar üzerine asıldıktan sonra bir vinç aracılığıyla içerisinde boya çözeltisi bulunan dikdörtgen Şeklindeki bir kazana daldırılır. Kazanın alt kısmında delikli bir levha bulunur. Bu levhanın altında bobin ve elyaf boyama makinelerinde olduğu gibi ısı değiştirici eşanjör bulunur. Flotte sirkülasyonu bir pompa yardımıyla sağlanır. Bu makine elyaf ve bobin boyama makinelerine benzer.Kabin boyama makinesinde de tertibat benzerdir fakat makine dolaba benzer. Önden kapakları açılır ve dikdörtgen bir askı üzerine paralel yerleştirilmiş çubuklara materyal takılı bir şekilde dolabın içine yerleştirilir. Yine bu tip kazanların taban ve tavanında delikli ızgaralar vardır. Flotte sirkülasyonu aşağıdan yukarı ya da yukarıdan aşağıya olmak üzere iki yönlüdür.

Püskürtmeli makinelerde ise çileler üstü delikli özel çubuklara asılmakta ve boyama flottesi bu deliklerden ipliklere püskürtülmektedir. Bu işlem sırasında çilelerin asılı olduğu çubuklar döner ve aşağı yukarı hareket ederek ipliklerin her yerine boya alımı sağlanmaya çalışılır.
ÇİLE BOYAMA İŞLEMİ
İplik boyamada kullanılan en eski metotlardan biridir. Çileler belli uzunlukta halka şeklinde gevşek olarak sarılır. Çok kalın ya da çok ince olmamasına dikkat edilmelidir. Metraj iplik kalınlığına göre değişir. Bobin boyamaya göre daha maliyetlidir. Çileler paralel çubukların üzerine çerçevelere belli bir gerginlikte yerleştirilmelidir. Elastik liflerde ya da ıslandıkça çeken lifler için bir miktar avanslı besleme yapılır. Çile boyamada boyanın elyafa nüfuziyeti çok yüksektir. Çile boyamada makine kapasitesi düştüğünden üretim hızı yavaştır. Bobin boyamaya nazaran daha uzun flotte oranlarında çalışıldığı için boyar madde ve kimyasal tüketimi de fazladır.

ARD İŞLEMLER
Çile hâlinde boyanan iplikler santrifüj makinesinde fazla suyu alındıktan sonra çile hâlinde iplikler için özel olarak tasarlanmış kurutma makinelerinde kurutulurlar. Bu makinelerde çilelerin üzerine asılabileceği metal çubuklar bulunur, bu çubuklar sıcak hava üflemeli makine içerisinde özel taşıyıcılar sayesinde dolaştırılarak kurutulur.
ÇİLE BOYAMANIN KULLANILDIĞI YERLER
Çile boyama high-bulk iplik (farklı gerginlikte ipliklerin bükülmesiyle oluşturulan akrilik iplik) denilen ipliklerin, esnek ya da esnemeye müsait hassas ipliklerin boyanmasında kullanılır. Ayrıca el örgü ipliklerinin boyanmasında da kullanılır.
Yünlü Mamüllerde Ön Terbiye İşlemleri
Ön Terbiye İşlemi-Yıkama ( Yünlü Mamüllerde )
Ön Terbiye İşlemi-Karbonizasyon ( Yünlü Mamüllerde )
Ön Terbiye İşlemi-Ağartma ve Optik Beyazlatma ( Yünlü Mamüllerde )
Ön Terbiye İşlemi-Dinkleme ( Yünlü Mamüllerde )
Ön Terbiye İşlemi-Krablama ( Yünlü Mamüllerde )




Elastan Lifi
Son yıllarda insanların, giyim ihtiyaçlarında meydana gelen değişimler, kendi konfor ve zevklerine uygun, kaliteli ve aynı zamanda da sağlıklı ürünler talep etme eğilimleri, hem göze hitap eden hem de kullanım rahatlığı sağlayan ürünlere yönelimi arttırmıştır. Bu talep kumaş üretiminde ve buna bağlı olarak da iplik üretiminde değişik özellikteki ihtiyaçları ortaya çıkarmıştır. Bu ihtiyaç, tekstil endüstrisinde yeni ürünlerin elde edilebilmesi amacıyla, değişik yapı ve özelliklerde lifler kullanılarak değişik tekniklerle farklı yapılarda ipliklerin üretilmesine yönelik çeşitli çalışmaları tetiklemiştir. Bunun sonucu olarak da yeni lif türleri oluşturulmaya başlanmıştır. Tekstil lifleri içerisinde “elastan ya da spandex” olarak bilinen materyal de bu yeni nesil lif türlerinin bir grubunu oluşturmaktadır. Elastan lifi, şık görünüm, esneklik ve kullanım kolaylığı gibi özelliklere sahip bir liftir.
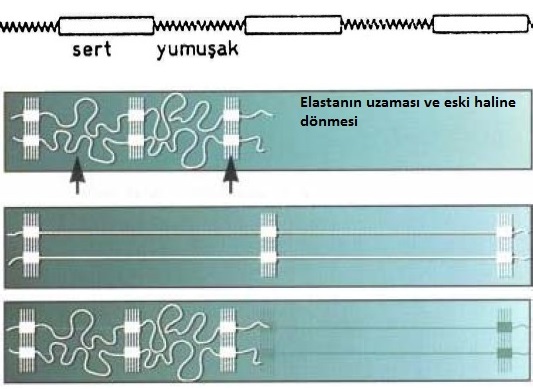
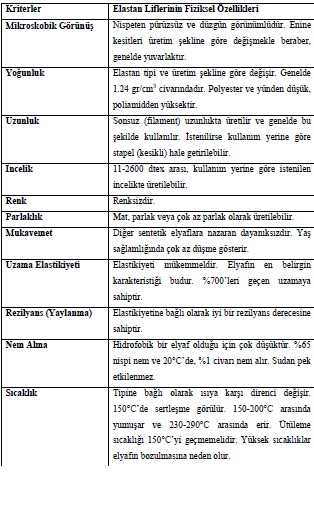
Deve ve Lama Elyafları
DEVE ELYAFI
Çok eskiden beri yük ve binek hayvanı olarak kullanılan develerin alt ince liflerinden ince kumaşların yapılabileceği ilk olarak İngiliz ordu subaylarından Thomas Hutton tarafından fark edilmiştir .
Dünyada iki cins deve bulunmaktadır. Tek hörgüçlü olan Arap ve Suriye develeri dromedary; ana vatanı Çin ve Moğalistan olan çift hörgüçlü develer ise bactrian develeri olarak adlandırılmaktadır .Dağlık bölgelerde çift hörgüçlü bactrian devesinden hem yük hem de binek hayvanı olarak yararlanılmaktadır.

Çift hörgüçlü bactrian develeri soğuk ve sert iklimlere dayanıklı iken, tek hörgüçlü Afrika develeri sıcak iklime ve çöl koşullarına daha iyi adapte olabilmektedir. Çeşitli iklim özellikleri gösteren Anadolu’da bu iki deve tipinin melezlenmesi ile Anadolu koşullarına uygun deve tiplerinin elde edildiği ifade edilmektedir .
Develer, dıştaki koruyucu kaba kıllar ve izolasyon sağlayan alt ince lifler olmak üzere iki farklı lif üretmektedirler . Tek hörgüçlü develer sıcak çöl bölgelerinde yaşadıkları için, bu develerdeki yumuşak alt ince liflerin miktarı azdır. Develer en çok Moğolistan, Türkistan, Çin, Hindistan (özellikle çöl bölgelerinde), Afganistan, İran, çeşitli Arap ülkeleri, Anadolu ve bir miktar da Balkanlar’da bulunmaktadır. Türkiye’de de önemli miktarda deve bulunduğu halde deve yünlerinden faydalanılması yaygın değildir. Develerin kaba liflerinden çuval, heybe, urgan ve çadır bezi gibi kaba mamuller yapılmaktadır. İnce lifler ise, çorap, kazak ve atkı gibi ürünlerin yapımında kullanılmaktadır.

LAMA CİNSİ ELYAFLAR
Güney Amerika lamaları, lama, alpaka, guanako ve vicunalar olmak üzere 4 farklı türü içermektedirler]. Alpaka ve Lama evcil, Vicuna ve Guanako ise yabanidir.
Yabani lama (guanako) lifleri
Guanako (Lama Guanicoe), Vicuna’dan daha fazla bir nüfusa sahip olup, dünya Guanako nüfusunun % 90’ından fazlası Arjantin’de, kalanı ise Şili ve Peru’da bulunmaktadır. Arjantin’de sayıları 550.000 olan Guanako’lar ülkenin güney bölümündedirler. Yetişkin hayvanlarda lif çapının, 16-22 mikron arasında olduğu ifade edilmektedir . Bu lifler genellikle yün lifi ile karıştırılarak kullanılmaktadır.
Lama lifleri
Lama (Lama glama) deve ailesinin evcil, sürü halinde yaşayan, Güney Amerika’da bulunan toynaklı bir türüdür. Lamalar İnkalar ve Güney Amerika’daki And Dağları’nın diğer yerlileri tarafından yaygın olarak yük hayvanı olarak kullanılmıştır .
Güney Amerika’daki lamaların çoğu Bolivya ve Peru’da bulunmaktadır. Arjantin ise lama sayısı açısından üçüncü sırada yer almaktadır. Lama lifleri arasında medullası bulunmayan lif oranı % 10’dan daha az olup, liflerin içerdikleri hava boşlukları sayesinde hafif ve iyi ısı izolasyon özelliğine sahip oldukları belirtilmektedir . Lama liflerinin sert, kaygan ve az kıvrımlı lifler olmaları nedeniyle, bu liflerden iplik üretimi zor olup, özel teknikler gerektirmektedir.
Lama liflerinin elastikiyetlerinin çok düşük olması nedeniyle, çorap gibi yüksek elastikiyetin istendiği ürünlerin yapımında kullanımları önerilmemektedir . Lama lif gömleklerinin, alpaka lif gömleklerine göre iki farklı lif tipi içermeleri ve daha kaba olmaları nedeniyle, alpaka lifleri tekstil sanayinde daha geniş bir şekilde değerlendirilmektedir.
Vikuna lifleri
Lamaların küçük bir kısmını teşkil eden Vicunalar, Peru’nun yüksek yaylalarında 5300 m’den yüksek bölgelerde yaşamaktadırlar. Vücut ağırlıkları 35-45 kg, yükseklikleri ise 85-90 cm kadardır. Vicunaların değerli liflerinden yararlanabilmek için, avlanmaları gerekmektedir.Lif çapları 10-15 mikron arasında değişen vicuna liflerinden üretilen iplik ve kumaşlar, özel hayvansal lifler içerisinde pazardaki en pahalı tekstil ürünlerdir. Ancak, kısa lif uzunluğu ve ince alt lifler arasından ölü liflerin ayrılması işleminin elle yapılıyor olması nedeniyle üretimleri oldukça zahmetlidir.
Angora Elyafı
Angora lifi özel bir hayvansal liftir.
Lüks doğal lifler sınıfına girmektedir ve oldukça pahalıdır.Pamuk ve yünle karşılaştırıldığında üretimi sınırlıdır. Angora lifi dünya hayvansal lif endüstrisinde 3. sırada yer almaktadır ve diğer hayvansal liflere göre oldukça farklı bir yapı sergilemektedir. Eğrilmesi için mutlaka bir uzmanlık gerekmektedir .
Angora tavşanı lifleri birçok yönden diğer yün liflerinden farklıdır. Sahip olduğu medullalı yapı, yumuşaklığını ve hafifliğini sağlar. Karışık bir tulup tipi vardır, içerisinde fırça gibi çok kaba lifler de bulunur. Bu liflerin bulunma durumu tavşanın tipine göre değişir ve çoğu zaman istenen bir özellik olarak görülmektedir. Bu karışık tulup yapısı lifin tavşanın üzerinde keçeleşmesini önlenmektedir ve ipliğe istenen hacmin verilmesine yardımcı olmaktadır . Daha alttaki lifler incedir, ortalama çapları 11-12 mikrondur. Ancak bir çok tavşan türünde ortalama lif çapını büyütecek özellikte lifler de bulunmaktadır.
Yoğunluk açısından yün (1,33 gr/cm³) ve pamuk (1,50 gr/cm³) ile karşılaştırıldığında 1,15- 1,18 gr/cm³ arasında düşük bir yoğunluğa sahiptir. Bu lifi kullanarak çok hafif ama sıcak tutma özelliği olan mamuller üretmek mümkün olmaktadır .Angora lifi, hem yünlü sistemde, hem de pamuklu sistemde eğrilebilmektedir. Angora lifiyle yün lifinin az miktarlardaki karışımı (%5-% 10), kumaşın tutumunu, dökümlülüğünü ve kabarıklığını geliştirmektedir. Yün lifine göre %30 daha incedir ve boyu daha kısadır. Bu nedenle kısa ştapel iplikçiliğinde kullanılması uygun olmaktadır. İpliği boyalı Angora/pamuk karışımları, tişört, süveter, kazak, pantolon, bluz vs. gibi yüksek moda ürünleri için kullanılabilir. %5’lik bir Angora / pamuk karışımı ürünün değerini %50 artırmaktadır. Yüksek moda ürünlerinde de bu değeri artırılmış ürünler oldukça fazla yer tutmaktadır. Ancak kaygan olduğu için bu lifi tek başına eğirmek çok zordur.
Genellikle diğer liflerle karıştırılarak kullanılmaktadır. Eğirme için mutlaka uygun bir harman yağı kullanılması gerekmektedir . Son yıllarda ülkemizde Angora tavşanı yetiştiriciliği ilgi çeken bir konu olmuştur. Ancak üreticiler elde ettikleri lifleri değerlendirmekte zorlandıkları için lifler ellerinde kalmış ve çoğu çiftlik kapanmıştır. Bu çalışmada amaç, ülkemizde yetişmesi için uygun şartlar bulunan Angora tavşanının lifinden yararlanma olanaklarının incelemesidir. Çalışma kapsamında Angora tavşanı lifinin kısa ştapel eğirme sisteminde pamukla karıştırılarak kullanımı için optimum eğirme şartları araştırılmıştır.Ankara Tavşanından elde edilen Angora yünü koyun yününe göre sekiz kat fazla ısı vermekte ve alerjiye de yol açmamaktadır. Ankara Tavşanının yününden yapılan korse dizlik iç çamaşırı fizik tedavi ve nevraljide kullanılan termal giysilerin dolaşım bozukluğu ve romatizma başta olmak üzere bir çok hastalığa iyi gelmektedir.
Ankara Tavşanın öncelikli verimi yünü (Angora)’dür.
İkinci derecede et üçüncü derecede kürk/deri dördüncü derecedeki verimi gübre ve mezbaha artıklarıdır. Ankara Tavşanın öncelikli verimi yünü (Angora)’dür. İkinci derecede et üçüncü derecede kürk/deri dördüncü derecedeki verimi gübre ve mezbaha artıklarıdır.
Angora tavşanı lifi parlak, kaygan,yumuşak tutumlu ve yüksek ısı tutma özelliğine sahip özel bir lif olup, koyun yününden farklı olarak yıkama işlemine ihtiyaç duymamaktadır. Angora tavşanının alt lifleri kısa, ince ve yumuşak,üst lifleri ise uzun, daha kalın ve serttir.Angora içeren ürünler özellikle sağlık sektöründe tedavi amaçlı kullanılmaktadır. Lif kohezyonunun düşük ve statik elektriklenmesinin yüksek olması nedeniyle %100 Angora lifinden iplik eğirmek oldukça zordur. Genellikle diğer liflerle karıştırılarak kullanılmaktadır. Angora tavşanında, yumuşak ince alt tabaka ve keçeleşmeyi önleyen kaba dış tabaka olmak üzere iki çeşit kıl tabakası vardır. Kullanılan lifler için ince lifler ortalama 15,7 mikron, kalın lifler ise ortalama 48,22 mikron inceliğinde olup lif uzunluğu ortalama 38mm’dir.
Dünyada Avustralya`dan Fransa`ya kadar birçok ülkede yetiştirilen ve sayıları milyonlarla ifade edilen Ankara Tavşanı anayurdundaki birkaç çiftlikte bine yakın bulunuyor.Ankara Tavşanı tarihi belgelere göre 1723 yılında Anadolu`da tamamen yok olmuştur. Almanya`da yaşayan gurbetçi bir vatandaş tarafından yeniden anayurduna getirilen Ankara Tavşanı kayseri`de bir çiftlikte yetiştirilmeye başlanmıştır. Ankara`da Tarım ve Köyişleri Bakanlığı`na ait bir enstitüde de yetiştirilen Ankara Tavşanının sayısı sadece 500-1000 arasındadır. Tesadüfen bulunulan bu ırkı anayurdunda yaygınlaştırma çalışmaları devam etmektedir.Çok değerli olan Ankara Tavşanı anayurduna kolay uyum sağlamıştır.
Ankara Tavşanı bir batında 4 ile 14 arasında yavru doğurur. 40 santimetreye kadar ulaşan yünü iki-üç aylıkken kırkılmaya başlar ve her hayvan yılda ortalama 1 kilo yün verir. Hafif ve yüksek ısı tutan özellikle angora kazak üretimi ve elektromanyetik etkisi nedeniyle romatizma hastalan için üretilen giyeceklerde kullanılan Ankara Tavşanının yünü altın değerindedir.Ankara Tavşanı yününe “Angora” denmektedir.Ankara Tavşanı yününden iplik elde edilen tek tavşan varyantıdır. Ağırlıklı olarak tekstil sanayinde kullanılır. Pazar durumu ve sanayicinin talepleri doğrultusunda yılda 4-5 kırkım yapılır.
Lif uzunluğu temizlik ve keçeleşme durumuna göre sınıflandırılır. Birinci sınıf yünler Kamgarn ikinci kalite yünler strayhgarn üçüncü kalite (kırpıntı) yünler de pamuk işleme tesislerinde iplik olarak işlenebilmektedir. Angora saf olarak işlenebildiği gibi ağırlıklı olarak %10-40 oranında diğer elyaflarla (kuzu yünü ipek sentetik vs.) karıştırılarak kullanılır. Angora elyafı medullalı olduğu için oldukça hafif ve yüksek ısı tutma özelliği olan bir yündür. Angora yünü olağanüstü bir kayganlık kapasitesine sahiptir. Bu özellikleri nedeniyle gerek saf gerekse diğer elyaflarla karıştırılarak iplik haline getirilebilir. Yine bu özelliğinden dolayı iç ve dış giysilerin (kumaş fötr şapka kazak battaniye eldiven bere ve kayak kıyafetlerinin içinde elyaf olarak.) üretiminde kullanılır. Ayrıca ses dalgalarını çok iyi geçirdiği için havacılık alanında aranan bir üründür.
Bunun yanında Ankara Tavşanı yününden kuvvetli elektromagnetik etkisi dolayısıyla bu yünden hazırlanmış kumaşların romatizmalı hastalar için son derece yararlı olduğu bilinmektedir. İlk kırkım yaşı yaklaşık üç aydır. Ancak bu süre kışın daha da geç olabilir. İlk kırkımda elde edilen yünün kalitesi düşüktür. İkinci kırkım zamanında elde edilen yünün kalitesi arzu edilen düzeydedir. Ankara tavşanlarında yün verimi 18 – 36 aylık tavşanlarda en üst seviyeye ulaşır. Dört yaşından sonra yün verimi düşmektedir.Ankara tavşanlarında her üç ayda bir yani yılda dört kez kırkım yapılmaktadır. Yetişkin bir Ankara tavşanından yılda ortalama 1000 g kadar yün alınabilmektedir. Ankara tavşanlarında dişilerde ki yün verimi erkeklerden % 15 – 20 oranında daha fazladır ve en yüksek kalitede yün dişilerden elde edilir. Cinsiyetler arasındaki yün verimi farkı erkeklerin kısırlaştırılmasıyla azaltılabilir.
Kastre edilen erkek tavşanlarda yün verimi % 10 – 12 oranında artmaktadır. Kastrasyonun diğer bir avantajı da hayvanın davranışlarını değiştirmesidir. Böyle hayvanlar sessiz sakin bir hal alırlar ki bu da grup halinde barındırılmayı mümkün kılar. Ancak kastrasyon yün kalitesini etkilemez. gebelik ve laktasyon dönemleri yün verimini 1/3 oranında düşürür.Yazın elde edilen yünler sonbahar ve kışın elde edilenlere göre üç kat daha düşüktür. Yün verimi Haziran ayında en düşük Aralık ayında en yüksektir. Kışın alınan yünün uzunluğu yazın alınandan daha uzundur. Yüksek sıcaklıklarda (30 C) yünün miktarı ve kalitesi düşer 5 C gibi düşük sıcaklıklarda ise yün verimi artmaktadır ancak yem tüketimi de bununla birlikte yükselmektedir. Ayrıca canlı ağırlıkla yün verimi arasında pozitif bir ilişki vardır. Ağırlık arttıkça yün verimi artar.
Canlı ağırlığı 4 kg’dan büyük olanlarda yün verimi en yüksektir. Ayrıca yün miktarı kırkım sayısının artırılmasıyla yükseltilebilir.Ankara tavşanlarında yavrular yedi haftalık olunca taranmaya alıştırılırlar ve haftada bir kez tarakla dikkatlice taranırlar. Tarama yün kalitesini artırır. Tarağın kemikten olması tercih edilir. Tarama için yumuşak tel bir fırça da kullanılabilir. Yavrular altı aylık olunca yünün kalitesi istenilen ölçüye ulaşır. Bu zamana kadar da yavrular taranmaya alışmış olurlar. Ancak yapılan seleksiyon çalışmalarıyla Fransız Ankara tavşanlarını taramadan da kaliteli yün elde etmek mümkündür. Ancak İngiliz Ankara tavşanları tımara ve taranmaya ihtiyaç duyarlar. Yün makas elektrikli veya el kırkım aletleriyle yapılan kırkımla veya yolma yöntemiyle elde edilir. Ancak kırkım tekniği ile yün elde etmek fazla acı vermemesi dolayısıyla daha az stresli olması soğuğa karşı daha iyi bir koruma sağlaması daha az emek ve zaman harcanması kısa kırkım aralıkları ile daha fazla yün elde etme olanağı vermesi gibi nedenlerle yolma tekniğinden daha çok tercih edilir. Makasla yapılan kırkımda elde edilen kırpıntı yün oranı (10 mm’den kısa) fazladır.
Bu değersiz yün kırpıntıları kırkımdan sonra yapılan düzeltmelerden kaynaklanır. Ayrıca kırkım sırasında deriye zarar vermemeye özen gösterilmelidir. Özellikle memeler yaralanmaya karşı son derece hassastır. Elektrikli kırkım aletleriyle kışın ısı izolasyonunu sağlamak için deri üzerinde en az 3 mm uzunluğunda yün bırakılabilir. Bir tavşanın kırkılması için 10 – 20 dakikalık bir zaman yeterlidir. Dolayısıyla elektrikli kırkım aletleri ile iş gücü ve zamandan tasarruf sağlanır. Yolma işleminde ise sadece kalın uçlu tam olgunlaşmamış kıllar alınır.
Bu da yünün kaba görülmesine neden olur. Ayrıca yolma yönteminde ısı izolasyonu daha düşüktür. Bu işlem yaklaşık 30 – 40 dakika sürmektedir. Çin’de yünlerin parmaklar arasında sıkıştırılıp çekilmesi şeklinde uygulanan yolma tekniği uygulanmaktadır. Ayrıca son yıllarda Fransa’da mimosin içeren ve epilasyona neden olan yiyecekler (Lagodendron) yedirilerek kıl folliküllerinin bağlantıları zayıflatılarak yün elde edilmektedir. Epilatör etki gösteren yiyecekleri yiyen tavşanlarda yünler ucu 5 cm kadar olan özel testere uçlu bıcaklar (bıcakların ucuna kıllar sarılıp bıçağın çekilmesiyle) veya taraklar yardımıyla her 100 günde bir yapılan yolma tekniği ile elde edilmektedir. Bu tip yün elde etme tekniğinde yün çok kısa zaman içinde toplanmaktadır ve elde edilen yünün kalitesi de artmaktadır.
Ancak tüm yünler döküldüğü için tüy dökümünden sonra soğuk şokunun önlenmesi için hayvanlar birkaç gün içi saman dolu sandıklarda tutulmalıdırlar. Özellikle 20 oC’den daha düşük sıcaklıklarda kırkımdan sonraki ilk hafta bir şok dönemi ve daha sonra yem tüketiminde ani bir yükselme görülür. Kırkım şoku ve stresi ile birlikte yem tüketimi iki katı artar. Bu durum metabolizmayı zorlar ve kan dolaşımında bozukluklara neden olur. Pastörella gibi kronik hastalıklar akut hale geçer ve sonuç olarak ölümler meydana gelir. Ankara tavşanlarında görülen ölümlerin % 50 veya daha fazlası kırkımdan sonraki ilk haftada ortaya çıkmaktadır. Bu nedenle tavşanlıklarda kırkım öncesi 15 santigrat derecede kırkım sonrası 25 santigrat derecedeki optimum sıcaklıklar sağlanmalıdır. Yünün parlaklığı özgül ağırlığı yumuşaklığı elastikiyeti kılın uzunluğu ve çapı keçeleşme kemp kıl ve kirlilik oranı yünün kalitesini belirleyen unsurlardır. Tavşan yünü dört kalitede sınıflandırılabilir.
Birinci kalite yün kendi içinde iki alt sınıfta değerlendirilir :
- 1A kalite yün 6 cm’den uzun temiz parlak yumuşak ve dümdüz (ok gibi) yündür.
- 1B kalite yün 6 cm’den uzun temiz parlak yumuşak ve dalgalı yündür.
- İkinci kalite yün 3-6 cm arasında temiz parlak ve yumuşak yündür
- Üçüncü kalite yün keçeleşmiş yündür.
- Dördüncü kalite yün kirli yündür ve bu yün satılmaz.
Bir tavşandan bir kırkımda dört kalite yün de elde edilmektedir. Elde edilen yün birkaç gün havalandırılır ve kalitesine göre sınıflandırılırlar. Yün nemsiz ve güvesiz bir ortamda uzun yıllar saklanabilmektedir. İplik fabrikalarına satılmak amacıyla yün en az 300 – 400 kg’lık sıkıştırılmış balyalar halinde saklanır.
Alpaka Lifi
Ticarette “Alpaka Yünü” diye anılan tekstil endüstrisinde özel bir yer işgal eden alpaka lifleri, Lama ailesine mensup olan Alpaka (Lama pacos)’dan elde edilmektedir. Alpakalar Güney Amerika’nın batı kıyılarında uzanan And dağlarının 3000 m. yüksekliğinden başlayıp sarp bölgelerine kadar çıkan yüksek yaylalarında yaşamaktadır .Buralarda sıcaklık gün içinde -25ºC ile +18ºC arasında değişmektedir. Yetişkin bir alpaka 65-80 kg. ağırlığındadır ve lüks lif elde edilen birçok diğer memeliden farklı olarak alpakalar, Ankara keçisi ve koyun gibi, tek tip life sahiptirler, yani kaba kıllar ve alt ince lifler olmak üzere iki farklı lif üretmezler .
Alpakalar evcilleştirilmiştir ve Lama ailesine mensup hayvanlar arasında tekstil endüstrisi açısından en önemli olanıdırlar Alpakaların, kabarık tüyleri vücutlarından dışarıya çıkan Huacaya ve tüyleri heybetli görünüme sahip saç lüleleri seklinde vücutlarından sarkan Suri olmak üzere, iki farklı türü vardır . Suri’lerin tüyleri soğuğa karsı daha az izolasyon sağlayabildiğinden, bu hayvanlar Güney Amerika’nın sert dağ iklimine karsı daha az dayanıklıdırlar. Bu nedenle Suri türü daha az bulunmaktadır ve Alpaka popülâsyonunun %19-20’sini oluşturmaktadırlar. Ancak Suri’lerin lifleri daha uzun ve ipeğimsi olduğu için daha pahalıdır .

Kaşmir Elyafı

Kaşmir keçisinden elde edilir( Tibet keçisi ) .Kaşmir şalları Hindistan'ın kuzeyinde Kaşmir Dağ vadilerinde yetiştirilen keçilerden elde edilen yünlerden elde edilir. Kaşmir keçisi Tiftik keçisinden biraz daha küçüktür.Keçide düz,kalın ve uzun kıl örtüsü,altında ince bir alt kıl örtüsü mevcuttur. İnce kıllar taranmak suretiyle keçinin vücudundan toplanır.Rengi doğal olarak beyaz,gri ve mor renklerde veya karışımları olur.
Kaşmir lifinin yapısı merinos yünlerine çok benzer. Pulumsu yüzey, korteks ve medula tabakalarından oluşmuştur. Kaşmir yünün rengi; beyaz, sarı, bej, kurşuni, kahverengi ve siyah renklerinde olabilir. Bir hayvandan ancak 200 – 250 gram yün alınabilir. Yağ, kir ve bitkisel artıklarından temizlendikten sonra 100 – 150 gram yün kalır.
Bu bakımdan çok pahalı bir elyaftır. Kaşmir yünü mikroskop altında boyuna incelendiğinde, yün lifinde olduğu gibi örtü hücreleri daha az belirgin, kalkık şekilde değildir. Pullar geniş ve ince yapılıdır. Bu özellik tiftiğin yünden daha parlak olmasını sağlar. Enine görüntüsü ise hemen hemen yuvarlak, daireler biçimindedir. Pul tabakasının çok ince olması dolayısıyla bazlara karşı hassastır. Sıvıları emme kabiliyeti yüksektir. Tüy inceliği 14 mikrondur. Kaşmir keçileri beyaz'dan gri'ye , kahve'den siyah'a çalar renktedir. Kaşmir keçisinde 2 çeşit tüy yapısı bulur. Üst tüyler ortalama 10-30 cm arasındadır. Alt tüyler 4-6 cm'dir. Kaşmir keçisi bu alt tüyleri için yetiştirilir. Kaşmir keçilerinin kulakları sarkıktır. Boynuzları kıvrık yapıdadır. Genelde sakin yapıya sahip olmalarına rağmen liderlik mücadelesi için kavga ederler. Tırmanmayı ve zıplamayı çok severler.
Üstteki kaba liflerden; battaniye, ip, çuval, kilim ve urgan yapılır. Alt tabakadaki ince liflerden ise; kadın ve erkek kumaşları, spor ceket, palto, ipek kaşmir kadifelerin yapımında kullanılır. Yerel giysilerde şal, atkı, kuşak yapımında kullanılır.
Kaşmir kumaşının nemi emme oranı çok yüksektir. Kaşmir en hafif doğal tüy özelliğine sahiptir. Kaşmir yününden elde edilen kumaşlar diğer yünlere göre 6 kat daha sıcak tutar. Kaşmir kumaşına daha dayanıklı ve yumuşak hissi verebilmek için kaşmir ipliğine %25 ipek katılır.
Gerçek kaşmir kumaşında bulunan özellikler;
1-Kaşmir kumaşından elde edilmiş ürünü esnetip bıraktıktan sonra hemen eski halini alır.
2-Saf kaşmir vücutta batmalara ve kaşınmalara sebep vermez.
3-Saf kaşmir kullanıldıkça mutlaka tüylenme yapar
Hindistan Cevizi Elyafı ve Kapok Elyafı

Kapok adı verilen ağacın meyvelerinden görünümü pamuğu andıran bir lif çıkarılır. Anayurdu Amerika'nın tropik kesimleri ile Batı Hint Adaları olan bu ağaç (Ceiba pentandrd) günümüzde başta Cava olmak üzere, Filipinler, Malezya ve Sri Lanka gibi bazı Asya ülkelerinde lif elde etmek için yaygın olarak yetiştirilir. Genel olarak ekvatorun 15 derece kuzey ve güneyinde kalan bölgeler iyi kapok ürünü elde edilen bölgelerdir.
Deniz seviyesinden 450 metreye kadar yükseklikte yetişenleri en fazla verim ve en iyi kalite ürün verenlerdir. Kapok ağacı gövdeye hemen hemen dik olarak yerleşen dallarıyla oldukça iri bir görünüm sergiler. Beyaz ya da pembe renkli kapok çiçekleri yarasaların yardımıyla tozlaştıktan sonra koza biçimindeki iri meyvelere döner. Yaklaşık 15 cm uzunluktaki kapok meyvelerinin içinde çok sayıda tüylü tohum bulunur. İşte bu tüyler meyvelerden çıkarılıp lif olarak değerlendirilir. Bunun için önce meyveler sopalarla kırılarak açılır, daha sonra tohumlar bir sepete yerleştirilip hızla karıştırılır; bu darbelerin etkisiyle lifler koparak sepetin dibinde toplanır.



Kullanım yerleri
1-Hafif olduğundan, yatak, yastık yapımında ve dolgu maddesi olarak kullanılır.
2-Pilot elbiselerinin yapımında kullanılır.
3-Nem ve su çekme özelliği çok az olduğundan, can yeleklerinde ve can simitlerinde kullanılır.
4- Hafif ve ses izolatörü olması nedeniyle uçaklarda bu özelliklerinden yararlanılmaktadır.
HİNDİSTAN CEVİZİ ( KOKOS ) LİFİ
Kokos lifleri, Hindistan cevizi meyvesinin üstünü örten lifli tabakadan elde edilir.
Seylan, Hindistan ve Pakistan da yetiştirilir. Üretimi için hindistancevizi kabukları nehirlerde 6–12 ay bekletilir. Bu süre içinde kabuklardaki çamurlar gider; odunsu hücreleri liflere bağlayan yapışkan madde bozunur ve lifler birbirinden ayrılacak hale gelir.
![]()
Bu kabuklar kurutulur ve odun tokmaklarla dövülür. Sonra temizlenerek kaba, uzun, ince ve kısa lifler sınıflandırılarak ayrılır.Açıktan koyu kahveye giden renklerde, sert fakat esnekliği fazla olan lifler elde edilir.Koko lifleri, iplik haline getirilip; parlak renkli koko hasırlarının yapımında, çuval ve gemi halatı imalinde kullanılır. Sert olanları paspas ve fırça olarak üretilir. Suya karşı dayanıklıdır.
Yün Elyafı
- Merinos Koyunu
- Crossbred ( Melez ) Koyunu
- Şevyot Koyunu
- Kuzu yünü
- Yaşlı hayvanların yünü ( örneğin ana koyunlar )
- Canlı hayvan yünü ( kırkılmış yün )
- Kesilmiş hayvan yünü ( Deri yünü –Tabaklama yünü )
- Parça yünü
- Alpaka :Yarım yünlü dokumalardan elde edilen düşük kaliteli taranmış yündür.
- Golfers : kazaklardan, örgü yeleklerden ve elbiselerden hazırlanmış iyi bir türdür.
- Mungo : Sıkıştırılmış yün dokumalardan elde edilmiştir. Bu tür kumaşların yırtılması sonucunda lifler çok zedelenir. Bundan dolayı bu düşük kaliteli parça kısa lifli olmakta ve pulcuk yüzeyi zedelenmektedir.
- Prato yünü : İyice sıkıştırılmış paçavralardan üretilmiş ve taranmış İtalyan yünüdür.
- Şodi: Eğirme fabrikalarından, dikimhanelerden ve örgü fabrikalarından elde edilen saf yünlü atıklardan üretilir.
- Tibet : Thybet de denir. Sıkıştırılmamış dokuma atıklarından üretilir.
- Zefir : Taranmış parça yünlerin en kalitelisidir. Saf yünden, kullanılmış çok yumuşak örgülerden ve dikilerek oluşturulmuş yüzeylerin atıklarından elde edilir
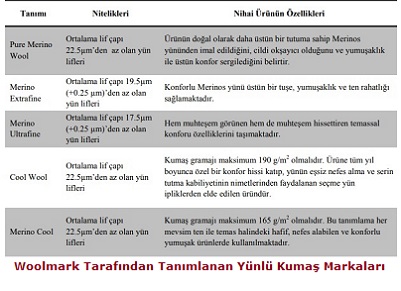
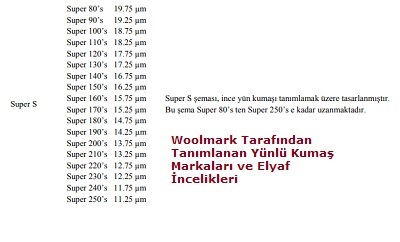
- S Değerleri Mikron (µ)cinsinden ortalama çap
- 80’s 18.8 mikron
- 70’s 19,7 mikron
- 64’s 20,7 mikron
- 60’s 23,3 mikron
- 58’s 24,9 mikron
- 56’s 26,4 mikron
- 50’s 30,5 mikron
- 48’s 32,6 mikron
- 46’s 34,0 mikron
- 44’s 36,2 mikron
- 40’s 38,7 mikron
- 36’s 39,7 mikron
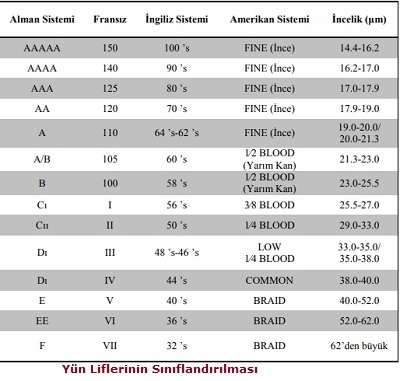
YÜN LİFLERİNİN HİSTOLOJİK YAPISI ve ÖZELLİKLERİ
Gelişmesini tamamlamış bir yün lifin enine kesiti mikroskop altında incelenecek olursa, bunun üç tabakadan meydana geldiği görülür. Bu tabakalar dıştan içe doğru kütikula, korteks ve medulladır. Her tabaka kimyasal ve histolojik yapı bakımından birbirinden farklıdır.
Kütikula, lifin çevresini kaplayan pulcuk şeklindeki örtü hücrelerinden meydana gelen ince bir zardır. Kütikulayı oluşturan pulcuklar veya örtü hücreleri çeşitli liflerde, hatta bir tek lif üzerinde bile farklı şekil ve boyutlara sahip olabilir.
Korteks tabakası yün liflerinin asıl maddesini teşkil eder. Merinos yünü gibi, ince liflerin içi tamamen bu tabaka ile doludur. Lifler tüm fiziksel ve kimyasal özelliklerini bu tabakadan alırlar. Bu tabakanın ilk bakışta iğ şeklinde uzunca, az veya çok bükülmüş ve boynuzlaşmış hücreler içerdiği görülür. Bu hücrelerin yapı taşları amino asitlerdir. Amino asitler, poli peptit halkalar halinde birleşerek makro molekülleri oluştururlar. Aslında bunlar birleşirken önce protofibriller ve bunlardan da mikrofibriller meydana gelir. En son da mikro fibriller birleşerek makro fibrilleri oluştururlar.
Medulla ise kaba liflerin orta kısımlarını dolduran kısımdır. Medulla içeren liflere daha çok yerli koyunlarımız gibi pirimitif koyunların yapağılarında(yünün üzerinde bulunan yün yağı, ter maddeleri ve deri döküntüleri) rastlanır. Bu tür lifler kaba ve kalın oldukları gibi, Medulla korteks tabakasının büyük kısmını işgal ettiğinden böyle lifler iyi boya tutmazlar.
Sisal Elyafı ve Kenevir Elyafı

KENEVİR





Bitkisel Lifler
Örme Soruları
1. Örme makinesinin ilk olarak keşfi hangi yılda yapılmıştır?
A) 1841 B) 1589 C) 1489 D) 1870
2. Örme iğneleri, platinler, kilit mekanizması ve çelik tablası örme makinelerinin hangi elemanlarıdır?
A) Cağlık elemanı B) Yağlama elemanları C) Örücü makine elemanları D) Kontrol ve güvenlik elemanları
3. Aşağıdakilerden hangisi, atkılı örme makinelerinde kullanılan iğne türlerinden biri değildir?
A) Esnek uçlu iğne B) Delikli iğne C) Sürgülü iğne D) İki ucu kancalı dilli iğne
4. Çözgülü örmede ilmeği oluşturan makine elemanı hangisidir?
A) Delikli iğneler B) Dilli iğneler C) Baskı platinleri D) İğne rayları
5. Örme makinelerinde örme sırasında iğnelerin seçilmesini ve hareket ettirilmesini hangi örücü eleman sağlar?
A) Kilit mekanizması B) Makine iskeleti C) Platinler D) Mekikler
6. Aşağıdakilerden hangisi örgü elemanı değildir?
A) İlmek B) Askı C) Atlama D) İğne
7. Düz örme makinelerinde doku çekimini sağlayan eleman hangisidir?
A) Kasnak B) Merdane C) Dişli D) Mil
8. Aşağıdakilerden hangisi atkılı örme sisteminde düz ilmeğin ifadesidir?
A) Sol ilmek B) Sağ ilmek C) Açık ilmek D) Kapalı ilmek
9. Aşağıdakilerden hangisi, çözgülü örme örgü elemanıdır?
A) Sağ ilmek B) Sol ilmek C) Açık ilmek D) Askı
10. Aşağıdakilerden hangisi, tek plaka örme kumaş yüzeyini ifade eder?
A) R/R B) R/S C) L/L D) R/L
11. L/L Örme yüzeyleri aşağıdakilerden hangisi ifade eder?
A) Kumaş yüzü ve tersi sol ilmek görünümlüdür.B) Kumaş yüzü ve tersi sağ ilmek görünümlüdür.C) Kumaş yüzü sol ve tersi sağ ilmek görünümlüdür.D) Kumaş yüzü sağ ve tersi sol ilmek görünümlüdür.
12. R/R Örme yüzeyleri aşağıdakilerden hangisi ifade eder?
A) Kumaş yüzü ve tersi sol ilmek görünümlüdür.B) Kumaş yüzü ve tersi sağ ilmek görünümlüdür.C) Kumaş yüzü sol ve tersi sağ ilmek görünümlüdür.D) Kumaş yüzü sağ ve tersi sol ilmek görünümlüdür.
13. Örme kumaşlarda iplik, örme kumaş yüzeyinde hangi şekilde görülür?
A) Atkı B) İlmek C) Çözgü D) Yatay
14. Triko örme kumaşlar hangi makinelerde üretilir?
A) Dokuma makinelerinde B) Çözgülü örme makinelerinde C) Düz örme makinelerinde D)Yuvarlak örme makinelerinde
15. Aşağıdakilerden hangisi atkılı örme sistemli makinelerdendir?
A) Çözgülü örme makineleri B) Rachel örme makineleri C) Yuvarlak örme makineleri D) Dokuma makineleri
16-. Örme kumaşların esnek olmasını sağlayan faktör aşağıdakilerden hangisidir?
A) İplik düzgünsüzlüğü B) Makine inceliği C) İplik numarası D) İlmek yapısı
17. Aşağıdakilerden hangisi, çözgülü örme sistemli makinelerdendir?
A) Dokuma makineleri B) Rachel makineleri C) Düz örme makineleri D) İnterlok makineleri
18. Çözgülü örme sistemli kumaşların esnekliğinin dokuma kumaşlara yakın olmasının nedeni hangisidir?
A) Platin yapısı B) Makine inceliği C) İlmek yapısı D) İğne yapısı
19. Aşağıdakilerden hangisi düz örme kumaşların kullanım alanı değildir?
A) Kazak B) Mayo C) Kaşkol D) Hırka
20. Endüstriyel alanda en yaygın kullanılan örme kumaşlar aşağıdakilerden hangisidir?
A) Dokuma kumaşlar B) Çözgülü örme kumaşlar C) Düz örme kumaşlar D) Yuvarlak örme kumaşlar
21. İlmek gövdesi ilmek başının altından geçiyorsa bu ilmek yapısına ne denir?
A) Düz ilmek B) Ters ilmek C) Kapalı ilmek D) Açık ilmek
22. Tek iplikle enine ilmek sıralarıyla oluşturulan örme sistemi aşağıdakilerden hangisidir?
A) Jakarlı örme sistemi B) Atkı örme sistemi C) Trikot örme sistemi D) Çözgü örme sistemi
23. Aşağıdakilerden hangisi bir ya da daha fazla iplikten oluşan ve iç içe geçen ilmeklerden meydana gelen tekstil yüzeyleridir?
A) Tafting B) Halı C) Dokuma D) Örme
24. Hangi ilmek türünde ilmek gövdesi bir alttaki ilmek başının üstünden geçer?
A) Düz ilmek B) Ters ilmek C) Askı D) Atlama
25. Penye örme kumaşlar hangi makinelerde üretilir?
A) Dokuma makinelerinde B) Çözgülü örme makinelerinde C) Düz örme makinelerinde D) D)Yuvarlak örme makinelerinde
26. Dokuma ve örme kumaşlar esneklik olarak kıyaslandığında aşağıdaki ifadelerden hangisi doğrudur?
A) Dokuma kumaşlar daha esnektir. B) Örme kumaşlar daha esnektir. C) Örme kumaşların esnekliği yoktur. D) Dokuma kumaşlarla örme kumaşların esnekliği aynıdır.
27. Aşağıdakilerden hangisi ipliği örücü elemanlara yönlendiren atkılı örme makine elemanıdır?
A) Doku çekim sistemi B) Çelikler C) Platin D) Mekik
28. Aşağıdakilerden hangisi örücü makine elemanı platinin görevidir?
A) İpliğe yön vermek B) İğneye ilmek oluşumunda yardımcı olmak C) İplik beslemek D) Doku çekimi yapmak
29. Aşağıdakilerden hangisi iğnenin sembolik şeklidir?
A) Dik çizgi B) Üçgen C) Kare D) Yatay çizgi
30. Aşağıdakilerden hangisi örücü makine elemanlarından biri değildir?
A) İğne B) Askı C) Platin D) Mekik
31. Aşağıdakilerden hangisi LL yüzeylere örnek kumaşlardandır?
A) Haroşa B) İnterlok C) Ribana D) Süprem
32. Aşağıdakilerden hangisi ilmeğin kısımlarından biri değildir?
A) Baş B) Gövde C) Parmak D) Ayak
33. İpliğin yatay olarak kumaşın bir kenarından, diğer kenarına doğru kumaş eni boyunca yönlendiği ve örücü elemanlar tarafından atılan ipliğin ilmek formuna getirildiği sökülebilir yapıya ……………………………denir.
34.. Düz örme makinelerinde üretilen, atkılı örme sistemli kumaşlara ……………….denir.
35. RL düz örgü ile üretilmiş kumaşların bir tarafında yalnızca düz …., diğer tarafında ise yalnızca …… ilmekler görülür.
36. Örme kumaşın yüzü ve tersi sol ilmek (L) görünümlü ise bu yüzeylere… yüzey denir.
37. Ribana ve interlok makinelerinde iğne yatakları ve iğneler birbirlerine dik ve karşılıklı olarak yerleştirildikleri için bu makinelerden üretilen kumaşlar ………………..
38. Yuvarlak örme makinelerinde bir uzun, bir kısa olarak düzenlenmiş tek ucu kancalı iğneyle yapılan kumaşlar …………..örgü ile örülür.
39. ………………..çift plakada yapılmasına karşın tek katlı bir kumaştır.
40. Örme kumaşlar, örgü yapısı nedeniyle ……………………göre esnek kumaşlardır.
41. Raşel, trikot, kroşet ve diğer çözgülü örme makinelerinde üretilen kumaşlara ……….………………denir.
42. …………, iki set çözgü ipliğinden yapılan en basit kumaştır.
43. …………… örgüde ön ve arka yüzündeki ilmeklerin her ikisi de sağ (R) ilmektir.
44. ……………..; çözgü ve atkı ipliğinin belli bir düzene göre birbirleri ile bağlantılar yaparak oluşur.
45. Enine yönde elastikiyeti en yüksek olan kumaşlar ……………. örgü ile örülmüştür.
46. …………………………yapısı nedeniyle raşel makinelerine göre daha hızlı çalışır.
47. Trikot çözgülü örme makinesinin desenlendirme olanakları …………………..nazaran daha düşüktür.
48. ……………………………..ipliğin yönü, kumaşın eni yönündedir.
49. …………………………….. ilmek oluşturan her iplik, kumaşın boyuna doğru zikzak yaparak gider.
50. Tek iplikli örme kumaşlar ………………………. göre daha hacimli, yumuşak ve dökümlüdür.
51. Örme kumaş üretimi ………………….. göre daha hızlıdır.
52. Dokuma kumaşlar, ……………………. göre daha çabuk buruşurlar.
53. Aşağıdakilerden hangisi desenlendirmeye en fazla olanak tanıyan örgüdür?
A) Haroşa örgü B) İnterlok örgü C) Süprem örgü D) Ribana örgü
54. Renklerin kısım kısım seçildiği, çok renkli örme tekniği ile üretilen düz örme kumaşlara ne denir?
A) Strüktür jakarlı düz örme kumaşlar B) Renk jakarlı düz örme kumaşlar C) İntersia düz örme kumaşlar D) Düz düz örme kumaşlar
55. Düz örme kumaşların üretiminde genellikle hangi iplikler kullanılmaktadır?
A) Sentetik iplikler B) Filament iplikler C) Pamuk iplikler D) Yün ve yün karışımı iplikler
56. Aşağıdakilerden hangisi yuvarlak örme kumaşların yapılara göre sınıflandırılması değildir?
A) Plaka sayılarına göre sınıflandırma B) Kullanım alanlarına göre sınıflandırma C) Örgü yüzey görünüşlerine göre sınıflandırma D) Makine çaplarına göre sınıflandırma
55. Aşağıdaki kumaşlardan hangisi çift plakalı yuvarlak örme makinelerinde üretilen kumaşların ve bunların varyasyonlarının üretimi için tasarlanmış kumaşlardan değildir?
A) RL düz örgü B) RR ribana C) RR interlok D) LL haroşa
56. En çok elastikiyetleri ile tanınan kumaşlar aşağıdakilerden hangisidir?
A) Düz örgülü kumaşlar B) Ribana kumaşlar C) İnterlok kumaşlar D) Haroşa kumaşlar
57. Çift plakada yapılmasına karşın tek katlı olan kumaş aşağıdakilerden hangisidir?
A) Haroşa B) İnterlok C) Süprem D) Ribana
58. Yuvarlak örme makinelerinde üretilen kumaşların genelde kullanım alanları nelerdir?
A) Döşemelik B) Çarşaf C) İç giyim D) Halı
59. Aşağıdakilerden hangisi genel örme kumaşlarının çeşidi değildir?
A) Franse B) Trikot C) İntersia D) Tuch
60. Raporu üç iğne ile gerçekleştirilen çözgülü örme kumaş aşağıdakilerden hangisidir?
A) Milanse B) Simpleks C) Samt D) Tuch
61. ( ) Örme kumaştaki delik ve patlak hataları, makinede çalışan işçi kaynaklı bir hatadır.
62. ( )Ham kumaş yüzeyindeki boyuna çizgi hataları iğne veya platin kaynaklıdır.
63. ( )Farklı harmana sahip iplikler bir arada kullanılırsa kumaşta enine çizgi görünümlü hata oluşur.
64. ( )İğne ve dilin eğilmesi kumaş yüzeyinde boyuna yönde hata oluşumuna neden olur.
65. ( )Makine düzenli temizlenmediği takdirde elyaf uçuntuları kumaş yüzeyinde hataya neden olur.
66. ( )İplik gerginliğinin iyi ayarlanmaması çift ilmek nopen (askı-fang) hatasına neden olur.
67. ( )Örme kumaşlardaki hatalar kalite kontrol masasında incelendikten sonra belirlenir.
68. ( )İpliklerin ilmek durumlarının bozulup aşağıya doğru biçimsiz bir şekil alması ilmek kaçığıdır.
69. ( )Örme makinesinde çalışan elemanın hatalar konusunda eğitime ihtiyacı vardır.
70. ( )Üretimden kaynaklanan hataların en aza indirilmesi için giderilme çarelerinin bilinmesi gerekir.
71. ( )Eskimiş, kırılmış arızalı iğneler değiştirilip yeni kullanılmamış iğneler takıldığında kumaş yüzeyindeki görünüm değişmez.
72. ( ) Makinede çalışan elemanın kumaş topu çıktıktan sonra may ayarlarının yeniden ayarlaması gerekir.
73. ( ) Örme kumaş yüzeyinde oluşan hatalar anında düzeltilebilir.
74. ( ) Örme kumaşlarda depolamanın kumaş çekmeleri üzerinde büyük etkisi vardır.
75. ( ) Örme kumaştaki ilk yıkamadan sonraki boyutsal değişime çekme adı verilir.
76. ( ) İlmeklerin boyutları büyüdükçe daha kalıcı stabil yapıda kumaş oluşur.
77. ( ) İlmek yapmak için kullanılan ipliğin azalmasıyla kumaş eninde daralma oluşur.
78. ( ) Örme kumaşın depolanması esnasında üzerine çok fazla yük binmesi sonucu kumaş yüzeyinde kırık izleri oluşur.
79. ( ) İlmek çubuklarının birbirine 90º’lik açılarından sapma göstermesi may dönmesi olarak adlandırılır.
80. ( ) Örmede kullanılan ipliğin büküm yönü, ilmeğin yatış yönünü belirler.
81. ( ) Örgü çekmeleri kullanım sırasında özellikle ilk yıkamadan sonra örme mamulünün boyutlarının değişmemesidir.
82. ( ) Örme işlemi sırasında kumaşa uygulanan gerilmelerin etkisi ilmek şeklini değiştirmez.
83. Aşağıdakilerden hangisi örme makinesi kaynaklı örme kumaş hatasıdır?
A) İplik abrajı B) Kesikli enine çizgi C) Delik ve patlak D) İğne ayağının kırılması
84. Aşağıdakilerden hangisi örmeden kaynaklanan yüzeysel hata gurubuna girer?
A) Su lekesi B) Karga ayağı C) Renk çıkması D) May dönmesi
85. Aşağıdakilerden hangisi iplik kaynaklı bir örme hatasıdır?
A) Çekmezlik B) Desen kayması C) Delik ve patlak D) Gevşeklik
86. Aşağıdakilerden hangisi işçi ve usta kaynaklı bir hatadır?
A) Renk akması B) Aşırı en ve boy daralması C) Kumaş çekmesi D) Makine ayarsızlığı
87. Farklı numaradaki veya farklı partilerin ipliklerinin karışması nedeniyle örme kumaşın eni boyunca oluşan hata aşağıdakilerden hangisidir?
A) İplik abrajı B) Kesikli enine çizgi C) Kalın iplik D) Elyaf uçuntusu
Krep Örgüsü Soruları
S.1. ( ) Krep örgü denince ana örgülerden türetilen düzgün yapılı bir örgü akla gelir.
S.2. ( ) Krep örgülü kumaşların yüzeyleri, pürüzlü ve kabarık bir yapıya sahiptir.
S.3. ( ) Krep örgülü kumaşlar yumuşak tutumlu ve dökümlü kumaşlardır.
S.4. ( ) Krep örgüleri düzenli çözgü hareketlerinden oluşur.
S.5. ( ) Krep örgülerde çözgü ve atkı ipliklerinde uzun atlamalara rastlanmaz.
S.6. ( ) Motif çevirerek elde edilen krep örgülerin rapor alanı, seçilmiş olan motif büyüklüğündedir.
S.7. ( ) Motifi sağa çevirerek krep örgü çizimi için motif, sol alt köşedeki alan içine yerleştirilir.
S.8. ( ) Motifi sağa çevirerek krep örgü çizimi için motif, 90 derecelik açılarla çevrilmelidir.
S.9. ( ) Bağlantı noktasına motif ilavesi ile elde edilen örgülerde ana örgü olarak bezayağı örgüsü tercih edilir.
S.10. ( ) Örgünün rapor alanı, kullanılan ana örgü rapor alanı kadardır.
S.11. ( ) Motif ilavesi sadece çözgü istikametinde bağlama noktası ilave edilerek gerçekleştirilir.
S.12. ( ) Örgüdeki hareketleri yer değiştirerek elde edilen krep örgülerinde dimi örgüsü tercih edilir.
S.13. ( ) Rapor alanı seçilen örgü alanının iki katıdır.
S.14. ( ) Örgü hareketi sadece çözgü yönünde değiştirilebilir.
S.15. ( ) Krep örgülü kumaşlar yüksek büküme sahip ipliklerle, bezayağı örgülü kumaş dokumak suretiyle de elde edilir.
S.16. ( ) Krep örgülü kumaşlar basit yapılı ve kolayca tespit edilebilen örgüye sahiptir.
S.17. ( ) Bağlantı noktalarına motif ilave edilerek elde edilen krep örgülerinde ana örgü olarak atkı sateni tercih edilir.
S.18. ( ) Krep örgülü kumaşlar yumuşak ve dökümlü bir yapıya sahip olduklarından genellikle bayan giysilik kumaşların üretiminde tercih edilir.
S.19. ( ) Motifi sola çevirerek krep örgü çizimi için motif, sağ alt köşedeki alan içine yerleştirilmelidir.
S.20. ( ) Karışık tahar uygulamasıyla elde edilen örgülerde dimi örgü raporu tercih edilir.
S.21. ( ) Bağlantı noktasına motif ilavesi sadece atkı istikametinde yapılarak krep örgüsü oluşturulur.
Elektronik Düz Örme Makinesi Soruları
Aşağıdakiler doğru ve yanlış sorularıdır
S.1. (Y ) Düz örme makinelerine desen yalnızca flash bellekle yüklenir.
S.2. (D ) Örgü alanı; desen programında yer alan başlangıç ve bitiş iğnelerinin arasını temsil eder.
Dar Dokuma soruları
1. (Y ) Dar dokuma lastikler enine yönde çok fazla esner.
2. (D ) Dar dokuma lastiklerin çözgü ipliklerinin arasına elastik iplikler yerleştirilmiştir.
Çerçeve Gücü Teli Soruları
PROBLEM 1
ÇTS = 640
Örgü Çözgü Raporu : 32 tel
Örgü raporunda kullanılan çerçeve sayısı : 12
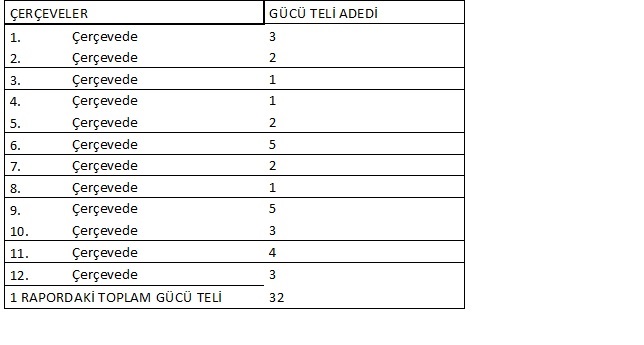
Yukarıdaki şekilde 1 rapor içerisinde her çerçevede bulunması gereken gücü teli verilmiştir. Buna göre her çerçeveye düşen gücü teli adedi nedir ?
PROBLEM 2
ÇTS = 1280
Örgü Çözgü Raporu : 32 tel
Örgü raporunda kullanılan çerçeve sayısı : 12
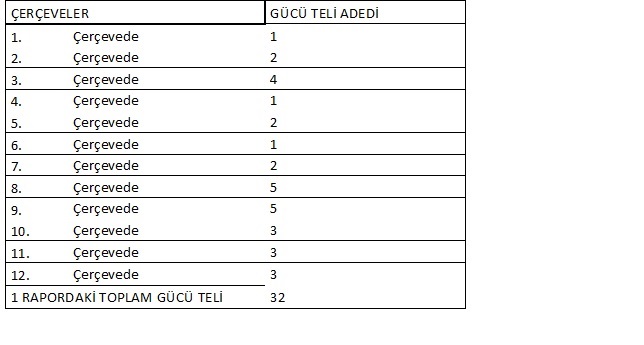
Yukarıdaki tabloda 1 rapor içerisinde her çerçevede bulunması gereken gücü teli verilmiştir. Buna göre her çerçeveye düşen gücü teli adedi nedir ?
PROBLEM 3
ÇTS = 3200
Örgü Çözgü Raporu : 32 tel
Örgü raporunda kullanılan çerçeve sayısı : 7
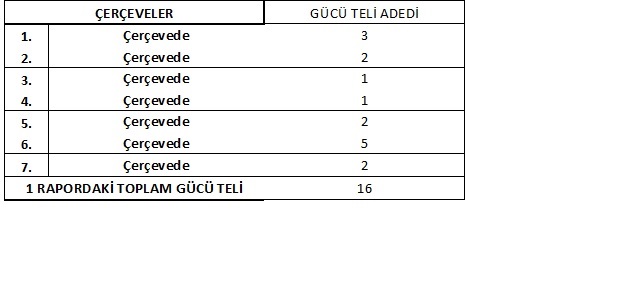
Yukarıdaki tabloda 1 rapor içerisinde her çerçevede bulunması gereken gücü teli verilmiştir. Buna göre her çerçeveye düşen gücü teli adedi nedir ?
PROBLEM:4
ÇTS = 4400
Örgü Çözgü Raporu : 22 tel
Örgü raporunda kullanılan çerçeve sayısı : 9
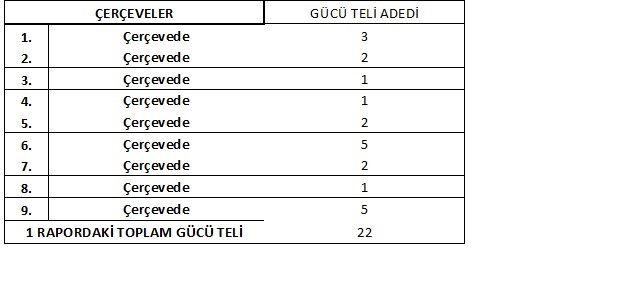
Yukarıdaki tabloda 1 rapor içerisinde her çerçevede bulunması gereken gücü teli verilmiştir. Buna göre her çerçeveye düşen gücü teli adedi nedir ?
Tekstil Lifleri Soruları
S.1.Tekstil lifleri kaç gruba ayrılır,isimleri nelerdir ?
Ana Örgüler Test Soruları
1. Dokumayı oluştururken çözgü ve atkı arasındaki açı kaç derecedir?
A) 60 B) 45 C) 90 D) 75
2. Dokumada yüzeyi oluşturan ipliklerden kumaşın kenarına paralel, uzunlamasına olan iplikler hangisidir?
A) Atkı B) Çözgü C) Örgü D) Halat
3. Dokuma örgüsünün enine ve boyuna yönde aynı biçimde tekrar eden en küçük birimi nasıl adlandırılır?
A) Atkı raporu B) Çözgü raporu C) Saten raporu D) Örgü raporu
4. Çözgü ipliğinin atkı ipliği üzerinde olduğu konum desen kâğıdında nasıl gösterilir?
A) Dolu B) Yarım dolu C) Boş D) Yıldız
5. Aşağıdakilerden hangisi ana örgü değildir?
A) Bezayağı B) Panama C) Dimi D) Saten
6. Aşağıdakilerden hangisi, tekstilde yüzey elde etme tekniklerden biridir?
A) Dokuma B) Atkı C) Çözgü D) Rapor
7. Aşağıdakilerden hangisi bezayağı örgünün özelliklerindendir?
A) Örgü raporunda iki atkı ve iki çözgü bulunur. B) Atkı ve çözgü bağlantılarının sık olmadığı bir örgüdür. C) Atkı ve çözgü iplikleri yüzme yapar. D) Kumaşın her iki yüzeyi de birbirinden farklıdır.
8. Bir örgünün en az kaç çerçeve ile dokunabileceğini gösteren plan hangisidir?
A) Armür planı B) Tahar planı C) Çözgü planı D) Atkı planı
9. Çerçevelerin hareketini belirleyen plan hangisidir?
A) Çözgü planı B) Atkı planı C) Armür planı D) Tahar planı
10. Aşağıdakilerden hangisi bir armür planı çeşidi değildir?
A) Sağ armür B) Sol armür C) Aynalı armür D) Yukarı armür
11. Dimi örgüsünde çözgü ipliği atkı ipliğinden oran olarak daha fazla ise hangi dimi grubuna girer?
A) Çözgü yüzlü B) Atkı yüzlü C) Dengeli D) Dengesiz
12. En küçük dimi örgüsü için kullanılacak çözgü ve atkı sayısı kaçtır?
A) 2 çözgü 1 atkı B) 1 atkı 2 çözgü C) 2 atkı 2 çözgü D) 3 çözgü 3 atkı
13. Aşağıdakilerden hangisi, kumaş yüzeyinde diyagonal (eğim) yollar meydana getiren temel dokuma örgüsüdür?
A) Saten B) Dimi C) Bezayağı D) Panama
14. Aşağıdakilerden hangisi dimi örgüsünün özelliklerinden biridir?
A) Dimi örgülerde iplikler yüzme yapmaz. B) En küçük dimi örgü raporu, iki çözgü ve iki atkıdan meydana gelir. C) Dimi örgülü kumaşların tersi ve yüzü aynı görüntüye sahiptir. D) Dimi örgüler kumaş yüzeyinde Z veya S olmak üzere iki yönde eğimli yollar oluşturur.
15. Aşağıdaki örgülerden hangisi dimi örgülerden türetilmemiştir?
A) Kırık dimi B) Kesik dimi C) Corkscrew D) Balıksırtı dimi
16. Aşağıdakilerden hangisi en küçük saten örgü raporunu ifade eder?
A) 6×6 B) 5×5 C) 4×4 D) 3×3
17. Aşağıdakilerden hangisi saten örgüsünün özelliklerindendir?
A) Saten örgülü kumaşlar diyagonal oluşturur. B) Saten örgü ile dokunan kumaşta iplik yüzmeleri görülür. C) En küçük saten örgü raporu 4’lü satendir. D) Saten örgü ile dokunan kumaşların ön ve arka yüzleri aynı görüntüye sahiptir.
18. Aşağıdakilerden hangisi örgüsünün atlama sayısı olur.
A) 4 B) 1 C) 3 D) 5
19. Aşağıdaki tanımlardan hangisi çözgü satenini ifade eder?
A) Atkı ipliğinin rapor içerisinde her sırada, yalnız bir kere üste çıkarak bağlantı yaptığı saten örgüsüne çözgü sateni denir. B) Çözgü ipliğinin rapor içerisinde her sırada, yalnız bir kere üste çıkarak bağlantı yaptığı saten örgüsüne çözgü sateni denir. C) Atkı ipliğinin rapor içerisinde her sırada, iki kere üste çıkarak bağlantı yaptığı saten örgüsüne çözgü sateni denir. D) Çözgü ipliğinin rapor içerisinde her sırada, iki kere üste çıkarak bağlantı yaptığı saten örgüsüne çözgü sateni denir.
20. ( )Dokuma kumaşlarda çeşitli renk ve dizilişte iplikler kullanarak desen oluşturmak bir desen elde etme yöntemi değildir.
21. ( )Renkli ipliklerle desenlendirme yaparken sadece renk uyumuna ( renklerin birbiri ile olan uyumu) dikkat edilmelidir.
22. ( )Renkli ipliklerle desenlendirme yönteminde tek renk çözgü ipliği ile değişik bir renkte atkı ipliği kullanılabilir.
23. ( )Renkli ipliklerle desenlendirme yönteminde atkı ipliğinde tek renk kullanılırken çözgü ipliğinde birden çok renk kullanılabilir.
24. ( )Renkli ipliklerle desenlendirme yönteminde çözgü ve atkı ipliğinde birden çok renk kullanılabilir.
25. Atkı ve çözgü ipliklerinin belirli bir prensibe göre birbirini dik olarak keserek bağlanmalarıyla elde edilen tekstil yüzeyidir?
A) Örme B) İplik C) Dokuma D) Örgü
26. Aşağıdakilerden hangisi dokuma kumaşta boyuna olarak kenara paralel uzanan ipliklerdir?
A) Çözgü iplikleri B) Atkı iplikleri C) Dikiş iplikleri D) Örgü iplikleri
27. Örgü raporunun çiziminde uygulanan ilk hareket aşağıdakilerden hangisidir?
A) Örgüyü çizmek B) Rapor boyutlarını işaretlemek C) Atkı renk raporunu işaretlemek D) Çözgü renk raporunu işaretlemek
28. Aşağıdakilerden hangisi, dimi diyagonalinde (Z) ve (S) ifadelerini açıklar?
A) (Z) dimi diyagonali soldan sağa yükselir– (S)dimi diyagonali sağdan sola yükselir
B) (Z) dimi diyagonali sağdan sola yükselir– (S) dimi diyagonali soldan sağa yükselir
C) (Z) dimi diyagonali sağdan sağa yükselir– (S) dimi diyagonali sağdan sola yükselir
D) (Z) dimi diyagonali soldan sola yükselir– (S) dimi diyagonali sağdan sola yükselir
29. Tahar işleminde çözgü ipliklerinin hangi çerçevelere ait olduğunu gösterir?
A) Tarak planı B) Tahar planı C) Örgü raporu D) Armür planı
30. Örgünün dokunabilmesi için gerekli olan çerçeve sayısı aşağıdakilerden hangisine eşittir?
A) Örgü raporundaki çözgü sayısına B) Örgü raporundaki atkı sayısına C) Örgü raporu tekrar sayısına D) Örgü raporundaki farklı çözgü hareketi sayısına
31. Aşağıdakilerden hangisi dokuma tarağında bir diş boşluğundan geçen tel sayısını gösterir?
A) Tarak planı B) Tarak taharı C) Gücü taharı D) Tahar planı
32. Aşağıdakilerden hangisi ağızlık açma işleminde çerçeve hareket sırasını belirler?
A) Armür planı B) Tahar planı C) Tarak planı D) Örgü raporu
33. ( ) Bezayağı örgüsünün en küçük raporu 3 çözgü 3 atkı ipliğinden oluşur.
34. ( ) Bezayağı örgüsünün kayma sabitliği diğer örgülere göre daha fazladır.
35. ( ) Bezayağı örgülerinde çözgü ve atkı ipliği yükselmeleri aynı değildir.
36. ( ) Bezayağı örgüsü ile üretilen kumaşların her iki yüzü de aynıdır.
37. ( ) En küçük düzensiz atkı rips örgüsü 3 çözgü, 2 atkı ipliğinden oluşur.
38. ( ) Düzenli çözgü ripsleri kumaş üzerinde eşit genişlikte enine yollar oluşturur.
39. ( ) Atkı rips örgülerine enine rips örgüleri de denir.
40. ( ) Düzenli panama örgülerinde çözgü ve atkı sayısı daima birbirine eşittir.
41. ( ) En küçük düzensiz panama örgüsü 4 çözgü ve 3 atkı ipliğinden oluşur.
42. Aşağıdakilerden hangisi, kumaş yüzeyinde diyagonal yollar meydana getiren temel örgü çeşididir?
A) Dimi B) Saten C) Bezayağı D) Rips
43. En küçük dimi örgüsü raporunun çözgü ve atkı tel sayıları kaçtır?
A) 2 çözgü- 2 atkı B) 2 çözgü- 3 atkı C) 3 çözgü- 2 atkı D) 3 çözgü- 3 atkı
44. Aşağıdakilerden hangisi dimi örgüsünün özelliklerinden biridir?
A) En küçük dimi örgü raporu 2 çözgü 2 atkı ipliğinden oluşur. B) Dimi örgülerinde iplikler yüzme yapmaz. C) Dimi örgüleri sağ ve sol olmak üzere iki farklı yönde eğimler oluşturur. D) Dimi örgülü kumaşlar her iki yüzde de aynı görünüme sahiptir.
45. ( ) Kırık dimi örgüleri örgü raporunda dimi diyagonalinin yön değiştirmediği örgülerdir.
46. ( ) Atkı yönünde kırık dimi örgülerinde çözgü sayısını hesaplamak için temel alınan dimi örgüsünün çözgü sayısı iki ile çarpılır.
47. ( ) Atkı yönünde oluşturulan kırık dimi örgüsünün atkı sayısı temel alınan dimi örgü raporunun atkı sayısına eşittir.
48. ( ) Çapraz dimi örgüleri elbiselik, paltoluk, ceketlik, örtülük kumaşların dokunmasında kullanılır.
49. ( ) Atkı yönünde çapraz dimi örgü raporundaki çözgü ve atkı sayısı temel olarak alınan dimi örgü raporuna eşittir.
50. ( ) Atkı yönünde kesik dimi örgülerinde temel olarak alınan dimi örgü raporu, çözgü yönünde iki eşit parçaya bölünür.
51. Atkı rips örgüsünün atkı raporunda kaç atkı bulunur?
A) Daima bir atkı bulunur. B) Daima iki atkı bulunur. C) Daima üç atkı bulunur. D) Daima dört atkı bulunur.
52. Çözgü rips örgüsü hakkında aşağıdaki bilgilerden hangisi yanlıştır?
A) Çözgü rips örgülerinde yolların genişliğini yolları oluşturan atkı sayısı belirler. B) En küçük düzensiz çözgü rips örgü raporu, 3 atkı ve 2 çözgüden oluşur. C) Düzenli çözgü ripsleri kumaş üzerinde farklı genişlikte enine yollar oluşturur. D) Çözgü rips örgüleri, birden fazla atkı ipliğinin aynı ağızlıktan atılmasıyla oluşan örgülerdir.
53. Aşağıdaki seçeneklerin hangisi, düzenli panama örgüsünün tanımıdır?
A) Düzenli panama örgüleri iki veya daha fazla sayıdaki çözgü ipliğinin yine aynı sayıdaki atkı ipliklerinin altından ve üstünden geçmesiyle oluşan örgülerdir. B) Düzenli panama örgüleri farklı sayıdaki çözgü ipliğinin yine farklı sayıdaki atkı ipliklerinin altından ve üstünden geçmesiyle oluşan örgülerdir. C) Düzenli panama örgüleri farklı sayıdaki çözgü ipliğinin iki tane atkı ipliğinin altından ve üstünden geçmesiyle oluşan örgülerdir. D) Düzenli panama örgüleri iki tane çözgü ipliğinin farklı sayıdaki atkı ipliğinin altından ve üstünden geçmesiyle oluşan örgülerdir.
54. Aşağıdakilerden hangisi 4 3 1
D --------------------------- Z
4 2 2
örgüsünden elde edilen atkı yönünde çapraz dimi örgü rapor sayısını verir?
A) 16 çözgü - 32 atkı B) 16 çözgü - 16 atkı C) 16 çözgü - 8 atkı D) 8 çözgü - 19 atkı
55. ( ) Atkı yönünde kırık dimi örgülerinde çözgü sayısını hesaplamak için temel alınan dimi örgüsünün atkı sayısı iki ile çarpılır.
56. ( ) Herhangi bir dimi örgü raporunun yarısından itibaren çözgülerin ya da atkıların sondan başa doğru sıralanması ile dimi diyagonalinin yön değiştirdiği örgülere çapraz dimi örgüsü denir.
57. ( ) Çözgü yönünde kırık dimi örgülerinde, dimi diyagonali raporun ilk yarısında aşağıdan yukarıya doğru ise diğer yarısında da yukarıdan aşağıya doğru yönlenir.
58. ( ) Atkı yönünde çapraz dimi örgülerinde temel olarak alınan dimi örgü raporu, çözgü yönünde iki eşit parçaya bölünür.
59. ( ) Çözgü yönünde çapraz dimi örgü raporundaki çözgü ve atkı sayısı temel olarak alınan dimi örgü raporunun çözgü ve atkı sayısının iki katına eşittir.
60. ( ) Çözgü yönünde oluşturulan kırık dimi örgüsünün atkı sayısı temel alınan dimi örgü raporunun atkı sayısına eşittir.
61. ( ) Balıksırtı dimi örgüleri örgü raporunun yarısından sonra dimi diyagonalinin yön değiştirerek doluların karşısı boş boşların karşı dolu olarak çizildiği dimi örgüleridir.
62. ( ) Çözgü yönünde balıksırtı dimi örgülerinde çözgü sayısı temel alınan dimi örgüdeki atkı sayısının iki katıdır.
63. ( ) Atkı yönünde balıksırtı dimi örgülerinde çözgü ve atkı sayısı her zaman birbirine eşittir.
64. ( ) Çözgü yönünde balıksırtı dimi örgülerinde dimi diyagonali, raporun yarısında aşağıdan yukarıya doğru ise diğer yarısında yukarıdan aşağıya doğru yönlenir.
65. ( ) Yukarıya veya yana doğru atlama sayısı iki veya daha fazla olan dimi örgülerine diyagonal dimi örgüleri denir.
66. ( ) Çözgü yönünde diyagonal dimi örgülerini elde etmek için bezayağı örgülerinden yararlanılır.
67. ( ) Ana örgü raporu sayısı atlama sayısına tam bölünüyorsa Atkı yönünde diyagonal örgü raporunun atkı sayısını hesaplamak için örgü raporunu verilen atlama sayısına böleriz.
68. ( ) Diyagonal dimi örgülerinde dimi yolları farklı açılar oluşturmaktadır.
69. ( ) Gölgeli dimiler, kademeli olarak atkı dimisinden çözgü dimisine ya da çözgü dimisinden atkı dimisine geçiş yapılarak elde edilen örgülerdir.
70. ( ) Dimi örgülerinden yalnızca çözgü yönünde gölgeli dimi elde edilir.
71. Saten örgüsünün en küçük raporundaki çözgü ve atkı ipliği sayısı aşağıdakilerden hangisidir?
A) 4 çözgü–4 atkı B) 5 çözgü–5 atkı C) 6 çözgü–6 atkı D) 7 çözgü–7 atkı
72. 7’li saten örgüsü için aşağıdakilerden hangisi atlama sayısı olamaz?
A) 6 B) 5 C) 4 D) 3
73. Saten örgülerinde uzun atlamaların yan yana, dimi çizgileri oluşturmadan dizilmeleri kumaş yüzeyine hangi özelliği vermez?
A) Düzgünlük B) Kayganlık C) Parlaklık D) Sertlik
74. Aşağıdaki ifadelerden hangisi yanlıştır?
A) Atlama sayısı, 1 ve rapor tel sayısının bir eksiği olamaz B) Rapor tel sayısını tam bölen sayı atlama sayısı olamaz C) Atlama sayısı, 2 ve rapor tel sayısının iki eksiği olamaz D) Rapor tel sayısı ile aynı sayıya tam bölünebilen sayı atlama sayısı olamaz.
75. 8’li saten örgüsünün atlama sayıları aşağıdakilerden hangileridir?
A) 2, 3, 4, 5 B) 3, 5 C) 2, 4, 5, 7 D) 3, 7
76. Atkı saten örgülerine, çözgü ipliğinin üstte olduğu bağlantı noktası ilâvesi ya da çözgü saten örgülerine, atkı ipliğinin üste olduğu bağlantı noktası ilâvesi ile elde edilen örgülere ………………………saten örgüleri denir.
77. Atkı saten örgüsünde çözgüden kuvvetlendirme yapmak için her dolu karenin üstüne veya altına, bir veya birden fazla …………..kare eklenir.
78. Çözgü saten örgüsünde atkıdan kuvvetlendirme yapmak için her boş karenin sağında veya solunda bulunan dolu karelerden bir veya birden fazla ……………………yapılır.
79. Karışık saten örgüleri ………. ve ………….yönünde bağlantı noktalarının yer değiştirmesiyle elde edilir.
80. Çözgü yönünde oluşturulan tam ya da yarım gölgeli saten örgüleri, verilmiş olan dimi örgü raporuna bağlı olarak çok sayıda çerçeveye ihtiyaç duyulacağından daha çok …………………dokuma makinelerinde uygulanmaktadır.
81. ( ) Atkı yönünde balıksırtı dimi örgülerinde dimi diyagonali, raporun ilk yarısında soldan sağa doğru yükseliyorsa diğer yarısında da aynı şekilde yönlenir.
82. ( ) 2’li atlamalarda temel alınan dimi örgü raporu eğer tek sayılı ise diyagonal dimi örgü raporu temel dimi örgü raporunun yarısı kadardır.
83. ( ) Balıksırtı örgüleri ceketlik, eteklik, paltoluk kumaşların dokunmasında kullanılır.
84. ( ) Çözgü yönünde diyagonal dimi örgülerini elde etmek için temel dimi örgülerinden yararlanılır.
85. ( ) Kuvvetlendirilen saten örgülerinde, kuvvetlendirme yani bağlantı noktası ilâvesi çözgü ve atkı yönünde olmak üzere sadece iki yönde yapılabilir.
86. ( ) Çözgü saten örgüsünde çözgüden kuvvetlendirme yapmak için her boş karenin üstünde veya altında bulunan dolu karelerde bir veya birden fazla eksiltme yapılır.
87. ( ) Atkı saten örgüsünde atkıdan kuvvetlendirme yapmak için her dolu karenin sağına veya soluna, bir veya birden fazla dolu kare ilâve edilir.
88. ( ) Saten bağlama noktalarının, düzenli yerleşiminin dışında, gelişigüzel dağıldığı örgülere karışık saten örgüleri denir.
89. ( ) Atkı yönünde yarım gölgeli saten örgüsü için kullanılacak olan atkı tel sayısı, verilmiş olan saten örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin toplanması sonucunda elde edilen değer olarak belirlenir.
90. ( ) Sayma sayısı raporu bölen sayı olmaz.
91. ( ) Balıksırtı dimi örgüleri örgü raporunun yarısından sonra dimi diyagonalinin yön değiştirerek doluların karşısı boş boşların karşı dolu olarak çizildiği dimi örgüleridir.
92. ( ) Çözgü yönünde balıksırtı dimi örgülerinde çözgü sayısı temel alınan dimi örgüdeki atkı sayısının iki katıdır.
93. ( ) Atkı yönünde balıksırtı dimi örgülerinde çözgü ve atkı sayısı her zaman birbirine eşittir.
94. ( ) Çözgü yönünde balıksırtı dimi örgülerinde dimi diyagonali, raporun yarısında aşağıdan yukarıya doğru ise diğer yarısında yukarıdan aşağıya doğru yönlenir.
95. ( ) Yukarıya veya yana doğru atlama sayısı iki veya daha fazla olan dimi örgülerine diyagonal dimi örgüleri denir.
96. ( ) Çözgü yönünde diyagonal dimi örgülerini elde etmek için bezayağı örgülerinden yararlanılır.
97. ( ) Ana örgü raporu sayısı atlama sayısına tam bölünüyorsa Atkı yönünde diyagonal örgü raporunun atkı sayısını hesaplamak için örgü raporunu verilen atlama sayısına böleriz.
98. ( ) Diyagonal dimi örgülerinde dimi yolları farklı açılar oluşturmaktadır.
99. ( ) Gölgeli dimiler, kademeli olarak atkı dimisinden çözgü dimisine ya da çözgü dimisinden atkı dimisine geçiş yapılarak elde edilen örgülerdir.
100. ( ) Dimi örgülerinden yalnızca çözgü yönünde gölgeli dimi elde edilir.
101. Saten örgüsünün en küçük raporundaki çözgü ve atkı ipliği sayısı aşağıdakilerden hangisidir?
A) 4 çözgü–4 atkı B) 5 çözgü–5 atkı C) 6 çözgü–6 atkı D) 7 çözgü–7 atkı
102. 7’li saten örgüsü için aşağıdakilerden hangisi atlama sayısı olamaz?
A) 6 B) 5 C) 4 D) 3
103. Saten örgülerinde uzun atlamaların yan yana, dimi çizgileri oluşturmadan dizilmeleri kumaş yüzeyine hangi özelliği vermez?
A) Düzgünlük B) Kayganlık C) Parlaklık D) Sertlik
104. Aşağıdaki ifadelerden hangisi yanlıştır?
A) Atlama sayısı, 1 ve rapor tel sayısının bir eksiği olamaz B) Rapor tel sayısını tam bölen sayı atlama sayısı olamaz C) Atlama sayısı, 2 ve rapor tel sayısının iki eksiği olamaz D) Rapor tel sayısı ile aynı sayıya tam bölünebilen sayı atlama sayısı olamaz
Armürlü Dokuma Makineleri Soruları
S.1. ( )Dokuma makinelerinde ağızlık açma sistemlerinden armürlü ağızlık açma sistemi, eksantrikli sisteme göre daha az çerçeveye hareket verir.
S.2. ( )Armürlü ağızlık açma sistemi, örgü hareketlerinin okunmasına göre mekanik ve elektronik olarak ikiye ayrılır.
S.3. ( )Çift stroklu armür makinesinin her bir devrinde beş atkı atılır.
S.4. ( )Elektronik kumandalı armürlerde mekanik armürlerdeki kart veya zincirler yerine manyetik kumanda çubukları bulunur.
S.5. ( )Armürlü ağızlık açma sisteminin diğer adı armür planıdır.
S.6. ( ) Elektronik armür sisteminde manyetik bloklar, elektronik desen hafızası veya direkt mikro işlem birimiyle bağlantılı çalışır.
S.7. ( ) Elektronik armürlü ağızlık açma sitemine, örgüye ait eksantrik plakalar takılarak makine çalıştırılır.
S.8.. ( ) Elektronik armürlü ağızlık açma sisteminde tüm hareketler kumanda aleti ile kontrol altında çalıştırılır.
S.9.. ( ) Elektronik kumandalı armürlerde mekanik armürlerdeki kart veya zincirler yerine manyetik kablolar bulunur.
S.10. ( ) Elektronik armürde armürün zamanlama ayarı, kapanma açısının ayarı, ağızlık yükseklik ayarı gibi ayarlar bulunmaktadır.
S.11. Aşağıdakilerden hangisi armürlü ağızlık açma sistemleri için yanlış bir ifade olur?
A) Ağızlık açma sistemlerindendir.
B) Mekanik ve elektronik olarak ikiye ayrılır.
C) En az çerçeve sayısı ile çalışan sistemdir.
D) Özel ihtiyaca göre 48 çerçeve çalışılabilir.
S.12. Hareket alma şekline göre armür çeşitleri hangisidir?
A) Pozitif, negatif armürler
B) Tek kurslu, çift kurslu armürler
C) Üst ağızlıklı, alt ağızlıklı armürler
D) Tek eksantrikli, çift eksantrikli armürler
S.13- Aşağıdakilerden hangisi mekanik armürün kısımlarından değildir?
A) Tomruk B) Desen kartonu C) Bıçaklar D) Malyon iplikleri
S.14.Mekanik armür sisteminde desen kartonundan önce ilk üretilen tezgâhlarda kullanılan armür çeşitleri hangileridir?
A) Plastik ve demir çivili armürler B) Elektronik armürler C) Eksantrikli armürler D) Manyetik armürler
S.15. Aşağıdakilerden hangisi elektronik armürün ayarlarından değildir?
A) Armürün zamanlama ayarı B) Kapanma açısı ayarı C) Ağızlık yükseklik ayarı D) Platinlerin ayarı
S.16. Aşağıdakilerden hangisi elektronik armürle ilgilidir?
A) Malyon iplikleri B) Manyetik bloklar C) Eksantrikler D) Havan tahtası
Eksantrikli Dokuma Makineleri Soruları
S.1. Aşağıdakilerden hangisi dokuma makinelerinde, atkının atılmasından önce çözgü ipliklerinin iki tabakaya ayrılarak oluşturduğu üçgen kesitli tünele verilen addır?
Kalite kontrol soruları
S.1.Flament ipliklerde kıvırcık kontrolü ne demektir ?
C.1.Kıvrımlılıkölçümüyle kıvrılma dalgalarının sayısı ve boyutunun tespit edilmesidir.
S.2.İplik mukavemetini etkileyen faktörler nelerdir ?
C.2. 1-Elyaf uzunluğu 2-Elyaf inceliği 3-İplik yapısındaki moleküllerin dağılımları 4-İplikleri meydana getiren ham maddeler 5-Düzgünsüzlük oranı 6-Büküm
S.3.İplikte %Yağ Miktarı Tayini ne demektir ?
C.3. POY ipliklerde bulunan yağ oranının istenilen oranda olup olmadığı tespit edilir.
S.4.İplik numara çıkrığı (metre metrajlı) ne demektir ?
C.4. İpliklerin belirli uzunluklarda kesilmesi için uzunluğu ölçmeye yarayan ve çıkrık denilen alettir.
S.5.Hassas terazi ne demektir ?
C.5. Uzunluk değerleri belirlenmiş olan ipliklerin, 1 mg hassasiyetli bir terazide tartılarak ağırlıklarının bulunmasını sağlayan cihazdır.
S.6.İplik mukavemeti ne demektir ?
C.6.İpliğin uygulanan bir yüke gösterdiği dirençtir.
S.7.İplikteki mukavemet değerinin yüksek olmasının faydaları nelerdir ?
C.7. 1-Zaman kaybını azaltır 2-kaliteyi yükseltir 3- Estetiği yükseltir 4- iplik kopuşunu azaltır 5- Makine duraklamalarını azaltır 6-Maliyeti düşürür.
S.8. İplikte mukavemet tayini yaparken kullanılan parametreler nelerdir?
C.8.
1-Kopma mukavemeti
2-Uzama yüzdesi
3-Kopma uzunluğu
4-Kopma yükü
5-Kopma gerilimi
6- İplikte mukavemet tayini.
S.9. İplikte kopma mukavemeti ( kopma gerilimi )ne demektir ?
C.9. İpliğin gerilime dayanma kabiliyeti ya da kopma dayanımıdır.
S.10. İplikte kopma mukavemetini ( kopma gerilimini ) anlatınız?
C.10.İplikte kopma mukavemeti; ipliğin gerilime dayanma kabiliyeti ya da kopma dayanımıdır. Buna ipliğin kopma gerilimi adı da verilebilir. Kopmaya kadar ilerletilen bir gerginlik direnci deneyinde oluşan maksimum dirençtir. Kopma mukavemeti denye başına gram ya da tex başına gram olarak ölçülür ve birim iplik sayısına düşen kuvvet olarak ifade edilir. 1-Denye mukavemeti: Bir denyelik ipliği veya elyafı koparmak için gerekli gram ya da ağırlık (g/den). 2-Tex mukavemeti: Bir tex’lik ipliği veya elyafı koparmak için gerekli gram ya da ağırlık (g/tex).
S.11.İplikte uzama yüzdesi ne demektir ?
C.11. Bir ipliğin gerilim altındaki uzama derecesinin ölçüsüdür.
S.12.İplikte uzama yüzdesi kaç şekilde ifade edilir ?
C.12
.Uzama oranı üç şekilde ifade edilir :
1-Uzunluk olarak
2-İlk uzunluğun yüzdesi olarak
3-İlk uzunluğun bir bölümü olarak.
S.13.İplikte uzama kabiliyeti ne demektir ?
C.13.Kritik uzama noktasına kadar uzatılmış bir mamulden kuvvet uygulaması kaldırıldığında hızla başlangıca geri döner. Bu noktadan sonra makro molekül zincirlerinin kopması ile esneme sağlanacağından başlangıç noktasına geri dönme mümkün değildir. Bir ipliği kopma noktasına kadar germe etkisiyle esnetme veya uzatma onun uzama kabiliyetini ya da uzayabilirliğini belirtir. Germe kuvvetinin uygulanmasından sonra ipliğin uzunluğundaki değişme ya da deformasyon orijinal uzunluğunun yüzdesi olarak ölçülür.
S.14.İplikte kopma uzunluğu ne demektir ?
C.14.Bir ipliğin kendi ağırlığı ile koptuğu uzunluktur.Filament ipliklerde moleküler yapının düzgün olup olmaması kopma uzunluğunu etkileyen en önemli etkenlerden birisidir. Lineer alanlar (moleküllerin düzgün olarak bulunduğu yerler) fazla ise kopma uzunluğu fazla; amorf alanlar (moleküllerin dağınık olarak bulunduğu yerler) fazla ise kopma uzunluğu azdır. Kopma uzunluğu, farklı numaralandırma sistemlerine sahip değişik kontrol malzemelerinin birbiri ile karşılaştırılmasını mümkün kılan bir ölçüdür. Kopma uzunluğunun, kopma kilometresi kısaltması Rkm’dir.
S.15.İplikte kopma yükü,gerginliği ne demektir ?
C.15.Kopma gerginliğini geliştiren, ipliğin kopması için gerekli olan yüktür.
S.16. Mukavemet testlerinde kullanılan ölçme cihazılarında hangi şartlar sağlanmalıdır ?
C.16.
1-Numuneye sabit yük artışı uygulayan veya numuneye aynı zamanda sabit miktarda uzama sağlayan,
2-Uygulanan kuvvet altında iplikteki uzama miktarını otomatik olarak ölçen,
3-Numuneyi koparmak için gereken yükü hesaplayan ve gösteren,
4-Maksimum yüke kadar uzamaları ölçen ve gösteren,
5-İpliği güvenli bir şekilde tutan, bunun sonucunda çenelerdeki kıstırma sonucu iplik kopmasına imkân vermeyen,
6-Numuneye maksimum yükü 20 ± 3 saniyede yükleyecek şekilde olmalıdır.
S.17. Filament iplik, mukavemet ve kopma uzaması ve kopma yüklerini, eş zamanda eş test hızı prensibine göre tespit etmek için neler yapılmalıdır ?
C.17.
1-Kontrolden önce bütün numuneler iklimlendirilir.
2-İplik cinsine göre daha önceden parametre ayarı yapılmış program seçilir,
3-POY ipliklerde; kıskaçlar arasındaki mesafe 200 mm ±1 mm; test hızı 1500 mm/dk; ön gerilim 0.05 g/ tex
4-Tekstüre, bükümlü, FDY vb. ipliklerde; kıskaçlar arasındaki mesafe 200 mm±1mm; test hızı ipliğin kopma süresi 20 sn. olacak şekilde ayarlanır.
5-Kontrole başlamadan önce iplik yüzeyinden 1000 metre iplik çözülür.
6-Her numune için mukavemet ölçüm cihazı çalıştırılır.
7-Mukavemet ölçme cihazı her numune için 5 çekim yaparak ortalama değeri verir.
Numara Dönüşüm Hesapları
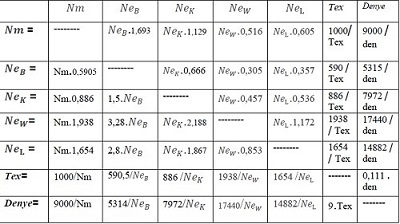
İplik numaralarının birbirlerine dönüştürülmesi kumaş analiz ve kumaş tasarım hesapları açından önemli bir konudur. Çünkü hesaplamalarda iplik numarasının Numara Metrik cinsinden olması gereklidir. Yani; kullanacağınız iplik numarası 40 Ne, 60 Nd,40 Nike,40 Ntex veya değişik numara, cins ve birimlerinde olabilir.
Uzunluk Numaralama sisteminde numaralanan iplikler
1000 metresi 1000 gram gelen iplik 1 Numara Metriktir. ( Nm )
1000 Metresi 500 gram gelen iplik 1 Numara Fransız’dır. ( Nf )
512 metresi 453,6 Gram gelen iplik 1 Numara İngiliz Kamgarn’dır. ( Nik)
234 Metresi 453,6 Gram gelen iplik 1 Numara İngiliz Ştrayhgarn ’dır. ( Nişt )
768 Metresi 453,6 Gram gelen iplik 1 Numara İngiliz Pamuk'tur. ( Nip)
274 Metresi,453,6 Gram gelen iplik Numara İngiliz Keten’dir.( Nike )
Bu sistemde uzunluk değişken ağırlık sabit olduğundan örneğin 20.1000 metresi 1000 gram gelen ipliğin numarası 20 Nm ( Numara Metrik ) tir.
Yukarıdaki bilgilere göre ;
20 Nm ipliğin Nip olarak numarası bulmak için şu orantıyı yaparız.
20.1000 metresi 1000 gram gelen iplik 20 Nm’tir.
X.768 metresi 453,6 gram gelen iplik kaç Nip’tir.
Buna göre;
20.1000 metresi 1000 gram
x. 768 metresi 453,6 gram
---------------------------------
X = 20.1000.453,6 / 768.1000 = 11,8 Nip
20 Nm = 11,8 Nip eder.
Veya
iplik numara dönüşüm formülünü kullanarak 20 Nm ipliğin kaç Nip olduğunu hesaplarız.
Nip = Nm.0,905 = 20.0,5905 = 11,8 Nm
Ağırlık Numaralama sisteminde numaralanan iplikler
9000 Metresi 1 Gram gelen iplik 1 Numara Denye’dir. (Nd )
1000 Metresi 1 Gram gelen iplik 1 Numara Tex’tir. ( Ntex)
Bu sistemde Uzunluk sabit ağırlık değişken olduğundan örneğin 9000 metresi 20 gram gelen ipliğin numarası 20 Nd ( Numara Denye ) dir.
Yukarıdaki bilgilere göre;
40 Nd ipliğin Nm olarak numarası bulmak için şu orantıyı yaparız.
9000 metresi 40 gram gelen iplik 40 Nd’dir.
x.1000 metresi 1000 gram gelen iplik kaç Nm’tir.
X= 9000,1000 / 1000,40 = 225 Nm
40 Nd = 225 Nm eder.
Veya
iplik numara dönüşüm formülünü kullanarak 40 Nd ipliğin kaç Nm olduğunu hesaplarız.
Nm = 9000 / Nd = 9000 / 40 = 225 Nm
Emprime Baskı
Emprime baskı elle ve tahta kalıp yardımı ile yapılmaktadır. İpek, yün, alpaka, raşel, saten, polyester, saten ve pamuklu kumaşlara olabilmektedir. Emprime için serigrafi baskı boyaları kullanılmaktadır.
Tahta kalıbını hazırlamak için, baskı alanının boyutu kadar bir kalıp hazırlanıp, bu tahta kalıbın üzerine, gergin olarak ipek döşenmektedir. Hazırlanan bu tahta kalıplara yapılacak olan desenler monte edilerek, kumaşlara tatbik edilir.
Emprime ile baskı yapmak için hazırlanan bu kalıbın üzerine, basılmak istenen logo ya da desenlerin folyosu çıkarılarak, ipek üzerine yerleştirilmektedir. Daha sonra baskı için kullanılan özel serigrafi boyası bunun üzerine dökülerek, rakle ismi verilen ve boyanın kumaş üzerinde yayılmasını sağlayan sıyırıcı materyal yardımı ile kumaşlara baskı işlemine geçilmektedir.
Emprimelerde resim baskısı olamamaktadır. Aynı zamanda bu boya baskı yönteminde renk geçişleri de yapılamamaktadır. Kullanılan renklerin ve kullanılan malzemelerin çeşitliliğine göre emprime kumaşların fiyatları belirlenmektedir.
Avantajı tüm kumaş türlerine kolaylıkla uygulanabilmesidir. Aynı zamanda baskıda basılan adet miktarı ne kadar çoksa birim başı maliyetlerin düşerek, baskının ekonomik fiyatlarla olmasını sağlamaktadır.
Kullanılan serigrafi boyaları canlı renklerden oluştuğu için uygulandığı kumaşların güzel ve şık görünmesine yardımcı olur. Kullanılan boyalar su bazlı ve organik boya olduğu için insan sağlığına zarar vermez. Bu baskı türü istenen her yüze uygulanabilmektedir.
Bu baskılarda kullanılan serigrafi boyalarının tümü, birinci sınıf kaliteye sahip olup, çevre dostu olan ekolojik boyalardır. Yüksek adetlerde en iyi verim sağlayan boya baskı tekniğidir. Parça ya da dikilmiş olan her tekstil ürününe yapılabilmektedir. Ayrıca diğer baskı yöntemlerine göre en hızlı üretimi sağlayan bir baskı çeşididir. Böylelikle zamandan büyük tasarruf sağlanmaktadır.
Emprime Baskı Çeşitleri
Su bazlı
Sıcak yaldız
Kabartma
Varak
Hologram yaldız
Pigment
Sim baskılar
Su Bazlı Emprime Baskı
Su bazlı baskı için su bazlı boyalar kullanılmakta olup, bu boyalar özel yapıları sayesinde organik olmaktadır. Su bazlı boyalar ağır metal ya da insan sağlığına zarar verecek bir madde içermemektedir.
Su bazlı baskı yapılan kumaşlar, 60 derece sıcaklıkta yıkanabilmektedir. Aynı zamanda diğer baskılara göre su bazlı baskılar daha fazla elastik bir yapıya sahip olmaktadırlar. Bu nedenle polyester film üzerine yapılan su bazlı baskının, kumaşlara yerleştirilmesi de oldukça pratik ve kolay olmaktadır.
Sıcak Yaldız Emprime Baskı
Sıcak Yaldız Baskı çeşidinde, kalıplarda kullanılan folyoların mat kısmı baskı yapılacak olan tarafa, parlak kısmı ise klişeye gelecek şekilde ayarlanmaktadır. Böylelikle hangi renk yaldız arzu edilirse, kalıp folyolarında o renk kullanılmaktadır.
Kabartma Emprime Baskı
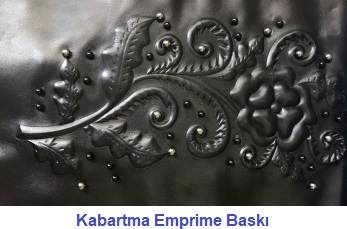
Kabartma baskı en çok kullanılan baskı çeşitlerinden biridir. Emprime ile baskı teknikleri içinde özel bir yere sahip olan bu baskı türü, kumaşlara farklı efektler kazandırmaktadır. İstenen desenin kumaşa aktarılması pigment boyar maddelerle baskı gibi olsa da baskının görünüşü kullanılan tekniklerle kabartma şeklinde olmaktadır.
Varak Emprime Baskı

Varak baskı taşıyıcı bir polyester film üzerine özel kaplama makineleri ile boya kaplanarak elde edilmektedir. Varak baskı ilk zamanlarda matbaacılıkta kullanılmış olsa da gelişen teknoloji ile günümüzde tekstil sektöründe de sıklıkla kullanılmaya başlamıştır.
Varak baskılar birçok farklı alanda kullanılabilmektedirler. Tekstil ve matbaacılık haricinde; deri, cam, seramik ve plastik materyallere de varak baskı yapılmaktadır. Varak baskı kullanıldığı kumaşlarda parlak ve metalik efektlerin oluşmasını sağlamaktadır. Varak baskı, tekstil sektöründe altın ve gümüş metalik renklerinin mat, parlak ve yarı mat gibi versiyonları ile sıklıkla kullanılmaktadır.
Hologram Yaldız Emprime Baskı
Hologram yaldız baskı, 2 boyutlu resimlerin tek katmandan oluşan holograma yerleştirilmesi ile yapılmaktadır. Baskının yapıldığı alanların değişik ve farklı renklerde gözükmesini sağlayan bir baskı çeşididir.
Pigment Emprime Baskı

Pigment baskı, tüm dünya genelinde en çok kullanılan baskı çeşitlerindendir. Aynı zamanda pigment baskılar maliyet olarak da en düşük fiyata sahip olmaktadırlar. Pigment baskılarda kullanılan boyalar anorganik, organik, floresan ve metalik tonlara sahip olmaktadır.
Pigment baskılar özellikle pamuklu baskılarda en çok tercih edilmektedir. Pigment baskı sonrasında yıkama gerekmediği için en pratik ve maliyeti düşük baskı çeşitlerindendir.
Sim Emprime Baskı

Tekstil sektöründe sıklıkla kullanılan sim baskı, uygulandığı kumaşlara parlak ve ışıltılı olmak üzere efektler vermektedir. Simler, uygulama esnasında polyester filmler üzerine tutturulmuş, metalik boyalardan oluşmaktadır. Uygulandığı alanlarda hoş bir görüntü elde edilmesini sağlamaktadır. Sim baskı için geniş bir renk yelpazesi bulunmaktadır.
Dokusuz Yüzeylerin Kullanım Alanları
Ambalaj
Medikal steril paketler
Disk paketleri
Çanta

Ev
Temizlik bezleri
Peçete
Masa örtüsü
Yatak örtüsü
Klozet aksesuarları
Pencere gölgelikleri
Çay-Kahve poşeti
Halı
Duvar kaplama
Mobilya arkalıkları

Endüstriyel ve Askeri
Filtre
Taşıma bandı
Kablo izolasyonu
Zımpara ve parlatma malzemeleri
Uyku tulumu
Suni deri

Giyim
Astar
Ayakkabı
Çanta
Eldiven
Elbise izolasyonu
Tela

Hijyen
Çocuk bezi
hijyenik pedler
Kozmetik ürünler
Temizleticiler

İnşaat
Çatı kaplama
izolasyon
Boru izolasyon
Tren yolu yatakları stabilzasyonu
Kanal ve rezervuar iç koruması

Jeotekstil
Asfalt
Drenaj
Baraj
Havuz
Akarsu bentleri
Golf ve tenis kortları,Suni çim
Erozyon kontrol

Otomotiv
Zemin ve iç kaplama
Hava filtresi
Yağ,filtresi
Döşeme
Bagaj astarı
İç kapı paneli
Ses izolasyonu

Sağlık
Cerrahi maske
Ameliyat elbiseleri
Ameliyat örtüleri
Stril paketleme
Bandaj
Kan ve diyaliz makinelerinde

Tarım
Fidanlık Kaplama
çim koruma
Ürün üzeri kapatma
Kök sarma

Yukarda belirtildiği gibi geniş kullanım alanına sahip dokusuz yüzeyler; kullanım alanına göre yapısında farklı özellikleri barındırmaktadırlar. Bu tür kumaşların sahip olabilecekleri özellikler aşağıda maddeler halinde belirtilmektedir. Kullanım yerine göre belirli bir fonksiyonu yerine getirmede kullanılan dokusuz yüzeyler; belirtilen özelliklerinden bir ya da bir kaçını yapısında taşıyabilecek durumda bulunmalıdır .
1-Gramaj · Emicilik · Filtreleme özelliği
2-Kalınlık · Tutum · Toz tutmazlık
3-Yoğunluk · Pürüzlülük/pürüzsüzlük · Sterilizasyon
4-Gözeneklilik · Su iticilik · Kuru temizlemeye uygunluk
5-Geçirgenlik · Hava şartlarına dayanım · Yıkanabilirlik
6-Mukavemet · İletkenlik/yalıtkanlık · Ütülenebilirlik
7-Uzama · Antibakteriyel özellik · Boyanabilirlik
8-Esneklik · Alev dayanımı · Renk Haslığı
Mekanik Jakarlı Dokuma Makinesi
Ağızlık açma sistemleri içinde en üst seviyeyi jakarlı ağızlık açma makineleri temsil etmektedir. Bu makinelerde en karmaşık desenleri, resimleri veya manzaraları dokuyabiliriz. Bu geniş desenleme imkânı, sistemin çok fazla sayıda çözgü ipliğine ayrı olarak hareket verebilmesinden kaynaklanmaktadır. Jakar sistemi diğer sistemlere oranla değişik bir yapı gösterir. Eksantrik, armür sisteminde ağızlığın oluşumu için çözgü ipliklerine çerçeve gruplarınca hareket verilir. Jakar sisteminde ise ağızlığın oluşumu için platinlere bağlı malyon gruplarıyla kumanda edilir. Bu nedenle jakar sistemi desen yapma olanakları açısından eksantrik ve armür sistemlerine göre çok büyük desen gruplarının dokunmasına imkân sağlamaktadır.
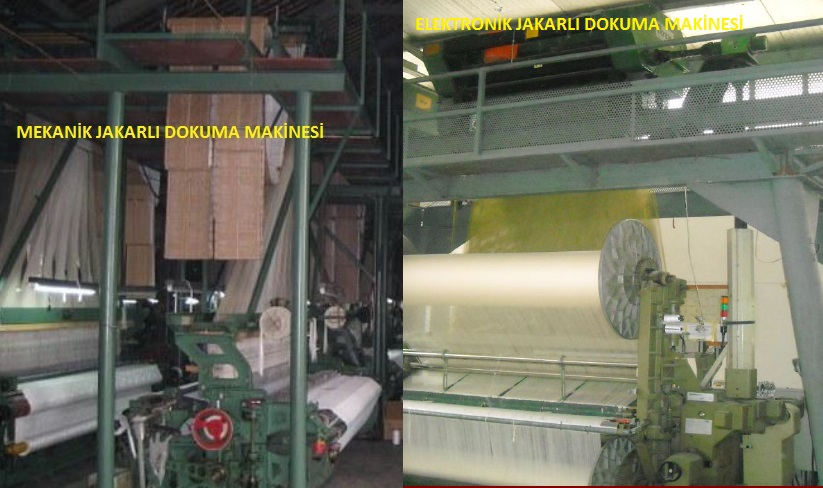
- 1-Dokuma tezgâhı jakar makinesine hareket verir.
- 2-Jakar makinesi çalışarak maylonlar aracılığı ile dokuma tezgâhına ağızlık açar.
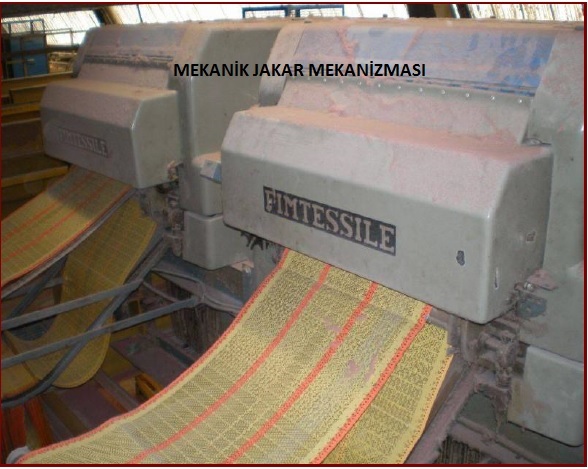
Jakarlı ağızlık açma sisteminde iki temel hareket vardır:
1-Tomruğun sağ sol hareketi:
Atılan her atkıda bir miktar dönerek kartonu hareket ettirir. Ayrıca tomruk iğnelere doğu kartonları iterek kartonun okunmasını sağlar.
2-Bıçakları aşağı yukarı hareketi:
İğneler ve platinlerden aldığı hareketi malyon ipliklerine ve dolayısıyla gücülere ileterek ağılığı açılmasını sağlar. Aşağıda jakar makinesinin ana elemanları görülmektedir.
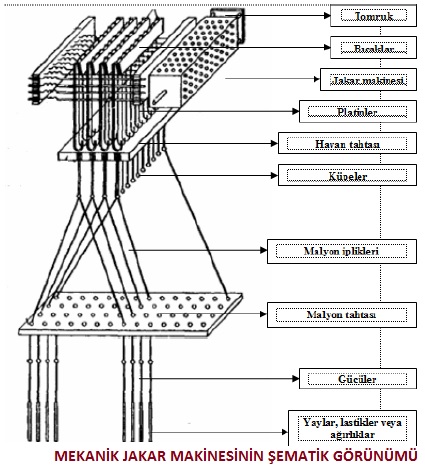
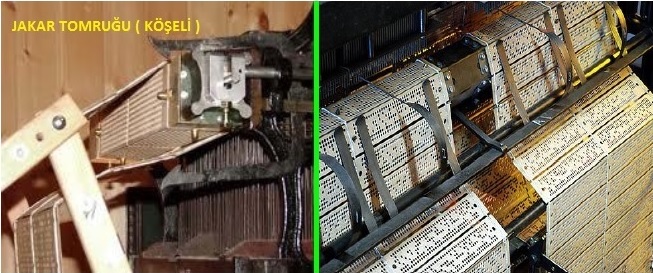
- Üzerinde iğneler veya platin sayısı kadar delik bulunan dörtgen, altıgen veya yuvarlak (silindir) şeklinde olan parçadır. Görevi, jakar desenine göre delinmiş bulunan kartonları her atkı için bir sonraki okunacak harekete hazır hâle getirilmesidir.

- Jakar kartonu çözgü ipliklerinin istenilen şekilde hareket etmesi amacıyla iğnelere hareket veren ve üzerine desene göre delik delinen, çalışmaya elverişli plastik veya kâğıtlardır. Genel özellikleri bakımında iki türü bulunmaktadır. Bunlar parçalı ve sonsuz kartonlardır.
- Her atkı için ayrı bir karton olup bu parçalar birbirine dikilip sonsuz hâle getirilerek kullanılır. Kullanım sırasında ve delim sırasında birçok sorun oluşturmaktadır.
- Desende kullanılan bütün atkılar aynı karton üzerine delinerek kullanılır. Bu kartonun hem delim aşamasında hem de çalışma aşamasında kullanımı kolaydır. Sonsuz karton için plastik veya kâğıt malzeme kullanılmıştır.

- Kartondaki dolu ve boş noktalara göre platinlere hareket veren parçalardır. Eski jakarlarda tek grup iğne varken günümüz mekanik jakarlarında çelik iğne, faturalı iğne ve uzun iğne olmak üzere üç çeşit iğne kullanılmaktadır. Uzun iğnelerin arkasında, geriye itildiklerinde sıkışan baskı kalktığında tekrar eski yerine iten yaylar vardır. Bu yaylar yay kutusu içine toplanmıştır. İğneler, platinlere göre dik, jakar makinesine göre yatay konumda yer alır.
- Jakar makinesinin temel elemanıdır. İğneler yardımıyla üst kısımları sağa sola hareket edebilir. Örgüde dolu (çözgü yukarıda) ise bıçakları etki alanında kalır veya örgü boş ise (çözgü aşağıda) etki alanından itilir. Eski tiplerde tek kancalı yeni makinelerde çift kancalı modeldedir. Jakar üzerindeki platin sayısı jakar kapasitesini gösterir.
- Ağılı açılabilmesi için çözgü ipliklerinin yukarı kaldırılması gerekir. Daha öce bahsedildiği gibi çözgü ipliklerinin yukarı kaldırılmasını platinler ve buna bağlı olan malyon iplikleri yapar. Kısaca ağılı aça, platinlerin yukarı kaldırılması ile sağanı. Platinlerin yukarı hareketini sağlayan jakar elemanına bıçak denir. Jakar makinesinde platin sırası kadar bıçak vardı. Bu bıçaklara tek yerden hareket vermek ve hareket bütünlüğü sağlamak amacı ile çerçeve biçiminde bir araya toplanmıştır. Buna bıçak tablosu denir. Bıçak tablosu, bıçak eksantriğinden aldığı hareketle jakar iskeleti içinde aşağıdan yukarı hareketle platinleri kaldırır indirir. Kullanım yerlerine göre tek bıçak tablosu jakar makineleri olabileceği gibi birbirinden farklı zamanda hareket eden yani, biri aşağıdan yukarı doğu çalışırken diğeri yukarıdan aşağıya çalışan iki adet bıçak tablosu olan jakar makineleri de vardır. Tek bıçak tablolu makinelerde, tek kancalı platinler kullanılır. Platinlerin kancası bıçağa dönüktür ve onun hareket alanı içindedir. Ayrıca çift bıçak tablolu jakar makineleri diğerine nazaran daha verimlidir.

- Üst harnıç da denir. Platinleri taşıyan ve üzerinde küpe delikleri bulunan tahtadır. Havan tahtası platinlere dayanak olmakla birlikte onların dengesini sağlar. Bazı jakarlarda hareketli, bazılarında sabittir. Hareketli olanlarda ağızlık açılması sırasında aşağıya doğru inerek düzgün ağızlık açılmasını sağlar.
- Malyonların ve küpelerin rahat çalışabilmesi için cam çubuklardan yapılmış ızgaralardır. Malyon iplikleri bu ızgaralarda yönlenir. Bunların bir diğer görevi de malyon ipliklerini korumak ve aşınmasını önlemektir.
- Alt harnıç veya dizim tahtası da denir. Malyon tahtası kumaşın enini ve sıklığını tayin eder. Üzerinde malyon ipliği sayısından daha fazla delik vardır. Her delikten bir malyon ipliği geçer. Yapılan malyon dizimleriyle, çözgü yoğunluğu ve kumaş üzerinde desenin kaç rapor olduğunu belirler.
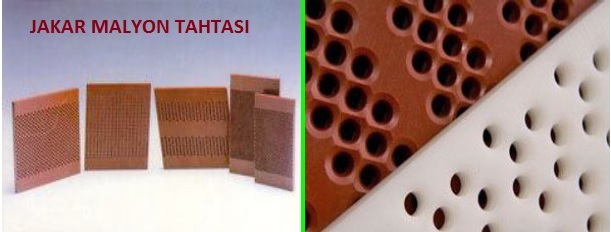
- Malyon iplikleri ile platinleri birbirine bağlar. Dizim değişimlerinde ve aşınma durumlarında malyonların platinlere direkt olarak bağlanması güçtür. Bu durumda küpeler büyük kolaylık sağlar. Metal veya plastikten yapılmışlardır.
- Çözgü ipliklerinin sistemli olarak bir kısmının yukarıda bir kısmının da aşağıda kalmasını sağlayan ve platinlerden hareket alan jakar elemanlarıdır. Alt kısımlarında gücü telleri bulunur. Keten ipliği olarak da isimlendirilir.
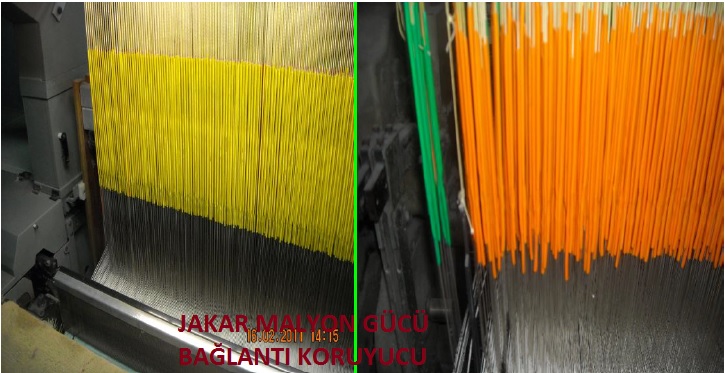
- Naylon, misine ya da örme iplik olarak hazırlanır.
- Sürtünmeye karşı dayanıklıdır.
- Malyon tahtasından geçen iplikler, gücü tellerinin üst tarafından bağlanır. Yapılan bu bağlantılar yoğunluktan dolayı birbirlerine sürtünür. Bu sürtünmelerin azaltılması ve takılmaların önlenmesi için bağlantıların üzerine hortumlar geçirilerek malyon ipliklerinin gücü tellerine kolay ve sağlıklı şekilde bağlanmaları sağlanır.
- Gücü telleri çözgü ipliklerinin ağızlık açmasını sağlayan ortalarındaki gücü gözlerinden çözgülerin geçirildiği teldir. Alt kısmından ağırlıklara, yaylara veya lastiklere üst kısmından da malyon ipliklerine bağlanır.
- Örgüye göre yukarıya kalkmış olan gücü tellerini ve malyonları tekrar aşağıya çekmeye yarayan jakar parçasıdır. Bu parçalar çözgü ipliklerinin kalınlığına ve dokuma türüne göre değiştirilir. Üç çeşit geri çekme elemanı vardır.

- Malyon tahtasından geçen iplikler, gücü tellerinin üst tarafından bağlanır. Yapılan bu bağlantılar yoğunluktan dolayı birbirlerine sürtünür. Bu sürtünmelerin azaltılması ve takılmaların önlenmesi için bağlantıların üzerine hortumlar geçirilerek malyon ipliklerinin gücü tellerine kolay ve sağlıklı şekilde bağlanmaları sağlanır.
- Gücü telleri çözgü ipliklerinin ağızlık açmasını sağlayan ortalarındaki gücü gözlerinden çözgülerin geçirildiği teldir. Alt kısmından ağırlıklara, yaylara veya lastiklere üst kısmından da malyon ipliklerine bağlanır.
- Örgüye göre yukarıya kalkmış olan gücü tellerini ve malyonları tekrar aşağıya çekmeye yarayan jakar parçasıdır. Bu parçalar çözgü ipliklerinin kalınlığına ve dokuma türüne göre değiştirilir.
- Bunlar: demir çubuklar (ağırlıklar), lastikler ve yaylardır.

- Mekanik jakar sisteminde her atkı için çözgü telleri jakar kartonu üzerine delikler açılarak desen yazılır.
- Yukarıda kalması gereken çözgü ipliği için karton üzerinde delik açılır.
- Jakar kartonu tomruk üzerinde bulunur.
- Tomruk her atkı atıldığında bir tur dönmektedir.
- Tomruk her dönüşünde iğnelere doğru hareket ederek kartonun iğneler tarafından okunmasını sağlar.
- Delik olmayan yerlere temas eden iğneler ise kartonun hareketi ile itilir.
- Kartondaki deliklere gelmeyen iğneler sağa doğru kayar kendilerine bağlı platinleri de sağa iter.
- Böylece bıçakları hareket alanının dışına çıkarır.
- Sağa doğru itilen platinlerin karton baskısı kalktığında tekrar yerine gelmesi, platinlerin esnekliği ve iğnelerin arka uçlarında bulunan yaylarla gerçekleştirilir.
- Kartonlardaki deliklere gelen iğneler ve bağlı bulunan platinler ise yerlerinden oynamadıkları için bıçakların hareket alanının içinde kalarak ağızlık oluşturmak üzere konumlanır.

- Bunun için desen kartonuna, yukarı kalkması istenen çözgülerin platinleri ve iğneleri için delik açılır.
- Aynı şekilde atkının altında kalması istenen çözgü telleri için kartonun ilgili yeri delinmez.
- Jakarlı dokuma makinelerinde ağızlığın açılması bu şekilde gerçekleştirilir.
- Yukarıya kaldırılan çözgü ipliklerinin aşağı konumlarına tekrar gelmeleri ise geri çekme elemanları tarafından gerçekleştirilir.
- Bu tip jakar makinelerinde makinenin her devrinde bir atkı atılır.
- Hızlarının düşük olması ve fazla güç gerektirdiğinden dolayı bu tip jakar makinelerinin kullanımı yok denecek kadar azdır.
- Bu tip jakarlarda her çözgü ipliği için bir iğne ve bir platin bulunmaktadır.
- Her iğne bir platini kontrol etmekte ve yay kutusundaki bir yay vasıtasıyla desen silindirine doğru itilmektedir.
- Bu makinelerde rapordaki her çözgü ipliği için bir iğne ve bir kanca bulunur.
- Şekilde görüldüğü gibi her iğne bir kancayı kontrol etmekte ve yay kutusundaki bir yay vasıtasıyla desen silindirine doğru itilmektedir.
- Bir kanca dizisini kaldırmak için bir bıçak olması ve örneğin 600’lük bir jakarda 12 bıçağın bulunması gerekmektedir.
- Bıçakların tek olarak hareketlenmesi kranktan ya da zincir ile krank milinden tahrik edilir. Bıçaklar ve bağlı bulunduğu sistem her atkı için düşey olarak bir defa aşağı yukarı hareket eder.
- Kartlar birbirlerine dikilerek bağlanmışlardır.
- Tomruk denilen desen kartının dönmesini sağlayan eleman dört köşeli olarak görülmektedir.
- Ayrıca tomruklar silindir, dörtgen veya altıgen şekillerde imal edilmektedir.
- Desen kartonu tomruk tarafından iğnelere doğru itildiği zaman karşısında delik olan iğne buradan içeri gireceğinden bastırılmayacak ve buna bağlı olan kanca konum değiştirmeyeceği için bıçağa takılarak yukarı kaldırılacaktır.
- Kancanın kontrol ettiği çözgü iplikleri de atılacak atkı için yukarı kalkmış olacaktır.
- Eğer iğnenin karşısına denk gelen delik delinmiş ise tomruk sola doğru geldiğinde bu iğne bastırılacağı için ilgili kancayı da sola doğru iterek bıçak yolundan çıkaracaktır.
- Bıçak yukarı hareket ederken kancaya takılmadığından bu kanca ve kontrol ettiği çözgü iplikleri aşağıda kalacaktır.
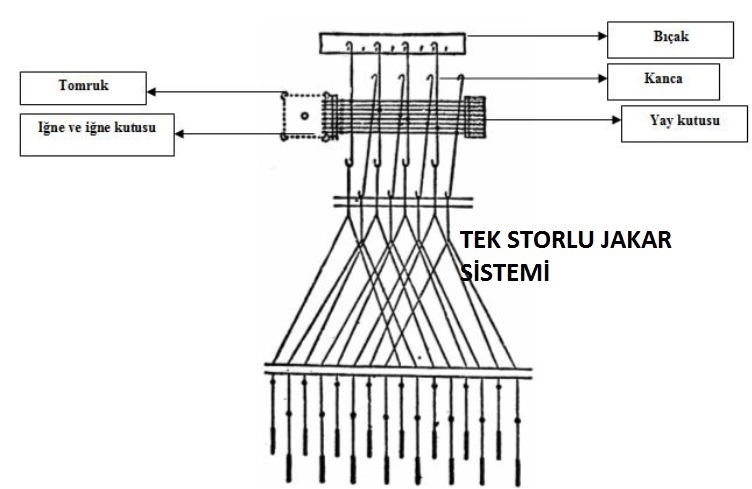
- Tek stroklu jakar makinelerinde genellikle altta kapalı ağızlık oluşur.
- Makinenin her devrinde iki atkı atılır.
- Dokuma makinelerinde en çok kullanılan jakarlı ağızlık açma çeşididir.
- Her biri ayrı şaseye monte edilmiş iki bıçak grubu bulunmaktadır.
- İki şase, zıt yönde ve iki atkılık kurs içerisinde yukarı aşağı hareket etmektedir.
- Bu makinelerde her iğne iki kancayı kontrol ettiğinden 600’lük bir jakarda 1200 kanca bulunmaktadır.
- Tek stroklu jakardaki boşa harcanan enerji bu makinelerde daha azdır. Makinenin hızı daha yüksektir.
Jakar kartonları, iğnelere hareket vererek istenen örgü raporuna göre çözgü ipliklerinin aşağı yukarı hareket etmesini gerçekleştirir ve ağızlık açılmasını sağlar. Jakar kartonları bu işlevi görebilmesi için makinelerde desene göre delinir. Kartonlar mekanik ve elektronik olarak iki şekilde delinir.
RR Dalgalı Ribana Örgü Soruları
S.1.RR Dalgalı ribana örgüler nasıl oluşur ?
C.1.RR Dalgalı ribana örgüler ribana yuvarlak örme makinelerinde kapak veya silindir iğnelerinin birinin diğerinden daha fazla çalışmasıyla oluşur. Yani silindir iğneleri 4–6 sistemde örme yaparken kapak iğnesi bekleme yapar. Sonraki sistemde ise kapak ve silindir ilmek yapar.
S.2.RR Dalgalı ribana örgülü kumaş yüzeyi nasıldır?
C.2.Kumaşın yüzeyi kabarık ve dalgalı bir yüzey görünümündedir. Kumaşın arka yüzeyi ise daha düzdür.
S.3. RR Dalgalı ribana örgülü kumaşın üretilebilmesi için makinede hangi ayarlar yapılır?
C.3.Makinenin örgüye hazır hâle gelmesi için iğne seçimi, çelik seçimi, iplik seçimi, kasnak ayarı, may sıklığı ayarı, iplik gerginlik ayarı, makine hız ayarı ve kumaş çekim ayarlarının yapılması gerekir.
S.4. RR Dalgalı ribana örgülü kumaşın üretilebilmesi için iğne seçimi nasıl yapılır?
C.4.RR dalgalı ribana kumaşın üretimi için makinenin kapak ve silindirinde tüm iğneler dizilmiş ve çalışır durumda olmalıdır. Eğer çalışılacak makine çift yollu çelik sistemine sahip ise iğne dizimi yapılırken bir kısa ayak, bir uzun ayak gelecek şekilde olmasına dikkat edilmelidir.
S.5. RR Dalgalı ribana örgülü kumaşlarda Çelik seçimi ve may sıklığı ayarını anlatınız?
C.5.RR dalgalı ribana kumaşın örülmesinde çelik sisteminin seçimi, tüm örgülerin raporunu hazırlamada olduğu gibi önemlidir. Üretilecek kumaşın çelik raporu silindirde tamamen ilmek, kapakta 1. ve 2. sistem ilmek, 3, 4, 5, 6, 7. ve 8. sistemlerde atlama çeliği kullanılmaktadır. Dalgalı ribana kumaşın üretiminde makinenin çift çelik yollu olması durumu değiştirmez. Kullanılacak iğne çeşidine bağlı olarak çelik seçimi de yapılır. Üst çelik hangi hareketi yapıyor ise alt çelikte de aynı hareketi yapan seçilir.
Ribana makinesinin çelik sistemleri RR dalgalı ribana örgüsüne ayarlanıp yerleştirildikten sonra çelik kapakları üzerindeki may ayar çeliklerinden, may (ilmek boy) ayarlarının yapılması gerekir. Bazı yuvarlak örme makinelerinde merkezî may ayarı ile tek noktadan ayarlama yapılabilir. Yalnız may ayarlarının dengeli olması gerekir.
S.6. RR dalgalı ribana kumaşın örülmesinde iplik gerginlik ayarını anlatınız?
C.6.İplik gerginlik ayarı: Tüm yuvarlak örme makinelerinde sistemlere gelen ipliklerin sıkı veya gevşek olması, örgüyü etkiler. Sistemlere iplik sevkini sağlayan pozitif yığmalı furnisörlerin dönüş hızlarının ayarlanması ile örgünün istenilen özellikte olması sağlanabilir. Furnisörlerin hızı yavaşlatılırsa iplik daha gergin gelir, hızlandırılırsa da aktardığı iplik miktarı daha fazla olur ve iplik gevşek gelir. Bu durumun kumaşın birim gramajı üzerinde etkisi büyüktür.
Eğer iplik gergin gelirse daha sıkı bir örgü örülür ve gramaj artar. Ribana makinelerinde de tüm yuvarlak örme makinelerinde olduğu gibi iplik gerginlik ayarı ilk önce kasnak ayarıyla yapılmaktadır. Kasnak çapının genişletilmesi daha fazla iplik sevkine, çapını daraltılması ise daha az ipliğin sevkine neden olacaktır. Bu ayarın numune kumaşın özelliklerine ve örgü raporuna göre düzgün yapılması gerekir.
Dalgalı ribana örgüsünün örülebilmesi için ribana örme makinesinin furnisör sisteminin çift bantlı (iki dişli çarkı) olması gerekir. Furnisör dişli çarkları, dişli veya tırnaklı kayışlar yardımıyla kasnaktan hareket alır. Kasnağın çapına bağlı olarak dönüş hızında farklılıklar olacaktır. Bu durumdan yararlanılarak dişli çarkın hangisinin çalışacağına desen dâhilinde karar verilir. Yani furnisöre hareket veren kavramasının aşağı veya yukarı sabitlenmesi ile furnisörün dönüşünde iki farklı hız verebilmeyi sağlar. Yapacağımız dalgalı ribana örgüsünde iki farklı ayar kullanılması gerekmektedir. Çünkü rapora baktığımızda 1. ve 2. sistemlerdeki örgü ile 3. ve 8. sistem arasındaki örgünün harcadığı iplik miktarının farklı olduğu görülmektedir. Bu durumda tek kasnaktan hareket verildiğinde 1. ve 2. sisteme göre ayarlanan gerginlik ayarı diğer sistemler geldiğinde iplik bollaşacaktır. Bu yüzden 1. ve 2. sistemin kasnak ayarı (buna bağlı olarak furnisörlerin dönüş hızı) ile diğerleri için yapılacak kasnak ayarı farklı yapılmalıdır.
S.7. RR dalgalı ribana kumaşın örülmesinde iplik gerginlik ayarının yapılmasında kasnak çapının genişletilmesi sonucunda ne olur?
C.7. Kasnak çapının genişletilmesi daha fazla iplik sevkine sebebiyet verir.
S.8. RR dalgalı ribana kumaşın örülmesinde iplik gerginlik ayarının yapılmasında furnisörlerin hızı yavaşlatılması neye sebebiyet verir?
C.8. Furnisörlerin hızı yavaşlatılırsa iplik daha gergin olmasına sebebiyet verir.
S.9. RR dalgalı ribana kumaşın örülmesinde makine hız ayarını anlatınız ?
C.9.Yuvarlak örme makinelerinde aşırı hız, iğne ve çeliklerin kısa zamanda aşınmasına neden olmaktadır. Özellikle ribana yuvarlak örme makineleri çift plaka çalıştığı için tek plaka makinelerine nazaran daha düşük hızda çalıştırılmalıdır. Ayrıca makine hızının ayarlanmasında yapılan örgünün çeşidi de etkilidir.
S.10. RR dalgalı ribana kumaşın örülmesinde kumaş çekim ayarını anlatınız ?
C.10.Dalgalı ribana üretiminde kumaş çekim ayarının azaltılması gerekir. Çünkü makine 8 sistemde iki sıra örgü tamamlamaktadır. Bu durum da makinenin bir turda ördüğü sıra sayısını düşürmektedir. Örneğin; normal RR ribana örgüsüne göre çekim ayarı yapıldığında kumaş çekim tertibatı, kumaşa çok fazla gerginlik verecektir.
S.11. RR dalgalı ribana kumaşın örülmesinde kapak ve silindir arasındaki mesafenin ayarlanmasını anlatınız ?
C.11.Ribana örgü makinelerinde kapak ile silindir arasındaki mesafe ayarlanabilmektedir. Bu mesafenin durumunu genel olarak örgü raporu belirlemektedir. Genelde düz ribana örgülerde mesafe dardır. Çünkü iğne ağzında fazla yığılma olmadan kumaş aşağı inmektedir. Yapacağımız örgüde ise silindir iğnesinin üzerinde 4-6 ilmek oluşmasına rağmen kapak iğneleri sabit olduğundan örgü aşağı inmemektedir. Bu yüzden olası iğne kırılmalarını önlemek ve örgüyü rahatlatmak için kapak ile silindirin arası biraz açılır.Makine hazır hâle getirildikten sonra bir miktar numune kumaş örülmesi gerekir. Örülen bu kumaş için kullanılan ipliğin numune kumaş ile benzer özellikte olması gerekir. Örülen numune kumaşın istenilen özelliklere sahip olup olmadığını kontrol etmek gerekir. Burada örülen kumaş numunesi varsa numune kumaş ile karşılaştırılır; eğer numune kumaş yoksa sipariş formundaki istenilen özellikler dikkate alınarak kontrol yapılır. Üretim atölyelerinde numune kumaş üzerinde kontrol edilen özellikler; örgü raporu, Örme kumaşın tuşesi, desen boyutu, renk rapor boyutu, ilmek çubuk sıklığı ve kumaşın birim gramajıdır. Birim gramaj; örme kumaşın bir metrekaresinin gram olarak ağırlığıdır. Örülen kumaşın birim gramajının numune ile aynı olması birçok özelliğinin de aynı olmasının yakınlığını sağlar. Birim gramajı hassas terazi ile tartılabileceği gibi belli sayıdaki ilmek için harcanan iplik miktarı uzunluk olarak karşılaştırılarak da ölçülebilir. Tüm bu kontroller sonrası istenilen özelliklere sahip ise kumaş üretimine geçilir. Eğer istenilen özelliğe sahip değil ise tekrar gerekli ayalar yapılır. Makine üzerinde istenilen ayarların yapılması, numune kumaşın örülüp kontrollerinin yapılması sonucu kumaşın üretimine geçilebilir. Kumaşın üretimi esnasında olası hataların olmaması için bunlara dikkat edilmelidir.
İpek Elyafı


İpek böceğinin ana vatanı Doğu Asya ile Akdeniz ülkeleridir. Ülkemizde daha çok Marmara bölgesinde üretilmektedir. İlkbaharda dut yaprakları filizlenmeye başlarken, yumurtalar 20 25 °C sıcaklıkta kuluçkaya yatırılır. Yumurtalardan 8–12 gün içinde kurtçuklar çıkar. İlk çıktığında kurtçuğun boyu 3 mm’dir. Kurtçuklar olgunlaşıncaya yani krizalit dönemine kadar beş yaş devresinden geçer. Her yaş devresinde kıyılmış dut yaprakları ile beslenir, uyku dönemi ile sona erer.

Yaş ve uyku düzeni şöyledir:
1.Yaş devresi: 4 gün sürer. Sonunda 24 saat,
2.Yaş devresi: 5–6 gün sürer. Sonunda 24 saat,
3.Yaş devresi: 6–7 gün sürer. Sonunda 26–30 saat,
4.Yaş devresi: 8–10 gün sürer. Sonunda 30–36 saat uyur ve
5.Yaş devresi: 10–13 gün sürer.
Bu yaş devresinin sonunda kurtçuk artık tırtıl haline gelmiştir. Kurtçuğun boyu 5 – 9 cm, ağırlığı ise 4- 5 gramdır. Tırtıl geçireceği krizalit dönemi için kendisine koza örmeye başlar. Tırtıl kozayı örmek için sekiz biçiminde baş hareketleri yaparken ağzından bir sıvı salgılar. Bu viskoz sıvı havada filament halinde katılaşır. Kozanın örülmesi 4–5 gün sürer. Bu sürenin sonunda tırtıl kendini koza içine hapseder. Koza içinde 18–20 gün kaldıktan sonra, kozayı delerek, kelebek halinde dışarı çıkar ve yeniden üremeye hazırlanır. Kelebek haline gelen ipek böceğinden damızlık olarak kullanılacakların kozayı delip yumurtlamalarına izin verilir. Bunların dışındakilerin kozayı delmesi istenmez. Çünkü delinen kozalardan kesiksiz lifler elde edilemez. Bu yüzden koza içindeki kelebek delme aşamasına gelmeden önce etkisiz hâle getirilir. Bu işlem üç yöntemle yapılır:
1-Kozalar -20 °C’lik soğukta bekletilerek,
2-Kozaları 5 atm basınç altında tutarak,
3-Böcekler yüksek sıcaklıkta 70–80 °C’lik buharla 20 dakika veya 90 °C’ lik kuru havada 15 dakikada etkisiz hâle gelir. Kozalardan lif uçlarının bulunup çekilmesi, bunların sıcak su ile pişirilmesi ile yapılır. Pişirme ile serisin yumuşatılarak liflerin birbirinden ayrılması sağlanır. Pişirme, sıcaklıkları farklı banyolarda yapılır. Böylece sıcak ve ılık banyolara ardı ardına konan kozaların içleri tamamen su ile doldurularak yumuşamaları sağlanır. Kozayı oluşturan filament uçları bulunduktan sonra, bir araya getirilerek çıkrık yardımıyla sarılır. Birkaç tanesi bir araya getirilerek bükülmüş ipek ipliklerine ham ipek veya grej adı verilir.
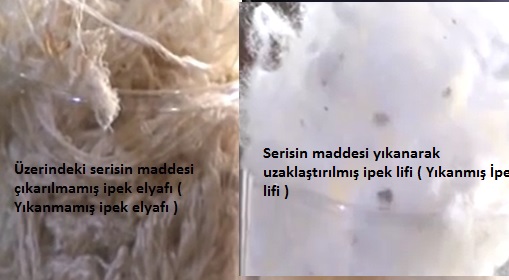
İpek Lifinin Fiziksel Yapısı ve Özellikleri
Ham ipeğin enine kesiti incelendiğinde iki ayrı yapı görülür. Orta kısmında, iki ayrı bölüm halinde fibroinden oluşmuş lif kısmı; dışında ise iki bölümü birbirine yapıştıran ve tüm lifi kaplayan yapışkan bir madde olan serisin vardır. Bu madde life sert ve donuk bir görünüm verir. Serisin, sıcak su ile eritilerek uzaklaştırılır.

1-Nem çekme özelliği çok yüksektir.
2- Islaklık hissi vermeden % 30’a kadar nemçekebilir.
3-Ticarette kuru ağırlığının % 11’ i kadar nem kabul edilir.
4-Ham ipek, açık sarı veyakrem rengindedir.
5- Elektrik iletkenliği çok kötüdür.
6-Hayvansal lifler içinde en dayanıklı olanıdır.
7-Koparılmaksızın % 10- 25 gerilebilir.
8- Islakken dayanıklılığının % 15’ini kaybeder.
9-Bir kozada lif uzunluğu 1000- 3000 metreye kadar olabilir.
10-Bir kozadan koparılmaksızın 600metreye kadar filament çekilebilir.
11- İpek filamentlerinin tuşesi yumuşaktır. Çünküfilamentlerin yüzeyi düzgün ve pürüzsüzdür.
12-İpek elyafının orta derecede bir esnekliği, iyibir tutum ve mükemmel bir döküm özelliği vardır.
13-Parlak ve hidrofilitesi (su emiciliği)yüksektir
İpek Lifinin Kimyasal Yapısı ve Özellikleri
İpek lifi fibroin ve serisinden oluşmuştur. Bunlardan başka su, vaks ve anorganik maddeler de bulunur. İpeğin bileşiminde bulunan maddeler ve yüzdeleri şöyledir:
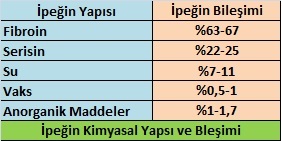
![]()
İpek elbiselik kumaş, eşarp ve diğer giysilerde, ev döşemesi ve halı yapımında kullanılır.

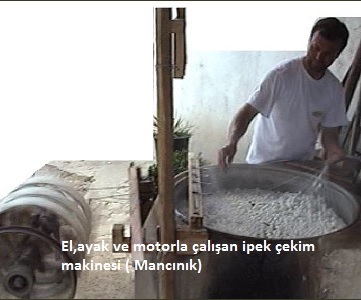
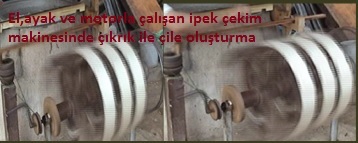


RR Askılı Ribana Örgüler
Askılı ribana örgüler Ribana makinelerinde ilmek ve askı hareketlerinin örgü raporu içinde uygun bir şekilde yerleştirilmesi ve ilmek, askı çeliklerinin bir arada kullanılmasıyla oluşturulan örme kumaşlardır.Askılı ribana örgülerin üretimini yapabilmek için öncelikle yapılacak örgünün iplik hareket raporlarının bilinmesi gerekmektedir. Yapılacak olan örgünün öncelikle örgü raporu incelenmeli ve sonrasında ipliklerin hareket şekillerine göre makine hazırlanmalıdır. Aşağıda askılı ribana örgülere örnek örgü raporu verilmiştir.
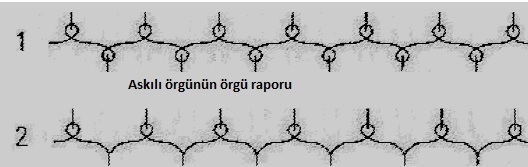
İğne ayarı
Yapılacak olan askılı ribana örgü için makinenin kapak ve silindirindeki iğnelerin tamamı çalışır durumda olmalıdır. Bu yüzden makine üzerindeki eksik iğneler tamamlanmalıdır.
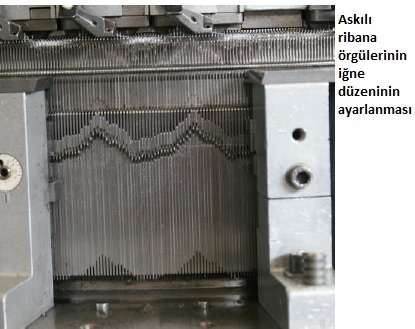
Kapak kaydırma ayarı
Eksik iğneler tamamlandığında eğer kapak iğnesi ile silindir iğnesi karşı karşıya geliyor ise kapak kaydırılarak iğnelerin birbiriyle çakışması önlenir. Kapak kaydırma işlemi silindirdeki iki komşu iğnenin arasına kapak iğnesi gelecek şekilde yapılır. Yapılan ayar sonrasında iğnelerin hareket esnasında birbirlerine temas etmediğinden emin olunması gerekir. Eğer iğneler temas ederse örgü yüzeyinde boyuna çizikler oluşacağı gibi aşırı temas hâlinde iğne aşınır ve kırılma meydana gelir.
Mekik ayarı
İpliklerin iğneye düzenli sevkini ve yatırımını sağlayan mekiklerin örgüye göre ayarlanması gerekmektedir.
Çelik ayarlar
Askılı ribana örgülerin üretiminde çelik kombinasyonu önemlidir. Çünkü askı (fank) ve ilmek (süprem - örgü) çelikleri örgüde aynı anda kullanılmaktadır. Çelik sisteminin düzenlenebilmesi için örgü raporu önemlidir. Örgü raporuna bakarak çelikleri sistemlere yerleştirmek daha kolaydır.
Yuvarlak örme makinelerinde her bir sistem bir sıra örgüye komut verir. Bu durum göz önünde bulundurularak çelikler düzenlenmelidir. Eğer rapor tekrar ediyor ise sistem sayısı bitene kadar aynı düzende çelik dizimi yapılır. Bu çelik ayarlama düzeni ribana yuvarlak örme makinelerinde daha farklıdır. Örgü çeşidine göre kumaşın bir sırsında silindirde askı, kapakta ilmek yaptırılması gereken durumlar vardır. Bu durumda kapak ve silindir çelik sistemleri ayrı ayrı düzenlenir.
Yukarıda örgü raporu gösterilen ribana örgüsüne bakıldığında 1.sıra tamamen ilmekten oluşmaktadır. 2.sırada ise kapak iğneleri ilmek yaparken silindir iğnelerinin askı yaptığı görülmektedir. Bu durumda makinenin çelik sisteminin düzenlenmesi şu şekilde olmalıdır.
Silindir Çeliği Kapak Çeliği
1.Sistem İlmek İlmek
2.Sistem Askı İlmek
Ribana örgüsünün çelik dizimi sadece iki sistemde sona ermektedir. Bu durumda makinede diğer sistemlerde aynı işlem tekrar eder. Bir 54 sistem ribana makinesinde bu örnek uygulanmak istendiğinde raporun 27 defa tekrar ettiği görülmektedir. Yuvarlak örme makinelerinde her zaman rapor tekrarı tam sistem sayısı ile eşit olmayabilir. Bu durumda artan sistemlerde hem silindirde hem de kapakta iptal çelikleri kullanılır ve sistem iptal edilir.
May ayarı
Örmeye çalıştığımız kumaş askılı ribana olduğu için may ayarının düz ribana kumaşın may (ilmek boy) ayarına göre biraz farklılık gösterir. Aynı ayarda örülmesi durumunda kumaş ele alındığında hem yumuşaklık açısından hem de esneklik açısından istenilen özellik elde edilemez.
Gerginlik ve kasnak yarı
Örgünün çelik, iğne ve may ayarları yapıldıktan sonra iplik gerginlik ayarının kontrol edilmesi gerekir. Bu işlem için makine yavaşça döndürülür ve furnisör ile mekik arasından iplik gerginliği kontrol edilerek gereken ayarlar yapılır.
Kumaş çekim ayarı
Kumaş çekiminin ayarlanması kumaşın birim gramajı dikkate alınarak yapılır. Çünkü makine bir raporda iki sıra örüyor gözükse de aslında bir sıra silindir iki sıra kapak örmektedir. Bu yüzden kumaş çekim hızı normal ribana örgüsüne nazaran daha düşük olmalıdır.
Numunenin örülmesi
Makinede gerekli olan bütün ayarların yapılmasından sonra numune alımı için bir miktar kumaş örülmelidir. Numune örülmesi esnasında makine ayarlarında herhangi bir değişiklik yapılmamalıdır. Sabit ayarlarda çıkan numune kumaş kontrol edilip gerekli ayarlar toplu halde yapılmalıdır. Aksi takdirde numune örülürken yapılan bazı ayar değişiklikleri numune kumaşın bir kısmında gözükmeyebilir. Dolayısıyla kontrol yapılan kumaş ile o aşamada üretilen kumaş farklı olabilir.
Kontrollerin Yapılması
Numune kumaş örüldükten sonra makine durdurulmalı ve numune kumaş kesilerek kontrolleri yapılmalıdır. Örülen numune kumaşın öncelikle birim gramajının istenilen düzeyde olup olmadığı eğer varsa örnek numune ile yok ise de sipariş formu ile karşılaştırılarak kontrol edilir. Sonra sırasıyla kumaşın ham maddesi, tuşesi ve diğer örgü özellikleri karşılaştırılır.
Üretimin Yapılması
Tüm kontrolleri yapılan kumaş istenilen özelliklere sahip olmayabilir. Bu durumda makine ayarlarında istenilen özelliklere yönelik değişiklik yapılmalıdır. Eğer numune istenilen özelliğe sahip ise kumaşın üretimine geçilmelidir. Üretim esnasında makine cağlıklarına iplik yerleştirilirken aynı numara iplik olmasına dikkat edilmelidir. Üretimi yapılan makine eğer uzun süre çalışıyorsa belli aralıklarda kumaştan numune kesilerek kontrolleri yapılmalıdır.
Dokusuz Yüzey Çeşitleri
Keçeler
Yün liflerinde, nemin, ısının ve basıncın etkisiyle liflerin üst yüzeyindeki pulcuklar birbirine geçerler ve ayrılmazlar. Buna “Keçeleşme” denir. Yünün bu özelliğinden yararlanılarak keçeler elde edilir. Üretim prensibine göre keçeler ikiye ayrılır:
Sıkıştırma keçesi
Yün liflerinden oluşan yoğunlaştırılmış lif tülbenti, ısı, nem ve basınç etkisiyle keçeleştirilir. Şapkalar, erkek ceketleri için alt yaka, geleneksel giysiler ve dekorasyon malzemesi vb. üretiminde kullanılır.
İğne keçesi
ğne keçelerinin üretiminde, yünler haricinde diğer lifler de kullanılır. Kabarık lif tülbentinin, kancalı iğnelerle didiklenmesiyle elde edilir. Yer döşemeleri, telalar, dolgu malzemeleri vb. üretiminde kullanılır.
Kağıt Kumaşlar
Tekstil liflerinin kimyasal yapıştırma ya da birbirlerine kaynak yapılması yöntemi ile elde edilen tekstil yüzeyleridir. Kağıt kumaşların üretimi sırasında bir lif tülbenti kimyasal, mekanik veya hem kimyasal hem de mekanik yollardan sağlamlaştırılır.Bu şekilde elde edilen dokusuz yüzeyler (nonwovens), giyim sektöründe özellikle tela olarak kullanılır.
Telalar
Tela, giysiden beklenen görünüm, kalite ve etkiyi elde etmek amacıyla kumaşa farklı yöntemlerle tutturulan yardımcı malzemedir. İşlenen kumaşa, hacim ve direnç kazandırıp giysiye verilecek biçime katkıda bulunurlar. Böylece kumaşın dikim, yıkama, ütüleme gibi işlemlerde karşılaşabileceği sorunlarda kumaşa destek rolü oynarlar. Telaların görevleri, giysinin biçim ve dayanımını desteklemek, buruşmaya yatkınlığınıazaltmak, kumaşa belli bir sertlik ve form kazandırmaktır. Telalar, doğal ya da kimyasal liflerden elde edilebildiği gibi, son dönemlerde yaygın bir biçimde elyaf tülbenti olarak, nonwoven (dokusuz yüzey) üretim teknikleri ile üretilmektedir.

Telaların kullanım amaçları: Uygulandığı bölgede esnemeyi, kırışmayı önlemek ve şekli korumak, Yaka, klapa, manşet, pat, cep ve cep kapaklarına destek sağlamak; tok bir tuşe (dokunum) kazandırmak, bunlarda kıvrılmayı engellemek, Takım elbise ve paltolarda vücut bölümlerinin desteklemek, belirli bir şeklin verilmesi ve omuz bölümlerini birleştirmek, Düğme ve ilik alanlarını takviye etmek, Çeşitli kenar bölgelerde takviye ve düzgünlük sağlamak, Kemer ve bel şeritlerine sertlik ve destek vermektir. Tela denildiğinde algılanan kavram genellikle “Yapışkan Tela” dır.
Yapışkan Tela
Bir yüzeyi yapışkan madde ile kaplanmış olan tekstil yüzeyi ile, onu kaplamada kullanılan reçinenin oluşturduğu malzemedir.
Kaplama: Kumaşa tutunmayı sağlayan yapıştırıcı malzeme olup, ısıtıldıklarında eriyen soğuduklarında da başlangıçta sahip oldukları katı hale dönen sentetik reçinelerdir.
Kumaş: Kaplamanın oturtulduğu tekstil yüzeyi olup dokuma, örme ve dokusuz yüzey (nonwoven) üretim teknikleri ile üretilirler.
TEKSTİL YÜZEYLERİNE GÖRE TELA ÇEŞİTLERİ
Dokusuz Yüzey (Nonwoven) Telalar
İpliğe dönüştürülmemiş, doğal ya da kimyasal liflerin, özel bir takım yöntemlerle birbirine bağlanmasıyla oluşturulan tekstil yüzeylerinin, çeşitli yapıştırıcılarla ve çeşitli yöntemlerle kaplanmasıyla elde edilen telalardır. Dokunmamış telalar ucuz olması, pek çok çeşidinin bulunması ve kolay işlenebilir olması bakımından oldukça yaygın bir biçimde kullanılmaktadır.
Dokuma Telalar
Dokuma yüzeylere, çeşitli yöntemlerle bir kaplamanın oturtulmasıyla elde edilen telalardır. Dokuma telalar, genellikle dış giyimde en ve boy yönünde kullanılır, giysilerde ön yüze muntazam bir duruş ve mukavemet (sağlamlık) vererek giysiden beklenen etkiyi sağlar. Dokuma telalar, hammaddesi, dokuma sıklığı, iplik kalınlığı, dokuma yapısı, kumaş ağırlığı bakımından farklılık gösterirler
Örgü Telalar
Örme yüzeylere uygulanan kaplamalarla elde edilen telalardır. Örgü telaların en önemli avantajı yüksek esneme özelliğine sahip olmasıdır. Dış giyimde ve esneme özelliği olan kumaşlarda kullanılmaya uygundur.
Tela Seçiminde Dikkat Edilecek Hususlar
1-İstenilen kuru temizleme, yıkama, ütüleme, kurutma değerlerine uygunluk,
2-Kumaş cinsine ve işlenişine uygunluk,
3-Giysiden beklenen etkiye ve kullanım bölgesine uygunluk,
4-İstenilen tuşeye (dokunum) uygunluk,
5-Giysinin cinsine, modeline, rengine uygunluk,
6-Kumaşla telanın, birleştikten sonra maruz kalacakları dış etkilere aynı tepkileri vermeleri,
Kumaşla tela mutlaka bir ön uygulamadan geçirilip sonuçlarının göz ardı edilmemesidir.
Yukarda belirtildiği gibi geniş kullanım alanına sahip dokusuz yüzeyler; kullanım alanına göre yapısında farklı özellikleri barındırmaktadırlar. Bu tür kumaşların sahip olabilecekleri özellikler aşağıda maddeler halinde belirtilmektedir. Kullanım yerine göre belirli bir fonksiyonu yerine getirmede kullanılan dokusuz yüzeyler; belirtilen özelliklerinden bir ya da bir kaçını yapısında taşıyabilecek durumda bulunmalıdır .
1-Gramaj · Emicilik · Filtreleme özelliği
2-Kalınlık · Tutum · Toz tutmazlık
3-Yoğunluk · Pürüzlülük/pürüzsüzlük · Sterilizasyon
4-Gözeneklilik · Su iticilik · Kuru temizlemeye uygunluk
5-Geçirgenlik · Hava şartlarına dayanım · Yıkanabilirlik
6-Mukavemet · İletkenlik/yalıtkanlık · Ütülenebilirlik
7-Uzama · Antibakteriyel özellik · Boyanabilirlik
8-Esneklik · Alev dayanımı · Renk Haslığı
Tiftik Elyafı
TİFTİK KEÇİSİ LİFLERİNİN MİKROSKOBİK ÖZELLİKLERİ
Tiftik lifleri mikroskop altında incelendiğinde, uzunluğuna görünüşünde oldukça üniformdur. Medulalı lif sayısı fazla değildir. Tiftikte medulalı lif sayısının fazla oluşu, kalite bozukluğunu ifade etmektedir. Tiftikte pulcuklar, yüne göre daha geniş yüzeylidir ve daha az belirgindir. Bu nedenle belirli mesafedeki pulcuk sayısı yüne göre daha azdır. Tiftikte lif inceliği yaşına göre değişmektedir. Tiftik liflerinin enine kesiti oval ve yuvarlaktır.Normal şekilde meydana gelmiş, kalınca bir tiftik lifi; kutikula, korteks ve medula tabakalarından meydana gelmektedir. Bir gömleği teşkil eden lifler gözden geçirilirse, bu normal lifler arasında farklı görünüşlü olan kemp kıllarının da bulunduğu anlaşılır. Yün liflerinde kütikula tabakasının kalınlığı 0.7 μm’ dan büyük iken, tiftik liflerinde 0.5 μm’ dan küçüktür . Bu bize tiftik liflerinde yünden farklı olarak pul tabakasının yok denecek kadar az olduğunu ifade eder ki, bu nedenle tiftik lifleri keçeleşmemektedir
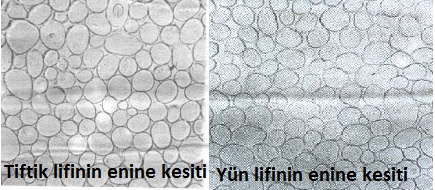
a) Kutikula tabakası:
Öteki hayvansal liflerde olduğu gibi, tiftik liflerinin de üst kısmı örtü hücreleriyle kaplanmıştır. Bunlar yün örtü hücrelerine oranla daha ince, fakat daha genişçedir. İnce, orta ve kalın liflerde örtü hücrelerinin şekilleri az veya çok değişiklik göstermektedir . Kütikula tabakası yün ve tiftik liflerindeki keçeleşmeden ve aynı zamanda tiftik liflerinin parlaklığından sorumludur. Mikroskop altında tiftik lifleri yün ile benzer görünüme sahip olmalarına karşın, tiftik liflerinin pul tabakası oldukça az belirgin olup , örtü hücrelerinin üst kenarları fazla kalkık değildir. Bu nedenle eksenle yaptıkları açı yün liflerindeki kadar büyük olmamaktadır. Tiftik liflerinin kenarları birbiri üzerine fazla katlanmaz. Bu durum liflerin daha parlak görünmesini ve yumuşak olmasını sağlamaktadır. Tiftik yünlerinde her 100 mikrona isabet eden örtü hücresinin sayısı beş adet kadardır ki; bu sayı merinos liflerinde 10-11 civarındadır. Tiftik liflerinin örtü hücrelerinin uzunlukları ise 18- 22 mikron arasındadır. Bu bakımdan tiftik liflerinde görülen örtü hücreleri ile yün liflerindeki örtü hücreleri birbirinden az çok ayrılmaktadır. Bu durum,liflerin birbirinden ayırt edilebilmesini sağlamaktadır.
b) Korteks Tabakası:
Tiftik liflerinin kutikula tabakasının altında bulunan kısmı korteks tabakasıdır. Bu tabaka, yünlerde olduğu gibi, iğ veya mekik şeklindeki hücrelerin yan yana sıralanmasından meydana gelmektedir. Bu hücrelerin sıralanış biçimi,aynı zamanda liflerin sahip oldukları esneklik ve mukavemetleri bakımından,yüne büyük bir benzerlik göstermektedir. Yalnız bu liflerin esnekliği yüne kıyasla biraz daha düşük, mukavemeti ise biraz fazla olmaktadır. Tiftik liflerinin yan yana dizili kortikal hücreleri arasında çeşitli uzunlukta pipo veya sigara biçiminde, içleri hava ile dolu, vaküoller vardır. Bunların çeşitli liflerdeki oranları oldukça değişiktir. Yine yün liflerinde olduğu gibi tiftik liflerinin korteks tabakasında ortokorteks ve para korteks denilen iki tip hücre bulunmaktadır. Fakat liflerde ortokorteks hücrelerinin oranı çok yüksek olduğundan bunların sadece bu hücrelerden oluştuğu sanılmaktadır. Tiftik liflerinde kıvrım sayısının az oluşu da buna bağlıdır.
c) Medula Tabakası:
Kalın yapılı tiftik liflerinin bazılarında medula denilen hava ile dolu bir boşluk bulunmaktadır. Bu boşluğun durumu yünlerde olduğu gibi devamlı, kesintili veya parçalı biçimlerde görülebilmektedir. Tiftiklerde kesintisiz biçimde medula daha yaygındır. Saf tiftik sürülerinde medulalı lif miktarı normal olarak %1’i geçmezken, hayvanlar yaşlandıkça liflerde biraz kalınlaşma görüldüğünden medulalı lif oranının %3- 5’e kadar çıkması normal sayılmaktadır.
d) Kemp Kılları:
Yün liflerinde olduğu gibi, kemp kılları normal lifler arasında beyaz veya opak renkleri ile geniş medulalı oluşlarıyla, kaba görünüşleriyle ayrılabilen kıllardır.Bunlar genellikle kıl foliküllerinden dökülmüş kıllar olup; ölü, gevrek ve kırılgandırlar. Lif ucuna doğru kalınlıkları azalmakta ve sivrilmektedir. Kemp kıllarında örtü hücresinin sayısı, 100 mikron uzunluğunda 10 adetten daha fazla olduğundan normal tiftik liflerine oranla iki kat örtü hücresi bulunmaktadır. Bu halleri ile kemp kılları mikro-skop altında normal liflerden kolaylıkla ayırt edilebilmektedir . Tiftik liflerindeki kemp kılları diğer liflerden görünüm olarak ayırd edilebildiklerinden birçok kullanım alanı için problem kaynağı teşkil edebilmektedir. Giysilerde kemp kıllarının yol açtığı temel sorunlar arasında tebeşir beyazı şeklindeki görünüme sahip olmaları, boyama sonrası daha açık renkte görünmeleri ve daha az olmakla beraber kumaşın tutum ve batma özellikleri üzerine etkileri sayılabilir .
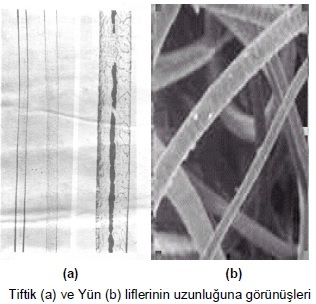
TİFTİK KEÇİSİ LİFLERİNİN FİZİKSEL ÖZELLİKLERİ

Tiftik liflerinin değeri;
- Lif çapı,
- Parlaklığı,
- Kemp oranı,
- Temizlik miktarı ve
- Rengi ile belirlenmektedir.
Tiftik liflerine kendine özgü niteliklerini kazandıran fiziksel özelliklerden en önemlileri incelik, uzunluk, mukavemet, parlaklık ve ondülasyondur. Diğer fiziksel özellikler bakımından yün liflerine büyük bir benzerlik göstermektedir.
İNCELİK
Tiftik liflerinin incelikleri bunlardan yapılan dokumaları geniş çapta etkilediğinden en önemli özelliklerinden birisi sayılır. Bu liflerin incelikleri, yünlerde olduğu gibi mikronla ifade edilmekte ve lifin çap genişliği dikkate alınmaktadır. Fakat, tiftik liflerinin inceliğinin havyanın genç veya yaşlı olmasına bağlı olarak değişim göstermesinden dolayı yün liflerindeki gibi standart bir sınıflandırma yapılamamaktadır .Tiftiklerde lif inceliği yaş durumuna göre oğlak, çepiç veya ergin olarak üç sınıf üzerinde durulmasını gerektirmektedir. En ince tiftik lifleri oğlaklarda olup 10-40 mikron arsında değişmektedir. Ergin tiftiklerin liflerinde bu sınır 25-90 mikron, çepiçlerden elde edilen liflerde ise 25-60 mikron arasındadır.Hayvanlar yaşlandıkça liflerin kısmen kalınlaştığı bilinmektedir. Fakat bu kalınlaşma liflerin sadece çap genişliği ileolan ilişkilerinde söz konusudur. Liflerindiğer fiziksel özelliklerinde herhangibir kalite düşüklüğü söz konusu değildir. Eğer liflerde görülen bu kalınlaşma hayvanların yaşlanmasından ileri gelmiyorsa o zaman diğer nedenler üzerinde durulmalıdır. Yetersiz beslenme, ani iklim değişikliği ve bazı hastalıklar bu nedenler arasında olabilmektedir. Bu durumda liflerde deformasyon meydana gelmiş demektir. Bu gibi liflerde daha çok heterotiplik kendini gösterir ve ticari değerlerinde düşme olur. Türk tiftiklerinde incelik ortalaması 20,5-41,5 mikron arasında, dünyada ise 33-36 mikrondur. Bu durum Türk tiftiklerinin genellikle incelik bakımından, ayrıca parlaklık ve bukle şekli bakımından dünya tiftiklerinden daha üstün olduğunu göstermektedir . Yün liflerinde de incelik 20-40 mikron arasında değişmekte olup, 22 mikron ve daha düşük lif çapına sahip olanlar ince, 22-31 mikron çaptakiler orta, 31- 36 mikron arasındakiler kaba, 36’dan yukarısı çok kaba lif olarak kabul edilmektedir.
UZUNLUK
Lif uzunluğu, iki kırkım arasında, yani 12 aylık bir dönemde, kılların gösterdiği büyüme durumudur . Tiftik mamullerinin yapımında lif uzunluğunun da değeri, incelik kadar büyüktür. Bu nedenle tiftiklerin değerlendirilmesinde önemli rol oynamaktadır. Lif uzunluğu hayvanın yaşı ve iki kırkım dönemi arasındaki zamanla ilişkilidir. 6 aylık bir büyüme döneminde lif uzunluğu 10-15 cm arasında uzama gösterdiği halde, bir yıllık dönemde lif uzunluğu 20-30 cm’ye kadar uzayabilmektedir. Aynı zamanda kırkılan oğlakların yaşları arasında farkların bulunması tulupları teşkil eden lif lülelerinin de uzunluklarının farklı olması nedenlerini doğurmaktadır. Lif uzunluğu hayvandan hayvana farklı olabileceği gibi aynı tulup üzerinde vücudun çeşitli bölgelerine göre de değişebilmektedir. Lifler omuz hizasında en uzun olup, vücudun önünden arkasına doğru kısalmaktadır. Tiftik gömleğinde lüle uzunluğu ve lüleyi oluşturan liflerin meydana getirdiği buklenin düzgün ve sıkı olması verim bakımından olduğu kadar liflerin diğer fiziksel özellikleri bakımından da büyük önem taşımaktadır . Ayrıca liflerin kıvrımlı olması normal uzunlukları ile, gerçek uzunlukları arasında farklar meydana getirmektedir.
Genel olarak liflerin boyu, lifler inceldikçe kısalmakta, kalınlaştıkça uzamaktadır. Tiftik lifleri uzunluklarına göre;
Kısa lifler: 6 inch veya 15 cm.den kısa olanlar
Orta lifler: 9 inch veya 23 cm.den daha kısa olanlar
Uzun lifler: 9 inch veya 23 cm.den daha uzun olanlar şeklinde sınıflandırılabilir.
PARLAKLIK
Tiftik lifleri renk ve parlaklık bakımından yün liflerine nazaran büyük bir üstünlüğe sahiptir. Bunların beyaz renkleri açık kremden daha beyazdır .Tiftiğin parlaklığı Barmby ve Townend (1967) tarafından incelenmiştir. Van Rensburg ve Maasdorp (1985) ise lif çapı ve kimyasal işlemin parlaklık üzerine etkisi üzerinde çalışmışlar, ancak parlaklığın mekanizması hakkında hiçbir veri bulamamışlardır. Genel olarak parlaklığın özellikle tiftikteki az çıkıntılı yüzey yapısıyla ilişkili olduğu düşünülmektedir.Tiftik liflerindeki parlaklık tiftikten yapılmış kumaşların canlı renkli, parlak ve cazip görünmelerini sağlamaktadır. Liflerdeki parlaklığın ışığın yansıma biçimi ile de ilişkisi vardır. Örtü hücrelerinin yalnız diziliş şekilleri değil büyüklükleri ve lif ekseni ile teşkil ettikleri açıları da liflerin az veya çok parlak görünmelerini etkilemektedir. Türk tiftikleri parlaklık derecelerine göre sıralanacak olursa; başta Ankara, daha sonra Eskişehir, Bolu, Kastamonu ve Yozgat yer almaktadır.
ONDÜLASYON
Yün lifleri kıvrımlı yapıya sahiptir ve bu iplik ile kumaş özelliklerine etki etmektedir. Az kıvrımlı yün daha yumuşak olur, buna karşılık çok kıvrımlı yün ise pillinglenmeye ve keçeleşmeye karşı dayanıklıdır . Tiftik liflerindeki ondülasyon, yünlerin kıvrımlarına benzemektedir. Tiftik lifleri arasında daha kıvrımlı olanlar makbul sayılmaktadır. Liflerde görülen ondülasyonun şekli ve sıklığı hayvanların kalıtım dereceleri ile yakından ilişkilidir. Bu bakımdan yetiştiricilik yönünden önem taşımaktadır. Tiftik liflerinde ondülasyon, yani kıvrım sayısı, fazlalaştıkça lif uzunluğu da artmaktadır. Aynı zamanda lülerin düzgün dalgalar halinde şekillenmesini sağlamaktadır. Türk tiftikleri arasında en iyi kıvrımlılık Ankara tiftiklerinde görülmektedir. Bu bakımdan Kastamonu tiftikleri, Ankara tiftiklerini izlemektedir. Çorum, Çankırı ve Yozgat tiftiklerinde de ondülasyon durumunun iyi olduğu bilinmektedir .
ELASTİKİYET VE MUKAVEMET
Tiftiğin özelikle Young Modülü bakımından yün lifine göre daha farklı bir davranış sergilediği görülmektedir. Tiftik liflerinde yaşlara göre verilen mutlak ve nisbi mukavemet ve elastikiyet değerlerine bakarsak lif çapı arttıkça nisbi mukavemetin azaldığı görülmektedir. Yaş ile artan lif çapına paralel olarak mutlak mukavemet ve elastikiyet değerleri artmış, buna karşılık nisbi mukavemet değerleri azalmıştır.
RENK
Tiftik lifleri genel olarak beyaz olmakla beraber, bazı hayvanların yünleri kahverengi, siyah veya kırmızımsı renkte olabilmektedir. Makbul olmayan bu yünlerin rengi, korteks tabakasını oluşturan kortikal hücrelerin içindeki renkli pigmentlerden ileri gelmektedir. Hayvansal liflerde iki çeşit pigmente rastlanmakta olup, bunlardan birisi tanecikler halinde bulunan melanin (metalprotein kompleksi), diğeri ise melanoproteindir.
DİĞER ÖZELLİKLER
Tiftiğin diğer özellikleri yapağıya yani yüne benzemektedir. Tiftik, parlak, elastik, nem çeken, ısıya dayanıklı, kolayca boyanabilen ve kolay kir tutmayan bir elyaftır. Özgül ağırlık yünde 1,305 g/cm3, tiftikte 1,320 g/cm3’dür. Yün lifi bilinen elyaf türleri içinde nem çekme yeteneği en yüksek olanıdır. Yün lifleri ağırlıklarının yarısından fazla nem çekebilmektedir. Bu üstün nem alma yeteneğinin nedeni yapısındaki amorf bölgelerin çokluğudur. Ancak yün lifi çok yavaş su çekebilmektedir. Çünkü lifin dış yüzeyi hidrofob gruplardan oluşurken, hidrofil gruplar merkezdedir. Yün lifleri mikroskop altında incelendiğinde kütikula tabakası görülmektedir. Üzeri ince bir lanolin (yün yağı) ile kaplanmış bu tabaka, liflere su itici özellik kazandırmaktadır. Bu da liflerin ilk etapta suyu almalarını zorlaştıran etmendir . Rutubet alışverişi ve ısı ile ilgili özellikleri yüne yakındır. Ancak tiftik lifi için ticari nem değeri %13 olup, yün lifine göre nispeten düşüktür. Tiftik lifleri ısıya karşı dayanıklı ve yüksek ses izolasyonu olan liflerdir. Bu nedenle topluma açık yerlerdeki tekstillerde (tiyatrolar, otel lobileri, ofisler vb.) kullanım için idealdirler. Buna ilaveten soğuk havalarda ısıyı içerde tutma ve yazın sıcak havanın içeri girmesine karşı bariyer etkisi yapma gibi etkili izolasyon özellikleri de bulunmaktadır.Ayrıca tiftik liflerinin keçeleşme eğilimi oldukça düşüktür . Randıman, belirli miktardaki kirli tiftiğin yıkanarak, bütün yabancı maddelerden temizlendikten sonra, kabul edilen standart şartlarda vereceği temiz tiftik miktarının % olarak ifadesidir. Koyunlarda olduğu gibi Ankara keçisinde de tiftik randımanı üzerinde hayvanın kendi organizmasından gelen iç faktörlerin ve tiftiğin büyümesi sırasında dışarıdan tiftik gömleğine katılan toz, toprak, gübre ve bitkisel madde gibi dış faktörlerin etkisi vardır. Tiftiklerde randıman özellikle ince yapağılara göre oldukça yüksek bir seviyede olup % 60- 90 arasında değişmektedir. Tiftik randımanı üzerinde hayvanın yaşının önemli bir etkisi yoktur.Yün ve tiftik liflerinin kimyasal yapı ve özelliklerindeki benzerlikler nedeniyle, kimyasal güve yemezlik işlemleri gerektiğinde (halı ve döşemeler vb.) tiftiğe de uygulanabilmektedir.Yün ve tiftiğin çekme %’lerini karşılaştırdığımızda sırasıyla dokuma kumaş için %33 ve %1.9, örme kumaş için %23 ve %5.9’dur.
TİFTİK KEÇİSİ LİFLERİNİN KİMYASAL ÖZELLİKLERİ
Kimyasal yapı bakımından tiftik lifi, yapağıdan farksızdır. Yapağı ve diğer epiderm orijinli boynuz, tırnak gibi tiftik de, keratin yapısında proteinden meydana gelmiştir. Bileşiminde;
%50 Karbon
%21 Oksijen
%18 Azot
%7 Hidrojen
%3 Kükürt
%1 Kül (Madeni Madde) bulunmaktadır.
Tiftiğin içerdiği kükürt, Ankara keçisinin yetiştirildiği bölge koşullarına göre değişik oranlardadır. Tiftik liflerinde korteks oranının yüksek oluşu bu liflerinin bazı kimyasal maddelere karşı yünden daha hassas olmasına neden olmaktadır. Bundan dolayı kimyasal maddelerle işleme tabi tutulan tiftik liflerinde sıcaklığın ve zaman faktörünün önemli rol oynadığını unutmamak gerekmektedir. Nitekim yıkama, boyama, ağartma, karbonizasyon gibi kimyasal maddelerin yardımıyla yapılan işlemlerde daha dikkatli olunmalıdır. Tiftiklerin korteks tabakasının bu özelliği iyi boya almasını ve parlak renkler elde edilmesini de sağlamaktadır. Tiftik liflerinin kimyasal özellikleri incelenirken güneş ışınlarının bu liflere zararlı olduğunu da belirtmek gerekir. Koyunlarda olduğu gibi, tiftikler kırkılmadan önce, hayvan sırtında uzun süre güneş ışınlarının etkisi altında kalırsa genellikle kükürtlü bileşikler zarar göreceğinden tiftik liflerinin boyanma yeteneği kaybolmakta, mukavemet ve esneklik özellikleri azalmaktadır .Yağıltı miktarı ve özelliği, tiftiklerin iyi veya kötü kaliteli olmasını etkilemektedir. Yağıltının, liflerin kütikula tabakası üzerine yayılmış olması liflerin birbiri ile keçeleşmeden yakın temaslarını sağlamaktadır. Tiftiklerdeki yağıltı miktarı normalden az olursa lülelerin dış etkenlerekarşı korunması azalacağından, tiftik liflerinin renkleri, parlaklıkları ve yumuşaklıkları gibi önemli özellikleri azalmakta ve dolayısıyla tiftiğin değeri düşmektedir Yün ile karşılaştırıldığında tiftik lifleri daha az miktarda yağıltı içermektedir.Örneğin merinos yünleri %15 yağıltı içerebilirken, tiftik liflerinde yağıltı miktarı % 4-6 civarındadır. Buna karşılık yapak yıkama sırasında 1 gram yağıltıyı tiftikten uzaklaştırmak yüne göre daha zor olduğundan, tiftik lifleri yıkanırken daha fazla miktarda yıkama maddesi kullanılması gerekmektedir.Ayrıca tiftik lifleri yüne göre alkalilere karşı daha hassas olduğundan yapak yıkama sırasında daha az (veya hiç) soda kullanılması önerilmektedir. Türk tiftiklerinin sınıflandırılmasında ve değerlendirilmesinde içerdikleri yağıltı miktarının şekli ve rengi gibi özellikler büyük rol oynamaktadır. Çünkü bu yağıltı, tiftiğin renklenmesini ve aynı zamanda temizlenmesini etkilemektedir. Yıkamada kolaylıkla temizlenmeyen ve liflerin üzerinde kalan yağıltı, tiftiklerin değerini düşürmektedir. Tiftiklerde bulunan yağıltılar renklerine göre; beyaz, sarı, esmer ve kızılımtrak yağıltı diye adlandırılmaktadır.
Bunlar arasında:
1. Beyaz yağıltı tiftiğin rengini beyaz gösterdiği gibi, yıkamayla kolayca giderilebildiği için en makbul olanıdır.
2. Sarı yağıltı, tiftiğin rengini sarımtrak göstermekte, ancak kolayca yıkanabildiği için bu da makbul sayılmaktadır.
3. Esmer yağıltı, tiftiğin rengini kirli esmer göstermektedir ve yıkanmasıkolay değildir. Bu nedenle makbul sayılmamaktadır.
4. Kızılımtrak yağıltı ise, liflerin rengini kızıl göstermektedir. Yapışkan, yıkanması ve temizlenmesi güç olduğundan makbul değildir .
Lüks elyaf olarak tanımlanan tiftik lifleri genel olarak yün lifine yapı itibari ile benzemelerine rağmen, çok daha ince ve çok daha az kıvrımlı olmaları bakımından farklıdırlar. Dolayısıyla yüne göre daha parlak ve yumuşaktırlar.
Kesit şekli olarak ele alındığında ise tiftik lifi yüne göre daireye daha yakın formdadır. Lifin dış yüzeyindeki pulcuklar daha ince olup daha düz ve pürüzsüz halde yerleşmişlerdir. Tiftik lifi yüzeyinde 100 mikronda 5-6 adet pul yer alırken, yünde yaklaşık 11 adet pul bulunmaktadır. Dolayısıyla tiftikte lif yüzeyi daha pürüzsüz görünümdedir. Sonuçta bu özellik, tiftik lifinin ışığı daha iyi yansıtarak kendine has ipeğimsi bir parlaklık kazanmasına yol açmaktadır. Bunun yanında tiftik lifinde pullar yün lifindeki pullara nazaran daha yumuşak ve pürüzsüzdür. Sonuçta bu özellik, dokumada tiftik ipliklerin yün iplikler kadar iç içe geçmeyerek kumaşın nispeten daha açık yapıda olmasına neden olmaktadır. Bu nedenle de nemli iklimlerde özellikle Japonya'da tiftik elyaf içeren takımlık kumaşlar yünlü kumaşlara nazaran daha çok tercih edilmektedir. Ayrıca tiftik lifleri bu liflerde kemp kıllar dışında öz kanal olmamasından dolayı korteks tabakasının çok yer kaplaması nedeniyle oldukça dayanıklı olmaları ile de tanınmaktadır.
TİFTİĞİN KULLANIM ALANLARI

1-Elbise üretiminde kumaş yapımında
2-Kısa lifli yünlerden keçe ve fötr şapka yapımında
3-Eldiven,çorap,şapka,şal ve baş örtüsü dokumasında
4-Kalın tiftiklerden elde edilen ipliklerden halı ve battaniye yapılır.
5-Döşemelik kumaş ve triko sanayinde kullanılır.
6-Hediyelik eşya yapımıda kullanılır.
7-Ayakkabı ve terlik yapımında kullanılır.
8-Boya rulolarında ıstampalarda kullanılır.
9-Peruk ve çocuk oyuncaklarında kullanılır.

Sandviç Tekstiller
Dokuma sandviç tekstiller iki farklı dokuma kumaştan çift katlı kumaş olarak üretilen tekstil yüzeyleridir. Sandviç tekstillerin dokuma tekniği ile üretimi, havlı kumaş dokuma makinelerinde gerçekleştirilebilir. Bu makinelerde, sandviç formunda üretilen iki dış tekstil yüzeyi, hav çözgü iplikleri ile birleştirilir.

Yüzeylerin iplikleri, dokusu ve desenleri birbirinden farklı olabilir. Ayrıca iki yüzey arasındaki dikey ipliklerin uzunluğu, konstrüksiyonu ve yapısı, sandviç tekstilin mukavemetini ve sertliğini belirler.
Sandviç tekstillerin üretiminde kullanılan makinelerde ağızlık, armürlü veya jakarlı sistemler ile açılır ve iplik kalınlığına ve hav yüksekliğine bağlı olarak dakikada yaklaşık 300 atkı atılabilir. İplik olarak genellikle rahat ve hızlı çalışılabildiği için polyester seçilmektedir. Alt ve üst doku olarak daha çok bezayağı veya dimi 2/2 kullanılmaktadır. Hav dokusunun alt ve üst doku ile bağlantısı W veya V bağlantı ile yapılmaktadır. Bu yöntem ile kalınlıkları 10 mm ile 100 mm arasında değişebilen sandviç kumaşların üretimi mümkündür. Dokuma tekniği, yüksek verimlilik ve farklı monofilament ipliklerin kullanımı avantajlarından dolayı sandviç kumas üretiminde kullanılmaktadır. Dokuma sandviç tekstiller diğer yöntemler ile üretilenlere göre daha stabil bir yapıya sahiptirler ve otomobil içi komponentlerinde, ses izolasyon malzemelerinde ve cerrahi implantlarda kullanılmaktadır.
Sandviç tekstiller özel yapıları sayesinde konvansiyonel tekstil yapıları tarafından karşılanamayacak spesifik özelliklere sahip tekstil yapılarıdır. İki ayrı tekstil yüzeyinin bir bağlantı ipliği veya tabakası ile bağlanması sonucu olusan sandviç tekstillere olan talep son yıllarda artıs göstermiştir. Bu artısa paralel olarak bu alanda yapılan arastırmalarda da artıs gözlenmiştir.
Atkı ve çözgü örmeciliği yanında dokuma veya dokusuz yüzey teknikleriyle de üretilebilen sandviç tekstiller, farklı materyallerin kullanımına izin vermeleri, esnek bir ürün aralığına ve üç boyutlu yapıya sahip olmaları nedeniyle otomotiv tekstilleri, medikal tekstiller, jeotekstiller, spor giysileri, koruyucu tekstiller ve kompozitler gibi birçok alanda kullanım olanağı bulmaktadır.
Sandviç kumaşlar, iki ayrı tekstil yüzeyinin bir bağlantı ipliği veya tabakası ile bağlanması sonucu olusan üç boyutlu tekstil yüzeyleridir. Sandviç tekstiller ile ilgili ilk patent, 1868 yılında Matthew Townsend tarafından alınmıştır. Teknolojik açıdan çok yeni olmamakla birlikte, uygulamada kullanımı yenidir. ve son yıllarda teknik tekstil yapıları içinde yeni bir jenerasyon olarak yer almaktadır .Teknik alanda üretilen kumaşlar arasında yer alan sandviç kumaşlar, gelişmiş makine teknolojisi ile üretilen ve konvansiyonel tekstil yapıları tarafından karşılanamayacak özelliklere sahip özel tekstil yapılarıdır. En belirgin özellikleri, çok iyi basma dayanımı, yüksek hava geçirme özelliği, iyi esneme özelliği, kimyasallara karsı dayanıklılık, yüksek eğilme performansı ve dökümlülük olarak sıralanabilir. Ayrıca başka hiçbir yapıda olmayan fiziksel özellikler, moda değisimlerine uygun desen ve renk değisim imkânları ve kullanım alanlarının çeşitliliği sandviç kumaşlara olan ilgiyi arttırmaktadır.
SANDVİÇ KUMAŞ ÜRETİM YÖNTEMLERİ
Sandviç kumaşlar, kullanım yerlerine ve istenen özelliklere göre :
1-Dokusuz yüzey
2-Dokuma,
3-çözgü örmeciliği
4-Atkı örmeciliği
SANDVİÇ TEKSTİLLERİN KULLANIM ALANLARI
Sandviç tekstiller, farklı materyallerin kullanılabilmesi, esnek bir ürün aralığına ve üç boyutlu bir yapıya sahip olmaları nedeniyle birçok alanda kullanılmaktadır. Özellikle farklı tasarım olanakları ve genis bir desen aralığına sahip olmaları, bu tekstillerin yeni kullanım alanları bulmalarına yardımcı olmaktadır. Sandviç tekstiller giyim sektöründen takviye uygulamalarına kadar uzanan çok çeşitli alanlarda kullanılabilir. Giyim sektöründe iç giyim komponentleri olarak örneğin sutyenler ve yüzme giysileri için vatka olarak veya dış giysiliklerde izolasyon materyali olarak kullanılabilir . Ayrıca spor giysiler, korseler ve ayakkabılar diğer kullanım alanlarıdır. Nefes alabilir yapıları, giyim konforu ve yıkama dayanımları nedeniyle köpük ve köpük kompozitlerin yerini almaya başlamışlardır. Sandviç tekstiller, tıbbi uygulamalarda (bandaj ve tedavi edici malzemeler, kompresyon bandajları, yatak yarasını önlemek için hasta yatakları ve tekerlekli sandalye kaplamalarında yaygın olarak kullanılmaktadır. Özellikle hava geçirgenliği ile ısı ve nem aktarma özellikleri deri dostu, nefes alabilir bir yapı sağlamaktadır. Bu avantajları sayesinde sandviç tekstiller, tıbbi uygulamalar için gerekli olan fizyolojik konfor sağlamaktadırlar.
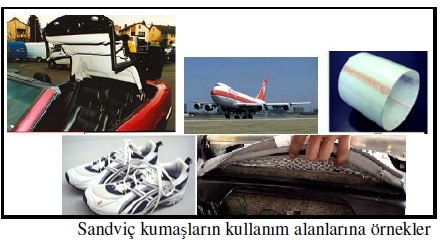
ÖRME SANDVİÇ TEKSTİLLER
Örme tekniği, sandviç tekstillerin üretiminde en çok kullanılan yöntemdir. Atkılı veya çözgülü örme yöntemleri ile üretilen sandviç tekstiller, kullanışlı ve hacimli karakteristikleri ile tanınmaktadır.
Çözgülü örme sandviç tekstiller
Çözgülü örme sandviç tekstillerin üretimi sadece çift iğne raylı Raschel makinelerinde gerçekleştirilir. Bu yöntemde, makinenin her iki iğne rayında üretilen iki ayrı kumaş, bağlama iplikleri ile birbirine bağlanır. Kumaşın ön ve arka yüzeylerinin konstrüksiyonu, üründen beklenen özelliklere göre seçilmekte; yatırım ve tahar işlemlerinin kombinasyonu ile sağlanmaktadır.
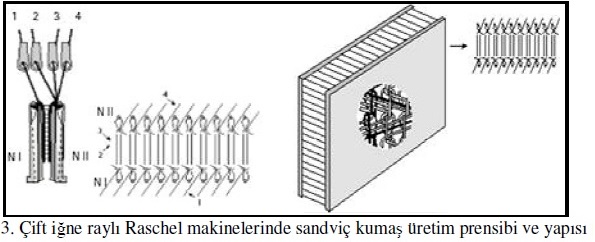
“Bağlama iplikleri” genellikle monofilamentlerden seçilse de, eğrilmiş iplikler ve multifilament iplikler de kullanılabilir. Sandviç tekstil yapısından beklenen özelliklere göre genellikle stabil ve basıncı karşılayabilecek materyaller seçilmektedir.
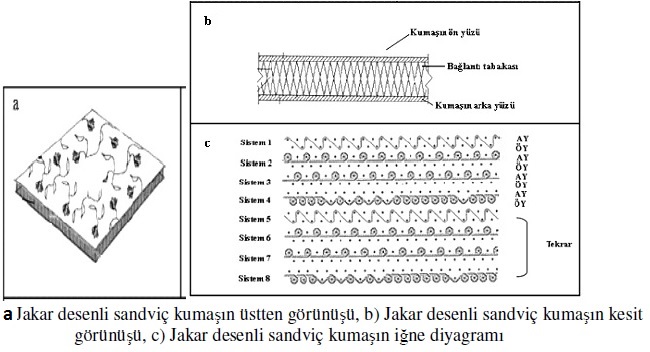
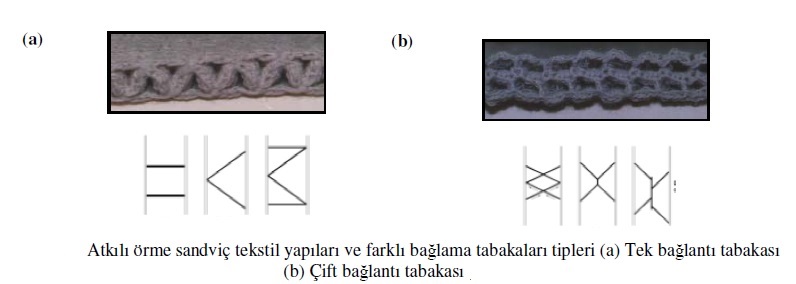
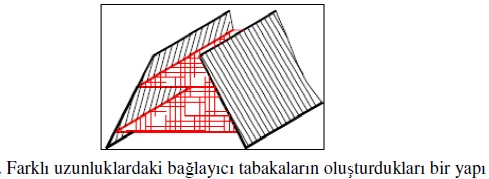

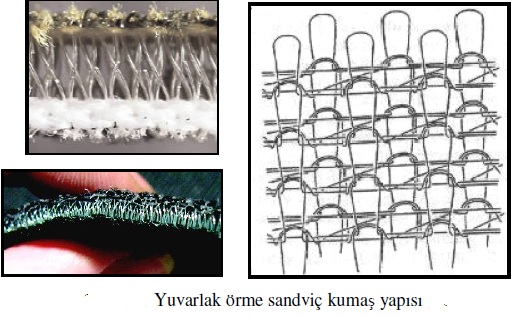

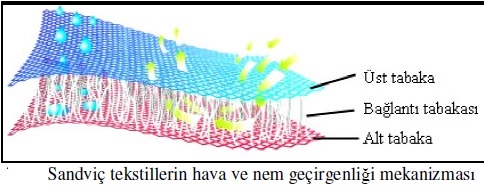
Teknik Tekstilller
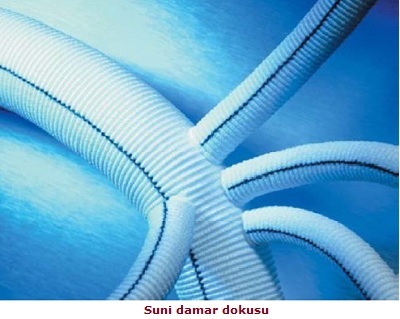
Tekstil endüstrisin gelişme gösteren önemli bir bölümü tıp, sağlığı koruma ve hijyen sektörleridir. Tıbbi işlemlerde yüksek standartlarda kompleks teknik tekstillere ihtiyaç her zaman olmuştur. Gelişmenin boyutu tekstil teknolojisi ve tıbbi tekstil proseslerindeki ilerleme ve gelişmelere paralel olarak büyümüştür.Bu ürünler en küçük parmak bandajlarından başlayarak,ameliyat iplikleri,kemik naklinde kullanılan karmaşık kompozit yapılar, Damar protezleri ve kalp valflarına ( kapakçıklarına) ve ürolojiye kadar uzanmaktadır.AIDS veya hepatit virüsü taşıyabilecek vücut sıvılarının en küçük miktarlarına karşı koruma sağlayan cerrahi önlükler ve steril kumaşlar artan oranda talep edilmektedir.Hastalıklı damarlar ince örülmüş veya dokunmuş tüp şeklinde ürünlerle; By-Pass yapılırken kalpte ve dizde zarar görmüş bağlar da güçlü tekstil dokuma veya örme kumaşlarla yer değiştirebilmektedir.Artan Dünya nüfusu bu pazarı da büyüttüğü kaçınılmaz bir gerçektir.
Hemashield Gold-4 adıyla üretilen sığır kolajeni ile kıvrımlı polyesterden dokunmuş tıbbi amaçlarla (damar tıkanıklığı vb) vücuda yerleştirmek için kullanılan damar dokusu örneği aşağıda görülmektedir.
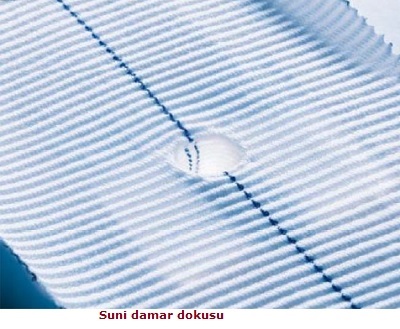
TEKNİK İPİLİKLER VE SINIFLANDIRILMASI
Teknik tekstil ürünlerinin bulunduğu formlar içinde dokusuz yüzeyler hariç hepsinin yapı taşı ipliktir. Teknik tekstil ürünlerinin üretiminde kullanılan iplikler, teknik iplikler olarak adlandırılır. Teknik iplikler hammadde, bulundukları form ve yapılarına göre sınıflandırılırlar.
Hammaddelerine göre teknik iplikler
Teknik iplikler kullanılan liflere göre doğal ve sentetik olmak üzere iki ana gruba ayrılır. Doğal ve sentetik liflerden üretilen iplikleri ise düşük, yüksek ve çok yüksek mukavemetli iplikler olarak alt gruplarda incelemek mümkündür.

Yapılarına ve bulundukları forma göre teknik iplikler
Yapılarına ve bulundukları forma göre teknik iplikler 6 gruba ayrılır: filament, kesikli, katlı, kablo, saç örgü ve özlü iplikler.
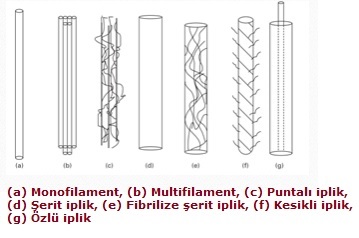
1-Filament iplikler
Filament iplikler; monofilament, multifilament, puntalı ve şerit iplikler olmak üzere dört grupta incelenir.
a-Monofilament iplikler
Monofilament iplik, çapı 100-2000 µm (0,1-2,0 mm) arasında değişen ve tek bir filamentten oluşan ipliktir. Filamentin enine kesiti, son kullanım alanına göre yuvarlak, profilli veya boşluklu olabilir. Lifin enine kesiti ipliğin özelliklerini etkiler. Örneğin yuvarlak olmayan kesite sahip lifler, yüzey alanını genişletir ve emiciliği arttırır.
Monofilament iplikler yüksek eğilme rijitliğine ve aşınma dayanımına sahip ipliklerdir ve ipliğin çapı kullanım yerine göre değişir.
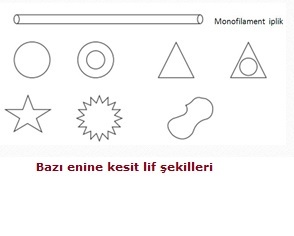
b- Multifilament iplikler
Multifilament iplik, üretici tarafından belirlenen bir bükümde sonsuz uzunlukta demet halindeki ince monofilamentlerden meydana gelen ipliktir. Filamentlerin enine kesit şekli, iplik içinde liflerin birbirine ne kadar yaklaşabileceğini belirler. Yuvarlak kesitli filamentlerden oluşan iplikler, yapıdaki filamentler birbirine daha yakın yerleşebildiği için kompakt; yuvarlak olmayan kesite sahip filamentlerden oluşan iplikler ise, yapısındaki filamentlerin bir araya gelmeyi engellemesinden ötürü daha hacimli olur. Multifilament iplikler aynı özellikteki monofilament ipliklerden daha esnek bir yapıya sahiptirler.
c-Puntalı veya kaynaştırılmış iplikler (Intermingled/commingled)
Puntalı veya kaynaştırılmış iplikler, liflerin birbirinden ayrılmasını engellemek için büküm yerine puntalama işleminin uygulandığı filament ipliklerdir.
Aynı türden filamentlerin puntalanarak oluşturulduğu ipliklere “intermingled”, iki veya daha fazla farklı türden filamentlerin puntalanarak oluşturulduğu ipliklere de “commingled” iplikler (örneğin karbon ve polyesterin puntalanması gibi) denir.

Düşük bükümün istendiği durumlarda tercih edilen puntalama işleminin esası; jetin içerisinden hızla gönderilen havanın filamentlerin birbiri içine geçmesini sağlamasına dayanır. Düzenli aralıklarla dağıtılmış olan puntalama noktaları filamentleri bir arada tuttuğundan iplikler sıkıştırılmış görünür.
d-Şerit iplikler
Şerit iplik; poliamid, polyester ve polietilen gibi sentetik polimerlerden üretilen ince, dar ve şerit benzeri film halindeki ipliklerdir. Şerit iplik üretimi; teknik uygulamalar için 20-40mm genişlikte ve 60-100 µm kalınlıkta düz bir polimerik plaka veya filmin kesilmesiyle gerçekleştirilir. Bunun yanı sıra şeritlerin ayrı ayrı ve mekanik olarak fibrilize edilmesiyle elde edilen multifilament iplik görünümlü şerit ipliklerin de üretimi mevcuttur.

2-Kesikli iplikler
Kesikli veya eğrilmiş iplikler, kısa ve ştapel liflerin oluşturduğu lineer gruplardır. Lifler bükümle birbirlerine tutunurlar ve büküm, bu iplikler için en önemli parametredir. Hammadde olarak sentetik veya doğal lifler (pamuk, yün, jüt vb.) kullanılır. Sentetik lifler kullanıldığında fiziksel boyutlarının doğal liflere benzemesi açısından kısa uzunluklarda kesilirler; böylece hem doğal lifler için tasarlanmış makinelerde işlenebilir hem de karışım olarak çalışılabilir hale gelirler. Kesikli ipliklerin, çok sayıda lif ucunun dışarı doğru çıktığı ve liflerin helis bir diziliş gösterdiği bir iplik yüzeyi vardır.
3- Katlı iplikler
Katlı iplikler, iki veya daha fazla tek kat ipliğin bükülerek bir araya getirilmesiyle oluşturulur. Katlama anında genellikle tek kat ipliğin bükümünün tersi yönünde büküm verilir. Bu sayede büküm açısından dengeli bir yapının meydana gelmesi sağlanmış olur. Katlanan iplik sayısına göre katlı iplikler; 2-kat, 3-kat veya çok-katlı olarak adlandırılırlar. Katlı iplikler, aynı özellikteki tek kat ipliklere göre daha düzgün, daha stabil, mukavemetli ve tüylülükleri daha düşüktür.
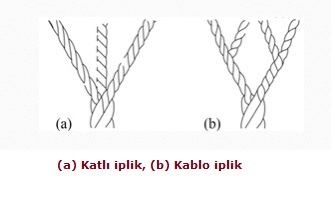
4- Kablo iplikler (Katlanmış bükülü iplikler)
Kablo iplikler, birkaç katlı ipliğin bir araya getirilerek ters yönde bükülmesiyle oluşturulur. Kablo iplikler tek kat, katlı ve kablo aşamalarında S-S-Z veya S-Z-S ya da Z-S-Z veya Z-Z-S büküm kombinasyonunda olabilirler. Bu iplikler daha düzgün ve mukavemetlidirler .
5- Saç örgü iplik
Saç örgü iplikler tüp formunda ya da tek parça olarak üretilirler. Genellikle 8-36 arasındaki iplik birbirine geçerek belirli bir açıda saç örgü yapıyı oluştururlar. İpliklerin birbirine geçme şekli, bezayağı veya dimi desenindedir. Nihai iplik büküm açısından dengeli olup esnetildiğinde büküm açılması eğilimi göstermez. Oldukça esnektirler ve aynı özellikteki bükümlü ipliklere göre uzama oranları daha düşüktür.

Saç örgü iplik üretiminde düz bir tabla üzerinde çiftler halinde dizili olan bobinlerin birbiri etrafında sarılarak döndürülmesi ile örgü oluşturulur. Aşağıda görüldüğü gibi, her bir örgü ipliği için bir dişli ve bu dişlinin de hareket ettiği bir yörünge kanalı mevcuttur. Saç örgüsünde mevcut iplik sayısına göre iki, üç ya da çok çarklı makinalar söz konusudur.
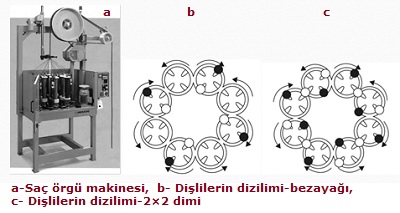
KORUYUCU GİYSİLER
Koruyucu giysiler kişinin zararlı maddelere, kötü çevre koşullarına maruz kalma riskini önlemek ve bu riskten korunmasını sağlamak ve/veya bu riski azaltmak için giyilen giysilerdir.
- Çeşitli risk ortamlarında çalışan itfaiyeciler,
- Güvenlik personeli,
- Otomobil yarışçıları
- Tıbbi personel
- Ağır sanayi işçileri v.b.
İnsanların dış etkenlerden korunması amacı ile üretilen kıyafetlere koruyucu giysiler denir.
Bu giysilerin özellikleri kullanıldıkları sanayi dalının ihtiyaç ve beklentilerine göre değişir.
Bu tip giysiler;
Yüksek sıcaklığa dayanabilen ve yüksek mukavemete sahip olan yüksek performanslı lifler veya iplik yapılarında yapılan küçük değişiklikler ve çeşitli apreler ile üretilirler. Koruyucu giysilerde en önemli husus insan hayatının korunmasıdır. Ayrı bir tekstil materyalinden çok giysinin kendisi koruma sağlar. Bu alanda kumaş tüm koruyucu giysilerde ve diğer koruyucu tekstil ürünlerinde kritik unsurdur. Giysiyi giyen kişi ve potansiyel yaralanma kaynağı arasındaki güvenlik bariyeri olarak, bir kazanın kurbanı tarafından yaşanan yaralanma derecesini belirleyecek olan kumaşın özellikleridir.
Literatürde özel olarak bahsedilen koruyucu ekipmanın tipleri şunlardır;
- Çadırlar
- Kasklar (miğferler),
- Eldivenler (el ve kol koruması için)
- Uyku tulumları
- Hayatta kalma çantaları ve takım elbiseleri
- Yangından-koruyucu giysiler
- Isıya dayanıklı giysiler
- Çift taraflı ceketler
- Balistik dayanımlı yelekler
- Biyolojik ve kimyasal koruyucu giysiler
- Patlamaya dayanıklı yelekler
- Alev almayan başlıklar ve eldivenler
- Erimiş metal koruyucu giysiler
- Yüzdürme yelekleri
- Donmayı önleyici ve kanallı ılık hava giysileri dahil askeri koruyucu giysiler
- Denizaltı koruyucu giysileri
- Dalgıç giysileri ve dalma derileri
- Hayat salları
- Özel havlu ve bezler
- Işınlardan koruyucu tulumlar
- Hayatta kalma giysileri
- Halatlar ve emniyet kemerleri
Kendileri için koruyucu giysilerin ve malzemelerin üretildiği, literatürde özel olarak belirtilen iş ve faaliyet tipleri şunlardır:
Polis ve güvenlik görevlileri
Dağcılık
Mağaracılık tırmanma
Kayak
Uçak personeli (askeri ve sivil)
Askerler
Denizciler
Deniz altıcılar
Dökümhane ve cam işçileri
İtfaiyeciler
Su sporları
Kış sporları
Ticari balıkçılık ve dağcılık
Deniz dibi petrol ve benzin ekipmanı işçileri
Sağlık bakımı
Yarış sürücüleri
Astronotlar
Kömür madenciliği ve sağlık depo işçileri
Teknik tekstiller, özellikle düşmana ait çevrelerde hareket etmesi, yaşaması, hayatta kalması ve savaşması gereken askeri kuvvetler için önemli özellikler sunmaktadır. Askeri kuvvetler, konforları ve hayatta kalabilmeleri için gerekli tüm malzemeleri taşımalı veya giymelidir ve bu nedenle en hafif, kopmayan, sağlam ve yüksek performanslı özel üniforma ve ekipmana ihtiyaçları vardır.
Bireyleri çevreden ve savaştaki tehlikelerden korumak için hayati önem taşıyan gereksinimler, dünyanın önde gelen uluslarının askeri kullanımı için en gelişmiş teknik tekstilleri geliştirmek ve sağlamak için önemli ölçüde kaynak harcamalarını sağlamıştır.
- Isı
- Alev
- Erimiş metal sıçramaları
- Aşırı soğuk ve donma
- Radyasyon kaynakları ve benzerinden korunma
Hem sivil hem de askeri koruma uygulamaları için başlıca taleptir. Talebi etkileyen koşullar;
- Özel çevresel tehlikeler
- Koruma derecesi
- Konfor seviyesi
- Giysilerin dayanıklılığı
- Estetik ve yasalar
Tüketicinin olası tehlikelerin farkında olması ve benzeri sosyolojik faktörlerdir. Güneşin zararlı UV ışınlardan korunmanın bir yolu da güneşten koruyan giysilerdir. Birçok kumaş güneşin UV ışınlarını engellese de tüm kumaşlar güneşten koruyan giysiler sınıfına dâhil edilemezler. Güneşten koruyan giysiler, klasik yazlık kumaşlardan ayrılmaktadır. UV ışınlarına karşı koruma sağlayan giysilerin giyilmesi cilt kanseri riskinin gelişmesini azaltmak için bilinen en sağlıklı ve en yaygın metottur. Cildin rengine göre ve çevrenin yansıma oranlarına göre koruyucu giysilerin özelliklerinin saptanması, insanların koruyucu giysileri daha bilinçli kullanmasına yönlendirecektir.
Genel anlamda koruyucu giysiler 8 ana kategoride sınıflandırılabilir;
1-Termal Koruyucu Giysiler:
Bunlar ısıya, aleve, eriyen metallerin sıçramalarına, radyasyona ve aşırı soğuğa karşı koruma sağlayan giysilerdir. Termal koruyucu giysiler, aleve ve ısıya maruz kalmaya karşı koyan ya da aşırı çevre koşullarında ısı transferine karşı yalıtım sağlayan geniş bir yelpazedeki materyalleri kapsar. Bu tip giysiler, petrokimya ve elektrik işçileri tarafından giyilen üniformalardan, dökümhaneler ve yüksek ısı karşısında çalışan diğer tesislerde giyilen giysilere kadar değişen bir yelpazeye sahiptir. Giysiler tek veya çok katlı olabilir.
2-Nükleer, Biyolojik ve Kimyasallara (NBC) Karşı Koruma Giysileri:
Bunlar çoğunlukla askeri kullanım amaçlıdır. Çoğu zaman sentetik veya doğal liflerden dokunmuş ayrıca karbon lifleri ve köpükten oluşan çok katlı yapılardır.
3- Kimyasallara Karşı Koruyucu Giysiler:
İnsana zarar veren kimyasal maddelere karşı koruma sağlayan giysilerdir. Dünya’da çok farklı zehirli özelliklere sahip 100 binden fazla kimyasal madde kullanılmaktadır. Zehirli kimyasallardan kaynaklanan riskler ortaya çıktıkça kimyasallara karşı koruyucu görev üstlenen giysi ve ekipmanın kullanımı artmıştır. Bu durum belli ölçüde de kimyasallara karşı koruyucu giysilerin ve ekipmanın kullanılmasını öngören düzenleme ve standartlardan kaynaklanmaktadır.
4- Mekanik Etkenlere Karşı Koruyucu Giysiler:
Bu tip giysiler kesilme, yırtılma, aşınma ve metal sıçramaları gibi zararlara karşı korunmak için giyilir. Tüm bu etkenlere karşı koruyuculuk sağlanabilmesi için giysilerin yüksek mukavemetli tekstil liflerinden üretilmesi gerekmektedir .
5- Elektrikten Koruyucu Giysiler:
Bu tip giysiler elektromanyetik ve elektrostatik olarak 2 ayrı grupta incelenen elektrik zararlarından korunmak için giyilir. Yüksek voltajla çalışan kişiler, kesinlikle güç tutuşur, mukavim ve konforlu iletken koruyucu giysiler tercih etmelidirler. Bunu için doğal, sentetik ve metal ipliklerden üretilmiş giysiler tercih edilir.
6- Temiz Oda Giysileri:
Bu isimle adlandırılan giysiler çevreyi insandan kaynaklanan kirliliklerden koruyan giysilerdir. İnsan vücudunun her gün 1 milyar deri hücresi döktüğü ve insan vücudu ve giysilerin bir miktar toz, saç, iyonlar, kozmetikler, parfüm, tütün içerdiği göz önüne alındığında kirliliği önleyen bu tip giysilerin optik, uzay araçları, yiyecek ve ilaç sanayi ve otomotiv sanayinde ne kadar önemli bir yeri olduğu inkâr edilemez.
7-Radyasyona Karşı Koruyucu Giysiler:
Bu tip giysiler X ışını ortamında çalışanlar, kanser tedavi merkezlerinde çalışanlar ve iyonlaştırılan radyasyona maruz kalan diğer ortamlarda çalışan işçiler için gereklidir.
8-Yüksek Görünürlüğe Sahip Giysiler:
Bu giysiler de koruyucu giysiler olarak ele alınmaktadır. Temelde üç ayrı tip olarak incelemek gerekir.
- Reflektive (yansıtıcı ) materyaller: Işık etkisi altında kaldıklarında parlarlar.
- Fotoluminesant materyaller: Gün ışığı veya yapay ışığı emip depolar ve karanlıkta yeşil sarı renk verirler.
- Floresans materyaller: Kırmızı turuncu renk olarak gün boyu görünür.
Koruyucu giysilerin insan sağlığını ve güvenliğini koruma işlevini yerine getirmesinde giysinin konforu da önemlidir. Yeterli konforu sağlayamayan bir giysi üstlenen görevi yerine getirmede verimliliği azaltır. Eskiden daha ağır materyallerden yapılan çelik yelekler artık daha hafif ve dayanıklı olan tekstil materyallerinden (aramidlerden) üretilmektedir. Dünya’da çok sayıda iş yerinde çalışanların sağlıklarının ve güvenliklerinin tehlikede olması nedeniyle koruyucu giysi kullanılmasını zorunlu kılan uluslararası ve yerel yasal düzenlemeler sıklaştırılmıştır. Koruyucu giysi kullanımını gerektiren sektörlerde koruyucu giysilerin giyilmesi yönünde bilinç artmaktadır. Yukarıda belirtilen unsurla birlikte, dünyadaki mevcut savaşlar ve sürekli savaş tehlikesinin varlığı, koruyucu giysi kullanımını gerektiren sektör ve iş kollarındaki gelişmeler, ağır iklim koşulları gibi faktörler sektöre olan talebi belirleyen en önemli faktörlerdir.
İplikte hatadan yeni tasarım

Fantezi iplikler ve fantezi ipliklerle dokunan kumaşlar günümüzde tekstil alanında özel bir yere sahiptirler. Fantezi iplikler karakteristik özellikleri bakımından normal ipliklerden farklı yapıdadırlar. Bu nedenle üretim teknikleri de farklılık göstermektedir. Bu ipliklerle dokunan kumaşlar da tasarlanan kumaşa kattığı estetik değer, kullanılan örgüler, teknik hesapları ve üretim teknikleri açısından diğerlerinden farklıdır.
Geçmişi tarih öncesi zamana uzanan dokumacılıkta, eğirme işleminden önce hayvan ve bitkilerden ilkel yöntemlerle elde edilen lifler kullanılmıştır. Sonrasında çıkrık ve iğ gibi aletleri geliştirerek büküm yapmışlardır. İnsanoğlunun dokuma ihtiyaçlarını karşılayabilmek için yaptıkları her çalışmada, dokumanın ham maddesi olan ipliğe de ihtiyaçları olmuştur. Bu nedenle tarih içinde dokumacılık ve iplik paralel gelişim göstermiştir. Dokumada artan talebi karşılamak için bükümhaneler kurulmuş ve hatta hapishanede bulunan insanlardan da iş gücü desteği alınmıştır. Fakat bu çalışmalar iplik ihtiyacını karşılayamamıştır. Uzun yıllar kadınların ve çocukların el becerisiyle yaptıkları iplik eğirme işlemi sanayi devrimine kadar pek değişiklik göstermemiştir. Sanayi devrimi ile başlayan teknolojik gelişmelerden tekstil alanı da oldukça etkilenmiştir. Geleneksel yöntemlerle yapılan üretim teknikleri yöresel alanlarda kalmış, sanayileşme tüm dünyada hızla ilerlemiştir. Sanayi devrimi ile birçok alanda olduğu gibi tekstil alanında da yenilikler olmuş ve iplik büküm makineleri geliştirilmiştir. İplik büküm makineleri ile seri üretime geçilmiş ve doğal elyaflar bu seri üretimdeki elyaf ihtiyacını karşılayamamıştır. İhtiyaç ve talepler insanları araştırmaya yöneltmiş, bu sayede rejenere elyaflar geliştirilmiştir. Rejenere elyaflar iplik üretiminde mukavemeti sağlamış ve üretim hızını da arttırmıştır. Seri üretimin artması, üretimde çeşitli nedenlerle meydana gelen iplik hatalarını ortaya çıkarmıştır.

Dokumada, dolayısıyla iplikte olan hızlı üretim ve hızlı tüketim tasarımın önemini arttırmış, insanların bakış açısını değiştirmiştir. İplik üretiminde hata olarak adlandırılan düzgünsüzlükler farklı bir gözle görülerek iplik alanında önemli bir tasarım aracı oluşturmuştur. Bu sayede iplik sektöründe yeni bir dönem açılmış ve fantezi iplik olgusu sektörde yerini almıştır.
Tasarımcılar fantezi kumaşları sektöre kabullendirmekte başlangıçta zorlanmalarına rağmen, yeniliğe açık olan yatırımcılar bu sektördeki gelişmeyi sezerek fantezi iplik üretimine yatırım yapmışlardır. Fantezi iplikle paralel olarak fantezi dokumalarda gelişim göstermiştir. Fantezi iplik ve fantezi kumaş standart olmayan bir üretim biçimi olduğundan, üretildikleri makineler de farklıdır. Günümüzde de bu alanda sürekli gelişim olmakta, makineler teknolojik olarak yenilenmektedir. Piyasada profesyonel fantezi üretimi yapan firmalar makine parkurunu devamlı yenilemektedirler.
İplik düzgünsüzlüğü İpliğin her noktasında çapının eşit olmaması” olarak ifade edilmektedir. Bu fantezi olmayan ipliklerde istenmeyen bir durumdur. Kontrolsüz olarak yüzeyde oluşan iplik düzensizlikleri hata olarak adlandırılmaktadır. Bu hataların oluşumu İpliklerde ham madde, işçilik, makine, teçhizat ve çalışma metodu dolayısıyla meydana gelen hatalar vardır. Bunlar üretilen mamulde görünüşü gözle görülür şekilde bozan kısımlardır. Aslında iplikte oluşan hataların genel olarak nedeni harmanda ve taramada yapılan yanlışlıklardır. İstenmeyen iplik düzgünsüzlüklerine;
- Nope hatası
- Hav hatası
- Düğüm hatası
- Balık hatası
- İnce yer hatası
- Kalın yer hatası
- Uçuntu hatası
Denilmektedir.
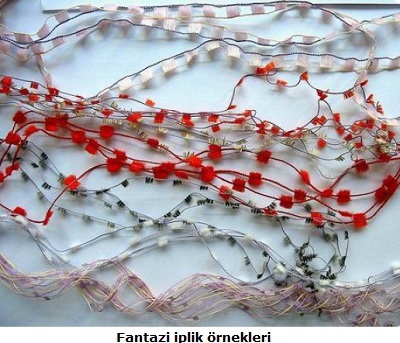
Nope (Neps) Hatası
Tarama işleminin elyafa yeterli düzeyde yapılmaması sonucunda büküm yapılan ipliğin yüzeyinde oluşan kısa elyafların topaklanmasına nope (neps) denir. Farklı nedenlerle de nope olabilmesine rağmen genel olarak tarama işleminden kaynaklandığı görülmektedir. Bunun haricinde iplik büküm makinesi üzerinde kopça adı verilen parçanın aşınmasından da iplik yüzeyinde nope oluşabilmektedir. Büküm esnasında ipliğin dönmesini sağlayan kopçaya iplik hep aynı yerden temas etmesi nedeni ile aşınma meydana gelmektedir. Bu durumda nopelerin önüne geçebilmek için kopçaların belli aralıklarla değiştirilmesi gerekmektedir.
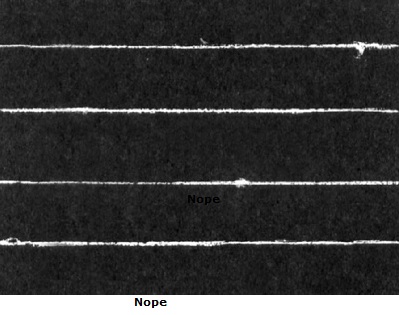
Hav ve Uçuntu Hatası
Özellikle pamuklu ipliklerin üretiminde sıklıkla hav ve uçuntu hatası ile karşılaşılmaktadır. Hav hatası tarama aşamasında yeterli işlemden geçmemiş elyafın bükümünden kaynaklanabileceği gibi genellikle iplik büküm esnasında ipliğin dönme hareketi ile uçuşan havların iplik gövdesine sıkışıp yüzeyde düzgünsüzlük oluşturmasından da kaynaklanmaktadır. Bunun önüne geçebilmek için özellikle üretim yapılan tesiste sabit ya da gezici vakum sistemi (emme sistemi)’nin bulundurulması ve ortamın temiz olması gerekmektedir. Ayrıca havalandırma sistemi ile ortamın nemli olması sağlanarak elyaf tozlarının uçuşması minimum düzeye indirilmelidir. Uçuntu hatası da hav hatası ile aynı nedenden kaynaklanmaktadır. İplik yüzeyinde daha kısa havlardan oluşan düzgünsüzlüklere uçuntu hatası denir.
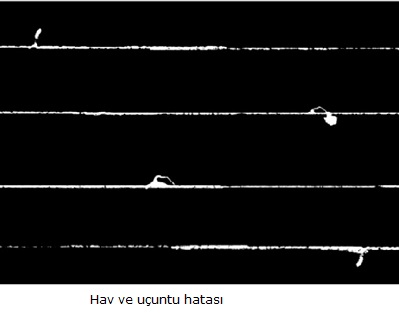
Düğüm Hatası
Düğüm hatası iplik bükümü esnasında ipliğin çeşitli nedenlerle kopması ile açık kalan iki iplik ucunun birbirine bağlanması sonucunda ekleme noktasında oluşan bağlantıdır. Örneğin iplik çapının istenilenden ince veya kalın olan yüzeyinde bu noktaların iptali ile yapılan düğümden kaynaklanabilmektedir. Bu ve buna benzer bir durum itibariyle iplik uçlarının düğümlenmesi yapılırken yüzeyde oluşan düğüm hatasının minimuma indirmek için dokumacı düğümü ya da makine düğümü yapılmaktadır. Makine düğümü, makineye bağlı bir parça ya da işçilerin manuel olarak kullanabileceği düğüm makinesi ile yapılabilmektedir. Düğüm makinesini kullanan işçiler iplik uçlarını bir arada makinenin ağzına yerleştirdikten sonra makineyi sıkıştırması ile düğüm yapılmaktadır. Bu düğüm teknikleri kullanılmadığında düğüm uçları uzun kalacağından ve düğüm ortası kaba olacağından üründe hatalı yüzey oluşmaktadır.
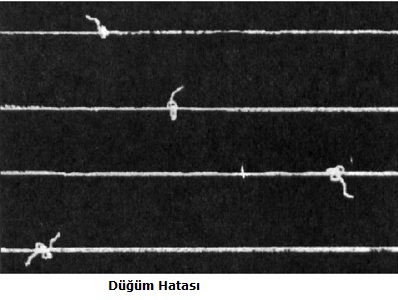
Balık Hatası
Balık görünümüne benzetilmesinden dolayı iplik yüzeyinde oluşan şişkinliklere balık hatası denir. Genel olarak balık hatası büküm esnasında eksik büküm yapılmasından ya da harman esnasında elyafın iyi taranmamasından kaynaklanmaktadır. Büküm yapılırken iğlerinin altındaki kaytanların zamanla gevşemesinden dolayı makinede dur kalk denilen olay meydana gelmekte ve eksik büküm oluşmasına neden olmaktadır.
Balık hatası ayrıca makas ayarlarının zamanla bozulması gibi diğer makine ayarlarından da kaynaklanabilmektedir. Büküm yapılacak elyafın iyi taranması, gevşeyen kaytanların uygun gerginliğe getirilmesi ve bobin aktarma makinesindeki makas ayarlarının yapılması ile balık hatasını en az düzeye indirilmek mümkündür.

İnce Yer Hatası
Diğer iplik hatalarında olduğu gibi elyaf taramasının yeterli düzeyde olmamasından kaynaklanabileceği gibi, tekrar büküm ya da fazla bükümden dolayı ince yer hatası oluşmaktadır. Tekrar büküm ve fazla büküm, tezgâhın çeşitli nedenlerle durdurulmasından sonra tekrar çalıştırıldığında büküm uygulanan kısımda oluşmaktadır. İnce yer hatası genellikle elyaf taramasında zayıf kalan bir bölgenin bükümle açığa çıkması ile oluşmaktadır.

Kalın Yer Hatası
Balık hatasında elyaf taramasından kaynaklanan iplik yüzeyindeki şişikler aynı zamanda kalın yer hatasıdır. Bunun dışında eksik büküm nedeni ile elyaf yüzeyinde yeteri kadar baskı olmamasından da kalın yer hatası oluşmaktadır.
İplik hataları düzgün ve standart olması istenen ipliklerde istenmeyen bir durumdur. Bunun için bu hatalar mümkün olduğunca giderilerek dokunacak kumaşın hammaddesi olan ipliğin kalitesi sağlanır.
İşte bu hatalar giderilmeden iplik elde edilmesi fantezi ipliğin üretimini Sağlar. Yani iplik üretiminde hata denilen unsurlar fantezi iplik üretimi için bir özelliktir. Fantazi iplikler dokuma kumaş üretiminde atkı ipliği olarak kullanılır. Çözgü ipliği olarak kullanılması ise dokuma makinesinde sık sık kopuklara sebebiyet verir ve makinenin randımanını düşürür. Bu da istenmeyen bir durumdur.
1980’li yıllarda kot pantolonlarının hatasız olması istenirdi. Moda öyleydi. Şimdi ise kot pantolonları özellikle bazı yerlerinden yırtılarak satışa sunulmaktadır. İnsanlar bu kot pantolonları giymektedir. Nedeni ise yine moda ’dır.
Yani zamanında hatalı olan ürünler istenmez iken şimdi özellikle hatalı ürünler üretilerek satılmaktadır. Hem de fiatı da aynı kaliteli tekstil ürünü gibi.
![]()
İplik Hatalarının Giderilmesi
Üretimde iplik hatalarının tespit edilebilmesi için bükülen iplik bobin aktarmada bıçak adı verilen bir aradan geçmektedir. Bıçağın iplikle beslendiği bölüm geniş olup huniye benzer bir formda daralmaktadır. Dar olan bölümden geçerken iplik çapında kalınlık varsa belli bir orana kadar iplik yüzeyi bıçakla tıraşlanarak düzgünsüzlüğün önüne geçilmektedir. İplikteki kalınlık bıçağın tıraşlayamadığı kadar fazla ise bıçak ipliği kesmekte ve ipliğin kopması ile tezgâh otomatik olarak durmaktadır. Bu durumda tezgâh sorumlusu olan işçi, kalın kısmını iptal ederek ipliğin uçlarını bağlamakta ve tezgâhı çalıştırmaktadır.
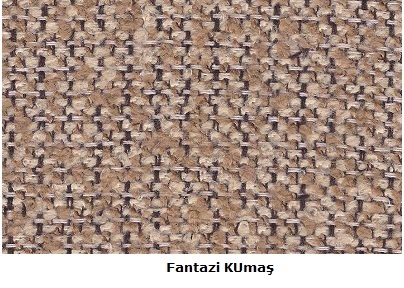
Bıçaktan geçen iplik sonrasında ağırlık pulları denilen dairesel ve belli bir ağırlığa sahip iki çelik parçanın arasından geçmektedir. Tezgâh üzerinde bulunan iplik pullarının sayısı iplik kalınlığına göre ayarlanmaktadır. Ağırlık pullarından geçen iplikte istenilen kalınlıktan ince olan bir bölüm olduğunda ağırlık sayesinde iplik kopmakta ve tezgâhın durmasını sağlamaktadır. Bu durumda da tezgâh sorumlusu olan işçi, ince kısmını iptal ederek ipliğin uçlarını bağlamakta ve tezgâhı çalıştırmaktadır.
Üretimde bobin aktarma makinesinde hata giderilmesinin haricinde iki kat iplik yapılacağı zaman iki ipliğin bükümü sayesinde de düzgünsüzlükler kamufle edilebilmektedir.

Fantezi İpliklerde Tasarım
Tasarım; zihinde canlandırılan biçimin ürüne dönüştürülme sürecinin bütünüdür. Canlandırılan biçim; renk, doku, çizgi, şekil, malzeme ile görsel bir ürüne dönüştürülmektedir. Bu aşamada tasarımın işlevsel olması esastır. Tasarım ürünü işlevselliği ararken muhakkak estetik ve güzellik kavramlarını barındırmalıdır.
Tekstil alanında geleneksel üretim tekniklerinden teknolojik üretime geçilirken üretimin hız kazanması, tüketimde de artışa neden olmuştur. Tekstil sektöründeki pazar payında yerini almak isteyen üreticiler, ürününü tasarım ile ön plana çıkarmaktadır. İşlevsel ve estetik kaygılarla oluşan bir tasarım ürünü alıcının ihtiyaçlarına yanıt verirken farklılığıyla dikkat çekebilmektedir. Standart üretim teknikleri ve ürünlerin dışında kalan fantezi ürünler farklılığı ile sektörde önemli bir yere sahiptir. Fantezi tekstil ürününün hammaddesi fantezi kumaş, fantezi kumaşında önemli bir ham maddesi fantezi ipliktir. Günümüzde yaygın olarak kullanım alanı olan fantezi iplikler kontrollü oluşturulan düzgünsüzlüklerdir.
Fantezi iplikler cer, tarak, dref eğirme, rotor eğirme, büküm ve tekstüre vb. teknolojileriyle oluşturulmuş farklı çap, düzensizlik ve/veya farklı renkler gibi düzensiz görsel karakteristiğe sahip ipliklerdir. Bu özellikler, fantezi iplikleri normal konvansiyonel eğrilmiş veya bükülmüş ipliklerden açıkça farklı kılar. Fantezi iplikler; günlük ve moda giyimi, perde, halı, döşemelik, duvar kâğıdı ve bunlar gibi birçok dokuma kumaş ve örme materyallerinin uygulama alanlarında kendine yer bulur.

Fantezi iplikler iki farklı renkte ipliğin bükümüyle, elyaf halinde farklı renkte elyaf karışımıyla, aynı renkte farklı elyaf karışımlarıyla veya sadece büküm esnasında yapılacak büküm farklılıklarıyla yapılabilmektedir. Tasarım açısından sonsuz üretme imkân sağlayan ve ticari olarak katma değeri yüksek fantezi ipliklerinin incelenmesinde asıl temel olan yapısal olarak fantezi iplik üretimidir.
Yapısal olarak fantezi iplik;
Bir direk
Bir efekt
Bir kilit
İplikten elde edilmektedir.
Direk iplik adından da anlaşılacağı gibi efekt iplikle kilit ipliğin tutunduğu temeli oluşturmaktadır. Yüzeyde görsel etki efekt iplikle sağlanmaktadır.
Kilit iplik ise efekt ipliğini direk ipliğe kilitleyen yani büküm ile bağlayan ipliktir.
Bu üç iplik fantezi ipliği oluşturduktan sonra görsel bir etki katacak tek işlem ipliğe yapılan şardon işlemidir. Bunun dışında herhangi bir işlemden geçirilmemektedir. Bu nedenle fantezi iplik tasarımında yüzeyde etkili olan iplikler renk ve doku bakımından değerlendirilmektedir. Kilit ipliği yüzeyde çok az bir etkiye sahiptir ve görevi efekt ipliğini bağlamaktır. Fantezi ipliklerde renk ve doku tasarımında asıl etki efekt ipliğinde sağlanmaktadır.
Tasarım öğeleri göz önünde bulundurulduğunda renk faktörü çok önemli bir yere sahiptir. İplik tasarımında da renk etkisi kullanılarak çok zengin fantezi iplikler üretilmektedir. Bu nedenle fantezi ipliklerde renklendirme ve renk efektleri sıkça kullanılmaktadır. Fantezi ipliklerde degrade boyama ile renklendirme etkili olarak yapılmaktadır. Efekt ipliğine degrade boyama elyaf halinde ya da bobin halinde yapılmaktadır. Boyanan elyaf ya da iplik sonrasında direk ve kilit ipliği ile büküm işleminden geçirilerek fantezi ipliği oluşturulmaktadır.
![]()
Fantezi iplik üretim makinelerinde efekt ipliği farklı hızda beslenerek kilit ipliği tarafından bağlanmasıyla çeşitli yüzeyler oluşturulabilmektedir.
![]()
Mevcut olan farklı fantezi ipliklerin bazıları;
Marl İpliği
Fantezi iplikler arasında en basit olanıdır ve iki farklı renkteki ipliğin katlama işlemi ile bükülmesi ile yapılır. Doku anlamında normal çift iplikten farklıdır.
Yukarıdaki şekilde gösterilen iplik yapısı, marl ipliğinin birincil etkisi olan renklerin değişimini ve aynı zamanda sıradan bir katlanmış ipliğin düz yapısını ortaya koymaktadır.

Bu iplikler, erkek kıyafetleri için gizli ince şeritlerde veya nispeten basit bir kumaş yapısına sahip ince ve düzensiz desenli bir örme kumaş üretmek için iyi bir etki yapmak için kullanılır. Aynı zamanda, güçlü bir desteğe sahip bir Lurex veya başka bir metalik iplik sağlamak için kullanılırken, aynı zamanda daha ince bir etki yaratırlar.
Spiral veya Tirbuşon iplik
Spiral veya tirbuşon iplik, bir bileşenin diğerinin etrafında karakteristik bir düzgün spiralleşmesini gösteren katlı bir ipliktir. Aşağıdaki şekilde bir marl ipliğinin yapısına çok benzeyen, dahil olan iki ipliğin farklı uzunlukları dışında, basit olan temel yapıyı göstermektedir.
![]()
Gimp İplik
Bir gimp ipliği, yüzeyinde dalgalı çıkıntılar oluşturmak için etrafına sarılmış bir efekt ipliği ile bükülmüş bir özden oluşan bir bileşik ipliktir.
Yapının stabilitesini sağlamak için bağlayıcı bir ipliğe ihtiyaç duyulduğundan, iplik iki aşamada üretilir. Çok çeşitli numaralarda iki iplik birbirine katlanır, ince çevresinde kalın ve sonra ters bağlanır. Ters bağlama, efekt ipliklerini tamamlanmış ipliğin gerçek uzunluğundan daha uzun hale getirdiği için dalgalı profiller oluşturan bükümleri ortadan kaldırır. Bir zımbanın doku özellikleri, farklı olmanın yanı sıra, spiral ipliğinkinden açıkça daha iyidir. İki gimpten daha ince olanı, etkinin daha az düzenli olduğunu ve hatta belki de daha az iyi tanımlandığını gösterir.
![]()
Elmas İplik
Bir elmas iplik, kaba tek bir ipliğin katlanması veya S-büküm kullanılarak zıt renkte ince bir iplik veya filament ile fitil ve Z-büküm kullanılarak benzer bir ince iplik ile kablolanmasıyla üretilir. Çok katlı veya 'kablolu' iplikler, bu tekniği genişleterek ve çeşitlendirerek, geniş bir etki yelpazesi yaratmak için yapılabilir. Açıkça, gerçek bir elmas iplik, ince ipliklerden kalın iplik üzerinde bir miktar sıkıştırma etkisi gösterecektir.
Bu, özellikle nispeten basit kumaş yapılarında, renk ve doku üzerinde ince efektler yaratmak isteyen tasarımcılar için çok yararlı olabilecek bir ipliktir.
![]()
Buklet ipliği
Bu tür iplikler, aşağıda görüldüğü gibi, neredeyse düzenli aralıklarla iplik gövdesinden çıkıntı yapan sıkı ilmeklerle karakterize edilir. Bu ipliklerden bazıları hava jetli tekstüre ile yapılır, ancak çoğu üç katlı yapıdadır. İpliğin üç bileşeni çekirdek, efekt ve bağ veya bağlayıcıdır. Efekt ipliği, bir öz veya temel ipliğin etrafına sarılmış ilmeklere sahiptir ve daha sonra üçüncü kat veya bağlayıcı, ilmekleri yerinde tutmak için efekt katının üzerine sarılır. Tek tek katlar filament veya eğrilmiş iplikler olabilir. Bu ipliklerin özellikleri nihai tasarım etkisini belirler.
![]()
Döngü İpliği
Bir ilmek ipliği, yüzeyinde neredeyse dairesel bir çıkıntı oluşturmak için etrafına sarılmış ve fazla beslenmiş bir efekt ipliğine sahip öze sahiptir. Aşağıda, özü iki düz çubuk olarak göstererek bu durumda biraz basitleştirilmiş bir ilmek ipliğinin yapısını görülmektedir.
Gerçekte, bir ilmek ipliği için her zaman birlikte bükülmüş iki iplikten oluşan çekirdek, efekt ipliğini yakalayabilir.
![]()
Genel bir kural olarak, konstrüksiyona dört iplik dahil edilir ve bunlardan ikisi öz veya zemin ipliğini oluşturur. Efekt ipliği veya iplikleri, yaklaşık %200 veya daha fazla aşırı beslenmeyle oluşturulur. Bunların doğru tipte ve iyi kalitede olması önemlidir: eşit, düşük bükümlü, elastik ve esnek iplik gereklidir. Efekt ipliği, zemin iplikleri tarafından tamamen yakalanmaz ve bu nedenle bir bağlayıcıya ihtiyaç vardır. İlmeklerin boyutu, aşırı besleme seviyesinden, çekim silindirlerindeki oluk boşluğundan, eğirme geriliminden veya efekt ipliğinin bükülme seviyesinden etkilenebilir. Efekt için ipliklerin yerine şeritlerle ilmek iplikleri de yapılabilir.
Snarl İplik
Döngü ipliği gibi, kıvrık ipliğin özü bükülmüş olsa da yine basitlik adına, çekirdek aşağıdaki şekilde iki paralel çubuk olarak gösterilmiştir. Bir kıvrılma ipliği, çekirdekten çıkıntı yapan 'kıvrımlar' veya 'bükülmeler' gösteren olandır. İlmek ipliğine benzer bir yöntemle üretilir, ancak canlı, yüksek bükümlü bir iplik ve efekt ipliği olarak biraz daha yüksek derecede fazla besleme kullanır. Kıvrımların gerekli boyutu ve sıklığı, aşırı besleme ve eğirme geriliminin ayrıntılarının dikkatli bir şekilde kontrol edilmesiyle ve efekt ipliğindeki büküm seviyesiyle elde edilebilir.
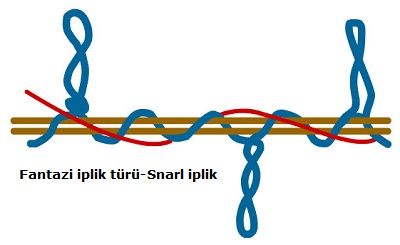
Knop İplik
Bir düğüm ipliği, uzunluğu boyunca düzenli veya düzensiz aralıklarla düzenlenmiş, bir veya daha fazla bileşen ipliğinin belirgin demetlerini içeren iptir.
Normalde, her biri bağımsız olarak çalıştırılabilen iki çift silindire sahip bir aparat kullanılarak üretilir. Bu, etkiyi yaratan kıvrımlı iplikler sürekli olarak iletilirken, baz ipliklerin aralıklı olarak iletilmesini mümkün kılar. Kıvrımlı iplikler, düğümleme çubuklarının altındaki temel dişlerini birleştirir. Bükümün yerleştirilmesi, düğümlenen iplikleri bir demet veya düğüm halinde toplar. Kıvrımlı ipliklerin dikey hareketi, bir demet veya düğüm oluşumuna neden olur. Büküm çubuklarının dikey hareketi, ipliğin küçük ve kompakt mı yoksa ipliğin bir uzunluğu boyunca yayılmış mı olduğuna karar verir.
![]()
Şantuk İplik
Şantuk ipliği, istenen süreksizlik türü etkiyi yaratmak için şantukların kasıtlı olarak yaratıldığı iptir. Şantuklar iplikte kalın yerlerdir. İpliğin en kalın noktasında sadece hafif bir kalınlaşma ile çok kademeli bir değişim şeklini alabilirler. Alternatif olarak, şantuk, temel ipliğin kalınlığının üç veya dört katı olabilir ve kalınlıktaki artış kısa bir iplik uzunluğu içinde elde edilebilir.

Fasciated (Taçlı) İplik
Bağlanmış bir iplik, sarıcı liflerle birbirine bağlanmış paralel liflerin bir özünden oluşan bir kesikli lif ipliktir. Airjet eğirme yöntemi ile yapılan iplikler bu yapıdadır. İçi boş iğ yöntemi altında üretilen iplikler, bağlayıcı esas itibarıyla bükülmeyen paralel lifler çekirdeğine uygulandığı için sık sık büyülenmiş olarak tanımlanır.
![]()
Aşağıda görülen fasciated edilmiş iplik, içi boş iğ işlemi kullanılarak üretilir. İplik yapımında besleme stoğu olarak kullanılan iki şeritten biri ile zıtlık oluşturan koyu renkli bağlama ipliği ile kaçan lifleri görmek mümkündür.
Bant İpliği
Bant iplikleri çeşitli işlemler kullanılarak üretilebilir; örgü, çözgülü örme ve atkı örme bunlar arasındadır. Son yıllarda bu malzemeler özellikle moda trikolarda daha iyi bilinir hale geldi. Aynı şekilde dar dokuma şeritleri veya dokuma olmayan malzemeden dar şeritleri veya yarık filmleri kullanmak da mümkündür.
![]()
Chainette İplik
Zincirli iplik, genellikle bir filament ipliği ve 6 ila 20 iğneden oluşan bir halka kullanılarak minyatür dairesel atkı örme işleminde üretilir. Uzun yıllardır küçük miktarlarda görülmüşler ve moda trikolarda yaygın olarak kullanılmaktadırlar.
Şönil İpliği
Gerçek şönil iplikler, iplik görevi görmek üzere dar, çözgü şeklinde şeritlere bölünmüş dokuma bir leno kumaş yapısından üretilir. Hav iplikleridir; hav uzunluğu, ipliğin uzunluğu boyunca muntazam olabilir veya düzensiz boyutlarda bir iplik üretmek için uzunluğu değişebilir. Mobilya ve giyimde kullanılırlar.
Şönil iplikler, bir çekirdeğe bağlı yumuşak, havlı kesilmiş bir havlara sahiptir. Bu iplikler eğrilebilir ancak gereken makine çok özeldir. Bu nedenle bu iplikler genellikle bir tezgâh üzerinde dokunur. Efekt ipliği, bir atkı ipliği ile bağlanan çözgüyü oluşturur. Atkı ipliği, gerekli küme uzunluğunun iki katı mesafede aralıklıdır. Çözgü daha sonra her atkı ipliği arasında yarı yolda kesilir.
![]()
Örnekler
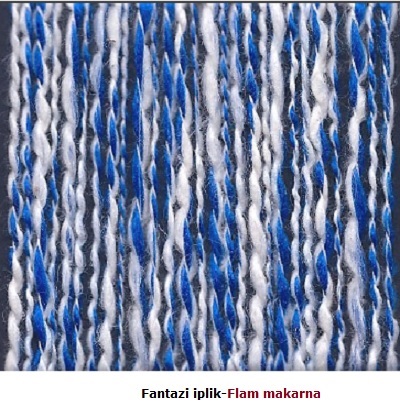
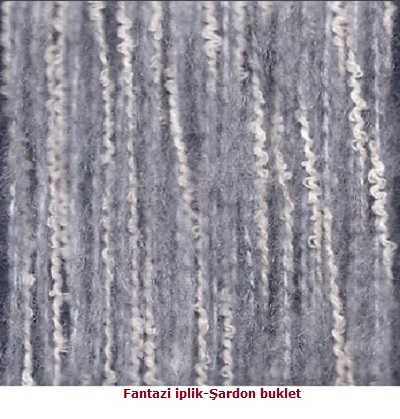
Jakarlı kumaş analizi
Jakarlı kumaşların analizinde örgü analizi ile desenin ( motif ) çıkarılması işlemi ayrı ayrı yapılır. Çünkü çok kez desen raporu oldukça büyüktür. Örgü analizi gözle yapılan incelemelerde değişik örgü birimli bölgelerin ayrı ayrı analizi yapılarak gerçekleştirilir.
Desen çıkarılması için ise birkaç yöntem bulunmaktadır.
1.yöntem: kumaş
üzerine şeffaf bir kâğıt koyarak deseni izleyerek bir kalemle bu motifi bir kâğıda aktarmaktır. Kullanılan kağıt ince pelür kağıdı, aydınger ya da yağlı kağıt olabilir.
2. yöntem: Deseni
kalem yerine bir toplu iğne kullanarak desenin çevre çizgileri üzerinde kumaşa batırmak suretiyle kâğıt üzerinde belirlemektir. Geometrik desenlerde ise cetvel ile yapıla çak ölçmelerle desen kolayca çıkarılabilir.
Jakarlı kumaş imalatında mutlaka bilinmesi gerekenler
1. jakarın kapasitesi
2. Standart iplik numaraları
3. Malyonların alt harnıçdaki cm deki sıklığı
4. Tezgâhtaki malyon dizimi
Yeni bir jakarlı kumaş yapmak için bilinmesi gerekenler
1. Dokunacak kumaşın en uzunluğunu
2. Tek en ya da çift en olup olmayacağı kararı
3. Cm'deki atkı ve çözgü sıklıkları
4. Tarak numarası
5. Tarak dişinden geçen tel sayısı
6. Platin sayısı ( iğnelerin ve özelliklerinin bilinmesi gerekir)
7. Her platine kaç malyon ipi bağlanacak
8. Malyon doldurma tahtası kaç rapor olacak
9. Dokunacak olan kumaşın toplam çözgü tel sayısı ne olacak
10. Tarak eni ne olacak
11. Dokumadan çekme yüzdesi ne olacak
12. Malyon dizimi (düz, simetrik )
Bir Jakarlı Kumaşın Analizinde İşlemler
1. Kumaşın örgüsü çıkarılır. ( zemin, malyon )
2. Desen raporunun boyutları ( atkı, çözgü )
3. Kumaş eninin durumları ( ham kumaş eni, atkı büzülmesi, tarak eni )
4. Çözgünün uzunluğu ( mamul uzunluk, çözgü çekmesi, istenilen uzunluk )
5. İplik sıklıkları ( çözgü sıklığı, atkı sıklığı, rapor tel adedi )
6. Harnıç sıklığı ( çözgü sıklığı )
7. Çözgünün taharı
8. Malyon sayısı ( çözgü tel sayısı )
9. Atkı tel sayısı ( motifin atkı yüksekliği, jakarın karton sayısı )
10. Desen kartonunun delinmesi
11. Platin ve malyon kapasitesi ( çözgü sayısı ile karton sayısı atkı ile ilgilidir )
Jakarlı kumaş
Çok büyük desenli, hatta poster büyüklüğünde görüntüleri elde etmek için yapılan işlemlere jakar desenciliği denir. Örgü bilgileri, renk bilgileri oluşturarak değişik motifler elde edilir.
Jakarlı kumaşların kullanım alanları = Döşemelik perdelik goblen kumaşlar örtülük kravatlık etiket battaniye bant dokuma havlular kadifeler halılar.
Jakarlı Kumaşlar İki Esasa göre Dokunurlar;
1. Sabit örgülere dokunan jakarlı kumaşlar ( goblen tekniği )
2. Renk tesirli jakarlı kumaşlar ( örgülere dayanmayan, havlu kadife halı gurubu )
NOT= Bütün ön bilgiler toplanıp yorumlandıktan sonra desenin ana fikri oluşturulur. Bu bilgilerin ışığında desen yapımına geçilir. Desen yapma işlemi iki aşamada incelenir. Birincisi hazırlık aşaması, ikincisi yapım aşamasıdır.
Hazırlık aşaması
1. Motif seçilir ve üzerinde çalışılır.
2. Motifin boyutları belirlenir.
3. Uygun desen kâğıdı seçilir.
Seçilen motif üzerinde yapılan çalışma;
desenin öncelikle belirlenmiş bir motifi vardır. Bu motifin kumaşın üzerinde nasıl çıkacağını tasarlamak esas desen haline dönüştürülmesi için üzerinde düzeltmeler yapılır ve istenilen şekle getirilir.
Motifin boyutlarının tespit edilmesi;
Mamul kumaş eninde desenimiz kaç rapor görünecekse çeşitli verilerin ışığı altında rapor boyutları tespit edilir. Çözgü ve atkı büyüklükleri yazılır. Motif boyutlarını kumaş üzerinde sağlamlık en büyük sorun olarak karşımıza çıkmaktadır.
Motif boyutlarını etkileyen unsunlar şunlardır.
a. Malyonların alt harnıçtaki sıklığı
b. Cm çözgü sıklığı
c. Cm atkı sıklığı
Desen kâğıdının seçilmesi
Kumaştaki rapor boyutlarına çözgü ve atkı sıklıklarına uygun desen kâğıdı seçilir.
Yapım Aşaması
1-Desen için hazırlanan motif kumaştaki istenilen boyutlara uygun hale getirmek üzere önce patron kâğıdına büyütülür. İnsan yeteneği bu çalışmalarda çok önemlidir
2-Patron kâğıdına çizilen motif desen kâğıdına aktarılır. Bu işlem için karbon kâğıdı kullanılır.
3-Desen kâğıdına çizilen motiflerin çizgileri desen kâğıdının kare yollarına uydurulur. Tamamen isteğe bağlı olarak hareket edilir.
4-Desen kâğıdı üzerindeki motifi renklendirme çalışmalarına geçilir. Bu işlem tamamen kişinin isteğine ve yeteneğine bağlıdır.
5-Desen kâğıdına belirlenen renk (chor) için çözgü renk raporları yazılır.
6-Eğer desen goblen tekniği gibi basit örgülere dayanan kumaşlar için hazırlanmışsa her renk bölgesi için hazırlanmışsa her renk bölgesi için örgüsü belirtilmek üzere yapılan desenin hemen yanına renk bölgelerinin hangi örgüyle dokunacağı belirlenerek örgünün bir raporu yazılır. Gerekirse örgüler desen kâğıdına aktarılır.
Yapılan desenle tezgaha uygulanışı
1-Desen(motif)makine için programlanır.(Desen kartonu hazırlanır.)
2-Hazırlanan desen kartonu jakara takılır.
3-Gerekli değişiklikler saptanarak yapılır.
Tekstilin önemi
Tekstil üretim prosesleri temel olarak lif üretimi, iplik üretimi, dokuma, örme, dokusuz yüzey (Nonwoven) yapısında bir tekstil yüzeyinin elde edilmesi, bu yüzeyin boyama, baskı ve apre gibi işlemlerle terbiye edilmesi prosesleridir. Burada hammadde lif olup, hammaddenin kesikli veya kesiksiz olmasına göre farklı yöntemlerle iplik üretimi gerçekleştirilmekte akabinde dokuma veya örme işlemi ile tekstil yüzeyi haline getirilmektedir. Herhangi bir iplik üretim aşaması olmadan çeşitli yöntemlerle (kimyasal, ısıl, mekanik etkilerle) tekstil yüzeyinin oluşturulması ise dokusuz yüzey oluşumu olarak ifade edilmektedir.
Dokunmuş kumaşlar, tüketicinin kullanımına sunulmadan önce, kullanılacağı yere uygun bazı özelliklerin kazandırılması amacıyla terbiye işlemlerinden geçirilirler. Uygulanan bu işlemler hammaddeye göre değişiklik göstermekle beraber ön terbiye, renklendirme (boyama ve baskı) ve bitim işlemleri olmak üzere bir takım proseslere tabi tutulurlar. Mamulün türüne ve kullanım alanına bağlı olarak, terbiye işlemlerinden bazı adımlar proses dışı kalabilmekte veya ilave bir takım prosesler uygulanabilmektedir. Terbiye sonrası mamul kumaşların göreceği son işlem ise konfeksiyon aşamasıdır.
Tekstil sektöründe iplik kalitesi büyük öneme sahiptir. Dokusuz yüzeyler hariç tekstilin her dalında iplik kullanılmaktadır, bu sebeple iplik kalite özelliklerinin yeteri kadar iyi olması gerekmektedir.İpliğin istenilen vasıflarda olması kumaşta istenilen özeliği kazandıracaktır. Kaliteli üretim yapabilmek, ham madde kayıplarını en aza indirerek fabrikada üretim maliyetini azaltabilmek, zamandan tasarruf sağlamak ve kârlılığı artırabilmek için kullanılan ham maddenin iplik yapılabilirlik özelliklerinin iyi bilinmesi gerekmektedir. Bu bilgi ve beceriler sektörde planlama, üretim ve kalite kontrol bölümlerindeki iş ve işlemler için temel oluşturacaktır. Bu nedenle ham madde testleri ile bu işlemlerin yapılmasında kullanılan cihazların kullanımını ve çıkan sonuçların yorumlanmasının iyi bilinmesi önem taşımaktadır.
Kalite;
Bir mal veya cismin kullanımında tasarlanan amaçlara uygunluk derecesidir. Bir ürün ve hizmeti, müşterinin isteklerine cevap verebilecek özelliklerde, en uygun maliyette, rekabet koşullarına uygun şekilde üretmektir. Bir ürün veya hizmetin, belirlenen veya olabilecek ihtiyaçlarını karşılama kabiliyetine dayanan özelliklerin toplamıdır. Tekstil ürün alıcısını ilk planda etkileyen faktörler, dış görünüş ve fiyat olabilir. Ancak mukavemet, ısı tutma, kolay temizlenebilme, kolay kuruyabilme, ütü tutma gibi kullanım sırasındaki özellikler de tüketiciyi büyük ölçüde yönlendirir. Uzun süreli kullanım düşünüldüğünde bu özellikler yani kalite faktörü ön plana çıkar. Hata ya da düzgünsüzlüklerin sebepleri çok çeşitlidir ve kaynaklarının bulunabilmesi bir tekstil işletmesi için büyük önem taşır. Hata kaynağının tespiti ancak üretimin her aşamada kontrol altına alınmasıyla sağlanabilir.
Tekstil endüstrisinde kalite kontrol sistemleri
1-Mamul tasarımının geliştirilmesi,
2-Daha ucuz ve kolay işlenebilir malzeme seçimi,
3-İşletme maliyetlerinin azaltılması,
4-İşçilik ve malzeme kayıplarının en aza indirilmesi,
5-Üretim hattında oluşabilecek problemlerin giderilmesi,
6-Personelin moralinin yükseltilmesi,
7-Müşteri memnuniyetsizliğini azaltmak,
8-Rekabetin artırılması,
9-İşçi ve işveren ilişkilerinin geliştirilmesidir.
Kalite Kontrolü Etkileyen Faktörler
Kalite kontrolü etkileyen faktörlerin başında üretim araçları ve yöntemleri gelmektedir. Son yıllarda gelişen otomasyonun kalite kontrolü üzerinde büyük etkisi vardır. Bunlar;
1-Ham madde,
2-Tesis, makine ve üretim yöntemleri,
3-Teknolojik seviye,
4-İnsan gücü (yönetici, teknisyen, iĢçi),
5-Pazar ve tüketici özellikleri,
6-Mali olanaklar,
7-Eğitim düzeyi olarak sınıflandırılabilir.
Kalite Kontrol Yöntemleri
Amacı problemin niteliğine, pratik zorluklara ve maliyet faktörlerine göre geliştirilen kalite kontrol sistemi içerisinde çeşitli yöntemler vardır.
Test yöntemleri
Ham madde yarı mamul ve mamul maddelere ait çeşitli özelliklerin saptanması için uygulanan yöntemlere test yöntemleri denir. Test yöntemi; seçilen ölçüm aleti ile yapılan ölçümleri, sonuçların değerlendirilmesini, ölçümlerde farklılık varsa standart sapmanın hesaplanmasını ve elde edilen sonuçların standartlarla karşılaştırılmasını kapsar.
Muayene yöntemi
Muayene, ham madde, yarı mamul ve mamulden beklenen fiziksel ve kimyasal değerlerin saptanması için yapılan testlerdir. Bu testler sübjektif olarak yapılacağı gibi ölçme veya sayma olabilir.
İstatistiksel kalite kontrol
Örnekleme teorisine dayanır. Periyodik olarak kalitenin sürekli kontrol kartlarına işlenerek izlenmesi prensibine dayanır. Kümenin tümü üzerinde kontrol yapmanın olanaksız ya da çok pahalı olduğu durumlarda periyodik zaman aralıkları içerisinde küçük örnekler üzerinde ölçümler yapılır. Bu ölçümlerin nedeni üretimin kalitesinin belirlenmesi için bilgilerin toplanması ve hata nedenlerinin tespit edilerek düzeltici önlemlerin alınmasıdır.
Proses kontrolü
Bitmiş ürün ya da mamul üzerinde yapılmayıp üretilmekte olan ürün üzerinde yapılmaktadır.
Kalite Standartları
Standart, çeşitli mal veya hizmet tiplerinin azaltılarak sadeleştirilmesi, en ekonomik tiplerin seçimidir. İşletmelerin esas amacı müşterinin istekleri doğrultusunda kaliteli ürün üretmektir. Bunun yanında işletmenin daha kaliteli ürün üretebilmek için ürettiği ürünlerden kâr etmesi gerekir. Standartlaşmanın amaçlarını aşağıdaki gibi sıralayabiliriz.
1-Üretimde, mamul ve parça sayısını azaltarak üretim maliyetlerini düşürmek
2-En iyi şekilde kaliteli mal ve hizmet üreterek tüketicinin çıkarlarını korumak
3-İşçilik ve makine verimliliğini artırmak
4-Çalışanların sağlığını korumak ve güvenliği sağlamak
5-Malzeme kayıplarını en aza indirmek
6-Üretilen ürünlerin kalitesini yükselterek daha geniş bir alıcı kitlesine ulaşabilmek
7-Tamir bakım ve yedek parça gibi giderleri en aza indirmek
8-Stokları en aza indirmek
Kalite Kontrol İçin Gerekli şartlar
İplik üreten işletmelerde, lifin fiziksel kontrolleri, işletmelerin iplik fiziksel testler laboratuvarında yapılır. İplik fiziksel testler laboratuvarında yapılacak olan testlerin güvenilir olabilmesi için bazı şartlar gereklidir. Bunlar aşağıda verilmiştir.
Numune Alma Teknikleri
İncelemesi yapılacak materyalin genel özelliklerini belirtecek biçimde alınan parçalara numune denir.
Yapılan işleme de numune alma işlemi denir.
Testleri yapılacak olan bütün bir parti elyafın tamamını test etmek mümkün olmadığından o partiyi temsil edecek şekilde numuneler alınır. Laboratuvara götürülen numune, partinin çok ufak bir bölümüdür. Bu numuneden de test numunesi için daha ufak bölümler alınır.
Alınan sonuçlar bütün bir partiyi temsil eder. Test numuneleri doğru olarak alınmadığında elde edilen sonuçlar partiyi tam olarak temsil etmez.
Bu nedenle numune alma çok önemlidir. Değişik numune alma yöntemleri olmasına rağmen numune almanın esası rastgele numune almaktır. Ancak miktarlar çok olduğunda pratikte bunu yapmak güçtür. Ancak çoğu zaman partiden gelişigüzel numune alınması pratik olarak zordur. Tavsiye edilen numune alma metotları bu zorluklar büyük ölçüde göz önüne alınarak hazırlanmıştır. Ön yargı olmadan (sondaj usulü) partinin değişik noktalarından laboratuvar numunesinin alınması demektir.
Numune alma aşağıdaki aşamalarda yapılır.
Lif Kontrolü için Numune Alma
Lif kontrolü yapmak için numune almada çeşitli metotlar kullanılır.
Bunlar lifin cinsine göre değişir.
Pamuk, yün ve sentetik elyafta numune alma yöntemleri farklıdır.
Yün numunesinin balyalardan alınmasında sondaj metodu oldukça iyi netice vermektedir.
60 cm uzunluğunda 12–18 mm çapında bir boru, balya içerisinde elle veya elektrikli matkapla sokulur. Bu şekilde sondaj ile 1 kg laboratuvar numunesi hazırlanır.
Balya sayısına bağlı olarak bazı standartlarda (ASTM) belirtildiği gibi değişik sayıda balyadan numune alınır.
Liflerden test için gelişigüzel numune almada çeşitli metotlar uygulanır ki bunlardan bazıları aşağıda kısaca ele alınmıştır.
Bölgelere ayırma metodu:
Bu metodun esası, laboratuvar numunesinin değişik bölgelerinden ufak tutamlar alıp bu tutamları ikiye ayırdıktan sonra bir parçasını atmak ve kalan ufak tutamları birleĢtirerek test numunesini hazırlamaktır.
Boyama metodu:
Daha ziyade yün için kullanılan bu metotta numune cam üzerine yayıldıktan sonra belli bölgeler boyanır ve daha sonra her iki ucu boyalı lifler alınıp diğerleri atılır.
Yapay liflerden numune alma:
Yapay liflerden numune almada yine yukarıda bahsedilen hususlar dikkate alınarak yapılabilir ve alınan numunelerden yapılan testlere ve sonuçlara güvenilebilir.
Bant Kontrolü İçin Numune Alma
Bantta uygulanacak olan deney yönteminin amacına uygun olarak kovalardan teste gerekli olacak uzunluk ve sayıda bant numunesi alınır.
Fitil Kontrolü İçin Numune Alma
Fitile uygulanacak olan deney yönteminin amacına uygun olarak fitil yumağından teste gerekli olacak uzunluk ve sayıda fitil numunesi alınır.
İplik Kontrolü İçin Numune Alma
İpliğe uygulanacak olan deney yönteminin amacına uygun olarak iplik partisinden çeşitli sayıdaki kopslardan teste gerekli olacak uzunluk ve sayıda numune alınır.
Cihazların Kalibrasyonu ve Personel
Kullanılan cihazların seçimi ve kalibrasyonu yapılan test sonuçlarını etkilemektedir.
Kullanılan cihazlar için firmalar tarafından belirlenen kalibrasyon metotları ya da internasyonel olarak kabul edilmiş metotlar uygulanır.
Cihazların kalibrasyonları periyodik olarak yapılmadıkça alınacak neticelere güvenilmez.
Test cihazlarını kullanan kişinin iyi eğitimli olması şarttır.
Test yapacak kişinin test metotlarını iyi bilmesi ve yeterli tecrübeye sahip olması gerekir.
Personelden kaynaklanan hatalar test sonuçlarının güvenilirliğini zedeler.
Kalite Kontrol Laboratuvarının Özellikleri
Optimum oluşturulabilen en uygun ortam anlamına gelir. Optimum laboratuvar şartları ise analiz ve deneylerin doğru olarak yapılabilmesi için sağlanması gereken ortamdır. Bunun için aşağıdaki şartlar gereklidir.
1-Laboratuvar, sarsıntı ve hava basınç değişmelerinden etkilenmemek için zemin veya en alt katlarda bulunmalıdır.
2-Laboratuvar kapılarının özel korumalı veya çift kapılı olması gerekir.
3-Işığı yansıtması açısından duvar renklerine ve camlara dikkat etmek gerekir.
4-Sıcak ve soğuk havanın etkilerinden uzak durmak için pencereler çift camlı olmalıdır.
5-Cihazların mümkün olduğu kadar kapı, pencere ve havanın değişim gösterdiği yerlerden uzağa yerleştirilmesi gerekir.
6-Isıtıcı ve klima tesisatı gerekli olup cihazları etkilememelidir.
7-Laboratuvardaki deneylerin pek çoğu karşılaştırma esasına dayandığı için metrekarede aydınlatmanın iyi ve eşit dağılımlı olması gerekir.
8-Cihazların yerleri tespit edilirken güneş ışığının geliş yönü düşünülerek cephe kontrolü iyi yapılmalıdır.
Pencere bulunmayabilir, gün ışığı yerine suni ışıklandırma yapılması tercih edilmelidir.
Laboratuvar Atmosfer şartları
Tekstil liflerinin en önemli özelliklerinden biri de rutubetli atmosferde su buharı, alması kuru atmosferde kaybetmeleridir.
Liflerin rutubet almaları çevrenin nispi rutubetine bağlıdır. Yani rutubet alma, havada mevcut su buharı miktarına değil nispi rutubete bağlıdır.
Lif özelliklerini rutubet alma miktarı büyük ölçüde etkiler.
Rutubet alma çevre atmosferdeki nispi rutubete bağlı olduğundan nispi rutubetin lif özelliklerine etkisi çok fazladır.
Bu bakımdan tekstil materyallerinin fiziksel özellikleri, sabit koşullarda test edilmelidir.
Tekstil materyalinin test edilmesi için uluslararası standart olarak hava koşulları belirlenmiştir.
Laboratuvar standart atmosfer koşulları; 20 °C±2 sıcaklık ve 65% RH ±2 bağıl nem, tropikal bölgelerde ise 27 °C±2 sıcaklık ve 65% RH ±2 bağıl nemli sabit koşulların oluşturulduğu odadır.
Kondisyonlama İşlemi
Tekstil lifleri zamana bağlı olarak nem alıp vermede değişiklik gösterir.
Şöyle ki aynı cins elyaftan alınmış kuru ve ıslak numuneler, sabit atmosfer şartlarında uzun süre bekletilseler bile nem alma miktarları aynı olamayacaktır.
Bunun nedeni başlangıçta sahip oldukları nem miktarlarının farklı olmasıdır.
Dolayısıyla numunenin laboratuvara gelmeden önce hangi şartlar altında depolandığı da deney neticesine etki edecektir.
Liflerin ağırlık, mukavemet, ölçüm gibi birçok fiziksel özellikleri lifte mevcut rutubet miktarına, dolayısıyla çevre koşullarına bağlı olarak değişir.
Bu nedenle tekstil materyallerinin fiziksel özellikleri test edilmeden kondisyonlanmalıdır.
Kondisyonlama, fiziksel muayenede hataları önlemek ve üretimde elyafın işlenmesini kolaylaştırmak için belirlenmiş bir nem düzeyine getirme işlemidir.
Laboratuvarda Kondisyonlamanın Yapılması
Oluşabilecek hataları önlemek için tüm numuneler % 10–25 nispi nem ve 50 ºC‟de değişmez ağırlığa gelinceye kadar kondisyonlama fırınında kurutularak ön kondisyonlamaya tabi tutulur. Daha sonra standart atmosfer şartlarında (% 65 artı eksi 2 nispi nem 20 artı eksi 2ºC) bekletilir ve teste tabi tutulur. İşletme laboratuvarların nem derecesinin ölçülmesinde;
1-Assman psikometrisi cihazı,
2-Termohigrograf nem ölçme cihazı kullanılır.
Kondisyon süresi numune ağırlığının dengeye ulaşması için gereken süre olarak belirlenir. Arka arkaya 2 saat arayla alınan tartımlar da numune ağılığında % 0,25‟ten daha büyük bir değişim olmamalıdır.
İşletmede Kondisyonlamanın Yapılması
İşletme içindeki elyafın kolay işlenebilmesi için kondisyonlanır. Liflerin, yüksek nispi nemli bir atmosferde belli bir süre depolanması ya da kondisyonlama cihazının kullanılmasıyla yapılır.
İşletmelerde kondisyonlama şu amaçla yapılır:
1-Tekstil materyallerinin nem dengesinin sağlanması için % 65 rutubet ve 20 derecede rutubet miktarını değiştirmek
2-Ham madde, işlenmiş hâldeki elyafın içerdiği nem miktarının oranını saptamak
3-Tekstil materyalini denge hâline getirmek ve sonra atmosfer şartlarına (20 derece ve % 65 nem) maruz bırakmak yoluyla aradaki oranı bulmak,4-Standart gereği kazanma ölçüsüne uygun olacak şekle gelinceye kadar tekstil materyalinin bir miktar su absorblamasına izin vermek.
Tekstüre iplikte punto kontrolü
İtemat test cihazı, tekstüre ve düz ipliklerde İMG değerlerinin otomatik olarak ölçülmesini sağlayan cihazdır.
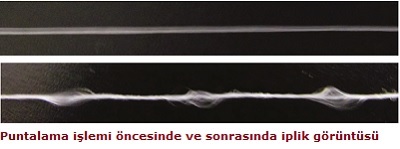
Tekstüre edilerek gerekli hacmi ve yumuşaklığı kazanmış filamentlerin tam bir iplik formuna gelebilmesi için az bir büküm verilmelidir. Tekstüre iplik üretim tekniklerinde ise verilecek bu büküm yerine puntolama ile filamentlere gerekli kohezyon kazandırılır.
Lifler arası sürtünme, kesikli elyafı bir arada tutmak için gerekli kohezyon kuvvetini sağlamaktadır.
Değişik uzunluktaki elyafın rastgele dağılışı ile elyafın, iplik ve kumaş oluşumu sırasındaki gerilimi taşıması az bir büküm verilerek sağlanır.
Filament ipliklerde ise paralel filament yapısından dolayı gerekli kohezyon kuvveti sağlanamaz.
Kohezyon kuvvetini sağlamak için yapılabilecek diğer işlemler büküm verme ve haşıllamadır.
Fakat bunların ek maliyetler getirmesi nedeni ile filament iplik üretim tekniği için de puntalama işlemi geliştirilmiştir.
Puntalama işlemi, dağınık hâlde bulunan düz veya tekstüre edilmiş filamentleri soğuk hava jetinin içinden geçirmekle yapılır.
Jet içindeki hava akımı filamentlere dik olarak etki eder. Puntalama işlemi ile filamentlerin yapısında fiziksel ya da kimyasal hiçbir değişiklik olmamakta; sadece yerleri değişmektedir.
İMG (Punto) Cihazı bobinlerin asıldığı askılık (araba) ve itemat test cihazından (kılavuz, çekim silindirleri, yivli silindir, tansion, İMG ölçüm kılavuzu programın yapıldığı verilerin girildiği ve puntoların okunduğu bilgisayar ekranı ve yazıcı) oluşur.

- Teste başlamadan önce cihazın iplik hattı kontrol edilir.
- İMG (punto) testi yapılacak makinenin ilk bobini cihaza bağlanır. İplik ucu hava emişinden geçirilir. İşlem her bobin için ayrı ayrı yapılır.
- İMG cihazının bilgisayarına numune iplik bilgileri girilir (iplik numarası, makine nu., takım nu. vb). Enter tuşuna basılarak test başlatılır.
- İplik önce 1. kılavuzdan geçirilir.
- Sonra 2. kılavuzdan bir tur geçirilir. 1. ,çekim silindirden geçirilip silindirin alt kısmında bulunan yivli kılavuz ve 1. çekim silindirine beraber olmak üzere saat yönünde 12 kez sarılır. 1. tansiyonundan belli bir gerginlikte olması amacı ile geçirilir.
- İplik, 2. çekim silindirinden 1 kez geçirilir ve alt kısmında bulunan yivli kılavuz ve 2. çekim silindirinden 12 kez saat yönünde sarılır. 2. tansiyondan sonra İMG ölçme başlığından ve kılavuzdan geçirilir.
- İplik, 3. çekim silindirinde ve alt kısmında bulunan yivli silindirden saat yönünde 12 kez sarılarak iplik ucu emiciye verilir.
- Cihazın bilgisayarına test ile ilgili bilgiler girilir. İpliğe uygulanan çekim miktarı seçilebilir. Seçilen çekime ait grafik yazıcıdan seçilir.
- Start tuşu ile iplikteki puntoların sayımı başlatılır.
- İMG cihazı 10 metredeki iplik üzerindeki punto miktarını sayar ve çekim silindirlerine 4cN yük uygular.
Pas baskı
Son yıllarda pas lekesinin bir sanatsal tekniğe dönüştürülebileceğinin fark edilmesiyle pasın tasarım dünyasında kullanımı başlamıştır. Kimyasal boyaların çevreye ve insan sağlığına verdiği zararların da ortaya çıkmasıyla doğal malzeme arayışlarına yönelim artmış ve yeni malzeme ve tekniklerle özgün tasarımlar yapılmaya başlanmıştır.
Bu yöntemlerden ekolojik baskı, bitkiler ve paslı metaller gibi doğal malzemeleri kullanarak yüzeyde desen oluşturulması işlemidir. Ekolojik baskı yöntemlerinden pas baskının kullanımı son yıllarda dünyada hızla artmaktayken ülkemizde yeni yeni yaygınlaşmaktadır.
Pasın sanat için kullanılması, insanların çevrelerinde yaptıkları gözlemlerin sonucu geliştirilmiş bir yöntemdir.
Günlük hayatta herkes gerek iç gerekse dış mekânlarda paslı malzemelerin bulundukları yerden kaldırıldıklarında bulundukları zemine (taş, mermer, seramik) ya da tekstillerle temas ettiklerinde bıraktıkları pas lekeleriyle karşılaşmıştır.
Sanatçılar tarafından yapılan çalışmalar ve ortaya çıkarılan eserler halk arasında pis olarak algılanan istenmeyen pas lekesini sanatta kullanılabilen ve beğeni toplayan bir teknik haline getirmiştir. Böylelikle tüketici tarafından pis olarak algılanan bir malzemenin tercih edilebilir ve satın alınabilir hale gelmesini sağlamışlardır.
Tarih boyunca insanların kurtulmaya çalıştıkları bu inatçı lekenin, günümüzde tasarımcılar tarafından nesneleri süslemek için kullanımı yaygınlaşmaya başlamıştır. Tamamen doğadan yararlanılarak yapılıyor olması bu tekniğin en güzel tarafıdır. Tekstil ürünlerinin tasarımında kullanılan yöntemler teknolojideki gelişmelere göre değişmekle birlikte tüketicilerin kültürel, ekonomik, sosyal alt yapısı ve talepleri de ürünü ve tasarımcıyı etkilemektedir. İnsanların doğal olan malzeme ve tekniklere olan ilgilerinin artması, özgün ürünlere ilgi göstermeleri de ekolojik baskı yöntemlerinin kullanımının yaygınlaşmasına sebep olmuştur.
Son yıllarda dünyada hızla yayılan çiçek, yaprak, paslı metaller gibi doğal malzemeleri kullanarak yapılan tekstil yüzeyini desenlendirme işlemine “ekolojik baskı” (Eco printing) adı verilmektedir. Ekolojik baskı çeşitlerinden biri olan “pas baskı” pas lekesinin tekstil yüzey tasarımında kullanılmasıdır. Pasın insanlar tarafından kirli ve pis olarak algılanmasına rağmen, tekstil yüzeylerinin desenlendirilmesinde kullanılması yaratıcı bir fikirdir. Pas lekesinin inatçı ve çıkarılması zor bir leke olması tekstil yüzeylerinde baskının kalıcılığını sağlamaktadır.
Pas baskının ana malzemelerinden biri olan demir, nemli ortamda uzun zaman tutulduğunda üzerinde kahverengi tozlardan meydana gelen bir tabaka oluşmaktadır. Metallerin nemli havada oluşturduğu bu tabakaya pas adı verilmektedir.

Paslı demirler doğal boyamacılıkta olduğu gibi ekolojik baskıda da mordan olarak kullanılmaktadır. Bu amaçla paslı demir parçaları doğrudan kullanılabildiği gibi, toz ya da çözelti halinde de kullanılabilmektedir. Pas, mordan olarak kullanılmasının yanında kumaşa geçen izi vasıtasıyla tekstil yüzeyinde desen oluşturmaya da katkıda bulunmaktadır. Üzerine bitki parçaları yerleştirilmiş kumaşların paslı demirler etrafında rulo yapılarak sarılıp, kaynatılarak boyama işleminden geçirilmesi yapraklardan elde edilen rengin daha koyu çıkmasına ve kumaşta borunun temas ettiği yerlerde değişik etkilerin oluşmasına neden olmaktadır, bu şekilde yardımcı araç olarak kullanımının yanında kumaş yüzeyinde desen oluşturmada doğrudan da kullanılabilmektedir. Demirin paslanmasının ve parlaklığını yitirerek turuncumsu toprak rengine dönüşmesi istenilen bir durumdur. Demirin evrendeki en önemli işlevi ve insana olan en iyi görevini yerine getirebilmek için paslandığını düşünmektedir. Yani doğada bulunan her şey orijinalinden farklı özellik ve görünümde olması, değişik alanlarda kullanılabilirliği sağalmaktadır.
Ekolojik baskı tekniğinin en çok kullanıldığı alanlardan biri “giyilebilir sanat” alanı olmuştur. Giyilebilir sanatın üretim şekli, ticari moda endüstrisinde olduğu gibi giysilerin fason üretimine dayanmamaktadır. Bu hareketin sanatçıları tasarlanmış bir sürecin gereği olarak değil, sadece kendileri ve arkadaşları için giysi üretme fikrinden yola çıkmışlardır.
Alice Fox, India Flint, Irit Dulman, Terria Kwong, Hussein Chalayan, Regina Benson, Merina Lanari, Cecilia Heffer ve Rio Wrenn ekolojik baskı tekniğini kullanan tasarımcılardan bazılarıdır.
Ekolojik baskı yöntemlerinden biri olan “pas baskı” tekniği kısa bir geçmişe sahip olmasına rağmen tekstil ve moda tasarımı alanında pek çok tasarımcı tarafından kullanımı hızla artmaktadır.
Tekstil yüzeylerinde pas izinin doğrudan kullanıldığı tasarımlar yanında esin kaynağı olarak pastan yola çıkılarak yapılan ve farklı tekniklerle uygulanan tasarımlar da bulunmaktadır.

Pas baskı pamuk, ipek, yün ve sentetik kumaşlar, keçe gibi tüm tekstil yüzeylerine uygulanabilir.
Baskı amacıyla;
- Paslı ya paslanabilir malzemeler
- Çiviler
- İnşaat demirleri
- Gazoz kapakları
- Levha halinde saçlar
- Profil demirleri
- Teller
- Kafesler
- Eski ütü
- Konserve kutuları
- Lögar kapakları
- Tel toka
- Toplu iğne
- Ataç
vs. gibi her türlü metal kullanılabilir. Paslanmayı hızlandırmak için ortamı sulandırılmış sirke ile nemlendirmek gerekmektedir. Pas izinin kumaşa geçebilmesi için paslı malzemelerin yüzeyle teması tam olmalıdır. Paslı malzemeler kumaş yüzeyine istenildiği şekilde yerleştirilip, %50 oranında su ile seyreltilmiş sirke ile nemlendirildikten sonra metallerin yüzeyle tam temasını sağlamak için üzerlerine ağırlık konulmaktadır. İzlerin renk tonu istenilen seviyeye gelene kadar beklemek gerekmektedir. En az 4-5 günde izler kumaşa geçmeye başlamakta, koyu tonlar için daha uzun süre beklenmektedir.

Ekolojik baskı türü olan pas baskı aynı zamanda diğer sektörlerde de kullanılmaktadır.
Bunlardan bazıları;
- Araç kaplama
- Paslı çelik, binaların dış yüzeyi yanında iç mimaride de hoş ve estetik görünümlü panolar, paneller, kapılar, duvarlar, duşa kabinler, korkuluklar, ekranlar, mobilya ve aydınlatma elemanları
- Dış mekanlarda yer alan anıtların, heykellerin yapımı
- Seramik, ahşap, kâğıt ve cam yüzeylerde
- Korten çelik (bu malzeme, paslı metaller için düşünülenin aksine hava şartlarına karşı mukavemeti yüksek ve bakım gerektirmeyen bir yapı malzemesidir)
Ekolojik baskı
Kimyasal boyaların verdiği zararlar, çevre kirliliği, insanların çevreye karşı bilinçlenmesi vb. nedenlerden dolayı tekstil sektöründe, geri kazanabilir doğaya zarar vermeyen yeni arayışlar başlamış ve ekolojik tekstiller ortaya çıkmıştır.
Ekolojik tekstiller, elyaf halinden ürün haline gelinceye kadarki süreçte tamamen doğaya uyumlu zararsız ürünlerin üretilmesidir.
Ekolojik baskı
doğada boyarmadde özelliği olan materyallerle kumaş, kâğıt, deri, keçe vb. yüzeyler üzerine kullanılan boyarmaddelerin doğal renk ve şekillerinin yüzeye aktarımı sağlanması için yapılan bir baskı yöntemidir.
Günümüzde çok popüler olan ve birçok sanatçı tarafından uygulanmaya başlayan ekolojik baskıda ürünlerin haslık ölçümleri yapılmamaktadır. Ancak, ekolojik baskıda ürünlerin fiziksel ve kimyasal etkenlere karşı dayanıklılığını arttırmak için haslık düzeylerinin yüksek olması önemlidir. Pamuklu ve ipekli kumaşlar üzerine bitkilerle yapılan ekolojik baskıların haslık düzeyleri iyi düzeyde olduğu tespit edilmiştir.
Tekstil sektörü, hayatımızın her alanında ihtiyacımız olan ürünleri, çevre şartlarına ve insanların kullanım şekline göre dayanıklı ürünler üretmektir. Tekstil tarihi ilk insanların örtünmek amacıyla hayvan postlarını kullanmalarıyla başlamıştır. Eski çağlardan bu yana doğanın renkleri karşısında hayranlık duyan insanlar, doğada renkleri her alanda kullanmak istememiştir. Güzel görünmek, başkalarını etkilemek gibi nedenlerle doğadan birçok boyarmadde elde edilmiştir. Doğadaki renklerin taklit edilmesiyle başlayan doğal boyamacılıkta ilk önce taş, toprak ve maden çeşitleri kullanılmış, sonraları ise hayvan ve bitkilerden boyarmaddeler elde edilmeye başlanmıştır.
Günümüzde doğal boyarmaddeler;
- Hayvansal
- Madensel
- Bitkisel
Olarak 3 gruba ayrılmaktadır.
Hayvansal boyarmaddeler
Kabuklu deniz hayvanları, kermes böcekleri, lak böceği ve deniz salyangozları.
Madensel boyarmaddele
Bakır arsenit, ultramarin vb. mineral bileşikler.
Bitkisel boyarmaddeler
Bitkilerin kök, gövde, çiçek, kabuk vb.dir.
Bitkilerden elde edilen boyarmaddelerin özelliğinin iyi olması için bitkinin yetiştiği toprak ve iklim şartları, toplama zamanı uygun olmalıdır.Tarihsel gelişim sürecinde bilim ve teknolojinin gelişmesiyle doğal boyarmaddeler yerini kimyasal boyarmaddelere bırakmıştır. Ancak son yıllarda kimyasal boyaların insan sağlığına verdiği zararlar ve çevre kirliliği gibi nedenlerden dolayı tekstil üreticilerinde yeni arayışlar başlamış, çevre dostu tekstiller ve doğal boyalar yeniden gündeme gelmiştir. İnsanların ekolojik denge olgusu dünya tekstil sektöründe sağlığa zararsız ekolojik tekstil arayışlarına neden olmuş ve dünya pazarında “Ekolojik Tekstilleri” ortaya çıkarmıştır. Ekolojik tekstil, elyaf halinden ürün oluncaya kadar tamamen zararsız ürünler elde etmek ve sonradan ürünün geriye kazandırılması olarak tanımlanmaktadır.
Ekolojik tekstiller arasında önemli bir yere sahip alanlardan biri de ekolojik baskıdır. Ekolojik baskı; doğada boyarmadde özelliği olan materyallerle kumaş, özel kâğıt, deri vb. yüzeyler üzerine kullanılan boyarmaddelerin doğal renk ve şekillerinin yüzeye aktarımı sağlanması için yapılan bir baskı yöntemidir.
Doğal baskı ve boyama yöntemlerinden biri olan ekolojik baskı, Hıristiyanlık öncesi Paskalya ile başlamış, yumurtalar üzerine çeşitli süslemeler yaparak gerçekleştirilen bir Paga âdetidir. Polonya’da yumurtaların üzeri çeşitli bitkiler sarılarak boyanmasıyla “Pisanka” adı verilen yumurtalar elde edilmektedir.
Boyama işlemi için;
- Soğan kabuğu (kahverengi),
- Meşe, kızılağaç veya ceviz kabuğu (siyah),
- Çavdar filizi (yeşil),
- Ebegümecinin çiçek yaprakları (menekşe),
- Kadife çiçeği ve genç elma ağacı kabuğu (altın sarısı)
Kullanılmaktadır.
1986 yılında ortaya çıkarılan doğal boyama ve ekolojik baskı tekniği İndia Flint’in kumaş üzerine uygulaması ile dünya tekstil sektöründe önemli bir yer almıştır.
Ekolojik baskıda solüsyon olarak;
- Protein
- Demir
- Bakır
- Alüminyum solüsyonları
Kumaşların mordanlanmasında ise;
- Şap (KAI(SO4)2)
- Alüminyum sülfat (AI2(SO4)3)
- Demir sülfat (FeSO4)
- Krem tartar (KC4H5O6)
- Deniz suyu
- Çay
- Kül durusu
- Yoğurt
- Peynir altı suyu
Kullanılmaktadır.
Ekolojik baskı yöntemleri şöyledir;
- Suda kaynatarak
- Pas boyama (RustDyeing)
- Kavanozda bekleterek
- Gömerek
- Vuraraktır
Ekolojik baskıda;
- Acı bakla,
- Akçaağaç,
- Asma yaprağı,
- Atatürk çiçeği,
- Aynısefa çiçeği,
- Çivit otu,
- Çam ağacı,
- Ceviz yaprağı,
- Çınar yaprağı,
- Çilek yaprağı,
- Defne,
- Eğrelti otu,
- Fesleğen,
- Frezya,
- Ginko,
- Gül bitkisinin yeşil ve taç yaprakları,
- Gülhatmi çiçeği,
- Isırgan yaprağı,
- İncir,
- Karabiber,
- Karanfil,
- Kestane yaprağı,
- Labada,
- Limon yaprağı,
- Nane,
- Nar,
- Okaliptüs,
- Ortanca,
- Palamut yaprağı,
- Pelit,
- Portakal yaprağı,
- Sardunya yaprağı,
- Soğan kabuğu,
- Sonbahar yapraklar,
- Sumak,
- Süs eriği,
- Yasemin,
- Zeytin yaprağı,
- Mor lahana
Bitkileri kullanılmaktadır.
Kullanılan materyallerin doğal olması ekolojik ürünler açısından önemlidir. Doğal kumaşların fiziksel ve kimyasal özellikleri çevre açısından sentetik kumaşlara göre olumlu özellikler taşımaktadır. Son dönemde tekstil sanatçıları arasında popüler bir yere sahip ekolojik baskı yöntemi giyim ve aksesuar ürünleri olarak üretilmekte ancak ürünlerin haslık özellikleri göz önünde bulundurulmamaktadır. Ekolojik baskı ürünlerinin haslık düzeylerinin yüksek olması ürünlerin uzun ömürlü, dış etkenlere karşı dayanıklılığı açısından önemli bir yere sahiptir. Bitkilerden boya elde etme işleminde bitkiler kurutularak veya taze olarak kullanılacağı gibi pigment veya ekstrakt olarak da kullanılır. Bitkilerin kuru ve öğütülmüş kısımları homojen şekilde karıştırılır.
Bitkinin boya veren kısımları ayrılır ve çözelti oksijen olmayan bir ortamda alkolden arındırılır. Yoğun kıvamda olan karışım püskürme kurutma makinesi (SprayDryer) ile toz haline getirilerek pigment elde edilir. Pigment veya ekstrakt halindeki boyarmaddelerle elyaf, iplik, kumaş vb. tekstil ürünleri renklendirilir. Ayrıca bitkilerin taç, yeşil yaprak, kök, gövde vb. kısımlarının direk kumaş yüzeylerinde kullanılması ile ekolojik baskı oluşmaktadır.
Ekolojik Baskı Uygulamaları
Bitkilerin yaprak, gövde, kabuk vb. kısımlarının suda kaynatarak kumaşa şeklilini bırakma veya transferidir. Kullanılacak kumaş vb. materyalin “suda kaynatma” tekniğine başlamadan önce mordanlanmış olması renk ve şekil kalıcılığını arttırmaktadır. Baskı işleminde kullanılan kumaşların, keten, pamuk, yün, ipek vb. gibi tamamen doğal olması gerekmektedir.
“Suda kaynatma” yönteminde düz zemin üzeri streç film kaplanmalı ve beyaz sirkeli suda ıslatılmış kumaş bu zemin üzerine serilmelidir. Kullanılan kumaş yüzeyine bitkiler bir tasarım düzeninde dizilerek kumaşın sağ veya sol tarafına ısıya dayanaklı ahşap veya plastik rulo yerleştirerek sarılmaya başlanarak kumaşın diğer tarafına kadar sıkıca sarılır. Kumaş sarılan rulonun üzeri yün iplik ile sıkıca sarılarak bitkiler ile kumaş arasındaki temasın arttırılması sağlanır. Kaynatma kazanında ağzı kapalı olarak 1,5 saat kaynatılan baskı rulosu çıkartılarak açılır ve havadar bir ortamda kurutma işlemi yapılmalıdır.
“Suda kaynatma” yönteminde aynı ağaçtan toplanan bitkiler aynı koşullar sağlansa bile bazen aynı sonucu vermemektedir. Bu da bitkiler ile yapılan baskıyı özgün ve tek kılmaktadır. Bitki ile baskıda uygun koşulların sağlanması bitkinin yaş veya kuru olması, toplama zamanı, daha önceden bekletilmiş olması, kullanılan solüsyon miktarı, kumaşı sarma sıklığı, sararken kullanılan iplik, kullanılan boru, kaynatma süresi, suyun ph oranı gibi birçok etken vardır. Bitkilerin toplandıkları bölgenin iklim şartı bitkinin içerisinde bulunan su miktarını etkilemekte ve şeklini ve rengini vermesinde farklılık göstermektedir. Kullanılan su ph oranı 7’nin altında asetik olması rengin siyah renge dönük olmasına sebep olurken ph oranını 7’nin üzerinde bazik olması rengi yeşil tonlarında olmasını sağlamaktadır. Kaynatma süresi 1,5 saatin altında olduğu zaman bitkinin şeklinin oluştuğunu ancak rengini tam olarak vermediği gözlemlenmiştir.2017 yılındda yapılan bir araştırmada; Okaliptüs, silverokaliptüs, beyaz papatya, mor papatya, süs eriği, gül’ün yeşil yaprağı doğadan temin edildikten sonra ekolojik baskı işlemine başlamadan önce baskı reçetesi hazırlanmıştır.
Aşağıda okaliptüs bitkisi ile pamuklu ve ipekli kumaş için hazırlanmış baskı reçetesi örneği görülmektedir.
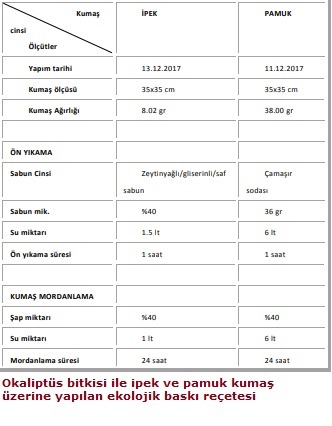
İşlem basamakları
- Doğadan toplanan bitkiler 1 yemek kaşığı beyaz sirke ve 1 litre su olan bir kapta 15 dakika bekletilir.

- İpek veya pamuk kumaşın %40 oranında zeytinyağlı sabun veya çamaşır sodası tartılarak 1 saat ön yıkama işlemi yapılır.
- Ön yıkama işlemi yapılan kumaşlar % 40 oranında şap ile 1 gece suyun içerisinde bekletilerek mordanlanır.
- Boş bir kavanoz içersinde 1 litre su/1 litre sirke/bakır veya çivi 15 gün bekletilerek solüsyon hazırlanır.
- Düz bir zemin streç film ile kaplanarak üzerine sirkeli su ile ıslatılmış kumaş serilir.
- 15 dakika bekletilmiş olan bitkiler solüsyona batırılır ve kurutularak kumaş yüzeyine kompozisyon kurulur.

- Kumaşın sağ veya sol tarafına bahçe hortumu yerleştirilerek streç film ile birlikte sıkıca rulo olacak şekilde sarılır.
- Sarılan kumaşın üzeri tekrar streç film ile kaplanır ve yün iplik ile rulonun üzeri sıkıca sarılır. Çelik tencere 1,5 saat kaynatma işlemi yapılır.
- Kaynatma işlemi bittikten sonra rulo 30 dakika dinlendirilir ve açılarak havadar bir ortamda kurutulur.
Ekolojik baskı yapılan pamuklu ve ipekli kumaş denemeleri aşağıda görülmektedir.


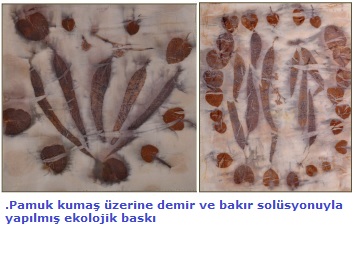
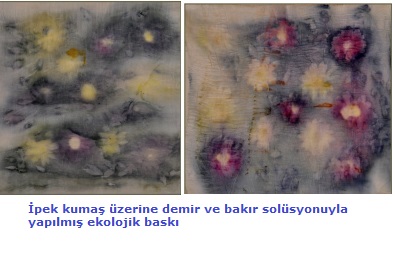




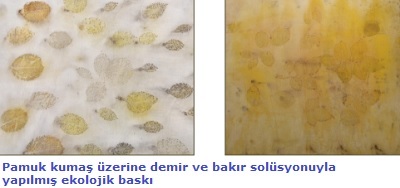
Ekolojik Baskı Tasarımlarının Haslık Değerleri
Haslık kendine ait özelliklerini göz önünde tutarak boyalı veya baskılı tekstil ürününün üretimi ya da kullanımı sırasında karşılaştığı fiziksel ve kimyasal etkenlere karşı gösterdiği dayanıklılıktır.
Haslıklar;
- Fabrikasyon
- Kullanım haslıkları
Olarak ayrılmaktadır.
Fabrikasyon haslıkları, boyama veya baskı işleri yapıldıktan sonra uygulanan terbiye işlemlerine karşı etkilenmemesi,
Kullanım haslıkları ise kullanım sırasında ürünlerin maruz kalacağı etkenlere karşı direncini göstermektedir.
Haslık testlerinde bir boyanın;
- Yıkama
- Terleme
- Işık haslıklarına
Olan dirençlerinde farklılıklar görülebilmektedir ve haslıklardan birinin yüksek olması diğer haslığında yüksek olacağı anlamını taşımamaktadır.
Yapılan çalışmada pamuk kumaş üzerine yapılan baskıların silverokaliptüs, okaliptüs, gül yaprağı, mor papatya, beyaz papatya ve süs eriği bitkilerine göre haslık değerleri aşağıdaki gibi ölçülmüştür;
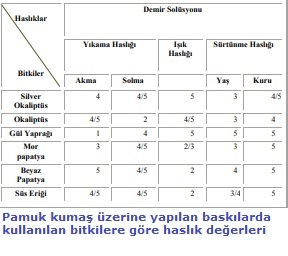
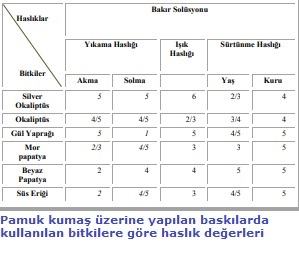
Yukarıdaki tablolar incelendiğinde;
Pamuklu kumaş üzerine demir solüsyonu ile yapılan yıkama haslıklarında akma haslığının, beyaz papatya bitkisinde çok iyi düzeyde, okaliptüs, süs eriği ve silverokaliptüs bitkilerinin oldukça iyi düzeyde olduğu, solma haslığının silverokaliptüs, gül yaprağı, mor papatya, süs eriği, beyaz papatya bitkilerinde oldukça iyi düzeyde olduğu görülmüştür.
Işık haslıklarına bakıldığında, silverokaliptüs ve gül yaprağı iyi düzeyde, okaliptüs bitkisinin oldukça iyi düzeyde olduğu görülmüştür.
Sürtünme haslıklarına bakıldığında yaş sürtünme haslığının, gül yaprağında çok iyi düzeyde, beyaz papatya bitkisinde oldukça iyi düzeyde olduğu görülmüştür.
Kuru sürtünme haslıklarında, gül yaprağı, mor papatya, süs eriği, beyaz papatya bitkilerinde çok iyi düzeyde, silverokaliptüs, okaliptüs bitkilerinde oldukça iyi düzeydedir.
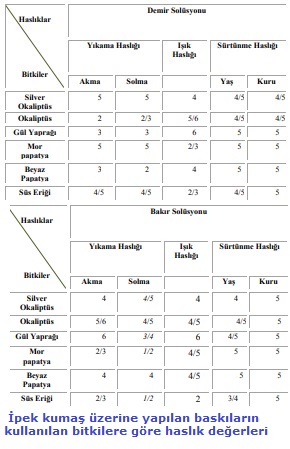
Yukarıdaki tablo incelendiğinde;
ipekli kumaş üzerine demir solüsyonu ile yapılan yıkama haslıklarında akma haslığının, silverokaliptüs ve mor papatya bitkisinde çok iyi düzeyde, süs eriği bitkisinin oldukça iyi düzeyde, beyaz papatya ve gül yaprağının iyi düzeyde, okaliptüs bitkisinin orta düzeyde olduğu,
solma haslığının silverokaliptüs ve mor papatya bitkisinde çok iyi düzeyde, süs eriği bitkisinin oldukça iyi düzeyde, gül yaprağı bitkisinin iyi düzeyde, beyaz papatya ve okaliptüs bitkilerinin orta düzeyde olduğu görülmüştür.
Işık haslıklarına bakıldığında, gül yaprağı ve okaliptüs bitkilerinin çok iyi düzeyde, silverokaliptüs ve beyaz papatya oldukça iyi düzeyde, mor papatya ve süs eriği bitkisinin az düzeyde olduğu görülmüştür.
Sürtünme haslıklarına bakıldığında yaş ve sürtünme haslığının, gül yaprağı, mor papatya, beyaz papatya bitkilerinde çok iyi düzeyde, silverokaliptüs, okaliptüs ve süs eriği bitkilerinde oldukça iyi düzeyde olduğu görülmüştür.
İplik Yapısının Kumaş Performansı Üzerindeki Etkisi
İplik Yapısının Kumaş Performansı Üzerindeki Etkileri
Tekstillerin performansını lif özelliklerinin yanısıra iplik yapısı, kumaş konstrüksiyonu ve özel apreler belirlemektedir. Kumaş yapısını oluşturan iplik tipi kumaşların dayanıklılığı, görünümü ve konfor özelliklerini etkileyen en önemli etmenlerden biridir.
İplik tipinin dayanıklılık, görünüm ve konfor özellikleri üzerindeki etkileri:
Dayanıklılık
İplik mukavemeti kumaş mukavemetini etkileyen en önemli faktördür. İplik mukavemeti yalnızca ipliği oluşturan liflerin mukavemetine bağlı değildir, aynı zamanda iplik yapısına da bağlıdır. Kesikli liflerden üretilen iplikleri büküm bir arada tutar. Liflerin kopması ve büküm kuvvetinin yenilmesi sonucu iplik kopar. Büküm arttıkça liflerin kaymasını engelleyen sürtünme kuvveti de arttığından bir yere kadar iplik mukavemeti artar. Çok fazla büküm verildiğinde ise mukavemet düşer. Kalın iplikler ince ipliklere göre kumaş mukavemetine daha fazla katkıda bulunur.
Kumaşların esnemesi ve sonra ilk haline dönmesi kullanım ve performans açısından istenen özelliklerdendir. İpliklerde uzama özelliğini iyileştirmek için spandex gibi %500 oranında uzayıp ilk haline geri dönebilen elastik lifler kullanılmaktadır.
Kumaşın dayanıklılığını etkileyen bir başka faktör aşınma dayanımıdır. Aşınma malzemenin ne kadar enerji absorbladığı ile ilgili bir faktördür. İplik yapısı kumaşların aşınma dayanımını etkileyen en belirleyici unsurların başında gelmektedir. Düşük bükümlü iplikler yüksek bükümlü ipliklere kıyasla kolaylıkla aşınırlar. Büküm az olduğunda liflerin kumaş yüzeyinden uzaklaşmaları kolaylaşmaktadır.
Görünüm
Dökümlülük, tuşe, kırışma dayanımı ve boyut sabitliği gibi faktörlerin hepsi tekstil ürünlerinin performansına katkıda bulunmaktadır. Dökümlülük, kumaşın serbest halde kendi ağırlığı altında katlar oluşturmasıdır. Kumaş içinde eğilip bükülmeye ve hareketliliğe izin veren iplik yapılarında dökümlülük daha iyidir. Büküm faktörü de ipliklerin eğilmesini etkiler. Yüksek bükümlü iplik yapılarında lifler iplik boyunca belli bir açı ile oryente olmuş durumda olduklarından bu tip iplikler rahatça eğilirler ve dökümlülük özelliği iyidir.
Tuşe, “kumaşlara dokunulduğunda, sıkıştırıldığında, sürtünüldüğünde veya herhangi bir şekilde dokunulduğunda ortaya çıkan dokunsal duyular ve etkilerdir.” Tuşe değerlendirilirken önemli olan faktörlerden biri malzemenin düzgünlüğüdür. Filament ve ince - taranmış liflerden oluşan ipliklerin tuşesi yumuşaktır. Kolaylıkla sıkıştırılabilen ve ilk haline dönebilen kumaşlar ile esnek lifler ve yüksek hacimli iplikler tuşeyi olumlu yönde etkilemektedir.
Kırışma dayanımı iplik yapısıyla ilgili bir başka faktördür. Kumaşta kırışıklık meydana geldiğinde iplikler eğilip bükülürler. İplik içinde dış taraftaki lifler uzarken iç taraftakiler sıkışırlar. İpliğin eğilme direnci (sertlik) büküm ve incelikle ilgilidir. Düşük bükümlü gevşek iplik yapılarında lifler eğilme kuvvetlerini azaltmak üzere serbestçe hareket edebilirler, dolayısıyla kolaylıkla eğilirler. Yüksek bükümlü sıkı kumaş yapılarında ise durum tam tersidir, iplikler orijinal hallerini korumaya meylederek kırışmaya karşı direnç gösterirler. Bununla birlikte aşırı bükümlü iplikler de kolayca kırışırlar. Kalın ve katlı iplikler kırışmaya karşı ince ipliklerden daha çok direnç gösterirler.
Konfor
Isı transferi tekstil mamulleri için başlıca konfor özelliklerinden biridir. İplik yapısı kumaşın ısıl özellikleri açısından belirleyici faktördür. Kesikli liflerden oluşan bir iplik havayı daha çok tutar, bu sebeple ısı geçişine karşı dayanıklıdır. Diğer yandan yüksek bükümlü iplikler daha az hava tutmaktadır.
Hava geçirgenliği diğer faktörler gibi iplik yapısından etkilenmektedir. İplikler veya lifler arasındaki boşluklar arttıkça kumaşın hava geçirgenliği artmaktadır. Kompakt yapılı iplikler kullanıldıkça ve sıklık arttıkça hava geçirgenliği azalır.
Bunların dışında iplikler kumaşın yumuşaklığına katkı sağlamaktadır. Düşük bükümlü iplikler pürüzlü yüzeye sahip olduklarından kumaşın düzgünlüğünü olumsuz yönde etkilemektedir.
Günümüzde pamuk gibi kısa lifleri eğirmek için üç büyük teknoloji kullanılmaktadır. Bunlar ring iplik eğirme sistemi, open-end rotor iplik eğirme sistemi ve Murata vortex iplik eğirme sistemidir. Bu teknolojilerle üretilen ipliklerin yapıları büyük farklılıklar göstermektedir. Ring iplikçilik en eski ve en yaygın kullanılan sistemdir. Ring sisteminin üretimdeki bazı dezavantajlarını minimuma indirmek amacıyla 1997 yılında Murata firması tarafından vortex sistemi geliştirilmiştir. Son dönemde iplik teknolojisindeki yenilikler ayrı bir sistem gerektirmeden ring iplik makinesine bir aparat ilavesiyle çift katlı ipliğe benzer şekilde üretilebilen sirospun iplikler ile devam etmektedir.
İplik makinelerinde bilezik ve kopça
İplik Eğirme
Ring iplik makinesi makineleriyle ring iplik büküm makinelerinin performansları büyük ölçüde bileziklerin ve kopçaların maksimum dayanım sınırlarıyla tanımlanmıştır. Bilezik kopça alanındaki yoğun araştırma ve geliştirme çalışmaları sayesinde bilezik-kopça sisteminin dayanım sınırları büyük ölçüde artırılabilmiştir. Kopça aşınmasının yalnızca malzemeden kaynaklanmadığı, bu süreçte çok karmaşık tribolojik yasaların rol oynadığı bilinmektedir. Ayrıca kopça ve bilezik arasında oluşan ısı uzaklaştırılmalıdır. Bu işlem o kadar hızlı gerçekleşmelidir ki, noktasal ısınmaların, kopçanın aşınma bölgelerinde 300 derece üzerindeki sıcaklıklara ulaşması önlenmelidir.
Bilezik-kopça sistemi üzerine etkiyen yüklerin olabildiğince düşük seviyede tutulması için;
- Bileziğin iğe göre kusursuz bir şekilde merkezlenmiş olması,
- İplik kılavuz gözünün iğe göre iyi bir şekilde merkezlenmiş olması,
- Balon kontrol bileziğinin (BE bileziği) iğe göre kusursuz bir şekilde merkezlenmiş olması, iğin, iğ titreşimi olmayacak şekilde yataklanmış olması,
- Masura çapı, masura uzunluğu ve iğ taksimatının bilezik çapına orantısının doğru olması, Bileziğe uygun çapta balon kontrol bileziklerinin (BE bilezikleri) mevcut olması,
- Kopçayı elyaf uçuntusundan koruyan, doğru ayarlanmış olan uygun kopça temizleyicilerinin kullanılıyor olması,
- İplik işletmesi ikliminin (sıcaklık ve bağıl nem) ilgili iplik için uygun olması,
- İplik işletmesi havasının, kopça hareketini olumsuz etkileyen toz ve elyaf uçuntusundan olabildiğince arındırılmış olması,
- Bilezik tablasının iğe göre mutlak terazisinde olması sağlanmalıdır.
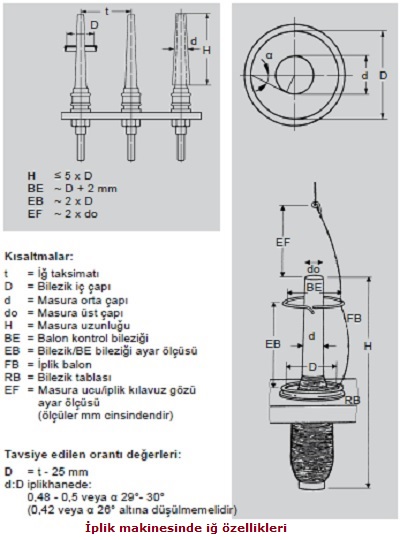
İyi bir eğirme sonucu için aşağıdaki şekilde tavsiye edilen geometrik orantı değerlerine olabildiğince kesin olarak uyulmalıdır:
- d:D: d:D değeri çok küçük olduğunda, kopça üzerine etkiyen yük yüksek olur. Kopça aşınması ve iplik kopuşu artar.
- d:D değeri çok büyük olduğunda, kops üzerindeki iplik miktarı azdır, ancak çalışma koşulları olumsuz yönde etkilenmez.
- H: Fazla uzun bir masura veya iğ seçilirse (örn. H = 5,5 x D), iplik balonu masura ucuna değer. Yüksek oranda iplik kopuşlarının yanı sıra iplik kalitesinin de kötüleştiği görülür.
- D und t: Bilezik çapı (D) seçilirken iğ taksimatı (t) göz önünde bulundurulmalıdır. Maksimum bilezik çapı, iğ taksimatına kıyasla, bundan en fazla 25 mm daha küçük olabilir. Bu durumda kopça ve iplik balonu gerekli hareket serbestliğine sahip olur. Kopça takma, iplik kopuşunun giderilmesi ve kops değişimi daha sorunsuz gerçekleşir.
- BE: Balon kontrol bileziği, bilezik çapından 2- 3 mm büyük olmalıdır. Balon kontrol bileziği çok büyük olursa iplik balonuna etkiyen yük karşılanamaz.
İyi bir eğirme sonucu elde etmek için doğru iklim koşulları (nem oranı, sıcaklık) ve temiz bir ortam havası büyük önem taşır. Kirlenmeden kaynaklanan rahatsız edici etkilerden kaçınmak için, klima sistemleri saatte en az 30 hava değişimi olacak şekilde boyutlandırılmalıdır. Bağıl nem oranı için tavsiyeler aşağıdaki görülmektedir.
![]()
Kısa elyaf iplikhanesindeki hava içindeki su oranı yaklaşık 11-12 g/kg hava, uzun elyaf iplikhanesinde ise yaklaşık. 13-14 g/kg hava kadar olmalıdır. Aşağıdaki grafikte, bu değere ulaşmak için gereken kesin bağıl nem oranı, hâkim olan her sıcaklık için ayrı ayrı görülmektedir.
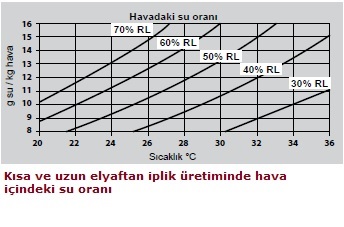
- Pamuğun yapışma eğilimi ve vatka oluşma eğilimi varsa, daha kuru bir eğirme iklimi seçilmelidir.
- Suni elyafta statik yüklenme varsa, daha nemli bir eğirme iklimi seçilmelidir.
- Sıcak, kuru iklim çekim tutumunu olumlu yönde etkiler. Düşük sıcaklıklar çekim bozukluklarına yol açabilir.
- İyi bir çalışma tutumu ve kusurların az olması için havanın temizliği büyük önem taşır.
- Havadaki toz ve elyaf oranının yüksek olması özellikle ince ipliklerin eğrilmesinde iplik kopuşlarının ve iplik hatalarının artmasına yol açar (klima sisteminin hava değişim oranı).
- Örneğin inşaat önlemleri sırasında olduğu gibi, havanın mineral tozlarla kirlenmesi eğirme bilezikleri ve kopçalar için son derece saldırgan sonuçlar doğurabilir ve çok hızlı bir aşınmaya yol açabilir.
- Havanın nemlendirilmesi için kullanılan su tuz içermemelidir, aksi halde bileziklerde ve kopçalarda yüksek oranda korozyon oluşabilir.
Kompakt iplikler
Kompakt iplikler, iplik tüylülüğü son derece düşük olan iplik tipleridir. Bunlardaki sürtünme koşulları sorunludur, çünkü yağlama için gereksinim duyulan elyaf uçları büyük ölçüde mevcut değildir. Bu nedenle kompakt ipliklerin eğrilmesinde özel koşullara dikkat edilmelidir.
Elyaf yağlama filminin yetersiz olmasından dolayı, kompakt iplik eğrilmesinde bilezik-kopça sürtünmesi geleneksel ipliklerdekinden yüksektir. Bu nedenle kompakt iplik eğirmede daha hafif kopçalar (1-1 numara daha hafif) kullanılır. Yağlama için yararlanılacak az sayıdaki elyafı bilezik ve kopça arasındaki temas bölgesine yaklaştırmak için ayrıca daha alçak ve daha dar kopçaların kullanılması önerilir.
Kompakt ipliklerin eğrilmesinde iklim koşulları geleneksel ipliklere göre daha kuru ve daha sıcak olacak şekilde seçilmelidir.
Core iplikler
Core ipliklerin eğrilmesi pek çok durumda, özellikle de sert core ipliklerin eğrilmesinde çok sorunludur. Bunlarda kılıf elyafının göbek elyafına oranı çok küçüktür ve sıyrılma riski son derece yüksektir. Yumuşak core ipliklerde ve kılıf elyafının göbek elyafına oranı büyük olduğunda, koşullar o kadar kritik olmaz.
Sert core ipliklerde
sıklıkla BE bileziği olmadan çalışıldığından, bunlarda geleneksel ipliklere kıyasla çok daha ağır olan kopçalar kullanılmalıdır (3 numaraya kadar daha ağır). Uygun kopça numarası deneme yaparak bulunmalıdır. Core ipliklerin eğrilmesinde temel olarak normal profil kullanılması denemelere göre uygundur.
Kopçalar özellikle sert core ipliklerde koruyucu bir iplik geçişine sahip olmalıdırlar. Bu nedenle, iplik geçiş bölgesinde yuvarlak kesite sahip olan rf tel profili dememe sonucuna göre önerilir.
Fantezi iplikler
Fantezi ipliklerde özelliklerinden dolayı, farklı iplik uzunlarına dağılmış olan çok büyük ölçü dalgalanmaları olur. Bu nedenle kopça ağırlığının seçimi her zaman ödün vermeyi gerektirir. Kopça ağırlığının seçiminde temel olarak ortalama iplik numarası esas alınır. Kalın yerlerde iplik balonunun çok fazla göbek yapmaması için, bu tavsiyenin aksine, kopça ağırlığı sıklıkla daha ağır seçilmek zorunda kalınır. Bunun için belirleyici olan kalın yerin uzunluğudur. İplik balonunun uzunluğuna eşit veya ondan daha uzun olan kalın yerlerde kopça ağırlığı, kalın yerin olduğu kısımdaki iplik numarasına göre belirlenir. İnce yerlerin olduğu kısımlarda iplik kopuşları olmasından kaçınmak için iğ devir sayısı normal ipliğe kıyasla azaltılmalıdır. Optimum eğirme parametreleri deneme yoluyla saptanmalıdır.
İplik efektlerinin yoğunluğuna bağlı olarak normal kopçalar kullanılabilir. Güçlü efektlerde çok daha yüksek kopçalarla çalışılmalıdır.
Sentetikler ve karışımlar
Sentetik elyafların özellikleri birbirlerinden çok farklıdır. Bu nedenle bu elyafların eğrilmesinde daima elyaf üreticisinin tavsiyeleri dikkate alınmalıdır. Sentetikler çoğunlukla sürtünmeye karşı duyarlıdır. İplikte erime noktalarının ortaya çıkmasını önlemek için temel olarak daha yüksek kopça tipleri kullanılmalıdır. Bununla ipliğin bilezik tepesine temas etmesi önlenir. Çok hassas ipliklerde BE bileziklerinin kullanılmasından da vazgeçilmelidir. Bu durumda normal tavsiyeye kıyasla daima daha büyük kopça ağırlıkları kullanılmalıdır. Boyanmış ve matlaştırılmış elyaflar çoğunlukla çok saldırgan öğeler içerirler.
Elyaflar bilezik ve kopça arasındaki yağlama filmini oluşturduğundan, bu öğeler kopça ve bilezik üzerinde de aşındırıcı etkide bulunurlar, dolayısıyla böyle elyaflar kullanıldığında kopça ömrünün çok daha kısa olacağı hesaba katılmalıdır. Ek olarak iğ devir sayısı da azaltılmalıdır.
Bilezik ve kopçalarla iplik kalitesine etkisi
Ring iplik eğirme sürecinde iplik kalitesini etkileyen pek çok faktör vardır, bilezik ve kopçalar da bunlardandır. Ancak çekim ünitesinden gelen elyaf bandının kalitesi bilezik ve kopçayla iyileştirilemez. Eğirme sonucu, bilezik ve kopçanın doğru seçilmesiyle, özellikle iplik tüylülüğü bakımından olumlu yönde etkilenebilir.
Tüylülük
Özellikle tüylülük konusunda bilezik ve kopça aracılığıyla etki edilebilir. Bunda öncelikle bileziğin durumu ve merkezleme önemli bir rol oynar. Aşınmış bir bilezik yüzeyi ipliğin tüylülük değerlerinin daima yüksek olmasına yol açar.
Ayrıca bileziğin merkezlenmesi iplik tüylülüğünün düşük olması için son derece önemlidir, üstelik iğ devir sayısı ne kadar yüksek ve bilezik çapı ne kadar küçükse o derece önem kazanır. Henüz 0,3 mm eksantriklikte bile teorik kopça hızı büyük bir dalgalanma sergiler. Bunun sonucunda kopçada vızırdama ve bunun sonucunda iplik tüylülüğü daha yüksek olur. Bu, ölçüm teknikleriyle de kanıtlanmıştır.
İplik tüylülüğü konusunda iyi sonuçlar elde etmek için kopça ağırlığının doğru seçilmesi de önemlidir. Kopça ağırlığı çok azsa balon çok fazla göbek yapabilir, bu da BE bileziğinde ve iplik kılavuzunda yüksek oranda sürtünmeye ve dolayısıyla yüksek iplik tüylülüğüne yol açar. Eğirme bilezikleri aşınmış olduğunda, zarar görmüş olan bilezik yüzeyinden dolayı bilezik kopça sürtünmesi azalır. Bu durumda kopça ağırlığının artırılması geçici olarak bir iyileşme sağlayabilir. Ama bu durumda bilezikler temelde en kısa zamanda değiştirilmelidir.
Kopça biçiminin ve kopçanın tel kesitinin uygun seçilmesiyle en iyi iplik tüylülük değerleri elde edilir.
Nepsler
Nepsler, çoğunlukla fitilden kaynaklanan, aşırı kısa kütle dalgalanmalarıdır. Bazı durumlarda, kopçada oluşabilen sıyrılmalar neps sayısının yüksek olmasına yol açabilir. Bunun nedeni kopçanın uygun olmaması veya aşırı derecede aşınmış olması olabilir. Bunda uygun bir kopça biçimi veya kopça değiştirme periyodunun kısaltılması iyileştirme sağlayabilir. Sıyrılmalardan kaynaklanan aşırı yüksek neps sayılarında CV değeri de yükselebilir.
İplik düzgünsüzlüğü (CV%)
Bu, iplikteki kütle dalgalanmalarını ifade eden bir ölçüdür. Bilezik ve kopça kütle dalgalanmalarını neredeyse hiç etkilemez. Ancak yüksek neps sayıları da CV değerinin artmasına yol açabilir.
İnce yerler ve kalın yerler
Bu kusurlar, iplikte, santimetre aralığındaki kütle dalgalanmalarını ifade ederler ancak bilezik ve kopça tarafından çok az etkilenebilirler.
İplik mukavemeti ve esneme
İplik bükümü, iplik parametreleri (büküm) ve hammaddeden başka, eğirme sürecindeki iplik geriliminden ve bununla birlikte iğ devir sayısından etkilenir. Mukavemet için her şeyden önce elyafın iplik bünyesi içindeki yönelimi önemlidir. Bu esas olarak çekim ünitesinde ve eğirme üçgeninde oluşur.
Eğirmedeki iplik kopuşları
İyi bir makine randımanı için iplik kopuş sayısının düşük olması büyük önem taşır. İplik kopuşları, mevcut gerilimin eğirme üçgeni tarafından karşılanamadığı durumlarda ortaya çıkarlar. İyi bir iplik homojenliği ve sabit iplik gerilimi daima olumlu yönde etki ederler, çünkü kalın ve ince yerler çoğaldıkça bu olayların olasılığı artar.
Kopça ağırlığı daima, iplik gerilimi bir yandan iplik kopuşları az olacak ve diğer yandan da çok büyük (göbekli) balon nedeniyle çalışma aksamaları olmayacak kadar düşük olmalıdır.
Takım değiştirmedeki iplik kopuşları
Kalkış sırasındaki iplik kopuş oranının düşük olmasının önkoşulu, rezerv sarımının (masura sarımı) kusursuz bir şekilde uygulanmasıdır. Takım değiştirme sırasında ipliğin çıkması ve gerçek iplik kopuşu ayırt edilir.
Normalde iplik kılavuzunda iplik artığı kalmaz. Bazı durumlarda, harekete geçme sırasında kopça kasıntı yapabilir. Bu durumda dıştaki kopça ayakçığı bileziğin dış tarafında asılı kalır. Böyle olduğunda, harekete geçme sırasındaki iplik gerilimi çok büyük olur ve iplik kopar. Makine durdurulurken iğlerin daha güçlü şekilde frenlenmesi (bu sayede iplik harekete geçme sırasında daha gevşek olur) veya uygun kopça seçimi bir çözüm olabilir.
Ayrıca, takım değiştirme sırasında iplik kopuş oranının düşük olması için, iplik balonunun olabildiğince hızlı şekilde istikrar kazanması son derece önemlidir.
Takım değiştirme sırasında ipliğin çıkması
İpliğin çıktığı çoğunlukla, iplik kılavuzu etrafında kıvrımlı iplik artıklarının sarılı olmasından net bir şekilde anlaşılır. Bu, ipliğin çıktıktan sonra yalnızca büküm almasıyla ve en sonunda aşırı bükümden dolayı kopmasıyla gerçekleşir. Bu sorun öncelikle iplik çekme başlangıcının iyileştirilmesiyle giderilebilir.
Bilezik tablası aşağı hareket etmeye başladıktan hemen sonra iğlerin harekete geçmesi
Çekim ünitesinin, gereği halinde iğlerden daha geç harekete geçirilmesi Ayrıca uygun kopça seçimiyle ipliğin çıkması azaltılabilir.
Bilezik-kopça sisteminin performansı
Kopça, 150 km/h (42 m/s) bir hızda, yaklaşık 14 günlük ömrü içinde dünyanın çevresinden daha fazla olan bir mesafe kat eder. Hatta CeraDur kopçalar, aşırı yüksek kopça ömürleri sayesinde dünyadan aya kadar olan mesafeye (365.000 km) denk bir mesafe kat ederler. Bu sırada, 500 grama kadar olan bir ağırlığa denk olan merkezkaç kuvvetiyle bilezik flanşına doğru bastırılır. Bu sistem yalnızca eğirme materyalinin öğütülmüş elyaflarından oluşan bir yağlama filmiyle yağlanır. Eğirme bileziği bu yüke birkaç yıllık ömrü boyunca dayanır.
İplik Büküm Hesabı
Bir ipliğin bükümünü öncelikle kullanım amacı belirler. Ayrıca her elyaf türünün, elyaf kalitesine, elyaf yapısına, elyaf inceliğine ve elyaf boyuna bağlı olan, kendine özel büküm değerleri vardır. Pratikte kullanılan başlıca büküm hesabı, Köchlin tarafından geliştirilen
T/m = αm x √Nm
Formülüne göre yapılır.
Burada;
T = Büküm
α = Büküm katsayısı
Demektir.
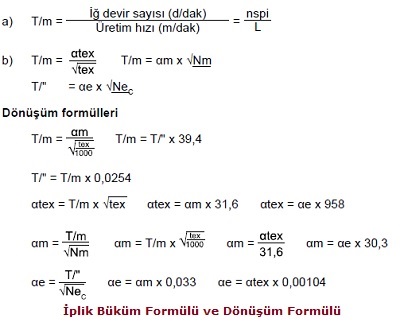
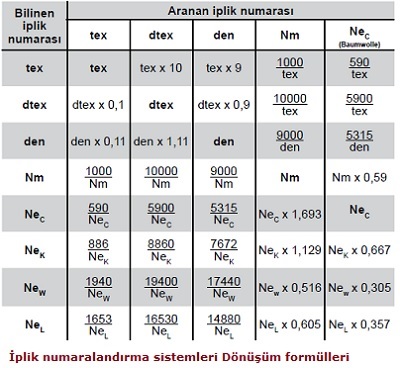
Bilezik formları
1-BEF formu

2-A Formu
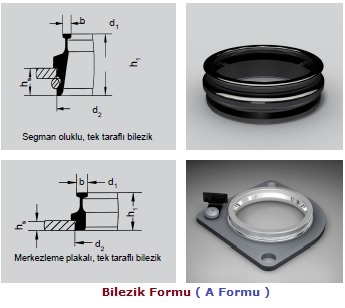
Bilezik tipleri
Merkezlenebilir iğ sistemi için A varyantı
Segmanla tespit edilmek üzere alüminyum adaptör içine presli yüksek performanslı bilezik.

Merkezlenebilir bilezikli sistemler için model varyantı
a) Alüminyum adaptör içine preslenen yüksek performanslı bilezik
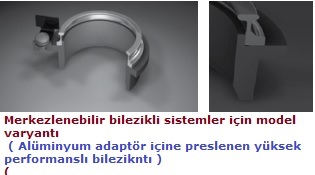
b) R+F merkezleme plakasına preslenen yüksek performanslı bilezik

Flanş kopçaları
Kopçaların çalışma tutumu esas olarak elyaf yağlama filminin oluşması ve bununla birlikte eğirme bileziği ile kopça arasındaki kayma tutumu tarafından belirlenir. Bilezik ile ya da iplik kalitesi ile tam uyumlu bir yay biçiminin yanı sıra, ek bir yüzey işlem de büyük önem taşır. Bunlar en iyi şekilde seçilmiş olduklarında, istenen iyi çalışma sonuçlarına ve kopça ömürlerine ulaşılabilir.
Farklı uygulama durumları için aşağıdaki çeşitler kullanılabilir
SuperPolish
SuperPolish, R+F’in üniversal olarak kullanılabilen temel çelik kopçasıdır. Özel seçilmiş çelik alaşımı, son derece hassas oluşturulmuş biçimi ve en iyi şekilde ayarlanmış polisaj derecesi sayesinde iplik kalitesinin her iğde hep iyi olması garantisini verir. SuperPolish kopça tüm hammaddeler, iplik kaliteleri ve iplik numaraları için üniversal olarak kullanılabilir.
BlackSpeed
BlackSpeed kopçalar tercihen standart kalite bileziklerde – R+F Champion bilezik gibi –kullanılırlar. BlackSpeed kopça, özel bir kemotermik yöntemle, parlak siyah bir oksit tabakasıyla kaplanır. Bu yüzey, elyaf yağlama filminin çok iyi bir şekilde tutunmasını ve sonuç olarak iyileştirilmiş bir aşınma koruması sağlar. Siyah oksit tabakası sayesinde, aynı zamanda kopçanın ısı yayımı da büyük ölçüde iyileştirilir ve korozyona karşı çok daha yüksek direnç elde edilir. Bu tabaka ayrıca elyaf içindeki saldırgan maddeler, avivaj ve eriyik gibi zararlı etkilere ve salon ikliminin olumsuz etkilerine karşı büyük ölçüde duyarsızdır. BlackSpeed kopça büyük baskı ve kuvvetlere dayanıklı ve uzun ömürlüdür.
Avus
Avus kopça, özel yüksek alaşımlı ve dolayısıyla baskı ve kuvvetlere dayanıklı bir temel malzemeden üretilmiştir. R+F bunun için bu temel malzemeye uyumlu bir termik yöntem uygular, bu sayede temel malzeme aşınmayı önleyen unsurlar bakımından zenginleşir.
Bu sırada ortaya çıkan düz kopça yüzeyi, bilezik ile geniş ve optimum temas yüzeyinin son derece hızlı bir şekilde oluşturulmasını sağlar. Bu olay mükemmel bir ısı transferi sağlar. Aynı zamanda, oluşan yağlama filminin çok iyi tutunması sağlanır. Bu sırada, kopça malzemesinin aşınma önleyici unsurları malzemenin doğal aşınmasını geciktirir, bunun sonucunda da Avus kopça çok uzun kullanım ömrüne ulaşır. Avus kopça öncelikle, elyaf yağlama filmi oluşması için neredeyse hiç elyaf vermeyen veya çok az elyaf veren pamuk ve pamuk benzeri elyaf malzemenin eğrilmesinde avantajlar sağlar. Avus kopça özellikle yüksek ve çok yüksek iğ hızlarında, kompakt ipliklerde ve yüksek bükümlü, ince ve süper ince ipliklerde son derece iyi sonuçlar verir.
SuperSpeed
R+F’nin SuperSpeed kopçası ek olarak, özel geliştirilmiş nikel kaplamasıyla galvanik olarak ıslah edilir. Bu tabaka en düşük pürüzlük değerleriyle öne çıkar ve son derece koruyucu bir iplik geçişini garanti eder. İplik geçiş direnci uygun tel profilinde daima sabit kalır ve bu sayede sabit iplik kalitesini garanti eder. Bu özel nikel kaplama aynı zamanda aşınmaya dayanıklıdır ve kaplamasız kopçalara kıyasla yüksek hızlarda daha uzun kullanım ömrü sağlar. R+F’nin SuperSpeed kopçası böylece değişmeyen yüksek iplik kalitesi, yüksek üretkenlik ve uzun kopça ömrüyle her bakımdan yetenekli bir kopça olarak üstünlüğünü gösterir.
Vector
Vector kopça, aşırı koşullarda kopçanın zorlu çalışma özelliklerini garanti eden teflon katkılı özel bir kaplamaya sahiptir. Yağlama filminin oluşması dış etkiler nedeniyle kısa süreliğine kesildiğinde, bilezik bu destek kaplaması sayesinde gerekli oranda yağlama maddesi almaya devam eder. Bunun sonucunda yalnızca iplik kopuşları önlenmez, aynı zamanda bilezik yüzeyi de zarar görmez. Vector kaplamasının düşük sürtünme değeri sayesinde, normal iplik eğirme koşullarında çok daha uzun kopça ömrü elde edilir. Vector kopça tüm materyallerin işlenmesi için uygundur. Uygulama türüne göre, ister işlenmesi zor materyaller için olsun isterse de uzun kullanım ömrü için, Vector kopça orta kalınlıktaki Ne 20 ipliklerden ince Ne 80 ipliklere kadar olan aralıkta başarıyla kullanılır.
DiaDur
DiaDur kopçanın kaplaması, son derece korumalı bir iplik geçişi sağlayan olağan üstü pürüzsüzlükle öne çıkar. DiaDur kaplamanın artırılmış yüzey sertliği sayesinde kopçaların uzun ömürlü olması sağlanır. Kopça rodajı tamamlandıktan sonra, DiaDur kopça yüksek hızlarda bile iplik parametrelerinin uzun süre sabit kalmasını sağlar ve iplik kopuşlarını en düşük düzeyde tutar. DiaDur kaplama, artırılmış yüzey sertliğine rağmen bilezik yüzeyine zarar vermez. DiaDur kopça kaplaması çok hassas ipliklerin eğrilmesi için özel olarak geliştirilmiştir.
CeraDur
R+F’nin CeraDur kaplamalı kopçası olağanüstü uzun ömürlüdür. R+F, CeraDur bileziği ve CeraDur kopçayı, aşınma araştırmaları alanında uzman olan partner şirketler ve enstitülerle ortaklaşa geliştirmiştir. Buradaki ortak hedef, bilezik ve kopça sistemi için optimize edilmiş, aşınma oranı son derece düşük bir yüzey elde etmek olmuştur. CeraDur kaplamasının difüzyon yöntemi sayesinde kopçanın özellikleri büyük ölçüde iyileştirilmiştir. Bu yöntemle kopça 1.100 HV üzerinde olağanüstü bir yüzey sertliğine ve aynı zamanda en düşük sürtünme katsayısına ulaşır. CeraDur bilezik ve CeraDur kopça kombinasyonuyla, uygun eğirme koşullarında, iplikhanede mümkün olan en yüksek randımana ulaşılmaktadır. Pratikte 20 haftaya kadar kopça ömrüne ulaşılabilmektedir. CeraDur kopçalar, iyi bir yağlama filmi sağlanması kaydıyla, Turbo bilezikler üzerinde de kullanılabilirler. CeraDur kopça, orta kalınlıktaki Ne 20 ipliklerden ince Ne 80 ipliklere kadar olan aralıkta kullanılır.
Kopça tipleri
Kopça kutusu üzerindeki etiket kopça hakkındaki tüm önemli bilgileri gösterir. Kopça tipine, dolum miktarına ve R+F ürün numarasına dair bilgilerin yanı sıra, geri takip edilebilirliği sağlamak için parti kontrol numaraları da burada gösterilmektedir.
- Flanş numarası ve profil Normal ve K2 profil için C1
- Tel profili Yarım yuvarlak için hr
- Kopça formu EMT
- Kopça numarası R+F numarası 2/0 için 2/0
- ISO 45 Ağırlık 45 mg
- Yüzey işlem SuperSpeed
- Ambalaj Magazinli kopçalar için CLIP
- Ürün numarası 33017
- Kontrol numaraları Alt alta sıralı 3’e kadar numara
- Dolum miktarı 1000 adet
Kopça hızları
Kopça hızlarının sınırlandırılmasında çeşitli faktörler rol oynar:
Kalın iplik aralığında, ağır kopçalar kullanıldığında, kopçanın merkezkaç kuvvetlerinin çok yüksek olması nedeniyle sürtünme gücü çok artmaktadır. Araştırmalar, büyük merkezkaç kuvvetlerde elyaf yağlama filminin homojen şekilde oluşturulmasının artık sağlanamadığını göstermiştir. Bu nedenle kopça hızları bu alanda azaltılmalıdır. Çok yüksek hızlarda kopça aşınmasının bariz olarak artacağı ve duruma göre bilezik aşınmasının daha erken olacağı beklenmektedir. Orta ila ince ipliklerde her şeyden önce eğirme teknolojisindeki sınırlar rol oynar. Ortalama eğirme gerilimi ortalama iplik mukavemetinin %20 üzerindeyse, ortaya çıkan mukavemet dalgalanmaları ve eğirme gerilimindeki farklar nedeniyle iplik kopuşları çoğalır, üstelik bir iplik gerilimi piki iplikteki zayıf bir noktayla her karşılaştığında olur.
İplik gerilimi, kopsun başlangıcında balonun büyük olmasından ve kops çapının küçük olmasından dolayı en yüksek düzeydeyken, iğ devir sayısının kops başlangıcında azaltıldığı bir eğirme programının uygulanması tavsiye edilir. Bunun sonucunda ring iplik eğirme makinesinin üretkenliği belirgin şekilde artırılabilir.
J bilezikleri
Çelikten J bilezikleri
Çelikten J bilezikleri, uygun ısıl işlem sonucunda yüksek aşınma mukavemeti kazanan, özel seçilmiş, üstün nitelikli çeliklerden üretilirler. Özel yüzey işlemleri, kısa rodaj süresinin mümkün olabilmesi için bileziğe kopça temas yüzeylerinde optimum pürüzsüzlük ve düzgünlük verir. Özellikle kamgarn iplikhaneleri için, pratiği uygun tüm tiplerde, yağla yağlanan konik J bilezikler üretilmektedir. Bunlar burada, kusursuz iplik çıkışıyla en iyi performansları garanti ederler.
Konik J bilezikler,
kamgarn iplikhanelerindeki çok farklı uygulama koşullarına en iyi şekilde uyum sağlarlar. Bunlar pek çok bilezik yüksekliğinde (9,1 mm veya 11,1 mm ya da fantezi iplikler için 17,4 mm) istenen tüm çaplarla istenen sabitleme tipiyle üretilirler.
Çelik bileziklerde kopça temas yüzeylerine birden çok ilmekli fitille ve üstten yağlama noktalarıyla yağ verilir. Yağlama noktalarının sayısı bilezik çapına veya optimum bilezik yağlaması için gerekli yağ miktarına göre belirlenir.
Sinter çelikten J bilezikler
Sinter malzemenin hassasiyetinin daha yüksek olması ve bakım külfetinin çok daha fazla olması nedeniyle günümüzde sinter çelikten J bilezikler neredeyse hiç kullanılmamaktadır. Sinter bilezikler aşağıdaki durumlarda avantajlıdırlar.
İpliğin homojenliği ve temizliğine ilişkin kalite standartları yüksek olduğunda (açık renk, kirlenmeye yatkın ipliklerin işlenmesinde) veya Naylon kopçalar kullanıldığında ağır kopça numaralarında, sinter çelik bileziğin aşırı baskıdan dolayı zarar görmemesi için kullanım kısıtlamasına dikkat edilmelidir.
Mesh ve Ristop Kumaşlar
MESH KUMAŞLAR
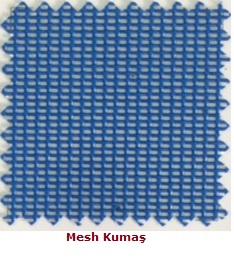
Mesh kumaş ağ anlamına gelen bir tür desen örgü biçimidir.
Sandalye yüzlerinde son yılların tercih edilen ürünüdür. Özellikle Otellerde bulunan şezlong yüzlerinde solmaması ve deniz suyu ile temasında yıpranmamasın dan dolayı tercih edilir. Delikli olması sebebi ile üzerinde ıslaklık ve su birikintisi oluşmaz.
Çamaşır suyu kullanılmaz. Sabunlu su ile temizlenir. Gaz, benzin, mazot, tiner, aseton ile yıkanmaz. Sadece elde sabunlu su ile yıkanır.
Air Mesh Kumaş
Ağ kalınlığı 12mm 3mm olabilir, Elastik esneklik oranı yüksek, hava geçirgenliği, su emme kabiliyeti mevcuttur.
Üç katmandan oluşmaktadır. İki ayrı iğne kumaşın alt tabakasını birbirine birleştirir veya aralayıcı iplikler ile tutturur. Bu nedenle air mesh adını alır.
Üç katmanın özellikleri şunlardır:
- Birinci katman – hidrofilik yapı
- İkinci katman – hidroskobik yapı
- Ara katman – mono veya çoklu filament
Mükemmel sıkıştırma esnekliği, Nefes alabilirlik / Hava geçirgenliği, yastıklama ve yalıtım özelliği vardır.
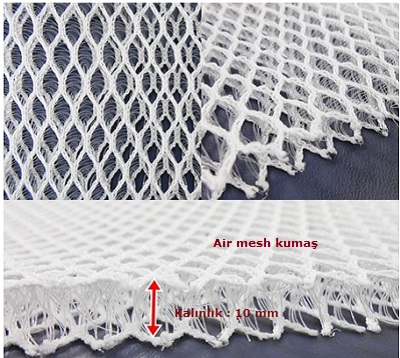
Yastık Mesh Kumaş
Ağ kalınlığı 12mm 3mm olabilir, Elastik esneklik oranı 93% örgü geçirgenliği , şok emme ve iyi elastik esneklik sağlar.
Uygulamalar:
1.Ince hava mesh vb giyim, çanta, şapka, ayakkabı, bebek arabaları, uygulanabilir
2. Kalın hava mesh yatak, otomobil iç dekorasyon, araç yastıkları, nefes alabilen ayakkabı pedleri, nem emme ve vb hızlı kuru tıbbi minder, yastık, uygulanabilir
3. Kompozit malzemeler ağ ile kombine edilmesi durumunda bu gibi bölümlere malzeme, inşaat, ses yalıtımı masası, üretmek mümkündür.
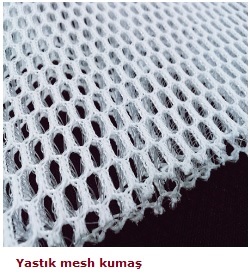
3D Air Mesh Kumaş
Genel olarak, üç boyutlu örgü örme iğnesinin büyüklüğü ile sınırlıdır; açıklık
kalınlık ve monofilament (mono iplik) boyutudur. Geçirgenlik ve elastik esneklik uygulamaları sınırlı sayıdadır.
Kullanım Alanları
1.İnce hava mesh giyim uygulanabilir; çantalar, şapkalar; ayakkabı, bebek arabaları; vb
2.Kalın hava mesh yatak olarak uygulanabilir; otomobil iç dekorasyon; minderler; nefes alabilen ayakkabı pedleri; nem emme ve çabuk kuru tıbbi minderler; vb.

Örgü kumaşlar aşağıdakiler dâhil birçok yolla kesilebilir:
- Lazer
- Ultrasonik
- Çelik Kuralı Kalıp
- Sıcak Kalıp
- Tıraş Bıçağı
- Makas
Lazer kesim
Çok yönlülüğü ve sızdırmazlık özelliği sayesinde en yaygın kullanılan teknik haline gelmiştir. Kesim kenarları. Lazer kesiciler herhangi bir şekli kesebilir ve bunu yaparken kenarları biribirine yapıştırır.
Kapalı kenarlar kesim ilmeklerinin kumaş kenarlarına dökülmesini azaltır ve kesme işleminde döküntü oluşturmamaya özen gösterir.
Polipropilen örgü kumaşlarda makine (çözgü) yönünde kesikler veya yarıklar oluşursa imalat işlemi veya son kullanıcı tarafından, sonuna bir takviye dikiş yerleştirilmesi yapılmalıdır.
Örgü kumaşlar, tedarik rulolarından kesildiklerinde gevşeyebilirler, yani uzunluğu geri çekilebilir ve genişliği birkaç yüzde genişletilebilir. Ağ gerilim altında rulolara sarılır. Gerginlik düşük olmasına rağmen, kumaş gerilebilir. Biraz kumaş rulodan çözüldüğünde, gevşeme nedeniyle geri çekilebilir. Eğer bu gevşeme son parça boyutlarınız için bir sorun ise, o zaman gevşetilmelidir. Rulodan kumaş çekilir ve gerginlik olmadan rahatlamasına izin verilir.
Sterilizasyon
Polipropilen bazlı ürünler buhar otoklavı, süper karbon dioksit kullanılarak sterilize edilebilir. Polipropilen ışınlama kullanılarak sterilize edilmemelidir (Polimer önemli ölçüde bozulacağı için gamma veya beta ışınlaması gibi teknikler)
RİSTOP KUMAŞLAR
Ripstop kelimesinin anlamı İngilizcede yırtılmaz demektir. Dolayısıyla bu kumaşımız da piyasada yırtılmaz kumaş olarak bilinmektedir. Bu kumaşı diğerlerinden ayıran en büyük özelliği yırtılmaz kumaş olmasıdır. Ripstop kumaş dayanıklılığı ve su geçirmemezliği ile ün yapmış bir kumaştır. Hem su geçirmezler hem de ıslandıklarında çok çabuk kururlar. Bu yönüyle gerçekten tercih edenleri üzmeyen bir kumaş türüdür.
Yırtılmaz yapı, üretimde kullanılan özel örgü tekniğiyle ortaya çıkar. Ripstop kumaşın örgüsünde iplikler, çapraz ve sıkı şekilde konumlanmıştır. Bu teknik, kumaş üzerinde minik kare desenler meydana getirir. Kare şeklindeki dokuma hücreleri, delinme gibi durumlarda deliğin büyümesini engeller. Ripstop dokuma kumaşlar kategorisine girmektedir.
Ripstop kumaşlar büyüklü küçüklü kareler şeklinde görüntüsü olan bir kumaştır. Ripstop örgü olarak bilinen kumaşlar genellikle iş elbiseleri, Güvenlik üniformaları, doğa ekstreme sporları ve kamuflaj olarak kullanılmaktadır. Suya ve yırtılmaya karşı dayanıklı oldukları için askeri kıyafetler de bu kumaşlardan üretilir.
Ripstop kumaş içeriği genellikle; %100 polyester, polyester /pamuk, naylon/pamuk veya %100 pamuktan çeşitli kalınlıklarda üretilebilmektedir. Bu kumaşlara tercihe göre antistatik, yanmazlık, su geçirmezlik apreleri uygulanarak daha da işlevsel hale getirilebilmektedir. Kumaşın sahip olduğu özellikler, üretimde kullanılan iplik türlerinden etkilenmektedir.
Ripstop Kumaş Özellikleri
- Yırtılmaz kumaş olarak bilinir.
- İnce bir kumaştır.
- Çok ağır bir kumaş değildir.
- %100 polyester, naylon olanlar veya dış yüzeyi bunlarla kaplananlar rüzgar geçirmez.
- %100 polyester, naylon olanlar veya dış yüzeyi bunlarla kaplananlar su geçirmez.
- Lekelere karşı dirençlidir.
- İçerisinde pamuk karışımı olanlar nefes alabilir. Bu sebeple iç giyimde pamuk karışımı dış giyimde %100 polyester veya naylon kullanılır.
- Kumaş üzerinde önlü ve arkalı naylon kaplama olan modelleri vardır. Bu modeller daha kalitelidirler ve esnemezler.
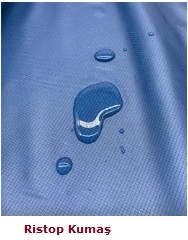
Ripstop Kumaş Başlıca Kullanım Alanları
Sağlamlığın hayati önem taşıdığı hemen hemen her alanda ripstop kumaş kullanılmaktadır. Endüstriyel alan, bunların başında gelmektedir
Kesilme, delinme gibi mekanik risklerin söz konusu olduğu iş ortamlarında ripstop kumaştan üretilen vücut koruyucu donanımlar, vücudun risk unsurlarına maruz kalmasını önler.
Tabiatın zorlayıcı koşullarına karşı mücadeleyi gerektiren durumlarda da ripstop kumaşlar kullanılmaktadır. Doğa sporları ve kamp için gerekli donanımda ripstop kumaş, delinme ve kesilmeye direncin yanı sıra, rüzgâr, yağış ve soğuğa karşı da koruma sağlar.
Bunların yanı sıra, askeri amaçlı giyim, medikal giyim, otel ve restoranlarda da bu üstün özellikli kumaşa rastlanmakta. Ripstop kumaş yalnızca kıyafetlerde değil, sırt çantası gibi taşıyıcı ürünlerde de kullanılır. Giyim sektöründe de tercih edilebilen bir kumaştır. Özellikle asker ve polis kıyafetlerinde kullanılır. Kaban ve parkalarda %100 naylon veya polyester olanlar tercih edilir. Bu sayede ürün hem rüzgâra hem suya karşı dayanıklı olur.
Pazarlama
Günümüz rekabet ortamında işletmelerin varlıklarını devam ettirebilmeleri, hedef pazarlarda yer alan müşteri ve tüketicilerin ihtiyaçlarını, rakiplerine göre daha iyi tatmin etmelerine bağlıdır. Bu durum pazarlama anlayışının özünde var olan bir yaklaşımdır. Bu bağlamda, işletmenin tüm bölümleri ve çalışanları tarafından benimsenmesi gereken bir anlayıştır. Aksi takdirde, müşteri ve tüketici tatminini sağlamak mümkün olamayacaktır.
Pazarlama bilimi 1900’lü yılların başlarında Amerika Birleşik Devletleri’nde ortaya çıkmıştır. Daha sonra hızlı bir gelişme kaydederek diğer ülkelere yayılmıştır. Pazarlama kapsamında 1950’ye dek fiziksel dağıtım, satış ve satış yönetimi konularına önem verilmiştir. Ancak 1960’lardan sonra;
- Pazarlama karması
- Pazarlama yönetimi
- Örgütsel pazarlama
- Sosyal pazarlama
- Uluslararası pazarlama
- Hizmet pazarlaması
Gibi yeni kavramlar geliştirerek pazarlamaya daha genis bir bakış açısı kazandırılmıştır.
Pazarlama bilgisinin ortaya çıkmasında iktisatçılar önemli rol oynamışlardır. İktisatçıların fiyat ve arz-talep gibi konularla ilgili bakış açılarının tek yönlü olması ve çözüm getirme konusunda yetersiz kalmalarının bir neticesi olarak ortaya konan çözüm arama çabaları pazarlama biliminin dogmasına neden olmuştur.
Pazarlama, temelde insanların ihtiyaç ve isteklerini karşılamaya yönelik bir mübadele (değişim) işlemdir.
Pazarlama, kişisel ve örgütsel amaçlara ulaşmayı sağlayacak mübadeleleri gerçekleştirmek üzere fikirlerin, malların ve hizmetlerin geliştirilmesi, fiyatlandırılması, tutundurulması ve dağıtılmasına ilişkin planlama ve uygulama sürecidir.
Pazarlama; bir işletmenin ürünlerine olan talebi belirlemek, uyarmak, doyurmak, ürün ve hizmetleri en etkin biçimde hazır bulundurarak talebi karşılamak ve kâr elde etmek üzere yapılan işletme faaliyetleridir
Kişilerin ve örgütlerin amaçlarına uygun sekilde değişimi sağlamak üzere, malların hizmetlerin ve düşüncelerin yaratılmasını, fiyatlandırılmasını, dağıtımını ve satış çabalarını planlama ve uygulama sürecidir.
Pazarlama bir işletmenin hedef olarak seçtiği tüketici ile işletme arasında iletişim ve değişimi amaç edinmiş faaliyetler bütünüdür.
Pazarlamanın satış yapmak ile aynı şey olduğu görüsü yalnızca halk arasında çok yaygın olan bir görüş değil, aynı zamanda bir çok is adamının da sahip olduğu bir görüştür. Satış yapmak tabii ki pazarlamanın bir parçasıdır, fakat pazarlama, satış yapmaktan çok fazlasını gerektirir.
Pazarlamanın üç temel niteliği vardır:
- Pazara dönük olma
- Bilimsel yöntemleri kullanma
- İşletme fonksiyonlarını bütünleştirme
Pazarlamanın uygulama alanları
Hizmet pazarlaması
Hizmet pazarlaması kavramı, son yıllarda sıkça sözü edilen bir kavramdır. Kavramın ortaya çıkısında hizmet işletmelerinin pazarlama tekniklerini kullanmaya başlamalarıdır. Aslında manüel pazarlaması teknikleri hizmet işletmelerince de aynen kullanılabilecek geçerliktedir.
Endüstriyel mal pazarlaması
Yakın zamana kadar endüstriyel mallarda pazarlama faaliyetine gerek olmadığı inancı yaygındır. Bu mallarda reklama, satış çabalarına, özel indirimlere gerek olmadığı zannediliyordu. Günümüzde teknolojik gelişme endüstriyel mal üreticilerinin sayısal olarak artması bu malların üreticilerinin de pazarlama tekniklerini keyfetmeleri sonucunu yaratmıştır.
Kâr amacı gütmeyen kuruluşların pazarlaması
- Kamu hizmetleri pazarlaması
- Sosyal pazarlama
- Politik pazarlama
Pazarlamanın temelini
- Pazar bilgisi toplama
- Pazar bölümlendirme ve hedef
- Pazar seçimi
- Mamul planlama ve geliştirme
- Fiyatlandırma
- Dağıtım
- Tutundurma
Oluşturmaktadır. Uluslararası pazarlamanın temelini ise; an basit sekliyle, bu faaliyetlerden birinin veya birkaçının ulusal sınırlar dışında yapılması, en karmaşık sekli ile bu faaliyetlerin birçok ülkede yerine getirilmesi oluşturmaktadır. Daha düzenli bir tanım vermek gerekir ise;
“Uluslararası pazarlama, kişisel ve örgütsel amaçlara ulaşmayı sağlayacak mübadeleleri (değişimleri) gerçekleştirmek üzere malların, hizmetlerin ve fikirlerin geliştirilmesi, fiyatlandırılması, tutundurulması ve dağıtılmasına ilişkin olarak birden çok ülkede yapılan planlama ve uygulama sürecidir”.
Bu sekilde tanımlanan uluslararası pazarlama kavramını, uluslararası ticaretten ayırmak gerekir. Uluslararası ticaret, malların ve sermayenin ulusal sınırlar dışına akışıyla ilgilidir.
Uluslararası ticaret konularının analizinde temel;
- Ödemeler dengesi
- Kaynak transferlerinin sınırlar ötesine akısını etkileyen ticari ve parasal
Şartlardır. Bu genel iktisat kuralı, işletmelerin pazarlama çabalarına özel bir ilgiyi ihmal eden, ulusal düzeyde bir “makro pazar” görüntüsü verir. Uluslararası pazarlama ise, mikro düzeyde pazarlarla ilgilidir ve analiz birimi olarak bir işletmeyi ele alır. Burada analizin odak noktası, bir mamulün ülke dışında nasıl ve neden başarılı veya başarısız olduğu ve pazarlama çabalarının bu sonucu ne sekilde etkilediğidir.
Bir işletme dış pazarlara açılmayı düşünürken şu beş konuda karar vermek zorundadır:
- Uluslararası pazarlama kararı. İşletme yönetimi her şeyden önce dış pazarlara açılıp açılmama konusunda karar vermelidir.
- Pazar seçim kararı. Burada, yönetim hangi pazara ya da pazarlara gireceğine karar vermelidir.
- Pazara giriş sekli. Bu aşamada yönetim dış pazar ya da pazarlara en uygun giriş yöntemini belirler. Mesela, seçilen pazarlara dolaysız ihracatla mı, lisans verme yolu ile mi, yoksa yurt dışında üretim yolu ile mi girilmelidir.
- Pazarlama karması. Kararlaştırılır. Bu aşamada, işletme yönetimi dış Pazar çevresinden uygun gelecek olan pazarlama karması belirler.
- Örgütleme kararı ile pazarlama faaliyetlerini yürütmek için uygun bir örgüt yapısı oluş Tüm bu kararlar belli verilere göre dayanılarak verilir ve çoğu kere de bunun için pazarlama araştırmalarına gerek duyulur.
Uluslararası pazarlamayı etkileyen bir takım çevresel faktörler mevcuttur. İletişim ve ulaşımda sağlanan teknolojik ilerlemelerin dünya ölçeğinde hızla kabul görmesi ve yayılması, işletmelerin yeni kaynakları ve pazarları aramasını kolaylaşmış ve işletmeciler için dünya küçük bir köy haline gelmiştir. Ayrıca uluslararası ticaret engellerinin ortadan kaldırılması çabaları ve bu yönde yapılan karşılıklı anlaşmalar ve sağlanan gelişmeler işletmelerin yurtdışı pazarlara girişlerini kolaylaştırmış ve uluslararası pazarlamanın gelişmesini hızlandırmıştır. Uluslararası pazarlama yöneticileri, pazarlarını ve tüketicilerini etkilemede başarılı olabilmek için hedef kitlelerini ve onların yasadıkları çevreyi çok iyi tanıyıp sahip oldukları farklı kültürel özellikleri analiz etmek zorundadır. Hedef kitle hakkında yeterli bilgiye sahip olmadan girişilecek tüm pazarlama çabalarının boşa gitme riski oldukça fazla olduğu için hiçbir pazarlama yöneticisi böyle bir riske katlanmak istemez. Bu sebeple girilecek uluslararası pazar ile ilgili çevresel faktörleri iyi etüt etmek ve bu çevreye uyumlu planlar ve mamuller geliştirmek pazarlama başarısının temelini oluşturmaktadır.
İşletme – pazarlama yöneticilerin üzerinde önemle durması gereken uluslararası çevre faktörleri şunlardan oluşmaktadır:
- Kültürel ve Sosyal Çevre
- Ekonomik Çevre
- Demografik Çevre
- Hukuki – Yasal
- Politik Çevre
İşletmeler, pazar araştırması sonucu, dış çevre faktörlerini de dikkate aldıktan sonra, bu şartlar çerçevesinde kendi imkân ve kaynakları ile talebe uygun mamulleri pazara sunmaya çalışacaklardır.
İşletmenin pazara sunacağı mamulün belirlenmesinde;
İşletmenin kaynakları, yönetim tecrübesi, pazarlama imkân ve kabiliyetleri de etkili olmaktadır. İşte işletmeler gerek dış çevre ve gerekse iç çevre faktörlerinin etkisiyle, alternatif pazarlama stratejileri içerisinde kendilerine en uygun pazarlama strateji veya stratejilerini uygulamak durumunda olacaklardır.
Pazarlama stratejisinde bir amaç pazar seçimi ve buna ulaşmak için bir pazarlama bilesimi belirlenmesidir. Pazarlama stratejisi belirlenirken işletmedeki diğer fonksiyonel bölümler daima göz önüne alınır ve bunlarla koordinasyon ihmal edilemez. Keza çevre daima ön planda tutulur.
Birkaç değişik strateji türü vardır:
- Savunma stratejileri mevcut müşterilerin kaybedilmesini önlemek için hazırlanır.
- Geliştirme stratejileri mevcut müşterilere daha fazla ürün ve hizmet sunabilmek için hazırlanır.
- Saldırma stratejileri yeni müşteriler kazanmak için hazırlanır.
İmalatçı işletmeler açısından alternatif pazarlama stratejilerine geçmeden önce, büyüme amaçlı işletmelerce kullanılabilecek pazarlama stratejilerini genel olarak aşağıdaki gibi belirtebiliriz:
- Pazara giriş stratejileri
- Yeniden formüle etme stratejileri
- Yenileme stratejileri
- Mamul hattını genişletme stratejileri
- Yatay çeşitlendirme stratejileri
- Pazar geliştirme stratejileri
- Pazarı genişletme stratejileri
- Pazar bölümlendirme/mamul farklılaştırma stratejileri
- Dairesel çeşitlendirme stratejileri
- Kümelenmiş çeşitlendirme stratejileri
- İleriye ve/veya geriye doğru bütünleşme stratejileri
Bu sayılan alternatif stratejiler arasından işletmeler, kendi kaynak ve pazarlama kabiliyetlerine uygun bir veya birkaç stratejiyi seçip uygulamak durumundadırlar. Yine belirli periyodlar içerisinde, seçilen ve uygulanan stratejilerin sonuçlarının değerlendirilmesi ve stratejilerde değişiklik yapıp yapmama kararlarının alınmasına da ihtiyaç vardır.
İmalatçı işletmeler bazında düşündüğümüzde ve özellikle küçük ve orta ölçekli imalatçı işletmelerinin esas itibariyle aşağıda maddeler halinde gösterilen stratejilerden birini veya birkaçını uygulamaları hem kendileri hem de genel ekonomi açısından faydalı olacaktır.
- Kaliteli Mamul Yüksek Fiyat Stratejisi
- Genelgeçer Bir Kalite ile Düsük Fiyat Stratejisi
- Tek Mamul Üzerinde Yoğunlaşma Stratejisi
- Birden Fazla Mamulle Satışları Arttırma Stratejisi
- Mamul Farklılaştırma ve//veya Pazar Bölümlendirme Stratejisi
- Marka Bağımlılığı Oluşturmaya Yönelik Strateji
- Marka Çoğaltma Stratejisi
- Aracı Kullanıp Kullanmama ile ilgili Stratejiler
- ı) Satış Sonrası Hizmetlerle İlgili Stratejiler
- Reklamla İlgili Stratejiler
- Enflasyonist Ortamda Pazarlama Stratejileri
Bu alternatifler arasında imalatçı isletmeler de kendi kaynak, imkân ve pazarlama yetenekleri oranında; mal sadeleştirme veya farklılaştırma, fiyat ıskontoları ya da fiyat artışları, alternatif tutundurma araçlarından uygun olanlarını kullanma, dağıtım kanal alternatiflerini azaltma veya çoğaltma stratejilerinden kendi bünyelerine en uygun olanlarını seçebileceklerdir.
Pazarlama amaç ve stratejilerinin geliştirilmesi su safhaları kapsayabilir;
- Mevcut durumun değerlenmesi
- Pazarlama amaçlarının tespiti
- Pazar fırsatlarının değerlenmesi
- Hedef pazarın tayini
Artık günümüzde isletmeler diğerlerinden farklı olabilmek için özel çaba sarf etmektedirler. Rekabet üstünlüğü sağlamak için işletmelerin birtakım değişikliklere imza atmaları gerekmektedir. Son 5-10 yılda Pazarlama alanında önemli adımlar kaydedilmiştir. Günümüzde isletmeler ürettikleri mal ve hizmetleri Internet ortamında rahatlıkla pazarlayabilmektedirler. Bu ise pazarlama stratejilerinde gelinen en son noktadır.
Internet tüm firmalar ama bilhassa küçük firmalar için olduğu kadar orta ölçekli firmaların uluslararası tanınması için büyük fırsatlar sunar. Bu kadar genis bir ağ yapısının kullanılması firmanın basılı reklam tanıtım broşür masraflarını bir elektronik posta (e-mail) listesi ile dağıtabileceği için masrafları da azalacaktır.
Bir firmanın ürününü ya da kendisini tüm dünyadaki potansiyel müşterilere internet vasıtası ile ulaştırması maliyet- etkinlik açısından oldukça uygundur. İlgili ürünün internet de yer alması ile firmalar bir beklenti içerisine girebilirler ancak reklam, elektronik posta (e-mail) ile ilgili sitenin duyurulması ile bunun müşteriler arasında yer etmesi birkaç haftadan birkaç yıla kadar zaman alabilir. Bu da sitenin duyurulması, sitenin ilgi çekmesi ve arama motorları adı verilen veri tabanları arasına girmesi ile mümkündür. İstekli müşterilerin form doldurmak suretiyle bilgilerinin alınması ücretsiz telefondan alış gerçekleştirmesi bu isin yapı taslarını oluşturmaktadır. Bu sekilde direk müşteri ile irtibata geçmek hedeflenmiştir.
İşten işe e- ticaret, yalnızca alıcı ve satıcılar tarafından is yapmak için kullanılan işlemleri otomatikleştirmektir. Bu işlemler normal olarak, ürün ve hizmetlerin Web ’de bulunan diğer işletmelere, çevrim içi satısını içerir.
İnternetin günlük yaşantıya girmesiyle ortaya çıkan ve günümüzde göz ardı edilemeyecek bir büyüklüğe ulasan internet toplumunun alt grupları olan elektronik topluluklar, ticari faaliyetlerin de bu alana kayması nedeniyle, aynı zamanda tüketici olarak da ihtiyaçlarını karşılayabileceği farklı bir araç elde etmiş bulunmaktadır.
Sonuç olarak Internet firmanın büyüklüğüne bakılmaksızın uluslararası pazara mantıklı bir fiyatla/maliyetle girmesine olanak sağlar. Böyle bir küresel markete girmeden önce firmaların pazarlama konseptleri ile ilgili olarak birtakım kararlar almaları organizasyon yapılarını yeniden tanımlamaları gerekmektedir. Bu kararlarda uluslararası fiyatları, küresel markalama, organizasyon yapısı, rekabet ve ödeme hususlarını içerir.
Internet bir firmaya yabancı bir pazara ulaşmada eski geleneksel ortamını bıraktırarak kültürel hukuki ve sosyal sistemlerin genis olarak farklılık gösterdiği bir yeni ortama uyum sağlamayı gerektirir. Bir pazarda geçerli ve yeterli olan pazarlama düşüncesi diğer marketlerde hukuken geçerli olmayabilir. Gizlilik, algılama ödeme problemi, kültürel farklılıklar, uluslararası hukuk vs gibi problemlere rağmen firmalar pazarlamada
İnternetin kullanımına ilişkin yatırımlar yaparak markalarının tanınmasını istemektedirler.
Bu nedenlerle Internet yeni bir pazarlama aracı olarak literatürdeki yerini almıstır.
Pazarlama ile Toplam Kalite Yönetimi İlişkisi
Toplam Kalite Yönetimi, iç ve dış müşteri beklentilerinin asılmasını temel amaç olarak alan, çalışanların bilgilendirip yetkilendirilmesini ve takım çalışmalarıyla tüm süreçlerin sürekli iyileştirilmesini hedefleyen bir yönetim felsefesi olarak tanımlanabilir.
Bu tanım içerisinde kalite, müşteri beklentilerinin karşılanması ve asılması, kalitesizlik ise topluma verilen toplam zararı ifade eder. Müşteri, işletmedeki süreçlerin ürettiği ürün ya da servisi kullanan kimsedir. Bunlardan organizasyon içinde yer alanlara iç müşteri, bu ürün ya da servisleri para ile satın alanlara ise dış müşteri denir.
Toplam Kalite, Japonya’da uygulanan bir yönetim tarzıdır “insana önem veren, motivasyonun paradan başka yollarla da gerçekleşebileceğini savunan, kişileri birbiriyle yarıştırmayarak ekip ruhu oluşturan, ücretlendirmede yasam boyu istihdamı sağlayacak şekilde, kıdemiyle daha yüksek ücret esasına göre para veren ve aynı isi uzmanlaşma yerine, rotasyon yoluyla is zenginleştirmeyi ön plana alan bir sistemdir.
TKY bir işletmenin bütün çalışanlarını, tedarikçilerini ve dağıtım kanallarını kapsayan faaliyetlerin, müşterilerin ihtiyaç ve mantıklı beklentilerini tam, sürekli ve en ekonomik sekilde karşılamak amacıyla planlanması ve uygulamasını sağlayan bir yönetim felsefesidir.
Toplam Kalite Yönetimi, kalite üzerinde yoğunlaşarak müşteri tatmini, çalışanların tatminini öngören ve bütün personelin katılımına dayanan bir yönetim modelidir.
TKYnin;
- T’si, toplamı, tüm çalışanların katılımını, yapılan islerin tüm yönlerini, müşterilerin tümünü ve üretilen ürün ve hizmetlerin tümünü kapsar.
- K’ si, kaliteyi, yani müşterilerin bugünkü beklenti ve ihtiyaçlarını tam ve zamanında karşılayıp, onlara gelecekteki beklentilerini asan ürün ve servisler sunmak demektir.
- Y’si ise, yönetimin her konuda çalışanlara liderlik yapması, çalışanlara örnek model oluşturması ve şirket çapında katılımcı yönetimin sağlanmasıdır. Katılımcı yönetim, her seviyedeki çalışanların önerilerini rahatça sunma imkanının olması ve şirket içinde verilecek kararlarda söz söyleme hakkının bulunmasıdır.
Toplam Kalite Yönetimi, müşteri tatmini yoluyla uzun dönemli başarı sağlamak için bir yönetim yaklaşımıdır. Organizasyonun bütün üyelerinin, proseslerin, ürünlerin, hizmetlerin ve içinde yasadıkları kültürün iyileştirilmesine katılımına dayanır. Ürünler ve hizmetler, tasarımdan teslime kadar tüm aşamalardan, müşteri ve kalite temel alınarak geçirilirler.
THY’nin Unsurları
- Müşteri odaklılık
- Tedarikçilerle iş birliği
- Çalışanların Geliştirilmesi ve Katılımı
- Süreçlerle Yönetme ve Verilere Dayanma
- Sürekli iyileştirme ve Yaratıcılık
- Liderlik ve Kararlılık
- Toplumsal Sorumluluk
- Sonuçlara Yönelme
TKY’nin Sağladığı Sonuçlar
- Organizasyonel sonuçlar
- _ Ürün ve hizmet kalitesinin artması
- _ Maliyetlerin azalması
- _ Kâr artısı
- _ Verimlilik artısı
- _ Etkinlik artısı
- _ Rekabet gücü ve pazar payı artısı
- _ Çalışma hayatının kalitesinin artması ve çalışanların morallerinin yükselmesi
- _ Kültür değişimi
- Toplumsal Sonuçlar
- _ Dış müşteri tatmini
- _ Çevresel kalite anlayışı
Tüketici ve müşteri odaklılığını özünde barındıran pazarlama anlayışının işletmenin bütünü tarafından özümsenmesini sağlamak ve diğer taraftan, uygulamaların denetimini de belirli kriterlere bağlamak amacıyla, 50'li yıllardan başlayarak, günümüze kadar olan süreç içerisinde "Toplam Kalite Yönetimi " olarak adlandırılan yeni bir yönetim anlayışı doğmuştur.
Toplam Kalite Yönetimi, müşterilerin su anki ihtiyaçları göz önünde bulundurularak üretimi gerçekleştiren, yönetimde her kademeden en üst düzeyde katılımı sağlayan ve sıfır hatayı hedefleyen bir yönetim felsefesidir. Bir örgütte bu tür bir felsefenin yerleştirilmesi için son derece radikal kültür değisimlerine hazır olmak gerekir.
Toplam Kalite Yönetimi, yerleşik bir iletişim ağını gerekli ve zorunlu kılmaktadır. Çünkü temelinde sistemin herkese iletilmesi, herkes tarafından benimsenmesi ve üretimin sıfır hata ile yapılması esası yatmaktadır. Bunun için bilişim teknolojilerinin sistemin kurulmasında önemli rol oynayacağı kuskusuzdur.
TKY, yıllarca yönetim bilimci ve mühendisler tarafından ele alınmakla birlikte, Pazarlama-TKY ilişkisi üzerinde etraflıca durulduğunu söylemek mümkün olamamaktadır. Pazarlama yazarlarınca da ihmal edilen bu ilişkinin, işletmelerin faaliyetleri ve dolayısıyla başarıları üzerinde etkisi olabilmektedir.
Pazarlama, bir işletmenin toplam kaliteye yönelik amaçlarına ulaşmasında önemli fırsatlara ve görevlere sahiptir. Söyle ki; pazarlama, TKY'nin birincil amacı olan toplam müşteri tatminini maksimum düzeyde tutmaya ilişkin önemli bir araç konumundadır.
Pazarlama anlayışının işletmelere sağlamış olduğu pazar ve müşteri yönelimli düşünme tarzı ve bu bağlamda, yöneticilere sunmuş olduğu pazarlama araçları, müşteri tatminini gerçekleştirmede son derece önemlidir. İşletmeler, müşterilerin ihtiyaç ve isteklerine cevap verebilecek ürün ve hizmet üretebilmek için pazarı yakından takip edebilmeli, geri bildirim sistemi ile de işletme içerisindeki bütün süreçler bu amaç doğrultusunda harekete geçirilebilmelidir. Gerçekte de pazarlama anlayışının gereği olan bütünleşik ya da bütünleşmiş pazarlama faaliyetleri, işletmenin değişik bölümleri arasındaki uyumu ve bunun gereğini ifade etmektedir.
Pazarlama, aslında TKY'nin başarısı için ön koşul niteliğindedir.
İşletmelerin pazara sunmuş oldukları ürün ve hizmet kalitesinin, müşterilerin kalite beklentilerini karşılayabilmesi için, pazar yönelimli düşünme tarzı ön koşul durumundadır. Kaliteli ürün ve hizmet, müşteri bağımlılığı ve artan pazar payı anlamına geleceğinden, işletmenin kârlılığı da olumlu olarak etkilenecektir. Kısa dönemde, ilk ya da ilave yatırım maliyetlerinden dolayı karlılık düşmesine karşın, orta ve uzun dönemde karlılık olumlu olarak etkilenecektir.
Denilebilir ki pazarlama, işletme içerisinde herkesin sorumluluğu haline gelmiştir. İşletmede çalışan herkes, kendisini müşterinin yerine koyabilmeli ve onun gibi düşünüp, hareket edebilmelidir. Ancak bu sekilde, müşterilerin memnun kalması sağlanabilecektir.
Planlama, şirketin rollerinden yalnızca biri, ancak en yaşamsal olanıdır. Bir şirketin tüzel kişiliği ve is planı onun daha ileriye gitmesine önderlik eder.
Pazarlama planı bu kapsamlı planın en önemli bölümüdür. Bu nedenle pazarlama planı sürecinin, şirket planlama ve bütçe sürecinin bir bölümü olarak yürütülmesi gerekir.
Pazarlama planı şirketin pazarlama hedeflerini belirler ve bunları başarmak için stratejiler önerir. Dönüşümlü olarak, pazarlama planı, gerektiğinde hazırlanabilen bireysel üretim ve planlar için daha küçük pazarlama planlarına ayrılabilir.
İşletmelerde, bütçeden çok yıllı bütçeye, buradan plana, planlamadan stratejik planlamaya ve daha sonra da stratejik yönetim aşamasına geçilmiştir. Yöneticilerin sorumluluk seviyeleri arttıkça planlamaya ayırdıkları zaman da artmaktadır. Stratejik pazarlama planlaması, pazarlama kaynaklarını (fiziki, beşerî ve mali), belirli ve gelecek süreye dönük olarak, pazarlama amaç ve hedefleri doğrultusunda pazarlama fırsatlarına tahsisini öngören bilinçli ve örgütsel bir karar ve seçim sürecidir. Pazarlama faaliyetlerinin başarısı için uygun bir organizasyon ve yönetim sekli ve etkin bir bilgi sistemine ihtiyaç vardır.
Pazarlamada planlama, genis anlamda alındığında pazarlama faaliyetlerinin etkinliğini arttırmak için analiz ve tahmin yapma olarak düşünülebilir. Bu nedenle planlama zorunlu olarak işletmenin gerçekleştirmek istediği amaçlara, bu amaçları gerçekleştirmek için işletmece girişilen faaliyet sistemi ile, başarı için gerekli çaba ve bu çabayı yaratacak işletme kapasitesi ile ilgilidir.
Pazarlama yönetimi, değişimlerin/mübadelelerin etkin ve verimli bir sekil de gerçekleşmesini kolaylaştıracak ve hızlandıracak pazarlama faaliyetlerinin Planlanması, organizasyonu, uygulanması ve kontrol sürecidir. Tanımda yer alan etkinlik kavramı pazarlamaya konu değisim olayının işletme amaçlarına ulaşmada sağladığı katkının derecesini ifade etmektedir.
Pazarlama yöneticisi pazarlama faaliyetlerini yürütürken iki grup değişkenle yüz yüze gelmek durumundadır. Bunlar pazarlama çevresi değişkenleri ve pazarlama karması değişkenleridir. Pazarlama yöneticisi pazarlama faaliyetlerini belirli stratejiler çerçevesinde yapmak zorundadır.
Pazarlama stratejisi geliştirme süreci iki genel kademeden meydana gelmektedir.
- Birinci kademe hedef pazar seçimidir
- İkinci kademe ise seçilen hedef pazara uygun pazarlama karması
Oluşturmaktır.
Hedef pazar bir firmanın ilgisini çekmek istediği benzer (homojen) özellikler sergileyen tüketici (müşteri) grubudur. Pazarlama yöneticileri istekler ve ihtiyaçlar açısından birbirine benzeyen tüketici gruplarını belirleyerek bu grupta yer alan tüketicilere hizmet etmeye çalışacaktır. Pazarlama yöneticisinin yapacağı ilk şey pazarın belirli kriterlere göre homojen özellikler sergileyen bölümlere ayrılmasıdır. Bölümleme işlemini takiben, işletme en iyi hizmet verebileceği veya müşteri tatmini sağlayacağı bir veya daha fazla pazar bölümünü kendine hedef pazar olarak seçecektir. Hedef Pazar belirlen dikten sonra pazarlama yöneticisi seçilen pazar veya pazarlara uygun pazarlama karması oluşturmak zorundadır.
Pazarlama karması seçilen hedef pazardaki tüketicilerin istek ve ihtiyaçların doğrultusunda müşteri tatmini sağlamak amacıyla işletmenin kontrolünde olan değişkenlerden meydana gelen bir karmadır.
Pazarlama karmasının dört elemanı vardır.
Bunlar;
Mamul (product)
Fiyat (price)
Tutundurma (promotion)
Dağıtım (place)’dır.
Bazı pazarlamacılar 4P yaklaşımının günümüz modern pazarlama anlayışını ifade etmekte yetersiz olduğunu öne sürerek, 7P kavramını önermektedirler.
4P’ye ilave olarak öne sürülen diğer üç karma elemanı;
- İnsanlar (people)
- Süreçler (process)
- Fiziksel ögeler (physical evidence)’dır.
İlave 3P’nin önerilmesinin sebebi ise özellikle günümüzde son derece önem kazanan hizmet sektöründe 4P kavramının yetersiz kalmasıdır.
Pazarlama planları, taş üzerine yazılmış kitabelere benzemez. Uygulandıkça, ekonomik koşulların değişmesiyle birlikte, kimi stratejilerin düşünüldüğü kadar etkili olmadığını, üstelik eylem planlarının uygulanmasında gecikmeler olabileceği görülecektir. Bu yüzden tüm pazarlama planları 1 yıllık süreler biçiminde güncelleştirilmelidir.
Pazarlama Planlaması Safhalarına kısaca bakacak olursak; Pazarlama planlaması için, bilgi toplama ve geleceğe ilişkin satış tahminleri yanında, pazarlama planlaması verilerinden hareketle finansal, üretim ve personel planlamasına da girişmek gerekecektir.
Diğer bir deyişle, bu planların pazarlama potasında eritilmesi gerekir. Pazarlama planlaması safhalarını, şu dört baslık altında toplamam mümkündür:
- Misyon ve amaç
- Çevresel faktörlere ilişkin varsayımlar
- Pazarlama amaç ve stratejilerin geliştirilmesi
- Eylem planı
Üst yönetime sunulacak planın başında, bir yönetim özeti de gerekir. Bu özet, planlama faaliyeti bittikten sonra hazırlanır.









Üretim
İnsanların gereksinimlerini karşılamak üzere, ürün ya da hizmet üretimi ile ugrasanların islerine olan ilgileri arttıkça, çalışma isteklerinde, enerjilerinde ve yaratıcılık güçlerinde de o oranda gelişmelerin olacağı söylemek mümkündür. Üretim yöneticileri, her tür ürünün veya hizmetin gittikçe artan istemi ile karsı karsıya bulunurlar. Böyle olmakla birlikte artan rekabet, bütün çıktıların elden geldiğince kaliteli ve verimli biçimde üretilmesini zorunlu kılmaktadır. Günümüzde nicel yöntemlerde görülen belirgin gelişmeler, üretim yönetiminde de çağdaş çözümlerin uygulanmasına önemle yer verilmesi gerekliliğini vurgulamaktadır.
İmalat, genellikle sipariş esasına dayandığı için üretilen mamuller, birbirinden farklılaşmaktaydı. Diğer bir deyişle, standart tasarım ve üretim söz konusu değildi. Ayrıca, kullanılan makine ve araçlar özel nitelikli değil, genel nitelikli ekipmanlardan oluşmaktaydı.
İlk otomobiller her bir parçanın elle bir araya getirilmesiyle üretiliyordu. Bu yöntem hem çok usta teknisyenler gerektiriyor hem de üretilen otomobiller çok pahalıya mal oluyordu. Bu sorun Amerika’da Detroitli bir otomobil üreticisi olan Henry Ford tarafından çözüldü. Dolayısıyla yirminci yüzyılın başlangıcında 1910-1920 yıllarında buna bir alternatif olarak Amerika’da Henry Ford bir örnek parçalar kullanarak ve bunları yürüyen bir üretim hattında bir araya getirerek ilk seri üretimini gerçekleştirdi. Yani “kitle üretim” sitemini ortaya attı (Fordizm). Burada is, isçilerin önünden geçiyor ve her isçi şasi hat üzerinde ilerlerken basit bir işlem yapıyordu. İlk seri üretilen otomobil olan Ford T modeli 1908 yılında ortaya çıktığında birkaç farklı gövde ve renk seçeneği vardı.
Seri üretici, pahalı ve tek amaçlı makineleri kullanan vasıfsız veya yarı vasıflı isçilerin yaptığı ürünlerin tasarımı için dar sahada eğitimli uzamanlar kullanır. Bunlar standardize edilmiş ürünleri çok büyük miktarlarda hiç durmadan üretirler. Makine maliyetleri çok yüksek ve kesintilere karsı çok müsamahasız olduğundan, seri üretici sorunsuz bir üretim akısı sağlamak için birçok ilave yedekleri (ilave stoklar, isçiler ve alan) tampon olarak bulundurmak zorundadır. Yeni bir ürüne geçmek daha fazla bir maliyet getireceğinden, seri üretici standart tasarımları mümkün olduğunca uzun bir müddet üretimde tutar. Sonuç: Tüketici, çeşitlilik pahasına ve çoğu çalışanların sıkıcı ve cesaret kırıcı bulduğu iş metotları vasıtasıyla düsük fiyata malı elde eder. Bu üretimde az çeşit ile çok miktarda ürünün üretilmesi söz konusuydu. Bu üretim sistemi ile Henry Ford araba üretiminde devasa diyecek miktarda araba üretimini gerçekleştirdi. Kısa sürede bu sistemi tüm dünya benimsemiştir.
Daha sonra 1950 yıllarında Toyota Üretim Sistemi yani Yalın Üretim Sistemi ortaya çıkacaktır. Günümüzde “yalın üretim” diye adlandırdığımız üretim ve yönetim sisteminin temelleri 1950’lerde Toyoda ailesinin bireylerinden mühendis Eiji Toyoda ve beraber çalıştığı mühendis Taiichi Ohno’nun öncülüğünde, Japon Toyota firmasında atılmıştır.
Yalın üretici, emek zanaat bağımlı ve seri üretimin avantajlarını birleştirir ve bu sayede öncekinin (Emek zanaat) yüksek maliyetinden ve sonuncunun (Seri üretim) katılığından sakınmış olur. Bu uçta, yalın üreticiler, muazzam çeşitlilikte ürün hacimleri üretmek için kurulusun her düzeyinde çok yönlü eğitilmiş isçi ekipleri çalıştırırlar ve yüksek düzeyde esnekliği olan, otomasyonu gittikçe artan makineler kullanırlar. Yalın üretim “yalın” dır, çünkü seri üretimle kıyaslandığında her seyin daha azını kullanır
(Fabrikadaki insan gücünün yarısını, imalat alanının yarısını, araç gereç yatırımının yarısını, yeni bir ürünün yarı zamanda geliştirilmesi için gereken mühendislik saatlerinin yarısını gibi). Ayrıca yerinde ihtiyaç duyulan stokların yarısından çok daha azının bulundurulmasını gerektirir, çok daha az bozuk mal çıkar ve daha fazla ve gittikçe de artan çeşitlilikte ürünler üretir.
İlk iktisatçılara göre yalnızca tarım, maden ve balıkçılık gibi asıl endüstrilerdeki çalışmalar verimli sayılırdı. Buna Adam Smith 1776 da yazdığı Milletlerin Zenginliği adlı eserinde imalatı (üretimi) ilave etmiştir. Ancak Adam Smith, emeği üretim dışında tutmuştur. Kuskusuz bu yaklaşım mantıklı değildi; emek, isteklerin tatmini için üretim yapmaktadır. Sonuç olarak hizmet gören halk üretken (prodüktif) olarak değerlendirmelidir. Askerler, aktörler ve futbolcular hep istekleri tatmin etmektedir.
Benzer sekilde fabrikada ücretleri hesaplayan muhasebeciler cıvata ve somun yapanlar kadar üretkendir (prodüktiftir). Bunların hepsi istekleri tatmin eden bir nihai malı üretmeye yardım etmektedir. Fayda yalnızca kıt kaynakların “biçimini” değiştirerek değil, aynı zamanda onların “yer” ve “zamanını” değiştirerek de yaratır. O halde bir malın miktarı artmasa da eğer ondan elde edilen fayda artabiliyorsa yine de bir üretim söz konusudur.
Teknolojide meydana gelen gelişmeler üretim sistemlerini önemli ölçüde etkilemistir. Bu etkileme sonucu üretimin küresel bir ortamda yapılır hale gelmiştir.
Dünyanın belirli ülkelerinde bulunan büyük sanayi işletmeleri artık dünyanın her bölgesinde fabrikalarını kurmaktadır. Küresel işletmeler, özellikle teknolojik üstünlük, ucuz is gücü ve hammadde kaynaklarından yararlanarak pazarda rekabet avantajı sağlamak için küresel üretim yapmaktadırlar. Bu gelişmelerin ışığında hem üretimin küreselleşmeyi etkilediği ve hem de küreselleşmenin üretimi etkilediği söylenebilir.
Son yıllarda üretim yönetiminde esnek üretim, bilgisayar destekli üretim (CAD), tam zamanında üretim (JIT), müşteriye özel üretim, fason üretim ve sipariş üzerine üretim gibi kavramların ön plana çıktığı görülmektedir.
Dünya pazarlarında rekabetin artmasıyla birlikte işletmelerin özellikle üretim süreçlerine esneklik kazandırmak için teknolojiden büyük ölçüde yararlandıkları görülmektedir. Üretim sistemlerinde esneklik iki sekilde sağlanmaktadır.
Bunlar
- Üretim sistemlerinin esnek üretim seklinde organize olmasıyla
- Mikroelektronik ve bilgisayar teknolojilerinin yoğun bir sekilde üretim süreçlerine uygulanmasıyla
Üretim sistemlerine esneklik sağlanabilir.
Burada 2000’li yıllarda üretim sistemini etkileyen başlıca faktörlerine değinmeden geçmek olmaz ve bu faktörlerden başlıcaları kısaca söyle sıralanabilir: bilgi çağı, değer göçü, ürün ve hizmet kalitesi bireyin önem kazanması ve değisim mühendisliğidir.
Burada değer göçü, üretim sürecinde ortaya çıkan katma değerin ve kârın bir maldan diğerine (veya hizmete) veya bir sektörden diğerine kaymasıdır. Ürün ve hizmet kalitesi, üretimin temelini oluşturmaktadır. Kalitesiz bir mal ve hizmet üretimi yapılması işletmenin ciddi risk alması anlamına gelmektedir. Artık günümüzde işletmeler mal teslimi sonrası hizmet üstünlüğü ile birbirleriyle rekabet halindedirler. Günümüzde işletmeler arasında rekabet inanılmaz boyutlara ulaşmıştır. Rekabet yapısındaki değişimi ve gelişimi talebin çekme ve teknolojinin itme gücü olarak nitelendirebileceğimiz iki temel etkene bağlı olarak açıklamak mümkündür. Tam burada rekabet unsurunun zaman içindeki değişiminden kısaca bahsetmek yerinde olacaktır. 1960’lı yıllarda rekabet gücünün temel ögesi Üretim üstünlüğü olup, en uygun strateji ise kitle üretimi idi. Geniş pazarlara büyük hacimde üretimle açılabilen şirketler kitle üretimi ve ölçek ekonomisinin avantajlarından azami oranda yararlanarak rakiplerini geride bırakmışlardır. Üretim üstünlüğü ile rekabet 1970’li yıllara kadar devam etmiştir. Bu dönemde etkileri bütün dünyada hissedilen enerji krizi, gelişmiş ülkelerde yaşanan pazardaki genişlemenin yavaşlaması, ücretlerin verimlilikte artıs olmaksızın yükselmesi gibi ekonomik problemlerin ortaya çıkması karsısında sanayileşmiş ülkeler klasik teknoloji tabanının yerine Ar – Ge faaliyetleri sonucunda geliştirilen yeni teknolojileri ikame etmeye başladılar. Bunlara ek olarak, basta Japonya olmak üzere Doğu Asya ülkelerindeki işletmelerin ucuz işgücü sayesinde maliyetleri aşağıya çekerek batılı işletmelere meydan okumaları, Maliyetle rekabet dönemini başlatmıştır. Daha sonra 1980’li yıllarda ise, işletmeler Kalite üstünlüğü ile rekabet etmektedirler. Çünkü kaynakların kıtlığı ve kaliteli mala olan talebin artması buna önemli sebeptir. Tam bu sıralarda Yalın üretim sisteminin de en başarılı seviyeye geldiği zamanlarıdır. İşletmeler kaliteli mal ve hizmet üreterek diğerlerinden farklı bir konuma gelmek için çaba harcamışlardır.
Bu dönemde klasik teknolojilerin yerine uygulamaya konulan ileri teknolojilerinin kullanılmasıyla üretilen kaliteli ürünler Japon üreticileri dünya pazarlarında zirveye yerleştirmiştir. Tüketiciler ise Japonya’dan yükselen bu kalite anlayışına büyük önem verdiklerini bu malları talep ederek belirttiler. 1980’lerde yaşanan bu kalite isteği, pazara kalite ile rekabet oluşunu yerleştirdi. Bu dönemde “ne üretirsem satarım” anlayışı, yerini artık “nasıl üreterek müşterimi memnun edebilirim” anlayışına bırakmıştır. 1990’larda rekabete esneklik boyutu eklenmiştir. Artık işletmeler Üretimi hızlı bir sekilde gerçekleştirebilmekte birbirleriyle yarışmaktadırlar. Çünkü, rakip işletmeler ürünleri hızlı bir sekilde takip etmektedirler ve piyasaya daha ucuz fiyatta mal sunmaktadırlar. Bu tip adaletsiz rekabet karsısında firmalar hızlı bir sekilde ürün çeşitlendirmelerine hız vermeleri ve üretim süreçlerini daha da hızlandırmaları kaçınılmaz olmuştur. Müşteriye ve piyasaya kim daha hızlı mal ve hizmet sunsa o da kazanmıştır yani değişen tüketici gereksinimleri karsısında yeni ürünlerin hızla geliştirilip, üretilerek piyasaya sürülebilmesidir.
İşletmeler hizmet üstünlüğü ile birbirleriyle yoğun bir sekilde rekabet halindedirler. Buna ürün teslimi sonrası montaj hizmetleri ve malın garantisi gibi hizmetleri örnek verebiliriz.
Günümüz rekabet ortamında müşteri memnuniyetini sağlamanın anahtarı, onların gereksinim ve isteklerinin istenilen yer, azman, miktar, çeşit, kalite ve en uygun maliyette karşılanmasıdır. Bütün bu rekabet unsurlarının optimal biçimde yerine getirilmesi zorunluluğu ise, üretim stratejisinin önemini artırmaktır.
Bununla birlikte, dünyada 1980’li yıllara kadar örgüt stratejilerinin tasarımında pazarlama ve finansman konularına ağırlık verildiği üretim stratejilerinin ise gereği kadar önemsenmediği görülmüştür. Hatta kimi sektörlerde ve örgütlerde örgüt fonksiyonları içerisinde üretim fonksiyonunun hiç dikkate alınmadığına ilişkin örneklerde olmuştur. Bu koşullar altında üretim yöneticisi örgüt stratejisine sadece pazarlama ve finansman fonksiyonu bakış açısıyla yaklaşmış, bu amaçla hazırlanmış stratejik planlara uygun davranmaya zorlanmıştır. Bu durum, örgütte verimsizliğe ve uzun vadede piyasadaki rekabet koşullarındaki değişimle birlikte örgütün rekabet gücünde zayıflamaya neden olmuştur. 1990’lı yıllardan itibaren bu ihmalin bedelini rakiplere karsı önemli ölçüde pazar payı kaybederek ödeyen örgütler, örgüt stratejisinin belirlenmesinde ve yürütülmesinde üretim fonksiyonunun yerini ve önemini kavrayarak üretim fonksiyonuna daha çok önem vermeye başlamışlardır.
Üretim; bir örgütün stratejik gücüne, rakipleri tarafından taklit edilmesi güç, essiz ve örgüte özgü üretim faaliyetlerini geliştirici ve buna bağlı olarak örgütün rekabet gücünü artırıcı bir üretim sürecinin oluşturulmasıyla katkıda bulunmaktadır. Bu durum örgütlerin üretimde giderek daha üstün ve ileri teknoloji kullanmalarının hem nedeni hem de sonucu olmuştur.
1990’lı yıllardan itibaren dünya pazarlarında yoğun rekabetin yaşanması, üretim fonksiyonunun örgüt stratejisi açısından öneminin kavranmasını sağlamıştır. Üretim stratejisi her şeyden önce müşteriye ulaştırılacak mal ve hizmetin kalitesinin geliştirilmesine olanak sağlayan bir yapıda olmalıdır. Örgütte birey gücü, hammadde, yardımcı malzeme, makine ve araç- gereç kullanıldığı için, mal ve hizmet maliyetinin önemli bir kısmı üretim faaliyetleri sırasında oluşmaktadır.
İnsanoğlu ilk çağlardan beri üretim işlemini gerçekleştirmektedir. Çünkü toplum içinde yasamak ve insanın yaşamını sürdürebilmesi üretimi gerekli kılmaktadır. Avlanma, barınma ve giyinme gibi temel gereksinimleri karşılamak için gerekli faaliyetler sonucu ortaya çıkan üretim zamanla şimdiki sekline bürünmüştür.
Modern üretim yönetiminin gelişimi iki yüz yıllık bir geçmişe sahiptir. Üretim yönetimiyle ilgili çalışmaların temeli fabrika sistemiyle ilgili çalışmalara dayanmaktadır.
Fabrika sistemi ve yönetimiyle ilgili çalışmalar 18. Yüzyılda Adam Smith’in işgücüyle ile ilgili düzenlemelerin sonuçlarını ekonomik kârlılık ölçüleriyle açıklamasıyla başlamıştır.
Üretim yönetimi içinde bilimsel yönetim yaklaşımı 1930 yılından 1950’ye kadar yaygın bir kullanım alanı bulmustur.
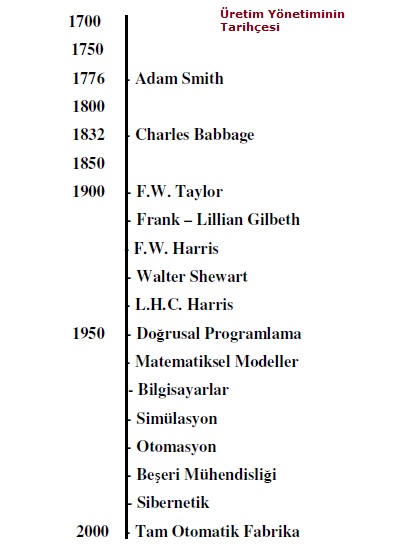
20. yüzyılın baslarında Frederick W. Taylor’un bilimsel yönetim yaklaşımı üretim yönetiminde, fabrika organizasyonu ve düzenlemesi ile üretim sistemleriyle ilgili çalışmalarda kullanılmıştır. Taylor ’ın bilimsel yönetime en büyük, en belirgin katkısı, planlamayı üretimin içinde yapılmaktan kurtarmasıdır, çünkü her iki görev farklı hünere gereksinim duyarlar. Taylor’dan önce bütün endüstriyel görevler aynı kişi tarafından gerçekleştirilirdi, tıpkı bu günkü çiftliklerdeki çiftçiler gibi.
1776’dan 1970’e kadar üretim yönetimi ve konuları üzerine araştırmalar yapılmıştır. 1970 yılından sonra üretim yönetiminde iki önemli gelişme ortaya çıkmıştır.
Birinci olarak, üretim teknolojisindeki gelişmelerle birlikte üretim sistemlerinde bilgisayarların kullanılması sonucu kitle halinde üretim (seri üretim) yapılmasıyla üretim sistemlerinin ekonomideki önemi artmıştır.
İkinci olarak üretim yönetiminde sadece belirli analizler yapılması yerine, uygulamalı olarak yapılan araştırmalar önem kazanmaya başlamıştır.
Günümüzde teknolojideki hızlı gelişmeye bağlı olarak bilgisayarların yaygın bir sekilde kullanılmasıyla birlikte üretimde en iyi sonucu sağlayan matematiksel modellerin daha fazla kullanılabilmesi mümkün olmuştur. Bütün bu gelişmeler sonucunda, üretim yönetimiyle ilgili konularda karşılaşılan problemlerin çözümünde büyük kolaylıklar sağlanabilmiştir.
Üretim teknolojisindeki hızlı değisim ve gelişmelere bağlı olarak üretim yönetimi alanında da önemli değişiklikler olmuştur. Bilgisayar destekli tasarım (CAD) ve bilgisayar destekli üretim (CAM) işleminde bilgisayarın hız ve güvenilirliğinden yararlanarak üretim işlemi kaliteli olarak güvenilir sekilde kolaylıkla yapılabilmektedir.
Öte yandan sanayide üretimde robot kullanımı da gün geçtikçe yaygınlaşmaktadır.
Bu konuda dünyada öncü ülke Japonya’dır. Çoğunlukla insanlar için güç, bunaltıcı ve tehlikeli olan ağır islerde robotlar genel olarak kullanılmaktadır.
Üretim yönetimi alanında meydana gelen başlıca yeni gelişmeler de mevcuttur.
Bunlar;
Esnek İmalat Sistemleri
Malzeme ihtiyaç Planlaması (MRP)
Japonlar tarafından geliştirilen Tam Zamanında Üretim (JIT)
Tam Zamanında Teslim (JIC)
Kanban
Toyota Üretim Sistemi
Kalite Kontrol Çemberleri.
Olmak üzeredir. Ancak insanoğlu var
Fason üretim
Fason üretim
Biri diğerine göre ekonomik üstünlüğe sahip iki firma arsındaki ilişki sonucu, küçük firmanın büyük firma için anlaştıkları türde, miktarda ve kalitede sürekli olacak sekilde üretim yapması ve bu üretimi anlaştıkları tarihte teslim etmesidir.
Tekstil ve konfeksiyon sektöründe ülkemizde ağırlıklı üretim biçimi olan fason üretim, genellikle küçük ölçekli firmalar tarafından gerçekleştirilmektedir. Türkiye’de olduğu gibi dünyanın çoğu ülkesinde üretim, istihdam, toplam işyeri sayısı, yaratılan katma değer gibi ekonominin başlıca göstergeleri içinde küçük ve orta boy işletmelerin ağırlıklı paya sahip olması, fason üretimin de ne derece önemli olduğunu göstermektedir.
Bir yandan fason üretimin, öte yandan ise küçük işletmelerin önemi gün geçtikçe daha çok artmaktadır. Buna paralel olarak toplam işletmeler içindeki sayıları artmakta, istihdam içindeki payları da yükselmektedir. Böylece özelde fason, genelde küçük işletmeler hem büyümeyi sağlamakta hem de istihdam yaratmaktadırlar.
Fason üretiminde önce iki firmanın anlaşması gerekmektedir. Bu da, aralarında sürekli ilişki olacağı anlamına gelmektedir. Yani iki firma arasındaki ilişki bir kalıcılık kazanmış olur. Bunun nedeni siparişlerin daha sonra yenilenmesinden kaynaklanmaktadır.
Bu olmadığında, yani sürekliliği belli olmayan, yalnızca bir kerelik siparişi, fason olarak tanımlamak doğru olmaz. Fason çalışan bir firma, sözleşmede belirtilen türde, miktarda ve kalitede üretim yapmak durumundadır. Ayrıca sözleşmede, üzerinde anlaşılan bir teslim tarihi de söz konusu olabilir. Buna karşılık, “fason veren firma” sözleşmede kararlaştırılan miktarlarda ve zamanlarda ödeme yapmak durumundadır.
Fason üretimde, ana firma ile fason üretim yapan uydu firmalar arasındaki teknolojik düzey ve emek verimliliği açısından çok büyük farklar olmaması gerekmektedir. Yoksa gelişmiş teknoloji kullanan bir firmanın, geri ve emek yoğun teknoloji ile çalışan bir başka firma ile kuracağı fason ilişkisinden karlı çıkması beklenemez.
Çünkü ileri teknolojiye sahip olan firma, ek yatırıma gitmemek ve fazla isçi tutmamak amacıyla, kendi ihtiyacı olan bir malı dışarıda fason olarak ürettirmektedir. Geri teknoloji ile çalışan küçük firmalara bu isi yaptırmaya yöneldiğinde, aynı anda kendi üretim kapasitesini besleyebilecek çok sayıda firmaya fason is verir. Günümüzde fason üretim ilişkisi tüm dünyada ve Türkiye’de bu biçimde yürümektedir.
Fason üretimin ortaya çıkısı son yıllardaki yeni üretim biçimlerinden esnek uzmanlaşma modeline dayanmaktadır. 1960 ve 70’li yılların bir dönemini yoğun isçi hareketleriyle geçiren İtalya’da, işverenler isçilerle uğraşmak yerine üretim aşamalarını taşeronlara vermektedirler. Aynı mekânı paylasan küçük üretim birimleri, ana sanayiye fason üretim yaparak, İtalya’ya özgü bir esneklik modeli oluşturmaktadır.
Bu modele örnek, ünlü Benetton firmasıdır. Benetton, Türkiye dâhil çeşitli ülkelerde ve İtalya’da binlerce küçük atölyeye fason üretim yaptırmaktadır. Fakat bugün bu sistemi çalıştırmak, ancak büyük bir bilgisayar ağıyla mümkündür. Örneğin satış yapılır yapılmaz, merkeze bütün bilgiler; örneğin hangi kazağın, hangi bedeninin, hangi renginin satıldığı bildirilir. Tüketicinin tercihleri ve satış merkezindeki stok durumu anında tespit edilip, derhal üretime geçilir.
Bir esnek üretim modeli olarak, fason üretimin yaygın olarak kullanılan “esnek üretim ’den temel farkı, esnek üretimin büyük işletmeler içindeki bir organizasyon biçimi iken fason üretimin küçük atölye üretimine dayanmasından kaynaklanmaktadır. _kinci önemli fark ise teknolojinin bu iki sistemdeki yeridir.
Fason üretimde, ileri teknoloji ayırt edici bir rol oynamaz. Fason üretimin mutlaka emek-yoğun ya da teknoloji-yoğun bir üretim modeli olması zaten gerekmemektedir. Sektörlerde bazı üretim aşamaları sermaye/teknoloji-yoğun, bazı aşamalar ise emek yoğun olabilir.
Örneğin hazır giyimin tasarım ve biçki aşamaları teknoloji-yoğun iken; dikim, emek-yoğun bir biçimde gerçekleşmektedir.
Yapılan anketlerde, küçük İşletmelerin ortalama %40’nın, aynı zamanda fason üretim de yaptığı ortaya çıkmaktadır. Bu oran tekstil ve hazır giyim sektöründe %50 ile en yüksek noktaya ulaşmaktadır.
Bu gerçekten su sonuca ulaşabiliriz: tekstil ve hazır giyimde faaliyet gösteren her küçük işletme kazancının yarısını fason üretimden sağlamaktadır.
Fason sistemi tekstil ve konfeksiyonda farklı isliyor. Markalar önce kendi tasarımcılarına ve stilistlerine ürünün numunesini hazırlatıyorlar. Ardından bunları istenen kalitede ve maliyette üretebilecek tesis arayışı başlıyor.
Seçilen tesise bazen yalnızca dizayn verilip, ürün isteniyor. Bazı şirketler ise farklı bir yöntem izliyor. Onlar ürünün, kendi malzeme ve aksesuarlarıyla hazırlanmasını istiyor. Ancak kaliteyi yükseltmek için, marka ve üretici şirketin ortak bir organizasyon halinde üretim yaptıkları da oluyor.
Yurtdışı bağlantılı çalışan ihracatçı firmalara gerek sadece dikim gerekse kesim + dikim + ambalaj işlemlerini kapsayacak sekilde fason konfeksiyon üretimi yapanlar
Genelde küçük ve orta ölçekli konfeksiyon işletmeleridir. Bu işletmeler kendi üretimlerini yapmayıp büyük İşletmelerin siparişlerini kendi tesislerinde isleyerek (kesim dikim ambalaj) konfeksiyon ürünü haline getiren işletmelerdir.
Bilgisayar, sözü edilen organizasyonun gerçekleştirilmesi için gereklidir. Firmaların her an çıktı alması gerekmekte, yani sürekli isleyen bir programlamanın varlığı söz konusu olmaktadır.
Bilgisayarlarla;
- Hangi atölyede kaç tane siparişin olduğu
- Gelen ve kalite kontrolden geçen sipariş sayısının
Hemen bilinmesi gerekir.
Ayrıca;
- Bu siparişlerin kaç tanesinin reddedildiği
- Kaç tanesinin bu atölyelere gitmek üzere bekletildiği ve gidis tarihi
Gibi bilgilerin elde edilmesi işletmelerde organizasyonun devamlılığının sağlanması bakımından önemlidir.
Bilgisayarda yer alan bu bilgiler fason üretimin gerçekleşmesini mümkün kılmaktadır. Aksi takdirde günümüzde fason üretimi gerçekleştirmek zordur. Büyük hacimli üretim söz konusu olduğundan, ayrıca atölyeler arasında da ilişki gerektiğinden, fason üretimin oldukça karışık bir süreç olduğu ortaya çıkmaktadır. Bu yüzden bilgisayar, önemli bir rol oynamaktadır. Ayrıca büyük sipariş geldikçe daha fazla atölyeyle çalışmak ve kaliteye daha fazla önem vermek zorunlu olmaktadır.
Bu aşamada kullanılan teknoloji ve kalite konusundan bahsetmek gerekir. Büyük firmalar gelişen teknolojiyi kullanmak konusunda doğaldır ki, oldukça avantajlı durumdadırlar. Zaten çoğu ileri teknolojiyi kullanmaktadırlar.
Hazır giyim sektöründe üretim aşamalarına baktığımızda, ilk baslarda teknolojinin yoğun olduğu gözlenmektedir. Siparişi alan büyük firma olduğundan, kaliteyi çok sıkı kontrol altında tutmak da onun yararınadır. O yüzden de birtakım mali desteklerle o kalite düzeyini yakalamaya çalışmaktadırlar. Eğer siparişi veren firma üretilen ürünün kalitesinde ve benzeri özelliklerinden memnun kalmazsa başka bir üretici firma aramaya yönelmektedir. Çünkü rekabet; aynı malı üreten firmaların birbirlerinden daha çok mal satmak için girdikleri bir yarıştır. Durum gerçek hayatta sık sık karşılaşılan bir olaydır. Bu yüzden de siparişi alan firma kaliteden taviz vermeden üretime devam ettirmek zorundadır. Fason üretimin bazı önemli olumlu yönlerinin olmasının yanı sıra bir takım olumsuz yönleri de vardır.
Fason Üretimin Olumlu Yönleri
Tekstil ve hazır giyim sektörü yoğun bir sekilde emek kullanımını gerektirmektedir. İstihdam bakımından ülke önemli bir yere sahiptir. Son yıllarda hızla gelişen teknolojiler, özellikle iplik ve dokuma alt sektörlerinde doğrudan istihdamı azaltmakta ise de, bu sektörlerdeki dolaylı ve doğrudan etkileri nedeniyle istihdamın artmasında önemli rol oynamaktadırlar.
İşgücü maliyeti diğer işletmelere oranla çok daha düşüktür. Tekstil ve hazır giyimde kadın ve çocuk isçi kullanılabilmesi, ayrıca toplam çalışanlar içinde vasıflı isçi oranının az olması, maliyetin düsük tutulmasının en önemli unsurlarıdır.
Büyük işletmelerde isçiler genellikle sendikalı ve sözleşmeli çalışmaktadırlar. Fason işletmede ise işverenin sigorta pirimi, gelir vergisi, izin ücreti, kreş, yemek gibi ödemelerden kaçınılmakta, bu nedenle maliyet düşmektedir. Dolayısıyla tekstil ve hazır giyim gibi emeğin yoğun olduğu sektörlerde üretimde birim maliyet de düsük olmaktadır.
Fason üretimde
Çalışanlar, yönetenler ve işveren aynı mekânda yer almaktadırlar. Bu arada çoğu kişi aynı isi yapmakta olduğundan, çalışanlar arasında iletişim kolaylığı söz konusudur. Dolayısıyla üretim ve verimlilikte önemli bir etken olan motivasyon daha kolay artırılabilir. Ayrıca kararlarçoğunlukla çalışanlarla birlikte verilir. Böylece işletmenin yönetimi kısmen ortaklaşa gerçekleştirildiğinden başarı sansı da artmaktadır.
Büyük işletmelerde
Çalışanların sendikalı ve sözleşmeli çalışmalarının yanı sıra, fason üretim yapan işletmelerde çalışanlar grev yapamaz. Olsa bile böyle bir olay uzun süreli ve sürekli değildir.
Fason üretimde
Genellikle üretimin belli yönleri üzerinde yoğunlaştığı için uzmanlaşmaya daha açık bir yapı vardır. Bu uzmanlaşma, fason üretim yapan birçok atölye bulunduğundan, büyük hacimli üretim yapan İşletmelerin talep esnekliklerinden olumsuz biçimde etkilenme olasılıklarının da azalmasına yardımcı olacaktır. Yine buna paralel olarak fason üretimin tüketicinin taleplerine kolaylıkla yanıt verebilme avantajını da göz ardı etmemek gerekir.
Fason üretim atölyelerinin
Gerek bölgesel gerekse yurt çapında çok olmasın bu üretimin istihdam artırıcı özelliğine bağlı olarak, gelir dağılımını dengeleyici özelliğini de göstermektedir. Bu işletmeleri, büyük İşletmelerin küçük ve belli alanda üretim yapan mikro kopyası olarak düşünmek gerekir. Teknolojik yenilikleri belli miktarda harcama ile büyük işletmelere oranla kolaylıkla uygulayabilirler. Bu konuda uyum ve hareket kabiliyetleri daha fazladır. Böylece teknik gelişmeleri daha hızlı uygulayarak, büyük İşletmelerin söz konusu yeniliklerden yararlanmasını kolaylaştırırlar.
Fason üretim elastikiyet sağlar.
Fason üretim büyümeyi kolaylaştırır.
Fason Üretimin Olumsuz Yönleri
- Fason üretim yapan atölyelerde isçilik ücretleri düşüktür. Çoğu işveren asgari ücret verme, sigortasız isçi çalıştırma eğ Bu nedenle çalışanların önemli bir kısmı vasıfsızdır. Tüm bunlar, işletmelerde işgücü veriminin düşük olmasına yol açmaktadır.
- Özellikle düşük ücret politikası sosyal barısı zedeleyici bir etkendir.
- Genellikle finansman sorunu görüldüğünden ve üretimlerini belli ölçüde tutabildiklerinden, fazla büyüyememektedirler. Ayrıca ekonomik gelişmelere kolay uyum sağlayabilmekle birlikte, olumsuz gelişmelerden de kolay etkilendiklerinden iflasa kadar sürüklenebilmektedirler.
- Fason üretimin ülke ekonomisine en olumsuz etkisi kayıt dışı ekonomiyi körüklemesidir. Özellikle sigortasız isçi çalıştırma eğiliminin yüksek olması ve belge sistemine uymamaları bu sonucu doğurmaktadır.
- Fason üretimin en büyük zararı ise şüphesiz markalaşmayı, dünya çapında isim olmayı engellemesidir. Günümüzün rekabet koşulları eskisinden çok daha ağır ve çok daha acımasızdır. Bu da piyasada ayakta kalmayı ve sürekli olmayı zorlaştırmıştır. Bu zorluğu asmanın en etkili yolu ise firmanın kendine ait bir markası olmasıdır.
Üç boyutlu kumaşlar
Tekstilde farklı yöntemler vasıtası ile kumaş üretimi mümkün kılınabilmektedir.
- Dokuma
- Örme
- Dokusuz yüzey oluşturma yöntemleri
İle geleneksel, iki boyutlu kumaşların üretimi sağlanabilmektedir.
Anizotropik yapıya sahip olan iki boyutlu kumaşlar, yüzey alanı ile kıyaslandığında oldukça düşük bir kalınlık değerine sahiptirler, dolayısıyla kalınlıkları yönünde düşük mekanik performans göstermektedirler.
Tekstil lifleri ve kumaşlar kompozit malzeme üretiminde yaygın olarak kullanılmaktadır. Tekstil kompozit malzemeler savunma, medikal, havacılık endüstrisi gibi birçok endüstri dalında uygulama alanı bulmaktadır.
Tekstil kompozit malzemeler, düşük ağırlıklarına nazaran sahip oldukları yüksek mukavemet değerleri ile metal ve seramik malzemelerden yüksek mekanik davranış göstermektedirler.
- İki boyutlu kumaşlar ile üretilen kompozit malzemeler, düşük kalınlık değerine sahip oldukları için kalınlıkları doğrultularında düşük mekanik davranış sergilemektedirler.
- İki boyutlu tekstil kompozit malzemelerinde katlar arası ayrılma olarak ifade edilen delaminasyon problemi meydana gelmektedir.
- İki boyutlu kompozit malzemelerde gözlenen problemler, üç boyutlu kumaşların üretilmesi için önemli bir neden teşkil etmiştir.
- Üç boyutlu kumaşlar dokuma, örme, dokusuz yüzey oluşturma ve diyagonal örme yöntemleri gibi tekstil üretim yöntemleri ile elde edilebilmektedir.
- Üç boyutlu kumaşlar kompozit malzemelerde meydana gelen delaminasyon problemini tamamen ortadan kaldırmaktadır.
Bunun yanı sıra elde edilmek istenen son ürünün şekline yakın üretimi mümkün kılmaktadır. Böylece üretim maliyetleri ve malzeme telef miktarlarında ciddi bir azalma sağlanmaktadır.
Üç Boyutlu Kumaşların Üretim Yöntemleri
Üç boyutlu kumaşlar dokuma, örme, diyagonal örme, dokusuz yüzey oluşturma ve dikme gibi tekstil üretim yöntemleri ile elde edilebilmektedir.
Üç Boyutlu Örme Yöntemi
Üç boyutlu örme kumaşların üretimi geleneksel, iki boyutlu örme kumaşların üretiminde olduğu gibi atkılı ve çözgülü örme yöntemleri ile elde edilebilmektedir.
Atkılı örme yöntemi ile istenen son ürüne oldukça yakın şekle sahip, üç boyutlu örme kumaşların üretimi sağlanabilmektedir.
Üç boyutlu örme kumaşların atkılı örme makinelerinde üretimi;
Makinelere modifiye ile yataklar ve elektronik donanımlar ile sağlanabilmektedir.
Üç boyutlu atkılı örme kumaşların bir diğer önemli avantajları ise istendiği takdirde boyuna yönde dolgu ipliklerinin yapı içerisine dâhil edilebilmesidir.
Atkılı örme yöntemi ile elde edilen bu kumaş türlerinde yaşanan en önemli problem;
Yapının fazla hacimli ve boşluklu olmasıdır. Birim hacim başına düşen boşluk sayısının fazla olması yapının lif/ hacim oranının düşmesine sebebiyet vermektedir. Bu durum yapının düşük bir mukavemet değerine sahip olmasına neden olmaktadır.
Çözgülü örme makineleri ile elde edilen üç boyutlu örme kumaşlar, atkılı örme makinelerinde üretilen yapılara nazaran son yıllarda yüksek derecede rağbet görmektedir.
Çözgülü örme makineleri ile elde edilen üç boyutlu örme kumaşlar;
İki boyutlu dokuma kumaşlara nazaran yüksek derecede elastisite modülü ve mukavemet değerlerine sahiptir.
Bu farkın sebebi;
- Karbon
- Cam
- Bazalt vs.
Gibi yüksek modüllü liflerin çözgülü örme yapıların içerisinde daha az kıvrıma sahip olarak yer almalarıdır. İplik yapısında kıvrımın azalması mukavemette artışa sebebiyet vermektedir. Ayrıca kompozit malzeme üretiminde iki boyutlu dokuma kumaşların yerine bu yapıların tercih edilmesi; kumaş telef miktarının ve üretim maliyetlerinin ciddi derecede azalmasını sağlamaktadır. Aşağıda çözgülü örme yöntemi ile üretilen üç boyutlu örme kumaş gösterilmektedir.
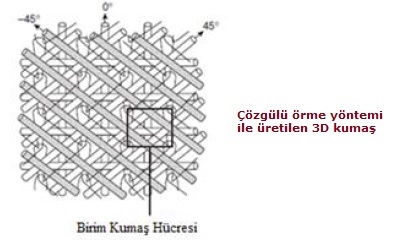
Üç boyutlu çözgülü örme kumaşlar 1980’ li yılların başında üretilmeye, 1990’ lı yıllarda kompozit endüstrisinde kullanılmaya başlanmıştır.
Bu kumaş türlerinde Üretim maliyetlerinin düşük olması, istenen özellikler doğrultuşunda dizayn edilebilme kabiliyetleri gibi üstün özelliklerinden dolayı;
- Jeotekstiller
- Pnömatik sistemler
- Araba ve uçaklarda bazı parçalarının üretimi
- Çeşitli vücut kısımları ve yapay damarların üretimi
Gibi birçok farklı alanda kullanım imkânı bulabilmektedirler.
Çözgülü örme makinelerinde bu kumaş türlerinin üretimi;
- Lif tabakalarının istenen doğrultuda yatırılıp, çözgülü örme ilmeği vasıtası ile bu tabakaların bağlanmasıyla sağlanmaktadır.
Mayer ve Liba firmaları farklı üretim teknikleri ile bu yapıların üretimini mümkün kılmaktadır. Mayer firmasının geliştirdiği sistemde dört farklı lif tabakasının 0˚, +45˚, -45˚, 90˚ yönlerinde yatırılması ve ilmek vasıtası ile bağlanarak üretilmesi sağlanmaktadır. Liba firmasının geliştirdiği yöntemde ise kumaşa dâhil edilen lif tabaka sayısı yedi’ ye çıkabilmektedir. Aşağıda Liba firmasının üretim tekniği görülmektedir. Liba üretim tekniği ayrıca dokusuz kumaşların sisteme dâhil edilebilmesini mümkün kılmaktadır.
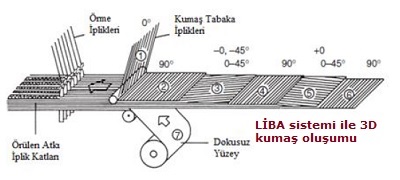
Yapı içerisinde bulunan lif tabakaları;
İstenen doğrultularda yapıya mukavemet kazandırırken
Çözgülü örme ilmeği;
Yapının kalınlık yönünden mukavemetinin artmasını sağlamaktadır.
Üç boyutlu çözgülü örme makinelerinde ilmek:
- Zincir
- Trikot
Olmak üzere iki farklı şekilde elde edilebilmektedir. İlmek, yapının bütünlüğünü sağlarken mukavemette ve zarar toleransında ciddi derecede artış meydana getirmektedir. Zarar toleransı, malzemenin yapısal bir özelliğidir. Malzemenin, yapısında meydana gelen hasarın, tamir işlemi gerçekleşene kadar malzeme güvenilirliğini belirli sınırlar içerisinde tutabilme kabiliyeti olarak ifade edilebilir.
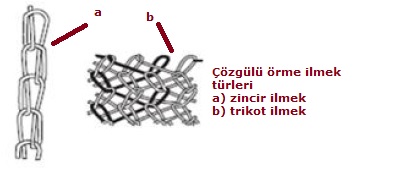
Üç Boyutlu Dokusuz Yüzey Oluşturma Yöntemi
Üç boyutlu dokusuz yüzeylerde, yapıyı oluşturan iplikler arasında herhangi bir bağlantı bulunmamaktadır. Bu yapılar iğneleme ve dikişle birleştirme yöntemleri ile üretilebilmektedir.
İğneleme yönteminde iplikler; istenen doğrultularda sisteme yatırılmaktadır fakat bu iplikler arasında herhangi bir bağlantı bulunmamaktadır. Sonrasında iğneler vasıtası ile ipliklerde yer alan elyafın birbiri içerisinden geçerek birleşmeleri ve bir yüzey oluşturmaları sağlanmaktadır. Aşağıda iğneleme yöntemi ile oluşturulan bir yüzey ve üretim yöntemi görsel olarak ifade edilmektedir.
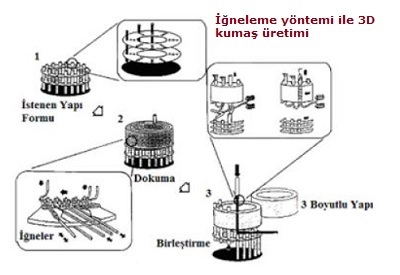
Dikiş ile yüzey oluşturma yönteminde liflerin ya da ipliklerin oluşturduğu tabakaların dikiş işlemi ile birleştirilmesi sağlanmaktadır. Yapılan bu işlemde dikiş türü, dikiş ipliği çeşidi ve numarası, birim alandaki dikiş yoğunluğu büyük önem arz etmektedir.
Üç boyutlu dokusuz yüzeylerde dikiş ipliği yoğunluğu 0,4 – 25 dikiş/ cm² arasındadır. Genellikle dikiş ipliği olarak kevlar tercih edilmektedir. Çünkü kevlar diğer liflere nazaran yüksek mukavemet ve esneklik değerlerine sahiptir.
Dikiş işlemi ile dokusuz yüzeylerin elde edildiği makinelerde dikim kafası bir veya birden fazla olabilmektedir. Makinede bulunan dikim kafa sayısının sınırlı olması, belirli bir yüzey kalınlık değerine kadar dikim işleminin yapılabilmesi, yüzeyin sınırlı bir en değerinde elde edilebilmesi bu makineler için başlıca sorunları teşkil etmektedir.
Günümüzde sanayi tipi makineler azami 1 m en ve 5 mm yüzey kalınlığı değerlerinde çalışabilmektedir. NASA’ nın bu yapıları elde etmek için kullandığı makine 28 m uzunluğunda olup, 15 m’ de dikim yapabilmekte, 3 m ende ve 40 mm kalınlıktaki yüzeylere dikme işlemi uygulayabilmektedir.
Üç boyutlu dokusuz yüzeylerin üretimi iki boyutlu dokuma kumaşlara nazaran daha kolay ve ucuzdur. Aynı zamanda bu yapılar ile elde edilen kompozit malzemelerin yorulma ve darbe dayanımı geleneksel dokuma kumaşlara nazaran daha yüksektir.
Kompleks şekillerde yer alan, kavisli bölgelerin günümüz sanayi makineleri ile dikiminin zor olması bu yapıların önemli bir problemini oluşturmaktadır.
Dikiş yoğunluğu, iplik türü ve numarası gibi konularda da yeterince çalışma yapılmamıştır. Bu konuların aydınlatılmamış olması kullanımlarının artmamasının bir diğer önemli sebebini oluşturmaktadır. Bu konuda ARGE çalışmalarının yapılması gerekmektedir. Ancak bu ARGE çalışmalarına diğer alanlarda olduğu gibi iki tarafın da haklarını koruyan sağlam bir sözleşme yapılması kaçınılmaz bir gerçektir.
Üç Boyutlu Diyagonal Örme (Braiding) Yöntemi
Üç boyutlu diyagonal örme yöntemi, üç boyutlu kumaş üretimi için tarihte kullanılan ilk yöntemdir.
1960’ li yılların sonlarında;
- Roket motorunda, metal alaşımlarına nazaran %30- 50 arasında ağırlığın azaltılması amacı ile üretilmiştir.
Diyagonal örme yöntemi ile elde edilen üç boyutlu kumaşlar;
- Medikal
- Uzay
- Ulaşım
Gibi birçok farklı alanda kullanım alanı bulabilmektedir.
Diyagonal örme yöntemi ile son şekle oldukça yakın yapıların üretimi mümkün kılınmaktadır. Bu durum üretim maliyetlerini ve atık iplik, kumaş miktarını ciddi derecede azaltmaktadır. Aşağıda diyagonal örme yöntemi ile üretilmiş üç boyutlu kompozit malzemeler görülmektedir.

Diyagonal örme yöntemi ile elde edilen üç boyutlu yapılarda eksenel ve örücü iplikler olmak üzere iki farklı iplik grubu bulunmaktadır;
- Eksenel iplikler; mukavemet istenen doğrultuda yapı içerisine dâhil edilirken, iplik bağlantıları örücü iplikler ile sağlanmaktadır. Örücü iplikler mekiklerden sisteme beslenmektedir.
- Örme sistemi örücü iplik bobinlerinin yer değişim hareketi ile sağlanmaktadır.
Aşağıda diyagonal örme kumaş, örücü iplik bobinleri ve bobin mekanizmaları görülmektedir.
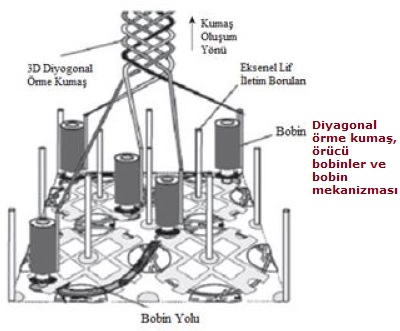
- Üç boyutlu diyagonal örme kumaşlar köşeli ya da dairesel olarak üretilebilmektedir.
- Bu yapıların üretimi amaca bağlı olarak dairesel ya da köşeli makinelerde yapılmaktadır.
- Üç Boyutlu diyagonal örme kumaşlar adım sayılarına göre sınıflandırılmaktadır.
Makinenin bir devrinde meydana gelen örme işlemi; adımı ifade etmektedir. Üç boyutlu diyagonal örme kumaşlar iki, dört ya da çok adımlı olabilmektedir. İki adımlı diyagonal örme yöntemi 1987 yılında Popper ve McConnell tarafından geliştirilmiştir.
Aşağıda iki ve dört adımlı diyagonal örme kumaşların birim örgü desenleri gösterilmektedir.
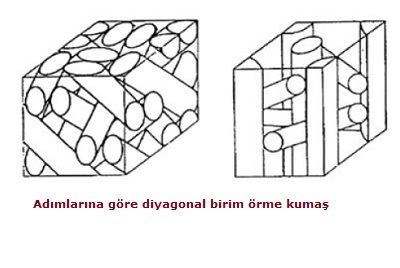
Küçük boyutlu yapıların üç boyutlu diyagonal kumaşlar ile üretimi oldukça ucuz ve kolay bir işlemdir. 100 mm’ nin üzerinde ene sahip kumaşların diyagonal örme yöntemi ile üretilmesinde çeşitli problemler ortaya çıkmaktadır. Çünkü üretilmek istenen ürünün boyutunun artması, makinenin de boyutunun arttırılması gerekliliğini ortaya çıkarmaktadır.
Bu yapıların uçak üretiminde yaygın bir biçimde kullanılamamalarının en önemli nedeni;
- Yapıyı üretebilecek olan makinenin boyutundan kaynaklı olarak maliyetin oldukça yüksek ve işlemin zor olmasından doğmaktadır.
Üç boyutlu diyagonal örme kumaşlarla oluşturulan kompozit malzemelerde elastisite modülü;
- Örücü ipliklerin oluşturduğu diyagonal açı, iplik numaraları ve örgü deseni gibi değişkenlere bağlı olarak değişmektedir.
Üç boyutlu diyagonal örme kumaşlar ile oluşturulan kompozit malzemelerin mukavemet değerlerinin iki boyutlu kompozit malzemelere nazaran düşük olması ve büyük boyutlu kumaşların üretiminde makinenin uzun sürede üretime hazır hale getirilmesi ve yavaş olarak çalışması yapının diğer eksilerini oluşturmaktadır.
Günümüzde üç boyutlu diyagonal örme kumaşların otomotiv sektöründe; şase ve şaft imalinde kullanılması üzerine çalışılmaktadır. Eğer hedeflenen başarıya ulaşılabilirse arabalarda %50’ ye varan oranlarda ağırlık kaybı sağlanabilecektir.
Üç Boyutlu Dokuma Yöntemi
Üç boyutlu dokuma yöntemi, üç boyutlu kumaşların üretimi için kullanılan önemli metotlardan birini temsil etmektedir. Üç boyutlu kumaşlar, kompozit malzeme imalinde kullanıldıkları için mukavemet değerleri önem taşımaktadır.
Üç boyutlu kumaş üretim yöntemleri içerisinde dokuma metodu;
Diğer yöntemlere nazaran yüksek mukavemet değerine sahip kumaşların üretilmesini sağlamaktadır. Bu sebepten dolayı diğer üretim yöntemlerine nazaran daha yaygın ve bilinen bir yöntemdir.
Üç boyutlu dokuma kumaşlar
Birçok farklı alanda kullanım alanı bulabilen geleneksel dokuma kumaşlar, kompozit endüstrisinde de iki boyutlu kompozit malzemelerin üretiminde tercih edilmektedir. Tekstil kompozit malzemeler havacılık ve savunma sanayisinde; metal ve seramik gibi benzeri malzemelere nazaran düşük ağırlık, yüksek mukavemet değeri birçok üstün özellik sunmaktadır.
İki boyutlu dokuma kumaşlardan üretilen kompozit malzemelerin düşük kalınlık değerine sahip olmalarından dolayı kalınlıkları yönünde ki mekanik performanslarının düşük olması, bu yapıların önemli bir eksiğini teşkil etmektedir.
Diğer yandan tabakalar arasında meydana gelen ve delaminasyon olarak adlandırılan ayrılma problemi, bu yapıların bir diğer problemini oluşturmaktadır.
İki boyutlu dokuma kumaş yapısında bulunan iplikler, dokuma konstrüksiyonun’ dan dolayı fazla miktarda eğilmeye maruz kalmaktadır.
- Karbon
- Cam
- Bazalt
- Vs. gibi
Yüksek modüllü liflerin bu yapılar içerisinde kullanılması; elde edilen kumaşın düşük elastisite modülüne sahip olmasına sebebiyet vermektedir.
Geleneksel dokuma kumaşlar birbirine dik, iki ayrı iplik grubundan meydana gelmektedirler.
Bu kumaşlara çapraz yönde kuvvet uygulanması;
- Atkı ya da çözgü ipliği olarak adlandırdığımız iplik gruplarının yapı içerisinde kaymasına kumaş mukavemetinin
- Çapraz yönlerde düşmesine
Neden olmaktadır.
İki boyutlu dokuma kumaşlarda yaşanan bu problem Triaxial olarak adlandırılan kumaş türlerinin üretilmesine sebebiyet vermiştir.
![]()
Triaxial kumaşlarda üç çeşit iplik grubu yer almaktadır. Bu iplikler;
- Yapının mukavemetini çapraz yönde uygulanan kuvvetlere karşı arttırmak için birbirleri ile 60˚ açı yaparak kesişmektedirler.
- İki boyutlu dokuma kumaşlarda yaşanan problemler üç boyutlu dokuma kumaşların üretimi için önemli bir sebep oluşturmuştur.
- Üç boyutlu dokuma kumaşlar, iplik veya kumaş tabakaları tarafından oluşturulan kalınlıkları yönünde; belirli bir boyuta sahip olan yapılardır.
- Üç boyutlu dokuma kumaşlar kalınlıkları yönünde yüksek mekanik karakteristik göstermektedir.
- Entegre bir yapı halde kalınlık değerine sahip olmaları iki boyutlu kompozit malzemelerde gözlenen delaminasyon problemini tamamen ortadan kaldırmaktadır.
- Üç boyutlu dokuma kumaş üretim yöntemleri, yüksek modüllü liflerin x, y ve z yönlerinde düşük kıvrım oranı ile yapıya dâhil edilebilmelerini mümkün kılmaktadır.
- Liflerde kıvrım oranının düşmesi; yapının lif/hacim oranının artmasını sağlamaktadır dolayısıyla kumaşlarda elastisite modülü yükselmekte, mukavemet artışı gözlemlenmektedir.
- Üç boyutlu dokuma kumaş üretim yöntemleri ile karbon, cam, bazalt vs. gibi yüksek modüllü liflerden; 1 inç’ ten 72 inç’ e kadar kalınlık değerine sahip kumaşların üretimi mümkün kılınabilmektedir.
- Üç boyutlu dokuma kumaşların kompozit malzeme üretiminde sahip oldukları bir diğer artı nokta ise komplike şekillerin üretimini sağlayabilmeleri ve net şekle yakın olarak üretilebilmeleridir.
Kompozit malzemeler üzerinde yapılan delme, kesme gibi işlemler malzemelerde yüksek derecede mukavemet kaybına sebebiyet vermektedir. Son şekle yakın üretim; malzemede mukavemet kaybını önlerken malzeme telef miktarı ve işçilik ücretinin azalmasını sağlamaktadır. Yapı içerisinde, kalınlık doğrultusunda yer alan iplikler; kapilar kanal görevi görmektedir. Bu iplikler, kompozit malzeme üretimi için kullanılan reçinenin yapı içerisinde hızlı ve homojen olarak dağılması sağlanmaktadır.
Üç Boyutlu Dokuma Kumaşların Üretim Yöntemleri
Dokuma makinelerinin bir devrinde; açılan bir adet ağızlıktan atkı ipliğinin geçirilmesi ile iki boyutlu dokuma kumaşların üretimi sağlanmaktadır.
Makine hızının çeşitli atkı atma yöntemleri ile oldukça yüksek hızlara çıkabildiği bu yöntemde kumaş kalınlık değeri oldukça sınırlıdır. Ayrıca yapı içerisinde ipliklerin kıvrımlı olarak yer alması bu kumaşların elastisite değerlerinin düşük olmasına sebebiyet vermektedir.
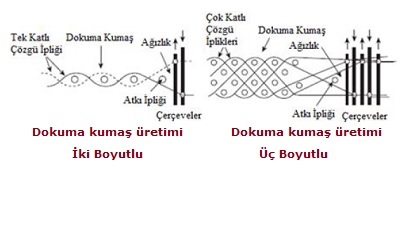
Üç boyutlu dokuma kumaşlarda kalınlık yönünde birden fazla atkı ipliği yer almaktadır. Bu durum kumaşın kalınlık değerine sahip olarak üretilebilmesini sağlamaktadır.
Üç boyutlu dokuma kumaşlarda tefeleme işleminden önce
- Birden fazla ağızlığın açılması gerekliliği Makine hızının düşük bir değere sahip olmasına sebebiyet vermektedir.
- Üç boyutlu dokuma kumaşların üretimi; geleneksel dokuma makinelerinin modifikasyonu ile ya da üç boyutlu dokuma kumaş üretmek amacı ile özel olarak modifiye edilmiş makineler vasıtasıyla sağlanmaktadır.
- Çok katlı yapıların üretimi; bağlayıcı çözgü ipliklerinin sadece dikey yöndeki hareketi ile sağlanabilirken,
- Özel olarak modifiye edilmiş dokuma makinelerinde çözgü ipliklerinin yatay ve dikey yönde hareket ettirilmesi ile üç boyutlu dokuma kumaşların üretimi sağlanmaktadır.

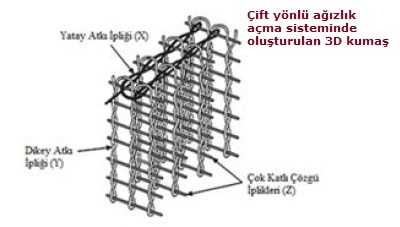
Geleneksel Dokuma Makinelerinin Modifikasyonu ile Üç Boyutlu Dokuma Kumaş Üretimi
Çok katlı dokuma kumaşların iki farklı çözgü grubu kullanılarak üretimi 1974 yılında Greenwood tarafından geliştirilmiştir.
Üç farklı iplik grubu kullanılarak üç boyutlu dokuma kumaşların üretimi sağlanmaktadır. Çözgü iplikleri iki farklı iplik grubundan oluşmaktadır. Bir grup sadece kumaş doğrultusu yönünde uzanırken bağlayıcı çözgü iplikleri kumaşı bütün halde, bir arada tutmaktadır.
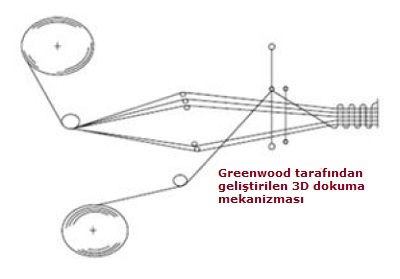
Khokar, bu yapıları Noobed olarak adlandırmıştır. Sistem içerisinde yer alan üç ayrı iplik grubu birbiri ile fazla miktarda bağlantı yapmamaktadır. Bu üretim yöntemi ile 17 kat’ a kadar kumaş üretimi sağlanabilmektedir. Aşağıda bu sistemler ile üretilmiş üç boyutlu dokuma kumaş görülmektedir.
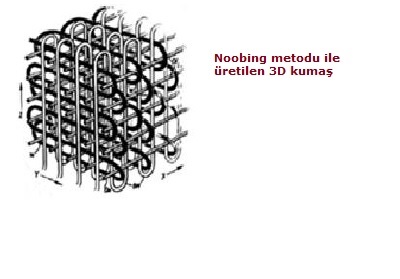
Geleneksel dokuma makinelerinin modifikasyonu ile oluşturulan bir diğer üç boyutlu kumaş dokuma sistemi 1990 yılında Mohamed tarafından geliştirilmiştir. Bu sistemde T, I, π vs. profillerine sahip, üç boyutlu dokuma kumaşların üretimi sağlanabilmektedir.
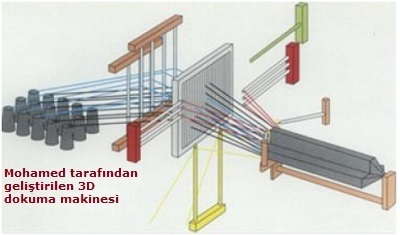
Sistemde, üretilmek istenen profil şekline göre iplik bobinlerinin cağlığa dizimi sağlanmaktadır. Bir grup çözgü ipliği kumaş doğrultusu boyunca; kumaş içerisinde uzanırken diğer çözgü ipliği grubu çerçeveler vasıtası ile aşağı, yukarı yönde hareket ettirilmektedir.
Atkı iğneleri vasıtası ile birden fazla atkı ipliğinin tek bir makine devrinde yapıya dâhil edilebilmesi sağlanmaktadır.
Atkı iplikleri; makine kenarında bulunan örücü iğneler vasıtası ile yapıya bağlanmakta ve tefeleme işlemi ile kumaş oluşumu sağlanmaktadır.
Bu sistem vasıtası ile oldukça yüksek kalınlık değerlerine sahip ve mukavim; profilli üç boyutlu dokuma kumaşların üretimi mümkün kılınabilmektedir. ABD’ de bulunan North Carolina State Üniversitesinde geliştirilen bu makinede mekanizmaların hareketi; elektriklenmeyi önlemek maksadı ile pnömatik sistemler vasıtası ile sağlanmıştır. Ayrıca ipliklerde sürtünmeyi azaltmak için iplikler borular içerisinde makineye taşınmıştır.

Gerçek Üç Boyutlu Dokuma Makineleri İle Kumaş Üretimi
Geleneksel dokuma makinelerinin modifiye edilmesi ile üretilen üç boyutlu dokuma kumaşlarda, makinenin devrinde bir kumaş tabakasının yapıya dâhil edilmesi sağlanmaktadır.
Üç boyutlu kumaşlar üzerine çalışan bilim adamları; bu sistemleri gerçek bir üç boyutlu dokuma makinesi olarak görmeyip, yapıya katılması istenen tüm tabakaların; makinenin bir devrinde kumaşa dâhil edilmesi gerektiğini ifade etmektedirler.
Gerçek üç boyutlu dokuma makineleri ile üretilen yapılar;
- Tek eksenli
- Çok eksenli veya iplik tabakaları arasında kesişmenin olması veya olmaması
Durumuna göre kategorize edilebilmektedir.
Aşağıda Fukuta tarafından 1974 yılında geliştirilen tek eksenli, üç boyutlu dokuma mekanizması görülmektedir.
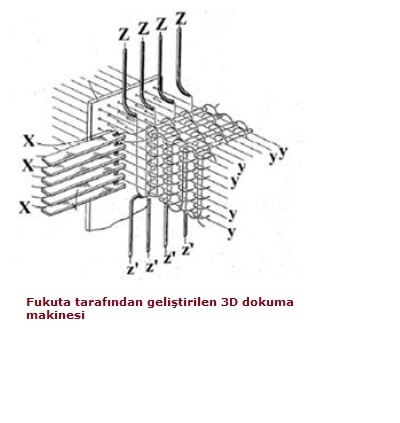
Yapı içerisinde üç ayrı iplik grubu yer almaktadır. Kumaş doğrultusunda yer alan y iplikleri hiçbir kıvrım yapmadan kumaş boyunca uzanmaktadır. Makinede x ve z ipliklerinin mekikler vasıtası ile yapıya dâhil edilmesi sağlanmaktadır. Bu sistemde iplikler arasında bağlantı bulunmamaktadır.
Geleneksel dokuma makinelerinin modifikasyonu ile üretilen üç boyutlu dokuma kumaşlarda;
- İplikler birbirlerine 90˚ açı yapacak şekilde bağlanmaktadır.
- Bu makinelerde iplikler kumaşa 45˚ açıya sahip olarak dâhil edilememektedir.
Dolayısı ile kumaşlar;
- Çapraz yönde uygulanan kuvvetlere karşı düşük mukavemet göstermektedir.
- Çok eksenli üç boyutlu dokuma makineleri ile +45˚ ve -45˚ açılarına sahip iplik tabakalarının kumaşa tek bir makine devrinde dâhil edilmesi sağlanabilmiştir.
Aşağıda tek eksenli ve çok eksenli birim kumaşlar görseli görülmektedir.
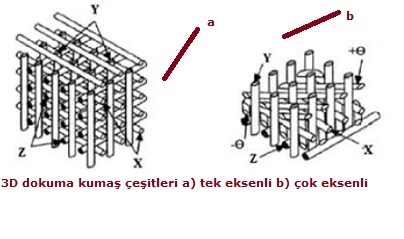
Anahara tarafından1993 yılında geliştirilen, çok eksenli üç boyutlu dokuma makineleri vasıtası ile beş farklı eksene sahip dokuma kumaşların üretimi sağlanabilmektedir. Aşağıda farklı açı değerlerine sahip iplik tabakaları ve üretilen kumaş görülmektedir.
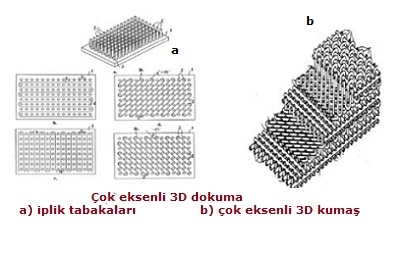
Üç boyutlu dokuma kumaşlar dairesel olarak da üretilebilmektedir. Bilişik tarafından 2000 yılında geliştirilen sistemde beş ayrı iplik grubu yer almaktadır.
Bu iplikler eksenel, radyal, çevresel ve çapraz (+45˚, -45˚) olarak yapı içerisinde yer almaktadır. Sistemde çevresel ve radyal iplikler eksenel ipliklerin etrafında bir dokuma katmanı oluşturmaktadır.
Aşağıda üç boyutlu dairesel dokuma mekanizması ve üretilen kumaş görülmektedir.
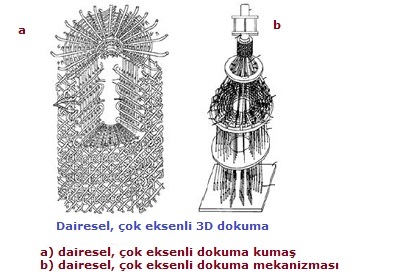
Çok eksenli, üç boyutlu kumaşlarda; yapı içerisinde yer alan her iplik arasında bağlantı bulunmamaktadır. Makinelerin tek bir devirde her iplik tabakasını kumaşa dâhil edebilmeleri bu sistemler için oldukça önemli bir gelişme olmuştur.
Khokar tarafından 1997 yılında geliştirilen üç boyutlu dokuma yönteminde her bir iplik grubunun birbiri ile bağlantı yapması amaçlanmıştır. Bu yöntemde çözgü iplikleri; çeşitli sistemler vasıtası ile yukarı, aşağı ve sağa, sola hareket ettirilerek kumaş üretimi sağlanmıştır.
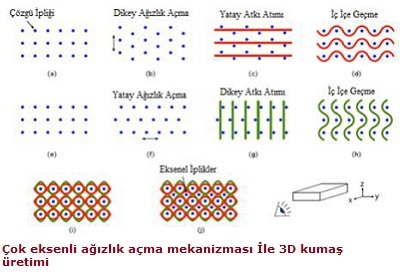
Üç boyutlu dokuma kumaşlar kompozit endüstrisinde kullanıldıkları için mukavemet ve ağırlık değerleri oldukça büyük bir önem taşımaktadır. Yapı içerisinde bulunan her bir ipliğin bağlantı yaptığı üç boyutlu dokuma kumaşlar; diğer kumaş çeşitlerine nazaran oldukça yüksek mukavemet değerlerine sahiptir.
Üç Boyutlu Dokuma Kumaşların Sınıflandırılması
Üç boyutlu dokuma kumaşlar birçok farklı şekilde kategorize edilebilmektedir. Dokuma prosesi, ipliklerin yapı içerisine yerleşme geometrisi, birim kumaş hücrelerinin mikro ve makro yapısı; bu kumaşların sınıflandırılabildiği konulardır.
Birçok farklı bilim adamı üç boyutlu dokuma kumaşlar üzerine sınıflandırma yapmıştır. Khokar bu yapıları dokuma prosesi, kullanılan iplik grupları ve oluşturulan yapıya bağlı olarak altı grupta sınıflandırmaktadır.
Chen ise birim kumaş hücresinin makro yapısını dikkate alarak dört farklı grup oluşturmuştur.
Bu sınıflandırma yönteminde kumaşlar:
- Solid
- Hollow
- Nodal
- Shell
Olarak ayrılmaktadır.
Üç boyutlu dokuma kumaşları, yapılarında bulunan ipliklerin; yapıya yerleşim geometrilerine göre ayırmak da mümkündür.
Bu kapsamda üç boyutlu dokuma kumaşlar:
- Orthogonal
- Açılı interlok
Olmak üzere iki gruba ayrılmaktadır.
Orthoganal yapılarda bağlayıcı iplikler kumaş katları ile 90˚’ lik açı yapmaktadır.
Açılı interlok kumaşlarda ise çözgü iplikleri ve atkı ipliklerinin oluşturduğu kumaş tabakaları arasında belirli bir açı değeri bulunmaktadır. Bu değer üretilmek istenen yapının özelliklerine bağlı olarak ayarlanabilmektedir. Her iki kumaş çeşidi için yapıya güçlendirici iplikler ilave edilebilmektedir. Bu iplikler kumaş doğrultusunca uzanarak kumaşın lif/ hacim oranının artmasını ve dolayısıyla mukavemetin yükselmesini sağlamaktadır.
- Orthogonal kumaşlar açılı interlok yapılara nazaran yüksek lif/ hacim oranına sahiptirler. Açılı interlok yapılar ise orthogonal kumaşlara nazaran yüksek elastikiyet özelliklerine sahiptirler.
Orthogonal ve açılı interlok kumaşlar; yapılarında bulunan bağlayıcı ipliklerin geometrilerine bağlı olarak iki gruba ayrılabilmektedir.
Eğer bağlayıcı iplik:
- Kumaş içerisinde sadece belirli katlar arasında bağ yapıyor ise kattan kata,
- Kumaş kalınlığı boyunca bağlama işlemini gerçekleştiriyorsa kumaş kalınlığı boyunca orthogonal ya da açılı interlok kumaş olarak adlandırılabilmektedir.
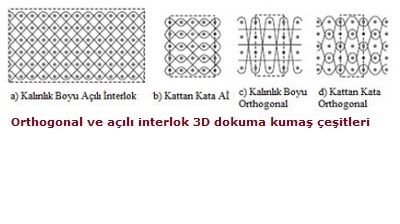
Serim
İş hayatının yoğunluğu, kadınların çalışma hayatına başlamaları, hazır giyim ve seri üretimi gerektirmiştir. Seri üretim yapılabilmesi için insanlar gruplara ayrılarak, beden ölçü standartları oluşturulmuş ve önce atölyelerde daha sonra fabrikalarda üretim yapılmıştır. Fabrikalarda üretim yapılma aşamasında tüm işlemlerin önemli olduğu kaçınılmazdır.
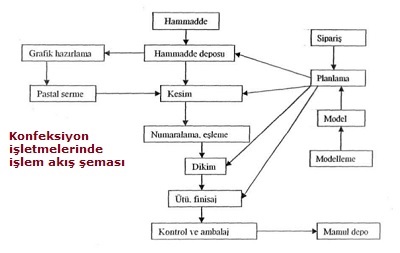
Hazır giyim (konfeksiyon) genel olarak;
- Serim
- Kesim
- Dikim
- Kalite kontrol
- Paketleme
Vb. aşamaları içine alır.
Serim konusu da, üretimde verimliliğin artmasına etki eden faktörlerden biridir.
Serimde Kullanılan Araç-Gereçler aşağıda belirtilmiştir.
- Pastal Altı Kâğıdı
- Pastal Başı Kesim Makinesi
- Kumaş Teknesi
- Kumaş Askısı (Top Askı Aleti)
- Çakıştırma Levhası
- Döner Askı
- Ara Taşıyıcı Masalar
- Çok Katlı Açma Sehpası
Pastal Altı Kâğıdı: Serimi yapılan kumaşların altına serilir. Amacı, masa üzerindeki kumaşın gerekli olursa başka alanlara kolay taşınması için kullanılan bir kâğıttır.
- Delikli
- Deliksiz
Olmak üzere ikiye ayrılır. Delikli pastal kâğıdı havalı ve vakumlu masalarda kullanılır. Ayrıca pastal serimi sırasında ek kumaş kullanılacaksa bu kâğıtlar kullanılır.
Pastal Başı Kesim Makinesi: Manuel serimde üst üste serim yapılırken pastal başının firesiz olarak kesimini sağlar. Kumaş boş ilerletilir, makinenin tutucuları kumaşı tutar, kumaş serilir, serimin başlangıç noktasına gelince makinenin kesim aparatı çalışır ve kumaşı keser, tutucu ile tutulur, serim bu periyotta devam ettirilir. Pastal için atılan kumaş başlarının aynı hizada olması ve fire kaybının azaltılması amacıyla kullanılan bir makinedir.

Kumaş Teknesi
Serimi yapılacak kumaş topunun içinde dönerek rahatlıkla açılmasına olanak sağlayan, serim masasına monte edilebilen ve ya masa ile birleştirilerek kullanılan serime yardımcı bir alettir. Kumaş teknesi kullanımı serim yapan kişileri kumaşı zorlayarak çekme durumundan kurtarır. Serim işleminin süresini azaltır ve serim masasının daha etkin kullanımını sağlar. Kumaş topu teknede dönerek rahat bir şekilde açılır.
Kumaş Askısı (Top Askı Aleti)
Kumaşın serim yönüne göre, masanın baş kısmına monte edilen çatallar ve kumaş topunun içinden geçirilen yuvarlak demir bir çubuktan oluşan basit bir düzenektir. Demir çubuk kumaş topundan geçirildikten sonar iki kişi tarafından çatallara yerleştirilerek kullanılır. Böylece kumaşın akım kolaylığı sağlanır. Bu işlemde yüz yüze serim yapılamaz. Bu düzenek yardımı ile yapılan serim işlemine çatalla serim de denir.
Çakıştırma Levhası
Serilen kumaş katlarının bir kenarının çakıştırılmasına yardımcı olan, masa kenarlarına yerleştirilen alettir. Kenar çubuğu da denir. Özellikle kaygan kumaşların serilmesinde oluşabilecek serim hatalarını önler. Masa kenarına yerleştirilen bu tertibatla kumaşların bir kenarının çakışması kolaylıkla sağlanabilir.

Döner Askı
Büyük kumaş toplarının rahat açılmasını sağlamak için dönerli harekete sahip olan bir alettir. Seyyar ve ayaklarında tekerlek bulunduğu için hem kumaş topunun taşınmasında hem de istenen kesim masasında kullanım olanağı sağlar. Büyük kumaş toplarının masa üzerine konması, ağırlığı ve masa üzerinde kaplayacağı alandan kaynaklanan sorunları ortadan kaldırır. Daha çok ev tekstili üretimi yapan işletmelerde kullanılır.
Ara Taşıyıcı Masalar
Serimi yapılan kumaş katlarının (Pastalın) veya kesilen bantların masadan masaya veya hızara götürülmeleri için kullanılan ayakları tekerlekli masalardır. Açık en serim makineleri birden fazla masada da kullanılmak istendiğinde bir masadan diğerine transferi için transfer masaları kullanılır. Transfer masası, masa enine göre ayarlanır, ayaklarına tekerlek ilave edilir.
Çok Katlı Açma Sehpası
Sabit kenar çubukları, çıkarılabilen ara top takma çubukları ile dört tekerlekten oluşan ve çok sayıdaki kumaş topunu açmaya yarayan serime yardımcı bir alettir. Çok katlı açma sehpaları kumaşların depodan kesimhaneye iletilmesi, ara depo olarak kullanılması ve açma aparatı olarak kullanılması gibi çeşitli işlevlere sahiptir. Askı aralıkları isteğe göre değiştirilebildiği için farklı büyüklükteki kumaş toplarında kullanılabilir.
Kumaş Serme Masaları ve Kullanım Alanları
Kesimi yapılacak kumaşlar veya diğer malzemeler çeşitli şekillerde ambalajlanmıştır. Bu şekilleri ile kesime uygun değildir. Kesilmeleri için düzgün açılıp serilmelidir. Serim masaları işletme büyüklüğüne göre farklı boyutlarda olabilir. Ancak masa yüzeyinin düzgün, pürüzsüz ve ısı değişikliklerine karşı mukavemetli olması gerekmektedir. Masa enleri kumaş enine uygun olmalıdır (100cm -250 cm). Masa uzunluğu (15 ile 30 metre arasında) atölyenin büyüklüğüne göre mümkün olduğunca uzun tutulmalıdır. Masa yüksekliği istenildiğinde ayarlanabilir şekilde vidalı olmalı, çalışacak kişinin boyuna göre ayarlanabilmelidir. Masa ayakları kesitli veya yuvarlak olabilir.
Sabit Masalar
Bu masalar parçalı olup istenilen ölçüye göre monte edilerek kullanılır. Masayı oluşturan parçalar birbirine geçmeli olmalı, açıklık ve parça aralarında yükseklik farkı bulunmamalıdır. Bu masaların imalatında dikkat edilmesi gereken nokta, masa eninin, kullanılabilecek kumaş enlerinden 20 cm daha geniş olmasıdır. Masaların yüzey malzemesi, kumaşların rahatça kontrol edilmesine imkân sağlayacak şekilde imal edilmelidir. Masa yüksekliği kesim yapanın rahatlığı için 80-90 cm arasında olmalı, su terazisi ile masa yüzeyinin yere paralelliği ayarlanmalıdır.

Vakumlu Masalar
Vakumlu masa serim işlemi tamamlandıktan sonra kesim işlemini kolaylaştırmak, kumaşın kaymasını önlemek ve hacimli kumaşlarda kesim yüksekliğini azaltmak için kullanılır. Serili kumaş bloğunun üst katının nylon ile kaplanması uygulamada iyi sonuç verir.
İğneli Masalar
ekoseli ve çizgili kumaşları tutturmak amacıyla elle serimde kullanılır. İkiye ayrılır:
- Sabit iğneli kumaş serme masası: Sabit masalar gibi olup, üst tablasında elekte iğneler vardır. Kumanda el veya ayak kontrolü ile yapılmaktadır. Kareli ve çizgili kumaşlar masaya yerleştirilirken katların kaymaması için kullanılır.
- Hareketli iğneli kumaş serme masası: Bu tip masaların kullanım prensipleri sabit iğneli masalarla aynı olup astar gibi kaygan ve çok katlı materyallerin seriminde kullanılır.

Masanın üst tablası bir kenarından masanın şasesine hareketli mafsallarla bağlıdır ve masanın şaseye dik durmasına olanak sağlar. Masa dik konumdayken üst kısmındaki iğnelere serimi yapılan materyal geçilerek işlem yapılır. Serim işlemi bitince masa yatay konuma getirilir. Bu serim şekli çalışanlar için çok büyük kolaylık sağlar. Desenli, çizgili ve ekose kumaşların serimi ve kesiminde kullanılır. Modüler olup mevcut masaların önüne ve arkasına eklenebilir. Kullanılması kolay olup iğne boyları ayarlanabilir. Bu sayede gerektiğinde düz masa olarak da kullanılabilir.
Askı Tertibatlı Masalar
Kaygan kumaşların seriminde kullanılır. Bu masaların uzun kenarlarından birine kumaşları tutacak askılar yerleştirilmiştir. Kumaş serme işleminden önce askılı masa dikey konuma getirilir. Hareketli kancalar pastal boyuna göre duvarda ayarlanır. Kumaşlar masa kenarındaki kancalara yerleştirilir. Kumaş yerleştirildikten sonra masa yatay duruma getirilerek kesim yapılabilir. Askı tertibatlı kumaş serme ve kesim masalarında masa ayaklarının tabla ile birleştiği yerlerde dayanıklılığının arttırılması gerekir. Bu masalar modülerdir. İşletmenin ihtiyacına göre ekleme ve çıkarmalar yapılabilir.
Hava Üflemeli Masalar
Bu masalar sabit masalar gibi olup, üst tablasında elekte olduğu gibi hava üfleyen delikler vardır. Bu delikler masanın altında bulunan bir aspiratöre bağlıdır. Aspiratörün ürettiği hava bu deliklerden çıkmaktadır. Bu sistem ağır kumaşların hafif bir itme kuvveti ile hareket ettirilmesini sağlar. Kaba kesimi yapılan kumaşlar masanın hava tertibatı açılarak ince kesim masasına kaydırılır.

Üzerine atılan pastalın bozulmadan kaydırılmasında kullanılır. Böylece kesim ve serim işleri aynı anda yapılarak zamandan ve işçilikten tasarruf edilmiş olur. Tablalar üzerinde serim makinesi ve kumaş ağırlığını rahatlıkla taşıyacak şekilde tasarlanmıştır. Daha çok otomatik kumaş kesim makinası kullanan firmalar için gerekir. Bunun dışında aynı masa üzerinde birden fazla serim ve kesim işlemini aynı anda uygulamak isteyen firmalar havalı masa tercih etmektedir. Vakumlu masalarla hava üflemeli masaların çalışma tertibatı aynıdır. Vakumlu masalar hava üflemeli masaların çalışma sisteminin tersi bir sistemle çalışır.
Sonsuz Hareketli Masalar
Bu tür kumaş serme ve kesim masalarının üst tablası plastikten yapılır ve sonsuz bir bant şeklindedir. Masanın başında ve sonundaki silindirlerle üst tabla istenen yönde hareket ettirilir. İşlem bir kumanda düğmesi yardımı ile yapılır. Tüm kesimhane işlemlerinin bir arada yapıldığı bir sistemdir. Bu masalar beş ana kısımdan oluşmaktadır. Birinci masa tablası kumaş serimi için kullanılır. Bu tablaya atılan pastal kesime hazır hale getirildikten sonar masa tablası kumanda düğmesi ile ileriye hareket ettirilerek ikinci tablaya aktarılır. İkinci tablada kaba kesim yapıldıktan sonar yine ileriye doğru hareket ettirilerek üçüncü tablaya ince kesim yapılması için aktarılır. Boşalan tablalarda yeniden kumaş serimi ve kaba kesim yapılabilir. Böylece hem pastalın aktarılması kolay ve düzgün bir şekilde yapılabilir hem de kesimhanenin verimi arttırılmış olur.
Kumaş Serme Yöntemleri
Kumaşlar dokuma, desen, renk ve tüy yönüne dikkat edilerek serilir. Kumaş özelliklerindeki bu çeşitlilik farklı serim yöntemlerinin gelişmesini sağlamıştır.
Kumaş serme yöntemleri
- Tam ende ve yarım ende serim
- Tüp kumaş serim
Olmak üzere ikiye ayrılır.

Tam Ende ve Yarım Ende Serim
Tam ende serim, kesimi yapılacak giysiye ait tüm şablonları (sağ ve sol parçaları) kapsayan bir serimdir.
Çok kullanılan bir serim şeklidir. Yarım ende serim, kesimi yapılacak giysiye ait şablonların sadece bir yarısını kapsayan serimdir. Konfeksiyonda tercih edilen bir serim şekli değildir. Kumaş katları içeriye doğru dönme ve kayma yapabileceğinden çok katlı serim yapılamaz.
Tek Yönde Serim
Tüylü kumaşlarda serim işlemi; tek yönlü serme, yüz üstte tek yönlü serme, yüz altta tek yönlü serme, yüz yüze serme şekillerinde yapılır.
Eğer kumaş kadife veya floş gibi yönlü ise tüy yönünün daha sonra giyside aynı doğrultuda olabilmesi için tek taraflı olarak serilmesi gereklidir. Bu yüzden daima kumaş yüzü üstüne tersi gelecek şekilde atılır.
Zikzak Serim
Bu yöntem, genellikle çift en ya da yuvarlak örme kumaşların seriminde kullanılır. Kumaşın pastal başlarında kesilmeyip birbirinin devamı olacak şekilde zikzak olarak üst üste serilmesi işlemidir.
Pastal
Seri üretim yapmak amacıyla üst üste serilmiş ve en az bir kenarı çakıştırılmış kumaş katları bloğuna pastal denir. Başka bir deyişle kumaşların, kesim emrine uygun şekilde kesim masasına desen, tüy, hav ve uygulanacak modelin özelliklerine göre çeşitli şekillerde kat kat serilmesine pastal denir.)
Hem açık en hem de yarım en kumaşlarda uygulanabilen zikzak serim yönteminde boş geçiş yoktur. Çünkü başlangıç yerine giderken de serim gerçekleşir. Bir katın yüz tarafı her seferinde önceki katın yüz tarafında ya da ters taraf her seferinde önceki katın ters tarafı üzerindedir. Zikzak serim yönteminde kumaş katları pastalın sonunda kesilmeyip tutturularak serilmeye devam edilir. Yön özelliği olmayan ve tersi yüzü aynı kumaşların seriminde bu yöntemle daha yüksek bir iş verimliliği elde edilir. Zikzak serim yönteminin dezavantajı kumaş yönünün kattan kata değişmesidir. Bu nedenle havlı ve yönlü kumaşların seriminde kullanılmaz.
Tüy Yönünde Çift Katlı Serim
Tüy yönü olan kumaşlarda, tüy yönü dikkate alınarak yapılan serim metodudur.Tüy yönündeki serim, makinelerde ek bir donanımı gerekli kılmaktadır. Bu donanım ile kumaş katını sermeden önce kumaş katı kesilir ve döndürülür.

Kademeli Serim
Kumaş serimi kademeli şekilde de yapılabilir.
Aynı pastal üzerinde farklı kumaş kat sayıları ve farklı serme uzunlukları oluşturulabilir. Bu yöntem değişik bedenlerden değişen sayılarda kesim yapma olanağı sağlamaktadır. Örneğin 6 bedenli bir grafikte 2 bedenden 200, 2 bedenden 100 diğer 2 bedenden 50 kesim yapılacaksa önce tüm pastal boyunca 50 kat kumaş serilir. Daha sonra ilk ve ikinci beden toplam boyuna 50 kat kumaş serilir. En son olarak da ilk beden boyunca 100 kat kumaş serilir. Bu serimin dezavantajı, pastal resminde farklı bedenlere ait şablonları iç içe geçirme olanağı tanımamasıdır.

Asimetrik Serim
Farklı kumaşlardan yapılan tek tek serim ve iç içe kumaş geçirme teknikleri ile yapılan serim şeklidir. Aynı kumaştan düşük sayıda kesim yapılacağı durumlarda kullanılır. Serimde kullanılacak her kumaş kendi özelliklerine göre serilir.
Desen Özellikli Serim
Desen özelliği olan ve kumaşın yönü değiştiğinde model formunu etkileyecek kumaşlarda kullanılır.
Kareli, çizgili veya asimetrik desenli kumaşlar için yapılan serimlerdir. İğneli masalarda yapıldığı takdirde daha iyi sonuç verir. Kalıpların yerleşiminde kumaşın en ipliği yönündeki desen özelliği dikkate alınarak yerleştirilmesi gerekir. Desenli kumaş ile yapılan serimlerde desen yönü önemli olduğu için tek yönlü pastal atılır. Bu tarz kumaşlarda tek yönde serim uygulanmaktadır.
Tüp Kumaş Serim
Yuvarlak örme kumaşların serimidir.
Kumaşın iki yanı kapalıdır. Tüp kumaşların seriminde askılı serme masalarının kullanımı uygundur. Tüp kumaş serme makineleri kullanılarak veya elle serim yapılabilir. Kumaşların seriminde hem esneme hem de gerdirme yapılmamasına dikkat edilmelidir.
Serim yapma
Elle Serim
Serim, hazır giyim ve hazır giyimle ilgili ürünlerde kullanılan hacimli materyalleri ve top halindeki kumaşları kesime hazırlamak için yapılan bir işlemdir. Pastal atma ise, kumaşların kesim emrine uygun şekilde kesim masasına (desen, tüy, hav ve uygulanacak modelin özelliğine göre) çeşitli şekillerde kat kat serilme işlemidir.
Kumaş, malzeme, model özelliği, işletmenin üretim ve araç-gereç kapasitesine göre çeşitli yöntem ve teknikler kullanılarak yapılır.
Kesim işleminin temel kategorileri şunlardır:
- Kesim yerleşim planı (pastal planı)
- Serim işlemi
- Kesim işlemi
- Katların işaretlenmesi (metolama)
- Düzenleme
İşlemleridir.

Elle serim küçük atölyelerde çok kullanılan bir sistemdir. Bir kesim masasının üzerine iki kişinin kumaşı karşılıklı çekerek, düzgün bir biçimde kumaşı kat kat sermeleri ve pastal başını makasla kesmelerine dayalı olan işleme elle serim denir. Yorucu ve pastal atma hızı az olan bu sistemde pastal başı ve sonunda 1-12 cm’ye varan kumaş fireleri (kayıpları) olabilir.
Pastal planında kalıpların aynı hizada bittiği çizgiler kesim masası üzerinde işaretlenir. Kumaş topunun pastal içinde bitmesi halinde bu çizgiler dikkate alınarak en 10 cm çizginin gerisinden başlayacak şekilde serim işlemine devam edilir. Masa üzerine alınan bu işaretler kumaş topunun bitiminde pastal resmine dönme ihtiyacını ortadan kaldırır.
Elle Serim Makinesi (Manuel)
Makinenin masa üzerindeki hareketini kullanıcı sağlar. Makine üzerindeki kol, kullanıcı tarafından tutularak makine hareket ettirilir. Dolayısıyla serim hızı kullanıcının yürüyüş hızı kadardır. Bunlar modüler yapıdadır. Aynı makine aparat değişiklikleri ile zikzak serim, üst üste serim, tüp kumaş serimi yapılabilir.

Burada;
- Serici: Makineyi kullanan, serimi yapan kişidir.
- Ön Tutucu: Pastal uzunluğuna göre pastal sonunda masanın üzerine yerleştirilen tutucudur.
- Arka Tutucu: Pastalın serime başlangıç noktasına yerleştirilen tutucudur.
- Kesim Aparatı: Üst üste serim metoduna göre serimde pastal başını kesen aparattır. Zikzak Aparatı: Zikzak serim metoduna göre serimde makine üzerine yerleştirilen aparattır.
- Tüp Kumaş Aparatı: Tüp kumaş enlerine göre değişik enlerdeki kasnak sistemlerinin makine üzerine takılmalarını sağlayan aparattır.
Makine üzerine kumaş ve serim şekillerine göre kesim aparatı, zikzak aparat ya da tüp aparatlarından biri takılır. Makinenin hareket başlangıç ve bitiş noktaları pastal uzunluğuna bağlı olarak kullanıcı tarafından ayarlanır. Kumaş serim işleminde serilen kumaş kat sayısı makine üzerindeki sayaçtan izlenir. Üst üste serimde kesicinin çalışması için kullanıcı ilgili tuşa basar.
- Elle Kumaş Sermede Dikkat Edilmesi Gerekenler
- Maksimum yani en fazla serim yüksekliği dikkate alınmalıdır.
- Her kat gerilimsiz şekilde serilmelidir. Aksi takdirde serim yapıldıktan ve kesildikten sonra bedenler küçülür.
- Kumaşın yüzey özelliğine dikkat edilerek serim yapılmalıdır.
- Atkı sapmalarının düzeltilmesi gerekir. Bu düz boy ipliği için önemlidir.
- Final uçlarının 90 derece olmasına dikkat edilmelidir.
- Kumaş katlarının hiç değilse bir kenarının çakışması yani düzgün olması
Gerekir.
Makine ile Serim Makine ile serimde, kumaş makine üzerine yerleştirilir ve masa üzerinde ileri-geri hareket eden makine, kumaşı masa üzerine serer.
Kumaş Serme Makineleri
Kumaş serme makinesi pastal serim işlemini hızlandırmak amacıyla geliştirilmiş bir makinedir. Kumaş serme makinelerini kullanmadaki amaç serimde kumaş katlarının düzgün olması, kumaş, zaman ve personelden kazanç sağlamaktadır. Kumaş serme makineleri üç bölüme ayrılır.
Yarı Otomatik Serme Makinesi
Bu makineler hareketi idare eden bir motorla donatılmış olup makinenin hızı üzerindeki hız ayar kolu ile makineyi kullanan kişi tarafından ayarlanabilmektedir. Bu makineler kumaş kenar kontrolü ile donatılabilir.

Tam Otomatik Kumaş Serme Makinesi
Bu makinelerde kumaş serimi sırasında topun makineye yerleştirilmesi, kenar kontrolü, hız ayarları, serime başlama ve bitiş noktalarının ayarı, serim bittiğinde makinenin durması gibi özellikler makinede bulunan bilgisayar tarafından ayarlanır.
Makinenin masa üzerindeki hareketi makine tarafından gerçekleşir. Makine üzerine yerleştirilen operatör taşıyıcı sayesinde makine masa üzerinde hareket ederken kullanıcıyla birlikte hareket eder. Kullanıcının görevi kumaşı takip etmek, herhangi bir müdahale gereksiniminde makinenin kumanda paneli vasıtasıyla düzgün serim yapılmasını sağlamaktır. Makine üzerinde “touch screen” dokunmatik kumanda paneli bulunmaktadır. Bu paneldeki program sayesinde makine manuel ya da otomatik kullanıma alınır. Kaç kat serim yapılacağı, serim uzunluğu, serim şekli (zikzak / üst üste) makinedeki panelden programlanır. Serici modüler yapıdadır. Aynı makine aparat değişiklikleri ile zikzak serim ya da tek yönlü serim yapabilir.
Modüler yapıda serici, ön tutucu, arka tutucu, kesim aparatı, zikzak aparatı yer alır. Bu tarz makine daha çok dokuma kumaşlar için tavsiye edilir, dış giyimde kullanılan örme kumaşlarda da kullanılabilir. Sericilerde kumaşın özelliğine uygun olarak makinenin tansiyon ayarları serime başlamadan önce yapılan deneme ile belirlenir ve programa kumaşa uygun olan tansiyon ayarları yüklenir. Makinenin hareket başlangıç ve bitiş noktaları pastal uzunluğuna bağlı olarak programa girilir. Kumaş serim işleminde serilen kumaş kat sayısı makine üzerindeki panelden izlenir.

Makinenin masa üzerindeki çalışma sağlığı için makineye gelen elektrik sisteminin iyi olması gerekir. Bu nedenle Busbar sistemi önerilir.
BUSBAR Sistemi
Makinenin kullanıcı tarafının karşı tarafında yer alır. Masa boyunca makineye elektriğin kesintisiz ve düzenli olarak iletilmesini sağlar.

Bilgisayar Sistemli Kumaş Serim ve Kesim Makinesi
Bilgisayar sistemli kumaş serim ve kesim yapan bu makineler sektörde cutter olarak da bilinmektedir. Bu sistem pahalı olmasına karşın hem serim hem kesim yapmasından dolayı çok işlevseldir.
Bu yöntemde işlemler bilgisayar kullanılarak yapılır. Bilgisayarın okuyucusu şablonun etrafında dolaşarak şablonları tarar ve belleğine aktarır. Aktarılan şablonlar ekrana getirilir. Kumaş eni uçla çizilerek ekranda belirlenir. Şablonlar en ekonomik şekilde yerleştirilip pastal planı hazırlanır.
Makine ile Serimde Dikkat Edilmesi Gerekenler
Kumaş Katlarının Dizimi: Kumaş katlarının üst üste seriminde; kumaş katlarının bir kenarının hep aynı hizada olmasına ve pastalın başlangıç ve bitişinde kumaş katlarının eşit olmasına dikkat edilmelidir.
Kumaş Katlarının Serimi
Pastal kumaş katlarının seriminde kumaş katlarının gerilimli veya gevşek olmamasına dikkat edilmelidir.
Gergin serim
kumaş üzerine bir kuvvet uygulanması sonucu kumaşın esnemesi ve bu şekilde serilmesi anlamına gelmektedir. Esneyen kumaş katı serim sonunda eski konumuna gelecek ve pastal boyunda kısalmalar olacaktır. Serim esnasında kumaş katları üzerindeki gerilim ne kadar büyük olursa, yerleşim planındaki giysi parçaları ile kesilmiş giysi parçaları arasındaki kısalmadan kaynaklanan ölçü farkı o kadar büyük olacaktır.
Gevşek bir serim
kumaş katı yüzeyindeki dalgalanmalar ve yükseltiler ile kendini göstermektedir. Gevşek serim sonucunda kumaş sarfiyatı artmaktadır. İstenen gerginlikte bir serim yapabilmek için; özellikle kaşe türü kumaşlarda, serimi yapılacak kumaş topları en az bir gün önceden boş bir pastal masası üzerine açılmalı ve dinlendirilmelidir. Böylece kumaşın normal gerginliğe gelmesi sağlanmalıdır. Örme türü elastiki kumaşların seriminde ise elle serim yerine örme kumaş serimi için tasarlanmış pastal atma makineleri kullanılmalıdır. Diğer kumaş türlerinde ise pastal serim otomatları kullanılarak istenilen gerginlikte bir serim yapılması sağlanmalıdır.
Ek Yeri
Bir pastal katında, iki kumaş ucunun üst üste binmesi anlamına gelmektedir. Bu durum, kumaştaki hatalı kısmın kesilip çıkarılması gerektiğinde veya bir kumaş topunun pastal ortasında bitmesi sonucunda ortaya çıkan özel bir durumdur. Her ek yerindeki üst üste binmelerin net olarak ayarlanması gerekmektedir. Üst üste binmenin fazla olması veya kısa olması kumaş sarfiyatının fazla olmasına neden olacaktır.
Teknik Veriler
Pastal serimine geçmeden önce planlama veya kesim şefinden gelen kesim föyü incelenmeli ve kesimi yapılacak kumaşın tüy, desen ve hav yönü belirlenmeli, kesim sırası, serim kat sayısı kontrol edilmelidir.
Boyar madde
Boyarmaddelere ihtiyaç, insanın çevresinden faydalanması ve cisimlere ve kendisine özel bir görünüm kazandırmak istemesinden dolayı doğmuştur. Bundan dolayı ilk olarak doğadan birçok boya ve boyarmadde elde edilmiştir. Bunu taş devri zamanları gibi çok eski çağlarda bile görmek mümkündür. Milattan yüzlerce yıl öncesine ait Fransa ve İspanya’da bulunan mağara duvarlarındaki resimler ve eşyalar boya ve boyar maddenin eski çağlarda da var olduğunun kanıtıdır. İlk kullanılan boyalar metal oksit karışımı, killi toprak ve bazı bitki özsularıdır. Bunların su ile çözülerek boyanacak yüzeye sürüldüğü sanılmaktadır. Eski mısırlılar boyalara sağlamlık ve parlaklık kazandırmak için zamk karıştırmışlardır. Bunlara mumyalarda rastlanmıştır. Boyaların havanın etkisinden korunması amacıyla üzerleri mumla kaplanmıştır. Boyalar anorganik yapıdayken, tekstilde kullanılan boyarmaddeler organik yapıdadır. Anorganik boyalara örnek olarak Fe2O3, Cr2O3, Pb3O4, HgS, grafit v.b. maddeleri verilebilir. Boyarmaddeler ise doğal kökenli olanların yanında büyük çoğunlukla sentetiktir. Yukarıda verilen örnekler ve tarihi kalıntılar boyanın çok eski zamanlardan beri kullanıldığını göstermektedir. Günümüzde kullanılan boyarmaddelerin çoğu kimyasal sentez sonucu elde edilmektedir.
Boya cisimlerin yüzeyinin dış etkilerden korunması ya da cisme güzel bir görünüm sağlanması için renkli hale getirilmesinde kullanılan maddelerdir. Boyanan cismin yüzeyi kalın bir tabaka ile kaplanır. Bu işlem boyama değil aslında örtmedir. Boyalar uygulandıkları yüzeyde görünüm dışında hiçbir değişiklik yapmazlar. Kazımakla yüzeyden ayrılırlar.
Boyarmadde ise bir materyale kendiliğinden veya uygun reaksiyon maddeleriyle afinitesi olan, renk verici maddelerdir. Boyarmaddeler kimyasal bileşiklerdir ve birlikte muamele edildikleri cisme renklilik kazandırırlar. Bütün boyarmaddeler organik bileşiklerdir. Cisim ile boyarmadde devamlı ve dayanıklı bir şekilde birleşerek cismin yüzeyini yapı bakımından değiştirirler. Genellikle boyar madde, cismin yüzeyi ile kimyasal ve fizikokimyasal bir ilişkiyle birleşir. Boyanın yüzey üzerine herhangi bir fiziksel etki uygulandığında yüzey başlangıçtaki halini alamaz.
Yukarıda da açıklandığı gibi boya ve boyarmadde aynı kavramlar olmayıp aralarındaki tek benzerlik ikisinin de renklendirici maddeler olmasıdır. Boyanın yüzeyi bir katman ile kaplaması söz konusu iken boyarmaddenin yüzeyle bağ yapması bu iki kavramı bu yönden ayırmaktadır.
Cisimlerin (kumaş, elyaf v.b.) kendilerini renkli hale getirmede uygulanan maddelere BOYARMADDE denir.
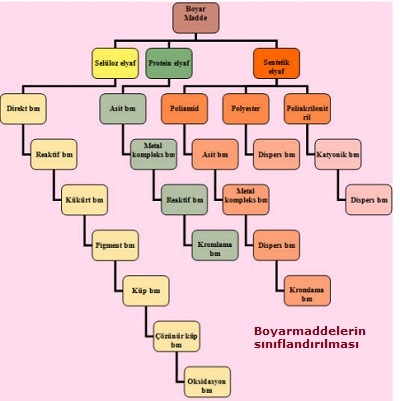
Ancak her renk veren veya renkli olan madde boyarmadde değildir. Boyarmaddelerle yapılan renklendirme, boyalarla yapılan renklendirme işlemine benzemez. Genellikle çözeltiler veya süspansiyonlar halinde çeşitli boyama yöntemleriyle uygulanırlar. Bütün boyar maddeler organik bileşiklerdir. Boyanacak cisimler boyar madde ile devamlı ve dayanıklı bir şekilde birleşerek cismin yüzeyini yapı bakımından değiştirirler. Genellikle boyar madde, cismin yüzeyi ile kimyasal veya fizikokimyasal bir ilişkiye girerek birleşmiştir. Boyanan yüzey kazıma, silme, yıkama gibi fiziksel işlemlerle başlangıçtaki renksiz halini alamaz.
Doğal lifleri boyayan boyar maddeler
Selüloz esaslı mamulleri boyayan boyar maddeler
- Direkt boyar maddeler
- Reaktif boyar maddeler
- Kükürt boyar maddeler
- Küp boyar maddeler
- Pigment boyar maddeler
- Çözünür küp boyar maddeler
- Oksidasyon boyar maddeler:
Bu boyar madde grubu en eski sentetik boyalardan biridir. Oksidasyon sırasında doğal hâldeki tekstil mamulünü iyi boyayabilen ara ürünlerdir. İki grubu vardır:
1-Anilin siyahı
2-Difenil siyahı
Oksidasyon boyar maddeleri ile boyamanın esası, boyanacak malzemeyi uygun aromatik bir aminle muamele etmek ve sonra malzemenin üzerinde amini oksitleyerek boyar maddeyi oluşturmaktır.
Anilin siyahı anilin oksidasyonu ile pamuk üzerinde elde edilen siyah renkte boyar maddelerdir. Anilin siyahı en şiddetli, en iyi siyahlardan biri olarak bu gruba örnektir.
- Yıkama ve ışık haslıkları iyidir.
- Bazı durumlarda klor haslığı iyidir.
- Renk şiddeti taklit edilemez.
- Kontinü çalışmaya uygundur.
Difenil Siyahı ise Anilin siyahından daha pahalı olmasına rağmen renk tonunun zamanla yeşile dönmemesi ve liflere zarar verme tehlikesinin daha az olması açısından avantajlıdır.
Protein esaslı mamulleri boyayan boyar maddeler
- Asit boyar maddeler
- Reaktif boyar maddeler
- Krom boyar maddeler
- Metal kompleks boyar maddeler
Sentetik esaslı lifleri boyayan boyar maddeler
Poliamid mamulleri boyayan boyar maddeler
- Asit boyar maddeler
- Dispers boyar maddeler
- Krom boyar maddeler
- Metal kompleks boyar maddeler
Polyester mamulleri boyayan boyar maddeler
- Dispers boyar maddeler
- Poliakrilonitril mamulleri boyayan boyar maddeler
- Katyonik boyar maddeler
- Dispers boyar maddeler
Çözünürlüklerine göre boyarmaddelerin sınıflandırılması
Suda çözünen boyarmaddeler
Boyar madde molekülü en az bir tane tuz oluşturabilen grup taşır. Boyarmaddenin sentezi sırasında kullanılan başlangıç maddeleri suda çözündürücü grup içermiyorsa, bu grubu boyarmadde molekülüne sonradan eklemek suretiyle de çözünürlük sağlanabilir. Bu boyarmaddeler tuz teşkil edebilen grubun karakterine göre ;
- 1-Anyonik Suda Çözünen Boyarmaddeler: Suda çözünen grup olarak en çok sülfonik (-SO3¯ ), kısmen de karboksilik (-COO¯ ) asitlerinin sodyum tuzlarını içerirler. Asit ve direkt boyarmaddeler bu tipin örnekleridir.
- 2) Katyonik Suda Çözünen Boyarmaddeler: Moleküldeki çözünürlüğü sağlayan grup olarak bir bazik grup (örneğin –NH2 ), asitlerle tuz teşkil etmiş halde bulunur. Asit olarak organik asitler [ HCl veya (COOH)2 ] kullanılır.
- 3)Zwitter iyon karakterli boyarmaddeler: Moleküller yapılarında hem asidik hem de bazik gruplar içerirler ve iç tuz oluşumu gerçekleştiriler. Boyama sırasında ortamına göre bazik veya nötral anyonik boyarmadde davranışı gösterirler.
Suda çözünmeyen boyarmaddeler
Endüstrinin belli alanlarında özellikle tekstilde kullanılan ve su ile çözünmeyen boyarmaddeleri çeşitli gruplara ayırmak mümkündür
- Substratta Çözünen Boyarmaddeler: Sentetik elyaf üzerine dispersiyon metodu ile uygulanan boyarmaddeler bu sınıfa girer ve sudaki çözünürlükleri çok azdır.
- Organik Çözücülerde Çözünen Boyarmaddeler: Bu gruba giren boyarmaddelerin organik çözücülerdeki çözünürlüğü yüksektir. Bu boyarmaddeler sprey veya lak halinde yüzeye uygulanabilen ve solvent boyarmadde diye adlandırılan maddeler olup mürekkep, vaks ve petrol ürünlerinin renklendirilmesinde kullanılırlar.
- Geçici çözünürlüğü olan Boyarmaddeler: Elyaf üzerine çeşitli indirgeme maddeleri ile çözünebilir hale getirildikten sonra kullanılabilirler. Daha sonra elyaf ile birlikte yükseltgenerek suda çözünmez hale getirilir. Kükürt boyarmaddeleri bu boyarmaddelere örnek olarak verilebilir.
- Polikondesasyon Boyarmadde: Geliştirilen yeni bir yöntem olup elyaf üzerine uygulandıktan sonra birbirleri ile ya da başka moleküllerle kondanzasyon sağlayarak büyük moleküller oluşturan boyarmaddeler olarak bilinirler Bunlardan Inthion boyarmaddeleri elyaf üzerine uygulandığında Na2S ile polimerik yapıdaki disülfürleri oluştururlar.
- Elyaf İçinde oluşturulan Boyarmaddeler
- Pigmentler
Boyama özelliklerine göre boyarmaddelerin sınıflandırılması
Genellikle boyama uygulayıcıları, boyarmaddenin kimyasal yapısı ile değil, onun hangi yöntemle elyafı boyayabildiğine bakarlar.
Bu yöntemlere göre boyarmaddeler şu şekilde sınıflandırılır.
a) Bazik (katyonik) boyarmaddeler
Organik bazların hidroklorürleri şeklinde olup, katyonik grubu renkli kısımda taşırlar. Pozitif yük taşıyıcı olarak N veya S atomu içerirler. Yapılarından dolayı proton alan olarak etki ettiklerinden, anyonik grup içeren liflerle bağlanırlar. Başlıca poliakrilonitril, kısmen de yün ve pamuk elyafın boyanmasında kullanılır. Elyaf-boyarmadde ilişkisi iyoniktir; boyarmadde katyonu, elyafın anyonik gruplarıyla tuz oluşturur.
Katyonik boyar maddeler, poliakrilonitrilin boyanmasında en önemli boyar maddedir. Poliakrilonitril lifi üretimi esnasında yapısına eklenen komonomerden dolayı banyoda anyonik yapıya sahiptir. Poliakrilonitril lifinin anyonik uçlarına katyonik boyar madde bağlanabilir. Katyonik boyar maddelerin akrilik lif üzerindeki ışık ve yaş haslıkları mükemmeldir. Yaş haslıklarının iyi olması, boyar madde ile lif arasındaki bağların dayanıklı olmasından kaynaklanır. Işık haslıklarının mükemmel oluşu ise boyar madde ile lif arasındaki bağın iyonik karakterde olması ve akrilik lifin hidrofob karakterinden dolayı solmaya neden olan nem ve oksijeni bünyesinde barındırmamasındandır. Katyonik boyar maddelerle boyamada düşük konsantrasyonlarda bile renk şiddeti iyidir. Buna bağlı olarak elde edilen renk parlaktır ve maliyet düşüktür. Poliakrilonitril lifi 75 ºC’ye kadar boyar maddeyi hiç çekmez, bu sıcaklıktan sonra ani bir çekim olur. Katyonik boyar maddelerin migrasyon yetenekleri olmadığından ani çekimden dolayı düzgün olmayan boyama oluşur. Bunun için boyar maddenin belli sıcaklıktan sonra ani çekiminden kaynaklanan boyama düzgünsüzlüğünü ortadan kaldırmak için boyar maddenin life çekişini kontrol altında tutmak gerekir. Düzgün boyama yapılabilmesi için retarder yöntemi veya 80–90 ºC arasında sıcaklık ayarı ile akrilik lifleri katyonik boyar maddelerle boyanır.
b) Asit boyarmaddeler
Genel formülleri Bm- SO3¯ Na+ (Bm: Boyarmadde renkli kısım) şeklinde yazılabilen asit boyarmaddeleri, molekülde bir veya birden fazla –SO3H sülfonik asit grubu veya –COOH karboksilik asit grubu içerirler. Bu boyarmaddeler öncelikle yün, ipek, poliamid, katyonik modifiye akrilonitril elfafı ile kâğıt, deri ve besin maddelerinin boyanmasında kullanılır. Bu boyarmaddeler asit boyarmaddeler isminin verilmesinin nedeni uygulamanın asidik banyolarda yapılması ve hemen hemen hepsinin organik asitlerin tuzları oluşudur.
Asit boyar maddeleri protein elyafına afinitesiyle karakterize edilen, özel bir parlaklığa sahip anyonik boyar maddelerdir.
Asit boyar maddeleri yün, poliamid ve doğal ipek liflerinin boyanmasında en sık kullanılan boyar madde grubudur.
Avantajları yönleri
- Ucuzdur
- Kolay ve düzgün boyanır
- Işık haslıkları iyidir
- Canlı ve parlak renk elde edilir
Dezavantajlı yönleri
- Yıkama haslıkları bazı tiplerinde iyi değildir
- Kuru temizleme haslıkları vasattır
- Ter haslıkları düşüktür
Asit boyar maddeleri çoğunlukla azo boyar maddelerdir. Asit boyar maddeleri, bir veya daha fazla sülfonik veya karboksilik asit tuzu fonksiyonel grupları içerir. Bunlar, suda çözünürlük sağlar.
Asit boyar maddeleri boyanma yöntemleri flotte durumlarına göre üç sınıfta toplanabilir. Bunlar:
- Kuvvetli asidik ortamda boyayan (iyi egalize eden) asit boyar maddeleri
- Orta kuvvette asidik ortamda boyayan (orta egalize eden) asit boyar maddeleri
- Zayıf asidi/ nötral ortamda boyayan (zor egalize eden dinkleme) asit boyar maddeleri
Kuvvetli Asidik Ortamda Boyayan (İyi Egalize Eden) Asit Boyar Maddeleri
Kuvvetli asidik ortamda yün liflerinde bulunan amonyum (- NH3 +) grupları sayısı en fazladır ve boyar madde anyonları da amonyum gruplarına bağlanır. Bu durumda, amonyum grubu sayısına bağlı olarak çok hızlı bir boyar madde alımı sağlanır. Bağlanmayı sağlayan esas güç, elektrostatik çekim kuvvetleri olduğundan bu tür boyar maddelerin liflere karşı olan afiniteleri fazla değildir. Bu nedenle özellikle kaynama temperatüründe, sonradan düzgünleşme yetenekleri çok iyidir. Boyar maddenin, yün lifleri tarafından hızlı ve düzgünsüz alınması sakıncalı değildir. Migrasyon yetenekleri iyi olduğundan kaynama temperatüründe, boyar maddenin çok olduğu yerlerden az olduğu yerlere doğru bir göç başlayacaktır. Düzgün boyama, migrasyon kabiliyetinin yüksek olması nedeniyle (molekül yapıları küçük ve lifle kurulan iyonik bağları zayıf olduğundan) kolaydır. Bu nedenle bunlara “egalize boyar maddeleri”de denir. Yüksek ışık haslığına sahiptir. Ancak yaş haslıkları kötüdür. Bu durum sonradan düzgünleşme yeteneği olan bütün boyar maddeler için aynıdır. Çünkü genel olarak molekül yapıları küçüktür. PH 2–3,5 ayarı için sülfürik asit kullanılır. Ayrıca boyar maddenin elyafa çekişini yavaşlatmak için sodyum sülfat tuzu kullanılır. Düzgün boyanması zor olan (keçeleşmiş mamuller) ve fazla yıkama gerektirmeyen mamullerde tercih edilir.
Orta Kuvvette Asidik Ortamda Boyayan Asit Boyar Maddeleri
Bunlar, formik veya asetik asit ile pH 4–5,5 ortamında boyama yapar. Diğer iki grup asit boyar maddenin arasında değerlerde haslık özellikleri verir. Boyama sonunda formik asit ilavesi ile çekim tamamlanır. Life, elektrostatik çekim kuvvetleri yanında, H köprüleri ve van der waals kuvvetleri ile bağlanır. Sonradan düzgünleşme yetenekleri düşük olduğu için boyar maddenin baştan düzgün alınması gerekir. Bu amaçla, amonyum grupları sayısının daha az olduğu pH 4 – 5,5’te çalışılır. Bilindiği gibi, pH 5 – 7 civarında (isoiyonik bölge) yün, nötr bir özellik gösterir. Yani, pozitif yüklü amonyum grupları ile negatif yüklü karboksil grupları birbirine eşittir. Bu nedenle flotteye sodyum sülfat ilavesi, alınmayı artırıcı veya geciktirici bir etki göstermez. Ancak materyaldeki afinite farklılıkları nedeniyle oluşabilecek düzgünsüz boyamayı engellemek için sodyum sülfat ilave edilir. % 1–3 asetik asit (% 60'lık). pH (4–5,5) % 5–10 kalsine sodyum sülfat (glauber tuzu) içeren 40–50 0C’deki flottede, mamul bir müddet muamele edildikten sonra boyar madde ilavesi yapılır. 30–45 dakikada 80-850C’ye çıkılır ve 45–90 dakika boyamaya devam edilir. Bu asit boyar madde grubu ile elde edilen yaş haslıklar, egalize tipe nazaran daha iyidir. Nüanslama aynı temperatürde yapılabilir.
Zayıf Asidik / Nötral Ortamda Boyayan Asit Boyar maddeleri
Yünün yaş apresine (özellikle dinklemeye), yüksek haslığı olan asit boyar maddeleridir. Normal olarak zayıf asidik veya nötr boya banyolarında, protein elyafına uygulanır. Dinkleme haslıkları iyi olduğundan bunlara dinkleme boyar maddeleri denir. Yaş haslıkları mükemmel, ışık haslığı iyidir. Ancak boyama düzgünsüzlüğü tehlikesi fazladır. Boyar maddenin migrasyon yeteneği azdır, yani boyama oldukça zordur. Düzgün boyama zor olduğu için kumaş boyamada tavsiye edilmez. Yapak, tarama bandı ve ipliklerin boyanmasında kullanılır. Yapıları bakımından disazo sınıfı olan bu tip boyar maddeler, afiniteleri fazla olduğundan yün liflerine çeşitli bağlar ile bağlanır (elektrostatik çekim kuvvetleri, H köprüleri, van der waals kuvvetleri). Bu yüzden, bu tip boyar maddenin lifler tarafından alınması çok yavaş olmalıdır. Düzgün bir boyama, düzgün bir alınma ile sağlanabilecektir. Zayıf asidik veya nötr ortamda (pH 5,5–6,5), yün lifleri nötr veya anyon yüklüdür. Boyar madde anyonu ile lif anyonu birbirini iter. Bu nedenle elektrostatik çekim ile boyar maddelerin bağlanması mümkün değildir. Boyar maddenin lif tarafından alınmasını sağlamak için ortama tuz ilave edilir. Tuz, itmeyi azaltır ve boyar maddenin agregasyon derecesini artırarak, alınmayı hızlandırır. Renk tonunun artmasına bağlı olarak tuz miktarı da artırılır.
c) Direkt boyarmaddeler
Bunlar genellikle sülfonik, bazen de karboksilik asitlerin sodyum tuzlarıdır. Yapıları bakımından direkt ve asit boyarmaddeler arasında kesin bir sınır yoktur. Boyama yöntemi bakımından farklandırılırlar. Direkt boyarmaddeler, önceden bir işlem yapılmadan boyarmadde çözeltisinden selüloz veya yüne doğrudan doğruya çekilirler. Elyafın iç misellerinde hiçbir kimyasal bağ meydan getirmeksizin depo edilirler. Renkli kısımda bazik grup içeren direkt boyarmaddeler, sulu çözeltide hem anyonik hem de katyonik iyon şeklinde bulunurlar.
Direkt boyar maddeler, selülozik lifin boyanmasında herhangi bir ön işlem gerektirmeden doğrudan boyama yapılabilen boyar maddelerdir. Substantif boyar maddeler olarak da adlandırılırlar. Bazik ve asit boyar maddelerden selülozik elyafa karşı substantivitelerinin fazla olması ile ayrılır. Kongo kırmızısı ilk direkt boyar maddedir. Flotteden direkt çektirilirler. İyi egalize olabilen bu boyar maddelerle materyalin içine işlemiş boyamalar elde edilir. Suda çözünürler. İyonlaşma nedeni ile bu boyar maddeler anyonik boyar maddelerdir. Bu boyar maddelerin yaş haslıkları iyi değildir. Ancak uygun maddeler yardımıyla yaş haslıkları geliştirilebilir. Direkt boyar maddelerin bazılarının ışık haslıkları mükemmeldir ve bunlar bakır kompleksleridir. Ancak bu boyar maddelerin kaynatma ve klor haslıkları düşüktür.
Avantajlı yönleri:
- Ucuzdur
- Suda çözünür
- Boyama işlemleri çok basittir
- Boyama sırasında kuvvetli pH değerleri gerektirmez
- Koyu renklerde iyi boyama sonuçları verir
Direkt boyar maddelerin dezavantajlı yönleri:
- Direkt boyar maddeler düşük derecede yaş haslıklarına sahiptirler.
- Yaş haslıkları düşüktür.
- Bu boyar maddelerin önemli bir bölümü kanserojen etkiye sahiptir.
Direkt boyar maddelerin çoğu disazo-, poliazo grubu taşıyan azo boyar maddeleridir. Thiazol, ftalosiyanin, antrakinon yapısında da direkt boyar madde vardır. Bu açıdan direkt boyar maddelerin kimyasal yapıları asit boyar maddelerine benzer. Direkt boyar maddelerin yapısında, boyar madde molekülünü suda çözündürebilen bir anyonik grup bulunur.
Boyar maddelerin her biri farklı davranışlar gösterdiği için direkt boyar maddeler üç grupta incelenir.
A sınıfı (Kendi kendine egalize olabilen boyar maddeler):
Bu gruba ait boyar maddeler iyi bir migrasyon özelliğine sahiptir. Özel önlemler almadan düzgün boyama elde edilir. Yaş haslıkları düşüktür.
B sınıfı (Tuz ile kontrol edilebilen boyar maddeler):
Bu boyar maddelerin migrasyon yetenekleri düşüktür. Dolayısıyla düzgün boyama özelliği göstermezler. Çekim ve egalize adımlarını ayarlamak için tuz ilavesi gereklidir. Başlangıçta elyaf tarafından düzenli alınmazlar ise sonradan düzgünleştirmesi oldukça zordur.
C sınıfı (Sıcaklık ile kontrol edilebilen boyar maddeler):
Tuza karşı yüksek oranda hassas ve kendi kendine egalize olamayan migrasyon imkânları düşük boyar maddelerdir. Bunların çekimi tuz ilavesi ile yeteri kadar kontrol edilemez. Ayrıca sıcaklığın kontrol edilmesiyle düzgün boyama sağlanır.
d) Reaktif boyarmaddeler
Reaktif boyar maddelerin yapısı Ç-Kr-K-R
Burada;
- Ç – Çözünürlük sağlayan grup
- Kr – Kromofor (renk verici) grup
- K – Köprü grup
- R – Reaktif grup
Demektir.
Reaktif boyar maddeler life kovalent bağlarla bağlandığı için migrasyon kabiliyetleri iyi değildir. Bu nedenle boyamada düzgün alınma şarttır. Reaktif boyar maddelerin yüne bağlanması; kuvvetli asidik ortamda -SH (tioalkol) grupları üzerinden zayıf asidik ortamda ise – NH3 + (amonyum) grupları üzerinden kovalent bağlarla sağlanır.
Elyaf yapısındaki fonksiyonel gruplar ile gerçek kovalent bağ oluşturabilen reaktif gruplar içeren boyarmaddelerdir. Selülozik elyafın boyanmasında ve baskısında kullanılan ve son yıllarda geliştirilen bu boyarmaddeler ayrıca yün, ipek ve poliamid boyanmasında da kullanılır. Kovalent bağ nedeniyle elyaf üzerinde kuvvetle tutunurlar. Reaktif grup molekülünün renkli kısmına bağlıdır. Bütün reaktif boyarmaddelerde ortak olan özellik hepsinin kromofor taşıyan renkli grup yanında, bir reaktif bir de moleküle çözünürlük sağlayan grup içermesidir.
Reaktif boyalar azo boyaların önemli bir parçasını oluştururlar. Azo boyalar endüstrinin çok geniş alanlarında kullanılmaktadırlar. Reaktif boyalar genelde tek veya iki fonksiyonel grup içermektedirler ve bu gruplar spesifik bir substratla kovalent bağ yapabilme yeteneğine sahiptir.
Boyanacak elyaf yapısındaki fonksiyonel gruplar ile gerçek kovalent bağ oluşturabilen reaktif gruplar içeren boyarmaddelerdir. Gerçek kovalent bağ nedeniyle elyaf üzerine kuvvetle tutunurlar. Reaktif grup molekülün renkli kısmına bağlıdır.
Bütün reaktif boyarmaddelerde ortak özellik;
- Hepsinin renkli yapıyı veren kromofor grup yanında, bir reaktif grup bir de moleküle çözünürlük özelliği kazandıran grubu taşımasıdır.
Reaktif boyarmaddeler ülkemizde en çok tüketilen boyarmaddelerdir. Reaktif grupların reaktifliklerine göre yüksek reaktifliğe sahip boyarmaddeler ve düşük reaktifliğe sahip boyarmaddeler olmak üzere iki sınıfta toplanırlar. Yüksek reaktifliğe sahip boyarmaddeler vinilsülfon, diklorotriazin, difloroprimidin gibi reaktif grup içeren boyarmaddelerdir. Yüksek reaktifliğe sahip boyarmaddelerle düşük reaktifliğe sahip boyarmaddelere oranla daha hızlı boyama sağlanır ve aynı zamanda kimyasal madde ve enerji tüketimi daha azdır. Düşük reaktifliğe sahip boyarmaddelerle boyama işleminde ise hidroliz tehlikesinin daha az olması nedeniyle boyarmadde kaybı daha azdır.
Reaktif boyar maddeler diğer bütün boyar maddelerden farklı olarak lif makro molekülleriyle reaksiyona girebilen ve liflere gerçek kovalent bağlarla bağlanabilen boyar maddelerdir. Direkt boyar maddeler gibi yüksek ölçüde suda çözünen anyonik boyar maddelerdir. Pamuklu mamullerin boyanmasında yeterli haslıkta ve en yaygın olarak kullanılan boyar madde çeşididir.
Reaktif boyar maddelerin avantajlı yönleri:
- Parlak renkleri ile geniş renk paleti
- Koyu renkler
- Mükemmel yaş haslıklar
- Normal boyama cihazlarında uygulanabilen basitleştirilmiş boyama yöntemi
Reaktif boyar maddelerin dezavantajlı yönleri:
- Klor haslığı düşüktür.
- Bazik ortamda reaktif grubun hidroliz tehlikesi vardır.
- Boyama sonrası yıkama işlemlerinde su, enerji tüketimi ve harcanan zaman fazladır.
Bir reaktif boyar madde de dört grup bulunur.
- 1-Çözünürlük sağlayan grup (S): Bu grup boyar maddenin suda çözünmesini sağlar.
- 2-Kromofor grup (Renk verici) (C): Boyar madde molekülüne renklilik veren gruptur.
- 3-Köprü grubu (Reaktif grubu taşıyan kısım) (B): Moleküldeki renkli grup ile reaktif grubu birbirine bağlayan –NH, -CO, -SO2 gibi gruplardır.
- 4-Reaktif grup (R): Lifteki fonksiyonel grup ile kovalent bağ yapan gruptur. Lif ile ilişkiye girerek lif-boyar madde arasında kovalent bağ oluşturur.
Reaktif boyar maddeler, reaksiyon hızları farklılıklarına göre sınıflandırılır. Reaktif grubun reaktifliğine göre üç grupta incelenir:
- 1-Soğukta boyayan (yüksek reaktifliğe sahip) boyar maddeler
- 2-Ilıkta boyayan (orta derecede reaktifliğe sahip) boyar maddeler
- 3-Sıcakta boyayan (az reaktifliğe sahip) boyar maddeler
1-Soğukta Boyayan (Yüksek Reaktifliğe Sahip-IK) Boyar Maddeler
Bu boyar maddeler yüksek reaktiflik derecesine sahip oldukları için soğukta (20–40 °C) boyanabilmektedir.
Bu boyar maddelerle boyamanın avantajları:
- Daha hızlı boyama yapmak mümkündür.
- Daha az kimyasal madde ve enerji tüketilir.
- Yüksek boyar madde verimi sağlanır.
- Tekrarlanabilirlik özelliği iyidir.
- Düşük substantiviteleri nedeni ile boyama sonrası yıkanmaları kolaydır.
Bu tip reaktif boyar maddelere; Cibacron F, Procion MX, Remazol, Drimaren R/K, Lavafix E/EA/EN-H, HE, HX örnek gösterilebilir.
2-Ilıkta Boyayan (Orta Derecede Reaktifliğe Sahip-IW) Boyar Maddeler
Bu grup artık yaygın değildir. Genel olarak soğuk grup içinde değerlendirilir.
3-Sıcakta Boyayan (Az Reaktifliğe Sahip-IN) Boyar Maddeler
Bu sınıf boyar maddelerin reaktiflikleri oldukça zayıftır. Bu nedenle boyama sıcaklığını yükseltmek (60–80 °C) ve alkali miktarını artırmak gerekir. Böylece aktivite sağlanır. Boyama sıcaklığının yüksekliği nedeniyle çok düzgün boyama sonuçları elde edilir. Bu sınıf boyar maddelerin nüfuz etme yetenekleri mükemmeldir. Hidroliz tehlikesinin az olması ve daha iyi sonuçların eldesi bu boyar maddelerin en büyük avantajıdır. Düşük reaktifliğe sahip reaktif boyar maddelere; Procion H-EKL, Cibacron E, Drimaren X/XN, Basilen E/P örnek gösterilebilir.
e) Dispersiyon boyarmaddeler
Suda eser miktarda çözünebilen, bu nedenle sudaki dispersiyonları halinde uygulanabilen boyarmaddelerdir. Boyarmadde boyama işlemi sırasında dispersiyon ortamından hidrofob elyaf üzerine difüzyon yolu ile çekilir. Boyama, boyarmaddenin elyaf içinde çözünmesi şeklinde gerçekleşir. Dispersiyon boyarmaddeler başlıca poliester elyafın boyanmasında kullanılır. Ayrıca poliamid ve akrilik elyafı da boyarlar.
Polyester liflerinin boyanmasında en çok kullanılan boyar madde, dispers boyar maddelerdir. Dispers boyar maddeleri, polyester lifleri üzerinde uygun haslık değerlerine ve yeterli renk paletine sahiptir. Piyasada sıvı veya toz hâlinde bulunur. Dispers boyar maddelerin suda çözünmesi diğer suda çözünen boyar maddelerin çözünmesi gibi bilinen anlamda değildir. Dispers boyar madde, polyesterin boyanması esnasında banyoda süspansiyon hâlinde bulunur. Yani boyar madde molekülleri banyo içinde çözünmeden asılı olarak kalır. Pigment boyalar gibi suda tamamıyla çözünmez durumda değildir. Dispers boyar maddeler üretilmeye başlandığında önceleri küçük moleküllü olanları bulunmaktaydı ve bunların haslıkları düşüktü. Teknolojinin gelişmesi ile yüksek haslıkları olan daha büyük moleküllü dispers boyar maddeler üretildi.
Piyasada üç ana dispers boyar madde türü vardır;
- Küçük moleküllü dispers boyar maddeler: Bu boyar maddelerle çektirme yöntemiyle boyama yapılır.
- Orta moleküllü dispers boyar maddeler: Çektirme, bazen termosol yöntemi ile boyama yapılır.
- Büyük moleküllü dispers boyar maddeler: Genellikle termosol yöntemi uygulanır. Bazen çektirme yönteminde de kullanır.
Dispers boyar maddelerin lif üzerine tutunma hızları (adsorpsiyon hızı) 80 ºC’nin altında -camlaşma noktasının altında- yani çok düşüktür. 85 ºC’den itibaren adsorpsiyon hızı artmaya başlar ve 100 ºC’nin üzerinde ise sürekli yükselir. Dispers boyar madde seçimi yapılacak boyamanın kalitesini doğrudan etkileyen faktörlerden biridir. Bunun için kombinasyon boyamalarda kullanılan boyar maddelerin birbiriyle uyumlu olması gerekir. Reçeteyi oluştururken kullanılacak boyar maddelerin üretici firma kataloglarındaki boyar madde çekim eğrileri, haslık değerleri gibi boyama kalitesini doğrudan etkileyen unsurları birbiri ile aynı olan boyar maddeler seçilir.
f) Pigment boyarmaddeler
Daha çok organik olanları tercih edilir. Pigmentlerin elyaf afinitesi yoktur. Kimyasal bağ ve absorbsiyon yapmazlar. Bağlayıcı madde denilen sentetik reçineler ile elyaf yüzeyine bağlanırlar.
Tekstil materyalin renklendirilmesinde organik ve anorganik pigmentlerde kullanılır. Bunlar suda çözünmediklerinden elyaf ile aralarında afinite söz konusu değildir. Ne kimyasal bağ ne de koloidal adsorpsiyon yapabilirler. Bu nedenle klasik anlamda bir boyama meydana getiremezler. Pigmentler bağlayıcı madde denilen sentetik reçineler (Albümin, kazein gibi yüksek moleküllü doğal maddeler) yardımıyla kumaşa bağlanır. Suda çözünmediklerinden ya sudaki yağ, ya da yağdaki su emülsiyonlarında ince dağılmış şekilde uygulanırlar. Her iki halde de pigment, yağ fazında bulunur. Emülsiyon, kumaşa emprenye edildikten sonra bozulur ve pigment elyaf üzerine dağılmış olarak kalır. Bundan sonra kumaş sıkılarak kurutulur. 140-170 oC’de termofiks edilir. Bu temperatürde reçinenin polikondensasyonu sonucu pigmenti kumaşa yapıştıran ince bir film tabakası oluşur. Bu tabaka aynı zamanda apre görevini gördüğünden boyamadan sonra genellikle yıkama gerekmez. Ancak bazı hallerde, örneğin reçine zamanla bozunup koku yapıyorsa, yıkanarak uzaklaştırılması uygun olur. Pigment boyarmadde olarak suda çözünmeyen azoik boyarmaddeler, küpe boyarmaddeleri, anilin siyahı, ftalosiyaninler kullanılır. Azoik pigmentlerin çoğu elyaf üzerinde oluşturulanla aynıdır. Fakat elyaf üzerinde oluşturulanlarda komponentlerin (Özellikle naftol komponentlerinin) seçimi sınırlı olduğu halde, bunlarda böyle bir sınır söz konusu değildir. Pigment boyarmaddeler tekstil elyaftan başka vernik, lak, matbaa mürekkebi ve plastik maddelerin renklendirilmesinde de kullanılır. Azoik pigmentlerde seçilecek kenetleme komponentleri Naftol AS boyarmaddelerindekilerden farklı olup daha ucuz olanlar tercih edilir. Örneğin Naftol AS’in yerine β-naftol alınır. Sarı pigmentlerin elde edilmesinde de Naftol AS boyarmaddelerinde kullanılmayan mksilidid, 2,4-dihidroksi kinolin kullanılır.
Pigment boyarmaddelerde elyaf afinitesi söz konusu olmadığından bunların egalize olmaları ve elyaf karışımları üzerinde aynı renk tonlarının elde edilmesi kolaydır. Pigment boyarmaddelerle boyamanın ilginç yönü maksimum ışık haslığındaki pigmentlerin seçilmesinin mümkün olmasıdır. Uygun bir bağlayıcı kullanıldığı takdir de yıkama haslığı da yüksek standarda ulaşır. Özellik açık renklerde ışık ve yıkama haslıkları iyidir. Boyama işlemi buruşmazlık ve sertleştirme apreleriyle birleştirilebilir. Çünkü gerek boyamada, gerek aprede işlem sırası fularlama-kurutma-termofiks şeklindedir. Böylece uygulamanın basit oluşu nedeniyle küçük bir iş gücüyle, yüksek üretim mümkün olduğundan bu sınıf boyarmaddelerle ilgi gitgide artmaktadır. Pigment boyarmaddelerde, boyarmaddenin bağlayıcı likit sistemi içerisinde ince dağılması gerektiğinden partikül büyüklüğü de çok önemlidir. Fakat ince dispersiyon, sentez ürününün öğütülmesiyle değil, üretim esnasında kenetlenme, süzme, kurutma işlemlerinin dikkatle kontrolü sayesinde mümkün olur.
Pigment boyamanın iyi olmayan yönleri;
- Sürtünme haslığının yüksek olmayışı
- Koyu renklerin elde edilememesi
- Bağlayıcı film tabakasının hava etkisiyle parçalanması
- Bağlayıcının kumaşın tutumuna (tuşesine) olumsuz yönde etki etmesi yani kumaşı sertleştirmesidir.
Son yıllarda bu kusurları gidermek için çalışmalar sıklaştırılmış ve birçok ilerleme kaydedilmiştir.
Bağlayıcı seçiminde dikkat edilecek noktalar şunlardır:
- Boyamanın yaş haslığının yüksek olması için, pigmenti liflere daimi olarak bağlayabilmeli.
- Kumaşın tuşesi üzerine yapılan olumsuz etkinin minimum olması yeterince yumuşak ve esnek olmalı.
- Viskozitesi, fularlamanin uygun olan değere ayarlanabilecek sıvı şeklinde olmalı.
- Monomerleri, elyaf üzerinde polimerleşerek veya polikondanse olarak çözünmeyen şekle dönüşebilmelidir.
Yukarıda sayılan bütün koşulların yerine getirildiği bir bağlayıcı sistemi bulmak kolay değildir. Kullanılan veya teklif edilen bağlayıcılar şunlardır:
- Doğal polimerler: Kazein, tutkal ve jelâtin, formaldehitle çözünmez hale getirildikten sonra gliserin veya glikol ilavesiyle plastifiye edilir. Bunların yıkama haslığı genellikle düşüktür. Modern sistemlerde esas bağlayıcı olarak kullanılmazlar.
- Modifiye edilmiş doğal polimerler: Bağlayıcı olarak selüloz asetat, selüloz nitrat gibi selüloz esterleri de kullanılırsa da bunların materyali sertleştirme, çabuk tutuşma, elyafa iyi nüfuz etmeme ve pahalı olma gibi sakıncaları vardır.
Bu nedenle alkalide çözünen tipteki hidroksi eterler ve selüloz eterleri önerilmiştir. Kumaş, eterin pigment katılmış alkali çözeltisi ile fularlandıktan sonra asitle muamele edildiğinde selüloz eter çökerek pigmentle beraber kumaşın üstüne kaplar, sonra çalkalanır, sabunlanır ve kurutulur. Bağlayıcı olarak selüloz ksantat’da (viskoz çözeltisi) teklif edilmiştir. Kumaş, pigment ilave edilmiş selüloz ksantat çözeltisi ile fularlandıktan sonra asitle muamele edilecek olursa, kumaş üzerinde selüloz ayrılır. Bunun da tuşeyi değiştirme ve iyi nüfuz etmeme gibi sakıncaları vardır.
- 3) Sentetik reçineler ve polimerler: Bağlayıcı olarak kullanılan sentetik reçinelerin sayısı çok fazladır. Bunlardan fenolik reçineler ışık etkisiyle bozundukları için yeterli değildir. Üre ve melamin formaldehit reçineleri (özellikle polivinil asetat, polivinil alkol ve sentetik kauçuk gibi alkid veya etilenik polimerle modifiye edildiklerinde veya karıştırıldıklarında) daha iyi sonuç verir. Suda çözünebilen fakat alkali ile muamele sonucu çözünmez hale getirilen ve amino veya imino grubu içeren poliakrilik esterlerin de patenti alınmıştır. Bütün bu ürünlerin kimyasal yapılarına ait yayınlanmış bilgi çok azdır.
Bağlayıcı madde, pigment, pigmentin ince dispersiyonunu sağlayan dispergatör, uygun katalizör ve stabilizör suda yağ veya yağda su tipindeki bir emülsiyon içinde bir araya getirilir. Yağda su tipi emülsiyonların hazırlanması için yüksek devirli bir karıştırıcı ile karıştırılan yağ fazına yavaşça sulu faz ilave edilir. Su, emülsiyonu kalınlaştırıldığından, emülsiyonun viskozitesi ilave edilen su miktarıyla kontrol edilir. Yağ fazı için çeşitli varyasyonlar önerilmiştir. Solventte çözünen bütün reçine tipleri uygundur. Örneğin ksilendeki alkid reçineleri solventte çözünebilen etil selüloz, bütadien-stiren, bütadien-akrilonitril kopolimerleri v.b
Pigment Boyarmaddelerin Sınıflandırılması
a) Haslıklarına Göre Sınıflandırılması:
- Zayıf ve orta dirençte olanlar.
- Bazik boyarmadde lakları.
- Ftalosiyanin pigmentlere yakın dirençte olanlar.
- Ftalosiyanin pigmentler
b) Renk Endeksi Numaralarına Göre Sınıflandırılması:
Bu sınıflandırma özellikle ticarette kullanılan bir sınıflandırılma olup Color Indeks (C.I) sistemi tarafından belirtilen kod numaralarına göre yapılmaktadır.
c) Kimyasal Sınıflandırılması:
Boyarmaddelerin, kromofor grupları esas alınarak yapılan alışıla gelmiş sınıflandırılmaları, pigmentler içinde yapılabilir. Pigmentler farklı kromofor grupları, farklı renk ve haslıkları göz önüne alınarak şu şekilde sınıflandırılabilir.
- Asetoasetaril azo pigmentler
- Beta-Naftol azo pigmentler
- 2-Hidroksi-3-nafthoarilid azo pigmentler
- 2-Hidroksi-3-naftoik asit azo pigmentler
- Naftol sülfanik asit azo pigmentler
- Trifenilmetan azo pigmentler
- Ftalosiyanin azo pigmentler
- Antrakinon ve indigoid azo pigmentler
- Kuinakridon pigmentler
- Dioksiazin pigmentler
- Azomethin pigmentler
- Fluorubin pigmentler
- Naftindolizindion pigmentler
g) Mordan boyarmaddeler
Mordan sözcüğü, boyarmaddeyi elyafa tespit eden madde veya bileşim anlamına gelir. Bir çok doğal ve sentetik boyarmadde bu sınıfa girer. Bunlar asidik veya bazik fonksiyonel gruplar içerirler, bitkisel ve hayvansal elyaf ile kararsız bileşikler oluştururlar. Bu nedenle hem elyafa hem de boyarmaddeye aynı kimyasal ilgiyi gösteren bir madde (mordan) önce elyafa yerleştirilir; daha sonra elyaf ile boyarmadde suda çözünmeyen bir bileşik vermek üzere reaksiyona sokulur. Böylece boyarmaddenin elyaf üzerine tutunması sağlanır. Mordan olarak suda çözünmeyen hidroksitler oluşturan Al, Sn, Fe, Cr tuzları kullanılır.
h) Metal-kompleks boyarmaddeler:
Metal kompleks boyar maddeler, poliamid liflerinin asit boyar maddelere göre yüksek haslıklarda kolayca boyanmasını sağlayan suda çözünen boyar maddelerdir.
Ancak bu boyar maddelere göre asit boyar maddelerin renkleri daha parlak ve canlıdır. Metal kompleks boyar maddeleri bir çeşit asit boyar maddeleridir. Asıl renk veren maddenin yanı sıra yapısında krom, nikel veya kobalt metallerinin bir veya daha fazla atomunu içeren büyük moleküllü boyar maddelerdir.
Metal kompleks boyar maddeler, yüksek haslıklarından koyu renklerin boyanmasında tercih edilir. Poliamid lifine yüksek afinitesine rağmen migrasyon yeteneklerinin düşük olmasından dolayı düzgün boyama için boyar maddenin başlangıçtan itibaren dikkatli çektirilmesi gerekir. Bunun için pH, sıcaklık, yardımcı kimyasal maddeler ve süre gibi unsurlara özen gösterilmesi gerekir.
Avantajları
- Ucuzdur
- Işık haslıkları iyidir
- Yaş haslıkları iyidir
Dezavantajları
- Canlı ve parlak değildir
- Migrasyon yetenekleri iyi değildir
Poliamid liflerinin boyanmasında oldukça fazla tercih edilen metal kompleks boyar maddelerin üretimi esnasında asıl renk veren madde ile metal iyonları arasında kompleks oluşturulur. Bu boyar maddeler, metal iyonları ile boyar madde moleküllerinin kompleksine göre aşağıdaki gibi iki sınıfa ayrılır.
- 1:1 metal kompleks boyar maddeler
- 1:2 metal kompleks boyar maddeler
1:1Metal Kompleks Boyar Maddeler
Bir metal iyonu ve bir boyar madde molekülü ile kompleks meydana getiren boyar maddelere 1:1 metal kompleks boyar maddeleri denir. Bu boyar madde sınıfının yaş haslıkları 1:2 metal kompleks boyar maddelere göre daha düşüktür. Koyu renk boyamalarda haslık artırma işlemi yapılması gerekir. Çizgili boyama riski olduğu için yardımcı madde kullanılması gerekir. Migrasyon yetenekleri iyi olmadığı için egalize maddesi kullanılması gerekir. 1:1 metal kompleks boyar maddelerin poliamid lifine afinitesi yüksek olduğundan ve “van der walls” çekim kuvvetleri ve hidrojen köprüleri gibi kuvvetli bağlarla bağlandığından boyamanın sonradan düzgünleştirilmesi zordur. Bu nedenle boyar maddenin başından itibaren düzgün alınması gerekir. Düzgün alınma, boyar maddenin poliamid liflere afinitesinin en az olduğu kuvvetli asidik ortamda yapılmalıdır. Kuvvetli asidik ortamda amino grupları pozitif yüklü amonyum gruplarına dönüştüğünden bağlanma yalnızca elektrostatik çekim kuvvetleri ile sağlanır. Koordinatif bağlar kuvvetli asidik ortamda oluşmadığından sonradan düzgünleştirmek mümkündür. 1:1 metal kompleks boyar maddeleri, kuvvetli asidik ortamda egalize asit boyar maddesi gibi davranmaktadır. Ortamın pH’ı formik asitle 3–4 aralığında ayarlanır. Kuvvetli asidik ortam poliamidi bozacağından sülfürik asit kullanılmaz.
1:2Metal Kompleks Boyar Maddeler
Bir metal iyonu ve iki boyar madde molekülü ile kompleks meydana getiren boyar maddelere 1:2 metal kompleks boyar maddeleri denir. Bu boyar maddelerin haslıkları 1:1 metal kompleks boyar maddeleri ve asit boyar maddelerine göre oldukça iyidir. Koyu ton boyamalarda bile yüksek ışık ve yıkama haslıklarına sahiptir. Bu özelliklerinden dolayı ortanın üzeri ve koyu renklerde mükemmel haslıklar için kullanılır. Ancak renkleri asit boyar maddeler kadar parlak değildir. 1:2 metal kompleks boyar maddelerin poliamid liflerine karşı afinitesi oldukça yüksektir. Boyar madde molekülü çok büyük olduğundan boyama düzgünsüzlüğü fazladır. Bunun için boyama pH’ının iyi ayarlanması gerekir. Açık ton boyamalarda pH değeri artırılmalı koyu ton boyamalarda ise pH değeri azaltılmalıdır. PH değeri azaldıkça alınma hızı fazlalaştığından, özellikle açık ton boyamalarda banyodaki boyar madde konsantrasyonu düşük olduğundan az miktardaki boyar maddenin hızlı çekimden dolayı düzgün aldırılması zor olacaktır. 1:2 metal kompleks boyar maddelerle boyamaya pH 6,5–7 arasında başlanır. Rengin koyuluğuna göre pH değeri azaltılarak banyoda kalan boyar madde çekimi sağlanmış olur.
i) Küp boyarmaddeler
Küp boyar maddeleri, selülozik elyafın hem boyanmasında hem de baskısında kullanılır. Doğal kökenli olan küp boyar maddeleri çok eski zamanlardan beri bilinmektedir. Buna örnek olarak indigo boyar maddesi verilebilir. Küp boyar maddeleri, suda çözünmeyen ve boyama işlemi için çözünür hâle getirilen indigo ve antrakinon türevleridir. Antrakinoid boyar maddelerin bulunduğu en önemli boyar madde sınıfı olduğu gibi indigoid yapıdaki boyar maddelerin tümü de bu boyar madde sınıfındadır. Küp boyar maddeleri karbonik boyar maddelerin en önemli sınıfıdır. Küp boyar maddelerin birinci özelliği suda çözünmemeleridir. Bu nedenle boyamada yapılacak ilk işlem küp boyar maddesinin suda çözünür duruma getirilmesidir (küpleme veya küpeleme). Çözünür duruma getirme bazik ortamda (örnek: sudkostik), indirgen madde yardımıyla (örnek: hidrosülfit) yapılır. Çözünen boyar madde ile lif boyanır ve sonra yapılan yükseltgeme (oksidasyon) sonucunda liflerin içerisinde suda çözünmeyen boyar maddeler hâline gelir. Küp boyar maddelerinin indirgenmesi ve oksidasyonu kolaydır. Fakat bu adımlara dikkat edilmesi gerekmektedir. Oksidasyon sonucunda lif içerisinde tekrar oluşan boyar madde sulu ortamda hiç çözünmediğinden bu boyamaların yaş haslıkları çok iyidir. Çektirme derecesi ve hızı iyi olduğundan selüloza olan afinitesi yüksektir. Ayrıca küp boyar maddelerinin renk yelpazesi geniş olmakla beraber renkler reaktif boyalara nazaran daha donuktur.
Küp boyar maddeleri çözünmeyen pigmentlerdir. Küp boyar maddeleri, indirgen madde kullanılarak suda çözünür hâle getirilir. Ardından kumaş, boyar madde çözeltisinden geçirilir. Boyar madde suda çözünen yapısıyla life hidrojen köprüleri ve van der waals kuvvetleri ile bağlanır. Bunu izleyen adımda açık hava ile temas veya bikromat gibi yükseltgeme banyoları içine daldırılarak boyar madde tekrar çözünmez hâle getirilir, böylece boyama işlemi yapılmış olur.
Küp boyar maddelerinin molekül yapıları ile boyama için gerekli koşullar arasında yakın bir bağ vardır. Çözelti içinde boyar madde molekülleri agregatlar hâlinde bulunmaktadır. Direkt ve kükürt boyar maddelerinde olduğu gibi, küp boyar maddeleri de banyoda tek başına bulunmayıp birkaç molekülün bir araya gelmesi sonucu oluşan agregatlar hâlinde bulunmaktadır.
Boyar madde molekül büyüklüğünün artması ile agregat oluşturma yeteneği de artar. Agregatlarda moleküller birbirlerine hidrojen köprüleri ile bağlanır. Agregasyon (boyar madde moleküllerinin toplanması) derecesi arttıkça adsorbsiyon hızı da artmaktadır. Agregasyon derecesinin yüksek olması difüzyon hızını yavaşlatır. Çünkü büyük agregatların lif içerisine girebilmesi için parçalanarak monomer hâline getirilmesi gerekmektedir. Bu da boyama süresince uzun zaman alır. Boyamanın hızını difüzyon adımı belirlediği için boyama hızını artırabilmek için assosiasyon (birleme) derecesini düşürmek gerekir. Bunun için boyama sıcaklığı artırılabilir. Aynı zamanda baz konsantrasyonu da artırılabilir. Sıcaklık ve baz kadar önemli olmamakla birlikte flottedeki boyar madde konsantrasyonu da assosiasyon derecesine bir miktar etki etmektedir. Küp boyar maddeleri; toz, pasta ve dispersiyon hâlde bulunmaktadır. Toz hâlindeki boyar madde pigmentleri diğer dispersiyon hâldekine göre daha büyüktür. Küpleme süresi de daha uzundur.
Küp boyar maddeleri;
- Soğukta
- Ilıkta
- Sıcakta
Boyama yapan küp boyar maddeleri olmak üzere üç sınıfta incelenir. Her sınıfın sıcaklıkları, boyama yöntemi ve kullanılan kimyasal madde oranları da farklıdır.
- Soğukta boyayan boyar maddeler (IK) (20–25°C)
- Ilıkta boyayan boyar maddeler (IW) (45–50°C)
- Sıcakta boyayan boyar maddeler (IN) (55–60°C)
Küp boyar madde kataloglarında boyama yöntemleri, banyoya eklenmesi gereken tekstil yardımcı maddeler (sudkostik, hidrosülfit ve tuz miktarları) belirtilir. IK ve IW yöntemlerine göre boyayan boyar maddelerde banyoya tuz ilavesi gerekir. Genellikle kalsine sodyum sülfat ve sofra tuzu kullanılmaktadır. IW boyar maddeleri gerek molekül büyüklükleri gerek boyama özellikleri ve dolayısıyla boyama şartları bakımından, IK ve IN boyama yöntemleri arasında yer alır.
IN boyar maddelerinde gerekli hidrosülfit miktarı, IK yönteminde gerekli olan miktardan daha fazladır. Sebebi hidrosülfitin yüksek sıcaklıklarda oksidatif parçalanmasının artmasıdır. Küp boyar maddelerin diğer boyar maddelerden farkı indirgenmiş yani küpleme yapılmış boyar madde renginin istenilen gerçek renkten çok farklı olabilmesidir. Örneğin elde edilecek renk sarı iken küpe rengi kahverengi, mor gibi çok farklı renklerde olabilir. Asıl renk oksidasyon sonunda ortaya çıkmaktadır ve renk değişimi gözle izlenebilir.
Küp boyar maddeleri için kesikli, yarı kesikli ve kesiksiz boyama yöntemleri geliştirilmiştir.
Kesikli (çektirme) yöntemler
- Sıcaklık basamakları yöntemi
- Pigment-sıcaklık basamakları yöntemi
- Önceden pigmentleme yöntemi
Yarı kesikli yöntemler
- Pad-jig yöntemi
- Pad-kumaş levendi yöntemi
Kesiksiz boyama yöntemleri
- Pad-steam yöntemi
- Tek banyolu pad-steam yöntemi
- Yaş buhar yöntemi
- Modifiye yaş buhar yöntemi
- Williams ünitesi yöntemi
j) İnkişaf boyarmaddeleri
Belirli gruplara sahip bazı azo boyarmaddeleri ile metal iyonlarının kompleks teşkili ile oluşturdukları boyarmaddelerdir. Kompleks oluşumunda azo grubu rol oynar. Metal katyonu olarak Co, Cr, Cu, ve Ni iyonları kullanılır. Krom kompleksleri daha çok yün, poliamid, bakır kompleksleri ise pamuk ve deri boyacılığında kullanılır.
Kimyasal yapılarına göre boyarmaddelerin sınıflandırılması
Boyarmaddeleri yapısal olarak sınıflandırırken, molekülün temel yapısı esas alınabildiği gibi, molekülün kromojen ve renk verici özellikleri de esas kabul edilebilir.
a) Azo boyarmaddeler
Organik boyarmaddelerin en önemli sınıfını oluşturan azo boyarmaddelerin sayısı, diğer bütün sınıflardakinin toplamına eşittir. Bunlar yapılarındaki kromofor grup olan azo ( N=N-) grubu ile karakterize edilir. Bu gruptaki azot atomları, sp2 hibritleşmesi ile karbon atomlarına bağlanır. Azo grubuna bağlanan karbon atomlarının biri aromatik (benzen, naftalen ve türevleri) veya heterosiklik halka, diğeri ise enolleşebilen alifatik zincire bağlı bir grup olabilir. Bu nedenle molekülde en az bir aril grubu bulunur. Azo boyarmaddeleri genel olarak şöyle formüle edebilir: Ar-N=N-R. Burada R: Aril, heteroaril veya enolleşebilen alkildir. Moleküldeki azo grubuna göre mono, bis, tris, tetrakis..... azo boyarmaddeleri olarak tanımlanırlar. Azo grubunu üç veya daha fazla içerenlere poliazo boyarmaddesi de denir.
- Monoazo boyarmaddeleri
- Diazo boyarmaddeleri
- Trisazo boyarmaddeler
- Tetrakisazo boyarmaddeler
Olmak üzere 4 tip şeklindedir.
b) Nitro ve Nitroso boyarmaddeleri
Bu sınıf boyarmaddeler kimyasal yapılarında nitro veya nitroso grubu ile birlikte elektron donör grup içerir. Fenol veya naftoller HNO2 ile muamele edilirse nitrozolanır.
c)Polimetin boyarmaddeleri:
d)Arilmetin boyarmaddeleri ve Aza analogları
e) Azo Annulen boyarmaddeleri
f) Karbonil boyarmaddeleri: En az iki karbonil grubu içeren yapısında konjuge çift bağlar bulunan bileşiklerin genel adıdır.
g) Kükürt boyarmaddeleri: Fenollerin kükürt, sodyum polisülfür ve sodyum sülfürün aromatik aminler ile reaksiyonu sonucu meydana gelen suda çözünmeyen makro yapılı renkli organik bileşikler olarak adlandırılır. Genel formülü BM-S-S-BM ile ifade edilir, bazik ortamda Na2S ile kaynatılırsa disülfür grupları (...-S-S-...), merkapto gruplarına (...-S'Na4) dönüştütülerek su ile çözünür hale gelerek leuko bileşiklerini oluşturur.
Suda çözünmeyen boyar maddelerdir. Kükürt boyar madde sodyum sülfür (Na2S) ile suda çözünür hâle getirilir. Boyama işleminden sonra potasyum bikromat (K2Cr2O7) veya hidrojen peroksit (H2O2) gibi yüksek oksijen ihtiva eden yükseltgen maddelerle yükseltgenerek boyar madde lif içinde suda çözünmez hâle getirilir.
Kükürt boyar maddeler selülozik elyaf ile hidrojen bağları ve van der waals kuvvetleri ile bağlanır.
Yapılarında kükürt atomları bulunan ve normal olarak sodyum sülfürlü çözeltide boyama yapan boyar madde sınıfıdır. Kükürt boyar maddeleri ilk kez 1879 yılında yapılmış ve pamuk keten için kullanılmıştır. Boyar madde-kükürt-kükürt-boyar madde şeklinde sembolize edilebilir. Hâkî, lacivert, kahverengi ve siyah gibi koyu ve mat renklerde daha çok kullanılır.
- Yaş, ter ve ışık haslıkları iyidir.
- Isı ve kimyasal madde dayanımları genellikle ılımlıdır.
- Ucuz olması da önemli avantajlarındandır.
- Klor haslıkları genellikle kötüdür.
- Uzun süre depolamada kumaşın mukavemetini düşürür, renk nüansları değişebilir.
- Parlak renkleri yoktur.
Kükürt boyar maddeler üç grupta incelenir:
- 1-Suda çözünmez kükürt boyar maddeler
- 2-Suda çözünür kükürt boyar maddeler
- 3-Küp kükürt boyar maddeler
1-Suda Çözünmez Yapıdaki Normal Kükürt Boyar Maddeler
Suda az çözünür, selüloza afinitesi yoktur. İndirgenerek çözünür duruma getirilir. İndirgeme işlemi bazik ortamda ve büyük çoğunlukla sodyum sülfür (Na2S) kullanılarak yapılır. Halk arasında zırnık olarak da bilinir. İndirgenmiş hâldeki kükürt boyar maddenin selüloz liflerine afinitesi fazladır, düzgün boyama eldesi için dikkat edilmesi gerekir. Boyama; yüksek sıcaklıkta, bazik ortamda, tuz niceliği fazla ortamda yapılır. Bu gruptaki kükürt boyar maddeler, yapı olarak çektirme yöntemiyle (overflow, jet) boyamaya daha uygundur. Kükürt boyar maddenin çözünür durumda kalması için banyonun sıcak tutulması gerekir. Ancak sıcaklık arttıkça boyar madde alımı da artacaktır. Bu nedenle emdirme yönteminde özellikle açık renklerde kumaşın başı ile sonu arasında ton farkı olur.
2-Suda Çözünebilir Hâle Getirilmiş Kükürt Boyar Maddeleri
İndirgenen kükürt boyar maddelerinin tiyosülfatlama işlemine tabi tutulması ile suda çözünen ve normal şartlarda oksitlenmeyen forma getirilmiş kükürt boyar maddeleridir. Bu hâliyle boyar maddenin afinitesi yoktur, ancak suda çözünür. Bu özellikleri nedeniyle bu gruptaki kükürt boyar maddeler, diskontinü ve kontinü boyama yöntemlerine daha uygundur.
3-Kükürt-Küp Boyar Maddeleri
Kükürt ve küp boyar maddeleri arasında yer alan boyar madde sınıfıdır. Küp boyar maddelerine nazaran daha ucuzdur. İyi ışık ve yıkama haslıklarına rağmen klor haslıkları kötüdür, kolaylıkla indirgenebilir. Bunlarla boyamada nişasta apresi uygulanmasından kaçınılır. Bu gruptaki boyar maddeler kontinü ve diskontinü boyama yöntemlerine uygundur
Boyarmaddelerin uygulama yöntemleri
1-Asit boyarmaddelerin uygulanma yöntemi
Başlıca yün, ipek, poliamid elyaf ile katyonik modifiye poliakrilonitril elyafı boyamada kullanılır. Boyama işleminin asidik (pH= 2-6 banyoda gerçekleştirilmesi gereklidir. Molekül ağırlıkları 300-500 arasında olan sülfonik asitlerin sodyum tuzlarıdır. Bu boyarmaddeler uygulanırken ortamın sıcaklığı 60 C°’ ye kadar çıkartılır.
2-Direkt boyarmaddelerin uygulanma yöntemi
Doğal rejenere selülozik elyafı boyayabilen direkt boyarmaddelerin uygulanabilmesi için mordanlamaya gerek yoktur. Yani bir ön işleme gerek duyulmadan doğrudan boyama yapılabilmesidir. Mordanlamaya gerek duyulmamasının nedeni bu boyarmaddelerin elyafa karşı substantivitelerinin (boyarmaddenin elyaf tarafından absorblanma yeteneği) yüksek olmasıdır. Bu nedenle bu gruba substantif boyarmaddeler de denir. Bu boyarmaddeler uygulanırken ortamın sıcaklığı 80 C°’ ye kadar çıkartılır.
3-Reaktif boyarmaddelerin uygulanma yöntemi
Tekstil elyafı ile bir kovalent bağ oluşturmak üzere reaksiyon veren boyarmaddelerdir. Yapılarında bulunan reaktif grup, selüloz, yün, ipek, poliamid gibi elyaf türleri ile reaksiyon verebildiğinden bu elyaf sınıflarında kullanılır. Bu boyarmaddeler uygulanırken ortamın sıcaklığı 80 °C’ ye kadar çıkartılır.
4-Dispersiyon boyarmaddelerin uygulanma yöntemi
Tüm sentetik elyaf ile asetat ipeğini boyayabilen dispersiyon boyarmaddeleri suda, bilinen anlamda çözünmez. Elyafın boyanması, boyarmaddenin sulu süspansiyonları içinde yapılır. Boyama sırasında banyoda eser miktarda çözünmüş halde bulunur. Boyarmadde elyaf tarafından çekildiğinde, aynı miktar boyarmadde yeniden dispersiyondan çözeltiye geçer. Bu boyarmaddeler uygulanırken ortamın sıcaklığı 130 °C’ ye kadar çıkartılır.
Ramöz makinesi
Tekstil ürünleri, üretim sürecinde çeşitli terbiye işlemlerine tabi tutulmakta ve bu işlemler sırasında bünyelerine alınan nem kurutma yoluyla uzaklaştırılmaktadır. Genel olarak tekstil ürünlerinin kurutulması, mekanik yöntemlerle ön kurutma yapılması ve ardından mamül üzerinde bulunması gereken higroskobik nemi kaybetmeden ısı transferiyle gerçekleşen esas kurutma şeklindedir. Ürünün kurutulması ve yapısına zarar verilmemesi açısından tekstil endüstrisinde en yaygın kullanılan kurutma makinaları; taşıma bantlı kurutucular, yüksek frekanslı kurutucular ve ramözlerdir. Ramözler gergili kurutma makinaları olup, kurutma, kondenzasyon ve termofiksaj işlemlerinde kullanılmakta, istenilen en ve boy ayarı ile kumaşta çekmezlik sağlanabilmektedir. Taşıma bantlı kurutucular ise gergisiz kurutma makinaları olup, kumaşa istenilen en ve boy ayarı verilememekte, ancak hassas yüzeyli kumaşların kurutulmasında tercih edilmektedir. Yüksek frekanslı kurutucular da bobin, çile, açık elyaf, iplik ve hazır giyim ürünlerinin (çorap vb.) kurutulmasında tercih edilen, kısa sürede homojen olarak düşük sıcaklıkta kurutma sağlayan kurutuculardır.
Ramöz (Gergili Kurutma Makinaları) Ramözler, kumaşların makine içerisinde enine bir şekilde iğne ya da paletler tarafından kenarlarından tutturulduğu, bir çift yürüyen zincirle kumaşın hareketinin sağlandığı ve bu esnada kumaşa sıcak havanın gönderildiği kurutma makinalarıdır.
Ramözlerin ilk yatırım ve işletme maliyetlerinin yüksek olmasına rağmen, tekstil ürünlerinin boyutsal formunun kontrol edilebilmesi ve kurutma, kondenzasyon ve termofiksaj işlemlerinde de kullanılabilmesi nedeniyle en çok tercih edilen kurutma makinalarıdır. Ramözlerde kumaşa istenilen en ve boy ayarı verilebilmekte, kumaştaki kırışıklıklar giderilebilmekte ve kumaş kenarındaki tutucular dışında hiçbir yere değmeden kumaş geçişi sağlanabilmektedir
Ramöz konveksiyon kurutma esasına göre çalışan bir kurutma makinasıdır.
Bu kurutma yönteminde;
Tekstil mamulü, yalnızca ısıtılmış hava veya kurutma gazı ile temas eder, kurutucu yüzeye temas yoktur. Bu yöntemle kurutmada, genelde ısıtılmış hava kullanılır. Tekstil mamulü bu ısıtılmış hava ile temas halindedir. Temas sırasında gazdan (ısıtılmış havadan) tekstil mamulüne ısı transferi tekstil mamulünden de gaza su buharı transferi gerçekleşir. Mamul sıcaklığı daha düşük olduğu için, havadan mamule doğru orantılı olarak bir ısı transferi oluşur.
Havadan mamule geçen ısının etkisiyle, mamul üzerindeki su buharlaşır. Su buharı havaya geçer.
- Isı transferi için gazın daha sıcak olması gerekir.
- Havanın yoğuşmadan, sis haline geçmeden, buhar olarak içerebileceği bir su miktarı vardır. Bu, sıcaklıkla ilgilidir. Düşük sıcaklıkta bu miktar çok azdır.
Konveksiyon kurutma, bugün tekstilde en fazla kullanılan kurutma yöntemidir. Günümüzde kullanılan makinaların birçoğu bu prensiple çalışır.
Bunun başlıca nedenleri;
- 1-Kumaşın kirlenme tehlikesinin az olması
- 2-Gerilimin kontrol altında tutulmasının kolay olması
- 3-Tüm kumaş çeşitleri için uygun olması
Tekstil mamulünde bulunan suyun tamamı yüzeyde bulunmayıp kumaşa zayıf fiziksel kuvvetlerle bağlı olduğundan, kurutma esnasındaki ısı ve kütle transferi işlem süresince aynı hız ve oranda gerçekleşmemektedir. Yüzeyde bulunan suyun kolayca uzaklaştırılması mümkün iken, liflerin içerisinde bulunan suyun kolayca uzaklaştırılması oldukça zordur.
1.Adım
Kurutmanın başlangıcında, ipliklerin yüzeyinde yeterli miktarda su bulunduğundan, soğuma sınır sıcaklığını geçmemektedir. Bu sıcaklık kumaşta bulunan su miktarına bağlı olarak 50-80°C’yi geçmemektedir. Kumaşın yüzeyinden kurutma gazına su buharı transferi, kütle transferi kanunlarına uymaktadır.
Kurutmanın bu adımında kurutma hızı kurutucunun çalışma şartlarına
- Kurutma gazının sıcaklığı
- Kurutma hızı,
- Kurutma su buharı basıncı
- gibi
Bağlı olup kurutulacak mamulün özellikleri ile değişmemektedir. Isı ve kütle transferi için sadece yüzeydeki bir hava sınır tabakasının aşılması gerektiğinden, kurutma (suyun uzaklaşması) bu adımda en hızlıdır. Pamuklu bir kumaş için bu hızlı kurutma kumaş üzerinde %35-40 nem kalana kadar devam etmektedir.
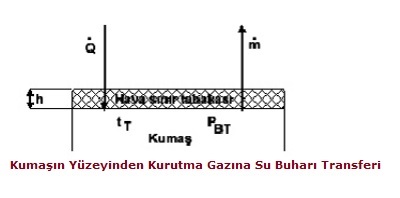
2. Adım
Kurutma ilerledikçe mamuldeki geniş ve kılcal borulardaki su emilerek yüzeye gelmekte ve yüzeyde buharlaşmaktadır. Zamanla kılcal borulardaki direnç arttığından, suyun yüzeye taşınması zorlaşmakta ve buharlaşma mamul içerisinde gerçekleşmeye başlamakta, su buharı difüzyon yolu ile yüzeye taşınmaktadır. Bu durumda suyun buharlaşarak sıcak havaya geçmesi için gerekli mesafe de büyüdüğünden kurutma yavaşlamakladır. Bu adımda;
- Gerek ısı
- Gerekse kütle transferi için
Sıcak havanın hem hava sınır tabakasını hem de mamulün kurumuş olan kısmını yani yüzey ile mamul içerisinde buharlaşmanın meydana geldiği nokta arasındaki mesafeyi de geçmesi gerekmektedir. Dolayısıyla ısı iletimi ve difüzyon için aşılması gereken yol, buharlaşmanın meydana geldiği nokta mamulün içerisine doğru ilerledikçe artmaktadır. Kütle ve ısı transferi eşitliklerinde, kütle ve ısı transferi katsayılarının yerini, ısı geçirgenliği ve buhar geçirgenliği katsayıları almaktadır.
Bu adımda ısı ve kütle transferi için gerekli yol uzadığından ve zorlaştığından kurutma hızı düşüktür. Kurutucunun çalışma şartları kadar, mamulün yapısı da kurutma hızı üzerinde etkilidir.
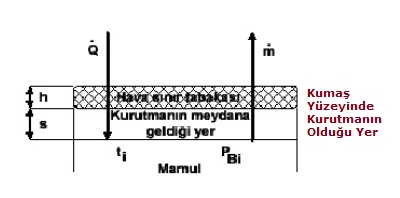
3. Adım
Kılcal su uzaklaştırıldıktan sonra şişme suyu ve higroskopik nem uzaklaştırılmaktadır. Bu adımda lifin içerisinde bulunan suyun önce lif yüzeyine, oradan da mamul yüzeyine difüzyonu söz konusudur ve bu nedenle kurutmanın en yavaş ve zor adımı budur. Ayrıca kumaştaki su miktarı da oldukça az olduğundan, kumaş sıcaklığı da kurutma havasının sıcaklığına yaklaşmaktadır. Hem kumaşın ısınması hem de suyun uzaklaşmasının yavaş olması nedeniyle, liflerde kalan bu son su kısmının (higroskopik nemin) uzaklaştırılması, yani aşırı kurutma, yalnız kaliteyi olumsuz yönde etkilememekte, aynı zamanda kurutma maliyetini de önemli ölçüde artırmaktadır. Gergefli kurutucu adıyla da bilinen ramöz makinası, tekstil terbiye işletmelerinde gerek konveksiyon kurutma gerekse diğer kurutma yöntemlerine göre çalışan makinalar arasında en önemli ve en çok kullanılan kurutma makinasıdır. Bu makina yalnız kurutma için değil her türlü bitim işlemi sonrasındaki kurutma ve kondenzasyon veya kumaşların termofiksajı amacıyla da kullanılmaktadır.
Birçok tekstil terbiye makinasında olduğu gibi, ramözlerin de standart bir tipi ve büyüklüğü yoktur. Her terbiyeci kendi işletme ve üretim şartlarına en uygun makinayı kendisi tayin etmek durumundadır.
Bir ramöz seçilirken şu ana unsurlar mutlaka dikkate alınmalıdır.
- Üretim miktarı (kamara sayısı)
- Çalışılacak maksimum ve minimum kumaş genişlikleri
- Üretim miktarı (kamara sayısı)
- Çalışılacak maksimum ve minimum kumaş genişlikleri
Konveksiyon kurutma makinalarında sıcak kurutma gazının kumaşa iletilmesi değişik şekillerde yapılabilmekledir. Ho-flue’da sıcak hava genellikle tekstil mamulüne paralel olarak, emme tamburun kurutucularda ise kumaş içerisinden geçirilerek kurutma sağlanmaktadır. Ramözde ise sıcak kurutma gazı (havası) düze denilen deliklerden ya da yarıklardan kumaş yüzeyine dikey doğrultuda püskürtülmektedir.
Ramöz kumaşta en-boy ayarının yapılabilmesi, bitim işlemleri sırasında kumaş üzerinde kimyasal madde olduğu halde kumaşın hiçbir yere temas etmeden iki kenarından tutularak kurutucu çıkışına kadar taşınması, etkili bir kurutma sağlanması, kurutma sırasında kumaşa çarptırılan sıcak havanın etkisiyle kumaş tutumu ve çekmezlik değerlerinin olumlu yönde etkilenmesi gibi pek çok avantaja sahiptir. Dokuma kumaşların terbiyesinde eskiden beri vazgeçilmez bir yere sahip olan ramöz, günümüzde örgü kumaşlarda da tüp halinden açık en çalışmaya doğru bir eğilimin ağırlık kazanması ile hem örgü hem de dokuma kumaşlar için çok önemli bir makina haline gelmiştir. Ramözlerde kumaşın makina içerisinde taşınması, ramözün iki tarafındaki büyük baklalardan oluşan sonsuz zincirler yardımıyla yapılmakladır. Zincirin baklaları üzerinde iğneler ve/veya mandallar bulunmaktadır. Kumaş iki yanından bu iğnelere takılarak veya mandallar tarafından tutularak zincirle birlikte hareket etmektedir. Zincirler arasındaki aralığı makinanın girişinden ilk kurutma bölmesine kadar olan kısımda fazlalaştırarak kumaşın enini artırmak mümkün olduğu gibi, bu aralığı gittikçe azaltarak kumaşın serbest şekilde enine çekmesini sağlamak da mümkündür. İğneli taşıyıcılı ramözlerde kumaşın boyunu da ayarlayabilmek mümkündür. Eğer makinaya kumaş, zincir hareket hızından daha yüksek bir hızla sevk edilirse (avans verilirse), zincirlere bol bir şekilde takılmakta ve kurutucudan geçerken çözgü yönünde çekerek boyu kısalmaktadır. Dolayısıyla bu kumaştan dikilmiş, ürünler kullanılırlarken yıkandıklarında fazla çekmemektedirler. Ramözler, tekstil terbiye işletmelerindeki ana ısıl enerji tüketicileridirler. Ramöz tekstil terbiye işletmelerinde gerek konveksiyon kurutma gerekse diğer kurutma yöntemlerine göre çalışan makinalar arasında en önemli ve en çok kullanılan kurutma makinasıdır. Tüm konveksiyon kurutma makinalarında olduğu gibi, ramözlerde de giren sıcak hava tekstil mamulü ile temas edip bir miktar ısı enerjisini mamule verip, mamulden de bir miktar su buharı aldıktan sonra dışarıya atılırsa alabileceğinden (yoğuşma tehlikesi olmadan taşınabileceğinden) çok daha az su buharı almış, yani kendisinden yeterince faydalanılamamış sıcak hava, içerdiği ısı enerjisi ile sürekli olarak gökyüzüne gönderilmiş olmaktadır. Bu durumu önlemek için, kurutucudan geçen havanın bir kısmı temiz hava ile karıştırılıp ısıtıldıktan sonra tekrar kullanılmaktadır. Kurutucudan geçen havanın ne kadarının dışarıya atılıp ne kadarının da yeniden kullanılacağı atık hava çıkışlarındaki klapeleri açıp kapayarak ayarlanabilmektedir. Kurutma makinaların çalıştırılması için tüketilen enerjinin önemli bir kısmını kurutmada kullanılan atık havanın ısıtılması oluşturmaktadır. Bu nedenle sıcak hava/buhar oranı kurutma işlemlerinin ekonomik verimliliğinin belirlenmesinde yardımcı bir faktördür ve enerji maliyetleri her geçen gün arttığından mutlaka göz önünde bulundurulmalıdır. Birim zamanda buharlaştırılan su miktarı, kumaş ağırlığı. Kumaşın girişteki ve kurutma sonundaki nemi, kumaş eni ve geçiş hızına bağlıdır, bu nedenle sabit bir baca akımından söz edilememektedir. Atık havanın nem içeriği devamlı ölçülmeli, kurutma şartlarına göre baca klapeleri ve fanlar düzenlenmeli ya da otomatik olarak ayarlanmalıdır.
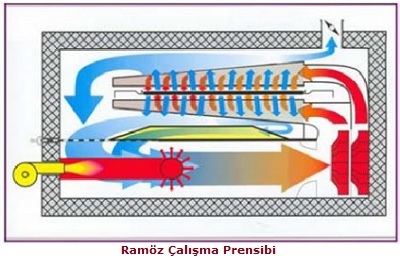
Kuvvetlendirilmiş Örgüler
Kumaşa farklı bir görüntü ve gramaj kazandırmak amacıyla atkıdan veya çözgüden ilave iplik kullanmak suretiyle oluşturulan örgülere kuvvetlendirilmiş (astarlı) örgüler denir. Tek çözgü ve tek atkı sistemiyle dokunan kumaşlarda kalın ve gramajlı kumaş elde edebilmek amacıyla kalın iplik kullanmak gerekir. Ancak kullanılan kalın iplikler kumaşın kaba bir görünüm ve yapıya sahip olmasına neden olur.
Tek katlı kumaş yapılarında ince iplik kullanarak gramajı artırmak ve istenen kumaş özelliklerini sağlamak amacıyla kuvvetlendirme çözgüsü veya atkısı kullanılır. Kullanılan ilave çözgü ve atkılara astar iplikleri de denir. Astar ipliklerinde ucuz ve kalın ipliklerin kullanımı tercih edilir. Astar iplikleri kumaş yüzeyinde görünmeden kumaşın arkasında yüzme ve kumaşın yüzeyinde belirli noktalarda bağlantı yapar.
Kumaşın yüzeyinde farklı bir görüntü oluşturmak için tercih edilen kuvvetlendirilmiş örgülerde ise kullanılan ipliklerin yüzeyde görünmesi ve iyi kalitede olması gerekecektir.
Kuvvetlendirilmiş örgülerde en önemli nokta bağlantı noktalarının seçimidir. Seçilen bağlantı noktaları kuvvetlendirme amacına yönelik olarak farklılık göstermektedir.
Kuvvetlendirilmiş Örgüler
1-Atkıdan kuvvetlendirilmiş örgüler
2-Çözgüden kuvvetlendirilmiş örgüler
olmak üzere iki çeşittir.
Kuvvetlendirilmiş örgülerin özellikleri
>>> Bağlantı noktalarının dağılım yönü, zemin örgüsü olarak tercih edilen örgü ile uyumludur.
>>> Bağlantı noktaları rapor alanına eşit dağılmıştır.
>>> Zemin ve ilave ipliklerin sıralamasında kullanılan dizim 1/1, 2/1, 3/1, 4/1, 1/2 şeklinde olur.
>>> Uygulama şekline göre her bir çözgü veya atkı ipliği üzerinde bir bağlantı noktası bulunur.
>>> Astar iplikleri fazla yüzme (uzun atlama) yapmaz.
Kuvvetlendirilmiş örgüler; genellikle paltoluk, battaniyelik, perdelik ve döşemelik kumaşların dokunmasında kullanılır.
Atkıdan Kuvvetlendirilmiş Örgüler
Atkı ile kuvvetlendirilen örgüler zemin ve astar atkı sistemlerinden oluşur. Gramajı artırmak amacıyla yapılan örgülerde, kumaşın tersinde yüzme yapan astar atkı iplikleri belirli noktalarda çözgü ipliklerinin üstüne çıkarak bağlantı yapar. Bağlantı noktalarının kumaş yüzeyinde görünmesi uygun değildir.
Kumaşın gramajını artırmak amacıyla uygulanan kuvvetlendirilmiş örgülerde, astar atkılarının çözgü ipliği ile yapacağı bağlantı noktasını seçerken etrafının atkı hâkimiyetli olmasına dikkat edilir. Bağlantı noktasının üstündeki ve altındaki karelerin boş olması gerekir. Bağlantı noktaları örgü üzerinde boş kare olarak gösterilir.
Bağlantı noktasının altındaki ve üstündeki atkı ipliklerinin her ikisinin de yukarıda (boş kare) olması sebebiyle astar atkısı her iki atkı arasında gizlenecektir. Bu sebeple bu nokta iyi bağlantı noktasıdır.
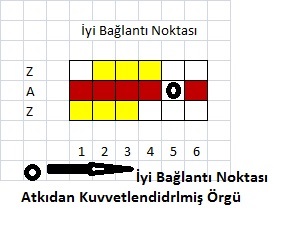
Bağlantı noktasının altındaki iplik yukarıda (boş kare) fakat üstündeki iplik ise aşağıda (dolu kare) bulunmaktadır. Bu şekilde tercih edilen nokta orta bağlantı noktasıdır.
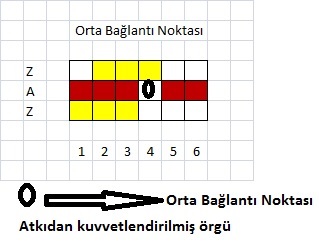
Bağlantı noktasının her iki tarafındaki atkı ipliklerinin aşağıda (dolu kare) olması sebebiyle astar atkısı yüzeyde görünecektir. Bu nedenle tercih edilen nokta kötü bağlantı noktasıdır.
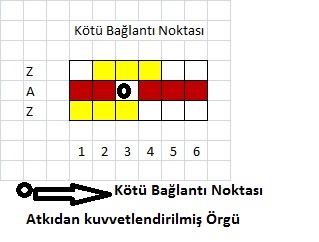
Farklı bir görünüm kazandırmak amacıyla yapılan örgülerde, kumaşın üstünde yüzme yapan astar atkı iplikleri belirli noktalarda çözgü ipliklerinin altına inerek bağlantı yapar. Bağlantı noktalarının kumaş tersinde görünmesi uygun değildir.
Kumaşa farklı bir görünüm kazandırmak için uygulanan kuvvetlendirilmiş örgülerde astar atkılarının çözgü ipliği ile yapacağı bağlantı noktasını seçerken etrafının çözgü hâkimiyetli olmasına dikkat edilir. Bağlantı noktasının üstündeki ve altındaki karelerin dolu olması gerekir. Bağlantı noktaları örgü üzerinde dolu kare olarak gösterilir.
Bağlantı noktasının altındaki ve üstündeki atkı ipliklerinin her ikisi de aşağıda (dolu kare) olması sebebiyle astar atkısı her iki atkı arasında gizlenecektir. Bu sebeple bu nokta iyi bağlantı noktasıdır.
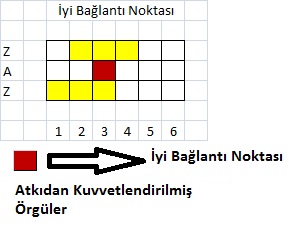
Bağlantı noktasının altındaki iplik yukarıda (boş kare) fakat üstündeki iplik ise aşağıda (dolu kare) bulunmaktadır. Bu şekilde tercih edilen nokta orta bağlantı noktasıdır.
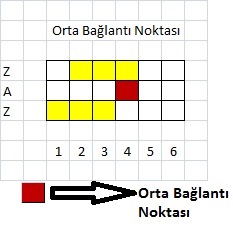
Bağlantı noktasının her iki tarafındaki atkı ipliklerinin yukarıda (boş kare) olması sebebiyle astar atkısı kumaşın tersinde görünecektir. Bu nedenle tercih edilen nokta kötü bağlantı noktasıdır.
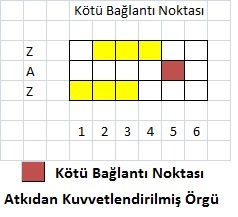
Kuvvetlendirilmiş örgülerin çizilebilmesi için bazı verilere ihtiyaç vardır. Bunlar:
>>> Kullanılacak olan zemin örgüsü
>>> Astar atkısının ya da çözgüsünün konumu (görüntüsü)
>>> Dizim
Atkıdan kuvvetlendirilmişş örgülerde görüntünün üstte olduğu durumlarda kumaşa farklı görünüm kazandırılacağı, altta olduğu durumlarda ise kumaşa gramaj kazandırılacağı anlaşılmalıdır. Çözgüden kuvvetlendirilmiş örgülerde ise tersi bir durum söz konusudur.
Örgü çizimine başlamadan önce rapor alanının tespit edilmesi gerekir. Rapor alanı tespit edilirken zemin örgü raporu, astar örgü raporu ve dizim göz önünde bulundurulmalıdır.
Dizimin 1/1 olması her zemin ipliğinden sonra bir astar ipliği olacağı anlamına gelir. Bu durumda kullanılan astar ipliği cinsi (çözgü ya da atkı) iki katına çıkar. Dizimin 2/1 olması durumunda ise iki zemin ipliğinden sonra bir astar ipliği olacağı anlamına gelir. Bu durumda ise ilave edilen iplik cinsi örgü raporunun yarısı kadar artırılmalıdır.
3
Zemin örgüsü: D ———— Z
4
Görüntü : Altta
Dizim : 1 Z / 1 A
Buna göre;
Rapordaki toplam çözgü tel sayısı : 7 tel
Rapordaki toplam atkı tel sayısı : 7 + 7 = 14 tel olacaktır.
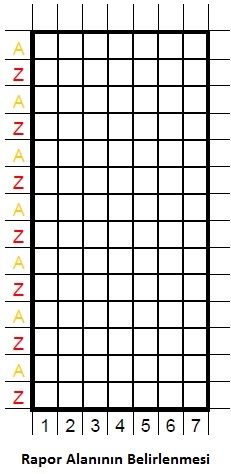
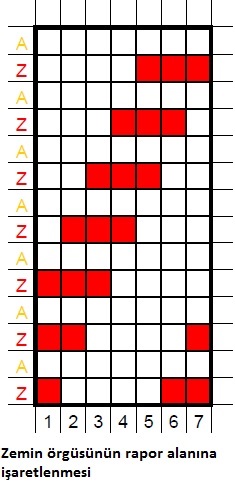
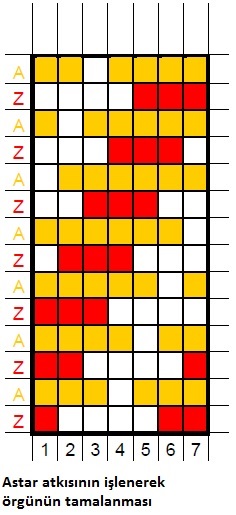
2
Zemin örgüsü: D ————— ( Z )
4
Görüntü : Üstte
Dizim : 2 Z / 1 A
Buna göre;
Rapordaki toplam çözgü tel sayısı : 6 tel
Rapordaki toplam atkı tel sayısı : 6 + 3 = 9 tel olacaktır.
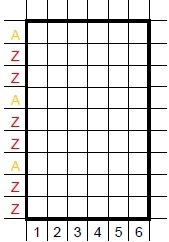
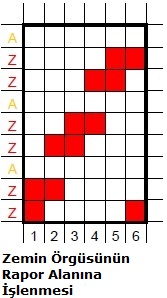
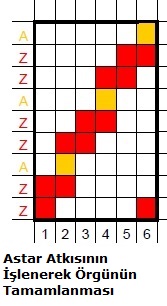
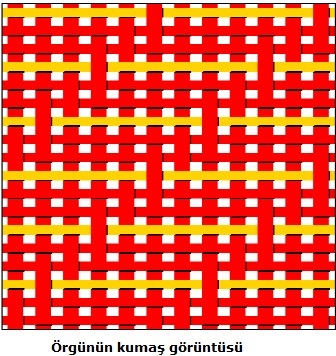
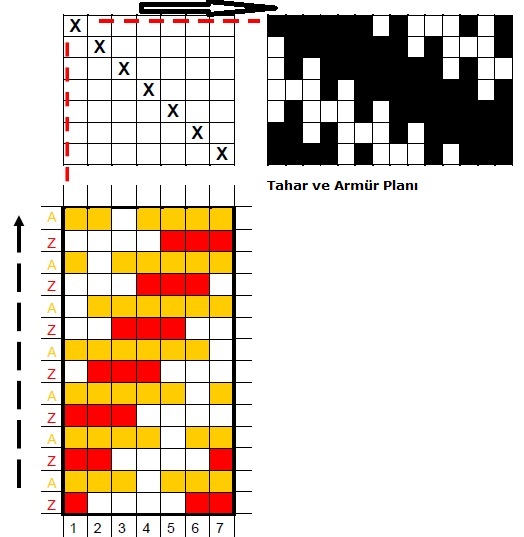
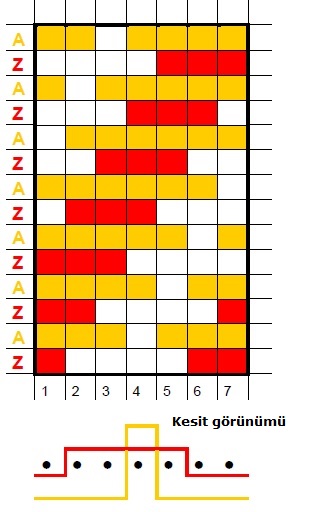
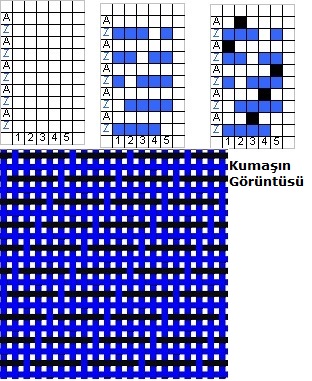
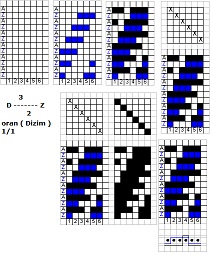
Kuru apre
Tekstil ürünlerinin tutum, görünüm ve kullanım özelliklerini geliştirmek için mekanik yöntemlerle veya kimyasal maddelerle yapılan son işlemlere bitim (Apreleme) işlemleri denir.
Eskiden bitim işlemlerinin ana amacı alıcıda satın alma isteği uyandırmak, yani ürünün albenisini arttırmaktı. Bu ise, tutum ve görünümü geliştirmekle sağlanıyordu. Oysa sentetik liflerin ortaya çıkması ve değişen yaşam koşulları yüzünden doğal liflere, kendilerine has iyi özelliklerini kaybetmeden ilave bazı özellikler (örneğin buruşmazlık gibi) kazandırılması olayı gündeme geldi. Böylece doğal liflerin sentetik liflerle rekabeti mümkün olabilecekti. Bu eğilim, tekstil ürünlerinin kullanım özelliklerini geliştirmeye yönelik bitim işlemlerinin doğmasına yol açtı.
Diğer bir gelişme de bitim işlemleri ile elde edilen etkilerinin dayanıklılığı (kalıcılığı) konusunda oldu. Eskiden bitim işleminden ana amaç alıcıda satın alma isteğini uyandırmak olduğundan elde edilen etkilerin kullanıma dayanıklı olmasına çok önem verilmezdi. Bugün ise, çoğu kez tekstil ürününe birtakım özelliklerin verilmesi yeterli olmakla bu özelliklerin kullanıma, özellikle yıkamaya, karşı dayanıklı olması istenmektedir.
Bu işlemleri iki büyük gurupta incelenir.
1.Kimyasal apre işlemleri (yaş bitim işlemleri)
2.Mekanik apre işlemleri (kuru bitim işlemleri)
Mekanik Apre (Kuru Apre)
Mekanik bitim işlemleri, bu tür işlemlerde kimyasal bir madde uygulaması söz konusu değildir. Elde edilmek istenen efektler;
- Bastırma,
- Kesme,
- Tüylendirme,
- Isıl işlemler
Gibi mekanik (fiziksel) yollarla sağlanır. Bazı durumlarda mekanik bitim işlemleri sırasında tekstil malzemesine;
- Su
- Yardımcı madde
vb. etki ettirilirse bile genellikle bu tip bitim işlemleri kuru işlemlerdir. Bu işlemler bazen tek başına, ama çoğu kez kimyasal bitim işlemlerinden sonra uygulanır.
1-Kalandırlama
Kumaşın yüzeyini düzgünleştirmek, yumuşatmak ve yassılatmak, iplik arasındaki aralıkları kapamak veya yüzey parlaklığı vermek için kumaşın basınçlı silindirler arasından geçirilmesidir.
Yün hariç, pamuklu, sentetik ve bunların karışımı bütün kumaşlara uygulanabilen mekanik bir apre işlemidir. Parlaklığı ve diriliği arttıran bir ezme işlemi de denilebilir.
Asıl amaç;
- Kumaşa ütüleme etkisi
Kazandırmaktır. Baskı gibi iz bırakan kalandır efektleri son zamanlarda çok önem kazanmıştır.

Bu işlem sonucunda;
- Kumaş parlaklığı artar
- Kumaş yüzeyi pürüzsüz hale gelir
- İplikteki düğümler düzleştirilir
- Kumaşın tutum yani yumuşaklığı geliştirilir
- Hava geçirgenliği azaltılır kumaşı oluşturan iplikler yakınlaştırılır
- Kumaş opaklığı arttırılır.
- Baskı (gofraj) kalandırı ile yüzey desenlendirilir.
- Tülbent yüzeylerinin birleştirilir
- İpek benzerinden yüksek parlaklığa kadar çeşitli görünümler sağlanır.
2-Şardonlama (Tüylendirme)
Dokuma ya da örme kumaşların ipliklerin içerisinden elyafların çekilerek elyaf uçlarından kumaş yüzeyine çıkarılması ve böylece tüylendirilmiş yüzeyli bir kumaş görünüşünü oluşturulmasıdır.
Şardonlama ile kumaşın yüzeyine çıkarılmış olan elyaf uçları belli bir boyda tıraşlanıp yassılaşmış şekilde kumaşın üzerinde durmaları için fırçalanırlar veya tüylenmiş dikey konumda bırakılırlar.
Şardonlama sonucu kumaşta aşağıda görülen değişiklikler sağlanır;
- 1-Kumaşın yüzeyinde tüy tabakası oluşur.
- 2-Bu tüy tabakasında istenilen bir şekli de (yatırma, dik duruma getirme ve kesme) verilerek mamülün özel bir görünüm kazanması sağlanır.
- 3-Mamül daha hacimli bir yapı kazanır. Mamülün ısı yalıtma özelliği artar ve kumaş daha sıcak tutar.
- 4-Mekaniksel etki aynı zamanda mamülün sertliğini kırdığından mamül daha dolgun, yumuşak ve yünümsü bir tutum kazanır.

3-Fırçalama ve Makaslama
Makaslama
Özel bıçaklar yardımıyla tekstil mamullerinin yüzeyindeki lif veya iplik uçlarını uzaklaştırmak veya belirli eşit uzunlukta kesmek için yapılan işlemdir.
Mamülün daha parlak bir görünüm kazanması düzgün ve istenilen bir boyda tüy tabakası oluşturmak için sırasıyla dipten ve üsten olmak üzere iki türlü yapılabilir. Dipten makaslama işlemi daha çok yünlü kumaşlar için kullanılır. Yoğunlukla üstten makaslama işlemi ile düzgün bir tüy tabakası oluşturmak amaçtır.
Bu işlem sonucunda;
- Kumaş parlak bir görünüm kazanır ve Kumaşın örgü desenleri daha belirgin şekilde ortaya çıkar.
Fırçalama
Kumaş yüzeyinde şardon ve makaslamadan sonra kıvrımların, ipliklerin, tozların kalmasını engellemek için baskıya girecek kumaşların fırçalama makinası ile temizlenmesidir. Bunun için kumaş döner fırçalardan geçirilir. Dokuma, örme, dantel yapılı kumaşlarda uygulanabilir. Fırçalamadan sonra kumaş parlaklık, yumuşaklık kazanır. Fırçalama yaş durumda ve kuru durumda yapılabilir.
4-Sanforizasyon (Çekmezlik)
Sanfor prosesi, her türlü mamule uygulanan standart bir bitim işlemi olan çekmezlik bitim işlemidir. Bu proses ile kumaşın kullanıldığı süre içinde çekmesini ya da uzamasını önlemek için belirli ölçülerde boyundan çektirilir, eni ayarlanır. Yeni en ve boy sabitleştirilerek işlemin kalıcı olması sağlanır.
Çekmezlik işlemi ile sağlanan etkiler;
- Giysinin rahatlığı ve bakımı
- Giysinin şeklini koruması
- Kumaşın çekmemesi
- Giysinin esnemeye ve bollaşmaya karşı koyması
- Konfeksiyon işlemlerinde rahatlık ve güven sağlanmasıdır.

5-Zımparalama, süetleme
Dokuma kumaş yüzeyinin süet tuşesi ve düzgün görünüm kazandırılması amacıyla çok ince bir şekilde tüylendirilmesi işlemidir.
Boncuklanmayı önleyici aprede çoğu kez lif uçları, yaş durumda zımparalanarak uzaklaştırılır.
Zımparalama işlemi:
- Tek iplikli ve çözgülü örme kumaşlar
- Elastik kumaşlar
- Taklit deri
- Nonwoven (Dokusuz yüzeyler)
İçin uygundur.
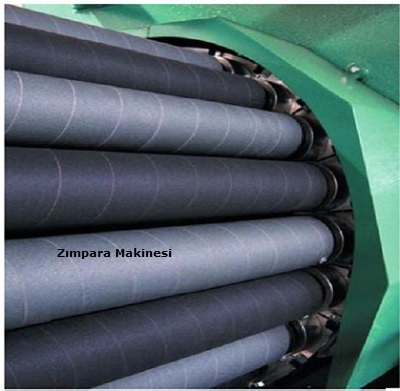
6-Dekatür
Yünlü ve yünlü karışım kumaşlara istenilen tuşe ve görünüm kazandırılması için;
- Basınç
- Isı
- Nem
Uygulanan bir yüzey fiksaj işlemidir.
Dekatür apresi ile kumaşlara kazandırılan özellikler;
- Tutum güzelleşir
- Boyut stabilitesi sağlanır
- Parlaklık kazandırılır
7-Dinkleme
Dinkleme işlemi yünlü kumaşların keçeleşme özelliğini kullanarak kumaşın görünümünün ve tutumunun değiştirilmesidir.
Dinkleme sonucunda kumaş keçeleşmiş bir yüzey yapısı kazanır ve dokusu sıkılaşır.
Bu işlem sonucunda kumaşın;
- Sıcak tutma özelliği artar
- Mekanik özellikleri iyileşir
- Kumaşın mukavemeti artar.
8-Krablama
Krablamanın özünü, yünlü kumaşların düzgün bir durumda iken sıcak su ile işlem görmeleri ve soğutulmaları oluşturmaktadır. Bu şekilde sağlanan bir yüzey fiksajı sonucu;
- Kumaş yaş işlemler sırasında daha az çeker.
- Kumaşta keçeleşme, kırışıklık izi kalma tehlikesi azalır.
- Kumaşta krablama öncesi oluşan tüm kırışıklıklar ve izleri giderilir.
- Kumaşın yüzey düzgünlüğü arttığı gibi, parlaklığında da belirli bir artma görülür.
- Liflerin şişmesi ve mamul yapısının gevşemesi sonucu, kumaşın tutumunda da olumlu bir gelişme meydana gelir.
9-Presleme
Yüzey düzgünleştirme işlemi mamule sıcaklık ve basınç uygulayarak gerçekleştirilir.
Presleme sonucu sağlanan etkinin derecesi ve kalıcı olması;
- Kumaşın nem miktarına
- Kumaşın sıcaklığına
- Basınç miktarına
- Basınç etki süresine
Bağlıdır.
Presleme sonucunda yünlü mamullerin yüzey düzgünlüğünü sağlanır. Ayrıca kumaş bu işlem ile daha kapalı (sıkı) bir yapı kazanır. Parlaklığı artar ve tutumu değişir.
Yaş apre
Tekstil ürünlerinin tutum, görünüm ve kullanım özelliklerini geliştirmek için mekanik yöntemlerle veya kimyasal maddelerle yapılan son işlemlere bitim (Apreleme) işlemleri denir.
Eskiden bitim işlemlerinin ana amacı alıcıda satın alma isteği uyandırmak, yani ürünün albenisini arttırmaktı. Bu ise, tutum ve görünümü geliştirmekle sağlanıyordu. Oysa sentetik liflerin ortaya çıkması ve değişen yaşam koşulları yüzünden doğal liflere, kendilerine has iyi özelliklerini kaybetmeden ilave bazı özellikler (örneğin buruşmazlık gibi) kazandırılması olayı gündeme geldi. Böylece doğal liflerin sentetik liflerle rekabeti mümkün olabilecekti. Bu eğilim, tekstil ürünlerinin kullanım özelliklerini geliştirmeye yönelik bitim işlemlerinin doğmasına yol açtı.
Diğer bir gelişme de bitim işlemleri ile elde edilen etkilerinin dayanıklılığı (kalıcılığı) konusunda oldu. Eskiden bitim işleminden ana amaç alıcıda satın alma isteğini uyandırmak olduğundan elde edilen etkilerin kullanıma dayanıklı olmasına çok önem verilmezdi. Bugün ise, çoğu kez tekstil ürününe birtakım özelliklerin verilmesi yeterli olmakla bu özelliklerin kullanıma, özellikle yıkamaya, karşı dayanıklı olması istenmektedir.
Bu işlemleri iki büyük gurupta incelenir.
1.Kimyasal apre işlemleri (yaş bitim işlemleri)
2.Mekanik apre işlemleri (kuru bitim işlemleri)
Kimyasal Apre İşlemleri (Yaş Apre)
Apre olarak da tanımlanan kimyasal bitim işleminin esası, terbiye maddelerinin herhangi bir uygulama (çektirme, emdirme, püskürtme, sürtme vs.) yöntemine göre tekstil mamulü ile temas haline getirilmesine ve bu esnada terbiye maddesinin liflere bağlanmasına dayanmaktadır.
Uygulama için terbiye maddesi içeren çözelti kullanıldığından bu işlemlere yaş bitim işlemleri de denir. Kimyasal bitim işlemlerinde, mamule uygulanan terbiye maddeleri liflere bağlanmakta ve böylece liflerin dolayısıyla mamulün tutumunda, görünümünde veya kullanım özelliklerinde değişikler meydana gelmektedir.
1-Tutum Apresi
Tutum apresi, kumaşın dokunma özelliklerini isteğe bağlı olarak geliştirme veya değiştirme apresidir. Tekstil mamullerinin doğası gereği ya da çeşitli kimyasal işlemler sonucu tutumları yeterli performans göstermez. Bu nedenle piyasaya çıkarılmadan önce kumaşa kalite ve kullanım yerine göre bir tutum apresi verilmesi gerekir.
Tutum apresi çeşitleri;
- Sertleştirme
- Yumuşatma ve kayganlaştırma
- Dolgunlaştırma
- Ağırlaştırma
- Grifaj’dır.
2-Dikiş Apresi
Dikiş kolaylaştırıcı apre, dikiş ipliğinin hareketini ve iğnenin kumaşa saplanmasını kolaylaştırmak için, ipliklere ya da kumaşlara veya her ikisine uygulanan bir apre şeklidir. Bu işlemin amacı, kumaşlara ve dikiş ipliklerine verilen zararın azaltılması veya dikiş iğnesinin fazla ısınmasının önlenmesidir. Bu amaçla en çok polietilen emülsiyonları kullanılır. Polietilen emülsiyonlarının yumuşatma efekti az, kayganlaştırma efekti fazladır. İğnenin ısınmasını engeller.
3-Kalıcı Ütü Apresi (Permanent Pres)
Giyim eşyalarında, katlar ve pliseler gibi belirli şekilleri; normal kullanım, yıkama veya kuru temizlemeye dayanıklı olacak şekilde kazandırmaya yönelik apre işlemidir.
Kalıcı ütü; özel bir tekstil apre işlemi değil, daha ziyade, birçok yıkama ve giyme sonucunda dahi ütülü görünümünü koruyan ve ütüye gereksinim göstermeyen giysi ya da diğer dikilmiş ürünleri tamamlayan bir terimdir.
4-Buruşmazlık Apresi
Tekstil materyalleri kırışma, buruşma, eğilme, katlanma ayrıca üretim ve kullanım sırasında vücut hareketlerinden kaynaklanan çok geniş bir deformasyonlara maruz kalmaktadır. Kat izlerinin kumaşa kullanım kolaylığı, daha az bakım, modadan bir görünüş sağlamasına karşın bazı durumlarda hiç de istenmemesi söz konusudur. Bunların genelde pantolonların arkasında eteklerle pantolonların kalça çizgilerinin altında görüldükleri belirtilebilir. Bir giysinin iyi olan görünümünü devam ettirebilmesi için, kullanım ve yıkama sırasında oluşan istenmeyen kat izlerinin kısa zamanda ya kendiliğinden ya da ütüleme ile ortadan kaldırılması gerekmektedir.
Buruşmaya etki eden faktörleri söyle sıralayabiliriz;
- İplik numarası
- İpliğin yüzey yapısı
- Dokunun yüzey yapısı
- İplik bükümü
- İpliğin tek kat ya da katlı olması
- Lifin suyu seven yapıda olması
- Terbiye işlemleri sırasında karşılaştığı gerilim ortamları
- Dokumada çözgü ve atkı sıklıkları
- Lifin morfolojik yapısıdır
Ortamın yaş ya da kuru olması ise oluşacak buruşma efektinin şiddeti üzerinde etkendir. Etki eden kuvvet kaldırıldığında yeni oluşan denge durumu tamamen bozulmadığından lifler dolayısıyla da kumaş buruşmuş olmaktadır. Karşımıza dezavantaj olarak çıkan dokunun buruşma efekti, konfeksiyon ürünü haline getirilen selüloz esaslı tüm tekstil ürünlerinde gerekli olan kullanım ve bakım kolaylığını sağlamak için uygulanan buruşmazlık bitim işlemi ile ortadan kaldırılabilmektedir. Kumaşlarda meydana gelen buruşma eğiliminin önlenebilmesi için kristallilerin birbirine göre kayması zorlaştırılabilir.
Bunu yapabilmek için iki olanak vardır;
- Reçine oluşturan maddelerin etki mekanizması ile yapılabilir. Kristalitler arasındaki boşluklar herhangi bir maddeyle (reçine oluşturan) doldurulursa bu bölgelere suyun girmesi zorlaşacağı gibi herhangi bir kuvvet uygulandığında kristallilerin birbirine göre kayması da güçleşecektir.
- Selüloz makro molekülüyle reaksiyona girebilen bifonksiyonel bileşiklerle işlem uygulayıp kristalitler arasında çapraz bağ oluşumunu gerçekleştirebilmektir. Böylelikle kristallilerin hareketliliği kısıtlanacağından su moleküllerinin içeriye girmesiyle birbirinden uzaklaşma ve kuvvet etkisiyle kaymaları engellenecektir.
Buruşmazlık bitim işleminde kullanılan maddeler
- Üre- Formaldehid
- Melamin- Formaldehid
- Dimetilol Etilenüre
- DMPU
- DMDHEU
Buruşmaz Apre ile Kalıcı Ütü Apresinin Farkı:
Buruşmazlık bitim işleminde; konfeksiyoncuya buruşmazlık özelliği kazandırılmış kumaş gönderilir.
Kalıcı ütü bitim işleminde ise; buruşmazlık maddeleri emdirilip kurutulmuş, ancak kondenzasyon işlemi tamamlanmamış kumaş gönderilir. Konfeksiyoncu kumaşı kesip, giysiye dönüştürdükten sonra ya da ara ütü kademesinde, yüksek ısıda ütülemeyle, buruşmaz apre maddesi apllike edilmiş kumaşta, kondenzasyon işlemi tamamlanmakta ve bu sayede giyside buruşmazlık yanında, şekil dayanıklılığı da sağlanmaktadır.
5-Yıka Giy Apresi (Ütü İstemez Apre)
“Yıka ve giy” terimi, kolay bakım apre işlemine sahip kumaşlar için ticari alanda kullanılan isimdir. Tekstil ürünlerinin yıkandıktan sonra ütüye gerek kalmadan veya az bir ütü ile tekrar kullanılabilmesi özelliğidir. “Bu durum sadece üst kumaş değil, astar ve aksesuarlar için de geçerlidir.
6-Su İtici Apre
Tekstil materyalleri genelde su ile temas halinde ıslanırlar. Bu nedenle su itici bitim işlemi yapılarak hem ıslanma önlenir hem de su itici bitim işleminin gözenekli yapısı sayesinde giysi konforu korunmuş olur. Bu gözenekler mikron mertebesinde olduğundan küçük moleküllü su buharı ve hava moleküllerinin çıkmasına imkân tanırlar. Fakat su molekülleri daha büyük olduğundan bu gözeneklerden içeriye giremez dolayısıyla giysi suya karşı bir koruma sağlanmış olur.
Su iticilik işlemi iki metot ile gerçekleştirilmektedir;
- 1-Kaplama yöntemi ile kumaş yüzeyi tamamen kaplanmakta ve su iticilik sağlanmaktır. Bu yöntemde su iticilik üst seviyededir fakat kumaş aynı zamanda hava geçirmez de olmakta ve bu durum deri solunumuna izin vermemektedir.
- 2-Su itici yüzey, çeşitli kimyasallarla kumaşı oluşturan ipliklerin liflerinin çok ince, hidrofob bir zar ile kaplanarak elde edilmektedir. Bu zar liflere çekim kuvvetleri veya kovalent bağlarla bağlanmaktadır. Bu yöntem, kumaşın görünümünde herhangi bir değişikliğe sebep olmamakla birlikte kumaşın gözenekleri kapanmadığından su buharı geçişi sağlanmakta fakat sağlanan su iticilik sınırlı seviyede kalmaktadır.
Su İticilik Bitim İşleminde Kullanılan Maddeler
- Alüminyum ve Zirkonyum Bileşikleri
- Parafin İticiler
- Metal Kompleksleri
- Piridinyum Bileşikleri
- Stearik Asit- Metinol Bileşikleri
- Melamin ve Stearil Bazlı Su İticiler
- Silikon Su İticiler
- Florin İçeren İticiler
7-Su Geçirmez Apre
Su geçirmezlik bitim işlemi, kumaşın yüzeyinin su geçirmez bir tabakayla kaplanması esasına dayanmaktadır. Kumaşın yüzeyinin ve gözeneklerinin tamamen örtülmesiyle, uzun ve şiddetli yağmurlar da bile kumaşın arka tarafına su geçmemektedir. Suyu geçirmeme avantajına karşın deri solunumuna izin vermemesi ve kumaşın yüzeyinin görünmemesi işlemin dezavantajıdır. Teknik tekstillerde en önemli özelliklerden biri ise su geçirmezlik özelliğidir.
Su iticilikte kumaş ıslanmaya karsı direnç göstermekte ve su damlaları kumaş yüzeyinden akmaktadır. Su itici kumaşların bir başka özelliği; ürünlerin hava ve nem geçirgenliğinin olmasıdır. Su geçirmez kumaşlar ise su itici kumaşlara göre daha yüksek hidrostatik basınca dayanıklıdır ve bu kumaşların gözenek sayısı daha az olduğu için hava ve nem geçirgenlikleri daha düşüktür. Kumaşın su geçirgenlik özelliği iyileştikçe hava ve nem geçirgenlik özellikleri kötüleşmektedir. Dolayısıyla bu iki özelliğe sahip malzemeler üretmek üreticiler için temel amaç haline gelmiş ve müşterilerde hem su geçirmez hem de nefes alabilen kumaşlara yönelmişlerdir. Bu tip kumaşlarda zor hava şartları ve özel kullanımlar için çeşitli yöntemlerle geliştirilmişlerdir.
8-Kir ve Yağ İtici Apre
Kir yapısının tekstil yüzeyini etkileme ve tekstil yüzeyine tutunma şekilleri çok farklı olduğu için kir iticilik amacıyla yapılan tek bir işlemle tüm kirler için etkili olabilecek sonuçlar elde etmek zordur.
Kir oluşumu temelde, kuru ve yaş kirlenme şekilleri olarak ikiye ayrılır;
- 1-Kuru kirlenmeler, her türlü tozun ve kirletici partiküllerin; tekstiller tarafından filtre edilerek tutulması (perde), tekstillerin üzerine çökmesi (döşeme) veya elektrostatik yüklenme (sentetikler) ile diğer kirleticilerle birbirlerini çekmesi şeklinde olabilmektedir.
- 2-Yaş kirlenmeler ise sulu kirlerin veya yağlı sulu kirlerin doğrudan tekstil üzerine dökülmesiyle tekstili kirletmektedirler.
Bir diğer önemli kirlenme şekli ise özellikle koltuk, divan vb. gibi döşemeliklerin sürekli kullanımı sırasında eldeki yağların ve kirlerin kumaşa sürülerek kumaşın tabaka halinde kirletilmesidir. İşte bitim işlemlerinin bir konusu da kumaşlara kir iticilik işlemleri uygulayarak kumaşların kullanımları sırasında hızlı kirlenmelerini önlemektedir.
Kir iticilikte geçen kavramlar şunlardır;
- Doğrudan kir iticilik etkisi (stain repellant)
- Yıkama sırasında kirin kolay uzaklaşmasını sağlayan (soil-release) etki
- Grileşmeyi önleyici (antisoil-redeposition) etki
Kir iticilik bitim işlemlerinde kullanılan bazı kimyasal maddelerin yıkama sırasında açılıp, şişme etkisi göstererek kirin kumaştan daha kolay çıkmasını, uzaklaşmasını sağlamaları gibi flottedeki kirin yeniden kumaşa yapışıp yıkama sırasında oluşabilecek grileşme etkilerini de önlemeleri söz konusudur. Ancak elde edilmek istenen esas etki doğrudan kir iticilik etkisidir. Bu etki kirin kumaşa tutunmasını ve kumaşın içine işlemesini önleyen veya azaltan bir etkidir. İşte bu amaçla en basitinden kuru kirlerin kumaşa tutunup kumaş içerisine işlememesi için kumaşa önceden titanyumdioksit, silisyumdioksit, alüminyumtrioksit vb. gibi renksiz pigmentler aktararak kumaşa kuru kir iticilik etkisi kazandırmak mümkündür. Hatta tutumda nişasta veya diğer sentetik sertleştiricilerle birlikte dolgu maddeleri kullanılarak yapılan bir işlem de ilk yıkamaya kadar aynı etkiyi sağlamaktadır.
Yaş kir iticilik bitim işlemlerinde ise; eğer bir kumaş su iticilik işlemi görmüş ve herhangi bir kir sulu emülsiyon olarak kumaşa gelmiş ise kir kumaşın içine işlemeden yüzeyde iken emici bir bezle alınarak kirin kirletme etkisi engellenebilir. Yok eğer; kir yağlı emülsiyon olarak kumaşa gelmiş veya yağımsı maddelerin kumaşı kirletme etkisi söz konusu olmuş ise bu durumda o kumaşa florokarbon bileşikleri ile bitim işlemi yapılmış olması gerekmektedir. Çeşitli kir itici maddeler mevcuttur. Bunların tümü sonuçta lifi daha nem çekici hale getirir. Böylece daha iyi ıslanma etkisi yaratarak uzaklaştırılmasını kolaylaştırırlar.
Kir ve Yağ İticilik Bitim İşleminde Kullanılan Maddeler
- Fluorokarbonlar
- Akrilik Asit Ester Bileşikleri
- Perflora Alkil Grupları
- Etilenoksit
- Hidrofil Yumuşatıcılar
- Silisyumdioksit
- Polialkilenoksit Türevleri
- Titandioksit
- Alüminyumtrioksit
- Kalayoksit
- Pva ve Pvc
- Zirkonyumdioksit
9-Güç Tutuşurluk Apresi
Tekstil materyalinin (lif, iplik, kumaş ya da bitmiş mamul) alev almaya karşı koymasını, eğer alev almış ise yanma hızının yavaşlatılmasını, alev uzaklaştırıldıktan kısa bir süre sonra yanmanın kendiliğinden durmasını sağlamak amacıyla yapılır. Güç tutuşur tekstil mamullerinin eldesi için 3 türlü olur.
- Bunlar;
- 1-Güç tutuşur özelliğe sahip belirli liflerin kullanımı
- 2-Sentetik liflere tutuşmaz özelliği kazandırmak için, bunların eldesi sırasında, daha lif olarak çekilmeden önce, güç tutuşurluk sağlayıcı bileşikler ilave edilmesi
- 3-Güç tutuşur apre işleminin tekstil mamulüne uygulanmasıdır.
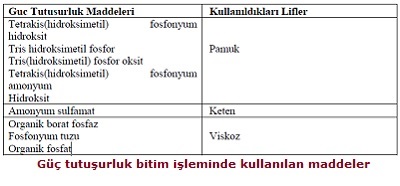
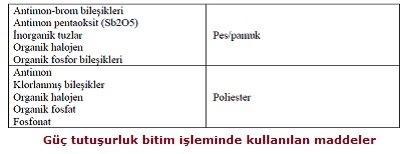
10-Antistatik Apre
Sentetik liflerde meydana gelen statik elektriklenme sonucu giysi vücuda yapışmaktadır. Ayrıca çok daha kolay kirlenmekte ve giysiyi çıkarırken rahatsızlık vermektedir. Antistatik apre, statik elektriklenmeyi önleyici apre işlemidir.
Antistatik aprenin özellikleri;
- 1-Cilt üzerine giyilen tekstillerde yapışmayı ve kaymayı önler
- 2-Kire karşı daha az hassas hale getirir
- 3-Buruşmaya yatkınlığı azaltır
- 4-Daha iyi ter iletimini sağlar.
Antistatik apre maddeleri
- Alkil Poliglikol Etersülfatlar
- Fosfor Asit Esterleri
- Fosfor Asit Ester Etoksil Alkoller
- Fosfor Asit Esterlerin Amonyum Tuzları
- Amin Oksid
- Etoksilamin
- Yağ Asidi Amid Poliglikoleter
- Yağ Asidi Poliglikol Esterler
11-Boncuklamayı Önleyici Apre (antipilling apresi)
Sentetik liflerden yapılmış ürünlerde kullanıma bağlı olarak kumaş yüzeyinde küçük lif birikintileri oluşur. Bunlar boncuk şeklindedir ve kumaşa bağlı olduklarında göze hoş görünmez. Antipilling apre işlemi yapılan kumaşlarda bu durum gözlenmez. Antipilling apre maddeleri akril ve vinil polimerleridir.
12-Keçeleşmezlik Apresi
Yün liflerinde pul tabakası;
- Isı
- Hareket
- Aşırı bazik ve asidik
Ortamda kıvrılarak diğer liflerle karışık bir yapıya girerek keçeleşir. Bu yüzden kumaşta ence ve boyca çekme meydana gelir. Müşterinin ürünü kullanırken çekmemesi için yapılan apre işlemine keçeleşmezlik apresi denir.
13-Güve Yemezlik Apresi
Güve gibi böcekler, yün başta olmak üzere tüm protein liflerinin yapısını bozarak life zarar vermektedir. Bu zararlı haşaratların elyaf üzerinden uzaklaştırılması naftalin veya benzeri zehirlerle sağlansa da pek sağlıklı bir yöntem değildir. Güve yemezlik apre maddeleri ile protein elyafı aprelenerek güvenin kumaş üzerinde barınması engellenir.
14-Antibakteriyel Apre
Tekstil materyalleri bakteri gelişmesi için uygun ortam sağladığından dolayı tekstil materyallerine zararlı bakterilere karşı fonksiyonel özellik kazandırmak için antibakteriyel uygulama yapılmaktadır. Özel bir terim olarak hijyen terimi ile ifade edilen kavram, tekstil materyallerinde sağlıklı koşulların oluşturulması ve korunmasıdır.
Liflerin kullanılacağı alana göre farklı antibakteriyel aktivite kazandırma yöntemleri vardır.
Bunlar;
- 1-Antibakteriyel Ajanların Elyaf Bünyesine Yerleştirilmesi; Bu yöntem sentetik filamentlerde uygulanmaktadır. Lif çekimi esnasında ajanlar polimer içerisine yerleştirilir. Böylelikle lif aşınmalarında dahi antibakteriyel özellik tutumu devam etmektedir.
- 2-Yüzey Uygulamaları; Bu teknik, tüm liflere uygulanabilmekte olup, lif aşınmalarında antibakteriyel özellik kısmen ya da bütünüyle yok olabilmektedir
- 3-Kimyasal Birleşme: Antibakteriyel özellik bakımından dayanıklılığı sağlamanın en iyi yolu olmakla birlikte böyle bir yüzey meydana getirebilmek için farklı kristalin yapılarda ve arda bulunan doğal ya da sentetik tekstil yüzeylerinde uygun reaktif grupların bulunması gerekmektedir.
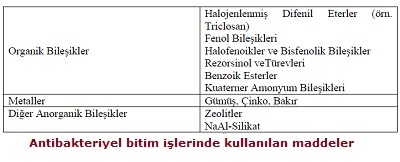
15-Antimikrobiyal Apre
Mikroorganizmalar soluduğumuz havada, vücudumuzda, toprakta ve temas ettiğimiz bütün yüzeylerde bulunmaktadır. Özellikle bakteriler enfeksiyon, hastalık, koku gibi sağlıkla ilgili problemlerin yanında tekstil ürünlerinin bozunmasına ve lekelenmesine de sebep olabilmektedirler. Pamuk gibi doğal lifler gözenekli, hidrofilik yapıları nedeniyle sentetik liflere göre mikroorganizma kökenli problemlere daha duyarlıdırlar. Öte yandan insan vücudu kendisine doğrudan temas eden giysilerdeki bakterilere ısı, nem ve besin sağlamakta yani bakteri gelişimi için mükemmel bir çevre ve uygun şartları sunmaktadır. Tekstil ürünlerinde mikroorganizmaların zararları çok eskiden beri bilindiği için bu alandaki uygulamalar da eskidir. Mısırlıların mumyaları sardıkları kumaşları korumak amacıyla kullandıkları inorganik tuzlar, baharat ve bitkiler bu konudaki en eski uygulamalardandır.
Doğal ve sentetik liflerden yapılmış kumaşlara antimikrobiyal kimyasalların bitim işlemi, konvansiyonel çektirme ve emdirme yöntemleri ile yaygın olarak kullanılmaktadır. Spreyleme ve kaplama yöntemleri de antimikrobiyal kimyasalların aplikasyonunda kullanılabilir.
Tekstil lifleri yüksek yüzey alanları, nem absorblayabilme özellikleri ve bakteriler için uygun yaşam ortamı oluşturdukları için lif üzerinde bulunma/çoğalma özelliği ortaya çıkmaktadır. Bakterilerin lif/tekstil ürünü üzerinde bulunması ile istenmeyen koku oluşumu, deride alerjik rahatsızlıklar ve tekstil materyallerinin mekanik özelliklerinden olumsuz etkilenmeler ortaya çıkabilmektedir.

Teknik İplikler
Yeni teknolojilerin gelişmesiyle birlikte tekstil materyalleri de çeşitlik kazanmaktadır. Ayrıca kullanıcıların ürünlerden beklediği yüksek performans ve özelliklerin sağlanabilmesi için ipliklerde de yeni özellikler aranmaya başlamıştır.
Teknik tekstiller sektörü çok hızla büyüyen ve artık günümüzde artan önemi ile global bir pazar ürünü haline dönüşmektedir. Diğer bilim alanlarındaki gelişmeler ile teknik ipliklerdeki gelişmeler de hızlanmıştır ve bu hızlanma bir zorunluluktur.
Son yıllarda öne çıkan özel iplikler, üründen istenen teknik fonksiyonu karşılamak üzere üretilen ipliklerdir. Teknik iplikler, malzeme bilimi, nano teknoloji ve gelişen diğer bilim dallarının da katkısı ile çok farklı özelliklere sahip olabilmektedir. Bu çeşit iplikler her geçen gün çeşitlenmektedir. Teknik iplikler, tekstil sektörünün yanı sıra diğer sektörlerde (otomotiv, inşaat, jeotekstil vb.) yeni uygulama alanları sağlayabilmesi sebebiyle tercih edilmektedir.
Yansıtıcı İplikler
Yansıtıcı malzemelerin kullanım alanları çeşitlilik göstermektedir. Kullanım alanlarına örnek olarak tenis ayakkabıları, bisiklet tekerlekleri, eşofmanlar vb. pek çok spor malzemeleri örnek olarak verilebilir.
Bunun dışında trafikte kullanılan levhalar, reklam işaretleri gibi daha pek çok kullanım alanları bulunmaktadır. Böylece gece görmenin mümkün olması sağlanabilmektedir. Bu yansıtıcı malzemeler farklı renklerde (kırmızı, sarı, mavi, yeşil, turuncu vb.) olabilir. Güvenli ve kolay bir şekilde seyahat edebilmek için olanak sağlar.
Güvenlik amaçlı olarak aktif giyim, spor giyim ve çocuk giyiminde yansıtıcı malzemeler olarak geliştirilmiştir. Farklı özelliklere sahip yansıtıcı ipliklerin kullanımı ile ürünlerde çeşitlilik sağlanmıştır. Yansıtıcı malzemeler araç ve gereçlerde aksesuar olarak veya giysilere dikerek ya da yapıştırılarak kullanılmaktadır. Ayrıca bu malzemelerin pek çoğunun yıkama ve ütüleme bakımları kolaydır. Yansıtıcı iplik üretim alanlarındaki gelişmeler sayesinde ipliklere hem farklı özellikler hem de kullanımları kolay yeni ürünler kazandırılmıştır.
Yansıtıcı iplik çeşitlerinin bazıları aşağıda görülmektedir;
- Işıldayan (luminescent) iplikler,
- Fosforlu (phosphorescent) iplikler,
- Prizmatik (prizmatico) iplikler,
- Işığı geri yansıtan (retroreflective) ya da foto ışıldayan iplikler,
- Elektrikle ışıldayan (electroluminescent) iplikler
Bu iplik çeşitlerini üreten farklı firmalar bulunmaktadır. Geliştirilen ürünleri için de patentler alınmaktadır. Bazı üreticiler yansıtıcı iplikler ile yumuşak ve konforlu kumaşlar dokumaktadır. Böylece kayak giysileri, bisikletçi giysileri ve diğer iş giysilerinde (polis üniforması vb.) ideal giysi yapımı mümkün olabilmektedir.
Işıldayan İplikler
Bu iplik tipleri de floresan ve parlayan olarak ikiye ayrılabilir.
Floresan grubundaki iplikler yoğun floresan renkleriyle karakterize edilirler. Dış bir kaynaktan radyasyona maruz kalmaları durumunda ışık yayarlar.
Diğer yandan, parlayan tip iplikler gece kendi kendilerine ışık yayarlar. Bu iki tip iplik ayrı ayrı ya da beraberce dokuma ya da örme mamulün (çorap, eldiven vb.) bölümlerinde kullanılır. Böylece bu ürünler, hem ışıldama ile görsel bir güzellik hem de gece uyarı işareti olarak hizmet ederler. Bu ipliklerin üretiminde sentetik reçine, partikül büyüklüğü 1-5 μm arasında değişen ağırlıkça % 0, 2-3 floresan malzemeler kullanılır. Sentetik reçine poliamid, poliester, akrilik, polivinil asetat, polivinil alkol, polietilen ve polivinil kloritten seçilir.

Floresan elastik iplikler de içlerinde floresan ajan bulunan spin finish yağı ile yapılabilirler. UV altında çıplak gözle görülebilirler. Bu özelliklere sahip bir ürün olan Scotchlite TM iplikler poliester film üzerine (1mm ya da 2mm kalınlıkta) tek ya da çift taraflı olarak “gümüş transfer film” laminasyonu ile elde edilir. Bu iplikler 1/23 inç, 1/32 inç, 1/69 inç vb. gibi genişliklerde kesilir. Farklı renklerde ışık yayabilen parlayan iplik hazırlamak mümkündür. 3M™ Scotchlite™ yansıtıcı malzeme, beyaz giysiden 1500 kez daha parlak yansıma yapmaktadır.
Fosforlu İplikler
Bu iplikler, güneşten ya da herhangi bir ışık kaynağından enerjiyi absorblayan ve saklayan ayrıca karanlıkta görülebilecek şekilde bu ışığı yayabilen karakteristiğe sahiplerdir. Absorblama, saklama ve yayma döngüsü pratik olarak sonsuzdur. Swicofil AG tarafından üretilen parıltılı iplikler güçlü ışık emme, saklama ve yayma özelliğine sahip malzemelerdir. 3 dakika güneş ışığı absorbe ettikten sonra yaklaşık 20 dakika ışıldama yapabilir. Bir saat güneş ışığı absorblaması halinde ise 3 saat kesintisiz ışık yayabilecek kabiliyete sahiptir. Işık absorblama prosesi belirsiz bir şekilde tekrarlayabilir.
Başlıca kullanım alanları
- Perdeler
- Tişörtler
- Mobilya döşemelikleri
- Masa örtüleri
- Paspaslar
- Yatak örtüleri
- Cibinlikler
Vb alanlarda kullanılmaktadır.
Bu ipliklerin üretimi ise farklı şekillerde yapılabilir;
- Termoplastik polimerin ışıldayan pigmentlerle karıştırılıp, eritilerek lif çekimi yapılması ile üretilenler.
- İki polimer film arasına ışıldayan tozun yerleştirilmesi ile çift katlı lamine iplik olarak üretilenler.
- Boyama esnasında doğal ya da suni stapel ipliklere, ışıldayan pigmentler ya da ışık geçiren doğal ya da sentetik bağlayıcılar ilave edilerek üretilenler.
Bu ipliklerin aşınma dayanımları oldukça iyidir.
- Işıldayan etki, ipliğin uygun aktive edilmiş metal tuz kristallerine batırılması ile sağlanabilir. Tuzlar, ZnS ya da Ca, Sr, Cd, Ba ya da Mg sülfitleri de olabilir. Kristaller tüm ipliğin üzerine yayılır. Bu iplikler halı, kilim ve çoraplarda istenen deseni üretmede kullanılabilir.
Prizmatik İplikler
Bu iplik, metalize edilmiş film üzerindeki lazer baskılı desenle verilmiş bir etkidir. Bu iplikler boyanmaz. Gümüş, Altın ve diğer renklerde üretilebilir. Ledal Spa tarafından üretilen bu iplikler, giyen kişiyi gündüz, gece ya da az ışık şartlarında yüksek görünürlük sağlamak amacıyla özellikle gece güvenliği daha da arttırmak için yapılmıştır. Spor aktiitesi yapan kişiler (atletizimciler, bisikietçiler gibi). Otoyol çalışanları bu tip ürünlerden yararlanan kesime örnek olarak verilebilir.
Işığı Geri Yansıtan İplikler
Bu ipliklerden yapılan ürünler; kullanan kişilere gündüz, gece ya da zayıf ışık şartlarında yüksek görünürlük sağlamaktadır. Dokunabilir, örülebilir işlenebilir ya da kumaşın estetik görünüşünü bozmadan kumaşa uygulanabilir. Sadece güvenlik amaçlı değil, aynı zamanda giysi, ayakkabı, çanta ve çeşitli ürünlerde dekoratif amaçlı ışığı geri yansıtan iplikler kullanılabilir. Gündüz güzel renkler belirirken, gece de gümüş beyaza dönerler. Işığı geri yansıtan iplikler 0,38 mm genişliğinde bölünmüş ve her iki yüzeyine suya dayanıklı esnek reçineler yardımıyla boncuk büyüklüğü 10-50 mm olan binlerce inci ya da mikro cam boncuk ile birleştirilmiş ince termal plastik film şeklinde üretilir.
Elektrikle Işıldayan (EL) İplikler
Işıldayan malzemelerin uyarılması için ışık kaynağı gerekirken elektrikle ışıldayan malzemelerde ise malzemenin yüksek frekans elektrik alımına maruz kalması esastır. EL iplikler bir pil tarafından desteklendiğinde ışık yayan ipliklerdir. Manchester Üniversitesinde yapılan araştırmalar sonucunda geliştirilmiş bu ipliklerin üzeri elektrikle ışıldayan mürekkep ve koruyucu bir transparan kapsülleme kaplı tabaka, içinden akım geçince ışık yayan iletken bir çekirdek ve bunun dışında iletken iplik bulunur. Bu iplikler ile örme ya da dokuma kumaş ürünler elde edilebilir.
Nem ve aşınmadan koruyabilmek için kaplanmış tabakanın üstü, transparan iletken olmayan esnek kapsülleme tabakası bulunur. İkinci elektrot, benzer bir elektrik iletken iplik ya da ince bakır tel içerir.
Metal İplikler
Metal iplikler, naylon ve rayon ipliklerden binlerce yıl önce yaratılmış ilk suni ipliklerdir. Günümüzde alüminyum ile kaplanmış plastik ve naylon iplikler, altın ve gümüşün yerini almaktadır. Metal iplikler transparan plastik film ile kaplanarak paslanma minimuma indirilebilmektedir. En yaygın film ise Lurex poliesterdir. Plastik tabakalar arasına sıkıştırılan metal flamentler daha güçlü ve daha sağlamdır. Tuşe daha yumuşaktır. Renklendirmek için pigmentler kullanılabilir. Bu tip metal iplikler tekstilde daha çok kullanılmaktadır. Metal iplikler insan cildine temas ettiğinde rahatsızlık verebilir. Bu durumda metal liflerin doğal ya da sentetik lifler ile karıştırılmasıyla elde edilen metal kompozit iplikler ya da özlü iplik, sarım iplik veya örgü ipliklerin kullanımıyla ile aşılmıştır. Metal kompozit ipliklerden yapılmış iplikler iletkenliğin yanı sıra iyi aşınma dayanımı, anti elektrik ve anti aşınma özelliklerine sahiptir. Bu iplikler %100 oranında kumaş yapımında kullanılabilir ama maliyeti azaltmak için normal ipliklerle beraber belli aralıklarla kumaş içine yerleştirilebilir. Elirex olarak adlandırılan Lurex iplikler, metaloplastik iplikle gipe edilmiş yuvarlak viskon, poliamid veya poliester bir çekirdek üzerine bükülmüş ipliklerdir. Elinox olarak isimlendirilen iplikler ise teknik kumaşlarda ya da moda amaçlı kullanılan paslanmaz çelik ipliklere örnek verilebilir. Ring eğirme ile pamuk ve gümüş kaplı bakır telden kor iplik üretilerek elektromanyetik kalkanlama özellikleri araştırılmıştır. Bu iplikten yapılan örme kumaş için yüksek frekanslarda daha geniş band genişliğinde düşük yansıma kaybı tespit edilmiştir. Elektronik tekstillere talep, sensörler, elektrostatik boşaltım, elektromanyetik interferans kalkan, tozsuz giysiler, askeri uygulamalar, giyside data transferi gibi endüstriyel uygulamalar için hızla büyümektedir. Metal ipliklerin yüksek elektriksel iletkenliği mükemmel elektromanyetik kalkan karakteristiklerine sahip olmasını sağlamaktadır.
Jeogrid’ler metal ve diğer sentetik ipliklerden yapılmış kompozit ipliklerdir.
Jeogridlerde özel olarak geliştirilmiş yüksek mukavemetli, yüksek yoğunluklu polietilen malzemeler kullanılır. Tenax geogridlerinin başlıca özellikleri;
- Esnek
- Yüksek dayanımlı
- Düşük sünmeli
- Kimyasal biyolojik
- V. etkilerine karşı korumalı ve yapım aşamasındaki olumsuz koşullardan minimum etkilenen
Bir yapı malzemesidir.
Jeogridler dayanıklı, uzun ömürlü güvenilir, düşük maliyetli, sismik ve dinamik yüklerle dayanımlıdır Statex tarafından üretilen SHIELDEX metalize lifler/ iplikler (%99 gümüş ile kaplanmış naylon) halılarda, dokuma, örme ve dokusuz yüzeylerde devamlı antistatik performans sağlarlar. Shieldex Ultra-Flex bantlar ise hem esnek hem de yırtılmaya karşı dayanıklıdır. Bakır ve kalay ile metalize edilmiş poliamid filament dokusuz yüzeyden üretilen Ultra-Flex bant korozyona karşı dayanıklı ve yüksek iletkenliğe sahiptir.
Antimikrobakriyal İplikler
Mikroorganizmalar gözle görülemeyecek kadar küçük organizmalardır. Bu kapsamda; bakteri, mantar, alg ve virüsler bulunmaktadır. Kullanım ve saklama esnasında mikroorganizmaların tekstil üzerinde çoğalması hem tekstil ürününü negatif yönde etkiler hem de giyen kişi için sağlık sorunlarına sebep olur. Mikrobik enfeksiyon, yaşayan ya da yaşamayan cisme tehlike oluşturabilir. Tekstilde istenmeyen etkileri lekeleme, renk bozulması, mukavemet ve diğer özelliklerin bozulması şeklindedir. Tıbbi amaçlı kullanılan antimikrobiyal ürünlerden etkin bir koruma sağlanması beklenir. Böylece çevrenin steril kalması temin edilir. Giyim ve ev tekstilindeki uygulamalar koku ve leke kontrolünü sağlamaktadır. Uygun antimikrobik sistemin seçilmesi önemlidir ve bazı kriterler göz önüne alınmalıdır. İlk önce istenen antimikrobik aktivitenin tipinin belirlenmesi gerekir. İkinci olarak hangi sitemle uygulanacak buna karar verilmesi gerekir. Body Fresh iplik nanogümüş işlem görmüş ipliklerdir.
Güç Tutuşur (Yanmaz) İplikler
Nomex (Meta-aramid), Twaron ( Para-aramid) ve Panox alev almaz ( Akrilik) liflerden üretilen iplikler, metal sıçramalara, elektrik arklarına karşı korunma, endüstriyel ve askeri uygulamalara yönelik kumaşta aranan farklı özelliklerin elde edilebilmesi için üretilen bütün özellikle alev almaz ( yanmaz) ipliklerdir.
Koruyucu İplikler
Liflerin üzerine aktarılan UV absorblayıcı maddeler yardımıyla liflerden geçen transmisyon değeri düşürülebilmektedir. Ayrıca UV absorblayıcılarının ipliklerin içinde uygulanması, bir giysinin UV korunma faktörünü büyük ölçüde geliştirmektedir.
Antistatik İplik
Bu iplik, antistatik tekstil ürünlerini üretmek için kullanılır. Bu ürünler kişinin cildinde biriken statik elektriği toplayarak yükü boşaltırlar. Ayrıca elektromanyetik radyasyona karşı bariyer gibi davranırlar. Antistatik tekstiller, yanabilir sıvı ve gazlar ile çalışılması esnasında elektrikli parçaların hasar görmesini, yangının ve patlamayı önlemede yararlanırlar. Özellikle yarı iletken ve elektronik endüstrisinde, statik elektrik eğer kontrol edilmezse, ürün hasarına ve makine duruşuna, kayıp işçi zamanına yani işgücü gibi bazı sonuçlara sebep olur.
Antistatik özellikler tekstillere farklı şekillerde kazandırılabilir;
- Doğal ya da sentetik liflerle iletken liflerin kombinasyonu ile antistatik ipliklerin kullanılması
- Karbon, polipirol, poplinlin vb. gibi iletken polimerler ya da metal ile kaplanarak elde edilen elektro-iletkenliğin kazandırılması
Antistatik iplikler PA, PP, PET, PAC ve diğer liflerin kombinasyonu ile üretilirler. Kalıcı antistatik yayıcı iplikler, yüzeylerde biriken statik elektriği dağıtmak için kullanılır. OE (Open-End) tekniği ile çekirdekte paslanmaz çelik tel, örtü lifi olarak ise paslanmaz çelik, kevlar ve viskon kesik elyafının (elyaf: lif kümesi demektir) kullanıldığı DREF III iplikler bu amaçla üretilmiştir. Yine kaplama metodu ile merkezde Bakır, sargı lifi olarak da paslanmaz çelik içeren kompozit ipliklerden yapılan kumaşlarda elektromanyetik radyasyona karşı koruyucu özellikte kompozit malzeme üretiminde güçlendirici eleman olarak kullanılmışlardır. OE friksiyon iplik eğirme tekniği ile de kompozit iplikler üretilmiştir. Bu ipliklerden elektromanyetik ekranlama ve elektrostatik deşarj özelliklerini sağlayan iletken dokuma kumaşlar üretilmiştir.
Antistres İplik
İplikte antistres özellikler, ipliğe elektromanyetik kalkan özelliği, ant-statik özellikler, UV kalkan özelliği, antimikrobakteriyal özellik vb. Çeşitli özeliklerin kazandırılması ile elde edilebilirler. Antistres değeri Polarity Test Terapi (PTT) cihazı ile ölçülebilirler. İletken lifler içeren antistatik iplik aynı zamanda antistres ipliktir. Elektromanyetik dalgalar, doğal serotoni ve melatonin hormonlarımızın azalmasına neden olur. Bu hormanlar bazı patonejik etkilere karşı koruma ve uyku düzenimize rehberlik etmeye yardımcı olan hormanlardır. Antistres ipliklerden yapılmış ürünler giyen kişiye PTT cihazına göre %29-30 rahatlama sağlamaktadır.
Antialerjik İplik
Antialerjik tekstiller, alerjinin sebep olduğu nefes darlığı problemini indirgeyerek daha iyi solunum yapılmasını sağlar. Dolayısı ile akciğer kapasitesini arttırır. Ayrıca B ve C vitaminlerin emilimini arttırır. Migren rahatlaması vb. olumlu etkiler Sağlar. Alerjen tutucu ürünler alerjik nesneler için önerilir. Toz maytlarına karşı alerjisi olan hastalar için yatak ve yastık kılıfları, saman nezlesi kişiler için polen maskeleri önerilir. Alerjilere sebep olan ana sebepler polen ve maytlardan serbest kalan alerjik proteinlerdir.son zamanlarda geliştirilen Ftalosiyanin (Pc) boyanmış iplikler alerjik proteinleri absorbe edebilir. Bu iplikler, atopik hastalar için çoraplar ve kumaşlar dahil olmak üzere, iç çamaşırları ve antialerjik maskelerin üretiminde yaygın potansiyele sahiptir. Antialerjik tekstiller aynı zamanda gümüş kaplı ipliklerden de yapılabilir.
Teknik tekstillerin kullanım alanları
1-Bakım/Hijyen Ürünleri
Bakım ve hijyen amaçlı kullanılan ürünler:
- Tıbbi giysiler (önlükler, başlıklar, maskeler, çoraplar, eldivenler, üniformalar, koruyucu giysiler),
- Cerrahi kaplamalar (örtüler, kumaşlar, perdeler),
- Yatak örtüleri (çarşaflar, yastık kılıfları, battaniyeler, minderler, yorganlar),
- İdrar tutucu pedler (bebek bezleri/ yatak pedleri), bezler, bayan hijyenik pedleri, kumaşlar/temizlik bezleri ve cerrahi çoraplardır.
Bu dört sınıfın dışında, hasta ve doktorların birbirlerinden ayrı mekânlarda bulunduklarında da sağlık bakım hizmetleri sağlamak maksadıyla, elektronik bilgi ve iletişim teknolojilerinin kullanıldığı teletıp alanında tekstil ürünleri de kullanılmaya başlanmıştır.
Teletıp alanındaki tıbbi tekstillerin önemi: Hastanın, giysiye entegre edilen sensörler ve iletişim sistemleri aracılığıyla tıbbi göstergelerinin elde edilmesine, izlenmesine ve bunların doktora, hastaneye veya acil servise bildirmesine dayanmaktadır.
Bununla birlikte, tıbbi talimatlara göre, entegre elektronik sistemler ve ilaç uygulayabilen özel tekstiller vasıtasıyla ilaçların hastaya uygulanması da sağlanabilmektedir.
Bu teknolojiler özellikle yaşlı ve kronik hastalar için zaman kaybı olmadan, hastane ve doktor ziyaretleri sonucunda oluşan maliyetlere gerek kalmadan sürekli tıbbi izleme ve optimal tıbbi bakımı mümkün kılmaktadır.
2-Taşımacılık Teknik Tekstilleri (MOBILTECH)
Mobiltech, kara, deniz, hava taşıma araçlarında ve uzay sanayiinde kullanılan teknik tekstillerdir.
Bu grupta kullanılan teknik tekstiller değer olarak yaklaşık % 20’lik payları ile teknik tekstillerin en önemli grubunu oluşturmaktadırlar ve güvenlik, dekorasyon, izolasyon, filtreleme gibi işlevlerin yanı sıra, araçlarda konfor da sağlamaktadırlar.
Ayrıca, tekstil malzemeleri taşıtların zırhlı kaplamalarında da yoğun olarak kullanılmaktadırlar.
Bu alana giren başlıca ürünler:
- Emniyet kemerleri,
- Hava yastıkları,
- İç yüzey kaplama malzemeleri,
- Koltuk döşemelikleri ve otomobil örtüleri,
- Kord bezleri,
- Lastikler,
- Halılar,
- Perdeler,
- Hortumlar,
- Kayışlar,
- Halatlar,
- Filtreler
- Kompozit
Yapılardır.
Teknik tekstiller, kara taşıtlarında en çok;
- Döşemeliklerde,
- Koltuk kılıflarında,
- Emniyet kemerlerinde,
- Otomobil örtülerinde
- Lastiklerin kord bezlerinde
Geniş bir kullanım alanı bulmaktadırlar.

Aracın çeşitli parçalarının izolasyonu için, ısı dayanımlı ve ses geçirmeyen tekstil ürünleri kullanılabilmektedir. Yağ, benzin filtreleri, havayı temizlemekte kullanılan filtrelerin yapımında da önemli bir yer tutmaktadırlar.
Otomobillerde en çok kullanılan tekstil ürünlerinden bir diğeri ise hava yastıklarıdır.
Bir otomobil üretiminde yaklaşık 20 kg tekstil maddesi kullanılmaktadır. Özellikle otomobil üretiminde kullanılan tekstil maddelerinin miktarı yüksek olduğundan, bu maddelerin geri dönüşüm özelliğine sahip olanlardan seçilmesi, çevreyi korumak açısından önem taşımaktadır.
Deniz taşıtlarında kullanılan yapıyı güçlendirecek ancak hafif olan;
- Kompozit malzemeler,
- Yelken bezleri,
- Gemileri, tekneleri bağlayacak halatlar,
- İç dekorasyon malzemeleri,
- Can kurtarma yelekleri,
- Kurtarma botları
Teknik tekstillerdir. Bu alanda kullanılan tekstil materyallerinin fonksiyonelliği çok önemlidir.
Hava taşıtlarında ise, teknik tekstil malzemeleri başlıca:
- İç dekorasyonda,
- Yapıyı güçlendirecek lif takviyeli kompozit malzemelerde,
- Paraşütlerde,
- Emniyet kemerlerinde,
- Can kurtarma yeleklerinde,
- Lastiklerde
Kullanılmakta olup, ağırlığı azaltacak ve güvenliği tehdit etmeyecek özellikte olmaları şarttır. Uçakların manevra kabiliyetlerini artırmak için yeni modellerde, hafifliklerinden ve fonksiyonelliklerinden dolayı tekstil malzemelerinin oranı artmaktadır.
Örneğin, Airbus 310 uçaklarının yeni modellerinde, uçağın toplam ağırlığının %10’u tekstil malzemelerinden oluşmaktadır.
Genel olarak, taşıma araçlarında bulunan, çeşitli emniyet amaçlı kemerler ve lastiklerin üretiminde yüksek mukavemetli poliester lifleri ve aşınma dayanımı yüksek olan poliamid lifleri kullanılmaktadır.
Emniyet kemerlerinin yüksek aşınma ve ısı dayanımına sahip ve hafif olması istenmektedir.
Döşemelik kumaşların üretiminde, yandığı zaman zehirli gaz çıkarmayan ve tutuşma sıcaklığı yüksek olan lifler tercih edilmektedir. Bu özellik tüm taşıtlarda önem taşımakta, hatta taşıt cinsine göre zorunluluk kazanmaktadır.
Denizcilik ve havacılıkta kanuni kısıtlamalarla kullanılacak tekstil malzemesinin özellikleri belirlenmiş olup, kara taşıtlarında da taşıtın yüklenebileceği yolcu sayısı arttıkça bu konudaki kısıtlamalar da artmaktadır.
Güç tutuşurluk özelliğinin yanı sıra, UV dayanımı, küflenme ve çürümeye karşı dayanım, sürtünme direncinin yüksek olması gibi özellikler de lif seçiminde belirleyici faktörlerdir.
3-Koruyucu Teknik Tekstiller (PROTECH)
Koruyucu teknik tekstiller;
- İnsan hayatı için tehdit oluşturan zararlı maddeler ve kötü çevre koşullarına karşı koruma amaçlı giysiler
- Örtüler,
- Çadırlar ve ekipmanlardan
Oluşmaktadırlar.
Bu ürünlerin kullanım amaçları:
- Balistik
- Koruma
- Bıçak darbelerine karşı koruma
- Düşük hızlı etkilere karşı koruma
- Alevden koruma, atıklardan koruma
- Nükleer etkilerden koruma
- Biyolojik ve kimyasal zararlılardan koruma,
- Kamuflaj
- Yüksek voltajdan koruma
- Statik elektriklenmeden korumadır.

Koruyucu giysilerin ve diğer ürünlerin yapıldığı iş ve faaliyet tipleri şunlardır:
- Polis
- Güvenlik görevlileri
- Dağcılık
- Mağaracılık
- Tırmanma
- Kayak
- Uçak personeli (askeri ve sivil), askerler
- Denizciler
- Denizaltıcılar
- Dökümhane ve cam işçileri
- İtfaiyeciler
- Su sporları
- Kış sporları
- Ticari balıkçılık, dağcılık, deniz dibi petrol ve benzin ekipmanı işçileri
- Sağlık bakımı
- Yarış sürücüleri
- Astronotlar
- Kömür madenciliği ve sağlık depo işçileri.
Koruyucu giysilerin, konforlu, hafif, kompakt bir yapıda ve sağlam olması istenmektedir. Balistik ve kamuflaj giysilerinin üretilmesinde aramid (Kevlar®, Twaron®), poliester, poliamid ve yüksek mukavemetli polietilen (Dyneema®) lifleri kullanılmaktadır.
Alevden koruma giysilerinin üretiminde karbon, aramid, Polibenzimidazol (PBI), polieter eter keton (PEEK) gibi yüksek performanslı lifler tercih edilmektedir.
Nükleer-biyolojik- kimyasal maddelerden koruyucu giysi ve çadırların yüzeylerinde ise, ağırlıklı olarak aktif karbon bulunmaktadır.
Dünyada birçok iş yerinde, çalışanların, sağlıklarının ve güvenliklerinin tehlikede olması nedeniyle, koruyucu giysi kullanılmasını zorunlu kılan uluslararası ve yerel yasal düzenlemeler sıkılaştırılmıştır.
Koruyucu giysi kullanımını gerektiren sektörlerde koruyucu giysilerin kullanılması yönünde bilinç artmaktadır.
4-Bina ve İnşaat Teknik Tekstilleri (BUILDTECH)
Bina ve inşaat teknik tekstilleri, inşaat mühendisliğinin toprak üstünde olan uygulamalarında kullanılan tekstil malzemeleridir.
Bu malzemelerin kullanım oranı, sentetik liflerin gelişimiyle artış göstermiştir. Bina ve inşaat teknik tekstilleri, yeni bir binanın inşasında, yıpranmış ve/veya zayıf binaların güçlendirilmesinde, restorasyonunda kullanılmaktadırlar.
Yeni bir bina yapılırken tekstil yüzeyleri en çok çatı, dış cephe ve beton takviye malzemesi olarak tercih edilmektedirler. Günümüzde teknik tekstillerin kullanım alanı, yalnızca ev, okul, hastane, kamu ve iş yerleri, oteller… gibi standart binalarla sınırlı değildir. Aynı zamanda daha ileri mühendislik gerektiren, sanayi tesisleri, hava alanları, stadyumlar, spor salonları, fuar ve gösteri salonları, gökdelenler, köprüler, limanlar, özel askeri binalar… gibi yapılarda da tekstil malzemeleri oldukça sık kullanılmaktadırlar.
Bina ve inşaat teknik tekstillerinin var olan klasik yapı malzemelerine alternatif olarak kullanımı üzerine çalışmalar da son yıllarda önem kazanmıştır. Hatta gelecekte tüm yapı malzemelerinin tamamen tekstilden oluşacağı görüşü vardır ve bu görüşe örnek olarak Amerika Birleşik Devletleri’nde “Carbon Tower” adında bir gökdelen tasarlanmıştır.
Teknik tekstil malzemelerinin inşaat sektöründe sunduğu en büyük avantajlar:
Hafif olmaları, fonksiyonellikleri, maliyetlerinin daha düşük olması ve daha az takviye gerektirmeleridir.
Buna örnek olarak, standart bir binada kullanılan tekstil malzemesinin ortalama ağırlığının; tuğla, çelik veya betonun ağırlığının 1/30’u kadarı olduğu ifade edilmektedir.
Buildtech alanında teknik tekstiller:
- Prefabrik gibi geçici yapılar
- Çatı kaplama malzemeleri
- Ses ve ısı yalıtımı ürünleri
- Kompozit yapı elemanları
- Koruyucu ağ yapıları
Olarak kullanılabilmektedirler.
Ayrıca, çadırlar, tenteler ve güneşlikler gibi ürünlerde de teknik tekstillerin kullanımı yaygındır. Bina ve inşaat teknik tekstillerinin üretimi için sentetik lifler gittikçe artan bir oranda kullanılmaktadırlar. Isı ve ses yalıtımında ve çatı kaplamalarında cam ve teflon lifleri kullanılmaktadır. Geçici konutların yapımında hafif olan poliamid ile poliolefin lifleri tercih edilmektedir.İnşaatların yapımında kullanılan çeşitli kompozit yapılar: Cam, karbon, akrilik, polipropilen ve poliamid lifleri içermektedirler. Kompozitler inşaat alanında parlak bir geleceğe sahiptir. Mevcut cam takviyeli malzeme uygulamaları, duvar panellerini, fosseptik depolarını içermektedir. Cam, polipropilen ve akrilik lifleri ve tekstillerin hepsi betonun, sıvaların ve diğer inşaat malzemelerinin deformasyonunu önlemede kullanılmaktadır. Köprü inşaatlarında cam liflerinin kullanımı önemli bir yeniliktir. Japonya’ da depreme dayanıklı binalar için takviye malzemesi olarak karbon lifi büyük ilgi çekmektedir. Ancak bu malzemenin fiyatı halen geniş çaplı kullanım için dezavantaj oluşturmaktadır.
Oldukça yeni bir kategori sayılan “mimari membranla”; stadyumlar, fuar merkezleri ve diğer modern binalar gibi yarı saydam yapıların inşaatında göze çarpmaya başlamıştır. İnşaat sektöründe tekstiller için potansiyel kullanım alanları hemen hemen sınırsızdır.
5-Endüstriyel Teknik Tekstiller (INDUTECH)
İndutech, endüstriyel amaçlı ürünlerde kullanılan tekstilleri içermektedir. Önceleri teknik tekstillerin tümü için endüstriyel tekstiller tanımı kullanılmıştır.
Belirli bir işlev gören ve performans artırıcı tekstil ürünlerinin:
- Sağlık
- Spor
- Tarım
Gibi sektörlerde de yaygın bir şekilde kullanılmaya başlanmasıyla, endüstriyel tekstiller, teknik tekstillerin bir alt dalı olarak görülmeye başlanmıştır.
Endüstriyel amaçlı kullanılan teknik tekstiller, teknik tekstillerin tümü içerisinde önemli bir paya sahiptir.
- Endüstriyel tekstiller, geniş bir uygulama alanına sahiptir.
- Genel olarak bu gruba:
- Filtreler
- Konveyör kayışları
- Aşındırma bantları
- Contalar
- Sızdırmazlık elemanları
- Elektrik ve elektronik komponentleri ve ilgili diğer endüstriyel ürünler dahil edilmektedir.
Filtrasyon işlemi, bir maddenin diğerinden ayrılmasını sağlamaktadır. Tekstilden mamul filtreler, ürünlerin günlük hayattaki genel kullanımlarına yönelik olarak arıtılmalarına yardımcı olmanın yanı sıra, endüstriyel kirleticilerin saflaştırılmasında da kullanılmaktadır. Farklı amaçla kullanılan filtrelerde, farklı tekstil yapıları kullanılmaktadırlar. HEPA filtreleri içerisinde dokuma veya nonwoven kumaşlar kullanılabilmektedir. Toz, sıvı ve duman filtrelerinde nonwoven kumaşların kullanımı daha yaygındır.
Endüstriyel amaçlı temizleme malzemelerinde tekstil yapıları;
- Toz çeken fırçalarda
- Dokuma
- Örme veya nonwoven silme
Malzemelerinde kullanılmaktadırlar.
Elektrik malzemelerinde ise;
- Kablolarda
- Kompozit yapılarda
- Akümülatör seperatörlerinde
- Tekstil materyalleri
Kullanılabilmektedir.
Nonwoven ürünlerin kullanımı, diğer bazı teknik tekstiller alanlarında olduğu gibi, bu alanda da dokuma ve örme ürünlerin kullanımını geçmiş durumdadır. Endüstriyel amaçlı kullanılan tekstil yapılarında kullanılan liflerin mukavemetinin ve kopma dayanımının belirli bir derecede olması gerekmektedir. Endüstriyel tekstiller alanında poliamid lifi geniş bir uygulama alanına sahiptir. Poliamid lifi, filtrelerden, konveyor kayışlarına, contalara kadar birçok uygulamada kullanılmaktadır. Ayrıca poliester lifi de otomobillerde kullanılan filtrelerde ve kord bezlerinde geniş bir kullanım alanı bulmuştur. Polipropilen ve polietilen lifleri özellikle hava filtrelerinde kullanılmaktadır. Bu liflerin dışında yüksek performanslı lifler de endüstriyel tekstillerde kullanılmaktadır. Aramid lifleri, yüksek sıcaklığa ve kimyasallara karşı dayanımı nedeniyle;
- Filtrelerde (özellikle sıcak gaz filtrasyonunda),
- Dokuma kayışlarda
- Halat ve kablolarda
- Yüksek performanslı nonwoven
Kumaşlarda kullanılmaktadır.
Karbon lifleri,
- Nonwoven filtrelerde
- Su arıtma cihazlarında
Kullanılmaktadır.
Polieter eter keton (PEEK) lifleri,
- Taşıyıcı bantlarda
- Yüksek basınca dayanımlı filtrelerde
- Sıcak gazlar için kullanılan filtrelerde
Kullanılabilmektedir.
Aromatik poliester lifleri,
- Korozyona dayanımlı filtrelerde kullanılmaktadır.
Polibenzimidazol (PBI) lifi,
- Filtrasyonda
- Yanmazlık ve yüksek sıcaklık ve kimyasallara dayanım gerektiren yapılarda
Kullanılabilmektedir.
6-Jeotekstiller (GEOTECH)
Jeotekstiller, inşaat ve jeoteknik mühendisliği alanlarında toprak altı uygulamalarda kullanılan tekstil malzemeleridirler. Hem doğal hem de sentetik liflerden üretilen tekstil yapıları bu alanda kullanılabilirler. Jeotekstiller filtre edebilme, destek ve kuvvetlendirme ve ayırma yeteneğine sahip malzemeler olup, bu işlevlerin kombinasyonları için kullanılmaktadırlar. Jeotekstiller tüm teknik tekstiller içerisinde en yüksek büyüme oranına sahiptir. “Jeotekstil” ve “Jeosentetik” kavramları, zaman zaman birbirlerinin yerine kullanılmakta ise de bu kavramların hangisinin diğerini kapsadığı kesin olarak belirlenmemiştir. Jeosentetikler, bir proje, yapı veya sisteme entegre olarak, toprak kaya veya jeoteknik mühendisliği ile ilgili diğer materyallerle birlikte kullanılan polimerik bir malzemeden üretilmiş yüzeyler olarak tanımlanabilirler.
Jeosentetiklerin alt grupları:
- Jeotekstiller,
- Jeogridler (jeoızgaralar),
- Jeomembranlar,
- Erozyon kontrol blanketleri ve altlıkları,
- Jeosentetik çamur astarları,
- Jeokompozit drenaj materyalleri
- Jeoağlar
Olarak sıralanabilir.
Ancak sadece sentetik liflerden üretilmiş jeotekstiller, Jeosentetiklerin alt grubuna girerken, doğal liflerden üretilmiş jeotekstiller ayrı bir grup olarak düşünülmelidir.
Jeotekstillerin:
- Ayırma
- Güçlendirme,
- Filtrasyon
- Drenaj
- Bariyer
Olmak üzere beş farklı fonksiyondan en az birine sahip olması gerekmektedir.
Jeotekstil olarak kullanılacak ürünün;
- Gerilme,
- Çekme ve yırtılma dayanımına,
- Belirli bir sertliğe,
- Yük altında uzamaya karşı dirence,
- Hava ve su geçirgenliğine,
- Kimyasallara karşı dayanıma
- UV dayanımına
Sahip olması gerekmektedir.
Jeotekstillerin genel olarak kullanım alanları:
- Yol inşaatları,
- Park alanları,
- Demiryolları,
- Temeller,
- Taban betonları,
- Zemin uygulamaları,
- Toprak altı boruları ve kanalları,
- Depolama alanları,
- Hava alanları,
- Limanlar ve spor sahalarının toprak altı sistemleri,
- Drenaj ve filtrasyon sistemleri,
- Drenaj boruları,
- Drenaj kanalları,
- Yüzey drenajı,
- Bina drenajları,
- Hidrolik yapılar,
- Kıyı koruma yapıları,
- Barajlar,
- Nehir yataklarının ve kanalların korunması,
- Suni göletler,
- Su rezervuarları
- Çöp ve atık depolama
Alanları olarak sıralanabilir.
Jeotekstiller genel olarak, dokuma, örme ve nonwoven teknolojisi ile üretilebilmektedir. Dokuma jeotekstiller geniş uygulama alanına sahiptirler. Dokuma kumaşlar yapılarındaki çözgü ve atkı iplikleri nedeniyle çok fazla mekanik uzama göstermemekte ve bu nedenle toprak desteklemede avantajlı olmaktadır. Jeotekstiller alanında ısıyla birleştirilmiş nonwoven tekstiller, iğneleme ile sabitlenmiş nonwoven ve örme (özellikle çözgülü örme) kumaşlar ile lif/toprak karışımları da kullanılmaktadır. Nonwoven ürünler, jeotekstil uygulamalarının %80’ini oluşturmaktadır.
Jeotekstiller alanında nonwoven yapılar genellikle:
- Yol altlarında,
- Yeraltı drenaj yüzeylerinde,
- Nehir yataklarında,
- Hava alanlarının altında
- Atletizm sahalarının altında
Kullanılmaktadırlar. Aynı zamanda;
- Kanalizasyonların alt yüzeyinde,
- Toprak katmanlarının ayırımında,
- Sürekli erozyon kontrolünde ve arazi
- Doldurmada jeomembran kaplama maddesi
Olarak da işlev görmektedirler.
Sentetik liflerin biyolojik olarak parçalanmamaları, kalıcı uygulamalarda tercih edilmelerinin başlıca sebebidir. Jeotekstillerin üretiminde sentetik lif olarak daha çok polipropilen, polietilen, poliester, poliamid ve polivinilklorür kullanılmaktadır. Jeotekstillerin üretiminde en çok kullanılan iki sentetik lif, özellikle kimyasal dayanımları nedeniyle polipropilen ve polietilendir.
Polipropilen lifleri aynı zamanda;
- Düşük maliyet,
- Düşük özgül ağırlıkları
- Mukavemet özellikleri
Nedeniyle, en önemli hammadde niteliğini taşımaktadır. Yüksek mukavemet gereksiniminde poliester kullanılmaktadır. Yüksek mukavemetli diğer polimerler de jeotekstiller alanında kullanılabilmektedir. Ancak bunların maliyetlerinin yüksek olması ve çok yüksek miktarlarda temin edilememeleri nedeniyle fazla tercih edilmemektedirler. Jeotekstillerin üretiminde doğal lifler de kullanılabilmekte olup, jeotekstillerin fonksiyonlarını sınırlı bir süre yerine getirmelerinin beklendiği uygulamalarda:
- Keten
- Pamuk
- Jüt
- Sisal
- Abaka
- Kenaf
Gibi doğal liflerin kullanımı tercih edilmektedir.
Ayrıca, hindistan cevizi liflerinin çürümeye, çamura ve neme dayanımı nedeniyle, bunlardan üretilen gözenekli nonwoven yüzeyler, toprak erozyonunu önlemek ve toprağın kondisyonlanmasını sağlamak için kullanılabilmektedir.
7-Tarım Teknik Tekstilleri (AGROTECH)
Agrotech; tarım, bahçecilik ve balıkçılıkta kullanılan tekstilleri içermektedir. Tarımsal ürünlerin üretilmesinde olumsuz doğa koşullarının etkisinin en aza indirilmesi için ürünlerin korunması, toplanması ve saklanması için tarım teknik tekstilleri kullanılmaya başlanmıştır.
Tarım teknik tekstillerinden istenen fonksiyonların başlıcaları:
- Örtme
- Koruma
- Destekleme
- Ambalajlamadır.
Bu nedenle, tarım amaçlı olarak kullanılan jeotech, packtech, indutech, protech ve buildtech teknik tekstil materyalleri de agrotech alanına girmektedir.
Tarım teknik tekstilleri:
- Tarımsal ürünlerin paketlenmesi
- Bitkilerin büyüme sürecinin hızlandırılması
- Ürünlerin UV ışınlarından korunması
- Tarımsal alanların ilaçlanması
- Yabani otların büyümesinin önlenmesi
- Tarımsal amaçlı drenaj ve erozyon kontrolü
- Besicilikte hayvanların hava şartlarından korunması
- Balıkçılık
Gibi birçok uygulamada kullanılmaktadır. Bu uygulamalarda teknik tekstiller:
- Ağlarda,
- Halatlarda,
- Çuvallarda,
- Bitkilerin güneşten korunması için gölgeliklerde,
- Seralarda,
- Isı yalıtımında,
- Zararlı otlardan korumada,
- Rüzgâr ve doludan korumada,
- Tohumların korunması amacıyla tohum filizlendirilmesinde,
- Toprağın desteklenmesinde,
- Koruyucu amaçlı giysilerde,
- Hortumlarda,
- Taşıma bantlarında,
- Filtrelerde
Tercih edilmektedirler. Deniz balıkçılığında kullanılan özel ağlar da tarım teknik tekstilleri alanında yer almakta ve giderek büyüyen bir pazar oluşturmaktadır.

Tarım teknik tekstilleri içerisinde jeotekstiller,
- Drenaj ve toprak ıslahında koruyucu tekstiller, spreyler ve zararlı maddelerle çalışan kişilerin ve toprağın korunmasında;
- Taşıma teknik tekstilleri, traktörler ve kamyonlarda;
- Endüstriyel tekstiller, hortumlar, filtreler ve silo tanklarının ve boru hatlarının takviyesinde
Kullanılmaktadırlar.
Agrotech ürünlerinde dokuma, örme ve nonwoven yapılar kullanılabilmektedir. Nonwoven yüzeyler gölgelik, termal yalıtım malzemesi ve yabani ot önleyici olarak kullanılmaktadır. Ağır gramajlı dokuma, örme ve nonwoven kumaşlar rüzgâr ve doludan koruma amaçlı olarak kullanılmaktadır.
Ağlar, modern yuvarlak balyaların sarılması için geleneksel balya sicimlerinin yerini almaktadır. Kılcal yapıya sahip nonwoven hasırlar, nemin büyümekte olan bitkilere dağıtılması için, bahçecilikte kullanılmaktadır. Gübrelerin ve tarımsal ürünlerin taşınması için kullanılan küçük jüt, kâğıt veya plastik torbalar yerine, bugün birkaç tona kadar varan miktardaki ürünleri taşıyabilecek yapıdaki dokunmuş polipropilen torbalar (big bags) kullanılmaktadır.
Teknik tekstiller tarım alanında uzun yıllardan beri kullanılmaktadır. Bu ürünlerde doğal lifler (jüt, sisal, kenaf, vs.) sentetik liflere nazaran bir üstünlük sağlamaktadır. Polipropilen tarım ve bahçecilikte çoğunlukla tercih edilen bir liftir. Ayrıca, özellikle yabani otlardan koruma ve bitkilerin çabuk büyümesi amacıyla, polietilen filmler kullanım alanı bulmaktadır. Polietilen ve polipropilen nonwoven yüzeyler, bitkileri soğuktan koruma amacıyla
kullanılabilmektedir.
Poliamid ve poliester ağlar zararlı böceklerden korunmak amacıyla kullanılmaktadır. Meyve yetiştiriciliğinde, doluya karşı koruma amacıyla polietilenden üretilmiş örme yapılar kullanım alanı bulmuştur. Hayvan barınaklarının korunması amacıyla rüzgâr geçirmez yapılar kullanılabilmektedir. Bu yapılar genellikle poliester veya polietilenden üretilmektedir.
Ayrıca yüksek mukavemetli balık ağlarında yüksek mukavemetli polietilen (HMPE (Dyneema® ve Spectra®)) liflerinin kullanımı son yıllarda artmıştır. Balıkçılıkta, özellikle de ağ yapımında kullanılan diğer bir lif poliamiddir.
8-Spor ve Serbest Zaman Teknik Tekstilleri (SPORTECH)
Sportech, teknik tekstillerin spor ve serbest zaman giysileri, alet ve araçlarını kapsayan uygulama alanıdır.
Pazar büyüme oranları, ortalamanın üzerindedir ve birim değerleri genellikle yüksektir.
- Tenis raketleri
- Hokey sopaları
- Kar ve su kayakları
- Yarış arabaları
- Balık oltaları
- Bisikletler
- Halatlar
- Kano gövdeleri
- Yat ve bot gövdeleri
- Riskli sporlarda spor ayakkabıları
- Sörf tahtaları
- Spor giysileri
- Çim sahalar
- Çadırlar
- Bayrak ve flamalar
- Uyku tulumları
- Müzik enstrümanlarının yayları
Teknik tekstillerin bu alandaki en belirgin uygulamalarıdır.
Yüksek performans sağlayan, her türlü hava şartlarında vücut ısısını dengede tutan ve faaliyet gösterilen spor dalındaki ihtiyaçlara göre tasarlanan spor giysileri ve malzemeleri için talep son yıllarda büyük artış göstermektedir. Günlük yaşamda genelde pamuklu giysiler tercih edilmesine rağmen, terleme sonucu kumaşın üzerinde oluşan nem, giysiyi ağırlaştırmaktadır. Bu nedenle, aktif spor giysilerinde, teri mümkün olduğunca çabuk dış yüzeye vererek cildi kuru tutan özel sentetik lifler tercih edilmektedir.
Günümüzde spor giysilerinde istenen önemli özellikler:
- Rüzgâr,
- Su ve hava şartlarından koruma,
- Isı yalıtımı,
- Buhar geçirgenliği
Vücut terini emip, hızlı bir şekilde kurumasını sağlayan spor giysileri son zamanlarda önem kazanmaktadır. Burada nefes alan membranlar da uygulama alanı bulmaktadır. Ayrıca spor giysilerde hem işlevsellik hem de hijyen özellikleri birlikte bulunmalıdır. Bu nedenle
spor giysilerine;
- Kokuyu azaltmak ve bakteri oluşumunu önlemek için antimikrobiyal bitim işlemleri uygulanabilmektedir.
Ozon tabakasının delinmesi sebebi ile ultraviyole ışınlarından korunma son yıllarda önem kazanmıştır. Dolayısıyla ultraviyole koruyucu kimyasallar spor giysilerinde yaygın bir şekilde kullanılmaktadır.
Karbon lifleri düşük ağırlıklı, yüksek mukavemetli, sıcaklık farklarında şekil değiştirmeleri az olan ve darbe dayanımları iyi olan liflerdir. Bu özellikleri sayesinde hafiflik ve darbe dayanımı gerektiren spor ve boş zaman ekipmanlarında tercih edilmektedirler.
Örneğin; kayaklar, yarış arabaları ve bisikletler için hafiflik, hızı arttırıcı bir faktördür. Aramidler özellikle riskli spor ayakkabıları ve arabalar gibi darbe dayanımı gerektiren yerlerde kullanılmaktadır.
Aromatik poliester lifleri suya dayanıklı olmaları, aşınma ve yorulma dayanımlarının yüksek olması nedeniyle halatlar, yat ve bot gövdeleri ve kanolarda kullanılmaktadır. HMPE, PBO ve PEEK da bu alanda kullanıldığı bilinen diğer liflerdir. Spor ekipmanlarında, tekstil kompozitlerinin kullanımı gittikçe artmaktadır. Örneğin bisiklet tekerleği, tenis raketi, golf sopaları, kayak ve sörf ekipmanları, futbol ve beyzbol topları… gibi birçok yerde tekstil kompozitleri kullanılmaktadır.
9-Ev Teknik Tekstilleri (HOMETECH)
Hometech, teknik tekstillerin mobilyalar, yataklar, vatkalar, yalıtım malzemeleri gibi uygulama alanlarını kapsayan alt sınıfıdır. Tekstil ürünlerinin evlerdeki kullanımları artık günümüzde mefruşat ile sınırlı olmayıp, eskiden tekstillerin kullanılmadığı yerlerde de ev teknik tekstilleri kullanılmaktadır. Bu alanda içi boş lifler özellikle yatak ve uyku tulumlarının yalıtım özelliğini artırmak için kullanılırken, antimikrobiyallik ve güç tutuşurluk gibi özellikleri olan lifler de mobilyalardaki köpüklerin yerini almaktadır. Mobilyalarda, artık yay yerine esnekleştirilmiş dar dokuma bantların ve toksik gazlar çıkaran tehlikeli köpükler yerine, güç tutuşur dolgu ve astar kumaşların kullanılması bunun kanıtlarıdır.
Dokuma kumaşlar, halâ halı ve mobilya altlıklarında ve perde bantları gibi daha özel ve daha küçük alanlarda kullanılmaktadır. Ancak “spunbond” nonwoven ürünler, ev temizliği uygulamaları için klasik bezlerin yerini almıştır.
Ayrıca, nonwovenlar artık elektrik süpürgesi, mutfak aspiratörü, iklimlendirme tertibatı gibi birçok ev eşyasında filtreleme amacıyla kullanılmaktadırlar.
Boydan boya duvar kaplamalarında duvar kağıtları yerine kullanılabilen duvar bezleri de hometech alanına girmektedir.
Perdelerdeki;
- Perde bantları
- Güneşliklerin çekme ipleri,
- Stor ve jaluzilerin bantları
- Çift camlı pencerelerdeki kaplama şeritleri
Teknik tekstil ürünleridir.
Klasik liflerin yanısıra içi boş lifler, güç tutuşur lifler, antibakteriyel lifler ve metal lifleri de ev teknik tekstillerinde uygulama alanı bulmaktadır.
10-Giyim Teknik Tekstilleri (CLOTHTECH)
Giyim teknik tekstilleri hazır giyim ve ayakkabı sektörlerinde kullanılan:
- Telalar;
- Vatkalar;
- Dikiş iplikleri;
- Ayakkabı üstlükleri, astarları, bağcıkları ve yalıtım malzemelerinden
Oluşmaktadırlar.
Telaların fonksiyonu, yapıştırıldığı kumaşın şeklini koruması ve sabit kalmasını sağlaması, giysilere ek bir hacim ve şekil kazandırmasıdır.
Özellikle yalıtım malzemeleri ve telalar için nonwoven teknolojisi önemli bir üretim tekniğidir. Telalar ayrıca dokuma, raşel, düz ve yuvarlak örgü olarak da üretilmektedir. Ayakkabı bağcıklarında daha çok saç örgü tekniği ön plana çıkmaktadır. Suni deri, ayakkabılarda sıklıkla kullanılmaktadır. Ayrıca son yıllarda, özellikle spor ayakkabılarda, membran teknolojisi de ön plana çıkmaktadır. Bu alanda sıklıkla tercih edilen lifler, poliester ve poliamid lifleridir.
11-Paketleme Teknik Tekstilleri (PACKTECH)
Packtech; paketleme ve ambalaj sanayiinde, endüstriyel, tarımsal ve diğer malların paketlenmesi, taşınması, depolanması ve korunması için kullanılan tüm tekstil yapılarını içermektedir. Bu ürünlere büyük paketleme malzemelerinden küçük alışveriş çantalarına kadar tüm ürünler dahildir. Paketleme materyalleri geçmişten beri tekstil yapılarından üretilmektedir. Bu ürünler tüm teknik tekstiller içerisinde miktar olarak en yüksek üretim payına sahiptir.
Paketleme sektöründe kullanılan tekstiller;
- FIBC (Flexible Intermediate Bulk Containers) “big bag” ler olarak adlandırılan paketleme malzemelerini
- Çamaşır torbaları ve diğer hacimli ürün paketleme malzemelerini
- Saklama torbalarını, paket bağlama ipliklerini,
- Çay poşetleri ve kahve filtrelerini,
- Nonwoven ve dokuma ambalaj malzemelerini (hafif posta çantaları, dayanıklı zarflar gibi), gıdaların,
- Oyuncakların depolanması, nakliyesi ve paketlemesi
İçin kullanılan malzemeleri içermektedir. Tekstil yüzeylerinin ambalajlamada kullanılması önceleri pamuk, keten, jüt… gibi doğal liflerden elde edilen ürünlerin torba ve çuval yapımında kullanılmasıyla başlamıştır. Daha sonraları polipropilen ürünlerin kullanımı yaygınlaşmaya başlamıştır. Polipropilen lifinin mukavemet özelliği, düzgün yapısı ve yeni teknolojilerle çalışılabilme olanağı, bu liflerden yapılmış ürünlerin gübre, kum, çimento ve şekerden başlayarak, boyarmaddelere kadar değişen toz ve granül halindeki malzemenin daha etkin taşıma işlemleri ve dağıtımı için ambalaj malzemesi olarak kullanılmasına olanak sağlamıştır.
Özellikle gıda endüstrisinde, birçok sarma ve koruma uygulamalarında hafif gramajlı nonwoven ve örme yüzeyler, çay ve kahve poşetleri için nonwoven ürünler kullanılmaktadır. Etler, sebzeler ve meyveler, sıvıların emilmesi için, aralarına nonwoven kumaşlar konularak paketlenmektedir. Kuru sebze ve meyvelerin paketlenmesinde ise, örme ağ ürünler tercih edilmektedir.
Özel nonwoven ürünler, kurye zarfları için kullanılmaktadırlar. Dokunmuş çemberler pamuk balyalarında kullanılan metal bantların yerini almaya başlamıştır.
FIBC (flexible intermediate bulk containers)’ lerde, çuvallarda, nonwoven ve dokuma paketleme malzemelerinde polipropilen lifleri; paket ipliklerinde ve hafif paketleme malzemelerinde poliamid lifleri kullanılmaktadır.
Gıdaların paketlenmesinde, tekstil ürünleri, hava ve nem geçirgenlikleri nedeniyle çok fazla tercih edilmemektedirler. Ancak, dokuma jüt çuvallar genellikle hubabat, un, şeker ve tuzun taşınmasında kullanılmaktadır. Ayrıca pamuktan üretilen farklı kumaş konstrüksiyonları, farklı uygulamalar (toz veya granül halindeki gıdaların paketlenmesi, et paketleme malzemesi, vs.) için kullanılabilmektedir.
Kenaf lifi genellikle gıda sektöründe paket ipliği olarak kullanılırken, sert meyvelerin taşınması için çoğunlukla sisalden üretilmiş ağ yapılı çuvallar kullanılmaktadır. Son yıllarda, big bag ürünlere olan talep giderek artmakta, üretim talebi karşılamakta yetersiz kalmaktadır. Özellikle çok yüksek kapasiteye sahip big baglerin kullanımı yaygınlaşmakta ve önem kazanmaktadır. Hububatların paketlenmesinde, polipropilen şeritlerden sık dokunmuş bigbagler kullanılabilmektedir. Paketleme sırasında hububatın uzun süreli dayanmasını sağlamak amacıyla ilave edilen azotun bigbag içerisinde kalması için, iç yüzey olarak alüminyum bir film tabakası dış paket materyalinin içerisine yerleştirilmektedir.
12-Çevre ve Ekolojiyi Koruma Teknik Tekstilleri (OEKOTECH)
Bu sınıfa giren teknik tekstiller çevre ve ekolojiyi koruma tekstilleridir.
Oekotech ürünleri:
- Endüstriyel tekstiller,
- Jeotekstiller,
- İnşaat tekstilleri ve tarımsal tekstiller
Gibi teknik tekstillerin birçok alanını kapsamaktadır. Özellikle filtrasyon materyalleri, erozyondan koruma ve toksik atıkların kapatılması, topraktan su kaybının minimize edilmesi ve bitki köklerinin örtülerek herbisit kullanımının azaltılmasında kullanılan tekstiller, ısı yalıtımı için kullanılan inşaat tekstilleri, bu alana girmektedir. Ayrıca transport ve konstrüksiyonda ağırlığı azaltarak enerji tasarrufu sağlayan tekstiller de dolaylı olarak çevreye katkı sağlayabilmektedir.
Jeotekstiller
Teknik tekstillerin en büyük kullanım alanlarından biri jeo-tekstillerdir. Zemin stabilizasyonu, erozyon kontrolü, beton ve asfalt için nem bariyerleri ve yapay gölet – havuz tipi yapılarda kullanılan kaplama malzemeleri tipinde pek çok kullanım alanları bulunmaktadır.
Toprak stabilizasyonu ve erozyon kontrol için kullanıldıklarında jeotekstiller katmanlar arasına yayılarak tampon bölgeler oluştururlar ve zemini kaymaya karşı dirençli hale getirirler. Bu şekilde toprak katmanlarının hareketleri önlenir fakat muhtemel su akıntıları için de yeterli ortam sağlanır. Jeotekstiller zemindeki gerilmeleri geniş bir alana yaydıkları için kaymaları önlerler. Bu özellikleri yüzünden baraj, set, su kanalı, kanalizasyon sistemleri vs gibi yapıların inşasında sıkça kullanılırlar. Asfalt yol inşaatlarında ise jeotekstiller toprak ve taş katmanlarının üzerine asfalt tabakasının hemen altına yerleştirilirler. Bu şekilde gerilmeler eşitlenir. Bu sistem asfaltın kırılmasını önler ve yol yüzeyini sabitlemek için gerekli asfalt miktarını azaltır.
Jeotekstillerden istenen özellikler böcek ve mikro organizmaların vereceği olası zararlara dayanıklı olmaları, uygulama ve kullanım sırasındaki ısı değişimlerinden etkilenmeme, muhtemel uygulanacak kimyasallara karşı dayanıklılık, ışığa karşı dayanıklılık vb. özelliklerdir. Kullanımlarına göre yeterli mukavemette olmaları da istenir. Çoğu zaman özel yapılara sahip olmaları da beklenir (çok ince ve mukavemetli olmaları vs.). Genellikle dokusuz yüzeyler halindedirler. Bazı uygulamalarda dokuma kumaşlar halinde de kullanılırlar.
Yüksek deprem riskinin olduğu bölgelerde de duvarları bir arada tutmak için çeşitli dokuma jeotekstiller kullanılmaktadır.
Ziraat alanındaki kullanımları ise daha çok erozyon kontrolü ile ilgilidir. Yumuşak zeminlerin güçlendirilmesi için binlerce yıldır deriler, çalı ve saman çamuru kompozitleri kullanılmaktadır. Teorik olarak aynı görevi yapıyor olsa da modern jeotekstiller standart ve tutarlı özelliklere sahiptir. Geliştirilen çeşitli tekstil polimerleri ile jeotekstil bilimi kendine yeni uygulama alanları bulmuştur.
1960 ve 1970’lerin başlarında tekstiller kanalları kaplamak, çamur ve balçığın kanalları tıkamasını önlemek için kullanılmışlardır. Benzer şekilde çok yumuşak ıslak topraklar üzerine yapılan ufak çıkış yollarının altında tekstilleri kullanma yolları denenmiştir. Bu uygulamaların yolların ömrünü ve performansını artırdıkları görülmüştür. Aynı zamanda, dalga hareketi ile oluşan erozyonun önlenmesi için sahile tekstillerin serilmesi konusunda ilk çalışmalar yer almaya başlamıştır.
20. yüzyılın son 20 senesinde, jeotekstillerin kullanımı coğrafi olarak tüm dünyaya yayıldı ve kullanım miktarları oldukça arttı. Jeotekstillerin kullanımlarının 21. yüzyılda da artmaya devam edeceği beklenmektedir.
Jeotekstilde lifler dışında çeşitli kumaş konstrüksiyonları da oldukça fazla kullanılmıştır. Sentetik liflerin gelişmesi jeotekstillerin performansının da artmasını sağlamıştır. Bazı durumlarda tekstil ve metallerden oluşan kompozit yapılar da kullanılmıştır.
Jeotekstillerin “ilk jenerasyonunun, diğer amaçlarla üretilen, ancak jeo-teknik amaçlara yönlendirilen ve bu amaçlarla kullanılan tekstiller (halı veya endüstriyel çuvallar) oldukları kabul edilebilir. Jeotekstillerin ikinci jenerasyonu, jeo-teknik amaçlar için uygun spesifik tekstil ürünlerini seçen, ancak konvansiyonel üretim tekniklerini kullanan üreticiler tarafından üretilmiştir. Üçüncü jenerasyon tekstiller ise, jeo-teknik uygulama amaçları için özellikle üretilmişlerdir ve bunlara DSF, DOS ve kompozit ürünler örnek verilebilir.
1978 senesinde Uluslararası Jeotekstil Topluluğu’nun kurulması, jeotekstil tasarım ve kullanımının uluslararası gelişimi için, koordinasyonu ve uygun yaklaşımı sağlamıştır.
Jeotekstiller, jeo Sentetik olarak adlandırılan inşaat mühendisliği zarlarının bir parçasıdır. Konstrüksiyonları ve görünüşleri bakımından çeşitlilik göstermektedirler.
Ancak, genellikle sınırlı sayıda polimerden (polipropilen, polietilen ve poliester) yapılmaktadırlar ve çoğunlukla beş temel tipleri vardır:
- Dokuma,
- Isıyla birleştirilmiş
- İğneleme ile sabitlenmiş,
- Örme
- Direk toprak karıştırılmış lifler.
Bu çeşitli gruplardaki ürünlerin fiziksel özellikleri, 2000 kNm-1’e kadar ulaşan mukavemetlerine göre değişmektedir. Ancak yaygın olarak 10 ile 200 kNm-1 arasındadır. Uzamaları %100’ün üzerine çıkabilmektedir ancak mühendisler için kullanılabilir olan aralık %3 ile 10 arasındadır. Benzer şekilde, farklı jeotekstillerin filtrasyon potansiyeli ve geçirgenlikleri önemli derecede değişmektedir.
Jeotekstiller, inşaat mühendisliğinde toprağın düşey ve dik kenarlarını desteklemek, geçici ve kalıcı yollar ve otoyollar için sağlam tabanlar inşa etmek, zemin kanalları döşemek için kullanılmaktadır ve böylelikle toprak kendisini filtrelemekte ve toprağın kanalları doldurması önlenmekte, nehir kenarları ile sahillerde kaya ve taşların arkasındaki erozyon engellenmektedir. Jeotekstiller 1970’lerin ortasından bu yana geliştirilmektedirler ancak örme ve kompozit kumaşların gelişimi, tekstil konstrüksiyonunun geliştirilmesi çabalarını yeniden canlandırmıştır. Birden fazla kumaş kullanılarak ve her bir kumaşın en iyi özelliklerinden faydalanılarak, daha iyi fiziksel özellikler elde edilebilmektedir.
Jeosentetikler
İnşaat mühendisliği alanında, toprak içerisinde veya toprakla temas halinde kullanılan zarlara “jeosentetikler” olarak isimlendirilmektedirler. Bu terim, geçirgen tekstilleri, plastik ızgaraları, sonsuz ve kesik lifleri ve geçirgen olmayan zarları içermektedir. Tekstiller bu alandaki ilk ürünlerdir. Başka ürünler katılmış olsa da tekstiller en önemlileri olarak kalmıştır. Izgaralar, delinmiş ve gerdirilmiş plastik tabakalardan, meşler, eritilerek ekstrüde edilmiş polimerlerden oluşurlar. Bunların hiçbirisi tekstil olarak kategorize edilemez. Jeozarlar, geçirgen olmayan plastiklerden yapılmış kontinü plakalar olup, bunlar da tekstil değildirler. Kategorize edilmesi çok daha zor olan jeosentetik alanları ise, sıkı ştapel ve sonsuz liflerin toprakla direk olarak karıştırıldığı durumlardır. Bunlar, polimer tekstil lifleridir ve bu sebeple jeotekstil tanımı içerisinde yerlerini almaktadırlar.
Jeotekstil Tipleri
Jeotekstiller genel olarak beş kategoriye ayrılmaktadır.
Bunlar:
- Dokumalar,
- Isı ile birleştirilmiş nonwoven tekstiller,
- İğneleme ile sabitlenmiş nonwoven tekstiller,
- Örmeler
- Lif/toprak karışımlarıdırlar.
Dokuma kumaşlar
kendilerine düzgün bir konstrüksiyon kazandıran tezgahlarda üretilmekte, ancak, kendisini oluşturan liflerle dokuma konstrüksiyonu açısından farklılıklar göstermektedir. Bunların şaşırtıcı derecede geniş uygulama alanları bulunmakta ve daha hafif gramajlarda toprak ayırıcılar, filtreler ve erozyon kontrol tekstilleri olarak kullanılmaktadırlar. Ağır gramajlı olanlar, dik bentlerde ve toprak duvarlarda toprak destekleyicileri olarak; daha da ağır gramajlı olanlar ise, yumuşak topraklar üzerine inşa edilmiş bentleri desteklemek için kullanılmaktadırlar.
Destekleme açısından dokuma yapıların olumlu özellikleri, gerginliğin çok fazla mekanik uzamaya maruz kalmaksızın çözgü ve atkı iplikleri, sonuç olarak da lifler tarafından absorbe edilmesidir. Bu onlara göreceli olarak yüksek modül veya sertlik kazandırmaktadır.
Isıyla birleştirilmiş nonwoven tekstiller
genellikle, ince sonsuz liflerin hareketli bir konveyör bant üzerine rastgele serilmesi ve ısıtma silindirleri arasından geçirilmesi ile elde edilmektedir. Bu kumaşlar mukavemetlerini ve içindeki liflerin birbirlerini tutma özelliklerini sıcak silindirler arasında liflerin kısmen erimesi sonucu kazanmakta ve nispeten ince bir tekstil tabakası elde edilmektedir.
İğneleme ile sabitlenmiş nonwoven kumaşlar
kesik elyaf ve filamentlerden oluşturulan tülbentlerin çok sayıdaki ucu çentikli iğne ile iğnelerek sabitlenmesi ile üretilmektedir. Kumaşlar mekanik olarak birbirlerini tutma özelliklerini, iğneler üzerindeki kancaların sebep olduğu lif karışıklıklarından almaktadır. Bu kumaşlar, yünlü keçelere benzemektedir.
Jeotekstil alanında kullanılan örme kumaşlar
çözgülü örme tekstillerle sınırlandırılmış olup, amaca yönelik şekilde özel olarak üretilmektedir. Çözgülü örme makinalarında ince filtre kumaşları, orta gözenekli elekler ve büyük çaplı toprak destekleme ızgaraları üretilmektedir. Ancak, toprak güçlendirme ve bent destekleme amaçlarıyla kullanılan ürünlerin, maliyet açısından daha etkili olduğu bulunmuştur.
Jeotekstil Liflerini Oluşturan Temel Polimerler
Jeotekstillerin üretiminde en çok kullanılan iki polimer, polipropilen ve polietilendir.
Ancak, yüksek mukavemet gerektiği zaman, poliester kullanımı da kaçınılmazdır. Pazarda başka yüksek mukavemetli polimerler de bulunmaktadır, ancak jeotekstillerin büyük miktarlarda (bazı polimerler büyük hacimlerde bulunmamaktadır) ve ekonomik olarak (özel polimerler çok pahalıdır) üretilmesi gerekmektedir. Maliyete karşı performans dengesinde poliester günümüzün optimumudur. Polipropilen ve polietilen ise, kimyasal olarak en dirençli olmak için yarışmaktadırlar.
Jeotekstillerde kullanmak amacıyla üretilen ve kullanılan polimerler kimyasal olarak saf halde değildirler.
Örneğin, renksiz, şeffaf haldeki ham polietilen, ışık etkisiyle parçalanmaya karşı oldukça hassastır. Bu haliyle jeotekstillerde kullanılamadığından genellikle ultraviyole (UV) ışık stabilizörü olarak genellikle karbon siyahı içerir. Bu siyah haliyle, ışığa karşı en dayanıklı polimerdir.
Ayrıca, jeotekstil polimerlerinin gerçek duruma benzer şekilde test edilebilme imkanları sınırlıdır. Yayınlar ve otoriteler, xenon UV’ye maruz bırakma, yüksek sıcaklıkta bozunma testi ve benzer testler ile hızlandırılmış laboratuvar sonuçları sağlayabilmektedirler, ancak, bunlar gerçek kullanım sırasında ortaya çıkabilecek biyolojik saldırı veya sinerjetik reaksiyonlar gibi ilave bozunma faktörlerini kapsamaktadır. Derecelendirme amaçlı olarak kullanıldıkları taktirde hızlandırılmış laboratuvar testleri, bazı noktalarda iyimser, bazılarında ise zaman ise kötümser olabildiği için zorluklar ortaya çıkabilmektedir.
Poliamid genel bir lif oluşturucu ve tekstil materyali olduğu halde, jeotekstilde çok nadir kullanılmaktadır. Çünkü maliyeti ve performansı, poliestere göre daha kötüdür.
Örneğin bazı dokuma malzemelerde, özelliklerinin çok kritik olmadığı durumlarda daha ziyade dolgu olarak atkı yönünde kullanılmıştır. Esas özelliği, aşınmaya karşı direncidir, ancak suya maruz kaldığı zaman yumuşadığı için jeosentetik kullanımı için fazla popüler olamamıştır.
Poliviniliden klorür lifi Japonya’da ve Birleşik Devletler’de bir veya iki üründe kullanılmakta olmakla beraber, Avrupa’da kullanılmamaktadır.
Jeotekstillerin Önemli Özellikleri
Bir jeotekstil için gereken ve belirtilen üç ana özellik:
Mekanik davranışları
Filtrasyon kabiliyeti
Kimyasal
Direncidir.
Bunlar, gerekli çalışma efektini sağlayan özelliklerdir ve polimer liflerinin fiziksel formlarının, bunların tekstil konstrüksiyonlarının ve polimer kimyasal özelliklerinin kombinasyonundan geliştirilmektedirler.
Örneğin, bir jeotekstilin mekanik olarak davranışı, liflerin düzgünlüğü ve oryantasyonuna bağlı olduğu kadar, yapıldığı polimer tipine de bağlıdır. Ayrıca bir jeotekstilin kimyasal direnci, kumaştaki liflerin büyüklüğüne ve kimyasal kompozisyonuna bağlıdır. Geniş spesifik yüzey alanına sahip olan ince lifler, aynı polimerden üretilmiş daha kalın liflere göre, daha hızlı kimyasal zarara uğrarlar.
Mekanik davranışlar içerisinde, bir tekstilin gerilimli bir ortamda iş yapabilme ve güç bir ortamda hasara karşı koyabilme kabiliyetleri de yer almaktadır. Genellikle, gergin ortamlar önceden bilinmekte ve tekstil, gelmesi beklenen gerginliğe dayanabilecek sayısal kritere dayandırılarak ve öngörülen kullanım süresince önceden belirlenmiş miktardan daha fazla uzamayarak gerginlikleri absorbe edebilme kabiliyetine göre seçilmektedir.
İş yapabilme kabiliyeti, esas olarak, gerginlik altındaki tekstilin sertliğine ve verilen herhangi bir yük altında zamanla uzama direncine bağlıdır. Hasara karşı koyabilme kabiliyeti komplekstir ve lifin kopmaya karşı direnci ile gerginliklerin nasıl konsantre olacağı ve serbest kalacağını belirleyen kumaş konstrüksiyonunun bir fonksiyonudur. Pratik anlamda, jeotekstiller, bir çalışma elemanı üzerindeki hasarı azaltmak için koruyucu yapıdaki bir konstrüksiyon tipi kullanılarak kompozit formda üretilmektedir.
Örneğin, kalın bir nonwoven kumaş, dokuma bir kumaşla birleştirilebilir. Dokuma kumaş mukavemet görevini yerine getirirken, nonwoven hasar önleme yastığı olarak davranır.
Bir jeotekstilin filtrasyon performansını pek çok faktör etkiler. Bunun anlaşılması için, tekstilin fonksiyonunun gerçekte bir filtre gibi olmadığının anlaşılması gerekmektedir. Genelde, filtreler bir sıvı içerisinde asılı bulunan parçacıkları uzaklaştırmaktadır. Bunlara örnek olarak, asılı haldeki pisliklerin uzaklaştırılması amacıyla kullanılan klimalardaki toz filtreleri veya su filtreleri verilebilir.
Jeotekstil filtrelerinde bunun tam tersi söz konusudur. Jeotekstilin fonksiyonu, yeni hazırlanmış toprak bir yüzeyi bozulmadan tutmak, bu yüzeyden ve yüzeye zarar vermeksizin tekstilin içerisinden suyun sızmasını sağlamaktır. Eğer suyun, asılı bulunan partiküllerle birlikte tekstil ile toprak ara yüzünden akmasına izin verilirse, tekstil tıkanarak fonksiyonlarını yerine getiremeyecektir. Pratikte, dış yüzeyinin bütünlüğü sağlandığı taktirde, bir tekstille birlikte olan toprak kendisini filtre etmek eğilimindedir. Gerçekte yer alan proses, geçirgen bir tekstil tarafından bozulmamış halde tutulan katı bir ortamdan sıvının geçişidir. Proses, sıvı bir ortam içerisinde asılı bulunan katı maddelerin geçişini önlemek değildir.
Jeotekstillerden nadiren son derece agresif kimyasal ortamlara dayanmaları beklenmektedir. Kullanıldıkları yerlere örnek olarak, kimyasal atık konteynerlerinin temel tabakaları veya atık boşaltma bölgeleri verilebilir. Bu, kimyasal atığın geçirgen olmayan astardan geçmesine izin verecek şekilde akıntı oluştuğunda veya tekstiller geçirgen olmayan astarın üzerindeki filtreli boşaltma sistemi ile direk olarak birleştiğinde meydana gelebilmektedir. Bir başka örnek ise, pH değerlerinin 2’ye kadar düşebildiği tropik ülkelerde tekstillerin, yüksek derecede asidik tezekli toprak ile temas halinde kullanılmalarıdır. Altyapı gelişiminin oldukça kirli bölgeler içerisinde kurulduğu sanayileşmiş ülkelerde de jeotekstiller olumsuz çevrelerle temas içerisinde olabilmektedir.
Ultraviyole ışığı pek çok polimer üzerinde hasar oluşturmak eğilimindedir, ancak antioksidan kimyasallar ve toz karbon siyahı katkı maddelerinin ilavesi, bu etkiyi önemli ölçüde azaltmaktadır. Bir jeotekstilin güneşe maruz kalacağı tek zaman, konstrüksiyon dönemidir. Kontratlarda inşaat esnasında güneşe maruz kalmanın minimum gerçek süresinin olarak belirlenmesi gerekmektedir. Ancak, bu durum senenin hangi zamanında olunduğuna ve enleme göre değişmektedir.
Özetle, İngiltere ve Kuzey Avrupa’da güneşe maruz kalma süresi yaz ayları için sekiz hafta ve kış ayları için oniki hafta olabilir. Ancak, tropik ülkelerde, senenin herhangi bir zamanında, gözle görünür bir hasar oluşmadan, güneşe maruz kalabilme süresi yedi gün ile sınırlandırılmalıdır.
Mekanik Özellikler
İngiltere’de standart jeosentetik test spesifikasyonu BS 6906 olup, şunları içermektedir:
1 Geniş şerit testi vasıtasıyla mukavemet testi
2 Kuru eleme vasıtasıyla gözenek büyüklüğü testi
3 Tekstil yüzeyine normal olarak gelen su akış testi
4 Delinmeye karşı direnç testi
5 Sürünme testi
6 Perforasyon uygulanabilme testi
7 Tekstilin yüzeyinde su akış testi
8 Kum/jeotekstil sürtünme davranışı testi
Normalde, bir tekstilden beklenen mekanik gereksinimlerin bir parçası olmamakla birlikte, tabaka kenarları arasındaki bağlantıların mukavemeti, jeotekstilin performansının önemli bir göstergesidir. Bentlerin desteklenmesi amacıyla tekstiller yumuşak yüzeyler üzerine yayılırlarken, paralel tekstil tabakalarının birbirine dikilmesi gerekmektedir ki, yük altında ayrılmasınlar. Dikilmiş bağlantı yerlerinin mukavemeti dikiş ipliğine bağlıdır. Dikilmiş bağlantı nadiren atkı mukavemetini %30 geçmektedir. Araştırma ve alan uygulamaları, dikilmiş bağlantıların mukavemetinin, tekstilin mukavemetinden ziyade dikiş ipliğinin mukavemetine ve gerginliğine, ilmek tipine ve tekstil tipine bağlı olduğunu göstermiştir. Bağlantı “etkinliği”, hatalı ancak çok kullanılan bir kavram olup, bu kavram, dikiş mukavemetinin tekstil mukavemetine yüzde olarak oranıdır. Aslında, nispeten zayıf tekstiller öyle dikilebilirler ki, bağlantı tekstil kadar mukavemetli olur ve %100 etkinlik sağlanır.
Tekstil sağlamlaştıkça, dikilmiş bağlantının nispi mukavemeti düşer ve bu durum, sağlam kumaşlarda kopuş hatalarına yol açar. Dikelecek olan tekstil zayıfsa, örneğin 20 kN mukavemete sahipse, %75 dikiş etkinliği beklemek mantıklıdır, ancak bu etkinliği 600 kN mukavemeti olan bir tekstilden beklemek mümkün değildir. Ne var ki, bentlerin veya benzerlerinin desteklenebilmesi için sağlam tekstillerin birleştirilmesi gerekmektedir.
Diğer taraftan, atmosferdeki nem vasıtasıyla fikse olmaya başlayan tek bileşenli yapıştırıcılar kullanılarak, yapıştırıcılı bağlantılar yapılabilmektedir. Bunlar, yüksek mukavemete sahip kumaşlar için bile, tekstil kadar sağlam bağlantılar yapmak için kullanılmaktadır. Uygulama metodları konusunda hala araştırmaya ihtiyaç duyulmaktadır, ancak bunların kullanımları gelecekte daha da yaygınlaşacaktır.
Bağlantıların mukavemetlerinin test edilmesinin ötesinde, tekstillerin, bir toprak yığını içerisinde veya bir toprak yığını tarafından sıkıştırıldıkları zaman nasıl davrandıklarını tanımlayan testlerin acilen geliştirilmesi gerekmektedir. Geçmişte kullanılan standart testler bunu yapamamaktadır. Bu anlamda araştırma çalışması başlatılmıştır, ancak teorik analiz yapmak için bir temel sağlayamamaktadır.
Filtrasyon Özellikleri
Filtrasyon, inşaat mühendisliğinde toprak ile yapılan çalışmalarda kullanılan tekstillerin en önemli fonksiyonlarındandır. Tekstillerin en geniş uygulama alanlarından birisidir ve hendeklerin astarlanmasında, yolların altında, atıkların uzaklaştırılması uygulamalarında, bodrum drenajlarının inşasında ve diğer pek çok şekilde kullanılmaktadır.
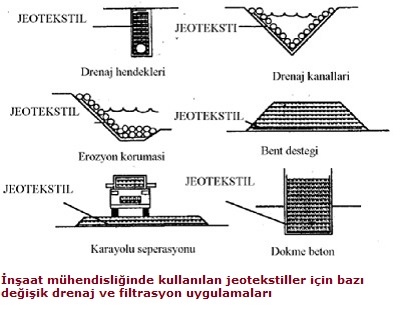
Jeotekstillerin tüm değişik kullanımları arasında, sadece desteklenmiş bir toprak yığını içerisinde faydalı bir filtrasyon etkisi bulunmamaktadır. Kanalların, çıkış yollarının, nehir korumalarının, deniz korumalarının, bent desteklerinin ve beton dökmenin de dahil olduğu diğer tüm uygulamalarda, jeotekstiller, birincil veya ikincil filtrasyon fonksiyonu üstlenmektedirler.
Jeotekstillerin geçirgenlikleri, kumaşın konstrüksiyonuna bağlı olarak büyük ölçüde değişebilir. Tekstilin yüzeyine dik açılarda (çapraz akış) ve tekstil yüzeyi boyunca (yüzey içi akış, iletkenlik) geçirgenliğin ölçümü için, çeşitli ulusal ve uluslararası standartlar konulmuştur. İnşaat mühendisliğinde yerle ilgili yapılan çalışmalarda, suyun jeotekstil içerisinde serbestçe akarak gereksiz su basıncının birikmesini önlemesi önemlidir. Geçirgenlik katsayısı, gözönüne alınan malzemenin geçirgenliğini tarif eden, akış yönünde boyutlarını gözönüne alan bir sayıdır ve birimi metre/saniyedir. Efektif olarak katsayı, tekstil içerisinden suyun akış hızını belirten bir hızdır. Genellikle, 0,001 ms-1 mertebesindedir. Genel olarak tanımlanmış bir test, doğrudan gözlenen akış hızını ölçmektedir ve bu, 100 mm basınç altında saniyede metrekareden geçen hacmin litre cinsinden ifadesidir. Mühendisler aynı zamanda geçiriş olarak adlandırılan ve kumaş kalınlığından bağımsız olarak teorik geçirgenliği tanımlayan bir katsayı kullanmaktadır.
Filtrasyon etkisi, tekstilin yakın temasta olacak şekilde toprağa karşı yerleştirilmesi ve suyun geçtiği çıplak toprak yüzeyinin fiziksel entegrasyonunun sağlanmasıyla elde edilmektedir. Toprağın ilk birkaç milimetresi içerisinde, dahili bir filtre oluşmakta ve kısa bir pompalama periyodundan sonra stabilite elde edilmekte ve filtrasyon gerçekleşmektedir.
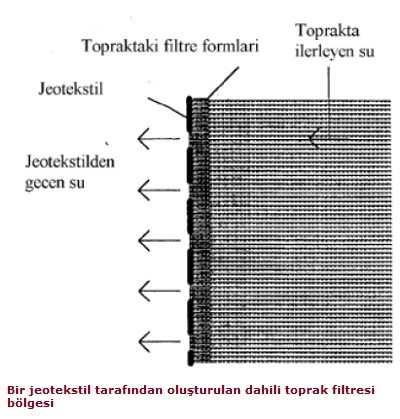
Kimyasal Dayanım
Lif bozunmasında etkili olan kimyasal mekanizmalar karmaşık olduğu halde, bozunmanın dört temel şekli vardır:
- Organik
- İnorganik
- Işığa maruz kalma
- Tekstil liflerinin zamanla değişimi
Organik maddeler, mikro ve makrofaunalarla saldırıları da kapsamaktadır. Bu, bozunmanın temel kaynağı olarak kabul edilmemektedir. Jeotekstiller, birincil olarak değil, ama, ikincil olarak hayvanlardan da hasar görebilmektedirler. Örneğin, çok az hayvan onları yemektedir, ancak bazı durumlarda, tekstil yerin altında gömülü durumdayken, bazı hayvanlar toprağı oyarken bunları da delerek zarar vermektedir.
Mikroorganizmalar tekstillere, liflerin üzerlerinde veya içerilerinde yaşayarak zarar vermekte ve zararlı yan ürünler üretmektedir. Muhtemelen, jeotekstiller için en yüksek dayanımların beklendiği ortam, oksijen ile karışmış suyun mikro ve makro organizmaların üremesine izin verdiği ve hareket halindeki suyun zorlayıcı bir fiziksel gerginlik oluşturduğu denizin kıyıya çarptığı bölgelerdir.
İnorganik saldırı genellikle pH’ın aşırı aşırı yüksek veya düşük olduğu çevrelerle sınırlıdır. Pek çok uygulama koşulları altında, jeotekstil polimerleri fazla etkilenmezler. Poliesterin 11’den büyük pH seviyelerinde zarara uğraması gibi belirli durumlar vardır, ancak bunlar nadirdir ve iyi bilinmektedirler.
Jeotekstiller, gözenekleri tıkayan ve çoğalan organizmalar nedeniyle veya gözenekleri tıkayan doymuş maden sularının kimyasal olarak çökmesi sonucu, filtrasyon fonksiyonlarını yerine getiremez hale gelmektedirler. Eski maden çalışmalarından çıkan su, demiroksit ile doyarak tekstil veya granüle olsun, hızla, filtreleri tıkayabilmektedir.
Uzun bir süre ultraviyole ışığı etkisinde kalmak, jeotekstil liflerine zarar vermektedir.
Ancak laboratuvar testleri, bir laboratuvarda kuru, karanlık, serin şartlarda saklansa bile, liflerin zaman içerisinde kendi kendilerine bozunacağını göstermiştir. Bu sebeple, ortam sıcaklığı ve ısıl bozunmanın bir sonucu olarak zamanın kendisi hasar verici bir unsurdur ve jeotekstilin ne ölçüde bozunacağı bilinmemektedir.
Doğal Liflerden Yapılan Jeotekstiller
Genel olarak jeosentetik malzemelerin uzun ömürleri vardır. Bu sebeple basit uygulamalarda kullanıcı, gereksinimini aşan bir şey için para ödemektedir. Ayrıca, konvansiyonel jeotekstiller genellikle gelişmekte olan ülkeler için pahalıdırlar.
Ancak, bu ülkelerin pek çoğunda, ucuz yerli lifler (jüt, sisal, hindistan cevizi lifi gibi) çok fazladır ve yaygın jeotekstil formlarını kopyalayabilen tekstil endüstrileri vardır.
Kullanılabilen sayısız hayvan ve mineral esaslı doğal lif bulunmakla birlikte, özellikle kullanım amacının jeotekstillerin desteklenmesi olduğu durumlarda, bunlardaki jeotekstiller için önemli özellikler yeterli değildir.
Sentetik jeotekstiller sadece toprağa yabancı olmakla kalmayıp, başka problemleri de beraberlerinde getirmektedirler. Öyle ki, bazı sentetik ürünler petrol tabanlıdırlar.
Petrolün sonsuz miktarda bulunmaması, 1973 senesindeki petrol krizi, 1991’deki
Kuveyt ile Irak arasındaki anlaşmazlık ve petrol üreten diğer bazı ülkelerin potansiyel olarak değişken politik durumu, petrolden yapılan ürünlerin hem maliyetlerini hem de bu ürünlerin tüketilmesindeki bilinçliliği artırmıştır.
Bitkisel kökenli doğal lif ürünleri, sentetik olanlardan çok daha fazla çevre dostu olacaklardır ve liflerin kendileri yenilenebilen kaynaklardır ve biyolojik olarak parçalanabilmektedirler. Doğal liflerle karşılaştırıldığında kimyasal liflerin genel özellikleri farklı kategorilerdedir. Doğal lifler yüksek mukavemete, modüle ve nem absorbsiyonuna ve düşük uzama ile elastikiyete sahiptir. Rejenere selüloz lifleri, düşük mukavemetli ve modüllü olup, yüksek uzama ve nem absorbsiyonuna ve zayıf elastikiyete sahiptirler. Sentetik lifler ise, yüksek mukavemet, modül ve makul derecede elastikliği olan uzama ile nispeten düşük nem absorbsiyonuna sahiptirler.
Toprak Destekleme
Toprak, sıkıştırıldığı zaman nispeten daha sağlam olduğu halde, gerginlik açısından çok zayıftır. Bu sebeple, gerginliği destekleyici bir madde (jeotekstil) toprağa eklendiği ve toprakla direk temasta bulunduğu zaman, toprağa göre mükemmel mühendislik özellikleri olan kompozit bir malzeme oluşmaktadır.
Toprak üzerindeki yük, genişlemeye sebep olmaktadır. Bu sebeple, toprak ve destek arasındaki arayüzde yük altında (hiç kayma olmadığı kabul edilerek, yani toprak/kumaş arayüzünde yeterli makaslama mukavemeti olduğu kabul edilerek) bu iki materyalde aynı derecede uzayarak, her iki destek elemanında da aynı yüke sebep olmalı ve böylece sınırlandırılmış olan gerilim toprakta tekrar dağılmalıdır. Destek, oluşan yanal makaslama kuvveti sebebiyle, yanal hareketi önleyecek şekilde hareket etmektedir. Bu sebeple, yer değiştirmeyi önleyen ilave bir yanal sınırlandırılmış gerilim vardır. Toprağın bu şekilde desteklenmesi metodu, eğim ve bent stabilizasyonuna dek genişletilebilmektedir.
Gelişmekte olan ülkelerin çoğunda jeotekstiller, yamaç stabilizasyonu, bent ve sel kıyılarının kuvvetlendirilmeleri ve yumuşak zemin üzerinde inşaat yapımı gibi mühendislik uygulamalarında büyük faydalar sağlayacak şekilde kullanılmaktadırlar.
Bu tip ülkelerde genellikle yenilenebilen ve bol doğal lif kaynakları bulunmaktadır. Gelişmekte olan bu ülkelerde işgücü fazlalığı bulunduğundan, pahalı olmayan kısa vadeli projelerin yapılması, bunların stabilitelerinin periyodik olarak izlenip değerlendirilmesi ve gerektiği taktirde birkaç sene sonra tekrar inşa edilmeleri (yani doğal malzeme bozunma işlemi sebebiyle mukavemetini kaybederek uygulanan kuvvetlere daha fazla dayanamadığı taktirde) daha fazla arzu edilmektedir. Dahası, bu prosedür toprağı zenginleştirmekte ve zararlı atıklara sebep olmaksızın, yetiştirme şartlarını geliştirmektedir. Tavsiye edilmediği halde, bu doğal jeotekstiller üniversal bir çözüm olabilir, zira bunların gelişmekte olan ülkelerin ekonomileri üzerinde önemli bir etkileri vardır.
Teknik tekstillerin sınıflandırılması
Teknik tekstiller önceleri elbise yani giyecek ve mefruşat olmayan tekstil malzemeleri olarak tanımlanırdı. Bu tanımı hala savunanlar bulunmaktadır. Fakat bu tanım günümüz uygulamalarını anlatmaktan geri kalmıştır. Örneğin bir koruyucu elbise bu tanıma göre teknik tekstil olmaktan uzaktır. Yine başka bir tanım “Yüksek performans sağlayan tekstil ürünleri teknik tekstillerdir.” der.
Fakat bir tekstil ürününün yüksek performanslı olmaması teknik bir kullanıma engel değildir. Örneğin polyester elyaf üretiminde çıkan telefler yaylı yatak sanayinde dolgu malzemesi olarak kullanılabilmektedir. Teknik bir uygulamadır fakat yüksek performans gerektirmez.
Sınırı mukavemet, esneklik gibi değerler ile koyan bilim adamlarına da literatürde rastlanmaktadır. Fakat bu sınır teknik tekstilleri belirten bir sınır olmaktan ziyade hammaddeleri performanslarına göre gruplayan bir yapıdadır. Genelde yüksek performans liflerin teknik tekstillerde kullanıldığı doğrudur. Fakat günümüzde teknik tekstillerde sadece yüksek performans lifler kullanılmamaktadır.
Bu yüzden matematiksel değerler sadece yüksek performans lifler konvansiyonel liflerden ayırılabilmekte, normal ve teknik tekstilleri net bir ayıramamaktadır.
Teknik tekstilleri sınıflandırmanın da en az tanımlamak kadar güç olduğu görülmektedir. Çoğu zaman kullanım alanlarına göre sınıflandırılırlar. Ayrıca yüksek performanslı lifler şeklinde sınıflandırmalara da rastlanır.
Bir tekstilin “Teknik Tekstil” tanımına uyabilmesi için her zaman yüksek performanslı olması gerekmez. Örneğin sargı bezi olarak kullanılan pamuklu bezler sıradan dokuma kumaşlardır. Tek özellikleri hijyen edilmiş olmalarıdır. Öte yandan “Koruyucu Elbise” denilen tanım da çok yerleşik bir tanım değildir. Zira çok basit bir kazak da kullanıcıyı soğuktan korur, genellikle dağcıların kullandığı Gore-Tex montlar da. Aradaki yalıtkanlık farkı bir ürüne “Teknik” demek için yeterli değildir. Burada karşılaşılan sorun endüstriyel kullanımlar dışında kalan, yani giyim amaçlı kullanılan Teknik Tekstillerin sınıflandırılmasıdır.
Koruyucu elbiseler özel kullanımlar olmaktan çıkıp günlük giysilerimize de yansımaya başladıkça ayrım daha da zorlaşmaktadır.
Dünyada her geçen sene teknik tekstil kullanımı artmakta ve yeni kullanım alanları bulunmaktadır. Bunlar çoğu zaman bir tekstil ürününe sahip olmak amacıyla alınmayan ürünlerdir ve parçası oldukları ürüne çoğu zaman yüksek bir performans sağlarlar. Bu ürünler çoğu zaman alev almaz, dayanıklı ve hafif istenir. Fakat bu son kullanıcı tarafından pek hissedilen bir durum değildir. Günümüzün teknoloji dünyasında tekstil ürünlerinin özel kullanımları çok önem kazanmaya başlamıştır. Örneğin 1991 Körfez Savaşı’nda koruyucu elbiseler oldukça fazla kullanılmıştır. Çoğu bot ve ayakkabılar Gore-Tex veya Thinsulate lisanslı ısı ve su geçirmez özellikteki tekstiller ile üretilmiştir. Jeotekstiller ve inşaat uygulamaları çok önem kazanmıştır ve sektör her geçen gün yeni kullanım alanlarının arayışı içerisindedir.
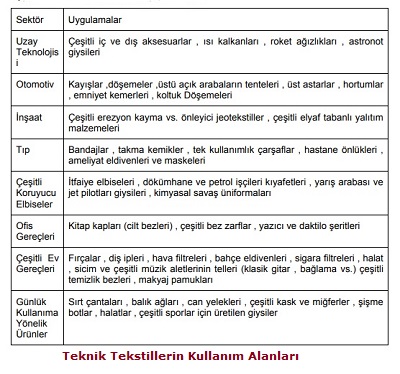
Yukarıda görüldüğü gibi bütün bu kullanım alanları sınıflandırmayı oldukça zorlaştırmaktadır. Sınıflandırmaya başlarken aşağıda önerildiği şekilde bir gruplama yapmak mümkün gözükmektedir.
- Son kullanımı tekstil mamulü olan ve olağanüstü durumlarda kullanılan yüksek performanslı ürünler. (Koruyucu elbiseler, eldivenler, paspaslar vs.)
- Başka sanayi ürünlerinin belli parçalarını oluşturan yüksek performanslı tekstil ürünleri (Filtreler, borular, döşemeler, çocuk bezleri vs.)
- Kullanımı giyim dışı olan fakat tamamen tekstil ürünü olan malzemeler (sargı bezleri, halatlar vs.)
- Kompozit ürünlerde farklı biçimlerde çeşitli malzemeler ile birleşen tekstil ara mamul veya mamulleri (elyaf destekli kompozitler vs.) Bu gruplandırmalar ile de bir grup içinde çeşitli sektörlere ait ürünler bir araya toplanmaktadır.
Gelişen ürün çeşitliliği ile teknik tekstiller ve normal tekstiller arası sınırın çizilmesi zorlaşmaktadır.
Polietilen lifleri
Yüksek performanslı PE lifleri yüksek mukavemet be sertlik değerleri ile iyi bir mukavemet / ağırlık oranına sahiptir ve ticari olarak dünyada birçok firmada üretilmektedir. PE liflerinden yüksek mukavemet elde edilmesi için aşağıdaki etkenler önemlidir.
- (-CH2-) yapıtaşının yüksek kristallik ve oryantasyon ile desteklenmesi gerekir.
- Minimum zincir kıvrımı sağlayarak esnekliği yüksek bir molekül elde edilmelidir. Molekül sert olmamalı fakat kristal yapıda olmalıdır.
- Çok yüksek molekül ağırlığında lineer bir molekül elde edilmeye çalışılmalıdır.
Üretici firmalar çeşitli özellikleri sağlayacak şekillerde çok çeşitli tiplerde PE lifleri geliştirmişlerdir. PE hem eriyikten hem de çözeltiden çekilebilir. Önemli üreticiler Dutch tate Mines (DYNEEMA), Alliad – Signal Production (SPECTRA) , Mitsui (TEKMİLON) , Celanese ve Montefiber’dır
Yüksek performanslı PE liflerinin üretiminde eriyikten veya çözeltiden çekim sistemlerinin her ikisi de kullanılır. Eriyikten çekim sisteminde yüksek moleküllü PE lifleri de elde edilebilse de sistem daha çok düşük molekül ağırlıklı PE lifleri için daha uygundur. Bu proses ile yüksek modüllü fakat nispeten düşük mukavemetli lifler elde edilir. Çözeltiden çekimde ise ultra yüksek molekül ağırlıklı PE özel bir çekim işlemine tabi tutularak elde edilir. Bu sistem ile hem yüksek mukavemetli hem de yüksek modüllü lifler elde edilir.
Çözeltiden çekim sistemi ticari olarak daha fazla başarı kazanmıştır ve bu sisteme “eriyikten çekim” ‘de denir. Bu sistem Groningen Üniversitesi tarafından geliştirilmiş ve daha sonra DNS tarafından patenti alınmıştır.
Ultra yüksek modüllü PE lifini elde etmek için ultra çekim gerekmektedir. Ultra çekim kıvrılmış haldeki kristallerin kopartılması ve daha sonra uzun zincirli mikrofibril yapısına gelmesidir.
Yüksek modüllü ve aynı sıcaklıkta çekilmiş PE filamentler “şiş kebap” denilen bir yapıya sahiptir. Bu yapı noktasal çekim ile düzeltilir. Fakat düzeltim işlemi için çok yüksek sıcaklık gerekmektedir. Ayrıca materyallerin en baştan yüksek sıcaklıklarda çekilmesi (nispeten yüksek hızlarda) şiş kebap yapısını düzgün fibrillere çevirmektedir.
PE liflerinin ticari başarı sağlamasının en önemli etkenleri aşağıdadır.
- Yüksek özgül mukavemet ve özgül modül ile beraber yüksek kopma enerjisi
- Düşük özgül ağırlık
- Çok iyi sürtme dayanımı
- Mükemmel elektriksel ve kimyasal dayanım
- İyi bir UV dayanımı
- Düşük nem alma
Yüksek performanslı PE liflerinin yüksek mukavemet ve düşük uzaması vardır.
Kendi boyu ile kopma uzunluğu 280 km’dir.
Ultra Yüksek modüllü PE lifinin (UHMPE) özellikleri oryantasyon miktarına bağlı değildir. Kristalizaasyon koşullarındaki herhangi bir sapma UHMPE2nin mekanik özelliklerinde değişime yol açar. Gel-spun PE lifinin mukavemeti 30 g/denye gibi değerlere ulaşır. Yüksek mukavemet ve modül özellikleri elektron ışınımı yöntemi ile arttırılabilir.
Gel-spinning metodu ile elde edilen PE liflerinde çeşitli çekim oranları kullanılarak mukavemet özellikleri değiştirilebilir. 30’un üzerindeki çekim oranlarında mukavemet homojenliği çok iyi biçimde sağlanmaktadır.
Eriyikten çekim liflerin mukavemeti hata konsantrasyonuna ve filament çapına bağlıdır. Gel-spun’lar bu konuda çok daha farklı davranırlar. PE liflerinin mukavemeti kristal bölgelerden ziyade düzensiz bölgelerin dağılım durumuna bağlıdır. Ultra veya yüksek çekimli yüksek molekül ağırlıklı PE liflerinin mukavemeti filament çapı ve propilen komonomer oranı ile değişir. Bu yapı Young Modülü standart lif davranışına uymaz.
Yüksek modüllü PE liflerinin çeşitli dış etkilere dayanıklı bir kimyasal ve kristal yapısı vardır. Deniz suyu içerisindeki dayanımı hiçbir fonksiyonel problem çıkarmaz.
Yüksek bir modüle ek olarak PE liflerinin yüksek aşınma dayanımı vardır
.
Yüksek performans liflerin de limitleri vardır. PE’nin erime noktası çok düşüktür ve çeşitli matrislerde yapışma özelliği kötüdür. Bu yüzden kompozitlerde kullanımı zordur. Özel bir yüzey işlemi ile lif yüzeyine yapışkan özellik kazandırılabilir.
PE’nin bazı kullanım alanları aşağıda görülmektedir.
- Tekne yelkenleri
- Gemi halatları
- Koruyucu elbiseler
- Kompozitler (spor ekipmanları, basınçlı kaplar, gemi omurgası ve çeşitli zırhlar)
- Beton destekleme
- Balık ağları
- Medikal aşılar
Hafiflik, yüksek mukavemet ve düşük Creep PE liflerinin gemi yelkenlerinde kullanılmasının başlıca sebepleridir. İyi bir kombinasyon yelkenlerin kullanım anında şeklinin bozulmasını önler. Hafiflik, yüksek mukavemet, çok iyi sürtme dayanımı ve düşük nem alma özellikleri bir arada sağlanırsa çok iyi bir gemi halatı elde edilir.
PE liflerinin A.B.D.’deki en iyi pazarı gemi halatlarıdır. Balık ağları da büyüyen bir sektördür. Dyneema en yaygın trol ağıdır. İzlanda dünyadaki en büyük PE balık ağı üreticisidir. Uzun dayanım, yüksek sertlik, hafiflik ve iyi bir esneklik özellikleri bir araya getirilerek PE lifleri tekne omurgalarında kullanılır. PE’nin ayrıca çok iyi bir darbe dayanımı vardır ve cam, karbon lifleri ile kompozitler üretilerek darbe dayanımı özellikleri geliştirilir.
PE kompozitlerinden yapılmış çok çeşitli kask ve başlıklar dağcılar ve madenciler tarafından kullanılmaktadır. Darbe mukavemetinde sadece E-cam yüksek modüllü PE lifine alternatif gösterilebilmektedir. PE’nin diğer ilginç kullanım alanları roket motor blokları ve basınç kaplarıdır. PE’nin basınç altında patlama performans faktörü aramidlerden yaklaşık %45 daha fazladır.
PE lifi ayrıca kesmeye, dikişe ve balistik darbelere karşı korumalarda kullanılır.
Yüksek modüllü PE liflerinin aramid ve cam liflerine göre çok daha iyi bir dayanımı vardır. PE’den yapılan bir kurşun geçirmez yelek aynı koruma değerine sahip çelik yelekten %60 oranında daha hafiftir ve çok daha rahattır. PE lifleri risk barındıran işler ve spor uygulamaları için de çok uygun bulunmuştur. UHMPE ile koruyucu eldivenler, eskrim giysileri gibi ürünler yapılmaktadır.
PE lifinden yapılan bir koruyucu elbise yaklaşık 1000 N kuvvete kadar delinmez. Düşük güç faktörü ve dielektrik katsayısı ile PE lifleri üzerine gelen sinyalleri çok az saptırır ve bu yüzden radar koruyucu bir özelliğe sahiptir. Ayrıca jeotekstil alanında da çeşitli uygulamalar vardır. PE’den yapılan ağlar erozyon önleyici olarak kullanılmaktadır.
Seramik Lifleri
Seramik lifi metal oksit i metal karpit, metal nitrit ve bunun gibi karışımlardan oluşan kolay işlenemeyen bir polikristal lif olarak tanımlanır. Bu tanımda silikon ve boron metal olarak kabul edilir. 1950’lerden sonra uzay, metal, nükleer ve kimya endüstrilerindeki gelişmeler cam liflerinden bile daha yüksek sıcaklıklara dayanabilen malzemelere ihtiyaç duyulmasını sağladı. Ayrıca uzay endüstrisinde hafif, güçlü ve sert malzemelere çeşitli mekanik konstrüksiyonlarda ihtiyaç duyuldu.
Silkon karbit, silikon oksit, silikon nitrit ve alumina silikat gibi kolay erimeyen maddeler çok geniş kullanım alanı buldular. 1980’lerden itibaren üzerinde araştırma yapılan seramik lifleri genelde alumina, alumino silikat ve silikon karbit bazlıdır.
Alumina bazlı seramik liflerinin en önemli üreticileri ICI (SAFIMAX), 3M (Nextel),
Dupond (PRD-166) ve Sumitomo (ALF) ‘dur. Silikon bazlı seramik liflerinin en önemli üreticileri ise Nippon Carbon (NICALON), Dow Corning / Celanese (MPS), Ube Chemicals (TYRANO) ve Rhone Poulenc’dir. (FIBREAMIC)
Alumina / Alumino Silikat kompozisyonlarında genel olarak iki grup bulunmaktadır.
Birinci grup 1260 OC’ye kadar dayanıklıdır ve %40 – 50 oranında alumina içerir. Bu grubun kimyasal yapısında ufak değişiklikler yapılarak dayanımı 1400 OC’ye kadar çıkartılabilir. İkinci grubun farklı bir kristal morfolojisi vardır ve yaklaşık %70 oranında alumina içerir. Bu grup lifler 1600 OC’ye kadar dayanabilmektedir ve ticari olarak daha başarılı olmuşlardır.
Alumina liflerinin sentezlenmesi Aluminyum CHELAT öncüsü ile herhangi bir polimer ilavesi yapılmadan gerçekleştirilir. Öncüden eriyik çekimi ile alfa – alumina elde edilir. Bu yapının 1300 santigrat derece ’deki bir ısıl işlemden sonra uniform ve sabit bir tane büyüklüğü vardır. Bu işlemden sonra lifler tetragonal zirconia şeklinde bir molekül yapısına sahip olurlar.
Sumitomo’nun yeni aldığı bir patentte alüminyum yapıya su karıştırılarak polyanoxan (PAO) elde edilir ve bu yapı 28 OC’de %35 bağıl nemde çekilerek öncü yapı elde edilir. Silikon karbit bazlı filament iplikler Yajima ve arkadaşları tarafından geliştirilmiş ve Nippon Carbon tarafından Nicalon adı ile 1981’de piyasaya sunulmuştur.
Seramik liflerinin en önemli özellikleri yüksek mukavemetleri, yüksek modülleri, ısı yalıtkanlıkları ile ısıl ve fiziksel etkilere karşı yüksek dayanımlarıdır. Seramik lifleri bazen 1800 OC’nin bile üzerinde ve uzun süreli işlemlerde iyi dayanım gösterirler. Küçük çaplı seramik lifleri metal, cam ve seramik güçlendirici malzeme olarak ilgi görmektedirler.
Sıcaklıklardaki uzun süreli işlemlerde mekanik özellikleri yönünden kayba uğrarlar.
Seramik lifi kompozitlerinin özellikleri lif ve matris özellikleri ile liflerin birbiri arasındaki ilişkiye bağlıdır. Yüksek modüllü lifler genelde kırılgandır ve küçük çapları vardır (10 – 20 Mm). Bu özellikleri hasarsız olarak lifleri çeşitli özellikleri açısından test etmeyi zora sokar.
Alumina bazlı seramik lifi kompozitleri yüksek sıcaklıklarda çok iyi bir sürtme dayanımı sağlarlar.
Alumina / zirconia tipi seramik liflerin (PRD – 166) ölçümlerinde young modülleri 380 Gpa ve kopma mukavemetleri de 1.2 Gpa bulunmuştur. Bu lif 1400 OC’nin üzerindeki sıcaklıklarda mukavemetinin %35’ini hemen kaybetmektedir. Fakat müteakip 100 saat içerisinde mukavemet kaybı olmamaktadır. Silikon karbit lifi normalde çok kırılgan bir liftir.
Yüksek sıcaklıktaki mekanik performansına, akışkan gazlara ve kimyasal dayanımlarına istinaden seramik liflerinin çok çeşitli kullanım alanları vardır.
- Yüksek mukavemet, sertlik ve yüksek ısı yalıtkanlığı gerektiren kompozit teknolojileri
- Uzun süreli ısı izolasyonu
- Yüksek sıcaklıkta gaz filtrasyonu
Seramik lifleri uzay ve kimya endüstrisinde güçlendirici malzeme olarak sıklıkla kullanılmaktadır. En büyük kullanım alanlarından biri yüksek sıcaklıkta zorlanmaya uğrayan metal konstrüksiyonlardır. Motor teknolojisi buna örnek gösterilebilir. Diğer ilginç uygulamalar yanma odaları, yüzey stabilizasyonu, genişleme yuvaları ve çeşitli kasklardır.
Birçok hafif seramik lifi kompozitleri yüksek sıcaklığa dayanım özelliği sağlamaktadır.
Karbon lifleri
Karbon liflerinin ilk kullanımı 1879’da Edison’un lambalarda karbon filamentleri kullanmak için patent almasına rastlar. Fakat gerçek anlamda ilk kullanım 1950’lerin sonudur. Uçak ve uzay endüstrisinin ihtiyaçları bunda en önemli etken olmuştur. İlk başarılı ticari uygulama İngiltere Farnborough’da Kraliyet Havacılık Kurumu’nda (Royal Aircraft Establishment) William Watt ve ekibi tarafından gerçekleştirilmiştir.
1960’ların başından itibaren karbon liflerinin gerçek tarihi başlamıştır ve karbon lifi ile kompozitlerinin kullanımı yüksek performanslarına bağlı olarak giderek artmıştır.
Karbon ve grafit yapılarının her ikisi de ana yapıtaşı olarak karbon elementinden oluşmuştur. Tekstil tanımına göre karbon lifi yapısında en az %90 oranında karbon ihtiva eden liftir. Öncü (precursor) diye tabir edilen çok çeşitli hammaddelerin değişik şekillerde işlenmesi ile değişik morfoloji ve özelliklerde karbon lifleri üretilir.
Bir öncü maddeden beklenen, karbon lifi yapısına dönüşümün kolayca sağlanabilmesi açısından, ihtiva ettiği karbon elementi miktarının mümkün olduğunca fazla olmasıdır. Karbon liflerinin üretim şekilleri, yapısı, özellikleri ve son kullanımlarında öncü malzemeler çok önemli bir etkendir.
Karbon Liflerinin Sınıflandırılması
Modüle Göre:
- Ultra yüksek modüllü tip (UHM): Modülü 500 Gpa üzeri olan karbon lifleridir. Union Carbide firmasının P120 tipi (820 Gpa) buna bir örnektir. Bu lif mezfaz – pitch bazlıdır.
- Yüksek modüllü tip (HM): Modülü 300 – 500 Gpa arası olup mukavemet / modül oranı 5 – 7 10-3 civarı olan karbon lifleri bu gruba girer. Toray’ın PAN bazlı M50 modeli (500 Gpa) bu gruba iyi bir örnektir.
- Orta Modüllü (IM): Modülü 300 Gpa’ya kadar olup mukavemet / modül oranı 10-2 civarı olan karbon lifleri bu gruba girer. Örnek olarak Toray’ın PAN bazlı M30 modeli (294 Gpa) gösterilebilir.
- Düşük Modüllü (LM): Modülü 100 Gpa’dan düşük olan karbon lifleri bu gruba girer. Isotropik bir yapısı olan bu liflerin genelde düşük mukavemet özellikleri vardır.
Mukavemete Göre:
- Ultra Yüksek Mukavemetli (UHS): Mukavemeti 5 Gpa’dan yüksek olup mukavemet / sertlik oranı 2 – 3.10-2 olan karbon lifleri bu gruba girer. Örnek olarak Toray’ın PAN bazlı T1000 modeli (7.06 Gpa) gösterilebilir.
- Yüksek Mukavemetli (HS): Mukavemeti 3 Gpa’dan yüksek olup mukavemet / sertlik oranı 1.5 – 2.10-2 olan karbon lifleri bu gruba girer. Hercules’in PAN bazlı AS-6 modeli (4.14 Gpa) bu gruba bir örnektir.
Son Isıl İşlemlerine Göre:
- Son işlem sıcaklığı 2000 OC üzeri olan karbon lifleri: Bu gruba yüksek modüllü tipler girer.
- Son işlem sıcaklığı 1500 OC civarı olan karbon lifleri: Bu gruba yüksek mukavemetli tipler girer.
- Son işlem sıcaklığı 1000 OC’ye kadar olan karbon lifleri: Bu gruba düşük modüllü ve mukavemetli tipler girer.
Karbon liflerinin üretiminde en önemli öncü materyaller Polyakrilonitril (PAN), selülozik lifler (viskoz – rayon, pamuk) ve zift gibi yapılardır. 1960’tan 1980’e kadar A.B.D.’de karbon liflerinin öncülere bağlı olarak değişik üretim olanakları konusunda çok çeşitli patentler alınmıştır. Üretim şekillerini aşağıda anlatıldığı üzere öncü lif tipine göre ayırmak en uygunudur.
PAN Bazlı Karbon Liflerinin Üretimi
Bugünün yüksek teknoloji karbon lifleri, istenen molekül oryantasyon ve kristalliğine sahip, genelde nitrojen de ihtiva eden aromatik polimerlerdir. PAN bazlı karbon lifleri diğer öncülere göre çok daha fazla ticari ilgi görmüştür. PAN’dan karbon lifi üretiminde ana üç basamak bulunmaktadır.
- 200 – 300 OC’de oksidatif stabilizasyon.
- 1000 OC’de karbonizasyon (1500 OC’ye kadar çıkabilir.
- Lif tipine bağlı olarak 1500 – 3000 OC arası grafitizassyon.
PAN öncüsü ilk safhada gergin bir şekilde tutularak 200 – 300 OC’de oksidasyona uğrar. Bu işlem PAN’ı plastik olmayan halkasal bir bileşiğe dönüştürür. Watt ve Johnson bu işlem için 150 – 400 OC aralığını tavsiye etmiştir. Bu yapının oluşması iki basamakta gerçekleşmektedir. Bu basamaklar halkasallaşma ve dehidrojenasyon’dur.
Bu iki basamak sırasında sıcaklık da kademeli olarak arttırılır. Stabilizasyonun tamamlanması için birkaç saat beklenmesi tavsiye edilir. Lifin gergin tutulmasının sebebi oksidasyon sırasında lifin gevşemesini ve oryantasyonunu kaybetmesini önlemektir. Germe sırasındaki uzama miktarı üretim şekline göre değişebilir.
Yeni bir patent PAN öncülerinin hızlı stabilizasyonunu savunmaktadır. Bu patentte ilk safha materyalden maksimum plastikliğin elde edildiği sıcaklıkta gerçekleşmektedir (çekim %10 – 50). İkinci safha 0.01 – 0.2 g/denye gerginlikte 200 – 300 OC sıcaklıkta gerçekleşmektedir. Toplam işlem süresi 15 – 60 dakikadır (oksijen atmosferi içerisinde geçen süre).
Oksidadif proses ile lifler yüksek sıcaklıklardaki işlemlere dayanım kazanırlar. Oksidasyon sonrası lifler 1000 OC’nin üzerindeki sıcaklıklarda gergisiz olarak karbonize edilirler. Karbonize işlemi sırasında karbon dışı yapılar (CHN, NH3, H2) uzaklaştırılırlar ve başlangıçtaki PAN’ın yaklaşık yarı ağırlığında bir yapı elde edilir.
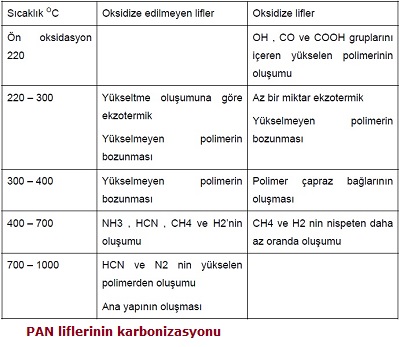
Karbonizasyon iki safhadan oluşur. 400 – 600 OC arasında denitrojenasyon işlemi yapılır ve 700 OC’de nitrojen eleminasyonu devam eder ve 900 OC’de maksimum düzeyine ulaşır. 1300 OC’de lif içerisindeki nitrojen minimum düzeydedir.
Karbonizasyon sonrası elde edilen lifler karbon dışı yapılardan hemen hemen arınmıştır ve grafite benzer bir yapı oluşmuştur. 2500 OC’nin üzerindeki ısıl işlemler ile (grafitizasyon) oryantasyon ve kristallik lif ekseni yönünde arttırılır.
Rayon Bazlı Karbon Liflerinin Üretimi
Rayondan karbon lifi üretiminde üç basamak vardır.
- Stabilizasyon (25 – 400 OC)
- Karbonizasyon (400 – 700 OC)
- Grafitizasyon (700 – 2700 OC)
Stabilizasyon temelde bir oksidasyon prosesidir ve yine üç basamaktan oluşur.
- Suyun fiziksel dışa atımı (25 – 150 OC)
- Selülozik yapının dehidrasyonu (150 – 240 OC)
- Dairesel bağların temel kopuşu, eter C – O bağlarının yerine C – C bağlarının oluşması ve aromatizasyon (240 – 400 OC)
Mezofaz Zift Bazlı Karbon Liflerin Üretimi
Eğer bir hidrokarbon karışımının termodinamik yapısı biliniyorsa çeşitli karbon lifi üretme imkanları da olabilir. Ziftin bazı komponentlerinden karbon lifi üretilmesi de bu mantık çerçevesinde gerçekleşmektedir. Ziftin uygun çözücü sistem ile karbon lifi üretimine hazır hale getirilmesi mümkündür. Yüksek molekül ağırlıklı aromatik ziftlerin genelde doğal yapıları anizotropiktir. Bunlara mezofaz denir. Çekim sonrası mezofaz moleküller oryante edilip lif eksenine paralel hale getirilir ve termodinamik olarak sağlam bir yapı elde edilir. Gerçek dönüşümden önce zift çekime uğrayacak lif haline gelir. Bu üretimin genel işlemleri sırası ile aşağıdaki gibidir.
- Ticari zift => Mezofaza polimerizasyon
- Eriyikten çekim
- Hava ortamı içinde stabilizasyon
- Karbonizasyon
- Grafitizasyon
Zift öncüsü 350 OC’de ısıl işlem ile mezofaz zifte dönüşür. Bu yapı hem izotropik hem de anizotropik yapıları içerir. Çekim sonrası izotropik bölüm yumuşama noktasından daha düşük bir sıcaklıkta enjekte edilebilecek duruma gelir. Bundan sonra lif 1000 OC’de karbonizasyona uğrar. Bu metodun avantajı stabilizasyon ve grafitizasyon safhalarında herhangi bir germe işlemine gerek olmamasıdır.
Karbon lifinin yapısı X ışını ve elektron mikroskobu yöntemleri ile ortaya çıkarılmıştır. Grafitin aksine karbon lifinin üç boyutlu düzenli bir yapısı yoktur. Genel olarak PAN lifinin mukavemetinin yüksek olması, üretilecek olan karbon lifinin de mukavemetli olması anlamına gelir. PAN öncüsünün mukavemeti oksidasyon işleminin ilk safhasında ciddi biçimde düşer uzama oranı ilk önce artar sonra azalır. Karbonizasyon sırasında ısıl işlem sıcaklığının artışı ile oryantasyon ciddi bir biçimde artar. Karbonizasyon sonrası lifin Young Modülü’nde de ciddi bir artış olur. Mukavemet özelliklerinde lifin kabuk ve kor yapılarının da çok etkisi vardır. Eğer orta şiddette bir stabilizasyon uygulandı ise gerilim altında karbonizasyon ile modül ve mukavemet ciddi bir biçimde artar. Yüksek modüllü bir lifte kristaller lif yönünde katmanlar halinde yerleşmiş olmalıdır.
Karbon lifinin genel kullanım alanları aşağıdaki gibidir.
- Uçak ve uzay endüstrisi
- Otomotiv
- Spor ekipmanları
- Gemicilik
- Genel mühendislik uygulamaları
Karbon liflerinin uçak ve uzay endüstrisinde kulanılmalarının ana sebepleri aşağıdaki gibidir.
- Ağırlık göz önüne alındığında karbon liflerinin özgül mukavemetleri metallerden yaklaşık yedi kat fazla, kopma mukavemetleri ise yaklaşık 5 kat fazladır.
- Sıcaklıkla genleşme eğilimleri çok düşüktür.
- Çelik ve alüminyumdan daha iyi bir yorulma dayanımı bulunmaktadır.
- Performans / maliyet oranı yönünden oldukça avantajlıdırlar.
Uygun bir mukavemet ve sertlik verildiğinde karbon lifleri uzay ve uçak endüstrisi için vazgeçilmez bir materyal olmaktadır. Karbon lifleri ile yapılan parçalar ikame diğer metallerden yapılan parçalardan yaklaşık %30 daha hafiftir.
Karbon liflerinin en büyük avantajları sertlikleri ve genleşmeme eğilimleridir. Ayrıca karbon lifi kompozitleri çok iyi ısı yalıtımı elemanları olarak kullanılabilmektedir. Bu tip uygulamalara bir örnek uçakların ve uzay mekiklerinin ateşleme bölümlerinin izolasyonudur.
Spor endüstrisinde de karbon liflerinin tenis raketi, hokey sopaları, kayaklar, oltalar, yarış arabaları, bisikletler, yarış motorları gibi çok çeşitli uygulama alanları bulunmaktadır. Bu uygulamalardaki en büyük kazanım mukavemet ve hafifliktir.
Karbon liflerinin kimyasal dayanımı da iyi seviyededir. Bu life iyi bir korozyon dayanımı verir. Bu yüzden karbon liflerinden kimyasal ve yakıt tankları yapımında da yararlanılmaktadır.
Karbon liflerinin biyolojik uygunluğu tüm diğer materyallerden daha iyidir. Karbon lifleri yumuşak dokular, kan ve kemik ile oldukça uyumludur. Bu yüzden karbon kompozitleri protez ve kemik nakillerinde kullanılır.
Cam Lifleri
Cam materyali neredeyse uygarlık kadar eski bir tarihe sahiptir. Fakat camın güçlendirici materyal olarak kullanımı nispeten yeni bir fikirdir. Cam 16. ve 17. yüzyıllarda dekoratif materyal olarak kullanılmıştır. 1893’te califinden yapılmış bir elbise ‘Colombian Exposition’ da tanıtılmıştır.
Cam oryantasyon veya kristalizasyona sahip olmayan inorganik bir materyaldir. Griffith çalışmaları ile 1920’de camın yüksek performans özelliklerini ortaya çıkarmıştır. Camın karışımını oluşturan genel maddeler silikondioksit, kalsiumoksit, alüminyumoksit, boronoksit ile bazı metaloksitlerdir. Yapı olarak cam izotropik üç boyutlu ağ yapısına sahiptir.
Cam lifinin yüksek performanslı lif olarak ticari tarihçesi Owens Illinois ve Corning Glass firmalarının ortak yatırımı ile başlar. Bu başlangıç ile cam elyafı üretimi 1970’lere kadar her yıl ortalama %15 – 25 oranında artmıştır. Müteakip yıllarda cam elyafı pazarını aramid i karbon lifleri ve güçlendirilmiş kompozitlere bırakmıştır.
Yine de cam şu anda en önemli güçlendirici materyallerden biridir. Yüksek performanslı cam elyaflarının en önemli üreticileri Owens Corning, Wentrotex, Ashltrom ve Pilkinton’dur.
Bütün ticari cam tipleri için temel yapıtaşı silikadır. Silika çeşitli oksitlerin 1300 –1600 OC arasında eritilmesi ile elde edilir. Çok çeşitli yapı ve özellikte ticari cam elyafı ürünleri bulunmaktadır.
1. A – Cam: Alkali içeren cam kompozisyonudur. Çok nadiren lif üretimi için kullanılır.
2. AR – Cam: Alkaliye dayanıklı (AR: Alkali Rezistant) cam kompozisyonudur. Çimento destekleyici eleman olarak kullanılır.
3. C – Cam: Kimyasallara dayanıklı (C: Chemical Resistant) cam kompozisyonudur. Lif üretimi için kullanılır.
4. E – Cam: Yüksek elektrik dayanımı olan cam kompozisyonudur. (E: Elecrtically Resistant)
5. HS – Cam: Yüksek mukavemetli (HS: High Strength) cam lifidir.
Magnezyum – Silika – Alumina ve küçük miktarlarda diğer oksitlerden içerir.
6. S – Cam: HS – Cam’a benzer bir yapısı vardır. Bu lifin kullanımı gittikçe artmaktadır.
Cam liflerinin toplam üretiminin yaklaşık %90’ı E – Cam’dır. Bu tip cam sıklıkla cam destekli plastikler endüstrisinde (GRP: Glass Reinforced Plastics) kullanılmaktadır. Daha yeni bir lif olan AR lifi hidrolik dolgu malzemesi olarak derilim ve kopmaya karşı destekleyici elemanlarda kullanılmaktadır.
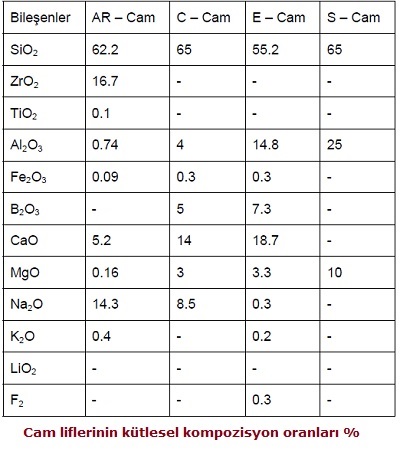
AR – Cam yapısında ciddi miktarlarda ZrO2 barındırmaktadır ve alkalilere karşı dayanımının esas sebebi budur.Kontinu filament cam lifleri genelde yüksek performans uygulamalarında kullanılır. İlk olarak Owens Corning tarafından gerçekleştirilen filament cam üretimi temel olarak iki aşamadan oluşmaktadır.
- Cam Üretimi: Bu bölüm hammaddelerin eritilmesinden oluşur. Bütün komponentler 1700 OC gibi bir sıcaklıkta eritilir. Komponentler karıştırılarak ve eritilerek homojen cam elde edilir. Cam çipse benzer bilyalar halinde üretilir.
- Lif Çekimi: Bu bölümde bilyalar tekrar eritilir ve düzelere iletilir. Bu düzelerde minimum 200 delik bulunmaktadır. Lif çekiminden sonra cam lifi bir bobin üzerine sarılır ve performansının artması için haşıllanır.
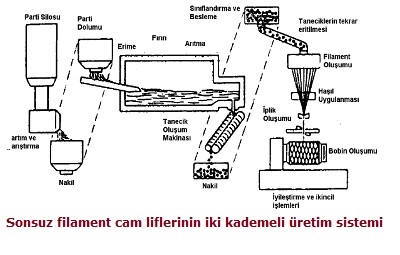
Ticari uygulamalarda ufak tefek bazı farklar olabilmektedir. Cam lifi kesiti genelde dairesel olmakla beraber çeşitli değişik kesitlerde de üretim yapılmaktadır.
Cam lifleri yüksek mukavemetli, alev almaz ve ısı geçirmez yapıdadır. Ayrıca kimyasallara, neme ve çeşitli organizmalara karşı çok dayanıklıdırlar. Camın mukavemeti kompozisyona, lif çapına ve lif çekim sıcaklığına bağlıdır. Örneğin A-Cam’ın mukavemet / çap oranı oldukça lineerdir fakat E-Cam’ın mukavemeti çapına çok bağlı değildir.
E-Cam normalde yüksek performans lif olarak göz önüne alınır.
Fakat günümüzde S-Cam mekanik performans uygulamalarında ekonomik olması yönünden öne çıkmaktadır.
Owens Corning S-2 denilen yeni bir S-Cam geliştirmiştir ve bu lif iyi bir mukavemet / maliyet oranı ile aramid ve karbon liflerine alternatif olmuştur. S-2 iyi bir mukavemet, sertlik ve yorulma dayanımı ile iyi denebilecek bir ısı dayanımı ve radar görünmezliği sunmaktadır. S-Cam’ın mukavemeti sadece E-Cam’a göre değil, diğer yüksek performans lif çeşitlerine göre de iyi bir seviyededir.
Cam elyafın mukavemeti yüzeyin zarar görmesi ile ciddi oranda düşer. Bu yüzden yüksek performans özellikler bir yüzey koruması ile desteklenmelidir. E-Cam’ın mineral asitlerine karşı da çok kötü bir dayanımı vardır.
Cam lifinin genel kullanım alanları aşağıdaki gibidir.
- Uçak ve uzay sanayi
- Çeşitli alet ve ekipmanlar
- Konstrüksiyon
- Korozyona dayanıklı ürünler
- Fiber optik kablolar
Cam liflerinin elyaftan flamente, kumaşa kadar çok çeşitli son kullanım biçimleri vardır. Cam lifi için en önemli kullanım alanı cam destekli plastiklerdir. Bu ürünler daha çok otomotiv, spor ekipmanları tipi ürünlerdir. Ayrıca cam lifleri hafif uçak parçaları üretiminde kullanılmaktadır. Owens Corning dekoratif ve endüstriyel dokuma kumaşların çözgüsünde kullanılmak üzere tekstürize iplikler de üretmektedir.
Cam lifleri günümüzde alev almaz özellikleri, kolay bozulmamaları ve sağlığa kötü yönde etkileri olmamaları açısından asbest’e rakip durumdadırlar.
S-Cam’ın E-Cam’dan daha yüksek bir modül ve mukavemeti vardır. Eşit ağırlık için S-Cam daha yüksek mukavemet ve yorulma dayanımı verir. Bu yüzden helikopter ve uçaklarda uçuş kabini zırhı, helikopter zırhı, koltuklar ve zemin için kullanılır. S-Cam bunun yanında radar sistemleri ile zor görünen bir yapıdadır ve bu özellik askeriyede kullanılmaktadır.
Cam Lifleri ayrıca oto lastikleri desteklemede kullanılmaktadır. AR-Cam çimento ve beton destekleyici olarak başarılı şekilde kullanılmaktadır. Bu tip uygulamalara bir örnek otobanlara kaplanan çatlama önleyici yüzeylerdir.
Cam liflerinin en önemli kullanım alanlarında biri de fiber optik kablolardır. Cam elyafı dikkate değer dalga boyu aralığı, mukavemeti ve uzun süre dayanıklı olabilmesi gibi özellikleri ile bu iş için oldukça uygundur. Cam elyafı ile yapılan iletimlerde kayıp miktarı günümüz teknolojisi ile 20 db./km değerlerine düşürülmüştür. Bu kablolar komünikasyon amaçlı her tip ses ve veri taşınmasında kullanılabilmektedir.
Kontinu tel cam liflerinin erozyona karşı kullanıldığı uygulamalar bulunmaktadır.
Cam elyafı kaplı kumaşlar inşaat sektöründe çeşitli konstrüksiyonlarda destekleyici eleman olarak kullanılmaktadır. Cam elyafının inşaatta başka bir uygulama alanı ise cam elyafı destekli beton tabakaların çeşitli ısıtma elemanları ile zemin ısıtmasında kullanılmasıdır.
Aramid lifleri
Aromatik Polyamidler sınıfı alifatik polyamidlerden tamamen farklı özellikler gösterdiği için bunlara Amerika Federal Ticaret Komisyonu tarafından 1974 ‘de “Aramid” ismi verilmiştir. Ticari olarak ilk Aramid lifi A.B.D.’de DuPont tarafından 1965’te tanıtılmıştır. Bu meta-aramid’in ismi Nomex’ti. McIntyre yüksek performanslı lifleri genel olarak iki gruba ayırmıştır.
- Birinci grup alev almaz lifleri,
- İkinci grup yüksek mukavemetli ve modüllü lifleri
Kapsamaktadır.
Aramidler grubunda her iki sınıfa da uyabilecek lifler bulunmaktadır. Şu anda ticari başarı gösterebilmiş iki çeşit aramid bulunmaktadır. Bunların ikisi de teknik olarak yüksek performans liflerine girer. Birinci grup yine meta-aramid gruba girer ve orta bir modül ve mukavemete sahip olmasına rağmen mükemmel bir ısı dayanımı vardır. 600 –800 C ‘ye kadar bozunma veya erime gözlenmez. Isıya ve elektriğe karşı koruma gereken kullanımlarda mükemmel bir performans sergiler. Dupont’un Nomex’i ve Teijin firmasının Conex’i buna örnektir. Bu aramidler McIntyre’ın ilk sınıfına koyulabilir.
İkinci sınıfa giren aramidler ise DuPont’un 1970’lerin başında tanıttığı para aramid liflerinden Kevlar’ dır. Bu lif yüksek modüllü ve mukavemetli lifler sınıfında yüksek sıcaklığa da dayanabilen bir lif olarak göze çarpıyordu. O günkü piyasa koşullarında “asbest gibi ısıya dayanıklı ve cam kadar sert” bir elyaf üretmek piyasadaki büyük bir boşluğu dolduruyordu.1992 yılında p-aramid liflerinin toplam tüketimi 18.000 ton idi. Bu büyük bir rakam gibi görünmesine rağmen o günkü kapasitenin ancak yarısına eşitti. Dupont’un aramidleri poly (p-phenylene terephalamide) yapıtaşlı olup çeşitli özelliklerde tipleri bulunmaktadır. Bunlar:
Kevlar 29,
Kevlar 49,
Kevlar 149
Kevlar 981
Dir.
Dupont dışına Akzo Nobel firması Twaron adlı ürünüyle Teijin firması da kopolimer bir aramid olan Technora ile piyasaya dahil oldu. Technora poly (p-phenylene terephthalamide) ile poly (3,4-oksidiphenylene terephthalamide) ‘in kopolimerleşmesinden oluşuyordu. Bu sektörde sonraları Hoechst de Technora’ya yapı olarak çok benzeyen bir ürün ile piyasaya dahil oldu.
Meta-Aramidler
Meta – aramidler genelde ısıl dayanımları ile göze çarpan liflerdir. Bu yüzden ısı ve aleve dayanıklı koruyucu elbiselerin üretiminde ve çeşitli ısıl ve elektriksel isolasyon uygulamalarında sıkça kullanılırlar. Bu liflerin en önemlisi DuPont firmasının ürettiği Nomex’tir. Teijin firması da Conex isimli bir ürün ile bu piyasada yer almaktadır.
Para-Aramidler
Para – aramidler genellikle yüksek mukavemet gerektiren uygulamalarda kullanım alanı bulmuşlardır.
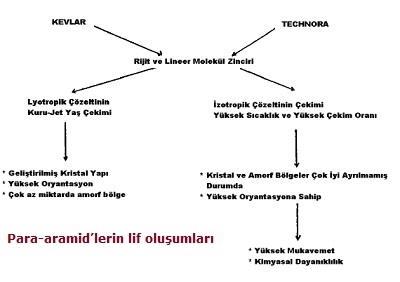
Kevlar para-phenylene diamine ve terephthaloyl klorit’ten üretilmektedir. Bu maddeler önce bir çözücü ile eritilerek daha sonra üzerlerine kuvvetli bir asit olan H2SO4 ilave edilir. Bu karışımın konsantrasyonu çok önemlidir. Genel olarak konsantrasyon artışı ile , oluşan lifin mukavemeti , doğru orantılı olarak artar. Fakat mukavemet konusunda çekim prosesi ve viskozite de dikkate alınması gereken hususlardır. Bu eriyikten 70 – 90 OC sıcaklıkta filamentler çekilir. Buradan sonra kısa bir havalandırmayı izleyen koagülasyon banyosuna tabi tutulurlar. Bu banyo su veya dilute sülfürik asit’ten oluşabilir. Banyo sıcaklığının 25 OC olması uygundur.
Çok yüksek mukavemetli lif üretilmek istenirse bu sıcaklı 5 OC gibi arttırılabilir. Bu banyodan sonra lifler yıkanır, kurutulur ve bobine sarılır. Müteakip ısıl işlem Kevlara değişik şekillerde uygulanabilir. Genelde ısıl işlem, gergin haldeki materyalin sıcak nitrojen gibi bir sakin atmosfer içinden 150 – 550 santigrat derecelerde geçmesi ile uygulanır. Isıl işlem şartları mukavemet özelliklerine direkt olarak etkimektedir.
Technora, para-phenylene diamine ve 3-4 ODA (diaminodiphenylether) ‘in terephthaloyl klorit ile çözelti işinde tepkimesi ve polikondensasyonu ile oluşur. Bu karışım Ca (OH)2 veya CaO ile çekime uygun sabit bir eriyik elde etmek için nötralize edilir. Çekim işlemi N-Metil Pyrrolidone veya Kalsiyum Klorit içeren sulu bir koagülasyon banyosu içerisinde ve yüksek sıcaklıkta yapılır. Bu sıcaklık 500 OC civarındadır ve çekim oranı yaklaşık 10’dur.
P-aramidler ticari olarak çeşitli yapılarda bulunabilmektedirler. PPTA [Poly (p-phenylene terephtalamide)] * diğer sentetik liflere nazaran çok daha az esnek bir liftir. Normalde p-aramid erimez ve herhangi bir çözelti içinde çözünmez. PPTA lifleri yüksek kristal yapılardır. PPTA molekülünün rijit lineerliği ile amid gruplarının düzgün yerleşimi hidrojen bağları için iyi bir ortam sağlamakta ve yüksek kristal bir yapıya olanak vermektedir.
Aromatik zincirin Para – yerleştirilmiş bağları sadece çok az bir miktar esnekliğe izin vermektedir. Ayrıca karbon nitrojen arası bağlar çift bağ karakteri göstererek moleküle dönme rijitliği kazandırmaktadır. Lif üretimi sırasında polimer eriyiği çok yüksek bir çekime uğratılarak oryantasyon ve kristalizasyon maksimize edilir.
P-aramidlerin kristalliğine etki eden bir unsur da kristal dizilimidir. Radyal kristal yapı kuru-jet ıslak çekim sistemi ile elde edilen aromatik polyamid liflerin genel yapısıdır ve sadece bu liflere özgüdür. Bu yapı hiçbir sentetik elyaf için elde edilememiştir.
Diğer bütün yüksek oryantasyonlu lifler genelde en üstte gösterilen dağınık bir yapıya sahiptirler.
P-aramid liflerin özelliklerini etkileyen en önemli faktör son kullanım amaçlarıdır. Zira son kullanım amacına göre lif özellikleri belirlenir ve buna uygun lif seçilir. Bu konuda lif yapısı ile mekanik özellikler arası ilişkiyi anlamak önemlidir. Mukavemet, uzama, sertlik gibi özellikler üzerinde ufak değişiklikler yapılarak lif son kullanıma daha uygun bir hale getirilebilir.
Örneğin PPTA’nın teorik modülü 1500 dN/tex iken bugün ticari olarak üretilen lifler 440 – 900 dN/tex değerleri arasında değişmektedir. Bu üretim sırasındaki çekim gerilimi ve sıcaklığın değişik olmasından kaynaklanmaktadır. Ayrıca teorik olarak p-aramidlerin mukavemetleri 120 dN/tex civarındadır. Fakat ticari olarak üretilen p-aramidlerin ortalama mukavemeti 21 dN/tex’dir. 25 dN/tex mukavemetli tipler uzay endüstrisinde kullanılmaktadır.
P-aramidleri ‘asbest kadar ısıya dayanıklı ve cam kadar sert’ olarak tanımlanmıştır. Bu özellikler sayesinde p-aramidler çeşitli uygulama alanları bulmuşlardır. Diğer lifler gibi p-aramidlerin de kopma mukavemetleri molekül ağırlıklarına, kristalliğe, moleküler oryantasyona ve moleküler yapıdaki çeşitli hataların olup olmamasına bağlıdır. Fakat diğer liflerin aksine p-aramidlerin mukavemetleri dış kabuk ve merkez yapılarına da bağlıdır. Bununla açıklanmak istenen oryantasyon açısı, para-kristallik gibi değerlerdir.
X-ışını çalışmalarında para-kristallik değişim faktörü ile Kevlar’ın mukavemeti arasında bir ters orantı olduğunu görülmüştür. Araştırmalar çok yüksek mukavemet istenen bir bir paramid lifi için bu oryantasyon açısının 12o ‘nin altında olması gerektiğini göstermiştir. Gerilim altında uygulanan ısıl işlemler aramidlerin kristalliğini arttırmaktadır. Bu tip yöntemlerle mekanik özellikleri daha iyi aramidler elde edilmiştir. Örneğin Kevlar 981 en yüksek mukavemetli Kevlar türevidir.
PPTA’dan üretilen liflerin diğer sentetik lifler gibi belli bir camsı geçiş sıcaklığı bulunmamaktadır. Fakat lifler gerilim altında yapılan ısıl işlemlerden etkilenirler. Aynı sıcaklıkta çekilen diğer lifler gibi kuru-jet ıslak çekim metodu ile üretilen bir aramid lifini gererek çekmek mümkün değildir. En fazlası ile 500 OC gibi sıcaklıklarda %5’lik bir çekme elde edilebilir. Bu şartlar altında aramid lifinin oryantasyonu (12-15O ‘den 9O ve altına) ve kristalizasyonu halen arttırılabilecek durumdadır. Bu şekilde elde edilen en büyük artış modüldedir. (500 dN/tex’den 900 dN/tex’e kadar).
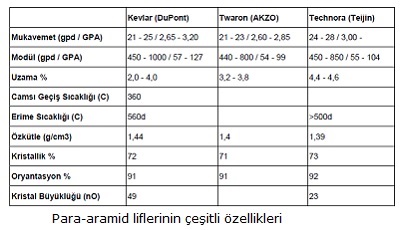
PPTA molekülü %8 – 9’luk Sülfirik asit çözeltisinde optik ve izotropik olmayan bir çözülmeye uğrar. %20’lik bir çözelti içine 90 OC ‘de çekim için uygundur. Kuru-Jet Islak çekimde, germe işlemi çekim ile aynı sıcaklıkta yapılsa bile yüksek mukavemetli ve modüllü lif elde edilmektedir. Bu maliyetlerin düşmesini de sağlamaktadır. İstenen lif özelliklerine bağlı olarak moleküler yapı çeşitli şekillerde değiştirilebilir.
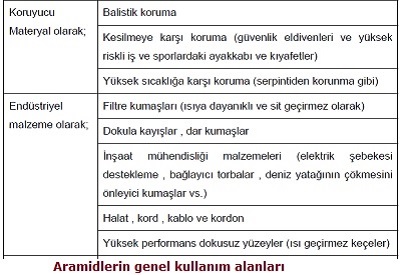
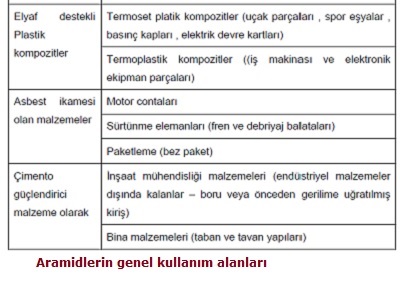
Yüksek performanslı lifler

Yüksek performanslı liflerin ortaya çıkışı tekstile yeni pazarlar açılmasına sebep olmuştur. Sıradan liflerle karşılaştırıldığında çok pahalı olan bu lifler genelde kullanıldıkları yerlerde ikame malzemelere göre daha yüksek performans, hafiflik vs gibi özelliklere sahip oldukları için tercih edilirler.
Normal lifler ile karşılaştırıldıklarında bu lifler oldukça pahalı ve kar payı yüksek lifler olarak tanımlanırlar. Yüksek performanslı lifler konusunda ilk çalışmalar 1960’ların başında Kwolek, Blades ve arkadaşları tarafından Dupont çatısı altında A.B.D.’nde gerçekleştirilmiştir.
Bu çalışmaları 1970’lerde yüksek performanslı polyetilen liflerinin geliştirilmesi izledi. 1980’lerden itibaren de karbon liflerinin geliştirilmesi ile yüksek performanslı liflerin ticari pazarı yavaş yavaş oluşmaya başladı. 1970’lerde ve 1980’lerin başında kompozitlerde kullanılmak üzere aramid, karbon, cam, yüksek molekül ağırlıklı Polietilen ve seramik liflerinde çok çeşitli gelişmeler oldu ve bu liflerin pazarları hızlı bir gelişme sürecine girdi. 1992 yılına gelindiğinde sentetik ve rejenere liflerin üretimi yaklaşık %3 oranında artmasına rağmen yüksek performanslı liflerin üretimindeki artış %10 gibi değerlere ulaşmıştı. Bu liflerin üretimi ve tüketimi genel olarak Avrupa, Amerika ve Japonya ile sınırlı kalmıştır. Japonya’daki üretim ve gelişmeler diğer ülkelere nazaran daha hızlıdır.
Bu sektörün gelişimi de muhtemelen bugüne kadar olan durumundan çok daha hızlı olacaktır. En büyük gelişmelerin seramik ve ultra yüksek mukavemetli ve modüllü polyetilen liflerinde olması gereklilik halini almıştır. Ayrıca koruyucu elbiseler endüstrisi ve fiberoptik kablo uygulamaları gibi sektorlerde p-aramidlerin pazar payını arttıracağı düşünülmektedir.
Genel Özellikleri ve Avantajları
1980’ler ile yüksek performanslı liflerin ticari dönemi başladı ve bu lifler genelde mekanik performansları sebebi ile göze çarptılar (genel olarak yüksek mukavemet ile Orta ve Yüksek modül). Bunun dışında yüksek sıcaklıklara dayanıklı olmaları da değişik endüstrilerde kullanım alanları bulmalarını sağladı. Yüksek performanslı liflerin metal ve ağır materyallere nazaran avantajları vardır. Bunlar yüksek mukavemet, yüksek modül, hafiflik, ısıya ve kimyasallara karşı dayanım vs. McIntyre ısıl dayanım ve mekanik dayanım olarak bu lifleri ilk gruba ayırmıştır.
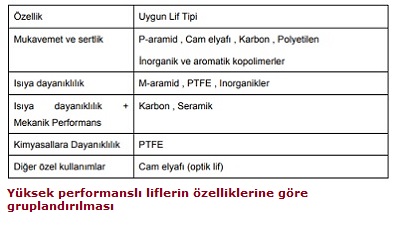
ARAMİD LİFLERİ
Aromatik Polyamidler sınıfı alifatik polyamidlerden tamamen farklı özellikler gösterdiği için bunlara Amerika Federal Ticaret Komisyonu tarafından 1974 ‘de “Aramid” ismi verilmiştir. Ticari olarak ilk Aramid lifi A.B.D.’de DuPont tarafından 1965’te tanıtılmıştır. Bu meta-aramid’in ismi Nomex’ti. McIntyre yüksek performanslı lifleri genel olarak iki gruba ayırmıştır.
- Birinci grup alev almaz lifleri,
- İkinci grup yüksek mukavemetli ve modüllü lifleri
Kapsamaktadır.
Aramidler grubunda her iki sınıfa da uyabilecek lifler bulunmaktadır. Şu anda ticari başarı gösterebilmiş iki çeşit aramid bulunmaktadır. Bunların ikisi de teknik olarak yüksek performans liflerine girer. Birinci grup yine meta-aramid gruba girer ve orta bir modül ve mukavemete sahip olmasına rağmen mükemmel bir ısı dayanımı vardır. 600 –800 C ‘ye kadar bozunma veya erime gözlenmez. Isıya ve elektriğe karşı koruma gereken kullanımlarda mükemmel bir performans sergiler. Dupont’un Nomex’i ve Teijin firmasının Conex’i buna örnektir. Bu aramidler McIntyre’ın ilk sınıfına koyulabilir.
İkinci sınıfa giren aramidler ise DuPont’un 1970’lerin başında tanıttığı para aramid liflerinden Kevlar’ dır. Bu lif yüksek modüllü ve mukavemetli lifler sınıfında yüksek sıcaklığa da dayanabilen bir lif olarak göze çarpıyordu. O günkü piyasa koşullarında “asbest gibi ısıya dayanıklı ve cam kadar sert” bir elyaf üretmek piyasadaki büyük bir boşluğu dolduruyordu.1992 yılında p-aramid liflerinin toplam tüketimi 18.000 ton idi. Bu büyük bir rakam gibi görünmesine rağmen o günkü kapasitenin ancak yarısına eşitti. Dupont’un aramidleri poly (p-phenylene terephalamide) yapıtaşlı olup çeşitli özelliklerde tipleri bulunmaktadır. Bunlar:
Kevlar 29,
Kevlar 49,
Kevlar 149
Kevlar 981
Dir.
Dupont dışına Akzo Nobel firması Twaron adlı ürünüyle Teijin firması da kopolimer bir aramid olan Technora ile piyasaya dahil oldu. Technora poly (p-phenylene terephthalamide) ile poly (3,4-oksidiphenylene terephthalamide) ‘in kopolimerleşmesinden oluşuyordu. Bu sektörde sonraları Hoechst de Technora’ya yapı olarak çok benzeyen bir ürün ile piyasaya dahil oldu.
CAM LİFLERİ
Cam materyali neredeyse uygarlık kadar eski bir tarihe sahiptir. Fakat camın güçlendirici materyal olarak kullanımı nispeten yeni bir fikirdir. Cam 16. ve 17. yüzyıllarda dekoratif materyal olarak kullanılmıştır. 1893’te califinden yapılmış bir elbise ‘Colombian Exposition’ da tanıtılmıştır.
Cam oryantasyon veya kristalizasyona sahip olmayan inorganik bir materyaldir. Griffith çalışmaları ile 1920’de camın yüksek performans özelliklerini ortaya çıkarmıştır. Camın karışımını oluşturan genel maddeler silikondioksit, kalsiumoksit, alüminyumoksit, boronoksit ile bazı metaloksitlerdir. Yapı olarak cam izotropik üç boyutlu ağ yapısına sahiptir.
Cam lifinin yüksek performanslı lif olarak ticari tarihçesi Owens Illinois ve Corning Glass firmalarının ortak yatırımı ile başlar. Bu başlangıç ile cam elyafı üretimi 1970’lere kadar her yıl ortalama %15 – 25 oranında artmıştır. Müteakip yıllarda cam elyafı pazarını aramid i karbon lifleri ve güçlendirilmiş kompozitlere bırakmıştır.
Yine de cam şu anda en önemli güçlendirici materyallerden biridir. Yüksek performanslı cam elyaflarının en önemli üreticileri Owens Corning, Wentrotex, Ashltrom ve Pilkinton’dur.
Bütün ticari cam tipleri için temel yapıtaşı silikadır. Silika çeşitli oksitlerin 1300 –1600 OC arasında eritilmesi ile elde edilir. Çok çeşitli yapı ve özellikte ticari cam elyafı ürünleri bulunmaktadır.
1. A – Cam: Alkali içeren cam kompozisyonudur. Çok nadiren lif üretimi için kullanılır.
2. AR – Cam: Alkaliye dayanıklı (AR: Alkali Rezistant) cam kompozisyonudur. Çimento destekleyici eleman olarak kullanılır.
3. C – Cam: Kimyasallara dayanıklı (C: Chemical Resistant) cam kompozisyonudur. Lif üretimi için kullanılır.
4. E – Cam: Yüksek elektrik dayanımı olan cam kompozisyonudur. (E: Elecrtically Resistant)
5. HS – Cam: Yüksek mukavemetli (HS: High Strength) cam lifidir.
Magnezyum – Silika – Alumina ve küçük miktarlarda diğer oksitlerden içerir.
6. S – Cam: HS – Cam’a benzer bir yapısı vardır. Bu lifin kullanımı gittikçe artmaktadır.
Cam liflerinin toplam üretiminin yaklaşık %90’ı E – Cam’dır. Bu tip cam sıklıkla cam destekli plastikler endüstrisinde (GRP: Glass Reinforced Plastics) kullanılmaktadır. Daha yeni bir lif olan AR lifi hidrolik dolgu malzemesi olarak derilim ve kopmaya karşı destekleyici elemanlarda kullanılmaktadır.
KARBON LİFLERİ
Karbon liflerinin ilk kullanımı 1879’da Edison’un lambalarda karbon filamentleri kullanmak için patent almasına rastlar. Fakat gerçek anlamda ilk kullanım 1950’lerin sonudur. Uçak ve uzay endüstrisinin ihtiyaçları bunda en önemli etken olmuştur. İlk başarılı ticari uygulama İngiltere Farnborough’da Kraliyet Havacılık Kurumu’nda (Royal Aircraft Establishment) William Watt ve ekibi tarafından gerçekleştirilmiştir.
1960’ların başından itibaren karbon liflerinin gerçek tarihi başlamıştır ve karbon lifi ile kompozitlerinin kullanımı yüksek performanslarına bağlı olarak giderek artmıştır.
Karbon ve grafit yapılarının her ikisi de ana yapıtaşı olarak karbon elementinden oluşmuştur. Tekstil tanımına göre karbon lifi yapısında en az %90 oranında karbon ihtiva eden liftir. Öncü (precursor) diye tabir edilen çok çeşitli hammaddelerin değişik şekillerde işlenmesi ile değişik morfoloji ve özelliklerde karbon lifleri üretilir.
Bir öncü maddeden beklenen, karbon lifi yapısına dönüşümün kolayca sağlanabilmesi açısından, ihtiva ettiği karbon elementi miktarının mümkün olduğunca fazla olmasıdır. Karbon liflerinin üretim şekilleri, yapısı, özellikleri ve son kullanımlarında öncü malzemeler çok önemli bir etkendir.
SERAMİK LİFLERİ
Seramik lifi metal oksit i metal karpit, metal nitrit ve bunun gibi karışımlardan oluşan kolay işlenemeyen bir polikristal lif olarak tanımlanır. Bu tanımda silikon ve boron metal olarak kabul edilir. 1950’lerden sonra uzay, metal, nükleer ve kimya endüstrilerindeki gelişmeler cam liflerinden bile daha yüksek sıcaklıklara dayanabilen malzemelere ihtiyaç duyulmasını sağladı. Ayrıca uzay endüstrisinde hafif, güçlü ve sert malzemelere çeşitli mekanik konstrüksiyonlarda ihtiyaç duyuldu.
Silkon karbit, silikon oksit, silikon nitrit ve alumina silikat gibi kolay erimeyen maddeler çok geniş kullanım alanı buldular. 1980’lerden itibaren üzerinde araştırma yapılan seramik lifleri genelde alumina, alumino silikat ve silikon karbit bazlıdır.
Alumina bazlı seramik liflerinin en önemli üreticileri ICI (SAFIMAX), 3M (Nextel),
Dupond (PRD-166) ve Sumitomo (ALF) ‘dur. Silikon bazlı seramik liflerinin en önemli üreticileri ise Nippon Carbon (NICALON), Dow Corning / Celanese (MPS), Ube Chemicals (TYRANO) ve Rhone Poulenc’dir. (FIBREAMIC)
POLİETİLEN LİFLERİ
Yüksek performanslı PE lifleri yüksek mukavemet be sertlik değerleri ile iyi bir mukavemet / ağırlık oranına sahiptir ve ticari olarak dünyada birçok firmada üretilmektedir. PE liflerinden yüksek mukavemet elde edilmesi için aşağıdaki etkenler önemlidir.
- (-CH2-) yapıtaşının yüksek kristallik ve oryantasyon ile desteklenmesi gerekir.
- Minimum zincir kıvrımı sağlayarak esnekliği yüksek bir molekül elde edilmelidir. Molekül sert olmamalı fakat kristal yapıda olmalıdır.
- Çok yüksek molekül ağırlığında lineer bir molekül elde edilmeye çalışılmalıdır.
Üretici firmalar çeşitli özellikleri sağlayacak şekillerde çok çeşitli tiplerde PE lifleri geliştirmişlerdir. PE hem eriyikten hem de çözeltiden çekilebilir. Önemli üreticiler Dutch tate Mines (DYNEEMA), Alliad – Signal Production (SPECTRA) , Mitsui (TEKMİLON) , Celanese ve Montefiber’dır
Yüksek performanslı PE liflerinin üretiminde eriyikten veya çözeltiden çekim sistemlerinin her ikisi de kullanılır. Eriyikten çekim sisteminde yüksek moleküllü PE lifleri de elde edilebilse de sistem daha çok düşük molekül ağırlıklı PE lifleri için daha uygundur. Bu proses ile yüksek modüllü fakat nispeten düşük mukavemetli lifler elde edilir. Çözeltiden çekimde ise ultra yüksek molekül ağırlıklı PE özel bir çekim işlemine tabi tutularak elde edilir. Bu sistem ile hem yüksek mukavemetli hem de yüksek modüllü lifler elde edilir.
ELASTOMERLER
ASTM (American Society of Testing and Materials) ‘ye göre elastomer, belli yük altında en az kendi boyunun iki katına elastik olarak uzayabilen ve yük kaldırıldığında çabuk bir şekilde eski haline dönebilen doğal veya sentetik bir polimerdir.
Bu gruba lastik – kauçuk, spandex ve anidex girer. Anidex günümüzde üretilmemektedir.
Tekstil sektöründe iki çeşit elastiklik istenir. Bunlardan birincisi “Power Stretch” dinamik elastikliktir. Bu tip elastiklik için yüksek geri dönüşüm direncine sahip elastomerler kullanılır. En önemli kullanım alanları, tıbbi destek mamulleri, bayan mayoları, jartiyerler, kayışlar ve çorap askılarıdır.
“Comfort Stretch” konfor elastikliği sadece elastiklik istenen ürünler için kullanılır. Bu ürünler görünüm açısından normal kumaşlardan farklı değildir ve genelde dinamik elastikiyete sahip kumaşlardan hafiftirler.
DİĞER LİFLER
1. PBZT ve PBO: Yüksek mukavemete sahip polimerlerdir.
2. Quartz: Isıya ve kimyasallara çok dayanıklı %99 silikon bazlı bir maddedir. Uçak uzay ve füze sanayinde kullanılır.
3. Copolymer Polyester – Vectra / Vectran: Yüksek mukavemeti olan ve ısıya karşı direnci yüksek olan bir polyester çeşididir.
4. Poly(p-xylylene): PPX lifleri de denir. Yüksek mukavemet ve modüle sahiplerdir. Kompozitler ve gemi halatlarında kullanılır.
5. Azlon: Protein bazlı bir polimerdir. Tek başına kullanılmaz ve kullanım alanları oldukça azdır.
6. Metal Lifler: Metalden, plastik kaplı metalden, metal kaplı plastikten veya metal kaplı core’dan oluşan üretilmiş bir liftir. Döşemelik amaçlı kullanımları bulunmaktadır. (Statik elektrik halıları vs.)
7. Novoloid: En az %85 oranında Novolac bulunduran yapay bir liftir. Yanmazlık (koruyucu elbiseler) için kullanılırlar.
8. Nytril: Vinil di nitril yapıtaşından oluşmuş liflerdir. Su anda üretilmemektedir.
9. PBI: Uzay programlarında kullanılan bir tip elyaftır. Isı ve kimyasallara dirençlidir.
10.Saran: Yapıtaşı Vinil Dien Klorit olan elyaflardır. Ticari olarak çok yaygın değildir. Nemden etkilenmez ve kolay lekelenmez. Endüstriyel kumaşlarda kullanılır.
11. Sulfar: Yapıtaşı polysülfit’tir. Filtre kumaşlarda, itfaiyeci elbiselerinde ve elektrik izolasyonunda kullanılır.
12. Vinal: Yapıtaşı vinil alkoldür. Günümüzde üretilmemektedir. Çeşitli balık ağı, filtreleme elemanları gibi şekillerde kullanılmıştır.
13. Vinyon: Yapıtaşı Vinil klorit’tir. Yapısına göre mukavemet uzama gibi değerleri çok değişir. Yanmaz kumaşlardan battaniyelere kadar pek çok çeşitli kullanımı vardır.
14. Asbest: Kanser riski yüzünden günümüzde tekstil alanında kullanımı gittikçe azalmıştır
15. Polyakrilat: Çoğu kimyasallara karşı dirençlidir. Fakat nitrik, sülfirik asit gibi kimyasallardan zarar görür.
16. Polykromatik Lifler: Isıya göre renk değiştirirler.
17. Polyüre: Üre’ nin polimeridir. Mukavemetli, düşük öz kütleli, az nem alan, kimyasallara dayanıklı ve sıcaktan orta düzeyde etkilenen liflerdir. Genelde endüstriyel amaçlı kullanılırlar.
18. TetraFloroEtilen: Teflon adı ile Du Pond tarafından üretilmektedir. Gore tex yapısında da kullanılır. Mekanik özellikleri oldukça iyidir ve yanmazlar. Elektrik bantları, filtreler gibi şekillerde kullanılır.
19. Çift komponentli lifler: Bunlar Chinon, Cordelan, Hydrofil, Kermel , Mirafi ,Novolac gibi elyaflardır. İki değişik yapıtaşları vardır ve bu şekilde çeşitli yeni özellikler elde edilir.
polyester-Viskon-Elastan lifleri
POLYESTER LİFLERİ
Kimyasal adı polietilentereftalat olan PET polyesteri, Whinfield ve Dickson tarafından keşfedilmiş olup, ilk defa 1941 yılında ticari ölçüde üretilmiştir.
İkinci dünya savaşından sonra İngiltere’de ICI firması, ABD de DuPont firması polyester lif üretim yöntemlerini geliştirmişlerdir. Özellikle 1950’den bu yana polyester lif üretiminde hızlı bir artış görülmektedir. Sentetik lifler arasında en çok üretilen ve tüketilen liflerden biridir.
Petrol sanayinin bir türevi olan polietilenteraftalat’tan, eriyikten lif çekme işlemiyle üretilen polyester elyafı çok önemli bir elyaftır. İlk önceleri pek kullanılmasa da zamanla kullanımı yaygınlaşmış ve daha da geliştirilmiştir. Elyafın kendisi geliştirildiği gibi, elyafın boyanabilirlik özellikleri ve yeni boyama metotları da geliştirilmiştir. Polyester lifleri tek başına kullanıldığı gibi doğal ve yapay diğer liflerle de kullanılabilirler.
Polyester elyaf esas olarak; hidrofobluğu, yüksek mukavemeti, buruşmazlığı ile karakterize edilebilir. Bu özellikleri ile polyester elyaf; pamuk, viskon, yün karışımlarında kullanım özelliklerini geliştirici rol oynayan önemli bir elyaf çeşididir.
Polyester elyafının fiziksel özellikleri
- Boyuna kesiti pürüzsüz ve yeknesak, çubuğa benzeyen bir görünüme sahiptir. Enine kesiti çoğunlukla yuvarlaktı Düze formuna göre değişik kesitleri de vardır.
- İlk üretildiklerinde sonsuz filament halindedirler. Daha sonra ştapel olarak istenilen boylarda kesilebilirler.
- Sentetik elyafta incelik üretim sırasında istenilen şekilde olur.
- Özgül ağırlığı 1,38 g/cm³
- Üretimde beyaz renklidir. İstenirse, elyaf çekme çözeltisine pigment renklendiriciler ilave edilerek renkli elyaf elde edilir.
- Üretimde parlaktı İstenirse, lif çekme eriyiğine matlaştırıcı maddeler ilave edilerek veya daha sonra çeşitli işlemler ile matlaştırılabilir.
- Normal şartlarda nem oranı %0.4’tür, hidrofob olarak nitelenebilir.
- İyi ve mükemmel derecede mukavemete sahiptir. Üretim şekline monomerlerine ve germe miktarına göre kuru mukavemeti 4.5-8 gr/denye arasında değiş Kuru mukavemet ve yaş mukavemet arasında pek fark yoktur.
- Uzama elastikiyeti orta veya iyi derecededir. Esneme yetenekleri normal filament elyafta %15-30, ştapel elyafta %30-50 arasındadı
- Rezilyens(yaylanma) mükemmeldir. Buruşmadan iyi bir şekilde eski haline döner.
- 130ºC’de yumuşaya baş 255-260ºC’de erimeye başlar.
- Nem emiciliğinin düşük olması sebebiyle statik elektriklenme problemi vardı
- Pilling tekstil elyafları içerisinde en fazla polyester lifinde görülür.
Polyester liflerinin kimyasal özellikleri
- Seyreltik asitlere hem sıcakta hemde soğukta, konsantre asitlere (sülfürük asit hariç) yalnız soğukta dayanıklıdır.
- Alkalilere soğukta dayanıklıdır. Orta ve yüksek sıcaklıklarda zayıf alkalilerden bile etkilenir.
- Yükseltgen ve indirgen maddelere karşı yüksek bir dayanıma sahiptir.
- Organik çözgenlere karşı çoğunluğuna dayanıklıdır. Kuru temizlemede kullanılan benzen, trikloretilen, karbontetraklorür, perkloretilen gibi çözgenlerde zarar görmez. Odiklorbenzen, dimetiltereftalat gibi bazı çözgenlerde belirli koşullarda tamamen çözünürler. Organik çözgenlerin şişirici etkisi poliesterin boyanmasını kolaylaştırır.
- Işık ve atmosfer koşullarına yüksek dayanım gösterir.
Tekstilde gerek kesiksiz filament gerekse kesikli elyaf olarak polyester birçok kullanım alanına sahiptir. Hazır giyim eşyası, ev döşemesi ve endüstriyel alanlarda kullanılan birçok mamulün yapımında önemli bir elyaftır. Açık hava koşullarına dayanıklılık gerektiren alanlarda da önem taşır. Hafif, ince kumaşlarda kalıcı ütü isteyen giysilerde, örgü dış giyimde ve takım elbiselik gibi ağır kumaşlar için yün ile karıştırılarak kullanılır. Genellikle %35 veya %50 oranda, pamukla karıştırılarak yağmurluk ve gömleklik kumaşlar yapımında kullanılır. Dikiş iplikleri için kesikli ve filament halde ve nüveli ipliklerin üretiminde önemli kullanımı vardır. Elyaf hafif yüklemelerle kolayca uzamadığından, çorapçılıkta polyester elyaf kullanılmaz
VİSKON LİFLERİ
Viskon ilk rejenere elyaf olup sentetik olmayan bir yapay elyaftır. Hammaddesi, doğal selüloz içerikli olan ağaç hamurundan üretilmektedir. Bu nedenle polyester, naylon gibi sentetik ve termoplastik liflere nazaran pamuk, keten gibi doğal selülozik elyaflara daha çok benzemektedir.
Viskon ucuz ve yenilenebilir kaynak olan ağaç hamurunda elde edilmesine rağmen üretimi esnasında yoğun su ve enerji tüketimine neden olmakta ve ayrıca hava ve su kirliliğine katkıda bulunmaktadır. Kolay bulunan hammaddeyle birlikte üretim ve proseslerdeki modernizasyonla viskon pazarda rekabet gücünü artırmaktadır.
1664’ün sonlarına kadar İngiliz natüralist Robert Hooke yapay liflerin ipek böceğinin ipeği ürettiği gibi üretileceğini tasarlıyordu. İlerleyen zamanlarda birçok bilim adamı bu konuda çalışmalar yapmış, ancak başarılı olamamıştır.
1855’de Fransız George Audemars, dut ağacı kabuğunun hamuru ve sakızımsı kauçuktan oluşan yoğun solüsyonun içerisine iğne batırmak suretiyle iplik elde etmiştir. Ancak bu şekildeki bir üretim için, oldukça yüksek dikkat gerekmekteydi. Dolayısıyla üretim yavaş gerçekleşmekte ve maliyetin yüksek olmasına neden olmaktadır. Kısa bir süre sonra 1891’de İngiliz kimyacı Charle Frederick Cross ve iş arkadaşları Edward John Beyan ve Clayton Beadle viskon üretim prosesini bulmuşlardır. Viskoz liflerinin hammaddesi selülozdur. Üretim için % 92-98 civarında selüloz içeren pamuk linteri ve odun selülozu kullanılır. Bu maddeler temizlendikten sonra kostik soda ile muamele edilerek alkali selüloz oluşturulur.
Alkali selülozdaki fazla kostiğin uzaklaştırılması için mekanik presten geçer, ardından etki yüzeyini artırmak için mekanik parçalayıcıdan geçer. Daha sonra karbon disülfit ile işleme sokularak selüloz ksantata dönüştürülür ve seyreltik kostik soda çözeltisiyle çözülür.
Elde edilen ham viskoz çözeltisi olgunlaştırma işlemine tabi tutulduktan sonra asit koagüle banyolarında çekilir ve böylece viskoz fılamentleri meydana gelir. Viskoz lif çekimi sırasında hava kabarcıklarının düzeden çıkan elyafın kopmasına neden olmaması için lif çekimi vakumlu ortamda yapılır. Ayrıca filamentin yapışmasını önlemek için koagülasyon banyosundan geçirilir. Lifler üretildikten sonra germe işleminden geçer. Germe işlemi iki basamakta olmaktadır.
Birinci basamakta %10’luk bir gerilim uygulanırken, ikinci bölgede %50’lık bir gerilim uygulanır. Daha sonra tow haline getirilen lifler ikinci bir banyodan geçerek kesmeye giderler. Burada yapılan kesimden sonra viskon lifi üretilmiş olur. Rejenere selüloz elyafından filament halde elde edilen ipliklere floş (rayon),ştapel haldeki elyaftan elde edilen ipliklere de viskon iplikler denir. Filament haldeki ipliklerde (floş) görünüm, tuşe ve parlaklık gibi özellikler ipeğe benzer, yumuşak ve dökümlüdürler, statik elektriklenme ve piling açısından sorun yaratmazlar. Ştapel haldeki elyaflardan yapılan iplikler (viskon) ise büyük oranda pamuğa benzer nemçeker özellik gösterir. Sağlamlığı filament iplikten daha azdır. Bunun dışında özellikle birbirine benzer çeşitli bitim işlemleriyle özellikleri daha da iyileştirilebilir.
Viskon liflerinin fiziksel özellikleri şu şekildedir,
- Lif uzunluğu boyunca uzanan pek çok kanallara sahiptir ve bunlar kesitin bir özelliği olan çentiklere karşılık gelir.
- Viskon elyafının inceliği denye ile ifade edilir. Viskon elyafı genel olarak 1.5-2.5 ve 3.75 denye olarak üretilmektedir.
- Özgül ağırlığı 1,15g/cm³.
- Yaş mukavemeti; l.2-1.7 gr/denye, kuru mukavemeti; 2.3-3.0 gr/denye’dir.
- Viskon elyafına uygulanan kuvvetin elastik sınır içerisinde olması durumunda; kuru olarak % 10-23, yaş olarak % 16-33 uzadığı tespit edilmiş
- Viskon elyafı yapı itibariyle nem absorbsiyonu yüksektir. Elyaf havadan önemli miktar nem alı Ticari olarak viskonun rutubet değeri % 13’tür.
- Viskonun kendilerine has parlak bir görünümü mevcuttur. Işık, lifin üzerine düştüğü sırada bir miktar absorbe edilmektedir. Yansıtılan ışık ise beyaz renktedir. Işığın çoğu, filament veya kesikli liflerin pürüzsüz ve düzenli yüzeylerinden yansıtılmaktadı Böylece göz kamaştıran ve ışıltılı bir parlaklık elde edilmektedir. Bu yüzden bir matlaştırıcı madde, lif çekim çözeltisine ilave edilebilmektedir.
- 115ºC’ye kadar ısıya dayanır daha sonra önce sararır ve beyazımsı kül bırakarak yanar.
- Işığın tesiri önemli ölçüdedir. Viskonun nem miktarı, ışığın etkisini arttırır ve mukavemetinin değeri azalı
- Viskon kurutmaya maruz kalırsa mukavemeti azalır ve renkte solma oluş
Viskon liflerinin kimyasal özellikleri ise şu şekildedir;
- Seyreltik asitler belli bir sıcaklıktan sonra, saf asitler ise soğukta etkiler.
- Alkalilerin konsantrasyonu ve sıcaklıkla doğru orantılı olarak aynenpamukta olduğu gibi dayanıklıdır.
Filament veya ştapel haldeki floş-viskon iplikler dokuma ve örme kumaşlarda çok geniş bir kullanıma sahiptir. İnce dökümlü ve fantezi kumaşlar elde edilebilir, iplik özelliklerinin çoğunu aynı şekilde gösterirler. Viskon kumaşlar boya baskı gibi işlemlere de elverişlidirler.
Viskon elyafı çok geniş kullanıma sahiptirler. Elbise, ceket, mayo gibi hazır giyimin ürünlerinde, ev tekstilinde (yatak örtüsü, çarşaf, perde, masa örtüsü gibi), endüstriyel ürünlerde, tıbbi ürünlerde kullanılmaktadır. Özellikle şık ve dökümlü fantazi kıyafetlerin yapımında kullanımları yaygındır. Ayrıca üst giyimde astar olarak da kullanılır.
ELASTAN LİFLERİ
Yüksek uzama kabiliyetine sahip lif çeşitleri elastomer lifleri olarak tanımlanabilir. Elastomer lifleri kimyasal yapılarından dolayı kopmadan çok yüksek uzama gösterebilen ve kopma noktasına kadarki uzamalarda tamamen ve çabuk eski haline dönebilen liflerdir.
Uluslararası sözleşmelere göre “Elastan Lif” olarak adlandırılan poliüretanelastomer elyafın sadece esnekliği yüksek olmayıp, aynı zamanda yırtılma direnci de çok yüksektir. Bu nedenle pek çok alanda kullanım kolaylığı sağlamaktadır.
Poliüretan esaslı elastomerik lif sentezinin esası, 1937 yılında Otto Bayer, H.Rinke ve arkadaşları tarafından geliştirilen diizosiyanat-poliadisyon prosesine dayanmaktadır.
Endüstriyel anlamda ilk poliüretan esaslı elastomerik lif üretimi, J.C.Shvers ve arkadaşları tarafından DuPont firması araştırma bölümlerinde kuru çekim prosesiyle gerçekleştirilmiştir. DuPont firması bu geliştirdiği poliüretan esaslı multi filament yapıdaki elastomerik elyafı Lycra adı altında 1962 yılından beri üretmeye devam etmektedir. Amerikan Federal Ticaret Komisyonu’nun yaptığı tanımlamaya göre yapısında en az %85 oranında bölümlenmiş poliüretan bulunan sentetik polimerizasyon zincirlerine “Spandex” adı verilmektedir.
Poliüretan grubu liflerinin yaygın kullanımlarından ötürü özellikle Amerika ve Kanada’da “Spandex” elastomerik liflerin genel adı olarak kullanılmaktadır.
Avrupa’da ise poliüretan esaslı elastomerik liflerin genel adı olarak “Elastan” adıyla kullanıldığı görülmektedir.
Elastan lifi, mono ya da multi filament halinde sonsuz uzunlukta üretilir. İstenirse kullanım yerine göre kesikli (stapel) hale getirilebilir. Bugün endüstride 11- 2600 dtex arasında değişen incelikte elastan bulmak mümkündür.
Elastan liflerinin fiziksel özellikleri şu şekildedir;
- Enine kesitleri, üretim yöntemlerine göre farklılıklar gösterir. Yuvarlak,oval, dörtgen ve bunlara benzer şekillerde olabilir. Genellikle yuvarlaktı
- Yoğunluğu elastanın tipine ve üretim yöntemine bağlı olarak 1,15-1,95 g/cm3 arasında değiş
- Elastan lifi renk olarak, şeffaf, mat ve parlak olarak üretilmektedir.
- Bu liflerin en belirgin özelliği olan kopma uzaması değeri % 400-800 arasında değiş Elyafın azami esneme limitleri ve bundan doğan maksimum kopma kuvveti bitmiş ürünün fonksiyonelliğinde önemli rol oynamaktadır.
- Diğer sentetik elyaflara nazaran daha dayanıksızdı Mukavemetleri 0,5- 1,5 g/denye arasında değişir. Yaş sağlamlığı çok az düşme gösterir.
- Nem alma özelliği hidrofobik elyaf olduğu için çok düşüktür. %65 nispi nem ve 20º C de %1 civarı nem alı Sudan pek etkilenmez.
- Tiplerine bağlı olarak sıcaklığa karşı dirençleri değiş 150º C de sertleşme görülür. 150-200º C arasında yumuşar ve 230-290º C arasında erir. Ütüleme sıcaklığı 150º C’yi geçmemelidir. Yüksek sıcaklıklar elyafın bozulmasına neden olur.
- Eriyerek yanar. Kimyasal koku verir. İssiz yanar.
- Statik elektriklenme ortadı Kuru ortamda statik elektriklenme oluşabilir.
- Güneş ışığı elyafın sararmasına ve zarar görmesine neden olur.
Belirli kimyasal maddeler elastan kumaşlara uygulandığında kumaştaki elastan liflerine zarar verebilir. Elastanlar doymamış yağlardan ve greslerden etkilenir. Renkleri solar ve parçalanır. Yayılmış zaman aralıklarında depolanmaya ihtiyaç duyulan elastan içeren ham kumaş, renk atımından ve doymamış yağlardan çürümesini engellemek için bol su ile yıkanmalı ve durulanmalıdır. Klor açığa çıkaran kimyasal maddeler de elastik iplikleri solduracak ve bozacaktır. Yüzme havuzu suyunda bulunan klor, mayolardaki elastik iplikleri yavaş yavaş zayıflatır ve bir süre sonra kopmalarına neden olur. Uzun süre ultraviyole ışınlarına maruz kalması da aynı etkiyi yaratır. Hava kirliliği ve iklim farklılıklarından dolayı da elastan liflerinde solmalar, sararmalar artmakta ve dayanıklılığı azalmaktadır.
Sararma elastanın giyilme performansını etkilemese de, kumaş ya da gösterimdeki giysiler müşteri çekiciliğini kaybeder. Bunu engellemek için tüm depo giysileri ve kumaşlar, kimyasal tepkime vermeyen ve hava geçirmez paketlerde saklanmalıdır.
Elastan liflerin kimyasal özellikleri şöyledir;
- Asitlerin çoğuna 24 saatten fazla maruz kalmadıkça dirençlidir. Soğukta sulu asitlerden pek zarar görmezler. Sıcakta hepsi az çok etkiler. Derişik mineral asitlerde hemen bozunur ve çözünür.
- Bazların çoğuna karşı dirençlidir. Seyreltik soğukta yapılan işlemlerde fiziksel özelliklerinde bir düşme gösterir. Bu nedenle kostikli mamullerde fiziksel özellikler kontrol edilmelidir.
- Kuru temizleme çözgenlerine karşı dirençlidir. Aromatik çözücülerde şiş
- Sodyum hipoklorit gibi klorlu ağartma yapılmasından kaçınılmalıdı Klorlu yükseltgen maddeler renk değişmesine ve fiziksel özelliklerinde düşmeye neden olur.
- Küf ve mantardan, güve ve böceklerden etkilenmez.
- Dispers, asit, metal-kompleks, kromlama boyarmaddeleri ile boyanabilir. Bazı tipler zor boyanabilir.
Elastik iplik ve kumaşlar dünya tekstil endüstrisinde önemli bir yere sahiptir.2000’li yıllarda sergilenen moda eğilimleri arasında elastanın bulunmadığı tasarım hemen hemen yok gibidir. Elastan giysi konforu ve fonksiyonelliği sayesinde önemli bir yere sahiptir. Elastanın tekstillerde doğal kauçuğun ve lastiğin yerini alması ile yeni ürünlerin ortaya çıkması sağlanmıştır. Giysilerde rahatlık, kullanışlılık ve çok yönlülük gün geçtikçe daha çok aranan özellikler haline gelmiştir.
Elastanlı tekstil ürünlerinin klasik kullanım alanları arasında bay ve bayan çorapları, iç giyim, yüzme giysileri, korse ve diğer tıbbı tekstiller bulunmaktadır. Son yıllarda elastan iplik içeren tekstil ürünlerinin üretimi önceki yıllara göre büyük artışlar göstermiştir. Bunda, moda akımlarının yanında daha konforlu, kullanışlı, çok yönlü ve fonksiyonel tekstil ürünlerine olan talebin gittikçe artması da etkili olmuştur. Bu gelişmeler elastanlı tekstil mamullerinin klasik alanlar dışında serbest zaman giysileri, spor giyim ve jimnastik giysileri ile bay ve bayan giyime kadar daha geniş bir alanda kullanılmasını sağlamıştır. Çok fazla aktivite içeren ve yüksek kapsamlı vücut hareketleri gerektiren sporlar için kumaş esneme yeteneğinin % 35-50 olması gereklidir.
Elastan ipliklerinin çok yüksek elastikiyet ve rezilyans (yaylanma) yeteneği nedeniyle %3-5 gibi düşük kullanım oranlarında bile kumaşa ve giysiye elastikiyet dışında da önemli özellikler kazandırmaktadırlar. Bu özellikleri şu şekilde sıralamak mümkündür;
- Giysilerde düzgün ve daha hoş bir görünüm,
- Giyim konforunda artış,
- Giysilere verilen şekil boyutlarının (beden ölçülerinin) daha kalıcı olması,
- Yüksek derece elastikiyet, daha düşük buruşma eğilimi,
- Yıka-giy etkisi olarak sı
Elastik tekstil ürünleri, pamuk, yün, polyester, poliamid, akrilik, vb. klasik tekstil liflerinin düşük oranda elastan ipliklerle dokunması veya örülmesiyle elde edilir.Aşağıda elastan ipliklerinin kullanım alanları ve elastan lif oranları görülmektedir. Yüzme giysileri ve tıbbı tekstiller dışında elastan ipliklerinin kumaştaki kullanım oranları genellikle %10’un altındadır.
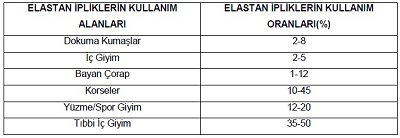
Elastan iplikler moda faktörüne uyumludur ve modaya katkısı çok fazladır. Her alanda kullanılması sebebiyle bugün değişik tarz ve akımlara uyum sağlar. Sudan az etkilenir ve elastikiyetini uzun süre muhafaza eder. Günümüzde hemen her türlü giysi ve kıyafetin içeriğinde elastan yer almaktadır. Günlük kıyafetten deniz kıyafetlerine, spor kıyafetlerden klasik giyime, blue jeandan gece kıyafetlerine kadar her alanda elastan kullanılmaktadır.
PES/VIS/EA KARIŞIM İPLİĞİN GENEL ÖZELLİKLERİ
Yapısında özellikle elyaf ve filamentler bakımından birbirine benzemeyen bileşenler bulunan ipliklere karışım veya kombine iplik denir. İki veya daha fazla elyafı bir araya getirerek karışım elyaf elde edilir.
Karışım, iplik üretimi ve yüzey oluşumundan bu yana yapılagelmektedir. Karışım ile iyileştirilen kalite ve düşürülen maliyet yanında başka yararlar da kazanılır.
Eski iplikçiler “iplikçinin sanatı karışımda gizlidir” diyerek karışımın önemini güzel bir şekilde vurgulamışlardır.
Günümüzde lif karışımı bilim ve sanatın bileşimi olarak düşünülmektedir.
Lif karışımları çeşitli amaçlarla yapılır. Bu amaçları şu şekilde sıralayabiliriz;
- Karışım ile olduğunca düzgün dağılımlı bir hammadde elde edilir.
- Farklı kaynaklardan gelen hammaddelerin iplik içinde homojen dağılımı sonucu üretilen ürünün kalitesi yükseltilir.
- Karışım komponentlerin iyi özelliklerinden yararlanılı (Örneğin; polyester/viskon karışımında polyesterin sağlamlık ve kolay bakım özelliklerinden yararlanılır.) Uygun lif inceliği ve uzunluğu seçilerek tuşe, parlaklık, renk vs.ye etki edebilir.
- Pahalı olan doğal liflerin bir kısmı yerine oldukça ucuz olan yapay lifler kullanı (Örneğin; yün/viskon)
- Kullanım yerine ve amacına uygun olarak düzgün satıhlı, parlak-mat lifler veya lif karışımları kullanılı
- Farklı özelliklerdeki lif çeşitleri veya tipleri kullanılmakla modaya uygun efektler kazanılı
- İpliklerde fizyolojik özellikleri daha iyi hale getirmek amacıyla karışım yapılı Örneğin; ısı izolasyonu, tutum özellikleri, nem çekme özellikleri gibi.
- İplikte, iplikten elde edilen kumaşta ve son mamulde bakım özelliklerinin düzeltilmesi amacıyla karışım yapılı
Tekstil mamullerinde yıkama, kurutma, ütüleme gibi özellikler iyileştirilir
Karışımda yapay lif kullanımının yararları maliyeti düşürmenin yanısıra daha düşük yüzey ağırlığı, daha kolay bakım (yıka-giy) imkânı, belirli artikel grupları için çok kolay dikim imkânıdır. Yüksek hacimli liflerin üretime girmesiyle birlikte dokuma ve örme kumaşlarda hacimli, yumuşak, tüylü üst yüzey kazanılmıştır.
Doğal liflerle yapay liflerin karışımı daha çok, kullanım değerini yükseltmek amacıyla yapılmaktadır. Kullanım rahatlığı ve hijyen açısından karışımın özel bir yeri vardır.
Lif karışımlarını kullanmanın bir diğer nedeni de modadır. Üçlü veya daha çoklu karışımlarla çalışılarak özel efekt iplikleri yapılır. Karışım komponentleri farklı incelik ve renklerde seçilerek bu etki arttırılabilir.
Karışımdan amaç liflerin avantajlı özelliklerini bir araya getirmek, bir diğeri ile birleştirmek ve bir diğerinin istenmeyen özelliklerini kapatmak veya azaltmak olduğuna göre “optimal karışım” ortaya çıkmaktadır.
Değişik karışım oranlarında üretilen aynı tip ürünün özellikleri de değişiklik arzeder. Optimal karışımın hangi lifler arasında ve hangi oranlarda olduğunu saptayabilmek için her şeyden önce üründen beklenen özelliklerin bilinmesi gerekir.
Bilinenden yola çıkılarak uygun lif seçimi yapılır. Hangi lifin hangi liflerle ve ne kadar oranla karıştırılması gerektiği hesaplanır. Tüm bunlar yapıldıktan sonra üretimin teknolojik açıdan yapılabilirliği araştırılır.
Karışım ipliği bünyesinde liflerin yerleşim düzeninin bitmiş yüzey (mamul) karakterine büyük etkisi vardır. Merkezine yakın yerleşen liflerin subjektif etkisi bulunurken, dış yüzeye hakim görünüm ve tuşe gibi özellikleri ön plana geçer.
Yapılan çalışmalar göstermiştir ki, karışım ipliğinde kısa veya kaba lifler ipliğin dış yüzeyinde, uzun veya ince lifler merkezde, iplik çekirdeğinde yer alırlar.
Karışımlarda lif seçimindeki iki önemli kriter ekonomiklik ve kalitedir. Lif özelliklerinin yanısıra üretilen ipliğin özellikleri de karışımda etken olan faktördür. Özellikle tuşe, hacim, görünüm ve mukavemet kullanılan iplik üretim sistemi ile yakından ilgilidir.
Bir karışım ipliğinin oluşumunda en önemli eğirme kuralları şu şekildedir;
- Elyaf inceliği ipliğin eğrilebilirlik sınırını İşe yarar bir iplik elde edebilmek için iplik kesitinde bulunan minimum lif sayısı söz konusudur. Bu durum özellikle rotor iplikçiliğinde büyük önem taşımaktadır. Eğirme sınırını yukarıya çekebilmek için sentetik kökenli daha ince mikronerli veya mikrofiber kullanmak gerekmektedir.
- Değişik incelikte elyafın karıştırılmasında aynı değişik renklerde elyaf partileri karıştırıyormuş gibi, karışımın olabildiğince homojen olmasına dikkat etmek gerekir. Eğer bu yapılmayacak olursa veya komponentlerden birisi çok düşük ise komponentler karışma yerine ayrışacak, bu durum sadece hata ve düzgünsüzlüklere yol açmayacak, aynı zamanda iplikten beklenen spesifikasyonların tersine sonuçlar vermesine neden olacaktı
- Elyaf karışımlarıyla ilgili diğer bir kriter ise mukavemet/elastikiyet eğrisi ilişkisidir.
Tekstilde yaygın olarak kullanılan karışımlar;
Polyester/pamuk, polyester/viskon, polyester/yün, yün/poliamid, yün/viskon şeklindedir.
Bu karışımlar içerisinde polyester/viskon karışımı rahatlık, kullanımı ve bakımı kolay olması nedeniyle tekstil endüstrisinde sıkça kullanılan bir karışımdır. Bu tip karışımda polyester liflerinin yüksek mukavemet özelliğinden yararlanılır. Yüksek kuru ve yaş mukavemetleri sayesinde yapıya iyi ve dayanıklı mekanik özellikler kazandırır. Ayrıca polyester iyi bir boyutsal stabilite sağlamaktadır. Polyesterin hidrofob elyaf olmasından kaynaklanan deride ıslaklık hissi kullanım açısından sorun olarak görülmekle birlikte kısa sürede ürünün kurumasını da sağlamaktadır.
Viskon lifleri polyesterin aksine yapısında %40-80 su bulundurabilir ve bu sayede nemi kontrol altında tutar. Deride kuruluk hissi uyandırır. Ayrıca viskonun yumuşaklığından, parlaklığından yararlanılır.
Dikiş iplikleri

İyi bir dikiş kaliteli bir giysideki temel faktördür. Uygun bir şekilde yapılan dikişin mukavemeti, esnekliği, stabilizesi ve görünüşü dikiş tipine, dikiş ipliğine, dikiş iğnesine, dikiş sıklığına ve dikiş tansiyonuna bağlıdır.
Dikiş İpliği Üretiminde Kullanılan Lifler
Dikiş ipliklerinin üretiminde değişik tiplerde doğal ve yapay lifler kullanılmaktadır. Bunlardan bir kısmı sıkça kullanılırken bazıları ise daha sınırlı kullanılmaktadır. Ayrıca kesikli lif iplikleri ya da sonsuz filamentlerin kombinasyonu olan ipliklerin de üretimleri söz konusudur.
- Doğal Lifler
Keten:
Keten liflerinden elde edilen iplikler sert tutumlu olmalarına rağmen oldukça yüksek mukavemetleri nedeniyle sağlam dikiş gerektiren ürünler için kullanılmaktadır. Özellikle ayakkabı, çadır ve tente imalatı ile düğme dikiminde tercih edilirler. Ancak son yıllarda bu ipliklerin yerini yapay liflerden elde edilen ipliklere bırakmaktadır.
İpek:
İpek iplikleri kontinü filament halinde ya da koparılmış liflerin eğrilmesi ile elde edilen stapel lif ipliği halinde kullanılmaktadır. Ancak yüksek maliyetleri nedeniyle dikim işlemlerinde yaygın olarak kullanılmamaktadırlar. Bu nedenle abiye giysilerde, özel siparişlerde ve iliklerde kullanılmaktadır.
Pamuk:
Dikiş ipliklerinin üretiminde en fazla kullanılan doğal lif pamuktur. Pamuk dikiş iplikleri genellikle iyi bir dikiş performansı sağlar. Fakat mukavemetleri ve aşınma dirençleri aynı kalınlıktaki bir sentetik iplikten daha düşüktür. Ancak pamuk iplikleri yüksek ve kuru sıcaklıklarda sentetiklere göre daha stabildir. Bu nedenle de dikiş işlemi esnasında ortaya çıkan iğne ısınmalarından daha az etkilenir. Bu özelliğinden dolayı avivaj maddeleri ile işlem görmeleri gerekmemektedir.
- Rejenere Lifler
Rejenere liflerin dikiş ipliklerinde kullanımı oldukça sınırlıdır. Rejenere liflerden elde edilen ipliklerin mukavemet ve kopma uzaması sentetik liflerden elde edilen ipliklerden daha düşüktür. Bu iplikler sahip oldukları yüksek parlaklık nedeniyle özellikle nakış işlemede tercih edilmektedirler. Genellikle filament formunda kullanılan bu ipliklerin sahip oldukları düşük mukavemet ve aşınma direnci, yalnızca dikim ya da nakış işlemede problem oluşturmakta kalmamakta, aynı zamanda bitmiş ürünlerin yıkanmalarında da problem yaratmaktadır.
- Sentetik Lifler
Sentetik dikiş iplikleri genellikle polyamid ve polyester liflerinden elde edilir. Sentetik iplikler filament olarak ya da kesikli liflerden eğrilmiş halde kullanılmaktadır. Sentetik iplikler bakteri, küf ve mantarlardan etkilenmezler. Özellikle filament formunda kullanıldıklarından yüksek kopma mukavemeti ve aşınma direncine sahiptirler.
Polyamid ve polyester kimyasal etkilere karşı oldukça dirençlidir.
Polyamid alkalilere, polyester ise asitlere karşı daha dirençlidir. Fakat her ikisi de güneş ışınlarından olumsuz yönde etkilenirler.
Filament iplikler doğrudan kullanılabildikleri gibi stapel lif ipliğine de dönüştürülerek kullanılmaktadırlar. Dikiş ipliği olarak kullanılacak polyester ve polyamid filamentler dairesel kesite sahip olduklarından parlak bir görünümdedirler.
Polyester lifleri düşük maliyetleri, elverişli kimyasal özellikleri, uygun uzama özellikleri ve yüksek boya haslıkları nedeniyle dikiş ipliği üretiminde en çok tercih edilen sentetik liftir.
Polyamid liflerin mukavemetleri yüksek olmasına karşın uzama özellikleri dikiş iplikleri için uygun değildir. Çünkü gerilmeler karşısında uzayabilirlikleri daha fazladır. Bu da dikim sırasında ortaya çıkabilecek gerilmeler nedeniyle dikiş büzüşmelerine yol açabilmektedirler.
Nomex gibi aromatik yapıdaki polyamid lifleri çok pahalıdır. Ancak ateşe dayanıklı giysilerin üretiminde kullanılan dikiş iplikleri için ideal bir malzemedir. PTFE (politetrafloretilen) dikiş iplikleri de çok pahalıdır. Fakat yanmazlık, erimezlik ve kimyasal maddelere yüksek dayanımları nedeniyle çok özel endüstriyel kullanımları vardır.
İplik Yapısını Oluşturan Temel Faktörler
Eğirme
Bütün geleneksel dikiş iplikleri üretim aşamasına tek kat iplik olarak başlar. Bu tek kat iplikler, kesik elyaf veya çok ince sonsuz elyafların eğrilmesi ile üretilir. Liflerin incelikleri sayesinde, eğirme işlemi ile birbirlerini destekler ve kuvvetli bir yapı oluşturur.
Büküm
Eğirme işleminden sonra elde edilen tek kat ipliklere iki veya çok katlı olarak büküm işlemi uygulanır. Büküm işleminin amacı iplik katlarını bir arada tutmak ve ipliğe mukavemet ile dikilebilirlik özelliği kazandırmaktır. Yeterli bükümü olmayan bir iplik dikişte kontrol edilemez, katları tek tek ayrılır ve sonuçta kopar. Gereğinden fazla büküm uygulanmış iplik ise dolaşma ve topaklanma göstereceğinden dikişte olumsuz sonuçlara sebep olur. İdeal büküm sayısının belirlenmesi için, iplik hammaddesi, iplik kalınlığı, ipliğin kullanılacağı dikiş şartları gibi etkenler dikkate alınmalıdır.
Büküm Yönü
Dikiş ipliği, dikiş esnasında makine parçalarından geçerken Z büküm alacak şekilde etkilenmektedir. Bu sebeple dikiş ipliğinin son aşamasındaki büküm yönünün Z olması zorunludur. Son aşamasındaki büküm yönü S olan bir ipliğin çok kısa dikiş mesafesinde bile bükümü açılır, tek katı aşınır ve kopar. Dikiş ipliğinin son aşamasındaki büküm yönü Z olması gerektiği gibi, tek katının büküm yönü de S olmalıdır.

Tek kat ipliği çok katlı olarak bükerken büküm yönü de değişmelidir. Aksi halde, tek katlı iplik eğirme yönü S iken çok katlı iplik büküm yönü S olarak uygulanırsa iplik katları birbirleriyle birleşmez ve düzgün bir yapı oluşturulamaz. Son aşamada büküm yönü Z olarak istendiğinde, tek kat ipliğin eğirme yönü olmalıdır.
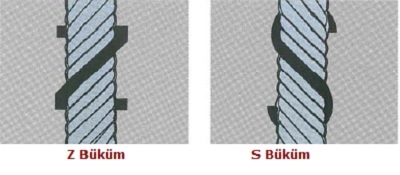
Kalınlık
Dikiş ipliğinin bitmiş haldeki kalınlıklarını belirtmek üzere çeşitli numaralandırma sistemleri mevcuttur. En fazla kullanılan sistemler Tex, Nm, Ne ve Denye olarak belirlenmiştir. Bu sistemler ağırlık veya uzunluğa göre belirlenmişlerdir.
Üretim Yöntemlerine Göre İplik Tipleri
Kesik Elyaf İplikler
Bu yapıda olan ipliklerin hammaddesi pamuk veya polyesterdir. Belirli boylardaki elyaf gruplarının birlikte bükülmeleriyle üretilirler. Bükümden önce iplik taranmaktadır. Bu işlem mevcut kısa liflerin ayrılmasını ve kalan uzun liflerin birbirine paralel olmasını sağlar. Böylece ipliğin mukavemeti ve düzgünlüğü artar.
Corespun (İlikli) İplikler
Bu gruptaki iplikler, özel bir üretim yöntemiyle dikiş için gerekli tüm avantajlar kazandırılarak üretilmektedir. İlikli iplikler, sonsuz elyaf polyester üzerine kesik elyaf polyester kaplanarak (poly/poly) veya sonsuz elyaf polyester üzerine pamuk kaplanarak (poly/cotton) üretilmektedir.
İlikli iplikler orta kısımdaki sonsuz elyaf polyesterden yüksek mukavemet ve dış kısımdaki kesik elyaftan doğal bir yapı ve dikiş tutumu özelliği kazanırlar. Böylece istenilen incelikte ve yüksek kopma mukavemetine sahip olmaktadırlar. Ayrıca dış yüzeydeki tüycüklü yapının aerodinamik özelliğiyle iğne soğutma ve makine parçalarının daha az aşınması sağlanır.
Sonsuz Elyaf İplikler
Polyester veya polyamid hammaddeden üretilen sonsuz elyaf iplikler %100 olarak suni elyaftan üretilirler. Bu yapıda üretilen iplikler, çok delikli başlıktan çıkan çok ince sonsuz elyaf gruplarının birlikte bükülmesi ile tek katlı olarak, daha sonraki üretim aşaması ile de çok katlı olarak üretilmektedir. Kopma mukavemeti ve aşınma dirençleri yüksektir. Bu iplikler genellikle ağır şartlara maruz kalacak materyallerin dikiminde kullanılmaktadır.
Trilobal Polyester İplikler
Sonsuz elyaf ipliklerin bir çeşidi de üçgen kesitli filamentlerden üretilen trilobal ipliklerdir. Bu iplikler, üçgen kesitlerinin kazandırdığı parlak yapıları ile nakış işlemlerinde kullanılır.
Textüre İplikler
Textüre işlemi, çeşitli yöntemler yardımı ile (yalancı büküm, hava jeti, yığma kamarası) düz filament ipliklere kalıcı bir kıvrımlılık ya da dalgalı form kazandırma işlemidir. Böylelikle iplik uzayarak hacimli bir yapı ve yumuşak bir tutum özelliği kazanır. İpliğin kullanım alanına bağlı olarak uzama ve hacimlilik özellikleri değişebilir. Textüre iplikler özellikle kenar kapama ve overlok dikişlerinde, kısmen de zincir dikiş makinelerinde kullanılmaktadır. Bu iplikler açılarak geniş bir yüzeye yayıldıkları için kenar kapamalarda iyi sonuçlar vermektedir.
Air Jet İplikler
Sonsuz filamentlerin air-jet ile tekstüre edilmesiyle üretilen bu iplikler, ufak yüzey düzgünsüzlükleri veren filamentlerden oluşan ilmekler ile karakterize edilebilen çok filamentli tek kat ipliklerden üretilirler. Bu düzensizlikler ilmeğin iyi kilitlenmesini sağlar. Aynı zamanda bu iplikler düz filament ipliklere göre makine parçalarıyla daha az temas eder. Bu sayede air-jet ipliğin temasta olduğu yüzey ile arasındaki sürtünme azalır. Tekstüre etme, filamentlerle elde edilen yüksek mukavemeti azaltır. Fakat bu ipliklerin uzayabilirlikleri daha yüksektir.
Monofilament İplikler
Tek filament halinde, istenen iplik numarasında, tekstüre edilmiş, bükümsüz, kalın, kaba filamenttir. Monofilament iplikler Naylon 6 veya Naylon 6,6’dan yapılmıştır. Işığı yansıtmak için yalnızca tek yüzeyleri olduğundan yarı saydamdırlar ve dikilen kumaşın rengini gösterirler. Bir tek filamentten üretilen iplik, aynı numaradaki çok filamentli iplikten daha serttir ve bu fark kalın ipliklerde daha da belirgindir. Genellikle kaba kumaşların dikiminde kullanılır.
Dikiş İpliklerinin Özellikleri
Dikilecek olan materyal ve dikim esnasında kullanılan dikiş makinesi ne kadar iyi olursa olsun, dikiş ipliği istenilen özellikte değil ise ortaya çıkan ürün istenilen düzeyde olmaz.
İyi bir dikiş ipliğinde aranan özellikleri söyle sıralayabiliriz:
- İplik numarası,
- Yüksek tenasite,
- Uygun elastisite,
- Düşük iplik sürtünme katsayısı,
- Isıya dayanıklılık,
- İplik düzgünlüğü,
- Düşük tüylülük,
- Yumuşaklık ve kayıcılık,
- Yüksek aşınma mukavemeti,
- Büküm ve büküm dengesi,
- Renk haslığı, ışık haslığı, kuru temizleme ve diğer haslık değerlerinin yüksek olması,
Kimyasal işlemlere dayanıklılık
Dikiş ipliği hakkında karar verirken iyi bir dikiş ipliğinde aranan özellikler dikkate alınmalı ve kontrol edilmelidir. Örneğin, kayma özelliği iyi değil, düzgünsüzlüğü yüksek ise dikiş ipliğinin yüksek mukavemetli olması yeterli olmayacaktır. Böylece dikiş ipliği tüm istenen özelliklerin optimal bir şekilde bir araya gelebilmesi ile dikilebilme kabiliyetini ve dikişten sonra kullanma performansını kazanmaktadır.
Dikiş İpliklerinin Numaralandırılması
Dünyada iplik kalınlıklarını belirlemek üzere kullanılan çeşitli numaralandırma sistemleri mevcuttur. En fazla kullanılan sistemler Tex, Nm, Ne ve Denye olarak belirlenmiştir. Bu sistemler ağırlık esasına göre veya uzunluk esasına göre belirlenmişlerdir.
Sentetik ipliklerin Etiket No. su bulunurken Tex cinsinden toplam kalınlık değeri göz önüne alınır. Hesaplama; 1000 sayısının, bu değere bölünüp 3 ile çarpılması ile yapılır. Pamuk için 590 sayısı, bulunan Tex değerine bölünür.
Aşağıdaki polyester ve pamuk dikiş iplikleri için örnek hesaplama tablosu görülmektedir:
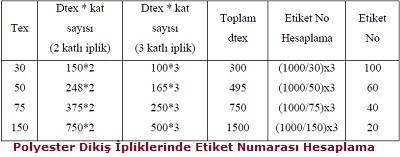
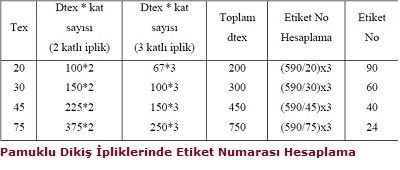
Dikiş iğnesi
Dikiş iğneleri çok eski tarihlerden beri kullanılmaktadır. İlk zamanlar fildişi, kemik, tahta ve boynuzdan yapılmaktaydılar. Şekilleri o zamandan beri değişmemiştir. 15. yüzyıl boyunca demir iğneler el dikişi için kullanılmaya başlamıştır. 1800 yılında Almanya’da Balthasar Krems, ilk defa, geliştirdiği zincir dikiş makinesi için iğneyi kullanmaya başlamıştır. 1840 yılından sonra büyük ölçüde üretilmeye başlanan dikiş makineleriyle beraber dikiş makinesi iğnelerinin imalatında büyük gelişmeler olmuştur.
Dikiş iğneleri çelikten imal edilir ve imalatın son safhasında parlatılırlar. Daha sonra, korozyona dayanıklılık, mekanik aşınmaya dayanıklılık, dikiş sırasında sürtünmenin azaltılması ve iyi bir görünüş elde etmek için elektroliz ile kaplanırlar.
Kaplama malzemesi genellikle krom ya da nikeldir. İğnelerin yüzey kaplamasından beklenen diğer önemli özellik, dikiş sırasındaki aşırı iğne ısınması sonucu sentetik kumaş ve ipliklerde ortaya çıkan erimiş parçacıkların iğneye yapışmasının bir ölçüde engellenmesidir. Üzerleri teflon ya da PTFE kaplı iğneler bu amaç için geliştirilmiştir ve özel uygulamalar için kullanılmaktadır.
Belirli bir makinede kullanmak için iğnenin o makineye çap ve uzunluk olarak uyması gerekir. Ayrıca, çeşitli iğne imalatçıları, yüksek hızlarda ortaya çıkan iğne ısınmasını azaltmak ve kumaş hasarı ve büzülme problemlerini önlemek için daha ince çaplı iğneler geliştirmeye ihtiyaç duymuşlardır. Dikiş iğneleri çeşitli numaralarda imal edilir, kumaş ve iplik yapısına uygun olarak seçilir. Kumaşlar, günümüzde daha ince ve sık yapıda dokundukları için iğne ve ipliklerin de daha ince ölçülere sahip olması gerekmektedir. İğne, dikilecek kumaş ve ipliğe göre daha ince seçilmiş ise dikiş sırasında eğilir ve kırılır. Eğer iğne iplik için çok kalın ise, halka oluşumu zor kontrol edilir ve atlamış dikişlere yol açar. Ayrıca kalın iğne, kumaşta büyük delikler açarak dikiş görünüşünün bozulmasına ve kumaşın hasar görmesine neden olur. Farklı iğne imalatçıları, iğne ölçülerini tanımlamak için kendi sistemlerini kullanırlar. Ancak en basit numaralama metrik sistemdir. Bu sistemde, iğne numarası iğne şaftının ortasından alınan çap ölçüsünün 100 ile çarpılmasıyla belirlenir. Çap 0,9 mm ise Nm 90, çap 1,1 mm ise Nm 110 olur.
Çeşitli iğne numaralama sistemleri aşağıdaki görülmektedir.
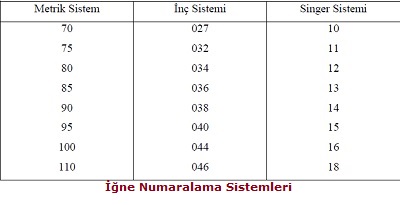
Dikiş işlemi
İki boyutlu olan kumaş yüzeyinin üç boyutlu hale getirilebilmesi için dikim işlemi uygulanır. İnsan vücudunun derinlik boyutu ancak bu şekilde sağlanabilir. 18. yüzyılın başlarında el dikişi kullanılırken, artan nüfus ve buna bağlı giysi gereksinimi dikiş makinelerinin üretilmesine sebep olmuştur. Böylece dikiş, iğne, iplik, kumaş ve makine dörtlüsünün oluşturduğu bir şekle ulaşmıştır. Dikiş makinesindeki dikim işleminde, makinenin bir devrinde dikiş iğnesi, dikiş ipliği ile bir veya birkaç kat kumaşa batıp, kumaşın altında bulunan ikinci bir iplikle bağlanır ve bu bağlantının kumaşın içine çekilmesi ile ilmek oluşur.
Dikiş Makinesindeki Temel Dikiş Tipleri
El Dikişi
Dikiş iğnesiyle elde yapılan bu dikiş için özel dikiş makineleri de geliştirilmiştir. Punto dikiş makinesi olarak isimlendirilen bu makinedeki iki ucu sivri iğne, kumaşın üstünde ve altında bulunan iki tutucu çene arasında gidip gelerek dikim işlemini oluşturur. Genelde teyel, baskı, süsleme amacıyla kullanılan esnek bir dikiş türüdür. Özel bir makinesi olduğu için pahalı üretimde kullanılmaktadır. Özellikle bu dikiş erkek ceket yaka ve cep kenarları ile pantolon yan dikişlerinde kullanılır. Sürekli olarak iplik değiştirmek gerekir ve özel parafinli iplik kullanılır.
Düz Dikiş
Bu tip makinelerde, iğnenin yardımıyla üst bobinden gelen dikiş ipliği kumaşa batarak kumaşın altında bir ilmek oluşturur. Bu ilmeği çağanoz yakalayıp büyüterek, içinde masuraya sarılmış alt iplik bulunan mekiğin etrafından geçirmektedir. Üst iplik yukarıya doğru çekilirken alt iplik ile düğümlenerek dikiş oluşturmaktadır.
Zincir Dikiş
Mekiksiz olan zincir dikiş makinelerinde altta çalışan bir lüper iğneden gelen ipliği kendi içerisinden geçirerek dikişi oluşturur. Tek iplikli zincir dikişte lüper iğneden gelen üst iplikle dikiş işlemini gerçekleştirir. İplik kumaştan geçtikten sonra lüper bu ipliği tutarak ilmek oluşturur ve iğnenin ikinci batışında üst iplik bu ilmeğin arkasından geçerek düğümlenmektedir.
Bütün dikiş tipleri bu üç ana dikişten elde edilmektedir. Overlok ve reçme makineleri zincir dikişten türetilmiş dikiş tipleridir.
Çok sayıda dikiş tipleri için uluslararası standartlar bulunmaktadır.
Aşağıda İngiliz ve Amerikan standartları tarafından kullanılan sistem görülmektedir.
- Sınıf 100: Tek iplikli zincir dikişler
- Sınıf 200: El dikişleri
- Sınıf 300: Kilit – düz dikişler
- Sınıf 400: Kilitli zincir dikişler
- Sınıf 500: Overlok tipi dikişler
- Sınıf 600: Kaplayıcı dikişler (reçme).
Dikiş performansı
Bir giysinin görünüm ve kullanım kalitesini belirleyen en önemli faktör kumaşın kalitesidir. Ancak kumaşın kalitesi tek başına, istenilen özellikte bir giysinin oluşturulması için yeterli değildir. Giysiyi oluşturma sırasında kaliteyi etkileyen en önemli faktörlerden birisi dikiş performansıdır. Giysiyi oluşturan dikişlerin hem estetik, hem de fonksiyonel açıdan yeterli olması gerekir. Bir giysinin kullanımı sürecinde giysinin kumaşı son derece iyi bir durumda olsa bile, dikiş yerlerinde kopmalar veya açılmaların olması onu kullanılamaz hale getirecektir. Giysilerde dikişle ilgili olarak ortaya çıkan bu ve benzeri sorunların nedenleri incelendiğinde çoğunlukla üç durumla karşılaşılmaktadır.
- Dikiş ipliğinin kumaştan önce yıpranması veya kopması,
- Kumaşı oluşturan ipliklerin dikim işlemi sırasında dikiş iğnesi tarafından koparılması veya zarar görmesi ve bunun sonucu olarak da kumaşta küçük deliklerin oluşması,
- Dikiş kayması, yani dikiş ilmeklerinin bitişiğindeki atkı veya çözgü ipliklerinin kayması ve dikiş açılmasının oluşması.
Bu problemlerin ortaya çıkmasını engelleyebilmek için giysinin oluşturulması aşamasında dikiş makinesi, dikiş tipi, dikiş hızı, iğne numarası, iğne ucunun şekli, dikiş ipliği, dikiş payı, dikiş sıklığı ve gerginlik gibi etkin parametrelerin kumaşa uygun olarak seçilmesi gerekmektedir.
Dikiş performansı Carr ve Latham tarafından mukavemet, esneklik, dayanıklılık ve konforlu bir şekilde dikişin oluşturulması olarak açıklanmıştır. Bir başka kaynakta ise dikiş performansının, dikimin esnekliğine, mukavemetine ve vücuda uyum kabiliyet özelliklerine bağlı olduğu, bu özelliklerin de kumaşın özelliklerine, dikim tekniğine, dikiş tipine, dikiş ipliği cinsi ile numarasına ve dikiş sıklığına bağlı olduğu belirtilmiştir. Dikişin pek çok bileşeni vardır, hepsi birbiri ile doğru şekilde dengelendiği zaman dikiş verimli şekilde performans gösterebilmektedir.
Dikiş Mukavemeti
Dikiş mukavemeti, dikilmiş kumaşlarda dikiş yönüne dik olarak uygulanan bir kuvvet sonucunda dikiş yerlerinin kopmaya karşı gösterdiği dirençtir. Kopma uzaması da dikişin koptuğu andaki % uzama değeridir.
Kullanım esnasında kumaşların maruz kaldığı kuvvetlere dikişler de maruz kalmaktadır. Bu kuvvetlerin uygulanması sonucunda, kumaş yerine dikişin zarar görmesi, tekrarlanma ve onarım açısından tercih edilmektedir. Bu sebeple dikiş mukavemetinin, kumaş mukavemetinin %80–85 ’i kadar olması tavsiye edilir.
İki kumaş parçası bir dikiş ile birleştirildiğinde ve bu dikiş hattına dik açıda artan bir kuvvet uygulandığında dikiş çizgisinde ve buna yakın yerlerde kopmalar görülür. Bu kopmalar dikilmemiş kumaşı koparmak için gereken kuvvet değerinden daha az bir kuvvetle gerçekleşir. Bunlar da dikiş hatalarını oluşturur .
Dikiş mukavemeti İplik özellikleri, kumaş türü, dikiş tipi ve dikiş sıklığından etkilenir. İplik özelliklerinin varyasyonlar göstermesi, dikim esnasındaki aşınma dayanımı gibi özellikler dikiş mukavemetini etkiler. İplik kalınlaştıkça dikiş mukavemetinin arttığı araştırmalar sonucu görülmüştür. Ayrıca sentetik iplikler, doğal iplilerden daha yüksek dikiş mukavemeti oluşturmaktadırlar.
Dikilecek kumaşın gerilmesi, düzeni, sıkı dokunması, terbiye işlemleri dikiş mukavemetini etkileyerek, dikişin kumaştan önce kopmasına sebep vermektedir. Dikiş tipleri incelendiğinde daha fazla iplik kullanılarak daha çok bağlantı oluşturan zincir dikişin dikiş mukavemetinin daha yüksek olduğu, ancak çok sıralı dikişlerin, dikiş sırası artışı ile artan bir mukavemet gösterdiği tespit edilmiştir. Dikiş yoğunluğundaki değişmeler dikiş mukavemetini etkileyen diğer bir parametredir. Dikiş yoğunluğu arttıkça dikiş mukavemeti de artar. Bu durum, iğne delikleri nedeniyle materyalin zayıflamaya başladığı noktaya kadar sürer. Daha düşük dikiş yoğunluğunda daha kuvvetli iplik kullanılmalıdır. Bu da kalın bir iğne gerektirir ve bunun sonucunda da kumaşta iğne hasarları artar.
İnce kumaşlarda, dikiş sıklığı arttıkça dikiş mukavemeti neredeyse kumaş mukavemetine eşit olmakta ve dolayısıyla dikiş bölgesine bir kuvvet uygulandığında dikiş ipliğinin kopması yerine kumaşta dikiş hattı boyunca yırtılma oluşmaktadır.
Dikiş tipindeki varyasyonlar da dikiş mukavemetini etkilemektedir. Kilit dikiş makinelerinde iğne ipliğini etkileyen büyük kuvvet kayıpları ortaya çıkmaktadır. İğne iplikleri zincir dikişe göre daha fazla gerilme yükleyen bir dikiş geometrisi altındadır. Bu nedenle zincir dikiş ve overlok dikişi kilit dikişten daha mukavemetlidir.
Dikiş Esnekliği
Dikiş boyuna yönde gerildiğinde, dikiş tipi, kumaş özellikleri, iplik türü ve dikiş sıklığı ile iplikteki gerilim miktarına bağlı olarak iplik kopuşlarından dolayı dikiş bozulmaları görülür.
Kullanım sırasındaki zorlanmalara ayak uyduracak ve kuvvet kalktığında eski haline dönecek dikişlerin kullanımı esneklik için şarttır. Genellikle dokuma kumaşlarda gerilme, örme kumaşlara göre daha azdır. Kullanılan dikiş tipine bağlı olarak uzama değerleri farklılaşır. Ancak iplik gerginlik ayarları ile oynayarak dikişlerin uzama değerleri birbirine yaklaştırılabilir. Dikiş sırıtması endişesi yoksa, düşük gerilim ile zincir dikiş ekstra uzamalara yardımcı olur. Dikişin uzaması durumunda iplikler kumaşa doğru çekilerek, kuvvet kalktığında eski haline dönerler. Ancak bu durum kumaş ipliklerini kesme eğilimi gösterir ki, bu da dikiş kopması anlamına gelir.
504 üç iğne overlok dikişi
Ulaşılabilir maksimum esnekliği verir. Ayrıca reçme dikişi de esneklik bakımından iyi performans gösterir ve bunun yanında daha az hacimlilik sağlar. Kilit dikiş, zig – zag adımları ile kullanılarak, yüksek uzama ve sağlamlık elde edilebilir. Zincir dikiş, düz dikişe göre birim uzunlukta daha fazla iplik kullandığı için daha esnektir.
Dikiş yoğunluğu arttıkça, santimetredeki iplik miktarı artacağından, dikiş esnekliği belli bir noktaya kadar artar. Bu, iplik gerginliğinin çok iyi bir şekilde, dikiş kısalırken ayarlanması ile mümkün olur. Gerilimin dikiş yoğunluğuna göre ayarlanması ile, farklı dikiş sıklıkları durumundaki dikiş sırıtması aynı kalacak ve %70 ‘in üzerinde esneme sağlanabilecektir.
Dikiş yoğunluğunun, esneklik sağlamak amacıyla belli bir limitin üzerine çıkarılması kumaşın sıkışmasına, dikişin toplanmasına ve kumaşın uzamasından sonra tam olarak rahatlayamayıp, zayıflayarak bozulmasına sebep olur.
Dikiş ipliği tipi de dikiş uzaması açısından önemlidir. Pamuk iplikleri %6–8, orta kalınlıktaki sentetik iplikler iyi dikiş performansını kaybetmeden %15-20, kalın sentetik iplikler %25 uzama gösterirler. Eğer fazla bir uzama artışı isteniyorsa, %30 uzamaya sahip eğrilmiş polyamid iplikler kullanılabilir. Ancak bu iplikler, iğne ipliği olarak değil, alt iplik olarak düz ve zincir dikişlerde kullanılarak maksimum uzama, düzgün bir dikiş ve dikiş esnekliği sağlanabilir. İpliğin bobinden minimum gerilim ile boşalması tam bir dikiş uzama potansiyeli için gereklidir.
Dikiş Dayanımı
Bir giysinin dikiş ömrü, diğer materyaller kadar uzun ve son kullanım zamanına uygun olmalıdır. Daha erken bir zamanda iplik veya kumaşta bir büzülme olursa bu dikiş bozulması olarak düşünülebilir. Kot pantolon, iş giysileri, iç giyim ve okul giysileri büyük bir aşınmaya maruz kalmaktadır. Bu nedenle dikişler bu aşınmayı karşılayacak şekilde oluşturulmalıdır. Giysiler üzerine gelen ilk aşındırıcı etki dikim işleminin kendisi ve dikim sırasında iğne ipliklerindeki kuvvet kaybıdır. Dikiş sırasındaki bir ipliğin dayanımı; dikiş tipi, dikiş dengesi, dikiş gerginliği, dikiş adımı, iplik tipi ve dikilecek materyalin yapısı olmak üzere birçok faktöre bağlıdır.
Yüksek gerilim altında dikilen dikişler, düşük gerilim altında dikilenlere göre daha az hassastır. Ayrıca zincir dikişlerdeki ilmek ipliklerinin ömrü, dikiş dengesi sağlandıkça artış gösterir. Dolayısıyla iğne ipliği ile ilmek ipliği arasındaki oran 1: 1 olmalıdır. Tüm bu etkiler ipliğin malzeme içinde daha iyi yataklanarak dikişin korunmasını sağlarlar. Dikiş sıklığının artışı sürtünmeyi arttıracağı için aşınma dayanımını azaltır.
Yoğun dokunmuş ve kaplanmış kumaşlarda dikiş yüzeyde kalacağı için yıpranma daha fazla olacaktır. Kullanım yerine bağlı olarak özel efektli dikiş ve kumaşlarda kullanılacak ipliklerin aşınma mukavemetleri yüksek olmalıdır.
Sentetik iplikler, eğrilmiş polyester kaplanmış pamuk ipliği ve polyester kaplanmış nüveli iplik daha iyi dikiş performansı gösterir. Kalın ipliklerdeki aşınmaya maruz lif sayısı fazla olacağından aşınma dayanımı artacaktır. İnce ve fazla bükümlü ipliklerde aşınma daha az olacaktır.
İpliklerin ve dolayısıyla dikişin aşınmaya karşı direncini arttırmak için; dikim esnasında iplikleri yağlamak, iplik üretiminde uzun elyaflı ve yüksek dirençli hammadde kullanmak ve ipliğe gaze işlemi uygulamak yararlı olacaktır.
Dikiş Güvenliği
Dikiş güvenliği, dikişin iplik veya kumaş kopması veya dikiş kayması sonucu dikişlerin bozulmaması şeklinde düşünülebilir. Dikiş güvenliği; dikiş adım güvenliği, dikiş adım tipi ve kalitesi gibi faktörleri de içerir.
Bir dikiş adımında iplikler birbirleri içerisinden 3 farklı şekilde geçebilir. Tüm bu tipler dikiş güvenliğini etkiler ve her bir tip farklı güvenlik dereceleri ile açıklanır.
Kilit dikişli bir dikim işleminde bir ipliğin kopması, diğer dikiş adımlarında, boyuna ve çapraz uygulanan gerilimlere, kumaş uzaması ve iplik yüzeyine bağlı olarak geri çekilme olabilir. Dikiş güvenliği açısından dikim işlemi sonunda dikişlerin arkadan teyellenerek sağlamlaştırılması önemlidir.
Uygulamada en az güvenli dikişler, tek iplik zincir dikişlerdir. Çünkü bu dikişler, bir iplik ilmeğinin aynı ipliğin oluşturduğu başka bir ilmeğin içinden geçirilmesi ile oluşturulmuştur. Bu sebeple son dikiş düzgün kilitlenmemişse, bir iplik kopuşu ve dikiş kayması ile dikişin çözülmesi çok kolaydır. Dikkatli iplik seçimi, her bir dikişin iç sürtünmesini arttırarak, geri kaçma eğilimini azaltabilir. İğne ipliklerinin, bir veya daha fazla farklı ipliğin oluşturduğu, tek veya çoklu ilmekler arasından geçerek oluşturduğu dikiş tipinde halen geri kaçma eğilimi söz konusudur. Ancak iç sürtünmenin artışı ve pürüzsüz iplik yüzeyi durumunun ön plana çıkması ile çoğu kez iplikler fazla kaçmadan, dikiş içerisinde karışım ortaya çıkar. Diğer önemli husus ise, zayıf dikiş hatlarının sonlarının çapraz dikiş ile sağlamlaştırılmaları ve punteriz dikiş ile iplik sonlarının dikiş hattına alınmalarıdır.
Anlaşılacağı üzere, dikiş tipi, bir dikiş hattındaki ipliğin kopuşunu etkileyen ilk ihtimaldir ve dikişin ileride açılma derecesini belirler.
Dikiş kayması, bobin kopçasındaki hatadan veya ilmek yapısının iğne ipliğindeki ilmeği çekmesi ile ortaya çıkar. Eğri iğneler, iplik ölçüsü ve tipine uygun olmayan iğneler, yanlış iplik gerilimi, zayıf baskı ayağı ve iğne deliği ve açıklığının büyük oluşu dikiş kaymasını etkiler. Bu durumda kumaş iğne ile aşağı – yukarıya oynar, bu da istenmeyen bir durumdur.
Dikiş Rahatlığı
Bu faktör, ilk dört faktörün uygulanmasına bağlı olarak ortaya çıkacaktır. Dikişler kendi çevrelerinde, beden karşısında bağlanmış olabilirler ve vücuda bir çıkıntı veya sertlik hissi verebilirler. Bunun sebebi uygun olmayan dikiş adımı, dikiş veya dikiş ipliği seçimidir. İplik sonları veya etiket köşeleri de bölgesel rahatsızlık oluşturabilirler.
Bir dikiş beden karşısında bağlanmışsa, dikiş ipliği kopuşu yüksek bir olasılıktır ve kumaş uzamasının dikiş uzamasından daha fazla olacağı düşüncesi hakimdir. Bir dikiş rahatsız edici bir sırt oluşturuyorsa, bunun sebebi kapalı bir overlok veya açık dikişe göre daha hacimli ve emniyet dikişli bir dikiş hattının oluşturulmuş olmasıdır. Bunun alternatifi olan açık bir dikiş hem daha maliyetli hem de dikiş adımı tipleri bakımından yetersiz uzamaya sahip olacaktır. Sert bir tutum gösteren bir dikiş, kenarları düzgünleştirmek için yapılan overlok ve reçme dikişinde ilmek ipliği olarak tekstüre iplik kullanılarak yumuşatılabilir.
Karşılaşılan dikiş problemleri
Dikiş İpliğinin Kopması
Dikiş ipliği herhangi bir sebepten dolayı üzerinde meydana gelen gerilimin artması ile zayıf yerinden kopar. Dikiş ipliğinin kopması, uygun dikiş makinesi, dikiş tipi ve dikiş ipliğinin seçilmemesinden kaynaklanabilir. Bunlardan başka yüksek iplik gerilimleri, iğne ucu ile iğne gözünün bozuk olması ve çok kalın bir iğnenin kullanılması da dikiş ipliğinin kopmasına neden olabilir.
Endüstriyel düz dikiş makinelerinde, yüksek hızlı dikiş sırasında dikiş ipliklerinde hasarlar oluşmakta ve bu da mukavemet azalmasına sebep olmaktadır. Taramalı elektron mikroskopta (SEM) yapılan çekimlerde, hasarın daha çok iğne ipliğinin bağlantı noktasında ortaya çıktığı görülmektedir. Dikiş ipliğindeki liflerde, periyodik gerilimler sonucu yarıklar oluşmakta ve sonuçta iplik kopmaları meydana gelmektedir.
Dikiş Kayması
Dikiş kayması (açılması), kumaştaki dikişlerin yük etkisi altında açılması durumuna verilen isimdir. Dikiş kayması esas olarak kumaş yapısına bağlıdır. Dikiş kaymasına çok sık rastlanmamaktadır. Ancak gevşek yapılı kumaşlarda daha sık görülmektedir. Bir dikiş kendi yönüne dik açılarda esnediğinde dikiş kayması normal olarak meydana gelir. Eğer dikiş açılması göze çarpacak şekilde ise, dikiş kusuru olarak sayılır.
Kumaş mekanik özelliklerinden yola çıkılarak dikiş kayması üzerinde yapılan araştırmalar dikiş kaymasının, kumaşın eğilme, yırtılma ve şekil alabilirlik özelliklerinden etkilendiğini göstermiştir.
Düşük eğilme rijitliği, dikiş görünümü açısından zararlıdır. Bununla birlikte oldukça düşük şekil alabilirlik, kumaşın dikiş esnasında oluşan kuvvetlere adaptasyonunu önler, dikiş alanında dikişin oluştuğu noktada dikiş ipliğinin kütlesinden dolayı kumaş kesme deformasyonuna sebep olur. Bu yolla sebep olunan kumaş kesme deformasyonu, dikiş oluşum alanında kumaş uzaması ile sonuçlanır.
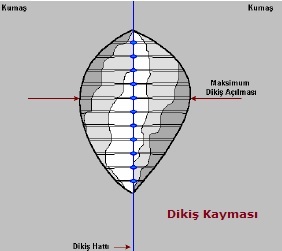
Dikiş kayması, kesme kuvvetlerinin arasındaki etkileşimden ve dikiş oluşum alanındaki kumaş uzamasından dolayı meydana gelen bir dikiş deformasyonudur.
Dikiş Sırıtması
İki kumaş parçası düz bir dikiş ile birleştirildiğinde ve yine bu dikiş dik açılarda zorlandığında, dikiş kopmadan önce iki kumaş arasında bir yarık açılabilir.
Bu, dikiş sırıtmasıdır ve dikiş gerilime ve yoğunluğu ayarlarıyla kontrol edilebilir.

Yapılan araştırmalar sonucu; dikiş sırıtma miktarının, dikiş sıklığı azalması ve iplik esnekliğinin artması ile arttığını göstermektedir. Kumaşa uygulanan yük, kumaş deformasyonuna ve daha sonra da dikiş deformasyonuna sebep olur. Bu nedenle, kumaş esnekliği artarsa, dikiş sırıtmasının miktarı azalır.
Dikiş Atlaması
Dikiş hattında, bir veya daha çok dikiş adımının oluşamaması dikiş atlaması olarak bilinir. Dikiş atlamaları dikiş oluşumunda, kavrayıcı veya lüperin iğne ipliği halkasını yakalayamamasından dolayı oluşur.
İyi bir dikişte, iplik hasarı ve kopuşunun yanı sıra, dikiş atlamasının da olmaması istenir. Özellikle zincir dikiş ve otomat dikiş makinelerinde bu durum daha da önemlidir. Seyrek dikiş atlamaları göz ile fark edilmeyebilir. Ancak bu atlamalar tamir edilmezlerse daha sonra dikişin tamamen sökülmesine yol açabilirler. Dikiş atlamasının nedenlerinden en önemlileri, iğne ile kavrayıcı uç arasındaki mesafenin ve dikiş plakası üzerindeki iğne deliğinin uygun olmamasıdır. Yanlış iğne sistemi, ipliğin hatalı geçirilmesi, baskı ayağı baskısının çok düşük olması ve kavrayıcı ucun veya lüperin ayar bozukluğu da dikiş atlamasına sebep olabilir. Dikiş atlaması probleminin düzeltilmesi için, dikiş makinesinin zamanlamasını düzenlemek, hatalı parçaları değiştirmek ve makineyi temizlemek gerekir.
Dikiş Büzülmesi
Konfeksiyon teknolojisinde büzülme, düz bir kumaş üzerinde dikiş hattı boyunca oluşmuş dalgalı görünümdür. Büzülme ya hemen ortaya çıkar ya da ilk başta ortaya çıkmayıp giysinin ütülenme, yıkanma gibi işlemlerinden sonra görülebilir.
Dikiş büzgüsü, sabit bir yük altında orijinal kumaş üzerinde dikilmiş kumaşın kalınlığındaki yüzdesel artış ölçülerek belirlenir.
Dikiş iğnesi, kumaşa her batışında atkı ve çözgü ipliklerini iterek onların yer değiştirmelerine sebep olur ve bu sırada birtakım gerilimlere maruz kalır. Bu gerilim; kumaşın yapısına, kalınlığına, mekanik özelliklerine, dikiş iğne aralığına ve dikiş uzunluğuna bağlıdır. Dikiş iğnesi, dikiş oluşum yönünde parçalar üzerinden ayrıldığında, iğne deliği açıklığı alanında atkı ve çözgü ipliklerinde kısmen ya da tamamen relaksasyon meydana gelir. Bu, atkı ve çözgü ipliklerinin elastik özelliklerine bağlıdır. Bu yüzden iğne ve bobin ipliğinin kilitlenme alanında aşınma kuvvetlerinden dolayı dikiş oluşumu anında çalışma parçaları sıkışır. Bu yolla meydana gelen dikiş merkezi yönündeki deformasyon, atkı ve çözgü ipliklerinin gerilimlerinde artışa sebep olabilir. Tekrarlı delinmeler boyunca, dikiş iğnesi kumaş atkı ve çözgü iplikleri arasında yönünü bulmak zorundadır ve iplikler tekrar birbirleri arasından itilirler. Atkı ve çözgü ipliklerinin tekrarlı yer değiştirmesinden dolayı tekstil yüzeyinde yapısal deformasyon meydana gelir. Eğer gerilim, elastikiyet sınırından daha yüksek olursa, kumaşta plastik deformasyon olarak kendini gösterir.
Bu deformasyon dikiş büzgüsü olarak yansır. Bu durum dikiş kalitesi üzerinde olumsuz bir etkiye sahiptir.
Dikiş büzgüsünün önemli sebeplerinden bir tanesi de dikiş makinesinin iğne-iplik tansiyonun iyi ayarlanmamış olmasıdır. Genelde iğne-iplik tansiyonunun yüksek olduğu dikiş makinelerinde dikiş büzgüleşmeleri meydana gelir. Böyle dikiş makinelerinde büzgüleşmeyi azaltmada sert iplikler yumuşak ipliklere göre daha uygundur. İğne-iplik tansiyonunun düşük olduğu makinelerde ise, yumuşak iplikler sert ipliklerden daha uygundur.
Dikiş büzüşmesine neden olan diğer önemli faktör ise yıkamadır. Günümüzde üretilen kumaşların büyük çoğunluğu sabit boyut niteliğini taşır. Kullanımları sırasında enden ve boydan çekmezler. Çünkü bu kumaşların hammaddeleri çoğunlukla sentetik veya sentetik-doğal liflerin karışımıdır. Doğal liflerden yapılan iplikler nemi emdikleri zaman çapları genişler ve boyları kısalır. Normalden fazla nemli pamuk ipliği ile dikilen kumaşta toplanma ve dikiş büzüşmesi meydana gelir. Kumaş kuruduğunda, iplikler eski uzunluklarına dönseler bile kumaş üzerindeki büzüşme kaybolmaz. Islak durumdaki pamuk ipliği %4–7 arasında çeker. Bu oran merserize pamuk ipliklerinde %3 tür. Yıkama suyunun sertlik derecesi de çekme oranını etkiler.
Astarlık Kumaşlar
Bilinçlenen ve tüketim alışkanlıkları değişen tüketiciler, bir giysinin dış kumaşına, görüntüsüne ve işçiliğine verdiği önemi ve dikkati, giysinin iç kısmını kaplayan malzemelere de vermektedirler.
Günümüzde konfeksiyon sanayinde önemi sürekli artan astarlık kumaşlar, giysinin tam bir bütünlük oluşturması için diğer yardımcı malzemeler ve aksesuarlar içerisinde ayrı bir öneme sahip olmaktadır.
Astarlık kumaşlar, giysilerin iç tarafının bir kısmını veya tamamını kaplayarak dikişleri örten, üst kumaşın tipine uygun ağırlığa, sağlamlığa, renge, tuşeye ve hareket yeteneğine sahip, kumaşlardır.
Astarlık kumaşlar insan vücuduyla ilk temas eden yüzeylerdir. İnsan vücudunun hareketleriyle birlikte sürtünmeye, gerilmeye vb. etkilere maruz kalır. Giysi kalitesi açısından bu kumaşlarda mukavemet önemlidir. Astarlık kumaşlardan beklenen en önemli özellik; giysinin kullanım sırasında fonksiyonelliğini ve rahatlığını bozmadan, giysi içindeki görünüşü daha net hale getirmektir. Ayrıca, dış kumaş ile aynı performans ve dayanım özelliklerine sahip olması, kullanım sırasında uygulanan temizleme işlemlerinden dolayı boyutsal değişiklik göstermemesi ve dış kumaş ile aynı zamanlarda ömrünü tamamlaması beklenmektedir. Uzun süreli kullanımlarda boncuklanma değerlerinin, aşınma ve kopma mukavemetlerinin, renk ve ter haslıklarının iyi sonuçlar vermesi tüketici tatmini açısından sağlanması gereken temel şartlardan bazılarıdır.
Elde edilecek olan kumaşın özellikleri göz önünde tutularak astarlık kumaş üretiminde genellikle viskon, floş asetat ve triasetat, naylon ve polyester elyafları ile bu elyafların karışımları kullanılır.
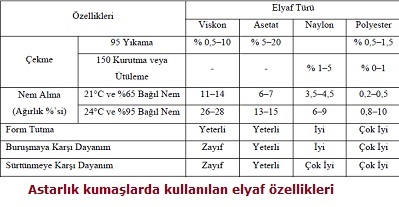
Viskon Astarlıklar
Viskon astarlıklar iyi bir su ve ter emme özelliklerine sahiptir. Bunun yanı sıra çabuk kırışma ve fazla çekme gibi dezavantajları vardır. Ayrıca ıslak mukavemetleri düşüktür. Bununla beraber, ipeğe benzer kaygan bir tuşe ve dökümlülük gösterirler.
Modifiye viskon elyaflar olan modal elyafların kullanıldığı astarlıklarda iyi form tutma, yüksek yaş mukavemet ve iyi statik elektriklenmeme özellikleri mevcuttur.
Floş Astarlıklar
Floş ipliği, viskonun kesiksiz filament formunda üretilen şeklidir. Yüksek parlaklık ve statik elektriklenmeme özelliklerine sahiptir. İyi su ve ter çekme özelliklerine rağmen ıslak mukavemeti çok azdır. Bu nedenle yıkamaya karşı hassastır. Floş astarlıklar yüksek dökümlülük ve ağır gramaj özelliklerine sahiptirler. İyi bir ısı yalıtımı sağladığı için özellikle yazlık giysilerde tercih edilmektedir. Bu astarlar çok kaygan olduğu için dikiş yerlerinde doku kayması oluşabilir. Bu sebeple uygun dikiş tipinin seçilmesi çok önemlidir. Fazla çekme gösterdiği için kesimde önce çekme oranları tespit edilerek gerekli pay bırakılmalıdır.
Asetat ve Triasetat Astarlıklar
Asetat lifleri diğer liflere göre daha düşük kopma mukavemetine sahiptirler. Esnek, kaygan, parlak, dökümlü ve buruşmaya karşı daha dirençlidirler. Çabuk ve iyi nem çekme özelliğinin yanı sıra bu nemi yüzeyinde tutarak kolay kuruma sağlarlar. Yıkama, ütüleme ve kuru temizlemede sararma ve çekme göstermemeleri, astar ile dış giysi arasında oluşabilecek boyutsal problemi azaltır.
Naylon Astarlıklar
Naylon astarlar oldukça sağlam ve hafiftirler. Bunlar en sağlam ve en hafif astarlar olarak nitelendirilebilir. Lifin özelliğinden kaynaklı iyi bir yaylanma, dökümlülük, elastikiyet, buruşmama, çabuk kuruma, yüksek kopma ve sürtünme mukavemeti gösterirler. Ancak sıcağa dayanıklı değildirler. İçerisinde bulunan antistatik materyale göre kiri çekme ve tutma özellikleri değiştirilebilir. Diğer elyaflarla karışım şeklinde kullanıldığında, naylon kumaşa direnç verir.
Polyester Astarlıklar
Polyester elyaf filaman ve tekstüre iplik şeklinde oluşturulur. Filaman halde olanlardan daha parlak ve normal dayanımlı astarlar elde edilir. Tekstüre polyesterden üretilen astarlar ise esnek yapı gösterirler. Polyester astarlar genellikle güçlü ancak elastisitesi az, tatmin edici dökümlülüğe sahip ve kumaş yapısında daha az hava boşlukları bulunan kumaşlardır. İncelik, mukavemet, buruşmazlık, termoplastik özellikleri sebebiyle iyi form tutma yeteneğine sahiptirler. Ancak statik elektriklenme ve boncuklaşma sorunu fazladır. Bu sebeple diğer ipliklerle karışım halinde kullanılır.
Astarlık Kumaşlarda Kullanılan Dokuma Örgüleri
Astarlık kumaşlar genellikle dokuma kumaşlardır. Fakat spor giysilerde yuvarlak ve çözgülü örme makinelerinden elde edilen örme astarlar da kullanılmaktadır. Dokuma astarlıklarda en sık rastlanan dokuma çeşitleri şunlardır;
Bezayağı örgülü dokuma kumaş
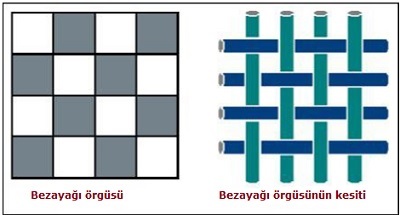
Hafif gramajlı astarlıkların dokunmasında en çok kullanılan dokuma tipidir.
Çözgü ve atkı ipliklerinin maksimum bağlantı yapmasından dolayı dayanıklı, kopma ve sürtünme mukavemetleri yüksek kumaşların elde edilmektedir.
Ancak bağlantı sayısının çokluğundan dolayı kumaşın esnekliği ve dökümlülüğü azdır.
Dikiş esnasında ve daha sonraki kullanımlarda, iplik ve dikiş kaymasına izin vermeyen dayanıklı bir kumaş yapısına sahiptir.
Ucuz ve fazla kullanım alanına sahip olmasından dolayı sıkça tercih edilen astar dokuma tipidir.
Dimi örgülü dokuma kumaş
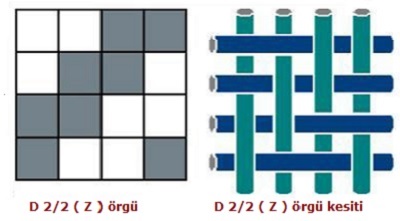
Dimi dokumanın kullanıldığı kumaşların en büyük özelliği, yüzeyindeki diyagonal çizgilerdir.
Bu sebeple, kumaşların esnekliği artmakta ve duruşmalıkları iyileşmektedir.
Bezayağı dokuma kumaşlara göre daha yüksek yırtılma mukavemetine sahiptirler.
Dimi dokumanın kullanıldığı astarlar, kesime ve işlemeye daha uygun ve dayanıklıdırlar.
Üzerlerine yapışan kiri kolay göstermezler.
Daha çok deri giysilerde, manto ve kaban astarlarında kullanılmaktadırlar.
Saten örgülü Dokuma kumaş
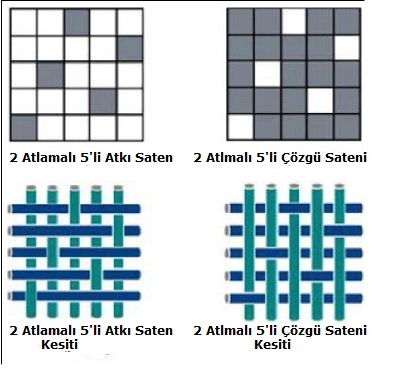
Astarlık kumaşların üretiminde en çok kullanılan dokuma tiplerinden birisi de saten dokumadır. Birim örgü raporundaki bağlantı sayısı azdır. Saten dokuma ile üretilen astarlıklar, kaygan, pürüzsüz bir yüzey, parlak görünüm ve dökümlülük gösterir. Parlaklığın sebebi, ipliklerin yüzme yapması sebebiyle ışığı daha iyi yansıtmalarıdır. En fazla 5’li saten dokuma kullanılmaktadır.
Dökümlülüğün iyi oluşundan dolayı palto, mont gibi giysilerde tercih edilir.
Ancak sürtünme dayanımı ve aşınma direnci düşüktür. Zamanla yüzme yapan ipliklerde kopma ve boncuklaşma görülür. İpliklerdeki kaymalar sebebiyle dikim sırasında dikkat edilmelidir. Dikiş kaymasına ve doku kaymasına son derece eğimli bir yapı oluşturdukları için optimum atkı ve çözgü sıklıkları uygulanmalıdır.
Astarlık Kumaşların Özellikleri
Düzgün yüzeyli yapay elyaf filamentleri ve diğer sentetik elyaflardan oluşan ve saten gibi uzun atlama yapan ipliklerin bulunduğu dokuma türlerinde dokunmuş astarlıklarda mevcut iplik ve dokuma özellikleri sebebiyle gevşek ve kaygan bir kumaş yapısı elde edilir. Bu nedenle dikiş kayması, kumaşın doku yapısının bozulması gibi olumsuz sonuçlar ortaya çıkmaktadır. Bunu önlemek için kumaşlarda belirli atkı ve çözgü sıklıklarına ulaşarak dikiş yerlerindeki iplik kaymalarını azaltılmaktadır. Yeterli atkı ve çözgü sıklığına ulaşılamadığı takdirde uygulamada “açma” olarak bilinen ve dikişsiz noktalarda bile zorlama ile ipliklerin kayması ve dokunun bozulması ortaya çıkmaktadır. Düşük atkı ve çözgü sıklıkları kumaşın örtücülüğünü azaltır. Dolayısıyla astardan beklenen en önemli özelliklerden birisi olan, üst kumaşın vücuda temasını önlemek, iç detayları ve hoş olmayan görüntüleri engellemesi fonksiyonunun yerine getirilememesine sebep vermektedir.
Astarlarda yüzey kayganlığı ve parlaklığı, kumaşın kirlenme süresinde ve dayanımında, temizlenmesinde ve sağlamlığında önemli rol oynar. Özellikle kaygan astarlar, kullanım sırasında kullanıcıya giysiyi kolay giyip çıkarma ve diz, omuz gibi eklem yerlerindeki hareketi yayarak üst kumaş formunu muhafaza etmektedir.
Kayganlığın en büyük zorluğu kesim esnasında yaşanmaktadır. Kaygan olmayan ve yüzeyi pürüzlü astarlar ise kullanım esnasında toplanmalar yapmaktadır. İpliği oluşturan elyafların tipi, inceliği, doku yapısı ve terbiye işlemleri astarlık kumaşların parlaklığını belirlemektedir. Sentetik lifler kimyasal bileşimlerine bağlı olarak mat, yarı mat ve parlak gibi farklı derecelere sahiptirler. Bağlantı noktalarının az olduğu saten dokuma kullanıldığında kumaşın parlaklığı artmaktadır. Üçgen kesitli trilobal polyester iplikler ışığı fazla yansıttıklarından dolayı sıkça kullanılmaktadırlar. Terbiye işlemleri sırasında, özellikle ön fikse ve aprede mümkün olan yüksek sıcaklıklara çıkılması parlaklığı arttırmaktadır.
Astarlık kumaşlarda renk uyumu, astarın dış kumaş rengi ile uyumlu olması ve astarın kendi içindeki renk uyumu açıdan incelenebilir. Açık en boyama prosesinde, kumaşın kenarlarına doğru boyanın daha az alınması ya da hiç alınmaması durumlarında astarın kendi içindeki renk uyumsuzluğu karşımıza çıkar. Kumaş üzerindeki renk varyasyonlarının en önemli sebepleri;
- Kumaşın yapısı ve içerdiği nem,
- Çözgü yoğunluğu, kenar kalınlığı ve ağırlıktaki varyasyonlar,
- Makinenin yetersiz basıncı, gerilim farkları ve sıcaklık dağılımı,
- Boya seçimi, sıcaklık kontrolü ve işlem süresi,
- Çevre şartları, fikse ve yıkama şartlarındaki değişimlerdir.
Rengin, yıkama, temizleme, sürtünme, ter ve ışık haslıkları diğer önemli noktalarıdır. Düşük haslık değerleri, terleme ve yıkama sırasında rengin akıp üst kumaşı boyanmasına neden olmaktadır.
Astarlık kumaşların, giysinin kullanım süresine uygun bir şekilde eskimesi beklenir. Ancak, bu seçilen astar tipinin yanı sıra giysinin kullanım şekli ve amacına da bağlıdır. Örneğin, çok sık kuru temizleme yapılan bir giysinin, dış kumaşına uygun kimyasal maddeler, astara ve astar dikişine zarar verebilir. Ayrıca, gevşek dokunmuş, hatalı iplikler içeren astarlıkların kaplama yapılarak kalınlaştırılması ve özelliklerinin iyileştirilmesi sağlanabilir.
Astarların yapıldığı iplik özellikleri, iplik sıklıkları ve dokuma yapısı kullanım sürecinde astarların karakteristiklerini koruyabilmelerine etki etmektedir. Örneğin, bezayağı bir astarlık kumaş, satenden daha dayanıklıdır. Polyester bir astarda artan iplik sıklığı, kıvrımı arttırdığı için kumaş mukavemetini bir noktadan sonra olumsuz yönde etkileyecektir.
Astarlık kumaşlarda yıkama ve kuru temizleme sonucunda oluşabilecek çekme ve sarkma miktarının kabul edilebilir oranlarda olması çok önemlidir. Astarın istenilenden fazla çekmesi durumunda dış kumaşta büzülme meydana gelir. Astarın sarkması durumunda ise, astarın etek ucu ve kol ağzından dışarıya çıktığı görülür. Bu durum, dış kumaş ile astarın yıkama ve temizleme özelliklerinin uyumunu ne denli önemli olduğunu bir kez daha gözler önüne sermektedir. Genellikle sentetik astarlarda fiksaj ve dokumada gerilimin düşürülmesi ile, selüloz bazlı astarlarda ise su çekme özelliğinin azaltılması ile boyutsal stabilite sağlanmaya çalışılmaktadır.
Buruşmazlık, bir astardan, kullanım esnasında beklenen en önemli özelliklerden birisidir. Önemli olan kullanılırken buruşan astarın, basınç ortadan kalktıktan sonra eski haline dönme hızı ve miktarıdır. Selüloz bazlı elyafların daha çok buruştuğu bilinmektedir.
Buruşmazlık özelliği, iplik özellikleri, terbiye koşulları ve dokuma yapısına da bağlıdır.
Lifleri keten; pamuk, viskon, asetat, naylon, polyester ve yün diye sıralarsak, baştan sona doğru buruşma eğilimi düşecektir. Astarlık kumaşlarda kullanılan uzun stapelli iplikler astarın buruşma eğilimini azaltırlar. Dokuma sıklığının artması ve ipliğe büküm verilmesi de buruşmayı azaltır. Ancak buruşmazlık özelliğinin arttırılması, dikim sırasında bazı zorlukları beraberinde getirir. Bu sorunlar terbiye işlemleri esnasında, sıcaklık ve basınç ile azaltılmaya çalışılmaktadır.
Bir astarın en uygun sürtünme dayanımı, kullanım esnasında karşılaşabileceği maksimum gerilme veya baskıya karşı koyabileceği noktadır. Özellikle gevşek yapılı astarlarda tespit edilen gerilim kuvvetleri ile sürtünme dayanımlarına mutlaka uyulmalıdır.
Sürtünme dayanımı, giysinin görüntüsünün bozulmaması açısından son derece önemlidir. Ancak, kol ağzı, etek ucu ve yakalarda sürtünmeden dolayı, astarlık kumaşın iplik konstrüksiyonu ve doku yapısına bağlı olarak pürüzlenme meydana gelebilir. Saten dokumada bu durumun oluşma olasılığı daha yüksektir. Aşınan elyafların kumaş yüzeyinde boncuklaşması sonucu kötü bir görüntü ortaya çıkmaktadır ve sentetik elyaflarda bunların temizlenmesi oldukça zordur.
Elyaflar naylon, polyester, pamuk, rayon, asetat diye sıralandığında, baştan sona doğru aşınma dayanımı düşer. Bu nedenle uygulamalarda asetat ve rayon, genellikle polyesterle, nadiren de naylon ile birlikte aynı astarlık kumaşlarda kullanılır. Bu durum kumaşa bir çift renk efekti sağlamaktadır.
Statik elektriklenme kumaş yüzeyindeki nem miktarına ve sürtünmeye bağlıdır.
Sentetik liflerde (rayon ve asetat hariç) nem miktarının azlığı havadaki elektrik yükünün daha fazla çekilmesine ve dolayısıyla bu liflerden yapılan astarların daha fazla elektriklenmesine sebep olmaktadır. Bu elektrik yüklenmesinin artması, giysinin kullanıcı üstüne yapışmasına, potluğa ve sertliğe yol açar. Özellikle sentetik astarlarda görülen bu durum, astarın kir ve tozu çekmesine ve dolayısıyla astar renginin değişerek parlaklığın azalmasına, kullanıcının rahatsız olmasına ve astardan istenilen fonksiyonların gerçekleşmemesine neden olur.
İnsan vücudunun sıcak ve soğukta rahat etmesi için nemin vücuttan dışarıya çıkması gerekir. Bu sebeple, özellikle vücutla temas eden astarın nemi çekmesi ve dışarıya iletiminin oldukça iyi olması gerekir. Aksi halde rahatsızlık hissi verecektir.
Astarın nem çekme özelliği
dokuma esnasında kullanılan dokuma türü, elyaf tipi ve uygulanan terbiye işlemleri ile ilgilidir. Kesik elyaflı, viskon astarlardaki nem çekme özelliği, polyester gibi filament ipliklerden oluşan astarlardan daha iyidir.
Ayrıca gevşek yapılı astarlar, sık dokunanlara göre daha çabuk nem alır ve verirler.
Bitim işlemleri prosesinde elyaflara iyi bir nem çekme özelliği kazandırılmalıdır.
Astarların genellikle dış kumaştan daha yumuşak olması istenir. Bunun nedeni ise vücut ile temas halinde olmasıdır. Bunun için de kullanılan iplikler aşırı bükümlü ve kalın olmamalı, genellikle ince iplikler tercih edilmelidir. Kullanılan iplik türü ve özellikleri açısından, asetat astar, polyester astardan daha dökümlüdür. Rayon astarlıklar ise, çok iyi döküm ve yumuşaklığa sahip olmalarına rağmen, genellikle daha gramajlı ve kalın olmaktadırlar. Boncuklaşma eğilimi fazla olduğundan dolayı rayon mutlaka polyester veya naylon ile karıştırılmalıdır.
Astarın Giysiye Kazandırdığı Özellikler
Astarlık kumaşlar, üst kumaşın özellikleri ile gösterdiği uyuma bağlı olarak, ürünün bütününe bazı önemli özellikleri kazandırabilirler. Giysiden beklenen konfor, dayanma süresi ve kullanım rahatlığı ile ilgili özellikler şunlardır;
- İmalat sırasında oluşabilecek iç yapı hataları ve detaylarını kapatarak esas kumaşın oluşturduğu açık kenarları kapatır.
- Detay ve dikişleri kapattığı için daha temiz çalışmayı ve dolayısıyla daha fazla işçilik maliyetini ortadan kaldırır, giysiye temiz bir görünüm sağlar.
- Kullanım esnasında, özellikle sürtünme katsayısı yüksek bir kumaş ile yapılmış giysilerde, kolay giyilip çıkarılma rahatlığı sağlar. Ayrıca giysinin kenarlarına takılma sorunu ya da ceplerin dönmesi gibi problemler minimize edilmiş olur.
- Giysinin, kullanıcı hareketleri ile çok fazla esnemesini ve bollaşmasını engelleyerek stabil bir yapı oluşmasına yardımcı olur.
- Dış kumaşın direkt vücut ile temasını engeller.
- Giysinin dikişlere takılarak ya da insan tenine değerek terden etkilenmesi gibi sorunları ortadan kaldırarak, mamulün kullanım ömrünü uzatır.
Astarlıklarda tüketiciyi etkileyen önemli özelliklerden birisi de dökümlülüğüdür. İstenen özelliklere göre; gevşek, kıvrak, sert, akıcı ya da kırılgan bir yapı taşıyan astarlıkların, dokununca hoş duygular yaratan, yumuşak kıvrımlar oluşturan, yoğunluğu hissedilebilen, esnek, kolay dikilebilen ve kullanıcıda rahatsız edici etkiler uyandırmayan özelliklere sahip olması gerekmektedir. Ancak zaman içinde kullanım ve dış giysi kumaşının yıkanması ve temizlenmesinde uygulanan yöntemler ile astarlar değişerek, kumaşın kimyasal anlamda yeni bir yapı kazanmasına, fiziksel olarak görünüşünün değişmesine sebep olmaktadır.
İplik çeşitleri
RENK EFEKTLİ FANTAZİ İPLİKLER
Melanj İplik:
Farklı renklerde liflerin karıştırılması ile oluşan renkli ipliğe denir. Karıştırma işlemi ya harman bölümünde ya da eğirme sırasında olur. Kullanılan yerler sweatshirt, tshirt ve eşofmanlardır. Bunların dışında erkek ve bayan dış giyiminde yünlü melanj ürünler kullanılmaktadır.
Vigoruex(vigure) İplik:
Liflerin şerit halinde boyanması ve farklı renklere sahip şeritlerin iplik makinesine beslenmesi sonucu elde edilen ipliklere denir. Melanja benzer bir renk efekti olan baskılı tülbentten üretilmiş kamgarn bir ipliktir.
Muline İplik:
Farklı renkte ipliklerin birbirine bükülmesi ile oluşan renk efektli ipliğe denir. 6 katlı ve çift bükümlü bir ipliktir. Muline iplik kullanılarak üretilen dokumalı öreme kumaşlar dayanıklı yapıları nedeniyle aşınmaya ve sürtünmeye maruz dış giyimde ağırlıklı kullanılırlar. Dokuma kumaşlardan, takım elbise, ceket, etek gibi öreme kumaşlardan ise kazak, hırka gibi ürünler üretilir.
Marl İplik:
Farklı renkte veya parlaklıkta iki ayrı fitilden eğrilmiş iki tek kat ipliğin bükülmesi ile elde edilen kamgarn iplik çeşidine denir. Tek Marl ipliklerinin katlı bükülmesi sonucu çift marl ipliği elde edilir. Değişik renkli veya farklı boyama özellikli iki tek kat kontinü flamentin katlanması ile marl efektli filament iplik üretilir.
Jaspe İplik:
İnce eğirme sırasında çeşitli renkteki ön ipliklerin birleştirilmesi ile oluşmuş melanj iplikten daha belirgin kırçıllı bir efekti olan bir ipliktir.
YAPISAL EFEKTLİ FANTAZİ İPLİKLER
Bukle iplik:
Üç katlı iplikten oluşur. Küçük sıkı halkalar geniş aralıklarla iplik gövdesinden dışarıya doğru çıkar.
Tüylendirilmiş İplik:
Ştapel lifli iplikte yüzeydeki iplerin fırçalanmış yumuşak ve kabarık bir efekt verilmiş halidir.
Şönil İplik:
Kadifemsi ve tüylü yüzey kazanılması için çekirdek iplik üzerine katı lif yerleştirilmiş ipliktir.
Türbişon İplik:
Gevşek bükümlü ve çok bükümlü ipliğin bir arada bükülmesinden elde edilir. Değişik numaralı iplikler beraberce bükülürken ince numaralı iplik kalın numaralı ipliğin etrafına sarılır.
Flok İplik:
Katlı iplikte düzgün aralıklarla yuvarlak gövdede ana iplik bükümü ile tutulmaktadır. · Buket İplik: Az bükümlü iplik, düzgünsüz olarak ince ve kıvrak iplikle yapılan halkalarla ana ipliğe bağlantılıdır.
Nope İplik:
İplik üzerindeki rastgele aralıklarla yuvarlak lif demetleri kumaş üzere uygulanır. Nope ya da yapay lif ile bükülür.
Kabarık İplik:
Çok katlı iplikte ipliğin birisi diğeri üzerine sarılırken bazı yerlerde sarım fazla olur ve kabarıklık meydana gelir. Ana iplikte düğüm efektli ortaya çıkar.
Ratin İplik:
Çekirdek iplik pürüzlü yüzeyle ve bu ipliğe kısa aralıklı küçük halkalı ikinci ipliğin bağlantısıdır.
Çekirdek İplik:
İnce yuvarlak veya oval kabarık şekiller ana ipliğin üzerine periyodik aralıklar ile bükülmüş veya kurulmuş şekildedir.
Şantuk İplik:
Rastgele mesafelerden ince ve kalın ipliğin farklı bükümlerde yapılmasıdır.
Spiral İplik:
İki katlı iplikten bir tanesi az bükümlü yumuşak, diğer kalın iplikdir. Kalın iplik ince ipliğin etrafına spiral olarak sarılır.
Splask İplik:
Düzgün ana iplik üzerine düzenli aralıklar ile büyütülmüş veya kabartılmış ipliğin sarılmasıdır. Bu olay büküm sayesinde olur.
İnce ve Kalın İplik:
Uzun periyotlu ince ve kalın kısımlardan meydana gelen ipliklerdir.
Kaplama İplik:
Elastan iplik, çekirdek olarak ortada kalıp diğer herhangi bir liften üretilmiş iplik elastan ipliğin üzerine sarılır. İpliğin elastikiyeti ile ilave kaplama ipliğin uzama ile savlıdır. Özellikle dokumacılıkta önemli olan elastikiyet ipliğin kaplam anında uzamasını sağlar.
Makarna İplik:
Temel iplik üzerine şerit beslenerek oluşturulmuş dalgalı görünüme sahip ipliktir.
Sakallı Fantezi İplik:
Elyaf uçlar dışarıya çıkmış şekilde tüylü bir yapıya sahip olan fantezi ipliktir.
Zincirli Bükümlü Fantezi İplik:
İki farklı renkte bükümlü ipliklerin birlikte katlanarak bükülmesi ile oluşturulmuş fantezi ipliktir.
Alev Büküm İplik:
Büküm işlemi sırasında yumuşak fantezi iplikler düzenli aralıklar gerilmekte ve kalınlaşmakta böylece alev biçimi elde edilen fantezi bükümlü ipliklerdir.
Halkalı Büküm İplik:
Büküm işlemi sırasında fantezi ipliğin temel ipliğin etrafında halkalar oluşturması ile elde edilen ipliktir.
FARKLI İPLİKLERLE OLUŞTURULAN FANTAZİ İPLİKLER
Buklet Bükümler:
İki basamaklı bükümlerdir. Üste sarılan yumuşak ve kalın iplik fanteziliği oluşturur. Tipik bukle karakteri, büküm yönünün tersine doğru yapılan büküm işlemiyle ortaya çıkar.
İlmek Havlı İplikler:
Bukle bükümlerin yapısına benzemektedir. Fanteziliği oluşturun iplik genellikle daha incedir. Bükümlü ipliğin kıvrımları daha incedir.
Boncuk Bükümlü İplik:
Farklı iplik bükümleriyle elde edilen fantezi bükümlere boncuk bükümler denir. Boncuk bükümler Z ve S yönünde bükülmüş ipliklerden meydana gelir.
Chenille Bükümlü İplik:
Dokuma ipliklerle elde edilen kabarık fantezi bükümlere chenille (şönil) ya da tırtıl bükümler denir.
TEKSTÜRİZASYON YOLUYLA ELDE EDİLEN FANTAZİ İPLİKLER
Yalancı Bükümlü İplik:
Filamentler ısıtılmış bir bölümden geçmekte ve hızla dönen bir döndürücü yardımıyla istenilen biçimde bükülmektedir. Bu büküm ısıtıcı yardımıyla fikse edilir. Döndürücü ile çekim silindiri arasında filamentler yeniden çözülmekte, fikse edilmiş kıvrım ise korunmaktadır. Yalancı büküm yöntemi, en ucuz ve bu nedenle de en yaygın olan yöntemdir.
Dişlilerle Kıvrımlı İplik:
Filamentler ısıtılmış bir kanalda dişliler yardımıyla bükülmektedir. Boy yönünden preslenen ipliklere sürekli bir kıvrım kazandırılır.
Örme-Sökme İplik:
Filamentler örülür, örgü yüzeyi ısıyla fikse edilir ve yeniden sökülür.
GİPE İPLİK
Normal ipliklere yüksek elastomerik özellikler (esneme-geri toplama) kazandırmak amacıyla, ipliğin elastan ile birleştirilmesiyle elde edilen ipliğe gipe ipliği denir. Gipe iplikleri kuvvet altında uzayabilir ve kuvvet ortadan kaldırıldığında kendi boyuna geri döner.
Basınçlı hava yardımıyla tekstüre ipliklerin, elastanla birleştirilmesi sonucunda (gipe makinelerinde) elde edilebileceği gibi tekstüre işlemi esnasında (Kombi tekstüre makinelerinde) elastanın doğrudan beslenmesiyle de elde edilebilir. Ayrıca gipe ipliği üretiminde büküm giderek yaygınlaşmaktadır. Filament iplikler hem de doğal elyaflar elastan ile tek ve çift katlı olmak üzere bükülebilmekte; bu sayede elastanın, elyafın tam olarak içerisine hapsolması ve kumaş yüzeyinde görünmeyen bir yapıya kavuşması sağlanmaktadır.
DİKİŞ İPLİKLERİ
Giysilerde kullanılan yardımcı malzemeler içinde önemli bir yer tutan dikiş iplikleri bir veya daha fazla işlemle en az veya daha fazla tek katlı ya da kablolaştırılmış ipliklerin birbiriyle bükülmesi suretiyle elde edilen ve dikiş işleminde kullanılan özel türde katlı bükümlü ipliklerdir.
Dikiş iplikleri, dikiş sırasında makine parçalarından geçerken Z (saat dönüş yönü) büküm alacak şekilde etkilenmektedir. Bu nedenle bir dikiş ipliğinin Z büküm yönünde olması zorunludur. Son aşamasındaki büküm yönü de S (saat dönüş yönünün tersi) olan bir ipliğin çok kısa dikiş mesafelerinde bile bükümünün açıldığı, tek katının aşındığı ve koptuğu görülmektedir. Dikiş ipliğinin son aşamasındaki büküm yönü Z olması gerektiği gibi, tek katının büküm yönü de S olmalıdır. Aksi halde iplik katları birbiriyle birleşemez ve düzgün bir yapı oluşturulamaz.
Dikiş iplikleri genel olarak, üç adet basit iplikten ya da katlı bükülmüş bir iplikten oluşmaktadır, yani üç katlıdır. Üç katlı iplik yumuşaktır, kapalı bir yüzeye sahiptir, iyi bir dikiş görünümü verir ve kesinti meydana getirmeden işlenmeye uygundur. Dikiş ipliklerinin çeşitleri iki katlı ve çok basamaklı çift kat iplikleri de kapsar; bunlar makine tekniği ile ilgili noktaların ve dikiş pozisyonların dikkate alınması ile çoğu zaman çok özel işlemler için kullanılır. Kesiksiz dikiş iplikleri; denye sistemine göre, eğirilmiş çok katlı iplik olarak satışa sunulmaktadır.
Örneğin;
Nm 100/3, Nm 100’e ait kaç tane ipliğin eğrilerek birleştirildiğini belirtir. Numaradaki taksimin arkasındaki 3 sayısı kat hakkında bilgi verilir. Katlı bükülmüş bu ipliğin 100 metresi 3 gram ya da 33,3 metresi 1 gram ağırlığındadır. Pamuklu ve ketenden oluşan mamullerde daha çok İngiliz numaralandırma sistemi kullanılır.
Dikiş ipliklerinde doğal veya sentetik elyaflar ya da doğal ve sentetik elyafların karışımları kullanılır. Doğal elyaftan yapılan dikiş iplikleri genellikle pamuk, sentetik elyaftan yapılan dikiş iplikleri ise polyester ve naylondur. Sentetik dikiş ipliği kesilmiş ştapel ya da kesiksiz elyaftan yapılabilir. Karılım dikiş iplikleri genellikle pamuk / polyester karılım ile yapılır.
Dikiş iplikler üç şekilde oluşturulur: Monofil iplik, çok katlı iplik ve nüveli (ilikli) ipliklerdir;
Monofil İplikler:
Genellikle poliamid hammaddesinden üretilen sonsuz uzunlukta saydam, tek kalın dikiş iplikleridir. Monofil dikiş iplikleri sağlam ve esnektir, dikildiği kumaşa renk açısından uyum sağlar, ancak sürtünmesi fazla olduğundan iğne ısınması çok yüksektir.
Çok Katlı İplikler:
İki veya daha fazla ipliğin bir arada bükülmesi ile oluşurlar.
Nüveli (Core spun) İplikler:
Filament olarak sentetikten yapılan ipliğin çevresine pamuktan veya sentetikten ştapel elyaftan bir kılıf geçirilerek oluşturulan ipliklerdir. İpliğin gövdesi sentetikten olduğu için ipliğin sürtünmesi azdır.
Yeni teknolojilerin gelişmesiyle birlikte tekstil materyalleri de çeşitlik kazanmaktadır. Ayrıca kullanıcıların ürünlerden beklediği yüksek performans ve özelliklerin sağlanabilmesi için ipliklerde de yeni özellikler aranmaya başlamıştır.
Teknik tekstiller sektörü çok hızla büyüyen ve artık günümüzde artan önemi ile global bir pazar ürünü haline dönüşmektedir. Diğer bilim alanlarındaki gelişmeler ile teknik ipliklerdeki gelişmeler de hızlanmıştır ve bu hızlanma bir zorunluluktur.
Son yıllarda öne çıkan özel iplikler, üründen istenen teknik fonksiyonu karşılamak üzere üretilen ipliklerdir. Teknik iplikler, malzeme bilimi, nano teknoloji ve gelişen diğer bilim dallarının da katkısı ile çok farklı özelliklere sahip olabilmektedir. Bu çeşit iplikler her geçen gün çeşitlenmektedir. Teknik iplikler, tekstil sektörünün yanı sıra diğer sektörlerde (otomotiv, inşaat, jeotekstil vb.) yeni uygulama alanları sağlayabilmesi sebebiyle tercih edilmektedir.
Yansıtıcı İplikler
Yansıtıcı malzemelerin kullanım alanları çeşitlilik göstermektedir. Kullanım alanlarına örnek olarak tenis ayakkabıları, bisiklet tekerlekleri, eşofmanlar vb. pek çok spor malzemeleri örnek olarak verilebilir.
Bunun dışında trafikte kullanılan levhalar, reklam işaretleri gibi daha pek çok kullanım alanları bulunmaktadır. Böylece gece görmenin mümkün olması sağlanabilmektedir. Bu yansıtıcı malzemeler farklı renklerde (kırmızı, sarı, mavi, yeşil, turuncu vb.) olabilir. Güvenli ve kolay bir şekilde seyahat edebilmek için olanak sağlar.
Güvenlik amaçlı olarak aktif giyim, spor giyim ve çocuk giyiminde yansıtıcı malzemeler olarak geliştirilmiştir. Farklı özelliklere sahip yansıtıcı ipliklerin kullanımı ile ürünlerde çeşitlilik sağlanmıştır. Yansıtıcı malzemeler araç ve gereçlerde aksesuar olarak veya giysilere dikerek ya da yapıştırılarak kullanılmaktadır. Ayrıca bu malzemelerin pek çoğunun yıkama ve ütüleme bakımları kolaydır. Yansıtıcı iplik üretim alanlarındaki gelişmeler sayesinde ipliklere hem farklı özellikler hem de kullanımları kolay yeni ürünler kazandırılmıştır.
Yansıtıcı iplik çeşitlerinin bazıları aşağıda görülmektedir;
- Işıldayan (luminescent) iplikler,
- Fosforlu (phosphorescent) iplikler,
- Prizmatik (prizmatico) iplikler,
- Işığı geri yansıtan (retroreflective) ya da foto ışıldayan iplikler,
- Elektrikle ışıldayan (electroluminescent) iplikler
Bu iplik çeşitlerini üreten farklı firmalar bulunmaktadır. Geliştirilen ürünleri için de patentler alınmaktadır. Bazı üreticiler yansıtıcı iplikler ile yumuşak ve konforlu kumaşlar dokumaktadır. Böylece kayak giysileri, bisikletçi giysileri ve diğer iş giysilerinde (polis üniforması vb.) ideal giysi yapımı mümkün olabilmektedir.
Işıldayan İplikler
Bu iplik tipleri de floresan ve parlayan olarak ikiye ayrılabilir.
Floresan grubundaki iplikler yoğun floresan renkleriyle karakterize edilirler. Dış bir kaynaktan radyasyona maruz kalmaları durumunda ışık yayarlar.
Diğer yandan, parlayan tip iplikler gece kendi kendilerine ışık yayarlar. Bu iki tip iplik ayrı ayrı ya da beraberce dokuma ya da örme mamulün (çorap, eldiven vb.) bölümlerinde kullanılır. Böylece bu ürünler, hem ışıldama ile görsel bir güzellik hem de gece uyarı işareti olarak hizmet ederler. Bu ipliklerin üretiminde sentetik reçine, partikül büyüklüğü 1-5 μm arasında değişen ağırlıkça % 0, 2-3 floresan malzemeler kullanılır. Sentetik reçine poliamid, poliester, akrilik, polivinil asetat, polivinil alkol, polietilen ve polivinil kloritten seçilir.
Floresan elastik iplikler de içlerinde floresan ajan bulunan spin finish yağı ile yapılabilirler. UV altında çıplak gözle görülebilirler. Bu özelliklere sahip bir ürün olan Scotchlite TM iplikler poliester film üzerine (1mm ya da 2mm kalınlıkta) tek ya da çift taraflı olarak “gümüş transfer film” laminasyonu ile elde edilir. Bu iplikler 1/23 inç, 1/32 inç, 1/69 inç vb. gibi genişliklerde kesilir. Farklı renklerde ışık yayabilen parlayan iplik hazırlamak mümkündür. 3M™ Scotchlite™ yansıtıcı malzeme, beyaz giysiden 1500 kez daha parlak yansıma yapmaktadır.
Fosforlu İplikler
Bu iplikler, güneşten ya da herhangi bir ışık kaynağından enerjiyi absorblayan ve saklayan ayrıca karanlıkta görülebilecek şekilde bu ışığı yayabilen karakteristiğe sahiplerdir. Absorblama, saklama ve yayma döngüsü pratik olarak sonsuzdur. Swicofil AG tarafından üretilen parıltılı iplikler güçlü ışık emme, saklama ve yayma özelliğine sahip malzemelerdir. 3 dakika güneş ışığı absorbe ettikten sonra yaklaşık 20 dakika ışıldama yapabilir. Bir saat güneş ışığı absorblaması halinde ise 3 saat kesintisiz ışık yayabilecek kabiliyete sahiptir. Işık absorblama prosesi belirsiz bir şekilde tekrarlayabilir. Başlıca kullanım alanları;
- Perdeler
- Tişörtler
- Mobilya döşemelikleri
- Masa örtüleri
- Paspaslar
- Yatak örtüleri
- Cibinlikler
Vb alanlarda kullanılmaktadır.
Bu ipliklerin üretimi ise farklı şekillerde yapılabilir;
- Termoplastik polimerin ışıldayan pigmentlerle karıştırılıp, eritilerek lif çekimi yapılması ile üretilenler.
- İki polimer film arasına ışıldayan tozun yerleştirilmesi ile çift katlı lamine iplik olarak üretilenler.
- Boyama esnasında doğal ya da suni stapel ipliklere, ışıldayan pigmentler ya da ışık geçiren doğal ya da sentetik bağlayıcılar ilave edilerek üretilenler.
Bu ipliklerin aşınma dayanımları oldukça iyidir.
- Işıldayan etki, ipliğin uygun aktive edilmiş metal tuz kristallerine batırılması ile sağlanabilir. Tuzlar, ZnS ya da Ca, Sr, Cd, Ba ya da Mg sülfitleri de olabilir. Kristaller tüm ipliğin üzerine yayılır. Bu iplikler halı, kilim ve çoraplarda istenen deseni üretmede kullanılabilir.
Prizmatik İplikler
Bu iplik, metalize edilmiş film üzerindeki lazer baskılı desenle verilmiş bir etkidir. Bu iplikler boyanmaz. Gümüş, Altın ve diğer renklerde üretilebilir. Ledal Spa tarafından üretilen bu iplikler, giyen kişiyi gündüz, gece ya da az ışık şartlarında yüksek görünürlük sağlamak amacıyla özellikle gece güvenliği daha da arttırmak için yapılmıştır. Spor aktiitesi yapan kişiler (atletizimciler, bisikietçiler gibi). Otoyol çalışanları bu tip ürünlerden yararlanan kesime örnek olarak verilebilir.
Işığı Geri Yansıtan İplikler
Bu ipliklerden yapılan ürünler; kullanan kişilere gündüz, gece ya da zayıf ışık şartlarında yüksek görünürlük sağlamaktadır. Dokunabilir, örülebilir işlenebilir ya da kumaşın estetik görünüşünü bozmadan kumaşa uygulanabilir. Sadece güvenlik amaçlı değil, aynı zamanda giysi, ayakkabı, çanta ve çeşitli ürünlerde dekoratif amaçlı ışığı geri yansıtan iplikler kullanılabilir. Gündüz güzel renkler belirirken, gece de gümüş beyaza dönerler. Işığı geri yansıtan iplikler 0,38 mm genişliğinde bölünmüş ve her iki yüzeyine suya dayanıklı esnek reçineler yardımıyla boncuk büyüklüğü 10-50 mm olan binlerce inci ya da mikro cam boncuk ile birleştirilmiş ince termal plastik film şeklinde üretilir.
Elektrikle Işıldayan (EL) İplikler
Işıldayan malzemelerin uyarılması için ışık kaynağı gerekirken elektrikle ışıldayan malzemelerde ise malzemenin yüksek frekans elektrik alımına maruz kalması esastır. EL iplikler bir pil tarafından desteklendiğinde ışık yayan ipliklerdir. Manchester Üniversitesinde yapılan araştırmalar sonucunda geliştirilmiş bu ipliklerin üzeri elektrikle ışıldayan mürekkep ve koruyucu bir transparan kapsülleme kaplı tabaka, içinden akım geçince ışık yayan iletken bir çekirdek ve bunun dışında iletken iplik bulunur. Bu iplikler ile örme ya da dokuma kumaş ürünler elde edilebilir.
Nem ve aşınmadan koruyabilmek için kaplanmış tabakanın üstü, transparan iletken olmayan esnek kapsülleme tabakası bulunur. İkinci elektrot, benzer bir elektrik iletken iplik ya da ince bakır tel içerir.
Metal İplikler
Metal iplikler, naylon ve rayon ipliklerden binlerce yıl önce yaratılmış ilk suni ipliklerdir. Günümüzde alüminyum ile kaplanmış plastik ve naylon iplikler, altın ve gümüşün yerini almaktadır. Metal iplikler transparan plastik film ile kaplanarak paslanma minimuma indirilebilmektedir. En yaygın film ise Lurex poliesterdir. Plastik tabakalar arasına sıkıştırılan metal flamentler daha güçlü ve daha sağlamdır. Tuşe daha yumuşaktır. Renklendirmek için pigmentler kullanılabilir. Bu tip metal iplikler tekstilde daha çok kullanılmaktadır. Metal iplikler insan cildine temas ettiğinde rahatsızlık verebilir. Bu durumda metal liflerin doğal ya da sentetik lifler ile karıştırılmasıyla elde edilen metal kompozit iplikler ya da özlü iplik, sarım iplik veya örgü ipliklerin kullanımıyla ile aşılmıştır. Metal kompozit ipliklerden yapılmış iplikler iletkenliğin yanı sıra iyi aşınma dayanımı, anti elektrik ve anti aşınma özelliklerine sahiptir. Bu iplikler %100 oranında kumaş yapımında kullanılabilir ama maliyeti azaltmak için normal ipliklerle beraber belli aralıklarla kumaş içine yerleştirilebilir. Elirex olarak adlandırılan Lurex iplikler, metaloplastik iplikle gipe edilmiş yuvarlak viskon, poliamid veya poliester bir çekirdek üzerine bükülmüş ipliklerdir. Elinox olarak isimlendirilen iplikler ise teknik kumaşlarda ya da moda amaçlı kullanılan paslanmaz çelik ipliklere örnek verilebilir. Ring eğirme ile pamuk ve gümüş kaplı bakır telden kor iplik üretilerek elektromanyetik kalkanlama özellikleri araştırılmıştır. Bu iplikten yapılan örme kumaş için yüksek frekanslarda daha geniş band genişliğinde düşük yansıma kaybı tespit edilmiştir. Elektronik tekstillere talep, sensörler, elektrostatik boşaltım, elektromanyetik interferans kalkan, tozsuz giysiler, askeri uygulamalar, giyside data transferi gibi endüstriyel uygulamalar için hızla büyümektedir. Metal ipliklerin yüksek elektriksel iletkenliği mükemmel elektromanyetik kalkan karakteristiklerine sahip olmasını sağlamaktadır.
Jeogrid’ler metal ve diğer sentetik ipliklerden yapılmış kompozit ipliklerdir.
Jeogridlerde özel olarak geliştirilmiş yüksek mukavemetli, yüksek yoğunluklu polietilen malzemeler kullanılır. Tenax geogridlerinin başlıca özellikleri;
- Esnek
- Yüksek dayanımlı
- Düşük sünmeli
- Kimyasal biyolojik
- V. etkilerine karşı korumalı ve yapım aşamasındaki olumsuz koşullardan minimum etkilenen
Bir yapı malzemesidir.
Jeogridler dayanıklı, uzun ömürlü güvenilir, düşük maliyetli, sismik ve dinamik yüklerle dayanımlıdır Statex tarafından üretilen SHIELDEX metalize lifler/ iplikler (%99 gümüş ile kaplanmış naylon) halılarda, dokuma, örme ve dokusuz yüzeylerde devamlı antistatik performans sağlarlar. Shieldex Ultra-Flex bantlar ise hem esnek hem de yırtılmaya karşı dayanıklıdır. Bakır ve kalay ile metalize edilmiş poliamid filament dokusuz yüzeyden üretilen Ultra-Flex bant korozyona karşı dayanıklı ve yüksek iletkenliğe sahiptir.
Antimikrobakriyal İplikler
Mikroorganizmalar gözle görülemeyecek kadar küçük organizmalardır. Bu kapsamda; bakteri, mantar, alg ve virüsler bulunmaktadır. Kullanım ve saklama esnasında mikroorganizmaların tekstil üzerinde çoğalması hem tekstil ürününü negatif yönde etkiler hem de giyen kişi için sağlık sorunlarına sebep olur. Mikrobik enfeksiyon, yaşayan ya da yaşamayan cisme tehlike oluşturabilir. Tekstilde istenmeyen etkileri lekeleme, renk bozulması, mukavemet ve diğer özelliklerin bozulması şeklindedir. Tıbbi amaçlı kullanılan antimikrobiyal ürünlerden etkin bir koruma sağlanması beklenir. Böylece çevrenin steril kalması temin edilir. Giyim ve ev tekstilindeki uygulamalar koku ve leke kontrolünü sağlamaktadır. Uygun antimikrobik sistemin seçilmesi önemlidir ve bazı kriterler göz önüne alınmalıdır. İlk önce istenen antimikrobik aktivitenin tipinin belirlenmesi gerekir. İkinci olarak hangi sitemle uygulanacak buna karar verilmesi gerekir. Body Fresh iplik nanogümüş işlem görmüş ipliklerdir.
Güç Tutuşur (Yanmaz) İplikler
Nomex (Meta-aramid), Twaron ( Para-aramid) ve Panox alev almaz ( Akrilik) liflerden üretilen iplikler, metal sıçramalara, elektrik arklarına karşı korunma, endüstriyel ve askeri uygulamalara yönelik kumaşta aranan farklı özelliklerin elde edilebilmesi için üretilen bütün özellikle alev almaz ( yanmaz) ipliklerdir.
Koruyucu İplikler
Liflerin üzerine aktarılan UV absorblayıcı maddeler yardımıyla liflerden geçen transmisyon değeri düşürülebilmektedir. Ayrıca UV absorblayıcılarının ipliklerin içinde uygulanması, bir giysinin UV korunma faktörünü büyük ölçüde geliştirmektedir.
Antistatik İplik
Bu iplik, antistatik tekstil ürünlerini üretmek için kullanılır. Bu ürünler kişinin cildinde biriken statik elektriği toplayarak yükü boşaltırlar. Ayrıca elektromanyetik radyasyona karşı bariyer gibi davranırlar. Antistatik tekstiller, yanabilir sıvı ve gazlar ile çalışılması esnasında elektrikli parçaların hasar görmesini, yangının ve patlamayı önlemede yararlanırlar. Özellikle yarı iletken ve elektronik endüstrisinde, statik elektrik eğer kontrol edilmezse, ürün hasarına ve makine duruşuna, kayıp işçi zamanına yani işgücü gibi bazı sonuçlara sebep olur.
Antistatik özellikler tekstillere farklı şekillerde kazandırılabilir;
- Doğal ya da sentetik liflerle iletken liflerin kombinasyonu ile antistatik ipliklerin kullanılması
- Karbon, polipirol, poplinlin vb. gibi iletken polimerler ya da metal ile kaplanarak elde edilen elektro-iletkenliğin kazandırılması
Antistatik iplikler PA, PP, PET, PAC ve diğer liflerin kombinasyonu ile üretilirler. Kalıcı antistatik yayıcı iplikler, yüzeylerde biriken statik elektriği dağıtmak için kullanılır. OE (Open-End) tekniği ile çekirdekte paslanmaz çelik tel, örtü lifi olarak ise paslanmaz çelik, kevlar ve viskon kesik elyafının (elyaf: lif kümesi demektir) kullanıldığı DREF III iplikler bu amaçla üretilmiştir. Yine kaplama metodu ile merkezde Bakır, sargı lifi olarak da paslanmaz çelik içeren kompozit ipliklerden yapılan kumaşlarda elektromanyetik radyasyona karşı koruyucu özellikte kompozit malzeme üretiminde güçlendirici eleman olarak kullanılmışlardır. OE friksiyon iplik eğirme tekniği ile de kompozit iplikler üretilmiştir. Bu ipliklerden elektromanyetik ekranlama ve elektrostatik deşarj özelliklerini sağlayan iletken dokuma kumaşlar üretilmiştir.
Antistres İplik
İplikte antistres özellikler, ipliğe elektromanyetik kalkan özelliği, ant-statik özellikler, UV kalkan özelliği, antimikrobakteriyal özellik vb. Çeşitli özeliklerin kazandırılması ile elde edilebilirler. Antistres değeri Polarity Test Terapi (PTT) cihazı ile ölçülebilirler. İletken lifler içeren antistatik iplik aynı zamanda antistres ipliktir. Elektromanyetik dalgalar, doğal serotoni ve melatonin hormonlarımızın azalmasına neden olur. Bu hormanlar bazı patonejik etkilere karşı koruma ve uyku düzenimize rehberlik etmeye yardımcı olan hormanlardır. Antistres ipliklerden yapılmış ürünler giyen kişiye PTT cihazına göre %29-30 rahatlama sağlamaktadır.
Antialerjik İplik
Antialerjik tekstiller, alerjinin sebep olduğu nefes darlığı problemini indirgeyerek daha iyi solunum yapılmasını sağlar. Dolayısı ile akciğer kapasitesini arttırır. Ayrıca B ve C vitaminlerin emilimini arttırır. Migren rahatlaması vb. olumlu etkiler Sağlar. Alerjen tutucu ürünler alerjik nesneler için önerilir. Toz maytlarına karşı alerjisi olan hastalar için yatak ve yastık kılıfları, saman nezlesi kişiler için polen maskeleri önerilir. Alerjilere sebep olan ana sebepler polen ve maytlardan serbest kalan alerjik proteinlerdir.son zamanlarda geliştirilen Ftalosiyanin (Pc) boyanmış iplikler alerjik proteinleri absorbe edebilir. Bu iplikler, atopik hastalar için çoraplar ve kumaşlar dahil olmak üzere, iç çamaşırları ve antialerjik maskelerin üretiminde yaygın potansiyele sahiptir. Antialerjik tekstiller aynı zamanda gümüş kaplı ipliklerden de yapılabilir.
Antep kutnu kumaş
Antep Kutnu Kumaşı, Gaziantep’te yüzyıllardır üretilen ve kullanılan genellikle çözgü sateni veya bez ayağı örgü ile dokunan, boyuna çizgili desenlerden oluşan bir tür atlas kumaştır. Çözgüsü ince ipek, atkısı pamuk ve ipek karışık atılmış, çoğunlukla yollu bir kumaştır. Zamanla çözgüsü suni ipek (floş) iplik, atkısı pamuk iplik kullanılmaya başlanmıştır.

Kumaşın atkı sıklığı ve çözgüsüne göre:
- Çözgü tel sayısı 4000-5000 arası olan, örgüsü atlas saten olan kumaşlar “kutnu kumaş”,
- Çözgü tel sayısı 3000-4000 arası olan; örgüsü bez ayağı, düz çizgili bağlama batik motifli olan kumaşlar “meydanîye kutnu kumaş”,
- Çözgü tel sayısı 2000-3000 arası olan; örgüsü bez ayağı, düz çizgili ve bağlamalı batik tekniği ile kendiliğinden oluşan desenli kumaşlar, “alaca kutnu kumaş” olarak adlandırılmaktadır.
Renkli çözgülerin oluşturduğu boyuna çizgili yolların genişlikleri, renkleri ve desenlerine göre aşağıdaki çeşitler bulunmaktadır.
- Hindiye Kutnu
- Çiçekli Furş
- Çiçekli Mecidiye
- İnce Kalem Meydanîye
- Kemha Kutnu
- Çiçekli Kırmızılı Furş
- Düz Mecidiye
- Müflüs
- Mercan Kutnu
- Çiçekli Şahiye
- Sultan
- Kemha
- Şahiye Kutnu
- Çingene
- Yeşil İnci
- Şaliye
- Kerasi Kutnu
- Furş
- Zefir
- Eli Şalşapik
- Vişneli Furş
- Bayraklı Mecidiye
- Sarı Meydanîye
- Elvanlı Kutnu
Çözgü ipliklerinin bağlama batik tekniği ile renklendirilmesinden dolayı kendiliğinden oluşan desenlere göre de Antep Kutnu Kumaşı aşağıda belirtilen şekilde isimlendirilmektedir.
- Sedefli Bağlama Kutnu
- Zincirli Kutnu
- Vişneli Darıca Kutnu
- Beyaz Taş Kutnu
- Sarı Taş Kutnu
- Bağlamalı Darıca
- Bağlamalı Furş Kutnu
- Mehtap Kutnu
- Bağlamalı Mehtap
- Bağlamalı Sarı Tas
- Bağlamalı Sedefli
- Bağlamalı Zencirli
- Beyaz Tas
Ayrıca farklı isimler ile adlandırılan ve burada belirtilmeyen fakat aynı üretim tekniği ile üretilen kutnu kumaşlarda bulunmaktadır.
Antep Kutnu Kumaşı’nın özellikleri:
- Çözgü adı verilen dikey ipliklerde, ilk dönemlerde ince ipek kullanılmış olup son dönemde ise 100, 120, 150 denye numaralı suni ipek (floş) ipliği kullanılmaktadır.
- Atkı adı verilen yatay ipliklerde 20/NE iki kat pamuk ipliği kullanılmaktadır.
- Haşıl hammaddesi olarak kayısı ağacından elde edilen doğal kitre zamp reçine kullanılmaktadır.
- Renkli çözgülerin oluşturduğu boyuna çizgili desenlerden oluşmaktadır. Bu çizgilerin oluşturduğu yolların genişlikleri, renkleri ve desenleri farklılık göstermektedir.
- Çözgü ipliklerinin bağlama batik tekniği ile renklendirilmesinden dolayı kendiliğinden oluşan desenler bulunmaktadır.
- Kullanılan ipliğin kalınlık ve inceliklerine göre Antep Kutnu Kumaşların 1 cm deki atkı tel sayısı 10-12, 1 cm deki çözgü tel sayısı 56-70 arasında değişmektedir.
- Antep Kutnu Kumaş’larda kullanılan örgüler, genellikle çözgü sateni veya bez ayağı olup, yer yer rips örgü de kullanılmaktadır.
Antep Kutnu Kumaş, yöre insanının geleneksel giysilerinde, halk oyunları kıyafetlerinde ve ayrıca günlük hayatta kullanılan fular, yelek, gömlek, kravat, çanta ve benzeri giyim eşyaları ile perde, döşemelik kumaş ve benzeri dekorasyon ve süs eşyalarının yapımında kullanılmaktadır.
Ürünün Üretimi Antep Kutnu Kumaşı’nın dokuma öncesi, dokuma ve dokuma sonrası işlemlerinin aşamaları aşağıdaki şekilde gerçekleşmektedir.
1. Söküm İşlemi:
Sökücüler tarafından yapılan söküm işlemi yaklaşık 16 m² lik bir alana kurulmuş olan “devere” adındaki çözgü dolaplarında yapılır. Çözgü dolabı dört kanattan oluşur ve kanatlar arasındaki mesafe 1,8 m dir. Dört köşe olarak yapılan dolabın çevresi 7,2 m dir. Çözgü iplikleri bobinlerden sağılarak “devere” adı verilen çözgü dolaplarına sarılır. Deverede, dokunacak kumaşın boyuna göre ve istenilen çözgü tel sayısına göre sarım işlemi yapılır. Sarım işlemi bittikten sonra çözgü ipliklerinin çözülmesi esnasında ipliklerin bozulmamasını ve karışıklığını önlemek için “bağlık(çapraz)” denilen ipliklerle bağlanır ve çile haline getirilir. Hazırlanan çilelere “şak” adı verilir.
2. Boyama İşlemi:
Söküm işleminden sonra, hazırlanan çilelerin boyanması işlemine geçirilir. Boya maddesinin hazırlanması için büyük bir kazana 200 ile 800 litre kadar su konulur. Rengin tonuna, açıklık ve koyuluğuna göre 50 ile 300 gram arası boya maddesi ilave edilir. Boya maddesi ilave edildikten sonra kazana soda ve tuz katılarak boyamaya hazır hale getirilir. Bir renk için boyama işlemi 30 ile 45 dakika arasında gerçekleşmektedir. Boyamacılıkta kök boyalar kullanılmakta iken artık günümüzde genellikle tercih edilen direkt boyalar kullanılmaktadır. Boyamacılıkta ayrıca bağlama batik boyama tekniği de kullanılmaktadır. Bağlama batik boyama tekniğinde ise desenin önceden çizilmesi ve bilinmesi koşulu ile iplikler üzerinde her renk ve hareket için grup bağlamalar yapılmaktadır. Yalnızca en koyu renk ile boyanacak kısımlar açık bırakılır. Daha sonra koyudan açığa doğru bir sıralama izlenerek boyama yapılır. Her boyaya batırmada o boyanın renginde boyanması istenen kısımların üzerindeki bağlar çözülür. Bir önceki boyada üzeri sıkıca sarılı olduğundan boyanmamış olan bu kısım üzerindeki bağlar çözüldükten sonra girdiği boyanın rengini alır. İşlem istenilen renkler elde edilene kadar bu şekilde her ıslatmadan sonra bağlı kısımlar açılarak sürer. En son en açık renklere batırılır.
3. Mezek İşlemi:
Çilelerin boyama işleminden sonra mezek işlemine geçilir. Mezek işlemi haşıllama, elle açma-tarama ve kavuk olmak üzere üç aşamadan oluşmaktadır. Haşıllama işleminde, haşıl maddesi olarak kayısı ağacından elde edilen doğal kitre zamp reçine kullanılarak boyalı veya boyasız çözgü ipliklerinin daha sağlam olması, dokuma esnasında iplik kopmalarının önlenmesi ve aynı zamanda ipliklerin parlaklık kazanması sağlanır. Daha sonra haşıllanan çözgü iplikleri duvara çakılı olan iki çubuk arasına gerilerek haşıllanmış çözgü ipliklerinin aralarını açmak ve düzgünleştirilmesi işlemi yapılır. Haşıllanmış, elle açma-tarama işlemi yapılmış olan çözgü iplikleri 50 cm uzunluğundaki “milef” adı verilen tahta sopalara sarılır. Tahta sopalara sarılma işlemine “kavuk” adı verilir. Hazırlanan kavukların nemli kalması ve haşıl maddesinin ipliğe iyi nüfus etmesi için naylon torbalara konularak 4 ile 24 saat arasında dinlendirilir.
4. Taharlama Öncesi:
Hazırlanan kavuklar, levent adı verilen makaralara sarılarak dokuma tezgahına verilir.
5. Taharlama:
Çözgü iplikleri tek tek gücü tellerinin üzerindeki küçük gözeneklerden geçirilir. Armürlü ve jakarlı tezgahlarda kullanılan gücü telleri metalden olup; kamçılı el tezgahlarında, pamuk ipliğinden hazırlanmış gücü telleri kullanılmaktadır. Gücü tellerinden geçirilen iplikler Antep Kutnu Kumaşı’nın deseni ve sıklığına göre belirlenen tarak numarasına göre hazırlanan tarak dişlerinden üçerli, dörderli, beşerli, altışarlı teller geçirilir.
6. Atkı İpliğinin Hazırlanması:
Atkı ipliği olarak genelde pamuk ipliği kullanılır. Pamuk ipliği iki kat olarak kullanılmaktadır. Kelep halindeki pamuk ipliği haşıllanması için mısır, arpa, buğday nişelerinden elde edilen sıvı maddeye batırılarak nişelenir. Daha sonra sıkılarak ve kurutularak bobin makinelerine hazır hale getirilir. Bobin sarma makinelerinde kullanılacak olan atkı iplikleri masuraya sarılır. Masuranın mekiğe yerleştirilmesinin ardından Antep Kutnu Kumaşı dokunmaya başlanır.
7. Dokuma İşlemi:
Geçmişte ahşaptan yapılmış kamçılı çekme tezgâhta mekikle dokuma tekniği kullanılarak dokunan Antep Kutnu Kumaşı, günümüzde daha gelişmiş armürlü ve jakarlı tezgahlarda dokunmaktadır.
8. Bitim İşlemi:
Antep Kutnu Kumaşı dokunduktan sonra tavlama ve nişeleme, cendereleme ve mengeneden geçirme işlemlerine tabi tutulur. Tavlama ve nişeleme işlemi, Antep Kutnu Kumaşı’nı haşıl maddesi ile nemlendirme işlemidir. Su ve nişasta ile hazırlanan madde kumaşa serpilir. Serpme işlemi çalı süpürgesiyle yapılır. Bu maddenin kumaşa işlemesini sağlamak için kumaş katlanır ve üzerine ağırlık konularak 4 ile 24 saat arasında dinlenmeye bırakılır. Bir gün dinlendirilerek nemi ayarlanan kumaş cendere makinesine verilir. Cendere bir çeşit ütüleme işlemi yapar. Silindirler birbirine ters yöndedir. Silindirlerden oluşan cenderede kumaş sıkışarak basınç altından geçerken yüzeyi parlar ve iplikler ezilerek doku gözenekleri kapanır. Cenderedeki kumaş tek katlıdır. Ancak bazı zamanlarda kumaşlarda hareli görüntüler yapılır. Bu görüntü için de kumaş nemli ve ikiye katlanmış halde cendereye konulur. Böylece kumaş üzerinde bazı yerlerde parlak bazı yerlerde de mat hareli yüzeyler oluşur. Son işlem olarak Antep Kutnu Kumaşı mengeneden geçirilir. Mengenede birkaç top kumaş katlanıp üst üste yığılarak basınç altında bir gün sıkıştırılarak dinlendirilir. Bu şekilde kumaşa düzgünlük ve parlaklık verilir. Belirlenmiş Coğrafi Alanda Gerçekleşmesi Zorunlu Olan Özellikler Antep Kutnu Kumaşı’nın kendine has dokunarak işlenmesi, örgüsü ve boyanması işlemleri, babadan oğla geçen üretim tekniğine ve bu tekniğe göre çalışan ustaların el emeğine dayalı olarak gerçekleştirilmektedir. Dolayısı ile Antep Kutnu Kumaşı’nı üretmek için yılların birikimini almış büyük beceri ve ustalık gerekmektedir.
Antep Kutnu Kumaşı’na özgü olan;
Renkli çözgülerin oluşturduğu boyuna çizgili desenleri, genişlikleri ve renkleri oluşturarak istenilen kumaşı yapmak,
Çözgü ipliklerinin dokumada alacağı şekil, desen ve motif düşünülerek hesap edilip bağlama batik tekniği ile renklendirilmesi ve renklendirilmesinden dolayı kendiliğinden oluşan şekilleri, desenleri ve motifleri yapmak, tamamen yetişmiş ustaların becerisine ve el emeğine dayanmaktadır. Bu nedenle özellikle “bağlama batik boyama” ile kumaşın dokunması işlemlerinin Gaziantep ili sınırlarında gerçekleştirilmesi gerekmektedir.
Dokuma makineleri ve uygulanan işlemler
Dokumada, kumaş oluşum prensibi yıllardır değişmemesine karşın kullanılan metotlar ile dokuma makinelerinin tahrik ve kontrol şekilleri zaman içerisinde değişikliğe uğramıştır. Yirminci yüzyılın sonlarında değişim hızı sürekli olarak artmış ve makinelerin üretim miktarını belirleyen atkı atma hızları 1950-2000 yılları arasında yaklaşık 10 kat artmıştır. Üretim hızları artış hızı sürekli artarak günümüze kadar gelmiştir. 21. Yüzyılın başından bu güne kadar geçen süre de ise artış hızı sürekli artarak 1950-2000 yılları arasındaki 10 kat artışa yakın bir değere ulaşmıştır. Önceden emek yoğun bir endüstri kolu olan dokuma endüstrisi sektörü artık modern teknolojilerle sermaye yoğun bir endüstriye dönüşmüştür.
Bir kumaşın dokunmasındaki temel işlemler şunlardır;
1) Ağızlık açma, yani atkı ipliğin çözgü iplikleri arasından geçirilmesini sağlamak için desene göre ipliklerin iki veya daha fazla tabakaya ayrılması işlemi,
2) Atkı atma (atkı kaydı),
3) Tefe vurma (tefeleme), yani ağızlığa yatırılan atkı ipliğini kumaş çizgisine kadar taşıyıp kumaşa dahil etmektir (bir önceki atkı atıldıktan sonra kumaşın sona erdiği çizgi).
Atkı ve çözgü ipliklerinin beslenmesi ile dokunan kumaşın sarılması için de gerekli üniteler makine üzerinde mevcut olmalıdır. Çözgü ipliği genellikle çözgü levendi üzerinden beslenirken atkı ipliği masura (sadece mekikli tezgâhlar için) veya konik bobinler üzerine sarılarak beslenir. Atkı atma sistemi ne olursa olsun tek fazlı dokuma makinelerinin çoğu benzer mekanizmalar ve arka köprü ile göğüs köprüsü arasında yatay bir çözgü hattı kullanılmaktadır.
Yatay çözgü hattı en yaygın olarak kullanılmasına rağmen diğer başarılı çözgü hatları da geliştirilmiştir.
Dokuma tezgâhları her tefeleme işleminden sonra bir sonraki atkı için ağızlık oluşumunu takiben yeni bir atkının ağızlığına tüm kumaş eni boyunca yatırıldığı ve bu işlemlerin her makine devrinde tekrar ettiği tek fazlı ve aynı anda birden fazla dokuma işlemi fazının mevcut olduğu ve eş zamanlı olarak birden fazla atkı atımının gerçekleştirildiği çok fazlı olarak iki guruba ayrılabilir.
Tek fazlı dokuma makineleri atkı atma sistemlerine göre alt guruplara ayrılırken çok fazlı dokuma makineleri ağızlık oluşturma metotlarına göre sınıflandırılır.
Bir dokuma makinesinin başarılı ve verimli bir şekilde çalıştırılması için iyi kalitede çözgü ipliklerine ihtiyaç vardır.
ÇÖZGÜ HAZIRLAMA
Dokuma işleminin başarısı, dokuma makinesine takılan çözgü levendinin hazırlama kalitesine bağlıdır. Çünkü çözgüdeki her bir hata ya makineyi durdurup düzeltme gerektirecek ya da dokunmakta olan kumaşta hataya sebep olacaktır. Bir kumaş dokunmadan önce çözgü ipliklerinin sarıldığı leventler hazırlanmak zorundadır.
Çok kalın çözgü iplikleri için veya çözgü hazırlama özellikleri değiştirilmeksizin filament ipliklerden kumaş dokunabilmesi durumunda her dokuma makinesinin arkasına yerleştirilebilen bir cağlık ekonomik olarak kullanılabilir.
Bu yaklaşım ile sık sık levent değişimi önlendiği için dokuma randımanı artırılır, ancak çok fazla yere ihtiyaç duyulur. Çözgü ipliklerinin büyük bir çoğunluğu için özellikle haşıllanmış iplikler için çözgü levendi hazırlamak ve dokuma makinesinde kullanmak daha ekonomik olmaktadır Çoğu çözgü hazırlama sisteminin amacı dokuma makinesinde ihtiyaç duyulan çözgü ipliklerini bir levende birleştirmek ve çözgüyü, tüm çözgü telleri sürekli olarak mevcut olacak şekilde ve çözgülerin elastikiyetlerini sarıldıkları haldeki değerlerinde muhafaza ederek dokuma makinesine beslemektir. Bu işlem yapılmadan önce iplikler konik bobinlere sarılmalı, çözgü levendine aktarılmalı ve en son olarak da dokuma levendine aktarılmadan önce haşıllanmalıdır.
Haşıl işleminin amacı dokuma makinesinde karmaşık zorlamalara maruz kalan çözgü ipliklerinin dayanımını artırmak amacı ile çözgüleri koruyucu bir tabaka ile kaplamaktır. Bazı kalın katlı iplikler ile yüksek dayanıma sahip iplikler haşıllanmadan da dokunabilir.

AĞIZLIK AÇMA
Bir kumaş, ister bir el tezgâhında ister en modern yüksek hızlı çok fazlı dokuma makinesinde dokunsun, tefeleme ve kumaş oluşumundan önce atkının atılabilmesi için ağızlık açılması zorunludur.
Ağızlık temiz olmalıdır, yani gevşek çözgü iplikleri veya yüzeyi tüylü iplikler veya birbirleriyle tutuşan çözgüler atkı ipliği veya atkı taşıyıcının geçişini engellememelidir. Bu engelleme olmaksızın atkı ipliği atılamazsa ya sorunu düzeltmek için makine duracaktır. Bir çözgü kopmuş veya hasar görmüş olabilir ya da hatalı kumaş deseni oluşabilir.
TEK FAZLI DOKUMA MAKİNELERİNDE AĞIZLIK AÇMA
Tek fazlı dokuma makinelerinin büyük bir çoğunluğunda atkı kaydı başlamadan önce alt ve üst çözgü tabakaları ayrılarak ağızlık oluşturulur ve atkı tüm çözgü eni boyunca ağızlığa yatırılana kadar çözgülerin ağızlıktaki konumu değiştirilemez.
Ağızlık açma mekanizması çözgü ipliklerini, örgü raporu tarafından belirlenen sırada yukarı veya aşağı hareket ettirmek için kullanılır. Dokuma esnasında çözgü ipliklerinin iyi bir şekilde ayrılmasını sağlamak ve bitişik ipliklerin birbirleri ile tutuşmalarını (birbirlerine yapışmalarını) engellemek için çözgü tabakalarını oluşturan iplikler birbirine göre bir miktar kaydırılabilir. Ancak atkı kayıt bölgesinde atkı geçişini engellemeyecek şekilde bir açıklığın muhafaza edilmesi zorunludur. Belirli bir dokuma makinesi için seçilen ağızlık açma mekanizması bu makinede ön görülen desene bağlıdır. Ağızlık açma mekanizmaları genellikle pahalıdır ve desenlendirme yeteneği ne kadar büyük olursa ağızlık açma mekanizması da o kadar pahalı olacaktır. Bazı dokuma makinelerinde bu makineye takılabilecek ağızlık açma mekanizmalarını belirleyen teknik sınırlamalar da vardır. Kranklı, kamplı veya armürlü ağızlık açma mekanizmaları kullanıldığında çözgü iplikleri çerçevelere takılan güçlü gözlerinden geçirilir ve çerçeveler tarafından yukarı-aşağı hareket ettirilir. Bir çerçevedeki tüm gücüler birlikte hareket ettirilir ve bu çerçeve tarafından kontrol edilen tüm çözgüler bundan dolayı aynı şekilde kaldırılır.
Örgü raporu ihtiyaç duyulan minimum gücü sayısını belirler. Bir çerçevedeki gücü sayısının çok fazla olmasını önlemek için aynı hareketi yapan çözgüler aynı hareketi yapan birden fazla çerçeveye dağıtılır. Bez ayağı kumaş dokumak için örneğin 2, 4, 6, 8 çerçeve kullanılabilir. Bu durumda çözgüleri her atkıda çerçevelerin yarısı kaldırılır iken diğer yarısı indirilir.
Kranklı ağızlık açma mekanizmaları genellikle 8 çerçeve ile, kamlı 10 veya 12 çerçeve ve armürlü ağızlık açma mekanizmaları ise 18 veya 24 çerçeve ile sınırlıdır.
Bir desen için gerekli hareket raporu 24 çerçeve kullanımı ile elde edilmezse her bir çözgü ipliğinin ayrı ayrı kontrol edilebildiği jakarlı ağızlık açma mekanizmaları kullanılmak zorundadır.
Kranklı ağızlık açma mekanizması mevcut olan en basit ve en pozitif olanıdır. Sadece bez ayağı örgüde kumaş dokumak için kullanılabilir. Bu mekanizma ucuz, muhafazası ve bakımı kolay ve birçok yüksek hızlı dokuma makinesinde atkı atma hızlarını % 10 kadar artırır. Çok yönlü olmaması nedeniyle yaygın olarak kullanılmamaktadır. Bununla birlikte kumaşların büyük bir çoğunluğunun bez ayağı örgü ile dokunmasından dolayı birçok endüstriyel kumaş için özellikle faydalıdır. Yüksek hızlı modern dokuma makineleri ile kullanılan kamlı ağızlık açma mekanizmaları ya oluklu kam ya da eşlenik kamlara sahiptir. Çünkü bu kamlar çerçevelerin pozitif olarak kontrolünü mümkün kılar. Bununla birlikte negatif profile sahip kamlar hafif ve orta gramajlı kumaşların dokunmasında hala yaygın olarak kullanılmaktadır. Kam profili, örgü raporundan elde edilen hareket planına göre istenilen çerçeve hareketlerini verecek şekilde tasarlanır.
Çerçeveleri kontrol etmenin üçüncü bir yolu ise armürlü ağızlık açma mekanizması kullanmaktadır. Armürlerin en büyük avantajı dokunabilen desenin rapor büyüklüğüne pratik olarak bir sınır getirmemesidir. Buna karşılık kamlı ağızlık açma mekanizmalarında sekiz veya on atkıdan daha büyük örgü raporlarının eldesi pahalı ve zordur. Armürleri çok sayıda çerçeve için üretmek kolaydır. Armürler silindirler veya baklalar içeren desen zincirleri tarafından kontrol edilirler. Desen baklaları armürdeki çerçeve kaldırma mekanizması için seçme işlemi gerçekleştirilir. Uzun hareket raporları için metal zincirler veya ağır tahta baklalar yerine delikli karton veya plastik kartlar kullanılmıştır. 1990’ lı yıllarda elektronik armürler mekanik armürlerin yerini almış ve bu sayede bir desen hazırlamak için olan süre çok kısalmıştır. Elektrik armürlerin gelişmesine müteakip kamlı ağızlık açma mekanizmaların popülerliği azalmıştır. Çünkü yüksek hızlı dokuma makineleri için kamlar pahalıdır. Örgü yapısı veya sık sık desen değişim gereksinimden dolayı çok sayıda kamına gerek duyulursa armürlü dokuma makinesi almak daha ucuza gelebilir. Ağız açma mekanizmaları hala yoğun bir gelişme içerisindedir. Çerçevelerin ayrı ayrı elektronik kontrolü yakın zamanda kranklı, kamlı ve armürlü makineler arasındaki fiyat farkını azaltabilir. Gelişmelerin ağızlık açma ünitelerini basitleştirmesi, fiyatlarını ve bakımını azaltması ve dokuma makinesini daha esnek hale getirmesi daha muhtemel görünmektedir. İstenilen tasarımları dokumak için armürlerin desenlendirme kapasiteleri yetersiz kalır ise jakarlar kullanmak zorunluluğu vardır. Modern elektronik jakarlar çok yüksek hızlarda çalışabilmekte ve tasarlanan desen üzerine pratik olarak hiçbir sınırlama getirmemektedir. Dokuma makinesi eni boyunca her çözgü ipliği ayrı ayrı kontrol edilebilir ve atkı raporu istenilen uzunlukta olabilir. Jakarlar pahalıdır ve çok fazla sayıda çözgü ipliği gruplar halinde konrolü yerine ayrı ayrı kontrol edilecek ise, jakarlar üzerine takıldığı dokuma makinesi kadar maliyete sahip olur.
ÇOK FAZLI DOKUMA MAKİNELERİNDE AĞIZLIK AÇMA
Çok fazlı dokuma makinelerinin tamamına yakınında eş zamanlı olarak birden fazla atkının atılabilmesi için herhangi bir anda birden fazla dokuma işlemi fazı oluşturulur. Dalga ağızlı dokuma makinelerinde çözgü tabakalarının farklı kısımları herhangi bir anda dokuma işlem fazının farklı kısımlarındadır. Yani makine genişliği boyunca çözgü tabakalarına bakıldığında bir kısmında ağızlık oluşmuşken diğer kısmında ağızlık kapanmış, başka bir kısmında da ağızlık yeni oluşuyor veya kapanıyor konumundadır. Bu durum aynı düzlemde birbirini takiben oluşan ağızlıklar içinde belirli sayıda mekik veya atkı taşıyıcının hareket etmesini sağlar. Mekiklerin açılan dalga ağızlıkları boyunca dairesel bir yörünge üzerinde hareket ettiği dokuma makineleri ‘’yuvarlak dokuma makineleri’’ olarak adlandırılır. Bu makineler, ağır yükleri taşıyacak çuval ve çantalar için yuvarlak polipropilen dokuma kumaşların üretilmesi için yaygın olarak kullanılmaktadır.
ATKI ATMA VE TEFELEME ( TEK FAZLI DOKUMA MAKİNELERİ )
Tüm tek fazlı dokuma makineleri atkı atma sistemlerine göre sınıflandırılırlar.
Tek fazlı atkı atmada ana metotlar;
Mekikli, mekikçikli, kancalı veya su jetli sistemlerdir.
KONVEKSİYONEL ( MEKİKLİ ) DOKUMA MAKİNELERİ
Ağızlık boyunca taşınması için mekiklerin kullanıldığı tezgâhlar ABD gibi yüksek ücretlerin ödendiği ülkelerde dahi 1980’li yıllara kadar dokuma kumaş üretimine hâkim olmuştur. Şimdi birkaç tip özel kumaşın dokunması haricinde kullanılmamaktadır. Buna rağmen çok sayıda otomatik bobin değiştirmeli tezgâhlar hala kullanılmaktadır. Ancak bunlar hızlı bir şekilde mekiksiz dokuma makineleri ile değiştirilmektedir. Mekiksiz dokuma makineleri daha az hata ile kumaş üretmekte, dokuma ve bakım için daha az işçiye ihtiyaç duyulmaktadır. Milyonlarca el tezgâhı Güneydoğu Asya’da yasalar ile korunarak hala çalışmaktadır.
Mekikli bir dokuma makinesinde kumaş üretiminde atkının üzerine sarıldığı masurayı taşıyan mekik makinesinin her iki yanında bulunan vuruş mekanizması ile tezgâhın bir yanından diğer yanına ağızlık boyunca hareket ettirilir. Her atkı için mekik aniden ivme kazanır ve mekik yolu üzerinde uçar. Ağızlık boyunca mekik hareket ederken bir atkılık iplik ağızlığa yatırılır. Diğer taraftaki mekik kutusuna ( yuvasına ) ulaştığında mekik hızlı bir şekilde durdurulmak zorundadır. Her atkı ağızlığa yerleştirildikten sonra tefelenerek kumaşa dâhil edilir. Tarak ve mekik yolu tefeye monte edilerek tefe ile birlikte ileri-geri hareket ettirilir. Mekik ağızlık boyunca hareket ederken çözgü ipliklerinin hasar görmeksizin mekik geçişine imkan vermesi amacıyla tefe çerçevelere yakın konumda olur. Daha sonra ağızlığa yatırılan atkıyı kumaşa dâhil etmek için tefe ileri hareket ettirilir. Atkı atma periyodunun büyük kısmında açık bir ağızlığa olan gereksinim ve tarak ile mekik yolunu üzerinde taşıyan tefenin ağırlığı atkı atma hızına yani tezgâh devrine sınırlamalar getirmektedir. Mekikli dokuma makinelerinin temel zayıflığı, mekik tarafından taşınarak ağızlığa yatırılan küçük atkı ipliği kütlesi ile karşılaştırıldığında mekik ve masura kütlesinin oransız bir şekilde olmasıdır. Mekiğe aktarılan enerjinin sadece % 3’ ü gerçek atkı atmak için kullanılır. Makine hızı üzerine getirilen diğer bir sınırlama ise ağır tefeye salınım hareketi yaptırılması gereğidir. Teorik olarak geniş makinelerde 450 m/dak atkı atma hızlarına ulaşmak mümkün olsa da ticari kullanımda 250 m/dak atkı atma hızını aşan ancak birkaç makine olmuştur. Otomatik olmayan mekikli tezgâhlarda her defasında masuradaki atkı ipliği bitmek üzereyken dokumacı tezgâhı durdurmak ve masurayı değiştirmek zorundadır. Atkının ağızlık ortasında bitmesini ve dolayısıyla onarılması gereken bir kopuk atkının oluşmasını engellemek için masuralar, üzerinde çok az iplik varken değiştirilmek zorundadır. Sanayileşmiş ülkelerde otomatik olmayan ve yarı otomatik mekikli tezgâhlar masuraların otomatik olarak değiştirildiği mekikli tezgâhlarla değiştirilmektedir. Otomatik mekikli tezgâhlarda masuralar makine durdurulmaksızın dokumacının müdahalesi olmaksızın değiştirilir. Makinenin gerektiğinde masura değiştirme işlemini gerçekleştirebilmesi için boşalan masuraların yerine yenileri periyodik olarak magazine yerleştirilir. Magazin doldurucular mekik kutusu yükleyicileri ile değiştirilebilir. Masuralar özel kutular içinde tezgâha getirilir ve bu kutulardan otomatik olarak değiştirme mekanizmasına aktarılır. Masuralar boşaldığında masuralar yerine mekiğin değiştirildiği tezgâhlar çok zayıf iplikler için mevcuttur. Bütün bu metotlar tezgâha getirilmeden önce masuraların sarılmasını gerektirir. Mekikli tezgâhlarda dokunabilen kumaşların gramajı ve eni üzerine pratik olarak bir sınırlama getirilmemiştir. Desene göre birden fazla renk veya tipte atkı atılmasına imkân sağlamak için mekikli tezgâhlara ilave olarak mekik kutuları ve özel mekanizmalar takılabilir. Mekikli tezgâhlar mekiksiz tezgâhlarla karşılaştırıldığında, mekiksiz tezgâhlara göre daha hantal yapıda ve iş gücü isteyen tezgâhlar olduğu görülmektedir.
MEKİKÇİKLİ DOKUMA MAKİNELERİ
Mekikçikli dokuma makineleri ya makinenin iki yanından da sırayla fırlatılan tek mekikçik kullanılır ve iki taraftan atkı besleme sistemine ihtiyaç sahip olup tek taraftan fırlatılan çok sayıda mekikçik kullanılır. Daha sonra bu mekikçikler bir taşıma kayışı veya zinciri ile mekikçiğin fırlatıldığı tarafa getirilir. Tüm mekiksiz dokuma makinelerinin önemli bir avantajı konik bobin üzerindeki atkı kullanılmadan önce tekrar sarılmak zorunda değildir. Bu bir işlemi ortadan kaldırır ve ipliklerin karışma tehlikesini azaltır. Böylelikle atkı ipliğinin üretildiği sırada kullanılması sağlanmış olur.
Mekikli tezgâhlarda ise atkı nispeten kısa uzunluklara bölünerek masuralara sarılır. Bu iplikler daha sonra ters sıradan dokunur. Bu durum bir iplikteki uzun periyodik hataları ortaya çıkarabilir.
Bir Sulzer tipi dokuma makinesinde atkı atımı için atkı bobinden çekilerek atkı freni ve gerdiriciden geçirildikten sonra atkıyı mekikçik tutucusuna yerleştirilen mekikçik besleyicisine iletilir. Mekikçik vuruş elemanından (piker) ayrılmadan önce mümkün olan en fazla enerjiyi mekikçiğe aktarmak için atkı atmada burulma çubuğu sistemi kullanılır. Mekikçiği ağızlıktaki kılavuzlar boyunca hareket ettirip diğer taraftaki mekikçik frenine ulaştırmak için gereken enerjiyi beslemek amacıyla burulma çubuğu (burulma açısı) ayarlanabilir. Sulzer daha güçlü ve atkı atmak için daha fazla zaman ayrılmasına imkân sağlayan daha hızlı tefe vuruşu elde etmek için tarak ve tefe mekanizmasını yeniden tasarlamıştır. 3600 mm enindeki makineler 1300 m/dak. ‘ya kadar hızlarda atkı atabilirken dar mekikli tezgâhlar 1000 m/dak atkı kayıt hızlarında çalışabilmektedir. Ağır kumaşlar kalın ve fantezi iplikler ile 6 renge kadar atkı için mekikçikli dokuma makinesi modelleri mevcuttur. Makinelere her çeşit ağızlık açma mekanizması ile makine performansını ayarlamak ve izlemek için mikroişlemciler takılabilmektedir. Tarak eni arttıkça atkı atma hızı artığından ve geniş mekikçikli dokuma makinelerinde birim genişlik başına yatırım maliyeti azaldığı için bir geniş en makinede yan yana belirli sayıda kumaş dokumak sıkça tercih edilmektedir.
KANCALI DOKUMA MAKİNELERİ
Kancalı tezgâhlar tek veya çift kanca ile çalışabilmektedir.
Tek kancalı makinelerde genellikle sert kanca kullanılmaktadır ve kalın ipliklerden dar kumaşların dokunmasında avantaj sağlamaktadır. Tek kancalı geniş makineler birçok uygulama için çok düşük hızlı kalmaktadır. Tek kancalı dokuma makinelerinde kanca, tezgah eni boyunca hareket eder ve genellikle geri dönüş hareketi esnasında atkıyı tutup ağızlığa yatırır. Sert tek kancanın bir varyasyonu iki fazlı kanca olarak da isimlendirilen iki taraflı çalışan tek kancalı sistemlerdir. Bu sistemler teknik (endüstriyel) kumaşlar kullanılmaz. Kancalı dokuma makinelerinin çoğu her kancanın ağızlığa bir taraftan girdiği çift kanca kullanılmaktadır. Kancalar ortada karşılaşır ve atkı transferi gerçekleşir. Gabler sistemi ilk atkı, makinenin her iki tarafından sırayla atılır. Atkı iki devirde bir kesildiği için her iki tarafta da atkı ipliklerinin U şeklinde bağlandığı kumaş kenarları oluşur.
Bugün üretilen makinelerde Gabler sisteminin yerini Dewas sistemi almıştır. Dewas sisteminde atkı tek taraftan atılır ve her makine devrinde kesilir.
Çift kancalı dokuma makinelerinde esnek veya sert kancalar kullanılmaktadır. Sert kancalı dokuma makineleri diğer atkı atma sistemine sahip makinelerden daha fazla yere ihtiyaç gösterirler. Çift kancalı dokuma makineleri ile dokunan kumaşlar düşük sıklıklı jeotekstil amaçlı kumaşlardan ağır konveyör bantlarına kadar uzanır.
Kancalı dokuma makinelerinde genellikle çift esnek kancalar kullanılır. Bu makinelerde 4600 mm’ e kadar enler mevcuttur ve endüstriyel kumaşlar için daha geniş enlerde özel amaçlar içinde üretilmektedir. Standart makineler nispeten düşük yatırım maliyetine sahiptir ve geniş bir aralıkta hafif ve orta gramajlı kumaşları dokumak için kullanılmaktadır. Sekiz renge kadar atkı renk seçme mekanizması basit ve ucuz olduğu için kancalı dokuma makineleri birden fazla renk veya tipte atkının atıldığı kumaşların dokunmasında ve kısa metrajlı çalışmalar için idealdir.
Döşemelik ve modaya uygun kumaşların dokunmasında yaygın olarak jakarlı ağızlık açma mekanizmalarıyla kullanılırlar. Kancalı tezgâhlar bazı endüstriyel kumaşların üretiminde de kullanılmaktadır.
AKIŞKAN JELLİ DOKUMA MAKİNELERİ
Akışkan jelli dokuma makineleri atkıyı ağızlık boyunca taşımak için hava ya da su kullanılır. Bu sistem atkı atımı için bir atkı taşıyıcı veya kancaya ihtiyaç gösterir. Bundan dolayı çok daha az hareketli aksam ve hareket ettirilecek çok daha az kütle mevcuttur.
İpliklerin büyük bir çoğunluğu hava jetli tezgâhlarda kullanılabilmesine rağmen su jetli dokuma makineleri sadece su itici iplikler için uygundur.
Su jetli tezgâhlarda atkıyı ağızlıkta tüm en boyunca taşıyabilmek için genellikle atkının atıldığı tarafta tek bir düze bulunur. Bu yüzden makine enleri yaklaşık 2 metre ile sınırlıdır.
Hava akışının kontrolü basınçlı suyun akışının kontrolünden daha zor olduğu için tek düzeye sahip hava jetli dokuma makineleri ticari olarak 1700 mm’ ye kadar olan enlerde başarılı olmuştur. Daha geniş makineler için makine eni boyunca düzgün bir atkı ipliği hareketi sağlamak amacıyla tarak enine yardımcı düzeler yerleştirilmiştir. Teorik olarak geniş enli hava jetli makineler üretilebilse de ticari olarak tek en makineler daha caziptir ve makine enleri 3600-4000 mm tarak genişlikleri ile sınırlıdır. Basınçlı havanın üretilmesi pahalıdır ve akışını kontrol etmek zordur. Bu nedenle ya özel hava kanalının ya da özel bir profil ile tarakta oluşturulan kanalın içinden atkıyı taşımak için hava akışının sınırlandırılması zorunludur.
Hava jetli tezgâhlar 1970’li yıllarda büyük miktarlarda ticari kullanıma girdiğinden hızlı bir şekilde gelişmiştir. Bu gün hava jetli tezgahlar dokuma kumaşların büyük bir çoğunluğunu dokuyabilmekte ve nispeten basit kumaşların seri üretimine hâkim durumundadırlar.
Hava jetli dokuma makineleri 3000 m/dak. Atkı hızına ulaşmışlardır. Bu hız herhangi bir tek fazlı atkı atma sistemi ile ulaşılan hızın yaklaşık iki katıdır ve hala yoğun bir gelişme çabası içerisindedir. Hava jetli sistem atılan bir metre atkı başına yatırım maliyeti ile yüksek seviyede rekabet eder durumdadır.
Otomatik atkı onarım sistemine sahip hava jetli dokuma makineleri ana düze ile kumaşın diğer taraftaki kenarı arasında meydana gelen atkı hatalarının büyük bir çoğunluğunu onarabilmektedir. Bu ünite çözgü ipliklerine zarar vermeden kopan atkı ipliğini ağızlıktan uzaklaştırılmakta ve makineyi tekrar çalıştırmaktadır. Makine hatayı belirleyemez ve gideremezse sinyal üreterek dokumacıyı uyarır.
Hava jetli dokuma makinelerinde makine duruşlarının büyük bir kısmını atkı duruşları oluşturduğundan bu sistem dokumacının iş yükünü çoğu durumda % 50’ den fazla azalmaktadır. Bu sistem ile dokunan kumaş kalitesi iyileştirildiği gibi aynı anda birden fazla makinenin durması ile ortaya çıkan kayıp zaman da azaltılmaktadır.
DİĞER MEKANİZMALAR VE TEK FAZLI DOKUMA MEKANİZMALARINDA KULLANILAN AKSESUARLAR
ÇÖZGÜ BESLEME VE ÇÖZGÜ SALMA TERTİBATI ( MEKANİZMASI )
Çözgü iplikleri dokuma makinesine bir veya daha fazla dokuma levendinden beslenir. Özel durumlarda cağlıktaki bobinlerden doğrudan besleme yapılabilir. Çözgü ipliklerinin leventten boşalması esnasında tüm tellerin aynı uzunlukta olmasını sağlamak için çözgüler levende eşit aralıkla ve aynı gerginlikle sarılmalıdır.
Levent çapı arttıkça sarılan çözgü uzunluğu artar ve daha az levent değişimine ihtiyaç duyulur. Ancak daha büyük çözgü gerginlik değişimlerin dengelemek zorunluluktur.
Farklı dokuma makinelerinde değişik çaplarda leventler takılabilir. Endüstriyel (teknik) kumaşlar veya denim gibi kalın çözgü iplikleri kullanılan kumaşların dokunması için daha büyük çapta leventlere gereksinim duyulur. Bu leventler tezgahın arkasına yerleştirilen ayrı bir levent cağlığına yerleştirilir.
Bu tür levent cağlıkları ile 1600 mm çapa kadar leventler kullanılabilir. Levent üzerindeki çözgü genişliği en az taraktaki iplik genişliği kadar olmalıdır.
Çözgü genişliği 2800 mm’yi aşar ise haşıl işlemi ve levent taşımayı kolaylaştırmak için birden fazla çözgü levendi kullanılır. Bir kumaşta birden fazla çözgü levendi kullanılır ise bitim işleminden sonra kumaş hatalarına sebep olan farklılıkları önlemek için leventler aynı koşullar altında hazırlanmalıdır.
Dokuma esnasında farklı leventlerden beslenen çözgü gerginlikleri dikkatli bir şekilde kontrol edilmek zorundadır ve elektronik sensörlerin kullanılması ile bu işlem daha basit hale gelmiştir.
Dokunacak olan kumaş birbirinden büyük oranda farklılık gösteren iplik numaralarında çözgü ipliklerine ihtiyaç gösterir veya çözgünün farklı kısımları birbirinden büyük oranda farklı kıvrım değerlerine sahip ise birden fazla çözgü levendi ile paralel olarak çalışmak gerekir. Bu leventler dokuma makinelerinde üst üste veya arka arkaya yerleştirilebilir.
Dokuma esnasında çözgü salma mekanizması her makine devrinde gerekli oranda çözgü ipliğini dokuma bölgesine besler. Atkı atmadan önce ağızlık oluşurken çözgü ipliklerinin iki veya daha fazla tabakaya kolaylıkla ayrılabilmesi için çözgü salma mekanizması çözgüleri eşit ve düzgün gerginlikte tutmalıdır.
Bu sayede son atılan atkının tefelenmesi esnasında gerekli çözgü gerginliği muhafaza edilmiş olur. Çözgü salma mekanizmaları arka köprünün yer değiştirmesiyle gerginlik ölçülerek mekanik olarak kontrol edilmekte idi ancak artık elektronik sensörler ile gerginlik ölçülür ve çözgü salma ayrı servo motorlarla kontrol edilmektedir.
KUMAŞ ÇEKME TERTİBATI ( MEKANİZMASI )
Kumaş çekme mekanizmaları dokunan kumaşı sabit bir hız ile ileri çekmek için kullanılır. Kumaş çekme hızı, atkı sıklığını kontrol eder ve atkı sıklığı değişimleri ile diğer kumaş hatalarını önlemek için düzenli olmak zorundadır. Dokuma makinelerinin çoğunda kumaş çekme mekanizması dokunan kumaşın kumaş silindirine sarılmasını da kontrol eder. Ağır kumaşların dokunmasında yaygın olarak büyük çaplı kumaş silindirlerinin hazırlanması gerekli ise tezgah gövdesinin dışına ayrı bir kumaş sarma ünitesi yerleştirilir.
OTOMATİK DURDURMA TERTİBATI
İlk grup, çözgü koruma tertibatları, sadece mekikli veya mekikçikli dokuma makineleri için geçerlidir. Bu tertibatlar mekik sıkıştığında makineye zarar verilmesini ve çok sayıda çözgünün kopmasını engeller.
Çözgü durdurma tertibatları, çözgü koptuğunda dokuma makinesini durdurur. Çözgü iplikleri koptuğunda lameller aşağı düşer ve çözgü durdurma tertibatı aktif hale getirilir. Lameller mekanik veya elektriksel çözgü durdurma tertibatlarıyla birlikte kullanılır. Lameller tarafından çözgü ipliklerine hasar verilmemesi için çözgüler düzgün bir şekilde haşıllanmalıdır.
Çözgü iplikleri ile fiziksel teması olmayan elektronik çözgü durdurma tertibatları özellikle ince filamantli iplikler için kullanılmaktadır.
Atkı durdurma tertibatları otomatik mekikli dokuma makinelerinde atkı değiştirme işlemini başlatmak ve atkı atma esnasında atkı ipliği koptuğunda makineyi durdurmak için kullanılır. Otomatik kopuk atkı onarım sistemine sahip hava jetli dokuma makinelerinde atkı durdurma tertibatı atkı onarım işlemini de başlatır.
HIZLI TİP DEĞİŞİMİ
İlk defa Picanol tarafından sergilenen ve şimdi bütün makine imalatçılarının sahip olduğu hızlı tip değişim sistemi (QSC) bir çözgü değişimi esnasında makinenin durdurulması gereken süreyi büyük ölçüde azaltır. Çözgü levendi, arka köprü, çözgü durdurma tertibatı, çerçeveler ve tarak, bu kısımları dokuma makinesinin gövdesinden ayıran bir modüle yerleştirilir.
Bu modül özel bir taşıma ünitesi ile tahar ve iş bağ bölümlerine taşınarak çözgü değişimi için hazırlık yapılır ve tekrar dokuma makinesine getirilir. Böylece normal olarak duran dokuma makinesi üzerinde yapılan işlerin % 90 kadarı çözgü değişim işleminde ortadan kaldırılır ve dokuma makinesi randımanı iyileştirilir. Bu sistem ile taraklar ve çerçeveler daha temiz kalacağından daha iyi makine performansı ve kumaş kalitesi elde edilmiş olur.
MAKİNE GENİŞLİĞİ
Bir dokuma makinesinin tarak eni dokunacak olan kumaşın taraktaki eninden daha geniş veya taraktaki enine eşit olmalıdır. Taraktaki çözgü genişliği kumaş kenar genişlikleri ve yardımcı kenar çözgülerini kapsamalıdır. Makine genişliği bu ender dar ise kumaş bu makinede dokunamaz.
Genel olarak bir makinenin tarak enini artırmak mümkün değildir. Mevcut makine eninin üzerine çıkılamazken daha ağır kumaşları dokumak genellikle mümkündür. Sulzer mekikçikli dokuma makinelerinde makine eninin % 50’sine kadar en azaltılması yapılarak kumaş dokunabilir.
Farklı dokuma makinesi üreticileri ve bunların farklı model dokuma makineleri, makine eninden daha düşük enlerde kumaş dokumak için farklı düzenlemelere sahiptir. Bazı firmalar sadece 200 mm en azaltılmasına izin verir. Malzeme ve kumaş tiplerindeki muhtemel değişimler göz önüne alındığında bu değer yetersiz kalmaktadır.
Düşük enlerde kumaş dokumak atkı kayıt hızlarını azaltabileceğinden tarak genişliğinin büyük kısmını kullanmak en ekonomik olanıdır. Geniş en makineler muhtemelen daha yüksek yatırım ve işletme mliyetine sahiptirler. Bazı durumlarda bir makinede yan yana belirli sayıda kumaş dokumak ekonomiktir. Geniş bir Sulzer mekikçikli dokuma makinesinde beş, altı veya yedi havlu her biri kendi içe kıvırma kenarları ile üretilebilir.
TAHAR
Çözgü ipliklerinin belirli kurallara göre, çerçevelerdeki gücü gözlerinden ve tarak dişleri arasından geçirilmesi işlemine tahar denir.
Tahar işleminin ilk aşaması olan gücü taharı, çözgü ipliklerinin çerçevelere bağlı olan gücü tellerine ait gücü gözlerinden gücü tığı ( gücü çekeceği ) yardımıyla tahar planına uygun olarak geçirilmesidir.
İkinci aşama ise tarak taharıdır. Tarak taharı çözgü ipliklerinin dokuma tarağının dişleri arasında kalan boşluklardan tarak tığı ( Tarak çekeceği ) kullanılarak tarak planına göre geçirilmesi işlemidir.
Bir örgünün en az kaç çerçeve ile dokunabileceğini ve hangi çözgünün hangi çerçevede yer alması gerektiğini gösteren işaretleme sistemine tahar planı adı verilir.
Tahar planı, dokunacak olan örgünün raporu esas alınarak çizilir. Tahar planı çiziminde temel kural örgü raporundaki aynı hareketi yapan çözgülerin belirlenmesi ve bu çözgülerin aynı çerçeveye ait olduğunun gösterilmesidir. Tahar planının desen kâğıdına çiziminde genellikle kullanılan yöntem, tahar planının örgü raporunun üzerinde yer alması ve her çerçeve için bir satır ayrılmasıdır. Çözgü ipliğini gösteren sütun ile ait olduğu çerçeveyi gösteren satırın kesiştiği noktadaki karenin içi doldurulur. Aynı işlem örgü raporundaki tüm çözgüler için tekrarlanarak tahar planı çizilir.
Tahar planı çizilirken; çerçevelerin numaralandırılması, dokuma makinesi veya numune dokuma tezgâhının çalışma şekline göre iki şekilde yapılabilir.
Örneğin; bezayağı örgüsünü oluşturan tek numaralı çözgü iplikleri aynı hareketi yani aynı bağlantıyı yaptığından aynı çerçevede toplanırlar. Benzer şekilde, çift numaralı çözgü iplikleri de grup oluşturarak ayrı bir çerçevede yer alırlar. Bezayağı örgü raporunda iki farklı çözgü hareketi bulunduğundan, bezayağı örgüsü en az iki çerçeve ile dokunur. Bu durumda herhangi bir örgünün dokunabilmesi için gereken çerçeve sayısı, örgü raporunda bulunan farklı çözgü hareketi sayısına eşittir.
Kumaşa en uzak çerçeveden başlayarak numaralandırma yapıldığında desen kâğıdında, yukarıdan aşağı doğru her satır bir çerçeveyi temsil eder. Çözgü ipliğini gösteren sütun ile ait olduğu çerçeveyi gösteren satırın kesiştiği noktadaki karenin içi doldurulur. Tahar planı çıkarılırken, aynı hareketi yapan çözgüler, çerçeve üzerine düşen yükü azaltmak amacıyla birden fazla çerçeveye dağıtılabilirler.
Bu durumda çerçeve sayısı örgü raporundaki çözgü sayısının katları olmalıdır. Örneğin, bezayağı örgüsü 2 çerçeve yerine 4, 6, 8... çerçeve ile dokunabilir. Ancak farklı bağlantı şekilleri olan çözgüler, kesinlikle aynı çerçevede toplanamazlar. Armürlü kumaşlarda desen kapasitesini arttırabilmek için farklı tahar türleri oluşturulmuştur.
Sıra tahar (düz tahar): Örgü raporundaki çözgüler sıra ile birinci çerçeveden, kullanılan son çerçeveye kadar gücülerden geçirilir. Yapılan işlem tekrar birinci çerçeveye dönülerek çözgü iplikleri bitinceye kadar tekrarlanır.
Atlamalı tahar: Bir gücüye düşen iplik adedi birden fazlaysa veya bir çerçeveye 1cm de düşen iplik adedi normalden fazla ise ipliklerin diğer çerçevelere paylaştırılması için kullanılan tahar sistemidir. Genellikle bezayağından türeyen dokularda tercih edilir.
Kumaşta iki temel hareket olduğu halde iplikler çerçeve atlanılarak geçirilerek dört veya sekiz çerçeveye dağıtılır. Çözgü ipliklerinin birbirine dolanma riskinin yüksek olduğu kalitelerde atlama işlemi yetersiz kalır. Bu durumda iplikleri birbirinden daha da uzaklaştırmak gerekir. İplikler gücülerden saten örgüsü gibi mümkün olan en uzak noktalarda geçirilirler. Bu taharlama sistemine saten tahar adı verilir.
Kırık (balıksırtı-kesik) tahar: Balık sırtı, kırık dimi gibi örgülerde, örgü raporu içinde varsayılan bir eksenin sağına veya soluna doğru belirli bir düzende aynı hareketlerin tekrarlandığı görülür. Tahar prensibine göre aynı hareketi yapan iplikler aynı çerçevede bulunması gerektiğinden şematik gösterimde tahar raporunda örgüyle uyumlu kırık yollar oluşur.
Gurup tahar: Birlikte kullanılan örgülere göre gruplar halinde ayrı ayrı düzenlenen tahar türüdür. Çok geniş raporlu örgülerde, peş peşe aynı hareketlerin farklı yönlerde tekrarlandığı örgülerde kullanılır.
Karışık tahar: Aynı hareketi tekrarlayan ipliklerin gruplamaya imkan vermediği krep gibi geniş raporlu örgülerde kullanılan tahar yöntemidir. Aynı harketi yapan ipliklerin aynı çerçevelerdeki gücülerden geçirilmesi prensibine göre düzenlenir.
Çift katlı(iki yollu) tahar: İki veya fazla çözgü levendi gerektiren kumaşlarda, çözgü yönünden takviye edilmiş kumaşlarda çözgü ipliklerinin sağım hızları farklı olduğu için sürtünmeyi azaltmak imacıyla kullanılan tahar sistemidir. İki farklı çözgünün taharları aralarında bir boşluk bırakılarak üst üste iki sıra halinde gösterilir.
El ile tahar yapma işlemi; iki işçi tarafından kontrollü şekilde yapılır. El ile yapılan tahar işleminde bütün çerçeveler tahar sehpasına asılır. Sehpanın arkasındaki tahar arkacı denilen işçi plana göre iplikleri sırasıyla tek tek sehpanın önünde duran tahar öncü denilen işçiye uzatır. Tahar öncü, gücü tığı ile tahar arkacının vermiş olduğu çözgü ipliklerini tek tek gücü gözünden geçirir. Gücü taharına birinci çerçevenin sol tarafından başlanır. Bu işlemde dikkat edilmesi gereken, tahar raporuna uygun şekilde hareket edilmesidir. İkinci işlem de gücülerden alınmış çözgü ipliklerinin dokuma tarağı dişlerinden geçirilmesidir.
Tahar yapmada kullanılan malzemeler;
1-Tahar sehpası; Tahar işleminin üzerinde yapıldığı, metal aksamdan oluşan basit çalışma ortamı sağlayan sehpalardır.
2-Çerçeveler; Dokuma makinelerinde ağızlığın açılmasında üzerinde bulunan gücülerin ve bu gücülerin gözlerinden geçirilen çözgü ipliklerinin istenilen aşağı yukarı hareketini (üretilecek kumaşın örgüsüne uygun) yapmasında kullanılan en önemli parçalardır. Dokunacak kumaşın örgü raporuna göre üzerinde bulunacak gücü sayısı değişmektedir. Çerçevelerin üzerine yüklenecek gücü sayısı çerçeve enine ve dokuma makinesinin tipine göre değişebilmektedir.
3-Gücüler; Çözgü ipliklerinin çerçevelere gruplar halinde takılı olarak bulunmasını sağlayan veya jakar sisteminde serbest olarak bulunan metal aksamlardır. Üstünde bulunan gücü gözü adı verilen delikten çözgü ipliklerinin geçirildiği metal tel ya da plakalardır. Çözgü ipliklerinin ağızlığı oluşturabilmesi için örgü hareketine göre aşağı yukarı yönlenmesi gerekmektedir. Bu hareketin çerçeveler aracılığı ile çözgüye ulaştırılmasını sağlayan ağızlığın oluşmasında önemi yüksek olan bir tahar elemanıdır.
4-Lameller; Lameller çözgü kontrol sisteminin bir parçasıdır. Lamel atma işlemi de taharcılar tarafından yapılır. Her bir çözgü teline bir adet olmak üzere tüm çözgülere lamel atılır. Lamel atma işlemi çözgüler makineye alınıp, bağlandıktan sonra yapılır. Çözgü ipliklerinin kopuşlarını kontrol etmek amacıyla mekanik veya elektrikli bir sistemle kombine çalışarak çözgü ipliği koptuğu anda dokuma makinesinin durdurulmasını sağlarlar. Lameller yapı olarak alt kısmı açık ya da kapalı olarak üretilirler. Testere adı verilen metal levhalar üzerinde görevlerini yerine getirirler. Altı açık olan tiplerin makineye takılması tahar işlemi bittikten sonra mümkündür. Kapalı tipler ise tahar işlemine başlanmadan çözgü ipliklerinin lamel gözlerinden geçirilmesi işleminden önce yapılmalıdır.
5-Dokuma Tarağı; Çözgü ipliklerinin dokunacak kumaşa düzgün ve homojen olarak dağılımını sağlayan dokuma makinesi parçasıdır. Kumaşın eninin, sıklığının ayarlanmasını sağlamaktadır. Çeşitli metal ve plastik maddelere uçlarından tutturulmuş ince metal plakalardan yapılırlar. İki metal plaka arasındaki boşluğa tarak dişi denir. Bu boşluğun 10 cm’deki adedi tarak numarası olarak ifade edilir. Tarakların sıklığa göre ayrımında tanımlanmasına yardımcı olur. Tarağın sıklığının artması üretilecek kumaşın sıklığının oranının büyük olması anlamına gelmektedir. Tarak, dokuma makinesi için değiştirilebilen sıklıklarda yapılan seyyar bir yardımcı parçasıdır. Tarak numarası seçilirken kumaşın eni, çözgü sıklığı, örgü raporu, çözgü renk raporu, çözgü ipliklerinin kalınlığı ve düğümlerinin oluşturduğu kalınlık dikkate alınarak yapılmalıdır.
6-Tarak ve Gücü Tığı; Dokuma makinesinde üretim sırasında meydana gelebilecek kopuşlarda ve tahar işlemi yapılırken dokuma hazırlıkta çözgü ipliklerinin tarak ve gücülerden geçirilmesinde kullanılan metalden imal edilmiş yardımcı tahar elemanıdır. Tarak çekeceği ve gücü çekeceği olarak adlandırılırlar. Her bir tahar ve dokuma elamanın çalışma sırasında yanında bulundurması gereken el aletidirler.
Çerçeve, Gücü, Tarak, Lamel ve Tahar Sehpasının Temizlik ve Bakımını Yapma;
Dokuma makinesinin işletme çalışma süresi içinde durma anı sadece makinenin bakıma alınması ya da herhangi bir sebeple arıza durumlarıdır. Uzun süreli çalışma sırasında makine üzerindeki parçaların sürekli ve kısa zaman içerisinde temizliğe ihtiyaç vardır. Dokuma çerçeveleri sürekli ağızlık oluşumunda aşağı yukarı hareket etmesi ve üzerinde çözgülerden dolayı almış olduğu ağırlık ile zamanla yıpranmakta veya kırılabilmektedir. Çerçevelerin sabitleme vidalarındaki gevşemeler kontrol edilmeli ve değişimi sağlanmalıdır.
Tahar işleminin yapılmadan önce gücü ve lamellerin temizliği modern temizlik makinelerinde çok basit ve hassas bir şekilde yapılabilir. Bu makinelerde gücü teli ve lamellerin geliştirilmiş fırçalar ve sirkülasyon sistemi ile tam otomatik olarak durulama ve sıcak hava ile kurutmayla temizliği yapılmaktadır.
Dokuma makinesi tarağı sürekli çözgü iplikleriyle sürtünme sırasında ham madde tipine göre çalışmayan yani ipliğin geçerken değmediği bölgelerde tıkanıklık oluşabilir. Ayrıca ortamın neminden dolayı deforme olabilir. Tarağın temizliği otomatik temizlik makineleri ile artık tezgâh üzerinde kısa bir süre içinde yapılabilmektedir. Bu makinelerde buhar ve temizleme sıvısının bileşimi ve enjektörlerin optimum konumu ile etkin temizleme en az su sarfiyatı ile gerçekleşmektedir.
Tahar işleminin yapıldığı küçük çaptaki işletmelerde ise bu temizlik işlemleri genellikle manuel olarak basınçlı hava, fırça, üstübü ve diğer yardımcı temizlik malzemeleri ile yapılabilmektedir.
El ile Lamel Dizimi
Çözgü ipliklerinin testereler adı verilen metal levhalar üzerine dizili lamellerin içinden geçirilme işlemidir. Lamellerin altı açık olanında çözgü ipliği lamelin deliğinden geçirilip testere üzerine uygun şekilde yuvasına bırakılır. Alt tarafı kapalı olan lameller ise önce testerelerden geçirilip çözgü ipliği, lameller testere üzerinde iken lamel gözünden geçirilir.
El ile Gücü Taharı Yapma
El ile gücü taharı yapılırken iki elemanın ortak çalışmasına gereksinim vardır. Görev dağılımında birinci eleman örgü raporuna göre gücü sıralamasına (çerçeveler dâhil) uyarak elindeki gücü tığını gücü gözünden geçirip ikinci elemanın vereceği çözgü ipliğini çekerek tamamladığı işlemdir. Yapılan işlem basit olmasına rağmen çok dikkat edilmesi gerekir. Yapılabilecek hataların tekrar çözümü zaman kaybına sebep olacaktır. Ayrıca telafi edilmemesi, dokunacak kumaşın görüntüsünün istenen örgü dışında bir yapıda üretilmesine yol açacaktır.
El ile Tarak Taharı Yapma
Çözgü ipliklerinin örgü raporuna göre açılan ağızlık içerisinden geçirilmesinden sonra kumaş sathına sıkıştırılmasını sağlayan tarak, tefe denilen mekanizma üzerinde yer almaktadır. Kullanılacak tarağın içerisinden geçirilecek olan çözgü ipliklerinin tek ya da daha fazla sayıda olması gerekli hesaplamalardan sonra dikkat edilmesi gereken önemli işlemlerin başında bulunmaktadır. Ayrıca tarağın toplam çözgü tel sayısının tek veya daha fazla sayıda içinden geçmesi pozisyonu düşünülerek yeterli kapasitede olması gerekmektedir.
Tarak üzerinde tarak eninde fazlalık kalacaksa bu kısım tarağın tek tarafında bırakılmaz bu boşluk hesaplanarak her iki tarafa eşit oranda bırakılır. Çözgü iplikleri için tarak üzerindeki kullanılan ene faydalı tarak eni denilmektedir. Tarak için gerekli hesap işlemlerinden sonra tarak çekeceği kullanılarak çözgü iplikleri sol ya da sağ tarafından başlanarak tarak taharı gerçekleştirilir.
Tahar makineleri olarak işletmelerde klasik kartonlu tahar makineleri de kullanılmaktadır. Bu tip tahar makineleri için dokuma makinelerinde ağızlık açma sistemlerinde kullanılan armür kartonları bulunmaktadır. Bu kartonların görevi dokunacak olan kumaşın örgüsünün taharını sonsuz karton üzerine işleyerek tahar makinesinde, taharlama işlemi yapılırken hangi çerçevenin çözgü ipliğini üzerinde bulunduracağının tespitini gerçekleştirmektir. Dokunacak olan kumaşın örgüsüne göre hazırlanacak tahar kartonunun mekanik tahar makinesinin karton yuvasına monte işlemi yapılır. Bu rapor doğrultusunda alınan hareketle iğneler yardımıyla uygun çerçeveye çözgü ipliği içinden geçirilmiş olan gücü ilave edilir. Mekanik tahar makinelerinde yapılacak tahar işleminde bilgisayar destekli bir çalışma yoktur. Genellikle işlemlerin çoğunluğu çalışan personel tarafından yürütülmektedir. Tahar makinesinin mekanik olması modern tahar makinelerine göre zaman kaybına neden olmaktadır.
Tahar Makinelerinin Ayar ve Bakımlarının Yapılması;
Tahar makinelerinde genel bakım ve ayarlar yapılarak makinenin verimli ve randımanlı bir şekilde çalışması mümkündür. Dikkat edilecek olan unsurlar periyodik olarak üretici firmanın belirlemiş olduğu sürelerde gerekli kısımların yağlanması, gereken parçaların zamanında değiştirilmesi ve zamanında bakımlarının yapılmasıdır.
Modern tahar makinelerinde genel mekanik tahar makinesi ile ayrı olarak tahar makinesinin elektronik ve bilgisayar donanıma sahip kısımlarının periyodik olarak kontrollerinin yapılması ve gerekli olan parçaların değişimi söz konusudur.
Tahar Makinesinde Taharlama Yapma;
Modern tahar makineleri lamellere, gücülere ve tarağa aynı anda tahar yapabilecek şekilde imal edilmektedirler.
Çözgü, taharlama işlemi boyunca tahar nakil arabasında kalır. Kıskaçlar yardımıyla alttan ve üstten sabitlenir. İşlem tamamlandıktan sonra tahar arabası tezgâhın içine sürülür ve tahar makinesine bağlanır.
Makine üzerinde taharlama işlemi boyunca tüm işlemlerin takip edildiği elektronik bir ekran mevcuttur. Makinede normal taharlama prensibi olarak her gücü gözünden bir çözgü teli geçirilmektedir. Ancak kenarlarda gücü gözünden farklı sayıda çözgü teli geçirilecekse işçi tarafından makineye bu talimat girilmelidir.
Çözgülerin lamel ve gücü gözlerinden geçirilmesi işlemi için esnek bir tığ kullanılır. İplikler, lameller ve gücüler teker teker tutucular tarafından alınır, işleme hazır duruma getirilir ve taharlaması yapılır. Tahar planları elektronik olarak transfer disketleri veya merkezi aktarma ağı tarafından makineye verilebilir. Bu bilgiler kontrol terminali tarafından planlanır ve muhafaza edilir. Taharlama işlemi tamamlandıktan sonra tahar makinesi sistemden ayrılır, çözgüler dokuma makinesine yerleştirilmek Tahar işlemi tamamlandıktan sonra çözgü levendi, çerçeveler, tarak ve lameller tahar arabası tarafından taşınır ve dokuma makinesine yerleştirilir. Bu sistem dokuma makinelerinin sökülmesi ve taşınması amacıyla da kullanılabilmektedir.
Tahar Makinesinin Çalışması Sırasında Dikkat Edilmesi Gerekli Şartlar
Tahar işlemi yapılırken çeşitli sebeplerden dolayı istenmeyen hatalar oluşabilmektedir. Bunlar çapraz hatası, lamel diziminde atlama hatası, gücü tahar hatası, tarak taharı hatası ve tarak izi gibi hatalardır. Bu hataların geneli el ile yapılan tahar işleminde karşımıza çıkmaktadır. Makine ile yapılan tahar işleminde bu hatalar göz önünde bulundurularak daha hassas çalışma sonucunda kaliteli ürün yapılabilmesi sağlanacaktır. Mekanik tahar makinelerinde tahar elemanının özellikle gücü ve tarak tahar işleminin yapımında sürekli gözlem yapması ve hataları anında çözmesi şarttır.
Tam otomatik tahar makinesinde yapılacak belli başlı kontroller:
- İplik algılayıcılarının kontrolü,
- Lamellerin kontrolü,
- Gücü kontrolü,
- Tahar iğnesinin kontrolü
- Dokuma tarağının kontrolü,
- Çözgü uçlarının tahar kontrolü,
- Rapor tekrarlarının kontrolü.
Yarı otomatik tahar makineleri
Dokumadaki çözgü ipliklerinin gücü, çerçeve lamellere ve de tarağa geçirilmesi için gerekli olan iki işçiden birisinin yerine bu sistemler kullanılmaktadır. Buna özel bazı transport sistemleri de eklendiğinde gerekli olan fiziksel güç büyük ölçüde hafiflemekte ve çözgülerle birlikte dokuma makinesinin diğer aksamlarıda (çerçeveler, gücü takıntıları, lameller ve taraklar) hem korunmuş olmakta hem de dokuma dairesine yüksek kaliteli bir çözgü sistemi getirilmektedir. Bu sistemin bir diğer avantajlı yönü de dokumadaki kopuş miktarının asgariye indirilmesidir.
Çözgü ipliği taharlama makineleri
Bu makine ‘’öncü’’ makine görevini yapmaktadır. Dolayısıyla taharlanacak ipliği ayırarak çözgü levendindeki tabakadan yaklaşık 10 cm kadar uzağa besleyen bir sistem durumundadır. Makine ipliğin tahar kancasıyla tutularak çekilmesine kadar bir süre bu pozisyonda kalır ve daha sonra hemen bir diğer ipliğe getirilir. Bütün bu işlem için gerekli zaman sadece 0,6 saniyedir. Makine 1,6 ile 250 tex arasında çeşitli iplikler ile çalışmaya elverişli bir yapıya sahiptir. Tahar çapraz tarağı olsa da olmasa da kullanılabilir. 1987 yılından bu yana taharlama tesislerindeki bütün makinelere ‘’temassız’’ elektronik kontrol sistemleri monte edilmektedir. Ayrıca özel bir sistemle üretilen sinyal sayesinde bir sonraki aygıtın (örneğin lamel ya da sayaç mekanizmasının) devreye girmesi güvence altına alınmıştır. Dolayısıyla çözgü ipliklerinde gevşeklik ya da başka nedenlerden dolayı meydana gelebilecek aksaklıklar techizatın çalışmasını engelleyecek nitelikte görülmemektedir. Besleme ve çalışma hızının kademesiz olarak ayarı mümkündür.
Yarı otomatik bir taharlama sisteminde bulunan parçaları:
- Çözgü verici makine ve çaprazlama tertibatı,
- Lamel besleme aparatı,
- Tahar sehpası,
- Çözgü levendi yataklama arabası,
- Tarak taharı makinesidir.
TAHAR PLANINI BULMAK İÇİN KUMAŞIN ANALİZ EDİLMESİ (DOKUMA)
Bir kumaşın analiz edilmesi; iplikleri, örgüsü, iplik sıklığı, taharı ve armür desen planı tarafından oluşturulan tüm yapıyı bulmaktır. Kumaşın analizinin yapılmasının en kolay yolu lup kullanmak veya iplik sökmektir. Bir kumaşın nasıl dokunmuş olduğu ve kullanılan dokuma tezgahı tipinin hangisi olduğunu bulmak için, kumaşın en ve boy yönünde deseninin bir raporunu bulmak önemlidir. O zaman bu açıkça işaretlenebilir ve bu işaretler içinde bulunan tüm alan analiz edilmelidir. Bu uzun süren ve sıkıcı bir işlem olabilir, çünkü bu iş için yapılacak ilk işlem kumaşta görülen bütün çözgü tellerinin hareketini özel desen kağıdına işaretlemektir. Raporun solundan sağına doğru ve üstünden altına veya altından üstüne doğru çalışılarak her atkı ipliği incelenir ve özel desen kâğıdında her çözgü ipliğinin görüldüğü yer bir kareyi doldurarak gösterilir. İplikleri uygun şekilde ayırabilmek için bir iğnenin kullanılması kolaylık sağlar. Kumaş deseni böylece belirlendikten sonra tahar ve armür desen planı bulunabilir.
Küçük kumaş örneğinde, hangisinin çözgü ipliği hangisinin atkı ipliği olduğunu anlamak zor olabilir. Eğer örnekte bir kenar var ise zorluk yoktur, ancak kenar yok ise yardımcı olacak bazı rehber faktörler vardır.
Çözgü ipliği genellikle daha güçlü olan ipliktir ve eğer kumaş pamuk veya rayon ipliklerinden oluşuyor ise pamuk ipliğinin çözgü olabileceğini varsaymak daha doğru olur. Yatay ve dikey olarak kullanılan iplik sayıları da bir rehber oluşturur ve genellikle daha fazla olanı çözgüdür.
Çözgü iplikleri genellikle daha fazla bükümlüdür ve eğer tek kat iplik ile katlı iplik birlikte kullanılmış ise katlı iplik çözgü ipliğidir. Kumaş deseninin bulunup üzerine çizildiği desen kâğıdı, taharı bulmak amacıyla başka bir desen kâğıdının altına yerleştirilir. Desenin çizilmiş olduğu desen kâğıdının sol tarafındaki birinci dikey hat birinci çözgü teli olarak kabul edilir ve tahar için kullanılacak desen kâğıdında alt sol karenin içi doldurulur ki bu da birinci çözgü telinin 1 numaralı gücü çerçevesinde geçirildiğini gösterir.
Desen kâğıdındaki ikinci dikey kareler hattı incelenir ve eğer birinci hattan değişik ise bunun anlamı bu çözgü telinin başka bir gücü çerçevesinde oluştuğudur. Bu da taharın çizildiği desen kâğıdında iki numaralı karenin doldurulması ile işaretlenir ve tüm diğer aynı dikey hatlarda bu gücü çerçevesine geçirilmiş olacaktır. Eğer üçüncü dikey hattı ilk ikiden değişik ise bu üç numaralı gücü çerçevesine geçirilmiş çözgü teli olarak üç numaralı karenin doldurulması ile gösterilir ve dördüncü dikey hatda değerleri gibi olacaktır.
Bu yöntem tüm rapor boyunca tekrarlanır, tahar desen kâğıdının her dikey hattını ele alarak tahar kâğıdındaki yeri doldurulur.
Tahar tamamlanınca armür desen planını bulmak mümkündür. Bu plan rapor boyunca olacak ve ne kadar gücü çerçevesi olacaksa o kadar dolu karesi olacaktır.
Armür desen planı kumaş deseninin yanına ilave edilir.
TAHARLAMA, ÇÖZGÜNÜN TAHARLANMASI (DOKUMA);
Çözgü ipliklerinin dokuma işleminde tek tek kontrol edilmeleri için lamel dizilmesi, istenilen şekilde ağızlık oluşturmaları için gücülerden geçirilmesi, istenilen ende kumaş oluşturmaları ve istenilen sıklıkta dokunmaları için taraktan geçirilmeleri gerekir.
Bu işlemlerin hepsine birden taharlama adı verilir.
Taharlama işleminde; çözgü iplikleri, ağızlık oluşturabilmeleri için dokuma örgüsüne göre belirlenen bir sıra ile gücülerin gözlerinden geçirilir.
Bu işleme gücü taharı denir. Çözgü ipliklerinin istenen enden ve sıklıkta dokunabilmeleri için belli bir düzen içinde tarak dişlerinden geçirilirler.
Bu işleme tarak taharı denir. Çözgü ipliklerinin dokuma sırasındaki kopuşlarını tek tek kontrol edebilmek için her ipliğe bir adet takılan lamelin dizilmesi işlemi de taharlama işlemlerinden kabul edilir.
Gücü taharının yapılışı; Temel dokuma işlemlerinden ağızlık oluşumunun gerçekleşebilmesi için çözgü ipliklerinin gücü tellerinden geçirilmesi gerekmektedir.
Çözgü ipliklerinin gücü tellerinin gözlerinden geçirilmesi dokuma örgüsünden çıkarılan tahar planına uygun olarak yapılır.
Eksantrikli ve armürlü dokumada gücü telleri çerçevelere takılıdır.Bu sistemlerde gücü taharı dokuma makinesinde veya ayrı ayrı bir yerde elle veya otomatik tahar makineleriyle yapılabilir.
Jakarlı dokuma makinelerinde ise çerçeveler olmadığı için gücü taharı işlemi dokuma makinesinde yapılır.
Ekose Desen
Ekose desen, dünya üzerindeki birçok farklı kültür tarafından kullanılan, oldukça popüler bir desendir. Dünyanın hemen her köşesinde kullanılan kareli ve ekose kumaşlar, ister gelişmiş ülkelerde, ister geri kalmış ülkelerde olsun, farklı amaç ve yöntemlerle; geçmişte olduğu gibi günümüzde de kullanılmaktadır. Desen, sadece tekstilde değil; tekstil içi ve dışı birçok üründe, yaygın olarak kullanılmaktadır. Ülkemizde ve diğer birçok ülkede kullanılan bu desen, İskoçlar için çok başka bir anlam taşımaktadır.
İskoçlar, ekose deseni oldukça fazla benimsemişler; ulusal kültürlerinin ve kimliklerinin sembolü haline getirmişlerdir. Bunda, tarih boyunca yaşadıkları birçok olayın, savaşların, isyanların etkisi olmakla birlikte; geleneksel değerlerin, sanat ve edebiyatın da katkıları çok olmuştur. İskoçlar, bugün ekose desene; neredeyse bayrakları kadar değer vermektedirler. Dünya üzerinde, bir tekstil desenine bayrakları kadar önem veren, böylesine başka bir ülke örneği bulunmamaktadır. İskoç halkı, ulusal kimliklerini vurguladığını düşündükleri ekose deseni, her zaman ve her yerde gururla taşımaktan duydukları mutluluğu, tüm dünyaya her fırsatta göstermiş ve bugün de göstermeye devam etmektedirler. Dünyadaki birçok kültür ise bu deseni; İskoçlar ve İskoçya ile bağdaştırmaktadır. Ekose denince, çoğunun aklına, asıl adı kilt olan ve ekose kumaşlardan yapılmış etekleri giyen İskoç erkekleri gelmektedir. Yüzyıllar boyunca bu kıyafet, önce dağlık alanlarda; sonra da geniş ovalarda yaşayanların geleneksel kıyafeti olmuştur. Kilt, İskoç’lar için çok önemlidir. Ekose desenin günümüzde kullanılmadığı alan ise yok gibidir. Bununla birlikte; en çok tekstil ve moda sektöründe kullanılan bir desen olan ekose desenin, belli tarzlar ve toplumsal olaylar neticesinde, zaman içinde farklı anlamlara bürünmesine de tanık olunmaktadır. Modada kullanım alanı çok geniş olan ekosenin, bazı ünlü tasarımcılarla özdeşleştiği ve koleksiyonlarının vazgeçilmezi yaptıkları da bilinmektedir.
Ekose, bir desen çeşididir. İlk olarak dokuma kumaşlarda uygulanmış, zamanla; tekstil içinde ve dışında birçok üründe, desen olarak kullanımı yaygınlaşmıştır. Ekose desen, en az, iki farklı renk kullanılarak oluşturulur. Bu desende önemli olan, çözgüde kullanılan ipliklerin renk ve sayılarının; atkıda da, aynı sayı ve düzende kullanılmasıdır. Bu şekilde ortaya, inceli kalınlı; yatay ve dikey kesişen çizgilerden oluşan bir desen çıkar. Bu desenin düzenli tekrarıyla ortaya çıkan desene ekose desen denir.
Halk arasında pötü kare(Fransızca ‘petit carré’ den gelen) olarak adlandırılan ve küçük karelerden oluşan desen de, aslında iki renkten yapılan bir ekose desendir.
Günümüzde, iki renk kullanılarak yapılan ekose örnekleri yanında; oldukça fazla renk kullanılarak yapılan ekoseler de bulunmaktadır.
Günümüzde ekose desen, birçok ülkede olduğu gibi ülkemizde de, İskoçya ile bağdaştırılır. Hatta ülkemizde, bu desene çoğunlukla, İskoç deseni(İskoç ekosesi) denmesi sıkça rastlanan bir durumdur. İngilizcesi tartan olan ekose desenin, Fransızca tiretain adlı kelimeden türediği düşünülmektedir. Tartan kelimesi önceleri sadece bir kumaş çeşidini(desenli veya desensiz) ifade ederken, günümüzde, kumaştan çok, deseni tanımlamak için kullanılmaktadır. Türkçede bu desene ekose denmesinin sebebi de İskoçya’nın Fransızca’da, Ecosse olarak geçmesine bağlanabilir. Türkçeye, Fransızcadan geçen birçok kelime olduğu düşünülürse, bu desen isminin de doğrudan ülke adı olarak geçmiş olma ihtimali, çok fazladır. Ekose desenin, çok eskiden beri, birçok farklı kültürde kullanıldığı bilinen bir gerçektir. Uzakdoğu’dan Asya’ya, Asya’dan Avrupa’ya hatta Amerika’ya, birçok uygarlığın bu deseni kullandığı görülür. Dokumanın keşfedildiği ilk dönemden itibaren insanlar, yaptıklarını çeşitlendirmek, dekoratif bir şeyler katmak için, zamanın ve bulundukları bölgenin imkânlarını değerlendirmeye, geliştirmeye çalışmışlardır. Böyle bakıldığında, dünya üzerindeki birçok eski kültürün, iki veya daha fazla renkte ipliği kullanarak; bunlardan, çok da zor olmayan ekose benzeri, çizgisel ve kareli desenler yapmaları da oldukça olağan görülmelidir. İnsanlar tarih öncesi çağlardan beri, özellikle de en temel ihtiyacı olan giyim ve kuşamını temin edebilmek için, dokumacılıkla uğraşmışlardır. Yüzlerce hatta binlerce yıl, toplumun en üst tabakasından en alt tabakasına kadar hemen herkesin dokuma yaptığı görülmüştür. Dünya üzerindeki birçok kültür dokumacılıkla uğraşmıştır. Orta ve Güney Amerika’da çok eski devirlerde dokumacılığın bilindiğini ancak dokumacılığın asıl tarihsel gelişiminin Akdeniz çevresinde eski Yunan ve Roma devirlerinde olduğu ifade edilmektedir.
Orta ve Güney Amerika’da bulunan, antik uygarlıklardan Maya ve İnkalar’ın, dokuma konusunda, çok başarılı oldukları anlaşılmaktadır. Bunlara ait örneklere bakıldığında da; daha çok çizgisel ve kareli motiflere benzer desenlerin, sıkça kullanıldığı görülür. Binlerce yıl öncesine ait bu çalışmalardan da anlaşıldığı üzere; insanların ilk başlarda tek renk olarak başladığı basit dokuma uygulamaları, fırsatlar dâhilinde farklı renklerle ve desenlerle geliştirilmiş, ortaya ekose desen tarzında desenler çıkmıştır.
İnka tuniklerinde, kırmızı üzerine siyah beyaz renklerden yapılmış ekose desene, çok sık rastlanmaktadır.
Mısır’da yapılan araştırmalarda bulunan ve İ.Ö 6.yy’a ait olduğu anlaşılan yün ve keten dokumadan yapılmış perde üzerinde; dua eden bir kadın figürü olduğu ve kadının üzerindeki ekose desenlerin belirgin bir şekilde fark edildiği görülmektedir.
Ayrıca, yine Mısır’da bulunan bazı duvar resimlerinde bu desene rastlanması, desenin; farklı süslemelerde de kullanıldığı konusunda bizi aydınlatmaktadır.
Nil nehrindeki bir teknenin tasvir edildiği duvar resminde, tekne üzerinde; ekose desenin görülmesi, buna ilişkin güzel bir örnektir.
Dokuma, teknik itibari ile yüzlerce yıl fazla değişime uğramamış ve bu konuda gelişmeler, çok sık yaşanmamıştır. Özellikle de jakarlı dokuma tezgâhlarının bulunmasına kadar ki geçen sürede; ekose ve kareli desenler birçok farklı kültür ve uygarlık tarafından en çok kullanılan desenler olmuştur. Avrupa’da dokumanın, çok eski çağlardan beri yapılmakta olduğu bilinmektedir. Roma İmparatorluğunun yıkılmasından sonra şekillenen Avrupa ülkelerinin de, kendilerine has birçok desen yanında, ekose deseni kullandığı görülmektedir. Kumaşların dayanma sürelerinin çok fazla olmamasından dolayı, bunlara ait belgelere, çeşitli kitaplarda ve el yazmalarında rastlamak mümkündür. Örneğin, İngiliz’lere ait 13.yy’dan kalan el yazması bir kitapta, dokuma tezgâhları hakkında bilgi verilirken; dokunan kumaşın ekose olduğu görülmektedir.
Dünya kültürünü daha iyi anlamak için uygarlıkların, tekstil örneklerine, giyim ve kuşam geleneklerine bakmak çoğu zaman yeterlidir. Ticareti, dini, imparatorluklardaki iniş çıkışları ve bunun gibi birçok olayı; o uygarlığın tekstilde geçirdiği evreleri gözlemleyerek, anlamaya çalışmak, bizlere birçok ipucu verebilir. Birbirinden uzun mesafelerle ayrılan farklı kültürlerin, tekstil çalışmalarını oluştururken uyguladıkları yöntemler, bizleri zaman zaman şaşırtırken, düşündürür de. Konumuz gereği, ekose ve kareli kumaşlar dikkate alınarak bakıldığında ise, dünya genelindeki birçok uygarlığın; kareli ve ekose tarzı kumaşlar kullandığına tanık olunması bu yüzden sıklıkla mümkün olmaktadır. Dünyanın neresinde olursa olsun, bu desenler ilk çağlardan itibaren sıkça kullanılan desenler olarak karşımıza çıkmaktadır.
Türkler dokumaya çok önem vermişlerdir. Orta Asya’dan Anadolu’ya kadarki yolculukları sırasında ve Anadolu’da geçirdikleri yüzlerce yıl boyunca da; kıyafetlerinden, barınma gereçlerine ve birçok alanda kullandıkları eşyalara kadar dokuma, Türk insanı için vazgeçilmez olmuştur. Osmanlı İmparatorluğu’nda varlıklı kesimin, gösterişli kumaşları tercih ettiği bilinmektedir. Halk arasında da, sarayda da, gösterişli ve dikkat çekici kumaşlar hep öncelikli olmuştur. Böyle olunca da, saraydakilerin esas giyim için, ekose ve kareli desenleri tercih etmemiş olmaları, doğaldır. Osmanlı kumaşlarında ekose belirgin bir şekilde yoktur. Ekose desen daha çok halk arasında; atkı, şal, kuşak, önlük gibi kıyafetin tamamlayıcısı ve sofra bezi, çarşaf gibi ev tekstili ürünlerinde görülmektedir.

Asya’dan Avrupa’ya, hatta Afrika’ya kadar oldukça büyük bir alana yayılmış olan Osmanlı imparatorluğunun farklı bölgelerinde de ekose kumaşların kıyafetlerin tamamlayıcı unsurlarında ve az kullanıldığı görülmektedir. Günümüzde Türk halkı tarafından çok tercih edilen, sofra bezleri, hamam peştamalları da çoğunlukla ekose ya da kareli dokuma örneklerindendir.

Kuzey Amerika’da, yakın zamana kadar varlıklarını sürdürebilmeyi başarmış Kızılderililer, değişik kültürleri ile her zaman ilgi çekmişlerdir. Kızılderililerin yaşamları, kıyafetleri, törenleri, vb. birçok filme ve belgesele konu olmuştur. 19.yy’da fotoğraf makinesinin icadı sayesinde çekilen, Kızılderililerin son dönemlerine ait fotoğraf kareleri, onları biraz olsun anlatmaya, olağan dışı tarzlarını göstermeye yardımcı olmaktadır. Kuzey Amerika’da birçok Kızılderili kabilesi bulunmaktaydı. Bunlar avcılıkta çok başarılı idiler ve daha çok bufalo, geyik gibi avladıkları hayvan derilerinden yaptıkları kıyafetleri giymekteydiler. Kilim, battaniye gibi ihtiyaçlarını ise dokumadan elde etmekteydiler. Bunlar ise oldukça renkli ve kendilerine özgü desenlerden oluşmaktaydı. Binlerce yıl parmaklarını kullanarak yaptıkları geleneksel dokumalara İ.S. 1050- 1300 yılları arasında keşfettikleri tahmin edilen, dikey dokuma tezgâhlarını eklemişlerdir. Avrupalıların Amerika kıtasını keşfetmesiyle, Kızılderili toprakları, yavaş yavaş Avrupalıların eline geçmiş ve Kızılderililerin buradaki varlığı giderek azalmıştır. Amerika’nın yeni sahipleri, birçok alanda olduğu gibi ticarette de oldukça tecrübeli ve iddialıdır. Kızılderililerin zevklerine uygun battaniyeler dokuyarak onlarla ticaret yapmaya başlarlar. Bu konuda; Pendleton Indian Blankets ve Hudson’s Bay Blankets isimleriyle üretim yapan iki firma çok önemlidir. Bunlardan Hudson’s Bay daha çok ekose dokumalarıyla meşhurken; Pendleton Kızılderililerin zevklerini, renklerini esas alarak dokumalar, özellikle battaniyeler üretir ve Kızılderililere bunlardan çok sayıda satar. Fotoğrafların çoğunda, Kızılderililerin Avrupalı tüccarlardan aldıkları ekose battaniyeleri kıyafetlerinin üzerine sararak poz vermiş oldukları görülür.
Sonraları buraya yerleşen Avrupalılar, 18, 19 ve 20. Yüzyılda beraberlerinde getirdikleri tekniklerle geleneklerine uygun tekstil ürünleri üretmiş, bunları kullanmış ve ticaretini yapmışlardır. Amerika’da Avrupalıların gelmesiyle yaşanan bu yeni yapılanma, köle ticaretinde de kendini göstermiştir. Köleler ve kölelikle ilgili birçok kitap, film ve belgesel; o dönemde çekilen acılar ve sıkıntıların yanında; kölelerin giyim kuşamları ile ilgili de bizleri aydınlatır. Afrikalı kadın kölelerin, çizgili ve ekose desenli en güzel elbiselerini Pazar günleri giydiklerinden bahsedilir. 18.yy’ın sonlarına doğru Amerika’nın batısındaki köle sahiplerinin, kaçmaları durumunda, köleleri daha iyi görebilmek için, onlara parlak renkli ekoselerden yapılmış şallar taktırdıkları bilinmektedir. Bu şallar o dönemde çok popüler olmuştur. Hatta İskoçların ünlü dokuma atölyesinin sahibi Wilson(Bonnockburn)’ın dosyalarında bulunan bir mektupta, kendisinden 200 yarda Lindsay ekosesi istenmiş, bunların köleler için olduğu ve maliyetinin ucuz tutulması istenmiştir( yarda maliyetinin, 1 Şilini geçmemesi konusunda istekte bulunulmuştur).
Amerika’nın kovboy kültüründe de ekose desen görülmektedir. İnce ekose gömlekler kovboyların sıklıkla tercih ettiği gömlekler olmuşlardır.

Günümüzde oduncu gömleği olarak da bilinen ekose gömlekler ise ilk olarak Amerika’da odun kesenlerin giymiş olduğu gömleklerdir. Kalın yün ekoseden yapılan bu gömlekler, bugün birçok ülkede kadın ve erkekler tarafından tercih edilmektedir.
Latin Amerika diye de bilinen güney Amerika’da, özellikle İnka ve Maya uygarlıklarının dokuma konusunda ne derece ileri oldukları, çalışmanın başında yer almıştı. Bugün bu topraklarda yer alan ve bu uygarlıkların devamı niteliğinde olan ülkelerde, çok renkli ve çeşitli kumaşlar ile oldukça ilginç geleneklerin olduğu görülmektedir. Özellikle, Meksika, Brezilya, Peru gibi ülkeler, bu konuda, dünyanın her zaman dikkatini çeken ülkelerdendir. Rengârenk desenlerden oluşan ve aplike, nakış gibi birçok tekniğin bolca kullanıldığı kumaşlardan meydana gelen kıyafetler, günümüzde; özellikle turistlerin büyük ilgisini çekmektedir.
Burada yaşayan kültürlerin kumaş konusunda tercihleri çok renkli olsa da zaman zaman ekose desenlere de rastlanmaktadır.
Avrupa’nın merkezinde, özellikle İ.Ö. 500’lü yıllarda, oldukça zengin ve değişik geleneksel kumaşların üretilmeye başlandığı bilinmektedir. Bölgesel farklılıkların çokça olduğu ve kumaş çeşitlerinin birçoğunun, dokumadan yapıldığı Almanya’da; ince nakışlar, püsküller ve kareli desenlere sıkça rastlanmaktadır. İ.S. 200’e ait olduğu tahmin edilen, üç farklı tonda mavinin kullanıldığı genç kız kostümü, Almanya’nın Thorsberg şehrinde bulunmuştur ve dünya tekstil tarihinde çok önemli bir yer tutar.
Hollanda, yüzlerce yıldan beri, özellikle, tarım ve hayvancılıkta, Avrupa’nın en önemli ülkelerinden biri olmuştur. Bu konuda oldukça başarılı olan Hollanda’da, tarihsel kostümlere bakıldığında; önlük, şal gibi kıyafetin tamamlayıcı unsurlarında, diğer Avrupa ülkelerinden daha fazla ekose ve kareli desenleri görmek mümkündür.
Bu desenlerin, Hollanda’da daha fazla görülmesi; Avrupa’da bu tarz desenlerin daha çok kırsal alanlarda yaşayanlar tarafından tercih edildiğini göstermektedir. 19.yy’ın ikinci yarısında İngiliz Kraliçesi Victoria’nın ekose tutkusu, tüm Avrupa’ya yayılmış ve Hollanda’da da ekose desen, esas giyimde kullanılmaya başlamıştır.
Ortaçağ’ın son dönemlerinde, kadife kumaş dokumalarıyla ünlenen İtalya’da, ekose desenler çok popüler olur. Bu desenler, sadece kadife kumaşlarda değil; diğer kumaş çeşitlerinde de görülmeye başlar.
İtalyanlar, özellikle Rönesans ve sonrasında gösterişli kumaşları tercih etmişler; ekose ve kareli desenleri 19. yy sonlarına kadar fazla kullanmamışlardır.
İspanya’da halk tarafından kullanılan geleneksel kıyafetlerde, ekose desene, kıyafetlerin tamamlayıcı unsuru olarak rastlamak mümkün olmaktadır.
İngiltere, İskoçya, İrlanda ve Galler ile birlikte Büyük Britanya’yı oluşturur. Bu ülkelerden, İskoçya ve İngiltere tekstilde, her zaman daha ön planda olmuştur. Günümüzde ekose desen denince, akla ilk gelen ülke olan İskoçya’nın yeri ise başkadır. Ekose desene, Britanya’da en çok İskoçya’da rastlandığı görülmektedir. Bu konuda İskoçya’nın durumu çok etkileyicidir ve araştırmanın büyük bir kısmını oluşturmaktadır. İrlanda’da da, geleneksel olarak ekoseye verilen önemin fazla olmasına rağmen; bu, pek çokları tarafından fazla bilinmez ve İskoçya kadar ön plana çıkarılamamıştır. Bunun yanı sıra, birçok kaynak İskoçya ile ilgili bilgileri, Büyük Britanya ile bağlantılı olarak göstermektedir.
Bunun yanı sıra, ekose desenin, İngilizler tarafından da çokça kullanılan bir desen olduğu bilinmektedir.
Fransız kıyafetlerinde daha çok; dantel, ipek, saten, kadife ve brokar kumaşlar kullanılmaktaydı. Çiçekler, oryantal ve egzotik desenler, bu kumaşlarda sıkça yer alıyordu. Kareli ve ekose desenler ise nadiren görülmekteydi. Tarihsel sürece bakıldığında, bu desenlerin, ortaçağdan itibaren; özellikle kraliyet askerlerinin kıyafetlerinde ve zırhlarında görüldüğü anlaşılmaktadır.
Fransa’da giyim, 1789 Fransız İhtilali sonrası, sarayda ve halk arasında sadeleşmiştir. Gösterişli desenler de yerini, daha sade desenlere bırakmıştır.
19.yy’ın ikinci yarısında gerçekleşen endüstriyel devrim sayesinde; kumaşlar ve kıyafetler Avrupa’nın genelinde seri üretilmeye başlanmış ve bundan sonra, özellikle şehirlerde giyim; daha sadeleşmiş ve tekdüzeleşmiştir. Köylerde ve kasabalarda endüstriyel devrimin etkisi hemen görülmemiş, bu değişim biraz daha fazla zaman almıştır. Bu ve bundan sonraki dönemlerde, kullanılan desenlerdeki çeşitlilik de sadeleşerek, 20. yy’daki yapılanmaya uygun olarak değişmiş ve sadeleşmiştir. Ekose desen ise çoğu zaman birçok Fransız’ın tercih ettiği bir desen olmuştur.
Afrika kıtası, çok büyük bir kıtadır ve birçok farklı kültürü ve ırkı bir arada barındırır. Oldukça renkli ve çeşitli kültürün bulunduğu Afrika’da, hemen her kültürün, kendine özgü tekstil örnekleri mevcuttur. Birçok Afrika ülkesinde hala, ilkel sayılabilecek yöntemler kullanılmaktadır. Desenlere bakıldığında, stilize hayvan ve insan figürlerinin yanında; çizgisel ve kareli desenler ve bunların kombinasyonları çok sık kullanılmaktadır. Kente kumaşları, Batı Afrika’ya ait el dokuması tekstil ürünlerinin en bilinen örneklerindendir. 18. ve19.yüzyıllarda Gold Coast ve Slave Coast’ta(bugünkü Gana ve Togo)ortaya çıkmıştır ve geleneksel olarak, erkekler tarafından dokunup dikilmektedir. Kente kumaşları; bir kenardan diğerine, ince şeritlerden oluşur. Şeritlerin dokunup birbirlerine eklenmesi yöntemiyle, ekose ve kareli benzeri dokular elde edilir.
Dünyanın geri kalmış ülkelerinin fazlaca bulunduğu bir kıta olan Afrika’da, endüstri ve sanayi gelişmemiştir.
Tekstil ürünleri, ülkelerin refah durumları konusunda da bizi aydınlatır ve bilgilendirir. Avrupa ve Asya’nın gelişmiş ülkelerinde, kareli ve ekose desenler, halkın, sıradan insanların kullandığı desenler olurken; Afrika kıtasının gelişmemiş ülkelerinde, kralların, ülkenin önde gelen kişilerinin üzerinde görülmektedir.
Uzakdoğu’nun kendine has dokumaları, kumaşları bulunmaktadır. Bunların arasında, az da olsa, ekose desene rastlanmaktadır.
Dünya üzerinde birçok ülkenin, farklı kumaş örnekleri, kendilerine özgü desenleri bulunmaktadır. Bunun yanında, dünyanın neresine gidilirse gidilsin, hemen her yerde, kareli veya ekose desenlere rastlamak mümkün olmaktadır.
Kumaş yapımı için kullanılan öylesine ilginç yöntemler vardır ki; bunlar sadece belli halk toplulukları tarafından, değişik tekniklerle ve o bölgeye has malzemelerle yapılır. Bunların içinde ise en çok dikkat çeken yöntemlerden biri, tapa kumaşının hazırlanması için kullanılandır. Tapa kumaşı Güney Pasifikte, Avustralya’nın doğusunda yer alan Samoa’ya(eski adıyla Tonga) özgü bir kumaş çeşididir. Bu kumaşı yapmak için; dut ağacının kabuğu iyice dövülür ve sert kâğıda benzer bir yüzeye dönüştürülür. Daha sonra, bunun üzerine tropikal bitkilerin suyundan hazırlanan boyalarla süslemeler yapılır ve deriye benzer bir kumaş ortaya çıkar. Bu süslemelerde geometrik desenler ve özellikle de kareli ve ekose desenlerin sıkça kullanıldığı görülür.
Giyimin gelişme ve yayılmasına, dünya üzerindeki birçok ülkenin katkıda bulunduğu bilinmektedir.
Tüm bu örneklerden de anlaşıldığı üzere; dünyanın hemen her köşesinde kullanılan kareli ve ekose kumaşlar, ister gelişmiş ülkelerde, ister geri kalmış ülkelerde olsun; farklı amaç ve yöntemlerle, birçok insan tarafından günümüzde de kullanılmaktadır. Aslında burada esas olan; hangi kültürün ekose deseni ilk kez veya sıkça kullandığı konusundan çok, bu desene inanılmaz derecede sahip çıkan, hatta ulusal kültürlerinin bir parçası haline getiren İskoç halkının, bunu nasıl başardığını düşünmektir ve bu konu gerçekten de çok önemlidir.
İskoçya örneği, çok güzel ve özel bir örnek olarak karşımıza çıkar. Dünya üzerinde bir tekstil desenine; en az ulusal bayrakları kadar önem veren böylesine başka bir ülke yoktur.
Dokuma kumaş hataları
Dokuma kumaşlar giyimden perdeye, döşemeden havluya, halıdan kord bezine kadar birçok alanda yaygın kullanılan ve hem günlük yaşantıda hem de teknik alanda önemli yer tutan tekstil ürünleridir.
Dokuma kumaşların hazırlık ve üretim süreçlerinde çok çeşitli nedenlerden kaynaklanan hatalar nedeniyle kumaşta kusurlar gerçekleşmektedir.
Tekstil ürünlerinin ana hammaddesi elyafın esnek ve değişken yapısı ile iplik ve kumaşa dönüşüm süreçlerinin doğası gereği ürün üzerindeki varyasyon ve sapmalar daha da artabilmektedir. Dolayısıyla çeşitli kusurlar içeren hatalı ürünlerin oluşması kaçınılmazdır. Bu kusurlar kumaşın kullanımını tamamen ya da kısmen engelleyici anormallikler ve düzgünsüzlükler olup hammadde girdisi, yanlış makine ayarı, ayar bozuklukları ya da insan kaynaklı nedenlerden vb. oluşabilmektedir.
Üretim sürecinin kontrollü ve kontrolsüz girdilerinin her ikisi de istenmeyen sonuçlara yol açabilmektedir. Kalite odaklı çalışmak zorunda olan hazır giyim ve konfeksiyon sektöründe saptanan uygunsuzlukların önemli bir kısmının kumaştaki kusurlardan kaynaklandığı bilinmektedir.
Türk Standartları Enstitüsü’nce (TSE) kumaş hatası;
Kumaşlarda hammadde, iplik, yardımcı madde, işçilik, makine donanımı ya da çalışma metodu yüzünden oluşan, gözle görülüp değerlendirilebilen ve kumaşın görünüşünü bozan kusurlar olarak tanımlanmıştır.
Yine TSE tarafından yapılan “kumaştaki hata” tanımı ise kumaşın beklenen performansını düşüren veya kumaştan yapılan bir üründe belirgin bir konumda ortaya çıktığında muhtemel bir alıcı tarafından kolaylıkla görülen ve kabul edilmeyen bir kusur olarak tanımlanmaktadır.
Tekstil ve konfeksiyon üreticileri hatalı üretimden oluşan gelir kayıplarını telafi edebilmek için, kusurlu ürünlerini de değerlendirmek zorunda kalmaktadırlar.
Kalitesizlik maliyetine yol açan bu kusurların giderilmesi kaçınılmazdır ve şirket karlılığı ve imajı üzerinde kritik bir etkiye sahiptir.
Dokuma ve örme kumaşlarda kusurların asgari düzeyde oluşmasını kontrol edip izleyebilmek ve doğru çözüm önerileri sunabilmek için yerinde ve sistematik bir sınıflandırma yöntemi büyük kolaylık sağlamaktadır.
Hata isimlerinin tanımlayıcı karakteristiklerin standart olması endüstriyel kullanımda dil ve kavram birlikteliği sağlar.
Endüstriyel işletmelerde çeşitli nedenlerden dolayı istenilen kalite düzeyine erişemeyen ürünlerin oluşması kaçınılmazdır ve bu hata içeren ürünler, genellikle kusurlu veya bozuk ürün olarak tanımlanır. Hatalı, bozuk ve kusurlu ürün kavramları sık sık birbiri yerine kullanılsa da; aslında farklı özelliklerde oluşmuş ürünleri ifade etmektedirler.
Genel olarak, üretimin çeşitli aşamalarında ortaya çıkan gerekçelerden ötürü öngörülen teknik şartlara ve standartlara uymayan ya da kullanım sırasında arıza veren ürünlerdir.
Türk Dil Kurumu sözlüğünde hatanın tanımı
İstemeyerek ve bilmeyerek yapılan yanlış, kusur, yanılma olarak verilmiştir.
Üründe ortaya çıkan hataları nitelemek için daha belirgin bir sözcük olan kusur ise; “eksiklik, noksan, elverişsiz durum ve bilerek ya da bilmeyerek bir işi gereği gibi yapmama” olarak tanımlanmıştır.
Kusur, kalite bakış açsıyla daha genel anlamda; kullanımı ve sağlanacak yararı azaltan ya da yok eden bir anormallik ya da yetersizlik olarak tanımlanabilir. Öngörülen kalite düzeyi ya da unsurların eksik ve yetersiz olma durumudur ki bu da uygunsuzluk kavramıyla ifade edilir.
ISO 9001:2015 Kalite Standardına göre üretimde şartlara ve karakteristikler ile ilgili terimlerin tanımları ve ilişkileri
- Nesne (Obje) :
- Varlık, parça anlamında olup algılanabilen ve akla uygun olan her şeydir. Örneğin, ürün, proses, hizmet, kişi, sistem kaynak bir objedir.
- Ürün:
- Bir prosesin (girdileri çıktılara dönüştüren birbirleri ile ilgili olan veya etkileşimde bulunan faaliyetler dizisi) sonucu elde edilen çıktıdır.
Dört genel ürün kategorisi vardır.
- 1-Hizmetler (örneğin, taşımacılık)
- 2-Yazılım (örneğin, bilgisayar programı, sözlük)
- 3-Donanım (örneğin, motorun mekanik kısmı)
- 4-İşlenmiş malzemeler (örneğin, dokuma kumaş, yağlama yağı).
Kalite:
Bir nesnenin doğasında (özünde) olan karakteristikler kümesinin şartları yerine getirme derecesidir. “Kalite” terimi kötü, iyi veya mükemmel gibi sıfatlar ile kullanılabilir.
Şartlar (Gereksinim):
Belirlenen, genel olarak istenen ya da yasal ihtiyaç ve beklentiler bütünüdür. Ürün, sistem veya müşteri ile ilişkili olabilir; örn. müşteri şartları, yasal şartlar, kalite yönetim sistemi standartları vb.
Uygunluk:
Bir şartın yerine getirilmesi durumudur.
Uygunsuzluk:
Bir şartın yerine getirilmemesi durumudur.
Kusur:
Amaçlanan ya da belirlenen bir kullanımla ilgili bir şartın yerine getirilmemesi durumudur. Özellikle ürün sorumluluğu konularıyla ilgili olan yasal çağrışımlar sebebiyle kusur ve uygunsuzluk kavramları arasındaki fark önemlidir. Bu nedenle, “kusur” terimi azami dikkatle kullanılmalıdır.
Karakteristik:
Ayırt edici özellikler olup ürünün doğasında ya da atanmış (sonradan tanımlanmış) olabilir. Bir karakteristik nitel veya nicel olabilir.
Fiziksel (örneğin, mekanik, elektriksel, kimyasal ve biyolojik karakteristikler); -
Duyusal (örneğin, koku alma, dokunma, tatma, görme ve duyma ile ilgili);
Davranış ile ilgili (örneğin, nezaket, dürüstlük, doğruluk);
Zamana ait (örneğin, dakiklik, güvenilirlik, bulunabilirlik);
Ergonomik (örneğin, fizyolojik karakteristik veya insan güvenliği ile ilgili);
Fonksiyonel (örneğin, bir uçağın azami hızı, kumaşın nefes alma performansı).
Yetenek (capability): bir objenin gerçekleştirdiği bir çıktının söz konusu çıktı için öngörülen şartları karşılayabilme yeteneğidir.
İzlenebilirlik (traceability): Bir objenin geçmiş, uygulama ve konum bazında izini sürebilme becerisidir.
Güvenilebilirlik (dependability): Gerektiği biçimde ve zamanda performans gösterme yeteneğini tanımlar.
İnovasyon (innovation): Değer katan yenilik ya da değişiklik içeren bir ürünü tanımlar.
Derece (Grade): Aynı fonksiyonel kullanıma sahip olan bir nesnenin farklı şartları sağlamasına göre yapılan sınıflandırma ya da sıralama eylemidir.
Yeniden derecelendirme: Uygun olmayan bir ürünü, başlangıç şartlarından farklı şartlara uygun hale getirmek için yapılan derece (grade) değişikliğidir.
Kalite karakteristiği:
Bir ürünün, prosesin veya sistemin bir şartla ilgili doğasında olan yapısal karakteristiğidir. Yapısal, bir şeyde özellikle kalıcı bir karakteristik olarak bulunan anlamındadır. Bir ürün, proses veya sistem için tayin edilmiş bir karakteristik o ürünün, prosesin veya sistemin kalite karakteristiği değildir (örneğin, bir ürünün fiyatı ya da sahibi).
İnsan faktörü:
İncelenen bir obje üzerinde etkiye sahip olan bir insanın karakteristiğini tanımlar. Karakteristikler, fiziksel, algısal ve sosyal olabilir.
Yeterlilik (competence): İstenilen sonuçları elde etmek için bilgi ve becerileri uygulama yeteneğidir. Gösterilen yeterlilik bazen kalifikasyon olarak da tanımlanabilir.
Metrolojik karakteristik: Ölçüm sonuçlarını etkileyebilen karakteristik unsurları tanımlar. Ölçüm cihazlarının genellikle çeşitli metrolojik karakteristikleri olur.
Konfigurasyon: Bir ürün ya da hizmetin ürün konfigürasyon bilgisinde yer alan karşılıklı ilişkili fonksiyonel ve fiziksel karakteristikleridir.
Ürün konfigürasyon bilgisi, ürün tasarım, gerçekleme, doğrulama ve operasyon süreçleri için gereken şartlar (gereksinimler) ve diğer bilgileri içerir.
Konfigurasyon taban değeri: Bir ürün ya da hizmetin yaşam çevrimi boyunca yer alacak faaliyetleri için bir zaman dilimi içinde referans değer olacak karakteristikleri tanımlayan onaylanmış konfigürasyon bilgisidir.
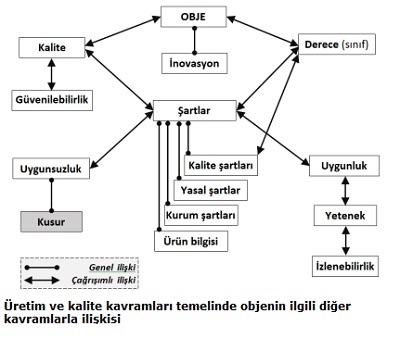
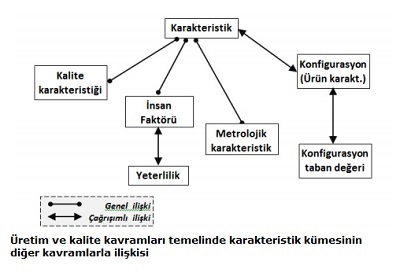
Bu tanımlar ve kavramlar arasındaki ilişki temelinde;
Uygun, uygunsuz ve kusurlu ürün kavramlarını belirgin olarak açıklamak mümkündür. Ancak hata ile kusur arasındaki kavramsal farkı, ayrıca açıklamak gerekir. “Hata” kavramı üretim sırasında yapılan istenmeyen bir durum olarak tanımlanmıştı. Olası bir hatanın ürün üzerindeki sonucu genellikle bir uygunsuzluk ve çoğu kez de kusur olarak gerçekleşir. Örneğin, üretim sırasında operatörün boyutları standard dışında ayarlaması bir hatadır ve bunun sonucunda ortaya uygunsuz yani kusurlu bir ürün ortaya çıkar. Bu ürünü hatalı ya da boyut hatalı ürün olarak ifade etmek mümkünse de kavramsal olarak doğru olmayacaktır. Üretim sürecinde, prosedüre uymayan ya da şartları karşılamayan her olay bir hatadır ve üründe beklenen sonucu kusur oluşumu ya da üretim başarısızlığıdır. Yani hata ile ortaya çıkan kusur kavramları arasında çağrışımlı ilişki vardır ve hatalar genelde kusura yol açarlar.
Uygunluk ve uygunsuzluk topyekün şartlara, dolayısıyla karakteristiklere bağımlıdır. Karakteristikler kümesi, kalite karakteristikleri, insan faktörü ve metrolojik karakteristikler ile genel ilişki içinde olup konfigürasyon kavramı ile çağrışımlı ilişki içindedir. Uygunsuzluğa neden olan durumlar karakteristik kümesinde yer alan ve öngörülen şartlara ve konfigürasyona aykırı durumlar olduğuna göre bu küme bileşenlerini hata kavramının öz nitelikleri olarak tanımlamak mümkündür. Aralarında karşılıklı bir etkileşim, çağrışımlı ilişki vardır.
Garvin, kalite düşüncesini 5 alt kritere odaklı olarak tanımlamıştır.
Bu kriterler;
1-Kanaat kriteri:
Kalitenin, evrensel ölçekte tanınan bir yüksek standart ya da mükemmeliyet düzeyi ile ilişkilendirildiği kriterdir. Üstünlük kriteri olarak da adlandırılır ve sübjektif bir ölçüttür.
2-Ürün Odaklı Kriter:
Kalitenin, ölçülebilen bir değişken olarak tanımlandığı ölçüttür. Örneğin bir arabanın ivmelenmesi ya da bir ipliğin kopma mukavemeti gibi.
3-Kullanıcı odaklı kriter:
Burada kalite, kullanıcı bazında istenilen kullanıma uygunluk ölçeğine göre tanımlanmıştır. Örneğin aracın sürüş kolaylığı ya da bir kumaşın tutumu gibi.
4-Değer odaklı kriter:
Kaliteyi, ürünün fiyatı ile sunduğu yarar ve tatmin ölçüsü arasındaki ilişki bazında değerlendiren bir ölçüttür.
5-. İmalat odaklı kriter:
İmal edilen parçaların tasarım spesifikasyonuna uyumu açısından kaliteyi tanımlar. Uygun olmayan parçalar yeniden işlenir ya da hurdaya ayrılır. Kalite algısı ve boyutlarına yönelik çok çeşitli tanımlamalar yapılmış olmakla birlikte hata kavramına ilişkin yapılmış çalışmalar son derece sınırlıdır.
Kusurların ya da yol açan hataların tanımlanması ve sınıflanmasında evrensel bir yaklaşım uygulamanın pratik olacağı yadsınamaz. Ancak, sektör ve ürün grubu bazında farklılık gösteren kusur sınıflandırmasında en fazla ve detaylı çalışmalar yazılım hatalarına yönelik yapılmıştır.
Yazılım alanında kusurların farkları ve doğalarına yönelik değişik çalışmalar yapılmıştır. Bu çalışmalarda yer alan kategorileri kabaca 3 ana küme altında toplamak mümkündür.
Bu kümeler;
- Kusur cinsi tasnifi (taksonomisi)
- Kök neden analizi
- Kusur sınıflandırması Yazılım kusurlarını çeşitli boyutlarıyla irdeleyen bir IEEE [12] standardı da geliştirilmiştir.
Sınıflandırma için gerekli verilerin toplanması; süreç faaliyetiyle başlar ve hatanın yakalandığı aşama ve şüpheli nedenlerin analiziyle sürer.
IBM tarafından geliştirilen Orthogonal Kusur Sınıflandırması (ODC) yaklaşımı da kusuru;
- Kusur tipi,
- Kaynak,
- Etki,
- Tetikleyici,
- Saptandığı aşama
- Şiddet
Olmak üzere 6 farklı boyutuyla ele almıştır.
DOKUMA KUMAŞ HATALARININ SINIFLANDIRILMASI
Dokuma kumaş hatalarının sınıflandırılmasına yönelik az sayıda çalışmalardan birisi; kumaş düzgünsüzlüklerini, ipliklerdeki lineer kütlesel değişimini baz alan yaklaşım temelinde ele alan ve analiz eden Wegener’in çalışmasıdır.
İdeal ve gerçek kumaş düzgünsüzlüğünü modelleyen bu çalışmada, kumaş kütlesinde varyasyona neden olan unsurlar 3 grupta ele alınmıştır.
- Çözgü ipliğinin düzgünsüzlüğü
- Atkı ipliğinin düzgünsüzlüğü
- Dokuma sürecinden kaynaklanan düzgünsüzlükler.
Dokuma kumaş hatalarının sınıflandırılmasına yönelik çalışmalar incelendiğinde; genellikle kusurların yanlış ifade edildiği ya da karışıklık yapıldığı görülmektedir. Hatalara ait ayırt edici özelliklerin belirgin olarak tanımlanamaması nedeniyle oluşan bu kavram karışıklığına, hem literatürde hem de özellikle sanayi kuruluşlarının hata adlandırmalarında rastlanmaktadır.
Farklı hatalara aynı ismin verilmesi, aynı hata için farklı tanımlamalar yapılması gibi tutarsızlıklar ile karşılaşılmaktadır. Aslında, her hatanın kendine has öznitelikleri vardır. Bu özniteliklerin doğru tanımlanması hata sınıflandırılmasında yapılan yanlışlıkların önüne geçmede önemli bir rol oynamaktadır. Kumaşta atkı ipliği boyunca görülen bir kalınlaşmadan bahsederken kusurun atkı doğrultusunda olması bir öznitelik, kumaşta kalın yer olması başka bir özniteliktir.
Dolaysıyla, böylesi bir hatayı değerlendirirken;
Kumaştaki konumu ya da yönü ve hatanın fiziksel görünümü ile ilgili iki ayrı öznitelik değerlerinin ele alınıp incelenmesi gerekmektedir. Dolayısıyla kumaş hatalarını sınıflandırmada farklı karakteristik ya da kriterler baz alınabilir.
Ancak iki ya da daha fazla özniteliği bir arada kullanarak sınıflandırma yapılırsa; yanlış sınıflandırma yapmak kaçınılmaz bir hale gelir.
Özniteliklerin doğru tespit edilememesinden öte genelde bu tarzda bir yaklaşımın uygulanmamasından ötürü;
Dokuma kumaşta karşılaşılan hata oluşumları, nedenleri ve çözümleri üzerine yapılan değerlendirmelerde karışıklıklar ve yanlış tespitler yaygındır. Dokuma kumaş hatalarının sınıflandırılmasıyla ilgili var olan kaynaklarda genel olarak hata karakteristikleri arasındaki farklar dikkate alınmamıştır. Yani tek bir karakteristik küme ölçütü bazında değil de, birkaç farklı karakteristik özelliği içerecek biçimde sınıflandırılmışlardır.
Kumaş hatalarının sınıflandırılmasında hata kaynağı ile yönünü dikkate alan sınıflandırmalar daha yaygındır.
TS 471 ISO 8498 standardı dokuma kumaş hatalarını hem yönüne hem de kaynağına göre tanımlayan iki ayrı karakteristik temelinde karışık sınıflandırmıştır:
- Dokuma kumaştaki iplik hataları
- Atkı doğrultusundaki hatalar
- Çözgü doğrultusundaki hatalar
- Boyama, baskı veya bitirme işlemleri nedeniyle veya bu işlemlerden sonra ortaya çıkan hatalar
- Kumaş kenar hataları veya kumaş kenarıyla bağlantılı olan hatalar
- Genel hatalar
TS 471 ISO 8498 standardı incelendiğinde “dokuma kumaştaki iplik hataları” sınıfında ve “boyama, baskı ve bitirme işlemleri nedeniyle veya bu işlemlerden sonra ortaya çıkan hatalar” sınıfında yer alan hatalar;
Sırasıyla iplikten kaynaklanan ve terbiye işlemlerinden kaynaklanan hataları kapsar. “Atkı doğrultusundaki hatalar” ve “çözgü doğrultusundaki hatalar” sınıfında yer verilen hatalar ise kumaş yüzeyinde hangi yönde yer aldığına göre tasnif edilen hataları içermektedir.
Görüldüğü üzere bazı hatalar kaynağına göre bazı hatalar yönüne göre sınıflandırılmıştır. İki ayrı sınıflandırma kriterini içeren karışık bir gruplama olmuştur.
“Genel hatalar” sınıfında yer verilen hataların bir kısmı:
- Makine kaynaklı
- Bir kısmı yabancı madde kaynaklı
Olduğundan bu hataların kaynağına göre sınıflandırılmaları daha anlamlı olacaktır. Ayrıca yine “genel hatalar” sınıfında yer alan cımbar izi hatası kumaş kenarında oluştuğu için “kumaş kenar hataları veya kenarıyla bağlantılı olan hatalar” sınıfına dahil edilmesi daha doğru olacaktır.
Kumaş hataları üzerine yapılan ilk çalışmalardan birisi Goldberg tarafından yazılan, kumaş hatalarını ve giderilme yollarını içeren bir kitaptır.
Bu çalışmada hatalar:
- Ham Kumaş İşletme Hataları
- İplik Hataları
- Boya ve Bitim Hataları
- Giysi Kumaşlarındaki Hatalar
- Çeşitli Düzgünsüzlükler
Olarak kategorize edilmiştir. Ham kumaş işletme sınıfının alt kümeleri olarak;
- Dokuma hazırlık
- Hatalı makine çalışması
Kazara malzeme karışımı - Dokuma işlemi,
- Tezgâhta çeşitli zararlar
- Dokunmuş kumaşta hasar yaratma
Başlıkları tanımlanmıştır.
Genel hata sınıflamasında sistematik bir yaklaşım gözetilmemiştir.
MEGEP tarafından hazırlanmış “Kumaş Kontrolü Eğitim Modülü” nde dokuma kumaşlarda oluşabilecek bazı hataların sınıflaması şöyle yapılmıştır.
Dokuma Makinesinden Kaynaklanan Hatalar
· Terbiye Hataları: Boya hataları, Baskı hataları ve Apre hataları
· Dokuma Hazırlık Hataları
· Yüzey Yapımındaki Hatalar: Çözgü yönündeki hatalar ve Atkı yönündeki hatalar
Görüldüğü gibi hata kaynağı, hata yönü ve kusurun oluştuğu aşama gibi 3 farklı kritere göre tanımlanmış hata kümeleri bir arada sınıflandırılmıştır.
Kumaş kusurlarının tek bir ölçüt bazında yapıldığı ender kaynaklardan birisi, kusurları üç ana sınıfa ayırmıştır.
Çözgü yönlü hatalar
· Atkı yönlü hatalar
· Belirgin yön bağımlılığı olmayan hatalar.
Dokuma kumaş kusurlarının benzer şekilde hata yönüne göre çözgü yönlü ve atkı yönlü olarak sınıflandırıldığı başka yayınlar da vardır.
Dokuma kumaş hatalarını kaynağına göre sınıflandıran bir çalışma yanı sıra oluştuğu aşamalara göre;
- İplik eğirme,
- Çözgü hazırlık,
- Haşıl,
- Dokuma,
- Boya,
- Baskı
Bitim
Olarak üretim süreçleri bazında tasnif eden diğer bir çalışma da vardır. Cotton Incorporated tarafından internet sitesi üzerinde toplam 194 farklı hatayı tanımlayan ve görüntüleyen bir Standart Kumaş Kusur Sözlüğü (Standard Fabric Defect Glossary) [28] hazırlanmıştır.
Bu çalışmada altı ana gruba ayrılan kusur sınıfları şunlardır:
· Çözgü hattı – Düşey çizgiler
· Atkı hattı – Yatay çizgiler
· Ayrık (izole) kusurlar
· Desen hataları
· Bitim hataları
· Baskı hataları
Görüldüğü üzere, bu sözlükte kumaş hataları yön, form ve kaynak karakteristik özelliklerine göre tanımlanmış hata kümelerini içeren karışık bir sınıflamaya tabii tutulmuştur..
Kumaş hataları, ayrıca “Major” ve “Minor” grupları altında da sınıflandırılabilmektedir. Ancak bu tasnif kumaş kalite kontrol elemanının değerlendirmesi ve deneyimine bağlı sübjektif bir kriterdir. Ayrıca ilgili kumaşın kullanım yeri ve müşteri standardına göre de farklılık göstermesi beklenir.
HATA SINIFLANDIRMA YÖNTEMİ
Hataları tanımlamak ve sınıflandırmak için ortak karakteristikleri niteleyen sistematik alt öznitelik kümeleri ve değerleri belirlemek gerekir. Bu zorunlu ya da opsiyonel öznitelik kümeleri yardımıyla, tüm kusurların standart ve sistematik bir yaklaşım çerçevesinde kategorize edilmesi daha objektif ve bilimsel bir çözüm olacaktır.
Her hatanın kendine özgü karakteristikleri olacak ve ilgili öznitelik değerleri temelinde karakteristik farklılıklarını ortaya koyacaklardır. Literatürdeki benzeri çalışmaların da yardımıyla hata kavramının öznitelik kümeleri olarak aşağıdaki alanların tanımlanması uygun olacaktır.
1. Şiddeti: Oluşan hatanın ürünle ilgili şartları karşılayamama ya da kullanıma engel olma durumunun kritikliğini ifade eder. Örneğin, minör majör gibi.
2. Kaynağı (kök neden): Kusura yol açan girdilerin ya da süreç ve aşamaların özellikleri ve ayrıntılarını ifade eder. Hata tanımlamada önemli özniteliklerden birisidir.
3. Fiziksel karakteristikler: Hatanın fiziksel karakteristikleri bazında ayrıştırıldığı bir özniteliktir.
İki alt başlıkta değerlendirilmeye alınabilir.
Görsel özellikleri: Hatanın yüzeyde görünümüne dair görsel karakteristikleri
Konum özellikleri: Hatanın ürün ya da yüzey üzerindeki konumu ve yer alma biçimine göre karakteristikleri
4. Saptandığı aşama: Ürün ya da sistem üzerinde kusurun fark edildiği, saptandığı aşamayı tanımlar.
5. Belirtileri: Oluşan hatanın ürünün üretim ya da kullanım süreçlerine yönelik olası belirtileri (semptom) ve etkileri farklı olabilmektedir. Bu nedenle bu özellik de ayrıştırıcı bir öznitelik olarak kullanılabilir.
6. Fabrikasyon özellikleri: Ürünün farklı ortam ve makinalarda üretilebileceği ya da geliştirilebileceği dikkate alındığında, üretimle ilgili bu değişken girdilerin karakteristikleri de kusur tanımlamasında yer alması gereken bir alt küme olacaktır.
7. Boyutsal büyüklüğü: Ürün yüzeyi ya da bünyesinde görsel olarak fark edilebilen kusurların boyutları (kapladığı alan) da önemlidir. Bu değerler, genellikle ürünün kalite sınıflandırılmasında dikkate alınacak özellikleridir.
DOKUMA KUMAŞ HATALARINI SINIFLANDIRMA KRİTERLERİ
Şiddetine göre sınıflandırma
Hata sınıflandırılmasında ürün türünden bağımsız olarak genel kabul gören ölçütlerden biri hatanın şiddetidir. Bu sınıflandırma ölçütü, kumaşta oluşan hatanın, kumaş kalitesini etkileme derecesini yani şiddetini göz önüne almaktadır.
Kumaşta oluşan aynı hata, her zaman aynı etkiye sahip değildir. Bu kriter özellikle kalite kontrol sürecinde ürünün geçer ya da kalır değerlendirmesinde baz alınır.
Hatalar, şiddetine göre üç ana sınıfa ayrılırlar.
Minor Hata:
Öngörülen şartlar ve standartlardan bir sapmanın varlığı söz konusu olup, bu durumun objenin kullanım ya da fonksiyonunu önemli düzeyde etkilemediği ancak tanımlanan standardın altında kalarak ürünün satılabilirliğini düşürebildiği durumdur. ISO 9000 standardı bazında ise standardının herhangi bir maddesi ya da tetkik edilen birimdeki prosedürlere aykırı bir durumdur ve sistemin tamamını etkilemeyecek şekildedir.
Major Hata:
Objenin kullanım ya da fonksiyonlarını yerine getirmede başarısız olduğu ya da ürün görünümünde açık ve belirgin olarak fark edilen ve ürünün satılabilirliğini gerçekten olumsuz etkileyen kusurlardır.
Kritik Hata:
Kullanıcılar için öngörülen şartlara büyük ölçüde uymayan güvensiz ya da tehlikeli bir duruma yol açabilen kusurun varlığıdır. Ürün konfigürasyon verilerinden önemli sapmaların olduğu durumlar, kritik kusur sınıfında red kriteri olarak değerlendirilebilir.
Kumaşın fonksiyonelliğini etkilemese bile müşteri tarafından reddedilmesine sebep olan hatalar, örneğin renk farkı, kritik hata olarak adlandırılmaktadır.
Hatalar her zaman metrikler cinsinden tanımlamasa da; kalitatif olarak bu üç sınıf bazında değerlendirmeye alınır.
Bir kusur, müşteri ya da ürün şartlarına bağlı olarak minör ya da majör grubunda yer alabilir. Bu nedenle bu kriter, her durumda hataların değişmez karakteristiği olmayabilir, daha çok kalite sınıflandırması sırasında dikkate alınacak değişken nitelikte bir öznitelik değeridir.
Kalite kontrol sürecinde; AQL olarak anılan Kabul Edilebilir Kalite Limiti tüm ürün siparişinin müşteri ya da ürün şartlarını karşılayıp karşılamadığını bulmak için belirli üretim numunelerinin ölçüm ya da değerlendirilmesinde yaygın olarak kullanılan bir yöntemdir.
TS ISO 2859-1 standardı referans alınarak uygulanan bu yöntem sayesinde; müşterinin partiyi kabul ya da reddetmesi için istatistiksel anlamda bilinçli bir karar üretilebilmektedir. AQL değerinin seçilmesinde, hatanın bu üç sınıftan hangisinde yer aldığı ve parti büyüklüğü belirleyici ölçütlerdir.
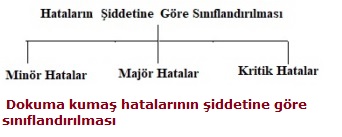
Kaynağına göre sınıflandırma
Hataları ayrıştırmada önemli bir karakteristik; uygunsuzluğa neden olan hatanın kaynağına ya da asıl kök nedenine göre sınıflandırılmasıdır. Kumaş üretimindeki tüm süreçler göz önüne alındığında; hatanın oluştuğu aşama kök neden olarak ifade edilir. Bu aşamalar aşağıda listelenmiş olup;
- Kumaşın ana girdisi olan iplik üretimi,
- Dokuma hazırlık,
- Dokuma,
- Boya
- Terbiye işlemleri,
- Baskı,
- Bitim işlemleri
- Diğer
Olarak sıralandıklarında kullanılan makineler, üretimi gerçekleştiren insanlar ve üretimin gerçekleştirildiği ortam şartlarını içine alan çevre alt sınıflandırmalar olarak tanımlanır.
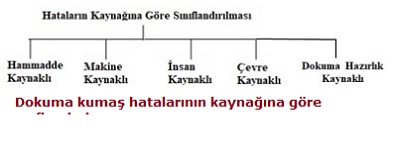
Dokuma işleminde hammadde, kumaşın elde edilmesinde kullanılan ipliği de oluşturan temel bileşen elyaftır. Elyaf çeşitliliğine bakıldığında ise doğal ve yapay olarak kaynağına göre sınıflandırılabilmektedir. Doğal ve yapay elyaf elde ediliş biçimleri ve yapıları gereği farklı hatalara sebep olabilirler.
Örneğin yün iplikle dokunan kumaşta keçeleşme hatası görülürken polyester iplikten elde edilen kumaşta tekstürize hatası görülebilir.
Dolayısıyla kumaş hammaddesi ve özelliklerini bilmek hatanın kaynağına göre sınıflandırılmasında son derece önemlidir.
Dokuma kumaş üretiminde kullanılan makineler atkı atma sistemine göre:
- Mekikli
- Mekikçikli
- Kancalı
- Su jetli
- Hava jetli
Olmak üzere beş alt sınıfa ayrılır.
Bu makine türlerinin kendilerine has özellikleri bulunmaktadır. Örneğin mekikli dokuma makinesi gerçek kenar oluşturan tek makine tipi iken diğer makinelerde farklı kenar örgüleri ve aparatları kullanılmaktadır.
Bundan dolayı mekikli ve diğer dokuma makinelerinde kumaş kenarında oluşan hatalar farklılıklar göstermektedir.
Dokuma makineleri ağızlık açma sistemine göre de sınıflandırılabilirler. Bu durumda:
- Kamlı/Eksantrikli,
- Armürlü
- Jakarlı
Olmak üzere üç alt sınıftan bahsetmek gerekir.
Kumaşın dokunması esnasında ağızlık açma sisteminden kaynaklanan hatalarda makine kaynaklı hatalar grubuna girmektedir. Kumaşlar dokunduktan sonra bir takım terbiye makinelerinde boyama ve/veya baskı işlemlerine tabi tutulurlar. Bu makinelerdeki işlemler sırasında makine ayarı, makine parçası sebebiyle karşılaşılan hatalarda makine kaynaklı hatalar grubuna dâhildir.
Dokuma kumaşların üretimi esnasında makinelere yapılan gereksiz müdahaleler ve kumaşın taşınmasında yapılan dikkatsizlikler vb. durumlar nedeniyle ortaya çıkan insan kaynaklı hatalar ile üretim yapılan ortamdaki kirler, ortamın nemi gibi şartların etkisiyle oluşan çevreden kaynaklanan hatalar da, hataların kaynağına göre sınıflandırılmasında birer alt sınıf olarak yer almaktadır.
Hataları yönüne göre sınıflandırma
Hataları sınıflandırmada dikkate alınan önemli ölçütlerden biri de hatanın kumaş üzerindeki konumu ya da yönüdür.
Bu hatalar:
Atkı doğrultusunda
Çözgü doğrultusunda
Kenar
Rastgele yönlü
Olmak üzere dört alt sınıfa ayrılırlar.
Hataların yönüne göre sınıflandırılmasındaki esas, hatanın kumaş yüzeyindeki görünümüne bakarak hangi doğrultuda göründü- ğünü belirlemeye dayanmaktadır.
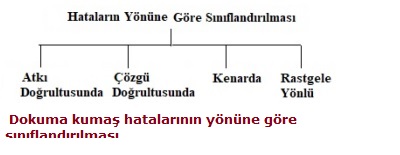
Dokumada kumaşın enini oluşturan ipliklere atkı, kumaşın boyunu oluşturan ipliklere ise çözgü adı verilmektedir.
Kumaşta oluşan hata incelendiğinde kumaşın eni boyunca meydana geldiği görülüyorsa bu hata atkı doğrultusunda görünen hatalar alt sınıfında yer almaktadır.
Yine kumaşta oluşan hata incelendiğinde kumaş boyunca meydana geldiği görülüyorsa bu hata çözgü doğrultusunda görünen hatalar alt sınıfında yer almaktadır.
Kumaşın kenarında meydana gelen hatalar ise kenar hataları alt grubunda yer almaktadır.
Bazı hatalar kumaşın hem eni hem de boyu doğrultusunda görülürler. Bu hatalar bazen daire biçiminde düzgün bir şekilde ortaya çıkmakla beraber genellikle herhangi
belirli bir şekle sahip değildirler. Bu tür hatalar rastgele yönlü hatalar olarak adlandırılan alt sınıfta yer almaktadır.
Hataları saptandığı aşamaya göre sınıflandırma
Kumaş kusurlarının ortaya çıktığı ya da saptandığı aşamaya göre de ayrıştırılması mümkündür. Bu ölçüt temel olarak dokuma kumaşları ham kumaş ve bitmiş kumaş ( Mamül kumaş ) olarak iki temel sınıfta ele alır.
Ancak bitmiş kumaştaki hatalar:
Ön terbiye boya-baskı ve bitim süreçleri bazında da ayrıştırılabilir.
Hataları boyutlarına göre sınıflandırma
Kumaş hatasının ürünün kullanılabilirliği üzerindeki etkisi, hatanın genel karakteristiği yanı sıra kumaş üzerinde kapladığı alan büyüklüğü ya da boyutlarına göre de değişebilir. Dolayısıyla hataları boyutlarına göre de değerlendirmek gerekir. Aslında bu analiz, bir hata sınıflamasından çok, kalite tasnifi sırasında dikkate alınacak bir karakteristik değerdir.
Tüm karakteristik hata özellikleri içinde, değeri değişken olan bir öznitelik değeridir. Ancak burada da hatanın boyutu, önceden belirlenmiş alt ve üst aralıklar arasında değerlendirilerek bir standardizasyon yapılmıştır.
Hatanın şiddet düzeyini gösteren fiziksel boyutları bazında alacağı bir hata puan değeri de olacaktır. Uygulanan kontrol yöntemine değişebilen bir hata puanı alacaktır. Hatalar boyutuna göre sınıflandırılmaya tabi tutulduğunda, hatanın kumaş üzerinde en ve boy doğrultusunda kapladığı mesafe göz önüne alınmaktadır. Buna göre alacağı hata puanı bazında da hataları sınıflandırmak mümkündür. Kumaşın üzerinde görülen hatalar dört puan sistemi veya on puan sistemine göre değerlendirmeye alınabilirler. Her iki yöntem için de hata boyutları ve öngörülen puanlar aşağıda görülmektedir. Kumaş tipi ve müşteri
talepleri doğrultusunda değişebilen eşik değerlere göre, kumaş topları aldıkları toplam hata puanı bazında kalite tasnifine tabii tutulur.
Dört puan sistemine göre hatalar dört alt grupta incelenmektedir. Bu gruplar:
- Kumaş eni ya da boyunca uzunluğu 7,5 cm’ye kadar olan hatalar,
- Uzunluğu 7,5 cm. - 15 cm. arası olan hatalar,
Uzunluğu 15 cm. - 23 cm. arası olan hatalar ile uzunluğu 23 cm. Daha uzun olan hatalar olarak sınıflandırılmaktadır.
Bu aralıklarda yer alan hatalar 1 - 4 Aralığında hata puanı alırlar.
On puan sisteminde genel olarak:
- Enden ve boydan uzunluğu 2,49 cm’ye kadar olan hatalar
- Uzunluğu 2,5 - 12,49 cm arası olan hatalar
- Uzunluğu 12,50– 24,99 cm. arası olan hatalar
- Uzunluğu 25 cm. - 90 cm. arası olan hatalar
Olarak 4 ayrı grupta sınıflandırılmaktadır.
Geniş enli kumaşlar için ise farklı bir puanlama yöntemi daha vardır. Burada:
0-2,49 ve 2,50-12,49 Aralıkları değişmeyerek aynı kalırken 12,50 - kumaşın yarısına kadar olan hatalar ve uzunluğu kumaşın yarısı ile tam ende olan hatalar biçiminde dört alt sınıfa ayrılmaktadır.
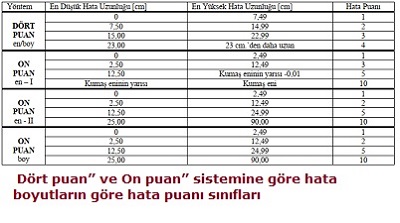
Önerilen sınıflandırma çalışmayla, dokuma kumaş kusurlarının farklı ölçütler bazında ayrıştırılarak alt kümelerin oluşturulduğu bir sınıflandırma sistematiği elde edilmiştir. Bu sistematik bazında, tüm kumaş kusurlarının tanılanmasını sağlayacak bir uzman sistem geliştirme çalışması da ayrıca yürütülmektedir].Bu uzman sistem yapısında, hataların tanımları, alternatif isimleri, hata nedenleri ve alternatifli çözüm önerileri de yer
almaktadır. Kullanıcıya seçmesi için sunulan başlıklar:
- Hatanın yönü,
- Hatanın görünümü/biçimi,
- Hatanın belirdiği aşama,
- Dokuma makinesi tipi,
- Kumaş türü,
- İplik türü
Olmak üzere altı kategoriden oluşmaktadır.
Hataların yönü temel alınarak yapılan sınıflandırma neticesinde hatalar:
- Atkı doğrultusunda görülen,
- Çözgü doğrultusunda görülen,
- Kumaş kenarında görülen
- Rastgele yönlü yani tek bir yönde görülmeyen hatalar
Olmak üzere dört sınıfa ayrılmıştır.
Bir uzman sistem kullanarak ya da kullanmaksızın yapılacak hata tanılamasında, öncelikle hatanın yönünü seçmek ilk temel aşamalardan biri olacaktır. Hata yönü seçildikten sonra; hatanın kumaş üzerindeki fiziksel görünümü / biçimi, hatanın belirdiği aşama, kullanılan dokuma makinesi tipi, dokunan kumaş türü ve kullanılan iplik türü ile ilgili veri tabanında yer alan diğer karakteristik özellikler irdelenerek ve eşleştirilerek gerçek hata
nedenine ulaşabilmek mümkün olacaktır.
Hatanın fiziksel görünümü/biçimi başlığı altında yapılabilecek karakteristik özellikler için: boşluk, renk farkı, desen, noktasal, iz, bant, eğrilik, tüylenme, tip ve diğer adı altında on farklı öznitelik değeri sunulur.
Boşluk,
kumaştan herhangi bir sebeple iplik eksilmesi, kumaşın bir yere sürterek delinmesi vb. durumlar neticesinde kumaş yüzeyinde oluşan açıklık ve kumaş dokusunda oluşan boşluklu yapı için tercih edilmesi gereken öznitelik değeridir.
Renk farkı,
kumaşın başından sonuna kadar olan ya da belirli noktalarda oluşan, rengin tamamen farklılaşması veya ton olarak farklılaşması durumunda seçilmesi gereken bir özniteliktir.
Desen kümesi,
Kumaşın dokunmasında yanlış renkte iplik seçilmesi, baskısında hatalı desen basılması, tasarımın yanlışlığı gibi durumlarda tercih edilmesi gereken bir özniteliktir.
Noktasal, kumaşta görülen şekil ve büyüklük olarak nokta şeklini anımsatan neps, düğüm, ilmek gibi noktasal hatalar bulunduğunda seçilmesi gereken öznitelik değeridir.
Kumaşta görülen izlerle ilgili hataları ayırt etmek için iz seçeneği de var olan öznitelik değerleri arasına eklenmiştir.
Bant,
Kumaşın eni veya boyunca düzenli ve belirli bir genişliğe sahip şerit biçiminde bir hata ile karşılaşıldığında seçilmesi gereken bir özniteliktir.
Eğrilik ise,
Kumaşı oluşturan iplik veya kumaşta yer alan desenlerin düz olması gerekirken verev ya da yay biçiminde şekil aldığında tercih edilmesi gereken bir seçenektir.
Tüylenme
Seçeneği ise kumaşta istenmeyen bir tüylülük veya istenenden az ya da çok tüylülük olduğunda kullanıcının tercih etmesi gereken bir özniteliktir.
Kumaşın görünümünü ve fonksiyonelliğini etkilemeyen ancak müşteri tarafından istenmeyen kötü koku, gramaj gibi hatalar için ise tip özniteliği tanımlanmıştır. Bu dokuz öznitelik kümelerinin hiçbiri hatayı tanımlamak için yeterli olmadığı durumda, onuncu seçenek olan diğer seçeneği tanımlanarak, hatanın doğru biçimde bulunması için uzman sisteme yardımcı olunması düşünülmüştür.
Hatanın görünümü/ biçimi başlığı altında bulunan seçenekler sayesinde; hatanın kök nedenine daha çabuk ve kolay erişilebilmesi sağlanmıştır.
Dokuma kumaş kusurlarının tespit edilmesinde; ayrıştırma filtresi olarak kullanılabilecek bir diğer karakteristik de hatanın belirdiği aşamaya dair özniteliklerdir.
Bu öznitelik değerleri;
Ham kumaş
Boyama
Baskı
Diğer işlemler
Seçenekleri olarak öngörülmüştür.
Kumaştaki hata, dokuma işlemi sürecinde veya dokuma işlemi bitmiş ancak başka bir işleme tabi tutulmamış bir kumaşta ortaya çıkmışsa ham kumaş seçeneği seçilmelidir.
Kumaştaki hata boyama işleminin ardından tespit edilmişse boyama seçeneği, baskı işleminin ardından ortaya çıkmışsa baskı seçeneği belirleyici ölçüt olarak devreye girecektir.


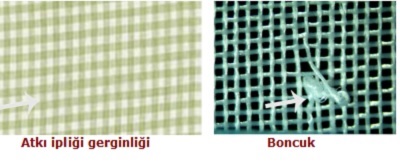
Rotasyon şablon hazırlama
...
Gelişen teknoloji, kumaşın renklendirilmesinde ve desenin kumaşa aktarılmasında farklı imkânlar sağlamaktadır. Bu teknikler sayesinde farklı uygulamalar yaparak daha sistemli ve kaliteli çalışmalar yapmak mümkün olmaktadır.
Desenin kumaşa aktarılma yöntemlerinden biri olan rotasyon baskı işlemi, şablon hazırlama süreciyle başlar. Şablon hazırlama, baskı işleminin ilk ve en önemli basamağıdır. Şablon hazırlama sürecinde yapılacak çalışmalar, baskı kalitesini direkt olarak etkiler. Yapılacak en ufak hata, desenin kumaşa aktarılması sırasında uzun metraj kayıplarına, şablon hazırlamanın tekrar edilerek zaman kaybına ve maliyetin yükselmesine neden olacaktır.
Rotasyon Şablon yapılırken bulunması gereken araç-gereç ve cihazlar aşağıda belirtilmiştir:

- · Rotasyon şablon,
- · Lak,
- · sodyumbikromat,
- · mezur,
- · Beher,
- · Rotasyon şablon açma aparatı,
- · Kurutma dolabı,
- · polimerizasyon dolabı,
- · Mikser,
- · Sanayi tipi buzdolabı,
- · Lak çekme makinesi,
- · Bant,
- · Germe halkaları,
- · Taşıma kelepçesi,
- · Destile su,
- · Renk ayırımı yapılarak negatife alınmış desen,
- · Pozlandırma makinesi,
- · Germe halkaları,
- · Şablon bekletme teknesi,
- · Tazyikli su veya şablon yıkama makinesi,
- · Şablon kafası,
- · Yapıştırıcı,
- · Şablon kafası takma makinesi,
- · Rötuş sehpası,
- · Rötuş lakı,
Şablonu Lak Çekme için Hazırlama
Rotasyon şablonlar; krom nikel alaşımlı, yaklaşık 87–120 µm (mikron) kalınlığında, çevresi 51–182 cm çapında, içi boş, yekpare gözenekli silindirlerdir. Boy uzunlukları 1280–3418 cm arasında değişmektedir. Ancak şablonun boy uzunluğunun tamamı baskı için kullanılamaz. Kenar payı bırakılmak zorundadır. Örneğin, 1980 cm’lik şablonun baskı alanı 1850 cm olarak kullanılır. Şablonun çevre ölçüsü aynı zamanda kumaş boyuna olan maksimum raport büyüklüğünü de ifade eder.
Rotasyon şablonlar üzerinde baskı patının kumaşa akışını sağlayan altıgen şeklinde ve birbirine 60º açı ile diyagonal olarak dizilen delikler vardır. Şablon numarası, bu deliklerin sayısına ve büyüklüğüne göre değişir. 1 inç’teki (2,54 cm) gözenek sayısı, şablonun numarasını belirler; bu değer, mesh olarak ifade edilir (125 mesh–135 mesh–155 mesh gibi). Mesh numarası arttıkça şablondaki gözenek sayısı artar, delikler küçülür ve sıklaşır. Mesh sayısı küçüldükçe nikel üzerindeki delikler azalır ve delik çapı büyür.
İşletmelerde kullanılan üç tip şablon grubu vardır.
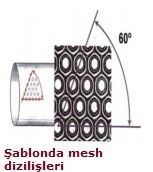
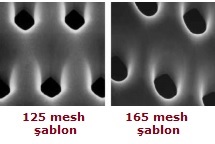
Bunlar:
- · Standart Şablon
- · Penta Grubu Şablon
- · Nova Grubu Şablon
Kullanım sürecinde şablon seçimi yapılırken baskının yapılacağı kumaş türü, boyar madde (ronjan, reaktif, dispers vb.), desen karakteri, makine özellikleri ve baskı hızı önemli rol oynar. Bu özellikler dikkate alınarak yapılacak baskı işlemi için hangi şablon grubunun ve mesh numarasının kullanılacağı belirlenir. Bir baskı işleminde farklı şablon grupları üretici firmaları aynı olmak koşulu ile kullanılabilir. İşletmelerde bu süreç devamlılık gösterdiğinden ve kazanılan deneyimlerle seçim rahatça yapılmaktadır. Ancak bu seçimleri yapan kişilerin şablonları birbirinden ayıran özellikleri bilmesi gerekir.
Bu özellikler şunlardır:
- · Her şablon grubunun kumaş üzerine pat geçirgenliği ve delik çapları farklıdır.
- · Standart şablonlar genellikle lap motifli desenlerde, Penta şablonlar hassas detaylı, tramlı ve tonsürton desenlerde kullanılır.
- · Nova şablonlar daha çok kalın kumaşlarda, kumaş üzerine aktarılmak istenen pat miktarı fazla olduğunda ve ince kontürlü desenlerde kullanılır.
- · Makinede baskı hızının yüksek olması istendiği durumlarda da nova şablonlar tercih edilir.
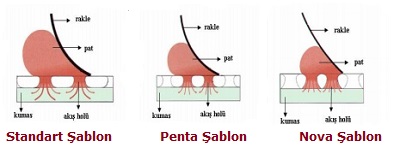
Şablon seçimleri yapıldıktan sonra şablonun öncelikle lak çekme olarak adlandırılan işlem için hazırlanması gerekir. Bunu için yapılan işlem adımları şunlardır:
- Şablonun açılması
- Şablona germe halkalarının takılması
- Şablonun polimerizasyonu
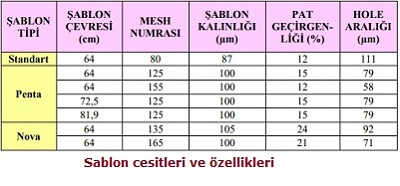
Şablonun açılması
İşletmeler sürekli çalıştıkları şablon grup ve mesh numaralarını belirli miktarlarda stoklarında bulundurur. Şablonlar işletmeye içinde 10 ya da 20 adet bulunan kutularda gelir. Hemen kullanıma girmeyecek olan kutuların depolarda uygun şekilde istiflenmesi ve taşınması gerekir. Bu aşamada oluşabilecek deformasyonlar, şablona kalıcı hasarlara hatta 7 kullanılabilirliğini yitirmesine neden olabilir. Bu nedenle işletmeler üretici firmalar tarafından belirlenen talimatlara uygun istifleme ve taşıma yapar. Bu talimatlara göre; Aynı şablon boyu uzunluğuna sahip en fazla altı adet kutu üst üste istiflenebilir. Hiçbir zaman farklı ölçülerdeki kutular üst üste istiflenmez.
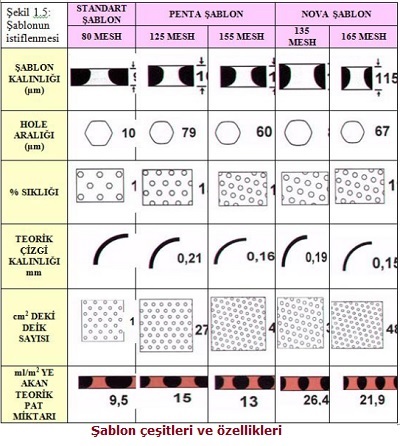
Şablon kutuları yanlamasına ya da aralara destek tahtaları konarak istiflenmez. Şablon kutuları, bir yerden diğerine taşınması gerektiğinde karşılıklı iki kişi tarafından taşınır. Bu talimatlar dikkate alınarak istiflenen ve taşınan kutular, şablon dairesine getirilerek açılma işlemine geçilir.
Şablon daireleri
Şablonun açılmasından, makineye takılarak baskı işlemine kadar geçen aşamaların tümünün yapıldığı bölümlerdir.
Kendi içinde de pozlandırma, lak çekme ve şablon hazırlama bölümlerine ayrılır. Şablon dairelerinin genel ısısı, özel klimalı sistemlerle ayarlanır. Buna göre 30 °C’de ve %40–50 oranında neme sahiptir. Sarı ışıkla aydınlatılır. Temiz ve statik elektrikten arındırılmış olması da son derece önemlidir. Oluşabilecek statik elektriklenme ortamdaki kirliliğin şablona geçmesini kolaylaştıracağından işlem akışında problemlere neden olabilir. Şablon dairesine getirilen kutulardan şablonlar el ile ya da özel aparatlar ile en içten başlayarak açılır. En içteki şablon, kutudan ilk çıkan şablondur. Daha sonra bu sırayla tüm şablonlar çıkarılır.
Şablona germe halkalarının takılması
Açılan şablon, elips formundadır. Şablonun tam yuvarlak hâle gelebilmesi için özel germe halkaları takılır. Bu halkaların çapı, şablonun iç çapından 1–2 cm büyük olmalıdır.
Şablonun polimerizasyonu
Şablonun her iki ucuna takılarak elde edilen tam daire formun kalıcı olması için polimerize dolabında 160–18000 C’de 1 saat bekletilir. Şablonlar polimerize dolabına ya da farklı bir işlem için başka bir bölüme taşınırken elde olabilecek kirlilik ve yağlanmanın şablona geçmemesi için özel kelepçelerle taşınır. Polimerize dolabından çıkan şablon, lak çekme işlemine hazır hâle gelmiştir.
Lak Hazırlama ve Lak Reçeteleri
Rotasyon şablon lakları, mekanik (sürtünme, darbe vb.) ve kimyasal (asit, baz, boyar madde vb.) etkilere dirençli, polimerizasyon işlemiyle sertleştirilerek seramik yüzeyler elde edilebilen bileşiklerdir.
Bu bileşikler, şablon yüzeyine aktarılmadan önce ışığa duyarlı hâle gelmesini sağlayan metal iyonlu, bağlanabilme yeteneği yüksek olan sodyumdikromat ile karıştırılarak kullanılır. Lak hazırlanırken % 8-10’luk sodyumbikromat kullanılmaktadır. Bu oran, işletme eğer klimalı değilse mevsim koşullarına göre değişkenlik gösterir. Klimalı olmayan ortamlarda yaz aylarında % 8 oranında kullanılır. Lakın içine katılan sodyumdikromat mikserle karıştırılarak homojen dağılım sağlanır. Hazırlanan lakın viskozitesi yüksek ise % 10–15 oranında destile su katılarak inceltilir. Emülsiyon daha sonra 2 (iki) saat +5 °C'de sanayi tipi buzdolaplarında dinlendirilir. Amaç, hazırlanan lakın içinde hava kabarcığı kalmayacak şekilde dinlendirilmesidir. Bu dolaplar, aynı zamanda lakın potasyumdikromat ile karıştırıldıktan sonra ya da öncesinde depolandığı yerdir ve aynı sıcaklıkta korunur (+5 °C). Laklar sodyumbikromat karıştırılarak ışığa duyarlı hâle getirilmeden önce uzun süre depolanabilir. Ancak ışığa duyarlı hâle getirildiğinde 1-2 gün içinde tüketilmelidir. Bu süre içinde kullanılmadığında bozulur.
Lak Çekme
Sodyumbikromat eklenip ışığa duyarlı hâle getirilerek dinlendirilen emülsiyonun şablon üzerine farklı yöntemlerle aktarılmasına lak çekme işlemi denir.
Klimalı ortamlarda 20-22 °C’de ve gün ışığı olmadan gerçekleştirilir. Bu nedenle şablon daireleri sarı ışıkla aydınlatılır. Eğer emülsiyon pozlandırma işleminden önce ışığa maruz kalırsa lak şablon üzerinden ayrılamayacak hâle gelir. Bu durumda pozlandırma işlemi yapılamayacaktır.
Emülsiyon, şablona iki farklı şekilde aktarılır.
1-Sıyırma
Lakın şablona aşağıdan yukarıya doğru aktarıldığı yöntemdir. Emülsiyon oldukça ince çekilir. İnce kumaşlarda ince kaplamalar daha iyi sonuç verir. Sadece şablon üzerindeki gözeneklerin kapanması sağlanır. Lak akması yaşanmaz ancak baskı sırasında daha az metraj basılabilir.
2-Kaplama
Lakın şablona yukarıdan aşağıya aktarıldığı yöntemdir. Şablon üzerine lak mikronla ifade edilebilecek kalınlıklarda tabaka hâlinde çekilir. Sıyırma metoduna oranla daha uzun metrajlarda baskı yapılmasına imkân verir. Kalın kumaşlarda daha iyi sonuç verir. İşletmeler, üretim prosesleri için uygun olan yöntemlerden birini ya da her ikisini de kullanabilir. Lak çekme işlemi makinelerle ya da elle yapılabilir. Elle yapılan lak çekmelerde işlem aşağıdan yukarıya doğru yapılır ve kalınlığının şablonun her yerinde aynı olmasını sağlamak, çeken kişinin alışkanlığına bağlıdır. Makine ile çekilen laklarda ise böyle bir problem yaşanmaz. Çekilen lakın kalınlığını elle ya da makine ile çekilmesi yanında etkileyen diğer faktörler şunlardır:
Viskozite
Kullanılan lakın akışkanlığı
Hız
Lakın makinede çekilme hızı (dk./mm). Kaplama yöntemiyle çekilen emülsiyonlarda makine hızı yaklaşık 0,28 dk./mm hızla çalışır. İşlem yaklaşık 18-20 dakikada tamamlanır. Sıyırmada ise işlem, birkaç dakikada tamamlanır.
Rakle
Lak çekme işlemi sırasında çift ya da tek rakle kullanılmasına ve raklenin düzgünlüğüne bağlıdır. Lak çekme işlemine başlamadan önce şablon, her iki ucundan içeriye doğru lak akmasını önlemek amacıyla bantlanır.
Lak Çekme Makinesi
Şablon üzerine lak çekme işlemini yapan makinelerdir. Bu makineler, lakı çekme yönüne göre iki gruba ayrılır:
- 1-Lakı yukarıdan aşağıya çeken makineler
- 2-Lakı hem aşağıdan yukarıya hem de yukarıdan aşağıya doğru çeken makineler
Kumanda panosu ve lak çekim işleminin yapıldığı iki ana bölümden oluşur. Lakın şablonun her yerinde aynı kalınlıkta çekilmesini sağlar. Lakın konduğu hazne yaklaşık 1,5 kg kapasiteye sahiptir ve bir şablon için ortalama 200–220 g lak kullanılır.
Şablonu Kurutma
Şablon üzerine çekilen lakın kurutulması amacıyla yapılan işlemdir. Kurutma dolaplarında 42–45 °C’de maksimum 50 °C’de 45–60 dakika süreyle işlem tamamlanır.
Şablon Kurutma Makinesi
Kurutma dolapları içeriye ısının üflemeli klimalar ile aktarıldığı dolaplardır. Dolap içindeki sıcaklık ve nem dengesi, otomatik olarak kontrol edilir. Bu dolaplarda sabit sıcaklıklarda lak çekilmiş şablonlar pozlandırma yapılmadan birkaç gün bekletilebilir. Eğer şablon bu dolapta bekletilemiyorsa kurutulduktan sonra saklandığı yer klimalı olmalıdır.
Şablonu Makineye Yerleştirme
Lak çekilerek kurutulan şablon, pozlandırma yapılmak üzere makineye yerleştirilir. Yerleştirme işlemi yapılırken;
1-Silindirin havası indirilir: şablonun gireceği metal silindir, pozlandırma işlemi yapılırken şablonun kıpırdamaması için içinde bulunan iç lastik aracılığıyla hava verilir (yaklaşık 1 bar). İçerde verilen hava, üstteki silindire baskı yaparak silindirik formunun korunmasını sağlar. Bu süreçte üstteki metal silindirin oluşabilecek çatlamalardan korunabilmesi için yüzeyi gözenekli olarak yapılmıştır.
2- Kurutma dolabından çıkartılmış lak kaplı şablon, silindire yerleştirilir.
3- Kumanda panosundan verilen hareketle makinedeki sabitlenme kolu yukarıya doğru kaldırılır. Silindire hava verilerek şişirilir.
Negatifi Yerleştirme
1-Sabitlenip şişirilen şablon, negatif yerleştirilmeye başlanmadan önce negatifin kolayca kaydırılabilmesi için pudralanır.
2- Her yeri pudralanan şablonun üzerinde negatifin kaç kez kaydırılacağı hesaplanır. Bu aralıklar, şablonun yerleştirildiği silindirin üzerinde bulunan dijital ölçü alma kalemi aracılığıyla belirlenerek raport mandallarıyla işaretlenir.Örneğin, 185 cm desen boyu olacak şablonda çalışan desen eni 18 cm ise negatif 10 kez kaydırılacaktır (Desen negatifi şablon boyunca da çalışılmış olabilir. Bu durumda işlem bir kerede gerçekleştirilir.).
3- Belirlenen negatif kaydırma aralıklarında şablon üzerine orta aks çizilir. Aynı aks negatifte desen yoğunluğunun en az olduğu yerde de alınır.
4- Akslar alındıktan sonra ilk aks üzerine negatif oturtularak bantlanır.
5- Daha sonra negatifin üzerinde bulunan ve şablona çıkması istenmeyen desen ve negatif numaraları koyu renk bantla kapatılır.
6- Pozlandırma işlemi yapılırken ışık görmesi istenmeyen yerler kapatılarak maskelenir.
Pozlandırma İşlemi
Pozlandırma sırasında UV ışık kaynağından yayılan ışıklar, filmin üzerinde desenin çalışıldığı siyah olan bölgelerinden geçemez. Desenin olmadığı slayt bölgelerden geçer. Işığın geçtiği yerlerdeki emülsiyon sodyumbikromatla kimyasal bağ oluşturarak yıkama esnasında şablona tutunur, ışığın geçemediği bölgelerde ise emülsiyon suyla birlikte çözündürerek desenin şablon üzerine aktarımını sağlar. İşlem sürecinde şablonda negatifin olmadığı, ışık görmesi istenmeyen bölgeler maskelenerek desen kuvvetli ışığa maruz bırakılır. İşlemin şablonun hangi bölgesinde yapılacağı makinenin alt kısmında bulunan yer belirleme çubukları ile belirlenir. Işık, sadece bu bölgede kumanda panosuna girilen sayı kadar gidip gelerek işlem tamamlanır.
Pozlandırma işlemi tamamlanan şablonun ucuna işletmelerde renk sayısına göre hazırlanan standart cetveller pozlandırılır. Bu cetveller, şablon baskı makinesine yerleştirilirken yapılan ayarlamalarda şablonun baskı sırasına göre düzgün bir şekilde ayarlanmasına yardımcı olur.
Pozlandırma Süresi
Şablon çevresine eşit büyüklükte raportlanmış, kenar kontrolü ve kapatmaları yapılmış desen negatifi şablona sarılır. Akslar tespit edilerek poz görmemesi gereken yerler kapatılır ve şablon döndürülerek ışık verilir. Poz süresi; şablonun mesh numarasına, desenin 28 karakterine ve şablonun dönüş hızına bağlı olarak 3-6 dakika arasında değişir. Örneğin, ince kontörlü motiflerde pozlandırma süresi lap motiflere göre daha kısadır.
Işık
Pozlandırmada kullanılan ışık kaynakları 2000-5000 vatlık UV lambalarıdır.
Pozlandırma Makinesi
Rotasyon şablonlara pozlandırma işlemi yapmak üzere farklı üreticiler tarafından üretilen makineler vardır. Temelde tüm makinelerin yaptığı işlem pozlandırmadır. Ancak kullanılan teknoloji ve işlem süreçleri farklıdır.
Bu yöntemler şunlardır:
- Konvansiyonel yöntem
- Enjekt yöntemi
- Vaks yöntemi
- Lazer gravür yöntemi
- Galvano yöntemi
İşletmeler, maliyet ve kullanım kolaylıklarını karşılaştırarak bu yöntemlerden herhangi birini seçmektedir.
Yöntemlerin birbirinden farklılıkları şunlardır:
Konvansiyonel yöntem:
Folyo üzerine negatif çalışmaları yapılır. Pozlandırma negatiflerin yekpare sarılarak şablon boyunca kaydırılması ile gerçekleştirilir. Aksların oturması ve raportun doğru tekrarının yapılması, çalışan işçinin el alışkanlığına bağlıdır. şablon pozlandırmadan sonra yıkama ve polimerize işlemine girer.
İnjeckt yöntemi:
Bu yöntemde desenin renk ayırım işlemleri bilgisayarda hazırlanır. Negatif üzerine çıktı alınmaz. Desenin şablon üzerine aktarımı, bilgisayara bağlı olan injeckt yöntemiyle çalışan makineye onay gönderilmesi ile sağlanır. Piazzo kristal teknolojisiyle çalışan püskürtme kafasından ışık geçirgenliği olmayan mürekkep, şablon boyunca püskürtülerek aktarım gerçekleşir. Püskürtme sırasında kafadan aktarılan mürekkep soğuktur. Aktarılan desen pozlandırma yapılarak işlem tamamlanır. İşçi, şablonu makineye yerleştirmek ve deseni onaylamak dışında şablona müdahale etmez. şablon, pozlandırmadan sonra yıkama ve polimerize işlemine girer.
Vaks yöntemi:
İnjeckt yönteminde olduğu gibi desenin renk ayırım işlemleri bilgisayarda hazırlanır. Negatif üzerine çıktı alınmaz. Desenin şablon üzerine aktarımı, bilgisayara bağlı olan injeckt yöntemiyle çalışan makineye onay gönderilmesi ile sağlanır. Termal ısı teknolojisiyle çalışan püskürtme kafasından ışık geçirgenliği olmayan sıcak vaks (mum) şablon boyunca püskürtülerek aktarım gerçekleşir. Aktarılan desen pozlandırma yapılarak işlem tamamlanır. Şablon pozlandırmadan sonra yıkama ve polimerize işlemine girer.
Lazer gravür yöntemi:
Bu yöntem ile şablonun hazırlanmasında sodyumbikromat ilavesi olmayan özel grup laklardan seçilir. Lak çekilerek polimerize dolabında sertleştirilen şablon, klimasız ortamda süre sınırlandırması olmadan saklanabilir. Desen, şablona injekt 30 yönteminde olduğu gibi bilgisayardan aktarılır. Fakat pozlandırma işlemi yoktur ve desenin aktarıldığı kısım sarı değil beyaz ışıkla aydınlatılır. Desenin olduğu bölümler, şablon üzerinden lazer yardımıyla yakılır. Bu işlem, şablon boyunca devam eder. Şablonun yıkanması ve polimerizasyonu işlemi yapılmaz.
Galvano:
Deliksiz nikel şablonlar üzerine motiflerin konvensiyonel şablonlardaki mesh yapısı gibi asit yardımıyla mesh açılarak ya da kaplanarak yapıldığı sistemlerdir.
Şablonu Yıkama
Pozlandırma işlemi yapılan şablon desende ışık almayan bölümlerin uzaklaştırılması için yıkama işlemine tabi tutulur. Şablonun her iki tarafına germe halkaları takılır. Daha sonra içi işletme suyu dolu teknelerde birkaç dakika her yeri suyun içinde kalacak şekilde bekletilerek dökülmesi istenen kısımların yumuşaması sağlanır. Tazyikli suyla ya da makinelerle yıkanarak desende ışık almayan bölgeler açılır
Şablon Yıkama Makinesi
Yıkama makineleri, pozlandırma işlemi yapılmış şablonun otomatik olarak yıkanmasını sağlayan makinelerdir. Şablonun üzerine takıldığı silindir bölümüne ve bu bölümde belirli aralıklarla bulunan su püskürtme düzelerine sahiptir. Şablon üzerine takılarak basınçlı su aktarımı sağlanır ve ışık almayan yerler, boya geçirgenliğinin sağlanabilmesi için açılır. Yıkanan şablonlar, dik duruma kısa bir süre bekletilerek fazla suyun akması sağlanır. Ardından çekilen lakın iyice sertleşmesi için polimerizasyon dolabında 180 °C'de 2 saat bekletilir.
Şablonu Numaralandırma
Desenin en uygun şekilde basılabilmesi için renklerin ve motiflerin baskı makinesinde belirli bir sıraya göre işleme girmesi gerekir. Desende çalışılan en koyu renk ilk, en açık renk ise en son basılır. Bu sıraya göre şablonda desenin gelmediği kısma desen numarası ve şablon baskı sırasına ait numara yazılır. Ancak bu sıra, bazı durumlarda değişebilir.
Şöyle ki;
Matweiss baskılar daha örtücü bir yapıya sahip olduğu için açıktan koyuya doğru baskı sırası belirlenir. En üstte desendeki en açık renk çalışılan kontör, en son basılır.
Eğer desendeki en koyu renk, sıvama olarak basılacaksa en son ya da sondan bir önceki şablon olarak baskıya girer.
Gölgeli Dimi Örgüsü
...
Gölgeli dimi örgüleri
çözgü dimisinden atkı dimisine ya da atkı dimisinden çözgü dimisine kademeli bir şekilde geçişiyle kumaşa gölge efektinin verildiği örgülerdir.
ÇÖZGÜ YÖNÜNDE GÖLGELİ DİMİ ÖRGÜSÜ
Çözgü yönünde gölgeli dimi örgüsü tam gölgeli ve yarım gölgeli olmak üzere iki şekilde elde edilir. Yarım gölgeli dimi örgüsü, verilmiş olan atkı dimi örgü raporunun çözgü dimi hâline dönüşmesiyle sonuçlanarak elde edilir. Tam gölgeli dimi örgüsü ise atkı dimi örgü raporunun çözgü dimi örgü raporuna dönüştükten sonra tekrar atkı dimi örgü raporuna dönüşene kadar devam ettirilmesiyle oluşur. Çözgü yönünde oluşturulan tam ya da yarım gölgeli dimi örgüleri, verilmiş olan dimi örgü raporuna bağlı olarak çok sayıda çerçeveye ihtiyaç duyulacağından daha çok jakarlı dokuma makinelerinde
( Jakar : Çözgü ipliklerine platin sayısı kadar hareket vererek desenlendirmeyi sağlayan ağızlık açma sistemi ) uygulanmaktadır.
Yarım Gölgeli Çözgü Dimi Örgüsü
Çözgü yönünde yarım gölgeli dimi örgüsü için kullanılacak olan çözgü tel sayısı, verilmiş olan dimi örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin çarpımı sonucunda elde edilen değer olarak belirlenir. Atkı tel sayısı ise verilmiş olan dimi örgü rapor tel sayısı olarak alınır. Verilen örgü çizilir. Yanına yeni bir rapor yazılır. Önceki örgüye 1dolu eklenir, 1 boş kalana kadar bu işleme devam edilir.
Tam Gölgeli Çözgü Dimi Örgüsü
Çözgü yönünde tam gölgeli dimi örgüsü için kullanılacak olan çözgü tel sayısı,verilmiş olan dimi örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin çarpımı sonucunda elde edilen değerin iki katından iki rapor çıkartılarak elde edilen değer olarak belirlenir. Atkı tel sayısı ise verilmiş olan dimi örgü rapor tel sayısı olarak alınır. Verilen örgü çizilir. Yanına yeni bir rapor yazılır. Önceki örgüye 1dolu eklenir. 1 boş kalana kadar bu işleme devam edilir. Sonra yeniden bir eksiltilerek rapor tekrarına kadar işlene devam edilir.
ATKI YÖNÜNDE GÖLGELİ DİMİ ÖRGÜSÜ
Atkı yönünde gölgeli dimi örgüsü yukarıdaki tabloda da verildiği gibi tam gölgeli ve yarım gölgeli olmak üzere iki şekilde elde edilir. Yarım gölgeli dimi örgüsü, verilmiş olan atkı dimi örgü raporunun, çözgü dimi hâline dönüşmesiyle sonuçlanarak elde edilir. Tam gölgeli dimi örgüsü ise atkı dimi örgü raporunun çözgü dimi örgü raporuna dönüştükten sonra tekrar atkı dimi örgü raporuna dönüşene kadar devam ettirilmesiyle oluşur.
Yarım Gölgeli Atkı Dimi Örgüsü
Atkı yönünde yarım gölgeli dimi örgüsü için kullanılacak olan atkı tel sayısı, verilmiş olan dimi örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin çarpımı sonucunda elde edilen değer olarak belirlenir. Çözgü tel sayısı ise verilmiş olan dimi örgü rapor tel sayısı olarak alınır.
Tam Gölgeli Atkı Dimi Örgüsü
Atkı yönünde tam gölgeli dimi örgüsü için kullanılacak olan atkı tel sayısı, verilmiş olan dimi örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin çarpımı sonucunda elde edilen değerin iki katından iki rapor çıkartılarak elde edilen değer olarak belirlenir. Çözgü tel sayısı ise verilmiş olan dimi örgü rapor tel sayısı olarak alınır.
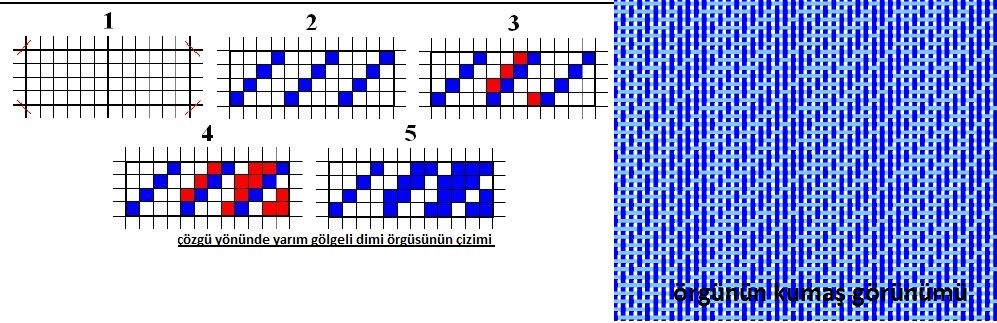
![]()
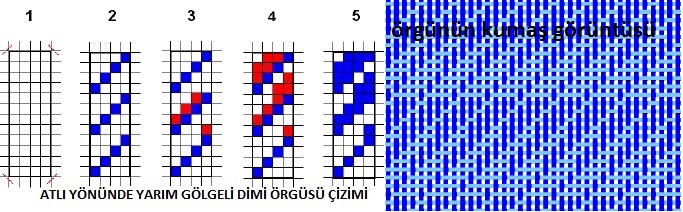

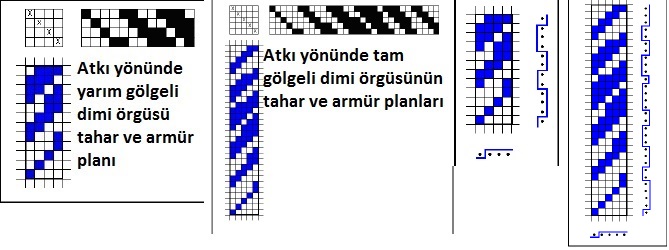
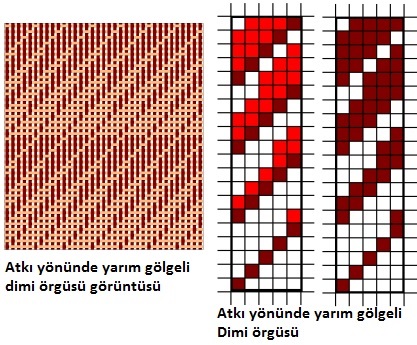

Air Jet iplik eğirme sistemi
Kesikli lif demetinden iplik elde edebilmek için bu liflere büküm vermek gerekir. Büküm, lifler arasındaki sürtünme kuvvetlerini arttırır ve meydana getirdiği radyal kuvvetler ile liflerin birbiri üzerinden kaymalarını engeller.
Temel olarak iki çeşit bükümden söz etmek mümkündür:
1-Gerçek büküm
2-Yalancı büküm.
Gerçek büküm,
bir ucundan tutulan bir lif demetinin diğer ucunun kendi ekseni etrafında döndürülmesiyle verilir. Sonuçta, lifler oluşan ipliğin eksenine göre helis bir yol izlerler.
Yalancı büküm ise,
iki ucundan tutulan bir lif demetinin, bu sabit noktalar arasında herhangi bir yerinden bükülmesi sonucunda verilir. Sonuçta, oluşan iplik üzerindeki net büküm sıfırdır. Çünkü büküm elemanının her iki yanında da birbirine ters yönde ve eşit sayıda büküm oluşmuştur. Yalancı büküm sürecinde öncelikle ipliğin merkezindeki lifler büküm alır, dış yüzeydeki lifler ise etkilenmezler. Ancak büküm elemanından sonra, merkezdeki bu lifler eski paralel hallerine dönerken dış yüzeydeki lifler ise tersi yönde iplik gövdesinin üzerine sarılırlar ve kemerli bir yapı oluştururlar.
Air-jet eğirme sistemi ile iplik üretimi, yalancı büküm prensibine dayanmaktadır. Sistem 1985 yılında Japon Murata firmasından Teiji Nakahara ve Toshifumi Morihashi tarafından geliştirilmiş ve patenti alınmıştır. Bu sistemin genel olarak avantajları, yüksek üretim hızı ve ring ipliğine göre daha az tüylü oluşudur. Dezavantajı ise mukavemetinin ring ipliği kadar yüksek olmayışıdır. Aşağıda air-jet iplik eğirme sistemi görülmektedir. Bu sistemde, bant formundaki lifler doğrudan makinenin çekim bölgesine beslenmektedir. Çıkış silindirinden sonra lif demeti ilk hava jetinde yalancı büküm alır. İkinci hava jetinde ise daha düşük ve ilk hava jetine göre ters yöndeki bir hava akımı etkisiyle dış yüzeyde kalan lifler merkezdeki liflerin üzerine bir kemer şeklinde sarılır.
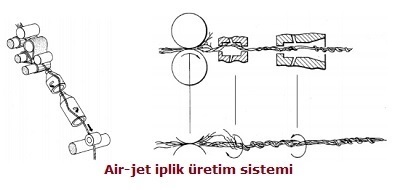
Kumaş Analizi Soruları
...
S.1-Kumaş analizi ne demektir, açıklayınız?
C.1-Bir kumaşın üretilmesi, dokunacağı ipliklerin sağlanmasından kumaşın dokunarak depoya sevk edilmesine kadar yapılan birçok işlemi kapsar. Üretime geçmeden önce kumaşın tasarlanması ya da mevcut bir numune kumaşın analizi yapılarak kumaşın dokunabilmesi için ihtiyaç duyulan verilerin bulunması gerekir. Kumaşın analizinde amaç numune kumaşın aynısını ya da ona en yakın özellikte kumaş üretimi için gereken bilgilere ulaşmaktır.
Örnek bir kumaş parçasından faydalanarak, aynı kumaşı ya da örnek kumaş özelliklerine en yakın kumaşı elde edebilmek için, kumaşın tahlil edilerek hesaplamaların yapılması ve örgüsünün tespit edilmesi işlemidir.
S.2-Bezayağı örgülü standart kumaşlar nelerdir, maddeler halinde isimlerini yazınız?
C.-2-
A-Patiska
B-Mermerşahi
C-Kaputbezi
Ç-Tülbent
D-Basma
E-Poplin
F-Branda bezi
G-Pazen
H-Çuha
I-Tergal
İ-Organze
J-Tafta
K-Alpaka
S.3- Dimi örgülü standart kumaşlar nelerdir, maddeler halinde isimlerini yazınız?
C.3-
A-Gabardin
B-BlueJean
C-Diril
Ç-Kaşe
D-Şayak
E-Bleyzer
F-Gabardin
G-Tartan
H-Lastikotin
I-Kaşmir
İ-Gabardin Pantolonluk
J-Oduncu Gömlekliği
S.4- Saten örgülü standart kumaşlar nelerdir, maddeler halinde isimlerini yazınız?
C.4-
A-Saten (Pamuk)
B-Güneşlik Saten
C-Yorganlık Saten
Ç-Saten (İpek)
D-Atlas
S.5-24/1 Ne iplik ne demektir, açıklayınız?
C.5-İplik numarası 24,Numara İngiliz pamuk ve tek kattır.
S.6-48/2 Nd iplik ne demektir, açıklayınız?
C.6-İplik numarası 24 Nd ve iki adet 48 numara ipliğin katlanarak bükülmesinden meydana gelen iplik.
S.7.70/36 PES Nd İplik ne demektir, açıklayınız?
C.7-70 Nd ve 36 flamentten meydana gelmiştir.
S.8-Kumaş analizinde kullanılan araç ve gereçler nelerdir, maddeler halinde yazınız?
C.8-Lup, hassas terazi, analiz iğnesi, desen kâğıdı, makas, cetvel, kumaş kesim aleti, kalem, cımbız.
S.9-Kumaş analizinde işlem sırasını maddeler halinde yazınız?
C.9-
A-Kumaşın tersi veya yüzünün belirlenmesi.
B-Kumaşın çözgü ve atkı yönünün belirlenmesi.
C-Kumaş gramajının bulunması.
D-İplik cinsinin belirlenmesi.
E-İplik numarasının bulunması.
F-Atkı ve çözgü sıklıklarının belirlenmesi.
G-Çözgü ve atkı raporunun belirlenmesi.
H-Örgünün tespit edilmesi, tahar ve armür planlarının çizilmesi.
I-Enden ve boydan çekmenin testpiti.
İ-Tarak eninin hesaplanması.
J-Tarak numarasının, toplam çözgü tel sayısının ve dişten geçen tel sayısının bulunması, çözgü ve atkı ağırlığının bulunması.
K-Kumaş ağırlığının bulunması.
S.10-Desen kâğıdında boş kare neyi ifade etmektedir, açıklayınız?
C.10-Atkı ipliğini ifade etmektedir yani atkı ipliği çözgü ipliğinin üzerinden geçmektedir.
S.11- Desen kâğıdında dolu kare neyi ifade etmektedir, açıklayınız?
C.11-Çözgü ipliğini ifade etmektedir yani çözgü ipliği atkı ipliğinin üzerinden geçmektedir.
S.12-Uzunluk birim sisteminde numaralanan iplikler nelerdir?
C.12-Numara metrik, Numara İngiliz pamuk, Numara İngiliz Kamgarn, Numara İngiliz Ştrayhgarn, Numara Fransız.
S.13- Ağırlık birim sisteminde numaralanan iplikler nelerdir?
C.13-Numara denye, Numara tex, Numara Skoç
S.14-1 Numara metrik iplik ne demektir, açıklayınız?
C.14-1000 metresi 1000 gram gelen iplik 1 Numara metriktir.
S.15-1 Numara İngiliz Pamuk iplik ne demektir, açıklayınız?
C.15-768 metresi 453,6 gram gelen iplik demektir.
S.16-1 Numara denye iplik ne demektir, açıklayınız?
C.16-9000 metresi 1 gram gelen iplik demektir.
S.17-Uzunluk birim sistemi ile Ağırlık birim sistemi arasında ne fark vardır, açıklayınız?
C.17-
Uzunluk birim sisteminde, uzunluk değişken, ağırlık sabittir.
Ağırlık birim sisteminde ağırlık değişken, uzunluk sabittir.
S.18-Tekstil yüzeyleri nelerdir, maddeler halinde yazınız?
C.18-
A-Örme Yüzeyler
B-Dokuma Yüzeyler
C-Dokusuz Yüzeyler
S.19-Ana örgüler nelerdir?
C.19-Bezayağı, Dimi ve Saten.
S.20-Bezayağı Örgüsünden Türetilen Örgüler nelerdir?
C.20-Rips ve Panama.
S.21-Rips Örgüsü çeşitleri nelerdir?
C.21-Çözgü ripsi, atkı ripsi, meyilli rips, desenli (karışık) rips, kauçuk rips örgüleri.
S.22-Dokuma kumaşları sınıflandırınız?
C.22-
A-Normal kumaşlar (gömleklik, pantolonluk vs.)
B-İlmekli dokuma kumaşlar (havlu, kadife)
C-Üç eksenli dokuma kumaşlar (endüstriyel amaçlı)
D-Çok fazlı dokuma makinalarında üretilen kumaşlar (çuvaltorba)
E-Döner gücü sistemiyle dokunan kumaşlar (Leno örgüler)
S.23-Örme kumaşları sınıflandırınız?
C.23-
A-Atkılı örme kumaşlar (düz ve yuvarlak örme makinalarında üretilen kumaşlar)
B-Çözgülü örme kumaşlar (çözgü otomat, raşel, kroşet makinalarında üretilenler)
S.24-Dokusuz yüzeyleri sınıflandırınız?
C.24-
A-Dikişli örme tekniği ile üretilen kumaşlar.
B-Tafting yüzeyler.
C-Yapıştırma yöntemi ile elde edilen yüzeyler.
D-Sabitleştirilmiş tülbent (Nonwowen).
E-Kaplama maddesinin bir tekstil yüzeyinin kaplanmasıyla elde edilen yüzeyler.
S.24-İplik numarasının tespitinde kullanılan formül nedir?
C.24-N=U/A.
S.25-Analiz edilecek kumaş numunesinde çözgü ve atkı ipliklerinin hangileri olduğu tespit edildikten sonra, kumaşın eni 5 cm ve kumaşın boyu 5 cm olacak şekilde kesilmiştir.
a)10 adet çözgü ipliği kumaştan çıkarılarak hassas terazide tartılmıştır.1.50 gram gelmiştir. Bu çözgü ipliğinin numarası kaç Nm’tir?
b) 10 adet Atkı ipliği kumaştan çıkarılarak hassas terazide tartılmıştır.2.50 gram gelmiştir. Bu Atkı ipliğinin numarası kaç Nm’tir?
C.25-
- a) ÇİPNO = 0,5 mt /1,5 gr = 0,3 Nm
- b) AİPNO = 1,5 mt / 2,5 gr = 0,6 Nm
S.26-Numune dokuma tezgâhında meydana gelebilecek hatalar nelerdir?
C.26-
1-Tahar yanlış yapılırsa kumaşın deseni elde edilmez.
2-Çerçeve alt yayları tomruk tarafına bakacaktır. Ters ise çerçeveler tomruktan hareket almaz.
3-İpliklerin çapraza alma işlemi hatalı ise ve tezgâha yerleştirildiğinde hatalı ise hangi ipliğin önce taharının yapılacağı karışır ve iplikler çözgü levendinden karışık gelir. İpliklerde gerginlik farkı olur. Yani iplikler birbirinin altından üstünde geçer. Bu da ipliğin sık sık kopmasına neden olur.
4-Tarak ortalaması doğru yapılmaz ise çözgü iplikleri kumaş levendine parelel gelmez ve dokumayı zorlaştırır.
5-Çözgü iplikleri gücü taharı ve tarak taharı yapılırken yeterli uzunlukta kumaş köprüsüne kadar ve kumaş levendine bağlanacak uzunlukta olmalıdır.
6-kumaş levendine çözgü iplikleri kalba halinde ( belirli sayıda ) dışta içeriye doğru aynı gerginlikte bağlanmalıdır.
7-Çerçevelere düşen gücü teli toplam çözgü tel sayısına göre yapıldıktan sonra, gücü telleri her çerçeve düzgün takılmalıdır. Gücü telleri çapraz takılmamalıdır.Çerçeve üst ve alt demirlerinde gücü telleri rahat hareket etmelidir.
8-Tarak dişinin her birinden belirtilen sayıda çözgü teli geçirilecektir. Herhangi bir dişten çözgü teli geçmez ise, kumaşın boyunda boyuna doğru çözgü ipliği hatası olur.
9.Tezgâhta çözgü ipliği koptuğu zaman, kopan iplik bağlanır. İlgili çerçevenin gücü gözünden ve tarak dişinden geçirilir.
S.27-Kumuşın tersinin ve yüzünün tespit edilmesinde dikkat edilecek noktalar nelerdir?
C.27.
A-Kumaşın yüzünün bulunmasında bazı tür kumaşlara ilk bakıldığında tersinin veya yüzünün tespiti zordur. Kumaşın yüzünü belirlemek için detaylı olarak incelenmesi gerekir. Kumaşın yüzü tespit edilirken aşağıdaki özelliklere dikkat edilmelidir:
B-Kumaş apreli ise yüzündeki tüyler azdır veya yoktur. Kumaş yüzüne genellikle daha iyi apre verilmiştir.
C-Kullanıcı açısından ön plana çıkan gösterişli taraf kumaşın yüzüdür.
D-Kumaş yüzünde yüzey elyafları daha iyi bir şekilde kesilmiş ya da gaze edilmiştir.
E-Baskı ile renklendirilen kumaşlarda desen kumaş yüzünde daha nettir.
F-Kumaş iki farklı cins iplikle dokunmuş ise kaliteli ve pahalı iplik kumaşın ön yünde kullanılır.
G-Verilen numune kumaşta renk efektleri bulunuyorsa ön yüzde efektler daha belirgindir. Boyanan kumaşların ön yüzü yeni iken daha parlaktır.
S.28-Elinizde bulunan analiz edilecek kumaşı 10 cm en ve 10 cm boy olacak şekilde kestiniz ve tarttınız 0.20 gram geldi. Buna göre kumaşın;
A-Metrekare ağırlığı kaç gramdır?
B-Metre tül ağırlığı kaç gramdır?
C.28-
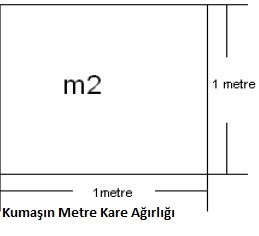
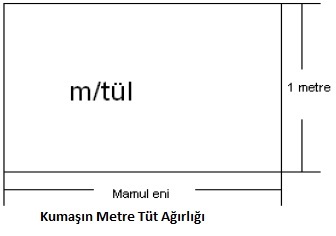
A-10x10 = 100 cm kare
100 cm kare = 0,01 metre kare
0,01 metre karesi 0,20 gram ise
1 metre karesi 20 gram olur.
B-0.01 metre karesi 0,20 gram gelirse
1,4 metre karesi 28 gram gelir.
S.29-Numune dokuma tezgâhında numune kumaş dokunacaktır. Numune olarak dokunacak kumaşın çözgü tel sayısı 150 teldir. Örgüsüne göre taharı 15 çerçeve olup sıra tahardır. Buna göre her çerçeveye kaç adet gücü teli konulmalıdır?
C.29- Her çerçeveye 10 adet gücü teli konulmalıdır.
S.30-
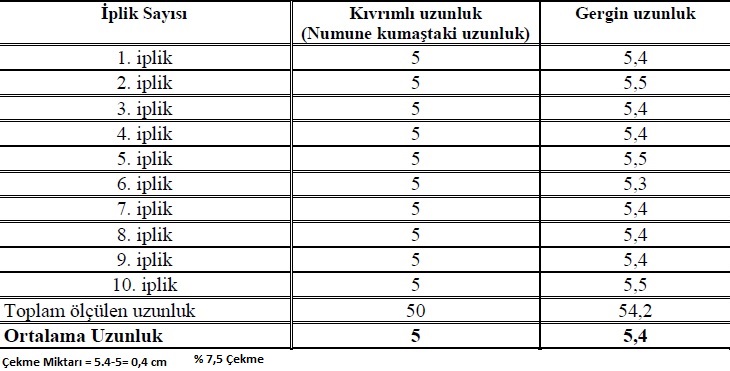
Yukarıdaki tabloda 10 adet çözgü ipliğinin kıvrımlı ve gerdirilmiş uzunlukları görülmektedir. Kıvrımlı çözgü ipliğinin ortalama uzunluğu 5 cm ve gergin haldeki çözgü ipliğinin ortalama uzunluğu 5,4 cm ‘dir. Buna göre çözgü ipliğinin çekme %’si nedir?
C.30-
S.31-Velilen bir numune kumaşın çözgü ve atkı ağırlığını nasıl bulursunuz, açıklayınız?
C.31-
Çözgü ve Atkı ağırlıklarının bulunması
1 metre kumaşta bulunan çözgü ve atkı ipliklerinin ağırlığının hesaplanmasıdır. Çözgü ve atkı ağırlığı hesaplanırken iplik numarasının numara metrik cinsinden değeri kullanılır. Atkı ağırlığı hesaplanırken tarak eni metre cinsinden alınır.
Çözgü Ağırlığı = Toplam Çözgü Tel Sayısı x 100 / Çözgü İplik Numarası ( 100-Dokumada uzunluktan çekme % )
Atkı Ağırlığı = 1 cm.deki Atkı Tel Sayısı x 100 x Tarak Eni /Atkı İplik Numarası
S.32-Kumaş analizinde dikkat edilmesi gereken hususlar nelerdir ?
C.32-
>>>>> Kumaş örgüsünün bulunması için analiz işlemine geçmeden önce kumaşın bilinen klasik bir örgüde olup olmadığına bakılır. Eğer yalnızca bakmakla örgüyü tanıyamamışsak lupla örgü incelenerek örgü biçimi bulunmaya ya da hiç olmazsa tahmin edilmeye çalışılır. Örgü büyüklüğü saptandıktan sonra örgü analizine geçilir.
>>>>> Elimizdeki kumaş numunesi küçükse örgü analizine geçmeden kumaşın kesilmesini ya da kumaştan iplik çekilmesini gerektirerek küçülmesine yol açmayan analiz işlemleri yapılmalıdır.
>>>>> Kumaş ağırlığı kumaşın önemli bir özelliği olduğu için bu ölçüm ve hesapların dikkatle yapılması gerekir.
>>>>> Kumaşın gramajını bulduktan sonra kumaşın atkı ve çözgü yönünde kesişen iki kenarından bazı iplikler çıkarılarak 3-4 mm genişliğinde bir saçak yapılır. Uygun kenarlar sol ve üst kenarlardır
>>>>> Atkı ve çözgü sıklığı 1 cm² alanı büyüten ve lup adı verilen büyüteçle en doğru şekilde bulunur. Bu yapılırken lupun dikdörtgen kenarları kumaşın atkı ve çözgü yönüne paralel konur ve örgü üzerinden 1 cm uzunluğa giren iplikler sayılır.
>>>>> Eğer örgü, ipliklerin sayılmasına güçleştirecek kadar karışıksa o zaman kumaşın uygun kenarı bir cetvel üzerine paralel konularak cımbızla veya büyüteçle kumaş kenarındaki iplikler saçak kısmında sayılır.
>>>>> Bu da zor ise o zaman yapılacak şey kumaş üzerinde ipliklere paralel olarak işaretlenen iki çizgi arasındaki uzaklığı ölçtükten sonra aradan çekilen iplikleri saymak olacaktır.
>>>>> Kumaşın iki kenarında saçak yapıldıktan sonra birçok kumaşta atkı ve çözgü yönünde dizayn büyüklüğünü belirlemek ve atkı çözgü ipliklerinin diziliş sırasını ve renk planını saptamak mümkündür. Takviyeli, ekstra iplikli ve çift kat kumaşlarda bu çok zor olabilir. Zorluk çekildiği durumlarda bu iş dikkatli bir şekilde iplik çekilerek yapılmalıdır.
>>>>> Analizi yapılacak olan kumaştan numune alımında, kumaşın renk raporu ve desen özelliklerini bütünüyle kapsayacak şekilde olmasına dikkat edilmelidir.
>>>>> Analiz esnasında kumaştan sökülen çözgü ve atkı iplikleri ayrı ayrı karıştırmayacak şekilde saklanmalıdır. Ayrılan bu iplikler iplik cins ve numaralarının tespitinde kullanılmalıdır.
S.33-Çözgü ve Atkı sıklığı nasıl bulunur, açıklayınız?
C.33-Çözgü ve atkı sıklığı 1 cm’deki çözgü ve atkı tel sayısını ifade eder. Kenarları saçaklandırılmış numune kumaşın lup yardımıyla 1 cm’deki atkı ve çözgü ipleri sayılarak kumaşın üzerindeki iplik sıklıkları tespit edilir. Bu işlem sırasında lupun kare şeklindeki boşluğu, atkı ve çözgü iplikleri hizasına gelecek şekilde yerleştirilmeli ve sayma işlemi bitene kadar yeri değiştirilmemelidir.
S.34- Çözgü ve atkı raporu nasıl belirlenir, açıklayınız?
C.34-
Dokuma kumaşlarda farklı görünümler elde etmek için dokuma örgülerinin yanında farklı cins, yapı ve renklerde ipliklerde kullanılır. Bu ipliklerin çözgü ve atkıdaki sırası ve sayısı bir rapor olarak tablo üzerinde gösterilir.
Verilen numune kumaş üzerinde renkli iplikler incelenerek renk raporları tespit edilir. Tespit edilen çözgü ve atkı renk raporunu oluşturan iplikler lup ve analiz tığı kullanılarak sayılır ve tabloya işaretlenir. Çözgü renk raporu planı gösterilirken kenar çözgü iplikleri de gösterilmelidir. Ekose ve pano desenli kumaşlarda rapor, kumaş kenarına eşit mesafede olacak şekilde ortalanmalıdır. Bunun için çözgü renk raporu planı yapıldıktan sonra istenen toplam çözgü tel sayısında kaç renk raporu olacağı hesaplanır. Çözgü raporu tam sayı çıkmaz ise tam sayı, rapor sayısı kabul edilir ve hesaplamalar buna göre yapılır.
S.35- Verilen kumaş numunesinin örgüsü, nasıl bulunur, açıklayınız?
C.35-
Kumaş örgüsü tespit edilirken iplikler ya çözgüden ya da atkıdan sökülerek ipliklerin altta veya üstte olma durumlarına dikkat edilir. Her iki hâlde de başlangıç noktası belirlenmesi gerekir. Başlangıç noktasının tespitinde ya bir efekt ipliği seçilir ya da saçak yapılan ipliklerden belirli bir miktarı kesilerek başlangıç noktası oluşturulur. Atkı ve çözgüden sökerek örgü hareketlerinin tespitinde değişmeyen tek kural, çözgü iplerinin üstte olduğu durumlarda desen kâğıdına işaretleme yapılmasıdır ve dolu olarak ifade edilir. Atkı ipliklerinin çözgü ipliklerinin üstünde olduğu durumlarda desen kâğıdına işaretleme yapılmaz ve boş olarak ifade edilir.
S.36-Verilen kumaş numunesinde örgünün bulunması için çözgü ipliğinin veya atkı ipliğinin sökülmesi hangi hallerde olur, açıklayınız?
C.36-
Çözgü ipliğinin sökülmesi: Çözgü sıklığı fazla olan kumaşlarda ve çözgü renk raporunun küçük olduğu durumlarda çözgü ipliğinin sökülmesi tercih edilir.
Atkı ipliğinin sökülmesi: Kumaşta atkı sıklığı çözgü sıklığından fazla ise ve kumaşın atkı yönünde örgü yolları bulunuyorsa atkı ipliğinin sökülmesi tercih edilir.
S.37-Verilen kumaşta örgü raporunun en sıhhatli bulunabilmesi için iplik sökülmesi nasıl olmalıdır ?
C.37-
Kumaşın örgüsü sökülerek bulunurken örgü raporunun doğrulanması için en az iki
rapor olacak şekilde iplikler sökülerek desen kâğıdına işaretlenmelidir. Örgü raporu tespit
edildikten sonra örgünün tahar ve armür planları çizilir.
S.38-Verilen kumaşın ipliklerinin enden ve boydan çekmesi nasıl hesaplanır, açıklayınız?
C.38-
Kumaş, dokuma makinesinde dokunduğu sırada cımbarlar ile gerdirildiğinden cımbarlardan geçtikten sonra eninde ve boyunda kısalma olur. Bunun nedeni çözgü ve atkı ipliklerinin birbiriyle bağlantılar yapmasıdır. Bu kısalma ham kumaş eninin ve boyunun küçülmesi anlamına gelir. Kumaş üzerindeki atkı ve çözgü sıklıkları dokuma sonrasında kısalmalardan dolayı artar. Bunların dışında kumaşa yapılan bitim işlemleri sonucunda da kumaşta çekmeler meydana gelir. Kumaş üzerindeki ipliklerin dokuma işleminden önceki uzunlukları ile dokunduktan sonraki kıvrımlı uzunluklarının oranına çekme oranı denir ve % çekme oranı olarak ifade edilir.
Atkı ve çözgü ipliklerinin kumaş üzerindeki çekme oranlarının hesaplanabilmesi için numune kumaştan belirli sayıda (ortalama 10 iplik) atkı ve çözgü ipliği sökülerek kıvrımlı ve kıvrımları açılmış (gergin uzunluk) uzunlukları cetvel ile ölçülür. İpliklerin kıvrımlı uzunlukları iplik sökülmeden numune kumaş üzerinde ölçülebilir. İpliklerin gergin uzunlukları ölçülürken ipliğin esnetilmemesi sadece kıvrımlar açılacak kadar gerginlik uygulanması gerekir. Kıvrımlı uzunlukları ve gergin uzunlukları toplanarak oranlama yöntemiyle % çekme oranı hesaplanır. Bulunan değer daha sonraki işlemlerde kullanılır.
S.39-Kumaşta çekme oranı nedir ve nasıl ifade edilir?
C.39- Kumaş üzerindeki ipliklerin dokuma işleminden önceki uzunlukları ile dokunduktan sonraki kıvrımlı uzunluklarının oranına çekme oranı denir ve % çekme oranı olarak ifade edilir.
S.40-Verilen kumaş numunesinde Tarak Eni nasıl hesaplanır, açıklayınız?
C.40- Kumaş dokuma tezgâhında dokunurken çözgü ipliklerinin dokuma tarağı üzerindeki genişliği tarak enidir ve “TE” harfleriyle ifade edilir. Çözgü ipliklerinin tarak üzerindeki eni, atkı ipliğinin gergin uzunluğuna ve tarak enine eşittir. Mamul kumaştan sökülen atkı ipliğinin gergin uzunluğu, o kumaşın tarak enine eşittir. Ancak çoğunlukla kumaş analizi sırasında, mamul kumaştan küçük boyutlarda numune kumaş kullanıldığından kumaşın bilinen ya da olması istenen kumaş enine atkı ipliğinin gergin uzunluğu oranlanarak tarak eni hesaplanır.
S.41- Numune kumaş eni (atkı ipliğinin kıvrımlı uzunluğu) :7 cm
Atkı ipliğinin gergin uzunluğu: 7,6 cm
Mamul kumaş eni: 150 cm ise
Tarak Eni?
C.41-
7 cm kumaşın TE. 7,6 cm ise
150 cm Kumaşın TE. X cm olur.
TE: 150x7,6 / 7 =162,8cm yaklaşık 163 cm (kenar dâhil)
S.42- Çoğunlukla kumaş analizi sırasında, mamul kumaştan küçük boyutlarda numune kumaş kullanıldığından Tarak Eni nasıl bulunur?
C.42-
Kumaşın bilinen ya da olması istenen kumaş enine atkı ipliğinin gergin uzunluğu oranlanarak tarak eni hesaplanır.
S.43-Bezayağı örgüsünü 2 rapor çiziniz?
C.43-
S.44-D 2/2 Z örgüsünü 1 rapor çiziniz?
C.44-
S.45-D 3/3 S örgüsünü 1 rapor çiziniz?
C.45-
S.46-D 2/3/2/1 Z örgüsünü 1 rapor çiziniz?
C.46-
S.47-Rç 2/2 örgüsünü 1 rapor çiziniz?
C.47-
S.48-Rç 2/3/1 örgüsünü bir rapor çiziniz?
C.48-
S.49- Ra 3/3 örgüsünü 1 rapor çiziniz?
C.49-
S.50- Rça2/1/3/2 örgüsünü bir rapor çiziniz?
C.50-
S.51-P 2/2 örgüsünü 1 rapor çiziniz?
C.51-
S.52-P 3/ 2 örgüsünü 1 rapor çiziniz?
C.52-
S.53-P 2/1/3/2/3 örgüsünü 1 rapor çiziniz?
C.53-
S.54-Seri (Düz) çözgü makinesi ile konik çözgü makinesini özellikleri nelerdir, açıklayınız?
C.54-
Seri Çözgü makinesinde
Cağlığa dizilen bobinlerin adedi toplam çözgü tel sayısını verir. Yani cağlığa 600 adet bobin dizdik. Bu bize toplam çözgü tel sayısını verir.
Örneğin;
Cağlıkta 800 adet bobin var. 800 adet bobinden gelen ipliklerin her biri germe süzme tertibatları, iplik yoklayıcısı ve yönlendiriciler tarafından çapraz tarağına gider.Ve çözgü levendine sardık. Bu çözgü levendinde 800 adet çözgü tel sayısı var.
Biz 10 adet çözgü levendi hazırladık. Her birinde 800 adet çözgü ipliği var. Bu çözgü leventleri haşıl makinesi önüdeki çözgü levendi cağlıklarına dizilir. Her leventten gelen iplikleri gerginliği aynı olacak şekilde ayarlanır. Sonra haşıllanır ve çözgü levendine sarılarak toplam 8000 tellik çözgü hazırlanmış olur.
Konik çözgü makinesinde
Cağlığa dizilen bobinlerin adedi BİR KALBA TEL SAYISINI verir. Örneğin Cağlığa 800 adet bobin dizdik. Bu 800 adet çözgü teli bizim 1 KALBAMIZDIR. Bir Kalba tel sayımız ise 800 teldir. Çözülecek çözgümüzün uzunluğu 500 metre olsun.
Burada;
Kalba Tel Sayısı: KTS
Diyelim ki çözgü levendinde 8000 adet çözgü teli olacaktır.
O halde;
Bir kalbamızdaki çözgü tel sayısı 800 olduğuna göre toplam 8000 tellik çözgümüz için 10 kalba çözmemiz gerekmektedir. Çözgü uzunluğumuz 500 metre olduğuna göre her kalbamız 500 metre uzunlukta olacaktır.
800 adet bobinden gelen ipliklerin her biri germe süzme tertibatları, iplik yoklayıcısı ve yönlendiricilerden geçerek çapraz tarağına gider. Bundan sonra toplama tarağından geçer. Her kalbadaki çözgü telleri çapraza alınır ve konik tambur üzerine sarılır.
S.55-Konik çözgü makinesi ile seri çözgü makinesindeki makine elemanları farkı nedir?
C.55- Konik çözgü makinesinde konik tambur vardır. Seri ( düz ) çözgü makinesinde tambur yoktur.
Konik çözgü makinesinde sport ve metraj kısmı vardır. Seri çözgü makinesinde sport ve metraj kısmı yoktur.

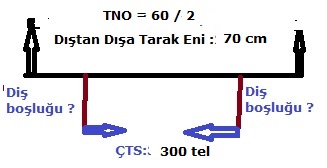
Numune kumaş dokuma soruları 1
S.1-Kumaş analizi ne demektir, açıklayınız?
C.1-Bir kumaşın üretilmesi, dokunacağı ipliklerin sağlanmasından kumaşın dokunarak depoya sevk edilmesine kadar yapılan birçok işlemi kapsar. Üretime geçmeden önce kumaşın tasarlanması ya da mevcut bir numune kumaşın analizi yapılarak kumaşın dokunabilmesi için ihtiyaç duyulan verilerin bulunması gerekir. Kumaşın analizinde amaç numune kumaşın aynısını ya da ona en yakın özellikte kumaş üretimi için gereken bilgilere ulaşmaktır.
Örnek bir kumaş parçasından faydalanarak, aynı kumaşı ya da örnek kumaş özelliklerine en yakın kumaşı elde edebilmek için, kumaşın tahlil edilerek hesaplamaların yapılması ve örgüsünün tespit edilmesi işlemidir.
S.2-Bezayağı örgülü standart kumaşlar nelerdir, maddeler halinde isimlerini yazınız?
C.-2-
A-Patiska
B-Mermerşahi
C-Kaputbezi
Ç-Tülbent
D-Basma
E-Poplin
F-Branda bezi
G-Pazen
H-Çuha
I-Tergal
İ-Organze
J-Tafta
K-Alpaka
S.3- Dimi örgülü standart kumaşlar nelerdir, maddeler halinde isimlerini yazınız?
C.3-
A-Gabardin
B-BlueJean
C-Diril
Ç-Kaşe
D-Şayak
E-Bleyzer
F-Gabardin
G-Tartan
H-Lastikotin
I-Kaşmir
İ-Gabardin Pantolonluk
J-Oduncu Gömlekliği
S.4- Saten örgülü standart kumaşlar nelerdir, maddeler halinde isimlerini yazınız?
C.4-
A-Saten (Pamuk)
B-Güneşlik Saten
C-Yorganlık Saten
Ç-Saten (İpek)
D-Atlas
S.5-24/1 Ne iplik ne demektir, açıklayınız?
C.5-İplik numarası 24,Numara İngiliz pamuk ve tek kattır.
S.6-48/2 Nd iplik ne demektir, açıklayınız?
C.6-İplik numarası 24 Nd ve iki adet 48 numara ipliğin katlanarak bükülmesinden meydana gelen iplik.
S.7.70/36 PES Nd İplik ne demektir, açıklayınız?
C.7.Nd ve 36 flamentten meydana gelmiştir.
S.8-Kumaş analizinde kullanılan araç ve gereçler nelerdir, maddeler halinde yazınız?
C.8-Lup, hassas terazi, analiz iğnesi, desen kâğıdı, makas, cetvel, kumaş kesim aleti, kalem, cımbız.
S.9-Kumaş analizinde işlem sırasını maddeler halinde yazınız?
C.9-
A-Kumaşın tersi veya yüzünün belirlenmesi.
B-Kumaşın çözgü ve atkı yönünün belirlenmesi.
C-Kumaş gramajının bulunması.
D-İplik cinsinin belirlenmesi.
E-İplik numarasının bulunması.
F-Atkı ve çözgü sıklıklarının belirlenmesi.
G-Çözgü ve atkı raporunun belirlenmesi.
H-Örgünün tespit edilmesi, tahar ve armür planlarının çizilmesi.
I-Enden ve boydan çekmenin testpiti.
İ-Tarak eninin hesaplanması.
J-Tarak numarasının, toplam çözgü tel sayısının ve dişten geçen tel sayısının bulunması, çözgü ve atkı ağırlığının bulunması.
K-Kumaş ağırlığının bulunması.
S.10-Desen kâğıdında boş kare neyi ifade etmektedir, açıklayınız?
C.10-Atkı ipliğini ifade etmektedir yani atkı ipliği çözgü ipliğinin üzerinden geçmektedir.
S.11- Desen kâğıdında dolu kare neyi ifade etmektedir, açıklayınız?
C.11-Çözgü ipliğini ifade etmektedir yani çözgü ipliği atkı ipliğinin üzerinden geçmektedir.
S.12-Uzunluk birim sisteminde numaralanan iplikler nelerdir?
C.12-Numara metrik, Numara İngiliz pamuk, Numara İngiliz Kamgarn, Numara İngiliz Ştrayhgarn, Numara Fransız.
S.13- Ağırlık birim sisteminde numaralanan iplikler nelerdir?
C.13-Numara denye, Numara tex, Numara Skoç
S.14-1 Numara metrik iplik ne demektir, açıklayınız?
C.14-1000 metresi 1000 gram gelen iplik 1 Numara metriktir.
S.15-1 Numara İngiliz Pamuk iplik ne demektir, açıklayınız?
C.15-768 metresi 453,6 gram gelen iplik demektir.
S.16-1 Numara denye iplik ne demektir, açıklayınız?
C.16-9000 metresi 1000 gram gelen iplik demektir.
S.17-Uzunluk birim sistemi ile Ağırlık birim sistemi arasında ne fark vardır, açıklayınız?
C.17-
Uzunluk birim sisteminde, uzunluk değişken, ağırlık sabittir.
Ağırlık birim sisteminde ağırlık değişken, uzunluk sabittir.
S.18-Tekstil yüzeyleri nelerdir, maddeler halinde yazınız?
C.18-
A-Örme Yüzeyler
B-Dokuma Yüzeyler
C-Dokusuz Yüzeyler
S.19-Ana örgüler nelerdir?
C.19-Bezayağı, Dimi ve Saten.
S.20-Bezayağı Örgüsünden Türetilen Örgüler nelerdir?
C.20-Rips ve Panama.
S.21-Rips Örgüsü çeşitleri nelerdir?
C.21-Çözgü ripsi, atkı ripsi, meyilli rips, desenli (karışık) rips, kauçuk rips örgüleri.
S.22-Dokuma kumaşları sınıflandırınız?
C.22-
A-Normal kumaşlar (gömleklik, pantolonluk vs.)
B-İlmekli dokuma kumaşlar (havlu, kadife)
C-Üç eksenli dokuma kumaşlar (endüstriyel amaçlı)
D-Çok fazlı dokuma makinalarında üretilen kumaşlar (çuvaltorba)
E-Döner gücü sistemiyle dokunan kumaşlar (Leno örgüler)
S.23-Örme kumaşları sınıflandırınız?
C.23-
A-Atkılı örme kumaşlar (düz ve yuvarlak örme makinalarında üretilen kumaşlar)
B-Çözgülü örme kumaşlar (çözgü otomat, raşel, kroşet makinalarında üretilenler)
S.24-Dokusuz yüzeyleri sınıflandırınız?
C.24-
A-Dikişli örme tekniği ile üretilen kumaşlar.
B-Tafting yüzeyler.
C-Yapıştırma yöntemi ile elde edilen yüzeyler.
D-Sabitleştirilmiş tülbent (Nonwowen).
E-Kaplama maddesinin bir tekstil yüzeyinin kaplanmasıyla elde edilen yüzeyler.
S.24-İplik numarasının tespitinde kullanılan formül nedir?
C.24-N=U/A.
S.25-Analiz edilecek kumaş numunesinde çözgü ve atkı ipliklerinin hangileri olduğu tespit edildikten sonra, kumaşın eni 5 cm ve kumaşın boyu 5 cm olacak şekilde kesilmiştir.
a)10 adet çözgü ipliği kumaştan çıkarılarak hassas terazide tartılmıştır.1.50 gram gelmiştir. Bu çözgü ipliğinin numarası kaç Nm’tir?
b) 10 adet Atkı ipliği kumaştan çıkarılarak hassas terazide tartılmıştır.2.50 gram gelmiştir. Bu Atkı ipliğinin numarası kaç Nm’tir?
C.25-
a) ÇİPNO = 0,5 mt /1,5 gr = 0,3 Nm
b) AİPNO = 1,5 mt / 2,5 gr
Elyaf Boyama

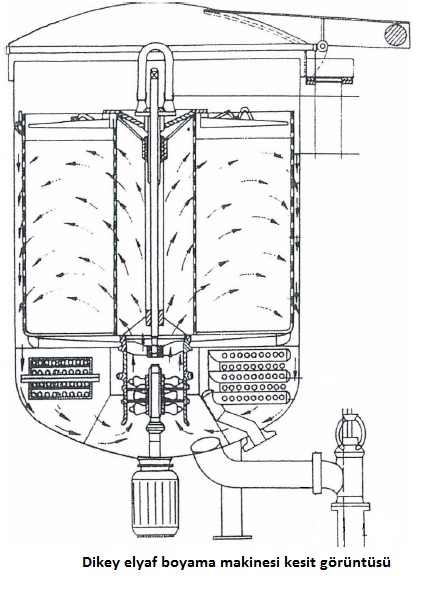
kalite kontrol cihazları










Armür
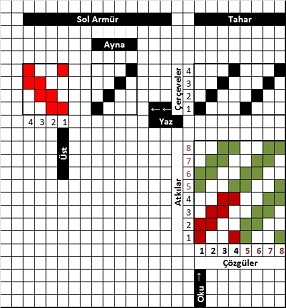
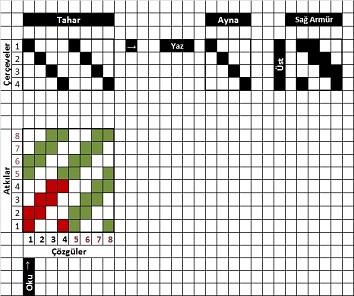
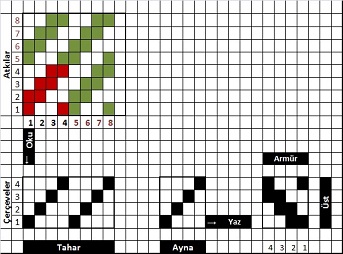
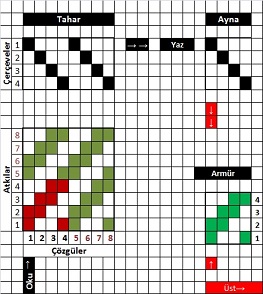
armürlü dokuma makineleri
Armür, dokuma makinelerinde ağızlık açmak için kullanılan, bu amaçla çerçevelerin hareketini sağlayan ağızlık açma tertibatlarındandır. Dokuma makinelerinde ağızlık açma sistemlerinden armürlü ağızlık açma sistemi eksantrikli sisteme göre daha fazla çerçeveye hareket verir.
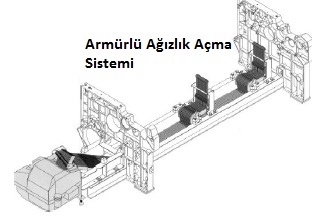
Bu sayı genel olarak 32 ile sınırlıdır, ancak özel ihtiyaçlara göre bu sayı 48 çerçeveye kadar da makinenin verimini düşürmektedir. Çerçeve adedi armür mekanizmasının yapımında belirlenir. Piyasanın ihtiyacına ve ekonomikliğe göre değişik sayılarda çalışan çerçeveli armürler üretilebilmektedir. Armürlü dokuma makinelerinde elde edilebilecek olan desen çeşidi ve motif büyüklüğü makineye takılabilen çerçeve sayısı ile sınırlıdır.
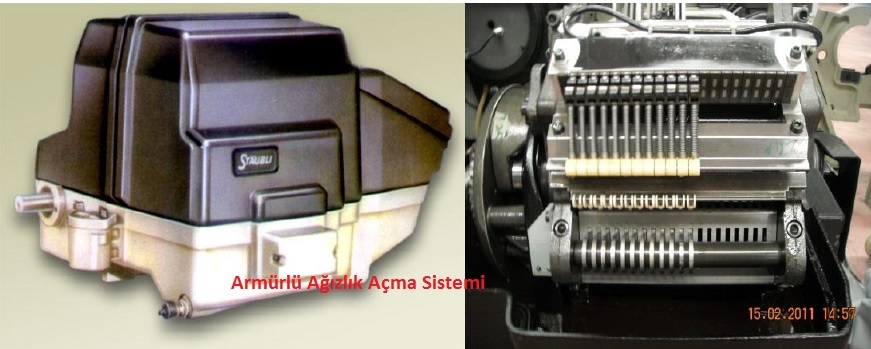
Yapıları ve çalışma prensipleri bakımından armür sitemlerini şu şekilde sınıflandırabiliriz:
>>>> Kapalı ağızlıklı armürler: Bu makinede ağızlık açıldıktan sonra atkı atılır ve atkı kumaşa sıkıştırılmak üzere tefe harekete geçmeden ağızlık kapanır. Ağızlığın kapanmasından sonra tefe tarafından atkı sıkıştırılır.
>>>> Açık ağızlıklı armürler: Bu makinelerde ağızlık açıldıktan ve atkı atıldıktan sonra atkı tefe tarafından kumaş sathına yanaştırılırken armür ağızlığı kapamaz. Atkı tam olarak kumaş sathına yanaştırıldıktan sonra kapanmadan yeni ağızlık açılır.
>>>> Üst ağızlık açan armürler: Bu makinelerde armür sadece çerçeveyi yukarı kaldırabilir.
>>>> Tam ağızlıklı armürler: Bu makinelerde hem yukarı hareket hem de aşağı hareket verilebilir. Çerçevelerin bir kısmının yukarı bir kısmının da aşağıya indirilmesiyle bu ağızlık oluşur.
>>>> Tek kurslu armürler: Çerçeve ayaklarına, platinlere hareket veren bıçak tektir. Bu bıçağın tek olması, makinede sadece üst ağızlığın açılmasını sağlar. Aynı zamanda makinenin devri de düşüktür.
>>>> Çift kurslu armürler: Bu armürlerde çerçeve ayaklarına, platinlere hareket veren bıçak çifttir. Armür de üst bıçak, alt bıçak olarak isimlendirilen iki bıçak bulunmaktadır. İki bıçağın olması hem tam ağızlığın açılmasını hem de makinenin veriminin yüksek olmasını sağlar.
Armür makineleri temel prensipleri aynı olmasına rağmen kumanda sistemlerine göre ve hareket iletimlerine göre sınıflandırılır.
>>>> Negatif hareketli armürler: Çalışma anında çerçevelerin sadece yukarı kaldırılmasını sağlayan sistemdir. Çerçevelerin geri hareketi yaylarla gerçekleştirilir. Basit yapısı sebebiyle kullanım alanı geniş bir sistemdir.

>>>> Pozitif hareketli armürler: Dokuma çerçevelerinin hem yukarı hareketini hem de geri hareketini gerçekleştirir. Genellikle ağır kumaşların dokunmasında kullanılan armür sistemidir.
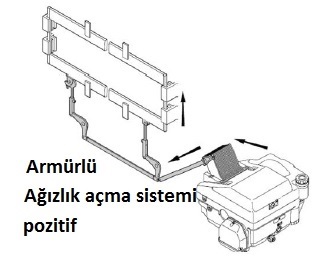
Armür makineleri; hareketini, zincir yardımıyla krank milinden veya kayışlar yardımıyla motordan alır. Krank milinden hareket alan armür makineleri daha çok kullanılır.
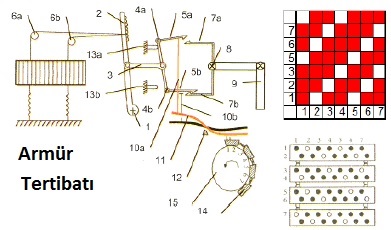
Her çerçeve sırımlar ve demir çubuklarla 1 nu.lı eksen etrafında hareket edebilen, 2 nu.lı armür ayaklarına bağlanmıştır. Ayakların üst tarafında bulunan kertikli kısım ağızlık yüksekliğini ayarlamaya yarar. Her çerçeve için bir armür ayağı vardır. Armür ayaklarına bağlantı parçası (3) eksenli olarak bağlanmaktadır. 4a ve 4b kısımlarına, 5a ve 5b kancaları takılmıştır. Kancalar 4a ve 4b eksenleri üzerinde aşağı yukarı hareket edebilirler. Açıklanan tertibat her çerçeve için ayrı ayrı mevcuttur. Çerçevelerin ağırlığı ve geri çekme tertibatı 4a ve 4b noktalarını daima 6a ve 6b noktalarına doğru çeker. Kancaların altında 7a ve 7b ile gösterilen iki bıçak vardır.

Bu bıçakların diğer uçları 8 merkezli levyeye bağlanmıştır. Bu levyenin bir ucuna 9 kolu bağlanmış bu kolun diğer ucu da eksantrik mili üzerinden hareket alarak tefe hareketi ile ağızlık oluşumunun uyumlu çalışmasını sağlamaktadır. Kancalar 10a ve 10b çubuklarıyla 11 platinlerine bağlanmıştır. Platinler 12 nu.lı eksende hareketlidir. Her çerçeve için iki çubuk ve iki platin vardır.

Desenlendirme çıtaları (14), tomruğunun (15) üzerindedir. Tomruk makinenin her devrinde belirli bir miktar dönerek bir sonraki ağızlık için çıtaların hareketini sağlar. Armür çıtaları üzerindeki deliklere armür çivileri takılır. Bu çakılan çiviler platinleri yukarı kaldırır. Şekilde alt bıçağın sağa doğru gitmiş olduğu ve kendisine takılmış olan alt kancayı da sağa doğru çektiği görülmektedir. 4b noktası 13b sabitinden uzaklaşmış, 3 nu.lı bağlantı parçası armür ayaklarını sağa doğru çekerek çerçevelerin yukarı kalkmasını sağlamıştır.

İkinci atkıda hareket sırası üst bıçaktadır. Burada iki şey olabilir. Çerçeve örgüye göre aşağıya inecek veya yukarıdaki durumunu koruyacaktır.
Eğer platinin altına isabet eden çıtada çivi yoksa (yani delik boş bırakılmışsa) platinin 12 nu.lı eksenin sağ tarafında kalan kısmı aşağıya doğru inecek eksenin diğer tarafında bulunan kısım yukarıya kalkacaktır. Böylece platinin üzerine dayanan çubuk da yukarı kalkarak kancayı bıçaktan uzaklaştıracaktır. Bu nedenle üst kanca sağa doğru gidecek olan bıçağın hareketine uymayacak ve 4a noktası sola doğru giderken çerçeve aşağıya inecektir.

Eğer platinin altındaki çubuktaki çıtada çivi bulunuyorsa platinin sağ tarafı yukarıda kalmaya devam edecek, diğer kısmı aşağıda duracaktır. Böylece çerçeve yer değiştirmeyecektir. Bu nedenle Hatersley armürü açık ağızlık prensibine göre çalışan bir armürdür.
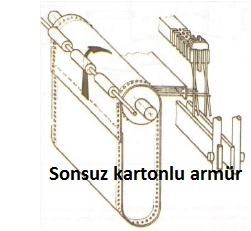
Yukarıdaki şekilde delikli kartonla kumanda edilen armür tertibatına takılmış sonsuz karton görülmektedir. En yaygın kullanım alanına sahip olan armür tertibatıdır. Çalışma prensibi yukarıda anlatılan desen çıtalı armür tertibatının aynısıdır. Ancak burada desenler çıtalar üzerine çakılan çiviler aracılığıyla değil, karton üzerine açılan delikler aracılığıyla okunur.
Sistemde desenin okunması platinlere bağlı iğneler aracılığıyla olur. Karton üzerinde örgüye uygun olarak açılan deliklere iğneler düşerek platinleri ve buradan da sistemi harekete geçirir.
Armür Kartonunun Hazırlanması
Dokuması yapılacak örgünün veya desenin armür planı hazırlandıktan sonra bunun armür makinesine kumanda edebilecek hâle getirilmesi için mekanik kontrollü armürler de desen kartonlarına delinerek veya desen çubuklarına çivi ya da role takılarak aktarılması sağlanır.
Armür kartonları bant hâlindedir. Çeşitli ebatlarda ve çeşitli dayanıklı malzemeden yapılmış şeritler hâlinde bulunur. İstenen rapor boyu kadar kullanılır ve en son iki ucu dayanıklı bir şekilde birleştirilerek sonsuz şerit hâline getirilir. Çıkarılan armür planına göre kartonların delinmesine sağdan sola doğru başlanılır armür kartonlarının armürdeki desen tomruğunda dönüşü saat yönündedir.
Dokunacak kumaşın ana örgüsünün yanında kumaşın kenarının da düzgün olabilmesi için bir kenar örgüsü verilir. Kenar ipliklerini oluşturacak çözgü ipleri, daha gergin veya gevşek olabilir. Bu da kumaşta hatalara sebep olur. Hataları önleyebilmek için kenarın gerginliğine göre bir örgü seçilir ve kullanılır.

Örgüsü çıkarılan kumaşın dokunabilmesi için armür planı kodlanır. Kodlama üst satırdan başlayarak sağdan sola doğru okunarak yapılır. armür planında alttaki numaralar çerçeve numaralarını, üstteki numaralar da karton delme makinesinin tuş numaralarını ifade etmektedir. Bu numara değişimi birinci çerçevenin kenara, başka bir deyişle kumaşa uzak olan çerçeve kabul edilmesinden kaynaklanmaktadır. Delme makinelerinde ise kumaşa yakın olan çerçeve birinci çerçeve kabul edilerek numaralandırma yapılmıştır. Bu konuda uygulamalarda sorun yaşanmaktadır. Karton delimlerimde kenar örgüsünün her zaman, kartonun kenar kısmına delinmiş olması esas alınmalıdır.
Kodlanan örgü daktiloya benzer bir alet tarafından desen kartonuna delinir.
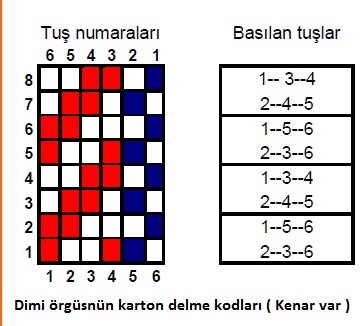
Birinci sıradaki sayılar beyaz tuşlara basılarak, ikinci sıradaki sayılar kırmızı tuşlara basılarak delinir. Kartonda bir sıra delindikten sonra aletin kolu aşağıya çekilerek sıradaki diğer iki atkı hareketinin delimine geçilir.
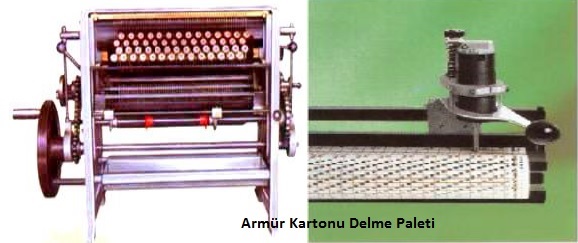
Armür makinelerine istenilen örgüye ve desene göre kumanda edilmesini sağlamak için mekanik armürlerde kullanılan desen kartonlarının veya desen zincirlerinin hazırlanmasına öncülük eden armür planının hazırlanması gerekir. Dokumada örgülerin yapılan armür planı ile dokuma makinesi üzerinde çerçevelerin hareketi tespit edilebilmektedir. Şekilde verilen dimi örgüsünün tahar ve armür planları çıkarılmıştır.
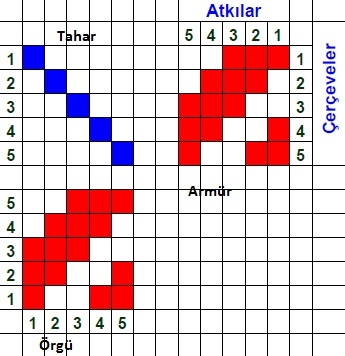
armür planına göre 1. atkı atılırken 1, 4 ve 5 numaralı çerçeveler yukarı kaldırılacaktır. 2. atkı atılırken 1, 2 ve 5 numaralı çerçeveler yukarı kaldırılacaktır. Bu 5. atkıya kadar devam edip bir rapor tamamlanmış olur. Bu raporun tekrarı dokuma işlemi boyunca devam etmektedir. Dokuması yapılacak örgünün veya desenin armür planı hazırlandıktan sonra bunun armür makinesine aktarılması gerekmektedir. Mekanik kontrollü armürlerde desen kartonlarına delinerek veya desen çubuklarına çivi ya da role takılarak aktarılması gerekir. Genellikle mekanik kontrollü armürlerde desen kartonları kullanılmaktadır.
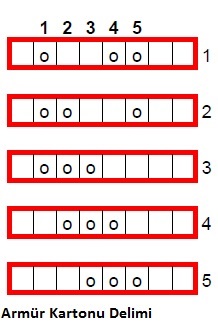
Ham Kumaş Kontrolleri

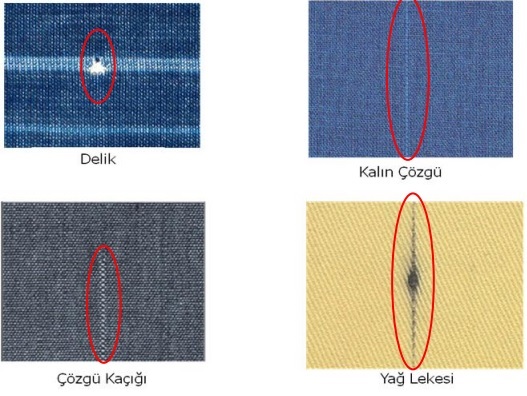



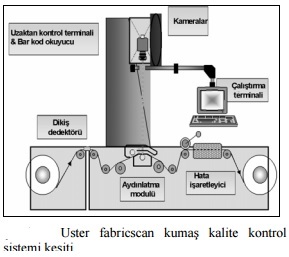
Doğal Lifler
Baskı
Baskı tekniğiyle desen oluşturma işlemi kolaylık ve ucuzluk bakımından dokuma ve örgü tekniğiyle desen oluşturmaya göre daha üstündür.
Dokuma tekniğine göre, renkli desenler elde etmek için önce beyaz ipliklerin boyanması ve bundan sonra dokuma tezgâhında dokunması gerekir. İpliklerin boyanması, birçok durumda kolay olmadığı gibi bazı tezgâhların dokuma verimi de düşüktür. Ayrıca baskı tekniği ile elde edilebilen birçok desenin dokuma tekniği ile elde edilmesi güç ve bazı durumlarda olanaksızdır.
Baskıcılık, bölgesel bir renklendirme veya bölgesel bir renk aşındırmasıdır. Boyamacılıkta kumaşın her tarafının aynı renge boyanmasına (üni boyama) karşılık, baskıcılıkta desenin bulunduğu alanlar boyanır. Baskıcılığın bütün özelliği, bu bölgesel renklendirmeyi sağlamaktadır.
Boyacılıkta kullanılan cihaz ve yöntemler, baskıcılıkta kullanılamayacağı gibi suyla hazırlanmış viskozitesi düşük boyama flotteleri de baskıcılık için uygun değildir.
Boyama ve baskı arasındaki en belirgin fark, boyar madde ve kimyasal maddelerin düşük konsantrasyonlarda bir baskı patı içinde dağılmış olmalarıdır. Baskı boyası içeren baskı patı, tekstil yüzeylerine silindirleri veya şablonları olan uygun bir makine yardımı ile aktarılır. Böylece kumaş üzerinde kesin sınırları olan desen efektleri elde edilir.

Lif Karışımları
Farklı türdeki liften oluşan ipliklerin birlikte işlenmesi ile karışımı oluşturan hammaddelerin iplik haline getirilmeden önce harmanlanıp eğrildikten sonra dokunması veya örülmesi ile şekilde elde edilir. Lif karışımı elde etmenin amacı, karışımı oluşturan lif türlerinin özelliklerini değiştirmek, geliştirmek, genişletmek ve yeni efektli kumaşlar elde etmektir. Karışımlar lifin işlenebilme özelliğine, iplik inceliğine ve ekonomikliğine bağlıdır.
LİF KARIŞIMI YAPMA NEDENLERİ
Lif karışımları yapma nedenleri Kaliteyi yükseltmek, görünüm ve ekonomikliktir.
1-Kaliteyi Yükseltmek: Kullanım özelliklerini artırmak (sürtünme sağlamlığı, zorlanmalara dayanıklılığı ve buruşma özelliği).
2-Giyim fizyolojisinin özelliklerini artırmak : (ısı yalıtımı, nem çekme özelliği ve cilde uygunluk).
3-Bakım özelliğini artırmak : (yıkama özelliği, kurutma ve ütülenme özelliği).
4-Görünüm: Görünümü değiştirmek (renk, parlaklık ve süslenme efektleri).
5-Ekonomiklik: Ekonomikliği artırmak: (lif fiyatı ve çeşitliliği, iplik kalitesinde eşitlik ve incelik).
TEKSTİL YÜZEY OLUŞUMUNDA KULLANILAN EN UYGUN LİF KARIŞIMLARI
Kimyasal lifler mat yada parlak, kıvrımlı yada düz biçimde üretme olanağı olduğundan özel efektler elde edilebilir. Lifler; sağlamlık, esneme, elastikiyet, lif uzunluğu ve inceliği açısından birbirine denk olduklarında mükemmel lif karışımları elde edilebilmektedir. En önemli lif karışım oranları %70/30, %60/40, %50/50’dir.

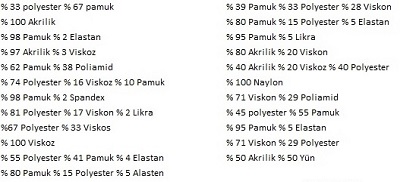
Açıklamalar :
1-Lif Bileşimi ( kompozisyonu ) : Bir tekstil ürününü meydana getiren tekstil liflerinin bu tekstil ürünü içindeki kütlece yüzde oranını ifade eder.
2-Tekstil ürünü sadece bir lif kullanılarak yapılmadığı sürece %100 saf veya tamamen tanımlanamaz.Benzer terimler kullanılamaz.Ancak bir tekstil ürünü,rutin olarak değil de sadece teknik sebepler sonucu eklenmiş olmak şartıyla %2 sine kadar başka lif içerebilir.Tarama işleminden geçirilmiş bir tekstil ürünü için bu tolerans değeri %5 e çıkabilir.
LİF KARIŞIMLARININ TEKSTİL YÜZEYLERİNE ETKİSİ
Tekstil üretiminde, liflerin karışımı iki aşamada gerçekleşir:
1- İplik üretimi sırasında çeşitli kesik (kısa) lifler karıştırılır. Karışan lifler eğrilmiş lif iplikleri haline getirilir.
2-Tekstil yüzeylerin üretiminde farklı liflerden elde edilmiş iplikler kullanılabilir. Bunun için doğal lifler, doğal liflerle; kimyasal lifler, kimyasal liflerle karıştırılabilir.
Özellikle doğal lifler ile kimyasal lifler arasında yapılan karışımlar çok olumlu sonuçlar verir. Burada her iki lif grubunun olumlu özellikleri artarken olumsuz özellikleri neredeyse ortadan kaldırılmaktadır. Yünün poliester, poliamid, poliakrilonitril karışımından ile pamuğun poliester, viskoz ve modal ile karışımından çok iyi sonuçlar elde edilir.
Sentetik kimyasal liflerin sağlamlık ve iyi elastikiyet özelliği ile doğal liflerin sağlıklı giyim özelliği birleştiğinde kaliteli ürün elde edilir. Selülozik kimyasal liflerin yumuşaklık, yüksek nem çekme özelliklerinden dolayı yaygın biçimde kullanılması sağlanır. Lifin incelik ve uzunluğu ayarlanarak çok ince iplikler üretilir.
Poliester/yün ‘den üretilmiş dokumalar oldukça hafiftir ve özellikle yazlık elbiseler için uygundur. Viskoz /poliester karışım oranı %70’tir.Bu karışım elbiselik ve erkek pantolon çok kullanılır. %50/50 pamuk/poliester karışımları genellikle gömleklik kumaşlar, yatak çarşafları için kullanılır. Bu karışım iyi katlanabilme, çekme ve sürtünme mukavemetleri ile hijyenik özellikleri birleştirirler. Yalnız bu karışımlarda yıkama işlemi sırasında suyun sıcaklığı düşük olmalıdır çünkü kalıcı kıvrımlar oluşabilir ve bu kıvrımlar ütü ile de açılamayabilir.
KARIŞIM LİFLERİNİNİ GEREKLİLİĞİ
‘Karışım’ terimi, iplik üreticileri tarafından, iki ya da daha fazla iplik çeşidinden komponent liflerin karışımıyla oluşmuş iplikleri, tek bir ipliğe dönüştürülmesini tanımlamak için kullanılır. Boyacı için “karışım” ifadesi, her biri farklı boyama özelliklerine sahip iki veya daha fazla sayıda lifi içeren elyaf karışımıdır. Karışımların hepsi, eğirme için kabul edilebilir özelliklere sahip olmak zorundadırlar. Önemli faktörler relatif çaplar, kesikli uzunluklar ve mevcut liflerin yaygınlığıdır. Yanlış karışım, komponent lif tiplerinin düşük mukavemete sahip olmasına neden olur. Karışımdaki komponentlerin her biri kendine özgü karakteristik boyama özelliklerine sahiptir. Karışım kesikli iplikler, tekstil endüstrisinde, homojen kesikli lif ve ipliklerin yan yana bükük tipleri önemli derecede kullanılır.
Sentetik lif karışımları, özellikle poliester karışımları, selüloziklerle karışımlarında büyük miktarlarda üretilirler. Bunlar; gömleklikler, elbiseler, dış giyim, yağmur giysilerinde, iş giysileri ve ev tekstillerinde kullanılır. Poliester/yün karışımları ise takım elbiselerinde, elbiseler ve dış giysilerde, el örmelerde, örme giysilerde kullanılmaktadır. Halılar, nylon/yün karışımında geniş yer tutar. Karışım iplikler, yıllardan beri rahatlık, hacimlilik ve dayanıklılık gibi özellikler kazandırmak için dokuma kumaşlarda kullanılır.Komponent ipliklerin kontrast boyanabilirliği, çekici efektler verebilme özelliği, halılarda, örme mamüllerde kullanılabilirlik olanaklarını arttırmaktadır. Bitim işlemi yapılmış kumaşlar, yumuşaktır ama güçlü değildirler. Özellikle, yüksek mukavemet, dayanıklılık, nem absorbsiyonu istenilen durumlarda yararlıdırlar.
LİF KARIŞIMLARININ GENEL ÖZELLİKLERİ
Boyama işleminin sağlıklı olabilmesi için karışımı oluşturan liflerin boyama açısından bazı özelliklerinin bilinmesinde yarar vardır. Liflerin hidrofilite ve iyonite durumları boyama sonucunu yakından etkilemektedir.Genel bir sınıflama yapılacak olursa, lifler hidrofob ve hidrofil olmak üzere iki ana gruba ayrılabilir;
1-Hidrofil Lifler:
A--Selüloz esaslı olanlar (pamuk, keten ve rejenere selüloz lifleri)
B-Protein esaslı olanlar (yün, ipek, tiftik ve rejenere protein lifleri)
2-Hidrofob Lifler: Poliester, poliakrilnitril, poliamid, asetat, triasetat, poliüretan
Boyacı açısından liflerin önemli olan bir diğer özellikleri de boyama ortamındaki iyoniteleri olup, üç gruba ayrılabilir:
1-İyonik Olmayan Lifler: Poliester, asetat, triasetat ve selüloz lifleri (selüloz lifi daha önce gördüğü işleme göre az da olsa anyonik özellik gösterir.)
2-Anyonik Lifler: Poliakrilonitril
3-Katyonik Lifler: Yün, ipek, poliamid
İyonite ve hidrofillik açısından yapılan bu gruplandırma kesin olmayıp, liflerin daha önce gördüğü işlemlere ve boyama şartlarına göre özellikleri değişebilmektedir. Bu özelliklerin dışında boyama sonucunu, lifi oluşturan makromolekül arasındaki bağların cins ve yoğunluğu, molekülün içerdiği amorf ve kristalin bölge miktarı da yakından etkilemektedir.Liflerde olduğu gibi boyarmaddeleri de boyama koşullarındaki iyonitelerine göre gruplandırabiliriz:
1- İyonik Grup İçermeyen Boyarmaddeler (suda çözünmeyen): Pigment, dispers ve bazı 1:2 metal kompleks boyarmaddeler.
2-Anyonik Grup İçeren Boyarmaddeler: Direkt, asit, reaktif, krom, 1:1 metal kompleks, küp/loyko ester, suda çözünen kükürt gibi.
3-Katyonik Grup İçeren Boyarmaddeler: Bazik boyarmaddeler
A LİFLERİ (TÜM TONLARDA ASİT BOYARMADDELERİ İLE BOYANANLAR)
1-Yün ve diğer hayvansal lifler,
2- İpek,
3-Nylon homo polimeri
4-Asit boyarmadde ile boyanabilir nylon varyantları
5-Poliüretan lifleri
6-Asit boyarmadde ile boyanabilir polipropilen
7-Asit boyarmadde ile boyanabilir akrilik ve modakrilik
B LİFLERİ (TÜM TONLARDA BAZİK BOYARMADDELER İLE BOYANANLAR)
1-Bazik boyarmaddeler ile boyanabilir akrilik ve modakrilik
2-Bazik boyarmaddeler ile boyanabilir nylon
3- Bazik boyarmaddeler ile boyanabilir poliester
C LİFLERİ (TÜM TONLARDA SELÜLOZİK ELYAFI BOYAYAN BOYARMADDELER İLE BOYANANLAR)
1-Pamuk
2-Viskon
3-Lyocell, modal ve polinozik lifler
4-Keten ve diğer bast lifleri
D LİFLERİ (TÜM TONLARDA DİSPERS BOYARMADDELERLE BOYANANLAR)
1-Selüloz Asetat
2-Selüloz Triasetat
3-Poliester Homopolimeri
4-Polivinil klorür lifleri

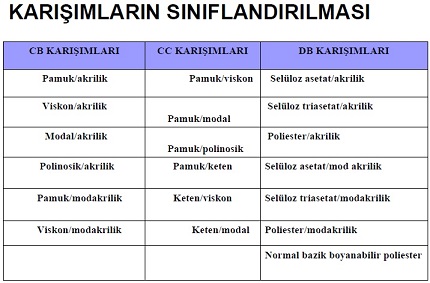

Düz Örme Desen Programı
Option Line Çubuklarının Fonksiyonları
Desen Programındaki Renkler ve Anlamları
Process Esnasında Olabilecek Hatalar
Desen Çiziminde Dikkat Edilmesi Gerekenler
Renk fonksiyonları
Temel Örgü Çeşitleri
Jakar Kırma Pozisyonları
Plaka Duruş Pozisyonları
Örgü Elemanları-Örgü Yapısı
Örgü Elemanları
Lastik Desenleri ve Renk Numaraları
Jakarlı Desenlendirme Teknikleri
Jakarlı Desenlendirme Çizimleri
Jakarlı Desenlendirme Örnekleri