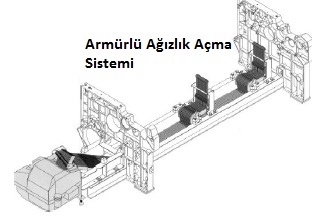
Armür, dokuma makinelerinde ağızlık açmak için kullanılan, bu amaçla çerçevelerin hareketini sağlayan ağızlık açma tertibatlarındandır. Dokuma makinelerinde ağızlık açma sistemlerinden armürlü ağızlık açma sistemi eksantrikli sisteme göre daha fazla çerçeveye hareket verir.
Bu sayı genel olarak 32 ile sınırlıdır, ancak özel ihtiyaçlara göre bu sayı 48 çerçeveye kadar da makinenin verimini düşürmektedir. Çerçeve adedi armür mekanizmasının yapımında belirlenir. Piyasanın ihtiyacına ve ekonomikliğe göre değişik sayılarda çalışan çerçeveli armürler üretilebilmektedir. Armürlü dokuma makinelerinde elde edilebilecek olan desen çeşidi ve motif büyüklüğü makineye takılabilen çerçeve sayısı ile sınırlıdır.
Yapıları ve çalışma prensipleri bakımından armür sitemlerini şu şekilde sınıflandırabiliriz:
>>>> Kapalı ağızlıklı armürler: Bu makinede ağızlık açıldıktan sonra atkı atılır ve atkı kumaşa sıkıştırılmak üzere tefe harekete geçmeden ağızlık kapanır. Ağızlığın kapanmasından sonra tefe tarafından atkı sıkıştırılır.
>>>> Açık ağızlıklı armürler: Bu makinelerde ağızlık açıldıktan ve atkı atıldıktan sonra atkı tefe tarafından kumaş sathına yanaştırılırken armür ağızlığı kapamaz. Atkı tam olarak kumaş sathına yanaştırıldıktan sonra kapanmadan yeni ağızlık açılır.
>>>> Üst ağızlık açan armürler: Bu makinelerde armür sadece çerçeveyi yukarı kaldırabilir.
>>>> Tam ağızlıklı armürler: Bu makinelerde hem yukarı hareket hem de aşağı hareket verilebilir. Çerçevelerin bir kısmının yukarı bir kısmının da aşağıya indirilmesiyle bu ağızlık oluşur.
>>>> Tek kurslu armürler: Çerçeve ayaklarına, platinlere hareket veren bıçak tektir. Bu bıçağın tek olması, makinede sadece üst ağızlığın açılmasını sağlar. Aynı zamanda makinenin devri de düşüktür.
>>>> Çift kurslu armürler: Bu armürlerde çerçeve ayaklarına, platinlere hareket veren bıçak çifttir. Armür de üst bıçak, alt bıçak olarak isimlendirilen iki bıçak bulunmaktadır. İki bıçağın olması hem tam ağızlığın açılmasını hem de makinenin veriminin yüksek olmasını sağlar.
Armür makineleri temel prensipleri aynı olmasına rağmen kumanda sistemlerine göre ve hareket iletimlerine göre sınıflandırılır.
>>>> Negatif hareketli armürler: Çalışma anında çerçevelerin sadece yukarı kaldırılmasını sağlayan sistemdir. Çerçevelerin geri hareketi yaylarla gerçekleştirilir. Basit yapısı sebebiyle kullanım alanı geniş bir sistemdir.

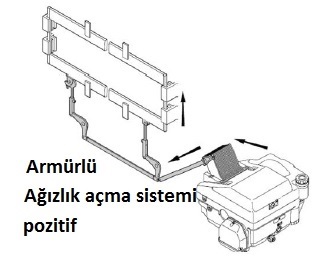
>>>> Pozitif hareketli armürler: Dokuma çerçevelerinin hem yukarı hareketini hem de geri hareketini gerçekleştirir. Genellikle ağır kumaşların dokunmasında kullanılan armür sistemidir.
Armür makineleri; hareketini, zincir yardımıyla krank milinden veya kayışlar yardımıyla motordan alır. Krank milinden hareket alan armür makineleri daha çok kullanılır.
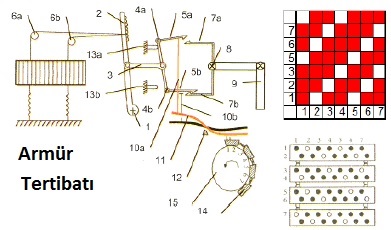
Her çerçeve sırımlar ve demir çubuklarla 1 nu.lı eksen etrafında hareket edebilen, 2 nu.lı armür ayaklarına bağlanmıştır. Ayakların üst tarafında bulunan kertikli kısım ağızlık yüksekliğini ayarlamaya yarar. Her çerçeve için bir armür ayağı vardır. Armür ayaklarına bağlantı parçası (3) eksenli olarak bağlanmaktadır. 4a ve 4b kısımlarına, 5a ve 5b kancaları takılmıştır. Kancalar 4a ve 4b eksenleri üzerinde aşağı yukarı hareket edebilirler. Açıklanan tertibat her çerçeve için ayrı ayrı mevcuttur. Çerçevelerin ağırlığı ve geri çekme tertibatı 4a ve 4b noktalarını daima 6a ve 6b noktalarına doğru çeker. Kancaların altında 7a ve 7b ile gösterilen iki bıçak vardır.

Bu bıçakların diğer uçları 8 merkezli levyeye bağlanmıştır. Bu levyenin bir ucuna 9 kolu bağlanmış bu kolun diğer ucu da eksantrik mili üzerinden hareket alarak tefe hareketi ile ağızlık oluşumunun uyumlu çalışmasını sağlamaktadır. Kancalar 10a ve 10b çubuklarıyla 11 platinlerine bağlanmıştır. Platinler 12 nu.lı eksende hareketlidir. Her çerçeve için iki çubuk ve iki platin vardır.

Desenlendirme çıtaları (14), tomruğunun (15) üzerindedir. Tomruk makinenin her devrinde belirli bir miktar dönerek bir sonraki ağızlık için çıtaların hareketini sağlar. Armür çıtaları üzerindeki deliklere armür çivileri takılır. Bu çakılan çiviler platinleri yukarı kaldırır. Şekilde alt bıçağın sağa doğru gitmiş olduğu ve kendisine takılmış olan alt kancayı da sağa doğru çektiği görülmektedir. 4b noktası 13b sabitinden uzaklaşmış, 3 nu.lı bağlantı parçası armür ayaklarını sağa doğru çekerek çerçevelerin yukarı kalkmasını sağlamıştır.

İkinci atkıda hareket sırası üst bıçaktadır. Burada iki şey olabilir. Çerçeve örgüye göre aşağıya inecek veya yukarıdaki durumunu koruyacaktır.
Eğer platinin altına isabet eden çıtada çivi yoksa (yani delik boş bırakılmışsa) platinin 12 nu.lı eksenin sağ tarafında kalan kısmı aşağıya doğru inecek eksenin diğer tarafında bulunan kısım yukarıya kalkacaktır. Böylece platinin üzerine dayanan çubuk da yukarı kalkarak kancayı bıçaktan uzaklaştıracaktır. Bu nedenle üst kanca sağa doğru gidecek olan bıçağın hareketine uymayacak ve 4a noktası sola doğru giderken çerçeve aşağıya inecektir.

Eğer platinin altındaki çubuktaki çıtada çivi bulunuyorsa platinin sağ tarafı yukarıda kalmaya devam edecek, diğer kısmı aşağıda duracaktır. Böylece çerçeve yer değiştirmeyecektir. Bu nedenle Hatersley armürü açık ağızlık prensibine göre çalışan bir armürdür.
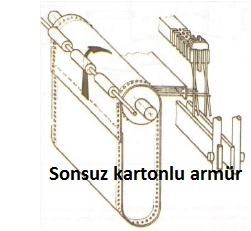
Yukarıdaki şekilde delikli kartonla kumanda edilen armür tertibatına takılmış sonsuz karton görülmektedir. En yaygın kullanım alanına sahip olan armür tertibatıdır. Çalışma prensibi yukarıda anlatılan desen çıtalı armür tertibatının aynısıdır. Ancak burada desenler çıtalar üzerine çakılan çiviler aracılığıyla değil, karton üzerine açılan delikler aracılığıyla okunur.
Sistemde desenin okunması platinlere bağlı iğneler aracılığıyla olur. Karton üzerinde örgüye uygun olarak açılan deliklere iğneler düşerek platinleri ve buradan da sistemi harekete geçirir.
Armür Kartonunun Hazırlanması
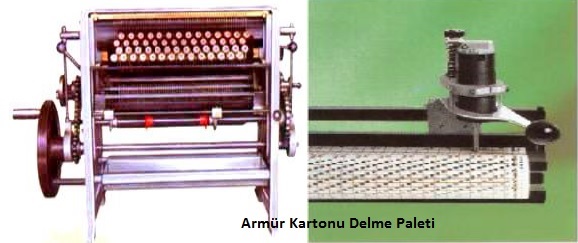
Dokuması yapılacak örgünün veya desenin armür planı hazırlandıktan sonra bunun armür makinesine kumanda edebilecek hâle getirilmesi için mekanik kontrollü armürler de desen kartonlarına delinerek veya desen çubuklarına çivi ya da role takılarak aktarılması sağlanır.
Armür kartonları bant hâlindedir. Çeşitli ebatlarda ve çeşitli dayanıklı malzemeden yapılmış şeritler hâlinde bulunur. İstenen rapor boyu kadar kullanılır ve en son iki ucu dayanıklı bir şekilde birleştirilerek sonsuz şerit hâline getirilir. Çıkarılan armür planına göre kartonların delinmesine sağdan sola doğru başlanılır armür kartonlarının armürdeki desen tomruğunda dönüşü saat yönündedir.
Dokunacak kumaşın ana örgüsünün yanında kumaşın kenarının da düzgün olabilmesi için bir kenar örgüsü verilir. Kenar ipliklerini oluşturacak çözgü ipleri, daha gergin veya gevşek olabilir. Bu da kumaşta hatalara sebep olur. Hataları önleyebilmek için kenarın gerginliğine göre bir örgü seçilir ve kullanılır.

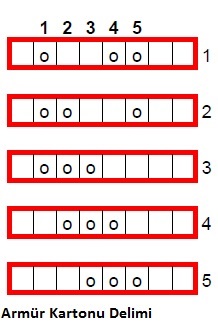
Örgüsü çıkarılan kumaşın dokunabilmesi için armür planı kodlanır. Kodlama üst satırdan başlayarak sağdan sola doğru okunarak yapılır. armür planında alttaki numaralar çerçeve numaralarını, üstteki numaralar da karton delme makinesinin tuş numaralarını ifade etmektedir. Bu numara değişimi birinci çerçevenin kenara, başka bir deyişle kumaşa uzak olan çerçeve kabul edilmesinden kaynaklanmaktadır. Delme makinelerinde ise kumaşa yakın olan çerçeve birinci çerçeve kabul edilerek numaralandırma yapılmıştır. Bu konuda uygulamalarda sorun yaşanmaktadır. Karton delimlerimde kenar örgüsünün her zaman, kartonun kenar kısmına delinmiş olması esas alınmalıdır.
Kodlanan örgü daktiloya benzer bir alet tarafından desen kartonuna delinir.
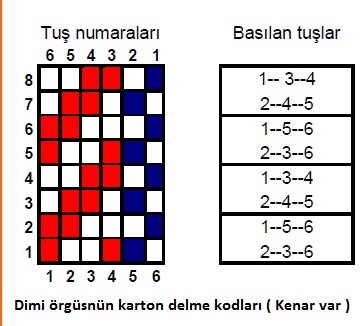
Birinci sıradaki sayılar beyaz tuşlara basılarak, ikinci sıradaki sayılar kırmızı tuşlara basılarak delinir. Kartonda bir sıra delindikten sonra aletin kolu aşağıya çekilerek sıradaki diğer iki atkı hareketinin delimine geçilir.
Armür makinelerine istenilen örgüye ve desene göre kumanda edilmesini sağlamak için mekanik armürlerde kullanılan desen kartonlarının veya desen zincirlerinin hazırlanmasına öncülük eden armür planının hazırlanması gerekir. Dokumada örgülerin yapılan armür planı ile dokuma makinesi üzerinde çerçevelerin hareketi tespit edilebilmektedir. Şekilde verilen dimi örgüsünün tahar ve armür planları çıkarılmıştır.
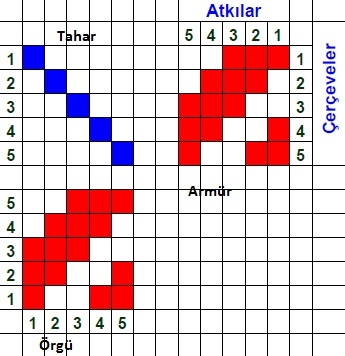
armür planına göre 1. atkı atılırken 1, 4 ve 5 numaralı çerçeveler yukarı kaldırılacaktır. 2. atkı atılırken 1, 2 ve 5 numaralı çerçeveler yukarı kaldırılacaktır. Bu 5. atkıya kadar devam edip bir rapor tamamlanmış olur. Bu raporun tekrarı dokuma işlemi boyunca devam etmektedir. Dokuması yapılacak örgünün veya desenin armür planı hazırlandıktan sonra bunun armür makinesine aktarılması gerekmektedir. Mekanik kontrollü armürlerde desen kartonlarına delinerek veya desen çubuklarına çivi ya da role takılarak aktarılması gerekir. Genellikle mekanik kontrollü armürlerde desen kartonları kullanılmaktadır.