Tekstil ve konfeksiyon sektöründe, yapılarına göre elastik veya elastik olmayan dar dokumalar, kurdeleler, ekstrafor ve diğer dar dokumalar görülmektedir. Elastik veya elastik olmayan dar dokumalar, giysilerin yaka hattı, bel, paça ve giysilerin kenar bölgelerinde estetik açıdan tamamlama, bağlama, birleştirme, bedene oturtma ve süslemek amacıyla gündüz ve gece giyilmek üzere üretilmiş tüm iç ve dış (kadın, erkek ve çocuk) giyim de, ayakkabı, çanta gibi aksesuarlarda kullanılmaktadır. Dar dokuma kumaşlar giyside ergonomik, estetik ve tamamlayıcı olması açısından sektörde çok önemlidir.
Endüstrileşme ve teknolojinin gelişmesinin getirdiği insan ihtiyaçlarındaki artış, diğer tekniklerle üretilen materyallere göre daha ucuz, kullanımı rahat, esnek, yüksek mukavemetli, üretimi kolay dar kumaşlara olan talebin artmasına neden olmuştur. Günümüzde birçok alanda dar dokuma kumaş örneklerine rastlanılmaktadır. Dokuma kumaş tasarımında temel amaç, kullanım yerine uygun özelliklerin önceden belirlenerek yeni kumaş yapıları geliştirmek; mümkün olan en yüksek dokuma verimini elde etmek ve kumaş kalitesini yükseltmektir. Kaliteli bir kumaş ve yüksek dokuma verimi ise belirli dokuma şartlarının sağlanmasıyla elde edilebilmektedir. Bu şartların en temeli önceden tasarlanan kumaşın dokunabilirlik sınırı içinde olmasıdır.
Dar dokumalarda dokunabilirlik kullanılan iplik, örgü, teknik, kalite ve kullanım amacına göre değişiklik gösterir. Tasarım ve kalitede istihdam seviyesinin yakalanabilmesi öncelikle konuya ilişkin bilgi donanımına sahip olmaya bağlıdır.
Geniş bir kullanım alanına ve özelliğe sahip dar dokuma kumaş yapıları; zengin ürün çeşitliliği, desen tasarımı, dokuma örgüsü teknik ve yöntemleri, üretimi ve kullanılan makineleri ile kendine büyük bir alan oluşturmuştur.Tekstil Endüstrisinin Dar Dokuma ve Konfeksiyon yan sanayisini oluşturan dar dokuma kumaşlar, Dar Kumaş Enstitüsü (Narrow Fabrics Institute) NFI’nde genişliği en fazla 12 inç (300 mm) olan ve sökülmeyi önlemek için bir kenarında örgüsü bulunan dar kumaşlar, eni 0,2 mm – 45 cm aralığında olan ve sökülmeyi önlemek için bir kenarında örgüsü bulunan ya da kendinden kenar örgülü üretimler olarak ifade edilmektedir. Aynı zamanda dar dokumalar için tasarlanmış dokuma makinelerinde üretilen dar kumaş, kurdele, bant, lastik, ekstrafor, etiket gibi dokumalar, üretimlerine göre elastik ve elastik olmayan dar dokuma kumaşlar olarak da tanınmaktadır.
Dar kumaşlar yapılarına ve kullanım yerlerine göre; lastik, şerit, kordon olarak adlandırılan, 0,5 cm’den 50 cm’ye kadar genişlikte dokunarak ya da örülerek elde edilen eni dar malzemelerdir. Tek başlarına kullanımı olmayan bu malzemeler hazır giyim yan sanayinin olmazsa olmaz elemanlarıdır. Dar dokuma makineleri; iç giyimden, ev tekstiline ve teknik dokumalara kadar birçok alanda tekstil yüzeyi elde edilmesinde kullanılmaktadır.
Dar dokuma sektörü bir anlamda hizmet ürettiği sektörlerin yan sanayisidir.Hazır giyim sektörü dışında ayakkabı, otomobil, savunma, elektroteknik, sağlık ve emniyet sektörlerinde kullanım alanı bulan dar dokumalar, elastik veya şerit şeklinde dokunur. Dar kumaşlarda kullanılan iplik çeşitlerine göre ( pamuk, polyester, viskon, polipropilen, naylon ) kurdele, grogren şerit, yatak şeridi, balıksırtı gibi diğer dokumalar da görülür.
Dar dokuma kurdela, kuşak, lastik, etiket benzeri dar enli ve özel kullanım alanına sahip dokumaların üretiminin yapıldığı bir dokuma üretim sistemidir. Dar Dokuma Makinelerinin Gelişimi ve Teknik Özellikleri Dar dokuma, dokuma sistemiyle kumaş oluşturulmaya başlandığı dönemlerden günümüze kadar gelişerek gelmiştir. Geleneksel el dokumalarımızdan olan “çarpana” dokumalar el sanatlarımız içinde dar dokumacılığa örnek gösterilebilir. Dar dokumacılığın gelişimi sürecinde el dokuma tezgâhlarında da dar dokuma kumaşlar dokunmaktaydı.
1600’lü yıllarda Hollandalıların icat ettiği “buth engine” olarak adlandırılan mekanik dokuma makinelerinden esinlenerek mekanik dar dokuma tezgâhları icat edilmiştir. Bu tezgâhlar kol gücüyle çalışan çok kafalı tezgâhlardı. Ayrıca mekanik dokuma tezgâhlarından farklı olarak tefe ve atkı atma sistemleri değiştirilmiştir. 19.yüzyılda dokuma makineleri mekikli sistemlere geçmiştir ve bu makineler, iğneli sisteme geçilene kadar kullanılmıştır. 1950’li yıllarda dar dokuma makinelerinde iğneli atkı atma sisteminin gelişmesiyle büyük bir aşama kaydedilmiştir. 1975’li yıllardan sonra dokuma makinelerinde kullanılan ağaç aksamlar yerlerini mekanik aksamlara bırakmış ve makinelerin gelişimi hız kazanmıştır.
Günümüzde artık tam otomatik ve bilgisayar kontrollü dar dokuma makineleri de kullanılmaktadır. Dar dokuma makineleri normal dokuma makinelerinden farklıdır. Bu fark üretilen kumaşların farkından kaynaklandığı gibi dokuma makinelerinin teknik özelliklerinden de kaynaklanmaktadır.
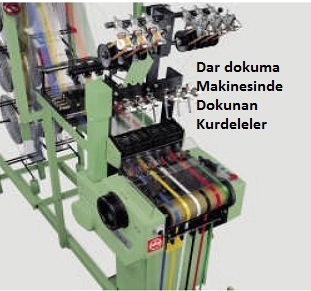
Dar dokuma makineleri oldukça yüksek hızda çalışırlar. Bu özelliklerinden dolayı üretim hızları ve randımanları yüksektir.Dokunan kumaşın eninin küçük olması nedeniyle dokuma makinesi üzerinde birden fazla sayıda kumaş aynı anda yan yana dokunabilmektedir.
Dokuma makinesi ve dokunacak yüzeyin özelliğine göre bu sayı 2 ile 14 arasında değişebilmektedir. Dar dokuma makinelerinde aynı anda farklı renklerde kumaş dokuma yapılabilir. Dar dokuma makinelerinde tip değişimi diğer makinelere oranla daha kolaydır. Aynı makinede farklı tipte dokuma yapma özelliği diğer makinelere göre daha esnektir. Diğer dokuma makinelerine oranla ebatları küçük olduğundan daha az yer kaplar ve daha sessiz çalışır. Dokuma hazırlık işlemleri daha kısa sürede gerçekleştirilir.
DAR DOKUMA ÇÖZGÜ HAZIRLAMA :Dar dokuma makinelerinde kullanılacak çözgüler, seri çözgü hazırlama tekniğiyle dar dokuma makinelerine özel çözgü makinelerinde hazırlanır. Yapılan işlemler konik ve seri çözgü hazırlanmasında olduğu gibidir.
En önemli farkı, çözgü makinesinin ve çözgü levendinin boyutlarıdır. Bir başka farkı da kullanılan toplama ve çapraz taraklarının farklı tipte olmasıdır. Çözgü için mekanik ya da elektronik çözgü makineleri kullanılmaktadır. Teknolojileri üretici firmalara göre değişiklik göstermektedir.
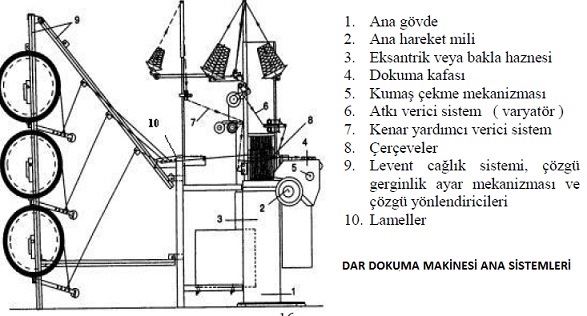
DAR DOKUMA MAKİNELERİNİN ANA SİSTEMLERİ
Ana Gövde: Dokuma makinesi sistemlerini üzerinde taşıyan kısımdır.
Ana Hareket Mili: Motordan aldığı hareketi diğer kısımlara ileten mildir.
Dar dokuma eksantrik sistemi: Eksantrik sistemiyle desenlendirme sekiz zamanlı olarak oluşturulur. Her zaman dilimi bir hareketi gösterir. Sekiz zamanı geçen desenlerde bakla sistemi kullanılır.
Dar dokuma bakla sistemi: Çerçevelere hareket veren, hangi atkıda hangi çerçevenin hareket edeceğini belirleyen sistemdir. Bakla sisteminde hareket on altı zaman diliminde düzenlenir. Sistemde üç değişik bakla çeşidi vardır. Bu baklaların yerleştirilmesine göre desen oluşturulur.Dar dokuma makinelerinde ağızlık açılması, eksantrik ve bakla sistemiyle olduğu gibi jakarlı ağızlık açma sistemleri ile de olmaktadır.
Dokuma Kafası: Atkı iğnesi, kenar örücü iğne, dokuma tarağı, kumaş baskı elemanını üzerinde taşıyan kısımdır. Dokunacak her bant için bir dokuma kafası bulunur. Dokunacak bant genişliğine ve tezgâh özelliğine göre sayısı değişebilir.
Kumaş Çekme Mekanizması: Dokunan kumaşın gerginliğinin sağlandığı ve kumaş toplama kovalarına yönlendirildiği kısımdır. Burada yapılan gerginlik ayarı ile kumaşın atkı sıklığı düzenlenir. Dokunan kumaşın cinsine göre alüminyum ya da kauçuk silindirlerden oluşur.
Atkı Verici Sistem: Atkı cağlığına takılan bobinlerden gelen iplik varyatör adı verilen sistemden geçirilir. Varyatörden geçirilen atkı ipliği örücü kanca ucundaki gözden de geçirilerek kumaşa atkı atılması sağlanır.
Kenar Yardımcı Verici Sistem: Kenar oluşumu için yardımcı ipliğin bulunduğu dokumalarda kullanılır. Bobinden gelen iplik, gerginliğin sağlandığı yönlendiricilerden ve dokuma tarağından geçirilerek kumaşa dâhil edilir..
Çerçeveler: Çerçeveler çözgü ipliğini taşıyan ve armür ya da eksantrik sistemiyle ağızlığın oluşmasını sağlayan kısımdır. Çerçeveler hareketlerini bakla ya da eksantriklerden alır. Ağızlık açıldıktan sonra çerçeveler eski yerlerine yaylar sayesinde döner.
Levent Cağlık Sistemi: Çözgü leventlerinin dizildiği kısımdır. Leventler, cağlığa dizildikten sonra gerginliği sağlayan ağırlıkların takılı olduğu çubukların altından ya da üstünden geçirilerek arka tarağa doğru yönlendirilir.
Çözgü Kontrol Sistemi: Çözgü ipliklerinin üzerine yerleştirilen lamelleri taşıyan, çözgü ipliği koptuğunda tezgâhı durduran sistemdir.
DAR DOKUMA MAKİNELERİNDE ATKI ATMA SİSTEMİ :Dar dokuma makinelerinde normal dokuma makinelerinden farklı olarak atkının atılması kanca ya da iğne adı verilen mekikle yapılır.
Atkı iğnesi, çelikten yapılmış kanca biçiminde ve ucunda göz bulunan bir parçadır. Tezgâhta bulunan her bant için ayrı ayrı bant sayısı kadar atkı iğnesi bulunur. Atkı cağlığındaki bobinlerden gelen atkı ipliği iğnenin ucunda bulunan gözden geçirilir.
İğnenin ağızlık içinde gidip gelmesiyle atkı ipliği ağızlığa atılır. İğnenin gidip gelmesiyle ağızlıkta oluşan iki atkı ipliği, bir atkı sayılır. Atkı iplikleri kumaş kenarlarında kesilmez.
Atkılar atıldığı tarafın karşı kenarında kenar oluşturan iğne tarafından örülerek sabitlenir. Kenar örücü sistemler dokunan kumaş cinsine ve özelliğine göre farklı şekillerde kenar oluşturur.
DAR DOKUMA LASTİK ÖZELLİKLERİ
Lastikler, çözgü yönünde uzama oranı, kullanılan elastik iplikler nedeniyle çok yüksek olan ve bu uzamayı sağlayan kuvvetin ortadan kaldırılmasıyla, ilk boyuna dönen dar dokuma ürünlerdir. Dar dokuma lastikler, esneme ve yırtılmaya karşı çok dayanıklı olan elastan iplik veya gipe iplik (elastik ipliğin başka bir iplikle sarılması veya puntalanmasıyla oluşan iplik) kullanılarak dokunur. Elastan iplik olarak genellikle özel tel lateks iplikler (yapısında doğal veya sentetik kauçuk bulunan iplikler) kullanılır.
Lateks iplikler çözgü iplikleri arasına istenilen oranda yerleştirilir. Bu orana bağlı olarak yani lateks sayısına göre, lastiklerin sertliği ve esnekliği değişmektedir. Lastik üretiminde çözgü ipliği olarak genellikle pamuk, atkı ipliği olarak da polyester veya naylon iplikler kullanılmaktadır. Dar dokuma lastikler 0,5 cm ile 8 cm arasında değişen ölçülerde dokunabilir. Tek renk ve desensiz dokunabildikleri gibi yazı karakterli, logolu veya amblemli olarak da dokunabilir. Bu tür lastikler, bilgisayar üzerindeki özel jakar programı ile çizilen desenlerle, jakarlı dar dokuma makinelerinde dokunur.
Dar dokuma lastikler isteğe bağlı olarak kontini boyama sistemi ile boyanır ve ütülenir. Yine isteğe bağlı olarak sertleştirme işlemi yapılabilir. Bu işlem genellikle, etek ve şortların bel kısımlarında kullanılacak lastiklere uygulanır. Dar dokuma lastiklerin yıkama haslığı, ter haslığı, sararma haslığı ve ışık haslıklarının kullanım alanlarına uygun olarak iyi olması gerekmektedir. En az beş yıl özelliklerini kaybetmemeleri beklenir. Giysilerin genellikle bel, paça, yaka hattı, kol ağzı gibi yerlerinde kullanılan, büzme ve bedene oturtma gibi işlevleri olan lastikler ayrıca süsleme amacıyla da kullanılırlar. İç giyim sektöründe sütyen askısı, külot bel ve paça lastiği, boxer şort lastiği, jartiyer ve çorap lastiği olarak kullanılan lastikler, dış giyimde de eşofman lastiği, mont etek bel lastiği ve pantolon askısı olarak kullanılır.
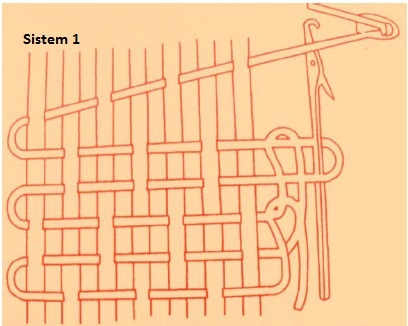
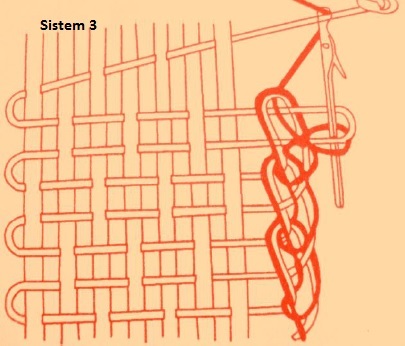
iç ve dış giyimin dışında dar dokuma lastikler ayakkabı sektöründe (terlik lastiği, mesh lastiği vb. ), otomotiv sektöründe (emniyet kemeri, bagaj lastiği) ve sağlık sektöründe (elastik bandaj) kullanılmaktadır. Dar dokuma lastiklerin kenarları diğer dar dokumalarda olduğu gibi genellikle birbirinden farklıdır. Kenarlardan biri yardımcı iğne sistemi ile oluşturulur. Bu sistem dokuma türüne göre ayarlanır. Yardımcı iğne sisteminde ayrı bir örme iğnesi, yardımcı iplik olmadan veya bir ya da iki yardımcı iplikle atkı ipliğinin kombinasyonu sonucu örülerek kenar oluşturulur. Yardımcı iğne ve yardımcı iplik sistemiyle dokunan dar dokumalar sadece tek yönden sökülürler. Kenar oluşumunda beş değişik yardımcı iğne sistemi vardır.
Sistem 1 (yardımcısız sistem): Atkı ipliği kendi kendine bağlanır. Düzgün kenar özelliği aranmayan dokumalarda kullanılır.
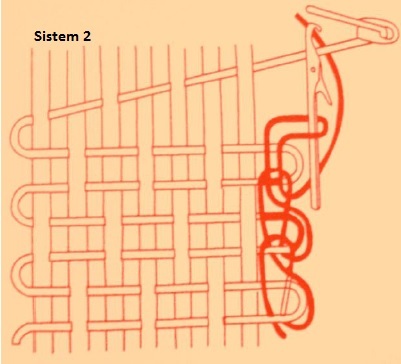
Sistem 2 (yardımcılı sistem): Atkı ipliği, yardımcı iplik ile bağlanır. İnce kenarlı dokumalarda kullanılır.
Sistem 3 (atkı+yardımcılı sistem): Atkı ipliği ve yardımcı iplik birbirini bağlar. Kalın kenar özelliği aranmayan, sağlam özellik aranan dokumalarda kullanılır.
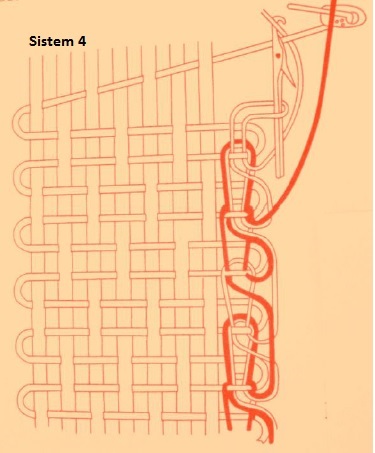
Sistem 4 (iki yardımcılı sistem): Atkı değişimli olarak iki yardımcı iplik ile bağlanır. İnce kenar özelliği aranan dokumalarda kullanılır.
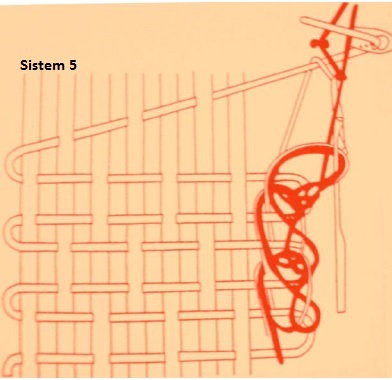
Sistem 5 (iki yardımcılı ve kilitleme iplikli): Atkı ipliği yardımcı iplik ile ve ilave olarak kilitleme ipliği ile bağlanır. Kenarın görünmesinin istenmediği çok hassas dokumalarda kullanılır.