Dokuma makineleri; örgü bağlantılarıyla belli bir düzen içinde çözgü ve atkı ipliklerini birleştirerek bir tekstil yüzeyi meydana getiren makinelerdir. Temel prensipleri aynı olmakla beraber üretici firmaya göre değişiklikler gösteren çok farklı yapılarda dokuma makineleri vardır.
Dokuma makinelerindeki ana elaman ve sistemler:
>>>>> Tezgâh iskeleti (şasi)
>>>>> Hareket iletim sistemleri
>>>>> Ana mil
>>>>> Çözgü köprüsü ve çözgü salma sistemleri
>>>>> Kumaş çekme ve sarma sistemleri
>>>>> Çerçeveler ve ağızlık açma sistemleri
>>>>> Atkı atma sistemleri
>>>>> Tefe ve tarak
>>>>> Kenar yapıcı sistemler
>>>>> Cımbarlar
>>>>> Atkı kontrol sistemleri
>>>>> Çözgü kontrol sistemleri
>>>>> Uyarı ışıkları
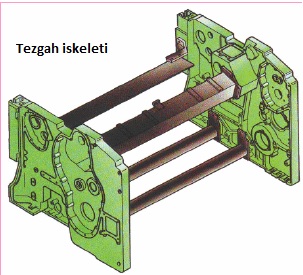
TEZGAH İSKELETİ
Tezgâh iskeleti, makinenin randımanlı çalışabilmesi için kumaşı meydana getiren parçaların üzerinde toplandığı kısımdır. Bütün makine elamanlarının üzerine yerleştirildiği bir, iki veya dört kiriş ile bağlanan iki kenardan oluşur. Dokuma makinesi şasisi üzerinde bulunan mekanizmaların sebep olduğu titreşimleri yutabilecek özellikte olmalıdır.
Yan kenarları çarpma kuvvetine karşı dayanabilecek kadar kuvvetli olmalı ve bir bütün hâlinde nakledilmeye uygun olmalıdır. Motorun tezgâh şasisine oturtulmasından (makinenin titreşimi sonucu motora ve yataklarına zarar verdiğinden) artık vazgeçilmiştir. Modern dokuma makinelerinde motor, tezgâhın yanında yere veya yere monte edilmiş bir sehpa üzerine monte edilmektedir.
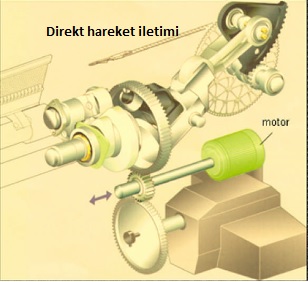
DOKUMA MAKİNELERİNDE DİREKT HAREKET İLETİMİ
Direkt hareket sistemi, motordan gelen hareketin dişliler aracılığıyla millere ve sistemlere aktarıldığı hareket iletim sistemidir. Eski tip dokuma makinelerinde kullanılan bir sistemdir. Fakat direkt hareket iletiminde, endirekt hareket iletimine göre hareket kaybının çok daha az olması nedeniyle direkt hareket iletimi tekrar gündeme gelmektedir.
Hafif tezgâhlar direkt hareket sistemi ile çalışır. Makine durduğunda motor şalteri avaraya bağlı olduğundan motora verilen enerji kesilir. Avara açıldığı zaman motora gelen enerji motoru ve tezgâhı çevirir. Bu sistemde motordaki dişli ara dişliler aracılığıyla krank dişlisine bağlıdır. Arada kavrama yoktur. Hareket motor kasnağından avara kasnağına verilir. Kavrama ise avara kasnağındadır.
Dokuma makinelerinde motor devrinin ilk çalışma anından duruş anına kadar aynı olması istenir. Aksi taktirde duruştan sonra atılan atkılar yeterince güçlü bir şekilde tefelenemez ve bu da duruş izi hatasına neden olur.
Selvo motor teknolojisi olarak adlandırılan yeni tip motorlar bir motor devri gibi kısa bir sürede tam güce ulaşabilme özelliğine sahiptir. Bunu sağlayan motorla tek parça olarak üretilen hız kontrol ünitesidir. Bu nedenle kontrol motorları olarak da anılmaktadır. Picanol firması tarafından geliştirilen Super Motor (sumo) direkt hareket iletimi prensibi ile çalışan modern dokuma makinelerine örnek olarak verilebilir.
Selvo motor teknolojisinde kavrama kayışı, hız makarası, elektromekanik mil ve kayış tertibatları yer almamaktadır. İlk anda oluşan devir ile duruş izi hatası meydana gelme oranları önemli ölçüde düşmüştür. Ayrıca atkı atma ve ağızlık arama daha hızlı bir şekilde yapılabilir.
Hareketin doğrudan iletilmesini sağlayan konstriksüyon yapısı aynı zamanda makinenin iskeletinin daha az parçadan meydana gelmesini sağlar.
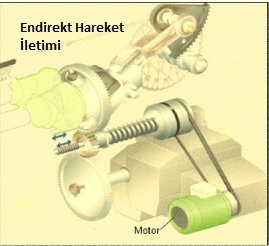
DOKUMA MAKİNELERİNDE ENDİREKT HAREKET İLETİMİ
Motordan gelen hareketin mil ve sistemlere kasnak ve kayışlar aracılığıyla iletildiği hareket iletim sistemidir. Direkt hareket iletimine göre daha yaygın olarak kullanılmaktadır. Kasnak ve kayışla sağlanan hareket iletiminde görülen en önemli sakınca devir kaybıdır. Günümüzde bu kaybı en aza indirmek amacıyla ‘V’ kayışı kullanılmaktadır. V kayışı kasnak oyuğunun her iki tarafına da iyice oturduğundan devir kaybı az olmaktadır.
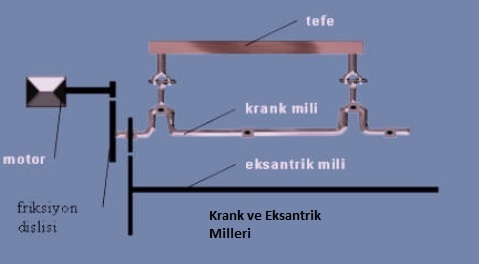
ANA MİL
Dokuma makinelerinde krank ve eksantrik mili olmak üzere iki ana mil vardır. Bunlardan krank milinin görevi motordan gelen hareketi dokuma makinesine dağıtmaktır. Eksantrik mili ise genellikle ağızlık açma sistemlerine hareket verir. İçten eksantrikli ağızlık açma sistemlerinde ayrıca bu mile paralel olarak dolap mili bulunur. Krank mili iki devir yaptığında eksantrik mili bir devir yapar.
ÇÖZGÜ KÖPRÜSÜ VE ÇÖZGÜ SALMA SİSTEMLERİ
Çözgü ipliklerinin sarılı olarak bulunduğu büyük makara biçimindeki dokuma makinesi parçası çözgü levendidir.
Çözgü köprüsü de çözgü levendinden gelen ipliklerin yönünü değiştirip paralel olarak kumaş levendine sevkini sağlayan dokuma makinesi elemanıdır. Kumaş köprüsü ile aynı doğrultudadır. Çerçeveler aynı hizada durduğunda çözgü ve kumaş köprüleri arasındaki çözgü iplikleri yere paralel durumdadır. Çözgü köprüsü hareketli veya sabit olabilir.
Hareketli olması yani ağızlık açılması anında makinenin iç kısmına doğru hareket etmesi çözgü ipliklerinin gerilmeden dolayı kopmasını önler Dokuma yapıldıkça çözgü ipliklerinin çözgü levendinden sevk edilmesi gerekir.Çözgü salma sistemleri çözgü ipliklerinin çözgü levendinden sevk edilmesini sağlayan sistemlerdir. Atkılar çözgülere bağlandıkça, tezgâhtaki çözgü boyu kısalacağından levende sarılı çözgü iplikleri ileri doğu bırakılarak gerekli çözgü uzunlukları dokuma tezgâhına beslenir.
NEGATİF ÇÖZGÜ ( SALMA ) BOŞALMA TERTİBATI
Dokuma sırasında atkının atılması ile atılan atkı kalınlığında çözgü boşalır (salınır). Bu nedenle negatif kesin olmayan anlamına gelir. Genellikle ağırlıklı ve yaylı sistemler negatif çalışır. Bu sistemde çözgü levendinin döndürülmesi yani çözgü salma işlemi çözgü gerginliği yardımıyla yapılır. Kumaş oluşumu sırasında sürekli olarak çekilen çözgü iplikleri gerginliği giderek artar ve bu gerginlik kuvveti çözgü levendini bir miktar döndürür. Çözgü levendinin dış kenarına urgan veya banda bağlanmış olan karşı ağırlıklar takılır. Çözgü gerginliği ölçümü söz konusu değildir. Negatif çözgü salma sistemindeki çözgü gerginliği sürekli artıştan sonra ani bir düşüş şeklinde değişim gösterir. Bu değişimin periyodu karşı ağırlığın yeri değiştirilerek sağlanır. Ancak ağırlıklarla ilgili her değişim çözgü gerginliğinde ani değişimler meydana getirir. Bu da kumaş çizgisinde değişme dolayısı ile sık seyrek hatalara sebep olabilir.
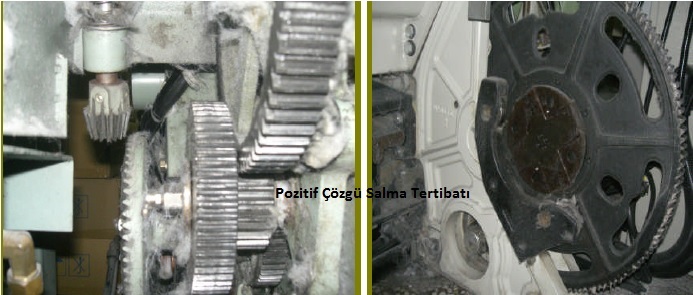
POZİTİF ÇÖZGÜ ( SALMA ) BOŞALMA TERTİBATI
Dokuma sırasında makinenin her devrinde atkı atılsın veya atılmasın belirli bir oranda çözgü boşalır. Boşaltılan bu miktar atkı sıklığına göre ayarlanır ve dokumanın sonuna kadar sabit kalır. Bu nedenle pozitif sistemler genellikle dişliler ve kollardan oluşur. Çözgü ipliklerinin normal çalışma anında eşit bir gerginlik altında çalışması gerekir. Bu gerginlik çerçevelerin kalkması ve mekiğin atılması yönünden çok önemlidir. Pozitif çözgü salma sistemleri makine üzerindeki çözgü gerginliğini de dikkate almaktadır. Çözgüde herhangi bir gerginlik değişikliği olduğu zaman çözgü köprüsü bu değişiklikten etkilenir.
Çözgü köprüsüne ipliklerin yaptığı basınç, köprüye bağlı bulunan levyeler aracılığıyla çözgü salma regülatörlerine iletilerek çözgü gerginliği düzenlenir.
KENAR YAPICI SİSTEMLER
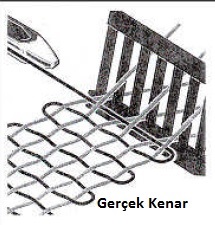
Dokuma kumaşlarda çözgü ipliklerinin kenarlardan dağılmasını önleyebilmek ve daha sonra göreceği işlemler sırasında kumaşın formunu koruyabilmek için kenar oluşturulur. Kumaş kenarları çözgü sıklığı, renk ve örgü bakımından kumaşın zemin kısmından farklıdır. Mekikli dokuma makinelerinde atkı ipliği masura üzerinden kesintisiz olarak sağıldığı için kumaşlarda kenar kendiliğinden oluşur. Bu tip kenarlara gerçek kenar denir.
Mekiksiz dokuma makinelerinde ise atkı atıldıktan sonra iplik uçları kumaşın her iki kenarında serbest olarak kalır. Mekiksiz dokuma makinelerinde kumaşlara kullanım özelliklerine göre dört değişik tipte kenar oluşturulabilir.
CIMBARLAR
Dokuma sırasında kumaşın büzülmesini engelleyerek tefe vuruşu sırasında çözgü ipliklerinin kopmasına engel olan ve bu bölgede kumaş eninin tarak enine çok yakın veya aynı almasını sağlayan makine elemandır. Cımbarlar, iğneli silindirlerin bir mil üzerine dizilmesi ile oluşur.
ATKI KONTROL SİSTEMLERİ
Atkı kontrol sistemleri atkı koptuğu zaman makineyi durduran sistemlerdir. Mekikli dokuma makinelerinde atkı kontrolü çatal denilen parça ile gerçekleştirilir. Atkı çatalı kumaşın kenar veya orta kısmında olabilir. Modern mekiksiz dokuma makinelerinde ise atkı kontrolü atkı sensorleri ile yapılmaktadır.
ÇÖZGÜ KONTROL SİSTEMLERİ
Çözgü koptuğunda makineyi durduran sistemlere çözgü kontrol sistemleri denir. Çözgü kopukları kumaş üzerinde önemli hatalara neden olduğundan çözgü kopar kopmaz makinenin durdurulması önemlidir. Modern dokuma makinelerindeki çözgü kontrol sistemleri şunlardır:
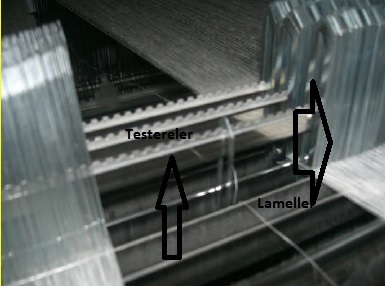
Lamelli Çözgü Kontrol Sistemi
Lameller ince çelik saçtan imal edilmişlerdir. Her çözgü ipliğinin üzerinde bir lamel vardır. Lameller çözgü gerginliği ile testerelerin üzerinde durabildikleri için çözgü koptuğunda aşağıya düşer. Aşağıya düşen lamel elektrik devresini kapar, harekete geçen bir mıknatıs makineyi durdurur.Kontrol sistemindeki testereler iç ve dış olmak üzere iki parçadan oluşur. İç testere dış testere içinde sağ sol hareketi yapmaktadır. Lamel testerenin üzerine düştüğünde testerenin dişleri arasına girerek hareket etmelerini engeller ve makine durur.
Bu sistemde:
1-Çözgü gerginliğinin sabit ve iyi ayarlanmış olması,
2-Lamel ağırlıklarının da doğru seçilmesi gerekir.
Gevşek çözgüler makinenin gereksiz yere durmasına, hafif lameller de düşmeyerek çözgü hatalarına neden olabilir .
Fotoselli Çözgü Kontrol Sistemi
Çözgü iplikleri, çözgü köprüsü üzerine yerleştirilen bir fotosel ile kontrol edilir.
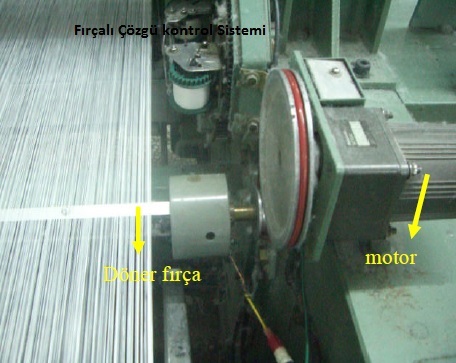
Fırçalı Çözgü Kontrol Sistemi
Bu sistemde çözgü köprüsü ile çerçeveler arasına çözgülerin altına döner bir fırça yerleştirilmiştir. Çözgü iplikleri koptuğunda fırçanın üzerine düşer. Çözgülerin üzerine düşmesiyle döner fırça durur ve makineyi de durdurur.
Uyarı Işıkları
Modern dokuma makinelerinde bulunan uyarı ışıkları kontrol sistemleri ile birlikte çalışır. Makinedeki çözgü, atkı kopuğunu veya herhangi bir arızayı gösterir. Uyarı ışıklarının her rengi bir problemi işaret eder. Işıkların anlamı her makinede aynı olmayabilir.