İplik teknolojisinde, elyafın açılması, açılan elyaf içindeki yabancı maddelerin temizlenmesi ve liflerin birbirine paralel hâle getirilip iplikte düzgün ve eşit bir dağılım göstermesi temel prensiptir.
GÖREVLERİ
1-Yün liflerini tek lif hâline gelinceye kadar açmak ve paralelleştirmek,
2-Elyaf içindeki kısa lifleri, toz, pıtrak gibi yabancı maddeleri temizlemek, nopeleri açmak,
3-Yün liflerini harmanlayarak daha homojen bir bant elde etmek,
4-Çıkışta numarası belli bir bant elde ederek tops hâlinde sarmak veya kovalara doldurmak.
ÇALIŞMA PRENSİBİ
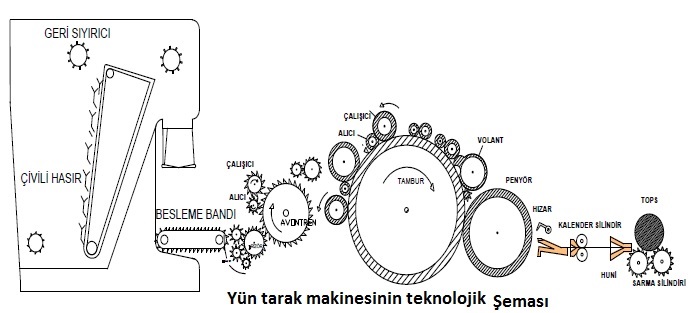
Besleme haznesine elle veya otomatik olarak gelen materyel terazi kefesine iletilir ve kefe açılarak besleme bandı üzerine tarak bant numarasında değişim olmaması için birim zamanda eşit miktarda elyaf beslemesi yapılır.
Boğaz silindirleri vasıtasıyla avantrene gelen elyaf açılarak sevk silindiri ile tambur alıcı çalışıcı grubuna taranması için iletilir. Tarak makinesinde asıl tarama tambur alıcı çalışıcı garnitür telleri arasında gerçekleştirilir. Avantren üzerine pıtrakların ayrılması için pıtrak bıçakları yerleştirilmiştir.
Taranmış, paralel hâle getirilmiş elyaf, fırça (volant) tarafından fırçalanarak penyör garnitür telleri üzerine aktarılır. Tülbent formunu alan elyaf titreşim hareketi yapan hızar tarağı tarafından penyör üzerinden ayrılarak bant hâline getirilir ve kovalara istif edilir.
Tarak makinesinde gerçekleştirilen üç temel işlem vardır :
1-Taraklama
2-Alma ve nakil
3-Kabartma veya fırçalama
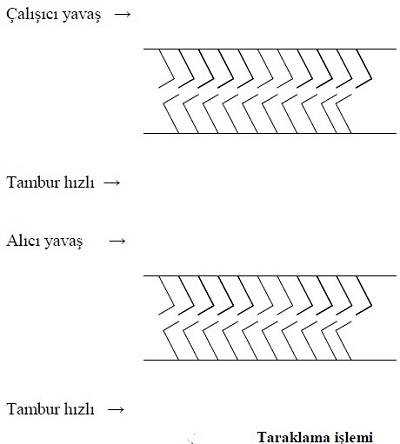
TARAKLAMA
Taraklama işlemi, tutamlar hâlinde bulunan yün elyafının tek lif hâlinde birbirinden ayrıldığı ve açıldığı işlemdir. Bu işlem tarak makinesinde esas olarak tambur - çalışıcı arasında meydana gelir.Kısmen de çalışıcı ve alıcı arasında da taraklama işlemi olur.
Tambur - çalışıcı silindirleri arasındaki garnitür tel yönleri ters, yüzey dönüş yönleri aynı, tamburun çevresel hızı çalışıcının çevresel hızından büyüktür. Hızlı hareket eden tambur tarafından getirilen lifler taraklama noktasında, garnitür telleri tambura göre aksi yönde olan çalışıcı tarafından alınır ve lifler açılmış olur.
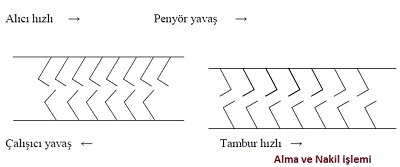
ALMA VE NAKİL İŞLEMİ
Alma ve nakil işlemi, elyafın bir silindirden alınıp başka bir silindire transferinin gerçekleştirilmesidir. Bu işlem çalışıcı -alıcı, alıcı - büyük tambur ve büyük tambur – penyör arasında gerçekleşir.Yavaş hareket eden alt yüzey tarafından taşınan lifler,hızlı hareket eden üst yüzey garnitür tellerinin yönü dolayısıyla lifleri sıyırarak alır.
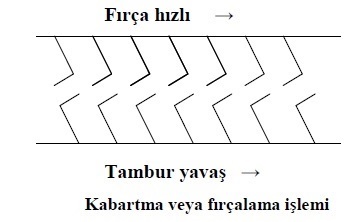
KABARTMA VEYA FIRÇALAMA İŞLEMİ
Kabartma veya fırçalama işlemi, taraklamanın etkisi ile tamburun garnitür telleri arasına giren elyafın bir dairesel fırça ile kabartılarak penyörün üzerine aktarılmasını sağlar. Bu işlem fırça-tambur arasında gerçekleşir. Lifler yavaş hareket eden alt yüzeydeyken hızla dönen üst yüzey tellerinin etkisiyle fırçalanmış olur. Yani alt yüzey telleri arasına giren lifler kabartılarak yüzeye çıkartılır.
Kamgarn yün tarak makinesi şu kısımlardan oluşmuştur;
1-Besleme kısmı
2-Ön açma ( avantren ) kısmı
3-Taraklama kısmı
4-Çıkış kısmı
BESLEME KISMI
Bu kısım,
1- ön besleme haznesi
2-eğik çivili hasır
3- geri sıyırıcı
4-aşağı sıyırıcı
5-terazi tertibatı
6-besleme hasırından oluşur.
Tarak makinesinde elde edilen bandın, belli uzunluk ve belli ağırlıkta olması istenildiğinden birim zamanda yapılan besleme değişiklik göstermemelidir. Bu nedenle düzgün bir besleme yapılabilmesi için terazi tertibatı konulmuştur. Tefrikle kalitelerine göre sınıflandırılmış, yıkanıp kurutulmuş ve harman yağı ile yağlanmış yün elyafı, bir işçi tarafından veya otomatik olarak ön besleme haznesine beslenir. Çivili eğik hasıra gelen elyaf yukarı doğru taşınırken geri sıyırıcı silindir fazla elyafı geri atar. Burada kaba bir açma işlemi gerçekleşirken aşağı düşen elyaf yeni gelen elyaf yığınıyla karışarak kaba bir harmanlama sağlanır. Çivili hasırda kalan elyaf aşağı sıyırıcı silindir tarafından terazi haznesine dökülür. Terazi haznesinde belli bir ağırlık sağlandığında terazinin kapakları açılarak makineye besleme yapılır.
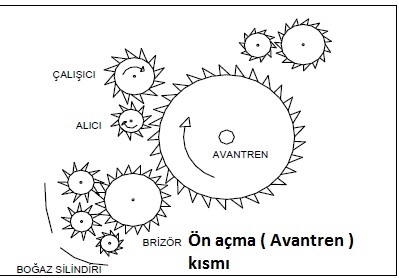
ÖN AÇMA ( AVANTREN ) KISMI
Bu kısım, yünü bir miktar açarak taraklama işleminin kolaylaşmasını sağlar. Boğaz silindirleri, brizör, avantren ve çalışıcı-alıcı silindir gruplarından oluşur. Boğaz silindirleri arasından geçen materyal avantren silindirine gelir. Çalışıcı-alıcı ve avantren silindirleri arasında bir miktar açılma sağlanarak elyaf sevk silindiri vasıtasıyla tambura sevk edilir.
TARAKLAMA KISMI
Bu kısım tarak makinesinin asıl görevi olan taraklamanın, yani yün elyafının tek bir lif hâline gelinceye kadar açıldığı kısımdır. Tambur, çalışıcı ve alıcı silindir grubundan oluşur. Avantrenden tambura geçen elyaf, tambur ve çalışıcı silindirleri arasında, silindirlerin hız farkından ve tarak tellerinin ters yönde olmasından dolayı taranarak açılır. Alıcı silindir ise çalışıcı silindir üzerinde kalan lifleri tekrar tambur üzerine verir. Kimi kamgarn yün tarak makinelerinde birden fazla taraklama kısmı bulunabilir. Diğer taraklama kısmının birinci kısımdan farkı, garnitür tellerinin daha ince ve ekartman ayarlarının daha kapalı olmasıdır. Böylece daha ince bir taraklama işlemi gerçekleşmiş olur
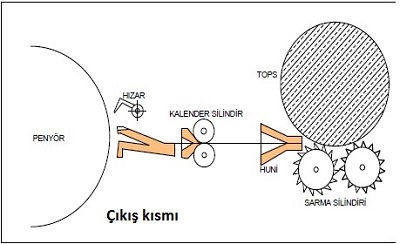
ÇIKIŞ KISMI
Bu kısım, penyör, hızar tarağı, bant hunisi, kalender silindirleri ve sarma silindirlerinin oluşturduğu kısımdır. Tamburdan penyöre geçen lifler, penyör yüzeyinde tülbent formu oluştururlar. Bu tülbent formu hızar tarağı vasıtasıyla penyörden ayrılarak alınır. Band hunisi ve kalander silindirleri arasından geçirilerek bir band formuna sokulup tops hâlinde sarılır veya kovalara istif edilir.





 Derstekstil
Derstekstil 
