Kumaş üzerinde farklı bir yüzey özelliği oluşturmak amacıyla yerleştirilmiş olan ipliklerin ilmek veya püskül formunda zeminden dışa çıkması ile oluşturulan “hav” denilen yapıya sahip kumaşlara “havlı kumaşlar” denilmektedir. Battaniye, halı, kadife kumaş ve havlular bu sınıfa girmektedir. Battaniyeler fırçalama, tüylendirme gibi terbiye işlemleriyle havlı yapı kazanmaktadır. Kadife kumaşlar ise genellikle ilave bir iplik sistemiyle yüzeyde uçları kesik halde ilmeklerin oluşturulması ile üretilmektedir. Halılar kadife kumaş üretimiyle benzer sistemler kullanılarak veya iğneleme, yapıştırma gibi dokusuz yüzey oluşturma yöntemleriyle elde edilebilmektedir.
HAVLU KUMAŞLAR
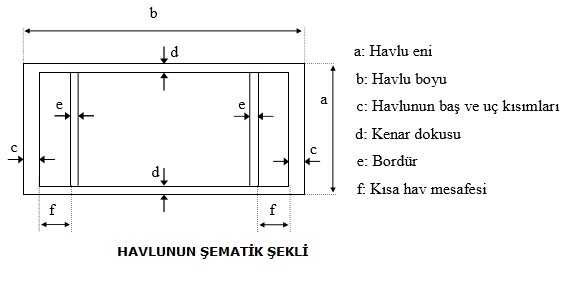
Havlular ilave iplik sistemiyle dokuma veya örme yöntemleri kullanılarak oluşturulan, yüzeyi ilmek formunda havlarla kaplı ürünler olup, söz konusu havların kesilmesiyle ise kadife havlular üretilmektedir. Havlular, farklı en ve boylarda, dört tarafı bez formunda dokunmuş veya örülmüş, tek tarafı veya çift tarafı havlı olabilen, genellikle kurulama amaçlı kullanılan tekstil mamulleridir. Havlu kumaşlar ile düz dokunmuş veya örülmüş kumaşların fiziksel özellikleri, sadece havlularda bulunan bazı özellikler dışında hemen hemen aynıdır. Havlularda farklı olarak bordür, hav verimi, kısa hav mesafesi gibi kavramlar tanımlanabilmektedir. Aşağıda tipik bir havlu şematik resmi üzerinde bölümleri verilmiştir.
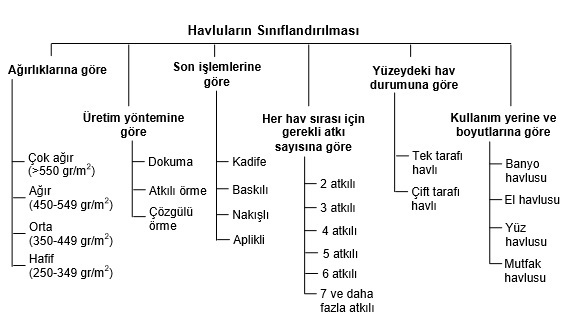
Yukarıda görüldüğü gibi havlular genellikle iki uzun, iki kısa kenardan (baş, uç ve kenar dokuları), tek veya çift taraflı bordürden, bordür ile baş ve uç dokusu arasında kalan ve kısa hav mesafesi olarak ifade edilen kısımlardan ve havlı bölgeden oluşmaktadır. Havlular genel olarak ağırlıklarına, üretim yöntemlerine, gördüğü son işlemlere, yüzeydeki hav durumuna, kullanım yerine ve boyutlarına göre sınıflandırılabilmektedir.
Yukarıdaki sınıflandırmaya göre üretimi en yaygın olarak gerçekleştirilen havlular; dokuma yöntemine göre 3 veya 4 atkılı sistemle, çift tarafı havlı olarak üretilmiş havlulardır. Genel olarak kadife havlular bukle havlulara oranla daha yüksek yumuşaklık sağlarken, hidrofiliteleri daha düşük olmaktadır. Bunun yanı sıra çift taraflı havluların hidrofilitesi de tek taraflı olanlara oranla daha yüksek olmaktadır.
HAVLU ÜRETİMİ
Havlu Üretiminde Kullanılan Hammaddeler
Havlu kumaşların yüksek hidrofilite, yüksek yaş mukavemet, iyi boyanabilme yeteneği, yüksek renk haslığı, yıkanabilirlik, yumuşak tutum, anti alerjiklik gibi özelliklere sahip olması gerekmektedir. Pamuktan üretilmiş iplikler bu özelliklerin tümünü en verimli şekilde sağlayabildiğinden havlu kumaş üretiminde en yaygın kullanılan elyaf pamuktur. Pamuğun yanı sıra modal, bambu, lyocell, soya, mısır, deniz yosunu ve keten gibi lifler de havlu üretiminde düşük oranda da olsa kullanılabilmektedir. Bambu lifi yumuşak, antibakteriyel ve yüksek düzeyde emici olması nedeniyle havlularda kullanılabilir olmasına rağmen, üretim miktarı düşük olduğundan henüz yaygınlaşmamıştır. Ketenin ise kuru mukavemeti pamuktan yüksektir ve pamuk gibi yaş halde mukavemeti %25 oranında artmaktadır. Ayrıca emiciliği de çok yüksek olan bu lif sert tutumu ve işleme prosesinin oldukça uzun olması nedeniyle havlularda çok yaygınlaşamamış olmasına rağmen bazı özel masaj ve sauna havlularının üretiminde kullanılabilmektedir.
Sentetik ve sentetik karışımı ipliklerin havlu üretiminde kullanımı sınırlı olup sık yıkanan otel havlularında nadiren zemin ve atkıda polyester/pamuk karışımı kullanılabilmektedir. Böylelikle havluların hem sık yıkamaya karşı dayanıklı olması hem de yıkama sonrası çekmezlik özelliğinin gelişmesi sağlanmaktadır. Bunun yanı sıra ağırlıklarının 5-7 katı kadar su absorplayabilmeleri nedeniyle son yıllarda mikrofilament polyesterden yapılmış iplikler pamuk ile karıştırılarak havlu üretiminde kullanılmaya başlanmıştır.
Havlu üretiminde %100 kayın ağacı selülozundan elde edilen modal lifi kullanımı da son yıllarda artış göstermiştir. Söz konusu lif pamuğa oranla son derece yüksek yumuşaklık, hidrofilite, boyama sonrası renk parlaklığı, yüksek renk haslığı ve bakım kolaylığı gibi özelliklere sahiptir. Ayrıca pamukla karıştırılmasıyla, pamuğun sık yıkama sonrası sertleşme ve sararma sorunu büyük ölçüde çözülmüş olmaktadır.
Havlu Üretiminde Kullanılan İplik Özellikleri
Havlular; hav çözgüsü, zemin çözgüsü ve atkı (bordür ve/veya havlı bölge için) olmak üzere üç iplik sistemiyle üretilebilmektedir. Ancak bordür atkı ipliği sadece bordürlü havlular için geçerlidir. Zemin çözgüsü olarak kullanılan iplikler: Zemin çözgü iplikleri dokuma esnasında daha fazla gerilime maruz kaldıklarından hem mukavemetli hem de esnek olmak zorundadır. Bu nedenle zemin çözgüsünde genellikle katlanmış, yüksek bükümlü iplikler tercih edilmekte olup son yıllarda haşıl teknolojisindeki gelişmelerin sonucunda iyi haşıllanmış tek kat ipliklerde kullanılmaya başlanmıştır. Zemin çözgüsü olarak genellikle karde ring iplik tercih edilmekte, ancak fiyat ve maliyet baskısı nedeniyle open end iplikler de kullanılabilmektedir. Zeminde katlı bükümlü iplik olarak yaygın şekilde Ne 20/2 veya 24/2 numaralarında ve 500-550 t/m arası büküme sahip iplikler tercih edilmekte, sık kullanılmasa da tek kat olarak 12/1 veya 10/1 ipliklere de haşıllı olarak yer verilebilmektedir. Bunun yanı sıra zemin çözgüsü olarak genellikle %100 pamuklu iplikler tercih edilmekte olup, yüksek mukavemet için pamuk/polyester karışımı da kullanılabilmektedir.
Hav çözgüsü olarak kullanılan iplikler
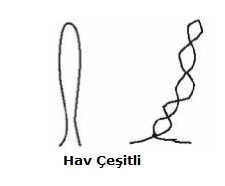
Hav çözgüsü olarak kullanılan iplikler, bitmiş havlu özelliklerinin belirlenmesinde oldukça önemli bir yere sahip olup havlunun gramajı, kadife veya bukle olacağı gibi kriterlere uygun hav ipliği seçimi yapılması gerekmektedir. Hav çözgüsü olarak genellikle %100 pamuklu, tek veya çift katlı iplikler kullanılabilmekte olup katlı iplikler dik havlı klasik havlularda, tek katlı iplikler spiral havlı havlularda tercih edilmektedir. Aşağıda iki tip hav yapısı görülmektedir. Çift katlı ipliklerde belli bir değerde büküm verilmesi ipliğin haşılsız olarak çalışması için yeterli olabilmektedir.
Hav çözgüsü olarak kullanılacak iplikler için pratikte kullanılan büküm sayısı 200-255 t/m civarında olup büküm sayısının az olması havlunun tuşe ve su emiciliğinin daha iyi olmasını sağlamakta, ancak mukavemette düşüş meydana gelmektedir. Büküm sayısı arttıkça da dokuma esnasında daha az sorunla karşılaşılmakta, dokuma randımanı daha yüksek olmaktadır. Ayrıca havların dizilimi çok daha düzgün olmakta, kadifelendirme daha kolay yapılabilmekte ve düşük bükümlü ipliğe göre daha az kadife firesi gerçekleşmektedir. Bunun yanı sıra yüksek hav boylarında, düşük bükümlü ipliklerde görülen hav yatma problemi olmamakta veya daha az olmaktadır. Endüstride yaygın olarak kullanılan hav çözgü iplik numaraları Ne 16/2, 20/2, 24/2, 30/2, 8/1, 10/1, 12/1, 16/1 ve 20/1 şeklinde sıralanabilmektedir. Havda kullanılan ipliğin kalınlaşması yüzey örtücülüğünün artmasını (zeminin daha az görünmesi) sağlamaktadır. Ayrıca üretilecek mamulün kalitesine bağlı olarak penye, karde veya open end ipliklerle çalışılabilmekte olup open end iplik kullanılarak üretilen mamullerde tuşe daha sert ve su emicilik daha zayıf olmaktadır.
Atkı olarak kullanılan iplikler
Atkı ipliği havlunun kalitesinin yanı sıra dokuma randımanı açısından da oldukça önemli olup istenen havlunun gramaj ve sıklığına bağlı olarak uygun atkı ipliğinin seçilmesi gerekmektedir. Endüstride yaygın olarak %100 pamuklu, Ne 20/1, 16/1 ve 12/1 numaralarda ve 240-255 t/m büküme sahip iplikler tercih edilmektedir. Havlularda isteğe bağlı olarak fantezi örgülerle veya çok geniş bir aralıkta farklılık gösterebilen atkı iplikleriyle bordür oluşturulabilmektedir. Bordürlerde rayon, viskon, polyester, şönil, merserize gibi farklı tip ve numaralarda iplikler kullanılabilmektedir.
Havlu Üretiminde Yaygın Kullanılan Kumaş Konstrüksiyonları
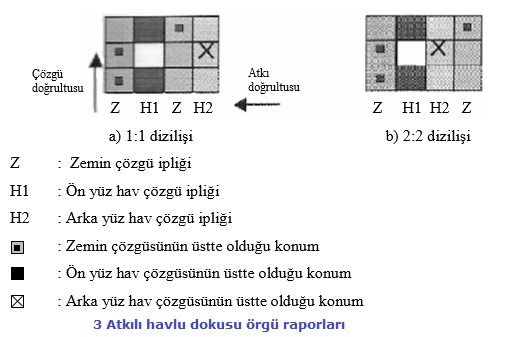
Havlu kumaşlar kullanım yerine bağlı olarak değişik konstrüksiyonlarda üretilebilmektedir. En yaygın kullanılan hav oluşturma sistemi 3 atkılı sistemdir. Temel Türk havlularında hav ve zemin çözgüleri, ön ve arka yüzde ayrı ayrı R 2/1 bağlantısı yaparak dokuyu oluşturmaktadırlar. Çözgüler kumaşın eni doğrultusunda 1 hav-1 zemin veya 2 hav-2 zemin şeklinde dizilebilmektedir. Aşağıda 3 atkılı havlu dokusu 1:1 ve 2:2 çözgü dizilişlerine göre ayrı ayrı şematik olarak görülmektedir.
Endüstride havlu kumaş üretiminde yaygın olarak kullanılan atkı sıklığı değeri 12-25 atkı/cm arasında değişirken, çözgü sıklığı 18-30 çözgü/cm aralığında farklılık göstermektedir. Ancak bordürde atkı sıklığı genellikle havlı bölgeye nazaran 3-6 kat arttırılabilmektedir. Birim uzunluktaki hav çözgü ipliği miktarı hav/zemin oranı olarak ifade edilmekte olup söz konusu değer genellikle 2-10 aralığında değişmektedir. Bu oran kumaş ağırlığını, kalınlığını ve çeşitli performans özelliklerini doğrudan etkilediğinden son derece önemli bir büyüklüktür. Bunun yanı sıra en yaygın kullanılan gramaj değerleri ise 380-650 gr/m2 arasında değişmekte olup, teknik olarak 300-1200 gr/m2 aralığında gramaja sahip havlu üretimi yapmak mümkün olabilmektedir.
Havlu Üretim Prosesi
Havlu üretim prosesi genel olarak iplik, dokuma/örme, terbiye ve konfeksiyon aşamalarından oluşmaktadır. Havlu kumaş üretiminde kullanılacak iplikler ring veya open-end iplik eğirme sistemleri ile oluşturulabileceği gibi hav çözgü iplikleri özel yöntemlerle de üretilebilmektedir. “no-twist” olarak ifade edilen iplikler hidrofilitesi yüksek olduğundan hav çözgüsü olarak kullanılabilmektedir. Bu yöntemde çok düşük bükümlü iplikler PVA (polivinilalkol) ile kaplanmakta, böylelikle dokumadaki gerilime dayanabilmekte ve dokuma sonrası özel işlemlerle söz konusu madde ipliklerin üzerinden atılmaktadır. Havlu kumaş üretiminde doku oluşturma yöntemi olarak genellikle dokuma işlemi tercih edilmektedir. Havlu üretiminde büyük çoğunlukla doğal lifler hammadde olarak kullanıldığından ön terbiye işlemleri oldukça önemli bir proses basamağıdır. Renklendirme aşamasında ise kumaş formunda boyama veya baskı işlemleri uygulanabileceği gibi boyalı ipliklerle de üretim yapılabilmektedir. Havlu kumaşların kullanım yeri nedeniyle yüksek hidrofilite ve yumuşaklık derecesine, yüksek renk haslıklarına sahip olması gerektiği için bitim işlemlerinde öncelikle bu özellikler göz önünde bulundurularak uygulamalar gerçekleştirilmektedir. En yaygın uygulanan kimyasal apre işlemleri hidrofilleştirme, yumuşatma ve antibakteriyel apre işlemleri, mekanik bitim işlemleri ise turban makinesinde kurutma ve boyut stabilitesi işlemleridir.
Konfeksiyon aşamasında ise terbiye işleminden çıkmış top halindeki havlulara sırasıyla boyuna kesim, boyuna dikim, enine kesim ve enine dikim işlemleri uygulanmaktadır. İlk aşamada top içerisinde, yanyana dokunmuş halde bulunan havlular özel bir makina yardımıyla boyuna doğrultuda kesilerek birbirinden ayrılmakta ve daha sonra başka bir makinede havluların uzun kenarları içe katlanarak dikilmektedir. Ardından arka arkaya sıralı halde bulunan bu havlular kısa kenarlarının birleştiği yerlerden kesilerek ayrılmakta ve bu kenarlar da içe katlanarak dikilmektedir. Bunun yanı sıra çok büyük ebatlarda (yaklaşık olarak tezgah genişliğinin 1/3’ü eninde ve top boyunca uzanan) üretilen havlu kumaşlarda mevcut olup, bunlar bornoz üretiminde kullanılmaktadır. Söz konusu üretim diğer hazır giyim ürünlerinde olduğu gibi serim, kesim, dikim ve paketleme işlemlerinden oluşan bir konfeksiyon prosesiyle gerçekleştirilmektedir.
Havlu Dokuma İşleminin Temel Prensibi
Havlu üretiminde yaygın olarak kullanılan doku oluşturma yöntemi dokuma olup çalışma kapsamında numune olarak dokunmuş havlu kumaşlar kullanılmıştır. Bu nedenle bu bölümde havlu dokuma işleminin temel prensibine kısaca yer verilmiştir.
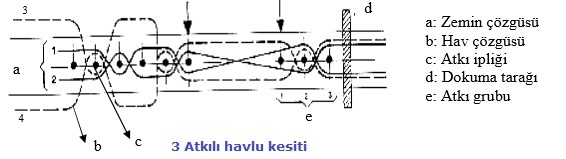
Havlu kumaşlar, zemin doku ve zemin dokuya bağlanmış hav ilmeklerinden oluşmaktadır. Bir sıra havın oluşturulması için atılması gereken atkı sayısına göre havlu dokuma sistemleri 2-3-4-5-6 ve 7 atkılı şeklinde sınıflandırılmakta olup 3 ve 4 atkılı sistemler endüstride en yaygın kullanılan yöntemlerdir. 4 atkı gruplu hav oluşum tekniği ile daha kaliteli havlular üretilebilmesine rağmen 3 atkılı havlular ekonomik olması nedeniyle daha çok tercih edilmektedirler. Aşağıda 3 atkılı sistemle dokunmuş tipik bir havlu kesiti görülmektedir.
Yukarıda görülen 1 ve 2 nolu iplikler zemin çözgülerini, 3 ve 4 nolu iplikler ise hav çözgü ipliklerini ifade etmektedir. En son hav sırasının oluşumundan sonra atılan ilk iki atkı (1 ve 2 nolu atkılar) kumaş çizgisinden bir miktar uzağa kadar (söz konusu mesafe istenen hav yüksekliğine göre belirlenmektedir) taşınmakta, tam bir tefeleme gerçekleşmemektedir. 3 nolu atkının atılmasıyla tarak hareketini tamamlamakta ve 3 atkıyı birden kumaş çizgisine kadar taşımaktadır. Bu esnada 3 atkı ipliği, gergin halde olan zemin çözgü iplikleri arasından kayarken gevşek hav çözgü iplikleri atkılarla birlikte hareket ederek kumaşın alt ve üst yüzeylerinde ilmek şeklini almaktadır. Ayrıca şekilden de görüldüğü gibi zemin çözgü iplikleri 3. atkıda, hav çözgü iplikleri 2. atkıda konum değiştirmektedir. Böylelikle tefeleme sırasında hav çözgülerinin atkı iplikleri arasından kaymaması, istenen hav yüksekliğinin sürekli olarak sağlanması mümkün olabilmektedir. Havlu dokuma makinelerinde genel olarak her tarak diş boşluğundan iki çözgü geçmekte olup endüstride en yaygın kullanılan tarak numaraları 110/2, 115/2 ve 120/2’dir. Burada ilk rakam 10 cm’deki tarak dişi sayısını, ikinci sayı ise bir diş boşluğundan geçen çözgü tel sayısını ifade etmektedir. Ancak havlu dokuma makinelerinde kullanılan tarak, diğer dokuma makinelerinden farklılık göstermektedir. Bu tarakların en ayırt edici özelliği dişlerin iki sıra halinde dizilmiş olmasıdır. Bu durum hav ve zemin çözgü ipliklerinin karışmasını önlemekte, ancak kumaş üzerinde oluşan tarak izi daha görünür olmaktadır. Havlu dokuma işleminde hav yüksekliğinin homojenliğini korumak amacıyla çözgü ipliklerinin mümkün olduğunca daha az engelli bir yol izlemesi gerekmektedir. Bu nedenle hav çözgü ipliklerinde genellikle düz tahar tercih edilmekte, ancak çözgü sıklığının yüksek olması halinde hav ve zemin çözgüleri için atlamalı tahar kullanılabilmektedir. Havlu kumaşların dokunmasında tasarıma göre belirli bir bölgenin havsız olarak dokunması ile kenar veya bordür oluşturulması da istenebilmektedir. Bordür veya kenar bezi dokunurken tefenin veya kumaş çizgisinin değişken hareketi devre dışı bırakılmakta olup, bu durumda geçiş bölgelerinde normalden yüksek veya kısa havlar oluşabilmektedir.
Havlu Dokuma Makinelerindeki Teknolojik Gelişmeler
Havlu dokuma makineleri, hav oluşturma mekanizmaları ve hav çözgü iplik besleme sistemleri ile diğer dokuma makinelerinden farklılık göstermektedirler. Genel olarak hav oluşumu amacıyla tarağın periyodik olmayan bir hareket yapması kam mekanizmalarıyla sağlanmaktadır. Ancak bu durumun yarattığı pek çok olumsuzluktan dolayı son yıllarda özellikle bu konu üzerinde çalışmalar yürütülmüştür. Bu amaçla servo motor tahrikli hav oluşturma mekanizmaları geliştirilmiştir. Bu mekanizmalar ile havlu kumaşların desenlendirilmesinde, kalite düzeyinde ve üretim verimliliğinde önemli gelişmeler sağlanmıştır. Aynı kumaş üzerinde değişken hav yükseklikleri havlu kumaş tasarımında istenen bir özelliktir. Kam tahrikli hav oluşturma mekanizması kullanılan makinelerde kumaşın her bir yüzünde iki farklı hav yüksekliği elde edilebilmektedir. Servomotor tahrikli hav oluşturma mekanizmaları ise atkı boyunca (tezgâh eni doğrultusunda) iki farklı hav yüksekliğinin çalışılabilmesine olanak sağlamaktadır.
Kam tahrikli havlu dokuma makinelerinde 3 atkı gruplu havlu dokumadan 4-atkı gruplu dokumaya veya tersine geçiş aynı havlu üzerinde mümkün olamamaktadır. Ancak servo motor tahrikli mekanizmaların kullanılmasıyla aynı havlunun dokunması sırasında farklı atkı grupları arasında geçiş yapılabilmektedir. Örneğin; havlunun düz olarak dokunduğu kısımlarda 3-atkı gruplu dokuma, hav çözgü ipliklerinin yüzey değiştirdiği yerlerde 4-atkı gruplu dokuma, atkı yönünde 2 farklı hav yüksekliği istenen kısımlarda 5, 6 ve 7 atkı gruplu dokuma ve gerektiğinde hav içinde bordür dokuma aynı kumaş yapısında problemsiz olarak elde edilebilmektedir. Böylelikle hav çözgülerinin yüzey değişim noktalarında, bordür veya beze geçiş ve çıkış bölgelerinde oluşacak kısa hav problemi ortadan kaldırılmış olmaktadır.
Havlu kumaşların dokunmasında bordür oluşumu havlı bölgeye nazaran çok daha yüksek atkı sıklığında gerçekleştirilmektedir. Bu yüzden dokuma makinası hızı bordürlü bölgeye göre ayarlanmakta olup bu durum havlı kısmın olabileceğinden daha düşük hızda dokunmasına ve bundan dolayı üretim kaybına neden olmaktadır. Bu sorun dokuma makinası ana motorunda hız kontrol ünitesi kullanılmasıyla giderilmektedir. Bu ünite sayesinde bordür ve hav kısımlarının dokunması esnasında makina farklı hızlarda çalıştırılabilmektedir. Servo motor tahrikli hav oluşturma mekanizması ile havlu kumaş üretiminde elde edilen diğer bir kazanım, kam tahrikli mekanizmalara sahip makinelerde bordür kısmında meydana gelen boncuklanma probleminin ortadan kaldırılmasıdır. Bu hatanın sebebi gerginliği nispeten düşük olan hav çözgülerinin bordür oluşturulurken daha yüksek kıvrım alarak kumaş yüzeyine çıkmalarıdır. Ancak servo motor tahrikli hav oluşturma mekanizmalarında, bordür kısmında iplik gerginliği ve örgü yapısının daha iyi kontrol edilebilmesinden dolayı, kumaş üzerinde bu hatalar görülmemektedir.
Yeni bir kumaş tasarlayıp dokumaya geçildiği zaman gramajın ilk denemede tutturulması mümkün olmamakta, bir miktar kumaş dokunduktan sonra numune alınarak, hav yüksekliği değiştirilmek suretiyle gramaj ayarlanmaktadır. Kam tahrikli hav oluşturma mekanizmasında hav yüksekliğinin ayarlanması hareket iletim sistemindeki kol uzunluklarının ayarlanmasıyla sağlanmakta olup bu işlemle hassas bir ayar yapılamamakta, zaman kaybı ve telef miktarı fazla olmaktadır. Hav oluşturma mekanizmasında servo motor tahriki kullanıldığında ise istenen gramajda bir havlu kumaş için hav uzunluğu makina bilgisayarı tarafından analitik olarak hesaplanabilmekte ve hesaplanan hav yüksekliği hassas bir şekilde elde edilebilmektedir. Havlu dokuma makinelerinde hav oluşum, kumaş çekme ve çözgü salma sistemleri dışında da bazı yenilikler söz konusudur. Havlu dokuma makinası üretiminde öncü markalardan biri kesme aparatını tüm havluların arasına yerleştirmiştir. Buna bağlı olarak tezgah enince tüm havluların iki kenarına ayrı ayrı cımbar konulmuş olup, bu durum terbiye sonrası boy kesim aş amasını ortadan kaldırmıştır. Bir başka firmanın makinesinde ise “atkı kesici kontrolü” sistemi ile atkı ipliğinin ağızlığa yatırıldıktan sonraki kesim işlemi elektronik olarak kontrol edilmeye ve böylece kesme şartları, ipliğin numarasına ve türüne göre otomatik olarak ayarlanmaya başlanmıştır.
 Derstekstil
Derstekstil 
