Dokuma sandviç tekstiller iki farklı dokuma kumaştan çift katlı kumaş olarak üretilen tekstil yüzeyleridir. Sandviç tekstillerin dokuma tekniği ile üretimi, havlı kumaş dokuma makinelerinde gerçekleştirilebilir. Bu makinelerde, sandviç formunda üretilen iki dış tekstil yüzeyi, hav çözgü iplikleri ile birleştirilir.
Yüzeylerin iplikleri, dokusu ve desenleri birbirinden farklı olabilir. Ayrıca iki yüzey arasındaki dikey ipliklerin uzunluğu, konstrüksiyonu ve yapısı, sandviç tekstilin mukavemetini ve sertliğini belirler.
Sandviç tekstillerin üretiminde kullanılan makinelerde ağızlık, armürlü veya jakarlı sistemler ile açılır ve iplik kalınlığına ve hav yüksekliğine bağlı olarak dakikada yaklaşık 300 atkı atılabilir. İplik olarak genellikle rahat ve hızlı çalışılabildiği için polyester seçilmektedir. Alt ve üst doku olarak daha çok bezayağı veya dimi 2/2 kullanılmaktadır. Hav dokusunun alt ve üst doku ile bağlantısı W veya V bağlantı ile yapılmaktadır. Bu yöntem ile kalınlıkları 10 mm ile 100 mm arasında değişebilen sandviç kumaşların üretimi mümkündür. Dokuma tekniği, yüksek verimlilik ve farklı monofilament ipliklerin kullanımı avantajlarından dolayı sandviç kumas üretiminde kullanılmaktadır. Dokuma sandviç tekstiller diğer yöntemler ile üretilenlere göre daha stabil bir yapıya sahiptirler ve otomobil içi komponentlerinde, ses izolasyon malzemelerinde ve cerrahi implantlarda kullanılmaktadır.
Sandviç tekstiller özel yapıları sayesinde konvansiyonel tekstil yapıları tarafından karşılanamayacak spesifik özelliklere sahip tekstil yapılarıdır. İki ayrı tekstil yüzeyinin bir bağlantı ipliği veya tabakası ile bağlanması sonucu olusan sandviç tekstillere olan talep son yıllarda artıs göstermiştir. Bu artısa paralel olarak bu alanda yapılan arastırmalarda da artıs gözlenmiştir.
Atkı ve çözgü örmeciliği yanında dokuma veya dokusuz yüzey teknikleriyle de üretilebilen sandviç tekstiller, farklı materyallerin kullanımına izin vermeleri, esnek bir ürün aralığına ve üç boyutlu yapıya sahip olmaları nedeniyle otomotiv tekstilleri, medikal tekstiller, jeotekstiller, spor giysileri, koruyucu tekstiller ve kompozitler gibi birçok alanda kullanım olanağı bulmaktadır.
Sandviç kumaşlar, iki ayrı tekstil yüzeyinin bir bağlantı ipliği veya tabakası ile bağlanması sonucu olusan üç boyutlu tekstil yüzeyleridir. Sandviç tekstiller ile ilgili ilk patent, 1868 yılında Matthew Townsend tarafından alınmıştır. Teknolojik açıdan çok yeni olmamakla birlikte, uygulamada kullanımı yenidir. ve son yıllarda teknik tekstil yapıları içinde yeni bir jenerasyon olarak yer almaktadır .Teknik alanda üretilen kumaşlar arasında yer alan sandviç kumaşlar, gelişmiş makine teknolojisi ile üretilen ve konvansiyonel tekstil yapıları tarafından karşılanamayacak özelliklere sahip özel tekstil yapılarıdır. En belirgin özellikleri, çok iyi basma dayanımı, yüksek hava geçirme özelliği, iyi esneme özelliği, kimyasallara karsı dayanıklılık, yüksek eğilme performansı ve dökümlülük olarak sıralanabilir. Ayrıca başka hiçbir yapıda olmayan fiziksel özellikler, moda değisimlerine uygun desen ve renk değisim imkânları ve kullanım alanlarının çeşitliliği sandviç kumaşlara olan ilgiyi arttırmaktadır.
SANDVİÇ KUMAŞ ÜRETİM YÖNTEMLERİ
Sandviç kumaşlar, kullanım yerlerine ve istenen özelliklere göre :
1-Dokusuz yüzey
2-Dokuma,
3-çözgü örmeciliği
4-Atkı örmeciliği
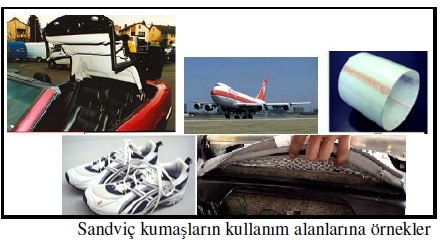
SANDVİÇ TEKSTİLLERİN KULLANIM ALANLARI
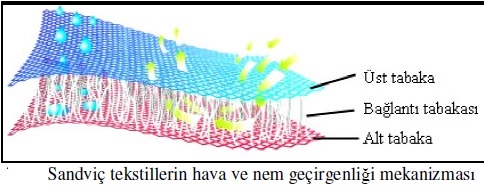
Sandviç tekstiller, farklı materyallerin kullanılabilmesi, esnek bir ürün aralığına ve üç boyutlu bir yapıya sahip olmaları nedeniyle birçok alanda kullanılmaktadır. Özellikle farklı tasarım olanakları ve genis bir desen aralığına sahip olmaları, bu tekstillerin yeni kullanım alanları bulmalarına yardımcı olmaktadır. Sandviç tekstiller giyim sektöründen takviye uygulamalarına kadar uzanan çok çeşitli alanlarda kullanılabilir. Giyim sektöründe iç giyim komponentleri olarak örneğin sutyenler ve yüzme giysileri için vatka olarak veya dış giysiliklerde izolasyon materyali olarak kullanılabilir . Ayrıca spor giysiler, korseler ve ayakkabılar diğer kullanım alanlarıdır. Nefes alabilir yapıları, giyim konforu ve yıkama dayanımları nedeniyle köpük ve köpük kompozitlerin yerini almaya başlamışlardır. Sandviç tekstiller, tıbbi uygulamalarda (bandaj ve tedavi edici malzemeler, kompresyon bandajları, yatak yarasını önlemek için hasta yatakları ve tekerlekli sandalye kaplamalarında yaygın olarak kullanılmaktadır. Özellikle hava geçirgenliği ile ısı ve nem aktarma özellikleri deri dostu, nefes alabilir bir yapı sağlamaktadır. Bu avantajları sayesinde sandviç tekstiller, tıbbi uygulamalar için gerekli olan fizyolojik konfor sağlamaktadırlar.
Yüksek ısı dayanımına sahip ipliklerin kullanılması veya güç tutusurluk bitim işlemlerinin aplikasyonu sayesinde sandviç tekstiller koruyucu tekstillerde, örneğin güç tutusur giysilerde astar veya güç tutusur yatak olarak kullanılabilmektedir . Sandviç tekstillerin önemli bir diğer uygulama alanı otomobil tekstilleridir. Bunlar, araba koltukları için döşemeliklerde, araba içi kaplama ve yer döşemelerinde, kamyonların çamurluklarında kullanılabilirler . Özellikle araba koltukları için gereken sıkıştırılabilme dayanımı ve kaplama materyali arasından iyi bir hava sirkülasyonu özellikleri bu yapıların temel avantajlarıdır. Sandviç tekstillere fonksiyonel komponentlerle birleştirilerek, özel uygulama alanları için farklı özellikler kazandırılabilir. Örneğin, boşluk tabakasına bir vatkanın veya dolgu maddesinin ilavesiyle multifonksiyonel bir ürün elde edilebilir. Ayrıca antibakteriyel, güç tutusur veya antistatik multifilament, monofilament veya eğrilmiş iplikler gibi teknik materyaller ile kullanım alanları genişletilebilir.
ÖRME SANDVİÇ TEKSTİLLER
Örme tekniği, sandviç tekstillerin üretiminde en çok kullanılan yöntemdir. Atkılı veya çözgülü örme yöntemleri ile üretilen sandviç tekstiller, kullanışlı ve hacimli karakteristikleri ile tanınmaktadır.
Çözgülü örme sandviç tekstiller
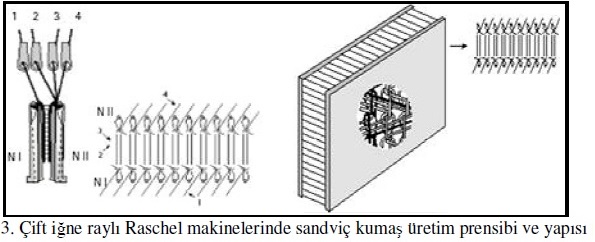
Çözgülü örme sandviç tekstillerin üretimi sadece çift iğne raylı Raschel makinelerinde gerçekleştirilir. Bu yöntemde, makinenin her iki iğne rayında üretilen iki ayrı kumaş, bağlama iplikleri ile birbirine bağlanır. Kumaşın ön ve arka yüzeylerinin konstrüksiyonu, üründen beklenen özelliklere göre seçilmekte; yatırım ve tahar işlemlerinin kombinasyonu ile sağlanmaktadır.
Yukarıda görülen 1. ve 4. yatırım raylarında sandviç tekstilin dıs yüzeyleri üretilir ve bu raylar istenilen dış yüzey desenine göre taharlanır. Her bir yatırım rayında farklı tahar kullanılarak farklı yüzey yapıları; gözenekli desenler veya kapalı yüzeyler elde edilebilir. 2. ve 3. yatırım rayları bağlama iplikleri için kullanılır. 1. yatırım rayı sadece 1. iğne rayına (N1), 4. yatırım rayı sadece 2. iğne rayına (N2) yatırım yaparken, 2. ve 3. yatırım rayları her iki iğne rayına iplik besler. Böylece bağlama iplikleri, iki kumas yüzeyini birleştirir.
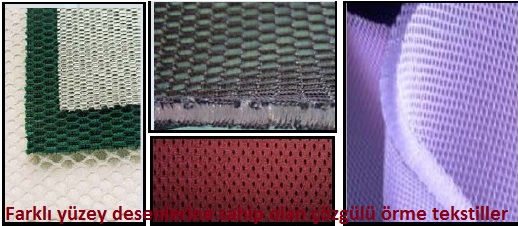
Çift iğne raylı Raschel makinelerinde iğne rayları dönüşümlü olarak çalısmakta ve yatırım rayları her bir iğne rayının iğneleri arasında salınım hareketi yapmaktadır. Mamulün özelliklerine ve üründen beklenen taleplere göre minimum 4 yatırım rayı genel olarak ise 5 ile 7 yatırım rayı kullanılabilir. Sandviç tekstilin dış yüzeyleri nihai ürünün kullanım alanına bağlı olarak farklı veya aynı, düz veya desenli, her iki yüzey veya sadece bir yüzey açık yapıda veya her iki yüzey farklı gözenek büyüklüklerine sahip olarak üretilebilir .
“Bağlama iplikleri” genellikle monofilamentlerden seçilse de, eğrilmiş iplikler ve multifilament iplikler de kullanılabilir. Sandviç tekstil yapısından beklenen özelliklere göre genellikle stabil ve basıncı karşılayabilecek materyaller seçilmektedir.
Bağlama ipliklerinin özellikleri sandviç tekstilin özelliklerini belirlediğinden, bu iplikler son üründen beklenen özelliklere göre seçilmelidir. Ticari üretimde yaygın bir şekilde polyester veya poliamid monofilament iplikler tercih edilmekle birlikte cam elyafı ve diğer lifler de kullanılabilmektedir. Çift iğne raylı Raschel makinelerinde kalınlıkları 1,5 mm ile 60 mm arasında değisen sandviç tekstillerin üretimi mümkündür. Sandviç tekstilin kalınlığı iki iğne rayı arasındaki mesafenin istenilen sandviç tekstil kalınlığına göre değiştirilmesi ile ayarlanır. Raschel makinesinde herhangi bir modifikasyona gerek kalmaksızın 20 mm kalınlığına kadar sandviç tekstiller üretilebilmektedir. Ancak 20 mm’den daha fazla kalınlığa sahip olan ve “High Distance (Çok Kalın) çözgülü örme sandviç tekstiller” olarak adlandırılan ürünler için Raschel makineleri modifiye edilmelidir.
Bunların yanı sıra Raschel makinelerinde nihai ürüne göre makine üzerinde şekillendirilmiş sandviç kumaşlarda üretilebilmektedir.
Düz örme sandviç tekstiller
Düz örme makinelerinde iki tekstil yüzeyinin bir grup bağlama ipliği ile birbirine bağlanması sonucunda sandviç yapı elde edilir. Bu yöntem ile sandviç kumas üretimi teknik olarak zor bir işlemdir ve sınırlamalar söz konusudur. Çünkü iki kumas tabakası arasındaki boşluk, iki iğne yatağı arasındaki mesafeye bağlıdır ve bu mesafe 2–10 mm arasında değişmektedir. Ayrıca monofilament ipliklerin iğne kancalarından çıkmaması için üretim esnasında dikkatli olmak gerekir. Üretimleri düşük olmasına rağmen, düz örme tekniği özel uygulamalar için uygun bir alternatif sunmaktadır.
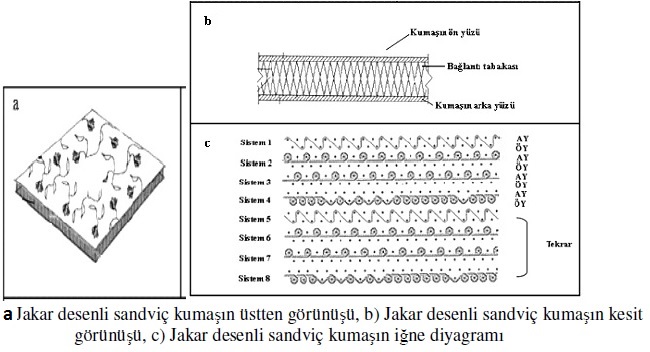
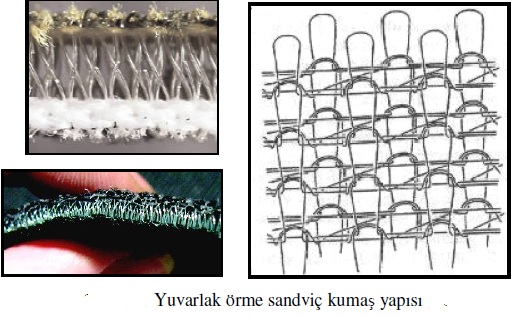
İğne diyagramından, iki kumas tabakasının askılarla bağlandığı görülmektedir. 1. sistem bir ön bir arka yataktaki iğnelerde askı yaparken, 2. ve 3. sistemler arka iğne yatağında ardısık iğnelerde ilmek oluşturmaktadır. 4. sistem ise kumaşın ön yüzünde görünecek olan süs amaçlı jakar desenini oluşturmak için ilmek ve askı yapmaktadır. Ayrıca düz örme makinelerinde birbirine örme yapılarıyla bağlanan iki tekstil yüzeyinden olusan sandviç tekstiller de üretilebilir. Bu yöntemin esası; iki iğne yatağında ayrı olarak zemin örgülerin ve belirli bir noktada seçili iğnelerde birleştirici tabakanın (genellikle 1x1 rib) örülmesine dayanır. Birleştirici tabaka kısa ise bu iğneler dış tabakaların örülmesi için de kullanılabilir; uzun ve sekli karmaşıksa bu iğneler yalnızca birleştirici tabakanın üretimi için kullanılır .
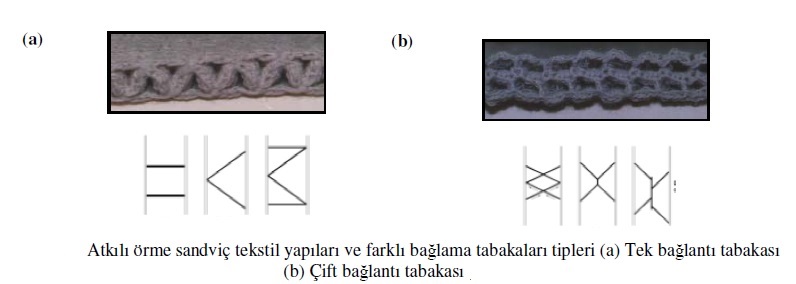
Örme bağlayıcı tabakalar kullanılarak oluşturulan bu yapılarda kullanılan bağlantı tabakaları; tek veya çift katlı olarak üretilebilir. Tek bağlantı tabakası sadece bir iğne yatağında (jersey) veya her iki iğne yatağında (rib, interlok) dış yüzeylere bağlı olarak örülebilir ve pozisyonu dış yüzeylere dik veya eğimli olabilir. Çift bağlantı tabakasının üretimi için iki dış yüzey ayrı olarak örülmekte ve belirli bir noktada bir rib sırasıyla birbirine bağlanmaktadır. Eğer bu aşamada, dış yüzeylerde belirli miktarda sıra üretilirse bağlantı tabakası “X” seklinde olacaktır .
Bu metodun kullanılmasıyla, herhangi bir modifikasyona gerek kalmaksızın 20 mm’ ye varan kalınlıklarda sandviç kumaşlar üretilebilmektedir. Ancak 20 mm’ den kalın kumaşlar için bağlantı kumaşları özel çekim sistemi gerektirirler; çünkü dış kumaşların örülme işlemi durduğundan ana çekim sistemi kullanılamamaktadır . Ayrıca daha kompleks şekilli yapılar elde edebilmek için farklı tasarımlar geliştirilebilir. Bunun için su yöntemler kullanılmaktadır:
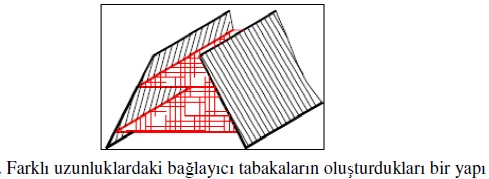
Farklı uzunluklarda bağlantı tabakalarının kullanımı
Değişken şekilli bağlantı tabakalarının kullanımı (incomplete courses technique)
şekilli dış yüzey kumaşların kullanımı (fully-fashioned)
Farklı uzunluklarda bağlantı tabakalarının oluşumu: Bağlayıcı tabaka uzunluğundaki bir değişiklik kumaşın enine kesitini değiştirir. Kumas sekli, ardışık kumas tabakalarındaki farklılıklar ile elde edilir. Bu konuda iki olasılık söz konusudur. Birincisinde, farklı uzunluklarda bağlayıcı tabakalar oluşturulur.
ikincisinde ise, önceden belirlenen farklı uzunluklardaki iki tabakanın oluşturduğu bir serinin, dış kumaşlardaki belli sayıdaki sıralarla birleştirilerek, 90°’lik geometriye sahip bir köşe efekti yaratmasıdır. Bu oluşum, aşağıda gösterilen, L veya T enine kesitli kumaşların oluşum yöntemidir.
Değişken şekilli tabakalar:
Bu yöntemde sandviç kumaşların yapısı, eksik sıra tekniği ile elde edilen bağlayıcı tabakanın sekline bağlıdır. Bu teknik, seçili iğnelerle belirli sıralar örülürken diğer iğnelerin boş beklemesiyle oluşmaktadır..
Bu tabakaların oluşumunda, iplik kılavuzu değişken sayıdaki iğneleri sürekli olarak besleyerek dış tabakaları şekilli olarak bölmektedir.
Dış kumaşları şekilli sandviç yapılar
Fully Fashion tekniği kullanılır. Böylece çalışan iğne sayıları değiştirilerek kumas eni daraltılıp genişletilir . Bu işlem ilmek transferiyle gerçekleştirilir.



 Derstekstil
Derstekstil 
