
Konfeksiyon (4)
İş hayatının yoğunluğu, kadınların çalışma hayatına başlamaları, hazır giyim ve seri üretimi gerektirmiştir. Seri üretim yapılabilmesi için insanlar gruplara ayrılarak, beden ölçü standartları oluşturulmuş ve önce atölyelerde daha sonra fabrikalarda üretim yapılmıştır. Fabrikalarda üretim yapılma aşamasında tüm işlemlerin önemli olduğu kaçınılmazdır.
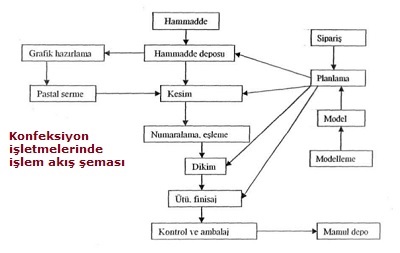
Hazır giyim (konfeksiyon) genel olarak;
- Serim
- Kesim
- Dikim
- Kalite kontrol
- Paketleme
Vb. aşamaları içine alır.
Serim konusu da, üretimde verimliliğin artmasına etki eden faktörlerden biridir.
Serimde Kullanılan Araç-Gereçler aşağıda belirtilmiştir.
- Pastal Altı Kâğıdı
- Pastal Başı Kesim Makinesi
- Kumaş Teknesi
- Kumaş Askısı (Top Askı Aleti)
- Çakıştırma Levhası
- Döner Askı
- Ara Taşıyıcı Masalar
- Çok Katlı Açma Sehpası
Pastal Altı Kâğıdı: Serimi yapılan kumaşların altına serilir. Amacı, masa üzerindeki kumaşın gerekli olursa başka alanlara kolay taşınması için kullanılan bir kâğıttır.
- Delikli
- Deliksiz
Olmak üzere ikiye ayrılır. Delikli pastal kâğıdı havalı ve vakumlu masalarda kullanılır. Ayrıca pastal serimi sırasında ek kumaş kullanılacaksa bu kâğıtlar kullanılır.
Pastal Başı Kesim Makinesi: Manuel serimde üst üste serim yapılırken pastal başının firesiz olarak kesimini sağlar. Kumaş boş ilerletilir, makinenin tutucuları kumaşı tutar, kumaş serilir, serimin başlangıç noktasına gelince makinenin kesim aparatı çalışır ve kumaşı keser, tutucu ile tutulur, serim bu periyotta devam ettirilir. Pastal için atılan kumaş başlarının aynı hizada olması ve fire kaybının azaltılması amacıyla kullanılan bir makinedir.

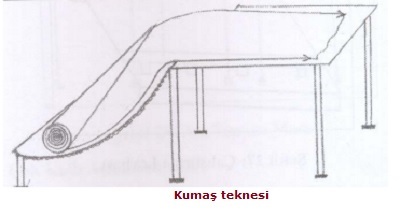
Kumaş Teknesi
Serimi yapılacak kumaş topunun içinde dönerek rahatlıkla açılmasına olanak sağlayan, serim masasına monte edilebilen ve ya masa ile birleştirilerek kullanılan serime yardımcı bir alettir. Kumaş teknesi kullanımı serim yapan kişileri kumaşı zorlayarak çekme durumundan kurtarır. Serim işleminin süresini azaltır ve serim masasının daha etkin kullanımını sağlar. Kumaş topu teknede dönerek rahat bir şekilde açılır.
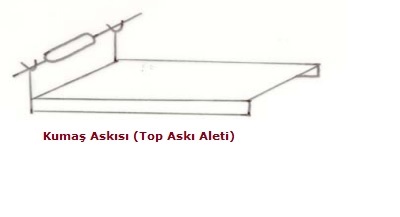
Kumaş Askısı (Top Askı Aleti)
Kumaşın serim yönüne göre, masanın baş kısmına monte edilen çatallar ve kumaş topunun içinden geçirilen yuvarlak demir bir çubuktan oluşan basit bir düzenektir. Demir çubuk kumaş topundan geçirildikten sonar iki kişi tarafından çatallara yerleştirilerek kullanılır. Böylece kumaşın akım kolaylığı sağlanır. Bu işlemde yüz yüze serim yapılamaz. Bu düzenek yardımı ile yapılan serim işlemine çatalla serim de denir.
Çakıştırma Levhası
Serilen kumaş katlarının bir kenarının çakıştırılmasına yardımcı olan, masa kenarlarına yerleştirilen alettir. Kenar çubuğu da denir. Özellikle kaygan kumaşların serilmesinde oluşabilecek serim hatalarını önler. Masa kenarına yerleştirilen bu tertibatla kumaşların bir kenarının çakışması kolaylıkla sağlanabilir.

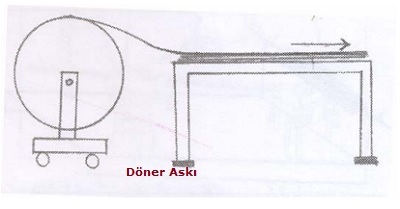
Döner Askı
Büyük kumaş toplarının rahat açılmasını sağlamak için dönerli harekete sahip olan bir alettir. Seyyar ve ayaklarında tekerlek bulunduğu için hem kumaş topunun taşınmasında hem de istenen kesim masasında kullanım olanağı sağlar. Büyük kumaş toplarının masa üzerine konması, ağırlığı ve masa üzerinde kaplayacağı alandan kaynaklanan sorunları ortadan kaldırır. Daha çok ev tekstili üretimi yapan işletmelerde kullanılır.
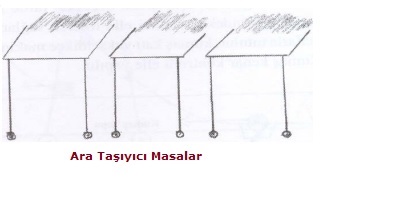
Ara Taşıyıcı Masalar
Serimi yapılan kumaş katlarının (Pastalın) veya kesilen bantların masadan masaya veya hızara götürülmeleri için kullanılan ayakları tekerlekli masalardır. Açık en serim makineleri birden fazla masada da kullanılmak istendiğinde bir masadan diğerine transferi için transfer masaları kullanılır. Transfer masası, masa enine göre ayarlanır, ayaklarına tekerlek ilave edilir.
Çok Katlı Açma Sehpası
Sabit kenar çubukları, çıkarılabilen ara top takma çubukları ile dört tekerlekten oluşan ve çok sayıdaki kumaş topunu açmaya yarayan serime yardımcı bir alettir. Çok katlı açma sehpaları kumaşların depodan kesimhaneye iletilmesi, ara depo olarak kullanılması ve açma aparatı olarak kullanılması gibi çeşitli işlevlere sahiptir. Askı aralıkları isteğe göre değiştirilebildiği için farklı büyüklükteki kumaş toplarında kullanılabilir.
Kumaş Serme Masaları ve Kullanım Alanları
Kesimi yapılacak kumaşlar veya diğer malzemeler çeşitli şekillerde ambalajlanmıştır. Bu şekilleri ile kesime uygun değildir. Kesilmeleri için düzgün açılıp serilmelidir. Serim masaları işletme büyüklüğüne göre farklı boyutlarda olabilir. Ancak masa yüzeyinin düzgün, pürüzsüz ve ısı değişikliklerine karşı mukavemetli olması gerekmektedir. Masa enleri kumaş enine uygun olmalıdır (100cm -250 cm). Masa uzunluğu (15 ile 30 metre arasında) atölyenin büyüklüğüne göre mümkün olduğunca uzun tutulmalıdır. Masa yüksekliği istenildiğinde ayarlanabilir şekilde vidalı olmalı, çalışacak kişinin boyuna göre ayarlanabilmelidir. Masa ayakları kesitli veya yuvarlak olabilir.
Sabit Masalar
Bu masalar parçalı olup istenilen ölçüye göre monte edilerek kullanılır. Masayı oluşturan parçalar birbirine geçmeli olmalı, açıklık ve parça aralarında yükseklik farkı bulunmamalıdır. Bu masaların imalatında dikkat edilmesi gereken nokta, masa eninin, kullanılabilecek kumaş enlerinden 20 cm daha geniş olmasıdır. Masaların yüzey malzemesi, kumaşların rahatça kontrol edilmesine imkân sağlayacak şekilde imal edilmelidir. Masa yüksekliği kesim yapanın rahatlığı için 80-90 cm arasında olmalı, su terazisi ile masa yüzeyinin yere paralelliği ayarlanmalıdır.

Vakumlu Masalar
Vakumlu masa serim işlemi tamamlandıktan sonra kesim işlemini kolaylaştırmak, kumaşın kaymasını önlemek ve hacimli kumaşlarda kesim yüksekliğini azaltmak için kullanılır. Serili kumaş bloğunun üst katının nylon ile kaplanması uygulamada iyi sonuç verir.
İğneli Masalar
ekoseli ve çizgili kumaşları tutturmak amacıyla elle serimde kullanılır. İkiye ayrılır:
- Sabit iğneli kumaş serme masası: Sabit masalar gibi olup, üst tablasında elekte iğneler vardır. Kumanda el veya ayak kontrolü ile yapılmaktadır. Kareli ve çizgili kumaşlar masaya yerleştirilirken katların kaymaması için kullanılır.
- Hareketli iğneli kumaş serme masası: Bu tip masaların kullanım prensipleri sabit iğneli masalarla aynı olup astar gibi kaygan ve çok katlı materyallerin seriminde kullanılır.

Masanın üst tablası bir kenarından masanın şasesine hareketli mafsallarla bağlıdır ve masanın şaseye dik durmasına olanak sağlar. Masa dik konumdayken üst kısmındaki iğnelere serimi yapılan materyal geçilerek işlem yapılır. Serim işlemi bitince masa yatay konuma getirilir. Bu serim şekli çalışanlar için çok büyük kolaylık sağlar. Desenli, çizgili ve ekose kumaşların serimi ve kesiminde kullanılır. Modüler olup mevcut masaların önüne ve arkasına eklenebilir. Kullanılması kolay olup iğne boyları ayarlanabilir. Bu sayede gerektiğinde düz masa olarak da kullanılabilir.
Askı Tertibatlı Masalar
Kaygan kumaşların seriminde kullanılır. Bu masaların uzun kenarlarından birine kumaşları tutacak askılar yerleştirilmiştir. Kumaş serme işleminden önce askılı masa dikey konuma getirilir. Hareketli kancalar pastal boyuna göre duvarda ayarlanır. Kumaşlar masa kenarındaki kancalara yerleştirilir. Kumaş yerleştirildikten sonra masa yatay duruma getirilerek kesim yapılabilir. Askı tertibatlı kumaş serme ve kesim masalarında masa ayaklarının tabla ile birleştiği yerlerde dayanıklılığının arttırılması gerekir. Bu masalar modülerdir. İşletmenin ihtiyacına göre ekleme ve çıkarmalar yapılabilir.
Hava Üflemeli Masalar
Bu masalar sabit masalar gibi olup, üst tablasında elekte olduğu gibi hava üfleyen delikler vardır. Bu delikler masanın altında bulunan bir aspiratöre bağlıdır. Aspiratörün ürettiği hava bu deliklerden çıkmaktadır. Bu sistem ağır kumaşların hafif bir itme kuvveti ile hareket ettirilmesini sağlar. Kaba kesimi yapılan kumaşlar masanın hava tertibatı açılarak ince kesim masasına kaydırılır.

Üzerine atılan pastalın bozulmadan kaydırılmasında kullanılır. Böylece kesim ve serim işleri aynı anda yapılarak zamandan ve işçilikten tasarruf edilmiş olur. Tablalar üzerinde serim makinesi ve kumaş ağırlığını rahatlıkla taşıyacak şekilde tasarlanmıştır. Daha çok otomatik kumaş kesim makinası kullanan firmalar için gerekir. Bunun dışında aynı masa üzerinde birden fazla serim ve kesim işlemini aynı anda uygulamak isteyen firmalar havalı masa tercih etmektedir. Vakumlu masalarla hava üflemeli masaların çalışma tertibatı aynıdır. Vakumlu masalar hava üflemeli masaların çalışma sisteminin tersi bir sistemle çalışır.
Sonsuz Hareketli Masalar
Bu tür kumaş serme ve kesim masalarının üst tablası plastikten yapılır ve sonsuz bir bant şeklindedir. Masanın başında ve sonundaki silindirlerle üst tabla istenen yönde hareket ettirilir. İşlem bir kumanda düğmesi yardımı ile yapılır. Tüm kesimhane işlemlerinin bir arada yapıldığı bir sistemdir. Bu masalar beş ana kısımdan oluşmaktadır. Birinci masa tablası kumaş serimi için kullanılır. Bu tablaya atılan pastal kesime hazır hale getirildikten sonar masa tablası kumanda düğmesi ile ileriye hareket ettirilerek ikinci tablaya aktarılır. İkinci tablada kaba kesim yapıldıktan sonar yine ileriye doğru hareket ettirilerek üçüncü tablaya ince kesim yapılması için aktarılır. Boşalan tablalarda yeniden kumaş serimi ve kaba kesim yapılabilir. Böylece hem pastalın aktarılması kolay ve düzgün bir şekilde yapılabilir hem de kesimhanenin verimi arttırılmış olur.
Kumaş Serme Yöntemleri
Kumaşlar dokuma, desen, renk ve tüy yönüne dikkat edilerek serilir. Kumaş özelliklerindeki bu çeşitlilik farklı serim yöntemlerinin gelişmesini sağlamıştır.
Kumaş serme yöntemleri
- Tam ende ve yarım ende serim
- Tüp kumaş serim
Olmak üzere ikiye ayrılır.

Tam Ende ve Yarım Ende Serim
Tam ende serim, kesimi yapılacak giysiye ait tüm şablonları (sağ ve sol parçaları) kapsayan bir serimdir.
Çok kullanılan bir serim şeklidir. Yarım ende serim, kesimi yapılacak giysiye ait şablonların sadece bir yarısını kapsayan serimdir. Konfeksiyonda tercih edilen bir serim şekli değildir. Kumaş katları içeriye doğru dönme ve kayma yapabileceğinden çok katlı serim yapılamaz.
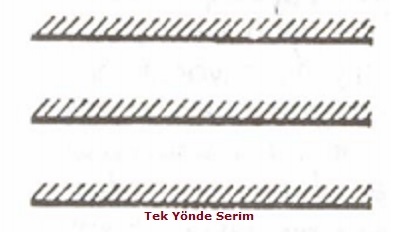
Tek Yönde Serim
Tüylü kumaşlarda serim işlemi; tek yönlü serme, yüz üstte tek yönlü serme, yüz altta tek yönlü serme, yüz yüze serme şekillerinde yapılır.
Eğer kumaş kadife veya floş gibi yönlü ise tüy yönünün daha sonra giyside aynı doğrultuda olabilmesi için tek taraflı olarak serilmesi gereklidir. Bu yüzden daima kumaş yüzü üstüne tersi gelecek şekilde atılır.
Zikzak Serim
Bu yöntem, genellikle çift en ya da yuvarlak örme kumaşların seriminde kullanılır. Kumaşın pastal başlarında kesilmeyip birbirinin devamı olacak şekilde zikzak olarak üst üste serilmesi işlemidir.
Pastal
Seri üretim yapmak amacıyla üst üste serilmiş ve en az bir kenarı çakıştırılmış kumaş katları bloğuna pastal denir. Başka bir deyişle kumaşların, kesim emrine uygun şekilde kesim masasına desen, tüy, hav ve uygulanacak modelin özelliklerine göre çeşitli şekillerde kat kat serilmesine pastal denir.)
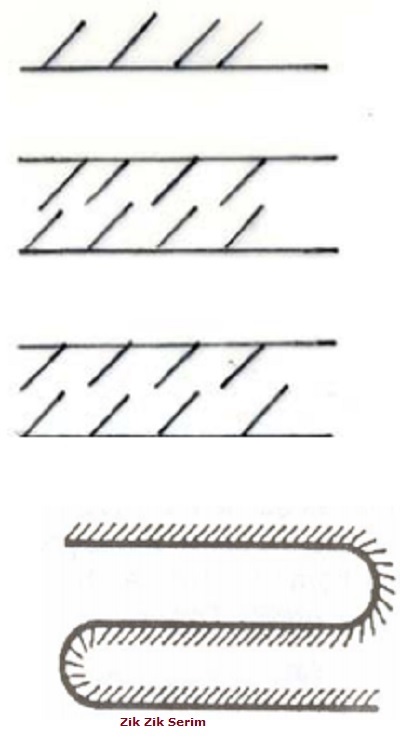
Hem açık en hem de yarım en kumaşlarda uygulanabilen zikzak serim yönteminde boş geçiş yoktur. Çünkü başlangıç yerine giderken de serim gerçekleşir. Bir katın yüz tarafı her seferinde önceki katın yüz tarafında ya da ters taraf her seferinde önceki katın ters tarafı üzerindedir. Zikzak serim yönteminde kumaş katları pastalın sonunda kesilmeyip tutturularak serilmeye devam edilir. Yön özelliği olmayan ve tersi yüzü aynı kumaşların seriminde bu yöntemle daha yüksek bir iş verimliliği elde edilir. Zikzak serim yönteminin dezavantajı kumaş yönünün kattan kata değişmesidir. Bu nedenle havlı ve yönlü kumaşların seriminde kullanılmaz.
Tüy Yönünde Çift Katlı Serim
Tüy yönü olan kumaşlarda, tüy yönü dikkate alınarak yapılan serim metodudur.Tüy yönündeki serim, makinelerde ek bir donanımı gerekli kılmaktadır. Bu donanım ile kumaş katını sermeden önce kumaş katı kesilir ve döndürülür.

Kademeli Serim
Kumaş serimi kademeli şekilde de yapılabilir.
Aynı pastal üzerinde farklı kumaş kat sayıları ve farklı serme uzunlukları oluşturulabilir. Bu yöntem değişik bedenlerden değişen sayılarda kesim yapma olanağı sağlamaktadır. Örneğin 6 bedenli bir grafikte 2 bedenden 200, 2 bedenden 100 diğer 2 bedenden 50 kesim yapılacaksa önce tüm pastal boyunca 50 kat kumaş serilir. Daha sonra ilk ve ikinci beden toplam boyuna 50 kat kumaş serilir. En son olarak da ilk beden boyunca 100 kat kumaş serilir. Bu serimin dezavantajı, pastal resminde farklı bedenlere ait şablonları iç içe geçirme olanağı tanımamasıdır.

Asimetrik Serim
Farklı kumaşlardan yapılan tek tek serim ve iç içe kumaş geçirme teknikleri ile yapılan serim şeklidir. Aynı kumaştan düşük sayıda kesim yapılacağı durumlarda kullanılır. Serimde kullanılacak her kumaş kendi özelliklerine göre serilir.
Desen Özellikli Serim
Desen özelliği olan ve kumaşın yönü değiştiğinde model formunu etkileyecek kumaşlarda kullanılır.
Kareli, çizgili veya asimetrik desenli kumaşlar için yapılan serimlerdir. İğneli masalarda yapıldığı takdirde daha iyi sonuç verir. Kalıpların yerleşiminde kumaşın en ipliği yönündeki desen özelliği dikkate alınarak yerleştirilmesi gerekir. Desenli kumaş ile yapılan serimlerde desen yönü önemli olduğu için tek yönlü pastal atılır. Bu tarz kumaşlarda tek yönde serim uygulanmaktadır.
Tüp Kumaş Serim
Yuvarlak örme kumaşların serimidir.
Kumaşın iki yanı kapalıdır. Tüp kumaşların seriminde askılı serme masalarının kullanımı uygundur. Tüp kumaş serme makineleri kullanılarak veya elle serim yapılabilir. Kumaşların seriminde hem esneme hem de gerdirme yapılmamasına dikkat edilmelidir.
Serim yapma
Elle Serim
Serim, hazır giyim ve hazır giyimle ilgili ürünlerde kullanılan hacimli materyalleri ve top halindeki kumaşları kesime hazırlamak için yapılan bir işlemdir. Pastal atma ise, kumaşların kesim emrine uygun şekilde kesim masasına (desen, tüy, hav ve uygulanacak modelin özelliğine göre) çeşitli şekillerde kat kat serilme işlemidir.
Kumaş, malzeme, model özelliği, işletmenin üretim ve araç-gereç kapasitesine göre çeşitli yöntem ve teknikler kullanılarak yapılır.
Kesim işleminin temel kategorileri şunlardır:
- Kesim yerleşim planı (pastal planı)
- Serim işlemi
- Kesim işlemi
- Katların işaretlenmesi (metolama)
- Düzenleme
İşlemleridir.

Elle serim küçük atölyelerde çok kullanılan bir sistemdir. Bir kesim masasının üzerine iki kişinin kumaşı karşılıklı çekerek, düzgün bir biçimde kumaşı kat kat sermeleri ve pastal başını makasla kesmelerine dayalı olan işleme elle serim denir. Yorucu ve pastal atma hızı az olan bu sistemde pastal başı ve sonunda 1-12 cm’ye varan kumaş fireleri (kayıpları) olabilir.
Pastal planında kalıpların aynı hizada bittiği çizgiler kesim masası üzerinde işaretlenir. Kumaş topunun pastal içinde bitmesi halinde bu çizgiler dikkate alınarak en 10 cm çizginin gerisinden başlayacak şekilde serim işlemine devam edilir. Masa üzerine alınan bu işaretler kumaş topunun bitiminde pastal resmine dönme ihtiyacını ortadan kaldırır.
Elle Serim Makinesi (Manuel)
Makinenin masa üzerindeki hareketini kullanıcı sağlar. Makine üzerindeki kol, kullanıcı tarafından tutularak makine hareket ettirilir. Dolayısıyla serim hızı kullanıcının yürüyüş hızı kadardır. Bunlar modüler yapıdadır. Aynı makine aparat değişiklikleri ile zikzak serim, üst üste serim, tüp kumaş serimi yapılabilir.

Burada;
- Serici: Makineyi kullanan, serimi yapan kişidir.
- Ön Tutucu: Pastal uzunluğuna göre pastal sonunda masanın üzerine yerleştirilen tutucudur.
- Arka Tutucu: Pastalın serime başlangıç noktasına yerleştirilen tutucudur.
- Kesim Aparatı: Üst üste serim metoduna göre serimde pastal başını kesen aparattır. Zikzak Aparatı: Zikzak serim metoduna göre serimde makine üzerine yerleştirilen aparattır.
- Tüp Kumaş Aparatı: Tüp kumaş enlerine göre değişik enlerdeki kasnak sistemlerinin makine üzerine takılmalarını sağlayan aparattır.
Makine üzerine kumaş ve serim şekillerine göre kesim aparatı, zikzak aparat ya da tüp aparatlarından biri takılır. Makinenin hareket başlangıç ve bitiş noktaları pastal uzunluğuna bağlı olarak kullanıcı tarafından ayarlanır. Kumaş serim işleminde serilen kumaş kat sayısı makine üzerindeki sayaçtan izlenir. Üst üste serimde kesicinin çalışması için kullanıcı ilgili tuşa basar.
- Elle Kumaş Sermede Dikkat Edilmesi Gerekenler
- Maksimum yani en fazla serim yüksekliği dikkate alınmalıdır.
- Her kat gerilimsiz şekilde serilmelidir. Aksi takdirde serim yapıldıktan ve kesildikten sonra bedenler küçülür.
- Kumaşın yüzey özelliğine dikkat edilerek serim yapılmalıdır.
- Atkı sapmalarının düzeltilmesi gerekir. Bu düz boy ipliği için önemlidir.
- Final uçlarının 90 derece olmasına dikkat edilmelidir.
- Kumaş katlarının hiç değilse bir kenarının çakışması yani düzgün olması
Gerekir.
Makine ile Serim Makine ile serimde, kumaş makine üzerine yerleştirilir ve masa üzerinde ileri-geri hareket eden makine, kumaşı masa üzerine serer.
Kumaş Serme Makineleri
Kumaş serme makinesi pastal serim işlemini hızlandırmak amacıyla geliştirilmiş bir makinedir. Kumaş serme makinelerini kullanmadaki amaç serimde kumaş katlarının düzgün olması, kumaş, zaman ve personelden kazanç sağlamaktadır. Kumaş serme makineleri üç bölüme ayrılır.
Yarı Otomatik Serme Makinesi
Bu makineler hareketi idare eden bir motorla donatılmış olup makinenin hızı üzerindeki hız ayar kolu ile makineyi kullanan kişi tarafından ayarlanabilmektedir. Bu makineler kumaş kenar kontrolü ile donatılabilir.

Tam Otomatik Kumaş Serme Makinesi
Bu makinelerde kumaş serimi sırasında topun makineye yerleştirilmesi, kenar kontrolü, hız ayarları, serime başlama ve bitiş noktalarının ayarı, serim bittiğinde makinenin durması gibi özellikler makinede bulunan bilgisayar tarafından ayarlanır.
Makinenin masa üzerindeki hareketi makine tarafından gerçekleşir. Makine üzerine yerleştirilen operatör taşıyıcı sayesinde makine masa üzerinde hareket ederken kullanıcıyla birlikte hareket eder. Kullanıcının görevi kumaşı takip etmek, herhangi bir müdahale gereksiniminde makinenin kumanda paneli vasıtasıyla düzgün serim yapılmasını sağlamaktır. Makine üzerinde “touch screen” dokunmatik kumanda paneli bulunmaktadır. Bu paneldeki program sayesinde makine manuel ya da otomatik kullanıma alınır. Kaç kat serim yapılacağı, serim uzunluğu, serim şekli (zikzak / üst üste) makinedeki panelden programlanır. Serici modüler yapıdadır. Aynı makine aparat değişiklikleri ile zikzak serim ya da tek yönlü serim yapabilir.
Modüler yapıda serici, ön tutucu, arka tutucu, kesim aparatı, zikzak aparatı yer alır. Bu tarz makine daha çok dokuma kumaşlar için tavsiye edilir, dış giyimde kullanılan örme kumaşlarda da kullanılabilir. Sericilerde kumaşın özelliğine uygun olarak makinenin tansiyon ayarları serime başlamadan önce yapılan deneme ile belirlenir ve programa kumaşa uygun olan tansiyon ayarları yüklenir. Makinenin hareket başlangıç ve bitiş noktaları pastal uzunluğuna bağlı olarak programa girilir. Kumaş serim işleminde serilen kumaş kat sayısı makine üzerindeki panelden izlenir.

Makinenin masa üzerindeki çalışma sağlığı için makineye gelen elektrik sisteminin iyi olması gerekir. Bu nedenle Busbar sistemi önerilir.
BUSBAR Sistemi
Makinenin kullanıcı tarafının karşı tarafında yer alır. Masa boyunca makineye elektriğin kesintisiz ve düzenli olarak iletilmesini sağlar.

Bilgisayar Sistemli Kumaş Serim ve Kesim Makinesi
Bilgisayar sistemli kumaş serim ve kesim yapan bu makineler sektörde cutter olarak da bilinmektedir. Bu sistem pahalı olmasına karşın hem serim hem kesim yapmasından dolayı çok işlevseldir.
Bu yöntemde işlemler bilgisayar kullanılarak yapılır. Bilgisayarın okuyucusu şablonun etrafında dolaşarak şablonları tarar ve belleğine aktarır. Aktarılan şablonlar ekrana getirilir. Kumaş eni uçla çizilerek ekranda belirlenir. Şablonlar en ekonomik şekilde yerleştirilip pastal planı hazırlanır.
Makine ile Serimde Dikkat Edilmesi Gerekenler
Kumaş Katlarının Dizimi: Kumaş katlarının üst üste seriminde; kumaş katlarının bir kenarının hep aynı hizada olmasına ve pastalın başlangıç ve bitişinde kumaş katlarının eşit olmasına dikkat edilmelidir.
Kumaş Katlarının Serimi
Pastal kumaş katlarının seriminde kumaş katlarının gerilimli veya gevşek olmamasına dikkat edilmelidir.
Gergin serim
kumaş üzerine bir kuvvet uygulanması sonucu kumaşın esnemesi ve bu şekilde serilmesi anlamına gelmektedir. Esneyen kumaş katı serim sonunda eski konumuna gelecek ve pastal boyunda kısalmalar olacaktır. Serim esnasında kumaş katları üzerindeki gerilim ne kadar büyük olursa, yerleşim planındaki giysi parçaları ile kesilmiş giysi parçaları arasındaki kısalmadan kaynaklanan ölçü farkı o kadar büyük olacaktır.
Gevşek bir serim
kumaş katı yüzeyindeki dalgalanmalar ve yükseltiler ile kendini göstermektedir. Gevşek serim sonucunda kumaş sarfiyatı artmaktadır. İstenen gerginlikte bir serim yapabilmek için; özellikle kaşe türü kumaşlarda, serimi yapılacak kumaş topları en az bir gün önceden boş bir pastal masası üzerine açılmalı ve dinlendirilmelidir. Böylece kumaşın normal gerginliğe gelmesi sağlanmalıdır. Örme türü elastiki kumaşların seriminde ise elle serim yerine örme kumaş serimi için tasarlanmış pastal atma makineleri kullanılmalıdır. Diğer kumaş türlerinde ise pastal serim otomatları kullanılarak istenilen gerginlikte bir serim yapılması sağlanmalıdır.
Ek Yeri
Bir pastal katında, iki kumaş ucunun üst üste binmesi anlamına gelmektedir. Bu durum, kumaştaki hatalı kısmın kesilip çıkarılması gerektiğinde veya bir kumaş topunun pastal ortasında bitmesi sonucunda ortaya çıkan özel bir durumdur. Her ek yerindeki üst üste binmelerin net olarak ayarlanması gerekmektedir. Üst üste binmenin fazla olması veya kısa olması kumaş sarfiyatının fazla olmasına neden olacaktır.
Teknik Veriler
Pastal serimine geçmeden önce planlama veya kesim şefinden gelen kesim föyü incelenmeli ve kesimi yapılacak kumaşın tüy, desen ve hav yönü belirlenmeli, kesim sırası, serim kat sayısı kontrol edilmelidir.

İyi bir dikiş kaliteli bir giysideki temel faktördür. Uygun bir şekilde yapılan dikişin mukavemeti, esnekliği, stabilizesi ve görünüşü dikiş tipine, dikiş ipliğine, dikiş iğnesine, dikiş sıklığına ve dikiş tansiyonuna bağlıdır.
Dikiş İpliği Üretiminde Kullanılan Lifler
Dikiş ipliklerinin üretiminde değişik tiplerde doğal ve yapay lifler kullanılmaktadır. Bunlardan bir kısmı sıkça kullanılırken bazıları ise daha sınırlı kullanılmaktadır. Ayrıca kesikli lif iplikleri ya da sonsuz filamentlerin kombinasyonu olan ipliklerin de üretimleri söz konusudur.
- Doğal Lifler
Keten:
Keten liflerinden elde edilen iplikler sert tutumlu olmalarına rağmen oldukça yüksek mukavemetleri nedeniyle sağlam dikiş gerektiren ürünler için kullanılmaktadır. Özellikle ayakkabı, çadır ve tente imalatı ile düğme dikiminde tercih edilirler. Ancak son yıllarda bu ipliklerin yerini yapay liflerden elde edilen ipliklere bırakmaktadır.
İpek:
İpek iplikleri kontinü filament halinde ya da koparılmış liflerin eğrilmesi ile elde edilen stapel lif ipliği halinde kullanılmaktadır. Ancak yüksek maliyetleri nedeniyle dikim işlemlerinde yaygın olarak kullanılmamaktadırlar. Bu nedenle abiye giysilerde, özel siparişlerde ve iliklerde kullanılmaktadır.
Pamuk:
Dikiş ipliklerinin üretiminde en fazla kullanılan doğal lif pamuktur. Pamuk dikiş iplikleri genellikle iyi bir dikiş performansı sağlar. Fakat mukavemetleri ve aşınma dirençleri aynı kalınlıktaki bir sentetik iplikten daha düşüktür. Ancak pamuk iplikleri yüksek ve kuru sıcaklıklarda sentetiklere göre daha stabildir. Bu nedenle de dikiş işlemi esnasında ortaya çıkan iğne ısınmalarından daha az etkilenir. Bu özelliğinden dolayı avivaj maddeleri ile işlem görmeleri gerekmemektedir.
- Rejenere Lifler
Rejenere liflerin dikiş ipliklerinde kullanımı oldukça sınırlıdır. Rejenere liflerden elde edilen ipliklerin mukavemet ve kopma uzaması sentetik liflerden elde edilen ipliklerden daha düşüktür. Bu iplikler sahip oldukları yüksek parlaklık nedeniyle özellikle nakış işlemede tercih edilmektedirler. Genellikle filament formunda kullanılan bu ipliklerin sahip oldukları düşük mukavemet ve aşınma direnci, yalnızca dikim ya da nakış işlemede problem oluşturmakta kalmamakta, aynı zamanda bitmiş ürünlerin yıkanmalarında da problem yaratmaktadır.
- Sentetik Lifler
Sentetik dikiş iplikleri genellikle polyamid ve polyester liflerinden elde edilir. Sentetik iplikler filament olarak ya da kesikli liflerden eğrilmiş halde kullanılmaktadır. Sentetik iplikler bakteri, küf ve mantarlardan etkilenmezler. Özellikle filament formunda kullanıldıklarından yüksek kopma mukavemeti ve aşınma direncine sahiptirler.
Polyamid ve polyester kimyasal etkilere karşı oldukça dirençlidir.
Polyamid alkalilere, polyester ise asitlere karşı daha dirençlidir. Fakat her ikisi de güneş ışınlarından olumsuz yönde etkilenirler.
Filament iplikler doğrudan kullanılabildikleri gibi stapel lif ipliğine de dönüştürülerek kullanılmaktadırlar. Dikiş ipliği olarak kullanılacak polyester ve polyamid filamentler dairesel kesite sahip olduklarından parlak bir görünümdedirler.
Polyester lifleri düşük maliyetleri, elverişli kimyasal özellikleri, uygun uzama özellikleri ve yüksek boya haslıkları nedeniyle dikiş ipliği üretiminde en çok tercih edilen sentetik liftir.
Polyamid liflerin mukavemetleri yüksek olmasına karşın uzama özellikleri dikiş iplikleri için uygun değildir. Çünkü gerilmeler karşısında uzayabilirlikleri daha fazladır. Bu da dikim sırasında ortaya çıkabilecek gerilmeler nedeniyle dikiş büzüşmelerine yol açabilmektedirler.
Nomex gibi aromatik yapıdaki polyamid lifleri çok pahalıdır. Ancak ateşe dayanıklı giysilerin üretiminde kullanılan dikiş iplikleri için ideal bir malzemedir. PTFE (politetrafloretilen) dikiş iplikleri de çok pahalıdır. Fakat yanmazlık, erimezlik ve kimyasal maddelere yüksek dayanımları nedeniyle çok özel endüstriyel kullanımları vardır.
İplik Yapısını Oluşturan Temel Faktörler
Eğirme
Bütün geleneksel dikiş iplikleri üretim aşamasına tek kat iplik olarak başlar. Bu tek kat iplikler, kesik elyaf veya çok ince sonsuz elyafların eğrilmesi ile üretilir. Liflerin incelikleri sayesinde, eğirme işlemi ile birbirlerini destekler ve kuvvetli bir yapı oluşturur.
Büküm
Eğirme işleminden sonra elde edilen tek kat ipliklere iki veya çok katlı olarak büküm işlemi uygulanır. Büküm işleminin amacı iplik katlarını bir arada tutmak ve ipliğe mukavemet ile dikilebilirlik özelliği kazandırmaktır. Yeterli bükümü olmayan bir iplik dikişte kontrol edilemez, katları tek tek ayrılır ve sonuçta kopar. Gereğinden fazla büküm uygulanmış iplik ise dolaşma ve topaklanma göstereceğinden dikişte olumsuz sonuçlara sebep olur. İdeal büküm sayısının belirlenmesi için, iplik hammaddesi, iplik kalınlığı, ipliğin kullanılacağı dikiş şartları gibi etkenler dikkate alınmalıdır.
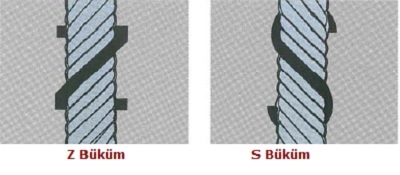
Büküm Yönü
Dikiş ipliği, dikiş esnasında makine parçalarından geçerken Z büküm alacak şekilde etkilenmektedir. Bu sebeple dikiş ipliğinin son aşamasındaki büküm yönünün Z olması zorunludur. Son aşamasındaki büküm yönü S olan bir ipliğin çok kısa dikiş mesafesinde bile bükümü açılır, tek katı aşınır ve kopar. Dikiş ipliğinin son aşamasındaki büküm yönü Z olması gerektiği gibi, tek katının büküm yönü de S olmalıdır.

Tek kat ipliği çok katlı olarak bükerken büküm yönü de değişmelidir. Aksi halde, tek katlı iplik eğirme yönü S iken çok katlı iplik büküm yönü S olarak uygulanırsa iplik katları birbirleriyle birleşmez ve düzgün bir yapı oluşturulamaz. Son aşamada büküm yönü Z olarak istendiğinde, tek kat ipliğin eğirme yönü olmalıdır.
Kalınlık
Dikiş ipliğinin bitmiş haldeki kalınlıklarını belirtmek üzere çeşitli numaralandırma sistemleri mevcuttur. En fazla kullanılan sistemler Tex, Nm, Ne ve Denye olarak belirlenmiştir. Bu sistemler ağırlık veya uzunluğa göre belirlenmişlerdir.
Üretim Yöntemlerine Göre İplik Tipleri
Kesik Elyaf İplikler
Bu yapıda olan ipliklerin hammaddesi pamuk veya polyesterdir. Belirli boylardaki elyaf gruplarının birlikte bükülmeleriyle üretilirler. Bükümden önce iplik taranmaktadır. Bu işlem mevcut kısa liflerin ayrılmasını ve kalan uzun liflerin birbirine paralel olmasını sağlar. Böylece ipliğin mukavemeti ve düzgünlüğü artar.
Corespun (İlikli) İplikler
Bu gruptaki iplikler, özel bir üretim yöntemiyle dikiş için gerekli tüm avantajlar kazandırılarak üretilmektedir. İlikli iplikler, sonsuz elyaf polyester üzerine kesik elyaf polyester kaplanarak (poly/poly) veya sonsuz elyaf polyester üzerine pamuk kaplanarak (poly/cotton) üretilmektedir.
İlikli iplikler orta kısımdaki sonsuz elyaf polyesterden yüksek mukavemet ve dış kısımdaki kesik elyaftan doğal bir yapı ve dikiş tutumu özelliği kazanırlar. Böylece istenilen incelikte ve yüksek kopma mukavemetine sahip olmaktadırlar. Ayrıca dış yüzeydeki tüycüklü yapının aerodinamik özelliğiyle iğne soğutma ve makine parçalarının daha az aşınması sağlanır.
Sonsuz Elyaf İplikler
Polyester veya polyamid hammaddeden üretilen sonsuz elyaf iplikler %100 olarak suni elyaftan üretilirler. Bu yapıda üretilen iplikler, çok delikli başlıktan çıkan çok ince sonsuz elyaf gruplarının birlikte bükülmesi ile tek katlı olarak, daha sonraki üretim aşaması ile de çok katlı olarak üretilmektedir. Kopma mukavemeti ve aşınma dirençleri yüksektir. Bu iplikler genellikle ağır şartlara maruz kalacak materyallerin dikiminde kullanılmaktadır.
Trilobal Polyester İplikler
Sonsuz elyaf ipliklerin bir çeşidi de üçgen kesitli filamentlerden üretilen trilobal ipliklerdir. Bu iplikler, üçgen kesitlerinin kazandırdığı parlak yapıları ile nakış işlemlerinde kullanılır.
Textüre İplikler
Textüre işlemi, çeşitli yöntemler yardımı ile (yalancı büküm, hava jeti, yığma kamarası) düz filament ipliklere kalıcı bir kıvrımlılık ya da dalgalı form kazandırma işlemidir. Böylelikle iplik uzayarak hacimli bir yapı ve yumuşak bir tutum özelliği kazanır. İpliğin kullanım alanına bağlı olarak uzama ve hacimlilik özellikleri değişebilir. Textüre iplikler özellikle kenar kapama ve overlok dikişlerinde, kısmen de zincir dikiş makinelerinde kullanılmaktadır. Bu iplikler açılarak geniş bir yüzeye yayıldıkları için kenar kapamalarda iyi sonuçlar vermektedir.
Air Jet İplikler
Sonsuz filamentlerin air-jet ile tekstüre edilmesiyle üretilen bu iplikler, ufak yüzey düzgünsüzlükleri veren filamentlerden oluşan ilmekler ile karakterize edilebilen çok filamentli tek kat ipliklerden üretilirler. Bu düzensizlikler ilmeğin iyi kilitlenmesini sağlar. Aynı zamanda bu iplikler düz filament ipliklere göre makine parçalarıyla daha az temas eder. Bu sayede air-jet ipliğin temasta olduğu yüzey ile arasındaki sürtünme azalır. Tekstüre etme, filamentlerle elde edilen yüksek mukavemeti azaltır. Fakat bu ipliklerin uzayabilirlikleri daha yüksektir.
Monofilament İplikler
Tek filament halinde, istenen iplik numarasında, tekstüre edilmiş, bükümsüz, kalın, kaba filamenttir. Monofilament iplikler Naylon 6 veya Naylon 6,6’dan yapılmıştır. Işığı yansıtmak için yalnızca tek yüzeyleri olduğundan yarı saydamdırlar ve dikilen kumaşın rengini gösterirler. Bir tek filamentten üretilen iplik, aynı numaradaki çok filamentli iplikten daha serttir ve bu fark kalın ipliklerde daha da belirgindir. Genellikle kaba kumaşların dikiminde kullanılır.
Dikiş İpliklerinin Özellikleri
Dikilecek olan materyal ve dikim esnasında kullanılan dikiş makinesi ne kadar iyi olursa olsun, dikiş ipliği istenilen özellikte değil ise ortaya çıkan ürün istenilen düzeyde olmaz.
İyi bir dikiş ipliğinde aranan özellikleri söyle sıralayabiliriz:
- İplik numarası,
- Yüksek tenasite,
- Uygun elastisite,
- Düşük iplik sürtünme katsayısı,
- Isıya dayanıklılık,
- İplik düzgünlüğü,
- Düşük tüylülük,
- Yumuşaklık ve kayıcılık,
- Yüksek aşınma mukavemeti,
- Büküm ve büküm dengesi,
- Renk haslığı, ışık haslığı, kuru temizleme ve diğer haslık değerlerinin yüksek olması,
Kimyasal işlemlere dayanıklılık
Dikiş ipliği hakkında karar verirken iyi bir dikiş ipliğinde aranan özellikler dikkate alınmalı ve kontrol edilmelidir. Örneğin, kayma özelliği iyi değil, düzgünsüzlüğü yüksek ise dikiş ipliğinin yüksek mukavemetli olması yeterli olmayacaktır. Böylece dikiş ipliği tüm istenen özelliklerin optimal bir şekilde bir araya gelebilmesi ile dikilebilme kabiliyetini ve dikişten sonra kullanma performansını kazanmaktadır.
Dikiş İpliklerinin Numaralandırılması
Dünyada iplik kalınlıklarını belirlemek üzere kullanılan çeşitli numaralandırma sistemleri mevcuttur. En fazla kullanılan sistemler Tex, Nm, Ne ve Denye olarak belirlenmiştir. Bu sistemler ağırlık esasına göre veya uzunluk esasına göre belirlenmişlerdir.
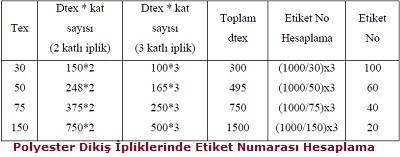
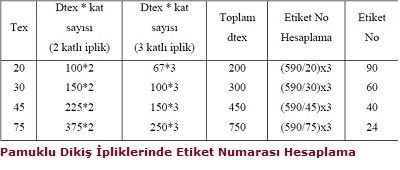
Sentetik ipliklerin Etiket No. su bulunurken Tex cinsinden toplam kalınlık değeri göz önüne alınır. Hesaplama; 1000 sayısının, bu değere bölünüp 3 ile çarpılması ile yapılır. Pamuk için 590 sayısı, bulunan Tex değerine bölünür.
Aşağıdaki polyester ve pamuk dikiş iplikleri için örnek hesaplama tablosu görülmektedir:
Dikiş iğnesi
Dikiş iğneleri çok eski tarihlerden beri kullanılmaktadır. İlk zamanlar fildişi, kemik, tahta ve boynuzdan yapılmaktaydılar. Şekilleri o zamandan beri değişmemiştir. 15. yüzyıl boyunca demir iğneler el dikişi için kullanılmaya başlamıştır. 1800 yılında Almanya’da Balthasar Krems, ilk defa, geliştirdiği zincir dikiş makinesi için iğneyi kullanmaya başlamıştır. 1840 yılından sonra büyük ölçüde üretilmeye başlanan dikiş makineleriyle beraber dikiş makinesi iğnelerinin imalatında büyük gelişmeler olmuştur.
Dikiş iğneleri çelikten imal edilir ve imalatın son safhasında parlatılırlar. Daha sonra, korozyona dayanıklılık, mekanik aşınmaya dayanıklılık, dikiş sırasında sürtünmenin azaltılması ve iyi bir görünüş elde etmek için elektroliz ile kaplanırlar.
Kaplama malzemesi genellikle krom ya da nikeldir. İğnelerin yüzey kaplamasından beklenen diğer önemli özellik, dikiş sırasındaki aşırı iğne ısınması sonucu sentetik kumaş ve ipliklerde ortaya çıkan erimiş parçacıkların iğneye yapışmasının bir ölçüde engellenmesidir. Üzerleri teflon ya da PTFE kaplı iğneler bu amaç için geliştirilmiştir ve özel uygulamalar için kullanılmaktadır.
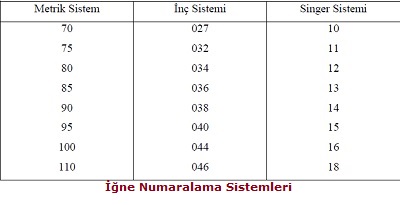
Belirli bir makinede kullanmak için iğnenin o makineye çap ve uzunluk olarak uyması gerekir. Ayrıca, çeşitli iğne imalatçıları, yüksek hızlarda ortaya çıkan iğne ısınmasını azaltmak ve kumaş hasarı ve büzülme problemlerini önlemek için daha ince çaplı iğneler geliştirmeye ihtiyaç duymuşlardır. Dikiş iğneleri çeşitli numaralarda imal edilir, kumaş ve iplik yapısına uygun olarak seçilir. Kumaşlar, günümüzde daha ince ve sık yapıda dokundukları için iğne ve ipliklerin de daha ince ölçülere sahip olması gerekmektedir. İğne, dikilecek kumaş ve ipliğe göre daha ince seçilmiş ise dikiş sırasında eğilir ve kırılır. Eğer iğne iplik için çok kalın ise, halka oluşumu zor kontrol edilir ve atlamış dikişlere yol açar. Ayrıca kalın iğne, kumaşta büyük delikler açarak dikiş görünüşünün bozulmasına ve kumaşın hasar görmesine neden olur. Farklı iğne imalatçıları, iğne ölçülerini tanımlamak için kendi sistemlerini kullanırlar. Ancak en basit numaralama metrik sistemdir. Bu sistemde, iğne numarası iğne şaftının ortasından alınan çap ölçüsünün 100 ile çarpılmasıyla belirlenir. Çap 0,9 mm ise Nm 90, çap 1,1 mm ise Nm 110 olur.
Çeşitli iğne numaralama sistemleri aşağıdaki görülmektedir.
Dikiş işlemi
İki boyutlu olan kumaş yüzeyinin üç boyutlu hale getirilebilmesi için dikim işlemi uygulanır. İnsan vücudunun derinlik boyutu ancak bu şekilde sağlanabilir. 18. yüzyılın başlarında el dikişi kullanılırken, artan nüfus ve buna bağlı giysi gereksinimi dikiş makinelerinin üretilmesine sebep olmuştur. Böylece dikiş, iğne, iplik, kumaş ve makine dörtlüsünün oluşturduğu bir şekle ulaşmıştır. Dikiş makinesindeki dikim işleminde, makinenin bir devrinde dikiş iğnesi, dikiş ipliği ile bir veya birkaç kat kumaşa batıp, kumaşın altında bulunan ikinci bir iplikle bağlanır ve bu bağlantının kumaşın içine çekilmesi ile ilmek oluşur.
Dikiş Makinesindeki Temel Dikiş Tipleri
El Dikişi
Dikiş iğnesiyle elde yapılan bu dikiş için özel dikiş makineleri de geliştirilmiştir. Punto dikiş makinesi olarak isimlendirilen bu makinedeki iki ucu sivri iğne, kumaşın üstünde ve altında bulunan iki tutucu çene arasında gidip gelerek dikim işlemini oluşturur. Genelde teyel, baskı, süsleme amacıyla kullanılan esnek bir dikiş türüdür. Özel bir makinesi olduğu için pahalı üretimde kullanılmaktadır. Özellikle bu dikiş erkek ceket yaka ve cep kenarları ile pantolon yan dikişlerinde kullanılır. Sürekli olarak iplik değiştirmek gerekir ve özel parafinli iplik kullanılır.
Düz Dikiş
Bu tip makinelerde, iğnenin yardımıyla üst bobinden gelen dikiş ipliği kumaşa batarak kumaşın altında bir ilmek oluşturur. Bu ilmeği çağanoz yakalayıp büyüterek, içinde masuraya sarılmış alt iplik bulunan mekiğin etrafından geçirmektedir. Üst iplik yukarıya doğru çekilirken alt iplik ile düğümlenerek dikiş oluşturmaktadır.
Zincir Dikiş
Mekiksiz olan zincir dikiş makinelerinde altta çalışan bir lüper iğneden gelen ipliği kendi içerisinden geçirerek dikişi oluşturur. Tek iplikli zincir dikişte lüper iğneden gelen üst iplikle dikiş işlemini gerçekleştirir. İplik kumaştan geçtikten sonra lüper bu ipliği tutarak ilmek oluşturur ve iğnenin ikinci batışında üst iplik bu ilmeğin arkasından geçerek düğümlenmektedir.
Bütün dikiş tipleri bu üç ana dikişten elde edilmektedir. Overlok ve reçme makineleri zincir dikişten türetilmiş dikiş tipleridir.
Çok sayıda dikiş tipleri için uluslararası standartlar bulunmaktadır.
Aşağıda İngiliz ve Amerikan standartları tarafından kullanılan sistem görülmektedir.
- Sınıf 100: Tek iplikli zincir dikişler
- Sınıf 200: El dikişleri
- Sınıf 300: Kilit – düz dikişler
- Sınıf 400: Kilitli zincir dikişler
- Sınıf 500: Overlok tipi dikişler
- Sınıf 600: Kaplayıcı dikişler (reçme).
Dikiş performansı
Bir giysinin görünüm ve kullanım kalitesini belirleyen en önemli faktör kumaşın kalitesidir. Ancak kumaşın kalitesi tek başına, istenilen özellikte bir giysinin oluşturulması için yeterli değildir. Giysiyi oluşturma sırasında kaliteyi etkileyen en önemli faktörlerden birisi dikiş performansıdır. Giysiyi oluşturan dikişlerin hem estetik, hem de fonksiyonel açıdan yeterli olması gerekir. Bir giysinin kullanımı sürecinde giysinin kumaşı son derece iyi bir durumda olsa bile, dikiş yerlerinde kopmalar veya açılmaların olması onu kullanılamaz hale getirecektir. Giysilerde dikişle ilgili olarak ortaya çıkan bu ve benzeri sorunların nedenleri incelendiğinde çoğunlukla üç durumla karşılaşılmaktadır.
- Dikiş ipliğinin kumaştan önce yıpranması veya kopması,
- Kumaşı oluşturan ipliklerin dikim işlemi sırasında dikiş iğnesi tarafından koparılması veya zarar görmesi ve bunun sonucu olarak da kumaşta küçük deliklerin oluşması,
- Dikiş kayması, yani dikiş ilmeklerinin bitişiğindeki atkı veya çözgü ipliklerinin kayması ve dikiş açılmasının oluşması.
Bu problemlerin ortaya çıkmasını engelleyebilmek için giysinin oluşturulması aşamasında dikiş makinesi, dikiş tipi, dikiş hızı, iğne numarası, iğne ucunun şekli, dikiş ipliği, dikiş payı, dikiş sıklığı ve gerginlik gibi etkin parametrelerin kumaşa uygun olarak seçilmesi gerekmektedir.
Dikiş performansı Carr ve Latham tarafından mukavemet, esneklik, dayanıklılık ve konforlu bir şekilde dikişin oluşturulması olarak açıklanmıştır. Bir başka kaynakta ise dikiş performansının, dikimin esnekliğine, mukavemetine ve vücuda uyum kabiliyet özelliklerine bağlı olduğu, bu özelliklerin de kumaşın özelliklerine, dikim tekniğine, dikiş tipine, dikiş ipliği cinsi ile numarasına ve dikiş sıklığına bağlı olduğu belirtilmiştir. Dikişin pek çok bileşeni vardır, hepsi birbiri ile doğru şekilde dengelendiği zaman dikiş verimli şekilde performans gösterebilmektedir.
Dikiş Mukavemeti
Dikiş mukavemeti, dikilmiş kumaşlarda dikiş yönüne dik olarak uygulanan bir kuvvet sonucunda dikiş yerlerinin kopmaya karşı gösterdiği dirençtir. Kopma uzaması da dikişin koptuğu andaki % uzama değeridir.
Kullanım esnasında kumaşların maruz kaldığı kuvvetlere dikişler de maruz kalmaktadır. Bu kuvvetlerin uygulanması sonucunda, kumaş yerine dikişin zarar görmesi, tekrarlanma ve onarım açısından tercih edilmektedir. Bu sebeple dikiş mukavemetinin, kumaş mukavemetinin %80–85 ’i kadar olması tavsiye edilir.
İki kumaş parçası bir dikiş ile birleştirildiğinde ve bu dikiş hattına dik açıda artan bir kuvvet uygulandığında dikiş çizgisinde ve buna yakın yerlerde kopmalar görülür. Bu kopmalar dikilmemiş kumaşı koparmak için gereken kuvvet değerinden daha az bir kuvvetle gerçekleşir. Bunlar da dikiş hatalarını oluşturur .
Dikiş mukavemeti İplik özellikleri, kumaş türü, dikiş tipi ve dikiş sıklığından etkilenir. İplik özelliklerinin varyasyonlar göstermesi, dikim esnasındaki aşınma dayanımı gibi özellikler dikiş mukavemetini etkiler. İplik kalınlaştıkça dikiş mukavemetinin arttığı araştırmalar sonucu görülmüştür. Ayrıca sentetik iplikler, doğal iplilerden daha yüksek dikiş mukavemeti oluşturmaktadırlar.
Dikilecek kumaşın gerilmesi, düzeni, sıkı dokunması, terbiye işlemleri dikiş mukavemetini etkileyerek, dikişin kumaştan önce kopmasına sebep vermektedir. Dikiş tipleri incelendiğinde daha fazla iplik kullanılarak daha çok bağlantı oluşturan zincir dikişin dikiş mukavemetinin daha yüksek olduğu, ancak çok sıralı dikişlerin, dikiş sırası artışı ile artan bir mukavemet gösterdiği tespit edilmiştir. Dikiş yoğunluğundaki değişmeler dikiş mukavemetini etkileyen diğer bir parametredir. Dikiş yoğunluğu arttıkça dikiş mukavemeti de artar. Bu durum, iğne delikleri nedeniyle materyalin zayıflamaya başladığı noktaya kadar sürer. Daha düşük dikiş yoğunluğunda daha kuvvetli iplik kullanılmalıdır. Bu da kalın bir iğne gerektirir ve bunun sonucunda da kumaşta iğne hasarları artar.
İnce kumaşlarda, dikiş sıklığı arttıkça dikiş mukavemeti neredeyse kumaş mukavemetine eşit olmakta ve dolayısıyla dikiş bölgesine bir kuvvet uygulandığında dikiş ipliğinin kopması yerine kumaşta dikiş hattı boyunca yırtılma oluşmaktadır.
Dikiş tipindeki varyasyonlar da dikiş mukavemetini etkilemektedir. Kilit dikiş makinelerinde iğne ipliğini etkileyen büyük kuvvet kayıpları ortaya çıkmaktadır. İğne iplikleri zincir dikişe göre daha fazla gerilme yükleyen bir dikiş geometrisi altındadır. Bu nedenle zincir dikiş ve overlok dikişi kilit dikişten daha mukavemetlidir.
Dikiş Esnekliği
Dikiş boyuna yönde gerildiğinde, dikiş tipi, kumaş özellikleri, iplik türü ve dikiş sıklığı ile iplikteki gerilim miktarına bağlı olarak iplik kopuşlarından dolayı dikiş bozulmaları görülür.
Kullanım sırasındaki zorlanmalara ayak uyduracak ve kuvvet kalktığında eski haline dönecek dikişlerin kullanımı esneklik için şarttır. Genellikle dokuma kumaşlarda gerilme, örme kumaşlara göre daha azdır. Kullanılan dikiş tipine bağlı olarak uzama değerleri farklılaşır. Ancak iplik gerginlik ayarları ile oynayarak dikişlerin uzama değerleri birbirine yaklaştırılabilir. Dikiş sırıtması endişesi yoksa, düşük gerilim ile zincir dikiş ekstra uzamalara yardımcı olur. Dikişin uzaması durumunda iplikler kumaşa doğru çekilerek, kuvvet kalktığında eski haline dönerler. Ancak bu durum kumaş ipliklerini kesme eğilimi gösterir ki, bu da dikiş kopması anlamına gelir.
504 üç iğne overlok dikişi
Ulaşılabilir maksimum esnekliği verir. Ayrıca reçme dikişi de esneklik bakımından iyi performans gösterir ve bunun yanında daha az hacimlilik sağlar. Kilit dikiş, zig – zag adımları ile kullanılarak, yüksek uzama ve sağlamlık elde edilebilir. Zincir dikiş, düz dikişe göre birim uzunlukta daha fazla iplik kullandığı için daha esnektir.
Dikiş yoğunluğu arttıkça, santimetredeki iplik miktarı artacağından, dikiş esnekliği belli bir noktaya kadar artar. Bu, iplik gerginliğinin çok iyi bir şekilde, dikiş kısalırken ayarlanması ile mümkün olur. Gerilimin dikiş yoğunluğuna göre ayarlanması ile, farklı dikiş sıklıkları durumundaki dikiş sırıtması aynı kalacak ve %70 ‘in üzerinde esneme sağlanabilecektir.
Dikiş yoğunluğunun, esneklik sağlamak amacıyla belli bir limitin üzerine çıkarılması kumaşın sıkışmasına, dikişin toplanmasına ve kumaşın uzamasından sonra tam olarak rahatlayamayıp, zayıflayarak bozulmasına sebep olur.
Dikiş ipliği tipi de dikiş uzaması açısından önemlidir. Pamuk iplikleri %6–8, orta kalınlıktaki sentetik iplikler iyi dikiş performansını kaybetmeden %15-20, kalın sentetik iplikler %25 uzama gösterirler. Eğer fazla bir uzama artışı isteniyorsa, %30 uzamaya sahip eğrilmiş polyamid iplikler kullanılabilir. Ancak bu iplikler, iğne ipliği olarak değil, alt iplik olarak düz ve zincir dikişlerde kullanılarak maksimum uzama, düzgün bir dikiş ve dikiş esnekliği sağlanabilir. İpliğin bobinden minimum gerilim ile boşalması tam bir dikiş uzama potansiyeli için gereklidir.
Dikiş Dayanımı
Bir giysinin dikiş ömrü, diğer materyaller kadar uzun ve son kullanım zamanına uygun olmalıdır. Daha erken bir zamanda iplik veya kumaşta bir büzülme olursa bu dikiş bozulması olarak düşünülebilir. Kot pantolon, iş giysileri, iç giyim ve okul giysileri büyük bir aşınmaya maruz kalmaktadır. Bu nedenle dikişler bu aşınmayı karşılayacak şekilde oluşturulmalıdır. Giysiler üzerine gelen ilk aşındırıcı etki dikim işleminin kendisi ve dikim sırasında iğne ipliklerindeki kuvvet kaybıdır. Dikiş sırasındaki bir ipliğin dayanımı; dikiş tipi, dikiş dengesi, dikiş gerginliği, dikiş adımı, iplik tipi ve dikilecek materyalin yapısı olmak üzere birçok faktöre bağlıdır.
Yüksek gerilim altında dikilen dikişler, düşük gerilim altında dikilenlere göre daha az hassastır. Ayrıca zincir dikişlerdeki ilmek ipliklerinin ömrü, dikiş dengesi sağlandıkça artış gösterir. Dolayısıyla iğne ipliği ile ilmek ipliği arasındaki oran 1: 1 olmalıdır. Tüm bu etkiler ipliğin malzeme içinde daha iyi yataklanarak dikişin korunmasını sağlarlar. Dikiş sıklığının artışı sürtünmeyi arttıracağı için aşınma dayanımını azaltır.
Yoğun dokunmuş ve kaplanmış kumaşlarda dikiş yüzeyde kalacağı için yıpranma daha fazla olacaktır. Kullanım yerine bağlı olarak özel efektli dikiş ve kumaşlarda kullanılacak ipliklerin aşınma mukavemetleri yüksek olmalıdır.
Sentetik iplikler, eğrilmiş polyester kaplanmış pamuk ipliği ve polyester kaplanmış nüveli iplik daha iyi dikiş performansı gösterir. Kalın ipliklerdeki aşınmaya maruz lif sayısı fazla olacağından aşınma dayanımı artacaktır. İnce ve fazla bükümlü ipliklerde aşınma daha az olacaktır.
İpliklerin ve dolayısıyla dikişin aşınmaya karşı direncini arttırmak için; dikim esnasında iplikleri yağlamak, iplik üretiminde uzun elyaflı ve yüksek dirençli hammadde kullanmak ve ipliğe gaze işlemi uygulamak yararlı olacaktır.
Dikiş Güvenliği
Dikiş güvenliği, dikişin iplik veya kumaş kopması veya dikiş kayması sonucu dikişlerin bozulmaması şeklinde düşünülebilir. Dikiş güvenliği; dikiş adım güvenliği, dikiş adım tipi ve kalitesi gibi faktörleri de içerir.
Bir dikiş adımında iplikler birbirleri içerisinden 3 farklı şekilde geçebilir. Tüm bu tipler dikiş güvenliğini etkiler ve her bir tip farklı güvenlik dereceleri ile açıklanır.
Kilit dikişli bir dikim işleminde bir ipliğin kopması, diğer dikiş adımlarında, boyuna ve çapraz uygulanan gerilimlere, kumaş uzaması ve iplik yüzeyine bağlı olarak geri çekilme olabilir. Dikiş güvenliği açısından dikim işlemi sonunda dikişlerin arkadan teyellenerek sağlamlaştırılması önemlidir.
Uygulamada en az güvenli dikişler, tek iplik zincir dikişlerdir. Çünkü bu dikişler, bir iplik ilmeğinin aynı ipliğin oluşturduğu başka bir ilmeğin içinden geçirilmesi ile oluşturulmuştur. Bu sebeple son dikiş düzgün kilitlenmemişse, bir iplik kopuşu ve dikiş kayması ile dikişin çözülmesi çok kolaydır. Dikkatli iplik seçimi, her bir dikişin iç sürtünmesini arttırarak, geri kaçma eğilimini azaltabilir. İğne ipliklerinin, bir veya daha fazla farklı ipliğin oluşturduğu, tek veya çoklu ilmekler arasından geçerek oluşturduğu dikiş tipinde halen geri kaçma eğilimi söz konusudur. Ancak iç sürtünmenin artışı ve pürüzsüz iplik yüzeyi durumunun ön plana çıkması ile çoğu kez iplikler fazla kaçmadan, dikiş içerisinde karışım ortaya çıkar. Diğer önemli husus ise, zayıf dikiş hatlarının sonlarının çapraz dikiş ile sağlamlaştırılmaları ve punteriz dikiş ile iplik sonlarının dikiş hattına alınmalarıdır.
Anlaşılacağı üzere, dikiş tipi, bir dikiş hattındaki ipliğin kopuşunu etkileyen ilk ihtimaldir ve dikişin ileride açılma derecesini belirler.
Dikiş kayması, bobin kopçasındaki hatadan veya ilmek yapısının iğne ipliğindeki ilmeği çekmesi ile ortaya çıkar. Eğri iğneler, iplik ölçüsü ve tipine uygun olmayan iğneler, yanlış iplik gerilimi, zayıf baskı ayağı ve iğne deliği ve açıklığının büyük oluşu dikiş kaymasını etkiler. Bu durumda kumaş iğne ile aşağı – yukarıya oynar, bu da istenmeyen bir durumdur.
Dikiş Rahatlığı
Bu faktör, ilk dört faktörün uygulanmasına bağlı olarak ortaya çıkacaktır. Dikişler kendi çevrelerinde, beden karşısında bağlanmış olabilirler ve vücuda bir çıkıntı veya sertlik hissi verebilirler. Bunun sebebi uygun olmayan dikiş adımı, dikiş veya dikiş ipliği seçimidir. İplik sonları veya etiket köşeleri de bölgesel rahatsızlık oluşturabilirler.
Bir dikiş beden karşısında bağlanmışsa, dikiş ipliği kopuşu yüksek bir olasılıktır ve kumaş uzamasının dikiş uzamasından daha fazla olacağı düşüncesi hakimdir. Bir dikiş rahatsız edici bir sırt oluşturuyorsa, bunun sebebi kapalı bir overlok veya açık dikişe göre daha hacimli ve emniyet dikişli bir dikiş hattının oluşturulmuş olmasıdır. Bunun alternatifi olan açık bir dikiş hem daha maliyetli hem de dikiş adımı tipleri bakımından yetersiz uzamaya sahip olacaktır. Sert bir tutum gösteren bir dikiş, kenarları düzgünleştirmek için yapılan overlok ve reçme dikişinde ilmek ipliği olarak tekstüre iplik kullanılarak yumuşatılabilir.
Karşılaşılan dikiş problemleri
Dikiş İpliğinin Kopması
Dikiş ipliği herhangi bir sebepten dolayı üzerinde meydana gelen gerilimin artması ile zayıf yerinden kopar. Dikiş ipliğinin kopması, uygun dikiş makinesi, dikiş tipi ve dikiş ipliğinin seçilmemesinden kaynaklanabilir. Bunlardan başka yüksek iplik gerilimleri, iğne ucu ile iğne gözünün bozuk olması ve çok kalın bir iğnenin kullanılması da dikiş ipliğinin kopmasına neden olabilir.
Endüstriyel düz dikiş makinelerinde, yüksek hızlı dikiş sırasında dikiş ipliklerinde hasarlar oluşmakta ve bu da mukavemet azalmasına sebep olmaktadır. Taramalı elektron mikroskopta (SEM) yapılan çekimlerde, hasarın daha çok iğne ipliğinin bağlantı noktasında ortaya çıktığı görülmektedir. Dikiş ipliğindeki liflerde, periyodik gerilimler sonucu yarıklar oluşmakta ve sonuçta iplik kopmaları meydana gelmektedir.
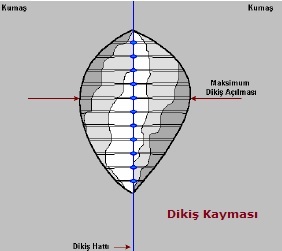
Dikiş Kayması
Dikiş kayması (açılması), kumaştaki dikişlerin yük etkisi altında açılması durumuna verilen isimdir. Dikiş kayması esas olarak kumaş yapısına bağlıdır. Dikiş kaymasına çok sık rastlanmamaktadır. Ancak gevşek yapılı kumaşlarda daha sık görülmektedir. Bir dikiş kendi yönüne dik açılarda esnediğinde dikiş kayması normal olarak meydana gelir. Eğer dikiş açılması göze çarpacak şekilde ise, dikiş kusuru olarak sayılır.
Kumaş mekanik özelliklerinden yola çıkılarak dikiş kayması üzerinde yapılan araştırmalar dikiş kaymasının, kumaşın eğilme, yırtılma ve şekil alabilirlik özelliklerinden etkilendiğini göstermiştir.
Düşük eğilme rijitliği, dikiş görünümü açısından zararlıdır. Bununla birlikte oldukça düşük şekil alabilirlik, kumaşın dikiş esnasında oluşan kuvvetlere adaptasyonunu önler, dikiş alanında dikişin oluştuğu noktada dikiş ipliğinin kütlesinden dolayı kumaş kesme deformasyonuna sebep olur. Bu yolla sebep olunan kumaş kesme deformasyonu, dikiş oluşum alanında kumaş uzaması ile sonuçlanır.
Dikiş kayması, kesme kuvvetlerinin arasındaki etkileşimden ve dikiş oluşum alanındaki kumaş uzamasından dolayı meydana gelen bir dikiş deformasyonudur.
Dikiş Sırıtması
İki kumaş parçası düz bir dikiş ile birleştirildiğinde ve yine bu dikiş dik açılarda zorlandığında, dikiş kopmadan önce iki kumaş arasında bir yarık açılabilir.
Bu, dikiş sırıtmasıdır ve dikiş gerilime ve yoğunluğu ayarlarıyla kontrol edilebilir.

Yapılan araştırmalar sonucu; dikiş sırıtma miktarının, dikiş sıklığı azalması ve iplik esnekliğinin artması ile arttığını göstermektedir. Kumaşa uygulanan yük, kumaş deformasyonuna ve daha sonra da dikiş deformasyonuna sebep olur. Bu nedenle, kumaş esnekliği artarsa, dikiş sırıtmasının miktarı azalır.
Dikiş Atlaması
Dikiş hattında, bir veya daha çok dikiş adımının oluşamaması dikiş atlaması olarak bilinir. Dikiş atlamaları dikiş oluşumunda, kavrayıcı veya lüperin iğne ipliği halkasını yakalayamamasından dolayı oluşur.
İyi bir dikişte, iplik hasarı ve kopuşunun yanı sıra, dikiş atlamasının da olmaması istenir. Özellikle zincir dikiş ve otomat dikiş makinelerinde bu durum daha da önemlidir. Seyrek dikiş atlamaları göz ile fark edilmeyebilir. Ancak bu atlamalar tamir edilmezlerse daha sonra dikişin tamamen sökülmesine yol açabilirler. Dikiş atlamasının nedenlerinden en önemlileri, iğne ile kavrayıcı uç arasındaki mesafenin ve dikiş plakası üzerindeki iğne deliğinin uygun olmamasıdır. Yanlış iğne sistemi, ipliğin hatalı geçirilmesi, baskı ayağı baskısının çok düşük olması ve kavrayıcı ucun veya lüperin ayar bozukluğu da dikiş atlamasına sebep olabilir. Dikiş atlaması probleminin düzeltilmesi için, dikiş makinesinin zamanlamasını düzenlemek, hatalı parçaları değiştirmek ve makineyi temizlemek gerekir.
Dikiş Büzülmesi
Konfeksiyon teknolojisinde büzülme, düz bir kumaş üzerinde dikiş hattı boyunca oluşmuş dalgalı görünümdür. Büzülme ya hemen ortaya çıkar ya da ilk başta ortaya çıkmayıp giysinin ütülenme, yıkanma gibi işlemlerinden sonra görülebilir.
Dikiş büzgüsü, sabit bir yük altında orijinal kumaş üzerinde dikilmiş kumaşın kalınlığındaki yüzdesel artış ölçülerek belirlenir.
Dikiş iğnesi, kumaşa her batışında atkı ve çözgü ipliklerini iterek onların yer değiştirmelerine sebep olur ve bu sırada birtakım gerilimlere maruz kalır. Bu gerilim; kumaşın yapısına, kalınlığına, mekanik özelliklerine, dikiş iğne aralığına ve dikiş uzunluğuna bağlıdır. Dikiş iğnesi, dikiş oluşum yönünde parçalar üzerinden ayrıldığında, iğne deliği açıklığı alanında atkı ve çözgü ipliklerinde kısmen ya da tamamen relaksasyon meydana gelir. Bu, atkı ve çözgü ipliklerinin elastik özelliklerine bağlıdır. Bu yüzden iğne ve bobin ipliğinin kilitlenme alanında aşınma kuvvetlerinden dolayı dikiş oluşumu anında çalışma parçaları sıkışır. Bu yolla meydana gelen dikiş merkezi yönündeki deformasyon, atkı ve çözgü ipliklerinin gerilimlerinde artışa sebep olabilir. Tekrarlı delinmeler boyunca, dikiş iğnesi kumaş atkı ve çözgü iplikleri arasında yönünü bulmak zorundadır ve iplikler tekrar birbirleri arasından itilirler. Atkı ve çözgü ipliklerinin tekrarlı yer değiştirmesinden dolayı tekstil yüzeyinde yapısal deformasyon meydana gelir. Eğer gerilim, elastikiyet sınırından daha yüksek olursa, kumaşta plastik deformasyon olarak kendini gösterir.
Bu deformasyon dikiş büzgüsü olarak yansır. Bu durum dikiş kalitesi üzerinde olumsuz bir etkiye sahiptir.
Dikiş büzgüsünün önemli sebeplerinden bir tanesi de dikiş makinesinin iğne-iplik tansiyonun iyi ayarlanmamış olmasıdır. Genelde iğne-iplik tansiyonunun yüksek olduğu dikiş makinelerinde dikiş büzgüleşmeleri meydana gelir. Böyle dikiş makinelerinde büzgüleşmeyi azaltmada sert iplikler yumuşak ipliklere göre daha uygundur. İğne-iplik tansiyonunun düşük olduğu makinelerde ise, yumuşak iplikler sert ipliklerden daha uygundur.
Dikiş büzüşmesine neden olan diğer önemli faktör ise yıkamadır. Günümüzde üretilen kumaşların büyük çoğunluğu sabit boyut niteliğini taşır. Kullanımları sırasında enden ve boydan çekmezler. Çünkü bu kumaşların hammaddeleri çoğunlukla sentetik veya sentetik-doğal liflerin karışımıdır. Doğal liflerden yapılan iplikler nemi emdikleri zaman çapları genişler ve boyları kısalır. Normalden fazla nemli pamuk ipliği ile dikilen kumaşta toplanma ve dikiş büzüşmesi meydana gelir. Kumaş kuruduğunda, iplikler eski uzunluklarına dönseler bile kumaş üzerindeki büzüşme kaybolmaz. Islak durumdaki pamuk ipliği %4–7 arasında çeker. Bu oran merserize pamuk ipliklerinde %3 tür. Yıkama suyunun sertlik derecesi de çekme oranını etkiler.
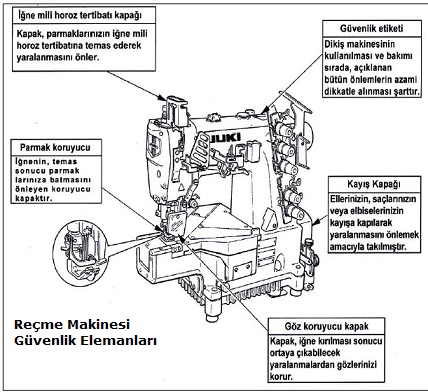
REÇME MAKİNELERİNİN YAPTIKLARI İŞE GÖRE SINIFLANDIRILMASI
Reçme dikişi, 2 veya 3 iğne ipliği grubu ile alt lüper ipliğinin bağlantısı ile oluşur. Ön yüzde iğne sayısıyla orantılı olarak birbirine paralel kilit dikiş (düz dikiş) görüntüsü ve alt yüzeyde ise kaplama dikişi görüntüsü vardır. Karyoka aparatı ve ipliğinin eklenmesiyle ön yüzeye de kaplama dikişi görüntüsü verilir. İğne sayısının değiştirilmesi ve değişik aparatların kullanılmasıyla amaca göre farklı dikişler yapılır. Reçme dikişi kumaşın orta bölümlerinde de birleştirme ve süsleme amaçlı olarak kullanılabilir.

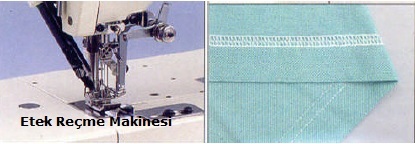
>>>>>Etek reçme:
Özellikle likralı, esnekliği yüksek ve hassas kumaşlardan yapılmış ürünlerin etek ucu, kol ağzı, paça vb. yerlerinin kıvrılarak temizlenmesinde kullanılır. Ön yüzde çift iğne düz dikiş, alt yüzde ise iki zincir dikiş arasında overlok dikişi görüntüsü şeklindedir. Bu nedenle reçme dikişi yapılacak yere overlok çekilmez. Bıçak tertibatı ilave edildiğinde (sol tarafa) reçme dikişinin dışında kalan kumaş fazlalığı kesilerek temizlenir.
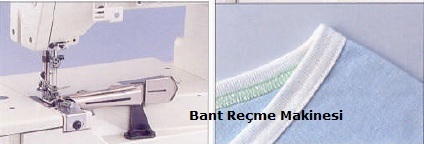
>>>>> Bant reçme:
Etek reçmenin ön kapağı biye aparatının takılmasına uygun olarak içeri girintili tasarlanmıştır. Etek reçmenin ön kapağı değiştirilerek bant reçme olarak kullanılabilir. Değişik genişliklerde biye aparatı takarak biye ile kenar temizleme işlemi yapılır.
>>>>> Köprü makinesi:
Reçme makinesine köprü kıvırma aparatı ilavesiyle kemer köprüsü hazırlar.

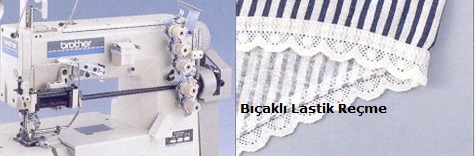
>>>>> Bıçaklı lastik reçme:
Lastik ve dantel ile kenar temizleme amaçlı kullanılır. Sağdan kesicili regula bıçak sistemi ile dantel veya lastik altındaki fazla kumaş kenarları kesilerek temizlenir. İlave edilen lastik verici ünite yardımıyla, lastik veya dantel şerit, makine baskı ayağı altına yönlendirilir. Böylece lastik gerginliği ayarlanabilir.
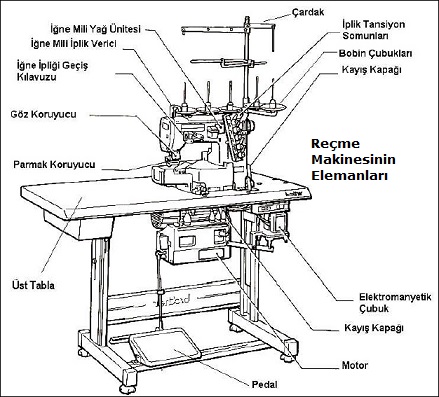
REÇME MAKİNELERİNİN BÖLÜMLERİ
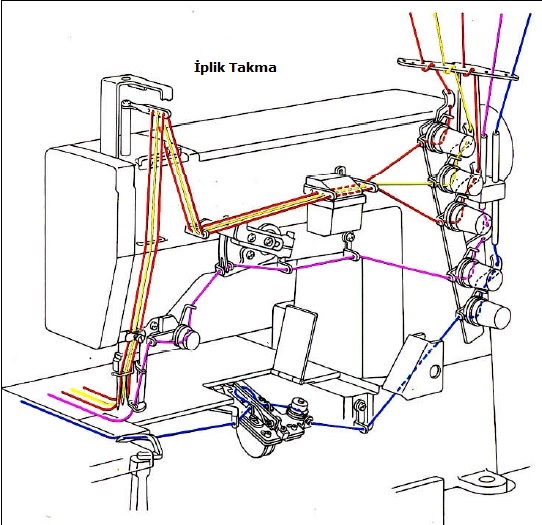
REÇME DİKİŞİ OLUŞUMU ( 3 İğneli ve Karyoka Tertibatı İlaveli )
Karyoka: Kendi ismiyle adlandırılmış makine parçasının işleyişiyle yapılan üst süs dikişidir. Bu parça serici ismiyle de anılmaktadır.
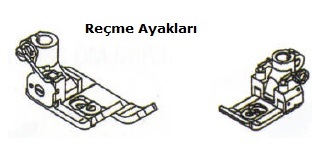
REÇME MAKİNESİNDE AYAK TAKMA
Baskı ayağı vidası gevşetilerek baskı ayağı kaldırma pedalı ile baskı ayağı mili kaldırılır ve mevcut baskı ayağı ayağı çıkarılır. Yapılacak işe uygun ayak, baskı ayağı miline yerleştirilir.
REÇME MAKİNESİNDE İĞNE SEÇİMİ
Reçme makinelerinde 2 ya da 3 iğne kullanılmaktadır. İğnelerin kalınlığı, yapılacak işin ve kumaşın cinsine göre değişir. Daha çok örme ve esnek kumaşlarda reçme makineleri kullanıldığı için yuvarlak uçlu iğneler tercih edilmelidir.
REÇME MAKİNESİNDE İPLİK SEÇİMİ
Reçme makinelerinde kullanılan iğne sayısına göre kullanılacak iplik sayısı da değişir. Örneğin 2 iğne kullanılacaksa, lüperle birlikte toplam 3 iplik kullanılır. Karyoka tertibatı kullanılacaksa bir iplik daha eklenmelidir. Yapılacak işin özelliğine göre reçme makinelerinde çeşitli ayak ve aparatlar kullanılmaktadır.Aparatların kullanılması verimi yükseltir ve masrafları düşürür.
KULLANILAN KUMAŞA UYGUN İPLİK SEÇİMİ
Hafif, ince pamuklu kumaşlar :Pamuklu iplik No:100
Ağır kot (kaba pamuklu ), branda, bornozluk, havlu tipi kalın pamuklu kumaşlar:Polyester No:60-50 Pamuklu iplik No:60
Hafif yünlü, poplin kumaşlar : Polyester No:80 Pamuklu iplik No:60
Gabardin, fanila yünlü kumaşlar : Polyester No:80-60 Pamuklu iplik No:60
Ağır, yünlü kadife kumaşlar : Polyester No:60-50 Pamuklu iplik No:60
Sentetik lifli dekorasyon kumaşları ( saten, vual, krep ) : Polyester No:100-80 Pamuklu iplikNo:120-80
Triko ( Örgü ) Kumaş : Polyester No:80-60 Pamuklu iplik No:80-60
Jarse ( jersey ) : Polyester No:60-50 Pamuklu iplikNo:60
Yün örgü kumaş: Polyester No:60-50
KARYOKA APARATI ( KARYOKA SERİCİ )
Genellikle spor giysilerde süsleme amaçlı olarak kullanılır.Kol ağzı, etek ucu, paça katlamalarında, yaka çevresinde, birleştirme dikişleri üzeri gibi yerlerde uygulanabilir. Farklı renkte iplikler kullanılarak değişik görüntüler elde edilebilir.
BİYE APARATI
Genellikle spor giysilerin yaka çevresinin temizlenmesinde kullanılmakla beraber, model özelliği doğrultusunda kol ağzı, etek ucu, cep ağzı gibi yerlerin temizliğinde de kullanılır.
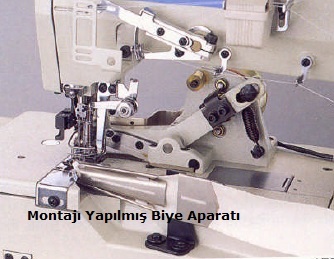
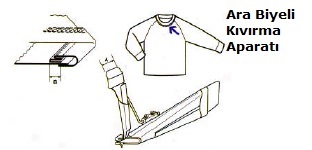
İhtiyaca göre çeşitli uygulamaları vardır; biye katlama, tek veya çift kıvırma, ara biyeli kıvırma aparatları gibi.

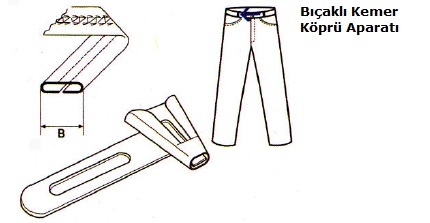
KEMER KÖPRÜ APARATI
Etek, pantolon gibi giysilerin kemer köprülerinin hazırlanmasında kullanılır. Bıçaklı köprü aparatları ile daha iyi sonuçlar alınır.
REÇME MAKİNESİNDE ALT VE ÜST İPLİK GERGİNLİĞİ
Yapılacak işe, kumaş cinsine, iğne kalınlığına, iplik çeşidine ve dikiş boyuna uygun olacak şekilde iplik gerginlik ayarı yapılmalıdır.
DİKİŞ BOYU
Reçme makinesinde standart dikiş uzunluğu 0,9mm - 3,6mm arasındadır. Bu değerler arasındaki dikiş uzunlukları transport ayar topuzunun sağa veya sola çevrilmesiyle ayarlanabilir. Ancak dikiş 3,6mm’den daha fazla ise uygulama faaliyetindeki işlemler uygulanır.
REÇME MAKİNESİNİN GÜNLÜK BAKIMI
Sürekli kullanılan reçme makinelerin dişli ve plakaları arasına sıkışan iplik ve kumaş parçaları birikerek makinenin düzgün çalışmasını engeller. Ayrıca iğne hareketi ve iplikle birlikte taşınarak dikişin kirlenmesine neden olur. Bu da kalitenin düşmesine ve maliyetin yükselmesine neden olmaktadır. Makine veriminin yükselmesi ve iş kalitesinin yükselmesi için öncelikle günlük temizliğinin yapılmasına önem verilmelidir.
REÇME MAKİNESİNDE YAĞ GÖSTERGESİ
Makine ilk kurulduğunda yağ haznesi boştur çalıştırma öncesi belirlenen seviyede yağ doldurulur. Makine çalışır durumundayken pedala basıldığında makine yağının yağ göstergesinde sıçradığı gözlemlenir.Yağ, gösterme penceresindeki yağ sıçraması makine içerisinde yağ dolaşımının varlığını gösterir.Yağ, gösterge penceresinde yağ sıçraması gözlenmemesi yağ eksikliğini gösterir ve ilave etmek gerekir.
DİKİŞ ATLAMALARI HATALARI VE GİDERİLMESİ
1-İplikler yanlış geçirilmiştir. (İplikleri geçirme sırası kontrol edilir.)
2-Lüper ucu hasarlıdır.(Yeni Lüper takılır.)
3-Serici (karyoka) iplik tansiyonu çok sıkıdır.( Tansiyon gevşetilir.)
4-Lüperde yanlış mesafe ayarı, yanlış geri dönüş miktarı vardır.( Lüper ayarı yapılır)
5- İğne mili pozisyonu çok yüksektir.( İğne mili yükseklik ayarı yapılır.)
6-İğne eğrilmiştir, yanlış takılmıştır veya yanlış iğne kullanılmıştır.( İğneler ve takılışları kontrol edilir.)
7-Üst reçme ipliği içeri çekme miktarı çok fazladır.( Gerginlik düşürülür.)
8-Sericinin ucunun biçimsiz olması, ipliğin yakalanmasına engel olur.( Orjinal parça değiştirilir.)
9-Sericinin ayarı hatalıdır.( Serici uygun ayarlanır.)
10-Serici tansiyonu çok düşüktür.( Tansiyon yükseltilir.)
11-Serici hareket mesafesi çok fazladır.( Mesafe daraltır.)

Remayöz makinesi, düz örme konfeksiyonunda dikime hazırlanmış düz örme ürünlerin yaka, bant, pat, cep, yan dikiş ve lastik dikim işlemlerini yapan makinedir. Esneme özelliğine sahip olan düz örme kumaşlara zincir dikişi yapan bu makine düz örme konfeksiyonunun ana dikim makinesidir.
Remayöz Makinesinin Bölümleri ve Görevleri
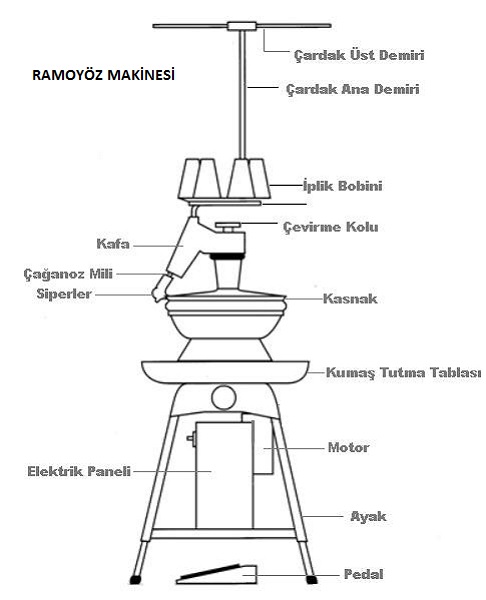
Çardak
Üzerine iplik bobinlerinin yerleştirildiği yukarıdan dikiş ipliğinin rahat sağılmasına yarayan bölümdür.
Kafa
İçerisinde hareketin aktarımını sağlayan aksamların bulunduğu, üzerinde çevirme kolu, tansiyon, tansiyon teli, iplik kılavuzu mafsal çubuğu, üst siper ve çağanozun yer aldığı kısımdır.
Kasnak
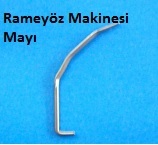
İçerisinde hareketin aktarımını sağlayan aksamların, alt iplik kılavuzunun, gergi yayının ve iğnenin bulunduğu, üzerinde kilit sistemini harekete geçiren baskı kolu, maylar, işaretleme çemberi ve alt siperin yer aldığı kısımdır.
Kumaş tutma tablası
Dikilen ürünün yere düşmesini önleyen, ürünün çalışan kişiye ağırlık yapmasını engelleyen ve dikiş esnasında gerekli olan (çizgi taşı, makas gibi) araç gereçlerin konulduğu kısımdır.
Motor
Gelen elektrik enerjisini, harekete çeviren bölümdür.
Elektrik paneli
Elektrik enerjisinin makineye kontrollü olarak girmesini sağlar.
Ayak
Makinenin zemine sağlam bir şekilde tutunmasını sağlayan kısımdır.
Pedal
Motorun hareketini makinenin çalışan aksamlarına ileten, ayak ile idare edilen kısımdır. Makinenin hızlı veya yavaş devirde çalıştırma işlemi de pedal ile yapılır.
Remayöz Makinesinin Çeşitleri :
1-Tek iplikli remayöz makinesi
Tek iplikle zincir dikiş oluşturan makinelerdir. Tek iplikli remayöz dikişi kolay sökülebilme özelliğine sahiptir.
2-Çift iplikli remayöz makinesi
Çift iplikle zincir dikiş oluşturan makinelerdir. Oluşan dikişler sağlam ve esneme özelliğine sahiptir.
3-Overloklu remayöz makinesi
Overlok ve remayöz dikişini birlikte yapan makinelerdir.
Remayöz Makineleri
Remayöz makinesi, yuvarlak bir kasnak üzerindeki çelik maylara takılan düz örme kumaşların dikim işlemlerini yapan makinedir. Remayöz makinesinin ayak bölümünden üstü 360 derece sağa ve sola dönme özelliğine sahiptir.
Bu makineyi kullananlara remayözcü denir. Seri üretimde bir remayöz makinesinde karşılıklı iki remayözcü çalışır. Remayözcülerden biri dikilecek ürünün alttaki parçasını makineye takar diğeri ise üstteki parçayı takar ve pedala basararak makineyi çalıştırır. Bu işlem seri bir şekilde devam eder. Böylece iplik hiç koparılmadan arka arkaya dikim yapılır. Dikilen iki parça arasında 1-1,5 cm boşluk bırakılır, iki parça bu boşluktaki dikişten kesilerek ayrılır.
Overloklu remayöz makinesi düz örme kumaş dikimine özel bir makinedir. Remayöz ve overlok dikişini birlikte yaparak zamandan ve insan gücünden tasarruf sağlar. Düz örme kumaşların overlok yapılacak kısımlarını önce çift sıra remayöz dikişi ile birleştir. Birleştirmeden sonra parçalarının fazlalıklarını (firelerini) bıçak sistemi ile keser ve vakum vasıtasıyla parçanın fazlalıklarını kendi deposuna çeker. Kesim işleminden sonar overlok dikişi yapar .
Remayöz Makinesinin Numaralandırma Sistemleri
Remayöz makinesi numaraları 3-5-6-7-8-10-12-14-16 olarak sınıflandırılır. Numara büyüdükçe makine kalınlığı incelir. Yani 3 numara en kalın makine, 16 numara ise en ince makinedir. Kullanılacak makinenin may kalınlığı dikilecek ürünün kalınlığına uygun olmalıdır. Örneğin 7 veya 8 numaralı örme makinesinde örülmüş bir yaka bandını ancak 10 nu.lı remayöz makinesinde dikmek mümkündür.
Makinenin numarası, üzerinde bulunan mayların kalınlığı ile ölçülür. 1 ınç’e (1 ınç = 2,54 cm) denk gelen may sayısı makinenin numarasını gösterir.

Remayöz makinesinde kullanılacak iğne kalınlıkları remayöz makinesinin may kalınlığı ile doğru orantılıdır. Makinenin kalınlığına uygun iğne seçmek çok önemlidir. Örneğin, 12 nu.lı remayöz makinesinde ancak 12 nu.lı makine iğnesi kullanılmalıdır.
May Kalınlıkları
Remayöz makinesinin kasnağı üzerinde bulunan çelikten yapılmış parçalara may denir. Remayöz makinesindeki mayın kalınlığı makinenin kalınlığını gösterir. Makinenin numarası kaç olursa olsun makinenin çevresi 52,6 ınç’tir. Makinenin may kalınlıkları arttıkça makinedeki may sayısı azalmakta, may inceldikçe may sayısı artmaktadır.
Remayöz Makinesinde Kullanılan Dikiş İpliklerinin Özellikleri
Remayöz makinesinde dikiş ipliği olarak genellikle, dikilecek olan düz örme kumaşın kendi örme ipliği kullanılır. Eğer düz örme kumaşın kendi ipliği dikiş için elverişli değil ise o zaman kumaşın rengine ve ham maddesine uygun bir iplik tercih edilmelidir.

Kaliteli bir dikiş ipliği, dikiş makinesinden rahatça geçebilmeli yani akışkan olmalı, istenen kalitede dikiş oluşturabilmeli, dikilmiş kumaşta mamulün ömrü kadar kopmadan bozulmadan işlevini sürdürebilmelidir.
Remayöz Makinesinde Dikiş Oluşumu
Remayöz makinesi iğne ve çağanoz yardımı ile birbirine bağlanmış iplikler ve ilmeklerle bir zincir dikiş dizisi oluşturarak dikim işlemi gerçekleşir. Zincir dikişi gerdirilmeye karşı esneme özelliğine sahiptir. Dikişin kumaştaki görüntüsü, bir tarafı zincir dikiş görünümünde diğer tarafı ise düz makine dikişi görünümündedir. Remayöz makinelerinin zincir dikişi üstte oluşturan ile altta oluşturanlar çeşitleri vardır.
Remayöz makineleri özelliklerine göre tek iplikli ve çift iplikli olarak zincir dikiş oluşturur.
1-Tek iplikli zincir dikiş oluşumu
Çağanoz, iğneden gelen ipliğin oluşturduğu ilmeği, iğnenin bir sonraki alçalması ile bunun içinden geçmesine dek aynı pozisyonda tutar ve dikiş oluşur.

2-Çift iplikli zincir dikiş oluşumu
İğne ve çağanoz sıra ile birbirlerini oluşturduğu ilmeklere girer ve ilmeklerden zincir oluşur.

Remayöz Makinesinin Kullanım Alanı
Remayöz makinesi, düz örme konfeksiyonunda dikime hazırlanmış düz örme ürünlerin yaka, bant, pat, cep, yan dikiş ve lastik dikim işlemlerini yapan makinedir. Esneme özelliğine sahip olan düz örme kumaşlara zincir dikişi yapan bu makine düz örme konfeksiyonunun ana dikim makinesidir.
Makineye İğne Takma İşlemi
Remayöz makinesinde iğne değiştirmek gerektiğinde, makine kol yardımı ile çevrilerek iğnenin öne çıkması sağlanır. Daha sonra iğnenin takılı olduğu yatağın vidası gevşetilerek iğne serbest bırakılır. İğne yerinden sökülerek yenisi takılır. Yeni iğneyi takarken iğnenin iğne yatağına tam oturması sağlanmalıdır. Yerine oturduğuna emin olduğunuz iğneyi tutan yuvanın vidası tatlı ser bir şekilde sıkılarak iğne değiştirilir.
Makineye İplik Takma İşlemi
Aşağıda iki iplikli remayöz makinesinin iplik takma işlemi ve makinenin kullanımı anlatılmaktadır. Tek iplikli remayöz makinelerinde, makinenin özeliklliğine göre iplik, yalnızca iğneye ya da çağanoza takılır.

İğneyi en alt seviyeye getirmenizin sebebi, iğne üst noktada iken iplik, iplik freni tarafından sıkıştırılır ve iplik sağılımı gerçekleşmez. İğne alt seviyeye getirildiğinde iplik freni açılır ve iplik sağılımı gerçekleşir. Bu durumu gözlemlemek için alt kapak açılır, ipliğin ucu tutularak çevirme kolu ile iğneyi aşağı yukarı hareket ettirerek iplik freninin hareketi incelenir.
Rameyöz makinesine iğne takılmasında işlem basamakları :
1-Remayöz makinesi, remayöz makine iğnesi, tornavida, allen veya İngiliz anahtarı hazırlanır.
( Burada Remayöz makinesinin kalınlığına uygun iğne ve makinenin iğne vidasına uygun tornavida, allian veya İngiliz anahtarını seçmeye dikkat edilir.)
2-İğne çevirme kolu kullanarak öne doğru alınır ve iğne vidasını gevşetilir. ( Çevirme kolunu saat yönünde çevirmeye dikkat edilir. )
3-Makine iğnesi, iğne kanalı alta gelecek şekilde yuvasına yerleştirilir. (Makine iğnesinin yuvaya iyice girdiğine dikkat edilir.)

4-İğne vidasını sıkılır. ( İğne vidasının iyice sıkıldığından emin olunur, vida iyice sıkılmaz ise makine çalıştığında vida yerinden fırlayabilir. )

5-Çevirme kolunu kullanarak iğnenin pozisyonunu kontrol edilir. ( İğnenin çağonoza veya maylara çarpmadığından emin olunur. )
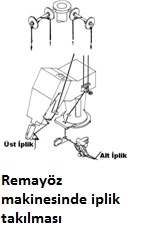
Remayöz makinesine iplik takılması
1-Remayöz makinesi, dikiş iplikleri (2 adet), düz örme fire kumaş ve el işi makası hazırlanır ( Dikiş ipliklerinin makine kalınlığına uygun ve düz örme kumaşın kendi ipliğinden olmasına özen gösterilir. )
2-İplikleri çardaktaki iplik sehpasına yerleştirilir. (İplikleri iplik sehpasına yerleştirirken alt ipliği, alt ipliğin gidiş yönüne, üst ipliği, üst ipliğin gidiş yönüne en uygun sehpaya yerleştirmeye dikkat edilir )
3-Üst ve alt iplik aşağıdaki şemada da görüldüğü gibi takılır. ( Eğer makinenin üst ve alt iplik takılış şekli farklı ise o zaman makinenin kullanım kılavuzundaki şemaya göre üst ipliğin takılmasına dikkat edilir.)
4-Fire kumaşı çift kat olarak makinenin maylarına sağdan sola doğru takınız. (a-Fire kumaşı takarken kumaşın fazlalığı aşağıda tutulur. b-Kumaş, sağ elin başparmağı ve işaret parmağı ile maylara yerleştirilir)

5-Makinenin kafasını kumaşın başlangıç noktasına getirmek içi iğneyi çevirme kolu ile en alt seviyeye alarak, kilit sistemini harekete geçiren baskı koluna basılır. Makine kilitlendiğinde makinenin kafası istenilen yöne rahatça hareket ettirilir. Makinenin kafası kumaşın başlangıç noktasına getirilir. (Makinenin kafasını kilitlemeden kafa hareket ettirilmez.)

6-Makinenin alt ve üst siperleri kapatılır. (Makinenin alt ve üst siperleri kapatılmazsa kumaş maylardan çıkar)
7-Alt ve üst ipliğin uçları sol elle tutulur ve çevirme kolu saat yönünde birkaç tur çevirilerek çağanozun iğne üzerindeki iplik halkasını alması sağlanır.( Eğer çağanoz iğnedeki iplik halkasını yakalamıyorsa ipliği doğru takıp takmadığınızı kontrol ederek tekrar deneyiniz. )

8-Pedala basarak kumaş dikilir. (Makine kumaşın sonuna geldiğinde pedaldan ayak çekilir.Makinenin maylarında kumaş yokken dikim yapılmaz.

9-Dikim işlemi bittiğinde iğne en alt seviyeye getirilir ve siperler açılır, kumaş sağdan sola doğru maylardan çıkarılır ve iplikler bir miktar uzatılarak iplik uçları makas ile kesilir. (Tek iplikli remayöz makinesinde dikişin sökülmemesine dikkat edilir. )

10-İplik takma işlemi birçok kez tekrar ederek pekiştiririlir. (Her seferinde doğru takıp takılmadığını kontrol etmek için de dikiş denemesi yapılır.)