
El Aletleri
Anahtarın ölçüsünün somun/cıvata ölçüsüyle uygun olduğundan emin olunuz.
Tornavidaları, keski veya levye yerine kullanmayınız.
Tornavidanın ölçüsü ve tipi ile vidanın ölçü ve tipinin birbirine uygun olduğundan emin olunuz.
Kontrol kalemini amacına uygun olarak kullanınız, genel amaçlı tornavida olarak kullanmayınız.
Özellikle pense-yankeski- T Allen gibi ürünleri çekiç niyetine kullanmayınız, sap ve çene kısımlarına vurmayınız.
Sert çelik telleri pense ya da ince makaslarla kesmeyiniz.
Çekici , kendi sertliğinden daha sert malzemelerde kullanmayınız ve çekicin köşe kısımları ile çalışmayınız.
Hiçbir el aletine, daha fazla kuvvet elde etmek için uzatma kol takmayınız.
Özellikle kurbağacık anahtarlarda ve boru anahtarlarında anahtarın döndürme yönüne dikkat ediniz. Bu tarz ürünlerde hareketli çeneye yük bindirilmemesi gerekmektedir.
Dişleri aşınmış boru anahtarlarını kullanmayınız.
Malzemenin çapına uygun bir boru anahtarı kullanınız.
Lokma anahtarları havalı tabanca ile kullanmayınız. Havalı tabancalar için özel üretilen lokmaları tercih ediniz.
Segman penslerinin uç kısımlarının yıpranmamasına özen gösteriniz.
El aletlerini mutlaka amacına uygun olarak kullanınız.
El aletlerine kimyasal işlemler, bileme ve kaynak işlemleri uygulamayınız. Aletlerin şeklinde değişiklik yapmayınız.
Yıpranmış ve hatalı el aletlerini kullanmayınız.
Tekerlekli tamir dolaplarını bir yerden bir yere taşırken mutlaka çekmecelerinin kapalı ve dolabın kilitli olduğundan emin olunuz.
Çalışma esnasında, tekerlekli tamir dolaplarının tüm çekmecelerinin aynı anda açık olmamasına dikkat ediniz. Aksi takdirde dolabın denge dağılımı bozulacak ve devrilmesi söz konusu olabilecektir.
El aletlerini kullandıktan sonra mutlaka temizliğini ve bakımını yaparak muhafaza ediniz.
Mutlaka çalışma şartlarınıza uygun kişisel koruma teçhizatı kullanınız.

Yine tornavidaların kullanımında dikkat edilmesi gereken bir konu da tornavidaların uygun cıvatalarda kullanılması gerektiğidir. Düz, yıldız veya pozidriv uçlu tornavida vidanın anahtar ağzına tam olarak oturmalı ve en geniş yüzeyden kavramalıdır. Aksi halde kavrama yüzeyi (temas yüzeyi) dar olacağından tornavidanın sadece uç kısmına yük biner ve deforme olur. Pozidriv vida ile yıldız vida anahtar ağızları birbirine benzemesine rağmen, pozidriv uçlu tornavida yıldız başlı vidada kullanılırsa tornavida ucu vidanın anahtar ağzına tam olarak oturmayacağından deforme olacaktır. Ve bu aletleri kullanırken saptaki asama deliğinden uzatma kol geçirilerek kuvvet uygulanması, standartlardaki dayanım değerinin çok üstüne çıkacağından tornavidanın kırılmasına, deforme olmasına yol açar.











Çift Plaka Yuvarlak Ribana Örgüler
Çift Plaka Ribana Yuvarlak Örgüler
Yuvarlak Örme RR İğne İptalli Ribana Örgüler
Yuvarlak Örme RR Dalgalı Ribana Örgüler
Yuvarlak Örme RR Düz Ribana Örgüler
Yuvarlak Örme RR Dokuma Tipi Ribana Örgüler
Yuvarlak Örme Jakarlı Ribana Örgüler
Yuvarlak Örme RR Vanize Ribana Örgüler
Yuvarlak Örme RR Punto Di Roma Ribana Örgüler
İplikte fikseleme yapmanın faydaları
Günümüzde tekstil makinalarında üretim hızları devamlı artmaktadır. Dolayısıyla yüksek hızlı makinalarda çalışılacak ipliklerin kalitesinin de yüksek olması istenmektedir. Yüksek hız, ipliğin rutubet değerini sık sık minimum değere düşürmektedir. Rutubetdeki bu düşüş de ipliğin mukavemet özelliklerini olumsuz yönde etkilemektedir. Daha iyi nem düzeyi, ipliğin mukavemet özelliklerini arttırdığı için, iplik dokuma ve örmede daha verimli çalışmaktadır. Tekstil işletmelerinde her işlem lifte ve iplikte gerilime neden olmaktadır. İplikler gerilimlerden kurtulmak için kıvrımlanma, büklümlenme eğilimindedirler. Gerginlik ve kıvrımlanma takip eden proseslerde problemlere yol açmakta ve verimliliği düşürmektedir. Bu gibi sebeplerden dolayı ipliklerin üzerindeki nem miktarı arttırılmalı ve gerilimleri yok edilmelidir.
Dış faktörler, lifler ve bu liflerden yapılan iplikler üzerinde büyük bir etkiye sahiptir. Bu faktörlerin başında ortamın rutubet miktarı gelmektedir. İplikteki doğru bir yöntemle verilmiş uygun rutubet ipliğin fiziksel özelliklerini iyileştirdiği gibi ipliğin satışında üreticiye ticari bir kazanç da sağlamaktadır. Dolayısıyla ideal olan, arzu edilen nemin iplik üretiminden sonra çok kısa bir sürede ipliğe kazandırılması ve ipliğin kalitesinin kalıcı olarak yükseltilmesidir.
Özellikle pamuk iplik işletmelerinde yüksek hızlarda çalışan iplik makinelerinin ve çevre şartlarının da etkisiyle iplik üzerindeki rutubet miktarı % 5’lere kadar düşmektedir. Bu değer ise gerek ticari açıdan gerekse ipliğin sahip olması gereken mukavemet özellikleri açısından yeterli değildir. Dolayısıyla ipliğin sahip olduğu rutubet değeri arttırılmalıdır. Pamuk lifi higroskopik bir materyaldir ve buhardan su absorblama yeteneğine sahip olduğu için ortamın izafi rutubet miktarı arttıkça lif tarafından absorbe edilen nem miktarı artacaktır. Bu artış lifin enine kesitinde bir şişmeye neden olacak ve bükülmüş iplik yapısı içinde lif-lif sürtünmesini arttıracaktır. Bu değişiklik ise ipliğin mukavemet özelliklerinde iyileşme meydana getirecektir.
Bu nedenlerden ipliğin ticari rutubet değerine çıkarılması ve fiziksel özelliklerinin iyileştirilmesi için yapılan iplik rutubeti arttırılması işlemine kondisyonlama adı verilir. Kondisyonlama işleminin yapılabilmesi için günümüze kadar pek çok yöntem kullanılmıştır. Bunlar;
Kondisyonlama odalarında kondisyonlama
Sirkülasyon yolu ile kondisyonlama
Radyo frekans ile kondisyonlama
Vakumlu ortamda düşük sıcaklıkta kondisyonlama
Geleneksel kondisyonlama yöntemleri hem ekonomik hem de kalite sebeplerinden dolayı daha az kullanılır hale gelmiştir. Yirmi dört saate varan uzun zaman ihtiyacı, yüksek enerji tüketimi ve yüksek yatırım maliyeti ile daha fazla yer ihtiyacı ve iplik bobinlerinde kötü nem dağılımı bu yöntemlerin dezavantajlarıdır. İçlerinde en yaygın olarak kullanılan yöntem vakumlu ortamda düşük sıcaklıkta kondisyonlamadır.
Vakumlu ortamda düşük sıcaklıkta kondisyonlama, vakumlu buharlama işlemlerinden sadece bir tanesidir. İpliğe uygulanan vakumlu buharlama ipliğe verilmek istenen özelliklere göre faklılık göstermektedir. Bunlar; Kondisyonlama amacı ile yapılan işlem, ipliğin rahat hale gelmesi (relaxing) gerilimlerinin azalması için yapılan işlem, ipliğe verilen bükümün sabit hale gelmesi için yapılan işlem ve sıcaklıkla çekme özelliği gösteren sentetik liflere uygulanan ön çektirme işlemidir. Bu işlemler de uygulanan basınç ve sıcaklıklara göre iki çeşit makine dizayn edilmiştir.
Bu dizaynların ilkine genelde kondisyonlama makineleri adı verilir ve bu makinelerde en fazla sıcaklık 95 °C’dir ve uygulanacak basınç 0 ile -1 bar aralığındadır. Bu makinelerde kondisyonlama işlemi, relaksasyon işlemi, ön çektirme işlemi ve 95 °C kadar uygulanabilecek fikse işlemleri gerçekleştirilebilir. Diğer makinelerde ise sıcaklık 120 °C hatta 150 °C’ye kadar, basınç ise 4 bara kadar çıkabilir. Dolayısıyla bu makinelerde de yine materyalin cinsine bağlı olarak kondisyonlama, relaksasyon, ön çektirme ve fikse işlemleri gerçekleştirilebilir.
Buradaki tek fark daha yüksek sıcaklıklarda fikse olması gereken (sentetik gibi) materyallerde uygulamaların gerçekleştirilebilmesidir.
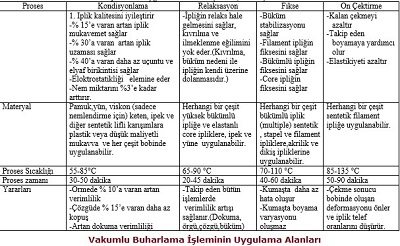
![]()
Yukarıda da görüldüğü gibi proses sıcaklığını belirlerken dikkat edilmesi gereken 2 faktör bulunmaktadır. Proses sıcaklığı, ipliğin hangi amaçla vakumlu buharlama yapılacağına ve ipliğin vakslı olup olmamasına göre değişmektedir. Buharlama işleminin uygulanacağı iplikte eğer vaks mevcut ise, buharlama sıcaklığının 65 °C üzerine çıkılmaması gerekir. Çünkü günümüzde kullanılan vaksların erime derecesi maksimum 65°C’dir. Buharlama işlemine maruz kalacak ipliğin, sahip olması istenilen nem düzeyi, ipliğin mukavemet özelliklerini etkilerken, vakum düzeyi de ipliğe uygulanan rutubetin homojenliğini etkilemektedir. Rutubetin homojenliği ise mukavemet özelliklerinin % CV değerlerini belirlemektedir. Buharlama işleminin bir parametresi olan vakum düzeyi ise arttıkça, nemin iplik tarafından emilmesi de o kadar düzgün olmaktadır. Uygulanan prosesin süresi de istenen nem miktarını belirlemede ve nemin homojen dağılımında önemli bir parametredir.
Vakum ile doymuş buhar kesin bir biçimde birbirine bağımlıdır. Basınç ne kadar yüksek olursa suyun kaynama noktası o kadar düşük olacaktır; böylece buhar ipliğe daha düzgün bir şekilde verilecektir. % 95 vakumda (ki, bu yüksek vakumdur) proses 32.9 °C derecede başlar ve sürekli bir şekilde, istenilen son sıcaklığa kadar yükselir. % 90 üzerinde vakum oranına sahip sistem, daha az vakuma sahip olana göre daha iyi sonuçlar sağlar. (% 85-65 düşük vakum, % 95-98 yüksek vakum). Vakumlu buharlama işleminin diğer bir parametresi de buhardır.
Üç çeşit buhar bulunmaktadır.
Islak buhar
Kızgın buhar
Doymuş buhar.
Islak buhar
Su damlaları içerir ve bu gözle görülür; bu da tekstil ürünlerine zarar veren ve yetersiz nüfusiyet sağlayan su lekeleri oluşturmaktadır.
Isıtılmış buhar (Kızgın Buhar)
Kurudur ve bu yüzden zayıf bir ısı ileticisidir. Onun nem eksikliği kızgın buharı tekstillerle muamele için uygun olmayan duruma getirir.
Doymuş buhar
Uygun değer nem içeriğine sahiptir ve çok iyi ısı iletimi sağlar. Dolayısıyla ipliklerin kondisyonlanması ve tekstillerin buharlanması için en uygun buhar doymuş buhardır.
Vakumlu buharlama ile yapılan işlemlerde pompalar ile oluşturulan vakum mevcut havayı emerek otoklav içerisindeki döngüyü başlatır. Otoklav içerisindeki havanın boşaltılması herhangi bir oksidasyonun meydana gelmesini de engeller. Yüksek vakum optimum nem kazanımı için doymuş buharın iplik içerisine yoğun bir şekilde nüfuz etmesi anlamına gelmektedir. Vakum basıncından dolayı buharın doyma noktası çok düşük kaynama seviyesine düşer. Bu da düşük sıcaklıklarda doymuş buhar elde edilmesinden dolayı ipliklerde meydana gelen sararmaların önüne geçilmesini sağlar. Nem penentrasyonunun en yüksek düzeyine ulaşabilmek için vakum performansı % 97,7’e varan oranlarda arttırılabilir (ultra vakum). İstenilen canlılık derecesine ve materyale bağlı olarak döngünün, vakum, zaman, sıcaklık parametreleri değişiklik gösterebilir. Tipik bir buharlama döngüsünde ön ısıtma, ilk vakum, buharlama, son vakum, basıncı dengeleme adımları vardır.
VAKUMLU BUHARLAMA İŞLEMLERİ VE UYGULAMA ALANLARI
Kondisyonlama eğirme işleminden sonra ipliğe nem kazandırmak için yapılan düşük sıcaklıktaki vakumlu buharlamadır. Nem arttıkça ağırlık da artmaktadır. Kondisyonlama ile iplik istenilen nem seviyesine ulaşır ancak ipliğe verilen bükümün fikse edilme oranı düşüktür.
Relaksasyon işlemi
ipliğin bobinden sağılması esnasında oluşan ilmeklenme, büklümlenme (ipliğin büküm nedeni ile kendi üzerine dolanması) davranışlarını gidermek, dolayısıyla iplik kopmalarını ve kalite kayıplarını önlemek amacı ile yapılan bir işlemdir.
Buharla relaksasyon işlemi büküm, dokuma, örme, sarım gibi bütün takip eden operasyonlarda bu problemleri ortadan kaldırarak verimliliği arttırır.
Fikse; yüksek bükümlü, çok katlı ve de sentetik filament ipliklerde bükümü stabilize etmek için yapılan yüksek sıcaklıktaki vakumlu buharlama işlemidir.
Ön çektirme
sıcaklıkla çekme özelliği gösteren sentetik liflere uygulanan bir işlemdir. İplik ilmeklerine termo fiksaj uygulanırken, örme kumaşlara, çorap ve çamaşırlık ürünlere ön çektirme işlemi uygulanır. Ön çektirme işlemi takip eden boyama işlemine yardımcı olurken çekme sonucu oluşan bobindeki deformasyonu ortadan kaldırır ve telef oranını düşürür.
Genel olarak vakumlu buharlama,
Yün ipliklerin ısıl fiksajında, tekstüre poliesterin fiksesinde
Poliester filament ipliklerin büküm fiksesinde
Core yarn (likralı) ipliklerin ısıl fiksajında, örme kumaşların fiksesinde
Yüksek bükümlü ipliklerin relaksasyonunda, ring ipliklerin relaksasyonunda
Kesikli liflerin stabilizasyonunda
Akriliğin hacimlendirilmesinde
Dikiş ipliklerin ısıl fiksajında
Poliamidin (iç çamaşırı, çorap için) çekmezliğinde
Sentetik liflerin stabilizasyonunda
Kondisyonlama ve nemlendirmede kullanılmaktadır.
Her materyal istenilen etkiyi sağlayabilmek için spesifik bir proses gerektirmektedir. Vakumlu buharlama işlemlerinde sıcaklık istenilen prosese göre 45 °C den maksimum 150 °C kadar değişir.
Bazı iplikler için buharlama sıcaklıkları şöyledir:
Kamgarn İplik: 82-85 °C
Bükümlü poliester filament: 112-120 °C,
Likra core iplik: 70-75 °C,
Pamuk-Poliester iplikler: 90-95 °C,
Polipropilen iplikler: 130-140 °C,
Rayon / Viskon: 85-95 °C
KONDİSYONLAMA MAKİNELERİ
Kondisyonlama sistemleri 50-70 °C arasındaki sıcaklıklarda nemlendirme için dizayn edilmiş ve aynı zamanda 95 °C’ye kadar ki sıcaklıklarda ısıl fiksaja izin veren makinelerdir.
020 °C arasında başlama sıcaklığından dolayı vakslanmış ipliklerin kondisyonlanmasında da kullanılırlar. Bu makinelerde basınç aralığı -1 ile 0 bar arasında, sıcaklık aralığı 45°C’den 95 °C kadar değişmektedir. Çözgü ve atkı iplikleri için 20-60 °C, vakslı iplikler için 20-60 °C, likra iplikler için 20-58 °C sıcaklıklar tavsiye edilmektedir.
Kondisyonlama makinelerinde buhar sağlama iki şekilde olmaktadır.
Direkt sistemle buhar sağlamadır. Bu metot da ayrı bir tankta 95 °C’ye kadar ısıtılan su, tankın vanası açılarak kondisyonlama kazanı tarafından vakumdan dolayı emilir ve su, kondisyonlama kazanı içinde vakumdan dolayı buharlaşarak doymuş hale gelir.
Bu sistem güvenlik nedenlerinden dolayı ve daha iyi sıcaklık kontrolü sağladığı için tercih edilmektedir.
İndirekt sistemde tek kondisyonlama kazanı bulunmaktadır.
Doymuş buhar, kazanın içinde alt kısmında bulunan su banyosunun, kondisyonlama kazanı vakumla boşaltıldıktan sonra elektrikli ısıtıcılar ile ısıtılarak buharlaştırılması sonucu elde edilir.
Ortamın sıcaklığı bu elektrikli ısıtıcılar tarafından istenen seviyeye ayarlanmaktadır.
Bu sistemde de daha az ekipmana ihtiyaç duyulması bir avantajdır.
İplikte Parafin

Parafinleme ipliğe kayganlık kazandırma işlemidir. İpliğin sürtünme katsayısının daha düşük değerlere indirgenerek, kullanımı esnasında sürtünmeden oluşabilecek problemin önlenmesidir. Genel olarak örmeye uygun iplik, iplik fabrikasında nihai proseste yani bobin makinesinde sarım yapılırken bir parafin diskinin üzerinden geçirilerek parafinlenmesi temin edilir.

Burada önemli olan ipliği ne az nede fazla, ama uygun değerde parafinle sıvamaktır. Genelde ülkemizde iyi parafinleme kriteri, yanlış bir şekilde sadece parafin sarfiyatından hareket ile ifade edilmektedir. Yani belli miktarda iplik üretimi esnasında eksilen parafin miktarı yeterli parafinlenme olarak nitelendirilmektedir. Hâlbuki parafinlemenin yapılma ihtiyacına en uygun test yönetimi, parafinleme öncesi ve sonrası sürtünme katsayısı ölçülmesi ve karşılaştırılmasıdır. Genelde ihracata çalışan titiz iplikçiler laboratuarlarında sürtünme katsayısı ölçümü için gerekli test aletlerini bulundururlar. Sürtünme katsayısını diğer laboratuar özelliklerinin yanında ifade etmektediler
Piyasada, iyi parafinlenmiş ipliğin neredeyse yarı yarıya örülmüş olduğu söylenir. Bir başka deyişle parafinlemesi kötü olan bir ipliğin diğer özellikleri iyi ve yeterli olsa dahi, parafin örme esnasında problem meydana getireceği için hemen kötü iplik damgasını yiyecektir. Diğer taraftan özellikleri kötü ve yetersiz olan ipliği dahi uygun bir parafinleme ile hiç olmazsa örülebilir hale getirmek mümkündür.
Ayrıca boyalı kumaşta bilindiği üzere en can sıkıcı problemlerinden birisi abrajdır. Kötü veya aşırı bir parafinleme ipliğe aşırı nüfuz edip daha sonraki terbiye işlemleri esnasında yer yer tam sökülememekte. Bu da ipliğin bölgesel boya alabilme özelliklerinde farklılık göstermekte, bu da abraj ile sonuçlanabilmektedir
Genel hatlarıyla ipliğin parafinlenmesi aşağıdaki faktörlerin etkisi altındadır:
1-Parafinlemenin yapıldığı makine,
2-Parafinleme şartları(Hız, tansiyon vb.)
3-Dış etkenler(Klimatizasyon, ortam sıcaklığı, makine temizlik ve bakımları vb.)
4-Parafinleme yapılacak iplik cinsi ve özellikleri (elyaf cinsi, ipliğin tek ya da çok katlı olması, nem miktarı, karışım şekli, iplik numarası vb.)
5-Kullanılan parafin ve özellikleri: parafin rafinerilerde elde edilen petrol türevi bir üründür. Mikro ve makro şekilde ifade edilen kristalize bir molekül yapısına sahiptir. Bunların karışımı kullanılarak değişik katkı maddeleri ile birlikte amaca uygun özellikler elde edilir.
Bu özellikler
1-Penetrasyon (mm): 100 gram ağırlığındaki bir iğnenin 25 santigrat derece sıcaklıkta parafine 5 saniyedeki penetre etme miktarının milimetre cinsinden belirtilmesidir. Sertliği ifade eder (11 ile 30 arasında değişebilen değerler olup arttıkça parafinin daha yumuşak olduğunun ifadesidir.)
2- Ergime derecesi (C): Parafinin katı halden sıvı hale geçtiği sıcaklığın derece cinsinden ifadesidir. Değişik miktarlar kullanılabilmektedir.
3-Parafinler genelde silindirik bir şekilde sahip olup, parafinleme makinesinin ölçülerine uygun olarak ergitme ve kalıplara dökerek soğutma yöntemiyle elde edilirler.
4-Standart ürün elde edilmesi önceliklidir. Parafin üreticileri genelde kalitelerini değişik renklerle ifade ederler. Bu da nihai kullanımda hatalı kullanımların önüne geçmek için yararlı olmaktadır
Bobinaj esnasındaki parafinleme boyunca;
parafin, ipliğin üzerinde çok düzgün olmayan bir şekilde küçük damlacıklar ve pulcuklar halinde kalır.
Kondisyonlama esnasında ise;
Kondisyonlama süresi ve sıcaklığına (80°C) bağlı olarak, iplik üzerindeki parafin damlacık ve pulcukları hızla ergir. Ergiyen parafinin yaklaşık %50'si yüzeyde kalırken diğer %50'si ipliğin kesiti boyunca içine doğru emilir. (absorbe edilir.) dış yüzeyde kalan yaklaşık %50 parafin ise ergime sonrası soğurken ipliğin üzerinde daha homojen ve sıkı bir şekilde katılaşır.
Kondisyonlamanın yukarıda belirtilen etkileri sonucu ipliğin üzerindeki parafin miktarını %50 oranında azaltması, doğal olarak ipliğin sürtünme katsayısı değerlerini düşürür. Bunu anlamanın en basit yolu aşağıda belirtilen ipliklerin sürtünme katsayısı testlerini yapmaktır.
1-Parafinleme öncesi(bobinaj öncesi
2-Parafinleme sonrası- kondisyonlama öncesi
3-Kondisyonlama sonrası (parafinin iyice katılaşması için testin en az 24 saat sonra yapılması önerilir.)
4-Tekrar bobinaj ve parafinleme sonrası
Bu arada ipliğin içine nüfuz eden parafin ipliğin daha kıvrımlı olmasını sağlayarak, örme esnasında ilmeklerin daha kolay atılmasında yardımcı olacaktır.
Kondisyonlama işlemine tabi tutulacak iplik, kondisyonlama öncesi iyi bir şekilde parafinlenmelidir. Aksi takdirde kondisyonlama esnasında ipliğin içine nüfuz eden parafin nedeniyle yüzeyde kalan parafin miktarı azalacak, bu da ipliğin örme esnasında gerekli olan optimum sürtünme katsayısının artmasına neden olacaktır.
Eğer yukarıdaki konu sürtünme katsayısı değerleri cinsinden ifade edilecek olursa; yaklaşık M sürtünme katsayısı, kondisyonlama öncesi 0.10 civarında ve maksimum 0.14 olmalıdır. Aslında 0.10 katsayısı aşırı bir parafinleme anlamına gelir. Ancak kondisyonlama sırasında yüzeyden eksilen parafin miktarı nedeniyle sürtünme katsayısı değeri tekrar yükselme gösterecektir. Daha önce belirtilen testlerin yapılması ve sonuçlarına göre parafin cinsine karar verilmesinde yarar vardır.
İplik Hesapları
Tek katlı İplik Hesapları
İplikçilikte numaranın belirlenmesi, yapılan ipliğin kalitesinin belirlenmesinde önemli rol oynar. Mamul ve yarı mamullerin beklenen numarada olmaması veya numarada oluşan sapmalar istenmez.
İplikçilikte numara kontrolü, süreç ile ilgili hataların belirlenmesini ve makinede gerekli ayarların yapılmasını sağlar. İpliğin istenilen değerlerde oluşması için ipliğe kadar tüm üretim aşamalarında yarı mamul ve mamulün numara kontrolü yapılır. İpliğin fiziksel kontrolleri, işletmelerin fiziksel testler laboratuvarında yapılır. Laboratuvarda yapılacak olan testlerin güvenilir olabilmesi için bazı şartlar gereklidir.
Nasıl ki her giysinin insan bedenine göre ölçüsü varsa ( small,medium,large gibi) veya ( X,M,L,XL),nasıl ki ayağımıza giydiğimiz ayakkabının,terliğin vs.. ayağımızın küçük veya büyük oluşuna göre numarası varsa ;
Tarak bandının, Cer bandının, fitil bandının ve ipliğin ince veya kalın olmasını numara ile belirleriz. İşte bu numaraya biz Tarak bant numarası, Cer band numarası, Fitil şerit numarası ve iplik numarası deriz.
Katlı İplik Hesapları
İki veya daha fazla sayıdaki ipliğin bir araya getirilerek katlanıp birlikte bükülmesinden meydana gelen ipliğe katlı (flatör) iplik denir.
Bu iplikler katlama ve büküm makinelerinde elde edilir. Bu iplikler şu amaçlar için üretilir:
>>> Daha dayanıklı iplik elde etmek
>>> Daha düzgün iplik elde etmek
>>> İpliğe renk efekti vermek
>>> Değişik renk, cins ve numaradaki iplikleri bükerek belirli özellikleri bulunan fantezi iplik elde etmek.
Uzunluk ve Ağırlık Birim Sistemleri
UZUNLUK BİRİMLERİ
Dünyanın çoğunda Uluslararası Birimler Sistemi (SI) tarafından standart hale getirilen metrik ölçü sistemi kullanılmaktadır. İngiliz ölçü birimleri, İngiltere’de 1995 yılında resmî olarak yerini metrik sisteme bırakmıştır. Ancak halen günlük yaşantıda eski ölçü birimlerinin aynen kullanıldığı gözlenmektedir. İngiliz ölçü birimleri Amerikan ölçü sistemine de temel teşkil etmiştir. Türkiye’de metrik sistem kullanılmaktadır.
AĞIRLIK BİRİMLERİ
Kilogram
Uluslararası Birim Sisteminin (SI) kütle ölçüsü temel birimi kilogramdır. Kilogram kısaca “ kg “ şeklinde gösterilir. Kilogram ağırlık ölçmelerde kullanılır.1889 yılında sabit bir etalon kütle olarak kabul edilmeden önce kg, +4 °C de 1 dm³ saf suyun kütlesi olarak tarif edilirdi. Aynı yıl Fransa’nın başkenti Paris’teki Milletlerarası Ağırlıklar ve Ölçüler Bürosu’nda bulunan iridyum ve platinden yapılmış, 39 mm çapında ve 39 mm yüksekliğinde silindir şeklindeki etalon(yasal ölçü modeli) cismin kütlesine eşit kabul edilmiştir.Ağırlığı tespit etmek için tartı araçları kullanılır. Bunlardan bazıları şunlardır;
İplik numaralarının birbirlerine dönüştürülmesi kumaş analiz ve kumaş tasarım hesapları açından önemli bir konudur. Çünkü hesaplamalarda iplik numarasının Numara Metrik cinsinden olması gereklidir. Yani; kullanacağınız iplik numarası 40 Ne, 60 Nd,40 Nike,40 Ntex veya değişik numara, cins ve birimlerinde olabilir.
Uzunluk Numaralama sisteminde numaralanan iplikler
1000 metresi 1000 gram gelen iplik 1 Numara Metriktir. ( Nm )
1000 Metresi 500 gram gelen iplik 1 Numara Fransız’dır. ( Nf )
512 metresi 453,6 Gram gelen iplik 1 Numara İngiliz Kamgarn’dır. ( Nik)
234 Metresi 453,6 Gram gelen iplik 1 Numara İngiliz Ştrayhgarn ’dır. ( Nişt )
768 Metresi 453,6 Gram gelen iplik 1 Numara İngiliz Pamuk'tur. ( Nip)
274 Metresi,453,6 Gram gelen iplik Numara İngiliz Keten’dir.( Nike )
Armürlerde Programlama
ARMÜRLERDE KULLANILAN PROGRAMLAMA MEKANİZMALARI
Program mekanizması (seçim mekanizması), program taşıyıcısından gelen sinyale bağlı olarak armürün ana milinden alınan hareketi çerçevelere iletir.
Konstrüksiyon yapısına göre program taşıyıcılar;
- Zincirli halkalı,
- Zincirli kamlı,
- Bantlı,
- Diskli,
- Elektronik
Olarak sınıflandırılmaktadır. Zincirli tekerlekli ve zincirli kamlı taşıyıcıların basit şemaları aşağıdaki şekildeki gibidir.
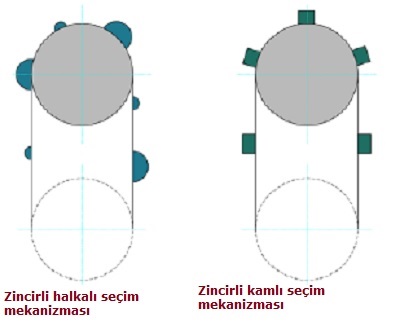
Bu tür program taşıyıcıları eski mekanik dokuma makinelerinde kullanılmaktadır. Program taşıyıcılar (halka ve kamlar) aynı zamanda güç iletme işlemini de üstlenmiş bulunmaktadırlar. Program zinciri uzunluğu dokunacak kumaşın örgü raporuna bağlı olarak değişmektedir.Program taşıyıcı halka ve kamların boyutları çerçevelerin yer değiştirmesi ve iletilen kuvvetin büyüklüğüne bağlı olarak değişmektedir ve bu nedenle hantal olmaktadırlar.
Bantlı ve diskli program taşıyıcıların basit işlem şemaları aşağıdaki şekilde görülmektedir.
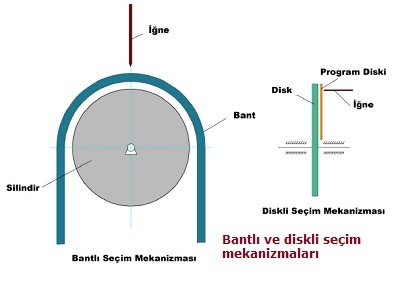
Program okuması ve çerçevelere iletim iğneler yardımı ile gerçekleştirilmektedir. Bantlı sistemde bandın üzerinde belli hatve ile yerleşmiş program şeritleri bulunur. Şeritlerin sayısı idare edilen çerçeve sayısına eşit olmaktadır. Var yok mantığı ile çalışan bu tip mekanizmalarda var karşılığı delik, yok ise deliksiz olarak belirlenmiştir. Makinenin her türünde iğnelerin yardımı ile bantın üzerinde delik olup olmadığı kontrol edilir. İğne deliksiz alanla karşılaştığında çerçeveler alt durumdan üst duruma, deliğin içerisine daldığında ise üst durumdan alt duruma doğru yer değiştirirler.
Zincirli program taşıma mekanizmalarından farklı olarak (çerçevelere hareketin iletilmesinde mekanik güçlendiricilerin kullanılması zorunludur) bant- iğne sisteminden hareketin direkt olarak çerçevelere iletilmesi imkânsız olduğu için armürde ek mekanik güçlendiriciler kullanılmaktadır. Bu tür program taşıyıcılar içeren program mekanizmaları konstrüksiyon yapılarının karmaşık olmasına rağmen günümüzde kullanılmaktadırlar.
Elektronik program taşıyıcı olarak elektronik kasetler, disketler ve CD ler kullanılmaktadır.
İstenilen boyutta programı içerebilen ve kullanımlı olan bu tür program taşıyıcıların tek dezavantajı dokuma tezgahının ek olarak bilgisayar sistemi ile ekstradan donatılmasıdır. Eğer sistemde CD kullanılmakta ise, bir CD ye birçok desen yazılabileceği için bir desenden başka bir desene geçmek için CD değişimi söz konusu olmamaktadır. Günümüzde armür üreten firmalar elektronik armürleri ile kullanılmak üzere desen tasarım, armür kontrol ve programlama sistemlerini içeren ilave üniteler de sunmaktadırlar.
Bugün üretilen dokuma makineleri kendi bilgisayar sisteminde armür programlama ve kontrol modülüne sahip olduğundan armür üreticilerinin kontrol ünitelerine gerek duyulmaz. Ancak dokuma makineleri bilgisayar kontrollü değilse veya kendilerinin armür programlama ve kontrol ünitesi yoksa armür üreticilerinin armür programlama ve kontrol ünitelerine duyulur.
Aşağıdaki şekilde Staubli firmasına ait elektronik armür kontrol ve programlama sistemi (Staubli programming system 18) görülmektedir.
Sistem desen tasarımının yapıldığı bir bilgisayar, user software 18-58Ш/18-58IV adı verilen desen tasarım programı, taşınabilir program cihazı (portable programming device 18-58II), hafıza kartı (ram) ile veri taşıma terminali (pocket terminal 18-59II) ile armür kontrol biriminden oluşmaktadır.
Desen tasarım programı kullanılarak veya diğer bir desen tasarım sisteminde tasarlanan desen, taşınabilir programlama cihazı 18-58II’ye yüklenir. Bu cihaz 28 çerçeve için toplam 50000 atkıya kadar 1000 farklı örgü ile 9 ilave dokuma makinesi fonksiyonunun programlanmasına olanak verir. Gerekirse örgü üzerinde 18-58II cihazı kullanılarak değişiklik yapılabilir. Örgü daha sonra armür kontrol ünitesine aktarılır.

Desen verilerinin armür kontrol ünitesine yüklemenin diğer bir yolu da veri taşıma terminali 18-59II’nin kullanılmasıdır. 18-58II cihazından örgü verileri 18-59II cihazına aktarılır. Buradan da armür kontrol birimine yüklenir.
Yüklenen örgüde bir hata olduğunda düzeltme yapmak amacıyla örgü armür kontrol biriminden 18-59II cihazına ve buradan da 18-58II cihazına geri yüklenebilir. Düzeltme yapıldıktan sonra ters yol izlenerek örgü armür kontrol birimine yüklenir.
Örgüyü armür kontrol ünitesine yüklemenin yanında 18-59II cihazı ile çerçevelerin alt, orta ve üst ağızlık konumlarında seviyelenmesi, çerçevelerin sırayla hareket ettirilmesi, örgünün tersine çevrilmesi, çözgülerin 1/1 ve 2/2 örgüye göre iki tabakaya ayrılması, atılan atkı sayısının görüntülenmesi, dokuma makinesi devir sayısının görüntülenmesi, çalışan programın ID numarasının görüntülenmesi gibi ana dokuma fonksiyonlarının kontrolüne de olanak verir.
Armür kontrol üniteleri bir ağ üzerinden merkezi bir bilgisayar ile iki yönlü veri alışverişi yapılabilir. Bu yaklaşımla yukarıda bahsedilen cihazlara gerek duyulmaksızın örgülerin armür kontrol ünitelerine yüklenmesi ve gerektiğinde düzeltme yapmak için geri getirilmesi mümkündür. Ayrıca ağ üzerinden ana dokuma fonksiyonlarının kontrolü ve izlenmesi de mümkündür.
Program okuma ünitelerinin konstrüksiyon yapısını ise program taşıyıcının türü belirlemektedir. Halkalı ve kamlı program taşıyıcılı armürlerde program okunması ve uygulanmasında kullanılan konstrüksiyon aşağıdaki şekilde görülmektedir.
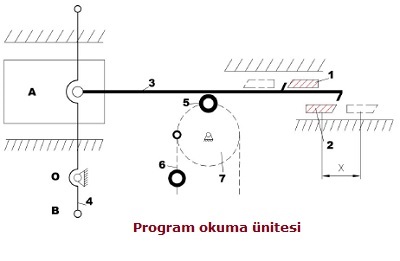
1 ve 2 bıçaklarına x ileri –geri yer değiştirme hareketi iletilir. 3 kancası büyük çaplı halka ile temasa geçtiğinde tahrik milinden alınan hareket kam veya kol mekanizmalarının yardımıyla 1 ve 2 numaralı bıçakların yatay eksen boyunca karşılıklı ters yönlü harekete dönüştürülür. 3 kancasının alt ve üst konumlarında olması desen zincirindeki halkaların büyük ve küçük olmasına ve hangi halka ile temasa geçildiğine bağlıdır. Büyük halka üst konumu, küçük halka alt konumu belirtmektedir. 3 kancası üst durumda olduğunda 1 bıçağı, alt durumda ise 2 bıçağı ile temasa geçerek yatay eksen boyunca sola veya sağa doğru hareket alır. Bu hareket 4 kolu vasıtası ile çerçevelere iletilir. Kancanın yukarı veya aşağı yönde hareketi 5 numaralı program halkasının çapına bağlı olmaktadır.
Makinenin her periyodunda 7 mili 360º⁄dönme açısı kadar döndürülür ve bir sonraki halka 3 kancası ile temasa girerek onun üst veya alt duruma gelmesini sağlamaktadır.
Çerçevelerin geri hareketi çözgü ipliklerine uyguladığı elastikiyet kuvvetleri yaylar tarafından gerçekleştirilir.
Bantlı ve diskli program taşıyıcılı armürlerin program okuma ünitelerinde genelde iğneli okuma sistemleri kullanılır. Programın okunması iğnenin bandın üzerinde açılmış deliğe dalması ile gerçekleştirilir. Bandın imal malzemesi karton, kâğıt veya ince plastik malzeme olabileceğinden iğnenin banda uygulayabileceği kuvvet sınırlıdır. Bu durumdan dolayı halkalı program taşıyıcı mekanizmalarından farklı olarak, iğne ile hareket iletme mekanizması arasında mekanik güçlendirici mekanizması yerleştirilir.
Servo Motorla Çerçeve Hareketi
ÇERÇEVELERİN AYRI MOTORLAR TARAFINDAN TAHRİK EDİLDİĞİ ELEKTRONİK SİSTEMLER
Tsudakoma ve Tokyoda firmaları tarafından tekstil piyasasına sunulan diğer bir ağızlık açma mekanizması tipi ise her bir çerçevenin ayrı bir servomotor tarafından tahrik edildiği sistemlerdir.
Aşağıdaki şekilde Tsudokoma firmasına ait elektronik ağızlık açma sistemi görülmektedir. Bu sistemde her çerçeve için kullanılan motor miline sabitlenmiş diske, merkezinden belirli bir mesafede döner mafsal ile bağlanmış bir kol ve bunu izleyen kol mekanizmaları ile motorun dönme hareketi, çerçevelerin yukarı-aşağı hareketine dönüştürülür.
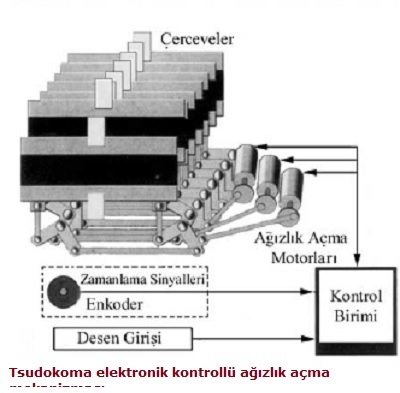
Makinenin ana mili ile çerçeveleri tahrik eden motorlar arasında ki zamanlama elektronik olarak gerçekleştirilir.Bu amaçla makinenin ana milinin dönüş açısını ölçen enkoderden alman pozisyon bilgisine göre motorların hareketleri kontrol edilir.
Armür ve kamlı ağızlık açma mekanizmalarından farklı olarak bu sistemde çerçevelerin hareket ve bekleme açıları (zamanları) dokunacak olan kumaş tipine bağlı olarak bilgisayardan girilip istenen değerlere ayarlanabilir.
Ayrıca ağızlık kapanma açısı da bilgisayara değer girerek elektronik olarak ayarlanabilir. Bu sistemde her çerçevenin harekete başlama ve bitiş zamanları bağımsız alarak ayarlanabildiği için aralarında zamanlama farkı meydana getirilerek aynı anda tüm çerçevelerin orta konuma gelmesi engellenebilir. Bu ayar özellikle bezayağı örgü ile yüksek çözgü sıklığına sahip kumaşların dokunması durumunda çözgü iplikleri arasındaki sürtünmeyi azaltarak çözgü kopuşlarını ve tutuşmalarını engellemek açısından önemlidir. Şekildeki sistemde motorlar aynı yönde dönmekte olup motorun yarım devrinde çerçeve bir konumdan diğerine hareket ederken motorun diğer yarım devrinde çerçeve geri hareket ederek başlangıç konumuna döner.
Motorun yarım devirlik hareketi dokuma makinesi ana milinin çerçeve hareketi için ayrılan kısmında gerçekleşir. Yani ana milinin dönüşünün 240º kısmında çerçeve hareket edip 120º kısmında bekleme yapacaksa, motorlar yarım devirlik hareketini ana mil devrinin 240º kısmında yapar. Geri kalan 120º kısmında bekler. Örgüye göre çerçevenin alt veya üst ağızlık konumlarında belirli sayıda atkı atımı esnasında bekleme yapması gerekiyorsa motorlarında bu konumda bekleme yapması gerekir.
Aşağıdaki şekil’de ise Toyoda firmasına ait ağızlık açma mekanizmasının şekli verilmektedir.
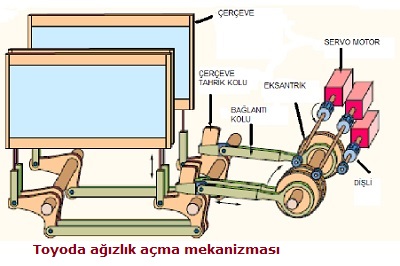
Her çerçevenin tahriki;
- Bir adet servomotor,
- Bir adet dişli mekanizması
- Eksantrik ile bunu izleyen kol mekanizmasından
Oluşmaktadır.

Servomotorlarının dönme hareketi motor mili ucundaki küçük dişliden makine gövdesine sabit olarak takılmış mil üzerine dönebilecek şekilde takılmış büyük dişliye iletilir. Bağlantı kolunun çerçeve tahrik koluna bağlantı noktası yükselterek çerçevenin daha fazla kalkış yapması sağlanır. Bu ayar temiz ağızlık oluşturmak için, arka çerçevelerin daha fazla kaldırılması için gereklidir. Çerçeve tahrik kolunun salınım hareketi kol mekanizmaları ile iki ucundan çerçeveye iletilir. Tsudakoma elektronik ağızlık açma sistemi için açıklanan özellikler bu sistem içinde geçerlidir. Her bir çerçevenin ayrı bir servomotorlar tarafından tahrik edildiği bu elektronik ağızlık açma sistemlerinde armürlerde mevcut olan yavaş çalışma ileri geri hareketin kısıtlandığı bölgeler bulunmaktadır.

Toyoda firması tarafından geliştirilen elektronik ağızlık açma sisteminde 16 çerçeveye kadar çıkılabilmektedir. Bu değer çerçevelerin ayrı motorlar tarafından tahrik edildiği armürlerde ulaşılabilen en yüksek çerçeve sayısıdır.
Eksantrik Çizimleri
Farklı örgü raporlarına sahip kumaşların üretilmesi için değişik profillere sahip kam mekanizmaları kullanılmaktadır. Bu mekanizmaları birbirlerinden ayıran temel özellik, kamların sahip oldukları yükselme ve iniş bölgelerinin sayısıdır.
Bu temel farklılığa göre ağızlık açma sistemlerinde kullanılan kamlar;
- İki,
- Dört,
- Beş,
- Altı,
- Yedi
- Sekiz
Devirli kamlara ayrılmaktadırlar.
İki devirli kamlar sadece basit dokuma olan bezayağı dokuma için kullanılmakta ve eski dokuma tezgahlarında kullanımı yaygın olan kamlardır. Modern yüksek hızlı ve jetli dokuma tezgahlarında ise bu kamlar yerlerini kol mekanizmalarına terk etmişlerdir. Kamlı ağızlık açma sistemlerinde ise, iki devirli kamlar yerine dört devirli kamlar kullanılmaktadır.
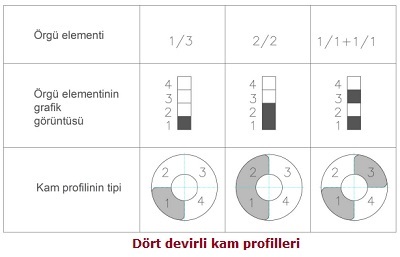
Aşağıdaki şekil’de
dört devirli kamların profilleri, örgü elementlerinin numaraları ve grafik tasvirleri gösterilmektedir. Dört devirli kamların farklı profil sayısı üçtür. Profil sayıları az olmasına rağmen bu kamların yardımı ile kumaşların büyük bir kısmını elde etmek mümkündür.
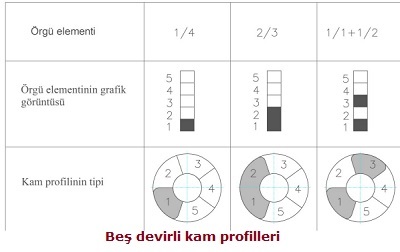
Aşağıdaki şekil’de
beş devirli kamların profilleri, örgü elementlerinin numaraları ve grafik tasvirleri gösterilmektedir. Beş devirli kamların maksimum profil sayıları üçtür. Çeşit sayısı az olduğundan dolayı yaygın şekilde kullanılmamaktadırlar.
Aşağıdaki şekilde
altı devirli kamların profilleri, örgü elementlerinin numaraları ve grafik tasvirleri verilmektedir. Altı devirli kamların farklı profil sayısı sekizdir. Bu kamların yardımı ile çok sayıda kumaş çeşidini üretmek mümkün olmaktadır.

Aşağıdaki şekilde
yedi devirli kamların profilleri, örgü elementlerinin numaraları ve grafik tasvirleri verilmektedir. Bu kamların farklı profil sayısı dokuza eşittir. Beş devirli kamlar gibi bu kam çeşitleri de nadiren kullanılmaktadırlar.

Aşağıdaki şekilde
sekiz devirli kamların profilleri, örgü elementlerinin numaraları ve grafik tasvirleri verilmektedir. Bu kamların farklı profil sayısı yirmiye eşittir.
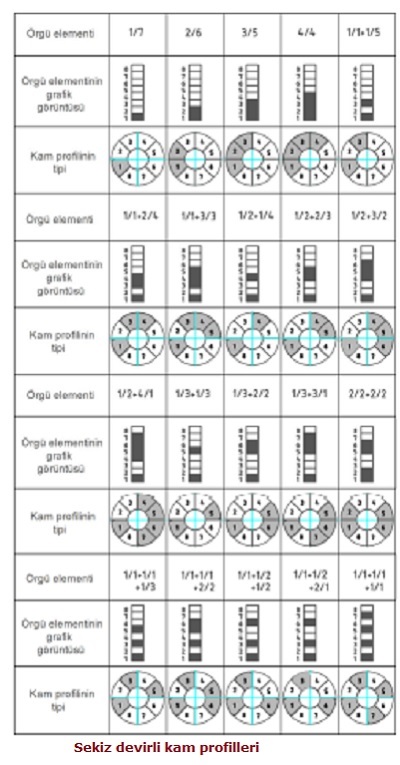
Raporunda atkı ve çözgü iplik sayısı sekize eşit olan yün kumaşlar, pamuk ve ipek gömleklik kumaşların büyük bir kısmı, küçük desenli elbiselik kumaşlar sekiz devirli kamlar ile üretilebilmektedir.
Farklı örgülere sahip kumaşların üretimi, örgü elemanlarına bağlı olarak kam profillerinin seçimi sonucu elde edilir. Kam profillerinin seçimi örgü raporunun solundan sağına doğru yapılmaktadır. Rapordaki ilk eleman birinci çözgüyü ifade etmektedir ve sıralama sağa doğru bu şekilde devam eder.
Aşağıdaki şekilde
altı çerçeveye sahip bir dokuma için kam profili seçimi örneği verilmektedir.
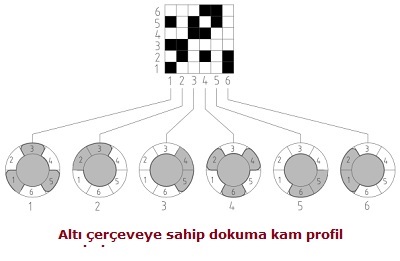
Bilindiği gibi çözgü ipliklerinin sıralı geçirilmesinde, çerçeve sayısı dokuma raporunda bulunan çözgü ipliklerinin sayısına eşittir. Bu durumda istenilen rapora sahip kumaşların üretilmesinde kullanılacak kam profili sayısı raporda yer alan çözgü ipliklerinin sayısına eşittir. Raporu oluşturan atkı ipliklerinin sayısına göre ise ana mil ile kam mili arasındaki çevrim oranı tayin edilmektedir.
Bu işlemlerden sonra kumaş desenine bağlı olarak bir sonraki kamın önceki kama göre kaydırılma açısı hesaplanmaktadır. Dört, altı ve sekiz devirli kamlar için bu açının değeri 90º, 60 º ve 45 º eşittir.
Yukarıdaki şekil incelendiğinde dokuma raporu altı çerçeveye sahiptir ve kam profili altı devirli olarak seçilmiştir. Ağızlık açma mekanizmalarında kam profili kumaş raporunda bulunan atkı ipliklerinin sayısı ile belirlenmektedir. Atkı ipliklerinin ağızlıktan geçirilmesi ana milin her bir devrinde gerçekleştiği için ağızlık açma mekanizmasının kamı örgü raporunda bulunan atkı sayısına eşit olmaktadır. Döner kamlar minimum iki bölgeden oluşurlar. Bu bölgeler yükselme ve alçalma bölgeleridir ve bu nedenle ana mil ile kam arasındaki iletim oranı minimum iki olmaktadır.
Çerçevelerin yer değiştirmesi için önemli parametreler;
- Çerçevelerin ana mile göre bekleme açısı,
- Çerçevelerin kam miline göre bekleme açısı
- Çerçevelerin ana mil ve kam miline göre yükselme ve inme açıları
Olmaktadır.
Çerçevelerin ana mile göre bekleme açısı kumaş genişliğine bağlı olarak 105º-150º arasında seçilmektedir.
Rotatif Armür
ROTATİF ARMÜR
Ağızlık açma yöntemleri ve armür makineleri üzerine yapılan araştırmalardan günümüzde modern dokuma tezgahlarında açık ağızlık oluşturan rotatif armürlerin tercih edildiği görülmektedir.
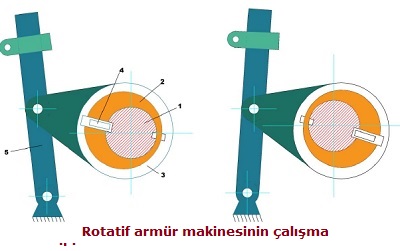
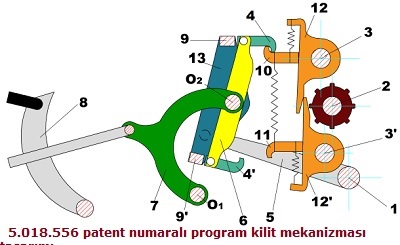
Klasik rotatif armürlerde programlama-kilitleme mekanizması beklemeli dönme hareketi yapan 1 numaralı milden, mil üzerinde sabitlenmiş 2 diskinden ve hareketli yerleştirilmiş 3 eksantriğinden, 4'nolıı kilit mekanizmasından 6-7 numaralı kolsarkaç kol mekanizmasından ve 8'nolu program ünitesinden oluşmaktadır.
Makinenin çalışma sırası aşağıdaki şekilde görülmektedir.
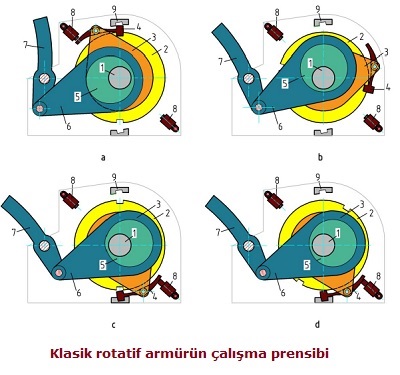
Pozisyon a: Armürün ana mili l bekleme fazındadır. Bir sonraki işlemde çerçevenin yer değişme yapması istendiğinden program pistonları içe doğru çekilmiş ve kapayıcı yayın etkisi ile kilitleme mekanizmasının çengeli 2 diskinin üzerinde açılmış yuvaya dahil olarak 2 diski ile 3 eksantriği arasında bağlantı oluşturmuştur. 7'nolıı sarkaç sol kenar durumdadır.
Pozisyon b: 1 mili, 2 diski ve 3 eksantriği saat ibresi yönünde dönme hareketi yapmaktadır. 3 eksantriğine bağlı 6 kolu 7 sarkacım sağ kenar duruma doğru döndürmektedir. Sarkaca bağlı çerçeve bir kenar durumdan diğerine doğru hareket etmektedir.
Pozisyon c: 1 numaralı mil 180° döndükten sonra bekleme yapmaktadır. 7 sarkacı sağ kenar duruma gelmiştir. Program değişikliği istenmemesi durumunda 2. pozisyonu sürekli-olarak tekrarlanılır. Çerçevenin bekleme yapması istendiğinde pistonlar kilit mekanizmasının çengelini çevirerek 2 diski ile 3 eksantriği arasında bağlantıyı ortadan kaldırır ve 3 eksantriği bu durumda kilitlenilir.
Pozisyon d: 1 mili ve 2 diski dönme yapmaktadır. 3 eksantriği kilitlendiğinden 7'nolu sarkaç sağ kenar durumda kalır. Program değişikliği olmadıkça bu durum devam eder.
Rotatif armürler genellikle pozitif armürlerin gelişmiş modelleri olarak kabul edilmektedirler.
Son yıllarda rotatif armürlerin hızı üreticiler tarafından geliştirilmiş ve fuarlarda sergilenen modeller incelendiğinde 1000 rpm ve üstüne ulaştığı gözlemlenmiştir. Bu sayede hava jetli, su jetli dokuma makinelerinde yüksek hızlar altında çalışma imkânı sağlanmıştır.
Günümüzde rotatif armürlerin farklı tipleri çeşitli dokuma makinelerinde yer almaktadır. Rotatif armürlerin tahrik sistemleri basit ve rijit olduklarından titreşimsiz ve dayanıklı çalışırlar. Az yer kaplarlar. Bununla beraber açık ağızlık oluşturulduğundan ve seçme ünitesinden konstrüksiyon yapısından dolayı ek olarak çerçevelere geri dönüşüm ve çerçeveleri orta konuma getirilmesi ünitelerini içerir.
Sürekli olarak bağlantı oluşturan ve kamalar armürün hızlarının artırılmasını engeller. Rotatif armürlerin bir başka özeliği parçaların çok yüksek hassasiyetle üretilmesi ve maliyetlerinin yüksek olmasıdır.Rotasyon tipi armür makineleri temel çalışma prensibi, dönme hareketinin özel kavramaların yardımı ile çerçevelerin ileri–geri hareketine dönüştürülmesine dayanmaktadır.
Bir rotatif armür üç ana kısımdan oluşmaktadır. Bu kısımlar;
- Seçim mekanizması,
- Eksantrikleri de içeren çerçeve tahrik mekanizması
- Değişken armür mili hareketini üreten kısım yani modülatör
Seçme mekanizmasının görevi, örgüye göre eksantrik mili ile eksantrik arasındaki bağlantıyı keserek çerçevelerin konumunu belirlemektir. Modülatör ise, çerçevelerin hareket ve bekleme açılarını belirleyen kısımdır. Eksantriklerin ve modülatörlerin konstrüksiyon yapıları birbirleriyle farklılık göstermediğinden rotatif armürler seçme mekanizmalarının tipine ve yapısına bağlı olarak sınıflandırılırlar.
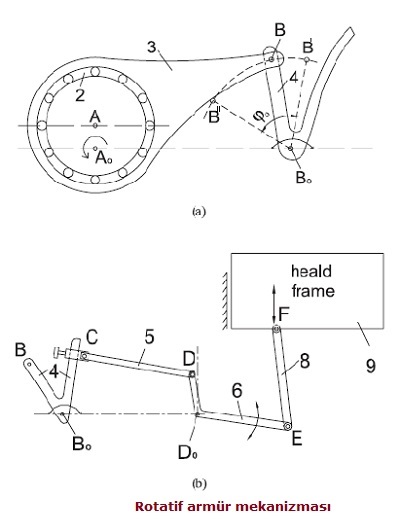
Yukarıdaki şekil ’de bir armür mekanizmasını oluşturan temel kısımlar şematik olarak gösterilmektedir. Şeklin A kısmında bir yuvarlak mil yatağına sahip eksantrik kısım görülmektedir. 2 ve 3 ile belirtilen kısım olan eksantrik dönen bir kamdır. Bu kamın dönüş ekseni geometrik olarak belirtilen A merkezinde değil Ao merkezinde dönüş yapmaktadır. Bundan dolayı eğer 2 numaralı bölüm saatin tersi yönde dönüş hareketi yaparsa hareket 3 kolu vasıtası ile 4 numaralı kola iletilir. 2 numaranın tam bir devrinde 4 numaralı kol limit pozisyonuna gelir. Eğer hareket sonucunda A,Ao ve B aynı doğrultuya gelirse 4 kolu en ileri pozisyonunu alır. Eğer hareket sonucunda A, Ao ve B geri pozisyona dönerlerse 4 kolu en geri pozisyonuna dönmektedir. 4 numaralı kolun çerçevelere hareket iletimi ise yukarıdaki şekil ’in B kısmında verilmektedir. 4 kolunun en ileri pozisyonunda olduğu durumda çerçeve buna karşılık en alt konumdadır. 4 kolu eğer en geri pozisyonunda ise çerçeve buna karşılık en yüksek pozisyonunu almaktadır. Bu konstrüksiyona sahip eksantrik mekanizması çerçeve hareketi sadece düz kumaşlar için oluşturmaktadır. Rotatif armürdeki bu dönme hareketi zorunlu olarak çerçevelerin ileri geri hareketini İçermektedir.
Rotatif armürlerin çalışma prensibi aşağıdaki şekil ‘de görülmektedir. Şekildeki rotatif armür mekanizmasında; üzerinde birbirlerine zıt yönde kanal açılmış 1 mili özel modülatör adı verilen mekanizma yardımı ile kesikli olarak dönmektedir. 2 eksantriğinin üzerinde monte edilmiş ve radyal yönde hareket edebilen 4 kaması, dönme eksenine doğru hareket aldığı durumda 2 eksantriği ile 1 milini birleştiğinde eksantrik mil ile 180°'lik bir dönme hareketi yaparak ve 5 uzvuna bağlı çerçevenin bir durumdan diğer bir duruma getirilmesi sağlanmış olur. Kama dönme merkezinden dışarıya doğru hareket aldığında 3 uzvu ile eksantriği birleştirildiğinden 3 uzvu kenetlenmiş duruma gelir. Kamanın hareketi seçim mekanizması ile idare edilmektedir.
Çerçevelerin alt durumdan üst duruma veya tersi yönde yer değiştirmesi 1 milinin 180º dönmesi sırasında gerçekleştiğinden dokuma tezgâhının ana mili iki tam devir yapıldığında armür mili bir tam devir dönme hareketi alır.
Fimtextile firmasının üretmiş olduğu RD 3000 tipi elektronik kontrollü rotatif armürünün şematik görünüşü aşağıdaki şekilde görülmektedir. Dokuma makinesinden gelen hareket yarıya düşürülerek modülatör giriş miline iletilir (şekilde görülmüyor).
Modülatörden elde edilen beklemeli çıkış hareketi armür miline (2) iletilir. Armür mili (2) ve eksantriğin (3), 4 nolu parça ile birleştirilmesi ile 3 nolu eksantriğinin iki uç konumu (ileri ve geri) arasında hareket etmesi sağlanır.
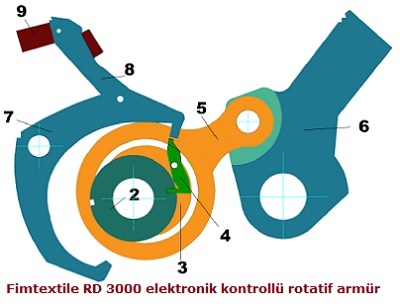
Bu konumların herhangi birinde 2 mili ve 3 eksantriği ayrılırsa eksantrik mevcut konumunda bekler. Eksantriğin bir konumdan diğerine hareket etmesi tahrik ettiği çerçevenin konum değiştirmesi ve eksantriğin bir konumda beklemesi çerçevenin de bu konumda bekleme yapması anlamına gelir. Eksantriğin dönme hareketi 5 nolu uzuv aracılığı ile 6 kolunun saat ibresi veya tersi yönünde salının hareketine dönüştürülür. Daha önce de bahsedildiği gibi 2 ile 3 ve 3 ile 5 uzuvları arasında rulmanlı yataklama mevcuttur. 3 eksantriği üzerine döner mafsalla bağlanmış olan 4 parçasının 2 mili üzerine açılmış kanallara girerek bu iki parçayı birleştirmesi veya kanallardan çıkarak bu iki parçayı ayırması, 9 elektromıknatısı tarafından üretilen hareketin 8 kolun aracılığı ile 7 koluna yaptırdığı salınım hareketi ile sağlanır.
Şekilde görülen eksantrik konumunda çerçeve yukarıda ise 4 parçası 2 mili ile kenetlendiğinden bu konumdan itibaren 2 milinin 180° derecelik dönüşünde çerçeve alt konuma hareket eder. 7 nolu parça bu konumda kaldığı sürece eksantriğin şekle göre 180 derece dönmüş konumda 4 parçası 2 milinden ayrılır. 2 milinin bundan sonraki dönüşünde eksantriğe hareket iletmez ve çerçeve alt konumda kalır.
Mıknatısın etkisiyle 7 kolu konum değiştirirse, 4 parçası 2 mili ile kenetlenir ve eksantriği şekilde görülen konuma geri getirir. Böylece çerçeve tekrar üst konuma geri döner. 7 nolu kolun konumu mıknatıs tarafından değiştirilmediği sürece bu konumda 4 parçası 2 milinden ayrılır ve eksantriği hareket iletmez. Çerçeve yukarı konumda kalmaya devam eder. Bezayağı örgü durumunda 2 mili ile 4 parçası sürekli kenetli kalacağından eksantrik her dokuma makinesi devrinde konum değiştirir. Böylece çerçeve bir yukarı bir aşağı hareket eder.
Staubli firması değişik dokuma uygulamaları için farklı seçme mekanizmalarına sahip rotatif armürler üretmektedir. Aşağıdaki şekil ‘de bu armürlerden 2668 modeli rotatif armür makinesi görülmektedir.

Üzerinde iki adet kanal açılmış olan 4 numaralı disk armür mili ile kesikli olarak döner. 5 numaralı parça bir ucunda yay (şekilde gösterilmedi) ile 6 numaralı parça ile bağlı olup 1 ve 1’ kollarının bir ucundan uyguladığı baskı ile 4 numaralı diske kenetlenmekte ve baskı olmadığı zaman kenetlenme çözülmektedir. 5 numaralı parça 4 numaralı disk ile kenetlendiğinde, disk ile 6 numara ile gösterilen parça da döner.
6 numaralı parça aynı zamanda eksantrik olup onun dönme hareketi 7 numara ile gösterilen bağlantı kolu aracılığı ile 8 kolunun dönme hareketine dönüştürülür. 5 numaralı parça ile kenetlenmesi halinde 4 diskinin her 180º dönüşü çerçeveyi bir konumdan diğer bir konuma hareket ettirir. 5 numaralı parçanın 4 numaralı disk ile kenetlenmesi veya kenetlenmenin çözülmesi 2 numara ile gösterilen elektromıknatıs tarafından hareket ettirilen 3 kolunun 1 ve 1' kollarının döndürülmesi ile gerçekleştirilir. 1 ve 1' kollarının bir yöndeki hareketleri elektromıknatıs tarafından üretilirken diğer yöndeki hareketi yaylar ile sağlanır.
Yukarıdaki şekilde ’de birinci konumda 1 numaralı kol saat yönünde bir miktar döndüğünden 5 parçası üzerindeki baskısı ortadan kalkmıştır. Dolayısıyla yayın etkisiyle 5 parçası ile 4 diski kenetlenmiştir. Bu konum çerçevelerin üst ağızlık konumuna karşılık gelmektedir. 4 numaralı diskin takip eden 180º dönüş hareketi ile çerçeve alt konuma hareket ettirilir.
Yukarıdaki şekil ‘de ikinci konumda 4 diskinin 90º dönüşüne karşılık gelen konumunu göstermektedir. Bu konum çerçevenin orta ağızlık konumuna karşılık gelir. Üçüncü konumda ise 4 diski 180º dönüşünü tamamlamış ve çerçeve alt ağızlık konumuna ulaşmıştır. Bu konumda 1' parçası saat yönünde bir miktar dönmüş olup 5 numaralı parçanın ucuna bastırarak 4 diski ile olan kenetlenmeyi çözmüştür. 1 ve 1' parçaları bu konumda kaldıkları sürece çerçeve alt ağızlık konumunda bekleme yapar. Mıknatısın etkisiyle l ve 1' kolları saat yönünün tersi yönünde bir miktar döndüğünde
Yukarıdaki şekil ‘de üçüncü konumda 1' kolunun 5 parçası üzerindeki baskısı kalkar ve 5 parçası 4 diski ile kenetlenir, 4 diskinin 180º dönme hareketi ile çerçeve üst ağızlık konumuna hareket eder. 1 kolu saat ibrelerinin tersi yönünde dönmüş olduğundan 5 numaralı parça ile 4 diski arasındaki kenetlenme çözülür. 1 ve 1' kollarının konumu çerçevelerin üst ağızlık konumlarına karşılık gelir. 9 ve 9' destekleri 1 ve 1’ kollarının dönme hareketlerini sınırlar. Sonuç olarak l ve 1' kollarının saat ibreleri yönünde bir miktar dönmesi çerçevelerinin alt konumuna karşılık gelir. Saat ibrelerinin tersi yönünde dönmüş konumları ise çerçevelerin üst ağızlık konumlarına karşılık gelir.
Rotatif armürlerin tahrik sistemleri basit ve rijit olduklarından titreşimsiz ve uzun ömürlüdürler. Bununla birlikte açık ağızlık oluşturmaları ve seçim ünitesinin konstrüksiyon yapısından dolayı ek olarak ağızlık arama ve duruşlarda çerçeveleri orta konuma getirme ünitelerine ihtiyaç duyarlar. Seçim anında kenetlenme için kamaların kullanılması seçim ünitesinin çalışma şartlarını sınırladığı için yüksek dokuma hızlarına çıkılmasını engellemektedir.
Negatif Armür
NEGATİF ARMÜR
Negatif armürler daha basit oldukları için pozitif armürlere oranla daha çok kullanım alanı bulmuşlardır ve daha ziyade hafif ve orta çözgü gerilimleri için uygundurlar. Bu sistemlerin en büyük başarısı armürün bir devrinin iki atkı atımına karşılık gelmesi, dolayısıyla hareketlerin pek çoğunun yarım tezgâh hızında gerçekleştirilebilmesidir. Bu sayede daha yüksek hızlarda çalışma imkânı oluşmaktadır. Staubli firmasının ürettiği mekanik kontrollü çift stroklu açık ağızlık oluşturan bir negatif armürün şematik görünüşü aşağıda görülmektedir.
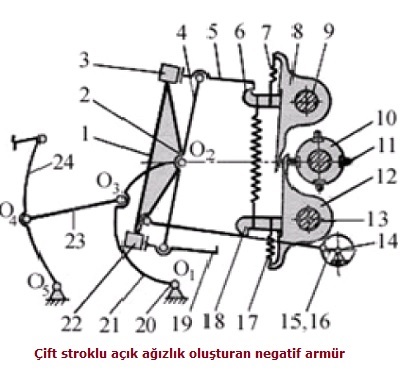
Armürün 14 numaralı tahrik mili dönme hareketini dokuma tezgahının ana milinden alır. Milin üzerindeki 15 eksantriği 16 numaralı kol ile l numaralı iki omuzlu kola bağlanmış olup üst ve alt uzuvlar 3 ve 22 numaralı mesnetlerle bağlanmış durumdadır. O1 noktasına hareketli olarak yerleştirilmiş 21 numaralı kol, O2 noktasından bağlanmış 4 numaralı balans bu nokta boyunca salınım hareketi yapabilir ve iki ucunda 4 ve 19 numaralı kancaları taşır. Balansın dönme merkezi, balans sol kenar duruma geldiğinde 1 numaralı kolun salınım merkezi ile çakışır. Bu durumda 5 veya 19 numaralı kancalardan hiçbiri 6 veya 18 numaralı idare kancaları ile bağlantıya girmemişse, 4 balansı boş hareket yapmış olur ve çerçeve alt konumda bulunur. 5 ve 19 kancalarından biri ile ilişkiye girdiği durumda ona bağlı çerçeve üst duruma gelir ve atkı atıldıktan hemen sonra geri hareket yaparak alt duruma getirilir.
Çerçevelerin alt duruma getirilmesi yayların yardımı ile gerçekleştirilir. 5 ve 19 numaralı kancaların her ikisi aynı zamanda 6 ve 8 numaralı idare edici kancalar ile bağlantıya girdiği durumda çerçevelerin üst konumda beklemesi söz konusudur.
İdare edici 6 ve 18 kancaları 9 ve l3 eksenlerinde hareketli olarak yerleşmiş iki omuzlu 8 ve 12 numaralı uzuvlara 7 ve 17 yayları ile bağlı durumdadırlar. Desen zincirine takılmış 11 baklaları 8 ve 12 numaralı iki omuzlu uzuvların programa göre idare edilmesini gerçekleştirir. 21 kolun çerçevelere hareket 23 ve 24 numaralı uzuvlardan iletilir.
Negatif armürler günümüzde mekanik ve elektronik olarak üretilmektedirler.
Aşağıdaki şekillerde Staubli firmasına ait 2521model mekanik ve 2571 model elektronik kontrollü negatif armürlerin şematik çizimleri verilmektedir.
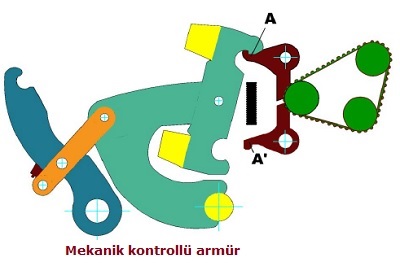
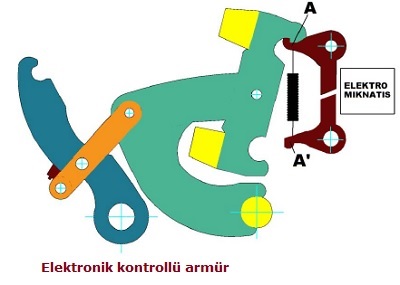
Şekildeki Staubli firmasına ait negatif armürlerin mekanik (model 2521) ve elektronik (model 2571) program taşıyıcıları ara elemanların üzerinden A ve A’ ile gösterilen tespit kancalarını kumanda etmektedirler.
Kaldırma üniteleri, balanslar ve hareketli kancalardan oluşmaktadır. Hareket kolları tespit kancalarının hareketli bir kancayı yakalaması ile devreye girmektedirler.
Elektronik kontrollü armürde A ve A’ ile gösterilen tespit kancalarının kontrolü elektromıknatıs sayesinde yapılmaktadır. Staubli’ ye ait bu tasarımlar, azami çalışma güvenliği ile an az sayıda döner mafsal ve optimal çerçeve hareketini garanti etmektedirler.
Muratec firması negatif armür üreten diğer bir firma olup armürlerin seçme ünitesinde elektromıknatıslar yerine elektronik olarak kontrol edilen pnömatik pistonlar kullanmaktadır.
Aşağıdaki şekilde elektronik kontrollü pnömatik seçme mekanizmalı Muratec negatif armürünü gösterilmektedir.
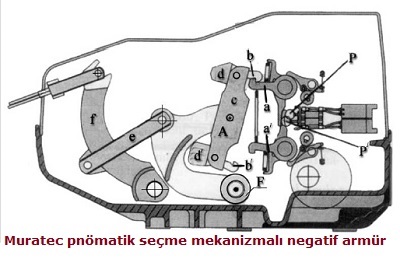
Yukarıdaki şekilde görüldüğü gibi bir tahrik mekanizması tarafından c kolunun üst ve alt uçlarında bulunan kancaları (b ve b') tutması sağlanır. Böylece çerçevelerin yukarı konuma hareket ettirilmesi gerçekleştirilir. Pistonların ileri-geri hareket ettirilmesi elektronik olarak kontrol edilmektedir. Çerçeve alt konumdan üst konuma kaldırılacaksa önce ileri konumdaki kanca, karşısındaki kanca tarafından pistonun ileri hareketi ile tutulur. Daha sonra c kolunun salınım hareketi ile A noktası AF yarıçaplı daire yayı üzerinde saat ibresi yönünde bir miktar döner. A noktasının bu hareketi e kolu aracılığı ile f kolunun salınım hareketine dönüştürülür F kolunun salınım hareketi eğilebilir kablolarla çerçevelere iletilir. Çerçeve kalkış miktarı artırmak istenildiğinde e kolunun f koluna bağlantı noktası yukarıya kaydırılır.
Pozitif Armür
Pozitif armür
Fantezi kamgarn ve ştrayhgarn kumaşlarda olduğu gibi ağır kumaşların dokumaları söz konusu olduğunda yay geri getirme tertibatına ihtiyaç göstermeyen pozitif armürlerin kullanılması uygundur. Bu sistemlerde herhangi bir geri getirme tertibatı bulunmamaktadır. Çerçevelerin tüm hareketleri mevcut armür mekanizması tarafından gerçekleştirilmektedir.
Pozitif armür sistemlerinde herhangi bir geri getirme tertibatı bulunmadığı için, kanca ile ileriye doğru çekilmiş olan salınım kolunun tekrar durdurucu traverse kadar geri getirilmesini ya da ileriye doğru çekilmesi gereken salınım kolunun bir veya iki ucunun durdurucu traverslere dayalı halde tutulmasını sağlayan bazı mekanizmalara gereksinim vardır. Öte yandan, çözgü geriliminin düşey bileşeni çerçevelerin ortada kapalı ağızlık pozisyonunda durmaları yönünde etki yapacağı için salınım kollarının kontrolsüz olarak hareket etmeleri de önlenmelidir.
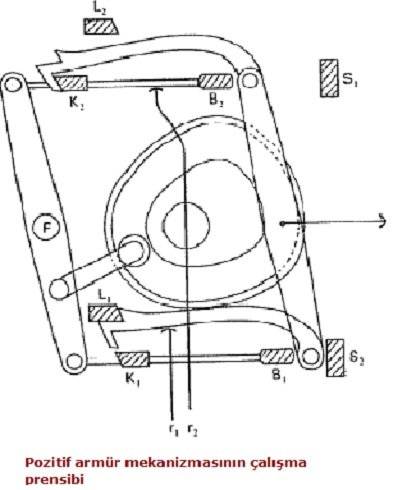
Yukarıda görülen mekanizma incelendiğinde; B1 ve B2 geri çekme traversleri K1 ve K2 bıçaklarına rijit olarak bağlı haldedir ve onlarla yatay doğrultuda hareket yaparlar. Bıçaklar kendilerine takılmış olan kancaları sadece ileri doğru çekerler. Kancaların geriye doğru gelme hareketleri geri çekme traverslerinin salınım kolunun ilgili ucunu durdurucu traverslere (S1, S2) kadar itmeleriyle sağlanmaktadır. Yukarı kalkmayacak çerçevenin kancası platin vasıtasıyla yukarıda tutulur ve hizasında bulunan kanca traversine takılı halde kalır; dolayısıyla bıçak ileri giderken onunla hareket edemez. Bu sayede kancaya bağlı salınım kolu ucunun durdurucu traverse yeni desen okuma anına kadar dayalı olarak tutulması sağlanmış olmaktadır. Bu çeşit armürlerde desen okuması desen kartonları vasıtası ile yapılmaktadır.
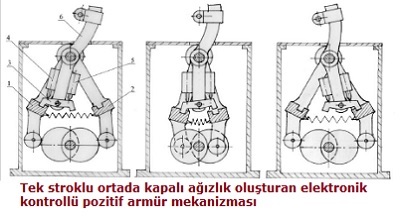
Aşağıdaki şekilde tek stroklu ortada kapalı ağızlık oluşturan mekanik kontrollü pozitif armür örneği görülmektedir. Bu tip armürler kalın yünlü kumaşlar için kullanılmaktadırlar.
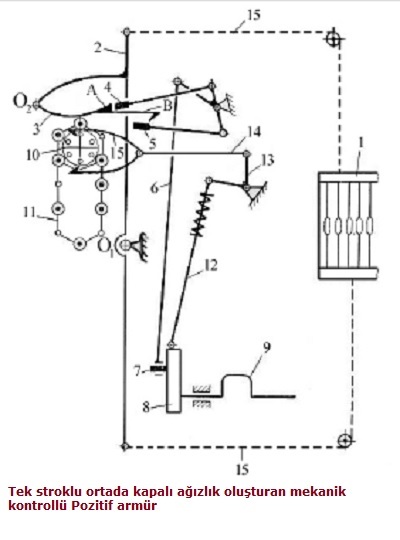
Armürde 1 numaralı çerçeveler merkezinden döner mafsalda yerleştirilmiş dikey 2 numaralı kol ile bağlanmış durumdadır. A ve B, dirsekleri olan ve kola O noktasından bağlanmış 3 numaralı bir çengel bulunmaktadır. 9 ana milinin dönme hareketi 7 krankı ve 6 kolu ile kızaklarda ileri-geri hareket yapan 4 ve 5 bıçaklara iletilir. 3 kolu üst konuma geldiğinde A kancası 4 bıçağı ile sola doğru itilir. Bu esnada 3 koluna O2 noktasından bağlanmış 2 uzvu O1 dönme ekseninde saat ibresinin tersi yönünde dönme hareketi alır. Seçim mekanizması 3 kolunun konumunu değiştirmediği sürece armür makinesinin ürettiği istemli hareket 2 uzvuna kayışla bağlanan 1 çerçeveyi, orta konum ile üst konum arasında taşır. 3 kolu alt konuma geldiği sırada B kancası 5 bıçağı ile sağa doğru çekilir ve 2 uzvu O1 dönme ekseninde saat ibresi yönünde dönme hareketi alır. Hareket programı değişmediği sürece armür mekanizmasının ürettiği ikinci istemli hareket 1 çerçevesini orta konum ile ait konum arasında taşımaktadır. 3 numaralı kolun konumunun istenen hareket programına göre hareket ettirilmesi için seçme mekanizması 10 numaralı altı yüzlü prizma ve üzerinde iki farklı çapa sahip desen baklaları bulunan 11 numaralı zincirden oluşmaktadır.
Aşağıdaki şekilde tek stroklu ortada kapalı ağızlık oluşturan elektronik kontrollü pozitif armür görülmektedir.
Yukarıdaki şekilde bu armürün üç konumdaki görünüşü verilmektedir. Ortada kapalı ağızlık prensibine göre çalışan bu armürde her atkı atımından sonra tüm çerçeveler ağızlık ortasına kadar gelir ve bir sonraki atkı için seçme işlemi yapılır.
Daha sonra desene göre çerçeveler yukarı veya aşağı hareket ederek yeni atkı için ağızlığı oluştururlar. Bundan dolayı armür mili, dokuma makinesi ile aynı hızda döner. 16 mm hatve ile 30'a kadar çerçeveyi tahrik edebilen bu armür farklı hatveler ile üretilmekte ve dokuma makinesine değişik konumlarda takılabilmektedir.
Armürün çalışma prensibi yukarıdaki şekilde görüldüğü gibi bir silindirik kam çifti ile tahrik edilen iki adet bıçak (1 ve 2 bıçağı) orta konumdan itibaren her dokuma makinesi devrinde birbirine ters yönde salinım hareketi yaparlar. 6 numaralı kolun alt ucuna döner mafsal ile bağlanmış olan 3 kancanın konumu 4 ve 5 pnömatik pistonları ile kontrol edilir. Şeklin ilk kısmında 4 pistonunun ileri konuma ve 5 pistonunun geri konuma hareket etmeleri ile 3 kancası 1 bıçağına takılır. 1 bıçağı 4 kolunu sürükleyerek birlikte Oa dönme ekseninde saat ibresi yönünde hareket ettirilir.
Bu hareket çerçevenin üst ağızlık konumuna karşılık gelir. Şeklin ikinci kısmında bıçaklar orta konumda bulunur. Bu konumda çerçevelerin hareket planına göre seçme işlemi yapılır. Çerçeve alt konuma hareket edecekse 5 pistonunun ileri ve 4 pistonunun geri konuma hareket etmeleri ile 3 kancası 2 bıçağına takılır. 2 bıçağı 4 kolunu sürükleyerek birlikte O2 dönme ekseninde saat ibresinin tersi yönünde hareket eder.
Bu konum çerçevenin alt konumuna karşılık gelir. 4 ve 5 pnömatik pistonlarının hareketi pnömo-elektro mıknatıslı valf ile elektronik olarak kontrol edilmektedir. Çerçevenin her iki yöndeki hareketi armür bıçakları tarafından sağlandığı için bu armür pozitif armür sınıfına girmektedir.
Aşağıdaki şekilde tek stroklu ortada kapalı ağızlık oluşturan elektronik kontrollü pozitif SKN armürünün kinematik şeması gösterilmiştir. Armürde çerçevelere hareket iletmek için iki adet bıçak kullanılmıştır. Çerçevenin üst konuma gelmesi 3 numaralı bıçağın 2 çengeli ile sola doğru, alt konuma gelmesi ise 8 numaralı bıçağın 9 numaralı kolun üst veya alt omuzları ile sağa doğru hareketi sırasında gerçekleşir. Çerçevelerin üst konumda beklemesi bıçakların dördünün de aynı zamanda çengelleri ile yer değiştirmesi ile elde edilir.
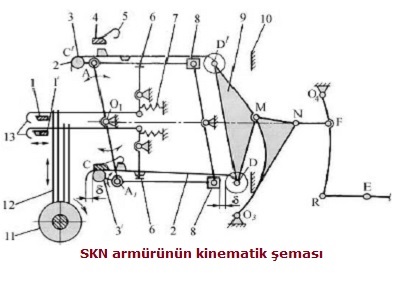
Çerçevelerin alt konumda beklemesi kancaların her ikisinin de 3 bıçaklarından ayrılması ile gerçekleşir. Bu esnada 2 çengelleri 6 numaralı idare edici kollar ve hareketli 4 mesnetlerinin yardımı ile 10 hareketsiz mesnetlerine dayanarak tutulurlar.
Seçim ünitesinde program taşıyıcı olarak delikli kart (11) kullanılmaktadır. 12 iğnelerinin kartı zorlamaması için üniteye 1 bıçaklarını ve onları idare ettirdikleri 13 numaralı yatay iğnelerle donatılmıştır. Eğer kartta delik açılmışa, 12 iğneleri aşağıya doğru hareket ederek 13 numaralı iğnelerini 1 bıçakları ile temasa sokar. Sola doğru yer değiştirme yapan 13 iğneleri 6 kollarını kendi eksenleri boyunca döndürerek 2 çengellerinin 3 bıçaklan ile temas etmesini sağlar.
Armürde dört ana hareket bıçağının, iki seçim bıçağının, dört sıra iğnelerin olması armürün büyük hızlarda çalışmasının engeller. Öte yandan seçim ünitesinde programı okuyabilmesi için iğnelerin kartla temasa girmesi karmaşık bir mekanik sistemle sağlanır .
Aynı işleme prensibi ile çalışan Staubli 2232 tip numaralı armürün kinematik şeması Aşağıdaki şekilde görülmektedir. Armürde 4 ve 4' numaralı bıçaklara hareket 1 ve 1' kamlarından verilir. 12 ve 12' güçlendirici bıçaklar programın okunması süresinde iğne ile kart arasında basıncın düşürülmesine yardım ederler. Bu armürün dezavantajı SKN armürleri ile aynı olmaktadır.
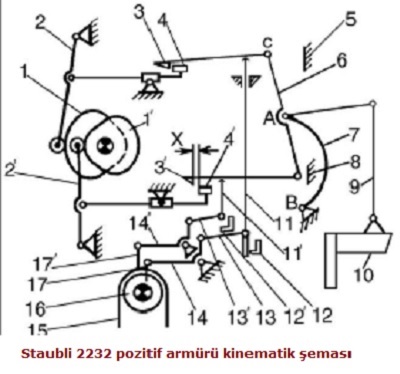
Bu armürün maksimum 300 dev/dak. Hızla çalışmakta ve pratik çalışma hızı 250 dev/dak dır.
Aşağıdaki şekilde tek stroklu açık ağızlık oluşturan mekanik kontrollü
- Pozitif Knowless armürü
- İngiliz Dobcross armürü
- Amerikan Crompton-Knowless armürü
Kamgarn ve ştrayhgarn dokuma makinelerinde kullanılmış ve çalışma prensibi önceki bölümlerde bahsedilen sistemlerden daha farklılık göstermektedir.
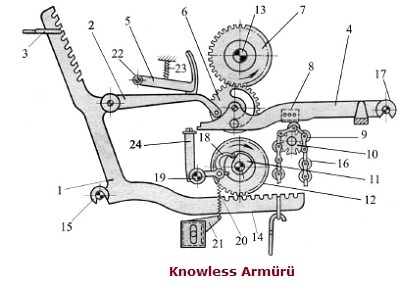
Bu armürde her bir çerçeve iki omuzlu 1 numaralı manivela ile hareket ettirilir. Manivelanın üst omzu 2 numaralı uzuv ile 4 numaralı kolun üzerinde hareketli olarak yerleştirilmiş 6 numaralı özel dişlisine bağlanmış durumdadır. 10 numaralı seçim ünitesinin 16 numaralı desen zincirinde yerleştirilen 9 numaralı program taşıyıcıları, 4 numara ile gösterilen kol ile temasa girerek 3 numaralı dişlinin 7 veya 12 numaralı sabit hızla zıt yönde dönen dişlilerle bağlantıya girmesini gerçekleştirir.
6 dişlisi 7 dişlisi ile temasa girdiğinde saat ibresinin yönünde dönme hareketi aldığından ona bağlı 2 numaralı kol sağa hareket alır ve sonuç olarak çerçeveyi üst konuma getirir. Eğer 6 dişlisi 12 dişlisi ile temasa girerse bu esnada 6 dişlisi ters yönde hareket aldığından 2 numaralı kol sola doğru hareket ederek çerçeveyi alt konuma getirecektir.
Sabit hızla dönme hareketinde bulunan dişli ile hareketsiz dişlinin ilişmeye girebilmesi ve 180° dönme hareketi aldıktan sonra temastan ayrılmasını sağlamak amacı ile 6 dişlisinin ilişmeye girme alanında bir ve karşı alnında üç dişi götürülmüştür. 7 ve 12 dişlilerininse 180°lik bir yüzeyi dişlerle kaplanmış durumdadır. Üst ve alt durumda beklemenin gerçekleştirilmesi ve dişlilerin sağlam olarak çalışması 11 -24 kamlı-kol mekanizması yardımı ile sağlanır.
Armürlü Ağızlık Açma Sistemleri
Armür mekanizmaları ile ilgili yayın ve patentler incelendiğinde mekanik, elektronik ve elektromanyetik prensipler ile çalışılan armür mekanizmaları özellikle göze çarpmaktadırlar.
Patentler incelendiğinde dokuma tezgâhları için yapılan patent çalışmalarının en yoğun olarak toplandığı nokta armürlü ağızlık açma mekanizmaları olarak göze çarpmaktadır.
Bunun nedeni günümüzde yüksek hızlarda çalışma imkânı veren jetli ve rapierli dokuma makinelerinde armür mekanizmalarının yoğun olarak kullanılmasıdır.
Armür, dokuma makinelerinde ağızlık oluşturmak için kullanılan, bu amaçla çerçevelerin hareketlerini sağlayan ağızlık açma tertibatlarından birisidir. Kamlı ağızlık açma mekanizmaları, 10 adetten fazla çerçeve gerektirmeyen basit örgüye sahip kumaşların üretimi için kullanılmaktadır. Karmaşık desenli ve daha yüksek atkı raporlu kumaşların üretiminde programlanabilen armür mekanizmaları dokuma tezgahların da kullanılmaktadırlar.
Armür mekanizmaları kam mekanizmalarına göre daha komplike bir yapıya sahiptirler. Armür mekanizmalarıyla desenlendirme olanağı, eksantrikli ağızlık açma tertibatlarından fazla, jakarlı ağızlık açma tertibatından azdır. Armür mekanizmaları kumanda sistemleri itibariyle, jakar mekanizmalarının çıkış noktası sayılabilirler. Armür mekanizmaların temel olarak iki ayrı işlem söz konusudur. Bunlar; hareket iletimi ve uygun zamanda harnişler ile olan hareket iletiminin oluşturulması ve kesilmesidir.
Armür makineleri günümüzde;
- Negatif,
- Pozitif
- Rotatif
Olarak sınıflandırılmaktadır.
Fakat bu sınıflandırma altında daha geniş bir sınıflandırma yapmak mümkündür. Armür makineleri ayrıntılı olarak ağızlık açma yöntemlerine göre, strok sayılarına göre, program mekanizmalarının tipine göre, konstrüksiyon yapılarına göre ve çerçevelere hareket iletim yöntemlerine göre sınıflandırılabilir.
Ağızlık açma yöntemlerine göre armür makineleri;
- Altta kapanan ağızlık oluşturan armürler,
- Ortada kapanan ağızlık oluşturan armürler,
- Yarı açık ağızlık oluşturan armürler,
- Açık ağızlık oluşturan armürler
- Asimetrik ağızlık
Oluşturan armürler olarak sınıflandırılmaktadırlar.
Strok sayılarına göre armürler ise ikiye ayrılmaktadırlar;
- Tek stroklu
- Çift stroklu
Armürlerdir.
Bunlardan en eskileri tek stroklu armürlerdir. Bu tip armürlerde sadece bir kaldırma bıçağı ve bir dizi manivela bulunur. Her atkı atımından sonra tüm manivelalar ve çerçeveler aynı, ilk konuma dönerler. Böylece yeni kancaların bir sonraki atkı için açacağı ağızlığın çerçeveleri seçilir. Bu nedenle her atkı atılıp bittikten sonra ağızlık kapatılır ve tefeleme ağızlık kapalıyken yapılır.
Bu durumun uzun yıllardan beri yünlü dokuma sektöründe büyük avantaj sağladığı anlaşılmıştır. Atkı ipliği kapanmış ağızlıkta tefelendiği zaman, çözgülerde istenmeyen gerilim artışları olmaz ve bütün çözgü iplikleri üniform bir şekilde tek düzlemde gerilmiş olurlar. Neticede çözgü kopuşları en aza iner ve dokuma yumuşak bir biçimde yapılır.
Çift stroklu armürler ise ağızlık değiştirme kursunu, dokuma makinesinin iki devrine bölüştürerek hız limitini daha yüksek devirlere çıkarmayı başarmışlardır. Dokuma makinesinin ana milinin iki tam devrinde armür mekanizması bir tam devir yapmaktadırlar.
Programlama mekanizmalarına göre armürler ise temel olarak iki gruba ayrılmaktadır;
- Mekanik kumandalı
- Elektronik kumandalı
Armürlerdir.
Mekanik kumandalı armürlerde kendi aralarında delikli kart ile kumanda edilen ve desen zinciri vasıtasıyla kumanda edilen olmak üzere iki alt gruba ayrılmaktadırlar.
Delikli kart ile kontrol edilen armür mekanizmaları;
- Karton tipine parçalı kartonlu
- Sonsuz şerit kartonlu
Olarak ikiye ayrılırlar.
Desen zinciri ile kontrol edilen armürler ;
- Ağaç çivili
- Çelik röleli
Olmak üzere iki çeşittirler.
İlk yapılan armür mekanizmalarına ve günümüzde de birçok modern armür makinelerine mekanik olarak kumanda edilmektedir. Bu tip armürlerde programlama, kontrol elemanının tipine göre tekerlekli, küresel veya delikli karton şeklinde aparatlar yardımı ile yapılmaktadır. Modern mekanik armürlerde kartonlu kontrol elemanı daha yaygındır.
Elektronik armür makinelerinde ise programlama bilgisayar destekli üniteler vasıtası ile yapılmaktadır.
Konstrüksiyon yapılarına göre armür makineleri;
- Tek bıçaklı armür makineleri,
- Çift bıçaklı armür makineleri,
- Dişli tahrikli armür makineleri,
- Rotasyon tipli armür makineleri,
- Kol mekanizmalı armür makineleri,
- Hidrolik tahrikli armür makineleri,
- Servo motorlu armür makineleri
- Hidro-mekanik tahrikli armür makineleri
Olarak sınıflandırılmaktadırlar.
Çerçevelere hareket iletim yöntemine göre armür makineleri;
- Negatif,
- Pozitif
- Rotatif
Olmak üzere üç tipe ayrılmaktadırlar.
Negatif armürler daha basit oldukları için pozitif armürlere göre daha yaygın bir kullanım alanı bulmuşlardır ve çoğunlukla hafif, orta çözgü gerilimleri için uygundurlar. Pozitif armürler ise ağır kumaşların dokunmasında ve yüksek hızlı tezgahlarda yaygın olarak kullanılmakta, kamgarn ve ştrayhgarn dokumacılıkta tercih edilmektedirler. Orta ve yüksek çözgü gerilimi için uygun mekanizmalardır.
Kamlı ağızlık açma sistemlerine benzer şekilde, negatif armür çerçeveleri yalnızca kaldırır, indirilmesi için yaylı bir geri getirme tertibatı kullanılır. Pozitif armür ile ağızlık oluşumunda ise armür, çerçeveleri hem kaldırıp hem de indirmektedir.
Rotatif armürlerde ise dönme hareketi özel kavramaların yardımı ile çerçevelerin ileri-geri hareketine dönüştürülmektedir. Rotatif armürler yapısal olarak pozitif armür sınıfına dahil edilebilmektedirler.
İlk armür makinesinin kullanılmaya başlanmasından bugüne kadar geçen süre zarfında, çok sayıda farklı yapıya sahip armür konstrüksiyonlarının icat edildiği, bilinmektedir. Fakat bunların içerisinden çok az bir kısmı pratik olarak uygulanabilirliği mevcuttur.
Jakarlı Ağızlık Açma Sistemleri
Birbirinden bağımsız tek veya grup halinde çözgü ipliğinin idare edilmesini gerçekleştiren ağızlık açma mekanizmaları Jakar mekanizmaları olarak adlandırılmaktadır.
Jakarlı ağızlık açma mekanizmaları ile hemen her türde motifi dokuyabilmek mümkündür. Bu geniş desenlendirme olanağı, sistemin çok fazla sayıda çözgü ipliğine ayrı ayrı hareket verebilmesinden kaynaklanmaktadır. Bir motifi oluşturabilmek için desen raporunda bulunan çözgü teli sayısı kadar çözgü hareketi sağlamak gerekir.
Jakar mekanizmaları çalışma prensiplerine göre;
- Tek stroklu,
- Çift stroklu
Olarak iki ana gruba ayrılırlar.
Bu gruplar kendi alt gruplarına da bölünebilmektedirler.
Tek stroklu tek silindirli jakar mekanizmaları
Tek stroklu jakar mekanizmaları dokumada kullanılan en basit jakar mekanizmalarıdır. Bu mekanizmada desen raporunda bulunan her bir çözgü ipliği için bir iğne ve bir kanca bulunmaktadır. Mekanizmanın ana görevi bıçaklara çözgü ipliklerinin yer değiştirmesi için seçilmiş hareket kanununa göre hareket iletmektir. Aşağıda tek stroklu tek silindirli bir jakar mekanizmasının şematik çizimi görülmektedir.
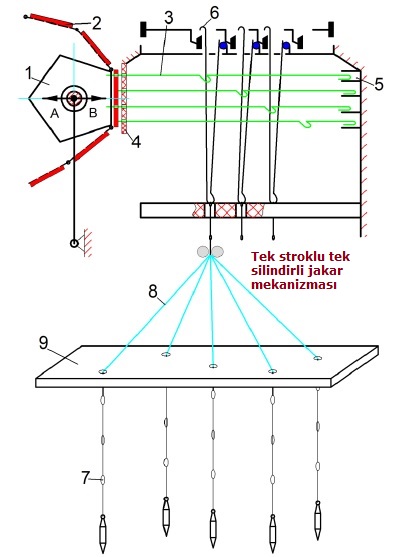
Jakarın program mekanizması üzerinde 2 ile gösterilmiş program kağıtlarını taşıyan 1 numaralı beşgen prizma şeklindedir. Kalınlığı 0,6 – 0,8 mm arasında değişen karton desen kağıtları birbirlerine bağlanarak desen zinciri oluşturulmuştur ve desen kartonu sayısı atkı ipliği sayısına eşittir. Program desen kartonu üzerindeki delikler yardımı ile belirlenmektedir. Desen kartonlarına işlenmiş delikler 3 numara ile gösterilmiş iğneler tarafından okunmaktadır. Desen iğneleri sol uçları ile 4 numaralı iğne tablasının deliklerinde, diğer uçları ile ise 5 numaralı mekanizma gövdesinin yuvalarında yerleşmişlerdir. Sarkaç koluna yerleştirilmiş ve zamanlama diyagramına göre A-B doğrultusunda salınım hareketi 1 numaralı prizma B doğrultusunda hareket ettiğinde iğnelerin serbest uçları ile temas eder ve deliklere dahil olan iğnelerin durumunda bir değişiklik olmadığından, 6 numara ile gösterilen çengellerin bıçaklarla teması bozulmaz. Delik olmayan bölgelerle denk gelen iğneler B doğrultusunda yer değiştirme aldıklarından 6 numaralı çengellerin B doğrultusunda eğilmesine ve onların bıçakların etki alanından çıkarılmasına neden olmaktadır.
Teması bozulmayan çengeller bıçaklarla birlikte yukarıya doğru hareket alarak 7 numaralı gücülere geçirilmiş çözgü ipliklerini üst duruma getirirler. Bıçakların etkisinden kenarda kalan çengellerin durumunda değişiklik olmadığından, onların idare ettikleri çözgü iplikleri alt konumlarını sağlamış olurlar. Bu sayede rapora bağlı bir ağızlık oluşur.
Gücülerin üst durumdan alt duruma getirilmesi için onlar alt uçlarından yaylar vasıtası ile gövdeye bağlanırlar. Düşük hızlı dokuma tezgahlarında yayların yerine ağırlıklar kullanılmaktadırlar. Ağırlıklar çengellerin bıçaklarla birlikte geriye hareket etmesini sağlamaktadırlar. Çengellerin gücülere 8 numara ile gösterilen elastik bağlarla bağlanmışlardır. Rapor içinde aynı örgüyü oluşturan çözgü iplikleri mümkün oldukça bir çengel ile idare edilirler. 9 numaralı tabla, elastik bağların yönlendirilmesine hizmet etmektedir.
Çift stroklu ve tek silindirli jakar mekanizmaları
Desen silindirinin her atkıda hem dönüş hem de çarpma hareketini birlikte yapması tezgâh hızını sınırlayan faktörlerden biridir. Jakar mekanizmalarının hızlı çalışmasını sağlamak amacıyla çift stroklu ve tek silindirli veya çift stroklu çift silindirli sistemler geliştirilmiştir.
Çift stroklu tek silindirli jakar mekanizmalarında birer tabla üzerine monte edilmiş iki bıçak seti bulunur. Tablalar birbirleriyle ters yönde yukarı aşağı hareket ederler ve her birinin hareket periyodu iki atkıda bir tamamlanır. 600 iğnelik çift kurslu tek silindirli bir jakar makinesinde 1200 adet kanca bulunmaktadır. Bu her iğnenin iki kancayı kontrol ettiği anlamına gelmektedir.
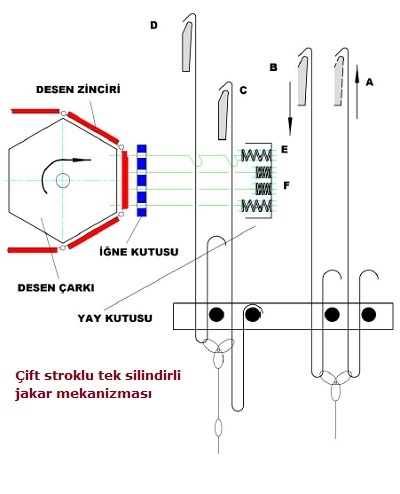
Yukarıda görülen mekanizma incelendiğinde D kancasının aşağı inmekte olduğunu C kancasının da seçilerek yükselmeye başladığını düşünelim. D kancası inerken ona bağlı olan harniş de orta pozisyona kadar iner. Harniş tam orta pozisyona geldiğinde bu kez C kancası vasıtasıyla kaldırılarak üst ağızlık konumuna geçer. Dolayısıyla çözgü telinin iki atkı boyunca üst ağızlıkta kalması sağlanmış olur. Eğer bunları izleyen atkılar için de kancalar seçilmişse iki atkı arasında çözgü telleri ortada kapalı ağızlık pozisyonuna gelirler.
Bu jakar mekanizmasında yarı açık ağızlık tipi oluşmaktadır.
Sonuç olarak tek desen kartonunda desen talimatı iki kancaya iletilmekte, kancalardan biri bir atkı atımında, ikincisi ise diğer atkı atımında görev yapmaktadır. Bu sayede tek stroklu jakar makinelerine göre bir miktar daha yüksek hızlara çıkılabilmesi mümkün olmaktadır.
Çift stroklu ve çift silindirli jakar mekanizmaları
Bu tip jakar mekanizmaları daha gelişmiş mekanizmalar olarak göze çarpmaktadır. Bu makinelerde her harniş dolayısıyla her çözgü teli için iki iğne ve iki kanca bulunmaktadır. Birisi tek numaralı diğeri ise çift numaralı atkılar için delinmiş bulunan desen kartonlarını kontrol eden iki silindir olduğu için hareket imkânı ve hız bakımından rahatlama söz konusudur. Silindirlerin birisi seçim için yaklaşırken diğeri dönmek için uzaklaşmaktadır.
Çift silindirli jakar mekanizmasında kancaların kontrolü ayrı ayrı ayrı yapılmaktadır., fakat bu mekanizmada kancalar alt kısımlardan ikişer ikişer birbirlerine bağlanmıştır. Dolayısıyla kanca sayısının yarısı kadar bir hareket kapasitesi sağlanabilmektedir. Jakar genişliği daha yüksektir.
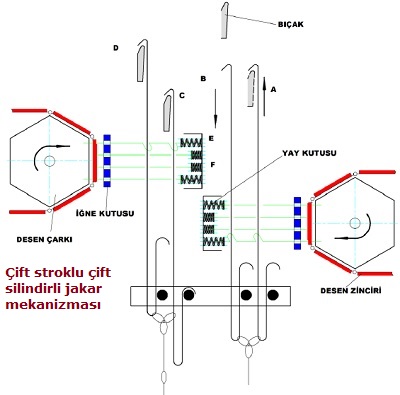
Çalışma prensibi açısından bu mekanizma çift stroklu ve tek silindirli mekanizmadan büyük ölçüde fark göstermemektedir. Bu mekanizmada da yarı açık ağızlık oluşumu meydana gelmektedir. Kancaların kıvrık uçları birbirinin ters yönündedir. Tek numaralı atkılarda kontrol edilen kancaların hareket ettiren iğneler tek numaralı karton silindirlerinden talimat alır.
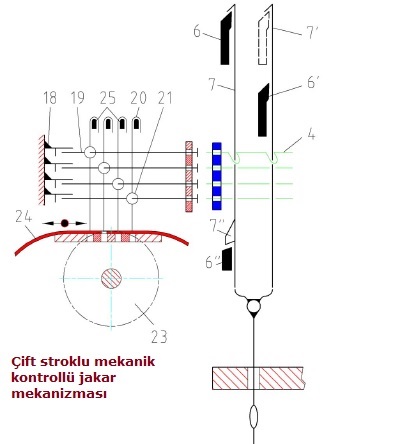
Çift stroklu mekanik kontrollü jakar mekanizmaları
Makinenin çalışma prensibi aşağıdaki şekilde açıklanmaktadır. Yarı açık ağızlık oluşturan makineler ile bu makinelerin temel farkı iki çengel yerine bir adet iki kollu çengelin kullanımıdır. Çengelin üzerine ek olarak 7'' nolu tırnak monte edilmiştir.
Programın okunması ve uygulanması yarı açık ağızlık oluşturan makineler ile aynıdır. Ancak çengel üst duruma geldiğinde, 7'' nolu tırnak 6'' nolu sabit bıçakla temasa geçtiğinden üst durumda kalır. Bu durum program değişikliğine kadar devam eder. Program değiştiğinde 4 iğnesi çengelin 7 ve 7' nolu kollarını sağa doğru hareket ettirdiğinden, çengel 6, 6' ve 6'' nolu bıçakların etkisinden kurtularak yay yardımıyla alt duruma gelir.
Mekanizmanın avantajları yanında dezavantajları da yok değildir. Örnek olarak iğnelerin uzun süre çengellerle temas halinde olmasını gösterebiliriz. Aksi halde çengelinin 6, 6' bıçaklarından ayrılarak alt duruma geçmesi imkânsızdır. Çengel kollarının eğilmesi ve iğneyi geriye hareket ettiren yayların sıkıştırılması için program kartonlarının yeterli derecede dayanıklı olması istenilir. Kartonların yerine kâğıt veya plastik şerit kullanmak için mekanik kontrollü jakar makinelerinde özel program okuma cihazları kullanılır. Şekilde bu cihazlardan biri verilmektedir. 24 numaralı program şeridi 23 silindirinin yardımı ile hareket ettirilir. Programın okunma alanında şerit iğneler için delik açılmış tahta üzerinden geçer. Şerit kalınlığının az ve iğnelerin ince olması, onlarla çengellere hareket iletilmesini imkânsız kıldığından 20 numaralı iğnelerden 4 numaralı iğnelere hareket iletmek için 18–19 güçlendiricisi kullanılmıştır. 19 numaralı çubuklar 20 iğnelerinin 21 numaralı gözünde yerleştirilmişler. 18 iticisi yatay düzlemde ileri geri hareket alır. Programın okunması ve uygulanması şöyle gerçekleştirilir: kesintili dönme hareketi yapan 23 silindiri 24 şeridini hareket ettirerek uygulanacak programı 20 iğnelerinin etki alanına getirir.
Bu işlem bittikten sonra 25 numaralı küçük bıçaklar aşağıya doğru hareket alarak 20 numaralı iğnelerin şeritle temasını ve programın okunmasını gerçekleştirir. Deliklere dahil olan iğnelere bağlı 19 numaralı çubuklar ve onların idare ettikleri 4 numaralı iğneler 18 iticisinin etki alanından çıktıklarından, sonuncunun sağa doğru hareketinde yer değişme yapamazlar, böylece 7 çengelinin 6'' bıçağı ile teması ve üst durumda beklemesi devam eder. Delik olmaması durumda 20 numaralı iğneler, üst durumda kaldıklarından, 19 numaralı çubuklar ve onların idare ettikleri 4 numaralı iğneler de 18 iticisinin etki alanında olduklarından, sonuncunun sağa doğru hareketinde yer değişme yapar. Böylece 7 çengeli ile 6'' bıçağının teması bozulur ve çengellerin alt duruma gelmesini sağlanır.
Çift stroklu elektronik kontrollü jakar mekanizmaları
Makinenin temel çalışma prensibi ve tahrik mekanizması mekanik kontrollü makine ile aynıdır. Ancak modern teknoloji kullanımı sonucu makinenin konstrüksiyon yapısı önemli ölçüde değişmiştir. Staubli firmasının tasarımı, LX 1600 tipi jakar makinesinde ağızlık açma prosesi aşağıdaki şekilde görülmektedir.
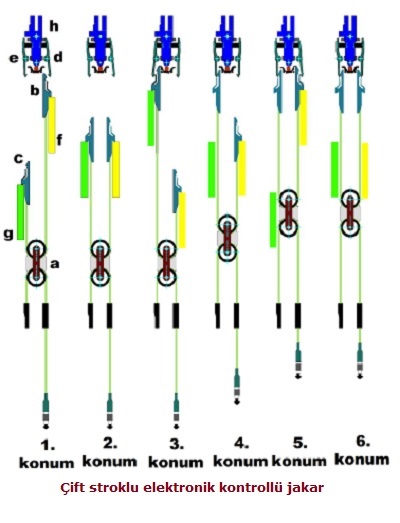
Makinenin çalışma prensibinin açıklanmasını kolaylaştırmak amacıyla makinenin hamiş iplerine hareket iletme ve program mekanizmalarının aldığı yer değişmeleri altı farklı konumda incelenmiştir.
1.konum: (b) çengeli en yüksek konumunda (d) mandalını zorunlu olarak (h) elektro mıknatısına dayamıştır. Mıknatıs desen gereğince uyarılır. (d) mandalını kısa süreli olarak tutar ve (b) çengelinin takılmasını önler.
2.konum: (b)ve (c) çengelleri, aşağı ya da yukarı Hareket eden (g) ve (f) bıçaklarını takip ederler, (b) ve (c) çengellerinin hareketleri (a) makara takımı ile dengelenir.
3.konum: (c)çengeli, (g) bıçağının yukarı hareketiyle (e) mandalını (h) elektro mıknatısına dayamıştır. Mıknatıs desen gereğince uyarılmaz, bu da (c) çengelinin takılmasına yol açar.
4.konum: (c) çengeli, (e) mandalına takılıdır, (b) çengeli yukarı hareket eden (f) bıçağını takip eder ve harniş ipinin kaldırılmasını sağlar.
5.konum:(c) çengeli (e) mandalına takılı kalır, (b) çengeli, (f) bıçağının hareketiyle (d) mandalını (h) elektro mıknatısına dayamıştır. Mıknatıs desen gereğince uyarılmaz, bu da (b) çengelinin takılmasına neden olur.
6.konum: (b) ve (c) çengelleri (d) ve (e) mandallarına takılı kalır, (g) ve (f) bıçakları aşağı ya da yukarı hareket halindedir. Bu durum program değişikliğine kadar devam eder.
Kamlı Ağızlık Açma Sistemleri
Konstrüksiyon yapıları diğer sistemlere göre daha basit olan kamlı mekanizmalar daha çok basit örgülü kumaşların üretiminde kullanılmaktadırlar. Bu mekanizmaların konstrüksiyon yapıları basittir, küçük boyutlarda olduklarından az yer kaplarlar, hafiftirler, üretim maliyetleri düşüktür, çalışma ömürleri uzun ve dayanıklıdırlar.
Kamlı ağızlık açma mekanizmaların oluşum temeli, çerçevelere hareket iletimi için ana mil üzerine yerleştirilen kamlardan meydana gelmesidir. Kamlı ağızlık açma mekanizmaları günümüzde pozitif ve negatif olmak üzere iki gruba ayrılmaktadır. Bu çeşitlendirme çalışma prensibi ve makine koşullarına uyarlanmaktadır.
Negatif kamlı ağızlık açma mekanizmaları
Negatif hareketli sistemlerin esasını çerçevelerin sadece bir yönde (yukarı ya da aşağı) kam vasıtasıyla hareket etmesi ve zıt yöndeki hareketini bir yay ya da çerçevelerin kendi ağırlıkları ile sağlaması oluşturur.
Negatif kamlı ağızlık açma mekanizmaları çerçevelere hareket iletme yöntemlerine göre bağımlı ve bağımsız olarak kendi aralarında sınıflandırılabilmektedir. Bu mekanizmalardan bağımlı olanlar göz önüne alındığında çerçeveler arası bağlantılar nedeni ile bir çerçevenin yapmış olduğu hareketin diğer çerçeve tarafından tam tersi yapılmaktadır.
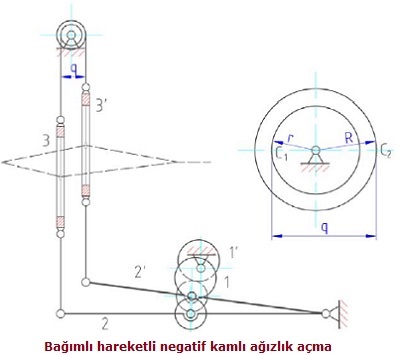
Yukarıdaki şekilde görülen mekanizma incelendiğinde; mekanizmada 1-2-3 ve 1'-2'-3' nolu uzuvlara sahip mekanizma C1 ve C2 tekerlekleri ile bağlanmış bulunmaktadır. 1 ve 1' kamları orta milin üzerine yerleştirilmiş olup çift kamlı bir mekanizma oluştururlar. Bu mekanizmalar eski mekanik dokuma tezgâhlarında bez ayağı ve dimi örgülü kumaşların üretiminde kullanılmaktadırlar.
Bağımsız hareketli negatif kamlı mekanizmalarda ise çerçeveler arasında herhangi bir bağlantı bulunmamasından dolayı, çerçeveler hareket serbestliği kazanmaktadır ve çerçevelerin yer değiştirme durumları birbirlerinden bağımsızdır.
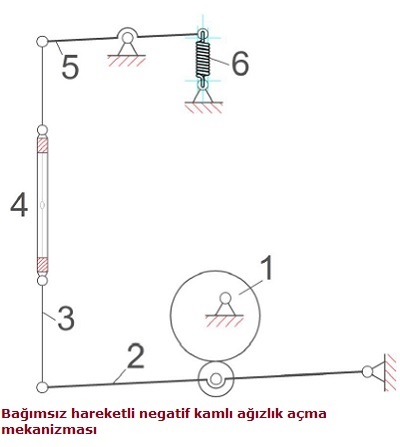
Yukarıdaki şekildeki 1 numaralı kam kendi ekseni boyunca döndüğünde bağlı olduğu 2 numaralı kolun ve 3 bağlantı elemanının yardımıyla 4 numaralı çerçeveyi aşağı doğrultuda hareket ettirerek çerçevenin alt konuma gelmesini sağlar. Geri dönüş hareketi ise 6 numaralı yay vasıtası ile yapılmaktadır.
Fakat üst konumda bulunan yay bağlantısı dokuma işlemi sırasında çözgü ipliklerinin kopuşlarının giderilmesi ve iplik kontrolünü zorlaştırdığı için dokuma makinelerinde yay sistemi alt konumda bulunan kam mekanizmaları daha çok tercih edilmektedirler. Bu mekanizmalara örnek şekil aşağıda görülmektedir.
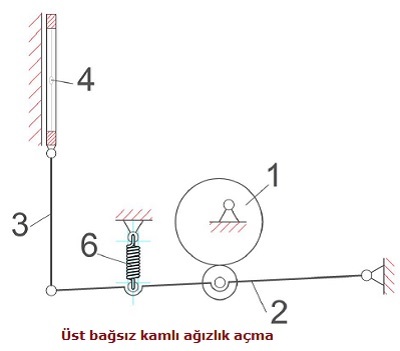
Şekildeki mekanizma incelendiğinde; 1 numaralı kam kendi ekseninde döndürüldüğünde 2 ve 3 numaralı kolların yardımı ile 4 numaralı çerçeve dikey doğrultuda hareket etmektedir. Mekanizmadaki 4 numaralı çerçeve kılavuzla yönlendirilmekte ve kızaklara yerleştirilmesinden dolayı çözgü ipliklerine daha sağlam ve titreşimsiz bir hareket iletilebilmektedir. Mekanizma boyutları da önemli derecede küçültülmüştür. Mekanizmada 6 numaralı yay sistemi ise; alt konumda ve 2 numaralı kol ile bağlantılı şekilde tasarlanmıştır.
Negatif kamlı mekanizmalarda çerçevelerin geriye hareketinin ve temasın sağlanması için yayların kullanılması mekanizma için dezavantaj oluşturmaktadır.
Bu tip mekanizmalarda bulunan yaylar enerji sarfiyatını 2 katına çıkarmakta ve kam çiftinin aşınma süresini kısaltmaktadır. Ek kuvvet iletildiği için, uzuvların boyut ölçüleri ve buna paralel olarak kütleleri büyümekte, mekanizmaların yüksek hızlar altında çalışması zor olmaktadır.
Pozitif kamlı ağızlık açma mekanizmaları
Bu tip mekanizmalarda geri getirme tertibatları olmadan çerçevelerin hem kaldırılması hem de indirilmesi kamlarla sağlanmaktadır. Dokuma makinelerinde bulunan pozitif kam sistemleri hareketlerin daha kolay ve düzgün yapılmasını sağlamaktadır.
Pozitif sistemlerde kamlar hareketlerini çerçeve ayaklarıyla bağlantılı olan izleyicilere verirler. İzleyiciler konstrüksiyona göre kanallı veya kanalsız eksantriklerle çalışırlar. Kanalsız eksantrikler de ayak toparlağı eksantriğin üzerinde, kanallılarda ise kanalın içinde seyreder.

Aşağıdaki şekilde örnek pozitif kamlı ağızlık açma mekanizması incelendiğinde; 2 numaralı kam kendi ekseni etrafında döndürüldüğünde, 3 numaralı izleyici kapalı kam sisteminden hareketi almakta ve 4,5,6 numara ile gösterilen kol bağlantıları vasıtası ile 7 numaralı çerçeveye hareket iletimi söz konusudur. Kam konstrüksiyon yapısı karmaşık olan bu sistem yüksek hızlarda çalışma imkânı vermektedirler.
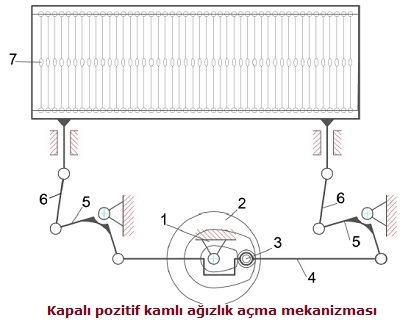
Aşağıdaki şekilde ise kapalı çift kam kullanılmış pozitif kamlı bir ağızlık açama mekanizması görülmektedir. Bu mekanizmanın da çalışma prensibi pozitif kamlı ağızlık açma mekanizmalarınla benzer olup, mekanizma Sulzer firması, STB firması ve birçok mekiksiz dokuma tezgahların da kullanılmaktadır.

Bu sistemler dışında basit dokumalar ve çerçevenin bekleme yapması söz konusu olmayan dokuma makinelerinde eksantrikli ve kollu ağızlık açma mekanizmaları da kullanılmaktadır. Bu mekanizmalara ait iki örnek aşağıda görülmektedir.
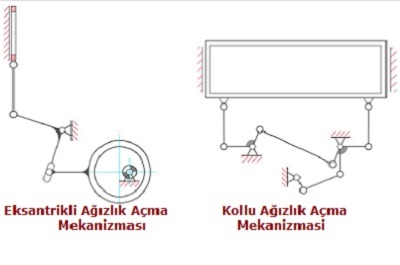
Dokuma Makinesi Randımanı
Tekstil, insanların üç temel ihtiyaçlarının biri olan örtünme ihtiyacını karşıladığı ve çok farklı kullanım alanlarına (teknik tekstiller ve akıllı tekstiller) sahip olduğu için hem ülkemiz hem de dünya için son derece önemli bir sektör, sanat ve bilim dalıdır. Önceleri post ve kürkle başlayan bu teknik daha sonra kendini kumaşa bırakmıştır.
İnsanlar önceleri kendilerini zor yaşam şartlarından, sıcaktan, soğuktan veya bunun gibi etkilerden korumak istemişler sonraları ise sosyal statükolarını, dini inançlarını vurgulamak için giyinmişlerdir.
Günümüzde de hala aynı sebepler geçerlidir. Kumaş bir düzlemde yerleşmiş iki iplik sisteminin, çözgü ve atkı ipliklerinin dokunması sonucu elde edilir. Kumaş üretimi hasır dokunmasından esinlenerek başlatılmıştır. Dokuma makineleri ile ilgili bilgilere milattan önceki yıllarda da rastlanılmaktadır.
Ağızlık açma mekanizmalarının milattan sonra 3. yüzyılda icadından sonra dokuma makineleri daha yaygın olmaya başlamıştır. Çözgü ipliklerinin gruplar halinde çerçevelerle idare edilmesi ve iki çerçevenin bağımlı olarak hareket ettirilmesi verimliliğin artmasına ve üretim maliyetinin büyük ölçüde azalmasına getirdi.
Çerçevelerin ayakla idare edilmesi ve tefeye salınım hareketinin verilmesinin uygulanması ile yarı-mekanik dokuma makinesi gelişmiş oldu. Ancak atkı ipliğinin el ile verilmesi nedeniyle kumaş genişliği insan kolunun imkân verdiğinden fazla değildi.
Geniş kumaşların dokunması gerektiğinde atkı ipliğinin verilmesi işlemini iki işçi üstlenirdi.
Dokuma makinelerinde makine randımanına ve kumaşın kalitesine etki eden en önemli faktörler;
- Ağızlık geometrisi,
- Ağızlık oluşumu
- Çözgülerin bu ağızlıktaki
Hareketleridir.
Dokuma konstrüksiyonuna uygun olmayan bir geometride açılan ağızlık veya ağızlık oluşumu çözgü ipliklerinin fazladan gerilmesine sebep olmaktadır. Bu gerilim sonucunda çözgüler sık sık kopmaktadır. Kopan ipliklerin bağlanması düğüm sayısını arttırmaktadır. Bu da kumaş kalitesinin ve üretim randımanın düşmesine sebep olmaktadır.
Son yıllarda dokuma makinelerindeki gelişmeler yüksek hızlarda dokumanın yapılmasını sağlamıştır. Bu durum özellikle çözgü ipliklerinin üzerindeki gerilimleri daha da arttırmıştır. Çözgü ipliklerinin üzerlerindeki bu kuvvetlerden dolayı ağızlık açma mekanizmaları ve ağızlık geometrisi ayrıca önem kazanmıştır.
Farklı ağızlık geometrilerini açmak için farklı ağızlık açma mekanizmaları geliştirilmiştir. Bunlar;
- Kamlı (eksantrikli )
- Armürlü
- Jakarlı
Ağızlık açma mekanizmalarıdır.
Tüm mekanizmalar önceleri mekanik iken günümüzde elektronik kontrollüdür.
Dokuma
Birbirine dik konumda bulunan atkı ve çözgü adı verilen iki iplik grubunun belli kurallara göre kesişmesi ve birbiri içerisinden geçirilmesi ile doku elde etme tekniği olarak tanımlanabilir. Dokuma işlemini gerçekleştiren makinelere ise dokuma makineleri ya da dokuma tezgâhları denir.
Ağızlık açma
Dokuma kumaş yapılarını oluşturabilmek için, istenen desene ve konstrüksiyona bağlı olarak atkı ipliklerinin çözgü ipliklerinin altından veya üstünden geçmesi gerekmektedir. Çözgü ipliklerinin iki farklı kısma ayrılarak bir kısmının yukarı bir kısmının aşağıya çekilmesiyle içinden atkı taşıma elemanının geçebileceği açıklıkta bir boşluğun oluşturulması şarttır. Bu boşluğa ağızlık denir.
Ağızlık açma işleminde, her bir çözgü ipliği gücü gözlerinden geçirilir. Gücü gözleri, gücü tellerine bağlıdır. Gücü tellerinin bağlı olduğu çerçevelerin yukarı veya aşağı hareketiyle ağızlık açma işlemi gerçekleştirilir. Bu işlem için en az iki çerçeve gereklidir. Çözgü ipliklerinin gücü gözlerinden geçirilmesi işlemine taharlama adı verilir. Gücü çerçevelerinin veya tellerinin kaldırılması veya indirilmesi kamlı, armürlü ve jakarlı ağızlık açma mekanizmalarıyla sağlanır.
Atkı Atma
Dokuma işlemi sırasında, atkı ipliğinin açılan ağızlıkta makinenin bir kenarından diğer kenarına geçirilmesi işlemine atkı atma işlemi denir. Dokuma makinelerinin sınıflandırılmasında atkı atma mekanizması belirleyici faktörlerden birisidir. Dokuma tezgâhında atkı atma işlemi dışındaki temel işlemler birbirine benzer şekilde yapılmaktadır. Bu nedenden dolayı dokuma makinelerinin sınıflandırılması yapılırken esas ölçü atkı atma sistemleri alınır.
Dokuma tezgâhında kumaş oluşumunu sağlayan tüm işlemler iki atkı atımı arasındaki dokuma tezgâhının tam devrinde tamamlanır. Bu yüzden tezgâhın hızı denildiğinde bir dakika boyunca atılan atkı sayısı anlaşılmaktadır.
Atkı atma sistemlerinde mekiğin yerine mekikçik, hava jeti ve su jeti atkı atma sistemlerinin ve atkıyı pozitif kontrollü atımını sağlayan kancalı sistemler atkı atma hızlarında önemli artışlar sağlamışlardır.
Kumaş çekme işlemi
Dokuma işlemi sırasında işlem devam ederken oluşan kumaşın giderek tarağa yaklaşmaya başlayacaktır. Dahası atkının atıldığı ağızlık giderek küçülecektir ve geometrisi de bozulacaktır. Bundan dolayı atkı atımı zorlaşacaktır. İşleme devam edildiği takdirde tefe mekanizmasının kumaşı tarağa doğru çekeceği ve kumaşın yapısını gevşeterek bozacağı, çözgülerin de aşırı gerilerek kopacağı görülecektir.
Böyle problemlerle karşılaşmamak için dokunan kumaşın belirli bir hızla kumaş çizgisinden uzaklaştırılması gerekmektedir. Bu işlemi kumaş çekme ve sarma mekanizması yapmaktadır. Kumaş çekme hızıyla atkı sıklığı doğrudan ilişkilidir bu yüzden bu işlemin tasarımı ve ayarlaması oldukça önemlidir.
Çözgü Salma işlemi
Dokuma makinelerinin fonksiyonel ünitelerinden birini oluşturan çözgü salma mekanizmaları, dokuma işleminin sürekliliği ve sabit atkı sıklığının eldesi bakımından büyük öneme sahiptir. Dokuma esnasında, çözgü gerginliği değişimini en aza indirmek ve levent çapındaki değişmeye rağmen gerginlik değerini istenen seviyede sabit tutarak çözgü ipliklerinin dokuma bölgesine beslenmesi tamamen çözgü salma mekanizmasının performansına bağlıdır.
Yeni teknolojilerin dokuma makinelerinde uygulanmaya başlanması ile çözgü salma mekanizmaları da kumaş kalitesine ve üretim hızına doğrudan etkileri nedeni ile tasarım ve performansları bu gelişmeleri takip etmiştir. Dokuma makinelerinde bugüne kadar kullanılan çözgü salma mekanizmalarını başlıca üç gruba ayırabiliriz.
Bunlar;
- Negatif çözgü salma mekanizmaları,
- Pozitif çözgü salma mekanizmaları,
- Yarı-pozitif çözgü salma mekanizmalarıdır.
Yukarıda belirtilenler Dokuma makinesinin randımanını etkileyen faktörlerdir.Çünkü,dokuma makinesinin belirlenen süre içerisinde istenilen metrede ( makine devir/dk.sına göre ) fakat kaliteli ve istenilen özelliklerde kumaş üretmesi gerekmektedir.
Ağızlık Açma Sistemleri
Çözgü ipliklerini ağızlık oluşturma esnasında birbirinden ayırma işleminin gerçekleştirmek için çeşitli sistemler geliştirilmiştir. Bu sistemler ağızlık açma mekanizmaları olarak isimlendirilmektedir. Bu sistemlerin seçimi dokuma örgüsünün sade veya karmaşık olması ile örgü raporunun genişliği ve yüksekliği gibi özelliklere bağlıdır.
Bunlar;
- Kamlı ağızlık açma sistemleri; Çalışma prensibine ve koşullarına göre negatif ve pozitif kamlı ağızlık açma mekanizmalarına ayrılırlar.
- Armürlü ağızlık açma mekanizmaları; Çalışma prensibine ve koşullarına göre armür mekanizmaları da negatif ve pozitif armür mekanizmalarına ayrılırlar.
- Jakarlı ağızlık açma mekanizmaları; Tek stroklu, çift stroklu ve açık ağızlıklı jakar
Makineleri olarak 3 ana gruba ayrılırlar.
Bu sistemler arasındaki temel fark;
- Kamlı ve armürlü ağızlık açma mekanizmalarında aynı harekete sahip gücüler bir çerçeveye,
- Jakarlı ağızlık açma mekanizmasında ise her gücü birbirinden bağımsız olarak jakar mekanizmasına bağlıdırlar.
Ağızlık Açma Çeşitleri
Dokuma makinelerinde atkı atma işleminden önce, çözgü ipliklerinin iki tabakaya ayrılarak atkının geçmesi için bir üçgen formunda tünel oluşturması gerekmektedir. Bu üçgen kesitli tünel ağızlık olarak isimlendirilmektedir.
Çerçevelerden kumaş çizgisine kadar olan ağızlık bölgesine “ön ağızlık” denir. Ön ağızlık geometrik boyutlarının atkı taşıyıcısının çözgü ipliklerine sürtünmeden geçmesine imkân verecek boyutlarda olması gerekmektedir. Çerçevelerden çapraz çubuklara ve lamellere ve hatta bazı tezgâhlarda çözgü köprüsüne kadar açılan ağızlık bölgesine ise “arka ağızlık” denir.
Dokuma tezgahlarında kullanılan ağızlık açma mekanizmalarının tasarımında kullanılan ana parametreler;
- Çerçevelerin sayısı,
- Çerçeveler arası uzaklık,
- Ağızlığın genişliği,
- Ağızlık açısı,
- Çerçevelerin yer değiştirme yüksekliği
- Çözgü ipliklerinin dokuma sırasındaki gerilme kuvvetleridir.
Çerçevelerin sayısı dokuma tezgahlarında dokunacak kumaşın çeşidine göre belirlenmektedir. Kamlı ağızlık açma mekanizmaları ile donatılacak tezgâhlarda çerçeve sayısı 8 ila 10, armürlü tezgâhlarda ise 16, 18, 20, 24 ve 28 olabilmektedir.
Çerçeveler arası uzaklık modern dokuma tezgâhlarında 12 mm iken, ağır kumaş dokuyan tezgâhlarda bu değer 16 mm olarak belirlenebilmektedir. Ağızlığın genişliği tezgâhın yapısına bağlıdır. Bu uzaklık lamellerin dizildiği bölgeden kumaş çizgisine kadar olan mesafeye eşittir.
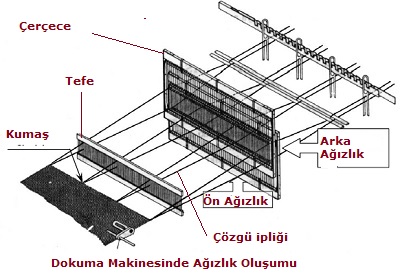
Dokuma makinelerinde gerçekleştirilen ağızlık açma işlemleri ağızlığın geometrik formuna göre üste açılan, alta açılan ve her iki yöne simetrik olarak açılan ağızlıklar olmak üzere üç çeşittir.
Aşağıdaki şekilde üste açılan ağızlıklarda çözgü iplikleri kumaş düzleminde üst tarafa doğru kaldırılmaktadır. Yukarı doğru kaldırılan iplikler diğerlerine göre daha fazla gerilmeye maruz kalmaktadır. Üste açılan ağızlık yöntemi genellikle el dokuma tezgâhlarında kullanılmaktadır.
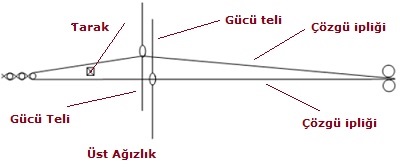
Aşağıdaki şekilde altta açılan ağızlıklarda ise çözgü iplikleri kumaş düzleminde alt tarafa doğru indirilmektedir. Aşağı doğru indirilen iplikler diğerlerine göre fazladan gerilime maruz kalmaktadır. Altta açılan ağızlık yöntemi genel olarak terk edilmiş bir yöntem olup, çok az uygulamam alanı olan bir ağızlık açma yöntemidir.

Altta ve üste açılan ağızlık yapısının bir arada kullanılması ile aşağıdaki şekilde her iki yönde açılan simetrik ağızlık formu elde edilmiştir. Çözgü iplikleri kumaş düzleminden aşağı ve yukarı doğru hareket ettirilmekte ve çözgü iplikleri üzerinde neden olunan gerginlik artış seviyeleri teorik olarak aynı kabul edilmektedir.
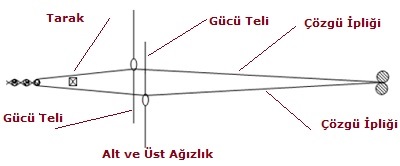
Dokuma makinelerinde en yaygın olarak kullanılmakta olan simetrik ağızlıkların dezavantajı üst ağızlığı oluşturacak olan çözgülerin yataydan (kapalı ağızlık konumundan) geçerken gevşemeleridir; ayrıca ağızlığın meydana getirilebilmesi için bütün çözgülerin bu ağızlık mesafesini kat etmesi gerekmektedir. Çözgü köprüsünün kullanımı ile çözgülerin yatay konumdan geçmeleri sırasında oluşabilecek gevşemeler önlenmektedir.
Alta açılan, üste açılan ve simetrik ağızlık çeşitlerinin her birisinin makine üzerinde gerçekleştirilmesi sırasında çözgü ipliklerinin yukarı veya aşağı hareket etme mesafeleri farklı şekillerde düzenlenebilmektedir. Ağızlıklar dokuma tezgâhının yan tarafından bakıldığında elde edilen ağızlık görünüşü göre sınıflandırılmaktadır.
Çözgü ipliklerinin ağızlık kesitindeki yerleşimine göre isimlendirilen ağızlık çeşitleri;
- Düzensiz ağızlık (kirli ağızlık),
- Yarı düzenli ağızlık (yarı temiz ağızlık)
- Düzenli ağızlık (temiz ağızlık)
Olarak gruplandırılmaktadır.
Düzensiz (kirli) ağızlık
çeşidinde çerçevelerin her biri aynı mesafede yer değiştirmekte ve buna bağlı olarak öndeki çerçevelere bağlı çözgü iplikleri ile arkadaki çerçevelere bağlı çözgü ipliklerinin farklı yatay düzlemde bulunmaları sebebiyle düzensiz bir yapı oluşmaktadır.
Bu ağızlık yapısında bütün gücülerdeki çözgü tellerinin gerilmeleri nispeten aynıdır. Simetrik ağızlık dikkate alınarak oluşturulmuş olan çizimden aşağıdaki şekilde görüleceği gibi ağızlıkta, alt çözgü tellerinin bir kısmının mekik yolu üzerinde bulunması ipliklerin daha fazla aşınarak kopuş sayısının artmasına neden olmaktadır. Düzensiz ağızlık jakar mekanizmalarında kullanılmaktadır. Çerçeve sayısı düşük olan tezgâhlarda ve denim kumaş dokuyan tezgâhlarda da tercih edilen ağızlık uygulaması düzensiz ağızlık uygulamasıdır.
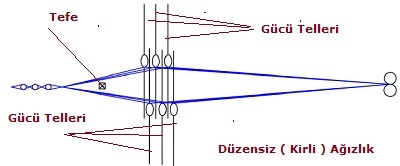
Yarı düzenli ağızlık
çeşidinde çerçeveler ve gücülere bağlı çözgü iplikleri genelde alt tabakada düzenli ağızlık tipinde, üst tabakada ise düzensiz ağızlık tipinde bir form oluşturacak şekilde hareket ederler. Bu ağızlık çeşidi daha çok kancalı atkı atma sistemine sahip dokuma tezgâhlarında tercih edilmektedir.
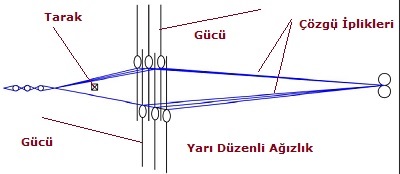
Düzenli (temiz) ağızlık,
ağızlıktan atkı taşıyıcısının geçişi düşünülerek çözgü ipliklerinin aynı eğimde yükselmesinin sağlandığı uygulama tipidir. Bu ağızlık uygulamasında çerçeveler meyilli olarak yükseltilmektedir. Çerçevelerin her birisinin kumaş düzlemine olan mesafeleri birbirinden farklı olmaktadır. Arkadaki çerçeve en uzak konumda yerleşmiştir.
Kumaş çizgisine yaklaşıldıkça çerçevelerin hareket mesafeleri azalmaktadır. Bu nedenle ağızlığı oluşturan çözgü gruplarının arasında gerilim farkı doğmaktadır, bu durum düzenli ağızlık uygulamasının dezavantajıdır. Atkı atma sistemlerindeki geliştirilen konstrüksiyonlar sayesinde günümüzün modern tezgâhlarında çerçevelerin hareket mesafeleri azaltılarak bu olumsuzluk mümkün olduğunca azaltılmıştır. Bu ağızlık açma formu mekikli, kancalı, hava veya su jetli gibi tezgâhlarda düzgün ağızlık uygulamasının istendiği yerlerde tercih edilmektedir.

Leno Dokuma Kumaşların Kullanım Alanları
Leno örgüler temel olarak kumaş kenarlarında ve kumaş yüzeylerinde kullanılırlar. Kumaş yüzeylerinde ise yüzey oluşturmak için veya sadece kumaşa desen vermek için kullanılabilirler. Kumaş yüzeylerinde kullanılan leno kumaşların giyim tekstillerinde, ev tekstillerinde ve teknik tekstillerde yaygın bir kullanım alanı bulunmaktadır.
Leno örgüler giyim tekstillerinde kumaşa genellikle desen vermek amacıyla kullanılırlar. Daha çok;
- Gömlek, pantolon, ceket gibi dış giyim ürünlerinde,
- Gecelik, sabahlık gibi iç giyim ürünlerinde,
- Şal, fular gibi aksesuar ürünlerinde leno dokuma kumaşlara sıklıkla rastlanır.
Dış giyim ve iç giyim ürünlerinde çoğu kez desen vermek için kullanılan leno örgüler,
- şal, fular gibi aksesuarlarda hem desen olarak hem de yüzey olarak kullanılırlar.


Leno Kumaşların ev tekstillerinde kullanımı
Ev tekstilleri, kullanılan malzeme, üretim tekniği, tasarım ve kullanım alanları olarak sürekli gelişime paralel değişkenlik gösterir.
Leno örgü tekniği;
- Ev tekstillerinde yaygın olarak masa örtülerinde,
- Yatak örtülerinde,
- Perdelerde,
- Döşemelik kumaşlarda,
- Koltuk şalı,
- Halı tabanlarında,
- Kırlent ve minder kumaşları
Gibi birçok üründe kullanılır. Leno örgü ile bu ürünlerde kimi zaman kumaşlara desen verilir, kimi zamanda tüm yüzey leno dokuma ile oluşturulur.




LENO KUMAŞLARIN TEKNİK TEKSTİLLERDE KULLANIMI
1-Tarım teknik tekstillerinde leno uygulamaları
Tarım teknik tekstilleri;
- Tarımsal ürünlerin paketlenmesi,
- Bitkilerin büyüme sürecinin hızlandırılması,
- Ürünlerin UV ışınlarından korunması,
- Tarımsal alanların ilaçlanması,
- Yabani otların büyümesinin önlenmesi,
- Tarımsal amaçlı drenaj ve erozyon kontrolü,
- Besicilikte hayvanların hava şartlarından korunması,
- Balıkçılık vb. gibi
Pek çok alanda çeşitli amaçlarla kullanılmaktadır.
Bu uygulama alanlarında teknik tekstiller;
- Ağlarda,
- Çuvallarda,
- Bitkilerin korunması için gölgeliklerde,
- Seralarda,
- Filizlendirme aşamasında tohumların korunmasında,
- Zemin kuvvetlendirmede,
- Koruyucu giysilerde,
- Buzlanmayı önleyici örtülerde, hortumlarda,
- Filtrelerde vs.
Birçok farklı amaçla kullanılmaktadır.
Tarım tekstillerinde kullanılan teknik tekstil ürünleri olumsuz iklim koşullarında bozulma göstermemesi için yeterli mukavemet ve iyi geçirgenlik karakteristiklerine sahip olmalıdır. Ürünün özellikleri üretildiği hammaddelere (liflere) ve üretim koşullarına bağlıdır.
Tarım alanında leno kumaşlar;
- Seraları ve meyve bahçelerini dolu ve kuş gibi zararlılardan korumak ve bu arada güneş ışığından da yeterince faydalanmak için kullanılır.
- Kimi zamanda seralarda, meyve ve sebzelerin güneş ışınlarından yanarak çürümemesi için gölgelendirme amacıyla kullanılır.


2-Jeotekstillerde leno uygulamaları
Jeotekstiller, inşaat ve jeoteknik mühendisliği alanlarında toprakaltı uygulamalarda kullanılan tekstil malzemeleridir.
Amerika standartlarında yapılan tanıma göre;
- İnsan yapısı bir proje, yapı veya sistemin bir parçası olarak temel elemanı, zemin, kaya ve toprakla veya jeoteknik mühendisliği ile ilgili herhangi bir malzeme ile kullanılan geçirimli tekstil ürünüdür.
Başlıca jeotekstil ürünleri;
- jeokompozitler,
- jeogridler,
- jeokeçeler,
- jeomembranlar
- jeoağlardır.
Jeotekstillerin:
- Ayırma,
- Güçlendirme,
- Filtrasyon,
- Drenaj
- Bariyer
Olmak üzere beş farklı fonksiyondan en az birine sahip olması gerekmektedir. Leno teknoloji ile üretilmiş jeotekstillerden jeosentetikler, PVA ile kaplı yüksek mukavemetli çok hafif polipropilen şeritlerden 4-6 mm aralıklı gözeneklerle üretilirler. Daha çok erozyon uygulamalarında tek başlarına veya jeoızgaralar ile beraber kullanılırlar.
3-Bina ve inşaat teknik tekstillerinde leno uygulamaları
Bina ve inşaat teknik tekstilleri, inşaat mühendisliğinin toprak üstünde olan uygulamalarında kullanılan tekstil malzemeleridir.
Yapı ve inşaat sektöründeki tekstil malzemeleri genel olarak üç alanda kullanılmaktadır.
Bunlar;
- Betonlarda tekstil takviyesi,
- Binalarda yalıtım malzemesi
- Mimari alanda
Tekstil yapı malzemesidir.
Beton inşaat sektöründe, dünyanın her yerinde yaygın olarak kullanılan kabul görmüş bir malzemedir. Beton bir kompozit malzeme olduğu için, içinde barındırdığı malzemelerin hem kimyasal hem de fiziksel özellikleri çok önemlidir. Tekstil lifleri ve kumaşları beton için iyi bir takviye malzemesi olarak kullanılmaktadır.
Leno örgü teknolojisiyle üretilen cam lifi ürünler beton yapıyı güçlendirme olarak kullanılmaktadır.
Cam lifli leno fileler alkali ve neme karşı dirençlidir ve betona çok iyi tutunur. Betonun uzun süreli mukavemetli olmasını sağlarlar. Hafifliği, tüm yapıya mukavemet kazandırması, kolay monte edilebilirliği ve korozyona uğramaması gibi birçok avantajından dolayı inşaatlarda vazgeçilmez bir malzeme olmaktadırlar.

Leno teknolojisi ile dokunmuş polyester kumaşlara PVC katman lamine edilerek çeşitli konstrüksiyonlarda elde edilen tenteler de inşaat sektöründe sıklıkla kullanılmaktadır.
Bu ürünlerin;
- Çok farklı renklerde üretilmeleri,
- Su geçirmemesi,
- Asit ve bazlara dayanıklı olması,
- UV ışınlarına karşı dirençli olması,
- Yüksek kopma ve yırtılma mukavemetine
Sahip olması önemli özellikleridir.
Yine inşaat sektöründe alçıpan tarzında eklemeli duvarların birleştirilmesinde ve duvarda sonradan oluşan hasar ve çatlakları yamalamak için yani duvar tamirlerinde cam lifinden leno teknolojisi ile üretilmiş kendinden yapışır bantlar kullanılmaktadır.

4-Tıbbi teknik tekstillerde leno uygulamaları
Tıbbi tekstiller ve bununla ilgili olan bakım ve hijyen sektörü tekstil endüstrisinin önemli ve büyüyen bir alanıdır. Büyüme hem tekstil teknolojisindeki hem de tıbbi yöntemlerdeki sürekli devam eden ilerleme ve yenilikler sayesinde olmaktadır.
Tekstil malzemeleri mukavemet, esneklik, çevre doku ile uyum gösterme, fiziksel ve kimyasal yapısını bozmadan sterilize edebilme ve bunun gibi pek çok özelliği nedeniyle tıbbi uygulamalarda tercih edilmektedir.
Tıp ve hijyen uygulamaları için tekstil malzemeleri, genel olarak dört sınıf altında toplanabilmektedir.
Bunlar;
- İmplante edilebilen (vücut içine yerleştirilebilen) ürünler,
- İmplante edilemeyen ( vücut içine yerleştirilemeyen) ürünler,
- Ekstra bedensel (ektrakorporal) ürünler
- Bakım-hijyen
Ürünleridir.
Ortopedik tedavilerde kullanılan leno teknolojisiyle üretilen doğal alçılı sargı bezlerinde leno örgüdeki sarmal yapı sayesinde alçı kaybı minimuma iner ve ıslak bandajın mukavemeti artar. Leno örgünün delikli yapısı sayesinde alçılı sargı bezi suya daldırıldığında çok hızlı bir sürede hiç kuru yer kalmayacak şekilde ıslanması sağlanmaktadır.

Yaralı bölgeleri kaplamak suretiyle kullanılan, hava geçirgenliği yüksek ve uygulanan ilacı sızdırmaz özelliğe sahip leno teknolojisi ile dokunmuş tıbbi bandajlarda medikal tekstil olarak en sık kullanılan ürünlerdir.
Leno dokumalar, diş tedavisinde protezlerin güçlendirilmesinde, tek diş eksikliklerinde implant diş uygulamalarında ve dişlerin restorasyonunda da kullanılmaktadır.

5-Taşıt teknik tekstillerinde leno uygulamaları
Mobiltek, kara, deniz, hava taşıma araçlarında ve uzay sanayinde kullanılan teknik tekstillerdir.
Bu alana giren başlıca ürünler:
- Emniyet kemerleri,
- Hava yastıkları,
- İç yüzey kaplama malzemeleri,
- Koltuk döşemelikleri
- Otomobil örtüleri,
- Kord bezleri,
- Lastikler,
- Halılar,
- Perdeler,
- Hortumlar,
- Kayışlar,
- Halatlar,
- Filtreler
- Kompozit
Yapılardır.
Gözenekli yapısı ile hava sirkülâsyonunu sağlaması ve rölyef şeklinde dokunabilmesi nedeniyle leno teknolojisi ile dokunmuş kumaşlar oto döşemeliklerinde kullanılabilmektedir.

6-Endüstriyel teknik tekstillerde leno uygulamaları
Endüstriyel amaçlı ürünlerde kullanılan tekstiller, endüstriyel teknik tekstiller sınıfına girmektedir. Endüstriyel tekstiller, geniş bir uygulama alnına sahiptir.
Genel olarak bu gruba:
- Filtreler,
- Konveyör kayışları,
- Aşındırma bantları,
- Contalar,
- Sızdırmazlık elemanları,
- Elektrik, elektronik komponentleri ve ilgili diğer endüstriyel ürünler
Dahil edilmektedir.
Leno örgü tekniği ile dokunmuş PTFE kaplı konveyör bantlar, aşınma ve yıpranmaya karşı, yüksek ısı ve kimyasallara karşı mukavim olmaları dolayısıyla petrol ve kimya sanayi, çevre koruma, hava sahalarında, elektronik ve metalürji gibi birçok alanda üretim hattında mal taşınması için kullanılırlar.

Döner gücü sistemiyle leno dokuma yapılırken çözgü ipliğinin dönme hareketi sırasında araya bir şiş atılarak havlı yapılar oluşur. Bu havlar ısıyla sertleştirilerek kesilirse endüstriyel alanlarda da sık kullanılan cırt bantlar elde edilir.
7-Paketleme teknik tekstillerinde leno uygulamaları
Paketleme teknik tekstilleri, paketleme ve ambalaj sanayinde; endüstriyel, tarımsal ve diğer malların paketlenmesi, taşınması, depolanması ve korunması için kullanılan tüm tekstil yapılarını içermektedir.
Paketleme teknik tekstillerinde çok yaygın olarak kullanılan;
- Leno çuvallar,
- Patates,
- Soğan,
- Sarımsak,
- Limon
Gibi ürünlerin ambalajlanmasında, taşınmasında ve muhafazasında yaygın olarak kullanılmaktadır. Mukavemeti ve havayı geçiren yapısı leno çuvalları önemli kılmaktadır. Bu özelliği yiyeceklerin bozulmadan depolanmasını ve taşınmasını sağlar.

Kâğıt ambalaj malzemelerinde güçlendirici olarak kullanılan, şekil stabilitesi ve mekanik sağlamlık sağlayan atkı ipliğinin iki çözgü ipliği ile sabitlendiği leno kumaşlar da kullanılmaktadır.
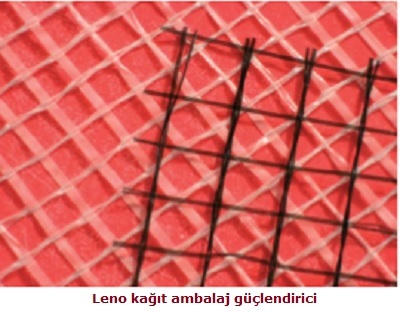
Leno Kumaş Dokuma Teknikleri

Kumaş, tekstil liflerinin düzgün bir yüzey ve değişmez bir kalınlıkta ince, esnek ve sağlam bir doku oluşturacak biçimde bir araya getirilmesiyle elde edilen her türlü yapı olarak tanımlanabilir. Düzgün yüzey, incelik, esneklik, sağlamlık ve örtme özelliği olarak belirlenen temel nitelikler kumaş yapısına bağlı olarak önemli ölçüde değişim gösterirler. Dokuma, örme ve keçeleştirme olmak üzere üç temel kumaş yapım yöntemi mevcuttur.
Kumaş bu özellikleri, büyük ölçüde kumaşın yapı taşı olan liflerin ve liflerin bir araya getirilmesiyle oluşan ipliklerin özgün nitelikleriyle de biçimlendirilmektedir. Diğer yandan, iplik sıklıkları ile ipliklerin bağlanması ya da örgü düzeni de, iplik özelliklerinin kumaş özelliklerine dönüşümünde belirleyici etkenlerdir.Dokuma kumaşlar çeşitli giyim ve kullanım amaçları için dokuma tekniğinin olanak verdiği çok değişik yapılarda üretilirler. Bu yapıların özelliklerinin bilinmesi, hem üretim hem de kullanım açısından oldukça önemlidir.
Dokuma kumaşlar yapılarına göre genel olarak;
- Basit yapılı dokuma kumaşlar
- Karmaşık yapılı dokuma kumaşlar olmak üzere iki ana grupta incelenir.
Diğer taraftan dokuma kumaşları :
- Normal dokunmuş kumaşlar,
- Çapraz (leno) dokunmuş kumaşlar,
- İlmeli yapılı kumaşlar,
- Üç eksenli kumaşlar,
- El dokumaları,
- Dar dokumalar,
- Üç boyutlu dokuma yapıları olmak üzere yedi ana grupta incelemek mümkündür.
Standart yapılı dokuma, atkı ve çözgü olarak bilinen iki ayrı iplik grubunun 90° lik açıda birbiriyle kesişerek öngörülen örgü düzenine uygun, birbirinin altından ve üstünden geçerek bağlantılar yapması neticesinde oluşturulan geleneksel bir tekstil yüzeyidir.

Leno yapılı ya da leno kumaşlar, karmaşık yapılı kumaşlar grubunda yer alır. Yapı içinde birbirine paralel konumlanmış standart çözgülere ek olarak ya da tümüyle leno çözgüler yer alır.
Leno ya da döner gücü ile anılan dokuma yüzeyleri ise; çözgü ipliklerinin yukarı ve aşağı hareketinin yanında, aynı zamanda çapraz hareket ettirilmesiyle oluşturulan, seyrek dokunmuş fakat sağlam yapılı olan tekstil yüzeyleridir.
Leno dokuma kumaşlarda yan yana bulunan leno çözgü iplikleri atkı ile bağlantı yaparken birbirine paralel kalmayıp, aynı zamanda çapraz geçişler yaparak birbirine de bağlanırlar. Kumaşa seyrek fakat dayanıklı yapısını veren çözgü ipliklerinin meydana getirdiği bu çapraz geçişlerdir.
Leno kumaşlarda birim yapı iki çözgü ipliği ve bir atkı ipliğinden meydana gelir. Bu iki çözgü ipliğinden düz olana sabit çözgü veya standart çözgü, bağlama hareketi yapan çözgüye ise çapraz çözgü veya döner çözgü denir.
Standart dokuma kumaşlarda çözgü iplikleri atkı iplikleriyle dik konumda bağlantı yaparken, leno kumaşlarda bu çözgü çiftleri paralel atkı ipliklerini aralarına alarak bükülürler.
Leno kumaşlarda kullanılan çözgü ipliklerinden biri düz diğeri çapraz hareket ediyorsa bu tür örgülere ‘‘yarım leno örgü (gauze)’’, her iki çözgü de çapraz hareket ediyorsa, bunlara da ‘‘tam leno örgü’’ denir.
Tıbbi sargı bezi olarak kullanılan geleneksel gaze bezi (gauze) de bezayağı örgü ve yarım leno bağlantısı ile elde edilir ve ilk kez Gazze bölgesinde üretildiği için bu isimle anılmaktadır.
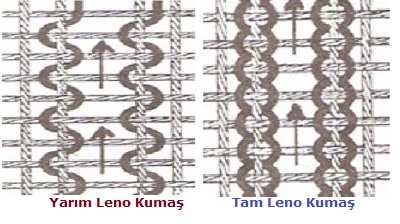
Leno kumaş üretiminde dokuma kumaş yüzeyinin tamamı leno bağlantılarıyla oluşturulabildiği gibi, var olan dokuma örgüleri ile birlikte de kullanılarak zengin desenlendirme çeşitliliği sunulabilmektedir.
Leno dokuma kumaşların zarif görünümü ve dayanıklı performansı sayesinde giyim eşyası olarak kullanımı çok eskilere dayanmaktadır. Lif ve kumaş üretim teknolojisindeki gelişmeler sayesinde, mükemmel yapısal kararlılığı nedeniyle leno kumaş giyim dışında birçok alanda kullanılmaktadır.
Leno kumaşlar;
- Kadın ve erkek üst giyiminde,
- Ev tekstilinde,
- Paketleme ve çuval bezi yapımında,
- Tarım tekstillerinde,
- İnşaat sektöründe,
- Jeotekstil uygulamalarında,
- Tıbbi tekstillerde
- Otomobil döşemelikleri
- Gibi teknik tekstillerde de giderek artan kullanım alanına sahiptir.
Leno Dokuma Teknikleri
- Çerçeveli sistemler,
- Taraklı sistemler,
- Jakarlı sistemler,
- Dairesel leno sistemler,
- Diskli sistemler
Olmak üzere beş çeşittir.
1-Çerçeveli sistemler
Leno kumaş üretiminde çerçeveli sistemler önemli bir yere sahip olup, aşınma sorunlarının minimum olması, kolay monte edilebilmesi ve her türlü iplikle çalışılabilmesi sistemin pozitif yanlarıdır.

Çelik telli leno gücüsü kullanılan çerçeveli sistemlerin çalışma prensibi şöyledir;
İki tam gücü (sol ve sağ gücü) ve bunların arasında bulunan yarım gücüden oluşan sistemde sağ ve sol gücüler ayrı çerçevelere takılmaktadır. Orta gücünün bir ayağı sağ gücüden diğer ayağı da sol gücünün içinden geçirilecek şekilde takılmış olup orta gücü sağ ve sol gücülerin içinde hareket edebilecek şekilde monte edilmiştir. Orta gücünün gözünden döner gücü ipliği geçirilmiştir. Sol ve sağ gücü arasında bulunan boşlukta da temel gücü bulunur. Sağ ve sol gücülerin bağlı bulunduğu çerçeveler sırasıyla hareket ettiğinde döner çözgü hareketlenmiş olur.
Birinci pozisyonda ağızlık kapalı durumdadır. Kırmızı ile gösterilen temel çözgü sol ve sağ gücü arasında bulunmaktadır. Mavi ile gösterilen döner çözgü orta gücünün gözünden geçirilmiştir.

İkinci durumda soldaki gücü yukarı kaldırılmış ona bağlı bulunan orta gücü de yukarı kalkarak temel çözgünün sağından ağızlık açılmıştır.
Üçüncü durumda sağdaki gücü yukarı kaldırılmış ona bağlı bulunan orta gücü de yukarı kalkarak temel çözgünün solundan ağızlık açılmıştır. Böylece kumaş yüzeyinde sağdan sola bir çapraz oluşturulmuştur.
Leno gücüsü kullanarak leno kumaş dokuyan dokuma makinelerinin olumsuz yanı 150-200 d/dak ile sınırlanan üretim hızlarıdır. Bunun temel nedeni leno gücüsünün geri getirme hareketinin yaylar ile sağlanmasıdır.
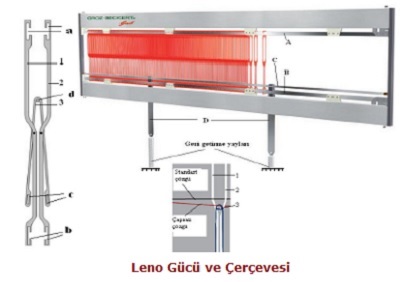
Leno gücüsü kullanan sistemlerde üretim hızını arttırmak için PosiLeno ticari ismiyle pozitif leno sistemi geliştirilmiştir. Bu sistemde iki ayrı hareketli şaft ile biri pozitif yönde dönen yarım şaft ile döner gücü takımlarından oluşur. Yarım şaftın pozitif yöndeki tahriki bir şaft ile armür veya eksantrik ile kumanda edilen dokuma şaftının hareketi ile sağlanmaktadır.
Dokuma şaftlarının hareketi iki adet özel olarak bu işlem için geliştirilmiş tahrik kolu ve biyel aracılığı ile yarım şaft ile döner dokuma gücüsünün en uygun şekilde akışına göre dönüştürülmektedir. Bu sistem ile döner yayların dokuma şaftlarının altına monte edilmesi için tertibatlara ihtiyaç kalmamıştır.

Bu sistem ile konvansiyonel leno sistemlerine göre hızda %100 artış sağlanmaktadır.Yüksek esneklikle çok çeşitli desenler dokunmaktadır. Yine en önemli avantajlarından biri ise çok küçük yatırımlarla normal kumaş dokuyan makinelere monte edilebilmesidir.
2-Taraklı sistemler
Leno kumaşların dokunması leno gücüleri kullanarak mevcut dokuma makinelerinde dokunabileceği gibi Dornier, İtema-Sulzer, Picanol ve Vuts gibi firmalar tarafından özel olarak geliştirilmiş leno dokuma makineleri ile de dokunmaktadır.
Sadece leno kumaş dokuyacak şekilde geliştirilmiş leno dokuma makinelerinin avantajı leno gücüsü kullanan sisteme göre daha yüksek üretim hızlarında çalışmalarıdır.
Leno dokuma tezgâhlarında dokuma tarağının arkasına ikinci bir tarak ilave edilir. Bu tarakta bir tarak dişi sağlam dururken ikinci diş yarım kesilmiştir. Yarım kesilmiş dişin yüksekliği ağızlığın açılabileceği maksimum seviyeyi belirler. Bu tezgâhlarda çerçeveler ortadan kaldırılmıştır. Makineler daha sade görünümlüdür. Yarım dişin ucunda gücü gözü vardır. Tahar işlemi sırasında temel çözgü bu gücü gözü üzerinden geçirilmektedir. Döner çözgü ise iki tam tarak dişi arasında serbest vaziyette bulunmaktadır. Tarağın sağa ve sola hareketi ile de döner çözgü yarım tarak dişinin üzerinden geçmek suretiyle çapraz hareketini yapmaktadır. Çaprazlar kumaş yüzeyi üzerinde oluşmaktadır. Bu tezgâhlarda atkının taşınması tüm atkı taşıma sistemleriyle de ( hava ve su jeti, projektil ve kanca ) gerçekleşebilmektedir.
Taraklı sistemler ile çalışan ITEMA-Sulzer leno dokuma makinesi, çözgülü örme makinesinin ve dokuma makinesinin bir karışımıdır. Bu makinede aynı çözgülü örme makinelerinde olduğu gibi rehber plaka, bundan başka gözlü tarak ve normal dişli tarak bulunmaktadır. İki ayrı çözgü ipliği vardır. Mavi renkte gösterilen iplik hareketli olan ‘’leno’’ipliğidir. Kırmızı renkle gösterilen ise, sabit olan çözgü ipliğidir. Mavi renkle gösterilen leno ipliği en arkada bulunan rehber plakadan ve gözlü tarağın boş kısmından geçer. Sonrasında her iki çözgü ipliği birlikte aynı tarak dişinde taharlanır.
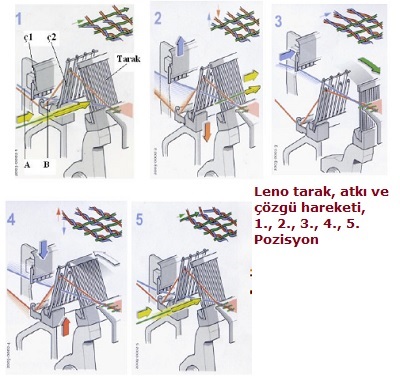
1.Pozisyonda mavi ile çapraz iplikleri yatırma çubuğunun deliklerine, kırmızı ile gösterilen düz çözgüler ise delikli tarağa taharlanmıştır. Gözlü tarağa taharlanan düz çözgüler sürekli üst ağızlığı oluşturacak şekilde konumlanır. Çapraz iplikleri ise yatırma çubuğu tarafından aşağıya indirilerek ağızlığın oluşması sağlanmış ve atkı kaydı gerçekleştirilmiştir.
2.pozisyonda atkının atılmasından sonra yatırma çubuğu yukarı, gözlü tarak aşağıya hareket eder. Bu hareket çapraz ipinin gözlü tarağın ilk boşluğundan çıkmasına kadar devam eder.
3.pozisyonda çapraz ipi gözlü tarak dişinin boşluğundan çıkınca, yatırma çubuğu yana kayar. Yatırma çubuğunun yan hareketi çapraz ipinin gözlü düz çözgünün üstünden aşmasını ve tarak dişinin diğer yanına geçmesini sağlayacak kadardır.
4.pozisyonda da yan hareketini tamamlayan yatırma çubuğu aşağıya, gözlü tarak da yukarı hareket etmeye başlar.
5.pozisyonda ise çapraz çözgülerinin aşağıya indirilmesi tamamlandığında ağızlık oluşmuş ve atkı atılmaya hazırdır. Atkı atıldıktan sonra sistem ters yönde hareketi tekrarlar.
Bu sistemde leno ipliği (mavi renk) gözlü tarak içerisinde, sabit ipliğin (kırmızı renk) bir solundan bir de sağından hareket ederek ağızlık açılmasını sağlamaktadır. Her iki iplikte normal dişli tarak içerisinden geçmektedir.

Dornier firmasının geliştirdiği ‘‘Easyleno’’ mekanizması aslında bir ağızlık açma mekanizmasıdır. Bu mekanizma hem hava jetli hem de kancalı dokuma makinelerinde kullanılabilmektedir. Normal dokuma makinelerinde olduğu gibi leno kumaş dokuyan dokuma makinelerinde de atkı ve çözgü birbiriyle doksan derece açıda kesişmektedir.
Bu mekanizmada normal tarak ve iki adet gözlü tarak bulunmaktadır. Ortada bulunan ve gözleri aşağı bakan tarak (mavi renkli) sağa ve sola doğru yanal hareket yapmaktadır. En arkada bulunan ve gözleri yukarı bakan diğer gri renkli tarak ise yukarı ve aşağı yönde hareket etmektedir. En arkadaki tarak bir kol vasıtasıyla en önde bulunan normal tarağa bağlıdır. Bu kol sayesinde tarak atkıyı kumaşa sıkıştıracakken gri renkli gözlü tarak aşağı yönde hareket ederek çözgü ipliklerini aynı seviyeye getirir.
Leno dokuma makinesinde iki tür iplik bulunmaktadır. Biri hareketli olan leno ipliği (kırmızı renkli iplik) diğeri sabit ipliktir (mavi renkli iplik). Sabit iplik ortada bulunan mavi renkli tarağın gözlerinden geçer. Mavi renkli tarak üretim sırasında sadece yanal hareket eder. Leno ipliği ( hareketli kırmızı iplik) en arkadaki gri renkli taraktan geçmektedir. Gri renkli gözlü tarak üretim sırasında sadece yukarı ve aşağı yönde hareket eder. Sabit iplik (mavi renkli) her zaman atılan atkı ipliğinin altında kalır. Buna karşın hareketli olan kırmızı renkli leno ipliği her zaman atılan atkı ipliğinin üzerinde bulunur.
Easyleno dokuma makinelerinde yüksek çözgü sıklıklarında yüksek devirlerde çalışılabilinir.
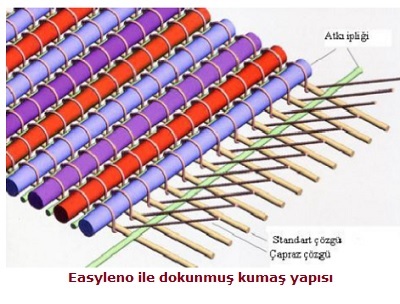

VUTS firmasının geliştirdiği hava jetli dokuma makinesinde çerçevelerde gücüler yerine delikler bulunmaktadır.

Çerçeve üzerindeki deliklerden geçen birinci tabaka çözgü iplikleri dikey hareket yapmaktadır. İkinci tabaka çözgü iplikleri rehber plaka üzerindeki iğnelerden geçer. Rehber plaka sola ve sağa doğru salınım hareketi yapmaktadır. İkinci tabakadaki çözgü iplikleri diğer çözgü iplikleri ile bağlantı yaparak leno yapısını oluşturur.


Rehber plakadan geçen çözgü iplikleri alt ağızlıkta, çerçeve içerisindeki deliklerden geçen çözgü iplikleri de üst ağızlıkta görülmektedir. Atkı atıldıktan sonra çözgü iplikleri aynı hizaya gelmekte ve tefe vuruşu yapılmaktadır.
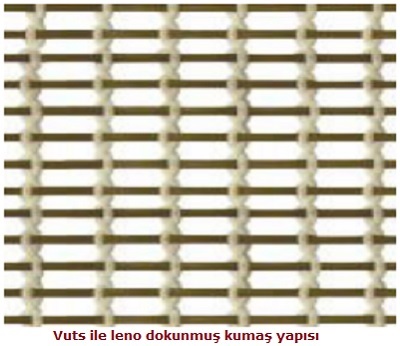
3-Jakarlı sistemler
Jakarlı sistemler başlı başına bir sistem olmayıp taraklı döner gücü sisteminin jakar mekanizmalarına uyarlanmış halidir. Bu sistemde çerçeve bulunmadığından gücüler üstten malyon ipliklerine, alttan ise yaylara bağlanmaktadır. Hareket jakar mekanizması tarafından verilir. Geniş desen elde edilmesi ve çözgü iplikleri üzerindeki gerilimin azalması nedeniyle tercih sebebidir.
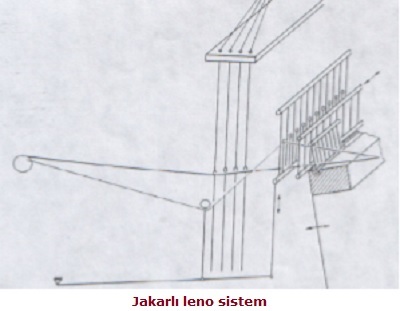
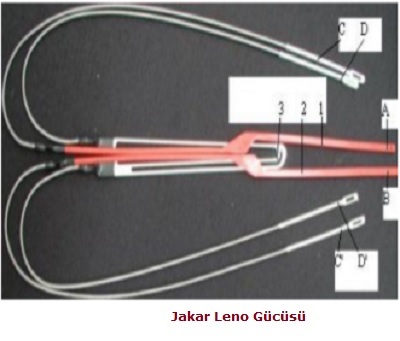
4-Dairesel leno sistemler
Dairesel dokuma makineleri görünüş bakımından yuvarlak örme makinelerine benzer. Dairesel leno dokuma makineleri çuval ve ambalaj sanayisinde kullanılan tüp kumaş üretimi için geliştirilmiş çok fazlı dokuma makineleridir. Mekiklerin birbiri ardından yuvarlak bir mekik yolu izleyerek dalgalı bir ağızlığın içinden geçtiği dokuma makinesidir.

Yuvarlak dokuma makinelerinde çözgü iplikleri makinenin her iki yanında bulunan cağlıklara dizilmiş bobinlerden gelir. Çözgü iplikleri dokuma elemanlarına alt taraftan beslenir ve dokuma bölgesinde 4 veya 6 mekikle taşınan atkı ile bağlantı oluşturarak kumaş dokunur.
Atkı iplikleri ise masuralara sarılmış olarak mekiklerin içerisinde bulunur ve kovan içerisinde oluşturulan dalga şeklindeki ağızlık içerisinde dairesel olarak sürekli hareket eder.
Dairesel dokuma makineleri, kinetik enerjinin tasarrufunu ve mekiklerin sarsılmadan yol almasını sağlayan ve bir yandan diğer yana geliş gidiş hareketini gerektirmeyen, çepeçevre dolaşan sisteme sahip dokuma makinesidir. Böylece atkı ipliğinin geçirilmesi sırasında yön değiştirmesine gerek yoktur. Mekik adedi çapa bağlı olarak artar. Aynı anda birden fazla atkı atılır. Ağızlık açma, atkı atma, tefeleme işlemleri sürekli olarak meydana gelir.
Atkı taşıyıcı mekiklerin hareketi mekanik veya elektromanyetik olarak kontrol edilir. Mekanik sistemde mekikler, çözgü elemanlarının altına yerleştirilmiş sürtünme elemanlarının itişiyle hareket ettirilir. Elektromanyetik kontrolde ise mekik ile tahrik elemanları arasında hiçbir temas yoktur.
Atkı taşıyıcıların hareketi arkaya yerleştirilmiş olan elektromanyetik blokların döndürülmesiyle sağlanır. Elektromıknatıslar madensel mekikleri kendine çeker, mekiklerde mıknatısların dairesel yolunu izler. Yuvarlak dokuma makineleri, normal dokuma makinelerinin mekiklerinden çok daha fazla atkı ipliği taşıyan atkı taşıyıcılara sahiptir . Atkı iplikleri ağızlığın dışında değiştirilir. Bu amaçla tüm çerçeveler alt ağızlık pozisyonuna getirilir.
Atkının sıkıştırılması, tarak yerine salınım hareketi yapan lameller veya iğne sistemi ile gerçekleştirilir. İğne sistemi veya salınım hareketi yapan lameller, mekiğin hareketini tamamlamasının ardından çözgü ipliklerinin başından sonuna kadar ulaşarak atkı ipliğini kumaş çizgisine sıkıştırır.
Dairesel dokuma makinelerinde dokunan kumaş makinenin orta üst kısmından çekilir ve sağ tarafına yerleştirilen ayrı bir sarma ünitesine sarılır.
Polipropilen, polietilen, jüt ve diğer ipliklerle üretim yapmak mümkündür. Bu tip dokuma makinelerinin en önemli avantaj düşük mekik hızlarına rağmen yüksek miktarda atkının atılmasıdır.


5-Diskli leno kenar sistemleri
Diskli sistemler kumaş kenarlarında kullanılan sistemlerdir. Dokunan kumaşlarda çözgü ipliklerinin kenarlardan dağılmasını engellemek için kenar oluşturulur. Leno dokuma kenar uygulaması kenar oluşumunda en fazla kullanılan tekniklerden biridir.
Leno kenar en dışta bulunan en az iki çözgü ipliğinin birbiri üzerine kıvrılması ile elde edilir. Birbiri üzerine kıvrılan çözgü iplikleri atkı ipliklerinin uçlarını da aralarına alarak sabit bir yapıya kavuşmasını sağlar. Leno kenar oluşturulduktan sonra bir makas ve rezistans yardımı ile zemin kumaştan ayrılır. Kesilerek kumaştan ayrılan leno kenar atıldığı için kenar oluşumu sırasında iplik sarfiyatının en aza indirilmesi çok önemlidir. Bunun için atılan atkı ipliklerinin, kumaş eninden sonra mümkün olan, en az saçaklanmayı meydana getirmeleri gerekir.
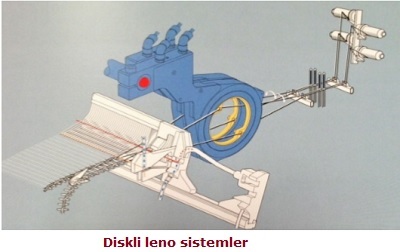
Sistemde diskler dönerken üzerinde bulunan çözgü ipliklerini de birbiri etrafında döndürmektedir. Burada temel ve döner çözgü iplikleri diye iplikler birbirinden ayrılmamakta her iki iplikte dönme hareketi yapmaktadır.
Leno Kumaş Teknolojisi
Leno dokumalar, çözgü ipliklerinin çapraz hareket etmesi ile elde edilen, seyrek dokunmuş olmalarına karşın oldukça sağlam yapıda olan kumaşlardır.Leno dokumaları oluşturmak için döner gücü tertibatları kullanılır.

Dokuma kumaşlar atkı ve çözgü adı verilen iki iplik sisteminin birbirine dik olacak şekilde konumlandırılıp, örgü adı verilen bağlantı sistemine göre kesişerek bağlanmaları ile oluşturulan tekstil yüzeyleridir. Leno, döner gücü, ajur, çapraz ya da gaze adı ile anılan dokuma yüzeyler ise;
çözgü ipliklerinin yukarı ve aşağı hareketinin yanında, aynı zamanda çapraz hareket ettirilmeleriyle oluşturulan, seyrek dokunmuş fakat sağlam yapılı olan tekstil yapılarıdır.

Bu kumaşların dokuma makinesinde dokunması döner gücü tertibatları ile sağlanır. Leno dokuma kumaşlarda yan yana bulunan çözgü iplikleri atkı ile bağlantı yaparken birbirine paralel kalmayıp, aynı zamanda çapraz geçişler yaparak birbirlerine de bağlanırlar. Kumaşa seyrek fakat dayanıklı yapısını veren çözgü ipliklerinin meydana getirdiği bu çapraz geçişlerdir. Leno kumaşların elde edilmesi için biri düz diğeri çapraz (ilmeli) hareketi yapmak üzere kullanılan iki çözgü grubu bulunmaktadır. Çözgü ipliklerinin çapraz hareketi nedeniyle bu tür kumaşlar “Leno Dokuma” olarak adlandırılır.
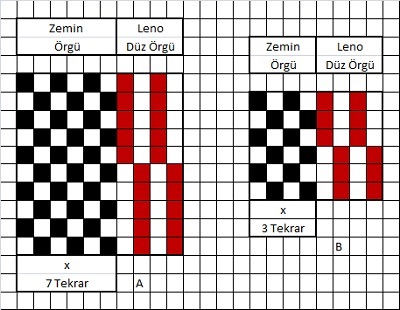
Örneğin;
- A ile gösterilen Leno örgüde ( 5/5 atlama yapan Leno örgüde) leno gücüler kullanılarak leno bağlantı yapılabilir veya 5/5 atlama yapan örgü de çelik gücüler kullanılarak normal düz bağlantı yapılabilir.
- B ile gösterilen Leno örgüde 3/3 atlama yapan örgüde leno gücüler kullanılarak leno bağlantı yapılabilir veya 3/3 atlama yapan örgü de çelik gücüler kullanılarak normal düz bağlantı yapılabilir.
Leno dokumalar birbirini kesen iki dizi çözgü ipliği ile genellikle bir dizi atkı ipliğinden oluşturulur. Bu şekilde gevşek örgülü, boşluklu ve gözenekli yapılar oluşturulabilir. Çeşitli örgü efektleri, atkıda fantezi iplikler kullanılarak çeşitli doku efektleri elde edilebilir . Kadın ve erkek üst giyimi, ev tekstili, gıda ambalajı ve seracılıkta, inşaat sektöründe, filtre kumaşı, jeotekstil uygulamaları, tıbbi tekstiller ve oto döşemelerinde giderek yaygınlaşan bir kullanım alanına sahiptir.
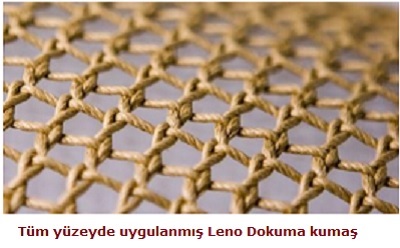
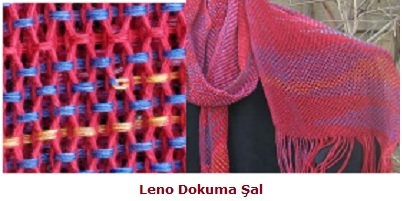
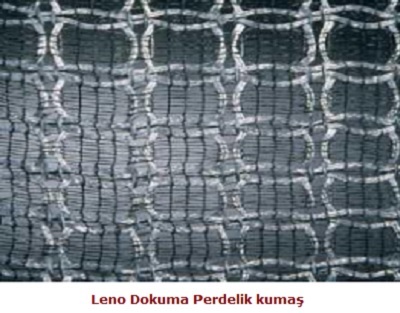
Geniş bir kullanım alanı bulunan leno kumaşlarla ilgili literatürde pek çok patent çalışması mevcuttur. 1800’ lü yıllara uzanan bu çalışmalarda ilk yıllar leno örgü yapısı incelenmiş, dokuma teknikleri ortaya konmuş, zaman içerisinde ise teknolojinin gelişimiyle beraber bu örgünün farklı kompozisyonlarda, farklı ürünlerde kullanımı ile sağlanan avantajlar gözlemlenmiştir.
1896 yılında Redding W. , 1911 yılında Kelmel A. ve 1930 yılında Snow I. ortaya koydukları buluşlarda desene göre leno dokuma yapılabilmesi için farklı dokuma tezgâh düzenekleri denemişler ve bu düzenekler ile çözgüde çapraz bağlama ile leno örgüler elde etmişlerdir.
1941 yılında Arnold W. üç çözgü iplikli leno dokuma ile tüp şeklindeki çantalar için dokuma tezgâhındaki üretim aşamalarını ortaya koymuştur.
1944 yılında Faber B. kalın havlı kumalarda leno örgü kullanarak çözgü boyunca ilmekler elde etmiştir.
1954 yılında Teague M. nin ortaya koyduğu buluşta atkı yönünde yüksek elastikiyetli iplikler kullanarak leno örgü yapılı kauçuk kaplı kumaşların yapısı ve üretim metotlarından bahsedilmiştir.
1954 yılında Crandall E. Nin buluşu cam elyaftan leno örgü ile dokunmuş ve yalıtım verniği ile emdirilmiş veya kaplanmış elektrik kontaktörlerinde kullanılan kumaşların yapısını içermektedir.
1957 yılında Bussiere J. aldığı patent ile sentetik iplikten bezayağı veya leno örgü ile dokunmuş açık ağ yapılı kumaşların yapısını ortaya koymuştur.
1958 yılında Scuggs T. yaptığı buluşta çanta gibi yerlerde kullanılan leno dokuma ile üretilen açık ağ yapılı kumaşların kenarları ve dikiş ile birleştirme metotlarından bahsetmiştir.
1965 yılında Heitzmann F. leno örgüler ile elde edilen pansuman ve bandajların yapısını ortaya koymuştur.
1965 yılında Bellmore R. nin aldığı patent kadın erkek çorap ve iç çamaşırlarında kullanılan leno örgülü elastik yapılı dar kolon kumaşlarla ilgilidir.
1966 yılında Taticek L. ve Striker M. yaptıkları buluşta leno örgüyü kumaş kenarlarında kullanmışlardır.
1966 yılında Wall E. buluşunda bitişik miller üzerinde taşınan iki standart gücüleri içeren bir dokuma tezgâhı için döner gücüler ile gazlı bez üretim metodu incelemiştir.
1967 yılında Koch B. buluşunda dokuma tezgahında döner gücüleri tutan çubuğun hareketini incelemiştir.
1968 yılında Rhodes C. çeşitli ev tekstillerinin kenarlarında kullanılan saçak kumaş yapısında leno örgüyü kullanarak atkı ve çözgü ipliklerinin daha sağlam bir bağlantı yaparak dağılmasını önlemiştir.
1971 yılında Gosnell C. nin buluşu şişirilebilir radar antenlerinde kullanılan Dacron iplikle dokunmuş leno kumaşları ve anten yapısını içerir.
1972 yılında Lucas G. depolarda eşyalara destek olabilmesi için kullanılan şişirilebilir destek aparatlarının yapısını ortaya koyar. Bu yapı basınca dayanıklı, esnek polimerik malzemeden ve açık ağ kumaş katmanları dahil olmak üzere polimerik malzemenin tüm dış yüzeyi kaplamasıyla laminat yapı oluşturur. Burada kullanılan polimerik materyal havayı en az geçiren malzeme, tekstil kumaş katmanı ise leno dokumalı yapılardır.
1975 yılında Romanski E., Horn J., Dutt W. buluşlarında konveyör kayış üretiminde kullanılan taşıyıcı tekstillerin yapısını ortaya koymuştur. Bu tekstiller çözgü ipliği poliamid elyaftan ve merkezi cam ve/veya metal tel örtülü poliamid elyaftan leno dokuma ile üretilirler ve poliamid ve türevlerinden yüksek ısıya dayanıklı reçine ile kaplanırlar.
1975 yılında Goff R. buluşunda hafif, kıvrılır, dar, elastik kemer kumaş yapısını incelemiştir. Bu kumaşlar elastik, düz ve tekstürize olmak üzere üç grup çözgü ipliği ile leno örgü ile dokunurlar.
1986 yılında McCall C., Wallhalla S.C., Capbell M., Dean W. nin ortaya koydukları bu buluşta tekstürize termoplastik ipliklerin belli numara ve farklı sıklıklarda kilit dikiş örme veya leno dokumalarda kullanılmasıyla oluşan yüksek hacimli ve ısı ile çektirilmiş kumaşların elastikiyetleri ve geri dönüşleri incelenmiştir.
1989 yılında Capadia I.ve İbrahim M. yaptıkları buluşta sentetik iplik ile dokunmuş bezayağı veya dimi örgü ile kombinli leno örgü kullanarak kesilse dahi ön pıhtılaşma sağlayacak dokunmuş vasküler damar yapısını ortaya koymuştur.
1993 yılında Williams M., Carriker R., Barkis E., Biley L., Cabanis T. bariyer çitlerde kullanılan leno kumaş yapılarını inceleyerek patent almışlardır.
1994 yılında Tucker M., Ferris L., Lepage S. Porter J.,aldıkları patentte leno örgü kullanarak duvar güçlendirme sistemlerinin üretim metotlarını incelemişlerdir.
1994 yılında Ogawa T., Mori H., Matsude Y. yaptıkları buluş ile yamaç paraşütü ve normal paraşüt için paraşüt kumaşını ve paraşüt kumaşının bölme duvarlarının yapısını ortaya koymuştur. Burada havalandırma aracının odaları arasında elek veya ağ yapılı kumaşlar kullanılarak yanal hava akımı oluşumu sağlamışlardır.
1995 yılında Keating J., Baucom E., Batman J. elektroliz prosesinde kullanılan ve iyon değiştirme yapabilen leno dokuma takviyeli zarları buluşlarında incelemişlerdir.
1995 yılında Boyd G., Castle G. yangından korunma kaplamaları için güçlendirilmiş sistemleri araştırmış ve bu hibrit yapılı kumaşlarda çeşitli iplik kombinasyonları ile leno örgüyü kullanmıştır.
1996 yılında Friedman A., Ribble W., Wade W. yerleştirilebilir reflektörler için ağ yapılı kumaş içeren reflektör panellerini incelemiş, ağ yapılı kumaş üretiminde leno dokuma yöntemini kullanmıştır.
1998 yılında Scari D., Scari M. endüstriyel uygulamalarda kullanılan çözgüden tek yönlü leno ipliklerle bağlanmış cam kumaş yapılarını incelemişlerdir.
1999 yılında Stevenson E., Bruner J. buluşlarında kompozit yapıda ağ yapılı kumaşların yapısını ortaya koymuştur. Bunlar çeşitli iplik kombinasyonları ile tam veya yarım çapraz leno örgü ile elde edilen dokuma tekstil yapılarıdır.
2001 yılında Scales J. buluşunda toprak yamaç ve temelleri stabilize etmek için kullanılan tekstil materyallerinden bahsetmiştir. Kullanılan tekstil ağ yapılı kumaşlar leno örgü ile oluşturmuş ve bu sayede toprak yamaç ve yol altında kir stabilizasyonu için aralıklara boydan boya çarpan partikülleri tutulmasını sağlamıştır.
2002 yılında Goettsch L. buluşunda endüstriyel ürünlerin üretiminde kullanılan güç iletim kayışları gibi takviye ürünlerin kullanımı ve takviye materyallerinin üretim metotlarını incelemiş ve kayışlarda şerit şeklinde leno örgülü kumaşlar kullanmıştır.
2003 yılında Fensel F., Horne L., Winowich D., Hallam C. Sokol D. yaptıkları buluşta cam elyaf fitilinin taşıyıcı ağ üzerine sabitlenmesiyle oluşan kompozit çatı malzemelerinin yapısını incelemişlerdir. Buradaki kullanılan taşıyıcı ağ kumaşın leno örgü ile elde edilebileceğini ortaya koymuşlardır.
2007 yılında Wahhoud A. buluşunda farklı fonksiyonel ve estetik özellikler için kullanılabilecek leno kumaşların kalınlıkları ile ilgilenmiş, çeşitli atkı iplik numaralarında ve sıklıklarında, ipliklerde oluşan kıvrılmalar ve kısalmalar incelenmiştir.
2008 yılında Braekevelt G. Gallens J. Puype L. buluşlarında çelik gibi metal elemanlar kullanarak leno örgü denemeleri yapmış, kullanılan metal sayesinde ve atkı-çözgü ve çözgü-çözgü bağlanmasıyla kumaşın eğilip bükülme eğilimi ortadan kaldırılmıştır.
2009 yılında Egan W., Newton M., Tucker M. aldıkları patentle korozyona karşı kullanılan dış bitirme sistemlerinin yapısını incelemiştir. Bu sistemlerde cam lifi gibi metalik olmayan liflerden dokunmuş açık ağ yapılı kumaşlardan elde edilen kafesler kullanılmıştır.
2011 yılında Adams B. kuşlara bağlı dış duvar zararlarını azaltmak için dış yalıtım örtülerinin kullanımı için dış yalıtım bitirme sistemlerinin üretim ve kompozisyon metotlarını ortaya koymuştur. Bunlar duvara monte edilen levhalar olup, ara katmanı leno örgü ile dokunmuş kumaşlardır.
2011 yılında yapılan bir diğer çalışmada Callaghan S. duvar kâğıdı kumaşı olarak kullanılan hafif ağırlıklı, son kullanımı kolay, estetik, belirli boyutta ve sağlam yapılı cam elyaf kullanılmış leno dokumaların üretim proseslerini incelemiştir.
2011 yılında Imhoff S. nin yaptığı, aynı yıl içerisinde Michiels D. Peschek J, Delanoy W, Eackhout P., Snauwaert B. nin ortaya koydukları, 2012 yılında Asaad M. nin buluşlarında pnömatik lastiklerin yapısı ve üretim metotlarından bahsedilmiş ve bu lastiklerin ara katmanlarında leno dokuma kumaşlar kullanılmıştır .
2012 yılında Li S. buluşunda son kullanımda sınırlama olmaksızın otomobil lastikleri, kayışlar, hortumlar, baskılı örtülerde kullanılan işlenmiş tekstil kauçuk kompozitlerin yapısını ortaya koyar. Burada kullanılan tekstil malzemesi leno örgülü dokuma kumaşlardır.
2012 yılında Cyek S. buluşunda koltuk arkaları, koltuk altları gibi mobilya iskeletini tutan, düşük aşınma sağlaması hedeflenen atkısı elastomerik ağ yapılı kumaşların yapısını incelemiştir.
2012 yılında Hitchings J. nin aldığı bir diğer patentte metal döküm işlemlerinde kullanım için geliştirilmiş, kaplama yapılmış silika ağ yapılı kumaşlar açıklanmıştır.
2013 yılında Kopan B. buluşunda yüksek performanslı lifler kullanılarak sarmal yapıda leno dokuma kumaşların katman olarak kullanıldığı balistik zırh sistemlerinin yapısını incelemiştir.
2013 yılında Rudo D. leno örgü teknolojisiyle elde edilmiş şerit kumaşların diş tedavilerinde kullanılabilirliğini ortaya koymuştur.
2014 yılında Bell T. spor ayakkabıların üzerinde kullanılan jakar mekanizması ile kombine edilmiş leno örgü ile dokunmuş malzemelerin yapısıyla ilgili çalışmasına patent almıştır.
2014 yılında Vito R. buluşunda darbe dağıtan kumaş yapma metotlarını ortaya koymuştur. Bu konuda çeşitli alternatifler sunan Vito R. nonwoven kumaş katmanlarının arasına leno dokuma kumaş katmanı da eklemiştir.
2014 yılında yapılan bir diğer buluş Newton M. ye aittir. Newton M. buluşunda mimari köpük kaplama için güçlendirilmiş ağ yapılı kumaşların yapısını ve üretim metotlarını ortaya koyar.
FTA İnnovating Textiles firması, cam, karbon gibi düz güçlendirilmiş ipliklerden leno örgülü kıvrımsız kumaşlar elde etmiş ve ‘‘Leno- Woven Non- Crimp Fabrics (NCF)’’ adı altında bu kumaşların normal kıvrımsız kumaşlar ile gerilme mukavemeti, sıkıştırma mukavemeti, gerilme sertliği ve kıvrılabilme özelliklerini karşılaştırmıştır. Tüm bu performans özelliklerinde leno bağlantılı kıvrımsız kumaşların daha iyi olduğunu ve teknik tekstillerin birçok alanında kullanılabilirliği konusunda patent almıştır.
Bu patentler dışında Zhau Y., Chen X. ve Wells G. yayımladıkları makalede, kumaşlarda iplik- iplik sürtünmesinin vücut zırhında darbe enerjisinin absorbe edilmesinde önemli rol oynadığını tespit etmişler ve kumaşlarda iplik kavramasıyla sürtünmeyi arttırmak için leno bağlantılar kullanarak, çift atkı atarak ve atkı sıklığını arttırarak uygulanabilir kumaş yapılarını ortaya koymuşlardır .
Ülkemizde leno dokuma kumaşlarla ilgili olarak 2007 yılında Akelma Y. çalıştığı tezde döner gücü sistemli dokuma kumaşların üretim metotları ve kullanım alanlarını inceleyerek, el dokuma tezgâhlarında döner gücü sistemli kumaş desen uygulamalarını ortaya koymuştur.
Yuvarlak Kumaş Üretimi
Tekstilde halat, saç örgüsü, dokuma ve örme teknikleri kullanılarak küçük çaplı yuvarlak kumaş formları elde edilmektedir. Bu yöntemlerle üretilen kumaşların ve bu kumaşların takviye olarak kullanıldığı kompozit yapıların gerek günlük hayatta gerekse sanayide birçok kullanım alanı mevcuttur. Bunlardan bazıları halatlar, giysilik tekstil ürünleri, tekstil aksesuarları, ayakkabı bağcığı, boyun askı ipi, teknik tekstiller, tıbbi tekstiller, otomotiv tekstilleri, basınçlı ve hidrolik malzemelerde sızdırmazlık elemanı, elektrik kablosu, izolasyon hortumu, yelken halatları, paraşüt ipleri, dağcı urganı,medikal yuvarlak kumaş vb. olarak sıralanabilir.
Üretim teknolojilerini halat yapım teknolojisi, saç örgüsü,yuvarlak dokuma, tek ve çift yatakta tüp şeklinde örme kumaş,hibrit kumaşlar ve iğnesiz örgü olarak özetlemek mümkündür. Yuvarlak dokuma kumaşlar genel olarak ambalaj sanayinde kullanılmaktadır ve küçük çaptaki kumaş kategorisine girmezler. Örme makinelerinde ise tek yatakta (single jersey) mm ile ölçülen çaplarda kumaş üretilebilmektedir. Geleneksel çift yataklı (silindir-kapak) yuvarlak örme makinelerinde ise kam profili parametresinden dolayı 2 ¼ inç'ten (~60 mm) daha küçük çapta üretim yapılamamaktadır. Saç örgü makinelerinde son yıllarda oldukça önemli gelişmeler olmuştur. İki boyutlu saç örmeden üç boyutlu, üstelik her doğrultuda döndürülebilen saç örgü makineleri üretilmiştir. Hortum güçlendirme örgülerde ise hem saç örgüsü tekniği hem de yuvarlak örme tekniği kullanılabilmektedir. Son yıllarda ilginç olan bir çalışma da iğnesiz örgü makineleridir.
Halatlar
TS EN ISO 1968 standardına göre halat: “Çapı yaklaşık 4 mm den fazla olan ve üç veya daha fazla koldan bükülerek, örülerek veya bir çekirdek etrafına örülü ya da plastik film tabakası kılıf yapılarak elde edilen bir kordon parçasıdır.
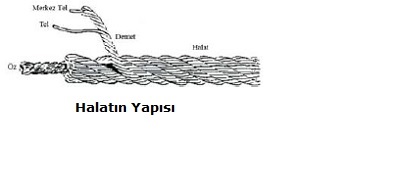
Şardonlama

Apre uygulamaları tekstil materyallerinin cinsine ve özelliğine göre çeşitlilik gösterir. Her apre uygulamasını her türlü elyaf çeşidine yapmak mümkün değildir. Bazı apre işlemlerini her türlü kumaşa uygulanır. Ancak hepsinde farklı etkiler yaratır.
Şardon ve zımpara işlemleri her türlü kumaşa uygulanabilen mekanik aprelerdendir. Yünlü kumaşlar, döşemelik kumaşlar, battaniye, manto, ceket, eşofman, mont gibi tekstil ürünlerinin yapılmasında kullanılan kumaşlar şardonlama işlemine tabi tutulur. Şardonlama ile ısı geçirgenliği az, yumuşak ve hacimli kumaşlar elde edebilirsiniz. Zımparalama işlemi ile de kumaşlara süet ya da kadifemsi görünüm kazandırmak mümkündür.
Şardonlama dokuma veya örgü kumaşın yüzeyinden geçirilen metal teller yardımıyla ipliklerin içerisinden liflerin çekilmesine dayanan mekanik apre işlemidir.
Şardonlama işlemi dolgun tutumlu, ısı geçirgenliği az, tüylü görünümde olması istenilen kumaşlara uygulanan bir işlemdir. Kullanılan makine, garnitür tellerinin özellikleri, tarama ve koparma silindirlerinin sayısı ve yönlerine bağlı olarak istenilen efekt elde edilir.
Yünlü kumaşlar, döşemelik kumaşlar, battaniye, manto, ceket, eşofman, mont gibi tekstil ürünlerinin yapılmasında kullanılan kumaşlar şardonlama işlemine tabi tutulur. Şardonlama işlemi üretimin her aşamasında yapılabildiği gibi genellikle son işlemler arasında yer alır. Nedeni ise kumaşa son tutum ve görünüm özelliğinin kazandırılmasıdır. Şardonlama işlemi kumaş üzerinde farklı efekt ve tutum özellikleri gösterir.
Bunlar:
Kumaşın ısı geçirgenliğini değiştirir:
Kumaşı oluşturan ipliklerin içerisinden çekilen lifler nedeniyle hacim kazanması söz konusudur. Genleşen iplikler kumaş gözeneklerini dolduracağından içeriden dışarıya yada dışarıdan içeriye olacak hava hareketini azaltır. Bu nedenle kumaş ısıyı muhafaza eden bir yapı kazanır.
Kumaşın tutumu değişir:
Kumaşta oluşan toplanma nedeniyle kumaş daha dolgun bir yapıya kavuşur. Meydana gelen dolgun yapı kumaş tutumunun yumuşaklığını da arttırır.
Kumaşın görünümü değişir:
Kumaş yüzeyine kaldırılan lifler kumaş yüzeyinde tüylü bir görüntü oluşturduğu gibi bilhassa desenli kumaşlarda desen hatlarının birbirine geçtiği noktaları yumuşatarak desen kontürlerinin göze daha hoş görünecek bir yumuşaklık kazanmasını sağlar.
Şardonlama ile sağlanan olumlu apre özelliklerinin yanında şardonlamanın kumaşta oluşturabileceği olumsuzluklar da mevcuttur. Bu nedenle şardonlama prosesi oluşabilecek olumsuzluklar da düşünülerek uygulanmalıdır.
Gereğinden fazla şardonlama:
İstenilen yüzey özelliğini kazandırmak amacıyla şardonlama uygulaması gereğinden daha fazla yapılmaya çalışıldığında kumaşı oluşturan ipliklerin içerisindeki liflerin azalması nedeniyle ipliklerin dolayısıyla kumaşın mukavemetinin düşmesi söz konusudur. Bu nedenle kumaşa uygulanacak şardondaki ayarların ve pas sayısının kumaşın mukavemetini fazla düşürmemesine özen göstermek gerekir. Ayrıca fazla miktarda lif yolunması nedeniyle kumaşın toplam ağırlığında azalma meydana gelebilir. Bu ağırlık kaybı tekstil terbiyeciliğinde istenmeyen bir durumdur.
Fazla tüylenme:
Fazla tüylenme önceleri göze hoş görünen bir görünüm oluştursa da kumaşın kullanımı sırasında boncuklanma, aşırı tüy dökülmesi, kumaştan kopan tüylerin başka kumaşların yüzeyine yapışması gibi sakıncaları da meydana getirir. Görünüm göze hoş görünmekle beraber tüylerin zamanla şekil değiştirmesi, yatışması görünümün bozulmasına neden olur. Bu nedenle görünüm efektleri her kumaşa kullanım özellikleri de dikkate alınarak kazandırılmalıdır.
Şardonlama işlemi bir ana tambur üzerine yerleştirilmiş 20-36 adet tarayıcı ve koparıcı silindirlerden oluşan silindir bütününün hız ve baskısı düzenlenerek uygulanan işlemdir. Şardonlama işleminden elde edilecek sonuçlar bu yapı üzerinde meydana getirilen değişiklikler ile elde edilir.
Şardonlanacak kumaşın özelliklerinin, yapısının şardonlama işlemi için önemi büyüktür. Kumaş, elde edilmek istenilen sonuca uygun olarak dokunmuş veya örülmüş olmalıdır. Örneğin hacimli ve çok tüylü olması istenilen kumaşın az bükümlü ipliklerden seyrek dokunmuş bir kumaş olması daha uygundur. Ayrıca kumaş şardonlama işlemine girmeden önce iyi temizlenmiş, rutubeti her yerinde eşit olmalıdır. Şardonlama işlemi yaygın olarak kuru kumaşlara uygulanmakla beraber istenildiğinde nemli, yaş veya üzerine bazı preparatlar emdirilmiş kumaşlara da uygulanabilir. Burada amaç, istenilen yapıda kumaşı oluşturmaktır. Bu amaçla kumaş üzerinde her türlü ön işlem yapılabilir.
Şardonlama makineleri piyasada iki şekilde bulunur;
1-Tek tamburlu şardonlama makineleri
2-Çift tamburlu şardonlama makineleri
Çift tamburlu şardonlama makineleri tek tamburlu makinelere oranla daha kullanışlı, daha verimli üretim yapan makineler olarak piyasada bulunmaktadır. Her iki makine grubunun da kısımları aynı özellikleri taşır.
Ana Tambur ve Hızı Makinede şardonlamanın yapıldığı bölümü oluşturan tamburdur. Çapı 60-90 cm olabilen, kumaş ile aynı yönde dönen ana tamburun üzerinde 20-36 adet tarama ve kopartma amaçlı silindirler mevcuttur. Ana tambur ile kumaşın temasını sağlayan gerdirme silindirleri vardır. Gerdirme silindirleri kumaşın girdiği noktadan kumaşı gererek tambur üzerine kumaşın hangi oranda baskılanarak geçeceğini belirler. Şardonlamanın kumaş üzerindeki etkisi gerdirme ile doğru orantılıdır.
Ana tamburun üzerine dizilmiş olan tarama ve koparma silindirleri değişik sayı ve sistemlerde dizilir. Örneğin bir tarama bir koparma, iki tarama bir koparma vb. Bu dizilim elde edilmek istenen kumaş özelliklerine göre belirler. Ana tambur kumaş ile aynı yönde dönerek aynı zamanda kumaşın makine içerisindeki sevkini de sağlar. Üzerindeki tarama ve koparma silindirlerinin hızları ana tamburun hızından bağımsızdır. Ana tamburun eni şardonlanacak kumaşın enini belirler. Piyasada genellikle 240 cm’ye kadar eni olan tamburlu makineler mevcuttur. Ana tamburun üzerinde tarama ve koparma silindirlerinin takılacağı yataklar bulunur. Bu yatakların bağlı bulunduğu sistemde silindirlerin dönüşünü sağlayan silindir kasnakları ve kasnakları tahrik eden kayışlar mevcuttur.
Tarama ve koparma silindirlerinin başlarında ayrı bir kayıştan hareket alan konik başlıklar bulunur. Konik başlıklar da silindirlerin dönüş hızlarını düzenler. Kumaşın geçiş hızı ana tamburun hareketi ile beraber giriş ve gerdirme silindirlerinin hızına bağlıdır. Mevcut makinelerde kumaş geçiş hızı 40 m/dakikaya kadar çıkabilmektedir. Tamburun dönüş hızı ise 110 devir/ dakikaya kadar uygulanabilmektedir.
Çift tamburlu şardonlama makinelerinde tambur yapısı aynı olmakla beraber bir pasta (kumaşın bir kez geçişinde) tamburların görevleri üç farklı şekilde düzenlenir:
Genellikle açık en örme kumaşlarda ve tüp kumaşlarda aynı yüzü iki kez şardonlama sistemi uygulanır.
Önce şardonlama sonra keçeleme amaçlı aynı yüzün işlem gördüğü sistemlerde 2 tamburun üzerindeki tarama ve koparma silindirlerinin pozisyonu ile garnitür telleri birbirinden farklı düzenlenir.
Sadece tüp kumaş çalışmalarında tercih edilen bir tamburda ön, diğer tamburda arka yüzünün şardonlanması amacıyla oluşturulan sistemdir. Bu sistemin uygulanabilmesi için çift tamburlu şardon makinesinin üzerinde ters çevirme sistemi mevcuttur. Ters çevirme sistemi sayesinde birinci tamburda kumaşın A yüzü şardonlandıktan sonra kumaş ters çevirme sisteminden geçerek ikinci tambura gider. Bu tamburda da kumaşın B yüzü şardonlanır.
Koparma silindirleri ana tambur üzerine monte edilmiş silindirlerdir. Bu silindirlerin üzerinde kumaşa yapılacak şardonlamanın özelliklerine göre seçilmiş garnitür telleri (metal şardon telleri) mevcuttur. Ana tamburun hızıyla orantılı bir hızda dönen silindirler üzerindeki teller yardımıyla şardonlama işlemini gerçekleştirir. Silindirler üzerindeki teller, kauçuk veya keçe üzerine yapışıktır. Bu şekilde silindir üzerine sarılarak şardonlama işlemine hazırlanır. Koparma silindirlerinin üzerindeki garnitür tellerinin ucu tamburun dönüş yönünün tersinedir. Bu nedenle teller ipliklerin derinine kadar girerek lifleri çeker.
Şardonlamanın etkisi koparma silindirleri ile belirlenir. Koparma silindirlerinin kumaş yüzeyinden dalarak lifleri çekme işlemini gerçekleştirmesi sırasında kumaştaki gerginlik de büyük önem taşır. Şardonlama sırasında germe ve çekme silindirlerinin hızları ayarlanarak kumaşın tambur üzerine uygun baskıda yapışması sağlanır. Gerginin gereğinden fazla olması hâlinde kumaşın zarar görmesi söz konusudur.
Kumaş yüzeyinden kaldırılmış olan liflerin düzgünleştirilmesi şardonlamanın devamında koparma silindirlerinin görevini daha iyi yapmasını sağlar. Ayrıca şardonlama sırasında koparma silindiri tarafından tutulmuş olan liflerin garnitür tellerinin arasından zarar görmeden çekilmesini sağlar. Tarama silindirlerinin üzerindeki garnitür tellerinin ucu tamburun dönüş yönü ile aynıdır. Bu şekilde dönerek bilinen tarama işlemini yapar. Tarama silindirlerinin dönüş hızı koparma silindirlerinde olduğu gibi ana tamburun dönüş hızıyla orantılıdır.
Kumaşın geçiş hızı yapılacak şardonlamanın türüne göre belirlenir. Gerginlik ise ana tambura kumaşı besleyen ve ana tamburdan kumaşı çeken bir çift silindir ile sağlanır. Bu silindirler örme ve dokuma kumaşların şardonlanmasında girişte ve çıkışta birer tane olmakla beraber uzun tüylü kumaş yapımı sırasında ana tamburun üzerinde sağda ve solda birer tane daha olmak üzere dört adettir. Bunun nedeni kumaştan uzun tüy çekimi sırasında (pelüş şardonu) kumaşın ana tambura boylu boyunca yapışmasına engel olmaktır. Uzun tüyler nedeniyle kumaş tarama ve koparma silindirlerine sarılarak parçalanır. Buna engel olmak için kumaş kısa aralıklarla ana tambura temas ederek pelüş şardonlaması yapılır. Şardonlama sırasında germenin fazla yapılması kumaşın aşırı şardonlanmasına, bundan dolayı da fazla mukavemet kaybetmesine neden olur. Bu yüzden şardonlama sırasında gerginlik ayarı çok önemlidir.
Kumaşın düzgün şardonlanması için makine konstrüksiyonunda destekleyici kısımlara ihtiyaç vardır.
Bunlar:
Fırça tertibatı:
Kumaşın yüzeyinde olabilecek yabancı maddeleri temizlemek (dokuma artıkları, çevreden gelebilecek sert cisimler vb.), kumaş yüzeyindeki tüyleri şardonlama kolaylığı sağlamak için düzgünleştirmek, ayrıca garnitür tellerine yapışan lifleri temizlemek fırça tertibatının görevidir.
Metal ikaz detektörleri:
Dokumadan veya depolamadan gelebilecek gücü teli kırıkları ve benzeri metallerin hassas olan garnitür tellerine zarar vermeden fark ederek makineyi durdurur.
Kumaş geçişini düzenleyen tertibat:
Kumaşın geçişini düzenleyen sistemdir. Kumaşın makineden sağa sola kaymadan düzgün geçmesini sağlar.
Vakumlama:
Kumaş yüzeyinden kopan lif parçacıklarının kumaşa yapışmaması, garnitür tellerinin arasını doldurmaması için elektrikli süpürgede olduğu gibi bir emiş tertibatı mevcuttur. Buradan vakumlanan elyaflar makinenin yanında bulunan elyaf toplama torbalarında toplanır.
Günümüzde tüy yüksekliği şardonlama efekti dikkate alındığında çok çeşitli şardondan bahsedebiliriz.
Şardon çeşitleri;
Velur şardonu,
Peluş şardonu
Kadife şardonu
Keçe şardonu
Polar şardonudur.
Burada temel prensip moda duygusu ve müşteri talebi doğrultusunda şardonlama yapmaktır. Yapılacak şardonlamanın belirlenmesinden sonra istenilen şardonu elde etmek için yalnızca makine hızı ve ayarlarında yapılacak değişiklikler yeterli olmaz. Ayrıca silindirlerin, garnitür tellerinin hatta makine konstrüksiyonunun üzerinde değişiklikler yapılması gerekir.
Şardonlamada pasaj sayısı işletmelerde pas olarak bilinir. Bir şardonun pas sayısı arttıkça kumaştaki tüylenme artacaktır. Her pas kumaşta daha fazla tüyün yüzeye çıkmasını sağlar. Fazla tüylenme dokumasında veya örmesinde planlanmış olan kumaşlarda sorun çıkarmazken bu amaçla dokunmamış kumaşlarda önemli mukavemet kayıplarına yol açar. Çok tüylü (peluş vb.) kumaşların elde edilmesi bu amaçla tasarlanmış ve dokunmuş kumaşlar ile yapılır. Aksi takdirde pas sayısı arttırılarak kumaşı fazla tüylendirmek kumaş için sakıncalı bir durumdur.
Makine Temizliği ve Bakımını Yapma Makine temizliği şardonlama işleminin öncesinde ve sonrasında önemli bir yer tutar. Garnitür tellerinin eğilmesi, bükülmesi gibi durumlarda telafisi mümkün olmayan tüylenme hataları oluşur. Bu nedenle makinenin çalışmaya başlamadan önce temizlik ve bakımdan geçmiş olduğundan emin olunmalı, garnitür tellerinin düzgünlüğü kontrol edilmelidir. Aynı şekilde çalışma bittikten sonra garnitür tellerinin arasında kalan lif artıkları iyice temizlenerek makine beklemeye alınmalıdır.
Dar Dokuma Örgüleri
Dar dokuma kumaş üretiminde dimi, saten, kuvvetlendirilmiş ve çok katlı dokumalar başta olmak üzere bezayağı ve türevleri, dimi ve türevleri; zeminde, dimi, saten, lanse ve değişen yüzlü; desende ve kenarda ise bezayağı ve türevlerinden oluşan örgülerin kullanıldığı belirlenmiştir. Sökülmeyen kenar örgüsü olarak ise elastik olmayan dar dokuma kumaş ürünlerinde çoğunlukla yardımcılı sistem, elastik yapılı olanlarda yardımcısız sistem kullanılmaktadır. Elastik yapılı dar dokumalarda dokumayı oluşturan atkı ipliğinin aynı zamanda kenar örgüyü de oluşturması elastikiyet özelliğini olumsuz etkilememesi açısından tercih edilmektedir.
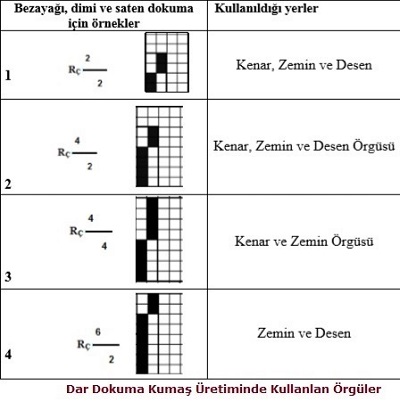


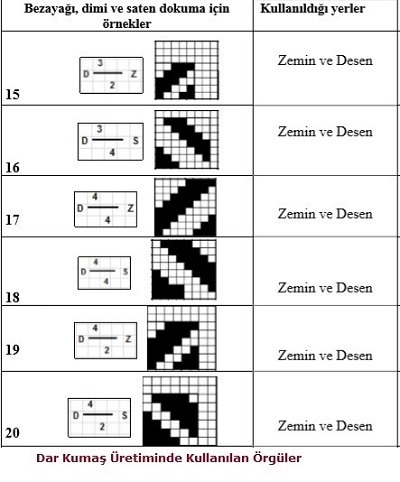
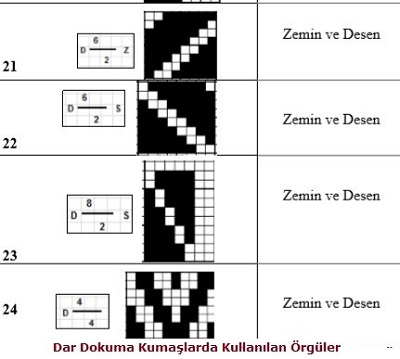
Aşağıda analizleri yapılan dar dokuma kumaş örneklerinin teknik çizimleri görülmektedir.
Burada
Z zemin ipliği
Ü üst iplik
A alt iplik
B bağlantı ipliği
D desen ipliği
İ ilave iplik
dolgu İpliği’ni ifade etmektedir.
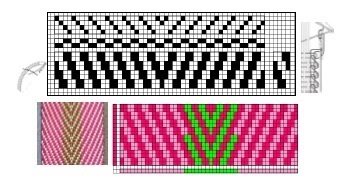
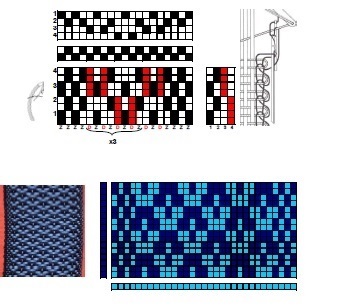


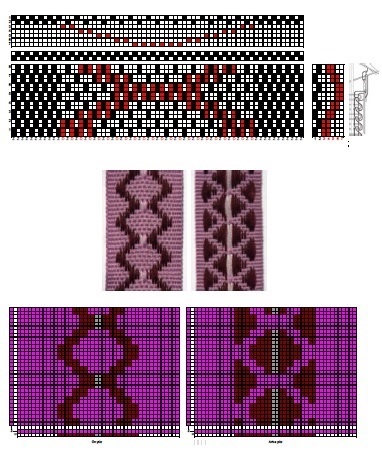
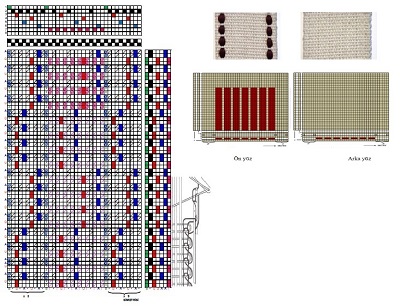
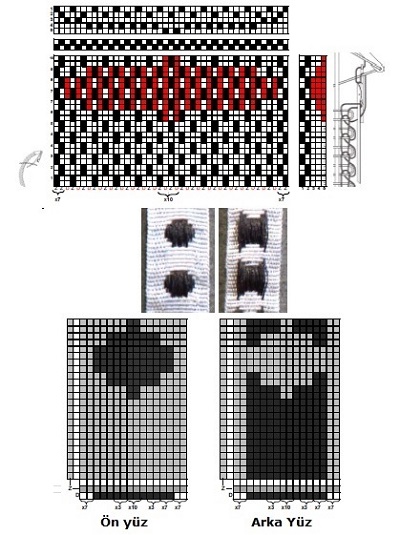
Haşıl soruları
S.1 Haşıl nedir?
C.1. Özellikle tek kat çözgü ipliklerinin ve puntasız bükümsüz filament ipliklerinin dokuma esnasında etkileneceği mekanik sürtünmelere karşı dayanıklılığının arttırılmasıdır. Çözgü ipliklerinin sürtünme ve gerilim kuvvetlerine dokuma işlemi sırasında mukavemet kazandırmak amacı ile yapılan haşıl işlemi, iplik yüzeyinin haşıl adı verilen madde ile kaplanarak sürtünmeyi en aza indirmeyi sağlayarak olabilecek ipliğin fiziksel ve yapısal olarak etkilenmemesine dayanan dokuma hazırlık işlemidir.
S.2. Haşıllama işlemi hangi hazırlık işleminden sonra hangi makinede yapılır?
C.2. Haşıllama işlemi çözgü hazırlama işleminden sonra, haşıl makinelerinde yapılır.
S.3.Haşıllaması yapılacak çözgü hangi çözgü makinesinde hazırlanır?
C.3. Seri çözgü makinelerinde hazırlanmış leventler haşıl makinelerinde aynı anda haşıl ve birleştirme işlemi yapılır.
S.4.Haşıllama işleminin amacları nelerdir?
C.4. 1-Çözgü ipliğine mukavemet kazandırmak.
2-Çözgü ipliğine elastikiyet kazandırmak.
3-Çözgü ipliğine kayganlık kazandırmak.
4-Statik elektriklenmeyi önlemek.
5-Çözgü ipliğinin yüzeyindeki lifleri iplik gövdesine yapıştırmak.
6-Çözgü ipliğinde düzgün ve esnek bir film tabakası oluşturmak.
7-Çözgü ipliği cinsine göre gereken nemi ipliğe kazandırmak.
8-okuma sırasında ipliklerin birbirlerine sürtünerek pamuklaşmasını önlemek.
9-İmal edilecek kumaşın cinsine göre çözgü makinesinde çözgüsü yapılan çözgü leventlerinin birleştirilerek tek bir levent hâline getirmek.
10-Çözgü ipliklerini dokuma levendine optimum ve eşit gerginlikte sarmak.
11-Dokuma makinesinin randımanını ve kumaş kalitesini artırmak için çözgü ipliğinin özelliklerini iyileştirmek.
12-Haşıllamanın esas amacı dokuma işleminin yapılması sırasında çözgü kopuşlarını ortadan kaldırmak veya en aza indirmektir.
S.5. Haşıl flottesini hazırlamak için gerekli olan maddeler genel olarak kaç sınıf altında gruplandırılabilir ve bunlar nelerdir ?
C.5. 1-Yapıştırıcı maddeler,
2-Yumuşatıcı
3-Yağlayıcı maddeler, özel nedenlerle haşıla ilave edilen (yardımcı maddeler)
S.6. Haşıllama işlemi için kullanılacak ilk temel madde nedir?
C.6. Haşıllama işlemi için kullanılacak ilk temel madde normal sudur.
S.7.Haşıl flottesinde yapıştırıcı maddelerin amacı veya görevi nedir, açıklayınız?
C.7 Haşılda kullanıldığı miktar ve işlevleri bakımından büyük öneme sahiptir. Bu maddeler elyaf uçlarının birbirine tutunmasını sağlayarak iplik mukavemetinin artmasını sağlar.
S.8 Haşıl flottesinde yapıştırıcı maddelerden olan TABİİ NİŞASTALAR nelerdir?
C.8. Buğday, patates, mısır, pirinç nişastası gibi gruplara ayrılırlar.
S.9. Haşıl flottesinde yapıştırıcı maddelerden olan MODİFİYE / SUDA ÇÖZÜNÜR ) NİŞASTALAR nelerdir?
C.9.Bunlar suda kolay çözünen ve soğutulduğunda bozulmayan nişastalardır.
S.10- Haşıl flottesinde yapıştırıcı maddelerden olan ZAMKLARIN görevi nedir ?
C.10.Yapıştırıcı gücü fazla olan bu maddeler kısa elyaf kullanıldığında haşıl karışımına ilave edilir. Haşıl gidermede nişasta molekülerini kapladığından zorluk çıkarırlar. Bu yüzden az kullanılmaları uygundur. Temel haşıl maddeleri, makro molekülü film oluşturabilen ve liflere belirli yapıda, tutunma yeteneğine sahip olan doğal veya yapay maddeler olarak tanılanabilir.
S.11. Haşıl flottesinde YUMUŞATICI VE YAĞLAYICI maddelerin amacı veya görevi nedir, açıklayınız?
C.11.Çözgü ipliklerine kayganlı vererek tezgâhtaki sürtünmeleri azaltır.
S.12. Haşıl flottesinde yumuşatıcı maddelerden olan DONYAĞININ görevi nedir?
C.12.Hayvansal yağardan elde edilir. Hem yağlayıcı hem de yumuşatıcı etki gösterir.
S.13. Haşıl flottesinde yumuşatıcı maddelerden olan SABUNUN görevi nedir?
C.13.Yumuşatıcı olarak kullanılır. İpliklerin sürtünmesini azaltır.
S.14. Haşıl flottesinde yumuşatıcı maddelerden olan ZEYTİNYAĞININ görevi nedir?
C.14.Yağlayıcı ve yumuşatıcı özelliği vardır.
S.15. Haşıl flottesinde yumuşatıcı maddelerden olan PARAFİN MUMUNUN görevi nedir?
C.15.İpliğe kayganlık kazandırır.
S.16.Özel nedenlerle haşıla ilave edilen maddelerden olan KÖPÜK GİDERİCİLER hangi amaçtan dolayı kullanılır ve nelerdir?
C.16.Haşıl karışımında oluşabilecek köpüklenmeyi önlemek amacıyla kullanılırlar. Asetik asit, kalsiyum, çinko klorür ve benzeri kimyasal maddelerdir.
S.17. Özel nedenlerle haşıla ilave edilen maddelerden olan BOZULMAYI ÖNLEYİCİ MADDELER hangi amaçtan dolayı kullanılır?
C.17. Bu maddeler haşılı ve haşıllanmış çözgülerin küllenmesini ve bozulmasını önler.
S.18. Özel nedenlerle haşıla ilave edilen maddelerden olan SU ABSORBLAYICILAR hangi amaçtan dolayı kullanılır ve nelerdir?
C.18.Bu maddeler suyu emip haşılı tamamen kurumasını önler. Çinko klorür, kalsiyum klorür gibi tuzlardır.
S.19. Özel nedenlerle haşıla ilave edilen maddelerden olan HAŞIL MADDELERİNİN ERİMESİNİ VE KARIŞMASINI ÇABUKLAŞTIRAN MADDELER hangi amaçtan dolayı kullanılır ve nelerdir?
C.19.Bunlar sirke asidi, sülfürik asit, sodyum hidroksit, sodyum karbonat gibi maddelerdir. Yardımcı haşıl maddeleri arasında en fazla kullanılan vakslardır. Vakslar kurutuculardan çıkan haşıllı ipliğin statik elektriklenmesinin önlemesi için uygulanan maddelerdir. Vakslama işlemi sonucu ayrıca ipliklerin kayganlı özelliklerinin artması sağlanır. Vakslama sonucunda ipliklerde lamel arkasında boncuklanma, tarak arkasında pamuklanma ve temiz ağızlık açılmaması gibi istenmeyen durumlar engellenir.Haşıl dokuma işlemi bittikten sonra kolayca sökülebilir özellikte olmalıdır, aksi takdirde bir sonraki terbiye işlemlerinde problem oluşturabilir.
S.20.Haşıl karışımında bulunması gereken özellikler nelerdir, maddeler halinde yazınız?
C.20.a-Yapışkanlık
b-Elastikiyet
c-Kayganlık
d-Nem alma
e-Bozulma ve ekşimeye karşı dayanıklılık
S.21. Haşıl karışımında bulunması gereken özelliklerden olan YAPIŞKANLIĞI açıklayınız?
C.21.Haşıl karışımından beklenen en önemli etken yapışkan olmasıdır. Genellikle bu etkiyi nişasta sağlar. Çok kuvvetli haşıl yapılması gerektiğinde haşılı içerisine bir miktar tutkal ilave edilir.
S.22. Haşıl karışımında bulunması gereken özelliklerden olan ELASTİKİYETİ açıklayınız?
C.22.Haşıl karışımı içerisinden geçirilen çözgü iplikleri kurutulur. Haşıllanmış çözgü ipliklerinin dokuma leventlerine sarılması esnasında çözgü ipliği üzerindeki kuru haşıl tabakasının dökülmemesi için haşıl karışımına esneklik kazandıracak, kırılganlığı önleyecek maddeler eklenir.
S.23. Haşıl karışımında bulunması gereken özelliklerden olan KAYGANLIĞI açıklayınız?
C.23.Haşılı ipliklerle çalışma esnasında sürtünme kuvvetlerine karşı kayganlık kazandırmak için haşıl karışımına bir miktar sabun, parafin vb. maddeler eklenir.Sabun ayrıca kumaş dokunduktan sonra da üzerindeki haşılı sökmek için yıkama işlemlerini kolaylaştırır.
S.24. Haşıl karışımında bulunması gereken özelliklerden olan NEM ALMAYI açıklayınız?
C.24.Tekstil ham maddeleri ile çalışma randımanının artması için belirli bir rutubetin olması zorunludur. Rutubet ipliğin esnekliğini ve mukavemetini artırır. Haşıllanmış ipliklerin üzerindeki film tabakası ortamdaki nemin ipliğe nüfuz etmesini engeller.
Bunun için haşıl karışımı içine bazı kimyasallar eklenerek çözgü ipliklerinin çalışılan ortamdaki nemden faydalanması sağlanır. Gliserin, kavrulmuş tuz, magnezyum klorür gibi maddeler bu amaç için kullanılır.Genelde nem alma için kullanılan madde gliserindir. Çünkü gliserin ipliklere aynı zamanda yumuşaklık ve esneklik kazandırır.
S.25. Haşıl karışımında bulunması gereken özelliklerden olan BOZULMAYA VE EKŞİMEYE KARŞI DAYANIKLILIĞI açıklayınız?
C.25.Haşıl karışımından dolayı çabuk bozulabilmektedir. Haşılı uzun süre bozulmadan korumak amacıyla haşıl içerisine genellikle çinko klorür, formalin ve fenol gibi maddeler karıştırılmaktadır.
S.26. Haşıl reçetesini hazırlarken önemli olan noktalar nelerdir?
C.26. 1-İplik ham maddesi (pamuk, polyester, rayon, yün veya karışımları)
2-İplik tüylülüğü
3-İplik yapısı (ring, open end vb.)
4-Kullanılan su tipi (taze veya geri kazanılmış)
5-Dokuma makinesi tipi ve hızı
6-İlave maddelerin % oranı
7-Çözgü ipliğinin yoğunluğu
8-Haşıl sökme işlemleri
9-Haşılın geri kazanımı ve enzim kullanımı
10-Haşıl makinesinin tasarımı ve tekne sayısı
11-Çevre ile ilgili sınırlamalar
12-Çözgü ve atkı ipliğinin numarası
13-Çözgü ipliğinin durumu (ham, boyanmış, yaş, kuru vb.)
14-Çözgü ve atkı sıklığı
15-Dokuma makinesinin cinsi ve hızı gibi parametreler göz önüne alınarak hazırlanır.
S.27. Haşıl pişirme kazanının özellikleri nelerdir ?
C.27. Haşıl kaynatma kazanları üretimi aksatmayacak uygun bir hacimde ve açık tip ise yüksek devirli olmalıdır.
Haşıl kaynatma kazanlarına haşıl maddelerinin ilavesi daima ağırlık miktarlarına göre az olandan çok olana doğru olmalıdır.
Çünkü yumuşatıcıların dışında miktarı az olan haşıl maddeleri haşıl filmini kuvvetlendirici maddelerdir ve suyu çok emerler.
Miktarı yüksek olan haşıl ana maddesi önce dökülür ise su hemen koyulaşacağından emme zor olur.
Böyle bir durumda ise haşıl kazanı içerisindeki karıştırıcı pervanelerin devri düşer. Pervane devrinin düşmesiyle haşıl flottesinde topaklanmalar oluşur.
Haşıl karışımını hazırlamak için kaynatma kazanı ile birlikte haşıl dinlendirme kazanı kullanılır.
Pişirme kazanı sürekli yüksek devirle karıştırıldığından haşıl karışımı içerisinde hava kabarcıkları oluşur.
Bu hava kabarcıklarının haşıl karışımı dinlendirilerek yüzeye çıkması sağlanır.
Eğer hava kabarcıkları giderilmezse ipliğe haşılla birlikte hava da emdirileceğinden dokumada pamuklanma oluşur.
S.28. Haşıl pişirme kazanının bakımı, temizlenmesinde ve dikkat edilecek hususlar nelerdir?
C.28.Haşıl pişirme kazanı temiz olmalıdır.
Termometre ve manometre düzgün çalışmalıdır.
Haşıl banyosuna konacak maddelerin oranı hassas olmalı ve kontrol altında tartım işlemi yapılmalıdır.
Haşıl miktarı ve kazan kapasitesine göre, kazana su ilavesi yapılmalıdır.
İlk önce nişasta olmak üzere, haşıl maddeleri sırayla azar azar ilave edilmelidir.
En az 15 dakika banyo karıştırılır.
Kazan sıcaklığı 60 dereceye yükseltilir, gerekli olduğunda sıcaklık 120 dereceye kadar artırılabilir.
Nişastanın tamamen açılması için bu sıcaklıkta 20–30 dakika karıştırılır.
Haşıl pompa ve borular yardımıyla haşıl teknesine taşınır.
Haşıl teknesinde banyoda kullanılan maddelerin yüzdesi, viskozite, sıcaklık ölçülür.
S.29. Haşıl makinesinde kullanılan kontrol aletleri nelerdir ve bunların görevi nedir?
C.29.Silindir sıcaklığını ölçen termometreler
Silindir baskılarını ölçen monometreler
Makine hızını ölçen takometreler
Çıkış rutubetini ölçen takstometreler
Buhar basıncını ölçen manometreler
Haşıl teknesi sıcaklığını ölçen termometreler
Haşıl vizkozitesini ölçen vizkozimetreler
Haşıllı ipliğin uzama oranını ölçen aparat
Nemliliği ölçmek için higrometre
Çözgü uzunluğunu ölçmek için metre sayaçları
S.30. Haşıl kaynatma kazanında haşıl kaynatmayı anlatınız?
C.30.Yeni haşıl banyosu hazırlanmadan önce pişirme kazanı temizlenir. Temizleme işlemi pişirme kazanına su alınıp karıştırıcı çalıştırılarak yapılır. Temizleme suyu tahliye boruları yardımıyla boşaltıldıktan sonra haşıl banyosunu hazırlamak üzere kazana reçetede belirtilen miktarda su alınır. Yapay haşıl maddeleri tek başına kullanılacaksa haşıllama flottesinin hazırlanması kolaydır. Genellikle haşıllama maddesini hesaplanmış miktarda suyla birlikte karıştırarak 60–80ºC’ye kadar ısıtmak yeterlidir.
Genellikle büyük ölçekli işletmelerde aşırı yoğunluktan veya ikiden fazla haşıl makinesi bulunan işletmelerde sürekli hazırlanmış haşıl maddesi ihtiyacı vardır. Böyle işletmelerde makinenin sayısı kadar veya daha fazla haşıl kaynatma ve dinlendirme kazanı bulunmalıdır. Ayrıca her bir grup haşıl kaynatma ve dinlendirme kazanı haricinde bir de haşılın yedekte bulundurulduğu besleme kazanı mevcuttur. Haşıl bu kazanlarda istenilen derecede sıcaklıkta ve kıvamının değişmemesi için mikserler ile karıştırılarak yedeklenmiş bir pozisyonda özelliklerini muhafaza etmektedir.
Nişasta içeren haşıl flottelerinin hazırlanmasında ise önce nişasta tozu karıştırarak soğuk suya dökülür, kullanılıyorsa sentetik haşıl maddesi de ilave edilir. Kazanın içerisine doğrudan buhar gönderilerek kaynatma yapılır.
S.31. Haşıl konsantrasyonu ne demektir?
C.31. 100 kg haşıl karışımında kullanılan kuru katı madde miktarının kg cinsinden değeridir. Refraktometre ile ölçülür.
S.32. Haşıl viskozitesi ne demektir, açıklayınız?
C.32. Haşılın akışkanlık direncidir.
Viskozimetre ile ölçülür.
Viskozite fazla ise akışkanlığı azalır.
Viskozite haşıl flottesinin konsantrasyonuna bağlıdır.
Düşük bir konsantrasyon düşük bir viskozite verir.
Dolayısıyla haşıl alma da düşük olur.
Bu nedenle haşıllama işleminde kullanılacak haşıl flottesinin konsantrasyonu çok iyi bir şekilde ayarlanmalıdır.
Bu şartlar dikkate alındığı takdirde haşılın viskozitesi tüm haşıllama işlemi boyunca sabit tutulabilir.
Manometre ile haşıl kazanının iç basıncı ölçülür ve sabit kalmasının sağlanması için kontrol altında tutulur.
Haşıl kaynatma, dinlendirme ve yedeklenme işlemlerinin yapıldığı işletmelerde kullanılan modern bilgisayar sistemleri ile istenen sıcaklık basınç ve benzeri değerler çok kolay bir şekilde değiştirilebilmekte ve kontrol altında tutulabilmektedir.
Haşıl kaynatma ve dinlendirme sıcaklıkla aynı değildir.
Haşıl kaynatma için daha yüksek bir sıcaklığa ihtiyaç vardır.
Bu değere basınç yardımıyla ulaşılmaktadır.
Dinlendirme için ise yine kazanın sıcaklık değeri belirli bir değerde tutulmalı ayrıca viskozitesi içinde sürekli katılaşmaları önlemek amaçlı haşıl maddesi karıştırılmalıdır.
İşletmelerde kullanılan bilgisayar otomasyon sistemleri ile haşıl kaynatma, haşıl dinlendirme, haşıl besleme (Büyük işletmelerde yedek olarak kullanılır.), haşıl maddelerinin stok kontrolü tüketim bilgileri ve benzeri tüm işlemler haşıl dairesinde yapılan çalışmalar oto kontrol altında yapılmaktadır. Özellikle kullanılan haşıl maddelerinin takibinin yapılması işletme için gereken ham madde ihtiyacının da anında tespit edilmesi zaman kaybını önlemektedir. Ayrıca haşıl hazırlama kısmında kaynatma, dinlendirme ve besleme kısımlarında kullanılan sıcaklık, basınç ve diğer bilgilerin kontrolünün yapılaması kolaylığı sunmaktadır.
S.33. Haşıl banyosu hazırlanıp dinlendirme kazanına gönderildikten sonra yapılan kontroller nelerdir?
C.33. Haşıl konsantrasyonu ve Haşıl viskozitesi.
S.34. Haşıl makinesinin ana elemanları nelerdir, maddeler halinde yazınız?
C.34.a-Haşıl sehpası
b-Haşıl teknesi
c-Sıkma silindirleri
d-Kurutma bölgesi
e-Çapraz çubuklar
f-Haşıl tarağı
g-Levende alma
S.35. Haşıl makinesinin ana elemanlarından olan HAŞIL SEHPASINI anlatınız?
C.35.Haşıl sehpasına çözgü salma bölgesi de denir.
Haşıllanacak çözgü iplikleri sabit bir ende ve sayıda çözgü makinesinde ham leventlere sarılır.
Hazırlanmış olan bu leventler tek tek haşıllanarak daha sonra birleştirilebilir ya da hepsi birden haşıllanarak tek bir levent hâlinde sarılabilir.
Leventlerden sağılan ipliklerin eşit gerilim altında, birbirine paralel olarak ve karışmadan haşıl teknesine sevk edilmesi gerekir.
Değişen levent çapına göre gerilimin ayarlanması regülâtörler ile sağlanır.
S.36. Haşıl makinesinin ana elemanlarından olan HAŞIL TEKNESİNİ anlatınız?
C.36.Haşıl karışımının içinde bulunduğu ve çözgü ipliklerinin haşıllandığı kısımdır.
Bir ön tekne ile içice geçmiş ikinci bir tekneden oluşur (Eski makinelerde tek tekne bulunur.).
Haşıl teknesinde çözgü ipliklerini daldıran, yönlendiren ve fazla haşılı sıkan silindirler bulunur.
İpliğin özelliğine göre tek veya çift daldırma yapılabilir.
Bazı makinelerde ise çözgü iplikleri haşıl teknesine daldırılmayıp silindirlerin bir kısmı haşıla daldırılıp bir kısmı çözgülerle temas ederek haşıl işlemi yapılabilir.
Bu bölüm yağ işlem bölümüdür.
Bu nedenle haşıl teknesi paslanmaz çelikten üretilir.
Çözgü salma bölgesinden gelen çözgü iplikleri teknede bulunan haşıl banyosuna sevk silindirleri vasıtasıyla iletilir.
Çözgü iplikleri daldırma silindirlerinin altından geçerek sıkma silindirlerine sevk edilir. Yüksek çözgü sıklıklarında veya çok sayıda çözgü olması hâlinde iyi bir haşıl alma sağlamak için çözgü ipliklerini ayırmak gerekir.
Bu durumda iplikler haşıl teknesinde iki ayrı daldırma silindirinden ayrı ayrı geçirilir.
Diğer bir seçenek ise iki adet haşıl teknesi kullanmaktır.
Tek tekneli haşıl makineleri kalın ve fazla tel sayısına sahip çözgüler için uygun değildir.
Daldırma silindirlerinde bir önemli nokta da batırma derinliğidir.
İpliklerin haşıl banyosu içinden geçiş zamanı batırma derinliğine ve makine hızına bağlıdır.
Örneğin 50 m/dk hızda 70 cm derinlikte çözgünün haşıl banyosuyla teması 0.84 sn.dir. Flottede kalma zamanı arttıkça ıslanma artar.
Haşıl banyosunun ;
%R (konsantrasyon)
PH
T(sıcaklık)
Viskozite değerleri
Hassas olarak kontrol edilmelidir. Tekne cidardan ve banyo içinden olmak üzere ısıtma tertibatı tarafından iki şekilde ısıtılır.
Ayrıca tekne üzerinde haşıl seviyesini sürekli kontrol eden haşılın daima aynı seviyede kalmasını sağlayan algılayıcı pnömatik sensör bulunur. Teknedeki haşıl banyosu daim sırasında mümkünse filtre edilmeli ve devridaimden gelen banyo direkt olarak çözgü ile temas ettirilmemelidir.
S.37.Haşıl teknesinin elemanları nelerdir, maddeler halinde yazınız?
C.37.a-Tekne
b-Sevk silindirleri
c-Daldırma silindiri
d-Pnömatik sensör
e-Isıtma tertibatı
f-Sıkma silindirlerinden
S.38. Haşıl makinesinin ana elemanlarından olan SIKMA SİLİNDİRLERİNİ anlatınız?
C.38.Çözgü iplikleri daldırma silindirinden sonra sıkma silindirleri arasından geçerken üzerindeki fazla haşıl miktarı uzaklaştırılır.
Sıkma silindirleri grubu alt ve üst olmak üzere iki silindirden oluşmaktadır. Alttaki silindir haşıl içinde bulunur ve bu nedenle haşıl silindiri olarak da adlandırılır. Üst silindir genellikle elastik bir madde ile kaplanmıştır.
Haşıl silindiri ise sert bir yüzeye sahiptir korozyona dayanıklı maddeden yapılmıştır. Üst silindir alt silindire göre daha küçük çaptadır.
Silindir sertliğinin haşıl alma üzerindeki etkisi büyüktür.
Yumuşak yüzeyli silindirler zayıf bir basınç uygulayıp daha fazla haşıl almayı sağlar.
Sert yüzeyli silindirler ise daha fazla haşıl maddesini iplikten uzaklaştırır.
Böylece düşük haşıl alma oranı elde edilir.
Üniform bir haşıl alma oranını sağlamak için silindirlerin hızlarının makine hızı ile aynı olması ve sıcaklığın sabit tutulması gerekir.
Sıkma basıncı makine hızına göre otomatik olarak ayarlanmalıdır. Sıkma basıncı 0– 800 kg arasındadır. Makine hızlı ise uygulanan basınç az, makine yavaş ise basınç çok olmalıdır. Sıkma silindirlerinin ortası ve kenarlarındaki sıkma basınçları aynı kuvvette olmalıdır.
S.39.Haşıl makinesinin ana elemanlarından olan KURUTMA BÖLGESİNİ anlatınız?
C.39.Haşıl işleminden sonra çözgü ipliklerinin kurutulduğu bölgedir. Kurutma kısmına geçmeden önce birbirine yapışık olarak sıkma silindirlerinden gelen haşıllanmış yaş çözgü ipliklerinin kurutmaya girmeden ayrılması gerekir. Bu bölgeye genelde işletmelerde yaş ayırma denir. Üniform bir kurutmanın uygulanabilmesi için gereklidir.
S.40. Haşıl makinelerinde kaç farklı kurutma sistemi bulunabilir ve bunlar nelerdir, maddeler halinde yazınız?
C.40.a- Silindirli kurutma (Kontakt kurutma sistemi)
b- Sıcak hava akımı ile (Konveksiyon) kurutma:
c- Işınla ( İnfraret ) kurutma
S.41.Haşıl teknesinde Silindirli kurutma (Kontakt kurutma sistemi)’yı anlatınız?
C.41.Kurutma işlemi buharla ısıtılan silindirlerden çözgü iplikleri geçirilerek sağlanır. Sürekli olarak sıcak buhar basınç altında pompalanır. Buhar basıncı miktarı makinenin monitöründen kontrol edilir. Silindir sıcaklıkları yukarıda belirtilen kriterlere göre ayarlanır. Silindirlerin sayısı makineye göre farklılık göstermekle birlikte genellikle sekiz silindirli makineler tercih edilir.
İlk kurutma silindirinde üzerindeki haşıllı iplik yüzeyinde sağlam ve esnek bir film tabakası oluşur. Sıcak silindire ipliğin temasıyla yüzeyi aniden kurur. İplik içindeki su da hızla yüzeye ilerler ve haşıl maddesini de dışa taşıyarak film oluşumu sağlanır. İplikler birçok kurutma silindirinden geçtiği için silindirden silindire temas bölgeleri değişmektedir. Pamuklu çözgülerin haşıllanmasında genellikle silindir kurutmalı haşıl makineleri kullanılır.
S.42. Haşıl teknesinde Sıcak hava akımı ile (Konveksiyon) kurutma’yı anlatınız?
C.42.Sıcak hava akımlı kurutma özellikle polyester ve diğer flamentlerin haşıllanmasında kullanılır. Kurutma ipliğin üst yüzeyinde başlar, buharlaşan haşıl sıvısı merkezden dışarıya doğru hareket eder. Bu şekilde iplik yüzeyinde eşit dağılmış haşıl filmi oluşur. İpliğin kopma ve sürtünme mukavemetleri artar ancak nemin içten dışa doğru hareket etmesi zordur. Bu nedenle iplikler serbest olarak sevk edildiklerinden büyük uzamalar olabilir.
S.43. Haşıl teknesinde Işınla ( İnfraret ) kurutma’yı anlatınız?
C.43.Bu sistemde haşıllanan çözgü iplikleri mikro dalga ışınlarına maruz bırakılarak fazla nemin çözgü iplikleri üzerinden uzaklaştırılması sağlanır. Bu tip kurutmada rutubet ipliğin dışından başlayıp içine doğru hareket eder. Film tabakası ipliğin yüzeyinde zayıf olur. Bu yüzden kendi başlarına kurutma yapamazlar. Silindirli veya sıcak hava akımlı makinelerle entegre edilerek kullanılır. Çoğunlukla ön kurutma olarak yer alır.
Kurutma bölgesi çıkışında çözgü ipliklerinin nemini ölçen tekstometre adı verilen cihaz bulunur.
Çözgü eni kadar mesafede nemi kontrol eden, çektirme işlemini yapan hassas ayarlı nem algılayıcı üç küçük silindir bulunur.
Nemlilik istenen değerden fazla ise makine hız azaltılarak çözgülerin daha iyi kurutulması sağlanır. Aksi durumda ise makine hızı artırılır.
Ayrıca kurutma çıkışında statik elektriklenmenin engellenmesi için vaks teknesinden gelen sıvı vaks çözgülere vaks silindiri ile temas ettirilir.
S.44. Haşıl makinesinin ana elemanlarından olan ÇAPRAZ ÇUBUKLARI’NI anlatınız?
C.44.Çekme silindirleri makinenin kurutma kısmı çıkışında üçlü bir grup oluşturmaktadır. Bu silindirler çözgünün düzgün bir şekilde çekilmesini ve sevkini gerçekleştirir.
Haşıl maddesini almış çözgü ipliklerinin birbirlerine yapışmasını önlemek için levende alma kısmında çözgülerin ayrılması gerekir.
Çözgü ipliklerini birbirinden ayırmak için çapraz çubukları kullanılır.
Kullanılan çapraz çubuklarının sayısı, haşıl sehpasındaki levent sayısının bir eksiğidir
S.45. Haşıl makinesinin ana elemanlarından olan HAŞIL TARAĞI’NI anlatınız?
C.45.Zig zag haşıl tarağı ipliklerin dokuma levendine eşit mesafede ve düzgün olarak sarılmasını sağlar.
Tarak istenen dokuma levent enine göre yanlara doğru açılıp kapanabilirken ipliklerin iz yapmaması için aşağı yukarı da hareket edebilmektedir.
Çapraz çubuklarından geçmiş çözgü iplikleri haşıl zikzak tarağından sırasıyla her tarak dişinden bir tel geçirilerek levent sarma baskı silindirlerine verilir.
S.46. Haşıl makinesinin ana elemanlarından olan LEVENDE ALMA KISMI’NI anlatınız?
C.46.Çözgü ipliklerinin dokumaya hazır hâle gelebilmesi için haşıllanan, kurutulan çözgü ipliklerinin çaprazlarda birbirlerinden ayrılarak dokuma sıklığında, genişliğinde ve geriliminde tekrar levende sarılması gerekir.
Boş durumdaki dokuma levendinin levende alma kısmına yerleştirilmesi levent sıkma pistonları aracılığı ile gerçekleştirilir.
Levent baskı silindirlerinden geçen haşıllı çözgülerin uçları makine eni kadar ene sahip üzerinde eşit delikler bulunan boş dokuma levendine elle takılır.
Haşıllanmış çözgü iplikleri arzu edilen dokuma yoğunluğuna ulaşmak için uygun bir gerilim altında levende sarılır. İstenen sarım sertliğini elde etmek için ilave bir baskı silindiri kullanılır.
S.47. Haşıl sehpasının temizlenmesi, bakımı, ayarları ve dikkat edilecek hususlar nelerdir?
C.47.
Haşıl sehpasındaki leventlerin aynı çizgide ve birbirlerine paralel olmaları zorunludur. Az sayıda levent olan haşıl sehpasında kontrol gözle, çok sayıda levent olanlarda ise misina yardımı ile yapılır.
Kontroller esnasında herhangi bir levendin makine çalıştıktan sonra paralel olmadığı fark edildiğinde ya o levent kesilerek çözgü düzeltilir ya da o levendin bitmesi beklenir ve sonra düzeltilir.
Paralel olmayan leventler, kenarda oluşan iplik toplanmaları nedeniyle farklı oranda haşıl almaya ve ipliklerin levent başlarına sürtünmesi nedeniyle kopuşlara yol açar.
S.48. Haşıl teknesi, daldırma ve sıkma silindirlerinin temizlenmesi, bakımı ve dikkat edilecek hususlar nelerdir, açıklayınız?
C.48.Haşıl teknesi içerisindeki haşıl banyosuna çözgü iplikleri daldırma silindirleri ile daldırılır. Burada çözgünün numarasına, sıklığına, iplik cinsine, lif cinsine, çalışma hızına, dokunacak kumaşın özelliklerine göre istenen oranda haşıl sıvısının ipliğe nüfuz etmesi sağlanır.
Tekne içindeki çözgü gerilimleri çok hassas olmalıdır. Haşıllamada çözgü gerilimi tansiyon olarak adlandırılır. Tansiyonun normalden yüksek olması çözgü ipliklerinde istenmeyen uzamalara, düşük olması ise kıvrılma, bükülme ve yapışmalara neden olur.
S.49. Kurutma ve levende alma kısmının temizlenmesi, bakımı, ayarları ve dikkat edilecek hususlar nelerdir, anlatınız?
C.49. Kurutma bölgesi kurutma araçları ve aspiratörlerden oluşur. Kurutma bölgesi haşıllanmış ıslak ipliklerin belirli oranlarda kurutulduğu bölgedir. Kurutma işleminde ipliklerin ham maddesine uygun olarak sahip olmaları gereken standart nemlerine dikkat edilir.
İpliğin üzerindeki nem miktarı her iplik için standart olması gereken nem miktarına göre ayarlanır. Örneğin; pamuk için % 6,5–8, naylon için % 4–4,5 değerleri dikkate alınmalıdır. Eğer iplikte nem az olur ise kırılmalar oluşur. Fazla nem olduğunda ise haşıllanmış ipliklerde yapışmalar olur.
Bu kısımlarda yer alan aspiratörlerin amacı, işlemler sırasında oluşan buharın hızlı bir şekilde ortamdan uzaklaştırılmasını sağlamaktır. Kurutma ünitelerinin sıcaklığı; iplik türüne, çözgü tel sayısına, iplik numarasına ve makine hızına göre ayarlanmalıdır.
Haşıl makinesinde yapılan tüm işlemler ve ayarlar monitörden kontrol edilir. Tüm değerlerin haşıl iş talimatına uygun olması esastır. Makine çıkışında çözgü iplikleri haşıllanmış olarak dokuma levendine sarılır. Haşıllama işlemi boyunca haşıllama yapılan ortamın sıcaklığı ve nemi ölçülerek sabit tutulur. Nem ölçümü higrometre ile yapılır. Kurutma sıcaklığı genellikle 110–130 derecedir. Bunun üzerindeki kurutma sıcaklıklarında haşılın özelliği bozulur.
S.50. Haşıllanmış ipliklerin kurutma silindirlerine yapışma sebepleri nelerdir?
S.51.Haşıl kâfi derecede pişmemiş ise
Haşıl teknesi ısısının 90 derecenin altına düşmesi hâlinde
Kurutma silindir yüzeyi pürüzlü ise
Sıkma silindirlerinin yeterli sıkma yapmayıp fazla haşıllı ipliğin tekneden çıkması hâlinde
Kurutma silindir yüzeyi kirli ise
Buhar basıncının düşmesi durumunda
İpliğin imal edildiği pamuğun tam olgunlaşmamış olması
S.52.Haşıllanmış iplikte kırılma ve yapışmalar hangi sebepten olur?
C.52. iplikte nem az olur ise kırılmalar oluşur. Fazla nem olduğunda ise haşıllanmış ipliklerde yapışmalar olur.
S.53.Haşıl kurutma işleminde ipliklerin hammaddesine göre neyine dikkat edilmelidir?
C.53.Kurutma işleminde ipliklerin ham maddesine uygun olarak sahip olmaları gereken standart nemlerine dikkat edilir.
S.54.Haşıllama işleminin sorunsuz bir şekilde olması için nelerin yapılması gerekmektedir?
C.54. Haşıllama işleminin sorunsuz bir şekilde olması; çözgü salma işleminin sabit gerginlikte yapılması, haşıl teknesinde haşılın uygun bir sıcaklıkta tutulması, haşıllanmış çözgülerin aynı basınçla sıkılması, kurutmanın uygun yapılması ve sabit gerginlikte çözgü ipliklerinin dokuma leventlerine aktarılması ile mümkün olmaktadır. Yapılan haşıl işleminin sonucunun olumlu olması özellikle gerginliğin sabitlenmesi ve kontrolüyle sağlanmaktadır.
S.55. Haşılın uygulanmasında oluşabilecek hatalar nelerdir?
C.55.
- Çözgü leventlerinin haşıl yerleştirilirken bir hizada yerleştirilmemeleri
- Bu levent frenlemenin az ya da çok olması
- Leventlerden sağılan ipliklerin geçiş yollarının yanlış yol izlemesi
- Levent yataklarının kirli, yağlı ya da dönmeyi engelleyici bir şekilde olması
- Haşıl teknesinde haşılın refraktometre değerinin yanlış olması
- Nişasta ile haşıl yapılıyorsa haşıla katılan diğer maddelerle birlikte iyi parçalanmış olması
- Herhangi bir program dışı duruşlarda ipliğin tekne içinden çıkarılması
- Tekne içinde haşılı sıkan silindirlerin sıkma özelliklerini kaybetmemiş olması
- Tekne sıcaklığının derecesinin ayarlı olması artışı ve düşmesinin kontrolü
- İpliklerin tekne de geçeceği yerlerden farklı yerlerden geçirilmesi
- Haşıl pişirme yani hazırlama haznesinde haşıl hazırlamanın reçetesine dikkat edilmesi
- Haşıl kurutma silindir sıcaklıklarının işçi tarafından kontrol edilmesi
- Kurutma kapalı bölümde ise ısı kaybı olmayacak şekilde iyi izole edilmesi
- Çapraz çubukların geçtiği yerlerin hatalı olmaması
- Haşıl levendinin tarağının ayarlı olması, işçinin tarak dişlilerinden iplikleri eşit dağılımlı olacak şekilde geçirmesi
- İşçinin birbirine yapışık iplik kalmayacak şekilde her ipliğin ayrı ayrı olmasını sağlaması
- Haşıl hazırlama bölümlerinde kullanılan haşıl maddelerinin kullanımı sonrası üzerinin açık bırakılmaması, düzenli bırakılması
- Haşılda en çok rastlanan tavandaki lambalarda görülen toz sarkmalarının temizlenmesi
- Daire temizliğinin normal şartlar altında periyodik olarak yapılması
- Haşıl tarak eninin haşıl levent eni ile uyumlu ayarda olması
- Levent yataklarının temiz, aşırı yağlı olmaması
- Levent sarım sıklıklarının düzenli olması
- Haşıl yerlerin ıslak, kaygan olmaması
- Makinenin sevk hızının kontrollü olması
- Haşıl levendinin sarım derinde aksama olmaması
- Dolaşım yollarının hareketi engellenmeyecek şekilde olması
- Kopuk ya da eksik ipliğin levende sarılmaması
- İpliklerin teknede geçeği yerden farklı yerden geçmesi
- Levent doluşuna dikkat edilmesi
- Konu içinde belirtilen haşıl kontrollerinin zamanında yapılmaması
S.56.Haşıl sehpasının fren ayarları nelerdir, açıklayınız?
C.56. Leventler eşit oranda frenlenmelidir. Aşınmalar eşit olmalı, frenler aynı anda değiştirilmelidir. Çözgü leventlerinin frenleme sistemleri iki çeşittir.
Mekanik frenleme: Tek levent için ayrı ağırlıkların kullanıldığı bu frenleme sisteminin günümüz makinelerinde kullanım alanı çok azdır.
Pnömatik (havalı) frenleme: Bu frenleme sisteminde makine çalışırken ayarlanan oranda frenleme bütün leventlere uygulanır, makine durduğunda ise bütün leventler aynı anda frenlenir. Çalışma ve duruş anındaki frenlemeler pnömatik tertibatla makineye bağlı olarak sağlanır.
S.57.Haşıl makinesinde çözgü gerginlik ayarını açıklayınız?
C.57. Haşılda tansiyon olarak da ifade edilen çözgü ipliklerinin gerginliği önemli bir yer teşkil etmektedir. Haşılda, haşıl flottesinin çözgü ipliğine iyi nüfus edebilmesi ve uzama miktarı için tansiyon çok önemlidir. Tansiyonun istenenden fazla olması ipliğin esnemesini ve uzamasını artırarak ipliği olumsuz yönde etkiler. Tansiyonun az olması iplikte dönmelere, büzülmelere ve yapışmalara sebep olacağından istenmeyen bir durumdur.
Haşıllama sonucunda, haşıllanan çözgü ipliklerinde uzama meydana gelir. Uzama için standart değerler vardır. İplik ne kadar iyi ise uzama oranı o kadar az olur. Uzama değerleri pamukta; % 1,5–2,8 kesik elyaf-viskonda; %5,5–8 polyesterde; % 1,5–2,9 değerlerindedir.
S.58.Haşıl makinesinde iplik cinsine göre kurutma sıcaklı ayarı nasıl yapılır, anlatınız?
C.58.
Çözgü ipliklerinin haşıl teknesinden aldıkları suyun uzaklaştırılması için iki tip kurutucu mevcuttur. Bunlar sıcak hava sirkülasyonu ile veya buharlı ısıtılmış silindirlere temas ile kurutmadır. Kurutma sonucunda ipliğin üzerinde haşıl filmi oluşur.
Kurutma esnasında hem haşıl filminin hem de ipliğin fiziksel ve kimyasal özelliklerinin optimum şekilde tutulması gerekir.
Kurutma işlemi hızı çok iyi ayarlanmalıdır. Gerginlik ayarı, kullanılan hava sıcaklığından en iyi şekilde faydalanılmalı, giriş ve çıkış rutubeti sürekli kontrol edilmelidir. Daha hızlı bir kurutma işlemi düşünülüyorsa ön kurutma tertibatları ilave edilmelidir.
Haşıllanacak çözgü ipliğinin cinsine ve çıkış rutubetine bağlı olarak kurutma sıcaklığı ayarlanır. Eski tip makinelerde bu hız 30–40 m/dakikadır. Modern makinelerde ise 130-150 m/dakika olmuştur. Bu şekilde haşılın verimi de artırılmıştır. Kurutmanın aynı hâlde, aynı hızda olması gerekmektedir. Aksi hâlde faklı rutubetler ortaya çıkar. Bu da dokumanın randımanını etkiler.
Kontakt usulle kurutma yapan haşıl makinelerinde, müteaddit kurutma silindiri bulunmaktadır. 2–16 silindirliye kadar ihtiva eden haşıl makineleri yapılabilir. Her cins elyaf için kurutma sıcaklığı farklıdır. Ayrıca her cins elyaf için kritik kurutma sıcaklıkları bulunduğundan kurutmada bu hususa önem verilmelidir.
Elyaf cinsi silindir sıcaklığı
Pamuk 130° C
Suni ipek 115° C
Viskoz ipeği 90° C
Asetat ipeği 70° C
Naylon 70° C
Polyester 90° C
Polyester/Pamuk 100° C
Polyester/Suni ipek 100° C
S.59.Haşıl makinesinde kurutma derecesinin veya sıcaklığın ipliğe verdiği etki nedir?
C.59.a-Aşırı Kurutma: İpliği kırılgan ve sert yapar.
b-Az kurutma: İpliği yumuşak ve yapışkan yapar.
S.60. Haşıl makinesinde levent alt baskı silindirlerinin bakı ayarını açıklayınız?
C.60.Haşıl makinelerinde istenen çözgü gerginliğinin ayarlanması yapılacak haşıllama işleminin en önemli kısmını oluşturmaktadır. Leventlerin üzerinde yapılacak olan tansiyon kontrolü alt baskı silindirleriyle yapılmaktadır. Makine üzerinde fotosel sistemin algılamış olduğu gerginlik tansiyon değeri makinenin merkezî işlem ünitesiyle kontrolü yapılmaktadır.
S.61.Haşıllama istenilen standartlarda olmaz ise sonucu ne olur?
C.61. Haşıllama; iplik numarası, elyaf cinsi, dokuma sıklığına bağlı olarak isteğe uygun şekilde yapılmalıdır. Hatalı yapılacak bir haşıldan geri dönüş mümkün değildir. Ancak amaca uygun olmayan ucuz kumaşlar üretilerek düşük devirli gerginlikli tezgâhlar kullanılarak kumaş değerlendirilir ki bu da işletmenin zararına sebep olur. Bu yüzden rahatlıkla yanlış haşıldan geri dönüş yoktur.
Haşılın yapısı dokuma işlemi sırasında beklenen amaca uygun olmalı ayrıca boyama ve baskıdan önce kolayca uzaklaştırılabilmelidir. Genellikle dokunmuş kumaşların boyamadan önce haşıl sökme işleminden geçmeleri gerekir. Kumaşların direkt olarak boyamaya tabi tutulmaları özellikle çözgü yönünde çizgiler hâlinde boyama hataları oluşturabilir.
S.62.Standartlara uygun olarak haşılın hatasız hazırlanması için nelere dikkat edilmelidir?
C.62. a-Haşıllanacak çözgü ipliklerinin numara ve sıklıklarının tespit edilmesi
b-İpliklerin cins ve kimyasal yapılarının belirlenmesi
c-Hazırlanacak haşıl reçetesinin ve haşıl maddelerinin iplik cinsine uygun olması
d-Haşıl makinesine uygun materyal kullanılması, çalışmadaki kontrol noktalarının belirlenmesi ve ayarlarının tam yapılması
e-Reçetenin hazırlanması sırasında ve haşıllanmadan sonra fiziksel ve kimyasal kontrollerin yapılması
S.63. Haşıl işleminin verimli olması için yapılan haşıllama sonucunda yapılması beklenilen görevlerin yerine getirilmesi gerekir. Bunlardan bazıları nelerdir?
C.63. a-İplik mukavemeti % 20–40 artmalıdır.
b-İplikte elastikiyet kaybı % 20’den fazla olmamalıdır.
c-Haşıllanan ipliğin nemi %7–10 arasında olmalı, % 7’den az olursa esneklik azalır ve dokumada kopuşa neden olur. %10’dan fazla olursa iplikler birbirine yapışır ve dokuma işlemi zorlaşır.
d-Çözgü ayırma tarağının dişlerindeki iplik adetleri aynı olmalıdır.
e-Fren ağırlıkları çözgü ve leventlerle dengeli olmalıdır. Dengesiz konan ağırlıklar uzama ve elastikiyet kaybına neden olur.
S.64. Haşıllama sırasında kullanılan makine ve tertibatları için dikkat edilmesi gereken şartlar, yapılan haşıl işleminin kalitesini artıracaktır. Bunlar nelerdir?
C.64.a-Haşıl pişirme kazanı temiz olmalıdır.
b-Termometre ve manometre düzgün çalışmalıdır.
c-Haşıl banyosunda hazırlanacak maddeleri hassas bir şekilde ve hatasız tartı cihazlarında tartılmalıdır.
d-Haşıl miktarı ve kazan kapasitesi göz önünde bulundurulmalı ve bu orana göre su kullanılmalıdır.
e-İlk olarak haşıl hazırlanmasında nişasta olmak üzere diğer haşıl maddeleri belirtilen oranda kullanılmalıdır.
f-En az on beş dakika banyo karıştırılmalıdır.
g-Kazan sıcaklığı ilk 60 dereceden başlanarak istenirse 120 dereceye kadar yükseltilebilir.
h-Kullanılacak nişastanın tamamen açılması için gerekli süre karıştırılmalıdır.
i-Haşılın tekneye taşınması pompa veya borular yardımıyla yapılmalıdır.
Aşağıdakilerden hangisi haşıl makinesinin ana elemanlarından değildir?
A) Sehpa B) Kurutma bölgesi C) İplik kesme bıçağı D) Tekne
Aşağıdakilerin hangisi çözgü ipliklerini haşıl banyosu içerisine batırır?
A) Sıkma silindirleriB) Kurutma silindirleriC) Haşıl teknesiD) Daldırma silindirleri
Aşağıdakilerden hangisi haşıl konsantrasyonunu ölçer?
A) ViskozimetreB) HigrometreC) RefraktometreD) Manometre
Aşağıdakilerden hangisi haşıl banyosunu dinlendirme kazanına alma nedenidir?
A) Banyoyu ısıtmak içinB) Hava kabarcıklarının banyo yüzeyine çıkması içinC) Banyoyu daha iyi karıştırmak içinD) Banyoyu soğutmak için
Aşağıdaki kurutma yöntemlerinden hangisi tek başına kullanılmaz?
A) Hava akımı ile kurutmaB) Işınla kurutmaC) Silindirli kurutmaD) Hiçbiri
Aşağıdakilerden hangisi haşıl işlemi sonucu çözgü ipliklerinin kazandığı özelliklerden değildir?
A) KayganlıkB) MukavemetC) TozlanmaD) Esneklik
Aşağıdaki ifadelerden hangisi yanlıştır?
A) Haşıl banyosunun akıcılığı viskozimetre ile ölçülür.B) Haşıl kazanı iç basıncı manometre ile ölçülür.C) Kurutma çıkışında statik elektriklenmenin engellenmesi için çözgüler vaks silindiri ile temas ettirilir.D) Kurutma çıkışı iplik nemliliği istenenden fazla ise iplik geçiş hızı artırılır.
Kumaş nasıl tasarlanır
Bir kumaş tasarımı yapmak için düşünmemiz ve yapmamız gerekenler
1-Üretmek istediğim kumaşın kullanım yeri ne olmalıdır.( Bay ve Bayan dokuma kumaşların herhangi biri olabilir )
2-Yazılk mı ve yoksa kışlık mı veya baharlık mı.
3-Üreteceğim kumaşın tuşesi nasıl olmalı.[ Zira Bezayağı örgülü ( desenli ) kumaş Dimi örgülü ( desenli )kumaşa göre daha sıkı ve dayanıklıdır. Dimi örgülü ( desenli ) kumaş Saten örgülü ( desenli) kumaşa göre daha sıkı ve dayanıklıdır.].Veya aşağıda görüldüğü gibi bir motif yapabilirsiniz.
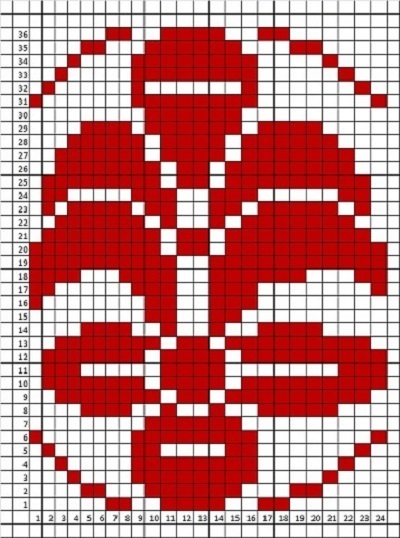
3.1-Desene göre tahar ve armür.
4-Çözgü ve atkıda kullanacağı ipliğin cinsi ([ pamuk,yün keten veya çeşitli lif karışımlı. ( örneğin polyester pamuk elyafının karışımından elde edilmiş iplik ) ]
5-Çözgüde ve atkıda kullanacağınız iplik tek katli mi iki katlı üç katlı mı.......
6-Çözgü ve atkıda kullanacağınız ipliklerim bükümü kaç tur/metredir. İplikler sağ bükümlü mü yoka sol bükümlümü .
7-Hangi tür dokuma makinesinde dokunacaktır.( Mekikli dokuma makinesi mi ,su jetli dokuma makinesi mi , hava jetli dokuma makinesi mi,rapierli dokuma makinesi mi,jakarlı dokuma makinesi mi gibi.... )
8-Kumaş hesaplamaları. ( Toplam çözgü tel sayısı, cm.deki çözgü sıklığı, cm.deki atkı sıklığı, Çözgü ağırlığı ( metredeki metre tül ağırlığı ),atkı ağırlığı, Tarak eni, Tarak numarası, çözgü ipliği renk raporu, atkı ipliği renk raporu, Ham kumaş eni, Mamül kumaş eni, çözülecek çözgü uzunluğu, Ham kumaş uzunluğu, Mamül kumaş uzunluğu, her renk iplikten kaç kg gerekli ... )
9-Bunlar yapıldıktan sonra numune dokuma tezgahında ( Şablon tezgahında ) bu özelliklere göre numune kumaş dokunur.Dokunan numune kumaş istenilen kalite ve özellikleri veriyorsa dokuma makinesinde seri üretime geçilir.
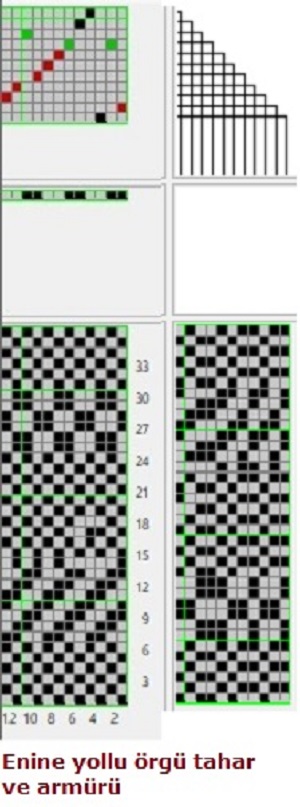
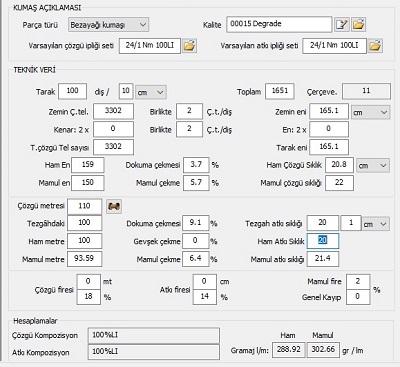
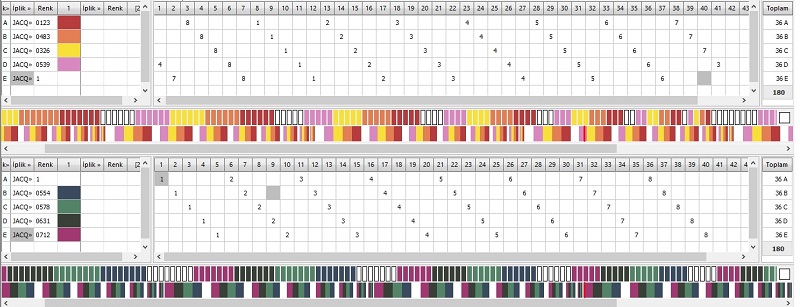
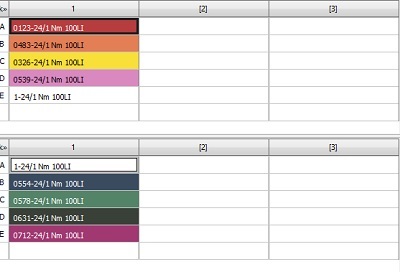



Ana Sayfa
ATKI YÖNÜNDE ÇAPRAZ DİMİ ÖRGÜSÜ
Herhangi bir dimi örgüsünün raporu içindeki hareketlerin yer değiştirmesi sonucu elde edilen dimi örgü çeşididir. Herhangi bir dimi örgü raporunun ÇÖZGÜ ya da ATKI istikametinde yarısından itibaren sondan başa doğru sıralanması şeklinde yer değişimi ile elde edilir. Çapraz dimi örgüleri; Elbiselik, paltoluk, ceketlik, örtülük kumaşların dokunmasında kullanılır. Çapraz dimi örgüsü; ATKI yönünde ve ÇÖZGÜ yönünde olmak üzere iki çeşittir.
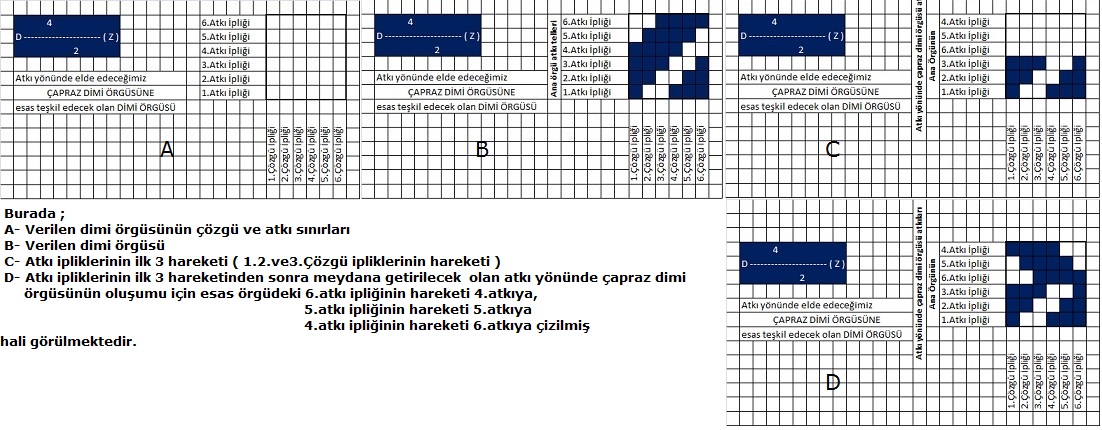
Atkı yönünde çapraz dimi örgüsü için ;Verilen dimi örgü raporu ATKI yönünde iki eşit parçaya bölünür. Birinci alana dimi örgü raporu tekniğine uygun olarak yarıya kadar işlenir. İkinci alana ise sondan başa doğru olmak üzere dimi örgü raporu işlenerek örgü tamamlanır. Dimi örgü raporu tercih edilirken iki eşit parçaya bölünebilecek şekilde çift sayılardan olmasına dikkat edilir.
Örgüsünden ATKI YÖNÜNDE ÇAPRAZ DİMİ örgüsünü çizelim. Dimi örgüsü çizimlerini hatırlayalım;Buna göre örgü çizgisinin üzerindeki ve altındaki rakamların toplamı,rapor içerisinde bulunması gereken çözgü ve atkı tel sayısını vermekteydi.4+2 = 6 Yani 6 Çözgü ve 6 Atkı Dimi yolu ise sağ yollu olacaktır. Önce ATKI yönünde ÇAPRAZ DİMİ örgüsünün çizimine esas teşkil edecek olan,Dimi örgümüzün rapor sınırlarını belirleyelim.
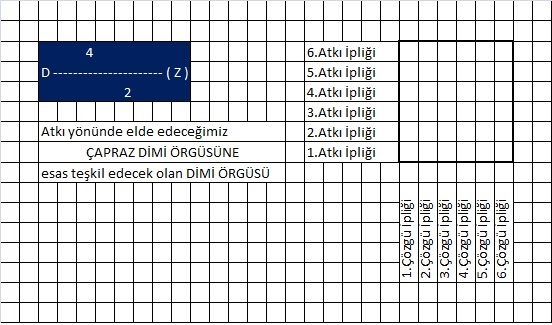
Dimi örgüsü çizim kurallarına göre;
Örgüsünü yaparız.
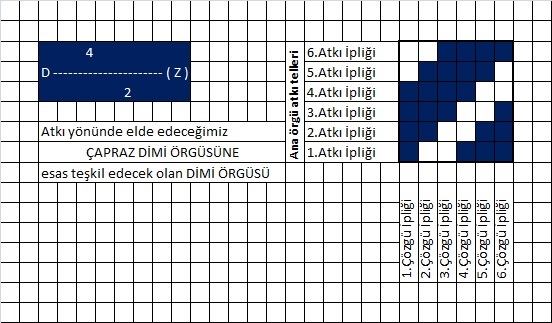
Atkı yönünde Çapraz Dimi örgüsünün rapor içerisinde bulunması gereken çözgü ve atkı tel sayısı, bu örgünün çizimine teşkil edecek olan dimi örgüsü ile aynıdır. Yani;6 çözgü ve 6 atkıdır.Önce; Dimi örgüsündeki 1,2. ve 3.Atkı ipliklerinin hareketlerini soldan sağa doğru aynısını yaparız.
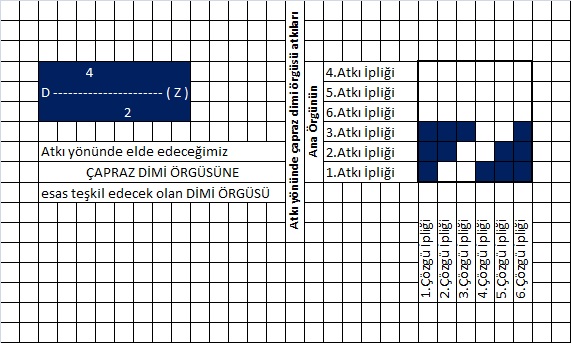
4.Atkı ipliğine ise; Esas örgümüzün 6.atkı telinin hareketini yazarız.
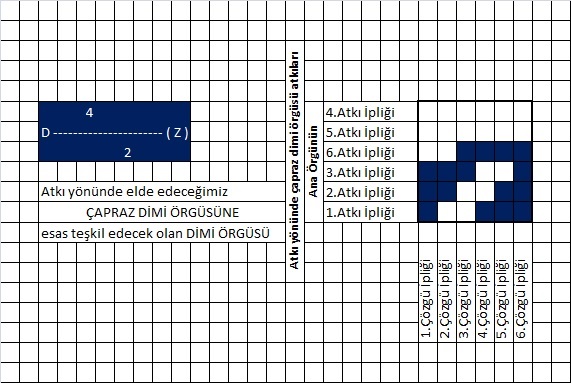
5.Atkı ipliğine ise; Esas örgümüzün 5.Atkı telinin hareketini yazarız.
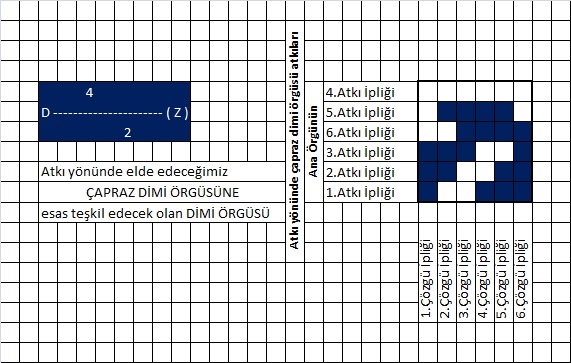
6.Atkı ipliğine ise; Esas örgümüzün 4.Atkı telinin hareketini yazarız.
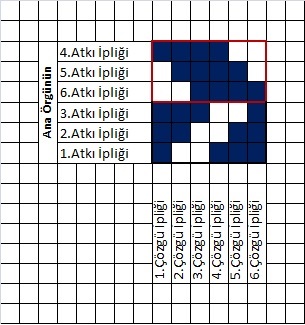
Bu şekilde;
Dimi örgüsünden ATKI YÖNÜNDE ÇAPRAZ DİMİ Örgüsünü yapmış oluruz.
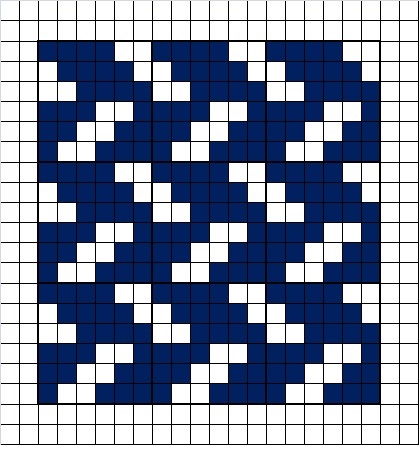
Şimdi de;
Örgüsünden ATKI yönünde ÇAPRAZ DİMİ örgüsünü çizelim.Dimi örgüsü çizimlerini hatırlayalım;
Buna göre örgü çizgisinin üzerindeki ve altındaki rakamların toplamı, rapor içerisinde bulunması gereken çözgü ve atkı tel sayısını vermekteydi. 2+2+1+1 = 6. Yani 6 Çözgü ve 6 Atkı tel sayısıdır. Dimi yolu ise sağ yollu olacaktır. Önce ATKI yönünde ÇAPRAZ DİMİ örgüsünün çizimine esas teşkil edecek olan, Dimi örgümüzün rapor sınırlarını belirleyelim.
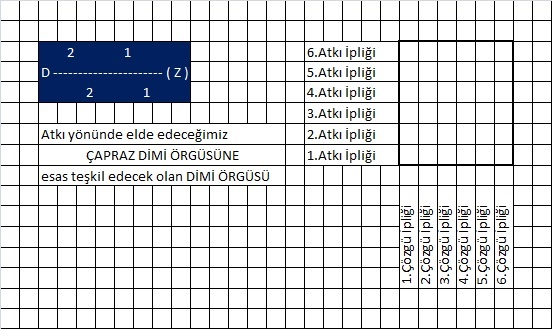
Dimi örgüsü çizim kurallarına göre ;

Örgüsünü yaparız.
ATKI yönünde Çapraz Dimi örgüsünün rapor içerisinde bulunması gereken çözgü ve atkı tel sayısı, bu örgünün çizimine teşkil edecek olan dimi örgüsü ile aynıdır. Yani;6 çözgü ve 6 atkı telidir. Önce; Dimi örgüsündeki 1.2. ve 3.atkı ipliklerinin hareketlerini soldan sağa doğru aynısını yaparız.
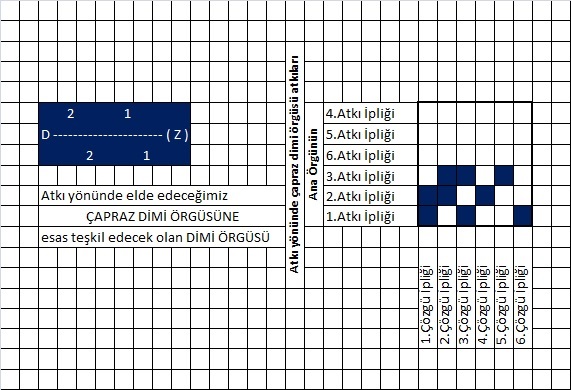
4.Atkı ipliğine ise; Esas örgümüzün 6.atkı telinin hareketini yazarız.
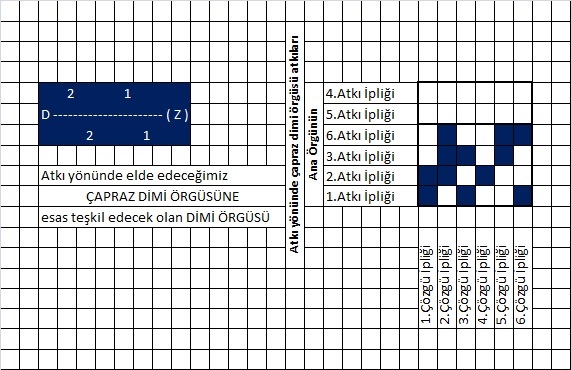
5.Atkı ipliğine ise; Esas örgümüzün 5.Atkı telinin hareketini yazarız.
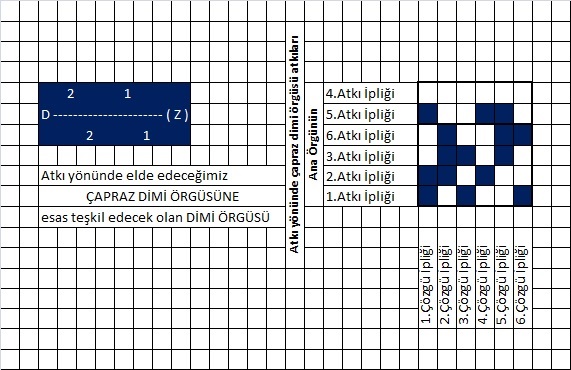
6.Atkı ipliğine ise; Esas örgümüzün 4.Atkı telinin hareketini yazarız.
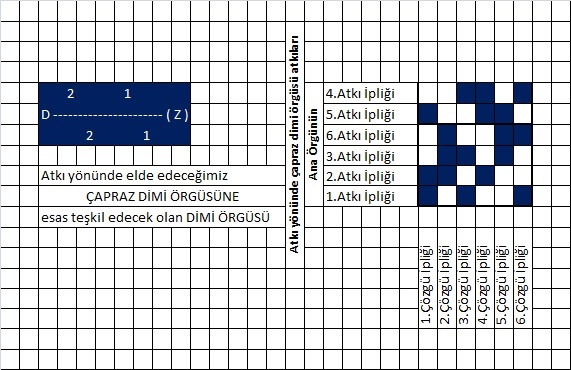
Bu şekilde
Dimi örgüsünden ATKI YÖNÜNDE ÇAPRAZ DİMİ Örgüsünü yapmış oluruz.
Dimi örgüsünden elde edilen ATKI YÖNÜNDE ÇAPRAZ DİMİ Örgüsü; 3 Rapor olarak görülmektedir.
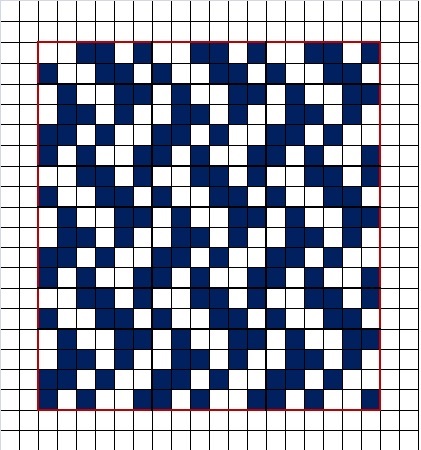
İpekli Mamüllerde Ön Terbiye İşlemleri
Ön Terbiye İşlemi-Serisinin Uzaklaştırılması-İpek
Ön Terbiye İşlemi-Ağartma -İpek
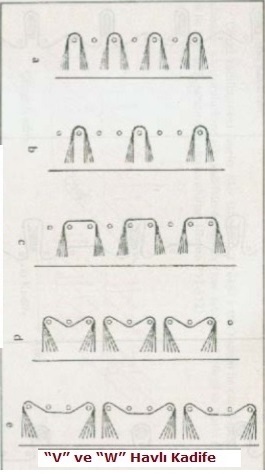

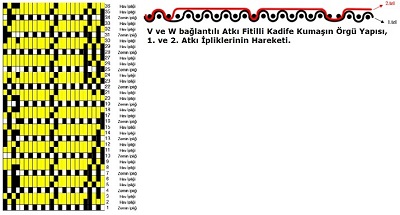

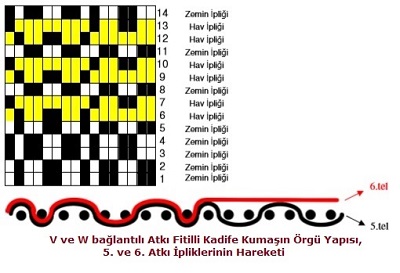
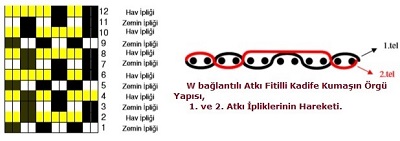
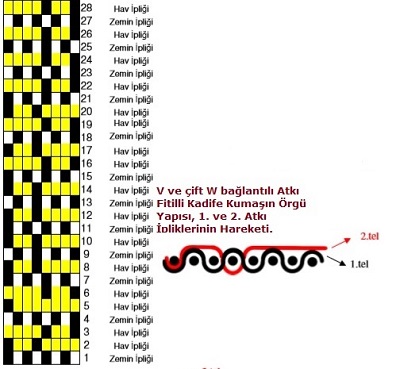
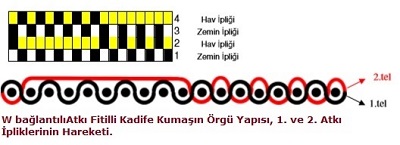
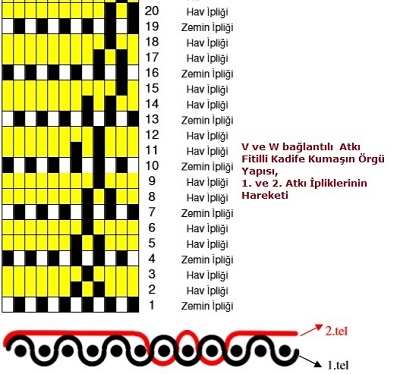
Renk
Gökyüzünde yağmur sonrasında olağanüstü bir renk kuşağı ( gökkuşağı ) görülür.Bunun nedeni yağmur damlalarının, cam prizma etkisi ile ışığı yansıtarak altı renge ayrıştırmasıdır. Güneş ışığı bir prizmadan geçirilince altı renge ayrılır. Yedinci renk olarak sayılan mavi ile morun arasında bulunan lacivert ise mavinin bir tonu olduğu için ayrı bir renk olarak kabul edilmemelidir. Güneş ışınlarının meydana getirdiği bu altı rengi, yağmurdan sonra gökkuşağında da görebiliriz. İki yüzyıl kadar önce Isaac Newton gökkuşağı dediğimiz bu doğa olayını kendi evinde gerçekleştirmiştir. Karanlık bir odaya tek bir güneş ışığına eş ışığı bir prizmadan geçirerek güneş tayfı renklerine ayrıştırmayı başarmıştır. Bu renkler: macenta, kırmızı, sarı, yeşil, siyan mavisi, koyu mavidir.
Fizikçi Young Tayfın altı renginin birer ışığını bir perdede birbiri üzerine düşürerek beyaz ışığı elde etmiştir. Daha sonra renkli lambalarla yaptığı deneylerde uyguladığı eleme yöntemleriyle tayfın altı renginin yine aynı tayfta yer alan üç temel renge indirgenebileceğini göstermiştir. Sadece kırmızı, yeşil ve koyu mavi renklerle beyaz ışığın elde edilebileceğini bulmuştur. Ayrıca bu üç rengi ikişer ikişer karıştırarak diğer üç rengi, yani siyan mavisi, macenta kırmızısı ve sarı renkleri elde edebileceğini anlamıştır. Bu deneyle birincil ve ikincil renkleri bulmuştur.
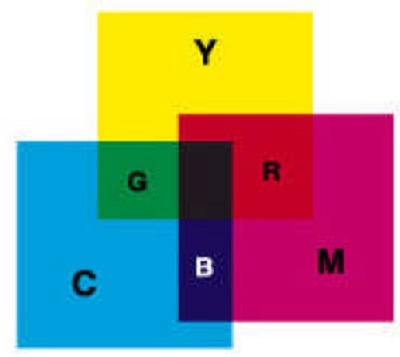
Birincil (ana) ışık renkleri: Kırmızı, yeşil, koyu mavi
İkincil (ara) ışık renkleri: Ana ışık renklerinin ikişer ikişer karıştırılmalarıyla elde edilir.
Yeşil ışık + Kırmızı ışık = Sarı
Koyu Mavi + Yeşil ışık = Siyan mavisi
Kırmızı ışık + Koyu mavi ışık = Macenta kırmızısı
Siyan Mavisi: Bir ışık rengi için kullanılan teknik terimdir. Bu renk orta yoğunlukta bir doğal maviye denktir.
Macenta kırmızısı: Orta tonda mavimsi kırmızı bir renktir. Grafik sanatlarda ve matbaacılıkta kullanılan bir terimdir.
Bütün cisimler (objeler ) aydınlatıldıkları zaman üç ana ışık rengini; koyu mavi, kırmızı ve yeşili alır.
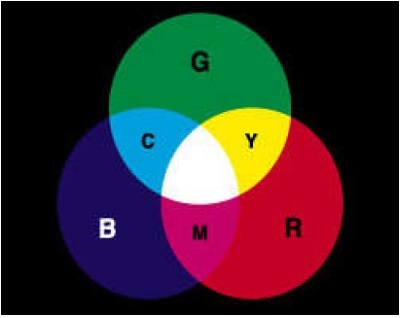
Bazı cisimler aldıkları tüm renkleri emerken bazıları da yansıtır. Birçok cisim ise ışığın bir kısmını emer, gerisini yansıtır. Bu fizik kuralı kısaca, Saydam olmayan tüm cisimlerde, aydınlatıldıklarında aldıkları ışığın tümünü ya da bir bölümünü yansıtma özelliği vardır, biçiminde özetlenebilir.
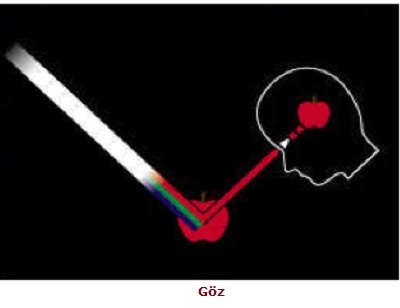
Göz tarafından algılanan ışık, retinada sinirsel sinyallere dönüştürülüp buradan optik sinir aracılığıyla beyine iletilir. Göz, üç temel birleştirici renk olan, kırmızı, yeşil ve maviye tepki verir ve beyin, diğer renkleri bu üç rengin farklı kombinasyonları olarak algılar.
Tayf
Başta güneş kaynaklı olan beyaz ışığın özel bir prizmadan geçirilerek renklerine ayrılmasıdır. Prizmadan geçirilen beyaz ışın, temelde 7 renge ayrılır ancak bu renkler birbirine karışmış durumdadır. Bu renkleri daha iyi gözlemleyebilmek için tayf gözler denen bir alet kullanılır. Ortaya çıkan renkler mordan kırmızıya sıralanır.
Armoni
Renkler arasındaki ahenk ve uyum demektir.
Tek Renk Armonisi
Tek bir rengin açıklık ve koyuluk gibi ton (tram) değerleri arasındaki renklerin tercih edilmesiyle gerçekleştirilen renk armonisidir. Her zaman kabul görecek bir renk armonisi çeşidi olmakla birlikte oldukça durağan bir görünüme sahiptir, sakindir.
Analog Renk Armonisi
Renk çemberinde birbirine komşu olan renklerin tercih edilmesiyle gerçekleştirilen renk armonisidir. Analog renkler yan yana geldiklerinde birbirlerinin güçlerini kırarlar ve yumuşak bir görünüm kazanırlar. Bu sayede gözü rahatsız etmeyecek yumuşak bir ahenk oluştururlar.
Tamamlayıcı Renk Armonisi
Renk çemberinde birbirinin karşısında yer alan renklerin oluşturduğu armonidir. Bu renklere tamamlayıcı renkler denir. Aralarında çok yüksek kontrast vardır. İçinde renk taşıyan her hangi bir tasarımda, denge oluşturmak için, karşıt renkler kullanmak oldukça faydalıdır.
Çapraz Tamamlayıcı Renk Armonisi
Renk çemberinde bir renkle birlikte, tamamlayıcı renginin(karşısındaki rengin) sağına ve soluna komşu olan renklerin birlikte kullanılması ile gerçekleştirilen renk armonisidir. Oldukça güzel sonuçlar vermektedir.
Üçlü Renk Armonisi
Renk çemberinde birbirine eşit uzaklıkta olan ve bir üçgen oluşturan 3 rengin birlikte kullanılmasıyla yaratılan renk armonisidir. Birbirine uyum içinde kullanılabilecek renkleri yaratmada en popüler armonidir.

Skala
İki rengin birbiriyle karışımından oluşan ışık derecelendirme çubuğuna denir.

Kontrast
Karşıt demektir. Açık-koyu, büyük-küçük vb. gibi.
Ton
Rengin parlaklık derecesidir. Koyu mavi açık mavi farklılığı mavinin ışık derecesini belirler. Işığı az olan maviye koyu, ışığı fazla olan maviye açık denir.
Kromatik
Bir rengin en saf ve en kuvvetli haline denir. Canlılığı arttıkça kuvveti artar.
Işık
Cisimleri görmeyi, renkleri ayırt etmeyi sağlayan fiziksel enerjidir.
Renk Perspektifi
Renklerin her birinin kendine göre ayrı derinlik ve genişlik görünüşleri vardır. Bu durum "renk Perspektifi”ni meydana getirir. Mesela; sıcak renklerin en dinamik rengi olan kırmızı renkte diğer renklere göre ileriye fırlama görünüşü fazladır. Bu durum onun diğer renklerden daha önde görünmesini sağlar. Soğuk renklerin en durgun rengi olan mavi renk ise insanda olduğundan daha uzaktaymış hissi uyandırır. Gerilere çekilme niteliği mevcuttur. Bundan dolayı sıcak ve soğuk renklerin yakın ve uzak görünme, cisimleri büyük, küçük ve geniş gösterme özellikleri vardır. Ressamlar genellikle ön planlar için sıcak renkleri, arka planlar içinse soğuk renkleri kullanır. Ya da arka planları öne getirmek, yani öndeymiş gibi göstermek ve göze çarpmalarını sağlayabilmek için sıcak renkleri; ön planları geri atmak, itmek ve uzaktaymış gibi göstermek için de soğuk renkleri kullanırlar. Ya da tam tersine, ön planları geri atmak için soğuk renkleri, arka planları öne getirmek için de sıcak renkleri kullanırlar. Bunu, resmi boyarken istedikleri bölgelerin renklerine sıcak ya da soğuk renklerden bir miktar karıştırarak gerçekleştirirler.
Tıpkı saf renklerin saf olmayanlardan daha yakında görünmesi gibi kuvvetli renkler zayıf renkleri arka plana atar. Koyulukları aynı kuvvette olmasına rağmen kırmızı ve sarı renkler mavi renkten daha ileride görünürler. Yani sıcak renkler soğuk renklerden daha önde görünürler. Bu durum renklerin dalga boylarından meydana gelmektedir. Renk kırmızıdan maviye gittikçe etkisi azalır.
Renk çemberinde renkler perspektif özelliklerine göre şöyle sıralanır:
Kırmızı- Turuncu- Sarı- Yeşil- Mavi
Gri, yeşil ve mor renklerin böyle fonksiyonları yoktur. Oldukları gibi görünürler, uzaklık-yakınlık hissini doğurmazlar.
Renk Grupları
Ana Renkler
Ana renkler doğada saf olarak bulunan ve karışımla elde edilmeyen renklerdir. Bunlar kırmızı, sarı ve mavidir.Doğada gördüğümüz bütün renkler bu üç ana renkten oluşmuştur.
Ara Renkler
Ana renkleri ikişer aynı oranda karıştırdığımızda ortaya çıkan renklere ara renkler denir. Bunlar turuncu, mor, yeşildir.
Sıcak- soğuk Renkler
Serinlik etkisi veren deniz, orman ve gökyüzü gibi renkler soğuk, ısı ve ışık etkisi veren kırmızı, sarı ve turuncu ise sıcak renklerdir.

Nötr Renkler
Herhangi bir cisim güneş ışığından aldığı renkleri yansıtmayıp yutuyorsa o cismi siyah görürüz. Siyah ve beyaz rengi karıştırdığımızda gri renk ortaya çıkar. Siyah, beyaz ve gri; renk sayılmaz. Bu üç renge nötr renkler denir. Ayrıca herhangi bir rengi açmak ya da koyulaştırmak için siyah ve beyaz nötr renkler kullanılır.
Guaj Boya Tekniği
Teknik Özellikleri
Şeffaflığı olmayan kapatıcı bir suluboya türüdür. Piyasada tablet, tüp ve kavanoz halinde bulunur. Su ile inceltilir ama saydam değildir. Kapatıcıdır. Su ile inceltilmesi bakımından suluboyaya, kapatıcı olması yönünden de yağlıboyaya benzer. Renklerin açık tonlarını elde etmek için beyaz boya kullanılır.
Araç ve Gereç Özellikleri
Resim kâğıtları su ile çalışıldığından kalın olmalıdır. Fırçaların yumuşak ve uçlarının sivri olması gerekir. Ayrıca palet, su kabı, boya deneme kâğıdı, boya kaşığı gerekmektedir.
Uygulamada Dikkat Edilecek Noktalar
Konu kâğıda daha önceden çizilmelidir. Renkler kâğıt üzerinde değil palet üzerinde karıştırılıp boyamaya geçilir. Boyanın kıvamı çok iyi ayarlanmalıdır. Ne sulu boyadaki kadar sulu, ne de çok koyu olmalıdır. Ayrıca renkleri üst üste sürmemek gerekir.
Renk Kontrastlıkları
Yalın Renk Kontrastı
Yedi renk karışımının en basitidir. Sarı, kırmızı, mavi ile en güçlü olarak anlatılır ve bu renklerden uzaklaştıkça yalın renk etkisinin gücü azalır. Bu katkısız yalın haldeki renklerin açık ve koyu değerleri de bu uyumda kullanılabilir.
Açık-Koyu Kontrastı
Kullandığımız bütün renkler açık ya da koyu olmak üzere iki değerde bulunur. Açık değerdeki renk ile koyu değerdeki renk yan yana getirildiğinde renklerin değerleri ortaya çıkar. Yani açık daha açık, koyu daha koyu görünür buna açık koyu kontrast denir.

Sıcak–Soğuk Kontrastı
Sıcak ve soğuk renkleri kullanarak yapılan uyumdur. Sıcak ve soğuk renklerin verdiği etkiler de göz önünde bulundurulmalıdır.


Tamamlayıcı Kontrast
Renk çemberi üzerindeki tamamlayıcı renklerle yapılır. Bu renkler çemberde tam karşılıklı düşen renklerdir. Renk çemberindeki karşılıklı renkler birbirlerinin tamamlayıcısıdır. Örn: sarı ile mor, kırmızı ile yeşil, mavi ile turuncu. Bir rengin yaptığı etki tam karşıtı olan renkle dengelenir. Tamamlayıcı renk kontrastı yaparken iki noktaya dikkat etmek gerekir:
-Birbirlerini tamamlaması istenilen iki rengin ışık güçleri eşit olmalıdır.
-Birbirlerini tamamlaması istenen iki rengin beraberliklerinde bir renk uyuşumluğu bulunmalıdır.


Yanıltıcı Kontrast
Herhangi bir rengin siyah, beyaz ve gri üzerindeki etkisiyle ilgilidir. Kullanılan renklerden birinin şiddeti yüksek tutularak yani kırmızı, gri-beyaz ve siyah üzerinde farklı etki yapar. Buna yanıltıcı kontrast denir.
-Gri, kırmızı fon üzerinde yeşilimtırak görünür.
-Gri, turuncu fon üzerinde mavi görünür.
-Gri, sarı fon üzerinde kırmızı-mor (macenta) görünür.
-Gri, mavi fon üzerinde turuncu görünür.
-Gri, mor fon üzerinde sarımtırak görünür.
Kalite Kontrast
Bir rengin en ışıklı tonundan başlayarak koyulaşmaya doğru götürülürken veya en koyu tonundan en açığa doğru getirilirken elde edilecek ara tonlar o rengin kalitesini oluşturur. Işık şiddeti yüksek renkle ışık şiddeti olmayan gri nüanslı renklerin bir arada kullanılmasına kalite kontrastı denir.


Miktar Kontrast
İki ya da daha çok renk lekeleri arasındaki orantı ile yapılır. Kullanılan renkler birbirinin diğerine oranı ile miktar kontrastı oluşur.

Renklerin Psikolojik Etkileri
Kırmızı:
Canlılığı, hareketi, heyecanı temsil eder.
Sarı:
Neşe, hareket verir. Sinir sistemini uyarır, kan dolaşımını rahatlatır. Olgunluk, bereket ve ışığı temsil eder.
Mor:
Hüzün, korku, pişmanlık hissi uyandırır.Yalnızlıktan hoşlanan, topluma küs insanların rengidir.
Mavi:
Sessizlik ve rahatlık verir. Dinlendirici ve sakinleştirici bir renktir. Denizin, rüyaların ve gençliğin rengidir.
Yeşil:
Huzur vericidir. Yeniden doğuşun ve büyümenin sembolüdür.
Turuncu:
Yaşama sevincinin ve eğlencenin resmidir.
Beyaz:
Temizlik, saflık, ferahlık duygusu verir.
Siyah:
Ağırlık, ciddiyet, tehlikeyi temsil eder.
Gri:
Olgunluk, temkinli olma duygusu verir.
Tasarım
Kompozisyon parçaların amaca uygun olarak, çevresi ve kendi içinde uyumlu, dengeli, göze hoş gelecek, estetik bir şekilde planlanması ve uygulanmasıdır.
Kompozisyon bütün plastik sanat dallarında en önemli öğelerden biridir. Göz ister resim, ister heykel, ister mimari yapı olsun bir sanat eserini algılarken anlamlı bir bütünü kavrar ki ancak o zaman biz o sanat eserinden haz alırız. Aynı zamanda da kumaş tasarımının olmazsa olmazlarındandır. Zira düşünceyi kâğıda dökmek, bunu yapmak ve gerçekleştirmek tasarımın ilkesidir. Her türlü nesne tasarımcı için bir ilham kaynağıdır. İşte düşünceden oluşan kâğıda dökülen parçaları birleştirerek bütünü meydana getiren parçaların düzenlenmesinde uyum ve denge yoksa o bütünü kavramada zorluk çekeriz. Söz gelişi resimde, açık koyu değerlerin çizgiler ile yüzeylerin dengeli ve uyumlu olarak bir araya getirilmesiyle anlamlı bütüne ulaşılır. Bir elma dilimini bile öyle bir tasarım yaparak çok mükemmel resimler ve sonuçta desenler türetebiliriz. Tabiî ki bunu görmek önemlidir. Burada da temel bilgilerin insanda olması çok çok önemlidir.

Yukarıdaki sağda bulunan fotoğraf bir tasarımdır. Bunu yapan Giyim Üretim Teknolojisi Alanı Öğretmeni Yüksek lisans tez çalışması çerçevesinde bazı objelerden yararlanmak suretiyle kendi hayal gücünü de ekleyerek bir desen oluşturmuştur. Solda bulunan fotoğrafta görüldüğü gibi elbiseye bu tasarımını giydirmiştir. Bu elbise de bu tasarımın gerçekleşmesi ise Baskı tekniğiyle bir elbise de, Jakarlı tezgâhlarda perdelik, kumaşlarda bayan elbiseliği olarak kumaşlarda ve Dokusuz yüzeylerde (Örneğin kâğıt mendile gibi ) yapılır
Kompozisyonu oluştururken, konuya uygun olarak malzemeyi de dikkate alarak bir düşünceyi, bir hareketi gerçekleştirmek için önce zihinde hazırlanması ve oluşturulması gerekir. Zihinde oluşturulan tasarım kâğıt üzerinde çeşitli eskiz çalışmaları ve araştırmalar ile kişisel yaratıcılık da ilave edilerek tasarıma dönüştürülür. Tasarım kavramının temeli yaratıcılıktır.
Var olan kalıpların ve alışkanlıkların dışına çıkmak, bilinmeyenlere doğru adım atmak, empoze edilmiş düşünce çizgisini kırmak, yeni bir düşünce çizgisi ortaya koymak ve değişik çözüm önerileri getirmek yaratıcılığın temelidir.
Form:
Bir yüzeyin sınırlanarak, ötekisinden ayrılmasıdır. Bir bütünün karakteristik tüm özelliklerini taşıyan genel görünüş formdur. Doğada var olan her cismin ve varlığın geometrik bir formu vardır. Geometride, yüzeyler ve cisimler iki zıt uç arasında dizilmiştir. Bu iki zıt uç da; üçgen ve dairedir. Tüm şekiller bu iki zıt uçlar arasında uyumlu bir silsile takip eder.
İki Boyut:
En ve boydan oluşmuş üçüncü boyutu olmayan elemanlara denir.
Kompozisyon birçok öğe ve ilkelerin bir arada kullanılması ile gerçekleşir. Kompozisyon öğeleri; çizgi, yön, biçim, ölçü, aralık, doku, renk, değer, hareket, ışık-gölgedir. Bu öğeler, kompozisyon ilkelerinden yararlanılarak bir düzenleme yapılırken dikkate alınması gereken yeni kavramlarla karşılaşılmıştır.
Kompozisyonu düzenlemede önemli öğeler:
>>> Yön
>>> Hareket
>>> Ölçü
>>> Aralık
>>> Hacim
>>> Zemin Biçim İlişkisi
Yön
Çizgiler veya üç boyutlu cisimler konumları ile bir takım yönler gösterir. Yatay ve dikey yönler arasında birçok ara konumda yön vardır. Yönleri birbirini kesen ve dik durumda olan çizgi ve biçimler zıt ve aykırı sayılır. Birbirine yakın uygunluk ve paralelde olanlar ise uygun durumda kabul edilir. Kompozisyon hazırlarken yönleri değiştirmek farklı ve güzel görüntüler oluştururken aynı zamanda kompozisyona dinamizm ve hareket de kazandırır.
Hareket
Hareket genellikle yöne bağlı olarak oluşur. Kompozisyonu oluşturan öğeler karşıtlık düzeni içinde farklı hareket etkisi yaratabilir.
Ölçü
Ölçü ve oran, görsel sanatlarda çok kullanılan bir kavramdır. İnsan genel olarak her şeyi kendisine göre ölçülendirir. Kendi değerinin ve ölçü bilincinin dışına taşan oranlar, insanı rahatsız eder. Buna göre ölçü; iki büyüklük arasındaki birimsel ilişkidir diyebiliriz. Tasarımda önemli olan biçimlerin amaca uygun olarak uyumlu ve dengeli ve estetik düzeni ortaya koyabilmesidir. Küçük ölçüler, görsel algıda uzaklık etkisi yaratır. Büyük ölçüler ise yakınlığı ifade eder.
Aralık
Tasarımda birbirine yakın aralıklar uygun, birbirinden uzak olanlar ise birbirleri arasında kopukluğa neden olur ve birliktelik göstermez. Yan yana olan aralıklar tekrar edilirse monotonluğu getirebilir. Bu sebeple form ve mekânlar arasında farklı büyüklükte aralıklar kullanılması kompozisyona hareket ve dinamizm getirir.
Hacim
Biçimlerin ve mekânların anlatımının üçüncü boyut kazanmasıdır. Resimde açık- koyu değerlerle hacim etkisi kazandırılır.
Zemin Biçim İlişkisi
Kompozisyonda biçimlerin yerleştirilmesi için bir zemin (yüzey: Üzerinde iki boyutlu çalışmaya olanak veren her tür alandır.) gereklidir. Biçimlerin yüzey üzerine yakın aralıklı ve aralıksız olarak düzenlemelerinde göz, biçimleri gruplayarak algılar. Göz, eksik biçimleri tamamlama eğiliminde olduğundan biçimleri zemin üzerine yerleştirirken dikkat edilmelidir. Koyu etkili zeminlerde açık renkte kullanılan biçimler boyutları küçükte olsalar daha ön planda görünür.
Tasarı İlkeleri
>>> Tekrar ilkesi
>>> Uygunluk
>>> Zıtlık
>>> Koram
>>> Egemenlik
>>> Denge
>>> Birlik
Tekrar İlkesi
Bir öğenin aynen ya da yakın değer olarak birden fazla kullanılması tekrarı meydana getirir.
Tekrar ilkesi üç çeşittir.
-Tam tekrar
-Tekrar
-Aralıklı tekrar
Tam tekrar
Cisim ya da biçimlerin ölçü, biçim, renk, değer ve dokularının tam anlamı ile aynı olması ve bunların eşit aralıklarla aynı yönde kullanılmasıdır.
Tekrar
Cisim ya da biçimlerin ölçü, biçim, renk, değer ve dokularının tam anlamı ile aynı olması fakat aralık ya da yönlerinin farklı kullanılmasıdır.
Aralıklı tekrar
Birden fazla motif, biçim ya da cisim belirli aralıklarla birbiri ardınca kullanıldığında aralıklı tekrar oluşur.
Uygunluk
İki ya da üç boyutlu cisimler arasında ortak veya yaklaşık benzerliklerin bulunmasına uygunluk denir. Uygunluk biçim, ölçü, renk, değer, doku vb. yönlerden oluşur. Bunların biri ya da birkaçı bir arada olabilir. Uygunluk, cisimlerin fiziksel yapılarında olabileceği gibi onların karakterinde, esinlendikleri anlamda ve hizmet beraberliklerinde de olabilir.
Uygunluk dört grupta toplanır.
Fiziksel uygunluk
Görünüşteki dış yapıdaki uygunluk: Tasarımı oluşturan öğelerin ölçü, biçim, değer, doku, yön ve aralıkları bakımından birbirlerine benzemesi fiziksel uygunluğu oluşturur.
Hizmet uygunluğu
Verdiği hizmete göre uygunluk: Tasarımda aynı amaç için kullanılan formlar kendi içlerinde bağlantılıdır. Biçim yönünden farklı olsalar da aynı hizmet için birleştiklerinden Uygundur. Örneğin; sabunluk, diş fırçası kabı gibi.
Biçim uygunluğu
Sahip olduğu biçime göre uygunluk: Bazı formlar birbirleri ile ilgileri olmadıkları halde, biçim yönünden benzerlik gösterebilirler.
Üslup uygunluğu
Sahip olduklara üsluplara göre uygunluk: Tasarımda öğeler arasındaki yakınlık ve birlik, parça bütün arasındaki uygunluk üslup uygunluğu ile sağlanır. Örneğin; tasarımda geometrik formları
Zıtlık
Cisimler arasındaki herhangi bir bakımdan ortak ya da yakın nitelikler olmadığı taktirde bunlar arsında ilgi kurmak güçleşir. Her biri diğerine yabancı ve ilgisiz kalır. Böylece cisimler arasında bir birlik kurulmayınca uyuşmazlık ve kargaşalık göze çarpar. Sanat açısından değerli görülen her yapıtta kuşkusuz çok iyi çözümlenmiş kontrast bir denge vardır. Bir şeyin değerlendirilmesinde karşıtlıklar daima ön plandadır. Zıtlıkta denge kurulması birçok şeyi çözümleyecektir. Zıtlık; biçim, renk, doku, değer, ölçü, yön, aralık vb. bakımlardan olabilir.

Koram (Hiyerarşi)
İki zıt ucu uygun kademelerde birbirine bağlayan köprüye koram denir. İki uç arasında bir düzen dâhilinde geçiş sağlayan bu düzenleme yardımıyla anlamlı ve güzel bir dizi ortaya çıkar. Eğer iki uç arasında ölçü farkı varsa, bir uçtan diğer uca doğru biçimler büyükten küçüğe doğru dizilmelidir.
Koramda hiç değişmeyen koşullar
-İki uç arasındaki zıtlık
-Uçlar arasında düzenli bir kademelenme ( sıralanma)
Tasarda iki çeşit koram vardır
-Eksensel koram
-Merkezsel koram
Eksensel koram
Biçimlerin düz ya da eğri bir eksen üzerinde dizilmesi ile oluşur(cezvelerin büyükten küçüğe dizilmesi).
Merkezsel koram
Birçok şekil koram oluşturacak biçimde birleştiklerinde, ortada bir merkez oluşuyorsa merkezsel koram olur.(Açılmış bir gül çiçeği)
Egemenlik
Bir kompozisyonda kullanılan öğelerden birinin ya da bir grubun diğer öğelere göre üstünlük sağlamasıdır. Egemenliğin en çok anlaşılan ve en çok kullanılan şekli ölçü egemenliğidir. Ayrıca değer, doku, renk vb. öğelerden de egemenlik sağlanabilir. İster ölçü, ister doku, isterse değer, ya da renk bakımından olsun, her türlü egemenlikte bir zıtlık bulunur. Böylece bir biçim ya da biçimler grubu diğerine hakim olabilir.
Denge
Formda, renkte, harekette, açık-koyuda kendini gösterir.Bir düzenlemeye giren cisimlerin renkleri, değerleri, dokuları, yönleri, aralıkları ve ölçüleri birbirleri ile karşılaştırılınca, bu özellikler birbirleri ile tartılarak bir denge hissedilmek istenir ve aranır.Bir çalışma üzerinde dengesizlik hissediliyorsa, dengesizliği meydana getiren bölümler, renk, ölçü, değer, aralık, yön vb. bakımlardan incelenerek dengenin kurulması sağlanır. Eğer bir düzenlemede dengesizlik göze batmıyorsa denge sağlanmış demektir.Genellikle denge iki türlüdür:
Simetrik denge
Düşey veya eğik bir eksen üzerinde öğelerin aynen tekrar etmesinden oluşur. Tasarımda fazla ilgi uyandırmaz.
Asimetrik denge
Tasarımda farklı görsel ağırlıktaki öğelerin serbest tarzda yerleştirilmesiyle oluşturulur. Tasarımda ilgi çekiciliği, hareketliliği ve dinamizmi artırır.

Birlik
Çeşitli cisimlerin ya da biçimlerin bir araya gelerek dengeli bir bütün oluşmaları ile birlik doğar. Birbirine zıt olan parçalar ile birlik meydana getirirken bir uyuşma ve düzen içinde olmalıdır. Bir tasarımda kullanılan öğeler çok farklı olsa bile doku bakımından benzerlikleri var ise birlik sağlanmıştır. Birliğin oluşması için önce denge gereklidir. İnsan vücudu birlik için çok güzel bir örnektir. Özellikleri farklı birçok organ bir arada uyum içinde çalışarak insan vücudunu oluşturur.
Yeni Formlar Üretme
Temel geometrik formlardan yola çıkarak farklı yöntemlerle var olandan farklı, kişiye ait yeni formlar oluşturmak, kişinin yaratıcılık yönünü geliştirmektedir. Bu çalışmalar daha sonra farklı tasarımlar oluştururken sizin için temel oluşturacaktır.
İki Temel Formdan Yeni Formlar Üretme
Yeni formlar oluştururken tek bir yöntem kullanmak yerine üç farklı yöntem kullanılmıştır.
Eksiltme
Temel geometrik formdan bir geometrik formun çıkarılmasıdır.
Eksiltme-artırma
Temel geometrik formdan bir geometrik formun çıkarılması,çıkarılan formun veya başka bir geometrik formun eklenmesidir.
Çizgi ile bölme
Temel geometrik formu serbest elle veya cetvel yardımıyla oluşturmak istediğiniz formu çizmek diğer kısımları çıkarmaktır.
Numune Kumaş Dokuma Tezgahı
Numune kumaş dokuma tezgahı kısa metrajlı çözgülerin tek veya çözgü renk raporuna göre sayıda bobinden çekilerek hazırlanması amacıyla düşünülmüştür. Numune çözgü hazırlama işlemi ile konik ve seri ( paralel ) çözgü hazırlamada kullanılan cağlık sistemini ortadan kaldırmakta ve daha küçük bir alanda çözgü hazırlama işlemine fayda sağlamaktadır.

Kumaş tasarım dokuma tezgâhında yani Numune kumaş dokuma tezgahında seri üretime geçilmeden önce üretilecek olan kumaş numunesi dokunur. Kumaş dokuyan Tekstil fabrikalarında DESİNATÖRLÜK veya DESEN bölümü vardır.
Burada çalışan desinatör vasfını almış çalışanlar Meslek Liselerinin Dokuma Bölümünden ( Şu anki Tekstil Teknolojisi Alanının Dokuma Desinatörlüğü Dalı ) mezun olanlar ile Üniversitelerin Tekstil Eğitimini veren fakültelerinden mezun olan insanlardır. Fabrikaya kumaş dokutmak için sipariş verenler yani kumaş alım-satım işleriyle geçimlerini temin edenler gelerek, ilgili departmanla görüşmelerde bulunur.

Bu görüşme de ya fabrikanın daha önceden üretip sattığı kumaş kartekslerine bakarak kumaş dokuturlar ya da ellerinde bir kumaş numunesi vardır ve bu kumaş numunesini vererek aynı kumaşı veya benzerini dokutmak isterler.

Bu numune kumaş Desen bölümünde bulunan herhangi bir DESİNATÖR tarafından analiz edilerek ( örgüsü, hesaplamaları vb.) ve numune tezgâhında dokunarak müşteriye gösterilir. Müşteri ise bu numune kumaşa göre fabrikaya bu kumaşın dokunması için sipariş verir. Bundan sonra ise Dokuma makinesinde ( tezgâhında dokunur )

Aynı zamanda desinatörler, kumaş tasarımı yaparak (Desen ve hesaplamalar ile diğer ayrıntılar hazırlanır ) numune tezgahında yani kumaş tasarım tezgahında dokurlar.Bu tezgahtan çıkan kumaşa ham kumaş denir.( Hesaplamalarda Ham Kumaş = HK ile gösterilir.) Müşteriye gösterilir. Eğer müşteri isterse sipariş verir. İşte şablon tezgahının ya da kumaş tasarım tezgahının kullanılması gereği bu sebeptendir.

Kumaş dokuyan fabrikalar, her zaman ayakta durabilmek için ürettikleri kumaşlara satmak zorundadır. Bunun için de ürettiği her kumaşın numunesinden bir KARTEKS oluşturur.
Daha doğrusu oluşturmak zorundadır. Bu kartekste kumaşa bir kod numarası verilir. Müşteri geldiğinde bu kartekslere bakar ve siparişini verir. Bu siparişi alınan kumaşın kod numarasının detayları desinatörlük bölümünde mevcuttur. Karteksleme sistemi ile de çok büyük zaman kayıpları en az düzeye indirilmiş olur.

Numune dokumaların çözgü uzunlukları seri üretime göre daha kısadır.
Dokuma işletmelerinin tasarım birimlerinde yoğun olarak numune kumaş dokuma makinesi kullanılır.
Numune kumaş dokuma makinesi azami 45’cm ende kumaş dokumaya yarayan, 4 – 24 çerçeveli olabilen teorik bilgilerin uygulamaya aktarılmasında ve dokuma tasarımı çalışmalarında kullanılan ahşap ya da metalden üretilmiş bir araçtır.
Numune kumaş dokuma makinesi için az sayıda ve kısa çözgü kullanılmasından dolayı çözgü hazırlamada yüksek sarım kapasitesine sahip makinelere gerek duyulmaz.
Bu tür çalışmalarda kullanılmak üzere numune çözgü makineleri piyasada mevcuttur. Numune çözgü makinelerinin büyük yer kaplayan bir cağlık sistemi gerektirmemesi avantaj gibi görünse de, bu tür makinelerin yüksek fiyatlarda satışa sunulması dezavantajıdır.
İlgili sektör tasarımda önem taşıdığından dolayı numune çözgü hazırlama ve numune kumaş dokuma makinelerine yatırım yapmaktadır.
Numune Dokuma Tezgâhlarında yani Kumaş Tasarım Tezgâhlarında Çözgü Hazırlama

En çok kullanılan yöntem, duvara tutturulmuş çubuklar üzerinde çözgü hazırlamadır.
Bu yöntemde hazırlanan çözgü iplikleri, az sayıda bobinden hatta çoğu zaman tek bobinden elde edilir.
Çözgü hazırlayan kişi, duvara tutturulmuş olan baştaki ve sondaki iki çubuk arasında kumaş için gerekli olan çözgü teli kadar gidip gelir.
İki çubuk arasındaki mesafe uzunluğunda çözgü çekilebilmektedir.
Bu mesafe bazı uygulamalarda yeterli olurken, bazı uygulamalarda kısa ya da uzun gelebilmektedir.
Duvara monte edilmiş bu çubukların mesafelerinde çoğu zaman değişiklik yapılamamaktadır.
Bu nedenden dolayı çözgü boyunun belirlenmesinde araca uymak zorunda kalınmaktadır. Çözgü hazırlama ve makineye aktarma işinde en az bir kişiden yardım alma gerekliliği vardır.
Böyle bir düzenekte hazırlanan çözgü, hazırlayan kişiyi fiziksel olarak yorar.
Örneğin;
4 metre aralığında duvara tutturulmuş çözgü aracında 180 çözgü telinin çekileceğini düşünülürse çözgü hazırlayan kişinin bu çözgüyü tamamlaması için 180 X 4 = 720 metre iki çubuk arasında gidip gelmesi gerekir.
Bu güçlüğün yanı sıra çözgü hazırlama işi özen gösterilmesi gereken bir iştir.
Düzgün bir şekilde çözgü hazırlanamadığında ya da hazırlayanların hata yapması durumunda, çözgü iplikleri karışmakta ve eğitim kurumları tarafından güçlükle sağlanan dokuma ipliklerinin gereksiz sarfiyatına neden olmaktadır.
Ayrıca bu durum zaman ve emek sarfiyatını da beraberinde getirmektedir.
Bu gerekçeden dolayı bazı işletmelerde Numune kumaş dokumak için çözgünün hazırlanmasında otomatik numune çözgü hazırlama makineleri kullanılır.

Şimdi örnek olarak çözgü Rips Örgülü bir kumaşın NUMUNE DOKUMA TEZGÂHINDA dokunması için ne gibi hazırlıkların yapıldığını görelim:
Bezayağı örgüsünün çözgü yönünde artarak oluşturduğu dokuya, çözgü rips örgüsü denir.
Örnek örgümüz 2/2 Çözgü Rips örgüsü olsun.
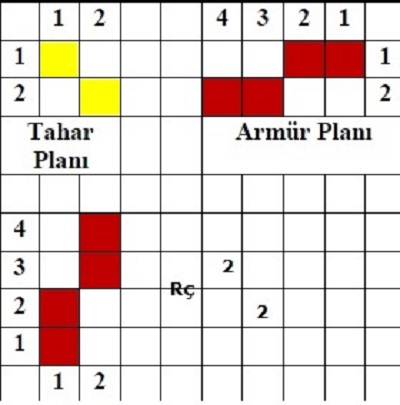
Dokuyacağımız kumaşın çözgü ve atkı renk raporuna göre, çözgü ve atkı iplik numarasına ve çözgü tel sayısına göre çözgümüzü hazırlarız.

Çözgünün hazırlanmasında Çözgü renk raporuna ve ipliklerin sırasıyla çapraza alınmasında azami dikkat etmek gereklidir. Çözgü renk raporu dokuyacağımız numunenin çözgü renk raporu ile aynı değilse çözülen çözgü bir işe yaramaz.
İliklerinin çapraza alınmasında azami derecede dikkat edilmezse çözgü ipliklerinin sırası belli olmaz ve dokuma güçleşir, olmaz.

Çözgünün hazırlanması bittikten sonra numune dokuma tezgâhında çözgü levendine kalbalar ( Çileler veya bantlar ) halinde eşit gerginlikte sarılarak çözgü köprüsünden geçirilerek çözgü ipliklerinin çaprazı bozulmadan çapraz çıtalarından geçirilir.
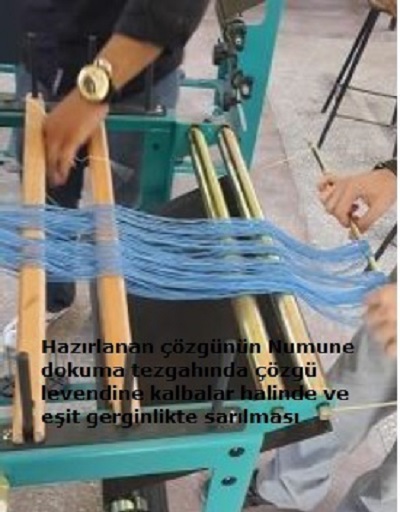
Bunda sonra çözgü ipliklerinin çaprazdaki sırasına göre taharı yapılır. Örgümüz 2/2 Çözgü rips örgü idi. Tahar planına göre taharı 2 çerçeve DÜZ yani SIRA tahar yaparız. Burada çözgü tel sayımıza göre her çerçeveye koymamız gereken gücü teli hesabı yaparız ve ona göre her çerçeveye gerektiği kadar gücü teli dizeriz.

Bu işlemi yaparken gücü çekeceği veya tahar çekeceği kullanılır.( Bu görevi yapacak bunun gibi bir alet tasarlayıp,bu tasarladığınız aletin kullanılabilirliğini test ettikten sonra bunu da kullanabilirsiniz.)
![]()
Kumaş levendi tarafında bulunan kişi tahar planına göre çerçeveleri tespit ederek her bir çözgü ipliğini gücü telinden geçirir. Çözgü levendi tarafındaki kişi ise çözgü ipliklerinin çapraz sırasına göre taharı yapana uzatır. Çözgü levendi tarafında bulunan kişiye TAHAR ARKACI kumaş levendi tarafında olan kişiye ise TAHAR ÖNCÜ denir.

Gücü taharı tamamlanan çözgü ipliklerinin, tarak taharı yapılır. ( Bu görevi yapacak bunun gibi bir alet tasarlayıp,bu tasarladığınız aletin kullanılabilirliğini test ettikten sonra bunu da kullanabilirsiniz.)
![]()
Tarak dişinden kaçarlı geçirilecek ise sayısına uygun olarak sırasıyla alınarak tarak taharı tamamlanır. Bu işlem Tarak çekeceği ile yapılır.
Taraktan alma işlemi tamamlanan çözgü iplikleri kumaş köprüsünün üzerinden geçirilerek kumaş levendine kalbalar halinde ve aynı gerginlikte bağlanır.

Bu işlemlerden sonra numunesi dokunacak olan kumaşa ait desenin armürü armür paletine çakılır.
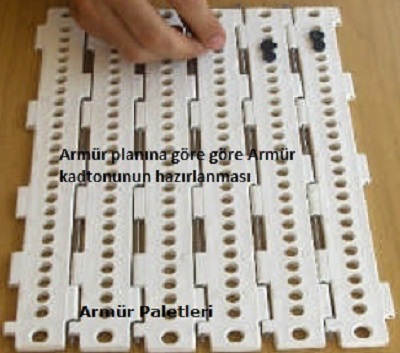
Yukarıda siyah olarak görülen tıpalar ise;
Armür paletlerine desenin armür hareketleri çakıldıktan sonra bu paletler numune kumaş dokuma tezgâhında armür tertibatına yerleştirilir.
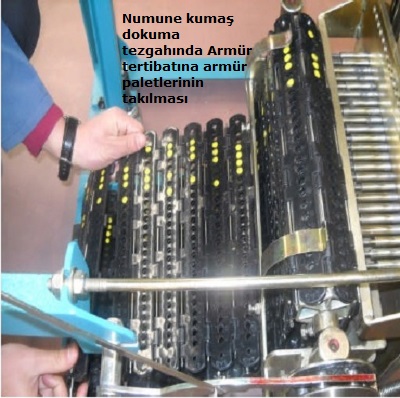
Bundan sonra ise dokuma işlemine geçilir. Mekik içerisine numune kumaşın dokunmasında kullanılacak olan atkı masurası yerleştirilir.

Bundan sonra dokuma işlemi yapılır.
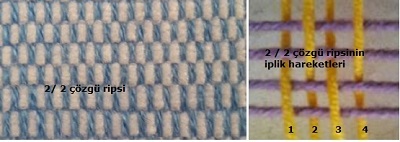



Boya Apre
Tekstilde Terbiye İşlemleri
Ön Terbiye
Tekstil Mamüllerinin Terbiyesi
Örme Mamüllerin Ön Terbiyesi
Yünlü Mamüllerde Ön Terbiye İşlemleri
Tiftik Liflerinin Ön Terbiye İşlemleri
İpekli Mamüllerde Ön Terbiye İşlemleri
Kimyasal Apre İşlemleri
Kurutma
Boya Makineleri
Kesikli Makineler
Boya
Elyaf Boyama
İplik Boyama (Bobin halinde ve Çile halinde )
Tops ve Tow Boyama
Lif Karışımlarının Boyanması
Keten ve Jüt Lifinin Boyanması
Sentetik Tekstil Materyallerinde ön terbiye ( Fikseleme )
Cer Bandında Düzgünsüzlük Sapmaları Tespiti
Cer Bandı Düzgünsüzlük Sapmalarının Tespitinin Amacı
Cer bandında meydana gelecek düzgünsüzlük, fitil ve iplik makinelerinde elde edilen ürünlerde ortaya çıkar.
Bu hatalar sonraki işlem kademelerinde giderilemez.
Bu nedenlerden dolayı cer bandı düzgünsüzlük kontrollerinin mutlaka yapılması gereklidir. Cer bandı kütle ve birim uzunluktaki ağırlık değişiminin doğru bir şekilde gözlenmesi için diyagramlar kullanılır.
Dolayısıyla diyagram, düzgünsüzlükte önemli sapmaların karakteristiklerinin tanınmasında vazgeçilmez bir yardımcıdır.

Düzgünsüzlük kontrolü, işletmelerde her parti-vardiya değişiminde ve makinelerin bakımlarından sonra yapılmalıdır.
Cer makinesinden düzgünsüzlük ölçümü için numune tepsiler üzerine alınır, laboratuvara götürülür.
Numunenin herhangi bir yere sürtünmeye maruz kalmadan laboratuvara götürülmesine dikkat edilmelidir.
Çünkü sürtünme sonucunda banttan lifler ayrılabilir.
Bu da düzgünsüzlük değerlerine etki eder.
Kadife Kumaşlar
Düz Kadife (Face to Face):
Yüzeyi düz havlı, fitilsiz, desensiz genellikle tek renkli kadifedir.
Fitilli Kadife:
Genellikle düz renk olarak elde edilir. Kumaş yüzeyinde hav ipliklerinin oluşturduğu fitil şeklinde yollar vardı. Çeşitleri şunlardır.
- Mançester kadifesi,
- İnce fitilli kadife, bebek kordu, mikro kord
- Kalın fitilli kadife,
- Milraye.
Fustian Kord Kadife:
Atkı havlı ağır tip pamuklu kadife kumaştır.
Armür Desenli Kadife:
Birden fazla renkli ve küçük desenlidir. Diğer bir adı da basit desenli kadifedir.
Jakarlı Kadife:
Kullanılan renk sayısı fazla olan ve desenleri büyük olan kadifelerdir.
Şpigelli Kadife:
Genellikle çift katlı kadife tekniği ile yapılan jakarlı bir kadife türüdür.
Cenova Kadifesi:
Şpigelli kadifeye benzer. Farkı daha çok sayıda, değişik renkte atkı ipliği kullanılmasıdır.
Baskılı Kadife:
Düz kadife üzerine yapılan çeşitli baskılarla elde edilir. Bu baskılar ısı ve basınç altında gofraj kalandırında verilir.
Epengle Kadife:
Zemin kumaşı dokunurken gevşek şekil de salınan hav çözgülerinin arasına özel bıçaklı şişler atılarak üretilen kadifelerdir.
Velvetin:
Dokumadan sonra kumaş yüzeyindeki atkı havı ipliklerinin kesilerek kadife yüzeyi elde edildiği kumaş çeşididir.
Pan Kadife:
Yüzey havlarının fırçalanarak tek yöne yatırıldığı çok parlak kadife cinsidir.
Velur:
Son derece sık yapılı kesik havlı döşemelik kadifedir.
İpek Kadife:
Kontinü filament ipliklerle dokunmuş oldukça sık yapılı kadifedir.
Dimi Kadifesi:
Yüksek atkı sıklığına ve dolayısıyla dayanıklı bir yapıya sahip kadifedir.
Transparan Kadife:
Şeffaf yapılı, sentetik ipliklerle dokunmuş, genellikle baskı ile desenlendirilmiş kadife çeşididir.
Utreht Kadife:
Pamuklu zemin, tiftik havların W şekilde bağlandığı döşemelik kadifedir.
Buruşuk Kadife:
Uzun tüylü çözgü havlarına sahip düzensiz şekilde fırçalanarak efekt kazandırılmış kadifelerdir.
Kadife Halı:
Baskılı hav çözgüsü ve renkli hav çözgüleriyle epengle tekniğiyle dokunan kadife cinsidir.
Frize:
Yer yer kabarık desenler oluşturan ilmekli havlara sahip döşemelik kadifedir.
Kadife Bantlar:
Kadife tezgâhlarında çift kadife olarak dokunan dar dokuma benzeri şerit kadifelerdir.
Suni Kadife, Divetin:
Her hangi bir hav ipliğine sahip olmayan bitim işlemlerinde tüylendirilen kadife benzeri kumaşlardır.
Yapısına Göre İplikler
![]()
Tek Kat İplikler
Çift Kat İplikler
Çok Katlı İplikler
Çekirdek İplikler
Fantazi İplikler
Tekstüre İplikler
Özel Yapılı İplikler
Hammaddesine Göre İplikler
Doğal ve sentetik liflerin bir dizi işlemler sonrasında birbirlerine paralel bir şekilde, bükümlü veya bükümsüz olarak bir araya getirilmiş ve bu sayede mukavemet kazandırılmış tekstil ürünüdür.
Bu ürün yani iplik DOKUMA KUMAŞLARIN VE ÖRME KUMAŞLARIN hammaddesidir. Bütün doğal lifler ve doğal lif benzeri sentetik lifler, kesikli yapıda ( Ştapel ) oldukları için lifleri bükümle bir araya getirmek zorunludur. Aksi takdirde ise iplikte söz edilemez.Bunun yanında sürekli ( kontinü) sentetik flamentlerden hem bükümlü hem de bükümsüz iplik elde etme imkânı bulunmaktadır. İplik çapını, yan yana gelen lifler oluşturur. Dolayısıyla ince liflerden ince iplik elde edilebilir. İplik numarası değişmediği halde çaptaki lif sayısı arttıkça sağlam ve kaliteli iplik yapılır. Lifin veya filamentin 10 mikron (μm)‟dan ince olanları ile 50 mikron (μm)‟dan fazla olanları iplik yapımı için uygun değildir, ince olanlar çok çabuk kopabilir. Kalınlar ise çok kaba iplikler meydana getirir.
Lif:
Belirli uzunluk, incelik ve mukavemeti olan yumuşak, sarılmaya, eğrilmeye ve bükülmeye uygun maddeye tekstil endüstrisinde lif ,Tekstilde kullanılan ham maddeye elyaf adı verilir.
Elyaf;
lif kelimesinin çoğulu olup, gerilebilme ve kopma mukavemeti ile bükülebilme (eğrilebilme), birbiri üzerine yapışabilme yeteneği olan ve boyu enine göre çok uzun olan renkli veya renksiz lif topluluğuna denir.
Kısa lif ( ştapel Lif ):
Bu lifler pamuk ve kesikli yapay liflerden oluşmuştur. Uzunlukları tür ve soylarına göre değişir ve ortalama olarak 1 cm‟den 40 cm‟ye kadar olan bu liflere "stapel lif" denir
Yapay kesikli elyaf :
Yapay elyafı, pamuk ve yün elyafıyla birlikte işleyebilmek için, isteğe göre şekillendirip belli boyda kesilmesiyle elde edilen elyafa,"yapay kesikli elyaf”
Uzun lif:
Bulifler yün ve kesikli yapay liflerden oluşmuştur. Lif Uzunlukları koyunun tür ve soylarına göre değişir ve 40 milimetrenin üzerinde olan doğal liflerle birlikte işlenen yapay kesikli liflere “uzun lif"
Kesiksiz (filament) Lifler:
Kontinü elyaf da denilen kesiksiz elyafta liflerin boyu sonsuz uzunluktadır. Bu liflere "filament" adı verilir.
Monofilament ( Tek flament ) :
Kalınlığı 0,1 mm.den daha az olan ve tek filamentten oluşan ipliktir.
Flament iplik:
Kalınlığı 0,1 mm.ye kadar olan,bir veya daha fazla sayıda bükümlü veya bükümsüz olarak bir araya getirilmiş filamentlerden oluşan ipliktir.
Tekstüre flament iplik:
Tek veya çok sayıda filamentten oluşan, kıvrım kazandırılmış filament demektir.
KARDE RİNG PAMUK İPLİĞİ
Karde ring pamuk iplikleri, penye pamuk iplik üretimine göre daha kısa pamuk elyafından üretilmiş, tarama işlemi yapılmamış pamuk ipliğidir. karde ring iplikleri penye ipliklerine göre daha düşük kalitelidir.
Bu iplikler düzgünsüz ve pürüzlü bir yüzeye sahiptir. Dokuma ve örme sektöründe kullanılan bu ipliklerin bükümü triko için düşük, dokuma için daha yüksek yapılır. Karde ring ipliklerinin mukavemeti, penye ring ipliklere göre daha düşük, open-end ipliklere göre daha yüksektir. İplik kalınlaştıkça (iplik numarası küçüldükçe) fiyatı düşer ve iplik kaba bir yapıya sahip olur. Genellikle Ne 6 ile Ne 30 numara arasında üretim yapılır. Karde ipliklerle yapılan kumaşlar düzgünlük açısından, penye ipliklerle yapılan kumaşlara göre daha kötüdür.zayıf bir kumaş yapısı arz ederler. Gevşek, kaba ve tüylü bir kumaş oluştururlar. Karde iplikler penye ipliklere göre bir miktar yabancı madde içerdiklerinden karde mamuller penye mamullere göre daha mat ve daha az temiz görünürler. Karde ring iplikleri, denim (blue jean), kord, havlu, spor giysi kumaşları, çarşaflar, döşemelik kumaşlar, ev tekstilleri, teknik kumaşlar gibi kumaşların dokunulmasında kullanılmaktadırlar. Karde ring iplikleri kısaca penye ipliklerinin zorunlu olarak kullanıldığı pamuklu kumaşlar dışında dokumada üretilen bütün pamuklu kumaşlarda kullanılır.
PENYE RİNG PAMUK İPLİĞİ
Uzun ve ince pamuk elyaflarının penye dairesinden (tarama) geçirilerek, kısa ştapel iplikçiğinde eğrilmesiyle oluşan kaliteli pamuk ipliğidir. Penye dairesi, şerit birleştirme ve penye makinelerinden oluşur. Bu yüzden penye ipliği üretmek için gerekli makine parkı uzun ve pahalıdır. Materyel fazla enerji harcanarak işlenir. Bu da kaliteli ve daha pahalı olan, geniş kullanıma sahip penye ipliğini oluşturur. Kısa elyaflardan arındırıldığı için ştapel diyagramı gelişmiştir. Ne 80'e kadar ince iplikler üretilebilir. Düzgün ve yumuşak tutumludur. Karde ipliğine göre daha temiz ve homojendir. Mukavemeti daha fazla, düzgünsüzlüğü daha azdır. Penye ipliklerle yapılan kumaşlar, karde ipliklerle yapılan kumaşlara nazaran daha iyi ve kalitelidir. Karde ipliklerden yapılamayacak kumaşlar penye ipliklerle yapılır. En önemli özelliği su emici olmasıdır. Bu kullanılabilme yeteneğini arttırır. Statik elektriklenme ve piling problemi yoktur. Örme, triko, dokuma kumaşlarının her çeşidinde kullanılabilir. Penye ipliklerle elde edilen kumaşların çok çeşitli kullanım yerleri vardır. Bayan, erkek ve çocuk kıyafetlerinde iç ve dış giyim ürünleri (yazlık ve kışlık), ev tekstilinde döşemelik, perdelik örtülük ürünlerde kullanılır.
OPEN-END PAMUK İPLİĞİ
Açık-uç eğirme sistemine göre üretilen ipliklerdir. En çok kullanılan yöntemi rotor iplikçiliğidir. Pamuk ve pamuk tipi elyaflar kullanılabilir. Rotorun içine düşen elyafların merkezkaç kuvvetinin etkisiyle eğrilmesi sistemine dayanır. Open-end ipliğin oluşması ring ipliği ile farklılık gösterir.Temelde makine parkında olan farklılıklar vardır. Open-end iplikçiliğinde besleme bant olarak yapılır ve oluşan iplik direkt olarak bobinlenir. Kısaca ring iplikçiliğinde bulunan fitil ve bobin aşamaları Open-end iplikçiliğinde yoktur. Kaba ve orta incelikte iplikler elde edilir. Hacimli ve tüylü bir yapısı vardır. Ring ipliklerine göre mukavemeti düşük ve düzgünsüzlüğü fazladır. Ne 30/1'e kadar incelikte open-end iplik yapılabilir. Open-end iplikler genel olarak çok yüksek mukavemet gerektirmeyen yüzeylerin elde edilmesinde kullanılır. Open end ipliklerin en fazla kullanıldığı kumaşlar denim (jean) kumaşlardır. Pamuk kaynaklı olması kumaşlara emicilik kazandırmaktadır. Bunun yanında örtme gücü, ısı tutma özellikleri, ring iplikleri ile üretilen kumaşlara göre daha iyidir. Mamul bazında Open end iplikleri kullanımı, ortaya çıktığı günden beri gittikçe yaygınlaşmaktadır. İlk zamanlarda ağırlıklı olarak denim ürünlerde kullanılan open end iplikler, bugün birçok üründe kullanılmaktadır. Giyim sektörünün dışında ev tekstili, dekoratif kumaşlar, fazla dayanım istemeyen sınai kumaşlarda open end iplikler kullanılır.
KAMGARN YÜN İPLİĞİ
Yün iplikçiliği metodudur.
Uzun ve ince yün elyaflarının taranmasıyla ve daha sonra eğrilmesiyle elde edilen kaliteli yün ipliğidir.
Kamgarn iplikçiliğinde makine parkı, ştrayhgarna göre çok uzundur.
Taraktan sonra çekme, tarama, finisör ve ring eğirme makineleri vardır. Mukavemeti iyi, düzgünsüzlük minimumdur.
Üniform bir yapı vardır, elyaflar birbirine paralel ve düzenli bir şekilde yerleşmiştir.
İnce yün iplikler bu yolla elde edilir.
Kamgarn yün iplikleri prensip olarak, pamuktaki penye ipliklerine benzerler.
Kamgarn’da da tarama işlemiyle kısa elyaflar döküntüye giderler. Bu da ipliğin kalitesini arttırır.
Kamgarn ipliklerle daha çok düzgün yüzeyli kumaşlar elde edilir.
Bu kumaşlar ince yapılı, narin dokuma ve örme ürünleridir.
Bu kumaşlarda doku ve desen belirgindir.
Isı yalıtma özelliği ştrayhgarna göre daha azdır, bu da sıkı yapı ve hacim azlığının sonucudur.
Buruşukluk gösteririler buna karşın ütü tutma özelliği iyidir.
Kamgarn ipliklerden genellikle kışın giyilebilen ağır ve iyi tutumlu, kaliteli kıyafetler üretilir.
Bunlar erkek ve bayan dış giyim ürünleridir. (Takım elbise, ceket, tayyör, döpyes, etek vb.) Ayrıca ince örgülü kumaşlar, kazaklar, kışlık bluz ürünlerinde ve çocuk giyiminde kullanılır.
ŞTRAYHGARN YÜN İPLİĞİ
Kısa lif oranı yüksek, taranmamış yün elyaflarının ştrayhgarn teknolojisine göre işlenmesi ile elde edilir.
Kamgarn ipliklere göre çok kısa bir makine parkı vardır.
Harman-hallaç dairesinden sonra taraklama işleminden geçirilir.
Taraktan fitil (ön iplik) halde alınır ve eğrilerek iplik oluşur.
Kamgarna göre düşük mukavemetli, düzgünsüz ve hacimli bir yapıya sahiptir.
Elyaflar iplik içinde gelişigüzel yerleşmiştir.
Kalın ve kaba görünümlü, yüzeyi pürüzlü ve tüylüdür.
Ştrayhgarn ipliklerdokuma yüzeylerde kullanılır.
Kaba ve tüylü oluşu örme sektöründe kullanımını minimuma indirir.
Ştrayhgarn ipliklerden yapılan kumaşlar yumuşaklık ve hacimleri sayesinde çok iyi yalıtım sağlarlar.
Bu kumaşlarda doku pek belli değildir.
Süngerimsi ve yaylı bir tutuma sahip olduklarından ütü tutmazlar, ancak şardonlanmaya elverişlidirler.
Ştrayhgarn iplikler, kamgarnlardan daha iyi bir yalıtım sağladıkları için ağır kış şartlarında kullanılan palto, manto türü giyeceklerde ve özellikle battaniye üretiminde fazlaca kullanılırlar. Bunların dışında el dokuması olan halı, kilim üretiminde kullanılırlar.
KETEN İPLİĞİ
Keten bitkisinin saplarından elde edilen keten elyafından üretilen ipliklerdir.
Kısa ştapelli ve uzun ştapelli olarak iki kısma ayrılırlar.
Kısa ştapelli keten ipliklerkaba ve kalın olmalarına karşın uzun ştapelliiplikler ince ve hassastır.
Kısa ştapelli ipliklerhacimli bir yüzeye sahip olup düzensizlikler vardır.
Uzun ştapelli ipliklerise pürüzsüz ve düzgün bir yüzeye sahiptirler.
Genel olarak değerlendirilirse uzun ştapelli keten ipliklerkısa ştapelli ipliklerden daha kaliteli ancak daha pahalıdır.
Kısa ştapelli ipliklergenelde evlerde dokunan kaba kumaşların yapımında kullanılır.
Uzun ştapelli ipliklerince ve düzgün yüzeyli oldukları için daha hassas kumaşların dokunmasında kullanılır.
Örme sektöründe ancak karışım halinde kullanılabilir.
Örme ve triko sektöründe saf olarak kullanılamayan keten ipliği genelde dokuma kumaşlardan elde edilen ürünlerde kullanılır.
İnce kumaş ürünleri genellikle yazlık kıyafetlerdir.
Kaba kumaşlar ise hasır, ayakkabı gibi ürünlerde kullanılır.
Bunların dışında ev tekstili, temizlik bezleri, peçete ve mendil üretiminde ketenden faydalanılır.
FLOŞ (VİSKON) İPLİĞİ
Rejenere selüloz elyafından filament halde elde edilen ipliklere floş (rayon), ştapel haldeki elyaftan elde edilen ipliklere de viskon iplikler denir.
Filament haldeki ipliklerde (floş) görünüm, tuşe ve parlaklık gibi özellikler ipeğe benzer, yumuşak ve dökümlüdürler, statik elektriklenme ve piling açısından sorun yaratmazlar.
Ştapel haldeki elyaflardan yapılan iplikler(viskon) ise büyük oranda pamuğa benzer nem çeker özellik gösterir.
Sağlamlığı filament iplikten daha azdır.
Bunun dışında özellikle birbirine benzer çeşitli bitim işlemleriyle özellikleri daha da iyileştirilebilir.
Filament veya ştapel haldeki floş-viskon ipliklerdokuma ve örme kumaşlarda çok geniş bir kullanıma sahiptir.
İnce dökümlü ve fantezi kumaşlar elde edilebilir, iplik özelliklerinin çoğunu aynı şekilde gösterirler.
Viskon kumaşlar boya baskı gibi işlemlere de elverişlidirler.
Viskon (floş) kumaşlar çok geniş kullanıma sahiptirler. Başta ev tekstili olmak üzere hazır giyim ve endüstriyel alanlarda kullanılır. Özellikle şık ve dökümlü fantazi kıyafetlerin yapımında kullanımları yaygındır. Ayrıca üst giyimde astar olarak da kullanılır.
POLYESTER İPLİĞİ
Poliester elyafından üretilmiş sentetik (tam yapay) iplik tipidir.
Petrol türevi olan poliester ipliklerfilament olarak veya ştapel elyaftan eğrilerek üretilebilirler.
Filament ipliklerpürüzsüz, kaygan bir yüzeye sahiptir. Kesitleri yuvarlaktır.
Yüksek mukavemete sahiptir.
Ştapel formun mukavemeti filament forma yakındır.
Yüksek esneme özelliğine sahip polyester iplikler düşük nem çekerler.
Erime noktası 260 °C'dir.
Termofikse edilebilme özelliği çok iyidir. Bu yüzden çok kolay tekstüre olur.
Tekstüreli veya tekstüresiz olarak kullanılabilen poliester iplikler tekstilde önemli bir yere sahip sentetik ipliklerdir.
Poliester iplikleri dokuma ve örme kumaşların üretiminde çok geniş bir kullanıma sahiptirler.
Dayanıklıdır ve esneme özelliği vardır, düşük nem emiciliğine sahiptir.
Düşük nem emiciliği yüzünden statik elektriklenme ve piling problemi yaratır.
Poliester ipliklerden elde edilen kumaşların olumlu özellikleri geniş bir alanda kullanılmalarını sağlamaktadır.
Genel olarak bakıldığında; her türlü bayan ve erkek giyiminde, ev tekstillerinde (perde, mefruşat vb.) ve endüstriyel alanlarda (çadır, branda, yelken vb.) teknik tekstiller olarak kullanılmaktadır.
NAYLON İPLİĞİ
Poliamid elyafından üretilmiş sentetik elyaftır.
Naylon ve perlon olmak üzere iki çeşidi vardır.
Ancak piyasada poliamid ipliklernaylon olarak bilinir.
Filament iplik veya ştapel iplik olarak üretilebilir.
Filament iplikleristenen boyda ve incelikte üretilebilir.
Ştapel ipliklerise yün veya pamukla karışım halde kullanılırlar.
Tekstüreli ve tekstüresiz olarak kullanılır.
Yüksek mukavemet ve elastikiyete sahip naylon ipliklerpoliesterle birlikte tekstilde en çok kullanılan sentetik ipliklerdir.
Dokuma ve örme yüzeylerde naylon ipliklertek başlarına kullanılacaksa genelde filament halde kullanılırlar.
Ama pamuk ve yünle karıştırılarak ştapel iplik olarak da kullanılırlar. Böylece şardonlamaya elverişli kumaşlar üretilebilir.
Naylon kumaşların önemli özellikleri dayanım formu koruma ve kolay bakımdır.
Statik elektriklenme düşüktür. Ancak piling problemi vardır.
Sıcaklığa karşı direnci çok yüksek ancak ışığa dayanıklılığı kötü olan naylon ipliklerle üretilen kumaşlar, sürtünme ve aşınma dayanımının yüksek olması gereken yerlerde kullanılır.
Özellikle ince çorap, iç çamaşırı, mayo, spor giyim eşyaları, ev tekstili ve dekoratif ürünlerde kullanımı vardır. Ayrıca endüstriyel alanlarda da yaygın bir kullanımı vardır.
AKRİLİK İPLİĞİ
Petrol türevi olan akrilik elyafından üretilmiş sentetik (tam yapay) ipliklerdir.
Genelde ştapel haldeki elyafın eğrilmesiyle elde edilir.
Dolgun, yumuşak tutumları ile yüne benzerler.
Yapısal bileşimlerinin oranlarında farklar olan çeşitli tipleri mevcuttur.
Bunlardan en çok bilinen ikisi orlon ve modakriliktir.
Orlon, poliakrinitrilden elde edilen ştapel elyaflardan oluşan ipliktir. Yirmiden fazla çeşidi vardır.
Modalakrilik ise özelliklerinde iyileştirilme yapılmış akrilik ipliğidir.
Hafif ve sıcak tutan, ışığa ve iklime dayanıklı, bakımı kolay, parlak ve çabuk kuruyan ipliklerolarak bilinirler.
Gerek dokuma gerekse örme olsun, kumaşlarda yaygın olarak akrilikipliklerkullanılır.
Yüne benzediğinden şardonlanmaya elverişlidir.
Düşük nem alma yeteneği statik elektriklenme ve pilling gibi problemler yaratır.
Yüksek ışık ve iklim şartlarına karşı direncin gerektiği yerlerdeki tüm örgü veya dokuma kumaş ürünlerinde kullanım yeri bulmuştur.
Bayan veya erkek dış giyim, yer döşemelikleri, ev tekstili (battaniye, halı, perde vb.), hacimli oluşundan dolayı özellikle kazaklarda çok kullanılır.
YALIN ( ÇIPLAK) ELASTAN İPLİKLER
Polimer eriyiğinden lif çekimi sonucu elde edildikten sonra doğrudan kullanılabilen monofilament veya multifilamentli ipliklerdir.
Tekstilde kullanım alanı oldukça sınırlıdır. Bazı örgü kumaşlarda kullanılırlar.
Yüksek fiyatı nedeniyle, elastan liflerinin yalın halde kullanımından kaçılmaktadır.
KAPLANMIŞ ELASTAN İPLİKLER
Tekstil endüstrisinin çok çeşitli ihtiyaçlarına ekonomik bir şekilde cevap verebilmek için elastan liflerin, değişik iplik ve elyaf türleri ile kombine edilerek kullanılması yoluna gidilmiştir. Filament haldeki elastan üzerine çeşitli liflerin sarılması ile kaplanmış yapıdaki elastan ipliklerelde edilir.
Bu amaçlarla üretilen elastan içerikli kombine iplikler, ipliği oluşturan komponentlerin türüne ve üretimde kullanılan sistemlere göre değişen özelliklere sahiptirler.
FİLAMENT İPLİKLER
Bir filament iplik, iplik uzunluğu boyunca devam eden bir veya daha fazla sayıdaki filament liften meydana gelmektedir.
Tek bir filamentten oluşan iplik monofilament,çok sayıda filamentten oluşan iplik ise multifilament olarak bilinmektedir.
Giysi uygulamalarında bir filament iplik iki-üç adet gibi az sayıda filament liften oluşabileceği gibi bu sayı 50 gibi yüksek bir miktarda da olabilmektedir. Örneğin, halı imalatında bir filament iplik yüzlerce liften meydana gelebilir.
Yapay liflerin büyük bir kısmı filament iplik şeklinde üretilmektedir.
İpek filament formundaki tek doğal liftir.
İplik içindeki filamentlerin şekline bağlı olarak filament ipliklerdüz ve hacimli olmak üzere iki gurupla sınıflandırılabilir.
Düz bir iplik içindeki filamentler düzgün bir şekilde uzanırlar ve iplik eksenine paralel bir yerleşimleri vardır.
Bu nedenle düz filament ipliklerde lif yerleşimi birbirine çok yakındır ve düz bir yüzeye sahiptir.
Filamentlerin ya kıvrım aldıkları ya da birbirlerinin içine geçerek karıştıkları hacimli iplikleraynı incelikteki düz ipliklerden daha büyük bir hacme sahiptirler. Hacimli ipliklerin üretimi için ana yöntem teksturedir.
Teksture işlemi filamentlerin uzunluğu boyunca kalıcı kıvrımlar, halkalar ve ilmekler oluşturmak suretiyle gerçekleştirilmektedir.
Teksture ipliklerartırılmış bir hacimliğine sahip oldukları için bu ipliklerden yapılan kumaşların hava ve buhar geçirgenliği düz ipliklerden yapılanlardan daha büyüktür.
Ancak hava yastığı kumaşları gibi düşük hava geçirgenliği gereken uygulamalarda düz ipliklerdaha iyi bir secim olacaktır.
HDPE FİLAMENT İPLİKLERİ
HDPE, yüksek yoğunluklu polietilen (high density polyethylene) anlamına gelmektedir.
Çok yüksek ağırlıklı polietilen başlangıç malzemesi olarak kullanılır.
Lif üretimi için jel çekim prosesi uygulanır. Jel çekim prosesinde moleküller bir solvent içerisinde çözülür ve bir düze vasıtasıyla lifler çekilir.
Çözelti içerisinde katı halde kümeler oluşturan moleküller serbest vaziyette kalırlar ve filamenti oluşturmak için çözelti soğutulduktan sonra bu durumlarını muhafaza ederler.
Liflerin eldesinden sonra uygulanan gerdirme prosesi filament içerisinde çok yüksek bir makro moleküler bir oryantasyon sağlar ve bu da yüksek bir tenasite ve modül oluşturur.
HDPE lifleri farklı uygulamalar için farklı derecelerde üretilir.
Halat üretimi ve kordonlar, koruyucu giysiler ve çarpmaya dayanıklı malzemelerin her biri için ayrı tipte filament iplikleri üretilir.
KARBON FİLAMENT İPLİKLERİ
Karbon lifleri genellikle rayon ve akrilik gibi oncu liflerden yapılmaktadır.
Akrilik lifini karbona dönüştürürken üç aşamalı ısıtma prosesi kullanılmaktadır.
Başlangıç aşamasında akrilik liflerinin okside koşulları altında 200-300 °C’ a kadar ısıtıldığı oksidatif stabilizasyondur.
İkinci aşama ise okside edilmiş liflerin inert bir atmosfer altında 1000 °C civarında ısıtıldığı karbonizasyon aşamasıdır.
Sonuç olarak hidrojen ve azot atomları okside edilmiş liften atılmış olur ve oryante edilmiş fibriller şeklinde yerleşmiş hekzagonal bilezikler formunda karbon atomları kalır.
Son aşama ise grafitleştirme prosesidir.
Burada karbonize edilmiş filamentler tekrar inert bir atmosferde 3000 °C sıcaklığa kadar ısıtılır.
Grafitleştirme bir kristalin tabaka yapısında organize olmuş karbon atomlarının düzgün bir şekilde yerleşimini artırmaktadır.
Bu tabakalar yüksek modüllü liflerin üretimlerinde önemli bir faktör olan lif ekseni doğrultusunda iyi bir şekilde oryante olmaktadır.
Cam lifleri gibi karbon liflerinin de çoğu kırılgandır. İşlenebilirliği iyileştirmek ve liflerin bir arada tutulmasını sağlamak için haşıl kullanılır.
CAM FİLAMENT İPLİKLERİ
Cam yanmayan bir tekstil lifidir ve çok yüksek tensisiteye sahiptir.
Bu lif güç tutuşurluk gereken uygulamalarda kullanılmıştır ve genellikle de binaların izolasyonunda kullanılmaktadır.
Sahip olduğu özellikleri ve düşük maliyetleri nedeniyle cam lifleri büyük ölçüde kompozitlerin takviyelerinin imalatında kullanılmaktadır.
E-cam, C-cam ve S-cam gibi farklı tipte cam lifleri bulunmaktadır.
E-cam lifleri neme karşı büyük dirence sahiptir ve aynı zamanda yüksek bir elektrik ve ısı direnci de bulunmaktadır.Bu genellikle dokuma kumaş formundaki cam takviyeli plastiklerde kullanılır.
C-cam ise hem asitler hem de alkaliler olmak üzere kimyasallara direnci ile bilinmektedirler. Bu tur direnç gerektiren kimyasal filtrasyon çalışmalarında geniş çaplı olarak kullanılırlar.
S-cam lifi de yüksek mukavemetlidir ve kompozit imalatında kullanılır.
Cam filament iplikleri klasik tekstil iplikleri ile karşılaştırıldığında kırılgandırlar.
Sonuç olarak cam lifleri tekstil işlemleri sırasında kolayca kırılabilirler.
Bu nedenle lifler arasındaki sürtünmeyi minimize etmek ve lif demetini bir arada tutmak için uygun haşıllamanın yapılması gerekmektedir.
Dekstrin, jelâtin, polivinil alkol, hidrojenize bitkisel yağlar ve noniyonik deterjanlar genelde kullanılan haşıl maddeleridir.
Cam lifleri ile işlem yapılırken cildin tahriş olmasını engellemek ve cam liflerini solumamak için koruyucu giysi ve maske kullanılmalıdır.
ARAMİD FİLAMENT İPLİKLERİ
Aramid lifi, lifi oluşturan maddenin amid bağlarının en azından % 85’ inin doğrudan doğruya iki aromatik bileziğe bağlandığı uzun zincirli bir poliamid lifidir.
Nomex ve Kevlar Du Pont’ a ait olan ve en iyi bilinen iki aramid lifinin ticari ismidir.
Aramid lifleri yüksek mukavemetli liflerdir.
Bu aramid lifler yüksek sıcaklığa ve birçok kimyasala ve gerdirmeye karşı dirençlidir.
Kevlar aramid
nispeten düşük ağırlığı ve zarar görmeye ve yorulmaya karşı direnci ile iyi tanınmaktadır.
Bu özellikleri nedeniyle Kevlar 49 yüksek tenasiteye sahiptir ve uçak parçaları ve bot imalatına yönelik parçalar dahil olmak üzere birçok kompozitlerin imalatında güçlendirme materyali olarak kullanılmaktadır.
Nomex aramid
ısıya karşı dirençlidir ve itfaiyeci giysileri ile buna benzer alanlarda kullanılmaktadır.
Aramid iplikleri cam ve kevlar gibi diğer yüksek performanslı benzerlerinden daha esnektir ve böylece dokuma, örme veya sac orgu şeklindeki kumaşlar yapım proseslerinde daha kolay bir şekilde kullanılır.
Ancak burada dikkat edilmesi gereken husus, aramid ipliklerinin klasik tekstil ipliklerinden daha mukavim ve daha fazla uzayabilir olmalarına rağmen kumaş üretim işlemlerini zorlaştırabilecekleridir.
KATLI İPLİKLER
Normal tekstil ve hazır giyim uygulamalarında kumaşların çoğunluğunda tek kat iplikler kullanılır.
Fakat özel ipliklerbilhassa teknik ve endüstriyel uygulamalar için yüksek mukavemetli ve modüllü iplikler elde etmek için genellikle katlı ipliklere ihtiyaç duyulur.
Katlı bir iplik iki veya daha fazla tek kat ipliğin tek bir aşamada beraberce bükülmesi ile elde edilir.
Kablo iplikler
iki veya daha fazla katlı ipliğin veya katlı ve tek kat ipliklerin kombinasyonunun beraberce bükülmesiyle üretilmektedirler.
Birkaç tane tek kat ipliğin beraberce bükülmesi, her bir ipliğin üst tabakalarındaki liflerin bağlanmasını iyileştirerek tenasiteyi artırır.
Bu ilave bağlanma, yüzey liflerinin iplik mukavemetine katkısını yükseltmektedir.
Katlı iplikleraynı zamanda daha düzgün daha düz ve daha dayanıklıdır.
Uygun bir tek kat iplik ve katlama bükümü kullanarak kord bezi gibi yüksek mukavemet, düşük esneklik gerektiren uygulamalar için mükemmel bir şekilde dengelenmiş katlı iplikler üretilebilir.
Katlı iplikler için tipik bir proses akışı aşağıda belirtilen aşamalarda yapılır;
1) Tek kat iplik üretimi,
2) Tek kat ipliğin bobinlenmesi ve temizlenmesi,
3) Katlama; katlı büküme uygun bir bobin formatı üzerine istenen kat adedi kadar ipliğin bir arada sarılması,
4) Büküm verme,
5) Bobinlemedir.
Büküm verme iki basamaklı proses ile veya bir ‘’çift büküm’’ makinesi ile gerçekleştirilebilir.
İki basamaklı prosesin ilk aşamasında bir Ring büküm makinesi düşük katlama bükümünün verilmesini ve ikinci aşamada ise bir kelebekli büküm makinesi nihai bükümün verilmesini temin eder.
Ring büküm makinesi yüksek çıkış hızı elde edebilmek için düşük büküm kullanır.
Ring büküm makinesinde kelebekli büküm makinesinde ipliğin gerekli şekilde sağılmasına uygun bir sarım formatı hazırlanır.
Kelebekli büküm makinesinde besleme bobini iğ ile beraber döner ve iplik bobinin üst tarafından alınarak çekilir. Serbestçe dönen bir küçük kelebek iplikle beraber döner ve ipliğin bükümünün aktarılmasını sağlar. Bir çift büküm (two-for one) makinesinde besleme bobini sabit olarak durmaktadır.
İplik bobin üzerinden sağıldıktan sonra iğin ortasından geçirilir ve iğ ile birlikte dondurulur.
İğin her donuşu ipliğin iğin içinde kalan kısmına bir büküm ve aynı zamanda bobinin dışında kalan kısmına (ana iplik balonu) da bir büküm verir.
İplik böylece iğin her dönüşünde iki büküm alır.
Eğer besleme bobini iğin tersi yönde döndürülür ise bu durumda büküm verme miktarı bobin donuş hızı kadar artacaktır.Saurer Tritec büküm makinesi bu prensiple çalışır.
Tritec büküm makinesinde bobin iğ devri kadar bir devir ile fakat aksi yönde döner.
Boylelikle her iğ devrinde üç büküm verilmiş olur. Bobin manyetik olarak tahrik edilmektedir.
Aynı kalınlıktaki iki katlı ipliğin üretimi tek kat bir ipliğin üretiminden çok daha pahalıya mal olmaktadır.
Bu durum yalnızca ilave katlama ve büküm işlemlerinden değil aynı zamanda tek kat ipliğin daha ince üretiminin getireceği maliyet artışından kaynaklanmaktadır.
BUKUMSUZ (YAPIŞTIRMALI) EĞİRME
Ştapel liflerden büküm olmaksızın iplik üretmek için çok sayıda teknikler geliştirilmiştir.
Boylelikle üretimin arttırılmasına çalışılmış ve özellikle bilezik kopça sistemi gibi büküm verme donanımlarından kaynaklanan sınırlamaların önüne geçilmeye çalışılmıştır.
Farklı iplik özellikleri nedeniyle bu teknikler dünya çapında geniş ölçüde ticari acıdan kabul görmemiştir.
Fakat yinede bunlar bir alternatif sunmaktadır ve bazı özel ürünlerin ekonomik bir şekilde elde edilmesinde yararlanılabileceklerdir.
Bükümsüz iplik üretim metotlarının çoğu iplik içerisindeki liflerin bir arada tutulması için genellikle bir yapıştırıcı madde kullanılır.
Bunlardan yüksek hızlarda düşük lineer yoğunluklu ipliklerüretilebilir.
Kumaş oluşturulduktan sonra kullanılan yapıştırıcı madde uzaklaştırılabilir ve liflerin arasındaki bağlantı artık kumaş yapısından ileri gelen kuvvetler ile sağlanır.
Bu tur iplik bükümsüz yapısı dolayısıyla yüksek bir örtücülüğe sahiptir.
Bununla birlikte bu prosesler ilave kimyasal maddeler içerirler ve yüksek bir enerji tüketimi gerektirirler.
İplikler ancak lifler arasında iyi bir tutunma etkisi sağlayabilecek kumaş yapılarında kullanılabilirler.
Bir TNO bükümsüz iplik üretimine örnek; Bu iplik üretiminde fitil daha iyi bir kontrol sağlayan ıslak koşullar altında çekim işlemine tabi tutulur. Daha sonra aktif olmayan bir nişasta aynı zamanda geçici bir mukavemet kazanması için yalancı büküm uygulanan çekilmiş fitile uygulanır. Nişasta daha sonra kurutulacak olan bobinin buharlaşması ile aktif hale gelir. TNO bükümsüz sisteminin bir başka uygulamasında ise ştapel lifleri bir arada tutmak için nişasta yerine 80 °C üzerinde eriyen PVA (polivinil alkol) lifleri kullanılır. Bu aynı zamanda Twilo sistemi olarak da bilinmektedir.
MELANJ İPLİĞİ
Değişik renklerdeki elyafların belirlenen oranlarda karıştırılması ile elde edilen ipliklerdir.
Bu işlem değişik metodlarla gerçekleştirilebilir.
Harman hallaç dairesinde karıştırılabileceği gibi, vigure baskılı kamgarn tops veya bantlardan dublaj yapılarak karıştırılır.
Bir elyaf için uygun olan boyar maddenin diğer elyaf tarafından kabul edilmemesi melanj efektini oluşturur.
Üretimde kullanılacak boyalı elyaf miktarı, iplikten istenen renk özelliğine göre belirlenir.
Genelde kırçıllı, renk değişimli görünümüne sahip olup, dokumada ve örmede kullanılırlar.
Melanj kumaşlar kullanıldığı hammaddenin özelliklerini yansıtırlar.
Kumaşta istenen renk oranları ve tonları iplik sayesinde sağlanır.
Renk değişimli ve kırçıllı görünümü vardır.
Genellikle karışım iplikler kullanılır.
Melanj ipliklerle yapılan kumaşların, modaya bağlı olarak zaman zaman kullanım yerleri artmaktadır.
Ancak en çok kabul edilen kullanım yerleri sweatshirt, t-shirt ve eşofmanlardır.
Bunların dışında erkek ve bayan dış giyiminde yünlü melanj ürünler kullanılmaktadır.
MULİNE İPLİĞİ
Farklı renklerdeki ipliklerin birlikte katlanarak bükülmesi ile oluşan ipliklerdir.
Bu işlem ya ring iplik makinesinde, farklı renkteki fitillerin çekildikten sonra bükülmesiyle ya da tek kat ipliklerin katlanmasıyla elde edilirler.
Verilecek büküm miktarı ipliğin kullanılacağı yere göre ayarlanır.
Muline ipliklerin üretiminde değişik renklerdeki aynı veya farklı elyaf türleri kullanılabilir.
İpliğin özellikleri iplik üretiminde kullanılan elyafın özelliklerine bağlı olarak değişir.
Birbirinden farklı elyaf türleri kullanılarak, kullanım yerine uygun özelliklerde üretilen muline ipliklerdokuma ve örme kumaş üretiminde kullanılır.
Bu kumaşlar genellikle sert tuşeli olup, renk dağılımı homojen olan yüzey görünümüne sahiptir.
Muline iplik kullanılarak üretilen dokuma ve örme kumaşlar dayanıklı yapıları nedeniyle aşınmaya ve sürtünmeye maruz dış giyimde ağırlıklı olarak kullanılırlar.
Dokuma kumaşlardan, takım elbise, ceket, etek gibi; örme kumaşlardan ise kazak hırka gibi ürünler elde edilir.
Fantazi İplik nedir
Fantezi iplikler;
Tek ve çok katlı düz ipliklerden farklı, özel düzensiz bir yapı ve görünüşe sahip olarak, görsel ve yapısal özellikleri ile son ürünün estetik değerini artırmak amacıyla üretilen iplikler olarak bilinmektedir.
Fantezi iplik üretiminin esası, ayırıcı özellikler yaratmak ve bu özellikleri birleştirerek yeni yapılar elde etmektir. Teknolojik olanaklar çerçevesinde fantezi iplik tasarımı ve üretimi için kısıtlayıcı unsurlar yalnızca hayal gücü ve ticari kabul edilebilirlik olmaktadır.
Eski çağlarda tekstilde fantezi yapıların kullanılmış olduğuna dair birçok arkeolojik kalıntıya rastlanmıştır. Eldeki bulgulara göre kumaşta fantezi iplik kullanıldığını gösteren en eski kalıntı M.Ö.1000 yıllarına ait olup, Urumçi’deki mezarlarda bulunmuştur.
1770 yılında Charles Germain de Saint Aubin’in ortaya koyduğu, şönil (tırtıl) iplik üretiminin esasını oluşturan bir yöntem ilk fantezi iplik üretimi girişimi olarak kabul edilmektedir.
Ancak günümüzdeki anlamda fantezi görsel yapılar (effect) içeren iplik üretim teknolojisi 19. yy’ın sonlarından itibaren ortaya çıkmıştır. Bu yıllarda teknolojik gelişmelerin, sürdürülebilir büyüme ve pazar paylarının geliştirilmesi açısından önemi anlaşılmıştır. Yeni tekniklerin yeni pazarlar yarattığı olgusu,
Fantezi iplik alanında, 20. yy’ın son çeyreğinde;
İçi boş iğle eğirme sistemi (hollow-spindle),
Şönil iplik üretim sistemi (chenille)
Ve küçük çaplı yuvarlak örme makinelerinde örülmüş iplik üretimi (chainette) teknolojisinin ortaya çıkması gelişimi hızlandırmıştır.
Fantezi iplikler bir kumaşa moda özelliği kazandırmakta ve bu nedenle düz iplikler kadar olmasa da geniş bir kullanım alanına sahip olmaktadırlar. Moda tasarımcıları fantezi iplikleri çeşitlilik ve farklı bir tarz yaratmak amacıyla kullanmaktadırlar. Genel olarak bu iplikler yapısal ve görünüş olarak estetik ve dekoratif özellikler gerektiren, katma değeri yüksek dokuma, örme kumaşlar ve diğer tekstil malzemelerinin üretiminde kullanılmaktadır.
Bu iplikler için en önemli kullanım alanı;
Bayan dış giyimi olmakla birlikte diğer kullanım alanları çocuk giysileri, erkek ceketleri, örme giysiler, kravat, perde, güneşlik, duvar kaplamaları, döşemelik kumaşlar ve denim endüstrisi olarak sıralanabilir.
Tekstil sektöründe farklı pazarlara ulaşabilmek için özel iplik yapılarının çeşitlenmesi ve farklı üretim sistemlerine uygulanması gittikçe önem kazanmaktadır. Bu ipliklerin, alternatifi olmadığı için bugün olduğu gibi gelecekte de güncel kalması beklenmektedir.
Kitin ve Kitosan Lifleri
Dünyada çapında, büyük miktarda yengeç ve karides gibi, kabuklu su ürünlerinin kabukları değerlendirilmeden çevreye atılmaktadır.
- Günümüz artan çevre yasaları ile birlikte atıkların yeniden değerlendirilmelerinin gündeme gelmesiyle birlikte, bu kabuklardan yeni ürünler elde edilmeye başlanmıştır.
- Bu ürünlerin başında kitin gelmektedir.
- Kitin, dünyada selülozdan sonra ikinci en yaygın biopolimerdir.
- Kitinin başlıca türevi olan kitosan, birçok sektör gibi tekstil işlemlerinde de geniş kullanım olanağına sahiptir.
Dünya çapında, deniz ürünleri üreticisi şirketler tarafından büyük miktarda yengeç ve karides kabuğu değerlendirilmeden çevreye atılmaktadır. Özellikle son yıllarda atıkların yeniden değerlendirilmelerinin gündeme gelmesiyle birlikte, kabuklu su ürünleri çürümeye bırakılmak yerine kimyasal veya biyolojik yöntemlerle yeniden değerlendirilmekte ve yeni ürünler elde edilmektedir.
Bu şekilde edilen ürünlerin başında kitin ve bir türevi olan kitosan gelmektedir. Doğal bir biyopolimer olan kitosan, özellikte son 50 yıldır araştırmacılar için ilginç bir materyal olarak yerini korumaktadır.
- Kitine göre birçok avantaja da sahip olan kitosan başta gıda, kozmetik, ziraat, tıp, kâğıt ve tekstil olmak üzere birçok endüstri dalında kullanım alanı bulmuştur.
Tekstil terbiyesi işlemleri esnasında çok miktarda su ve enerji tüketilmektedir. Bununla birlikte atık suya terk edilen boyarmaddeler ve yardımcı maddeler de kirletici etki göstermektedir. Kirlilik ve atık suyun rengini gidermek için kullanılan kimyasal maddeler ise ek bir kirliliğe yol açmaktadır. Tüm bu unsurlar, gittikçe katılaşan çevre kanunları için tehdit edici bir unsur oluşturmaktadır. Bu nedenle, tekstil endüstrisinde toksik özellikte ve atık su yükü oluşturan kimyasal maddelerin yerini alabilecek yeni madde arayışları devam etmektedir.
Doğada bulunan kaynaklardan bol miktarda elde edilebilen bir biyopolimer olan kitosan,
- Canlılara karşı toksik özelliğinin olmaması,
- Biyolojik olarak parçalanabilirliği,
- Biyouyumluluğu,
- Kimyasal ve fiziksel özellikleri
Bakımından diğer biyopolimerlere göre üstün özellikler göstermesi nedeniyle birçok endüstri dalı gibi tekstil endüstrisi içinde uygun bir madde olarak karşımıza çıkmaktadır.
KİTİN VE KİTOSAN
Su ürünleri işleme fabrikalarında değerlendirilemeyen kabuklu katı ve sıvı atıkları büyük bir potansiyel oluşturmaktadır. ABD’de bulunan katı atıkların % 1050’sini kabuklu su ürünleri işleme artıkları oluşturmaktadır. Bu artıklar dünyada yaklaşık 5x10 6 tona kadar ulaşmaktadır. Su ürünleri işleme fabrikalarının artıkları deniz, akarsu vb. gibi ortamlara döküldüğünde, kirlilik gibi çok önemli bir soruna yol açmasının yan ı sıra çevre açısından da büyük bir risk oluşturmaktadır.
Türkiye açısından bakıldığında ise yıllık ortalama olarak, karides için 6383-6890, istiridye için 2741-2840, midye için 6328-1800 ton atık ortaya çıkmaktadır. Ancak ne yazıktır ki, Türkiye’de kabuklu deniz ürünleri işleme artıkları yeterince değerlendirilememektedir.
Kabuklu su ürünleri işleme artıkları katı ve sıvı olmak üzere iki şekilde incelenmektedir.
- Katı artıklarından kitin ve türevleri,
- Sıvı artıklarından ise çorba ve kabuklu konsantreleri
Elde edilmektedir.
Doğal ve toksik olmayan bir biyopolimer olan kitin ve kitosan, başlıca yengeç ve karides kabuklarından elde edilmektedir.
Bunun yan ısıra, böcekkabukları da kitin kaynağı açısından oldukça zengindir. Böcekkabuklarında yaklaşık % 23,5 oranında kitin bulunurken bu oran yengeç ve karideste sırasıyla % 17 ile % 32 arasındadır. Karides kitinlerinde % 6.29, yengeç kitinlerinde ise % 6.24 oranında azot bulunmaktadır.
- Kitosan, kitinin de asetillenmesi sonucu elde edilen bir polisakkariddir.
- Kitin, selülozdan sonra dünyada en yaygın olarak bulunan ikinci biyopolimerdir.
- Yengeç, karides gibi kabuklu su ürünlerinin ana bileşeni olup, böceklerin iskeletinde ve mantarların hücre duvarlarının yap ısında da bulunmaktadır.
Kitinin birçok türevi bulunmakla beraber en önemlisi kitosandır. Kitosan, ilk kez 1811 yılında Henri Bracannot tarafından bulunmuştur. Bracannot, mantarlarda bulunan kitini sülfürik asitte çözmeye çalışmış ancak başarılı olamamıştır. 1894’de Hoppe-Seyler, kitini potasyum hidroksit içerisinde 180oC’de işleme sokmuş (deasetilleme) ve asetil içeriği azaltılmış bir ürün olan“Kitosan”ı elde etmiştir.
1934 yılında kitosan’dan film üretimi ve lif eldesi konusunda olmak üzere iki patent alınmıştır. Aynı yıl, Clark ve Smith tarafından çok iyi oryante olmuş kitosan lifi üretimi de başarı ile gerçekleştirilmiştir.
Kitin ve kitosan hakkındaki ilk kapsamlı yayın, 1977 yılında Muzarelli tarafından yapılmıştır. Daha sonra bu konuda çeşitli uluslararası sempozyumlar ve araştırmalar ile devam eden incelemeler günümüze kadar gelmiştir. Bu çok yönlü materyallerin yeni uygulama alanlarını bulmaya ve uygulamaya yönelik akademik ve endüstriyel araştırmalar halen kapsamlı ve yoğun bir şekilde devam etmektir.
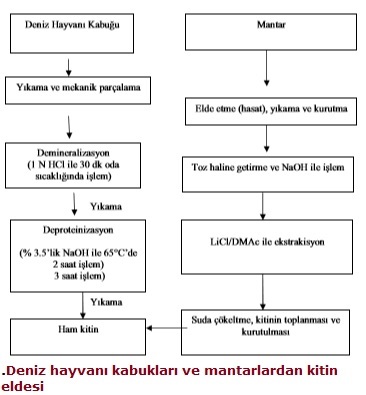
Genel olarak bakıldığında, yengeç, ıstakoz ve karides gibideniz hayvanlarının kabuk kısmı % 30-40 protein, % 30-50 kalsiyum karbonat ve kalsiyum fosfat ile % 20-30 kitinden oluşmaktadır.
Kabuklu deniz hayvanlarının yapısındaki protein bazı insanlarda alerjiye sebep olabilmektedir.
Dolayısıyla, proteinin tamamen uzaklaştırılması özellikle biyomedikal uygulamalarda kullanımı açısından son derece önemlidir. Bu amaçla, kitinin protein kompleksindeki kovalent bağlar koparılmakta ve yapılan işleme deproteinizasyon denilmektedir. Ancak kullanılan kimyasal maddelerin biyopolimeri de depolimerize etme tehlikesi nedeniyle işlem esnasında dikkatli olmak gerekmektedir.
Kitosan’ın Kullanım Alanları
Kitosan günümüzde;
- Tıptan gıdaya,
- Ziraattan kozmetiğe,
- Eczacılıktan atık su arıtımına
- Tekstil sektörüne
Kadar sayısız alanda kullanılabilmektedir.
Kitosan çeşitli ülkelerde büyük ölçüde kullanılmasına karşın ülkemizde bu oran daha düşüktür. Tekstil sanayinde de birçok amaç için kullanılmaktadır.
Bunlar arasında;
- Antimikrobiyal özellik kazandırması,
- Yünlü kumaşlarda çekmezlik sağlaması, -
- Reaktif boyamada tuz miktarını azaltması,
- Pamuğun asit boyarmaddelerle boyanabilirlik kazanması,
- Antistatik özellik kazandırması,
- Deodorant maddesi olarak kullanılması,
Sayılabilmektedir. Ayrıca, kitosan ile diğer liflerin karışımından üretilen çeşitli antimikrobiyal lifler de bulunmaktadır.
Bunlara örnek olarak;
- Crabyon (kitosan ve viskon karışımı, TEC SERVICE),
- chitopoly (kitosan ve polinozik lif karışımı(Fuji)
Verilebilmektedir.

Kitosan, medikal tekstillerde oldukça önem kazanmıştır. 1960'ların ortalarından beri Japonya başta olmak üzere pek çok Asya ülkesinde bu konuda çalışmalar yapılmaktadır. Özellikle yara tedavisinde doku sağlanması için kitosan oldukça yaygın bir şekilde kullanılmaktadır.
Kitosan medikal alanda;
- Yapay deri,
- Cerrahi dikiş iplikleri,
- Yapay kan damarları,
- Kontrollü ilaç salımı,
- Kontakt lens yapımı,
- Yara bandı,
- Sargı bezi,
- Kolestrol kontrolü (yağ bağlayıcı),
- Tümör inhibitörü, antifungal, antibakteriyal ve hemostatik etki göstermesi vb.
Şeklinde sıralanabilmektedir.
In-vivo testler, kitosanın insan vücuduna herhangi bir yan etkisi bulunmadığını göstermiştir. Kitosan, tablet olarak kullanılması halinde tükürük veya midede bulunan lipaz enzimi tarafından parçalanabilmektedir. Parçalanma sonucunda amin şekerleri gibi toksik özellikte olmayan ürünler açığa çıkmaktadır.
Kitosan diğer yandan kolestrol düşürücü etkiye de sahiptir. Polikatyonik yapısı nedeniyle negatif yüklü lipidler ile etkileşime girerek kolestrolü düşürmektedir.

TEKSTİL TERBİYESİNDE KİTOSAN KULLANIMI
Tekstil sanayinde kitosan kullanımı; lif üretimi ve tekstil terbiye işlemleri olarak iki ana kategoriye ayrılmaktadır: Kitin ve kitosanın film olarak kullanımları da bulunmaktadır.
Kitin ve Kitosan Lifleri
Kitin ve kitosan lifleri uzun yıllardır bilinmektedir. Kitin ilk olarak, yapay ipek lifleri üretiminde hammadde olarak kullanılmıştır. Ardından, 1920 ve 30’lu yıllarda kitosan lifleri üretimi için birçok çalışma yapılmıştır. Ancak bu çalışmalar, lif sanayiinde yeni bir çağın başlangıcı olan yıllarda naylonun bulunması ile yarıda kalmıştır.
1970’li yıllardan itibaren yenilenebilir kaynaklar araştırılmaya başlanmıştır. Bu sırada kitin ve kitosan üzerinde tekrar yoğunlaşılması ile birlikte yeni özellikleri keşfedilmiştir:
- Biyolojik olarak parçalanabilirliği,
- Toksik olmaması,
- Polikatyonik
Özellik göstermesi nedeniyle ağır metalleri bağlayabilmesi gibi çevre açısından birçok avantajı da ortaya çıkartılmıştır. Tüm bu özellikleri nedeniyle son yıllarda kitin ve kitosan üzerinde yapılan araştırmalar artarak devam etmektedir.
Bilindiği gibi tüm kimyasal lifler, eriyikten lif çekimi ve çözeltiden lif çekimi şeklinde elde edilmektedir. Kitin ve kitosan, yapılarındaki hidroksil, asetamid, amino grupları sebebiyle oldukça güçlü bağlar içermektedir.
- Bu nedenle erime noktaları da oldukça yüksektir. Dolayısıyla lif çekim yöntemlerinden eriyikten lif çekimi uygun değildir.
- Diğer yandan, her iki polimerde güçlü polar gruplar nedeniyle yalnızca polar çözgenler içerisinde yüksek kaynama sıcaklıklarında çözünebilmektedir. Kuru lif çekiminde de lif çekimi esnasında çözgenin buharlaştırılması esasına dayandığı için bu yöntem uygun olmamaktadır.
Bu nedenle;
- Kitosan için en uygun lif çekim yöntemi yaş lif çekim yöntemidir.
Kitinden lif çekimi yapmak için stabil bir lif çekim çözeltisi hazırlamak gerekmektedir.
Kitosan Lifleri Üretimi
Kitosan, kitine kıyasla daha kolay çözünebilmektedir. Kitosan liflerinin üretimine ilişkin ilk çalışma 1980 yılında yapılmıştır. Lif üretimi için % 3’lük kitosan, % 0,5’lik asetik asit içinde çözülmüş ve düzelerden geçirildikten sonra % 5 NaOH banyosu içerisine gönderilmiştir. Bu şekilde 2.44 g/den mukavemet ve % 10.8kopmauzamasına sahip lifler elde edilmiştir.
- Benzer proses, % 3’lük kitosan % 1 asetik asit çözeltisi içerisinde % 2 Nalaurilsülfat ilave ederek elde edilmiştir.
- Ayrıca çözgen olarak diklorasetik asit ve koagülant olarak CuCO3-NH4OH kullanılarak da kitosan lifleri elde edilmiştir.
- Başka bir çalışmada, kitosan için çözgen olarak üre-asetik asit karışımı denenmiştir. Koagülasyon banyosu % 5 NaOH’dan oluşmaktadır. Bu şekilde 3,2 denye, 12,2 g mukavemet ve % 17,2’lik kopma uzamasına sahip lif elde edilmiştir.
- Bir başka arge de çözgen olarak % 2 asetik asit kullanarak yaş lif çekim yöntemine göre kitosan lifleri elde edilmiştir. Çalışmada çapraz bağlayıcı olarak kullanılan epiklorhidrin konsantrasyonunun lifin mekanik, termal ve morfolojik özellikleri üzerine etkileri incelenmiştir. Deney sonuçlarından, epiklorhidrin konsantrasyonunun artması ile şişme özelliklerinin azaldığı, konsantrasyondaki değişimin lifin mekaniki özellikleri üzerine önemli bir dezavantaj yaratmadığı ve lif özellikleri bakımından en iyi epiklorhidrin konsantrasyonunun 0.05 M olduğu belirlenmiştir.
- Bir başka arge de, farklı aldehitler ile kitosan reaksiyona sokularak kitosan lifleri elde edilmiştir. Viskoz yöntemine göre elde edilen liflerde koagülasyon için NaOH ve Na2SO4 karışımı kullanmıştır. Elde edilen liflerin tekstil endüstrisinde kullanımı bakımından fiziksel özelliklerinin iyi olduğu belirlenmiştir.
- Bir başka arge de, kitosan asetik asit içerisinde çözülmüş ve çeşitli koagülasyon banyolarında (bakır sülfat + amonyak çözeltisi, etilen glikol + NaOH ve Na2SO4 veya sodyum asetat içeren çözeltiler) koagüle edilmiştir. Araştırmacılar, kitosanı tropokollajen ile işleme sokarak modifiye kitosan liflerini elde etmişlerdir. Tropokolajen(% 50) ve kollajen, üçlü heliks yapısında peptid zincirinden oluşmakta ve bağlayıcı dokularda bulunmaktadır. Aynı zamanda kan için de uyumlu hale getirilmiş olan bu lifler, insan ve hayvanlar için yapay doku ve sargı bezlerinde kullanımı için uygun hale getirilmiştir.
- Bir başka arge de, suda çözünebilir kitosan türevi elde edilmiş ve daha sonra bundan lif çekimi yapılarak sargı bezi üretiminde kullanılmıştır. Bu liflerden sargı bezi ürettikten sonra bir hafta süreyle hastalar üzerinde deneme yapılmıştır. Denemeler sonucunda dokulara çok uyumlu yapıya sahip kitosanın, diğer liflerden üretilen sargı bezlerine kıyasla daha hızlı iyileşme sağladığı görülmüştür. Ayrıca kitosanın cilt rejenerasyonunu kuvvetlendirdiği de belirlenmiştir.
- Bir başka arge de, elektrospinning yöntemi ile kitin ve kitosan lifleri elde edilmiştir. Bilindiği gibi elektrospinning yönteminde, polimer çözeltisine yüksek voltaj uygulanmakta ve elektriksel olarak yüklenmiş jetler oluşturulmaktadır. Bu jetler daha sonra kurutulmakta, bir levha üzerinde toplanmakta ve böylece nanolif üretilmektedir. Nanolifler, yüzey alanlarının büyük olması ve son derece yüksek gözenekli yapıları sebebiyle çeşitli kullanım alanlarına sahiptir. Ağırlıkça % 3-6 kitin ve HFIP (1, 1, 1, 2, 2, 2-hekzafloro-2-propanol) çözgen olarak kullanılarak, elektrospinning yöntemi ile elde edilen lifler, daha sonra % 40 NaOH ile de asetillemeye tabi tutulmuş, yıkandıktan sonra, vakum altında kurutulmuş ve kitosan nanolifleri elde edilmiştir. Bu yöntem ile farklı deasetilleme derecelerine sahip lifler de elde edilmiştir. Bunun için çözgen olarak % 2-4’lük asetik asit, li çöktürme banyosu olarak da CuSO4-NH4OH veya CuSO4-H2SO4 karışımı kullanılmıştır. Elde edilen lif, bakır-kitosan karışımı şeklinde olup sonraki aşamalarda bakırın uzaklaştırılması ile geriye sadece kitosan lifi kalmaktadır. Yapılan çalışmaların genel bir sonucu olarak, kitosan lifleri için en ideal çöktürme banyosu bileşiminin NaOH ve Na2SO4 karışımı olduğu saptanmıştır.
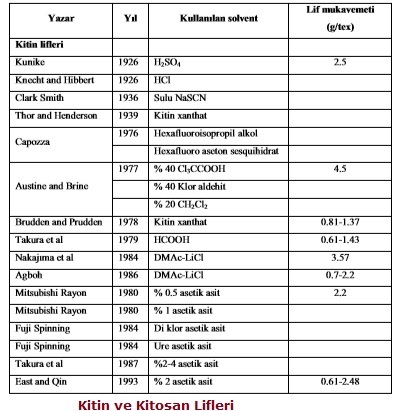
Kitosan pahalı bir materyal olduğu için sadece özel amaçlı lif olarak kullanılmaktadır.
Başlıca kullanım alanı, antimikrobiyal ve yara iyileştirme olmak üzere tıbbi tekstillerdir.

Pamuk Boyamacılığında Kitosan Kullanımı
Kitosan asidik koşullarda katyonik yapıda olması nedeniyle direkt, asit ve reaktif boyarmaddeler gibi anyonik boyarmaddeleri elektrostatik çekim kuvvetleri sayesinde kolayca absorplayabilmektedir. Pamuklu kumaşların üretimi ve boyanmasında bazı pamuk lotları boyama problemlerine neden olmaktadır. Pamuk, boyarmaddeyi düzgün bir şekilde absorplayamamakta ve açıklı koyulu renkler ortaya çıkabilmektedir.
Olgunlaşmamış pamuk liflerinde bulunan ve neps adı verilen küçük düğümcükler boyarmaddeyi olgun pamuk lifleri kadar iyi alamamaktadır. Bunun sonucunda, çok açık renkte boyanmakta veya renksiz benekler şeklinde gözükmektedir. Olgunlaşmamış pamuk hastalık, böcek etkisi, prematüre tarım ve uygun olmayan hava koşulları gibi çeşitli nedenlerden kaynaklanmaktadır.
Yün Terbiyesinde Kitosan Kullanımı
Yün liflerinin istenmeyen özelliklerinin başında “keçeleşme” özellikleri gelmektedir. Keçeleşme, sulu ortamda mekanik etki sonucunda liflerin iç içe girmesi sonucunda meydana gelmektedir. Bu durum, keçe üretiminde avantaj olarak karşımıza çıkarken giysi formundaki yünlü mamullerde özellikle çekme eğilimleri nedeniyle istenmeyen bir durumdur.
Keçeleşmeye yün liflerinin üzerinde bulunan pulcuk tabakası neden olmaktadır. Yün liflerinin üst yüzeyinde yer alan pulcuklar, herhangi bir mekanik etki altında kökten uca ve uçtan köke doğru farklı sürtünme dirençleri göstermekte ve bu durum liflerin tek yönde hareket etmelerine yol açmaktadır.
Pulcukların yün lifi üzerinde lif ucuna doğru düzenlenişinin bir sonucu olarak, lifler daima kök yönüne doğru hareket etme eğilimindedir. Her iki yöndeki sürtünme dirençleri arasındaki farklılık, liflerin keçeleşme yeteneği hakkında bir ölçek oluşturmakta ve buna “yönlenmiş sürtünme etkisi” denilmektedir.
Yönlenmiş sürtünme etkisi = Uçtan köke sürtünme katsayısı - Kökten uca sürtünme katsayısı şeklinde belirtilmektedir.
Yünlü mamulleri makinede yıkanabilir hale getirmek için çeşitli keçeleşmezlik bitim işlemleri uygulanmaktadır. Bunlar,
- Parçalayıcı yöntemler (kimyasal modifikasyon),
- Katma yöntemler (fiziksel modifikasyon),
- Kombine yöntemler (Klor-Hercosett yöntemi)
- Yeni yöntemler (oksidasyon+enzim, plazma)
Olmak üzere dört ana grup altında toplanabilmektedir.
Yün liflerine çekmezlik kazandırmada uygulanan ene ski yöntemlerden birisi Klor-Hercosett yöntemidir. Bu yöntemin en büyük sakıncalarının başında, atık suda AOX yükü oluşturması gelmektedir. Son yıllarda artan çevre yasaları nedeniyle bu tür maddelere çeşitli kısıtlamalar getirilmiş ve çevre dostu yeni yöntem arayışları başlamıştır. Klorlamaya alternatif olarak permonosülfat, enzimatik işlemler ve plazma gibi ekolojik yöntemler önerilmektedir. Bunun yanında yün lifleri, pul tabakasının üzerini kaplamak amacıyla çeşitli polimerlerle de işlem görmektedir. Bu konuda önem kazanan polimerlerden birisi de kitosandır.
Yünlü mamullerde sentetik polimerlerin yerine kitosan biyopolimeri kullanımıyla başta kimyasal ve biyolojik uyumluluğu olmak üzere diğer polimerlere göre pek çok avantajı da ön plana çıkmaktadır.
Kitosan yün liflerine uygulandığında, lif yüzeyindeki pul tabakası polimerle kaplanmakta ve liflerin farklı yönlere hareket etme istekleri kısıtlanmaktadır.
Yünlü kumaşa kitosan aplike edildiğinde, yüzeyi kitosan ile kaplanmakta ve bir tabaka oluşmaktadır. Boyama sırasında, lif yüzeyinde bulunan kitosana amin grupları üzerinden bağlanan boyarmadde zamanla life doğru migrasyona uğramakta ve boşalan kısımlara yeniden boyarmadde anyonları bağlanarak daha fazla miktarda boyarmadde life bağlanmaktadır. Görüldüğü gibi, kitosan ile işlem görmüş yünde boyama mekanizması, sadece lif içine doğrudan difüzyon ile gerçekleşmemekte bunun yanında başka olasılıklar da bulunmaktadır. Kitosan işlemli yünde boyarmaddenin bağlanabileceği grup sayısı daha fazla olduğu için, işlem görmemişe göre boyarmaddeyi daha hızlı bir şekilde almaktadır. Aynı zamanda, yüzeydeki kitosan da, boyamanın ileri aşamalarında boyarmaddenin life migrasyonunu da kolaylaştırmaktadır.
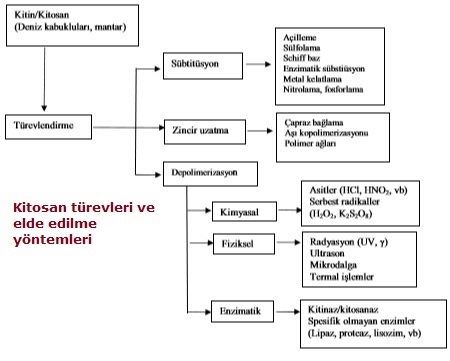
Antistatik Bitim İşleminde Kitosan Kullanımı
- Poliamid, poliester, poliakrilnitril gibi hidrofob yapıdaki sentetik lifler suyu veya nemi absorplamamakta ve sürtünme sonucunda da statik elektriklenme meydana gelmektedir.

Statik elektriklenme; elektrik şokuna, liflerin kirlenmesi, bilgisayar gibi elektronik aletlerin bozulması gibi birçok olumsuzluklara yol açmaktadır.
Yapılan araştırmada yüksek nem tutma kapasitesine sahip kitosanı antistatik madde olarak kullanılması denemiştir. Bu amaçla ilk olarak PES kumaşlar alkali ön işlemine tabi tutulmuş ve ardından kitosan/malonik asit karışımı ile muamele edilmiştir. Sentetik liflerin hidrofil bir polimer olan kitosan ile işlemi sonrası statik elektriklenme ile yüklenmesinin azaltılabildiği görülmüştür.

Tekstil Baskıcılığında Kitosan Kullanımı
Kitosanın pigment baskıda kombine binder ve kıvamlaştırıcı olarak kullanımı araştırılmış Molekül ağırlığı 171,000 olan kitosan ticari bir pat sistemi ile kıyaslanmıştır. Kitosan baskı patı, öncelikle kitosanı seyreltik asit içinde çözmek ve ardından pigment ilave edilerek homojen dispersiyon elde edilinceye kadar karıştırma şeklinde elde edilmiştir. Poliester ve poliester/pamuk kumaşlar kitosan pigment baskı patı ile basılmış ve oda sıcaklığında kurtulduktan sonra 150oC’de 6 dk fikse edilmiştir.
Kitosan ile hazırlanan baskı patı ile basılmış kumaşların renk haslıkları bakımından diğer sistemle basılan kumaşlara göre oldukça iyi sonuçlar verdiği görülmüştür. Çalışmadaki tek olumsuzluğun, renk verimi açısından kitosan ile hazırlanan patın biraz daha düşük sonuç vermesidir. Bu durumun, kitosan patı içindeki pigment dispersiyonunun stabilitesinin daha düşük olmasından ileri gelebileceği düşünülmekte ve çalışmaların bu yönde geliştirilmesi yönünde devam edeceği ifade edilmektedir.
Kitosanın Haşıllama Maddesi Olarak Kullanımı
Yapılan araştırmada, haşıl maddesi olarak kitosanın kullanılabilirliğini ve parçalanması araştırılmıştır. Daha önce de ifade edildiği gibi, kitosan iyi bir film oluşturma özelliğine sahip olduğu için haşıl maddesi olarak kullanılmıştır. Ancak haşıl maddesi olarak kullanılan kitosanın daha sonra sökülmesi de sorun oluşturabileceğinden bu konuda da çalışmalar yapılmıştır. Haşıl sökülmesi için selülaz, xylinaz, pektinaz, papain gibi enzimler denenmiştir. İkinci bir yöntem olarak Van-Slyke parçalanması denenmiştir.
Tekstil Materyallerinde Sürtünme
Tekstil Materyallerinde Sürtünme Tekstil materyallerinde sürtünme, ürünü oluşturan hammaddeler dikkate alındığında sürtünen ;
- yüzey açısından lif sürtünmesi, iplik sürtünmesi ve kumaş sürtünmesi
şeklinde sınıflandırılmaktadır.Tekstil materyalleri kendi aralarında sürtünerek
- Lif- lif,
- İplik-iplik,
- Kumaş-kumaş
Sürtünmesini oluştururken diğer yüzeylerle sürtünerek
- Lif- materyal,
- İplik-materyal,
- Kumaş-materyal
Sürtünmesini oluştururlar.
Hammaddeler açısından sürtünme kuvvetinin bu şekilde sınıflandırılmasının sebeb;
- İplik için hammaddenin lif,
- Kumaş için hammaddenin iplik,
- Konfeksiyon ürünü için ana hammaddenin kumaş
Olmasından kaynaklanmaktadır. Bütün tekstil materyalleri doğadaki tüm materyallerde olduğu gibi sürtünme kuvvetleri etkisi altında kalmaktadır. Tekstillerde kimi zaman istenen kimi zaman da istenmeyen bir durum olan sürtünme liften kumaşa kadar bütün tekstil materyallerinde ortaya çıkmaktadır. Sürtünme bütün işlemler boyunca yapılan işlemlerin etkinliğini etkilemekle birlikte, oluşan ürünün kalitesini ve performansını da etkileyeceğinden son derece önemli bir özelliktir.
LİF SÜRTÜNMESİ
- Lif sürtünmesi, iplik üretimi sırasında çekim işlemleri boyunca liflerin davranışını etkileyen faktörlerden biridir.
- Lif sürtünmesi tarama, çekim ve eğirme işlemlerinde etkin rol oynamaktadır.
- Liflerde oluşacak yüksek sürtünme çekime izin vermek ve lif mukavemetinin iplik mukavemetine etkin bir şekilde transferini sağlamak için gerekli iken, düşük sürtünme ipliklerin kılavuzlardan kolay geçişini sağlamak, liflerdeki ve sürtünen yüzeylerdeki aşınmayı minimuma indirmek için gereklidir.
- Lif sürtünmesi kesikli liflerden yapılan ipliklerde lifler arası kohezyonu, dolayısıyla iplik mukavemetini, lif ve ipliklerin hareketi sırasında oluşan gerilmeleri, çeşitli tekstil makinelerindeki kılavuzların aşınmasını, kumaşın keçeleşme ve çekme değerlerini bununla birlikte kumaşın tutumunu etkilemektedir.
İPLİK SÜRTÜNMESİ
- İplik sürtünmesi, işlemler boyunca iplik davranışlarını belirlemesinin yanı sıra üretilen kumaşın eğilme, gerilme, sürtünme özellikleri gibi temel özelliklerini ve iplik tüylülüğü ile birlikte boncuklanma oluşumunu, aşınma ve giyim dayanımını, yumuşaklık gibi diğer özelliklerini de etkileyen bir faktördür.

KUMAŞ SÜRTÜNMESİ
Kumaş sürtünmesi;
- Kumaşın gerilme özelliklerini,
- Tutumunu,
- Konforunu,
- Aşınma ve boncuklanma direncini,
- Dökümlülüğünü,
- Sıkıştırılabilirliğini
- Çekme davranışını
Etkilemektedir.
Kumaşlar için hesaplanan sürtünme katsayısı kumaşın konfor özelliklerini ve yüzey düzgünlüğünü tahminlemede kullanılan bir parametredir. Ancak yalnızca sürtünme parametreleri ile bir tahminleme yapılamamaktadır.
İPLİK SÜRTÜNMESİ VE İPLİK SÜRTÜNMESİNİ ETKİLEYEN FAKTÖRLER
İpliklerin ipliklere ve diğer materyallere sürtünmesi, ipliklerin üretimi ve kumaş oluşumu sırasındaki davranışları ile kumaş içerisindeki davranışlarını belirleyen en önemli faktörlerdendir.
- İplik sürtünmesi gerek iplik üretimi, gerekse kumaş oluşumu ve kullanımı sırasında ön plana çıkan özelliklerden biridir. Kimi zaman istenen kimİ zaman da istenmeyen yüzey sürtünmesi, iplik oluşumundan son ürünün oluşumuna kadar tekstillerin tüm üretim aşamalarında ortaya çıkmaktadır.
- Bu sürtünme sonucu ipliğin ve dolayısıyla bu iplikten oluşturulan kumaşın fiziksel, mekanik ve yüzey özelliklerinde birtakım değişiklikler meydana gelmektedir.
- İplik henüz oluşum aşamasında iken çeşitli yüzeylerle sürtünmekte ve bobine sarıldığı anda da iplikler kendi aralarında sürtünmeye devam etmektedir.
- Kumaş üretimi açısından bakıldığında ise, ipliğin sürtünme özelliklerindeki değişim iplik gerginliğinde değişimlere sebep olmakta, ortaya çıkan bu durum ise ipliğin az ya da çok veya gevşek ya da sıkı olarak üretime beslenmesi ile kalite problemlerine neden olmaktadır.
- Kumaş oluşumundan sonra ise kumaş yapısı içerisindeki iplikler temas yüzeylerinde birbiriyle sürtünmeye devam etmektedir.
- Bunun dışında iplik sürtünmesinin önemli olduğu diğer bir üretim aşaması ise konfeksiyon aşamasıdır.
- Konfeksiyon işlemleri sırasında kumaşlar bitmiş ürünü meydana getirmek için birleştirilmektedir.
- Bu aşamada ise iki kumaşı birbirine birleştiren dikiş ipliği dikiş makinalarında iğne v.b diğer yüzeylerle sürtünmekte bunun yanında kumaş içerisinde ilerlerken iplik- iplik sürtünmesi oluşmaktadır.
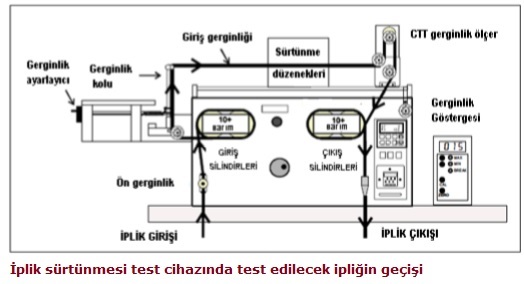
İplik sürtünmesi sürtünen yüzey açısından iplik-iplik ve iplik-materyal sürtünmesi olarak sınıflandırılmaktadır. İplik-metal sürtünmesinin yanı sıra iplik-seramik sürtünmesi de iplikler söz konusu olduğunda karşımıza en çok çıkan sürtünme çeşitlerindendir. Aşağıda görüldüğü gibi iplikler, dokuma kumaş üretiminin ilk aşaması olan dokuma tezgahında da, üretimin son aşaması olan konfeksiyon işleminde de birbirlerine ve diğer yüzeylere sürekli temas halindedir.
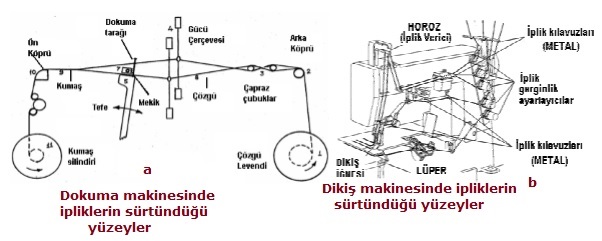
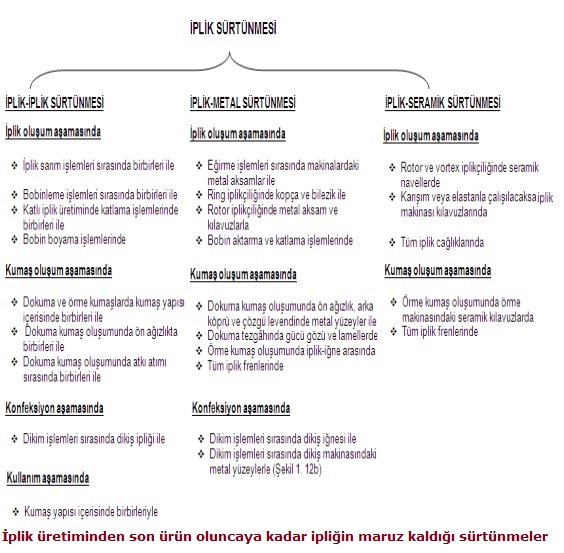
İplik sürtünme özellikleri genel olarak lif sürtünmesi ve iplik yüzey özellikleri tarafından belirlenmektedir. Bir başka deyişle iplik sürtünmesini etkileyen faktörler ipliğin yüzeysel özellikleri ile birlikte ipliğin yapısal ve hacimsel özellikleridir.
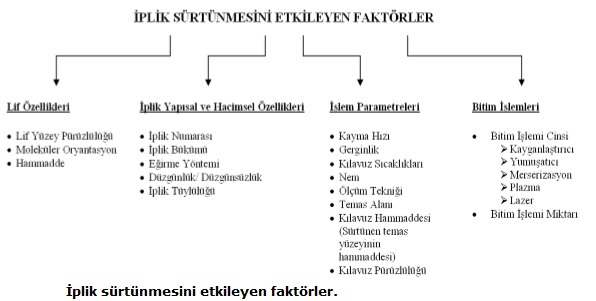
LİF ÖZELLİKLERİNİN İPLİK SÜRTÜNMESİNE ETKİSİ
- İpliklerin tüm yapısal ve mekanik özelliklerini etkileyen en önemli faktör liflerin özellikleridir.
İplik numarası, iplik mukavemeti, iplik tüylülüğü gibi iplik özelliklerinin tamamı liflerin yapısal özellikleriyle birebir ilgili olup bu özelliklerden büyük ölçüde etkilenmektedir. Bu durum iplik sürtünmesi için de geçerli olacaktır.
- Bir ipliğin bünyesinde bulunan liflerin tüylülüğü ya da yüzeylerindeki mikro çıkıntılar iplik sürtünmesini etkileyecektir.
- Bu nedenle ipliğin hammaddesi olan liflerin cinsi ve sahip olduğu özellikler iplik sürtünmesini belirlemede birinci dereceden etkilidir.
Gelişen teknolojiler ve değişen tüketici gereksinimleri nedeniyle günümüzde ipliklerde hammadde olarak doğal liflerin yanı sıra değişik özelliklere sahip birçok kimyasal ve rejenere lif de kullanılmaktadır. Bu liflerin performans özelliklerinin farklı olmasının yanı sıra yüzey özellikleri de farklıdır.
- Sürtünme kuvveti materyallerin cinsine bağlı olduğundan ipliğin hammaddesi olan lifler farklılaştığında diğer özellikleri aynı olsa da gösterecekleri sürtünme davranışları da farklı olacaktır.
İPLİK YAPISAL VE HACİMSEL ÖZELLİKLERİNİN İPLİK SÜRTÜNMESİNE ETKİSİ
İpliklerin hammaddesi olan liflerin özellikleri doğrultusunda belirlenen diğer iplik özellikleri de iplik sürtünmesini etkileyen faktörler arasındadır. Bu özellikler iplik numarası, iplik bükümü, iplik tüylülüğü ve iplik düzgünsüzlüğüdür.
- Ayrıca liflerin iplik yapısındaki yerleşimlerini belirleyen faktörlerden birisi olan eğirme teknolojisi de diğer bütün iplik özelliklerinde olduğu gibi iplik sürtünmesinde de oldukça önemli bir etkendir.
Çünkü günümüzde kullanılan farklı eğirme teknolojilerinde lifler iplik yapısı içerisinde farklı yerleşimler göstermekte ve bu yapı içerisine farklı şekillerde entegre olmaktadırlar. Örneğin OE rotor iplikçiliğinde eğirme teknolojisinin etkisiyle ipliklerde kemer lifleri oluşmakta, bu da iplik yüzey özelliklerini etkilemektedir. Aynı örnek ring ya da friksiyon iplikçiliğinde de geçerli olup, bu teknolojilerle üretilen iplikler de birbirlerinden farklı yüzey özellikleri göstereceğinden birbirlerinden farklı sürtünme davranışları sergileyecektir.
İPLİK SÜRTÜNMESİNİN ÖLÇÜLMESİ
Lif sürtünmesini ölçmek amacıyla kullanılan birçok yöntem iplik sürtünmesini belirlemek amacıyla da kullanılabilmektedir. İplik sürtünmesi, noktasal ve çizgisel temas yöntemleri olmak üzere temel olarak iki farklı prensiple belirlenmektedir.
Noktasal Temas Yöntemleri
Literatür incelendiğinde araştırmacıların iplik sürtünmesini belirlemede Howell Yöntemi, Asılı Lif Yöntemi, Eğik Lif Yöntemi ve Sitra Sürtünme Yöntemi olarak adlandırılan yöntemleri kullandıkları ancak günümüzde bu yöntemler yerine daha çok çizgisel temas yöntemlerinin tercih edildiği görülmektedir.
Çizgisel Temas Yöntemleri
Çizgisel temas yöntemleri noktasal temas yöntemlerinden farklı olarak çok sayıda araştırmacı tarafından kullanılmış standart yöntemlerdir. Amerikan Standartlarında çizgisel temas yöntemlerinden Capstan Yöntemi ve Bükülmüş İplik Yöntemi iplik- iplik sürtünmesini belirlemek için kullanılan standart yöntem olarak belirtilmiştir.
Yöntemde iki lif ya da iplik belirli dönüş sayısında büküldükten sonra lif ya da ipliklerden birinin ucuna sabit bir gerginlik yerleştirilir ve diğerinin ucundaki gerginlik bağıl hareket başlayana kadar arttırılır.
- Capstan Yöntemi
Capstan yönteminde sarım açısı noktasal temasa yakın olacak şekilde küçüktür ve sarım açısı(wrap angle) değiştirilerek noktasal ya da çizgisel temas sağlanabilir. ASTM D 3412’ye göre Capstan yönteminde ipliğin geçtiği makara ya da düzenek iplikle sarılarak iplik-iplik sürtünmesi ölçülmektedir. Ayrıca ipliğin geçtiği makarada herhangi bir materyal kullanılarak iplik- materyal sürtünmesinin ölçülmesi mümkündür.

- Standartlara göre Capstan Yöntemi’nde iplik 48 mm çaplı bir silindire 180º sarım açısı ile sarılmaktadır.
- İpliğin bir ucunda gerekli giriş gerginliğini sağlamak amacıyla sabit bir ağırlık bulunmaktadır.
- Yöntemde iplik-iplik sürtünmesini ölçmek amacıyla silindir üzerine sarılan iplik sarım yapılan yüzeyi tamamen kaplamalıdır.
- Çevresine iplik sarılmış silindir sürtünme aparatına aktarılır ve yukarıda görüldüğü gibi silindirin çevresini kaplayan ipliğin aynısı silindirin üzerine asılır.
- Kesikli lif ipliklerinde iki kat iplik kullanılır. Giriş gerginliği 10±0,5 mN/tex olarak ayarlanmaktadır. Silindir 0,02 m/dak hızla dönerken gerginlik ölçeri tarafından çıkış gerginliği ölçülmektedir.
Bükülmüş İplik Yöntemi
Bükülmüş iplik yönteminde iplik 900º sarım açısı ile sarılmaktadır. Aşağıda bükülmüş iplik yönteminin şematik diyagramı gösterilmektedir.

Bu yöntemde ipliğe katlama bükümü verilmektedir. İpliğin çıkış ucu kontrollü bir şekilde çekilmektedir. İpliğin giriş gerginliği sürekli kontrol edilerek beslenme ve çıkış gerginliği ölçülmektedir. Yöntemde ipliğe verilen katlama bükümü sayısı, büküm verildikten sonra iplikler arasındaki açı, giriş ve çıkış gerginlikleri tam olarak bilinmelidir. Giriş gerginliği gerginlik ayarlayıcı bir sistem yardımıyla belirlenmektedir.
İPLİK-MATERYAL SÜRTÜNMESİNİN BELİRLENMESİNDE KULLANILAN ÇİZGİSEL TANIMA YÖNTEMLERİ
Tekstil materyalleri için iplik-iplik sürtünmesinin yanı sıra iplik- materyal sürtünmesi de yapılan işlemlerin etkinliğini ve ürünün özelliklerini etkilediğinden bu sürtünmeyi belirlemek amacıyla da çeşitli aparatlar ve cihazlar geliştirilmiştir.
- İplik- iplik sürtünmesini belirlemek amacıyla kullanılan Capstan Yöntemi’nde ipliğin geçtiği makaraya iplik sarılmaksızın herhangi bir materyal sarılarak iplik- materyal sürtünmesi ölçülmektedir.
- İplik- iplik sürtünmesini belirlemek amacıyla kullanılan bükülmüş iplik yönteminde ipliğe katlama bükümü verilmektedir.
- İplik- materyal sürtünmesi içinse ipliğe katlama bükümünün verilmemesi ve ipliğin başka bir materyal yüzeyine temas etmesi gerekmektedir.
Bu amaçla standartlarda bükülmüş iplik yönteminde kullanılan düzenek iplik-materyal sürtünmesini belirlemek için de standart düzenek olarak gösterilmiştir ve ipliğe herhangi bir katlama bükümü verilmeksizin ipliğin geçtiği makaraya bir ya da birkaç sürtünme pimi yerleştirilmiştir. Bu düzenekte ipliğe istenilen sarım açısı verilerek iplik-materyal sürtünmesi belirlenmektedir. Bu amaçla kullanılan aparatlardan bir kısmı iplik sürtünmesini doğrudan verirken, bir kısmında iplik sürtünme katsayısı giriş ve çıkış gerginliği aracılığıyla hesaplanmaktadır.
İplik-materyal sürtünmesini doğrudan vermeyen aparatta iplik giriş gerginliği belli bir değere ayarlanarak kontrol edilmekte ve çıkış gerginliği ölçüldükten sonra iplik sürtünme katsayısı hesaplanmaktadır. Aşağıdaki şekilde gösterilmiştir. Burada ipliğin geçtiği makaraya bir ya da birkaç sürtünme pimi yerleştirilerek ve istenen sarım açısı verilerek iplik materyal sürtünmesinin belirlenmesi amaçlanmıştır. Standartlarda giriş gerginliği 9,8±1 mN/tex, hız 100 m/dak, sarım açısı 180º veya 360º olarak önerilmektedir.

İPLİK SÜRTÜNMESİ ÖLÇÜMÜNDE KULLANILAN CİHAZLAR
İplik sürtünmesini belirlemek amacıyla ortaya konan yöntemler ve aparatlar dışında çeşitli firmaların değişik özelliklere ve teknolojilere sahip iplik sürtünme test cihazlarını geliştirmesi ve üretmesi kaçınılmaz olmuştur. Test cihazı üreten firmalar tarafından geliştirilen iplik sürtünme test cihazları, temel olarak bükülmüş iplik yöntemi ve Capstan yöntemini kullanarak iplik-iplik ve iplik-materyal sürtünme katsayılarını belirlemektedir. Aşağıda verilen test cihazlarının iplik sürtünmesi konusunda test cihazı üreten firmalar tarafından önerildiği görülmektedir.
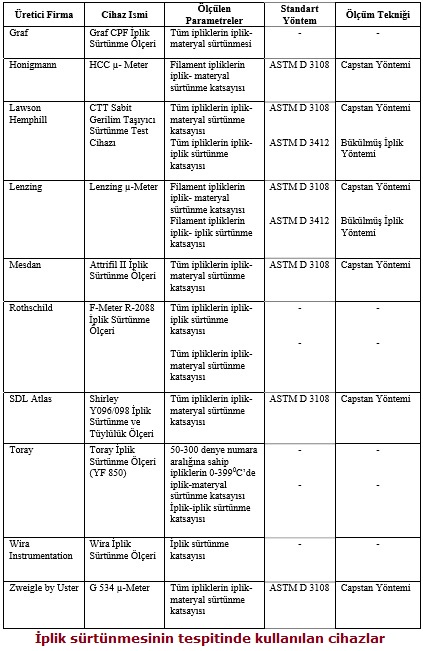
Numune Kumaş Dokuma Soruları
S.1- İşletmeler hangi sebeplerden dolayı numune kumaş dokumak zorundadır, açıklayınız?
C.1-İşletmelerde yani fabrikalarda yeni bir kumaş dokuma işine başlamadan önce, yapılmak istenen kumaş numune (küçük örnek) olarak dokunur.
Numunesi üretilecek kumaş işletmedeki desinatörlük ARGE bölümü tarafından tasarlanır veya müşterinin getirdiği bir kumaş numunesi analiz edilir ve müşteri kabul ederse ( yani numune istenilen kumaş özelliğini gösteriyorsa ) işletmedeki veya fabrikadaki Dokuma makinelerinde dokunur.
Numune istenildiği gibi değilse düzeltmeler yapılarak numune istenilen hale getirilir.
Numune kumaşın avantajı da burada ortaya çıkar, büyük işletmelerde siparişe göre numune bir kumaş dokunur.Zira numune kumaş yapılmadan dokuma makisinde üretim yapılırsa maliyeti yüksek olur.( Kumaşta hatalar olur,müşteri beğenmez gibi..)
S.2-Numune dokuma tezgâhında, numune kumaş üreteceksiniz. Numune tezgâhının haricinde size gerekli olan malzemeler nelerdir, maddeler halinde yazınız?
C.2-
1-Çözgü ipliği veya iplikleri
2-Çözgü hazırlama sehpası
3-Gücü Çekeceği
4-Plastik çekiç
5-Armüre göre gerekli olan armür paletleri
6-Mekik
7-Masura
8-Atkı ipliği
9-Armür tıpası
10-Tarak
11-Çözgüleri paraleleştirmek için fırça
S.3- Pamuk ipliği ile polyester ipliği arasında ne farklar vardır, en çok üçer adedini maddeler halinde yazınız?
C.3-
Pamuk ipliği
1-Pamuk ipliği ştapel yani kesikli elyaftan elde edilir.
2-Pamuk ipliği doğal elyaf olan pamuk bitkisinin tohumundan elde edilen pamuk elyafının eğirilmesinden elde edilir.
3-Pamuk ipliği selülozik esaslıdır.
Polyester ipliği
1-Polyester ipliği flament halde üretilir. İstenildiğinde flamentler kesikli elyaflar gibi kesilerek ştapel yani kesikli elyaftan elde edilir.
2-İnsan eliyle yapılır yani sentetiktir.
3-Kimyasal metodlarla elde edilir.
S.4-
A-40/2 Nm Pamuk ipliği denildiğinde ne anlıyorsunuz, maddeler halinde yazınız?
B-70/36 Nd Polyester ipliği denildiğinde ne anlıyorsunuz, maddeler halinde yazınız?
C.4-
A-40/2 Nm pamuk ipliği denildiğinde;
1-İki adet 40 numara metrik pamuk ipliği birbiri ile katlanarak bükülmüştür.
2-Bu katlı ipliğin nihai numarası 20 Nm’tir.
3-Bu iplik uzunluk birim sistemi ile numaralanmıştır.
4-Bu ipliğin doğaldır.
B-70/36 Nd Polyester ipliği denildiğinde;
1-Bu polyester ipliği 70 Nd’dir ve Otuzaltı ( 36 ) adet flamentten meydana gelmiştir.
2-Bu iplik Ağırlık birim sistemi ile numaralanmıştır.
3-Bu iplik sentetiktir.
S.5- Numune kumaş üreteceksiniz. Kullanacağınız çözgü ipliği sağ bükümlü ve atkı ipliği ise sol bükümlüdür. Çözgü ve Atkı ipliklerinin numaraları aynı numaradır. Atölyede bu ipliklerden var. sizin bulmanız gerekmektedir. Buna göre ;
A-Bir ipliğin Sol Bükümlü olduğunu nasıl tespit edersiniz?
B- Bir ipliğin Sağ Bükümlü olduğunu nasıl tespit edersiniz?
C.5- A-Bir ipliğin Sol Bükümlü olduğunu nasıl tespit etmek için dikey tutulan tek kat iplikte meydana gelen spiral veya helisler S harfinin ortasındaki doğru yönünde (sol) ise ya da uçlarından tutulup sağ el tarafından sola doğru (saat yönünün tersi) döndürüldüğünde düzeliyor ve mukavemet kaybediyor ise iplik S bükümlüdür.
B-Bir ipliğin Sağ Bükümlü olduğunu nasıl tespit etmek için;
Dikey tutulan tek kat iplikte meydana gelen spiral veya helisler Z harfinin ortasındaki doğru yönünde (sağ) ise ya da uçlarından tutulup sağ el tarafından sağa doğru (saat yönünde) döndürüldüğünde düzeliyor ve mukavemet kaybediyor ise iplik Z bükümlüdür.
S.6-
Çözgünüzü 240 tel olarak hazırladınız. Numune tezgâhında Tarak Eniniz 60 cm olacaktır. Örgüye göre tarak dişinden 1 adet çözgü teli geçireceğinize göre kaçlı tarak kullanmalısınız, hesaplayınız?
C.6-
Çözgü Tel Sayısı (ÇTS) = 240 tel
Tarak Eni ( TE )= 60 cm
Dişte Tel Sayısı ( DTS )=1
Olduğuna göre;
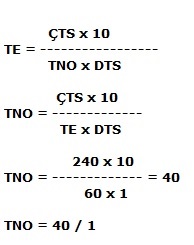
Veya:
60 cm.de 240 tel varsa
1 cm.de x tel olur.
X = 240/60 = 4 tel ( 1 cm.deki tel sayısı )
Tarak numarası 10 cm.deki diş boşluğu sayısı olduğundan;
10 x 4 = 40 lı tarak olur.
S.7- İki adet aynı özelliklerde iki ayrı numune tezgâhında numune kumaş üreteceksiniz. Birinci tezgâhta taraktan 1 tel geçirdiniz. İkinci tezgâhta taraktan 2 tel geçirdiniz. Bu iki tezgâhta dokuma yaptınız ve kumaşları ham olarak elde ettiniz. Bu iki adet ham kumaş arasında farklar nelerdir, maddeler halinde yazınız
C.7-
Bu iki adet ham kumaş arasında farklar:
Birinci tezgâhtan elde edilen kumaşın Ham kumaş eni, ikinci tezgâhtan elde edilen ham kumaşa göre daha geniş olur.
İki kumaşın tuşeleri birbirlerinden farlıdır.
S.8-İş emrine göre numune dokuma tezgâhında kumaş dokuyacaksınız.Bu kumaşın hatasız dokunması için nelere dikkat etmelisiniz?
C.8-
Bu kumaşın hatasız dokunması için;
A-Çözgü ipliklerinin aynı gerginlikte olması gereklidir.( Gevşek ve gergin olmamalıdırlar)
B-Tahar hatası olmamalıdır.
C-Tarak Harası olmamalıdır.
Ç-Kopan çözgü ipliği aynı renk ne numaralı iplik ile dokumacı düğümü ile düğümlenmelidir.
D-Atılan atkı aynı hızda tefe tarafından kumaş sathına yanaştırılmalıdır.
E-Kumaşın kenarlarının düzgün olması için kumaş gerginliği sağlanmalıdır.
S.9-
Numune dokuma tezgâhında hangi ana elemanlar ile bu ana elemanların parçaları olmalıdır ki numune kumaş üretebilirsiniz?
C.9-
Numune dokuma tezgâhının ana elemanlar ile bu ana elemanların parçaları:
A-Çözgü levendi
B-Çözgü köprüsü
C-Çapraz çıtaları veya demirleri
Ç-Çerçeveler( Bunda bulunan gücüler )
D-Tefe
E-Tarak
F-Kumaş köprüsü
G-Kumaş Levendi
H-Çözgü boşaltma tertibatı
I-Kumaş sarma tertibatı
İ-Armür tertibatı ( buna takılan paletler ve paletlere takılan tıpalar )
S.10- Numune kumaşı ürettiniz.Hangi sebeplerden dolaya kartelâ hazırlamak zorunluluğundasınız, açıklayınız?
C.10-
Fabrikada üretim yapmak yani sipariş almak için müşteriye, fabrikada üretilen ürünleri sunmak, izah etmek için kullanılır. Bu ise fabrikada, ürün ile ilgili çeşitli fuarlarda ve Show romlarda gerçekleşir.
Dokunan kumaşlardan kartelâ hazırlanırken dikkat edilmesi gereken husus, kartelânın ilk üretim kumaş mı yoksa seri üretim mi olduğudur. Buna göre üzerine yazılacak bilgiler de değişiklik gösterir.
Örneğin, kumaş kartelâmız bir dokuma atölyesinde yeniden aynı kumaşı dokumak için hazırlanmış ise; kumaşa ait örgü, tahar-armür planları, sıklıklar, iplik numaraları, tarak numarası, çözgü, atkı tel sayıları vs. gibi teknik konular üzerine yazılır.
Kullanılacak kumaşımız satışta müşteriye sunulacaksa daha yüzeysel, teknik verilerden ziyade kumaşın materyali, mukavemeti, kullanılacağı alana ait özellikleri bulunur.
S.11. Aşağıda verilen Çözgü yönünde balıksırtı dimi örgüsünün taharı düz tahar, DTS = 1, HKE 70 cm olarak dokunacaktır. Verilen donelere göre gerekli hesaplamaları yaparak numune kumaşı dokuyunuz?
S.12. Aşağıda verilen Çözgü yönünde balıksırtı dimi örgüsünün taharı düz tahar,DTS = 1, HKE 70 cm olarak dokunacaktır.
Verilen donelere göre gerekli hesaplamaları yaparak numune kumaşı dokuyunuz?
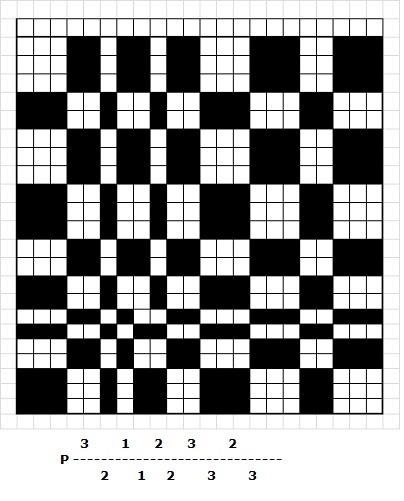
S.13. Aşağıda verilen Çözgü yönünde balıksırtı dimi örgüsünün taharı düz tahar DTS = 1, HKE 70 cm olarak dokunacaktır.
Verilen donelere göre gerekli hesaplamaları yaparak numune kumaşı dokuyunuz?
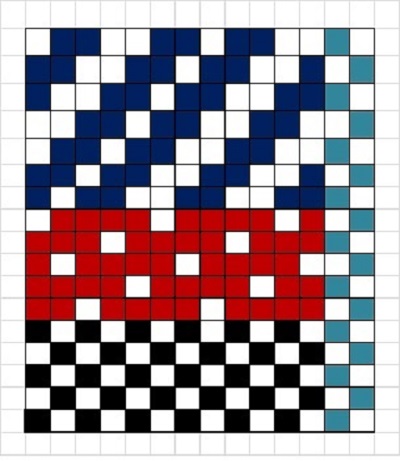
Jakarlı Havlı Örgüler
Büyük desen dokumada kullanılan jakarlı ağızlık açma sistemine göre havlu örgüsü oluşturmada kullanılacak desenlendirme için jakar kapasitesi de göz önüne alınması gerekmektedir. Jakar havlu desenlendirmede çok fazla değişik hareket olduğundan, havlunun her ipliğinin bağlantı hareketlerinin farklı olması söz konusudur.
Jakar havlu örgüsünde desen büyüklüğü jakar kapasitesi de göz önüne alınarak farklı ve değişik desenlendirilir.
Desenlendirmede günün modası, kullanım alanı, dokunacak makine göz önüne alınarak desenlendirme yapılır.
Desenlerde motif ve renk seçiminde yapılan ürünün satışı da göz önüne alınmalıdır. Örneğin ayak havlusunda ayak resmi, bir firmaya yapılacak havlu için o firmanın ismi yazılabilir.

Havlu kumaşın yüzeyinde hangi renklerin görüleceği belirlenip o renge göre desenin renklendirilmesi gerekmektedir. Yüzeyde görülen rengin alt kısmında çözgü yönünde hangi renklerden oluştuğu göz önüne alınarak renklendirilmelidir.
Çözgü yönünde genelde iki renk kullanılır. Özel bir sistem yoksa üçüncü bir renk çözgü yönünde kullanılamaz. Kullanılan renkler hav renkleri olabilir.
Jakar havlu kumaş örgüsünde düz havlu kumaşlarda olduğu gibi üç ve dört atkı grubu kullanılır.
Dört atkı grubunda;
Zemin örgüsü
![]()
Üç atkı grubunda;
Zemin örgüsü

Örgüleri kullanılır. Her hav için üç atkı grupluda dört çözgü üç atkı, dört atkı grupluda dört çözgü dört atkı sırası olan bir alan kullanılır.
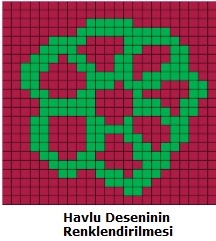

Jakar havlu kumaşların deseninin örgülendirilmesi için hangi rengi hav yüzeyde olduğu durumlarda, üç atkı için dolu-boş-dolu, dört atkılıda ise dolu-boş-2dolu olarak işaretlenir. Hav alta inerken hav örgüsü üç atkı için boş-dolu- boş, dört atkılıda ise boş-dolu- 2boş olarak işaretlenir. Bu tür örgülü havlu kumaşlara değişen yüzlü havluda denilebilir. Önce zemin örgüsü olan ;
bütün örgü üzerinde zemin çözgüsüne çizilir.
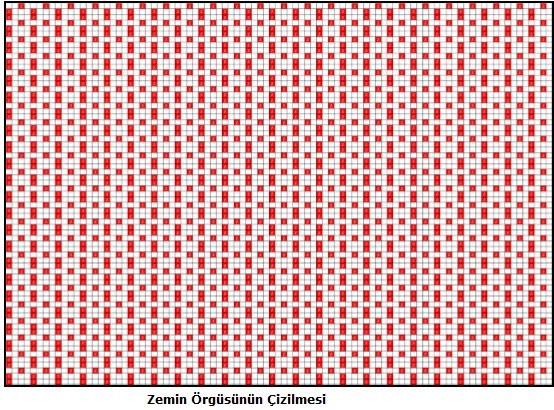
Motife göre örgüde hangi hav yüzeyde ise o hava dolu-boş-dolu olarak hav örgüsü işaretlenir (doldurulur.). Hangi hav çözgüsü aşağıda ise boş-dolu-boş olarak her birimdeki hav çözgüsü doldurulur. Örgü motife göre çizilecek yeri açık renklerle boyanırsa örgü çizimi kolaylaşır.
Örgüde açık yeşil ve açık pembe olan yerler boştur.
Zemin örgüsü kırmızı,
birinci hav yeşil
ikinci hav ise bordo renkle çizilmiştir.
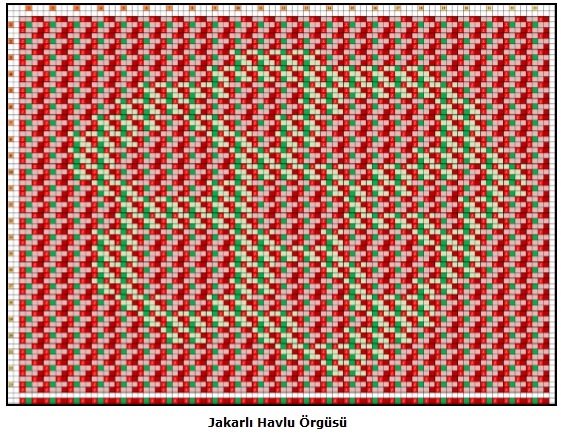
Jakarlı havlu örgüsünün bir motifinin örgüsünün çizilmesi
1-Havlıda kullanılacak jakar deseni belirlenip çizilir. ( Motifi kullanım alanına göre seçmeye özen gösterilir. )
2- Havlıda kullanılacak jakar deseni renklendirilir. ( Desen çiziminde kesin katlar belirtilir.)
3- Jakarlı havlı deseninde hangi renklerin kumaşın yüzeyinde görüleceği belirlenir.( Hazırlanan motifin karelendirilmesinde motifin kumaş üzerindeki kapladığı alan göz önüne alınır.)
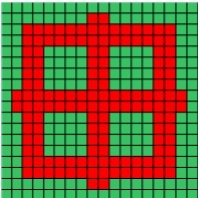
4- Jakar deseninde kullanılacak hav atkı grupları belirlenir. (Zemin örgüsü çizerken dizime dikkat edilir.)
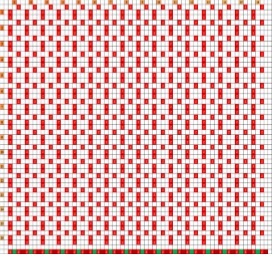
5- Havlı jakar deseni örgülendirilir.
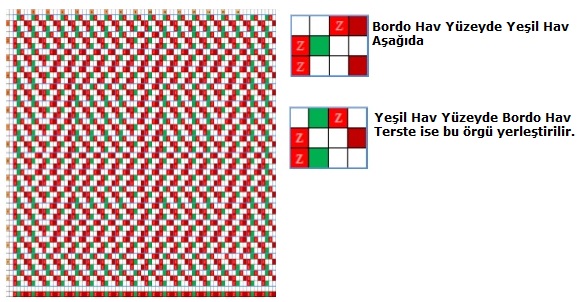
Düz Havlı Örgüler
Zemin kumaş yüzeyinde, tersinde, hem yüzey-hem tersinde bukle şeklinde hav (ilmek) tabakası oluşturan kumaş örgülere havlu kumaş örgüleri denir. Hav oluşumu hem örgü hem de makinenin özel sistemi sayesinde oluşur.

Zemin ve hav çözgülerinin özel havlu dokuma makinelerinde zemin kumaşın yüzünde, tersinde veya hem yüzü hem de tersinde hav oluşturmak için çözgülerin hareketini belirleyen örgülere havlu örgüler denir.
Özellikleri
- Havlu örgüler ilmekli yapıları sebebiyle kumaşa yumuşak bir tutum kazandırır.
- Buruşma problemleri yoktur.
- Pamuk ipliği ile dokunmaları ve ilmekli yapıları sebebiyle nem alma, ısı ve hava tutma yetenekleri yüksektir.
- Sıcak suda ve sık sık yıkanmaya dayanıklıdır.
- Havlu örgüleri zemin ve hav örgülerinin belirli oranlarda birleşmesi ile oluşur.
- Dokuma tekniğine göre havlu örgüleri üç ve dört atkı gruplu olarak çizilir.
- Havlı (ilmekli) yapı, havlu kumaşın yüzünde, tersinde veya her iki tarafında yer alabilir. Desen büyüklüğüne göre havlu örgülerini, armürlü ve jakarlı olmak üzere ikiye ayırmak mümkündür.
- Havlu örgüleri, el ve banyo havlusu, bornoz, plaj havlusu, günlük ve spor giysi banyo aksesuarı, yatak örtüsü ve döşemelik kumaş olarak kullanılır.
Havları Kumaşın Yüzünde Oluşan Havlı Örgüler
Havlu örgüleri üç atkı ve dört atkı gruplu olmak üzere ikiye ayrılır.
Zemin örgüsü Üç atkılıda

Dört atkılıda
![]()
Kullanılır.
Üç atkılı havlu örgüsü çiziminde önce dizime göre örgünün çizileceği alan belirlenir (Dizim 1çözgü,1atkı şeklinde olacaktır.). İkinci aşamada zemin örgüsü olarak;
Zemin çözgü üzerine işaretlenir. Üçüncü aşamada hav çözgüsüne dolu-boş-dolu işaretlenerek örgü tamamlanır.

Dört atkılı havlu örgüsü çiziminde önce dizime göre örgünün çizileceği alan belirlenir. İkinci aşamada zemin örgüsü olarak;
![]()
Zemin çözgü üzerine işaretlenir. Üçüncü aşamada hav çözgüsüne ise dolu-boş-2 dolu işaretlenerek örgü tamamlanır.

Yüzeyde oluşan havlu örgüsünün taharı grup taharı olarak veya düz tahar olarak çizilebilir. Tahar kuralına göre üç çerçevede dokunabilir olsa da çerçevelere düşen çözgü ipliklerini azaltmak için rapor tekrarı da içine alınarak sekiz çerçevede dokunması daha doğrudur. Örgüde zemin kırmızı, hav mavi olarak çizilmiştir.
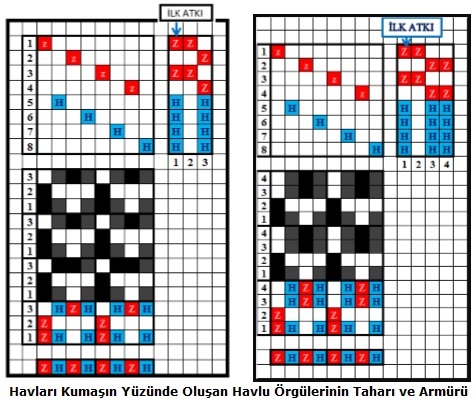
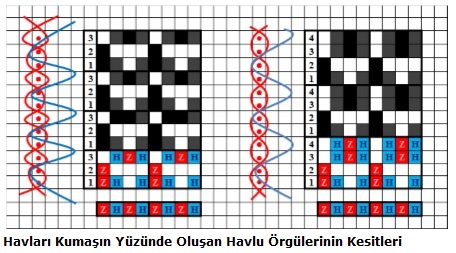
Havları Kumaşın Tersinde Oluşan Havlı Örgüler
Terste hav oluşumu, yüzeyde hav oluşumunda olduğu gibi zemin örgüsü;
Üç atkılıda
Dört atkılıda
![]()
Kullanılır.
Üç atkılı havlu örgüsü çiziminde önce dizime göre örgünün çizileceği alan belirlenir. İkinci aşamada zemin örgüsü olarak;
Zemin çözgü üzerine işaretlenir. Üçüncü aşamada hav çözgüsüne ise boş-dolu-boş işaretlenerek örgü tamamlanır.
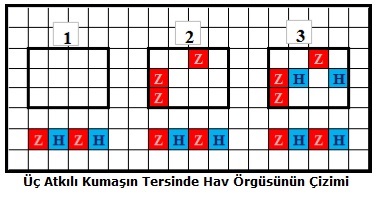
Dört atkılı havlu örgüsü çiziminde önce dizime göre örgünün çizileceği alan belirlenir. İkinci aşamada zemin örgüsü olarak;
![]()
Zemin çözgü üzerine işaretlenir. Üçüncü aşamada hav çözgüsüne boş-dolu-2 boş işaretlenerek örgü tamamlanır.
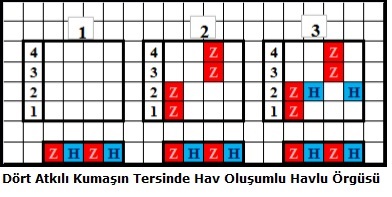
Terste oluşan havlu örgüsünün taharı grup taharı olarak veya düz tahar olarak çizilebilir. Tahar kuralına göre üç çerçevede dokunabilir olsa da çerçevelere düşen çözgü ipliklerini azaltmak için rapor tekrarı da içine alınarak sekiz çerçevede dokunması daha doğrudur. Örgüde zemin kırmızı, hav mavi olarak çizilmiştir.
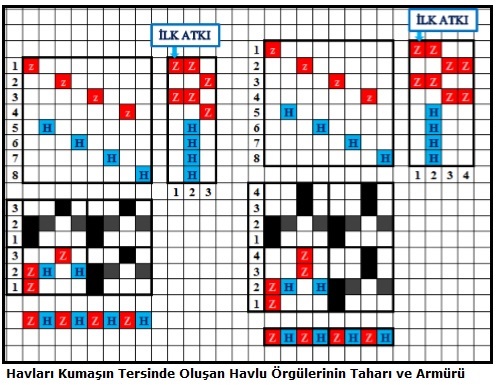
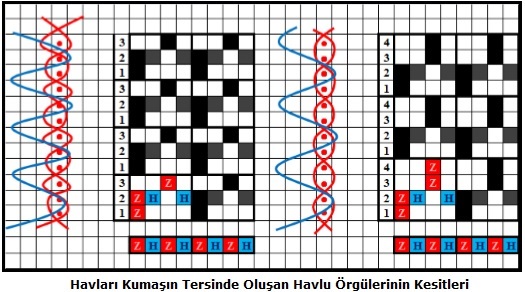
Havları Kumaşın Yüzünde ve Tersinde Oluşan Havlı Örgüler
Havlu örgüleri üç atkı ve dört atkı gruplu olmak üzere ikiye ayrılır. Zemin örgüsü ;
Üç atkılıda
Dört atkılıda
![]()
Kullanılır. Üç atkılı havlu örgüsü çiziminde önce dizime göre örgünün çizileceği alan belirlenir. İkinci aşamada zemin örgüsü olarak;
Zemin çözgü üzerine işaretlenir. Üçüncü aşamada hav çözgüsünün üstte oluşacak olana dolu-boş-dolu çizilir. Altta oluşacak hav için ise boş- dolu- boş işaretlenerek örgü tamamlanır.

Dört atkılı havlu örgüsü çiziminde önce dizime göre örgünün çizileceği alan belirlenir. İkinci aşamada zemin örgüsü olarak;
![]()
Zemin çözgü üzerine işaretlenir. Üçüncü aşamada hav çözgüsünün üstte oluşacak olana dolu-boş-2 dolu çizilir. Altta oluşacak hav için ise boş-dolu-2 boş işaretlenerek örgü tamamlanır.
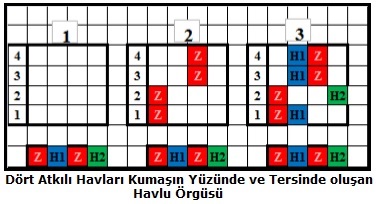
Havları kumaşın yüzünde ve tersinde oluşan havlu örgülerinin taharı grup taharı olarak veya düz tahar olarak çizilebilir. Tahar kuralına göre dört çerçevede dokunabilir olsa da çerçevelere düşen çözgü ipliklerini azaltmak için rapor tekrarı da içine alınarak sekiz çerçevede dokunması daha doğrudur. Örgüde zemin kırmızı, 1. hav mavi 2. Hav yeşil olarak çizilmiştir.
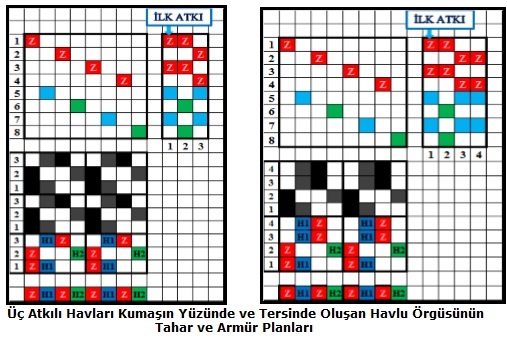
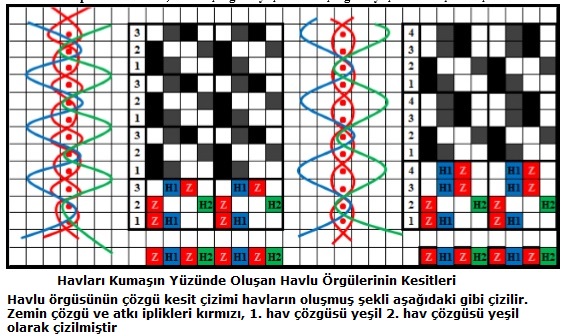
Sentetik Tekstil Materyallerinde ön terbiye ( Fikseleme )
Fiksaj işleminin amacı, sentetik mamullere elyaf üretimi sırasında meydana gelen iç gerilimleri uzaklaştırmak, mamulü stabil hâle getirmek ve materyale dayanıklı düzgün bir şekil vermek için yapılır.
Sentetik mamullere uygulanan fiksaj işleminin amaçları
Materyalin boyutsal stabilitesini sağlamak
Buruşmayı ve halat hâlinde terbiye işlemlerinde kırık oluşumunu önlemek,
Örgü kumaşların kenar kıvrılmalarını önlemek
Mamulün kalan büzülme değerlerini geliştirmek
Hassas materyallerin muhtemel deformasyonunu engellemektir.
Fiksaj işlemi tüm tekstil materyallerine uygulanır. Fakat polyamid, polyester ve poliakrilonitril gibi sentetik polimer elyafının işlenmesinde özel öneme sahiptir.
Sentetik malzemelere fiksaj işlemi filament, iplik ve kumaş formlarında uygulanabilir. Kesikli sentetik elyaftan yapılmış materyallerde ise iç gerilim daha azdır. Sentetik liflerden yapılan materyallerin iç gerilimleri fiksaj işlemi ile giderilir. Böylece ileride göreceği yaş terbiye işlemlerinde ve bitmiş mamullerin kullanım esnasındaki çekmesi önlenmiş olacaktır. Filament ipliklerden yapılmış materyallerde iç gerilim daha fazladır.
Termofiksajın hangi kademede ve hangi sıcaklıkta yapılacağına karar vermeden önce materyalin göreceği tüm terbiye işlemlerinin bilinmesi gerekir. Termofiksaj kademesinin seçimi aynı zamanda materyalin temizliğine, boyama tekniklerine, mevcut makine parkına ve bazen iplik ve lifin durumuna bağlıdır.
Yıkamadan önce fiksaj (termofiksaj-yıkama-boyama):
Termofiksaj ile lifin fiziksel özellikleri ve boyanabilirliği değişirken kumaş üzerindeki haşıl maddeleri ve safsızlıkların uzaklaştırılması zorlaşmaktadır. Termofiksaj kademesi ön terbiye işlemlerinden önce yapılırsa bu safsızlıklar termofiksaj sırasında erimekte ve plastik akışkanlık özelliği artan lifin içerisine nüfuz etmekte veya lif yüzeyinde fikse olmaktadır. Bu aşamadan sonra safsızlıkların uzaklaştırılması oldukça zordur. Dokumadan gelen kumaş çok temiz ise termofiksaj yıkamadan önce yapılabilir. Bu fiksaj kademesi; çözgülü örme materyaller, halat yıkamada termofiksajdan önce örgü yapısı bozulabilen ve ilmek kayması olan materyaller için uygundur. Ayrıca düşük sıcaklıklarda bile kırık oluşmasına eğilimli polyester materyallerin halat yıkamasından önce uygulanabilir.
Boyamadan önce fiksaj (yıkama-termofiksaj-boyama):
Termofiksaj, genellikle boyamadan önce, fakat lifteki safsızlıkları fikse etmemek için yıkamadan sonra yapılır. Bu tüm materyaller için en emin, en uygun yoldur. Boyamadan önce termofiksajın avantajı, materyalin boyanması esnasında meydana gelebilecek kırışıklıkların önlenmesidir. Termofiksaj boya alımını etkilediği için değişik ısıl işlem görmüş kumaşlar farklı tonlarda boyanır. Isıl işlemden kaynaklanan bu boyama farklılıkları kesikli yöntemlerle boyamada,sürekli yöntemlerle boyamaya göre daha fazladır. Bu sıranın dezavantajı ise termofikse kademesinin ortada oluşu nedeniyle kumaşın iki kez kurutulması gereğidir.
Boyamadan sonra fiksaj (yıkama-boyama-termofikse):
Boyamadan sonra termofiksaj, boyama sırasında oluşan kırışıklıkları giderir ve materyalin istenilen ende stabilitesini sağlar. Boyama sonrası termofiksajın dezavantajı ise termal migrasyonla lif içerisindeki boyanın yüzeye taşınması ve böylece boyamanın yaş haslığının düşmesidir.
Fiksaj İşleminin Yapılışı
Sentetik mamullere fiksaj işlemi iplik ve kumaş hâlinde yapılır.
Sıcak hava ile fiksaj (termofikse):
Bu işlem genellikle ramözde, sıcak hava altında kumaşın gerdirilerek fikse edilme işlemidir. İşlem süresi materyale bağlı olarak 10 saniye ile 3 dakika arasında değişir.
Sıcak su ile fiksaj (Hidrofikse):
Kumaşlar, levent üzerine sarılarak; iplikler, bobin hâlinde basınçlı aparatlarda sıcak su verilerek fikse olur.
Sıcak buhar ile fiksaj:
Kumaşlar, levent üzerine sarılarak; iplikler, bobin hâlinde basınçlı aparatlarda buhar verilerek fikse olur.
Kuru Isı Fiksajı, Termofiksaj
Tekstil lifleri, üretim aşamalarından geçerken ve kullanılırken yüksek ısılarla karşılaşabilir. Özellikle sentetik liflerde bu ısı problem oluşturur ve termofiksaj işlemi yapılmadıysa tekstil mamulünün yapısının ve özelliklerinin bozulmasına yol açabilir. İşte bu yüzden sentetik liflere veya bu liflerden yapılmış materyallere termofiksaj işlemi uygulanır.
Bütün sentetik lifler, uzun zincir moleküllerden oluşur. Eğrilme işleminden sonra bu zincir moleküller gelişigüzel yayılmışlardır. Ancak daha sonra orijinal uzunluklarının birkaç katı kadar çekime uğrar ve sonunda uzun moleküller oryante olur ve lif eksenine paralel olarak uzanır. Lif cinsine bağlı olarak lif içerisindeki bu zincirler farklı kuvvetlerle birbirlerine bağlanmıştır. Örneğin, polyesterde zincir moleküller van der waals kuvvetleriyle birbirlerine bağlı iken naylonda bu kuvvetler H-bağlarıdır. Önemli nokta; bu kuvvetlerin molekül zincirlerini, çok kısa mesafede bir arada tutmasıdır. Ancak paralelleştirme (çekim) işleminden sonra bu bağlar kuvvetlenir. Dolayısıyla lifler sertleşir ve çekmede uzaması azalır. Germe-çekme işleminden önce de sonra da bu bağlar, zincirler üzerinde mevcuttur. Ancak kuvvet ve baskı altındadır. Eğer life ısı şeklinde bir enerji uygulanırsa lif içerisindeki zincirler hareket etmeye başlar ve bu enerji yeteri kadar olursa zincirler arasındaki kuvvet ve baskı altındaki bağlar kopar. Yeterli derecede ısı enerjisi uygulandığında bu bağların hepsi kopar ve lif erir. İşte bu ısı enerjisi minimum enerji durumuna eriştiğinde durdurulursa yani lifler soğutulursa zincirler arasındaki bağlar en kısa yoldan yeniden bağlanır. Dolayısıyla lif bu tespit ısısına kadar ısıya maruz kaldığında durumunda herhangi bir değişiklik (çekme vb.) olmaz.
Bundan dolayı termofiksaj aşağıdaki gibi yapılır:
Lif istenilen sıcaklığa kadar ısıtılır.
Lif çekme meydana gelmeyecek şekilde sabit tutulur.
Seri bir şekilde soğutma yapılmalıdır.
Termofiksaj işleminden sonra sentetik liflerin yapısında, termoset oldukları sıcaklıklara kadar bir bozulma olmaz, bu sıcaklıklara kadar rahatlıkla çalışılabilir.
Fiksaj ile Sağlanan Özellikler
Fikse edilmiş kumaşa aynı zamanda buruşmazlık özelliği de kazandırılmış olur. Liflerin buruşma eğilimi azalır.
Isı fiksajı, polyester mamullerin boyama sırasında ence ve boyca stabil kalmasını sağlar. Fikse edilmiş mamule halat hâlinde de terbiye işlemleri yapılabilir. Termofiksaj, mamulün boya alımını etkiler. Fiksaj sıcaklığının artırılması ile boyanabilirlik önce azalır, sonra 200 C civarında tekrar artar. Termofiksaj sonrası elyafın tutumu sertleşir,elastikiyeti azalır. Sentetik mamullere kazandırılacak özellikler fiksaj türüne bağlıdır. En yaygın fiksaj metodu kuru sıcak hava ile yapılan fiksajdır. Termofiksaj olmuş mamulde pillingleşme azalır. Avanslı olarak yapılan termofiksaj işleminde sıcaklık artırıldıkça mamulün tutumu sertleşir. Tekstüre ipliklere düşük sıcaklıklarda fiksaj işlemi yapılmalıdır.
Fiksaj Sonuçlarını Etkileyen Faktörler
Termofiksaj Sıcaklığı
Sıcaklığın mamuldeki etkisi, kontrol altına alınmış liflerdeki iç gerilimleri serbest hâle getirmesidir. Sıcaklığın etkisi ile lifteki kristalitler eriyerek yeniden oluşur. Termofiksaj sıcaklığı mamulün daha önce gördüğü termofiksaj sıcaklığına göre belirlenmelidir.
Isıtma Hızı
Mamulün cinsine ve metre/tül ağırlığına göre belirlenir. Delikli tamburlu kurutucularda ve ramözlerde hızlı, hot-fluelarda ise yavaş ısıtma yapılmaktadır.
Termofiksaj Sıcaklığında Kalış Süresi
Kumaşın ısınması için geçen süre ile termofiksaj sıcaklığındaki bekleme sürelerinin toplamı olmaktadır. Termofiksaj sıcaklığına kadar geçen sürenin belirlenmesinde yine önemli iki faktör, termofiksajın yapıldığı makinenin tipi ve kumaşın metre/tül ağırlığıdır.
Gerilim
Termofiksaj işlemi sırasında gerilim arttıkça liflerin kopma dayanımları artar, camlaşma noktaları yükselir. Termofiksaj gerilimi, mamulün daha önceden gördüğü termofikse işlemi sırasındaki gerilim miktarı tespit edilerek saptanır.
Soğutma Hızı
Soğutma işlemi yavaş yavaş yapılmalıdır. Bu sayede liflerde küçük kristalitler oluşur. Bunlar birleşip büyük kristalitler oluşturarak iç gerilimleri azaltır. Böylece mamulün hareket kabiliyeti kısıtlanacağından mamul sonraki terbiye işlemlerinde çekmez, deforme olmaz.
Termofiksaj İşleminin Yapılışı
Termofiksaj, sentetik elyaf ve bunların karışımlarından oluşan kumaşlardaki çekme eğilimini azaltmak ve liflerdeki iç gerilimleri yok etmek amacıyla sıcak kuru hava ile yapılan bir işlemdir. Fiksaj işleminde, moleküller arası bağları çözmeye ve yeniden yönlendirmeye yetecek kadar ısı enerjisi verilmelidir. Termofiksaj sentetik mamullerdeki iç gerilim durumlarının değiştirilmesi esasına dayanmaktadır. Termofikse işlemi sırasında, kristalin bölgeler birleşerek daha büyük kristalitler oluşturur. Amorf bölgelerin miktarı azalır. Böylece makro moleküller daha sıkı bir yapıya sahip olduklarından hareket kabiliyetleri azalmakta ve boyar madde alımı zorlaşmaktadır. Fakat belli bir sıcaklıktan sonra boyar madde alımı tekrar artmaktadır.
Sentetik mamullere termofiksaj;
Boyamadan önce, boyamadan sonra, boyamadan önce ve sonra olmak üzere her iki aşamada da yapılabilir. Termofiksaj sırasında polyester mamullerde oligomerler oluşabileceğinden ön yıkamadan önce termofiksaj yapılırsa yıkamada oligomerler uzaklaştırılmış olur. Fiksaj işlemi ısıtma ve soğutma olmak üzere iki kademeden oluşmaktadır. Burada önemli olan nokta, hem sıcaklık etkisinin hem de soğutma etkisinin şok tarzında çok hızlı yapılması gerekliliğidir. Soğutma işlemi mutlaka 50 C’nin altında yapılmalıdır. Termofikse sıcaklığı, her zaman bir sonraki sıcak işlem temperatüründen yüksek (örneğin 30-40 C) olmalıdır.
Termofiksaj Makineleri:
Ramöz
Sentetik mamullerin termofiksajı, genellikle ramözde kuru sıcak hava ile yapılır. Dokuma ve örme mamullerin bu sayede enine ve boyuna ayarı da mümkün olur. Ramözde kumaşlara termofikse işlemi açık hâlde uygulanır. Ramözlerde sıcak hava akımı kumaşa alttan ve üstten dik olarak verilir. Ramözlerde ısı iletim (transfer) katsayısı (W/m² K) 175-325’dir. Kumaşın ısınma süresi ise 5-20 saniye kadardır.
Hot-flue Termofiksaj Makineleri
Hot-flue makinelerde sentetik mamullerin fiksajı açık hâlde (açık en kumaş) uygulanır. Hot-flue polyesterin termofiksajı için en uygun makinelerden biridir. Hot-flue makinelerde sıcak hava akımı kumaş yüzeyine paralel olarak gönderilmektedir. Bu makinelerde ısı transfer katsayısı 35-58’dir. Diğer termofiksaj makineleri arasında ısı iletim katsayısı en düşük olanıdır. Kumaşın ısınma süresi 30-60 saniyedir.
Delikli Tamburlu Termofiksaj Makineleri
Delikli tamburlu termofiksaj makinelerinde termofikse işlemi sıcak havanın mamulün içerisinden emilerek geçirilmesiyle yapılır. Delikli tamburlu fiksaj makinelerinde sıcak hava tekstil mamulünün içinden emilerek geçtiği için etkili kumaş yüzeyi iyice artmakta hava sınır tabakası kalınlığı iyice küçülmektedir. Bu makinelerde ısı iletim kat sayısı en yüksek değerdedir (290-470). Kumaşın ısınma süresi 2-8 saniyedir.
Kontakt (silindirli, barabanlı) Termofiksaj Makineleri
Kontakt (değmeli) fiksaj, sentetik mamullerin sıcak metal silindirlerin yüzeyine doğrudan değmesi ile yapılan termofiksajdır. Fiksaj efekti iyi sonuç verir. Ancak mamul biraz incelir, sertleşir ve parlaklaşır. Kontakt termofiksaj makinelerinde ısı iletimi değme (kontakt) suretiyle olmaktadır. Kumaş sıcak silindir yüzeyine değerek doğrudan temas ettiği için ısı iletim katsayısı oldukça yüksektir (230-290). Bu makinelerde kumaşın ısınma süresi 3-12 saniyedir.
İplik Termofiksaj Makineleri (otoklav)
Polyester dikiş ipliklerine uygulanır. Bunun amacı, dikiş ipliklerinin ileride göreceği terbiye işlemlerinde çekme yapmasını önlemektir. Dikiş ipliklerinin fiksaj işlemi sarılı durumda otoklavlarda yapılmaktadır.
Örme Kumaşların Fiksaj İşlemleri
Örme mamullere termofikse işlemi hem boyamadan önce (ön fiksaj) hem de boyamadan sonra uygulanabilir. Fiksajın hangi aşamada uygulanacağı, örme mamulün yapısına bağlıdır. Örgü mamullerde fiksajın amacı: materyale boyut stabilitesi kazandırmak, kenar kıvrımlarını azaltmak, sonraki ağartma ve boyama işlemlerinde kırışma tehlikesini azaltmak, olası kumaş deformasyonunu önlemektir. Yuvarlak örme kumaşlar, genellikle açık ende fikse edilmektedir. Fiksaj işleminde doymuş buhar veya sıcak hava kullanılmaktadır. Açık ende örme kumaşların fiksaj işlemleri ramözlerde yapılır. Kumaş ramözde enine gergin olarak fikse edilmektedir. Örme kumaşların fiksaj işlemi delikli tamburlu kurutma makinelerinde de yapılabilir. Bu makinelerde, kumaş gerdirme zincirleri yardımı ile tamburlar üzerine sevk edilebilmektedir. Örme kumaşlar hortum şeklinde kapalı hâlde de fikse edilebilmektedir. Bu işlem için kumaşlar önce üst üste sarılır. Sonra sarılı durumda otoklavda buharla veya HT-Levent boyama makinelerinde sıcak su ile muamele edilerek fikse edilir.
Sentetik Karışımlı Kumaşların Fikse İşlemleri
Sentetik karışımlı kumaşlarda fikse işlemi, ancak sentetik elyaf miktarının daha fazla olduğu durumlarda uygulanmaktadır. Fikse işleminde, karışımı oluşturan diğer elyafların yapı ve özellikleri de göz önünde bulundurulmalıdır. Sentetik karışımlı kumaşların fiksaj koşulları, lif karışımı, fiksaj sıcaklığı ve uygulanan sıcak hava süresi olmak üzere,
PES/Yün: 180-200 derecede, 10-20 saniye,
PES/Selüloz: 190-210 derecede, 10-20 saniye,
PES/PA 6: 192-195 derecede, 20 saniye,
PES/PA 6,6: 210 derecede, 20 saniye,
PES/PAC: 190-200 derecede, 60 saniye,
PES/Triasetat: 200 derecede, 30 saniye.
Fiksaj İşleminde Dikkat Edilecek Önemli Noktalar
Sentetik bir mamulün ön terbiye de hangi aşamada fiksaj işlemi yapılacağı kumaşın yapısına bağlıdır. Örneğin, haşılı sökülmeden mamul fikse edilirse haşıl artıklarını kumaştan uzaklaştırmak çok zorlaşır. Preperasyon ve avivaj maddeleri, fikse etkisiyle buharlaşarak fiksaj makinelerinin kirlenmesine sebep olur. Fiksaj işlemi kumaşlara açık en hâlde yapılmalıdır. Termofiksaj süresi ve sıcaklığı malzeme cinsine (iplik, tarama bandı, kumaş vb.) göre değişir. Ramöz makinesinin bütün kısımlarında termofiksajın aynı ölçülerde gerçekleşmesi gerekir. Fiksaj süresi fiksaj yapılacak makinenin cinsine (ramöz, hot-flue vb.) göre değişmektedir. Açık renk dispers boyar maddelerle boyanacak polyester mamullere boyama öncesi termofiksaj işlemi 190-200 C’de yapılmalıdır. Triko mamullerin fiksajında doymuş buhar kullanılırsa fiksaj sıcaklığı düşer ve mamulün tutumu güzelleşir. Fakat fiksaj süresi 5-10 dakikaya uzar. Termofiksaj işlemi mamulün her tarafına eşit miktarda uygulanmalıdır. Aksi takdirde boyama işlemlerinde düzgünsüzlüklere sebep olur. Örme ve dokuma sentetik kumaşların eni termofiksaj işlemi sırasında oluşabilecek çekmeler göz önünde bulundurularak hesaplandıktan sonra fiksaj işlemi uygulanmalıdır. Ön yıkamadan sonra yapılacak fiksaj işlemlerinde önce kumaş düzgün bir şekilde kurutulmalı daha sonra fiksaj işlemi yapılmalıdır. Termofikse işlemi sırasında makinenin çıkış kısmında mamul doklara düzgün bir gerilimle sarılmalıdır, içerisinde hava boşluğu olmamalıdır. Fiksaj işlemi mamulün boyanabilirliğini etkilemeyecek şekilde yapılmalıdır. Yaş mamullerin aynı anda kurutulması ve termofikse edilmesi sırasında kurutma hızının ve sıcaklığının eşit olmasına dikkat edilmelidir.
Termofiksaj
Sentetik mamullerde boyut stabilitesi, şekil stabilitesi gibi özelliklerle tutum ve görünümü ayarlamak ve geliştirmek amacı ile uygulanan işlemlerdir. Liflerde, ipliklerde, kumaşlarda hatta şekil verilmiş tekstil ürünlerinde, liflerin camlaşma sıcaklığının üzerindeki sıcaklıklarda yapılan bütün işlemler termofiksaj işlemidir. Yıkama, boyama ve buharlama gibi işlemlerde suyun kimyasal enerjisinden de yararlanıldığı için bu şekildeki işlemlerde uygulanan fiksaj etkisi de termohidrofiksaj olarak adlandırılmaktadır. Termofiksaj işlemi ile elde edilen sonuçlar büyük ölçüde mamul özellikleri ve işlemin yapılış şekline bağlı olmaktadır.
kumaş tasarımı
Dokuma kumaşların tasarımını çok yönlü olarak düşünmek zorundadır. Fiziksel ve estetik tasarımı, kumaşın işlevi doğrultusunda uygun bir şekilde birleştirmek gerekir.
Dokuma kumaşlar çok değişik özelliklerde ve çok çeşitli kullanım alanlarında karşımıza çıkarlar. Bu kadar farklı özelliğe ve kullanım alanına hitap eden dokuma kumaşların yapıları da birbirinden farklıdır. Kumaş yapısı, hem kumaşın özelliklerini etkilemesi açısından hem de kumaşın yüzey görünümünü belirlemesi açısından son derece önemlidir.
Buna göre kumaş tasarımı, kompleks bir problem olarak karşımıza çıkmaktadır. Bu problemi çözebilmek için kumaş yapısını ve bu yapıyı oluşturan elemanlar arasındaki ilişkileri çok iyi bilmek gerekir. Dokuma kumaşların tasarımı, kumaşı kullanan kişi, kullanılacağı yer ve zamana göre değişiklik göstermektedir. Burada önemli olan dokuma kumaşların amacı doğrultusunda tasarımın gerçekleştirilmesidir. Yani sadece fonksiyonelliğe yönelik bir tasarım veya sadece estetiğe yönelik bir tasarım birçok açıdan yeterli olmayacaktır. Dokuma kumaşların tasarım problemi, kumaşın kendisinden beklenen fiziksel işlevleri yerine getirebilmesiyle ilgili olduğu kadar, kumaşın görünümüyle de ilgilidir. Bu durumda dokuma kumaşların tasarımı iki yönlü bir problemdir.
Kullanım amacına göre dokuma kumaşlarda bulunması istenilen bir takım özellikler vardır. Bunların arasında sağlamlık, esneklik, yumuşaklık, ısı tutma, nem çekme, dökümlülük, hava geçirgenliği, çekmezlik gibi özellikler sıralanabilir. Kumaşlarda bu istenen özelliklerin olabilmesi için kumaşı oluşturan unsurların ve bunlar arasındaki ilişkilerin çok iyi incelenmesi gerekir.
Bir dokuma kumaşın temel yapısal özellikleri, kullanılan hammadde cinsi, iplik özellikleri, örgüsü, kalınlığı, gramajı, sıklığı ve kumaş boyutlarıdır. Bu temel özellikler kumaşın kullanım (performans) özelliklerini belirler.
Kumaştaki ısı geçirgenliği, nem tutma, sağlamlık ve yumuşaklık gibi performans özellikleri kullanılan hammadde türü tarafından etkilenir.
İpliğin lif özelliklerinden etkilenen yapısal ve mekanik özellikleri de kumaşın fiziksel ve performans özelliklerinden çoğunu ve kullanım yerini belirler.
Kumaş örgüsü dokunan kumaşın yüzey görünümünü, dokusunu ve iç yapısını, dolayısıyla mekanik özelliklerini belirler.
Kalınlık, kumaşa ait geçirgenlik, dayanıklılık, dökümlülük gibi özellikleri etkiler ve örgü türü, iplik çapı ve sıklıklarla direk ilişkilidir.
Kumaş yapısının istenilen belli bir kullanım amacına göre, o amacın gerektirdiği niteliklerde, o amaca en uygun ilk madde (malzeme-materyal) ile, sunulan pazarın ve mevsimin şartlarına, beğeni ölçülerine uygun güzellikte olması koşullarından başka bir yandan o amacın taşıyabileceği uygun, diğer yandan da sunan kurum için en yüksek karlılığı getirebilecek ekonomik değerlerde hazırlanması gereklidir. Ancak burada ilk madde, makine parkı, teknoloji gibi objektif faktörlere kıyasla kişisel görüş ve zevkler (beğeni) gibi subjektif faktörlerin çok daha aktif roller üstlendikleri unutulmamalıdır. Olaya bu bakış açısından yaklaşıldığında kullanıma uygun nitelikler uygun görünüm ve fiyat gibi birbirine sıkı sıkıya bağlı, birbirini önemli ölçüde etkileyen ve birbirinden aynı ölçüde etkilenen faktörler kumaş üretiminin en önde gelen konuları olarak kendiliklerinden ortaya çıkarlar.
Malzeme, tasarımda dikkate alınması gereken başlıca faktörlerden birisidir. Temel malzeme olarak kumaşın kullanıldığı ürün tasarımlarında ise kumaş önemli bir değişkendir. Bunun yanında;
- Hedef kitlenin özelliği
- İşlev
- Günün modası
- Üretim şartları
- Maliyet
gibi birçok etken birbiriyle bağlantılıdır.
Kumaş seçimi tasarımın başarısında önemli rol oynar. Hatta çoğu zaman tasarıma hâkim unsur olarak öne çıkar. Temel malzemesi kumaş olan tasarımcının;
- Farklı kumaş çeşitleri,
- Yapısal özellikleri,
- Kullanım performansları,
- Pazar ve fiyat durumu
Hakkında bilgi birikimine sahip olması gerekir.
Tasarıma Etki Eden Faktörler
Tasarım ürününün sanatsal yaratma ve diğer dış faktörlerden yarı yarıya etkilendiği söylenebilir. Ürünün sanatsal tasarım kimliği kazanması bu etmenlerin ilişkisinin çok sağlam kurulmasına bağlıdır. Bu her şeyin ötesinde bilgiye dayalı, konuya odaklanmış, yoğun ve özel bir çaba gerektirmektedir. Tasarımcı farkındalık ve duyarlılık bilinci yüksek, gören, yüksek algılama yeteneği ile gördüğünü estetik değerlerle öğütüp soyutlayarak değer üretendir. Hiç kuşkusuz sanatçıdan farklı olarak sınırlılıklarla kuşatılmıştır. Tasarımında;
- Hedef malzeme,
- İşlev,
- Üretim teknolojisi,
- Hedef kitle
- Ekonomiklik faktörlerini
Dikkate almak durumundadır. Tasarıma etki eden bu faktörlerin, özellikle yaratıcılık ve işlevin tasarımla olan ilişkisi üzerinde bazı yayınlar bulunmaktadır.
Bilindiği gibi giysi, aksesuarı ve mekan düzenlemelerinde kullanılan bazı eşya ve aksesuar tasarımlarının temel malzemesi kumaştır. Kumaş bu tasarımlarda en az yaratıcılık ve işlev kadar etken faktördür.
Kullanıma yönelik ürünlerde işlevsellik büyük öneme sahip olmakla birlikte, özgünlük yaratıcı düşünceyi gerektirir.
Örneğin yazlık bir giysi için, farklı ve estetik kesime sahip model ile birlikte vücudu sarmayan, hafiflik, hava geçirgenliği ve nem iletimi işlevine sahip, kullanım konforu sunan kumaş seçimi de önem taşır. Ayrıca hedef kitle, ilgili teknoloji ve ekonomiklik gibi faktörlerinde dikkate alınması gerekir.
Bir salon perdesi için de aynı durum söz konusudur. Hedef malzeme/kumaş, tasarımcı tarafından, tasarımın anlam ve amacına hizmet edebilme niteliği analiz edilerek, çok çeşitli malzeme arasından seçilir. Malzeme işlev başta olmak üzere tasarımı etkileyen diğer faktörlerle bağlantılı düşünülmelidir. Malzeme seçimi sağlar. Ancak katma değeri yüksek malzemelerin kullanılması tasarımların rekabet gücünü artırır. Bu nedenle tasarımcının kumaş bilgisine hâkim olarak, ilgili gelişmeleri takip etmesi ve güncel bilgiye sahip olması gerekmektedir. Diğer yandan yeni malzemeler fiziksel ve kimyasal özellikler bakımından önemli ölçüde geliştirilmiş olsalar da, performansları ispatlanmadıkça tasarımcı bunları kullanmakta dikkatli olmalıdır. Tüketici için kumaşın dokusu ve kalitesi kadar rengi de önem taşımaktadır. Kumaş ve renk seçimleri yanlış olan bir tasarımının başarısından söz etmek güçtür. Tasarımda kumaş seçimi kadar fonksiyonel ve süsleme amaçlı malzemelerin seçimindeki uyum da önemlidir. Seçilmiş malzemeler deneme üretimi sırasında karşılaşılan bir takım zorluklar nedeniyle değiştirilebilir. Ancak bu tür bir değişiklik zaman kaybına neden olacağı için analiz aşaması iyi değerlendirilmelidir. Malzeme seçimi tasarım maliyetini önemli ölçüde etkileyebilir. Eğer maliyetteki artış göze alınabilecek düzeyde ise kaliteli malzeme tercih edilmelidir.
Bu bakımdan Tasarımı etkileyen faktörler;
- Hedef kitle
- İşlev
- Yaratıcılık ve Sanat
- Hedef malzeme ( kumaş)
- Ekonomi
- İlgili teknoloji
dir.
Kumaş Yapısı ve Özelliklerini Etkileyen Faktörler
Kumaşlar liflerin ya da ipliklerin çeşitli yöntemlerle birbirine bağlanması sureti ile oluşturulan kaplayıcı, koruyucu tekstil ürünleridir. Tanımından da anlaşılacağı üzere birçok ham maddeden farklı yöntemlerle kumaş oluşturmak mümkündür.
Oluşturulan her kumaş;
- Düzgün yüzey
- İncelik
- Esneklik
- Sağlamlık
- Örtme
Gibi tekstil materyali olarak kullanımını sağlayan temel nitelikleri yanında, gerek yüzey görünümünü, gerekse kullanım koşullarında davranışlarını belirleyen birçok özelliğe sahiptir. Bu özellikler “hammadde”, “iplik” ve “üretim biçimi” gibi değişkenlerin karmaşık etkileşimleri sonucu olarak ortaya çıkar. Hammadde kumaş yapısını ve kullanım davranışını, kumaşta aranan temel özellikleri başta dayanıklılık ve tuşe olmak üzere kullanım amacına göre yapılan apre işlemlerini, hatta ekonomiklik özelliğini büyük ölçüde etkiler.
Ürünü konfor ve estetik açıdan iyileştirmek, üretimde verimlilik ve ekonomiklik sağlamak amacıyla elyaf karışımlarından yararlanılır. Burada elyaf çeşitlerinin iyi özellikleri öne çıkarak birbirlerini tamamlar, kötü özellikleri ise giderilir.
İplik, dokunma ve örme kumaşların üretiminde kullanılır. Lif cinsi aynı olsa bile ipliğin numarası, büküm özelliği, standart ya da efekt iplik oluşu kumaşın yapısal ve görünüş özelliğini doğrudan etkiler.
Üretim tekniği, kumaş performansını buna bağlı olarak ta kullanım alanını belirleyen en önemli etkendir.
Kumaşlar üretim tekniklerine göre temelde;
- Dokuma
- Örme
- Dokunmamış
Yapılar olarak sınıflandırılır. Bununla birlikte, bu yapıların bileşiminden oluşan lamine (bir polimer madde ile yapıştırılmasından) ve kaplama (dokuma, örme ya da dokusuz kumaşın bir veya her iki yüzünü kimyasal bir madde ile kaplamak suretiyle oluşturulan) kumaşların performansı, birleştirilen kumaş yapılarının ya da kaplama maddesinin kumaşta gösterdiği özelliklere bağlıdır.
Dokuma Kumaşlar
Çözgü ve atkı olmak üzere en az iki iplik sistemi ile kumaş oluşur. İplikler genellikle dik açı ile kesişirler. Üç veya daha fazla iplik sistemi de kullanılabilmektedir. Hemen hemen her cins ipliği kullanmak imkânı vardır. İplikler çözgüde yüksek bükümlü, sert ve sağlam, atkıda az bükümlü yumuşaktır. Çok seyrek gözenekli yapılardan, çok sık yapılara kadar dokuma kumaş üretilebilir. Esneklik boyda çok az, enine yönde az, verev yönde ise daha fazladır. Elastik iplikler kullanılmadığı zaman uzama oranları çok azdır. Örme kumaşlara göre sert tutumlu ve stabil yapısı vardır. Çok düşük ya da yüksek ağırlıklarda üretilebilir. Giyim ve ev tekstili başta olmak üzere teknik tekstillere kadar geniş kullanım alanına sahiptir.
Örme kumaşlar
Örücü elemanlar vasıtasıyla ilmek şekli verilen ipliğin, kendinden önceki ve sonraki ilmekler ile bağlanması sonucu oluşturulan kumaşlardır. Teknik açıdan atkılı ve çözgülü örme olarak iki gruba ayrılır. Atkılı örmede tek bir iplik sistemiyle düz örme ( triko) ve yuvarlak örme makinelerinde, ilmeklerin alt ve üst ilmek sıraları ile bağlantısı sonucu kumaş oluşturulur. Bu örgü türünde örgü enine yönde söküler.File gibi çok açık yapılı olabildiği gibi daha sık fakat yine de gözenekli bir yapıda olabilir. Her yöne esneklikleri yüksektir. Örgü tipine göre enine, boyuna esneklik oranları değişir. Genel olarak yumuşak tutumlu kumaşlardır. Dokuma kumaşlara göre daha hafiftirler. Çözgülü örme her iğneye bir veya daha fazla iplik beslenerek oluşturulur. Her iğnenin ayrı ayrı oluşturduğu ilmek çubuklarının yanındaki ilmek çubukları ile bağlanması ile oluşur. Sökülmez ya da boyuna yönde bira sökülür. Atkılı örme yapılarına göre daha az esnektir.
Çözgülü örme sistemi ile elde edilen ürünlerin bazıları;
- Tül
- Perde
- Dantel
- Mayo
- Döşemelik kumaşlar
- Havlu
- Halı
- Bandaj ve suni damar gibi tıbbi malzemeler
- Ayakkabı yüzü
- Filtre
- Çuval
- Sera örtüsü
Gibi teknik kumaşlardır.
Örme kumaş kapsamında değerlendirilen dantel kumaşlar ’da iplikler herhangi bir yöne doğru olabilirler. İstenen etkiyi elde etmek için bir tek iplik sistemi ile örülür. Genel olarak delikli ağ yapılı, motifli yüzeyleri vardır. Esneklikleri sınırlıdır. Sert tutum kazandırmak için ilave işlemler yapılır. Motif yapısına bağlı olarak değişmekle birlikte düşük ağırlıklarda üretilebilir.
Dokumasız kumaşlar ( Dokusuz yüzeyler )
- Doğal elyafla ( yün ) ;
- Sıcaklık
- Nem
- Basınç
- Dövme
Suretiyle elyaf kütlesinin birbirine kenetlenmesi sağlanır. Sert keçede gomalak kullanılır. Dokumasız kumaşlar ( dokusuz yüzeyler) kendi içinde kuralları olan ve üretimde yoğun bir şekilde bağlayıcılar kullanılan bir üretimdir. Dokumasız kumaşlar ( Dokusuz yüzeyler ) genellikle sınırlı yırtılma dayanımı, zayıf tutum ve dökümlülük özelliklerine sahip, daha çok tela ve tek kullanımlık koruyuşu giysi olarak kullanılan ürünlerdir.
Lamine ( kaplama ) kumaşlar
Kaplama veya laminasyon işlemi sonucu elde edilecek ürünün özellikleri kullanım alanına uygun bir zemin kumaşı, uygun bir kaplama materyali, uygun kaplama ya da laminasyon tekniği seçilerek belirlenmektedir. Laminasyon genellikle iki ya da daha fazla kumaşın polimer lif preparatı zamk, sıcaklık ve basınç yardımıyla birleştirilmesini içermektedir. Kaplama işlemi, dokuma, örme ve dokusuz kumaşların yüzeylerine, tek katman veya katmanlar halinde polimer filmi uygulama işlemidir. Kaplama veya laminasyon işlemi sonucu kumaşın karakteristik özellikleri önemli ölçüde değişir. Böylece koruyucu özellikli rüzgârlık, montluk, pantolonluk gibi günlük giysilik kumaşlar üretileceği gibi, zirai tekstilden tıbbi tekstillere, ev tekstillerinden koruyucu giysilere kadar farklı kullanım amaçları için teknik tekstil ürünlerinin elde edilmesi mümkündür.
Özel bir tasarım ve hayal gücü anlayışıyla ürüne dönüştürülmediği sürece her kumaşın kabul görmüş kullanım alanları belirlidir. Kumaşın kullanım amacının gerektirdiği niteliklerde, o amaca en uygun hammadde ile, sunulan pazar ve mevsim şartlarına, beğeni ölçülerine uygun güzellikte üretilmiş olması gerekir. Diğer yandan da sunan kurum için en yüksek karlılığı getirebilecek ekonomik değerlerde olması önemlidir. Bu nitelik kumaş tasarımcıları ve üreticilerinin lif, iplik ve yapı oluşturma yöntemi ile bitim işlemlerini ve teknolojik olanakları en uygun şekilde kullanmasıyla elde edilir.
Kumaşların Kullanım Performansları
Kumaşların kullanım performanslarını, materyal olarak kullanıldığı üretim süreçlerindeki verimliliği, mamul (kullanıma hazır) durumda ise kullanıcıyı etkileyen özellikleri belirler.
Üretim Performansları
Üretim aşamasında kullanımda kumaştan beklenen yeterlilik, yani çalışma etkinliği; üretimde kaliteyi, verimliliği ve maliyeti etkilemesi açısından büyük önem taşır. Kumaşların başlıca üretim performansları “şekil alabilme” ve “dikilebilirlik”tir. Şekil alabilme, kumaşın düzlemde birden çok düz çizginin yönünün değiştirilmesiyle yoluyla biçimlendirilebilme derecesidir. Kumaşların şekil alabilmesi, bir düzlemde nem, ısı ve basınç (ütü veya baskı) ile ya da nemli kumaşa kalıp üzerinde katlama, esnetme ve sıkıştırma sureti sağlanır. Tasarımda istenen kavislerin verilebilmesi kumaşın şekil alabilirliği oranında sağlanabilir. Seyrek dokulu, esnek ve yumuşak kumaşlar daha kolay şekil alabilme özelliğine sahiptirler. Ancak bu kumaşların şeklini hangi şartlarda, ne kadar süre koruduğu, tutumunda değişiklik olup olmadığı, germe, sıkıştırma, nem, ısı vb. işlemlerden nasıl etkilendiği de önemlidir. Dikilebilirlik, teknolojik gelişmeler doğrultusunda çok farklı dikiş tekniklerine imkân sağlayan özel makinelerin varlığı, kumaşların buna bağlı olarak kontrol edilmesini ve değerlendirilmesini gerektirir.
Kumaşla çalışan tasarımcı, seçeceği kumaşın dikilebilirliğini üretim yöntemlerine, dikiş makinelerine ve operatörün becerisine kadar geniş kapsamda dikkate almalıdır. Yeterli sayı ve hızda, kaliteli dikiş, dikilebilirliğin ölçüsüdür.
Kumaşın istenen kalitede üretimi için zorunlu hız ne kadar düşükse, kumaşın dikilebilirlik değeri de o kadar düşük demektir. Dolayısıyla kumaşların elyaf cinsi, iplik özelliği, ağırlık ve hacim, esneklik, dokuma ya da örgü tasarımları ve yüzey karakteristiklerine göre sınıflandırılmaları, dikilebilirlik açısından kumaşların göstereceği davranış, buna bağlı olarak izlenecek tutumlar bakımından önemlidir. Örneğin bazı makineler yüksek dikiş hızına ulaştıklarında termoplastik özellikli kumaşı eritir.
Yine düz ve yuvarlak örme kumaşlar esnek bir yapıya sahip oldukları için pastal atılırken kumaşın esnetilmemesine, fazla kat atılmamasına çok dikkat edilir ve kesimden önce pastal halinde dinlendirilmeleri gerekir. Birçok çeşidinde kesim kenarlarından kıvrılma eğilimi vardır. Dokuma kumaşlar ise stabil yapıya sahip oldukları için daha kolay pastal atılır ve kesim yapılır. Kesim kenarlarında kıvrılma görülmez. Ayrıca statik elektrik yüklü kumaşların dikiş kontrolü güçtür. Yapışma ya da potluk yapma eğilimleri makine hareketine karşı uyumsuzluk yaratır ve operatörün çalışmasını engeller. Elektriklenmeyi önlemek için, üretimi engellemeyecek şekilde çalışma alanı nemlendirilmelidir. Bu yapılamazsa ya da çok pahalı ise toprak, radyum çubuk ve elektrikli makineler gibi statik yük yok etme araçları kullanılır.
Bitmiş/Mamul Ürün Performansları
Yaşam kalitesinin giderek önem kazandığı günümüzde, tüketicilerin de bilinçlenmesiyle birlikte, kullanım ürünlerinden beklenen özellikler artmış “İnsan vücudu ile çevresi arasında fizyolojik ve psikolojik uyumun memnuniyet verici durumda olması” olarak tanımlanan konfor aranan özellikler olarak öne çıkmıştır.
Konfor birçok fiziksel, psikolojik ve fizyolojik faktörü içeren karmaşık bir kavramdır. Kumaştan üretilen ürünler de özellikle de giyside konfor, kalıpla birlikte kumaş özelliklerine bağlıdır.
Aşağıda bitmiş urun konforunu büyük ölçüde etkileyen ve tasarımda kullanım alanına göre dikkate alınması gereken temel malzeme kumaşın başlıca kullanım özellikleri kısaca açıklanmıştır.
Dayanıklılık
kumaşların kullanımı sırasında karşılaştığı gerilim zorlama, sürtünme gibi etkilere karşı koyma gücüdür. Ürünün kullanım ömrü içerisinde söz konusu etkilere karşı direnç göstermesi beklenir.
Kumaşların yırtılma, kopma, patlama ve aşınma mukavemetleri, belirlenmiş standartlara göre objektif yöntemlerle test edilebilmektedir.
Boncuklanma
iplikteki yüzey liflerinin migrasyonu sonucu kumaş yüzeyine çıkan serbest haldeki liflerin birbirlerine dolaşması ile meydana gelen küçük düğümcüklerdir. Genellikle yaka ve kol ağızlarında, sürtünme etkisine maruz kalan bölgelerde meydana gelen istenmeyen bir durumdur. Boncuklar genellikle yabancı madde içerirler ve bu durum arzu edilmeyen kumaş görünümünü daha da belirgin hale getirir.
Buruşmazlık
tekstil mamullerinin kullanımı sırasında bükülme ezilme, katlama ya da yıkama sonrasında oluşan buruşmanın geri esneme yeteneğidir. Bu tur bozulmalardan sonra ilk durumuna kolaylıkla geri dönebilen kumaşlar iyi görünümlerini uzun sure korurlar. Bu elyafın yapısal özelliği ile ilgilidir. Ancak bu yapı ütü tutmaya direnç gösterir. Pamuklu ve keten kumaşlar utu izini uzun sure korurken yünlü kumaş kuru durumda utu izi oluşturmaz.
Nem
etkisi ile oluşturulan ütü izi ise kullanım sırasında kısa surede bozulur.
Elastikiyet
kumaşların gerilim altında esneyip, gerilim kaldırıldığında hızlı bir şekilde eski boyutlarına dönme yeteneğidir.
Esneme derecesi
bir kumaşın %2 uzamadan sonra eski haline dönebilme durumuna göre belirlenir. Eski boyutuna göre ortaya çıkan fark “kalıcı uzunluk” olarak tanımlanır. Kumaşlarda kalıcı uzunluğun yüksek olmaması istenir. Elastik özelliğe sahip kumaşlar, ergonomik, giyildiğinde vücut hatlarına uyumlu, kullanıma bağlı potluk oluşturmayan, dikiş gerilimleri düşük, kopma mukavemetleri yüksek olup rahat giysi üretimine uygundurlar.
Dökümlülük,
Tutum ya da tuşe kumaş kalitesinin belirlenmesinde etkendir.
Yumuşaklık, dolgunluk, dirilik, hareketlilik, kayganlık v.b. şekilde tanımlanır. Kumaş tuşesi germe, sıkıştırma, şekil verme, kalıba sokma ya da kuvvet uygulanması sonunda kumaş düzleminde meydana gelen tutum karakteristiklerine bağlı olarak algılanır. Kumaş yatay ve dikey konumda kendi ağırlığını ne kadar az desteklerse dokumu yumuşak olur ve küçük kıvrımlar oluşturur. Isıl konfor, giyim konforunun belirlenmesinde ana karakteristiklerdendir.
Isıl konforda belirleyici olan etkenler, ısı ve nem transferi, hava geçirgenliği, ısı tutma yeteneği, statik elektriklenme eğilimi, su buharı geçirgenliği ve su emiciliği olarak sıralanmaktadır.
Kumaşlarda, yapısına göre farklılaşmakla beraber hava geçirgenliği ve nem iletimi arttıkça ısı tutma yeteneği (ısıl direnç) düşmektedir.
Geçirgenlikle, kumaşta iplik aralıklarının düzen ve sıklığının ifadesi olan örtme faktörü arasında sıkı ilişki vardır.
Işık geçirgenliği,
kumaşın belli bir alanından gecen ışık miktarı, yüzeydeki aydınlanma ölçüsüdür. Kumaşın saydamlık, yarı saydamlık ya da ışık geçirmezlik özelliği doğrultusunda genellikle subjektif olarak değerlendirilmektedir.
Kir tutmama ve kolay temizlenme her kumaştan beklenen özelliktir. Kirlenme yıkama ya da kuru temizleme işlemi ile giderilebildiğinden kumaşın kolay temizlenmesi ve bu işlemlere dayanıklı olması gerekir.
Kir tutmazlık apresi
sayesinde bazı kumaşların kirlenme suresi kalıcı olmamakla birlikte uzatılabilmektedir. Elektriklenme/Statik elektriklenme, kumaşın nem içeriği ve sürtünmeye bağlı olarak yüzeyinde birikim oluşması ile havadan elektrik yüklerini çekme ve tutma durumudur. Statik elektriklenme kumaşın kendi kendine ya da bir başka kumaş ya da cisme sürtünmesi ile oluşur ve hem çalışma hem de kullanım karakteristiğidir. Bu özellik, kumaşın çarpmasına, birbirine ya da kullanana yapışmasına, kir ve toz çekerek rengin değişmesine ve parlaklığının kaybolmasına neden olur.
Antistatik terbiyeler
sorunu geçici olarak çözse de tüketici için yıkama sonrasında ne kadar kalıcı olduğu önemlidir.
Yanmazlık
kumaşın yanma karakteristiğine göre değerlendirilir. Özellikle insan topluluklarının bulunduğu tiyatro, huzurevi, hastane, kreş gibi yerlerde güç tutuşurluk kazandırılmış kumaşlar kullanılmalıdır. Renk giyimde, kişinin kendini değişik renklerle ifade etmesi ve içinde bulunduğu toplumla olan ilişkisini belirlemesi acısından önemli bir faktördür.
Bu nedenle renk, tekstil ürünlerinde, ürünün kullanım amacı ve koşullarına göre seçilmelidir. Tüm biçimler ve yüzeyler farklı renk seçimleriyle olduğundan daha ilgi çekici algılanabilir ya da hiç fark edilmeyebilirler. Tekstilde oldukca önemli bir yere sahip olan renkler günün modasına uygunluğunun yanında kişilerde bıraktıkları izlenim ve psikolojik etkilere dikkat edilerek seçilirler. Tasarımcının renk konusundaki bilgisi, kumaş renginin doğru secimi acısından önemlidir.
Kumaşın Tasarımdaki Önemi
Bir ressam için boya nasıl yaratıcı ifadeyi ileten bir araç ise, kumaş ta giysi, ev tekstili ve ilgili aksesuar tasarımı için aynı hatta daha yüksek bir anlam taşır. Ürüne her anlamda uygun malzeme secimi önemlidir.
Kumaşın karakteristik özellikleri tasarımcıya, onu nerede nasıl kullanacağına dair bilgi verir. Kumaş secimi tasarımın başarısında çok önemli rol oynar. Hatta çoğu zaman tasarıma hâkim unsur olarak öne çıkar. Moda hareketlerinin geçmişine bakıldığında bunun birçok örneğini görmek mümkündür.
Denim kumaşın dayanıklı olması nedeni ile jeanlerde ve işçi kıyafetlerinde, teflon kaplı kotonun ise spor giyimde ve yağmurluklarda kullanılması buna örnek olarak gösterilebilir. Blue jean, model ile kumaşın başarılı buluşmasına çarpıcı bir örnektir. Bu efsane pantolon, doğduğu günden bugüne rahatlığı, sağlamlığı, bakım kolaylığı ve her zaman giyilebilmesi ile hemen herkes tarafından vazgeçilemeyen bir giysidir.
Kaynaklara göre “Blue jean mucidi” olarak tanınan Levi Strauss (ki gerçek mucit Nevada’lı bir Amerikan vatandaşı olan Jacop Davis’tir) bu ürüne Levi’s adını verir. İcat ettiği dayanıklı pantolonun büyük çapta imalatını yapabilmek için, kumaş satın aldığı Strauss’a ortaklık teklif eder. Bu pantolonun 1873 yılında patentini alır. Büyük talep görmesi üzerine ortaya çıkan daha sağlam kumaş ihtiyacı Fransa’nın Nimes şehrinde bulunur ve bu kumaşa “Nim’den gelen” anlamına gelen “denim” denir ve öyle tanınır.
Kadife
Dokuma kumaşlarda havlı yüzeye sahip kumaşlar çeşitli şekillerde elde edilebilir. Bunlar genel olarak kesilmiş ilmekli, kesilmemiş ilmekli ( havlu ) veya atkı havlı, çözgü havlı olarak ayrılabilirler.
Kord veya fitilli kadife kumaşlar gibi hav yüzeyli kumaşlardan çözgü iplikleri çekilip alındığında onların düzgün uzunlukta hav iplikleri ile kaplı olduğu görülür. Kord ve fitilli kadife gibi atkı havlı kumaşların havı her zaman kesilir. Düz kadifede ise atkı iplikleri kısa uzunlukta hav iplikleri ile kaplanmıştır. Hav tutunduğu ipliğe dikey konumdadır. Dolayısıyla hav çözgü ipliğine bağlı ise, hav ipliğinin atkı olması gerekmektedir. Veya bunun tersi olabilir. Elbise, takım elbise, ev döşemesi vb’nde kullanılır.
Düz kadife kumaş eldesi 3 aşamada gerçekleşir. İki kumaş tabakası aynı anda çift hareketli mekikli dokuma tezgâhında dokunur. Kumaş dokuma tezgâhını terk ederken dikey atkı iplikleri iki ayrı kumaş oluşturmak üzere ayrılırlar ve her biri dik havlı yüzeylere sahip olurlar. Boylamasına çözgü iplikleri kadifenin dokunması işleminde havları oluştururlar ve son olarak, havlı kumaşın makastan geçirilmesiyle, havlar düz, pürüzsüz bir yüzey haline dönüştürülür.
Kadife kumaşlar hav yüksekliğinin farklılığına göre isimlendirilirler. Kısa havlı (2 mm) olanlarına “Kadife” daha uzun havlılarına (2 mm den fazla) “Pelüş” adı verilir. Kadifeler dokuma tekniğine göre çözgü kadifeler ve atkı kadifeler olmak üzere 2 gruba ayrılırlar. Çözgü kadifelerdeki ilmekler (hav tabakası) 2 çözgü 1 atkı sistemi ile çözgü ipliği tarafından oluşturulurken; atkı kadifelerde ilmeler (hav tabakası) 1 çözgü ve 2 atkı sistemi ile atkı ipliği tarafından oluşturulurlar.
Kadife kumaşlar iki grup iplik sisteminden meydana gelir:
1) Zemin kumaşını oluşturan iplikler,
2) Hav yüzeyini oluşturan iplikler.
Kadife kumaşlar, zemin kumaş üzerine çözgü ilmeli kumaşlar olarak tanımlanır. Başka bir deyişle kadife, belirli bir uzunlukta bırakılan liflerin yüzeyini kaplayarak ona havlı (tüylü) bir görünüş verdiği yumuşak ve hacimli bir kumaştır. Orijinalde kadife, ipekli çözgüden dokunmuş kısa, sık çözgü havlı bir kumaş olarak üretilmiştir. Günümüzde ise, kısmen ipek veya rayon ve kısmen de başka elyaftan veya tamamen başka ipliklerden (yün, pamuk vs.) imal edilen kısa, sık çözgü havlı kumaşlara ve atkı havlı kumaş olan velvetine de kadife denmektedir
Kadife kumaşlar, hav yüksekliğinin farklılığına göre isim alırlar. Kısa havlı (2 mm) olanlara “Kadife”, daha uzun (2 mm’den fazla) havlı olan kumaşlara ise “peluş” denir
Kadifenin diğer kumaşlardan farklı özelliği, yüzeyde dışa doğru çıkıntı oluşturan ilmek veya iplik demeti yapısıdır. Böylece düzgün zengin yüzey görünüşü yanında ele hoş bir yumuşaklık hissi veren, birbirine çok yakın olan kesilmiş kısa elyaf demetlerinden oluşmuş bir yüzeye sahip olmasıdır. Bu özellik tamamen dokuma makinesinde elde edilmektedir. Fiziksel bitim işlemleriyle de kumaşın yüzeyinde lif çıkıntıları oluşturularak yumuşak bir yapı oluşturmak mümkündür. Piyasada yanlış kullanım olmasına rağmen bu yöntemle elde edilen dokulara da kadife denilmektedir. Bunlara “havlı kumaş” demek daha doğrudur.
Kadife kumaş yapıları; kadife kumaşı meydana getiren iplik gruplarının bağlantı şekilleriyle incelenmektedir;
a) Hav ve havlı yüzeyin tanımı,
b) Hav çözgüsü,
c) Hav atkısı,
d) Zemin çözgüsü,
e) Zemin atkısı
f) Kadife kumaşlarda hav ipliklerinin bağlantı tipleri.
Hav ve Havlı Yüzey:
Amacı kumaşın yüzeyinde belirli bir efekt oluşturmak olan, iplik demetleri ile oluşturulan ve kumaşın yüzeyinden dışarı doğru uzanan iplik uçlarına hav adı verilir. Kumaşın yüzeyi bu havlarla kaplı ise kumaşlara genel olarak hav yüzeyli kumaşlar adı verilir. Kadifelerde hav yüzeyli kumaşlardır.
Hav Çözgüsü:
Çözgü kadifelerinde havları oluşturan çözgü ipliklerine verilen isimdir. Düz kadife tezgâhında hav çözgüsü levende sarılmış durumdadır. Jakarlı kadifelerde ise hav çözgüsü direkt olarak cağlıktaki bobinlerden gelir. Bunun nedeni her renkteki hav çözgüsünün aynı uzunlukta kadifenin hav yüzeyine alınmamasıdır. Örneğin; dokuma esnasında mavi renk daha çok gerekiyorsa yani kumaş yüzeyinde daha çok görünüyorsa bobinden mavi iplik daha çok çekilecektir.
Hav Atkısı:
Atkı kadifelerinde havları oluşturan ilave atkı ipliklerine verilen isimdir. Zemin çözgüsünün üzerinde kısa iplik yüzmeleri olacak şekilde bağlantı yaptırılır ve dokunduktan sonra atkı havı oluşturmak üzere ilave bir işlemle kesilir.
Zemin Çözgüsü:
Hem çözgü kadifelerinde, hem atkı kadifelerinde kadife kumaşın hav ipliklerini taşıyan ana zemini oluşturan iki iplik sisteminden birisidir. Çözgü kadifelerinde zemin atkısı bağlantı yapar, hav çözgülerini taşımaz. Atkı kadifelerinde hem zemin atkısı ile temel kumaşı oluşturur, hem de atkı havlarını taşır.
Zemin Atkısı:
Hem atkı kadifelerinde, hem de çözgü kadifelerinde hav ipliklerini taşıyan temel kumaşı oluşturan iki iplik sisteminden birisidir. Atkı kadifelerinde zemin atkısı zemin çözgüsü ile bağlantı yapar, hav atkılarıyla bağlantı yapmaz. Çözgü kadifelerinde ise hem zemin çözgüsü ile temel kumaşı oluşturur, hem de çözgü havları ile bağlantı yapar.
Kadife Kumaşlarda Hav İpliklerinin Bağlantı Şekilleri:
Kadife kumaşların dokunmasında hav çözgüleri zemin kumaşla 4 şekilde bağlantı yapar.
1. ‘V’ bağlantısı
2. ‘W’ bağlantısı
3. Çift W bağlantısı
4. Özel bağlantılar
Hav uzunluğu:
Hav uzunluğu kumaşın inçteki çözgü sayısına ve hav atkılarının, üzerinde yüzme yaptığı çözgülerin sayısına göre değişir. Havın uzunluğu ya inç başına düşen çözgü sayısının azaltılması ile ya da hav atkılarının, üzerinde yüzme yaptığı çözgülerin sayısının çoğaltılması yolu ile uzatılabilir.
Hav yoğunluğu:
Hav yoğunluğu atkının kalınlığına, havın uzunluğuna ve birim alanındaki tafting (serbest iğli tutam) sayısına göre değişir. Atkı kalınlığının artması, havı daha da kaba yapar. Ancak diğerleri eşit olunca yoğunluğu artar. Uzun hav, kumaş yüzeyinin daha iyi kapanmasına yol açarak kısa havdan daha yoğun(sık) bir görünüş verir. Bununla birlikte havın uzunluğu ne kadar büyük olursa her hav atkısının oluşturduğu tafting sayısı da o kadar az olur. Ve inç başına aynı sayıda hav atkısı ile, uzunluğun artışına bağlı olarak yoğunluktaki bir artış iğli tutamların (iplikçilerin) sayısında azalmaya yol açacaktır. Bu nedenle hav atkısının yüzme sayısındaki bir artışın inç başına hav atkısındaki artışı doğurması olağan bir sonuçtur.
Hav sıklığının(yoğunluğunun) değiştirilmesi ve etkileri: Havın sıklığının değiştirilmesinin farklı yolları olup, aynı desen ve çözgüde değişiklikler çoğu kez inç başına hav sayısının ya da atkı kalınlığının değiştirilmesi ile kolayca yapılabilir. Diğer bir metoda göre de; farklı bir hav-zemin atkısı oranı elde etmek amacıyla desen değiştirilir.
Havın sıklığı(sağlamlığı):
Bu kumaşların çok önemli bir özelliği de havın,(iğli tutamların yüzeyden ayrılması için), zemin dokuya sıkı bir şekilde tespit edilmesidir. Havın sıklığı esas itibari ile atkıların birbirine yaptığı baskıya dayanmalıdır. Bilhassa uzun havlarda havın sıkıca tutulabilmesi için büyük numaralı atkıların kullanılması gerekmektedir. İnç başına daha az sayıda atkı konulması ya da çok uzun bir hav yapılması arzu edilirse, gerekli sıkılık, hav atkıları daha sık atılarak ve “sıkı” ya da “kamçılı” diye tabir edilen hav yapmak suretiyle temin edilir. Daha sıkı dokuma kalın atkı kullanılmasını daha çok güçleştirir. Genel olarak kabul edilebilir ki; sıkı bir havda, kumaşın dökümlülüğü zarar görmekte, öte yandan da fazla sıkılık, kumaşa daha uzun süre giyilebilirlik özelliği kazandırmaktadır.
Kadifeler, hem atkı kadifesi hem de çözgü kadifesi olarak elde edilebilirler. Atkı kadifeler pamuk ipliği ile ve benzeri ipliklerden dokunur. İlmeler, atkı yönünde kumaşa sokulan ipliklerin, örgüye girerken, elde edilmek istenen uzunluklarda kumaş yüzeyine itilmeleriyle oluşturulurlar. Bu, kumaş örgüsünün uygun biçimde düzenlenmesi ve tefenin kumaşa daha sert vurarak, normal atkılara oranla örgüye çok daha az giren ilme atkılarının birbirleri üzerine bindirilmeleriyle sağlanır. Kadifenin havlı yüzeyi, ağaç bir sopaya geçirilmiş bir kılavuzun ucuna takılı ucu sivri bir bıçağın ilmelerin altına sokularak, örgü yönündeki her ilme sırasının düzgün biçimde teker teker kesilmesiyle oluşturulur. Eğer kumaş, çözgü yönündeki sıralarda oluşturulan ilmeler değişik boylarda olacak biçimde tasarlanmışsa, fitilli kadife (corduroy) olarak tanınan yapılar elde edilir.
Çözgü kadifeleri iki değişik yöntemle elde edilirler. Bunların biri, ilme ipliğinin kadife tezgâhında dokunan iki temel kumaş katı arasında, birinden diğerine geçerek hareket ettirilmesi ve kumaş dokundukça ilmelerin hareketli bir bıçakla ortadan kesilmesidir.
Bu yapılar çift katlı bir kumaş gibi tasarlanırlar; ancak kumaş katları arasında bağlantı yapan ilme ipliği, kumaşa belirli uzunluklarda beslendiğinden, iki kat arasında belirli bir uzaklık oluşur. Bu sisteme “yüz yüze dokuma” adı verilir. Bir diğer sistem, ilmelerin ağızlık içine atkı gibi sokulan ve uçlarında kesici bir araç bulunan yası tel çubuklar üzerinde oluşturulmasıdır. Temel kumaş tel çubukların altında kalırken, ilme iplikleri bu çubukların üstüne çıkarılırlar. Tel çubuklar sırasıyla ağızlıktan çekilirken ilmeler kesilir ve bir hav tabakası oluşur.
Çözgü ilmeli yapılar, daha çok giysilik kaliteli kadifeler, yünlü kadifeler ve döşemelik kadifelerde uygulanır, çünkü atkı kadifelerin dokunuşu çok basittir.
Halı, kilim ve benzeri dokuma yapılarının oluşturduğu kumaş sınıfına “kirkitli dokuma kumaşlar” denilmektedir. Bunun nedeni, el dokumacılığında, çözgü iplikleri üzerinde ilme ipliğini dolayarak ya da düğüm atarak bir sıra ilme oluştuktan sonra, ilmelerin kirkit adı verilen kısa dişli çelik bir el tarağının, çözgü iplikleri
üzerinden ve her ilme sırasının bitiminden sonra, çözgüler arasından geçirilen atkıya doğru vurularak sıkıştırılmasıdır.
Kadife kumaşların dokuma sistemleri başla iki ana grupta ve bunların alt gruplarında incelenir.
A- Kadife üretim teknikleri,
Al- Atkı kadifesi üretimi,
A2- Çözgü kadifesi üretimi;
a) Tek kat sistem ile çözgü kadifesi üretimi,
b) Çift kat sistem ile çözgü kadifesi üretimi,
-Tek mekikli çift kat çözgü kadifesi üretimi,
- Çift mekikli çift kat çözgü kadifesi üretimi,
B- Hav ipliklerinin kesilmesi;
a) Atkı havlarının kesilmesi,
b) Çözgü havlarının kesilmesi,
- Çift kat dokuma kadifelerin havlarının kesilmesi,
- Hav oluşturma çubuğu ile havların kesilmesi.
KADİFE ÜRETİM TEKNİKLERİ
Kadife elde etme yöntemlerini ikiye ayırabiliriz;
a) Atkı kadifesi üretimi,
b) Çözgü kadifesi üretimi.
1) Tek kat sistemi ile elde edilen çözgü kadifesi,
2) Çift kat sistem ile elde edilen çözgü kadifesi,
- Tek mekik sistemi ile elde edilen çözgü kadifesi,
- Çift mekik sistemi ile elde edilen çözgü kadifesi.
Atkı Kadifesi Üretimi
Kadife kumaşların karakteristik özelliği olan yüzeydeki hav tabakası, ilave bir atkı ipliği tarafından meydana getirilen kadife kumaştır. Atkı kadifelerinde hav oluşumu hav ipliklerinin yuvarlak bıçak yardımıyla kesilmesi sonucunda elde edilir.
Atkı havlı kumaşlar üç grup iplik sisteminden meydana gelir.
Atkı Kadifelerin Sınıflandırılması
Atkı Kadifeler
İplik Tipine Göre Zemin Dokunun Desenlerine Doku Karakterine
Örgüsüne Göre
- Pamuklu kadife - Tafta (1=1/1) - Velvet - Şifon kadife
- İpek kadife - Velvet - Emprime
- Dimi kadife - Kord kadife
- Açık florlu kadife - Fason kadife
Çözgü kadifelerdeki daha gevşek sarımlı ilme çözgüsü ile daha sıkı bir zemin çözgüsü yerine, atkı kadifelerde, bir ilme atkısıyla daha sıkı bağlantıyı sağlayan bir zemin atkısı bulunur ve her iki atkı materyali de aynı özelliklere sahiptir.
Atkı kadifelerde iki türlü bağlantı kullanılır.
1. “V” Bağlantı: Bu bağlantı şekli birer iplik atlayarak devam eder. Çözgü ipliklerinin iki çeşit hareketi vardır. Birincisi aşağıdan yukarıya, ikincisi ise yukarıdan aşağıya doğrudur.
2. “W” Bağlantı: Bu bağlantı şeklinde ise atılan atkıyı 3 çözgü ipliği kavramaktadır. Bu üçlü bağlama “V” bağlantı şekline göre kumaşta daha iyi bağlantı oluşturur.
Havlı kumaşlarda temel zemin dokusunun ve tüylü yüzeyin şekillenmesi ve oluşumu açısından önem taşıyan faktörler şunlardır.
- Hav atkılarının iplik özellikleri
- Hav atkılarının bağlantı ve örgüsü
- Hav atkılarının zemin atkılarına oranı
- Hav atkılarının kumaş tasarımında tamamının kesikli olması veya olmaması yada yüzey üzerinde bölgesel kesim uygulayarak yer yer kabarıklı desen efekti eldesi gibi uygulamada kesim işleminin durumu.
Havlı kumaşlarda hav ipliği kesikli veya kesiksiz olabilir. Atkı kadifelerinde hav ilmeleri atkı iplikleri tarafından oluşturulur
Atkı kadifelerde atkı sıklığı oldukça yüksektir cm’ de 200 atkı ipliği içeren pamuklu kadifeler mevcuttur. Ancak bu kumaşların üretildiği makinalarda üretim miktarı, yoğun ve sık atkı atımından dolayı düşüktür. Bu kumaşlar oldukça kaliteli olmalarına rağmen, düşük üretim miktarından dolayı, günümüzde önemlerini yitirmişlerdir. Öbür yandan düşük ve orta yoğunluktaki dolayısıyla düşük ve orta derecede kaliteli kumaşların üretimi yaygındır. Bunlar otomatik dokuma makinalarında hızlı bir şekilde üretilmektedir
Özel bir örgüyle atkı ipliği normal bir bağlantıdan sonra kumaşın üst yüzeyinden atılır. Yüzey efekti dokuma esnasında değil, dokumadan sonraki kesme işlemi ile oluşmaktadır. Özel fitil kesme makinalarında atkı istikametindeki ilmekler gayet ince bıçaklardan geçirilerek ilmekler kesilir ve kumaş oluşturulmuş olur. Kesim makinası tezgâh eni kadar bir silindire sarılı bir bıçak tertibatı ile donatılmıştır. Kesimde kesim ayarı çok önemlidir. Makinede kesiciler sadece atkı ilmelerini kesecek ve temel dokuya temas etmeyecek yükseklikte ve ilmeden ilmeye olan mesafeyi koruyacak sıklıkta ve kumaş enindeki ilme sayısı kadardır.
İlme atkıları genelde 3, 5, 7 çözgü ipliği üzerinden bağlantı oluştururlar. Daha sonra bunlar atlama mesafesinin tam ortasından kesilir. Bir veya üç çözgü ipliğine bağlanarak oluşan atkı ilmeleri “V” veya “W” havlı ilmeleri oluştururlar. Atkı kadifelerde ilmeler kenara kadar devam edip kapalı olarak bırakılır, kesilmez zemin dokusu çok sıkı bağlantısından dolayı atkı atlamalarının oluştuğu yerlerde, zemin atkı hav tabakasından aşağıda kalır.
Eğer kumaşta çok sık hav tabakası isteniyorsa, atkı ilme ipliği sayısını çok yüksek, örneğin 100-120 atkı/cm de hesaplamak gerekir.
Eskiden beri pamuk iplikleriyle dokunan atkı kadifelere, kullanılan atkı materyalinden dolayı pamuklu kadifeler denilmektedir. Atkı kadifelerde çözgü kadifelerdeki gibi “Rute” denilen ilme çubukları kullanılmaz. Çözgü kadifelerde atkı ipliğine asılı ilmeler atkı kadifelerde çözgü ipliğine asılıdırlar.
Velvet ve tüm fitilli kadifeler atkı havlı kadifelerdir. Bu tür kumaşlarda zemini oluşturan çözgü ve zemin atkısıdır. Zemin ve hav örgüleri ayrı ayrı düzenlenerek tahar ve armür raporu hazırlanır. İlave atkı ipliği ile hav oluşturulan kadife kumaşlarda hav oluşumu atkı havlarını oluşturacak atkı ipliklerinin atlama yapan (yüzen) Bölümlerinin yuvarlak bir bıçakla kesilmesi ile gerçekleşir.
Düz atkı kadifeleri
Bu tür dokumalar sağlam ağır gramajlı, atkı yüzlü pamuklu kumaşları kapsamına alır. Üniform olarak kısa hav tabakasıyla yoğun bir şekilde örtülüdür. Hav tabakası kumaş dokunduktan sonra yüzeyde gevşek olarak yüzen belirli atkıların kesilmesiyle biçimlendirilir. Velvetten parlak ve ince bir kumaştır.
Kumaş oluşumunda dikkat edilecek hususlar;
- Yüzey ve hav oluşumunda kullanılan temel dokular
- Hav atkılarının yüzey atkılarına oranı
Bu faktörler atkı sıklığı ve bitirme işlemi ile de birleşince; hav uzunluğunda, yoğunluğunda ve hav sağlamlılığında etkin rol oynar.
Esas zemin dokusunun oluşumunda sıkça kullanılan örgüler, bezayağı ve dimidir. Hav bağlantıları ise; dimi, saten veya türetilmiş saten şeklinde olabilir. Sıkı hav elde edebilmek için inç başına düşen atkıların sayısı fazla olmalıdır.
Çözgü Kadifesi Üretimi
Kadife kumaşların belirgin ve ayırıcı özelliği olan kumaş yüzeyindeki havlar hav çözgüsünden elde ediliyorsa buna çözgü kadifesi denir.
Çözgü kadifesinin elde edilmesinde en az iki çözgü levendi veya bir çözgü levendi ve cağlıktaki bobinlerden alınan hav çözgüleri gereklidir.
Çözgü havlı kadifelerdeki zemin çözgüsü ve hav çözgüsünün özellikleri ve işleme katılımları aşağıda açıklanmıştır.
Zemin çözgüsü
Atkı ipliği ile birlikte kumaşın zeminini oluşturan çözgülerdir. Tek kat çözgü kadifesi sisteminde tek bir zemin çözgüsü vardır.
Çift kat kadife sisteminde ise 2 tane zemin çözgüsü vardır.
Hav Çözgüsü
Düz kadife tezgâhlarında hav çözgüsü levende sarılmış durumdadır. Jakarlı kadifelerde ise hav çözgüleri direkt olarak cağlıktaki bobinlerden gelir. Bunun nedeni değişik renkteki hav çözgü ipliklerinin birim kumaş uzunluğunda farklı miktarlarda kullanılmasıdır. Örneğin, dokuma esnasında mavi renk daha çok gerekiyorsa yani kumaş yüzeyinde daha çok görünüyorsa bobinden mavi iplik daha çok çekilecektir Bazı çözgü ipliklerini daha çok veya daha az kullanma imkanı bobinden hav ipliği almakla sağlanır. Çözgü kadifesi hav çözgüsünün bir üst örgüden bir alt örgüye geçmesi suretiyle çift kadife olarak da imal edilebilir. Dokuma işleminden sonra çift kadife ortadan kesilir. Çözgü kadifeler “Ruten kadifeler olarak da dokunabilirler. Çözgü kadife tekniğinde tüylü dokumalar hemen hemen her istenilen hav yüksekliğinde ve oldukça farklı görünüşlerde imal edilebilirler. Örneğin hayvan kürkü taklitleri, ipek kadife, aynalı kadife, astragan vb.
Tek Kat Çözgü Kadifesi Üretimi
Tek kat kadife tekniğiyle yapılan kadife kumaşlarda birincisi gergin zemin, diğeri gevşek sarılan hav çözgüsü olmak üzere iki çözgü ile dokunurlar. Havlar, hav çözgüleri yukarı kalktığında arasına giren ve ucunda bıçak bulunan çelik çubuklar aracılığı ile oluşturulur. Eğer, kumaş havlarının yüksek olması isteniyorsa yassı çubuklar, kısa olması isteniyorsa yuvarlak çubuklar kullanılır
Bu tip kadifeler “Teller Yardımıyla Üretilen Çözgü Kadifeler” adını alır. Hav çözgülerinin oluşturduğu ağızlıktan teller geçirilir. Hav çözgüleri alt ağızlık konumuna inip atkılarla birleştikten sonra şekildeki tellerin etrafını kaplarlar. Tellerin enine kesiti aynı zamanda ilme şeklini ve enine kesitteki yükseklikleri de ilme yüksekliklerini belirler. Teller kumaş içerisinden çekildiklerinde ilmeler oluşur. Tellerin hareketini kontrol eden özel mekanizma telleri çok hızlı bir şekilde atılan atkı ipliği ile aynı hızda ağızlık içerisine yerleştirir ve yavaşça geri çeker. İki nokta arasında tel sayısının fazla olması, hav çözgüsüne gelen gerilimden dolayı, hav ilmelerinin içeri girmesini önler. Üretilecek olan kumaşın tipine göre hafif kumaşlar için tel sayısı azaltılır. Ağır kumaşlar için tel sayısı arttırılır.
Kadife kumaşın yüzeyinde oluşan havlar tellerin yapısına bağlı olarak ilmekler veya demetler halindedir. Eğer, tellerin üst yüzeyi bıçak ağzı şeklinde yapılmışsa telle kumaş içerisinden çekilirken ilmekler kesilip demet halini alacaktır. Kesici olmaması halinde ise ilmekler oluşacaktır. Burada unutulmaması gereken bir nokta, hav çözgülerinin oluşturduğu yüksek ağızlığa tel girdiği anda, zemin çözgülerinin oluşturduğu daha engin ağızlığa da atkı ipliğinin yerleştirilmesidir.
Enine kesit dairesel olan teller kısa ilmekli, dikdörtgen olanlar ise uzun ilmekli kadife üretiminde kullanılır. Tellerin yükseklikleri kısa havlı kadifeler için 1-5 mm, kürk ve halı takliti uzun havlı kadifelerde ise 25mm’yi bulan boyuttadır. Tellerin sonundaki delikler tellerin hareketini sağlayan mekanizma uzuvları ile bağlantıyı sağlar. Bu mekanizmalar için dokuma makinasının bir tarafında dokunan kumaş genişliği kadar bir boşluğa ihtiyaç vardır. bu sistemle üretilen ilmeli kadifeler döşemelik olarak kullanılır. Demetli yani ilmekleri kesilmiş kadifelerse giysilik, perdelik ve döşemelik olarak kullanılır. İlişkinin bir arada olduğu daha çok döşemelik ve halı olarak kullanılan değişik desenli kadifelerde vardır.
Dokuma esnasında kullanılan hav çözgüsü zemin çözgüsünden daha uzundur. Bu uzunluk tellerin derinliğine ve tel sayısına bağlı olarak değişir. Hav çözgüsü, zemin çözgüsünden 5-12 kat daha uzun olabilmektedir. Dokuma esnasında hav yüksekliğini zedelememek için cımbarlar sadece kumaşın kenarıyla ve levende sarmada da sökme silindiri ile kumaşın arkası temas halinde olmalıdır.
Bütün teller soldan sağa doğru çekilerek çıkarılırlar. Bu nedenle ilmelerin sağa doğru kayma tehlikesi vardır. bunu önlemek ve daha sağlam bağlantı oluşturmak için ilmelerin sağında bulunan zemin çözgüsünün zıt bağlantı yapması gerekir.
İplikleri çerçevelerden geçirilişleri dokumacıya göre önden arkaya doğrudur. İlme (hav) ipliği daima birinci çerçeveye geçirilir.
Çift Kat Çözgü Kadifesi Üretimi
Kadife dokuların üretiminde kullanılan tellerle dokuma sistemi, tellerin hareket mekanizmalarının dokuma tezgâhlarına monte edilmesiyle sağlanır. Fakat bu tezgahların fazla yer kaplamaları, yavaş çalışmaları, ayrıca kullanırken bazı zorlukların çıkması üretime tesir eden sebepler olmuş ve bugün daha hızlı kadife üretimi için çift kat tekniği ile üretim sistemine geçilmiştir.
Çift kat tekniğinde kadifeler, bezayağı ve rips doku türleri ile üst üste, iki doku tabakasının dokunması ve ilme çözgü ipliklerinin değişimli olarak l üst - l alt dokuya bağlantısıyla elde edilirler. Her iki doku arasındaki ilme mesafesi, bir hav ipliği yüksekliğinin iki katıdır ve bu yükseklik regülatör vasıtasıyla sabit tutulur. İlmeler tezgaha monte edilmiş olan ve bir kızak üzerinde yatay vaziyette sağa - sola hareketli bir bıçak tarafından tam ortalarından kesilirler.
İki doku arasındaki ilmelerin kesimi, tefenin vuruşu tamamlandıktan sonra, yani tarağın geri hareketinde ve zemin çözgüsü gergin durumdayken meydana gelir. Çünkü tarağın yanlış bir pozisyonunda yapılan ilme kesimi, kademeli hav uçlarının oluşmasına ve düzensiz hav yüksekliğine neden olur.
Çift katlı kadifeler ya tek atkıyla yada çift atkıyla dokunurlar. Tek atkıyla dokunan çift katlı kadifelerde atkı ipliği hem üst hem de alt dokuya geçirilir. Böylece tek atkı sistemiyle iki doku tabakası oluşturulur. Çift atkı kadifelerde, atkı iplikleri üst dokuya üst atkı taşıyıcı, alt dokuya alt atkı taşıyıcı aracılığı ile bağlanırlar. Her iki atkı taşıyıcının hareketi aynı hız ve zamandadır. Tek atkılı çift katlı kadifelerde her atkı ipliği l üst ve l alt dokuya değişimli olarak bağlandığından, değişimli kasa sistemiyle 2 tip atkı materyali kullanılabilir.
Çift katlı kadifelerin üst ve alt dokuları ayrı ayrı bağlantı çözgüleri ile bağlanırlar. Tek levende de sarılabilen bu bağlantı çözgüleri için. iki ayrı levendin kullanılması tezgahın tam kapasite ile çalışması açısından daha faydalıdır.
Bu sistemde kadife dokumada tezgâh verimi yüksektir. Fakat ortadan kesilen ilmelerin oluşturdukları yüzeyler pek düzgün olmazlar. Bunun için havlar terbiye dairesinde makaslama işlemine tabi tutulur. Gerek tel çubuklu sistemde gerekse yüz yüze dokuma sisteminde desenli ve motifli yapıların elde edilme olanağı vardır. Her iki sistemde de ilme iplikleri jakar mekanizmasıyla kontrol edilerek istenilen herhangi bir desen elde edilebilir.
Çift kat çözgü kadifesi üretimi iki şekilde yapılır.
a)Tek mekikli çift kat kadife üretimi,
b) Çift mekikli çift kat kadife üretimi.
Tek Mekikli Çift Kat Çözgü Kadife Üretimi
Normal dokuma tezgahların çift kat kumaş dokuma tekniğiyle dokunur. Hav ipliği üst ve alt zemin iplikleri arasında bağlantı yapar. Kumaş dokunduktan sonra iki kumaş arasındaki hav iplikleri kesilerek kumaşlar birbirinden ayrılmış olur.
Çift Mekikli Çift Kat Çözgü Kadifesi Üretimi
Modern kadifecilikte kullanılan sistemdir. Buradan zemin çözgü levendleri istenildiğinde ayrı ayrı hazırlanabilir. Atkı atımı iki kumaşa da aynı anda yapılır. Tezgâhta üst ve alt kumaşa ait olmak üzere iki tane ayrı ayrı ağızlık açılır.
Bu sistemde aynı süre içinde diğer sistemlere göre daha fazla kumaş dokumak mümkündür.
İlmeli Kadifeler
Bunları zemin çözgüsünün atkı ipliği ile oluşturduğu temel doku ve ilmelerin oluşturmasını sağlayan ilme (hav) çözgüsünden oluşur.
Zemin çözgü havludaki gibi ince ve yüksek bükümlü pamuk ipliğinden olup gergin tutulur. İlme (Hav) çözgüsü ise daha gevsek olup, yün, ipek, suni ipek ve pamuk ipliğindendir.
Her iki çözgü ipliği 1/1, 1/2, 2/1 oranlarında dokunur. Bunun için belirleyici etken; kumaşın kullanıldığı yerin yanında, hav çözgüsünün sıklığı, yükseldiği ve iplik numarasına bağlıdır.
İlmelerin oluşumu, hav çözgüsü yukarı kalktığında açılan ağızlığa çelik veya prinçden imal “RUTE” denilen uzun çubukların geçirilmesi ile olur.
Zemin çözgünün bağlantı şekli bezayağı olmasına rağmen, bunun yanında R2/1, Rl/2 ve panama, hatta dimi doku türünde dokularla zemin oluşturulabilir.
Dokuma sırasında ilme çözgüleri, rute üzerinden doğru yükselip tekrar temel dokuya bir veya birkaç atkı ipliği ile bağlanırlar. 3, hatta 8 sıra halinde geçirilen çubuklar teker teker oluşan ----lerin içerisinden çekilmeye başlar ve her çekilen çubuk tekrar ilmek oluşturmak için tek tek ilme içine atılır.
Kadife dokular ilmeler arasındaki atkı ipliği sayısına göre isimlendirildikleri gibi (Örneğin 2 atkılı 3 atkılı gibi) hav çözgüsünün l veya l ‘den fazla zemin atkısını bağlama şekline göre da adlandırılırlar. Örneğin;
2 Atkılı Kadifeler: Şayet hav çözgüsü l zemin atkı ipliğinin altından bağlanmışsa ”V” havlı,
3 Atkılı Kadifeler: Şayet hav çözgüsü l atkının altından -1 atkının üstünden ve yine l atkının altından bağlanmışsa “W” havlı kadifeler olarak isimlendirilirler.
Kesik İlmeli Kadifeler
Bu kadife türünde, yüzey kesik havlarla kaplıdır. Kesik ilmeli kadife üretiminde özel kesiciler kullanılır. İlmeleri kesmek için üst kenarı keskin “RUTE” ler veya daha yüksek havlı yüzey istendiğinde uçları kıvrık, keskin, yassı çubuklar kullanılır.
Karışık Havlı Kadifeler
Bazı kadife türlerinde havlar hem yuvarlak hem de ucu kesicili RUTELER yardımıyla oluşturulur. Bu sayede kumaş yüzeyinde hem kesik havların hem de kapalı ilmelerin bulunduğu desenli bir görünüm elde edilir. Üstlerinde kesici bulunan üniteler diğer yuvarlak üniteler den daha yüksektir.
Doku yüzeyini egalize ederken ikinci bir kesme işlemine sokulan kesik havların daha uzun tutulmasındaki gaye kapalı ilmelerin zedelenmesine mani olmaktır.
Maket (Ağır döşemelik) dokular bu teknikle dokunurlar .
HAV İPLİKLERİNİN KESİLMESİ
Kadife kumaş üretiminde havların kesim işlemi kumaş kalitesi açısından önemlidir. Hav kesme işlemi kumaş dokunurken veya dokunduktan sonra yapılabilir.
Kadife kumaş üretiminde hav ipliklerinin kesilmesi üretim tekniğine göre farklılık gösterir.
a) Atkı kadifelerinde havların kesilmesi,
b) Çözgü kadifelerinde havların kesilmesi.
Atkı Kadifelerinde Havların Kesilmesi
Atkı havı kesilmiş kumaşların üretiminde; havlar, kumaş tamamen dokunduktan sonra yüz tarafında kesilmek suretiyle oluşturulur.
Çözgü Kadifelerinde Havların Kesilmesi
Çözgü havı kesilmiş kumaşların üretiminde ise 2 metod kullanılır.
Çift kat dokunan kadifelerin havlarının kesilmesi
İlk metoda çift kumaş dokunur ve bu iki kumaş arasında onları birbirine bağlayan iplik hav ipliği olur. Çift kat kumaş dokuma bölgesinden uzaklaşırken bir bıçak yardımıyla hav iplikleri kesilerek iki ayrı kumaş haline getirilir. Bu tek kat kumaşlar çift kat kumaşın kalınlığının yarısı kadar ve hav ipliğinin kesildiği yerde havlı yüzey oluşur
Hav Oluşturma Çubuğu İle Havların Kesilmesi
Hav oluşturma çubuğunun üst kenarında ve bir ucunda küçük bir bıçak vardır ve çekildiği zaman ilmekli hav bırakır. Kumaşa bir miktar atkı yedirildikten sonra, bir ucunda bıçak bulanan bu çubuk,hav çözgü ipliklerini keser. Çerçeveler, hav çözgü iplikleri bu çubuğun üzerinden geçecek şekilde hareket eder. Bu çubuğun ilersine birkaç atkı atıldıktan sonra çubuk çekilir ve ucundaki bıçak, çubuğun üzerinden geçtiği bütün çözgü ipliklerini keser. Kesik iplikler dik konuma gelir ve havı teşkil ederler. Birkaç ilave atkı atıldıktan sonra çubuk tekrar ağızlığa yerleştirilir, bu şekilde dokumaya devam edilir, yine birkaç atkı atıldıktan sonra çubuk geri çekilir.
Ring İplik Eğirme Sistemi
- Ring, yani bilezik ve kopça yardımıyla eğirme, 20 Kasım 1828 tarihinde John Thorp tarafından keşfedilip Birleşik Amerika’da patenti alınmıştır.
- Pamuk iplikçiliğinde senelerce kullanılmış olmasına rağmen İngiliz sistemi eğirme de ancak 1930 dan sonra tatbik edilmeye başlanmıştır.
- Avrupalı imalatçılarca Fransız sistemiyle bundan 20 sene evvel 1910 larda kullanılmaya başlanmıştır.
- Taranmış yün iplikçiliğinde yün eğirmeye ait ilk çalışmalar Amerika’da Whitin Machine Works Whitinsville firmasınca yapılmıştır.
Whitin ring eğirme makineleri Bradford sisteminde Fransız sisteminden daha hızlıdır. Şimdiki durumda bütün kamgarn iplik fabrikalarının ring kullandığı söylenebilir. Bunlarla 3 inch çapında, 11 inch boyunda ve 350 gramlık masuralar elde etmek mümkündür.
Ringde Nm 10-70 e kadar eğirmek mümkündür.
Ring Eğirme Sistemi
- Sistem olarak ring iplik eğirme makineleri yün iplikçiliğinde ve pamuk iplikçiliğinde aynıdır.
- Farklılık küçük istisnalar dışında sadece makine elemanlarının boyutlarındadır.
- Yün iplikçiliğinde, makine elemanları pamuk iplikçiliğindekine nazaran daha büyüktür.
Ring iplik makinesinde
elyaf şerit halinde beslenir, silindirli çekim bölgesinden geçerek kopça ve bilezik yardımıyla büküm ve sarım işlemleri gerçekleştirilir. İplik çıkış silindirlerini terk ettikten sonra, bilezik iğinin merkezi yönünde bulunan bir kopçanın içinden geçip, dönmekte olan masuraya sarılmaktadır. Ana iplik eğirme elemanı iğdir.
Elyaf şeridi aynı anda inceltilerek bükülüp masuralara sarıldığı için kontinü bir sistemdir. Büküm ve sarım birlikte yapılır. Büküm masuranın dönmesiyle verilir. Elyaf şeridi çekim tertibatına girer, çekim silindirleri arasından beslenir ve istenen nihai inceliğe getirilir. İğ, masurayı sabit bir hızla döndürür. Ön çekim silindirlerinin hızı istenen miktarda bükümü ipliğe verecek şekilde ayarlanır. Kops bileziğin etrafında serbestçe kayar. Kopça çekişinin oluşturduğu gerginlik ipliğin masuraya çıktığı hızla sarılmasını sağlar.
Verilen büküm miktarı iğ hızının (kopça hızının) istihsal silindirinin çevre hızına oranına bağlıdır.
Ring iplik eğirmenin avantajları
Ring iplikçiliğinde, eğirmenin başlangıç noktasında olan ön manşondan çıkış noktasında paralelleşmiş olan elyaflar, büküm aldıkları sırada oldukça fazla bir gerilimle karşılaşmaktadırlar. Bu teknolojik olarak, büküm alma sırasında elyafların çok iyi bir şekilde biraraya gelip birbirlerine tutunmaları bakımından büyük avantaj getirmekte, elyaflar arasında meydana gelen yüksek sürtünme kuvvetleri çok iyi iplik mukavemeti sağlamaktadır. Diğer yönden, iplik kopuşları açısından bakıldığında ise dezavantaj getiren bir nokta olarak görülmektedir
Ring iplikçiliğinde çok önemli avantajlardan biri de, elyafların eğirme sırasındaki mükemmel uyumudur. Ring ipliğinin eğirme proseslerinin tümünde, elyaflar yüksek mekanik kuvvetlerin baskısı altında çok iyi bir şekilde kontrol edilmektedir. Çekim bölgelerinde, silindirler ve apronlar, tüm elyafları boylarına bağlı kalmadan, bir uyum içinde olmalarını kontrol altında tutmaktadırlar. Bu nedenle, elyaflar uyumu bozacak herhangi bir şekle girememekte ve sonuçta mukavemeti yüksek iplik üretilmiş olmaktadır. Ring iplikçiliğinin en önemli kilit noktası burasıdır.
Orta ve uzun elyafların eğirilmelerindeki çekim sistemleri, efektif bir şekilde elyafların çekim bölgesindeki hızlarını kontrol ederler. Bu da çekim bölgesinde kontrollü olarak hızlandırılan elyaflardan belirli şartlar altında son derece uniform iplik üretilmesi olanağını sağlar.
Çekim bölgesine verilen elyaf bandı içindeki kısa elyaflar da çekime uğrarlar. Ancak, bu elyafların hızları efektif olarak kontrol altında tutulamamakta olup, üretimdeki elyaf bandı içinde yüzen elyaflar olarak isimlendirilirler. Bu elyafların çekim bölgesindeki, tutma noktaları arasındaki bölgelerdeki hız artışlarına diğer elyaflarla beraber ayak uyduramamaları iplik düzgünsüzlüğüne olumsuz etki etmektedir. Ring iplikçiliğindeki mükemmel elyaf kontrolü, bu iplikçilik sisteminin bütün elyaf tipleri için çok geniş bir numara sahasında kullanılabilmesi imkânını vermektedir. Bu nedenle ring iplikçiliği, işletme esnekliği bakımından son derece mükemmel bir görünüm vermektedir. İplik eğirme sırasında elyafların yüksek bir gerilim altındaki uyumu ve mükemmel elyaf kontrolü, ring ipliğine mukavemet ve düzgünlük açısından büyük avantaj sağlamaktadır. İplik düzgünsüzlüğü ise, ancak kısa elyaf miktarının oranında artma olursa düşme göstermektedir.
Ring iplik eğirmenin dezavantajları
Avantajlarının yanısıra ring iplik makinesinin birtakım dezavantajları da vardır. Bilezik kopça ve hava-iplik sürtünmesi ile kopuşlar fazla olur. Kopuk uç bağlama sorunu vardır. Kopuşlarda ve bağlamalarda zaman kaybı çok fazladır. Kopçadaki yüksek hız ipliğe zarar verir. Masura kapasitesi azdır, enerji maliyeti fazladır.
Ring iplik eğirme işlemi toplam iplik eğirme maliyetinde yandan çok yer tutar. Dolayısıyla enerji maliyeti çok yüksektir.
Ring Eğirme Makineleri
Elyaf şeridinden iplik elde edilen makinelerdir. Daha geniş şekliyle doğal veya sentetik kesikli elyaftan oluşan fitil veya elyaf bandının istenen inceliğe çekilip, büküldükten sonra elde edilen ipliğin masura veya kopsa ya da başka bir patrona sarıldığı makinelerdir. İplik eğirme makinelerinin en yaygın olanları ring (bilezikli) eğirme makineleridir.
Yün iplikçiliğinde kullanılan ring iplik makineleri küçük aksesuar değişiklikleri dışında pamuk iplikçiliğinde kullanılanların aynıdır. Şerit besleme, çekim ve sarım sistemlerinde bir takım farklılıklar vardır.
- Ring iplik makinelerinde hemen her tür iplik üretilmektedir.
- Pamuk, sentetik, kamgam, yarı kamgam ve ştrayhgarn iplik üretilebilir.
- Seyyar vargelden daha prodüktif olan bu makine, daha mukavemetli, ancak daha az yumuşak yün ipliği üretir.
Çeşitli ring iplik makine konstrüksiyonları vardır. Bunlar üretilen ipliğin kalitesi, elyaf besleme şekli ve diğer makine konstrüksiyonlarına göre değişiklik gösterir.
Ring eğirme makineleri genel olarak şu başlıklar altında incelenmiştir:
- Kamgam ring eğirme makinesi,
- Yarı kamgam ring eğirme makinesi,
- Ştrayhgarn ring eğirme makinesi,
- Ring eğirme makinesinde fitil besleme,
- Ring eğirme makinesinde çekim tertibatı,
- Ring eğirme makinesinde iğler,
- Ring eğirme makinesinde bilezik,
- Ring eğirme makinesinde kopça,
- Ring eğirmemakinesinde balonlaşma ve balon ayırıcılar (seperatör),
- Ring eğirme makinesinde domuz kuyruğu(iplik kılavuzu),
- Masura ve kop
Kamgarn Ring Eğirme Makinesi
Yün iplikçilik sisteminde uzun elyaflarla çalışmak söz konusudur. Uzun elyafların inceltilme-sinde yeni çekilmesinde ekartman mesafesi (ön ve arka çekim silindirlerinin elyafı tutma notalar arasındaki uzunluk) daha uzundur. Kamgarn iplikçiliğinde kullanılan ring iplik makinesi klasik ring iplik makinesiyle genel sistem prensibi olarak aynıdır. Fitil beslenir, çekim silindirlerinde inceltilir, büküm verilir ve kopslara sarılır.
Kamgam ring iplik makinesinde kaliteli, ince homojen yapılı, pürüzsüz yüzeyli iplikler üretilebilir.
Yarı Kamgarn Ring Eğirme Makinesi
Yarı kamgam iplikler; kamgam iplikler kadar pürüzsüz, düzgün, parlak değildir. Genel olarak işlem akışı kamgandaki gibidir. Sadece tarama işlemi yoktur. Özellikle yün tipi yapay elyafların eğrilmesinde çok kullanılır. Ştrayhgarnda olduğu gibi özel bir yumak beslemeli sistem yoktur. Yarı kamgam ring iplik makinesine fitil ve bant besleme yapılır. Daha kısa elyafların de kullanıldığı gözönünde bulundurularak çekim sistemleri, ekartman mesafeleri bu doğrultuda düzenlenir.
Fitil beslemeli yarı kamgam ring iplik makinesi, kamgam iplikçilikte kullanılan makineye benzer. Çok bariz fark olmamakla beraber ekartman mesafesinin daha kısa oluşu (çekim silindirlerinin yakınlığı), elde edilen ipliğin kamgam ipliklere göre daha kaba olması dolayısıyla sarım tertibatının daha büyük oluşu gibi birtakım farklar vardır.
Yarı kamgam ring iplik makinesinde bant beslemeliye örnek olarak Fransız NCS firmasının' ürettiği ring iplik makineleri verilebilir. Bu makinelerde Nm l'den Nm 24'e kadar iplikler üretilmektedir. Bu makineden bazılarını örnek olması için incelemekte yarar vardır.
Ring iplik makinesi CF 32 Nm 10 ila 24 arası dokuma halı, döşeme, triko ve örgü iplikleri üretimi için uygundur Aşağıdaki teknik niteliklere sahiptir:
- 75 mm'lik bilezik çapı.
- 105 mm'lik ekartman.
- 350 mm boyda masura.
- Yüksek kalite.
- 10500 devir/dak'ya ulaşan hız. Tek veya bağımsız çift taraflı modelleri vardır.
İki kademeli yüksek çekme imkanı veren çekim bölgesi ile donatılan ring iplik makineleri de vardır. Yüksek performanslı ve yüksek randımanlı olan Cf 32 makinesi aşağıdaki elemanlarla teçhiz edilebilir.
- Çok iyi incelenmiş otomatik takım değiştirme tertibatı.
- Direk bağlantılı otomatik bobin besleme.
- Özel bir veri kaydedici cihazı
Ring iplik makinesi CF 43 Nm 3 ile 14 arası triko, halı, döşeme ve dekorasyon iplikleri için kullanılmaktadır.
Teknik nitelikleri:
Bilezik çapı: 94 mm
Ekartman: 120 mm
Masura boyu: 400 mm
Yüksek kaliteli taç kafa iğ (crown head)
9000 devir/dak gibi yüksek bir hız.
Ring iplik makinesi CF 43 makinesi aşağıdaki özelliklere sahiptir:
- Malzeme kayıplarını azaltan kopma bant durdurucu ile techiz edilen iki bölgeli kollu tip çekim bölgesi.
- Merkezi kumanda,
- Klasik ringlere göre iki misli iğ sayısı,
- Tamamen otomatik takım değiştirme,
- Ring ile bobin makinesi bağlantısı.
Otomatik ve yüksek performanslı teçhizatlarla donatılmış bir makine olarak aşağıdaki etkileri vardır:
- Randımanı arttırma,
- Maliyeti azaltma,
- İşçi maliyetini düşürme,
- Kaliteli iplik üretme,
- Bobin makinesi veriminin önemli bir oranda arttırılması,
- İplik kg maliyetini azaltmak.
Tüm eğirme makinelerinin keten türünü çalışanları da bulunmaktadır.
Ring iplik makinesi CF 29 bilhassa tafting ipliği olmak üzere yarı kamgam Nm l ila 8 ipliklerin imalatına uygundur.
Aşağıdaki özelliklere sahiptir:
- 7500 devir/dak'ya ulaşan yüksek hızlar.
- Yüksek performanslı üç tip çekme bölgesi ile kullanılacak malzemeye uygun seçim imkânı
- Kaliteli iplik
Başlıca özellikleri şunlardır:
- Bilezik çapı: 120 mm
- Ekartman: 160 mm
- Masura boyu: 600 mm
- Taç kafalı iğler
Ştrayhgarn Ring Eğirme Makinesi
Ştrayhgarn iplik üretilen ring iplik makinelerinde daha kaba iplikler üretilir. Yaygın olan makine fitil yumağından besleme yapılarak iplik üretilen sistemdir. Fakat bant beslemeli değişik makinelerde vardır.
Ştrayhgarn iplik üretiminde taraktan direkt fitil yumakları yapıldığı için, ring iplik makinesine bu yumaklar yerleştirilerek fitil beslemesi yapılır.
Daha kaba iplik üretilmesi, iplik sarım tertibatında değişiklikler gerektirmektedir. Kalın ipliğin masurada çabuk dolması sonucunda masura değişiminden doğacak zaman kaybını en aza indirmek için daha büyük masuralar kullanılmıştır.
Emme tertibatı veya vakumlu kopuk toplama sistemi, Ştrayhgarn iplik makinelerinde bulunması gereken standart tertibat haline gelmiştir. Bu sistem kopan fitillerin eğirme bölgesinde toplanmasını, verim silindirlerini sarılmasını önlemektedir. Kopan fitil uçları iplik yörüngesinin uygun bir yerine yerleştirilmiş bulunan kısa hava emme tüpleri vasıtasıyla içeri çekilen hava cereyanına kapılarak emilir ve iplik makinesinin iki tarafındaki kanallardan makinenin bir ucunda toplanarak filtre hücresine gider. Emilen hava filtrelerden geçip iplikhaneye üflenir. Bu tertibat çift iplik meydana gelmesinin, iplik kopmalarına, uçuntu birikmesine mani olur ve iplik makinesinin temiz tutulmasını sağlar.
Ring Eğirme Makinesinde Fitil Besleme
Yün iplikçiliğinde yün iplik eğirme makinelerine elyaf üç şekilde beslenir.
Bunlar;
- Fitil yumağı halinde
- Fitil kopsu halinde
- Bant halinde.
Kamgarn ring iplik makinelerinde fitil kops halinde makineye beslenir.
Yarı kamgarn ring iplik makinelerinde fitil kopsu beslenildiği gibi elyaf bandı da beslenir.
Ştrayhgarn ring iplik makinelerinde fitiller yumak halinde beslenir.
Ring Eğirme Makinesinde Çekim Tertibatı
Ring iplik makinesinde şerit halindeki elyaf topluluğunun inceltildiği kısımdır.
Çeşitli silindir ve çekim tertibatlarından oluşur:
- Besleme silindirleri,
- Çekim silindirleri (taşıyıcı silindirler),
- Manşon (baskı silindirleri) ve apron,
- Temizleme silindirleri.
Besleme silindirleri
Materyalin iplik makinelerine girişini (beslenmesini) sağlayan silindirlerdir. Besleme silindirinden geçtikten sonra fitil artık çekim bölgesine girmiştir.
Çekim silindirleri (taşıyıcı silindirler)
Çekim bölgesinin ait bölümünde bulunan silindirlerdir. Çekim sırasında elyafın kontrol altında tutulmasını sağlamak için bazı kamgam çekme makineleri ile bazı iplik eğirme makinelerinde, başlıca çekme silindirleri arasına yerleştirilmiş olan pozitif tahrikli düz metalik silindir. Bu silindir üstünde birlikte çalışan bir baskı silindiri ile birlikte kullanılır, işlenmekte olan elyafın uzunluğuna göre bir, iki veya üç grup taşıyıcı silindir kullanılabilir.
Bu silindirler baskı silindiri ile elyafın kontrolünü ve çekme silindirlerinin arasına yerleştirilerek tahrik sağlayan düz metalik yapıdaki taşıyıcı silindirlerdir. Elyaf baskı silindiri ile taşıyıcı silindir arasından geçer.
Manşon (baskı silindirleri) ve apron
Baskı silindirleri düzgün bir çekim için önemlidir. Taşıyıcı tarafından sevk edilmekte olan ham maddenin üstünde duran, sürtünme ile tahrik edilen, baskı kuvveti ile yüklenmiş, pürüzsüz, tahtadan, sentetik kauçuk kaplı veya madenden silindirlerdir. Baskı silindirleri bazı kamgam çekme ve eğirme makinelerinde çekim esnasında elyafı çekmek, kontrol altında tutmak için kullanılır.
Çekim tertibatlarında, çekim kayışlarına apron adı verilir. Çekim ve baskı silindirlerinin arasında altta ve üstte bulunur.
Temizleme silindirleri
Baskı silindirlerinin temizleme işlemini yerine getirirler. Baskı silindirlerinin verimini ve hassasiyetini doğrudan etkilerler.
Ring Eğirme Makinesinde İğler
İğ, iplik masurasının takıldığı, masuraya dönmesi için hareket veren, böylelikle iplik sarımını da gerçekleştiren ring makinesinin en önemli elemanıdır. Boyun ve taban kısımlarından yataklanmış şekilde bulunurlar. Bu şekilde 7000 devir/dakika'ya çıkan iğ devri (en eski tiplerde 3000 devir/dakika) rulmanlı yatakların iğlere uygulanmasıyla 25.000 devir/dakika'ya çıkarılabilmiştir. İğlerin daha yüksek hızlara çıkmasını, kopça ve bileziğin sürtünme mukavemeti sınırlar.
İğ hızı arttıkça bütün sistemin titreşimi ve yataklara gelen basınç artar, bunu önlemek için kendi kendini ayarlayabilen özel yataklar geliştirilmiştir. İğlerin diz ile komuta edilen fren tertibatı vardır. İğlerin düzgün çalışması için iğ yataklarının iyi bir şekilde yağlanması ihmal edilmemelidir
İğ hareketi iki şekilde sağlanır;
- Elastik prensip; makinenin her bir yüzünde 2 iğ veya 4 iğ çevrilebilir.
- Direkt dişlilerden gelen hareket.
İğlere hareket genellikle iğ şeritleri ile sağlanır. Bu açıdan makine sistemi ayrılmıştır. Birkaç tamburdan alınan hareket sonsuz iğ şeridi tarafından sisteme ait (genellikle 4 iğ) iğlere iletilir. İğler farklı büyüklükte olup, atkı ve çözgü iğleri ya da kaymalı ve rulmanlı yataklar olarak ikiye ayrılır.
İğlerin tahriki için gerekli enerji miktarı; iğin devir sayısına, yataklama biçimine, yağlamaya, iğ sisteminin ağırlık ve şekline bağlıdır. İğe hareket veren ve ileten ayrıca iğe yataklık eden çeşitli tertibatlar vardır. Bunlardan başlıcaları şunlardır:
- İğ kovanı,
- İğ kasnağı,
- İğ şeridi.
İğ kovanı
Bir iğ ünitesinin içinde, iğin döndüğü yatakları taşıyan bölümüne iğ kovanı denir.
İğ Kasnağı
iğe hareket veren elemanlardan biridir. Bir iğ veya yalancı büküm düzeninde band, kord, kayış veya iple tahrik edilen kasnaktır.
İğ şeridi
İği tahrikleyerek dönmesini sağlayan hareket iletim kayışıdır, iplik eğirme ve büküm makinelerinde olduğu gibi küçük çaplı kasnaklara güç transmisyonu için tasarımlanmış olan ve normal olarak genişliği 50 mm'den fazla olmayan, genellikle yüksek çözgü sıklığında dokunmuş dar kumaştır.
Eski tip iplik makinelerinde iğ tahrikine kaytan kullanılırdı. Yeni makinelerde hız nedeniyle bunların yerini iğ şeritleri almıştır, iğ şeritlerinin genişlikleri genellikle 8-10-12 mm'dir. Her bir sonsuz iğ şeridi tamburlardan aldığı hareketi iğlere aktarır. Poliamid 6 veya 6,6’dan yapılmıştır. Pamuklu şeritler önemini kaybetmiştir. Şerit gerginliği, gergi kasnağı ile sağlanır. Kaymalı yataklarda gerginlik 1000-1200 gr, rulmanlı yataklarda 600 gr. civarındadır. Şeritlerin dikiş yerlerinde pürüz olmamalıdır.
Ring Eğirme Makinesinde Bilezik
İğ etrafındaki kopçanın dönüş yolunu oluşturan kaliteli sert çelikten yapılmış metal çemberdir. Bilezik yüksek bir sürtünmeye maruz kalır. Bileziklerin yüzeyleri kopçadan daha sert yapılmıştır. Kopçanın verimli hareketi için tam yuvarlak olması ve yüzeyinin düzgünlüğü çok önemlidir. Tek ve çift taraflı bilezikler mevcuttur. Çift yüzlü bileziklerin iki yüzü de kullanılabilir.
Çift taraflı bileziklerde kullanılmayan tarafın paslanması sakıncası vardır. İyi bir bakım ile bilezik 5-6 sene dayanır. Bilezik kalınlıkları; flanş l = 3,2 mm flanş 1,5 = 3,7 mm flanş 2 = 4 - 4,1 mm'dir.
Bilezik genişliği (iç çapı) iğ aralığına bağlı olarak 40-60 mm arasında değişir. Bilezikler önceleri dökme demirden şimdi ise ağırlık nedeniyle preslenmiş çelik saçtan yapılan bilezik sehpalarına monte edilmişlerdir
Bilezik rayı (planga)
Bilezikli iplik eğirine makinelerinde, bileziklerin monte edildiği, önceleri dökme demirden şimdi ise ağırlık nedeniyle preslenmiş çelik saçtan yapılan sehpadır.
Ring Eğirme Makinesinde Kopça
Bilezikli (ring) iplik eğirme işleminde, ipliğin masuraya sarılırken içinden geçtiği, ipliğe gerginlik veren, iğle birlikte bükümü sağlayan, bileziğe takılı şekilde hareket eden ve hareketini iplikten alan metalik veya plastik parçadır. Kopça, bilezik üzerinde sürüklenerek hareket eder ve iğ vasıtası ile bükülen ipliği sarılmak üzere masuraya verir.
Kopçaların çift taraflı, tek taraflı, C, N, elips, oval kopça gibi çeşitleri vardır. İyi bir kopçanın; bilezik formuna uygun olması, düzgün satıhlı olması, iyi bir malzemeden yapılmış olması ve uygun ağırlıkta olması istenir.
Kopçalar ağırlıklarına göre numaralandırılmıştır. İpliğin numarasına göre kopçalar değiştirilir.
Ring Eğirme Makinesinde Balonlaşma ve Balon Ayırıcıları (Seperatör)
Balonlaşma
iplik eğirme, katlama, sarma işlemleri sırasında ipliğin balon rehberinin içinden dışarı çekildikleri zaman hareket halindeki ipliklerin bir eğri çizen görünüşüdür.
Kontrol edilmeyen aşırı balonlaşma eğirmeyi bozabilir.
Yeterli iplik sarma hızı ile hareket halinde bulunan iplik, patrondan sağıldığı masurada dönerken bir balon şeklinde görülür. İpliğin sağıldığı bobin sabit olabileceği gibi orijinal sarılış yönünün aksi yönde döndürülebilir.
Bobin sabit olabileceği gibi orijinal sarılış yönünün aksi yönde döndürülebilir. Balonun alacağı şekil aşağıda sayılan faktörlere bağlıdır:
- Bir patronun etrafında dönen ipliğin geçişine etki eden hava direnci,
- Dönmekte olan ipliğe etki eden merkezkaç kuvvet,
- İpliğin numarası ve cinsi,
- İpliğin sarılma hızı,
- Masura uzunluğu.
Ring Eğirme Makinesinde Domuz Kuyruğu (İplik Kılavuzu)
İpliğe rehberlik yapan son eleman iplik kılavuzu, diğer adıyla balonlaşma gözüdür. İplik kılavuzu iplik eğirme, katlama, sarma işlemleri sırasında ipliğin sarıldığı patronun ekseni ile aynı hizada ve üstünde uygun bir mesafede bulunan, iplik balonunun üst noktasını oluşturur.
Masura ve Kops
Elyaf, iplik haline getirildikten sonra çeşitli cisimlere sarılır. Üzerine iplik sarılan bütün elemanlara iplik patronu denir. Ring iplik makinesinde eğirilen ipliğin üzerine sarıldığı iplik patronuna masura, üzerine iplik sarılmış masuraya da kops denir. Ayrıca; sadece iplik değil, örneğin; fitillerin sarıldığı masuralara kops adı verilir.
Kopsun genellikle kağıt bir tüpten oluşan dikey delikli merkezi vardır. İplik makinelerinde masuranın temeli iğe geçirilmiş olan plastik veya kâğıt bir tüp olabilir. Çeşitli ölçülerde ve tiplerde olabilen kopslar iplik eğirmede kumaş üretiminde çeşitli gereksinimlerine uygun olarak üretilir. Boş masura uzunluğu pamuk iplikçiliğinde 20-21-23-24 cm'dir. Bilezik çapına bağlı olarak boş masura ağırlığı 50-80 gr arasındadır. Yünlü sistemde boş masura uzunluğu 35-40-60 cm'dir. Kopslar kendi halinde belirli bir amaçla kullanılacak şekle sahiptir, örneğin; atkı kopsu mekik içine girecek şekildedir.
Bobin
Renk, kalite ve numara ayrımı için tayin edilen renkli patronlar kesinlikle kullanılmalıdır.
Her çeşit iplik için seçilen ayar ve gerginlik titizlikle muhafaza edilmelidir.
Daire ve makinelerin temizliği sık sık yapılmalıdır.
Otomatik olmayan makinelerde düğümler küçük ve sağlam atılmalıdır.
Bobinlerin boş dönmesi ile ipliğin yıpranmasına meydan verilmemelidir.
Bobinde düzgün sarıma dikkat edilmelidir.
Makinelerin periyodik bakımları muntazam olmalıdır.
Yabancı maddelerin bobinlere karışması. Bu hata genellikle işçinin dikkatsizliğinden kaynaklanmaktadır.
Bobinin düzgün sarılmaması. Bu hata daha çok sarım mekanizmasının arızalı ve ayarsız olmasından kaynaklanmaktadır.
Çok küçük veya büyük bobinler. Bobin çapının ölçü ayarı bozuktur veya belirli ölçüye varan bobinler işçi tarafından çıkarılmamıştır.
Yumuşak sarımlı bobinler. İpliğe gerekli gerginliğin verilmeyişinden kaynaklanmaktadır.
Büyük düğümdeki bobinler. İşçinin usulüne uygun düğüm atmamasından kaynaklanır.
Karışık iplik sarılmış bobinler. İşçi tarafından dikkatsizlik sonucu yapılan hatadır.
Bozuk patronlu bobinler. İşçi hatasıdır ve ileriki işlemlerde karışıklığa neden olur.
Yağlı ve kirli bobinler. İşçi hatasıdır, dikkat ve titizlik ister.
• Çaprazlık açısı
• Sarım açısı
• İplik numarası
• Sarım yoğunluğu ve sarım sertliği
• Bobinin biçimi ve boyutları
• Sarımda iplik uzunluğu
- • Paralel sarım,
- • Çapraz sarımlı makineler
- • Silindirik bobinli,
- • Konik bobinli makineler
- • Pervane kanatlı
- • Yarık kanatlı
- • Yivli silindirli
- • Bobinleme makineleri
- • Kaba sarım
- • Hassas sarım makineleri
PES Filament/Microfilament Üretimi
Eriyikten lif çekme; basit, üretim kirliliğine yol açmayan ve ekonomik bir yöntem olup filament üretiminde yaygın olarak kullanılmaktadır.
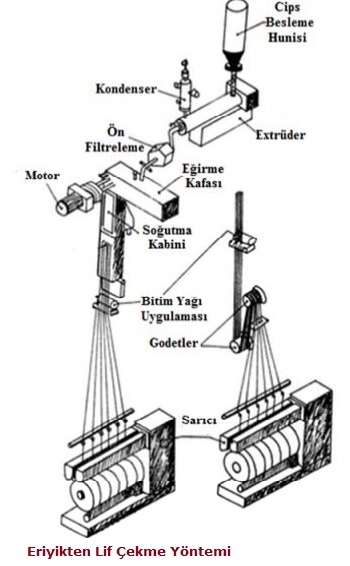
- -Cips halinde besleme cips besleme hunisinde gerçekleşir.
- Cips ısının etkisiyle ekstruder içinde faz değiştirerek eriyik hale gelir ve ekstruder vidası tarafından ön filtreleme bölgesine doğru sevk edilir.
- Ön filtrelemede kaba filtre kullanılarak eriyik içerisindeki büyük parçalı tortular ve yabancı maddeler uzaklaştırılır.
- Daha sonra eğirme kafasına gelen eriyik haldeki polimer pompalar tarafından filtrelere gönderilir.
- Eriyik haldeki polimer filtreler sayesinde hassas bir şekilde yabancı maddelerden temizlenerek düzelere sevk edilir.
- Daha sonra düze deliklerinden dışarıya çıkar.
- Düzeden çıkan polimer soğutma kabinindeki soğuk ve kontrollü hava akışı ile katılaşmaya başlar.
- Her bir düzeden birbirlerine paralel şekilde çıkan filamentler soğutma veya katılaştırma işleminden sonra bir araya getirilir. Filamente anti-statik özellik vermek amacıyla yüzeyini tamamen kaplayacak şekilde bitim yağı verilir. Bu sayede, flamenti oluşturan her bir monoflamentin birbirine tutunabilmesi sağlanmaktadır.
- Eğer ihtiyaç duyulursa, basınçlı hava ile filamentlerin belirli aralıklarla bir araya gelmeleri sağlanır. Bu işleme “puntalama” denilmektedir.
- Daha sonra “godet” adı verilen çekim silindirlerinde çekme işlemine tabi tutulan filamentler bobine sarılır.
Flamentlerin bobine sarım hızı, onların kullanım yerini belirlemektedir. Farklı sarım hızlarında üretilen flamentlerin sınıflandırılması flamentlerin oryantasyon derecesine göre yapılmaktadır. Çünkü sarım hızının artmasıyla birlikte filament içerisindeki amorf bölge oranı azalmakta kristallin bölge oranı artmaktadır. Yapısında kristalin bölge oranının artması flamenti daha kararlı ve daha mukavemetli hale getirmektedir. PES filament baz alınarak, sarım hızlarına göre tanımlanmış farklı yapı ve özellikteki iplikler aşağıda verilmiştir.
-LOY (Low Oriented Yarn) 1000-1800 m/min (m/dk) hızla üretilmiş ipliktir. Düşük oryante olmuş sürekli filament iplik olarak adlandırılmaktadır. Moleküllerin oryantasyonu çok düşüktür.
MOY (Medium Oriented Yarn) 1800-2800 m/dk hızla üretilmiş ipliktir. Moleküller kısmen oryante olmuştur.
POY (Partially Oriented Yarn) 2800-4000 m/dk hızla üretilmiş ipliktir. Kısmi oryante olmuş sürekli filament iplikler olarak isimlendirilmektedir. MOY ipliklere göre moleküler oryantasyon daha yüksektir. Bu iplikler, çekim veya tekstüre işlemi uygulanarak piyasaya sunulur.
HOY (Highly Oriented Yarn) 4000-6000 m/dk sarım hızlarında üretilmiş ipliktir. Moleküller yüksek oranda oryante olmuş durumdadır.
FOY (Fully Oriented Yarn ya da FDY (Fully Drawn Yarn (Tamamen çekimli iplik)) 6000 m/dk ve üzerindeki hızlarında üretilmiş ipliktir. Moleküller tamamiyle oryante olmuş durumdadır)
Sahip oldukları düşük filament inceliklerinden dolayı mikrofilamentlerin eriyikten çekim yöntemiyle üretilmesi aşamasında aşağıdaki problemler yaşanabilmektedir.
- Filament kopması,
- Filament boyunca kalınlık değişimi,
- Düze tıkanması
İplik yapısındaki flamentlerde kalınlık farklılığı. Mikroflamentler konvansiyonel flamentlerden daha düşük filament inceliğine sahip olduğu için eriyikten çekim yöntemi sırasında aşağıdaki önlemlerin alınması gerekmektedir.
Yüksek sıcaklıklarının uygulanmasıyla polimer viskozitesinin düşürülmesi,
Homojen bir soğutmayı garanti edecek eğirme düzesi yerleşiminin sağlanması,
Soğutma oranının kontrol edilmesiyle düze altındaki ortam sıcaklığının optimizasyonunun gerçekleştirilmesi,
Flamentlerin bir araya getirilmesinin düzeye yakın olması,
Çekim kuvvet kontrolü ile fiamentlere uygulanan çekimin optimizasyonu,
Dengeli polimer geçişi için eriyik polimerin extrüderden çıkış hızının düşük olması,
Hassas filtre işleminin uygulanmasıyla polimerin temizliğinin sağlanması.
Mikroflamentlerin eriyikten çekim yöntemiyle üretilmesi farklı uygulama alanlarına göre gerçekleştirilmektedir. Yüksek hızlarda ve FDY mikroflament iplikler dokuma kumaşların üretilmesinde kullanılmaktadır. Mikroflamentlerden örgü kumaşların üretiminde ise POY mikroflamentlere çekim ve tekstüre işlemleri uygulanarak gerçekleşmektedir. Yalancı büküm tekstüre tekniği, ipliğe kazandırmış olduğu elastikiyet ve hacimlilik sayesinde özellikle PES filament ipliğinin tekstüre edilmesinde yaygın olarak kullanılmaktadır. Mikroflament ipliklere hacim kazandırmak amacıyla ise yalancı büküm tekstüre metodu kullanılmaktadır.
Mikrolifler
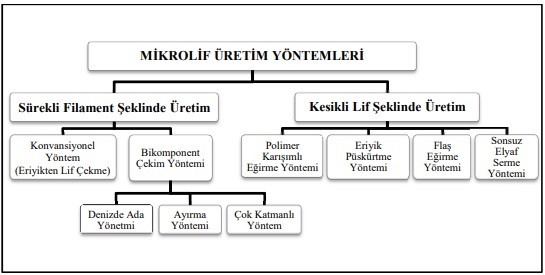
Sentetik liflerin gelişimiyle beraber çok ince liflerin yapımı da günümüzde mümkün hale gelmiştir. Konvansiyonel olarak üretilen liflerden çok daha ince olan mikroliflerin önemi sağladığı fiziksel ve konfor özellikleri ile gittikçe artmaktadır. Daha çok polyester, naylon, polipropilen, akrilik ve viskozdan üretilen mikroliflerin üretim yöntemleri geliştirilmiş ve birçok kullanım alanı bulmuştur.
Mikroliflerin gelişimi 60'lı yıllarda Japonya'da başlamıştır. İlk mikrolif, Toray Industries şirketinin Tekstil Araştırma Laboratuarında kimyager olan Dr. Miyoshi Okamoto tarafından 1960'lı yılların ortalarında süet benzeri deri malzeme şeklinde sunulmuştur.
Asahi, Kanebo, Kuraray, Mitsubishi, Rayon, Toray, Teijin, Du Pont, Lenzing gibi firmalar tarafından mikrolif üretimi gerçekleştirilmektedir.
En çok üretilen insan yapımı mikrolifler polyester, naylon, polipropilen, akrilik ve viskozdan oluşmaktadır. Mikrolifler kullanım amacına bağlı olarak kesiksiz filament veya kesikli stapel şeklinde üretilmektedir. Mikrolifler, konvansiyonel lifler ile karşılaştırıldıklarında kumaşlara lüks görünüm, iyileştirilmiş fiziksel ve tutum özellikleri ve yüksek seviyede giyim konforu sağlamaktadır. Bu nedenle, son yıllarda mikroliflere karşı artan bir eğilim bulunmaktadır. Mikrolifler yüksek kalitedeki giysiler, abiye kıyafetler, spor giyim, ev tekstilleri, endüstriyel ürünler gibi birçok alanda yaygın olarak kullanılmaktadır.
Mikrolif teriminin tanımlanmasında genellikle lif çapı veya dtex veya denye olarak filament numarası göz önüne alınmaktadır. Buna göre, 0,1-1,0 dtex aralığındaki lifler mikrolif olarak tanımlanmaktadır. 0,1 dtex değerinden daha ince lifler ise, süper mikrolif olarak adlandırılmaktadır.
Mikrolif yünden 40 kez, pamuktan 30 kez, ipekten 10 kez daha incedir.
Mikrolif üretimi sürekli filament ve kesikli lif (stapel) olmak üzere 2'ye ayrılmaktadır.
1-SÜREKLİ FLAMENT ( KESİKSİZ ) ÜRETİMİ
Sürekli filament üretim yöntemi;
- A-Direkt lif çekim (konvansiyonel lif çekme)
- B-Bikomponent çekim yöntemi
Olmak üzere 2 şekilde gerçekleştirilmektedir.
A-Direkt lif çekim yöntemi (konvansiyonel yöntem)
Konvansiyonel lif çekiminde bilindiği gibi, polimer ya gaz (çoğu kez bu gaz havadır) ya da solüsyon içine basılmakta ve daha sonra da çekilmektedir. Polimerler düzelerden geçirilmeden önce ya eriyik haline ya da çözeltileri haline getirilmektedir. Polimerlerin eritilerek düzelere gönderilmesi eriyikten lif çekme, polimer çözeltisinin kullanılması ise çözeltiden lif çekme olarak tanımlanmaktadır. Mikrolif üretiminde genellikle eriyikten lif çekme yöntemi kullanılmaktadır. Konvansiyonel lif çekim sistemi mikrolif üretimi için uygulandığında lif kırılması, filament kalınlığında değişim, düze tıkanması ve iplik içindeki filamentler arasında denye değişkenliği gibi problemler ortaya çıkmaktadır.
Bu nedenle, bu problemleri ortadan kaldırmak için, Mukhopadhyay ve Nakajima adlı araştırmacılar aşağıda verilen hususları mikrolif üretimi için göz önüne alınmışlardır.
Polimer viskozitesinin uygun hale getirilmesi (yüksek çekim sıcaklığı viskoziteyi azaltmaktadır)
Düze tasarımının uygun hale getirilmesi (düze deliklerinin homojen soğutma verecek şekilde düzenlenmesi)
Düze altındaki ortam sıcaklığının uygun hale getirilmesi (soğutma hızının kontrol edilmesi)
Filamentlerin bir araya getirilmesinin uygun şekilde yapılması (düzeye en yakın yerde bir araya getirme)
Lif çekiminin uygun hale getirilmesi (eğirme geriliminin kontrol edilmesi)
Düşük hızda çekim (düzgün polimer iletimi)
Polimerin saf olmasının sağlanması (yüksek derecede filtrasyon)
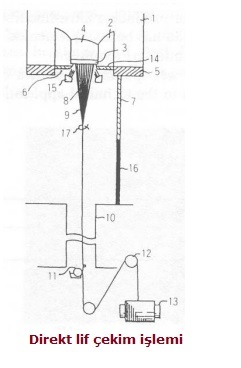
Burada;
- çekim başlığı
- düze sistemi
- düze
- polimer eriyiği
- eğirme kafasının yalıtımı
- ısıl yalıtım plakası
- üfleyici
8.ısıl katılaştırma bölgesi
- çekim çizgisi
- çekme kolonu
- yağlama silindiri
- sevk edici silindir
- sarma
- ısı yalıtım plakası
- üfleyici
- havanın çıkışını önleyici plaka
- kılavuz
Unika Co. Firması, 0,3-0,5 denye aralığında mikrolif üreten ilk firmadır. Asahi Chemical Industry Co. Firması daha sonra, polimer erime viskositesini, düze tasarımını, düze altındaki ortam sıcaklığını ve filamentleri bir araya getirilme şeklini uygun hale getirerek 0,1-0,3 denye aralığında daha ince mikro polyester lifi geliştirmişlerdir. Unika Co. Firması, 0,3 denyeden daha ince mikrolif üretmek için, polimer erime viskositesini 950 poise, düze deliklerinin enine kesit alanını 3,5 10 cm ve düzenin 1-3 cm altındaki ortam sıcaklığını 200 ºC değerlerine getirmiş ve çekilen filamentleri düzenin 10-20 cm altında bir arada toplamıştır. Asahi Chemical Industry Co. Firması, 0,15 denyeden daha ince polyester mikrolifi üretmek için, polimer erime viskositesini 480 poise, ( poise: Mutlak viskozite (akışkanlık) birimi )
Düze deliklerinin enine kesit alanını 1,0 10 cm, düzenin 1-3 cm altındaki ortam sıcaklığını 150 ºC değerlerine getirmiş ve çekilen filamentleri, düzenin 20-70 cm altında bir arada toplamıştır. Direkt lif çekim yöntemi basit olması, kontrolünün kolay olması ve iki bileşenin ayrılması veya ikinci bileşenin uzaklaştırılması gibi çekim sonrasında uygulanan karışık işlemler gerektirmemesi bakımlarından avantajlıdır.
B-Bikomponent çekim yöntemi
Bikomponent çekim yöntemi;
- Denizde ada,
- Ayırma
- Çok katmanlı
Olmak üzere 3 şekilde gerçekleştirilmektedir.
1-Denizde ada yöntemi
Denizde ada tipi birbirine karıştırılamayan iki bileşenin bikomponent yöntemi kullanılarak lif çekilmesi ile oluşturulmaktadır.
Bir polimer denizi oluştururken, diğer polimer içine beslenmektedir. Bu durumda, liflerin bir kısmını ada bileşeni, diğerini ise deniz bileşeni oluşturmaktadır. Mikro denyeli filamentler lifler kumaş haline getirildikten sonra deniz polimerinin çözdürülmesi ile meydana gelmektedir. Bu nedenle, iplik eğirme ve kumaş oluşum işlemleri standart tek polimerli lifler ile aynıdır.
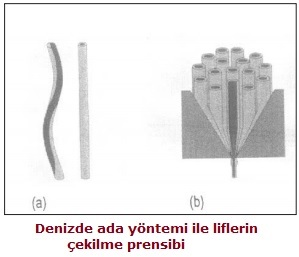
Şekilden de görüleceği üzere, iki bileşenden oluşan polimer akışı tek akış oluşturacak şekilde bir araya getirilmektedir.
İki bileşenden oluşan polimer akışları elde edilen filamentlerin kalınlığını belirlemektedir. Çekimden sonraki filamentlerin numarası 2-5 denye (12-20 mikron) arasında değişmektedir. Deniz polimeri uzaklaştırıldıktan sonra kalan ada polimerinden oluşan liflerin çapı 100-800 nanometre arasındadır. Ada bileşeni genellikle polyesterden oluşmaktadır. Nylon, polipropilen ve polietilen de ada bileşenlerinde kullanılan diğer polimerlerdir. Deniz polimeri ise PVA veya copolyester gibi suda çözünebilen polimerlerden oluşmaktadır. Denizde ada yöntemi ilave maliyet gerektirmesine rağmen süet tipi sentetik deri ürünlerinin elde edilmesinde oldukça başarılı bir şekilde uygulanmaktadır. Bu yöntem ayrıca ince filtreler ve temizlik bezlerinde de kullanılmaktadır. Çok ince çok filamentli iplikteki ada sayısı düze tasarımına bağlıdır. Ada bileşeninin deniz bileşenine oranı her bileşenin çekim hızı ile belirlenmektedir. Daha önceki yıllarda 24 ve 32 adalı lifler üretilmiş ve bu lifler ultra süet ve suni deri gibi ürünlerde kullanılmıştır. Günümüzde ticari olarak daha çok 64 adalı lifler kullanılmaktadır. Hills Inc. Firması daha sonra liflerdeki ada sayısını 600 ve 900'e kadar çıkarmıştır.
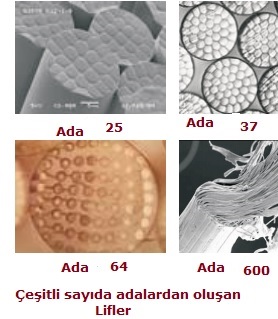
Yukarıda Hills Inc. Firmasının üretmiş olduğu 25, 37, 64 ve 600 adalı liflerin enine kesitleri gösterilmiştir. Ada lifin yaklaşık %80 lik kısmını, deniz de yaklaşık lifin %20 sini oluşturmaktadır. Ada filamentleri ada polimerinin kütlesinin %65 ini geçerse kare şeklini almaktadır.
2- Ayırma yöntemi
Mikrolif üretiminde kullanılan en eski metotlardan birisidir. Bu yöntemde birbirine karışmayan iki farklı polimer lif içerisinde pasta dilimleri veya üçgen prizma şeklinde düzenlenmiştir. Ayırma yönteminin denizde ada yönteminden farkı çözdürme ile ikinci bileşenin uzaklaştırılması yerine ikinci bileşenin de birinci bileşen gibi lif içerisinde yer almasıdır. Lifler genellikle PET ve naylondan üretilmektedir. Son zamanlarda copolyester lifi naylon lifinin yerini almıştır. Poliamid/polyester veya polyester/poliolefin de tercih edilen kombinasyonlar arasındadır. Ayırma yöntemine göre üretilen lifler konvansiyonel polyester lifleri ile karşılaştırıldığında iyi derecedeki dökümlülük, yumuşaklık, hacimlilik, düzgünlük, estetik ve konfor özellikleri nedeni ile suni derilerde, temizlik bezlerinde, ipek benzeri kumaşlarda ve hava geçirgenliği yüksek, su geçirmez kumaşların üretiminde kullanılmaktadır. Ayırma yöntemine göre lif oluşumu çeşitli yöntemler ile gerçekleşmektedir. Genel olarak bu yöntemlerde, polimer bileşenleri düzeden geçirilmektedir. Daha sonra lifler mikrolifi oluşturmak için çeşitli mekanik veya kimyasal işlemler ile pasta dilimi şeklinde bölümlere ayrılmaktadır. Polimerler özellikleri farklı olduğu için, çekim ve katılaşma sonrası ortaya çıkan şişme, çekme ve mekanik zorlanmalarla iki bileşene ayrılmaktadır.
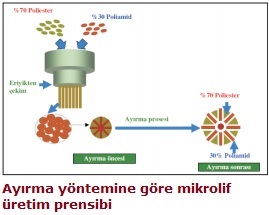
Bu prensibe göre uygulanan yöntemler
1.yöntemde öncelikle ayrılabilir iki polimerli birleşik lifler oluşturulmakta, daha sonra bu birleşik lifleri ayırmak için, lif benzil alkol veya fenil etil alkol ile işlem görmektedir.
2.yöntemde yine ayrılabilir birleşik lif oluşturulmakta, ayırma işlemi sıcak sulu çözelti ile veya kuru halde mekanik olarak gerçekleştirilmektedir.
Hills Inc. Firması bu tekniği kullanarak 2-4 denye inceliğinde filamentleri olan iplik üretmiştir. Kumaş formunda, lifleri ayırmak için, orta derecede kostik (NaOH) çözelti kumaşa uygulanmıştır.
3.yöntemde de birleşik lifler enine kesitlerini ayırmak üzere hidrolik veya mekanik olarak iğnelenmektedir. Çok ince lifler “*” ve “+” şeklindeki özel olarak tasarlanmış düzeler ile yapılmaktadır. “+” şeklindeki düze ile bileşenler 4 bölüme ayrılmaktadır. “*” şeklindeki düze ile bölüm sayısı artırılmıştır. Ayırma yöntemine göre üretilen lifin “*” şeklinde enine kesiti aşağıda görülmektedir.
Şekilden de görüldüğü gibi lif pasta dilimi şeklinde 8 üçgen bölüme ayrılmıştır. Lifler çeşitli sayılarda üçgen bölümlere ayrılabilmektedir. 16 ve 32 dilim yaygın olarak kullanılan dilim sayılarıdır. Ayırma işleminden sonra filamentlerin çoğu 0,1 denyeden daha küçük boyuta sahip olmaktadır. Naylon ve polyesterden oluşan lifler yaygın olarak 16 parçalı olarak yapılmaktadır. Maliyet nedeniyle naylon %10-15 oranında, polyester %80-85 oranında kullanılmaktadır.
3-Çok katmanlı tip(Yan-yana bikomponent lifler)
Birbiri ile uyuşmayan iki polimer bir bikomponent düzesinden eş zamanlı olarak püskürtülerek yan yana birbirine paralel farklı katmanlar oluşturur. Bu liflerden üretilen tekstil ürünlerinin görünümleri, tutumları ve fiziksel özellikleri, polimer tipinin uygun seçimi, enine kesiti ve iki bileşenin oranlarına göre değişmektedir. Yaygın olarak polyester ve naylon kullanılmaktadır. Polyester ve naylon 6 dan oluşan bileşik lif daha sonra 0,2-0,3 denye inceliğinde filamentlere ayrılmaktadır.
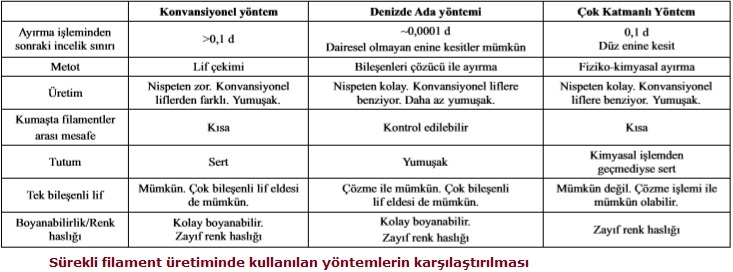
2- KESİKLİ LİF ŞEKLİNDE ÜRETİM
Kesikli lif şeklinde mikroliflerin üretimi dokusuz yüzey üretim yöntemleri kullanılarak yapılmaktadır.
Üretim :
A-Eriyik püskürtme (meltblown)
B-Flaşçekim (flashspinning)
C-Sonsuz elyaf serme(spunbond)
D-Polimer karışımlı çekme (polymer blend spinning)
Yöntemleri olmak üzere 4 şekilde gerçekleştirilmektedir.
A-Eriyik püskürtme yöntemi
Eriyik püskürtme metodunun en büyük özelliği eritilen polimerin mikrolifli tülbent oluşumu için yüksek hızdaki sıcak hava akımı ile çekim işlemine tabi tutulmasıdır.
Bu yöntemde öncelikle polimer ekstruderde eritilmekte, filtrasyon adımlarından geçmekte ve sonra bir pompa ile lif çekim başlıklarına gelmektedir. Burada düzeden fışkırtılan erimiş polimer direkt olarak düze ağzında yüksek hızdaki sıcak havaya maruz kalmaktadır.
Bu şekilde lif hava karışımı oluşmaktadır. Erime şartlarına, lif şekline ve sıcaklığa bağlı olarak lif çekimi 6000-30000 m/dk hızda hava ile gerçekleştirilmektedir.
Yüksek sıcaklıkta lifleri çekmek için hava sıcaklığı liflerin erime sıcaklığına göre ayarlanır. Daha sonraki aşamada soğuk hava uygulanır. Soğuk hava sıcak hava ile karışır ve polimer katılaşır. İncelen lifler en sona şama olarak alt tarafta bulunan toplayıcı üzerine düşerek tülbent oluştururlar. İnce lif yapımı lif çekim başlığı çıkışındaki erimiş polimerin çok düşük viskozitede olmasını gerektirmektedir. Bu nedenle, erimiş polimerin viskozitesi eriyikten çekme yönteminde kullanılan konvansiyonel polyesterin viskozitesinden daha düşüktür. Yüksek erime sıcaklığı düşük viskoziteye neden olur. Hava hızı ve hava sıcaklığı lif özelliklerini ve tülbent kalitesini büyük ölçüde belirlemektedir. Günümüzde eriyik püskürtme yöntemi mikrolif üretiminde yaygın olarak kullanılmaktadır. En büyük avantajı çok ince düze gerektirmeden yüksek hızda çok ince lif üretilmesini sağlamaktır. Filtrasyon, hijyen ve emicilik gerektiren ürünlerde yaygın olarak kullanılmaktadır. Bu yöntem ile çapları 1-5 nanometreden daha ince lif üretmek mümkündür. Üretilen liflerin mukavemetleri düşüktür. Lif çapları lif boyunca ve lifler arasında büyük değişiklikler göstermektedir. Polimerden doğrudan tekstil yüzeyi oluşturma olanağı sağlayabilen bu yöntemin diğer bir dezavantajı da üretim ekipmanı maliyetlerinin çok yüksek olmasıdır.

B-Flaş Eğirme Yöntemi
Bu yöntemde polimerin öncelikle yüksek sıcaklık ve basınç altında bir çözücü içinde çözdürülmesi sağlanır. Buradaki sıcaklığın çözücünün kaynama noktasının üzerinde olması gerekmektedir. Daha sonra polimer çözeltisi daha düşük atmosfer basıncı altındaki bir alana püskürtülmektedir. Bu şekilde çözücü buharlaşmakta ve geriye bir elyaf yığını kalmaktadır. Oluşan lifler 3 boyutlu ağ şeklinde birbirlerine bağlanan ince fibrillerden oluşmaktadır.
Bu teknoloji ile elde edilecek lif inceliği 0,01–10 denye arasında değişmektedir. Genelde ortalama 0,1–0,15 denye olacak şekilde üretilir. Filament kesiti dairesel değildir ve oluşan liflerin mikro-kabarcıklı bir yapısı vardır. Bu işlem 0,5 ile 10 nanometre arasında değişen ince lif üretimini de sağlamaktadır. Bu teknoloji Du Pont firması tarafından organik çözücülerin patlama davranışı araştırılırken tesadüfî olarak bulunmuştur.
C-Sonsuz Elyaf Serme Yöntemi
Genel sonsuz elyaf serme metodu kesiksiz filamentlerden oluşan tülbentin oluşturulması ve daha sonra mekanik, ısıl ve kimyasal yollar ile liflerin bağlanması prensibine dayanmaktadır.
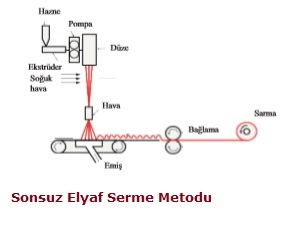
Sonsuz elyaf serme metodu genel olarak eriyik püskürtme metoduna benzemektedir. Sonsuz elyaf serme metodunda filamentler hava jeti ile çekilmektedir. Filamentlerin hava jeti yerine silindirler ile de çekilmesi mümkündür. Normal denye değerine sahip konvansiyonel sonsuz elyaf serme metodu ile mikrolif oluşumu da mümkündür. Mikroliflerden oluşan filamentlerin inceliği 0,5 denye veya daha incedir. Filamentleri oluşturmak için çeşitli polimer tipleri kullanılabilmektedir. Bu polimerler arasında, polietilen tereftalat (PET),poliolefin, polifenilsülfür(PPS) ve poliamid bulunmaktadır. Polimer kombinasyonları da çeşitli amaçlar için kullanılmaktadır.
Ç-Polimer Karışımlı Eğirme Yöntemi
Bu yöntemde iki bileşenli lif iki polimer eriyiğinin karıştırılıp çekilmesi ile üretilir. Dispers olmuş ve dispers olmamış (matrix) bileşenler bileşenlerin karışım oranlarına ve eriyik viskozitelerine bakılarak belirlenmektedir.
Konvansiyonel lif çekim sistemi bir karıştırıcı eklenerek polimer karışımlı lif çekim sistemine dönüştürülebilmektedir. Lif çekim stabilizesi tamamen polimer bileşenlerine bağlı olsa da bu yöntem ile üretilen lif inceliği kontrol edilememekte ve üretim esnasında lifler kolayca kırılmaktadır. Polimerin dispers olduğu aşamada mikrolif formunda çekim yapıldığı için sürekli filament tipinin üretilebilmesi bu lif çekim yöntemi ile mümkün değildir.
MİKROLİFLERİN ÖZELLİKLERİ
1-Mikrolifler birçok doğal lifden daha incedir. Bu nedenle mikroliflerin ince yapısı elde edilen iplik ve kumaşların özelliklerini de büyük ölçüde etkilemektedir.
2-İnce lif yapısından dolayı mikroliften yapılan mamuller standart liften yapılan mamuller ile karşılaştırıldığında daha fazla lif veya filament içermektedir. Bu nedenle mikroliften yapılan mamuller yumuşak, düzgün ve hacimli özellik gösterirler.
3-Lif sayısının fazla olması nedeniyle mikrolifli mamuller daha yüksek yüzey alanına sahiptir. Yüzey alanının yüksek olması mikroliften elde edilen kumaşların daha parlak olmasını sağlar.
( Bir lifin çekme mukavemeti ve eğilme rijitliği büyük ölçüde lif çapına bağlıdır. Bu nedenle, mikrolifin çapının küçük olması mikroliflerin çekme mukavemeti ve eğilme rijitliği özelliklerini büyük ölçüde etkilemektedir).
4-Çaplarının küçük olması nedeni ile mikroliflerin eğilmeye karşı dirençleri düşüktür. Lif çapı küçüldükçe lif çapı ile doğru orantılı olarak değişen atalet momenti düşmekte ve buna bağlı olarak eğilme deformasyonu artış gösterdiğinden, mikroliflerin eğilme direnci düşmektedir.
5-Mikroliflerin düşük eğilme dayanımı mikroliften üretilen kumaşların dökümlülüklerinin daha iyi olmasını sağlamaktadır.
6-Mikroliften elde edilen iplik ve kumaşların mukavemetleri yüksektir.
7-Mikrolifli kumaşların daha fazla lif içermesi lifler arasındaki boşlukları azalttığı için elde edilen kumaş yapısının daha sıkı olmasını sağlamaktadır.
Sıkı kumaş yapısı rüzgârın içeriye girmesini engellerken vücut ısısının giysinin dışarıya çıkmasını engellemektedir.
8-Mikroliflerden elde dilen kumaşlar soğuk,rüzgar,yağmur ve su geçirmezlik özelliklerine sahiptir.
9-Mikrolifli kumaşlar su itici özellikte olmasına rağmen su buharı geçişine izin vermektedir.
10-Su buharını geçirme özelliği mikrolifli kumaşların hijyenik olmasını sağlar. Bu nedenle mikrolifli kumaşlar antimikrobiyal özelliğe sahiptir. Aynı zamanda mikrolifli kumaşlarkendiağırlığının7katındandahafazlamiktardasu emmektedir.
11-Mikrolifli kumaşlar diğer malzemelerle karışım oluşturmaya yatkındır.
12-Kolay yıkanabilme ve kuru temizlenebilme özelliklerine sahiptirler.
13-Mikrolifli kumaşların ısıl iletkenliği daha yüksektir.
Mikrolif şeklinde modal viskoz ve konvensiyonel modal viskoz kullanarak elde edilen örme kumaşların özelliklerinin incelediği çalışmada,mikrolifli modal örme kumaşlar konvensiyonel modal örme kumaşlara göre daha yüksek ısıl iletkenlik değerleri göstermişlerdir. Bunun nedeni olarak da mikrolif içeren kumaşların daha az hava ve daha fazla lif içermesi gösterilmiştir. Bilindiği gibi, havanın ısıl iletkenliği lifin ısıl iletkenlik değerinden düşüktür.
MİKROLİFLİ KUMAŞLARIN KULLANIM ALANLARI
Temizleme bezleri
Mikrolif içermeyen temizlik bezleri genellikle kir ve tozları içine almadan bir yerden diğer yere taşımaktadır. Buna karşın mikrolifli kumaşlar kiri yüzeyden alır ve yıkanıncaya kadar kirleri kumaş yapısı içinde tutmaktadır. Ayrıca herhangi bir kimyasala ihtiyaç duymadan sadece su ile temizlenebilirler.
Mikroliflerin yüzey alanı normal incelik değerine sahip liften 10 kat daha fazladır. Ayrıca çaplarının küçük olması kumaşların yüksek derecede emiş özelliğine sahip olmasını sağlar.
Mikrolifli kumaşlar sıvıyı çekmesinin yanısıra, aynı zamanda sıvı içindeki mikrop ve parçacıkları da çekmektedir. Bu nedenle artan yüzey alanı ve emiş özellikleri mikroliflerin kendi ağırlığının birçok katı kadar sıvıyı çekmesini sağlamaktadır. Lifin ince olması santimetre karede daha fazla lif olmasını sağladığından daha fazla lif temizlenecek yüzey ile temas eder. Bu şekilde daha hızlı ve verimli sonuç elde edilir. Özellikle ayırma yöntemine göre elde edilen mikrolifler, kiri daha kolay olarak üzerinde tutmaktadır.
Mikrolif üretiminde poliamid kullanıldığında mikrolif pozitif yüklü özellik kazanır. Çoğu kir ve toz parçaları, bakteri, polen, metaldeki pas vs. ise negatif yüklüdür. Bu özellik de mikrolifin negatif yüklü parçaları çekmesini sağlar.
Tıbbi Tekstiller
Yüksek sıvı transferi, yüksek elastikiyet ve vücut sıvılarının istenmeyen kokularını kamufle edebilme özelliklerinden dolayı mikrolifler, hasta bezleri, hijyenik pedler ve bebek bezleri yapımında kullanılmaktadır.
Mikroliflerden yapılan kumaşlar çok iyi nefes alabilir özelliğe sahip olduğundan yara bakımında kullanılmaktadır. Mikroliflerin enine kesiti daha çok üçgen şeklindedir, keskin kenarlara ve nanometre boyutlarına yakın çapa sahiptir. Herhangi bir bakterinin çapı ise 2-5 nanometredir. Bu nedenle mikrolifin küçük boyutu ve yapısı lifin bakteri veya liften daha küçük mikropların altına girmesini sağlar ve bunları büyük ölçüde yüzeyden uzaklaştırır. Ayrıca, performansı artırmak için mikrolifler dokuma kumaşlarda 50/50 oranında, örme kumaşlarda, 70/30 oranında polyester lifleri ile karıştırılmaktadır.
Tıbbı tekstillerde özellikle dokusuz yüzeyler kullanılmaktadır. Mikrolifli dokusuz yüzeyler diğer tekstil yüzeyleri ile karşılaştırıldığında daha düşük maliyete, daha kolay kullanıma, daha güvenli ve atılabilir özelliklere sahiptir. Bu nedenle mikrolifli dokusuz yüzeyler koruyucu maskelerde, ameliyat önlüklerinde, eldivenlerinde ve yatak takımlarında kullanılmaktadır.
Dış Giysiler
İnce yapısı, dökümlü olması, yumuşak ve ipek benzeri tutuma sahip olması özellikleri nedeni ile mikrolifli kumaşlar daha çok yüksek kalitedeki abiye giysilerde kullanılmaktadır.
Sentetik Deriler
Güzel görünüm, yumuşaklık ve yüksek su absorbsiyonu ve su buharı geçişini sağlayan gözenekli yapısı gibi özellikleri ile doğal deriler çok popülerdir. Buna karşın, sınırlı kaynağa sahip olması, aşırı pahalı olması ve hayvanları koruma bilinci nedeni ile pazarda az miktarda bulunurlar.
Sentetik liflerin bulunmasıyla çok ince lif elde etme isteği üzerine Japonların üretmiş oldukları çok ince filamentler ilk olarak sentetik deri ve dokusuz yüzey kumaşlarda kullanılmıştır. Özellikle denizde ada yöntemine göre üretilen mikrolifler suni deri üretiminde yaygın olarak kullanılmaktadır.
Günümüzde sentetik deri üretimi ham maddesi PET, PA veya PAN olan mikrolifli dokusuz yüzeylerin, poliüretan (PU) malzeme ile emdirilmesiyle üretilmektedir.
Sentetik deri yumuşak tutum, kırışıklığa karşı dayanım, kopma uzaması ve mukavemeti, hava geçirgenlik, su çekme ve kolay bakım gibi özellikleri bakımından doğal deriden daha iyidir. Sentetik deri mikrolifin yüksek yüzey alanı nedeni ile düşük boya haslıklarına sahiptir.
Filtre kumaşları
İnceliği ve sıkı yapısı sayesinde mikrolifler hava ve sıvı filtrasyonu için mükemmel bir filtre etkisi sunmaktadır.
Bilinen mikroliflerden bağımsız olarak ultra ince mikroliflerden üretilen ürünler, örneğin 0,05 dtex incelikli polipropilenden üretilmiş dokusuz yüzeyler, kalıcı polarizasyon sağlayan yüksek elektrik voltajı ile birlikte yüklü toz parçacıklarını çeker ve absorbe eder.
Mikrolifli sıvı filtreler yüksek sıvı geçiş hızı, mikro boyuttaki parçaların tutulmasını sağlayan yüksek süzme performans ve filtreden mikro parçaların kolay temizlenmesi gibi özelliklere sahiptir.
Ayrılabilir sentetik mikrolifler filtrasyon malzemesinin performansını arttırırlar. Özellikle, ayrılabilir liflerdeki iki farklı polimerin seçimi akım koşulları altında turbo elektrik özellikler oluşturur. İki polimer ilk aşamada filtrasyon özelliklerini arttırmak için elektro statik olarak yüklenebilir.
Enerji Depolama
Metal kaplı mikrolif kullanılarak üretilen eşanjörler enerji tüketiminde köklü tasarruf sağlamaktadır. Bunun nedeni mikroliflerin ısı iletimi özelliğidir. Metal kaplı mikrolif sayısı arttıkça ısı transferi artmaktadır. Ayrıca, metal kaplı mikrolif sayısı ile beraber basınç düşüşü artmaktadır. Eşanjör tüplerinin içinde metal kaplı mikrolif kullanılarak eşanjörlerin ısı transferi özelliği geliştirilmiştir.
İnşaat Uygulamaları
Kompozitler farklı özellikteki katmanların bir araya getirilmesiyle oluşan çok katmanlı materyallerdir. Kompozitler bu farklı katmanların daha iyi bir kullanım özelliği sağlaması amacıyla elde edilirler. Polipropilen ve bikomponent mikrolifler elyaf takviyeli kompozitler için çok önemli bileşenlerdir. Çünkü sadece takviye elemanı olarak değil, bağlayıcı görevleri ile de kullanılırlar. Polipropilen ve bikomponent mikrolifler takviyeli betonlar (takviye ve çatlamayı engelleme amacıyla), yalıtım malzemeleri (kimyasal bağlayıcı kullanımını engelleme amacıyla),çok işlevli sıvı transport malzemeleri (tabaka edinimi ve dağılımı),dokuma kumaşlar(boyutsal stabilite ağı olarak) ve kaplama ürünleri gibi çeşitli kompozit malzemelerde kullanılırlar.
Polipropilen ve bikomponent (PP/PE) mikrolifler kompozit materyallere yapısal performans ve işlevsellik kazandırma yeteneğine sahiptir ve elyaf takviyeli kompozitlerde aşağıdaki avantajları sağlarlar:
Düşük ağırlıklı yapıların oluşumuna olanak sağlarlar.
İşlemesi kolay ve çevre dostu termoplastik yapıların üretimini sağlarlar.
Yüksek mekanik özellik, sertlik ve darbe dayanımı gösterirler. Katı ortamlarda stabilite sağlarlar.
Kompozit malzemeye büyüklük ve yumuşaklık kazandırırlar.
Yöresel Dokumalar
Buldan Bezi;
Çok ince iplikten yapılmış, teri emici özelliği olan, “bürümcük” veya “bükülü bez” olarak da tabir edilen bir kumaştır. Yün, keten, pamuk veya ipek ipliğinden yapılmaktadır. Ancak maliyetten ötürü ipek ipliğinden yapımı diğerlerine göre daha az olup ağırlıklı olarak saf veya fabrikasyon pamuk ipliği kullanılmaktadır.
Şile bezi;
kıvrak iplik veya İngiliz kıvrağı da denilen 20 numara, bükümlü pamuklu iplikle ahşap el tezgâhlarında dokunan özgün bir bezdir. Bu kumaş “bürümcük” de denilen bir dokumatüründendir. “Bürümcük” sözcüğü dokumacılıkta çok bükümlü iplikler kullanılarak üretilmiş dokuma anlamında kullanılır.
Ayancık dokumaları ;
sadece yöre adı ile değil, dokumaların keten ile yapılmasından dolayı, Ayancık keteni olarak adlandırılmış olup,keten ekiminden ip haline gelene kadar tamamen elde işlenmekte ve ağartılma işlemi de kül suyu ile yapılarak organik olarak meydana getirilmektedir.
Çıpıt dokuma;
dokuma örgülerinden bez ayağı tekniğinde dokunmaktadır. En eski ve en çok kullanılan, sağlam ve küçük raporlu bir dokuma örgüsüdür. Atkı ipliklerini çözgü iplikleri arasından bir alttan, bir üstten geçirerek dokuma oluşturulur. Desen, yatay iplerle elde ediliyorsa(atkı)atkıyüzlü; dikey iplerle elde edilirse (çözgü) çözgü yüzlü dokuma adını alır.
Dastar ipek dokumaları
kamçılı tezgâhlarda dokunmaktadır. Kamçılı tezgâhta dokuma yapılırken dokuyucu, oturma tahtasının tam ortasına oturur. Dokumacı yerine oturduğu zaman, daha önce atkı iplikleri sarılmış olan masuraları hemen uzanıp alabileceği bir konumda olması gerekir. Mekiğe, atkı masuralarından birisi takılır. Atkının ucu mekik boncuğunun deliğinden dışarı çıkarılır ve kenardan çözgü ipliğinin birisine dolanır. Ön kısımda bulunan ve dokunan kumaşın rulo halinde üzerine sarıldığı kumaş levendine (sermin) geçirilen çözgü ipliklerinin üzerine sarıldığı çözgü levendi döndürülmek suretiyle çözgü gerginliği sağlanır.
Ehram dokuma kumaş
Yünden dokunan, nakışlı dış giysi, baştan ayaklara kadar inen ve gözler açıkta kalacak şekilde el yardımıyla yüze bürüklenen kadın boy örtüsüdür. Eskiden yaşlı kadınlar tarafından kullanılan bu örtü günümüzde kullanılmadığından imalatı durdurulmaya başlamış fakat kullanışı yönünden sağlıklı bir kumaş türü olduğundan günümüze uyarlanarak yeni tasarımlarda kıyafetler üretiminde değerlendirmeye başlanılmıştır.
Kastamonu Çarşaf Dokuma Kumaş
Ketenden iç çamaşırları, göynek (gömlek), elbiselik, perde, döşemelik, yatak çarşafları, masa ve minder örtüsü, sedir şalı ve torbalık kalın bezler dokunmaktadır. Kenevirden iç çamaşırı, gömlek, masa örtüleri, peçete, yatak çarşafları, heybe, çuval, çul gibi dokumalar dokunmaktadır. İpekten ise perde, yatak örtüsü, bel kuşakları, bluz, masa ve sehpa örtüleri dokunmaktadır.
Keşan bezi dokuma
genel olarak 6 mihrabın sağlı sollu kenarda dizilmesi ve iç kısımda çözgü ipliklerinin renk özelliğine göre motif oluşturulması şeklinde dokunur. Keşan dokumalarında çözgü sıklığı kullanılan tarağa göre ayarlanır. Genelde 12cm taraktan 24 iplik geçer. Atkı sıklığı ise 12–16 adet olabilir. Dokumanın eni 45–50- 90–100- 110 cm, boyu ise 170- 200(klasik Keşan) cm’dir. Keşanın boyu talebe göre değişebilir. Boyu 1350 metreye kadar yapılan dokumalar bulunur. Eski dokumalarda çözgünün boyu 500–600 metreyi geçmezdi. Çünkü elde ve ev ortamında yapıldığından imkânlar sınırlı olduğundan bu dokuma genelde Karadeniz yöresinde başörtüsü olarak her yerde kullanılmıştır.
Manisa Bezi Kumaş Dokuma
Manisa Bezinin temel maddesi pamuk ipidir. Atkı ipi olarak bükümlü pamuk ipi kullanılır. Çözgülerde ise 8 veya 10 tel pamuk ipi, 8 veya 10 tel floş- ipek ip kullanılır. Manisa bezi dokuması %50 pamuk %50 floş ipten oluşur. Bez ayağı örgü dokusundan oluşur. Dokunan bez yıkandığında pamuk ipinden dokunan kısım kendini çeker, floştan dokunan kısım kendini salar. Bu nedenle görünüş olarak bürümcük kumaşlara benzer.
Ödemiş İpeği Kumaş Dokuma
Kumaş, İpliklerin, çeşitli yöntemlerle bir araya getirilerek oluşturduğu kaplayıcı yüzeylerdir. Pamuk, yün, ipek, keten vb maddelerden elde edilir. Birbirlerine dik ve paralel konumda bulunan ipliklerin birbirlerinin altından üstünden geçirilmesi ile kumaş oluşturulur. Ödemiş ilçesinde yoğun bir şekilde perdelik ve masa örtüsü başta olmak üzere ipekli dokumalar yapılmaktadır. El emeğinin yoğun olarak kullanıldığı bu ürünler, birçok lüks mağaza aracılığı ile gelir seviyesi yüksek alıcılara satılmaktadır.
Antep Kutnu Kumaş
Antep Kutnu Kumaşı, Gaziantep’te yüzyıllardır üretilen ve kullanılan genellikle çözgü sateni veya bez ayağı örgü ile dokunan, boyuna çizgili desenlerden oluşan bir tür atlas kumaştır. Çözgüsü ince ipek, atkısı pamuk ve ipek karışık atılmış, çoğunlukla yollu bir kumaştır. Zamanla çözgüsü suni ipek (floş) iplik, atkısı pamuk iplik kullanılmaya başlanmıştır
Rize Bezi ( Feretiko) Dokuma
Çözgü ipliği pamuk atkı ipliği ise kenevir olan kumaş yüzey oluşumuna Feretiko Rize Bezi denir. Bu kumaş baştan sona yöresel malzeme kullanılan ve el emeğiyle yapılan dokuma çeşididir .Türk el sanatları geleneği içerisinde köklü bir geçmişi olan dokumacılık, günümüzde varlığını sürdürmeye çalışmakta, çoğu yörede geçim kaynağı olmuş ve olmaya devam etmektedir. Geleneksel özelliklerin korunması yanında, yeni ürün tasarımları ile bu köklü yöresel el sanatının yaşatılması ve geliştirilmesi açısından büyük önem taşımaktadır.
Buldan Bezi

Buldan Milattan önce 2.yüzyılda kurulmuş tekstil ve dokumacılığı ile ünlü Denizli’nin bir ilçesidir. Yapılan araştırmalar, Türkler Anadolu’ya gelmeden önce bugünkü ismiyle Yenice kent olan Antik Tripolis halkının dokumacılığı bildiği ve 1094 yılında Selçuklu Türklerinin yönetimine giren yöre halkının dokumacılığı Türkler’e öğrettiğini göstermiştir. Bölgenin her türlü ticari malı bulundurması ve ticaret yolları üzerinde olması nedeniyle çevreden alış-veriş için yöreye gelenler birbirlerine, "BUL DA AL" diyerek BULDAN kelimesinin doğmasına neden olmuşlardır. Osmanlı belgelerine göre ‘‘Bükülü’’ olarak da tanımlanan bu bezin işlemeciliği normal ipliğe göre, daha fazla bükülmüş “kıvrak” da denilen pamuk ipliğinden bez ayağı örgü tekniğiyle dokunan; 14 sıklık/cm çözgü-14 sıklık/cm atkı şeklindedir. Dokumalarda genellikle yörenin kültürel kimliğini yansıtan renkli ipek ya da pamukla dokunmuş geleneksel motifler kullanılmaktadır. Buldan bezinden yapılan giysiler; doğal sağlıklı ve rahattırlar, kimyasal madde içermezler. Son yıllarda motorlu tezgâhların sayısının artmasıyla birlikte seri üretim hızlanmış bugün Buldan ve Denizli yurt dışında aranan bir pazar haline gelmiştir.

Osmanlı Devletinin kuruluşundan sonra da sarayın dokuma ihtiyacının bir kısmı BULDAN’DAN sağlanmıştır. Ertuğrul Gazi'nin içliği, Barbaros'un şalı, Padişah Genç Osman'ın gömleği Buldan' da dokunmuştur. Türk dokuma kumaş ve islemelerinde motifler genellikle bitkiseldir. Lale, Karanfil gibi çiçekler ve çeşitli dallar özellikle XVI. yüzyılda çok kullanılmıştır. Desenler geometrik bitkiseldir, renkler kırmızı basta olmak üzere çini mavisi, güvez, pismis ayva ve safran sarısıdır. Bu gelenek BULDAN dokuma ve islemelerinde de açıkça görülür. Bu örnekler Topkapı Sarayı Müzesinde sergilenmektedir. Tahsin Öz’ün ‘Türk Kumaş ve Kadifeleri’ adlı çalışmasında Topkapı Sarayı kumaş deposunda 14. yüzyıla ait Denizli kumaşı olarak kaydedilen ve ilk Osmanlı padişahlarının kaftanı olarak saklanan iki kaftan bulunduğu yazmakta. Bu kaftanlar Neşri tarihindeki I. Osman’ın mirası arasında sözü edilen Denizli’de dokunmuş dokuma kaftanın açıklamalarına uyuyor. 17. yüzyılda Denizli’ye yolu düşen Evliya Çelebi seyahatnamesinde Akdağ’ın beyaz pamuk bezinin, Acem ve Musul bezinden daha ince olduğun yazmıştır. 14.yüzyılda İbni Batuda’nın “ Orada pamuktan altın işlemeli kumaş imal olunur ki başka örneği yoktur. Kaliteli pamuğun kuvvetli eğrilmiş olması nedeniyle dokumaları uzun ömürlüdür. Bu kumaş beldenin ismiyle anılır.” dediği Buldan bezi ve Buldan dokumacılığının tarihi bir belgesidir.
Anlam olarak, bürünmek, sarınmak, örtünmek temelindeki Bürümcük sözcüğü, dokumacılıkta çok bükümlü ipek iplikler ile dokunmuş, dokuma anlamındadır. İpek ipliği yerine çok bükümlü, yün, keten veya pamuk, iplikleri ile buruşuk yüzey görünümlü dokumalar halk arsında Kıvrak”, “Bükülü Bez” veya yöre adı ile anılan, “Mora Bezi”, “Buldan Bezi”, “Şile Bezi”, bezi diye tanınmıştır. Fakat büyük çoğunlukla motorlu tezgâhlarla el tezgâhları rekabet edemediğinden süreksiz ve tek tük el tezgâhları bükülü dokumaktaydılar.
Şile bezi adı ile bükülü duyulmaya başlayınca, bükülü beze ilçenin adı verilerek hem bir rekabet, hem de ayırma isteğiyle Buldan bezi denmeye başlamıştır. Bütün bu ad değiştirmeler nedeniyle ilçede her ad kullanılmasına rağmen yinede bükülü veya bürümcük adı en çok kullanılmaktadır. Buldan bezinden (bürümcük) yapılmış giysiler doğal ve rahat giysilerdir avantajlarına gelince; % Pamukturlar, terletmezler, vücuda nefes aldırırlar, serin tutarlar. Yörede daha önceleri ipek ve pamuk kullanılırken, maliyetinin yüksek olması, imalatının güç oluşu gibi nedenlerle ipek yerine, fabrikasyon imalatı floş ve pamuk iplikler kullanılmaktadır. Geçmişte Buldan ve çevresinde dokuma boyamacılığı doğal kaynaklardan elde edilen hammaddelerle yapılmaktaydı. Bunlar ayva çekirdeği, nar kabuğu, ceviz yaprağı ve meşe palamudu gibi yörede doğadan kolay elde edilebilen kaynaklardır. . Genellikle üretilen mamuller parça dokuma ve metre dokuma olarak iki gruba ayrılmaktadır.
Parça dokuma ürünleri:
Peştamal, üstlük, havlu, çarşaf, mendil, sofralıktır. Metre dokuma ürünleri ise: Buldan bükülüsü, havlu, tentelik, başörtüsü, astar ve kanaviçedir.

1779 yılına kadar Buldan'da dokumacılık, ilkel tezgâhlarla yapılıyordu. Bu tarihten sonra Buldan'ın bucak olması Bucak Müdürünün çalışmalarıyla dokumacılığın gelişmesi için çözümler aranmış, mekiği boynuzdan, masurası kargıdan tezgâhlarda 10 numaradan 20 numaraya kadar ipliklerle başörtüsü, peştamal, çarşaf ve BULDAN bezi gibi dokumalar yapılmıştır. 1910 yılında Osman SAY isimli dokumacı, İstanbul'da gördüğü çekme (kamçılı) bir tezgâhı Buldan'a getirmiş, Buldan zamanın en ileri tekniğine sahip tezgâhlardan yararlanma imkânını bulmuştur. Bu tezgâhlarda pamuklu, ipekli kumaşlar dokunmuş, dokunan bu kumaşlar yıllarca çeşitli ihtiyaçları karşılamıştır. Dokuma araç ve gereçlerini günün şartlarına göre düzenlenmesi nedeni ile 1951 yılından başlayarak motorlu tezgâhlar kullanılmaya başlanmıştır. Bugün ipekli vb. türdeki ince kumaşlar, peştamal, üstlük örtü türü dokumalar halen el tezgâhlarında diğer türler ise motorlu tezgâhlarda dokunmaktadır. Buldan dokumacılığı kültüründe 7hâkim olan motif türleri kuşgözü, bademli, siyah üstlük, pancarlı, muskalı isimlerini verdikleri motiflerdir. Teknolojinin gelişmesi sonucu motifler çağa ayak uydurmuş yerinin yeni desenlere bırakmıştır.
Buldan Bezi;
Çok ince iplikten yapılmış, teri emici özelliği olan, “bürümcük” veya “bükülü bez” olarak da tabir edilen bir kumaştır.
Yün, keten, pamuk veya ipek ipliğinden yapılmaktadır. Ancak maliyetten ötürü ipek ipliğinden yapımı diğerlerine göre daha az olup ağırlıklı olarak saf veya fabrikasyon pamuk ipliği kullanılmaktadır.
Buldan Bezi yapımında kullanılan iplikler yıkama, boyama, kurutma ve bobinleme işlemlerinden geçer. Boyanan iplikler bükülerek bükümlü iplik halini alır. Bükme derecesine göre oluşacak bezin kullanım alanı da değişmektedir. Tezgâhtan ham olarak çıkan bez sıcak sabunlu suda yıkandıktan sonra enine çekmekte ve karakteristik buruşuk yapısını kazanmaktadır. Buruşuk yapısı sayesinde vücuda yapışmaması (vücutla temas alanının düşük olması), vücutla arasında hava kalması ve iyi bir ısı yalıtımı sağlaması nedeniyle bu kumaşlar, daha ziyade iç çamaşırı yapımında tercih edilmekteyseler de, yazlık dış giysi ve ev tekstili ürünlerinin yapımında da kullanılmaktadır. Türk dokuma kumaş ve işlemelerinde motifler genellikle bitkiseldir. Lale, karanfil gibi çiçekler ve dallar özellikle XVI. yüzyılda çok kullanılmıştır. Renkler kırmızı başta olmak üzere çini mavisi, güvez, pişmiş ayva ve safran sarısıdır. Bu gelenek Buldan dokuma ve işlemelerinde de açıkça görülür. Buldan dokumasında desenler geometrik, bitkisel ve çubukludur. Ayrıca kaplama, zincir ve suzeni tarzı kullanılarak saçaklı yapılır. Renklere ise kırmızı, sarı ve beyaz hâkimdir.
1779 yılına kadar el tezgâhlarında yapılırken bu tarihten itibaren çekme(kamçılı) tezgâhlarla üretime devam edilmiştir. Genel olarak Anadolu’da kullanılan mekikli el dokuma tezgâhları şunlardır:
Andi Tezgâhlar
Peştamal Tezgâhlar
Şal Tezgâhları :a) Çukur Tezgâhlar b) Yüksek Tezgâhlar c) Kamçılı Tezgâhlar
Anadolu’da belli başlı dokuma yörelerinde benzerleri görülebilen bu tezgâhlar ahşap malzemeden yapılmış kamçılı (çift pedallı) tezgâhlardır.
Kamçılı tezgâhların diğer tezgâhlardan en önemli farkı, mekiğin el ile değil de kamçının çekilmesiyle atılmasıdır.
Dokuma araç ve gereçlerinin günün şartlarına göre düzenlenmesi sonucunda, 1951 yılından itibaren motorlu tezgâhlar kullanılmaya başlanmıştır. Bugün ipekli vb. türdeki ince kumaşlar, peştamal, üstlük, örtü türü dokumalar halen el tezgâhlarında ve motorlu tezgâhlarda dokunmaktadır.
Buldan Bezi için en çok 20/1 numaralı çok bükümlü %100 pamuk ipliği kullanılır. Bu ipliklerin hepsi normalden fazla büküme sahip olduğu için “kıvrak iplik” olarak adlandırılır. Hem çözgü hem de atkı için 20 ve 20/2 numaralı iplikler kullanılmaktadır. Buldan Bezi’nde kullanılan pamuk ipliği bir inçte (2.54 cm) 25-28 arası büküme sahiptir.
Renkli suya batırılan çileler 1-2 saat bekletildikten sonra sıkılır ve sırıklara serilip kurutulur. Mazı, defne, ceviz yaprağı, palamut, meyankökü, kestane, soğan kabuğu ve çehriden yapılan doğal boyalar bugün yerini kimyasal boyalara bıraksa da; altın sarısı elde edilen meşe palamudunun dokumaların boyanmasında halen kullanıldığı görülür. İpliklerin çileleri kurutulduktan sonra çıkrıklara geçirilir ve çözgü hazırlığı için tahtadan yapılmış olan ve “çağ” adı verilen bobinlere sarılır. Yarı otomatik dokuma tezgâhları için ise çözgüler iplik fabrikasından hazır bobinlere sarılmış halde alınır.
Bobin uçları çözek adı verilen askılığa asılır. İplik uçlarının karışmaması için tarak şeklindeki dengeçten geçirilerek yumak elde edilir. Bu yumaktan el yardımıyla alınan iplikler ağızlık adı verilen ip alma işlemi sonucunda taraklara geçirilir. Bu taraklar bez ayağı dokuma gereği iki adettir. Buradaki iplik uçları demgeç adlı masa yardımıyla tezgâhın taraklarına geçirilir. Dem ve çerçeveler tezgâha monte edilir ve çile tezgâha asılır.
Elemle adı verilen iplik sarma tertibatı ile masura sarılır. Dokumaya geçirilir.
Dokumanın üç temel mekanizması, ağızlık açma, atkı atma ve tefe vurma mekanizmasıdır. Her çözgü ipliği bir gücü gözünden geçirilmiştir. Dokunacak kumaşın örgüsüne uygun olarak bir atkı atıldığı zaman bu atkının üzerinde bulunması gereken çözgüler bu gücüler vasıtasıyla yukarı kaldırılırlar. Böylece mekiğin arasından geçeceği ağızlık adı verilen bir açıklık meydana gelir ve her atkı için yeniden oluşturulur. Ağızlığın oluşturulabilmesi için en az iki çerçeveye ihtiyaç vardır. Çözgünün iki tabakaya ayrılması ile oluşan ağızlığın içerisinden atkı ipliği mekik vasıtasıyla geçirilir ki buna atkı atma denir. Yeni atılmış olduğu için kumaştan ayrı bulunan atkı ipliğini iterek kumaşa dâhil etmek için dişlerinden çözgü iplikleri geçirilen tarak ile tefeleme veya tefe vurma işlemi gerçekleştirilerek Buldan Bezi yapımı gerçekleştirilmiş olur.
Tezgâhtan çıkan kumaş düz bir görünüme sahip olup, ıslatıldığında kumaş enine çekmekte ve karakteristik buruşuk yapısını kazanmaktadır. Kumaş makineye sarılır ve 95°C’de kasar(ön terbiye) işlemi yapılıp kumaş, üzerideki haşıl, bit ve yağlardan arındırılır. 65°C-85°C arasında boyama işlemi yapılır. Boyama sonrası 80°C95°C arasında sabun yıkamaları yapılır. Ardından yumuşatıcı verilip makineden çıkarılır. Makineden çıkarılan kumaş santrafüj makinesinde sıkılıp mamul açmada açılır ve ardından romöz makinesinden geçirilerek kurutulur. Kurutulan kumaş kalite kontrol aşamasından geçtikten sonra toplar halinde sarılır.
Kıyafet için kullanılacak Buldan Bezi; 80 cm, 125 cm, 185 cm enlerinde; ham, çizgili, düz renk ve baskılı olarak üretilmektedir.
Ev tekstili için kullanılacak Buldan Bezi; Yöresel isimlerle adlandırılmış 80 cm, 90 cm, 100 cm, 170 cm, 210 cm, 240 cm ve 250 cm enlerinde;
pikelik, perdelik, çarşaflık, nevresimlik, masa örtüsü ve peştamal olarak düz renkli, çizgili, desenli veya ekose olarak üretilmektedir.

Tahar ve Armür
TAHAR PLANI
Dokumada çözgü ipliklerinin belirli kurallara göre çerçevelerdeki gücü gözlerinden ve tarak dişleri arasından geçirilmesi işlemine tahar denir.
Tahar işleminin
- İlk aşaması gücü taharı
- İkinci aşaması ise tarak taharıdır.
Bu iki işlemin de bir plan sisteminde gösterilmesi gerekmektedir. Tahar planı, gücü ve tarak planını temsil etmektedir.
Tahar planı
bir örgünün en az kaç çerçeve ile dokunabileceğini ve hangi çözgünün hangi çerçevede yer alması gerektiğini gösterir. Desen kâğıdında örgünün üst ya da alt kısmında yer alır.
Tahar planı
dokunacak olan örgünün raporu esas alınarak çizilir. Tahar planı çiziminde temel kural örgü raporundaki aynı hareketi (aynı bağlantı şekli veya aynı çözgü ipliği hareketi ) yapan çözgülerin belirlenmesi ve bu çözgülerin aynı çerçeveye ait olduğunun belirtilmesidir.
Desen kâğıdında dolu ile gösterilen noktalar çözgü ipliğinin atkı ipliğinin üstünden geçtiğini gösterir. Boş olan noktalar ise atkı ipliğinin çözgü ipliğinin altından geçtiğini gösterir.
Örneğin;
- Bezayağı örgüsünü oluşturan tek numaralı (1.3.5.7...) çözgü iplikleri aynı hareketi yani aynı bağlantıyı yaptığından aynı çerçevede toplanır.
- Benzer şekilde, çift numaralı (2.4.6.8...) çözgü iplikleri de grup oluşturarak ayrı bir çerçevede yer alır.
Bez ayağı örgü raporunda iki farklı çözgü hareketi bulunduğundan bez ayağı örgüsü en az iki çerçeve ile dokunur. Bu durumda herhangi bir örgünün dokunabilmesi için gereken çerçeve sayısı, örgü raporunda bulunan farklı çözgü hareketi sayısına eşittir. Tahar planının desen kâğıdına çiziminde genellikle kullanılan yöntem tahar planının örgü raporunun üzerinde yer alması ve her çerçeve için bir satır ayrılmasıdır. Çözgü ipliğini gösteren sütun ile ait olduğu çerçeveyi gösteren satırın kesiştiği noktadaki karenin içi doldurulur. Aynı işlem örgü raporundaki tüm çözgüler için tekrarlanarak tahar planı çizilir.
Tahar planı çizilirken çerçevelerin numaralandırılması, dokuma makinesi veya numune dokuma tezgâhının çalıma şekline göre iki şekilde yapılabilir.
Numaralandırma kumaşa en uzak çerçeveden başlayarak numaralandırma yapıldığında desen kâğıdında, yukarıdan aşağı doğru her satır bir çerçeveyi temsil eder. Çözgü ipliğini gösteren sütun ile ait olduğu çerçeveyi gösteren satırın kesiştiği noktadaki karenin içi doldurulur.
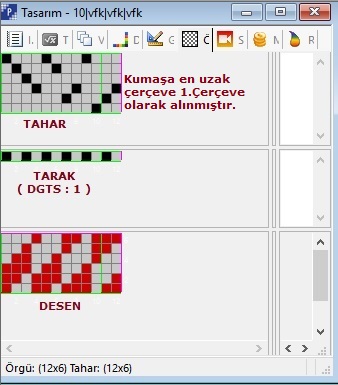
Numaralandırma kumaşa en yakın çerçeveden başlayarak yapıldığında desen kâğıdında, aşağıdan yukarıya doğru her satır bir çerçeveyi temsil eder. Çözgü ipliğini gösteren sütun ile ait olduğu çerçeveyi gösteren satırın kesiştiği noktadaki karenin içi doldurulur.
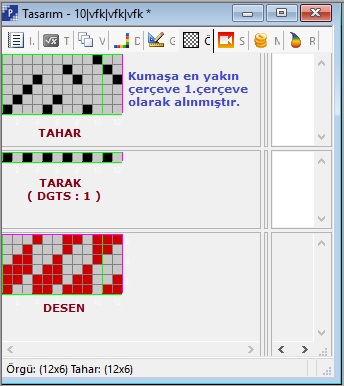
Tahar planı oluştururken aynı hareketi yapan çözgüler, çerçeve üzerine düşen yükü azaltmak amacıyla birden fazla çerçeveye dağıtılabilir. Yani toplam çözgü ipliği sayısını kullanılacak çerçeve sayısına bölersek her çerçeve başına düşen çözgü ipliğini tespit etmiş oluruz. Bu durumda çerçeve sayısı örgü raporundaki çözgü sayısının katları olmalıdır. Örneğin, bez ayağı örgüsü 2 çerçeve yerine 4, 6, 8... çerçeve ile dokunabilir. Ancak farklı bağlantı şekilleri olan çözgüler, kesinlikle aynı çerçevede toplanamaz.
TARAK PLANI
Tarak planı tarağın bir diş boşluğundan kaç adet çözgü ipliği geçmesi gerektiğini gösterir. Tarak planı desen kâğıdında tahar planı ile örgü raporu arasında yer alır. Tarak planında desen kâğıdının yatay yönde her bir karesi bir çözgü telini gösterir. Bir diş boşluğundan geçecek tel sayısı kadar karenin yan yana içi doldurulur. Yan yana bulunan iki diş boşluğunun karışmaması için örgü raporu boyunca iki satır kullanılır.
Yan yana iki adet kare dolu olarak gösterilmiş ise ; tarak taharı yapılırken her diş boşluğundan ikişer çözgü teli alınacaktır.
Bir adet kare dolu olarak gösterilmiş ise ; tarak taharı yapılırken her diş boşluğundan birer çözgü teli alınması gerektiği belirtilmiştir.
Diş boşluğundan geçen tel sayısı genellikle örgü raporuna uygun olarak seçilir. Örneğin; bez ayağı örgülü bir kumaş için bu sayı 2, 1/2 dimi örgülü kumaş için 3,5・li saten örgülü kuma için 5 olabilir. Bunun dışında çözgü sıklığı, istenen kumaş özelliği ve kullanılan iplik özelliği gibi kriterler de göz önünde bulundurulur. Örneğin; tül ve organze türü kumaşlarda çözgü ipliklerinin düzgün dağılımı için her diş boşluğundan birer tel alınması uygun olmaktadır. Bazı kumaşlarda, kumaş enince farklı bölgelerde farklı çözgü sıklıkları oluşturmak gerekebilir. Bu durumda tarak taharı yapılırken diş boşluğundan geçen tel sayısı sabit kalmaz. Sürekli tekrar eden bir tarak raporu oluşturacak şekilde değişiklik gösterir.
ARMÜR PLANI
Dokuma işleminin gerçekleşmesi için ilk temel hareket ağızlık açılmasıdır.
Ağızlık, çerçevelerin hareketi ile çözgü ipliklerinden bir kısmının yukarıda, bir kısmının aşağıda bulunması sonucu iki çözgü grubu arasında oluşan boşluktur.
Ağızlıktan geçirilen atkı ipliği, üstteki çözgülerin altında, alttaki çözgülerin üstünde kalır. Bu şekilde çözgü ve atkı ipliği arasındaki bağlantı sağlanarak dokuma örgüsü oluşturulur. Çerçeve hareketlerinin örgüyle bağlantılı olması gerekmektedir.
Armür planı; dokuma tezgâhında atılacak atkı sırasına göre örgü raporu ve tahar planına uygun şekilde çerçevelerin aşağı yukarı hareketlerini gösteren plandır.
Armür planı, dokunacak olan örgünün raporu ve tahar planı esas alınarak çizilir. Örgü raporunu oluşturan farklı çözgü hareketleri belirlenip bir araya getirilir. Armür planı desen kâğıdına, örgü raporunun sağ tarafına, örgü raporunu oluşturan farklı çözgü hareketleri soldan sağa doğru sıralanacak şekilde aktarılır. Çözgü hareketlerinin aynı doğrultuda taşınabilmesi için ayna denilen çizimden yararlanılır. Ayna tahar planındaki çerçeve numaralandırma şekline göre aşağıdan yukarıya ya da yukarıdan aşağıya doğru çizilir.
Armür planı oluşturmada üç yöntem kullanılmaktadır.
- 1-Sağ Armür
- 2-Sol Armür
- 3-Aynalı Armür
SAĞ ARMÜR PLANI
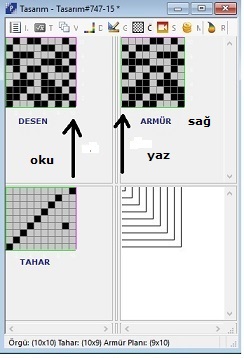
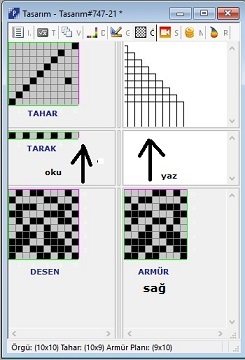
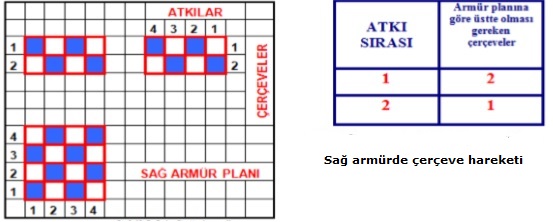
Sağ armür planı, desen kâğıdında tahar planının sağ tarafında yer alır. Örgü raporundaki çözgü hareketleri, sırasıyla aşağıdan yukarıya doğru okunup sağdan sola doğru çizilir. Tekrar eden çözgü hareketleri armür planına sadece bir kez alınır. Armür planında sütunlar atkıları, satırlar ise çerçeveleri belirtir. Atkıları gösteren sütunlara sağdan sola, çerçeveleri gösteren satırlara yukarıdan aşağıya doğru numara verilir. Her atkı ipliği için yukarıda olması gereken çerçeve veya çerçeveler armür planında dolu karelerle gösterilir.
SOL ARMÜR PLANI
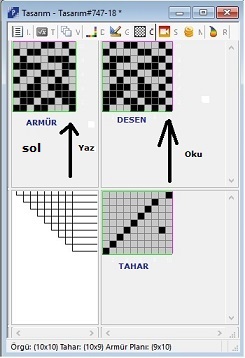
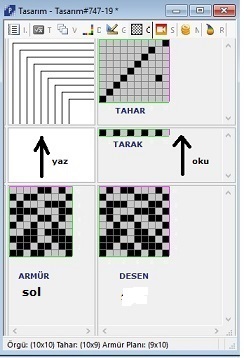
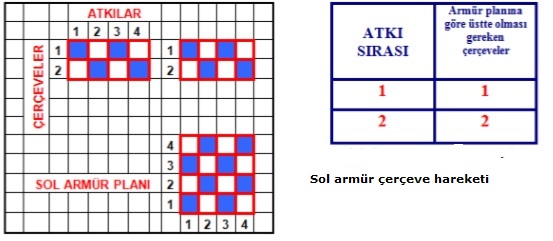
Desen kâğıdında tahar planının sol tarafında yer alır. Örgü raporundaki çözgü hareketleri, sırasıyla aşağıdan yukarı doğru okunup soldan sağa doğru çizilir. Sağ armür planından farkı atkıları gösteren sütunlara soldan sağa numara verilir.
AYNALI ARMÜR
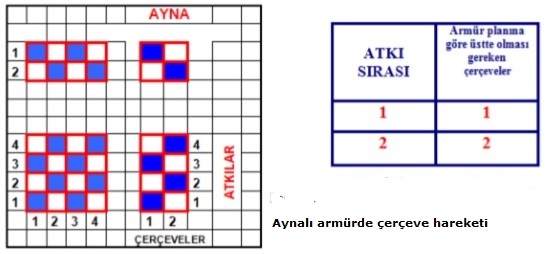
Desen kâğıdında örgünün sağ tarafında yer alır. Taharın sağ tarafına çerçeve sayısı kadar olan ve ayna adı verilen kareler çizilir. Örgü raporundaki çözgü hareketleri, sırasıyla aşağıdan yukarı doğru okunup ayna yardımıyla yine aşağıdan yukarı doğru çizilir. Aynanın görevi çözgü hareketlerinin tahar ve armür planı arasında hizalanmasını sağlamaktır.
TAHAR ÇEŞİTLERİ
- 1-SIRA TAHAR( DÜZ TAHAR )
- 2- ATLAMA TAHAR (AMALGAM TAHAR)
- 3-KIRIK TAHAR:
- 4-GRUP TAHAR:
- 5-KARIŞIK TAHAR:
- 6-SATEN ATLAMALI TAHAR:
- 7-ÇİFT KATLI ( İKİ YOLLU ) TAHAR
1-SIRA TAHAR ( DÜZ TAHAR )

En Sade, en kolay ve en çok kullanılan bir tahar türüdür. Örgü raporundaki her çözgü ipliğinin aynı sıra ile gücülerden geçirilmesi demektir. Yani kumaş enince tekrarlanan her raporun birinci çözgü ipliği birinci, ikinci çözgü ipliği ikinci çerçevedeki ilk gücülerden başlanılarak rapor bitince, aynı şekilde ikinci raporda ikinci gücülerden, üçüncü raporda üçüncü gücülerden geçirilir. Çözgü iplikleri bitene kadar devam edilip tahar tamamlanır. Sıralı ve düzgün oluşundan dolayı bu tahar endüstride Düz Tahar olarak da isimlendirilir.
2-ATLAMA TAHAR ( AMALGAM TAHAR) :
Bu tahar türü daha çok bezayağı ve ondan türetilen rips ve panama gibi örgülerde kullanılır. Bu örgülerde aslında yalnızca iki değişik hareket bulunduğundan iki çerçeve yeterli gibi görülse de hem çerçevelere fazla iplik yüklenmesi hem de ağızlığın meydana gelmesi için çözgü ipliklerinin aşağı-yukarı hareketlerinde birbirlerine çok fazla sürtünmeleri nedeniyle kopuşların artması yüzünden genellikle 4 ya da 8 çerçeve kullanılmaktadır.
Ayrıca bazı dokuma tezgâhlarında çerçeveler eksantrikle hareket ettirilmektedir. Bu tip tezgâhlarda birinci ile ikinci, üçüncü ile dördüncü çerçeveler birlikte hareket ederler.
Örneğin bezayağı için bu gibi tezgâhlarda sıra tahar kullanılırsa birinci ile ikinci; üçüncü ile dördüncü çözgü iplikleri ( çerçevelerin eksantrikle hareket ettirilmesinden dolayı ) aynı hareketi yapacaklardır. Oysa birinci ile üçüncü, ikinci ile dördüncü çözgü ipliklerinin birlikte hareket etmeleri gerekmektedir. İşte bu tip tezgâhlarda ikinci çözgü ipliği, üçüncü çerçevedeki; üçüncü çözgü ipliği de ikinci çerçevedeki gücülerden geçirilir. Böylece çözgü ipliklerinin sırasıyla birinci, üçüncü, ikinci ve dördüncü çerçevelerdeki gücülerden geçirilmesi ile meydana gelen tahar türüne atlama tahar denir.
Bu tahar yaygın şekilde 8 çerçeveye de uygulanmaktadır. Bu uygulama genellikle ikili panama örgüsünde görülmektedir. Bu örgüde iki çözgü ipliği birlikte hareket ettiğinden sıra tahar uygulanırsa çözgülerin birbirlerinin sağına-soluna dolanma olasılığı artmaktadır.
Oysa 8 çerçeveli atlama taharda çözgü ipliklerinin aşağı yukarı hareketlerinde kumanda yerleri farklı olacağından gerilimleri de farklı olacak ve böylece birbirlerinin sağına soluna dolanmaları önlenmiş olacaktır.
Aslında bu yöntemin de çözgülerin birbirlerinin sağına-soluna dolanmalarını kesin olarak önlemeye tam yeterli olmamasından dolayı pratikte bu amaçla "Saten atlamalı tahar" denilen başka bir tahar türü uygulanmaktadır.
Hele kumaşta bir de renk efekti varsa; yukarıda açıklanan önlemler oldukça yetersiz kalacağından bu taharla birlikte çift tarak kullanılması ya da dişlerden ikişer tel geçirilmesi gerekecektir.
3-KIRIK TAHAR
Balıksırtı, kırık dimi v.b. örgülerde örgü raporu içinde varsayılan bir eksenin sağına ve soluna doğru belirli bir düzende bazı ipliklerin birlikte hareket ettikleri görülür.
Tahar gereği olarak aynı hareketi yapan çözgü iplikleri aynı çerçevelerdeki gücülerden geçirileceğinden bu şekilde oluşan taharlara Kırık Tahar denir. Taharda oluşan kırık yollar örgülerdekilerle bir uyum içinde bulunurlar.
4-GRUP TAHAR
Kumaşta zemin olarak değişik örgüler kullanılması, ya da çeşitli örgülerle çözgü yönünde yollar ve süslemeler yapılması istenirse böylesi durumlarda karışıklığı önlemek üzere benzer hareketler bulunsa bile kullanılan her örgünün ayrı ayrı taharının yapılması daha doğru bir yaklaşımdır. Öylece birlikte kullanılan örgülere göre gruplar halinde ayrı ayrı düzenlenen tahar türüne Grup Tahar denir.
5-KARIŞIK TAHAR
Bazı örgülerin hem raporları çok büyük ve aynı hareketi yapan birçok çözgü teli bulunmakla beraber bunların örgü içindeki konumları onları gruplamaya olanak verecek bir düzen içinde değildir.
Genellikle krep gibi örgülerde karşılaşılan böyle durumlarda diğer tahar türleri dokuma tezgâhlarının sahip olamayacağı ölçüde çerçeve sayısı gerektirdiğinden kullanım olanağı bulamazlar. Bu tür örgüler ancak aynı hareketi yapan çözgü ipliklerinin aynı çerçevelerdeki gücülerden geçirilmeleri prensibi ile taharlanırlar.
İşte bu koşullar altında oluşturulan ve karışık görünüm veren tahar türüne Karışık Tahar denir.
Şüphesiz bu tahar türü kumaşın dokunması sırasında kopan çözgü ipliklerinin doğru olarak bağlanmasında oldukça güçlük çıkaracaktır.Bu önemli sakıncasından dolayı karışık tahar yalnızca zorunlu durumlarda uygulanmaktadır.
6-SATEN ATLAMALI TAHAR
Çözgü iplikleri çerçevelerden saten örgü düzenine göre geçirilir.
7-ÇİFT KATLI ( İKİ YOLLU ) TAHAR
İki veya fazla çözgü levendi gerektiren kumaşlarda, çözgü yönünden takviye edilmiş kumaşlarda çözgü ipliklerinin sağım hızları farklı olduğu için sürtünmeyi azaltmak amacıyla kullanılan tahar sistemidir. İki farklı çözgünün taharları aralarında bir boşluk bırakılarak üst üste iki sıra halinde gösterilir.
AĞIZLIK:
Örgünün gereği olarak yukarıya kaldırılan çözgü iplikleri ve yukarıya kaldırılmayan çözgü iplikleri arasında meydana gelen ve mekik, projektil, şiş, greifer aracılığı ile atılan atkının geçmesine yarayan boşluğa AĞIZLIK denir.
Ağızlık açma yöntemine göre;
1-ÜST AĞIZLIK
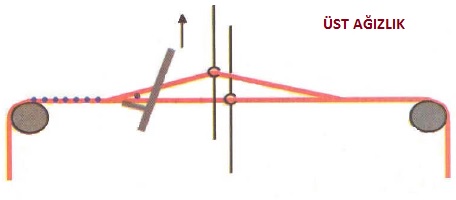
2-ALT AĞIZLIK
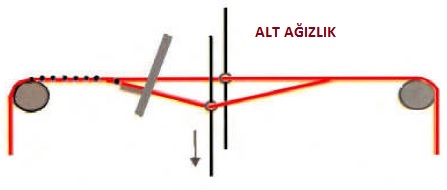
3-ÜST ve ALT AĞIZLIK
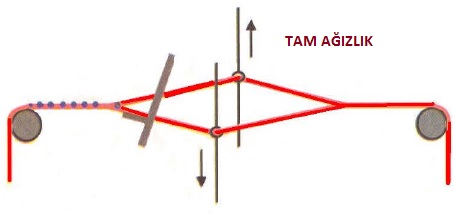
Atkı ipliklerinin kumaşa sıkıştırıldığı anda çözgü ipliklerinin pozisyonlarına göre;
1-AÇIK AĞIZLIK
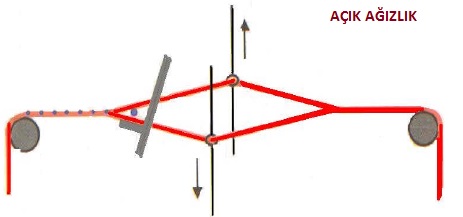
2-KAPALI AĞIZLIK
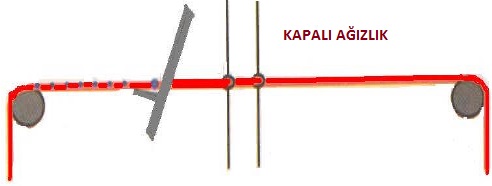
3-ÇAPRAZ AĞIZLIK
![]()
TARAK ÇEŞİTLERİ
Çeşitli üretimlerde kullanılan farklı tarak çeşitleri bulunmaktır. Bunlar; profilli tarak, bölmeli tarak, leno tarağı, ondüle tarağı ve oynar tarak olarak sayılabilir.
Profilli tarak:
Hava jetli ve su jetli dokuma makinelerinde atkı atımının kolaylığını sağlayan kanallı taraktır.
Bölmeli tarak;
Yüksek hızlı dokuma makinelerinde kullanılan özel bir taraktır. Bölmeler atkı ipliğinin tarağın arkasından önüne geçebilmesi için alt ve üst olmak üzere ikiye ayrılmıştır.
Leno tarak:
Sıralı olarak ard arda bulunan tam ve yarım uzunluktaki diş tellerinden oluşan bir dokuma tarağıdır. Yarım uzunlukta olan dişlerde içinden çapraz yapan ipliklerin geçtiği delikler vardır.
Ondüle tarağı;
Dişlerinin gruplar halinde sıra ile yukarıya ve aşağıya doğru birbirine yaklaştığı özel bir taraktır. Kumaşta dalgalı bir görünüm sağlar.
Oynar tarak:
Mekikli dokuma makinelerinde mekik ağızlık içinde kalmışsa mekiğin oluşturduğu basıncın etkisi ile yerinden arkaya doğru giden tarak tipidir. Tarağın bu şekilde geriye gidişi tezgâhı durduran mekanizmayı çalıştırır. Aynı zamanda çözgü patlağını engeller.Bu tarakların yanı sıra özel dokulu kumaşlar için de taraklar mevcuttur.
Tarak taharı hataları genellikle çözgü ipliklerinin taraktan hatalı bir sıra ile geçirilmesinden kaynaklanır. Kumaşta top boyunca devam eden bir boşluk veya kabarıklık olarak görünür ve bu durumda desen bozulur. Fark edildiğinde hemen düzeltilebilecek bir hata çeşididir. Ayrıca yanlış dişten geçirilen çözgü ipliği kısa süre içerisinde kopmakta veya yanında ki çözgüleri koparmaktadır.
Kauçuk ripsler
Kauçuk örgüler, çözgü ve atkı ripslerin birleştirilmesinden oluşan, küçük hacimli kareler oluşturan ve desenli örgülerdir.


örgü türetme yöntemleri
YENİ ÖRGÜ TÜRETME YÖNTEMLERİ
Yeni ve değişik desenler veya örgüler oluşturmak, meydana getirebilmek Desinatörün elindeki imkânların, olanakların en önemlisi desenlerdir yani örgülerdir. Bu sebepten Desinatörün desen bilgisinin çok kuvvetli olması gerekmektedir ki yeni desenler türetebilsin. Ana örgülerden yeni örgüler elde edilebileceği gibi,elde edeceği bu elde ettiği yeni örgüleri baz alarak aynı yöntemlerle yeni örgüler,desenler elde edebilir.
BİR ÖRGÜDEN YENİ BİR ÖRGÜ TÜRETME
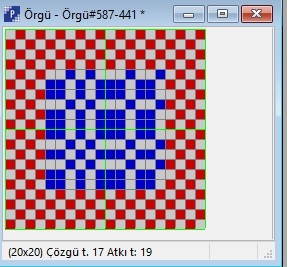
1-İpliklerin yer değiştirmesi
>>>>> Yalnız çözgü iplikleri
>>>>> Yalnız atkı iplikleri
>>>>> Hem çözgü ve hem de atkı iplikleri
>>>>> Tek iplik
>>>>> Gruplar halinde
>>>>> Gruplar içinde
Yapılabilir.
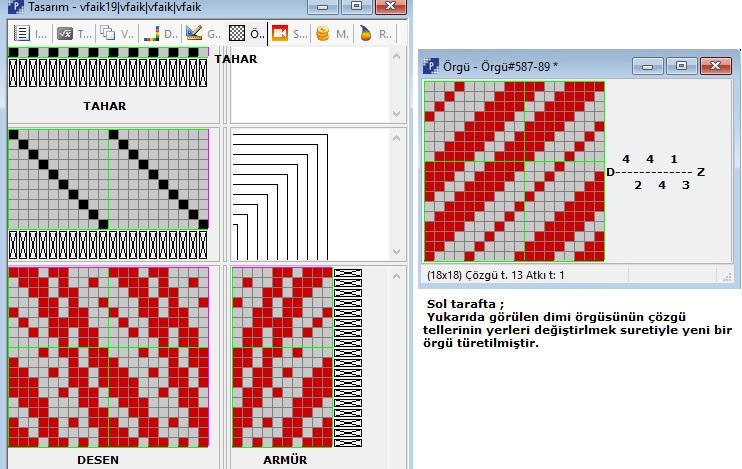
2-Bağlantı noktalarının değiştirilmesi
>>>>> Bağlantı noktalarının azaltılması
>>>>> Bağlantı noktalarının çoğaltılması
>>>>> Bağlantı noktalarının kaydırılması
Yapılabilir.
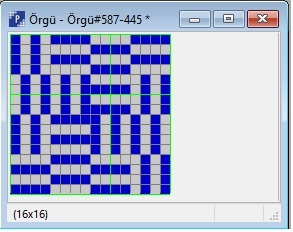
3-Örgülerin genişletilmiş raporlarına yerleştirilmesi
>>>>> Örgünün olduğu gibi yerleştirilmesi
>>>>> Örgünün çözgü yönünde belirli atmalarla yerleştirilmesi
>>>>> Örgünün atkı yönünde belirli atmalarla yerleştirilmesi
>>>>> Örgünün çözgü ve atkı yönünde belirli atmalarla yerleştirilmesi
Yapılabilir.
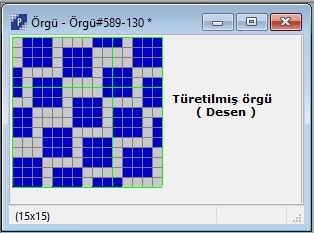
BİRDEN ÇOK ÖRGÜDEN YENİ BİR ÖRGÜ TÜRETME
1-Seçilen örgülerin iplik hareketlerinin karıştırılması
>>>>> Tek Tek
>>>>> Gruplar halinde
Yapılabilir.
2-Seçilen örgülerin tam rapor olarak karıştırılması
>>>>> Tek rapor olarak
>>>>> Çok rapor bir arada karıştırılması ile
Yapılabilir.
3-Örgülerin değişik yönlerde karıştırılması
>>>>> Teker teker
>>>>> Gruplar halinde
Yapılabilir.
Yukarıda bahsedilen yöntemlerle sınırsız sayıda yeni örgüler elde edilebileceği unutulmamalıdır.


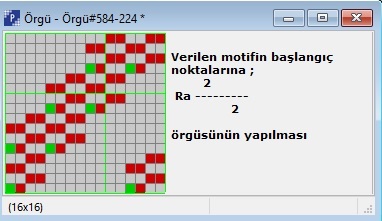
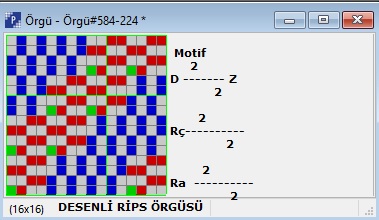
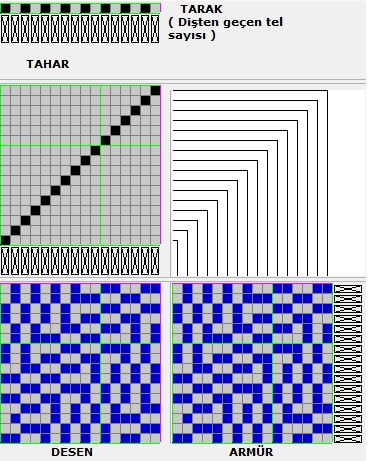
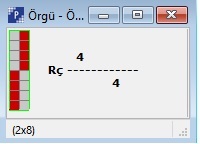

Atkı sateni
Bu örgüde dokunmuş kumaşların yüzeyinde atkı iplikleri hâkimdir. Çözgü iplikleri rapor içerisinde bir kez yüzeye çıkar. Etiket dokuma, kravat dokuma gibi atkı hâkimiyeti istenen kumaşların dokunmasında kullanılır.
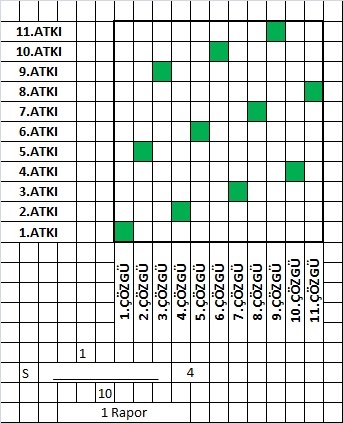
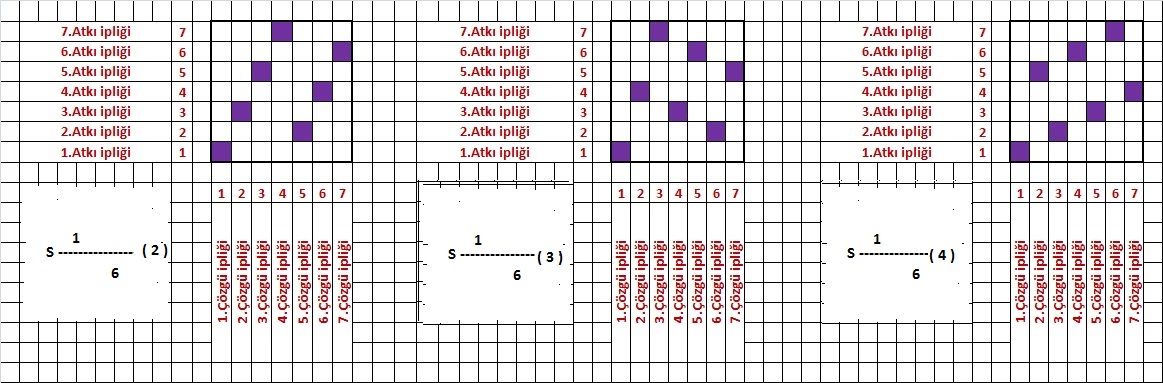
Çözgü sateni
Bu örgüde dokunmuş kumaşların yüzeyinde çözgü iplikleri hâkimdir. Çözgü iplikleri rapor içerisinde bir kez atkı ipliğinin altından geçmek suretiyle bağlantı yapar.Perdelik, giyim, masa örtüsü, yatak örtüsü gibi kumaşların dokunmasında kullanılır. Atkı sateninin tersi alınarak çizilir.
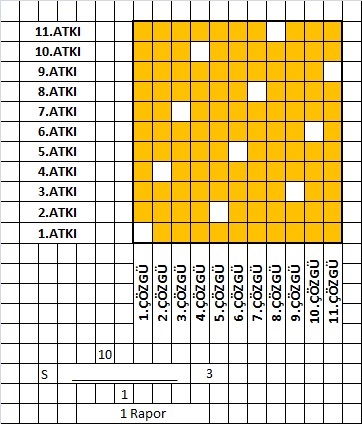
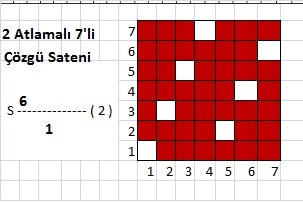
Bozuk satenler
Bunlar altılı ve dörtlü satenlerdir. Bu satenlerde atlama sayısı ne alınırsa alınsın hiçbir sayı genel kural ile bağdaşmadığından bir türlü saten elde edilemez. Bu yüzden bu gibi satenlerde birden fazla atlama sayısı kullanılır.
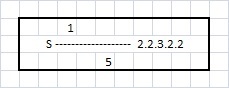
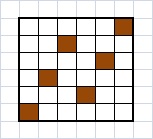
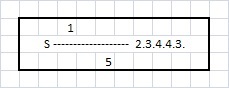
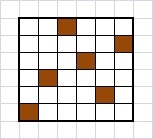
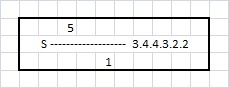
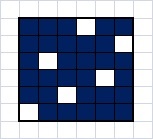
Dörtlü satene Çapraz dimi’de denir.Bu örgü kendi başına kullanıldığı gibi diğer örgülerle birlikte süsleme ve bağlantı noktalarını kuvvetlendirmek amacıyla kullanılır.
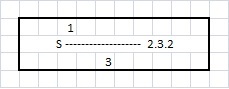
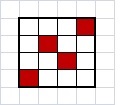
Saten Örgüsünden Türetilen Örgüler
Saten örgüleri parlak, pürüzsüz ve düzgün yüzeyli kumaşların dokunmasında kullanılan temel dokuma örgülerindendir. Ancak bu örgülerde iplik atlamaları fazla olduğundan kumaş yapısı fazla sağlam yapılı değildir.
Bu nedenle saten örgülerine sağlamlık ve farklı görünüm özellikleri kazandırmak amacıyla bağlantı noktalarının sayısı arttırılarak;
- Kuvvetlendirilmiş saten örgüleri
- Çözgü ve atkı ipliklerinin yerlerini değiştirmek suretiyle karışık saten örgüsü
- Atkı sateninden çözgü satenine kademeli geçiş sağlayarak gölgeli saten örgüsü
Elde edilir.
Kuvvetlendirilmiş Saten Örgüsü
Atkı saten örgülerine, çözgü ipliğinin üstte olduğu bağlantı noktası ilâvesi ya da çözgü saten örgülerine, atkı ipliğinin üste olduğu bağlantı noktası ilâvesi ile elde edilen örgülere kuvvetlendirilmiş saten örgüleri denir. Bu şekilde iplik yüzmeleri azaltıldığından dokuya daha sağlam bir yapı kazandırmak mümkündür.
Kuvvetlendirilmiş Saten Örgüleri;
- 1-Çözgü yönünde kuvvetlendirilmiş saten örgüsü
- 2-Atkı yönünde kuvvetlendirilmiş saten örgüsü
Olmak üzere ikiye ayrılır.
1-Çözgü Yönünde Kuvvetlendirilmiş Saten Örgüsü


Çözgü yönünde kuvvetlendirilecek herhangi bir atkı sateni örgüsünde, çözgü ipliğinin üstte olduğu her bağlantı noktasına bir veya birden fazla bağlantı noktası ilâve edilir. Çözgü sateni örgüsünde ise çözgü ipliğinin altta olduğu her bağlantı noktasına bir veya birden fazla bağlantı noktası ilave edilerek kuvvetlendirilmiş saten örgüsü oluşturulur. Çözgü sateninde doluların azaltılması, atkı sateninde doluları artırılmasıyla elde edilen satene denir.
- 2-Atkı Yönünde Kuvvetlendirilmiş Saten Örgüsü


Atkı yönünde kuvvetlendirilecek herhangi bir atkı sateni örgüsünde, çözgü ipliğinin üstte olduğu her bağlantı noktasına bir veya birden fazla bağlantı noktası ilâve edilir. Çözgü sateni örgüsünde ise çözgü ipliğinin altta olduğu her bağlantı noktasına bir veya birden fazla bağlantı noktası ilave edilerek kuvvetlendirilmiş saten örgüsü oluşturulur.
Karışık Saten Örgüsü
Standart bir saten örgüsünün çözgü ya da atkı sıralamalarının gelişigüzel değiştirilmesi sonucunda formüle edilemeyecek düzeyde karışık yapıya sahip bir görüntü oluşturan saten örgüleridir.
Karışık Saten Örgüleri;
- 1-Çözgü yönünde karışık saten örgüsü
- 2-Atkı yönünde karışık saten örgüsü
Olmak üzere ikiye ayrılır.
1-Çözgü Yönünde Karışık Saten Örgüsü


Çözgü yönündeki karışık saten örgüsü herhangi bir saten örgüsüne ait çözgü iplik sıralamalarının değiştirilmesiyle elde edilir. Çözgü iplik sıralarının değişimi bir kurala bağlı olmamakla birlikte çizim yapılacak örgüde hangi ipliklerin yer değiştireceği belirtilmelidir.
2- Atkı Yönünde Karışık Saten Örgüsü
Atkı yönündeki karışık saten örgüsü herhangi bir saten örgüsüne ait atkı iplik sıralamalarının değiştirilmesiyle elde edilir. Atkı iplik sıralarının değişimi bir kurala bağlı olmamakla birlikte çizim yapılacak örgüde hangi ipliklerin yer değiştireceği belirtilmelidir.
Gölgeli Saten Örgüsü
Gölgeli saten örgüleri gölgeli dimi örgülerinde olduğu gibi, çözgü sateninden atkı satenine ya da atkı sateninden çözgü satenine kademeli bir şekilde geçişiyle kumaşa gölge efektinin verildiği örgülerdir.
Gölgeli Saten Örgüleri;
1-Çözgü yönünde gölgeli saten örgüsü
A-Çözgü yönünde yarım gölgeli saten örgüsü
B- Çözgü yönünde Tam gölgeli saten örgüsü
2-Atkı yönünde gölgeli saten örgüsü
A-Atkı yönünde yarım gölgeli saten örgüsü
B-Atkı yönünde Tam gölgeli saten örgüsü
Olmak üzere ikiye ayrılır.
- 1-Çözgü Yönünde Gölgeli Saten Örgüsü
Çözgü yönünde gölgeli saten örgüsü; Tam gölgeli ve yarım gölgeli olmak üzere iki şekilde elde edilir.
Yarım gölgeli saten örgüsü, örneğin verilmiş olan atkı saten örgü raporunun, çözgü saten hâline dönüşmesiyle sonuçlanarak elde edilir.
Tam gölgeli saten örgüsü ise atkı saten örgü raporunun çözgü saten örgü raporuna dönüştükten sonra tekrar atkı saten örgü raporuna dönüşene kadar devam ettirilmesiyle oluşur.
Çözgü yönünde oluşturulan tam ya da yarım gölgeli saten örgüleri, verilmiş olan dimi örgü raporuna bağlı olarak çok sayıda çerçeveye ihtiyaç duyulacağından daha çok jakarlı dokuma makinelerinde uygulanmaktadır.
- A-Çözgü yönünde yarım gölgeli saten örgüsü
![]()
Çözgü yönünde yarım gölgeli saten örgüsü için kullanılacak olan çözgü tel sayısı, verilmiş olan saten örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin çarpımı sonucunda elde edilen değer olarak belirlenir. Atkı tel sayısı ise verilmiş olan saten örgü rapor tel sayısı olarak alınır.
- B-Çözgü yönünde tam gölgeli saten örgüsü

![]()
Çözgü yönünde tam gölgeli saten örgüsü için kullanılacak olan çözgü tel sayısı, verilmiş olan saten örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin çarpımı sonucunda elde edilen değerin iki katından, iki rapor çıkartılarak elde edilen değer olarak belirlenir. Atkı tel sayısı ise verilmiş olan saten örgü rapor tel sayısı olarak alınır.
- 2-Atkı Yönünde Gölgeli Saten Örgüsü
Atkı yönünde gölgeli saten örgüsü ; tam gölgeli ve yarım gölgeli olmak üzere iki şekilde elde edilir.
Yarım gölgeli saten örgüsü, örneğin verilmiş olan atkı saten örgü raporunun, çözgü saten hâline dönüşmesiyle elde edilir.
Tam gölgeli saten örgüsü ise atkı saten örgü raporunun çözgü saten örgü raporuna dönüştükten sonra tekrar atkı saten örgü raporuna dönüşene kadar devam ettirilmesiyle oluşur.
A-Atkı yönünde yarım gölgeli saten örgüsü

Yarım gölgeli saten örgüsü Atkı yönünde yarım gölgeli saten örgüsü için kullanılacak olan atkı tel sayısı, verilmiş olan saten örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin çarpımı sonucunda elde edilen değer olarak belirlenir. Çözgü tel sayısı ise verilmiş olan saten örgü rapor tel sayısı olarak alınır.
B-Atkı yönünde Tam gölgeli saten örgüsü


Atkı yönünde tam gölgeli saten örgüsü için kullanılacak olan atkı tel sayısı, verilmiş olan saten örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin çarpımı sonucunda elde edilen değerin iki katından iki rapor çıkartılarak elde edilen değer olarak belirlenir. Çözgü tel sayısı ise verilmiş olan saten örgü rapor tel sayısı olarak alınır.


Meyilli Ripsler
Adından da anlaşıldığı gibi bu örgüler atkı ve çözgü ripslerinin rips özelliğini bozmadan belli bir sistemle elde edilen yeni örgülerdir. İkiye ayrılmaktadır.
Bu örgüler atkı ve çözgü ripslerinin ikinci bir örgünün hareketine uyarak kaydırılması ile elde edilirler. Böylece kumaşın yüzünde rips örgüsünün bir kayması görülmektedir. Yardımcı örgü olarak genelde bezayağı, atkı dimileri ve satenlerden yararlanılmaktadır.
Bağlama Noktalarının Kaydırılması ile Elde Edilen Atkı Rips Örgüleri ( Meyilli Ripsler )
Örnek
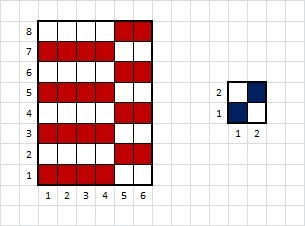
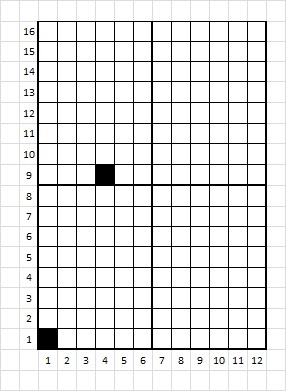

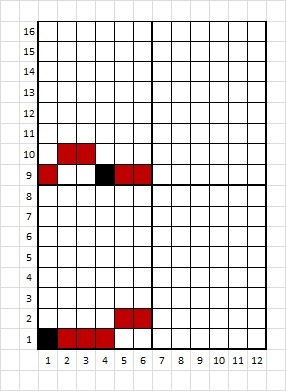
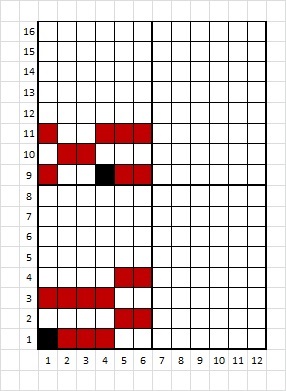
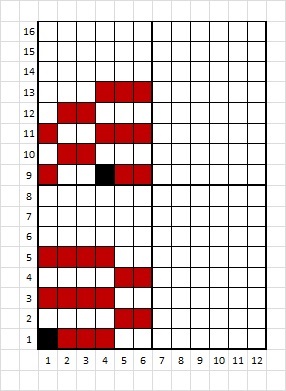
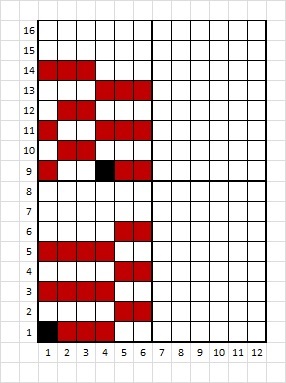
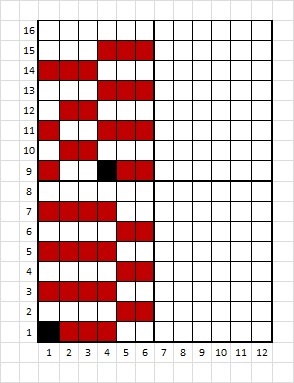
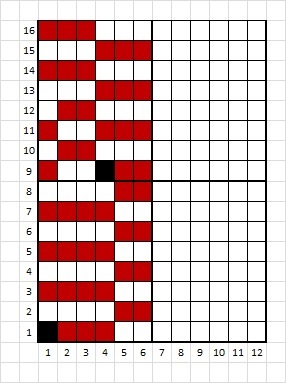
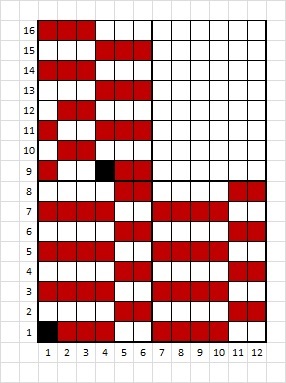

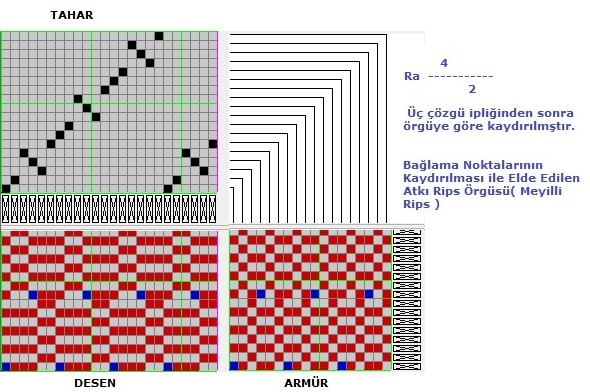
Bağlama Noktalarının Kaydırılması ile Elde Edilen Çözgü Rips Örgüleri ( Meyilli Ripsler )
Oluşan oluklar kumaşın bir kenarından diğerine doğru düzensiz bir akış içindedir. 4’lü, 6’lı, 8’li gruplara ayrılan çözgü iplikleri, verilen bağlama noktalarının üzerine inşa edilerek çözgü yönünde kaydırılırlar. Yani verilen rapordaki bağlama noktaları, her grup değişiminden sonra yeni bir grubun başlangıç noktasını oluşturur ve çözgü ipliği grupları o nokta üzerinden kayarak oluşur.
Örnek
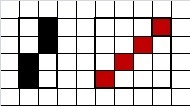
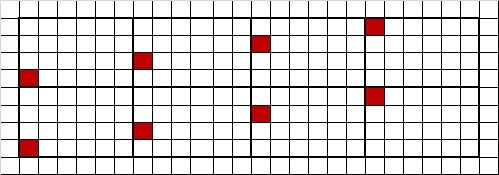
Örnek
![]()
![]()
Örnek
![]()
![]()
Örnek
Örnek
![]()
Örnek
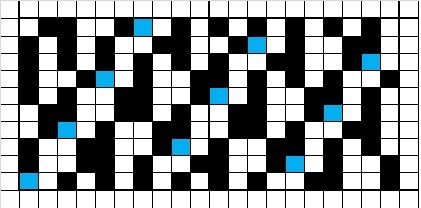
Rips örgü Türevleri
Bu örgüler atkı ve çözgü ripslerinin rips özelliğini bozmadan belli bir sistemle elde edilen yeni örgülerdir. İkiye ayrılmaktadır.
1-Bağlama Noktalarının Kaydırılması ile Elde Edilen Örgüler ( Meyilli Ripsler )
Bu örgüler atkı ve çözgü ripslerinin ikinci bir örgünün hareketine uyarak kaydırılması ile elde edilirler. Böylece kumaşın yüzünde rips örgüsünün bir kayması görülmektedir. Yardımcı örgü olarak genelde bezayağı, atkı dimileri ve satenlerden yararlanılmaktadır
A-Bağlantı noktaları değiştirilmiş çözgü ripsleri
Bağlantı noktaları değiştirilmiş çözgü ripslerinde oluşan oluklar kumaşın bir kenarından diğerine doğru düzensiz bir akış içindedir. 4’lü, 6’lı, 8’li gruplara ayrılan çözgü iplikleri, verilen bağlama noktalarının üzerine inşa edilerek çözgü yönünde kaydırılırlar. Yani verilen rapordaki bağlama noktaları, her grup değişiminden sonra yeni bir grubun başlangıç noktasını oluşturur ve çözgü ipliği grupları o nokta üzerinden kayarak oluşur.
Örnek


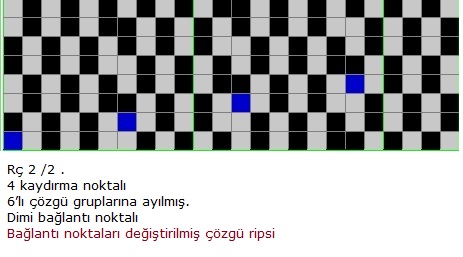
B-Bağlantı noktaları değiştirilmiş atkı ripsleri
Bağlantı noktaları değiştirilmiş atkı ripsleri verilen bezayağı veya saten bağlama noktaları üzerine inşa edilir. Bir iplik grubundan diğerine geçişte ilk atkı grubunun en son atkı ipliği ile, ikinci atkı grubunun ilk atkı ipliği yan yana gelerek kalın bir rips sütunu oluşturur.
Örnek


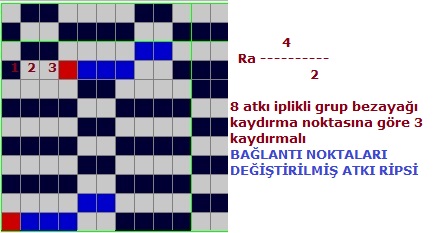
2-Desenli ripsler
Aynı rapor içinde atkı ve çözgü ripslerinin karışımı ile oluşturulur. Rapor içinde çözgü ve atkı ripsleri istenilen genişlikte kullanılabilir. Çözgü iplik gruplarının yan yana birleştirilmesiyle bütün bir desen oluşturulduğu gibi daha değişik metotlarla farklı örnekler oluşturulabilir. Bu işlem yapılırken önce bir motif çizilir. Hem çözgü hem de atkı ripsleri için rapor genişliği belirlenir. Büyütülmek istenen rapor desen kâğıdında tespit edilir. Motife göre karelerin içi doldurulur.
Örnek

![]()

3-Kuvvetlendirilmiş ripsler
Tek taraflı rips dokular veya dokunun tersinden bağlamalı ripslerin kullanım amacı bir oluk veya sütun içindeki benzer bağlama noktalarının birbiri üzerine kaymalarını önlemek ve kumaşın daha gergin olmasını sağlamaktır.
A-Kuvvetlendirilmiş çözgü ripsleri
Dokunun arka yüzünde görünen uzun çözgü atlamaları bezayağı örgü ile atkılarla bağlanır. Ön yüzdeki uzun çözgüler birbirine yaklaşarak rips görüntüsünü muhafaza eder. Çözgülerin bağlantıları daha çok kapatması istenirse bağlantı noktaları ön yüzde görünen uzun çözgülerin bağlantılarıyla kesişmeyecek şekilde seçilmelidir.
B-Kuvvetlendirilmiş atkı ripsleri
Uzun ripsleri oluşturan atkı yüzmelerinin altında çözgü iplikleri, çözgü bağlantılarının altında da ters yönde uzun yüzme yapan atkı iplikleri bulunur. Kumaşın ön yüzdeki görüntüsünü etkilemeden kuvvetlendirme yapmak için, çözgü ipliklerinden oluşan sütun üzerinde yukarıda görünen çözgü ipliklerinden bazılarını aşağı indirerek altta yüzen atkı ipliği ile bağlantı gerçekleştirilir. Aşağı indirilerek bağlantı yapılan noktalar x ile belirtilmiştir.
4-Kauçuk dokular
Çözgü ve atkı ripslerinin kombine edilmesiyle oluşan esnek yapılı kumaşlardır. Desenin oluşturulması için öncelikle kullanılmak istenen boyutta çözgü ripsleri aynı düzleme yerleştirilir. Aynı boyutlardaki atkı ripsleri de yatay düzlemde yerleştirilir ve bu iki motif başlangıç noktaları üst üste gelecek şekilde birleştirilir. Oluşturulan birim motifin karşısına dolular boş, boşlar dolu olacak şekilde ilk motifin negatifi birim motif oluşturulur. Aynı işlem rapor tamamlanacak şekilde yukarıya doğru tekrarlanır.
Atkı yönünde gölgeli saten örgüsü
ATKI YÖNÜNDE GÖLGELİ SATEN ÖRGÜSÜ
Atkı yönünde gölgeli saten örgüsü;
Tam gölgeli
Yarım gölgeli
olmak üzere iki şekilde elde edilir.
Yarım gölgeli saten örgüsü, örneğin verilmiş olan atkı saten örgü raporunun, çözgü saten hâline dönüşmesiyle elde edilir.
Tam gölgeli saten örgüsü ise atkı saten örgü raporunun çözgü saten örgü raporuna dönüştükten sonra tekrar atkı saten örgü raporuna dönüşene kadar devam ettirilmesiyle oluşur.
A-Atkı yönünde yarım gölgeli saten örgüsü
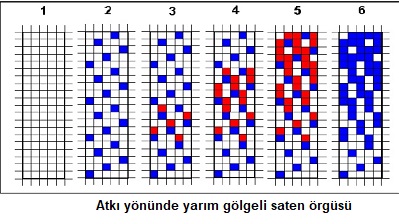
3 atlamalı 5' atkı sateninden Atkı yönünde yarım gölgeli saten örgüsünün çözgü ve atkı tel sayının hesaplanması
Rapor çözgü tel sayısı : 5
Yarım gölgeli saten örgüsü Atkı yönünde yarım gölgeli saten örgüsü için kullanılacak olan atkı tel sayısı, verilmiş olan saten örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin çarpımı sonucunda elde edilen değer olarak belirlenir. Çözgü tel sayısı ise verilmiş olan saten örgü rapor tel sayısı olarak alınır.
B-Atkı yönünde Tam gölgeli saten örgüsü
Atkı yönünde tam gölgeli saten örgüsü için kullanılacak olan atkı tel sayısı, verilmiş olan saten örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin çarpımı sonucunda elde edilen değerin iki katından iki rapor çıkartılarak elde edilen değer olarak belirlenir. Çözgü tel sayısı ise verilmiş olan saten örgü rapor tel sayısı olarak alınır.
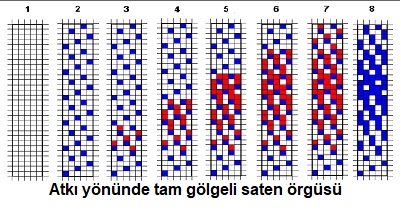
3 atlamalı 5' atkı sateninden Atkı yönünde tam gölgeli saten örgüsünün çözgü ve atkı tel sayının hesaplanması
Rapor çözgü tel sayısı : 5
Çözgü yönünde gölgeli saten örgüsü
ÇÖZGÜ YÖNÜNDE GÖLGELİ SATEN ÖRGÜSÜ
Yarım gölgeli saten örgüsü, örneğin verilmiş olan atkı saten örgü raporunun, çözgü saten hâline dönüşmesiyle sonuçlanarak elde edilir.
Tam gölgeli saten örgüsü ise atkı saten örgü raporunun çözgü saten örgü raporuna dönüştükten sonra tekrar atkı saten örgü raporuna dönüşene kadar devam ettirilmesiyle oluşur.
Çözgü yönünde oluşturulan tam ya da yarım gölgeli saten örgüleri, verilmiş olan dimi örgü raporuna bağlı olarak çok sayıda çerçeveye ihtiyaç duyulacağından daha çok jakarlı dokuma makinelerinde uygulanmaktadır.
YARIM GÖLGELİ SATEN ÖRGÜSÜ
Çözgü yönünde yarım gölgeli saten örgüsü için kullanılacak olan çözgü tel sayısı, verilmiş olan saten örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin çarpımı sonucunda elde edilen değer olarak belirlenir.
Atkı tel sayısı ise verilmiş olan saten örgü rapor tel sayısı olarak alınır.
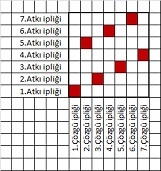
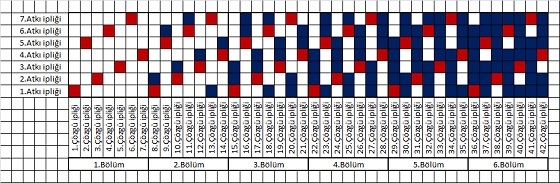
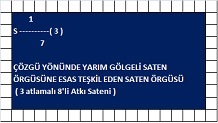
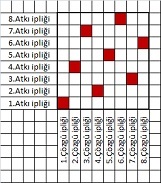



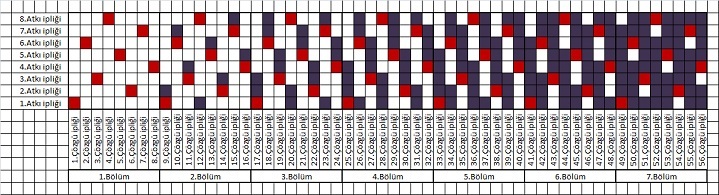
TAM GÖLGELİ SATEN ÖRGÜSÜ
Çözgü yönünde tam gölgeli saten örgüsü için kullanılacak olan çözgü tel sayısı, verilmiş olan saten örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin çarpımı sonucunda elde edilen değerin iki katından, iki rapor çıkartılarak elde edilen değer olarak belirlenir. Atkı tel sayısı ise verilmiş olan saten örgü rapor tel sayısı olarak alınır.
Örnek
D 1/4 Z Atlama sayısı 2
Rapor atkı tel sayısı: 5 Rapor
çözgü tel sayısı : {(5 x 4) x 2} – (2 x 5)=30
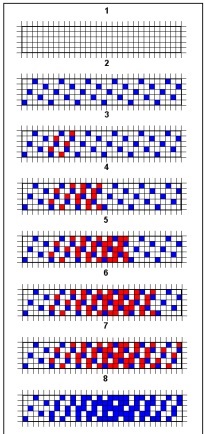
Atkı yönünde gölgeli dimi örgüsü
Atkı yönünde gölgeli dimi örgüsü
Yarım gölgeli dimi örgüsü, verilmiş olan atkı dimi örgü raporunun, çözgü dimi hâline dönüşmesiyle sonuçlanarak elde edilir.
Tam gölgeli dimi örgüsü ise atkı dimi örgü raporunun çözgü dimi örgü raporuna dönüştükten sonra tekrar atkı dimi örgü raporuna dönüşene kadar devam ettirilmesiyle oluşur.
A-Atkı yönünde yarım gölgeli dimi örgüsü
Yarım gölgeli dimi örgüsü Atkı yönünde yarım gölgeli dimi örgüsü için kullanılacak olan atkı tel sayısı, verilmiş olan dimi örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin çarpımı sonucunda elde edilen değer olarak belirlenir. Çözgü tel sayısı ise verilmiş olan dimi örgü rapor tel sayısı olarak alınır.
B- Atkı yönünde tam gölgeli dimi örgüsü
Tam gölgeli dimi örgüsü Atkı yönünde tam gölgeli dimi örgüsü için kullanılacak olan atkı tel sayısı, verilmiş olan dimi örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin çarpımı sonucunda elde edilen değerin iki katından iki rapor çıkartılarak elde edilen değer olarak belirlenir. Çözgü tel sayısı ise verilmiş olan dimi örgü rapor tel sayısı olarak alınır.
Çözgü yönünde gölgeli dimi örgüsü
Çözgü yönünde gölgeli dimi örgüsü
Çözgü yönünde gölgeli dimi örgüsü; Tam gölgeli ve yarım gölgeli olmak üzere iki şekilde elde edilir.
Yarım gölgeli dimi örgüsü,
verilmiş olan atkı dimi örgü raporunun çözgü dimi hâline dönüşmesiyle sonuçlanarak elde edilir.
Tam gölgeli dimi örgüsü
atkı dimi örgü raporunun çözgü dimi örgü raporuna dönüştükten sonra tekrar atkı dimi örgü raporuna dönüşene kadar devam ettirilmesiyle oluşur.
Çözgü yönünde oluşturulan tam ya da yarım gölgeli dimi örgüleri, verilmiş olan dimi örgü raporuna bağlı olarak çok sayıda çerçeveye ihtiyaç duyulacağından daha çok jakarlı dokuma makinelerinde uygulanmaktadır.
A-Yarım gölgeli dimi örgüsü
Çözgü yönünde yarım gölgeli dimi örgüsü için kullanılacak olan çözgü tel sayısı, verilmiş olan dimi örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin çarpımı sonucunda elde edilen değer olarak belirlenir. Atkı tel sayısı ise verilmiş olan dimi örgü rapor tel sayısı olarak alınır. Verilen örgü çizilir. Yanına yeni bir rapor yazılır. Önceki örgüye 1dolu eklenir, 1 boş kalana kadar bu işleme devam edilir.
B-Tam gölgeli dimi örgüsü
Çözgü yönünde tam gölgeli dimi örgüsü için kullanılacak olan çözgü tel sayısı, verilmiş olan dimi örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin çarpımı sonucunda elde edilen değerin iki katından iki rapor çıkartılarak elde edilen değer olarak belirlenir. Atkı tel sayısı ise verilmiş olan dimi örgü rapor tel sayısı olarak alınır.
Verilen örgü çizilir. Yanına yeni bir rapor yazılır. Önceki örgüye 1dolu eklenir. 1 boş kalana kadar bu işleme devam edilir. Sonra yeniden bir eksiltilerek rapor tekrarına kadar işlene devam edilir.
Düzensiz panama örgüsü
Farklı sayıda çözgü ve atkı ipliğinin bir arada hareketi ile oluşan panama örgüleridir. En küçük raporu;
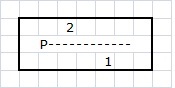
Veya
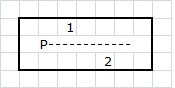
Rapor alanı içinde yer alan çözgü ve atkı iplikleri eşittir. Verilmiş olan rapor içinde yer alan rakamlar toplamı rapor alanını belirler. Buna göre en küçük düzensiz panama örgüsü 3 çözgü ve 3 atkı ipliğinden oluşmaktadır.
Örnek
1-Rapor içerisinde bulunması gereken çözgü ve atkı tel sayısının toplamı 2+1 = 3 tel. Yani 3 çözgü 3 atkı teli.

2-Birinci çözgü ipliği ile birinci atkı ipliğinin kesiştiği kareyi aşağıdan yukarıya doğru 2 dolu bir boş yaparız.

3- Birinci atkı ipliği ile birinci çözgü ipliğinin kesiştiği kareyi aşağıdan soldan sağa doğru 2 dolu bir boş yaparız.

4-

5-

Örnek
1-Rapor içerisinde bulunması gereken çözgü ve atkı tel sayısının toplamı 2+1 = 3 tel. Yani 3 çözgü 3 atkı teli.

2-Birinci çözgü ipliği ile birinci atkı ipliğinin kesiştiği kareyi aşağıdan yukarıya doğru 1 dolu 2 boş yaparız.

3- Birinci atkı ipliği ile birinci çözgü ipliğinin kesiştiği kareyi aşağıdan soldan sağa doğru 1 dolu iki boş yaparız. ( zaten 1 dolu 1 boş var. )
4-

5-

6-

Örnek
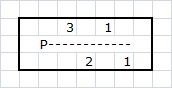
1-Rapor içerisinde bulunması gereken çözgü ve atkı tel sayısının toplamı 3+2+1+1 = 7 tel. Yani 7 çözgü 7 atkı teli.
2-Birinci çözgü ipliği ile birinci atkı ipliğinin kesiştiği kareyi aşağıdan yukarıya doğru 3 dolu 2 boş 1 dolu 1 boş yaparız.
2-Birinci atkı ipliği ile birinci çözgü ipliğinin kesiştiği kareyi aşağıdan soldan sağa doğru 3 dolu 2 boş 1 dolu 1 boş yaparız.
3-
4-
5-
6-
7-
8-
9-
10-
11-
12-Tahar ve armür planı
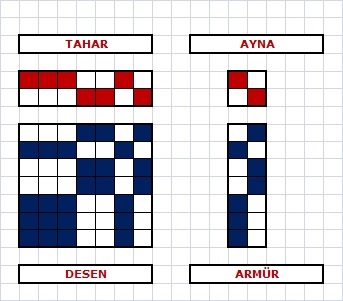
Veya ;
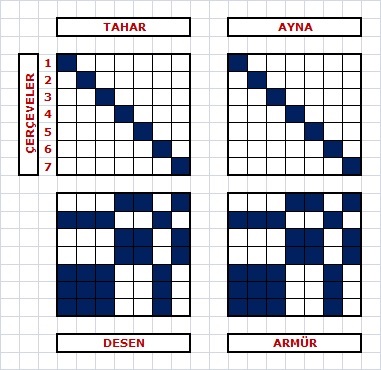
Düzenli panama örgüsü
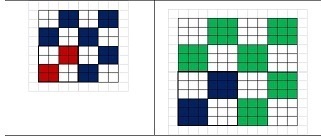
Aynı sayıda çözgü ve atkı ipliğinin bir arada hareketi ile oluşan panama örgüleridir. En küçük raporu P 2/2’dir. Rapor alanı içinde yer alan çözgü ve atkı iplikleri eşittir. Verilmiş olan rapor içinde yer alan rakamlar toplamı rapor alanını belirler. Buna göre en küçük düzenli panama örgüsü 4 çözgü ve 4 atkı ipliğinden oluşmaktadır.
Örnek
Burada;
P: Panama örgüsünü ifade etmektedir.
1-Örgü çizgisinin üstündeki ve altındaki rakamların toplamı,rapor içerisinde bulunması gereken çözgü ve atkı tel sayısını verir.2+2 = 4 Bu panama örgüsünün raporu 4 çözgü ve 4 atkı ipliğinden meydana gelmektedir.
2-verilen desen yani örgü 2 dolu 2 boş idi. Önce 1.çözgü ipliği ile 1. Atkı ipliğinin kesiştiği kareyi aşağıdan yukarıya doğru 2 dolu 2 boş yaparız.
3-Sonra 1.atkı ipliğinin hareketini soldan sağa doğru 2 dolu 2 boş yaparız.
4-İKİNCİ atkı ipliğinin hareketini soldan sağa doğru 2 dolu 2 boş yaparız.
5-sonra çözgü istikametinde boşların karşısını boşlar kadar dolu yaparız.
6- Atkı istikametinde boşların karşısını boşlar kadar dolu yaparız.
7- Boşların karşısı boşlar kadar dolu,Doluların karşısı dolular kadar boş yapılır.
8-Tahar ve armür
Veya
Örnek
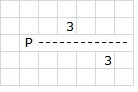
1-Örgü çizgisinin üstündeki ve altındaki rakamların toplamı, rapor içerisinde bulunması gereken çözgü ve atkı tel sayısını verir.3+3 = 6 Bu panama örgüsünün raporu 6 çözgü ve 6 atkı ipliğinden meydana gelmektedir.
2-verilen desen yani örgü 3 dolu 3 boş idi. Önce 1.çözgü ipliği ile 1. Atkı ipliğinin kesiştiği kareyi aşağıdan yukarıya doğru 3 dolu 3 boş yaparız.
3-Sonra 1.atkı ipliğinin hareketini soldan sağa doğru 3 dolu 3 boş yaparız.
4-İKİNCİ VE ÜÇÜNCÜ atkı ipliğinin hareketini soldan sağa doğru 2 dolu 2 boş yaparız.
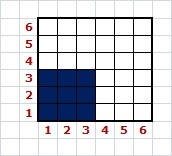
5-sonra çözgü istikametinde boşların karşısını boşlar kadar dolu yaparız.
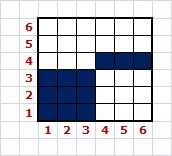
6- Atkı istikametinde boşların karşısını boşlar kadar dolu yaparız.
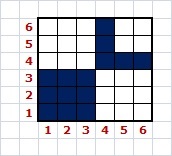
7- Boşların karşısı boşlar kadar dolu,Doluların karşısı dolular kadar boş yapılır.
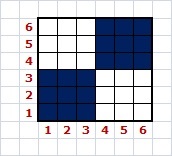
8-Tahar ve armür
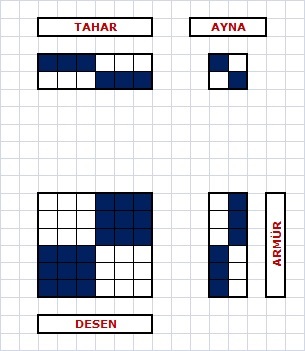
Diyagonal dimi örgüsü
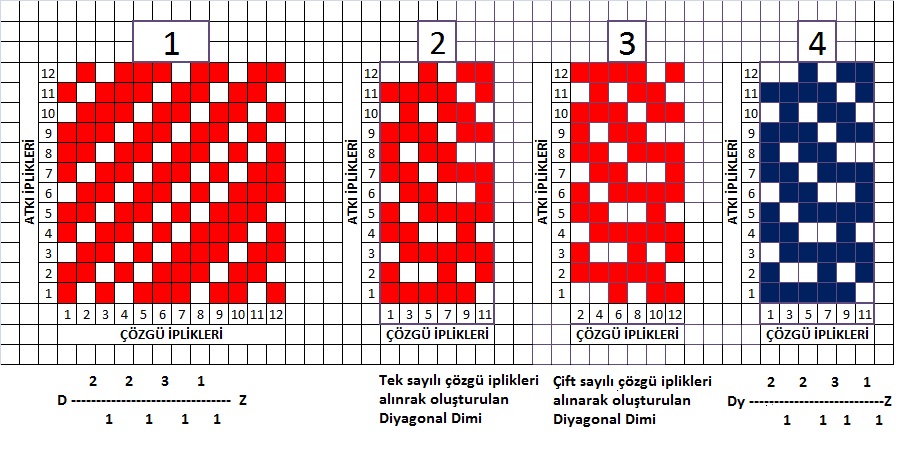
Genellikle çözgü raporları atkı raporlarının yarısı kadar olan 63 dereceli dimi örgüleri 45 dereceli dimi örgülerinden seçilir. Önce 45 dereceli bir dimi örgüsü seçilir. Sonra tek veya çift sayılı çözgüleri yan yana getirilir. Böylece 45 derecelik dimiye göre atkı raporu aynı fakat çözgü raporu yarı oranda yeni bir dimi örgüsü elde edilir ki 63 derecelik dimi yolu açısından dolayı bu örgülere 63 DERECELİ DİMİ ÖRGÜSÜ veya DİYAGONAL DİMİ ÖRGÜSÜ adı verilir.
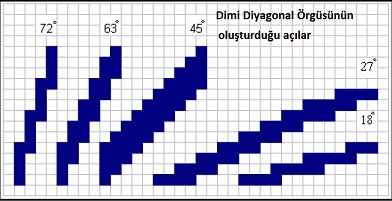
Yukarıya doğru atlama sayısı iki veya daha fazla olan dimi örgülerine diyagonal dimi örgüleri denir. Bunun sonucu olarak da dimi yolları (diyagonalleri)45 derecelik bir açı yerine farklı açılar oluşturmaktadır.
Diyagonal dimi örgüleri bayan elbiselik, ceketlik ve pantolonluk kumaşların dokunmasında kullanılır.
DİYAGONAL DİMİ ÖRGÜSÜ
1-Çözgü Yönünde Diyagonal Dimi Örgüsü
2-Atkı Yönünde Diyagonal Dimi Örgüsü
Olmak üzere iki çeşittir.
Çözgü Yönünde Diyagonal Dimi Örgüsü
Çözgü yönünde diyagonal dimi örgülerini elde etmek için temel dimi örgülerinden yararlanılır. Diyagonal dimi örgülerinin çizim yöntemi, normal dimi örgüleri çizim yöntemleri ile aynıdır. Çözgü yönünde diyagonal dimi örgüsünün rapor alanı hesaplanırken verilmiş olan dimi örgü raporu tel sayısı atlama sayısına bölünmek suretiyle elde edilen değer göz önünde bulundurulur.
Rapor tel sayısı atlama tel sayısına tam bölünemiyorsa rapor çözgü ve atkı tel sayıları rapor tel sayısına eşittir.
Tam bölünmesi durumunda ise elde edilen rakam çözgü tel sayısını verir. Rapor tel sayısı ise atkı tel sayısını verir. ( örneğin 6+6 = 12 ise 12 Atkı tel sayısını 12:6 = 6 ise çözgü tel sayısını verir).

Atkı yönünde diyagonal dimi örgüsü
Atkı yönünde diyagonal dimi örgülerini elde etmek için temel dimi örgülerinden yararlanılır. Dimi örgüsü çizildikten sonra örgünün ilk atkı iplik hareketi oluşturulacak olan örgünün rapor alanı içerisine ilk atkı ipliği olarak işaretlenir. Bağlantı noktaları atlama sayısına göre atkı ipliği istikametinde kaydırılarak örgü oluşturulur. Atkı yönünde diyagonal dimi örgüsünün rapor alanı hesaplanırken verilmiş olan dimi örgü raporu tel sayısı atlama sayısına bölünmek suretiyle elde edilen değer göz önünde bulundurulur. Rapor tel sayısı atlama tel sayısına tam bölünemiyorsa rapor çözgü ve atkı tel sayıları rapor tel sayısına eşittir.
Tam bölünmesi durumunda ise elde edilen bölüm değer sayısı atkı tel sayısını, rapor tel sayısı ise çözgü tel sayısını verir. ( örneğin 6+6 = 12 ise 12 çözgü tel sayısını 12:6 = 6 ise atkı tel sayısını verir).
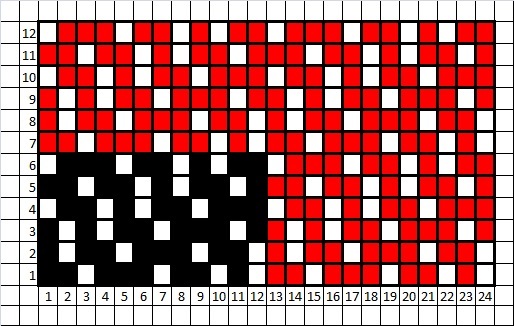
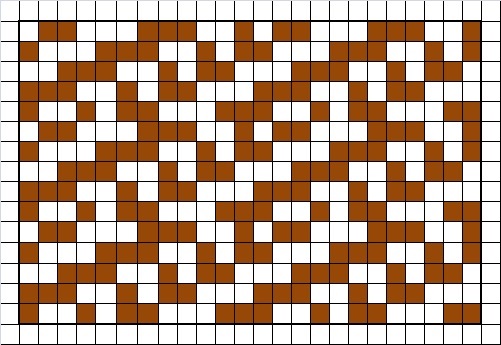
Atkı yönünde diyagonal dimi örgüsü
Genellikle çözgü raporları atkı raporlarının yarısı kadar olan 63 dereceli dimi örgüleri 45 dereceli dimi örgülerinden seçilir. Önce 45 dereceli bir dimi örgüsü seçilir. Sonra tek veya çift sayılı çözgüleri yan yana getirilir. Böylece 45 derecelik dimiye göre atkı raporu aynı fakat çözgü raporu yarı oranda yeni bir dimi örgüsü elde edilir ki 63 derecelik dimi yolu açısından dolayı bu örgülere 63 DERECELİ DİMİ ÖRGÜSÜ veya DİYAGONAL DİMİ ÖRGÜSÜ adı verilir.
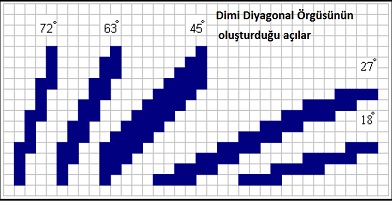
DİYAGONAL DİMİ ÖRGÜSÜ
1-Çözgü Yönünde Diyagonal Dimi Örgüsü
2-Atkı Yönünde Diyagonal Dimi Örgüsü
Olmak üzere iki çeşittir.
Atkı yönünde diyagonal dimi örgüsü
Atkı yönünde diyagonal dimi örgülerini elde etmek için temel dimi örgülerinden yararlanılır. Dimi örgüsü çizildikten sonra örgünün ilk atkı iplik hareketi oluşturulacak olan örgünün rapor alanı içerisine ilk atkı ipliği olarak işaretlenir. Bağlantı noktaları atlama sayısına göre atkı ipliği istikametinde kaydırılarak örgü oluşturulur. Atkı yönünde diyagonal dimi örgüsünün rapor alanı hesaplanırken verilmiş olan dimi örgü raporu tel sayısı atlama sayısına bölünmek suretiyle elde edilen değer göz önünde bulundurulur. Rapor tel sayısı atlama tel sayısına tam bölünemiyorsa rapor çözgü ve atkı tel sayıları rapor tel sayısına eşittir.
Tam bölünmesi durumunda ise elde edilen bölüm değer sayısı atkı tel sayısını, rapor tel sayısı ise çözgü tel sayısını verir. ( örneğin 6+6 = 12 ise 12 çözgü tel sayısını 12:6 = 6 ise atkı tel sayısını verir).
Örnek
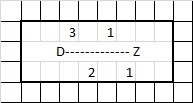
Örgüsünden atkı yönünde diyagonal örgü elde edelim.
1-Önce yapacağımız atkı yönündeki diyagonal örgünün çözgü ve atkı tel sayısını tespit etmemiz gerekmektedir.
Burada;
Örgü çizgisinin üzerindeki ve altındaki rakamları toplarız.4+3 = 7 Bu sonuç bize dimi örgüsünün rapor içerisinde bulunması gereken çözgü ve atkı tel sayısını verdi. Bu elde ettiğimiz 7 rakamı 2’ye tam olarak bölünemediğinden, kural gereği çözgü yönünde diyagonal örgüsünün çözgü tel sayısı 7 ve atkı tel sayısı 7’tir.
2- Önce yapacağımız atkı yönündeki diyagonal örgüsüne esas olan dimi örgüsünü yaparız.
3-Birinci atkı ipliğine soldan sağa doğru, yukarıda görülen atkı yönündeki diyagonal örgüsüne esas olan dimi örgüsünün 1.atkı telindeki hareketi yaparız.
4-İkinci atkı ipliğine, birinci atkı ipliğindeki hareketleri iki yükselmek suretiyle soldan sağa doğru yazarız.
5- Üçüncü atkı ipliğine, ikinci atkı ipliğindeki hareketleri iki yükselmek suretiyle soldan sağa doğru yazarız.
6- Dördüncü atkı ipliğine, üçüncü atkı ipliğindeki hareketleri iki yükselmek suretiyle soldan sağa doğru yazarız.
7- Beşinci atkı ipliğine, dördüncü atkı ipliğindeki hareketleri iki yükselmek suretiyle soldan sağa doğru yazarız.
8- Altıncı atkı ipliğine, beşinci atkı ipliğindeki hareketleri iki yükselmek suretiyle soldan sağa doğru yazarız.
9- Yedinci atkı ipliğine, altıncı atkı ipliğindeki hareketleri iki yükselmek suretiyle soldan sağa doğru yazarız.
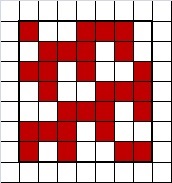
Böylece atkı yönündeki diyagonal örgüsünün çizimini yapmış oluruz.
10-Tahar ve armür planı
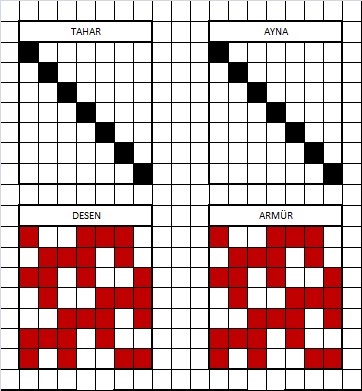
11-Çözgü ve atkı kesiti
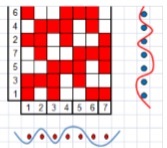
Örnek
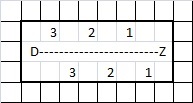
Örgüsünden atkı yönünde diyagonal örgü elde edelim.
1-Önce yapacağımız atkı yönündeki diyagonal örgünün çözgü ve atkı tel sayısını tespit etmemiz gerekmektedir.
Burada;
Örgü çizgisinin üzerindeki ve altındaki rakamları toplarız.3+3+2+2+1+1 = 12 Bu sonuç bize dimi örgüsünün rapor içerisinde bulunması gereken çözgü ve atkı tel sayısını verdi. Bu elde ettiğimiz 12 rakamı 2’ye tam olarak bölündüğünden,kural gereği çözgü yönünde diyagonal örgüsünün çözgü tel sayısı 12 ve atkı tel sayısı 6’dır.
2-Önce yapacağımız atkı yönündeki diyagonal örgüsüne esas olan dimi örgüsünü yaparız.
3-Birinci atkı ipliğine soldan sağa doğru, yukarıda görülen atkı yönündeki diyagonal örgüsüne esas olan dimi örgüsünün 1.atkı telindeki hareketi yaparız.
4-İkinci atkı ipliğine, birinci atkı ipliğindeki hareketleri iki yükselmek suretiyle soldan sağa doğru yazarız.
5- Üçüncü atkı ipliğine, ikinci atkı ipliğindeki hareketleri iki yükselmek suretiyle soldan sağa doğru yazarız.
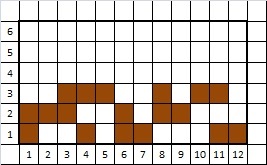
6- Dördüncü atkı ipliğine, üçüncü atkı ipliğindeki hareketleri iki yükselmek suretiyle soldan sağa doğru yazarız.
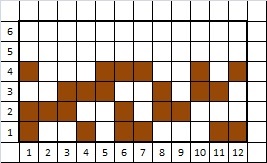
7- Beşinci atkı ipliğine, dördüncü atkı ipliğindeki hareketleri iki yükselmek suretiyle soldan sağa doğru yazarız.
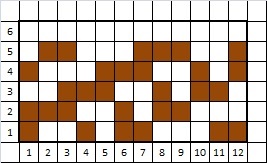
8- Altıncı atkı ipliğine, beşinci atkı ipliğindeki hareketleri iki yükselmek suretiyle soldan sağa doğru yazarız.
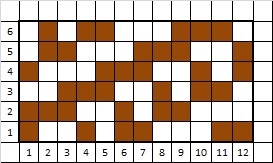
Böylece atkı yönündeki diyagonal örgüsünün çizimini yapmış oluruz.
9-Tahar ve armür planı
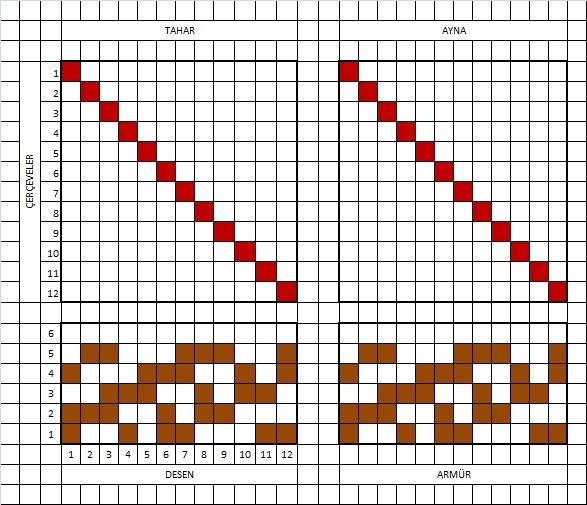
Çözgü yönünde diyagonal dimi örgüsü
Genellikle çözgü raporları atkı raporlarının yarısı kadar olan 63 dereceli dimi örgüleri 45 dereceli dimi örgülerinden seçilir. Önce 45 dereceli bir dimi örgüsü seçilir. Sonra tek veya çift sayılı çözgüleri yan yana getirilir. Böylece 45 derecelik dimiye göre atkı raporu aynı fakat çözgü raporu yarı oranda yeni bir dimi örgüsü elde edilir ki 63 derecelik dimi yolu açısından dolayı bu örgülere 63 DERECELİ DİMİ ÖRGÜSÜ veya DİYAGONAL DİMİ ÖRGÜSÜ adı verilir.
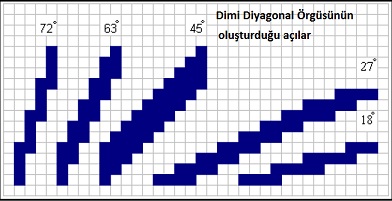
Yukarıya doğru atlama sayısı iki veya daha fazla olan dimi örgülerine diyagonal dimi örgüleri denir. Bunun sonucu olarak da dimi yolları (diyagonalleri)45 derecelik bir açı yerine farklı açılar oluşturmaktadır.
Diyagonal dimi örgüleri bayan elbiselik, ceketlik ve pantolonluk kumaşların dokunmasında kullanılır.
DİYAGONAL DİMİ ÖRGÜSÜ
1-Çözgü Yönünde Diyagonal Dimi Örgüsü
2-Atkı Yönünde Diyagonal Dimi Örgüsü
Olmak üzere iki çeşittir.
Çözgü Yönünde Diyagonal Dimi Örgüsü
Çözgü yönünde diyagonal dimi örgülerini elde etmek için temel dimi örgülerinden yararlanılır. Diyagonal dimi örgülerinin çizim yöntemi, normal dimi örgüleri çizim yöntemleri ile aynıdır. Çözgü yönünde diyagonal dimi örgüsünün rapor alanı hesaplanırken verilmiş olan dimi örgü raporu tel sayısı atlama sayısına bölünmek suretiyle elde edilen değer göz önünde bulundurulur.
Rapor tel sayısı atlama tel sayısına tam bölünemiyorsa rapor çözgü ve atkı tel sayıları rapor tel sayısına eşittir.
Tam bölünmesi durumunda ise elde edilen rakam çözgü tel sayısını verir. Rapor tel sayısı ise atkı tel sayısını verir. ( örneğin 6+6 = 12 ise 12 Atkı tel sayısını 12:6 = 6 ise çözgü tel sayısını verir).
Örnek
Örgüsünden çözgü yönünde diyagonal örgü elde edelim.
1-Önce yapacağımız çözgü yönündeki diyagonal örgünün çözgü ve atkı tel sayısını tespit etmemiz gerekmektedir.
Burada;
Örgü çizgisinin üzerindeki ve altındaki rakamları toplarız.3+2 = 5 Bu sonuç bize dimi örgüsünün rapor içerisinde bulunması gereken çözgü ve atkı tel sayısını verdi.Bu elde ettiğimiz 5 rakamı 2’ye tam olarak bölünemediğinden,kural gereği çözgü yönünde diyagonal örgüsünün çözgü tel sayısı 5 ve atkı tel sayısı 5’tir.
2-Birinci çözgü ile 1.atkı ipliğinin kesiştiği kare aşağıdan yukarıya doğru 3 dolu 2 boş yapılır.
3-Şimdi ise 2.çözgü ipliği ile 3.atkı ipliğinin kesiştiği kareden başlamak üzere 3 dolu 2 boş olarak yazılır.
( Dimi örgüsü çizilirken solundaki dolu kareden 1 yükselmek suretiyle desen yapılıyordu. Diyagonal örgüde ise solundaki dolu kareden 2 yükselmek suretiyle desen yapılır.)
4-Sonra 3.çözgü ipliği ile 5.atkı ipliğinin kesiştiği kareden başlamak üzere 3 dolu 2 boş olarak yazılır.
5-Sonra 4.çözgü ipliği ile 2.atkı ipliğinin kesiştiği kareden başlamak üzere 3 dolu 2 boş olarak yazılır.
6-Sonra 5.çözgü ipliği ile 4.atkı ipliğinin kesiştiği kareden başlamak üzere 3 dolu 2 boş olarak yazılır.
Bu şekilde diyagonal dimi örgüsü yapılmış olur.
7-Tahar ve armür planı
Veya
8-Çözgü ve atkı kesiti
Örnek
Örgüsünden çözgü yönünde diyagonal örgü elde edelim.
1-Önce yapacağımız çözgü yönündeki diyagonal örgünün çözgü ve atkı tel sayısını tespit etmemiz gerekmektedir.
Burada;
Örgü çizgisinin üzerindeki ve altındaki rakamları toplarız.5+3 = 8 Bu sonuç bize dimi örgüsünün rapor içerisinde bulunması gereken çözgü ve atkı tel sayısını verdi.Bu elde ettiğimiz 8 rakam 2’ye tam olarak bölünür.Kural gereği çözgü yönünde diyagonal örgüsünün çözgü tel sayısı 4 ve atkı tel sayısı 8’dir.
2-Birinci çözgü ile 1.atkı ipliğinin kesiştiği kare aşağıdan yukarıya doğru 5 dolu 3 boş yapılır.
3-Şimdi ise 2.çözgü ipliği ile 3.atkı ipliğinin kesiştiği kareden başlamak üzere 5 dolu 3 boş olarak yazılır.
( Dimi örgüsü çizilirken solundaki dolu kareden 1 yükselmek suretiyle desen yapılıyordu. Diyagonal örgüde ise solundaki dolu kareden 2 yükselmek suretiyle desen yapılır.)
4-Sonra 3.çözgü ipliği ile 5.atkı ipliğinin kesiştiği kareden başlamak üzere 5 dolu 3 boş olarak yazılır.
5-Sonra 4.çözgü ipliği ile 7.atkı ipliğinin kesiştiği kareden başlamak üzere 5 dolu 3 boş olarak yazılır.
Bu şekilde diyagonal dimi örgüsü yapılmış olur.
6-Tahar ve armür planı
Örnek
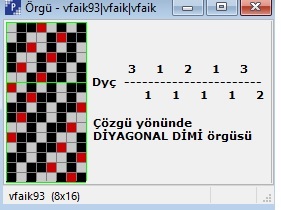
Örnek
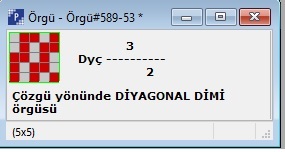
Örnek
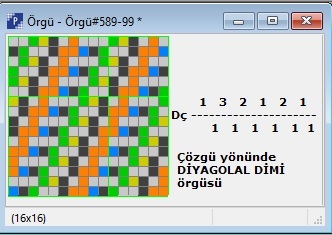
Örnek
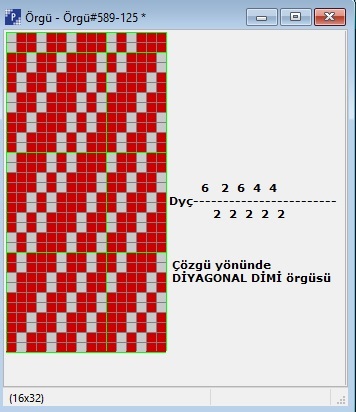
Örgüdeki hareketleri yer değiştirerek elde edilen krep örgüsü
Dimi örgüsü ya da dimi örgüsünden türetilmiş olan örgülerin örgü raporundaki çözgü veya atkı hareketlerinin sıralamasının değiştirilmesi suretiyle oluşan krep örgüleridir. Bu yöntemle oluşan krep örgü rapor genişliği ile ana örgü rapor genişliği aynıdır.
Örnek
3 1
D -------------------- Z
1 1
Örgüsündeki çözgü hareketlerin yer değiştirilerek elde edilen krep örgüsünün çizimi.
1-Önce verilen dimi örgüsü çizilir.
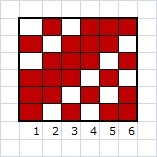
2-Çözgü ipliklerinin yerlerinin değiştirilmesi
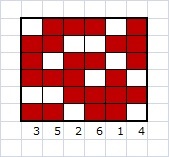
3-Tahar ve armür planı
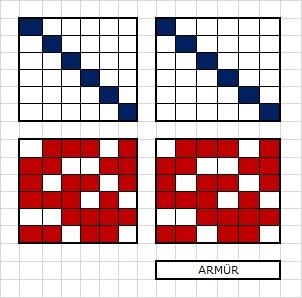
4-Çözgü ve atkı Kesitleri
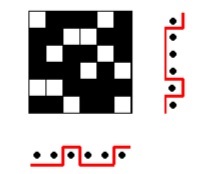
Örnek
2 2
D -------------------- Z
1 2
Örgüsündeki atkı hareketlerin yer değiştirilerek elde edilen krep örgüsünün çizimi.
1-Önce verilen dimi örgüsü çizilir.
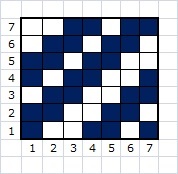
2- Atkı ipliklerinin yerlerinin değiştirilmesi
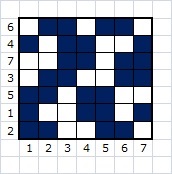
3-Tahar ve armür planı
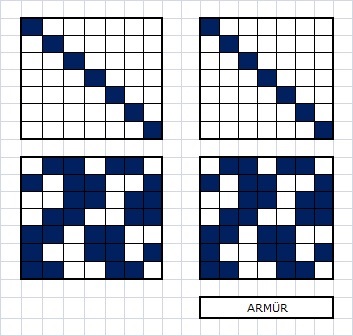
4-Çözgü ve atkı Kesitleri
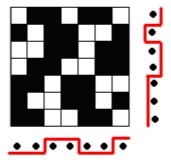
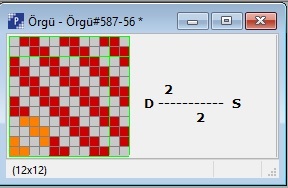
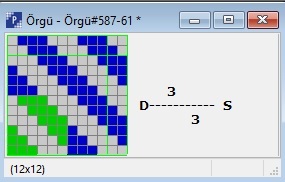
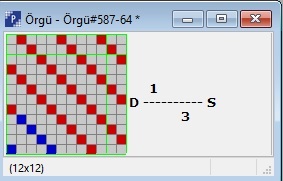
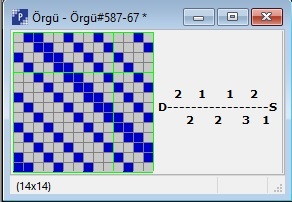
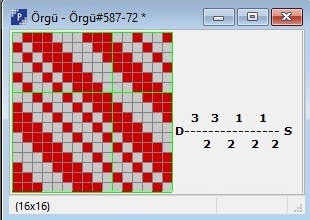
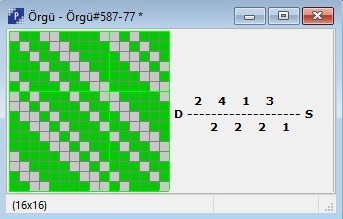
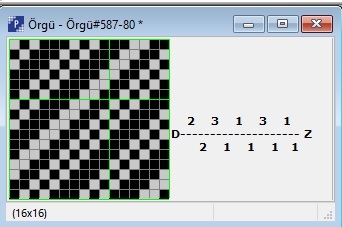
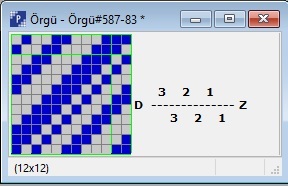
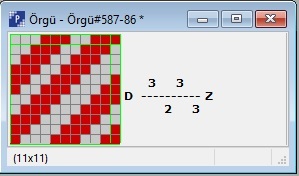
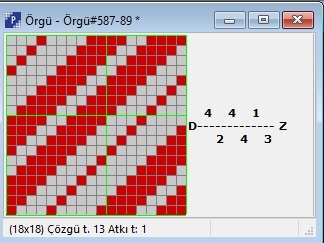
Bezayağı örgü Türevleri
Dokuma tekniği ile kumaş oluşturmada kullanılan dokuma örgülerinin önemli bir grubu da türetilmiş örgülerdir. Bir çözgü ve bir atkı sistemiyle meydana gelen basit dokumalar üç temel örgüye dayanarak geliştirilir.
Bunlar:
- Bezayağı,
- Dimi
- Saten örgülü dokumalardır.
Bezayağı örgüden türetilen örgüler rips ve panama örgüleridir. Yapı olarak panama ve rips örgülü kumaşlar bezayağı örgülü kumaşlara benzer. Bu örgülerden elde ettiğimiz kumaşlar bugün, havlu kumaşların zemin örgüsü, gömleklik, kravatlık, elbiselik, döşemelik ceketlik, mantoluk, gibi yünlü ve pamuklu kumaşların yapımında kullanılmaktadır. Dokuma sektöründe, örgü tasarımları ile üretime sunulan bu kumaşlar da geniş bir kullanım alanına sahiptir.
BEZAYAĞI ÖRGÜSÜNDEN TÜRETİLEN ÖRGÜLER
1-RİPS ÖRGÜLERİ
1.1-Çözgü rips örgüsü
1.1.1-Düzenli çözgü rips örgüsü
1.1.1.2.-Düzensiz çözgü rips örgüsü
1.2-Atkı rips örgüsü
1.2.1-Düzenli atkı rips örgüsü
1.2.1.2.-Düzensiz atkı rips örgüsü
1.3.-Meyilli rips örgüsü
1.4.-Desenli rips örgüsü
2-PANAMA ÖRGÜLERİ
2.1- Düzenli panama örgüsü
2.2- Düzensiz panama örgüsü
2.3.-Desenli panama örgüsü
Rips Örgüsü
Rips örgüsü bezayağı örgüsünden türetilmiş olan, bağlantı noktalarının çözgü ya da atkı yönünde uzatılmasıyla elde edilen örgülerdir. Boyuna ya da enine çizgi görünümlü bir yapıya sahiptir.Rips örgülü kumaşların her iki yüzü de aynı görünüme sahip olup ağır ve dayanıklı bir yapıları vardır.Genellikle gömleklik, kravatlık, elbiselik ve döşemelik kumaşların üretiminde tercih edilmektedir.
Atkı rips örgüsü

Bezayağı örgüsünün bağlantı noktasının, atkı ipliği istikametinde 2 veya daha fazla çözgü ipliği kadar uzatılmasıyla elde edilen örgülerdir. Bu sebeple kumaşta boyuna yollar oluşturan bir yapısı vardır.
Elde edilen bu yapı nedeniyle atkı rips örgüleri boyuna rips örgüleri olarak da adlandırılır.
Çözgü Rips Örgüsü

Bezayağı örgüsünün bağlantı noktasının, çözgü ipliği istikametinde 2 veya daha fazla atkı ipliği kadar uzatılmasıyla elde edilen örgülerdir. Bu durum aynı ağızlık içine birden fazla atkı ipliği atılması anlamına gelmektedir.
Bu sebeple kumaşta enine yollar oluşturan bir yapısı vardır. Elde edilen bu yapı nedeniyle atkı rips örgüleri enine rips örgüleri olarak da adlandırılır.
Panama Örgüsü
Panama örgüsü bezayağı örgüsünün bağlantı noktalarının atkı ve çözgü yönünde 2 ya da daha fazla sayıda artırılmasıyla elde edilen örgülerdir. Bezayağı örgülerine göre daha gevşek bir yapıya sahip olan panama örgüleri bu özelliği sayesinde gözenekli bir yapıya sahiptir.
Panama örgüleri ile dokunan kumaşların dayanıklılığı bezayağı örgülerine göre daha düşüktür. Yan yana birden fazla ipliğin bir arada bulunması nedeniyle iplik kaymaları oluşabilmektedir. Bu sebeple büyük raporlu örgüler tercih edilmez.
Genellikle elbiselik, ceketlik, paltoluk kumaşların üretiminde tercih edilir.
Düzenli Panama Örgüsü
Aynı sayıda çözgü ve atkı ipliğinin bir arada hareketi ile oluşan panama örgüleridir. En küçük raporu
dır. Rapor alanı içinde yer alan çözgü ve atkı iplikleri eşittir. Verilmiş olan rapor içinde yer alan rakamlar toplamı rapor alanını belirler. Buna göre en küçük düzenli panama örgüsü 4 çözgü ve 4 atkı ipliğinden oluşmaktadır.
Düzensiz Panama Örgüsü
Farklı sayıda çözgü ve atkı ipliğinin bir arada hareketi ile oluşan panama örgüleridir. En küçük raporu

Veya


dır. Rapor alanı içinde yer alan çözgü ve atkı iplikleri eşittir. Verilmiş olan rapor içinde yer alan rakamlar toplamı rapor alanını belirler. Buna göre en küçük düzensiz panama örgüsü 3 çözgü ve 3 atkı ipliğinden oluşmaktadır.
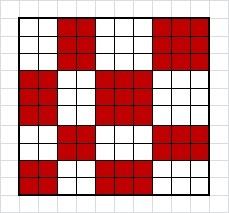
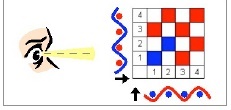
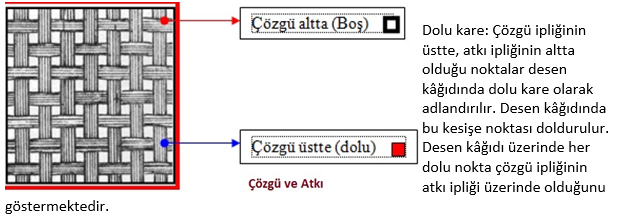
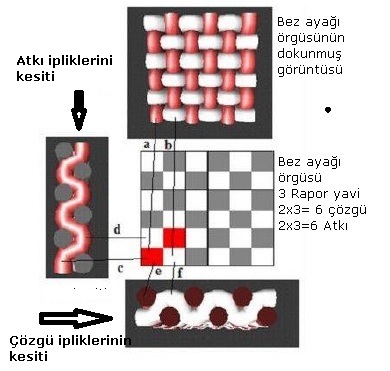
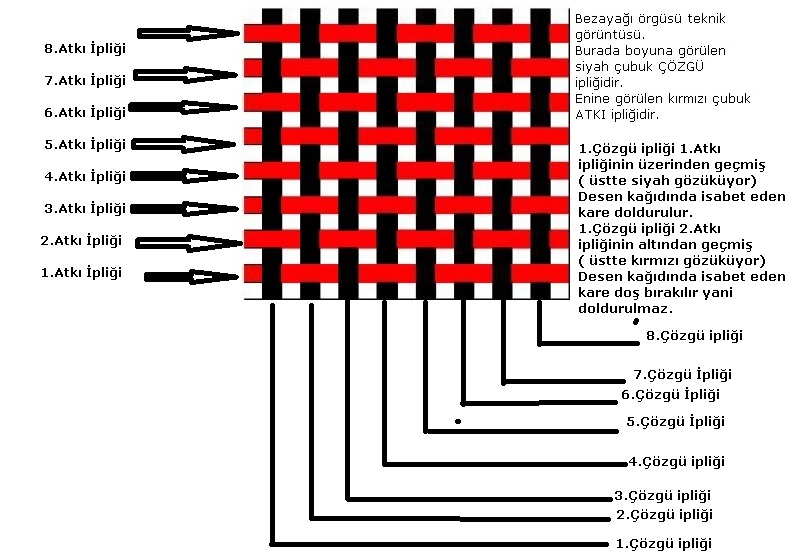
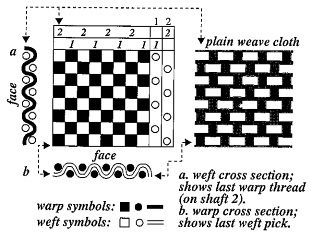
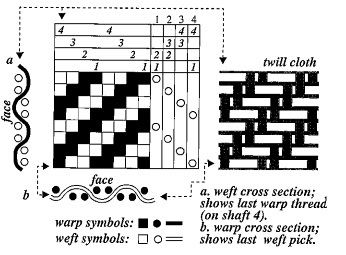
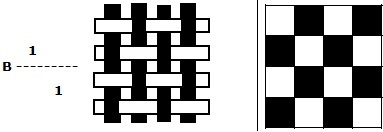
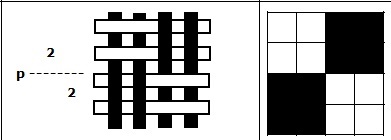
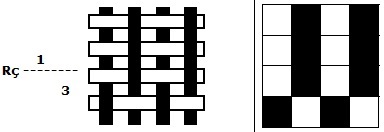
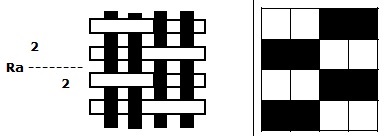
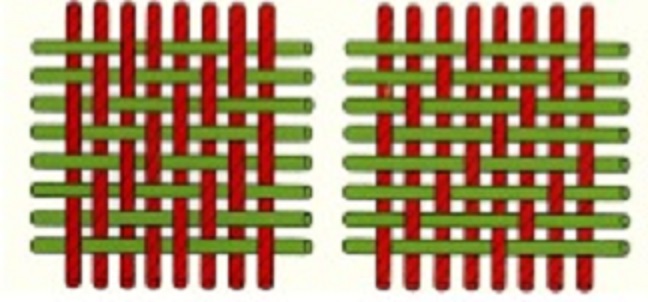

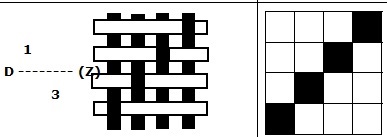
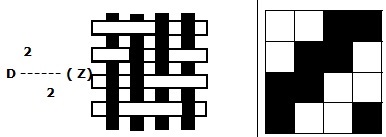



Ana Örgüler
Dokuma, tekstilde yüzey oluşturma tekniklerinden biridir. İki iplik sisteminin dik açıyla belirli kurallara göre bağlantı yapmasıyla oluşan kumaşlara dokuma denir.
Dokumada çözgü iplikleri birbirine paralel olarak belli bir sayıda ve yan yana bulunur. Dokumanın yapıldığı yöne doğru ilerlemesi gereken çözgü tabakası arasından atkı ipliğinin geçirilmesi ve bunun kumaşa dâhil edilmesi sürekli olarak tekrarlanan temel işlemlerdir. Çözgü ve atkı ipliklerinin yaptığı her farklı bağlantılar, bir dokuma örgüsü oluşturmaktadır. Bu bağlantılar bir düzen doğrultusunda gerçekleşince dokuma örgüleri ortaya çıkmıştır.
Dokuma kumaşın uzunluğu boyunca kenara paralel olan ipliklere çözgü denir.
Dokuma kumaşta çözgü iplikleri arasından enine yönde kumaşın bir kenarından diğer kenarına geçen ipliklere atkı denir.
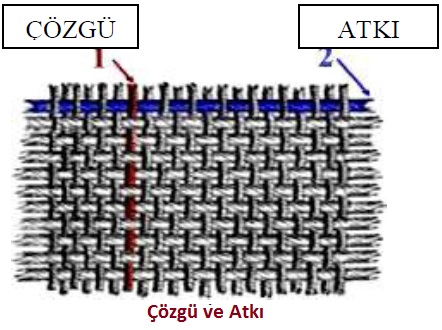
Atkı iplikleri dokuma işleminin gerçekleşmesinde aktiftir. Dokuma örgüsünün enine (atkı) ve boyuna (çözgü) yönde aynı biçimde tekrar eden en küçük birimine örgü raporu denir. Dokumayı oluşturan her örgü raporu belirli sayıda çözgü ve atkıdan oluşmaktadır.
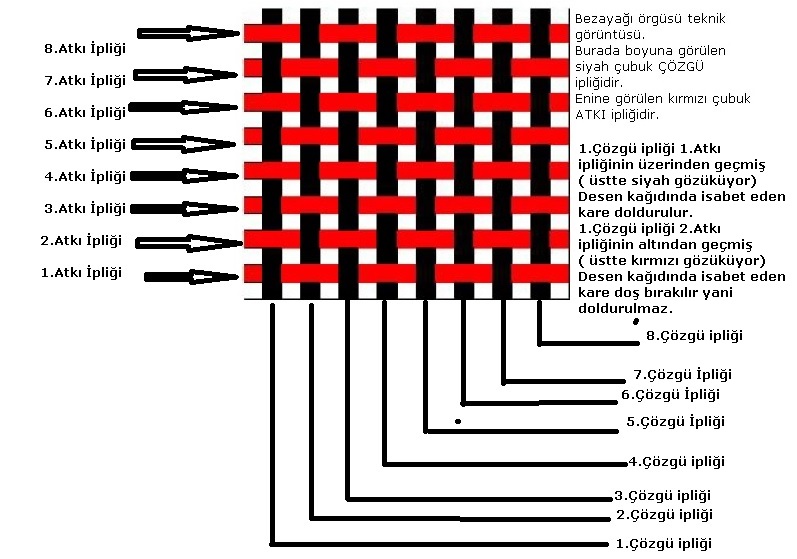
Kumaşı oluşturan atkı ve çözgü bağlantılarının gösterildiği kareli kâğıda desen kâğıdı denir. Desen kâğıdı üzerinde her sütun bir çözgü ipliğini, her satır da bir atkı ipliğini ifade eder. Kareli desen kâğıdı üzerinde çözgüler soldan sağa, atkılar ise aşağıdan yukarıya doğru numaralandırılır. Desen kâğıdı çeşitli ölçeklerde kullanılmaktadır.
Desen kâğıdı üzerinde her kare bir çözgü ipliği ile atkı ipliğinin kesişme noktasını simgeler. Bu noktada çözgü ve atkı ipliğinin iki konumu vardır. Biri; çözgünün üstte, atkının altta; diğeri ise çözgünün altta, atkının üstte olduğu konumdur.
Boş kare:
Dokuma kumaş üzerinde atkı ipliğinin çözgü ipliği üzerinde olduğu noktalar, desen kâğıdında boş kare olarak adlandırılır. Desen kâğıdında bu kesişme noktası boş bırakılır. Desen kâğıdı üzerinde her boş nokta, atkı ipliğinin çözgü ipliği üzerinde olduğunu göstermektedir.
Dolu kare:
Çözgü ipliğinin üstte, atkı ipliğinin altta olduğu noktalar desen kâğıdında dolu kare olarak adlandırılır. Desen kâğıdında bu kesişme noktası doldurulur. Desen kâğıdı üzerinde her dolu nokta çözgü ipliğinin atkı ipliği üzerinde olduğunu göstermektedir.
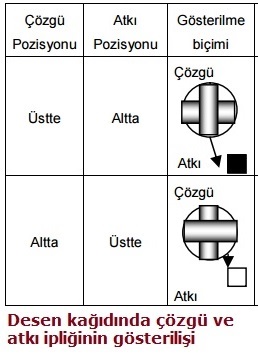
Ana örgüler:
Tüm dokuma örgülerinin temelini oluşturan örgülerdir.
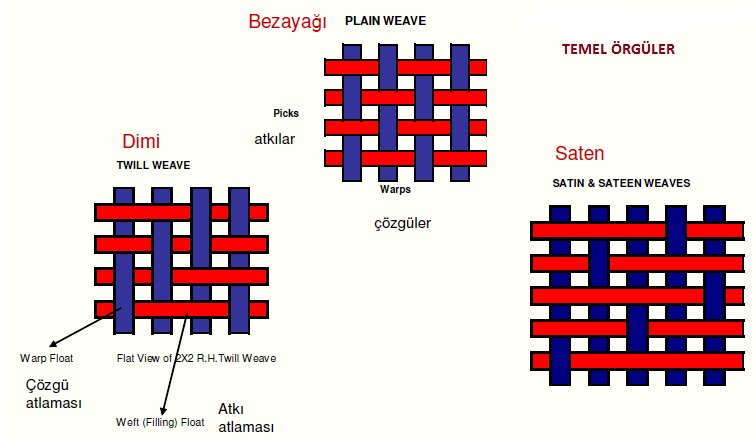
Bunlar;
1-Bezayağı Örgüsü
En basit dokuma örgüsü bezayağı örgüsüdür. Atkı ipliğinin kumaş eni boyunca çözgü ipliklerinin bir altından, bir üstünden geçerek ikinci atkı ipliğinin ise ters hareket yaparak oluşturduğu örgüdür. Bezayağı örgüsünde çözgü ve atkı ipliklerinin bağlantısı hasır veya sepet örgüye benzemektedir.
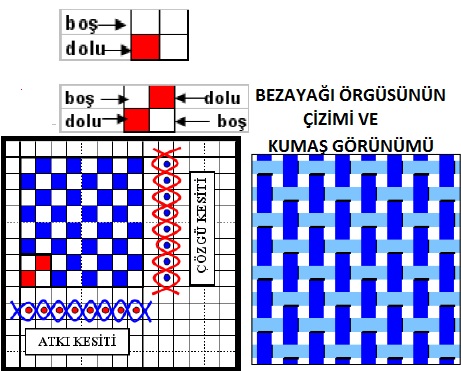
Tek sayılı çözgü ipliklerinin tek sayılı atkı iplikleriyle, çift sayılı çözgü ipliklerinin çift sayılı atkı iplikleriyle bağlantı yaparak meydana getirdiği örgü şeklidir. En sık kesişmeyi, kenetlenmeyi sağlayan bezayağı, dokuların çok ince ve sağlam oluşmasına olanak sağlar.
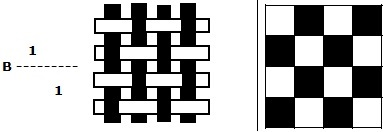
Çözgü ve atkı ipliklerinin yüzme (bir ipliğin kendisine dik olan birden fazla ipliğin üstünden veya altından geçmesi) yapmadığı tek örgüdür. Bez ayağı örgüsü, en küçük raporlu dokuma örgüsüdür. Örgü raporunda iki çözgü ve iki atkı ipliği bulunur. Her bağlantı noktası diğer bağlantı noktalarıyla dört köşeden temas eder. Atkı ve çözgü bağlantılarının sık olmasından dolayı en dayanıklı dokuma şeklidir. Bez ayağı örgülü kumaşın ön ve arka yüzü de aynıdır.Kumaşa herhangi bir desen oluşturma işlemi uygulanmamışsa bez ayağı örgünün desen etkisi yoktur.
En basit ve dayanıklı dokuma örgüsü olduğundan her tür kumaş dokunmasında yani pamuk, yün, ipek ve sentetik ipliklerle yapılan dokuma kumaşlar için uygundur. Elbiselik, gömleklik, astarlık, pijamalık ve branda kumaşlar, yağmurluklar, mutfak takımları, yatak takımları, tülbentler, perdelikler, koltuk örtüleri gibi çok geniş bir kullanım alanı vardır.
2-Dimi Örgüsü
Kumaş yüzeyinde diyagonal (eğim) yollar meydana getiren temel dokuma örgülerinden biridir. Ana örgülerin ikincisini oluşturmaktadır.
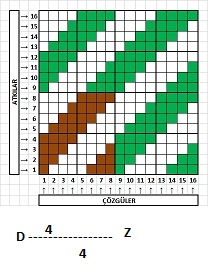
En küçük dimi örgü raporu, üç çözgü ve üç atkıdan meydana gelir.vDimi örgü raporlarında çözgü ve atkı sayısı eşittir. Dimi diyagonali sağ yollu (Z) dimi örgülerinde soldan sağa, sol yollu (S) dimi örgülerinde ise sağdan sola doğru yükselmektedir. Dimi örgülü kumaşın her iki yüzü de birbirinden farklıdır. Kumaşın ön yüzünde dimi diyagonali, sol yollu ise tersinde sağ yolludur. Bez ayağı örgüye göre iplik sıklıklarının artırılmasına daha uygun bir yapıdadır. Bundan dolayı bez ayağı örgüye göre daha ağır, kalın ve dayanıklı kumaş dokumak mümkündür. Ağır olması kolay buruşmasını engeller. Dimi örgülü kumaşlar, bez ayağı örgülü kumaşa göre daha esnek ve dökümlüdür. Dimi örgülü kumaşlar, şardonlama işlemi için uygun bir zemin oluşturur. Dimi örgüsü ile üretilen dokuma kumaşlar genellikle kadın ve erkek elbiselik kumaşlar ile denim (Blue Jean), battaniyelik ve gömleklik kumaşların dokunmasında kullanılmaktadır.
3-Saten Örgüsü
Saten örgüler, bağlantı noktalarının birbirleri ile hiç temas etmeyecek şekilde dağınık olarak yerleştirildiği temel dokuma örgülerinden biridir.
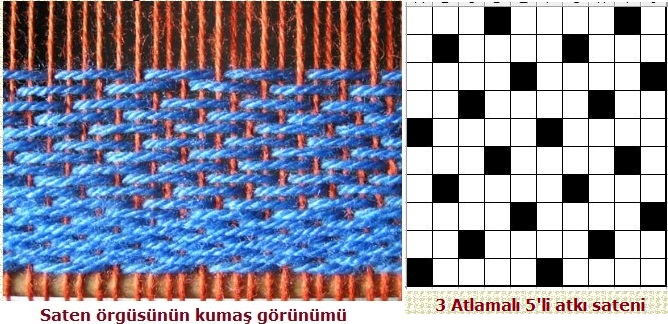
En küçük saten örgüsü 5’li satendir. Bu örgü raporu 5 çözgü ve 5 atkıdan oluşur. Saten örgülü kumaşlar, dimi örgüler gibi diyagonal yollar meydana getirmediğinden ve uzun atlamalar oluşturduğundan parlak, pürüzsüz, yumuşak ve dökümlü kumaşlardır. Saten örgülerde bağlantı noktaları rapor içerisinde birbirleriyle temas etmez. Bu nedenle saten örgü ile dokunan kumaşta iplik yüzmeleri görülür. Bu yapı kumaşın sağlam olmasını engeller. Bu uzun iplik yüzmeleri nedeniyle kullanım sırasında kumaşta, dışa doğru iplik çekilmeleri ve iplik kaymaları oluşabilir. Saten örgü ile dokunan kumaşların, ön ve arka yüzleri birbirinden farklıdır. Kumaşın bir tarafı parlak diğer tarafı mat görünümlüdür. Genellikle kumaşın ön yüzünde çözgü iplikleri, arka yüzünde ise atkı iplikleri hâkimdir. Saten örgü raporundaki çözgü ve atkı sayısı her zaman birbirine eşittir. En çok 5’li ve 8’li saten örgüleri kullanılır. Daha büyük raporlu saten örgüleri iplik yüzmelerinin kullanım sırasında oluşturacağı sorunlardan dolayı pek tercih edilmez. Elbiseliklerin, masa ve yatak örtüsü kumaşların; yorganlık, güneşlik, iç çamaşırlık, gecelik, pijamalık, astarlık, döşemelik kumaşların dokunmasında genelde çözgü saten örgüsü kullanılır. Yaygın kullanım alanı olmayan atkı saten örgüsü ise battaniye gibi tüylü kumaşlarda kullanılmaktadır.
Bağlantı noktalarına motif ilavesi ile elde edilen krep örgüsü
BAĞLANTI NOKTALARINA MOTİF İLAVESİ İLE ELDE EDİLEN KREP ÖRGÜSÜ
Seçilen atkı sateni örgü raporunun bağlantı noktalarına, hazırlanmış olan motif ilavesi ile elde edilen krep örgüleridir. Kuvvetlendirilmiş saten örgülerinde olduğu gibi kullanılan motife göre çözgü ve/veya atkı yönünde bağlama noktaları ilave edilerek oluşturulur.
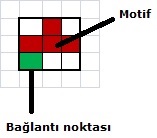
Örnek:
1
S----------- ( 4 )
8
Motif
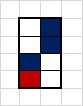
1-Önce verilen 4 atlamalı 9’lu atkı sateni çizilir.
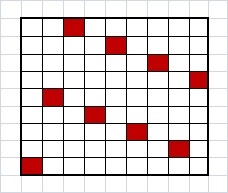
2- Verilen 4 atlamalı 9’lu atkı sateni bağlantı noktalarına motif ilavesi ile elde edilen krep örgüsü çizimi için yapılacak işlem,her saten bağlantı noktasına verilen motifi ilave etmektir.
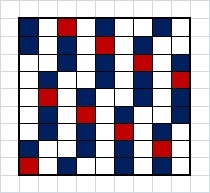
3- Verilen 4 atlamalı 9’lu atkı sateni bağlantı noktalarına motif ilavesi ile elde edilen krep örgüsü
4- Tahar ve armür planı
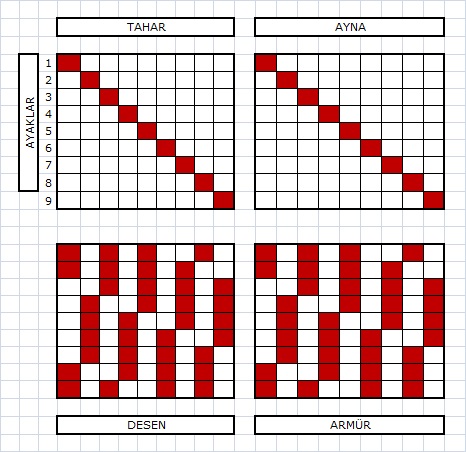
5- Çözgü ve atkı kesitlerinin çizilmesi
Seçilen örgü ve karışık tahar uygulamasıyla elde edilen krep örgüsü
SEÇİLEN ÖRGÜ VE KARIŞIK TAHAR UYGULAMASIYLA ELDE EDİLEN KREP ÖRGÜSÜ
Dimi örgü raporlarının farklı taharlanması sonucu elde edilen krep örgülerdir. Bu yöntemle daha az sayıda çerçeve kullanılarak karışık yapıda bir görüntü elde etmek mümkündür. Genellikle desenleme olanağının sınırlı olduğu dokuma tezgâhlarında tercih edilir.
Örnek
2 1
D ----------------------- Z
1 2
Örgüsüne karışık tahar uygulanarak krep örgüsü elde edilmesi.
1-Karışık tahar uygulamasına esas teşkil eden ana örgü çizilir.
Bu örgüde 6 değişik çözgü ipliğinin hareketi olduğuna göre bunu en az 6 çerçeve yani ayak kullanmak suretiyle dokuyacaktık.
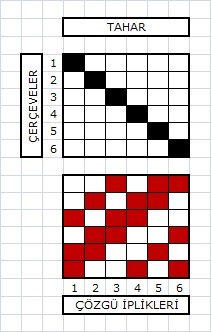
2- Örgüye karışık tahar uygulanması
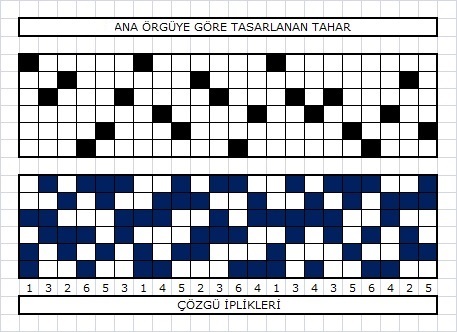
3- Tahar ve Armür planının yapılması
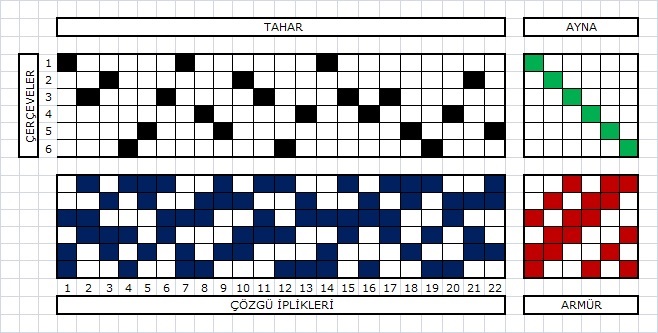
4- Karışık tahar uygulaması ile elde edilen krep örgüsünün rapor tekrarı ile elde edilen görüntüsü
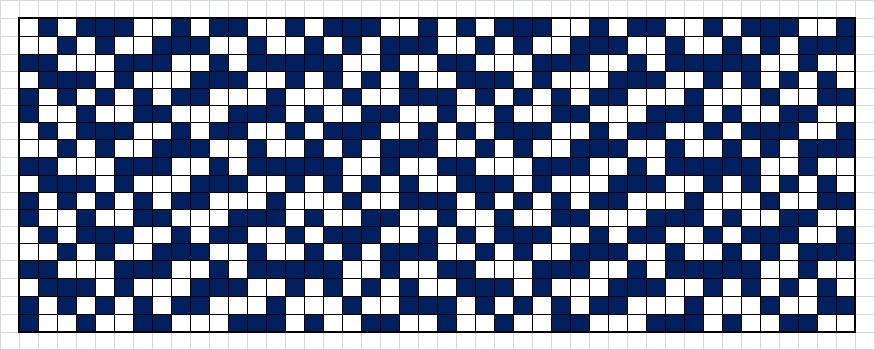
5-Çözgü ve atkı kesitlerinin yapılması
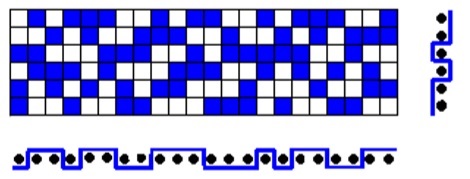
Motif çevirerek elde edilen krep örgüsü
MOTİFİ SOLA ÇEVİREREK ELDE EDİLEN KREP ÖRGÜSÜ
Motifi sola çevirerek krep örgü çizimi için motif sağ, alt köşedeki alan içine yerleştirilir. Sonraki alanlara ise üstündeki alandan başlanarak 90 derecelik açılarla sola döndürülüp yerleştirilmesiyle örgü tamamlanır.
Örnek
1-Öncelikle motifin rapor içerisinde bulunması gereken çözgü tel sayısı 5 tel atkı tel sayısı 5 tel olmak üzere, yukarıda verilen motif düzenine göre, motifin sola çevrilerek elde edilecek olan krep örgüsünün Rapor içerisinde bulunan çözgü ve atkı tel sayısı hesaplanır.

2-Motifi sola çevirerek krep örgüsünün çizilir.
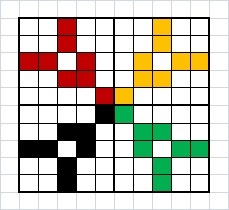
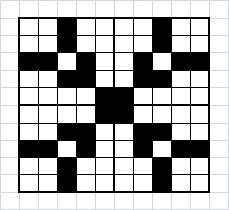
3-Tahar ve Armürü
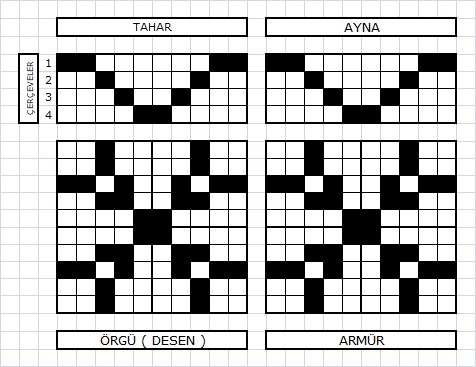
4- Çözgü ve atkı kesitlerinin çizilmesi
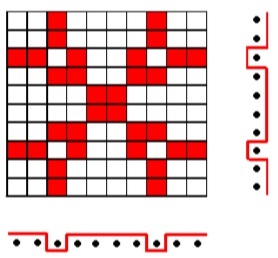
MOTİFİ SAĞA ÇEVİREREK ELDE EDİLEN KREP ÖRGÜSÜ
Verilmiş olan motif raporunun, atkı ve çözgü istikametinde bir rapor artırılması sonucu, motif raporu ölçüsünde dört eşit alana sahip kare bir yapı elde edilir. Elde edilen bu alanlardan ilk bölüme motif yerleştirilir. Diğer bölümlere ise motif 90 derece sağa ya da sola çevrilmek suretiyle yerleştirilerek örgü tamamlanır.
Motifi sağa çevirerek krep örgü çizimi için motif, sol alt köşedeki alan içine yerleştirilir. Sonraki alanlara ise üstündeki alandan başlanarak 90 derecelik açılarla sağa döndürülüp yerleştirilmesiyle örgü tamamlanır.
Örnek
1-Öncelikle motifin rapor içerisinde bulunması gereken çözgü tel sayısı 6 tel atkı tel sayısı 6 tel olmak üzere, yukarıda verilen motif düzenine göre, motifin sağa çevrilerek elde edilecek olan krep örgüsünün Rapor içerisinde bulunan çözgü ve atkı tel sayısı hesaplanır.
2-Motifi sağa çevirerek krep örgüsünün çizilir.
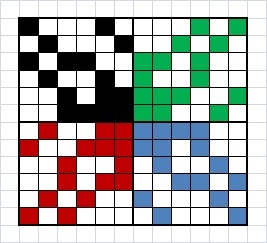
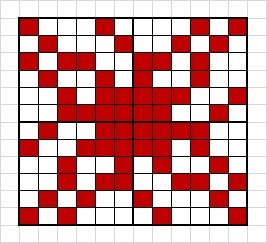
3-Tahar ve Armürü
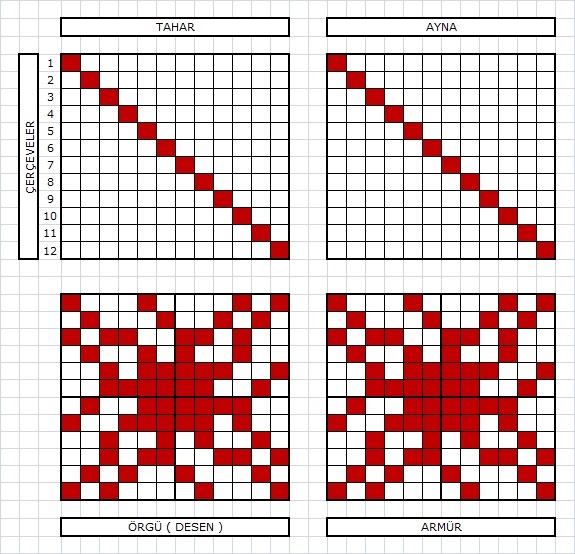
4- Çözgü ve atkı kesitlerinin çizilmesi
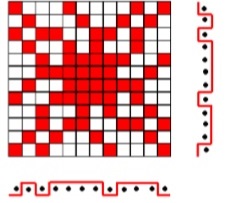
Bağlantı noktası ekleyerek veya eksilterek elde edilen krep örgüsü
Krep örgü denince ana örgülerden türetilen karışık bir örgü akla gelir. Çok geniş gelişim yöntemleri ile elde edilen krep örgülü kumaşların yüzeyleri, pürüzlü ve kabarık bir yapıya sahiptir. Krep örgülerindeki bu karmaşık yapı kumaşın yumuşak tutumlu ve daha dökümlü olmasını sağlamaktadır. Bu sebeple genellikle bayan giysilik kumaşların üretiminde tercih edilir.
Bu özelliğe sahip krep yapıyı oluşturmak için iki farklı yöntem kullanılmaktadır:
1-Yüksek büküme sahip ipliklerle basit örgülü yapıda kumaş dokumak
2-Normal büküme sahip ipliklerle krep örgülü yapıda kumaş dokumak
Krep örgüleri düzensiz çözgü hareketlerinden oluşur, bu sebeple örgüsünün tespiti zordur. Çözgü ve atkı ipliklerinde uzun atlamalara rastlanmaz ve de bağlantı noktaları dengeli bir dağılım gösterir. Krep örgüleri düzensiz çözgü hareketlerinden oluşan karmaşık yapılara sahip olmasına rağmen belli yöntemler uygulanarak elde edilir.
Bunlar;
1-Bağlantı noktası ekleyerek ya da eksilterek elde edilen krep örgüsü
2-Motif çevirerek elde edilen krep örgüsü
3-Seçilen örgü ve karışık tahar yöntemiyle elde edilen krep örgüsü
4-Bağlantı noktalarına motif ilavesi ile elde edilen krep örgüsü
5-Örgüdeki hareketlerin yer değiştirerek elde edilen krep örgüsü
Bağlantı noktası ekleyerek elde edilen krep örgüsü
Bezayağı örgüsüne bağlantı noktası ilave edilmesi ya da eksiltilmesi veyahut da her ikisinin bir arada uygulanması sonucu elde edilen krep örgüleridir. Uzun atlamaların oluşmaması için ilave edilen bağlantı noktalarının çapraz dimi ya da saten bağlama şeklinde seçilmesi gerekir.
Örnek

Bezayağı örgüsüne,
1
S ----------- ( 3 )
7
Üç atlamalı 8’li atkı saten örgüsüne göre, bağlantı noktası ilave edilerek krep örgüsünün elde edilmesi;
1-Öncelikle bağlantı noktası ilave edilecek örgü ile bağlantı örgüsünün çözgü ve atkı tel sayıları eşitlenir.Bez ayağının rapor içerisinde bulunması gereken çözgü tel sayısı 2 tel ve atkı tel sayısı 2 teldir.Üç atlamalı 8’li atkı saten örgüsünün rapor içerisinde bulunması gereken çözgü tel sayısı 8 tel ve atkı tel sayısı 8 teldir.Bu durumda Bez ayağı örgüsü 8 tel çözgü ve 8 tel atkı teli olur. Bu şekilde Bez ayağı örgüsü ile Üç atlamalı 8’li atkı saten örgüsünün çözgü ve atkı tel sayısı eşit olur.
2- Bağlantı noktası ekleyerek krep örgüsü elde edeceğimize göre BİRİNCİ ÇÖZGÜ TELİ İLE 2.ATKI İPLİĞİNİN KESİŞTİĞİ KARE BOŞTUR.Yani atkı ipliği çözgü ipliğinin üzerinden geçmiştir. Bu kareyi saten örgüsünün başlangıç noktası yaparak, saten örgüsü çizme tekniğine göre devam ettiririz.
3-Bu şekilde bağlantı noktası ekleyerek krep örgüsünü elde ederiz.
Burada;
Saten örgüsü noktaları dolu karedir. Gerekçesi ise bağlantı noktasını ilave suretiyle krep örgüsü elde etmek içindir.
4-Tahar ve Armür Planı
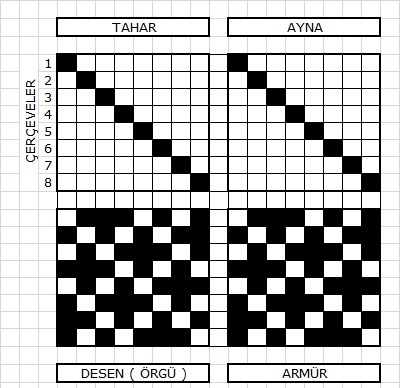
5-Çözgü ve Atkı Kesitlerinin Çizilmesi
Kesit görüntüleri çizilirken 1. çözgü ve 1. atkı ipliklerinin hareketi alınmıştır.
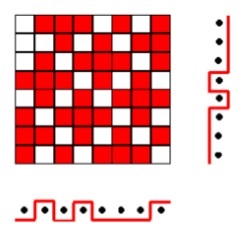
Bağlantı noktası eksilterek elde edilen krep örgüsü
Örnek
Bezayağı örgüsüne,
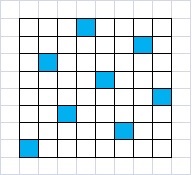
1
S ------------ ( 5 )
7
Beş atlamalı 8’li atkı sateni örgüsüne göre, bağlantı noktası eksilterek krep örgüsünün elde edilmesi;
1-Öncelikle bağlantı noktası ilave edilecek örgü ile bağlantı örgüsünün çözgü ve atkı tel sayıları eşitlenir.Bez ayağının rapor içerisinde bulunması gereken çözgü tel sayısı 2 tel ve atkı tel sayısı 2 teldir.Beş atlamalı 8’li atkı saten örgüsünün rapor içerisinde bulunması gereken çözgü tel sayısı 8 tel ve atkı tel sayısı 8 teldir.Bu durumda Bez ayağı örgüsü 8 tel çözgü ve 8 tel atkı teli olur. Bu şekilde Bez ayağı örgüsü ile Üç atlamalı 8’li atkı saten örgüsünün çözgü ve atkı tel sayısı eşit olur.
2- Bağlantı noktası eksilterek krep örgüsü elde edeceğimize göre BİRİNCİ ÇÖZGÜ TELİ İLE 1.ATKI İPLİĞİNİN KESİŞTİĞİ KARE DOLUDUR.Yani çözgü ipliği atkı ipliğinin üzerinden geçmiştir. Bu kareyi saten örgüsünün başlangıç noktası yaparak, saten örgüsü çizme tekniğine göre devam ettiririz.
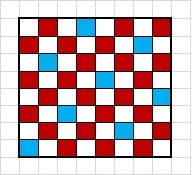
3-Bu şekilde bağlantı noktası eksilterek krep örgüsünü elde ederiz.
Burada;
Saten örgüsü noktaları boş karedir. Gerekçesi ise bağlantı noktasını eksiltmek suretiyle krep örgüsü elde etmek içindir.
4- Tahar ve Armür Planı
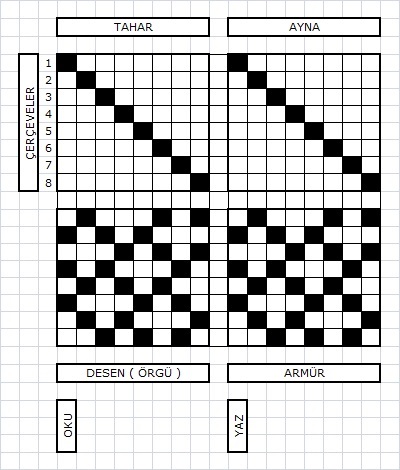
5-Çözgü ve Atkı Kesitlerinin Çizilmesi
Kesit görüntüleri çizilirken 1. çözgü ve 1. atkı ipliklerinin hareketi alınmıştır.
Krep Örgüsü
Krep örgü denince ana örgülerden türetilen karışık bir örgü akla gelir. Çok geniş gelişim yöntemleri ile elde edilen krep örgülü kumaşların yüzeyleri, pürüzlü ve kabarık bir yapıya sahiptir. Krep örgülerindeki bu karmaşık yapı kumaşın yumuşak tutumlu ve daha dökümlü olmasını sağlamaktadır. Bu sebeple genellikle bayan giysilik kumaşların üretiminde tercih edilir.
Bu özelliğe sahip krep yapıyı oluşturmak için iki farklı yöntem kullanılmaktadır:
1-Yüksek büküme sahip ipliklerle basit örgülü yapıda kumaş dokumak
2-Normal büküme sahip ipliklerle krep örgülü yapıda kumaş dokumak
Krep örgüleri düzensiz çözgü hareketlerinden oluşur, bu sebeple örgüsünün tespiti zordur. Çözgü ve atkı ipliklerinde uzun atlamalara rastlanmaz ve de bağlantı noktaları dengeli bir dağılım gösterir. Krep örgüleri düzensiz çözgü hareketlerinden oluşan karmaşık yapılara sahip olmasına rağmen belli yöntemler uygulanarak elde edilir.
Bunlar;
1-Bağlantı noktası ekleyerek ya da eksilterek elde edilen krep örgüsü
2-Motif çevirerek elde edilen krep örgüsü
3-Seçilen örgü ve karışık tahar yöntemiyle elde edilen krep örgüsü
4-Bağlantı noktalarına motif ilavesi ile elde edilen krep örgüsü
5-Örgüdeki hareketlerin yer değiştirerek elde edilen krep örgüsü
Bağlantı noktası ekleyerek elde edilen krep örgüsü
Bağlantı noktası eksilterek elde edilen krep örgüsü
Motifi sola çevirerek elde edilen krep örgüsü

Motifi sağa çevirerek elde edilen krep örgüsü

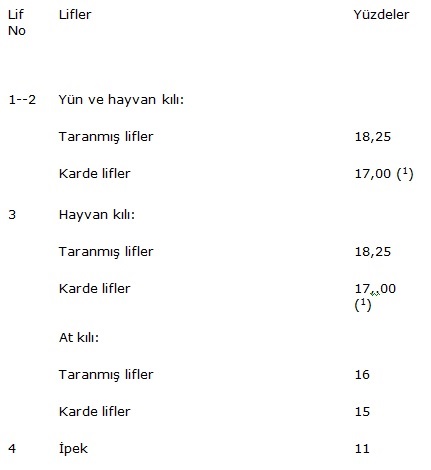
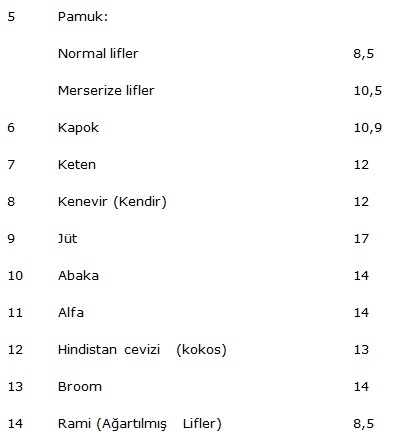
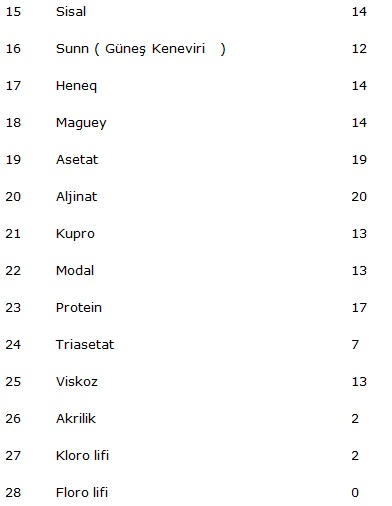
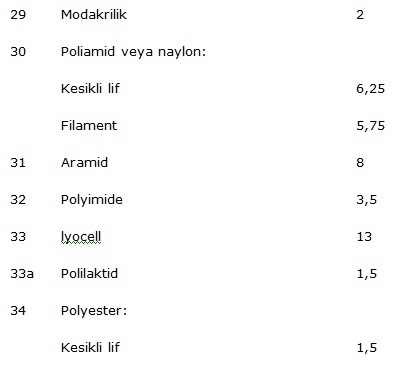
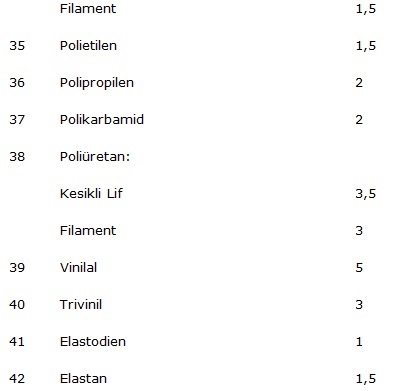
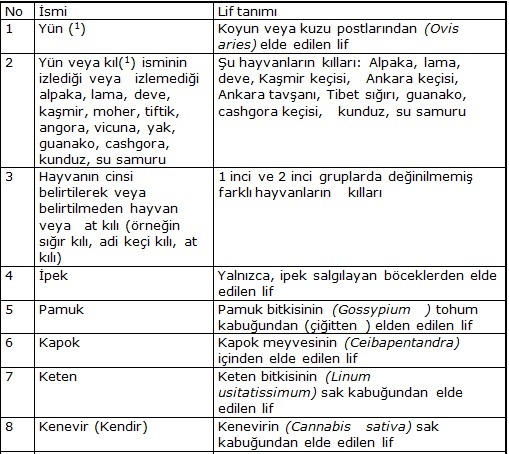
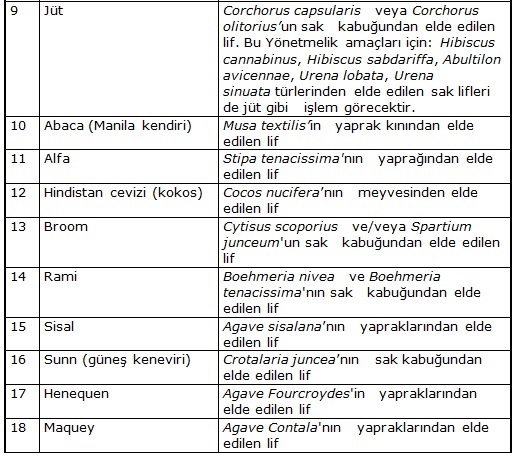
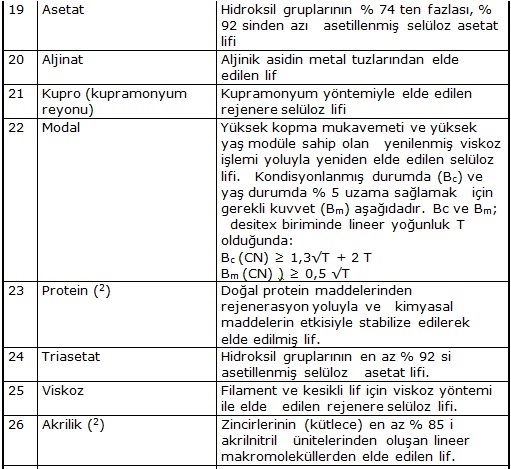
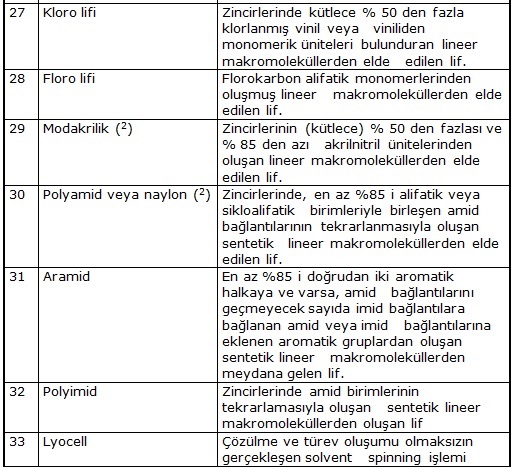
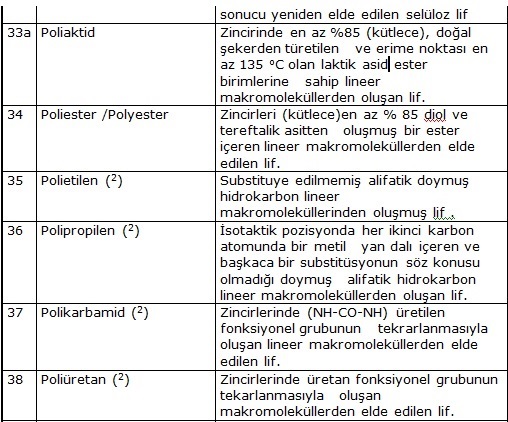
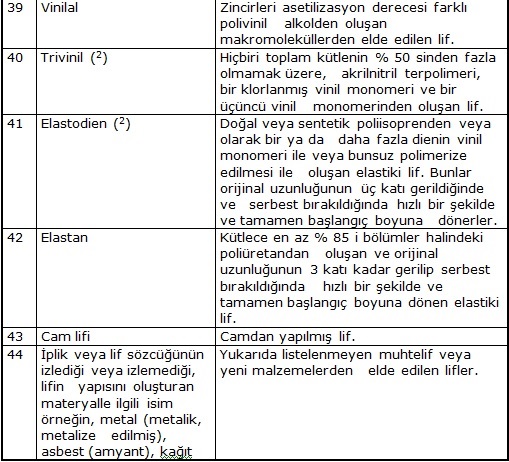
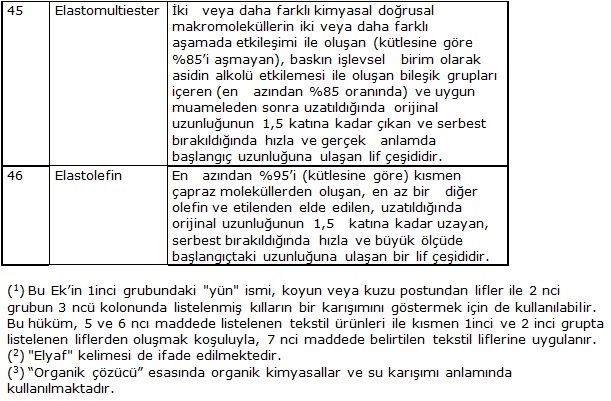
Değişen Yüzlü Çift Katlı Kumaş Örgüler
Değişen yüzlü çift katlı örgüler, belirli bir plana göre örgü üzerinde bazı bölgelerde üst kumaş, bazı bölgelerde alt kumaşa ait çözgü ve atkı ipliklerinin üstte çalıştığı örgülerdir. Değişen yüzlü çift katlı örgülerde üst örgülerin üstte görünmesi istenen bölgelerde bütün üst çözgüler alt atkıların üzerindedir. Bu kurala uygun olarak üst çözgüler ile alt atkıların kesişme noktalarına kaldırma işareti ( / )çizilir. Kaldırma işaretleri armür planı çizilirken dolu kare olarak gösterilir. Değişen yüzlü çift katlı örgülerde plana göre alt örgülerin üstte görünmesi istenen bölgelerde bütün alt çözgüler ile üst atkıların üzerindedir. Bu kurala uygun olarak alt çözgüler ile üst atkıların kesişme noktalarına kaldırma işareti ( / )çizilir. Kaldırma işaretleri armür planı çizilirken dolu kare olarak gösterilir.
Örnek 1
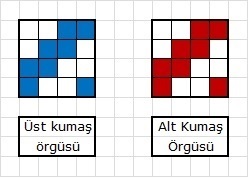
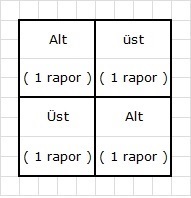
Oran 1/1 olacak şekilde verilen deseni oluşturmak üzere değişen yüzlü çift katlı kumaş örgüsü, çözgü ve atkı kesitleri ile tahar ve armür planlarının çizilmesi.
ÇRR=1 Mavi + 1 Kırmızı,
ARR=ÇRR=1 Mavi + 1 Kırmızı
1-Önce rapor alanı belirlenir. Oran 1/1 olduğuna göre 8 çözgü 8 atkı. Yukarıdaki plana göre 16 çözgü 16 atkı ipliğinden oluşur.
2-Üst kumaş ve alt kumaş çözgüleri ile atkılarının yerleri 1/1 oranına göre desen kağıdı üzerinde gösterilir.
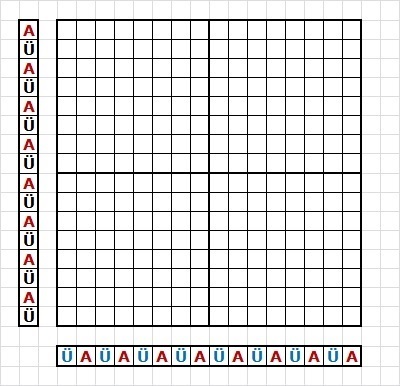
3-Üst çözgülerle üst atkıların kesişme noktalarında bulunan karelere üst kumaş örgüsü çizilir.
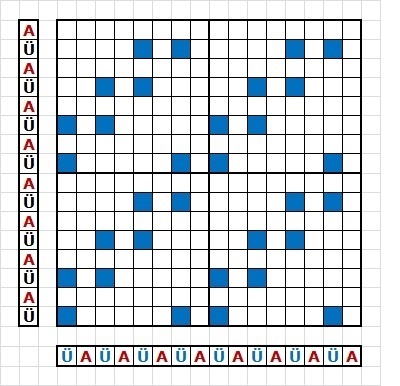
4-Alt çözgülerle alt atkıların kesişme noktalarında bulunan karelere alt kumaş örgüsü çizilir.
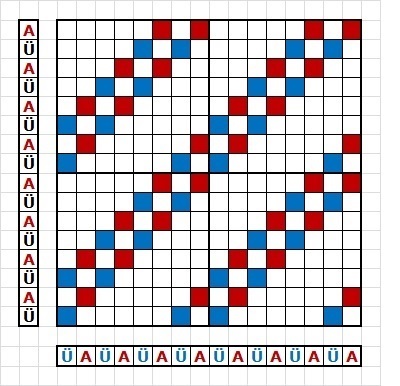
5-Verilen plana göre üst örgülerin üstte görünmesi gereken bölgelerde üst çözgüler ile alt atkıların kesişme noktalarında bulunan kareler doldurulur.
Burada;
Değişen yüzlü çift katlı örgülerde üst örgülerin üstte görünmesi istenen bölgelerde bütün üst çözgüler alt atkıların üzerindedir ve bu bir kuraldır.
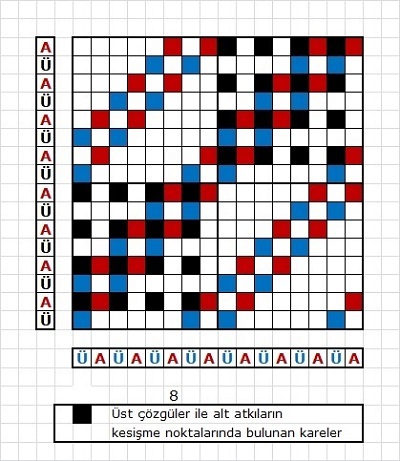
6- Verilen plana göre alt örgülerin üstte görünmesi gereken bölgelerde alt çözgüler ile üst atkıların kesişme noktalarında bulunan kareler doldurulur.
Burada;
Değişen yüzlü çift katlı örgülerde alt örgülerin üstte görünmesi istenen bölgelerde bütün alt çözgüler üst atkıların üzerindedir ve bu bir kuraldır.
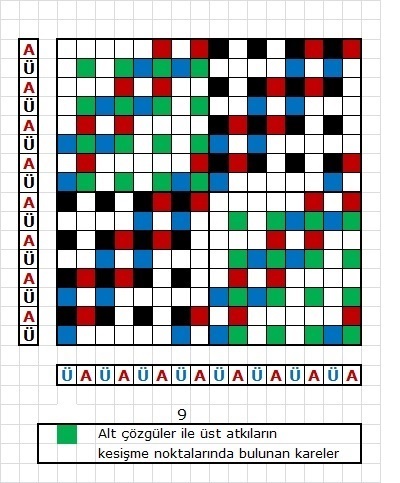
7-Tahar ve Armür planının yapılışı
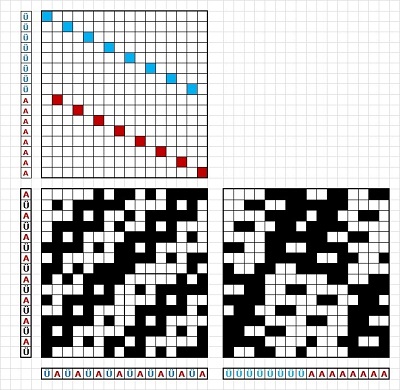
8- ÇRR=1 Mavi + 1 Kırmızı
Verilen renk raporuna göre üst çözgülerin atkıların üzerinde olduğu kareler mavi, alt çözgülerin atkıların üzerinde olduğu kareler kırmızı renkte boyanır.
Burada;
Desen kâğıdında bulunan her dolu kare, o bağlantı noktasında bulunan çözgü ipliğinin atkı ipliğinin üstünde olduğunu gösterir.Desen kâğıdında bulunan her boş kare, o bağlantı noktasında bulunan atkı ipliğinin çözgü ipliğinin üstünde olduğunu gösterir.
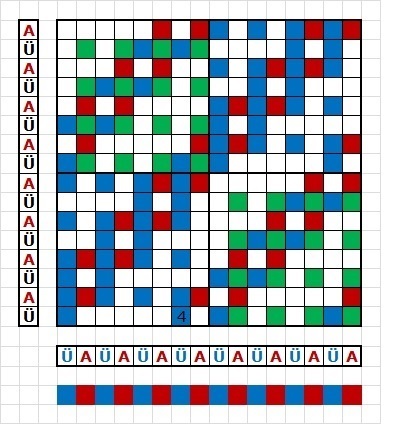
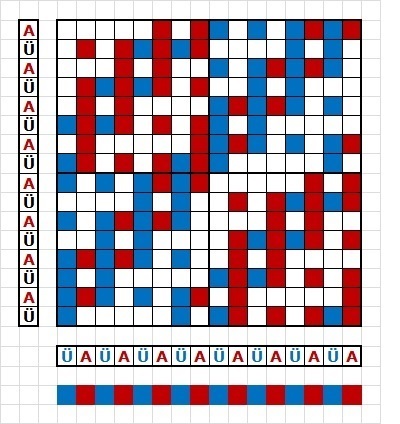
9-ARR =1 Mavi + 1 Kırmızı
Verilen renk raporuna göre üst atkıların çözgülerin üzerinde olduğu kareler mavi, alt atkıların çözgülerin üzerinde olduğu kareler kırmızı renkte boyanır.
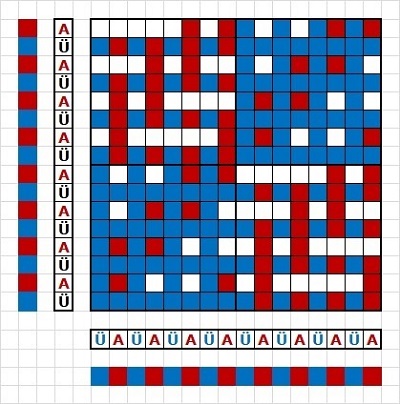
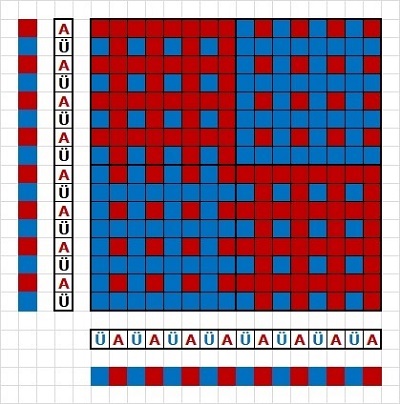
İlave Atkı Bağlantılı Çift Katlı Kumaş Örgüleri
İlave atkı bağlantılı çift katlı örgüler, iki kumaş arasındaki bağlantının özel bir atkı ipliği ile sağlandığı çift katlı örgülerdir.İlave atkı bağlantılı örgülerde bütün bağlantı atkıları üst çözgülerin üzerinde bulunmaktadır. Çift katlı örgülerin çiziminde üst ve alt örgüler yerleştirildikten sonra bağlantı atkıları ile üst çözgülerin kesişme noktalarına kaldırma işareti ( / )çizilir. Kaldırma işaretleri armür planı çizilirken dolu kare olarak gösterilir.İlave atkı bağlantılı çift katlı kumaş örgülerin çizimi farklı iki çözgü grubundan oluştuğu için grup taharı yapılması uygun olacaktır .Kesit alırken üst kumaşa ait ipliklerle alt kumaşa ait ipliklerin ve bağlantı atkısının etkileşimi inceleneceği için her üç iplik grubunun yer alması gerekir. Bu sebeple genellikle ilk üç iplik tercih edilmektedir.
Örnek 1:
Üst örgü
2
D ----------------- Z
2
Alt örgü
2
D ----------------- Z
2
oran 2/1 olacak şekilde ilave atkı bağlantılı çift katlı kumaş örgüsünün, tahar ve armür planlarının çizilmesi.
1-Rapor alanı belirlenir. Oran 2/1 olduğuna göre çözgü iplikleri bir üst-bir alt,atkı iplikleri bir üst-bir alt bir üst-bir alt ve bir bağlantı şeklinde sıralanır.
Burada;
Üst örgü raporunda 4 çözgü 4 atkı, alt örgü raporunda 4 çözgü 4 atkı olduğu unutulmamalıdır.Rapor alanı belirlenirken çözgü,atkı oranı ve bağlantı atkısı dikkate alınır.
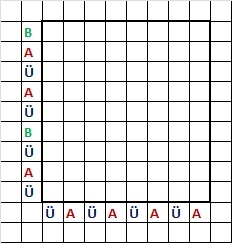
2- Üst çözgülerle üst atkıların kesişme noktalarında bulunan karelere
2
D ----------------- Z
2
Üst kumaş örgüsünü yerleştirilir.
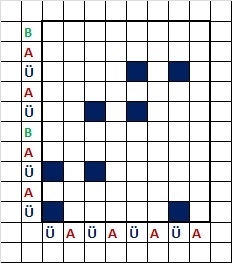
3-Üst çözgülerle üst atkıların kesişme noktalarında bulunan karelere
2
D ----------------- Z
2
Alt kumaş örgüsünü yerleştirilir.
4-Üst çözgüler ile alt atkıların kesişme noktalarında bulunan karelere kaldırma işareti ( / ) çizilir.
Burada;
Çift katlı kumaş yapılarında bütün üst çözgülerin alt atkıların üzerinde olması gerektiği kuralı unutulmamalıdır.
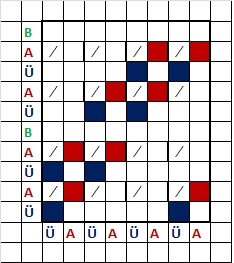
5- Üst çözgülerle bağlantı atkılarının kesişme noktalarında bulunan karelere kaldırma işareti ( / ) çizilir.
Burada;
İlave atkı bağlantılı çift katlı örgülerde bütün bağlantı atkıların üst çözgülerin üzerinde olması gerektiği kuralı unutulmamalıdır.
6- Bağlantı atkısının alt çözgüler ile yapacağı bağlantı noktaları belirlenir. Belirlenen bağlantı noktalarında bulunan kareler doldurulur.
Burada;
Bağlantı noktalarını seçerken etrafının çözgü hâkimiyetli (dolu kare) olmasına dikkat edilir.
7- Bağlantı atkısının üst çözgüler ile yapacağı bağlantı noktaları belirlenir. Belirlenen bağlantı noktalarında bulunan kaldırma işaretleri iptal edilir.
Burada;
Bu bağlantı noktaları seçilirken etrafının atkı hâkimiyetli (boş kare) olmasına dikkat edilir.
8- Bağlantı atkılarının üst çözgülerle bağlantı yaptığı noktalar örgü üzerinde boş kare olarak gösterilir.
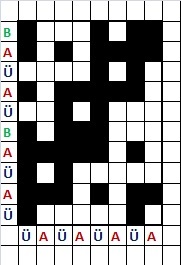
9- Tahar ve armür planı
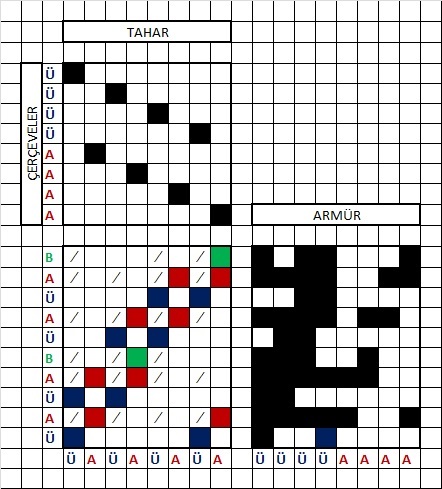
İlave Çözgü Bağlantılı Çift Katlı Kumaş Örgüleri
İlave çözgü bağlantılı çift katlı örgüler, iki kumaş arasındaki bağlantının özel bir Çözgü ipliği ile sağlandığı çift katlı örgülerdir.İlave çözgü bağlantılı örgülerde bütün bağlantı çözgüleri alt atkıların üzerinde bulunmaktadır. Çift katlı örgülerin çiziminde üst ve alt örgüler yerleştirildikten sonra bağlantı çözgüleri ile alt atkıların kesişme noktalarına kaldırma işareti ( / )çizilir. Kaldırma işaretleri armür planı çizilirken dolu kare olarak gösterilir.Kesit alırken üst kumaşa ait ipliklerle alt kumaşa ait ipliklerin ve bağlantı çözgüsünün etkileşimi inceleneceği için her üç iplik grubunun yer alması gerekir. Bu sebeple genellikle İlk üç iplik tercih edilmektedir.İlave çözgü bağlantılı çift katlı kumaş örgülerin çizimi farklı üç çözgü grubundan oluştuğu için grup taharı yapılması uygundur.
Örnek 1
Üst örgü
1
D --------------- ( Z )
3
alt örgü
3
D ----------------- ( Z )
1
Oran 1/1 olacak şekilde ilave çözgü bağlantılı çift katlı kumaş örgüsünün, tahar ve armür planlarının çizimi.
1-Rapor alanını belirlenir.. Oran 1/1 verildiğinden atkı ipliklerini bir üst-bir alt, çözgü ipliklerini bir üst-bir alt ve bir bağlantı şeklinde sıralanır.
Burada;
Üst örgü raporunda 4 çözgü 4 atkı ve alt örgü raporunda 4 çözgü 4 atkı olduğuna dikkat edilir. Rapor alanını belirlerken çözgü, atkı oranı ve bağlantı çözgüsü dikkate alınır.
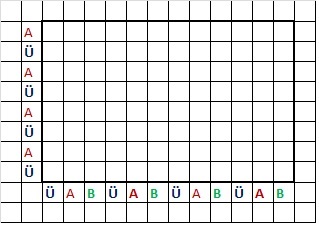
2-Üst çözgülerle üst atkıların kesişme noktalarında bulunan karelere
1
D --------------- Z
3
Üst kumaş örgüsü yerleştirilir.

3-Alt çözgülerle Alt atkıların kesişme noktalarında bulunan karelere
3
D ------------------- Z
1
Alt kumaş örgüsü yerleştirilir.
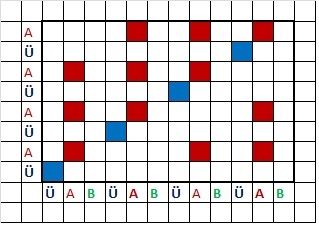
4-Üst çözgüler ile alt atkıların kesişme noktalarında bulunan karelere kaldırma işareti ( / ) çizilir.
Burada;
Çift katlı kumaş yapılarında bütün üst çözgülerin alt atkıların üzerinde olması gerektiği unutulmamalıdır.
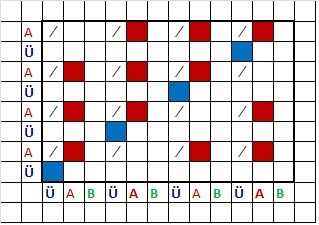
5-Bağlantı çözgüleri ile Alt atkıların kesişme noktalarında bulunan karelere kaldırma işareti ( / ) çizilir.
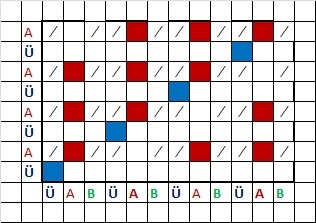
6-Bağlantı çözgülerinin alt atkılar ile yapacağı bağlantı noktaları belirlenir. Belirlenen bağlantı noktalarında bulunan kareleri doldurulur. ( Bağlantı noktalarını seçerken etrafının atkı hâkimiyetli (boş kare) olmasına dikkat edilir.)
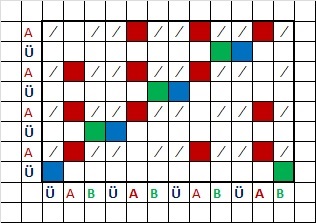
7-Bağlantı çözgülerinin alt atkılar ile yapacağı bağlantı noktalarını belirlenir. Belirlenen bağlantı noktalarında bulunan kaldırma işareti iptal edilir. (Boş kare olmasına dikkat edilir.)
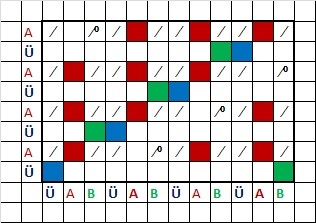
8-Bağlantı çözgüsüyle alt atkıların bağlantı yaptığı noktaları örgü üzerinde boş kare olarak gösterilir.
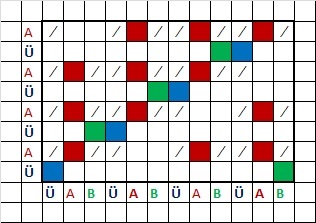
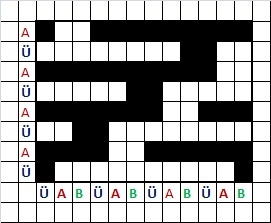
9-Tahar ve armür planı
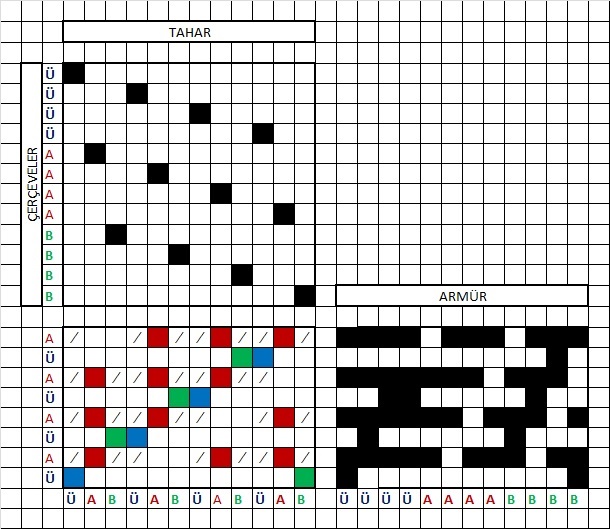
Çözgü kesitinin yapılışı.( Çözgü kesitine göre 1 üst atkı, 4 bağlantı çözgüsü ile bağlantı yapar. 1 alt atkı 2. bağlantı çözgüsü ile bağlantı yapar).
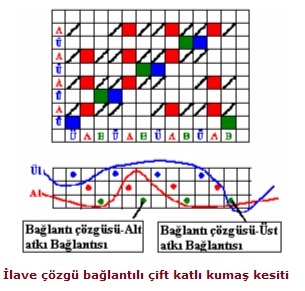
Atkı kesitinin yapılışı.( Atkı kesitine göre 1.bağlantı çözgüsü, 2. üst atkı ve 4. alt atkı ile bağlantı yapar ).
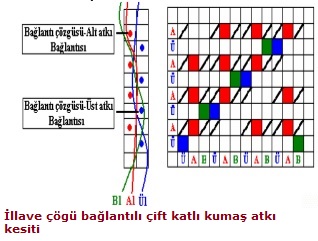
Üst Çözgü Alt Atkı ve Alt Çözgü Üst Atkı Bağlantılı Çift Katlı Kumaş Örgüleri
Üst çözgü – alt atkı ve alt çözgü – üst atkı bağlantı sisteminde, bazı noktalarda üst çözgüler alt atkıların altından, bazı noktalarda ise alt çözgüler üst atkıların üzerinden geçerek üst ve alt kumaşın birbirine bağlanmasını sağlar.Üst çözgü-alt atkı ve alt çözgü-üst atkı bağlantılı çift katlı örgülerin çizimi farklı iki çözgü grubundan oluştuğu için grup taharı yapılması uygundur.Kesit alırken üst kumaşa ait ipliklerle alt kumaşa ait ipliklerin etkileşimi inceleneceği için her iki iplik grubunun yer alması gerekir. Bu sebeple genellikle ilk iki iplik tercih edilir.
Örnek: 1
Üst örgü
3
D --------------- Z
3
Alt örgü
3
D ---------------- Z
3
Oran 2/2 olacak şekilde üst çözgü–alt atkı, alt çözgü-üst atkı bağlantılı çift katlı kumaş örgüsünün, çözgü ve atkı kesitlerinin, tahar ve armür planlarının çizilmesi.
1-Rapor alanını belirlenir. Üst ve alt kumaş için çözgü ve atkıları verilen orana göre sıralanır. Sıralamaya üst çözgü ve üst atkıdan başlanır.
Burada;
Üst örgü raporunda 6 çözgü–6 atkı, alt örgü raporunda 6 çözgü–6 atkı olduğu unutulmamalıdır. Rapor alanı belirlenirken çözgü ve atkı oranı dikkate alınır.
2-Üst çözgülerle üst atkıların kesişme noktalarında bulunan karelere
3
D -------------- Z
3
Üst kumaş örgüsü yerleştirilir.
3-Alt çözgülerle alt atkıların kesişme noktalarında bulunan karelere
3
D ------------------- Z
3
Alt kumaş örgüsü yerleştirilir.
4-Üst çözgüler ile alt atkıların kesişme noktalarında bulunan karelere kaldırma işareti ( / ) çizilir.
Burada;
Çift katlı kumaş yapılarında bütün üst çözgülerin alt atkıların üzerinde olması gerektiği kuralı unutulmamalıdır.
5-Üst çözgülerin alt atkıların üzerine çıkarak bağlantı yapacağı noktalar belirlenir. Belirlenen bağlantı noktalarında bulunan kaldırma işaretleri iptal edilir.
Burada;
Üst çözgü-alt atkı bağlantı noktalarını seçerken etrafının atkı hâkimiyetli (boş kare) olmasına dikkat edilir. Bağlantı noktaları örgü üzerinde boş kare olarak gösterilir.
6-Alt çözgülerin üst atkıların üzerine çıkarak bağlantı yapacağı noktalar belirlenir. Bağlantı noktaları örgü üzerinde işaretlenir.
Burada;
Alt çözgü-üst atkı bağlantı noktalarını seçerken etrafının çözgü hâkimiyetli (dolu kare) olmasına dikkat edilir. Bağlantı noktaları örgü üzerinde dolu kare olarak gösterilir.
7-Çözgü kesitinin çizilmesi
Burada;
Çözgü kesitine göre 1. üst atkı 5. alt çözgü ile bağlantı yapar. 2. alt atkı 5. üst çözgü ile bağlantı yapar.
8-Atkı kesitinin çizilmesi.
Burada;
Atkı kesitine göre 1. üst çözgü 4. alt atkı ile bağlantı yapar. 1. alt çözgü 3. üst atkı ile bağlantı yapar.
9-Tahar ve armür planının çizilmesi
Burada;
Tahar planını çıkarırken bağlantı noktalarını örgü üzerinde gösterilmesi unutulmamalıdır.
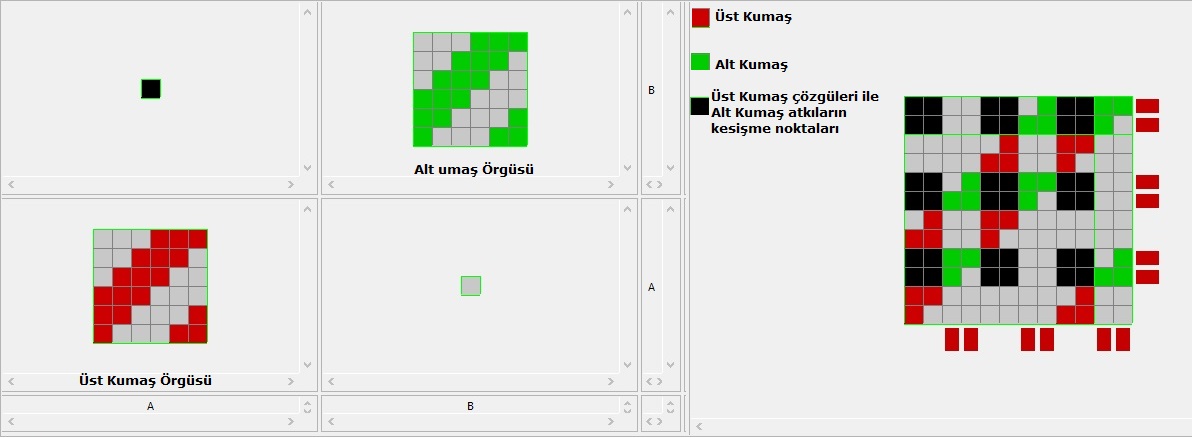
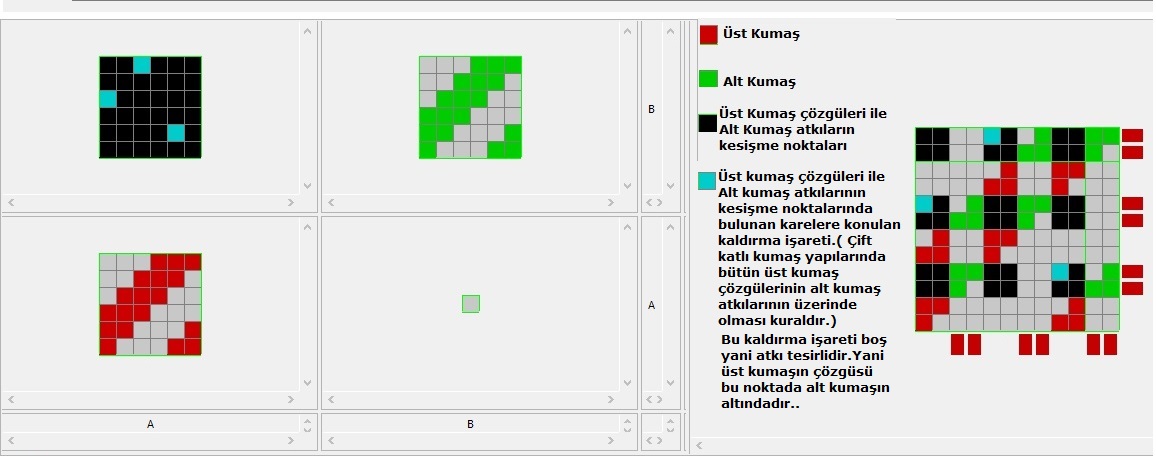
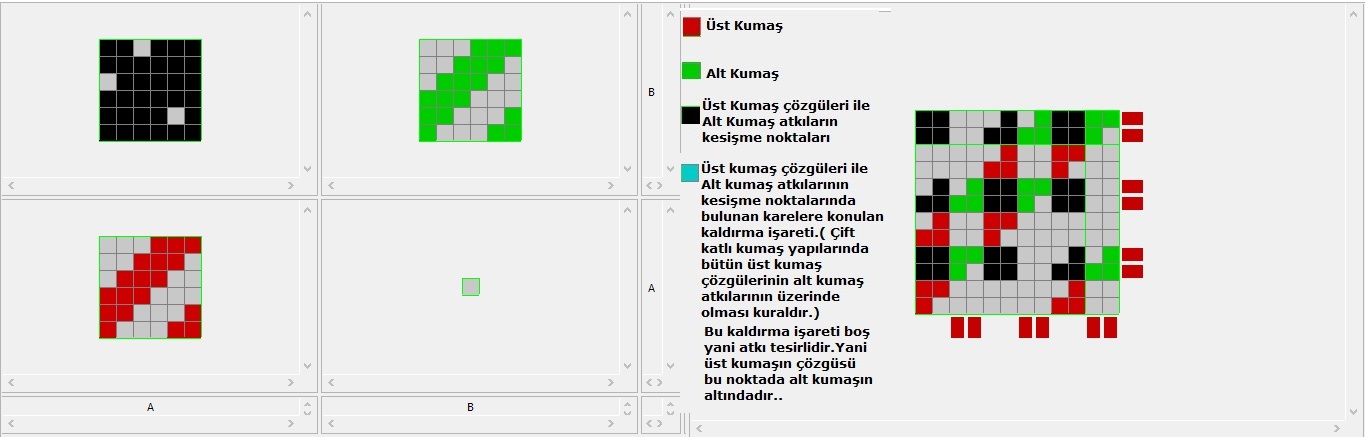
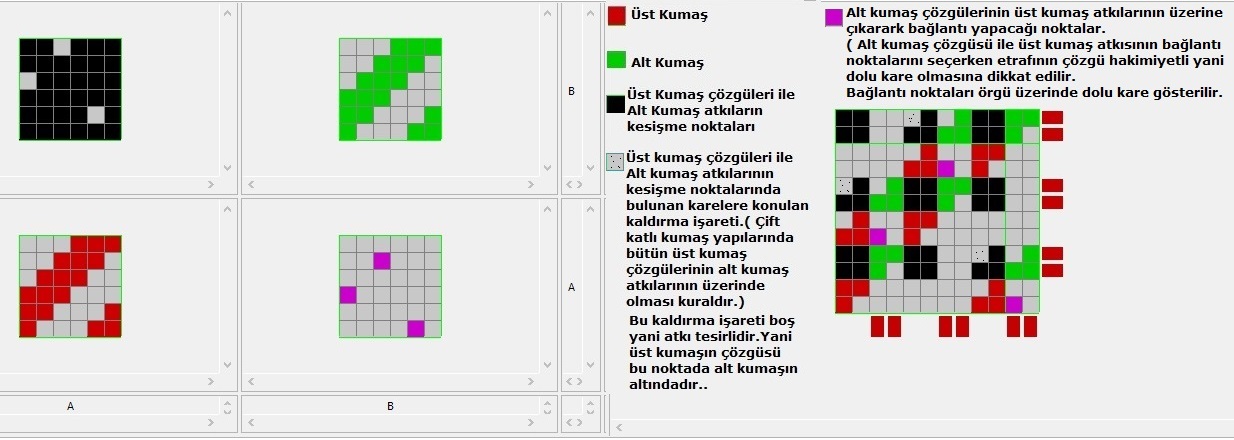
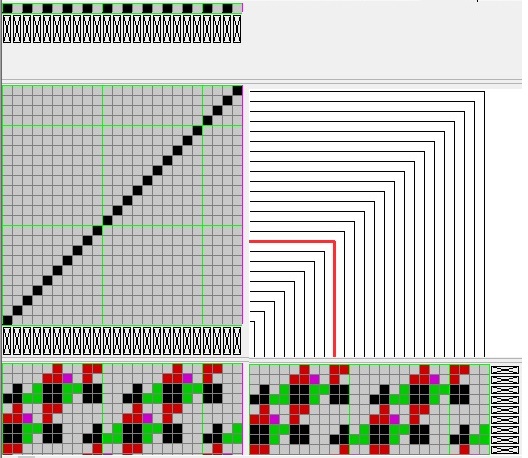
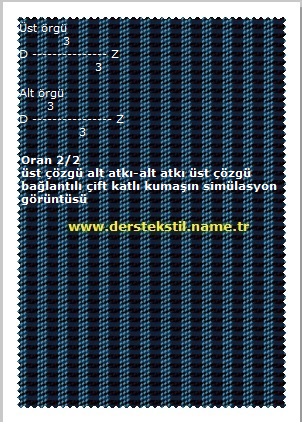
Örnek 2;
Üst örgü
2
D ---------------- Z
2
Alt örgü
2
D ---------------- Z
2
Oran 1/1 olacak şekilde üst çözgü–alt atkı, alt çözgü üst atkı bağlantılı çift katlı kumaş örgüsünün, çözgü ve atkı kesitlerinin, tahar ve armür planlarının çizilmesi.
1-Rapor alanını belirlenir. Üst ve alt kumaş için çözgü ve atkıları verilen orana göre sıralanır. Sıralamaya üst çözgü ve üst atkıdan başlanır.
Burada;
Üst örgü raporunda 4 çözgü–4 atkı, alt örgü raporunda 4 çözgü–4 atkı olduğu unutulmamalıdır.
2-Üst çözgülerle üst atkıların kesişme noktalarında bulunan karelere
2
D -------------- Z
2
Üst kumaş örgüsü yerleştirilir.
3-Alt çözgülerle alt atkıların kesişme noktalarında bulunan karelere
2
D ------------------- Z
2
Alt kumaş örgüsü yerleştirilir.
4-Üst çözgüler ile alt atkıların kesişme noktalarında bulunan karelere kaldırma işareti ( / ) çizilir.
Burada;
Çift katlı kumaş yapılarında bütün üst çözgülerin alt atkıların üzerinde olması gerektiği kuralı unutulmamalıdır.
5-Üst çözgülerin alt atkıların üzerine çıkarak bağlantı yapacağı noktalar belirlenir. Belirlenen bağlantı noktalarında bulunan kaldırma işaretleri iptal edilir.
Burada;
Üst çözgü-alt atkı bağlantı noktalarını seçerken etrafının atkı hâkimiyetli (boş kare) olmasına dikkat edilir. Bağlantı noktaları örgü üzerinde boş kare olarak gösterilir.
6-Alt çözgülerin üst atkıların üzerine çıkarak bağlantı yapacağı noktalar belirlenir. Bağlantı noktaları örgü üzerinde işaretlenir.
Burada;
Alt çözgü-üst atkı bağlantı noktalarını seçerken etrafının çözgü hâkimiyetli (dolu kare) olmasına dikkat edilir. Bağlantı noktaları örgü üzerinde dolu kare olarak gösterilir.
7-Tahar ve armür planının çizilmesi
Burada;
Tahar planını çıkarırken bağlantı noktalarını örgü üzerinde gösterilmesi unutulmamalıdır.

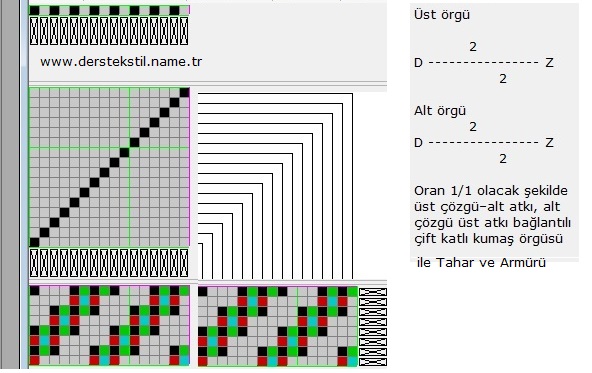
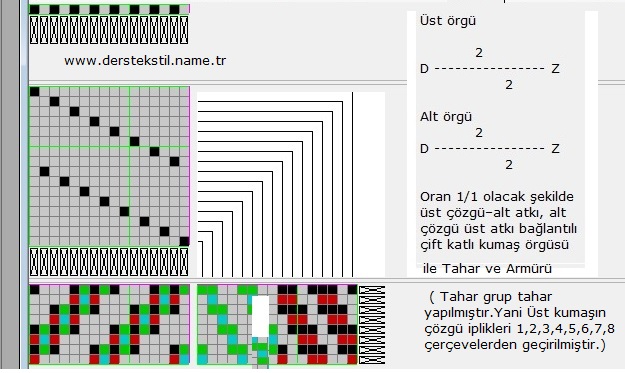
Alt Çözgü Üst Atkı Bağlantılı Çift Katlı kumaş Örgüleri
Alt çözgü-üst atkı bağlantı sisteminde, alt çözgüler sadece belirlenen noktalarda üst atkıların üzerinden geçerek üst ve alt kumaşın birbirine bağlanmasını sağlar.Alt çözgü-üst atkı bağlantılı çift katlı örgülerin çizimi farklı iki çözgü grubundan oluştuğu için grup taharı yapılması uygun olur.Kesit alırken üst kumaşa ait ipliklerle alt kumaşa ait ipliklerin etkileşimi inceleneceği için her iki iplik grubunun yer alması gerekir. Bu sebeple genellikle ilk iki iplik tercih edilir.
Örnek: 1
Üst örgü
3
D --------------- Z
1
Alt örgü
3
D ---------------- Z
1
Oran 2/1 olacak şekilde Alt çözgü–Üst atkı bağlantılı çift katlı kumaş örgüsünün, çözgü ve atkı kesitlerinin, tahar ve armür planlarının çizilmesi.
1-Rapor alanını belirlenir. Üst ve alt kumaş için çözgü ve atkıları verilen orana göre sıralanır. Sıralamaya üst çözgü ve üst atkıdan başlanır.
Burada;
Üst örgü raporunda 4 çözgü 4 atkı, alt örgü raporunda 4 çözgü 4 atkı olduğu unutulmamalıdır.
2- Üst çözgülerle üst atkıların kesişme noktalarında bulunan karelere
3
D ---------------- Z
1
Kumaş örgüsü yerleştirilir.
3- Alt çözgülerle alt atkıların kesişme noktalarında bulunan karelere
3
D ---------------- Z
1
Alt kumaş örgüsü yerleştirilir.
4-Üst çözgüler ile alt atkıların kesişme noktalarında bulunan karelere kaldırma işareti ( / ) çizilir.
Burada;
Çift katlı kumaş yapılarında bütün üst çözgülerin alt atkıların üzerinde olması gerektiği kuralı unutulmamalıdır.
5-Alt çözgülerin Üst atkıların üzerine çıkarak bağlantı yapacağı noktalar belirlenir. Belirlenen bağlantı noktalarında bulunan kaldırma işaretleri iptal edilir.
Burada;
Bu bağlantı noktalarını seçerken etrafının çözgü hâkimiyetli (dolu kare) olmasına dikkat edilir.
6-Bağlantı noktaları örgü üzerinde dolu kare olarak gösterilir.
7-Çözgü kesitinin çizilmesi ve bağlantı noktasının işaretlenmesi
Burada;
Çözgü kesitine göre 1. üst atkı, 4. Alt çözgü ile bağlantı yapar
8-Atkı kesitini çizilmesi ve bağlantı noktasının işaretlenmesi
Burada;
Atkı kesitine göre 1. Alt çözgü, 3. üst atkı ile bağlantı yapar.
9-Tahar ve armür planının çizilmesi.
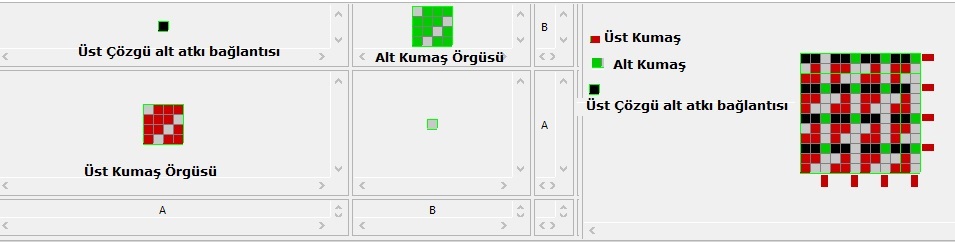
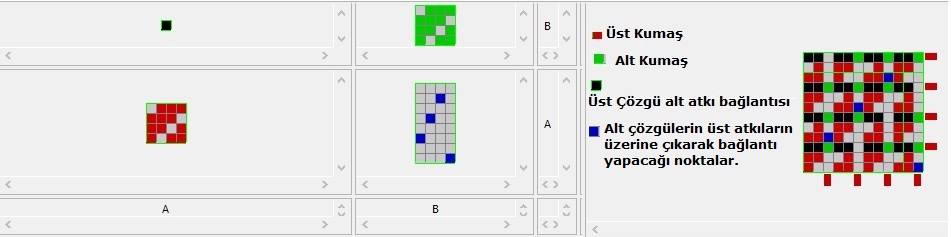
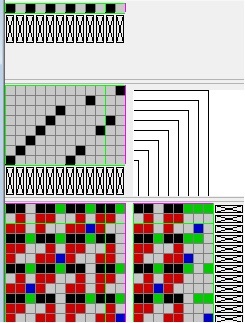
Örnek: 2
Üst örgü
2
D ------------------ Z
3
Alt örgü
3
D--------------- Z
4
Oran 1/1 olacak şekilde Alt çözgü–Üst atkı bağlantılı çift katlı kumaş örgüsünün, çözgü ve atkı kesitlerinin, tahar ve armür planlarının çizilmesi.
1-Rapor alanını belirlenir. Üst ve alt kumaş için çözgü ve atkıları verilen orana göre sıralanır. Sıralamaya üst çözgü ve üst atkıdan başlanır.
Burada;
Üst örgü raporunda 5 çözgü 5 atkı, alt örgü raporunda 5 çözgü 5 atkı olduğu unutulmamalıdır.
2- Üst çözgülerle üst atkıların kesişme noktalarında bulunan karelere
2
D ---------------- Z
3
Kumaş örgüsü yerleştirilir.
3- Alt çözgülerle alt atkıların kesişme noktalarında bulunan karelere
3
D ---------------- Z
4
Alt kumaş örgüsü yerleştirilir.
4-Üst çözgüler ile alt atkıların kesişme noktalarında bulunan karelere kaldırma işareti ( / ) çizilir.
Burada;
Çift katlı kumaş yapılarında bütün üst çözgülerin alt atkıların üzerinde olması gerektiği kuralı unutulmamalıdır.
5-Alt çözgülerin Üst atkıların üzerine çıkarak bağlantı yapacağı noktalar belirlenir. Belirlenen bağlantı noktalarında bulunan kaldırma işaretleri iptal edilir.
Burada;
Bu bağlantı noktalarını seçerken etrafının çözgü hâkimiyetli (dolu kare) olmasına dikkat edilir.
6-Bağlantı noktaları örgü üzerinde dolu kare olarak gösterilir.
7-Çözgü kesitinin çizilmesi ve bağlantı noktasının işaretlenmesi
Burada;
Çözgü kesitine göre 1. üst atkı, 4. Alt çözgü ile bağlantı yapar
8-Atkı kesitini çizilmesi ve bağlantı noktasının işaretlenmesi
9-Tahar ve armür planının çizilmesi.
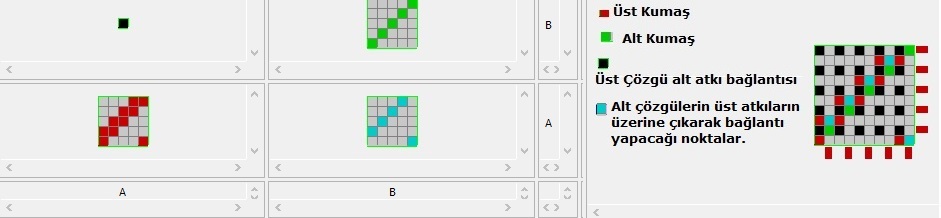
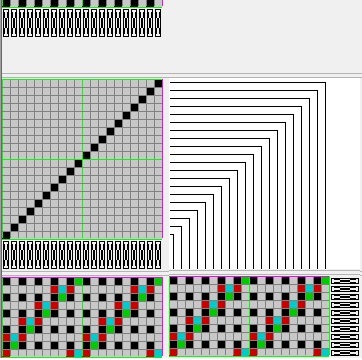
Üst Çözgü Alt Atkı Bağlantılı Çift Katlı kumaş Örgüleri
Üst çözgü – alt atkı bağlantı sisteminde, alt atkılar sadece belirlenen noktalarda üst çözgülerin üzerinden geçerek üst ve alt kumaşın birbirine bağlanmasını sağlar.
Üst çözgü-alt atkı bağlantılı çift katlı örgülerin çizimi, farklı iki çözgü grubundan oluştuğu için grup taharı yapılması uygundur.Kesit alırken üst kumaşa ait ipliklerle alt kumaşa ait ipliklerin etkileşimi inceleneceği için her iki iplik grubunun yer alması gerekir. Bu sebeple genellikle ilk iki iplik tercih edilmektedir.
Örnek 1
Üst örgü
2
D --------------- Z
2
Alt örgü
2
D --------------- Z
2
,oran 1/1 olacak şekilde üst çözgü–alt atkı bağlantılı çift katlı kumaş örgüsünün çizimi;
Önce rapor alanını belirlenir. Üst ve alt kumaş için çözgü ve atkıları verilen orana göre sıralanır. Sıralamaya üst çözgü ve üst atkıdan başlanır.
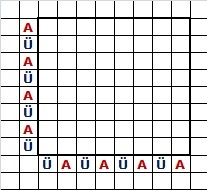
Üst çözgülerle üst atkıların kesişme noktalarında bulunan karelere
2
D ------------------ Z
2
üst kumaş örgüsü yerleştirilir.
Alt çözgülerle alt atkıların kesişme noktalarında bulunan karelere
2
D ---------------- Z
2
alt kumaş örgüsü yerleştirilir.
Üst çözgüler ile alt atkıların kesişme noktalarında bulunan karelere kaldırma işareti ( / ) çizilir.
Üst çözgülerin alt atkıların üzerine çıkarak bağlantı yapacağı noktalar belirlenir. Belirlenen bağlantı noktalarında bulunan kaldırma işaretleri iptal edilir.
Bağlantı noktaları örgü üzerinde boş kare olarak gösterilir.
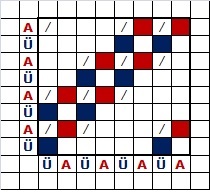
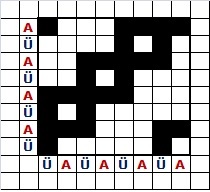
Tahar ve armür planının çizimi
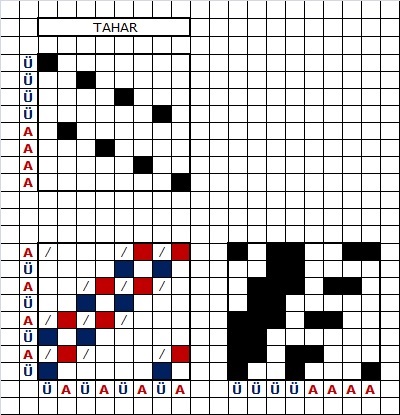
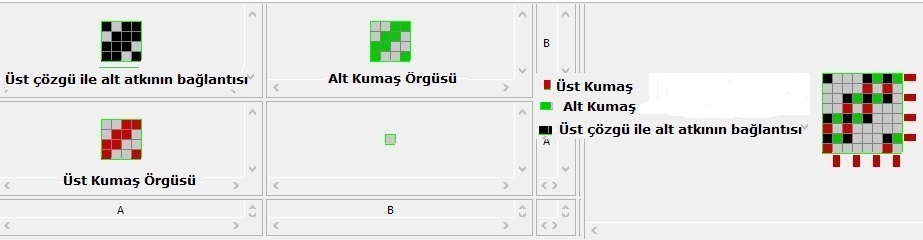
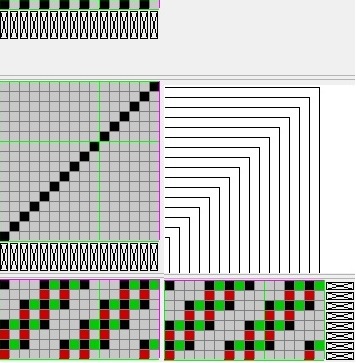
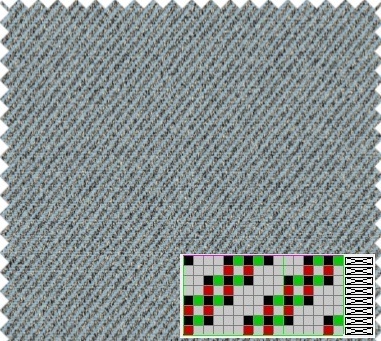
Atkı kesitinin çizimi ve bağlantı noktasının işaretlenmesi (Atkı kesitine göre 1. üst çözgü, 3. alt atkı ile bağlantı yapar.)
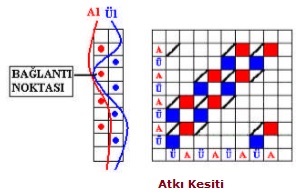
Çözgü kesitini çizilmesi ve bağlantı noktasının işaretlenmesi.( Çözgü kesitine göre 1. alt atkı, 3. üst çözgü ile bağlantı yapar.)
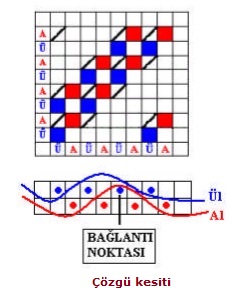
Örnek
Üst örgü
4
D ------------- Z
1
alt örgü
3
D --------------- Z
2
oran 2/1 olacak şekilde üst çözgü–alt atkı bağlantılı çift katlı kumaş örgüsü ile tahar ve armür planlarını çizilmesi.
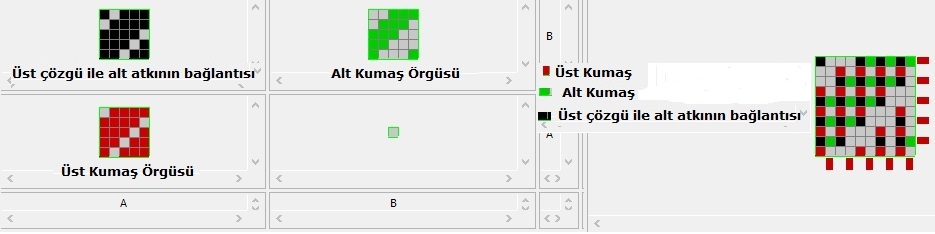
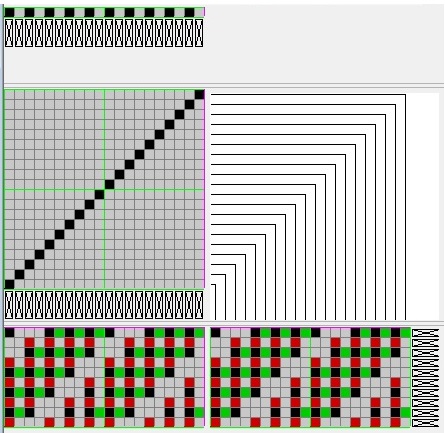

Çift Katlı Örgüler
İki çözgü ve iki atkı sisteminden oluşan, birinci çözgü ve atkı sisteminin üst kumaş dokusunu, ikinci çözgü ve atkı sisteminin alt kumaş dokusunu meydana getirdiği örgülere çift katlı kumaş örgüleri denir. Çift katlı kumaş örgüleri; kalın, gramajlı ya da her iki yüzü farklı desen ve renkte kumaş yapısı elde etmek için kullanılır.
İki kumaş dokusu birbirine çözgüden veya atkıdan ilave iplik bağlantısıyla ya da değişen yüzlü çift katlı kumaş örgü tekniği kullanılarak bağlanır. Bu örgü çeşitleri kullanılarak ön ve arka yüzü farklı, renkli ve desenli çift yüzlü kumaş dokusu elde edilir. Çift katlı kumaş örgüleri genellikle kalın, ağır battaniye ve döşemelik kumaşların dokunmasında kullanılır.
Çift katlı kumaşlarda üst kumaş ile alt kumaş arasında bağlantı sağlamak için kullanılan farklı yöntemler bulunur. Bu yöntemlere göre çift katlı kumaş örgüleri aşağıdaki şekilde gruplandırılır:
1-Çözgüden ve atkıdan bağlantılı çift katlı örgüler
A-Üst çözgü-alt atkı bağlantılı çift katlı örgüler
B-Alt çözgü-üst atkı bağlantılı çift katlı örgüler
C-Üst çözgü-alt atkı ve alt çözgü-üst atkı bağlantılı çift katlı örgüler
2-iplik bağlantılı çift katlı örgüler
A-İlave atkı bağlantılı çift katlı örgüler
B-İlave çözgü bağlantılı çift katlı örgüler
3-Değişen yüzlü çift katlı örgüler
Çift katlı örgülerin özellikleri
1-Çift katlı örgülerde üst ve alt iplik hareketleri belirli oranlara göre çizilir. Çözgü ve atkı oranları aynı olabileceği gibi farklı da seçilebilir. Örneğin; çözgü oranı = 1/1( bir üst çözgü-bir alt çözgü), atkı oranı = 2/1 ( iki üst atkı- bir alt atkı) veya çözgü ve atkı oranı = 1/1şeklinde verilebilir.
2-Çift katlı kumaşlarda genellikle üst ve alt örgü aynıdır. Ancak her iki kat ayrı ayrı oluşturulduğu için farklı örgüler de kullanılabilir.
3-Çift katlı kumaşlar için tahar işlemi yapılırken genellikle üst kumaş çözgüleri ön çerçevelere, alt kumaş çözgüleri arka çerçevelere gruplandırılır. Bu işleme uygun şekilde tahar ve armür planları çizilir.
4-Üst ve alt kumaş için farklı örgü raporları kullanılacaksa kullanılan örgülerin çözgü ve atkı sayıları verilen orana göre eşitlenmelidir.
5- Üst ve alt kumaş örgüleri olarak genellikle bezayağı, dimi, saten gibi basit ve küçük raporlu örgüler kullanılır.
6- Çift katlı kumaş örgüleri üst giyim, perde ve döşemelik kumaş, battaniye, yatak örtüsü yapımında kullanılır.
Çift katlı kumaş oluşumu
Çift katlı kumaşların dokunmasında belirlenen atkı oranına göre sırasıyla üst ve alt ağızlık oluşturulur.

Üst ağızlık açılırken üst çözgülerin bir kısmı dokunacak örgüye göre yukarıda, bir kısmı aşağıda yer alır. Alt çözgülerin tamamı aşağıdadır. Ağızlıktan üst atkı ipliği atılır.

Alt ağızlık açılırken alt çözgülerin bir kısmı dokunacak örgüye göre yukarıda, bir kısmı aşağıda yer alır. Üst çözgülerin tamamı yukarıdadır. Ağızlıktan alt atkı ipliği atılır.

Kaldırma işaretleri armür planı çizilirken dolu kare olarak gösterilir. Bu durumda dokuma sırasında bütün üst çözgüler alt atkıların üzerinde bulunmaktadır. Çift katlı örgülerin çiziminde üst ve alt örgüler yerleştirildikten sonra üst çözgüler ile alt atkıların kesişme noktalarına kaldırma işareti ( / )çizilir.
Üst Çözgü-Alt Atkı Bağlantılı Çift Katlı kumaş Örgüler
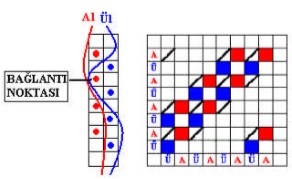
Alt Çözgü-Üst Atkı Bağlantılı Çift Katlı kumaş Örgüler
Alt çözgü – üst atkı bağlantı sisteminde, alt çözgüler sadece belirlenen noktalarda üst atkıların üzerinden geçerek üst ve alt kumaşın birbirine bağlanmasını sağlar.
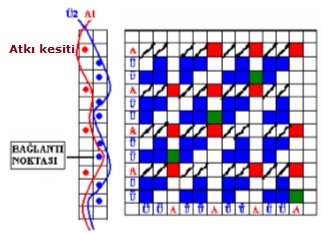
Üst Çözgü-Alt Atkı ve Alt Çözgü-Üst Atkı Bağlantılı Çift Katlı Örgüler
Üst çözgü – alt atkı ve alt çözgü – üst atkı bağlantı sisteminde, bazı noktalarda üst çözgüler alt atkıların altından, bazı noktalarda ise alt çözgüler üst atkıların üzerinden geçerek üst ve alt kumaşın birbirine bağlanmasını sağlar.
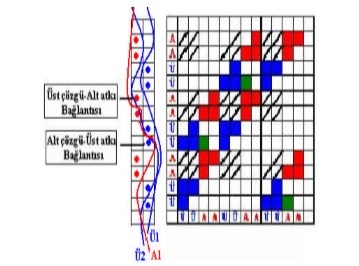
İlave Çözgü Bağlantılı Çift Katlı Kumaş Örgüler
İlave çözgü bağlantılı çift katlı örgüler, iki kumaş arasındaki bağlantının özel bir çözgü ipliği ile sağlandığı çift katlı örgülerdir. İlave çözgü bağlantılı örgülerde bütün bağlantı çözgüleri alt atkıların üzerinde bulunmaktadır. Çift katlı örgülerin çiziminde üst ve alt örgüler yerleştirildikten sonra bağlantı çözgüleri ile alt atkıların kesişme noktalarına kaldırma işareti ( / )çizilir. Kaldırma işaretleri armür planı çizilirken dolu kare olarak gösterilir.
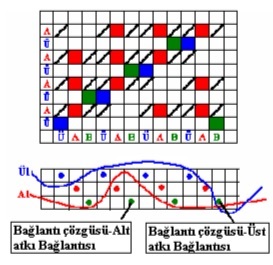
İlave Atkı Bağlantılı Çift Katlı Kumaş Örgüler
İlave atkı bağlantılı çift katlı örgüler, iki kumaş arasındaki bağlantının özel bir atkı ipliği ile sağlandığı çift katlı örgülerdir. İlave atkı bağlantılı örgülerde bütün bağlantı atkıları üst çözgülerin üzerinde bulunmaktadır. Çift katlı örgülerin çiziminde üst ve alt örgüler yerleştirildikten sonra bağlantı atkıları ile üst çözgülerin kesişme noktalarına kaldırma işareti ( / )çizilir. Kaldırma işaretleri armür planı çizilirken dolu kare olarak gösterilir.
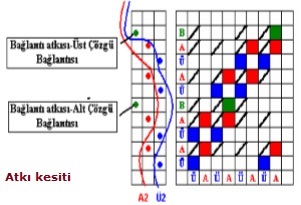
Değişen Yüzlü Çift Katlı Kumaş Örgüler
Değişen yüzlü çift katlı örgüler, belirli bir plana göre örgü üzerinde bazı bölgelerde üst kumaş,bazı bölgelerde alt kumaşa ait çözgü ve atkı ipliklerinin üstte çalıştığı örgülerdir. Değişen yüzlü çift katlı örgülerde üst örgülerin üstte görünmesi istenen bölgelerde bütün üst çözgüler alt atkıların üzerindedir. Bu kurala uygun olarak üst çözgüler ile alt atkıların kesişme noktalarına kaldırma işareti ( / )çizilir. Kaldırma işaretleri armür planı çizilirken dolu kare olarak gösterilir. Değişen yüzlü çift katlı örgülerde plana göre alt örgülerin üstte görünmesi istenen bölgelerde bütün alt çözgüler ile üst atkıların üzerindedir. Bu kurala uygun olarak alt çözgüler ile üst atkıların kesişme noktalarına kaldırma işareti ( / )çizilir. Kaldırma işaretleri armür planı çizilirken dolu kare olarak gösterilir.
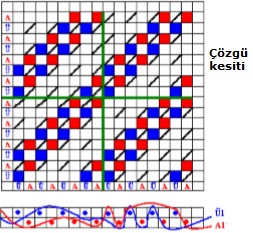
Pike Örgüsü
Uzak çözgü veya atkı iplikleri kapalı kumaş yüzeyinde kabarık yollar ve motifler açılır .
Pike örgülerin dokumasında, pamuk, ipek ya da suni ipek iplikleri tercih edilir. Desenin daha belirgin hâle getirilmesi için ilave dolgu atkısı veya dolgu çözgüsü. Zemin ve pike örgüsü olmaktan farklı Zemin örgüsü olarak bezayağı örgüsü kullanılır. Desen büyüklüğüne göre armür ya da jakarlı doku makinelerini dokunabilir. Pike örgüleri odada döşemelik, yatak örtüsü, masa örtüsü ve bayan giysilik kumaşların keyfi tercih edilir.
Pike örgüleri atkı pike ve çözgü pike olmak üzere ikiye ayrılır.
1-Çözgü pike örgüleri
2-Atkı pike örgüleri
ÇÖZGÜ PİKE ÖRGÜSÜ
Çözgü pike örgüleri zemin çözgüsü ve pike çözgüsü olması şartı iki grup çözgü ipliğinde olması.
Uygulanan desenin daha belirgin olabilmesi için dolgu atkısı kullanımı uygundur. Çözgü pike örgülerinde kullanılan zemin ve pike çözgülerinin kullanımının eşitliği için iki farklı levent kullanımı yapılır. Çözgü pike örgülerinde kullanılan dizimde 2 zemin / 1 pike, 3 zemin / 1 pike, 4 zemin / 1 pike şeklinde geliyor.
Zemin örgüsü: Bezayağı
Dizim: 2 Z / 1 P
motifi:
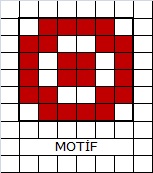
Ayarlan verilere göre;
Rapordaki toplam atkı tel sayısı: 6 tel
Rapordaki toplam çözgü tel sayısı: (6 x 2) + 6 = 18 tel olacak.
Önce çözgü pike örgüsünün çözgü ve atkı tel sayılarının belirtilmesi belirleyici ve çözgüden dizim oranı 2 Zemin örgüsü / 1 Pike motifi işaretlenir.
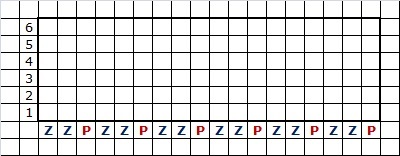
Sonra zemin çözgü ipliklerine zemin örgüsü çizilir.
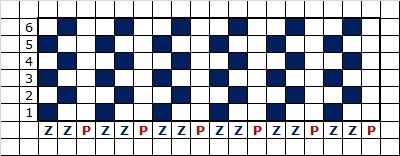
Sonra ise pike motifi çizilir.
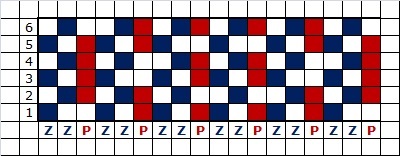
Zemin örgüsü: Bezayağı
Dizim: 2 Z / 1 P
motifi:
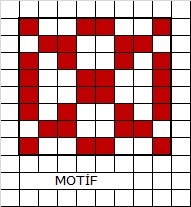
Ayarlan verilere göre;
Rapordaki toplam atkı tel sayısı: 8 tel
Rapordaki toplam çözgü tel sayısı: (8 x 2) + 8 = 24 tel olacak .
Önce çözgü pike örgüsünün çözgü ve atkı tel sayılarının belirlenmesi belirleyici ve çözgüden dizim oranı 2 Zemin örgüsü / 1 Pike motifi işaretlenir.
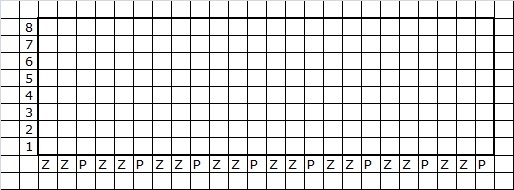
Sonra zemin çözgü ipliklerine zemin örgüsü çizilir.
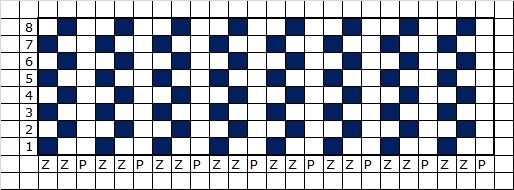
Sonra ise pike motifi çizilir.
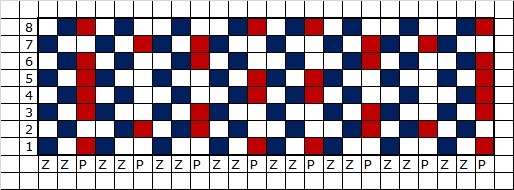
Çözgü pike örgüleri farklı iki çözgü grubundan oluşuğu için grup taharı yaparak uygun olur.
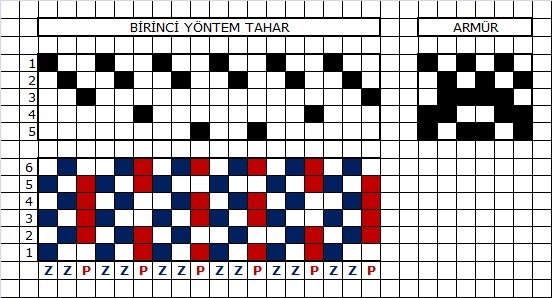
Çözgü Pike Örgülerinin kesit görüntüleri çizilirken dikkat edilmesi gereken husus kesit kesitlerinin çözgü hareketini gösterecek şekilde yapıldır. Bu sebeple atkı kesitinin olduğu anlamına geliyor. Kesit alırken zemin çözgüsü ile pike çözgüsünün etkileşimi incelenecektir, kesit görüntüsü içinde onu iki çözgünün de yer alması gerekiyor. Önde ilk iki çözgü ipliği tercih ediyor. Çözgü ipliğinin üstte olduğu yerde atkı ipliği olarak orada noktanın solundan, altta olduğu yerde ise sağlaştığınıilir.
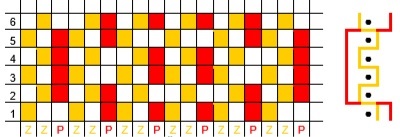
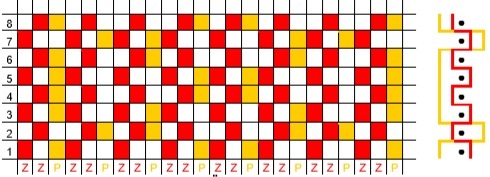
ATKI PİKE ÖRGÜSÜ
Atkı pike örgüleri zemin örgüsü ve pike atkısı olmak üzere iki grup atkı ipliğinin yapılması örgülerdir. Zemin çözgüsüne ilave dolgu çözgüsü de. Kumaşın tersinde yüzme yapan pike atkıları belli noktalarda kumaş yüzeyine çıkarak bağlantı yapar. Bu durum kumaşın yüzeyinde boyuna yol oluşmasına neden olur. Yapısal olarak kord örgülerine benzer özellik gösterir.
Zemin örgüsü: Bezayağı
Pike atkısının hareketi: 7/1
Dizim: 1 Z / 1 P
Önce atkı pike örgüsünün çözgü ve atkı tel sayılarının belirlenmesi belirleyici ve atkıdan dizim oranı 1 Zemin örgüsü / 1 Pike motifi işaretlenir.
Sonra zemin örgüsü çizilir.
Sonra ise pike atkısının hareketi çizilir.
Zemin örgüsü: Bezayağı
Pike atkısının hareketi: 8/2
Dizim: 1 Z / 1 P
Önce atkı pike örgüsünün çözgü ve atkı tel sayılarının belirlenmesi belirleyici ve atkıdan dizim oranı 1 Zemin örgüsü / 1 Pike motifi işaretlenir.
Sonra zemin örgüsü çizilir.

Sonra ise pike atkısının hareketi çizilir.
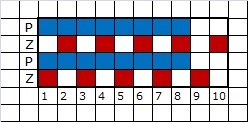
Tahar ve Armür planı
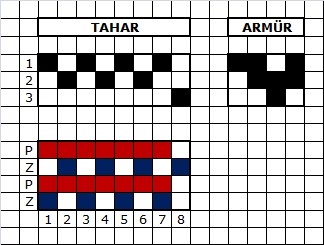
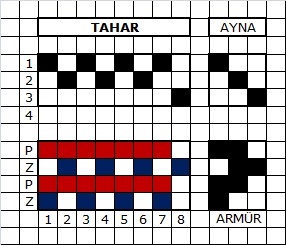
Atkı pike örgülerinin kesit görünümü çizilirken dikkat edilmesi gereken husus kesit kesitinin atkı hareketini arıyor Ģekilde yaparakdır. Bu sebeple çözgü kesitinin olduğu halde geliyor. Kesit alırken zemin atkısı ile pike atkısının etkileşimi araştırılması için kesit görüntüsü içeride onu iki atkının da yer alması gerekir. Uzak ilk iki atkı ipliği tercih ediyor. Atkı ipliğinin üstte olduğu yerde çözgü ipliği bu şekilde noktanın üstündeki, altta olduğu yerde ise alt yoluyla geçiriliyor.
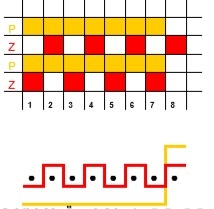
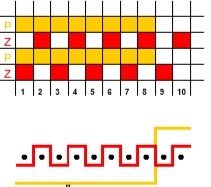
Kord Örgüsü
Kumaş yüzeyinde kabarık yollar oluşturan kord örgülerin, spor giysiler, bebek ve çocuk kıyafetleri, ev tekstilleri gibi alanların yanı sıra endüstriyel tekstiller alanında da çok önemli kullanım yerleri bulunmaktadır.
Endüstriyel tekstiller doğrudan endüstriyel işlemlerde kullanılan filtreler, taşıma bantları ve aşındırma bantları, baskılı devre plaketleri, temizlik bezleri, contalar ve sızdırmazlık elemanları ve diğer endüstriyel ekipmanlar gibi endüstriyel ürünlerin içine dâhil edilen tekstil ürünlerini kapsamaktadır. Katma değeri yüksek, teknoloji yoğun ve yeni tüketim alanlarına uygun ürünleriyle teknik tekstiller günümüzdeki en dinamik ve gelecek sağlayan tekstil sanayidir
Uzun atlamalar yapan bir iplik sistemi ile sık bağlantı yapan bir iplik sisteminin birlikte kullanılması ile dokunan ve kumaş yüzeyinde kabarık yollar oluşturan örgülere kord örgüler denir.Kord örgüler, spor giysilik, bebek ve çocuk kıyafetleri gibi üst giyim, perdelik, döşemelik gibi ev tekstillerinin yanı sıra endüstriyel tekstillerin yapımında da kullanılır.Kord örgüler atkı kord örgüleri ve çözgü kord örgüleri olmak üzere iki grupta toplanır
1-Atkı kord örgüleri : Kord atkısı –Zemin atkısı
2-Çözgü kord örgüleri :Kord çözgüsü-Zemin çözgüsü
ATKI KORD ÖRGÜLERİ
Bir çözgü sistemi ile zemin ve kord olmak üzere iki atkı sisteminden oluşan ve kumaş yüzeyinde boyuna yollar şeklinde görünen kord örgülerine atkı kord örgüleri denir.
1-Zemin atkı sistemi sık bağlantı yapan bezayağı dimi, rips, panama gibi küçük raporlu örgülerle çözgü sistemine bağlanırken kord atkı sistemi uzun atlamalar meydana getirir. Kord atkısı az bağlantı yaptığından zemin atkısına göre daha fazla çeker. Bu nedenle kumaş yüzeyinde oluşan kabarık yollar, boyuna çizgiler hâlinde görülür.
2-Zemin ve kord atkılarının sıralaması farklı oranlarda olabilir. Genellikle kullanılan zemin / kord oranı 1/1 (1 zemin-1kord) ya da 2/2 (2 zemin-2 kord) şeklindedir.
3-Zemin örgünün rapor boyutları ve kord atkılarının üzerinden ya da altından yüzme yaptığı çözgü sayısı dikkate alınarak oluşturulacak kord örgünün çözgü ve atkı sayıları belirlenir.
4-Kord atkılarının hareketi desen kâğıdına işlenirken, kord atkısı çözgü ipliklerinin üzerinden geçerek atlama yapıyorsa atkı ipliği üstte olduğundan kord atkısını temsil eden kareler boş bırakılır.
5-Kord atkısı çözgü ipliklerinin altından geçerek atlama yapıyorsa çözgü ipliği üstte olduğundan kord atkısını temsil eden kareler dolu olarak gösterilir.
6-Sadece alt atkı kord örgülerinde bir rapordan diğer rapora geçerken bağlantı sağlanması amacıyla ara bağlantı örgüsü kullanılması gerekir. Aksi hâlde kord atkılarının üste çıkarak bağlantı yaptığı çözgüler boyunca sadece atkılar üstte bulunur. Bu durumda çözgülerin atkı iplikleriyle bağlantıları sağlanamaz.
Kord atkısı çözgü ipliklerinin üzerinden geçerek atlama yapıyorsa kabarık yollar kumaşın üstünde oluşur.
![]()
Kord atkısı çözgü ipliklerinin altından geçerek atlama yapıyorsa kabarık yollar kumaşın altında oluşur.
![]()
Kord atkısı bazı bölgelerde çözgü ipliklerinin üstünden bazı bölgelerde ise altından geçebilir. Bu durumda kabarık yollar kumaşın her iki yüzünde de görünür.
![]()
Zemin örgüsü
2
D ------------- Z
2
ara bağlantı örgüsü
2
Rç ---------------
2
zemin ve kord atkıları sıralaması 1/1 oranında olan 12’li atkı kord örgüsünü, kord atkısı çözgü ipliklerinin altında olacak şekilde yüzme yapmıştır.
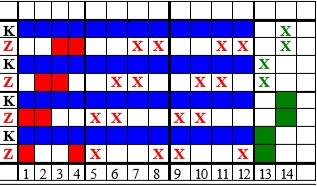
Zemin örgüsü bezayağı, ara bağlantı örgüsü bezayağı, zemin ve kord atkıları sıralaması 2/2 oranında olan 8’li atkı kord örgüsünü kord atkısı çözgü ipliklerinin altında olacak şekilde yüzme yapmıştır.
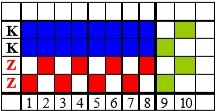
Zemin örgüsü
2
D --------------------- Z
2
zemin ve kord atkıları sıralaması 1/1 oranında olan 6’lı atkı kord örgüsünü kord atkısı çözgü ipliklerinin hem üzerinde hem de altında yüzme yapmıştır.
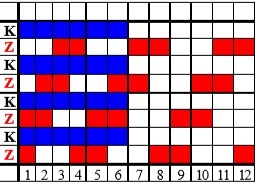
ÇÖZGÜ KORD ÖRGÜLERİ
Bir atkı sistemi ile zemin ve kord olmak üzere iki çözgü sisteminden oluşan, kumaş yüzeyinde enine yollar şeklinde görünen kord örgülerine çözgü kord örgüleri denir.
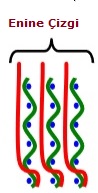
1-Zemin çözgü sistemi sık bağlantı yapan bezayağı dimi, rips, panama gibi küçük raporlu örgülerle atkı sistemine bağlanırken kord çözgü sistemi uzun atlamalar meydana getirir. Kord çözgüsü az bağlantı yaptığından zemin çözgüsüne göre daha fazla çeker. Bu nedenle kumaş yüzeyinde oluşan kabarık yollar, enine çizgiler hâlinde görülür.
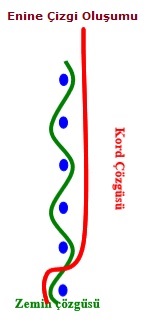
2-Zemin ve kord çözgülerinin sıralaması farklı oranlarda olabilir. Genellikle kullanılan zemin / kord oranı 1/1 (1 zemin-1 kord) ya da 2/2 (2 zemin-2 kord) şeklindedir.
3-Zemin örgünün rapor boyutları ve kord çözgülerinin üzerinden ya da altından yüzme yaptığı atkı sayısı dikkate alınarak oluşturulacak kord örgünün çözgü ve atkı sayıları belirlenir.
4-Kord çözgülerinin hareketi desen kâğıdına işlenirken kord çözgüsü atkı ipliklerinin üzerinden geçerek atlama yapıyorsa çözgü ipliği üstte olduğundan kord çözgüsünü temsil eden kareler dolu olarak gösterilir. Sadece bu tip çözgü kord örgülerinde iki rapor arasında bağlantı sağlayan ara bağlantı ipliklerinin kullanılması şarttır.
5-Kord çözgüsü atkı ipliklerinin altından geçerek atlama yapıyorsa atkı ipliği üstte olduğundan kord çözgüsünü temsil eden kareler boş olarak gösterilir.
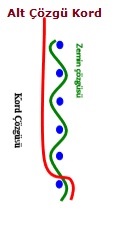
Kord çözgüsü atkı ipliklerinin üzerinden geçerek atlama yapıyorsa kabarık yollar kumaşın üstünde oluşur.
Kord çözgüsü atkı ipliklerinin altından geçerek atlama yapıyorsa kabarık yollar kumaşın altında oluşur.

Kord çözgüsü bazı bölgelerde atkı ipliklerinin üstünden bazı bölgelerde ise altından geçebilir. Bu durumda kabarık yollar kumaşın her iki yüzünde de görünür.
Zemin örgüsü
2
Rç ----------------
2
ara bağlantı örgüsü
2
Ra -----------------
2
zemin ve kord çözgüleri sıralaması 1/1 oranında olan 8’li çözgü kord örgüsünü kord çözgüleri atkıların üzerinden geçerek yüzme yapmıştır.
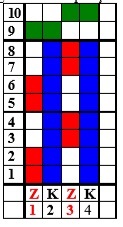
Zemin örgüsü
2
D------------- Z
1
Zemin ve kord çözgüleri sıralaması 1/1 oranında olan 9’lu çözgü kord örgüsünü kord çözgüsü atkıların altından geçerek yüzme yapmıştır.
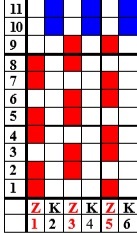
Zemin örgüsü bezayağı, zemin ve kord çözgüleri sıralaması 2/2 oranında olan 6’lı çözgü kord örgüsünü kord çözgüsü atkı ipliklerinin hem üzerinde hem de altında yüzme yapmıştır.
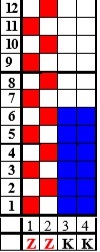
Dalgalı Dimi Örgüsü
Basit bir dimi kesişmesi,kumaşın atkı yönünde zikzak yapan dimi çizgileri oluşturacak biçimde düzenlenebilir.Keskin dönüşler yapan zikzak bir çizgi yerine,dimi atlamaları,yumuşak dönüşler yapan bir eğri boyunca yan yana dizilirse ,dalgalı ( eğri ) dimiler elde edilecektir.
Dalgalı yollu dimiler dışında kalan tüm dimi örgülerinde dimi yolları düz ya da kırık çizgiler halinde belirirler. Bunlar da ise dimi yolları kavisli görünümdedir. Bunların oluşturulmasında da kırık dimi ve balıksırtı örgülerinde olduğu gibi herhangi bir dimi temel alınabilir. Gene istenilen düzen taharla ayarlandıktan sonra ( burada istenilen kavisler oluşturacak şekilde ) baz alınan dimi örgüsünün hareketleri tahara uygun olarak desen kağıdına işlenir. Bu dimilerin oluşturulmasında tüm üstünlük tasarımcıdadır. tasarımcı örgü bilgisi ve estetik görünüşü, istenilen pazar şartlarıyla birleştirerek aradığı görüntüyü sağlayacak baz dimi örgüsünü seçer ve dalgalı ( kavisli ) taharı düzenler.
Dalgalı yollu dimilerin taharları oldukça karışıktır. Bu yüzden dokunmaları sırasında kopan çözgü ipliklerinin taharının doğru olarak yapılmasında zorluklar çıkarır ve aşırı dikkatli olmak gereklidir. Ancak özellikle kadın dış giyim kumaşlarında oldukça kullanılma şansı bulunmaktadır.
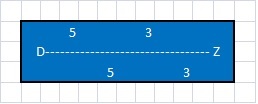
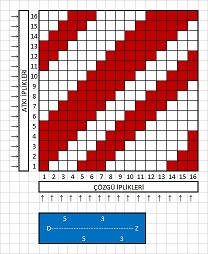
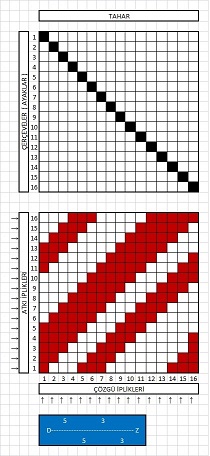
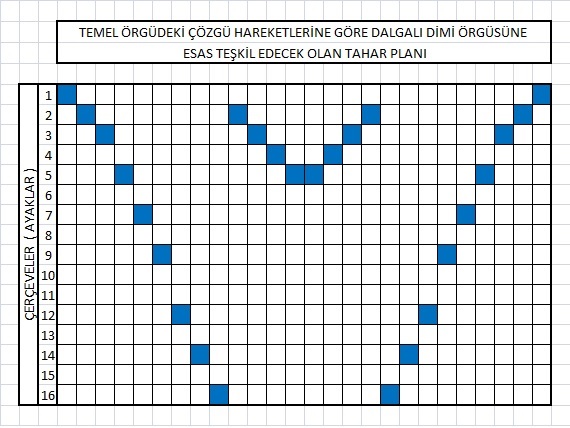
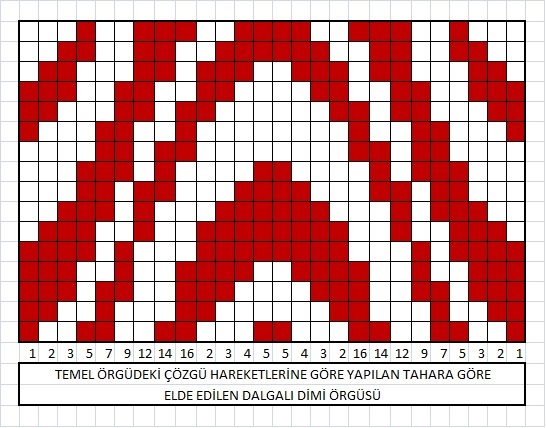
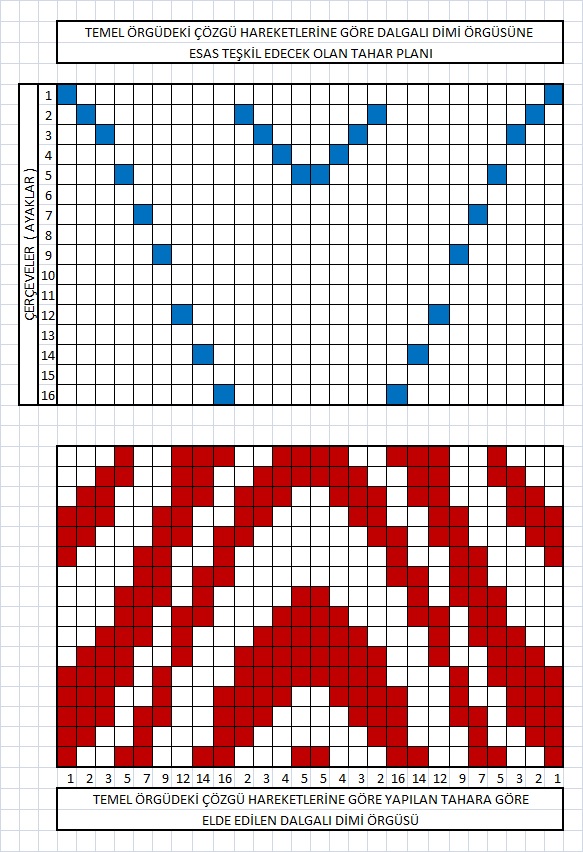
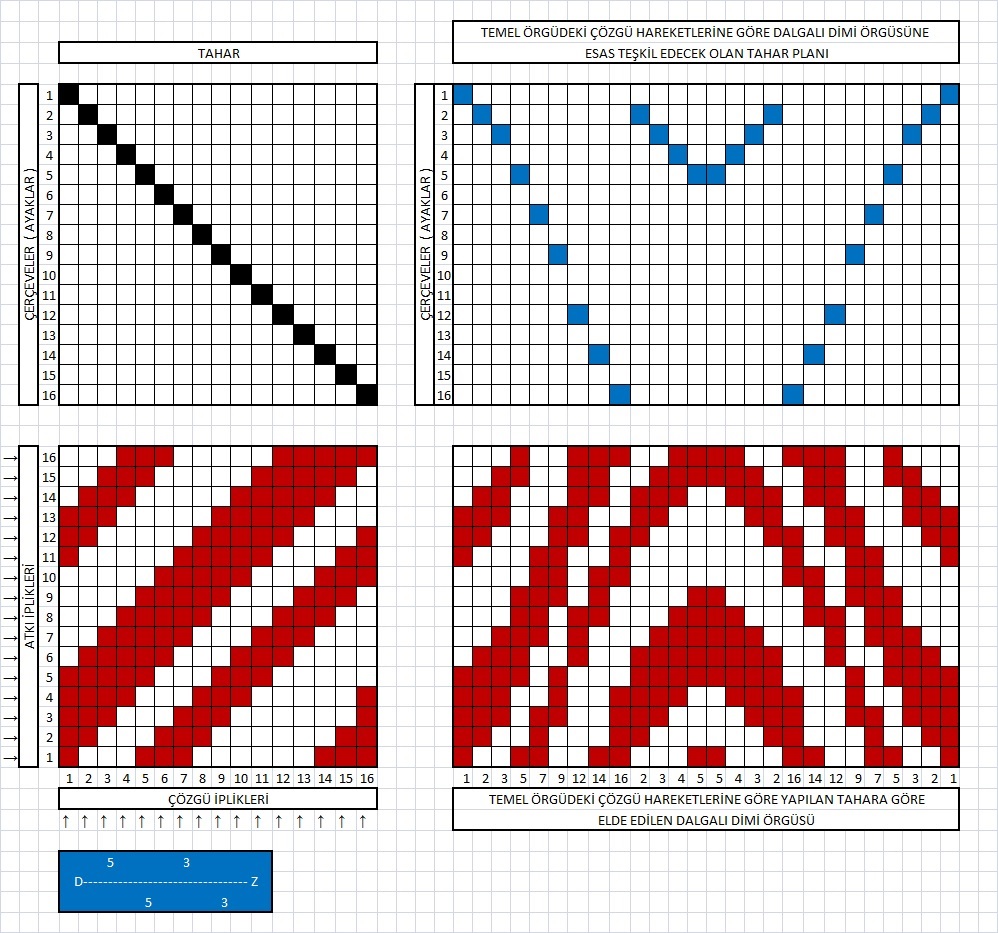
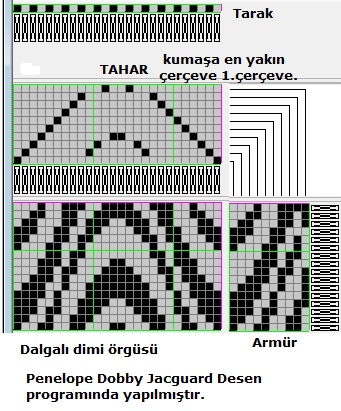
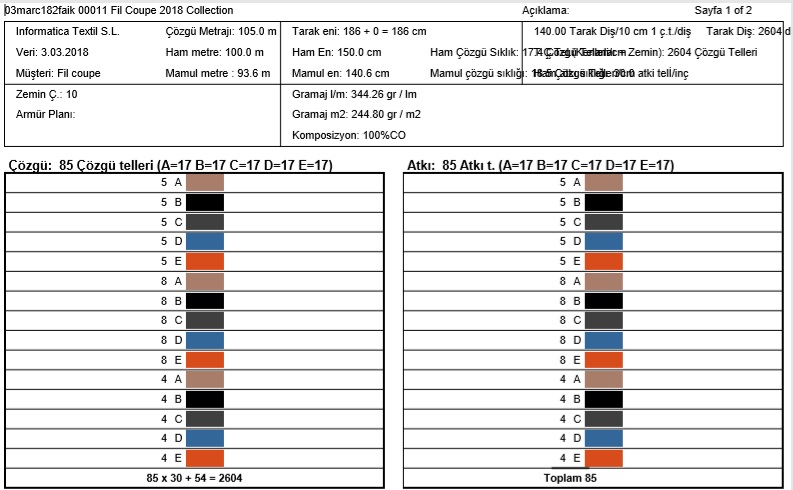
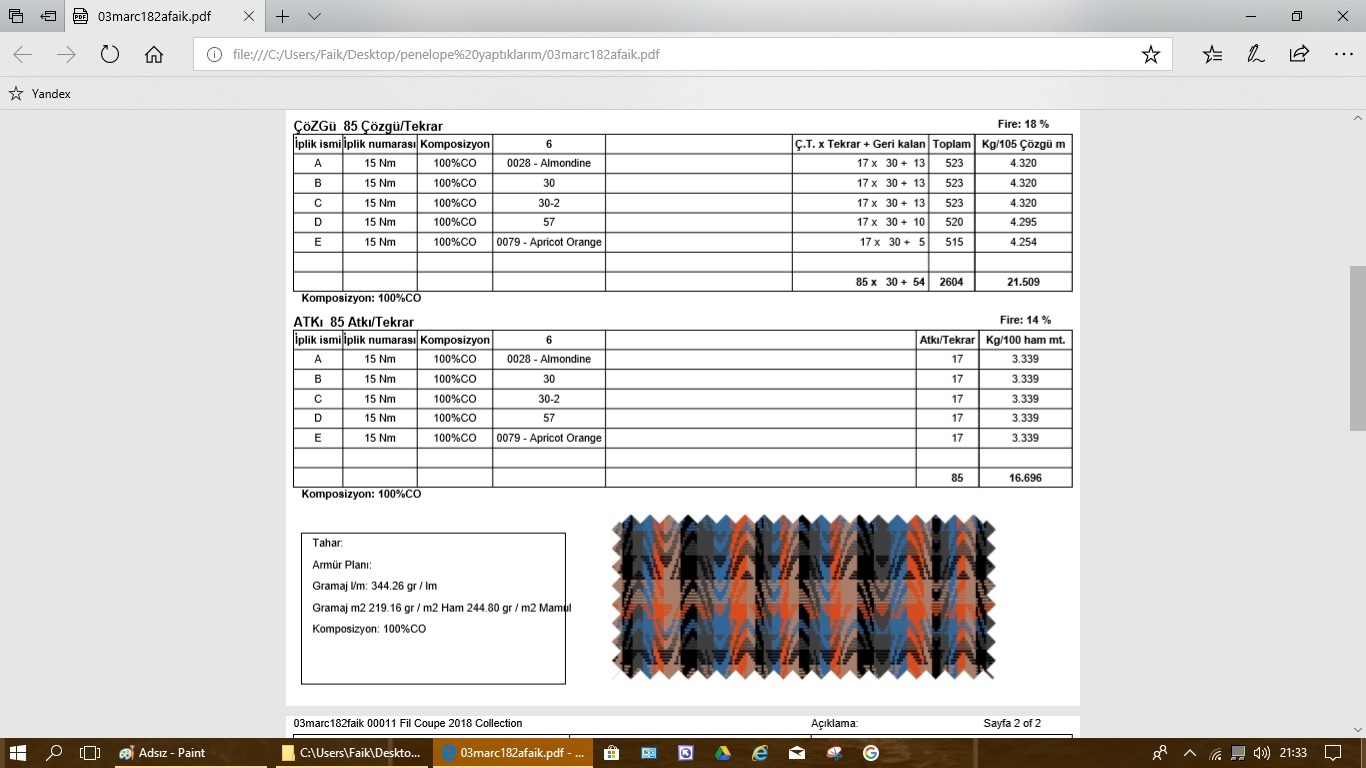





Çift çözgülü tek atkılı kumaş örgüleri
Çift çözgülü ya da astar çözgülü kumaşların örgülerini oluştururken, çözgü ipliklerinin bir bölümü kumaşın ağırlığını arttırmak için kullanılır.
Bu sistemde dokunan kumaşlarda çözgüden işlemeli iplikler, dokumanın arka yüzündeki motifin dışındaki yerlerde iplik çaprazı yapmazlar. Ancak, motifler çözgü boyunca sık olarak yer almış ise, daha büyük mesafelerde yer alan astar çözgülü iplikler bağlantılarla kesilmelidir.
Böylece kumaşta uygun olmayan görüntüler önlenmiş olur.
Eğer dokunacak kumaş ağır ve sık dokulu ise, çözgüden işlemeli iplikler kumaşın arka yüzünde bir araya toplanır.
Çözgüden işlemeli iplikler, dokumanın tam yüzeyinde kullanılabilir.
Bu ipliklerle zeminde kullanılan ipliklerin oranları farklı olabilir.1/1 , 2/1 , 3/1 , 1/2 gibi.
Çeşitli zemin ve motifli dokuma çalışmalarında en az iki çözgü bölümü gerekmektedir.
Tahar işlemi sırasında çözgüden işlemeli iplikler, genelde arka çerçevelerde taharlanarak sık bağlantı yapmayacak şekilde işleme sokulmalıdır.
Zemin çözgü ipliklerinin eşit olarak dağıtılması sırasında bütün çözgü ipliklerinin düzgün ve paralel bir şekilde çekilmesi ise,bu işlem sırasında dikkat edilmesi gereken hususlardır.
Bu sistemle yapılan dokumalar, kalın yünlü kumaşlar için uygun değildir.
Çünkü çözgüde kullanılan yün iplikler, iyi bir ağızlık oluşturmayı zorlaştırır.
Ancak orta ağırlıkta yünlü kumaşlar için kullanılabilir.
Bu kumaşların birim ağırlıkları 567 gramı geçmemelidir.
Daha kalın kumaşlar elde etmek için;
atkı ipliklerinin, çözgüde kullanılan ipliklerden daha kolay değiştirilebilmesi ve tezgah üzerindeki işlemlerin kısa sürede yapılabilmesinden dolayı astar atkılı kumaşlar, astar çözgülü kumaşlara tercih edilir.
Burada kullanılan astar çözgüleri kumaşa ağırlık kazandırması için işleme sokulurken, kumaşın ön yüzünde ve arka yüzünde görülmemesine dikkat edilir.
Dokumanın arka yüzünde çözgüden işlemeli ipliklerin bağlanmasına zemin örgüsü uygun değilse, özel bağlantı atkıları kullanılmalıdır.
Çözgüden işlemeli kumaşların tasarımını yaparken şu özelliklere dikkat edilmelidir:
Bir çözgüden işlemeli ipliğin ortaya çıkması ve düzensiz bir yüzey meydana gelmemesi için,bu ipliğin iki tarafına konulan zemin ipliklerinin dikkatle alınması gerekir.
Bu düzensiz yüzeyi ortadan kaldırmak için kullanılacak oran değiştirilmelidir.1/1 yerine 2/1 ya da ½ oranı kullanılmalıdır.
Aşağıda çift çözgülü tek atkılı yani astar çözgülü kumaş örgüleri görülmektedir.
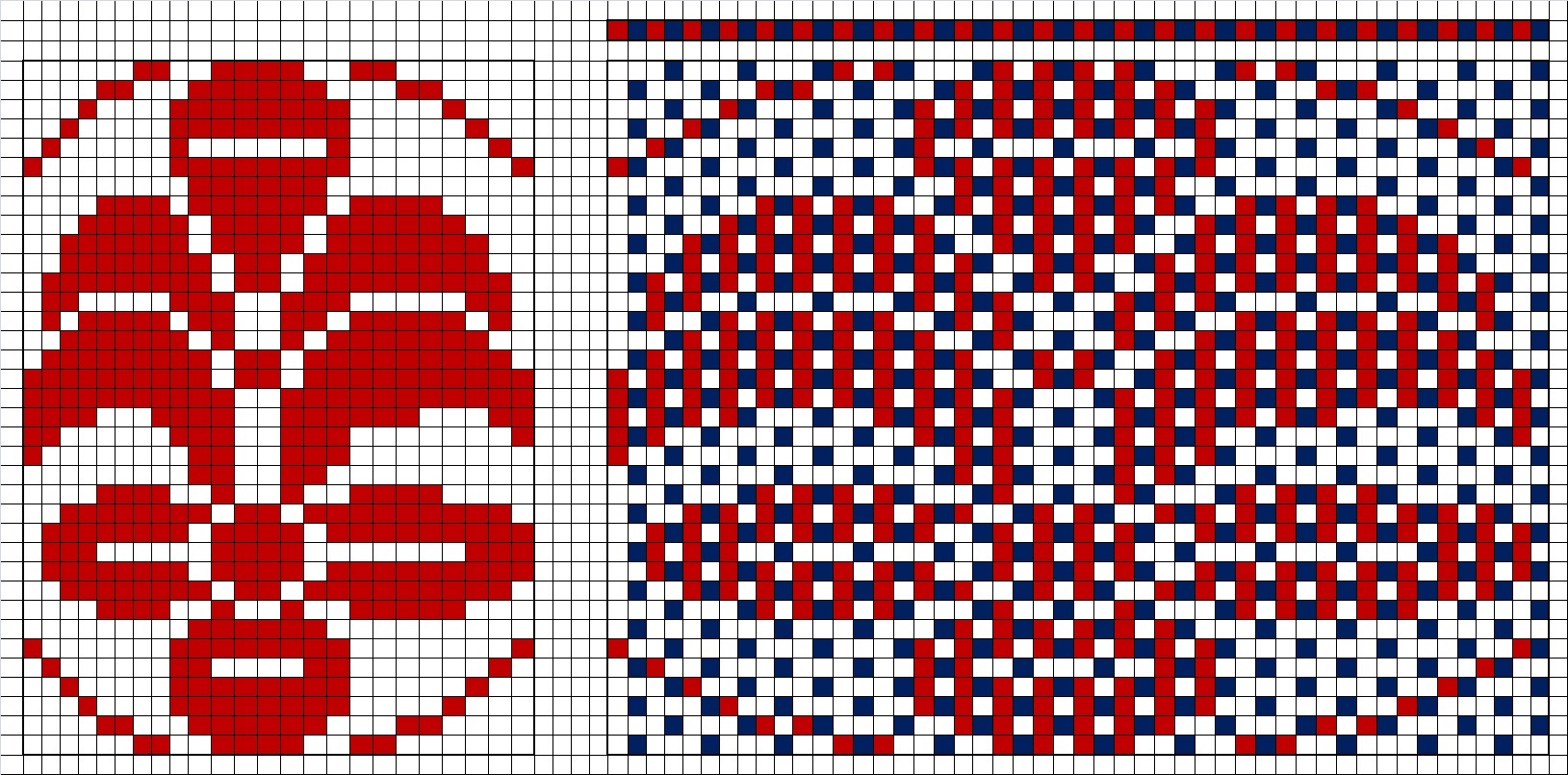
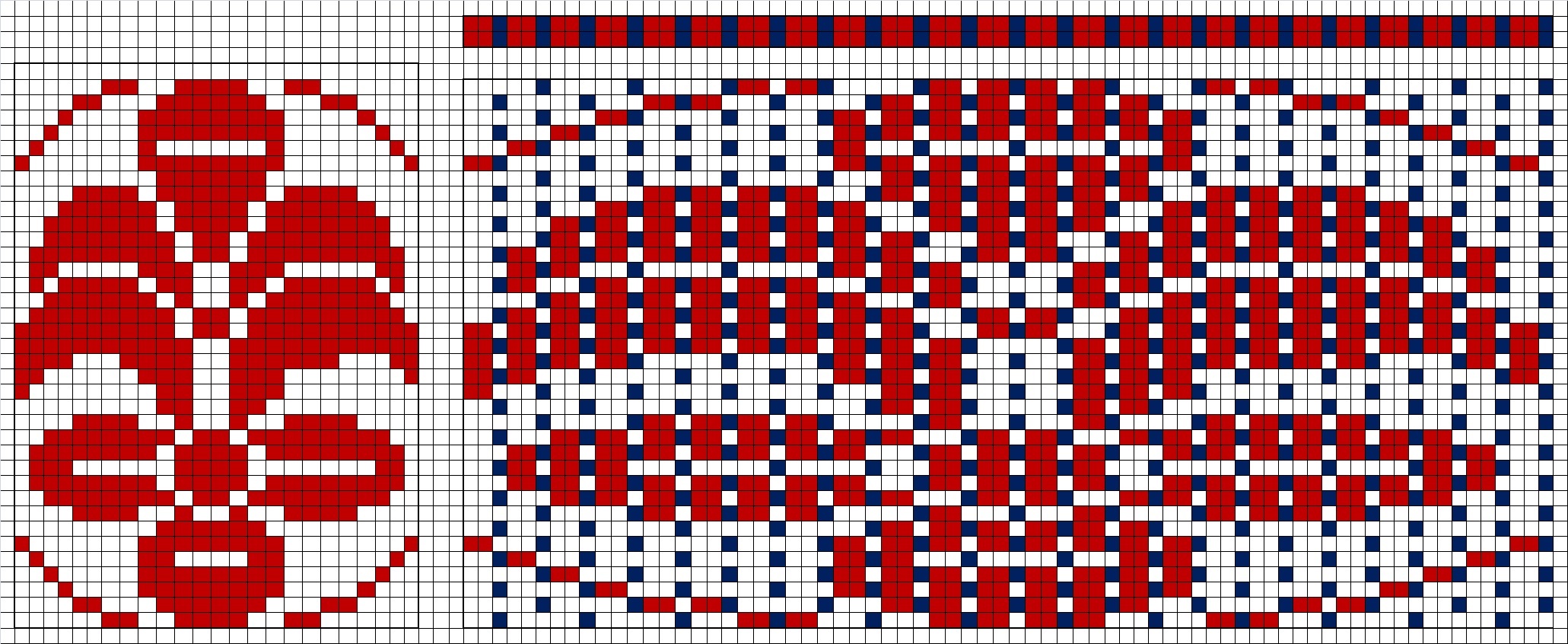
Aşağıdaki örgüde zemin ve astar dokumalarının örgüleri 1/1 oranında verilmiş, zemin çözgülerinin astar çözgüleriyle yapmış olduğu bağlantılar yapılacak kumaşın ön ve arka yüzünü hiçbir şekilde olumsuz olarak etkilememiştir. Çünkü zemin kumaş için;
2
D-------- Z
1
Yollu çözgü tesirli 3’lü dimi örgüsü, astar kumaş için;
1
D--------- Z
2
Yollu atkı tesirli 3’lü dimi örgüsü verilmiştir. Böylece astar çözgülerinin sürekli çizgi yapmaları önlenmiştir.
Zemin çözgülerinin astar çözgülerine oranı 2 /1,
Zemin kumaş için;
2
D ------------------ Z
1
Yollu çözgü tesirli dimi örgüsü, astar kumaş için 5 atlamalı 9’lu atkı sateni ile yapılan çift çözgülü tek atkılı yani astar çözgülü kumaş deseninin yapılışı aşağıda görülmektedir.
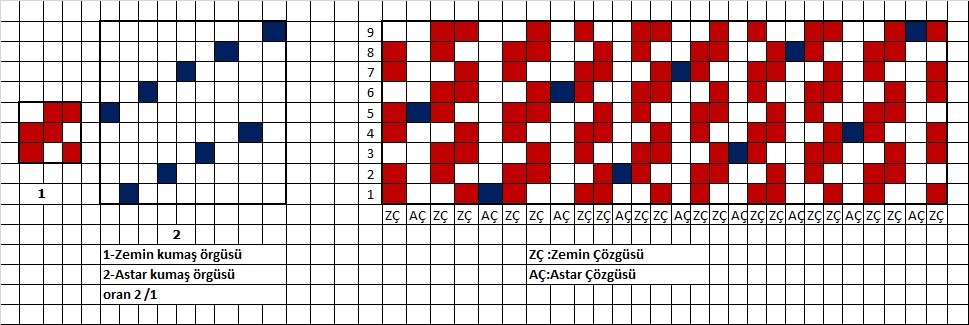
Bu tür örgülerde yapılan kumaşlarda her atkı ipliği, astar çözgüleri tarafından bağlanmalıdır. Bu atkı ipliklerinin aynı pozisyonda tutulmaları dokuma yüzeyinin düzgün olması için gerekmektedir.
Bazı kumaşlarda yeterli ağırlığı elde etmek için, kullanılan bükümlü ipliklerle,dolgu olarak kullanılan iplikleri öne çıkarmak gerekir.Çünkü dolgu olarak kullanılan bu ipliklerle bağlantı yapılırken,kumaşın orta kısmında yani,zemin ve astar çözgü iplikleri arasında kalacak şekilde yapılmalıdır.Burada kullanılan ipliklerin oranı iki düzenli ve dolgu ipliği olarak kullanılmalıdır.Doldu iplikleri dokunduğunda bütün zemin çözgü iplikleri ortaya çıkacak ve böylece astar çözgü iplikleri de eksilecektir.
Zemin çözgülerinin astar çözgülerine oranı 1/1,zemin kumaş için;
3
D ------------- Z
1
Yollu çözgü esirli 4’lü dimi örgüsü, astar çözgüsü için;
1
D--------------- z
2 1
Yollu atkı tesirli dimi örgüsünden yararlanılarak yapılan çift çözgülü tek atkılı kumaş örgüsü ( Astar çözgülü ) görülmektedir.
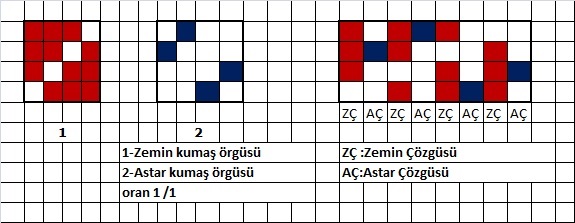
Zemin çözgülerinin astar çözgülerine oranı 1/1,zemin kumaş için;
2
D------------ Z
2
Yollu orta tesirli 4’lü dimi örgüsü,astar kumaş için ;
1
D--------------- Z
- 2
Sayıları ile başlayan sağ yollu atkı tesirli 4’lü dimi örgüsünden yararlanılarak yapılan çift çözgülü tek atkılı kumaş örgüsü ( Astar çözgülü ) görülmektedir.
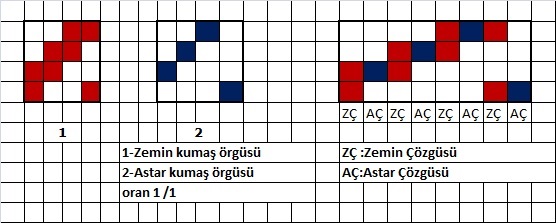
Rize Bezi ( Feretiko ) Dokuma Kumaş
Çözgü ipliği pamuk atkı ipliği ise kenevir olan kumaş yüzey oluşumuna Feretiko Rize Bezi denir. Bu kumaş baştan sona yöresel malzeme kullanılan ve el emeğiyle yapılan dokuma çeşididir
Türk el sanatları geleneği içerisinde köklü bir geçmişi olan dokumacılık, günümüzde varlığını sürdürmeye çalışmakta, çoğu yörede geçim kaynağı olmuş ve olmaya devam etmektedir. Geleneksel özelliklerin korunması yanında, yeni ürün tasarımları ile bu köklü yöresel el sanatının yaşatılması ve geliştirilmesi açısından büyük önem taşımaktadır.
Rize bezinin tarihçesi tam olarak bilinememekle birlikte, bezle ilgili ilk belgeler Fatih Sultan Mehmet’in Trabzon’un fethinden (1461) sonra bu konuyla ilgili yayınlamış olduğu fermanlardır diyebiliriz. Daha sonra konuyla ilgili Evliya Çelebi’ nin bölgeyi ziyareti sırasında (Trabzon’un fethinden sonra) Rize bölgesinden top top kumaşın gittiğinden bahsetmesi ve 1482 yılında Kanuni Sultan Süleyman’ın yine ürünle ilgili yayınlamış olduğu fetvalara rastlıyoruz.

Ürünün Osmanlı sarayında özel bir yerinin olmasını padişahların giydiği kıyafetlerde sıkça Rize bezine rastlanmasından anlayabilmekteyiz. Öyle ki Kanuni Sultan Süleyman, Sultan Abdülhamit ve Sultan Abdülaziz’in kıyafetlerinde Rize bezine rastlamak mümkündür. Mesela saray kayıtlarında Sultan Abdulaziz öldüğünde üzerinden çıkan iç çamaşırlarının Rize bezinden olduğu kayıtlıdır. Bunun yanı sıra Sultan Abdülhamit Han’ın bazı gömleklerinin yine Rize bezinden olduğu saray kayıtlarında mevcuttur. Osmanlı sarayında bu kadar önemli bir yeri olan Rize bezi aslında kendini dünyaya da kanıtlamış ve 1856 yılında Paris’te yapılan bir yarışmada ödül almıştır. İşte bu kadar ünlü bir bezin tarihini bazı araştırmacılar MÖ 8. yy. la dayandırsalar da henüz kesin bir sonuca varılamamıştır. Bazı dokuma ürünlerindeki teknikler her ne kadar İran ve Orta Asya dokuma tekniklerine benzese de aralarında kesin bir bağlantı kurulamamıştır.
Rize bezi dediğimiz ürün çözgü ipliği % 100 pamuk olup atkısı Rize yöresine ait kendir (kenevir) bitkisinin lifinden yöreye has şekilde işlenen iplikten olan ve tamamen el dokuma tezgâhlarında üretilen bir üründür. Bezayağı tekniğinde dokunur.
Özelliği ise tamamen bölgede yetişen kendir bitkisinin kendine has termal özelliğinden kaynaklanmaktadır. Çünkü kendir bitkisi dünyada önde gelen termal lif cinslerinden biridir. Çünkü kendir ipliği pamuk gibi hidrofil (suyu seven) bir iplik olmasının yanı sıra aynı zamanda da suyu uzaklaştıran ve dolayısıyla sürekli serinlik sağlayan bir iplik türüdür. Bu iplikten yapılan dokumalar gerek serin bir tuşe (dokunuş) sağlaması sonucu sıcaklarda bunaltmazken suyu veya teri çabucak buharlaştırması nedeniyle de hastalıklara karşıda koruma özelliği sağlar. Bölgenin çok nemli olması ve terlemenin çok olması nedeniyle özellikle küçük çocuklara belli bir yaşa kadar feretiko atleti giydirilirdi.
Feretiko genel olarak iç giysi, gömlek, sargı bezi, mendil, dolaylık (kadınların bellerine doladıkları bir çeşit önlük), peşkir ve şalvar, çeşitli dekoratif örtüler, yatak çarşaflarında (potlu, düz) kullanılmaktadır.
Ödemiş İpeği Dokuma Kumaş
Ödemişte kumaşlar genellikle ham ipek olarak üretilir. İsteğe bağlı olarak ta renkli ipliklerle çizgili ve düz kumaşlar dokunmaktadır.

Kumaş, İpliklerin, çeşitli yöntemlerle bir araya getirilerek oluşturduğu kaplayıcı yüzeylerdir. Pamuk, yün, ipek, keten vb maddelerden elde edilir. Birbirlerine dik ve paralel konumda bulunan ipliklerin birbirlerinin altından üstünden geçirilmesi ile kumaş oluşturulur. Ödemiş ilçesinde yoğun bir şekilde perdelik ve masa örtüsü başta olmak üzere ipekli dokumalar yapılmaktadır. El emeğinin yoğun olarak kullanıldığı bu ürünler, birçok lüks mağaza aracılığı ile gelir seviyesi yüksek alıcılara satılmaktadır.
Manisa Bezi Dokuma Kumaş
Ülkemizin hemen hemen her yerinde az veya çok yaygın olarak görülebilen dokumacılık bazı bölgelerimizde daha belirgin bir durum gösterir. Dokundukları bölgelerin adları ile anılırlar. Şile bezi Ayancık Keteni, Buldan Bezi, Kastamonu Bezi buna birer örnektir. Manisa bez dokumaları da tarihte yerini almıştır. Eski çağlarda Manisa’nın tekstil merkezi (kumaş dokumada) oluşu Osmanlı Donanmasının yelken bezlerinin bu bölge de dokunması bunun göstergesidir.
Manisa il sınırları içerisinde bulunan Sart (Sardes) Lydia Krallığının Başkenti ve Batı Anadolu’daki dokuma merkezlerinden birisiydi. Başkent Sardes önemli tekstil merkezleri içinde yer alır. Burada üretilen altın sim işlemeli kumaşlar ve ipliğin doğal renginde dokunmuş ketenler ilk çağların tanınmış ürünleri arasında yer alırdı.14.Yüzyılda Batı Anadolu’da kumaş üretiminde Denizli, Manisa-Alaşehir ilk sıralarda yer alırdı. Buralarda üretilen kumaşlar kırmızı renkteydi. Ayrıca ince bez üretimi de yapılıyordu.
Osmanlı İmparatorluğu döneminde, Osmanlı topraklarında pamuklu dokumacılık oldukça yaygın ve ileri düzeydeydi. Pamuklu dokuma ürünleri ekonomik gelir elde etmenin yanı sıra halkın kendi ihtiyaçlarını karşılaması içinde dokunurdu. Pamuklu dokumalar özelliklerine göre değişik isimlerle anılıyordu.
Boğası denilen bez, kaftan, şalvar, entari, astar ve hırka yapımında kullanılıyordu. Çeşitli renkteki ipliklerle boyuna çizgili olarak üretimi yapılan Manisa alacası, kadın kaftanı, Zıbın yapımında kullanılıyordu. Manisa dokumasının temel maddesi pamuk ipliğidir. Manisa kadı sicillerindeki bilgilere göre Manisa Ovasının hemen her tarafında pamuk yetişebildiği anlaşılmaktadır. Bu nedenle dokumacılar (cullahlar) pamuk ipliğini temin etmekte güçlük çekmiyorlardı. Manisalı kadınlar saf ve kozağından çıkmış pamukların çekirdeklerini temizleyip çıkrıkta eğirirler veya bu işi elle yaparlardı.
Manisa Bezinin temel maddesi pamuk ipidir. Atkı ipi olarak bükümlü pamuk ipi kullanılır. Çözgülerde ise 8 veya 10 tel pamuk ipi, 8 veya 10 tel floş- ipek ip kullanılır. Manisa bezi dokuması %50 pamuk %50 floş ipten oluşur. Bez ayağı örgü dokusundan oluşur. Dokunan bez yıkandığında pamuk ipinden dokunan kısım kendini çeker, floştan dokunan kısım kendini salar. Bu nedenle görünüş olarak bürümcük kumaşlara benzer.
Keşan Bezi Dokuma Kumaş
El sanatları insanoğlu var olduğundan beri tabiat şartlarına bağlı olarak ortaya çıkmıştır. İnsanların ihtiyaçlarını karşılamak, örtünmek ve korunmak amacı ile ilk örneklerini vermiştir. Daha sonra gelişerek çevre şartlarına göre değişimler gösteren el sanatları, ortaya çıktığı toplumun duygularını, sanatsal beğenilerini ve kültürel özelliklerini yansıtır hale gelerek "geleneksel" vasfı kazanmıştır.
Dokumacılık Anadolu'da çok eskiden beri yapıla gelen, çoğu yörede geçim kaynağı olmuş ve olmaya devam eden bir el sanatıdır.
Dokumacılık bu yönüyle, insanın sadece doğal çevreye uyum zorunluluğundan kaynaklanan bir meslek kolu değil, kültürel yaşam çevresi içinde moda ve mekân düzenleme örnekleri ile de zevk incelik sanatı olmuştur. Bu nedenle ülkelerin geleneksel sanat örnekleri, doğal çevrelerini ve kültürel yaşam alışkanlıklarını yansıtır.
Keşan bezi dokuma, genel olarak 6 mihrabın sağlı sollu kenarda dizilmesi ve iç kısımda çözgü ipliklerinin renk özelliğine göre motif oluşturulması şeklinde dokunur. Keşan dokumalarında çözgü sıklığı kullanılan tarağa göre ayarlanır. Genelde 12cm taraktan 24 iplik geçer. Atkı sıklığı ise 12–16 adet olabilir. Dokumanın eni 45–50- 90–100- 110 cm, boyu ise 170- 200(klasik Keşan) cm’dir. Keşanın boyu talebe göre değişebilir. Boyu 1350 metreye kadar yapılan dokumalar bulunur. Eski dokumalarda çözgünün boyu 500–600 metreyi geçmezdi. Çünkü elde ve ev ortamında yapıldığından imkânlar sınırlı olduğundan bu dokuma genelde Karadeniz yöresinde başörtüsü olarak her yerde kullanılmıştır.
Bir dokuma kumaşın oluşabilmesi için üç temel hareketin yapılması gerekir. Bunlar; atkının atılması için ağızlığın açılması, açılan ağızlıktan atkının atılması, tefe ve tarak yardımıyla tefeleme yapılarak atkının kumaş oluşum çizgisine sıkıştırılmasıdır. Bu üç temel hareketle birlikte çözgünün salınması ve dokunan kumaşın sarılması gerekir.
Bezayağı: Atkı ipliğinin çözgü ipliklerinin bir altından bir üstünden geçmesi ve diğer atkının ters hareket yapması ile oluşan basit dokumadır. Bezayağı örgüsünde çözgü ve atkı ipliklerinin bağlantısı sepet veya hasır örgüye benzer. Keşan bezi dokuma da, bezayağı dokumadır.
Keşan bezi dokumada, çözgüler el tezgâhına asılır ve iplikleri ayrıştırılarak sayılır. Rapora uygun olarak sırasıyla midara(gücü) geçirilir. İplikler ayrıştırılmış olarak midardan geçtikten sonra çift olarak tarağa alınır. İki midar ayakçalar yardımıyla hareketlendirilir.
Tarak tefeye yerleştirilir. Tezgâhın ayarı yapıldıktan sonra mekiğin sürgü üzerindeki hareketiyle dokuma yapılır. Keşan dokuyan bir kişi, günlük olarak 8 saatlik çalışmayla, 20–25 metre arasında dokuma yapar.
Keşan el dokuma tezgâhlarında tefenin her iki tarafında da sağa sola giden, taka adı verilen mekik vurucular bulunur. Bu vurucuların uçlarına bağlı ipler tefenin ortasında birleştirilmiş durumdadır. Bu iki ipin ucuna da el ağacı(tutamak) adı verilen bir tahta parçası bağlanır.
Bu işlem için kullanılan küçük mekik, içine masura yerleştirilecek şekilde ayarlanmıştır. İplik ucu boncuk veya göz denilen mekikçik kenarındaki porselenden dışarı çıkarılarak kenardaki çözgü ipliklerinden birine dolanır. Dokumacı tezgâhın ortasında durur. Bir eliyle tefeyi diğer eliyle de el ağacını(tutamak) tutar. Ayaklara basarak ağızlık oluşturur. Mekik sağ yuvada ise bu yuvanın el ağacına(tutamak) bağlı ipi sola doğru hızla çekilerek mekikçik sol yuvaya doğru atılır. Tefe hızla kumaşa doğru çekilir ve atkı sıkıştırılır. Tekrar ayaklara basılarak yeni ağızlık oluşturulur. Bu defa el ağacı sağa doğru hızla çekilerek mekikçiğin sağa doğru atılması sağlanarak atkı atma işlemi gerçekleştirilir.
Kastamonu Çarşaf Dokuma Kumaş
Milletlerin kültür hayatlarının en anlamlı belgeleri el sanatlarıdır. El sanatları her bir insanın dünya ve toplum ile kurduğu renkli bağlardır.İnsanlarımızın sevgilerini tutkularını sergilediği el emeği göz nuru ile ortaya konan bu eserler aynı zamanda yapıldığı yerin duygu ve düşüncelerini yansıtır.
Yurdumuzda görülen el dokumacılığının yapımında kullanılan ham maddelerin başında yün gelmektedir. Daha sonra kıl, tiftik, pamuk ve keten, az oranda kenevir ve ipek gelmektedir. Yünden el dokumaları olarak elbiselikler, şalvar, şallar, kalın abalar dokunur. Kıl tiftikten çadır, çuval, torba dokunur.

Ketenden iç çamaşırları, göynek (gömlek), elbiselik, perde, döşemelik, yatak çarşafları, masa ve minder örtüsü, sedir şalı ve torbalık kalın bezler dokunmaktadır. Kenevirden iç çamaşırı, gömlek, masa örtüleri, peçete, yatak çarşafları, heybe, çuval, çul gibi dokumalar dokunmaktadır. İpekten ise perde, yatak örtüsü, bel kuşakları, bluz, masa ve sehpa örtüleri dokunmaktadır.
Yöresel el dokumacılığı yaygın olan Kastamonu yöresinde, daha çok pamuk ipliği ile dokuma yapılmaktadır. Kastamonu el dokumalarında ön bezi (önlük), çember (tülbent), peşkir, toplamalı çarşaf, selalmaz, işlemeli perde, tül perde, masa örtüleri, şömentablo, yatak örtüleri, koltuk ve sedir döşemelikleri, gömlek ve bluzluk kumaşlar, peştamal ve bel kuşakları dokunmaktadır.
Sözü edilen dokumalar arasında selalmaz olarak adlandırılan dokuma kumaş çeşitli aşamalardan geçirilerek dokunur. Çözgü ve atkı ipi tek kat ve bükümsüzdür. Bu ipin dayanıklılığı artırmak için tek kat olan bükümsüz ipler haşıl denilen bir işlemden geçirilmektedir.
Kastamonu çarşaf dokumada, çirişli sarı kıvrak ipi ve katsız bükümsüz pamuk ipleri kullanılır. Atkı ipi tek kat ve bükümsüzdür. Bu ipin dayanıklılığı artırmak için tek kat olan bükümsüz ipler çiriş denilen bir işlemden geçirilmektedir.