
Ehram Dokuma Kumaş
Ehram, baştan ayaklara kadar inen ve gözler açıkta kalacak şekilde el yardımıyla yüze bürüklenen (yüzün kapatılması) kadın boy örtüsüdür. Eskiden yaşlı kadınlar tarafından kullanılan bu örtü günümüzde kullanılmadığından imalatı da terk edilmiştir. Ehram; Arapça bir isim olup haremden gelir. Kadınların örtündüğü örtü veya hacıların Kâbe‟yi tavaf için Mekke'de örtünmeye mecbur oldukları dikişsiz bürgüye denir. Erzurum halkı arasında ihram, "ehram" olarak kullanılır. Ehram Erzurum'da yaşlı kadınların, köylerde ise bütün kadınların sokak giysisi idi. Bugün bazı yaşlılar dışında, ehramı sokak giysisi olarak kullanan kadın sayısı çok sınırlıdır.
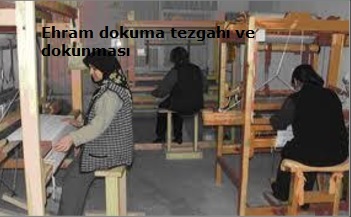
Ehram; Erzincan, Erzurum, Bayburt yörelerine has, kadınların örtünme amacıyla elbise üzerine aldıkları ince yün iplikten el tezgâhlarında örülen bir örtüdür ve mahalli bir özellik taşımaktadır.
Artvin yöresinde kilim, cicim ve ehram/şal dokumacılığı yapılmaktadır. Özellikle Yusufeli ilçesinde ehram dokumacılığı yaygın olarak yapılmaktadır. Ehram tezgâhlarında üretilen kumaşlar, gelin kıyafeti olabilecek kadar da ince ve zarif üretilebilmektedir. Ehram, özellikle, Yusufeli İlçesi‟nde dokunmaktaydı. Çok önceleri çokça dokunmasına rağmen, günümüzde kırk-elli yaş grubu kadınların sandıklarında bir veya iki adet bulunmaktadır. Yörede “hanımeliçar” olarak bilinmektedir. Genelde kadınlar tarafından, özel günlerde örtü olarak kullanıldığından, örtünün güzelliği, örtünen insana bir statü ve de saygınlık sağlamakta, bu da işçiliğinin daha bir itinalı olmasını sağlamaktadır.
Ehramın ana maddesi saf yündür. Özelliği kışın sıcak yazın serin tutar. Doğal renklerden oluşmuştur. Hiçbir katkı maddesi olmadan tamamen işlem basamakları insan gücü ile elle yapılır, bir ehram yaklaşık 20–25 günde meydana gelir ebatları en 90– 95cm,boyu 8–10 m arasına kadar yapılabilir.
Halk el sanatları başlangıçta bir ihtiyacı karşılamak için ortaya çıkar; daha sonra ekonomik bir ürün olur, yapana da gelir getirir, fayda sağlar ardından da sanat hâlini alır ve hayat standardına paralel olarak üst zevk ve estetiklere hitap edecek gelişme gösterir.
Ehram yünden dokunan, nakışlı dış giysi, baştan ayaklara kadar inen ve gözler açıkta kalacak şekilde el yardımıyla yüze bürüklenen kadın boy örtüsüdür.
Eskiden yaşlı kadınlar tarafından kullanılan bu örtü günümüzde kullanılmadığından imalatı durdurulmaya başlamış fakat kullanışı yönünden sağlıklı bir kumaş türü olduğundan günümüze uyarlanarak yeni tasarımlarda kıyafetler üretiminde değerlendirmeye başlanılmıştır.

Ehram dokumacılığında kullanılan ipler (teller) in büküm işlemi(eğirme) herhangi bir makine kullanılmadan yapılmaktaydı. Böyle olunca bu iş hanımlara düşmekteydi. "Kimi ev hanımı boş zamanlarını değerlendirmek, el harçlığını çıkarmak, dolayısıyla aile bütçesine katkıda bulunmak amacı ile yün satın alır, bu yünü evinde yıkar, iplere sererek kurutur, özel yün çubuğu ile çırpar, yün tarağında tarar, teli ile büker, iplik yapar ve götürür culfalara satardı.
Ehramlar elle büküldüğü için incelik ve kalınlıkları büken (eğiren) kişiye göre değişmekteydi. Ehramlık iplerde büküm ne kadar ince gerçekleştirilirse o kadar kıymetli olurdu. Culfalar da buna göre iplere kıymet biçerlerdi. Ehramın bükümüne göre değeri arttığı ve iyi bükülen ip dokumada güzel durduğu için çoğunlukla ipleri ehramı dokutan kişi bükerdi. Bu yüzden ipi büken kişi büküm işlemine özen gösterirdi. O zamanlarda mahalle aralarında, kapı önlerinde elinde teli ile ip büken hanımlara çokça rastlanırdı. Culfada iplik tartısı, tarihi akışa ve geleneğe uyularak yumurta ile yapılırdı. 4 Yumurtanın ağırlığına "I tuğt" denir 6-7 tuğttan bir ehram yapılabilir.

Bu da tahmini olarak 1 kg gelirdi. Culfaya iplik götüren hanımın ipliği yumurta ile tartılır sonra ehram kendisine verilirken aynı tartı sistemi uygulanırdı.
Dastar Dokuma Kumaş
ipek iplikle yapılan dokumalar yazın serin, kışın sıcak tutma özellikleri nedeniyle tarih boyunca çok fazla rağbet görmüştür.Çağlar boyu gündelik hayatta en mütevazı köy evinden bey konaklarına kadar her sınıftan insanın ihtiyacını karşılamak üzere kullanılmıştır.
Kadın ve erkek kıyafetlerinde kullanılan gömlekler, kadın kıyafetlerinde kullanılan çember hâlâ köylerde üretilen ipek dokumalardan yapılmaktadır.
Muğla Milas bölgesinde üretilmektedir.Yöresel kıyafetleri olan ”üç-beş” entari ile birlikte giydikleri ipek gömlekler ve başlarına taktıkları ipekten yapılma çemperileri özel günlerde, sokakta oyun oynayan küçük kızlar da bile görmek mümkündür.
Köyde ipek dokumalar, kadınların kendi yetiştirdikleri altın sarısı kozalardan ürettikleri ipek ipliklerden yapılmaktadır. Dokumalar da, bu nedenle sarı renkte olmaktadır. Beyaz renkte olan ipek dokumalar ise ithal kozalardan üretilen ipeklerle yapılan dokumalardır. Dolayısıyla dokunan kumaşlar da kozaya uygun olarak renk almaktadır. Bu yörede en çok sarı koza üretildiği için dokumalarda sarı renkte olmaktadır.

Milas Çomakdağ-Kızılağaç dastar dokumalarında atkı ve çözgü ipi olarak ipek kullanılması dokumaların değerini artırmaktadır. Bu dokumalar, ipek iplik ve el tezgâhlarında insan gücü ile dokunmasından dolayı 40–45 cm eninde dokunabilmektedir. Daha geniş ende dokunması zordur.
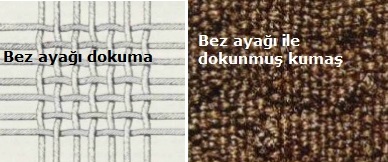
Milas ipek dokumalarında, çözgüde ve atkıda aynı cins ve tek renk iplik kullanılır. Yapılan dokuma bez ayağı dokuma olduğu içinde belirgin bir desen oluşmaz. Sadece ipliklerin bağlanış durumundan yani dokuma örgüsünden dolayı, ışık-gölge etkisiyle bir görüntü oluşur.
Milas’ın Çomakdağ-Kızılağaç köyünde ipek dokumalar eskiden sadece “üstlük” denilen başörtülerinde ve “gömlek” denilen iç giysilerde kullanılmıştır.

Halen köy kadınları tarafından büyük bir özveriyle ve titizlikle dokunan kumaşlar artık günümüz şartlarına uygun olarak kullanılmak üzere daha uzun dokumalar halinde de dokunmaktadır.
Fakat “üstlük” ve “gömlek” yapımını bırakmamışlardır. Özellikle kızların çeyiz sandıklarının başköşesinde ipek dokumalar yer almaktadır.
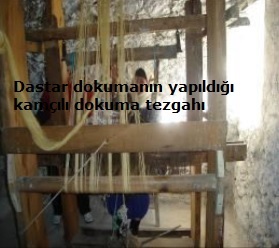
Dastar ipek dokumaları kamçılı tezgâhlarda dokunmaktadır. Kamçılı tezgâhta dokuma yapılırken dokuyucu, oturma tahtasının tam ortasına oturur. Dokumacı yerine oturduğu zaman, daha önce atkı iplikleri sarılmış olan masuraları hemen uzanıp alabileceği bir konumda olması gerekir. Mekiğe, atkı masuralarından birisi takılır. Atkının ucu mekik boncuğunun deliğinden dışarı çıkarılır ve kenardan çözgü ipliğinin birisine dolanır. Ön kısımda bulunan ve dokunan kumaşın rulo halinde üzerine sarıldığı kumaş levendine (sermin) geçirilen çözgü ipliklerinin üzerine sarıldığı çözgü levendi döndürülmek suretiyle çözgü gerginliği sağlanır.
Çırpıt Dokuma Kumaş
Dokumacılık, sadece insanların doğal çevreye uyum zorluğundan kaynaklanan bir meslek değildir. Dokumacılık ürünleri, aynı zamanda, insanların kültür ve yaşam standartlarını yansıtan birer sanat eseridir.

Çıpıt dokuma mekikli dokumaların, geleneksel farklı bir çeşidi olup bez ayağı tekniği ile dokunur. Bu dokuma halk arasında çulfalık denilen (yer tezgâhı) tezgâhlarda uygulanır. Geleneksel el dokumalarının (kilim) modern hayata geçirilmesi, ip ve kumaş artıklarının değerlendirilmesi açısından da ayrı bir önem taşır.
Çıpıt dokuma, dokuma örgülerinden bez ayağı tekniğinde dokunmaktadır. En eski ve en çok kullanılan, sağlam ve küçük raporlu bir dokuma örgüsüdür. Atkı ipliklerini çözgü iplikleri arasından bir alttan, bir üstten geçirerek dokuma oluşturulur. Desen, yatay iplerle elde ediliyorsa(atkı)atkıyüzlü; dikey iplerle elde edilirse (çözgü) çözgü yüzlü dokuma adını alır.
Dokumada kullanılacak penye kumaşlar renk uyumuna göre seçilir. 3-5 cm’ den kesilen şeritler mekiğe düzgün bir şekilde dolanır. İp ucunun verev kesilmesi dokuma kenarında potluk oluşmaması için önemlidir.

Çıpıt Dokuma Tekniği
Desen iplikleri (atkı), modele göre bez ayağı tekniğinde 4-5 cm düz dokunur.Elimizdeki ipliklerin veya kumaş şeritlerin renk uyumları göz önüne alınarak farklı aralıklarda dokunmasına bu şekilde devam edilir.Model aralarına saçak ipler yerleştirmek istiyorsak 5-10 cm uzunluğunda şeritler hâlinde ip hazırlanır.Bu şeritler modele göre çözgüler arasına halı dokuma ilmekleri şeklinde atılır.Bez ayağı modele göre 4-5 sıra daha dokunur.Bu işlemler aşağıdaki şekilde görüldüğü gibi atkı ipleri kabartılarak da (çekilerek) farklı desenlerde dokunabilir.Atkı ipleri modele göre tekrarlanarak tarak veya kirkitle sıkıştırılır.

Çıpıt Dokumanın Uygulandığı Ürünler
Yaygılar
Paspaslar
Koltuk örtüleri
Sandalye minderleri
Çanta ve heybeler

Kullanılan atkı iplikleri dokuma işlemi sırasında, çok az bir gerilimle karşı karşıya kalırlar.

Ayrıca tarak dişleri ve gücü aralıklarından geçmediği için, iplik kalınlıkları ve yapıları değişken olabilir. Genellikle artık ipliklerden veya kumaş kenarlarından çıkan penye iplerle dokunur. Bu yüzden çoğunlukla mukavemeti yüksek ve esnektir. ( Pamuk ipliği, Efekt bükümlü iplikler)

Ayancık Bezi Dokuma Kumaş
Anadolu'da Türk kadın ve kızlarının geleneklerine bağlı olarak el tezgâhlarında dokudukları kullanım eşyalarını ve çeyizlerini, işleyerek süslemişler, ince bir zevk, renk, motif ve tekniği birleştirerek sanat eserleri meydana getirmişlerdir. Türk dokuma ve işleme sanatı Osmanlı İmparatorluğu döneminde sarayda teknik ve sanatsal açıdan en üst düzeye ulaşmıştır. Halk dokuma ve işlemeleri de bu kaynaktan etkilenerek yüzyıllar boyunca devam etmiştir. El emeği ve göz nuruna dayanan bu sanatlar, yüzyıllardır süregelen gelenek ve görenekleri de yansıtmıştır.

Bu dönemde oda döşemeleri, yatak, yorgan çarşafları, seccadeler, bohçalar, sofra altına serilen örtüler, peşkirler, hamam havlu takımları ve makrameler işleme ile süslenmiştir.
Milletlerin kültür hayatlarının en anlamlı belgeleri el sanatlarıdır. El sanatları her bir insanın dünya ve toplum ile kurduğu renkli bağlardır. İnsanlarımızın sevgilerini tutkularını sergilediği el emeği göz nuru ile ortaya konan bu eserler aynı zamanda yapıldığı yerin duygu ve düşüncelerini yansıtır.
Ayancık Keteni- Peşkiri Dokumacılığı, kendine özgü tezgâhlarda keten ipinden düz kumaş dokuma ve desenli dokuma olarak yapılmaktadır. Keten ipinin tamamen doğal yollarla elde işlenerek yapılması en önemli özelliğidir.
Ayancık dokumaları, sadece yöre adı ile değil, dokumaların keten ile yapılmasından dolayı, Ayancık keteni olarak adlandırılmış olup, keten ekiminden ip haline gelene kadar tamamen elde işlenmekte ve ağartılma işlemi de kül suyu ile yapılarak organik olarak meydana getirilmektedir.
Ayancık bezi dokumada keten ipi kullanılmaktadır. Bu iplikler ürünün kullanım alanına göre ince, kalın ve renklendirilmiş olarak kullanılır. Keten iplerine, nadiren pamuk, polyester ve viskoz ipleri de karıştırılabilir.
İnce olarak dokunan bezler başörtüsü (yazma, yemeni); kalın ve desenli yollu olan bezler (alacalı bez) sofra, kerevet (sedir) örtüsü ve döşemelik; mavi boyalı (gök bez) bez erkek pantolonu; çite bezi de kadın şalvarı (dizlik) olarak kullanılmaktadır.

Yöreye ait dokuma tezgâhı 4 gücülü, 2 bağıtlı (ayakçaklı), 50 cm genişlikte dokuma yapar ve 800 çözgü ipi ile çalışır.Kastamonu yöresi dokumalara göre çözgü ipi sayısının fazla olması nedeni ile daha sıktır. Desenli dokumalarda kullanılan teknik kumaşın iki yüzünü de kullanmaya imkân sağlamaktadır. Ters yüz farkı yoktur. Desenli dokumalarda 8 numaralı renkli domino(koton) kullanılmaktadır. Örtülerin kenarlarına 3+3 bükülerek ince saçak yapılmaktadır. Yörenin dokumaları keten ile yapıldığı için dokumanın kumaş özelliği öne çıkmıştır.
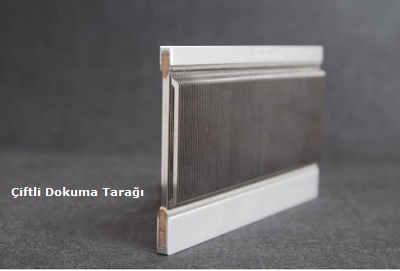
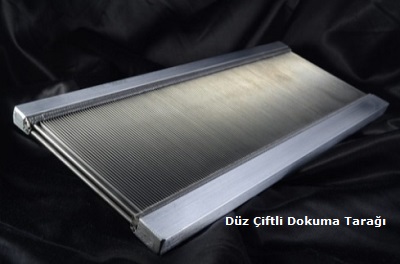
Dokuma Tarakları

Çeşitli üretimlerde kullanılan farklı tarak çeşitleri bulunmaktır. Bunlar; profilli tarak, bölmeli tarak, leno tarağı, ondüle tarağı ve oynar tarak olarak sayılabilir.
Profilli tarak
Hava jetli ve su jetli dokuma makinelerinde atkı atımının kolaylığını sağlayan kanallı taraktır.
Bölmeli tarak
Yüksek hızlı dokuma makinelerinde kullanılan özel bir taraktır. Bölmeler atkı ipliğinin tarağın arkasından önüne geçebilmesi için alt ve üst olmak üzere ikiye ayrılmıştır.
Leno tarak
Sıralı olarak ard arda bulunan tam ve yarım uzunluktaki diş tellerinden oluşan bir dokuma tarağıdır. Yarım uzunlukta olan dişlerde içinden çapraz yapan ipliklerin geçtiği delikler vardır.
Ondüle tarağı
Dişlerinin gruplar halinde sıra ile yukarıya ve aşağıya doğru birbirine yaklaştığı özel bir taraktır. Kumaşta dalgalı bir görünüm sağlar.
Oynar tarak
Mekikli dokuma makinelerinde mekik ağızlık içinde kalmışsa mekiğin oluşturduğu basıncın etkisi ile yerinden arkaya doğru giden tarak tipidir. Tarağın bu şekilde geriye gidişi tezgahı durduran mekanizmayı çalıştırır. Aynı zamanda çözgü patlağını engeller.
Bu tarakların yanı sıra özel dokulu kumaşlar için de taraklar mevcuttur.
Tarak taharı hataları genellikle çözgü ipliklerinin taraktan hatalı bir sıra ile geçirilmesinden kaynaklanır. Kumaşta top boyunca devam eden bir boşluk veya kabarıklık olarak görünür ve bu durumda desen bozulur. Fark edildiğinde hemen düzeltilebilecek bir hata çeşididir. Ayrıca yanlış dişten geçirilen çözgü ipliği kısa süre içerisinde kopmakta veya yanında ki çözgüleri koparmaktadır.
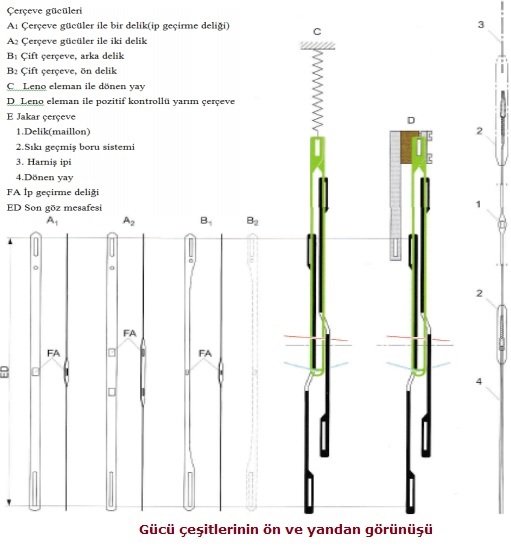
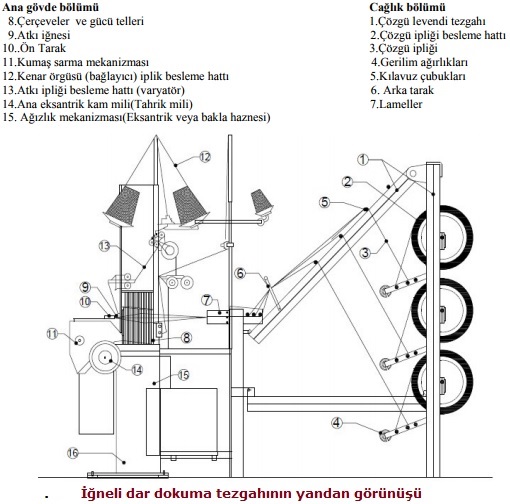
Dar Dokuma Çerçeveler ve Gücüler
Çerçeveler ve gücü telleri, dokuma kafası, ön tarak, kumaş sarma mekanizması, yardımcı iplik besleme hattı, atkı ipliğini besleme hattı, ana eksantrik kam mili (tahrik mili), ağızlık mekanizması ve dokuma tezgahı çerçevesinin bulunduğu ana bölümdür. Gücü telleri, dokuma tahar planına göre çerçevelere takılan, çelikten yapılmış ortalarında çözgü ipliğinin içinden geçirildiği boncuk denilen küçük delikleri bulunan tellerden oluşmaktadır. Diğer çerçeveli dokuma makinelerinde olduğu gibi dar dokuma makinelerinde kullanılan gücüler, haddelenmiş ortası delik yassı çeliklerdir. Bu nedenle, yassı çelik gücüler olarak da adlandırılmaktadır. Dokuma üretimine en uygun gücüleri seçmek için çözgü ipliklerinin kalınlığı, özelliği, çözgü yoğunluğu (santimetre başına çözgü iplik sayısı), dokuma makine tipi ve dokuma hızı dikkate alınmalıdır.
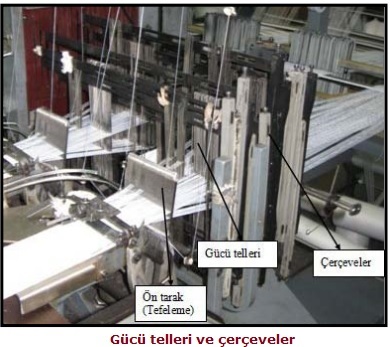
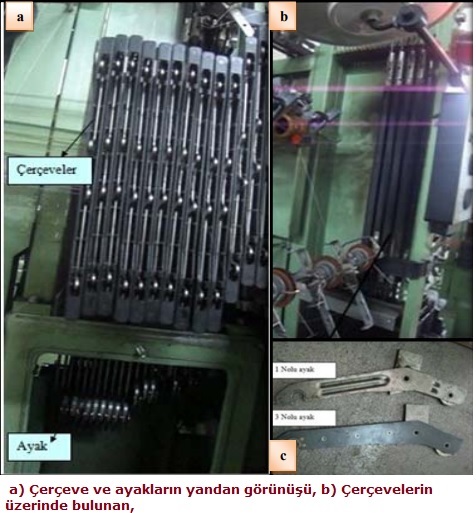
Çerçeveler, dokuma örgüsünün armür planına göre hareket ederek, taşıdığı gücü tellerinden geçirilen çözgü ipliklerinin ağızlık oluşturmasını sağlayan sistemdir. Ağızlık şekillerine göre, iki grup oluşturarak yukarı ve/veya aşağı hareket eden çerçevelerin taşıdığı çözgü iplikleri arasında oluşan ağızlık denilen aralıktan atkının geçirilmesi ve yerleştirilmesi (tefelenmesi) yolu ile dokuma kumaş elde edilir.
Çerçeve sayısı tahar planında aynı hareketi yapan çözgü ipliklerine göre belirlenmektedir. Farklı hareket yapan her bir çözgü grubu farklı çerçevelerdeki gücülerde toplanır. Bir çerçevedeki gücü sayısı yüksek yoğunluğa ulaştığı ya da maksimum iplik gerginliği aşıldığı zaman ağızlığın açılmasında sorun oluşturacağı için aynı bağlantıyı içeren gücüler iki veya daha fazla çerçeveye dağıtılır. Daha az gücü taşıyan hafif çerçeveler (kenar ve desen iplikleri için) ağır çerçevelerin arkasına yerleştirilir. Yüksek yoğunluklu iplik taşıyan ağır çerçevelerin (her mekik atımında tüm çözgü ipliklerinin % 75’inden daha fazlasının kalmasını sağlayan) ön tarafta yer alması gerekir. Gücü çerçeveleri önden arkaya doğru numaralandırılır. İğneli dar dokuma makinelerinde çerçeveler kancalı iğne, atkı iğnesi ve tarak ile birlikte hareket ederek çalışmaktadır.
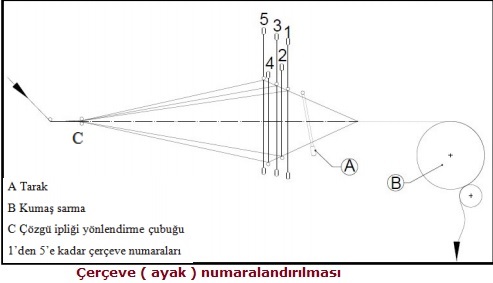
Çerçevelerin hareketi armür ya da eksantrik (kam) sistemiyle sağlanır. Eksantrik sisteminde harekete kamlar ya da desen zinciri (bakla) aracılık eder. Dokuma makinelerinde ayak denilen levha çerçevelere takılarak çerçevelerin kam şekline göre (negatif ya da pozitif kamlı) aşağı ve/veya yukarı hareket etmesini ve ağızlığın açılmasını sağlamaktadır. Her bir çerçeve için ayrı ayak vardır.
Ayaklar 201, 202, 203.....olarak ya da 1,2,3,.....gibi numaralandırılmaktadır. Ayaklar ait olduğu çerçevelere takılmazsa istenen desen oluşmaz.
Yukarıda görülen ( b) negatif kamlı ağızlık açma sistemine sahip makinede, kam mekanizması çerçeveleri aşağı doğru hareket ettirerek alta doğru ağızlık (alt ağızlık) açarken, çerçevelerin yukarısında yer alan yaylar geri hareketi sağlar. Negatif ağızlık açma sistemi özellikle yüksek hızla çalışan dokuma makineleri için çok uygundur.
Dokuma makinesinde, kaliteli ve verimli kumaş oluşumu için ağızlık açma, atkı atma ve atkı sıkıştırma (tefeleme) en temel işlemlerdir. Ağızlık, dokuma makinelerinde atkının atılmasından önce çözgü ipliklerinin biri üst diğeri alt olmak üzere iki gruba ayrılarak oluşturduğu, üçgen kesitli açıklığa denilmektedir. Dokuma kumaş oluşumu çözgü iplikleri arasında oluşan, ağızlık adı verilen üçgen kesitli açıklıktan atkı ipliğinin atılarak sıkıştırılmasıyla gerçekleştirilir. Aşağıda dokuma makinesinde ağızlık oluşumu görülmektedir.
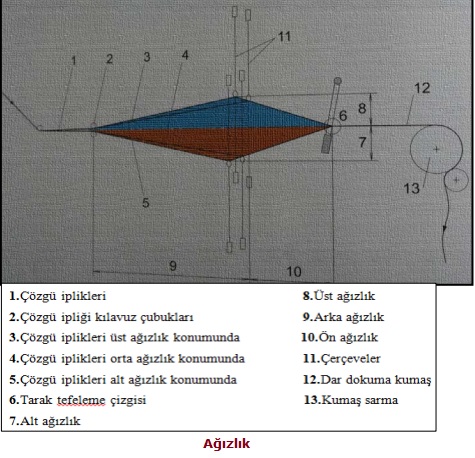
Gücülerden çözgü iplikleri kılavuz çubuklarına kadar olan ağızlık bölgesine arka ağızlık (9), gücülerden tarak tefe noktasına olan ağızlık bölgesine ön ağızlık (10) denilmektedir. Çözgü iplikleri ön ağızlık hareketini sağlayan gücülerin içinden çekilmektedir. Gücüler çözgü ipliklerini yukarı ya da aşağıya doğru çekerek ağızlık oluşumunu sağlamaktadır. Çözgü iplikleri gücülerin bir kısmını yukarı doğru çekerek üst ağızlığı (8) ve aşağı doğru çekerek de alt ağızlığı (7) oluşturmaktadır. Atkı iplikleri ile çözgü ipliklerinin bağlantı oluşturması her atkı atımında yeni bir ağızlığın açılması ile tekrarlanmaktadır. Aynı zamanda çözgü salma ve kumaş sarma da yardımcı hareketler olarak bulunur.
Ağızlığın oluşturulmak istenen örgüye uygun şekilde açılması, her atkı ipliği sırasında yani atkı ipliğinin üstünde ve altında bulunması gereken çözgü ipliklerinin belirlenmesi için çeşitli sistemler geliştirilmiştir. Bu sistemleri çalıştırmakta kullanılan sistemlere “ağızlık açma sistemleri” adı verilmektedir.
Ağızlık açma sistemleri, dokuma işlemlerinden ilki olan ağızlık açılması işlemini denetler, kumaş kalitesini ve makine kullanışlılık derecesini belirler. Bu nedenle dokuma örgüsü özelliği, örgü raporunun boyutları (atkı ve çözgü), birinci derecede ağızlık açma mekanizmasının seviyesine bağlıdır. Dar dokuma makinelerinde ağızlık açılması, eksantrik ve bakla sistemiyle olduğu gibi armürlü ve jakarlı ağızlık açma sistemleri ile de olmaktadır.
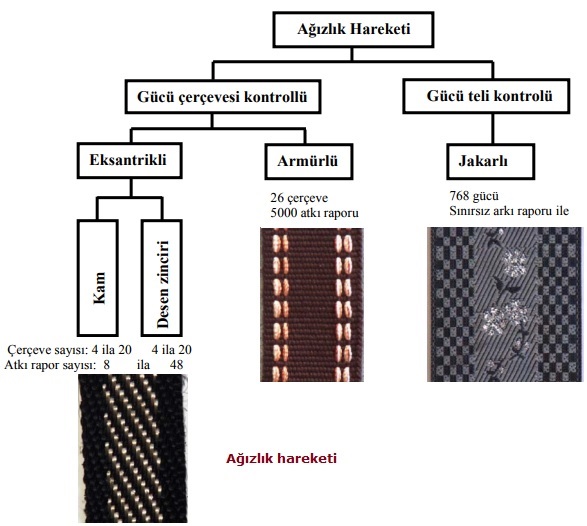
Kam (eksantrik, yürek) ve bakla (desen zinciri) sistemine göre ağızlık açma mekanizmaları dar dokuma makinelerinde en fazla tercih edilen sistemlerdir.
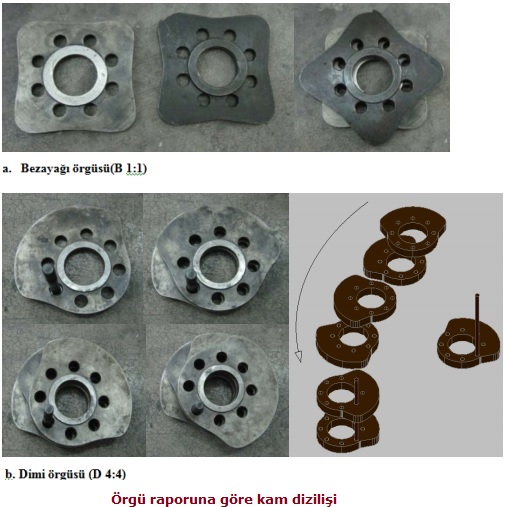
Eksantrik (kam, yürek), “çifti iki serbestlik derecesine sahip ve kinematik elemanlar arasında nokta veya çizgi teması olan yüksek kinematik çifttir. Kısaca kam, genel olarak eğri bir profile sahip bir uzvun bu yüzeyi ile basit bir şekle sahip bir diğer uzuvla temas eden cisimdir. Kam biçimleri ve dizilişleri ile ağızlık hareketine yön verir. Eksantrik ile iplik hareketi, hassas ve rijit oldukları için oldukça hızlı hareket eden dar dokuma makineleri için çok uygundur. Fakat küçük atkı raporları için kullanılabilirler. Kamlar 8 zaman (atkı raporu) tekrarı ile çalışmaktadır. Her zaman dilimi ağızlık açılımını ve atkı atımını gösterir. Dar dokuma makineleri ile 4-6-8 ya da 12 atkı kamları kullanılmaktadır. Çoğunlukla 8 zamanlı kam tercih edilmektedir. Bu dokuma sayısı zemin dokumaları birleştirmeyi sağladığı için de çok önemlidir. Atkı tahrik milinden daha yavaş biçimde 8 kez kam mili döner ve tekrar eder. Her bir çerçeve için bir kam yerleştirilir ve çerçeve bu kam çevresi etrafında hareket eder.
Aşağıda eksantrikli makinenin haznesi görülmektedir.

Kamlar yapılacak örgü raporuna ( aşağıda görülmektedir ) göre yerleştirildikten sonra haznede bulunan silindire takılmaktadır.
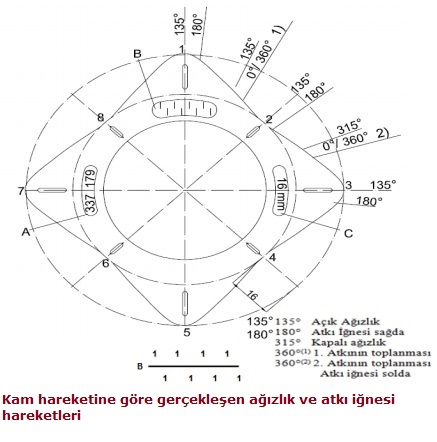
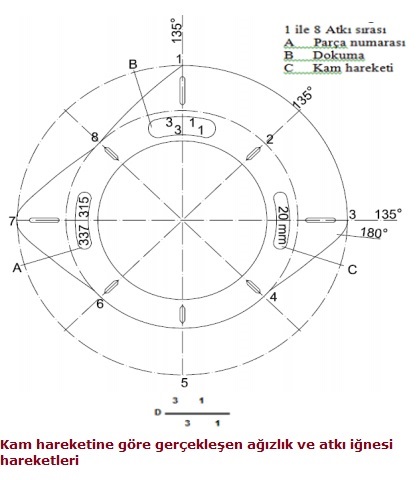
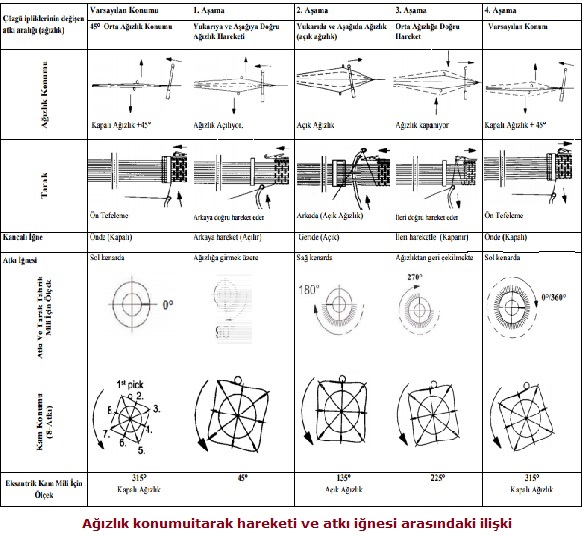
Çerçeve, atkı iğnesi, tarak ve kenar örme iğnesi (kancalı iğne) ile eş zamanlı hareket etmektedir. Yukarıdaki tabloda ağızlık konumu, tarak hareketi ve atkı iğnesi arasındaki ilişki görülmektedir.
Dar Dokuma Lameller
Lameller
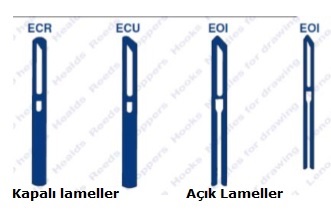
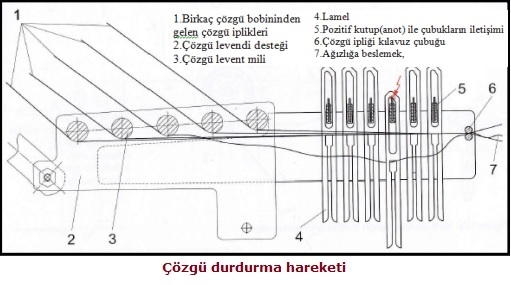
dokuma tezgâhlarında her bir çözgü ipliğine takılan ve çözgü iplik yoklayıcısı olarak da bilinen, çözgü ipliği koptuğunda ya da gevşediğinde aşağı düşerek, elektrik devresini kapatan ve makinenin durmasını sağlayan sistem elemanlarıdır. Lamel, her bir çözgü ipliği üzerinde askıya alınmaktadır. Eğer bir iplik koparsa, lameller temas çubukları üzerine düşerek, kapanmakta ve elektrik devre dışı bırakılmaktadır.

Lamellerin ağırlığı ve birbirlerine yakınlığı önemlidir. Hafif lameller, daha az aşınmaktadır. Eğer lamel çok hafifse, dokuma hatalarını önlemek için yeterince hızlı düşmeyecek, çok ağırsa iplikleri aşağı çekerek gereksiz yere makinenin durmasına neden olacaktır.
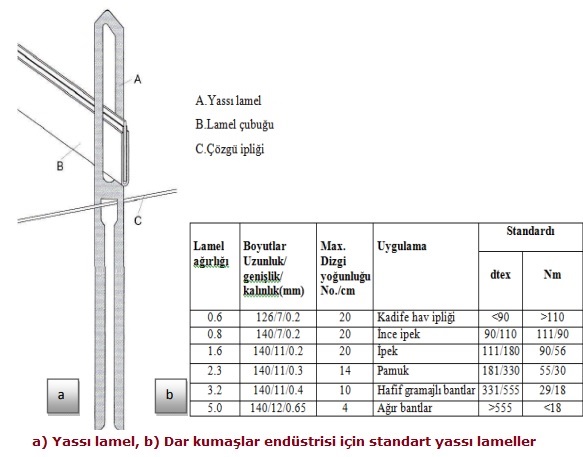
Ağır lameller, mümkün olduğunca, yüksek hızlı dar dokuma kumaş tezgâhlarında, kaplama iplikler ve kesikli/eğrilmiş iplikler için kullanılmalıdır. Eğer lameller çok sık dizilirse (lamel sayısı/cm) sürtünmeden dolayı hareketleri kısıtlanacaktır. Düşük ya da orta yoğunlukta çözgü için 1x4 lamel ve yüksek yoğunlukta çözgü için 2x4 lameller kullanılmaktadır.
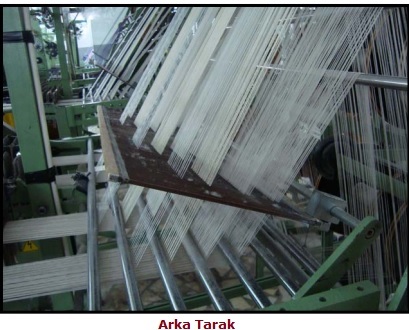
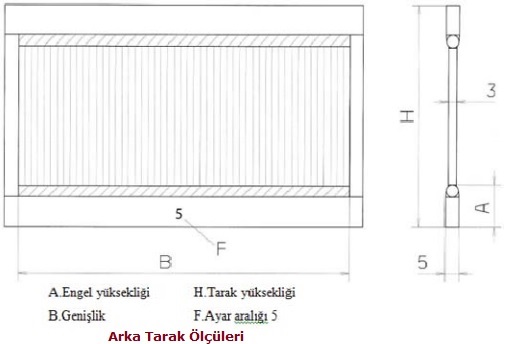
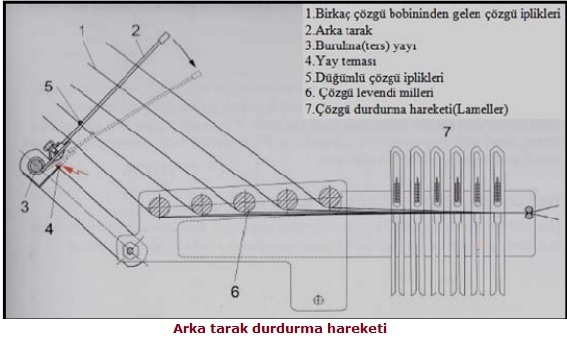
Dar Dokumada Arka Tarak
Arka tarak, çözgü ipliklerini düzenli olarak besleme ve iplik hatalarını kontrol etme işlevini sağlar. Genellikle paslanmaz çelik telli tipleri yaygındır. Normalde her pasaj için bir arka tarak kullanılır. Ancak, birbirlerine yakın çekilmekte olan iki ya da daha fazla çalışmalar için bir arka tarak kullanmak yeterli olur. İstisnai durumlarda, örneğin; iki kademeden gelen iplikler olduğunda her bir pasaj için iki arka tarak kullanılması gerekir. Tarak genişliğini, kullanılabilir aralık miktarı, çözgü malzemesi ve şerit genişliği belirlemektedir. Aralık sayısı aynı ve sadece bir iplik her bir aralıktan taharlanacaksa, arka tarağın diş aralığı normalde % 20 ila 30 ön tarağınkinden daha geniş olmaktadır. Yani ön tarağın arka tarağa göre daha ince olduğu anlaşılmaktadır. Çözgü iplikleri arka tarakta mümkün olduğu kadar aralıklı her diş aralığında bir iplik olacak şekilde dağıtılmalıdır.
Arka tarağı kontrol eden ve isteğe bağlı olarak kullanılabilen durdurma tertibatının görevi, çözgü leventlerinden çekilen çözgü ipliklerini sıkışık, düğümlü ve kalın yerler gibi düzensizliklerin lamel ya da gücülere zarar vermesini engellemektir.
Öncelikle çok yapışkan, yüksek bükümlü iplikler ile birlikte çözgü yoğunluğu yüksek üretimler için kullanılmaktadır. Arka tarak bir burulma (ters) yay tarafından en üst konuma doğru zorlanmaktadır. Bu durumda düğümlü çözgü ipliklerinin arka taraktan geçmesi mümkün olmamaktadır. İplikteki kalın/düğümlü bölümler arka tarağı aşağı çekerek yayla temasını sağlayarak, elektrik devresini keser ve makineyi kapatır. Tarak yüksekliği çözgü leventlerinin durumuna bağlı olarak ayarlanmaktadır. Daha fazla levent varsa, daha kalın arka tarak, daha çok dengesiz tarak dişleri vardır. Eğer çözgü düzensizliklerini daha az görmezden gelerek arka tarakta durdurma istenilmezse, arka tarak daha kalın seçilmekte ve böylece düğüm ya da düzensiz iplik kalınlıkları makinenin durmasına neden olmadan arka tarağın dişleri arasından rahatlıkla çekilerek geçebilmektedir.
Dar Dokumada Cağlık
Cağlık bölümünde, çözgü levendi tezgâhı, çözgü ipliği besleme hattı, çözgü ipliği, gerilim ağırlıkları, kılavuz çubukları, arka tarak ve lameller bulunmaktadır. Dar dokuma kumaş tezgâhının verimli çalışabilmesi için cağlıkta yer alan çözgü bobinlerinin düzenlenmesinin iyi organize edilmesi ve kolay erişilebilir olması en önemli ön koşullardan biridir.
Çözgü levendi tezgâhı, çözgü leventlerinin dizildiği (1), çözgü iplikleri (3), gerilim ağırlıkları (4), kılavuz çubukları (5) ve arka tarağın bulunduğu kısımdır. Çözgü ipliklerinin sarılı olduğu leventler (makaralar), çözgü tezgâhına dizildikten sonra leventlerden alınan iplikler, iplik gerginliğini sağlayan ağırlıkların takılı olduğu çubukların altından, kılavuz çubuklarının üstünden geçirilmektedir. Çözgü iplikleri dokumayı ortalayacak şekilde ve dokuma örgüsüne göre arka taraktan, lamellerden geçirilerek çerçevelere takılı bulunan gücülere gelmektedir. Tahar planına göre gücü deliklerinden ve tarak planına göre ön taraktan geçirilen çözgü iplikleri, kumaş levendine sabitlenerek dokuma işlemine geçilmektedir. Çözgü cağlığının tasarımı, çözgü salma ve frenleme sisteminin tipine, çözgü bobinlerin ağırlığı, boyutu ve çalışma sayısına dayanmaktadır. Çözgü cağlığı tezgâhı tipleri az ya da çok bağımsız ve kullanımı çok esnektir.
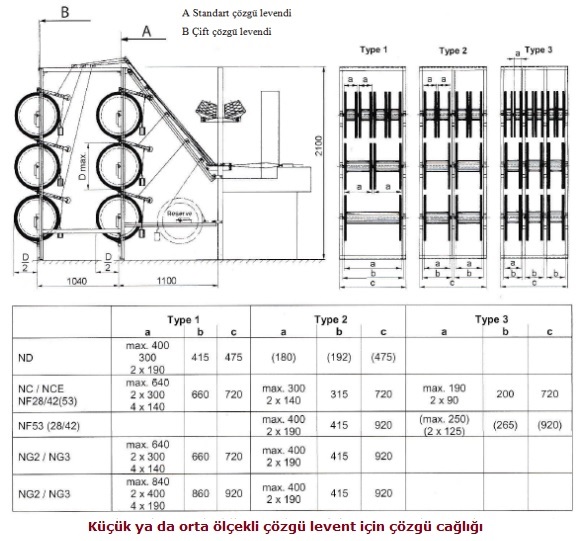
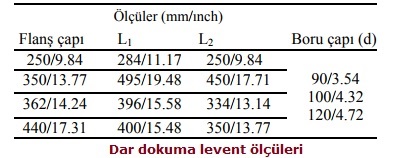
Yukarıda J. Müller AG. Makinelerinde kullanılan çözgü cağlığı tipleri ve ölçüleri görülmektedir. Cağlıklar leventlerin üst üstte üç sıra halinde yerleştirilebileceği biçimde tasarlanmıştır. Tip1, Tip2, Tip3’de görüldüğü gibi leventlerin büyüklük ve ağırlığı dikkate alınarak ağır leventler alt sıralarda yer alacak şekilde, dokumada kullanılan farklı işlev yüklenen (zemin, desen ve kenar) iplik sayısına göre gereken sayıda üst üstte ve yan yana yerleştirilmektedir.
Çözgü ipliği besleme hattında, zemin ya da kenar örgü çeşidine göre, çözgü ipliklerini etkileyen gerilime dikkat edilmelidir. Aynı zamanda dokuma kumaşın birim genişliği gerekli çözgü ipliklerinin sayısını büyük ölçüde etkilemektedir. Dikkat edilmesi gereken diğer bir husus da iplik bitimi sonrasında levent değiştirmede, dokumanın aynı özellikteki çözgü iplikleri ile devamının sağlanmasıdır. İplik eklemede aynı partiden olan ipliklerin kullanılmasına dikkat edilmelidir.
Üretimdeki kolaylığı nedeniyle, kenar çözgü leventleri üstte, ağır çözgü leventleri genellikle zemin ipliklerini taşıyan leventler daha ağır olduğu için en altta ve sağa yerleştirilmektedir.
İpliğin daha kolay beslenmesi ve rahat kullanımı için de elastik çözgü levendi altta yer almalıdır.
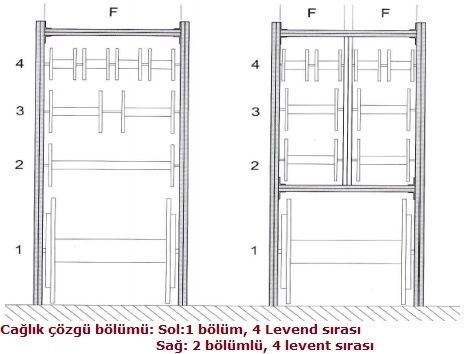
Yukarıda görüldüğü gibi elastik çözgü levendi 1. ya da 4. pozisyonunda kullanılabilmektedir. Cağlık dağılımı büyük ölçüde çözgü levendi sayısı ve ebatlarıyla belirlenmektedir. Çok sayıda çözgü levendi varsa, cağlık genişliği bölümlere ayrılmaktadır. Yukarıdan aşağıya doğru yerleştirilen leventlerin oluşturduğu sıra sayısı cağlık yüksekliğine göre belirlenmektedir.
Çözgü leventleri çok yavaş biçimde döndüğünden, basit bir sürtünme yatağı (rulman) yeterli olmaktadır. Fakat ağır çözgü leventleri için bilyeli rulmanlar bulunmaktadır. Dokuma hızı arttıkça, çözgü levendinden iplik sağımı da artacağından leventlerin daha sık değiştirilmesi gerekmektedir. Bunu önlemek için büyük kapasiteli (Jumbo) leventler kullanılır.
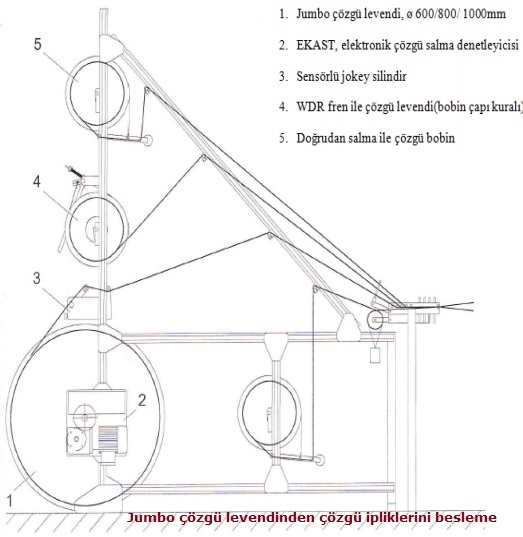
Jumbo levent, aynı zamanda daha ağır levent, güçlü bir flanş ve sağlam rulmanlar anlamına da gelmektedir. Jumbo çözgü leventleri için en küçük flanş çapı 600 mm'dir. Standart olarak 800 ila 1000 mm kuraldır.
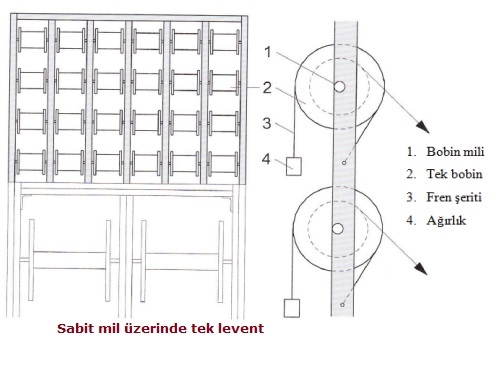
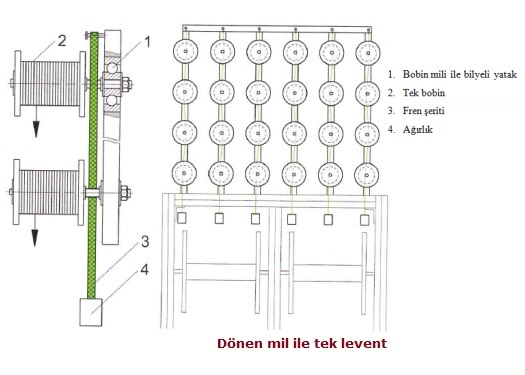
Tek ipliği tek leventten beslemede cağlığın her bölümünün her bir sırasına tek çözgü levendi yerleştirilmektedir. Daha az hassas iplikler için, sabit çözgü levendi milleri ve basit kord fren tipi yeterli olmaktadır. Hassas iplikler için ise çözgü levendi mili üzerine dönen rulman (bilyeli yatak) monte edilerek desteklenmektedir. Dönen çözgü levendi millerine takılı olan bir fren şeridi ve ağırlık iplik koptuğu zaman uyarmaktadır.
İğneli dar dokuma makineleri
Dar dokuma makineleri eksantrikli, armürlü ya da jakarlı ağızlık açma sistemi ile çalışan özel makinelerdir.
Diğer geniş en dokuyan dokuma makinelerinden farklılıklar gösterir. Çözgü doğrudan uygun boyutlardaki dokuma levendi üzerinde hazırlanır. Dokuma makinesinde bir ya da birden fazla bant (pasaj) aynı anda dokunur ve her pasajın çözgüsü genellikle bağımsız olarak beslenir.
Atkı atma sistemi mekikli veya iğneli olabilmektedir. Mekikli sistem genellikle çok renkli üretimlerde kullanılır. Her dokuma pasajının yanında o bantta atkı besleyen tek mekik veya çok renkli atkılar için birden fazla mekik vardır. İğneli atkı atma sisteminde ise her pasaj için, bir ya da daha fazla atkı iğnesi, açılı bir dönüş hareketi ile atkıyı ağızlığa taşır. Her pasaj için ayrı atkı atma sistemli olmayan dar dokuma makinelerinde ise kumaş bütün halinde dokunur. Termoplastik lif ipliklerinden üretilen bu kumaşlar, makine üzerine yerleştirilen yakma aparatları ile kesilerek şeritlere halinde elde edilir. Jakarlı dokuma makinelerinde ürün etiketi olarak üretilen dokumalar genellikle bu yöntemle oluşturulmaktadır.
Dar dokuma çözgü hazırlama
Dokuma hazırlık aşamaları, dokuma işlemi boyunca yaşanabilecek hataları en aza indirerek, zaman tasarrufu sağlamak, hız, kalite ve ekonomik verimi arttırmak amacıyla yapılan bobinleme, çözgü hazırlama, haşıl ve taharlamadan oluşan ön hazırlıkların bütününü içerir.
Dar dokuma kumaş üretiminde kullanılan iplikler müşteri isteğine ve yapılacak işe uygun olarak, iplik üretim işletmelerinden, ham ya da boyalı hazır bobinler halinde temin edilmektedir. İplik katlamanın gerektiği bazı özel durumlarda yine başka işletmelerden yararlanılmaktadır. Hazır olarak temin edilen iplik bobinleri üretim için hazırlanmak üzere çözgü dairesine gönderilmektedir.
Çözgü iplikleri levent adı verilen flanşlı küçük silindirlere sarılı olarak dar dokuma makinesine takılı olan cağlığa yerleştirilir. Atkı ipliği ise genellikle bobin halinde dokumada kullanılır. Dar dokuma kumaş üretiminde kullanılan çözgü leventleri küçük ölçülerdedir.

Bu ölçüler yüksek derecede elastik ve kauçuk iplikler için kullanılan monofilament, doğal veya yapay lifler için uygundur. Leventlerin çeşitli uzunlukları bulunmaktadır. Genellikle alüminyum çözgü levendi kullanılmaktadır. Küçük boyutlardaki leventleri depolama ve dokuma hazırlık işlemleri için büyük alanlara ihtiyaç duyulmamaktadır. Böylece cağlık için düşük maliyet ve kurulum için de küçük alanlar yeterlidir.
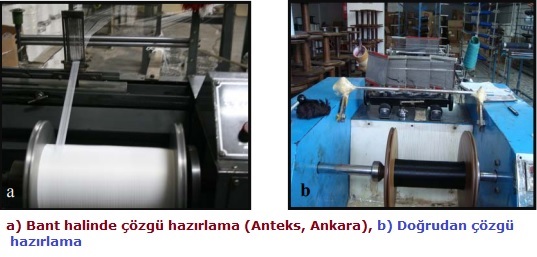
Enli dokuma makinelerinde olduğu gibi dar dokuma makinelerinde de işin durmaması, makine randımanının artması ve kumaş kalitesi için dokuma hazırlık işlemlerinin niteliği önemlidir. Genel olarak çözgü hazırlama makineleri cağlık, kontrol elemanları (iplik frenleri, durdurma tertibatı gibi) ve iplik kılavuzları ile sarım ünitesinden oluşmaktadır. Cağlık, üzerinde bobinlerin dizildiği iğler bulunan ve ipliklerin düzgün sıralar halinde, bobinlerden çözgü levendine beslendiği bölümdür. Dar dokuma makineleri için çözgü hazırlamada çoğunlukla sabit cağlık kullanılmaktadır.Küçük boyutlu bobinler için küçük kapasiteli cağlıklar yeterli olabilmektedir.Dar dokuma üretimi için kullanılan çözgü hazırlama makinelerinin diğer enli dokuma makinelerinden farkı küçük boyutlarda flanşlı leventlerin ve sabit cağlığın kullanılmasıdır. Dar dokuma çözgü hazırlama işleminde genellikle tek renk ve kalın iplikler için doğrudan ( paralel yani seri ) çözgü hazırlama yöntemi kullanılmaktadır. Doğrudan çözgü hazırlamada sabit cağlıktan bir ya da daha fazla sayıda bant için gereken iplik sayısında beslenen iplikler, çözgü levendine levent enince ve belirlenen uzunlukta sarılır.


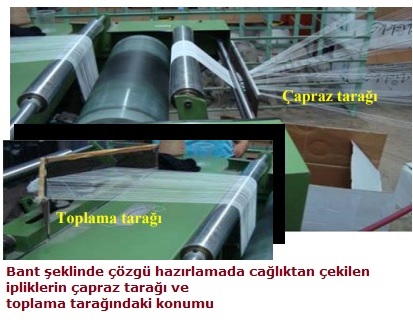
Diğer bir yöntem ise bant şeklinde çözgü hazırlamadır. Dokunacak bant genişliği, iplik numarası ve sıklığına göre hesaplanan sayıda, gruplanmış ipliklerden oluşan, genellikle 2-3 cm kalınlığında bantların vargel yardımı ile levent üzerine sarılmasıdır.
Cağlıktan beslenen ipliklerin genişliği bant genişliğine uygun şekilde V tarak yardımı ile ayarlanır. Yine bant genişliği dikkate alınarak her devir için vargelin kaydırma mesafesi ayarlanır. Bu ayar sarımın düzgünlüğü açısından önemlidir. Bantlar levent üzerine istenen uzunlukta, boşluk kalmayacak şekilde, yan yana düzgün bir şekilde sarılmalıdır. Bu yöntem daha çok kurdele, cırt bant/Amerikan fermuarı (velcro) gibi dar enli tek renk ürünler için işlevsel olarak kullanılmaktadır. Bant şeklinde çözgü hazırlama yöntemi pek kullanılmaktadır. Çözgü hazırlamada zaman (süre) tasarrufu ve hız sağladığı için çoğunlukla doğrudan çözgü hazırlama makineleri kullanılmaktadır.
Yapılan araştırmalarda dar dokuma makineleri için konik ve seri çözgü hazırlama sisteminin kullanıldığı da anlaşılmaktadır. Bu işlemin enli dokuma makinesinden farkı, tambur ve levent boyutlarının küçük olmasıdır. Konik çözgü makinesinin, büyük ölçekli dar dokuma işletmelerinde, aynı leventten birden fazla bant besleme yapılması durumunda ve şerit bant ya da kayış dokuma gibi uzun metrajlarda işin daha seri üretimi amacıyla tercih edilmektedir.
Lâteks çözgü makinesi, farklı uzunluk ve kalınlıklarda, hammaddesi kauçuk ve spandex olan elastik çözgü iplikleri için kullanılmaktadır.

Çözgü dairesinden gelen ipliklere, dokuma işlemine hazırlanmak üzere tahar işlemi uygulanır. Taharlamadan önce kullanılacak olan dokuma makinesinin ön hazırlığı yapılmalıdır. Bunun için belirlenen tahar planına göre makineye yeterli sayıda lamel her bir çözgü ipliğini kontrol edecek şekilde dizilir. Her bir çerçeveye taşıyacağı iplik sayısına göre gücüler yerleştirilir. Belirlenen iplik sıklığı ve diş tel sayısına göre ön tarak numarası tespit edilir. Ön tarak numarasına göre arka tarak belirlenir ve makineye yerleştirilir. Ön tarak genişliği 18 mm’den 310 mm’ye kadar değişen bant ölçülerine ve kullanılan dokuma kafası adedine göre ayarlanmaktadır. Örneğin 12 dokuma kafası için, tarak genişliği 25 mm (12/25), 8/ 27 mm, 6/42 mm, 4/ 66 mm gibi ölçülerde olmaktadır. Ön tarak ayarı yapıldıktan sonra atkı iğnesi ve yardımcı iğne ayarları da yapılmaktadır. Taharlama için leventlerden alınan her bir çözgü ipliği, arka tarak dişlerinden hizalanarak geçirilir. Daha sonra önce, belirlenen sayıda ve hizada dizilen lamellerden, sonra da tahar planına göre gücü tellerinin gözlerinden geçirilir. Yapılan ön tarak ve dokuma kafası ayarına göre gücülerden çekilen çözgü iplikleri ön tarak dişlerinden geçirilerek, kumaş sarma mekanizmasına sarılır. Dokuma işlemine geçilmeden önce makine desen ayarı yapılmalıdır. Makinenin ve işin özelliğine göre bakla ya da kam desen ayarı yapılır.
bobin özellikleri
Dokuma işleminin gerçekleşebilmesi için yapılması gereken çalışmaların tümüne dokuma hazırlık denir. Dokuma hazırlık işleminin kalitesi; dokumanın verimi, hızı ve kalitesi üzerinde doğrudan doğruya etkilidir. Dokuma hazırlık işlemlerinin ilki bobin yapmadır.
İplikhaneden kops halinde gelen ipliklerin, konik veya düz (silindirik) masuralar üzerine çapraz olarak sarılması ile oluşturulan ve üzerinde 2,5 ile 3 kilogram iplik bulunduran forma bobin denir. Paralel sarımlı bobinler makara olarak adlandırılır.

Bobinler; kullanım yeri, ham madde özellikleri, sarımları bakımından değişik şekillerde olabilir.
Dokumanın randımanlı olması ve üretilecek kumaşa istenilen özelliklerde olması kullanılan ipliklerin kaliteli olması mutlak ve mutlak gereklidir.Kopsta bulunan ipliklerde inceli, kalınlı kısımların düzgün hale gelmesi ve aynı gerginlikte konik veya düz masuraya sarılarak bobin haline getirilmesi şarttır.Bobin makinesinde kopstan gele iplik germe-süzme tertibatı ve iplik yoklayıcısından geçtikten sonra konik veya düz masuraya sarılarak bobin haline getirilir. Kopsta iplik bittiğinde veya herhangi bir nedenden dolayı koptuğunda iplik yoklayıcısı bobin makinesinde o ünitenin çalışmasını durdurur. Dolu bobinde bulunan ipliğin ucu çalışmakta olan bobindeki iplik ile ya otomatik düğümleyici ile ya da çalışan kişi tarafından dokumacı düğümü atılarak çalışmaya devam edilir. Bu işlem diğer çözgü makinesinin randımanı ve dolayısı ile dokuma makinesinin randımanını olumlu ölçüde arttırır. İşte bu sebeplerden dolayı bobin yapmanın önemi çok büyüktür.
Yani bobin yaptığımızda;
İplik makinesinden kops şeklinde çıkan iplikleri masura üzerine uzun miktarda toplamaktır. Kops üzerinde yaklaşık 150 g ağırlığında iplik bulunur. Bobinlerin üzerinde ise 2,5 – 3 kg iplik toplanır. Bobinin uzun miktarlarda iplik içermesi kesintisiz çalışmaya olanak tanıyarak randımanın artmasını sağlar.
İplik üzerindeki hatalı kısımlar temizlenir. Bobinleme işlemi sırasında inceli, kalınlı kısımlar temizlenebilir. Bu temizleme işlemi bobinlerin kalitesinin standartlaştırılmasını sağlar ve daha sonraki işlemlerinde randımanı arttırır.
İplik firesini azaltır. Uzun metrajlarda ve belirli düzgünlüklerde sarılan iplikler, göze alınabilir kopma sınırlarının içinde çalışırlar. Bu da iplik çalışma randımanının artmasına neden olur. Kopmalardan sonra atılan her düğümün ucu fire olarak kabul edilir. Bunun yanında kopan uçların dolanması ve kirlenmesi de fireye neden olur. İplik kopuşlarının azalması bu firelerin de en aza inmesi anlamına gelir.
Elde edilen bobinde ise şu özellikler olmalıdır;
Masura koniklikleri iplik cinsine ve kullanılacak yere göre seçilmelidir.
Bobinde kuşak oluşmamalıdır. Bunun için iplik gezdirici sürekli kontrol edilmelidir.
İplik temizleyiciler (mekanik ve elektronik temizleyiciler) iyi temizlenmiş olmalıdır. Bunun için bu mekanizmalar devamlı kontrol edilmelidir.
Çapraz sarımlı bobinlerde çapraz açısının, paralel sarımlı bobinlerde paralelliğin bobine sürekli verilmiş olmasına dikkat edilmelidir.
İplik gerginliğinin bobinin bütün aşamalarında eşit olması sağlanmalıdır.
Kullanım yerleri ve cinsleri aynı olan ipliklerden bobinlere eşit miktarlarda ve aynı gerginlikte iplik sarılmalıdır.
Eğer masuralar, iplik numaralarına göre renklendirilmişse, aynı numara iplikler aynı renk masuralara sarılmalıdır.
kumaşın dokunabilirliği
Dokuma kumaşların tasarımında temel amaç, kullanım yerine uygun özelliklerin önceden belirlenerek yeni kumaş yapıları geliştirmek; mümkün olan en yüksek dokuma verimini elde etmek ve kumaş kalitesini yükseltmektir.
Kaliteli bir kumaş ve yüksek dokuma verimi ise belirli dokuma şartlarının sağlanmasıyla elde edilebilir. Bu şartların en temeli önceden tasarlanan kumaşın dokunabilirlik sınırı içinde olmasıdır.
Kumaş dokunabilecek en yüksek sıklık sınırını aşmış ise tasarım tezgâh üzerinde elde edilemez. Sınıra yakın ya da bu sınırdan daha yüksek sıklıkta kumaşlar dokunmaya çalışıldığında kumaş çizgisi tarağın en ileri konumunun çok fazla gergisine doğru kayar.
Bu durumda bir yandan ön ağızlık boyutları küçülüp atkının ağızlıktan geçişi zorlaşırken diğer yandan tefeleme esnasında aşırı gerginlik artışından dolayı çözgü kopuşları meydana gelir. Bu tür olumsuzluklar sonucunda dokuma pratik açıdan olanaksız hale gelir.
Geçen yüzyıldan günümüze kadar araştırmacıların dokunabilirlik sınırı konusunda yaptıkları çalışmalar iki temel aşamada gerçekleşmektedir.
Bunlardan ilki temel bazı örgüler için geometrik modeller oluşturarak bunlara ait matematiksel bağıntılar geliştirmek yani kuramsal çalışmalar yapmak;
diğeri bu teorik bağıntılar ve tezgâhta elde edilen sonuçları karşılaştırmak yani deneysel çalışmalar yapmak şeklindedir.
Araştırmacıların kuramsal çalışmaları sırasında geometrik modeller geliştirmelerindeki amaç, yapıları bakımından karşılaştırılabilir olan standart ya da referans bir kumaş sunmaktır. Ortaya koydukları bu referans yapılar genellikle dokunabilirlik sınırındaki kumaşlardır. Bu kumaşlar kuramsal olarak oluşturulurken bunlara ait bazı yapısal parametreler ortaya konmuş; böylece bir kumaşın yapısal parametreleri referans kumaşın yapısal parametreleri ile ilişkilendirilmiştir. Bu ilişkiler ise nihai kullanıma uygun yapıların geliştirilmesini sağlayacak kumaş özelliklerinin tahminleşmesinde kullanılmıştır.
İstediğiniz kadar tasarım yapınız.Yapmış olduğunuz tasarımı dokuma makinesinde dokuyamıyorsanız tasarımın hiç bir hükmü yoktur.Sadece kağıt üzerinde görsellik sağlar.
Dar Dokuma Kumaş Analizi
Lastik dokumaları diğer dokumalardan ayıran en belirgin özellikleri dar enli olmalarıdır ve çözgü ipliklerinin arasına yerleştirilmiş olan lateks iplikler ve özel kenar oluşumudur.
>>> Elastan iplik kullanıldığından boyuna yönde çok fazla esner.
>>> Elastan ipliklere paralel olan iplikler çözgü iplikleridir.
>>> Dokuma lastikler dar enlidir.
>>> Yazılı lastiklerde yazı genellikle enine doğru uzanır.
>>> Kenarında genellikle yardımcı iplik kullanılır.
Ağırlık hesaplamaları yapılırken lastik doku olduğu gibi sökülür ve atkı iplikleri, çözgü iplikleri ve kullanılan elastan iplikler (lâteks veya gipe iplikler) birbirinden ayrılarak tartılır. Bulunan değer üzerinden orantı kurularak atkı, çözgü ve elastan iplik ağırlıkları ve kumaş ağırlıkları bulunur.Dar dokuma lastiklerde iplik numara hesabı düz dokuma kumaş analizinde yöntemlerle aynıdır. Genellikle lâteks iplikler mikron değeri üzerinden çapları belirtilerek ifade edilir (28/32, 36/40, 44/50 gibi). 36/40 değerindeki bir lâteks ipliğin çapı 36 ile 40 mikron aralığındadır. İplik çapı mikrometre veya mikroner ile ölçülerek bulunur.Analiz işlemi yapılırken çalışılacak ortamın temiz olması,ölçüm yapılacak cihazların kalibrasyonlarının tam olması önemlidir.Analizde aşağıdaki işlemler yapılır ;
>>> Analiz edilecek lastiğin kesilerek kenarları düzeltilir.( Lastiğin kenarlarının düzgün kesmesine özen gösterilir).Bu işlem yapılırken cetvel ile hassas ölçüm yapılır.
>>> Numune lastik tartılarak gramajı bulunur.
>>> Numune kumaşın kenarlarından iplik çıkararak saçak oluşturulur.(Dar dokumaların yardımcı iplikli kenar oluşumu nedeniyle dokundukları yöne doğru tek yönde sökülebildiklerini unutulmamalıdır).
>>> Çözgü ve atkı yönünü tespit edilir.( Lastiklerde elastik ipliklere paralel iplikler çözgü iplikleridir).
>>> Analiz edilecek lastiğin yüzü bulunur.( Yardımcı iplikli veya ipliksiz kenarı sağımıza aldığımızda üstte kalan taraf kumaşın yüzüdür. Fakat tek renk ve tek örgü ile dokunan lastiklerde kumaşın her iki tarafı da yüzü olarak kabul edilebilir).
>>> Boya, baskı ve apre özelikleri belirlenir.
>>> Kullanılacak ipliklerin cinsi belirlenir.
>>> İplik numarası, kat sayısı, büküm yönü ve sayısı, flaman sayısı bulunur.
>>> Numune kumaşın çözgü ve atkı sıklığı lup kullanarak veya çıplak gözle analiz tığı yardımıyla belirlenir.( Çözgü sıklığı belirlenirken elastik çözgüler ayrı sayılır).
>>> Çözgü ve Atkı renk raporu belirlenir.( Çözgü raporunu belirlerken elastik iplik oranına da dikkat ederek sayılır).
>>> Numune lastiğin örgü raporunu belirlenir.
>>> Tahar ve Armür planları yapılır.
>>> Numune lastiğin enden ve boydan çekmelerini bulunur. (İplik cinsi ve kullanılan örgü göz önüne alınır).
>>> Tarak Eni hesaplanır.( İstenilen mamul kumaş eni ve enden çekme yüzdeleri göz önüne alınır).
>>> Toplam Çözgü Tel sayısı bulunur.( Çözgü sıklığının doğru tespit edildiğine dikkat edilmelidir).
>>> Tarak dişinden geçen çözgü tel sayısı bulunur.( Taraktaki çözgü sıklığı ve tarak eni göz önüne alınır).
>>> Tarak Numarası bulunur.
>>> Numune lastiğin çözgü, atkı ve kumaş ağırlıkları hesaplanır. (Farklı numaralarda çözgü ve atkı iplikleri kullanılmış ise her birinin ağırlıkların ayrı ayrı hesaplanır. Çözgü, atkı ve elastik ipliklerin ağırlıklarını lastik dokuyu söküp birbirinden ayırarak ayrı ayrı hassas terazi ile tartılır).
Dar Dokuma Ürünlerinin Kullanım Alanları
Giyim endüstrisinde yapılarına göre elastik veya elastik olmayan dar dokumalar (kurdele, ekstrafor, etiket, çamaşır lastiği gibi) görülmektedir. Elastik veya elastik olmayan dar dokumalar, giysilerin yaka hattı, kol ağzı, bel, paça ve giysilerin kenar bölgelerinde estetik açıdan tamamlama, bağlama, birleştirme, bedene oturtma ve süslemek amacıyla gündüz ve gece giyilmek üzere üretilmiş tüm iç ve dış (kadın, erkek ve çocuk) giyimde, ayakkabı, çanta gibi aksesuarlarda kullanılmaktadır.
Bu kumaşlar giysi sektöründe ergonomik, estetik, tamamlayıcı ve maliyetinin düşük olması yönünden oldukça önemlidir.
Elastomerik lifler, elastik dar dokuma kumaşlarda lastik özelliği ve elastikiyet kazandırmak için başa takılan bantlar, pantolon askıları, boxer lastikleri gibi ürünlerde kullanılır. Bu tür kumaşlarda daha çok çözgü boyunda elastikiyet istenir. Elastik bantlar dışında giyimde kullanılan kurdeleler (tafta, çamaşır kurdelesi, çift saten kurdele, kadife ve tek katlı saten kurdele gibi) giysilerde fonksiyonel veya süsleme amacıyla kullanılan genellikle parlak yapılı dar dokuma ürünlerdir.
Günlük giysilerin yaka ve kol kısımlarında dar dokuma kumaşlar, dikiş görüntüsünü kapama, esnemeyi ve çabuk yıpranmayı önleme ve süsleme amacıyla kullanılmaktadır. Hırka, kazak ve bluz gibi ürünlerde ise ince şeritler halinde elbise askısına asmada ve asıldığında yakadaki sarkmaları önlemek için kullanıldığı gibi ürün etiketi olarak da karşımıza çıkmaktadır.

Manto ve kaban gibi dış giysilerde fermuar, fermuar tutucu, düğme ile kullanımı, kol ve bel bölümlerinde lastik ve şerit olarak kullanıldığı dikkati çekmektedir. Yukarıda gömlek ve tişört yakasında dar dokuma kumaş kullanımı görülmektedir. Bu dokumalar yaka, manşet (kol ağzı) ve kol katlama şeritleri gibi dikişi temizleme, süsleme ve alerjik durumu gidermek amacı ile giysilerde kullanılmaktadır.
Yukarıda pantolon kemerinde bağçık olarak ve bel daraltma ya da ayarlama denilen elastik dar dokuma kumaşların kullanıldığı görülmektedir. Ayrıca eşofman kenarında dikiş boyunca çeşitli tasarımlarla şeritlere rastlanılmaktadır.
İç giyimde
korse, sütyen askı lastikleri, balen biye, beden lastikleri, bel ve paça lastikleri, boxer lastikleri, jartiyer ve çorap lastikleri, cırt bantlar, etiketler ve kurdeleler estetik açıdan tamamlama, birleştirme, kullanımı kolaylaştırma (büzme, bedene oturtma, fermuar olarak açma-kapama, elastikiyet) ve süsleme amacıyla kullanıldığı görülmektedir.
Dış giyimde,
eşofman lastik ve yan dikiş şeritleri, pantolon askı lastikleri, havlu bornoz biyeleri, pantolon kemer astar şeritleri, fermuar şeritleri, cırt bantlar, kurdeleler, tişört ve gömlek yakaları, kol ağzı ve etiketler estetik açıdan tamamlama, birleştirme, kullanımı kolaylaştırma ve süsleme amacıyla kullanılmaktadır. Giyimde kullanılan aksesuarlarda (mücevherat, ayakkabı, çanta) da dar dokuma kumaş örneklerine oldukça sık rastlanılmaktadır. Kolye ve yüzük olarak süsleme, estetik görünüm, kıyafeti tamamlama, değerli taş, boncuk, metal ve fermuar gibi malzemeleri taşıma, zincir yerine kullanma, toka gibi ürünlerde saçı toplama (saç tokaları), tutturma, süsleme ve estetik görünüm kazandırmak amacıyla kullanıldığı görülmektedir.
Gündelik, spor ve diğer çantalarda dar dokuma kumaşlar ya deri, kumaş ve örme gibi malzemelerle birleştirilerek ya da taşıma yerlerinde (el, omuz ya da sırt) kullanılmıştır. Bu ürünlerde taşımak ve süslemek gibi işlevlerinin yanı sıra rahat ve ergonomik oluşu ile de tercih edilmektedir.
Ayakkabı bağları, mes lastikleri, terlik şerit ve lastikleri, sandalet kayışı, ayakkabı kayışı, bot kayışı, cırt bantlar gibi bağlama, ayağı sarma, kapama ve süsleme gibi çeşitli fonksiyonlarda kullanılır. Özellikle fantezi ayakkabılarda ve balerin ayakkabılarında kıyafeti tamamlayıcı unsur olarak da dar dokuma kumaşların tercih edildiği görülmektedir.
Tekstil sektörü ve tamamlayıcısı olan dar dokuma yan sanayi, gelişen teknoloji ile birlikte hammadde, makine ve üretim sistemi açısından her geçen gün kendini yenilemektedir. Aynı zamanda çeşitliliği, hızı, kalitesi, markası gibi özellikleri ile tekstil ürünlerinin katma değerini arttırmakta ve bu özellikleri kolayca pazarlanabilir olmasını sağlamaktadır. Bu nedenle giyim endüstrisinin tüm alanlarında iç giyim, dış giyim (kadın, erkek ve çocuk) ve aksesuarlarda her geçen gün dar dokuma kumaş yapılarının artarak kullanıldığı görülmektedir. Bu ürünlerin işlevsel olarak dikiş kapama, tutturma, bağlama, daraltma ve süsleme amacıyla tercih edildiği anlaşılmaktadır.
Dar kumaşlar dokuma tekniğiyle olduğu gibi örme tekniği kullanılarak da üretilir. Dar dokuma kumaşların çeşitlerini genel olarak üç başlık altında toplanır.
LASTİKLER
1-Düz bant lastik
2-Yuvarlak lastik
3-Yazılı lastik
4-Dantel lastik
ŞERİTLER
1-Düz aksesuar şeritleri
2-Balıksırtı şeritler
3-Saten kurdele
4-Grogren kurdele
5-Kadife şerit
6- Kolon şerit
7- Çanta kolonları
8-Ekstrafor şeritler
KORDONLAR
1-Tres kordonlar
2-İğneli kordonlar
3-Lase kordonlar
4-Dokuma kordonlar
Konfeksiyon sektöründe kullanılan dar dokumalar
Giysilerin bel, paça, yaka hattı, kol ağzı gibi yerlerinde kullanılan, büzme ve bedene oturtma gibi işlevleri olan ayrıca süsleme amacıyla kullanılan dokumalardır. Bunların dışında ev tekstilinde süsleme ve fonksiyonel amaçlı olarak da dar dokumalar kullanılmaktadır. Bu sektörde kullanılan dar dokuma çeşitleri;
1-Sütyen askı lastikleri,
2-Boxer şort lastikleri,
3-Jartiyer ve çorap lastikleri,
4-Eşofman lastik ve şeritleri,
5-Mont etek bel lastik ve şeritleri,
6-Pantolon askı lastikleri,
7-Havlu bornoz biyeleri,
8-Fermuar şeritleri,
9-Perde büzgü şeritleri,
10-Saten kurdeleler,
11-Koltuk perde püskülleri,
12-Masa örtüsü saçakları,
13-Önlük ve battaniye şeritleri,
14-Yatak şerit ve kordonları,
15-Mobilya koltuk ve kanepe altı bantları,
16-Döşeme fitilleridir.
Ayakkabı sektöründe kullanılan dar dokumalar
Dar dokumalar bu sektörde aksesuar ve fonksiyonel amaçlı olarak kullanılır. Bunlar;
1-Ayakkabı bağları,
2-Mesh lastikleri,
3-Terlik şerit ve lastikleridir.
Otomotiv sektöründe kullanılan dar dokumalar
Otomotiv sektöründe dar dokumalar güvenlik işlevlerinin sağlanmasında kullanılır. Bunlar;
1-Emniyet kemeri,
2-Çekme halatı,
3-Bagaj lastiğidir.
Savunma sanayinde kullanılan dar dokumalar
Savunma sanayinde kullanılan aksesuarların üretiminde ve fonksiyonel amaçlı kullanılan araçlarda işlevsel olarak kullanılan kısımların imalinde kullanılır. Bunlar;
1-Palaska
2-Tüfek kayışı,
3-Apolet,
4-Sırt çantası kayışı,
5-Paraşüt kolonları,
6-Dürbün kayışı vb. dir.
Elektronik sanayinde kullanılan dar dokumalar
Bunlar;
1-Motor bobinaj sargı bezleri,
2-Trafo sargı bezleri,
3-Yeraltı kablo içi sargı bezleridir.
Cilt sanayinde kullanılan dar dokumalar
Bunlar;
1-Şiraze şeritleri,
2-Kitap yaprak ayırıcı şeritleridir.
Sağlık sektöründe kullanılan dar dokumalar
Bunlar;
1-Elastik bandaj,
2-Yara bandı,
3-Sargı bezi,
4-Bel korseleridir.
Emniyet sektöründe kullanılan dar dokumalar
Bunlar;
1-Yangın söndürme hortumları,
2-Emniyet taşıyıcı bantları,
3-Yükleme kolonlarıdır.
Ambalaj sektöründe kullanılan dar dokumalar
Bunlar; hediyelik eşya süslemesinde kullanılan kordon ve kurdelelerdir.
Bunların dışında kullandığımız hemen hemen her üründe bulunan etiketler de dar dokumalar arasındadır.
Şile Bezi
Şile bezi, kıvrak iplik veya İngiliz kıvrağı da denilen 20 numara, bükümlü pamuklu iplikle ahşap el tezgâhlarında dokunan özgün bir bezdir. Bu kumaş “bürümcük” de denilen bir dokumatüründendir. “Bürümcük” sözcüğü dokumacılıkta çok bükümlü iplikler kullanılarak üretilmiş dokuma anlamında kullanılır.
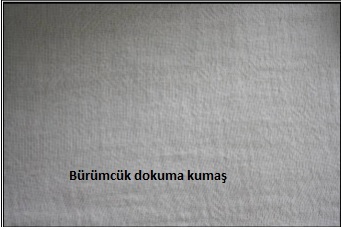
Bürümcük, dokuma tekniği açısından bezayağı örgü ile dokunur. Şile çevresine 14. yüzyılda göçlerle gelen Manav da denilen şimdiki yerel halkın köklü bir dokuma geleneği olduğu bilinmektedir. Şile’de Rum halkın ikamet ettiği tarihlerden bahseden yazılı ve sözlü kaynaklar, eski devirlerden bu yana şileli Rumların dokumacılıkla uğraştığını, İstanbul’dan iplik alarak dokudukları kumaştan iç çamaşırı ve gömlek dikerek yine İstanbul’da sattıklarını söyler.Şile ve çevre köylerinde bugün bilinen şekliyle dokuma ve işleme sanatı yaklaşık yüz elli yıllık bir geçmişe sahiptir. Günümüze kadar ulaşmayı başarmış şile bezi örnekleri incelendiğinde ipek iplikle dokunmuş ürünlerin de olduğu görülmektedir. Ancak maliyet ve kullanım alanı bulamama gibi sorunlar nedeniyle ipek dokuma zamanla yok olmuştur. 1930’lu yıllara kadar ise keten ipliklerle dokuma yoğun bir şekilde devam etmiştir. 1930’lardan itibaren mevsimlerin daha kurak geçmeye başlaması ve ketenciliğin oldukça zahmetli olması nedeniyle halk,dokumada keteni bırakıp pamuk ipliği kullanmaya başlar. 1950’li yıllara dek şile bezi üretiminde ham madde olarak İngiltere’den getirilen “kıvrak iplik” veya “İngiliz kıvrağı” da denilen 20 numara, bükümlü pamuk ipliği kullanılmıştır. Bu tarihlerden itibaren İstanbul, İzmir ve Denizli’de üretilmeye başlanan pamuk ipliği kullanılmaya başlanmıştır. Günümüzde el tezgâhlarında şile bezi dokuma sınırlı olmak üzere devam etmektedir. Üretimin büyük bölümü motorlu dokuma tezgâhlarında üretim yapan işletmeler tarafından şile köylerinde gerçekleştirilmektedir.
Şile Bezinin Genel Özellikleri Kullanım Alanları

Şile bezi günümüzde %100 pamuk ipliğinden üretilen bir bez olma özelliğini taşır. Üretimde pamuk ipliği kullanımının beze kazandırdığı bir takım özellikler mevcuttur.
Bu özelliklerden en önemlisi nem çekme yeteneğinin yüksek olması ve serin tutmasıdır. Bu nedenle şile bezinden üretilen kumaşlar yoğun olarak yazlık gömlek, pantolon, bluz gibi kıyafetlerin üretiminde kullanılır. Aynı zamanda üretiminde %100 pamuk ipliği kullanıldığı için doğal ve sağlıklı bir üründür.

Şile bezi, giyim ürünlerinin yanı sıra ev tekstili alanında da geniş bir kullanım alanına sahiptir. şile bezinden sehpa, masa ve yatak örtüsü gibi birçok ürün üretilebilmektedir.
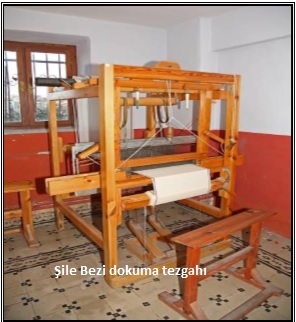
Şile Bezi Dokuma Tezgâhı
Şile bezi ahşaptan imal edilen el tezgâhlarında dokunmaktadır. Bu tezgâhlar 45–90 cm arasında bir genişliğe sahip bez dokuyabilecek şekilde üretilmektedir.
Dokuma Tezgâhının Ana Elemanları

İskelet:
Ahşaptan üretilen ve tezgâhın diğer parçalarını üzerinde taşıyan makine elemanıdır.
Çözgü levendi:
Üzerinde çözgü ipliklerini taşıyan, metal veya ahşaptan yapılan makine elemanıdır.
Çerçeve:
Üzerinde çözgülerin geçirildiği gücü tellerini taşıyan, bu tellere yukarı ve aşağı hareket vererek ağızlığın açılmasını sağlayan makine elemanıdır.
Gücü teli:
Çerçeveler tarafından taşınan, üzerlerinde çözgü ipliklerinin geçirilmesi için küçük gözler bulunan makine elemanıdır.
Tefe:
Atkının atılabilmesi için mekiğin yolunu oluşturan ve tarağa hareket vererek atkının kumaşa dâhil edilmesini sağlayan makine elemanıdır.
Tarak:
Tefe üzerinde bulunan, atkının sıkıştırılmasını sağlayan ve çözgü sıklığını belirleyen makine elemanıdır.
Pedallar:
Ayakla basılarak çerçevelerin yukarı ve aşağı hareketlerini sağlayan makine elemanıdır.
Kumaş levendi:
Dokunan kumaşın üzerine sarıldığı makine elemanıdır.
Mekik:
Üzerinde masuraya sarılı bir şekilde taşıdığı atkı ipliğini, çözgülerin arasından kumaşın bir tarafından diğer tarafına taşıyan makine elemanıdır.
Masura:
Üzerine atkı ipliğinin sarıldığı, dokuma esnasında mekik içine yerleştirilen makine yardımcı elemanıdır.
Gücü tığı:
Çözgü ipliklerinin gücü gözlerinden geçirilmesini sağlayan makine elemanıdır.
Tarak tığı:
Çözgü ipliklerinin tarak dişleri arasından geçirilmesini sağlayan makine elemanıdır.
Şile bezi dokumada kullanılan çözgü iplikleri %100 pamuk elyafından oluşmaktadır. İplik inceliği 20 numaradır. Bu iplikler yaklaşık olarak 1200 tur/m olmak üzere yüksek bükümlü olacak şekilde üretilmiş ipliklerdir. Çözgü ipliklerinin bu şekilde yüksek bükümlü olması kumaş içerisinde bir miktar kıvrılmalarına yol açar. Bu da “bürümcük” dediğimiz görüntüyü oluşturur. Kumaş yüzeyinin kendine has hafif kırışık bir görüntüsü vardır.
Çözgü iplikleri iplik üreticilerinden çile şeklinde alınmaktadır. Bu çileler yörede “çorba” veya “un çorbası” denilen kaynar un ve su karışımında haşıllanır. Daha sonra kurutularak bobinlere sarılır. Bu bobinler çözgü hazırlama işlemi için çözgü makinesine alınır.

Dokuma işlemleri esnasında çözgü iplikleri gücü, tarak, mekik gibi makine parçaları ile sürekli bir sürtünme hâlindedir. Bu sürtünmeler zamanla ipliğin yıpranmasına ve dolayısıyla kopmasına neden olmaktadır. Bu nedenle ipliğe dayanıklılık kazandırmak ve yüzeyini düzgünleştirerek sürtünmeyi azaltmak için çözgü ipliklerinin yapıştırıcı özelliği olan bir çözeltiyle işleme sokulmasına haşıllama, bu işlemde kullanılan çözeltiye de haşıl denir.
Entegre fabrikalarda haşıllama işlemi, çözgü iplikleri çözgü levendine sarıldıktan sonra uygulanır. Burada haşıllama, çözgü iplikleri bir silindirden diğerine aktarılırken uygulanmaktadır. Fakat bu işlemin uygulandığı haşıl makineleri çok büyük ve pahalıdır. Bu makineler ancak az sayıdaki büyük tekstil fabrikalarında bulunmaktadır. Şile ve çevre köylerinde böyle bir makine kullanım imkânı olmadığı için yöresel üreticilerin eskiden beri uyguladıkları kendilerine has haşıllama işlemleri vardır. Haşıllama şu işlem sırasına göre uygulanır:
Haşıllama işlemine ilk olarak çilelerin birbirinden ayrılmasıyla başlanır.
Çileler tek tek ayrıldıktan sonra her bir çile iyice çırpılır. Bu işlem çile içerisindeki ipliklerin açılmasını ve daha sonra yapılacak yıkama işleminde suyun çile içerisine daha iyi bir şekilde emmesini sağlar.
Çileler öncelikle uygun bir kap içerisinde sade su ile yıkanır.
Çileler yıkanırken diğer taraftan kazan içerisinde un ve sudan oluşan, yörede un çorbası da denilen çözelti hazırlanarak kaynatılır. Karışım hazırlanırken 10 kg suya 1 kg un ilave edilir.
Kazanda hazırlanan un ve sudan oluşan karışımdan çilelerin bulunduğu kaba uygun miktarda alınır.
Un çorbası çilelerin içerisine işleyene kadar çileler leğen içerisinde bekletilir.
Son olarak çileler haşıl çözeltisinin içinden çıkarılarak sıkılır ve kurumaları için asılır.
Bobin Hazırlama
Bobinleme yapılırken sırasıyla şu işlemler uygulanır:
Haşıl işlemi sonunda kurutulan çileler bobin makinesine alınır.
Çileler bobin makinesinin alt kısmında yer alan çıkrıklara yerleştirilir.
Bobinin oluşturulacağı silindir üzerine ipliğin sarılacağı masura takılır.
Çilenin ucu bulunarak bu masuraya bağlanır.
Masuraya dönüş hareketini yivli silindir de denilen metal silindirler vermektedir. Çilelerin bağlı olduğu çıkrıklar çileden iplik çekildikçe döner.
Masura üzerinde istenilen miktarda iplik sarıldığında makine otomatik olarak durur. Bobin makinesine yeni bir masura takılarak sarıma devam edilir. Çözgü hazırlama işleminde ihtiyaç duyulan sayıda bobin elde edildiğinde işlem tamamlanmış olur.
Çözgü Hazırlama Yöntemleri
Kumaşta boyuna yönde yer alan ipliklere çözgü denir. Çözgü hazırlama işlemi, çok sayıda ipliğin önceden belirlenmiş bir düzende, sayıda ve ende birbirine paralel şekilde levent üzerine sarılarak dokuma işlemi için hazırlanmasıdır. Bu işlem yapılırken ilk olarak bobinler cağlığa dizilir, buradan alınan iplik uçları levende aktarılır.
Dokuma hazırlık işlemlerinin en önemlisi çözgü hazırlamadır. Hatasız bir çözgü hazırlamadan düzgün bir kumaş dokumak mümkün değildir.
Kullanılacak olan dokuma makinesine göre farklı çözgü hazırlama yöntemleri kullanılmaktadır. Çözgü, elde veya çözgü makinelerinde hazırlanabilir. Motorlu tezgâhlarda dokuma yapılacaksa çözgünün çözgü makinesinde hazırlanması zorunludur. Bu tip tezgâhlarda dokuma hızı yüksek olduğu için elde hazırlanan çözgülerle hatasız bir dokuma yapma imkânı bulunmamaktadır.
Eski tarihlerde şile bezi dokunacağı zaman çözgü elde hazırlanırdı. Eski tip ahşap tezgâhlar elde hazırlanan çözgülere uygun tezgâhlardı. Günümüzde şile’de kullanılan ahşap tezgâhlarda konik çözgü makinesinde hazırlanan çözgü leventleri kullanılmaktadır.
Makinede Çözgü Hazırlama
Sanayi tipi motorlu tezgâhların dokuma hızları çok yüksektir. Bu makinelerin çözgüleri bu iş için üretilmiş makinelerde hazırlanmaktadır. Çözgü makineleri uzun metrajlarda, çeşitli desenlere uygun ve hatasız çözgü hazırlama imkânı verir.
Günümüzde şile’nin yanında Rize, Buldan gibi yöresel bezlerin dokunduğu ahşap tezgâhlar, çözgü leventlerinin kullanımına uygun üretilmektedir. Çözgü makinesi aracılığı ile levent üzerine çözgü hazırlama, elde çözgü hazırlamaya göre daha verimli bir yöntemdir. Bu nedenle yöresel tezgâhlarda dahi çözgüler, çözgü makinesinde hazırlanmaktadır.
Konik çözgü makinesi ve düz çözgü makinesi olmak üzere çözgü ipliklerinin hazırlandığı iki tip çözgü makinesi bulunmaktadır.
Konik Çözgü Makinesi
Konik çözgü makinesinde çözgü hazırlamak için şu işlemler uygulanır:
*Bobinlerin cağlığa dizilmesi
*İpliklerin çapraz ve toplama tarağından geçirilmesi
*Metre ve kalba ayarı yapılması
*Kalbanın tambura bağlanması
*Kalbanın çapraza alınması
*Çözgü tel sayısı kadar çözgünün tambura sarılması
*Çözgülerin tamburdan dokuma levendine aktarılması
Konik Çözgü Makinesinin Ana Elemanları
Cağlık
Çözgü makinelerinin en önemli elemanlarından bir tanesi cağlıktır. Cağlık, çözgünün hazırlanabilmesi için bobinlerin üzerine takıldığı metal sehpalardır. Yeni bir işe başlarken öncelikle bobinlerin cağlığa dizilmesi gerekir. Birden fazla renkte veya türde iplik kullanılacaksa bobinlerin dizim sırasına dikkat etmek çok önemlidir.
Çapraz tarağı
Çözgü ipliklerinin karışmaması ve rahat dokunabilmesi için bir üst ve bir alt olmak üzere iki gruba ayrılması gerekir. Çapraz tarağının görevi iplikleri çapraz yaparak birbirinden ayırmaktır. Burada kullanılan tarak dokuma tarağından farklı, özel bir taraktır.
Çapraz tarağının bir dişi, ortada küçük bir boşluk bırakacak kadar alttan ve üstten lehimlidir. Bitişiğindeki diş ise dokuma tarağındaki gibi normal şekilde boştur. Bu şekilde dişler tarak boyunca devam eder. Cağlıktaki her bir bobinden alınan iplik uçları her dişten bir iplik olmak üzere tek tek çapraz tarağından geçirilir.
Konsol (Support)
Çözgü makinesinde kalbaların üst üste sarılmaması için bandın (kalbanın) uygun şekilde kaydırılmasını sağlayan makine elemanıdır. Aynı zamanda her bir bandın eni de bu makine elemanı aracılığıyla ayarlanır.
Tambur (Dolap, Davlumbaz)
Çözgü ipliklerinin kalbalar hâlinde üzerine sarıldığı yaklaşık 4 metre çevreye ve 4-5 metre uzunluğa sahip metalden yapılma içi boş silindirdir. Eski makinelerde tambur ahşaptan da yapılabilmekteydi.
Tambur üzerinde kalba uçlarının bağlandığı çiviler bulunmaktadır. Ayrıca çapraz iplerinin takıldığı mandallar vardır.
Levende alma kısmı
Tambur üzerinde istenen çözgü tel sayısı tamamlandıktan sonra dokuma levendi, tamburun arkasındaki kısma takılır. Kalba uçları tek tek tamburdan alınarak levent üzerine bağlanır. Motor yardımı ile levent kenarından levende hareket verilir. Tamburun sarım yönünün tersine dönmesiyle çözgüler levende aktarılmış olur. Aktarmadaki en önemli nokta tüm çözgülerin eşit gerginlikte sarılmasıdır.
Düz çözgü makinesi
Düz çözgü makinelerinde iplikler cağlıktan gelerek paralel bir şekilde çözgü levendine sarılır. Buradaki çözgü tel sayısı cağlığın büyüklüğüne göre değişir.
Seri çözgü makinesi de denilen düz çözgü makinelerinde haşıllanacak veya levent hâlinde boyanacak çözgü iplikleri hazırlanır. Yüksek çözgü tel sayılarındaki leventlerin haşıllanması veya boyanmasında düzgünsüzlüklerle karşılaşılır. Bu gibi durumlarda çözgü iplikleri çok sık olduğundan sıvının bütün çözgülere eşit olarak dağılmaması sorunu ortaya çıkar. Ayrıca sürekli birbirine bitişik olarak hareket edecek çözgülerin kuruma sırasında yapışmaları da söz konusu olacaktır. Bunun önüne geçebilmek için çözgü sıklığının az olması sağlanmalıdır. Bu nedenle düz çözgü makinelerinde çözgüler birden fazla levende sarılır. Haşıllama veya boyama işleminden sonra tek bir leventte birleştirilir.
Şile bezi dokumada iplikler, bobinleme işleminden önce haşıllandığı için bu yöntem kullanılmaz. Şile bezinde çözgü hazırlama işleminden sonra haşıllama yapılmadığı için konik çözgü sistemi daha uygun bir sistemdir.
Elde Çözgü Hazırlama
El dokuma tezgâhları için çözgü, makinelerde hazırlanabildiği gibi elde de hazırlanabilir. Bunun için kullanılan duvara monte edilen çözgü hazırlama aparatı mevcuttur.
El dokuma atölyesinde atölye alanının sınırlı olduğu yerlerde kullanılır. Atölye içinde duvarlara yerleştirilmiş metal veya ağaç çubuklar yardımıyla çözgü aparatında hazırlanır.
Duvarın farklı iki noktasına çubuklar asılır. Bir tarafta tek çubuk olması yeterlidir. Diğer tarafta ise çözgülerin çapraza alınabilmesi için en az üç çubuk bulunmalıdır.
Kumaş Analizi Formülleri
ELDE HİÇ BİR DONE YOKSA TARAK ENİNİN BULUNMASI
Gergin atkı ipliği ( cm ) x MKE ( cm )
TE ( cm ) = --------------------------------------------------
Kıvrımları düzeltilmemiş atkı ipliği ( cm )
ÇÖZGÜNÜN TÜM VE TARAKTA 1 CM.DEKİ TEL SAYISI BİLİNİYORSA TARAK ENİNİN BULUNMASI
TÇTS
TE ( cm ) = ---------------
ÇS ( 1 cm. )
KÇTS
( TÇTS - ---------- )
2
TE = -----------------------------
ÇS
Burada;
KÇTS = Sağ ve sol Kenarda kullanılan toplam çözgü tel sayısı
ÇÖZGÜNÜN TÜM VE TARAKTA 1 CM.DEKİ TEL SAYISI BİLİNMİYORSA TARAK ENİNİN BULUNMASI
TDS ( Toplam )
TE = -----------------------
TDS ( 1 cm.deki )
TARAKTA KULLANILAN TOPLAM TARAK DİŞİ SAYISI VE TARAK NUMARASI BİLİNİYORSA TARAK ENİNİN BULUNMASI
TDS
TE = -----------------------
DTS ( 1 cm.deki )
ATKI ÇEKMESİ VE KUMAŞIN HAM ENİ VEYA MAMÜL ENİ BİLİNİYORSA TARAK ENİNİ BULUNMASI
HKE ( cm )
TE ( cm ) = -------------------------------
1-Ham atkı çekme yüzdesi
MKE ( cm )
( Tarak Eni ) TE ( cm ) = ----------------------------------
1-Mamül atkı çekme yüzdesi
ZEMİN DÜZ İSE ÇÖZGÜ TEL SAYISININ BULUNMASI
MKE ( cm )
ÇTS =------------------
ÇS ( 1 cm.de )
ZEMİN EFEKTLİ( RENKLİ ) İSE ÇÖZGÜ TEL SAYISININ BULUNMASI
ÇTS = ÇRR x ÇRT
Burada;
ÇRR: Çözgü renk raporu
ÇRT: Çözgü rapor tekrarı
TARAKTA 1 CM.DEKİ ÇÖZGÜ TEL SAYISI VE BİR DİŞTEN GEÇEN ÇÖZGÜ TEL SAYISI BİLİNİYORSA TARAK NUMARASININ BULUNMASI
Tarakta 1 cm.deki çözgü tel sayısı
TNO = ----------------------------------------------------
DTS
TARAKTA KULLANILACAK TOPLAM DİŞ SAYISI VE TARAK ENİ BİLİNİYORSA TARAK NUMARASININ HESAPLANMASI
TDS ( Toplam diş sayısı ) x 10
TNO = ---------------------------------------
TE
ÇÖZGÜ TEL SAYISI, TARAK ENİ VE BİR DİŞTEN GEÇEN ÇÖZGÜ TEL SAYISI BİLİNİYORSA TARAK NUMARASININ HESAPLANMASI
ÇTS ( Çözgü tel sayısı ) x 10
TNO = ------------------------------------
TE(cm)x DTS
Burada ;
DTS : (dişten geçen çözgü tel sayısı)
TARAKTA ÇÖZGÜ SIKLIĞININ HESAPLANMASI
ÇTS
ÇS )= -------------
TE ( cm )
HAM KUMAŞTA ÇZÖGÜ SIKLIĞININ HESAPLANMASI
ÇTS
ÇS = -----------
HKE
BİTMİŞ ( MAMÜL ) KUMAŞTA ÇÖZGÜ SIKLIĞININ HESAPLANMASI
ÇTS
ÇS = -----------
MKE
1 CM.DEKİ ÇÖZGÜ TEL SAYISI VE TARAK NUMARASI BİLİNİYORSA BİR TARAK DİŞİNDEN GEÇEN ÇÖZGÜ TEL SAYISININ HESAPLANMASI
10.cm.deki ÇTS
DTS = --------------------------
TNO
ÇÖZGÜ TEL SAYISI VE TOPLAM DİŞ SAYISI BİLİNİYORSA BİR TARAK DİŞİNDEN GEÇEN ÇÖZGÜ TEL SAYISININ HESAPLANMASI
Zemin ÇTS + Kenar ÇTS
DTS = ------------------------------
TDS
ÇÖZGÜ TEL SAYISI, TARAK ENİ VE TARAK NUMARASI BİLİNİYORSA BİR DİŞTEN GEÇEN ÇÖZGÜ TEL SAYISININ HESAPLANMASI
Zemin ÇTS+Kenar ÇTS
DTS = -------------------------------------
TEx1cm.deki diş sayısı
ÇÖZGÜ ÇEKMESİ VE ÇÖZGÜ UZUNLUĞUNUN HESAPLANMASI
ÇU-HKU
HKÇ%çekme= --------------
ÇU
ÇU-MKU
MKÇ %çekme = ------------
ÇU
Burada;
ÇU = Çözgü uzunluğu
MKU = Mamül Kumaş Uzunluğu
HKU = Ham Kumaş Uzunluğu
HKU
HKÇU = --------------------------------
1-Çözgüden çekme yüzdesi
MKU
MKÇU = ---------------------------------
1-Çözgüden çekme yüzdesi
HAM KUMAŞTA ÇÖZGÜ AĞIRLIĞININ HESAPLANMASI
ÇTS x 100 ( cm )
ÇA ( gr ) = --------------------------------------------------
( 1- hamda çözgüden çekme % ) x ÇİPNO
HAM KUMAŞTA ATKI AĞIRLIĞININ HESAPLANMASI
TEx1.cm.deki AS x 100 ( cm )
AA ( gr ) = -----------------------------------------------
( 1- hamda atkıdan çekme % ) x AİPNO
MAMÜL KUMAŞTA ÇÖZGÜ AĞIRLIĞININ HESAPLANMASI
ÇTS x 100 ( cm )
ÇA ( gr ) = ---------------------------------------------------
( 1-mamülde çözgüden çekme % ) XÇİPNO
MAMÜL KUMAŞTA ATKI AĞIRLIĞININ HESAPLANMASI
TEx1.cm.deki AS x 100 ( cm )
AA ( gr ) = ---------------------------------------------------
( 1- mamülde atkıdan çekme % ) x AİPNO
ATKI ÇEKMESİ VE ATKI UZUNLUĞUNUN HESAPLANMASI
Tarak Eni – Ham Kumaş Eni
Ham Kumaş Atkı çekmesi = ----------------------------------
Tarak Eni
Tarak Eni –Mamül Kumaş Eni
Mamül Kumaş Atkı çekmesi = -----------------------------------
Tarak Eni
KUMAŞ AĞIRLIĞININ HESAPLANMASI
KA ( gr ) = ÇA ( gr ) + AA ( gr )
Burada;
KA = Kumaş ağırlığı ( cm )
ÇA = Çözgü ağırlığı ( cm )
AA = Atkı ağırlığı ( cm )
KUMAŞ UZUNLUĞUNUN HESAPLANMASI
HKU = ÇU x ( 1-Ham çözgü çekme % )
MKU = ÇU x ( 1-Mamül çözgü çekme % )
KUMAŞ ENİNİN HESAPLANMASI
HKE = TE x ( 1-Ham atkı çekme % )
MKE = TE x ( 1-Mamül atkı çekme % )
KUMAŞTA ORTALAMA İPLİK NUMARASININ BULUNMASI (İKİ FARKLI İPLİK )
ÇS1
N1 = ------------
ÇİPNO1
ÇS2
N2 = ------------
ÇİPNO2
ÇS1 + ÇS2
KOİPNO = --------------------------
N1 +N2
Burada;
KOİPNO = Kumaşta ortalama iplik numarası
N1 = Birinci ipliğin numarası
N2 = İkinci ipliğin numarası
ÇS1 = Birinci ipliğin 1 cm.deki çözü sıklığı
ÇS2 = İkinci ipliğin 1 cm.deki çözü sıklığı
Halı

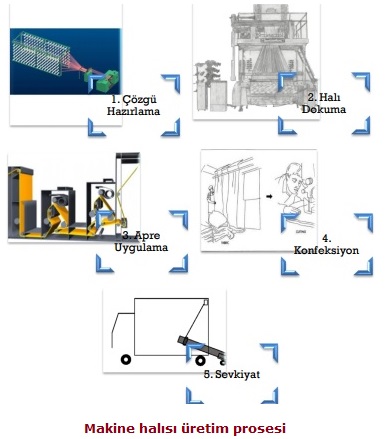
DOKUMA TÜRÜ MAKİNE HALILARI
1-Wilton tipi halılar
Dokuma türü makine halıları içinde en çok kullanılan wilton yapısı ve dokuma yöntemidir.Wilton tipi halı,hav ipliklerinin halı içinde dokumanın bir parçası olarak devam ettiği sırada,bu ipliklerin tel veya kanca ile halı yüzeyine çıkarılarak hav oluşturulan makine halılarıdır.
Wilton tipi halılar,üretim tekniklerine göre ;
A-Tel çubuklu wilton tipi halılar
B-Çift kat yüz yüze dokunan wilton tipi halılar
Olmak üzere 2’ye ayrılır.
A-Tel çubuklu wilton tipi halılar
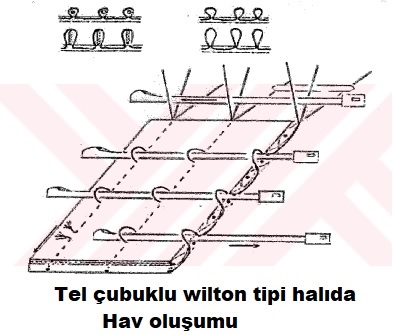
Wilton halıların bu tipinde havlar tığ adı verilen uzun,profilli tel çubuklar üzerinde oluşturulurlar.
Tel çubuklu wilton halı dokuma makineleri genellikle düz veya desenli ağır kontrakt halıların konutlarda döşeme sektörü için kullanılan düz halıların üretimi için kullanılırlar.
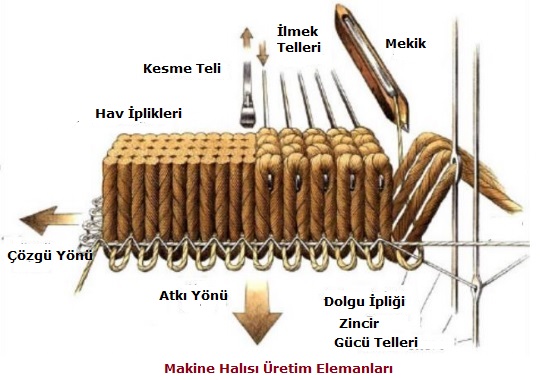
Hav oluşumunda, çözgü yönündeki hav iplikleri tığların altından ve üstünden geçirilir.İlmekler meydana geldikten sonra tığlar hızla halı dokuma makinesinin yan tarafına geri çekilir ve bukleli hav tabakası oluşur.Tığların kesit ölçüleri hem ilmek sıklığını hem de hav yüksekliğini belirlemektedir.Dolayısıyla bu durum halının ağırlığını verir.Bu tip bir halının kalitesinden bahsederken santimetredeki tığ adedinin bilinmesi gerekir.
Ticarette bukleli halılara tarihte ilk dokundukları yere göre ‘’ Brüksel-Wilton halıları’’ veya ‘’ Goblen dokuma’’ da denilebilir.
Daha sonra tığların ucuna kesici bıçaklar yerleştirilerek kesik havlı ‘’ Velur tip’’ wilton halıları oluşturulmuştur.
Desenli wilton halıları ( Çok renkli-çok çerçeveli ) değişik renklerde belirli sayıda hav ipliğinden biri desene göre tel çubuklar üstüne çıkarılırken diğerlerinin halı temelinde tutulmasıyla elde edilir.Halı sırtında kalan bu ipliklere ölü iplikler denir.Bu iplikler tel çubuklu wilton halıların metre karede Aksminster ve tafting halılara göre daha pahalı olmasına neden olmaktadır.
Bununla birlikte halıya geliştirilmiş tutum ve boyutsal stabilite kazandırırlar. Bu da sırt kısmının latekslenmesi ve nişasta ile kaplanmasını gereksiz kılar.
Desenli halılarda dokuma tezgahının kullanılabilecek ilmek sayısı 3,4,5 bazen de 6 olabilmektedir ki bu da yapılacak ARGE çalışmalarına göre artabilir.Çünkü istekler her zaman teknoloji ile birlikte her zaman artar.
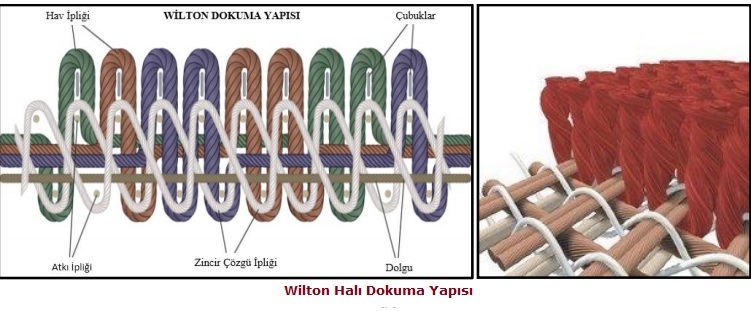
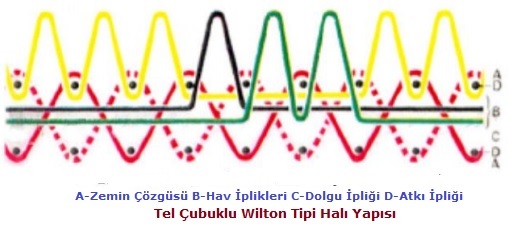
Ancak en çok kullanılan tezgah türlerinde renk kapasitesi 5’tir.Dokuma tekniği açısından ise wilton halısında her ilmeye karşılık 3 atkı kullanılır. Standart wilton halı yapısında temel kumaşı oluşturan iki çözgü ipliği atkı
İle 3/3 düzeninde bir örgü yaparken dolgu ipliği ortada kalan atkının üstünde ve ilmelerin altında düz olarak yer alır.
Tel çubuklu wilton halıları avantajları şöyle sıralanabilir ;
1-Yüksek sıklıkta yoğun konstriksiyonlar yapmak mümkündür.
2-Bukle veya velur şeklinde üretim yapmak mümkündür.
3-Hav yüksekliği tel çubukları değiştirmek suretiyle değiştirilebilir.
4-Farklı ipliklerin kombinasyonu ( Kalın veya ince,yüksek bükümlü veya az bükümlü ) zorluk çekilmeden dokumada kullanılabilir.
5-İlme oluşturulmayan alanlar yaratılarak göz alıcı oyuntu veya traşlama efekti yaratılabilir.
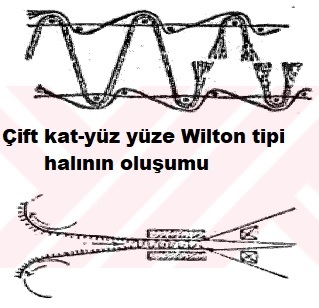
B-Çift kat yüz yüze dokunan wilton tipi halılar
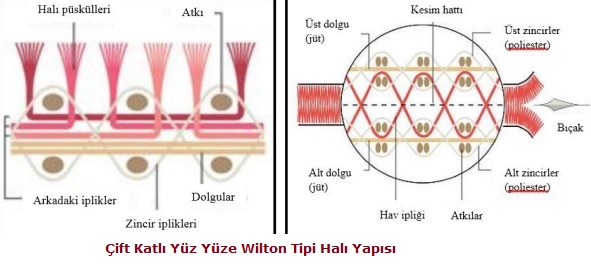
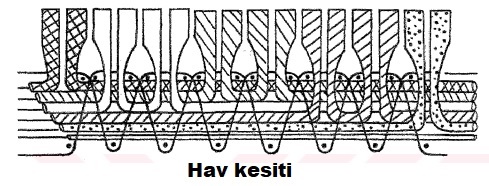
Yüz yüze dokuma yönteminde iki halı yüz yüze aynı anda dokunurken iki kat arasında bağlantıyı meydana getiren hav iplikleri, dokuma sırasında bir taraftan diğer tarafa bir yay üzerinde hareket ettirilen bıçaklarla ortadan kesilir.bu şekilde kesik havlı iki halı elde edilir.İki kumaş arasındaki uzaklık istenen hav yüksekliğine göre ayarlanabilmektedir.
Dokuma halı üretiminde en çok kullanılan yöntemdir. Yüz yüze halı dokuma sistemi bukle tipi halı üretimi için uygun değildir.
Ayrıca farklı hav yükseklikleri efekti yaratmak mümkün değildir.Bununla birlikte bu yöntemle tel çubuklu yönteme nazaran daha hızlı bir üretim sağlanırken malzeme ve sarfiyattan da tasarruf edilmiş olur.Bu makineler özellikle jakar desenlerinin kullanıldığı kesilmiş havlı halılarda tercih edilir.İnce numara kamgarn ve yarı kamgarn iplikler kullanılarak karmaşık ve güzel desenler elde edilebilir.Yüz yüze dokuma sistemi ile halı üretiminde tek ağızlıklı ve if ağızlıklı olmak üzere iki metod kullanılır.
Tek Ağızlık ve Tek Mekikle Atkı Atılması
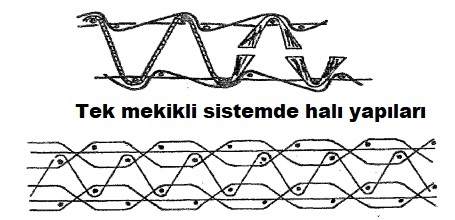
Tek mekikli sistemde tezgahın her iki yanında birer mekik yuvası bulunmaktadır.Tek mekikli dokumada bir ilme için tek veya iki atkı kullanılabilir ve tek ağızlık açılır.Eğer atkılar iki üst kat ,iki alt kat atkısı olarak atılırsa,o zaman kumaş kenarlarından yalnız birinde,eğer bir alt kat,bir üst kat atkısı olarak atılırsa,iki uçta birleşeceklerdir.
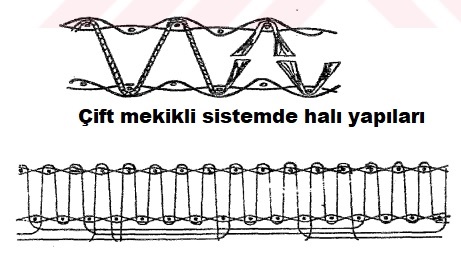
Çift Ağızlık ve Çift Mekikle Atkı Atılması
Çift mekikli istemde ise ,biri altta diğeri üstte iki ağızlık açılır ve aynı anda iki atkı ayrı ayrı mekikle kumaşa yerleştirilir.
Bu sistemde iki mekik aynı anda vurucu kol tarafından bir diğerine göre üstte olacak şekilde veya iki vurucu kol tarafından biri diğerine göre üstte olacak şekilde veya iki vurucu kolla karşılıklı olarak aynı anda atılabilir. Bu sistem tek mekikli sisteme göre daha verimli bir üretim sağlamaktadır.
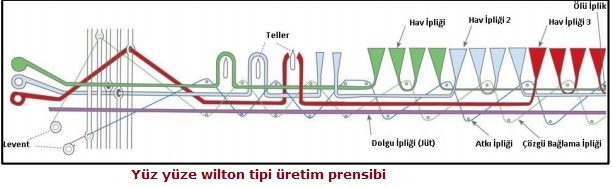
Yüz yüze halı dokunan tezgahlarda jakar mekanizması da kullanılabiir.Bu durumda hav iplikleri cağlığa yerleştirilmiş bobinlerden çözgü ile birlikte alınır.( Cağlıkta iğlere belirlenen renk raporuna göre dizilen bobinler germe süzme tertibatlarında iplik yoklayıcısından geçtikten sonra tezgaha yönlendirilir).Hav ipliklerinin jakarlı olarak kontrolünde tek mekikli ve çift mekikli sistemler kullanılabilir.Jakarlı wilton tasarımlarında ilme yapmayan ipliklerin üst ya da alt halıya aynı biçimde yerleştirildiği yapılarda genelde çift mekikli sistemler kullanılmaktadır.Tek mekikli sistemde ise ilme yapmayan iplikler halılardan birinin arkasına serbest atlamalı olarak çıkarlar.Bu iplikler ise koparılmak suretiyle maliyeti azalmak için farklı alanlarda değerlendirilerek katkı sağlanır.Çünkü fabrikalarda her atığın değerlendirilmesi esastır.
Çift mekikli sistem tek mekikli sisteme göre daha yüksek maliyetli bir sistemdir. Daha dayanıklı daha iyi tuşeli ince halıların üretimi için tercih edilir.
Çift mekikli sitemle dokunan halılar,el dokuması halıların taklididir.
2- Aksminster tipi Halılar
Bu tip halılarda el halılarında yapıldığı gibi halı genişliğince yer alan bir sıra ilme, tezgahın her bir devrinde halıya yerleştirilir.Bu nedenle elde edilen halı yapısı el halısına en yakın olup,aynı zamanda tasarım imkanları,olanakları çok genişlilik ara eder.İlmelerin makine tarafından oluşturulduğu Aksminster halılarda ilmeler istenen renklerde,atkı ve çözgü yönünde birbirinden bağımsız olarak halı tabanına yerleştirilirler.
Aksminster halılar 4 ayrı sitemde üretilirler.
A-Gripper-Aksminster
Bu sistemde hav iplikleri bobinlerin yerleştirildiği bir cağlıktan çekilerek dikey konumda bir renk seçici sisteme beslenir.Kuş gagası biçimindeki
( tutucu-gripper) bir ilme oluşturma elemanı uygun bir salınım hareketi ile,jakar mekanizmasının seçimiyle uygun düzeye getirilmiş olan istenen renk ipliği çekerek halı yapısının içine hav ipliklerini ‘ U ‘ şeklinde bağlarlar.
B-Makaralı Gripper
Bu tip makinelerde halının dokunuşu ve ilme oluşumu gripper tezgahtaki ile aynıdır. Ama bu sistemde taşıyıcılar kullanılmayıp hav iplikleri önceden renk sıralarına göre ve her bir ilme sırası için bir tane olmak üzere makara biçimli küçük leventlere sarılmış olarak hazırlanırlar.Jakar mekanizması yerine desene göre hav ipliklerinin makaralara sarılması onucu renk kullanabilme sınırsız hale gelmiş olur.
C-Royal ( Spool ) Aksminster
Çeşitli renklerde ilme iplikleri bobinlerden alınarak makine üzerindeki sonsuz bir zincire tespit edilmiş hav leventlerine sarılırlar.Hav leventleri hav ipliklerini halıdaki renk ve desen sırasına göre taşıyan makaralardır.
Bu halılarda en önemli özellik atkı yerleştirme sistemidir.Diğer gripper halılardan farklı olarak hav iplikleri bir çift atkı ipliklerine ilaveten üst atkılar tarafından da sıkıştırılırlar.Bu nedenle halı tersinde el halılarında görünen net figürler görünmez.
Ç-Chenille Aksminster
Bu sistemde hav tabakası atkı iplikleri gibi çözgü iplikleri arasına yerleştirilerek sıkıştırılan chenille bantlarından oluşturulur.Bandlar özel bir dokuma tezgahında önceden hazırlanır ve halı zemin çözgüsü arasına yerleştirilir.
İĞNELEME YÖNTEMİ İLE ÜRETİLEN MAKİNE HALILARI
1-Tafting Halılar
Hav ipliklerinin tek veya çok iğneli bir mekanizma ile önceden imal edilmiş zemin üzerine tutturulması ve bir yapıştırıcı veya bir kaplama maddesi ile tespit edilmesi suretiyle imal edilen halıdır. Bukle veya velur şeklinde üretimi mümkündür. Tafting halı;
Zemin tabaka
Hav tabakası
Olmak üzere iki tabakadan meydana gelmektedir.
Zemin tabaka; jüt, kenevir veya polypropilen liflerden dokunmuş bir yapı olabilmektedir. Jütten üretilen edilen zemin tabakaların suda kısa sürede deforme olması sebebiyle kullanımı azalmıştır.
Onun için en kaliteli en dayanıklı en ekonomik neden yapılır veya yapılabilir diye sürekli ve sürekli araştırmalar,ARGE çalışmaları yapılmaktadır.
İlme üretim prensibi ise gergin durumdaki hav ipliğini taşıyan bir iğne taşıyıcı tabakayı delerek alta geçer, taşıyıcı tabakanın altındaki tutucu metal dil ipliği tutar. İğne tekrar geriye üst ölü noktaya yükselirken altta tutulan iplik ilme şeklini alır.
Tafting halılarda birim uzunluğundaki iğne sayısı ve hav ipliklerinin yüksekliği kaliteyi belirler.
Halı baskısında en yaygın olarak düz baskı tekniği uygulanmaktadır.Ayrıca desenlendirme baskı mekanizmalarının tafting makinesine entegresi de yapılır.
2-İğne ile keçeleştirme ( Non-Woven)
İğne ile keçenin yapılışı taşıyıcı bir tabaka üzerindeki liflerin mekanik yolla sıkıştırılması esasına dayanır. Bu işlem makinenin eni boyunca özel tip iğnelerle dizayn edilmiş özel makinelerde gerçekleştirilir.
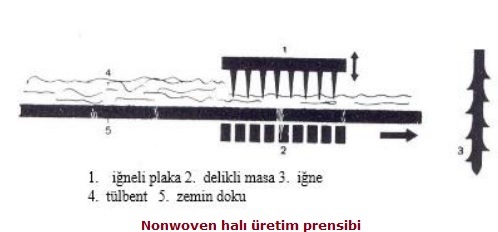
İğneler üzerinde bulunan çentikler tülbent tabakasına her dalışta bir miktar lifi sürükleyerek sıkıştırır ve yaygı haline getirir.Bu tip halılarda halının yüzeyinde bulunan tabaka genellikle sentetik liflerden oluşmaktadır.
3-Örme halı üretimi ( Rashel )
Halı üretimi için çözgü örme makinelerine benzer makineler de kullanılmaktadır. Bu yöntem bazı özel firmalar tarafından yün halı üretiminde kullanılmaktadır.
Rashel yöntemi ile örme halı üretimi: Bu sistemde herhangi bir zemin tabaka kullanılmaz. Hav iplikleri, yardımcı bir iplik sistemi ile doğrudan hav tabakası haline dönüştürülürler.
Tülbent Rashel yöntemi ile örme halı üretimi: Bu sistemde halı oluşumunda hav iplikleri yerine hav tabakasını oluşturmak için bir tülbent tabakası kullanılır.
4- Yapıştırma halılar ( Bonding )

Bu tip halılar, havların yapışkan bir sırt tabakası içine yerleştirilmesi ile üretilirler.Yapıştırma tek lif veya demet halinde olabilir.Takviyeli bir tambur üzerine taranmış lif ağı yayılır ve düzgün çelik çubuklar yardımıyla silindirler arasına sıkıştırılır.Böylece oluklu lif yapısı oluşturulur.Lateksle kaplanan astar lif yapısıyla preslenir ve lateks tamburdan ısı yardımıyla temizlenir.Astar üzerine liflerin yapıştırılmasıyla halı elde edilmiş olur.
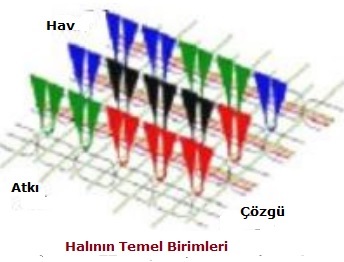
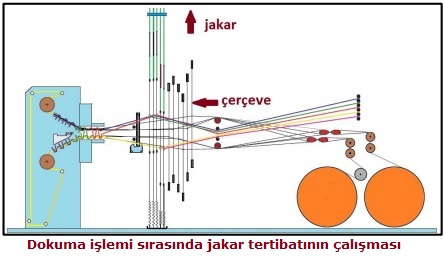

Dar Dokuma Ürünleri
Dar dokuma kumaş üretiminde, çok büyük oranda yapay liflerin kullanıldığı, doğal lifler içerisinde de yapısal özellikleri nedeniyle pamuğun öne çıktığı tespit edilmiştir. Pamuk ipliği, tıbbi (sargı bezleri, yara bantlar), giyim (iç ve dış giyim), ayakkabı, kemer ve çanta ile ev tekstili, paket ve ambalaj gibi dar dokuma kullanım alanlarında, müşteri isteği dikkate alınarak tercih edilmektedir. Kesiksiz liflerden yapılan iplik ise dar dokuma kumaş sektörünün en önemli hammadde kaynağıdır. Bu iplikler dar dokuma kumaşların üretiminde, kurdele (şerit), etiket, giyimde ve ev tekstilinde süsleyici ve tamamlayıcı ürünlerden teknik ürünlere kadar her alanda kullanılmaktadır.
Dar dokuma üretiminde kesiksiz liflerden kullanımdaki yoğunluk durumuna göre sırasıyla poliester, polipropilen, poliamid, poliüretan (elastomerik) ve poliakrilonitril, kullanıldığı tespit edilmiştir. Diğer hammaddelerin ise özel uygulamalar için tercih edildiği bilinmektedir. Poliester ipliğinde yoğun olarak kullanılan numaraların 20- 150 denye arasında değiştiği, daha yüksek numaralarda örneğin müşteri isteğine göre 300 denye iplik gerektiğinde katlanmış iplikten elde edilerek sağlandığı bilgisine ulaşılmıştır. Pamuk ipliğinde ise Nm 10/3, Nm 20/1, Nm 20/2, Nm 40/2, Nm 60/2 ve Nm 80/2 kullanılan başlıca numaralardır. Aynı zamanda % 100 poliester, % 100 pamuk ve poliester-pamuk karışımı dikiş ipliğinin de (Nm 120) geniş kullanımı olduğu belirlenmiştir. Polipropilen ipliğinde kullanılan başlıca numaralar 600 ve 1300 denye arasında değişmektedir. Elastomer ipliklerden 30/40 denye kalın ve 44/50 denye ince olarak kullanılmaktadır. Ayrıca ilgili literatürden yüksek performanslı poliamid (aramid), poliester ve polietilen liflerin de dar dokuma kumaş üretiminde oldukça fazla yer aldığı anlaşılmaktadır.
Dar dokuma üretiminde dokuma hazırlık işlemlerinden çözgü hazırlama da genellikle tek renk ve kalın iplikler için doğrudan çözgü hazırlama yöntemi kullanılmaktadır. Diğer bir yöntem ise bant şeklinde çözgü hazırlamadır. Çözgü doğrudan uygun boyutlardaki dokuma levendi üzerinde hazırlanır.
Dar dokuma makineleri eksantrikli, armürlü ya da jakarlı ağızlık açma sistemi ile çalışan özel makinelerdir. Diğer geniş en dokuyan dokuma makinelerinden farklılıklar gösterir. Dokuma makinesinde bir ya da birden fazla bant (pasaj) aynı anda dokunur ve her pasajın çözgüsü genellikle bağımsız olarak beslenir.
Atkı atma sistemi mekikli veya iğneli olabilmektedir. Mekikli sistem genellikle çok renkli üretimlerde kullanılır. Her dokuma pasajının yanında o bantta atkı besleyen tek mekik veya çok renkli atkılar için birden fazla mekik vardır. İğneli atkı atma sisteminde ise her pasaj için, bir ya da daha fazla atkı iğnesi, açılı bir dönüş hareketi ile atkıyı ağızlığa taşır. Dar dokuma tezgâhı genel olarak cağlık ve ana gövdeden oluşmaktadır. Cağlık bölümünde, çözgü levendi tezgâhı, çözgü ipliği besleme hattı, çözgü ipliği, gerilim ağırlıkları, kılavuz çubukları, arka tarak ve lameller bulunmaktadır. Çerçeveler ve gücü telleri, dokuma kafası, ön tarak, kumaş sarma mekanizması, yardımcı iplik besleme hattı, atkı ipliğini besleme hattı, ana eksantrik kam mili (tahrik mili), ağızlık mekanizması ve dokuma tezgahı çerçevesinin bulunduğu ana bölümdür. Araştırma kapsamına alınan dar dokuma işletmelerinin tamamında eksantrikli ağızlık açma ve iğneli atkı atma sistemi ile çalışan dokuma makinelerinin kullanıldığı görülmüştür. Bunlar genellikle basit yapılı örgüler için kullanılan en fazla 20 çerçeveli, sınırlı desen imkânına sahip makinelerdir.
Ağızlık hareketi alt mile takılan kamların biçimlerine ve dizilişlerine uygun olarak oluşur. Atkı raporu en çok 8 dir. Yüksek üretim hızına sahip, bakım maliyetleri az basit ve güçlü yapılardır. Bununla birlikte kumaşta hata oranının çok düşük oluşu tercih nedenidir. İstanbul ve Bursa’daki işletmelerin makinesini genellikle orta ölçekli kurumsal işletmelerin, kurdele, etiket ve özel tasarım jakar desenleri üretmek için çoğunlukla Müller marka makineyi kullandıkları anlaşılmaktadır. Küçük ölçekli işletmelerde bunu sırasıyla Ledmak ve Kuş dar dokuma makineleri izlemektedir. Kuş ve Ledmark makineler, işletme yetkililerince kullanım açısından oldukça pratik bulunmakta, düşük bakım maliyetleri ve ihtiyaçlar doğrultusunda kullanım esnekliğine imkan sağlaması açısından tercih edilmektedir. Yani Kuş, Ledmak ve Durmaz gibi dar dokuma makinelerine istenilen ilave parçaları modifiye etmek düşük maliyetle mümkün olabilmektedir.
Dar dokuma üretiminde sökülmeyen kumaş kenarı, yardımcı iğne sistemiyle yapılır. Kenar örgüsü kancalı dilli bir örme iğnesi ile gerçekleştirilir. Bu örme iğnesi çözgü yönünde yatay bir hareketle atkı ipliğinin kenar oluşturmasını sağlar. Yaygın olarak iğneli dar dokuma makinelerinde kullanılan beş çeşit iğneli kenar yöntemi vardır.
Bu yöntemler Kenar sistemi-1,… Kenar sistemi-5 şeklinde adlandırılır. Sökülmeyen kenar örgüsü olarak ise elastik olmayan dar dokuma kumaş ürünlerinde çoğunlukla yardımcılı sistem, elastik yapılı olanlarda yardımcısız sistem kullanılmaktadır. Elastik yapılı dar dokumalarda dokumayı oluşturan atkı ipliğinin aynı zamanda kenar örgüyü de oluşturması elastikiyet özelliğini olumsuz etkilememesi açısından tercih edilmektedir.
Dar dokuma kumaş üretiminde bezayağı, dimi, saten, kuvvetlendirilmiş ve çok katlı dokumalar başta olmak üzere bezayağı ve türevleri, dimi ve türevleri; zeminde, dimi, saten, lanse ve değişen yüzlü; desende ve kenarda ise bezayağı ve türevlerinden oluşan örgülerin kullanıldığı belirlenmiştir.
Örgü analizine ilişkin teknik çizimler dar dokuma kumaşın örgü raporu, tarak, tahar, armür planı ve dokuma örgü renk raporu ile kenar örgüsünü içermektedir.
Dar dokuma kumaş yapıları kullanım alanlarına göre; tarım dar dokumaları, giyim ve teknik dar dokumalar, ev tekstili dar dokumalar, endüstriyel dar dokumalar, tıbbi dar dokumalar, taşıt araçlarında dar dokumalar, paket ve ambalaj dar dokumaları, koruyucu dar dokumalar ve sportif dar dokumalar olarak sınıflandırılmıştır. Bu sınıflandırmaya göre dar dokuma işletmeleri farklı faaliyet alanlarında üretim hizmeti vermektedir.
Tarihi M.Ö. 3000 yıllarına uzanan dar dokuma kumaşlar, teknolojik gelişmeler ve tasarımlarla genişleyen kulanım alanları doğrultusunda gittikçe artan ürün çeşitliliğiyle günümüzdeki önemi de artmaktadır. Tarım, inşaat, teknik giysiler(asronot, güvenlik, itfaiye, askeri vb.), ev tekstili, endüstriyel tekstil, tıbbi ve hijyenik tekstil ve ambalaj gibi yaşamımızın her alanında karşımıza çıkmaktadır. Bağlama, taşıma ve süsleme yanında; mobilyalarda, metal yaylar yerine elastikleştirilmiş dar dokuma bantlar, jaluzi ya da benzeri perde bantları, emniyet kemeri, konveyör (taşıma) bantları, su hortumları, çeşitli kayışlar, tıbbi bandaj malzemelerinden yapay damarlara kadar farklı teknik alanlarda dar dokuma kumaş yapılarının kullanıldığı bilinmektedir.
Dar dokuma kumaşların kullanım alanları aşağıda ana başlıklar altında belirtilmektedir:
1-Tarım dar dokumaları (agrotech): Tarım, bahçecilik ve ormancılık ürünlerinde
2-Giyim dar dokumaları (clothtech): Hazır giyim ve konfeksiyon için İç ve dış giyim, astronot, itfaiye, güvenlik, askeri, giyim ve ayakkabı için teknik bileşenler,
3- Ev tekstili dar dokumalar (hometech): Mobilya iç-dış döşeme, ev tekstilinde,
4-Endüstriyel dar dokumalar (indutech): Filtrasyon,
5-Tıbbi dar dokumalar (medtech): Hijyenik ve tıbbi ürünlerde,
6-Taşıt araçlarında dar dokumalar (mobiltech): Otomotiv, gemi, tren ve hava taşıtlarında,
7- Paket ve Ambalaj dar dokumaları (packtech): Paketlemede ve taşımada,
8-koruyucu dar dokumalar ( protech): Güvenlik kayışları, kemerler, halatlar vb. 8. Sportif dar dokumalar (sportech): Spor ve serbest (gündelik) giysi ve ekipmanların da,
Tarım Dar Dokumaları (Agrotech)
Çiftlik hayvanları, tarlalar ve park alanları gibi girilmesi yasak ya da koruma alanlarında parmaklık olarak kullanılan ve teknik tekstil de denilen dar dokumalardır. Bu dokumalar yüksek voltajların kolay iletimi için metal ipliklerin monofilament ile polipropilenden oluşan bantlardır.
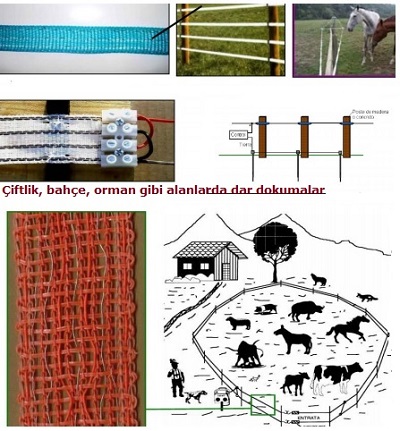
Giyim Dar Dokumaları (Clothtech)
Hazır giyim ve konfeksiyon sektöründe, yapılarına göre elastik veya elastik olmayan dar dokumalar, kurdeleler, ekstrafor ve diğer dar dokumalar görülmektedir. Elastik veya elastik olmayan dar dokumalar, giysilerin yaka hattı, kol ağzı, bel, paça ve giysilerin kenar bölgelerinde estetik açıdan tamamlama, bağlama, birleştirme, bedene oturtma ve süslemek amacıyla gündüz ve gece giyilmek üzere üretilmiş tüm iç ve dış giyimde kullanılmaktadır. Dar dokuma kumaşlar özellikle giyside ergonomik, kullanımı rahat, estetik ve tamamlayıcı olması açısından sektörde çok önemlidir. Ayrıca elastik dar dokuma kumaşlarda, lastik özelliği ve elastikiyet kazandırmak için elastan kullanılmaktadır. Örneğin, başa takılan bantlar, pantolon askıları, boxer lastikleri, v.b. bu tür kumaşlarda daha çok çözgü boyunda elastikiyet istenir. Elastik dar dokuma tekniği ile dokunmuş kumaşlar için en sık kullanılan esneme oranı % 35-60’dır. Elastik bantlar dışında giyimde kullanılan kurdeleler, tafta, çamaşır kurdelesi, çift saten kurdele, kadife ve tek katlı saten kurdele gibi giysilerde fonksiyonel veya süsleme amacıyla kullanılan genellikle parlak yapılı dar dokuma ürünleridir.

İç giyimde, sütyen askı lastikleri, balen biye, beden lastikleri, külot, bel ve paça lastikleri, boxer lastikleri, jartiyer ve çorap lastikleri, cırt bantlar, etiketler ve kurdeleler estetik açıdan tamamlama, birleştirme, kullanımı kolaylaştırma (büzme, bedene oturtma, fermuar olarak açma-kapama, elastikiyet) ve süsleme amacıyla kullanıldığı görülmektedir.

Dış giyimde, eşofman lastik ve şeritleri, pantolon askı lastikleri, havlu bornoz biyeleri, pantolon kemer astar şeritleri, fermuar şeritleri, cırt bantlar, kurdeleler, tişört ve gömlek yakaları, kol ağzı ve etiketler estetik açıdan tamamlama, birleştirme, kullanımı kolaylaştırma (büzme, bedene oturtma, fermuar olarak açma-kapama, elastikiyet) ve süsleme amacıyla kullanılmaktadır.
Günlük giysilerin yaka ve kol kısımlarında dar dokuma kumaşlar, dikiş görüntüsünü kapama, esnemeyi önleme ve estetik bir görünüm kazandırmak amacıyla kullanılmaktadır. Hırka, kazak, bluz gibi ürünlerde ise ince şeritler halinde elbise askısına asmada ve asıldığında yakadaki sarkmaları önlemek için kullanıldığı gibi ürün etiketi olarak da karşımıza çıkmaktadır.
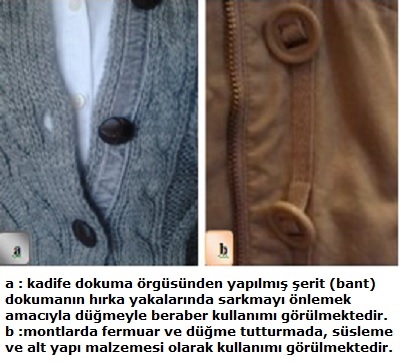
Giyimde kullanılan aksesuarlarda (mücevherat, ayakkabı, çanta) dar dokuma kumaş örneklerine oldukça sık rastlanılmaktadır. Kolye ve yüzük olarak süsleme, estetik görünüm, kıyafeti tamamlama, değerli taş, boncuk, metal gibi malzemeleri taşıma, zincir yerine kullanma, toka gibi ürünlerde saçı toplama, tutturma, süsleme ve estetik görünüm kazandırmak amacıyla kullanıldığı görülmektedir.

Ayrıca bileklik, yüzük ve kemer gibi aksesuarlarda da kullanımı dikkat çekmektedir.

Gündelik, spor ve diğer çantalarda dar dokuma kumaşlar ya deri, kumaş ve örme gibi malzemelerle birleştirilerek ya da taşıma yerlerinde (el, omuz ya da sırt) kullanılmıştır. Bu ürünlerde taşımak ve süslemek gibi işlevlerinin yanı sıra rahat ve ergonomik oluşu ile de tercih edilmektedir.

Ayrıca alet taşıma çantası gibi değişik kullanım alanlarına yönelik çantalar (kayak çantaları, bowling çantaları, dalgıç çantaları, ayakkabı çantaları, okul çantaları, günlük çantalar, sırt çantaları, ipli çantalar (askeri, kamp...vb..), seyahat çantaları, beslenme çantaları, valizler), spor çantalar, kamera çantaları (kamera kayışı, kamera boyun kayışı, kamera el bileği kayışı, kamera torba (kese) kayışı) ve laptop çanta kayışı gibi birçok alanda dar dokuma kumaş örneklerine rastlanılmaktadır.

Ayakkabı bağları, mes lastikleri, terlik şerit ve lastikleri, sandalet kayışı, ayakkabı kayışı, bot kayışı, cırt bantlar gibi bağlama, ayağı sarma, kapama ve süsleme gibi çeşitli fonksiyonlarda kullanılır. Özellikle fantezi ayakkabılarda ve balerin ayakkabılarında kıyafeti tamamlayıcı unsur olarak da dar dokuma kumaşların tercih edildiği görülmektedir.

Ev Tekstili Dar Dokumalar (Hometech)
Mobilya iç ve dış döşeme, ev tekstili, zemin kaplama ve diğer ev tekstilleri olarak görülen dar dokuma kumaş örnekleridir.
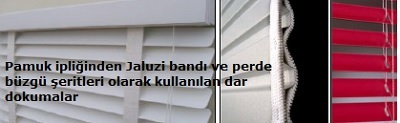
Mobilyalar için; elastik kolon, kenar fitili, biye, gerdirme şeridi, gibi farklı genişliklerde koltuk ve kanepelerin oturma ve sırt bölgeleri için esnek, yüksek kopma mukavemetine sahip ürünler kullanılmaktadır. Bu ürünler hem üretimde maliyet tasarrufu hem de kullanıcı için rahatlık sağlamaktadır.

Ev tekstilinde kullanılan dar dokumalar; perde büzgü şeritleri perde için kullanılan ekstrafor, cırt bant, kurdele, döşeme fitilleri, jaluzi bandı, yatak şerit ve kordonları, gibi ürünlerin özellikle ek yerlerinde, kenarlarında ve bütününde süsleme, kenar kapama, birleştirme, bağlama, taşıma, sabitleme, biçim verme ve kullanımda rahatlık sağlamak amacıyla kullanılmaktadır.

Yatak fitili yatak üretiminde dikiş yerlerini kapama veya estetik görünüm için kenar temizleme işleminin gerçekleştirilmesi amacıyla kullanılmaktadır. Ev tekstilinde hemen hemen tüm ürünlerde süsleme, birleştirme, bağlama, büzme gibi işlevler için dar dokuma kumaş yapılarından kurdele (saten, kadife, jakar desenli kurdele ve çeşitleri), ekstrafor, elastik dar dokuma ve cırt bantların kullanıldığı görülmektedir.
Endüstriyel Dar Dokumalar (İndutech)
Havacılıkta kullanılan yüksek performanslı, teknik dar dokuma kumaşlar antistatik ve yanmaz kayışlar, iç dekorasyon malzemeleri, paraşüt kayışları, emniyet kemerleri, lastikler, kayışlar, sıvı ve hava filtrasyonu gibi ürünlerde dar dokuma kumaşlar kullanılmaktadır. Bu kumaşlar yüksek mukavemetli, düşük maliyetli, aşınmaya dayanıklı, dirençli (belli ortamlarda kimyasal direnç, alev geciktirici, deformasyon direnci), iletken, esnek, hafif ve yüksek kaliteli özelliklere sahip ürünlerdir.

Endüstriyel dar dokumalar müşteri isteğine bağlı olarak düz dokuma ve dikişsiz boru (hortum dokuma) şeklinde ve istenen termal ve kimyasal gibi özelliklerde üretilmektedir. Filtre torbaları genellikle % 100 pamuk ya da polyester iplik kullanılarak düşük maliyet, hava geçirgenliği ve porozite (gözeneklilik) değerleriyle geniş bir kullanım alanı için tercih edilmektedir.
Cilt endüstrisinde de şeraze şeritleri, kitap yaprak ayırıcı şeritler olarak dar
dokuma kumaş örnekleri görülmektedir.
Tıbbi Dar Dokumalar (Medtech)
Tıbbi ve sağlık ürünlerinde dar dokumalardan, fizik tedavi ve ortopedi hastalarında taşıma ve kaldırma (asansör) görevi gören kayışlar, hasta hareketini sağlamak için hareket donanımları, paraşüt donanımları, bağlama ekipmanları, hastanın arka sırt desteği, bilek desteği, diz ve ayak bileğini destekleyen cihazlarda bağlayıcı ve taşıyıcı olarak kullanılmaktadır.

Ayrıca dokuma arterler, ortopedik şeritler ve prostetik malzemeler, elastik bandaj, flanel (yara bandı), sargı bezi, bel korseleri, her türlü incinme, yaralanma ve kırılmalarda bakım ve hijyen sağlayan dar dokumalardır. Bu tür dar dokumalar, konfor, aşınma direnci, nem emiciliği, iticilik ve antimikrobiyal gibi yüksek performansa sahip ürünlerdir.
Yaralanmalar, 1. ve 2. derece menisküs dejenerasyonları ve kollateral bağ yaralanmaları tedavisinde, kolun ya da ayağın askıya alınması gereken durumlarda ve kırıklarda kolu ya da ayağı desteklemek, sabitlemek için akut ve kronik ayak bileği burkulmalarında, yumuşak doku travmalarında ve spor aktiviteleri sırasında yaralanma, incinme, burkulma gibi durumlardan korunmak amacıyla da dar dokuma kumaş yapılarından oluşan ürünler kullanılmaktadır.
Taşıt Araçlarında Dar Dokumalar (Mobiltech)
Otomobillerde, uçaklarda, trenlerde, gemi ve diğer taşıtlarda kullanılan emniyet kemerleri, çekme halatı, bagaj lastiği, gergi bantları, yelken bezleri, taşımacılık ve taşıtların iç dekorasyonlarında görülmektedir. Bu dar dokumalar mukavemeti güçlü,dayanıklı ürünler olarak tercih edilmektedir.

Ambalaj Dar Dokumaları (Packtech)
Ambalaj sektöründe, hediye paketi için kalın veya ince kurdele ya da şeritler halinde hediyelik eşyaların süslenmesinde, pastane paket süslemelerinde, oyuncak süslemelerinde, çiçek süslemelerinde, mevlit, sünnet, yeni doğan, nikâh şekerlerinde, süsleme, paketleme ve taşıma amacıyla dar dokuma kumaşlar kullanılmaktadır.

Koruyucu Dar Dokumalar ( Protech)
Telekomünikasyon, endüstriyel kurumlar (inşaat, enerji, orman, maden, itfaiye) savunma (askeri kuvvetler, polis, güvenlik görevlileri), cam temizliği, büyük binaları boyayan boyacılar ve bakım onarım işçileri, kurtarma ve tahliye ekipleri, dağcılık, mağaracılık gibi alanlarda tercih edilmektedir.

Bu dokumalar tırmanma, yükseğe çıkma ve inme, statik elektriklenmeden korunma, yüksek voltajdan korunma, taşıma, bağlayıcı bant ve kemer olarak mukavemetli kumaş yapılarından oluşmaktadır.
Kurtarma ve emniyet kemerleri
özellikle kurtarma çalışmalarında, hasta, kazazede ve yaralıları taşıyarak kurtarmak, inşaat, maden, dağcılık, ormancılık gibi alanlarda da düşme, tutunma, durumunu koruma ve sabit durma amacıyla kullanılmaktadır. Kafa lambaları, dağcılık, spor tırmanışları, bakım-onarım işleri, inşaat ve madencilik gibi alanlarda tercih edilmektedir. Yüksekte çalışma ya da koruyucu gözlük gerektiren işlerde koruyucu gözlük için tutucu bağ olarak görülmektedir. Yüksekte çalışma baretinde baret çene bağı olarak karşımıza çıkmaktadır. Sedye taşıma sapanı ve sepet sedye (helikopter kurtarma tipi) için taşıma ve bağlama amacıyla kullanıldığı görülmektedir. Rafting, can yeleklerinde ve güvenlik giysilerinde bağlayarak koruma, emniyete almak amacıyla kullanılmaktadır. Yüksek çalışma alanlarında uzatma halatı ve yük kaldırma sapanı olarak da dar dokuma ürünleri görülmektedir.

Düşüş durdurma ve konumlandırma kemerleri İnşaat, dağcılık, madencilik, ormancılık, spor aktiviteleri gibi alanlarda yüksekte olma durumlarında tırmanmak ve yüksekte konumunu koruyarak rahat, güvenli çalışabilmek için kullanılmaktadır. Yük ve ağırlık kaldırma kemerleri, bel ağrıları ve disk kaymalarını engellemek amacıyla kullanıldığı görülmektedir.
Sportif Dar Dokumalar (Sportech)
Çekme dayanımı, UV ışınlarına karşı dayanıklılık, renk haslığı, aşınma direncine sahip her türlü spor malzemeleri, gölgelik ve tente sistemleri, yelken ve binicilik sporları, paraşüt takımları, bağlama bantları gibi birçok alanda kullanılmaktadır.


Dimi Örgüsünden Türetilen Örgüler
1-ÇAPRAZ DİMİ ÖRGÜLERİ
A.- Çözgü yönünde çapraz dimi örgüsü
B.- Atkı yönünde çapraz dimi örgüsü
2.-KESİK DİMİ ÖRGÜLERİ
A.- Atkı yönünde kesik dimi örgüsü
B.- Çözgü yönünde kesik dimi örgüsü
3-KIRIK DİMİ ÖRGÜLERİ
A.- Çözgü yönünde kırık dimi örgüsü
B.- Atkı yönünde kırık dimi örgüsü
4-BALIKSIRTI DİMİ ÖRGÜLERİ
A.- Çözgü yönünde balıksırtı örgüsü
B.- Atkı yönünde balıksırtı örgüsü
5 –DİYAGONAL DİMİ ÖRGÜSÜ
A.-Çözgü Yönünde Diyagonal Dimi Örgüsü
B.- Atkı Yönünde Diyagonal Dimi Örgüsü
6.-GÖLGELİ DİMİ ÖRGÜSÜ
A.- Çözgü yönünde gölgeli dimi örgüsü
a.- Yarım gölgeli dimi örgüler
b.-Tam gölgeli dimi örgüler
B.- Atkı yönünde gölgeli dimi örgüsü
a.- Yarım gölgeli dimi örgüler
b.-Tam gölgeli dimi örgüler
1-Çapraz Dimi Örgüsü
Verilmiş olan örgü raporu içindeki hareketlerin yer değiştirmesi sonucu elde edilen dimi örgü türevidir. Herhangi bir dimi örgü raporunun çözgü ya da atkı istikametinde yarısından itibaren sondan başa doğru sıralanması şeklinde yer değişimi ile elde edilir.
Çapraz dimi örgüleri elbiselik, paltoluk, ceketlik, örtülük kumaşların dokunmasında kullanılır.
A-Çözgü Yönünde Çapraz Dimi Örgüsü
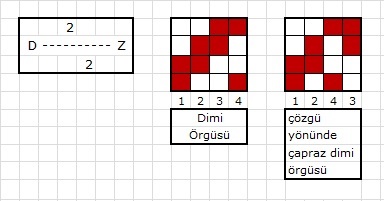
Verilmiş olan dimi örgü raporu çözgü yönünde iki eşit parçaya bölünür. Birinci alana dimi örgü raporu tekniğine uygun olarak yarıya kadar işlenir. İkinci alana ise sondan başa doğru olmak üzere dimi örgü raporu işlenerek örgü tamamlanır. Dimi örgü raporu tercih edilirken iki eşit parçaya bölünebilecek şekilde çift sayılardan olmasına dikkat edilir.
B-Atkı Yönünde Çapraz Dimi Örgüsü
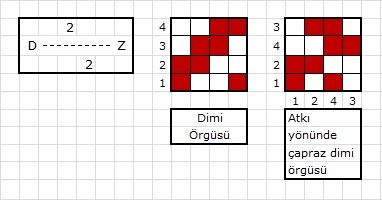
Verilmiş olan dimi örgü raporu atkı yönünde iki eşit parçaya bölünür. Birinci alana dimi örgü raporu tekniğine uygun olarak yarıya kadar işlenir. İkinci alana ise sondan başa doğru olmak üzere dimi örgü raporu işlenerek örgü tamamlanır.Dimi örgü raporu tercih edilirken iki eşit parçaya bölünebilecek şekilde çift sayılardan olmasına dikkat edilir.
2-Kesik Dimi Örgüsü
Dimi yollarının yön değiştirmeden kırılma yaparak görüntü oluşturulduğu dimi örgü türevidir.
A-Çözgü Yönünde Kesik Dimi Örgüsü
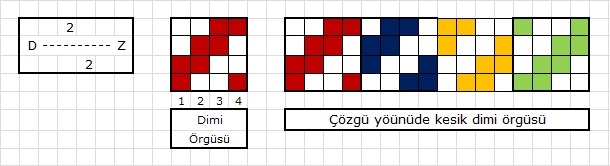
Verilmiş olan dimi örgü raporu çözgü yönünde yan yana tekrar eden çözgü iplik gruplarının yan yana sıralanması ile oluşur. Birinci alana dimi örgü raporu tekniğine uygun olarak işlenir. İkinci alana ise doluların karşısı boş, boşların karşısı dolu olarak işaretlenir ve oluşan bu rapora göre dimi örgüsü işlenir. Takip eden gruplar da rapor tekrarına gelene kadar devam edilir ve örgü tamamlanır.
B-Atkı Yönünde Kesik Dimi Örgüsü
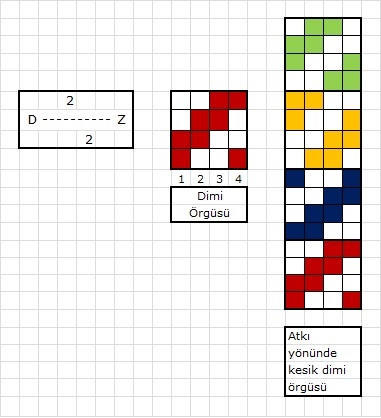
Verilmiş olan dimi örgü raporu atkı yönünde yan yana tekrar eden atkı iplik gruplarının yan yana sıralanması ile oluşur. Birinci alana dimi örgü raporu tekniğine uygun olarak işlenir. İkinci alana ise doluların karşısı boş, boşların karşısına dolu olarak işaretlenir ve oluşan bu rapora göre dimi örgüsü işlenir. Takip eden gruplar da rapor tekrarına gelene kadar devam edilir ve örgü tamamlanır.
3-Kırık Dimi Örgüsü
Kırık dimi örgüleri örgü raporunun yarısından sonra, dimi diyagonalinin yön değiştirmesi ile oluşan örgülerdir. Bir dimi örgü raporundan çözgü ve atkı yönünde kırık dimi örgüsü oluşturulabilir. Kırık dimi örgüleri; ceketlik, paltoluk, eteklik vb. kumaşların dokunmasında kullanılır.
A-Çözgü Yönünde Kırık Dimi Örgüsü
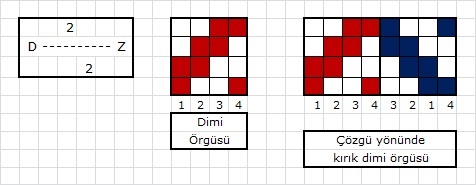
Verilmiş olan dimi örgü raporunun çözgü istikametinde bir rapor büyütülmesi ile oluşan örgülerdir. Birinci alana verilmiş olan örgü raporu tekniğine uygun olarak çizildikten sonra ikinci alana birinci örgü raporunun dimi yolunun tersi istikamette yol oluşturacak şekilde çizilir.
B-Atkı Yönünde Kırık Dimi Örgüsü
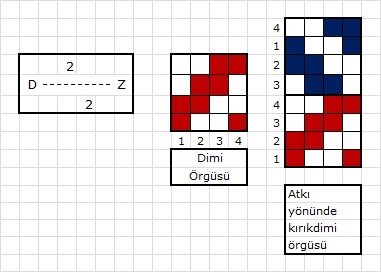
Verilmiş olan dimi örgü raporunun atkı istikametinde bir rapor büyütülmesi ile oluşan örgülerdir. Birinci alana verilmiş olan örgü raporu tekniğine uygun olarak çizildikten sonra ikinci alana birinci örgü raporunun dimi yolunun tersi istikamette yol oluşturacak şekilde çizilir.
4-Balıksırtı Dimi Örgüsü
Bu örgüler, örgü raporunun yarısından sonra dimi diyagonalinin yön değiştirerek doluların karşısı boş boşların karşı dolu olarak çizildiği dimi örgüleridir.Balıksırtı örgüleri ceketlik, eteklik, paltoluk, takım elbiselik, paltoluk kumaşların dokumasında kullanılır.
A-Çözgü Yönünde Balıksırtı Dimi Örgüsü
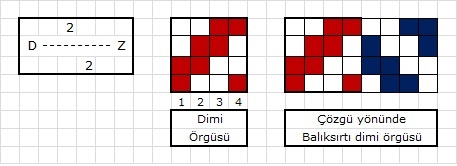
Çözgü yönünde balıksırtı dimi örgüsü çiziminde ana örgü çizilir. Son çözgüden sonra son çözgüdeki doluların karşısına boş, boşların karşısına dolu yazılır. Ana örgü sağ yollu ise ikinci kısım sol yollu, ana örgü sol yollu ise ikinci kısım sağ yollu olarak çizilir. Çözgü yönünde balıksırtı dimi örgülerinde, rapordaki çözgü sayısı ana örgünün iki katı, atkı sayısı ise temel alınan dimi örgü raporundaki atkı sayısı kadardır.
B-Atkı Yönünde Balıksırtı Dimi Örgüsü
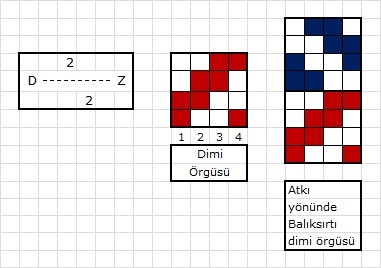
Atkı yönünde balıksırtı dimi örgüsü çiziminde ana örgü çizilir. Son atkıdan sonra, son atkıdaki doluların karşısına boş, boşların karşısına dolu yazılır. Ana örgü sağ yollu ise ikinci kısım sol yollu, ana örgü sol yollu ise ikinci kısım sağ yollu olarak çizilir. Atkı yönünde balıksırtı dimi örgülerinde, rapordaki çözgü sayısı ana örgünün çözgü sayısı kadar, atkı sayısı ise dimi örgü raporundaki atkı sayısının iki katı kadardır.
5-Diyagonal Dimi Örgüsü
Yukarıya doğru atlama sayısı iki veya daha fazla olan dimi örgülerine diyagonal dimi örgüleri denir. Bunun sonucu olarak da dimi yolları (diyagonalleri) 45 derecelik bir açı yerine farklı açılar oluşturmaktadır. Diyagonal dimi örgüleri bayan elbiselik, ceketlik ve pantolonluk kumaşların dokunmasında kullanılır.
A-Çözgü Yönünde Diyagonal Dimi Örgüsü
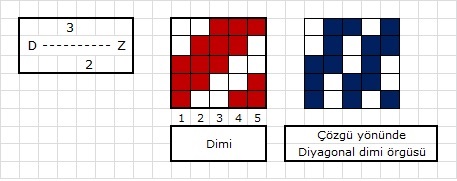
Çözgü yönünde diyagonal dimi örgülerini elde etmek için temel dimi örgülerinden yararlanılır. Diyagonal dimi örgülerinin çizim yöntemi, normal dimi örgüleri çizim yöntemleri ile aynıdır. Çözgü yönünde diyagonal dimi örgüsünün rapor alanı hesaplanırken verilmiş olan dimi örgü raporu tel sayısı atlama sayısına bölünmek suretiyle elde edilen değer göz önünde bulundurulur. Rapor tel sayısı atlama tel sayısına tam bölünemiyorsa rapor çözgü ve atkı tel sayıları rapor tel sayısına eşittir. Tam bölünmesi durumunda ise elde edilen bölüm değer sayısı çözgü tel sayısını, rapor tel sayısı ise atkı tel sayısını verir.
B-Atkı Yönünde Diyagonal Dimi Örgüsü
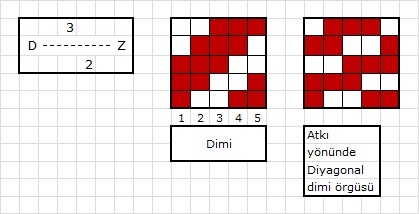
Atkı yönünde diyagonal dimi örgülerini elde etmek için temel dimi örgülerinden yararlanılır. Dimi örgüsü çizildikten sonra örgünün ilk atkı iplik hareketi oluşturulacak olan örgünün rapor alanı içerisine ilk atkı ipliği olarak işaretlenir. Bağlantı noktaları atlama sayısına göre atkı ipliği istikametinde kaydırılarak örgü oluşturulur. Atkı yönünde diyagonal dimi örgüsünün rapor alanı hesaplanırken verilmiş olan dimi örgü raporu tel sayısı atlama sayısına bölünmek suretiyle elde edilen değer göz önünde bulundurulur. Rapor tel sayısı atlama tel sayısına tam bölünemiyorsa rapor çözgü ve atkı tel sayıları rapor tel sayısına eşittir. Tam bölünmesi durumunda ise elde edilen bölüm değer sayısı atkı tel sayısını, rapor tel sayısı ise çözgü tel sayısını verir.
6-Gölgeli Dimi Örgüsü
Gölgeli dimi örgüleri, çözgü dimisinden atkı dimisine ya da atkı dimisinden çözgü dimisine kademeli bir şekilde geçişiyle kumaşa gölge efektinin verildiği örgülerdir.
A-Çözgü Yönünde Gölgeli Dimi Örgüsü
Çözgü yönünde gölgeli dimi örgüsü tam gölgeli ve yarım gölgeli olmak üzere iki şekilde elde edilir. Çözgü yönünde oluşturulan tam ya da yarım gölgeli dimi örgüleri, verilmiş olan dimi örgü raporuna bağlı olarak çok sayıda çerçeveye ihtiyaç duyulacağından daha çok jakarlı dokuma makinelerinde uygulanmaktadır.
a-Yarım gölgeli dimi örgüsü
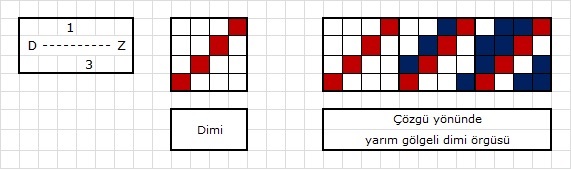
Verilmiş olan atkı dimi örgü raporunun çözgü dimi hâline dönüşmesiyle sonuçlanarak elde edilir. Çözgü yönünde yarım gölgeli dimi örgüsü için kullanılacak olan çözgü tel sayısı, verilmiş olan dimi örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin çarpımı sonucunda elde edilen değer olarak belirlenir. Atkı tel sayısı ise verilmiş olan dimi örgü rapor tel sayısı olarak alınır. Verilen örgü çizilir. Yanına yeni bir rapor yazılır. Önceki örgüye 1dolu eklenir, 1 boş kalana kadar bu işleme devam edilir.
b-Tam gölgeli dimi örgüsü
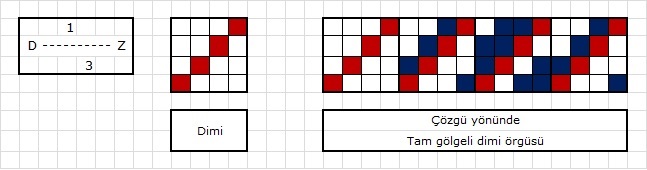
Atkı dimi örgü raporunun çözgü dimi örgü raporuna dönüştükten sonra tekrar atkı dimi örgü raporuna dönüşene kadar devam ettirilmesiyle oluşur. Çözgü yönünde tam gölgeli dimi örgüsü için kullanılacak olan çözgü tel sayısı, verilmiş olan dimi örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin çarpımı sonucunda elde edilen değerin iki katından iki rapor çıkartılarak elde edilen değer olarak belirlenir. Atkı tel sayısı ise verilmiş olan dimi örgü rapor tel sayısı olarak alınır.
Verilen örgü çizilir. Yanına yeni bir rapor yazılır. Önceki örgüye 1dolu eklenir. 1 boş kalana kadar bu işleme devam edilir. Sonra yeniden bir eksiltilerek rapor tekrarına kadar işlene devam edilir.
B- Atkı Yönünde Gölgeli Dimi Örgüsü
Atkı yönünde gölgeli dimi örgüsü tam gölgeli ve yarım gölgeli olmak üzere iki şekilde elde edilir. Yarım gölgeli dimi örgüsü, verilmiş olan atkı dimi örgü raporunun, çözgü dimi hâline dönüşmesiyle sonuçlanarak elde edilir. Tam gölgeli dimi örgüsü ise atkı dimi örgü raporunun çözgü dimi örgü raporuna dönüştükten sonra tekrar atkı dimi örgü raporuna dönüşene kadar devam ettirilmesiyle oluşur.
a- Atkı yönünde yarım gölgeli dimi örgüsü
Atkı yönünde yarım gölgeli dimi örgüsü için kullanılacak olan atkı tel sayısı, verilmiş olan dimi örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin çarpımı sonucunda elde edilen değer olarak belirlenir. Çözgü tel sayısı ise verilmiş olan dimi örgü rapor tel sayısı olarak alınır.
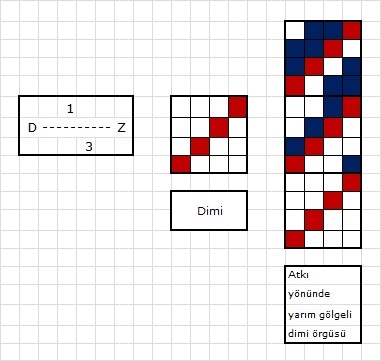
b-Atkı yönünde tam gölgeli dimi örgüsü
Atkı yönünde tam gölgeli dimi örgüsü için kullanılacak olan atkı tel sayısı, verilmiş olan dimi örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin çarpımı sonucunda elde edilen değerin iki katından iki rapor çıkartılarak elde edilen değer olarak belirlenir. Çözgü tel sayısı ise verilmiş olan dimi örgü rapor tel sayısı olarak alınır.
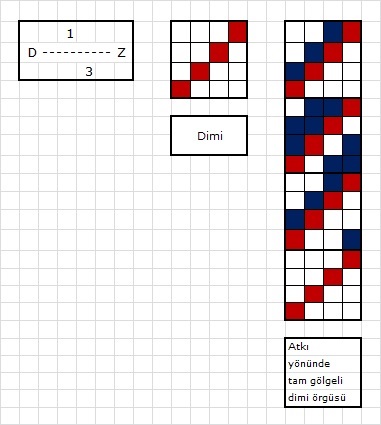
Dokusuz Yüzey Bitim İşlemleri
Dokusuz yüzeyler ürünler istenilen kullanım özellikleri kazandırmak için çoğu zaman bitim işlemlerine gereksinim duyarlar. Fakat bitim işlemi görmeden kullanılan dokusuz yüzeyler de mevcuttur. Dokusuz yüzeylere uygulanan bitim işlemleri;
Ön terbiye
Boya- baskı
Apre işlemleri
Olmak üzere 3’e ayrılmaktadır. Ayrıca istenirse dönüştürme işlemleri uygulanmaktadır.
ÖN TERBİYE İŞLEMLERİ
Tekstil terbiyesinin başlangıcında, diğer terbiye işlemlerine bir hazırlık olarak, mamuldeki (liflerin içerisindeki ve üzerindeki) rahatsız edici yabancı maddeleri uzaklaştırmak ve mamulün görünümünü güzelleştirmek için yapılan işlemlerin tümüne birden ön terbiye işlemleri denir. Hazırlık olarak ta bilinen ön terbiye işlemleri mamullerinin daha sonra göreceği boyama işlemi ve apreleme işlemlerine hazırlık aşamasıdır. Bu işlemlerde çok çeşitli kimyasal maddeler kullanılarak mamule özellik kazandırılmaktadır. Materyalin cinsine göre uygulanan kasar, haşıl sökme, merserizasyon, fiksaj v.b. çeşitli ön terbiye işlemleri uygulanabilmektedir.
A-Fiksaj
Fiksaj işlemi yünlü, asetat, poliester, poliamid kumaşlara uygulanan bir ön terbiye işlemidir. Fiksaj işleminin yapılmasında amaç; tekstil yüzeyinin seklini koruyarak kalıcı bir hale getirmektir. Sıcak hava, buhar veya su ile yapılan fiksaj işleminde en yoğun olarak sıcak hava tercih edilmektedir.
B- Yakma
Yakma işleminin amacı; gelen kumaşı yakarak diğer proseslere hazırlamaktır. Ham olarak gelen kumaş üzerindeki elyaflar kumaşa istenmeyen bir özellik kazandırır. Bu elyaflar kumaşı martlaştırır, kumaş üzerinde boncuklanmaya neden olur. Uçları açıkta olduğu için boyanmaz ve kırçıllanma hatası adı verilen hata oluşur. Ayrıca bu elyaflar basma işlemi esnasında şablonların arasına girerek desenin net çıkmasını engeller. Tüm bu elyaf uzantılarından kaynaklanan hataları yok etmek amacıyla elyaf uçları yakılır. Yakma işlemi sonrasında kumaşta parlaklık, renk canlılığı, yumuşak tuşe sağlanır. Ayrıca boncuklanma önlenir, hava geçirgenlik özelliği artar (Yüzey yakma işlemi ile kesikli elyaflardan elde edilmiş filtre kumaşı üzerinde kumaş içerisinden yüzeye çıkmış olan elyaflar uzaklaştırılır. Bu işlem için sıcak metal bir şerit ya da gaz alevi kullanılabilir. İşlem sonrasında filtre kumaşı ıslak bir yüzeyle temas ettirilerek için yanma durumunun engellenmesi sağlanır. Yüzey yakma sayesinde düzgün bir yüzey elde edilmiş olur.
BOYA-BASKI
Zemin kaplaması, yatak ya da masa örtüsü gibi dekoratif amaçla kullanılacak dokusuz yüzeyler düz ya da desenli renklendirme işlemlerine tabii tutulabilirler. Boyamada dikkat edilmesi gereken faktörler; saflık, nüfuz etme, kumaşa eşit miktarda dağılım gibi parametrelerdir. Bu parametreler ile birlikte ekonomik olmasına ve çevreye zarar vermemesi de önemlidir. Burada kullanılan elyaf materyalinin üretim metodu hiçbir rol oynamamaktadır. Çile, tops, iplik, şerit ya da kumaş formunda işleme tabi tutulabilirler. Yapay elyaflar, iplik daha üretim sırasında doğrudan eriyik haldeyken boyanabilir. Farklı elyaflar için elyaf özelliğine uygun farklı boyarmaddeler kullanılmaktadır. Dokusuz yüzeylerin boyanması polimer halden başlayarak tülbent formuna kadar her aşamada yapılabilir.
Çok renkli desenler, renkli ipliklerle çalışılarak ya da boya maddeleriyle kumaş üzerine baskı yapılarak elde edilebilir. Baskı işleminin amacı kumaşa güzel motifler, renkli çekici dekorlar ve desenler yaratmaktadır. Özellikle dikkat edilecek noktalar renklerin parlaklığı düzgün ve keskin desen hatları, aynı zamanda yüksek renk haslığına sahip olmasıdır. Dokusuz yüzeylerin özellikle mobilya sektöründe kullanımının giderek öne kazanması, baskı işlemlerinin önemini de arttırmaktadır. En çok kullanılan baskı yöntemleri rotasyon ve filmdruck baskılardır. Baskı işlemi genel olarak klasik örgü ve dokuma baskı işlemlerine benzemektedir. Pigment baskı çok kullanılır. Reçete gereği kullanılan binderler yapının bir arada tutulmasını kolaylaştırdığı için çok önemlidir. Bu etki özellikle spunbond dokusuz yüzeylerde daha da belirgindir. Baskı işlemleri klasik olarak fikse ile devam ettirilir. Pigment baskı özellikle gramajlı dokusuz yüzeylerin baskısı için uygundur. Özellikle polyester dokusuz yüzeylerde transfer baskı da tercih edilmektedir. Yöntemin esası, kâğıt üzerindeki süblimasyon katsayısı çok düşük olan seçilmiş dispers boyarmaddelerin yüksek sıcaklıkta süblime olarak dokusuz yüzeye transferidir.
APRE İŞLEMLERİ
A-Mekanik Apre İşlemleri
Kalandırlama
Kalandırlama; dokusuz yüzeylerin düzgünlük ya da desenlendirme gibi yüzey özellikleri için uygulanır.
İşlemlerin tümü süreklidir ve bir ya da birkaç basınç altındaki silindirden geçirmek suretiyle yapılır.
Etki, kumaşın hızı ve basıncı değiştirilebilen, ısıtılmış, dönen silindirler arasından geçirilmesiyle sağlanır.
Kalandır silindir sayısı 2-7 arasında değişir. Silindirlerin konstrüksiyonu sertleştirilmiş krom kaplı çelikten elastik termoplastik silindirlere kadar değişebilir. Yüzeyleri pürüzsüz veya gravürlü olabilir.
Kalandırlama ile;
- Ürün yüzeyi pürüzsüz hale getirilir,
- Ürününün parlaklığı arttırılır,
- Ürünü oluşturan iplikler yakınlaştırılır,
- Hava geçirgenliği azaltılır,
- Ürünün tutumu geliştirilir,
- Baskı kalandırı ile yüzey desenlendirilir,
- Tülbentler sabitleştirilir.
Şardonlama
Şardonlama işleminde ince çelik bir tarak kullanılarak dokusuz yüzey kumaşın bir yüzünde ya da her iki yüzünde ince ve yumuşak havlar oluşturulur.
Sonrasında havların aynı boyda olabilmesi için bir kesme işlemi uygulanır. Ürünün yüzeyindeki elyafları kaldırarak kürk benzeri bir efekt elde etmek için kullanılır.
Kabartma ile istenilen bir desen ya da kalıp basınçlı silindirler vasıtası ile tülbent üzerine geçirilir.
Laminasyon
Laminasyon; iki malzemenin birleşmesidir. Ürün birleştirilen iki malzemenin karakteristik özelliğini bünyesinde bulundurur.
Yani eğer bir bileşende sadece çözgü mukavemeti iyi diğerinin ise atkı mukavemeti iyi ise oluşan üründe hem atkı hem de çözgü mukavemeti iyi olacaktır.
Laminasyonla üretilen ürün her iki bileşenden de katı olabilmektedir bunun minimize etmenin yolu ise en uygun laminasyon yöntemi ve yapışkanın seçimidir.
Yapışkan seçiminde ölçüt en az miktarda yapışkan ile en güçlü bağı oluşturmaktır.
Lamine kumaşların en yaygın problemi, birleşen bir veya iki malzemenin de yeterli esnekliği olmadığı için laminasyonun bir yay gibi eğilmesini sınırlayan çatlaklardır.
Çatlamaya aşırı miktarda kullanılan yapışkanlar veya alevle laminasyondaki aşırı köpük kullanımı neden olur.
Laminasyon için kumaşın uygunluğu önemlidir; kumaş çok esnek, iyi tutum ve örtmeye sahip olmalıdır.
Genelde yapışkan olarak üçüncü bir malzeme kullanılır ancak bazen poliüretan köpüğün alevle laminasyonunda birleşen bir malzeme kendiliğinden yapışkan gibi davranabilir.
B-Kimyasal Apre İşlemleri
Su iticilik
Bir maddenin suyla teması halinde, ıslanması veya suyu itmesi, sınır yüzey kuvvetleriyle yakından ilgilidir.
Su iticilik bitim işlemi ile kumaşta elyafların üst yüzey gerilimi suya karşı yükseltildiği için bu durumda yüzeye gelen su kumaş tarafından emilmemekte ve su damlacıkları kürecikler halinde kumaş yüzeyinde kalmaktadır.
Özellikle hava filtrasyonu uygulamalarında su iticilik önemli bir özelliktir.
Su iticilik bitim işlemleri; ürünlerin suya maruz kaldığında bozunması ve ıslak bir yapı kazanmasını engeller.
Antibakteriyel
Antibakteriyel bitim işlemlerinde tekstil ürününe çektirme, emdirme, vakumla aplikasyon, maksimum flotte aplikasyonu, aktarma, püskürtme, köpükle aplikasyon ve kaplama yöntemlerinden birinin yardımıyla antibakteriyel maddeler aktarılarak mikroorganizmaların etkinlikleri durdurulmaktadır.
Tekstil elyaflarını her türlü mikroorganizmaya karşı koruyan, mikroorganizmaların tekstil veya insan derisi üzerinde gelişmesini ve üremesini durduran veya öldüren kimyasal bir bitim işlemidir.
Özellikle hastane, huzurevleri, çocuk yuvası gibi toplu yaşamın söz konusu olduğu yerlerde kullanılan dokunmamış kumaşlara uygulanmaktadır.
Güç Tutuşurluk
Maddenin ısı ve oksijen ile birleşmesi sonucu yanma meydana gelir.
Güç tutuşurluk işlemi uygulanarak ürünlere yanmazlık özelliği kazandırılabilmektedir.
Kumaşlara güç tutuşurluk işlemi uygulanmasının amacı ürünlerin yangın anında koruyuculuk özelliği taşıyarak yanmamasını sağlamaktır
Uygulanan ürünün elyaf yapısına, türüne, ağırlıklarına, dokuma yapılarına, elyaf kombinasyonlarına, yıkamaya veya kuru temizlemelere dayanıklılıklarına göre çeşitlilik gösteren güç tutuşurluk işlemi; fular, sprey, kaplama veya köpük yöntemi ile uygulanabilir.
Uygulama metotları kullanılacak tekstil materyaline veya kullanım alanlarına göre değişiklik göstermekte.
Güç tutuşur malzemelerin kaplama yerine fular olarak kullanılması verimliliklerini arttırır çünkü kimyasal kumaşın içine nüfuz ettiği zaman en iyi performansı gösterir.
Kaplama olarak kullanılan güç tutuşur malzemelerdeki suda çözülmeyen malzemeler güç tutuşur kimyasalların kumaşın içine nüfuz etmesini engeller bu durumda kalın kumaşlarda verim düşmesi gözlenir.
Antistatik
Statik elektriklenme sonucu giysiler vücuda yapışabilmektedir.
Doğal lifler, statik elektriği arttırma eğilimlerine rağmen tekstil endüstrisinde önemlerini korumaktadırlar.
Sentetik elyaflardan üretilen üreünlerde de statik elektriklenme olabilmekte ve bunun tehlikeli bir şekilde boşlaması sorunları yaşanabilmektedir.
Bu risk en belirgin olarak, baca gazından toz toplamada kullanılan kumaş torba filtrelerin uygulamalarında görülmektedir.
Bunun önlenmesi için sistemin iyi bir şekilde topraklanması gerekir ki bu da ancak filtre yapısının yüksek elektriksel iletkenliğe sahip olmasıyla mümkün olabilir.
Bu nedenle, elektrik iletkenliğe sahip anti-statik kumaşlar üründeki statik yüklenmeyi kontrol etmede kullanılmaktadır.
Bu anti-statik kumaşların bazılarında kumaş yapısının içinde metal elyaflar bulunurken, diğerlerinde kumaş yapısının üzerinde iletken bir kaplama bulunmaktadır.
Ancak tekstil yapısına eklenebilecek özellikte (esneklik, incelik vb.) metal elyaflar oldukça pahalıdır ve bu nedenle maliyeti yüksek olmaktadır.
İletken metal ya da polimer kaplamalar ise elektrokimyasal, kimyasal ve oksidatif polimerizasyon ya da mıknatıssal saçtırma gibi yöntemlerle elde edilebilmektedir.
Bununla birlikte düzelerden çekilen polimer içerisine nem tutucu kopolimer madde eklenerek statik elektriklenme önlenebilir.
Dönüştürme işlemleri
Mamulün tüketicinin eline geçmesinden önce olan dönüştürme işlemi de bitim işlemlerine dâhil edilmektedir.
Bu işlemde dokunmamış ürünlerin alıcının istediği ende, boyda kesilmesi, katlanması, dikilmesi, tekrar sarılması, ambalajlanması, gerekirse sterilize edilmesi, bir losyonla işleme tabi tutulması gibi aşamalardan geçerek satışa hazır hale getirilmesi sağlanmaktadır.
Bu şekilde kullanıma hazır hale getirilmiş, dokunmamış kumaşlar günlük hayatta birçok alanda karşılaşılmaktadır.
Dokunmamış kumaşlara en çok uygulanan terbiye işlemleri aşağıdadır;
Tekstil mamullerindeki statik elektriklenmeyi önlemek veya azaltmak için antistatik bitim işlemi uygulanır.
Statik elektriklenme, hidrofob yapıları nedeniyle sentetik liflerde daha fazla görülür.
Bu lifin üretim aşamasında ortamdaki nem oranını artırarak veya düzelerden çekilen polimer içerisine nem tutucu kopolimer madde eklenerek statik elektriklenme önlenebilir.
Dokunmamış kumaşlara uygulanan bir diğer terbiye işlemi de su iticilik bitim işlemidir.
Bu işlemin esası, tekstil mamulünün lif veya ipliklerinin üzerinde, çok ince hidrofob bir zar oluşturmaktır.
Bir maddenin suyla teması halinde, ıslanması veya suyu itmesi, sınır yüzey kuvvetleriyle ilgilidir.
Değişik kimyasal maddeler kullanılarak kumaşa yıkamaya dayanıklı ve yıkmaya dayanıksız su iticilik özelliği kazandırılabilir.
Su iticilik bitim işlemi genellikle çadır, tente ve brandalarda kullanılan kumaşlara uygulanmaktadır.
Antibakteriyel terbiye işlemi; tekstil liflerini her türlü mikroorganizmaya karşı koruyan, mikroorganizmaların tekstil veya insan derisi üzerinde gelişmesini ve üremesini durduran veya öldüren kimyasal bir bitim işlemidir.
Özellikle hastane, huzurevleri, çocuk yuvası gibi toplu yaşamın söz konusu olduğu yerlerde kullanılan dokunmamış kumaşlara uygulanmaktadır.
Laminasyon işlemi, farklı türdeki kumaşları birbirine yapıştırmak ve ütülemektir.
Laminasyon işlemi ile yapıştırma ürünlerin kullanım alanları arasında kompozitler, ultrafiltrasyon ürünler, temizlik ürünleri, ambalaj maddeleri ve steril bandajlar bulunur.
Poliüretan içeren solüsyonların dokunmamış kumaşlara emdirilmesi ve sürülmesi yoluyla suni deriler oluşturmaktadır.Yani poliüretanın dokunmamış ürünler içinde çöktürülmesi ile suni deri görünümü elde edilmektedir.
Bu poliüretan yüzeyin kumlanmasıyla veya çok ince liften üretilip kimyasal malzemeler emdirilmiş dokunmamış kumaşların fırçalanmasıyla suni süedler üretilmektedir.
Dokusuz Yüzeylerde Desenlendirme
Tülbent esaslı dokusuz (nonwoven) yüzeylerde desen tasarımı; tülbent oluşumu sırasında elyafların düz ve hacimli tülbent haline getirme ve sabitleştirme işlemleriyle gerçekleştirilmektedir. Sabitleştirme işlemlerinde elde edilecek ürüne istenilen özelliklerin kazandırılmasının yanında desenlendirme de yapılabilir.
Tülbent Yapının İğneleme İle Sabitleştirilmesi Sırasında Desenlendirme
Tülbent yapının iğneleme tekniği ile bağlanmasında (sabitleştirilmesinde) ürüne istenen dokunun ve desenin verilebilmesi için iğne tipi, iğne plakasının diziliş ve hareket yönünün belirlenmesi gerekir. Tülbent yapının desenlendirilmesi için iki tip iğne kullanılmaktadır. Bunlar loop ve çatal iğnelerdir. Loop iğneler özel dizime tabi tutulmayınca keçe yüzeyi andıran bir doku oluşturur. Çatal iğnelerin uç kısımları çatal şeklinde yarıktır. Bu yarığın genişliği ve derinliği tülbent tabakadaki elyaf miktarı ile orantılıdır. Tülbent tabakadaki elyaf yoğunluğuna göre çatal iğnenin ucundaki yarığın genişliği ve derinliği artar.
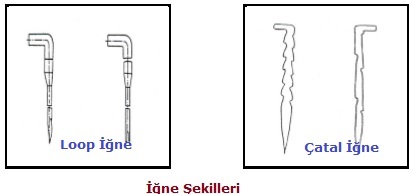
Tülbent tabakanın iğneleme işlemi ile sabitleştirilmesi sırasında loop ve çatal iğnelerin plakada diziliş şekilleri ve hareket yönü dokuma kumaşlardaki, dimi, atkı ripsi, çözgü, ripsi ve panama gibi dokular verilebilmektedir.

Tülbent Yapının Su Jeti İle Sabitleştirme İşlemi Sırasında Desenlendirme
Tülbent yapının su jeti ile sabitleştirilmesi işleminde ürüne istenilen dokunun ve desenin uygulanması, sabitleştirme işlemi sonrasına tülbent yapıdan suyun uzaklaştırılması aşamasında gerçekleştirilir.
Su jeti ile sabitleştirilen tülbent yapı suyundan uzaklaştırılmak için iki silindir arasında sıkılarak kurutulur. Bu silindirlerden birinin yüzeyi ürüne istenilen dokunun oluşması için desenli diğeri ise kauçuk bir yüzeye sahiptir. Bu iki silindir arasından geçen tülbent yapı desen silindirindeki dokuya sahip olur ve aynı zamanda kuruma işlemi de gerçekleşmiş olur.

Tülbent Yapının Kimyasal İşlem İle Sabitleştirmesi Sırasında Desenlendirme
Tülbent yapının kimyasal işlem ile sabitleştirilmesinde, oluşturulan tülbent yapı yüzeyine kimyasal (yapıştırıcı) maddenin emdirilmesi, püskürtülmesi ve basılması yöntemleri aşamasında desenlendirme oluşturulur. Tülbent yapının kimyasal işlem ile sabitleştirilmesi sırasında tülbent yapıya istenen desenin verilmesi için kimyasal madde desene uygun olarak emdirilir, püskürtülür veya basılır. Bu yöntem baskı tekniğinde oluğu gibi desene uygun şablonlar hazırlanarak bu şablonlar üzerinden kimyasal madde uygulanır. Böylece tülbent yapıda kimyasal madde uygulanan yerlerdeki lifler birbirine yapışıp desen oluştururken diğer yerlerdeki elyaflar serbest kalarak yumuşak tutum elde edilir ve desenlendirme gerçekleştirilmiş olur. Bu yöntemde bir diğer teknik ise aplike yöntemidir. Zemin olacak yapı üzerine farklı renkte tülbent yapıya başka bir tülbent yapı desene uygun kesilerek yerleştirilir ve kimyasal madde yardımıyla birbirine yapıştırılır.
Tülbent Yapının Isı İle Sabitleştirmesi Sırasında Desenlendirme
Tülbent yapının ısı ile sabitleştirilmesi işleminde, bağlayıcı, çözünme, erime veya büzülme özelliğine sahip lifler kullanılarak oluşturulan tülbent tabaka üzerine ısı uygulayarak sabitleştirilmesi sırasında desenlendirme yapılır. Tülbent yapıya uygulanan ısı ile sabitleştirme aşamasında, bağlayıcı, çözünme, erime veya büzülme özelliğine sahip olan elyaflar ile üretilen tülbent tabaka üzerine desenli sıcak silindirler ile basınç yapılarak desenlendirme yapılmış olur. Desenin olduğu kısımlarda elyaflar birbirine kenetlenerek farklı bir doku oluştururken diğer kısımlarda elyaflar daha serbest ve yumuşak tutumlu olurlar. Isı ile eriyebilen toz yapıştırıcılar veya folyolar ile desenlendirme işlemi de kullanılan yöntemlerinden biridir. Desene uygun olarak yerleştirilen toz yapıştırıcılar veya folyolar ile desenlendirme işlemi gerçekleştirlir. Desene uygun olarak yerleştirilen toz yapıştırıcılar veya folyolara kuru sıcak hava uygulanır. Eriyen toz yapıştırıcılar ve folyolar tülbent tabakaya yapışırlar ve burada birbirine kenetlenen elyaflar ile desenin dışında kalan elyaflar farklı doku oluşturarak desenlendirmeyi oluşturmuş olur.
Tülbent esaslı dokusuz (nonwoven) yüzeylerde üretim aşaması sırasında desenlendirme yöntemleri dışında bütün tekstil yapılarına uygulanabilen diğer teknikler ile de desenlendirme yapılabilir.
Bunlar;
Baskı Teknikleri ile Desenlendirme Yöntemi
Lazer Kesim ile Desenlendirme Yöntemi
İşleme ve Aplike Teknikleri İle Desenlendirme Yöntemi
Keçe Üretim Yöntemleri İle Desenlendirme
Doku Bağlama Teknikleri
Tülbent Esaslı Dokusuz (Nonwoven) Yüzeylerde Doku Bağlama (Sabitleme) Teknikleri
Kesikli ve kesiksiz elyaf kullanılarak yapılan tülbent esaslı dokusuz (nonwoven) yüzey üretiminde, üretilen ürünlerin özellikleri bazı kullanım alanlarında ihtiyaçların tamamını karşılayamadığından, oluşturulan dokunun sabitlenmektedir. Dokuyu sabit hale getirme kimyasal, mekanik ve ısıl işlemler ile gerçekleştirilmektedir. Doku bağlama (sabitleme) işlemi genellikle doku oluşturma işleminden hemen sonra uygulanmaktadır. Doku oluşturma tekniklerinde olduğu gibi, doku bağlama (sabitleme) tekniklerinin seçilmesinde de ekonomiklik, çok yönlülük ve istenilen ürün özellikleri esas alınmaktadır. Üretilmesi düşünülen dokusuz yüzeylerin fiziksel özelliklerinde, kullanılan elyaf ve doku oluşturma yönteminin yanında, bağlama (sabitleme) tekniğinin etkisi büyük olmaktadır.
Doku sabitleme teknikleri;
1-Mekanik
2-Kimyasal
3-Isıl yöntemler
Olmak üzere 3 ana başlık altında toplamak mümkündür.
Mekanik teknikler;
1-İğneleme
2-Su jeti ile sabitleme
3-Dikme
Olmak üzere 3 farklı teknikten oluşmaktadır.
Kimyasal yöntemler;
1-Emdirme
2-Püskürtme
3-Pudralama
4-Kimyasalı desenle aktarma
5-Köpükle aktarma
Olmak üzere 5 farklı teknikle uygulanabilmektedir.
Isı yöntemlerde ise;
1-Sıcak silindirler
2-Boşluklu silindirler
3-Ses dalgaları
4-Sıcak hava
5-Radyasyon
Olmak üzere 5 farklı teknik uygulanarak doku bağlama (sabitleme) işlemleri yapılabilmektedir.

MEKANİK BAĞLAMA (Mechanical-Bonding ) TEKNİKLERİ
Çeşitli yöntemlerle elde edilen elyaf ve tülbent yapıların tekstil yüzeyi olarak kullanılabilmesi için doku oluşturmanın ardından uygulanan mekanik bağlama tekniklerinde amaç elyafları birbirine dolaştırarak bir çeşit keçe oluşturmaktadır.
A- İğneleme (Needle-Punch) Tekniği
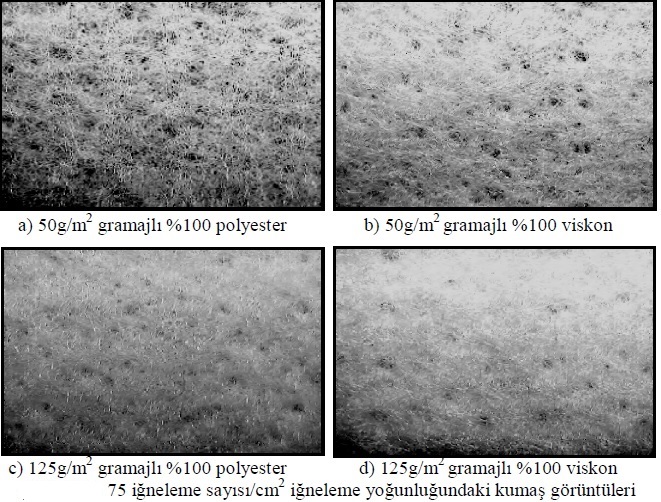
Her elyaf türüne uygulanabilen bir yöntemdir. Sonsuz elyaf serme ve mekanik serme işlemlerinden gelen tülbent üzerine iğne hareketinin görüldüğü bu teknikte, üzerinde çentikler bulunan iğnelerin doku üzerine dikey olarak indirilmesi ve çekilmesi esasına dayanmaktadır.

B- Su Jetiyle Bağlama (Spunlace) Tekniği
Su jetiyle bağlama işlemi daha çok mekanik serme teknikleriyle hazırlanan dokulara uygulanır. Bu teknikte; dokuyu oluşturan elyafların birbirine bağlanması için ince ve yüksek basınçlı su jeti kullanılır. Su jeti delikli ve desenli bir zemine uygulanırsa mükemmel bir kapatma ve dokuma görüntüsü oluşturulabilir. Alttan vakum uygulanarak yüzeydeki fazla su uzaklaştırılır. Daha sonra hava veya silindirli kurutma işleminden geçirilerek kurutulur. En önemli özelliği maliyetin azalmasına karşın üretim hızının artmasıdır. Kullanılan suyun pH nın nötr olması, sert olmaması, bakteri ve organik madde içermemesi gerekir.
Bu teknikle bağlanarak üretilen dokusuz yüzeyler;
tıbbi paketler, önlükler, başlıklar gibi ürünlerin üretilmesinde kullanılmaktadır. Ayrıca temizlik bezleri, tıbbi süngerler, makyaj temizlik pedleri, koruyucu endüstriyel giysiler, yatak dolgu malzemesi, suni deri altı, ev tekstilleri, duvar kâğıtları, filtre malzemesi gibi daha birçok alanda kullanılmaktadır.
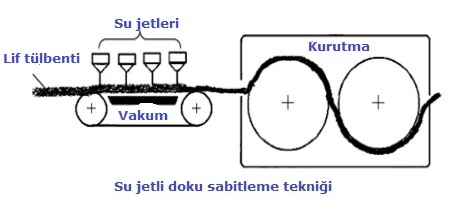
C- Dikme (Stitch-Bonding) Tekniği
Bu teknikte, oluşturulan doku iğneleme yöntemine benzer şekilde iğne yardımıyla iplikle dikilmektedir. Dikme işlemi, normal düz dikiş gibi gerçekleştirilebildiği gibi, çözgülü örmeye benzer şekilde uygulanan dikiş tekniği ile gerçekleştirilebilmektedir. Dikme tekniğinde, elyaf yüzeyi hareketli bant ile dikiş bölgesine sevk edilmekte, dikiş işlemi ipliği taşıyan iğnenin dokuya giriş çıkışı ile sağlanmaktadır.Oluşturulan dokusuz yüzeyler, iğneleme tekniğiyle üretilen yüzeylere benzer özellikler göstermekle birlikte, jeotekstil, astar, döşemelik malzeme olarak kullanılabilmektedir.
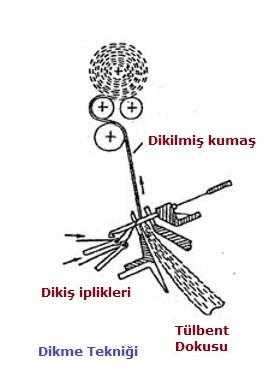
KİMYASAL BAĞLAMA (Chemical-Bonding ) TEKNİKLERİ
Kimyasal doku bağlama tekniği; reçineler, polimer emülsiyonu, dispersiyonu ya da çözeltisi gibi kimyasal maddeler kullanılarak elyafların birbirine bağlanması esasına dayanmaktadır.
Bu teknik elyafların bağlanmasını sağlayan kimyasal maddenin (binder) ;
1-Dokuya uygulanması
2-Bağlayıcının pıhtılaştırılması
3-Kurutma ve fiske basamaklarını
İçermektedir.
Bağlayıcı maddenin yapıya uygulanması;
1-Emdirme
2-Püskürtme
3-Köpüklüme
4-Desenli aktarma
5-Pudra şeklinde aktarma
Olmak üzere beş farklı şekilde yapılabilmektedir.
Kimyasal bağlamada;
Yaygın olarak akrilat polimer ve kopolimerleri, stiren-bütadien kopolimerleri ve vinilasetat etilen kopolimerleri gibi kimyasal maddelerin bağlayıcı olarak kullanımı yaygındır.
ISIL BAĞLAMA (Thermal-Bonding) TEKNİKLERİ
Isıl bağlama; termoplastik polimerlerden üretilmiş elyaflardan meydana gelen dokuların ısıl özelliklerinden faydalanılarak uygulanabilen bağlama tekniğidir. Bu teknikte; doku oluşumu sırasında yapıyı oluşturan esas hammaddenin yanı sıra yapıya bağlayıcı elyaflarda eklenmelidir. Bağlayıcı görevi yapan elyaflar, kolay erimeleri ve çözünmeleri sayesinde yanında bulunan diğer elyaflara kenetlenerek veya yapışarak bağlanmaktadır. Söz konusu yöntem ısının uygulanma şekline göre beş farklı şekilde gerçekleşmektedir;
1-Sıcak Silindirlerle Bağlama (Calendering)
2-Boşluklu Silindirlerle Bağlama (Point Bonding)
3-Sıcak Havayla Bağlama (Oven Bonding)
4-Ses Dalgalarıyla Bağlama (Ultrasound Bonding)
5-Radyasyonla Bağlama (Radiant Bonding)
A-Silindir ve Boşluklu Sistem ile Isıl Bağlama (Calender Point Bonding)
Isı ve noktasal (bölgesel) basınç altında gerçekleştirilen ısıl doku bağlama işlemidir. Bu teknikle bölgesel bağlama yerlerinde boşluklu silindirin dizaynına göre değişik desenler oluşturmak mümkündür. Desen tipine göre bölgesel, noktasal veya kabartma tipli olmak üzere üç farklı yöntem mevcuttur. Isı, basınç, geçiş hızı, silindir deseni ve soğutucu silindirlerin yeri önemli bir faktördür. Ayrıca bu teknikle desen türüne göre oldukça sağlam dokular elde edilebilir. Bu teknikle başta tela üretimi olmak üzere, çocuk bezleri, kadın bağları, ayakkabı iç kaplaması, suni deri altı gibi çeşitli tülbent esaslı dokusuz yüzeyler üretilmektedir.
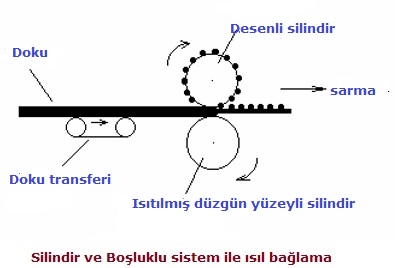
Dokuma Desinatörlüğü Soruları 5
S.1.
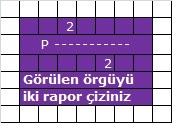
S.2.
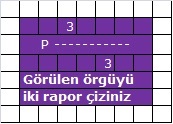
S.3.
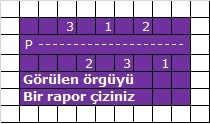
S.4.
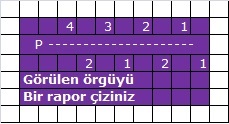
Dokuma Desinatörlüğü Soruları 4
S.1

S.2

S.3

S.4

S.5

S.6

S.7
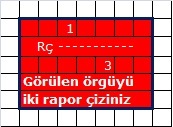
S.8

S.9

S.10

S.11
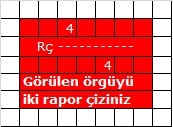
S.12
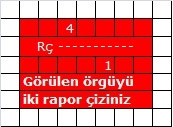
S.13
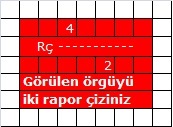
S.14
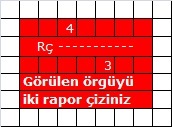
S.15
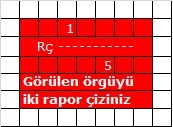
S.16
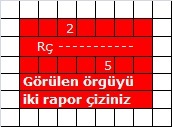
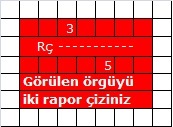
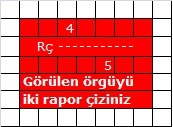
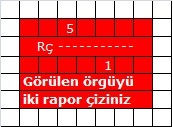
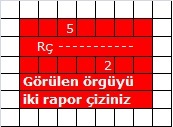
Dokuma Desinatörlüğü Soruları 3
S.1
S.2.
S.3
S.4
S.5
S.6
S.7
S.8
S.9
S.10
S.11
S.12
S.13
S.14
S.15
S.16
S.17
S.18
S.19
S.20
S.21
S.22
S.23
S.24
S.25
S.26
S.27
S.28
Doku Oluşturma Yöntemleri
![]()
Üretim sürecinde doku oluşturma, doku bağlama da çeşitli teknikler kullanılmaktadır. Bu teknikler elyafın cinsi ve ürünün kullanım alanlarına göre farklılaşmaktadır.
Kesikli elyaflarda üretim;
elyafların hazırlanması ile başlayıp, dokunun oluşturulması, dokunun sabitlenmesi, dönüştürme ve bitim işlemleri ile sona ermektedir.
Kesiksiz elyaflarda ise
işlem polimer eriğinin oluşturulması ve elyaf üretimi ile başlayıp sonra kesikli elyaf üretimi ile aynı aşamalardan geçmektedir.
Elyafla üretime hazır hale geldikten sonra, tülbent oluşturacak şekilde serilmekte, oluşan tülbent çeşitli yöntemlerle sabitlenmektedir. Kesiksiz elyaftan yapılan üretimde, elyafların oluşumu ve tülbendin serilmesi aynı anda gerçekleşmektedir. Bu üretim basamaklarıyla üretilen yüzeyler, kullanım alanına göre çeşitli bitim işlemleri uygulanmakta daha sonra ise kesilip dikilerek kullanım hazır hale gelmektedirler.
Hammaddenin hazırlanması ile başlayıp bitim işlemleri ile sona eren dokusuz yüzey üretim süreci şematik olarak aşağıda görülmektedir:
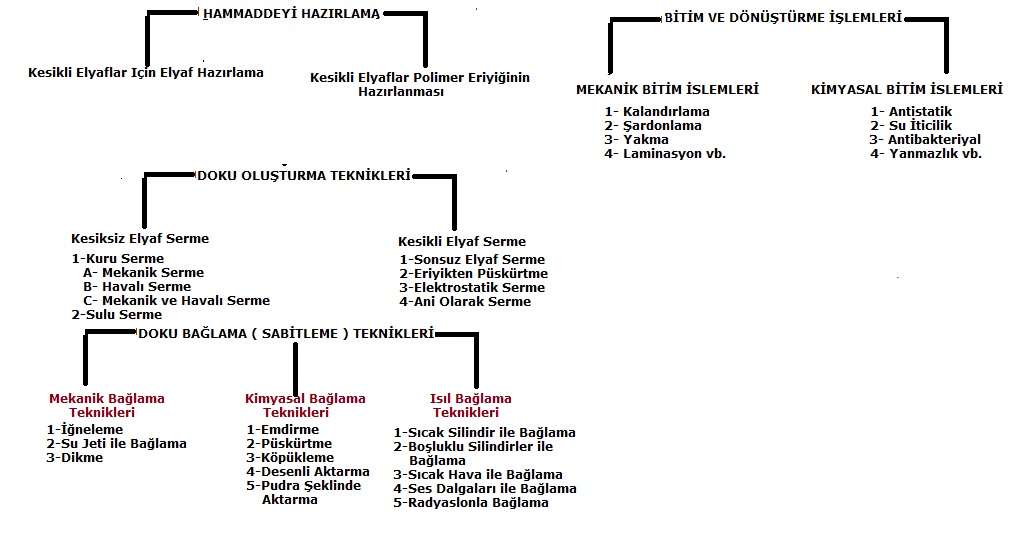
Tülbent Esaslı Dokusuz (Nonwoven) Yüzeylerde Doku Oluşturma Teknikleri
Ürünlerin doku haline gelebilmesi için ilk adım; yapılacak ürünün özelliklerinin belirlenmesi, kullanılacak elyafların seçilmesi, kullanılacak elyafın özellikleri dikkate alınarak harman yapılmasıdır. Doku oluşturma bölümünde, elyaf veya flament serilerek bir tabaka haline getirilir. Kullanılan hammadde kesik elyaf, granüllü tanecikler veya çözelti şeklinde olabilir. Doku oluşturma tekniği seçimi, hammaddenin yapısına bakılarak yapılabilmektedir.
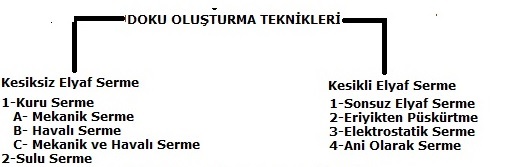
Yukarıda da görüldüğü gibi;
elyaf kesikli halde ise;
kuru serme tekniklerden mekanik serme, havalı serme ve bunların kombinasyonu olan mekanik ve havalı serme işlemlerinden biri kullanılmaktadır.
Kesiksiz elyaf serme tekniğinde ise;
sonsuz elyaf serme, eriyikten püskürtme ve elektrostatik serme tekniklerinden biri kullanılmaktadır.
KESİKSİZ EYLAF SERME TEKNİKLERİ
1-Kuru Serme
Kuru serme tekniğiyle yapılan üretimde kesikli elyaflar kullanılmaktadır. Bu teknikte işlem; üretilecek ürün özelliklerinin belirlenmesi, ürün özeliklerine göre belirlenen elyafların hazırlanması, belirlenen elyafların balyalardan alınmasıyla başlamakta, balya açıcı, karıştırma, kaba açma, ince açma ile harman yapılması ile sona ermektedir. Doku oluşturma süreci ise; mekanik ve havalı serme ya da bunların kombinasyonu yardımıyla gerçekleştirilmektedir. Bütün tekniklerde olduğu gibi kullanılacak elyaf seçimi çok önemlidir. Elyaf seçiminde emicilik, aşındırma mukavemeti, patlama mukavemeti, geçirgenlik ve yumuşaklık özellikleri iyi olan elyafla kullanılmalıdır.
A-Mekanik Serme
Mekanik serme; bugün tekstil endüstrisinde en çok kullanılan doku serme tekniğidir. Mekanik yolla elde edilmiş tülbent esaslı dokusuz (nonwoven) yüzeyleri üç tabaka halinde incelemek mümkündür. Birinci tabaka üst yüzey, ikinci orta veya dolgu tabakası, üçüncü ise taşıyıcı (taban) tabakasıdır. Fakat uygulamada iki tabaklı olanlarına da rastlamak mümkündür. Mekanik serme tekniğinde balya halindeki elyaflar ürün özelliğine göre ince açma, kaba açma işlemleri gerçekleştirildikten sonra taranarak elyaflar paralel hale getirilmektedir. Mekanik serme işleminde yer alan aşamalar sırası ile aşağıda açıklanmıştır.
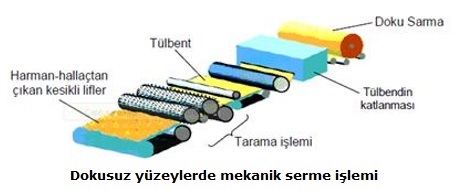
a-Açma ve Harman
Tülbent yüzey için gerekli hammadde balya halinde makineye sevk edilir. Düzgün bir şekilde açılan balyalardan alınan elyaflar istenilen karışımı gerçekleştirmek üzere açma ünitesine sevk edilir. Balya açıcıda elektrik ayarlı terazi yardımıyla belli ağırlıklarda tartılarak istenilen karşımlar elde edilip tarağa sevk edilir.
b-Tarak

Tarama işlemi tambur ve çalışıcı silindirin teğet noktasında gerçekleşmekte, çalışıcı silindirlerden yolucu vasıtasıyla alınan elyaflar taranıp paralel hale gelinceye kadar tekrar tarama işlemine tabi tutulmaktadır.
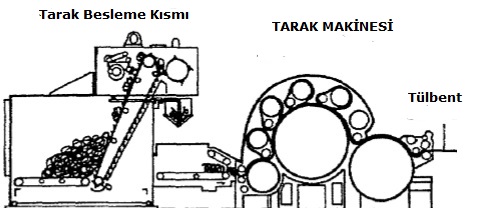
Tarak makinesinde elyaflar paralel hale getirildiği için oluşan dokunun makine yönünde mukavemetinin ve diğer özelliklerinin daha iyi olmasına, çapraz yönde ise aksi durumun söz konusu olmasına neden olmaktadır. Elyafların farklı yönlerde yönlenmesini sağlamak amacıyla doku serme tertibatının kullanılması gerekmektedir. Ayrıca; oluşan tülbentteki bölgesel farklılıkları ortadan kaldırmak ve üretilmesi hedeflenen dokusuz yüzeyin gramajının ayarlanabilmesi için de doku serme tertibatlarına ihtiyaç duyulmaktadır.
Doku serme işlemi;
Paralel, çapraz ve dikey serme olarak üç şekilde gerçekleştirilebilmektedir.
Paralel sermede
farklı 3 yönden gelen tülbentler paralel halde olacak şekilde üst üste serilmekte ve daha sonra doku sabitleme ünitesine taşıyıcı bantlar sayesinde sevk edilmektedir.
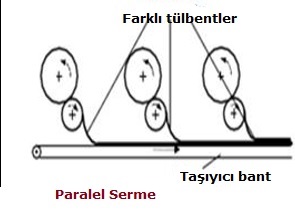
Çapraz serme;
en çok kullanılan doku serme tekniğidir. Tekniğin prensibi tek bir tülbentin kat kat serilmesi işleminde dayanmaktadır. Bu teknikte besleme bandı vasıtasıyla beslenen tarak tülbendi ileri-geri hareket eden taşıma silindirleriyle üst üste çapraz şekilde sevk bantlarına dik biçimde hareket eden iletim bandı üzerine serilmektedir. Bu şekilde elde edilen dokularda liflerin bir yöne yönlenmesi engellenmiş olmaktadır.
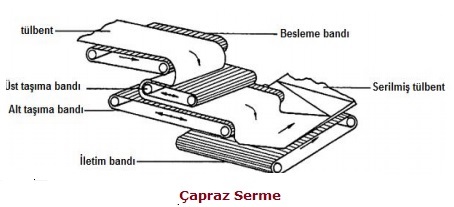
Dikey serme yöntemi
ile üretilmiş tülbentlerde elyafların büyük kısmı malzemenin alanına dik yönde yerleşmekte; oluşan yapı, elyafların konumu nedeniyle sıkışmaya karşı yüksek mukavemet ve elastik toparlanma göstermektedir. Bu serme biçiminde; aşağı yukarı hareket eden tarak ile beslenen tülbent, ileri-geri hareket eden baskı çubuğunun ucundaki iğne ve çalışıcı silindir yardımıyla çekilmekte ve tülbentten kıvrım (lamel) oluşturulmaktadır. Söz konusu kıvrım, taşıyıcı bant ile ızgara arasına çalışıcı silindirle itilerek serme işlemi tamamlanmaktadır.
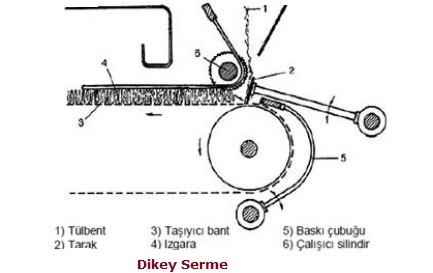
B-Havalı Serme (Air-Laid)
Havalı serme tekniğinde; hava akımıyla sevk edilen elyafların delikli emme tamburu üzerine hava emişi yardımıyla biriktirilmesine dayanmaktadır. Bu makinede elyaflar, sevk silindirleri ve besleme silindirleri yardımıyla beslenmekte, daha sonra tarama tamburunun üzerindeki teller vasıtasıyla taranarak tek elyaf haline getirilmektedir. Söz konusu elyaflar hava emişiyle delikli tambur üzerine biriktirilerek dokuyu oluşturulmakta ve oluşan doku sabitleme ünitesine sevk edilmektedir. Hava ile serme işleminin en belirgin özelliği çok kısa elyaflarla çalışılmasıdır. Kullanılan elyaf boyu en fazla 76 mm' dir. Bu teknikle, daha az döküntü oluşmaktadır ve daha yumuşak dokular yapılabilmektedir. Bunun yanı sıra yüksek enerji tüketimi, elyaf tutamlarının iyi açılmaması gibi istenmeyen yönleri de vardır. Hava ile serilmiş dokusuz yüzeyli kumaşlar temizlik ve hijyen alanında kullanılmaktadır.

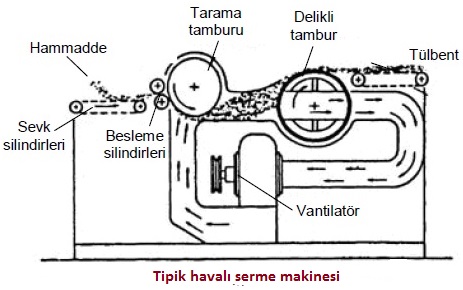
C-Mekanik ve Havalı Sermenin Kombinasyonu
Taraklama ve havalı serme tekniklerinin istenmeyen yönlerini ortadan kaldırmak amacıyla, her iki tekniğin özelliğini taşıyan sistemler geliştirilmiştir. Bu sistemler; tarak makinesine silindirler eklenerek, bu silindirlerin dönüş hızlarının sayesinde merkezkaç ve hava akımı elde edilmesiyle ya da tarak makinesinde tambur sayısı arttırılarak ve sisteme vakumlu silindir eklenerek oluşturulmuştur. Bu sistemler kullanılarak; yalnızca tarama ya da yalnızca havalı serme yöntemlerinden elde edilen dokulardan daha homojen, daha izotropik yapıda dokular üretilebilmektedir.
2-Sulu Serme (Wet-Laid)
2-30 mm uzunluğundaki elyaflardan doku oluşturulabilen sulu serme tekniğinde; elyaflar çeşitli kimyasallar kullanılarak suyla karıştırılmakta ve homojen halde bulunan süspansiyon elde edilmektedir. Elde edilen süspansiyon delikli ve hareketli bandın üzerine dökülerek tülbent oluşumu sağlanmaktadır. Oluşan tülbent daha sonra kurutma işlemine tabi tutulmaktadır. Kurutma işleminden önce, oluşan dokuya kimyasal eklenmesiyle üretilen yapı kurutulduğunda aynı zamanda sabitlenebilmektedir. Bu yöntemin üretim hızı çok yüksektir fakat dokunun kurutulması için yüksek oranda enerjiye ihtiyaç duyulduğundan ekonomik değildir.

KESİKSİZ ELYAF SERME TEKNİKLERİ
Kesiksiz elyaf serme tekniği; polimer eriyiğinin doğrudan tülbente dönüştürülmesinin ardından bağlama (sabitleme) teknikleri ile o elde edilmiş elyafların birbirine yapıştırılmasına dayanmaktadır. Elyaflar elektrostatik yükler veya hava jetleri tarafından doku tabakaları oluşumu sırasında ayrılmaktadır. Heterojen yerleşimi ve havanın zararlarını engellemek için toplama yüzeyi deliklidir. Dokuların bağlanması sıcak iğneler, sıcak silindirler veya polimerlerin belli bölgeleri eritilerek sağlanmaktadır. Bağlanma noktalarında molekül yönlenmesi artar, bu nedenle yüksek oranda çekilmemiş elyaflar ısıl bağlama elyafları, yüksek molekül ağırlığına sahip PP, PET, PA elyafları kullanılmaktadır. Bu teknikte bağlama işlemi elyafların eğrilmesi sırasında olabileceği gibi ayrı bir işlem olarak da uygulanabilmektedir. Aynı doku üzerinde birkaç bağlama yöntemi kullanılırsa doku daha da esnekleşmektedir. Bu şekilde üretilen dokusuz yüzeyler daha düşük gramaj ve daha yüksek mukavemet özellikleri göstermektedir.
Kesiksiz elyaflarda doku oluşturma teknikleri;
Sonsuz elyaf serme, eriyik püskürtme, elektrostatik serme ve ani doku oluşturma olmak üzere 4 farklı şekilde gerçekleştirilebilmektedir.
A-Sonsuz Elyaf Serme (Spunbond) Tekniği
En yaygın doku oluşturma yöntemlerinden biri olarak bilinen bu teknikte; elyaf oluşumu ile doku oluşumu aynı anda gerçekleşmektedir. Bu teknikte polimer formundaki termoplastik elyaf cipsleri eritilmekte, yapay elyaf üretimine benzer şekilde düzelerden sabit basınç altında püskürtülmektedir (şekil 20). Oluşan filamentler soğutulmakta, elyaf yapısındaki moleküllerin düzgün yönlenmesini sağlamak amacıyla çekime maruz bırakılmaktadır. Elyaflar, gözenekli yapıda olan taşıyıcı bant üzerine serilmektedir. Dokunun meydana gelmesinin hemen ardından uygulanan ısıl, mekanik ya da kimyasal tekniklerle elyafların birbirine bağlanması gerçekleştirilerek dokusuz yüzeyler elde edilmektedir. Bu teknikle üretilen dokusuz yüzeyler daha hacimsiz, daha sert ve dökümsüz; fakat daha dayanıklı olmaktadır.
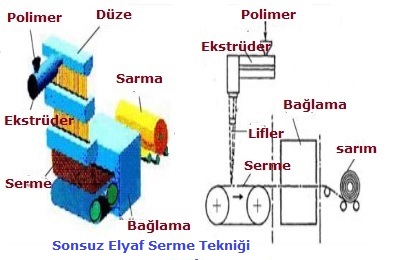
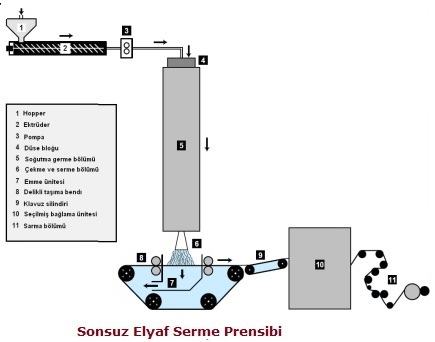
B-Eriyik Püskürtme (Meltbown) Tekniği
Eriyikten püskürme tekniğinde sonsuz elyaf serme işlemine benzer olarak doğrudan termoplastik yapılı polimer eriyiğinden elyaf elde etmek söz konusudur. Bu teknik yüksek hız, sıcak hava ve daha ince elyaflar üretilebilmesi gibi özellikleriyle sonsuz elyaf serme yönteminden ayrılır.

Bu teknikte filamentlerin oluşturulduğu özel bir bölme bulunmakta, elyaflar burada çekilmekte, hızlı hava akımı ile dağıtılmakta ve havanın etkisi ile katılaşarak kesikli hale gelmektedir. Bu haldeki elyaflar, biriktirici bir yüzey üzerinde toplanmakta ve dokuyu oluşturulmaktadır. Oluşturulan doku sabitleştirilerek dokusuz yüzey elde edilmektedir. Eriyikten püskürtme tekniği ile elde edilen dokusuz yüzeyler; yüz maskeleri, ameliyat eldivenleri, tek kullanımlık önlükler, steril sargılar, bayanların kullandığı pedler ve yetişkinler için kullanılan emici ürünler, solunum koruma ürünleri, sıvı gemi torbaları, sigara filtreleri ve bazı özel HEPA filtrelerinde kullanılırlar.
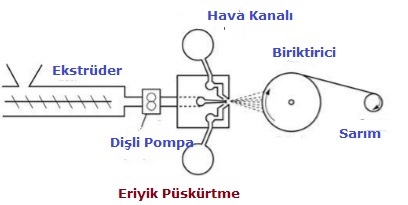
C-Elektrostatik Serme Tekniği
Bu tekniğin temeli; elektrik akımıyla kutuplaştırılarak elektrostatik olarak şarj edilmiş karşılıklı iki elektrod arasında, elektrostatik alan içindeki kuvvetler yardımıyla polimer eriyiğinin elyaf haline dönüştürülmesi ve dokuyu oluşturması esasına dayanmaktadır. Polimerden elektrostatik alan içinde elde edilen elyaflar elektrostatik etki ile düzleme dik olarak, biriktirici yüzey üzerine toplanmakta ve doku haline getirilmektedir.
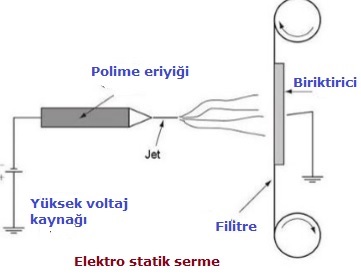
D-Ani Olarak Doku Oluşturma (Flash Spun) Yöntemi
Sonsuz elyaflı sisteme benzer şekilde gerçekleştirilen bu teknikte, uygun bir çözücü içerisinde çözülmüş yüksek yoğunluklu polimer, ayarlanmış sabit basınçta tutulan bir kap içerisine püskürtülmektedir. Kabın içerisinde çözücü hızla buharlaşmakta ve ardında devamlı bir elyaf yığını bırakmaktadır. Oluşturulan elyaf yığını, bir şablon üzerinde toplanmakta ve doku oluşturulmaktadır.
Dokuma Desinatörlüğü Soruları 1
S.1.
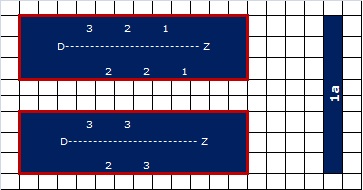
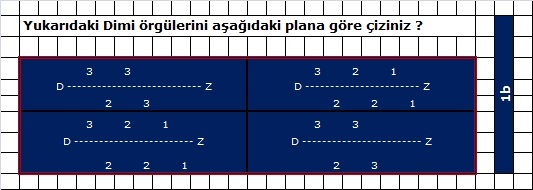
C.1.
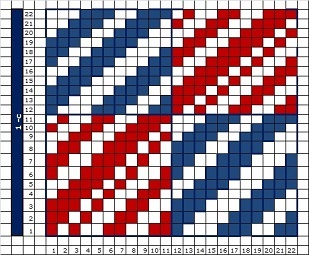
S.2.
![]()
Yukarıda görülen dimi örgüsünden.
A-Çözgü yönünde çapraz dimi elde ediniz?
B-Atkı yönünde çapraz dimi elde ediniz?
C.2. A-
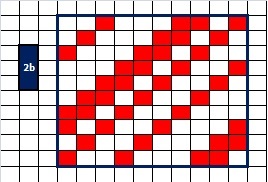
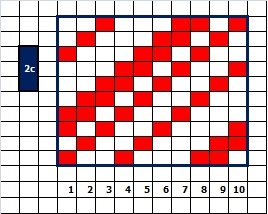
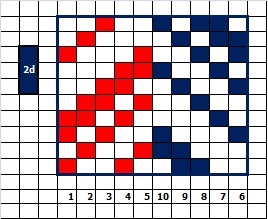
Çözgü yönünde çapraz dimi örgüsü
B-
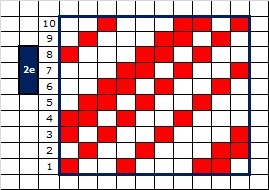
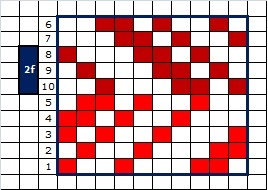
Atkı yönünde çapraz dimi örgüsü
S.3.
![]()
Yukarıda görülen dimi örgüsünü çiziniz?
C.3.
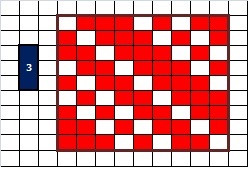
S.4.
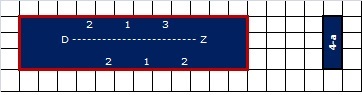
Yukarıda görülen dimi örgüsünü çiziniz ?
C.4.
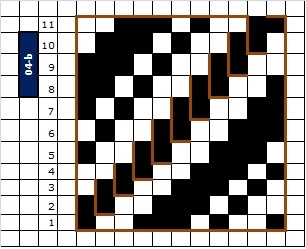
S.5.
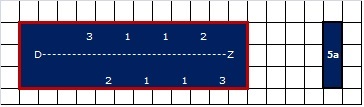
Yukarıdaki dimi örgüsünü çiziniz?
C.5.
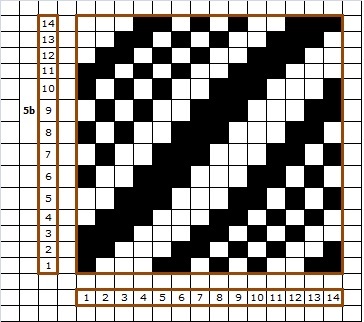
S.6.
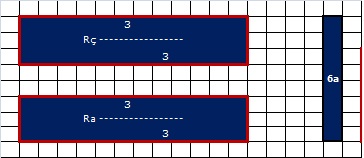
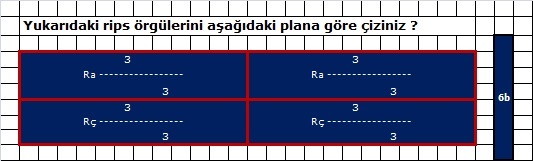
C.6.
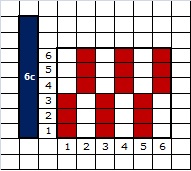
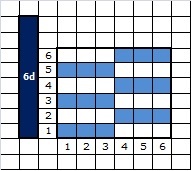
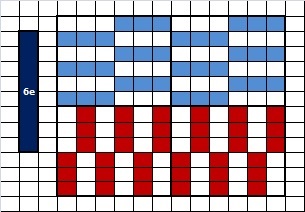
S.7.
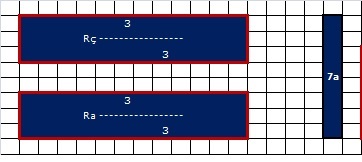
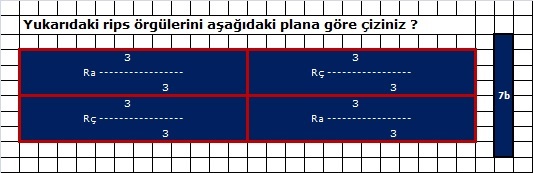
C.7.
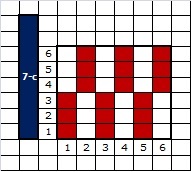
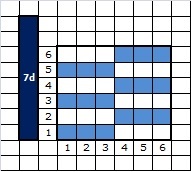
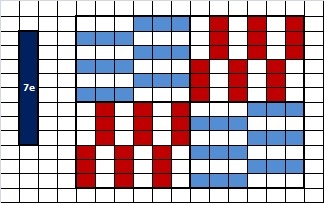
S.8.
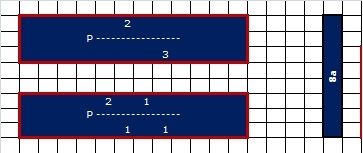
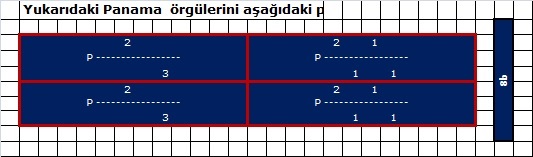
C.8.
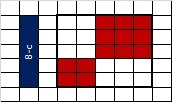
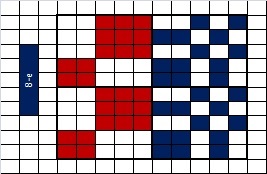
S.9.
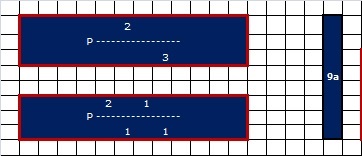
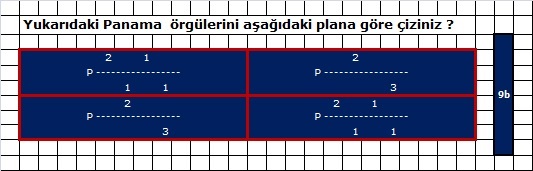
C.9.
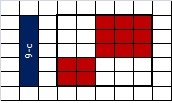
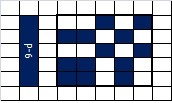
S.10
Yukarıdaki dimi örgüsünü çiziniz?
C.10.
S.11.
![]()
Yukarıdaki dimi örgüsünü çiziniz?
C.11.
S.12.
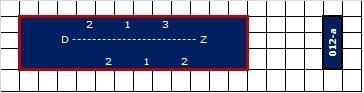
Yukarıdaki dimi örgüsünü çiziniz?
C.12.
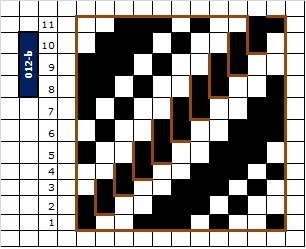
S.13.
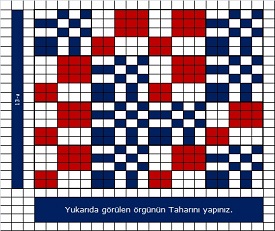
C.13.
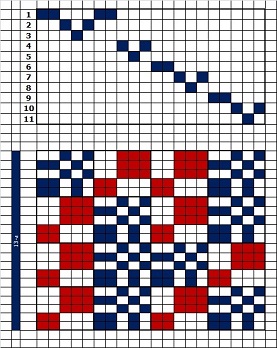
S.14.
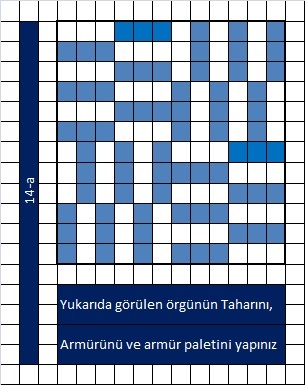
C.14.
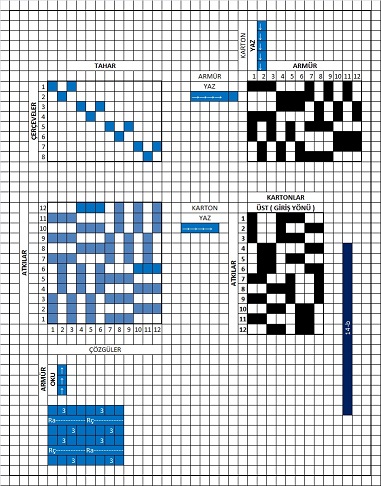
Dokuma Desinatörlüğü soruları 2
S.1.Dokuma nedir?
C.1.Dokuma, tekstilde yüzey oluşturma tekniklerinden biridir. İki iplik sisteminin dik açıyla belirli kurallara göre bağlantı yapmasıyla oluşan kumaşlara dokuma denir.
S.2.Çözgü ne demektir?
C.2.Dokuma kumaşın uzunluğu boyunca kenara paralel olan ipliklere çözgü denir.
S.3.Atkı ne demektir?
C.3. Dokuma kumaşta çözgü iplikleri arasından enine yönde kumaşın bir kenarından diğer kenarına geçen ipliklere atkı denir.
S.4.Örgü raporu nedir?
C.4. Dokuma örgüsünün enine (atkı) ve boyuna (çözgü) yönde aynı biçimde tekrar eden en küçük birimine örgü raporu denir.
S.5.Desen Kağıdı nedir?
C.5. Kumaşı oluşturan atkı ve çözgü bağlantılarının gösterildiği kareli kâğıda desen kâğıdı denir.
S.6.Desen Kâğıdında Boş Kare neyi ifade eder?
C.6. Dokuma kumaş üzerinde atkı ipliğinin çözgü ipliği üzerinde olduğu noktalar, desen kâğıdında boş kare olarak adlandırılır. Desen kâğıdında bu kesişme noktası boş bırakılır. Desen kâğıdı üzerinde her boş nokta, atkı ipliğinin çözgü ipliği üzerinde olduğunu göstermektedir.
S.7. Desen Kağıdında Dolu Kare neyi ifade eder?
C.7. Çözgü ipliğinin üstte, atkı ipliğinin altta olduğu noktalar desen kâğıdında dolu kare olarak adlandırılır. Desen kâğıdında bu kesişme noktası doldurulur. Desen kâğıdı üzerinde her dolu nokta çözgü ipliğinin atkı ipliği üzerinde olduğunu göstermektedir.
S.8. Dokuma Örgülerini Sınıflandırınız?
C.8. Dokuma örgüleri 6 grupta toplanır;
1-Ana örgüler
2-Türetilmiş örgüler
3-Birleştirilmiş örgüler
4-Kuvvetlendirilmiş örgüler
5-Çok katlı örgüler
6-Havlı örgüler
S.9.Ana Örgülerden türetilen örgüler nelerdir?
C.9. Ana Örgülerden türetilen örgüler;
a-Bez ayağından türetilen örgüler
b-Dimi örgüsünden türetilen örgüler
c-Saten örgüsünden türetilen örgüler
S.10.Bez ayağı örgüsünden türetilen örgüler nelerdir?
C.10. Bez ayağı örgüsünden türetilen örgüler;
a-Rips Örgüleri
b-Panama Örgüleri
S.11.Rips Örgüleri nelerdir?
C.11.Rips örgüleri;
a-Atkı Ripsi
b-Çözgü Ripsi
c-Meyilli Rips
d-Desenli Rips
S.12.Panama Örgüleri nelerdir?
C.12. Panama Örgüleri:
a-Düzenli Panama
b-Düzensiz Panama
c-Desenli Panama
S.13-Dimi örgüsünden türetilen örgüler nelerdir?
C.13- Dimi örgüsünden türetilen örgüler:
a-Kırık dimi
b-Dalgalı dimi
c-Diyagonal dimi
d-Balıksırtı dimi
e-Zigzag dimi
f-Meyilli dimi
g-Kesik dimi
h-Gölgeli
S.14.Bez ayağı örgüsü nedir?
C.14. En basit dokuma örgüsü bezayağı örgüsüdür. Atkı ipliğinin kumaş eni boyunca çözgü ipliklerinin bir altından, bir üstünden geçerek ikinci atkı ipliğinin ise ters hareket yaparak oluşturduğu örgüdür. Bezayağı örgüsünde çözgü ve atkı ipliklerinin bağlantısı hasır veya sepet örgüye benzemektedir.Tek sayılı çözgü ipliklerinin tek sayılı atkı iplikleriyle, çift sayılı çözgü ipliklerinin çift sayılı atkı iplikleriyle bağlantı yaparak meydana getirdiği örgü şeklidir. En sık kesişmeyi, kenetlenmeyi sağlayan bezayağı, dokuların çok ince ve sağlam oluşmasına olanak sağlar.
S.15.Bez ayağı örgüsünün özellikleri nelerdir?
C.15.
- Çözgü ve atkı ipliklerinin yüzme (bir ipliğin kendisine dik olan birden fazla ipliğin üstünden veya altından geçmesi) yapmadığı tek örgüdür.
- Bez ayağı örgüsü, en küçük raporlu dokuma örgüsüdür. Örgü raporunda iki çözgü ve iki atkı ipliği bulunur.
- Her bağlantı noktası diğer bağlantı noktalarıyla dört köşeden temas eder. Atkı ve çözgü bağlantılarının sık olmasından dolayı en dayanıklı dokuma şeklidir.
- Bez ayağı örgülü kumaşın ön ve arka yüzü de aynıdır. Kumaşa herhangi bir desen oluşturma işlemi uygulanmamışsa bez ayağı örgünün desen etkisi yoktur.
S.16. Dimi örgüsünde çözgü ipliği atkı ipliğinden oran olarak daha fazla ise hangi dimi grubuna girer?
C.16. Dimi örgüsünde çözgü ipliği atkı ipliğinden oran olarak daha fazla ise Çözgü yüzlü dimi grubuna girer.
S.17.Bez ayağı örgüsünün kullanım alanları nelerdir?
C.17. En basit ve dayanıklı dokuma örgüsü olduğundan her tür kumaş dokunmasında yani pamuk, yün, ipek ve sentetik ipliklerle yapılan dokuma kumaşlar için uygundur.
Elbiselik, gömleklik, astarlık, pijamalık ve branda kumaşlar, yağmurluklar, mutfak takımları, yatak takımları, tülbentler, perdelikler, koltuk örtüleri gibi çok geniş bir kullanım alanı vardır.
S.18.
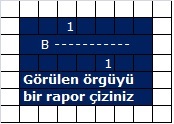
S.19.
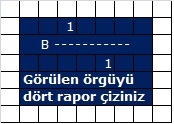
S.20. Tahar nedir?
C.20. Dokumada çözgü ipliklerinin belirli kurallara göre çerçevelerdeki gücü gözlerinden ve tarak dişleri arasından geçirilmesi işlemine tahar denir.
S.21.Tahar planı yapmanın amacı nedir?
C.21.Tahar planı, bir örgünün en az kaç çerçeve ile dokunabileceğini ve hangi çözgünün hangi çerçevede yer alması gerektiğini gösterir. Desen kâğıdında örgünün üst ya da alt kısmında yer alır.
S.22.
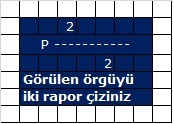
S.23.
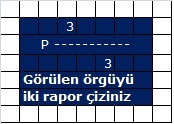
S.24.
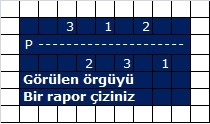
S.25.

S.26. Tarak planının çizimi nasıl yapılır?
C.26. Tarak planı desen kâğıdında tahar planı ile örgü raporu arasında yer alır. Tarak planında desen kâğıdının yatay yönde her bir karesi bir çözgü telini gösterir. Bir diş boşluğundan geçecek tel sayısı kadar karenin yan yana içi doldurulur. Yan yana bulunan iki diş boşluğunun karışmaması için örgü raporu boyunca iki satır kullanılır.
S.27.
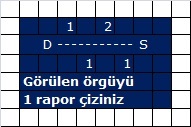
S.28.
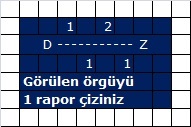
S.29.
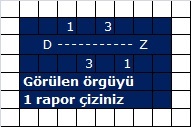
S.30.Tahar çeşitleri nelerdir?
C.30.
A-Sıra Tahar
B-Amalgan Tahar
C-Saten Atlamalı Tahar
D-Zikzak ( V) Tahar
E-Kırık Tahar
F-Grup Tahar
H-Karışık Tahar
İ-Çift Katlı Tahar
S.31.Bir örgü tasarlayınız. Bu örgünün taharı sıra tahar olsun ?
S.32.Atlama tahara bir örnek çiziniz?
S.33. Zik Zik tahara bir örnek çiziniz?
S.34. Kırık tahara bir örnek çiziniz?
S.35.Grup tahara bir örnek çiziniz?
S.36.Karışık tahara bir örnek çiziniz?
S.37.Amalgan tahara bir örnek çiziniz?
S.38.Armür planı nedir, açıklayınız?
C.38. Armür planı; dokuma tezgâhında atılacak atkı sırasına göre örgü raporu ve tahar planına uygun şekilde çerçevelerin aşağı yukarı hareketlerini gösteren plandır. Dokuma işleminin gerçekleşmesi için ilk temel hareket ağızlık açılmasıdır. Ağızlık, çerçevelerin hareketi ile çözgü ipliklerinden bir kısmının yukarıda, bir kısmının aşağıda bulunması sonucu iki çözgü grubu arasında oluşan boşluktur.
Ağızlıktan geçirilen atkı ipliği, üstteki çözgülerin altında, alttaki çözgülerin üstünde kalır. Bu şekilde çözgü ve atkı ipliği arasındaki bağlantı sağlanarak dokuma örgüsü oluşturulur. Çerçeve hareketlerinin örgüyle bağlantılı olması gerekmektedir.
S.39. Sağ armür planı ne demektir.?
C.39. Sağ armür planı: Sağ armür planı, desen kâğıdında tahar planının sağ tarafında yer alır. Örgü raporundaki çözgü hareketleri, sırasıyla aşağıdan yukarıya doğru okunup sağdan sola doğru çizilir. Tekrar eden çözgü hareketleri armür planına sadece bir kez alınır. Sütunlara sağdan sola, çerçeveleri gösteren satırlara yukarıdan aşağıya doğru numara verilir. Her atkı ipliği için yukarıda olması gereken çerçeve veya çerçeveler armür planında dolu karelerle gösterilir.
S.40.
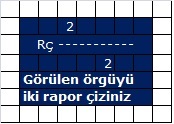
S.41.
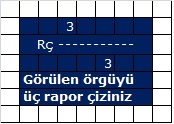
S.42
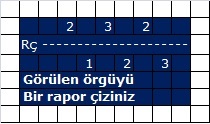
S.43.Aynalı Armür ne demektir?
C.43. Aynalı armür planı: Desen kâğıdında örgünün sağ tarafında yer alır. Taharın sağ tarafına çerçeve sayısı kadar olan ve ayna adı verilen kareler çizilir. Örgü raporundaki çözgü hareketleri, sırasıyla aşağıdan yukarı doğru okunup ayna yardımıyla yine aşağıdan yukarı doğru çizilir. Aynanın görevi çözgü hareketlerinin tahar ve armür planı arasında hizalanmasını sağlamaktır.
S.44.

S.45.

S.46.Bez ayağı örgüsünü 10x10 boyutlarında çiziniz?
S.47. Bez ayağı örgüsünü 12x12 boyutlarında çiziniz ve taharını yapınız?
S.48. Bez ayağı örgüsünü 10x10 boyutlarında çizerek, armürünü yapınız?
S.49. Bez ayağı örgüsünü 10x10 boyutlarında çizerek;
a-Birinci çözgünün kesitini çiziniz?
b-Birinci atkının kesitini çiziniz?
S.50. Dokumayı oluştururken çözgü ve atkı arasındaki açı kaç derecedir?
C.50.Doksan ( 90 ) derecedir.
S.51. Dokumada yüzeyi oluşturan ipliklerden kumaşın kenarına paralel, uzunlamasına olan ipliklerin adı nedir?
C.51.Çözgü iplikleridir.
S.52. Dokuma örgüsünün enine ve boyuna yönde aynı biçimde tekrar eden en küçük birimi nasıl adlandırılır?
C.52.Örgü raporu olarak adlandırılır.
S.53. Çözgü ipliğinin atkı ipliği üzerinde olduğu konum desen kâğıdında nasıl gösterilir?
C.53.Dolu.
S.54. Örgü raporunda iki atkı ve iki çözgü bulunan örgünün adı nedir?
C.54.Bezayağı örgüsüdür.
S.55.Dimi örgüsünün özellikleri nelerdir?
C.55.
a-En küçük dimi örgü raporu, üç çözgü ve üç atkıdan meydana gelir.
b-Dimi örgü raporlarında çözgü ve atkı sayısı eşittir.
c-Dimi diyagonali sağ yollu (Z) dimi örgülerinde soldan sağa, sol yollu (S) dimi örgülerinde ise sağdan sola doğru yükselmektedir.
d-Dimi örgülü kumaşın her iki yüzü de birbirinden farklıdır. Kumaşın ön yüzünde dimi diyagonali, sol yollu ise tersinde sağ yolludur.
e-Bez ayağı örgüye göre iplik sıklıklarının artırılmasına daha uygun bir yapıdadır.
f-Bundan dolayı bez ayağı örgüye göre daha ağır, kalın ve dayanıklı kumaş dokumak mümkündür. Ağır olması kolay buruşmasını engeller.
g-Dimi örgülü kumaşlar, bez ayağı örgülü kumaşa göre daha esnek ve dökümlüdür.
h-Dimi örgülü kumaşlar, şardonlama işlemi için uygun bir zemin oluşturur.
S.56.Dimi örgülü kumaşların kullanım alanları nelerdir?
C.56. Dimi örgüsü ile üretilen dokuma kumaşlar genellikle kadın ve erkek elbiselik kumaşlar ile denim (Blue Jean), battaniyelik ve gömleklik kumaşların dokunmasında kullanılmaktadır.
S.57.Dimi örgüler kaça ayrılır, isimleri nelerdir?
C.57.Dimi örgüler 3 ‘e ayrılır;
A-Eğim sayısına göre
B-Eğim yönüne göre
C-İplik dağılımına göre
S.58. Eğim sayısına göre Dimi örgüleri kaç çeşittir, isimleri nelerdir?
C.58. Eğim sayısına göre Dimi örgüleri 2 çeşittir;
A-Tek eğimli
B-Çok eğiml
S.59. Eğim yönüne göre Dimi örgüleri kaç çeşittir, isimleri nelerdir?
C.59. Eğim yönüne göre Dimi örgüleri 2 çeşittir;
A-Sağ yollu ( Z )
B-Sol yollu ( S )
S.60. İplik dağılımına göre Dimi örgüleri kaç çeşittir, isimleri nelerdir?
C.60. İplik dağılımına göre Dimi örgüleri üç çeşittir;
A-Atkı yüzlü
B-Çözgü yüzlü
C-Eşit yüzlü
S.61. Tek eğimli dimi ne demektir?
C.61. Tek eğimli dimi: Dimi örgü raporunda tek diyagonal oluşuyorsa buna tek eğimli dimi denir.
S.62. Çok eğimli dimi ne demektir?
C.62.Çok eğimli dimi: Dimi örgü raporunda birden fazla diyagonal meydana geliyorsa çok eğimli dimi oluşur.
S.63. Sağ yollu dimi (Z) dimi ne demektir?
C.63. Sağ yollu dimi (Z): Dimi örgü raporunda oluşan diyagonal, soldan sağa doğru yükseliyorsa buna sağ yollu dimi denir.
S.64. Sol yollu dimi (S) dimi ne demektir?
C.64. Sol yollu dimi (S): Dimi örgü raporunda oluşan diyagonal, sağdan sola doğru yükseliyorsa buna sol yollu dimi denir
S.65. Çözgü yüzlü dimi ne demektir?
C.65. Çözgü yüzlü dimi: Kumaşın ön yüzünde çözgü ipliği atkı ipliğine oranla daha fazla görünüyorsa buna çözgü yüzlü dimi örgüsü denir.
S.66. Atkı yüzlü dimi ne demektir?
C.66. Atkı yüzlü dimi: Kumaşın ön yüzünde atkı ipliği çözgü ipliğine oranla daha fazla görünüyorsa buna atkı yüzlü dimi örgüsü denir
S.67. Eşit yüzlü dimi (dengeli) ne demektir?
C.67. Eşit yüzlü dimi (dengeli): Kumaşın ön yüzünde çözgü ve atkı iplikleri eşit oranda görünüyorsa buna eşit yüzlü dimi örgüsü denir.
S.68. Dimi örgüsünün en küçük raporu kaç çözgü ve kaç atkıdan oluşur?
C.68. Dimi örgüsünün en küçük raporu 3 çözgü 3 atkıdan oluşur.
S.69.
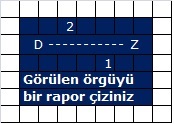
S.70. En küçük dimi örgüsü için kullanılacak çözgü ve atkı sayısı kaçtır?
C.70. iki çözgü ve bir atkı. Veya 1 çözgü iki atkı.
S.71.
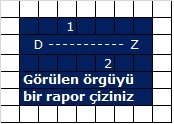
S.72.
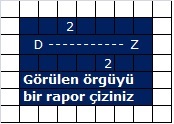
S.73.
S.74.
S.75.
S.76.
S.77.
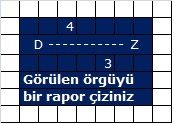
S.78.
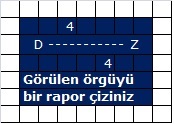
S.79.
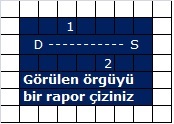
S.80.
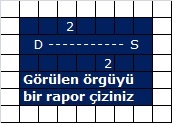
S.81.
S.82.
S.83.
S.84.
S.85.
S.86.
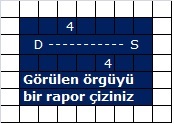
S.87.
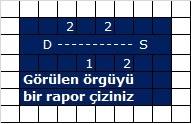
S.88.
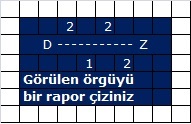
S.89.

S.90.

S.91.

S.92.

S.93.A)

B)
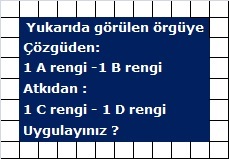
S.94.
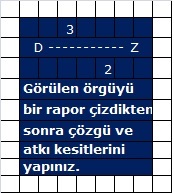
S.95.
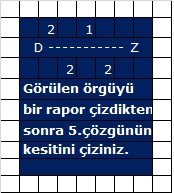
S.96.
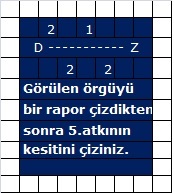
Dokusuz Yüzeylerin Sınıflandırılması
Dokusuz yüzeyleri geçmişte ve günümüzde üretimi, hammadde özellikleri, teknik özellikleri ve kullanım özelliklerine bir sınıflama yapmak mümkündür.
DOKUSUZ YÜZEYLER
1-Geleneksel Dokusuz Yüzeyler ( Keçeler )
2-Endüstriyel Dokusuz Yüzeyler
Olmak üzere 2 grupta toplanır.
ENDÜSTRİYEL DOKUSUZ YÜZEYLER
1-Hammaddesine göre;
A-Doğal ( Pamuk, Yün )
B-Yapay ( Poliüretan, Polipropilen, Polyester, Viskon )
C-Harmonik ( Yapay, Doğal )
2-Taban Özelliğine göre ( Ağ tipi yapılar, Karmaşık yapılar )
3-Teknik Özelliğine göre; ( Tafting yüzeyler, Yapıştırma yüzeyler, Mali tekniği ile üretilen yüzeyler, sabitleştirilmiş tülbent (Nonwoven ) yüzeyler )
4-Kullanım Özelliğine göre;
A-Tek Kullanımlık ( Çocuk bezi, Bayan hijyen, Temizlik bezi, Tıbbi cerrahi, Tek kullanımlık Giysi, Islak mendil )
B-Uzun Ömürlü ( Halı, Otomotiv, İnşaat, Mobilya, Geo tekstil )
GELENEKSEL DOKUSUZ YÜZEYLER
1-Tepme Keçe
Geleneksel dokusuz yüzeylere bakıldığında tepme keçelerin tarihinin çok eskiye dayandığı ve kullanımının yaygın olduğu görülmektedir. Keçe; yün elyafının ısı, sıcaklık ve basınç ile sıkıştırılmasıyla oluşturulan yüzeydir.
Yün elyafı yapısı itibariyle birbiri üzerine kapanan pul şeklinde hücrelerden oluşmaktadır. Bu hücreler, sert ve boynuzsu yapıdadırlar. Balık pulları veya damdaki kiremitlere benzer görünümdedirler. Yün elyafı tekstil endüstrisinde kullanılan en eski hammadde olmasının yanı sıra özellikleri bakımından diğer liflerde bulunmayan elastikiyet, ısıyı iyi izole edebilme, yüksek absorbisyon ve az ıslanma yeteneği ile yüksek mukavemet, keçeleşme gibi üstün özellikleri olan bir elyaftır.

Yün elyafından elde edilen tepme keçeler; düz ve desenli olmak üzere 2’ye ayrılmaktadır.
Düz keçeler; kaplama ve dolgu malzemeleri, çadırlarda kullanılmaktadır.
Desenli keçeler ise; yaygı, heybe, eyer gibi birçok kullanım alanına sahiptir desenli keçelerde halı ve kilimlerde kullanılan motifler kullanılmaktadır ve bu motifler genellikle geometrik özellik göstermektedir. Geçmişten günümüze yapımı ve kullanımı devam eden tepme keçelerin ülkemizde başlıca keçe üretim merkezleri; Konya, Afyonkarahisar, Isparta-Yalvaç, İzmir-Tire ve Şanlıurfa’dır.
Günümüzde tepme keçe yapımında; buhar kazanı, çubuk/sepki, halat, kalıp, kalıpleş, keçe tepme makinesi, makas, su kabı ve süpürge, terazi, yay ve tokmak vb. araçlar kullanılmaktadır.
ENDÜSTİRİYEL DOKUSUZ YÜZEYLER
1-Tafting Yüzeyler
Tafting yüzeyler görünümleri çimeni andırdığından İngilizce çimen anlamına gelen ‘Turf’ adı verilmiştir. Bu deyim zamanla ‘taft’ şeklini almıştır. Türkçede ise ‘Tafting’ şeklinde kullanılmaktadır.
Tafting yüzeyler; çok iğneli dikme makinesinde bir taban doku üzerine havı oluşturacak ipliklerin dikilmesi ve bu ipliklerin taban dokuya alttan yapıştırılmasıyla elde edilen yüzeylerdir.
Önceleri tafting yüzey yapımında hammadde olarak sadece yün, kıl, rejenere selüloz ve bunların karışımları kullanılmaktayken tafting halı yapımında istenen kalite sağlanamadığından son yıllarda poliester, poliakrinitril, polipropilen lifleri kullanılmaktadır.
Tafting, oldukça basit, hızlı ve pahalı olmayan bir yöntemdir. Makinede hav ipliklerinin olduğu bir cağlık sistemi bulunmaktadır. Delikli destek tablası üzerinde zemin dokusu taşınmaktadır. Kumaş genişliğinde aşağı yukarı hareket edebilen bir tabla üzerine yerleştirilmiş hav ipliğini taşıyan iğneler zemin kumasın içine dalarak delikli tablayı geçer ve sonra geri çıkarak dokuyu oluşturur. Zemin kumasın altına dalan iğnenin taşıdığı hav ipliğini ilmek tutucular belli hav yüksekliğinde tutarak ilmek oluşumunu sağlamaktadır. Kesik havlı halı üretimi için ilmek oluştuktan sonra bıçak yardımıyla kesilmektedir. Zemin tabaka olarak Dokuma veya tülbent esaslı dokusuz (nonwoven) yüzey kullanılmaktadır. Zemin tabaka; polipropilen, polyester veya jütten yapılabilmektedir. Havı sabitleyerek kalıcı hale getirmek için halının sırtı doğal veya sentetik lâteks ile kaplanmaktadır. Halının boyutsal stabilizesini ve sertliğini arttırmak için jüt veya sentetik liften dokunmuş bir ikinci taban halının sırtına yapıştırılabilir. İkinci sırt kaplaması için lâteks köpük kullanımı halının esnekliğini arttırmaktadır.
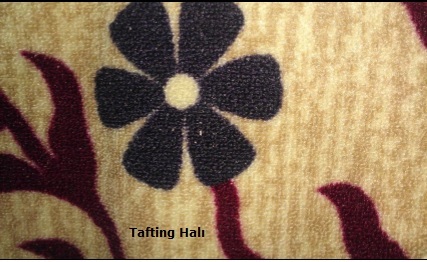
2-Yapıştırma Yüzeyler
Bu tür yüzeylerin üretimi prensip olarak uygun bir zemin tabaka üzerine, hav tabakasının çeşitli yöntemlerle bir yapıştırıcı madde ile yapıştırılması ile üretilmektedir. Yapıştırma yüzeyler aşağıda görüldüğü gibi 4 şekilde üretilebilir;
A-Zemin tabakalı ve tek taraflı yapıştırma
B- Zemin tabakalı ve iki taraflı yapıştırma
C-Zemin tabakasız ve tek taraflı yapıştırma
D-Zemin tabakasız ve iki taraflı yapıştırma yöntemi.
Zemin (taşıyıcı) olarak doğal veya sentetik liflerden dokunmuş veya dokusuz kumaşlar kullanılabilir. Zemin tabaklı ve zemin tabakasız olmak üzere tek yönlü ve çift yönlü üretilmektedir. Zemin tabakalı ve tek taraflı yapıştırma yöntemleri, Bu tür halıların üretiminde prensip olarak uygun bir zemin üzerine önce bir yapıştırıcı madde sürülmesi ve bunun üzerine kesikli elyaf veya ipliklerin yapıştırılması, daha sonra da kurutulması esasına dayanmaktadır. Zemin tabakalı ve iki taraflı yapıştırma yöntemleri: Bu yöntemde hav iplikleri iki özel bastırıcı çubuk tarafından zik – zak seklinde, birbirine paralel şekilde hareket eden ve üzerlerine yapıştırıcı sürülmüş iki zemin tabaka üzerine sırayla yapıştırılır. Kurutma işleminden sonra bir bıçak tarafından ortadan kesilerek iki ayrı velur elde edilmiş olur.
3- Mali Tekniği İle Üretilen Yüzeyler
Dokuma ve örmenin dışında kalan tekstil yüzeylerinin diğer bir ana üretim tekniği mali tekniğidir. Esası dikmeye dayanan bu tekniği de kendi içinde üretim yöntemleri açısından 5 grupta sınıflandırmak mümkündür;
malimo
malipol
maliwatt
voltex
malivlis
Mali tekniği doğu blok ülkelerinde, özellikle Doğu Almanya’da oldukça gelişmiş durumdadır. Malimo tekniğini bulan Heinrich Mauersberger’dir. Bu tekniğe verilen malimo isminin doğusu ise Mauersberger (bulan adamın ismi), Limbach Himbach (oturduğu yer), Mauesberger Molton eşinin (dokunun cinsi) çeşitli giysileri yamarken dokuları dikerek ve incelmiş doku kısımlarını dikiş tekniği ile sağlamlaştırdığını görmüş ve malimo tekniğinin prensibini bu fikirden yararlanarak bulmuştur. Mauersberger bu esastan hareket ederek tekstil yüzeyleri meydana getirmeyi başarmıştır. Atkı ve çözgü ipliklerinin yan yana ve üst üste yerleştirilerek dikilmesi ile bu iplik sistemleri sabitlendirilmiş ve yani bir yüzey meydana getirilmiştir.
4- Tülbent Esaslı Dokusuz (Nonwoven) Yüzeyler
Tülbent esaslı dokusuz (nonwoven) yüzeyler, kesikli ya da filament halindeki liflerin: mekanik, kimyasal veya termik yöntemlerle uygun bir birleştirme işlemi sonucunda bir birine tutturulması ile elde edilen tekstil yüzeylerdir.
Bunun içerisinde iğnelenmiş keçeler, battaniyeler ve elyaf karışımlarından üretilen halılar tülbent esaslı dokusuz (nonwoven) yüzeyler tanımının kapsamının dışında kabul edilmektedir. Aynı zamanda ıslak serme tekniği ile üretilen cam lifleri, lif dolgularından üretilen kumaşlar ve elyaf tabakaları da kapsam dışında yer almaktadır.
Malzeme Testleri Birliği’nin (American Society for Testing Materials- ASTM D 111780) tanımı su şekildedir:
“Nonwoven tekstil malzemeleri, mekanik, kimyasal, ısıl işlemler yardımıyla veya çözücülerle liflerin birbirine bağlanması veya birbiriyle karışması ile oluşturulan tekstil yapılarıdır.
ISO standartlarına göre (ISO 9092: 1988 & CEN Standart: EN 29092), Tülbent esaslı (nonwoven) dokusuz yüzeyler tanımına kâğıt, dokunmuş, örülmüş, tafting yüzeyler, dikişle birleştirilmiş iplik veya filament keçeler ve/veya yüzeyler girmemektedir.
Yine bu standarda göre nonwoven; kesikli veya filament halde, doğal ya da yapay liflerden oluşturulmuş, liflerin yönlendirildiği veya rastgele düzenlendiği ve birçok bağlama tekniklerinden herhangi birisi ile bağlanmış tabaka veya yüzeyler seklinde tanımlanmaktadır.
Avrupa Dokusuz/Örgüsüz Kumaş Üreticileri Birliği, EDANA, (European Disposables and Nonwovens Association / Avrupa Tek Kullanımlık Ürünler ve Nonwoven Birliği) tarafından dokusuz/örgüsüz kumaş tanımı söyle yapılmıştır.
“Doğal ya da suni elyaflardan mamul, kesik ya da sonsuz filamentler ile imal edilmiş; sürtünme, sıcaklık, adhezyon yöntemlerinden birisi ile birleştirilmiş kâğıt, dokuma, örme, taft ve dikişli kumaşların dışında kalan ağ ya da yüzeylere dokusuz örgüsüz kumaş, nonwoven, adı verilir”.
Amerika Dokusuz/Örgüsüz Kumaş Üreticileri Birliği, INDA (Associaiton of the Nonwovens Fabrics Industry/ Nonwoven Kumaş Endüstrisi Birliği) tarafından ise dokusuz/örgüsüz kumaş tanımı söyle yapılmıştır:
"Kâğıt hariç olmak üzere, iplik haline getirilmemiş, doğal ya da suni elyaf ya da filamentlerden mamul, birçok birleştirme yöntemlerinden birisi ile birbirine bağlanmış ağ, keçe ya da yüzeylere dokusuz örgüsüz kumaş adı verilir.
Tülbent esaslı dokusuz (nonwoven) yüzeyleri kâğıttan ayırt edici özellik olarak yaygın bir şekilde yoğunluk kullanılmaktadır. Bir yüzeyin tülbent esaslı dokusuz (nonwoven) olarak tanımlanabilmesi için yoğunluğunun 0,40g/cm³ ’den az olması gerekir ayrıca dokusuz yüzeyi oluşturan elyaf miktarı da %30’dan fazla olmalıdır.
Dokusuz Yüzey Üretimlerinde Kullanılan Hammaddeler
Dokusuz yüzey ürünlerin bazen %80'den fazlasını ve çoğunlukla da %100'ünü oluşturan elyaf, bu ürünler için en önemli malzemedir ve son üründen istenilen özellikler bu yapıya direkt bağlıdır.
Pamuk: Özellikle tıbbi tekstil ve aktarma kayışlarında.
Viskoz: Lastik ve endüstriyel dokuma alanında.
Akrilik-Modakrilik: Koruma üniformalarında, perukta.
Polipropilen: Kordon ve halat, kaplama kumaşları, filtre elemanları, geotekstil yapımında, tıbbi tekstil ürünleri, balıkçılıkta.
Poliamid: Halat ve benzeri uygulamalarda, emniyet kemerlerinde, paraşüt kumaşlarında, balıkçılıkta, kaynak elbiselerinde, kompozit malzeme olarak spor malzemeleri imalatında, kargo ve denizcilikte, araba lastiği imalatında, transmisyon kayışlarında ve askeri uygulamalarda.
Polyester: Lastik imalatında, halat yapımında, denizci elbiselerinde, filtre kumaşlarında, keçe imalatında, tıbbi tekstillerde, yangın kıyafeti olarak kullanılmaktadır.
Yüksek Performanslı Cam Lifi: Havacılık ve uzay sanayinde, inşaat alanlarında, jeneratörlerde, buhar türbinlerinde, iletişim teknolojisinde ve lastik imalatında. Yüksek Performanslı Polietilen: İş elbisesi imalatında, halat ve kablo yapımında, koruma elbiselerinde, kompozit yapılarda, balıkçılıkta, tıbbi malzemelerde.
Karbon Lifi: Havacılık ve uzay sanayiinde.
Seramik Lifi: İzolasyon malzemesi olarak kullanılmaktadır.
Doğal Elyaf Yapılı Dokusuz Yüzeyler: Pamuk, yün, jüt gibi elyaflardan oluşan yapılardır.
Yapay Elyaf Yapılı Dokusuz Yüzeyler: Rayon, polyester, polipropilen, naylon, viskon, akrilik, kevlar, nomex, karbon, cam vb. birçok yüksek performans elyafları içinde bulunduran yapılardır.
Harmonik Elyaf Yapılı Dokusuz Yüzeyler: İki veya daha fazla elyaf karışımından oluşan dokusuz yüzeylerdir. Bu yapılar doğal/yapay veya yapay/yapay elyaf karışımlı olabilirler. Karışımlar genelde mukavemet özelliklerinin arttırılması için yapılır. Bazı dokusuz yüzeylere karışım elyaflardan biri binder olarak görev yapar.
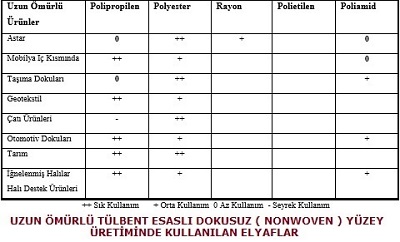

Genel olarak liflerin dokusuz yüzeyler üzerinde etkili olan özellikleri şunlardır:
• Elyaf denye veya boyutu
• Nem tutma
• Kesit şekli
• Esneklik
• Yüzey özellikleri
• Mukavemet
• Krimp, kıvrım özellikleri
• Uzama
• içerdiği terbiye (finish bitim) malzemesi
• Modül
Görüldüğü gibi dokusuz yüzey ürünler için uygun liflerin seçiminde pek çok parametre vardır. Bunun yanında elyaf fiyatları da hammadde tespitinde oldukça önemli rol oynamaktadır. Sadece başlangıçtaki maliyet değil, bir balya elyafın bitmiş bir dokusuz yüzey topu haline gelene kadar ki kümülatif maliyeti de önemlidir.
Kesikli ve filament lif kullanımına göre üretimde kullanılacak makineler de değişmektedir. Kesikli liflerin tülbent yüzeyi haline getirilmesinde, yün tipi tarak makinesi kullanılmaktadır. Yüksek birim ağırlıkta kumaş üretmek istendiğinde,doku bağlama aşamasında mekanik yöntem olan iğneleme makinesi tercih edilmektedir..
Dokusuz Yüzey endüstrisinde iplik kullanılmadan doğrudan liflerden kumaş üretildiğinden, liflerden maksimum oranda faydalanılmaktadır ve dokusuz yüzey üretiminde liflerin üretimi diğer teknolojilerden daha fazladır.
PAMUK LİFİ
Doğal elyaflardan bitkisel kökenli olan pamuk elyafı ülkemizde en çok kullanılan ve önemli yere sahip elyaflardan biri olmakla birlikte ülkemizde üretiminin çok olması, mukavemetinin ve su emme gibi özelliklerinden dolayı tercih edilmektedir.
Pamuk elyafı kremsi beyaz renk olmakla birlikte iklim, yetişme şartları ve bitkinin türüne göre de değişiklik gösterebilmektedir. Boyu 4cm ile 7,5 cm’dir. Pamuk elyafının çapı 6-25 mm’dir. Yoğunluğu 1,50- 1,55 arasındadır.
Pamuk elyafı içi protoplazma sıvısı ile dolu ince duvarlı bir bitki hücresinin üstü kapalı, tohumdan koparılan kısmı ise açıktır. Hücrenin en dışında kütikül olarak adlandırılan yağ ve vakslardan oluşmuş bir ince tabaka vardır. Bu tabakanın hemen altında selülozdan yapılmış fibrillerden oluşan primer hücre duvarı bulunmaktadır. Bu duvarın fibrilleri sarmal olarak düzenlenmiştir. Merkeze doğru elyafın bütün kitlesini oluşturan ve yine selülozdan yapılmış sekonder hücre duvarı yer alır.
Bu duvar üç bölgeden meydana gelmektedir.
- En dıştaki tabakada fibriller eksene 20-30 derecelik açı ile sarmal bir yapı gösterirler.
- İkinci bölgedeki fibriller ise aynı açılarla, fakat diğer bölgenin ters yönünde yerleşiktir.
- Sekonder duvarının üçüncü bölgesinde lümen denilen ve içi protoplazma sıvısı ile dolu olan kanalı çevreler.
Bu sıvı içinde proteinler, şekerler ve mineraller bulunur. Pamuk havadan kolaylıkla nem adsorblar. Standart şartlarda, (20 sıcaklık ve %65 relatif nemde) % 8,5 nem adsorblamasına rağmen, elle tutulduğunda kuru hissedilebilir. Ticarette izin verilen maksimum nem miktarı % 8,5’dir. %100 relatif nemde, pamuklu materyal 25-27 su adsorblar. Elyafın uzama miktarı ortalama %7-8’dir. Elastik özellikleri yoktur. Pamuk ıslatıldığında ağırlığının %70’i kadar su çeker, suyu çeken elyafta meydana gelen şişmeden dolayı boyca ve ence kısalmalar olur, Dayanıklılıklarında ise artma görülür.
Pamuk elyafı derişik ve kuvvetli asitlerlerde sıcakta ve soğukta bozunur. Derişik sülfürik asitte tamamen çözünür. Seyreltik asitlerle, sıcakta hidroselüloz vermek üzere bozunur ve çürür. Yakıldığında, siyah, parmak arasında ezilebilen bir kül bırakır ve yanık kâğıt kokusu duyulur. Güneş ışığındaki UV ışınları, hava oksijeni, nem ve kirli hava koşulları altında kalan pamukta polimerler bozunur. Pamuk elyafı yüksek nem tutma yeteneğine sahip bir elyaf olduğundan, vücuttan çıkan kan, idrar vb. sıvıları kolaylıkla emebilir ve doğal olması nedeniyle biyolojik olarak parçalanabilir. Sıvıyı emmesinin yanında hava geçişine de izin verir. Pamuk lifleri yaş halde iyi mukavemet gösterir ve bunun yanında kolay sterlize edilebilir. Isıya dayanıklı olduğundan ısıyı iyi bir şekilde muhafaza eder. Bunun yanında alerjik olmama, yumuşaklık gibi özelliklerinden dolayı dokusuz yüzey üretiminde tercih edilmektedir.
YÜN ELYAFI
Doğal elyaflardan hayvansal esaslı yün elyafı diğer elyafların çoğunda aynı ölçüde bulunmayan incelik, uzunluk, elastikiyet ve kıvrım gibi özellikleri yanında, ısıyı iyi tutma, az ıslanırlık ve keçeleşme gibi özelliklere sahip bir elyaftır.
Yün elyafının enine kesiti incelendiğinde;
- En dışta epiderm
- Ortada korteks
- Ve içte de medula tabakası görülür.
Kütikül de denilen epiderm tabakası, elyafın dış yüzeyidir. Lifin mikroskop altında görünen yüzeyi bu tabakadır. Birbiri üzerine kapanan pul şeklinde hücrelerden ibarettir. Bu hücreler, sert ve boynuzsu yapıdadırlar. Balık pulları veya damdaki kiremitlere benzer görünüşündedir. Bu tabaka elyafın iç kısmının korunmasına yardım eder ve ona bir miktar sertlik verir.
Yün elyafı asitlere karşı bazlardan daha dayanıklıdır. Seyreltik anorganik asitlerin çözeltileri ile muamele edilen yün, keratinin amtofer özelliğinden dolayı bir miktar asit absorblar. Yün, baz çözeltilerinde kolayca çözünür. Bazlar yündeki yalnız tuz bağlarını değil, sistin köprülerinde etkiler; yünün mekanik özellikleri yanında keratinin yapısındaki kükürt miktarını da azaltır ve bazın konsantrasyonuna bağlı olarak bir miktar keratini çözdürür.
Uzun süre ışık altında kalan yün elyafı kırılgan ve gevşek bir hale gelir. Boyarmaddelere karşı ilgisi azalır. Renginde sararma görülür. Bunun sebebi UV ışınlarının peptit ve disülfür bağlarına etki etmesidir. Yün lifi, nem çekme, ısı tutma ve keçeleşme özelliklerinden dolayı dokusuz tekstillerin yapımı için uygundur. Yün lifinden tülbent eldesi, kısa lifler şeklinde olduğundan kuru (taraklama, havalı serme) veya sulu işlem ile yapılır. Sabitleştirme işlemleri arasından kimyasal veya mekanik bağlama yöntemleri kullanılır. Yün lifinin yapısı ve üretim yöntemleri nem çeken, ısıyı tutan (izolasyon) hacimli ve yarı yumuşak özellikteki son ürünü oluşturur.
POLYESTER ELYAFI
Tekstil sanayisinde yoğun olarak kullanılan sentetik bir elyaf olan polyester; etilen glikol ile organik asitlerden teraftalik asit veya dimetil terftalatın kondensasyonu ile elde edilen Poietilenteftalat (PET) polimerinin eriyikten çekilmesi ile elde edilmektedir. Polyester elyafı hidrofobluğu, yüksek mukavemeti, buruşmazlığı ile birçok kullanım alanına sahiptir. Bu özellikleri ile polyester elyafı pamuk, viskon, yün karışımlarında kullanım özelliklerini geliştirici rol oynayan önemli bir elyaf çeşididir.
Polyester elyafının boyuna kesiti pürüzsüz çubuğa benzeyen bir görünüme sahiptir. Enine kesiti çoğunlukla yuvarlaktır. Düze formuna göre değişik kesitleri de vardır. İlk üretildiklerinde sonsuz filament halindedirler. Daha sonra kesikli olarak istenilen boylarda kesilebilirler. Pamuk tipinde 3-5 cm, yün tipinde 6-15 cm. Sentetik elyafta incelik üretim sırasında istenilen şekilde olur. Yoğunlukları; Dakron 1.38 gr/cm³, Kodel 1.22 gr/cm³, Vikron 1.37 gr/cm³. Renkleri üretimde beyaz renklidir. İstenirse, elyaf çekme çözeltisine pigment renklendiriciler ilave edilerek renkli elyaf elde edilir. Üretimde parlaktır. İstenirse, lif çekme eriyiğine matlaştırıcı maddeler ilave edilerek veya daha sonra çeşitli işlemler ile matlaştırılabilir.
Polyester elyafı üretiminde elde edilen polimer madde yaklaşık 4 mm boyutlarında kesilmekte ve granül adı verilen şekle dönüştürülmektedir. Elde edilen granüller yumuşak eğirme yöntemi ile filament haline dönüştürülmektedir.
Yumuşak eğirme yönteminde; kimyasal yolla elde edilen polimer parçaları, ısıtılmış ızgara ya da ekstrüderden oluşan eritme ünitesinde erime noktası üzerindeki sıcaklığa ısıtılarak eritilip sıvı haline getirilmektedir. Erimiş polimer bir pompa yardımıyla sabit basınç altında düse başlıklarından soğuk hava akımı bulunan odalara püskürtülmektedir. Soğuk hava akımı yardımıyla katılaşan elyaflara, bitim işlemi uygulanmakta ve daha sonra germe-çekme işlemi ile elyaf oryantasyonu sağlanarak elyaflar bobinlere sarılmaktadır. Kullanım yerine göre; kesikli elyaf üretimi için elyaflar istenen boyda kesilmekte ve balyalanmaktadır.
Polyester elyafının en önemli özelliklerinden birisi yüksek elastikiyet özeliğidir. Bu özelliği ile sentetik elyaflar içinde en üstün durumda olan elyaftır. Nem alma özelliği çok düşüktür. % 0.4 civarındadır. Tamamen hidrofob olarak nitelenebilir. Isı dayanımı Yumuşama ve yapışma sıcaklığı 230ºC’dir. Fikse edilme durumunda son derece iyi stabiliteleri vardır. Erime noktaları 260ºC’dir. Yavaş yavaş yanar. Serbest ve açık iken damlama olur. Nem emiciliğinin düşük olması sebebiyle statik elektriklenme problemi vardır. Tekstil elyafları içerisinde en yüksek derecede pilling poliesterde görülür. Polyester elyafı, suya ve kimyasal maddelere karşı çok yüksek bir performans gösterir. Suya karşı son derece hidrofob bir elyaftır. % 100 bağıl nemde bile %1 su alabilir. Normal koşullarda % 0,4 higroskopik neme sahiptir.
Polyester elyafı, zayıf asitlere karşı asitlerin kaynama sıcaklıklarında dayanıklıdır. Kuvvetli asitlere oda sıcaklığında dayanımı iyi olmakla birlikte kuvvetli bazlar karşısında dayanımı zayıftır. Cam arkasında güneş ışığına direnci iyi olduğundan beyazlığını korur.
Yüksek mukavemet, kimyasallar ile ısıya karşı yüksek dayanım, hacimli yapı gibi özellikleri nedeniyle dokusuz yüzey üretiminde tercih edilen polyester lifleri, söz konusu sanayide mamullerde tek başına kullanılabildiği gibi farklı özellikteki liflerle de karıştırılarak kullanılabilmektedir. Genellikle; lamine edilmiş ve kaplama kumaşların tabanında, suni deri, jeotekstil, hijyenik ped, ıslak mendil, filtrasyon malzemesi üretiminde kullanılmaktadır.
VİSKON ELYAFI
Kızılçam, kayın, ladin, kavak gibi selüloz oranı yüksek olan ağaçlardan yararlanılarak elde edilen selülozun, kimyasal işlemlere tabi tutulmasıyla yapay olarak üretilen kesikli bir elyaf tipidir.
Üretiminde kullanılan düzenin deliklerinin şekline göre istenen enine kesit şeklinde üretilebilmekte olup genellikle mısır patlağı şekli olarak tabir edilen girintili çıkıntılı enine kesite sahiptir. Uzunlamasına olarak bakıldığında elyaf boyunca uzanan çizgiler mevcuttur. Selüloz esaslı diğer liflere oranla daha parlak renkte olup, yoğunluğu 1.49-1.53g/cm3’tür.
Viskon üretiminde söz konusu ağaçlar; kabuk kısımları çıkarıldıktan sonra, talaş adı verilen küçük parçalara ayrılmaktadır. Talaşın, yüksek sıcaklıkta ve basınçta NaOH (Sodyum hidroksit) ya da Ca(HS03)2 (Kalsiyum hidrojen sülfit) gibi kimyasallarla muamele edilmesi sonucunda, yapıda selüloz dışında bulunan diğer maddelerin (linyin, hemiselüloz, pektin gibi) uzaklaştırılması sağlanmaktadır. Elde edilen saf selüloz, %17,5-18’lik NaOH çözeltisinde 18–20°C’de bekletilerek eritilmekte, homojen bir karışım olması için daha küçük parçalara ayrılmaktadır. Daha sonra CS2 (karbon sülfür) ile işlem gördükten sonra, viskoz adı verilen turuncu renkte ve koyu kıvamda bir çözelti elde edilmektedir.Bu çözelti, yaş çekim (eğirme) yöntemi ile filament haline dönüştürülmekte, elde edilen filamente viskoz ipeği adı verilmektedir.
Yaş eğirme yönteminde; viskoz çözeltisi bir koagülasyon banyosu içerisinde bulunan ve üzerinde birden çok delik bulunan düse adı verilen üretim kafasına sabit basınçla sevk edilmekte, oluşan filamentler koagülasyon banyosundaki çözelti sayesinde düseden çıktığı halde katılaşmaktadır. Daha sonra elyaf içerisindeki moleküllerin elyaf eksenine düzgün yerleşimi için oluşan filamentler germe-çekme işlemine tabi tutulmakta, koagülasyon banyosundan arta kalan maddelerin giderilmesi amacıyla yıkanmakta, çeşitli kimyasallarla işlem görmekte ve bobinlere sarılmaktadır. Filament halindeki viskoz ipeğinin istenen boyda kesilmesi ile kesikli lif olan viskon elyafı elde edilmektedir.
Viskon elyafının yaş mukavemeti; l. 2-1,7 gr/denye, kuru mukavemeti; 2,3-3,0 gr/denye olmuştur. Viskon elyafına uygulanan kuvvetin elastik sınır içerisinde olması durumunda; kuru olarak % 15-30, yaş olarak % 20-35 uzadığı tespit edilmiştir.
Viskon elyafının inceliği denye ile ifade edilir. Viskon elyafı genel olarak 1,5-2,5 ve 3.75 denye olarak üretilmektedir. Viskon elyafı yapı itibariyle nem absorbsiyonu yüksektir. Elyaf havadan önemli miktar nem alır. Ticari olarak viskonun rutubet değeri % 13’tür. Viskondaki kül değeri üretim metoduna göre değişir. Elyafın kül içeriği bastırmada kullanılan kostiğin içindeki suyun cinsine bağlıdır. Suyun içindeki mineraller ne kadar az olursa kül oranı daha düşüktür. Kuru viskonda bu miktar yaklaşık % 0.15-0.25 arasıdır. Işığın tesiri önemli ölçüdedir. Viskonun nem miktarı, ışığın etkisini arttırır ve mukavemetinin değeri azalır. Viskon kurutmaya maruz kalırsa mukavemeti azalır ve renkte solma oluşur.
Asidin viskona karşı etkisi, uygulanan süreye ve sıcaklığa bağlıdır. Organik asitler % 1-3 oranında viskona tesir etmez. İnorganik asitlerde zaman ve sıcaklık önemlidir. Her iki durumda da uygulanan asit uzaklaştırılmalıdır. Avivaj viskon elyafına antistatik özellik verir. Aşırı avivaj ise elyafın birbiri üzerinden kaymasına sebep olur. Bu da olumsuz yönde tesir eder. Viskona uygulanan optimum avivaj % 2.0 civarındadır.
Viskon elyafı yaygın olarak bulunma, düşük maliyet ve her türlü dokusuz yüzey üretim yöntemi ile işlem görebilme özellikleri bakımından dokusuz yüzey sanayisinde tercih edilen bir elyaf türü olan viskon; özellikle emme yeteneği ile birlikte. ıslak mendil, temizlik bezi olarak ve sağlık ile hijyen alanlarındaki dokunmamış kumaşlarda kullanılmaktadır.
POLİPROPİLEN ELYAFI
Bir petrol ürünü olan polipropilen uygun koşullar altında polimerize edilerek kimyasal elyaf çekilebilecek bir polimer madde haline getirilir. İlk olarak 1952 yılında İtalya’da polimerize edilen polipilenden elyaf çekimi ancak 1954 yılında gerçekleşmiştir. Günümüzde polypropilen lifleri yumuşak çekim veya düzensiz çekim yöntemine göre elde edilir. Maliyetleri çok düşüktür, genelde plastik madde olarak kullanılırlar.
Polipropilen elyaflarının enine kesitleri genellikle yuvarlak, boyuna görünüşleri silindiriktir. Ancak çekim yönteminde kullanılan düze deliğinin şekline göre farklı enine kesitlerinde elyaflar elde edilir. Düzensiz çekim yöntemine göre elde edilen liflerin enine kesiti ise yassı, boyuna görünüşleri şerit şeklindedir. Polipropilen elyafının mikroskop altında yüzeyi pürüzsüz ve mumsu bir görünüşü vardır. Renksiz elde edilirler ancak üretim sırasında polimer sıvısının boyanması sağlanarak istenen renkte verilebilir.
Mono filament, multi filament, stapel veya tow olarak üretilen polipropilen liflerinin kullanım alanına bağlı olarak incelikleri değişmektedir. Bir PP lifinin ortalama mukavemeti 65cN/tex’tir. Uzama yeteneği iyi sayılır. Kopma anında uzaması %17-20’dir. Esneme yeteneği çok yüksektir. Özgül ağırlığı 0,91 g/cm3’tür. Tekstilde kullanılan elyaflar içinde en hafifidir. Pratikte hiç nem almaz %0,05’den daha azdır. Islak ve kuru halde mukavemeti ve uzaması aynıdır. Bütün hidrofobik lifler gibi statik elektriklenme problemi vardır. Isı iletimi iyi değildir. Bu yüzden sıcak tutan liflerden sayılır. 160-170C ‘de erir. Soğuğa karşı dayanıklıdır.
Polipropilen elyafı, yüksek mukavemet, rüzgâra ve ışığa dayanıklılık, hafiflik, nem almazlık ve erime noktasının düşük olması özelliklerinden dolayı dokusuz yüzey üretimi için uygundur. Polipropilen elyafından tülbent eldesi kuru (taraklama, havalı serme) veya sulu işlemler ile yapılabildiği gibi flament halinde kesiksiz elyaf olduğundan sonsuz elyaflı işlem ile de yapılabilir. Sabitleştirme işlemleri arasından kimyasal, ısıyla ve mekanik (iğneleme, dinkleme) bağlama yöntemleri kullanılır.
Dokusuz Yüzeylerin Tarihsel Gelişimi
DOKUSUZ YÜZEYLERİN TARİHÇESİ
Son çeyrek yüzyıl içinde, Türk sanatının erken devirlerine ait keşiflerin yapılması, Türk sanatının kaynakları hakkında birçok bilgiye ulaşılmasını sağlamıştır. Bugünkü Moğolistan’dan güney Sibirya’nın doğusunu, Altayları da içine alan topraklarda bulunan, Türklere ait kurganlardan resim, heykel, tepme keçe ve süsleme sanatlarına ait en eski örnekler, gün ışığına çıkartılmıştır.
Geçmişe bakıldığında günümüzde dokusuz yüzeyler adı verilen hızla gelişmekte olan sektörün temelinin el yapımı tepme keçelere dayandığı görülmektedir. Orta Asya Türklerine ait Şibe, Katanda, Başadar, Berel, Esik, Tüekta, Pazırık ve Noin-Ula gibi önemli kurganlardan; tepme keçe tekniği ile üretilmiş eyerler, koşum takımları, eyer altı örtüleri, elbiseler, çorap, başlık gibi giyim türleri yanı sıra günlük hayatta kullanılan birçok eser gün ışığına çıkmıştır. Ele geçen ilk keçe örnekleri Hunlara ait keçe eyer örtüleri ve çeşitli örtüler üzerinde genellikle renkli yün iplikler ile yapılmış aplike tekniğine rastlanmıştır. Keçeler üzerine renkli ince derilerle uygulanan aplike tekniği, Hun sanatının en önemli özelliklerinden biridir.
İlk Türk imparatorluğunu kuran Hunlara ait kurganlardan çıkan keçe örneklerin yanı sıra diğer yüz binlerce eser, bize o dönemde yaşamış toplulukların sanat ve kültürleri, gündelik hayatta kullandıkları eşyalar ve bu eşyaların özellikleri hakkında bilgi vermektedir. Hunlardan başlayarak Orta Asya’daki keçe sanatının gelişmesi incelendiğinde; yapım teknikleri, kullanım alanları, renkler ve bezemeleri açısından çok büyük farklılıklarla karşılaşılmamıştır. Göktürkler ve Uygurlarda da dönem özelliklerine ve bölgenin verdiği imkânlarla keçelerin üretilmeye devam edildiği öğrenilmektedir.
Geçmişten günümüze kadar keçe Türklerin kullandıkları çadırından, giyim kuşamına kadar pek çok alanda kullanılmıştır. Halk kültürümüzde ve edebiyatımızda kimi zaman tekerleme ve sayışmalarda kimi zaman roman ve şiirlerimizde karşılaştığımız keçe, Göktürklerin tuli denen keçe bebeklerle gömülmesi gibi inançlar içinde de yer bulmuştur. Aynı zamanda Göktürklerin, taht töreninde hakanı beyaz keçe üstünde havaya kaldırma geleneği, bir Türk devlet geleneği olarak orta çağın sonlarına kadar sürmüştür.
IV. yüzyıldan sonra, atlı göçebe yaşam tarzından, yerleşik düzene geçen Uygurlar Hoço, Bezeklik, Sorçuk ve Turfan şehirlerinde yaşamışlardır. Türk kavimlerinde yaygın olarak kullanılan şapkalara Uygurlar döneminde farklı formlarda da olsa kullanımına devam edildiği görülmektedir. Ele geçen keçe yaygılarda ve fresklerde yer alan beyaz renkli keçe şapkaların, bireylerin sahip oldukları pozisyona göre form aldığı anlaşılmaktadır.
Uygurlardan sonra Selçuklular döneminde de kullanılan çadırlarda aplike tekniği ile desenlendirilen keçeler kullanılmış olduğu; eyer, börk, çizme ve diğer giysi parçalarının yapımında yine keçe sanatından yararlanıldığı görülmektedir. Bu dönemde kurulan ahilik teşkilatı, Osmanlı döneminde yerini loncalara bırakmış ve keçecilik böylece özel bir yere sahip olmuştur.
Selçuklulardan sonra Osmanlı döneminde de devam eden keçecilik, I. Abdülhamit devrinde İstanbul’da bir sanat haline gelmiştir. At pazarında 20, Yenibahçe’de ise 10 adet bulunan keçeci dükkânları aldıkları yün ve yapağı ile kendilerine tahsis edilen hamamlarda pişirdikleri keçeleri Cebehane, Mehterhane, Tophane, Has Ahur, Buzhaneve Tersaneye miri fiyat üzerinden imal ederek satışa sunmuşlardır.
Osmanlı Döneminde de keçeden yapılmış başlıklar kullanılmış ve genellikle şekli ile giyen kişinin sınıfını ya da rütbesini gösteren birer kılavuz olmuşlardır. Bu başlıklar genellikle keçeden yapılmış külahın üzerine kumaşlar sarılarak farklı formlarda kullanılmışlardır.
Bu dönemde yüksek rütbeli kişilerin ve halk kesiminin ve dini grupların kullandığı başlıklar birbirlerinden ayrı özellik taşımışlardır. Osmanlı döneminin yeniçeri askerleri de, beyaz keçeden yapılmış “üsküf” veya “börk” adı verilen baş giysileri kullanmışlardır. Yeniçerilerin giydikleri bu ilginç başlıklar Osmanlı döneminin minyatürlerinde yer almıştır. Yeniçerilerin giyindikleri bu özel başlıklar dışında yine keçeden üretilen ve Osmanlı döneminin sembolü haline gelen diğer bir başlık türü de fesler olmuştur.
Osmanlı’dan sonra Türkiye Cumhuriyeti döneminde de çeşitli illerde üretimi ve kullanımı sürmüş olan keçecilik günümüzde teknolojinin sunduğu yeni imkânlar ve gelişmeler doğrultusunda geçmişe göre azalmakla birlikte hala üretimine davam edilmektedir.
Yurt dışında dokusuz yüzeylerin gelişimi incelenecek olursa 1854‘te August Belford’un ürettiği 114 İngiliz patent numarası altında doldurulmuş ve vatkalarla geliştirilen ürünler şeklinde tanımlanan pamuk keçesi ile çağdaş dokusuz yüzey endüstrisinin doğmuş olduğu görülmektedir. 1920 ve 1930 yıllarında Avrupa ve Amerika’da gelişmeye başlayan dokusuz yüzey endüstrisi 1960’lı yıllarda sentetik elyafların varlığı ve uygunluğu geleneksel tekstil ürünlerine karşı düşük fiyatlarıyla alternatif oluşturmaları, dokusuz yüzey ürünlerin gelişimini hızlandırmıştır. İğneleme tekniği ile liflerin bağlanması ilk olarak geliştirilen tekniktir. Japonların yıllar önce duttan elde edilen lifleri ıslak işlem tekniği kullanılarak tekstil dokusu haline dönüştürmesi, Japonya’da dokusuz yüzey endüstrisinin başlangıç tarihi kabul edilir. Sonuç olarak 3 tane ülke bugün dokusuz yüzey kumaşlarını üretim ve tüketiminin büyük miktarını ellerinde tutmaktadır.
Dokuma ve örme dışında kalan tekstil yüzeylerinin üretimi 2. Dünya Savaşı sona erdikten sonra 1960’lı yıllarda hızlanmıştır. Bunda 2 faktör rol oynamıştır. Birincisi; sentetik lif üretimindeki artış, ikincisi ise; savaş sonrası inşaat sektöründe görülen canlanmadır.
Ülkemizde dokusuz yüzey üretimine ilk kez 1960 yıllarında iğneli keçe tipi yer halılarının üretimi ile başlanmıştır. Günümüzde bu alandaki üretim iğneli keçe ve tafting teknikleri başta olmak üzere daha çok halı ve yer döşemeciliğinde, dokusuz yüzey vatka, tela, hijyenik ürünler ve ev tekstilleri alanlarında sürdürülmektedir. Bursa’da başlayan dokusuz yüzey sektörü, Marmara Bölgesinde özellikle İstanbul ve Trakya da yoğunlaşmış olup, son yıllarda Gaziantep başta olmak üzere diğer tekstil üretimi yapan şehirlere de yayılma eğilimi göstermektedir.
Dokusuz yüzeyleri geçmişte ve günümüzde üretimi, hammadde özellikleri, teknik özellikleri ve kullanım özelliklerine bir sınıflama yapmak mümkündür.
DOKUSUZ YÜZEYLER
1-Geleneksel Dokusuz Yüzeyler ( Keçeler )
2-Endüstriyel Dokusuz Yüzeyler
Olmak üzere 2 grupta toplanır ,
ENDÜSTRİYEL DOKUSUZ YÜZEYLER
1-Hammaddesine göre;
A-Doğal ( Pamuk, Yün )
B-Yapay ( Poliüretan, Polipropilen, Polyester, Viskon )
C-Harmonik ( Yapay, Doğal )
2-Taban Özelliğine göre ( Ağ tipi yapılar, Karmaşık yapılar )
3-Teknik Özelliğine göre; ( Tafting yüzeyler, Yapıştırma yüzeyler, Mali tekniği ile üretilen yüzeyler, sabitleştirilmiş tülbent (Nonwoven ) yüzeyler )
4-Kullanım Özelliğine göre;
A-Tek Kullanımlık ( Çocuk bezi, Bayan hijyen, Temizlik bezi, Tıbbi cerrahi, Tek kullanımlık Giysi, Islak mendil )
B-Uzun Ömürlü ( Halı, Otomotiv, İnşaat, Mobilya, Geo tekstil )
Tela
Tela, İtalyanca’dan dilimize girmiş bir kavram olup, giyside kumaşla astar arasına konularak, giyside beklenen görünüm, kalite ve etkiyi elde etmek amacıyla kumaşa farklı usullerle tutturulan bir ara katmandır.
İşlenen kumaşa, hacim ve direnç kazandırıp, giysiye verilecek biçime katkıda bulunarak kumaşa; dikim, yıkanma, ütülenme gibi karşılaşabileceği işlemlerde destek rolü oynarlar.
Görevleri, giysinin biçim ve dayanımını desteklemek, buruşmaya yatkınlığı azaltmak ve belli bir sertlik ve form kazandırmaktır.
1950'lerin başından bu yana kullanılmaya başlanılan telalar, giysilerin ayrılmaz bir parçası olmuşlardır.
Telalar, doğal ya da yapay liflerden elde edildiği gibi, son dönemlerde yaygın bir biçimde elyaf tülbentti olarak "nonwoven" teknikleri ile de üretilmektedir.
Telanın kumaş yüzeyine yapıştırılmasında en iyi yöntem, pres yöntemidir.
Kumaşa uygulanması esnasında, telanın üzerindeki yapışkan madde, ısı ile sıvı hale getirilir ve basınçla kumaşa nüfuz edilir.
İşlem sonucunda, sıvı soğuyup katılaşarak, kumaş ve tela birbirine tam olarak yapışmış olur. Kullanılacak telanın türü, uygulanacak kumaşın özelliklerine göre farklılık gösterir.
Kâğıt Kumaşlar
Tekstil liflerinin kimyasal yapıştırma ya da birbirlerine kaynak yapılması yöntemi ile elde edilen tekstil yüzeyleridir.
Kâğıt kumaşların üretimi sırasında bir lif tülbenti kimyasal, mekanik veya hem kimyasal hem de mekanik yollardan sağlamlaştırılır.
Bu şekilde elde edilen dokusuz yüzeyler (nonwovens), giyim sektöründe özellikle tela olarak kullanılır.
Telalar
Tela, giysiden beklenen görünüm, kalite ve etkiyi elde etmek amacıyla kumaşa farklı yöntemlerle tutturulan yardımcı malzemedir.
İşlenen kumaşa, hacim ve direnç kazandırıp giysiye verilecek biçime katkıda bulunurlar.
Böylece kumaşın dikim, yıkama, ütüleme gibi işlemlerde karşılaşabileceği sorunlarda kumaşa destek rolü oynarlar.
Telaların görevleri, giysinin biçim ve dayanımını desteklemek, buruşmaya yatkınlığını azaltmak, kumaşa belli bir sertlik ve form kazandırmaktır.
Telalar, doğal ya da kimyasal liflerden elde edilebildiği gibi, son dönemlerde yaygın bir biçimde elyaf tülbenti olarak, nonwoven (dokusuz yüzey) üretim teknikleri ile üretilmektedir.
- Telaların kullanım amaçları:
- Uygulandığı bölgede;
- Esnemeyi,
- Kırışmayı önlemek ve şekli korumak,
- Yaka,
- Klapa,
- Manşet,
- Pat,
- Cep ve cep kapaklarına destek sağlamak;
- tok bir tuşe (dokunum) kazandırmak, bunlarda kıvrılmayı engellemek,
- Takım elbise ve paltolarda vücut bölümlerinin desteklemek, belirli bir şeklin verilmesi ve omuz bölümlerini birleştirmek,
- Düğme ve ilik alanlarını takviye etmek,
- Çeşitli kenar bölgelerde takviye ve düzgünlük sağlamak,
- Kemer ve bel şeritlerine sertlik ve destek vermektir.
Tela denildiğinde algılanan kavram genellikle “Yapışkan Tela” dır.
İplik Tela
Zemin kağıt olup boyuna ip dikilerek üretilir, bu şekilde kağıda ciddi şekilde mukavemet kazandırılır. Kaplanmış ipli tela genelde stretch kumaşlara bir yöndeki esnemeyi durdurmak amacı ile kullanılır. Çeşitli ölçülerde kesilerek biye olarak da kullanılmaktadır. Değişik ölçülerde kesilerek biye amaçlıda kullanılabilir.
Kağıt Tela
Örülmemiş, dokunmamış yüzeylerden oluşan tela çeşitidir. Çok çeşidi olup, değişik en ve gramajlarda bulmak mümkündür.Nispeten ekonomik bir çözüm olduğundan geniş kullanım alanına ve en çok varyanta sahip tela grubudur, ürünler 25 gr/m² ile 65 gr/m² ağırlık aralığında, farklı zemin (elyaf) ve kaplama cinsleri ile satışa sunulmaktadır. Beyaz, siyah ve gri renk seçenekleri mevcuttur. Değişik yıkama haslıklarında çeşitliliğe sahiplerdir.
Streç Tela
Esnek kumaşlar için üretilmiştir, ürüne uyum sağlayarak esnekliğini bozmadan tuşe sağlamaktadır. Yüksek ısı ve kimyasal yıkamaya dayanıklılığı sayesinde özellikle denim olmak üzere, ağır yıkamalı diğer dokuma kumaşlarda da kullanılması gereken bir üründür. Beyaz ve siyah renk seçeneği mevcuttur.
Dokuma Tela
Dokuma tela dokunmuş yüzeylerdir. Yapıları sebebiyle kullanım ve temizleme esnasında kolayca zarar görmezler. Dayanıklıdırlar. Kullanılacak ana kumaşın karakterine ve yapısına uygun olarak seçilmeleri önemlidir. Genelde gömlek, ceket, palto, kaban, mont gruplarında ön beden mostra, yaka, kemer ve pat v.b geniş alan kullanımlarında tercih edilir. Ayrıca ince kumaşlarda kullanılmak üzere çok hafif gramajlı dokuma telalar da mevcuttur. Fakat uygulanacak yüzeyde kullanılan ana kumaşın karakterine ve yapısına uygun olarak seçilmeleri oldukça önemlidir.
Dokusuz Yüzeylerde Neler Var
Dokusuz Yüzeylerde Neler Var
Dokusuz Yüzeylerin Tarihsel Gelişimi
Dokusuz Yüzey Üretimlerinde Kullanılan Hammarddeler
Dokusuz Yüzeylerin Sınıflandırılması
Dokusuz Yüzeyler ( Nonwoven )
Doku Oluşturma Yöntemleri
Doku Bağlama Teknikleri
Dokusuz Yüzeylerde Desenlendirme
Dokusuz Yüzey Bitim İşlemleri
Dokusuz Yüzey Çeşitleri
Dokusuz Yüzeylerin Kullanım Alanları
Elyaf Harmanı
Tela
Kumaşlarda Enden ve Boydan Çekme

- Neden Tarak Eni ile Ham Kumaş Eni ve Mamül Kumaş Eni farklıdır.
- Neden Çözgü uzunluğu ile Ham Kumaş Uzunluğu ve Mamül Kumaş Uzunluğu farklıdır.
- Kumaş dokunurken aşağıda anlattığım aşamalar gerçekleşir.

1-Çözgü iplikleri Çözgü levendinden gelirken çözgü köprüsünün üzerinden geçer.
- Çözgü köprüsü çözgü levendinden gelen ipliklerin yönünü değiştirip paralel olarak kumaş levendine sevkini sağlayan dokuma makinesi elemanıdır.
- Kumaş köprüsü ile aynı doğrultudadır. Çerçeveler aynı hizada durduğunda çözgü ve kumaş köprüleri arasındaki çözgü iplikleri yere paralel durumdadır.
- Çözgü köprüsü hareketli veya sabit olabilir.
- Hareketli olması yani ağızlık açılması anında makinenin iç kısmına doğru hareket etmesi çözgü ipliklerinin gerilmeden dolayı kopmasını önler.
- Dokuma yapıldıkça çözgü ipliklerinin çözgü levendinden sevk edilmesi gerekir.
- Çözgü salma sistemleri çözgü ipliklerinin çözgü levendinden sevk edilmesini sağlayan sistemlerdir.
- Atkılar çözgülere bağlandıkça, tezgâhtaki çözgü boyu kısalacağından levende sarılı çözgü iplikleri ileri doğu bırakılarak gerekli çözgü uzunlukları dokuma tezgâhına beslenir.
- Bu olay Negatif veya pozitif ( salma ) boşalma tertibatlarının herhangi biri ile gerçekleşir.
Negatif çözgü ( salma ) boşaltma tertibatı
- Dokuma sırasında atkının atılması ile atılan atkı kalınlığında çözgü boşalır (salınır).
- Bu nedenle negatif kesin olmayan anlamına gelir.
- Genellikle ağırlıklı ve yaylı sistemler negatif çalışır.
- Bu sistemde çözgü levendinin döndürülmesi yani çözgü salma işlemi çözgü gerginliği yardımıyla yapılır.
- Kumaş oluşumu sırasında sürekli olarak çekilen çözgü iplikleri gerginliği giderek artar ve bu gerginlik kuvveti çözgü levendini bir miktar döndürür.
- Çözgü levendinin dış kenarına urgan veya banda bağlanmış olan karşı ağırlıklar takılır.
- Çözgü gerginliği ölçümü söz konusu değildir.
- Negatif çözgü salma sistemindeki çözgü gerginliği sürekli artıştan sonra ani bir düşüş şeklinde değişim gösterir.
- Bu değişimin periyodu karşı ağırlığın yeri değiştirilerek sağlanır.
- Ancak ağırlıklarla ilgili her değişim çözgü gerginliğinde ani değişimler meydana getirir.
- Bu da kumaş çizgisinde değişme dolayısı ile sık seyrek hatalara sebep olabilir.
Pozitif çözgü ( salma ) boşaltma tertibatı
- Dokuma sırasında makinenin her devrinde atkı atılsın veya atılmasın belirli bir oranda çözgü boşalır.
- Boşaltılan bu miktar atkı sıklığına göre ayarlanır ve dokumanın sonuna kadar sabit kalır.
- Bu nedenle pozitif sistemler genellikle dişliler ve kollardan oluşur.
- Çözgü ipliklerinin normal çalışma anında eşit bir gerginlik altında çalışması gerekir.
- Bu gerginlik çerçevelerin kalkması ve mekiğin atılması yönünden çok önemlidir.
- Pozitif çözgü salma sistemleri makine üzerindeki çözgü gerginliğini de dikkate almaktadır.
- Çözgüde herhangi bir gerginlik değişikliği olduğu zaman çözgü köprüsü bu değişiklikten etkilenir.
- Çözgü köprüsüne ipliklerin yaptığı basınç, köprüye bağlı bulunan levyeler aracılığıyla çözgü salma regülâtörlerine iletilerek çözgü gerginliği düzenlenir.
2-Çözgü köprüsünden gelen iplikler Lamelli Çözgü Kontrol Sisteminden geçirilir.
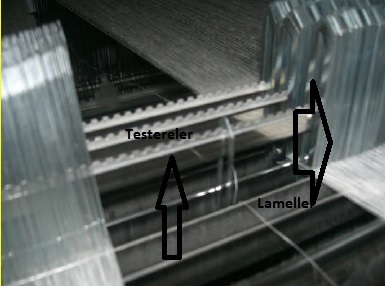
- ( Lameller ince çelik saçtan imal edilmişlerdir.
- Her çözgü ipliğinin üzerinde bir lamel vardır.
- Lameller çözgü gerginliği ile testerelerin üzerinde durabildikleri için çözgü koptuğunda aşağıya düşer.
- Aşağıya düşen lamel elektrik devresini kapar, harekete geçen bir mıknatıs makineyi durdurur.
- Kontrol sistemindeki testereler iç ve dış olmak üzere iki parçadan oluşur.
- İç testere dış testere içinde sağ sol hareketi yapmaktadır.
- Lamel testerenin üzerine düştüğünde testerenin dişleri arasına girerek hareket etmelerini engeller ve makine durur.)
- veya Fotoselli Çözgü Kontrol Sisteminden (Çözgü iplikleri, çözgü köprüsü üzerine yerleştirilen bir fotosel ile kontrol edilir.)

veya Fırçalı Çözgü Kontrol Sisteminden

(Bu sistemde çözgü köprüsü ile çerçeveler arasına çözgülerin altına döner bir fırça yerleştirilmiştir. Çözgü iplikleri koptuğunda fırçanın üzerine düşer. Çözgülerin üzerine düşmesiyle döner fırça durur ve makineyi de durdurur.) geçer.
- 3-Lamellerden sırası ile gelen çözgü iplikleri kumaşı oluşturacak desene yani örgüye göre hazırlanan tahar planına göre çerçevelerde bulunan gücü gözlerinden geçirilir.
- 4-Tahar işleminden sonra Tefeye sabitlenmiş vaziyette bulunan Tarak diş boşluklarından Tarak planına göre ( tarak planı tarak dişilerinden kaçar adet çözgü ipliğini gösteren plandır.)Çözgü iplikleri tarak dişlerinden geçirilir.
- 5-tarak dişlerinden geçirilen çözgü iplikleri kumaş köprüsünden geçtikten sonra kumaş levendinde bulunan uç bezine bağlanır.
Bundan sonra ise ;
Dokuma makinesi veya diğer ismi ile dokuma tezgâhı çalıştırılır. Atkı ipliği çözgünün sağından soluna ve solundan sağına atılır. Tefe de üzerinde bulunan tarak vasıtası ile atılan atkıyı kumaşa yanaştırır ve bu olay sürekli olarak devam eder.
Atkı ipliği;
- 1-Mekik ile
- 2-Kancalı sistem ile
- 3-Hava jeti
- 4-Su jeti
- 5-Mekikçikli
- 6-Şişli
gibi atkı atma sistemlerinden herhangi biri ile atılarak çözgü iplikleri ile desene göre bağlantı yapar.
Örneğin dokuma makinesinin devri dakikada 550 ise 1 dakikada 550 atkı ipliği kumaş sathına yanaşıyor yani kumaş dokunuyor demektir.( çözgü ipliklerinin kopması veya atkı ipliğinin kopması, makinenin durması demektir. Bu da istenmeyen bir olaydır. Çünkü makinenin verimi yani saatte üretilen kumaş metrajını olumsuz etkiler.
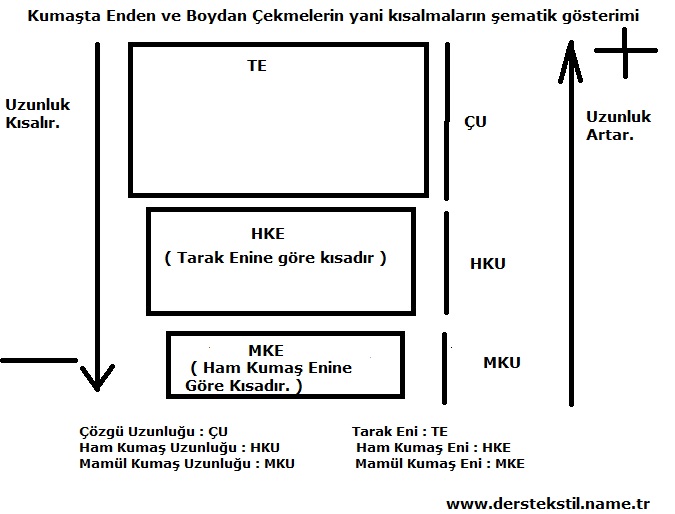
- Kumaş dokunduktan sonra kumaş levendine sarılmış olan kumaş topu kesilir. İşte bu kumaşa HAM KUMAŞ denir. Yani dokuma makinesinden çıkmış fakat Terbiye işlemleri görmemiş, kuru ve yaş aprede işlem görmemiş kumaşa HAM KUMAŞ denir.
Burada artık çözgü ipliklerinin herhangi bir gerginliği olmadığından yani kumaş serbest halde bulunduğundan hem atkı iplikleri kısalır ( yani kumaş enden çeker) hem de çözgü iplikleri kısalır.( yani kumaş boydan çeker.)
- Terbiye işlemleri görmüş, kuru ve yaş aprede işlem görmüş kumaşa ise MAMÜL KUMAŞ denir.
( Dokuma fabrikasından veya işletmesinden çıkan ham bezin, satışa hazır bir duruma gelmeden önce gördüğü fiziksel ve kimyasal işlemlerin tümüne ‘’Terbiye işlemleri’’ denilmektedir.
Tekstil terbiyesi işlemleri basitçe aşağıdaki gibi sınıflandırılabilir:
- Ön Terbiye
- Renklendirme
a)Boyama
b)Baskı
- Bitim işlemleri
Tekstil mamullerinin terbiye işlemleri uygulama şekline göre ikiye de ayrılır:
- Yaş Terbiye İşlemleri
- Kuru Terbiye İşlemleri
Kuru terbiye işlemleri genellikle bitim işlemleri ile ilgilidir.
Yaş terbiye işlemleri ağartma işleminden buruşmazlık, yanmazlık terbiyesine kadar çok değişik işlemleri kapsamaktadır.
Yaş terbiye işlemleri, üç temel işlemden oluşur;
- Terbiye Maddesinin Tekstil Materyaline Aktarılması(Aplikasyon, preparasyon)
- Yıkama
- Kurutma
Kumaşların kullanım özelliklerini, tutum ve görünümlerini geliştirmek için ön terbiye ve renklendirme işlemlerinden sonra, yapılan işlemlere ‘’Bitim İşlemleri’’ denir. Sanayide bitim işlemleri yerine ‘’Apre’’ denilmektedir Kullanım sırasındaki yıkamalara karşı dayanıklı olup olmamasına göre “Geçici” veya “Kalıcı” diye sınıflandırılan bitim işlemleriyle kumaşlara kazandırılan başlıca özellikler şunlardır:
1.Görünüş ile ilgili olanlar Düzgünlük, parlaklık, sıkılık, matlık v.b.
2.Tutum ile ilgili olanlar Sertlik, dirilik, dolgunluk, yumuşaklık, elastiklik, tokluk v.b. 3.Kullanım ile ilgili olanlar Yanmazlık, su geçirmezlik, çekmezlik, keçeleşmezlik, kir tutmazlık, küflenmezlik, anti mikrobiklik, güve yemezlik v.b. )
Kumaş Analizi
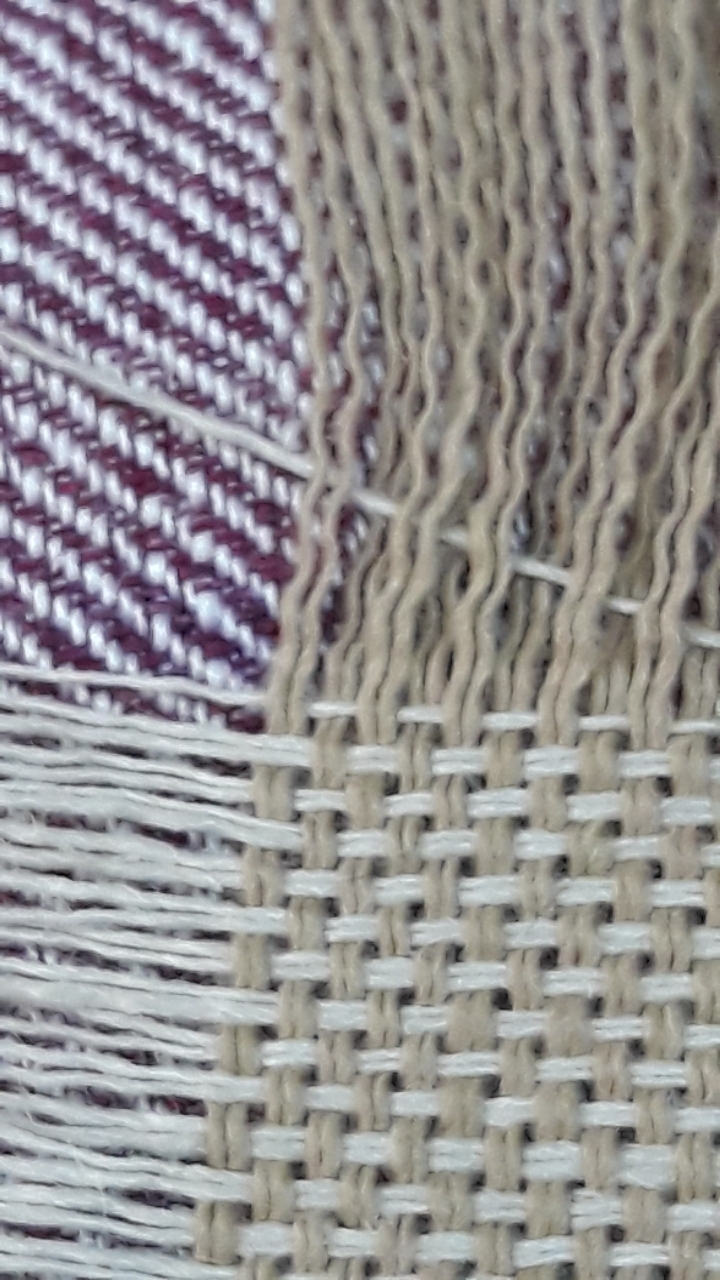




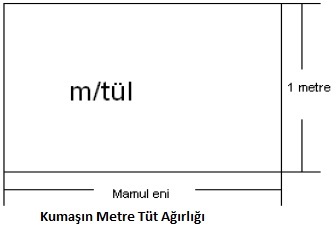



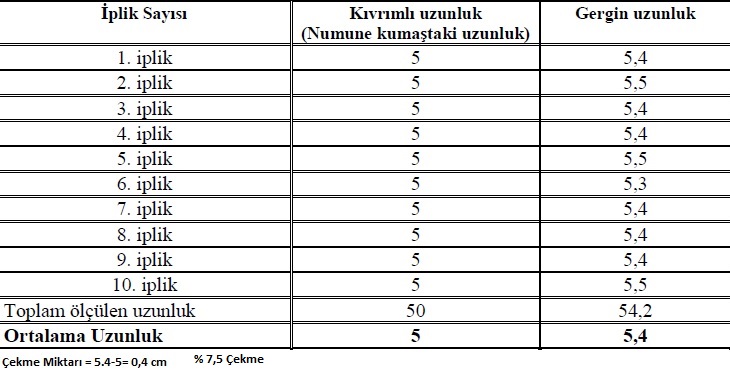





Puntalı İplikler
Puntalama işlemi ile belirli noktalarda ipliği oluşturan liflerin karıştırılması sonucu, belirli aralıklarla boğumlu bir yapı kazanmış, düz ya da tekstüre çok telli devamlı lif ipliğidir.
Contined düz polyester ipliklerde veya contined tekstüre ipliklerde iplik maliyetini düşüren bir işlemdir. Bu işlemle büküm ve haşıl ameliyeleri elimine edilir.
Bükümsüz contined düz ipliklerde flamentlerin birbirinden daima ayrılma eğilimleri vardır. Bu şekilde işletmelerde kullanılmaları güçtür. Bu güçlüğü ortadan kaldırmak için ipliğe büküm verilir. Bükümün verilmemesi durumunda iplik belli aralıklarla puntalama işlemine tabi tutulur. ( 100-130 boğum / mt ) Punta işlemi nedeniyle iplik boğumlar halindedir. Boğumlar sebebiyle lifler birbirini tutacağından, işletmede çalışma kolaylığı sağlar.
Puntalı iplikler genelde çözgü ipliklerinde kullanılır. Bundaki amaç, haşıl işlemini ortadan kaldırmaktadır. Maliyeti düşüren bir faktör olması nedeniyle kullanımı yaygınlaştırmaktadır. İplikteki boğumlar sayesinde bu tür iplikten yapılan kumaşlarda iplik kayması da az olmaktadır. Burada dikkat edilecek en önemli husus, punta izlerinin kumaş üzerindeki rahatsız edici etkilerinin takibidir. Üretimin ilk safhasında bunu tespit etmek mümkündür.
Filament ipliklerin numaralandırma sisteminde denye veya dtex kullanılır.
Numaralama sisteminde, kesitteki filament sayısı da belirtilir. Örneğin 200 / 36, numarası 200 denye olan iplik kesitinde 36 filament olduğu anlaşılmaktadır.
İplik siparişlerinde, iplik numarası dışında aşağıdaki hususları da belirtmek gerekir.
Kesitteki elyaf sayısı veya lif inceliği
Lif kesit şekil ( yuvarlak, trilobe vs. )
Büküm durumu ( bükümsüz, bükümlü, puntalı )
Rengi ( ham veya renkli )
Parlaklığı ( mat, yarı mat veya parlak )
Hacimliliği ( düz, tekstüreli veya yüksek hacimli )
Büküm yönü ( S veya Z )
Gün ışığından etkilenemez ancak uzun süre ışıkta kalırsa, özellikle ultraviyole ışığından zarar görebilir.
Terilen her türlü giyim eşyası yapımında kullanılabilir. Çünkü bu lifler deriyi tahriş etmez Alerjik durum yaratmaz.
Tek başına, yün, pamuk ve keten gibi doğal liflerle karışık olarak kullanılır.
Ayrıca
tül,
tafta,
saten,
organze,...vs. çeşitli kumaş ve dokumalar yapılır.
Yine terilen lifi;
çeşitli balık ağları,
perdeler,
yer döşemeleri,
özellik ilmeli ve tüylü halılarda,
transmisyon kayışlarında,
kemerlerde,
yangın hortumu yapımında,
urgan, ağ ve yelken bezi yapımında,
dolgu maddesi olarak yatak ve mobilyalarda,
dikiş ipliği yapımında kullanılır.
İplik Makineleri
İplik işletmesine kullanılan iplik makinelerinde iplik üretilmeden dokuma kumaş veya örme kumaş üretilemez. Bu kumaşların kaliteli olabilmesi de ipliğin kaliteli ve istenilen özelliklerde olması kaçınılmazdır. Zira iplik kalitesiz ise elde etmek istediğiniz kumaşı istenilen özelliklerde olmaz. İpliğin kaliteli olabilmesi için de liflerin belirli uzunlukta, incelikte, mukavemette, elastikiyette vb. istenilen özelliklerde olması gerekmekte olduğu gibi ipliği verilecek mt/tur'daki büküm sayısı da önemlidir. Örneğin 40/18 polyester ipliğine 400 büküm verdiğinizde elde etmek istediğiniz kumaşın özelliklerini sağlayamazsınız. Burada ARGE çalışması yaparak m/tur 'daki büküm üzerinde çalışmalar yapmalısınız.

















Kaplama Tekniği İle Üretilen Kumaşlar
Kaplama ve laminasyon, sağladıkları görünüş ve estetik özelliklerinden daha çok teknik performansları ve fonksiyonel özellikleri ile ön plana çıkan tekstil ürünlerinin üretim yöntemlerindendir. Kaplama veya lamine kumaşların zirai tekstillerden tıbbi tekstillere, ev tekstillerinden koruyucu giysilere kadar pek çok kullanım alanı bulunmaktadır. Bu yöntemlerle üretilen kumaşların performans ve fonksiyonel özellikleri, kullanılan kaplama maddesine, uygulanan tekniğe ve tekstil yüzeyinin yapısına ve özelliklerine göre farklılıklar göstermektedir.Günümüzde önemi gittikçe artmaktadır.
Kötü hava koşulları gibi dış etkenlerden korunmak için yağ, vaks gibi maddeler kumaş üzerine aktarılarak, geçirgenlik özellikleri belli oranda kısıtlanmış kumaş elde edilerek kaplama kumaş teknolojisine ilk adım atılmıştır. Kauçuk ve polimer maddelerin keşfi ve kimya sektöründeki gelişmelerle birlikte farklı özellikte ve farklı kullanım alanlarına sahip ürünler elde edilmeye başlanmıştır.
Teknik tekstiller, kimyasallara, hava şartlarına, mikroorganizmalara dayanıklı, üstün performans ve fonksiyonel özelliklere sahip, katma değeri yüksek pahalı ürün grubudur. Laminasyon ve kaplama, teknik tekstil üretiminde kullanılan kumaşlara fonksiyonel özellik kazandırmak ve kullanım alanlarını arttırmak amaçlı uygulanan tekniklerdir. Dış etkenlerden korunmak amacıyla üretilen kaplanmış ve lamine edilmiş kumaşlar ziraat tekstillerinden medikal tekstillere, inşaat alanından koruyucu giysilere kadar pek çok kullanım alanına sahiptir. Bu kumaşların fonksiyonel özellikleri, kullanılan kaplama maddesine, uygulanan üretim tekniğine ve tekstil yüzeyinin yapısına ve özelliklerine göre varyasyon gösterebilmektedir.
Kaplama kumaşlar; dokuma, örme ya da dokusuz yüzey olarak üretilen kumaşın bir ya da her iki yüzeyini kimyasal bir madde ile kaplayarak elde edilmektedir.
Kaplama ve laminasyon, kumaşların fiziksel ve estetik özelliklerini geliştirmek ve değiştirmek, kumaşların, polimer, köpük ve filmlerin avantajlarını kombine ederek, kullanım alanını genişletmek amacıyla uygulanmaktadır.
Kaplama ve laminasyon prosesleri sonucu elde edilen tekstil ürünleri bugün tekstil endüstrisinin önemli bir bölümünü oluşturmaktadır. Teknik tekstillere olan talebin artışı özellikle son yıllarda kaplanmış kumaşlara olan talebi de arttırmıştır.
Kaplama veya laminasyon işlemi sonucu rüzgârlık, montluk, pantolonluk gibi günlük giysilik kumaşlar üretileceği gibi, zirai tekstillerden tıbbi tekstillere, ev tekstillerinden koruyucu giysilere kadar farklı kullanım amaçları için teknik tekstil ürünlerinin üretilmesi mümkündür. Temel olarak bu kullanım alanları giysilik ürünler, giysilik dışı kullanım alanına sahip ürünler(suni deri, inşaat alanında kullanılan tekstil ürünleri, hava yastığı uygulamaları, halı arkası kaplamaları, otomobil iç döşemeleri için uygulamalar gibi), yüksek teknolojiye sahip ürünler(koruyucu veya kamuflaj giysiler, iletken polimer kaplı kumaşlar) olarak da incelenebilir. Kaplama veya laminasyon işlemi sonucu elde edilecek ürünün özellikleri kullanım alanına uygun bir zemin kumaşı, uygun kaplama materyali, uygun kaplama ya da laminasyon tekniği seçilerek belirlenmektedir.
Kaplamada Kullanılan Materyaller:
Kaplama tekniklerinin ve kaplama materyalinin(sıvı, pat, köpük) olası varyasyonları, tekstil maddelerinin aşağıda belirtilen çeşitli uygulama amaçları için mümkün modifikasyonları ile hemen hemen sınırsız bir alan oluşturmaktadır.
Kaplama, kumaşa normal terbiye prosesleriyle kazandırılamayan özel efektler için uygulanan bir işlemdir. İstenilen efekte göre sıvı, hamur veya toz halde bulunan kimyasallar toz, pasta veya köpük formunda kumaşa aktarılarak kumaş üzerinde bir film tabakası oluşturulmaktadır.
Zeminde kullanılan kumaşlar son üründe; kopma, yırtılma ve uzama gibi özellikleri sağlarken, kaplama maddesi; gözeneklilik, kumaşın kimyasal ve çevresel etkilerden korunması ve bazı durumlarda görünüm iyileştirmesi sağlamaktadır. Tekstil materyalinden beklenen su geçirmezlik, ısı yalıtım, estetik görünüm gibi bazı özellikler kumaşların polimer ile kaplanmasıyla sağlanabilmektedir.
![]()
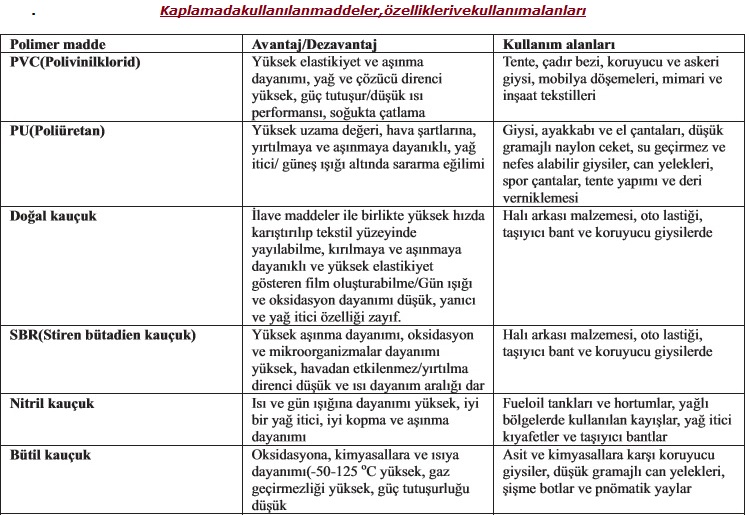
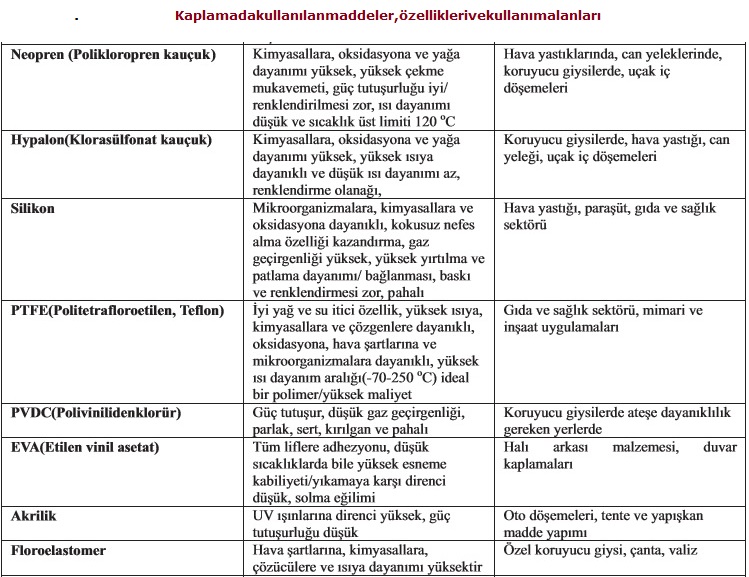
Kaplama Maddeleri:
Kaplama maddelerinin hepsi uzun zincir lilineer moleküller olan termoplastik polimerlerdir. Son ürünün dayanıklılığını ve performansını, doğrudan bu maddelerin özellikleri etkilemektedir. Kaplama ve laminasyon işlemi süresince, kumaş ve polimer madde ısıl işleme maruz kalmaktadır ve bu nedenle kumaşta ve polimer maddede nasıl bir değişiklik olacağının daha önceden bilinmesi gerekmektedir.
Kaplama maddesinin seçim kriteri, istenen özelliğe bağlı olarak kimyasal, çevresel, mekaniksel gereklilikler, fiyat ve işleme özellikleri olmaktadır. Yukarıda kaplamada en çok kullanılan polimer maddeler ile ilgili genel bilgi ve kullanım alanları verilmektedir.
Kaplamada Kullanılan Zemin Kumaşları:
Kaplama işlemi uygulanacak olan kumaş dokuma, örme kumaş olabildiği gibi liflerden doğrudan üretilen dokusuz yüzey kumaşlarda olabilmekte ve ayrıca iplik formunda da kaplama uygulanabilmektedir.
İyi bir kaplama işleminin yapılabilmesi için seçilen kumaştan temel bazı özellikler beklenmektedir. Bunlar zemin kumaşının,
Temiz, düzgün, pürüzsüz yüzey ve sık bir yapı
Dayanıklı olması
Boyutsal stabilitesinin olması
Asit ve kimyasallara karşı dayanıklı olması
Adhezyon ve düşük maliyettir.
Zemin kumaşında en çok tercih edilen lifler ve bu liflerden üretilmiş kumaşların kaplama işlemleri açısından avantaj ve dezavantajları aşağıda verilmiştir.
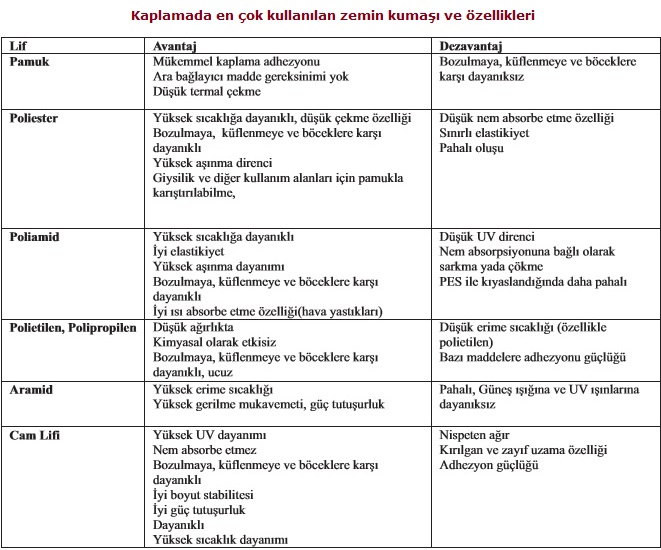
Zemin kumaşının ve kaplama maddesinin seçiminin yanında kaplama işlemi için uygulanacak olan yöntem, son ürünün performans özelliklerini belirlemektedir.
Kaplama Teknikleri:
Kaplama, farklı tekniklerle yapılabilmesiyle beraber, kullanılması planlanan teknik, kaplamanın yapılacağı malzemenin cinsine ve elde edilmesi istenen özelliğe bağlıdır. Kaplama malzemesi, iplik ve lif yüzeylerinde yayılmasına olanak sağlayacak viskozitede olmalı ve kaplama sonrası kumaş yüzeyi düz ve pürüzsüz olmalıdır. Her teknikte kaplama öncesi kumaş tam en açılmalı, gerilim kontrollü beslenme yapılmalı, kaplanmış kumaş, kaplama sonrası kumaş içerisinde bulunan çözücülerin buharlaşarak uzaklaştırılabilmesi için, soğutulup sarılmadan önce bir kurutucuda işleme tabi tutulmalıdır.
Klasik kaplama tekniklerinin temelini; emdirme, hemen sonrasında kuru sıcak hava ortamında ve çoğunlukla ramözde sabit ende kurutma oluşturmaktadır. Klasik kaplama tekniklerinin yanı sıra son yıllarda kullanımı giderek artan plazma ve sol-jel teknolojisi de kaplama konusunda yeni yöntemler olarak kabul edilmektedir. Kaplama yöntemlerini, kaplama maddesinin sıvı olduğu metotlar, katı olduğu metotlar ve ayrıca plazma ve sol-jel teknolojisi ile yapılan modern kaplama metotları olmak üzere üç bölümde incelemek mümkündür.
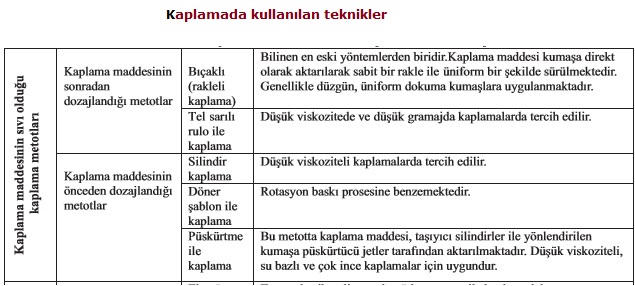
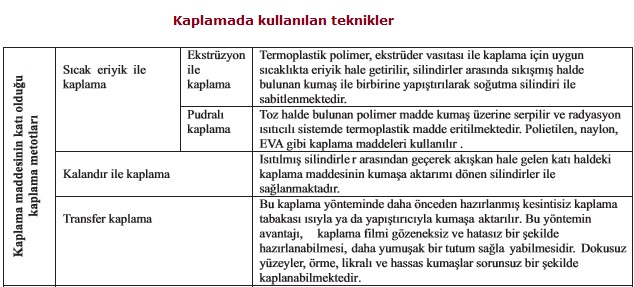
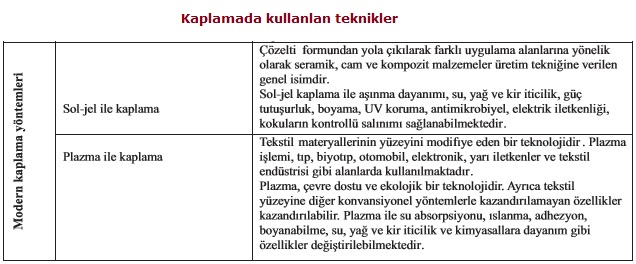
Laminasyon
Laminasyon işlemi, kumaş katmanlarını ya da kumaş ve materyali, kompozit bir materyal oluşturmak için birleştirme prensibine dayanmaktadır. Kaplama hamuru halinde biçimlendirilemeyen polimer maddeler öncelikle film haline getirilip daha sonra kumaşa lamine edilmektedir. Kaplamada yapılabildiği gibi laminasyonda da, çözelti ya da sulu dispersiyon olarak kimyasal madde köpük formunda kumaşa aktarılabilmektedir. Laminasyon işlemi sonunda zemin kumaşı dâhil olmak üzere 2 veya daha çok katmandan oluşan bir yapı elde edilmektedir.
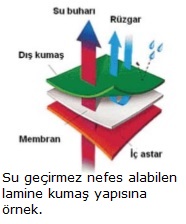
Laminasyonda kullanılan çok çeşitli teknikler, farklı yapılarda yapıştırıcı maddeler vardır. Kumaş ile film arasında yapışma kuvvetini oluşturabilmek için, her ikisine de uygun yapıştırıcı maddeyi kullanmak gerekmektedir. Laminasyonda kullanılan yapıştırıcılar genelde su bazlı, solvent bazlı maddeler ya da katı veya jel halinde olup sıcakta eriyik halde bulunan maddelerdir. Sıcakta eriyik halde bulunan bu maddeler film, granül, toz ya da jel formunda üretilmektedirler. Bu maddeler polyolefin, poliüretan, polyester, polyamid ya da farklı polimer veya kopolimerlerin bileşimi olabilmektedir.
Kaplama tekniğine benzer şekilde, kullanılacak olan yöntem ve makine laminasyonda kullanılacak olan yöntemin ve makina, lamine kumaşın istenilen performans özellikleri ile zemin kumaşın fiziksel özelliklerine göre belirlenmektedir. Laminasyonda amaç, zemin kumaşın özelliklerini olduğu gibi koruyarak istenilen tutumda, estetik özellikte ve dayanımda esnek bir lamine kumaş üretebilmektir.
Laminasyon tekniği su geçirmez ve nefes alabilir kumaşlarda, otomobil koltuk döşemelerinde ve ayakkabı üretimi gibi birçok alanda kullanılabilmektedir. Laminasyon ayrıca konfeksiyon sanayinde giysilerin yaka, manşet ya da kenar kıvrımlarında genellikle dikişin yerine ya da dikişi desteklemek amacıyla, bunun yanında otomotiv endüstrisi ve yelken üretiminde de dikiş yerine de kullanılmaktadır.
Laminasyonda dikkat edilmesi gereken faktörler:
- Kullanılacak malzemelerin kimyasal yapısı
- Kumaşın yüzey özellikleri
- Kumaş konstrüksiyonu
- Kumaş stabilitesi(esneme ya da çekme)
- Kumaş bitim işlemleri ya da kumaş üzerinde bulunabilecek yağ maddeleri ve adhezyonu etkileyebilecek herhangi bir faktör
- Isı dayanımı
- UV ve ışık dayanımı
- Kumaş ile polimer madde arsındaki bağın dayanıklılığı(suya,yüksek nem oranına dayanım)
- Bağ kuvveti
- Migrasyon
Laminasyon Teknikleri
A-Alevli Laminasyon (Flame Lamination)
Alevli laminasyon, otomobil koltuk döşemelik kumaşların üretilmesinde kullanılmaktadır. Yüzey kumaş, poliüretan köpük ve alt taban kumaşı laminasyon makinesine beslenir ve sonuçta üç materyal birleşmiş olarak çıkmaktadır. Yalayarak yüzeyi geçen alev yüzeyde bulunan köpüğü eritmektedir. İşlem sırasında köpük kumaş yüzeyini kaplar ve yapıştırıcı olarak işlev görmektedir. Gereken miktardaki köpükten biraz daha fazlasının kullanımı yanan köpük miktarını dengelemektedir.
Bu yöntemle esnek lamine kumaş üretilmektedir. Özellikle otomobil iç döşemelik kumaşlarda çatlama meydana gelmeden eğrilme ve kıvrılma hareketlerini gerçekleştirebilme en önemli gereksinimlerdendir.
B-Sıcak Eriyik Laminasyon
Sıcak eriyik laminasyonda, arada sıcakta eriyen yapıştırıcı film, ağ ya da toz olacak şekilde iki materyal birleştirilmektedir. Daha sonra sandviç formuna getirilen bu materyaller, materyalleri ısıtan ve lamine oluşturacak yapıştırıcı maddeyi eriten silindirlere beslenmektedir. Silindirler elektrik ile ısıtılmaktadır ve materyaller ısıyı makineden alır fakat aynı zamanda ısı çevreye yayılmaktadır. Sıcak eriyik laminasyonda karşılaşılan en önemli problemlerden biri de yapışkan maddenin ikinci materyalle temasından önce hızlı bir şekilde soğuyarak yapışkanlığını kaybetmesidir.
PERFORMANS TESTLERİ
Kaplanmış veya lamine edilmiş kumaşlarda diğer kumaşlarda olduğu gibi zemin kumaşının sıklık, kalınlık, metrekare ağırlığı gibi temel yapısal özellikler önem taşımaktadır. Bunların yanında kaplamanın veya laminasyonun etkisini belirleyebilmek amacıyla beklenen performans özellikleri test edilmektedir.
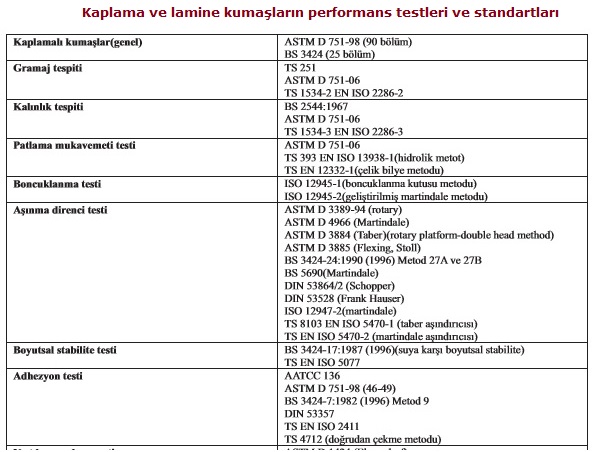
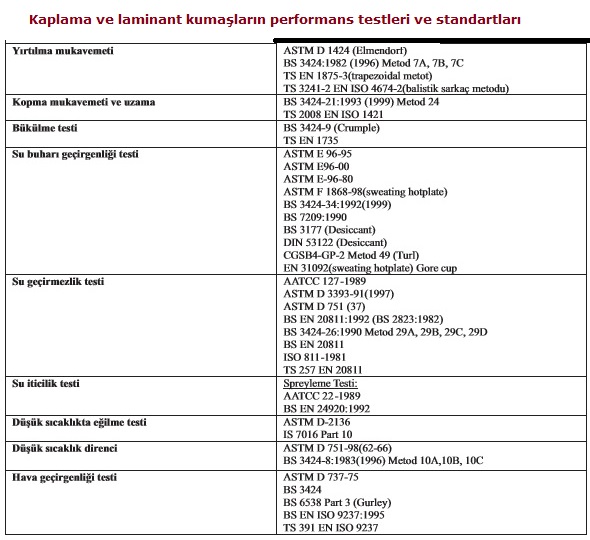
A- Adhezyon Testi
Adhezyon testi, kumaşın taban kumaşı ile kaplaması arasındaki bağlanma dayanıklılığını performansını test etmeye dayanmaktadır. Bu test, eğer kaplama tabakasının zemin kumaşa bağlanma kuvveti(adhezyon) yetersiz ise, katmanlar arası ayrılma meydana gelebilmesi sebebiyle önem taşımaktadır. Kaplama ya da lamine kumaşlarda film tabakasını taban kumaştan ayırmaya yetecek çekme kuvveti ölçülür. Bunun için atkı ve çözgü yönünde 5 yada 2,5cm genişliğinde 5'er tane kumaş örnekleri hazırlanmaktadır. Kaplama ya da film tabakası ile kumaş çenelere ayrı ayrı tutturulabilmesi için, kaplama tabakası kumaştan el yardımıyla çekilip ayrılır, çenelere yerleştirilen örnekte iki katmanı birbirinden ayırmaya yetecek kuvvet miktarı ölçülmektedir. Adhezyon testi yaygın olarak BS 3424 ya da ASTM D 751-98 standartlarına göre yapılmaktadır. Kaplama adhezyonu için gerekli olan kuvvet 50N/5cm.'dir. Bu test yaş haldeki kumaşlara uygulanmaktadır, daha düşük değerler elde edilmesine rağmen kabul edilebilir adhezyon kuvveti 35 N/5cm.dir.
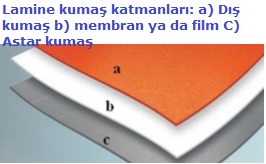
B-Aşınma Direnci Testi
Kaplanmış kumaşta, kaplama tabakasının aşınma dayanımının test edilmesi, özellikle kumaşın su geçirmezliğini etkilemesi sebebiyle, büyük önem taşımaktadır. Kaplanmış kumaşın aşınma direnci, kumaşın kaplanmış yüzeyinin bir aşındırıcı yardımıyla aşındırılması sonucu belirlenmektedir. Yaygın olarak test, Martindale aşınma direnci ölçeri ile yapılmaktadır. Aşındırma sonrası kumaşta meydana gelen ağırlık kaybı miktarı kaplamanın aşınma direnci hakkında fikir vermektedir. Aşınma direncinin yanında kullanım alanına göre kaplanmış kumaş örneği 5000 tur sürtme sonrası su geçirmez özelliğe sahip olması beklenmektedir.
C-Boyutsal Stabilize Testi
Boyutsal stabilite testi, kaplanmış kumaşın soğuk su içerisinde iyice ıslatıldıktan ya da etüvde farklı sıcaklıklarda ısıtıldıktan sonra kumaşta meydana gelen çekme yüzdesini hesaplamaya dayanmaktadır. Kumaşın bitim işlemleri esnasında sıcaklık ayarlarının etkili bir şekilde yapılması, kumaşın çekme ihtimalini önemli derecede azaltmaktadır. Eğer kumaş kaplama işlemi sırasında yüksek gerilime maruz kalırsa, kumaşta dinlenme esnasında çekme gerçekleşebilmektedir.
Sentetik Lifler Test Soruları
1. Sentez yoluyla üretilen polimerlerden kimyasal lif çekim yöntemleri kullanılarak elde edilen liflere ne ad verilir?
A) Bitkisel lif B) Rejenere selülozik lif C) Hayvansal lif D) Sentetik lif
2. Aşağıdakilerden hangisi, sentetik lifler grubuna giren bir lif değildir?
A) Akrilik B) Poliamid C) İpek D) Poliester
3. Aşağıdakilerden hangisi, sentetik lifler grubuna giren bir liftir?
A) Viskoz B) Polipropilen C) Yün D) Keten
4. Aşağıdakilerden hangisi, kimyasal lif eğirme yöntemlerinden biri değildir?
A) Germe çekme işlemi B) Yumuşak eğirme yöntemi C) Kuru eğirme yöntemi D) Yaş eğirme yöntemi
5. Normal şartlarda % 4 – 4,5 arasında nem çekme özelliğine sahip olan sentetik lif hangisidir?
A) Akrilik B) Poliester C) Polietilen D) Poliamid( Naylon )
6. Aşağıdakilerden hangisi, Naylon 6 lifinin kullanım alanlarından biri değildir?
A) İç giyim B) Perdelik kumaş C) Yatak örtüsü D) Otomobil lastiği
7. Aşağıdakilerden hangisi, poliester lifinin endüstriyel kullanım alanlarından biridir?
A) Çadır B) Battaniye C) Yat döşemeleri D) Dikiş ipliği
8. Aşağıdakilerden hangisi, Polivinil grubu liflerinden biri değildir?
A) Polietilen B) Akrilik C) Modakrilik D) Polivinil klorür
9. Poliester lifleri hangi eğirme yöntemine göre elde edilir?
A) Germe çekme işlemi B) Yumuşak eğirme yöntemi C) Kuru eğirme yöntemi D) Yaş eğirme yöntemi
10. Aşağıdakilerden hangisi, sentetik lif gruplarından biri değildir?
A) Poliester lifleri B) Poliamid lifleri C) Rejenere selülozik lifler D) Polivinil lifleri
11. Aşağıdakilerden hangisi rejenere selülozik liftir?
A) Rayon B) Pamuk C) Kazein D) Orlon
12. Aşağıdakilerden hangisi doğal polimer maddesidir?
A) Kostik B) Linter C) Kömür D) Petrol
13. Aşağıdakilerden hangisi rejenere protein kökenli elyaf değildir?
A) Ardil B) Kazein C) Orlon D) Zein
14. Asetat lifi hangi çekim yöntemi ile üretilir?
A) Kuru çekim B) Yumuşak çekim C) Germe- çekme D) Yaş çekim
15. Aşağıdakilerden hangisi bitkisel protein elyafıdır?
A) Modal B) Orlon C) Kazein D) Silkool
16. Aşağıdakilerden hangisi rayon lifinin yanma özelliğidir?
A) Alevden uzaklaşır. B) Yanmış saç kokusu verir. C) Oldukça hızlı yanar. D) Sert katı hâlde kalıntı bırakır.
17. Aşağıdakilerden hangisi asetat lifinin mikroskopta boyuna görünüm özelliğidir?
A) Seyrek boyuna çizgilere sahiptir. B) Kurdela şeklinde büklümlüdür. C) Yüzey pulcuklarla kaplıdır. D) Uzunlamasına görünümü doğrusal değildir
18. Rayon lifi aşağıdaki kimyasallardan hangisinde çözünür?
A) Aseton B) Formik asit C) Asetik asit D) Sülfürik asit
19. Viskon lifinin kuru destilasyon tepkimesi hangisidir?
A) pH=5-6 değerinde bazik karakter gösterir. B) pH=2-3 değerinde asidik karakter gösterir. C) pH=2-3 değerinde bazik karakter gösterir. D) pH=5-6 değerinde asidik karakter gösterir.
20. Aşağıdakilerden hangisi yakma testinde kullanılan araç gereçlerden biridir?
A) pH kâğıdı B) Deney tüpü C) Çakmak D) Beher
21. Yandığında kahverengi sert bir kalıntı bırakan lif aşağıdakilerden hangisidir?
A) Modakrilik lifleri B) Poliuretan lifleri C) Polipropilen lifleri D) Polivinilklorür lifleri
22. Önce eriyip, sonra yanan alevden çıkarılınca yanmaya devam eden ve issiz yanıp söndükten sonra beyaz duman çıkaran lif aşağıdakilerden hangisidir?
A) Polipropilen lifleri B) Poliester lifleri C) Polivinilklorür lifleri D) Polietilen lifleri
23. Yandığında tatlı hoş kokulu keskin bir koku çıkaran lif aşağıdakilerden hangisidir?
A) Akrilik lifleri B) Polietilen lifleri C) Polivinil klorür lifleri D) Poliester lifleri
24. Yandığında yanık şeker kokusu çıkaran lif aşağıdakilerden hangisidir?
A) Polipropilen lifleri B) Poliester lifleri C) Polivinilalkol lifleri D) Poliamid lifleri
25. Önce eriyip sonra yanan, alevden çıkınca yanmayan dumanı isli ve siyah olan lif aşağıdakilerden hangisidir?
A) Poliester lifleri B) Viskoz C) Pamuk D) Akrilik
26. Aşağıdakilerden hangisi mikroskopta incelenen özelliklerden değildir?
A) İplik hataları B) Lifin enine kesiti C) Nem çekme özelliği D) Lifin boyuna görünümü
27. Aşağıdakilerden hangisi poliamid lifinin enine kesitini doğru olarak verir?
A) U şeklinde B) Yuvarlak C) Tırtıllı D) Yerfıstığı şeklinde
28. Aşağıdakilerden hangisi polietilen lifinin enine kesitini doğru olarak verir?
A) Daire biçiminde B) U şeklinde C) Fasulye şeklinde D) Yerfıstığı şeklinde
29. Aşağıdakilerden hangisi rejenere selülozik liftir?
A) Azlon B) Viskon C) Orlon D) Zein
30. Aşağıdakilerden hangisi doğal polimer maddesi değildir?
A) Odun B) Linter C) Kömür D) Bitkisel protein
31. Rejenere selüloz kökenli elyaf hangisidir?
A) Orlon B) İpek C) Pamuk D) Modal
32. Aşağıdakilerden hangisi viskoz elyafın en belirgin fiziksel özelliğidir?
A) Yaş mukavemeti yüksektir. B) Kuru mukavemeti yünden düşüktür. C) Yaş mukavemeti düşüktür. D) Güneş ışığından etkilenmez.
33. Yaş çekim yöntemi ile üretilen elyaf hangisidir?
A) Pamuk B) İpek C) Viskoz D) Poliester
34. Asetat rayonun kimyasal özelliği hangisidir?
A) Kuvvetli bazlardan etkilenmezler. B) Kuvvetli asitlerden etkilenirler. C) Mikroorganizmalardan kolaylıkla zarar görürler. D) Güneş ışığından etkilenmezler.
35. Zein elyafı hangi lif grubu ile karıştırılarak kullanılır?
A) Pamuk-Yün B) Yün-Poliester C) Viskon-Orlon D) Naylon-Poliester
36. Aşağıdakilerden hangisi bitkisel protein elyafı değildir?
A) Silkool B) Zein C) Ardil D) Asetat
37. Aşağıdakilerden hangisi kazein elyafı için doğrudur?
A) Tutumu iyi değildir. B) Mukavemeti oldukça yüksektir. C) Yüne benzer. D) Zayıf asitlerden zarar görürler.
38. Ardil lifi aşağıdakilerden hangisi ile karıştırılarak kullanılmaz?
A) Pamuk B) Rayon C) Orlon D) Yün
39. Aşağıdakilerden hangisi rayon lifinin yanma özelliği için söylenemez?
A) Alevden uzaklaşmaz. B) Yanmış kâğıt kokusu verir. C) Oldukça yavaş yanar. D) Kül hâlinde kalıntı bırakır.
40. Aşağıdakilerden hangisi asetat lifinin karakteristik yanma kokusudur?
A) Yanmış kâğıt kokusu B) Yanmış saç kokusu C) Kimyasal koku D) Sıcak sirke kokusu
41. Aşağıdakilerden hangisi asetat lifinin mikroskopta enine kesit görünüm özelliğidir?
A) Yuvarlak ya da yuvarlağa yakındır. B) Fasulye görünümündedir. C) Düzgünsüz, loblu görüntüye sahiptir. D) Üçgen şeklindedir.
42. Aşağıdakilerden hangisi rayon lifinin mikroskopta boyuna görünüm özelliğidir?
A) Belirgin boyuna çizgilere sahiptir. B) Kurdela şeklinde büklümlüdür. C) Yüzey pulcuklarla kaplıdır. D) Belirgin boyuna çizgilere sahip değildir.
Gipe İplikler
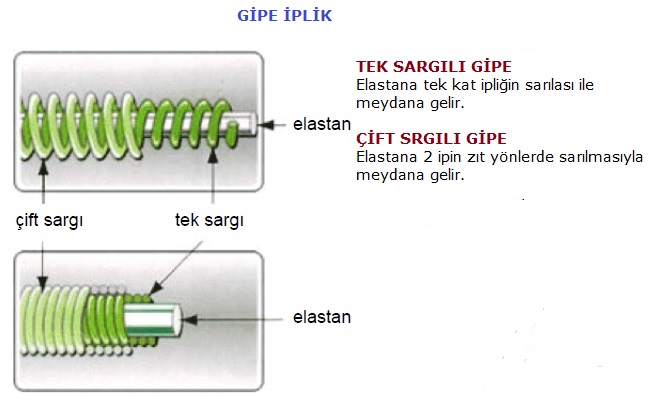
Yaygın olarak kullanılan 2 çeşit gipe vardır.
1-Polyester gipe
2-Naylon(pa) gipe
Gipe üretilen bir iplik çeşidi değildir. Örneğin piyasada sıkça kullanılan 20/70 yada 40/70 gipeyi ele alırsak,20/70 gipe 20 denye likra ile 70 denye textürize polyester ipliğinin birbirine puntalanması ile ortaya çıkan iplik 20/70 gipedir.
40/70 içinde durum aynıdır.40 denye likra ile 70 denye polyester ipliği puntalarsanız 40/70 polyester gipeniz olur.
Gipe=Likralı polyester iplik yada Likralı naylon ipliktir.
Bu kategori elastan (elastomer), lastik, kauçuk gibi hammaddelerden üretilen, esneme özelliğine sahip çıplak iplikleri kapsamaktadır. Lycra, Radici Spandex, Linel, Creora, Texlon, Acelan vb. markalarla anılan çıplak elastan (elastomer) iplikler bu kategoriye dâhildir.
Gipe İplikli İyi Bir Kumaş Üretimi İçin Yapılması Gereken İşlemler;
Örme makinelerinde gerilim düşük tutulmalıdır. Kumaş düşük gerilimle sarılmalıdır. Kumaş kırışıksız rulo şeklinde sarılmalıdır Kumaş ruloları birbiri üzerine yoğun olarak yığılıp saklanmamalıdır. Depolamada kırık izi oluşacak şekilde bekletilmemelidir. Aynı formda iki aydan fazla bekletilmemelidir. Kullanılacak örme makinası yağının seçimine özen gösterilmelidir. Sararma tehlikesine karşı yüksek sıcaklıkta termofikseden kaçınılmalıdır. Sıcak halde germeden kaçınılmalıdır.
Flotte oranı %100 pamuklu çalışmaya nazaran %20–30 arttırılmalıdır, Elastan içeren kumaşlar, eşdeğerdeki %100 pamuk kumaşa nazaran %25 ağır olduğu için makinaya yüklenen kumaşın halat uzunluğu düşürülmelidir, Banyo şok şekilde soğutulmamalıdır.
Gipe İplikli Yuvarlak Örme Kumaşların Ön fikse İşlemleri;
Termofikse için tüp kesme gerektiğinden (açık en üretilen kumaşlarda bu işleme gerek yoktur), kumaş tekrar kenar dikme yapılmadığı takdirde yaş işlem yapılamaz. Genelde %5 ve daha fazla elastan içeren ve full elastanlı örülen tüm kumaşlara termofikse işlemi yapılır. Aksi halde kırık tehlikesi ile karşılaşılır.
Burada pratik olarak ısı testinde beklendiğinden daha fazla çeken veya toplayan, gramaj stabillitesi gereken her örme kumaş ısı ile fikse işlemine tabi tutulmalıdır.
Bu işlemlerin sağladığı faydaları ise şu şekilde sıralayabiliriz;
Yaş işlemlerden önce çekmeyi engeller.
Kenar kıvrılmalarını kontrol altına alır.
Renk akmasını önler.
Boyamada oluşabilecek kırıklar önlenir.
Kumaş eni ve gramajı boyama öncesi kontrol altına alınır.
ELASTAN KAPLAMA (GİPE) İPLİKLER
Normal ipliklere yüksek elastomerik özellikler (esneme-geri toplama) kazandırmak amacıyla, ipliğin elastan ile birleştirilmesiyle elde edilen ipliğe gipe ipliği denir. Gipe iplikleri kuvvet altında uzayabilir ve kuvvet ortadan kaldırıldığında kendi boyuna geri döner. Gipe ipliği; basınçlı hava yardımıyla tekstüre ipliklerin, elastanla birleştirilmesi sonucunda (gipe makinelerinde) elde edilebileceği gibi tekstüre işlemi esnasında (Kombi tekstüre makinelerinde) elastanın doğrudan beslenmesiyle de elde edilebilir. Ayrıca gipe ipliği üretiminde büküm giderek yaygınlaşmaktadır. Filament iplikler hem de doğal elyaflar elastan ile tek ve çift katlı olmak üzere bükülebilmekte; bu sayede elastanın, elyafın tam olarak içerisine hapsolması ve kumaş yüzeyinde görünmeyen bir yapıya kavuşması sağlanmaktadır.
Elastan kaplama iplik türleri:
- Ekru Elastan Kaplama İplikler
- Siyah Elastan Kaplama İplikler
- Melanj Elastan Kaplama İplikler
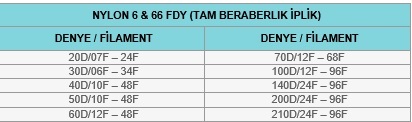
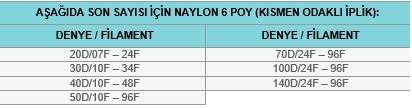
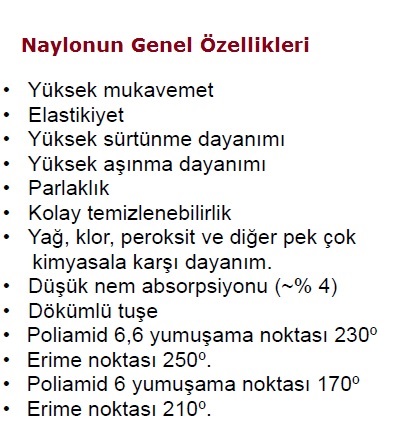

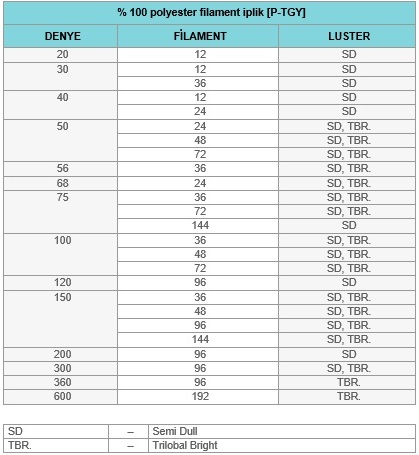
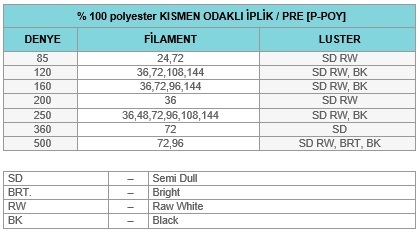


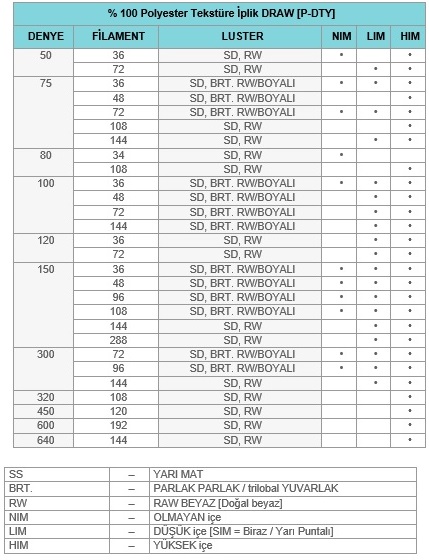
Kumaşların Su Geçirgenliği
Yüksek hava sıcaklığı, yüksek seviyede fiziksel aktivite, yoğun duygular gibi çeşitli nedenlerden dolayı vücut sıcaklığı yükseldiği zaman, vücut sıcaklığını düşürmek için terlemektedir. Terin deriden buharlaşması giysi ve deri arasındaki bölgede nem buharı oluşturmaktadır. Giysiyi giyenin kendini rahat hissetmesinin sağlanması için, giyilen giysinin buhar şeklindeki bu teri çevredeki havaya iletmesi gerekmektedir. Giysinin buhar şeklindeki teri iletebilme yeteneği, giysiye konfor sağlayan önemli bir parametrelerden biri olan su buharı geçirgenliğidir. İnsanlar giysilerini tüm gün boyunca giydikleri için, giysiler insanların adeta ikinci derisi gibidir. Bu neden le, giysi özellikleri insanlar için önem taşımaktadır. Giysiler genellikle desen, model, renk, moda gibi kumaş görünümünü etkileyen estetik özellikler dikkate alarak seçilmektedir. Fakat son zamanlarda insanların kendilerini daha rahat hissedebileceği konfor sağlayan giysilere doğru da artan bir eğilim bulunmaktadır.
Vücudun ısıl dengesini koruyabilmek için gerekli durumlarda ürettiği terin buhar formda çevreye doğru iletilmesi ve vücudu adeta ikinci bir deri gibi saran giysilerin su buharı geçirgenliğinin çok iyi seviyelerde olması tüketicilerin daha konforlu hissetmelerini sağlamaktadır. Birbiriyle daimi bir ilişki içinde olan lif, iplik ve kumaş özelliklerinin tamamı kumaşların su buharı geçirgenliğini etkilemektedir. Kumaşların kalınlığı ve gözenekliliği, iplik numarası ve hammadde cinsi su buharı geçirgenliğini etkileyen en önemli parametreler arasındadır.Kumaş kalınlığı su buharı geçirgenliğiyle ters orantılı bir ilişki içindeyken bunun aksine gözeneklilik doğru orantılı bir ilişki içindedir. Hidrofil ya da hidrofob karakterli kumaşların su buharı geçirgenliğinin incelendiği çeşitli çalışmalarda ise farklı görüşler elde edilmiştir. Su buharı geçirgenliği ile ilgili çalışmaların sağlıklı şekilde yapılabilmesi için bu özelliğin ölçümünde kullanılan ve çeşitli standartlara dayalı metotlar geliştirilmiştir.
Konfor “İnsan ve çevre arasındaki fizyolojik, psikolojik ve fiziksel uyumun hoşnutluk hali” olarak tanımlanmaktadır. Giysi konforu birçok faktörü içeren karmaşık bir kavramdır. Giysi konforu genel olarak duyusal konfor ve termo-fizyolojik konfor olarak iki grup altında sınıflandırılmaktadır;
1-Duyusal konfor tekstil materyalinin cilt ile mekanik teması sırasında duyulan nörolojik algıları ifade etmektedir.
2-Termo-fizyolojik konfor kumaşın insan vücudu ile çevre arasındaki ısıl dengeyi koruyabilme özelliği ile ilgili olup, kumaşta meydana gelen ısı ve nem transfer mekanizmalarını kapsamaktadır.
Terleme vücut sıcaklığı yükselmeye başladığında vücudun sıcaklığını düşürmek için kullandığı bir mekanizmadır. Özellikle, yüksek aktivite seviyelerinde ve yüksek çevre sıcaklıklarında, yükselen vücut sıcaklığını düşürmek için, vücutta terleme meydana gelmektedir. Terleme sırasında deri yüzeyinde oluşan ter buharlaşmaktadır. Ter buharlaşırken buharlaşma ısısını vücuttan sağlamakta, böylece vücutta soğuma meydana gelmektedir. Giyilen kumaşın sıvı ve buhar haldeki terin geçişine izin vermesi gerekir. Aksi halde, giysi içindeki bağıl nem artmakta ve bu durum deride rahatsızlık veren ıslaklık hissine neden olmaktadır. Bu nedenle, buhar ve sıvı şeklindeki terin deriden atmosfere kumaş aracılığı ile kontrollü hareketi olarak tanımlanan nem kontrolü ısıl özellikler kadar kumaşların termo-fizyolojik konforunu özellikle yüksek sıcaklık ve yüksek fiziksel aktivite şartlarında sağlayan önemli bir faktördür. Kumaşın buhar şeklindeki terin geçişini sağlama yeteneği su buharı geçirgenliği olarak ölçülmektedir. Kumaşlara nefes alabilme özelliği kattığı için, kumaşların su buharını geçirebilme özelliği artık sadece spor giysilerde, iş dışında giyilen günlük giysilerde değil, tüm giysi çeşitlerinde aranan önemli bir özelliktir. Tekstil yapısından su buharının iletimi oldukça karışıktır ve birçok lif, iplik ve kumaş parametresi kumaşların su buharı geçirgenliğini etkilemektedir.
İnsan vücudu enerjisini sürekli olarak kendi metabolizması ile üreten karmaşık termodinamik bir sistemdir. Bilindiği gibi, sağlıklı bir insanın vücut sıcaklığı yaklaşık 37 °C dir. İnsan vücudu farklı koşullar altında dahi bu sıcaklığını sabit bir şekilde devam ettirmek istemektedir. Vücut sıcaklığı için gerekli olan ısı vücut metabolizması ile sağlanmaktadır. İnsan sürekli olarak bulunduğu çevre ile ısı alışverişi halindedir. Farklı çevre sıcaklıkları vücut sıcaklığını etkilemektedir. Vücut sıcaklığı kendisini çevreleyen hava sıcaklığından daha yüksek olduğunda, vücuttan çevreye doğru ısı akışı olmakta ve kişi ısı kaybetmektedir. Tam tersi olarak, vücut sıcaklığı kendisini çevreleyen hava sıcaklığından daha düşük olduğunda, kişi ısı kazanmaktadır. Metabolizmanın oluşturduğu ısı ile dış kaynaktan alınan ısının vücuttan kaybolan ısı miktarı ile eşit olması sağlanarak, vücudun ısıl dengede tutulması gerekmektedir. Eğer ısı kazancı ile ısı kaybı dengede olmaz ise, vücut sıcaklığı ya yükselme ya da düşme göstermektedir. Tekstil malzemeleri ile insan vücudundan çevreye olan ısı ve nem iletimi aşağıda verilen vücuttaki ısıl denge konum denklemi ile ifade edilebilmektedir.
Deriden çevreye olan toplam ısı kaybı iletim, taşınım, ışıma ile taşınan ısı kaybından ve buharlaşma sonucu oluşan ısı kaybından kaynaklanmaktadır.
Normal atmosfer şartlarında ve normal aktivite sırasında, vücut metabolizması ile oluşturulan ısı, vücuttan atmosfere iletim, taşınım ve ışıma yolu ile verilmektedir. Fakat yüksek aktivite seviyelerinde ve yüksek sıcaklıklarda, ısı üretimi artmaktadır ve ısının vücuttan atmosfere olan iletimi vücut sıcaklığını rahat seviyede tutmak için yeterli olmamaktadır. Bu durumda, ter bezleri ter üretmek için harekete geçerek, vücut sıcaklığını düzenlemektedir. Terin buhar şekli hissedilmeyen ter olarak, terin sıvı formu ise hissedilebilir ter olarak adlandırılmaktadır. Ilıman çevre koşulları altında, terleme hissedilmeyen şekilde meydana gelir. Hissedilmeyen terleme deri üzerinde yaklaşık %15 oranında ısı kaybına neden olmaktadır.
Yüksek aktivite sırasında, sıcak iklim veya çevre koşullarında, terleme hissedilebilir şekilde olup, vücut tarafından üretilen ter deri üzerinde birikir. Suyun buhar haline getirilmesi büyük miktarda ısı enerjisi gerektirmektedir. 1 kalori 1 gram suyun sıcaklığını 1 °C arttırmaktadır. Buna karşın, vücut sıcaklığındaki 1 gram suyun buharlaşması için 2424 J (580 kalori) gerekir. Terin buharlaşması sırasında, gerekli ısı vücuttan alınmakta ve bu şekilde vücutta soğuma meydana gelmektedir. Deri sıcaklığından daha yüksek çevre sıcaklığı vücuttan olan ısı kaybının buharlaşma ile gerçekleşmesini sağlar. Bu nedenle, ısıl dengenin sağlanmasında buharlaşma ile ısı transferi özellikle ortam sıcaklığında artış olduğunda önemli hale gelmektedir.

Yukarıdaki şekilde görüldüğü gibi, insan vücudu giysi ile kaplandığı zaman, deri ile giysi arasında mikro klima olarak adlandırılan bir ara bölge oluşmaktadır. Terleme sırasında öncelikle nem ve buhar bu bölgede meydana gelir. Mikro klima bölgesindeki nem oluşumu ve nem iletimi zamana bağlı olarak aşağıdaki şekilde görülmektedir.

Yukarıdaki şekilden de görüleceği üzere, terleme devam ederken, mikroklima bölgesinde nem miktarı en yüksek değere ulaşmaktadır. Giysinin su buharı geçirgenlik özelliği bu bölgede nem oluşumunu büyük ölçüde etkilemektedir. Giysideki sıcaklık ve nem farkına bağlı olarak su buharı ya giysiyi terk etmekte ya da giysi üzerinde yoğuşmaktadır. Eğer buharlaşan ter vücudun oluşturduğu terden düşük ise, nem kumaşın iç tabakasında birikir. Terli deri ve giysi tabakası arasındaki mikroklima bölgesinde nemin oluşması özellikle terlemeye neden olan spor aktivitelerini izleyen soğutma periyodu sırasında kişiye rahatsız edici nemli ve yapışkanlık hissi vermektedir. Ayrıca, kumaşın ter ile ıslanması kumaşın ısıl yalıtımını da düşürerek, vücut ısısında istenmeyen şekilde düşüşe neden olmaktadır. Konforlu olarak algılanan kumaş vücudun terleme periyodu sırasında oluşan su buharını iletmelidir. Vücut terlemeyi durdurduğunda da, vücuttaki nemi azaltmak için, kumaş boşlukta tutulan nem buharını atmosfere serbest bırakmalıdır. Birçok parametre mikroklima bölgesindeki nem oluşumunu etkilemektedir.
Fiziksel (vücut hareketi), fizyolojik (deri sıcaklığı, terleme, buharlaşma) ve psikolojik halleri içeren insan parametreleri, sıcaklık, nem, hava akışı, radyasyonu içeren çevre parametreleri, giysideki yaka, kol açıklıklarını, giysi sıkılığını/bolluğunu, kumaş katlarını içeren tasarım parametreleri ve son olarak kumaşların kimyasal (lif tipi, kimyasal bitim işlemi) ve fiziksel (kalınlık, gözeneklik, hacimlilik, örgü yapısı vs.) özelliklerini içeren
kumaş parametreleri mikroklima bölgesini etkileyen parametrelerdir.
Yoo, Hu ve Kim isimli araştırmacılar;
Mikroklima bölgesinde oluşan buhar basıncını zamana bağlı olarak ölçerek, mikroklima bölgesindeki hava tabaka kalınlığının ve yaka, kol ve bel gibi giysi açıklıkların mikroklima bölgesi üzerindeki etkilerini incelemişlerdir. Kumaş ve deri arasındaki hava tabaka kalınlığı arttıkça, buhar basıncında dolayısı ile su buharı yoğunluğunda azalma görülmüştür. Fakat çok yüksek hava tabaka kalınlığı, su buharını havaya iletecek sürükleyici kuvveti azalttığı için, mikroklima bölgesindeki su buhar yoğunluğunda çok fazla değişime neden olmamıştır. Mikroklima bölgesindeki yaklaşık 12 mm hava kalınlığının giysiyi giyen kişinin rahatı için uygun olduğu belirtilmiştir.
%10 oranındaki giysi açıklıkları mikroklima bölgesindeki buhar basıncının ani bir şekilde düşmesini sağlamıştır. Giysi açıklıklarının %20 den %60 değerine çıkması mikroklima bölgesindeki buhar basıncında yine azalmaya neden olmuştur, fakat buhar basıncındaki azalma giysi açıklıklarının %0’dan %10’a çıktığı miktar kadar yüksek değildir. Giysi açıklığı arttıkça mikroklima bölgesi üzerindeki kumaşın etkisi gittikçe azalma göstermiştir. Giysi açıklığı %60 olduğunda, etkisini tamamen kaybetmiş ve giysi olmayan deri değerine yaklaşmıştır.
Su buharı liflerden oluşan kumaş tabakalarından aşağıdaki verildiği gibi 3 şekilde transfer edilmektedir:
1-Su buharının kumaş tabakalarından difüzyonu (geçmesi, yayınması).
2-Su buharının lif tarafından emilmesi (absorbe edilmesi), iletilmesi ve geri verilmesi (desorption).
3-Su buharının taşınım ile iletimi.
1-Difüzyon İşlemi
Difüzyon işleminde, kumaşın bir tarafından diğer tarafına nemin iletimi buhar basınç farkı ile gerçekleşmektedir.
Birçok lifin biraya gelmesinden oluştuğu için, kumaşlar boşluklu bir yapıya sahiptir. Bu nedenle, su buharı kumaş yapısından lifler ve iplikler arasında bulunan hava boşluklarından ve lifin kendisinden olmak üzere 2 şekilde geçmektedir.
Kumaşın hava bulunan kısmından geçen su buharı miktarı anlıktır. Oysaki su buharının kumaşın lif bulunan kısmından geçişi ise sınırlıdır. Su buharının havadan geçiş difüzyon katsayısı yaklaşık 0,239 cm2s-1 değerindedir. Su buharının kumaşın lif bulunan kısmından geçtiği difüzyon katsayısı ise 10-710-9 arasındadır. Verilen difüzyon katsayılarına göre, su buharının kumaşın lif bulunan kısmından geçtiği difüzyon katsayısı hava geçiş katsayısından oldukça düşük olduğu için, kumaşın içinde bulunan hava miktarındaki artış su buharının difüzyon yolu ile geçişini artırmaktadır.
Su buharının kumaşın lif bulunan kısmından olan difüzyonu söz konusu olduğunda, su buharı kumaşın iç yüzeyinden lif yüzeyine doğru geçmekte, daha sonra, su buharı lif içinden lif yüzeyine hareket ederek, kumaşın dış yüzeyine ulaşmaktadır.
Hidrofil liflerden oluşan kumaş söz konusu olduğunda, difüzyon 2 aşama halinde gerçekleşmektedir.
Aşama da Fick kuralına göre difüzyon oluşur.
aşamada ilk aşamaya göre daha yavaş difüzyon meydana gelmekte olup, konsantrasyon değişimi ve su buharı akışı arasında üssel bir ilişki oluşmaktadır. Bu durum, su molekülleri nedeni ile meydana gelen lif şişmesinden kaynaklanmaktadır. Hidrofil lif moleküllerinin su moleküllerini çekmesi nedeni ile su molekülleri lif içine girmekte ve su molekülleri lifler tarafından emilmektedir. Bu şekilde, lif şişmesi meydana geldiği ve kumaş içindeki hava boşluklarının büyüklüğü azaldığı için, difüzyon işlemi yavaşlamaktadır.
2-Emme ve Geri Verme İşlemi
Emme ve geri verme işlemi mikroklima bölgesindeki nem dengesinin korunması için önemlidir. Lifler su buharını lifin iç kimyasal bileşenlerine ve yapısına bağlı olarak emmektedir. Higroskopik/hidrofil kumaş terli deri yanındaki nemli havadan su buharını içine çekmekte ve kuru havaya tekrar geri vermektedir. Higroskopik/hidrofil kumaş su buharının deriden çevreye olan su buharı akışını nemi içine çekmeyen hidrofob kumaşa göre arttırmakta ve bu şekilde mikroklima bölgesindeki nem oluşumunu azaltmaktadır. Emme ve geri verme işleminde, emen kumaş bir nevi atmosfere verilen nem kaynağı olarak çalışmakta olup, aynı zamanda çevresini saran havadaki sabit buhar konsantrasyonunu devam ettirmek için de koruyucu olarak çalışmaktadır.
3-Taşınım İşlemi
Taşınım nem tabakası üzerinde akan havanın meydana getirdiği nem transferidir. Taşınım işleminde kütle transferi nem kaynağı ile atmosfer arasındaki nem konsantrasyon farkı ile kontrol edilmektedir. Özellikle, taşınım rüzgârlı havada, deriden atmosfere doğru olan nemin iletilmesinde önemli rol oynamaktadır.
SU BUHARI GEÇİRGENLİĞİNİN TANIMI VE ÖLÇÜM YÖNTEMLERİ
Su buharı geçirgenliği kumaşın birim alanından belli bir zamanda geçen su buharı miktarıdır. Kumaşların su buharı geçirgenliği bağıl su buharı geçirgenliği ifadesi ile % olarak da ölçülmektedir. Kumaşların su buharı geçirgenliği yerine su buharı direnci de kullanılmaktadır. Su buharı direnci, kumaşın su buharı geçişine karşı gösterdiği dayanımdır. Su buharı geçirgenliği ve su buharı direnci ters orantılı olarak değişmektedir. Su buharı geçirgenliği ne kadar yüksek ve su buharı direnci de ne kadar düşük olursa kumaşlar o kadar konforlu olmaktadır.
Su buharı geçirgenliğinin ölçümünde kullanılan çeşitli metotlar bulunmaktadır. Bu metotlar aşağıda açıklanmıştır;
1-Dikey Kap Metodu (Upright Cup Method)
ASTM E96 B standardına uygun olarak ölçüm yapılmaktadır. Numune içinde saf su bulunan dikey bir kap üzerine conta yardımıyla sabitlenmektedir. Düzeneğin bulunduğu ortam 23 °C sıcaklık, %50 bağıl nem ve 2,8 m/sn hava hızında bir ortamda tutulmaktadır. Bir gün boyunca kap düzeneğinin ağırlığı periyodik olarak incelenerek su buharı iletim oranı hesaplanmaktadır.
2-Ters Çevrilmiş Kap Metodu (Inverted Cup Method)
ASTM E96 BW standardına uygun olarak ölçüm yapılmaktadır. Dikey kap metoduna benzemektedir. Numunenin yerleştirildiği ve içinde su bulunan kabın ters çevrilmesi ile ölçüm yapılmaktadır. İçinde su bulunan kabın ters çevrildiğinde test numunesini ıslatmasını önlemek için, kabın ağzı PTFE membranla kaplanmakta ve ardından numune membran üzerine yerleştirilmektedir. Bu test 23 °C hava sıcaklığı, % 50 bağıl nem ve 2,8 m/sn hava hızında olan ortamda yapılmaktadır. Kap düzeneği bir gün boyunca periyodik şekilde tartılarak su buharı iletim oranı dikey kap metodundaki gibi hesaplanmaktadır.
3-Desicatörlü (Nem Çeken) Ters Çevrilmiş Kap Metodu (Desiccant Inverted Cup Test Method)
Bu metot ile ISO 15496 ve ASTM E96 standartlarına göre ölçüm yapılmaktadır. Ölçüm prensibi ters çevrilmiş kap metoduna benzemektedir. Ölçüm kabının içine nem çekici olarak doymuş potasyum asetat çözeltisi konulmaktadır. Kabın ağzı su geçirmeyen fakat su buharını geçiren arasında kumaş numunesi bulunan iki membran ile kapatılmaktadır. Kap 23 °C saf suyla dolu olan başka bir kabın içine ters çevrilerek yerleştirilmektedir. Ölçüm kabı tartılmaktadır ve ağırlık değişiminden su buharı geçirgenliği hesaplanmaktadır.
4-Terleyen Korumalı Sıcak Plaka Metodu (Sweating Guarded Hot Plate Tests)
Bu metot ile ISO 11092 standardına uygun olarak su buharı direnci ölçülmektedir. Test cihazı ölçüm ünitesi ve su sevk ünitesinden oluşmaktadır. Ölçüm ünitesi ısıtılmış kare şeklinde gözenekli metal plakadan oluşmaktadır. Bu plaka ile terleme simule edilmektedir. Ölçüm ünitesi metal bloğa ısıtıcı ile sabitlenmiştir. Gözenekli plakanın üst tarafı suyu geçirmeyen fakat su buharını geçiren selofan membran ile kaplanmıştır. Test edilecek kumaş bu membran üzerine yerleştirilmektedir. Gözenekli metal tabaka yaklaşık vücut sıcaklığı kadar ısıtılmaktadır. Gözenekli metal tabaka yüzeyine saf su beslenmektedir. Tüm aparat çevresel şartları sağlayabilmek için kapalı ortam içine yerleştirilmektedir. Ortam şartları kontrol edilerek 35 °C sıcaklığa, %40 bağıl neme ulaşması sağlanmaktadır. Hava hızı 1 m/sn’ye ayarlanmaktadır. Kararlı hale ulaşıldığında ise kumaşın toplam buharlaşma direnci ölçülmektedir.
5-Dinamik Nem Geçirgen Test Ünitesi Metodu (Dynamic Moisture Permeation Cell Test Method)
Ölçüm ASTM F 2298 standardına uygun olarak yapılmaktadır. Numune 2 akış kanalıyla sabitlenen 2 özdeş metal levha arasına sabitlenmektedir. Akış kanallarından biri kuru diğeri saf suyla doyurulmuş nitrojen gazı geçirilmektedir. Test 20 °C ortamda ve yaklaşık 2000 cm3/dk gaz akış oranı sağlandığında gerçekleşmektedir. Gaz akış oranı, hava sıcaklığı ve bağıl nem bilgisayar yardımıyla kontrol edilmekte ve kararlı hale ulaşıldığında su buharı iletim oranı hesaplanmaktadır.
6- Buharlaştırıcı Platform Metodu (Evapourative Dish Method)
BS 7209-90 standardına uygun olarak ölçüm yapılmaktadır. İçinde saf su bulunan kapların üzerine yerleştirilen numuneler döner bir platform üzerine yerleştirilmektedir. % 65 bağıl nem ve 20 °C sıcaklığa sahip bir ortamda platform döndürülmekte ve test kapları 1 saatlik periyodlar ile tartılmaktadır. Yeniden döner platforma konan kaplar 5 saat sonra tekrar tartılmaktadır. Tartım sonuçlarına göre su buharı geçirgenlik indeks değeri hesaplanmaktadır.
7-Permetest Metodu
Hes tarafından geliştirilen Permetest ölçüm cihazında ölçümler ISO 11092 standartına göre yapılmaktadır. Deri (Skin) modeli olarak da adlandırılan bu test cihazı ile ısıl hissetme bakımından kuru ve yaş insan derisi temsil edilmektedir. Bu test cihazı ile % olarak bağıl su buharı geçirgenliği ve su buharı dayanım değerleri ölçülmektedir. Ölçüm yapmadan önce, deri modelini temsil eden ölçüm başı dayanıklı yarı geçirgen folyo veya selofan ile kaplanmaktadır. Folyo ölçüm sisteminden ölçüm yapılacak numuneye olan su geçişini önlemekte ve böylece numunenin kuru kalmasını sağlamaktadır. Öncelikle, numunesiz ölçüm yapılarak, numune yerleştirilmeden önceki ısı akış değeri ölçülmektedir. Daha sonra, numunenin yerleştirileceği bölge nemlendirilmekte ve ayarlanabilir hızda paralel hava akışına maruz bırakılmaktadır. Test edilecek numune 80 mm çapındaki ıslak alan üzerine yerleştirilmektedir. Bu şekilde, numune ile kaplanan ıslak ölçüm başının buharlaşma ısı kayıp miktarı ölçülmektedir. Bu değerler yardımı ile bağıl su buharı ve su buharı direnç değerleri hesaplanmaktadır.
KUMAŞLARIN SU BUHARI GEÇİRGENLİĞİNİ ETKİLEYEN FAKTÖRLER
Kumaşların su buharı geçirgenliğini birçok parametre etkilemektedir. Kaynaklarda kumaşların su buharı geçirgenliğini etkileyen faktörler ile ilgili birçok çalışma bulunmakta olup, bu faktörler şunlardır;
1) Lif özellikleri; lif cinsi, lif karışım oranı, lif inceliği veya lif numarası, lif gözenekliliği, lif kesiti.
2) İplik özellikleri; iplik numarası veya iplik çapı, iplik bükümü, iplikten dışarı çıkan lif uçları veya tüylülük, iplik geometrisi, iplik paketleme yoğunluğu (ipliğin birim uzunluğundaki lif hacim oranı).
3) Kumaş özellikleri; kumaş gözenekliliği, kalınlık, kumaş sıklığı.
Yapılan çalışmalarda, kumaşların su buharı iletimini büyük ölçüde su buharını ileten fiziksel mekanizmalar içinde 1. olarak difüzyon işleminin belirlediği tespit edilmiştir. Bu nedenle, kumaşların hava geçirgenlik özelliklerinde olduğu gibi kumaşların su buharı geçirgenliğini difüzyon işleminde etkili olan daha çok kumaşta bulunan hava ve lif miktarı belirlemektedir. Daha öncede belirtildiği gibi, su buharının tekstil malzemesinin lif bulunan kısmından geçtiği difüzyon katsayısı hava geçiş katsayısından oldukça düşük olduğu için, kumaşın içinde bulunan hava miktarındaki azalma su buharının geçişini önlemektedir.
Yoon ve Buckley ve Prahsarn, Barker ve Gupta isimli araştırmacılar yaptıkları çalışmalarda kumaştaki lif ve hava miktarını belirleyen ipliklerin ve kumaşların yapısal parametrelerinin kumaşların su buharı iletiminde etkili olduğunu, lif cinsinin etkisinin daha çok kumaşların yapısal parametrelerini etkileyerek kumaşların su buharı geçirgenliğini etkilediğini ifade etmişlerdir.
Kumaşların su buharı geçirgenliğine etkileyen faktörler kumaşların yapısal özellikleri, ipliklerin yapısal özellikleri ve lif özelliklerinin etkisi olarak sınıflandırılarak açıklanmıştır.
1-Kumaşların Yapısal Parametrelerinin Su Buharı Geçirgenliği Üzerindeki Etkisi
Yoon ve Buckley ve Prahsarn ve arkadaşları kumaşların su buharı iletim özellikleri üzerinde daha çok kumaşın yapısal parametrelerinin özelliklede kumaş kalınlığı ve kumaş gözenekliliğinin etkili olduğunu belirtmişlerdir.
Kumaşların yapısal parametrelerinden kumaş kalınlığı ve optik gözeneklilik kumaşların su buharı iletimini belirlemektedir. Kumaş kalınlığı su buharının iletildiği mesafeyi belirlediği için önemlidir. Ayrıca kumaş kalınlığı kumaşların gözenekliliğini de etkilemektedir. Kumaş kalınlığı arttıkça buhar difüzyon hızı azalmakta yani su buharı geçirgenliği azalmaktadır.
Su buharı difüzyonu ayrıca büyük ölçüde kumaş gözenekliği ile doğru orantılı olarak değişen hava geçirgenliğine de bağlıdır. Hava geçirgenliği artıkça, kumaşın gözenekliliği artmakta ve kumaş içindeki hava boşluklarından daha fazla buhar geçmektedir.
2-İplik Özelliklerinin Kumaşların Su Buharı Geçirgenlik Özellikleri Üzerindeki Etkisi
Yoon ve Buckley tarafından kumaşların su buharı geçirgenliğini belirleyen kumaş gözenekliliğinin ve kalınlığının iplik çapına bağlı olduğu, iplik çapının da iplik numarası ve özellikle de karışım ipliklerde liflerin paketleme yoğunluğu ile belirlendiği ifade edilmiştir. İplikteki lif paketleme faktörü birim iplik uzunluğundaki lif hacim oranı olarak ifade edilen iplik paketleme yoğunluğu ile tanımlanmıştır. Özellikle stapel ipliklerde paketleme yoğunluğu liflerin enine kesitine, liflerin kıvrım yoğunluğuna ve ipliğin büküm seviyesine bağlı olduğu ifade edilmiştir.
İplik numarası, iplik büküm katsayısı ve eğirme yönteminden (karde ve penye) oluşan iplik özelliklerinin örme kumaşların su buharı geçirgenliği üzerindeki etkilerinin de incelendiği Özdil, Marmaralı, Kretzschmar tarafından yapılan çalışmada, iplikler inceldikçe kumaşlar daha gözenekli bir hale geldiği için, kumaşların su buharı geçirgenliklerinin arttığı belirtilmiştir. Diğer araştırmacıların yaptığı çalışmalarda da , ince ipliklerden oluşan örme kumaşlar daha kalın ipliklerden oluşan kumaşlardan daha yüksek su buharı geçirgenliği göstermiştir. İplik büküm katsayısının artması daha az tüylü ve daha gözenekli kumaş yapısı sağladığından, kumaşların su buharı geçirgenliğini arttırmıştır. Karde ipliklerin daha tüylü olması ve tüylerin kumaş yapısındaki gözenekleri kapatmasından dolayı, karde ipliklerden yapılan kumaşların penye ipliklerden yapılan kumaşlardan daha düşük su buharı geçirgenliği göstermiş olduğu belirtilmiştir.
Konvansiyonel ve kompakt ring iplik eğirme yöntemlerinin dokuma kumaşların bağıl su buharı geçirgenliğinin de incelendiği Uzun tarafından yapılan çalışmada, iplik eğirme yöntemlerinin bağıl su buharı geçirgenliğini bir miktar etkilediği belirtilmektedir. Kompakt eğrilmiş iplikten oluşan kumaşların bağıl su buharı geçirgenliğinin konvansiyonel eğrilmiş iplikten oluşan kumaşların bağıl su buharı geçirgenliğinden daha yüksek olduğu ifade edilmiştir.
3-Lif Özelliklerinin Kumaşların Su Buharı Geçirgenlik Özellikleri Üzerindeki Etkisi
Her ne kadar Yoon ve Buckley, Prahsarn ve arkadaşları gibi bazı araştırmacılar tarafından kumaşın su buharı geçirgenliğini lif cinsinden ziyade daha çok kumaşın yapısal parametrelerinin etkilediği belirtilse de, farklı lif cinslerinin lif geometrisinde dolayısı ile kumaş geometrisinde farklılığa neden olarak kumaşların su buharı geçirgenliğini etkileyebileceği de belirtilmiştir. Çeşitli kaynaklarda farklı lif cinslerinin kumaşların su buharı geçirgenliği üzerindeki etkilerinin incelendiği çok sayıda deneysel çalışma bulunmaktadır.
Yoo, Hu ve Kim isimli araştırmacılarında belirttiği gibi, hidrofil/higroskopik ve hidrofob lif özelliklerinin kumaşların konfor algısını dolayısı ile kumaşların su buharı geçirgenliğini nasıl etkiledikleri ile ilgili araştırmacılar arasında farklı görüşler bulunmaktadır. Araştırmacıların bir kısmı lif nem içeriğinin yüksek olması veya higroskopik/hidrofil lif özelliğinin kumaşların su buharı geçirgenliğini arttırdığını belirtse de, bir kısım araştırmacıların yaptığı çalışmalar da hidrofob lifler hidrofil liflere göre daha yüksek su buharı geçirgenliği göstermiştir. Das ve arkadaşları tarafından yapılan birçok çalışmada su buharı lifler tarafından emildiği, lifler tarafından iletildiği ve tekrar lifler tarafından çevreye geri verildiği için lif cinsinin higroskopik veya hidrofob olma özelliği özellikle su buharını ileten mekanizmalar içindeki emme ve geri verme aşamasında kumaşın su buharı geçirgenliğini büyük ölçüde etkilediği belirtilmiştir. Emme ve nemi tekrar geri verme aşaması özellikle geçiş şartlarında konforu sağlayan önemli lif özellikleridir. Farklı cinsteki lifler su buharı iletiminde farklı etkilere sahiptir. Örneğin pamuk, viskoz, yün gibi hidrofil/higroskopik lifler nemi içine çekmekte, buna karşın polyester, polipropilen gibi hidrofob lifler nemi içine çekmemektedir. Suyu içine çeken ve yüksek nem içeriğine sahip higroskopik liflerin su buharını daha çok geçirdiği ifade edilmektedir. Higroskopik kumaş su buharını terli derinin yakınındaki nemli havadan içine çekmekte ve kuru havada serbest bırakmaktadır. Nem çekmeyen kumaşa göre, higroskopik kumaşın deriden çevreye olan su buharı akışını nispeten artırdığı ve bu şekilde deri ve kumaş arasındaki mikroklima bölgesinde nem oluşumunu azalttığı belirtilmektedir.
Yoo ve arkadaşları giysi ile deri arasındaki mikroklima bölgesinde oluşan buhar basıncını zamana bağlı olarak ölçerek, hidrofil ve hidrofob liflerin mikroklima bölgesinde oluşan buhar basıncı üzerindeki etkilerini karşılaştırmalı olarak incelemişlerdir. Hidrofil lif olarak pamuk, hidrofob lif olarak polyester liflerini seçerek, bu liflerden oluşan aynı ağırlık, kalınlık ve sıklık değerlerinde dokuma kumaşlar almışlardır.
İlk terlemeden hemen sonra, polyester kumaş altındaki mikroklima bölgesinde pamuk kumaş altındaki mikroklima bölgesinden daha yüksek buhar basıncı oluşmuş, daha sonra polyester kumaşta buhar basıncı bir süre sabit bir şekilde devam etmiştir. Buna karşın, pamuk kumaş altındaki buhar basıncı ise, sürekli artış göstermiştir. Ayrıca, pamuk kumaş altında bulunan maksimum buhar basıncı polyester kumaş altında bulunan maksimum buhar basıncından daha yüksek olarak elde edilmiştir. Maksimum buhar basınç değerine ulaşmak için gereken zaman da pamuk kumaşta daha yüksektir. Terleme olduğunda, pamuk gibi hidrofil lifler nemi absorbe etmekte yani içine çekmekte, bu nedenle pamuk lifi için elde edilen eğri daha düzgün olmaktadır. Eğer lifler polyester gibi hidrofob ise, ter oluştuğunda mikroklima bölgesindeki buhar basıncı ani bir şekilde artmakta ve sonuç olarak eğrinin eğimi daha dik olmaktadır. Daha sonra, her iki kumaş çeşidi için, nem lifler ve iplikler arasındaki gözeneklerden transfer edilmeye başladığında buhar basıncı azalmaktadır. Yoo ve arkadaşları ayrıca, vücuttaki terin deri üzerinde birikmeden kumaşın su buharını iletebilmesini sağlayan yani, bir nevi kumaşın su buharını iletebilme yeteneği olarak kullanılan buhar iletim indis değerlerini de her iki kumaş çeşidi için incelemiştir. Polyesterin buhar iletim indis değeri pamuğun buhar iletim indis değerinden daha yüksek olarak elde edilmiştir. Bu farklılığın nedeni olarak da, hidrofil liflerin daha fazla su moleküllerini içinde barındırdığı ve şişerek kumaşların gözeneklerini azaltması gösterilmiştir.
Yoo ve arkadaşları tarafından terlemenin ilk anlarında veya terlemenin çok olmadığı durumlarda nemi içine çektiği için pamuk lifinin daha iyi his verdiği, buna karşın, terleme devam ederken, su moleküllerini içine tutmadığı ve su molekülerini havaya geri verdiği için polyester lifinin daha iyi his verdiği belirtilmiştir. Maksimum buhar basınç değerine ulaşması için gereken zaman polyester kumaşta daha düşük olduğu için, polyester kumaşın pamuk kumaştan daha iyi rahatlık hissi sağladığı ifade edilmiştir.
Pamuk, viskon, modal, liyosel gibi, hidrofil liflerden ve polyester, akrilik, naylon gibi hidrofob liflerden oluşan kumaşların su buharı geçirgenlikleri ile ilgili kaynaklarda çok fazla sayıda deneysel çalışma bulunmaktadır.
Özellikle yaygın olarak kullanılan pamuk, polyester ve bu iki lifin karışımlarından oluşan kumaşların su buharı geçirgenlik değerleri birçok araştırmacı tarafından karşılaştırmalı olarak incelenmiştir.
Bahsedilen bu lifleri içeren tüm çalışmalarda, polyester kumaşlar pamuk kumaşlardan daha yüksek su buharı geçirgenlik değerleri göstermiştir. Yoon ve Buckley düzensiz 3 boyutlu kıvrımlar nedeni ile pamuk liflerinin aynı numaradaki polyester liflerinden daha gevşek ve büyük çapa sahip iplik oluşturarak, pamuk kumaşların polyester kumaştan daha kalın olduğunu ve bu nedenle pamuk kumaşların su buharını polyester kumaşlardan daha az geçirdiğini belirtmiştir.
Knight ve arkadaşları hidrofob lif özelliğine sahip polyester, naylon ve akrilik sentetik liflerinden oluşan kumaşların ve bu liflerin hidrofil lif olan pamuk lifi ile karışımlarından oluşan kumaşların su buharı geçirgenlik değerlerini karşılaştırmalı olarak incelemiştir. Yayınladıkları deneysel sonuçlara göre, %100 pamuk kumaşlar 3 sentetik lifin (polyester, akrilik ve naylon) %100 oranında kullanıldığı kumaşların hepsinden daha düşük su buharı geçirgenliği göstermiştir. Sentetik liflerin pamuk lifi ile olan karışımlarından oluşan kumaşlarda, sentetik lif oranı arttıkça veya pamuk lif oranı azaldıkça kumaşların su buharı geçirgenliklerinde artış görülmüştür. Hidrofob özellikteki sentetik liflerden oluşan kumaşların su buharını daha iyi geçirdiği belirtilmiştir. Sentetik liften yapılan kumaşlar içerisinde en yüksek su buharı geçirgenliğini polyester kumaş göstermiştir. Polyester kumaşları akrilik kumaşlar izlemiş ve en düşük su buharı geçirgenliğini de naylon kumaşlar göstermiştir. Hassan ve arkadaşları tarafından pamuk lifinden oluşan kumaşların su buharı geçirgenlik değerlerinin hidrofob özellikteki sentetik liflerden düşük olması, spor giysilerde çok tercih edilen pamuk lifinden yapılan kumaşların nem yönetimi bakımından bazı eksikleri olduğunu gösterdiği belirtilmiştir. Her ne kadar ter pamuk kumaş tarafından emilse de, kumaş vücuda temas ettiğinde kumaştaki ıslaklık hoş olmayan his veya ısıl rahatsızlık verebilmektedir. Ayrıca, terle tamamıyla ıslanan kumaş ısıl dayanımını kaybetmeye başlamaktadır.
Bu çalışmalardan başka, yine pamuk lifi gibi selüloz esaslı olan ve lif nem içeriği yüksek viskoz ve liyosel gibi hidrofil liflerden oluşan kumaşların su buharı geçirgenlik değerleri ile polyester lifinden oluşan kumaşların su buharı geçirgenliklerinin karşılaştırılmalı olarak incelendiği diğer çalışmalar da kaynaklarda mevcuttur.
Varshney ve arkadaşlarının viskoz, polyester liflerinden ve bu liflerin karışımlarından oluşan dokuma kumaşların su buharı geçirgenliklerinin incelendiği çalışmasında, %100 viskoz ve polyester/viskoz karışımlı kumaşlar %100 polyesterden kumaşlardan daha düşük su buharı geçişi göstermiştir. Das ve arkadaşlarının viskoz, polyester liflerinden ve bu liflerin karışımlarından oluşan dokuma kumaşların su buharı geçirgenliklerinin incelendiği diğer benzer çalışmalarda, Varshney ve arkadaşlarının su buharı sonuçlarının tersine polyester oranı arttıkça veya viskoz oranı azaldıkça kumaşların su buharı geçirgenliğinde azalma görülmüştür. Polyester oranı arttıkça, liflerin nem içeriğinin azaldığı ve bu durumun difüzyon yolu ve absorbsiyon ve geri verme işlemi ile su buhar iletimini azalttığı belirtilmiştir. Bu yazarların çalışmalarının sonuçları daha önce bahsedildiği gibi, pamuk ve polyester kumaşların su buharı geçirgenlik sonuçları ile ters yönde değişmektedir. Yine mikro liyosel ve mikro polyester liflerinden oluşan kumaşların su buharı geçirgenliklerinin incelendiği bir diğer çalışmada, hidrofil lif olan mikro liyosel miktarı arttıkça veya mikro polyester miktarı azaldıkça, kumaşların su buharı geçirgenlik değeri artmıştır
Cimilli ve arkadaşlarının pamuk, modal, viskoz, mikromodal, bambu, kitosan ve soya liflerinden oluşan kumaşların su buharı geçirgenliğini inceledikleri çalışmada elde edilen sonuçlara göre, bahsedilen liflerden yapılan kumaşların su buharı geçirgenliğini kumaşların hava geçirgenliği ve liflerin nem içeriklerinin etkilediği ifade edilmiştir. En yüksek hava geçirgenliği ve en düşük lif nem içeriğinden dolayı en yüksek su buharı geçirgenlik değerini kitosan kumaşların, tam tersi olarak, en düşük hava geçirgenlik ve en yüksek lif nem içerik özelliklerinden dolayı, pamuk kumaşların en düşük su buharı geçirgenlik değeri gösterdiği sonuçları elde edilmiştir. Kumaşların su buharı geçirgenlik değerleri en yüksekten en düşük değere doğru kitosan, bambu, soya, modal, viskoz, mikro modal ve pamuk şeklinde sıralanmıştır.
Çevre dostu olması, doğada bol miktarda bulunması gibi avantajlı özelliklerinden dolayı son zamanlarda kullanımı gittikçe artan bir diğer rejenere selüloz lifi olan bambu lifleri ve bu liflerin pamuk ile karışımlarından oluşan kumaşların konfor özellikleri dolayısı ile su buharı geçirgenliği ile ilgili birçok çalışma bulunmaktadır. Bu çalışmaların tümünde, bambu liflerinden yapılan kumaşların daha ince, daha düşük ağırlıkta olması, ipliklerin daha az tüylü olması ve bambu liflerinin nem içeriklerinin yüksek olması gibi nedenlerinden dolayı, bu liflerinin kumaşların su buharı geçirgenliğini artırdığı sonucu elde edilmiştir.
Demiryürek ve Uysaltürk viloft/pamuk ve viloft/polyester karışımlı örme kumaşların bağıl su buharı geçirgenliklerini de inceledikleri çalışmanın sonuçlarına göre, her iki kumaş karışımında da bağıl su buharı geçirgenlikleri arasında istatistiksel olarak önemli bir fark bulunamamıştır. Kumaş karışımlarındaki viloft miktarları su buharı geçirgenliği üzerinde istatistiksel açıdan önemli olmayan çok az bir etkiye sahiptir.
Kaynaklarda high bulk olarak adlandırılan akrilik lifinden yapılan kumaşların su buharı geçirgenliğinin incelendiği çalışmalarda mevcuttur. High bulk akrilik lifleri yüksek derecede çekme özelliğine sahip akrilik liflerinin kaynamış su ile muamele edilerek çektirilmesi ile elde edilmektedir. High bulk akrilik, pamuk ve bu liflerin karışımlarından oluşan dokuma kumaşların su buharı geçirgenliklerinin incelendiği bu çalışmalarda akrilik lif miktarı arttıkça kumaşların su buharı geçirgenliği artmıştır. Akrilik liflerinin iplikte çekme göstermesi pamuk liflerinin burkulmasına neden olarak iplikte küçük gözenekler oluşturduğu için su buharı geçirgenliğinin arttığı belirtilmiştir.
Atkı yönünde elastan ilave etmenin su buharı geçirgenlik değerlerini sıklık değerlerinde azalmaya neden olduğu için elastan içermeyen pamuk kumaşlara göre % 20 oranında azalttığı ifade edilmiştir. Elastan içeren dokuma kumaşlarda olduğu gibi, örme kumaşlarda da elastan ilavesi pamuklu örme kumaşların su buharı geçirgenliğinde azalmaya neden olmuştur.
Polyester lif incelik değerinin kumaşların su buharı geçirgenlik değerleri üzerindeki etkisinin incelendiği, Hatch ve arkadaşlarının yaptığı çalışmada, lif çapı daha ince olan polyester lifinden (1,5 denye) yapılan kumaş lif çapı daha kalın olan polyester lifinden (3,5 denye) yapılan kumaştan daha yüksek su buharı geçirgenliği göstermiştir.
Sampath ve arkadaşlarının yaptığı çalışmada da, mikro polyester liflerinden oluşan kumaşlar normal incelikteki polyester liflerinden yapılan kumaşlardan daha yüksek su buharı geçirgenliği göstermiştir. Mikro polyester kumaşların daha büyük yüzey alanına sahip olmasının su buharı iletimini arttırdığı belirtilmiştir.
Varshney ve arkadaşları dairesel, üçgen, yonca şeklinde lif profiline sahip polyester kumaşların su buharı geçirgenliğini incelemişlerdir. Dairesel kesitli olmayan özellikle üçgen ve yonca şekilli liflerden oluşan kumaşlar yüksek gözeneklilik nedeni ile dairesel kesitli liflerden yapılan kumaşlardan daha yüksek su buharı geçirgenlik oranı göstermişlerdir.
Dokuma Desinatörlüğünde neler var
Dokuma kumaş görüntüleri
Dokuma örgüleri kesitleri
Dokuma Örgülerinin Sınıflandırılması
Ana Örgüler
Bezayağı Örgüsü
Bezayağı Örgüsü Çeşitleri
Rips Örgüsü
Çözgü Ripsi
Atkı Ripsi
Rips örgü Türevleri
Meyilli Ripsler
Kauçuk Ripsler
Desenli Ripsler
Panama Örgüsü
Panama örgüsü bezayağı örgüsünün bağlantı noktalarının atkı ve çözgü yönünde 2 ya da daha fazla sayıda artırılmasıyla elde edilen örgülerdir. Bezayağı örgülerine göre daha gevşek bir yapıya sahip olan panama örgüleri bu özelliği sayesinde gözenekli bir yapıya sahiptir. Panama örgüleri ile dokunan kumaşların dayanıklılığı bezayağı örgülerine göre daha düşüktür. Yan yana birden fazla ipliğin bir arada bulunması nedeniyle iplik kaymaları oluşabilmektedir. Bu sebeple büyük raporlu örgüler tercih edilmez. Genellikle elbiselik, ceketlik, paltoluk kumaşların üretiminde tercih edilir.
Düzenli Panama örgüsü
Düzensiz Panama Örgüsü
Panama örgüsü örnekleri
Dimi Örgüsü
Dimi örgüsü örnekleri
Dimi Örgüsünden Türetilen Örgüler
Kesik Dimi Örgüsü
Çözgü Yönünde Kesik Dimi Örgüsü
Atkı Yönünde Kesik Dimi Örgüsü
Kırık Dimi Örgüsü
Çözgü Yönünde Kırık Dimi Örgüsü
Atkı Yönünde Kırık Dimi Örgüsü
Balıksırtı Dimi Örgüsü
Atkı Yönünde Balık Sırtı Dimi Örgüsü
Çözgü Yönünde Balık Sırtı Dimi Örgüsü
Çapraz Dimi Örgüsü
Çözgü Yönünde Çapraz Dimi Örgüsü
Atkı Yönünde Çapraz Dimi Örgüsü
Dalgalı dimi Örgüsü
Diyagonal Dimi Örgüsü
Çözgü yönünde diyagonal dimi örgüsü
Atkı yönünde diyagonal dimi örgüsü
Gölgeli Dimi Örgüsü
Çözgü yönünde gölgeli dimi örgüsü
Atkı yönünde gölgeli dimi örgüsü
Saten Örgüsü
Çözgü sateni
Atkı sateni
Saten örgüsünde atlama sayısının tespiti
Bozuk satenler
Saten örgüsü örnekleri
Saten Örgüsünden Türetilen Örgüler
Gölgeli Saten Örgüleri
Çözgü yönünde gölgeli saten örgüsü
Atkı yönünde gölgeli saten örgüsü
Kuvvetlendirilmiş Saten Örgüleri
Karışık Saten Örgüleri
Krep Örgüsü
Bağlantı noktası ekleyerek veya eksilterek elde edilen krep örgüsü
Motif çevirerek elde edilen krep örgüsü
Seçilen örgü ve karışık tahar uygulamasıyla elde edilen krep örgüsü
Bağlantı noktalarına motif ilavesi ile elde edilen krep örgüsü
Örgüdeki hareketleri yer değiştirerek elde edilen krep örgüsü
Yollu Örgüler
Kord Örgüsü
Pike Örgüsü
Kuvvetlendirilmiş Örgüler
Çift çözgülü tek atkılı kumaş örgüleri
Çift Katlı Örgüler
Üst Çözgü-Alt Atkı Bağlantılı Çift Katlı kumaş Örgüleri
Alt Çözgü-Üst Atkı Bağlantılı Çift Katlı kumaş Örgüleri
Üst Çözgü Alt Atkı ve Alt Çözgü Üst Atkı Bağlantılı Çift Katlı Örgüler
İlave Çözgü Bağlantılı Çift Katlı Kumaş Örgüleri
İlave Atkı Bağlantılı Çift Katlı Kumaş Örgüleri
Değişen Yüzlü Çift Katlı Kumaş Örgüler
örgü türetme yöntemleri
Renkli İpliklerin Bezayağı örgüsüne Tesiri
Renkli İpliklerin Dimi Örgüsüne Tesiri
Düz Havlı Örgüler
Jakarlı Havlı Örgüler
Tahar ve Armür
Kumaş Analizi
Kumaş örgüsünün bulunması için analiz işlemine geçmeden önce kumaşın bilinen klasik bir örgüde olup olmadığına bakılır. Eğer yalnızca bakmakla örgüyü tanıyamamışsak lupla örgü incelenerek örgü biçimi bulunmaya ya da hiç olmazsa tahmin edilmeye çalışılır. Örgü büyüklüğü saptandıktan sonra örgü analizine geçilir. Elimizdeki kumaş numunesi küçükse örgü analizine geçmeden kumaşın kesilmesini ya da kumaştan iplik çekilmesini gerektirerek küçülmesine yol açmayan analiz işlemleri yapılmalıdır. Kumaş ağırlığı kumaşın önemli bir özelliği olduğu için bu ölçüm ve hesapların dikkatle yapılması gerekir. Kumaşın gramajını bulduktan sonra kumaşın atkı ve çözgü yönünde kesişen iki kenarından bazı iplikler çıkarılarak 3-4 mm genişliğinde bir saçak yapılır. Uygun kenarlar sol ve üst kenarlardır. Atkı ve çözgü sıklığı 1 cm² alanı büyüten ve lup adı verilen büyüteçle en doğru şekilde bulunur. Bu yapılırken lupun dikdörtgen kenarları kumaşın atkı ve çözgü yönüne paralel konur ve örgü üzerinden 1 cm uzunluğa giren iplikler sayılır. Eğer örgü, ipliklerin sayılmasına güçleştirecek kadar karışıksa o zaman kumaşın uygun kenarı bir cetvel üzerine paralel konularak cımbızla veya büyüteçle kumaş kenarındaki iplikler saçak kısmında sayılır. Bu da zor ise o zaman yapılacak şey kumaş üzerinde ipliklere paralel olarak işaretlenen iki çizgi arasındaki uzaklığı ölçtükten sonra aradan çekilen iplikleri saymak olacaktır. Kumaşın iki kenarında saçak yapıldıktan sonra birçok kumaşta atkı ve çözgü yönünde dizayn büyüklüğünü belirlemek ve atkı çözgü ipliklerinin diziliş sırasını ve renk planını saptamak mümkündür. Takviyeli, ekstra iplikli ve çift kat kumaşlarda bu çok zor olabilir. Zorluk çekildiği durumlarda bu iş dikkatli bir şekilde iplik çekilerek yapılmalıdır. Analizi yapılacak olan kumaştan numune alımında, kumaşın renk raporu ve desen özelliklerini bütünüyle kapsayacak şekilde olmasına dikkat edilmelidir. Analiz esnasında kumaştan sökülen çözgü ve atkı iplikleri ayrı ayrı karıştırmayacak şekilde saklanmalıdır. Ayrılan bu iplikler iplik cins ve numaralarının tespitinde kullanılmalıdır. Kumaşı analiz ettiğinizde bu kumaşın aynısını üretmek istersiniz.Gerekçesi ise müşterinin isteğidir.Fakat siz bu kumaştan ilham alarak değişik özelliklerde kumaş üretebilirsiniz.Hatta modaya göre de bu kumaşın yüzünü değil de tersini kullanarak ürünü pazarlayabilirsiniz.
Kumaş Analizi Formülleri
Kumaş Hesapları
Numune Kumaş Dokuma Tezgahı
Kumaş nasıl tasarlanır
Değişen Yüzlü Çift Katlı Kumaş Örgüleri
Ekose Desen
Jakar tasarım desenleri
Çözgü Köprüsü Ve Çözgü Salma Sistemleri
Çözgü Köprüsü ve Çözgü Salma Sistemleri
Çözgü ipliklerinin sarılı olarak bulunduğu büyük makara biçimindeki dokuma makinesi parçası çözgü levendidir. Çözgü köprüsü de çözgü levendinden gelen ipliklerin yönünü değiştirip paralel olarak kumaş levendine sevkini sağlayan dokuma makinesi elemanıdır. Kumaş köprüsü ile aynı doğrultudadır. Çerçeveler aynı hizada durduğunda çözgü ve kumaş köprüleri arasındaki çözgü iplikleri yere paralel durumdadır. Çözgü köprüsü hareketli veya sabit olabilir. Hareketli olması yani ağızlık açılması anında makinenin iç kısmına doğru hareket etmesi çözgü ipliklerinin gerilmeden dolayı kopmasını önler.
Çözgü köprüsünün üç ana görevi vardır:
1-Çözgü levendine sarılı olan çözgü ipliklerini dokuma bölgesine yatay olarak yönlendirmek,
2-Çözgü ipliklerinin gerginliğini kontrol ederek gerginliklerin sabit kalmasını sağlamak,
3-Dokuma oluşumunun her anında çözgü geriliminin ileri geri hareketiyle sabit tutarak iplik kopuşlarını azaltmaktır. Dokuma yapıldıkça çözgü ipliklerinin çözgü levendinden sevk edilmesi gerekir. Çözgü salma sistemleri çözgü ipliklerinin çözgü levendinden sevk edilmesini sağlayan sistemlerdir. Atkılar çözgülere bağlandıkça, tezgâhtaki çözgü boyu kısalacağından levende sarılı çözgü iplikleri ileri doğru bırakılarak gerekli çözgü uzunlukları dokuma tezgâhına beslenir.
Çözgü salma sistemlerinin üç temel görevi vardır:
Kumaşın oluşumu için gerekli çözgü gerilimini sağlamak, Dokunan kumaş kadar çözgüyü leventten dokuma bölgesine sevk etmek, Ağızlık kapandığı zaman bir miktar çözgü ipliğini çözgü bölgesine geri almaktır. Çözgü salma, makine tipine göre değişmektedir. Önceleri (eski tip tezgâhlarda) negatif çözgü salma sistemi kullanılırken günümüz teknolojisi pozitif tahrikli çözgü salma sistemini uygulamaktadır.
Negatif Çözgü Salma Sistemi
Dokuma sırasında atkının atılması ile atılan atkı kalınlığında çözgü boşalır (salınır). Bu nedenle negatif kesin olmayan anlamına gelir. Genellikle ağırlıklı ve yaylı sistemler negatif çalışır. Bu sistemde çözgü levendinin döndürülmesi yani çözgü salma işlemi çözgü gerginliği yardımıyla yapılır. Kumaş oluşumu sırasında sürekli olarak çekilen çözgü iplikleri gerginliği giderek artar ve bu gerginlik kuvveti çözgü levendini bir miktar döndürür. Çözgü levendinin dış kenarına urgan veya banda bağlanmış olan karşı ağırlıklar takılır. Çözgü gerginliği ölçümü söz konusu değildir. Negatif çözgü salma sistemindeki çözgü gerginliği sürekli artıştan sonra ani bir düşüş şeklinde değişim gösterir. Bu değişimin periyodu karşı ağırlığın yeri değiştirilerek sağlanır. Ancak ağırlıklarla ilgili her değişim çözgü gerginliğinde ani değişimler meydana getirir. Bu da kumaş çizgisinde değişme dolayısıyla hatalara sebep olabilir.
Pozitif Çözgü Salma Sistemi
Dokuma sırasında makinenin her devrinde atkı atılsın veya atılmasın belirli bir oranda çözgü boşalır. Boşaltılan bu miktar atkı sıklığına göre ayarlanır ve dokumanın sonuna kadar sabit kalır. Bu nedenle pozitif sistemler genellikle dişliler ve kollardan oluşur. Çözgü ipliklerinin normal çalışma anında eşit bir gerginlik altında çalışması gerekir. Bu gerginlik çerçevelerin kalkması ve mekiğin atılması yönünden çok önemlidir. Pozitif çözgü salma sistemleri makine üzerindeki çözgü gerginliğini de dikkate almaktadır. Çözgüde herhangi bir gerginlik değişikliği olduğu zaman çözgü köprüsü bu değişiklikten etkilenir. Çözgü köprüsüne ipliklerin yaptığı basınç, köprüye bağlı bulunan levyeler aracılığıyla çözgü salma regülatörlerine iletilerek çözgü gerginliği düzenlenir.
Dokusuz Yüzeylerde Yapılan Testler
Dokusuz yüzeyler için uygulanacak test metotları, üretilen yüzeyin hangi proses ile üretildiğine, hangi bitim işlemlerinden geçtiğine, nerelerde kullanıldığına kadar bir çok parametrenin tek ya da kombine etkisi ile belirlenir.
Dokusuz yüzeyler endüstrisi 1930’lu yıllardan itibaren kendini göstermiş, 1960’lı yıllardan itibaren büyüme trendine girmiş ve 1990 yıllarından itibaren ise en büyük gelişimini yapmış bir endüstri dalı olarak karşımıza çıkmaktadır. Dokusuz yüzey test metotları da diğer üretim proseslerinde olduğu gibi üretimin her aşamasında uygulanan test metotlarıdır. Hammadde makineye beslendikten sonra harman hallaç bölümüne geldiğinde açma ve karıştırma işlemi gerçekleşir. Eğer bu işlem düzgün gerçekleşmezse, tarak istenilen düzeyde tarama yapamaz ve iğneleme, su jetiyle yüzey oluşturma vb. tülbendi dokusuz yüzey haline getirme işlemlerine bozuk bir yüzey gönderilir. Dolayısı ile buradaki yüzey oluşumunun sağlığından endişe duyulur. Üretim esnasında en çok karşılaşılan sorunlardan birisi de, elyafın dokusuz yüzeyin tamamı içindeki yerleşiminin homojen olmaması sorunudur. Bu sorunun bir benzeri ise vatka ağırlığının kenarlarda ortadan daha fazla olmasıdır.
DOKUSUZ YÜZEYLERDE ÖNEMLİ ÖZELLİKLER
1-Kalınlık
Dokusuz yüzeylerde kalınlık ısı iletimi, sıkıştırılabilme kabiliyeti, boya alma kabiliyeti gibi özelliklerini etkiler. Yüzey inceldikçe, materyalin iki farklı yüzeyi arasındaki ısı transferi artmaktadır. Bu durum özellikle çok katmanlı kumaşlarda (örneğin nefes alabilen kumaşlar), yapıştırmaya yardımcı bir tampon malzemesi olarak kullanılan dokusuz yüzey materyali açısından ya da izolasyon amaçlı olarak kullanılan dokusuz yüzeyler açısından kritik önem taşır.

Çünkü çok katmanlı kumaşlarda kullanılan tampon malzemenin kalınlığı, kompozit yapının buhar iletimini değiştirecek, kalınlık arttıkça buhar iletimi düşecek ve malzeme daha az nefes alabilir özelliğe sahip olacaktır. Bu tampon materyalinin ince olması durumunda ise tersine bir durum söz konusu olacak ancak bu seferde materyal, sahip olduğu kritik incelik eğerinden dolayı mekanik olarak dayanıksız hale gelecektir. izolasyon amaçlı kullanılan dokusuz yüzeylerde ise kalınlık izolasyon kabiliyeti açısından her zaman avantaj teşkil edecektir. İşte tam bu noktada, yüzeyin kalınlığının optimizasyonu nihai ürün açısından önemlidir. Bu da üretimin her aşamasında numuneler üzerinden yapılan kalınlık testleriyle mümkündür.
2-Friksiyon
Dokusuz yüzeylerde friksiyon, kinetik ve statik sürtünme katsayısı ile belirlenir. Yüzeyde meydana gelen sürtünme, su iticilik, boncuklanma gibi temel özellikleri etkiler. Su iticilik, nem transferi, kirlilik açısından önem arz ederken, boncuklanma tuşe ve yüzeyin görünümü açısından önem arz eder. Özellikle dokusuz yüzeylerden üretilen otomotiv minderlerinde sürtünmeden kaynaklanan boncuklanmalar tuşe açısından olumsuz etkiler doğurur.
3-Gerilme mukavemeti
Dokusuz yüzeyler gerek bitim işlemlerinde gerekse kullanıldıkları süre zarfında çeşitli gerilimlere maruz kalırlar. Gerilme mukavemeti açısından en iyi dayanımı iğnelenmiş keçe yüzeyler gösterirler. En zayıf dokusuz yüzeyler ise electrospinning yöntemiyle üretilen ağsı yapıdaki yüzeylerdir. Electrospinning yöntemiyle üretilen dokusuz yüzeyler için henüz bir test standardı ya da cihazı bulunmamaktadır.
4-Gerilme-Uzama
Dokusuz yüzeyler özellikle koltuk ve iç döşemelerde dolgu materyali olarak kullanıldığı zaman iyi bir gerilme ve uzama kabiliyetine sahip olması istenir. Bu, konfor açısından önemlidir.
5-Yırtılma Direnci
Dokusuz yüzeylerde yırtılma direnci, diğer yüzeylerde olduğu gibi gerilme-uzama kabiliyeti ile gerilme mukavemeti ile yakından ilişkilidir. Yalnız dokusuz yüzeylerde dokumadaki gibi bir atkı-çözgü bağlantısı ya da ilmek oluşumu bulunmadığından yırtılma açısından daha zayıf bir direnç söz konusudur.
6-Termal Direnç
Termal direnç bir yüzeyin ısı akışına karşı gösterdiği dirençtir. Termal direnç özellikle dokusuz yüzeylerden üretilen kapitonelerde oldukça önemlidir. Kapitoneler uyku tulumu, yatak örtüsü gibi tekstil ürünlerinin üretiminde temek yüzey olarak kullanılmaktadır. Uyku tulumu özellikle açık ve soğuk hava şartlarında kullanıldığı için iyi bir ısı tutma kapasitesine sahip olmalıdır. Uyku tulumunu kullanan kişinin vücut ısısının korunması için burada kullanılan dokusuz kumaş tabakası içerideki ısının dışarıya çıkmasını engellerken aynı zamanda dışarıdaki soğuk havanın içeriye girmesini engellemelidir.
7-Su-Geçirmezlik ve Su Emicilik
Bu iki temel özellik dokusuz yüzeylerin kullanım yerine göre önem arz ederler. Su-geçirmezlik dokusuz yüzeyin, suyun geçişine karşı koyabilme kabiliyetini ifade etmektedir. Özellikle konfor istenen ürünlerde su-geçirmezlik önemli hale gelmektedir. Örneğin, bir uyku tulumu sıvı suyu vücudun oluğu bölgeye geçirirse vücut ısısı hızlı biçimde düşmeye başlar. Bunun nedeni ıslak vücudun ısıyı, kuru vücuda göre 20 kat daha hızlı iletmesidir.
Nem emicilik hijyenik ve medikal amaçlı ürünlerden temizlik bezlerine kadar birçok üründe önemli bir unsuru teşkil etmektedir. Medikal ürünlerin nemi iyi emmesi hijyen açısından önemlidir. Temizlik bezleri de nem emiciliğin en çok arandığı ürünler arasındadır. Bu yüzeylerde en iyi emiciliği elde etmek için elyaf karışımında, hidrofilik elyaf türlerinin miktarının çok olması ile mikro-fiber gibi geniş yüzey alanına sahip dokuların kullanılması emiciliği önemli ölçüde arttırır.
8-Hava Geçirgenlik
Hava geçirgenliği kumaşın hava geçişine izin verme özelliğini ifade etmektedir. Hava geçirgenliği özellikle filtrasyon amaçlı olarak üretilen nonwoven yüzeyler için önemlidir. Filtre yüzeylerin tanımlanmış hava geçirgenliği değerine sahip olmaları gerekir.
DOKUSUZ YÜZEYLERIN TEST EDILMESINDE KULLANILAN TEST CIHAZLARI
1-WİRA Dijital Kalınlık Ölçüm Cihazı
Wira dijital kalınlık ölçüm cihazı ile kalınlık ölçümünde iki farklı aparat kullanmak suretiyle iki farklı kalınlık aralığında ölçüm yapabilmek mümkündür. Bu cihazın jeotekstilleri ölçmek için de ayrı bir aparatı mevcuttur.
A-Kalınlığı 20 mm’ ye Kadar Olan Yüzeyler için Kalınlık Ölçümü
Ölçüm sırasında numune, bir kelepçe yarımıyla dikey durumda bulunan bir referans levhası ile baskı ayağı arasında dik biçimde tutulur. Uygulanacak basınç değeri 0.02 kPa’ya ayarlanır. Basınç değeri girildiği anda cihaz ölçümü gerçekleştirir ve kalınlık değeri (mm) cihazın göstergesinden okunur.
B-Kalınlığı 20 mm’ den Çok Olan Yüzeyler için Kalınlık Ölçümü
Bu ölçümde diğerine ek olarak, cam levha kullanılır. Ölçüm sırasında numune zemin levha ile cam levha arasına yerleştirilir. Ölçüm kolu cam levhanın üst noktasına temas edinceye kadar alçaltılır. Uygulanacak basınç değeri 0.02 kPa’ya ayarlanır. Basınç değeri girildiği anda cihaz ölçümü gerçekleştirir ve kalınlık değeri (mm) cihazın göstergesinden okunur.
C-Jeotekstiller için Kalınlık Ölçümü
Bu ölçümde diğer kalınlık ölçümlerinden farklı olarak yüzeye kullanılacağı yere göre 2, 20 ve 200 kPa aralığında basınç uygulanır.
2-WİRA Friksiyon Ölçme Cihazı
Cihaz, dokusuz yüzeyin kendisi üzerinde ya da başka bir malzeme üzerindeki temasından kaynaklanan sürtünme kuvvetini ölçer. Cihaz numunenin üzerine sabitlendiği düz bir levhaya sahiptir. Test süresince bu levha 150 mm/dk hız ile çalıştırılır. İkinci numune ölçüm cihazına bağlı kızak üzerine sabitlenmiştir. Başlangıçta uygulanacak güç maksimuma yükseltilir ve elde edilen değer statik sürtünme katsayısına eşitlenir. Cihaz, mekanizma çalışmaya devam ettikçe meydana gelen ortalama kuvveti belirler ve bu değeri de kinetik sürtünme katsayısına eşitler.
3-TMI Universal Gerilme Mukavemeti Ölçüm Cihazı
Bu cihaz 100 farklı standarda göre ölçüm yapabilmektedir. Ölçüm sırasında numune ölçüm cihazına ait bir aparat olan ölçüm sütunu üzerinde birisi sabit, diğeri hareketli durumda bulunan çeneler arasına yerleştirilir. Aletin hareketli olan üst çenesine 2,5 kN kuvvetinde yük hücresi yerleştirilir. Mukavemet değeri; Newton, kgf ya da lbf cinsinden okunur.
4-TMI Lab Master Gerilme-Uzama Ölçüm Cihazı
Bu cihaz esnek özellikte dokusuz yüzeylerin esneyebilme kabiliyetini ölçer. Ölçümü yapılacak numune cihazın yatay biçimde sabitlenmiş dairesel levhaları arasına yerleştirilir. Uzama, levhaların birbirine hareketinden kaynaklanan sıkıştırma kuvveti ile sağlanır. Uygulanacak standarda göre maksimum 2,3 kg baskı uygulanabilir. Yine uygulanacak standarda göre 0,001 mm/saniye ile 13 mm/saniye arasında değişen hız oranlarında levhalar sıkıştırma işlemini gerçekleştirir.

5-TMI Yırtılma Direnci Test Cihazı
Bu cihaz Elmendorf prensibine göre ölçüm yapar. Dokusuz yüzeylerin keskin ya da ağır nesneler tarafından kesilebilme ya da yırtılabilme derecesini tayin eder. Ölçümün esası, numune üzerinde daha önceden başlatılmış bir yırtığı sürdürüp belirli bir noktaya kadar devam ettirmektir. Ölçüm esnasında kesmek suretiyle bir miktar yırtık başlatılır. Bu kesim işlemi, numunenin, cihazın alt ve üst çenelerine sabitlenecek iki parçası oluşuncaya kadar devam eder. Numunenin bir parçası üst çeneye, diğer parçası alt çeneye iki parça arasında 90° açı oluşacak şekilde sabitlenir. Daha sonra çeneler numunenin iki parçası birbirinde ayrılıncaya kadar devam eder. Cihazın içinde bulunan bir mikroişlemci yardımıyla yırtılan numunenin iki parçası arasında meydana gelen açısal değişim ölçülerek yırtılma direnci tayin edilir.

6-Wira Tog Tester (Termal Direnç Ölçümü)
Wira Tog Tester, ısıtılmış bir levha ve bu levhanın altına ve üstüne monte edilmiş sıcaklık sensörlerinden ibarettir. Burada ölçümü yapılan kapitone ya da benzer türdeki dokusuz yüzey, önceden ısıtılmış olan levhanın üzerine serilir. Daha sonra, levhanın altında ve üstünde bulunan sensörler iki ortam arasındaki sıcaklık farkına göre ölçüm yaparlar. Daha sonra termal direnç R değeri m2.K/W cinsinden cihazın göstergesinden okunur.
7-Wira Hidrostatik Ölçüm Kafası
Bu cihaz dokusuz yüzeylerin suya karşı koyma kabiliyetini ölçer. Burada numune 25° eğimli bir levha üzerine sabitlenir. Numunenin üzerine basınçlı biçimde su püskürtülür. Numuneden diğer tarafa sızan su, emici bir ped vasıtasıyla emilir. Bu pedin kuru ve yaş ağırlığı arasındaki farktan su-geçirme miktarı tayin edilir.
8-Wira Islak Bariyer Test Cihazı
Bu metot bariyer amaçlı kullanılan dokusuz yüzeyler için özellikle de medikal amaçlı kullanılanları için oldukça önemlidir. Bu test cihazı tersyüz edilmiş bir kavanoz, kapak, tıpa ve conta kullanır. Burada hidrostatik kafadan farklı olarak ölçüm yapılan yüzeyin arka tarafında nem emici bir ped yerine, su geçirgenliğini önlemek için tıpa ile sıkıştırmış fanus bulunmaktadır. Fanusta biriken su miktarı, entegre bir sistem ile ölçülür.
9-Wira Sieve Shaker (Elekten Geçirme)
Bu test cihazı jeotekstiller için tasarlanmıştır. Zahiri delik boyutu (Apparent Opening Size-AOS), jeotekstillerin uygun kullanımının belirlenmesinde kritik rol oynamaktadır. Zahiri delik boyutu, bir jeotekstil yüzeyinden geçebilecek en geniş partikül boyutuna göre belirlenmektedir. Wira Sieve Shaker cihazı; mekanik bir elek, tepsi, kapak, küresel cam bilyeler çubukları içermektedir. Ölçüm sırasında, eleğin çerçevelerine gerilen numune yüzey üzerine küresel cam bilyeler konulur, elek yanlamasına sallanır. Bu prosedür boyutu bilinen bilyelerin, zahiri delik boyutu belirlenene kadar elekten geçirilmesi suretiyle devam eder.
10-TRI/MicroAbsorbMeter
Bu cihaz yüzeydeki kılcal damarlar ve gözenekli malzemeler tarafından çekilen damla, su taneciği emme deviniminin ölçümünde kullanılmaktadır. Bu cihaz milisaniye duyarlığında çalışmaktadır ve test edilen akışkanların gerilimini eş zamanlı olarak ölçebilmektedir. Kompleks akışkanlara ve biyo-akışkanlara uygulanabilir.Bilgisayar entegreli TRI/Upkin™ (UP-take + Kinetics) cihazı hızlı bir biçimde yer değiştiren sıvının kinetiğini milisaniye duyarlığında ölçmek için geliştirilmiştir. Otomatikleştirilmiş aygıt düzeniyle numune yüzeyi ,test için hazırlanmış yüksek veya düşük viskozitedeki sıvı ile teste tabi tutar.Ölçme işlemi süresice kılcal damar basıncı, sıvıyı numune yüzeyin gözeneklerine doğru çeker. Aygıtta bulunan hassas bir sensör numune yüzeyin içinde hareket eden sıvının her milisaniyedeki durumunu ölçmek için kullanılır.
11-FX-Texttest 3300 Hava Geçirgenliği Ölçüm Cihazı
Aşağıdaki dijital FX 3300 cihazının resmi, test edilecek herhangi bir numunenin kesilmeden dairesel algılayıcı tutucular (diskler) arasına yerleştirilebileceğini göstermektedir. Kumaş sıkıca (hava kaçmasını engellemek için) onun çevresine tutturulunca kumaş ebatlarının herhangi bir rolü olmamaktadır. Cihaz nonwoven numunesinin iki farklı yüzündeki basınç farkı (Pa) prensibiyle ölçüm yapar. Đki yüz arasındaki basınç eşitlendiği zaman ölçüm durur ve hava geçirgenlik değeri l/m2/s cinsinden okunur. Ölçümlerin büyük parçalar üzerinde yapılmasını sağlamak için tutucu ve cihaz gövdesi arasında yeterince yer de vardır.

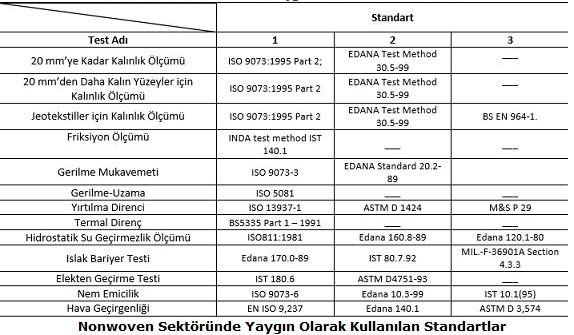
Dokusuz yüzeyler; kapitonelerden uyku tulumlarına, temizlik bezlerinden jeotekstillere, otomotiv döşemelerinden çok katmanlı kumaşlara, hava filtrelerinden bebek bezlerine kadar geniş çapta ürün yelpazesine sahiptir. Dolayısı ile bu yüzeyler için kullanılan test metotları da çok çeşitli olabilmektedir. Aynı parametrenin ölçümü haklı olarak jeotekstillerde farklı test metodu ve aparatıyla uygulanmakta iken temizlik bezlerinde farklı test metodu ve aparatıyla yapılmaktadır. Özellikle performans testlerinde, Wira firmasının test cihazları piyasada yaygın olarak kullanılmaktadır.
Dokusuz Yüzeyler
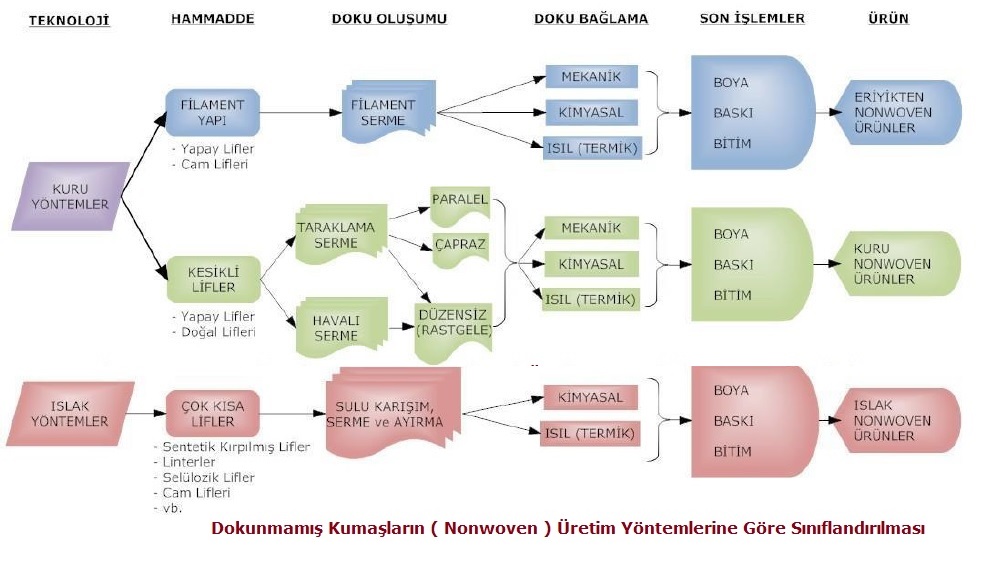
Endüstrileşme ve teknolojinin gelişmesinin getirdiği insan ihtiyaçlarındaki artış ve Dünya’daki nüfus artıları diğer tekniklerle üretilen ürünlere nazaran daha ucuz olan dokunmamış kumaşlara olan talebin artmasına neden olmaktadır. İnsanların rahatına ve gittikçe hızlanan hayat temposunda yaşamın kolaylaştırılmasına hizmet eden dokunmamış ürünlere her geçen gün yenilerinin eklenmesi kaçınılmaz bir gerçektir.
Yukarıdaki gerekçeli sebeplere göre Ar-Ge faaliyetleri sonucu piyasaya çıkan ürünlerin çeşitli olmasından dolayı hızlı gelişmekte ve kullanım olanaklarının artması dokunmamış kumaş sektörü çok önemlidir. Nedeni ise rekabettir. Çünkü aynı ürünü üreten ( hem iç piyasada hem de dış piyasada ) işletmelerin ürünü satmak için birbirleriyle yaptığı bir yarıştır. Bu yarışı ise sürekli olarak kazanmak zorundadır. Aksi takdirde piyasadan silinir. Tabii ki satılacak ürün ise hem kaliteli olacak ve hem de benzerlerinden mümkün olduğunca ucuz olacak ama kar da edecektir.
Dokunmamış kumaşların yani nonwoven kumaşların bazı noktalarda dokuma ve örme yüzeylere olan üstünlükleri sebebiyle özellikle de tıp, ulaşım, jeotekstil, temizlik ve konfeksiyon ( hazır giyim ) v.b. kullanım alanlarında günümüz ihtiyaçlarına cevap veren bu ürünlerin önemini her geçen gün daha da arttıracaktır.
Temas halindeki iki yüzey arasındaki bağıl harekete karşı koyan kuvvetler olarak tanımlayabileceğimiz sürtünme kuvvetleri tekstil teknolojisinde çok önemli bir rol oynamaktadır. Bir tekstil yüzeyi üzerinde bulunan cisme etki eden kuvvet ya da kuvvetler sonucu ortaya çıkan sürtünme kuvveti lif özellikleri, iplik özellikleri,üretim tipi, bitim işlemleri gibi birçok faktöre bağlıdır. Tekstil endüstrisinde önemli problemlerden biri olan sürtünme; kumaşın kötü görünmesinin yanı sıra, giysilerin yıpranmasına da sebep olarak kullanma süresini kısaltabilir. Kullanım esnasında sürtünme etkisine maruz kalan tekstil yüzeyinin aşınması sonucu, kumaş yüzey yapısının bozulması ve sonuçta kumaşta deformasyon oluşmaktadır.
Dokunmamış kumaşlar (nonwoven);
Kâğıt hariç yönlendirilmiş veya tesadüfî oryante edilmiş liflerin sürtünme, kohezyon veya adezyon kuvvetleri ile bağlanmasıyla üretilmiş tabaka, ağ veya tülbentlerdir.
( Adezyon: İki farklı maddenin birbirine yapışacak kadar olan çekme kuvvetine adezyon denir. Adezyon yapışma anlamına gelmektedir.
Kohezyon: maddelerin birbirlerine uyguladıkları kuvvetlerdendir ancak aynı cins moleküllerin çekimleri ile oluşur.)
En eski dokunmamış kumaşlardan biri, % 100 yün liflerinin sıcaklık ve nemle muamele edilip sıkıştırılarak form kazandırılan keçeleştirilmiş yapılardır. Dokunmamış kumaş endüstrisi son yıllarda klasik tekstil ürünleri ile benzer özelliğe sahip olan ürünleri üretmek amacı ile geliştirilmiş bir tekstil dalıdır. Artık önemli üretim dallarından biri olan teknik tekstillerin önemli bir bölümünü dokuma ve örmenin dışında kalan dokunmamış kumaşlar oluşturmaktadır.

Dokusuz yüzeyler;
Dokuma ve örme kumaşların sahip olduğu birçok özelliğe sahip olmalarına rağmen; liflerden doğrudan üretilmeleri nedeniyle kumaş eni ya da boyunca bölgesel farklılıkları içerebilmektedir.
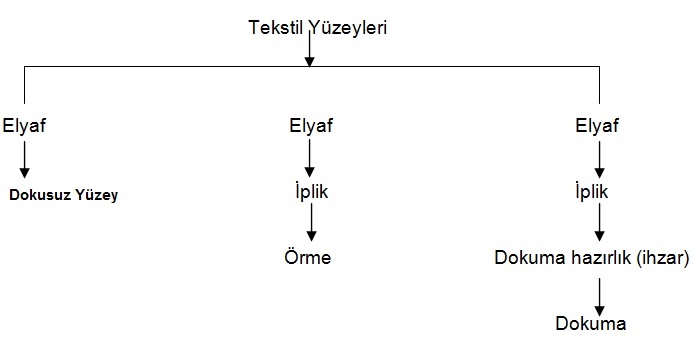
Bu durum; lif dağılımının (oryantasyonunun) kumaş eni ya da boyunca eşit olmamasından ve dolayısıyla kalınlık değişiminin çok olmasından kaynaklanmaktadır. Bu tip kumaş üretiminde bütün üretim parametreleri uygun koşullarda olsa bile; üretim sırasında meydana gelebilecek lif göçü sebebiyle lif dağılımı düzgün olmayabilmektedir. Bu nedenle; bir dokusuz yüzeyin herhangi bir özelliği belirlenirken kumaştan alınan numune sayısı fazla tutulmalı ve olabildiğince kumaşın farklı bölgelerinden numuneler alınmalıdır. Ayrıca; alınan numunelerin %CV değerlerinin diğer kumaş türlerine oranla yüksek çıkması beklenmelidir.
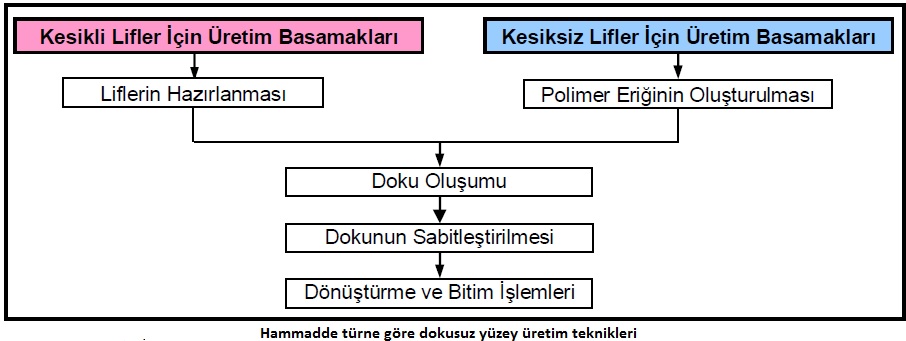
Bu tür kumaşlar; lifler iplik formuna getirilmeden doğrudan liflerden üretildiğinden kumaşın dokuma kumaştakine benzer atkı/çözgü ya da örme kumaştakine benzer ilmek sırası/ilmek çubuğu yönü şeklinde tanımlanan yönleri bulunmamaktadır. Dokusuz yüzeyler için bu boşluğu doldurmak amacıyla Makina Yönü (Machine Direction-MD) ve Karşı Yön (Cross Direction-CD) gibi kavramlar geliştirilmiştir. Makina Yönü; kumaşın üretimi sırasında ilerlediği yönü göstermekte olup dokuma kumaş için çözgü yönüne karşılık gelmektedir. Karşı Yön ise; makine yönüne dik olan yönü ifade etmekte olup dokuma kumaştaki atkı yönüne tekabül etmektedir.
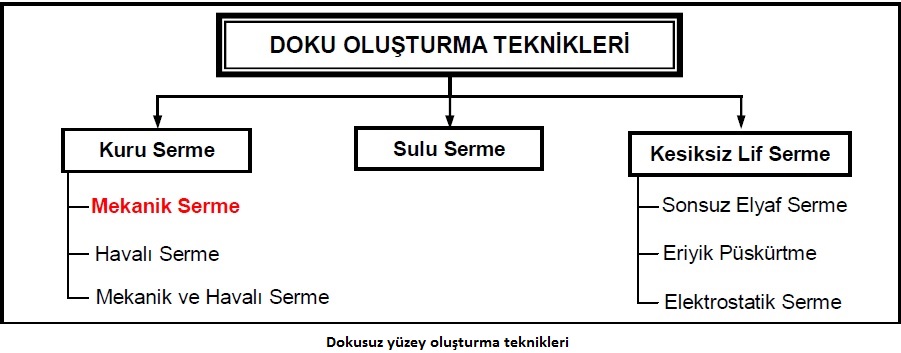
Bu yönlerin yanı sıra; bu tür kumaşların yapısal özelliklerini ifade etmek için izotropik ve anizotropik yapı kavramları da geliştirilmiştir.
İzotropik yapı;
Bir dokusuz yüzeyin makina yönündeki ve karşı yönündeki özellikleri birbirinin aynı ise bu kumaşın yapısını tanımlamada kullanılan terim olmaktadır .Örneğin belirli bir dokusuz kumaşın makina ve karşı yöndeki kopma mukavemeti eşit ise bu kumaşın izotropik yapıda olduğu söylenebilmektedir. Genellikler; dokuda yer alan liflerin rastgele yönlerde yönlendirildiği dokusuz yüzeyler izotropik yapı göstermektedir.
Anizotropik yapı ise;
kumaşın her iki yönünün özelliklerinin birbirinden farklı olduğu yapıyı ifade etmektedir.Dokuyu oluşturan lifler belirli bir yöne doğru yönlendirilmişse bu dokusuz yüzeyin anizotropik yapıda olduğu söylenebilmektedir.
Dokusuz yüzeylerden kullanım yerinde beklenen özellikler;
yüzeyi oluşturan hammaddenin (cinsi, inceliği, uzunluğu, krimp miktarı, kesit ile yüzey özellikleri, karışım oranı gibi) özelliklerinden, yapıdaki liflerin yerleşim biçiminden (belli yönde ya da rastgele), üretim yönteminin türünden ve üretim parametrelerinden etkilenebilmektedir.
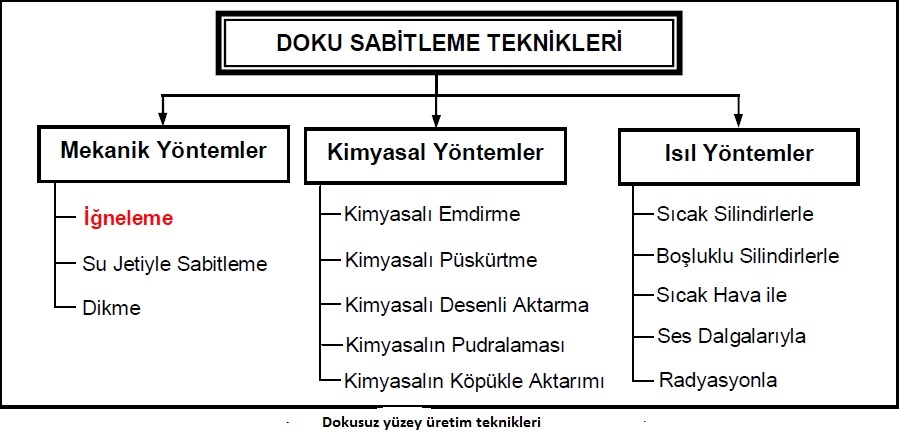
Hem kesikli hem de kesiksiz lif türü kullanılması halinde, üretimin gerçekleşmesi için esas olan aşamalar doku oluşumu ve dokunun sabitlenmesidir. Bu aşamalar çok farklı teknikler ve makineler kullanılarak gerçekleştirilebilmektedir. Aşağıda farklı doku oluşturma ve doku sabitleme teknikleri görülmektedir.
Fantazi İpliklerde spesifik testler
1-Şantuk İpliklere Uygulanan Spesifik Testler
Fantezi iplik grubu içerisinde yer alan, en bilinen ve en çok üretilen iplik türlerinden biri de şantuk ipliktir.
Şantuk iplik terimi, iplik bükümü ve/veya iplik kütlesi (kalın ya da ince yer) değişiklikleri sebebiyle kasıtlı olarak oluşturulan iplik düzgünsüzlükleri içeren iplik anlamına gelmektedir.
Şantuk iplikler; tek veya katlı olarak iplik üzerinde değişik aralıklarla rastgele veya belli bir düzene (örüntüye) uygun olarak kalın kısımların oluşturulmasıyla elde edilen ipliklerdir.
İplik üzerinde oluşturulan bu kalın bölgelere şantuk veya balık adı verilmektedir. Şantukların boyutu (kalınlık, uzunluk, şekil), tekrar etme aralığı, rengi ve elyaf tipi değişebilir.Aşağıda bir şantuk ipliğin basit yapısı gösterilmiştir.

Bu şekilde görüldüğü gibi, iplik boyunca şantuklar arası bölgelerde temel iplik numarası (Ne2) belli bir değerde olup değişmemektedir. Şantuklu kısımlarda ise numara (Ne1) istenilen şantuk kalınlığına göre değişmektedir. Büküm miktarı (T) iplik boyunca sabit kalırken, büküm faktörü α (büküm katsayısı) değişkendir. Yani, α1 ≠ α2’dir Şantuk iplikler kendi arasında iki sınıfa ayrılmaktadır.
1-zemin şantuklu” (ground slub) iplikler
2-bileşik veya çok bileşenli şantuklu” (compound) iplikler.
Zemin şantuklu iplikler; iplik eğirme sistemlerinde tek kat iplik üretilirken çekimi değiştirmek yoluyla temel ipliğin parçası olarak şantuklu kısımların oluşturulması şeklinde elde edilmektedir.
Bileşik (çok bileşenli) şantuklu iplikler; eğirme veya büküm makinelerinde değişik özelliklerde eğrilmiş iplik, filament, fitil, şerit vb. malzemelerin birleştirilmesi ve bunların içinde fitil veya şeridin şantuk oluşturacak şekilde kesik kesik beslenmesi sağlanarak bükülmesi yoluyla elde edilmektedir.

Zemin şantuklu ipliklerde, şantuk kısımları temel ipliğin parçası olduğundan, şantukların boyutsal özellikleri ve yerleşim düzeninde değişiklikler yapılarak kumaşta farklı görsel yapılar (efektler) elde edilebilmektedir. Aşağıda bu şekilde elde edilen şantuk yapılarına örnekler verilmiştir.
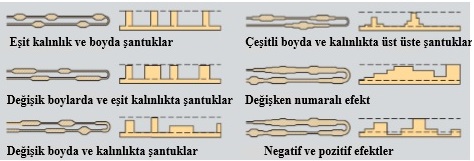
Ring iplik ve açık uç (open-end) rotor eğirme makinelerinde şantuk iplik üretiminin yanı sıra uygun bazı değişiklikler yapılarak; değişken numaralı veya çoklu numaralı (multi-count) iplikler, değişken bükümlü veya çoklu bükümlü (multi-twist) iplikler, değişken efekt veya çoklu efekt (multi-effect) iplikler gibi çeşitli fantezi iplik türleri de üretilmektedir.Şantuk ipliklerin yaygın kullanıma sahip olması nedeni ile üretim standartlarının belirlenmesi ve ipliklere uygulanan kalite kontrolünün yapılması konusunda çalışmalar yoğunlaşmış olup, yapılan araştırmalar işletme şartlarında, üreticilerin birçoğunun şantuk ipliğin kalite kontrol ölçümlerini düz ipliklerle aynı şartlarda yapmakta olduğunu göstermiştir. İşletmelerde şantuk iplik üretim aşamasında aşağıda belirtilen problemlerle sık bir şekilde karşılaşılmaktadır.
Standartları karşılamayan şantuklu iplikler, istenilen şantuk deseninin doğru bir şekilde üretilmemesi, normal ipliklerdeki periyodik hatalar, şantuk desen bilgilerinin yanlış girilmesi, şantuk başlangıcı veya bitişinde olağandışı kütle kaybı, iplik üzerinde belli bir uzunluk boyunca şantuğun eksik olması, vb.
Şantuk ipliklerin kalite parametreleri iki grup altında incelenebilir; Bunlar teknik ve görsel kalite parametreleridir.
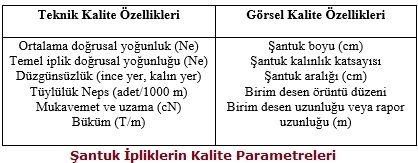
Şantuk boyu (uzunluğu): Bir şantuğun başlangıç ve bitiş noktaları arasındaki mesafedir.
Şantuk kalınlık katsayısı: Şantuk doğrusal yoğunluğunun temel iplik doğrusal yoğunluğuna oranıdır.
Şantuk aralığı: Bir şantuğun bitiş noktası ile bir sonraki şantuğun başlangıç noktası arasındaki mesafedir.
Birim desen düzeni: Birim desen örüntüsü içinde ardışık olarak yerleşen şantukların boy, kalınlık ve aralık değerlerini bildiren bir plan çizelgesidir.
Birim desen uzunluğu veya rapor uzunluğu: Şantuk iplik üretimi boyunca tekrar eden, birim desen örüntüsünün toplam uzunluğudur.
Şantuk ipliğin şantuk boyu, şantuk aralığı vb. boyutsal özellikleri siyah bir zemin üzerinde cetvel yardımıyla elle ölçülmektedir.
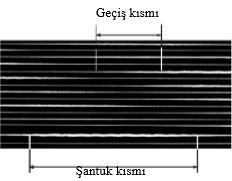
2-Şenil İpliklere Uygulanan Spesifik Testler
Şenil ipliği, kilit iplik adı verilen 2 adet yüksek bükümlü, ince ve mukavim ipliğin beraberce katlanması ve kesikli liflerden eğrilmiş veya filaman yumuşak bükümlü bir ipliğin (hav iplik) kesilmesi ile oluşturulan havların, oluşan temel ipliğin uzunluğu boyunca verilen bir büküm ile sabitlenmesi (sıkıştırılması) esasına dayanmaktadır. Kısa liflere hav (efekt), yüksek bükümlü ipliklere ise temel (öz-çekirdek-kilit) iplik adı verilir. Sonuç olarak elde edilen iplik kadifemsi ve havlı bir görünüme sahiptir.
![]()
Hav İpliği, şenil ipliğe estetik değer kazandıran ve yüzey görüntüsünü belirleyen ipliktir. İpliğe hacim verilmesini sağlarken kütle olarak yapının % 70-75 ini oluşturmaktadır. Hav ipliği olarak kısa boyda liflerden eğrilmiş veya filaman yumuşak bükümlü bir iplik kullanılır. Daha sonra hav ipliğinin kısa boyda kesilen havları kilit iplik arasına atılarak şenil iplik yapısı oluşturulur. Hav ipliği sağlam bir yapıya sahip değildir. Şenil ipliklerden kumaş üretildiğinde efekt iplikleri kumaş yüzeyinde kalır ve kumaşa değişik görünüm kazandırır. Kilit iplik, hav ipliklerden kesilen havları, üzerindeki büküm sayesinde tutan ipliktir. Şenil ipliğe mukavemet özelliği kazandırmakta ve iplik kütlesinin % 25-30 unu oluşturmaktadır.
3-Flok İpliklerine Uygulanan Spesifik Testler
Flok iplikleri; elektrostatik floklama prensibiyle elde edilirler ve bir öz iplik, bu materyal üzerine uygulanan bir yapıştırıcı madde ve elektrostatik olarak yüklenmiş olan flok liflerinden oluşurlar. Öz iplik flok ipliğinin merkezinde yer almakta ve taşıyıcı materyal görevi görmektedir. Yeterli gerilme kuvvetini, aşınma dayanımına sahip olabilmesi ve iyi bir tutum sağlayabilmesi için toplam numarası 140 - 1260 denye arasında olmalıdır. Yapıştırıcı madde öz iplik etrafına bir film tabakası şeklinde sarılmış olarak yer alır ve öz ipliği ile flok liflerini güçlü bir şekilde kombine edebilecek (birleştirebilecek) ve elde edilen flok ipliğinin esnekliğini ve tutumunu zayıflatmayacak şekilde seçilmelidir. Flok lifleri flok ipliğinin en dış tabakasını meydana getirirler ve öz iplik üzerine kaplanmış olan yapıştırıcı kaplama üzerine saplanmış durumda bulunurlar. Flok liflerinin kesim uzunlukları tercihen 0,3–5,0 mm arasındadır.
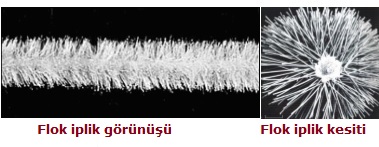
Standart ipliklerden farklı bir üretim prosesine sahip olan flok ipliklerinin kalite özelliklerini belirleyen en önemli faktörler flok yoğunluğu (birim alandaki flok sayısı) ve flokların esas ipliğe yapışma derecesini belirleyen aşınma dayanımıdır. Şenil iplikler için kullanılan İplik Aşınma Testi metodu flok iplikleri için de kullanılabilmektedir. Ayrıca iplik aşınmasının görsel olarak sübjektif değerlendirmesi için de alkol testi uygulanabilir.
4-Diğer Fantezi İpliklere Uygulanan Spesifik Testler
Şantuk iplik, şenil iplik ve flok ipliklerin dışında, lup, kıvrım, düğüm, bukle, frize, örme tipi iplik gibi pek çok fantezi iplik türü bulunmaktadır. Bu ipliklere standart iplik testlerine ilave olarak kullanım alanlarına göre dokuma ve örme gibi yüzey oluşumu sonrası gerekli görülen testler uygulanabilir.
Fantazi İpliklerde kalite Kontrol
1-Doğrusal Yoğunluk Testi
Fantezi ipliklere standart ipliklerde olduğu gibi doğrusal yoğunluk testi yapılmaktadır.
Bu test ISO 2060 (2013) standardına göre yapılmaktadır (ISO 2060).
Bu şekilde yapılan testin prensibi bobin halinde bulunan ipliğin birim uzunluğunu hassas terazide tartma işlemine dayanmaktadır.
Yapılan ölçüme göre ipliğin doğrusal yoğunluğu tex olarak bulunmak istendiğinde kullanılacak olan formül: Tex cinsinden iplik numarası = 1000 x tartılan iplik ağırlığı (g) / iplik uzunluğu (m) şeklinde bulunmaktadır.
Bu test yöntemi dışında kumaştan sökülen ipliklerin doğrusal yoğunluğunun ölçüldüğü ISO 7211/5:2010 standardına göre test de mümkün olup, bu test yönteminde kıvrım da hesaba katılarak ölçüm yapılır (ISO 7211).
2-Büküm Testi
Büküm, fantezi iplik üretim teknolojisine göre farklı şekillerde ipliğe kazandırılmaktadır.Büküm bir fantezi ipliğe mukavemet kazandırıp efektin ipliğe sabitlenmesinin yanında iplik görünüşünü ve tutumunu, üretim hızını da etkileyen önemli bir parametredir. Bükümün kullanılan efekt materyaline ve ana ipliğe uygun olarak dengeli olması istenir. Ancak çoklu büküm efektleri ile elde edilmiş olan fantezi ipliklerde büküm değiştirilerek fantezi efekt oluşturmak da mümkündür. Tek katlı ve çok katlı sabit bükümlü ipliklerin bükümünün tespiti için ISO 2061 (2015) İplikte Büküm Miktarının Tayini” standardı kullanılır (ISO 2061).
3-Mukavemet Testi
Fantezi ipliklere ait mukavemet ve kopma uzaması değerleri ISO 2062: 2015 Tek İpliğin Kopma Mukavemetinin ve Kopma Uzamasının Tayini’ standardına göre yapılmaktadır. Ancak uzunluğu boyunca değişken yoğunluklara sahip fantezi ipliklerde kalın-ince yer farkı belirli noktalarda kayda değer olacağından (örneğin, slub yarn) ve bir iplik en ince noktasından kopacağından bu tür ölçümler tam doğrulukta olmayabilir. Test yapılan ipliklere ait kopma mukavemeti, kopma uzaması, elastisite değerleri elde edilir (ISO 2062).
4-İplik Profili Testi (Objektif)
Üretilen fantezi ipliklerin ölçülebilir profil özellikleri aşağıdaki şekillerde;
Lup iplik için ölçülen parametreler Lup büyüklüğü ve lup açıklığıdır.
Düğüm iplik için ise ölçülen parametreler düğüm büyüklüğü ve temel iplik çapıdır.
Fantezi iplik türüne bağlı olarak ölçülen yapısal parametreler değişkenlik göstermekte olup tüm profil parametreleri bilgisayar destekli mikroskop sistemleri ile ölçülür.
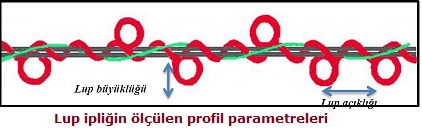
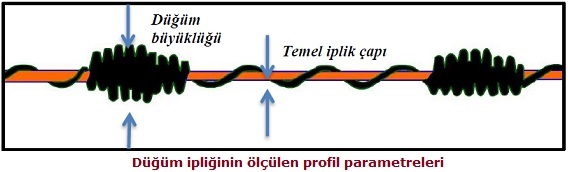
5-İplik Görünümü Tespiti (Subjektif)
Fantezi iplikler yukarıda bahsedilen test cihazları dışında subjektif olarak da değerlendirilebilmektedir. Bunun amacı iplik üretim parametrelerindeki değişimlerin iplik özelliklerine yansımasının görülmesidir. Aşağıda bazı fantezi ipliklerin farklı büküm ve fazla besleme oranlarındaki görüntüleri mevuttur.

6-Fantezi İplikte Efekt Dayanıklılığın Takibi
Fantezi ipliğe asıl özelliğini veren efekt materyalidir. Elde edilmek istenen özelliklere göre materyal lup iplikte olduğu gibi efekt materyalin fazla beslenmesiyle ana iplik üzerinde tam dairesel luplar oluşturabilmektedir.
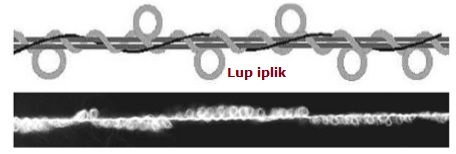
şantuk iplikte olduğu gibi ipliğin belirli noktalarında efekt materyalinin yığılması sonucu bu noktalarda iplik yoğunluğu artabilmektedir.
![]()
muline iplikte olduğu gibi değişik renkteki efekt materyali ana ipliğe farklı bir görünüm vermektedir.
![]()
Efekt materyali, fantezi ipliğe fantezi efektini kazandıran unsurdur. Bu efektin dayanıklılığı ise yine efekt materyalinin efekt özelliğini korumasıyla ve ana iplikle bağının dayanıklılığı ile mümkündür. Bu dayanıklılığı etkileyen faktörler; efekt materyal cinsi, bağlama ipliğinin dayanımı, üretim prosesinde verilen büküm sayısı, ipliğin göreceği ard işlemler, eğer bir yüzey oluşturmak için kullanılacaksa (örme, dokuma gibi) bu işlemlere dayanımı vb. fantezi efektin dayanıklılığını belirleyen faktörlerdir. Tek başına ipliğe gerilim uygulanması ya da bobinden bobine belirli bir gerginlikte aktarma sonrası, vakumlu buharlama gibi bir ard işlem sonunda vb. işlemler sonrası efekt materyalin dayanıklılığı görsel olarak test edilebilir. Bununla beraber fantezi iplikler kumaş formuna getirildikten sonra da efekt dayanıklılığı test edilebilmektedir. Böyle bir test yöntemi kullanım yerine uygun olarak fantezi ipliklerin özelliklerini ve performanslarını daha gerçekçi olarak görebilmemizi sağlamaktadır.
Fantazi İplik Çeşitleri
Fantazi iplikler insanların hayal gücü ilgili olduğundan oldukça geniş bir çeşitlilik sunmaktadır. Yani renk ve biçimlerin istenildiği kadar kullanılabilmesi sadece bir iplik türünün bile araştırılmasının ne kadar geniş olacağını göstermektedir. Günümüzde sıklıkla kullanılan fantezi iplik türleri lup, bukle, düğüm ve düz ipliklerdir.
![]()
Son yıllarda, gerek yeni moda trendlerinin ortaya çıkması gerekse yüksek katma değerli tekstil kumaşlarının geliştirilmesi amacı ile örme ve dokuma kumaş yapılarının desenlendirilmesinde sıra dışı düzensiz efektlere doğru bir yönelme olmuştur. Farklı efektlere sahip kumaşlar farklı örgü tasarımları, fantezi ipliklerin kullanımı ve çeşitli bitim işlemlerinin uygulanması ile oluşturulmakla birlikte bu tür tasarımlarda fantezi ipliklerin özel bir yeri vardır ve önemi de geçmişe nazaran artmıştır. Fantezi iplikler, neredeyse limitsiz desen olanaklarına imkan vermesi sayesinde gelişmekte olan tekstil sektörü ve sürekli değişen moda olgusu içerisinde önemli bir yere sahip olup her geçen gün yeni türde ipliklerin bu gruba dahil olduğu görülmektedir.
Ana iplik; fantezi ipliğin temelini oluşturur ve fantezi ipliğin kalitesi ve tutumunu belirlemektedir. Efekt materyal, fantezi iplikteki efekt kısmını oluşturduğundan en önemli bileşendir. Bağlama ipliği ise fantezi ipliğin kalıcılığını ve mukavemetini belirler ve iplik oluşumu sırasında iğ hızına bağlı olarak efekt ve ana ipliğin etrafına sarılarak bu iki ipliği sabitler. Genel olarak fantezi iplikler, kumaşa tekstüre özellik ve desen uyumu sağlar, kumaşa çeşitlilik ve özel bir görünüm kalitesi katar, fantezi iplik çeşidine bağlı olarak bazen yumuşak tutum bazen de pürüzlü ve sert bir tutuma sahiptir, dayanımı ve kalınlığı her bölgede farklıdır.
Fantezi iplikler, uzunluğu boyunca yapısında rastlantısal veya planlı bir şekilde değişik aralıklarla yerleştirilmiş biçim, malzeme, büküm, renk gibi özellikleri değiştirilerek oluşturulmuş düzgünsüzlükler bulunan, çoğunlukla görsel ve estetik amaçlarla üretilen ipliklerdir. Fantezi ipliklerin üretiminde özel teknolojiler, yaratıcılık ve tasarım teknikleri kullanılır.
1-Muline iplik
En basit fantezi iplik çeşididir. İki veya daha fazla renkte iplik, eğirme bükümüne ters yönde bükülmektedir. Muline iplik yapısı, aynı numara ve bükümde fakat farklı renklerde iki ipliğin dengeli bir form oluşturmasıyla meydana gelmektedir. Basit bir biçimde katlamalı iplik seklinde görülmektedirler. Yüksek değerdeki pamuklu veya viskon filamentinden oluşmaktadır. Aynı veya farklı elyaflar kullanılarak iplik elde edilebilmektedir. Bu ipliklerden elde edilen kumaşlar genellikle sert tuşeli olup dış giyimde kullanılmaktadır. Bu iplikler özellikle erkek giyiminde çizgisel efektler yaratmak ve ince, düzensiz örme kumaşlar üretmek için kullanılmaktadır. Bazı durumlarda örme kumaşlar için çeşitli, ancak az olan efekt, aynı anda beslenen iki iplik tarafından kazandırılmaktadır, bu durum çift katlı prosesin eleminasyonu olup maliyetleri azaltıcı bir durumdur.
2-Bukle İplik
Yüzeyinde bukleli çıkıntılar oluşturmak için efekt ipliğinin ana iplik etrafına sarılmasıyla oluşan bir ipliktir. Efekt eldesi, ipliğin fazla beslenmesiyle sağlanmaktadır. Bukle iplikler yarı dairesel luplardan meydana gelmektedir. Silindirler arasındaki yüzeysel hız farkı nedeni ile verilen büküm, efekt ipliği sarmaya yetmemekte ve bukleler meydana gelmektedir.
![]()
Bukle iplik üretiminde ring ve oyuk iğli eğirme sistemleriyle bu ikisinin birleşimi olan kombine eğirme sistemleri kullanılmaktadır. Kombine eğirme sistemlerinde sarılan ipliklere oyuk iğin alt tarafında bulunan ring eğirme sistemi tarafından gerçek büküm değeri verilmektedir. İpliklerde iki çeşit büküm bulunmaktadır. Bunlardan birisi zemin ve efekt ipliklerinin kendi kendilerine sarıldığı büküm, diğeri birbirine bağlanan ipliklerin zemin ve efekt iplikleri etrafına sarıldığı bükümdür. Bir bukle iplik türü olan basit bukle iplik, yünlü görünümlü kumaş yaratmak için özellikle sonbahar ve kışlık örme üretimlerinde yaygın olarak kullanılmaktadır. Bu iplikler, efekt oluşturmak için planlanan farklı renk dilimleri vasıtasıyla renk harmanı yaratılmasını mümkün kılmıştır. Bu efekt örme bukle ipliklerde kendini göstermektedir.
3-Lup İplik
Lup iplik, basitçe bir ana iplik ve birde efekt ipliğinden meydana gelmektedir. Efekt ipliğe, çıkış silindirinin önünden beslendiğinden ön iplik adı da verilmektedir. Efekt ipliği çekim sisteminden geçmemektedir. Lup ipliği oluşum itibari ile bukle ipliğe benzemektedir. Fakat efekt ipliğinin ince ve bükümlü oluşu ile birlikte daha yüksek fazla besleme oranlarına çıkılması iplik yüzeyindeki çıkıntıların daha dairesel olmasına neden olmaktadır.
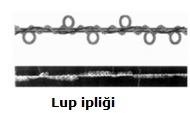
3-Kıvrım İpliği
Ana iplikten çıkan kıvrımları bünyesinde bulunduran bir ipliktir. Elde edilişi lup ipliği ile aynıdır. Fakat esnek efekt ipliği kullanımı yerine yüksek bükümlü bir iplik kullanılmaktadır. Böylece, ön silindirde gerilim serbest kalınca lupların yerine kıvrımlar oluşur. Kıvrım ipliğinin sıklık ve boyutu, besleme ve eğirme gerilimi efekt ipliklerindeki büküm kademesinin kontrolü sayesinde sağlanmaktadır. Kıvrım ipliği kumaşlarda kullanıldığında seyrek ve kıllı kürk efekti seklinde ortaya çıkar. Kıvrım iplikleri, lup ve bukle iplikleri gibi tüm kumaşlarda kullanılır. Kalın numaralarla birlikte mukavemeti yüksek tektüre örmeler üretebilmekle birlikte ince numaralarla ise örme kumaşlar için zor bulunan renk çeşitliliği üretilebilmektedir.
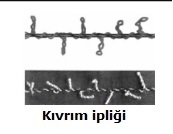
4-Nopeli iplik
Nopeli iplik bir veya daha fazla iplik bileşenine sahip belirgin grup içermektedir. İplik uzunluğu boyunca düzenli veya düzensiz aralıklarla dizilmiştir. İki çift silindire sahip cihazlar kullanılarak üretilmektedirler. Nopeli iplik bariyer sisteminin altında temel ipliğe katılmakta ve büküm işlemiyle bir araya gelmektedir. Bariyerin dikey hareketi, ipliğin, uzunluğu boyunca yayılmasına sebep olmaktadır. Nopeli iplik düğüm ipliği efekti gösterir ancak düğüm ipliği gibi lif yığınından değil de dolanmış iplikten üretilmektedir.

5- Düğüm İpliği
Uzunluğu boyunca düzenli veya düzensiz aralıklarla bir ya da daha fazla iplik materyalinin oluşturduğu düğümlerden oluşan ipliktir. İplik genellikle bağımsız çalışan iki çift silindirin kullanılması ile elde edilmektedir. Ana iplik aralıklı, efekt materyal ise devamlı olarak sevk edilmektedir. Besleme silindirinin ani duruşları efekt materyalin yığılmasına ve düğümlerin oluşmasına neden olmaktadır. Ağır düğüm efekti kumaş yüzeyinde güçlü varyasyonlar üretmekte olup tüm örme kumaşlarda kullanılabilmektedir. İplikteki kalın yer, ince yer tarafından hızla takip edilir, bu durum iplikte zayıf noktaları oluşturur, bunu önlemek için ise besleme hızları dengeli bir şekilde ayarlanmaktadır.

6- Sanet İplik
Sanet iplik çeşidi olan kurdele tipindeki iplik, örme yoluyla üretilmekte ve örüldükten sonra yapılan ütü ile birlikte katlı şerit efekti sağlamaktadır. Örülen bu şerit iplikler örme giyiminde kaliteli efektler yaratmak için kullanılır. Sanet iplikler örme giyiminde çok geniş bir alanda kullanılmaktadır. Sanet ipliğin temel parametresi: ilmek yoğunluğu, beslenen ipliğin numarası, cinsi ve çalışılan örme iğnelerin numarasıdır. Eğirilmiş ya da filament ipliklerle, 6-20 iğne kullanılan küçük çaplı yuvarlak örme makinesinde üretilmektedir. Sanet iplik görünümü, besleme ipliğinin kalitesinden etkilenmektedir. Parlaklığın artması ve dolgun kalınlık eldesiyle birlikte besleme ipliklerinin sanet iplik görünümünü geliştirdiği görülmektedir. Kadın dış giyim, spor giyim, el örme iplikleri ve ev tekstilinde, polyester ve pamuk sanet iplikleri kullanılmaktadır.
7- Gimp İplik
Bükümlü öz ipliğin atkı etrafındaki efekt ipliğiyle birleşmesinden oluşmakta, bu yüzden yüzey üzerinde dalgalıymış gibi görünmektedir. Bükümün çıkarılması, tamamlanan ipliğin asıl uzunluğundan daha uzun olan efekt ipliğinin oluşturulmasından bu yana dalgalı bir görünüm yaratmıştır. Bu iplikler numara ve parlaklıkta farklı materyaller göstermektedir. Gimp iplikler, Muline iplikleri gibi ortalama çift katlı çerçeve üzerinde veya ring eğirme sisteminde üretilebilmektedirler. Gimp ipliklerde bağlayıcıya ihtiyaç duyulmakta ve bu yüzden ring eğirme sistemi üzerinde iki aşamada üretilmektedirler. Yazlık örme kumaşlarda kaliteli tekstüre iplikleri meydana getirirler.
8- Şenil İplik
Fantezi iplik grubu içerisinde yer alan ve özel bir öneme sahip olan bir iplik türü de şenil ipliğidir. Şenil kelimesi Fransızca olup kelime anlamı “tırtıl” veya “tüylü tırtıl” dır. Şenil iplik yumuşak, tüylü ve sıra dışı bir yüzeye sahiptir. Şenil iplikleri, liflerin iki eksensel iplik etrafında helisel düzenlendiği kesik havlı bir yapıdadır. Bu helisel yapı sebebiyle iplik yüzeyinde çok hoş bir dalgalı görüntü ile kumaş yüzeyi üzerinde de parlaklık oluşmaktadır. Hav ipliğinin zemin ipliğinden ayrılmasını önlemek için kilit ve hav iplikleri arasında mekanik friksiyon kuvvetleri meydana gelmektedir. Şenil iplik üretiminde iki tip iplik kullanılmaktadır: Hav (efekt) ipliği ve kilit (temel, öz, çekirdek) iplik. Bu ipliğin oluşumunu sağlayan efekt, kilit iplik adı verilen 2 adet yüksek bükümlü, ince ve mukavim ipliğin beraberce katlanması. Ve kesikli liflerden eğrilmiş veya flaman yumuşak bükümlü bir ipliğin kesilmesi ile oluşturulan havların, oluşan temel ipliğin uzunluğu boyunca verilen bir büküm ile sabitlenmesi (sıkıştırılması) esasına dayanmaktadır.

9- Makarna İplik
Makarna ipliğin literatürdeki tanımı, temel iplik üzerine fitil beslenerek oluşturulmuş dalgalı görünüme sahip iplik seklindedir. Makarna iplik üretiminde 3 tip iplik kullanılmaktadır:Efekt materyali, esas (temel, direkt, ana) iplik ve bağlama ipliği Efekt materyali; makarna iplikteki efekt kısmını oluşturduğundan en önemli bileşendir. Makarna ipliğe estetik değer kazandırır. Efekt materyali, sağlam bir yapıya sahip değillerdir. Makarna ipliklerden kumaş üretildiğinde efekt materyali kumaş yüzeyinde kalır ve kumaşa değişik görünüm kazandırır. Lif tipine ve uzunluğuna bağlı olarak 250-2000 tex arası fitil efekt materyali olarak kullanılmaktadır.
10- Frize İplik
Yapı olarak bukle ipliğine benzeyen bu iplik bukle ipliğine göre daha dar ve ince buklelere sahiptir. Bu nedenle, düz ve kapalı bir karakter gösterir. Efekt ipliğinin esas ipliğe nazaran bir miktar fazla beslenmesiyle oluşturulan fantezi ipliklerdir. Besleme hızları ve miktarları arasındaki fark artarsa dalgalar büyür ve bukleli (ilmekli) yapı oluşur. Eğer efekt ipliğinin beslenmesi periyodik olarak değiştirilirse bu durumda flame iplikler elde edilir. İpliklerin renklerine, kalınlıklarına ve besleme hızlarına göre değişik varyasyonlar elde edilir. Fazla besleme oranı 1.1-1.3 arasındadır.
11- Şantuklu fantezi iplikler
Şantuklu iplikler; tek veya katlı olarak iplik üzerinde değişik aralıklarla rastgele veya belli bir örüntüye uygun olarak kalın kısımların oluşturulmasıyla elde edilen ipliklerdir. İplik üzerinde oluşturulan bu kalın bölgelere şantuk veya balık adı verilmektedir. Şantuklu kısımların kalınlıkları, uzunlukları ve yerleşim aralıkları değişmektedir.
Türkçe’de şantuk olarak kullanılan sözcüğün Çince’de, genellikle ağır gramajlı ve yüzeyinde düzensiz yükseltiler bulunan kumaşlara verilen ad olan “shantung” sözcüğünden geldiği anlaşılmaktadır.
İngilizce’de pamuk ipliğinde kalın yer anlamına gelen “slub” ve Almanca’da “flamme” sözcüğü Türkçe’de kullanılagelen “şantuk” anlamında kullanılmaktadır. Türkçe’de ise iplikte kalın yer anlamında “balık” sözcüğü kullanılmaktadır.
Fantazi iplikler


Bu iki grup da kendi içlerinde iplik efekti ve eğirme efekti olarak alt gruplara ayrılır.
-İplik efekti (Büküm yolu ile fantezi iplik eldesi) :Burada fantezi iplik, doğrudan ipliklerin (farklı boylarda ve farklı numaralardaki) birbirleri ile bükülmesi sonucunda elde edilir.
-Eğirme efekti (Çekim yolu ile fantezi iplik eldesi): Burada fantezi iplik, fitil veya bandların çekim sisteminden geçirilerek üzerlerine filament sarılması sonucu elde edilir.
Fantezi iplikler, uzunluğu boyunca yapısında rastlantısal veya planlı bir şekilde değişik aralıklarla yerleştirilmiş biçim, malzeme, büküm, renk gibi özellikleri değiştirilerek oluşturulmuş düzgünsüzlükler bulunan, çoğunlukla görsel ve estetik amaçlarla üretilen ipliklerdir.
Fantezi ipliklerin üretiminde ;
özel teknolojiler
yaratıcılık
ve tasarım teknikleri kullanılır.
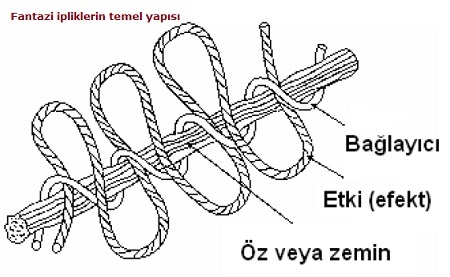
Yukarıdaki şekilde görüldüğü gibi bir fantezi iplik temel olarak, öz veya zemin bileşeni, etki bileşeni ve bağlayıcı bileşenden oluşmaktadır. Fantezi ipliklerin genel üretim prensibi; zemin ipliği ile görsel yapı ipliğini, ikincinin hızı daha yüksek olmak kaydıyla farklı hızlarda büküm bölgesine sevk etmek ve sonra bir bağlayıcı bileşen ile ters büküm uygulayarak sağlamlaştırmaktır.Bu prensibe uymayan fantezi iplik türleri de vardır. Bunlar;
sarmal iplikler,
zemin şantuklu iplikler,
“flake” (çok uzun şantuklu iplik)
ve nepsli ipliklerdir.
Fantezi iplik üretimi, ring makinelerine, open-end rotor makinelerine, dref makinelerine, cer makinelerine ve tarak makinelerine çeşitli aparatların eklenmesiyle ve boyama, harmanlama ve değişik bitim işlemleriyle bugüne dek sürmektedir.Oyuk iğ prosesinin bulunmasından önce en çok kullanılan sistem, iki aşamalı ring büküm prosesiydi.İlk aşamada uygun besleme ile fantezi efekt elde edilir. Daha sonraki aşamada bu iplik bir bağlama ipliği ile sabitlenir ya da bobinlere sarılan bu iplikler sonra doğrudan çift katlı bobin makinesine aktarılırdı.İki veya daha fazla aşama yerine tek aşama ile fantezi iplik üretme fikri olan oyuk iğ prosesi fikrini Bulgaristan Tekstil ve Konfeksiyon Enstitüsünden Prof. George Mitov geliştirdi.Son yıllarda fantezi iplik sektörü büyük bir gelişme gösterdi. Özellikle büyük firmaların rekabet içinde olması ve fantezi ipliklerin moda oluşu bu gelişmenin en önemli etkenlerindendir.Saurer-Allma, Gemmill & Dunsmore, Lezzani, Bigagli, Mackie ve Galan piyasanın önde gelen kuruluşlarındandır.Fantezi iplikler, değişik yönlerden sınıflandırılmaktadır.
Bu sınıflandırmalar:
1-Yapılarına göre fantezi iplikler
2-Efekt verme yöntemine göre fantezi iplikler
3-Elde etme yöntemlerine göre fantezi iplikler
4-Verilen efektlere göre fantezi iplikler
Fantezi ipliklerin Yapılarına Göre Sınıflandırılması
Yapılarına göre sınıflandırmada
1-fantezi iplikler tek katlı,
2-Efekt katlı bükümlü
3-örme
Fantezi iplikler olarak 3‟e ayrılır:
Tek Katlı Fantezi İplikler
Tek katlı iplikler, eğirme sırasında tek kat olarak çıkan ipliklerdir. Bunların üretiminde iki prensip vardır: Ringde oluşturulan şantuk iplik elde edilmesi ve Knit the Knit prensibi
Efekt Katlı Fantezi İplikler
Bu tip iplikler birden fazla materyalden ve bunların katlanıp bükülmesi ile elde edilmektedir. Bu ipliklerin üretimi için farklı büküm yöntemlerine ihtiyaç vardır.
Örme Fantezi İplikler
Bu iplikler örme makinelerinde 2-3-4-8-10 veya 12 iğne ile RL örgü prensibinde örülen ve hacimli, dolgun örgü kazaklarının elde edilmesinde kullanılan örülmüş örme fantezi ipliklerdir. Bu ipliklerde kendi aralarında RL düz (sade) örme iplikler, RL fantezi (havlı-sakallı) örme iplikler ve RL fantezi bükümlü sakallı örme iplikler olarak üçe ayrılmaktadır.
Fantezi İpliklerin Efekt Verme Yöntemlerine Göre Sınıflandırılması
Efekt verme yöntemlerine göre sınıflandırmada, fantazi ipliklerin oluşumu
1-direkt yöntem
2-İndirekt yöntem
Olmak üzere ikiye ayrılır
Direkt Yönteme Göre Fantezi ipliklere Efekt Verme
Bu yönteme göre fantezi ipliklere efekt verme işlemi doğrudan fantezi büküm makineleri üzerinde gerçekleştirilmektedir. Bu yöntemde efekt oluşumu 4 farklı şekilde olabilmektedir:
1-Çekim değiştirerek
2-İlave efekt materyal beslenerek
3-Farklı bant besleme yöntemiyle
4-lineer materyal ilavesiyle.
Bu yöntemlere göre efekt vermek fantezi büküm makinelerinde, ring büküm makinelerinde ve yeni iplik eğirme teknolojilerinden faydalanarak bunlara ilave aparatların eklenmesiyle yapılabilmektedir.
İndirekt Yönteme Göre Fantezi İpliklere Efekt Verme
Bu yöntem normal iplik elde edilmesi sırasında fantezi büküm makinelerinde gerekli düzenlemeleri yaparak oluşturma esasına dayanmaktadır. Genelde ring iplik makinelerinde uygulanmakta olup, Open-end Rotor (açık-uç) iplikçiliğinde de uygulanabilecek efektlerdir. Bu efektlerin yapım yerleri; ring iplik makinesi, harman hallaç, tarak makinesi, cer makinesi, fitil makinesidir. Yapım yöntemi ise; bant besleme, nope serpiştirme, boyama ve şardonlama gibidir.
Fantezi İpliklerin Elde Etme Yöntemlerine Göre Sınıflandırılması
Elde etme yöntemleri açısından incelendiğinde, fantezi iplikler ;
1-Büküm ve yolu
2-Örme yöntemi
3-Diğer yöntemler ile üretilen fantezi iplikler
olmak üzere üç gruba ayrılabilirler.
Büküm ve Çekim Yolu ile Fantezi İplik Oluşturma
Fantezi büküm makinelerinde elde edilen bu yöntemde esas; ana ipliğe efekt ipliğin sarılması ve bu ikisinin bir bağlama ipliği ile sabitlenmesidir. Büküm yoluyla elde edilen fantezi iplikler, büküm makinesinde farklı boylarda ve çeşitli numaralardaki ipliklerin birbirleriyle bükülmesi sonucunda elde edilirken, çekim yoluyla elde edilen fantezi iplikler; fitil veya band olarak kullanılan ana ipliğe filament sarım sonucu elde edilmektedirler.
Örme Yöntemi ile Fantezi iplik Oluşturma
Örme yöntemi ile fantezi iplik oluşturma, iğne salınımlı düz konstrüksiyonlu çözgülü örme makinelerinde veya yuvarlak örme makinelerinde yapılmaktadır.
Diğer Yöntemler ile Fantezi İplik Oluşturma
Tekstüre yöntemi, Knit the Knit (Örme-sökme) prensibi ve havalı sistem ile fantezi iplik Oluşturma olmak üzere üç gruba ayrılmaktadır.
1-Tekstüre Fantezi İplik Makinelerinde Isı Yoluyla Fantezi İplik Oluşturma
Uygulanan şekil verme ve ısıl işlemlere göre ilikler değişik seviyelerde hacimlilik, matlık, parlaklık ve sıcak tuşe gibi özellikler kazanır.
2- Knit-The-Knit Prensibi ile Fantazi İplik Üretimi
Bu yöntem ile fantazi iplik elde etmede iplikler önce özel bir örme makinesinde örülürler. Örülmüş olan yapı fikse kazanlarında ısı ile işlem görerek fiskelenir ve daha sonra soğumaya bırakılır. Soğumuş olan örgü yüzey daha sonra sökme makinesinde sökülerek bobine sarılır.
3- Havalı Sistem İle Puntalı İplik Üretimi
Puntalama; filaman iplik üzerine soğuk hava akımı göndererek, filamanların birbirinden ayrılmış bölümler arasında birbirine karışmış bölümler oluşturmak (punta) ve sayede iplik boyunca ara ara puntalı toplu bir yapı meydana getirmek amacıyla yapılan bir işlemdir.
Fantezi İpliklerin Verilen Efektlere Göre Sınıflandırılması
Verilen efektlere göre sınıflandırmada, fantezi iplikler;
1-kontrolsüz efekt iplikleri
2-kontrollü efekt iplikleri
Olmak üzere ikiye ayrılmaktadır.
Kontrolsüz efekt ipliklerde ek bir iplik, sürekli olarak ana ipliğe ya aynı anda, ya da daha yüksek bir hızla beslenmektedir. İki hız arasındaki fark efekti meydana getirmektedir.
Kontrollü efekt ipliklerde, hem ana iplik, hem de efekt ipliğin besleme hızında işlem yapan birçok kontrol sistemi bulunmaktadır. Bu kontrol sistemleri ile materyalin yığılma noktaları belirlenmekte ve işlem belirli bir yerde gerçekleştirilmiş olmakta efekt önceden programlanabilmektedir. Bu iki grup da kendi içlerinde;
1-iplik efekti
2-eğirme efekti
olmak üzere alt gruplara ayrılmaktadır.
Büküm yolu ile fantezi iplik eldesi olan iplik efektinde fantezi iplik, doğrudan farklı boy ve numaralardaki ipliklerin birbirleri ile bükülmesi sonucunda elde edilmektedir. Çekim yolu ile fantezi iplik eldesi olan eğirme efektinde ise fantezi iplik, fitil veya bantların çekim sisteminden geçirilerek üzerlerine filament sarılması sonucu elde edilmektedir.
KONTROLSÜZ EFEKT İPLİKLER
Kontrolsüz ipliklerde ek bir iplik sürekli olarak ana ipliğe ya aynı anda ya da daha yüksek bir hızda beslenir. Hızlar arasındaki fark, efekti meydana getirir. İplik efektlerinin efekt bölümü, bir iplik veya filament iplikten oluşur.
A-Kontrolsüz İplik Efektleri
1-Bukle iplik
2-Lup İplik
3-Dalga İpliği
4-Kıvrım İpliği
5-Frote İplik
B-Kontrolsüz Eğirme Efektleri
1-Dalga İpliği
2-Frize İplik
3-Eğirme Lup İpliği
4-Şenil İpliği
5-Bukle İpliği
KONTROLLÜ EFEKT İPLİKLER
Bu iplikler, sürekli ve kesikli aralıklarla temel iplik veya iplikler üzerinde iplik veya lif birikimi ile oluşurlar. Yani önceden programlanırlar.
A-Kontrollü İplik Efektleri
1-Düğüm İpliği
2-Tırtıl İpliği
3-Ters Yön
B-Kontrollü Eğirme Efektleri
1-Eğirme Hav İpliği
2-Ekleme Hav İpliği
3-Eğirme Tırtıl İpliği
4-Havlı Bukle İpliği
Akrilik Lif Çeşitleri
Akrilik lifleri kullanım esnasında kendisinden istenen özelliklere göre;
- 1-Yüksek çekme Özelliğine sahip akrilik elyafı
- 2-Su emici akrilik elyafı
- 3-Boyanma özellikleri farklı akrilik elyafı
Olarak çeşitlendirilir.
Yüksek Çekme Özelliğine Sahip Akrilik Lifleri
Normal akrilik liflerine göre üretim sırasında ilave bir germe yapılarak çekme oranı (%40) daha da artırılmış liflerdir. Bu tip lifler high-bulk (yüksek hacimli) iplik yapımında kullanılırlar.
High-bulk iplik
Akrilik lifinin en önemli özelliği, sıcakta % 15-30‟luk bir gerilme verildiğinde uzamanın dayanıklı olmaması ve buharlama yapıldığında tekrar kısalarak eski boyutunu almasıdır.
Bu şekilde gerilme verilmiş (%40) ve verilmemiş (%60) lifler birlikte eğrilip iplik yapıldıktan sonra buharlanırsa, gerilme verilmiş elyafta kısalma gözlenirken diğerleri kısalmaz.
Gerilme verilmemiş liflerde, diğerinin kısalmasından dolayı bükümler meydana gelir ve iplik hacimli bir görünüm kazanır. Bu işleme bulking, elde edilen ipliklere de high-bulk iplik adı verilir.
Bunlardan yapılan kumaşların doku yoğunlukları düşüktür, çok sıcak tutarlar, tuşeleri, görünümleri ve elastikiyetleri çok iyidir. Akrilik HB iplikleri, örmecilikte yün yerine kullanılır.Yüksek hacimli iplikler filament veya stapel elyaftan yapılabilir:
Filament elyaftan eğrilmiş yüksek hacimli (high bulk) iplikler;
Her filamentte buklelerin oluşturulmasıyla ve filamentlerin birbirine olan paralelliklerinin bozulması İşlemi ile üretilirler.
Bu işlemle; iplikte kıvrımlar, ilmekler ve dalgalar oluşur.
Hacimli iplikler çekme farklılıklarından yararlanarak çektirilip-esnettirilebilirler.
Sonuçta elde edilen iplikler; tüy gibi yumuşak, hacimli ve kabarıktır.
Ştapel elyaftan yapılmış yüksek hacimli ( high-bulk) iplikler
İplik eğirme işlemi düşük ve yüksek çekme potansiyeline sahip elyafı karıştırmak suretiyle oluşturulabilir.
Daha sonraki buharlama, kuru ısı veya sıcak sudaki işlem sırasında; yüksek çekme özelliğine sahip elyafın daha fazla büzülmesi, ipliğin boyunun kısalmasına ve düşük çekme özelliğine sahip elyafın ipliğin etrafında toplanmasına yol açarak, ipliğin hacimliliğini arttırır.
Yüksek çekme potansiyelli elyaftan yapılan ipliğin kısalması, düşük çekme potansiyelli olanını bukleler oluşturmak için zorlar. Böylece; ipliğin çapı büyür ve iplik kabarık bir görünüm kazanır.
Su Emici Akrilik Lifleri
Sünger gibi gözenekli bir çekirdek ile manto kısmından oluşmaktadır. Mikro süngere benzeyen iç kısım nedeniyle, su emme yetenekleri yüksektir. % 38‟e kadar nem absorplar. Bu tip liflerin ayrıca terleyen vücutta hızlı ve fazla ter emmeleri, ıslanınca lifler şişmediğinden mamulün hava geçirgenliğinin azalmaması ve sıcak tutma özelliklerinin iyi olması gibi avantajları vardır. Özgül ağırlıkları düşük olduğu için bu liflerden hafif giysiler üretilir.
Boyanma Özellikleri Farklı Akrilik Lifleri
Akrilik elyafın eldesi sırasında vinilasetat, vinilklorür, gibi anyonik ve katyonik grup içermeyen komonomerlerin kullanılması ile liflerin daha düşük sıcaklıklarda ve daha kolaylıkla boyarmadde alması sağlanmakta, fakat alınan boyarmadde miktarı artmaktadır. Bazik boyarmaddelerle boyanma yeteneğini geliştirmek için; komonomer olarak anyonik grup içeren vinil veya isopropenil bileşikleri, anyonik grup olarak da sülfonat veya karboksilli asid grupları tercih edilmektedir.
Bu şekilde elde edilen liflerden bazıları ve özellikleri aşağıda belirtilmiştir:
- Orlon Akrilikleri:
Orlon akrilikleri olarak üretilen liflerin çoğu % 100 e yakın oranda poliakrilonitril içerir. Orlon filamentlerinin mukavemeti, 2.2-2.6 g/denier; özgül ağırlığı ise 1.18 dir. Standart koşullarda nem çekme miktarı % 1.7 dir. Ütüleme sıcaklığı 150 °C‟dir. Orlon akrilikleri çeşitli tipte ve sayılarla farklandırılarak üretilirler. Orlon 42 kesikli lif şeklinde üretilir ve örgü iplikleri yapılır. Orlon 81 ise filament şeklinde üretilir. Orlon liflerinin, stapel tipi Orlon 39, Orlon 37, Orlon 21 tipleri de vardır. High-bulk olarak üretilirler. Ayrıca bikomponent lif şeklinde üretilenleri Orlon Sayelle adı ile bilinir; kıvrımlı bir yapıya sahiptir. Orlon tipi lifler, Almanya‟da Dralon ticari adı ile bilinmektedir. %100 poliakrilonitrilden üretilen Orlon akrilikleri, üretim sırasında katalizör olarak kullanılan peroksit bisülfat ve sülfit veya sülfat tuzları nedeni ile polimer zincir uçlarında anyonik karakterde sülfit veya sülfat grupları içerirler. Bu nedenle, Orlon akrilikleri anyonik modifiye akrilik lifler olup, çözeltilerinde + yük taşıyan boyarmaddelerle boyanabilirler.
- Acrilan Lifleri:
Acrilan liflerinin bileşimlerinde % 10-15 oranında katyonik monomerler bulunur. Genellikle komonomer olarak % 6 vinil asetat ve % 6 vinil pridin içerir. Üretimi,dimetil asetamiddeki % 20 lik çözeltisinden 140 °C lik gliserin banyosu kullanılmak suretiyle yaş eğirme yöntemine göre yapılır. Stapel veya filament halinde üretilir. Asid, krom, direkt ve metal kompleks boyarmaddelerle boyanabilir.
- Acrilan 16 döşemelik ve perdelik yapımında,
- Acrilan 26 halı ipliği yapımında,
- Acrilan 38 ise dikiş ve endüstri ipliği
olarak kullanılır.
- Courtelle Lifleri:
Kopolimer olarak az miktarlarda metil metakrilat içerir. Bu nedenle anyonik grup taşırlar. Polimerdeki anyonik grup oranı daha fazla olduğundan, katyonik boyarmaddeler karşı affinitesi Orlon akriliklerinden daha çoktur.
- Creslan Lifleri:
Creslan lifleri komonomer olarak akrilamid içerirler. Monomerin yapısı katyonik karakterde olduğundan bu tip akrilik lifleri anyonik yapıda boyarmaddelerle boyanabilirler. Bunlar halı ve battaniye tipi materyalin yapımında kullanıldığı gibi, yün ile karıştırılarak kamgarn ve strayhgarn kumaşlar da üretilir.
- Zefran Lifleri:
Komonomer olarak vinil pirrolidon içeren akrilik elyafı Zefran olarak bilinir. Daha çok halı ipliği olarak üretilir.
Mesleki Gelişim Soruları 17
S.598.Meslek ne demektir, açıklayınız?
C.598. Belli bir eğitimle kazanılan sistemli bilgi ve becerilere dayalı, insanlara yararlı mal üretmek, hizmet vermek ve karşılığında para kazanmak için yapılan, kuralları belirlenmiş işe meslek denir.
S.599.Meslek seçiminde hangi özelliklerin araştırılması gerekir?
C.599.
- 1-Çalışma şartları
- 2- Çalışma ortamı
- 3-Aranan nitelikler
- 4-İş bulma olanağı
- 5-Meslekte ilerleme
- 6- Kazanç
- 7-Mesleğin geleceği
- 8- Mesleki değerler
S.600.Ahlak ne demektir, açıklayınız?
C.600. Ahlak kelimesi Arapça “tabiat”, “huy”, “karakter” anlamına gelen “hulk” sözcüğünden türemiştir. Ahlak, toplumda iyilik ve kötülük hakkında oluşan değer yargılarına göre yapılması veya yapılmaması gereken davranışlara ilişkin kurallar bütünüdür. Bu kurallar manevi niteliklidir ve insanın kendi içinde tutarlı olmasını hedefler. Ahlak “Bireylerin törelere uygun davranışlarını düzenleyen törebilim” olarak da tanımlanmaktadır. Toplumsal düzeni sağlayan yazılı kurallara hukuk denir. Ahlak ise toplumun kültürüyle iç içe olan ve kişiye vicdani sorumluluk yükleyen yazılı olmayan kurallardır.
S.601.Ahlak kuralları kaça ayrılır ve nelerdir?
C.601.
- 1-Kişisel ahlak kuralları
- 2-Sosyal ahlak kuralları
S.602. Kişisel (Öznel) ahlak kurallarını açıklayınız?
C.602. Kişinin ferdi olarak benimsediği ama toplum düzenini de dolaylı olarak etkileyen ahlaki kurallara denir. Yalan söylememek, başkalarına kötü düşünceler beslememek gibi.
S.603. Sosyal (Nesnel) ahlak kurallarını açıklayınız?
C.603. Sosyal düzeyde uygulanan ve toplumsal hayatı düzenleyen ahlaki kurallar bütünüdür. Başkalarına saygılı olmak, dedikodu yapmamak, dürüst olmak gibi kurallar sosyal ahlak kurallarıdır.
S.604. Ahlak felsefesinin temel kavramları nelerdir, açıklayınız?
C.604.
- Birey: Toplumsallaşmış insan, toplum içinde yaşayan kişi.
- İyi: İnsanın yapması gereken ahlakça değerli davranışlar.
- Kötü: İnsanın ahlaken yapmaması gereken davranışlar.
- Özgürlük: İrade ile iyi veya kötü davranışlardan birini seçme gücü.
- Erdem: İyi olana yönelme, fazilet.
- Vicdan: Tutum ve davranışlarımızın ahlakça değerli olup olmadığını yargılama bilinci, iç muhakeme.
- Ahlak yasası: Uyulması gereken ahlaki genel geçer kurallar.
- Ahlaki karar: Özgür iradeyle ahlak kurallarına uymak. Ahlaki eylem : Ahlaka uygun davranış gerçekleştirme.
S.605. Meslek ahlakı ne demektir, açıklayınız?
C.605. İş ahlakı kavramının bir alt başlığı olarak ele alınabilecek meslek ahlakı kavramı, bir mesleğe bağlı olanların uyması gereken ahlaki ilkeleri ifade eder. Bu yönüyle meslek ahlakı, genelde o mesleğin genel ilkelerini ve standartlarını ortaya koymakta ve tüm dünyada söz konusu mesleği yapanlar için yol gösterici olma niteliği taşımaktadır. Bu yönü ile meslek ahlakı; bir mesleğin, o meslekte liyakat sahibi kişilerce ve mesleğin gereklerine, önemine, onuruna uygun icra edilmesini öngörür.
S.606. Meslek Ahlakı neden önemlidir, açıklayınız?
C.606. Meslek ahlakı, belirli bir meslek grubunun ahlak ilkelerini meslek üyelerine emreden, onları belli kurallarla davranmaya zorlayan kişisel eğilimlerini sınırlayan, yetersiz ve ilkesiz üyeleri meslekten dışlayan, mesleki rekabeti düzenleyen ve hizmet ideallerini korumayı amaçlayan ilkelerdir.
S.607. Meslek ahlakı ilkelerinden olan DOĞRULUK nedir, açıklayınız?
C.607. Doğruluk; doğru sözlülük ve güvenirliğe işaret eden bir kavramdır. Ahlaki davranış, başkaları ile ilişkilerde dürüst olmayı ve içtenliği gerektirir. İçten ve dürüst davranmayanlar, ilişkilerde kendi sonlarını hazırlar ve güven ortamı ortadan kalkar. En zedeleyici davranış biçimi çoğunlukla korku ve güvensizlikten kaynaklanan yalan söylemedir. Kişiler yalandan uzak durarak üstlerine ve altlarına tam bir güven sağlamak zorundadır. İş hayatı içinde doğru davranış biçimlerini uygulamak, dürüst, adil, eşit ve tarafsız olmak, yalan söylememek meslek ahlakının temel ilkelerindendir.Meslektaşların kurdukları ilişkiler ve kurum dışındaki temasları samimi ve hakkaniyetli olmalıdır, yürütülen bütün faaliyetlerde itimada dayalı bir güven ortamı sağlanmalıdır
S.608.Meslek ahlakı ilkelerinden olan YASALLIK nedir, açıklayınız?
C.608. İş hayatında üretilen her türlü malın üretiminde ve çalışanlarla ilgili problemlerin çözümünde yasalara bağlı kalmak da meslek ahlakı ilkelerindendir. İş hayatında üretim alanını ve çalışma hayatını düzenleyen yasalar mevcuttur. Hatta yalnızca devletlerin değil, uluslararası bir takım kuruluşların da bu konuda etkili olduğu söylenebilir. Uluslararası Çalışma Örgütü ile üretim standartlarını düzenleyen Uluslararası Standartlar Örgütü (ISO) bu türden kurumlardır. Hukuken suç teşkil eden emirlerin yerine getirilmemesi konusunda yöneticiler kesin tavır içinde olmalıdır.
S.609. Meslek ahlakı ilkelerinden olan YETERLİK nedir, açıklayınız?
C.609. İş hayatında her gün yeni gelişmeler olmaktadır. Bu gelişmeleri takip etmek, kendini yenilemek, iş hayatına uyarlamak mesleki ahlak ilkeleri arasında önemli yer tutmaktadır. Meslekte sahip olunan mesleki boyut, o işi yapmak konusunda kişiye toplum içinde “uzman” , ”yetkili” veya “yeterli kişi” gibi kimlikler kazandırır. Bir işi yapabilmek için diploma ya da herhangi bir belge almak, gerçekte o kişiye söz konusu işi yapabilme konusunda hak ve yetki verir. Bu nedenle meslek elemanlarının iyi bir eğitimden geçmiş olmaları gerekir. Yeterlik aynı zamanda sorumluluk alabilme, öncelik (üstünlük) kullanabilme davranışıdır.
S.610. Meslek ahlakı ilkelerinden olan GÜVENİRLİLİK nedir, açıklayınız?
C.610. Güvenilirlik, uzun bir sürecin sonunda oluşan bir kazanım olarak başkalarının kişiye güven duymasıdır. Kişinin diğer insanlar tarafından iyi tanınması sonucunda kazanılan, kişi lehine bir değeri ve itibarı ifade etmektedir. Güvenilir olmak; bir insan için nasıl önemli ve kıymetli ise çalışma hayatı için de aynı derecede önemli ve kıymetlidir. Güvenilir insan olmanın gereklerinden biri hatta en önemlisi verilen sözde durmaktır.Güven, insan ilişkilerinin temelidir. Dünden bugüne ulaşmış nice prensipli, ilkeli, başarılı kişi ve kuruluşun ortak özelliği budur. Bu sebeple; günlük kazançtan önce yarın da kendisini yalnız bırakmayacak velinimetleri olan müşterileri kazanmak için özen göstermek ve onların itimadını sarsacak davranışlardan sakınmak, tarih boyunca ticaret erbabının ilkesi olmuştur.
S.611. Meslek ahlakı ilkelerinden olan MESLEĞE BAĞLILIK nedir, açıklayınız?
C.611. Meslek ahlakı ilkelerinden biri de kişinin yaptığı işi önemsemesi ve en iyi şekilde yapmaya çalışmasıdır ki buna mesleğe bağlılık denir. Kişinin iş hayatı içinde sürekli kendini geliştirmesi ve eğitim olanaklarından yararlanması işine verdiği önemi gösterir. Yalnızca kendi gelişimini yeterli görmeyip meslektaşlarının mesleki gelişimine katkıda bulunmak da meslek ahlakının içinde yer alır. Mesleğe bağlılık kişinin işini sevmesini ve huzurlu bir ortamda çalışmasını sağlar ve bu da verimliliği artırır.
S.612. İş hayatında mesleki değerlere uygun davranışlarda bulunmanın sonuçları neler olabilir?
C.612.
- 1-İş ortamında saygınlık kazanma
- 2-İş ortamındaki güvenirlik
- 3-İş dünyasında iyi bir imaja sahip olma
- 4-Meslek hayatında karşılaşılacak problemlerin çözümünde kolaylık görme
- 5-Ahlaki değerlerle kalite yönetimi, stratejik planlama gibi alanların yönetilmesine de yardımcı olma
- 6-Ahlaki değerlerle kurumların sosyal sorumluluklarını düzenli bir şekilde yerine getirmesini sağlama
- 7-Ahlaki değerlerle haksız rekabetin engellenmesini sağlama
- 8-İş ortamında kabul görme ve vb
Mesleki Gelişim Soruları 18
S.573. Projede yürütme süreci ne demektir, açıklayınız?
C.573. Yürütme süreci; proje işlerinin üretildiği, bir başka ifade ile planın eyleme dönüştüğü süreçtir. Proje kaynaklarının ve bütçenin çoğu bu süreçte kullanılır.
S.574. Projede ilzama ve kontrol süreci ne demektir, açıklayınız?
C.574. İzleme ve kontrol süreci projenin uygulanması esnasında elde edilen sonuçların önceden belirlenen ölçütlere uygun olup olmadığının tespit edildiği süreçtir. Sonuçlarla önceden belirlenen ölçütler arasında olumsuz yönde fark varsa düzeltici eylemler yapılarak projenin planlandığı şekilde yürümesi sağlanır. Bu durum aynı zamanda “planlama” ve “yürütme” süreçlerinin tekrar gözden geçirilmesini gerektirir. Özetle bu süreç, proje planı ve yürütülmesinin sürekli izlenerek önceden belirlenmiş ölçütlerden sapmalar olduğunda düzeltici müdahalelerin yapıldığı süreçtir.
S.575. Projede sonlandırma süreci ne demektir, açıklayınız?
C.575. Bu süreçte projenin sonlandırılmasına ilişkin prosedürler yerine getirilir ve projenin bittiği tüm taraflara resmen ilan edilir. Proje başarıldığında veya başarılamadığında bu süreçte yapılması gereken bazı işlemler genellikle ihmal edilir. Bu süreç iyi değerlendirildiğinde proje ile ilgili taraflar gelecekteki proje çalışmalarında kullanabileceği çok değerli bilgi ve tecrübeler elde etmiş olur.
S.576. Projenin yazılması için kapak nasıl hazırlanır yani kapakta nelerin bulunması gerekir?
C.576. Proje teklifleri 3-4 sayfadan uzunsa bir kapak sayfası gerekir. Bu sayfada projenin başlığı, yürütücü kuruluşun adı, projenin hazırlandığı yer ve tarih, teklifin sunulacağı destekçi kuruluşun adı yer alır
S.577. Projenin yazılması için içindekiler bölümü nasıl hazırlanır?
C.577. Proje önerisi 10 sayfadan daha uzun ise önerinin başına ya da sonuna içindekiler sayfası konulması yararlı olur. Böylece okurlar, metnin içinde ilgilendikleri bölümleri kolaylıkla bulabilirler. Burada bölüm başlıkları ile bu bölümlerin başladığı sayfa numaraları yer almalıdır.
S.578. Projenin yazılması için özet bölümü nasıl hazırlanır?
C.578. Birçok kişi proje önerisinin tümünü okuyacak zaman bulamayabilir. Dolayısıyla proje önerisinin bir özetinin verilmesi yararlı olur. Bu özette şunlar yer almalıdır:
- 1-Sorunun ortaya konması
- 2-Proje hedefleri
- 3-Uygulamada rol alacak kuruluşlar
- 4-Belli başlı proje etkinlikleri
- 5-Toplam proje bütçesi
Bu özet, proje önerisinin metni bütün bölümleriyle tamamlandıktan sonra çıkarılmalıdır. Küçük projelerde özet 10 satırı geçmeyebilir.
S.579.Projenin yazılması için koşullar bölümü nasıl hazırlanır?
C.579. Projenin bu bölümü, projenin şekillendiği sosyal, ekonomik, siyasi ve kültürel koşullara ve çerçeveye yer verir. Bu bölümde, proje planlama evresinde gerçekleştirilen araştırmadan elde edilen ya da başka kaynaklardan derlenen veriler yer almalıdır. Yazan kişi, bu başlığın uzunluğu ile proje önerisinin tamamının uzunluğu arasında bir denge gözetmelidir. Gerekli veriler fazla yer tutacaksa bunlar ek olarak verilmelidir.
S.580. Projenin yazılması için proje gerekçesi bölümü nasıl hazırlanır?
C.580. Projenin dayandığı mantığın yer aldığı bölümdür. Bu bölümde projenin çözmeye çalışacağı sorun, öncelikli ihtiyaçlar, önerilen yaklaşım ve uygulayıcı kuruluş hakkında bilgilere yer verilir
S.581. Projenin yazılması için projenin amaçları bölümü nasıl hazırlanır?
C.581. Ele alınacak ilk konu, hedeflerin isimlendirilmesidir. Burada “proje amacı”, “projenin maksadı” gibi kavramlar kullanılabilir. Genellikle izlenen yol, ortaya genel bir amacın konması ve bunun birtakım hedeflere ayrıştırılmasıdır. Bu konu çözüldükten sonra hedefler arasında hiyerarşi ve bu hiyerarşide kaç kademe olduğu ortaya konmalıdır. Aslında bir kuruluşun işin bu yanını proje planlama evresinde hâlletmiş olması gerekir.Burada belirtilmesi gereken asıl sorunun ne olduğu, projenin neden önem taşıdığı ve hedef kitlenin uzun vadede elde edeceği yararların neler olacağıdır
S.582. Projenin genel amacı olarak yazılabilecek örnek ifadeler neler olabilir?
C.582.
- 1-Çevreyle ilgili bilinç ve duyarlılığın geliştirilmesi
- 2-Topluluğun yaşam kalitesinin artırılması
- 3-Kırsal yörelerde kadınların sosyal açıdan güçlendirilmesi
S.583. Proje amacının belirlenmesinde dikkat edilecek kurallar nelerdir?
C.583.
- 1-Her proje için tek bir genel amaç olmalıdır.
- 2-Genel amaç kalkınma vizyonuyla ilişkilendirilmelidir.
- 3-Genel amacın gerçekleştirilme derecesini ölçülebilir göstergeler kullanarak belirlemek güç hatta olanaksızdır fakat projenin genel amacının vizyona katkısının anlatılması gerekir.
S.584. Projenin yazılması için projenin hedef kitle bölümü nasıl hazırlanır?
C.584. Projenin hedef kitlesi belirlenmeli ve bu grubun projeden nasıl yarar sağlayacağı açıklanmalıdır. Proje, hedef kitlenin özellikle doğrudan yararlananlar / fayda sahipleri konumundaki kesimlerin büyüklüğü ve özellikleri hakkında ayrıntılı bilgi vermelidir.Hedef kitle analizinde kullanılacak ölçütler etnik bileşim, cinsiyet, yaş vb. olabilir. Bu analizler ayrıntılı olarak verilecekse önerinin sonuna ek olarak konulabilir.
S.585. Projenin yazılması için projenin uygulanması bölümü nasıl hazırlanır?
C.585. Uygulama planı, etkinlikleri ve kaynak tahsisini olabildiğince ayrıntılı biçimde anlatmalıdır. Proje etkinliklerini kimin, ne zaman ve nerede gerçekleştireceğinin doyurucu biçimde açıklanması son derece önemlidir
S.586. Projenin yazılması için projenin bütçe bölümü nasıl hazırlanır?
C.586. Basitçe ifade edilirse bütçe, bir kuruluşun belirli bir dönemde beklenen geliri ile harcamalarının kalemlere göre dökümüdür.Bütçe biçimleri ve finansal planlama işlemleri özellikle kar amacı gütmeyen sektör söz konusu olduğunda büyük bir çeşitlilik gösterir. Bununla birlikte mali işlerden sorumlu kişiler; kuruluşun bütçe, rapor usul ve kurallarına, yasal düzenlemelere titizlikle uymalıdır. Herhangi bir bütçede yer alan iki temel bileşen gelir ve giderlerdir. Gelirler, projenin desteklenmesi amacıyla kullanılan mali varlıkların ve ayni katkıların toplamıdır. Finansman tek bir kaynaktan sağlanıyorsa bütçenin gelir kısmı gösterilmeyebilir. Bununla birlikte birçok proje birden fazla kaynaktan destek alır. Bu durumda gelir kısmı, bu kaynaklardan her birinden gelen katkıyı göstermelidir. Giderler, projenin uygulanması sırasında ortaya çıkması beklenen bütün masraflarından oluşur. Kullanılan hesaplama ve sınıflama ölçütlerinden bağımsız olarak proje maliyeti, proje önerisinde yer alan etkinlikleri makul biçimde yansıtmalıdır.
S.587. Proje yönetiminin başarısı nelere bağlıdır, açıklayınız?
C.587.
- 1-İyi bir planlamaya,
- 2-Proje yönetim süreçlerinin titizlikle uygulanmasına,
- 3-Bu süreçleri uygulayacak beceriye sahip, uyumlu ve heyecanlı bir proje yöneticisi ve ekibine,
- 4-Proje yönetimi yaklaşımına ve yeterli bir organizasyonel yapıya,
- 5-Proje paydaşlarının taahhüt edilen iş birliğine sadık kalmasına,
- 6-Projenin gerçek ihtiyaçlara cevap verip vermemesine,
- 7-Projenin kurum içinde üst düzey yönetim kademesinde sahibinin olup olmadığına doğrudan bağlıdır.
S.588. Proje yönetiminde belli başlı başarısızlık nedenleri nelerdir?
C.588.
- 1-Standart süreçlere dayanan bir proje yönetim metodolojisinin uygulanmayışı
- 2-Mevcut durumun yetersiz analizi
- 3-Projenin hedef gruplarla ilgili olmaması ve bu nedenle benimsenmemesi
- 4-Proje sahibi kurumun / kuruluşun konuya ilgisinin zayıflığı
- 5-Üst yönetimin ilgi ve desteğinin olmaması
- 6-Yöneticilerin ortaya konmuş hedefleri paylaşmaması
- 7-Ortaya çıkacak ürün veya hizmetin gerçek anlamda müşterisinin olmaması
- 8-Teknik yöneticilerin sistem için gerekli iş nedenlerini algılayamaması
S.589. Proje yönetiminde zaman niçin önemlidir, açıklayınız?
C.589. Zaman, bir proje için birincil kısıtlamadır. Projelerde proje bütçesinin ya da kapsamının ne olduğu bilinmeyebilir ancak projenin bitiş tarihi mutlaka bilinmelidir.Bir ürün / hizmet üreten ya da olayla sonuçlanan birçok proje için zaman, yönetilmesi gereken en önemli kısıtlamadır. Zamanın iyi yönetilememesi, proje maliyetini kesinlikle etkiler.
S.590. Proje yönetiminde uygulama, kontrol ve izleme ne demektir, açıklayınız?
C.590. Önceden belirlenen performans ölçütlerine göre projenin uygulaması ve kontrolü yapılacaktır. Hedef kitlenin yalnızca planlama aşamasında değil, aynı zamanda uygulama aşamasında da söz sahibi olması ve aktif rol alması gerekir. Bu nedenle uygulama süresince ihtiyaç duyuldukça hedef kitle ile ilgili araştırma ve analizler yapılmalıdır. Proje hedeflerinden sapmalarla karşılaşıldığında düzeltici faaliyetlerin planlanması gerekebilir.
S.591. Proje kontrol sisteminin faydaları nelerdir?
C.591.
- 1-Performansı / ilerlemeyi objektif bir şekilde değerlendirir.
- 2-Planları ve geri bildirimi yapılandırarak gerektiği şekilde ayrıntılı analizler sağlar.
- 3-Eğilimleri erken teşhis ederek düzeltici tedbirlerin alınmasını sağlar.
- 4-Performans göstergelerini kullanarak işin nihai tamamlanmasındaki maliyetler ve zaman cetvelleri konusunda tahminler yapar.
- 5-Verileri güvenilir, çabuk ve düzenli bir şekilde işler ve bu bilgilerin proje takımından kullanıcılara çabuk ve sağlıklı bir şekilde geri bildirilmesini sağlar.
- 6-En alt seviyeden başlayarak sistemin her yerinde sorumluluk duygusu oluşturur.
S.592.projenin yürütme sürecinde projenin izlenmesi niçin yapılır, açıklayınız?
C.592.İzleme, proje yürütme sürecinde hedeflenen sonuçlara ulaşılma derecesinin göstergelerle değerlendirilmesi işlemidir. Bu aşamada projenin devam edip etmeyeceğine, nelerin gözden geçirileceğine veya ek önlemler alınıp alınmayacağına karar verilir.
S.593.Proje yapım sürecinde değerlendirme toplantıları niçin yapılır, açıklayınız?
C.593. Proje seyrini gözden geçirmek ve proje hedeflerinin göz ardı edilmemesini sağlayacak önlemler almak amacıyla değerlendirme toplantıları yapılır. Bu toplantılarda aşağıdaki işler gerçekleştirilir:
- 1-Proje ile ilgili tüm kilit personel bir araya gelir.
- 2-Proje geniş bir bakış açısı ile ele alınır.
- 3-Projede değişiklik yapılması ya da yaptırımlar uygulanması yönünde kararlar alınır.
- 4-Toplantı özetleri, alınan kararlar, sorunlar, çözüm önerilerinin bulunduğu toplantı tutanakları tanzim edilir. Bu tutanaklar, proje yönetiminde bir bakıma başvuru kaynağı olur.
S.594.Proje sürecinin her aşamasında raporlama yapılması nedendir,açıklayınız ve faydalarını yazınız?
C.594.Projeyi değerlendirmek amacıyla kullanılan metotlardan biri de raporlamadır. Raporlama, proje sürecinin her aşamasını kayda geçirmek ve belgelendirmektir. Proje yönetimi / uygulayıcı organları; uygulamayı desteklemek için finansal kaynak sağlayan taraflara, projenin sorumlusu olan makamlara, gerektiğinde denetim / teftiş birimlerine verilmek üzere fiziksel ve finansal ilerlemeyle ilgili raporlar vermelidir.Raporlarda öncelikle planlanmış olana karşılık gerçekleşmiş olan ilerleme değerlendirilmeli (performans), bilgiler az ve öz bir şekilde sunulmalıdır.Raporlama aşağıdaki faydaları sağlar:
- 1-Temel bir yönetim aracı işlevi görür.
- 2-Uygulamanın izlenmesine ve denetlenmesine yardımcı olur.
- 3-Proje geliştirilirken önceden öngörülmesi mümkün olmayan şartların ortaya çıkıp çıkmadığının belirlenmesini sağlar.
S.595. Projenin nihai değerlendirmesinde neler yapılır?
C.595.
- 1-Proje sonucunda elde edilen sonuçların değerlendirilmesi yapılır.
- 2-Geriye dönülerek yapılanlar gözden geçirilir ve bir sonraki proje için tecrübeler tespit edilir.
- 3- Proje sonuçları ilgili birimlerle yorumlanır ve gerek duyulması hâlinde kamuoyuna açıklanır.
- 4-Planlanan proje çıktılarının elde edilip edilemediği, elde edilememiş ise nedenleri ve sonuçları, yeni projelerin belirlenmesinde ve geliştirilmesinde bu projeden nasıl ders alınabileceği değerlendirilir.
- 5-Proje çıktılarından en verimli biçimde yararlanmayı sağlayıcı ve müteakip projelerde ortaya çıkacak sorunlara ilişkin önlemler tespit edilir.
S.596.Projenin metin kısmında neler bulunur,açıklayınız?
C.596. Araştırmanın yer aldığı bölümdür. Raporda ifade edilecek bulgular bu bölümde aktarılır. Metin kısmı girişle başlar ve sonuçla biter. Raporda açıklanmak istenen fikirler bölüm ya da bölümler hâlinde sunulur.
- Giriş, araştırmanın metin kısmının başlangıcıdır. Girişte araştırmanın çözümlemeye çalıştığı soru ya da sorunlar açıklanır. Raporun hangi bölümlerden oluştuğu, bölümlerde nelerin ele alındığı gibi konular girişte işlenir.
- Bölümler, raporun ana gövdesidir. Raporu hazırlayan kişinin anlatmak, açıklamak, ispatlamak istediği görüşlerini ifade ettiği metin kısmıdır. Bölümlerin içeriği ve sayısı araştırmaya göre değişir. Her bölüm raporun vermek istediği ana düşünceyi desteklemelidir. Bölümler bazen alt bölümlere de ayrılabilir. Bölümlendirmede rakam ya da harf gibi semboller kullanılır. Bazı kısa çalışmalarda ise alt bölümler bulunmayabilir.
- Sonuç, inceleme sayesinde elde edilen bulguların net bir şekilde anlatıldığı ya da varsa hipotezlerin ispatlandığı kısımdır. Bu kısımda çözülen sorun ya da sorunlar, üretilen bilgiler, geliştirilen yöntemler veya elde edilen faydalar, kısa ve net bir biçimde dile getirilir.
S.597.Projenin rapor kısmında neler bulunur, maddeler halinde yazınız?
C.597.
- 1-Birinci kısım
- Kapak sayfası
- Özet
- Anahtar kelimeler
- Önsöz
- İçindekiler
- Kısaltmalar veya simgeler
- 2-Metin kısmı
- Giriş
- Bölümler
- Sonuç
- 3-Son kısım
- Ekler
- Kaynakça
- Dizin
Mesleki Gelişim Soruları 25
S.551. Bilgiyi Etkili ve Verimli Kullanma ne demektir, açıklayınız?
C.551. Her ne kadar bilginin üretilmesi ve geliştirilmesi, tasnif edilmesi ve saklanması, transfer edilmesi ve paylaşılması önemli ise de bilgi ancak kullanıldığı ve değerlendirildiği ölçüde fayda sağlar. Öğrenilenler, ihtiyaç duyulduğunda kullanılmayacaksa bu bilgileri öğrenmenin faydası olmayacaktır.
S.552. Bir bilginin hayatta kullanılabilmesi için hangi hususlara dikkat edilmelidir?
C.522.
- 1-Bilginin nerede, nasıl kullanılacağı öğrenilmelidir.
- 2-Bir bilginin kullanacağı ortamı çok iyi bilip onunla ilgili düzenlemeler yapılmalıdır.
- 3-Bilginin günlük hayatta kullanılması, doğru bir alışkanlık hâline getirilmelidir
- 4-Bir bilginin yaparak, uygulayarak kalıcı hâle getirilmesi gereklidir.
- 5-Neyi, ne kadar, ne zaman, hangi yöntemle, kimlere kullanılacağını bilmeyen kişi istediği sonucu alamaz.
S.553. Bilgiyi İhtiyacına Göre Kullanma ne demektir, açıklayınız?
C.553. Bilgiyi ihtiyaca göre kullanma; ne istediğini, onu nasıl bulacağını ve onu nasıl kullanacağını bilmektir.Bilgiye nerede ne zaman ihtiyaç olduğunu bilmek ve o bilgileri eldeki sorunun çözümü için belirlemek, bulmak, değerlendirmek ve etkin bir biçimde kullanabilmektir.
S.554.Bilgiyi Amaca Uygun, Doğru ve Yerinde Kullanma ne demektir, açıklayınız?
C.554. Yerinde, zamanında ve doğru olarak kullanılmayan bilgi hiçbir işe yaramaz. Mühim olan öğrenilen bilgilerin hayata geçirilmesidir. Örneğin sağlıklı beslenmeyen bir doktor, bu durumun kendisine verdiği zararları bilmesine rağmen sağlıklı beslenmemeye devam ediyorsa bu durum, doktorun bu hususdaki bilgi eksikliğinden kaynaklanmaz. Burada söz konusu olan doktorun bilgisizliği değil, bilgisini hayata geçirememesidir. Sahip olunan bilgi hayata geçirilemiyorsa bilgi değerini büyük ölçüde yitirmektedir.Bilgi kullanılmadığında herhangi bir anlam ifade etmez. Bilgiyle ilgili şu sorulara da cevap vermeniz çok önemlidir. Bilgi ne işe yarar? Hangi bilgi, ne işe yarar? Bilgiyi ne zaman, nerde kullanacağım, bu bilgi ne işe yarayacak? Hangi bilgi, nerede kullanılır?
S.555. Bilgiyi Transfer Etme ne demektir, açıklayınız?
C.555. Bilgi, diğer üretim kaynaklarının aksine, paylaşıldıkça ve transfer edildikçe değeri artan bir kaynaktır. Bilgi transferinde bilgiyi nakledenin bilgisi azalmaksızın bir diğerinin bilgisi artar. Hatta çoğu zaman bu etki karşılıklı olduğu için transfer işlemi her iki tarafın da bilgisinin artmasını sağlar.Bir yerde geliştirilip bulunan fikir, bilgi ve tekniklerin başka bir yerde uygulanması sürecine bilgi transferi denir. Enformasyon ve iletişim teknolojisi uygulamaları hem açık hem de örtülü bilgi transferinde oldukça önemli bir araçtır. Söz konusu teknolojiler bilginin tasnifini, saklanmasını ve organizasyonunu kolaylaştırdığı gibi bilgiye erişim imkânlarını da arttırarak bilginin transferinde önemli kolaylıklar sağlamaktadır.
S.556.Yeni Bilgi Üretme ne demektir, açıklayınız?
C.556. Yeni bilginin üretilmesinde temel kaynak, bir önceki bilgi birikimidir yani bilgi (bir önceki bilgi), bilgi üretiminin de en önemli girdisini (kaynağını) oluşturmaktadır. Düşünsel ürün olan bilginin üretimi ile başlayan süreç; bilginin ürünlere, süreçlere, sistemlere ve hizmete dönüştürülmesi ile devam etmektedir. Düşünsel ürünlerin, bilginin üretilmesi ve bir sonraki aşamada onun ekonomik ve toplumsal faydaya dönüştürülmesi, teknoloji adı altında somuta indirgenmesi ile devam etmektedir
S.557. Bilgiyi Sürekli Güncelleme ne demektir?
C.557. Bilgiyi toplamak kadar bilgiyi kullanıp güncellemek de önemlidir. Günümüzde bilgilerin güncellenmesi oldukça kolaydır. Gelişen dünya ve yeni çıkan bilimler hakkında vs. internetten bilgi toplayabilir ve bu sayede bilgimizi kolayca güncelleyebiliriz. Bilgilerimizi güncellerken internet dışında kütüphanelerden ve kitaplardan yararlanabiliriz.
S.558. Bilgiyi Sunma ne demektir?
C.558. Herhangi bir konu hakkında, herhangi bir grup ya da topluluğa bilgi vermek amacıyla gerçekleştirilen sözlü veya görsel iletişime “sunum” denir. Aslında yapılan bütün etkinlikler, törenler veya toplantılar sunumun içerisine girer. O hâlde konferanslar, sempozyumlar, dinî ve resmî bayramlardaki kutlamalar vb. birer sunumdur.Sunum, önceden hazırlanmış ve planlanmış bir konunun etkili ve anlaşılır biçimde dinleyicilere aktarılmasıdır.
S.559. Proje Nedir, açıklayınız?
C.559. Proje; belirlenmiş bir amaç için, belirlenmiş bir zaman aralığında, belirlenmiş kaynaklar kullanılarak, belirlenmiş görevlerin bir defalığına (geçici) yapıldığı bir iş türüdür. Projeler sonuca ulaşabilmek için kaynağa ihtiyaç duyar. Çoğu zaman projenin uygulaması detaylı bir plana dayanır. Bu planlar, dış faktörleri ve sınırlamaları da göz önünde bulundurarak yapılır. Planlama, uygulama ve proje kontrolü, proje yönetiminin birincil hedefidir. Bazı projeler için özel ve geçici olarak proje grubu ve çalışma grubundan oluşan bir organizasyon kurmak gerekebilir. Proje, yeni bir iş için olabileceği gibi mevcut işleri geliştirmek için veya özel bir amaç için de hazırlanabilir. Bazen yeni bir iş için TÜBİTAK, KOSGEB, Kalkınma Ajansları vb. için de projeler hazırlanabilir.
S.560. Projenin Planlanması ne demektir, açıklayınız?
C.560. Projenin bütün yönlerini kapsayan ayrıntılı bir plan, projenin uygulanmasının temelidir. Planlamanın mükemmeliyeti ve yetersizliği, proje başarısını ve başarısızlığını doğrudan etkiler.Planlama, icra sürecinin başlamasıyla son bulmaz çünkü değişen hedefleri ve performansı sonuçlarla ilişkilendiren dinamik ve devamlı bir süreçtir. Uygulama sırasında meydana gelebilecek sapmalar, yeniden planlamayı ve güncelleştirmeyi gerekli kılabilir. Bu nedenle proje planlaması, proje icra edilirken de zaman zaman gözden geçirilmeli, ihtiyaca göre gerek duyulan değişiklikler yapılmalı ve güncellenmelidir
S.561. İyi bir planlama sayesinde hangi imkânlar gerçekleştirilir?
C.561.
- 1-Projenin bütünü hakkında açık fikirler edinilebilir.
- 2-Kaynakların ne zaman ve nasıl harcanması gerektiği bilinir.
- 3- İşlerin birbirine bağlılığı, darboğazlar ve çözüm yollarının bulunması imkânı olur.
- 4- Planlananlar ile gerçekleştirilenler arasında karşılaştırma yapma ve düzeltme fırsatı bulunur.
S.562. Proje amacının ve hedeflerinin, projeden beklenen sonucun ve projenin hedef kitlesinin belirlenmesinde hangi konular ele alınır?
C.562.
- Projenin arka planı
- Belirlenen amaç ve hedefler
- Kuruluşun toplumsal anlayışı
- Kısa ve uzun vadede beklenen sonuçlar
- Projeden yarar sağlayacaklar
- Projenin çözeceği sorunlar
S.563. Projenin içeriğinde hangi konular olmalıdır?
C.563.
- Ele alınacak tema ve ana konular
- Amaca ve hedeflere ulaşmada seçilen yöntemler
- Gerçekleştirilecek etkinlikler
- Projeyi sürdürmek için gerekli unsurlar
S.564. Projenin yeri / yerleri ve etkinliklerin zaman çizelgesinde hangi konular olmalıdır?
C.564.
- Farklı etkinliklerin yerleri
- Projenin süresi
- Projenin başlangıç ve bitiş tarihleri
- Etkinliklerin her biri için takvim
- Projenin zaman çizelgesinin özeti
S.565.Projenin kaynakları nelerdir?
C.565.
- İnsan kaynakları
- Finansal kaynaklar
- Alt yapı
S.566. Projenin Maliyet / gelir kaynakları nelerdir?
C.566.
- Projenin toplam bütçesi
- Etkinlikler ve masraf türlerine göre ayrıntılı bütçe
- Kuruluşun kendi katkısının oranı ve biçimi
- Potansiyel destekçiler ve gelir kaynakları
S.567. Projede Uygulayıcı kuruluşun ve ortakların tanıtımı nasıl olur?
C.567.
- Uygulayıcı kuruluş hakkında bilgiler
- Kapasite ve yapabilirlik analizi
- İş birliği yapılan ortakların belirtilmesi
- Ortakların kapasite ve yapabilirliklerinin analiz
S.568. Proje ekibi ve yönetiminde neler olmalıdır?
C.568.
- Proje koordinatörü
- Proje ekibinin iletişim yöntemleri
- Dış çevrelerle iletişim stratejisi ve buna ilişkin uygulamalar
S.569.Projede İzleme, değerlendirme ve takip nasıl yapılır?
C.569.
- Projeye ilişkin başarı ölçütleri
- İzleme ve değerlendirmenin yöntem ve zamanlaması
- Daha sonraki planlar ve takip
S.570. Ne amaçla hazırlanırsa hazırlansın, bütün projeler birbirini takip eden ve her biri ayrı bir süreç olan kaç adımdan oluşur ve bunlar nelerdir?
C.570.
- 1-Başlatma süreci
- 2-Planlama süreci
- 3-Yürütme süreci
- 4-İzleme ve kontrol süreci
- 5-Sonlandırma süreci
S.571.Projede başlatma süreci ne demektir, açıklayınız?
C.571. Proje süreci, proje kararının verilmesini takiben başlatma süreci ile başlar. Başlatma gerçekleşmezse proje hayata geçmez. Başlatma süreci, proje sahiplerinin başlatma kararını vermesi ile gerçekleşir. Bu süreç sonunda ya projenin hayata geçirilmeye değer olduğu düşünülüp başlatma kararı verilir ve projenin diğer sürecine geçilir ya da projenin beklentileri karşılamaktan uzak olduğuna karar verilerek olası büyük kayıpları önlemek üzere projeye başlanmaz, süreç durdurulur.
S.572. Projede planlama süreci ne demektir, açıklayınız?
C.572. Planlama süreci, proje sürecinin belki de en önemli sürecidir. Bu süreç sonucunda projeyle ilgili herkese neyin, nasıl yapılacağı söylenmiş olur. Projenin bu sürecinde üretilen dokümanlar projenin diğer süreçlerinde faaliyetlerin yerine getirilmesi ve projenin ilerleyişinin izlenmesinde kullanılır.
Mesleki Gelişim Soruları 24
S.520. Öğrenmeye yönelik bir PUKÖ döngüsü örneğini şekil çizerek açıklayınız?
C.520.
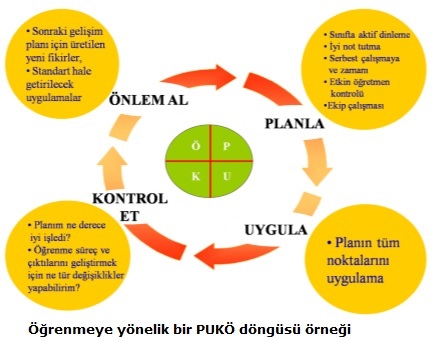
S.521. 5N-1K Tekniği ne demektir, açıklayınız?
C.521. 5N 1K metodunun amacı problemi analiz etmektir. Bu metot, temel 6 soruyu sormaya dayanır:
- Ne?
- Nerede?
- Ne zaman?
- Niçin?
- Nasıl?
- Kim?
Bu metot; problemi daha iyi etiketlemeye, onun bağlantılarını daha iyi anlamaya yardım eder.
S.522. Sebep-Sonuç (Balık Kılçığı) Diyagramı ne demektir, açıklayınız?
C.522. Herhangi bir problemi doğuran ya da etkileyen sebep ve faktörleri belirlemek amacıyla kullanılan tekniktir.Balık kılçığı diyagramı, problemin nedenlerinin saptanmasına yardımcı olur. İlgililerin katılımıyla yapıldığı için çalışmadaki herkesin nedenler hakkında daha çok bilgi sahibi olmasını sağlar.
S.523. Balık kılçığı diyagramı tekniğinde izlenecek aşamalar nelerdir?
C.523.
- 1-Araştırılacak sorun yani belirlenen problem, balık kılçığının baş tarafına yerleştirilir (sağ taraf).
- 2-Problemin oluşmasına yol açan sebepler ya da etkenler teker teker balık kılçığının yan kılçıklarına yazılır.
- 3- Temel kılçıklar genelde insan, çevre, malzeme, yöntem, yönetim, ölçülebilirlik şeklindedir fakat bu temel kılçıklar, ihtiyaçlara göre arttırılıp azaltılabilir. İlk kılçıktan başlayarak sebepler eklenir ve diğer kılçığa geçilir. Her kılçık veya sebep birçok alt kılçıklara sahip olabilir.
S.524. Balık kılçığı diyagramını çiziniz?
C.524. Burada alt etmenler tek tek incelenerek probleme katkıları belirlenmeye çalışılır.
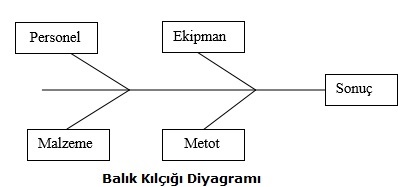
S.525. Pareto analizi nedir, açıklayınız?
C.525.Çalışma hayatında birçok sorunla karşılaşılır. Sorunların nedenleri genellikle Pareto prensibine uygundur. Pareto prensibine göre sonuçların yüzde 80’i bir sorunun nedenlerinin yüzde 20’sine bağlı olarak ortaya çıkmaktadır.Pareto diyagramları büyük kayıplara neden olan küçük sorunların belirlenmesine olanak sağlar. Pareto analizinde olaylar sıklık, zaman ve önem sırasına göre grafik üzerinde sıralanır. Bu şekilde oluşturulan tablonun en belirgin özelliği, sıralamayı göstermesidir. Olayların sıklık sırasına göre sıralanması, hangi sorunun daha önce ele alınması gerektiği hususunda konu üzerinde çalışanlara yardımcı olur. Yüzde onluk bir öneme ve önceliğe sahip bir probleme zamanın yüzde sekseninin ayrılması doğru olmayacaktır. Sorunların önem ve öncelik sırasına göre çözülmesi daha akıllıca bir davranış olup Pareto analizi bize bu imkânı verecektir. Hataların veya probleme neden olan etkenlerin karşılaşılma sıklığına bakılarak toplamdaki payı yüzde olarak hesaplanır. Aşağıdaki örnekte olduğu gibi grafiğe dökülür.
S.526. Ağaç Diyagramı (Problem Ağacı) nedir, açıklayınız?
C.526.Belirli bir hedefe ulaşmak amacıyla yapılması gereken işlerin bir haritasını çıkarmaya yarayan tekniktir. Neden ve nasıl sorularına yanıt aranır. Hem problemin nedenlerinin bulunmasına hem çözümüne yönelik bir tekniktir. Neden ve nasıl soruları sorularak harita çıkarılır. “Neden?” sorusu sorunun kaynağını arar, “Nasıl?” sorusu ise sorunun çözüm yollarını bulmaya çalışır.
S.527. Kuvvet veya güç alanı analizi ne demektir, açıklayınız?
C.527. Bir sorunun çözümünü destekleyen ve engelleyen güçlerin ortaya çıkartılarak pozitif etkenlerin güçlendirilmesi ve negatif etkenlerin yok edilmesi veya zayıflatılması için kullanılan tekniktir.
S.528.Bilgi ne demektir, açıklayınız?
C.528. Özne (süje) ile nesne (obje) arasındaki ilişki sonucu ortaya konan ürüne bilgi denir. Bir başka deyişle insanın varlığı bilme, tanıma ve anlama isteği sonucu ortaya çıkan ürüne bilgi denir. Burada özne, bilen yani insandır; nesne ise bilinen yani varlığın kendisidir.
S.529.Bilimsel bilgi ne demektir, açıklayınız?
C.529. Bilimsel bilgi, bilimsel yöntemler ile elde edilen bilgidir. Bilimsel yöntem akıl, deney ve gözleme dayalıdır. Bir bilginin bilimsel olmasının ölçütü yöntemsel olmasıdır. Bilimsel bilgi objektif, sistemli, tutarlı ve eleştiriye açık bilgidir.
S.530. Bilgi kaynakları ne demektir,örnek veriniz?
C.530. Bilgi edinmek amacıyla kullanılan yayınlara ya da bilgiye ulaşılabilecek kaynakların tümüne bilgi kaynakları denir.Kitaplar, dergiler, sözlükler, ansiklopediler, Almanaklar, istatistiki kaynaklar, atlaslar, biyografik kaynaklar, kronolojiler ve internet gibi.İnternet önemli bir bilgi kaynağıdır. İnternette bilgiye ulaşmak daha kolaydır ancak internet ortamı her türlü bilgiye açıktır. Hatalı veya yanlış bilgiler de bulunabilir. Bu yüzden internetten bilgi alırken çok dikkatli olmalı, bilginin güvenilir kaynaklardan geldiğine emin olmalıyız.
S.531. Bilgiye ulaşma yolları ne demektir?
C.531. Bilgi erişimi; kişinin istediği bilgiye ulaşmak için bilgi toplama, veri tarama, sınıflama eylemleri, aranan ve istenilen bilgiye ulaşmak için izlediği yol olarak tanımlanabilir
S.532.Bilgiyi toplama ne demektir?
C.532. Kaynakların daha ayrıntılı olarak incelenmesi ve gerekli notların alınmasına bilgi toplama işlemi denir. Bilgi toplarken kaynaklardan eşit miktarda yararlanmaya ve not alırken özgün cümleler kullanmaya özen gösterilmelidir.
S.533. Bilginin güvenilirliği anlatınız?
C.533. Gelişen kitle iletişim araçları, değişen iş dünyası, gelişen şehir yaşamı giderek daha fazla bilgi üretilmesine ve yayılmasına yol açmaktadır. Bu durum daha fazla bilgiye daha kısa sürede ulaşmayı sağlamaktadır ancak bu durum bilginin güvenilirliğinin kontrolünü de zorlaştırmaktadır. Bilgi kirliliği, doğruluğu veya yanlışlığı tespit edilemeyen ve kasıtlı olarak yayılan bilgidir.Yapılan araştırma sonuçlarına göre öğrenciler bilgi bulma konusunda en çok interneti kullanmaktadır. Diğer yandan öğrenciler buldukları bilginin güvenilirliği konusunda şüphe içindedir. İnternet, araştırmacılar ve çalışanlar için de çok önemli ve vazgeçilmez bir kaynaktır. Burada yine kaynağın güvenilirliği, doğruluğu ve güncelliği sorunu ortaya çıkmaktadır çünkü web üzerinde yayınlanan bilgilerin her biri için herhangi bir denetim söz konusu değildir. İnternetteki bilgiler, belli bir yerde değil, her yerde mevcuttur; bilgiler sürekli artmakta, yenilenmektedir. Bu da yine denetim yolunu çıkmaza sokmakta, insanları bilgiyle ilgili şüpheye düşürmektedir. İnternet, isteyen herkesin istediği şekilde bilgi yayımlamasını mümkün kılan bir teknolojidir. Bu da internete olan güvenin azalmasında bir etkendir.İnternette yayımlanan bilginin güvenilirliğini tespit etmek için bazı yollar vardır. Bunlardan birincisi bu bilgiyi kimin yazdığı, ikincisi kimin yayınladığı (bilimsel kurumlar, kamuoyunca tanınan kurumlar ve mesleki bilimsel dergiler vb.), üçüncüsü ise belgenin ve bilginin ne kadar güncel olduğudur. Ulaşılan bilginin ne zaman oluşturulduğu konusunda dikkatli olmak gerekir. Bilgiyi yayınlayan sitenin ne zaman güncellendiğini bilmemiz hepsinden önemlidir, güncelleme bilginin güvenilirliği açısından şarttır.
S.534.Araştırma yönetmeleri açıklayınız ve nelerdir?
C.534. Kullanılacak tekniklerin ve ölçümlerin neler olduğu, bunların niçin seçildiği ve nasıl uygulanacağı, hangi verilerin, hangi kaynaklardan, hangi yöntemle elde edileceğinin ayrıntılı olarak belirlenmesidir.
- 1- Deneysel Araştırma Yöntemleri
- 2- Alan Araştırmaları
- 3- Tanıtıcı Araştırmalar
- 4- İstatistik Araştırmaları
S.535. Deneysel Araştırma Yöntemlerini anlatınız?
C.535. Herhangi bir materyali işleme tabi tutarak veya işleme tabi tutmadan oluşturulmuş bir ortamda, değişken ve etkenlerinin denetlenebildiği, sonucun izlendiği araştırma yöntemidir. Deneysel yöntemde amaç, incelenen olaydaki neden-sonuç ilişkilerinin ortaya çıkartılmasıdır. Bu ilişkilerin gerçek niteliğini bulabilmek için sonucu etkileyebileceği düşünülen tüm etkenler denenebilir
S.536. Alan Araştırmaları ne demektir, açıklayınız?
C.536. Alan araştırmaları, incelemenin incelenen varlıkların doğal ortamlarında yapılması anlamına gelir. Laboratuvar araştırmalarından temel farkı, gözlemcinin doğal ortamları kullanmasıdır. Alan araştırmalarının bir niteliği de bir araştırmacının kurduğu hipotezi doğrulamaktan çok hipotez oluşturmaya yönelik olmasıdır
S.537. Tanıtıcı Araştırmaları ne demektir, açıklayınız?
C.537. Tanıtıcı araştırmalar, belirli bir bilgi kümesinin ilgi duyulan bazı özelliklerini ortaya koymayı amaçlar. Bunlar çoğunlukla pratik ihtiyaçları karşılamak amacı ile yapılır. Bu nedenle sosyal bilimlerden çok sosyal hizmet uzmanları, reklamcılar, pazarlamacılar tarafından uygulanır. Nüfus, iş yeri ve hane halkı sayımları, gecekondu bölgelerindeki alt yapı hizmetlerinin saptanmasına yönelik belediyelerce gerçekleştirilen sayımlar bu tür araştırmalara girer.
S.538. İstatistik Araştırmaları ne demektir?
C.538. İstatistik araştırmaları, araştırma verilerinin sayısal nitelikte ifadesi, istatistik yöntemlerinin yardımıyla yorumlanması ve değerlendirilmesini içerir.
S.539.Veri toplama ne demektir?
C.539. Bilgi alanlarının çokluğu ve çeşitliliğine bağlı olarak sayısız veriden söz edilebilir. İhtiyacımız olduğu hâlde hazırda bulamadığımız verileri elde etmek amacıyla yapılan çalışmalara veri toplama denir.
S.540.Veri toplama araçları ne demektir?
C.540.
- 1-Gözlem: Araştırılacak unsurların doğal ortamlarındaki yapılarının incelenmesi sonucu veri elde etme yöntemidir.
- 2-Deney: Laboratuvarda yapılan çalışmalardır.
- 3-Anket: Araştırmacı tarafından oluşturulan, bilgi alınacak kişilere doğrudan doğruya okuyup cevaplandıracakları soruların hazırlanması ile yapılan bilgi edinme, veri toplama yöntemidir.
- 4-Görüşme: Bilgi alınacak kişilerle karşılıklı konuşma yoluyla veri toplama yöntemidir.
- 5-Literatür taraması: Araştırma konusuyla ilgili olarak daha önceden yayınlanmış kitap, makale, tez, el kitabı ve diğer araştırmaların incelenmesidir.
- 6-Arşiv taraması: Daha önceden yayınlanmış olan Resmî Gazete, diğer gazeteler, yıllık, istatistikler, doküman, rapor, çizelge, plan, genelge, kılavuz ve içtihatlar, arşiv taramasında yararlanılacak başlıca kaynaklardır.
S.541.Anket ne demektir?
C.541. Herhangi bir konuda kişilerin görüşlerini almak amacıyla hazırlanmış soruların ve muhtemel cevapların bulunduğu soru kâğıdına anket denir.
S.542. Bir anket formunda bulunması gerekenler nelerdir?
C.542.
- 1-Anketi yapan kişi ya da kurumun adı
- 2-Anketin konusu
- 3-Anketin tarihi
- 4-Anketörün adı soyadı
- 5-Anketi cevaplayana ait kişisel bilgiler
- 6-Anket soruları
- 7-Anketi yapan kişi ya da kurumun haberleşme adresi
S.543. Anket soruları hazırlanırken nelere dikkat edilmelidir?
S.543.
- 1-Soru tipi belirlenmelidir.
- 2-Soru sayısı belirlenmelidir.
- 3-Soruların sıralamasına özen gösterilmelidir.
- 4-Sorular amaca uygun seçilmelidir.
- 5-Soruların açık ve net olmasına özen gösterilmelidir.
- 6-Bilinmeyen kelimeler kullanılmamalıdır.
S.544. Araştırmacı, anket sorularını oluştururken tutum, davranış ya da bilgi ölçmeyi isteyebilir. Bu amaçla oluşturulacak soru tipleri nelerdir?
C.544.
- 1- Bilgi Verici Sorular
- 2- Gruplandırıcı Sorular
- 3- İki Seçmeli Sorular
- 4- Çoktan Seçmeli Sorular
- 5- Sırlama veya Tercih Etme Soruları
- 6- Ölçeklendirme Soruları
- 7- Birden Çok Seçmeli Sorular
- 8- Açık Uçlu Sorular
S.545. Verilerin düzenlenmesi ne demektir, örnek veriniz?
C.545. Yapılan bir araştırmada elde edilen veriler dağınık, düzensiz ve karmaşık bir hâl içerir. Bu şekliyle veriden anlamlı bir sonuca ulaşmak mümkün değildir. İstatistik analizin ham maddesi niteliğinde olan bu ham verinin işlenerek düzenli ve anlaşılır hâle getirilmesi gerekir.Örneğin; okulda 1000 öğrenci olsa her birinin harçlığını değerlendirmek zor bir iş olacaktır. Bunun kolaylaştırılması için bu verilerin düzenlenmesi gerekir.
S.546.Veriler nasıl düzenlenir, açıklayınız?
C.546.
- 1-Sıralı dizi: Sayısal bilgilerin küçükten büyüğe ya da büyükten küçüğe doğru sıralanmasıyla elde edilen dizidir.
- 2-Çokluk bölünümü (gruplandırma): Verilerin belli sayıda büyüklük sınıflarına göre gruplara ayrılmasıdır. Böyle oluşturulan gruplara sınıf, her sınıftaki birim sayısına da sınıf çokluğu denir.
S.547.İstatistik ne demektir?
C.547. sayısal bilgileri toplama, analiz etme, anlamını açıklama, bilgilerin güvenilirliğini yansız bir biçimde yorumlamayı ve ortaya çıkarmayı hedef edinen bir bilim dalıdır.
S.548.Verilerin analizi ne demektir, açıklayınız?
C.548. Toplanan verilerin düzenlenmesinden sonra verilerin analizinin yapılması gerekir. Veri sayısı arttıkça da verilerin yorumlanması güçleşecektir. Örneğin bin kişiye uygulanan on soruluk bir anketin sonuçlarının belli bir analiz yöntemi kullanmadan değerlendirilmesi mümkün olmayacaktır. İşte, bu amaçla bilimsel araştırmalarda verilerin yorumlanmasını sağlayacak yöntemlere ihtiyaç duyulur. Bu yöntemleri istatistik bilimi ele alır
S.549. İstatistikî yorumlama için bilinmesi gereken temel kavramlar nelerdir?
C.549.
- 1- Yığın
- 2- Değişken
- 3- Değişken değer aralığı
- 4- Aritmetik ortalama
- 5- Ortanca
- 6- Tepe noktası (mod)
S.550. Verilerin yorumlanması ve değerlendirilmesi ne demektir, açıklayınız?
C.550.
Analizleri tamamlanmış verilerden anlam çıkartmak ve ne ifade ettiğini anlatmak suretiyle yorum yapılmış olacaktır.Örneğin bir kurstaki öğrencilerin yaş gruplarına göre başarı durumlarını belirlediğimizi varsayalım. A yaş grubunun başarı düzeyi %85, B yaş grubunun başarı düzeyi %67 olduğunu kabul edelim. Elde edilen bu verilerden şu değerlendirmeyi yapabiliriz: A yaş grubu, B yaş grubundan daha başarılıdır.İstatistiksel analiz sonuçları yorumlanırken araştırmanın bütünlüğü gözden uzak tutulmamalıdır. Araştırmada cevaplanmak üzere ortaya konulmuş olan sorular, kabul edilen varsayımlar, mevcut soruna getirilebilecek çözüm şekilleri, çalışmanın amacı gibi hususlar, yorumlarda hiç unutulmamalıdır. Diğer yandan, belirli analiz sonuçlarından hareket edilerek genel kurallara ulaşmak da mümkün olabilir.Bir araştırmanın sonuçlandırılmış sayılabilmesi için derlenen kütüphane kaynakları okunup değerlendirilmiş, deney, gözlem, mülakat, istatistik analiz gibi yöntemler uygulanmış ve elde edilen sonuçların ışığında hipotezin değerlendirilmesi yapılmış olmalıdır. Tüm bu işlemler bitirilmeden araştırma tamamlanmış sayılmaz.Ayrıca bir araştırmada araştırmacının kendi yaratıcı fikirlerini katmadan yalnızca incelenen kaynakları özetlemekle yaptığı araştırmalar gerçekte bilimsel bir araştırma sayılmaz.
Mesleki Gelişim Soruları 23
S.501. Problem çözme aşamalarından olan problemin tanımlanması ne demektir, açıklayınız?
C.501. Fark edilen problemin tanımlandığı ve sınırlandırıldığı aşamadır. Problemin sınırlandırılması çözüm açısından çok önemlidir. Sınırları belirlenmemiş bir problem için çözüm yolları geliştirmek güçtür. Problem açık ve anlaşılır bir biçimde ifade edilmelidir.
S.502. Problem çözme aşamalarından olan Hipotezlerin Oluşturulması ne demektir, açıklayınız?
C.502. Problemin çözümüne ilişkin mümkün olduğu kadar çok çözüm yolunun oluşturulduğu aşamadır. Hipotezlerin oluşturulması, problemin çözümü ile ilgili yapılabilecek olanların sınırlarını çizer. Hipotez, bilinmeyenler konusunda tahminlere dayalı geçici önerilerdir. Bu tanım çerçevesinde her biri öneri niteliğinde ve problemin çözümü ile ilgili karar vermeye yardımcı olacak hipotezler geliştirilir.Doğrulanan hipoteze yasa, kısmen doğrulanan ve yeni bilgilerle desteklenebilecek hipoteze ise teori denir.
S.503. Problem çözme aşamalarından olan Problemle İlgili Bilgi Toplanması ne demektir, açıklayınız?
C.503. Problemin çözümünde yararlanılacak kaynakların belirlendiği aşamadır. Oluşturduğumuz hipotezleri elde ettiğimiz bilgilere göre test edeceğimiz için kaynaklar dikkatlice belirlenmeli ve bilgilerin doğruluğu kontrol edilmelidir. Problemin çözümü için anket, gözlem, görüşme, kaynak taraması, internet taraması gibi bilgi toplama yollarından faydalanılır.
S.504. Problem çözme aşamalarından olan Hipotezlerin Test Edilmesi ne demektir, açıklayınız?
C.504. Bu aşamada oluşturulan hipotezler test edilir. Böylelikle hipotezin problemin çözümlerinden biri olup olmadığı anlaşılır. Bu aşama aynı zamanda yöntem için de bir uygulama sürecidir.
S.505. Problem çözme aşamalarından olan En Uygun Olanının Seçilmesi ne demektir, açıklayınız?
C.505. Bu aşamada hipotezlerden probleme en uygun olanı seçilir. Hipotezlerle ilgili araştırmalar yapılır ve kanıtlar toplanır. Toplanan bu bilgiler ışığında hipotezlerle ilgili karşılaştırmalar yapılır ve problemin çözümüne yönelik en uygun hipotez seçilir.
S.506. Problem çözme aşamalarından olan Genel Bir Sonuca Varılması ne demektir, açıklayınız?
C.506. Genel bir sonuca varılması, problem çözme yönteminin son aşamasıdır. Hipotezlerin test edilmesinden sonuçlar çıkartılarak genel bir sonuca varılır. Hipotezin probleme ne ölçüde ve nasıl bir anlam kazandırdığına dair yazılı bir rapor hazırlanır
S.507. Problem Çözme Tekniklerinden olan Fikir Üretme Teknikleri nelerdir?
C.507.
- A- Beyin fırtınası
- B- Altı şapkalı düşünme tekniği
- C- Kuvvet / güç alanı analizi
- Ç- Odak grupları
- D- Mülakat
S.508. Problem Çözme Tekniklerinden olan Sürekli Geliştirme Teknikleri nelerdir?
C.508.
- A-PUKÖ döngüsü
- B- 5N -1K tekniği
S.509. Problem Çözme Tekniklerinden olan Problem Analiz Teknikleri nelerdir?
C.509.
- A-Akış diyagramı
- B- Sebep-sonuç (balık kılçığı) diyagramı
- C- Pareto analizi
- Ç- Ağaç diyagramı
- D- İlgi / yakınlık diyagramı
- E- Yoklama kâğıtları
- F- Kuvvet / güç alanı analizi
S.510. Problem Çözme Tekniklerinden olan Önerileri / Nedenleri Önceliklendirme Teknikleri nelerdir?
C.510.
- A-İlişki diyagramı
- B- Etkinlik analizi
S.511. Problem Çözme Tekniklerinden olan Karar Verme Teknikleri nelerdir?
C.511.
- A-Nominal grup tekniği
- B- Çoklu oylama tekniği
- C- Hedef saptama (Benchmarking) tekniği
S.512. Problem Çözme Tekniklerinden olan Veri Toplama, Veri Analizi ve Değerlendirme Teknikleri nelerdir?
C.512.
- A-Anketler
- B- Kontrol tablosu (çetele)
- C- Histogram
- Ç- Pareto diyagramı
- D- Serpme diyagramı
- E- Hareket çizelgesi
- F- Kontrol çizelgesi
S.513. Beyin Fırtınası ne demektir, açıklayınız?
C.513. Fikirlerin, problemlerin, algıların, soruların veya sonuçların bir listesini hazırlamak amacıyla bir ekibin yaratıcı düşüncesini ortaya çıkartmak için kullanılan tekniktir. Beyin fırtınasında amaç, çok sayıda düşünce üretmektir. Konuşmayı dinleyen insanlarda meydana gelen çağrışımlar, çok kısa sürede düşüncelerin artmasını sağlar. Üyelerin birbirini etkilemesi de düşünce sayısının artmasına neden olan etkenlerden biridir. Bu nedenle konuşmacıların toplantıda birbirlerini rahatça görebilecek ve duyabilecek şekilde oturmaları gerekir.Burada en önemli nokta, seçenek ve yaratıcı çözümlerin kolaylıkla ifade edilebileceği, eleştirilerden arındırılmış bir ortam sağlanmasıdır
S.514. Etkili bir beyin fırtınası uygulaması için hangi hususlara uyulması gerekmektedir?
C.514.
- A-Beyin fırtınası için uyulması gereken kurallar açıklanır.
- B- Katılan her kişiye eşit söz hakkı verilir. Her üyenin aktif katılımı sağlanmalıdır. Bunun için herkes ne kadar saçma gözükürse gözüksün, fikirlerini serbestçe belirtebilmelidir.
- C- Zaman limiti oluşturulmalı ve buna uyulması sağlanmalıdır.
- Ç- Konuşmacıya müdahale edilmemelidir.
- D- Konuşmacılar eleştirilmemelidir.
- E- Uygulama esnasında değerlendirme yapılmamalıdır.
- F- Sırayla söz alınmalıdır. Sırası geldiğinde söyleyeceği olmayanlar "pas" geçilmelidir.
- G- Konuşmacı söz aldığında sadece bir öneride bulunabilir.
- H- Herkes pas geçinceye kadar konuşmalar devam etmelidir.
- I- Pas geçenler çoğaldıktan sonra sıra takip edilmeden söz verilebilir.
- İ- Takımın bütün üyeleri teşvik edilmeli, hiç bir düşünce ve fikir atlanmamalıdır.
- J- Bütün fikirler takım üyelerinin görebileceği bir yere yazılmalıdır. Her fikir tam ifade edildiği gibi yazılmalıdır.
- K- Beyin fırtınasından sonra ortaya çıkan ve listelenen tüm fikirlerin tüm üyelerce anlaşıldığından emin olunmalıdır.
- L- Sürenin sonunda bütün fikirler üyeler tarafından değerlendirilerek en iyi fikir çözüm olarak seçilmelidir.
S.515. Çoklu Oylama Tekniği ne demektir, açıklayınız?
C.515. En iyi fikirleri belirlemek için “çoklu oylama tekniği” kullanılabilir. Çoklu oylama tekniği, beyin fırtınası ile belirlenen fikirlerin en önemlilerini takımdaki herkesin eşit katılımına başvurarak tespit etmek için kullanılan bir tekniktir. Oylama yapılır ve en çok oy alan fikir belirlenir. Fikirler aldıkları oya göre sıralanır.
S.516. Nominal Grup Tekniği ne demektir, açıklayınız?
C.516. Takım üyeleri arasında görüş birliği sağlamak için kullanılan puanlama tekniğidir. Genellikle beyin fırtınasından sonra kullanılır. Ortaya çıkan fikirlere gruptakiler puan verir ve en çok puanı alan fikirler öne çıkar.
S.517. Nominal Grup Tekniğinin kuralları nelerdir?
C.517.
- A- Her grup üyesi listedeki görüşlerin sayısı kadar puanı vardır (7 görüş, 7 puan)
- B- Grup üyeleri puanları verirken kendisi için en öncelikli olan görüşe en yüksek puanı verip, bir sonraki görüşe bir puan azaltarak puanlama yapar.
S.518. Nominal grup tekniğinin uygulanması nasıl yapılır?
C.518.
- 1-Beyin fırtınasında üretilen görüşler liste haline getirilir.
- 2-Her görüşe bir harf ya da sıra numarası verilir.
- 3-Grup üyelerinin görüşleri puanlanır.
- 4-Puanlar toplanır.
- 5-Puan sırasına göre en büyük puandan başlayarak sıralanır.
S.519. PUKÖ Döngüsü ne demektir, şekil çizerek açıklayınız?
C.519. (Planla – Uygula – Kontrol Et – Önlem Al) PUKÖ adım adım plan yaparak sonuca ulaşmakta kullanılan sistematik bir yaklaşımdır.

Mesleki Gelişim Soruları 22
S.479. Öğrenmeyi etkileyen diğer bir faktör grubu olan yöntemle ilgili faktörlerden Konunun Yapısını açıklayınız?
C.479. Ele alınan konunun yapısına göre öğrenme yöntemleri parçalara bölerek çalışma ve bütün hâlinde çalışma olarak ikiye ayrılabilir. Hangisinin daha yararlı olduğu ele alınan konuya göre değişmektedir.
S.480. Öğrenmeyi etkileyen diğer bir faktör grubu olan yöntemle ilgili faktörlerden zamanı açıklayınız?
C.480. Öğrenme için ayrılan zaman dikkate alındığında öğrenme yöntemlerini aralıklı çalışma ve toplu çalışma şeklinde sınıflandırmak mümkündür. Aralıklı çalışma ilgili konunun her gün veya her hafta tekrar edilmesi, dersin sistematik bir çalışması anlamına gelir. Toplu çalışma ise derse sadece sınav zamanı çalışmayı ifade eder. Toplu çalışan kişiler, sınav dışındaki zamanlarda dersle ilgilenmezler, sınav günü “sabahlayarak” sınava hazırlanırlar. Aralıklı çalışma ve toplu çalışma yöntemleri tabii ki iki uçtur, ikisini birleştirmek, şüphesiz daha fazla başarı sağlamaktadır. Ancak “Hangisi daha yararlıdır?” sorusuna verilebilecek cevap beklenenden biraz farklıdır. Toplu çalışan öğrenciler aralıklı çalışan öğrencilere göre ertesi gün yapılan sınavda daha başarılı görülmektedirler, daha yüksek not almaktadırlar. Öğrencilerin ısrarla toplu çalışmayı tercih etmelerinin nedeni budur. Kısa zamanda yüksek not alabilmektedirler fakat öğrenilen bilgiler kısa bir süre içinde unutulmakta, örneğin sınav ertelendiğinde öğrendiklerini hatırlayamamaktadırlar. Aralıklı çalışan kişilerin bilgileri daha istikrarlı görülmektedir. Sınav ertelendiğinde bile onların başarıları aynı düzeyde gerçekleşmektedir. Eğitimciler derslerde öğretilen konuların yaşam boyu gerekli olduğuna inandıkları için aralıklı çalışmanın daha yararlı olduğunu öne sürerler.
S.481. Öğrenmeyi etkileyen diğer bir faktör grubu olan yöntemle ilgili faktörlerden Geri Bildirimi açıklayınız?
C.481. Kişinin yapmış olduğu bir davranışın sonucu hakkında bilgilendirilmesi ya da kendi kendini bilgilendirmesidir. Öğrenci yaptığı davranışın doğruluğu, yanlışlığı, eksikliği, tamlığı ve öğrenme süreci konusunda bilgilenmesi (öz değerlendirmesi-içsel dönüt) veya bilgilendirilmesidir (çevre tarafından-dışsal dönüt). Öğrenme açısından öğrenme süreci ve performansı hakkında öğrenciye bilgi vermektir. Örneğin öğrenci sınava girmişse sınav sonucunu en kısa zamanda öğrenmelidir ki doğru cevaplayıp cevaplamadığını test edebilsin. Sınav sonucu hakkındaki bu bilgi hemen sağlanmazsa öğrenci ne yazdığını unutur ve yazdıklarını test edemez. Sınavların sadece değerlendirme değil, öğretim aracı olarak da görülmesinin nedeni budur: Öğrenci yazdığının doğru olup olmadığını kontrol ederken öğrenme devam etmektedir.
S.482. Öğrenmeyi etkileyen diğer bir faktör grubu olan yöntemle ilgili faktörlerden katılımı açıklayınız?
C.482. En etkili öğrenme, tüm duyu organlarının öğrenme sürecinde aktif olduğu “yaparak yaşayarak öğrenmedir. Etkili bir öğrenme olması için okuma, dinleme, yazma, anlatma ve açıklama, yapma olması gerekir.
S.483. Etkili bir öğrenme nasıl olur?
C.483. Etkili bir öğrenme olması için okuma, dinleme, yazma, anlatma ve açıklama, yapma olması gerekir.
S.484. Öğrenmeyi etkileyen diğer bir faktör grubu olan Öğrenme Malzemesiyle İlgili Faktörlerden algısal ayırt edilebilirlik ne demektir, açıklayınız?
C.484. Algı; zihnin gelen bir uyaranı anlama, tanıma ve özümleme sürecidir. Algısal ayırt edilebilirlik öğrenme malzemesinin çevredeki uyarıcılardan ayırt edilebilmesidir. (farkındalık yaratmak). Çevredeki hareketli nesneler, farklı önlük giyen öğrenci, altını çizme, kalın yazma. Algısal ayırt edilebilirlik öğrenmeyi kolaylaştırır
S.485. Öğrenme Malzemesiyle İlgili Faktörler ne demektir, açıklayınız?
C.485. Öğrenme malzemesi öğretilecek bilgi ya da konu kümesidir. Öğrenmenin çabuk ve kolay olmasında öğrenilecek materyalin türü ve özellikleri çok önemlidir. Genellikle anlamlı olan materyal, anlamsız olana göre daha çabuk ve kolay öğrenilmektedir. Aynı şekilde daha çok hoşa giden, ilgi uyandıran ve heyecan veren materyal; zevk, heyecan ve ilgi uyandırmayan materyalden daha çabuk öğrenilir, daha geç ve güç unutulur.
S.486. Öğrenmeyi etkileyen diğer bir faktör grubu olan Öğrenme Malzemesiyle İlgili Faktörlerden anlamsal çağrışım ne demektir, açıklayınız?
C.486. Ele alınan konu başka bazı bilgi birikimleriyle ilgili olmalıdır. Örneğin bir kelime söylendiğinde öğrencinin aklına ilgili diğer kelimler gelebilmelidir. Öğrencinin zihnindeki diğer kelimelerle bağlantısı olmayan kelimelerin öğrenilmesi zor olur ve unutulabilir. Örneğin peynir denilince süt, inek ve kahvaltı akla gelir.
S.487. Öğrenmeyi etkileyen diğer bir faktör grubu olan Öğrenme Malzemesiyle İlgili Faktörlerden kavramsal gruplandırma ne demektir, açıklayınız?
C.487. Öğrenme konusu olan geniş bir kavramın ilişki içinde olduğu diğer kavramlar ile ilişkilendirilerek iki boyutlu bir şemada gösterilmesidir. Bilginin zihinde somut ve görsel bir şekilde düzenlenmesini ve öğrenilmesini sağlar. Kavramlar arasındaki ilişkiler şematize edilerek ve ilişkiler somutlaştırılarak “anlamlı öğrenmeyi” sağlar. Konuya kuş bakışı bakmayı sağlayarak düşünmeyi bütüncül ve anlamlı hâle getirir.
S.488. Öğrenmeyi etkileyen diğer bir faktör grubu olan Öğrenme Malzemesiyle İlgili Faktörlerden Telaffuz edilebilirlik ne demektir, açıklayınız?
C.488. Telaffuz kolaylığı, konunun ve içinde geçen terimlerin kolayca ifade edilebilmesine karşılık gelmektedir. Kolay okunan, kolay söylenen terim ve içeriğin anlaşılması kolaylaşırken; zor ifade edilen, farklı ya da daha önce hiç karşılaşılmamış sembollerden oluşan terimlerin anlaşılması da zorlaşacaktır.
S.489.Öğrenme ne demektir?
C.489. Öğrenme; bilgiyi algılama, kaydetme, hatırlama ve kullanma sürecidir. Öğrenme süreci kişinin aktif olduğu bir süreçtir. Öğrenme bireyin çabası sonucu gerçekleşir. Öğrenme, bireyin olgunlaşma düzeyine göre yaşantıları aracılığıyla veya çevresiyle etkileşimi sonucunda yeni davranışlar kazanması ya da eski davranışlarını değiştirmesi sürecidir.
S.490.Öğrenme sürecini açıklayınız?
C.490.
- A-Öğrenme sürecinde duyu organları, kısa süreli hafıza, uzun süreli hafıza arasında sıkı bir ilişki vardır.
- B-Yeni bilgiler (dışarıdan gelen her türlü mesaj), duyu organları yoluyla fark edilir ve kısa süreli hafızaya aktarılır.
- C-Kısa süreli hafızadaki bilgilerden tekrar edilmeyenler unutulur. Tekrar edilenler ise uzun süreli hafızaya saklanmak üzere kaydedilir.
- Ç-Bu bilgiler, belli bir zaman dilimi geçtikten sonra hatırlanabiliyorsa, o bilgilere ilişkin soru sorulduğunda doğru cevap verilebiliyorsa öğrenme gerçekleşmiş demektir.
S.491. Öğrenme Yöntemlerini açıklayınız?
C.491. Her birey birbirinden farklı özellikler gösterir. Bu yüzden bireylerin öğrenmeye yönelik özellikleri de değişiklik gösterebilir. Her bireyin yeni bir bilgiyi öğrenmeye hazırlanırken, öğrenirken, hatırlarken, farklı ve kendine özgü yollar kullanmasına öğrenme stili denir.Öğrenme stillerini görsel, işitsel ve kinestetik / dokunsal olmak üzere üç ana grupta toplarız. İnsanlar genellikle üç yoldan bilgi edinir fakat her insan bu bilgi edinme yollarından yalnızca birini baskın olarak kullanmaktadır.
S.492. Öğrenme stilleri kaç grupta toplanır, nelerdir?
C.492. Öğrenme stillerini görsel, işitsel ve kinestetik / dokunsal olmak üzere üç ana grupta toplarız.
S.493. Görsel ağırlıklı öğrenen insanlarda hangi özellikler bulunur?
C.493. Görsel ağırlıklı öğrenenlerde aşağıdaki özellikler bulunur:
- A- Tertipli ve düzenlidirler.
- B- Planlı ve programlıdırlar.
- C-Liste yapmayı severler.
- Ç- Gördüklerini ve okuduklarını hatırlarlar.
- D- Karmaşık ve karışık ortamlarda huzursuz olurlar.
S.494. İşitsel ağırlıklı öğrenen insanlarda hangi özellikler bulunur?
C.494. İşitsel ağırlıklı öğrenenlerde aşağıdaki özellikler bulunur:
- A-İşittiklerini hatırlarlar.
- B- Yazmaktan çok konuşmayı severler.
- C- Gürültüden rahatsız olurlar.
- Ç- İsimleri hatırlarlar.
- D- Resimlerden ve resimli anlatımlardan hoşlanmazlar.
- E- Uzun anlatımlarda bile anlatılanların içinde kaybolmazlar.
S.495. Dokunsal / kinestetik ağırlıklı öğrenen insanlarda hangi özellikler bulunur?
C.495. Dokunsal / kinestetik ağırlıklı öğrenenlerde aşağıdaki özellikler bulunur:
- A- Yaptıkları işleri daha iyi hatırlar ve öğrenirler.
- B-Dokunma ve hareket önemli bir unsurdur.
- C-Taklit yetenekleri gelişmiştir.
- Ç- Deneme-yanılma ile daha iyi öğrenirler.
- D- Rahat, hareket edebilecekleri bir öğrenme ortamını ve rahat giyinmeyi severler.
- E- Hislerini rahatlıkla ifade ederler.
- F- Sportif etkinlikleri severler.
- G- Hareket içeren etkinlikleri severler (yüzmek, drama, oyun, dans, gezmek, koşmak vb.).
- H- Laboratuvar ortamında daha iyi öğrenebilirler.
S.496. Kişisel, Kurumsal ve Toplumsal Açıdan Öğrenmenin Önemi nedir, açıklayınız?
C.496. Toplumlar, eğitim düzeyinin artmasıyla verimlilik arasında bağ kurmakta, bireyin yaşadığı topluma aldığı eğitim ölçüsünde katkıda bulunduğuna inanmaktadır. Eğitim etkinliklerinin nitelik düzeyinin ise bireyin yaşadığı toplumun ekonomik, sosyal, politik ve kültürel gelişiminin niteliğini etkilediği kabul edilmektedir. Bilimsel araştırmalar, eğitim düzeyi ile kalkınmanın unsurları olan ekonomik büyüme, siyasal ve toplumsal gelişme arasında doğrusal ilişkiler olduğunu ortaya çıkarmıştır.Toplumsal uyum kapsamında eğitimin sosyal faydaları; bireyin daha fazla gelir elde etmesi, suç oranında azalma, demokratikleşme ve yönetime katılma, bireysel sağlığını koruma olarak özetlenebilir.Bir ülkenin sahip olduğu doğal kaynakları üretime dönüştürmesi, eğitilmiş insan gücü ile gerçekleşebilir. Eğitim düzeyi, ekonomik büyüme ve toplumsal gelişmeyle doğru orantılıdır. Eğitilmiş insan gücü herhangi bir ülke ekonomisinin en can alıcı girdisidir
S.497. Problem çözmenin dayanakları nelerdir?
C.497.
- A-Geleneksel yöntem: Bu yöntemde problemin çözümü geçmişte aranır. Bu yöntem, gerekli ama yeterli değildir.
- B-Kişisel deneyimler: “Ben böyle yaparak başarılı oldum, herkes böyle yapmalıdır.” şeklindeki genellemeler her zaman olumlu sonuç vermeyebilir.
- C- Uzmanlara dayalı problem çözenler: Konuyu uzmanlarına sorarak onların önerileri uygulanır. Uzmanlar arasında görüş farklılıkları olmasından dolayı bu yöntem de tek başına yeterli değildir.
- Ç- Bilimsel problem çözme süreci: Çağdaş problem çözme süreci olan bilimsel problem çözme yöntemi, sorgulamaya dayanmaktadır.
S.498. Problem ne demektir, açıklayınız?
C.498. Problem; hakkında araştırma yapılacak, üzerinde düşünülecek, tartışılacak çözümlenmemiş bir sorundur. Problem; birey, engel ve amaç olmak üzere üç temel ögeyi içerir. Bu üç ögeden biri yoksa ya da hedefe ulaşmak için alternatif yol yoksa problem de yoktur. Problem çözmenin ön koşulu, problemi çözülebilir olarak görmektir. Ulaşılmaz olarak gördüğümüz problemi çözemeyiz. Problemi çözmek için tek bir yol değil, en iyi yol vardır.
S.499. Problem çözme aşamaları nelerdir?
C.499.
- A- Problemin fark edilmesi
- B- Problemin tanımlanması
- C- Hipotezlerin oluşturulması
- Ç- Problemle ilgili bilgi toplanması
- D- Hipotezlerin test edilmesi
- E- En uygun hipotezin seçilmesi
- F- Genel bir sonuca varılması
S.500. Problem çözme aşamalarından olan problemin fark edilmesi ne demektir, açıklayınız?
C.500. Bir problemin hissedildiği aşamadır. Problemin çözülebilir olması gerekmektedir.
Mesleki Gelişim Soruları 21
S.461.Davranışların öğrenilmesi kaç yolla mümkündür ve nelerdir?
C.461. Davranışların öğrenilmesi iki yolla mümkündür:
- Planlı programlı eğitim (Formal eğitim)
- Gelişigüzel kültürleme yoluyla (İnformal eğitim)
S.462.Öğrenme malzemesi ile ilgili faktörler nelerdir?
C.462.
- A-Algısal ayırt edilebililik
- B-Anlamsal çağrışım
- C-Kavramsal gruplandırma
- Ç-Telaffuz edilebilirlik
S.463.Öğrenme Yöntemi ilgili faktörler nelerdir?
C.463.
- A-Konunun yapısı
- B-Zaman
- C-Geribildirim
- Ç-Katılım
S.464.Öğrenen ile ilgili faktörler nelerdir?
C.464.
- A-Türe özgü hazıroluş
- B-Olgunlaşma
- C-Genel uyarılmış hali
- Ç-Güdü
- D-Eski yaşantılar
- E-Dikkati odaklama
S.465. Öğrenen İnsanla ilgili Türe Özgü hazır oluş ne demektir, örnek veriniz?
C.465. Öğrenecek olan organizmanın istenilen davranışı göstermesi için gerekli olan biyolojik donanıma sahip olmasıdır. Örneğin papağana konuşmayı öğretebiliriz ama serçeye öğretemeyiz.
S.466.İnsanda olgunlaşma ne demektir?
C.466. Organizmanın bir davranışı gerçekleştirebilecek fiziksel ve zihinsel yeterliliğe sahip olmasıdır. Yaş ve zekâ olarak alt başlıklar hâlinde incelenebilir. Öğrenmenin gerçekleşmesi için bilişsel ve fiziksel olgunlaşmanın tamamlanmış olması gerekmektedir.
S.467.Öğrenen İnsanla ilgili Genel Uyarılmışlık Hâli ne demektir?
C.467. Belli bir öğrenmenin gerçekleşmesi için birey bedensel, zihinsel, duygusal ve sosyal açıdan öğrenmeye hazır olmalıdır. Bireyin öğrenmeye hazır olması sadece öğrenme konusu için gerekli olgunluğa sahip olması değil, o konuyu öğrenmeye istekli ve hevesli olmasını da kapsamaktadır. Birey, bir konuyu öğrenmek için ne kadar istekli ise o kadar çabuk ve kolay öğrenir. Uyarılmışlığın düzeyi bireyin dışarıdan gelen uyarıcıları alma derecesi olarak anlaşılabilir. Kişi dışarıdan çok az uyarıcı alıyorsa, genel olarak uyarıcılara karşı kapalı ise uyarılmışlık düzeyi düşük (ör. uyku); çok fazla uyarıcı almışsa uyarılmışlık düzeyi yüksek (ör. panik) demektir. Uyarılmışlığın azı da çoğu da öğrenmeyi zorlaştırır. İyi bir öğrenmenin meydana gelebilmesi için uyarılmışlık düzeyinin orta seviyede olması gerekir. Ancak kaygının öğrenmeye etkisi kişilere göre farklılık göstermektedir.
S.468. Öğrenen İnsanla ilgili Güdü (Motivasyon) ne demektir?
C.468. Güdü, bir ihtiyaç sonucu organizmayı davranışa iten güçtür. Öğrenmede önemli bir etkendir. Güdü, organizmanın davranışta bulunmadan önceki süreçleri (ilgi duyma, önem ve öncelik verme, ihtiyacı karşılama, ne işine yarayacağını anlama, istekli olma, harekete geçme) kapsar. Güdüler, organizma içindeki ihtiyaçlardan doğar ve bu ihtiyaçların giderilmesi için organizmayı harekete geçirir.
Bir güdü, ihtiyacın hissedilmesi => ihtiyacı gidermek için gösterilen davranış => ihtiyacın giderilmesi şeklinde meydana gelmektedir.
S.469. Öğrenen İnsanla ilgili güdüler kendi içlerinde birincil güdüler ve ikincil güdüler olmak üzere ikiye ayrılır, bunları açıklayınız?
C.469.
- A-Birincil güdüler: Fizyolojik ihtiyaçlarla ilgili biyolojik dengeyi sağlamak için gerekli olan açlık, susuzluk, cinsellik gibi dürtülerle ilişkilidir.
- B- İkincil Güdüller: Fizyolojik ihtiyaçlar dışında kalan başarı, takdir edilme gibi ihtiyaçlarla ilgilidir.
S.470. Öğrenen İnsanla ilgili Güdüler, güdü kaynağının bireye göre bulunduğu yer açısından içsel güdüler ve dışsal güdüler olarak ikiye ayılır, bunları açıklayınız?
C.470.
- A-İçsel güdüler: Güdünün kaynağı bireyin kendisi ile içsel güdüdür. Tüm birincil güdülerin yanı sıra kendine dikkat etme, kendini gerçekleştirme arzusu, başarma arzusu gibi ihtiyaçları kapsamaktadır. Dışsal güdüye göre çok daha etkilidir.
- B-Dışsal güdüler: Organizmanın içinde yaşadığı çevrenin etkisiyle bireyi davranışa iten güçtür. Bireyin kendisini kabul ettirme, beğendirme, yüksek not alma, öğretmenin takdirini alma, harçlık alma, statü elde etme gibi ihtiyaçları ön plana çıkmaktadır. Bazen sonradan içsel güdüye dönüşebilmektedir.
S.471. Öğrenen İnsanla ilgili Eski Yaşantılar ne demektir,açıklayınız?
C.471. Bireyin önceki öğrenmeleri bugünkü öğrenmelerini, bugünkü öğrenmeleri de önceki öğrenmelerini etkilemektedir. Buna öğrenmenin aktarılması denmektedir.
S.472. Öğrenen ile ilgili faktörlerden olan eski yaşantılarda Olumlu aktarma ne demektir, açıklayınız?
C.472. Olumlu Aktarma Eski öğrenmelerimizin bugünkü öğrenmelerimizi kolaylaştırmasına olumlu aktarma denilmektedir. Olumlu aktarma, bir alandaki öğrenmenin başka bir alandaki öğrenmeyi olumlu etkilemesidir. Örneğin bisiklet kullanmayı bilen biri motosiklet kullanmayı daha rahat öğrenir.
S.473. Öğrenen ile ilgili faktörlerden olan eski yaşantılarda Olumlu aktarmada İleriye Etkin Kolaylaştırma (İleriyi Destekleme) ne demektir, açıklayınız?
C.473. İleriye Etkin Kolaylaştırma (İleriyi Destekleme) Önceki öğrenmenin sonraki öğrenmeyi kolaylaştırmasıdır. Örneğin fotoğraf makinesini kullanan birey, kamera ile çekim yapmayı kolay öğrenir. Toplama ve çıkarma işlemini bilen biri, çarpma ve bölme işlemini daha kolay öğrenir.
S.474. Öğrenen ile ilgili faktörlerden olan eski yaşantılarda Olumlu aktarmada Geriye Etkin Kolaylaştırma (Geriyi Destekleme) ne demektir, açıklayınız?
C.474. Geriye Etkin Kolaylaştırma (Geriyi Destekleme) Sonraki öğrenmenin önceki öğrenmeyi daha ustaca ve etkili yapmayı sağlaması durumudur. Örneğin çarpma ve bölmeyi yeni öğrenen bir öğrenci, toplama ve çıkarma işlemlerini daha etkili yapar
S.475.Öğrenen ile ilgili faktörlerden olan eski yaşantılarda Olumsuz aktarma ne demektir, açıklayınız?
C.475. Olumsuz Aktarma Eski öğrenmelerimizin bugünkü öğrenmelerimizi zorlaştırmasına olumsuz aktarma denir. Olumsuz aktarma, bir alandaki öğrenmenin başka bir alandaki öğrenmeyi olumsuz etkilemesidir. Örneğin F klavye ile bilgisayar kullanan biri Q klavye kullanmaya başlarken bunu öğrenmede zorlanır.
S.476. İleriye Ket Vurma ne demektir, açıklayınız?
C.476. İleriye Ket Vurma Eskiden öğrenilen bilgi yeni bilgiyi unutturmuşsa buna ileriye ket vurma denir. Önceki öğrenmenin yeni öğrenmeyi unutturmasıdır. Örneğin yeni telefon hattı alan birinin, numarası sorulduğunda bir önceki telefon numarasını vermesi gibi. İleriye ket vurma olumsuz aktarma ile karıştırılmamalıdır. Olumsuz aktarma daha çok devinişsel hareketlerle yani gözlenebilen ya da ölçülebilen hareketlerle ilgiliyken ileriye ket vurma unutma ve hatırlama gibi bilişsel süreçlerle ilgilidir. Ayrıca olumsuz aktarma davranışçılar tarafından, ileriye ket vurma ise bilişsel kuramcılar tarafından kullanılmaktadır.
S.477. Geriye Ket Vurma ne demektir, açıklayınız?
C.477. Geriye Ket Vurma Yeni öğrenmenin eski öğrenmeyi unutturmasıdır. Bir başka deyişle eski bilgiyi hatırlamak istediğimizde zorlanıyorsak ve yerine yeni bilgiyi kullanıyorsak bu geriye ket vurmadır. Örneğin yeni telefon hattı alan birinin, eski numarası sorulduğunda hatırlayamaması ya da unutması gibi.
S.478. Öğrenmeyi etkileyen faktörler içerisinde yer alan dikkat ne demektir ve bunlar nelerdir, açıklayınız?
C.478. Çevremizde her an binlerce uyaran bulunmaktadır. Bu uyaranların her birinin bilince aktarılması söz konusu değildir. İşte, bu noktada dikkat devreye girer. Dikkat, belirli bir uyarıcıya yönelmek ya da zihinsel enerjinin belli bir uyarıcıya yöneltilmesidir. Öğrenmeyi etkileyen faktörler içerisinde yer alan dikkat, bireyin ihtiyaçlarından kaynaklanıyorsa istemli dikkat; çevredeki güçlü bir uyarıcı etkisiyle oluşuyorsa istemsiz dikkat olarak karşımıza çıkar.
Mesleki Gelişim Soruları 20
S.443. Çek ne demektir, açıklayınız?
C.443. Bir alacağın veya önceden bankaya yatırılmış bir paranın tamamının veya bir kısmının kendisi yahut başkası adına hemen ödenmesi için bankaya yazılan ödeme emrine çek denir. Çekler bir ödeme aracı olup görüldüğünde ödenmesi gereken kambiyo senetleridir fakat ticari hayatta çeklere ileri bir keşide tarihi yazılarak vade meydana getirilmektedir.Çekler, bankalar ve özel finans kurumları üzerine yazılabilir. Karşılıksız çek düzenlemek suçtur. Karşılıksız çekler, muhatap banka tarafından ödenmez. Çek de çeki düzenleyen keşideci, çeki elinde bulunduran alacaklı ve çek bedelini ödeyecek olan muhatap banka olmak üzere üç taraf vardır:Çekler ibraz süresi içinde ödenir. Ülkemiz için ibraz süresi; keşide yerinde 10 gün, keşide yerinden başka yerlerde ise bir aydır. Örneğin keşide yeri Ankara olan bir çek Ankara’da ödenecek ise bankaya 10 gün içinde ibraz edilmelidir. Kayseri’de ödenecek ise bir ay içinde muhatap bankaya ibraz edilmelidir.Çekler, nama (isme) ve hamiline (taşıyana) olmak üzere iki şekilde düzenlenir.
- A-Nama yazılı çek
- B- Hamiline yazılı çek
S.444. Muhtasar Beyanname ne demektir, açıklayınız ve örnek veriniz?
C.444. Kira, muhasebeci ücreti, avukat ücreti, çalışan işçinin maaşından kesilen vergiler vb. vergilerin matrahları esas alınarak vergi dairesine bildirilmesinde kullanılan beyannamedir. Muhtasar beyannameyi veren vergi mükellefi değil, vergi sorumlusudur çünkü stopaj yani kaynaktan kesinti yoluyla ilgililerden kesinti yapılır, muhtasar beyanname ile vergi kesintisi yapan da kesilen vergiyi vergi dairesine bildirerek öder. İlgili kişi ya da kuruluştan yapılan kesintileri vergi dairesine götürüp yatırma sorumluluğundan dolayı bu kişilere vergi sorumlusu denmiştir.Örneğin bir işletme sahibi brüt 750 TL tuttuğu bir iş yerinin mülk sahibi emekli kişiden 150 TL keserek (750 TL x %20 =150 TL) 600 TL öder. Kestiği bu 150 TL’yi vergi dairesine muhtasar beyanname ile bildirerek öder. İşletme sahibi için burada değişen bir şey olmamıştır. 600 TL mülk sahibine, 150 TL vergi dairesine ödeyerek toplamda yine 750 TL ödemiş olmakta ancak vergi sorumlusu sıfatı ile verginin ödenmesine aracılık etmektedir.
S.445. Katma Değer Vergisi Beyannamesi ne demektir, örnekle anlatınız?
C.445. Katma değer vergisi dolaylı bir vergidir. Mal ve hizmet satışı yapan tacirler satış işleminden dolayı fatura ve fatura yerine geçen belgeler düzenler. Belge üzerinde görünen mal ve hizmet bedeli ile KDV tutarını, teslim ettikleri kişilerden tahsil ederler. Bu KDV, hesaplanan KDV’dir. Kendileri mal ve hizmet aldıklarında ise karşı tarafa mal ve hizmet bedeli ile KDV tutarını öderler. Bu KDV ise ödeme yapan için indirilecek KDV kapsamındadır. Her dönem için hesaplanan KDV ile indirilecek KDV karşılaştırılır. Hesaplanan KDV, indirilecek KDV’den büyük ise aradaki fark vergi dairesine ödenir. Diğer bir ifade ile işletmenin tahsil ettiği KDV, ödediği KDV’den fazla ise aradaki fark vergi dairesine ödenir. Örneğin işletme 1 aylık satışlarından dolayı müşterilere düzenlemiş olduğu faturalarla 600 TL KDV tahsil etmiş olsun. Yine aynı ay satın aldığı mal ve yaptığı giderlerden dolayı 380 TL KDV ödemiş olsun. Bu durumda 220 TL (600 TL – 380 TL) KDV beyannamesi ile ödemesi gerekir.
S.446. Geçici Vergi Beyannamesi ne demektir, açıklayınız?
C.446. Geçici Vergi Beyannamesi: Mükelleflerin üçer aylık kazançlarının vergilendirilmesidir. Mükellefler üçer aylık dönemler hâlinde yılda 4 defa geçici vergi beyannamesi ile tahakkuk eden vergilerini bağlı bulundukları vergi dairesine yatırmak zorundadırlar.
S.447. Yıllık Gelir Vergisi Beyannamesi ne demektir, açıklayınız?
C.447. Gerçek kişinin (şahıs işletmesi) yıllık gelirini beyan ettiği bir beyannamedir. Gelir Vergisi Kanunu'nda sayılan gelir unsurlarından bir takvim yılı içinde elde edilen kazanç ve gelirlerin, aksine hüküm olmadıkça mükellefler tarafından yıllık beyanname ile beyan edilmesidir. Beyan edilmesi gereken gelirlerin yıllık beyannamede toplanarak beyan edilmesi zorunludur. Gelir vergisi mükellefi girişimci, standart bir oranda vergi ödemez, ödeyeceği vergi dilimler hâlinde oranlara ayrılmıştır. Kişinin geliri bu dilimlerden hangisine giriyorsa vergi oranı da o olacaktır. Bu oranlar, gelir idaresi tarafından her yıl güncellenir
S.448. Kurumlar Vergisi Beyannamesi ne demektir,açıklayınız?
C.448. Kurumlar Vergisi Beyannamesi: Sermaye şirketlerinin yıllık gelirini beyan ettiği bir beyannamedir. Ülkemizde sermaye şirketleri yıllık kazancının %20’sini kurumlar vergisi olarak ödemektedir.
S.449. İşletmeler ihtiyaç duyduğu personeli hangi kaynaklardan temin ederler?
C.449. İşletmeler ihtiyaç duyduğu personeli bulmak için işletme içi ve işletme dışı kaynaklar kullanır.
S.450.İşletme içi insan kaynakları ne demektir, açıklayınız?
C.450. İşletme içi kaynaklar: Herhangi bir kademede bulunan personelin ayrılması durumunda bu boşalan kadroya öncelikle işletme içinden bir personelin görevlendirilmesidir. Bu durumda boşalan kadroya en yakın olan başarılı bir personel atanır. İşletme, ihtiyaç anında öncelikle işletme içi kaynaklara başvurursa çalışan personel, günün birinde kendinin de çalışmasının karşılığını göreceğini ve terfi edeceğini bilerek işletmenin amaçlarını gerçekleştirmek için büyük bir gayret gösterir ve istekle çalışır.
S.451. İşletme dışı insan kaynakları ne demektir, açıklayınız ve nelerdir?
C.451. İşletmelerin personel bulmada kullandığı işletme dışı kaynaklardan bazıları şunlardır:
- A-İş ve İşçi Bulma Kurumu (Türkiye İş Kurumu)
- B- Kendiliğinden başvuru
- C- İşletme veri tabanı
- Ç- İşletmede çalışanların tavsiyeleri
- D- İnternet, gazete, elektronik posta vb. ilanları
- E- Danışmanlık firmaları
- F- Sendikalar ve mesleki kuruluşlar
- G- Eğitim kurumları ve staj uygulamaları
- H- Yönetici araştırmaları (beyin avcılığı)
S.452. İşletmelerde personel seçme ve İşe alma nasıl olur, açıklayınız?
C.452. Personel seçimi, bireylerin özellikleri ile işin özelliklerini karşılaştırarak işe en uygun adayın seçilmesi ve yerleştirilmesi sürecidir. Sürekli gelişen teknolojik yenilikler ve hızla artan rekabet koşulları işletmelerin işin niteliğine uygun personel bulmasını zorunlu hâle getirmiştir. Bu nedenle işe başvuran adaylar arasından en uygun olanının tespit edilmesi ve bu bireyin işletmeye kazandırılması son derece önemlidir.Personel seçimi, işletme içerisinde personel ihtiyacı olan işleri belirleme ile başlar. Daha sonra iş gerekleri hazırlanır ve buna göre işin profili çıkarılır. Çıkarılan profile göre iş için en uygun personel ölçütleri belirlenir. İşletmede bu ölçütlere uygun personel var ise bu personel o iş için görevlendirilir. Ölçütlere uygun personel yok ise yeni personel bulmak için çalışmalar başlatılır.
S.453. İşletmeler işe almayı düşündükleri adaylarını belirledikten sonra adaylar arasından seçim yapar. İşletmelerin personel seçimi yaparken kullandığı yöntemler nelerdir, açıklayınız?
C.453.
- A-İş görüşmesi (mülakat): Hemen hemen bütün işletmeler tarafından en çok kullanılan yöntemdir. Genellikle işletmelerde insan kaynaklarından sorumlu kişi tarafından işe alınması düşünülen personel ile yüz yüze görüşme yapılır ve işletmeye başvuran kişide işletmenin aradığı özelliklerin bulunup bulunmadığı belirlenmeye çalışılır. İşe alınma kararı buna göre verilir.
- B Testler: Genellikle büyük işletmeler işe alacağı personele değişik amaçlı birçok test kullanabilir. Buna göre işletmeye başvuran kişide işletmenin aradığı özelliklerin bulunup bulunmadığı belirlenmeye çalışılır. Bu testlerden bazıları şunlardır:
- 1-Zekâ Testleri 2- Yetenek Testleri 3- İlgi Testleri 4- Kişilik Testleri
S.454.İşletmelerde personel alımı için işe kabul kararı nasıl verilir, açıklayınız?
C.454. Seçim sürecini başarıyla tamamlayan ve sağlık kontrolünde problem bulunmayan adaylar arasından işe başlatılacak adayın seçilme kararının verilmesine geçilmektedir. Seçim kararı verilirken adayların tüm özellikleri, iş tanımları ve adayın yetkinlikleri karşılaştırılarak analiz edilmelidir. Adayla ilgili değerlendirme tarafsız, ön yargısız ve dikkatli bir şekilde yapılmalıdır.
S.455. İşletmelerde personel alımı için işe kabul kararı verilirken hangi yöntemler kullanılır, bunlar nelerdir?
C.455.
- A-Basit yöntem: Uygulanan personel seçme işlevinden karar aşamasına kadar aday hakkında edinilen bilgi ve izlenimler değerlendirilerek puanlara dönüştürülür ve sıralama yapılır. En yüksek puanı alan kişinin en uygun kişi olduğu düşünülerek seçim kararı verilmektedir.
- B- Karşılaştırmalı yöntem: Bu yöntemde seçiciler bazı ölçütlere göre karşılaştırma yaparak seçim kararı almaktadır. Örneğin adayın iş başvuru formundaki bilgiler, aynı işi başarıyla yapan bir personelin bilgileri ile karşılaştırılır veya sınav sonuçları geçmiş dönemlerdeki sonuçlarla karşılaştırılmaktadır.
- S.456.İşe alınan personelin işe alıştırma eğitimi /oryantasyon ne demektir, açıklayınız?
C.456. İşletmeler, işe yeni aldıkları personeli bir an önce işin ve işletmenin bir parçası durumuna getirmek için işe alıştırma programına alır. İşe alıştırma eğitimi, işletmeye yeni giren personele işe başlamadan önce veya işe ilk girdiği günlerde uygulanan eğitimdir. Oryantasyon eğitiminin amacı; işin gerektirdiği tutum ve bilgilerin edinilmesi, düşünsel ve bedensel becerilerin kazandırılması, yeni çalışanın işe ve işletmeye uyumunun en kısa zamanda sağlanmasıdır. Oryantasyon eğitiminde yeni çalışanlar; ilk amir, uzman bir kişi ya da kıdemli bir çalışan tarafından iş yerini ve birlikte çalışacağı diğer çalışanları ve yapacakları işi tanırlar.
S.457. Oryantasyon eğitiminde verilen bilgiler genellikle nelerdir, açıklayınız?
C.457.
- A-İşletmenin tanıtımı: İşletmenin kuruluş öyküsü, örgüt yapısı, yönetim basamakları, işletmenin ürettiği ürün çeşitleri ve üretim süreci, politikaları, güvenlik düzenlemeleri vb. konular hakkında bilgi verilir.
- B- Personel haklarının açıklanması: Personele ödenecek ücretler, ücret ödeme günleri, izinler, çalışma saatleri, mola süreleri, eğitim olanakları, sigorta düzenlemeleri, emeklilik hakları vb. konular hakkında bilgi verilir.
- C- İşle ilgili bilgilerin aktarımı: Yapılacak işin amacı, konumu, diğer işlerle ilişkisi, personelin çalışacağı diğer birimler, çalışma yeri ve üretim teknolojisinin tanıtımı, işi oluşturan görevler ve işin gerektirdiği yetki ve sorumluluklar hakkında bilgi verilir.
- Ç- Tanıştırma: Yeni personel; ilgili yöneticilerle, sendika temsilcisiyle, iş arkadaşlarıyla, eğitim personeliyle tanıştırılır.
S.458.İnsanda yaş ne demektir?
C.458. Yaş: İyi bir öğrenmenin olabilmesi için organizmanın o davranışı öğrenebilmek için gerekli yaşa gelmiş olması gerekir. Örneğin insanın yürümeyi öğrenebilmesi için 9 ay civarında bir yaşa gelmiş olması gerekir.
S.459.İnsanda zeka ne demektir?
C.459. Zekâ: Bazı kişiler yaş olarak olgunlaşmış olsalar bile öğrenemeyebilirler çünkü zihinsel açıdan yeterli olgunluğa ulaşmamış olabilirler. Zihinsel açıdan olgunluk genel olarak zekâ kavramı ile ele alınır. Zekâ, herkesin üzerinde anlaşabildiği bir tanımı yapılmamış olmakla birlikte, “yeni durumlara uyum yapabilme gücü” şeklinde tanımlanabilir.
S.460.Öğrenme ne demektir?
C.460. Öğrenme, bireyin olgunlaşma düzeyine göre yaşantıları aracılığıyla veya çevresiyle etkileşimi sonucunda yeni davranışlar kazanması ya da eski davranışlarını değiştirmesi sürecidir.
Mesleki Gelişim Soruları 19
S.420.Reklam ne demektir ve hangi kanallarla yapılır,açıklayınız?
C.420. Reklam genellikle geniş bir tüketici kitlesine satış mesajı verme ve bu yönde bir imaj oluşturma yöntemidir. Gazete ve dergilerde basılı bilgi ve mesajlar yayınlama, radyo ve TV’lerde bildiriler yayınlama, tüketici gruplarına mektupla basılı yazılar gönderme vb. satış çabalarından oluşur.
S.421. Kişisel satış ne demektir, açıklayınız?
C.421. Kişisel satış, pazarlama görevlisinin var olan ya da hedeflenen müşteriler ile doğrudan ve sözlü olarak satış işlemine geçmesi yöntemidir. Kişisel satış işlemi; karşılıklı görüşmeden kaynaklanan müşteri ve satıcı arasında bir canlılık ve esnekliğin oluşması, arkadaşlık ilişkilerinin gelişmesi, müşterinin psikolojik olarak satın almaya yönlendirilmesi, gerekli pazar bilgilerinin pazarlama süresince rahatlıkla elde edilmesi vb. faydalar sağlamaktadır. Bu nedenle kişisel satış çoğu zaman TV reklamlarını izlemekten daha etkin olabilmektedir.
S.422.Bir ürünün tutundurma faaliyetlerinin bileşenleri ve müşteriye satmak için gösteriler çabalar hangi kanallarla yapılır?
C.422.
- A-Reklam
- B-Halkla ilişkiler
- C-Kişisel Satış
- Ç-Satış teşvik yani özendirme yolu ( promosyon)
S.423.Reklam hangi yöntemlerle yapılır?
C.423.
- A- basın reklamları (gazete, dergi)
- B-Televizyon reklamları
- C-Radyo reklamları
- Ç-İnternet reklamları
- D-Ambalaj reklamları
- E-Broşür
- F-Poster reklamları
- G-Afiş reklamları
- H-Açıkhava reklamları
- I-Reklam panoları
- İ-Rehber reklamları
- J-Satın alma noktası sergileri
- K-Katalog reklamları
S.424. Halkla İlişkiler kurarak reklam hangi yöntemlerle yapılır?
C.424.
- A-Basın bültenleri
- B-Basın toplantıları
- C-Konuşmalar
- Ç-Seminerler
- D-Raporlar
- E-Yıllıklar
- F-Sponsorluk
- G-Lobicilik
- H-Toplumla ilişkiler
- I-Sosyal amaçlı faaliyetler
- İ-Özel olaylar
- J-Yayınlar
- K- Kurumsal reklam
S.425. kişisel satış yoluyla reklam hangi yöntemlerle yapılır?
C.425.
- A-Ürün tanıtımları
- B-Satış sunumları
- C-Teşvik programları
- Ç-Örnek ürün (eşantiyon) dağıtımları
- D-Satın almaya teşvik edici programlar
- E-Fuar
- F-Sergilerdeki tanıtımlar
S.426. Satış teşvik yani özendirme yoluyla ( promosyon) reklam hangi yöntemlerle yapılır?
C.426.
- A-Yarışma
- B-Oyun
- C-Piyango ve çekilişler
- Ç-Hediyeler
- D-Örnek ürün (eşantiyon) dağıtımları
- E-Kuponlar ve hediye çekleri
- F-Satış noktası indirimleri
- G-Eğlenceler
S.427. Pazarlama karması nelerdir?
C.427.
- A-Ürün
- B-Fiyat
- C-Tutundurma
- Ç-Dağıtım Kanalları
S.428. Hedef Pazar Okula giden ortaokul ve lise öğrencileridir.Bunun için Pazarlama Karmasını nasıl yapabilirsiniz?
C.428. Örnek:
- Ürün: Okulların istekleri doğrultusunda okul kıyafeti tasarlanarak satışı yapılacaktır. (Farklı modellerde ürünler olacaktır).
- Dağıtım Kanalları: Kıyafetler atölyemizde üretilip ilimizde satış mağazalarımızda, diğer illerde ise anlaşmalı mağazalarda satış yapılacaktır. (Doğrudan dağıtım ve bir aracılı dağıtım uygulanacaktır.
- Fiyatlandırma ( Ortaokullar için ): Maliyet + %80 Kâr ile ürünler fiyatlanacaktır. Rakiplerin fiyatları dikkate alınacaktır. Ayrıca ürünler için kalanlı fiyat politikası uygulanacaktır.
- Tutumlandırma:
- A-Marka Adı:……….Giyim
- B-Slogan:…………… Giyim geçmişten geleceğe hizmet.
- C-Kişisel Satış: 2 Pazarlama sorumlusu ilimiz ve çevre illerdeki okulların okul aile birlikleri ile görüşecektir.
- Ç-Reklam: Yerel TV ve Radyo kanallarına reklam verilecektir.
- D-Reklam: Pazardaki tüm okullara dağıtılmak üzere broşür ve katalog hazırlanacaktır.
- E-Halkla İlişkiler: Okul mevcudunun %2’si oranında fakir öğrencilerin kıyafetleri firmamızca karşılanacaktır.
S.429. Finans ne demektir?
C.429. Para, fon ya da sermayedir.
S.430. Finansman ne demektir?
C.430. İşletmenin ihtiyacı olan fonların sağlanmasıdır
S.431.Finansal yönetim ne demektir?
C.431. İşletmenin ihtiyacı olan fonların tespit edilerek sağlanması ve sağlanan fonların uygun varlıklara yatırılarak yönetilmesidir.
S.432. Alış fiyatı ne demektir?
C.432. Alınan bir mal için ödenen bedeldir.
S.433.Masraf ne demektir?
C.433. Alınan malların satış yerine getirilmesi için ödenen taşıma, sigorta, benzeri bedeldir.
S.434.Mal oluş fiyatı ne demektir?
C.434. Alış fiyatı + Masraflar
S.435.Satış fiyatı ne demektir?
C.435. Mal oluş fiyatı + Kâr
S.436. Mal oluş fiyatı 44000 TL olan bir malın %60 kârlı fiyatını ve %80 zararla satılan fiyatını nedir?
C.436.
- (44000 x 60)/100 = 26400 TL(Kâr)
- Satış fiyatı (kârlı) = 44000+26400=70400 TL
- (44000 x 80)/100 = 35200 TL (Zarar)
- Satış fiyatı(zararına) = 44000-35200=8800 TL
S.437. İşletmenin finans kaynakları ne demektir, açıklayınız?
C.437. İşletmelerde finansman fonksiyonunu finans yöneticileri yerine getirir. Finans yöneticileri işletmenin ihtiyacı olan fon miktarını belirleyerek bu fonların nereden, nasıl ve ne zaman karşılanacağına ilişkin kararlar alır.
S.438. İşletmeler ihtiyaç duydukları fonları kaç türlü kaynaktan sağlar ve nelerdir?
C.438. İşletmeler ihtiyaç duydukları fonları;öz kaynaklar ve yabancı kaynaklar(borçlar) olmak üzere iki türlü kaynaktan sağlar.
S.439. İşletmelerde Öz kaynaklar nelerdir, açıklayınız?
C.439. İşletmenin gerek kuruluş döneminde gerekse faaliyetlerini sürdürdüğü sırada işletme sahipleri ya da ortakları tarafından konan fonlar işletmenin öz kaynaklarını oluşturur. Bu fonlar para, taşıt, mal, arsa ve arazi gibi maddi varlıklar da marka, patent hakkı gibi maddi olamayan varlıklar da olabilir.Öz kaynaklardan sağlanan fonlar işletmeler açısından devamlı bir kaynak niteliği taşır. Bu kaynakların vadesi yoktur. İşletme ortaklara da sağladıkları fonlar karşılığında faiz ödemez. Bunun yerine dönem sonunda kâr elde edilmiş ise kâr dağıtır.
S.440.İşletmelerde Yabancı Kaynaklar (Borçlar, Dış Kaynaklar) nelerdir, açıklayınız?
C.440. Yabancı kaynaklar, işletmelerin işletme dışından sağladıkları kaynaklardır. Bankalardan alınan krediler, bono ve tahviller bu kaynaklara örnektir. Yabancı kaynaklar belli bir vade sonunda, anapara ve faizin ödenmesi zorunlu olan kaynaklardır. Bu nedenle risklidir.
S.441. Yabancı kaynaklar vadelerine göre kaça ayrılır, bunlar nelerdir ve açıklayınız?
C.441.
- A- Kısa vadeli yabancı kaynaklar: Vadesi bir yıla kadar süreli kaynaklardır. İşletmeler bu kaynaklara dönen varlıklarını (stok, hammadde, menkul kıymet vb.) finanse etmek için başvurur. Geri ödeme süresi kısa olduğu için maliyeti (faizi) düşüktür.
- B-Uzun vadeli yabancı kaynaklar: Vadesi bir yıldan daha uzun süreli kaynaklardır. İşletmeler bu kaynaklara duran varlıklarını (makine, teçhizat, arsa, arazi, taşıtlar vb.) finanse etmek için başvurur. Geri ödeme süresi uzun olduğu için maliyeti (faizi) yüksektir.
S.442. Bono nedir, açıklayınız?
C.442. Borçlusu tarafından imzalanarak alacaklıya verilen ve belli bir paranın, belli bir süre sonra ödeneceğini bildiren ticari belgeye bono (emre muharrer senet) denir. Bonoda iki taraf bulunur:
- A-Borçlu (muhatap):Bono bedelini ödeyecek kişidir.
- B-Alacaklı (lehtar):Bono bedelini tahsil edecek kişidir.
Bonoda cümle “…ödeyiniz.” şeklinde değil, “…ödeyeceğim.” şeklinde biter. Bu yönüyle bono bir ödeme vaadidir. Bono, vadeli işlemlerde kullanılan bir senettir. Borçlu, ödeme için ayıracak nakit parası olmaması hâlinde, nakit ödeme yapmak yerine, alacaklısına bono vermekle ileride vade geldiğinde ödemek üzere borç altına girmektedir. Örneğin A kişinin satacağı malı vardır, B kişinin de bu mala ihtiyacı olmakla beraber ödeyecek nakdi (parası) yoktur. A kişi, malı Z kişiye satar ve karşılığında da bono alır.
Bono iki şekilde tahsil edilebilir.
- 1-Ödeme zamanı geldiğinde borçlu, tutarı alacaklıya öder ve senedini geri alır.
- 2-Alacaklı, ödeme zamanını beklemeden bir bankaya gider ve senedi iskonto ettirerek (kırdırarak) bedeli tahsil eder. Borç vadesi geldiğinde de borçlu, borcunu bankaya öder.
Mesleki Gelişm Soruları 18
S.398. Sabit sipariş periyodu sisteminde kaç yöntem örnek olarak verilebilir, açıklayınız?

Mesleki Gelişim Soruları 16
S.372. İşletme Yönetimi ne demektir,açıklaınız?
C.372. İşletmelerde ilişkiler resmî ve gayri resmî olmak üzere iki şekilde incelenebilir. Resmî ilişkiler işleyiş bakımından ast ve üst ilişkisi olarak tanımlanır. Kapsamı açısından farklılıklar göstermesine karşın yönetim sürecinin işlevleri tüm düzeylerdeki yöneticiler tarafından benzer biçimde yerine getirilir. Örneğin üst düzey yöneticileri işletmenin tüm çalışmalarına ilişkin planlamayı yaparken üretim bölümünün yöneticisi yalnızca kendi bölümüne ilişkin planlamayı gerçekleştirir.
Yönetim görevinin yerine getirilmesinde küçük girişimciler, büyük işletmelerin sahipleri veya yöneticileri kadar şanslı değildir. Büyük işletmelerde işletme sahibine veya tepe yöneticiye işletme fonksiyonlarının yürütülmesinde uzmanlaşmış yöneticiler yardımcı olurken küçük işletme sahiplerinin büyük bir bölümü yönetim işlevlerinin tümünü ya da önemli bir bölümünü tek başlarına yürütmek zorundadır. Bu durum onların bilgi ve deneyim yönünden yetersiz kalmalarına veya en azından zaman açısından zorlanmalarına neden olur.
Yönetim, insanların iş birliği yapmalarını sağlama ve onları bir amaca doğru yöneltme işlerinin ve faaliyetlerinin tümünü ifade eder. Yönetimde başkalarına iş yaptırma ve onların yardımını sağlama söz konusudur. Bu durumda iş yaptıranlar yönetici, işleri yapanlar da yönetilenler durumundadır. Kurulan iki işletmeden birinde yönetim iyi, diğerinde kötü olduğu takdirde yönetimi iyi olan işletmenin daha çabuk büyüdüğü görülecektir. Yönetimin ana fonksiyonları planlama, organizasyon, sevk ve idare, koordinasyon ve denetimdir.
S.373. Planlama ne demektir?
C.373. İşletmeler; amacına ulaşmak için ne gibi işlerin yapılması gerektiğini, bunların sırasını, zamanını, süresini, kimler tarafından ve hangi yollar izlenerek yapılacağını gösteren bir tasarı hazırlar. Hazırlanan bu tasarıya planlama denir.
Plansız bir çalışma, kişiyi veya işletmeyi başarısızlığa götürür. Yöneticiler, planlama sayesinde ne yapacaklarını önceden düşünme imkânına sahip olur.
S.374. Planlamanın işletme açısından kaç önemli fonksiyonu vardır,açıklayınız?
C.374.
A- İşletmenin amaçlarını tespit ederek bu amaçlara ulaştıracak yaklaşım ve yöntemleri belirler.
B-İşletme faaliyetlerinin hangi yönde gitmekte olduğunu, amaca varmak için izlenecek yolları belirler.
S.375. İyi bir planlamada hangi özellikler bulunmalıdır?
C.375.
A-Yapılacak plan açık, geçerli ve kesin bir amaca yönelik olmalıdır.
B-Plan esnek olmalıdır ki böylece çeşitli iç ve dış çevre şartlarına uyabileceği gibi gelişmelere de uyum sağlar.
C- Plan en uygun süreyi kapsamalıdır.
Ç- Plan işletmenin benimsediği ilke ve standartlara uygun olmalıdır.
D- Planın hazırlanması ve uygulanması en az giderle gerçekleştirilmelidir.
E- Hazırlanan plan karşılaşılan güçlüklere yönelik önlemleri en az kayıpla alabilmelidir.
F- Plan işletmenin alt ve üst kademelerine uygun bir kapsamda olmalıdır.
S.376. Organizasyon ne demektir, açıklayınız?
C.376. Planlamada belirlenen işletme amaçlarına ve bunlara ulaşmak için seçilen işler, kişiler ve iş yerleri arasında yetki ilişkilerinin kurulması faaliyetlerinin tümüne organizasyon denir. Organizasyon, çalışanlar için belirli amaçlara ulaşabilmelerinde etkin rol oynamaları ve birlikte çalışma imkânı vermesi açısından önem taşımaktadır; işletmeler için ise iş görenlerin görevleri arasında bağlantı kurmalarını sağlamaktadır.
S.377. Organizasyon yapısını belirleyen temel unsurların bazıları nelerdir, açıklayınız?
C.377.
A-Amaç birliği: Her örgüt ulaşmak istediği amaçlara ve bu amaçlarla ulaştıracak faaliyetlere göre farklı bir yapıda tasarlanır. Oluşturulan organizasyon yapısının bütün birimleri, işletmenin temel hedeflerine dönük olmalıdır. Birimlerin kendi amaçları arasında bütünlük sağlanmalı ve bu bütünlük işletmenin nihai hedefine katkıda bulunacak nitelikte olmalıdır.
B-Yönetim alanı: Bir yöneticiye bağlanacak ast sayısı ve yöneticinin üstleneceği sorumluluklar; yöneticinin bilgi, yetenek ve kavrama sınırlarını aşmamalıdır.
C- Yönetim birliği: Aynı amaca yöneltilmiş ve benzer faaliyetler grubu bir tek yöneticiye bağlanmalıdır.
Ç- Komuta birliği: Her astın yalnızca bir üste bağlı ve sorumlu olması, ondan emir almasını ifade eden ilke, komuta birliği olarak nitelenir. Bu ilke ile faaliyet kargaşası önlenir.
D- Yetki ve sorumlulukların açıklığı: İşletme çapında her çalışanın işi ile sahip olduğu yetki ve sorumluluklar açık ve kesin olarak belirtilmelidir. Bu açıklık yazılı ve sözlü olarak sağlanmalıdır.
E- Personel dağılımında denge: İşletmedeki her birime gerekli olduğu miktarda ve nitelikte personel sağlanmalıdır.
S.378. Sevk ve İdare ne demektir?
C.378. Planlar yapıp, organizasyon yapısı oluşturarak ortak amaç doğrultusunda harekete geçmeye sevk ve idare denir. Yöneticinin çalışanlara ne yapmaları gerektiğini bildirmesi ile çalışmalarını etkilemesi ilgili faaliyetleri kapsar. Yönetici bunu emir olarak bildirir. Emir; açık, kesin, eksiksiz ve mantığa uygun olarak verildiğinde çalışanların verimliliğini olumlu olarak etkiler. İyi bir haberleşme ağının bulunması da verimliliğe olumlu katkı sağlayacaktır. Personeli uyumlu bir şekilde çalıştırmanın başlıca yolları cezalandırma ve ödüllendirme şeklinde olmalıdır.
S.379. Koordinasyon ne demektir, açıklayınız?
C.379. Koordinasyon, çalışmayı kolaylaştırmak ve başarıyı sağlamak için bir işletmenin bütün faaliyetlerinin uyum içinde yürütülmesidir. Bu durum, işletmenin büyüklüğüne göre önem kazanır. İşletmeyi amacına ulaştıracak biçimde çalışanların çabalarının birleştirilmesi önemlidir. İşin etkin bir biçimde yapılması gerek çalışanlar gerekse kullanılan araç gereç arasında düzenli, uygun ve sonuca ulaşılabilir bir iletişimin sağlanması, koordinasyonun başarısı ile yakından ilgilidir.
İşletmelerde kişilerin ve bölümlerin görevlerini başarıyla yerine getirmeleri, örgütsel etkililik açısından yeterli değildir. Her birey ve bölüm aynı zamanda diğer bölüm ve bireylerle uyumlu bir biçimde çalışırsa bütün olarak işletmenin başarısından söz edilebilir. İşletme; bireyler, bölümler ve kaynaklar yönünden bir bütünlük arz etmelidir.
Örneğin:
Satın alma bölümü, zamanında ve yeterli ölçüde gerekli girdileri sağlarsa üretim imkânları artar.
Üretim, başarılı bir şekilde yapılabilirse pazarlama bölümünün işi kolaylaşır.
Tahsilât, kesintisiz gerçekleşirse satın alma daha etkin bir hâle gelir.
S.380. Denetim ne demektir, açıklayınız?
C.380. Denetim; planlama, organizasyon, sevk, idare ve koordinasyondan sonra yönetim sürecinin son halkasını oluşturur. Diğer fonksiyonların neyi, nasıl ve ne derecede başardığını araştırır ve belirler. Denetim standartları belirlendikten sonra gerçekleştirilen durum ölçülür, bu durum standartlarla karşılaştırılır ve farklılıkların nedenleri belirlenir, durumu düzeltici gerekli önlemler alınır. Böylece denetim fonksiyonu gerçekleştirilmiş olur. Denetim işlevi bir karşılaştırma işidir ve bu karşılaştırmayı yapabilmek için en az iki ölçütün bulunması gerekir. Bunlardan ilki, olması gereken ve gerçekleşmesi istenen durum, diğer bir deyişle planlardır. Denetim yapılabilmesi için bir temele dayanmak gerekir ve daha açık, eksiksiz ve ayrıntılı planlar yapıldıkça daha etkin denetim de sağlanır.
Denetim işlevinin amacı faaliyetlerin sonuçlarını ölçmek ve değerlendirmek, planların başarıya ulaşmasını sağlamak olduğuna göre bir işletmede planlardan sapmanın sorumlularının ve gerekli düzeltmelerin kim tarafından yapılacağının bilinmesi gerekir. Faaliyetlerin denetimi insanlar tarafından gerçekleştirilir ancak örgütsel yetki ve sorumlulukların açıkça belirlenmemesi hâlinde sapmaların ve gerekli düzeltme faaliyetlerinin sorumlularının belirmesi olanaksızdır. Bu nedenle denetim işlevinde gerekli olan ikinci husus, örgütsel yapının varlığıdır. Planlarda olduğu gibi örgütsel yapının açık, eksiksiz ve ayrıntılı olması hâlinde daha etkin bir denetim işlevi gerçekleşebilir. Başarılı bir denetim için hem değerlemeye temel olacak plan ve standartların hem de yönetim organlarının kesin yetki ve sorumluluklarıyla örgütsel yapının belirlenmesi gerekecektir.
S.381.
![]()
Yukarıda görülen organizasyon şemasında İşletme müdürünün ( veya Genel Müdürün) görev ve sorumluluklarından bazıları nelerdir ve sorumlu olduğu birim neresidir?
C.381.
Sorumlu Olduğu Birim: İşletme Ortakları
Görev ve Sorumlulukları:
- İşletme ile ilgili kısa, orta ve uzun vadeli planlar yapar.
- İşletmenin her türlü kaynağını temin eder ve kaynakların etkin bir şekilde kullanılmasını sağlar.
- İşletmenin her türlü resmî işlemlerinden sorumludur.
- Birimler arasında işbirliği ve eşgüdümü sağlar ve bu birimleri denetler.
- İşyerinin güvenliği ve işçi sağlığı ile ilgili her türlü tedbiri alır ve aldırır.
Mesleki Gelişim Soruları 15
S.356.Hangi durumlarda kaza raporu mutlaka yazılmalıdır?
C.356.
- A- Hafif yaralanma ile sonuçlanan kazalar
- B- Ağır yaralanma ile sonuçlanan kazalar
- C- Ölümle sonuçlanan kazalar
- Ç- Yaralanma olmayan kazalar
S.357. Kaza raporu düzenlemenin amacı kaç nedene dayanır, açıklayınız?
C.357.
- A-Benzer kazalar için önlem alırken yararlanmak.
- B- Kaza giderlerini saptarken yararlanmak.
- C- Yıllar hakkında (tazminat, iş kaybı vb.) gerekli bilgileri elde etmek.
S.358. Kaza raporlarının yararlarından bazıları nelerdir?
C.358.
- A-İşçilerin sosyal haklarının korunması
- B-Oluşan kazalarla ilgili gerekli önlemlerin alınması
- Ç- Kaza yinelenme oranının azaltılması
- Ç- Aynı türden oluşabilecek kazalara karşı çalışanların eğitilmesi
S.359. İş kazalarında yapılması gereken yönetim işlemlerinin bazıları nelerdir?
C.359.
- A- İş kazasına uğrayan personele derhâl gerekli sağlık yardımları yapılır.
- B- İş yeri kaza raporu düzenlenir, tanıkların ifadesi alınır.
- C- Kaza o yer yetkili kolluk kuvvetlerine (jandarma veya polise) derhâl bildirilir.
- Ç- Kaza, ilgili SGK Sosyal Güvenlik Merkezi Müdürlüğüne dilekçe ekindeki İş Kazası ve Meslek Hastalığı Bildirgesi veya e-sigorta ile en geç kazadan sonraki üç iş günü içinde bildirilir.
- D- Çalışma ve Sosyal Güvenlik Bakanlığı Bölge Müdürlüğüne, İş Yeri Kaza ve Meslek Hastalığı Bildirim Formu ile en geç iki iş günü içinde iş kazası haber verilir (4857 sayılı İş Kanunu gereği).
- E- Kaza ile ilgili bir dosya hazırlanır. Belgeler burada saklanır.
- F-İşçinin sigortalı işe giriş bildirgesi
- G- İşe giriş sağlık raporu
- H- Kaza tarihinden önceki dört ayın ücret hesap pusulalarının örneği
- I-İşçi çizelgesi
- İ- Eğitim belgesi ile diğer sertifikalar ve kişisel koruyucuları teslim belgeleri yer alır ve belgeler bu birimde saklanır.
S.360. İhtiyaç ne demektir, açıklayınız?
C.360. İhtiyaç; yokluk hissiyle başlayan, tatmin edildiğinde haz ve doyum, tatmin edilmediği zaman acı ve üzüntü veren bir duygudur.İhtiyaçların ortaya çıkma süreci bütün insanlarda aynıdır ancak ihtiyacın şekli ve şiddeti kişiden kişiye ve kişinin sosyal hayatına, yaşadığı coğrafi bölgeye ve zamana göre farklılık gösterir.İnsan ihtiyaçlarının öncelik dereceleri farklı farklıdır. İnsan; yeme, içme, barınma, giyinme gibi başta gelen ihtiyaçları karşıladıktan sonra oluşan ihtiyaçlarını sürekli bir yenileme hâlindedir. Bu yenilemenin en önemli sebebi elbette ihtiyaçtır.Beslenme, barınma gibi öncelikli ihtiyacını karşılamayan bir kişinin, sinemaya gitmeye ihtiyaç duyması genellikle beklenemez. Buna bağlı olarak insanların bazı ihtiyaçları zorunlu ihtiyaç niteliğinde bazıları ise ertelenebilir ihtiyaç niteliğindedir.İnsanların binlerce yıldır çeşitli nitelik ve türlerde ihtiyacı olmuştur. Bu ihtiyaçların niteliği aynı kalsa da karşılanma yöntemleri sürekli olarak değişmiştir. Örneğin haberleşme ihtiyacı bin yıl önce başka yöntemlerle karşılanırken bugün farklı yöntemlerle karşılanmaktadır. Değişmeyen sadece bir şeylere ihtiyaç duyma hissimizdir.
S.361.İhtiyaçlar kaç bölümde incelenir, nelerdir ve bunları açıklayınız?
C.361.
A-Birincil ihtiyaçlar: Yemek yeme, barınma, giyinme gibi temel fizyolojik ihtiyaçlardır.
B- İkincil ihtiyaçlar: Bir gruba ait olma, sinemaya gitme, fotoğraf sanatı ile ilgilenme, mesleği ile ilgili uluslararası kuruluşlara üye olma gibi ihtiyaçlardır.
S.362. Maslow’un “ihtiyaçlar hiyerarşisi” nelerdir, maddeler halinde yazınız?
C.362.
- 1-Fizyolojik ihtiyaçlar
- 2-Güvenlik ihtiyaçları
- 3-Sevgi ve aidiyet ihtiyacı
- 4-Saygınlık ihtiyacı
- 5-Kendini gerçekleştirme ihtiyacı
S.363. Üretim ne demektir, açıklaynız?
C.363. Üretim, insanların ihtiyaçlarını gideren mal ve hizmetleri elde etmek için yapılan her türlü faaliyet olarak da tanımlanabilir. Üretimin amacı, insan ihtiyaç ve isteklerinin giderilmesidir. Dolayısıyla mal ve hizmetlerin üretilmesinin yanı sıra depolanması, taşınması, tanıtılması ve satılması da ihtiyaçların giderilmesine yönelik olduğundan üretim faaliyetleri kapsamına girebilir. Mal ve hizmetlerin ortaya çıkarılabilmesi yani üretimin olabilmesi için birtakım unsurların bir araya gelmesi gerekmektedir.
S.364. Başlıca üretim faktörleri nelerdir?
C.364.
- A- Doğa(tabiat)
- B- Sermaye
- C- Emek(işgücü)
- Ç- Girişimci (müteşebbis)
- D- Teknoloji
S.365. Zeytinyağını elde etmek için zeytinlerin yetiştirilmesi ve bunların toplanıp işlenerek yağa dönüştürülmesi için nelere ihtiyacınız vardır?
C.365. Üretim faktörlerine ihtiyacımız vardır. Yani; doğa, emek, sermaye, teknoloji ve girişimci
S.366.İşletme ne demektir,açıklayınız?
C.366. İnsan ihtiyaçlarının karşılanması için mal ve hizmet üretiminin gerçekleştirildiği ekonomik birimlere işletme denir. Bir başka ifadeyle işletme, insanların ihtiyaç duydukları malları ya da hizmetleri sunabilmek için gerekli olan faaliyetleri gerçekleştirme aracıdır. İşletme; teknik bilgilerin, bilimsel bulguların ve ekonomik ilkelerin uygulandığı, insan davranışlarının değerlendirildiği, toplumsal sorunların ve toplumsal etkileşimlerin yer aldığı çok yönlü bir birimdir.İşletmeler, mal ve hizmet üretimini belirli amaçlara yönelik gerçekleştirir. İşletmeler bu yönde değerlendirdiğinde kâr amacı güden ve gütmeyen işletmeler olarak ayrılabilir. İşletmelerin kâr amacı gütmesi temel koşul değildir. İşletmelerin kâr elde etmenin dışında farklı amaçları da vardır.
S.367.İşletmelerin genel olarak amaçları nelerdir?
C.367.
- A-Mal veya hizmet üretip bu üretimi devam ettirme: Her işletme, belirli mallar veya hizmetleri üretmek üzere kurulur. İşletmeler diğer amaçlarına ancak bu temel amacın gerçekleşmesi ile yaklaşır.
- B-Kâr etme: İşletmenin temel amaçlarından biri de kâr etmektir. Kâr, bir ticari işletme için vazgeçilmez amaçlardan biridir çünkü elde edilen kâr, işletmenin büyümesi için yatırım demektir.
- C-Topluma hizmet ve sosyal fayda yaratmak: İşletme amaçlarından bir diğeri de topluma hizmet ve sosyal fayda yaratmaktır. Örneğin kamu kuruluşlarında bulunan kreşlerin kurulmasındaki temel amaç, çalışanların çocuklarına bakım ve eğitim hizmeti sunmaktır. Bu örnekleri çoğaltabiliriz. Örneğin T.C. Devlet Demir Yolları, PTT gibi işletmeler kamu hizmeti yapar.
- Ç-Verimli olma: Her işletme, şimdiye kadar anlattığımız amaçların yanı sıra olabildiğince az kaynaktan olabildiğince çok mal ve hizmet üretimi sağlamak zorundadır. Dolayısıyla bir işletme ne kadar az kaynak kullanıp ne kadar çok üretim yaparsa o kadar verimli olur. Örneğin bir restoran veya bir pastane malzemeden, işçilikten ve diğer giderlerden azami derecede yararlanarak üretim gerçekleştirirse verimli olma amacına ulaşır.
S.368. Üretilen mal ve hizmet çeşidi yönünden işletmeler kaça ayrılır ve nelerdir?
C.368.
- A-Sanayi sektöründeki işlemeler (tekstil fabrikaları vb.)
- B- Hizmet sektöründeki işletmeler (oteller, lokantalar vb.)
- C-Tarım sektöründeki işletmeler (büyük ve küçükbaş hayvan çiftlikleri vb.)
S.369. İşletmeler, sermayenin ait olduğu kişi veya kişiler esas alınarak kaç grupta incelenir ve nelerdir?
C.369.
- A-Özel işletmeler: Sermayesinin tamamı veya büyük bir bölümü, özel kişi ve kuruluşlara ait olan işletmelerdir. Bu işletmelerin öncelikli amacı kâr etmektir. Market, fabrika vb. işletmeler, özel işletmelerdir.
- B- Kamu işletmeleri: Sermayesinin tamamı veya bir kısmı kamuya ait olan işletmelerdir. Özel işletme, kâr edemeyeceği alanlarda faaliyet göstermek istemez. Özel işletmelerin kâr etme kaygısı ile yatırım yapmadığı ancak toplum için gerekli olan mal ve hizmetlerin üretilmesini sağlayacak alanlarda kamu işletmeleri yatırım yaparak bu alanlardaki boşluğu doldurur çünkü bazı kamu işletmelerinde öncelikli amaç kâr etmek değil, topluma hizmet etmektir. Devlet hastaneleri, TCDD vb. işletmeler, kamu işletmeleridir.
- C-Yabancı sermayeli işletmeler: Sermayesinin tamamı yabancı yatırımcılara ait olan ya da yerli sermaye ile çeşitli oranlarda ortaklıklara girişen işletmelerdir. GSM şirketleri gibi işletmeler, yabancı sermayeli işletmelerdir.
S.370. Hukuksal yönden işletmeler nelerdir, açıklayınız?
C.370.
- A-Tek kişi işletmeler: Sermayesi bir tek kişi tarafından sağlanarak kurulan ve yönetilen işletmelerdir. Bu kişi, işletmeyi kurmak için gerekli olan sermayeyi sağlayıp emeğini, bilgi ve becerisini ortaya koyarak işletmeyi kurar ve işletir. Kâr ve risk, işletmeyi kuran kişiye aittir. Tek kişi işletmeleri, az sermaye ile kolaylıkla kurulabilir. Ayakkabı tamircisi, bakkal, büfe, berber, kuaför gibi işletmeler tek kişi işletmelerine örnek olarak verilebilir.
- B-Ortaklıklar: İki veya daha fazla gerçek ya da tüzel kişinin belli bir amaca ulaşmak için bir araya gelerek kurdukları işletmelerdir. Gerçek kişilerin oluşturdukları ortaklıklara adi şirket, tüzel kişiliğe sahip ortaklıklara da ticaret şirketleri denir.
S.371. Şirketler şahıs ve sermaye şirketleri olmak üzere kaça ayrılır ve nelerdir?
C.371.
- A- Şahıs şirketleri, daha ziyade birbirini tanıyan ve güvenen iki veya daha fazla kişi tarafından kurulan işletmelerdir. Bu bakımdan ortakların sayısı sınırlıdır. Ortaklığın devri güçtür. Ortakların güvenilir olması şirkete yansır çünkü ortaklar, şirket borçlarına karşı sınırsız sorumludur (komandit şirketlerin komanditer ortakları hariç). Günümüzde pek fazla şahıs şirketi kurulmamaktadır.
- B- Sermaye şirketleri, şahsi emek ve güvenden ziyade sermaye ön plandadır. Ortakların sorumluluğu, koydukları sermaye ile sınırlıdır. Şirket borçlarına karşı ortakların sorumluluğu tüm varlıkları ile değil, şirkete verdikleri veya taahhüt ettikleri sermaye kadardır. Sermaye şirketlerinde çok sayıda ortak bulunabilir. Ortakların değişmesi kolaydır. Şirketin gücü ve ticari itibarı, büyük ölçüde sahip olduğu sermaye veya mal varlığına bağlıdır. Günümüzde sıklıkla sermaye şirketlerinden limitet ve anonim şirket kurulmaktadır.
Mesleki Gelişim Soruları 14
S.332. Elektrik enerjisi ne demektir?
C.332. Elektrik, bir enerji dönüşümü sırasında ortaya çıkar. Kömür, petrol ve nükleer tepkilerden elde edilen ısı ya da akarsuların gizli enerjisinin harekete dönüşmesi ile elektrik enerjisi elde edilir.
S.333.Pis su tesisatı ne demektir?
C.333. Binalarda kullanılan pis ve kirli suların insan sağlığına zararlı olmaması için hem kimyasal hem organik madde açısından arıtılarak şehir kanalizasyon şebekesine verilmesini sağlayan sisteme denir.
S.334. İyi yapılmış bir pis su tesisatında hangi özellikler bulunmalıdır?
C.334.
- A- Kirli sular kesintisiz, çabuk, sağlığa zarar vermeden ve insanlara rahatsızlık vermeyecek şekilde uzaklaştırmalıdır.
- B- Koku, gaz ve böceklerin pis su borularından binaya geçmesi engellemelidir.
- C- Borular gaz, hava ve pis suyu sızdırmaz olmalıdır.
- Ç- Borular dayanıklı, sağlam, bina oturmalarına dirençli olmalıdır.
S.335.Sıhhi tesisatlar ne demektir, açıklayınız?
C.335. Yapı için gerekli olan suyun temini, depolanması, ısıtılması, yumuşatılması, basınçlandırılması ve dağıtımı, pis suyun atılması, atık suyun arıtılması, yağmur suyu tahliyesi ve yangın söndürme konularını içerir. Her yapının sıhhi tesisatı üç temel işlevi karşılamalıdır. Bu işlevler; besin tüketimine (yemek pişirmek, içmek) yönelik ve günlük tüketimde kullanılan (çamaşır yıkamak ve temizlenmek) suyun sağlanması, konut içinde kullanılmak için dağıtılması, organik atıklar ve deterjanlar vb. pis suyun boşaltılması olarak açıklanabilir.
S.335.Makinelerde koruyucu aparatların temel prensipleri nelerdir?
C.336.
- A-Tehlike, işten uzaklaştırılmalıdır.
- B- Etraftakileri korumalıdır.
- C- Tehlikeden korumalıdır.
- Ç- Verimi artırmalıdır.
- D- Kullanıcıyı korumalıdır.
- E- İyi monte edilmelidir.
S.337. Makinelere takılan koruyucu aparatlar ne işe yarar?
C.337. Makine ve tezgâhlarda parça ve talaş fırlaması, taş patlaması, hareketli aksama el, kol kaptırılmasını engellemek ve elektrik akımından korunmak üzere kullanılan koruyucular makine koruyucu aparatlarını teşkil eder.
S.338. Makinelere takılan başlıca koruyucu aparatlar nelerdir?
C.338.
- A- Elektrikli koruyucular
- B- Elektronik koruyucular
- C Mekanik koruyucular
S.339.İş elbiselerinin bazıları nelerdir?
C.339.
- A- İş önlükleri
- B-Yağmurluk
- C-Tulum
- Ç-Kimyasal risklere karşı koruyucu elbise
- D-Kaynakçı önlüğü
- E-Isı ve alevden koruyucu elbiseler
S.340. Gözlerin korunmasında kullanılan gözlüklerden bazıları nelerdir?
C.440.
- A-Toz gözlüğü
- B-Yarı açık koruyucu gözlük
- C-Bükülebilir çerçeveli gözlük
- Ç-Asit gözlüğü (camdan yapılmış)
- D-Kaynakçı gözlüğü
- E-Darbelere dayanıklı gözlük
S.341. Kişinin işçi sayılmasının şartları nelerdir?
C.341.
- A- İşçi bir gerçek kişidir.
- B- İşin bir hizmet sözleşmesine dayanması gerekir.
- C- Gerçek kişinin bir işte çalışıyor olması gerekir.
- Ç- Bir işverene bağlı olarak işverenin emir ve talimatları doğrultusunda işini yapmalıdır. D- İşçinin emeğini ortaya koyması gerekir.
- E- İşin ücret karşılığında görülmesi gerekir.
S.342.Çıraklık ne demektir?
C.342.Çıraklık bir meslek ya da sanatın öğretilmesidir.
S.343.Çıraklık sözleşmesi ne demektir?
C.343. Çıraklık sözleşmesi, bir işletme sahibi (usta) tarafından bir kimseye (çırak) belirli bir sanatı öğretmek ve mesleki gelişmesine yardım etmek taahhüdüne karşılık bu kimsenin işletme sahibine bir ücret verme veya işinde çalışma gibi borçlar altına girmesinden doğan bir sözleşmedir.
S.344. Stajyer ne demektir?
C.344. Bir iş yerinde yapılan işleri öğrenmek ve uygulamayı izleyerek bilgisini geliştirmek için işveren yanında çalışan kişilerdir.
S.345. Stajyer ile işçinin ayrıldığı en önemli özellik nedir?
C.345. İşçi gibi geçimini sağlamak için iş yapan değil, bilgi ve tecrübesini geliştirmek için faaliyette bulunan kişi durumundadır. Stajyer ile işveren arasındaki ilişkide stajyerin yararı ön plandadır.
S.346. Stajyer ile çırağın ayrıldığı en önemli özellik nedir?
C.346. Stajyer, çıraklık sözleşmesinde olduğu gibi bir mesleği öğrenip işçi statüsüne geçen değil, esasen var olan mesleki bilgisini iş yerinde geliştirendir.
S.347. İşveren e demektir?
C.347. Bir iş sözleşmesine dayanarak işçi çalıştıran gerçek veya tüzel kişiye veya tüzel kişiliği olmayan kurum ve kuruluşlara işveren denir.
S.348. Gerçek veya tüzel kişinin işveren sayılmasının şartları nedir ve örnek veriniz?
C.348.
- A-İşveren işçi çalıştıran kişidir. Tek işçi çalıştıranlar da işveren sayılır ancak iş yerinde işçi sayısı üçten çok değilse iş kanunlarının uygulama alanına girmez.
- B-İşveren, çalıştırdığı kişileri bizzat veya yardımcıları vasıtasıyla yönetilmesini yürüten kişidir. Bu kurallara uymayan işçilere disiplin cezası verebilir.
Örnek: Bir anonim şirkete ait fabrikada çalışan işçilerin işvereni o şirkettir. Ayrıca dernek, vakıf, sendika parti gibi tüzel kişiler de işçi çalıştırabilir.
S.349. İşveren vekili ne demektir ve örnek veriniz?
C.349. İşi düzenlemek ve yürütmek işverene ait yetkilerdendir ancak büyük işletmelerde işin yürütülmesinde ve yönetiminde işverenin adına hareket eden yardımcılara ihtiyaç vardır. İş yerinde işveren adına hareket eden, iş ve iş yerinin yönetiminde görev alan kişiye işveren vekili denir.İşveren vekilinin işçilere karşı işlem ve yükümlülüklerinden doğrudan işveren sorumludur. İş Kanunu’nda işveren için öngörülen her çeşit sorumluluk ve zorunluluklar işveren vekilleri hakkında da uygulanır.
Örnek: İşveren adına hareket eden bir fabrika müdürü, insan kaynakları yöneticisi, atölye şefi, aynı işverene ait birden çok iş yerinin bulunması hâlinde genel müdür, genel müdür yardımcıları gibi işletme yönetiminde görev alanlar işveren vekilleridir
S.350.İş yeri ne demektir ve örnek veriniz?
C.350.İşin yapıldığı yere “iş yeri” denir. İşin niteliği ve yürüyüşü bakımından iş yerine bağlı bulunan yerler ile dinlenme, çocuk emzirme, yemek, uyku, yıkanma, muayene ve bakım, beden eğitimi, meslek eğitimi yerleri, avlular vb. eklentiler ve araçlar da iş yerlerinden sayılır. Örnek: Bir fabrikada üretimin yapıldığı atölyeler iş yeridir. Fabrikanın büro bölümleri, depo iş yeridir. İşçilerin yemek yemesine, yıkanmasına, dinlenmesine, çocukların bakımına ayrılmış olan yerler de eklentilerdir ve iş yeridir.
İş yeri durağan bir yer olabileceği gibi hareketli bir yer de olabilir. Yolcu gemisi, uçak, asıl iş yeriyle ilgili taşıtlar, yapı makineleri, cankurtaran arabaları iş yerinden sayılır.
İş yeri kapsamına nelerin dâhil olacağı sosyal güvenlik açısından çok önemlidir. İş yerinde meydana gelen kazalar, hastalıklar, iş kazası ve meslek hastalığı sayılır.
S.351. İş kazalarında yapılacak hukuki işlemler nelerdir ve açıklayınız?
C.351. Meydana gelen iş kazalarının sonuçlarına ilişkin hükümleri SGK Kanunu’nu kapsamaktadır.İş kazası ve meslek hastalığı sonucunda kazaya uğrayan kişinin mağdur olmaması için maddi zararının karşılanması gerekir. Maddi yardım yapılabilmesi için iş kazasının geçici iş görmezlik, daimi iş görmezlik veya ölüm ile sonuçlanması gerekir.
S.352. İş kazalarında maddi yardım gerektiren başlıca ödeme şekilleri nelerdir?
C.352.
- A-İlaç
- B- Tedavi giderleri
- C- Protez
- Ç- Çalışılmayan süre için ücret
- D- Cenaze masrafı
- E- Eş ve çocuklara maaş bağlanması
- F- Tazminatlar
S.353.Bir işletmede iş kazası olduğunda nerelere bildirilmesi gerekmektedir, açıklayınız?
C.353. İş yerinde meydana gelen iş kazasında, kazaya uğrayan çalışana ilk yardım müdahalesi yapılırken aynı anda hiç vakit geçirilmeden, varsa kurum hekimi tarafından, yoksa idari kademeler aracılığı ile durum işverene bildirilmelidir.İş kazasının iş yerinde idareye ve iş güvenliği bürosuna bildirimine iç bildirim denir.İç bildirimin yapılması ile işverenin SSK ile temas kurması sağlandığı gibi kazanın tekrarını önlemek için sebeplerin araştırılması ve kaza önleyici tedbirlerin alınması da sağlanmaktadır.
S.354. Bir işletmede iş kazası olduğunda işveren tarafından hangi kuruma bildirilmelidir ve bildirilmemesi durumunda hangi konulardan sorumludur, açıklayınız?
C.354. 4857 sayılı İş Kanunu’nun ilgili maddesine göre işverenler, iş yerinde meydana gelen iş kazasını ve tespit edilecek meslek hastalığını en geç iki iş günü içinde yazı ile ilgili bölge müdürlüğüne (SGK) bildirmek zorundadır.SGK Kanunun ilgili maddesine göre işverenin kasten veya ağır ihmali neticesi iş kazasının bu madde gereğince kuruma zamanında bildirilmemesinden veya kaza bildirim formunda yazılı bilgilerin eksik veya yanlış olması ve ileride doğacak olan kurum zararlarından işveren sorumludur.
S.355.Kaza raporu ne demektir, açıklayınız?
C.355. Kaza raporları iş güvenliğinin önemli bir parçasıdır. İş güvenliğinde kaza raporları; kaza soruşturması ve neden analizi yapmak, aynı tip ya da benzer kaza ve yaralanmanın yinelenmesini önlemek için hazırlanan basılı formlardır. Bu formlar aynı zamanda hukuksal sorunların çözümü, kazaların yinelenmesinin önlenmesi için alınması gereken önlemler ile yaralanmanın derecesinin saptanması için düzenlenir.
Mesleki Gelişim Soruları 13
S.310. Soğutarak yangını söndürmede yanıcı maddeyi dağıtma yöntemi nasıl yapılır?
C.310. Yanıcı maddeyi dağıtma: Yanan maddenin dağıtılmasıyla yangın nedeni olan yüksek ısı bölünür, bölünen ısı düşer ve yangın yavaş yavaş söner. Akaryakıt yangınlarında bu tip söndürme yangının yayılmasına neden olacağı için uygulanmaz.
S.311. Soğutarak yangını söndürmede kuvvetli üfleme yöntemi nasıl yapılır?
C.311. Yanan madde üzerinde kuvvetli olarak üflenen hava, alevin sönmesine ve yanan maddenin ısısının düşmesine neden olmaktadır. Bu tip (soğutarak) söndürme ilkesi ile başlangıç yangınlarında başarıya ulaşılabilir. Büyümüş veya belirli boyutlara gelmiş yangınlarda kuvvetli üfleme yangına daha fazla oksijen sağlayacağı için yangının büyümesine neden olur. Bu nedenle bu tür söndürmeler büyümüş yangınlarda kullanılmaz.
S.312. Soğutarak yangını söndürmede kuvvetli üfleme yöntemi hangi yangınlarda uygulanmaz?
C.312. bu tür söndürmeler büyümüş yangınlarda kullanılmaz.
S.313. Soğutarak yangını söndürmede yanıcı maddeyi dağıtma yöntemi hangi yangınlarda uygulanmaz?
C.313. Akaryakıt yangınlarında bu tip söndürme yangının yayılmasına neden olacağı için uygulanmaz.
S.314. Havayı kesme yöntemi ile yangını söndürme nasıl yapılır?
C.314.
A-Örtme: Katı maddeler (kum, toprak, halı, kilim vb.) ve kimyasal bileşikler (köpük, klor, azot vb.) kullanılarak yanan maddenin oksijen ile temasının kesilmesi ile yapılan söndürmedir. Akaryakıt yangınlarına örtü oluşturan kimyasal kullanılmaktadır.
B-Boğma: Yangının oksijenle temasının kesilmesi veya azaltılması amacıyla yapılan işlemdir. Özellikle kapalı yerlerde oluşan yangınlara uygulanır.
C- Yanıcı maddenin ortadan kalkması: Yanma koşullarından olan yanıcı maddenin ortadan kalkması sonucu yangının söndürülmesidir.
S.315.Yangını söndürücü maddeler nelerdir?
C.315.
- A-Su
- B-Kum
- C- Karbondioksit gazı (CO2)
- Ç- Kuru kimyevi toz
- D- Köpük
S.316. Yangını söndürücü maddelerden olan suy’u anlatınız?
C.316. Su: Ateşi söndüren maddeler arasında en önemlisidir. Su özellikle A tipi yangınlar için (katı) mükemmel bir söndürücüdür.
S.317. Yangını söndürücü maddelerden olan kum’u anlatınız?
C.317. Yanıcı maddelerin oksijenle ilişkisinin kesilerek söndürülmesinde kullanılır. Kullanma anında kumun yanıcı maddeyi tamamen örtmesi sağlanmalıdır
S.318. Yangını söndürücü maddelerden olan Karbondioksit Gazı’nı (CO2) anlatınız?
C.318. Yanan maddenin üzerini kaplayan karbondioksit gazı, yanıcı maddeyi oksijensiz bırakarak yangının söndürür. Karbondioksit gazı genellikle çelik tüplerde, basınç altında, sıvı hâlde tutulur. Bu gazla açık alanlarda ve hava akımının olduğu yerlerde yangının söndürülmesi oldukça zordur.
S.319. Yangını söndürücü maddelerden olan kuru kimyevi toz’u anlatınız?
C.319. Yangın söndürmede kullanılan etkin maddelerden birisi de kuru kimyasal tozdur. Kimyasal tozlar yardımıyla cinslerine göre A, B, C sınıfı yangınlar etkin bir şekilde söndürülebilmektedir. Aşırı sıcaklıktan tahta, kumaş, araba lastiği gibi maddelerde oluşan yangınlar, benzin ve türevleri sıvıların tutuşmasından çıkan yangınlar ve hava gazı, doğal gaz vb. yanıcı gazların basınç altından çıkması sonucu oluşan yangınların söndürülmesinde kuru kimyevi tozlar kullanılmaktadır.
S.320. Yangını söndürücü maddelerden olan köpüğü anlatınız?
S.320. Köpük yanan yüzeyi tamamen kaplar. Bunun sonucu olarak da hava ile teması keser ve ayrıca soğutma özelliğinin bulunması nedeniyle de yangın söndürücü olarak kullanılır.
S.321. Yapısal bakımdan yangından korunmada nelere dikkat edilmelidir?
C.321.
- A-Yapılarda yanmaz veya yanması güç yapı malzemeleri kullanılmalıdır.
- B- Yangının yayılmasını önlemek amacıyla yangın bölümleri oluşturulmalıdır.
- C- Dumanların yayılmasını önlemek için duvardan sızmalar önlenmelidir.
- Ç- Yangına yüksek derecede dayanıklı yapı oluşturulmalıdır.
- D- Yangının etkilerinden korunmuş kısa kaçış yolları sağlanmalıdır.
- E- Ateşleyici ve yanıcı malzeme kaynaklarının ayrılmalıdır.
- F- Her an çalışabilecek durumda yangın söndürme cihazları bulundurulmalıdır.
S.322. Organizasyon bakımından yangından korunmada nelere dikkat edilmelidir?
C.322.
- A- İyi bir bina idaresi
- B- Gerekli yasakların konulması
- C- Sabit tesisatın sık sık kontrolden geçirilmesi
- Ç- Yangınla savaş tatbikatının yapılması
- D- Acil ışıklandırma sisteminin kurulması
- E- Gereksiz yangın yükünün kaldırılması
- F- Korunma sistemi ve planının düzenli kontrolünün yapılması
- G- Düzenli bir şekilde alan tatbikatlarının yapılması
S.323. Ev ve iş yerlerinde yangın ile ilgili alınacak önlemler neler olmalıdır?
C.323.
- A-Çatlak, hatalı inşa edilmiş veya dolmuş bacalar yangın nedeni olabilir. Bacalar devamlı temizlenmelidir.
- B- Tavan arası ve bodrumlar temiz tutulmalıdır,
- C- Yanıcı maddeler evinizin veya iş yerinizin uygun bir yerinde saklanmalıdır.
- Ç- Soba, kalorifer ve mutfak ocaklarından çıkabilecek yangınlara dikkat edilmelidir.
- D- Çocukların ateşle oynamalarına engel olunmalıdır.
- E- Sigara içilmemesi gereken yerlerde bu kurala uyulmalıdır.
- F- Kaynak ve kesme işlemlerinde çok dikkatli olunmalıdır.
- G- Elektrik donanımına ehliyetsiz kişiler el sürmemelidir.
- H- LPG tüplerinin bulunduğu mutfak ve banyolar sürekli havalandırılmalıdır.
- I- Evinizde ve iş yerinizde yangına karşı önlemler almak sanıldığı kadar pahalı değil, tam tersine ucuzdur. Üstelik yangına karşı korunma cihaz ve donanımları yüksek nitelikte ve sağlam olarak üretildikleri için uzun ömürlüdür ve yıllarca hizmet verebilir.
S.324.Yangın ile karşılaşıldığında hangi davranışların yapılması gereklidir?
C.324.
- A-Telaşlanılmamalıdır.
- B- Bulunulan yerde yangın ihbar düğmesi varsa ona basılmalıdır.
- C- Telefon ile 110 tuşlayarak itfaiyeye haber verilmelidir.
- Ç-Yangın adresi en kısa, en doğru ve herkes tarafından bilinen belirgin yerlere göre tarif edilmelidir.
- D- Mümkünse yangının cinsini (bina, benzin, araç vb.) bildirilmelidir.
- E-Yangın çevrede bulunanlara duyurulmalıdır.
- F- İtfaiye gelinceye kadar yangını söndürmek için elde mevcut imkânlardan yararlanılmalıdır.
- G-Yangının yayılmasını önlemek için kapı ve pencereler kapatılmalıdır.
- H- Görevlilerden başkasının yangın sahasına girmesine engel olunmalıdır.
S.325.İşletmede işin gereği olarak çalışırken eldiven seçiminde dikkat edilecek hususlar nelerdir?
C.325.
- A-Eldiven temiz ele giyilmelidir.
- B-Eldiven ele takılarak dokunma ve eli kavrama açısından test edilmelidir.
- C- Ele uygun ölçüde eldiven kullanılmalıdır.
- Ç- Eldivenlerin bir kimyasal maddeye karşı koruma sağlarken başka bir kimyasal maddeye karşı yeterli koruma sağlayamadığı unutulmamalıdır.
- D- Eldiven eli terletmemelidir. Aksi takdirde kullanım zorluğu yaratır.
- E- Her kullanımdan önce eldivendeki delik, yıpranma ve yırtıkları kontrol edilmelidir.
- F- Bulaşık eldiveni kullanılmaz. Böyle eldivenler, hiç eldiven kullanılmamasından daha tehlikelidir.
S.326.İşçi ne demektir?
C.326. Bir iş sözleşmesine dayanarak çalışan gerçek kişiye işçi denir.
S.327. Meslek hastalıklarından korunma konusundaki başlıca tıbbi yaklaşımlar nelerdir?
C.327.
- A-İşe giriş muayenesi: Bu muayenede amaç, kişinin niteliklerine uygun olan bir işe yerleştirilmesidir. Bunun için kişi, işe başlamadan önce tıbbi yönden değerlendirmeden geçirilir ve bu işte çalışması sakıncalıysa işe başlamadan önlemi alınmış olur.
- B- Aralıklı kontrol muayenesi: Risklerin kontrolü amacı ile teknik koruma uygulamalarının yapıldığı durumda da etkilenme olabilir. Bunun sonucunda ortaya çıkabilecek meslek hastalığını erken dönemde saptayabilmek için çalışanların belirli aralıklarla muayene edilmesi gerekir.
- C- Sağlık eğitimi: Meslek hastalıklarından korunmak için bütün çalışanlara iş yerindeki sağlık tehlikeleri, bu sağlık tehlikelerinin yol açacağı meslek hastalıkları ve belirtileri, meslek hastalıklarından nasıl korunacakları hakkında eğitim verilmesi çok yararlıdır.
S.328. Havalandırma gruba ayrılabilir?
C.328. Havalandırma doğal, yapay ve sıhhi tesisatlarla yapılan havalandırmalar olarak üç gruba ayrılabilir.
S.329. Havalandırma doğal, yapay ve sıhhi tesisatlarla yapılan havalandırmalar olarak üç gruba ayrılabilir. Bunlar nelerdir?
C.329. Havalandırma doğal, yapay ve sıhhi tesisatlarla yapılan havalandırmalar olarak üç gruba ayrılabilir. Bunlar;
- A- Kapı, pencere havalandırma ve soba bacaları kanalı ile yapılan havalandırma,
- B- Aspiratör, havalandırma vantilatörü gibi araçlarla yapılan, genelde mutfak ve tuvalet gibi fazla koku olan yerlerde kullanılan havalandırma,
- C- Sıhhi tesisatta sifonda su kaybını önlemek için kullanılan havalandırmadır. Ayrıca pis su tesisatının bir kısmı olan boru ağzı havalandırması da bu grup havalandırmalar içinde sayılır.
S.330.Topraklama ne demektir?
C.330. Elektrikli alet (gövde) ile toprak arasında yapılan bağlantıya denir.Elektrikli aletlerin topraklanması, elektrik kaçağına karşı kullanımı güvenli kılan en uygun yoldur. Alet içinde herhangi bir arıza veya kısa devre varsa akım metal gövdeden topraklama iletken ile toprağa doğru akıtılır
S.331.Elektrik tesisatlarındaki sigorta ne demektir, açıklayınız?
C.331. Elektrik besleme hatlarını aşırı elektrik akımından ve kısa devre akımlarından koruma düzeneğidir. Bu düzenek, bir elektrik devresinin aşırı elektrik gücü alması durumunda elektrik akımını keserek elektrik enerjisi ile çalışan aletlerin ve insanların güvenliğini sağlar.Sigorta, klasik ve otomatik sigorta olarak sınıflandırılabilir. Günümüzde emniyetli olması ve değiştirmeye gerek duyulmamasından dolayı otomatik sigortalar kullanılmaktadır.
Mesleki Gelişim Soruları 12
S.285. Dünya Sağlık Teşkilatı’na göre (WHO) İş Kazası ne demektir?
C.285. Dünya Sağlık Teşkilatı (WHO) iş kazasını “Önceden planlanmamış, çoğu zaman yaralanmalara, makina ve teçhizatın zarara uğramasına veya üretimin bir süre durmasına yol açan olay.” olarak tanımlamaktadır.
S.286. Uluslararası Çalışma Örgütü’ne göre (ILO) İş Kazası ne demektir?
C.286. Uluslararası Çalışma Örgütü (ILO) iş kazasını “Belirli bir zarar veya yaralanmaya yol açan, önceden planlanmamış beklenmedik bir olay.” şeklinde tanımlamıştır
S.287.İş güvenliği uzmanı kimler olabilir?
C.287.İş sağlığı ve iş güvenliği konularında görev yapmak üzere donanım sahibi tüm mühendislik disiplinindekiler iş güvenliği uzmanı olarak görev yapabilir. Üniversitelerin fizik ve kimya bölümlerinden lisans düzeyinde mezun olanlar ile teknik öğretmenler ve iş sağlığı ve güvenliği bölümü mezunları iş güvenliği uzmanı olabilir. Mimar veya teknik elemanlar da iş güvenli eğitimleri sonucu sertifika alarak iş güvenliği uzmanı olarak çalışabilirler. İş Sağlığı Güvenliği Genel Müdürlüğü tarafından yapılacak, ya da yaptırılacak sınavda başarılı olanlar ÇSGB tarafından düzenlenen iş güvenliği uzmanlığı belgesi alırlar.
S.288. Elektrik-Elektronik Mesleklerinde tipik iş kazaları nelerdir?
C.288.
A-Elektrik akımının bulunduğu sırada iletkendeki sıyrık kısmın vücuda teması.
B-Topraklamasız aletlerde meydana gelen kısa devre sebebiyle gövdeye elektrik akımının geçmesi
C- Nemli yerde kısa devre sebebiyle elektrik akımının çevreye yayılması
C-Sıcak havanın vücuda teması.
Ç- Elektronik devre montajı sırasında kişinin elektrik akımına kapılması.
D-Cihazın taşınması sırasında cihazın düşmesi.
S.289. Mekanik Meslek Gruplarında tipik iş kazaları nelerdir?
C.289.
A- Parçaların tornaya gevşek bağlanması
B-Arızalı tezgâhın çalıştırılması
C-Koruyucusuz makinede çalışılması
Ç- Makine üzerinde alet unutulması
D- Sıcak parçaların elle tutulması
E-Makinelerde gözlüksüz çalışma
F- Egzoz gazından zehirlenme
G- Karasör boyama atölyesinde zehirlenmeler
S.290. Kimya ve Diğer Meslek Gruplarında tipik iş kazaları nelerdir?
C.290.
A-Asit yanıkları
B- Gaz yanıkları
C- Fosfor yanıkları
Ç- Sindirim ve solunum yolu, kesik veya yara yoluyla etkilenme
D- Kimyasal maddelerin elle tutulması
E- Cam araçlarının kırılması ile meydana gelen kesikler
F- Kimyasal madde ve çözeltilerin tadına bakma isteği
S.291.İş kazalarında Görünen (doğrudan) zararlar nelerdir?
C.291. Meydana gelen bir iş kazası sonucunda yaralanma, ölüm ve malzeme kaybı ile ilgili tüm giderler, doğrudan zararları ihtiva etmektedir.
A- Makine-teçhizat hasarı
B- Tazminat ödemeleri
C- İlk yardım masrafları
Ç- Diğer tıbbi masraflar
D-Doktor masrafları
E-İlaç masrafları
F-Tedavi masrafları sosyal yardım ödenekleridir
S.292. İş kazalarında Görünmeyen (dolaylı) zararlar nelerdir?
C.292. Görünmeyen (dolaylı) zararlar: Maliyet yönüyle hesaplama zorluğu olan iş kazası sonucunda ilk anda hissedilemeyen ancak zaman içerisinde maddi ve manevi yükümlülükler sebebiyle iş yerinde ve toplum içinde etkisini gösteren zararlar olarak ifade edilir.
Bunlar;
A-Kaybolan iş günü,
B- Kaybolan iş gücü,
C- Üretim kayıpları,
Ç- Toplumun uğradığı zararlardır.
S.293. Yanma / Yangın Nedir?
C.293. Yanma, maddenin ısı ve oksijenle birleşmesi sonucu oluşan kimyasal bir olaydır. Yanma olayının oluşabilmesi için madde, ısı ve oksijenin (hava) bir arada olması gerekir.
S.294.Aşağıdaki şekil size neyi ifade etmektedir?

C.294.Yanma üçgenini ifade etmektedir.
S.295. Yangın Çeşitleri nelerdir?
C.295.
>>>>> A sınıfı yangınlar: Katı madde yangınlarıdır. Soğutma ve yanıcı maddenin uzaklaştırılması ile söndürülebilir.
>>>>> B sınıfı yangınlar: Yanabilen sıvılar neden olduğu yangınlardır. Soğutma (sis hâlinde su) ve boğma (karbondioksit, köpük ve kuru kimyevi toz) ile söndürülebilir.
>>>>> C sınıfı yangınlar: Likit petrol gazı, hava gazı, hidrojen gibi yanabilen çeşitli gazların yanması ile oluşan yangınlardır. Kuru kimyevi toz, halon 1301 ve halon 1211 kullanarak söndürülebilir. Elektrikli makine ve hassas cihazların yangınlarını da bu sınıfa dâhil edebiliriz. C sınıf yangınlarda yanabilen hafif metallerin ve alaşımların (magnezyum, lityum, sodyum, seryum gibi) yanmasıyla meydana gelen yangınlar dikkat çekmektedir. Bu yangınları kuru kimyevi tozlar söndürür. Elektrik donanımlarının yanmasıyla oluşan yangınları ayrı bir sınıf içinde değerlendirmez. C sınıfı yangınların içinde yer alır. Bu tür yangınlara, elektrik akımı kesilerek müdahale edilmeli ve kuru kimyevi toz kullanılmalıdır.
S.296.C Sınıfı yangını açıklayınız ve nasıl söndürülür?
C.296. C sınıfı yangınlar: Likit petrol gazı, hava gazı, hidrojen gibi yanabilen çeşitli gazların yanması ile oluşan yangınlardır. Kuru kimyevi toz, halon 1301 ve halon 1211 kullanarak söndürülebilir. Elektrikli makine ve hassas cihazların yangınlarını da bu sınıfa dâhil edebiliriz. C sınıf yangınlarda yanabilen hafif metallerin ve alaşımların (magnezyum, lityum, sodyum, seryum gibi) yanmasıyla meydana gelen yangınlar dikkat çekmektedir. Bu yangınları kuru kimyevi tozlar söndürür. Elektrik donanımlarının yanmasıyla oluşan yangınları ayrı bir sınıf içinde değerlendirmez. C sınıfı yangınların içinde yer alır. Bu tür yangınlara, elektrik akımı kesilerek müdahale edilmeli ve kuru kimyevi toz kullanılmalıdır
S.297. B Sınıfı yangını açıklayınız ve nasıl söndürülür?
C.297. B sınıfı yangınlar: Yanabilen sıvılar neden olduğu yangınlardır. Soğutma (sis hâlinde su) ve boğma (karbondioksit, köpük ve kuru kimyevi toz) ile söndürülebilir.
S.298. A Sınıfı yangını açıklayınız ve nasıl söndürülür?
C.298. A sınıfı yangınlar: Katı madde yangınlarıdır. Soğutma ve yanıcı maddenin uzaklaştırılması ile söndürülebilir.
S.299.Yangın nedeni olan Korunma önlemlerinin alınmamasını açıklayınız?
C.299. Korunma önlemlerinin alınmaması: Yangın nedenlerinin başında yangına karşı önlemlerin alınmaması gelmektedir. Genellikle elektrik kontağı, ısıtma sistemleri, LPG tüpleri (evlerde kullanılan tüp gazları) patlayıcı-parlayıcı maddelerin yeterince korunmaya alınmamasından yangın çıkmaktadır. Özellikle büyük yerleşim alanlarında, konut ve iş yerlerinde çıkan yangınların büyük bir kısmının nedeni, elektriğin ve LPG tüplerinin yanlış kullanımıdır. Elektrik enerjisi aksamının teknik koşullara göre yapılmaması da yangını oluşturan diğer bir sebep olmaktadır. Bununla birlikte kaloriferlerde ve soba ile ısıtma yöntemlerinde, bacaların temizlenmesi ve parlayıcı-patlayıcı maddeler için gerekli önlemlerin alınması hâlinde yangın afetinde büyük bir azalma olacaktır.
S.300. Yangın nedeni olan bilgisizliği açıklayınız?
C.300. Bilgisizlik: Yangına karşı hangi önlemlerin, nasıl alınacağını bilmemek ve bu konuda yeterli eğitimden geçmemek yangının önemli nedenlerindendir.Elektrikli aletlerin doğru kullanımını bilmemek, soba ve kalorifer sistemlerini yanlış yerleştirmek, tavan arasına ve çatıya kolay tutuşabilecek eşyalar koymak yangını davet eder. Yangının oluşumunu önlemek ve oluşan bir yangının söndürülmesini bilmek, eğitim ve bilgilenmeden geçer. Bu sebeple yangını önlemeyi öğrenmek kadar yangını söndürmede ilk müdahaleleri de öğrenmek gerekir.
S.301. Yangın nedenleri nelerdir?
C.301.
A- Korunma önlemlerinin alınmaması
B- Bilgisizlik
C- İhmal
Ç- Kazalar
D- Sabotaj
E- Sıçrama
F-Doğal olaylar
S.302. Yangın nedeni olan kazaları açıklayınız?
C.302. Kazalar: İstem dışı oluşan olaylardan bazıları da (kalorifer kazanının patlaması, elektrik kontağı gibi) yangına neden olmaktadır. Kendiliğinden gelişen bütün olaylarda başlangıçta yeterli önlemlerin alınmaması etkili olabildiği gibi bilgisizliğin de rol oynadığını görebiliyoruz. Temelde bunlar olmaksızın kazaların yol açtığı yangınlar da olmaktadır.
S.303. Yangın nedeni olan sabotajı açıklayınız?
C.303. Sabotaj: Yangına karşı gerekli önlemler alındığı hâlde bazı insanlar çeşitli amaçlar ve kazanç uğruna kasıtlı olarak kişi ve topluma ait bina ve tesisleri yakarak can ve mal kaybına neden olabilir.
S.304. Yangın nedeni olan sıçramayı açıklayınız?
C.304. Sıçrama: Kontrol altına alınmış veya alınmamış bir yangın ihmal veya bilgisizlik sonucu sıçrayarak, yayılarak veya parlayıp patlayarak daha büyük boyutlara ulaşabilir. Bu nedenle bu tür olaylara karşı dikkatli olmamız gerekmektedir.
S.305. Yangın nedeni olan Doğal olayları açıklayınız?
C.305. Doğa olayları: Rüzgârlı havalarda kuru dalların birbirine sürtmesi ya da yıldırım düşmesi vb. gibi doğa olayları sonucunda da yangın çıkabilir
S.306. Yangın nedeni olan ihmali açıklayınız?
C.306. İhmal: Yangın konusunda bilgi sahibi olmak yeterli değildir. Söndürülmeden atılan bir kibrit veya sigara izmariti, kapatmayı unuttuğumuz LPG tüp (evlerde kullanılan tüp gaz), ateşi söndürülmemiş ocak, fişi prizde unutulmuş ütü gibi ihmaller büyük yangınlara yol açabilir.
S.307. Yangın söndürmede kullanılan yöntemler nelerdir?
C.307.
A-Soğutarak Söndürme
B-Havayı Kesme
S.308.Soğutarak yangını söndürme nasıl yapılır?
C.308.
A-Su ile soğutma: Soğutarak söndürme prensipleri içinde en çok kullanılandır. Suyun elverişli fiziksel ve kimyasal özelliği yanıcı maddeyi boğma (yanan cismin su içine atılması sonucu oksijeni azaltma) ve yanıcı maddeden ısı alarak yangının söndürülmesinde en büyük etken olmaktadır. Su, yangın yerine kütlesel olarak gönderileceği gibi püskürtme lanslarıyla da gönderilebilir.
B-Yanıcı maddeyi dağıtma: Yanan maddenin dağıtılmasıyla yangın nedeni olan yüksek ısı bölünür, bölünen ısı düşer ve yangın yavaş yavaş söner. Akaryakıt yangınlarında bu tip söndürme yangının yayılmasına neden olacağı için uygulanmaz.
C- Kuvvetli üfleme: Yanan madde üzerinde kuvvetli olarak üflenen hava, alevin sönmesine ve yanan maddenin ısısının düşmesine neden olmaktadır. Bu tip (soğutarak) söndürme ilkesi ile başlangıç yangınlarında başarıya ulaşılabilir. Büyümüş veya belirli boyutlara gelmiş yangınlarda kuvvetli üfleme yangına daha fazla oksijen sağlayacağı için yangının büyümesine neden olur. Bu nedenle bu tür söndürmeler büyümüş yangınlarda kullanılmaz.
S.309. Soğutarak yangını söndürmede su ile soğutma yöntemi nasıl yapılır?
C.309. Su ile soğutma: Soğutarak söndürme prensipleri içinde en çok kullanılandır. Suyun elverişli fiziksel ve kimyasal özelliği yanıcı maddeyi boğma (yanan cismin su içine atılması sonucu oksijeni azaltma) ve yanıcı maddeden ısı alarak yangının söndürülmesinde en büyük etken olmaktadır. Su, yangın yerine kütlesel olarak gönderileceği gibi püskürtme lanslarıyla da gönderilebilir.
Mesleki Gelişim Soruları 11
S.265.İş kazasına maruz kalmamak için kişi güvenliğinin sağlanması için neler yapılmalıdır?
C.265.
A- Küçük bile olsa her olay derhâl amire bildirilmelidir.
B- Koruyucu gözlük takılmalıdır.
C- Koruyucu ayakkabı giyilmelidir.
Ç- İş başında iş elbiseleri mutlaka giyilmeli ve iş elbiselerinin düğmeleri ilikli olmalıdır.
D- Gömleklerin kolları ya ilikli olmalı ya da kıvrılmalıdır.
E- Saçlar kısa kesilmiş olmalı, gerekiyorsa koruyucu şapka giyilmelidir.
F- Tezgâh çalıştırılmadan önce bütün koruyucuların yerlerinde ve iş görebilecek durumda olmaları sağlanmalıdır.
G- Tezgâh çalıştırılmadan önce tezgâhın ve çevresinin temizlik kontrolü yapılmalıdır.
Ğ- Keskin kenarlı parçalara, çapak ve pürüzlere dikkat edilmelidir. Bitmiş iş parçaları çapaklı ve keskin kenarlı bırakılmamalıdır.
H- Her zaman uygun anahtar kullanılmalıdır. Ağzı bozuk anahtar veya takım kullanılmamalıdır.
I- Çekiç başlarının gevşek olmamasına dikkat edilmelidir.
İ-Bir parça, vinç ile kaldırılırken güvenli bir uzaklıkta durulmalıdır
S.266. Binalarda güvenliği tehdit edici unsurlar nelerdir?
C.266.
A- Sıhhi Tesisatlar ( pis ve temiz su tesisatları)
B-Elektrik tesisatları
C-Isıtma ve aydınlatma tesisatları
Ç-Havalandırma tesisatları
S.267. Meslek hastalığı ne demektir?
C.267. Genel olarak meslek hastalığı, “Çalışanların gerek kullanılan ham maddeler gerekse çevre şartlarından etkilenerek uğradıkları geçici veya sürekli hastalık, sakatlık veya ruhi arıza hâlleridir.” şeklinde tanımlanmaktadır
S.268. Kimyasal kaynaklı meslek hastalıkları nelerdir?
C.268.
A- Ağır metaller
B- Çözücüler
C- Gazlar
Ç- Asit ve alkali maddeler
D- Pestisitler
S.269. Fiziksel kaynaklı meslek hastalıkları nelerdir?
C.269.
A-Gürültü ve titreşim
B- Yüksek ve alçak basınçta çalışma
C- Soğuk ve sıcakta çalışma
Ç- Tozlar
D- Radyasyon
E- Aydınlatma
S.270. Biyolojik kaynaklı meslek hastalıkları nelerdir?
C.270.
A-Bakteri kaynaklı olanlar
B- Virüs kaynaklı olanlar
S.271. Biyoteknoloji kaynaklı meslek hastalıkları nelerdir?
C.271.
A-Psikolojik kaynaklı olan meslek hastalıkları
B- Ergonomiye özensizlikten kaynaklanan meslek hastalıkları
S.272. Meslek hastalıklarını önlemedeki başarı hangi yararları sağlar?
C.272.
A- Çalışanlar korunmuş olur.
B- İşletme güvenliği sağlanır.
C- Üretim güvenliği sağlanır.
Ç- Çevre güvenliği sağlanır ve korunur.
D- İş kazaları ve meslek hastalıkları sıfıra yaklaşır.
E- Ekonomik kayıplar azalır.
F- Maliyetler azalır.
G- Çalışanların, müşterinin ve iş yerinin memnuniyeti sağlanır.
H- Verimlilik artar.
S.273. İşveren, çalışanların işle ilgili sağlık ve güvenliğini sağlamakla yükümlüdür, bunlar nelerdir?
C.273.
A- Çalışana görev verirken çalışanın sağlık ve güvenlik yönünden işe uygunluğunu göz önüne alır.
B- Mesleki risklerin önlenmesi, eğitim ve bilgi verilmesi dâhil her türlü tedbirin alınması, organizasyonun yapılması, gerekli araç ve gereçlerin sağlanması, sağlık ve güvenlik tedbirlerinin değişen şartlara uygun hâle getirilmesi, mevcut durumun iyileştirilmesi için çalışmalar yapar.
C- İş yerinde alınan iş sağlığı ve güvenliği tedbirlerine uyulup uyulmadığını izler, denetler ve uygunsuzlukların giderilmesini sağlar.
Ç- Risk değerlendirmesi yapar veya yaptırır.
D- Yeterli bilgi ve talimat verilenler dışındaki çalışanların hayati ve özel tehlike bulunan yerlere girmemesi için gerekli tedbirleri alır.
E- İşveren; risklerden korunma ilkelerini yerine getirmek, iş sağlığı ve güvenliği hizmetlerini yerine getirmek, risk değerlendirmesi, kontrol, ölçüm ve araştırma yapmak veya yaptırmak, iş kazası ve meslek hastalıklarının kayıt ve bildirimini yapmak, çalışanları bilgilendirmek, çalışanların eğitimini sağlamak ve çalışanların görüşlerini almak ve katılımlarını sağlamak ile yükümlüdür.
F- İş yeri dışındaki uzman kişi ve kuruluşlardan hizmet alınması, işverenin sorumluluklarını ortadan kaldırmaz.
G- Çalışanların iş sağlığı ve güvenliği alanındaki yükümlülükleri, işverenin sorumluluklarını etkilemez.
H- İşveren, iş sağlığı ve güvenliği tedbirlerinin maliyetini çalışanlara yansıtamaz.
S.274. Meslek hastalıklarının önlenebilir hastalıklar olduğu dikkate alındığında çalışanlar işveren tarafından verilen eğitim ve talimatlar doğrultusunda yükümlülükleri yerine getirdikleri takdirde kendi üstlerine düşen yükümlülüklerini yerine getirmiş olacaklardır. Bu yükümlülükler nelerdir?
C.274.
A-İş yerindeki makine, cihaz, araç gereç, tehlikeli madde, taşıma ekipmanı ve diğer üretim araçlarını kurallara uygun şekilde kullanmak, bunların güvenlik donanımlarını doğru olarak kullanmak, keyfi olarak çıkarmamak ve değiştirmemek
B- Kendilerine sağlanan kişisel koruyucu donanımı doğru kullanmak ve korumak
C- İş yerindeki makine, cihaz, araç gereç, tesis ve binalarda sağlık ve güvenlik yönünden ciddi ve yakın bir tehlike ile karşılaştıklarında ve koruma tedbirlerinde bir eksiklik gördüklerinde, işverene veya çalışan temsilcisine derhâl haber vermek.
Ç- Teftişe yetkili makam tarafından iş yerinde tespit edilen noksanlık ve mevzuata aykırılıkların giderilmesi konusunda işveren ve çalışan temsilcisi ile iş birliği yapmak
D- Kendi görev alanında, iş sağlığı ve güvenliğinin sağlanması için işveren ve çalışan temsilcisi ile iş birliği yapmaktır.
E- Çalışanlar bir şeylerin yolunda gitmediğini fark ettiğinde onu izlemeli ve bilgi edinmelidir. İşletmelerde bazı tehlikeler kolay fark edilebilir fakat her zaman her tehlikenin kolay fark edilmesi mümkün olmayabilir. Çalışanlar kendilerine yanlış bir şeylerin olduğunu hissettiren tüm olası tehlikeleri işverene ve iş güvenliği uzmanına rapor etmelidir.
F- Çalışanların gördükleri bir tehlikeyi bildirmeleri, o tehlikeyi ortadan kaldırmaları için gerekli tek yoldur. İşletmelerde çalışma koşullarının değişken olduğu düşünülürse işverenin tehlikeyi anında fark etmesi veya çalışanların zihinlerini okuması mümkün değildir. Bir çalışan fark ettiği bir tehlikeyi anında bildirerek sadece kendi sağlığını ve güvenliğini değil, tüm çalışanların sağlık ve güvenliğini sağlamış olacaktır.
G- Çalışanlar tehlikeyi bildirdikten sonra o tehlikenin ortadan kaldırılması işverenin yükümlülüğüdür. Çalışan, var olan tehlikenin giderilmediğini düşünüyorsa çalışanın talebi doğrultusunda karar verildiği takdirde gerekli tedbirler alınıncaya kadar çalışmaktan kaçınma hakkına sahiptir.
S.275. İş Yeri Hekimleri ve İş Güvenliği Uzmanlarının Sorumlulukları nelerdir?
C.275.
A-İş yeri hekimleri ve iş güvenliği uzmanlarının hak ve yetkileri, görevlerini yerine getirmeleri nedeniyle kısıtlanamaz. Bu kişiler, görevlerini mesleğin gerektirdiği etik ilkeler ve mesleki bağımsızlık içerisinde yürütürler.
B- İş yeri hekimleri ve iş güvenliği uzmanları, görevlendirildikleri iş yerlerinde iş sağlığı ve güvenliğiyle ilgili alınması gereken tedbirleri işverene yazılı olarak bildirir. Bildirilen hususlardan hayati tehlike arz edenlerin işveren tarafından yerine getirilmemesi hâlinde bu hususu Bakanlığın yetkili birimine bildirirler.
C- Hizmet sunan kuruluşlar ile iş yeri hekimleri ve iş güvenliği uzmanları, iş sağlığı ve güvenliği hizmetlerinin yürütülmesindeki ihmallerinden dolayı hizmet sundukları işverene karşı sorumludurlar.
D- Çalışanın ölümü veya sakatlığıyla sonuçlanacak şekilde vücut bütünlüğünün bozulmasına neden olan iş kazası veya meslek hastalığının meydana gelmesinde ihmali tespit edilen iş yeri hekimi veya iş güvenliği uzmanının yetki belgesi askıya alınır.
E-İş güvenliği uzmanlarının görev alabilmeleri için çok tehlikeli sınıfta yer alan iş yerlerinde (A) sınıfı, tehlikeli sınıfta yer alan iş yerlerinde en az (B) sınıfı, az tehlikeli sınıfta yer alan iş yerlerinde ise en az (C) sınıfı iş güvenliği uzmanlığı belgesine sahip olmaları şartı aranır.
S.276. Meslek hastalıklarına karşı alınacak genel tedbirler nelerdir?
C.276.
A-Çalışanlar; meslek hastalığı meydana getirebilen veya meslek hastalıkları listesinde kayıtlı maddelerle çalışılan iş yerlerinde bu maddelerin özellikleri, zararları ve korunma çareleri hakkında eğitilecektir.
B- İş yerlerinde bu maddelerle hastalanma ve zehirlenmelere ait ilk belirtiler ile alınacak tedbirleri gösteren özel afişler uygun yerlere asılacaktır. İş yerlerinde kullanılan zehirli ve zararlı maddeler, teknik imkân varsa aynı işi gören daha az zehirli ve zararlı maddelerle değiştirilecektir.
C- Zehirli toz, duman, gaz, buhar, sis veya sıvılarla çalışmalar, teknik imkânlara göre kapalı sistemle yapılacaktır. Bu gibi iş yerlerinde etkili ve yeterli havalandırma sağlanacaktır. Atıklar, zararsız hâle getirilmeden atmosfere ve dış çevreye verilmeyecektir.
Ç- Çok zehirli maddelerin kullanıldığı iş yerlerinde bu maddeler ve bu maddelerin bulunduğu bölümler, diğer yerlerden tecrit edilmek suretiyle çok zehirli maddelerin zararlı etkileri azaltılacaktır.
D- Zehirli toz, duman ve buharlı iş yerlerinde iş yeri havası nemli, taban, duvar ve tezgâhlar yaş bulundurulmak suretiyle zararlı maddelerin ortama yapışması önlenecektir. Gerektiğinde bu çalışmalar, genel ve lokal havalandırma ile birlikte yapılacaktır.
E- Meslek hastalığı yapan zehirli ve zararlı maddelerle çalışılan iş yerlerinde, işçilere uygun kişisel korunma araçları verilecek ve bunların kullanılması öğretilecektir.
F- Meslek hastalıklarından korunmak için işe giriş ve işe yerleştirme muayeneleri düzenli yapılacak, kullanılan maddelere karşı hassas olanlar bu işlerde çalıştırılmayacak, işe uygun kişilerin yerleştirilmesine önem verilecektir.
G- İşe yerleştirilen işçilerin tehlike ve zararın özelliğine göre belirli sürelerde sağlık muayeneleri ve gerektiğinde laboratuar araştırmaları yapılacaktır.
S.277. kişisel koruyucu donanımlar ne demektir?
C.277. Çalışan kişileri meslek hastalığı ve iş kazalarına karşı korumak ve çalışmayı daha ergonomik hâle getirmek amacıyla kullanılan malzemelere kişisel koruyucu donanımlar denir.
S.278.İş Kaza Nedir?
C.278.Olayların planlandığı akışta yürümemesi, kişilerin yaralanmaları, sakat kalmaları ve ölmelerine sebebiyet veren olaya kaza denilmektedir.
S.279.İş kazası sayılan haller nelerdir?
C.279.
A-Sigortalının iş yerinde bulunduğu sırada,
B- İşveren tarafından yürütülmekte olan iş dolayısıyla,
C- Sigortalının işveren tarafından görev ile başka bir yere gönderilmesi yüzünden asıl işini yapmaksızın geçen zamanlarda,
Ç- Emzikli kadın sigortalının çocuğuna süt vermesi için ayrılan zamanlarda,
D- Sigortalının işverence sağlanan bir taşıtla işin yapıldığı yere toplu olarak götürülüp getirilmesi sırasında (servis) oluşursa iş kazası olarak kabul edilmektedir.
S.280. kaza zinciri faktörleri nelerdir?
C.280.
A- İnsanın doğal yapısı (insanın doğa karşısındaki zayıflığı)
B- Kişisel kusurlar
C- Güvensiz hareket ve güvensiz şartlar
Ç- Kaza olayı
D- Yaralanma (zarar veya hasar)
S.281. İş kazasını meydana getiren nedenler nelerdir?
C.281.
İş kazalarının %79,5’i “güvensiz hareketler”,
%19,5’i “güvensiz şartlar”
%1’i “nedeni bulunamayan” faktörlerden dolayı meydana gelmektedir.
S.282. İş kazasında güvensiz hareketler nelerdir?
C.282.
A-Sorumsuz biçimde görev verilmeden ya da uyarılara aldırmadan güvensiz çalışmak
B- Tehlikeli hızda çalışma ya da alet kullanma
C- Güvenlik donanımını kullanılmaz duruma sokma
Ç- Tehlikeli cihazlar kullanmak ya da donanımı güvensiz biçimde yönetmek
D- Güvensiz yükleme, istif, karıştırma, yerleşme vb. davranışlar
E- Güvensiz durum ya da duruşlar
F- Hareketli ya da tehlikeli yerlerde çalışmak
G- Şaşırmak, kızgınlık, suistimal, irkilme gibi davranışlar
H- Güvenliği önemsememek ya da kişisel koruyucu malzemeyi kullanmamak
S.283. İş kazasında güvensiz şartlar nelerdir?
C.283.
A-İş yerinde koruyucunun kötü yapılmış olması
B- Koruyucunun hiç yapılmamış olması
C- Kusurlu, pürüzlü, sivri, kaygan, eskimiş, çatlak aletler
Ç- Güvensiz yapılmış makine, alet, tesis vb.
D- Güvensiz düzen, yetersiz bakım, tıkanıklıklar, kapanmış geçitler
E- Yetersiz aydınlatma, göz kamaştıran ışık kaynakları
F- Güvenli iş elbisesi ya da gözlük, eldiven ve maske vermemek, yorucu yüksek topuk vb.
G- Yetersiz havalandırma, çevre, hava kaynakları vb.
H- Güvensiz yöntemler ve mekanik, kimyevi, elektriksel, nükleer koşullar
S.284. iş kazaları kaç grupta toplanır, nelerdir?
C.284.
A-%2 önlenemez
B-%98 önlenebilir
C-%50 kolaylıkla önlenebilir şeklinde gruplandırılır.
Mesleki Gelişim Soruları 10
S.233.İşletmelerde disiplin ne demektir?
C.233. Disiplin, personelin inanarak ve arzu ederek iş yeri kurallarına ve düzenine uygun davranış göstermesini sağlayan güç olarak tanımlanabilir. Bir işletmede işlerin düzgün yürütülebilmesi için disiplin şarttır.
S.234. İşletmelerde Yetki devri ne demektir?
C.234. Yetki devri, üst yönetim tarafından belli bir yetkinin alt basamaklara devredilmesidir. İşletmede başarı sağlamak, yetki ve sorumlulukların açık bir şekilde belirlenmesi ve gerektiğinde yetkinin planlı bir şekilde alt kademelere devredilmesi ile yakından ilgilidir.
S.235.İşletmelerde çalışanların eğitimi ne demektir?
C.235. İnsan, yaptığı şey ne olursa olsun, öğrenmeyi sürdürürse kendisini geliştirebilir. İşletmeler için de benzeri bir durum geçerlidir. Bir işte uzmanlaştığına inanılarak konuyla ilgili her şeyin öğrenildiği sanılıp mücadele bırakıldığı takdirde rakipler sizin önünüze geçeceklerdir. Başarı için doğru zamanda, doğru yerde, doğru bilgi ve beceriye sahip insanların bulunması gerekir. Bu ise eğitimle kazandırılabilir.
S.236. İşletmelerde teşvik tedbirleri ne demektir?
C.236. Çalışanların işe teşvik için ödüllendirilmesi ve gerektiği zaman disiplin kurallarının işletilmesi, onları verimli çalışmaya itecektir. Başarılı olanların ödüllendirilmesi ile birlikte tüm çalışanların ödüllendirilmesi de kendilerinin önemli olduğu hissini vermek adına gereklidir.
S.237. İşletmelerde çalışanların birbirleriyle ilişkileri neden önemlidir?
C.237. Bir iş yerinde çalışanların birbirleriyle olan olumlu ilişkileri, iş yerinin başarısını etkileyen önemli unsurlardandır. Huzurlu bir ortamda çalışanlar işlerinde beklenen başarıyı gösterebilecekleri için kaynaklar daha etkin kullanılacaktır, kalite ve üretim miktarı artacaktır. Dolayısıyla kâr da artacaktır. Çalışanların birbiriyle ilişkilerini etkileyen faktörler; dayanışma, davranış tahmini, işe ve çevreye uyma ve ortak amaçlı kuruluşlardır.
S.238. Dayanışma ne demektir?
C.238. İnsanların bir amacı gerçekleştirmek için karşılıklı olarak yardımlaşma, duygu, düşünce ve çıkar birliği içinde olmalarına dayanışma denir.
S.239.İşletmelerde işe ve çevreye uyma
C.239. Çalışma yaşamına ilk kez başlayanlar için kuruluşun ortaya koyduğu kurallara
Uygun davranışlar gösterme, diğer çalışanlarla iyi ilişkiler kurabilme, işletmede görev yeri değişikliği yapan personel için bilgi ve beceri eksikliğini giderme, işletmeye bağlılık duygusunu geliştirme, işten ayrılmayı azaltma, yanlış anlamaları önleme amacıyla yapılan faaliyetlerin tümü, işe ve çevreye uyum olarak ifade edilir.
S.240. Ortak amaçlı kuruluşlar ne demektir?
C.240. Ortak amaçlı kuruluşlar, üyelerinin ortak amaçlarını gerçekleştirmek için faaliyette bulunan kuruluşlardır. Bunlar; yapı kooperatifleri, sendikalar, dernekler ve yardımlaşma sandıkları gibi kuruluşlardır. Ortak amaçlı kuruluşlar, çalışanların iş yeri tarafından karşılanamayan bazı ihtiyaçlarını karşılamak için kendi gayret ve harcamalarıyla oluşturdukları kuruluşlardır. Çalışanlar, çalışma saatleri dışında bu kuruluşlarda bir araya gelirler. Ortak amaçlı kuruluşlar, üyelerinin ihtiyaçları dışında çeşitli sosyal, ekonomik, kültürel, siyasi ve ailevi ilişkilerin kurulmasını da sağlar.
S.241. İşletmelerde dış ilişkiler ne demektir?
C.241. Bir işletmenin faaliyetlerini sürdürebilmesi için diğer kişi ve kuruluşlara ihtiyacı vardır. İşletmelerin kuruluş amacı, insanların ihtiyaçlarını karşılamaktır. Bu ilişkilerin en önemli kısmını müşterilerle olan ilişkiler oluşturur. Diğeri ise ortaklarla olan ilişkilerdir.
S.242. İşletmelerin müşterilerle ilişkileri nasıl olmalıdır?
C.242. İşletmelerin ürettikleri mal veya hizmeti satın alan kişilere müşteri denir. İş hayatı; pazar için, bölgeler için, hepsinden çok daha önemlisi müşteri için her zaman rekabete sahne olmaktadır. Müşterilerin beklentileri her zamankinden yüksek ve kendilerine sunulan seçenek genişliği her zamankinden fazladır. Bu nedenle müşterilerle en çok teması olan kişilerin eğitimli, motivasyonu yüksek ve deneyimli kişilerden oluşması gerekir.
Bir işletmeye devamlı müşteri olan birine, neden her zaman buradan alışveriş yaptığını sorsanız size: “Burası uygun, hep buradan alıyorum, başka bir yerden mi almalıyım?” diyecektir. Bununla birlikte devamlı müşteri: “Bu insanlar harikulade, satın almadığım zaman bile benimle ilgileniyorlar. Kesinlikle tavsiye ederim. Harika iş yapıyorlar.” diyecektir ve sizin de o işletmeye müşteri olmanız için teklifte bulunacaktır.
S.243.İşletmede ortaklarla ilişkiler ne demektir?
C.243. Bir işletmenin birden çok sahibi varsa ortaklar ifadesi kullanılır. Tek kişilik işletmelerde ortaklardan söz edilmez. Ortaklar, şirketlerin sahipleridir. Şirket, birden çok sahibi olan işletme demektir.
Küçük işletmelerde, ortaklarla ilişkiler iç ilişkiler olarak ifade edilirken halka açık bir anonim şirkette ortak sayısı çok olduğundan ortaklarla ilişkiler dış ilişkiler olarak ifade edilir. Birbirlerini ve işletmede çalışanları her zaman tanıma fırsatı bulamayan insanların aynı amaç doğrultusundaki faaliyetlerini yönlendirmesi, aralarında kurdukları olumlu insani ilişkileri ve istekli çalışmalarıyla mümkün olacaktır.
S.244.Sanat ne demektir?
C.244. Yapılan bir iş veya hareketin güzel, gelişmiş ve etkileyici bir biçimde görünmesi, onu bir sanat olarak tanımlamamıza yetmektedir. Güzel sanatlar ise insanların tabiat karşısındaki duygu ve düşüncelerini çizgi, renk, biçim, ses, söz ve ritim gibi unsurlarla güzel ve etkili biçimde ve kişisel bir üslupla ifade etme çabasından doğan ruhsal bir faaliyettir.
S.245. Sanatçı ne demektir?
C.245. Sanat dallarından birinde üretici etkinlikte bulunan ve insani yaratmayı gerçekleştiren kişidir. Sanatçı olabilmek için yaşantıyı yakalayıp tutmak, onu belleğe, belleği anlatıma, gereçleri biçime dönüştürmek gerekir.
S.246.Estetik ne demektir?
C.246. Sanat ve güzellik konularını inceleyen bir bilim dalı, güzellik bilimi veya güzel sanatlar felsefesidir.
S.247.Sanat yapıtı ne demektir?
C.247. Sanat adına yapılan bir tasarım, bir süreç sonunda üretilen nesnedir.
S.248. Yaratıcılık ne demektir?
C.248. Bilinen şeylerden yepyeni bir şeyler çıkarmak, yeni ve özgün bir bireşime varmak birtakım sorunlara yeni çözüm yolları bulmak demektir.
S.249. Deha ne demektir?
C.249. Deha Olağanüstü yeteneği ve yaratıcı gücü olan kimsedir.
S.250. Sanatsal yaratma ne demektir?
C.250. Sanatsal yaratma, gerçekliğin yeniden üretilmesidir. Sanatçı aslında sanatsal nitelikte olmayan gerçekleri seçerek onları gerçekte yer aldıkları dizgeden başka bir dizge içinde yeniden konumlandırmaktadır.
S.251. Sanat kuramı ne demektir?
C.251. Estetiğin baş konusu ve gerecidir. Sanat kuramı; sanatın her yönüyle özellikle sanatçı, sanat eseri, sanat tüketicileri ile ilgilenir. Sanatsal düşünmenin, tasarlamanın kullanım sanatlarına dek tüm sanatsal yaratıların doğuşunun, bunların tüketiminin ve algılanıp izlenmesinin bağlandığı düzenlilikler ve evrimlerini irdeleyen kuramdır. En çok sanat tarihi ve eleştirisinden yararlanır. Sanat kuramcıları; sanatın varlığı, doğuşu, niteliği, özelliği, sınırları ile çeşitli türlerinin biçim ve oluşum tarzlarına dek her yönüyle ilgilenir.
S.252.Sanat eleştirisi ne demektir?
C.252. Sanat eleştirisi 19. yüzyılın ikinci yarısından günümüze değişik boyutlarda yapılarak gelmiştir. Sanat ve sanat tartışmaları toplumsal dünyanın yaşamındaki ilerleme yollarından biridir. Sanatsal kültürün önemli bir parçasıdır.
Sanat eleştirisinin işlevi, sanatsal iletişimin toplumla bağlantısını sağlamak ve bütün sistemi kendi kendini düzenleyen bir yapıya kavuşturmaktır.
S.253.Sanat felsefesi ne demektir?
C.253. Sanatın ve sanatsal yaratıcılığın ne olduğu, sanat yapıtının nasıl oluştuğu ve sanatın amacı gibi sorulara yanıt arayan felsefe dalıdır. Başlangıcı Platon’a dek uzanır.
Felsefeciler sanatla ve estetikle ilgili kavramlarla ilgilenmişlerdir.
S.254.Sanat sosyolojisi ne demektir?
C.254. Sanat yapıtının oluşumunda toplumsal çevre koşullarının rolünü araştıran disiplindir. Sanatsal olayların sanat tüketicisi ile iletişimini irdeler. Sanat sosyolojisi bize sanatın kaynağını aydınlatan bilgiler verir. Sanatsal bilincin gelişmesi için gerekli olan düşünsel ortamı hazırlar. İlk olarak 19. yüzyılda edebiyat alanına ilişkin sorunları araştıran bir dal olarak ortaya çıkmıştır. Diğer sanatlarla ilgilenmeye ancak 20. yüzyılda başlamıştır.
S.255.Sanat Tarihi nedir?
C.255. Yeryüzünde hayatın başlangıcından bugüne insanoğlunun oluşturduğu sanat yapıtlarının gelişimini, zaman ve yer göstererek inceleyen bilim dalıdır. Sanat tarihi, sanatın tarihsel gelişimini inceleyen bir bilim dalı olarak 19. yüzyılda Almanya’da ortaya çıkmıştır.
S.256. Sanatın toplumsal yaşama etkisi nedir?
C.256. Sanat, sanatçı ve toplum birbiriyle etkileşim hâlindedir. Toplumsal yaşam sanatçıyı, toplumu ve sanat eserini, sanat eseri de toplumu etkilemektedir. Sanatçı, yaşadığı çağın özelliklerinden, toplumunun dinî inançları, dil ve edebiyat birikimi, yaşama biçimleri ve coğrafyasından beslenir ve etkilenir, ortaya koyduğu eserlerle toplumu etkiler. Sanat eseri yapıldığı dönemin kültürel, teknolojik, toplumsal, mimari özelliklerini taşır. Sanat eserini meydana getiren çevresel ve kişisel unsurlar vardır. Kültür, dil, din ve coğrafya çevresel unsurlardandır. Kişisel unsurlar ise zekâ, sezgi, duygu ve dünya görüşüdür.
S.257. Güzel sanatlar nedir,kaça ayrılır,nelerdir?
C.257. Güzel sanatlar genel olarak neye biçim verdiğine, hangi araçları kullandığına ve izledikleri amaçlara göre görsel sanatlar (plastik sanatlar), işitsel sanatlar (fonetik sanatlar), ritmik sanatlar (bileşik sanatlar) olmak üzere üçe ayrılır.
S.258. Görsel sanatlar (Plastik Sanatlar) ne demektir, örnek veriniz?
C.258.Maddeye biçim veren, genel olarak göze hitap eden, sergilendiği yer özelliği nedeniyle durağan, zamanın belirli bir anı veya belirli bir zaman aralığı ile ifade özelliği gösteren sanatlara denir. Resim, Grafik Sanatlar, Fotoğrafçılık, Heykel, Seramik, Mimarlık, Tekstil Tasarım sanat dalları bu gruba girer.
S.259. İşitsel sanatlar (Fonetik Sanatlar) ne demektir?
C.259. Sese ve söze biçim veren, genel olarak kulağa hitap eden, dinamik bir özelliğe sahip edebiyat ve müzik sanatlarına işitsel sanatlar denir
S.260. Ritmik sanatlar (Bileşik Sanatlar) ne demektir?
C.260. Harekete biçim veren, genel olarak göze ve kulağa hitap eden sanat dallarına ritmik sanatlar denir. Opera, bale, dans, tiyatro, sinema sanat dalları bu gruba girer. Ritmik sanatlarda sanat yapıtlarının hazırlanmasına ve sergilenmesine katılan sanatçı sayısının genellikle birden çok olması dikkat çekici bir özelliktir. Bu sanatların sergilenmesinde tek bir sanatçı görev alsa da hazırlanması için alanında uzman kişilerden oluşan teknik bir ekip çalışır. Ritmik sanatların özel sergi mekânları olarak kullanılan sahnelerde teknik cihaz ve düzenekler yer almaktadır.
S.261.İş yerlerinde ve evlerde kullanılan el aletleri ne demektir?
C.261. El aletleri: İş yerlerinde elektrikli alet ve makinelerin dışında el becerisine dayalı olarak kullanılan aletler, el aletleridir. Özellikle küçük iş yerlerinde meydana gelen iş kazalarının hemen çoğu el aletlerinin iyi kullanılamaması veya aletlerin kullanılamayacak şekilde arızalı ve yıpranmış olmasından kaynaklanmaktadır.
S.262. El aletlerinin kullanılması sırasında meydana gelen iş kazalarına karşı alınabilecek tedbirler nelerdir?
C.262.
A-Yapılacak işe uygun alet seçilmelidir.
B-Aletler temiz tutulmalıdır. Aletler kullanılmadan önce kontrol edilip vurma aletlerinin başları mantarlaşmış veya çapaklaşmışsa taşlanıp tamir edilmelidir.
C- Sapları kıymıklaşmış, kırılmış veya gevşemiş aletler kullanılmadan önce değiştirilmelidir.
Ç- Her aletin kendine ait depolama yeri olmalıdır. Aletler yerlerine konulmalı, çalışanların veya başkalarının üstüne düşebilecek veya ayağına takılabilecek yerlere bırakılmamalıdır. D- Özellikle keskin ve sivri uçlu olan aletleri ceplerde taşımak tehlikelidir. Bu nedenle alet çantası kullanılmalıdır.
E- Herhangi bir el aleti üstüne gereğinden fazla basınç veya kuvvet tatbik edilmemelidir. F- Parçaların fırlamasına sebebiyet verecek yontma ve buna benzer işler yapılırken emniyet gözlüğü kullanılmalıdır.
G- El aletleri sürekli bakım isteyen aletler olduğu için hemen her işin başlangıcında ve bitiminde bu aletlerin sağlamlığı kontrol edilmelidir.
Ğ- Tezgâh üzerinde sadece gerekli olan takım ve aletlerin bulundurulmasına ve bunların belirli yerlerde olmasına özen gösterilmelidir. Örneğin tezgâh üzerinde ölçme ve markalama aletleri bir bölümde, kaba aletler başka bir bölümde, sürekli ve ara sıra kullanılacak olanlar ise farklı yerlerde bulundurulmalıdır.
S.263. Atölyelerde bulunan el aletleri kaç grupta toplanır, nelerdir?
C.263.
A- Kesici aletler
B- Vurma aletleri
C- Sıkıştırma aletleri
Ç Ölçme ve kontrol aletleri
D- Markalama aletleri olarak sınıflandırılır.
S.264. Tüm takım tezgâhları ile İlgili genel güvenlik Önlemleri nelerdir?
C.264.
A-Bir işe başlamadan önce gerekli olan mesleki yeterliliğin tam olarak alınmış olması gerekmektedir.
B- Kullanılacak olan tezgâhların özellikleri ve çalışma prensipleri tam olarak bilinmelidir. C- Tezgâh kullanılırken bütün dikkat ona vermelidir. Başka bir şeyle ilgilenilmemelidir.
Ç- Kullanılan tezgâhların elektrik problemleri olmamalıdır.
D- Tezgâh üzerinde herhangi bir arıza meydana gelmişse veya tezgâh bakım görmekte ise üzerine mutlaka uyarıcı bir levha konulmalıdır.
E- Tezgâhların hareketli kısımlarına yaklaşırken dikkatli ve uyanık olunmalıdır.
F- Tezgâh başlarına uyarı levhaları asılmalıdır.
G- Şüpheli konular daima yetkiliye sorulmalıdır.
Ğ- İş için en uygun takımlar kullanılmalıdır.
H- Yıpranmış ve körleşmiş takımlar hemen değiştirilmelidir.
I- Kullanılmayan takım ve malzemeler iş masası üstünde bırakılmamalıdır.
İ Atölye içindeki geçit ve pasajlar, makinelerin çevreleri her zaman temiz ve düzenli tutulmalıdır.
Mesleki Gelişim Soruları 9
S.205. Verilmiş (Edinilmiş) statü ne demektir?
C.205. Kişilerin yetenek ve becerilerine bakmadan ve onların bir çabası olmadan, kendileri dışındaki faktörler tarafından sağlanır yani kişi doğumuyla, cinsiyetiyle veya yaşıyla bu statüyü elde eder (Örneğin yaşlı, genç, kadın, erkek vb.).
S.206. Kazanılmış statü ne demektir?
C.206. Kişilerin kendi çabaları sonucu elde ettikleri statüdür (Örneğin anne, baba, öğretmen, doktor vb.). Bu statü zaman içinde değişebilir.
S.207. Anahtar (Temel) statü ne demektir?
C.207. Bireyin sahip olduğu statülerden toplumda en etkin olanına anahtar statü denir. Anahtar statü, kişinin toplum içindeki kişiliğini belirler (Örneğin Cumhurbaşkanı, general, öğretmen vb.). Bu statü genellikle kişinin diğer statülerine göre en etkindir.
S.208. Toplumsal prestij ne demektir?
C.208. Toplumda sosyal prestij (itibar) statü ve rolle birlikte konu olabilir. Prestij, bir bireye ya da kümeye (grup) başka birey ya da kümelerle ilişkilerinde üstünlük sağlayan duruma denir. Örneğin doktorluk statüdür; doktorun sevilmesi, aranması durumuna ise prestij denir.
S.209. Toplumsal rol ne demektir?
C.209. Toplumun bireyden statüsüne uygun olarak beklediği davranışlara rol denir. Kişinin taşıdığı her statüye göre rolleri vardır. Her rol, diğer rollerle olan ilişkilerinin derecelerine göre var olur ve anlam kazanır. Rol, statünün dinamik yönüdür. Bir kimse hem öğretmen hem sporcu hem parti üyesi olabilir. Rol, kişinin bulunduğu statü sınırları içerisinde neyi yapabileceği veya yapamayacağı şeklindeki belirlenmiş davranışlarının toplamıdır.
S.210. Toplumsal roller kendi arasında kaça ayrılır, nelerdir?
C.210.
A-Temel roller: Kişilerin cinsiyet ve yaşlarına göre gerçekleştirmek durumunda oldukları rollerdir.
B-Genel roller: Toplumca kabul edilmiş olan, sınırları davranış düzlemlerine göre değişen, sonuçları çoğu zaman toplumu veya grubu etkileyen rollerdir. Mesleki roller, bir tür genel rollerdir.
C- Bağımsız roller: Etkileri bireysel olup yerine getirilmesi isteğe bağlı olan rollerdir.
S.211. Rol pekişmesi ve Rol çatışması ne demektir?
C.211. Rol pekişmesi, rollerin birbirini kolaylaştırmasıdır (Örneğin anne olmanın anaokulu öğretmeni olma rolünü pekiştirmesi vb.).
Rol çatışması ise bireyin sahip olduğu statülerine uygun rolleri arasında herhangi birine uygun davranışı yapacağına karar verememesi hâline denir (Örneğin bir müdürün evde müdür rolüne devam etmesi, subayın evdekilere asker gibi davranması vb.).
S.212. İşletmenin yapısı ne demektir?
C.212. Sosyal bir varlık olan insan, içinde bulunduğu toplumda yer alan kişi, kurum ve işletmeleriyle sürekli etkileşim hâlindedir. İnsanlar birbirlerine ve ürettiklerine ihtiyaç duyar. Bu anlamda insanlar, ihtiyaç duydukları mal ve hizmetleri sunabilmek için faaliyet gerçekleştirirler. İşletme, kıt kaynakların üretimi, değişimi, bölüşümü ve tüketimi ile ilgili problemlerin çözüm yollarını araştırır.
S.213.İşletme ne demektir?
C.213. İşletme, üretim faktörlerini planlı ve sistemli bir şekilde bir araya getirerek mal ya da hizmet üretimini amaçlayan üretim birimine denir.
S.214. İşletme ne bilimidir?
C.214. İşletme, ekonomi bilimidir.
S.215. İşletmelerde Organizasyon ne demektir?
C.215. Organizasyon, planlamada belirlenen işletme amaçlarına ulaşmak için seçilen işler, kişiler ve iş yerleri arasında yetki ilişkilerinin kurulması faaliyetlerinin tümüdür. Organizasyon, çalışanlar için belirli amaçlara ulaşabilmelerinde etkin rol oynaması ve birlikte çalışma imkânı vermesi açısından önem taşımaktadır.
S.216.İşletmelerin ilkeleri nelerdir?
C.216.
A-Amaç birliği
B-Yeterlilik ve süreklilik
C- İş bölümü ve uzmanlaşma
Ç- Hiyerarşi
D-Komuta birliği
E-Sorumluluk
F- Yetki ve sorumluluğun denkliği, denge ilkesi, liderliğin kolaylaştırılması ve görevlerin tanımı
S.217. İşletmenin örgütlenme yapısı içinde yer alan birimleri nelerdir?
C.217.
A-Yönetim
B-Üretim
C-Pazarlama
Ç-Muhasebe ve Finansman
D-Personel
E-Halkla ilişkiler
S.218. İşletmelerde insan kaynakları birimi ne demektir?
C.218. İnsan kaynakları birimi; personeli işe alma, işten çıkarma, ücret ödeme, işçi ve işveren ilişkileri gibi geleneksel görevlerine ilave olarak iş yerine yeni teknolojiler sunmak, iş yerindeki işleri düzenlemek, çalışanlara kariyerlerini planlama ve geliştirmede yardımcı olmak, işletme amaçlarını gerçekleştirilmesine katkıda bulunmak ve geleceğin yöneticilerini geliştirmek görevlerini üstlenmiş bulunmaktadır
S.219.İşletmelerde yönetim birimi ne demektir?
C.219. Yönetim birimi; işletme amaçlarının planlama, örgütleme, yürütme (yöneltme) ve kontrol faaliyetlerinin yapıldığı birimdir. Diğer bir ifade ile işletme amaçlarına ulaşabilmek için örgütün sahip olduğu sermaye, iş gücü, makine, araç gereç, bina, arsa ve bilgi kaynakların koordinasyonunun yapıldığı birimdir.
S.220. İşletmelerde yönetim birimi kaç basamaktan oluşur, nelerdir?
C.220. Yönetim birimi;
A-üst yönetim
B- Orta yönetim
C-İlk yönetim basamağında yer alan yöneticilerden oluşur.
S.221. İşletmelerde Üst yönetim basamağı ne demektir?
C.221. Üst yönetim basamağı, yönetim kurulu üyeleri ve genel müdürlerden oluşur. Bunlar işletmenin örgütlenmesi, uzun döneme ilişkin amaç ve hedeflerin tespiti, işletme politikalarının belirlenmesi, yatırım kararları, üretim teknolojisinin seçimi gibi uzun süreyi kapsayan kararları alır.
S.222. İşletmelerde orta yönetim basamağı ne demektir?
C.222. Orta yönetim basamağı; üretim müdürü, pazarlama müdürü, finansman müdürü, personel müdürü, insan kaynakları müdüründen oluşur. Orta yönetim, üst yönetimce alınan kararları yürütmek için ihtiyaç duyulan işlemleri hızlandıran, iş gücünün verimliliği için yol göstericiliği ve uzmanlaşmış bilgiyi sağlayan kararları alır. Bu yönetim basamağındaki yöneticiler görevlerini zamanında, doğru, en ucuz harcama ile yürütmekle yükümlüdür.
S.223. İşletmelerde ilk yönetim basamağı ne demektir?
C.223. İlk yönetim, orta yönetim basamağının karar ve talimatlarını yerine getirir. Örneğin, bir orta basamak yöneticisi olan muhasebe müdürünün emrinde çalışan şef ve şef yardımcısı konumundaki yöneticiler, kendilerine verilen talimat ve görevlerin ayrıntıları hakkında karar vererek gereğini yerine getirirler. Aynı şekilde imalat müdürüne bağlı olarak çalışan vardiya amiri, ustabaşı unvanını taşıyan ilk basamak yöneticileri kendilerine verilen talimat ve görevleri yaparlar, işçilerle orta yönetim arasında bir köprü görevi üstlenirler
S.224.İşletmelerde üretim birimi ne demektir?
C.224. Üretim yönetimi birimi; insan faktörü ile beraber sermaye, malzeme, bilgi ve enerji gibi girdilerin belirli bir dönüştürme süreciyle istenilen miktar, kalite, zaman ve yerde mal ya da hizmet hâline dönüştürülerek işletme amaçlarının en uygun biçimde karşılanmasını amaçlayan birimdir
S.225. İşletmelerde pazarlama birimi ne demektir?
C.225. Bu birim mal, hizmet ve fikirlerin üreticiden tüketiciye ya da kullanıcıya doğru akışının yönetimiyle ilgili işletme faaliyetlerinin yerine getirilmesini amaçlar. Bu birim, müşterilerin istek ve ihtiyaçlarını dikkate alır çünkü müşterinin istek ve ihtiyacını karşılamayan bir ürün ya da hizmet, müşteri için bir anlam ifade etmeyecektir
S.226. İşletmelerde halkla ilişkiler birimi ne demektir?
C.226. İşletmenin tanınmasını, çalışmalarına karşı insanlarda olumlu izlenimler uyandırmasını, çevresiyle iyi ilişkiler kurmasını ve saygınlığını artırmasını sağlamak amacıyla gerekli çalışmaları yapan birimdir. Halkla ilişkiler birimi; çalıştığı kurumu tanıtıcı raporlar, haber bültenleri, resimli broşürler hazırlar. Kurumun çalışmalarının ve etkinlik alanlarının basın, radyo ve televizyon aracılığı ile halka tanıtılmasını sağlar, Konferans, seminer, sergi, basın toplantısı, yıldönümü gibi kültürel ve sosyal etkinlikleri düzenler, Yöneticilerin konuşma ve yazışmalarını inceler. Kurumla ilgili izlenimleri takip ederek kurumun daha iyi tanıtılmasını ve saygınlığının artırılmasını sağlayacak çalışmalar yapar.
S.227. İşletmelerde muhasebe ve finansman birimi ne demektir?
C.227. Bu birim, muhasebe ve finansman olmak üzere iki alt birimden oluşur. Finansman birimi, işletmenin ihtiyaç duyduğu fonların (nakit) en uygun koşullarda sağlanması ve bu fonların en etkin bir şekilde kullanılmasıyla ilgili faaliyetlerin yapıldığı birimdir. Muhasebe birimi ise işletmenin muhasebe sürecine ait iş ve işlemleri yapar. Bu birim muhasebe ile ilgili tüm belgeleri kaydeder, beyannameleri düzenleyerek ödenecek vergilerin tam ve zamanında ödenmesini sağlar. İşletmenin stok, banka, cari, kıymetli evrak, borç ve alacaklarını takip eder. Firmanın diğer kurumlarla olan yazışmalarını hazırlar. Mali tabloları düzenler, işletme kuruluş-kapanış işlemlerini ve ilgili kurumlara başvuru işlemlerini takip eder.
S.228. İş yeri görgü kuralları ne demektir?
C.228. İş yeri görgü kuralları, birlikte çalıştığınız meslektaşlarınıza ve iş arkadaşlarınıza karşı saygı göstermek demektir. Ayrıca görgü kurallarına uymak diğer çalışma arkadaşları üzerinde olumlu bir intiba uyandıracaktır ve daha olumlu bir ortamda çalışmaya olanak sağlayacaktır.
S.229. İş yeri görgü kuralları nelerdir?
C.229.
A-Her zaman takdim edildiğinizde ya da tanıştırıldığınızda ayağa kalkınız.
B-Siz insanları tanıştıracağınız zaman statü olarak daha önemli kişinin ismini önce söyleyiniz.
C-Telesekreterinize isminiz, göreviniz, departmanınız ve ne zaman müsait olduğunuza dair kısa ve profesyonel bir mesaj bırakınız. Telesekretere mesaj bırakırken isminizi ve soyadınızı, neden aradığınızı ve telefonunuzu bırakınız.
Ç-Kıyafet kuralına uyunuz. Belli bir kural yok ise temiz, düzgün ve iş ortamına uygun giyinmeye özen gösteriniz.
D-Bütün toplantılara tam zamanında geliniz.
E-Toplantı sırasında kalem, ataç ya da diğer ofis araçları ile oynamayınız.
F-Toplantı sırasında çok gerekmedikçe telefonunuzu açık tutmayınız.
G- Oturuşunuza ve duruşunuza dikkat ediniz. Otururken koltuğa gömülmeyiniz, sandalyenizde geriye yaslanmayınız ya da kollarınızı göğsünüzün üzerinde kavuşturmayınız.
H-Karşınızdakini dinleyiniz ve aklınıza geldikçe laf kesmeyiniz.
S.230. İşletmelerde İç İlişkiler ne demektir, açıklayınız?
C.230. İç ilişkiler, bir iş yerinde çalışan insanların birbirleriyle ve çalıştıranlarıyla olan ilişkilerini ifade eder. Çalışanlar personel, çalıştıranlar ise işverenler ve yöneticilerdir. İç ilişkiler, kişiler arasında, kişiler ile gruplar arasında veya gruplarla gerçekleşir. Bir işletmenin hedeflenen başarıya ulaşabilmesi, iç ilişkilerinde astların ve üstlerin bulundukları konumda görevlerini en iyi şekilde yapabilmelerine ve birbirleriyle olumlu ilişkilerine bağlıdır.
S.231. Liderlik ne demektir, açıklayınız?
C.231. Ortak amaçların belirlenmesi ve başarılması süreci olan yönetim, insanları bir amaç etrafında etkilemek ve uyum içerisinde çalışmaları için yöneltmektir. Liderler bunu değerler, etik, karakter, bilgi ve beceri ile başarabilirler. Liderlik; örgütün vizyonu, misyonu ve temel amacını belirlemek ve uygun stratejiler yaratmaktır.
S.232.İşletmelerde yetki ne demektir, açıklayınız?
C.232. Yetki, yönetim faaliyetinin temelini oluşturur. Yöneticiler başkaları vasıtasıyla iş gördükleri için onlarla çeşitli ilişkilerin olması ve sayısız işle ilgili isteklerin bulunması doğaldır. Bu sistem içinde çeşitli ast-üst ilişkileri doğar ve bu ilişkilerin yürütülmesinin temelinde yetki yer alır. Yetki olmadığı sürece gerekli birimlerin çalışması aksar.
Mesleki Gelişim Soruları 8
S.183.Hukuk kuralları ne demektir?
C.183. Bireylerin toplumla, birbirleriyle ve devletle ilişkilerini, haklarını, yükümlülüklerini, ödevlerini düzenleyen ve uyulması kamu gücüyle sağlanan kurallara hukuk kuralları denir.
S.184. Hukuk kuralları ne demektir, açıklayınız?
C.184. Bireylerin toplumla, birbirleriyle ve devletle ilişkilerini, haklarını, yükümlülüklerini, ödevlerini düzenleyen ve uyulması kamu gücüyle sağlanan kurallara hukuk kuralları denir. Bu kurallar doğrudan doğruya bireylerin dış ilişkilerini düzenler. Hukuk kuralları, toplumun barış, güven ve huzur içinde yaşayarak korunmasını amaçlamaktadır. Toplum içinde din, ahlak ve hukuk kuralları iç içe geçmiştir. Hukuk kuralları toplum yaşamını düzenleme, toplumun gereksinimlerini sağlama ve adaleti gerçekleştirme amaçlarını bünyesinde barındırır.
Toplumu düzenleyen kurallardan en önemlisi ve en etkilisi hukuk kurallarıdır. Hukuk kurallarını diğerlerinden ayıran temel özelliği, hukuk kurallarına aykırı davranışların kamu gücü tarafından belirlenen yaptırımlarla karşılaşmasıdır. Bir başka deyişle insanlar hukukun kendilerine yüklediği yükümlülükleri kendi istekleriyle yerine getirmedikleri takdirde devletin yetkili organları, bu yükümlülüklerin zorla yerine getirilmesini sağlar. Hukuk kurallarını ahlak ile örf ve âdet kurallarından farklı kılan bir diğer yön ise toplum içinde zamanla oluşmaması, yetkili kamusal organlar tarafından yapılmasıdır.
S.185. İnsan hakları ne demektir?
C.185. Tüm insanların sahip olduğu temel hak ve özgürlüklere insan hakları denir.
S.186. İnsan hakları ne demektir, açıklayınız?
C.186. Tüm insanların sahip olduğu temel hak ve özgürlüklere insan hakları denir. İnsan hakları, insanların geliştirmiş oldukları demokratik devlet yapılarında uygulanması zorunlu evrensel bir değerdir. İnsan hakları, İkinci Dünya Savaşı sonrası tamamen kabul edilmiş ve kurumlaşmış bir kurallar bütünüdür. İnsan Hakları, Birleşmiş Milletler İnsan Hakları Evrensel Bildirgesi’nin 10 Aralık 1948 tarihinde kabul edilmesiyle evrensel ve çağdaş bir değer olarak yerini almıştır. Daha sonra kabul edilen Avrupa Konseyi İnsan Hakları Sözleşmesi ile de çağdaş, demokratik ve modern devletlerin olmazsa olmaz kuralları ve ilkeleri arasına girmiştir.
Bir devletin insan haklarını benimseyip benimsemediği o devletin gelişmişlik düzeyini de gösterir. Bir devletin demokratik, çağdaş ve modern bir devlet olabilmesi için insan haklarını anayasal ve yasal bir hak olarak vatandaşlarına tanımış olması ve insan hakları ihlallerinin suç olarak kabul edilip cezalandırılmasını öngören yasal yaptırımları getirmiş olması gerekir.
S.187. İnsan Hakları, Birleşmiş Milletler İnsan Hakları Evrensel Bildirgesi kaç yılında kabul edilmiştir?
C.187. 10 Aralık 1948
S.188. Temel insan haklarından bazıları nelerdir?
C.188.
A-Yaşama hakkı
B- Sağlık hakkı
C- Eğitim hakkı
Ç- Mülk edinme hakkı
D- Seyahat hakkı
E- Haberleşme hakkı
F- Kanun önünde kendini savunma hakkı
G- Hak arama hakkı
Ğ- Seçme ve seçilme hakkı H- Özel yaşamın gizliliği hakkı
I- Devlet hizmetlerinden eşit olarak yararlanma hakkı
S.189. Toplum ne demektir?
C.189. Sınırları belli bir doğal çevrede ortak amaçlar için bir araya gelen, birbiri ile ilişki, iş birliği ve dayanışma içinde olan insanlardan oluşan kümedir.
S.190. Toplum ne demektir, açıklayınız?
C.190. İnsanların toplu hâlde yaşama ve ihtiyaçlarını birlikte giderme zorunluluğu toplumsal ilişkileri kaçınılmaz kılmaktır. Bu nedenle toplumsal ilişkiler toplumu meydana getiren en önemli ögedir. Toplumsal ilişki içinde olma, bireyin toplum içinde varlığını devam ettirme zorunluluğunun sonucudur. Toplumsal ilişki olmadan ne insanlar ne de toplumlar varlıklarını sürdürebilir.
İnsanlar yapıları gereği yaşamlarını başka insanlarla birlikte grup içerisinde sürdürürler. Toplumsal grup, birbirleriyle yeterli sayılabilecek bir süre etkileşimde bulunan, ortak değerleri paylaşan, ortak amaçlarını gerçekleştirmek için belli kurallara göre karşılıklı ilişkide bulunan insanların oluşturduğu topluluktur.
S.191. Toplumsal grupların oluşumunda etkili olan etmenler nelerdir?
C.191.
A-Bireyin doğayla ilişkisinde başka bireylere ihtiyaç duyması
B-Bireyin öteki insanlarla bir arada olmaktan sağladığı doyum
S.192. Toplumsal gruplar ne demektir, açıklayınız?
C.192. Toplumsal gruplar, fizyolojik ve toplumsal ihtiyaçların karşılanması için kurulur (Örneğin aile, dernek vb.). Her toplumsal grubun kendine özgü bir amacı vardır ve grubu oluşturan üyeler bu amacın bilincinde olarak davranır. Grup üyelerinin her birinin diğer üyelere göre bir statüsü ve buna bağlı rolleri vardır. Ortak bir çıkar ve düşünce çerçevesinde oluşmuş gruplar, amaçlarına ulaşınca dağılır. Toplumsal gruplar bu özellikleri ile diğer insan topluluklarından (toplumsal yığın ve toplumsal kategori) ayrılır. Bu da toplumsal grubun oluşabilmesi için bireyler arasında fiziksel yakınlık ve ortak özelliklerin olmasının yeterli olmadığını göstermektedir.
S.193. Toplumsal grupların özellikleri nelerdir?
C.193.
A-Toplumsal grup hem üyelerince hem de dışarıdaki kişilerce tanınabilir.
B-Her grubun kendine özgü bir toplumsal yapısı vardır. Her üyenin bir statüsü ve grupta toplumsal tabakalaşma vardır.
C-Gruptaki her üye, kendi toplumsal rolünü yerine getirerek grubun varlığını sürdürmesine katkıda bulunur.
Ç-Grubun sürekliliği için karşılıklı ilişki ve etkileşim önem taşır.
D-Her grup, üyelerini yönlendiren yazılı veya yazısız normlara sahiptir.
E-Grup üyeleri belirli ortak ilgi ve değerleri paylaşır.
F-Her grubun yöneldiği hedefler vardır ve bu hedefler grubun ortaya çıkış sebebini belirtir.
G- Her grubun bir sürekliliği vardır.
S.194. Aile Grupları nelerdir?
C.194.
A-Üye sayısı bakımından aileler: Çekirdek ve geniş aile
B-Aile arasında otoritenin dağılımı bakımından aileler: Ataerkil aile (baba egemen), anaerkil aile (anne egemen), eşitlikçi aile
C-Evlenme biçimi bakımından ve eşlerin sayısına göre aileler: Tek eşli aile (monogami),çok eşli aile (poligami)
Ç-Soyun belirleniş biçimine göre aileler: Baba soyluluk (baba soyunda gelen soyluluk), anne soyluluk (anne soyundan gelen soyluluk), iki soyluluk
Ç-Evli çiftin oturma yerine göre aileler: Baba yerlilik (patrilokalite), anne yerlilik (matrilokalite), ev açma (neolokalite)
D-Eşlerin toplumsal üyeliği bakımından aileler: İçten evlenme (endogami), dıştan evlenme (exogami
S.195. Komşular ne demektir, açıklayınız?
C.195. Türkiye toplum hayatında yeri, unsurları, işlevi ve ortaya çıkardığı neticeleri bakımından önemli yere sahip olan komşuluk, günlük hayatın vazgeçilmez bir toplumsal yaşam alanı ve kişiler arası iletişimidir. Türkiye coğrafyasında komşuluğun önemi bir atasözünde söyle dile getirilir: “Ev alma, komşu al.” Bir evin ev olabilmesi için çevredeki komşular en az ev kadar ama aslında evden bile önemlidir. Komşu, yakın hatta bitişik konutlarda oturan kimselerin birbirine göre durumuna denir. Komşuluk ise komşu olma hâli ve komşularla olan ilişkidir. Komşuluğun toplumsal hayatta ne kadar önemli bir yer tuttuğunu konuyla ilgili deyim, atasözü ve yargılardan anlamak mümkündür. Komşuluğu ortaya çıkaran faktör, ortak ihtiyaçlar karşısında doğan ortak duygu ve düşüncelerdir. Bu duygu ve düşünceler, insanlar arası komşuluk bağlarının kuvvetlenmesine yardımcı olur. Komşuluk ilişkilerinin temeli “yardımlaşma” ve “güven” temeline dayanır.
S.196. Arkadaş grupları ne demektir, açıklayınız?
C.196. İnsan ilişkilerinin özellikle çocuk ve gençler için ilk dışa yönelme olduğu ortamlardan en önemlisi arkadaş gruplarıdır. Çocuğun varlık merkezi olan aile, değerlerin öğretilmesinde ve kişisel güvenin kazandırılmasında akran grubunun başarısına ulaşamaz. Arkadaş grupları çoğu zaman ailelerden daha etkin olur. Bu yüzden gerek kişiler gerekse aileler grup arkadaşlarını seçerken son derece dikkat etmelidir.
Kişilerin arkadaş gruplarında güç, ait olma ve güven kazandığı görülmektedir. Kişi tek başına yapamayacağını düşündüğü işleri akranlarıyla birlikte karar vererek ortaklaşa yapmaya çalışır. Arkadaş edinmek ve ilişkileri sürdürmek belli bir olgunluk ister. Sosyal, fiziksel ve ruhsal olgunluklarına bakarak arkadaş grupları seçilmelidir
S.197. Ergenin arkadaş ilişkileri kaç kategoriye ayrılmaktadır, nelerdir?
C.197.
A- Geniş kalabalıklar
B-Geniş kalabalıklardan daha küçük yakın arkadaşlıklar
C-Bireysel dostluklar
S.198. Oyun grupları ne demektir, açıklayınız?
C.198. Oyun ve oyuncak, çocukların yaşamı öğrenmesinde en önemli araçlardır. Oyun grubu, çocuğun sağlıklı ve güvenli koşullarda keşif yapmasına, deneyerek öğrenmesine, yeni beceriler geliştirmesine olanak sağlar. Çocuk, aileden sonra oyun gruplarında sosyalleşme ve öğrenme sürecini beraber işler. Oyun gruplarında amaç, sosyalleşme sürecinde çocuğunuzu oyalamak değil, ona yeni beceriler ve bilgiler kazandırmak olmalıdır. Oyun grupları sayesinde sağlıklı ve kişiliği gelişmiş çevresi ile iletişimini geliştiren bireyler yetiştirilir.
Günümüz şartlarında bebeğin büyümesi ve ihtiyaçlarının farklılaşmasıyla birlikte birbirine yakın anneler bir araya gelerek oyun gruplarını evlerde organize etmeye çalışmaktadır ancak bu buluşmalar zorlaştıkça ve bireyler büyüdükçe ile farklı mekân arayışları başlar. Bu nedenle hem eğitmen gözetiminde olduğu hem de farklı eğitim teknikleriyle birleşen yöntemleri bulunduğu için anneler, yuvalardaki ve oyun evlerindeki oyun gruplarını tercih eder. Ayrıca çocuğun gelişim evrelerinin uzmanlar tarafından gözlenmesi de bu grupların diğer bir avantajı olur.
S.199. Okul grupları ne demektir, açıklayınız?
C.199. Aileden sonra çocuğun ilk olarak tanıştığı sosyal gruptur. İlk deneyim olması sebebiyle okul ve okuldaki iletişim içinde oldukları gruplar, çocuğun sosyalleşmesinde ve gelişiminde önemli rol oynar çünkü çocuğun zamanının büyük bir çoğunluğu okulda ve okulda grubu ile birlikte geçmektedir. Bu yüzden okul grubunu teşkil eden okuldaki öğretmenleri, arkadaşları, çevresi, çalışan personeli çocuğun ve genç bireylerin kişiliğini oluşturan temel etkenlerin başında gelir.
S.200. Meslek grupları ne demektir, açıklayınız?
C.200. Toplumda özellikle çalışan kesimin ve aynı eğitimi almış kişilerin iletişim ortamı, örgütlenmiş meslek gruplarıdır. Her mesleğe ait üyeler; aralarında bilgi paylaşmak, gelişimlerini sağlamak, haklarını korumak ve sorunlarını dile getirmek için meslek gruplarını kurarlar. Böylece etkin ve sağlıklı iletişim için adım atmış olurlar. Meslek sahibi kişilerin boş zamanlarında ve ihtiyaç hâlinde bir araya gelerek gerekli paylaşımları yapması, hoşça vakit geçirmeleri ve sosyal ağ kurmaları yönünde etkili olur.
S.201. Baskı grupları ne demektir, açıklayınız ve örnek veriniz?
C.201. Ortak menfaatler etrafında birleşen ve bunları gerçekleştirmek için örgütlenmiş gruplara baskı grupları denilmektedir. Sendika, dernek, siyasi parti örnek olarak verilebilir. Baskı grupları yapmış oldukları faaliyetlerde başarılı olabilmek için sağlıklı ve etkin iletişim kurmak zorundadır.
S.202. Toplumsal etkileşim ne demektir, açıklayınız?
C.202. İnsanların, toplumların birbirlerinden etkilenmesi, birbirlerine bilgi, kültür vb. aktarması olarak tanımlanmaktadır. Toplumsal etkileşim genellikle iletişim yoluyla insanların ve grupların hareketlerinin karşılıklı etkileşimini de ifade eder. Bu tanım, kişinin kendisiyle etkileşimini de içine alır.
Toplumsallaşma, kişinin içinde yaşadığı toplumun bir üyesi olma süreci anlamına gelmektedir. Bu süre, kişinin doğduğu andan itibaren toplumsal yapı denilen davranış kuralları ile belirlenmiş değerler ve anlamlar içeren ilişkiler sistemi içinde yaşamayı öğrenmesi biçiminde gelişir. Birey-toplum ilişkisinin sağlanması yani bu sürecin işlemesi iletişim aracılığıyla olmaktadır. İletişim bu süreci bazı eğitim-öğretim kurumları ve kişiler aracılığıyla işletebilmektedir. Toplumsallaşmanın gerçekleşmesi iletişime, iletişimin gerçekleşmesi de eğitim ve öğretime, eğitim-öğretimle ilgili kişi ve kurumlara yani eğitim ve öğretimin örgütlenmesine bağlı görünmektedir. Toplumsallaşma, toplumsal değerlerin bireylere aktarılma-benimsetilme süreci ile devam ederek toplumların ilerlemesi için yol açmaktadır.
Toplumsal etkileşiminin temel amacı, toplumun varlığını koruma ve geliştirmedir. Toplumsal iletişim toplumsallaştırma, kültürel aktarım, eğitim ve eğlence ana işlevlerine sahiptir. İyi niyet, sevgi, saygı, hoşgörü, fedakârlık üzerine kurulduğunda etkin olarak amacına ulaşır. Toplumsal etkileşimde kesinlikle önyargılı olmamak gereklidir.
S.203. Toplumsal statü ne demektir, açıklayınız?
C.203. Statü, insanların toplum içindeki yerini ifade eden bir kavramdır. Kişilerin çocuk, doktor, öğretmen, işveren örneklerindeki gibi kim olduklarını belirtir, ona birtakım haklar sağlar ve yükümlülükler yükler
S.204. Statünün özellikleri nelerdir?
C.204.
A-Her insan birden fazla statüye sahip olabilir.
B-Bazı statüler doğuştan gelir bazıları sonradan kazanılır.
C-Bazı statüler doğumdan ölüme kadar değişmezken bazıları değişir.
Ç-Her statü belli kurallara bağlıdır.
D-Statüler arası ilişkiler ağı vardır.
E-Statüler toplumdan topluma değişiklik gösterebilir.
Mesleki Gelişim Soruları 7
S.167. Maslow’un İhtiyaçlar Hiyerarşisi olarak hazırladığı piramidi çiziniz?
C.167.

S.168. Kendini gerçekleştirme ne demektir, açıklayınız?
C.168. Her insanın yaşam döngüsü, onun kendini gerçekleştirme yolunda attığı adımlardan oluşur. İnsan nasıl yaşıyorsa o şekilde kendini ifade eder. Hedefinin ne olduğu belirsiz biri, her gün televizyon başında saatlerini harcayarak tercihini bu yönde kullanmaktadır. Hedefi olan ve bu hedefe ulaşmak için çaba gösteren biri de kendini o hedefe yaklaştıracak durumlara ve insanlara yönelirken hedefinden uzaklaştıracak durumlardan da kaçar.
Kendini gerçekleştirme Maslow’un İhtiyaçlar Hiyerarşisi olarak hazırladığı piramidin en tepesinde bulunan ihtiyaçtır. Maslow, ihtiyaçları sınıflandırırken iki varsayım öne sürmüştür.
Bu varsayımlardan birincisi, insan davranışlarının temelinde ihtiyaçların bulunduğudur. Bireyin davranışlarını anlayabilmek için onların ihtiyaçlarının neler olduğunu bilmek gerekir. İkinci varsayımı ise ihtiyaçların önceliği ve şiddeti ile ilgilidir. Birey, organizması, kendi sağlığı ve iyiliği için hangi ihtiyaçların öncelikle cevaplandırılması gerektiği şeklinde sıralamayı akla yaptırmak yerine daha işlevsel şekilde kendi denetiminde tutmalıdır.
Maslow, insanın en temel ihtiyaçlarını fizyolojik ihtiyaçlar olarak belirleyerek hiyerarşide birinci sıraya koymuştur. İnsanın en temel ihtiyaçları karşılandıktan sonra üst ihtiyaçları ortaya çıkar. Fizyolojik, güvenlik, ait olma ve saygı ihtiyaçları karşılanan bireyde ortaya çıkan en üst ihtiyaç, kendini gerçekleştirme ihtiyacıdır. Kendini gerçekleştirme, kişinin içinde bulunan potansiyeli açığa çıkarması ve bunu kişilik hâline getirmesidir.
S.169. Öz güveni geliştirme ne demektir, açıklayınız?
C.169. Öz güven önemli bir kişisel özelliktir, yaşam ve sorunlarla gerçekçi bir şekilde mücadele etmemizi sağlar ve zorluklara dayanmamızı kolaylaştırır. Öz güven kazanma süreci, yaşamın önemli zorlukları ile başa çıkma gücüne sahip ve mutlu olmaya layık bir kişi olma deneyimidir.
Öz güven insana güç verir, enerjisini artırır ve daha fazla çaba göstermeye özendirir. Başarı için ilham kaynağıdır. Başarılarımızla gurur duymamızı ve onlardan keyif almamızı sağlar.
Öz güveni artırmanın iyi bir yolu, yaşamdaki başarılarımızı hatırlamaktır. Sahip olduğumuz tüm yeteneklerimizi, iyi kullandığımız becerilerimizi aklımıza getirmek ve güvenli davranarak kazançlı çıktığımız zamanları hatırlamaktır.
S.170. Öz güveninizi kazanmak ve geliştirmek için neler yapmalısınız?
C.170.
A-Yeteneklerinizi önemsemeliyiz ve kabuğumuzdan çıkmayı öğrenmeliyiz.
B-Daha rahat ve girişken davranmayı öğrenmeliyiz.
C-Fikirlerimizi daha sesli ifade etmeliyiz.
Ç-Sorumluluklar almalıyız.
D-İş yaşamınızda karar alma süreçlerinde ve uygulamalarda daha aktif olarak kendimizi göstermeliyiz.
E-Enerjik olmak için bu tür insanları kendimize örnek almalıyız.
F-Cesaretli olmalıyız, hata yapmaktan korkmayınız.
G-Başarısızlıkların birer ders olduğunu ya da başarı yolunda küçük molalar olduğunu düşünmeliyiz.
S.171. Toplumda insan ilişkilerini düzenleyen kurallar nelerdir?
C.171.
A-Görgü kuralları
B-Gelenek ve görenekler
C-Dini kurallar
Ç-Ahlak kuralları
D-Hukuk kuralları
E-İnsan hakları
S.172. Toplum hayatını düzenleyen kuralları ne demektir, neden olmalıdır?
C.172. Bir toplumun oluşmasında ve gelişmesinde o toplumu meydana getiren insanlar arasında uygulanan ve insan ilişkilerini düzenleyen kuralların önemli bir yeri vardır. Bu kurallar, toplumdaki uygarlık düzeyinin de göstergesidir. İnsanın bencil ve kaba düşüncelerden sıyrılarak başkalarına karşı davranışlarını bir düzene koyması, onun duyarlı ve nazik olmasını sağlar. Bu da insanların birbirleriyle olan ilişkilerinin sağlıklı ve tutarlı olmasını sağlar.
S.173. Görgü kuralları ne demektir, açıklayınız?
C.173. Toplum içinde olumlu ilişkiler kurabilmek için bazı kurallar vardır. Bunlardan biri de görgü kurallarıdır. Görgü, bir toplumda var olan ve uyulması gereken saygı ve incelik kurallarıdır. Kişilerin birbirleriyle karşılaştıklarında nasıl davranmaları gerektiğini belirleyen kurallar; konuşma, giyinme, yeme-içme yöntemlerini, iş yerlerinde, bayramlarda ve düğünlerde nasıl davranılacağını belirler. Görgü kurallarını çiğneyen kişi “kaba, tuhaf, bilgisiz ve görgüsüz” diye nitelendirilir. Bu nitelendirmelerin hoş olmaması nedeniyle insanlar görgü kurallarına uyma zorunluluğu hissederler.
Genel görgü kurallarına uyma zorunluluğu yoktur, hukuken suç sayılmaz ancak toplum genel görgü kurallarına uymayanları cahil, bencil, kaba, saygısız gibi sıfatlarla tanımlar ve kınar. Toplumun kişilere bu noktada yaptırım gücü ön plana çıkar. Toplum, genel görgü kurallarına uyan kişileri terbiyeli, saygılı, nazik kişiler olarak nitelendirir. Görgü kuralları bir ülkenin ayrı ayrı bölgelerinde farklı olduğu gibi değişik uluslarda da farklılıklar gösterir. İnsanlar toplum içinde bir arada yaşamak zorunda olduğundan göz önünde bulundurması gereken kurallar vardır.
S.174. Toplumda dikkat edilmesi gereken görgü kurallar nelerdir?
C.174.
A-Hoşgörülü ve iyimser olmak
B-Olgun bir kişiliğe sahip olmak için çaba göstermek
C-Eleştiriyi yerinde ve zamanında yapmak
Ç-Giyime önem vermek, giysinin mevki yer ve zamana uygun olmasına özen göstermek
D-Başkalarını rahatsız edici davranışlardan sakınmak
E-Verilen sözü tutmak
F-Ziyaretin kısa ve zamanlı olmasına özen göstermek
G-Oturuş ve kalkışlarda hareketlere özen göstermek
Ğ-Gerektiğinde özür dilemesini bilmek
H-Özel konuşma yapanların yanına gitmemek
I-Uygun olmayan el şakası ve sözlü şakalardan kaçınmak
S.175. Örf ve adetler ne demektir?
C.175. Belirli davranış biçimlerinin toplumda yerleşmesi, bu davranışların tekrarlanması zorunluluğu ve inancının yaygınlaşmasıdır.
S.176. Örf ve adetler ne demektir, açıklayınız?
C.176. Belirli davranış biçimlerinin toplumda yerleşmesi, bu davranışların tekrarlanması zorunluluğu ve inancının yaygınlaşmasıyla örf ve âdet kuralları oluşur. Bireylerin alışkanlıklarına benzer şekilde toplumların da örf ve âdetleri vardır. Bu kurallar, kaynağının ve yaptırımlarının ilahi olmaması bakımından din kurallarından ayrılır.
Ahlak kuralları temelde bireysel değerler olmasına rağmen örf ve âdetler toplumsal değerlerdir. Ayrıca örf ve âdette biçim ve görünüş düzenlenirken ahlak zihniyeti temel alınır. Bu nedenle iyi niyetten doğmayan bir davranış, örf ve âdetin istem ve gereklerine uysa da ahlaksal nitelik kazanamaz. Sözgelimi salt gösteriş için yardımda bulunan bir kimsenin davranışı örfe uygun kabul edilirken ahlak bakımından bu davranış onanmaz. Örf kavramı, bilmek ve tanımak anlamına gelmektedir. Âdet ise izlene izlene alışkanlık hâline gelen davranışları ifade eder. Örfün anlamında iyilik bulunurken âdetler kötü alışkanlıklar şeklinde de görülebilir. İki kavram arasında fark bulunmasına rağmen bir arada veya tek başlarına yukarıda belirtilen anlamda kullanılmaktadır. Örf ve âdete yerine göre “töre” de denilmektedir
Örf ve âdet kuralları genel ve özel olmak üzere iki kategoride ele alınabilir. Toplumdaki herkesi ilgilendiren genel nitelikli kuralların yanı sıra belirli bir meslekle ilgili olan ve bu meslek mensuplarınca benimsenen özel nitelikli örf ve âdet kuraları da vardır. Ayrıca ülkenin belli bir bölgesinde veya ilinde sosyal ilişkileri düzenleyen yerel örf ve âdetlerden de söz edilebilir. Bir davranış modelinin örf ve âdet kuralı olarak kabul edilebilmesi için bazı şartları taşıması gerekir.
S.177. Bir davranış modelinin örf ve âdet kuralı olarak kabul edilebilmesi için hangi şartları taşıması gerekmektedir?
C.177.
A-Kesinlik: İlk koşul, örf ve âdet kuralının anlam ve içeriği konusunda tartışma olmamasıdır. Örf ve âdet kuralının anlamı, toplum üyeleri tarafından açıkça bilinmeli ve benimsenmelidir.
B-Akla uygunluk: Bu kurallar akla uygun ve kabul edilebilir olmalı, saçma olmamalıdır. Hemen belirtmek gerekir ki akla uygunluk ve saçmalık toplumdan topluma değişebilir fakat önemli olan kabul edildiği toplumun değerleridir.
C-Süreklilik, eskilik: Bir davranış modelinin örf ve âdet kuralı niteliğini taşıması için sürekli şekilde, kesintisiz ve eskiden beri uygulanması gerekir.
Ç-Genel inanç: Örf ve âdet kuralının iyi, doğru olduğu inancının toplum üyelerinin bilincine yerleşmiş olması bir diğer koşuldur. İnsanlar bu kuralların haklı olduğuna inanmalı, uygulanması zorlamaya dayanmamalıdır. Toplumsal ilişkileri düzenleyen örf ve âdet kurallarının hukuk düzeni ile çelişmemesi gerekir. Yasalara ve hukuk sisteminin genel esaslarına aykırı kuralların örf ve âdet kuralı olarak uygulanması söz konusu olamaz.
S.178. Dini kurallar ne demektir?
C.178. Genel olarak büyük ve üstün, insanın karşı koyamayacağı tabiatüstü ilahi bir varlık tarafından bazı şekiller altında emredildiği kabul olunan kural ve inançlardan oluşmuş bütüne din denir.
S.179. Dini kurallar ne demektir, açıklayınız?
C.179. Genel olarak büyük ve üstün, insanın karşı koyamayacağı tabiatüstü ilahi bir varlık tarafından bazı şekiller altında emredildiği kabul olunan kural ve inançlardan oluşmuş bütüne din denir. Din sadece insanla tanrı arasındaki ilişkiyi düzenlemez, insanın insanla ve toplumla olan ilişkileri konusunda da kurallar içerir.
Toplumda dinin yeri çeşitli bakımlardan incelenmelidir. Hak ve adaleti savunması, insanların iyi ahlaklı olmasını, başka insanlara iyi davranılmasını ve saygı duyulması gerektiğini savunması dinin toplum yaşamına olumlu katkılarıdır. Din, sosyal bütünleşmenin korunmasında da önemli rol oynamaktadır.
S.180. Din hangi fonksiyonları yerine getirir?
C.180.
A-Din toplumun istikrarı ve devam edebilmesi için yardım eder.
B-Yeni dinler toplum üyelerine güç, çevre şartları içinde varlığı sürdürme mücadelesi için daima cesaret vermiştir.
C-Dua etmek insanların ruhsal baskılardan sıyrılabilmesi için bir kurtuluş yolu sağlar.
Ç-Dinsel törenler, toplum dayanışmasını kuvvetlendirici araçlardır.
D- Dinler ortaya çıktıklarında sosyal düzene karşı bir eleştiri unsurunu getirmişlerdir.
S.181. Ahlak kuralları ne demektir?
C.181. Toplumda iyilik ve kötülük hakkında oluşan değer yargılarına göre yapılması gereken veya yapılmaması gereken davranışlara ilişkin kurallar bütünüdür
S.182. Ahlak kuralları ne demektir, açıklayınız?
C.182. Genel tanımlama ile ahlak, toplumda iyilik ve kötülük hakkında oluşan değer yargılarına göre yapılması gereken veya yapılmaması gereken davranışlara ilişkin kurallar bütünüdür. İnsan hayatını düzenleyici nitelikte ve sürekliliği olan kurallar niteliğindedir. Ancak bu kurallar tinsel nitelikli olup insanın kendi içinde tutarlı olmasını hedefler. Hukuk, dış davranışlara kural koymakta; ahlak ise iç düşünce yani niyet ve maksat için kurallar koymaktadır.
Ahlak nesnel ve öznel olarak ikiye ayrılmaktadır. Nesnel ahlak, insanın diğer bireylere karşı olan ödevlerini bildirir. Sosyal ahlak olarak da adlandırılmaktadır. Öznel ahlak ise kişinin kendi iç dünyası ile ilgilidir.
Ahlak kurallarının işlerlik kazanabilmesi için en az iki kişiden oluşan insan topluluğuna ihtiyaç vardır ancak aksi görüşlerde vardır. Bireylerin ve toplumun belirli davranışları iyi veya kötü olarak nitelemeleri esasına dayanan ahlak kuralları aslında din kuralları ile iç içedir. Ahlak kuralları dinî inançların sürdürülmesini, din kuralları da yaptırımlarıyla ahlak kurallarına uyulmasını kolaylaştırır. Bazı din kurallarının aynı zamanda ahlak kuralı olduğunu da görüyoruz. Ahlak, bireysel ve toplumsal ahlak olmak üzere ikiye ayrılır. Bireylerin insan davranışları hakkında iyi veya kötü şeklindeki değer yargıları bireysel ahlakı oluşturur. İnsanların birbirleriyle ve toplumla olan ilişkilerini düzenleyen manevi nitelikte kural ve ilkeler ise toplumsal ahlak kurallarıdır. Genelde toplumun değer yargıları bireylerce benimsenir ancak kişinin toplumunkinden ayrı ahlaki değerlere sahip olması da mümkündür.
S.183.Hukuk kuralları ne demektir?
C.183. Bireylerin toplumla, birbirleriyle ve devletle ilişkilerini, haklarını, yükümlülüklerini, ödevlerini düzenleyen ve uyulması kamu gücüyle sağlanan kurallara hukuk kuralları denir
S.184. Hukuk kuralları ne demektir, açıklayınız?
C.184. Bireylerin toplumla, birbirleriyle ve devletle ilişkilerini, haklarını, yükümlülüklerini, ödevlerini düzenleyen ve uyulması kamu gücüyle sağlanan kurallara hukuk kuralları denir. Bu kurallar doğrudan doğruya bireylerin dış ilişkilerini düzenler. Hukuk kuralları, toplumun barış, güven ve huzur içinde yaşayarak korunmasını amaçlamaktadır. Toplum içinde din, ahlak ve hukuk kuralları iç içe geçmiştir. Hukuk kuralları toplum yaşamını düzenleme, toplumun gereksinimlerini sağlama ve adaleti gerçekleştirme amaçlarını bünyesinde barındırır.
Toplumu düzenleyen kurallardan en önemlisi ve en etkilisi hukuk kurallarıdır. Hukuk kurallarını diğerlerinden ayıran temel özelliği, hukuk kurallarına aykırı davranışların kamu gücü tarafından belirlenen yaptırımlarla karşılaşmasıdır. Bir başka deyişle insanlar hukukun kendilerine yüklediği yükümlülükleri kendi istekleriyle yerine getirmedikleri takdirde devletin yetkili organları, bu yükümlülüklerin zorla yerine getirilmesini sağlar. Hukuk kurallarını ahlak ile örf ve âdet kurallarından farklı kılan bir diğer yön ise toplum içinde zamanla oluşmaması, yetkili kamusal organlar tarafından yapılmasıdır.
S.185. İnsan hakları ne demektir?
C.185. Tüm insanların sahip olduğu temel hak ve özgürlüklere insan hakları denir.
S.186. İnsan hakları ne demektir, açıklayınız?
C.186. Tüm insanların sahip olduğu temel hak ve özgürlüklere insan hakları denir. İnsan hakları, insanların geliştirmiş oldukları demokratik devlet yapılarında uygulanması zorunlu evrensel bir değerdir. İnsan hakları, İkinci Dünya Savaşı sonrası tamamen kabul edilmiş ve kurumlaşmış bir kurallar bütünüdür. İnsan Hakları, Birleşmiş Milletler İnsan Hakları Evrensel Bildirgesi’nin 10 Aralık 1948 tarihinde kabul edilmesiyle evrensel ve çağdaş bir değer olarak yerini almıştır. Daha sonra kabul edilen Avrupa Konseyi İnsan Hakları Sözleşmesi ile de çağdaş, demokratik ve modern devletlerin olmazsa olmaz kuralları ve ilkeleri arasına girmiştir.
Bir devletin insan haklarını benimseyip benimsemediği o devletin gelişmişlik düzeyini de gösterir. Bir devletin demokratik, çağdaş ve modern bir devlet olabilmesi için insan haklarını anayasal ve yasal bir hak olarak vatandaşlarına tanımış olması ve insan hakları ihlallerinin suç olarak kabul edilip cezalandırılmasını öngören yasal yaptırımları getirmiş olması gerekir.
S.187. İnsan Hakları, Birleşmiş Milletler İnsan Hakları Evrensel Bildirgesi kaç yılında kabul edilmiştir?
C.187. 10 Aralık 1948
S.188. Temel insan haklarından bazıları nelerdir?
C.188.
A-Yaşama hakkı
B- Sağlık hakkı
C- Eğitim hakkı
Ç- Mülk edinme hakkı
D- Seyahat hakkı
E- Haberleşme hakkı
F- Kanun önünde kendini savunma hakkı
G- Hak arama hakkı
Ğ- Seçme ve seçilme hakkı H- Özel yaşamın gizliliği hakkı
I- Devlet hizmetlerinden eşit olarak yararlanma hakkı
Mesleki Gelişim Soruları 6
S.149. Zihinsel özellikler ne demektir, açıklayınız?
C.149. Zihinsel özellikler, bireyde gelişen anlama ve yorumlamayla ilgili niteliklerdir. İlkin son derece sınırlı olan zihinsel faaliyetler, zamanla gelişir ve olgunlaşır. Bireyin bu zihinsel gelişimi onun hem doğuştan getirdiği özelliklere hem de çevresiyle etkileşimlerine bağlıdır.
Bireyde kalıtımla gelen temel zihinsel ögeler, bireyin çevre ile etkileşimi sonucu gelişim ve değişime uğrar. Bu gelişim ve değişim hem bireyin yapısına hem de çevresel faktörlere bağlı olarak gelişir. Çevre, zihinsel faaliyetleri etkilerken zihnin yapısı da çevrenin algısını etkiler. Bu nedenle bireylerin zihinsel yapıları arasında farklılıklar oluşur.
Bebeğin ilk iki ay içerisinde gösterdiği faaliyetler daha çok refleks niteliği taşımaktadır. Ağlaması, karnını doyurması refleks hareketlerdir. İlerleyen aylarda bebeğin çok basit düzeyde hareketleri tekrarlayabildiği ve bunlardan etkilenebildiği gözlemlenir. Bu özellikler gelişerek 18-24 aylar arasında çevreyi tanıma ve çevreden gelecek etkiler hakkında muhakeme yürütmeye dönüşür. İkinci yaşın sonlarındaysa bireyde en önemli zihinsel değişim gerçekleşir ve çocuk sözel düşünmeye, varlıkları adlarıyla tanımaya başlar. Dil dediğimiz yeteneği kazanır.
Dil gelişimi; bireyin sözcükleri, sayıları ve simgeleri öğrenmesi ve dil kurallarına göre kullanması ve bu kullanımının gelişmesidir. Dil gelişimi, anlamsız sesler çıkarmayla başlar. Ardından hecelemeler yapılır. Daha sonra ilk basit sözcükler söylenir. Konuşulanları basit yapıda anlamak ve telaffuz etmenin ardından sözcük dağarcığı oluşturulur ve artık sözcükler cümle içinde kullanılmaya başlar. Dört yaşına doğru çocuk, daha karmaşık imgeler kurmaya, dilde ve düşüncede daha ince noktalara inmeye başlar. Yedi yaşına kadar çocuğun kavramları, daha çok çevresinde gördüğü nesnelerle ilişkili durumdadır. İlkokul çağındaki çocuklar, somut düşünme basamağında bulunmaktadır. Bu dönemde çocukların birebir görmedikleri durumları, nesneleri algılamaları ve yorumlamaları zordur.
7-11 yaşları arasında çocukların parça ve bütün kavramını anlamaya başladığı görülür. 7-11 yaşlarındaki çocuklar nesnelerin yüksekliği, ağırlığı, büyüklüğü, uzunluğu, kısalığı ve renk farklarını rahatlıkla anlayabilir ve yorumlayabilir fakat soyut düşünme ve soyut kavramları algılama güçlüğü çekerler. Birey soyut düşünme basamağına 11 yaşından sonra girer. Bu dönemde nesneyi ve durumu görmeden de anlayabilir ve yorumlayabilir. Kendi düşüncelerini eleştirebilir, düşünceleri üzerinde de düşünmeye başlayabilir. Birey 15 yaşına geldiğindeyse artık somut olay ve nesnelere dayanmadan, bağımsız olarak soyut düşünme yeteneğine tamamen ulaşmıştır. Sorun çözme ve yargılama yetenekleri gelişmiş, sorgulama ve yeni fikirler üretme artık daha da kolaylaşmıştır.
S.150. Zihinsel faaliyetler hangi süreçleri kapsar,nelerdir,yazınız?
C.150.
A-Algılama: Gerek iç gerekse dış dünyadan edinilen bilgilerin yorumlanması ve düzenlenmesidir.
B-Bellek: Yaşanılanların, öğrenilenlerin ve algılananların geçmiş ve gelecekle ilişkisini bilinçli olarak zihinde saklama gücüdür.
C-Muhakeme: Bilgiyi belirli bir anlam çıkarma ve sonuca varma amacıyla kullanabilme yeteneğidir.
Ç-Düşünme: Bilgi ve çözümlerin sebep sonuç ilişkisi içerisinde değerlendirilip yorumlanmasıdır.
D-Yetenek: Bireyin öğrenme, iş yapabilme ve uyum gücüdür
S.151. Ruhsal özellikler ne demektir, açıklayınız?
C.151. Bireyin etkiye en açık öğrenme, olgunlaşma yoluyla şekillenen ve en çok şahsına özgü niteliklerinden olan ruhsal özellikler, bütün bu sebeplerden dolayı da üzerinde kesin konuşulması güç olan bir alandır.
Her bireyin ruhsal özellikleri, diğerlerine göre farklıdır fakat bireyler bu özelliklerini oluşturan duyguları nispeten ortak yaşarlar. Bireylerin diğer insanlarla örtüşen yanları duygularıdır. Bu duyguların oluşturduğu bütün, her birey için tektir ve kimse kimsenin tıpatıp aynısı değildir.
Bireyin ruhsal özelliklerinin oluştuğu esas dönem, okul öncesi çağıdır. Bu dönemde temel kişilik özellikleri gelişir. Bu yüzden bireyin eğitimindeki en önemli dönem, okul öncesi yaşlardır. İki-üç yaşına gelindiğindeyse çocuğun soru sorma çağı başlar. Çocuk kendisine yeni gelen her şeyin ne olduğunu, nasıl olduğunu sürekli sorgular. Bu dönem dikkat ve özen isteyen bir dönemdir. Çocuğun sorduğu sorular özenle cevaplanmazsa çocukta yanlış bilgiler kalıcı etkiler bırakabilir ya da sorduğu sorulara karşı alınan tavır olumsuz olursa çocukta öğrenme arzusu körelebilir.
İlkokul çağındaki çocuk daha çok arkadaşlarını, onların şakalarını, oyunlarını, hatalarını veya gülünç yönlerini, başarılarını ve sevgilerini önemsemeye başlar. Yaşı ilerleyip ergenliğe adım attığında çocuktaki akranları arasında olma ve onlarla birlikte hareket etme arzusu da artar. Bununla birlikte kimi utangaçlıkları da daha etkili yaşar. Bu utangaçlığı onun beceriksizleşmesine, kendini beğenmesini istediği kişilerin bulunduğu yerlerden kaçmasına ya da bu gibi ortamlarda sıkılmasına neden olur.
Bu dönemde gencin gösterdiği sevgi ve sevmeme tepkileri de aşırıdır. Sevdiklerine çok bağlıdır. Sevmediklerindense uzak durmaya çalışır. Bu aşırılık durumu, gencin son ergenlik dönemine doğru normale döner. Ergenlik dönemlerinde gençlerin ilgileri, kendi bedenlerindeki değişimlere ve karşı cinse yönelir. Bununla birlikte toplumdaki olaylarla ilgilenme bilgi ve düşüncelerini geliştirme çabası da bu dönemde yoğunlaşır
S.152. Kendini geliştirme ne demektir, açıklayınız?
C.152. Gelişim, belirli bir duruma doğru gerçekleşen olumlu değişim sürecidir. Kendini geliştirmekse insanın olmak istediği ve belirlediği bir kişisel durumu elde etmek için gerçekleştirdiği değişim sürecidir. Başka bir deyişle kendini geliştirme, olmak istenilen yere varma çabasıdır.
S.153. Kişisel özelliklerini geliştirme ne demektir, açıklayınız?
C.153. Kişisel gelişim önce insanın kendisini keşfetmesiyle başlar. Kendini anlayabilme ve gelişme arzusu ile başlayan süreç içerisinde öncelikle hedef belirlenmelidir. Hedef belirlerken olumlu olunmalıdır. Olumluluk derken iki şey anlatılmak istenmektedir. Birincisi, hayata ve kendinize olumlu yönden bakabilmektir. İkincisiyse hedef için oluşturulacak cümle ya da düşüncenin olumlu kurulmasıdır. Olumsuz cümlelerle hedef belirlenemez. Kişi olumsuz cümlelerle harekete geçemez. Örneğin “Başarısız olmak istemiyorum.” İfadesi, hedef belirlemekte kişiye yardımcı olamaz ancak olumlu kurulacak cümleler zihni harekete geçirebilir ve düşünce üretebilir. “Başarılı olmak istiyorum.” gibi olumlu bir cümle, düşünce üretimine daha çok olanak sağlar.
S.154. İlgi ve yetenekleri geliştirme ne demektir, açıklayınız?
C.154. İlgi, belli faaliyetlere isteyerek yönelme, bu faaliyetleri kısıtlayıcı koşullar altında bile başka faaliyetlere tercih etme ve bu faaliyetleri yaparken yorgunluk yerine dinlenmişlik, bıkkınlık yerine devam etme isteği duyma durumlarında varlığına hükmettiğimiz bir iç uyarıcıdır.
İlginin birey hayatında dinamik bir etkisi vardır. İnsanlar yaptıkları herhangi bir işten, katıldıkları herhangi bir etkinlikten doyum sağlamak isterler. Herhangi bir zorlama altında olmadığı ya da kendisine bir ödül vaat etmediği hâlde bir kimse kendiliğinden bazı faaliyetlere girişiyor ve bundan doyum sağlıyorsa bu kimsenin o tür faaliyetlere karşı ilgisi olduğu söylenebilir. Bireyin seçme özgürlüğü olduğu durumlarda gerçek ilgiyi belirleme imkânı daha yüksektir. Yetenek, bireyin bir işi başarma potansiyeline işaret eder ve belli bir eğitim ve hazırlıktan sonra gelebileceği noktayı anlatır. Bu anlamda yetenek daha çok bir bireyin öğrenme gücü, belli bir eğitimden yararlanabilme gücü anlamına gelir. Böylece yetenek, bireyin gelecekte elde edebileceği başarı düzeyini kestirmemiz konusunda ipuçları verir.
İlgiler, insanların yaptıkları herhangi bir işten doyum sağlayabilme süreçlerini içerir. Yetenek ise bireyin öğrenme gücü, belirli bir eğitimden yararlanabilme gücünü içermektedir. O hâlde yetenek ile ilgi arasında doğrudan bir ilişki vardır. Öğrencilerin seçmiş olduğu alanlardan doyum sağlayabilmesi yetenek düzeylerine bağlıdır. Belirli ölçüde yetenek o konu alanındaki başarının da bir ölçüsü olmaktadır. Birey, konu alanına ilgi duyuyor olabilir ama o konu alanı ile ilgili bir yeteneğe sahip değilse o zaman konu alanında gerekli düzeyde bir başarı elde edemez. Bu nedenle ilgi ve yetenekler arasında mutlaka bir uyum olması gerekir.
S.155. Kendini ifade etme yolları ne demektir, açıklayınız?
C.155. Bireyin kendini ifade etme ihtiyacı insanlık tarihi kadar eskidir. Başlangıçta birtakım hareket, şekil ve çeşitli seslerle kendini çevresindekilere anlatmaya çalışan birey zamanla bu ihtiyacını gidermek için çeşitli semboller geliştirdi. Doğadaki varlıkların şekillerinden oluşan bu semboller zamanla yerlerini çeşitli çizgilere bıraktı. Kendini ifade etme yazılı, sözlü ve bedensel boyutlarda kendini ortaya koyabilme, hislerini, düşüncelerini anlatabilme becerisi, geliştirilen kişisel tarz ve sahip olunan kişisel özelliklerle kendini gösterebilme yetisidir.
İnsanlar bilgi, duygu ve düşüncelerini ifade etmede iletişim araçlarını kullanır. Kendini ifade etmede kişinin konuşma biçimi, seçtiği sözcükler, ses tonu, beden duruşu, jest ve mimikler önemlidir.
S.156. İletişim ne demektir, açıkayınız?
C.156. İletişim; bilginin, fikirlerin, duyguların, becerilerin, simgeler kullanılarak iletilmesidir. İnsanın kendini sosyal bir varlık olarak ifade etmesi için iletişim zorunludur. İnsan, çevresi ile iletişim kurarak yaşar. Onun her davranışı, konuşması, susması, duruşu ve oturma biçimi kendini ifade etmesi yani çevresine mesaj iletmesidir. İletişim kurmaktaki asıl amaç, anlaşılabilir mesajlar göndermek ve karşı tarafın tutum ve davranışlarında değişiklik meydana getirmektir. Davranışlarda değişiklik meydana gelmemişse ileti var fakat iletişim yoktur. İnsanın uyku dışında hemen her an gerçekleştirdiği bir etkinlik olan iletişimin geliştirilmesinin temel noktası, karşınızdaki kişiyi dinlemek ve anlamaya çalışmaktır. Bu da ancak karşımızdaki kişiye değer vermek ve anlamaya çalışırken kendimizi onun yerine koyabilmekle mümkündür.
S.157. Sunum ne demektir, açıklayınız?
C.157. Herhangi bir konu hakkında herhangi bir grup ya da topluluğa bilgi vermek amacıyla gerçekleştirilen sözlü veya görsel iletişime sunum denir. Aslında yapılan bütün etkinlikler, törenler veya toplantılar sunumun içerisine girer. Sunum, önceden hazırlanmış ve planlanmış bir konunun etkili ve anlaşılır biçimde dinleyicilere aktarılmasıdır.
S.158. Sunum hazırlarken dikkat edilmesi gereken unsurlar nelerdir?
C.158.
A-PowerPoint’te yazı tipi boyutu seçilirken dikkatli olunması gerekmektedir.
B-Başlıklarda en uygun olan yazı boyutu seçilmektedir.( Genellikle 36-44’tir, yazı boyutu seçilir ama yine de isteğe bağlıdır)
C-Metin kısmında en uygun olan yazı boyutunu seçilmelidir.( Genellikle 20-32’dir)
C- Gerek olmadıkça metin tamamen büyük harf ile yazılmaz.
Ç-Vurgulanması istenen noktalar için italik, alt çizgi, farklı renk, yanıp sönme vb. dikkat çekici özelliklere yer verilmelidir.
D-Zeminin koyu, yazıların açık veya zeminin açık, yazıların koyu renkli olmasına dikkat edilmelidir.( örneğin; zemin koyu mavi ise yazı beyaz olduğunda dikkat çekicidir.)
S.159. İkna becerileri ne demektir, açıklayınız?
C.159. İknayı kısaca kaynak kişi ya da kişilerin, hedefin belirli bir ürün, birey ya da görüşe ilişkin olumlu bir tutum oluşturmasını ya da var olan tutumunu değiştirmesini sağlama yönündeki çabasıdır.
S.162. İkna edici olabilmek için neler yapılabilir?
C.162. İkna edici olabilmek için elimizdeki bilgiyi ve kanıtları iyi yapılandırmalı, örgütlemeli, kontrol değişkenlerini dikkate alınmalıdır.
S.163. İletişim ne demektir?
C.163. İletişim; bilginin, fikirlerin, duyguların, becerilerin, simgeler kullanılarak iletilmesidir
S.164. Kendini ifade etme yolları ne demektir?
C.164. Kendini ifade etme yazılı, sözlü ve bedensel boyutlarda kendini ortaya koyabilme, hislerini, düşüncelerini anlatabilme becerisi, geliştirilen kişisel tarz ve sahip olunan kişisel özelliklerle kendini gösterebilme yetisidir.
S.165. Öz güveni geliştirme ne demektir?
C.165. Öz güven önemli bir kişisel özelliktir, yaşam ve sorunlarla gerçekçi bir şekilde mücadele etmemizi sağlar ve zorluklara dayanmamızı kolaylaştırır. Öz güven kazanma süreci, yaşamın önemli zorlukları ile başa çıkma gücüne sahip ve mutlu olmaya layık bir kişi olma deneyimidir.
S.166. Kendini gerçekleştiren insanın özellikleri nelerdir?
C.166.
A-Gerçekliği verimli bir şekilde algılarlar ve belirsizliğe tahammül edebilirler.
B-Kendilerini ve başkalarını oldukları gibi kabul ederler.
C-Düşünce ve davranışları içtendir.
Ç-Kendi üzerinde yoğunlaşmaktan çok, sorun üzerinde yoğunlaşırlar.
D-İyi bir mizah anlayışları vardır.
E-Çok yaratıcıdırlar.
F-Gelenek dışı olmamalarına karşın öz kültürlerinin içselleştirilmesine karşı dirençlidirler. G-İnsanlığın refahı ile ilgilenirler.
H-Yaşamın temel deneyimlerini değerlendirebilirler.
I-Çok değil az insanla derin, tatmin edici kişiler arası ilişkiler kurarlar.
İ-Hayata nesnel bir açıdan bakabilirler.
Mesleki Gelişim Soruları 5
S.128. Empatik iletişim ne demektir, açıklayınız?
C.128. Bir kişinin kendini karşısındaki kişinin yerine koyarak olaylara onun bakış açısıyla bakması ve o kişinin duygu ve düşüncelerini doğru olarak anlaması, hissetmesi ve bu durumu ona iletmesi sürecine “empati” denir.
Empati kuracak kişi kendini karşısındakinin yerine koyabilmeli ve olaylara onun bakış açısıyla bakabilmelidir yani onun algı alanına girebilmelidir. Empati kurmak için karşıdaki kişinin duygu ve düşüncelerini iyi anlamak gerekir. Karşıdaki kişinin sadece duygularını ya da sadece düşüncelerini anlamak yeterli değildir, zihninde oluşan empatik anlayışın karşıdaki kişiye iletilmesi de gereklidir.
S.129. Güdüleyici iletişim ne demektir, açıklayınız?
C.129. Güdü, insanı belli bir amaç için harekete geçiren güçtür. İletişimin ikna yeteneği, güdüleyici olmasına bağlıdır. Örgütlerde güdüleyici iletişimin olabilmesi için mesajın aşağıdan yukarıya ve çapraz bir şekilde dolaşması gerekir. Bu sayede örgüttekiler tüm gelişmelerden haberdar olur.
S.130.Etkin İletişim ne demektir, açıklayınız?
C.130. Etkin iletişim: Etkin iletişim, amaçlanan anlamı mümkün olduğu kadar göndericinin gönderdiği anlama yakın bir biçimde hedefe iletmekle mümkün olur. Etkin iletişim, anlam düşüncesine ve anlamlarının tutarlığına bağlıdır. Etkin iletişim, alıcının algılayabileceği şekilde mesajı iletmekle mümkün olur. Etkin iletişim, mesajın tam olarak algılanması ve gerekli tepkinin gösterilmesiyle sağlanır.
S.131. İkna edici iletişim ne demektir, açıklayınız?
C.131. İkna edici iletişim: En basit bir diyaloğun bile ikna etme ile ilişkisi vardır. İnsanlar genelde başkalarının davranışlarını, kendi arzuları doğrultusunda değiştirmek için ilişki kurarlar, güç kullanarak ya da ikna yoluyla bu isteklerini gerçekleştirmek isterler. Formel ilişkiler güç, informal ilişkiler ise ikna sayesinde gerçekleşir. İkna etmek inandırıcı olmaya bağlıdır. İnanç, tutum ve davranış değiştirmede ikna daha kalıcıdır. “Bir atı zorla suya götürebilirsiniz ama zorla su içiremezsiniz.” diyen atasözü iknanın önemini vurgulamaktadır. İknanın temelinde inandırma, inandırmanın temelinde de güvenirlik vardır.
S.132. İyi bir dinleyici hangi özellikleri taşır?
C.132.
A-Dikkatini karşısındaki kişiye verir.
B-Konuşmacıyı sözünü kesmeden dinler.
C-Konuşmacıya rahatlaması için kolaylık sağlar.
Ç-Konuşmacıyla göz teması kurar.
D-Son sözü söylemek için çabalamaz
E-Dinlerken vereceği cevabı düşünmez.
F-Ön yargılı değildir, yargılamadan dinler.
G-Duygu ve düşünceleri anlamaya çalışır.
Ğ-Empati kurar.
H-Dinlerken başka bir işle meşgul olmaz.
I-Konuşmacının sözlerine olduğu kadar sözsüz mesajlarına da dikkat eder.
İ- Konuşmacının duygu ve düşüncelerini anladığını gösteren sözlü ifadelerde bulunur.
J- Emir vermek, tehdit etmek, uyarmak, öğüt vermek, nutuk çekmek, suçlamak, alay etmek gibi iletişim hatalarından uzak durur.
S.133. İletişim türleri nelerdir, maddeler halinde yazınız?
C.133.
1-Sözlü iletişim
2-sözsüz iletişim
3-yazılı iletişim
S.134. Sözsüz İletişim ne demektir, açıklayınız?
C.134. Sözsüz iletişim, iletişimin en temel türlerinden biridir. İletişimin birincil aracı dildir fakat mesajın gönderilmesinde ve alınmasında, iletişime katkı sağlayan başka faktörlerde vardır. Sözsüz iletişim veya vücut dili yoluyla elbiseler, mekân kullanımı, jest ve mimikler, göz hareketleri ve göz teması, mesaj iletimine yardımcı olur.
Sözsüz iletişim; yüzdeki anlamları, göz hareketlerini, duruşu, giyimi, sesin özelliklerini içerir. Görünüş, davranış, dokunuş gibi sözsüz ileti kaynakları yer ve zamanı en iyi kullanma süreci içerisinde de çok önemli bir yere sahiptir. Duygu ve düşüncelerin kelimelere dökülemediği durumlarda bir bakış, başın bir dönüşü, kavrayan bir jest, savunucu bir mimik binlerce kelimeden fazla anlam taşımaktadır. Beden dili evrenseldir. Burada evrensellik, beden dilinin dünyanın her yerinde tüm insanlar tarafından kullanılması anlamını taşır. Ancak beden dilinde kullanılan işaretler değişik kültür ve toplumlarda farklı anlamlar içermektedir. Beden dilinde diğer bir faktör de jest ve mimiklerdir. Yüz kaslarının anlatım amaçlarına göre kullanımı, mimikleri; baş, el, kol, ayak, bacak ve bedenin kullanımı ise jestleri oluşturur. Esas jest ve mimikler, düşünce ve duygularımızı destekleyen, onları somutlaştıran hareketlerdir.
S.135. Sözsüz iletişim, kaç temel fonksiyona sahiptir, nelerdir?
C.135. Beş temel fonksiyona sahiptir.
A-Sözsüz jestlerle sözlü mesajı pekiştirmek amacıyla kullanılan olumlama hareketleri veya tekrar,
B-Jestlerle kafayı olumsuz anlamda sallayarak yalanlama veya aksini iddia etme,
C-Sözlü mesajın yerine geçebilecek bir davranışta bulunma,
Ç-Gözlerle mesaj iletme,
D-Mesajın anlamını tamamlama ve mesajı vurgulamadır.
S.136. Sözlü İletişim ne demektir, açıklayınız?
C.136. Sözlü iletişim, konuşma dili olarak da adlandırılır. Yüz yüze görüşmeler, toplantılardaki konuşmalar, brifingler, halka hitaplar, telefonla yapılan görüşmeler, konferanslar vb. biçiminde kurulur.
Sözlü iletişim, yüz yüze olabileceği gibi radyo, televizyon ve telefonla da olabilir. Dil ve dil ötesi olmak üzere iki kısma ayrılır. Karşılıklı konuşmaları, hatta mektuplaşmaları ‘dil ile iletişim’ olarak kabul edebiliriz. Dil ile iletişimde kişiler mesajlarını birbirine iletirler. Dil ötesi iletişimde ise sesin niteliği önemlidir (ses tonu, sesin hızı, şiddeti, hangi kelimelerin vurgulandığı, duraklamalar vb.).
Dil ile iletişimde kişilerin ne söyledikleri, dil ötesi iletişim de ise nasıl söyledikleri önemlidir. Araştırmalar, insanların birbirlerine ne söylediklerinden çok, nasıl söylediklerine dikkat ettiklerini göstermektedir. Mesajın doğru iletilmesi, seçilen kelimelere bağlıdır ancak algılanması önemli ölçüde dil ötesine göre olur.
Sözlü iletişimde etkinlik bakımından sesin büyük bir önemi vardır. Ses insanın tutumunu, duygularını ve iç dünyasını yansıtır. İnsanın iç dünyasının aynası sestir.
S.137. Sözlü iletişimin avantajlı yönleri nelerdir?
C.137.
A-Verilen haberin anlaşılma derecesi denetlenebilir.
B-Soru sorulabilir.
C-Verilen cevaplar kontrol edilebilir.
Ç-Anlaşılmayan konulara açıklık getirilebilir.
D-Eş zamanlı olarak geri bildirimde bulunulabilir
S.138. Sözlü iletişimin dezavantajlı yönleri nelerdir?
C.138.
A-Söylenen kelimenin yazıyla ifade edilen bir kelimeye oranla yanlış anlaşılma ihtimali daha yüksektir.
B-Planlar, politikalar ve stratejilerle ilgili kalıcı ve uzun süreli iletişimler için uygun bir iletişim yöntemi değildir.
C-Alınan sözlü mesaj, zamanla ya tamamen ya da kısmen unutulur veya değişikliğe uğrar.
S.139. Yazılı İletişim ne demektir, açıklayınız?
C.139. Yazı insanın ve toplumların geçirdiği toplumsal ve kültürel evrim sürecinin ürünüdür. Yazının icadı, bürokrasinin kurulmasına ve gelişmesine katkıda bulunmuş ve aynı zamanda yazı hem din kurumunun hem de devletin siyasal örgütlenme biçiminin üzerinde etkili olmuştur. Yazı, merkezi bürokrasi ve taşra örgütleri arasında toplumsal yaşamın temel ilkelerini siyasi otorite tarafından eşgüdümleşmesi olanağı sağlamıştır.
Yazılı iletişim, bireyler ve gruplar arasındaki iletişimden çok, örgütsel iletişimde büyük bir öneme sahiptir. Örgütsel iletişimde yazının önemi gittikçe artmaktadır.
S.140.Yazılı iletişimin gerekçeleri nelerdir?
C.140.
A-Bilgi alanında artan uzmanlaşma
B-Faaliyetlerin her aşamasında araştırma faaliyetlerinin artan önemi
C-Örgütsel yapılarda yaşanan büyük ölçekli gelişmeler
Ç-Yönetimin profesyonel bir uğraş alanı olarak gelişmesi
D-Ekonomik yapı içerisinde bilgiye duyulan ihtiyacın artması
E-Yazılı iletişim, sözlü iletişime göre alıcının onu okuması, yorumlaması ve cevaplaması nedeniyle gecikmeli olarak kurulur. Yazılı iletişimi yeniden düzenlemek ve onu sürekli korumak olanaklıdır.
S.141. Bilişsel iletişim araçları ne demektir, örnek veriniz?
C.141. Sanal bir ortamda, bilgi teknolojileri kullanılarak gerçekleştirilen bireysel ve toplu iletişim araçlarıdır (Örneğin e-posta, formlar, chat, messenger, web kamera, blok vs.)
S.142. Görsel işitsel iletişim araçları ne demektir, örnek veriniz?
C.142. Göz ve kulağımıza hitap eden, multimedya teknolojilerini kullanan iletişim araçlarıdır (Örneğin televizyon, radyo, sinema vs.)
S.143. Telekomünikasyon iletişim araçları ne demektir, örnek veriniz?
C.143. Göz ve kulağa hitap eden, elektrik, elektronik, elektromanyetik, optik teknolojileri kullanarak gerçekleştirilen iletişim araçlarıdır (Örneğin telefon, cep telefonu, fax, telex vs.).
S.144. Kali-grafik iletişim araçları ne demektir, örnek veriniz?
C.144. Yazı ve çizi ile oluşturularak formatlandırılan ve basım-yayım araçları ile yapılan iletişimdir (Örneğin gazete, dergi, afiş, tabela, kitap vs.).
S.145. Organizasyon İletişim Araçları ne demektir, örnek veriniz?
C.145. Ekipler aracılığıyla gerçekleştirilen kişi veya topluma aktarılacak mesajları tanıtım, eğlence, eğitim, gezme, tüketme adına ileten etkinlikleri sağladığı iletişim araçlarıdır (Örneğin fuar, konser, defile, konferans vs.).
S.146. Sanatsal iletişim araçları ne demektir, örnek veriniz?
C.146. İster plastik ister estetik olsun her türlü sanat faaliyeti veya sanatçı ile sağlanacak iletişim araçlarıdır (Örneğin dans, resim, müzik, şarkı, sergi, konser, tiyatro, heykel, animasyon vs.).
S.147. Kendini tanıma ne demektir, açıklayınız?
C.147. Kendini tanıma, insanın psikolojik ve fiziksel açıdan kendinde olanları bilmesi, kendinde olanların farkında olması ve bunları doğru değerlendirmesi ile ilgilidir. Bir insanın fiziksel özelliklerini, duygularını, düşüncelerini, istek ve gereksinimlerini, güçlü ve zayıf yönlerini, amaç ve değerlerini, yeteneklerini ve becerilerini tanıması / bilmesi ve bunların farkında olmasını ifade eder. Kendisini iyi tanıyan bir insan yaşayacakları karşısında neler hissedeceğini, neler düşüneceğini ve nasıl davranacağını olacağa / yaşanacağa yakın bir şekilde öngörebilir.
S.148. Bedensel özellikler ne demektir, açıklayınız?
C.148. Bireyde bulunan bedensel özellikler, birbirine bağlı birçok etkenin bir araya gelmesi ile şekillenir. Bireyin kişiliğinin ve yaşam tarzının belirleyicilerinden birisi olan bedensel özellikler; anne-babanın taşıdığı genlere, anne karnında geçen yaşam sürecine ve doğum sonrası etkenlere bağlı olarak değişir, biçimlenir ve kişiye özgü bir hâl alır. Bireyin bedensel özellikleri denildiğinde kilo, boy, kemik yapısı, kas yapısı, bedenin oranı, biçimi, duruşu, bedeni oluşturan organ ve sistemlerin yapısı ile dış görünüşünü etkileyen ten rengi, göz rengi, saç rengi gibi unsurlar akla gelir.
Bedensel gelişim doğum öncesinden başlayıp 18-20’li yaşlara kadar insan bedeninde görülen değişim ve olgunlaşma sürecidir.
Bireyin bedensel gelişimi, anne karnında başlar. Embriyo dönemi denilen ilk sekiz hafta içinde organizma yavaş yavaş biçimini almaya başlar. Bu dönemde kalbin oluştuğu ve atmaya başladığı gözlenir. Yedinci aya gelindiğinde bütün organlar yaşamsal görevlerini yapabilecek olgunluğa erişir. Bu süre içerisinde kıkırdak dokular, kemikler, sinir ve sindirim sistemleri şekillenir. Bu dönemde annenin yaşı, fiziksel ve duygusal durumu, beslenmesi, kullandığı ilaçlar, zararlı maddeler, dış çevreden kaynaklı etkenler, bireyin fiziksel gelişimini etkileyebilmektedir.
Dünyaya geldiklerinde bebeklerin boyları ortalama 48-53 cm civarındadır. Bebeklerin boylarının uzama oranı, ilk yıllarda oldukça yüksektir. İlerleyen yıllarda bu oran gittikçe düşer. Bebek, doğumda genel olarak 2500-4500 gram ağırlığındadır. Tıpkı boyca büyümede olduğu gibi doğumdan sonra bebeğin ağırlığı hızla artmaya başlar fakat iki yaşına doğru bu hızda azalma gözlenir. Okul çağına doğru ağırlıkta yeniden bir hızlanma görülür. Böylece bebek beş aylık iken doğumundaki ağırlığının iki katına, birinci yaşın sonunda üç katına, iki buçuk yaşında dört katına ulaşır. Okul çağındaki çocuğun ortalama ağırlığı, 13-26 kg arası, lise çağında ise 38-66 kg arasındadır. Bebekte kas, kemik ve sinir gelişimleri de zaman içinde olgunlaşır. Hareketler refleks olarak başlar ve zamanla bilinçli hâle gelir. İlkokul çağlarında, çocuğun büyüme hızında önemli artışlar olmaz fakat ergenlik çağına doğru boy uzamasında yeniden bir artış görülür. Bu dönemde kız çocuklarının boy ve kilolarındaki artış, erkek çocuklarından daha hızlıdır. Bunun sebebi, kız çocuklarının ergenlik dönemine daha erken girmeleridir. Ergenlik çağlarının sonlarına doğru ise erkek çocuklar yaşıtları olan kız çocuklarıyla aralarındaki boy ve kilo farkını kapatır, ortalama olarak kız çocuklarından daha uzun ve daha kilolu olarak gelişir. Gençlerde büyüme yaklaşık 20-21 yaşına kadar devam eder.
Mesleki Gelişim Test Soruları 6
S.355. Aşağıdakilerden hangisi Ahilik eğitim sisteminde yer almaz?
A) Eğitim, ömür boyu süren bir süreçtir. B) İş başında yapılan eğitim, iş dışında yapılan eğitimle bütünleşir C) Yaygın eğitim amaçlanmıştır. D) Derslerin yetkili kişiler tarafından verilmesi esastır.
S.356. Aşağıdakilerden hangisi Ahi Birliklerindeki ‘Dâhililer’ grubundandır?
A) Emekliler B) Düşkünler C) Hastalar D) Çıraklar
S.357.Aşağıdakilerden hangisi Ahilik sisteminin günümüze yansımasıyla oluşmuş bir kurum değildir?
A) Türk Standartları Enstitüsü B) Türk Tarih Kurumu C) Tüketiciyi Koruma Kanunu D) Toplam Kalite Yönetimi
S.358. Ahiliğin bir sivil toplum kuruluşu olması aşağıdaki kavramlardan hangisi ile ilişkilidir?
A) İnsan Hakları B) Adalet C) Demokrasi D) Sevgi
S.359. Aşağıdakilerden hangisi Ahiliğin kişisel gelişimine katkılarından biri değildir?
A) Sabırlı olma B) Güler yüzlü olma C) Emeğin kutsallığı D) Öfkelenmeme
S.360. Ahi birliklerinin uzlaştırıcılık faaliyetleri Ahiliğin hangi fonksiyonunu göstermektedir?
A) Siyasi fonksiyon B) Sosyal fonksiyon C) Ekonomik fonksiyon D) Eğitim fonksiyonu
S.361. Aşağıdakilerden hangisi Ahi birliklerinin etkinliğini kaybetmesinin nedenlerinde biri değildir?
A) Siyasal zayıflama B) Kaliteden ödün vermeme C) Kapitülasyonlar D) Sermaye birikiminin yetersizliği
S.362. Osmanlı döneminde Esnaf Birliklerinin manevi merkezi neresiydi?
A) Kayseri B) Nevşehir C) Kırşehir D) Yozgat
S.363.Hz. Muhammed (SAV) Ahilik geleneğinde hangi mesleğin piri olarak kabul edilir?
A) Terzi B) Tüccar C) Demirci D) Çiftçi
Aşağıdaki cümleleri dikkatlice okuyarak boş bırakılan yerlere doğru sözcüğü yazınız.
S.364. Ahilik 13.yy da Anadolu’da kurulmuş bir meslek teşkilatıdır.
S.365. Ahiliğin kuralları FÜTÜVVETNAME adlı eserde yazılı olarak belirtilmiştir.
S.366. Ahilik Osmanlı Döneminde LONCA adı altında varlığını sürdürmüştür.
S.367. Ahilik 700 ’ü aşkın kuralla iş ve sosyal hayatı düzenlemeye çalışan bir teşkilattır.
S.368. Ahinin gözünün AÇIK ve KAPALI olmasını gerektiren kurallar vardır.
S.369. Bir ahinin usta olabilmesi için ustasından İCAZET alması gerekir.
S.370. Ahilikte “yol atası ve yol kardeşliği, yol sahibi olma ve ŞED kuşanma “törenleri vardı.
S.371. Ahiliğin kurucusu olan AHİ EVRAN 1205 yılında KIRŞEHİR ’de Ahilik Teşkilatını kurmuştur.
S.372. Bir sosyal grup veya toplumun kendi varlık, birlik, işleyiş ve devamını sağlamak için üyelerinin çoğunluğu tarafından doğru ve gerekli oldukları kabul edilen ortak düşünce, amaç, temel ahlaki ilkelere ne denir?
A) Davranış B) Değer C) Prensip D) Hedef
S.373. Aşağıdakilerden hangisi millî manevi ve insani değerlerimizden değildir?
A) Dil sevgisi B) Kültüre ve tarihe bağlılık C) Aile birliği D) Mülk sevgisi
S.374. Aşağıdakilerden hangisi kültür kavramının manevi değerleri arasında yer alır?
A) Sanat eserleri B) Camiler C) Kervansaraylar D) Gelenekler
S.375. Aşağıdakilerden hangisi Ahiliğin sosyal ve ekonomik hayata katkılarından biri değildir?
A) Kaliteli üretim yapma B) Can ve mal ortaklığı C) Sınırsız üretim D) Millî ekonomiye destek
S.376. Aşağıdakilerden hangisi Ahilik kurumunda kalite mal üretmeyene verilen cezalardan değildir?
A) Gönül küskünlüğü cezası B) Yolsuzluk cezası C) Pabucu dama atılma cezası D) Hapis cezası
S.377. Aşağıdaki özelliklerden hangisi ailenin toplumsal ve sosyolojik bir yapı olduğu göstermez?
A) Aile, duygusal bir temele dayanır. B) Aile, kültürel ve toplumsal kodları taşır. C) Aile, toplumsal yapının temelidir. D) Aile, çocuğun ilk ve en önemli toplumsallaşma yeridir.
S.378. Aşağıdakilerden hangisi toplumları millet yapan ortak değerlerden değildir?
A) Vatan sevgisi B) Fikir birliği C) Bayrak sevgisi D) Örf ve adetler
S.379. Aşağıdakilerden hangisi Ahi birliklerinde dayanışma örneğidir?
A) Sadaka kutuları B) Emekli sandıkları C) Orta sandıkları D) Zekât sandıkları
S.380. Aşağıdakilerden hangisi Ahi teşkilatında kullanılan ‘Pusula Yöntemi’nin günümüzdeki karşılığıdır?
A) Çek veya senet B) Poliçe C) Nakit D) Repo
S.381. Ahilik, emek ile sermaye arasında iyi ilişkiler kurarak aşağıdakilerden hangisini gerçekleştirmek istemiştir?
A) Emeğe saygı B) Sosyal adalet C) Özgüven D) İtibar
Aşağıdaki cümlelerin başında boş bırakılan parantezlere, cümlelerde verilen bilgiler doğru ise D, yanlış ise Y yazınız.
S.382. ( D ) Ahlaklılık dini ve toplumsal kökleri olan ama kaynağını öncelikle akıldan alan iyi ve doğru davranışlar bütünüdür.
S.383. ( Y ) Değerler toplumdan topluma değişiklik göstermez.
S.384. ( D ) Kalkınma ile toplumun değerleri arasında çok yakın bir ilişki vardır.
S.385. ( D ) Ahilik; toplumun huzur, refah ve bütünlüğünü sağlamak için ticari, ekonomik, sosyal, kültürel, siyasi faaliyetlerde bulunan, sosyal yardımlaşma ve dayanışmayı esas alan bir kurumdur.
S.386. ( Y ) Din, bir milletin tarih boyunca geçirdiği yaşantılar sonucunda oluşturduğu maddi ve manevi birikimdir.
S.387. ( D ) Ahiliğin temel amaçlarından biri kişiyi eğitip, üretici ve topluma yararlı hâle getirmektir.
S.388. ( Y ) Meslek sahibi olmayan kişiler de Ahilik Teşkilatına katılabilir.
S.389. (D ) Ahi birlikleri esnafın sadece mesleki problemleriyle değil, tüm sorunlarıyla yakından ilgilenir, yardımcı olurdu.
S.390. ( D ) Ahilikte standart dışı mal ve hizmet üreten esnafa verilen en hafif ceza “Gönül Küskünlüğü” dür.
S.391. ( Y ) Ahilik teşkilatında ustaların çok sayıda çırak yetiştirmesi amaçlanmıştır.
Mesleki Gelişim Test Soruları 5
S.304. Aritmetik ortalama nasıl bulunur?
A) Sayısal bilgilerin küçükten büyüğe ya da büyükten küçüğe doğru sıralanmasıyla elde edilir.
B) Bütün verilerin sayısal değerlerinin toplanarak veri sayısına bölümü ile bulunur.
C) Verilerin belli sayıda büyüklük sınıflarına göre gruplara ayrılmasıyla bulunur.
D) En büyük veri ile en küçük verinin toplanmasıyla bulunur.
E) En büyük veriden en küçük verinin çıkarılmasıyla bulunur.
S.305. Medyan olarak da bilinen, ortalama belirleme amacıyla kullanılan istatistik kavramı aşağıdakilerden hangisidir?
A) Ortanca B) Değişken değer aralığı C) Aritmetik ortalama D) Çokluk bölünümü E) Varyans
S.306. Bir bilginin hayatta kullanılabilmesi için aşağıdaki hangi hususa dikkat edilmemelidir?
A) Bilginin nerede nasıl kullanılacağını bilerek öğrenilmelidir.
B) Bilginin maddi getirisi dikkate alınmalıdır.
C) Bilginin günlük hayatta kullanılması doğru bir alışkanlık hâline getirilmelidir.
D) Bir bilginin yaparak, uygulayarak kalıcı hâle getirilmesi gereklidir.
E) Bir bilginin kullanacağı ortamı çok iyi bilip onunla ilgili düzenlemeler yapılmalıdır.
Aşağıdaki cümlede boş bırakılan yere doğru sözcüğü yazınız.
S.307. Bir araştırma sonucunda yaptığımız veri düzenlemesinde öğrencilerin harçlık değerlerini en küçükten en büyüğe doğru sıralayarak yazarsak bir sıralı dizi oluşturmuş oluruz. Öğrencilerin harçlıklarını onar liralık bölümlere ayırırsak ÇOKLUK BÖLÜNÜMÜ hâlinde sınıflandırmış oluruz.
S.308. Yeni bilginin üretilmesinde temel kaynak, bir önceki BİLGİ BİRİKİMİ dir.
S.309. Sağlıklı beslenmeyen bir doktor, bu durumun kendisine verdiği zararları bilmesine rağmen sağlıklı beslenmemeye devam ediyorsa bu durum, doktorun bu husustaki bilgi eksikliğinden kaynaklanmaz. Burada söz konusu olan doktorun bilgisizliği değil, bilgisini HAYATA GEÇİRMEMESİ dir.
S.310. Bir araştırmada araştırmacının kendi yaratıcı fikirlerini katmadan yalnızca incelenen kaynakları özetlemekle yaptığı araştırmalar gerçekte BİLİMSEL BİR ARAŞTIRMA sayılmaz.
S.311. Bilimsel araştırmalarda verilerin yorumlanmasını sağlayacak yöntemleri İSTATİSTİK BİLİMİ ele alır.
S.312. Aşağıdakilerden hangisi “Proje işlerinin üretildiği, bir başka ifade ile planın eyleme dönüştüğü süreçtir.” ifadesinin karşılığıdır?
A) Yürütme süreci B) Sonlandırma süreci C) İzleme ve kontrol süreci D) Başlatma süreci E) Sonlandırma süreci
S.313. Aşağıdakilerden hangisi iyi bir planlama sayesinde kazanılır?
A) Projenin bütünü hakkında açık fikir edinilebilir. B) Kaynakların ne zaman ve nasıl harcanması gerektiği bilinir. C) İşlerin birbirine bağlılığı, darboğazlar ve çözüm yollarının bulunması imkânı bulunur. D) Planlananlar ile gerçekleştirilenler arasında karşılaştırma yapma ve düzeltme fırsatı bulunur. E) Projenin izleme süreci değerlendirilir.
S.314. Aşağıdakilerden hangisi planlamanın her adımında proje ekibi ve yönetiminde bulunması gereken özelliklerden biri değildir?
A) Proje koordinatörü B) Proje ekibinin iletişim yöntemleri C) Dış çevrelerle iletişim stratejisi ve buna ilişkin uygulamalar D) Ortakların kapasite ve yapabilirliklerinin analizi E) Proje sonlandırma analizi
Aşağıdaki cümlelerin başında boş bırakılan parantezlere, cümlelerde verilen bilgiler doğru ise D, yanlış ise Y yazınız.
S.315. ( Y ) Araştırmanın yer aldığı bölüm metin kısmıdır.
S.316. ( D ) Raporların ilgilenenler tarafından kolayca bulunmasını sağlamak amacıyla anahtar kelimeler yazılır.
S.317. ( D ) Geliştirilen projenin süresi kaynaklar bölümünde verilir.
S.318. ( Y ) Giriş, bölümler ve sonuç raporun birinci kısmında verilir.
Aşağıdaki cümlelerde boş bırakılan yerlere doğru sözcükleri yazınız.
S.319. PROJE belirlenmiş bir amaç için, belirlenmiş bir zaman aralığında, belirlenmiş kaynaklar kullanılarak, belirlenmiş görevlerin bir defalığına (geçici) yapıldığı bir iş türüdür.
S.320. BÜTÇE bir kuruluşun belirli bir dönemde beklenen geliri ile harcamalarının kalemlere göre dökümüdür.
S.321. YÜRÜTME süreci; proje işlerinin üretildiği, bir başka ifade ile planın eyleme dönüştüğü süreçtir.
S.322. Görsel ağırlıklı öğrenenlerde aşağıdaki özelliklerden hangisi bulunmaz?
A) Planlı ve programlıdırlar. B) Karmaşık ve karışık ortamlarda huzursuz olurlar. C) Liste yapmayı severler. D) Resimlerden ve resimli anlatımlardan hoşlanmazlar. E) Tertipli ve düzenlidirler.
S.323. Öğrenme sürecini gösteren şema hangi seçenekte doğru olarak verilmiştir?
A) Kısa süreli hafıza→Düzenli ve aralıklı tekrar→Tekrar yapmama→Sınama→ Öğrenme
B) Kısa süreli hafıza→ Sınama→Düzenli ve aralıklı tekrar→Uzun süreli hafıza→ Öğrenme C) Düzenli ve aralıklı tekrar → Sınama→Kısa süreli hafıza→Uzun süreli hafıza→ Öğrenme D) Kısa süreli hafıza→Tekrar yapmama→Uzun süreli hafıza→Sınama→Öğrenme
E) Kısa süreli hafıza→Düzenli ve aralıklı tekrar→Uzun süreli hafıza→Sınama→ Öğrenme
S.324. Yeni bir eve taşınan birinin, adresi sorulduğunda bir önceki ev adresini vermesi hangi öğrenme aktarımına örnektir?
A) Geriye etkin kolaylaştırma (geriyi destekleme) B) İleriye ket vurma C) Geriye ket vurma D) Olumsuz aktarma E) Olumlu aktarma
S.325. Araştırmacının oluşturduğu probleme cevap olabileceğini düşündüğü varsayımlara ne denir?
A) Problem B) Konu C) Araştırmanın sınırlılıkları D) Hipotez E) Bilgi
S.326. Aşağıdakilerden hangisi önerileri / nedenleri önceliklendirme tekniklerinden birisidir?
A) Ağaç diyagramı B) İlgi / yakınlık diyagramı C) İlişki diyagramı D) Yoklama kâğıtları E) Kuvvet / güç alanı analizi
S.327. Aşağıda verilen bilgilerden hangisi beyin fırtınası tekniğinin kurallarından biri değildir?
A) Katılan her kişiye eşit söz hakkı verilir. B) Zaman limiti oluşturulmamalıdır. C) Konuşmacıya müdahale edilmemelidir. D) Konuşmacılar eleştirilmemelidir. E) Uygulama esnasında değerlendirme yapılmamalıdır.
S.328. Aşağıdakilerden hangisi bir araştırma yöntemi değildir?
A) Deneysel araştırma B) Alan araştırması C) Piyasa araştırması D) Tanıtıcı araştırma E) İstatistikî araştırma
S.329. Herhangi bir materyali işleme tabi tutarak veya işleme tabi tutmadan oluşturulmuş bir ortamda, değişken ve etkenlerinin denetlenebildiği, sonucun izlendiği araştırma yöntemi hangisidir?
A) İstatistikî araştırma B) Deneysel araştırma C) Alan araştırması D) Kütüphane araştırması E) Tanıtıcı araştırma
S.330. Araştırma konusuyla ilgili olarak daha önceden yayınlanmış kitap, makale, tez, el kitabı ve diğer araştırmaların incelenmesi hangi veri toplama yöntemidir?
A) Gözlem B) Deney C) Görüşme D) Literatür taraması E) Arşiv taraması
S.331. Bir yerde geliştirilip bulunan fikir, bilgi ve tekniklerin başka bir yerde uygulanması sürecine ne denir?
A) Bilgi üretimi B) Bilgi güncelleme C) Bilgi transferi D) Bilgi toplama E) Bilgi kaynaklar
S.332. Herhangi bir konu hakkında, herhangi bir grup ya da topluluğa bilgi vermek amacıyla gerçekleştirilen sözlü veya görsel iletişime ne ad verilir?
A) Bilgi kaynakları B) Sunum C) Bilgi erişimi D) Rapor E) Bilgi toplama
S.333. Gruplanmamış dizilerde en çok tekrar edilen değere ne denir?
A) Varyans B) Aritmetik ortalama C) Yığın D) Mod (tepe noktası) E) Dizi
S.334. Projenin yazılması aşamasında bölümler arasında aşağıdakilerden hangisi yer almaz?
A) Kapak B) İçindekiler C) Ön söz D) Özet E) Koşullar
S.335. Projenin yazılması aşamasında özette aşağıdakilerden hangisi yer almaz?
A) Sorunun ortaya konması B) Proje hedefleri C) Kapak D) Belli başlı proje etkinlikleri E) Toplam proje bütçesi
S.336. Projenin yazılması aşamasında inceleme sayesinde elde edilen bulguların net bir şekilde anlatıldığı ya da varsa hipotezlerin ispatlandığı kısım aşağıdakilerden hangisidir?
A) Sonuç B) Koşullar C) İçindekiler D) Kapak E) Özet
S.337. Aşağıdakilerden hangisi meslek seçimini belirleyen unsurlardan biri değildir?
A) Toplumsal değerler B) Çevre ve aile C) Hukuk kuralları D) Eğitim
S.338. Aşağıdakilerden hangisi ahlak felsefisinin temel kavramlarından biri değildir?
A) Vicdan B) İyi/kötü kavramları C) Ahlaki bildiri D) Erdem/fazilet
S.339. Aşağıdakilerden hangisi sosyal ahlak kurallarından biridir?
A) Yalan söylememek. B) Kin duymamak. C) Riyakâr (ikiyüzlü) olmak D) Sırada öne geçmemek
S.340. İrade ile iyi ve kötü davranışlardan birini seçme gücüne ne denir?
A) Ahlaki eylem B) Özgürlük C) Vicdan D) Erdem
S.341. Aşağıdakilerden hangisi güzel ahlaka uygun bir davranışlardan değildir?
A) Çıkarlarına göre davranmak B) Anneye babaya hürmet etmek C) Otobüste büyüklere yer vermek D) Hasta ziyaretinde bulunmak
S.342. Aşağıdakilerden hangisi meslek ahlakı ilkelerindendir?
A) Mesleğe bağlı olmak B) İşe bağlı olmak. C) Mesleki anlamda yetersiz olmak D) Kişiye göre davranmak.
S.343. Aşağıdakilerden hangisi meslek ahlakına uygun davranmanın meslek erbabına katkılarındandır?
A) İş ortamında saygınlık kazanmak B) İş ortamındaki güvenilir olmak C) İş hayatında iyi bir imaja sahip olmak D) Hepsi
S.344. Mesleki değerlerimiz açısından geçmiş ve günümüz meslek erbabı profili arasındaki farkın en önemli sebebi nedir?
A) Tüketimin azalması B) Ahlaki ilkelerin yitirilmesi C) Meslek erbabının niteliğinin artması D) Paranın önem kazanması
S.345. Aşağıdakilerden hangisi hukuk kurallarını ahlak kurallarından ayıran bir özelliktir?
A) İlahi kaynaklı olması B) Toplumsal olması C) Sözlü olması D) Kanuni yaptırım içermesi
S.346. Aşağıdakilerden hangisi meslek ile iş kavramları arasındaki farklardan biri değildir?
A) Meslek eğitim gerektirirken iş eğitim gerektirmez. B) Mesleği olan herkesin işi de olur. C) İş, sadece belli bir alanda yapılır. D) İş, benzer etkinlikler grubudur.
S.347. Aşağıdakilerden hangisi Türk toplumundaki meslek kuruluşlarından biri değildir?
A) Ahilik Teşkilatı B) Lonca Teşkilatı C) Esnaf ve Sanatkârlar Odası D) Yıldız Teşkilatı
S.348. Aşağıdakilerden hangisi “söz söylemekle ilgili edeplerden” biri değildir?
A) El kol hareketleriyle bir şey ifade etmemek B) Sert konuşmamak C) Sen, ben değil de biz olarak hitap etmek D) Çıkarken yukarı bakmamak
S.349. Aşağıdakilerden hangisi ahi törenlerinden biri değildir?
A) Yiğitbaşlık töreni B) Yol Sahibi Olma töreni C) Yol Kardeşliği töreni D) Şed Kuşanma töreni
S.350. Aşağıdakilerden hangisi Ahilikte eğitim sisteminin özelliklerinden biridir?
A) Derslerin yetkili kişiler tarafından verilmesi esastır. B) İş başı eğitimiyle iş dışı eğitim bağımsızdır. C) Eğitimin süresi sınırlıdır. D) Eğitim ücretlidir
S.351. Aşağıdakilerden hangisi Ahilik kültürünün oluşmasında en önemli payı içerir?
A) Eleman eksikliği B) Ahlaklı ve nitelikli personel ihtiyacı C) Kazancın önemi D) Dini temeller
S.352. Aşağıdakilerden hangisi Ahilerin toplandığı, büyük kutlamaların yapıldığı ve değişik törenlerin gerçekleştiği yere verilen isimdir?
A) Ahilik dergâhı B) Ahilik odası C) Ahi törenleri D) Ahi zaviyeleri
S.353.Aşağıdakilerden hangisi kökeni Ahilik teşkilatına dayanan günümüz kurumlarından biri değildir?
A) Bağ - Kur B) Esnaf Kefalet Kooperatifleri C) Halk Bankası D) Barolar Birliği
S.354.Aşağıdakilerden sözlerden/hadislerden hangisi ahi zaviyelerinde görgü kuralları dersleri verilirken esas alınmıştır?
A) “Nefs terbiyesi ders terbiyesinden hayırlıdır.”
B) “Eline, diline beline sahip ol. Kalbini kapını, alnını tut.
C) “Her insanın kıymeti ahlakının güzelliği kadardır.
D) “Sizin en hayırlınız ahlakı en güzel olanınızdır.
Mesleki Gelişim Test Soruları 4
S.231. Aşağıdakilerden hangisi yönetimin ana fonksiyonlarından biri değildir?
A. Planlama B. Sevk ve idare C. Koordinasyon D. Benimsetme
S.232.Aşağıdakilerden hangisi iyi bir planda bulunması gereken özelliklerden biri değildir?
A. Yapılacak açık, geçerli ve kesin bir amaca yönelik olmalıdır. B. Planda süre önemli değildir. C. Planın hazırlanması ve uygulanması en az gider ile sağlanmalıdır. D. Plan esnek olmalıdır.
S.233. Aşağıdakilerden hangisi yönetim sürecinde emrin özelliklerinden biri değildir?
A. Çalışanların yetenek ve sınırlarına uygun olmayabilir. B. Emir açık, kesin ve eksiksiz olmalıdır. C. Emir mantığa uygun olmalıdır. D. İyi bir haberleşme ağı ile sağlıklı emirler verilebilir.
S.234. Yönetim sürecinin son halkası aşağıdakilerden hangisidir?
A. Sevk ve idare B. Koordinasyon C. Denetim D. Organizasyon
S.235. İnsanların ihtiyaçlarını karşılamak amacıyla mal veya hizmetlerin meydana getirilmesi işlemine ne ad verilir?
A. Üretim yönetimi B. İhtiyaç C. Üretim D. Yönetim
S.236. Üretim süreci planlanırken aşağıdaki işlemlerden hangisi gerçekleştirilir?
A. İşler belirlenir ve rota tespiti yapılır. B. İşler, makinelere yüklenir C. İşlerin zaman programı yüklenir. D. Hepsi
S.237. Aşağıdakilerden hangisi üretim türlerinden biri değildir?
A. Siparişe göre üretim B. Parti üretimi C. Sürekli üretim D. Stok kontrolü
S.238. Bir ürünün müşteriler tarafından istenmesini sağlayacak özelliklerde üretilip üretilmediğini kontrol ederken aynı zamanda yasa ve yönetmeliklere uygun olup olmadığını belirleyen sürece ne ad verilir?
A. Üretim süreci B. Stok kontrolü C. Değerlendirme süreci D. Kalite kontrolü
S.239. İşletmeler hedef pazarı seçerken aşağıdakilerden hangisini dikkate almalıdır?
A. İşletmenin kaynaklarını B. Ürünün özelliklerini C. Pazar yapısını D. Hepsi
S.240. Ürünlerini semt pazarına getirip satan bir çiftçi hangi dağıtım kanalını kullanmaktadır?
A. Doğrudan dağıtım B. Dolaylı dağıtım C. Aracılı dağıtım D. İdeal dağıtım
S.241. Ürününü 14,99 TL’ye satan bir işletme bu ürün için hangi fiyatlandırma politikası kullanmaktadır?
A. Tek fiyat politikası B. Özel fiyat politikası C. Kalanlı fiyat politikası D. Zararına fiyat politikası
S.242. Aşağıdakilerden hangisi pazarlama karması unsurlarından değildir?
A. Ürün B. Dağıtım C. Fayda D. Tutundurma
S.243. Alınan malların satış yerine getirilmesi için ödenen taşıma, sigorta, benzeri bedellere ne ad verilir?
A. Alış fiyatı B. Masraf C. Mal oluş fiyatı D. Satış fiyatı
S.244. Mal oluş fiyatı 4000 TL olan bir ürün %25 kârla satılmaktadır. Ürünün satış fiyatı aşağıdakilerden hangisidir?
A. 1000 TL B. 3000 TL C. 4000 TL D. 5000 TL
S.245. Banka kredileri işletmenin hangi tür kaynakları arasında yer alır?
A. Öz kaynaklar B. Yabancı kaynak C. İç kaynak D. Reel kaynak
S.246. İmzalanan bonoda kaç taraf bulunur?
A. 2 B. 3 C. 4 D. 5
S.247. Gerçek kişilerin (şahısların) bir yıllık tüm kazanç ve gelirleri üzerinden ödediği vergi aşağıdakilerden hangisidir?
A. Muhtasar Vergi B. Katma Değer Vergisi C. Gelir Vergisi D. Geçici Vergi
S.248. Aşağıdakilerden hangisi işletmelerin personel bulmada kullandığı işletme dışı kaynaklardan değildir?
A) İş ve İşçi Bulma Kurumu B) Sendikalar C) Eğitim Kurumları D) Çalışanlar
S.249. Aşağıdakilerden hangisi işe başvuru sürecinde uygulanan testlerdendir?
A) Zekâ testleri B) İlgi, yetenek testleri C) Kişilik testi D) Hepsi
S.250. “…………….eğitimi, işletmeye yeni giren personele işe başlamadan önce veya işe ilk girdiği günlerde uygulanan eğitimdir.” cümlesinde boş bırakılan yere aşağıdaki hangi ifade gelmelidir?
A) İşe alıştırma B) İş C) Güven D) Çalışan
S.251. Aşağıdakilerden hangisi performans değerlendirme yöntemlerindendir?
A) Derecelendirme çizelgesi yöntemi B) Sıralama yöntemi C) Kontrol çizelgesi yöntemi D) Hepsi
S.252. En eski ve en yaygın ücret ödeme sistemi aşağıdakilerden hangisidir?
A) Akort ücret B) Yüzde usulü ücret C) Götürü usulü ücret D) Zaman usulü ücret
S.253. Üretilen mal ve hizmet çeşidine göre araba üreten bir fabrika aşağıdaki işletme türlerinden hangisi içerisinde yer alır?
A) Sanayi sektöründeki işletmeler B) Hizmet sektöründeki işletmeler C) Tarım sektöründeki işletmeler D) Tek kişi işletmeleri
S.254. Uyku ihtiyacı, Maslow’un ihtiyaçlar hiyerarşisine göre aşağıdakilerden hangisi içerisinde yer alır?
A) Kendini gerçekleştirme ihtiyacı B) Saygınlık ihtiyacı C) Fizyolojik ihtiyaç D) Güvenlik ihtiyacı
S.255.Çalıştırmayı kolaylaştırmak ve başarıyı sağlamak için bir işletmenin bütün faaliyetlerinin uyum içinde yürütülmesine ne ad verilir?
A) Planlama B) Koordinasyon C) Sevk ve idare D) Denetim
S.256. Aşağıdakilerden hangisi siparişe göre üretimin tanımıdır?
A) Bir mamulün özel bir siparişi veya sürekli bir talebi karşılamak amacıyla belirli miktarlarda oluşan partiler hâlinde üretilmesidir.
B) Tüketicinin veya müşteri firmanın zaman, miktar ve kalite bakımından özel olarak belirlediği bir mamulün üretilmesidir.
C) Eldeki makine ve tesislerin yalnız belirli bir mamule tahsis edilmesi ile yapılan üretimdir.
D) Stok miktar ve çeşitlerinin işletmenin tedarik, üretim, satış ve mali imkânlarına göre en rasyonel ve en ekonomik bir şekilde belirlenmesi ve yönetimidir.
S.257. Müşteri çekmek, onlara bütün malların ucuza satıldığı izlenimi vermek için bazı malların alışılageldiğinden daha ucuza, belki de zararına satılması şekilde fiyatlandırma politikasına ne ad verilir?
A. Tek fiyat politikası B. Özel fiyat politikası C. Kalanlı fiyat politikası D. Zararına fiyat politikası
S.258. Aşağıdakilerden hangisi pazarlama karması unsurlarından değildir?
A. Ürün B. Dağıtım C. Maliyet D. Tutundurma
S.259.Bir marketin çekiliş ile müşterisine araba vereceğini duyurması hangi tutundurma faaliyeti içerisine girer?
A. Kişisel satış B. Halkla ilişkiler C. Satış teşvik D. Reklam
S.260. İşletmelerin kendilerinin ödemedikleri avukat, muhasebeci, nakliyeci gibi çeşitli kişilerden devlet adına keserek vergi sorumlusu olarak verdikleri beyannamenin adı aşağıdakilerden hangisidir?
A. Muhtasar Beyanname B. Katma Değer Vergisi Beyannamesi C. Gelir Vergi Beyannamesi D. Geçici Vergi Beyannamesi
S.261. Parça başı olarak bilinen ücret ödeme sistemi aşağıdakilerden hangisidir?
A. Akort ücret B. Yüzde usulü ücret C. Götürü usulü ücret D. Zaman usulü ücret
S.262. Bireyin olgunlaşma düzeyine göre yaşantıları aracılığıyla veya çevresiyle etkileşimi sonucunda yeni davranışlar kazanması ya da eski davranışlarını değiştirmesi sürecine ne denir?
A) Eğitim B) Öğrenme C) Büyüme D) Davranış E) Okuma
S.263. İnsanlar okuduklarının yüzde kaçını hatırlamaktadır?
A) %5 B) %15 C) %20 D) %10 E) %30
S.264. Kendi kendine okuyarak öğrenen kişi aşağıdaki öğrenme yöntemlerinden hangisini kullanmaktadır?
A) Görsel öğrenme B) İşitsel öğrenme C) Dokunsal öğrenme D) Kinestetik öğrenme E) Duyuşsal öğrenme
S.265. Aşağıdakilerden hangisi öğrenen ile ilgili faktörlerden biri değildir?
A) Eski yaşantılar B) Olgunlaşma C) Konunun yapısı D) Güdü E) Dikkat
S.266. Aşağıdakilerden hangisi toplumsal uyum kapsamında eğitimin sosyal faydalarından biri değildir?
A) Bireysel sağlığını koruma B) Demokratikleşme C) Suç oranında azalma D) Yönetilme E) Bireyin daha fazla gelir elde etmesi
Aşağıdaki cümlelerde boş bırakılan yerlere doğru sözcükleri yazınız.
S.267.TOPLU çalışmada öğrenilen bilgiler kısa bir süre içinde unutulmakta, örneğin sınav ertelendiğinde hatırlanamamaktadır.
S.268. Yeni öğrenilenlerin daha önce öğrenilenlerle bağlantısı kurulursa öğrenme KALICI olur.
S.269. Yeni bilgiler (dışarıdan gelen her türlü mesaj) duyu organları yoluyla fark edilir ve KISA SÜRELİ HAFIZA hafızaya aktarılır.
S.270. Kısa süreli hafızadaki bilgilerden tekrar edilmeyenler unutulur. Tekrar edilenler ise UZUN SÜRELİ HAFIZA saklanmak üzere kaydedilir.
S.271. Bellekte tutulması gereken (tarih, isim, formül) konular için melodik tekrar kullanılması İŞİTSEL AĞIRLIKLI ÖĞRENENLER için doğru ders çalışma yöntemidir.
S.272. Problem çözme yöntemi hangi aşama ile başlar?
A) Problemin tanımlanması B) Hipotezlerin oluşturulması C) En uygun hipotezin seçilmesi D) Problemin fark edilmesi E) Genel bir sonuca varılması
S.273. Aşağıdakilerden hangisi fikir üretme tekniklerinden birisi değildir?
A) Pareto analizi B) Altı şapkalı düşünme tekniği C) Kuvvet / güç alanı analizi D) Odak grupları E) Mülakat
S.274. Aşağıdakilerden hangisi bir sorunun çözümünü destekleyen ve engelleyen güçlerin ortaya çıkartılarak pozitif etkenlerin güçlendirilmesi ve negatif etkenlerin yok edilmesi veya zayıflatılması için kullanılan bir tekniktir?
A) Ağaç diyagramı B) Beyin fırtınası C) Balık kılçığı diyagramı D) Kuvvet / güç alanı analizi E) İlişki diyagramı
S.275. Belirli bir hedefe ulaşmak amacıyla yapılması gereken işlerin bir haritasını çıkarmaya yarayan, neden ve nasıl sorularının haritasının çıkarıldığı teknik aşağıdakilerden hangisidir?
A) İlişki diyagramı B) Balık kılçığı diyagramı C) Nominal grup tekniği D) Kuvvet / güç alanı analizi E) Problem ağacı
S.276. Aşağıdakilerden hangisi balık kılçığı yöntemi için söylenemez?
A) Problemin nedenlerini ortaya koyar. B) Alt nedenler belirtilir. C) Problem en sağa yazılır. D) Problemin çözümünü gösterir. E) Kılçıklar alt kılçıklara ayrılabilir.
Aşağıdaki cümlelerde boş bırakılan yerlere doğru sözcükleri yazınız.
S.277. PROBLEM hakkında araştırma yapılacak, üzerinde düşünülecek, tartışılacak çözümlenmemiş bir sorundur.
S.278. Takım üyeleri arasında görüş birliği sağlamak için kullanılan puanlama tekniği NOMİNAL GRUP TEKNİĞİ dır. Ortaya çıkan fikirlere gruptakiler puan verir ve en çok puanı alan fikirler öne çıkar.
S.279. Balık kılçığı diyagramı tekniğinde araştırılacak sorun yani belirlenen problem, balık kılçığının BAŞ TARAFINA yerleştirilir.
S.280. 5N 1K metodunun amacı PROBLEMİ ANALİZ ETMEK .tir.
S.281. PUKÖ döngüsünün açılımı: Planla –UYGULA– Kontrol Et – Önlem Al’dır.
S.282. Bilgi edinmek amacıyla kullandığımız yayınlara ya da bilgiye ulaşabileceğimiz kaynakların tümüne ne ad verilir?
A) İnternet B) Bilgiye ulaşma yolu C) Bilgi kaynakları D) Kütüphane E) Kitap
S.283. Kişinin istediği bilgiye ulaşmak için bilgi toplama, veri tarama, sınıflama eylemleri, aranan ve istenilen bilgiye ulaşmak için izlediği yola ne denir?
A) Bilgi erişimi B) Bilgi kaynakları C) Okul D) Bilgi toplama E) Hiçbiri
S.284. Araştırılacak unsurların doğal ortamlarındaki yapılarının incelenmesi sonucu veri elde etme yöntemine ne ad verilir?
A) Gözlem B) Anket C) Deney D) Görüşme E) Literatür taraması
S.285.Herhangi bir konuda kişilerin görüşlerini almak amacıyla hazırlanmış soruların ve muhtemel cevapların bulunduğu soru kâğıdına ne ad verilir?
A) Deney B) Anket C) Görüşme D) Gözlem E) Varyans
S.286.Aşağıdakilerden hangisi anket soruları hazırlanırken dikkat edilmelisi gereken noktalardan biri değildir?
A) Soru tipi belirlenmelidir. B) Soru sayısı belirlenmelidir. C) Sorular karışık sıralanmalıdır. D) Sorular amaca uygun seçilmelidir. E) Soruların açık ve net olmasına özen gösterilmelidir
Aşağıdaki cümlelerde boş bırakılan yerlere doğru sözcükleri yazınız.
S.287. BİGİ KİRLİLİĞİ doğruluğu veya yanlışlığı tespit edilemeyen ve kasıtlı olarak yayılan bilgidir.
S.288. Bilgi toplarken kaynaklardan EŞİT MİKTARDA yararlanmaya ve not alırken de özgün cümleler kullanmaya özen gösterilmelidir.
S.299. TANITICI ARAŞTIRMALARI belirli bir bilgi kümesinin ilgi duyulan bazı özelliklerini ortaya koymayı amaçlar.
S.300. Deney, LABORATUVARLARDA yapılan çalışmalardır.
S.301. OBJEKTİF, DOĞRU, TARAFSIZ VE İŞE YARAR verilerin elde edilmesi her araştırmanın en can alıcı noktasıdır
S.302. Herhangi bir düzenleme yapılmamış verilere ne ad verilir?
A) Mod B) Değişken değer aralığı C) Aritmetik ortalama D) Yığın E) Sıralı dizi
S.303. Bir değişkenin alabileceği en küçük değer ile en büyük değer arasındaki sayıların tümüne ne ad verilir?
A) Değişken aralığı B) Yığın C) Aritmetik ortalama D) Çokluk bölünümü E) Sıralı dizi
Mesleki Gelişim Test Soruları 3
S.187. İşçilerin iş kazalarına uğramalarını önlemek amacıyla güvenli çalışma ortamını oluşturmak için alınması gereken önlemler dizisine ne denir?
A) İş güvenliği B) İş C) İşçi çalışması D) İşçi E) Tesisatçı
S.188. Aşağıdakilerden hangisi atölyede bulunan el aletlerini kapsamaz?
A) Vurma aletleri B) Markalama aletleri C) Kesici aletler D) İlk yardım aletleri E) Gözlük
S.189. Öğrenci Ahmet, boya atölyesinde boya yaparken koruyucu araç kullanmadığı için bir süre sonra nefes almakta zorlanmış ve hastalanmıştır. Ahmet bu işi yaparken hangi iş güvenliği kuralını yerine getirmemiştir?
A) Gözlük takmamıştır. B) Eldiven giymemiştir. C) Maske takmamıştır. D) Baret takmamıştır. E) Markalama aletlerini kullanmamıştır.
S.189. Öğrenci Kemal, atölyede iş yaparken tezgâh üzerinde duran iş parçasını ayağının üzerine düşürmüş ve parmaklarını yaralamıştır. Kemal bu işi yaparken hangi iş güvenliği kuralını yerine getirmemiştir?
A) Ayakkabı giymemiştir. B) İşçi tulumu giymemiştir. C) Baret takmamıştır. D) Koruyuculu ayakkabı giymemiştir. E) Gözlük takmamıştır.
S.190. Aşağıdakilerden hangisi binalarda güvenliği tehdit edici unsurlardan değildir?
A) Sıhhi tesisatlar B) Elektrik tesisatları C) Isıtma tesisatları D) Çevre düzenlemesi E) Havalandırma tesisatları
S.191. Aşağıdakilerden hangisi iş güvenliğinin amaçlarından değildir?
A) Çalışanlara en yüksek sağlıklı ortam sunmak B) İş yerlerindeki riskleri tamamen ortadan kaldırmak ya da zararları en aza indirebilmek C) Çalışanların motivasyonunu artırmak D) Oluşabilecek maddi ve manevi zararları ortadan kaldırmak E) Çalışma verimini artırmak
S.192. Binalarda temiz suyu kullanım yerine kadar ileten boru ağına verilen ad aşağıdakilerden hangisidir?
A) Beslenme borusu hattı B) Pis su tesisatı C) Yağmur suyu tesisatı D) Kalorifer tesisatı E) Temiz su tesisatı
S.193. Aşağıdakilerden hangisi iyi yapılmış bir pis su tesisatında bulunması gereken özelliklerden değildir?
A) Pis ve kirli suları kesintisiz, çabuk, sağlığa zarar vermeden ve insanlara rahatsızlık vermeyecek şekilde uzaklaştırır. B) Alt kata döşenecek ana borunun yapı dışına en uzun yoldan çıkarılması gerekir. C) Koku, gaz ve böceklerin pis su borularından binaya geçmesini engeller. D) Borular gaz, hava ve pis suyu sızdırmaz olmalıdır. E) Borular dayanıklı, sağlam, bina oturmalarına dirençlidir.
S.194. Aşağıdakilerden hangisi aydınlatma kalitesinden ödün vermeden elektrik enerjisinden tasarruf etme tedbirlerinden değildir?
A) Kullanılmayan odalardaki ışıklar söndürülmelidir. B) Yüksek güçlü tek bir lamba yerine düşük güçlü birden fazla lamba kullanılmalıdır. C) Gündüzleri aydınlatma için güneş ışığından yararlanılmalıdır. D) Lambalar, ışıklarından en fazla yararlanabilecek şekilde yerleştirilmelidir. E) Akkor telli ampul yerine uzun ömürlü ampul, LED ampul ya da floresan lamba kullanılmalıdır.
S.195. Aşağıdakilerden hangisi atölyelerde tezgâh ve cihazlarla çalışırken yapılmaması gereken bir davranıştır?
A) Tezgâh çalıştırılmadan önce onun nasıl durdurulacağı bilinmelidir. B) Yağ seviyesi tezgâh çalıştırılmadan önce kontrol edilmelidir. C) Tezgâhın çalışması ve özellikleri tam olarak öğrenilinceye kadar o tezgâhta bağımsız çalışılmalıdır. D) Tezgâh çalıştırılmadan önce tezgâhın dönüş yönünü mutlaka kontrol edilmelidir. E) Tezgâh üzerinde yıpranmış ve hasara uğramış somun, cıvata vb. parçalar varsa yenileriyle değiştirilmelidir.
S.196. Sigortalının çalıştığı veya yaptığı işin niteliğinden dolayı tekrarlanan bir sebeple veya işin yürütüm şartları yüzünden uğradığı geçici veya sürekli hastalık, bedensel veya ruhsal engellilik hâllerine ne denir?
A) Meslek hastalığı B) Sigortalılık C) İşçi sağlığı D) İş güvenliği E) Hiçbiri
S.197. Aşağıdakilerden hangisi fiziksel kaynaklı meslek hastalıklarından biri değildir?
A) Çözücüler B) Yüksek ve alçak basınçta çalışma C) Soğuk ve sıcakta çalışma D) Tozlar E) Radyasyon
S.198. Öğrenci Mustafa, iş yeri doktoruna giderek meslek hastalıklarından korunmada hangi yöntemlerden faydalanabileceğini sordu. Aşağıdakilerden hangisi doktorun Mustafa’ya önerdiği meslek hastalıklarından korunma yöntemlerinden biri değildir?
A) Çalışanların eğitimi C) Havalandırma B) Koruyucu araçlar D) Gezinme E) İşe giriş muayenesi
S.199. Yol açan etmenlere göre meslek hastalıklarının göre sınıflandırılmasında aşağıdakilerden hangisi yer almaz?
A) Kimyasal kaynaklı B) Fiziksel kaynaklı C) Biyolojik kaynaklı D) Matematik kaynaklı E) Psikolojik kaynaklı
S.200. Aşağıdakilerden hangisi kimyasal kaynaklı meslek hastalıklarının içinde yer almaz?
A) Ağır metaller B) Gazlar C) Radyasyon D) Çözücüler
S.201. Olayların planlandığı akışta yürümemesi, kişilerin yaralanmaları, sakat kalmaları ve ölümlerine sebebiyet veren olaya ne denir?
A)Hastalık B)Kaza C)Sakatlık D)Yaralanma E) Kişisel kusurlar
S.202. Aşağıdakilerden hangisi işçiyi iş kazasına uğratan hâl ve durumlardan biri değildir?
A) Sigortalının iş yerinde bulunduğu sırada B) İşveren tarafından yürütülmekte olan iş dolayısıyla C) Sigortalının işveren tarafından görev ile başka bir yere gönderilmesi yüzünden asıl işini yapmaksızın geçen zamanlarda D) Emzikli kadın sigortalının mesai saatleri dışında bulunduğu sırada E) Sigortalının işverence sağlanan bir taşıtla işin yapıldığı yere toplu olarak götürülüp getirilmeleri sırasında
S.203. Aşağıdakilerden hangisi kaza zincirinin halkalarından biri değildir?
A) İnsanın doğal yapısı (insanın doğa karşısındaki zayıflığı) B) Kişisel kusurlar C) Ortam şartları D) Kaza olayı E) Yaralanma (zarar veya hasar)
S.204. Aşağıdakilerden hangisi iş kazalarını meydana getiren nedenlerin birinci sırasında yer almaktadır?
A)Güvensiz hareketler C)Güvensiz şartlar B)Tecrübesizlik D)Nedeni bulunamayan sebepler E) Hastalık
S.205. İş kazalarının % kaçı önlenebilir kazalardır?
A)%98 C)%60 B)%2 D)%30 E)%45
S.206. Bir yanma olayının oluşabilmesi için aşağıdakilerden hangilerinin bir arada olması gerekir?
A) Yanıcı madde, oksijen, sıcaklık D) Hava, yakacak, su B) Oksijen, hava, ateş E) Köpük C) Sıcaklık, ateş, kibrit
S.207. Aşağıdakilerden hangisi kimyevi yangın söndürücü maddelerden biridir?
A) Su B) Köpük C) Kuru kimyevi toz D)Hava E) Hiçbiri
S.208. Aşağıdakilerden hangisi ev ve iş yerlerinde yangına karşı alınacak güvenlik önlemlerinden biri değildir?
A) Bacalar devamlı temizlenmelidir. B) Tavan arası temiz tutulmalıdır. C) Yanıcı maddeler iyi saklanmalıdır. D) Ev ve iş yerleri havalandırılmalıdır. E) İtfaiyeye telefon ediniz.
S.209. Yangınla karşılaştığınızda aşağıdaki hangi güvenlik önlemini almanız gerekmez?
A) Hemen yangın yerinden kaçınız. B) İtfaiyeye telefon ediniz. C) Yangını çevrenizdekilere duyurunuz. D) Telaşlanmayınız. E) Yanıcı maddeler iyi saklayınız.
S.210. Aşağıdakilerden hangisi yangının nedenlerinden biri değildir?
A) Bilgisizlik B) İhmal C) Sabotaj D) Sıçrama E) Yanıcı madde
S.211. Öğrenci Hasan, iş yerinde iş kazası geçirmiştir. Kurum doktoru, Hasan’a ilk müdahaleyi yaparken idari personelin ne yapması gerekmektedir?
A) Kazayı soruşturmalıdır. B) Kazayı derhâl işverene bildirmelidir. C) Kazayı SSK’ya (SGK) bildirmelidir. D) Ambulans çağırmalıdır. E) Tazminat ödemelidir.
S.212. Meydana gelen iş kazasını işveren SSK’ye (SGK) en geç kaç gün içinde bildirmelidir?
A) 7 gün içinde bildirmelidir. B) 3 gün içinde bildirmelidir. C) 2 gün içinde bildirmelidir. D) 5 gün içinde bildirmelidir. E) 10 gün içinde bildirmelidir.
S.213. Aşağıda verilen şıklardan hangisi iş kazası sonunda işçiye maddi yardım gerektiren başlıca ödeme şekillerinden biri değildir?
A) İlaç yardımı B) Tedavi giderlerini ödeme C) Çalışılmayan süre için ücret D) İzin vermek E) Tazminat ödemesi
S.214. Meydana gelen iş kazalarının sonuçlarına ilişkin hükümler hangi Kanun kapsamındadır?
A) SSK B) KOSGEB C) MEB D) MEGEP E) YARGI
S.215. Aşağıdakilerden hangisi kaza raporlarının yararlarından biri değildir?
A) İşçilerin sosyal haklarının korunması B) Oluşan kazalarla ilgili gerekli önlemlerin alınması C) Kaza yinelenme oranının azaltılması D) Aynı türden oluşabilecek kazalara karşı çalışanların eğitilmesi E) İşçilerin kazalardaki haklılığının ispat edilmesi
S.216. Bütün mesleklerde çalışanların sağlıklarını sosyal, ruhsal ve bedensel olarak en üst düzeyde sürdürmek, çalışma koşullarını ve üretim araçlarını sağlığa uygun hâle getirmek, çalışanları zararlı etkilerden koruyarak işin ve çalışanın birbirine uyumunu sağlamak üzere kurulmuş olan tıp dalına ne denir?
A) İş güvenliği B) İşçi sağlığı C) İşçi D) İş yeri sağlığı E) Hiçbiri
S.217. İşçi Ramazan, iş yerinde çalışırken kafasına sivri bir cisim düşmüş ve Ramazan iş kazası geçirmiştir. Bu tür kazaların olmaması için Ramazan’ın hangi iş güvenlik önlemini alması gerekmektedir?
A) Baret kullanmalıdır. B) Eldiven takmalıdır. C) Koruyucu gözlük kullanmalıdır. D) İş önlüğü giymelidir. E) Üretim kayıplarını önlemelidir.
S.218. Binalarda havalandırma tesisatları iyi çalışmaz ve yüksek sıcaklık olursa aşağıdakilerden hangisi gerçekleşmez?
A) Nabız yükselir. B) Terleme artar. C) Dikkat azalır. D) Verimlilik artar. E) Baş dönmesi yaşanır.
S.219. Öğrencilere işçi sağlığı ve iş güvenliği konularını anlatan öğretmen, meslek hastalıklarının sınıflandırılması konusunu anlatırken aşağıdakilerden hangisini saymamalıdır?
A) Kimyasal kaynaklı meslek hastalığını B) Matematiksel kaynaklı meslek hastalığını C) Biyolojik kaynaklı meslek hastalığını D) Psikolojik kaynaklı meslek hastalığını E) Ergonomiye özensizlikten kaynaklanan meslek hastalıkları
S.220.Aşağıdakilerden hangisi yangın söndürücü maddelerden biri değildir?
A) Hava B) Kuru kimyevi toz C) Köpük D) Su E) Hiçbiri
S.221. Meydana gelen iş kazasını işveren SSK’ya iki iş günü içinde bildirmelidir. Bunu işveren hangi kanunun hangi maddesi gereğince yapmaktadır?
A) 3308 sayılı Kanun’un 19. maddesi B) 4857 sayılı Kanun’un 77. maddesi C) 506 sayılı Kanun’un 11. maddesi D) 2416 sayılı Kanun’un 8. maddesi E) 1212 sayılı Kanun’un 9. maddesi
S.222.Aşağıdakilerden hangisi iş güvenliği ile ilgili kuruluşlardan biri değildir?
A) İşçi Sağlığı ve Güvenliği Genel Müdürlüğü B) Çalışma Genel Müdürlüğü C) Personel Genel Müdürlüğü D) SSK Genel Müdürlüğü E) MEB
S.223.Aşağıdakilerden hangisi gözlerin korunmasında kullanılan kişisel koruyucu araçtır?
A) Maskeler B) Koruyucu gözlük C) Baret D) Eldiven E) Şapka
S.224.Aşağıdakilerden hangisi iş kazalarında görülmeyen (dolaylı) zararlardan biri değildir?
A) Kaybolan iş günü B) Üretim kayıpları C) Seri imalat kaybı D) Kaybolan iş gücü E) Kanun ihlali
S.225. Yokluk hissi ile başlayan, karşılandığı zaman mutluluk, karşılanmadığı zaman acı ve üzüntü veren duyguya ne ad verilir?
A. Tüketim B. İhtiyaç C. Ürün D. Doğa
S.226. Maslow’un (Maslov) ihtiyaçlar hiyerarşisine göre insanın en temel ihtiyacı aşağıdakilerden hangisidir?
A. Güvenlik ihtiyacı B. Aidiyet ihtiyacı C. Saygınlık ihtiyacı D. Fizyolojik ihtiyaçlar
S.227.İnsanların ihtiyaçlarını gideren mal ve hizmetleri elde etmek için yapılan her türlü faaliyete ne ad verilir?
A. Üretim B. Tüketim C. İhtiyaç D. Ürün
S.228. Aşağıdakilerden hangisi işletmenin amaçları arasında yer almaz?
A. Kâr etme B. Topluma hizmet ve sosyal fayda oluşturma C. Verimli olma D. Çalışanların ihtiyaçlarını karşılama
S.229. Özel işletmelerin ilk amacı aşağıdakilerden hangisidir?
A. Kâr etme B. Topluma hizmet ve sosyal fayda oluşturma C. Verimli olma D. Çalışanların ihtiyaçlarını karşılama
S.230. İnsanların iş birliği yapmalarının ve onları bir amaca doğru yöneltme faaliyetlerinin tümüne ne ad verilir?
A. Yönetim B. Strateji C. Planlama D. Kontrol
S.231.İş kazalarının ℅ kaçı önlenemez kazalardır?
A) ℅98’i B) %50’si C) ℅2’si D) %8’i E) ℅13’ü
Mesleki Gelişim Test Soruları 2
S.118. Üst yönetim tarafından belli bir yetkinin alt basamaklara devredilmesine ne denir?
A) Disiplin
B) Yetki devri
C) Yetki
D) Liderlik
E) Teşvik
Mesleki Gelişim Soruları 4
S.103. Su ve Enerji İsrafını En Aza İndirecek Önlemlerden bazıları nelerdir?
C.103.
A- sifonlarımızı daima bakımlı tutabiliriz. Bozuk olanları hemen onarınız çünkü saniyede bir damla akan su, yılda 6 metreküplük yani 6 tonluk bir tüketime tekabül eder.
B-Çamaşır ve bulaşık makineleri bir defada ortalama 40 litre su tüketmektedir. Makinelerinizi tam doldurmadan çalıştırmayınız ve kısa programları tercih ediniz.
C-Banyo yerine duşu tercih edebiliriz. Bir duşta ortalama 50 litre su, bir banyoda 150 litre su tüketilir. Tek bir kişi yılda ortalama 49,140 litre suyu tuvaletlerde tüketir.
Sifonun bir kez çekilmesi ile 10 litre su harcanır. Yeni teknolojiler sayesinde standart modellere göre %60 daha az su tüketen klozetler bulunmaktadır. Rezervuarların boyutunu küçültebiliriz. 12-20 litrelik yerine 6-7 litrelik ve kademeli rezervuarları tercih edebiliriz. Sifon çekildiğinde suyu renklendirsin ve temizlesin diye tuvalete asılan maddeleri kullanmayalım. Bunlar kanalizasyona karışarak kirliliğe sebep olur.
Tıraş olurken, ellerimizi yıkarken, dişlerimizi fırçalarken, bulaşıkları sabunlarken açık bırakılan musluk, dakikada yaklaşık 15-20 litre suyun boşa akmasına sebep olur. Bu işleri yaparken musluğu ihtiyacımız olduğu kadar açalım. İçme suyu dışındaki suları birkaç kez kullanmaya çalışabiliriz. Sebze ve meyve yıkadığınız suyla çiçekleri ve bahçeleri sulayabilir, temizlik yapabiliriz. Evde kullanılan temizlik malzemeleri, atık sularla birlikte nehirlere karışır. İçinde fosfat bulunmayan ve suda ayrışabilen temizlik ürünlerini kullanabiliriz.
Ç-Temizlikte sıvı sabun, toz sabun gibi doğal esaslı olanları tercih edebiliriz (Hem doğaya zarar vermez hem de daha az suyla durulanabilir.). Diğer kimyasal deterjanların (petrol türevi temizleyiciler) doğal ortam için sakıncalarının yanı sıra bol suyla durulanması gerekir.
D-Otomobilimizi ve balkonlarınızı hortumla yıkamak yerine silerek veya kovayla sünger kullanarak temizleyebiliriz. Hortumla yıkama, yaklaşık 550 litre su kullanımı demektir.
E-Çamaşır suyu, atık maddelerin ayrılıp çözülmesini sağlayan yararlı bakterileri öldürür. Çamaşır suyunu olabildiğince az kullanılmalıdır.
F-Kapı önü, balkon, teras gibi yerlerin temizliğinde hortumla su tutmak yerine süpürge kullanabiliriz.
S.108.İletişim ne demektir,açıklayınız?
C.108. İletişim, Latince “ortak” anlamına gelen “communis” sözcüğünden türetilmiştir. Bu nedenle iletişim kurulabilmesi için ortak anlamlı sembollerin ve kavramların bulunmasına ihtiyaç vardır. İletişim, insanların duygu, düşünce ve bilgileri başka kişi veya kişilere ortak sembollerle aktarma sürecidir.
İletişim, bir paylaşmadır. İnsanın duygularını, düşüncelerini, bilgi ve becerilerini başkalarıyla paylaşabilmesi ve anlatabilmesi iletişim yolu ile olur. İletişim, insanların bir arada yaşamasının ve sosyal bir varlık olmasının gereğidir. Bireylerin birbirleriyle ilişkilerinin gücü, iletişim yeterliği ve iletişim kurmadaki başarısı ile doğrudan ilişkilidir.
İnsan, yaşamını iletişim kurarak sürdürür. Yaşam bir bakıma iletişim kurma serüvenidir. Normal zihinsel fonksiyonlara sahip bir insan, iletişim kurmadan yaşayamaz. İletişim, insanın bireysel ve sosyal yaşamının vazgeçilmez unsurudur. İnsan günlük yaşamında diğer insanlarla, kurumlarla, kuruluşlarla, gruplarla veya kendisiyle iletişim kurarak yaşar.
S.109. İletişim üzerine yapılan çalışmalar, iletişimin üç temel özelliğinin olduğunu göstermektedir, bunlar nelerdir?
C.109.
1-İletişim etkinliği insanları gerektirir yani iletişim ancak insanların birbirlerini anlama ihtiyaçları sayesinde kurulabilir.
2- İletişim, paylaşmayı gerekli kılar yani iletişimde gönderici ve alıcı, mesajın ortak bir anlamı üzerinde anlaşmalıdır.
3-İletişim semboliktir. İletişimdeki semboller; jestler, mimikler, sesler, harfler, rakamlar ve sözcüklerdir.
S.110.İletişim ögeleri nelerdir, açıklayınız?
C.110. İletişim, kaynak ile hedef arasında kurulan bir süreçtir. İletişimin gerçekleşmesi için bazı unsurların bir araya gelmesi gerekir. İletişimde belirli mesajlar kodlanarak bir kanal aracılığıyla bir kaynaktan bir hedefe (alıcıya) aktarılır. Örneğin bir konuşmacı (kaynak), ortak bir dil aracılığıyla kodladığı kelimeleri (ileti) konuşma (kanal) yoluyla alıcıya (hedef) aktarır.
İletişimin "kaynak, kodlama, mesaj, kanal, kod çözme, alıcı, algılama ve geri bildirim” gibi ögeleri vardır.
S.111.Kaynak ( gönderici ) nedir, açıklayınız?
C.111. Her türlü iletişimde süreci başlatan bir kaynak vardır. Kaynak; birey, grup, kurum ya da bir kuruluş olabilir. Kaynak, mesajı ileten kişi veya mesajın çıkış noktası olarak tanımlanabilir. Kaynak, mesajı ilettiği anda iletişim süreci başlar
S.112. İletişim sürecinin sağlıklı bir şekilde başlaması ve sürdürülebilmesi için kaynağın taşıması gereken bazı özellikleri nelerdir, açıklayınız?
C.112.
A-Kaynak, göndereceği mesaj konusunda bilgili olmalıdır.
B-Kaynak, göndereceği mesajın nasıl kodlanacağını, sözlerin ve işaretlerin anlamlarının neler olduğunu bilmelidir.
C-Kaynak, statü ve rolüne uygun mesaj göndermelidir. Aksi takdirde olumsuz etkileşime neden olur.
Ç-Kaynak, alıcılar tarafından tanınmalıdır.
D-Kaynak, tam bir iletişim kurabilmek için beden, sembol, ses, yüz, fotoğraf, plan, harita vb. araçları etkin kullanmalıdır.
S.113.Kodlama ne demektir, açıklayınız?
C.113. Kod, mesajın işaret hâline dönüşmesinde kullanılan simgelerin anlama dönüştürülmesidir. Gönderici iletmek istediği bilgileri, duygu ve düşünceleri alıcının anlayabileceği sembole veya harekete çevirerek kodlar. Kodlama vericinin konuşma ve yazma becerisini gösterir. Kaynak kodlama yaparken iletişimin etkin olarak gerçekleşebilmesi için alıcının da bildiği sembolleri kullanmalıdır. Kodlama kaynak tarafından yapılır
S.114. Mesaj (İleti) ne demektir, açıklayınız ve kaça ayrılır,nelerdir?
C.114. Mesaj, kaynak ile hedef arasındaki ilişkiyi sağlayan temel ögedir. Kaynak tarafından duygu, düşünce ve bilgilerin kodlanmış hâli olan mesaj aynı zamanda sözel, görsel ve işitsel simgelerden oluşan somut bir üründür. İletişim türünü belirlemede önemli olan mesajlar, sözel ve sözel olmayan mesajlar olarak ikiye ayrılır.
S.115. İletişim sürecinde mesajın taşıması gereken özellikler nelerdir?
C.115.
A-Mesaj anlaşılır olmalıdır.
B-Mesaj açık olmalıdır.
C-Mesaj doğru zamanda iletilmelidir.
Ç-Mesaj uygun kanalı izlemelidir.
D-Mesaj kaynak ve alıcı arasında kalmalıdır.
S.116. İletişim Kanalı ne demektir, açıklayınız, örnek veriniz?
C.116. İletişim kanalı, iletişim sürecinde mesajın kaynaktan alıcıya ulaşmasını sağlayan ortam, yöntem ve tekniklerdir. Kanal, mesajın alıcıya sunuluş biçimidir. Her mesaj bir kanal aracılığı ile alıcıya ulaştırılır. Kısacası kanal, kaynak ve alıcı arasındaki bağdır.
Kanal; ses ve ışık dalgaları, telefon kabloları, sinir sistemi gibi mesajı alıcıya ulaştıran fiziksel sembollerdir. Gazete ve dergiler, reklamlar, panolar, telefon, internet, e-mail gibi küresel iletişim ağları önemli iletişim kanallarıdır.
İletişimin temel amacı bilgilendirmek, güdülemek ve ikna etmek olduğu için kullanılacak iletişim kanalları bu amaca yönelik olmalıdır. Kime, ne amaçla, neyi iletmek istediğimiz kullanacağımız aracı belirler. İletişim kanalları sözlü, sözsüz veya görsel-işitsel araçlar olabilir. Bu araçların hangisinin seçilmesi gerektiği iletişimin etkili olmasında rol oynar. Aynı anda birkaç duyu organını etkileyen kanal seçimi iletişimin etkinliğini artırır
S.117. Kod Çözme ne demektir, açıklayınız?
C.117. Kod çözme, gönderilen mesajların alıcıya ulaştıktan sonra aslına uygun olarak anlamlı bir şekilde yorumlanmasıdır. Kodlama kaynak, kod çözümü ise alıcı tarafından yapılır. İletişimin başarısı, mesajın alıcı tarafından kod çözümünün anlamlı olarak yapılması ve alıcı ile kaynağın mesaja aynı anlamı vermesiyle mümkün olur
S.118. Alıcı (Hedef) ne demektir, açıklayınız?
C.118. Bir iletişim sürecinde alıcı, kaynaktan gelen mesajları alıp yorumlayan ve bunlara sözlü veya sözsüz tepkide bulunan birey ya da gruptur. Mesajı alan kişi alıcıdır. Mesajın anlamını kaynak ve hedef ortak algılarsa etkin bir iletişimden söz edilebilir. Alıcının mesajı taşıyan sembolleri duyu organları kanalı ile algılayamayıp yorumlamaması, iletişim sürecini sona erdirir. Alıcı, mesajı alıp buna cevap verdiği anda kaynak durumuna geçer.
S.119. Algılama (Filtreleme) ne demektir, açıklayınız?
C.119. Filtreleme, alıcının kendisine ulaşan mesajı değerlendirmesiyle ilgilidir ve burada devreye algılama girer. Algı; bireyin duyular kanalıyla çevresini, kendisini anlayabilmesini ve bilgi edinmesini sağlayan filtredir. Algılama, zihinle ve duygularla ilgili bir süreç olarak tanımlanabilir. Duyu organlarına ulaşan bilgiler tek başlarına bir anlam taşımaz. Mesajı alan kişi önceden aldığı bilgileri kendi amaçlarına, değer yargılarına ve inançlarına göre yorumlayarak davranış göstermektedir.
Gönderici, göndereceği mesajı formüle edip onları kodlarken kendisine ulaşan bilgileri kullanacak; bunları kendi amaç, değer yargıları, inanç ve tutumları doğrultusunda belirli kodlara çevirecektir. Başka bir deyişle her mesaj, göndericinin algılama yeteneğinin sonucu olarak ortaya çıkar, dolayısıyla algılama süreci filtre rolü oynar.
S.120. Geri Bildirim (Feedback) ne demektir, açıklayınız?
C.120. Bir iletişim sürecinde alıcıdan kaynağa yönelen tüm tepkilere geri bildirim denir. Geri bildirim, alıcının göndericinin mesajına verdiği cevap olarak da tanımlanabilir. Geri bildirim sayesinde gönderici, mesajın tam olarak alıcıya ulaşıp ulaşmadığını anlar. İletişim sürecinde geri bildirim yapılmazsa iletişim eksik kalır. Geri bildirim, iletişim sürecinin devamlılığını sağlayan ögedir. Geri bildirim; olumlu, olumsuz ve tepkisizlik olarak üç şekilde verilebilir. Mesajın tam olarak algılandığı ve kaynağa doğru olarak geri gönderildiği bildirim, olumlu geri bildirimdir. Mesajın amaçlandığı şekilde alınmadığı bildirim, olumsuz geri bildirimdir. Gelen mesaja tepki vermeyen geri bildirim ise tepkisiz geri bildirimdir.
S.121. Geri bildirim hangi özellikleri taşımalıdır?
C.121.
A-Mesajla ilgisi olmayan geri bildirim verilmemelidir.
B-Uygun zamanlama tercih edilmelidir.
C-Amaç iyi tespit edilmelidir.
D-Geribildirim somut olmalı, beklenilen davranışı tanımlamalıdır.
S.122.Gürültünün iletişme etkisi nasıldır, açıklayınız?
C.122. İletişimi engelleyen bütün faktörler gürültü sayılır. Gürültü, iletişim sürecinin herhangi bir aşamasında istem dışı ortaya çıkan, iletişimi engelleyen, iletişim sürecini olumsuz etkileyen bir faktördür. Kaynak birimin gönderdiği mesajla hedef birimin aldığı mesaj arasında fark olmuşsa bu gürültüden kaynaklanmıştır.
S.123. Etkili İletişim ne demektir, açıklayınız?
C.123. Etkili iletişim, bir zaman yönetimi unsurudur. İletişimde yeteri derecede açık olunursa iletilmek istenen mesaj, etkin bir biçimde alıcıya ulaşmış olur. İletişimi zayıf olanlar, sürekli olarak karışıklığa neden olur. Toplum yaşamı iletişimle daha güzel hâle getirilir. Birey, grup ya da toplumların kendi aralarında kurdukları çeşitli ilişkileri düzenleyen kuralları mevkileri gereğince tanıyıp onlara uygun davranışta bulunabilmesi, kendi aralarında etkin bir iletişimin bulunmasına bağlıdır.
S.124. Etkili bir iletişim için hangi hususlara dikkat edilmelidir?
C.124.
A-Kullanılan dil, açık ve sade olmalıdır.
B-Gönderilen ileti, alıcının düzeyine uygun olmalıdır.
C-İletiler, ses tonu ve beden dili ile tutarlı olmalıdır.
Ç-En uygun iletişim kanalı ve araç seçilmelidir.
D-Uygun zaman ve mekân seçilmelidir.
E-İletişim destekleyici olmalıdır.
F-Kaynağın ve alıcının iletişimde istekli olması gereklidir.
S.125. Etkili İletişim Kurmada Uygulanabilecek Yöntemler nelerdir?
C.125.
A-iletişimin kişisel ve çevresel engellerini aşmak
B- Empatik iletişim kurmak
C-Güdüleyici iletişim kurmak
Ç- Etkin iletişim kurmak
D- ikna iletişim kurmak
S.126. İletişimin kişisel ve çevresel engellerini aşmak nasıl olur?
C.126. İletişim engellerini kaldırmanın en etkin yolu, öncelikle engelin farkına varmak ve sonra da bu engeli ortadan kaldırmaktır.
S.127. İletişimin kişisel ve çevresel engellerini aşmak için hangi yöntemlerin kullanılması gerekir?
C.127.
A-Kaynak, sözlü mesajları alıcının anlayacağı ve algılayabileceği biçimde kullanmalıdır.
B- Kaynağın gönderdiği mesajlar sadece sözlü olmamalı, aynı zamanda model, hareket, çizim, resim, yazı ve işaretler gibi semboller şeklinde de olmalıdır.
C-Kaynağın gönderdiği mesajlar, alıcının ilgisini çekecek gerçek ve çekici örneklerle desteklenmelidir.
Ç-Mesaj, alıcıyı etkileyecek türden bir kanalla gönderilmelidir.
D-Kaynak ve alıcının fiziksel çevresi iletişime elverişli bir duruma getirilmelidir.
E-Kaynak ve alıcının fiziksel ve psikolojik rahatsızlıkları giderilmelidir.
F-Mesajın anlaşılıp anlaşılmadığı geri bildirimle kontrol edilmelidir.
Mesleki Gelişim Soruları 2
S.52.Gürültü ne demektir, açıklayınız?
C.52. İnsanlar üzerinde olumsuz etki bırakan, istenmeyen, dinleyene bir anlam ifade etmeyen, hoşa gitmeyen seslere gürültü denir. Sesin gürültü niteliği taşıması için mutlaka yüksek düzeyde olması gerekmediği anlaşılmaktadır.
Özellikle büyük kentlerimizde gürültü yoğunlukları oldukça yüksek seviyede olup ses ve gürültü arasındaki ayırım kişilere göre değişebilir. Bazı insanların kulağına müzik olarak gelen birtakım sesler, diğer insanlar için rahatsız edici olabilir ve gürültü olarak algılanır. Rahatsızlık duyma sınırı da insandan insana farklılık gösterebilir. Ancak gürültünün insan sağlığını ve rahatını bozduğu, olumsuz psikolojik etkiler yaptığı ve gürültünün süreklilik arz etmesi durumunda psikolojik etkinin kalıcı olacağı bir gerçektir.
S.53. Titreşimin (yer değiştirme, hız, ivme cinsinden) rms değeri ne demektir?
C.53. Belirli bir zaman aralığında ölçülen titreşim değerlerinin karelerinin ortalamasının karekökünü ifade eder.
S.54.Gürültü kaynaklarından olan yapı iç gürültüleri anlatınız, örnek veriniz?
C.54. Yapıların içinde yer alan her türlü mekanik ve elektronik sistemler ile çeşitli hayati faaliyetlerden doğan gürültülerdir ki ayrı veya bitişik yapılardaki kullanıcıları da etkilemektedir.
Örneğin ev araçları, müzik setleri, yüksek sesli konuşmalar, ayak sesleri, eşya sürtünmeleri, darbeler, büro gürültüleri, çeşitli makine, donatım (asansör, sıhhi tesisat, havalandırma, hidrofor sesi vb.) gürültüleri verilebilir
S.55. Yapı Dışı Çevre Gürültüleri nelerdir?
C.55. Yapıların dışında yer alan, gerek yapı içindeki hacimleri gerekse yapı dışındaki açık alanları kullanan bireyleri etkileyen gürültülerdir. Buralar da kendi içinde şöyle sınıflandırılabilir:
A-Ulaşım gürültüleri (Gerekli ve gereksiz korna sesi, düğün ve nişanlardaki konvoy korna sesleri, kara yolu, demir yolu, hava alanı)
B-Endüstri gürültüleri (Endüstri araç, makine, iş yeri gürültüsü)
C-Yapım gürültüleri (İnşaat, yol yapımı, yıkımı vb.)
Ç-Rekreasyon gürültüleri (Eğlence yerleri, çocuk bahçesi, spor alanları, atış alanları vb.) D-Ticari amaçlı gürültüler (Açık hava sinemaları, eğlence yerleri, reklam, müzik yayınları, sesli satıcılar vb.
S.56. Doğal Gürültüler ne demektir?
C.56. Yanardağ patlamaları, yağmur, şimşek, rüzgâr, zelzeleler (depremler), su altı gürültülerine (zelzeleden kaynaklanan) denir.
S.57. Doğal Olmayan Elektromanyetik Kirlilik Kaynaklar nelerdir?
C.57.
A-Elektrik akımı taşıyan yer altı ve yer üstü elektrik hatları
B-TV ve bilgisayarlar
C-Elektrikli ev aletleri (Elektrikli süpürge, saç kurutma, tıraş makinesi vb.)
Ç-Mikrodalga fırınlar
D-Radyo ve TV vericileri
E-Telsiz haberleşme sistemleri
F-Kordonsuz telefonlar
G-Hücresel telefon sistemleri ( GSM baz istasyonları )
S.58. Atık Pillerin Zararları nelerdir?
C.58. Pillerin insan sağlığı ve çevreye oldukça büyük zararlar verir. Piller cıva, lityum, kadmiyum, kurşun, çinko, mangan, demir, nikel, kobalt ve kimyasal maddelerden üretilir. Pillerin gelişigüzel çöplere atılması, doğrudan veya dolaylı olarak müşteri ortama verilmesi çevre açısından büyük tehlikeler yaratır. Metaller toprağa ve oradan da yer altı sularına karışabilir. Toprak kullanılmaz duruma gelir ve metallerin yarattığı su kirliliği sudaki ekosistemi alt üst eder. Etkilenen yalnızca su ekosistemi değil, aslına bakarsanız tüm ekosistemdir. Gün içerisinde bu etkiler halk üstünde de görülür. Atık pillerin neden olduğu hastalıkların başında nörolojik bozukluklar, merkezi öfke sistemi hastalıkları, kanser, böbrek ve karaciğer hastalıkları gelir. Pillerin içerisindeki tüm maddeler zamanla öldürücü boyuta ulaşabilir. Bu maddeler ayrıca toprağa karışarak hayvanların besinlerine veya sulara karışarak insan vücuduna geçebilir. Örneğin toprağa atılan bir kalem pil, 4 m2 toprağı kirletir ve bu toprağın özelliklerini kaybetmesine neden olur.
S.59. Gürültünün insan sağlığına zararları nelerdir?
C.59.
A-Yüksek kan basıncına (hipertansiyon)
B-Hızlı Kalp atışına
C-Kolesterol artışına
Ç-Adrenalin yükselmesine
D-Solunumun hızlanmasına
E-Adale gerilmesine, irkilmelere neden olabildiği.
S.60. Gürültü yeteri kadar yüksekse ve kaynağı belirsiz ise veya neden olduğu gerilim yeteri kadar fazla ise hangi davranış bozuklukları görülmektedir?
C.60.
A-Ani parlamalar, öfkeye hâkim olamama ve kendini kaybetme: Rahatsızlık, aşırı tepkilere ve davranışlara dönüşebilir.
B-Kızgınlık ve öfkenin içe yöneltilmesi: Kendini suçlama, aşırı sessizlik ve içe kapanma
C- Kızgınlık ve öfkenin dışa vurumu: Tartışmacı ve karamsar olma durumu
Ç-Sakinleştirici kullanımı: Uyku hapı tüketiminin artması
D-Hoşgörünün azalması
E-Yardım isteğinin azalması
F-Davranış bozuklukları
G-Öfkelenme
H-Rahatsızlık duygusu
I-Sıkılma
İ-Diğer tepkiler: Doktorunu ziyaret etme, penceresini kapatma, dışarıda az zaman geçirme veya şikâyetini bildiren yazılar yazma
S.61. Gürültü kirliliği için alınması gereken önlemler nelerdir?
C.61.
A-Hava alanlarının, endüstri ve sanayi bölgelerinin yerleşim bölgelerinden uzak yerlerde kurulması
B-Motorlu taşıtların gereksiz korna çalmalarının önlenmesi
C-Kamuoyuna açık olan yerler ile yerleşim alanlarında elektronik olarak sesi yükseltilen müzik aletlerinin çevreyi rahatsız edecek seviyede olmasının önlenmesi ya da konut alanlarında bu tür faaliyetlere izin verilmesinin yasaklanması
D-İş yerlerinde çalışanların maruz kalacağı gürültü seviyesinin en aza indirilmesi (Çalışma ve Sosyal Güvenlik Bakanlığı “Gürültü Yönetmeliği” kapsamında değerlendirilmektedir.)
E-Yerleşim yerlerinde ve binaların içinde gürültü rahatsızlığını önlemek için yeni inşa edilen yapılarda ses yalıtımı sağlanması
F-Yerleşim yerlerinde ve konutlarda radyo, televizyon ve müzik aletlerinin seslerinin rahatsızlık verecek seviyede yükseltilmemesi
G-Trafikteki gürültüyü azaltmak için bireysel araç kullanımı yerine toplu taşımanın yaygınlaştırılmasının sağlanması (Bu durum hava kirliliğinin azalmasına da katkı sağlayacaktır.)
H-Motorlu taşıtlarda ses yalıtımı sağlanmalı, özellikle küçük motor bisiklet türü araçlarda susturucular kullanılmalıdır.
I-Gürültünün yol açtığı rahatsızlık ve sağlıkla ilgili zararların önlenmesi için alınabilecek belirli tedbirler vardır. Bu tedbirler Yönetmelik’te belirtilen tablolardaki değerlerin aşılması durumunda söz konusu olur.
İ-Teknik, inşaatla ilgili ve iş yerinde koruma ile ilgili birtakım tedbirler söz konusudur. Aslında gürültü unsuru şehir plancılığında, sanayi yerleşim yerlerinin seçiminde de göz önünde tutulmalıdır.
S.62. Enerji Kaynakları nelerdir, açıklayınız?
C.62. Ekonomide çeşitli fiziki işlerin yapılabilmesi için gerekli gücü sağlayan kaynaklar. Geleneksel enerji kaynakları arasında kömür, ham petrol, su, doğal gaz ve daha az ölçüde odun yer alır. Pil, batarya ve elektrik insan yapısı enerji kaynağı sayılır. Önceleri en önemli enerji kaynağı kömürdü. Daha sonraları petrol bu görevi üstlendi. İkinci Dünya Savaşı’ndan sonra nükleer enerji, güneş enerjisi (solar enerji) gibi yeni enerji kaynaklan doğmuştur
S.63. Yenilenemez Enerji Kaynakları nelerdir, açıklayınız?
C.63. Bu kaynaklar kullanıldıkça biter ve çok uzun sürelerde yenileri yerine gelir. Bu sebepten dolayı bunların israf edilmesi millî servetin ortadan kalmasına sebep olur. Bu sebeple bunlar kullanılırken millî bilinç oluşturulmalıdır. Kömür, petrol, doğal gaz, bor minerali örnek olarak verilebilir.
S.64. Kömür nedir, açıklayınız?
C.64. Kömür, havanın serbest oksijeni ile doğrudan doğruya yanabilen, %55 ile %90-95 oranında karbon ihtiva eden organik kökenli kayaçtır.
Enerji kaynaklarının belli başlılarından olan kömür, faydalı özelliği yanında çevre sorunları bakımından da insan sağlığına ve çevreye olumsuz etkileri hayli fazla bir maddedir. Ancak insan yaşamına olan katkısı dolayısıyla ve alınabilecek bazı tedbirlerle zararlarının azaltılması mümkün olduğundan kömür önemini koruyabilmektedir.
S.65.Petrol nedir, açıklayınız?
C.65. Petrol, fosil yakıt olarak tanımlanan gruba girer. Bunun sebebi, yaklaşık olarak 300400 milyon yıl önce ölmüş olan hayvanların fosillerinin petrolün ana maddesini oluşturmasıdır. Geçen bu uzun süre içerisinde hayvan fosilleri, son derece yüksek bir ısıya ve basınca maruz kalır. Böylece petrol meydana gelmiş olur. Petrol günümüzde büyük kaya bloklarının içine sıkışmış olarak bulunur.
S.66. Doğal Gaz nedir?
C.66. Doğal gaz da petrol gibi karbon bazlı bir fosil yakıttır. Oluşumu petrol ile aynıdır. Doğal gazın ana maddesi renksiz, kokusuz ve tatsız bir madde olan metandır. Kullanım aşamasında güvenlik amacıyla kokulandırılır.
S.67. Yenilenebilir Enerji Kaynakları nedir, örnek veriniz?
C.67. Sürekli olarak devam eden enerji kaynaklarıdır. Hidroelektrik enerji, jeotermal enerji, rüzgâr enerjisi, güneş enerjisi örnek olarak verilebilir.
S.68. Hidrolik (Hidroelektrik) Enerjinin kaynağı nedir , açıklayınız?
C.68. Hidrolik enerji, yenilenebilir enerji kaynakları içinde teknoloji gelişimi en ileri düzeyde olan enerji kaynağıdır. Kullanılmakta olan en eski enerji kaynaklarından biri olan hidrolik enerjinin kaynağı sudur. Bu nedenle hidroelektrik santraller bir su kaynağı üzerinde olmak zorundadır.
S.69. Rezervuarlı ve nehir tipi olarak yapılan hidrolik santrallerinin özelliği nedir, açıklayınız?
C.69. elektrik enerjisi üretimi aşamasında atmosfere hiç sera gazı emisyonu vermemektedir. Ayrıca öteki azaltıcı ve önleyici (enerji tasarrufu, karasal karbon yutakları, taşkın önleme, su ve toprak kaynaklarının geliştirilmesi ve korunması vb.) sektörlere yaptığı doğrudan ya da dolaylı katkı ile küresel ısınmaya neden olan emisyonlarının sınırlandırılmasında ve azaltılmasında çok yönlü katkı sağlamaktadır.
S.70. Hidroelektrik santrallerin çevreye olumsuz etkileri nasıldır, açıklayınız?
C.70. Hidro projeler, sera gazları, SO2 ve partikül (parçacık) emisyonlarının olmaması avantajına sahiptir. Barajların arazi kullanımında yarattığı değişiklikler, insanların topraklarını boşaltması, flora ve fauna üzerine etkileri, dibe çökme ile baraj alanının dolması ve su kullanım kalitesi üzerinde etkileri vardır. Büyük su rezervuarlarının oluşması nedeniyle ortaya çıkan toprak kaybı sonucu doğal ve jeolojik dengenin bozulması olasılığı vardır. Bu rezervuarlarda oluşan bataklıklar metan gazı oluşumu için uygun bir ortam teşkil eder.
S.71. Baraj ve hidroelektrik santralleri yapmanın amacı nedir?
C.71.
Akarsularımızın rejimlerini kontrol altına almak
Taşkın zararlarını önlemek
Depolanan sulardan içme suyu sağlamak
Sulama yararları sağlamak
Enerji elde etmek
S.72. Hidroelektrik santrallerin avantajları nelerdir?
C.72. Hidroelektrik santrallerin ekonomik ömrü diğer tip santrallerden çok daha uzundur (yaklaşık 100-200 yıl). İşletme gideri düşüktür ve herhangi bir yakıt gideri yoktur. Ucuz elektrik üreterek rekabetçi elektrik piyasasının oluşmasına en büyük katkıyı yapar. İşletme kolaylığı ve esneklik çok önemli bir özelliğidir. Enterkonnekte sistemde yük dengelenmesi ve frekans düzenlenmesi gibi çok önemli fonksiyonları vardır. Hidroelektrik santraller için yapılan barajlar suyun hızını keserek erozyonun durdurulmasında önemli rol oynar. Enerji depolama kapasiteleri olduğundan dışa bağımlılığı azaltır ve bu bağlamda arz güvenliğinin sağlanmasına da katkıda bulunur. Yöre halkına istihdam, sulu tarım, taşımacılık, su sporları gibi sosyal ve ekonomik faydalar da sağlar. 350 hidroelektrik santraller enerji talebinin en çok olduğu saatlerde hemen devreye girebildiklerinden elektrik fiyatlarının arz sıkıntısına bağlı artışlarına karşı bir sigorta görevi de görür. 351 Hidrolik santraller arıza anında devreye girebilir ve sistemi ayakta tutar.
S.73. Hidrolik enerji elde etmede kullanılan suyun kaynağı nereden gelmektedir, açıklayınız?
C.73. Hidrolik enerji bir yenilenebilir enerji kaynağıdır. Su, kapalı bir çevrim içinde sürekli hareket etmektedir. Denizlerden, göllerden ve diğer su kaynaklarından buharlaşan su, kar ve yağmur olarak yeryüzüne dönmekte, tekrar nehir, deniz ve göllere akmaktadır. Hidrolik güçten enerji üretmek temiz, verimli (%90) ve etkili bir yoldur.
S.74. Barajlı hidroelektrik santrallerin hidrolojik ve biyolojik çevreye etkileri nelerdir?
C.74. Barajlı hidroelektrik santrallerin kuruluş maliyetleri yüksek, inşaat süreleri uzundur. Barajlar çevresindeki bölgenin ekolojisini değiştirir. 363 Üretime geçen bir HES’in ise kendisi değil, su toplama kısmı (baraj) çevresel etkiler yaratır.
Aslında bu durum küçük HES’ten çok, büyük barajlı HES’ler için söz konusudur Baraj gölünün geniş yüzey alanı buharlaşmayı artırmakta, tarım arazilerinde tuzlanma ve çoraklaşma olmakta, sudan kaynaklanan parazitler ve hastalıklar artmakta, rezervuar altında kalacak bitki ve ağaçların kesilip temizlenmemesi ile denge oluşuncaya kadar başlangıçta birkaç yıl su kalitesi negatif yönden etkilenmektedir.
Hidrolojik rejimde değişiklik olmakta, zorla göç yaşanabilmektedir. Sıcaklık, yağış, rüzgâr rejimleri değişmekte, yöredeki doğal bitki örtüsü ile su ve kara canlıları yaşam alanında değişiklik olmakta, yaşama adapte olabilen türler varlıklarını sürdürmektedir. Akarsuyun akış rejiminin ve fiziko kimyasal parametrelerinin değişmesi yeni hidrolojik etkiler oluşturmaktadır.
Mesleki Gelişim Soruları 3
S.75. Küçük hidroelektrik santralleri (KHES) nedir, açıklayınız?
C.75. Bir megavat kurulu güçten aşağı olan hidroelektrik yapımlara küçük hidroelektrik santralleri (KHES) adı verilir.
Bunlar büyük düşü (suyun yüksekten düşürülmesi ilkesi ile elektrik üreten) barajları gerektirmeden küçük akarsulara kurulabilen, küçük yerleşim yerlerine elektrik enerjisi sağlayan türbin düzenekleridir.
S.76. . Hidroelektrik santral nedir, açıklayınız?
C.76. Hidroelektrik santraller en önemli ve enerji üretiminde en büyük paya sahip yenilenebilir enerji kaynaklarıdır. Yağmur ve karla yükseklere taşınan suların potansiyel enerjisi türbin ve jeneratörler vasıtasıyla elektrik enerjisine dönüştürülür. Hidroelektrik her yıl yağışlar tekrarlandığı için yenilenebilir olarak nitelenen enerji kaynağı grubundandır.
S.77. Hidroelektrik santrallerde elektrik nasıl üretilir?
C.77. Hidroelektrik santraller akan suyun gücünü elektriğe dönüştürür. Akan su içindeki enerji miktarını, suyun akış ya da düşüş hızı belirler. Büyük bir nehirde akan su, büyük miktarda enerji taşımaktadır ya da su çok yüksek bir noktadan düşürüldüğünde yine yüksek miktarda enerji elde edilmektedir. Her iki yolla da kanal ya da borular içine alınan su, türbinlere doğru akar. Elektrik üretimi için pervane biçiminde kolları olan türbinlerin dönmesini sağlar. Türbinler jeneratörlere bağlıdır ve mekanik enerjiyi elektrik enerjisine dönüştürür.
S.78. Jeotermal Enerji nerede kullanılmaktadır?
C.78. Jeotermal enerji, kaynak suyunun sıcaklığına göre elektrik üretimi, ısıtma (bölgesel, konut, sera vb.), kimyasal madde üretimi, kurutmacılık, bitki ve kültür balıkçılığı, tarım, seracılık, karların eritilmesi, termal turizm vb.de kullanılmaktadır.
S.79. Jeotermal Enerjinin avantajları nelerdir?
C.79. Jeotermal kaynağın verimi çok yüksektir ve doğrudan elde edilebildiği için maliyeti düşük, iyi, yenilenebilir, kesintisiz, çevreyle dost, yerli bir güç kaynağıdır. Jeotermal enerjiden elde edilen birim gücün maliyeti, hidroelektrik dışında termik ve diğer santrallerden elde edilene göre çok daha ucuzdur. Termik santrallere göre çok daha az çevre sorununa yol açmaktadır. Reenjeksiyon (geri basım) uygulamalarının giderek gelişmesiyle çevre sorunu hemen hemen hiç kalmamıştır. Jeotermal enerjinin sürekli güç üretebilmesi (kesintisiz), hava değişimlerinden etkilenmemesi (güvenilir bir kaynak olduğunun göstergesi) diğer avantajlarıdır.
S.80. Jeotermal Enerjinin dezavantajları nelerdir?
C.80. Jeotermal enerji çevre dostu bir kaynak olarak tanınmakla birlikte akışkanın paslanmaya, çürümeye, kireçlenmeye (kabuklaşmaya) neden olması, içerdiği bor yüzünden atılacağı yüzey sularını kirletmesi, bünyesinde CO2, H2S ve bor gibi maddeler bulunması, uygulamada bazı teknolojik önlemlerin alınmasını gerektirir
S.81. Güneş Enerjisi ne demektir?
C.81. Güneşten gelen ve dünya atmosferi dışında şiddeti sabit ve 1370 W/m² olan ve yer yüzeyinde 0–1100 W/m² değerleri arasında değişen yenilenebilir bir enerji kaynağıdır. Isıtmadan soğutmaya ve elektrik üretiminde kontrollü olarak kullanılabilmektedir. Güneş enerjisini toplayıp ısı, elektrik gibi faktörlere çevirebilen güneş kolektörleri güneş enerjisinin kullanımındaki aracı elemandır.
S.82. Güneş Enerjisinin avantajları nelerdir?
C.82.
A-Güneş enerjisi temiz, yenilenebilir ve sürekli bir enerji kaynağıdır.
B-Güneş enerjisi ile çalışan sistemler kolaylıkla taşınıp kurulabilir.
C-Çevreyi kirletici atıkları olmayan, çevre dostu, gerektiğinde enerji ihtiyacına Ç-bağlı olarak kolayca değiştirilebilen sistemlerdir.
D-Güneş enerjisinin; yakıt sorununun olmaması, işletme kolaylığı, mekanik yıpranma olmaması, modüler (değişebilir) olması, uzun yıllar sorunsuz olarak çalışması gibi üstünlükleri vardır.
E-Güneş pili, dayanıklı, güvenilir ve uzun ömürlüdür.
F-Elektrik şebeke hattı bulunmayan ya da şebeke hattının götürülmesinin pahalı olduğu kırsal yörelerde güneş pillerinin kullanımı daha ekonomik olabilmektedir. Her ev, kendi enerjisini çatısına kurduğu güneş pilleri ile karşılayabilir. Böylece iletim ve enerjiyi taşıma maliyetleri ve kayıpları ortadan kalkar.
S.83. Güneş Enerjisinin dezavantajları nelerdir?
C.83.
A-Güneş pillerinin verimleri düşüktür (%15 civarı).
B-Fotovoltaik pillerin üretim kaynaklı başlangıç ve tüketim maliyeti yüksektir ancak teknolojik gelişmeler ile enerji giderek yaygınlaşmakta ve maliyette düşmektedir.
C-Kullanımın yaygınlaşması ile maliyetlerin daha da azalacağı beklenmektedir.
Ç-Kesintili bir kaynak olan güneş enerjisinin depolanma imkânları sınırlıdır. Depolama ünitelerinin bakımı ve ömürleri gibi dezavantajlar, sistemin verimini düşürmekte ve enerjinin maliyetini artırmaktadır.
S.84. Rüzgâr Enerjisi nedir,eskiden nerelerde kullanılırdı?
C.84. Rüzgâr enerjisi, rüzgârı oluşturan hava akımının sahip olduğu hareket (kinetik) enerjisidir. Bu enerjinin bir bölümü yararlı olan mekanik veya elektrik enerjisine dönüştürülebilir.
Rüzgârın gücünden yararlanılmaya başlanması çok eski dönemlere dayanır. Rüzgâr gücünden ilk yararlanma şekli olarak yelkenli gemiler ve yel değirmenleri gösterilebilir. Daha sonra tahıl öğütme, su pompalama, ağaç kesme işleri için de rüzgâr gücünden yararlanılmıştır. Günümüzde rüzgâr daha çok elektrik üretmek amacıyla kullanılmaktadır.
S.85. Fosil, nükleer ve diğer yöntemlerde ile enerji elde etme ile güneş enerjisi ile eletrik elde etmenin farkı nedir?
C.85. Fosil, nükleer ve diğer yöntemlerde atmosfere zararlı gazlar salınmakta, bu gazlar havayı ve suyu kirletmektedir. Rüzgârdan enerji elde edilmesi sırasında ise bu zararlı gazların hiçbiri atmosfere salınmaz. Dolayısıyla rüzgâr enerjisi temiz bir enerjidir, yarattığı tek kirlilik gürültüdür. Pervanelerin dönerken çıkardığı sesler günümüzde büyük ölçüde azaltılmıştır.
S.86. Rüzgâr Enerjisi Kullanım Alanları nelerdir?
C.86.
A-Rüzgâr Enerjisi Kullanım Alanları
B-Evler
C-İşletmeler
Ç-Park, bahçe ve cadde aydınlatmaları
D-Sinyalizasyon
E-Sulama sistemleri
F-Karavan, tekne ve mobil istasyonlar
G-Elektrik enerjisi ihtiyacı olabilecek her yer (Rüzgâr ölçümleri uygun rapor edilmeyen yerlerde tavsiye edilmez.)
S.87. Rüzgâr Enerjisinin avantajları nelerdir?
C.87. Rüzgâr santralinin üretim hayatı boyunca yakıt maliyeti yoktur ve işletme maliyetleri yok denecek kadar azdır. Yerli bir kaynak olması nedeniyle enerjide dışa bağımlılığı azaltmaktadır. Rüzgâr türbinleri modüler (parçalı-değişebilir) olup herhangi bir büyüklükte imal edilebilmekte ve tek olarak ya da gruplar hâlinde kullanılabilmektedir. Rüzgâr, kirlilik yaratmayan ve çevreye yok denecek kadar az zarar veren yenilenebilir enerji kaynağıdır. Enerjinin evsel kullanımlarında iyi bir alternatif enerji kaynağıdır.
Rüzgâr tarlalarının geniş alan istemesi sorun gibi görülebilmektedir ancak rüzgâr santralinde türbinlerin kapladığı gerçek alan santral toplam alanının %1-1,2’si kadardır. Türbinlerin aralarında tarım ve hayvancılık yapılabildiğinden arazi kaybı olmamaktadır. Tarım alanlarında çiftçilik faaliyetlerine engel olmamaktadır.
Rüzgâr enerjisinde üretimde kullanılan doğaya hiçbir zararı olmayan rüzgâr türbinleri hem fazla alan kaplamamakta hem de kuruldukları alanda yaşayan insanlar için iş alanı yaratmaktadır. Diğer bir önemli özelliği de rüzgâr türbinleri denizde de kurulabilir. Rüzgâr çiftlikleri kolayca sökülebilmekte ve bulundukları arazi kolayca eski hâline getirilebilmektedir.
S.88. Rüzgâr Enerjisinin dezavantajları nelerdir?
C.88. Rüzgâr santrallerinin görsel ve estetik kirliliği, gürültü yapması, kuş ölümlerine neden olması, kuşların göç yollarını değiştirmelerine neden olması, gerek radyo gerekse televizyon alıcılarında parazitler oluşturması (2-3 km’lik alan içinde) gibi olumsuz çevre etkilerinden söz edilebilmektedir.
Rüzgâr türbinlerinden yayılan gürültüler yakın noktalarda insan kulağını az da olsa etkiler. Bu gürültülerden biri aerodinamik ya da geniş bant gürültüsüdür. Bu gürültü, makinenin kanatları üzerinden hava geçerken oluşur. Diğer gürültü ise tonal ya da tek frekans gürültüsüdür ki dişli kutusu ve jeneratör gibi dönen mekanik ve elektriksel elemanlar tarafından oluşturulur.
Ayrıca rüzgâr santralleri kırsal alanlara kurulduğundan arkeolojik açıdan önemli alanlara zarar verme riski taşımaktadır. Bu nedenle santralin yapılacağı arazi üzerinde ayrıntılı arkeolojik araştırma yapılması gerektiğinden inşaata başlama süresi uzamakta ya da hiç yapılamamaktadır.
S.89. Nükleer Enerji nedir?
C.89. Ağır radyoaktif (uranyum gibi) atomların bir nötronun çarpması ile daha küçük atomlara bölünmesi (fisyon) veya hafif radyoaktif atomların birleşerek daha ağır atomları oluşturması (füzyon) sonucu çok büyük bir miktarda enerji açığa çıkar. Bu enerjiye nükleer enerji denir. Nükleer reaktörlerde fisyon reaksiyonu ile edilen enerji elektriğe çevrilir.
S.90. fisyon nedir?
C.90. Ağır radyoaktif (uranyum gibi) atomların bir nötronun çarpması ile daha küçük atomlara bölünmesine fisyon denir.
S.91. füzyon nedir?
C.91. hafif radyoaktif atomların birleşerek daha ağır atomları oluşturması füzyon denir.
S.92.Enerji ne demektir?
C.92. Enerji iş görebilme, iş yapabilme gücüdür.
S.93.Kaç türlü enerji vardır, isimleri nelerdir?
C.93. Durum enerjisi ve hareket enerjisi olmak üzere iki tür enerji vardır
S.94. Durum enerjisi ne demektir?
C.94. . Durum enerjisi, cisimlerin durumu nedeniyle sahip olduğu enerjidir.
S.95. Hareket enerjisi ne demektir?
C.95. Cismin hareketi sırasında oluşan enerjiye de hareket enerjisi denir
S.96. Enerji Kaynaklarımız nelerdir, bunları ekonomik ve verimli kullanmak için neler yapmalıyız?
C.96. Başlıca enerji kaynaklarımız; elektrik, su, güneş, kömür ve petroldür. Bu enerji kaynaklarından elektriği kendimiz üretiyoruz. Güneş ışığından ve sularımızdan doğal enerji olarak yararlanıyoruz. Petrol ülkemizde yeterince çıkmadığı için petrolün yarısını dışarıdan alıyoruz. Son yıllarda kömür rezervlerimizin azalması sebebi ile onu da dışarıdan ithal etmeye başladık. Bütün bu enerji alımları, ekonomimiz için ağır bir yüktür. Dış satım gelirimizin büyük bir bölümü petrol alımına harcanıyor.
Ulusal ekonomimizin düzelmesi için enerjiyi tutumlu kullanmak zorundayız. Enerjinin yetersizliği, üretimin düşmesini, yurt ekonomisini ve günlük yaşantımızı etkilemektedir.
Enerjinin fazla kullanılması sonucunda doğal kaynaklar hızla tükeniyor, çevre kirleniyor, enerji için yüksek miktarda para ödüyoruz. Ekonomik üretim ana unsuru olan ve hayat kalitemizi iyileştiren enerjinin kullanımından vazgeçemeyeceğimize göre enerjiyi verimli kullanalım.
S.97. Ekosisteme zarar enerji kaynakları nelerdir?
C.97.
A-Kömür
B-Petrol
C-Doğal gaz
Ç-Çekirdeksel fizyon (nükleer)
S.98. Yenilenebilir Enerji Kaynakları nelerdir?
C.98.
A-Güneş
B-Rüzgâr
C-Biyokütle
Ç-Hidroelektrik
D-Jeotermal
E-Hidrojen
F-Dalga, akıntı ve gelgit
S.99. Temiz Enerji Kaynakları nelerdir?
C.99.
A-Güneş
B-Rüzgâr
C-Biyokütle
Ç-Hidroelektrik
D-Jeotermal
E-Hidrojen
F-Dalga, akıntı ve gelgit
G-Barajsız su gücü
S.100.İsraf nedir, açıklayınız?
C.100. İsraf, gereksiz ve ölçüsüz harcamaktır. Biz her ne kadar israfı suyun fazla akıtılması, ekmek kırıntılarının çöpe akıtılması, pastanın yarısının yenip yarısının çöpe atılması olarak görüyorsak da asıl israf gereksiz ve yersiz harcanan her şeydir. İsraf sadece ekmekte değil; zaman, enerji, su, hava ve çevre şeklinde de meydana gelir.
S.101.Savurganlık ne demektir?
C.101. Savurganlık, bir insanın malını cömertlik sınırlarını aşarak aşırı bir şekilde harcaması, israf etmesi demektir.
S.102. İsrafa neden olan sebeplerin nedenleri nelerdir?
C.102.
A-Eğitimsizlik
B-Düşük kaliteli üretim
C-Lüks hayat anlayışı, gösteriş düşkünlüğü
Ç- İhtiyacın önüne modanın geçmesi
D-Gereksiz olan şeylerin ihtiyaç olarak algılanması
E-İhtiyaçları başkalarının belirlemesi
F-İsrafı körükleyen reklamlar
G-Kötü alışkanlıklar
S.104. İş Güvenliği ne demektir?
C.104. İşçilerin iş kazalarına uğramalarını önlemek amacıyla güvenli çalışma ortamını oluşturmak için alınması gereken önlemler dizisine iş güvenliği denir.
S.105. İş Güvenliği neden önemlidir?
C.105. Dünyadaki ve ülkemizdeki sanayileşmeye, teknolojik gelişmelere paralel olarak özellikle iş yerlerinde çalışan kişilerin güvenliği ile ilgili birtakım sorunlar ortaya çıkmıştır. Bazı tedbirleri önceden alarak iş yerlerini güvenli hâle getirmek gerekmektedir.
S.106. . İş Güvenliğinin Amacı nedir?
C.106.
A-Çalışanlara en yüksek sağlıklı ortam sunmak
B-Çalışma koşullarının olumsuz etkilerinden onları korumak
C-İş ve işçi arasında mümkün olan en iyi uyumu sağlamak
Ç-İş yerlerindeki riskleri tamamen ortadan kaldırmak ya da zararları en aza indirebilmek D-Oluşabilecek maddi ve manevi zararları ortadan kaldırmak
E-Çalışma verimini arttırmak
S.107. İşçi Sağlığı ne demektir?
C.107. Bütün mesleklerde çalışanların sağlığını sosyal, ruhsal ve bedensel olarak en üst düzeyde tutmak, çalışma koşullarını ve üretim araçlarını sağlığa uygun hâle getirmek, çalışanları zararlı etkilerden koruyarak işin ve çalışanın birbirine uyumunu sağlamak üzere kurulmuş bir tıp dalıdır.
Mesleki Gelişim Soruları 1
S.32. Hava Kirliliğinin İnsan Sağlığına Etkilerini açıklayınız?
C.32. Kullandığımız yakıtlardan kül ve zehirli gaz gibi atıklar açığa çıkar. Baca ve egzozlardan çıkan zehirli gazların birleşmesi sonucu asit yağmurları oluşur. Asit yağmurları temas ettiği bitki örtüsünün yok olmasına, insanlarda deri ve akciğer hastalıklarına neden olur.
Çevre kirliliğini azaltmak için yüksek kalorili, kül ve zehirli gaz çıkışı az olan yakıtlar (doğal gaz, taş kömürü) kullanılmalıdır.
Hava kirliliğinin insan sağlığına etkisi, öksürük ve bronşitten tutun da kalp hastalığı ve akciğer kanserine kadar değişmektedir. Kirliliğin olumsuz etkileri sağlıklı kişilerde bile gözlenmekle birlikte bazı duyarlı gruplar daha kolay etkilenmekte ve daha ciddi sorunlar ortaya çıkmaktadır. Bu gruplardan biri yaşlılardır. Fizyolojik kapasitesi ve fizyolojik savunma mekanizması fonksiyonlarındaki azalma, kronik hastalıklardaki artma nedeniyle yaşlılar normal popülâsyondan daha duyarlıdır. Küçük çocuklar savunma mekanizması gelişiminin tamamlanmaması, vücut kitle birimi başına daha yüksek ventilasyon hızları ve dış ortamla çok sık temas nedeniyle daha fazla riske sahiptir. Hava yolunda daralmaya yol açan hastalıklar da kirleticilere duyarlılığı artırmaktadır. Kirlilik arttıkça astım ve kronik obstrüktif akciğer hastalıkları (KOAH) gibi hastalıkların alevlenmelerinde artış olduğu görülmüştür. Kalabalık yaşam, yetersiz sanitasyon ( sağlık korunması ), beslenme yetersizliği gibi düşük yaşam standartları da duyarlılığı etkileyen faktörlerdendir.
S.33. Kyoto Protokolü ne demektir?
C.33. Uluslararası Kyoto Protokolü sera etkisi yaratan gazların salınımlarını (emisyon) kısmak üzere sanayileşmiş ülkelere çeşitli hedefler belirleyen uluslararası bir anlaşmadır.
S.34.Sera ne demektir?
C.34. Güneş ışınlarının içerisine girmesine izin vererek ısının dışarıya kaçmasını sınırlayan ve iç ortamın dış ortama göre daha sıcak olmasını sağlayan sisteme sera denir.
S.35.Sera etkisi ne demektir?
C.35. Yer atmosferinde su buharının da içerisinde bulunduğu sera gazı olarak adlandırılan gazlar, güneşten alınan enerjinin bir kısmının uzaya tekrar dönmesini önler. Böylece yer yüzeyinin olduğundan daha fazla ısınmasına sebep olur. Bu olaya sera etkisi denir.
S.36.Sera Gazı ne demektir?
C.36.Atmosferde kısa dalgalı güneş radyasyonunu geçirme buna karşılık yerden atmosfere yayılan uzun dalgalı radyasyonu tutabilme özelliklerine sahip gazlara da sera gazı denir.
S.37. Hava Kirliliğini Önleme Çalışmaları neler olmalıdır?
C.37.
A-Sanayi tesislerinin bacalarına filtre takılması sağlanmalıdır.
B-Evleri ısıtmak için yüksek kalorili kömürler kullanılmalı, her yıl bacalar ve soba boruları temizlenmelidir.
C-Pencere, kapı ve çatıların yalıtımına önem verilmelidir.
Ç-Kullanılan sobaların TSE belgeli olmasına dikkat edilmelidir.
D-Doğal gaz kullanımı yaygınlaştırılarak özendirilmelidir.
E-Kalorisi düşük olan ve havayı daha çok kirleten kaçak kömür kullanımı engellenmelidir. F-Kalorifer ve doğal gaz kazanlarının periyodik olarak bakımı yapılmalıdır.
G- Kalorifercilerin ateşçi kurslarına katılımı sağlanmalıdır.
H-Yeni yerleşim yerlerinde merkezi ısıtma sistemleri kullanılmalıdır.
I-Yeşil alanlar arttırılmalı, imar planlarındaki hava kirliliğini azaltıcı tedbirler uygulamaya konulmalıdır.
J-Toplu taşıma araçları yaygınlaştırılmalıdır.
S.38. Su Kirliliği nedir?
C.38. Su kirlenmesi, su ortamının doğal dengesinin mineral oranı, tat, berraklık, asılı partiküllerin bozulması şeklinde tanımlanabilir. Suya karışan maddeler suların fiziksel, kimyasal ve biyolojik özelliklerini değiştirerek su kirliliği diye adlandırılan olayı ortaya çıkarır.
S.39. Tarımsal Faaliyetlerin Neden Olduğu Kirlilik nedir, açıklayınız?
C.39. Tarım alanlarında kullanılan pestisit (tarım ilaçları) ve herbisitler (zararlı otlarla mücadele ilaçları), suda doğal olarak güç parçalanan bileşiklerdir. Yoğun tarım yapılan arazilerde kullanılan tarım araçları genellikle çok dayanıklı olduklarından ayrışmaları yıllarca sürebilir. Bilinçsizce gübre kullanımı yer altı sularını ve yüzeysel suları kirletmekte, içme suyunun sertliğini artırmakta, göl ve nehirlerde canlıların ölümüne sebep olmaktadır. Bunlar hem toprak kirlenmesine hem de su kaynaklarının kirlenmesine neden olmaktadır.
S.40.Erozyon nedir,açıklayınız,etkileri nedir?
C.40. Erozyonla çok miktarda tarıma elverişli toprak kaybı söz konusudur. Verimli toprağın yok olmasından dolayı tarımsal üretimdeki düşüş, kalite bozulması, besin zincirindeki eksikliklerin yanı sıra erozyonla taşınan topraklar, denizlerde ve akarsularda bulanıklık oluşturarak su içi ekolojik dengeyi etkilemektedir
S.41. Sanayi faaliyetlerinin neden olduğu üretim işlemlerinden kaynaklanan atıklar nelerdir, açıklayınız?
C.41.
Üretim işlemleri atıkları: Her endüstrinin kendine özgü atık suyu vardır. Üretim esasında oluşan atık sular, proses atık sular olarak nitelendirir.
Proses atık suları; çeşitli ham maddeleri, ara madde atıkları ve mamul madde atıkları içerir. Proses suları, anorganik ve organik atık maddeleri içermektedir.
Soğutma suları: Bu sular temiz olup sadece yüzeysel suların sıcaklığını yükseltir. Sıcaklığın yükselmesi ile iki problem ortaya çıkar: Oksijenin sudaki çözünürlüğü azalır. Sıcaklığın yükselmesi, biyolojik faaliyeti hızlandırarak atık suda oksijen azalmasına neden olur.
S.42. İş yeri ve çalışanların temizliği ve sıhhi kullanımla ilgili atıkları açıklayınız?
C.42. İş yeri ve çalışanların temizliği ve sıhhi kullanımla ilgili atıklar: Bu suların %10’u döşeme yıkamalarından ve musluklardan, %90’ı banyo ve tuvaletlerden gelir.Çeşitli kimyasal maddeler ihtiva eden endüstri atık suları yüzeysel sular üzerinde olumsuz etkiler yapmaktadır. Dolayısıyla bu suların kendi kendilerini biyolojik olarak arıtmaları da mümkün olmamaktadır. Evlerde gereğinden fazla deterjan, sabun ve temizlik maddesi kullanımının, atık ilaç, pil, yanık yağ gibi maddelerin yağmur sularıyla beraber yer altı sularının ve yüzeysel suların kirletilmesine sebep olduğu unutulmamalıdır.
S.43. Yerleşim yerlerindeki atıkların neden olduğu kirlilik nedir, açıklayınız?
C.43. İnsan yaşamıyla ilgili (antropojenik) kaynaklardan kanalizasyon sistemine verilen suların toplamına atık sular denir. Bunlar, bir yerleşim biriminin birçok pisliğinin bir araya geldiği son derece kirli sulardır. İçlerinde suda çözünen asitlerin bazıları yanı sıra suda çözünmeyen katılar, sıvılar, süspansiyon, emülsiyon, çok çeşitli zararlı ve zararsız bakteriler bulunur. Böyle sular, eskiden kanalizasyon sistemiyle yakından geçen bir nehre veya yakında bulunan bir göle verilirdi.
Evsel atık sularda bakteriler, özellikle insan ve hayvan bağırsaklarından gelen ve çok miktarda rastlanan, normal zamanda zararsız olan koli bakterileri de bulunur. Biyolojik olarak arıtma tesislerinde hastalık yapan mikroplar zararsız hâle getirilmesine rağmen tamamen ortadan kaldırılamamaktadır
S.44. Su kirliliğinin çevresel etkilerini açıklayınız?
C.44. Gerçekte sanayinin çevre üzerindeki olumsuz rolü belki diğer tüm faktörlerden çok daha fazladır. Ülkemizde özellikle sanayi kuruluşları sıvı atıkları ile su kirliliğine bağlı olarak toprak ve bitki örtüsü üzerinde aşırı kirlenmelere yol açmaktadır. Su kirliliği, içme sularının sertliğini arttırmakta hatta ağır metaller yönünden zengin hâle yani “içilemez su” hâline gelmektedir. Aşırı gübre kullanımı tarlaların tuzluluğunu arttırmakta, bunun sonucunda verimsiz tarım arazilerin alanı genişlemektedir. Gereğinden fazla kullanılan deterjanlar arıtılmadan göllere ve nehirlere verildiğinden mavi ve yeşil alglerin üremesine sebep olmaktadır. Bunlarla beslenen canlılarda, toplu ölümlere sebep olmaktadır. Geri dönüşüme gönderilmeyen bir litre atık yağ (kızartma yağı gibi) bir milyon litre temiz suyu kirletmektedir
S.45.Su kirliliğinin insan sağlığına etkileri nelerdir, açıklayınız?
C.45. Kolera, tifo, paratifo, dizanteri, hepatit, ishal, çocuk felci, sıtma gibi hastalıklar ne yazık ki sağlıksız sulardan kaynaklanmaktadır. Bütün dünyada ve ülkemizde su kaynaklarına olan ihtiyaca paralel olarak sınırlı bulunan bu kaynaklar üzerindeki kirlilik giderek artmaktadır.
Dünya Sağlık Örgütü (WHO) verilerine göre dünyada her gün yaklaşık 25 bin kişi sağlıksız su kullanımından dolayı ölüyor. Tifo, kolera, dizanteri gibi ölümcül hastalıklar su ile insana geçtiği gibi gerek atık suların gerekse zirai gübrelerin kuyu sularına bulaşması sonucu amonyak ve nitrit gibi kimyevi maddelerden insan sağlığı bozuluyor. Ayrıca yer altı sularına ulaşan zirai ilaçlardan meydana gelen zehirlenmeler de insan ölümlerine yol açabiliyor.
S.46.Su kirliliğinin doğaya etkileri nelerdir, açıklayınız?
C.46. Atık sulardaki kimyasal maddeler ve organik bileşikler suda çözünmüş olan oksijen miktarının azalmasına sebep olur. Bu durum suda yaşayan bitki ve hayvanların ölüm oranlarını artırmaktadır. Bu tür sular daha koyu renge ve pis kokuya sahiptir. Hatta bazı göller veya derelerde aşırı kirlenme sonucu canlı yaşamı sona ermiş ve içerisinde atıklardan meydana gelen adacıklar oluşmuştur
Radyoaktif atıklar da gün geçtikçe tehlike oluşturmaktadır. Bu atıklar belirli şartlarda saklanmaktadır fakat bazı durumlarda kazayla veya bilinçsiz bir uygulamayla tabiata ve yer altı sularına karışmaktadır. Radyoaktif atıklar tarafından yayılan radyasyon ise canlılarda kanser ve mutasyonlara sebep olmaktadır
S.47.Su kirliliğinin önlenmesi için ne gibi tedbirler alınmalıdır?
C.47.
A-Yüzeysel sularda ve yer altı sularında kirlenmelere neden olabilecek katı atıklar çeşitli yöntemlerle yok edilmelidir.
B-Yerleşim yerlerindeki atık sular arıtma istasyonlarından geçirildikten sonra bertaraf edilmelidir.
C-Fabrikalara filtre ve arıtma tesisleri konulmalıdır.
Ç-Üretimde doğaya zarar vermeyecek maddeler kullanılmalıdır.
D-Alıcı ortamların durumu iyileştirilmelidir. Örneğin, su değişim potansiyeli düşük olan koy ve körfezlerde alınabilecek bazı önlemlerle su sirkülasyonu artırılarak kirleticilerin daha az bir şekilde seyreltilmesi yapılmalıdır.
Alıcı su ortamlarının seyreltme ve doğal arıtma potansiyelleri kullanılabilir. Örneğin, açık deniz kıyılarında olduğu gibi alıcı ortamların çok yüksek seyreltme kapasitesine sahip olduğu durumlarda basit mekanik arıtma işleminden sonra derin deniz deşarjları (boşaltma) uygun bir atık su bertaraf yöntemi olabilir.
E-Çiftçilere doğru gübreleme ve aşırı gübre kullanımının olumsuz sonuçları hakkında uzmanlar tarafından bilgi verilmelidir.
F-Özellikle ev hanımlarının daha çok temiz olacak diye aşırı deterjan kullanımının hem aile bütçesine hem de çevreye verdiği zararlar hakkında kısa filmler hazırlanmalı ve kitle iletişim araçlarında yayınlanmalıdır.
G-Atık ilaç, pil, yanık yağ gibi maddelerin geri dönüşüme gönderilmesi hususunda herkes bilgilendirilmelidir.
H-Birey olarak çevremizdekiler temiz olmaları konusunda ( yerlere çöp atmayınız gibi )uyarılmalıdır.
S.48. Endüstriyel kirlilik nedir, açıklayınız?
C.48. Ham maddesi toprak olan sanayi türlerinin toprağa olumsuz etkisi bulunmakta, toprak kaybına neden olmaktadır. Tuğla ve kiremit endüstri ham madde olarak arazi yüzeyindeki 40-50 cm’ lik en verimli toprakları kullanmaktadır. Geri kalan kısmın arazi yapısı bozulmakta, tarıma elverişli olma özelliğini kaybetmektedir. Maden ocaklarının işletilmesi için ocak üstündeki örtü tabakası kaldırılmakta, bu da bitki örtüsünün bozulmasına neden olmaktadır. Bu durumda toprak kaybının önlenmesi amacıyla bitki örtüsü zenginleştirilmelidir.
S.49. Toprak kirliliğinin önlenmesi ve giderilmesine ilişkin ilkeler nelerdir?
C.49.
A-Toprak kirliliğinin kaynağında önlenmesi esastır.
B-Her türlü atık ve artığı toprağa zarar verecek şekilde, Çevre Kanunu ve ilgili mevzuatta belirlenen standartlara ve yöntemlere aykırı olarak doğrudan ve dolaylı biçimde toprağa vermek, depolamak gibi faaliyetlerde bulunmak yasaktır.
C-Kirli toprak temiz toprak ile karıştırılamaz.
Ç-Tehlikeli maddelerin kullanıldığı, depolandığı, üretildiği faaliyetler ya da tesisler ile atıkların üretildiği, bertaraf veya geri kazanımının yapıldığı tesislerde kaza ihtimali göz önünde bulundurularak toprak kirlenmesine engel olacak tedbirler alınır.
S.50. Toprak Kirliliğine erozyonun etkileri nelerdir, açıklayınız?
C.50.Bitki örtüsünün yok olması, erozyonun yanı sıra toprak kayması, taşkın ve çığ felaketlerini artırır. Verimsizleşen ve yok olan tarım arazileri üzerinde yaşayanları besleyemez duruma gelir, kırsal kesimden kentlere doğru göçü arttırarak büyük ekonomik ve toplumsal sorunlara yol açar. Meraların yok olması hayvancılığın gerilemesine neden olurken gelirin azalması ve iş olanağının daralması sonucunu doğurur. Bitki örtüsünün yok olması, erozyonun yanı sıra toprak kayması, taşkın ve çığ felaketlerini artırır. Erozyon sonucu taşınan verimli topraklar, baraj göllerini doldurarak ekonomik ömürlerini kısaltır.Yeşil örtü ve toprağın elden gitmesi ile ortaya çıkan iklim değişikliği ve bozulan ekolojik denge sonucunda vahim boyutlarda doğal varlık kaybedilerek ekonomik zarara uğratır. Bitki örtüsü ve toprağın olmadığı bir yüzey, kar ve yağmur sularını ememediğinden doğal su kaynakları düzenli ve sürekli olarak beslenemez. Kaybedilen toprak örtüsünün yeniden oluşması için binlerce yıl gerekir.
S.51. Gübre ve gübreleme şeklinin doğaya etkisi nedir, açıklayınız?
C.51.
Toprağı tanımadan yapılan gübreleme: Toprağı tanımadan, toprağın neye gereksinim duyduğunu çözümlemeden yapılan gübreleme; yanlış gübre türü kullanılarak bitkilerin yanmasına veya kurumasına, uygun olmayan zamanda yanlış toprak derinliklerine gübre vererek verimin azalmasına, toprak yapısının ve koşullarının bozulmasına, topraktaki bitki-besin maddesi dengesinin bozulmasına neden olur.
Aşırı gübreleme: Yüksek oranlarda kullanılan azotlu gübreler toprağın yıkanması sonucu yer altı sularına, nehirlere karışıp sudaki nitrat düzeyini artırabilir.
Fosforlu gübre kullanımı, içme ve kullanma suyuna daha çok fosfat karışmasına yol açar. Fazla kullanılan azotlu gübreler toprakta yetişen bitkilerde azot türü kanserojen maddelerinin artmasına neden olur.
Mesleki Gelişim Test Soruları
S.1.
A-Evlerden atılan, tehlikeli ve zararlı katı atık kavramına girmeyen mutfak, bahçe gibi yerlerden gelen katı atıklardır.
B- Teknolojik gelişmeye bağlı olarak ortaya çıkan, çevre ve insan sağlığını tehdit eden atıklardır.
C- İlgili mevzuat uyarınca yetkili kılınan kuruluşlarca doğru belirlenen, serbest bırakma seviyelerinin üzerinde aktivite ve konsantrasyonda radyo izotopları bulunduran maddelerdir.
Ç- Hastanelerde kullanılan tıbbi efekte patojen ve patolojik atıklardır.
D- Çevresel değerlerin ve ekolojik dengenin tahribini, bozulmasını ve yok olmasını önlemeye, mevcut bozulmaları gidermeye, çevreyi iyileştirmeye ve geliştirmeye yönelik çalışmaların bütününe çevre koruma denir.
E- İnsan etkinliğinin dışında kendi kendini sürekli olarak yenileyen ve değiştiren güce, canlı ve cansız maddelerden oluşan varlığın tümüne doğa denir.
Aşağıda verilen kelimeleri yukarıdaki açıklamaların uygun karşılığını yazınız.
1- Evsel atık 2- Endüstriyel atık 3- Doğa 4- Radyoaktif atık 5- Hastane atıkları 6- Çevre koruma
C.1.A) 1 B) 2 C) 4 Ç) 5 D) 6 E) 3
S.2. Çevrenin doğal yapısının ve bileşiminin bozulmasına, değişmesine ve böylece insanların olumsuz yönde etkilenmesine ne denir?
A) Ekolojik denge B) Atık C) Ekosistem D) Çevre kirliliği E) Sürdürülebilir kalkınma
S.3. Çevresel değerlerin ve ekolojik dengenin tahribini, bozulmasını ve yok olmasını önlemeye, mevcut bozulmaları gidermeye, çevreyi iyileştirmeye ve geliştirmeye yönelik çalışmaların bütününe ne denir?
A) Çevre hakkı B) Sürdürülebilir kalkınma C) Çevre koruma D) Çevre E) Ekosistem
S.4.. Çevre hakkı çevrenin korunması ve geliştirilmesidir. Aşağıdakilerden hangisi çevre hakkının konusu olan öğeler arasında yer almaz?
A) İnsan B) Hayvanlar ve bitkiler C) Cansız varlıkların ilişkilerini düzenleyen ekoloji D) İnsan ve diğer canlılarla etkileşim içinde bulunan cansız varlıklar E) Canlı ve cansız varlıkların ilişkilerini düzenleyen ekosistem
Aşağıdaki cümlelerde boş bırakılan yerlere doğru sözcükleri yazınız.
S.5. Tüm canlı ve cansızların karşılıklı etkileşimini inceleyen bilim dalına ÇEVREBİLİM denir.
S.6. Türkiye "SU YOKSULU" ülkeler arasında yer almaya başlamıştır.
S.7. Çevrenin doğal yapısı ve bileşiminin bozulması, değişmesi ve böylece insanların olumsuz yönde etkilenmesi ÇEVRE KİRLENMESİ olarak tanımlanabilir.
S.8. İnsan etkinliğinin dışında kendi kendini sürekli olarak yenileyen ve değiştiren güce, canlı ve cansız maddelerden oluşan varlığın tümüne DOĞA denir.
S.9. Çevresel değerlerin ve ekolojik dengenin tahribini, bozulmasını ve yok olmasını önlemeye, mevcut bozulmaları gidermeye, çevreyi iyileştirmeye ve geliştirmeye yönelik çalışmaların bütününe ÇEVRE KORUMA denir.
S.10. Herhangi bir faaliyet sonunda çevreye bırakılan her türlü maddeye ATIK denir.
S.11. Demir, çelik, bakır, kurşun, kâğıt, plastik, kauçuk, cam gibi atık maddelerin ham madde gibi kullanılarak, çeşitli işlemler sonucunda şişe, kutu, plastik, kâğıt, gübre gibi yeni bir maddeye dönüştürülerek kullanılır hâle getirilmesine GERİ KAZANIM denir.
S.12. Eğlence hizmetlerinde yüksek sesle yapılan gösteriler insanlarda İŞİTME PROBLEMİNE yol açar.
S.13. Tıbbi atık malzemelerle temas etmek İNSAN SAĞLIĞI için son derece tehlikelidir.
S.14.Tarım alanlarında düzensiz ve fazla ilaç kullanımı TOPRAK KİRLİLİĞİ sorunlarının ortaya çıkmasına neden olmuştur
S.15. Güneş ışınlarının içerisine girmesine izin verip ısının dışarıya kaçmasına sınırlayarak iç ortamın dış ortama göre daha sıcak olmasını sağlayan sisteme ne denir?
A) Sera B) Gaz C) Bileşik D) Ekosistem E) Mikroorganizma
S.16. Gerek içten gerekse dıştan yanmalı motorlarda kullanılan benzin ve mazot (motorin) gibi yakıtlarda motorda yandıktan sonra egzozlardan dışarı atık gazlar çıkmaktadır. Aşağıdakilerden hangisi bu gazlardan değildir?
A) Hidrokarbonlar B) Argon C) Azot oksitler D) Kurşun oksitler E) Kükürt dioksitler
S.17. Aşağıdakilerden hangisi hava kirliğini önleme çalışmalarından biri değildir?
A) Eğitime ağırlık verilmelidir. B) Kaliteli yakıt kullanımı teşvik edilmelidir. C) Yalnızca fosil yakıtlar kullanılmalıdır. D) Egzozlara filtre zorunluluğu getirilmelidir. E) Isınmada doğal gaza ağırlık verilmelidir.
S.18. Aşağıdakilerden hangisi tarımsal faaliyetlerden kaynaklanan su kirliliği sebeplerinden değildir?
A) Korozyon B) Pestisit C) Herbisit D) Erozyon E) Gübre ve arıtma çamuru
S.19. Her endüstriyel proses (üretim), doğal su sistemine zararlı olabilecek atıklar verir. Aşağıdakilerden hangisi sanayide kullanım alanlarına göre su atık gruplarından değildir?
A) Üretim işlemleri atıkları B) Soğutma suları C) Çalışanların temizliği ile ilgili atıklar D) Sıcak sular E) Sıhhi kullanımla ilgili atıklar
S.20. Aşağıdakilerden hangisi su kirliliğini önlemeye yönelik tedbirler arasında yer almaz?
A) Fabrikalara filtre ve arıtma tesisleri konulmalıdır. B) Üretimde doğaya zarar vermeyecek maddeler kullanılmalıdır. C) Birey olarak çevremizdekileri daha az kirletme konusunda uyarmalıyız. D) Alıcı ortamların durumu iyileştirilmelidir. E) Alıcı su ortamlarının seyreltme potansiyelleri kullanılmamalıdır.
S.21. Aşağıdakilerden hangisi toprak kirliliğinin insan ve çevreye etkileri arasında yer almaz?
A) Erozyon B) Yaşlılık ve çoraklık C) Taşlık ve kayalık D) Organik maddeler E) Gübre ve gübreleme
S.22. Aşağıdakilerden hangisi toprak kirliliğinin nedenleri arasında yoktur?
A) Kimyasal gübre B) Egzoz gazları C) Erozyon D) Sanayi atık suları E) Suni yem
S.23. Aşağıdakilerden hangisi toprak kirliliğini önlemeye yönelik tedbirler arasında yer almaz?
A) Orman alanları korunmalıdır. B) Tarımsal araziler amaç dışı kullanılmamalıdır. C) Sanayi bölgelerinde kimyasal katı ve sıvı atıklar akarsulara boşaltılmalıdır. D) Belediyeler şehir çöpleri için geri dönüşüm üniteleri kurmalıdır. E) Sanayi bölgelerinde kimyasal katı ve sıvı atıklar toprağa bırakılmamalıdır.
Aşağıdaki cümlelerde boş bırakılan yerlere doğru sözcükleri yazınız.
S.24.ÇEVRE dünya üzerinde yaşamını sürdüren canlılarının hayatları boyunca ilişkilerini sürdürdüğü dış ortamdır.
S.25. Güneş ışınlarının içerisine girmesine izin verip ısının dışarıya kaçmasını sınırlayarak iç ortamın dış ortama göre daha sıcak olmasını sağlayan sisteme SERA denir.
S.26. SOSYAL VE EKONOMİK sebeplerle şehir nüfusunun hızlı artışı, hızlı sanayileşmeyi, plansız ve düzensiz gelişmeleri de beraberinde getirmektedir.
S.27. Fabrikaların kuruluş yerlerinin yanlış seçimi, geri teknolojilerin kullanılması, baca gazlarının arıtılmadan atmosfere bırakılması gibi sebeplerin HAVANIN KİRLENMESİNE büyük etkisi olmuştur.
S.28. İnsan yaşamıyla ilgili (antropojenik) kaynaklardan kanalizasyon sistemine verilen suların toplamına ATIK SULAR denir.
S.29. GÜBRELEME, toprağın verimini artırmak için yapılsa da bazı durumlarda önemli toprak sorunlarına neden olmaktadır.
S.30. İnsanların işitme sağlığını ve algılamasını olumsuz yönde etkileyen, fizyolojik ve psikolojik dengeleri bozabilen, iş performansını azaltan, çevrenin hoşnutluğunu ve sakinliğini yok ederek niteliğini değiştiren çevre kirliliği türüne ne denir?
A) Ses B) Gürültü C) Su D) Enerji E) Hava
S.31. Ses şiddetinin ölçüm birimi aşağıdakilerden hangisidir?
A) Desibel B) Parametre C) Histogram D) Sismograf E) Debi
S.32. Aşağıdakilerden hangisi yapı dışı gürültü sınıfı değildir?
A) Ulaşım gürültüleri B) Endüstri gürültüleri C) Yapım gürültüleri D) Reaksiyon gürültüleri E) Su altı gürültüleri
S.33. Aşağıdakilerden hangisi gürültünün insanlar üzerindeki olumsuz etkilerinden biri değildir?
A) İşitme bozukluğu B) Stres C) Uykusuzluk D) Konsantrasyon artması E) Nabız yükselmesi
S.34. Aşağıdakilerden hangisi gürültü kirliliğini önlemeye yönelik tedbirler arasında yer almaz?
A) Teknik ve yasal tedbirler alınmalıdır. B) Gürültü kirliliğine neden olacak yapıların ses yalıtımlarını artırıcı önlemler alınmalıdır. C) Gürültü kirliliğine neden olacak yapıların duvarları kalın olmalıdır. D) Taşıtların gürültüsünün önlenmesi için uygun susturucunun tasarımı ve imalatı yapılmalıdır. E) Trafik gürültüsünü önlemek için hız kontrolü ve sinyalizasyon tedbirleri alınmalıdır.
Aşağıdaki cümlelerde boş bırakılan yerlere doğru sözcükleri yazınız.
S.35. İnsanlar üzerinde olumsuz etki yaratan, istenmeyen, dinleyene bir anlam ifade etmeyen ve hoşa gitmeyen seslere GÜRÜLTÜ denir.
S.36. Yapıların dışında yer alan, gerek yapı içindeki hacimleri gerekse yapı dışındaki açık alanları kullanan BİREYLERİ ETKİLEYEN gürültülerdir.
S.37. Frekans saniyedeki devir veya Hertz (Hz) olarak ölçülür. Sesin tizliği ne kadar yüksekse FREKANSI o kadar fazladır.
S.38. ATIK PİLLERİN neden olduğu hastalıkların başında nörolojik bozukluklar, merkezi öfke sistemi hastalıkları, kanser, böbrek ve karaciğer hastalıkları gelir.
S.39. Bilimsel araştırmalarda GÜRÜLTÜYE maruz kalmış kişilerin hemen hemen tümünde psikolojik rahatsızlıklar bulunmuştur.
S.40. Aşağıdakilerden hangisi günümüzde dışa bağımlı olduğumuz enerji çeşitlerinden biridir?
A) Doğal gaz B) Kömür C) Rüzgâr D) Güneş E) Jeotermal enerji
S.41. Aşağıdakilerden hangisi temiz enerji kaynaklarından biri değildir?
A) Jeotermal enerji B) Biyogaz enerjisi C) Kömür D) Güneş enerjisi E) Rüzgâr enerjisi
S.42. Aşağıda verilen enerji çeşitlerinden hangisi elektrik üretiminde kullanılmaz?
A) Kömür santralleri B) Odun C) Nükleer santraller D) Biyogaz E) Hidrolik santraller
S.43. Asit yağmurlarına neden olan enerji çeşidi aşağıdakilerden hangisidir?
A) Petrol B) Jeotermal C) Biyogaz D) Güneş enerjisi E) Rüzgâr enerjisi
Aşağıdaki cümlelerde boş bırakılan yerlere doğru sözcükleri yazınız.
S.44. ENERJİ iş yapabilme kabiliyetidir. Bir sistemin enerjisi, o sistemin yapabileceği azami iştir.
S.45. Doğal gazın ana maddesi; renksiz, kokusuz ve tatsız bir madde olan M
ETANDIR
S.46. Hidroelektrik santraller akan suyun gücünü ELEKTRİĞE dönüştürür.
S.47. Nükleer reaktörlerde FİSTON reaksiyonu ile edilen enerji elektriğe çevrilir
S.48. FOTOVOLKANİK HÜCRELER (PV hücreler-güneş hücreleri) gürültüsüz, çevreyi kirletmeden, hareket eden herhangi bir mekanizmaya gereksinim duymadan güneş enerjisini doğrudan elektrik enerjisine çeviren sistemlerdir.
49. Aşağıdakilerden hangisi ekmek israfını önlemek için alınması gereken önlemlerden değildir?
A) İhtiyaçtan fazla ekmek alınmamalıdır. B) Ekmek dilimlenerek tüketilmelidir. C) Ekmek poşette saklanmalıdır. D) Uzun süreli saklama amaçlanıyorsa ekmek derin dondurucuda ve poşet içerisinde saklanmalıdır. E) Modern ekmek fırınları açılmalıdır.
S.50. Aşağıdakilerden hangisi israfa neden olan sebeplerden değildir?
A) Eğitimsizlik B) İsrafı körükleyen reklamlar C) Düşük kaliteli üretim D) Modanın yavaş gelişimi E) İhtiyaçları başkalarının belirlemesi
S.51. Aşağıdakilerden hangisi toplu yaşam alanlarında ekmek israfın azaltılması için yapılan önlemlerden değildir?
A) Üretimin talebe göre planlanması B) Ekmeğin istenildiği kadar verilmesi C) Raf ömrü uzun kaliteli ekmek üretilmesi D) Ekmeklerin fırında veya satış yerinde uygun koşullarda saklanması E) Toplu yemek tüketim yerlerinde ekmeğin dilimlenmiş veya küçük yuvarlak ekmek olarak verilmesi
Aşağıdaki cümlelerde boş bırakılan yerlere doğru sözcükleri yazınız.
S.52. İSRAF gereksiz ve ölçüsüz harcamaktır.
S.53. SAVURGANLIK bir insanın malını cömertlik sınırlarını aşarak aşırı bir şekilde harcaması, israf etmesi demektir.
S.54. TUTUMLULUK cimrilik ve savurganlığın aksine kişiye itibar kazandırır.
S.55. Ekmeğin ÇÖPE ATILMASINDA en önemli faktörün bayatlaması olduğu belirtilmekte olup ekmeğin uygun koşullarda saklanmaması nedeniyle bayatladığı ve bu durumun ülke ekonomisine de büyük zarar verdiğinin altı çizilmiştir.
Mesleki Gelişim Soruları
S.1.Çevre ne demektir, açıklayınız?
C.1. Canlı ve cansız varlıkların bir arada bulundukları, birbirini etkiledikleri ve birbirinden etkilendikleri ortama çevre denir. Çevre, insanların ve diğer canlıların yaşamları boyunca ilişkilerini sürdürdükleri ve karşılıklı olarak etkileşim içinde bulundukları, fiziki, biyolojik, sosyal, ekonomik ve kültürel ortamdır.
Kısaca canlı varlıkları etkileyen dış tesirlerin tümüne çevre denir. Çevre geleceğimiz için çok önemli katkılarda bulunur. Çevremizi kontrol altında tutamazsak bu bizim için ilerde pişman olunacak bir duruma gelir. Yaşam ve çevre, birbirlerine bağlı iki önemli yaşam çerçevesidir.
S.2. Çevrebilimi ne demektir?
C.2. Tüm canlı ve cansızların karşılıklı etkileşimini inceleyen bilim dalına çevrebilim denir.
S.3. Hızlı nüfus artışının meydana getirdiği çevre sorunlarını açıklayınız?
C.3. Çevre sorunlarının önemli bir kaynaklarından biri hızlı nüfus artışıdır. Hızlı nüfus artışı, beraberinde plansız kentleşmeyi getirmektedir. Artan nüfusun iyi yaşam alanı ihtiyacının giderilmesi için oluşturulan kentsel yaşam alanları kentsel sorunların ortaya çıkmasına neden olmaktadır. Bu çevre sorunları birbirlerine bağlı, birinin etkisi ile diğerini ortaya çıkaran çevre sorunlarıdır.
S.4.Çevre kirlenmesinde alıcı ortam ne demektir?
C.4. Atıkların bırakıldığı ortama alıcı ortam denir
S.5. Çevre kirlenmesine neden olan maddeler nedir?
C.5. Çevre kirlenmesine neden olan atık maddelerdir.
S.6.Atık madde ne demektir?
C.6.Herhangi bir faaliyet sonunda çevreye bırakılan her türlü maddeye atık madde denir.
S.7. Geri Kazanım (Geri Dönüşüm) ne demektir?
C.7. Demir, çelik, bakır, kurşun, kâğıt, plastik, kauçuk, cam gibi atık maddelerin ham madde gibi kullanılarak çeşitli işlemler sonucunda şişe, kutu, plastik, kâğıt, gübre gibi yeni bir maddeye dönüştürülerek kullanılır hâle getirilmesine geri kazanım denir.
S.8. Çevre Kirliliği ne demektir?
C.8. Çevrenin doğal yapısını ve bileşiminin bozulması, değişmesi ve böylece insanların olumsuz yönde etkilenmesi çevre kirlenmesi olarak tanımlanır.
S.9. Ekoloji ne demektir?
C.9. Ekoloji, çeşitli türdeki canlıların çevreleri ile uyumlu olarak nasıl yaşamlarını sürdürdüklerini veya bu canlı varlıkların hangi şartlar altında besinlerini ve ihtiyaçlarını karşıladıklarını, çeşitli fonksiyonların ne tür bir canlı topluluğu içinde yürütüldüğünü inceleyen bilim dalıdır. Organizmaların çevreleriyle olan ilişkilerini ekoloji inceler.
S.10. Doğa ne demektir?
C.10. İnsan etkinliğinin dışında kendi kendini sürekli olarak yenileyen ve değiştiren güce, canlı ve cansız maddelerden oluşan varlığın tümüne doğa denir.
S.11. Yaşam Kalitesi ne demektir?
C.11. Yaşam kalitesi, kişinin içinde yaşadığı çevrede kendi sağlığını kişisel olarak algılayışını tanımlamaktadır. Yaşam kalitesinin belirlenmesinde esas amaç, kişilerin kendi fiziksel, psikolojik ve sosyal işlevlerinden ne ölçüde memnun olduklarının ve yaşamlarının bu yönleri ile ilgili özelliklerin varlığı veya yokluğunun ne ölçüde onları rahatsız ettiğinin saptanmasıdır
S.12. Çevre Koruma ne demektir?
C.12. Çevresel değerlerin ve ekolojik dengenin tahribini, bozulmasını ve yok olmasını önlemeye, mevcut bozulmaları gidermeye, çevreyi iyileştirmeye ve geliştirmeye yönelik çalışmaların bütününe çevre koruma denir.
S.13. Çevreyi Koruma Tedbirleri nelerdir, maddeler halinde yazınız?
C.13.
A-Etkin bir çevre denetim sistemi oluşturulmalıdır.
B-Gelecek nesillerin iyi bir çevre eğitimi ile yetiştirilmesi sağlanmalıdır.
C-Çevre sorunlarının çözümü için sivil toplum kuruluşlarının sayısı artırılmalıdır.
Ç-Sivil toplum örgütleri ile kamu kuruluşları ortak çalışmalar yürütmelidir.
D-Plansız kentleşmeler yerine planlı şehir alanları oluşturulmalıdır.
E-Ormanların çoğaltılması ve korunması sağlanmalıdır.
F-Düzenli ve çevreci organize sanayi bölgeleri oluşturulmalıdır.
G-Çöplerin kaynağında ayrıştırılması için çalışmalar yapılmalıdır.
H-Kaliteli yakıtların kullanılması sağlanmalıdır.
İ-Çevre sorunlarının önlenmesi için devlet tarafından etkili yasalar oluşturulmalıdır.
I-Çevre ve Orman Bakanlığının kadrosu güçlendirilerek daha etkin çalışması sağlanmalıdır.
J-Yerel yönetimlerin asli görevleri çevre sorunlarının çözümlenmesi olmalıdır.
K-Çevre konusunda yapılacak yatırımlar için teşvik uygulamaları başlatılmalıdır.
S.14. Hastane atık maddeleri nelerdir?
C.14.Hastanelerde kullanılan tıbbi efekte patojen ve patolojik atıklardır.
S.15. Radyoaktif atık maddeler nelerdir?
C.15. Radyoaktif atık: İlgili mevzuat uyarınca yetkili kılınan kuruluşlarca doğru belirlenen serbest bırakma seviyelerinin üzerinde aktivite ve konsantrasyonda radyo izotopları bulunduran maddelerdir.
S.16. Endüstriyel atık maddeler nelerdir?
C.16. Endüstriyel atık: Teknolojik gelişmeye bağlı olarak ortaya çıkan, çevre ve insan sağlığını tehdit eden atıklardır.
S.17. Evsel atık maddeler nelerdir?
C.17. Evlerden atılan, tehlikeli ve zararlı katı atık kavramına girmeyen, mutfak bahçe gibi yerlerden gelen katı atıklardır.
S.18. Doğa kirliliği ne demektir, açıklayınız?
C.18. Doğa kirliliği, çevrenin doğal olmayan bir şekilde insan eliyle bozulmasıdır. Ekosistemi bozmaya yönelik bu eylemler “kirlenme” şeklinde tabir edilir.
Çevre, dünya üzerinde yaşamını sürdüren canlılarının hayatları boyunca ilişkilerini sürdürdüğü dış ortamdır. Diğer bir deyişle çevre, ekosistem olarak tanımlanabilir. Hava, su ve toprak, bu çevrenin fiziksel unsurlarını; insan, hayvan, bitki ve diğer mikroorganizmalar ise biyolojik unsurlarını teşkil etmektedir.
S.19.Hava nedir, açıklayınız?
C.19. Hava: Yeryüzünü saran, atmosfer tabakasını oluşturan, renksiz, kokusuz ve tatsız gaz karışımıdır.
Hava, insan ve canlıların yaşaması için hayati öneme sahiptir. İnsanın günde yaklaşık olarak 2,5 litre su, 1,5 kg besin, 10-20 m3 havaya ihtiyacı vardır. Canlılar aç ve susuz günlerce yaşayabileceği hâlde nefes almadan birkaç dakikadan fazla duramaz. Bu yüzden doğal bileşimdeki hava, tüm canlılar için zorunlu olan yaşamsal bir haktır. Yeryüzüne yakın yerlerde havanın öz kütlesi artarken yeryüzünden uzaklaştıkça azalır.
S.20.Su nedir, açıklayınız?
C.20. Su: Oksijen ve hidrojenden oluşan, sıvı durumunda bulunan, kokusuz, renksiz ve tatsız maddeye su denir.
Günlük hayatta hem biz insanların hem de ayrımsız tüm canlıların hayati fonksiyonlarını sürdürmelerini sağlayan en önemli, bekli de yegâne içecektir. Su; besinlerin sindirimi, emilim ve hücrelere taşınmasında, hücre, organ ve dokuların düzenli çalışmasında, zararlı maddelerin vücuttan atılmasına, vücut ısısının denetiminde ve daha sayılamayacak kadar çok işlevde bulunur.
S.21.Toprak nedir, açıklayınız?
C.21. Toprak: Üzerinde bitkiler yetişen ve kayaların, taşların parçalanması ve bozunmasıyla meydana gelen yeryüzünün en üst tabakasıdır. Bütün canlılar yaşamaları için doğrudan doğruya veya dolaylı yoldan toprağa bağlıdır.
S.22.Hava kirliliği sebeplerini açıklayınız?
C.22. Türkiye’de hızlı sanayileşme ve şehirleşme hareketleri, Cumhuriyet devrinde kendini daha belirgin olarak hissettirmeye başlamış, bilhassa 1950’lerden sonra sanayileşme, şehirleşme ve hızlı nüfus artışı, köyden şehre göç, çarpık şehirleşme (gecekondulaşma ve plansız şehirleşme) gözle görülür olumsuzluğu beraberinde getirmiştir. Bütün bu zincirleme olayların sonucunda çevrede bozulmalar başlamıştır. Bu bozulma olayı öncelikle kendini havada hissettirmiştir.
Hava kirliliği genel anlamda sanayi kuruluşlarında meydana gelen emisyonların (dumanla çıkan gazlar) yeteri kadar önlem alınmadan atmosfere bırakılması, ulaşım araçlarından kaynaklanan egzoz gazlarının atmosfere verilmesi, çeşitli endüstri tesisleri ve konutlarda yakılan özellikle fosil yakıtlardan ortaya çıkan partikül (toz, zerrecik), duman, is, kükürt, azot oksitleri ve hidrokarbonlardan oluşmaktadır. Ayrıca kapalı mekânlarda içilen sigara, puro ve nargile gibi zararlı maddelerin dumanı, tarlalardaki anızların (bitki saplarının) yakılması ve keyfî olarak yakılan atıkların dumanı da hava kirliğine sebep olmaktadır.
S.23. Şehirleşme ve konutların ısıtılması çevreye nasıl zararlar vermektedir?
C.23. Havayı kirleten en önemli olay, bireylerin ısınmasını sağlayan yanmadır. Fosil yakıt olarak tanınan petrol, gaz ve kömürün yakılması sırasında çıkan gazlar hava kirlenmesinin önemli sebeplerinden biridir. Hele bu yanma işi usulüne göre yapılmazsa kirletici gazlar ortama daha çok çıkmakta ve daha zararlı olmaktadır. Bilhassa enerji elde etmek, konutları ısıtmak, motorlu araçları hareket ettirmek gibi modern hayatın gereği olan faaliyetlerde görülen suni yanma olayları yanında doğal olaylar sonucu oluşan yangınlarla da hava kirliliği yaşanmaktadır.
Hızla artan nüfus, artan konut ve daha çok yakıt, daha çok kirlenme diye belirtilir. Bunun yanında nüfusun belirli noktalarda aşırı yığılması bu kirlenme olayını daha da artırmaktadır. Bir yerleşim merkezinin yüzey şekilleri, arazinin yapısı, verimliliği, yeşil alanların genişliği, doğal hayatın korunması orada olabilecek hava kirliliğini azaltır veya engeller.
S.24. Endüstrileşmenin çevreye etkileri nelerdir, açıklayınız?
C.24. Sosyal ve ekonomik sebeplerle şehir nüfusunun hızlı artışı; hızlı sanayileşmeyi, plansız ve düzensiz gelişmeleri de beraberinde getirmektedir. Hızla artan çok katlı betonarme binalar, plansız yapılaşma, yeşil alanların azlığı, mevcut alanların da imara açılması, bina ve fabrika yapımında bilinçsiz yer seçimi gibi problemler ve bunların getirdiği diğer sıkıntılar insanlığın ortak sorunu hâlini almıştır. Kalkınma, sanayileşme ile özdeşleştiğine göre sanayileşme kaçınılmaz bir hedef olmuştur. Ancak sanayileşmenin de çevre problemlerine yol açtığı görülmüştür. Fabrikaların kuruluş yerlerinin yanlış seçimi, geri teknolojilerin kullanılması, baca gazlarının arıtılmadan atmosfere bırakılması gibi sebepler havanın kirlenmesini artırmıştır
S.25. Motorlu Taşıtların çevreye etkileri nelerdir, açıklayınız?
C.25. Gerek içten gerekse dıştan yanmalı motorlarda kullanılan benzin ve mazot (motorin) gibi yakıtlar da motorda yandıktan sonra egzozlardan dışarı atık gazlar olarak çıkmaktadır.
Hidrokarbonlar (HC): Yakıtın iyi yanmaması ve depo dolum sırasında ortaya çıkabilir. Kanserojen etkiye sahiptir.
Karbon monoksitler (CO): Yakıtın eksik yanması sonucu ortaya çıkar, renksiz, kokusuz ve tatsız olup havada %0 3 oranında öldürücüdür. Benzinli araçlar rölantide( askıda ) veya kapalı ortamda ortaya karbon monoksit çıkarır. Atmosferde kendiliğinden karbondioksite dönüşür.
Azot oksitler (NOX): Renksiz, kokusuz ve tatsız olup motordaki yüksek sıcaklık nedeniyle ortaya çıkar. Havada azot dioksite dönüşür. Azot dioksitin akciğeri tahrip eden kan yapısını bozucu etkileri bulunmaktadır.
Kurşun oksitler (PbOX): Benzinli araçların egzozundan çıkar. Fazlası vücutta birikir. Kan, beyin, sinir ve akciğerlere zarar verir.
Kükürt dioksit (SO2): Yakıt içindeki kükürt yanarken SO2ye dönüşür. Bu SO2 de su buharı ile birleşir. Sülfürik asit ve kükürt bileşikleri insan ve çevreye oldukça zararlıdır.
S.26. Motorlu Taşıtlarda egzozlardan çıkan Hidrokarbonların (HC) çevreye etkisi nedir?
C.26. Hidrokarbonlar (HC): Yakıtın iyi yanmaması ve depo dolum sırasında ortaya çıkabilir. Kanserojen etkiye sahiptir.
S.27. Motorlu Taşıtlarda egzozlardan çıkan Karbon monoksitlerin (CO) çevreye etkisi nedir?
C.27. Karbon monoksitler (CO): Yakıtın eksik yanması sonucu ortaya çıkar, renksiz, kokusuz ve tatsız olup havada %0 3 oranında öldürücüdür. Benzinli araçlar rölantide( askıda ) veya kapalı ortamda ortaya karbon monoksit çıkarır.
S.28. Motorlu Taşıtlarda egzozlardan çıkan Azot oksitlerin (NOX) çevreye etkisi nedir?
C.28. Azot oksitler (NOX): Renksiz, kokusuz ve tatsız olup motordaki yüksek sıcaklık nedeniyle ortaya çıkar. Havada azot dioksite dönüşür. Azot dioksitin akciğeri tahrip eden kan yapısını bozucu etkileri bulunmaktadır.
S.29. Motorlu Taşıtlarda egzozlardan çıkan Kurşun oksitlerin (PbOX) çevreye etkisi nedir?
C.29. Kurşun oksitler (PbOX): Benzinli araçların egzozundan çıkar. Fazlası vücutta birikir. Kan, beyin, sinir ve akciğerlere zarar verir.
S.30. Motorlu Taşıtlarda egzozlardan çıkan Kükürt dioksitlerin (SO2) çevreye etkisi nedir?
C.30. Kükürt dioksit (SO2): Yakıt içindeki kükürt yanarken SO2ye dönüşür. Bu SO2 de su buharı ile birleşir. Sülfürik asit ve kükürt bileşikleri insan ve çevreye oldukça zararlıdır.
S.31. Atmosferik Özellikleri açıklayınız?
C.31. Atmosferik olaylar da hava kirliliğini büyük ölçüde etkileyen unsurlardan biridir.
Havayı kirletici unsurların kaynağından çıktıktan sonra atmosfere karışarak dağılması veya havada asılı olarak kalması meteorolojik olaylarla doğrudan ve çok yakından ilgilidir.
Bu meteorolojik olaylar sıcaklık, sis, inverziyon, rüzgâr, nem, yağış ve basınç faktörleridir. Ayrıca topoğrafik özellikler de kirlenmeyi artıran ya da azaltan özellikleriyle dikkat çeker
Örme Teknolojisi Soruları 17
S.439. Aşağıda görülen örgü nedir?

C.439.Tam selanik örme kumaş görüntüsü

S.440. Tek plaka örgüler hangi plakada üretilir?
C.440. Tek plaka örgüler adından da anlaşılacağı gibi sadece ön plaka veya sadece arka plaka üzerinde elde edilen örgülerdir.
S.441. Elektronik düz örme makinelerinde en önemli ayarlardan biri makine hızıdır. Hız düşük veya hızlı olursa üretime, makinenin örücü ve yardımcı elemanlarına etkisi nasıl olur, açıklayınız?
C.441. Elektronik düz örme makinelerinde en önemli ayar makine hızı ayarıdır. Hız düşük ayarlanırsa üretim kapasitesi de düşer. Ancak çok hızlı çalıştırılırsa da makinenin örücü ve yardımcı elemanlarının zarar görme durumu ortaya çıkar.
S.442. Elektronik düz örme makinelerinde en önemli ayarlardan biri çardak ayarıdır. Hatalı ayar yapılırsa ne gibi sonuçlar ortaya çıkar?
C.442. Çardak ayarı tek plaka örgülerin üretiminde çok önemlidir. Hatalı yapılması durumunda tek plaka örgülerin yüzeyinde hatalar meydana getirir. Biri sıkı, diğeri gevşek ayarlanmış çardak ile örülen parçanın bir ilmek sırasında küçük maylar, diğer ilmek sırasında ise daha büyük maylar görünür. Parçanın görüntüsü çizgili gibi görünür.
S.443. Elektronik Düz örme makinelerinde hangi faktörlere göre ayarlar değişiklik gösterir, açıklayınız?
C.443. Düz örme makinelerinde iplik katına, makine inceliğine ve örgü tipine göre ayarlar değişiklik gösterir. Aynı makinede aynı iplik katında, biri tek plaka diğeri dolu iğne örgü örmek gerekirse tek plaka örgünün ilmek boyu ayarı daha fazla olmalıdır, bu fark makine kalınlığına göre değişir. Tek plaka örgüde ilmekler yan yana birbiri ile bağlandığından ilmekler arası mesafe daha kısa olur. İlmek boyları ayarlarken eldeki numune ile kıyaslama yapılır.
S.444. Elektronik Düz örme makinelerinde merdane çekim ayarı örgünün oluşumunda etkisi nedir, açıklayınız?
C.444. Merdane çekim ayarı örgünün oluşumunda çok fazla önem teşkil eder. Tek plaka örgülerde çekim muntazam olmalıdır. Aksi takdirde oluşabilecek merdane çekim farkları tek plaka örgülerde kendini daha fazla belli eder. Makinelerin kalınlıklarına, örgüdeki çalışan sistem sayısına ve örgünün özelliğine göre çekim değişir. Örneğin 12 numara bir makinede tek sistem ile sıkı bir ayar örgü ördüğümüzü düşünürsek kafanın bir hareketi ile 1,5 – 2 mm bir örgü elde ederiz. Burada fazla bir çekim kullanırsak bu fazla merdane çekim değeri kumaşa ve iğne dillerine zarar verecektir. Tam tersi bir durum düşündüğümüzde; 3 numara bir makine ile 2 sistem ile açık ayar bir örgü ördüğünüzde tek kafa hareketinde 2-2,5 cm’lik örgü elde edebiliriz. Böyle bir durumda düşük merdane çekim değeri örülen kumaşın çekilmemesine ve iğnelerin üzerinde birikmesine neden olabilir. Örgümüz ve iğnelerimiz hasar görür. Bunlar göz önüne alınarak ortalama bir çekim değeri verilir. Bu çekim değeri örgü örülürken el ve gözle kontrol edilerek örme işlemi sırasında da arttırılıp azaltılabilir. Ayrıca mekanik olarak da merdane üzerinde bulunan baskı silindirleri yardımıyla örgü alanının istediğimiz bölgesine istediğimiz baskıyı vererek çekim etkisini arttırıp azaltabiliriz.
Düz örme makinelerinin ana merdanesinin üzeri kauçuk kaplıdır. Baskılar ise sert plastiktir. Baskı ayarlarını değiştirmeden örgü sırasında ana çekime ilave olarak örgünün sadece kenarlarına uygulanan kenar çekimleri de vardır. Bu çekimler üretici firmalara göre değişir
S.445. Elektronik Düz örme makinelerinde Örgüyü, iğnelerden ana merdaneye hangi makine elemanı çeker?
C.445. Tarak
S.446. Elektronik Düz örme makinelerinde örgü iğnelerden ana merdaneye kadar hangi yöntemle aşağıya indirilir?
C.446. Örgü iğnelerden ana merdaneye kadar fire ipi veya parça tutturma yöntemi ile örülmek suretiyle aşağı indirilir.
S.447. Fitilli Örgü Kumaş Üretimi nasıl yapılır,ne gibi ayarlar yapılır,gerekçeleri nelerdir,anlatınız?
C.447. Fitilli örgüler ön ve arka plakada örülerek elde edilir. Ancak bu örme işlemi sırasında ön plakada ören iğnelerin karşısına gelen arka plakada örgü olmaz, aynı şekilde arka plakada örgü yapan iğnelerin karşılığına gelen ön plakadaki iğneler örgü yapmaz. Ancak dolu iğne fitilli örgülerde ise sadece plakanın ön veya arkasındaki iğneler örgü yapar belirli iğneler ise örgü yapmazlar. Buna karşılık karşı plakadaki iğnelerin tamamı örgü yapmaktadır. Desen bilgisayarında hazırlanmış olan fitilli örgünün desen programı uygun yöntem aracılığı ile makineye yüklenir.
Fitilli örgülerde en boy ayarlamasını yaparken numune üzerinden çalışılırken birebir may ve iğne sayısına göre en boy ayarlaması yapılmalıdır. Fitilli örgülerde enden esneme fazla olacağı için en ayarlarken genellikle fitil sayısı üzerinden yapılır. Boy ayarlaması ise may sayısı üzerinden yapılır.
Plaka üzerinde iğne alanını hazırlarken programdan sol kenar ve sağ kenardaki iğne değerlerine bakılır. Bu iğne aralığında örgü parçası olup olmadığı kontrol edilir. Eski tip makinelerde tarak dediğimiz örgüyü ana merdaneye kadar çeken çekim sistemi olmadığından, örgünün hatasız çıkması için iğnelere farklı bir örgü parçası ile 2–3 iğne aralıkları ile parça tutturularak yeni örülecek örgünün çekilmesi sağlanır. Böylece örgü alanı hazırlanmış olur. Yeni tip makinelerde ise başlangıç ve bitiş iğnesi aralığı direkt tarak yardımı ile ana merdaneye kadar indirilerek örgü alanı hazırlanır.
Fitilli örgünün desen programında çalışan mekiklerin kontrolü yapılır. Örgü alanına yakın bir pozisyonda konumlandırılır. Örgü alanına yakın konumlandırmanın amacı makinenin kafasının dönüşlerde örgü alanının fazla dışına çıkmadan geri dönmesi sağlanarak üretim hızını artırmaktır.
Bütün örgülerde olduğu gibi fitilli örgülerde de çekim kuvveti örgünün her yerine eşit uygulanmalıdır. Aksi takdirde örgüde sarkmalar ve şekil bozuklukları görülebilir.
Fitilli örgülerde örme numunesinin kalınlığına göre iplik katı belirlenir. İplik katının durumuna göre makine kalınlığı belirlendikten sonra, program üzerinde kullanılacak mekiklere göre iplikler bağlanır. İlmek boylarının ayarlanmasında makine kalınlığı ve iplik katı da göz önüne alınarak ayarlar yapılır. Fitilli örgüde ön plaka ve arka plakaya aynı değerde may ayarı verilir. Ayrıca fitilli örgülerde ön ve arka plakadaki iğnelerin pozisyonları da ayarlanmalıdır. İğnelerin pozisyonları sadece fitilli örgü anında kafa kafaya gelecek şekilde ayarlanmalıdır. Bu ayarlama ile ön plakadaki örgü alanı ile arka plakadaki örgü alanlarının iplik geçiş aralıkları birbirine eşit olması sağlanır. Aşağıda iğne plakalarının sıfır pozisyonu ve iğnelerin karşılıklı pozisyonları görülmektedir. İğnelerin sıfır pozisyonunda sol taraftaki arka plaka ile ön plaka arasında iplik geçiş uzunluğu daha kısadır sağ taraftaki iğneler arası geçişteki iplik uzunluğu ise daha uzundur. Bu farktan dolayı örgüde eşit bir görüntü oluşmaz. Fakat sol tarafta bulunan ve iğnelerin karşılıklı olan durumda ise iplik geçişlerinin eşit olduğu görülmektedir. Örgünün örülmesinde bu duruma dikkat etmek gerekir.
Dolu iğneli fitilli örgülerde iğneler karşılıklı ayarlanamaz. Dolu iğne olmayan fitilli örgülerde iğne plakasını aşağıdaki sol tarafta bulunan iğne pozisyonu gibi ayarlanması gerekmektedir.
Fitilli örgünün yüzeyinin düzgün görünmesi için örme makinelerinde çardak ayarları eşit ayarlanmalıdır. Ayrıca firnisörler de kullanılarak ipliklerin örgü alanına eşit gerilimde beslenmesi sağlanmalıdır. Eşit gerilimde beslenen iplikler, may ayarları da program içinde doğru yazıldığında sorunsuz olarak numuneler örülebilir.
Fitilli örgünün örülmesi sırasında makinenin hatasız olarak çalışabilmesi için yapılması gereken ayarlardır. Bu ayarlar program üzerinde düzenlenebilir. Makinenin çalışma hızı fitilli örgülerde dolu iğneli örgülere nazaran daha hızlı olabilir. Çünkü aynı mesafede çalışan iğne sayısı azaldıkça hız arttırılabilir. Ayarların makine ve ürün için en uygun değerde olmasına dikkat edilir.
Fitilli örgünün desen programı önce desen bilgisayarı programı aracılığı ile test edilir. Daha sonra test edilen program makineye yüklenir. Makineye yüklendikten sonra bu defada makine üzerinde test edilerek, programın doğruluğu kontrol edilerek numune örülmeye hazır duruma getirilir.
Test işlemi tamamlanan fitilli örgü programının örme işlemi yapılır. Komut girildikten sonra makinenin örmeye başlayabilmesi için makinenin kolu yukarı kaldırılarak örme işlemine başlanır. Örme işlemi sırasında örgünün oluşumu makine başında izlenerek kontrol edilir.
Örme işlemi tamamlanan test parçası numune ile karşılaştırılarak varsa düzeltmeleri yapılmalıdır. Fitilli örgüde fitillerin birbirlerine zıt yönde etkilerinden dolayı örgü enine yönde bir araya toplanır. Bu durumda ölçünün doğru alınabilmesi için test parçası ütülenerek, yüzey gerilimleri sabitlenerek parçanın sabit ende durması sağlanır. Ütüleme işlemi sonrasında parça üzerinden enini ayarlamak için fitil sayısına bakılır. Fitil sayısı ön plaka ilmek çubuğu ile arka plaka ilmek çubuğu, bir fitil olarak sayılır. Parça boyu ise parça dinlendirilmiş, ütülenmiş veya yıkanmış olarak açık ende duruyorken ölçülür.
İkinci test birinci test parçası üzerinde yapılan tüm değişiklerin programa uygulanarak tekrar bir test çalışmasının yapılması işlemini kapsar.
S.448.Fitilli örgüler hangi plaklarda üretilir, açıklayınız?
C.448. Fitilli örgüler ön ve arka plakada örülerek elde edilir. Ancak bu örme işlemi sırasında ön plakada ören iğnelerin karşısına gelen arka plakada örgü olmaz, aynı şekilde arka plakada örgü yapan iğnelerin karşılığına gelen ön plakadaki iğneler örgü yapmaz. Ancak dolu iğne fitilli örgülerde ise sadece plakanın ön veya arkasındaki iğneler örgü yapar belirli iğneler ise örgü yapmazlar. Buna karşılık karşı plakadaki iğnelerin tamamı örgü yapmaktadır
S.449. Fitilli örgülerde de çekim kuvveti nasıl olmalıdır?
C.449. Bütün örgülerde olduğu gibi fitilli örgülerde de çekim kuvveti örgünün her yerine eşit uygulanmalıdır. Aksi takdirde örgüde sarkmalar ve şekil bozuklukları görülebilir.
Örme Teknolojisi Soruları 16
S.421. Plaka Kaydırmalı Örgüler nedir, açıklayınız?
C.421. Zikzak örgü olarak da isimlendirilir. İlmeklerin yer değiştirmeden aynı sütunda hareket etmemesi ve kademeli olarak ilmek sütunu değiştirmesi ile oluşturduğu zikzak görüntülü örgülerdir.
Bu görüntüyü elde edebilmek için makinenin arka plakasının sağa ve sola hareket etmesi gerekmektedir. Düz örme makineleri makine inceliğinin 2 eksiği kadar sağa ve sola hareket edebilir. Örneğin 5 numaralı bir düz örme makinesi sağa ve sola üçer plaka kaydırabilir.
Bu işleme jakar kırma işlemi de denir. Bu işlem çift plaka örgülerde de uygulanabilir. Dolu iğne örgülerde jakar ancak birer birer kırılabilir. Bir iğneden fazla jakar kırma işleminde ilmeklerde kopukluk veya iğnelerde kırılma meydana gelebilir. Kumaşı elimize aldığımızda ilmeklerin hareketi gözlenir. İlmek sütunu sağa doğru hareket ediyorsa iğne plakası sola jakar kırmıştır. İlmek sütunu sola doğru hareket ediyorsa iğne plakası sağa jakar kırmıştır. Zikzak Örgünün sıra sayısı takip edilen ilmeğin, sütununu değiştirene kadar oluşturduğu ilmek satırı sayılarak bulunur.
S.422. jakar kırma işlemi ne demektir?
C.422. Düz örme makineleri makine inceliğinin 2 eksiği kadar sağa ve sola hareket edebilir. Örneğin 5 numaralı bir düz örme makinesi sağa ve sola üçer plaka kaydırabilir. Bu işleme jakar kırma işlemi denir.
S.423. Zikzak Örgünün sıra sayısı nasıl bulunur?
C.423. Zikzak Örgünün sıra sayısı takip edilen ilmeğin, sütununu değiştirene kadar oluşturduğu ilmek satırı sayılarak bulunur.
S.424. Örme kumaşta ilmeklerin hareketi gözlendiğinde İlmek sütunu sağa doğru hareket etmiş ise jakar kırma hangi yöne yapılmıştır?
C.424.İğne plakası sola jakar kırmıştır.
S.425. Örme kumaşta ilmeklerin hareketi gözlendiğinde İlmek sütunu sola doğru hareket etmiş ise jakar kırma hangi yöne yapılmıştır?
C.425. İğne plakası sağa jakar kırmıştır.
S.426.Selanik örgü nedir, açıklayınız?
C.426. Selanik örgüler, dolu selanik ve 1x1 selanik olarak kullanılır. Selanik örgüler de nopenli örgülerdendir. Selanik örgüler nopenin basıldığı plakaya göre iki şekle ayrılır. Bunlardan iki örgü plakasına basılanına tam selanik; sadece tek plakaya basılanına yarım selanik denir. Nopen, nopen basılan yerin tersinde (arka yüzünde) ilmeği, olduğundan daha büyük göstermektedir. Nopen basılan yerde ise ilmek boyuna uzar. Selanik örgüyle daha yumuşak ve kalın ya da dolgun kumaş görüntüsü elde etmek amaçlanmaktadır. Dolu iğne örgünün daha sıkı olmasından yararlanıp selanik örgü görüntüsünü de kullanarak çocuklara uygun kıyafetler yapılır. Özellikle çocuk kaşkol, kar maskesi veya berelerinde kullanılır.
S.427. Dolu Yarım Selanik Örgü nedir, açıklayınız?
C.427. Adından da anlaşılacağı gibi dolu iğne düzenindedir. Birinci örgü sırasında ön plakada tüm iğneler örerken arka plakadaki tüm iğnelere nopen basılır. İkinci örgü sırasında tüm iğneler dolu iğne örer. Kumaşın ön ve arka yüzeyinde görüntü farklıdır. Arka plakaya nopen basıldığına göre kumaşın ön yüzünde ilmek görüntüsü daha dolgundur. Kumaşın arka yüzünde ise ilmekte uzama görülür.
S.428. 1x1 Yarım Selanik Örgü nedir açıklayınız?
C.428. Kumaşın ön yüzeyinde ilmekler boncuk boncuk görülürken arka yüzeyinde uzamalar görülür. 1x1 tam selanik örgüye göre daha sıkı bir yapıya sahiptir.
S.429. 1x1 Tam Selanik Örgü nedir, açıklayınız?
C.429. 1x1 tam selanik örgü, adından da anlaşılacağı gibi iki plakaya da sırayla nopen basarak elde edilir. Kumaşın ön ve arka yüzeyinde görüntü aynıdır. Erkek bayan özellikle spor ürünlerinde kullanılır. Oldukça esnektir.
S.430. Fitilli Örgü nedir, açıklayınız?
C.430. Fitilli örgüler ön ve arka plakada örülerek elde edilir. Ancak bu örme işlemi sırasında ön plakada ören iğnelerin karşısına gelen arka plakada örgü olmaz, aynı şekilde arka plakada örgü yapan iğnelerin karşılığına gelen ön plakadaki iğneler örgü yapmaz. Dolu iğneli fitilli örgülerde iğneler karşılıklı ayarlanamaz.
S.431.Fitilli örgülerde İğnelerin sıfır jakar pozisyonunu teknik olarak çiziniz?
C.431.
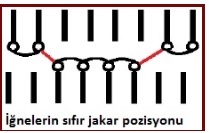
S.432. Fitilli örgülerde iğnelerin karşılıklı pozisyonunu teknik olarak çiziniz?
C.432.

S.433.Aşağıda görülen örgü nedir?

C.433.Atlamalı örgü

S.434. Aşağıda görülen örgü nedir?

C.434.Askılı örme
S.435. Aşağıda görülen örgü nedir?

C.435.Jakar kırmalı örme

S.436. Aşağıda görülen örgü nedir?

C.436.Yürütmeli örgü
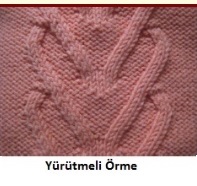
S.437. Aşağıda görülen örgü nedir?
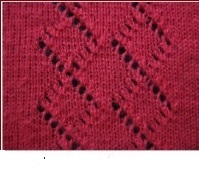
C.437.Ajur ( delik ) örgü
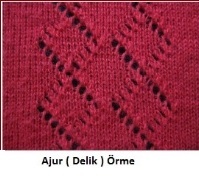
S.438. Aşağıda görülen örgü nedir?

C.438.Saç örgü

Örme Teknolojisi Soruları 15
S.390. Süprem kumaşların genel özellikleri nelerdir?
C.390.1-Ön ve arka yüzü farklı görünüştedir,
2-Açık en ya da tüp şeklinde (tubular) üretilebilen bir kumaştır,
3-Diğer örme kumaşlara göre daha geniş enler elde etmek mümkündür,
4-Hem boyuna hem de enine esner fakat diğer kumaşlara nazaran en düşük esneme özelliğine sahiptir,
5-Örgü raporu tek iğne plakasında en az, 1 iğne ve 1 iplik hareketinden meydana gelmektedir (normal örgü raporu yan yana iki iğne ile ve üst üste iki ilmek sırasından oluşmaktadır),
6-Kumaş tek plaka üzerinde oluştuğu için harcanan iplik miktarı en azdır,
7-Boyutsal stabilitesi azdır,
8-Esnediğinde şekli bozulabilir,
9-Vücut hareketlerine karşı uyumu, diğer tek iplikli örme kumaşlara göre esnekliğinin az olması nedeni ile düşüktür,
10-Yanlardan kumaşın arka yüzüne doğru, üst ve alttan da örgünün ön yüzüne doğru kıvrılma vardır,
11-Diğer örgülere göre en düşük desenlendirme imkanına sahiptir,
12-Süprem kumaşın yapısı hacimli olduğu için nem alma özelliği dolayısı ile emiciliği iyidir,
13-İpliğin kopması durumunda bozulan ilmekler, ilmek halkalarının kaymasına, yani kaçmasına neden olurlar,
14-Örme kumaşın kalınlığı, kullanılan hammaddenin aynı kalması şartıyla daha düşüktür,
15-İnce, hafif açık yapı ile ağır yapılar arasında çeşitlilik gösterirler,
16-Kesim ve dikim işlemi esneme özelliğinden dolayı problemlidir,
17-Kısmen iç giyim ve yaygın olarak yazlık dış giyim sanayinde kullanım alanı bulmuştur,
18-Fazlaca ütü istemez, kırışıklıklarını kolay kaybederler.
S.391. Askı ilmeklerin kumaşın elastikiyetine etkisi nedir?
C.391. Askı ilmekleri kumaşın uzunluğunu ve boyuna elastikiyetini azaltırken kumaşın enine elastikiyetini arttırmaktadır.
S.392. Atlama ilmeklerin kumaşın elastikiyetine etkisi nedir?
C.392. Atlama ilmekleri kumaşın enine elastikiyeti düşürmektedir.
S.393. Pazarlama ne demektir?
C.393. Pazarlama, kişisel ve örgütsel amaçlara ulaşmada değişimleri sağlamak için malların, hizmetlerin ve fikirlerin geliştirilmesi, fiyatlandırılması, tutundurulması ve dağıtılmasına ilişkin planlama ve uygulama sürecidir
S.394.Standart ne demektir?
C.394. üretimde, anlamada, ölçmede, beraberlik anlamına gelmektedir
S.395. Standardizasyon e demektir?
C.395. Belli bir faaliyetle ilgili olarak, ekonomik yarar sağlamak üzere yardım ve işbirliği ile belirli kurallar koyma ve bu kuralları uygulama işlemidir
S.396. Kalite Güvencesini açıklayınız?
C.396. Bir ürünün veya hizmetin beklenen kalite isteklerine uygunluğunu yeterli güvencede sağlamaya yönelik olarak gerekli tüm planlı ve sistematik faaliyetlerin uygulanmasını kapsamaktadır. Bunun için de Kuruluşlara başvuru yapmak gerekmektedir. Başvurulan kuruluşlar firmada yapacağı inceleme ve tespitlere göre önerilen düzenlemelerden sonra belge vererek firmanın ulusal ve uluslararası pazarlarda önemli rekabet gücü kazanmasına imkân vermektedir.
Bir isletmede Kalite Güvencesi Sistemi'nin kurulması, tüm süreçlerin istisnasız ve tam olarak bu sisteme uygun bir şekilde yürütülmesini sağlamaktadır. Fabrika sahipleri ürünlerini kaliteli ürettiklerine dair belgelendirmek amacıyla çeşitli organizasyon sistemlerinden yararlanmaktadır.
S.397. ISO 9000 serisi standartlarını açıklayınız?
C.397. Müşteri odaklılık, liderlik, çalışanların katılımı, süreç yaklaşımı, yönetimde sistem yaklaşımı, sürekli iyileştirme, verilere dayalı karar verme yaklaşımı, tedarikçilerle karşılıklı fayda olarak sekiz kalite yönetim prensibine dayanmaktadır.
S.398. ISO 9000 Kalite Yönetim Sitemi Belgesi nedir?
C.398. Bir şirkette yapılan faaliyetlerin daha düzgün ve sistemli organize edilmesidir.
S.399. ISO 14001 Çevre Yönetim Sistemi Belgesi nedir?
C.399. Bir şirkette yapılan faaliyetlerin çevreye (hava, su, toprak, bitki örtüsü, canlı vb ) zarar vermemesi veya en az şekilde vermesi için düzenlenmektedir. ISO 14001 çevre belgesi alan bir kurumun yasal olarak konulan mevzuatlara uyum gösterdiğini ve yaptığı faaliyetleri çevreye zarar vermemek için sistematik ve kontrollü bir seklide yaptığını göstermektedir.
S.400. Marka ne demektir?
C.400. Bir isletmenin mal veya hizmetlerini bir başka isletmenin mal veya hizmetlerinden ayırt etmeye yarayan, kişi adlarından, sözcüklerden, sekilerden harflerden veya sayılardan oluşan her türlü işarete marka denir.
S.401. Marka tescil belgesi nedir?
C.401. Markanın haksız ve bilinçsiz kullanımını engellemek ve bu sebeple doğacak her türlü zararın önüne geçmek amacıyla koruma altına alınmasıdır.
S.402.Örme kumaşta kaliteyi etkileyen unsurlar nelerdir?
C.402. Bu unsurlar; makineden kaynaklanan, iplikten kaynaklanan, personelden kaynaklanan, tüketiciden kaynaklanan, pazarlama yönünden, kalite yönünden, planlama ve organizasyon yönetimi yönünden kaynaklanan hatalar.
S.403. Düz örme kumaşlar hangi makinelerde üretilir ve örme türü nedir?
C.403. Düz örme makinelerinde üretilen, atkılı örme sistemli kumaşlara düz örme kumaşlar denir.
S.404. Düz örme makinelerinde en çok kullanılan ve üretilen örme kumaşlar nelerdir?
C.404. Düz örme makinelerinde, tek plaka, çift plaka, saç örgülü, nopeli, kaydırmalı, jakarlı, intersıa ribana (lastik), selanik, haroşa örgülü kumaşlar en çok kullanılan ve üretilen kumaşlardır.
S.405. Düz örme kumaşların diğer adı nedir?
C.405. Triko kumaşlar
S.406.Düz örme kumaşların özellikleri nelerdir?
C.406.A-Örme yüzeylerde ipliğin ilmek formu çok esnektir. Bu nedenle de vücuda çok iyi uyum sağlayarak yumuşak bir biçimde sararlar.
B-İlmeklerin hareketli olması nedeniyle, örme kumaşlar dokuma kumaşlara göre tutum, yumuşaklık ve dökümlülük bakımından da üstün özelliklere sahiptir.
C-Kolayca buruşmaz ve buruştuğunda da çabucak eski hâline döner.
Ç-Düz örme kumaşlar tek iplik beslemeli atkılı örme sistemli kumaşlar olduğu için enine yönde sıra ile sökülebilir.
D-Düz örme kumaşlar düz biçimde örülür.
E-Kumaş kalınlığını belirleyen temel faktör makine inceliğidir.
F-Dokuma kumaşlarla karşılaştırıldığında, ilmeğin yapısından kaynaklanan hava tutma özelliğine sahiptir. Bu nedenle ısı tutması yüksek kumaşlardandır.
S.407. Düz örme makinelerinde aksesuar olarak üretilen ürünler nelerdir?
C.407. Örme ürünlerinde aksesuar olarak yaka, kol bandı, etek bandı vb. ürünlerin örülmesinde de düz örme makineleri kullanılmaktadır.
S.408. Özel olarak tasarlanmış düz örme makinelerinde üretilen ürünler nelerdir?
C.408. Özel olarak tasarlanmış düz örme makinelerinde ise tam biçimlendirilmiş, kullanıma hazır durumda eldiven, kaşkol vb. aksesuar giysileri üretilmektedir.
S.409. 1x1 lastik örgü nedir, açıklayınız?
C.409. 1x1 lastik örgü, iki plakadaki iğnelerin karşılıklı gelerek bir iğnenin ön plakada, bir iğnenin arka plakada çalışması ile elde edilir. Ön ve ya arka plakadan bakıldığında bir iğnenin çalışıp bir iğnenin çalışmadığı görülür.
S.410. 1x1 lastik örgünün teknik ilmek çizimini yapınız?
C.410.

S.411. 2x1 lastik örgü nedir, açıklayınız?
C.411. 2x1 lastik örgü, iki plakadaki iğnelerin dolu iğne pozisyonuna gelerek bir iğnenin ön plakada, bir iğnenin dolu iğne, bir iğnenin arka plakada çalışması ile elde edilir. Ön veya arka plakadan bakıldığında iki iğnenin çalışıp bir iğnenin çalışmadığı görülür.
S.412. 2x1 lastik örgünün teknik ilmek çizimini yapınız?
C.412.

S.413.Aşağıdaki lastik örgünün adı nedir?

C.413. 1x1 lastik örgüdür.
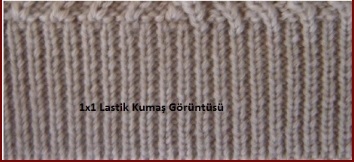
S.414. Aşağıdaki lastik örgünün adı nedir?

C.414. 2x1 lastik örgüdür.
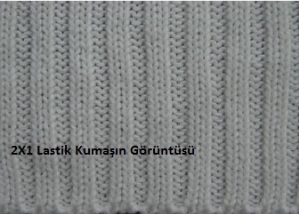
S.415. Torba lastik örgü nedir, açıklayınız?
C.415. Torba lastik örgü, iki plakadaki iğnelerin karşılıklı gelerek önce ön plakadaki tüm iğnelerin daha sonra arka plakadaki tüm iğnelerin çalışması ile elde edilir. Ön veya arka plakadan bakıldığında tüm iğnelerin çalıştığı görülür.
S.416. Torba örgünün teknik ilmek çizimini yapınız?
C.416.

S.417. Tek Plaka ( Önde ) Örgü nedir?
C.417. Sadece ön veya arka plakadaki iğnelerin çalışmasıyla elde edilen örgü türüdür. Ön plakadaki tüm iğnelerin çalışmasıyla elde edilen örgüye önde örgü; arka plakadaki tüm iğnelerin çalışmasıyla elde edilen örgüye arkada örgü denir.
S.418.Çelik örgüler kaça ayrılır, nelerdir ve yapısı nasıldır, nerede kullanılır?
C.418. Çelik Örgüler
Çelikli örgüler, çift çelik ve tek çelik örgüler olarak ikiye ayrılır. Çelik örgüler, adından da anlaşılacağı gibi sert ve tok bir yapıya sahiptir. Etek, pantolon, ceket ve mont yapımında kullanılır. Diz veya dirsek izi yapmaz. Örgü formunu korur.
S.419.Tek Çelik Örgü nedir, açıklayınız?
C.419. Tek çelik örgü, bir sıra dolu iğne örgünün üzerine bir sıra tek plaka örgünün (önde veya arkada) örülmesi ile elde edilir. Kumaşın ön ve arka yüzünde ilmek büyüklükleri birbirine eşit değildir. Bu nedenle kumaşın ön ve arka yüzünde görüntü farklıdır. Örgünün bir raporunda kumaşın ön yüzeyinde tek ilmek sırası varken arka yüzeyinde iki ilmek sırası vardır. Bu nedenle ön yüzeydeki ilmekler uzarken, arka yüzeydeki ilmekler sıkışmaktadır. Kumaşın arka yüzeyinde enine çizgi gözlenir. Kumaşın ön yüzeyinde ilmek uzaması her örgü sırasında görülmektedir. Kumaşın arka yüzeyinde ise öndeki bir ilmeğe karşın iki ilmek gelmektedir.
S.420.Çift Çelik Örgü ( Çelikli ) nedir, açıklayınız?
C.420. Çift çelik örgü, dolu iğne ve torba örgülerin beraber kullanılması ile elde edilir. Çelikli örgü diye de isimlendirilir. Kumaşın ön ve arka yüzünde ilmek büyüklükleri birbirine eşittir. Bu nedenle kumaşın ön ve arka yüzünde görüntü aynıdır. Kumaşın ön ve arka yüzeyinde, torba örgüden kaynaklanan kumaşın enine çizgi gözlenir. Bir ilmek sırası normal boyuttayken diğer ilmek sırasında uzama gözlenir.
Örme Teknolojisi Soruları 14
S.371.Çözgülü örme makinelerini örme tekniklerine göre kaç grupta toplanır, nelerdir?
C.371. 1-Raşel Çözgülü Örme Otomatları
2-Trikot Çözgülü Örme Otomatları
3-Kroşet ( Aksesuar ) Tipi Çözgülü Örme Makineleri
4-Diğer Çözgülü Örme Makineleri
S.372. Elektronik Triko Makinelerini makine kalınlıkları nasıl bulunur ve makine numaraları nelerdir?
C.372. Elektronik örme makineleri kalınlıklarına göre sınıflandırılırken 1 inç uzunluğa denk gelen iğne sayısı olarak ifade edilir. 1 inç uzunlukta kaç iğne var ise bu sayı makinenin numarasıdır. Piyasada üretici firmalara göre ara numaralar ve numara farklılıkları görülebilir. Örme makinesi numaraları:
3 numara
5 numara
6 numara
7 numara
8 numara
10 numara
12 numara
14 numara
16 numara
18 numara
S.373. Elektronik Triko Makinelerinde sistem sayısı nedir, açıklayınız?
C.373. Semer tarafından taşınan ön ve arka plakadaki iğnelerin seçilmesini, hareketini ve doku sıklığını ayarlayan çelik tertibata (kilit) sistem denir. Çelik mekanizma birden fazla olabilir. Semerin bir gidişinde en çok bir örgü sırası örebilen makinelere tek sistemli; en çok iki sıra örebilen makinelere çift sistemli makineler denir. Günümüzde sistem sayısı birden altıya kadar olan makineler bulunmaktadır. Bunlar bir veya iki semer tarafından taşınmaktadır. Bu semerler birleştirilebildiği gibi ayrı ayrı da çalışabilir. Düz örme makinelerinin örücü sistemleri birleşik olarak da çalışabilir. Birleşik olarak çalıştırıldığında sistem sayısı iki kat artar. Kafalar birleştirildiği zaman makine tam en boyunca kumaş dokuyabilir. Makinelerde kafa birleştirildiği zaman birleşme yerlerinde bulunan yan çelikler değiştirilmelidir.
S.374. Elektronik Triko Makinelerini sistem sayısına göre sınıflandırınız?
C.374. Tek kafa
1 sistem
2 sistem
3 sistem
4 sistem
İki kafa
1+1=2 sistem
2+2=4 sistem
3+3=6 sistem
S.375. Elektronik Triko Makinelerini sistem ne demektir?
C.375. Semer tarafından taşınan ön ve arka plakadaki iğnelerin seçilmesini, hareketini ve doku sıklığını ayarlayan çelik tertibata (kilit) sistem denir.
S.376. Elektronik Triko Makinelerinde tek sistemli makine ne demektir?
C.376. Semerin bir gidişinde en çok bir örgü sırası örebilen makinelere tek sistemli makineler denir.
S.377. Elektronik Triko Makinelerinde çift sistemli makine ne demektir?
C.377. Semerin bir gidişinde en çok iki sıra örebilen makinelere çift sistemli makineler denir.
S.378 Elektronik Triko Makinelerini iğne yatağına göre sınıflandırınız?
C.378. Örme makinelerinde örmenin yapılabilmesi için iğnelerin üzerinde çalıştığı iğne yatakları olarak tabir ettiğimiz iğne plakaları bulunmaktadır. Örme makinelerinde en az iki adet iğne plakası bulunur. Bunlar ön plaka ve arka plakadır. Özel olarak üretilen dört plakalı makineler de bulunmaktadır. Bunlar: Çift plaka Dört plaka
S.379. Elektronik Triko Makinelerini teknik özelliklerinden ürettiği Ürüne göre sınıflandırınız?
C.379.A-Düz örme
B-Yaka, bant
C-Transferli örgüler
Ç-İntersia örgüler
D-Komple ürün
E-Kendinden kesimli örgüler (Fully-Fasion)
S.380. Elektronik Triko Makinelerini teknik özelliklerinden çekim sistemine göre sınıflandırınız?
C.380. A-Tarak takviyeli merdane
B-Merdaneli
C-Yardımcı merdaneli
S.381. Elektronik Triko Makinelerini teknik özelliklerinden semer sayısına göre sınıflandırınız?
C.381.Örme makineleri tek semerli ve iki semerli olarak çalışırlar. Ancak günümüzde kompakt makine diye tabir edilen makinelerin tamamı tek semerlidir. Bu makineler daha seri ve hızlı olarak üretim yapabilmektedirler. Eski tip makineler çift semerli olarak çalışırlar. Ancak bu makinelerde iki kafa birleştirilerek tek semer olarak da çalışabilmektedirler.
S.382.Temel örme yüzeyler kumaşın neyine göre tespit edilmektedir ve bu yüzeyler nelerdir?
C.382. Temel örme yüzeyler örme kumaş yüzünün ve tersinin ilmek görüntüsüne göre (RL), (RR) ve (LL) yüzey olarak ifade edilmektedir. Bunlar;
1. RL Düz örme yüzeyleri, Süprem örme yüzeyleri.
2. RR örme yüzeyleri, Ribana ve İnterlok örme yüzeyleri.
3. LL örme yüzeyleri, Haroşa örme yüzeyleri.
S.383.Aşağıda atkılı örmede temel örgü yüzeyleri görülmektedir. Bunların isimlerini yazınız?
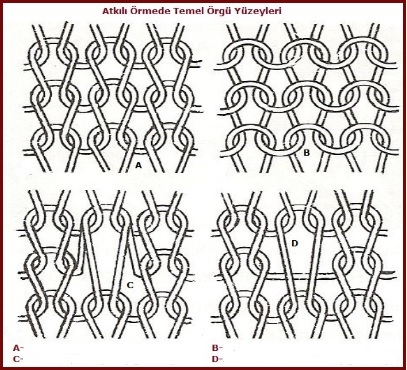
C.383.A ile gösterilen R ilmek yüzeyinin görüşü
B ile gösterilen L ilmek yüzeyinin görünüşü
C ile gösterilen Askılı örgünün yüzey görünüşü
D ile gösterilen Atlamalı örgünün yüzey görünüşü
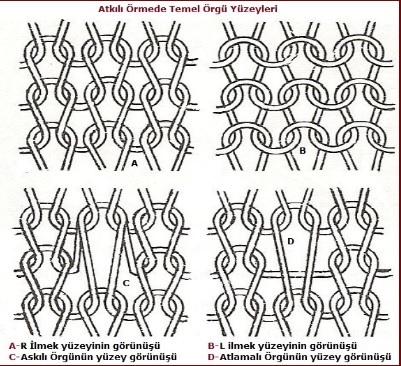
S.384.İntelok örgü ne demektir?
C.384. iki ribana örgünün aynı anda iç içe örülmüş haline İnterlok Örgü adı verilmektedir.
S.385. Haroşa örgü hangi örgü yüzeyine sahiptir?
C.385. Haroşa örgü LL örgü yüzeyine sahiptir.
S.386. Ribana kumaşlar hangi örme makinelerinde üretilir ve yapısı nasıldır?
C.386. Çift plakalı triko (düz örme), yuvarlak ve çözgülü örme makinelerinde üretilen çift katlı örme kumaştır.
S.387.Haroşa örgü hakkında bilgi veriniz?
C.387. Haroşa örgü LL örgü yüzeyine sahiptir. Örme kumaş yüzü sol ilmek (L), tersi sol ilmek (L) görünümlü ise bu yüzeylere (LL) yüzey denmektedir. Haroşa örgü kumaşlar, tek bir örgü içinde hem düz hem de ters ilmeklerin oluğu tek katlı kumaşlardır. Kumaşın her iki yüzünde de düz bir örme kumaştaki ters tarafından görünümü hâkimdir. Kumaşın her iki tarafındaki ardışık, birbirlerine göre ters yöne doğru, birbirlerinin içinden geçirilerek örülen düz ilmek ve ters ilmek sıralarından oluşmaktadırlar. Haroşa, bu bağlamda, mayları sıralı olarak düz ve ters ilmek çubuklarından oluşan ribana örgülerden farklılığı ile ön plana çıkmaktadır.
En basit haraşo kumaş 1*1 ters olarak bilinen bir sıranın tamamen düz ilmek, sonrakinin ise tamamen ters ilmeklerden oluştuğu kumaştır. Birbirini izleyen düz ve ters ilmek sıraları birleşerek ön ve arka yüzde yatay yönlü yarı dairesel ilmek halkaları oluşturmaktadırlar. Bu tip örgülerin boydan büzülmeleri yüksek olduğu için üretim miktarı da buna bağlı olarak düşüktür. Boydan büzülme oranı % 40–50 civarındadır. Haraşo örgüler, hem düz hem de yuvarlak makinelerde üretilebilmektedirler. İlmeklerin bazen öne bazen arkaya çekilmesi nedeniyle bu kumaşların üretilmesinde iki sıra iğneye ihtiyaç vardır. Haraşo makinelerinde iki ayrı iğne seti kullanmak yerine, bir set iki ucu dilli iğne kullanılmaktadır. Bu iki ucu dilli iğneler, kumaşın her kursunun sıralı değiştiği durumda kendisinden en geçerken bir yataktan diğerine geçecektir. Piyasada lifado ismi ile iki iğne yuvasında çalışan ve platin tarafından hareket ettirilen çift başlı kancalı dilli iğneler bulunan makinelerde üretilmektedirler. Bu örgü özelinde Jakarlı desenlendirme mümkündür. Haraşo örgüler jarse örgüler gibi dönmemektedirler. Haraşo kumaşlar jarse kumaşlara göre daha kalındırlar. Bu kumaşların bir diğer özelliği ise, en fazla esnemesinin uzunlamasına olmasıdır. Bu kumaşların bebek ve çocuk giyiminde yaygın kullanımının bundan kaynaklanmaktadır.
S.388. İnterlok kumaşların başlıca özellikleri nelerdir?
C.388. 1-Ön ve arka yüzde aynı görünüme sahiptir, çift yüzlü örme kumaşlardır.
2- Desen ve yüzey dizaynı sınırlıdır,
3-Sadece çift plakalı yuvarlak örme makinelerinde üretilebilir,
4- Ön ve arka yüzü pürüzsüzdür,
5-Sık bir yapıya sahiptir,
6-Örgü raporu çift plakada ve iki sistemden bir sıra oluşturduğu için, harcanan iplik miktarı en yüksektir,
7- Çok ince ya da kaba bir makine inceliğine sahip olabilir,
8-Örgü raporu çift plakada ve karşılıklı, iğneler üzerinde oluştuğu için ve kullanılan hammaddelerinde aynı kalması kaydı ile üretilen en kalın tek iplikli örme kumaştır. Örgü raporu en az arka ve önde 2’şer iğne ile üst üste 2 ilmek sırasından oluşmaktadır.
9-Dikey yönde yatay yöne göre daha yüksek bir elastikiyet ve esneklik özelliğine sahiptir,
10-Yatay yönde sınırlı bir elastikiyet ve esneklik özelliğine sahiptir,
11-Boyutsal stabilitesi ve şeklini koruma özelliği yüksektir,
12-Diğer tek iplikli örgü kumaşlara göre en yüksek gramajlı örme kumaşlar elde edilebilir,
13-Gerilmeye maruz kaldığında ilmek bir kenardan kaçma eğilimi gösterir,
14-Ribana örme kumaşta olduğu gibi, ön ve arka yüzdeki ilmek sayıları eşit ise, her iki taraftaki ilmekler birbirini dengeleyecek ve tek katlı kumaşlarda olduğu gibi kenarlarda kıvrılma görülmeyecektir. RR İnterlok örme kumaşlar, sadece en son örülmüş uçtan dönme yapabilirler. İki örgü tabakası arasında hava tutulduğu için, diğer tek iplikli örme kumaşlara göre daha sıcak tutma özelliğine sahiptirler,
15-İnterlok örme kumaşların, hacimli yapısı nedeni ile, nem alma özelliği iyidir, birbirini takip eden mekiklerde farklı iplik veya renkler kullanılarak çizgili desen elde edilebilir,
S.389. Ribana kumaşların genel özellikleri nelerdir?
C.389. 1-Ters L ve yüz R ilmeklerin sayısı eşit ise kumaşın ön ve arka yüzünde aynı görüntü oluşmaktadır. Yani çift yüzlüdür,
2-Çift plakalı triko (düz örme), yuvarlak ve çözgülü örme makinelerinde üretilen çift katlı örme kumaştır,
3-Örgü raporu çift plakada, en az 2 iğne ve 1 iplik hareketinden meydana gelmektedir (normal, esas örgü raporu ise yan yana 2 şer iğne ile üst üste 2 ilmek sırasından oluşmaktadır).
4-Örgü raporu çift plakada oluştuğu için, harcanan iplik miktarı süprem kumaşlara göre daha fazladır,
5-Yüksek elastikiyet ve sıçrama özelliği vardır,
6-Boyuna yönde esneme özelliği düşüktür. Enine yönde esneme özelliği ise yüksektir,
7-Enine yönde esnemesi düz örgülerden daha fazladır,
8-Esneme özelliğinin yüksek olması nedeni ile ribana örme kumaş vücuda uyum sağlamaktadır,
9-Örme kumaşın her iki tarafındaki ilmek sayıları eşit ise, ön ve arka yüzdeki ilmekler birbirini dengeleyecek ve böylelikle kenarlarda kıvrılma görülmeyecektir. Yani, her iki uçta ve kenarlarda düz durma özelliğine sahiptir.
10-Yalnızca son ilmekten dönme yapabilir,
11-Yalnızca son ilmekten kaçma olabilir,
12-Eşit ya da farklı tasarımda, dengeli ya da dengesiz ribanalar (boyuna R ilmek düzeni) sahip olabilir,
13-Kullanılan hammaddeler aynı kalmak kaydıyla, ribana kumaşın kalınlığı süprem kumaşa göre daha kalındır,
14-Düz ya da biçim verilmiş olarak üst giyim örgüsünde kullanılabilir,
15-Dokunmuş ya da farklı türden kumaşların kenarına çeşit olarak uygulanabilir,
16-RR Ribana örme kumaşlar hacimli yapısı ile nem alma özelliği, dolayısı ile emici özellikleri iyidir,
17-RL Süprem kumaşlara göre daha yüksek gramajlı kumaşlar elde edilebilir,
18-Enine elastikiyet yüksekliğinden dolayı dairesel konumları düzgündür,
19-İki örgü tabakası arasında hava tutulduğu için, vücudu sıcak tutmaktadır,
20-İç ve dış giyimde ve özellikle elastikiyeti, olması istenen kol, yaka, bel kısımlarında lastik örgü olarak geniş bir kullanım alanı bulmuşlardır.
Örme Teknolojisi Soruları 13
S.351. Çözgülü Örme Örgü Elemanı olan açık ilmeğin sembolik görünüşünü çiziniz?
S.351.

S.352. Çözgülü Örme Örgü Elemanı olan kapalı ilmeğin sembolik görünüşünü çiziniz?
C.352.
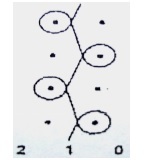
S.353.Aşağıdakilerden hangisi sağ ilmek ve hangisi sol ilmektir?
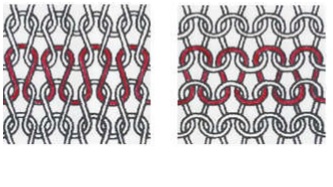
C.353.
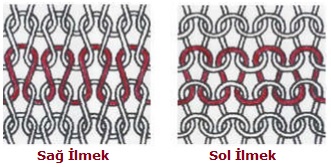
S.354.Aşağıdaki solda bulunan şekilde R Ve V neyi ifade etmektedir ve hangi ilmektir?
C.354.
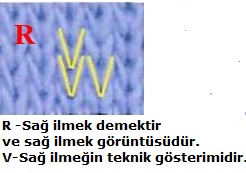
S.355. Düz örme kumaşların kullanım alanları nelerdir?
C.355. Düz örme makineleri, büyük oranda kışlık ve mevsimlik kazak, hırka, süveter gibi dış giyim ürünlerinin örülmesinde kullanıldığı gibi yazlık ve mevsimlik dış giyim kullanımı da gün geçtikçe artmaktadır. Ayrıca diğer örme ürünlerine aksesuar olarak yaka, kol bandı, etek bandı vb. ürünlerin örülmesinde de düz örme makineleri kullanılmaktadır. Özel olarak tasarlanmış düz örme makinelerinde ise tam biçimlendirilmiş, kullanıma hazır durumda eldiven, kaşkol vb. aksesuar giysileri üretilmektedir.
S.356. Düz örme kumaşların genel özellikleri nelerdir?
C.356. Düz örme kumaşlar tekstil sanayinde çok geniş bir kullanım alanına sahiptir. Örme yüzeylerde ipliğin ilmek formu çok esnektir. Bu nedenle de vücuda çok iyi uyum sağlayarak yumuşak bir biçimde sararlar. İlmeklerin hareketli olması nedeniyle, örme kumaşlar dokuma kumaşlara göre tutum, yumuşaklık ve dökümlülük bakımından da üstün özelliklere sahiptir. Kolayca buruşmaz ve buruştuğunda da çabucak eski hâline döner. Düz örme kumaşlar tek iplik beslemeli atkılı örme sistemli kumaşlar olduğu için enine yönde sıra ile sökülebilir. Düz örme kumaşlar düz biçimde örülür. Kumaş kalınlığını belirleyen temel faktör makine inceliğidir. Dokuma kumaşlarla karşılaştırıldığında, ilmeğin yapısından kaynaklanan hava tutma özelliğine sahiptir. Bu nedenle ısı tutması yüksek kumaşlardandır.
S.357.Düz örme kumaş ne demektir?
C.357. Düz örme makinelerinde üretilen, atkılı örme sistemli kumaşlara düz örme kumaşlar denir. Düz örme makinelerinde, tek plaka, çift plaka, saç örgülü, nopeli, kaydırmalı, jakarlı, intersıa ribana (lastik), selanik, haroşa örgülü kumaşlar en çok kullanılan ve üretilen kumaşlardır. Düz örme kumaşlar triko kumaşlar olarak da ifade edilir
S.358.Yuvarlak örme kumaş ne demektir?
C.358. Yuvarlak örme makinelerinde üretilen atkılı örme sistemli kumaşlara yuvarlak örme kumaşlar denir. Tek plaka süprem yuvarlak örme makinelerinde süprem, vanize süprem, iki iplik, üç iplik, lakost, kadife, çift plaka ribana örme makinelerinde ribana, kaşkorse, selanik ve çift plaka interlok makinelerde interlok kumaşlar en çok kullanılan ve üretilen kumaşlardır. Tek ve çift plakada ringelli ve jakarlı yuvarlak örme kumaşlarda yoğun kullanımı olan kumaşlardır.
S.359. Yuvarlak örme kumaşların genel özellikleri nelerdir?
C.359. Yuvarlak örme kumaşlar da düz örme kumaşlar gibi tekstil sanayinde çok geniş bir kullanım alanına sahiptir. Örme yüzeylerde ipliğin ilmek formu oluşturarak yüzey oluşturması nedeniyle örme kumaşlar çok esnektirler. Bu nedenle de vücuda çok iyi uyum sağlayarak yumuşak bir biçimde sararlar. İlmeklerin esnekliği sonucunda örme kumaşlar tutum, yumuşaklık ve dökümlülük bakımından da üstün özelliklere sahiptir. Dokuma kumaşla karşılaştırıldığında kolayca buruşmaz ve buruştuğunda da çabucak eski hâline döner. Yuvarlak örme kumaşlar da tek iplik beslemeli atkılı örme sistemli kumaşlar olduğu için enine yönde sıra ile sökülebilir. Yuvarlak örme kumaşlar dairesel yapıda tüp şeklinde helozonik biçimde örülür. Kumaş kalınlığını inceliği belirleyen temel faktör makine inceliğidir.
S.360. Yuvarlak örme kumaşların kullanım alanları nelerdir?
C.360. Yuvarlak örme kumaşlar kadın ve erkek dış giyimi, iç giyim, yatak ve masa örtüleri, mefruşat, endüstriyel kumaşlar, bebek giyimi, spor giyim, banyo ve plaj giysileri, çorap, külotlu çorap, eldiven, havlu, pelüş dokular, kadife, taklit kürk, yaka, kol, manşet olarak kullanılır.
Yuvarlak örme makinelerinde en çok iç giyim, yazlık-kışlık spor giyim, sportif faaliyet giysileri (eşofman, forma vb.) ve deniz giysileri oluşturmak için kullanılan kumaşlar üretilir. Ayrıca en önemli kullanım alanları arasında çorap sanayi bulunmaktadır. Özellikle ince külotlu ve külotsuz bayan çoraplarının üretimi tamamen özel yuvarlak örme çorap makinelerinde yapılır.
Yuvarlak örme makinelerinin iç giyim ve deniz giysilerindeki en önemli avantajı ise, beden ölçüsüne göre tüp hâlinde esnek kumaş üretiminin mümkün olmasıdır. Bu şekilde yanları dikişsiz atlet, fanila ve mayo yapma olanağı vardır.
S.361. Çözgülü örme kumaş ne demektir, açıklayınız?
C.361. Rachel, trikot ve diğer çözgülü örme makinelerinde üretilen çözgülü örme sistemli kumaşlara çözgülü örme kumaşlar denir. Her iğnenin ayrı ayrı iplik belenmesi ve iğnelerin topluca hareketi nedeniyle kumaş oluşumu en hızlı olan örme sistemidir. Makine özelliği çok geniş enli kumaşların örülmesine imkân sağlar. Çözgülü örme yöntemi ile elde edilen ürünlerden bazıları; tül perde, dantel, mayo ve döşemelik kumaşlar, havlu ve halılar, bandaj ve suni damar gibi tıbbi malzemeler, ayakkabı yüzü, filtre, çuval, sera örtüsü, gibi teknik kumaşlardır.
S.362. Çözgülü örme kumaşların genel özellikleri nelerdir?
C.362. Çözgülü örme kumaşlar tekstil sanayinde ve endüstriyel alanda çok geniş bir kullanım alanına sahiptir. İlmek yapısının atkılı örme ilmek yapılarından farklı olması nedeniyle dokuma kumaşlara eşit stabilitede kumaşlar üretilebilir. Bu özellik sayesinde takım elbiselik çözgülü örme kumaşların üretimine olanak sağlar. Yüzey oluşum ve makine özeliklerine göre hemen hemen her tür kumaşın üretilmesi mümkündür. Dokuma ve atkılı örme kumaşların yerine kullanılabilirler. Bu çözgülü örme mamulü sökmeye çalıştığımızda ya hiç sökülmez ya da boyuna yönde biraz sökülür.
S.363. Çözgülü örme kumaşların kullanım alanları nelerdir?
C.363. Çözgülü örme kumaşlar genel olarak giyim, ev tekstili ve endüstriyel alanda geniş kullanımı olan kumaşlardır. Çözgülü örme kumaşlar giysilik olarak bayan iç giyim, mayoluk kumaşlar, spor giysiler, takım elbiselikler, boyun atkısı, astarlık kumaşlar, havlu ve pelüş kumaşlar olarak kullanılırlar. Ev tekstilinde çok yoğun olarak tül perdelikler, masa örtüleri, döşemelik kumaşlar, pelüş, dantel havlu kumaşlar, toz bezleri, yatak çarşafları, kilim ve şemsiyelik kumaşlar olarak kullanılır. Endüstriyel alanda ise tıbbi malzemelerde uçak yalıtımında, balık ağı, ayakkabı ve çantalarda kullanılır.
S.364. Örme kumaşlarla dokuma kumaşları karşılaştırınız?
C.364. Örme kumaşlar, ipliklerin ilmek formunda yan yana ve üst üste bağlantı kurarak bir yüzey oluşturması ile üretilen tekstil yapılarıdır.
Dokuma kumaşlar ise atkı ve çözgü ipliklerinin doksan derce açı ile birbirleriye düz çizgi hâlinde kesişmeleri sonucu bağlantı oluşturarak doku yüzeyi oluşturan yapılardır.
Bu kumaş yapılarını karşılaştırdığımızda;
A-Örme kumaşlar genel olarak dokuma kumaşlara göre daha esnek bir yapıya sahiptir.
B- Örme kumaşlar genel olarak dokuma kumaşlara göre daha gözenekli yapıdadır.
C- Örme kumaşlar genel olarak dokuma kumaşlara göre daha yumuşak tutumludur.
Ç- Örme kumaşlar genel olarak dokuma kumaşlara göre buruşmaya daha az yatkındır.
D- Örme kumaşlar genel olarak dokuma kumaşlara göre daha iyi su emme yeteneğine sahip olabilirler.
E-Örme kumaşlar genel olarak dokuma kumaşlara göre daha iyi izolasyon özelliğine sahiptir.
F-Örme kumaşların üretiminde kullanılan iplikler dokuma kumaşlara göre az bükümlü ipliklerdir.
G-Atkılı örmede kullanın makinelerde farklı incelik ve kalınlıktaki kumaş üretimi için makine inceliğine göre farklı makineler kullanılırken dokuma makinelerinde her türlü incelik ve kalınlıktaki kumaş aynı makinede üretilebilir.
S.365.Düz örme makineleri kaç tiptedir, isimlerini yazınız?
C.365.Düz örme makineleri dört tiptir.
A- Tek iğne yataklı
B- Ters V iğne yataklı
C- Karşılıklı düz yataklı
Ç- Dört yataklı
S.366. Tek iğne yataklı düz örme makinesini açıklayınız?
C.366.Bu tip düz örme (triko) makineleri tek iğne yatağı bulunmaktadır. Bu yatak üzerine yerleştirilmiş iğneler ve bunlara hareket veren kilit sistemi ile örme işlemi gerçekleşmektedir. RL tipi tek katlı örgüler yapabildiği için desenlendirme olanakları kısıtlıdır.
S.367. Ters V iğne yataklı düz örme makinesini açıklayınız?
C.367. Birbirlerine belli bir açıyla ters V şeklinde yerleştirilmiş iki iğne yatağı bulunan ve yatak üzerinde bulunan iğnelere hareket veren kilit sistemi ile örme işlemini gerçekleştiren makinelerdir. Çift plakada RR örgüler ve çeşitleri, tek plakada RL örgüler üretilebilmektedir. Piyasada en çok tercih edilen makine türleridir.
S.368. Karşılıklı düz yataklı düz örme makinesini açıklayınız?
C.368. Aynı düzlem doğrultusunda karşılıklı olarak yerleştirilen iki iğne yatağında ters-yüz (LL) örme yüzeyi oluşumunu sağlayan örme makineleridir. Sadece bu makinelerde kullanılan iki ucu dilli iğne ile sanayi tipi örme makineleri içinde en çok desen kabiliyetine sahiptir.
S.369. Dört yataklı düz örme makinesini açıklayınız?
C.369. Dört yatak sisteminde, iki alt iki üst yatakta olmak üzere dört yatak bulunmaktadır. Alttaki yataklar ters V şeklinde üstteki yataklar ise karşılıklı düz olarak yerleştirilmektedir. Dolu iğne örgülerde her türlü aktarma (transfer) tekniğinin yapılabilmektedir. Üst yatakların ortadan ayrılma özelliği ile reglân, V yaka ve simetrik desen uygulamalarında aktarma süresi yarı yarıya azalmaktadır.
S.370.Örme tekniklerine göre düz örme makineleri kaç grupta toplanır, nelerdir?
C.370. Altı grupta toplanır. Bunlar;
A-İntersia Düz Örme Makineleri
B-Mekanik Düz Örme Makineleri
C- Aksesuar Nitelikli Düz Örme Makineleri
Ç- Eldiven, Çorap Düz Örme Makineleri
D- Jakarlı Düz Örme Makineleri
E-Jakarsız Düz Örme Makineleri
Örme Teknolojisi Soruları 12
S.336. Temel Örgü Elemanlarından olan İlmek yani Fiyonk aşağıda görülmektedir,nedir açıklayarak,şekil üzerinde kısımlarını belirtiniz
C.336. Örme iğnelerinin ipliklere oluşturduğu özel ters U şekilli iplik halkalarından meydana gelen form yapıya ilmek adı verilir. Bu form yapı fiyonk olarak da ifade edilmektedir. Bir ilmek baş, gövde ve ayak (bacak) olarak üç kısımdan meydana gelir.
İlmek iğnenin tam hareketi ile oluşan örme kumaşın temel yüzey yapı elemanıdır. İlmeğin temel yüzey yapı elemanı olmasının nedeni, ilmeğin tüm örme kumaş yüzeyini tek olarak oluşturabilme özelliğidir. Diğer örgü elemanlarının tek başına örme kumaş yüzeyi oluşturabilmesi mümkün değildir. Bundan dolayı örme yüzey oluşumunda askı ve atlama elemanı ancak ilmekle birlikte kullanılır. İpliğin ilmek ile yüzey oluşturması örme kumaşların esnekliğinde temel faktördür. Sadece ilmekten oluşan örme kumaşlar, enine ve boyuna esnekliği homojen yapıdadır.
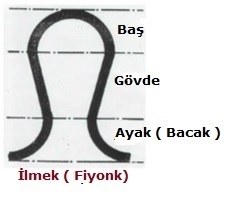
S.337.Atkılı örmede ilmek yapılarını açıklayarak, çeşitlerini yazınız?
C.337. Atkılı Örmede İlmek Yapıları Atkılı örmede ilmek görünümleri ilmek bağlantı noktalarında ilmek gövdesi üstte ilmek başı altta veya ilmek gövdesi altta ilmek başı üstte olmak üzere iki şekildedir. Bu görünümlerine göre ilmekler sağ ilmek (düz ilmek) veya sol ilmek (ters ilmek) olarak ifade edilir. Atkılı örmede düz ilmeklerin görüldüğü kısım kumaşın ön yüzü, ters ilmeklerin görüldüğü kısım kumaşın arka yüzü olarak algılanır. Atkılı örmede ilmekler enine yönde bağlantı yaparlar.
S.338. Atkılı örmede Sağ ilmek ne demektir?
C.338. Sağ ilmek İlmeğin gövde kısmı baş kısmının üstünde görünüyorsa buna sağ ilmek veya düz ilmek denir.
S.339. Atkılı örmede Sol ilmek ne demektir?
C.339. ilmeğin baş kısmı gövde kısmının üstünde görünüyorsa buna sol ilmek veya ters ilmek denir.
S.340.Çözgülü örmede açık ilmek ne demektir?
C.340. Açık ilmek Çözgülü örmede ilmekler, ilmek hareket yönü ile aynı yönde hareket ederek bir sonraki ilmeği oluşturuyorsa bu ilmek görüntüsüne açık ilmek denir.
S.341.Aşağıda ilmek görülmektedir. Bu ilmek hangi tür örmenin bağlantı yönüdür?
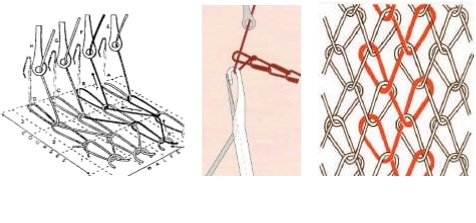
C.341.Çözgülü örmede ilmek bağlantı yönüdür.
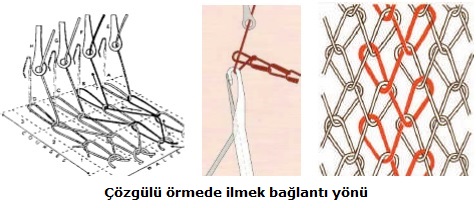
S.342. Aşağıda ilmek görülmektedir. Bu ilmek hangi tür örmenin bağlantı yönüdür?
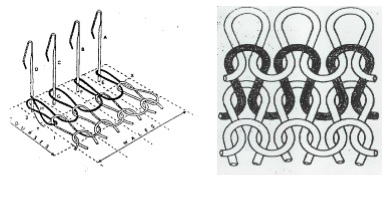
C.342.Atkılı ilmek bağlantı yönüdür.
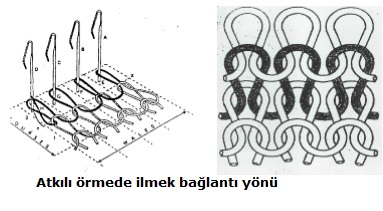
S.343. Aşağıda ilmek görülmektedir. Bu ilmek hangi tür örmede hangi tür ilmektir?
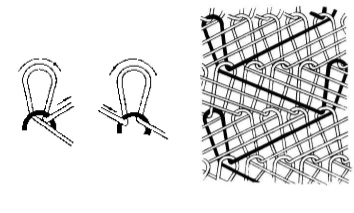
C.343. Çözgülü örmede açık ilmektir.
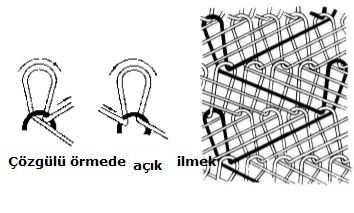
S.344. Aşağıda ilmek görülmektedir. Bu ilmek hangi tür örmede hangi tür ilmektir?
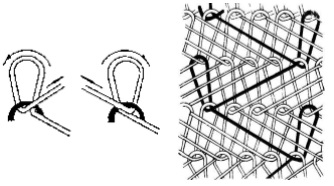
C.344. Çözgülü örmede kapalı ilmektir.
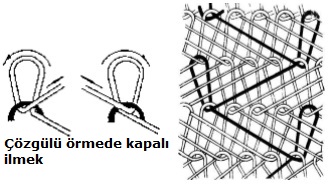
S.345.Çözgülü örmede kapalı ilmek ne demektir?
C.345. Çözgülü örmede ilmekler ilmek hareket yönünün tersine hareket ederek bir sonraki ilmeği oluşturuyorsa bu ilmek görüntüsüne kapalı ilmek denir.
S.346.Aşağıda çözgülü örme kumaş ilmekleri görülmektedir. İsimlerini yazınız?

C.346.
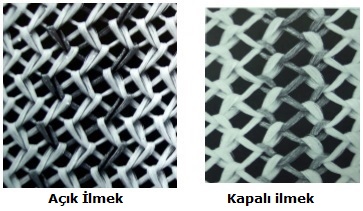
S.347.Atkılı örmede askı ne demektir ve kumaşın esnekliğine etkisi nedir?
C.347. Askı Atkılı örme sistemli makinelerde kullanılan örgü elemanıdır. İpliğin iğnenin yarım hareketi ile iğne kancasında asılı kalarak oluşturduğu örgü elemanıdır. Temel örgü elemanı ilmekle beraber kullanılır. Değişik oranlarda ilmek ve atlama ile kullanılarak farklı örme yüzey görüntüleri oluşmasını sağlar. Kumaş esnekliğini enine ve boyuna yönde azaltan örgü elemanıdır.
S.348. Atkılı örmede Örme yüzeyini oluşturan temel iplik hareketlerinden hangisi aşağıdaki şekilde görülmektedir?
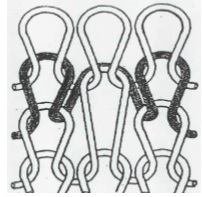
C.348. Örme yüzeyi oluşturan temel iplik hareketleri askıdır.
S.349.Atkılı örmede Örme yüzeyini oluşturan temel iplik hareketlerinden hangisi aşağıdaki şekilde görülmektedir?
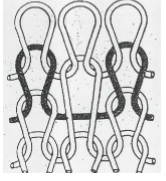
C.349. Örme yüzeyi oluşturan temel iplik hareketleri atlamadır.
S.350. Örücü elemanlardan iğnenin sembolik ifadesi nasıldır, çiziniz?
C.350. Örücü elemanlardan iğnenin sembolik ifadesi üsten görünüş olarak nokta ve yandan görünüş olarak çizgidir
Örme Teknolojisi Soruları 11
S.320.Atkılı örme makinelerinde platinlerin görevleri nelerdir, nerede bulunur?
S.320. Platinler Atkılı örme makinelerinde iğnelerin ilmek oluşumuna yardımcı örme elemanıdır. Makinedeki iğne sayısına eşit sayıda platin bulunur. Makine konstrüksiyonuna ve inceliğine göre farklı şekillerde olabilirler fakat şekli farklı da olsa işlevleri aynıdır.
S.321.Atkılı örme makinelerinde kullanılan çeliklerin çeşitleri nelerdir?
C.321.Örgü çelikleri : - İlmek çeliği – Askı çeliği – Atlama çeliği
S.322.Aşağıdaki yuvarlak örme çeliklerin isimlerini yazınız?

C.322.

S.323.Aşağıda görülen örme çelikleri hangi atkılı örme makinesinde kullanılır?

C.323.

S.324.Atkılı örme makinelerinde İplik Kılavuzlarını (Mekikleri ) anlatınız?
C.324. İplik kılavuzlarının (mekiklerin) örme makinesindeki görevi, bobinlerden gelen ipliği uygun şekilde iğnelere vermektir. İpliğin iğnelere son yönlendirdiği nokta mekiklerdir. Mekikler düz ve yuvarlak örme makinelerinde farklı şekillerdedir. Düz örme makinelerinde mekikler örgü alanında hareketlidir. Semer kafa ile taşınmaktadır. Yuvarlak örme makinelerinde mekikler sabittir. Her sistem için bir mekik kullanılır.
S.325. Atkılı örme sistemli makinelerde Doku Çekme ve Sarma Sistemlerini açıklayınız?
C.325. Atkılı örme sistemli makinelerde, örücü elemanların ilmek oluşturabilmesi için örülen kumaş çekim silindirleri tarafından çekilmek zorundadır. Düz örme makinelerinde kullanılan çekim sistemi genellikle merdane adı verilen silindir ile yapılırken kumaş sarma işlemine gerek duyulmaz. Yuvarlak örme makinelerinde ise uzun metrajlı çalışma yapılması ve üretim hızının yüksek olması nedeniyle çekim silindirleri tarafından çekilen kumaş sarma mili üzerine sarılır?
S.326.Çözgülü örme elemanları nelerdir?
C.326. Çözgülü Örme Elemanları Çözgülü örme sisteminde iplilerin ilmek oluşturması işlemini sağlayan örücü makine elemanları; delikli iğneler, dilli iğneler, iğne rayları, baskı platinleri ve doku çekme sarma aparatları olarak ifade edilir. Bu elamanlar örme sürecine direk etkisi olan elemanlardır.
S.327. Çözgülü örme makinelerinde kullanılan iğne tipleri nelerdir?
C.327. Çözgülü örme makinelerinde kullanılan iğne tipleri atkılı örme makinelerinde olduğu gibi dilli-kancalı, esnek uçlu veya sürgülü iğnelerdir. Trikot çözgü otomatlarında esnek uçlu ve sürgülü iğneler kullanılırken Rachel çözgülü örme makinelerinde dilli-kancalı ve sürgülü iğneler kullanılmaktadır. Çözgülü örmede en çok kullanılan iğne cinsi dilli-kancalı ve esnek uçlu iğnelerdir
S.328. Çözgülü örme makinelerinde kullanılan dilli iğneleri anlatınız?
C.328. Dilli iğneler gaga, dil, boyun, gövde ve ayak kısımlarından oluşur. Bu makinelerde kullanılan iğneler, makine inceliğine göre bir inçteki iğne sayısı, birleşik bir hâlde ayaklarından metal iğne tutucularına gömülüdür. Metal içine gömülü iğneler alt kısımlarında bulunan deliklerden dilli iğne rayı (kılavuzu) üzerine yan yana makine enince monte edilirler.
S.329.Aşağıdaki iğne Çözgülü örme makinelerinde kullanılmaktadır, şekil üzerinde bölümlerini ve iğnenin ismini yazınız?
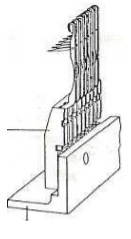
C.329.
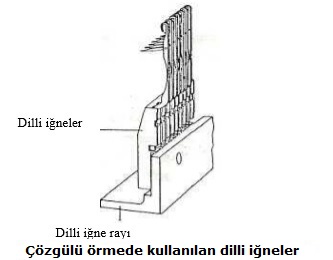
S.330. Aşağıdaki iğne Çözgülü örme makinelerinde kullanılmaktadır, şekil üzerinde bölümlerini ve iğnenin ismini yazınız?
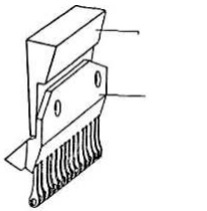
C.330
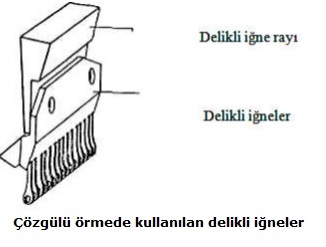
S.331. Çözgülü örme makinelerinde kullanılan delikli iğneleri anlatınız?
C.331. Çözgülü örme makinelerinde ipliğin örme iğnelerine yatırımını sağlayan delikli iğneler kullanılır. Delikli iğnelerin görevi ilmek oluşturan dilli iğnelerin kancalarına iplikleri ulaştırarak ilmek oluşumuna yardımcı olmaktır. Delikli iğnelerde dilli iğneler gibi bir inçlik iğne tutucularına gömülü olarak delikli iğne rayı üzerine vidalanarak kullanılırlar
S.332. Çözgülü örme makinelerinde iğne raylarını anlatınız?
C.332. İğne Rayları Çözgülü örme makinelerinde iğne rayları dilli ve delikli iğneler için kullanılan makine enince dilli veya delikli iğnelerin yan yana dizildiği metal kılavuzlardır. Desenlendirme olanaklarına göre delikli iğne raylarının sayısı değişir. Delikli ve dilli iğneler bu rayların hareketi ile ilmek oluşturma işlemini yapar.
S.333. Aşağıdaki şekilde gördüğünüz iğne rayı Çözgülü örme makinelerinde dilli ve delikli iğneler için kullanılan makine enince dilli veya delikli iğnelerin yan yana dizildiği metal kılavuzlarda kullanılmaktadır, şekil üzerinde bölümlerini yazınız?

C.333.
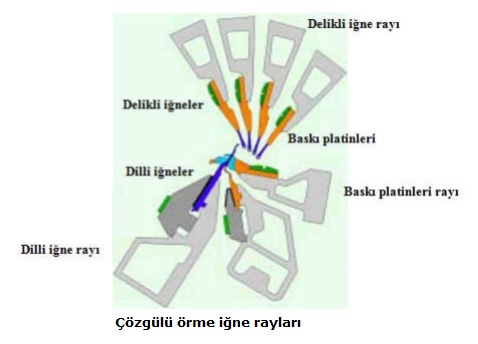
S.334.Çözgülü örmede Baskı platinlerini anlatınız?
C.334. Baskı Platinleri dilli ve delikli iğneler gibi bir inçlik metal tutuculara gömülü platinlerden oluşurlar. Baskı platinleri de kendi rayı üzerine makine enince yan yana dizilirler. Dilli iğnelerin arasında bulunan baskı platinlerinin görevi, ilmek oluştuğu sırada boşta kalan iplikleri tutarak ilmek oluşumuna yardımcı olmaktır.
S.335.Çözgülü örmede baskı platinin kısımları olan Baskı platini ve Baskı platin yayı nerededir, şekil üzerinde yazınız?

C.335.
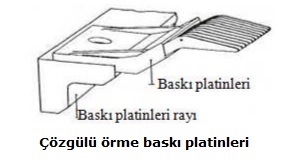
Örme Teknolojisi Soruları 10
S.302.Aşağıda görülen iğnenin adı ve yaptığı işlem nedir?

C.302. Bir Kancalı (dilli) İğnenin İlmek Oluşturma Aşamalarıdır.
S.303. Aşağıda görülen iğnenin adı ve yaptığı işlem nedir?
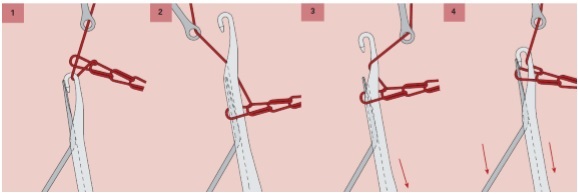
C.303. Sürgülü İğnenin İlmek Oluşturma Aşamalarıdır.
S.304.Aşağıdaki şekil hangi örgüdür ve ilmek türlerinden hangisidir?
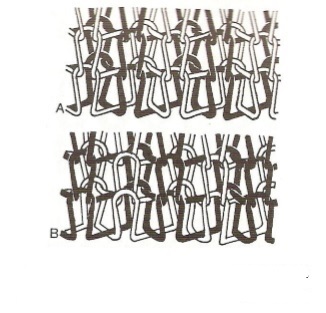
C.304. İnterlok Örme Yüzeylerinin Açık İlmek Yapısını göstermektedir.
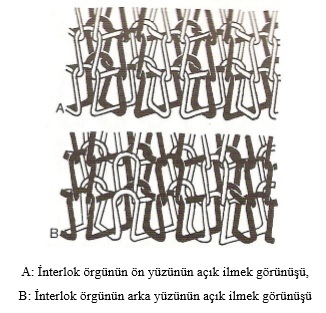
S.305.Aşağıdaki şekil hangi örgüdür ve ilmek türlerinden hangisidir?
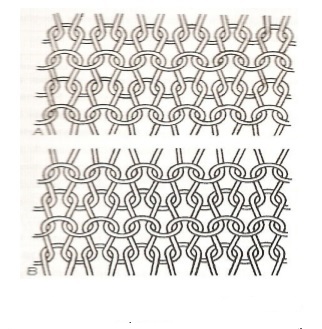
C.305. Haroşa Kumaşın Açık İlmek Yapısını göstermektedir.
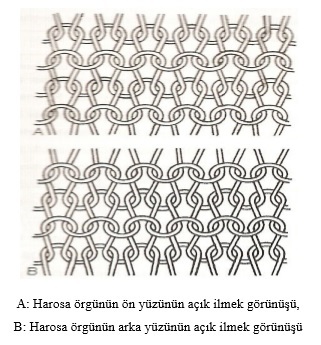
S.306.Örme kumaşlarda Relaksasyon Çekmesi ne demektir, açıklayınız?
C.306. Relaksasyon Çekmesi: Bütün örme mamullerde görülen bu çekme, kumaş tamamen relakse olup üzerindeki gerilmelerden kurtulduktan sonra meydana gelen boyut değişimidir. Bu çekmeyi önlemek adına; örgü mamül terbiye işlemlerinden fazla gerilmemeli, rahat ve serbest olarak işlenmelidir. Örme işlemi sırasında kumaş fazla gerilmemelidir. Bununla birlikte kumaşa presser-foot (baskı ayağı) mekanizması kullanılmalıdır. Aynı zamanda, çok sık ve gevşek örgülerden kaçınıp, normal sıklıkta bir örgü dizaynı inşa edilmelidir.
S.307. Örme kumaşlarda Baskı İşleminden Kaynaklanan Kumaş Hataları nelerdir, maddeler halinde yazınız?
C.307. Akma - Kontür belirsizliği – Kayma – Keleşlik - Hale- Rakle çizgisi
S.308. Örme kumaşlarda Baskı İşleminden Kaynaklanan Kumaş Hatalarından olan akma ne demektir?
C.308. Akma; iyi gerçekleştirilmemiş fiksaj ve boyarmadde haslığının kötü olması yüzünden baskıların yıkama işlemlerinde, bir rengin akarak, diğer rengi kirletmesi ve diğer desenin bulunduğu alana dağılmasıdır.
S.309. Örme kumaşlarda Baskı İşleminden Kaynaklanan Kumaş Hatalarından olan kontür belirsizliği ne demektir?
C.309. Kontür belirsizliği; baskı patının vizkozitesinin iyi ayarlanamamasından ötürü desenin kenarlarının keskin ve temiz çizgiler halinde değil pütürlü olmasıdır.
S.310. Örme kumaşlarda Baskı İşleminden Kaynaklanan Kumaş Hatalarından olan kayma ne demektir?
C.310. Kayma; desen şablonlarının veya silindirlerinin gerektiği gibi hizalanamamasından ötürü desenin tam olarak oturmamasıdır.
S.311. Örme kumaşlarda Baskı İşleminden Kaynaklanan Kumaş Hatalarından olan keleşlik ne demektir?
C.311. Keleşlik; rakle basıncının düşük, pat kıvamının da aşırı yüksek olmasından dolayı baskıda patın kumaşa yeterince aktarılamamasından ötürü motiflerde renkler arasında yer yer beyazlıkların ve kontürlerde keskinliğin görülmesidir.
S.312. Örme kumaşlarda Baskı İşleminden Kaynaklanan Kumaş Hatalarından olan Hale ne demektir?
C.312. Hale; desende bulunan iki rengin baskı esnasında birbirlerine yakın noktada üst üste gelmesi ile oluşan üçüncü bir rengin ortaya çıkmasına hale denir.
S.313. Örme kumaşlarda Baskı İşleminden Kaynaklanan Kumaş Hatalarından olan Rakle çizgisi ne demektir?
C.313. Rakle çizgisi; rakle ağzının zarar görmesi sonucu, raklenin boyayı sıyıramamasından ötürü çizgiler meydana gelmektedir
S.314. Örme kumaş ile dokuma kumaş arasındaki farklar genel olarak nelerdir?
C.314.
A-Örme kumaş üretimi, dokuma kumaş üretimine göre daha hızlıdır.
B-Örme kumaşlar esnek bir yapıya sahip olmakla birlikte, dokuma kumaşlarda (lycralılar hariç) esneme yoktur.
C-Örme kumaşların nem alma özelliği, dokuma kumaşlara göre daha yüksektir.
Ç- Örme kumaşların yıkama sonrası çekme eğilimi, dokumaya nazaran daha yüksektir.
D- Örme kumaşlar dokumaya nazaran daha az buruşur. Bu sebeple katlama ve paketlemesi daha kolay ve hızlıdır.
E- Örme kumaşlar daha dökümlüdür. Vücudu kolay sarar. Dokuma kumaşların dökümlü olması sağlansa bile, vücut kıvrımlarına tam oturmaz ve örme kumaşlardaki rahatlığı vermez.
F- Örme kumaşlar dikildikten sonra yıkanmaya ihtiyaç göstermez, kullanıma hazır olarak tüketiciye ulaşır. Dokuma kumaşlardan dikilen ürünlerde, kumaş cinsine ve kullanım yerine bağlı olarak tuşe, dikiş efekti ve görünümde istenilen sonucu alabilmek için, dikimden sonra yıkanır, daha sonra hazırlanarak tüketiciye gönderilir.
G- Örme kumaştan yapılan ürünler çorap, tayt, atlet, iç çamaşırı, sweat, t-shirt, eşofman (alt ve üst), bebe giysileri olarak üretilirken, dokuma kumaştan ise pantolon, gömlek, ceket, kaban, mont, salopet, şort, yağmurluk üretilmektedir.
S.315. Örme kumaşların genel özellikleri nelerdir?
C.315.
A-Örme kumaşların kendi doğalarında olan bir elastikiyete ve esnedikten sonra eski konumuna dönme özelliği,
B-Vücut hareketlerine kolaylıkla uyum,
C-Durgun havada yalıtım
Ç-Ütü az gerektirir ya da hiç gerektirmezler.
D-İlmeği kolay kaçar ve çözülürler.
E-Stabilleştirilmedikçe çekerler.
F-Yılın her mevsiminde giyilebilecek kalınlık ve ağırlık çeşitliliği örme kumaşlar için geçerlidir. Yine aynı metre-tül ağırlığına sahip dokuma kumaşlara göre daha iyi yalıtım sağlarlar.
G-Örme kumaşların dokuma kumaşlar kadar güçlü örtme özelliği yoktur. Örme kumaşlar soğuk hava şartlarında sıcak tutabilirler
S.316. Dokuma kumaşların genel özellikleri nelerdir?
C.316.
A- Dokuma kumaşlar çözgü ve atkı ipliklerini, dik açılarda birleştiren basit ya da kompleks yapılı dokuma makinelerinde üretilmektedir.
B-Atkı ve çözgü sıklıkları çok değişken olabilir; Vual:44 iplik Poplin:100 iplik
C-Her iklim koşuluna uygun kumaş üretilmektedir.
Ç-Yüzey yapısı açık, seyrek veya gözeneksiz olabilir. Tülbent, montluk, pantolonluk.
D-Çok hafif olabilecekleri gibi, çok ağır da olabilirler: 50-60G/M2 Vual 250003000G/M2 halı gibi
E-Stabillerdir.
F-Çekmeleri dokuma örgüsüne bağlı olarak değişir; ancak örmeye göre düşük miktardadır. İplik sıklıkları önemlidir.
G-Tutum özellikleri iplik cinsine, iplik sıklığına ve uygulanan bitim işlemlerine göre değişir, diğer tekstil yüzeylerine göre serttir.
Ğ-İplikler arasındaki mesafe az olduğu için sağlamdır.
H-Her çeşit elyaftan her çeşit dokuma yapılabilir
I-Örgü çeşidi değiştirilerek farklı desenlendirme ile sınırsız kumaşlar oluşturulabilir.
-İ-Elastik iplikler kullanılmadığında esneklik çok azdır ve en az esneme çözgü yönünde, en çok esneme ise 45 açılık kısımdadır.
J-Buruşma eğilimleri genelde yüksektir. Buna karşılık ütü tutma özellikleri de yüksektir.
K-Stabillikleri nedeni ile konfeksiyonda daha kolay kesim ve dikim özellikleri göstermektedirler.
L-İplik sistemlerinin sayısı: Çözgü iplik sistemi ve Atkı iplik sistemidir.
M-Elastikiyet ve esneklik: Verev yönde elastikiyet ve esneklik vardır. Atkı ipliği yönünde az; çözgü ipliği yönünde ise hemen hemen hiç yoktur.
N-Nem çekme özelliği: Dokuma kumaşlar örgü yüzeyli kumaşlara oranla daha az nem çekerler.
S.317. Aşağıda görülen kancalı uçlu dilli iğnenin kısımlarını şekil üzerine yazınız ?
![]()
C.317.
![]()
S.318. Aşağıda görülen iğnenin adı nedir?
![]()
C.318.Kancalı uçlu dilli iğnedir.
![]()
S.319.Aşağıda görülen iğnelerin isimlerini yazınız?
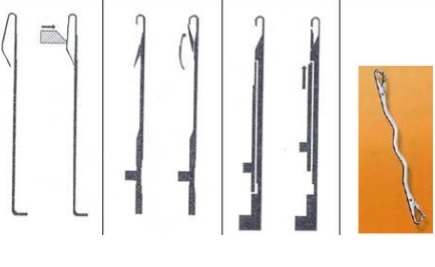
C.319.
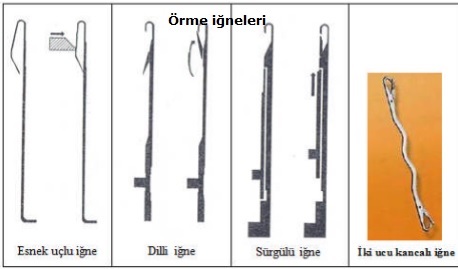
Örme Teknolojisi Soruları 9
S.281.Yuvarlak örme makinesinin özelliklerini kısaca anlatınız?
C.281. Yuvarlak örme makinelerinde iğnelerin yan yana ve dairesel bir iğne yatağına dizildiği örme makineleridir. Yuvarlak örme makinelerinde diğer örücü elemanlarda iğnelere uygun olarak dairesel konumda yerleştirilmiştir.
Sabit duran mekiklerden (iplik kılavuzlarından) iğnelere iplik yatırılır. Yine sabit olan kilitlerin (çeliklerin) örme iğnelerini aşağı yukarı hareket ettirmesiyle dönmekte olan iğneler tarafından örme işlemi gerçekleştirilir. İplikler bobinlerden örme iğnelerine direkt olarak beslenirler. Yuvarlak örme makinelerinde iğne yatağının çapına (pus’a) göre değişen, çeşitli enlerde olabilen tüp (hortum) şeklinde örme kumaşlar üretilir.
S.282. Düz örme makinesinin özelliklerini kısaca anlatınız?
C.282. Düz örme makinelerinde örücü iğnelerin, yan yana ve doğrusal (düz) yataklar (raylar) üzerine yerleştirildiği örme makineleridir. Triko düz örme makinelerinde, düz iğne yatakları üzerinde hareketli olan kızak ve iplik kılavuzları vardır. Kızak ve iplik kılavuzları iğne yatakları üzerinde makinenin bir kenarından diğerine gidiş geliş hareketi yapar. Kızak, üzerinde kilit (çelik) mekanizmalarını taşır. İplik kılavuzları (mekikler) ise ipliğin örme iğneleri üzerine yatırılmasını sağlar. İplikler bobinlerden direkt olarak örme iğnelerine negatif iplik iletimi ile beslenir.
S.283. Çözgülü örme makinesinin özelliklerini kısaca anlatınız?
C.283. Çözgülü örme makinelerinde leventlere aynı dokuma çözgüsü gibi sarılmış ipliklerin topluca hareket eden iğnelere her iğneye bir iplik olacak şekilde yatırılmasıyla gerçekleştirilen örme tekniğidir. Çözgülü örmecilik; özellikle naylon, polyester, asetat, viskoz devamlı flament yapılı iplikleri ile bir ölçüde pamuk ve yün ipliklerinin kullanıldığı en hızlı kumaş yapım tekniğidir. Her iplik bir iğne üzerinde ilmek oluşturur. İğneler üzerinde oluşan ilmeklerin yanlamasına yapılan hareketlerle birbirleriyle bağlantısı sağlanır.
S.284. Örme makinelerini örme tekniklerine göre sınıflandırınız?
C.284.
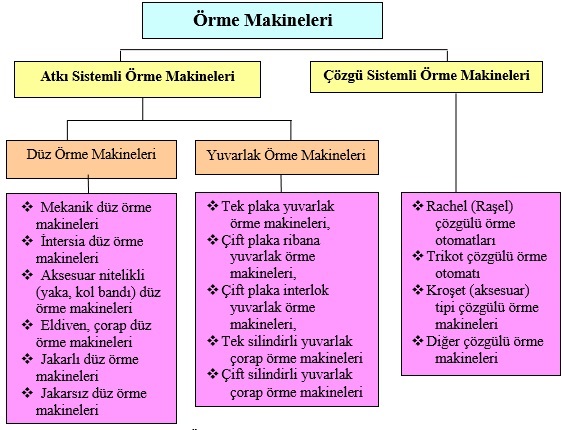
S.285.Aşağıdaki örme makinesinin örme tekniğine göre adı nedir?

C.285.Düz örme makinesi
S.286. Aşağıdaki örme makinesinin örme tekniğine göre adı nedir?

C.286.Yuvarlak örme makinesi
S.287. Aşağıdaki örme makinesinin örme tekniğine göre adı nedir?
C.287.Çözgülü örme makinesi
S.288. Aşağıdaki örme makinesinin örme tekniğine göre adı nedir?

C.288.Çorap örme makinesi
S.289.Örme makinelerinde makine inceliği nedir,nasıl bulunur,açıklayınız?
C.289. Makine İnceliği Örme makinelerinde makine inceliği, piyasanın bir kısmında makine numarası olarak ifade edilmektedir. Genel olarak ifade yanlış kullanılmaktadır. Makine numarası anlamı bakımından makine inceliği ifade ettiğinden, örme makineleri, makine inceliğine göre çeşitlenir. Makine inceliği, 1" (1 inch)’ teki iğne sayısına eşittir. 1 inch 2,54 cm (25,4 mm) dir. Plaka üzerinde 1 inch (inç) mesafedeki iğneler sayılarak makine inceliği tespit edilir.
Tespit edilen makine incelikler fein (fayn) veya gauge (geyç) olarak isimlendirilir. Yuvarlak örme makinelerinde fein “E” harfi ile düz örme makinelerinde ise gauge “G” harfi ile gösterilmektedir. Örneğin; 22fein = 22E, 28fein = 28E, 12gauge = 12G vb. olarak gösterilmektedir. 20E 1"’ te (2,54cm’de) 20 adet veya 10G 1"’te 10 adet, iğne olduğunu göstermektedir. Makine inceliğini ifade eden rakam büyüdükçe 2,54 cm’deki iğne sayısı artar, azaldıkça 2,54 cm’deki iğne sayısı azalır.
S.290.Sağ ilmek nasıl olur, açıklayınız?
C.290. İlmeğin gövde kısmı baş kısmının üstünde görünüyorsa buna sağ ilmek veya düz ilmek denir. Sağ ilmek İngilizce sağ anlamına gelen right kelimesinin baş harfi (R) ile de ifade edilir
S.291. Sol ilmek nasıl olur, açıklayınız?
C.291. İlmeğin baş kısmı gövde kısmının üstünde görünüyorsa buna sol ilmek veya ters ilmek denir. Esasında sol ilmek sağ ilmeğin kumaşın ters yüzündeki görüntüsüdür. Sol ilmek İngilizce sol anlamına gelen Left kelimesinin baş harfi (L) ile de ifade edilir. Sol ilmeğin yüzey görüntüsü dalga şeklindedir
S.292.Aşağıdaki görüntü hangi ilmeğin yüzey görüntüsüdür?

C.292. Sağ ilmeğin yüzey görüntüsüdür.
S.293. Aşağıdaki görüntü hangi ilmeğin yüzey görüntüsüdür?
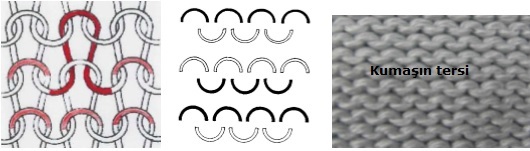
C.293. Sağ ilmeğin yüzey görüntüsüdür.
S.294.Çözgülü örmede ilmek yapıları atkılı örmedeki ilmek yapılarına göre nasıldır, hangi yönde bağlantı yapar ve kaça ayrılır, isimleri nelerdir ?
C.294. Çözgülü Örmede İlmek Yapıları Çözgülü örmede ilmek yapıları atkılı örmedeki ilmek yapılarına göre daha sıkı ve farklı şekildedir. Çözgülü örmedeki ilmek görünümleri ilmek bağlantı noktalarında ilmek gidiş yönü doğrultusunda açık ilmek ve kapalı ilmek olarak ifade edilir. Çözgülü örmede ilmekler boyuna yönde bağlantı yaparlar.
S.295.Çözgülü örmede açık ilmek nasıl olur, açıklayınız?
C.295. Açık ilmek Çözgülü örmede ilmekler, ilmek hareket yönü ile aynı yönde hareket ederek bir sonraki ilmeği oluşturuyorsa bu ilmek görüntüsüne açık ilmek denir.
S.296. Çözgülü örmede kapalı ilmek nasıl olur, açıklayınız?
C.296. Çözgülü örmede ilmekler ilmek hareket yönünün tersine hareket ederek bir sonraki ilmeği oluşturuyorsa bu ilmek görüntüsüne kapalı ilmek denir.
S.297. Atkılı örme sistemli makinelerde kullanılan örgü elemanı olan askı nedir, açıklayınız?
C.297. Askı Atkılı örme sistemli makinelerde kullanılan örgü elemanıdır. İpliğin iğnenin yarım hareketi ile iğne kancasında asılı kalarak oluşturduğu örgü elemanıdır. Temel örgü elemanı ilmekle beraber kullanılır. Değişik oranlarda ilmek ve atlama ile kullanılarak farklı örme yüzey görüntüleri oluşmasını sağlar. Kumaş esnekliğini enine ve boyuna yönde azaltan örgü elemanıdır
S.298.Aşağıda görülen yüzey görünüşlerin ismi nedir, yazınız?
C.298.A: R ilmek yüzeyinin görünüşü, B: L ilmek yüzeyinin görünüşü,C: Askılı örgünün yüzey görünüşü, D: Atlamalı örgünün yüzey görünüşü
S.299.Aşağıdaki örgü yapısı nedir?
C.299. Süprem (Jarse) Örgü Yapısıdır.
S.300. Aşağıdaki örgü yapısı nedir?

C.300. Ribana Örgü Yapısıdır.
S.301.Aşağıda görülen iğnelerin isimlerini yazınız?
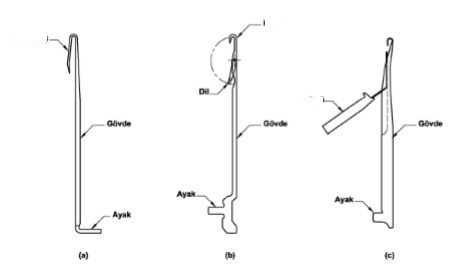
C.301. (a) Esnek uçlu iğne (b) Kancalı (dilli) iğne (c) Sürgülü iğne
Örme Teknolojisi Soruları 8
S.254. İnterlok Örme Kumaşları Anlatınız?
C.254. Bu kumaş, piyasada interlok kumaş adıyla tanınır. Kumaş çift katlı yapıdadır. RR örgü strüktüründedirler. Her iki yüzünde de ilmek R ilmek çubukları görülür. Kumaş enine esnetilirse L ilmekler görülmez.
Bütün interlok kumaşlar çift plakalı yuvarlak örme makinesinde üretilirler. İnterlok kumaşlarda örme tekniği iğne düzenine bağlıdır. Her iki rayda iğneler karşılıklı pozisyondadırlar ve iğneler bir kısa bir uzun şeklinde dizilirler. Karşılıklı bulunan iğnelerden biri uzun biri kısadır. İnterlok örmede üretim yarı yarıya düşer. Çünkü iki kursda bir sıra örülmüş olur. Kumaşın her iki yüzüde dengeli ve homojendir.
İlmek çubukları her iki yüzde de karşılıklıdır. Her iki yüzde kullanılabilir. Ön ve arka yüzü pürüzsüzdür. Sıkı bir yapıya sahiptir. Örgü raporu çift plakada ve karşılıklı oluştuğu için ve kullanılan hammaddelerinde aynı kalması kaydı ile üretilen en kalın tek iplikli kumaştır. Dikey yönde yatay yöne göre daha yüksek bir elastikiyet ve esneklik özelliğine sahiptir. Boyutsal stabilitesi ve şeklini koruma özelliği yüksektir. Kenarlarda kıvrılma gözlemlenmez.
Ön ve arka yüzey arasında hava olduğundan daha iyi ısı yalıtım özelliğine sahiptirler. İç giyim ve özellikle spor üst giyimlerde geniş bir kullanıma sahiptirler. Sadece çift plakalı yuvarlak örme makinelerinde, silindir ve kapak iğnelerinin birbirlerine dik ve karşılıklı bir şekilde yerleştirilmeleriyle elde edilen çift katlı örme kumaş çeşitidir. İnterlok kumaşları enine yönde gerdirsek bile, iki yüzde de sadece sağ ilmikler görülür.
S.255. İki İplikli Örme Kumaşlarda kaç tane, hangi numarada iplik kullanılarak kaç sistemde oluşturulur?
C.255. Bu örgü iki farklı numarada iplik kullanılarak dört sistemde oluşturulur
S.256. İki İplikli Örme Kumaşlar kaç plakalı ve hangi örme makinelerinde üretilir?
C.256. İki iplik kumaşlar tek plakalı platin donatımlı yuvarlak örme makinelerinde üretilmektedirler.
S.257. İki İplikli Örme Kumaşlarda kaç tane, hangi numarada iplik kullanılarak kaç plakalı ve hangi örme makinelerinde üretilir?
C.257. Bu örgü yapımında üç iplik kullanılır. Kullanılan üç iplikten ikisi aynı numaralı, diğeri ise farklı numaralı ipliktir. Bunlardan birincisi kumaş yüzeyinde, diğeri arada dolgu görevi yapar. Üç iplik örme kumaşlar tek plakalı yuvarlak örme makinelerinde kullanılır.
S.258. İnterlok Örme Kumaşlar kaç plakalı ve hangi örme makinelerinde üretilir?
C.258. Bütün interlok kumaşlar çift plakalı yuvarlak örme makinesinde üretilirler
S.259. İnterlok Örme Kumaşların üretiminde silindir ve kapak iğnelerinin yerleştirilmesi nasıldır?
C.259. Sadece çift plakalı yuvarlak örme makinelerinde, silindir ve kapak iğnelerinin birbirlerine dik ve karşılıklı bir şekilde yerleştirilir. Elde edilen çift katlı örme kumaş türüdür..
S.260. İnterlok kumaşların başlıca özelliklerini yazınız?
C.260.
İnterlok kumaşların başlıca özellikleri aşağıda maddeler halinde gösterilmiştir;
1)Ön ve arka yüzde aynı görünüme sahiptir, çift yüzlüdür,
2)Desen ve yüzey dizaynı sınırlıdır,
3)Ön ve arka yüzü pürüzsüzdür,
4)Sık bir yapıya sahiptir,
5)Dikey yönde, yatay yöne göre daha yüksek bir elastikiyet özelliğine sahiptir,
6)Boyutsal stabilitesi ve şeklini koruma özelliği yüksektir,
7)Diğer tek iplikli örme kumaşlara göre en yüksek gramajlı örme kumaşlar elde edilebilir,
8)Gerilmeye maruz kaldığında ilmek bir uçtan kaçma eğilimi gösterir,
9) Ön ve arka yüzey arasında hava olduğundan, daha iyi ısı yalıtım özelliğine sahiptir. Diğer tek iplikli örme kumaşlara göre daha sıcak tutar,
10)İnterlok örme kumaşların hacimli yapısı nedeni ile nem alma özelliği iyidir,
İç giyim yazlık-kışlık ve özellikle sportif, tıbbi üst giyimlerde geniş bir kullanım alanına sahiptir. Ayrıca teknik koruyucu tekstil olarak da kullanılabilmektedir,
S.261.Bir kumaşın interlok mu yoksa ribana olduğu nasıl anlaşılır?
C.261. Bir kumaşın interlok mu yoksa ribana mı olduğunu belirlemek için kumaşı enine gerdirip bakılır, eğer karşılıklı ilmekler birbirinin karşısında ise bu interloktur.
S.262.Ribana örme kumaşların özelliğini anlatınız?
C.262. Kumaş çift katlı yapıda olup her iki yüzde de R ilmek çubukları görülür. Kumaş enine esnetildiğinde çubuklar arasında L ilmekler görülür. Tipik RR yapısındadır ve iplik sırayla ön ve arka rayda örülür. Bu iplik örülme nedeniyle ribana kumaşların enine yönde yüksek büzülme ve elastikiyet özellikleri vardır. Kumaş dengeli bir yapıya sahiptir. Bu nedenle kesim kenarlarında kıvrılma görülmez. Yuvarlak örme penye ribana kumaşlar iç giyim, yazlık ve dış giyimde kullanılır.
S.263.Selanik örme kumaşı anlatınız?
C.263. Kumaşın arkasında, boyu yönünde belirgin fitil yapıları görülürken, ön tarafında birbirine bitişik R ilmek çubukları gözlemlenir. Selanik kumaşların örülmesinde örgü iki sırada bir sıra olarak yükselir.
Yani arkada bir ilmek sırası önde iki ilmek sırasına denk gelir.Yuvarlak örme selanik kumaşların stabil, tok ve sıkı yapıları vardır. Ribana kumaşlar enine yönde %5-10 arasında bir esneme gösterir ağır bir kumaştır.Bayan, erkek, çocuk ve bebek dış giyiminde, ceket, hırka, kazak yapımında kullanılır. Kısmen iç giyimde de kullanıldıkları gözlemlenmiştir.Çift plakalı ribana ve interlok makinelerinde ilmek ve askı hareketlerinin örgü raporu içinde uygun bir şekilde yerleştirilmesi ile oluşturulan tek iplikli, iri örgülü ve incili görünümlü bir örme kumaştır. Sportif giyim, ceket, üst giyim vs. kullanılır.
S.264. Kaşkorse örme kumaşı anlatınız?
C.264. Kumaşın her iki yüzünde de R ilmekler mevcuttur. Kumaş esnetildiğinde aralarda kalmış L ilmekler görülür. Kaşkorsedeki oluşum tekniği, 2 iğne çalışır 2 iğne çalışmaz şeklindedir. Önde 2 iğne çalışmazken arkada 2 iğne çalışmaktadır.Böylece kumaş fitilli bir yapıya sahip olmaktadır. Kaşkorsede yapı özelliğinden kaynaklanan bir esneme söz konusudur. Süprem örgülere göre daha iyi enine esnemeye sahiptirler. Bu yüzden lastik örgü de denir. Kumaşın her iki yüzünde de R ilmekler hâkimdir. Homojen bir strüktüre sahiptir. Kumaşın her iki yüzündeki görüntü ve özellikleri aynıdır. Her iki yüzü de ön yüz olarak kullanılabilir. Kısmen iç giyimde olmakla beraber, dış giyimde de yazlık hırka ve yelek biçiminde kullanım alanı bulurlar.
Genellikle bayan iç ve dış giyiminde tercih edilir. 1 x 1 ribana kumaşlara göre daha az esnek ve dolgun bir yapısı vardır. Sıhhi ve rahat bir kullanımı vardır. Bakımı problemsizdir. Ütülenirken enine yönde gerdirilmeden işlem yapılmalıdır.
Kaşkorse kumaşlar; Çift plakalı örme makinelerinde her iki iğne yatağındaki üç iğneden birinin iptal edilmesi ile yapılan RR örgü çeşitidir. Bir çeşit ribana örgü çeşitidir. Enine yönde elastik olduğu için bant, kenar, kazak, bayan giyimi vs. yerlerde kullanılır.Kaşkorse olarak bilinen bu kumaşın ön ve arka yüzünde belirgin fitiller vardır. Çift plakalı yuvarlak örme makinesinde üretilmiştir. Çok iyi esneme özelliği vardır, bu yüzden lastik örgüde denir. Kumaşın her iki yüzü de ön yüz olarak kullanılabilir. Genellikle bayan iç ve dış giyiminde tercih edilirler.
S.265.Atkılı örme makineleri nedir, ne yapar?
C.265.
Tek iplikli (atkı) örme makineleri tek bir iplik bobiniyle bile ilmek yüzeyi oluşturabilen ve tek tek iğne hareketli veya topluca iğne hareketli olarak örme işlemini yapabilen düz veya yuvarlak yapılı örme makineleridir.
1-Örme iğnelerinin topluca hareket ettiği iplik hareketli, iğne sabit atkı örme makineleri; 2-Düz iğne, raylı cotton (kulier) örme makineleri (esnek iğneli düz örme mak.)
3-Dairesel iğne raylı yuvarlak mayözlü-esnek iğneli-(kulier) örme makineleri
Olarak sınıflandırılmaktadır
S.266. Atkılı örme makinelerini sınıflandırınız?
C.266.
1-Örme iğnelerinin topluca hareket ettiği iplik hareketli, iğne sabit atkı örme makineleri;
2-Düz iğne, raylı cotton (kulier) örme makineleri (esnek iğneli düz örme mak.)
3-Dairesel iğne raylı yuvarlak mayözlü-esnek iğneli-(kulier) örme makineleri
Olarak sınıflandırılmaktadır.
S.267. Yuvarlak örme makinesi nedir, ne yapar?
C.267. Yuvarlak örme makineleri üretim hızını artırmak için silindirlerin çevresine iğnelerin dizilmesiyle oluşmaktadır.Genellikle iplik sabit, iğneler hareketli prensiple çalışmaktadır. Tek iplik yerine birden fazla iplik ile beslendiğinde üretim daha hızlı olmakta ve düz örme makinelerine göre daha ince makine oldukları için elde edilen kumaşlarda daha ince üretilmektedir. Yuvarlak örme makinelerinde örme işlemi, ipliklerin iğne yatağı çevresine belirli aralıklarla sıralanmış çalışma yerlerinde bu iğneler topluca dönüş hareketi yaparken aynı zamanda sabit olan kilit sistemlerinden uygun hareketleri almaları ve üzerlerine yatırılan iplikleri çekerek ilmek oluşturmaları ile gerçekleşmektedir.
S.268.Örme tekniklerine göre yuvarlak örme makineleri kaç grupta toplanır, nelerdir?
C.268.
1-Tek Plaka Yuvarlak Örme Makineleri
2-Çift Plaka Ribana Yuvarlak Örme Makineleri
3- Çift Plaka İnterlok Yuvarlak Örme Makineleri
4-Tek Silindirli Yuvarlak Çorap Örme Makineleri
5- Çift Silindirli Yuvarlak Çorap Örme Makineleri
Olmak üzere 5 grupta toplanır.
S.269. Bir örme yüzeyi oluşturmak için mekanik araçların kullanımına ilk kez kaç yılında, nerede ve kim tarafından başlanmıştır?
C.269. Bir örme yüzeyi oluşturmak için mekanik araçların kullanımına ilk kez 1589 yılında İngiltere’de William Lee tarafından başlanmıştır.
S.270. El örmeciliği hangi yüzyılda ve nerede keşfedilmiştir?
C.270. el örmeciliği M.S. 600’lü yıllarda Mısır’da keşfedilmiştir.
S.271. Örmeciliğin tanımını yapınız?
C.271. İpliklerin tek başına ya da topluca (çözgüler halinde) örücü iğne ve yardımcı elemanlar vasıtasıyla ilmekler haline getirilmesi, bunlar arasında da yan yana ve boylamasına bağlantılar oluşturulması ile bir tekstil yüzeyi elde etme işlemine örmecilik adı verilir.
S.272. örme sistemi ile üretilen kumaşların, diğer tekstil yüzeylerine göre farkları nelerdir?
C.272. Örme ile yüzey oluşturma işlemi ipliğin en hızlı şekilde kumaş yapısına dönüştürüldüğü sistemdir. Ayrıca örme sistemi ile üretilen kumaşlarda, diğer tekstil yüzeylerine göre boyut stabilitesi yönünden daha esnek, daha elastik, daha yumuşak ve daha dolgun bir yapı elde edilir.
S.273. Örme yüzeyler, ilmek oluşum tipine göre kaç ana sınıfa ayrılır ve bunlar nelerdir?
C.273.
Örme yüzeyler, ilmek oluşum tipine göre iki ana sınıfa ayrılır:
1- Atkılı örme (Atkılı örme sistemli makinelerde üretilir.)
2-Çözgülü örme (Çözgülü örme sistemli makinelerde üretilir.)
S.274.Aşağıda görülen tekstil yüzeyi nasıl bir kumaştır, neden?
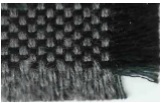
C.274.Dokuma kumaştır. Çünkü iki iplik vardır. Biri çözgü ipliği diğeri ise atkı ipliğidir.
S.275.Atkılı örmeciliğin özellikleri nelerdir?
C.275. Atkılı örmecilik Tek iplik besleme sistemine göre ilmeklerin enine yönde hareket ederek bağlantı yapması ile yüzey oluşturma tekniğine dayalı örmedir. Atkılı örmede yuvarlak örme sisteminin en önemli özelliği iplik sabit, iğnelerin hareketli olması ve esnekliği yüksek kumaşların üretimine olanak sağlamasıdır. Atkılı örmede düz örme üretiminde iğneler sabit, iplik ve sistemler hareketlidir.
S.276.Atkılı örmede; yuvarlak örme sistemi ile düz örme sistemi arasındaki en önemli fark nedir?
C.276. Atkılı örmede yuvarlak örme sisteminin en önemli özelliği iplik sabit, iğnelerin hareketli olması ve esnekliği yüksek kumaşların üretimine olanak sağlamasıdır. Atkılı örmede düz örme üretiminde iğneler sabit, iplik ve sistemler hareketlidir.
S.277. Çözgülü örmeciliğin özellikleri nelerdir?
C.277. Çözgülü Örmecilik Çok iplik besleme sistemine göre ilmeklerin boyuna yönde hareket ederek bağlantı yapması ile yüzey oluşturması tekniğine dayalı örmedir. Çözgülü örme sisteminin en önemli özelliği iplik hareketli iğneler sabit olmasıdır. Çözgülü örmede; dokuma kumaşlar kadar stabil, atkılı örme kumaşlar kadar esnek kumaş yapıları elde edilebilir.
S.278.Aşağıdaki yüzey görünüşü nedir?

C.278. Dokuma yüzey görüntüsüdür?
S.279. Aşağıdaki yüzey görünüşü nedir?
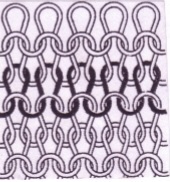
C.279. Atkılı örme yüzey görüntüsüdür?
S.280. Aşağıdaki yüzey görünüşü nedir?

C.280. Çözgülü örme yüzey görüntüsüdür.
Örme Teknolojisi Soruları 7
S.227. Örme makinesinde makine çapı ne demektir?
C.227. Yuvarlak örme makinelerinde çıkacak dokunun enini belirleyen bir ölçüdür. Mamulün kullanım yani Çalışma hızı Düz örme makinelerinde kilit sisteminin, yuvarlak örme makinelerinde iğne yatağının m/sn olarak hızıdır. Bu hız makinenin örme prensibine (RL, RR, LL), desenlendirme durumuna, makine eni veya çapına, örgünün yapısına ve kullanılan iplik özelliklerine göre belirlenir. erine göre değişik çaplarda makineler seçilir. Birim olarak inch (") kullanılır
S.228. Örme makinesinde sistem ne demektir, açıklayınız?
C.228.Atkılı örme makinelerinde bir iğne grubu, bir kam mekanizması ile bir iplik kılavuzundan oluşan ve bir örgü sırası meydana getiren birimesistem denir. Örme makinelerinde sistem sayısı arttıkça bir devirde üretilen sıra sayısı da artacaktır.
Ancak düz örme makinelerinde kullanılabilecek maksimum sistem sayısı 6 ile sınırlıdır. Bugün ise genellikle 3-4 sistemli makineler üretilmektedir.
S.229. Örme makinelerinde sistem sayısı artması sonucu nedir?
C.229. Örme makinelerinde sistem sayısı arttıkça bir devirde üretilen sıra sayısı artar.
S.230. Yuvarlak örme makineleri sistem yoğunluğu ne demektir?
C.230. Yuvarlak örme makineleri içintanımlanan sistem yoğunluğu, sistem sayısının makine çapına oranıdır.
S.231. Yuvarlak örme makinelerine örme işlemi düz örme makinelerine göre niçin daha fazladır?
C.231. Yuvarlak örme makinelerine örme işlemiiğne yatağının hep aynı yöne hareketi ile sağlandığından kesiksiz bir çalışma vardır. İğne yatağı çevresine çok sayıda sistem yerleştirilebildiği ve kesiksiz çalışma sağlanabildiği için bu makinelerin üretimi çok yüksektir.
S.232.Örgü kumaşlarda may ve sıra ne demektir?
C.232. Örgü kumaşlarda kumaşın eni boyunca yer alan ilmek çubukları“may”,kumaşın boyu boyunca yer alan ilmek sıraları ise“sıra”olarak adlandırılır.
S.233. Yuvarlak örme makineleri iğne yatağına göre kaç çeşittir ve nelerdir?
C.233. Yuvarlak örme makineleri tek plakalı (tek iğne yataklı) veya çift plakalı (çift iğne yataklı) olmak üzere 2 çeşittir.
S.234. Düz örme makinelerinde kullanılabilecek maksimum sistem sayısı kaçtır, niçin daha az sistemli ( 3-4 ) makineler üretilmektedir ve bunun gerekçeleri nelerdir?
C.234. Düz örme makinelerinde kullanılabilecek maksimum sistem sayısı 6 ile sınırlıdır. Bugün ise genellikle 3-4 sistemli makineler üretilmektedir;
Bunun iki nedeni vardır:
1-Örme işlemi, sistemlerin gidip gelme hareketleri ile sağlandığından kesikli bir çalışma vardır. Çok sayıda sistemden oluşan kafanın ağırlığı da fazla olacağından, her seferinde kafanın hızını sıfırdan başlayarak arttırmak çok enerji gerektirecektir.
2-Her sıra sonunda sistemlerin örme bölgesi dışına çıkma zorunluluğu vardır. Sistem sayısı arttıkça kafanın genişliği de artacağından, iğne yatağının yanlarında fazladan geniş yer bırakmak gerekecektir.
S.235. Bir yuvarlak örme makinesindeki sistem sayısı nelere bağlıdır?
C.235. Bir yuvarlak örme makinesindeki sistem sayısı; makine çapına, makinenin çalışma prensibine (düz, rib, haroşa), desenlendirme kapasitesine ve makine inceliğine bağlıdır. Sistem sayısı genellikle çift sayı olur ve jakarlı makinelerde temel yapıların yanında 2, 3, 4 renkli desenlerin örülebilmesi için iki ve üçe tam olarak bölünebilecek değerde olması istenir.
S.236.İlmek sayısını veren faktörler nelerdir ve nasıl bulunur?
C.236. Birim uzunluktaki may ve sıra sayılarının çarpımı birim alandaki teorik ilmek yoğunluğunu (sayısını) verir.
S.237. Çift plakalı örme makinelerinde rib iğnedüzeni ve interlok iğne”düzeni nasıl gerçekleştirilir.
C.237. Çift plakalı örme makinelerinde bir iğne yatağındaki iğneler diğer iğne yatağındaki iğnelerin arasında kalacak şekilde yerleştirilebilir. Bu iğne düzeni“rib iğne”düzeni olarak adlandırılır. İğnelerin karşılıklı gelecek şekilde yerleştirildiği iğne düzeni ise“interlok iğne”düzeni olarak adlandırılır.
S.238. Süprem kumaşların özellikleri nelerdir?
C.238.Sadece bir iğne yatağı üzerinde üretilen en basit ve en sık kullanılan örgü türüdür. İğne yatağı üzerindeki tüm iğneler örme işlemine katılır.
• Kumaşın ön ve arka yüzlerinin görünüşü farklıdır.
• Kumaş yapısı dengesizdir, bu nedenle kenarlarda kıvrılma görülür.
• Kumaş yapısı içinde ilmek kaçığı may boyunca yukarı ve aşağı ilerler.
• Kumaşı başlangıç ve bitiş yerlerinden sökmek mümkündür.
• Kumaşın enine esnekliği boyuna esnekliğinin yaklaşık iki katıdır
S.239. Ribana kumaşların özellikleri nelerdir?
C.239. Her iki iğne yatağı da kullanılarak üretilen çift plaka örgülerdir. Bu yapıyı oluşturmak için her iki iğne yatağındaki tüm iğneler kullanılır.
• Ön ve arka yüzey görünüşü aynıdır.
• Dengeli kumaşlardır, kenarlarda kıvrılma olmaz.
• Kumaşta oluşan ilmek kaçığı aynı may boyunca aşağı doğru ilerler.
• Kumaşın enine esnekliği süprem örgünün yaklaşık iki katıdır. Boyuna esnekliği ise süpremle hemen hemen aynıdır.
• Kumaşın kalınlığı süpremin yaklaşık iki katıdır.
S.240.İnterlok kumaşların özellikleri nelerdir?
C.240. Ribana örgü yapısında olduğu gibi iki iğne yatağı kullanılarak üretilen çift plaka örgülerdir. Her iki iğne yatağındaki iğneler karşılıklı gelecek şekilde dizilir.
• Ön ve arka yüzey görünüşü aynıdır.
• Dengeli kumaşlardır, kenarlarda kıvrılma olmaz.
• Kumaşta oluşan ilmek kaçığı aynı may boyunca aşağı doğru ilerler.
• Kumaşın enine esnekliği ribanadan daha azdır.
S.241.Süprem kumaş örgüsünün desenlendirme imkânı diğer örgülere göre nasıldır?
C.241. Süprem örme kumaş örgüsü diğer örgülere göre daha az desenlendirme olanağına sahiptir.
S.242. Süprem örme kumaş hangi tekniğe göre üretilmektedir?
C.242. Süprem kumaş RL düz örgü tekniğiyle üretilmektedir.
S.243. RL düz örgü ile üretilmiş kumaşların ön ve arkasında ilmekler nasıl görünür?
C.243. RL düz örgü ile üretilmiş kumaşların bir tarafında düz (R), diğer tarafında ise yalnızca ters (L) ilmekler görülür.
S.244. RL örgülerin desenlendirilmesinde hangi elemanlarla çalışılarak değişik görüntüler elde edilir
C.244. RL örgülerin desenlendirilmesinde askı, atlama gibi yardımcı örgü elemanlarıile çalışarak değişik görüntüler elde edilir.
S.245. Süprem kumaşların özelliklerini anlatınız?
C.245. Süprem kumaş RL düz örgü tekniğiyle üretilmektedir. RL düz örgü ile üretilmiş kumaşların bir tarafında düz (R), diğer tarafında ise yalnızca ters (L) ilmekler görülür. RL örgülerin desenlendirilmesinde askı, atlama gibi yardımcı örgü elemanları ile çalışarak değişik görüntüler elde edilir. Jakar tekniğiyle renkli desenler elde edilebilir. Renkli iplikler ile enine yönde çizgiler gibi desenler uygulanabilir. Ayrıca iğne ve çelik dizilişlerinin düzenlenmesiyle değişik desenler elde etmek mümkündür. Bu kumaşlar; Ön yüzleri ve arka yüzleri birbirinden farklı görünüşe sahiptirler. Tüp şeklinde üretilen, ancak kesilerek açık en şeklinde de kullanılabilen kumaşlardır. Ribana ve interlok kumaşlara göre süprem kumaşlarda daha geniş enler elde edilebilir. Hem enine hem boyuna yaklaşık aynı oranda esnerler. Fazla esnetildiklerinde şekilleri bozulabilirler. Giysi olarak kullanıldıklarında esnekliklerinin az olması nedeniyle diğer atkı yönlü örme kumaşlara göre vücudu sarmaları daha kötüdür. Süprem örme kumaş örgüsü diğer örgülere göre daha az desenlendirme olanağına sahiptir. Örgü raporu tek plaka üzerinde bir iğnede oluştuğu için birim alandaki harcanan iplik miktarı en az olan örgü çeşididir. Kesildiklerinde yanlardan kumaşın arka yüzüne doğru, üst ve alttan kumaşın ön yüzüne doğru kıvrılmalar meydana gelir. Buruşmaya eğilimleri azdır. Süprem örme kumaşlar özellikle yazlık dış giyimde, sportif kıyafelerde, tıbbi giysilerde kullanır
S.246.Süprem kumaş çeşitlerine örnekler veriniz ?
C.246. 30/1 Open-End Süprem-30/1 Ring Süprem-30/1 Penye Süprem-20/1 Open-End Süprem-20/1 Ring Süprem-20/1 Penye Süprem-30/1 Open-End %5 Lycra Süprem-30/1 Ring %5 Lycra Süprem,-30/1 Penye %5 Lycra Süprem-30/1 Ring FullLycra Süprem-30/1 Penye Full Lycra Süprem
S.247.Lakost ( lacost ) Örme Kumaşları anlatınız?
C.247. Tek ve çift toplamalı lakost olarak iki şekilde elde edilir:
Tek toplamalı lakost dört sistemden Çift toplamalı lakost ise altı sistemden oluşur. Bu kumaşlar, iki çeşit iğne ve iki çeşit çelik kullanılarak oluşturulur. Stabilitesi yüksek bir yapıya sahip kumaşlardır. Kumaş tek katlı yapıya sahiptir. RL örgü konstrüksiyonudur. Önde R ilmek, ortada ise L ilmek mevcuttur. Fakat bu L ilmekler süprem kumaştaki gibi belirgin değildirler. Bu kumaşın örgü yapısından kaynaklanmaktadır.Lakost kumaşlar askı-ilmek kombinasyonunda üretilirler.Bir sıra ilmek askı-ilmek-askışeklinde giderken, diğer sıra; askı-ilmek-askı-ilmekşeklinde gider.
Çift toplama lakost ise yukarıda tanımlanan sıralar ikişer defa tekrarlanmasıyla oluşur. Bu kumaşı oluşturmak için iki iğne kanalına ve uzun-kısa ayaklı olmak üzere iki çeşit iğneye ihtiyaç vardır.
S.248. Lakost ( lacost ) Örme Kumaşlar kaç şekilde elde edilir ve kaç sistemlidirler?
C.248. Tek ve çift toplamalı lakost olarak iki şekilde elde edilir. Tek toplamalı lakost dört sistemden Çift toplamalı lakost ise altı sistemden oluşur
S.249. çift toplamalı lakost örgünün özelliklerini ve kullanım alanlarını anlatınız?
C.249. Çift toplama lakost örgünün ön yüzünde R ilmekler mevcuttur, orta yüzeyde ise askı formu oldukça belirgin bir şekilde fark edilir. Kumaşın boyuna esnekliği az, enine esnekliği süprem kumaşlara göre daha iyidir. Dolgun bir tutumu vardır. Spor alt-üst giyimlerde klasik lakost T-shirt geniş bir kullanım alanına sahiptir. Yatak kıyafetlerinde de kullanılır.
S.250. Vanize örgü ne demektir?
C.250. RL Tek plaka (süprem) yuvarlak örme makinelerinde iki farklı renk iplik veya farklı özellikte (parlaklık, büküm, kalınlık, ham madde vb.) iplikle örme kumaş ön ve arka yüzü ile tersinin farklı renk veya görünüş özelliği kazandırılmış örgülerevanize örgülerdenir.
S.251.Vanize örme kumaşlar hangi örme makinelerinde üretilir ve özellikleri nelerdir, anlatınız?
C.251. RL Tek plaka (süprem) yuvarlak örme makinelerinde üretilirler. Bu örgünün temeli iki ipliğin aynı anda, aynı sistemde ve aynı iğnede ilmek yapmasıdır. İpliklerin ön ve arka yüzde görünmeleri ise ipliklerin iplik kavuzlarından (mekikler) farklı noktalardan iğneye beslenmesi ile gerçekleşir. Doku oluşumu süprem örgü sisteminden farklılık göstermez. Buradaki tek fark iplik beslemesinin çift iplikle oluşmasıdır. Aynı noktadan iki iplik beslemesiyle elde edilirler. Beslenen iplik hammaddesi aynı veya farklı materyalden oluşabilir. Tek ve çift plakalı yuvarlak örme makinelerinde özellikleri birbirinden farklı iki iplikten birinin ön yüzünde, diğerinin örgünün arka yüzünde görülebileceği şekilde çalıştırılması ile vanize kumaş elde edilir. Örme sanayinde vanize süprem diye anılan bu örme çeşidinde de yöntem süprem örgüsünde olduğu gibidir. Farkı mekiğin çift gözlü ve jakar sistemine göre çalışmasıdır. Çift katlı kumaş görünümünde bu örgüde iplikler isteğe ve amaca göre farklı materyallerden yapılmış olabilirler. Örneğin eşofmanlık kumaşlarda ön yüzde floş, arka yüzde ise pamuk ipliği kullanılabilir.
S.252.İki İplikli Örme Kumaşları Anlatınız?
C.252. Bu örgü iki farklı numarada iplik kullanılarak dört sistemde oluşturulur. Mekik üzerinden öncelikle kumaş yüzeyinde görülecek iplik, arka delikten ise daha çok ters yüzünde görülecek iplik geçirilir. Arka yüzde görülecek iplik daha kalın numarada olan ipliktir. İki iplik kumaşlar tek plakalı platin donatımlı yuvarlak örme makinelerinde üretilmektedirler.Bu kumaş özel platinler yardımıyla oluşturulmuştur. İki iplikle çalıştırılmıştır. Astar iplikler askı formu kazanarak arka yüzeyde yer alırlar. İlk sırada ön yüzde görülen iplikler tüm iğnelerle örülür. İkinci sırada bu astar iplikleri platinlerin etkisiyle üç iğne atlayıp astar formunda yer almıştır. Ön yüzde bu astar iplikler görülmez, normal ilmekler mevcutken, arka yüzeyde ise tamamen astar iplikler hâkimdir. Kumaşın enine-boyuna esnemesi oldukça sınırlıdır. Bu özellik astar ipliklerinin örgüye kazandırdığı sağlamlıktan kaynaklanır. Kumaş dolgun bir tutuma sahiptir.
S.253. Üç İplikli Örme Kumaşları Anlatınız?
C.253. Bu örgü yapımında üç iplik kullanılır. Kullanılan üç iplikten ikisi aynı numaralı, diğeri ise farklı numaralı ipliktir. Bunlardan birincisi kumaş yüzeyinde, diğeri arada dolgu görevi yapar.
Kalın olan iplik ise kumaşın ters yüzeyinde görülmektedir. Kullanılan iplik, zemin ipliği ve bağlantı ipliği Ne 30/1,astar ipliği olarak 10/1 karde ipliği kullanılır.
Ayrı ayrı üç ipliğin (zemin, astar ve bağlantı ipliği)daha sağlam yapı oluşturacak ters yüzey meydana getirecek şekilde örülmesiyle elde edilen örgü çeşididir.
İki ipliğe göre ağır ve gramajlıdır. Bu örgülerin en önemli özelliği kalın ipliğin yüzeyde daha az görünmesi sağlanarak iki yüzeyi farklı renk kumaşlarda yüzey görüntü niteliği sağlanmıştır.
Üç iplik örme kumaşlar tek plakalı yuvarlak örme makinelerinde kullanılır.
Üç iplik makinelerinin süprem makinelerinden farkı mekik, platin, iğne ve kilitlerin yapı ve dizilişlerinin üç iplik için özel olmasıdır.
Üç iplikli örme platin dizimlerinin değişik şekilde hazırlanması ve üç ayrı kanaldan iplik beslemesi yapılarak elde edilen örgü çeşididirler.
Örgüde aynı numarada kullanılan iki iplikten biri zemin, diğeri ise bağlayıcı ipliktir.
Üçüncü iplik ise bağlayıcı iplikten daha kalın olan hav ipliğidir ve kumaşın tersinde atlama şeklinde görülür. Kumaş ön yüzü normal R ilmekli çubuklara sahiptir.
Arka yüzeyde ise file görünümlü bir yapı vardır. Bu fileli görünüm astar ipliğin atlamasından kaynaklanır. Bu kumaşın enine stabilitesi iyidir. Elastikiyeti ise son derece sınırlıdır.
Örme Teknolojisi Soruları 6
S.202.Atkılı örmecilik ne demektir, açıklayınız?
C.202. Tek iplik besleme sistemine göre ilmeklerin enine yönde hareket ederek bağlantı yapması ile yüzey oluşturma tekniğine dayalı örmedir.
Atkılı örmede yuvarlak örme sisteminin en önemli özelliği iplik sabit, iğnelerin hareketli olması ve esnekliği yüksek kumaşların üretimine olanak sağlamasıdır. Atkılı örmede düz örme üretiminde iğneler sabit, iplik ve sistemler hareketlidir.
Atkı örme yöntemi ile elde edilen ürünlerden bazıları; kazak, yelek, ceket, etek, elbise, gibi dış giysilikler, fanila, külot gibi iç giysilikler, t-shirt, eşofman, sweatshirt gibi penye ürünleri, çorap, bazı tıbbi ve teknik kumaşlardır.
S.203.Çözgülü örmecilik ne demektir, açıklayınız?
C.203. Çok iplik besleme sistemine göre ilmeklerin boyuna yönde hareket ederek bağlantı yapması ile yüzey oluşturması tekniğine dayalı örmedir. Çözgülü örme sisteminin en önemli özelliği iplik hareketli iğneler sabit olmasıdır. Çözgülü örmede; dokuma kumaşlar kadar stabil, atkılı örme kumaşlar kadar esnek kumaş yapıları elde edilebilir.
Çözgülü örme yöntemi ile elde edilen ürünlerden bazıları; tül, perde, dantel, mayo ve döşemelik kumaşlar, havlu ve halılar, bandaj ve suni damar gibi tıbbi malzemeler, ayakkabı yüzü, filtre, çuval, sera örtüsü gibi teknik kumaşlardır.
S.204.Aşağıdaki fotoğraftaki örme makinesi ne tür örme yapar ve adı nedir?
C.204.Atkılı örme kumaş üretir ve adı düz örme makinesidir.

S.205. Aşağıdaki fotoğraftaki örme makinesi ne tür örme yapar ve adı nedir?

C.205. Çözgülü örme kumaş üretir ve adı Çözgülü örme makinesidir.
S.206.Atkılı Örmede örücü makine elemanları nelerdir, yazınız?
C.206. Atkılı örme sisteminde ipliğin ilmek oluşturması işlemini sağlayan elemanlara örücü makine elemanları denir.
Bunlar; iğneler, platinler, kilit sistemleri (çelikler), iplik kılavuzları (mekikler) ve merdanedir. Bu elamanlar örme sürecine direk etkisi olan elemanlardır.
S.207.Çözgülü Örmede Örücü makine elemanları nelerdir, yazınız?
C.207.Çözgülü örme sisteminde iplilerin ilmek oluşturması işlemini sağlayan örücü makine elemanları; delikli iğneler, dilli iğneler, iğne rayları, baskı platinleri ve doku çekme sarma aparatları olarak ifade edilir. Bu elamanlar örme sürecine direk etkisi olan elemanlardır.
S.208.Temel örgü elemanları neledir, yazınız?
C.208.Örme yüzeyi oluşturan temel iplik hareketleri; ilmek, askı ve atlama örgü elemanı olarak isimlendirilir. Temel örgü elemanlarının birlikte kullanılması ile farklı görünümlü örme yüzeyleri oluşturulur
S.209.Atkılı Örmede İlmek görünümleri kaç şekildedir, nelerdir, yazınız?
C.209. Atkılı örmede ilmek görünümleri ilmek bağlantı noktalarında ilmek gövdesi üstte ilmek başı altta veya ilmek gövdesi altta ilmek başı üstte olmak üzere iki şekildedir. Bu görünümlerine göre ilmekler sağ ilmek (düz ilmek) veya sol ilmek (ters ilmek) olarak ifade edilir. Atkılı örmede düz ilmeklerin görüldüğü kısım kumaşın ön yüzü, ters ilmeklerin görüldüğü kısım kumaşın arka yüzü olarak algılanır. Atkılı örmede ilmekler enine yönde bağlantı yaparlar.
S.210. Çözgülü Örmede İlmek görünümleri kaç şekildedir, nelerdir, yazınız?
C.210. Çözgülü örmede ilmek yapıları atkılı örmedeki ilmek yapılarına göre daha sıkı ve farklı şekildedir. Çözgülü örmedeki ilmek görünümleri ilmek bağlantı noktalarında ilmek gidiş yönü doğrultusunda açık ilmek ve kapalı ilmek olarak ifade edilir. Çözgülü örmede ilmekler boyuna yönde bağlantı yaparlar.
S.211. Atkılı Örmede örücü makine elemanlarının görevi nedir?
C.211. Atkılı örme sisteminde ipliğin ilmek oluşturması işlemini sağlarlar.
S.212. Çözgülü Örmede örücü makine elemanlarının görevi nedir?
C.212. Çözgülü örme sisteminde ipliğin ilmek oluşturması işlemini sağlarlar.
S.213.İlmek oluşumunu anlatınız?
C.213. Bir örme yüzeyinin (dokusunun) oluşabilmesi için ipliğe iğne yardımı ile iğnenin hareketine göre verilebilen şekiller üç tanedir.
Bunlar; ilmek, askı ve atlamadır.
En önemlileri ve esas örgü bağlantısını sağlayan ise ilmektir. İlmeksiz bir örme dokusu oluşturmak mümkün değildir. Diğer askı ve atlama iplik hareket şekilleri ise yalnız başlarına bir doku oluşturamadıklarından, ancak ilmek ile birlikte yapılarak örgünün yapısına ve yüzeyine, görünüm, şekil, stabilite ve tutum değişikliklerine etki ederler
S.214.Aşağıda ilmek şekli görülmektedir. Bu ilmeğin Baş,Gövde ve Ayak kısımlarının nerde olduğunu yazınız?

C.214.
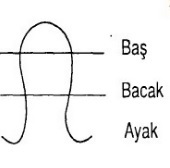
S.215. İlmeğin diğer alttaki ve üstteki ilmekler ile bağlantısında kaç adet bağlantı noktası vardır ve bunu şekil üzerinde yapınız?
C.215. İlmeğin diğer alttaki ve üstteki ilmekler ile bağlantısında ayak ve baş kısmı dörder yerde olmak üzere sekiz bağlantı yeri vardır.
S.216.Temel örme yüzeyleri kaç tanedir, sadece isimlerini yazınız?
C.216. Temel örme yüzeyler örme kumaş yüzünün ve tersinin ilmek görüntüsüne göre ( RL ), (RR ) ve ( LL ) yüzey olarak ifade edilir.
S.217. ( RL ) Örme Yüzeyleri anlatınız?
C.217. ( RL ) Örme Yüzeyler: Örme kumaş yüzü sağ ilmek ( R ) tersi sol ilmek ( L ) görünümlü ise bu yüzeylere ( RL ) yüzey denir. Tek katlı örme kumaşlar olarak tanınan tek plakada üretilmiş örme kumaş yüzey görüntüsüdür. Bu yüzeyler düz örme makinelerinde tek plakada yuvarlak örme makinelerinde tek plaka Süprem makinelerinde üretilen kumaş çeşitlerini ifade eder.
S.218. ( RR ) Örme Yüzeyleri anlatınız?
C.218. ( RR ) Örme Yüzeyler: Örme kumaş yüzü sağ ilmek ( R ) tersi sağ ilmek ( R ) görünümlü ise bu yüzeylere ( RR ) örme yüzey denir. Kumaşın iki yüzü de aynı görünür. Çift katlı örme kumaşlar olarak tanınan çift plakada üretilmiş örme kumaş yüzey görüntüsüdür. R/R yüzeyler boyuna ilmek sırası bir sıra R ilmek, bir sıra L ilmek olarak oluşur. L ilmek sıraları R ilmek sıralarının sıkışması ile yüzeyde görünmez ancak gererek açıldığında görülür. Bu yüzeyler düz örme makinelerinde çift plakada yuvarlak örme makinelerinde çift plaka ribana ve İnterlok makinelerde üretilen kumaş yüzey çeşitlerini ifade eder.
S.219. ( LL ) Örme Yüzeyleri anlatınız?
C.219. ( LL ) Örme Yüzeyler: Örme kumaş yüzü sol ilmek ( L ) tersi sol ilmek ( L ) görünümlü ise bu yüzeylere (LL ) yüzey denir. Kumaşın iki yüzü de aynı görünür Çift katlı örme kumaşlar olarak tanınan genellikle iki ucu kancalı çift plakada üretilmiş örme kumaş yüzey görüntüsüdür. LL yüzeyler enine ilmek sırası bir sıra L ilmek, bir sıra R ilmek olarak oluşur. R ilmek sıraları L ilmek sıralarının sıkışması ile yüzeyde görünmez ancak gererek açıldığında görülür. Bu yüzeyler düz ve yuvarlak çift plaka örme makinelerinde iki ucu kancalı dilli iğnelerle üretilen kumaş çeşitlerini ifade eder.
S.220.Makine inceliği ne demektir, anlatınız ve örnek vererek karşılaştırma yapınız?
C.220. Örme makinelerinde makine inceliği, piyasanın bir kısmında makine numarasıolarak ifade edilmektedir. Genel olarak ifade yanlış kullanılmaktadır. Makine numarasıanlamıbakımından makine inceliği ifade ettiğinden, örme makineleri, makine inceliğine göre çeşitlenir.Makine inceliği, 1" (1 inch)’ teki iğne sayısına eşittir.Plaka üzerinde 1 inch (inç) mesafedeki iğneler sayılarak makine inceliği tespit edilir. Tespit edilen makine incelikler fein (fayn) veya gauge (geyç) olarak isimlendirilir. Yuvarlak örme makinelerindefein “E” harfi iledüz örme makinelerindeise gauge “G” harfi ile gösterilmektedir. Örneğin; 22fein = 22E, 28fein = 28E, 12gauge = 12G vb. olarak gösterilmektedir. 20E 1"’ te (2,54cm’de) 20 adet veya 10G 1"’te 10 adet, iğne olduğunu göstermektedir. Makine inceliğini ifade eden rakam büyüdükçe 2,54 cm’deki iğne sayısı artar, azaldıkça 2,54 cm’deki iğne sayısıazalır.
S.221. Düz örme makinelerinde kullanılan incelikler giysileri (çok kalın giysiler için - Kalın giysiler için - İnce giysiler için - Çok ince giysiler için ) özelliğine göre yazınız?
C.221. El örgüsü görünümünde çok kalın giysiler için: E 2-5 Kalın giysiler için: E 5-7 İnce giysiler için: E 7-10 Çok ince giysiler için: E 10-12 dir
S.222. Tek yataklı Yuvarlak örme makinelerinde kullanılan incelikleri yazınız?
C.223. Dış giysilikler için: E 7-34 - İç giysilikler için: E 18-32 - Jakarlı yapılar için: E 5-32 - 3 iplik futter için: E 12-28 - Havlu yapılar için: E 7-28 - Uzun havlı yapılar için: E 5-22 - Erkek-bayan-çocuk çorapları için: E 13-24 - İnce bayan çorapları için: E 26-36
S.224. Çift yataklı Yuvarlak örme makinelerinde kullanılan incelikleri yazınız?
C.224. Dış giysilikler için: E 7-42 - İç giysilikler için: E 10-22 - Jakarlı yapılar için: E 5-30 - Transfer desenli yapılar için: E 12-16 - Erkek-bayan-çocuk çorapları için: E 6-21
S.225.Örme makinesinde taksimat ne demektir?
C.225. Bir iğnenin çalışması için gerekli olan mesafenin milimetre olarak ifadesidir. Bir iğne yatağı üzerinde yan yana duran iki iğnenin merkezleri arasındaki mesafe olarak da tanımlanabilir.
S.226.İplik numarasının örmecilikte etkisi nedir, yazınız?
C.226. üretimde kullanılacak ipliğin numarası, makinenin çalışma hızı, örgü cinsi, elde edilecek dokunun eni ve en büzülmesini direkt olarak etkiler. İnceliği yüksek olan makinelerde daha ince, daha düzgün ve stabil yapılar elde edilir.