Örme Teknolojisi Soruları 5
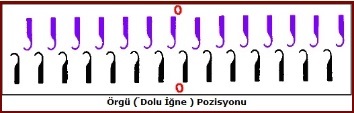
S.174. Düz el örme makinesinde Örgü (dolu iğne) pozisyonu şeklini çiziniz?
C.174.
S.175. Düz el örme makinesinde Yarım kayık(iğneler karşılıklı) pozisyon ne demektir, açıklayınız?
C.175. Arka plakanın iğneleri ile ön plakanın iğneleri karşılıklı gelecek şekilde, arka plakanın sola kayık pozisyonudur. Bu pozisyona yarım kayık (iğneler karşılıklı) pozisyon denir. Pozisyonda iğneler karşılıklı geldiğinden ön ve arka plakadaki iğneler aynı anda örgüye kalkamaz. Çarpışır ve kırılır. Örgü şekline göre bazı iğnelerin önde bazı iğnelerin sadece arkada çalışması için kullanılır.
S.176. Düz el örme makinesinde Yarım kayık(iğneler karşılıklı) pozisyonun şeklini çiziniz?
C.176.

S.177. Düz el Örme makinesinde Transfer pozisyonu varmıdır, eğer yoksa ise nedendir, açıklayınız?
C.177. ilmek transferi el ile yapılmaz. İğnelerin transfer dilleri olması gerekir. Sadece elektronik düz örme makinelerinde kullanılır.
S.178. Elektronik Düz örme makinelerinde Transfer pozisyonunun şeklini çiziniz?
C.178.

S.179. Düz el Örme makinesinde Örgü Başlangıcı ne demektir, açıklayınız?
C.179. Örme işlemine ilk başlandığında uygulanan tekniktir. Örgü başlangıcı sırasında tarak ve tel takılır. Daha sonra sökülmez örgü (kaytan) yapılır. Örgü başlangıcının sökülmemesi ve düzgün olması için örme işleminin başlangıcında uygulanır. Makine üzerinde ilmeğin ilk oluştuğu bölümdür. Örme işlemine başlamadan önce her örgü çeşidi için bu işlem uygulanır. Kaytan, torba çelikler çapraz kapatıldığı için önce bir plakadaki iğnelerde ilmek oluşturur, sonra diğer plakadaki iğnelerde ilmek oluşturur. Yani aynı anda iki plakada ilmek oluşturmaz. Kafanın gidiş yönüne ve torba çeliklerin kapatılış şekline göre sırayla ilmek oluşturur.
S.180.Örmecilikte Lastik örgü ne demektir, açıklayınız?
C.180. Lastik örgüler ürün başlangıcında kullanılan örgülerdir. Genellikle yapılacak ürünün kol uçlarında etek uçlarında, yakalarda ve bantlarda kullanılır. Özelliği, esneme kabiliyetinin fazla olmasıdır. Ürünün başlangıcında, ürünün etek ucunun marullaşarak çabuk deforme olmasını engeller. İsteğe bağlı olarak sadece lastik örgüden oluşan ürünlerde vardır. Spor giyimde tercih edilen bir örgü türüdür. Lastik örgüler 1x1, 2x1 ve torba olarak çeşitlilik gösterirler. Lastik örgülerden esinlenerek fitilli örgülerde yapılmaktadır.3x3, 3x2, 4x4, 5x2 gibi
S.181. Örmecilikte 1x Lastik örgü ne demektir, açıklayınız?
C.181. Bir iğne çalışırken diğer iğne çalışmaz. Bunun sağlanması için bir uzun ayak, bir kısa ayak şeklinde iğne düzeni yapılır. Ön plaka için yapılan bu düzen, arka plaka için tam tersi şeklinde hazırlanır. Böylece çalışan iğnenin karşısına çalışmayan iğnenin gelmesiyle kumaşta boyuna yollu bir görüntü elde edilir. Örme işlemini sağlamak için iğne düzeni, ön plaka için 1 kısa ayak iğne, 1 uzun ayak iğne şeklinde; arka plaka için 1 uzun ayak iğne, 1 kısa ayak iğne şeklinde yapılmalıdır. Eğer uzun ve kısa ayak iğne kullanılmıyorsa, firketeleri kullanarak (iterek) aynı düzen sağlanmaktadır.
S.182. Örmecilikte 1x1 Lastik Örgüyü yapmak için işlem sırasını anlatınız?
C.182.
1-Kullanacak iplik çardaktan ve mekikten geçirilir.
2-Jakar pozisyonu iğneler kafa kafaya gelecek şekilde ayarlanır. Bunu yaparken jakar kolu yukarı doğru kaldırılır.( İğnelerin yukarıda olmadığından emin olunmalıdır)
3-Kafayı sola getirerek başlama yapılarak tarak takılır.( Başlangıç ayarını sıkılır. Tarak ve ağırlıklar ortalanmalıdır)
4-Kaytan atılır.( Başlangıç ayarı açılır. Çelikler çapraz kapatılır )
5-Ayar lastik ayarına alınarak örme işlemine devam edilir.( Kaytandan sonra ayar açılır.)
6-1x1 lastik örgüyü örülür.( Jakar Pozisyonu korunur.)
S.183. Örmecilikte 2x1 Lastik örgü ne demektir, açıklayınız?
C.183. İki iğne çalışırken diğer bir iğne çalışmaz. Bunun sağlanması için iki uzun ayak, bir kısa ayak şeklinde iğne düzeni yapılır. Fakat kafanın giriş ve çıkış iğnesinin örme işlemini kaçıksız sağlayabilmesi amacıyla iğne düzeni, ön plaka için 1 uzun ayak iğne, 1 kısa ayak iğne, 1 uzun ayak iğne şeklinde; arka plaka için 2 uzun ayak iğne, 1 kısa ayak iğne şeklinde yapılmalıdır. Eğer uzun ve kısa ayak iğne kullanılmıyorsa, firketeleri kullanarak (iterek) aynı düzen sağlanır.
S.184. Örmecilikte 2x1 Lastik Örgüyü yapmak için işlem sırasını anlatınız?
C.184.
1-Kullanacak iplik çardaktan ve mekikten geçirilir.
2-İğne pozisyonu ön plakada bir uzun ayak bir kısa ayak bir uzun ayak şeklinde, arka plakayı iki uzun bir kısa ayak şeklinde ayarlanır.( Firketeleri doğru itilmelidir.)
3-Plakayı sağa bir jakar kırık pozisyona getirilir.( Jakar hareket kolunu aşağıya doğru bir kademe itilir.)
4-Kafayı sola getirerek başlama yapılır ve tarak takılır.( Başlangıç ayarını sıkılır. Tarağı ve ağırlıkları ortalanmalıdır.)
5-Kaytan atılır.( Başlangıç ayarı açılır. Çelikler çapraz kapatılır).
6-Ayar lastik ayarına alınarak örme işlemine devam edilir. ( Kaytandan sonra ayarın açılması gerektiği unutulmamalıdır.).
7-Plaka başlama pozisyonuna (örgü pozisyonuna) getirilir.( Jakar kolu yukarı bir kademe kaldırılır.)
8-2X1 lastik örgü örülür.( Kafanın örgü alanından çok fazla dışarı çıkmamasına dikkat edilir.).
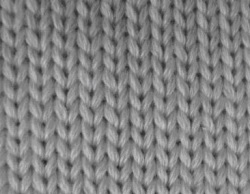
S.185.Aşağıda görülen lastik örgünün çeşidi nedir ?

C.185.Bu lastik örgü 2 x1 ‘dir.
S.186. Örmecilikte Torba Lastik örgü ne demektir, açıklayınız?
C.186. Çalışılacak olan iğne alanındaki, arka plaka tüm iğnelerinin yarım sıra ördükten sonra, dönüşte ön plaka tüm iğnelerinin yarım sıra örülmesi işleminin tekrarıyla oluşan örme yüzeyidir. Torba şeklinde içi boş bir görüntü sergiler.
S.187. Örmecilikte Torba Lastik Örgüyü yapmak için işlem sırasını anlatınız?
C.187.
1-Kullanacak iplik çardaktan ve mekikten geçirilir.
2-Jakar pozisyonu başlama pozisyonuna getirilir.( İğnelerin yukarıda olmadığından emin olunmalıdır.)
3-Kafayı sola getirerek başlama yapılıp tarak takılır.( Başlangıç ayarı sıkılır. Tarak ve bu tarağa takılan ağırlıkların ortalandığından emin olunmalıdır)
4-Çelikler çapraz kapatılarak ve ayar lastik ayarına alınır. Örme işlemine devam edilir.( başlangıç ayarının açılması unutulmamalıdır.) 5-Torba lastik örülür.(Çelikler çapraz kapatılır)
S.188.Aşağıdaki fotoğrafta hangi lastik türü kullanılmıştır.

C.188.Torba Lastik.
S.189.Örmecilikte Düşürme tekniği ne demektir, açıklayınız?
C.189. Aynı lastik kullanılmak kaydıyla birden fazla örme parçanın çalışılması sırasında örülecek örme parçaların birbirinden ayrılmasını sağlamak için uygulanan tekniğe örgü düşürme tekniği denir. Yapılan bir örgüden sonra yeni bir örgü başlangıcı yapmamak, yeni örme parçası için başlamada tarak takmamak amacıyla kullanılır. Düşürme tekniği ile zamandan, iplikten ve emekten tasarruf ederek seri çalışma imkânı bulunur. Tüm örme parçalarının örme işlemi bittikten sonra, örgü düşürme tekniği uygulanan yerlerden parçaların birbirinden ayrılması sağlanır. Düşürme teknikleri çeşitlilik gösterebilir. Fakat amaç hepsinde aynıdır. Tekniğe, tek plakada uygulanıyorsa tek taraflı düşürme tekniği, iki plakada da uygulanılıyorsa çift taraflı düşürme tekniği denir
S.190.Örmecilikte Düşürme Tekniğini Uygulamak için işlem sırasını anlatınız?
C.190. 1-Kullanacak iplik çardaktan ve mekikten geçirilir. 2-Jakar pozisyonu iğneler kafa kafaya gelecek şekilde ayarlanır. Bunu yaparken jakar kolu yukarı doğru kaldırılır.(İğnelerin yukarıda olmayacaktır.) 3-Kafa sola getirilerek başlama yapılır ve tarak takılır.(başlangıç ayarı sıkılmalıdır. Tarağı ağırlıklar ortalamalıdır.) 4-Ayar lastik ayarına alınarak örme işlemine devam edilir.(Kaytan’dan sonra ayar açılacaktır.) 5-1x1 lastik örgü örülür.( Jakar pozisyonu korunmalıdır.)
S.191.Örmecilik ne demektir, açıklayınız?
C.191. İpliklerin tek başına ya da topluca (çözgüler halinde) örücü iğne ve yardımcı elemanlar vasıtasıyla ilmekler haline getirilmesi, bunlar arasında da yan yana ve boylamasına bağlantılar oluşturulması ile bir tekstil yüzeyi elde etme işlemine örmecilik adı verilir.
S.192. Örme kumaş ne demektir, açıklayınız?
C.192.Bir ipliğe özel iğneler yardımıyla ilmek şekli verilerek bu ilmeğin kendinden önceki ve sonraki ile yanlarındaki ilmeklerle bağlantı yapması sonucunda bir yüzey oluşturmasıyla elde edilen kumaşa örme kumaş adı verilir
S.193. Tek katlı örme kumaşlar kaç iğe gurubu ile yapılır?
C.193. Tek katlı kumaşlar tek iğne grubu kullanılarak üretilen atkı örme kumaşlardır.
S.194. Çift katlı örme kumaşlar kaç iğe gurubu ile yapılır?
C.194. Çift katlı kumaşlar rib (ribana) veya interlok (bu şekilde kumaşın doğal esnekliği azalır) düzeninde yerleştirilen iki iğne grubu kullanılarak üretilen kumaşlardır. Çift katlı kumaşlar jakarlı veya jakarsız olabilir.
S.195. İlmek sırası ne demektir, açıklayınız?
C.195. İlmek sırası, kumaşın eni boyunca oluşturulan bir ilmek sırasıdır. Sıralar kumaşın uzunluğunu belirler ve birim uzunlukta (cm) yer alan sıra sayısı olarak ölçülür.
S.196. İlmek çubuğu ne demektir, açıklayınız?
C.196. İlmek çubuğu, kumaşın boyu boyunca uzanan bir ilmek çubuğudur. İlmek çubukları kumaşın enini belirler ve santimetrede (cm) yer alan çubuk sayısı olarak ölçülür.
S.197. İlmek yoğunluğu ne demektir, açıklayınız?
C.197. İlmek yoğunluğu, birim alanda yer alan ilmek sayısıdır (ilmekler/cm2) ve kumaş alanını belirler.
S.198. İlmek iplik uzunluğu ne demektir, açıklayınız?
C.198. İlmek iplik uzunluğu, bir ilmekteki iplik miktarıdır. İlmek iplik uzunluğu tüm örme kumaşlar için en baskın faktördür.Atkı örmeciliğinde genelde iğne başına düşen ortalama iplik miktarı olarak belirlenir. Çözgü örmede ise bir ilmek sırası için ortalama iplik miktarıdır
S.199.Örmecilikte Üst yatırım ne demektir, açıklayınız?
C.199. Üst yatırım, yatırım raylarının (tarakların) iğnelerin kanca tarafında yaptıkları yanal harekettir. Bu hareket genel olarak bir iğne aralığı ile sınırlandırılır. Kumaş yapısı içinde bir ilmekte üst yatırım olarak adlandırılır.
S.200. Örmecilikte Alt yatırım ne demektir, açıklayınız?
C.200. Alt yatırım, yatırım raylarının iğnelerin arka kısımlarında yaptıkları yanal harekettir. Bu hareket sadece mekanik koşullar ile sınırlıdır. Alt yatırım çözgü örme kumaş yapısında birbirini takip eden sıralarda yer alan ilmekler arası bağlantıdır.
S.201. Örme yüzeyler, ilmek oluşum tipine göre kaça ayrılır, nelerdir ?
C.201. 1-Atkılı örme (Atkılı örme sistemli makineler) 2- Çözgülü örme (Çözgülü örme sistemli makineler)
Örme Teknolojisi Soruları 4
S.153. Düz el örme makinesinde Torba çeliklerinin görevi nedir, anlatınız?
C.153. Torba Çelikler: İğneleri örgüye sokmaya yarayan çeliklerdir. Makinenin markasına ve özelliğine göre kullanılan iğnelerde çeşitli çalışma şekilleri vardır.
Makinede tek tip iğne diziliyse, torba çelikler iki pozisyonda çalışır.
1-Torba çelikler tam açık pozisyona getirilir. Bu durumda makine üzerinde bulunan bütün iğneler çalışır.
2-Torba çelikler tam kapalı pozisyona getirilir. Bu durumda makine üzerindeki bütün iğneler çalışmaz. Kafa hareket etse de iğneler ilmek oluşturmaz,
Makinede iki tip iğne (uzun ayak ve kısa ayak) kullanılıyorsa, torba çelikler üç pozisyonda çalışır.
1-Torba çelikler tam açık pozisyona getirildiğinde, makine üzerinde bulunan bütün iğneler çalışır. ( kısa ayak ve uzun ayak )
2-Torba çelikler yarıma alındığında, sadece makinede dizilmiş olan uzun ayaklı iğneler çalışır. Kısa ayak iğneler çalışmaz.
S.154. Düz el örme makinesinde Ay Çeliğinin görevi nedir,açıklayınız ?
C.154. Ay Çeliği: Kafanın hareketi sonucu iğnelerin örme esnasında yukarıya sıçramasını engelleyen çeliktir. İğne yukarıya fazla çıkarsa, kafanın hareketi sonucu karşı plakadaki iğnelerle çarpışarak kırılmalara neden olabilir. Ay çeliği, iğnelerin örme esnasında iğne yolundan çıkarak kırılmasını engeller.
S.155. Düz el örme makinesinde kayık çeliğinin görevi nedir, açıklayınız?
C.155. Kayık Çeliği: Noppen çeliğine ve torba çeliğe yataklık yapar. Çeliklerin yıpranmasını önler. İğneler örme esnasında torba çelikten çıkarak yoluna devam eder. Bu arada iğnelerde titreşimler olur, bu da örgü yüzeyinde bozukluklara neden olabilir. Bu titreşimi önleyen, iğnenin daha sağlıklı çalışmasını sağlayan kayık çeliğidir. Adını görünümünden almıştır.
S.156. Düz el örme makinesinde Noppen çeliğinin görevi nedir, açıklayınız?
C.156. Noppen çeliği: Kafanın üstünde toplam dört tane noppen mandalı bulunmaktadır. Bu mandallardan verilen komutlara göre kafa iç çeliğindeki noppen çeliği harekete geçer. Bu çelikler birbirleriyle bağlantılıdır. Noppen mandallarından ikisi küçük noppen mandalıdır. Küçük noppen mandalı devreye girdiğinde (hangi plakada ise) yarım sıra ilmek oluşturur, yarım sıra ilmeğin üzerine iplik atar ve bekletir. Bu nedenle en fazla bir sırada bir örme işlemi yapılmalıdır. Büyük noppen mandalı devreye sokulduğunda ise bir plakadaki ilmeğe noppen yapar, aynı anda diğer plakadaki ilmeğin üzerine yeni bir ilmek oluşturur. Noppen “askı” demektir. Yani, kafanın hareketi sonucu ilmek oluşmaz, sadece iğnenin başında bulunan ilmeğin üzerine iplik atar ve bekletir.
S.157. Düz el örme makinesinde Gövde çeliğinin görevi nedir, açıklayınız?
C.157. Gövde Çeliği; Kafa iç çeliklerinde boşluk oluşmaması için kullanılan düz metal parçadır. Boşluğu doldurmada kullanılır. Hiç bir işlevi yoktur.
S.158. Düz el örme makinesinde Mekik ve mekik yayının görevi nedir, açıklayınız?
C.158.Mekikler ve mekik yayı: Örme esnasında kullanılan en önemli elemanlardan biridir. Örgünün gerçekleşmesini sağlar. Kafanın hareketi sonucu ipliğin, iğnenin ağzına verilmesini sağlayarak ilmek oluşumunun gerçekleştirilmesine yardımcı olur. Kafa ile birlikte hareket eder, kafa olmadan tek başına bir anlam taşımaz. Düz el örme makinelerinde genelde düz mekik kullanılır. Mekikler, kafa iç çeliklerine verilen komutlara göre iğne ağzına iplik besleyen elemanlardır. Düz el örme makineleri tek sistemli makinelerdir. Aynı anda sadece bir mekik çalışabilir. Yani kafanın 1 sıra gidişinde 1 ilmek sırası örülür. Mekikler plakalara bağlı mekik rayları üzerine takılır ve bu raylar üzerinde hareket eder. Düz el örme makinelerinde bir önde bir arkada olmak üzere toplam iki tane mekik rayı vardır. Buna bağlı olarak da iki tane mekik takılabilir.
S.159. Düz el örme makinesinde Fırçaların görevleri nedir, açıklayınız?
C.159.Fırçalar: Kafanın üzerinde bulunan fırçaların görevi, örme esnasında iğnelerin dillerinin açılmasını sağlayarak ilmek oluşumuna yardımcı olmaktır. Diğer yandan da iğne ve plaka üzerinde bulunan fazla tüyleri ve tozları temizler. Düz el örme makinelerinde iki tane fırça bulunmaktadır. Biri ön plakadaki iğne dillerine, diğeri arka plakadaki iğne dillerine hareket verir. Makinedeki sistem sayısı ile orantılıdır.
S.160. Düz el örme makinesinde mekik tulumbasının görevleri nedir, açıklayınız?
C.160. Mekik Tulumbası ( Mekik değiştirme mekanizması ) ; Mekiklerin alınıp bırakılmasına yarayan mekanizmadır. Tulumbaya benzediği için mekik tulumbası denilmektedir. Hareket ettiren kola tulumba kolu denilmektedir.) Kafanın sol tarafındaki koldur. Bu kol sayesinde mekikler istenildiği zaman alınır, istenildiği zaman bırakılır.
S.161. Düz el örme makinesinde Jakar kırma kolunun görevleri nedir, açıklayınız?
C.161. Jakar Kırma Kolu: Ön ve arka plakadaki iğnelerin birbirleriyle çakışarak kırılmalarını önlemeye yarayan mekanizmadır. Yapılacak örgünün özelliğine göre örgüye başlamadan önce veya örme esnasında iğnelerin karşılıklı veya çapraz pozisyona getirilmesine yarayan kaydırma koludur. Kısacası, arka plakanın ön plakaya oranla hareket ederek farklı örgü yüzeylerinin oluşması sağlanır. Yani, ilmekler arka plakanın hareket etmesiyle örgü yüzeyi üzerinde farklı şekil alır. Jakar kırma mekanizması ile ilmeklerin kaydırılarak hareketleriyle elde edilen örgü yüzeylerine plaka kaydırmalı desenler denir. Arka plaka ancak birer birer kaydırılabilir. Çünkü her makinenin kendi bünyesinde jakar kırma mekanizma tur sayısı vardır. Makine inceliği tur sayısının belirlenmesinde etkendir. Her makine kendi bünyesinde kayabilen bir jakar dişlisine sahiptir. Dişli bir kol yardımı ile çevrilerek hareket ettirilir. Dişli sayısı kaydırma sayısını belirler.
S.162. Düz el örme makinesinde Tarak ve Tarak telinin görevleri nedir, açıklayınız?
C.162. Tarak ve Tarak teli: Örme işlemine başlayabilmek örgü alanına ilmek kaptırabilmek için kullanılan yardımcı elemanlardır. İlk örme sırasında oluşan fiyonkların iki plaka arasına yerleştirilen ve tarak teli ile sabitlenen tarak sayesinde; fiyonklara ilmek formu verilmesine yani ilmek oluşumuna yardımcı olur. Taraklar numaralıdır. Makine numarasına göre değişir. Tarakların genişliği de çeşitlidir. Yapılacak örgünün genişliğine uygun tarak seçimi yapılmalıdır. Tarak aynı zamanda örgü başlangıcının düzgünlüğünü de sağlar. Örme işleminin gerçekleştirilmesindeki yardımcı elemanlardan biridir. Tarak telinin ise tek başına bir işlevi yoktur. Tarakla birlikte işlevini gerçekleştirir. Örgü başlangıcında tarağın içinden geçerek ilmekleri aşağıya doğru çeker. İnce ve uzundur. Tarağın genişliğine göre ayarlanabilir. Üzerinde ağırlık takılabilmesi için belirli aralıklarla delikler bulunur
S.163. Düz el örme makinesinde Aktarma iğnelerinin görevleri nedir, açıklayınız?
C.163. Aktarma iğneleri: Örme işleminde ilmeklerin yerlerinin değiştirilerek, çeşitli desenler yapılmasını sağlar. Örgüye geçilmeden önce kullanılacak makine numarasına uygun aktarma iğnesi seçilmelidir. Aktarma iğneleri iki bölümden oluşur. İlki aktarma iğnesinin tuttuğumuz demirden yapılmış bölümü, diğeri bu bölümün ucuna takılan ucu yuvarlak kısımdır.
S.164. Düz el örme makinesinde Aktarma iğnelerinin çeşitleri nedir, açıklayınız?
C.164.
1’li aktarma iğnesi,
2’li aktarma iğnesi
6'lı aktarma iğnesi şeklinde isimler alır.
Tek seferde ne kadar ilmekle aktarma yapılacaksa ona uygun aktarma iğnesi seçilir.
İki taraflı aktarma iğnesi: İlmekleri ön yataktan arka yatağa veya yan tarafa aktarmada, makine üzerinde keserek bitirme ve birleştirme dikişlerinde kullanılır.
İkili aktarma iğnesi: Aynı anda iki ilmek eksiltmek veya aktarmak için kullanılır. Diğer ucunda kroşe iğnesi bulunur.
Üçlü aktarma iğnesi: Aynı anda üç ilmek eksiltmek ve aktarmak için Kullanılır.
Altılı aktarma iğnesi: Aynı anda altı ilmek eksiltmek ve aktarmak için kullanılır.
S.165. Düz el örme makinesinde Tarağa takılan ağırlıklar vardır bunların görevleri nedir, açıklayınız?
C.165. Ağırlık: Örme işleminin gerçekleştirilmesindeki yardımcı elemanlardan biridir. İki parçadan oluşmaktadır. İlki, üzerine ağırlıkların konulacağı demir, uzun çubuk; diğeri ise üzerine yerleştirilen demir ağırlıklardır. Örgü başlangıcında kullanılan tarak ve tel takıldıktan sonra, tarağın alt kısmında bulunan deliklere takılır. Ağırlık takılırken, tarağı dengeleyecek bir şekilde takılmalıdır. Aksi takdirde çekim eşit olmaz. Bu da iğnelerin üzerinde ilmek yığılmaları olmasına neden olur. Eğer takılan ağırlık fazla ise örgüde patlamalar, yırtılmalar meydana gelir. Eğer az ise örgü yüzeyi istenilen ayarda olmaz.
S.166.Örmecilikte iplik parafinlenir nedendir ve özelliği nedir, anlatınız?
C.166. Parafin: Petrollerin ayrımsal damıtılması sırasında elde edilen, beyaz katı bir maddedir. Mum yapımında kullanılır. Aynı zamanda, mumlar gibi apre maddesi olarak kullanılır. Örme işleminin daha düzgün daha rahat ve verimli olarak gerçekleşmesi için nemlendirilerek, parafinlenerek veya bazı emülsiyonlar emdirilerek kaygan bir hale getirilmesi gerekir. Bu işlemlerin sonucunda ipliğin rahat hareket etmesi sağlanır, sürtünme kuvveti azaltılır ve iplik kopma ihtimali en aza indirilir. Parafinin sertliğini “penetrasyon” belirler. Sertliği 15–25 arasında olan parafinler pratikler kullanılır. Küçük rakamlar sert parafini ifade eder. Eğer salon sıcaklığı 30 C°’den fazlaysa sert parafinler kullanılmalıdır. Kullanılan parafinler daha sonraki işlemlerde kumaş üzerinden kolaylıkla uzaklaştırılabilen türden olmalıdır.
S.167.Dilli kancaların ( kroşe iğnesinin ) görevi nedir?
C.167. Dilli kancalar ( Kroşe iğnesi ):Kroşe iğneleri (dilli iğneler) bir kaç sıra kaçmış olan ilmeği yakalayıp örmek için kullanılan araçlardır. İlmek kaçığı ilmekleri, dilsiz kanca şeklindedir ve kaçan ilmeği yakalayıp örme yapmak için kullanılır.
S.168. Dilsiz kancanın ( kaçık iğnesinin ) görevi nedir?
C.168. Dilsiz kanca ( kaçık iğnesi ): Bir ucu kıvrık, sivri olarak yapılmış, diğer ucuna da aktarma iğnesi yerleştirilmiştir. Turuncu iğne olarak da bilinir. Çok işlevlidir. Kıvrık olan ucu makine üzerinde bulunan örgüdeki ilmek kaçığını alarak tekrar iğne başına geçirmede kullanılır.
S.169. İğne seçici tarağın görevi nedir?
C.169.İğne seçici tarak: Örgüye başlamadan önce, yapılacak örgünün özelliğine göre iğne seçimi yapmak için kullanılır. Tarağa benzer görünümü olduğu için adını buradan alır. İğne seçiminde kolaylık sağlar. Başka hiçbir işlevi yoktur.
S.170. Düz el örme makinesinde iğne düzeni ne demektir, açıklayınız?
C.170. Kısa ve uzun ayak iğneler yapılacak desende çalışırken iğne seçimini yapmak için kullanılır. Çelik tablasında bulunan çeliklerin yardımıyla iğnelerin iğne yolunu izlemesiyle desenlendirme yapılır. Yapılacak desene göre, plaka üzerinde örgü yapılacak alana iğneler uzun ve kısa ayak olarak dizilir.
S.171. Düz el örme makinesinde 1x1 lastik örgü yapabilmek için iğneleri uzun ve kısa ayak şeklinde diziniz?
C.171.

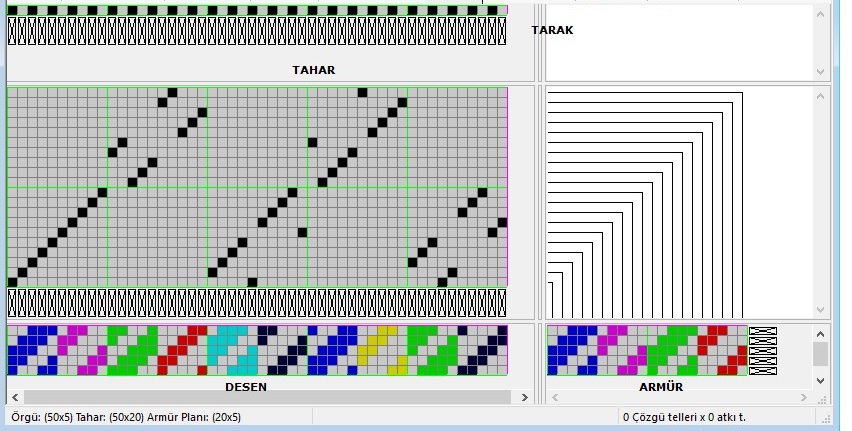
S.172. Düz el örme makinesinde Jakar Pozisyonu ne demektir açıklayınız?
C.172. Makine üzerindeki iki plakanın duruş pozisyonuna jakar pozisyonu denir. Düz el örme makinelerinde ön plaka sabit arka plaka hareketlidir. Arka plakaya hareket jakar kırma kolu ile verilir. Arka plaka ile ön plaka aynı hizada ise bu pozisyona örgü (dolu iğne) pozisyonu denir.
S.173.Düz el örme makinesinde Jakar Pozisyonlar kaç tanedir, isimleri nelerdir?
C.173. Üç ( 3 ) tanedir. 1-Örgü (dolu iğne) pozisyonu 2-Yarım kayık(iğneler karşılıklı) pozisyon 3-Transfer pozisyonu
Örme Teknolojisi Soruları 3
S.109. Düz örme makinelerinde Kol boyu sıra sayısı için kullanılan formül nedir?
C.109. Kol boyu tüm sıra sayısı = Kol ağzı sıra sayısı + Kol boyu sıra sayısı
S.110. Düz örme makinelerinde Yaka için Örülme Zamanı için hangi bilgilere ihtiyaç vardır?
C.110. Tüm yaka için gerekli sıra sayısı - Makine devri (dev/dk.) ve Çalışma yeri genişliği
S.111. Düz örme makinelerinde Yaka için Örülme Zamanı için kullanılan formül nedir?
C.111. Yaka örülme zamanı (dk.) = Tüm yaka için gerekli sıra sayısı / Makine devri (dev/dk.) x 2 x Çalışma yeri genişliği
S.112. Düz örme makinelerinde Bütün Kazak için Örülme Zamanı Hesabı için hangi bilgilere ihtiyaç vardır?
C.112. Ön ve arka parçalar için geçen zaman (dk.) - Kol örülme zamanı (dk .) - Beden boyu tüm sıra sayısı - Makine devri (dev/dk.) - Çalışma yeri genişliği ve Kol boyu tüm sıra sayısı
S.113. Düz örme makinelerinde Bütün Kazak için Örülme Zamanı Hesabı için kullanılan formül nedir?
C.113. Ön ve arka parçalar için geçen zaman (dk.) = Beden boyu tüm sıra sayısı / Makine devri (dev/dk.) x 2 x Çalışma yeri genişliği
Kol örülme zamanı (dk.) = Kol boyu tüm sıra sayısı / Makine devri (dev/dk.) x 2 x Çalışma yeri genişliği
Bütün kazak örülme zamanı (dk.) = Ön ve arka parçalar için geçen zaman (dk.) + Kol örülme zamanı (dk.) + Yaka örülme zamanı (dk.)
S.114. Yuvarlak Örme Makinelerinde Saatte Üretilen İlmek Sırası Sayısının Hesabı için hangi bilgilere ihtiyaç vardır?
C.114. Devir sayısı (dev/dk.) - Sistem sayısı - Makine randımanı (%) ve Renk sayısı (Jakarlı ürünlerde dikkate alınır.)
S.115. Yuvarlak Örme Makinelerinde Saatte Üretilen İlmek Sırası Sayısının Hesabı için kullanılan formül nedir?
C.115. Bir saatte üretilen ilmek sıra sayısı (sıra/h) = Devir sayısı (dev/dk.) x Sistem sayısı x Makine randımanı (%) x 60 / Renk sayısı (Jakarlı ürünlerde dikkate alınır.)
S.116. Yuvarlak Örme Makinelerinde Saatte Üretilen Kumaş Miktarının Metre Olarak Hesabı için hangi bilgilere ihtiyaç vardır?
C.116. Bir saatte üretilen ilmek sıra sayısı (sıra/h) ve Sıra sıklığı (sıra/cm)
S.117. Yuvarlak Örme Makinelerinde Saatte Üretilen Kumaş Miktarının Metre Olarak Hesabı için kullanılan formül nedir?
C.117. Bir saatte üretilen kumaş miktarı (m) = Bir saatte üretilen ilmek sıra sayısı (sıra/h) / Sıra sıklığı (sıra/cm) x 100
S.118. Yuvarlak Örme Makinelerinde Saatte Üretilen Kumaş Miktarının Metrekare Olarak Hesabı için hangi bilgilere ihtiyaç vardır?
C.118. Bir saatte üretilen kumaş miktarı (m) ve Kumaş tüpünün açık en genişliği (m)
S.119. Yuvarlak Örme Makinelerinde Saatte Üretilen Kumaş Miktarının Metrekare Olarak Hesabı için kullanılan formül nedir?
C.119. Bir saatte üretilen kumaşın m2 olarak üretimi (m2/h) = Bir saatte üretilen kumaş miktarı (m ) x Kumaş tüpünün açık en genişliği (m)
S.120. Yuvarlak Örme Makinelerinde Saatte Üretilen Parça Sayı Miktarının Kilogram Olarak Hesabı için hangi bilgilere ihtiyaç vardır?
C.120. Bir saatte üretilen parça sayısı - Bir saatte üretilen kumaş miktarı (m) - Parça boyu (cm) ve Birim gramaj (g / parça)
S.121. Yuvarlak Örme Makinelerinde Saatte Üretilen Parça Sayı Miktarının Kilogram Olarak Hesabı için kullanılan formül nedir?
C.121. Bir saatte üretilen parça sayısı = Bir saatte üretilen kumaş miktarı (m) x 100 / Parça boyu (cm)
Bir saatteki kumaş üretimi (kg) = Bir saatte üretilen parça sayısı x Birim gramaj (g / parça) / 1000
S.122. Düz el örme makinesinde çardak kısmını açıklayınız?
C.122.Üzerinde bobinlerini ve rezerv ( Yedek ) bobinlerini sabit ve düzgün bir şekilde taşıyan parçadır.
S.123. Düz el örme makinesinde Bobin sehpası nedir?
C.123. Çalıştırılacak bobinlerin bulunduğu sehpadır.
S.124. Düz el örme makinesinde iplik sevk ünitesini açıklayınız?
C.124. Bobin sehpasından gelen ipliğin birbirine karışmadan yönlendirilmesini sağlar
S.125. Düz el örme makinesinde gerginlik kontrol yayı nedir, açıklayınız?
C.125. İpliğin gerginliğini ayarlar.
S.126. Düz el örme makinesinde Düğüm yoklayıcısını açıklayınız?
C.126. İplik içerisinde bulunan düğümlerin örme alanı içerisine girmeden yakalanmasını sağlar. Ayarlanabilen bir özelliğe sahiptir. Büyük düğümlerin yani kuralına uygun atılmayan düğümlerin örme yüzeyini bozmasını önler.
S.127. Düz el örme makinesinde gergi teli nedir, açıklayınız?
C.127. İpliğin potluğunu ya da bollaşmasını alır.
S.128. Düz el örme makinesinde İğne yatağı ( plaka ) ne işe yarar?
C.128. İğne yatağına makinede çalışan iğneler yerleştirilir.
S.129. Yuvarlak Örme Makinelerinde Bir sırada harcanan iplik uzunluğunun Hesaplanması için hangi bilgilere ihtiyaç vardır?
C.129. İlmek iplik uzunluğu (mm) - Makine inceliği - Makine çapı (pus) ve Pi sayısı
S.130. Yuvarlak Örme Makinelerinde Bir sırada harcanan iplik uzunluğunun Hesaplanması için kullanılan formül nedir?
C.130. Bir sırada kullanılan iplik uzunluğu (m/sıra) = İlmek iplik uzunluğu (mm) x Makine inceliği x Makine çapı (pus) x Pi sayısı / 1000
S.131. Yuvarlak Örme Makinelerinde Bir saatte kullanılan iplik miktarının Hesaplanması için hangi bilgilere ihtiyaç vardır?
C.131. Bir sırada kullanılan iplik uzunluğu (m/sıra) ve Bir saatte üretilen ilmek sıra sayısı (sıra/h)
S.132. Yuvarlak Örme Makinelerinde Bir saatte kullanılan iplik miktarının Hesaplanması için kullanılan formül nedir?
C.132. Bir saatte kullanılan iplik uzunluğu (m/h) = Bir sırada kullanılan iplik uzunluğu (m/sıra) x Bir saatte üretilen ilmek sıra sayısı (sıra/h)
S.133. Yuvarlak Örme Makinelerinde Makinenin Bir Devrinde Üretilen İlmek Sayısının Hesabı için hangi bilgilere ihtiyaç vardır?
C.133. Sistem sayısı - Makine çapı (pus) - Makine inceliği ve Pi sayısı
S.134. Yuvarlak Örme Makinelerinde Makinenin Bir Devrinde Üretilen İlmek Sayısının Hesabı için kullanılan formül nedir?
C.134. Bir devirde üretilen ilmek sayısı = Sistem sayısı x Makine çapı (pus) x Makine inceliği x Pi sayısı
S.135. Yuvarlak Örme Makinelerinde Saatte Örülen ilmek Sayısının Hesabı için kullanılan formül nedir?
C.135. Bir saatte üretilen ilmek sayısı = Bir devirde üretilen ilmek sayısı x Devir sayısı (dev / dk.) x 60
S.136. Yuvarlak Örme Makinelerinde Bir sırada harcanan iplik uzunluğu için hangi bilgilere ihtiyaç vardır?
C.136. İlmek iplik uzunluğu (mm) - Makine inceliği - Makine çapı (pus) ve Pi sayısı
S.137. Yuvarlak Örme Makinelerinde Bir sırada harcanan iplik uzunluğu için kullanılan formül nedir?
C.137. Bir sırada kullanılan iplik uzunluğu (m/sıra) = İlmek iplik uzunluğu (mm) x Makine inceliği x Makine çapı (pus) x 3,14 / 1000
S.138. Yuvarlak Örme Makinelerinde Bir metre kumaş üretmek için harcanan iplik uzunluğunda gerekli bilgiler nelerdir?
C.138. Bir sırada harcanan iplik uzunluğu (m/sıra) ve cm’deki sıra sayısı
S.139. Yuvarlak Örme Makinelerinde Bir metre kumaş üretmek için harcanan iplik uzunluğunda gerekli bilgilerin hesabı formülü nedir?
C.139. Bir metre kumaş üretmek için harcanan iplik uzunluğu (m) = Bir sırada harcanan iplik uzunluğu (m/sıra) x cm’deki sıra sayısı x 100
S.140. Düz el örme makinesinde Çalışır Pozisyon ne demektir,açıklayınız ?
C.140.Çalışır Pozisyon: İğne ayakları iğne rayından 1,5 cm. kadar mesafededir. İğne başı iğne yatağının üst kenarı ile aynı hizada bulunur. Desen şemasında dikey çizgi olarak gösterilir. Her dik çizgi bir iğneyi gösterir
S.141. Düz el örme makinesinde Çalışmaz pozisyon ne demektir ?
C.141. Çalışmaz pozisyon: İğnelerin ayakları, iğne rayına dayalı haldedir. Desen şemasında nokta ile gösterilir. Her nokta çalışmaz iğneyi gösterir. Düz el örme makinelerinde kullanılan çeşitli iğneler vardır. Bunlardan kancalı uçlu ( dilli) iğneler,iğne yatakları içinde çalışan ve örmeyi gerçekleştiren iğnelerdir
S.142. Düz el örme makinesinde Örme iğnelerin görevi nedir?
C.142. Örme iğneleri, düz el örme makinelerinde plakalar üzerindeki iğne kanallarına yerleştirilerek, ilmek oluşumunu ve ilmeklerin birleştirilmesi ile örgü yüzeyi oluşumunu sağlayan örücü makine elemanlarıdır.
S.143. Düz el örme makinesinde Örme iğneleri başlıca kaç kısımdan oluşur ve nelerdir?
C.143. Örme iğneleri başlıca 3 kısımdan oluşur. İğne başı – İğne ayağı - İğne gövdesi
S.144. Düz el örme makinesinde kullanılan iğnenin başı nedir,açıklayınız ?
C.144. İğne başı: İlmeğin yapıldığı, ipliğin şekil aldığı kısımdır. İğne başını, hareket etme yeteneğine sahip iğne dili tamamlamaktadır. İğne dili ince bir mil ile baş kısmına monte edilmiştir. Yeni bir ilmek oluşacağı zaman, bir önceki ilmeği arkasına alarak, kafanın hareketi sonucu iğne başına gelen ipliği arkasına aldığı ilmeğin arasından geçirir.
S.145. Düz el örme makinesinde kullanılan iğnenin ayağını anlatınız ?
C.145. İğne ayağı: İğnelerin arka ucunda çeşitli şekillerde olan çıkıntıdır. Yapılacak örgünün özelliğine göre, verilen komutlar doğrultusunda iğne seçimi, yaparak temel örgü hareketine göre ipliğin şekil almasını sağlama görevi vardır. Makine özelliğine göre değişik şekillerde iğneler kullanılır.
S.146. Düz el örme makinesinde kullanılan iğnenin gövdesini anlatınız ?
C.146.İğne gövdesi: İğnenin baş ve ayak kısımları arasında kalan bölümdür. İğne çeşitlerine göre iğne gövdesi değişebilir. Düz el örme makinelerinde iğnenin hem ayak uzunluğu hem de gövde uzunluğu değişken olabilir. İğne ayağına verilen hareket sonucu, iğne gövdesi ilmek oluşturmak için mekiğe doğru yol alır. Yapıları bakımından kullanılan bütün iğneler hassas, düzgün yüzeyli, sürtünmelere ve aşınmalara karşı dayanıklı, kırılmayı geciktirici nitelikte ve esnek olmaları gerekir. İğneler baskı ve sürtünmeden dolayı çeşitli kuvvetlerle karşı karşıya kalırlar. Bu kuvvetlerin etkisi altında iğneler kırılıp eğilebilirler
S.147. Düz el örme makinesinde İğne üzerinde etki eden kuvvetler nelerdir?
C.147. 1-Kafa (kızak) iç çeliklerinin iğneyi itme kuvveti 2-Çardaktan gelen ipliğin asılma kuvveti 3-İpliğin sürtünme kuvveti 4-Örme çekim kuvveti 5-Plaka ile sürtünme kuvveti
S.148. Düz el örme makinesinde Kullanılan bu iğneler iğne ayağının şekline ve yapısına göre isimlendirilir bunlar nelerdir?
C.148,1-Uzun ayak iğne 2-Kısa ayak iğne 3-Kelebek ayak iğne
S.149. Düz el örme makinesinde kafa ( semer ) vardır.Bunun üzerinde neler vardır,görevi nedir ve üzerinde neler vardır ?
C.149.Kafa: Üzerinde ayar düğmeleri, torba çelikler, noppen mandalları ve diğer çelikler bulunmaktadır. Yapılacak örgü yüzeyinin özelliğine göre kafa üzerinde bulunan çeliklere komut verilir. Verilen komutlar doğrultusunda, kafanın hareketi sonucu, kafa iç çelikleri iğnelere yol vererek istenilen örgü yüzeyinin oluşumunu sağlar. Kafa üzerinde ayrıca mekiğin alınıp-bırakılmasını sağlayan kol vardır. Kafa üzerinde 2 adet fırça bulunur. Örme işlemi yapılırken kafanın hareket ettirilme hızı çok önemlidir. Çok hızlı veya çok yavaş hareket ettirilmeden hep aynı hızda çalışılmalıdır ki örgü yüzeyinde hatalara neden sebebiyet vermesin.
S.150. Düz el örme makinesinde kafanın plaka ile temas ettiği kısımda çelikler vardır, bunların görevleri nedir?
C.150. Çelikler: Oluşturmak istenen örgü yüzeyine ve ilmek boyuna göre çeşitlilik gösteren parçalardır. Kafanın plaka ile temas ettiği kısımda bulunurlar. Grup şeklinde çelik tablası üzerine monte edilmişlerdir. Her parçanın ayrı görevi vardır. İğneler çelikler arasındaki boşlukları (iğne yolu) izleyerek örgü oluştururlar. İstenilen örgü sıklıklarına göre iğnenin çalışma pozisyonunun yüksekliğini ayarlamaya yarayan çeliktir.
S.151. Düz el örme makinesinde kafanın plaka ile temas ettiği kısımda çelikler nelerdir?
C.151. 1-Ayar çelikleri 2-Torba Çelikler 3-Ay Çeliği 4-Kayık Çeliği 5-Noppen çeliği 6-Gövde Çeliği
S.152. Düz el örme makinesinde Ayar çeliklerinin görevi nedir, anlatınız?
C.152. Ayar çelikleri: Yapılan ayara örgü tuşesini verir. Kafa üzerinde bulunan ayar rölelerinin üzerinde ‘0’ dan ‘20’ ye kadar sayılar bulunmaktadır. Sayı küçüldükçe ilmek boyu küçülür (sıkı olur), sayı büyüdükçe ilmek boyu büyür (gevşek olur). Kullanılacak makine numarasına göre uygun iplik seçimi yapılarak, istenilen tuşeye uygun ayar yapılır. Ayarlar çok gevşek veya çok sıkı olursa iğneler kafanın zorlanması sonucu zarar görür ve kırılabilir. Örgü yüzeyi oluşturulurken ayarlar daima kafa sağdan sola giderken soldaki ayar, kafa soldan sağa giderken sağdaki ayarlar örgü ayarını verir.
Örme Teknolojisi Soruları 2
S.63. Tek sistemli Düz örme makinelerinde kızak yolu yani makine eni (cm) nasıl hesaplanır?
C.63. Kızak yolu ( makine eni ) ( cm ) = Makine Çalışma Eni (cm) + ( 2 x Dönüş yolu (cm) (makinede çalışılmayan kısımların toplamı)
S.64. Tek sistemli Düz örme makinelerinde makine hızı ((m/sn.) nasıl hesaplanır?
C.64.Makine hızı ((m/sn.) = Kızak yolu (makine eni) (cm) x Makinenin bir dakikada yaptığı gidiş geliş sayısı (kurs/dk.) / 100
S.65.Tek sistemli düz örme (triko) makinesinde çalışma eni 320, dönüş yolu 40 cm, makine devri 16 dev/dakikadır. Bu makinenin çalışma hızı kaçtır?
C.65. Makine hızı ((m/sn.) = Kızak yolu (makine eni) (cm) x Makinenin bir dakikada yaptığı gidiş geliş sayısı (kurs/dk.)
Makine Hızı (m/sn.) = Kızak yolu (makine eni) (cm) x n(kurs/dk. /100 x 60
Kızak yolu (makine eni) (cm)= 320 + (40x2) = 400 cm
Kızak dönüş yolunu bir giderken bir de gelirken kat ettiği için makine eni hesaplanırken dönüş yolu iki ile çarpılır.
Makinenin bir dakikada yaptığı gidiş geliş sayısı = 16 (dev/dk.) x 2 = 32 kurs/dk.
Makine hızı (m/sn.) = 400 x 32 / 100 x 60
Makine hızı (m/sn.)= 2.13 m/sn
S.66.Çift ve daha fazla sistemli düz örme (triko) makineleri çalışma hızları arasındaki fark nedir?
C.66. Çift ve daha fazla sistemli düz örme (triko) makinelerinin tek sistemliden farkı, her sistem bir sıra örüyorsa her harekette sistem sayısı kadar sıra örmesidir. Burada sadece sıra sayısı değişir.
S.67. Birden çok sistemli makinelerde sıra sayısı (kurs/dk.) nasıl bulunur?
C.67. Birden çok sistemli makinelerde ise devir sayısı sistem sayısına çarpılır, dakikada ördüğü sıra sayısı (kurs/dk.) bulunur.
S.68.Altı ( 6 ) sistemli düz örme (triko) makinesinde çalışma eni 320, dönüş yolu 40 cm, makine devri 16 dev/dakikadır. Bu makinenin çalışma hızı kaçtır?
C.68.
Makine hızı ((m/sn.) = Kızak yolu (makine eni) (cm) x Makinenin bir dakikada yaptığı gidiş geliş sayısı (kurs/dk.)
Makine Hızı (m/sn.) = Kızak yolu (makine eni) (cm) x n(kurs/dk. /100 x 60
Kızak yolu (makine eni) (cm)= 320 + (40x2) = 400 cm
Kızak dönüş yolunu bir giderken bir de gelirken kat ettiği için makine eni hesaplanırken dönüş yolu iki ile çarpılır. Birden çok sistemli makinelerde ise devir sayısı sistem sayısı ile çarpılır.
Makinenin bir dakikada yaptığı gidiş geliş sayısı = 16 (dev/dk.) x 2 = 32 kurs/dk ( tek sistem için ) 32x6= 192 kurs/dk. ( 6 sistem için )
Makine hızı (m/sn.) = 400 x 192 / 100 x 60
Makine hızı (m/sn.)= 12,8 m/sn
S.69. Düz örme makinelerde devir sayısı ve sistem sayısı hangi açıdan önemlidir?
C.69. Üretim randımanı açısından önemlidir.
S.70.Yuvarlak Örme Makinelerinde Çalışma hızını anlatınız?
C.70.Yuvarlak örme makineleri, düz örme (triko) makinelerine göre kat kat daha hızlıdır. Yuvarlak örme makinelerinde devir sayı ve sistem sayısı düz örme makinesinden çok daha fazladır. Yuvarlak makinelerinin asıl ortaya çıkış amacı ve çalışma prensibi de aslında kısa zamanda daha çok kumaş üretmektir. Sistemler sabitleştirilerek hareketli iğne plakaları oluşturulmuş böylece aynı anda 40-120 sıra örebilecek şekilde tasarlanmıştır.
S.71.Yuvarlak Örme Makinelerinde Çalışma hızı hesaplamalarında hangi bilgilere yani donelere ihtiyaç vardır?
C.71. Makine Hızı (m/sn.) - Pi sayısı - Makine Çapı (pus) ve Makine devri (dev/dk.)
S.72.Yuvarlak Örme Makinelerinde Çalışma hızı hesaplamalarında kullanılan formül nedir?
C.72. Makine Hızı(m/sn.) = Pi sayısı x Makine devri (dev/dk.) x Makine Çapı (pus) x 2,54 / 100 x 60
S.73. Makine 28 dev/dk ise bu size neyi ifade etmektedir?
C.73. Bu makine dakikada 28 tur dönüyor demektir.
S.74. Yuvarlak örme makinelerinde hesaplanan hız neyi ifade etmektedir?
C.74. Yuvarlak örme makinelerinde hesaplanan hız örme silindirinin saniyede yaptığı yolun metre olarak değerini gösterir.
S.75. Makine Hızı(m/sn.) = Pi sayısı x Makine devri (dev/dk.) x Makine Çapı (pus) x 2,54 / 100 x 60. Bu formüldeki 2,54 neyi ifade eder?
C.75. Formüldeki 2,54 sayısı makine pusunun inç olarak verilmesi nedeniye bu değerin cm’ye çevrilmesi içindir.
S.76. Yuvarlak örme makinelerinde devir nedir?
C.76. Bu makineler aynı yönde dairesel döndükleri için başladıkları noktaya geldiklerinde bir devir olarak hesaplanır.
S.77. Yuvarlak örme makinelerinde sistem sayısının çevresel hıza etkisi nedir?
C.77. Yuvarlak örme makinelerinde çalışma prensibinden dolayı sistem sayısının çevresel hıza bir etkisi yoktur.
S.78.Düz örme makinelerinde Saatte Üretilen İlmek Sırası Sayısının Hesabı için hangi bilgilere ihtiyaç vardır?
C.78. Devir sayısı (dev/dk.) - Sistem sayısı - Makine randımanı (%) - Renk sayısı (Jakarlı ürünlerde dikkate alınmaktadır.)
S.79.Düz örme makinelerinde Saatte Üretilen İlmek Sırası Sayısının Hesabı için kullanılan formül nedir?
C.79. Bir saatte üretilen ilmek sıra sayısı (sıra/h) = Devir sayısı (dev/dk.) x 2 x Sistem sayısı x Makine randımanı (%) x 60 / Renk sayısı (Jakarlı ürünlerde dikkate alınmaktadır.)
S.80. Düz örme makinelerinde Saatte Kaç Metre Kumaş Üretildiğinin Hesabı için hangi bilgilere ihtiyaç vardır?
C.80. Bir saatte üretilen ilmek sıra sayısı (sıra/h) ve Sıra sıklığı (sıra/cm)
S.81. Düz örme makinelerinde Saatte Kaç Metre Kumaş Üretildiğinin Hesabı için kullanılan formül nedir?
C.81. Bir saatte üretilen kumaş miktarı (m) = Bir saatte üretilen ilmek sıra sayısı (sıra/h) / Sıra sıklığı (sıra/cm) x 100
S.82. Düz örme makinelerinde Saatte Metrekare Bazında Üretilen Kumaş Miktarının Hesabı için hangi bilgilere ihtiyaç vardır?
C.82. Bir saatte üretilen kumaş miktarı (m)ve Kumaş genişliği (m)
S.83.Düz örme makinelerinde Saatte Metrekare Bazında Üretilen Kumaş Miktarının Hesabı için kullanılan formül nedir?
C.83. Bir saatte üretilen kumaşın m2 olarak üretim (m2/h) = Bir saatte üretilen kumaş miktarı (m) x Kumaş genişliği (m)
S.84. Düz örme makinelerinde Saatte Üretilen Parça Sayısının Miktarının Hesabı için hangi bilgilere ihtiyaç vardır?
C.84.Bir saatte üretilen kumaş miktarı (m) ve Parça boyu (cm )
S.85. Düz örme makinelerinde Saatte Üretilen Parça Sayısının Miktarının Hesabı için kullanılan formül nedir?
C.85. Bir saatte üretilen parça sayısı = Bir saatte üretilen kumaş miktarı (m) x 100 / Parça boyu (cm)
S.86. Düz örme makinelerinde Saatte Üretilen Kumaşın Ağırlık Olarak Miktarının Hesabı için hangi bilgilere ihtiyaç vardır?
C.86. Bir saatte üretilen parça sayısı ve Birim gramaj (g / parça)
S.87. Düz örme makinelerinde Saatte Üretilen Kumaşın Ağırlık Olarak Miktarının Hesabı için kullanılan formül nedir?
C.87. Bir saatteki kumaş üretimi (kg) = Bir saatte üretilen parça sayısı x Birim gramaj (g / parça ) / 1000
S.88. Düz örme makinelerinde Bir sırada harcanan iplik uzunluğu için hangi bilgilere ihtiyaç vardır?
C.88.İlmek iplik uzunluğu (cm) - Bir cm’deki çubuk sayısı ve Kumaş genişliği (m)
S.89.Düz örme makinelerinde Bir sırada harcanan iplik uzunluğu için kullanılan formül nedir?
C.89.Bir sırada kullanılan iplik uzunluğu (m/sıra) = İlmek iplik uzunluğu (cm) + Bir cm’deki çubuk sayısı + Kumaş genişliği (m)
S.90.Düz örme makinelerinde Bir saatte kullanılan iplik miktarı için hangi bilgilere ihtiyaç vardır?
C.90. Bir sırada kullanılan iplik uzunluğu (m/sıra) ve Bir saatte üretilen ilmek sıra sayısı (sıra/h)
S.91.Düz örme makinelerinde Bir saatte kullanılan iplik miktarı için kullanılan formül nedir?
C.91. Bir saatte kullanılan iplik uzunluğu (m/h) = Bir sırada kullanılan iplik uzunluğu (m/sıra) x Bir saatte üretilen ilmek sıra sayısı (sıra/h)
S.92. Düz örme makinelerinde Çalışan İğne Sayısı Hesabı için hangi bilgilere ihtiyaç vardır?
C.92. Çalışma genişliği (cm) ve Makine inceliği
S.93.Düz örme makinelerinde Çalışan İğne Sayısı Hesabı için kullanılan formül nedir?
C.93.Makinede çalışılan iğne sayısı (cm) = Çalışma genişliği (cm) x Makine inceliği / 2,54
S.94.Düz örme makinelerinde Bir parça için gerekli iğne sayısı için hangi bilgilere ihtiyaç vardır?
C.94.Kenar genişliği ve 10 cm’deki ilmek çubuk sayısı.
S.95.Düz örme makinelerinde Bir parça için gerekli iğne sayısı Hesabı için kullanılan formül nedir?
C.95.Kenar genişliği x 10 cm’deki ilmek çubuk sayısı / 10
S.96.Düz örme makinelerinde Makine genişliğinde örülebilecek parça sayısı için hangi bilgilere ihtiyaç vardır?
C.96. Makinede çalışılan iğne sayısı (cm) ve Bir parça için gerekli iğne sayısı.
S.97.Düz örme makinelerinde Makine genişliğinde örülebilecek parça sayısı için kullanılan formül nedir?
C.97. Parça sayısı = Makinede çalışılan iğne sayısı (cm) / Bir parça için gerekli iğne sayısı.
S.98. Düz örme makinelerinde Kemer için gerekli sıra sayısı için hangi bilgilere ihtiyaç vardır?
C.98. Kenar genişliği ve 10 cm’deki ilmek sıra sayısı
S.99. Düz örme makinelerinde Kemer için gerekli sıra sayısı için kullanılan formül nedir?
C.99. Kemer için gerekli sıra sayısı = Kenar genişliği x 10 cm’deki sıra sıklığı / 10
S.100.Düz örme makinelerinde Beden örgüsü boyu sıra sayısı için hangi bilgilere ihtiyaç vardır?
C.100. Beden örgüsü boyu ve 10 cm’deki sıra sıklığı
S.101.Düz örme makinelerinde Beden örgüsü boyu sıra sayısı için kullanılan formül nedir?
C.101. Beden örgüsü boyu sıra sayısı = Beden örgüsü boyu x 10 cm’deki sıra sıklığı / 10 S.102. Düz örme makinelerinde Beden boyu tüm sıra sayısı için hangi bilgilere ihtiyaç vardır?
S.103.Düz örme makinelerinde Beden boyu tüm sıra sayısı için kullanılan formül nedir?
C.103. Beden boyu tüm sıra sayısı = Kemer için gerekli sıra sayısı + Beden örgüsü boyu sıra sayısı
S.104. Düz örme makinelerinde Kol için iğne sayısı için hangi bilgilere ihtiyaç vardır?
C.104.Kol genişliği ve 10 cm’deki ilmek çubuk sayısı
S.105.Düz örme makinelerinde Kol için iğne sayısı için kullanılan formül nedir?
C.105. Kol iğne sayısı = Kol genişliği x 10 cm’deki ilmek çubuk sayısı / 10
S.106. Düz örme makinelerinde Kol ağzı sıra sayısı için hangi bilgilere ihtiyaç vardır?
C.106. Kenar uzunluğu ve 10 cm’deki sıra sıklığı
S.107. Düz örme makinelerinde Kol ağzı sıra sayısı için kullanılan formül nedir?
C.107. Kol ağzı sıra sayısı = Kenar uzunluğu x 10 cm’deki sıra sıklığı / 10
S.108. Düz örme makinelerinde Kol boyu sıra sayısı için hangi bilgilere ihtiyaç vardır?
C.108. Kol ağzı sıra sayısı ve Kol boyu sıra sayısı
Örme Teknolojisi Soruları 1
S.39. İlmek nedir, açılayınız?
C.39. İlmek Örme iğnelerinin oluşturduğu özel şekilli iplik halkalarından meydana gelir. İlmekler üst üste ve yan yana birbirleri ile bağlantı kurarak bir örgü yüzeyi oluşturur. İlmeğin önden ve arkadan bakıldığında iki farklı görüntüsü vardır. Aynı ilmek kumaşın ön yüzünden bakıldığında sağ ilmek, arkadan bakıldığında ise sol ilmek olarak adlandırılır. Kumaşların tersi veya düzü sağ- sol ilmek görünümlerinden anlaşılır. Sağ olan önü, sol olan arkasıdır.
S.40. İlmeğin teknik çizimini yapınız?
C.40.

S.41. Askı ilmek nedir, açıklayınız?
C.41. Askı, ilmeğin tamamlanmamış yarım hâlidir. Atkı yönlü örmecilikte örme iğnesinin tam ilmek hareketini tamamlayıp üzerine peş peşe iki iplik yatırımı yapılması ile oluşturulan ilmek tipidir.
S.42. Askı İlmeğin teknik çizimini yapınız?
C.42.

S.43. Atlama ilmek nedir, açıklayınız?
C.43. Atlama ilmeği esasen bir ilmek hareketi olmayıp iğnenin çalışmaması ile oluşan yardımcı yüzey elemanıdır
S.44. Atlama İlmeğin teknik çizimini yapınız?
C.44.

S.45. Gördüğünüz örme kumaşta ilmek adı nedir?
C.45.Sağ İlmek
S.46. Gördüğünüz örme kumaşta ilmek adı nedir?

C.46.Sol ilmek
S.47. Remayöz (zincir) dikiş ne demektir,çeşitleri nelerdir,hangi giysilerde kullanılır ?
C.47. Remayöz (zincir) dikiş Tek bir ipliğin, kumaş kat veya katlarından geçerek karşı yüzeyde kendisi ile ilmeklendiği dikiş tipidir. Bir zincirin iç içe geçmiş halkaları gibi görünen zincir dikiş tek iplikli, iki iplikli ve çok iplikli olmak üzere çeşitlidir. Düz örme giysilerin üretiminde yaka, bant ve may takipli dikişlerde kullanılan dikim tekniğidir.
S.48. Biye ne demektir, Düz örmecilikte nerelerde kullanılır?
C.48. Biye Giysilerde kenarı kaplayacak ya da birleştirme dikişleri arasında giysinin yüzünden görülecek şekilde hazırlanır. Özellikle düz örme giysilerde süsleme ve kenar temizleme amacıyla kullanılır.
S.49. Etek ucu baskı dikişi nedir, açıklayınız?
C.49. Etek ucu baskı dikişi Eğri iğneli, gizli dikiş makineleri ile yapılan kenar temizleme ve baskı dikişidir.
S.50. Makine ile baskı dikişi nedir?
C.50. Düz dikiş ile yapılan kıvırma işlemidir.
S.51. Reçme dikişi nedir, açıklayınız?
C.51. Reçme dikişi iki iğne, üç veya dört iplikle oluşturulan esnek bir dikiştir. Üst kısmında çift iğne düz dikiş görüntüsü, alt kısmında ise örmeli zincir dikiş görüntüsü oluşur.
S.52. Overlok dikişi nedir, hangi Tekstil mamullerinde kullanılır, çeşitleri nelerdir?
C.52. Overlok dikişi Dokuma kumaşlarda kenar kapatmak (sürfile yapmak), örgü ve penyelerde ise esas dikiş yapmak için kullanılır. Üç, dört ve beş iplikli çeşitleri vardır.
S.53. Düz dikiş nedir, açıklayınız?
C.53. Düz dikiş Üst ve alt yüzeylerde aynı görünen, iğneden gelen iplik ile masuradan gelen ipliğin kumaş katı veya katlarının orta yerinde birbirine geçip bağlanmasıyla oluşan dikiştir.
S.54.Atkılı örme makinelerinde Örgü Tipi ve Desen Yapısı kumaş enini nasıl etkiler, açıklayınız?
C.54. Yuvarlak ve düz örme makinelerinde örgünün sıklığı veya gevşekliği, desenlerin yapısı kumaş enini etkilemektedir. Aynı özelliklerdeki iki makinede birinde sıkı diğerinde de gevşek örgü örüldüğünde gevşek örülen kumaşın eni daha geniş olacaktır. Ayrıca bazı desenler kumaşın toplanmasına ya da açılmasına neden olmaktadır. Özellikle yığmalı örgüler kumaşı daha çok toplar ve enine etki eder.
S.55.Atkılı örme makinelerinde İlmek Çubuğu Sıklığı kumaş enini nasıl etkiler, açıklayınız?
C.55. İlmek çubuk sıklığı; 1 cm’deki ilmek sayısına denir. İlmek sayısı değişimi çok önemlidir, makine inceliği ile doğru orantılıdır, incelik artarsa iğne sayısı artar, iğne sayısı artarsa ilmek (çubuk) sayısı artar, eğer incelik azalırsa ilmek (çubuk) sayısı da azalır.
Aynı makinede sıklık ayarı ile oynanarak üretilen iki farklı kumaşın ilmek çubuk sıklığı da farklı olacaktır. Diğer özellikler aynı olduğu zaman kumaşların çubuk sıklığı az olanı diğerinden daha geniş olur.
S.56. Atkılı örme makinelerinde İplik Cinsi ve Numarası kumaş enini nasıl etkiler, açıklayınız?
C.56. Her iplik cinsi makinede çalışmak için uygun değildir, makinenin inceliğine iğnenin inceliğine uygun iplik numarası seçimi yapmak gerekir. İplik kalınlığı arttıkça kumaş eni de belli oranda artar. Bunun sebebi kumaşın dokusundandır çünkü ipliğin kalınlığı makine inceliği ile orantılıdır. Kalın iplik daha düşük faylı makinelerde örüldüğü için örgü daha gevşek olacaktır ve kumaş enine de etki edecektir.
S.57. Örme makinelerinin çalışma hızları niçin önemlidir?
C.57. Örme makinelerinin çalışma hızları üretimde randımanı artırmak içim önemlidir.
S.58. Düz örme makineleri ile yuvarlak örme makinelerinin çalışma hızları aynımıdır?
C.58.Düz örme makineleri ile yuvarlak örme makineleri çalışma prensiplerinden dolayı hız açısından çok farklıdır. Düz örme makineleri gidiş geliş yollu olduğu için daha yavaştır.
S.59. Düz örme makinelerinde sistem sayısı ne demektir?
C.59. sistem sayısı makinenin bir gidiş gelişte kaç sıra ördüğünü gösterir. Her sistem bir sırayı oluşturur.
S.60. Tek sistemli düz örme (Triko) makinelerinin çalıma hızlarını hesaplarken nelere dikkat edilir, anlatınız?
C.60.Düz örme makinelerinde makinenin çalışma genişliğinden ayrı olarak bir de her iki tarafta kızak dönüş yolları bulunmaktadır. Makine çalışma hızı hesaplanırken bu dönüş yollarının da göz önünde bulundurulması gerekmektedir. Hesaplama yapılırken makine eni olarak dönüş yolunun dahil edildiği sonuç baz alınmalıdır. Burada bulunan değer düz örme makinesinin sistemlerinin bağlı bulunduğu kızağın (semer) hızını saniyede yaptığı yolu sistem sayısı ile orantılı olarak ortaya çıkarır.
S.61. Tek sistemli düz örme (Triko) makinelerinin çalışma hızları hesaplanırken gerekli olan bilgiler nelerdir?
C.61. Dönüş yolu (cm) (makinede çalışılmayan kısımların toplamı) - Kızak yolu (makine eni) (cm) - Makine hızı (m/sn.) - Makinenin bir dakikada yaptığı gidiş geliş sayısı
S.62. Düz örme makinelerinde sıra sayısını bulunurken devir sayısını niçin iki ile çarparız?
C.62. Düz örme makinelerinde kurs sayısı yerine devir sayısı verilir. Bu yüzden hesaplama yapılırken makinenin bir devirde bir gidiş bir geliş yaptığı ve iki sıra ördüğü göz önünde bulundurulmalıdır. Bu yüzden sıra sayısı bulunurken devir sayısını iki ile çarparız.
S.63. Tek sistemli Düz örme makinelerinde kızak yolu yani makine eni (cm) nasıl hesaplanır?
C.63. Kızak yolu ( makine eni ) ( cm ) = Makine Çalışma Eni (cm) + ( 2 x Dönüş yolu (cm) (makinede çalışılmayan kısımların toplamı)
S.64. Tek sistemli Düz örme makinelerinde makine hızı ((m/sn.) nasıl hesaplanır?
C.64.Makine hızı ((m/sn.) = Kızak yolu (makine eni) (cm) x Makinenin bir dakikada yaptığı gidiş geliş sayısı (kurs/dk.) / 100
S.65.Tek sistemli düz örme (triko) makinesinde çalışma eni 320, dönüş yolu 40 cm, makine devri 16 dev/dakikadır. Bu makinenin çalışma hızı kaçtır?
C.65. Makine hızı ((m/sn.) = Kızak yolu (makine eni) (cm) x Makinenin bir dakikada yaptığı gidiş geliş sayısı (kurs/dk.)
Makine Hızı (m/sn.) = Kızak yolu (makine eni) (cm) x n(kurs/dk. /100 x 60
Kızak yolu (makine eni) (cm)= 320 + (40x2) = 400 cm
Kızak dönüş yolunu bir giderken bir de gelirken kat ettiği için makine eni hesaplanırken dönüş yolu iki ile çarpılır.
Makinenin bir dakikada yaptığı gidiş geliş sayısı = 16 (dev/dk.) x 2 = 32 kurs/dk.
Makine hızı (m/sn.) = 400 x 32 / 100 x 60
Makine hızı (m/sn.)= 2.13 m/sn
S.66.Çift ve daha fazla sistemli düz örme (triko) makineleri çalışma hızları arasındaki fark nedir?
C.66. Çift ve daha fazla sistemli düz örme (triko) makinelerinin tek sistemliden farkı, her sistem bir sıra örüyorsa her harekette sistem sayısı kadar sıra örmesidir. Burada sadece sıra sayısı değişir.
S.67. Birden çok sistemli makinelerde sıra sayısı (kurs/dk.) nasıl bulunur?
C.67. Birden çok sistemli makinelerde ise devir sayısı sistem sayısına çarpılır, dakikada ördüğü sıra sayısı (kurs/dk.) bulunur.
S.68.Altı ( 6 ) sistemli düz örme (triko) makinesinde çalışma eni 320, dönüş yolu 40 cm, makine devri 16 dev/dakikadır. Bu makinenin çalışma hızı kaçtır?
C.68. Makine hızı ((m/sn.) = Kızak yolu (makine eni) (cm) x Makinenin bir dakikada yaptığı gidiş geliş sayısı (kurs/dk.)
Makine Hızı (m/sn.) = Kızak yolu (makine eni) (cm) x n(kurs/dk. /100 x 60
Kızak yolu (makine eni) (cm)= 320 + (40x2) = 400 cm
Kızak dönüş yolunu bir giderken bir de gelirken kat ettiği için makine eni hesaplanırken dönüş yolu iki ile çarpılır. Birden çok sistemli makinelerde ise devir sayısı sistem sayısı ile çarpılır.
Makinenin bir dakikada yaptığı gidiş geliş sayısı = 16 (dev/dk.) x 2 = 32 kurs/dk ( tek sistem için ) 32x6= 192 kurs/dk. ( 6 sistem için )
Makine hızı (m/sn.) = 400 x 192 / 100 x 60
Makine hızı (m/sn.)= 12,8 m/sn
S.69. Düz örme makinelerde devir sayısı ve sistem sayısı hangi açıdan önemlidir?
C.69. Üretim randımanı açısından önemlidir.
S.70.Yuvarlak Örme Makinelerinde Çalışma hızını anlatınız?
C.70.Yuvarlak örme makineleri, düz örme (triko) makinelerine göre kat kat daha hızlıdır. Yuvarlak örme makinelerinde devir sayı ve sistem sayısı düz örme makinesinden çok daha fazladır. Yuvarlak makinelerinin asıl ortaya çıkış amacı ve çalışma prensibi de aslında kısa zamanda daha çok kumaş üretmektir. Sistemler sabitleştirilerek hareketli iğne plakaları oluşturulmuş böylece aynı anda 40-120 sıra örebilecek şekilde tasarlanmıştır.
Örme Teknolojisi Soruları
S.1. Düz Örme Makinelerinde Toplam İğne Sayısı Hesabı yapılması için hangi bilgilere ihtiyaç vardır?
C.1. Düz örme makinelerinde toplam iğne sayısı hesaplanırken makine çalışma genişliğine inç (inç) ve makine inceliğine (E) (Fein) ihtiyaç duyulur.
S.2.Düz örme makinelerinde çalışma genişliği ne demektir, açıklayınız?
C.2.Çalışma genişliği; düz örme makinesi iğne plakasındaki ilk iğne ve son iğne arasındaki mesafedir. Çalışma genişliği İngiliz ölçü birimi olan inç veya cm cinsinden verilmektedir. Fakat toplam iğne sayısının hesaplanmasında makine çalışma genişliği inç olarak alınmaktadır.
S.3. Düz örme makinesinde makine inceliği nasıl bulunur?
C.3. Makine inceliği (fein) (E); iğne plakası üzerinde 1 inçteki (2.54 cm) iğne sayısıdır.
S.4. Tek plakalı düz örme makinelerinde toplam iğne sayısı hesabı yapmak için hangi bilgilere ihtiyaç bulunmaktadır?
C.4. Toplam iğne sayısı, Makine çalışma eni (inç) ve Makine inceliği (inç).
S.5. Çift plakalı düz örme makinelerinde toplam iğne sayısı hesabı yapmak için hangi bilgilere ihtiyaç bulunmaktadır?
C.5.Çift plakalı atkılı örme makinelerinde ön plakadaki iğne sayısı kadar arka plakada iğne mevcuttur. Bu nedenle bir plakada bulunan toplam iğne sayısı 2 ile çarpılır.
S.6. Yuvarlak Örme Makinelerinde Toplam İğne Sayısı Hesabı yapmak için hangi bilgilere ihtiyaç bulunmaktadır?
C.6.Yuvarlak örme makinelerinde iğne sayısı hesabı yapılırken düz örme makinelerindeki çalışma genişliği yerine makinenin iğne plakasının silindir şeklinde olmasından dolayı makine çapı (pus) kullanılmaktadır. Makine çapı da düz örme makinelerinde çalışma genişliğinde olduğu gibi inç olarak hesaplanır.
S.7. Yuvarlak Örme Makinelerinde Makine çapı (pus) ne demektir?
C.7. Yuvarlak örme makinelerinde silindir iğne plakasının çapıdır. Makine çapı pus olarak belirtilmesine rağmen ölçü birimi inçtir.
S.8.Tek plakalı yuvarlak örme makinelerinde toplam iğne sayısı hesabı yapmak için hangi bilgilere ihtiyaç vardır?
C.8. Makine çapı (pus) , π sabit sayı ve Makine inceliği (Fein)
S.9. Tek plakalı yuvarlak örme makinelerinde toplam iğne sayısı hesabı nasıl yapılır?
C.9. Toplam İğne Sayısı: Makine çapı (pus) x 3,14 x Makine inceliği (Fein)
S.10.Tek plakalı düz örme makinelerinde toplam iğne sayısı hesabı nasıl yapılır ?
C.10. Toplam iğne sayısı = Makine çalışma eni (inç) x Makine inceliği (inç)
S.11.Çift plakalı düz örme makinelerinde toplam iğne sayısı hesabı nasıl yapılır?
C.11.İğne sayısı =Bir plakada bulunan toplam iğne sayısı x 2
S.12. Çift plakalı yuvarlak örme makinelerinde toplam iğne sayısı hesabı yapmak için hangi bilgilere ihtiyaç bulunmaktadır?
C.12.Silindir plaka iğne sayısı kadar kapak iğne plakasında da iğne olduğu için tek plakada bulunan toplam iğne sayısı 2 ile çarpılır.
S.13.Atkılı örme makinelerinde Makine inceliğini ( fein ) ( E ) açıklayınız?
C.13. Düz ve yuvarlak örme makinelerinde aynı iğne plakası üzerinde 1 inçteki iğne sayısıdır. E harfi ile ifade edilir ve fain olarak okunur
Uluslararası ölçü birimi olarak kabul edilen inç 2,54 cm’ye (25,4 mm) denk gelmektedir. Örme makinelerinde makine inceliği ile makinede kullanılabilecek iplik kalınlıkları arasında bir ilişki vardır. Makine inceliği arttıkça iplik inceliği de artmaktadır. İplik makine inceliğine uygun olmalıdır eğer kalın iplik verilirse iğne kancası kırılır, olması gerekenden daha ince bir iplik verilirse ilmek aralarında boşluklar oluşur file görünümüne sahip olur.
S.14. Atkılı örme makinelerinde Makine inceliğine uygun iplik kullanılmayıp kalın iplik kullanılırsa ne olur?
C.14. Atkılı örme makinelerinde Makine inceliğine uygun iplik kullanılmayıp kalın iplik kullanılırsa iğne kancası kırılır,
S.15. Atkılı örme makinelerinde Makine inceliğine olması gerekenden daha ince bir iplik kullanılırsa ne olur?
c.15. Atkılı örme makinelerinde Makine inceliğine olması gerekenden daha ince bir iplik kullanılırsa ilmek aralarında boşluklar oluşur file görünümüne sahip olur.
S.16. Atkılı örme makinelerinde Makine inceliği (E) ve iplik numarası (Ne) arasındaki ilişki nedir?
C.16. Makine inceliği ne kadar yüksek olursa bu makineden elde edilecek örgü de ince olur.
S.17. Atkılı örme makinelerinde Makine inceliği (E) ve iğne sayısı arasındaki ilişki nedir?
C.17. Makine inceliği (E) ne kadar yüksek olursa iğne sayısı da o kadar artış gösterir. Makine inceliğine uygun iğne seçimi yapılmalıdır, aksi takdirde kumaşta istenmeyen hatalar gözlenir.
S.18. Atkılı örme makinelerinde Makine taksimatı (t) ne demektir?
C.18. Düz ve yuvarlak örme makinelerinde aynı iğne plakası üzerinde yan yana iki komşu iğne arasındaki mesafedir.―t‖ ile gösterilir, birimi mm’dir.
S.19. Atkılı örme makinelerinde Makine taksimatını şekil çizerek İğne kafası kalınlığını ve iğne aralığını gösteriniz?
C.19.
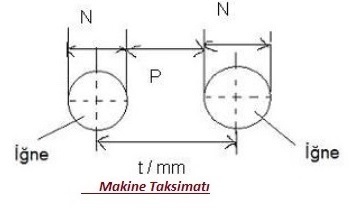
S.20. Atkılı örme makinelerinde Makine taksimatı hesabı yapmak için hangi bilgilere ihtiyaç bulunmaktadır?
C.20. İğne kafası kalınlığı ve İğne aralığı
S.21. Atkılı örme makinelerinde Makine taksimatı hesabı nasıl yapılır ?
C.21. Makine Taksimatı = İğne kafası kalınlığı+İğne aralığı
S.22. Atkılı düz örme makinelerinde kumaş eni nedir?
C.22. Kumaş eni kumaşın bir kenarından diğer kenarına olan uzaklığının cm cinsinden değeridir.
S.23.Atkılı düz örme makinelerinde kumaş eni ayarı neye bağlıdır?
C.23. Kumaş eni düz örme makinelerinde çalışma genişliğinden büyük olmamak üzere istenilen ölçüde ayarlanabilmektedir.
S.24.Düz örme makinelerinde ve yuvarlak örme makinelerinde İğne ve iplik hareketleri nasıldır?
C.24. Düz örme makinelerinde iğne sabit İplik hareketli ( mekik hareketinden dolayı ), Yuvarlak örme makinelerinde iğneler hareketli, iplik sabittir. (mekik sabit olduğu için )
S.25.Atkılı yuvarlak örme makinelerinde kumaş eni ayarı neye bağlıdır?
C.25.Yuvarlak örme makinelerinde kumaş enini belirleyen esas unsur makine çapıdır.
S.26. Örme kumaş eni ölçülürken dikkat edilmesi gereken hususlar nelerdir?
C.26. Ölçme işlemi kumaş makineden çıkar çıkmaz yapılmamalıdır. Çünkü üretim esnasında kumaş gerdirilmiştir ve gerçek ebatlarından farklı bir durumdadır. Bundan dolayı kumaş makineden çıktıktan sonra bir miktar dinlendirilmeli ve ondan sonra aşağıdaki hususlar göz önünde tutularak ölçüm yapılmalıdır.
A-Ölçme işlemi örme kumaş kırışıklığının olmadığı yerlerden yapılmalıdır.
B-Ölçme işlemi; yapılırken kumaş ne gerdirilmeli ne de pot bırakılmalı, kumaşın normal görünümlü yerinden yapılmalıdır.
C-Ölçme işlemi kumaşın farklı yerlerinden birkaç kez yapılır, ortalaması alınarak sapmalar belirlenir.
D-Ölçme işlemi kumaş topunun ne baş ne son kısmından yapılmalıdır. Makine ilk çalışmaya başladığında ve makine durdurulurken istenilen devri almadığı için kumaş topunun orta noktaları tercih edilmesi gerekmektedir.
S.27. Atkılı Düz örme makinelerinde kumaş eni hesabı nasıl yapılır?
C.27. Makine Çalışma Eni (cm) =Toplam İğne Sayısı x 2,54 / Makine inceliği
S.28. Atkılı Düz örme makinelerinde kumaş eni hesabı için gerekli bilgiler nelerdir?
C.28. Makine Çalışma Eni (cm)-Toplam İğne Sayısı - Makine inceliği
S.29. Düz örme (triko) makinelerinde kumaş enini şematik olarak çiziniz?
C.29.
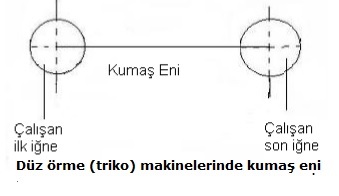
S.30. Düz örme (triko) makinelerinde çalışma enini şematik olarak çiziniz?
C.30.

S.31.Tek ve çift plakalı Düz Örme (Triko) Makinelerinde Kumaş Eni hangi özelliklere göre belirlenir, açıklayınız?
C.31.Düz örme (triko) makinelerinde istenilen genişlikte ve aralıkta çalışılabilir. Bu makinelerde kumaş eninin hesaplanmasında çalışılabilecek en geniş kumaşın eni hesaplanır. Burada kullanılan toplam iğne sayısı tek plakalı düz örme (triko) makine hesabındaki toplam iğne sayısıdır çünkü tek ve çift plakada kumaş eni değişmez sadece kumaşın yüzeyi değişir. Bu yüzden tek plakadaki iğne sayısı alınır. Makine çalışma eni aynı zamanda hesaplama yapılan makinede örülen kumaşın alabileceği en yüksek eni belirtmektedir.
S.32. Yuvarlak Örme Makineleri için Kumaş Eni Hesabı için gerekli bilgiler nelerdir?
C.32.Kumaş Eni (cm) - Makine Çapı (Pus) - pi sayısı - Makine İnceliği (Fein) - Çubuk sıklığı ( cm )
S.33. Yuvarlak örme makinesinde kumaş eni hesabı nasıl yapılır?
S.33.Kumaş Eni = Kumaş Eni (cm) x Makine Çapı (Pus) x pi sayısı x Makine İnceliği (Fein) x Çubuk sıklığı ( cm )
S.34.Çubuk sıklığı ne demektir?
C.34. 1 cm’deki ilmek sayısına çubuk sıklığı denir.
S.35. Atkılı Örme Kumaşlarda Kumaş Enini Etkileyen Faktörler Nelerdir?
C.35. Makine Çapı veya Makine Çalışma Genişliği - Makine İnceliği ve Toplam İğne Sayısı - Örgü Tipi ve Desen Yapısı - İlmek Çubuğu Sıklığı - İplik Cinsi ve Numarası
S.36. Atkılı örme makinelerinde makine çapını veya Makine çalışma genişliği kumaş enini nasıl etkiler, açıklayınız?
C.36.Yuvarlak örme makinelerinde silindir iğnelerinin oluşturduğu dairenin çapıdır. Silindir dairede herhangi bir iğnenin onun tam karşısına gelen iğneye olan uzaklığıdır. Makine çapı örülebilecek maksimum kumaş enini belirler. Makine çapı yükseldikçe daha geniş kumaş elde etmek mümkündür.
Düz örme makinelerinde ise çalışma genişliği kumaş enini belirlemektedir. Eğer makine çalışma genişliği 2,50 metre ise bu makinede bu ölçünün daha üzerinde örgü elde etmek mümkün değildir.
S.37. Yuvarlak örme makinesinde çapları aynı olan makineden az farkla çeşitli enlerde kumaş üretmek için kumaş üretimi hangi kıstaslara bağlıdır?
C.37. Örgü deseni - Kumaş gramajı, ilmek boy ayarı, ilmek sıklığı - İplik numarası, iplik cinsi - Terbiye işlemleri.
S.38. Atkılı örme makinelerinde Makine İnceliği ve Toplam İğne Sayısı, kumaş enini nasıl etkiler, açıklayınız?
C.38. Makine inceliği (E) ve makinede toplam iğne sayısı örme kumaşın enini etkilemektedir. Düz ve yuvarlak örme makinelerinde makine inceliği kumaş üzerinde cm’ye düşen ilmek çubuk sayısını belirlemektedir. Örneğin aynı çalışma genişliğinde fakat farklı incelikteki iki makinede üretilen kumaşın üzerinde ölçüm yapıldığında cm’ye düşen may sayısı farklı olacaktır. Daha ince makinede örülen kumaşın eni diğer kumaştan geniş olur. Toplam iğne sayısı düz örme makinelerinde çalışan iğne sayısı baz alındığından kumaş enini etkilerken yuvarlak örme makinelerinde düz örme makinesindeki kadar etkilememektedir.
Tekstil Boyacılığı Soruları 6
S.183. Refraktometre nedir, açıklayınız?
C.183. Bir çözeltinin içerisinde çözünmüş olan madde miktarının yüzdesi bilinmiyorsa maddenin kırılma indisi değerini bularak tespit etmek mümkündür.
Kırılma indisi maddenin kaynama noktası, erime noktası, yoğunluğu gibi fiziksel özelliklerinden biridir.
Kırılma indisi gerçekte kimyasal değil, fiziksel bir olaydır. Her gün gözümüzün önündedir. Çay bardağına kırk beş derece açıyla bakarsanız çay kaşığını sıvının altında sanki kırılmış gibi görürüz.
Suyun içinden geçen ışınlar belli bir açıyla kırılır ve cisim sanki farklı yerdeymiş gibi görünür. Yalnızca suyun değil, tüm sıvıların ışığı kırma özelliği vardır ve bu, o maddenin bir özelliğidir.
Işığın farklı ortamlara geçerken yön değiştirmesine kırılma, ışığın boşluktaki hızının madde içerisinde hızına oranına da kırılma indisi denir. Bir ışık ışını bir ortamdan başka bir ortama geçerken yönünde ve hızında değişiklikler olur. Işık çok kırıcı ortama geçerken bu ortamda bulunan taneciklere çarpar. Işığın elektriksel alanı ile maddenin elektronlarının etkileşmesi ışığın yayılmasını engeller. Eğer ışın hava yerine çok kırıcı bir ortama gönderilirse ışının hızı ve yönü değişir.
Suyun kırılma indisi (1,0000) dir. Gliserinin, etil alkolün, asetonun ve diğer tüm saf sıvı maddelerin kendisine özgü bir kırılma indisi vardır. Öte yandan birden fazla karışımların da kırılma indisleri sabit bir sayıdır. Yani % 5 şekerli suyun belirli bir kırılma indisi vardır. Buradan kırılma indisinin toplanabilir olduğu ortaya çıkar. Yani örnek olarak kırılma indisi 1 olan bir sıvı ile 2 olan bir başka sıvıyı eşit olarak karıştırırsanız, ürünün kırılma indisi 1,5 olacaktır. Bu olay gerçekte kırılma indisi için ciddi bir sorundur. Çünkü kırılma indisi 1,5 ve 0,75 olan iki sıvıyı karıştırıp kırılma indisi 1 olan bir karışım yapabiliriz ama bu ürün kesinlikle su değildir. Oysa kırılma indisi (1) olan sıvı sudur. Yani sözün kısası, kırılma indisi tek başına pek de güvenilir bir kavram değildir. Buna karşın diğer analizlerle birleştirildiğinde çok değerli sonuçlar verir.
Refraktometre ile ölçümlerde saflığından emin olunan maddenin kırılma indisi ölçülür ve bulunan değer standart verilerle karşılaştırılır. Abbe refraktometresi bir laboratuvarda bulunması gereken önemli cihazlardan biridir. Öteki cihazlarla çalışıldığında uzun zaman alacak bazı analizler bu cihazla çok kısa zamanda ve daha yüksek doğrulukla yapılabilir.
S.184. Abbe refraktometresinin ölçüm yapabilecek duruma getirilmesi için Cihazın suyla ayarlanması ve ölçüme hazır duruma getirilmesi için neler yapılır?
C.184.
A-Cihazın her tarafının, özellikle de prizmalarının çok temiz olması gerekir. Aksi hâlde ölçmeler yanlış olur. Çünkü cihaz çevre şartlarından çok etkilenir. Prizmalar saf alkolle ıslatılmış yumuşak bir bezle temizlenir ve kurulanır (Temizlemede pamuk ve aseton kullanılmaz.). Bunun için cihazın orta kısmındaki kilitleme düğmesi açılır ve prizmalar birbirinden ayrılır. Temizleme yapıldıktan sonra prizmalar tekrar eski hâline getirilir.
B-Cihazın varsa termostatı 20 °C ayarlanır. Bir süre bu sıcaklıkta çalıştırılır. Ondan sonra orta kısmındaki kilitleme düğmesi açılarak yüzeyi buzlu prizma üzerine sıcaklığı 20°C‟de tutulan saf sudan bir damla konur. Üstteki prizma alttakinin üstüne kapatılır. İki prizma arasında son derece ince bir su tabakası kalır. Ölçmede bu tabakadan yararlanılır.
C-Cihazın skalası yaklaşık 1,33 kırma indisine ayarlanır. Cihazın aynası sağa sola çevrilerek okülerden bakan göze ışığın en fazla gelmesi sağlanır.
Ç-Cihaz teleskopunun (uzun kısım) üstündeki dispersiyon düğmesi öyle ayarlanmalıdır ki okülerden bakan kimsenin gözüne bir dairenin yarısı siyah, yarısı aydınlık görünmeli ve bu iki yarım dairenin ayrılma sınırı keskin olmalıdır. Bu sınır keskin değilse ve yarım daireler iç içe geçmiş durumdaysa aynanın yanına beyaz bir ışık demeti diffuz hâle getirilir. Böylece daha iyi bir ölçme yapılır.
D-Okumanın yapıldığı teleskopun koluyla oynanarak aydınlık ve karanlık daireleri ayıran çizginin tam ortaya gelmesi sağlanır. Bundan sonra oküler (gözün baktığı mercek) ayarlanarak net olarak görülmesi sağlanır. Bu durumda skala üzerindeki kırma indisi 1,3325‟e ayarlanır. Cihaz ölçme yapmaya hazır duruma gelmiştir.
E-Isıtma düğmesi kapatılır. Prizmalar birbirinden ayrılır. Her iki prizmanın yüzeyi yine saf alkolle ve yumuşak bezle silinip kurutulur.
F- Kırma indisi tayin edilmek istenen sıvıdan veya çözeltiden bir damla alınarak cihazın alt prizmasına yerleştirilir ve su için yapılan işlemler tekrarlanır. Cihazdan okunan değer bilinmeyenin indisidir.
S.185. Balon Joje nedir, açıklayınız?
C.185. Balon jojeler laboratuvarda çözelti hazırlamak için kullanılan ölçülü balonlarıdır. İnce, uzun boyunlu ve düz diplidir. Bunların boyunları üzerinde halka biçiminde bir çizgi bulunur. Balonun çizgisine kadar sıvı doldurulduğunda balonun üzerinde yazan hacim alınmış olur (Genellikle 20 ºC için geçerlidir.). Balon jojelerin ağız kısmı genellikle şilifli olup ağzına uygun kapakları vardır. Balon jojeler 5 ml ile 5000 ml arasında hacimlere uygun olarak imal edilir.
Hazırlanacak çözeltinin hacmine uygun hacimdeki balon joje seçimi yapılır ve kullanılır. Örneğin 100 ml‟lik bir çözelti hazırlanması isteniyorsa mutlaka 100 ml‟lik balon joje kullanılması gerekmektedir. Aksi takdirde çözeltinin konsantrasyonunda hassasiyet elde edilemez. Balon jojeler doldurulurken jojenin üzerindeki çizginin sıvı yüzeyinde meydana gelen yarım ay şeklindeki kıvrımın tam alt orta noktasına teğet geçmesi sağlanmalıdır. Aksi takdirde doğru hacim alınmış olmaz.
S.186.Aşağıda gördükleriniz nedir?

C.186.Çeşitli hacimlerde balon jojelerdir.

S.187. Ağırlık yüzdesi hesabında kullanılan formül nedir?
C.187. Ağırlık yüzdesi = Çözünen maddenin ağırlığı x 100 / Çözen maddenin ağırlığı
S.188. Hacim yüzdesi hesabında kullanılan formül nedir?
C.188. Hacim yüzdesi = Çözünen maddenin hacmi x 100 / Çözen maddenin hacmi
S.189. Hacim-kütle yüzdesi (%C) hesabında kullanılan formül nedir?
C.189. Hacim-kütle yüzdesi (%C) = Çözünen maddenin kütlesi x 100 / Çözen maddenin hacmi
S.190. 500 gram % 25‟lik BaCl2 çözeltisi hazırlayabilmek için gerekli suyun kütlesini hesaplayınız?
C.190.
% C = Çözünen madde miktarı x 100 / Çözelti miktarı
25 = x.100 / 500
X= 25.50 / 100 = 125 gram
500 - 125 = 375 gram su gereklidir.
S.191. % 35 hidrojen peroksit (H2O2) içeren çözeltide 14 ml hidrojen peroksit kaç ml suda çözünmüştür?
C.191.
% C= Çözünen madde hacmi x 100 / Çözelti hacmi
35 = 14.100 / x
X= 14.400 / 35 = 40 mg.
40 - 14 = 36 ml su gereklidir.
S.192. Kütlece % 10‟ lik 50 gr bakır sülfat çözeltisine 15 gr bakır sülfat ekleniyor. Çözeltinin kütlece yüzde kaçı bakır sülfat olur?
C.192.
% C= Çözünen madde miktarı x 100 / Çözelti miktarı
10 = x.100 / 50
X= 10.50 / 100 = 5 gram bakır sülfat
50 - 5= 45 ml su vardır.
% 10‟ lik 50 g bakır sülfat çözeltisinde 5 g bakır sülfat ve 45 ml su bulunur. 15 g bakır sülfat daha eklenmesi çözeltideki bakır sülfat miktarını 5 + 15 = 20 grama çıkarırken çözeltinin kütlesi de 50 + 15 = 65 g olur.
65 gram çözeltide 20 gram bakır sülfat varsa
100 gram çözeltide x gram bakır sülfat olur.
X = 20. 100 / 65 = 31 gramdır. Çözeltinin % 31‟i bakır sülfattır.
S.193. Kütlece % 5„lik 200 gram sodyum klorür çözeltisine 40 g sodyum klorür ve 260 g su ekleniyor. Yeni çözelti yüzde kaç sodyum klorür içerir?
C.193.
% C= Çözünen madde miktarı x 100 / Çözelti miktarı
5= X.100 / 200
X= 200,5 / 100 = 10 gram sodyum klorür
200 gram çözeltiye 40 g sodyum klorür ve 260 gram su eklenirse çözeltinin toplam kütlesi 500 g olur.
Çözünen toplam sodyum klorür miktarı: 10+40 = 50 g‟dır.
500 gramlık çözeltide 50 gram sodyum klorür bulunursa
% C= Çözünen madde miktarı x 100 / Çözelti miktarı
% C = 50.100 / 500 = 10
Çözeltinin % 10‟u sodyum klorür demektir.
S.194. Kütlece % 5‟lik 500 g NaOH çözeltisi nasıl hazırlanır?
C.194.
Tanıma göre 100 g çözelti içinde 5 g katı NaOH bulunmaktadır. Yüzde derişim; % 5 kütlece diye ifade edildiğinden 500 g olarak formülde yerine konur.
% C= Çözünen madde miktarı X 100 = Çözelti miktarı
5 = X.100 / 500
X= 500,5 / 100 = 25 g sodyum hidroksit
O hâlde 500 g – 25 g = 475 g su gereklidir.
Kullanılacak suyun yoğunluğu 1 g / ml olarak kabul edilirse 475 g su içinde 25 g NaOH çözülür. Yüzde çözeltiler hazırlanırken çözeltisi hazırlanacak olan madde, kristal suyu içeren bir tuz ise hesaplama yaparken kristal suyunu dikkate almamız gerekir.
S.195.Mol ne demektir, açıklayınız?
C.195. mol; avagadro sayısı (6.02 x 1023) kadar atom ya da molekül içeren maddeye 1 mol denir. Yani bir kimyasal madde ya da bileşiğin molekül ağırlığına, molekül kütlesine mol denir.
Atomlar ve moleküller en güçlü mikroskoplarla bile görülemeyecek kadar küçük taneciklerdir. Bu taneciklerin oluşturduğu 6.02 x 1023 tanelik kümeye 1 mol denir. Bu sayının açık hâli 602.000.000.000.000.000.000.000 tanedir. Görüldüğü gibi bu sayının okunması son derece zordur. Bu nedenle kısa şekilde yazılıp okunur. Bu sayı kimyada avagadro sayısı olarak bilinir ve bütün elementlerin bir molü 6.02 x 1023 tanedir.
S.196. Avagadro sayısı ne demektir?
C.196. 1 mol demir (Fe), 6.02 x 1023 tane demir atomu demektir. Buna avagadro sayısı denir.
S.197. Bir mol H2SO4 (sülfürik asit) kaç gamdır? (H=1 S=32 O=16 )
C.197. MA: = 2.1 + 1.32 + 16.4= 98 gram/mol‟dür
S.198. Atom Ağırlığını açıklayınız?
C.198. Gerçekte “atom ağırlığı” yerine “atom kütlesi” daha doğru bir ifadedir. Ağırlık kütlenin yer çekimi kuvveti tarafından çekilmesidir. Dolayısıyla aynı madde değişik yerlerde değişik ağırlıklarda ölçülebilir ama kütle değişmez sabittir. Bir elementin tartılabilen en küçük miktarı milyarlarca atom içerir. Hesaplamalarda atomların mutlak kütleleri pek kullanılmaz. Bunun yerine bağıl atom ağırlıkları kullanılır. Bir atomun temel olarak seçilen başka bir atomdan kaç kez ağır olduğunu gösteren sayıya bağıl atom ağırlığı denir. İlk olarak en hafif olan hidrojenin bağıl atom ağırlığı 1 olarak kabul edilmiştir. Buna göre öteki element atomların hidrojen atomundan kaç kez daha ağır oldukları yani bağıl atom ağırlıkları saptanmıştır. Daha sonra temel olarak oksijen alınmıştır. Oksijenin bağıl atom ağırlığı tam 16,000 olarak kabul edilmiştir.
Günümüzde temel olarak karbonun 12 kütle numaralı izotopu seçilmiş ve bunun atom ağırlığı 12,00000 olarak kabul edilmiştir. Buna göre bir elementin atom ağırlığı, o elementin bir atomunun karbon atomunun kütlesinin 1/12‟sine oranını gösteren sayıdır. Bu yeni sisteme göre oksijenin bağıl atom ağırlığı 15,9994 olur. Ancak yaklaşık 16 alınır.
Bir tek molekülün kütlesi molekül ağırlığının avagadro sayısına bölümüyle bulunur. Mesela 6,02.1023 tane hidrojen atomu 1 g geldiğinden 1 tek hidrojen atomunun ağırlığı 1/6,02.1023 g olur. Bu rakam oldukça küçük olduğundan genellikle avagadro sayısı (1 mol) kadar atomun ağırlığından söz edilir. Böylece 1 mol Fe atomu 56 g, 1 mol oksijen atomu 16 g olur.
S.199. Mol Ağırlık, Mol Atom ve Atom Sayıları ne demektir,açıklayınız?
C.199. Mol Ağırlık, Mol Atom ve Atom Sayıları Mol Ağırlığı: Bileşiği oluşturan elementlerin atom sayıları ile mol ağırlıklarının çarpımlarının toplamı alınır. Bir bileşik içerisinde hangi elementten kaçar tane olduğu o elementin sağ altına yazılan rakamla belirtilir. Hiçbir şey yazılmamış ise bir demektir.
Bir atomun gram türünden miktarına atom-gram (1 mol atom) denir. Örneğin C=12 g, H=1 g, O=16 g‟dır.
S.200. molekül-gram ne demektir?
C.200. Bir bileşiğin molekül kütlesinin gram türünden miktarına molekül-gram (1 mol molekül) denir.
S.201. 1 mol H2O molekülü kaç gramdır? (O=16 H=1)
C.201.
= 2 mol H atomu + 1 mol O atomu içerir.
= 2(1) +1(16) = 18 g/mol
S.202. 1 mol C6H12O6 (glikoz) kaç gramdır? (C=12 O=16 H=1)
C.202.
=6 mol C atomu + 12 mol H+ 6 mol O atomu içerir. = 72 gram C
=6.(12)+ 12.(1) + 6.(16) =180 g/mol
S.203. 1 mol H2SO4 molekülü gramdır? (O=16 H=1 S=32
C.203.
= 2 mol H atomu + 1 mol S atomu + 4 mol O atomu
= 2(1) + 1(32) + 4(16) = 98 g/mol
S.204. Molarite ne demektir, açıklayınız?
C.204. Molarite M sembolü ile gösterilir. Molar olarak okunur. Bir litre çözeltide 1 mol çözünmüş madde varsa o çözeltinin konsantrasyonu 1 molardır. Bir litre çözelti içinde 1 mol madde varsa bu çözelti 1 molarlık çözeltidir. Bir çözeltinin bir litresinde 3 mol/gram madde çözünmüşse bu çözeltinin molaritesi 3‟tür.
S.205. Normalite ne demektir ve birimi nedir?
C.205. Normalite Bir litre çözeltide çözünen maddenin eş değer gram sayısına normalite denir. Normalitenin birimi “normal”dir ve N simgesiyle gösterilmektedir.
S.206. Normalite (N) formülü nedir?
C.206. Çözünen maddenin eş değer gram sayısı mol sayısı / Çözeltinin hacmi (litre)
S.207. Eş değer gram formülü nedir?
C.207. Eş değer gram = Mol kütlesi / Tesir değerliği
S.208. Bileşikleri üç grupta toplanarak tesir değerliliği bulunur?
C.208.
1-Asitlerin tesir değerliği, asidin verebileceği H+ iyonu sayısıdır.
Asitlerin eş değer gramı, asidin girdiği tepkimede 1 mol H+ iyonu veren ya da oluşturabilen miktarıdır.
2-Bazlarda tesir değerliği, bazın verebileceği OH iyonu sayısıdır.
Bazların eş değer gramı; bazın girdiği tepkimede 1 mol OH- iyonu veren ya da oluşturabilen miktarıdır.
3-Tuzlarda tesir değerliği, bir formül birimi içinde bulunan toplam (+) yük sayısına eşittir.
Tuzların eş değer gramı, mol kütlesinin tesir değerliğine oranıdır.
Tekstil Boyacılığı Soruları 5
S.131. Bileşik ve karışım arasındaki farklar nelerdir?
C.131. Bileşik ve karışım arasındaki farklar
Bileşikler aynı cins moleküllerden, karışımlar farklı cins atom veya moleküllerden meydana gelir.
Bileşikle kimyasal yollarla, karışımlar fiziksel yollarla birleştirilir ayrıştırılır.
Bileşikteki atomlar belirli kütle oranlarında birleşirlerken karışımlar için belirli bir oran yoktur.
Bileşiklerin sabit bir öz kütleleri varken karışımların öz kütleleri karışımdaki maddelerin birleşme oranlarına bağlı olarak değişir.
S.132. Molekül ne demektir?
C.132. Molekül: Bir bileşiğin tüm özelliklerini taşıyan ve bölünemeyen en küçük parçasıdır.
S.133. Titrasyon ne demektir?
C.133. Titrasyon: Genellikle bir çözeltinin derişimini belirlemek için o çözeltiye derişimi bilinen başka bir çözeltiden belli bir miktarın eklenmesidir. Titrasyon asit-baz, kompleks oluşum, çökelme veya redoks reaksiyonlarında konsantrasyonu bilinen bir çözelti ile tepkimeye giren bilinmeyen bir çözeltinin konsantrasyonunu oluşan tepkimeden yola çıkılarak belirlenmesi tekniğidir. Bu işlem titrasyon düzeneğinde yapılır.
S.134.Çözelti ne demektir, örnekle açıklayınız?
C.134. Bir veya birden fazla türde maddenin diğer madde türünün içinde homojen olarak dağılmasıyla çözelti oluşur.
Bir küp şekeri veya toz şekeri suya atıp karıştırdığımızda şeker yavaş yavaş gözden kaybolur. Şekerli suyun tadından da anlaşılacağı üzere çeker yok olmamış su içinde homojen olarak dağılmıştır. Bu halk dilinde şekerin erimesi olarak bilinir. Ancak bu durum yağın ya da demirin erimesinden farklıdır. Bilimde erime bir katının ısı etkisiyle katı hâlden sıvı hâle geçmesini belirten bir terimdir. Burada ise birbirinden farklı iki maddeden yeni bir madde (şekerli su) meydana gelmiştir. Bilim dilinde buna “şeker çözündü” denir.
S.135.Bilimde erime ne demektir?
C.135. Bilimde erime bir katının ısı etkisiyle katı hâlden sıvı hâle geçmesini belirten bir terimdir.
S.136. Bir çözeltide en az kaç bileşen vardır?
C.136. Bir çözeltide en az iki bileşen vardır.
S.137.Çözücü yani çözen madde ne demektir?
C.137. Çözelti içinde fazla miktarda bulunan maddeye çözücü (çözen) denir.
S.138. Çözücü madde çözeltinin neyini belirler?
C.138. Çözücü madde aynı zamanda çözeltinin durumunu (katı, sıvı, gaz) belirler.
S.139.Çözünen madde ne demektir?
C.139. Karışımda daha az bulunan maddeye de çözünen denir.
S.140.Çözelti ne demektir?
C.140. Çözen ve çözünenin oluşturduğu homojen karışımlara çözelti denir. Bir veya birden fazla türde maddenin diğer madde türünün içinde homojen olarak dağılmasıyla çözelti oluşur.
S.141.Çözeltiler sonucunda oluşan yeni maddenin özelliği nedir?
C.141. Çözeltiler kendisini oluşturan maddelerin özelliklerini ya da kendi özelliklerini taşıyan yeni maddeler oluşturur.
S.142.Çözünürlük ne demektir,örnek vererek açıklayınız?
C.142. Bir maddenin çözücü içinde az veya çok miktarda çözünebilme yeteneğine çözünürlük denir. Çözünme, moleküller arasındaki çekim kuvvetine dayanır. Bir çözücünün bir maddeyi çözebilmesi için çözücü ile çözünen molekülleri arasındaki çekim kuvvetlerinin, çözücü ve çözünenin kendi molekülleri arasındaki çekim kuvvetinden daha büyük olması gerekir. Örneğin şekerin suda çözünmesi, şeker ile su molekülleri arasındaki çekim kuvvetinin, şeker moleküllerinin kendi arasındaki çekim kuvvetinden daha büyük olmasındandır. şeker, suda iyonlarına ayrışmadan moleküler hâlde çözünür.
S.143. Elektrolit olmayanlar maddeler ne demektir?
C.143. Çözeltisinde yüklü parçacıklar bulunmayan bir çözelti elektriği iletmez. Bu tür elektriği iletmeyen çözeltiler oluşturan çözünen maddeler elektrolit olmayanlar olarak adlandırılır.
S.144.Elektrolit madde ne demektir?
C.144. Çözeltide (+) ve (-) yüklü parçacıklar oluşturarak çözeltisinin elektriği iletmesini sağlayan maddeler elektrolitler olarak adlandırılırlar.
S.145. Bir maddenin hem çözünürlüğünü hem de çözünürlük hızını etkileyen faktörler nelerdir?
C.145. Bir maddenin hem çözünürlüğünü hem de çözünürlük hızını etkileyen faktörler vardır. Bunlar; çözücü ve çözünenin cinsi, sıcaklık ve basınçtır.
S.146. Çözünen maddenin toz hâlde olması çözünen maddenin neyini hızlandırır ve neyini arttırmaz?
C.146. Çözünen maddenin toz hâlde olması çözünen maddenin çözücüye değen yüzeyini artıracağından çözünmeyi hızlandırır. Ancak çözünürlük miktarını artırmaz
S.147.Gazlar suda maddenin hangi halini verir?
C.147. Gazlar suda çözünürken ısı verir.
S.148. Gazların çözünürlükle sıcaklık orantısı nasıldır?
C.148. Gazların çözünürlükleri sıcaklıkla ters orantılıdır. Yani gazların çözünürlüğü sıcaklık arttıkça azalır, sıcaklık azaldıkça artar.
S.149. Sıvıların çözünürlüğü sıcaklıkla birlikte ne gösterir?
C.149. Sıvıların çözünürlüğü sıcaklıkla birlikte değişkenlik gösterir. Eğer çözünen maddenin kaynama noktası çözücü maddenin kaynama noktasından yüksekse çözünürlük sıcaklık arttıkça artar. Çözünen maddenin kaynama noktası çözücü maddenin kaynama noktasından düşükse çözünürlük sıcaklık arttıkça azalır.
S.150. Katı, sıvı gazların çözünürlüğüne basıncın etkisi nedir?
C.150. Katı ve sıvıların çözünürlüğüne basıncın etkisi yok denecek kadar azdır. Ancak gazların çözünürlüğü basınç arttıkça artar.
S.151. Çözücü ve çözünen maddeleri fiziksel hâllerine göre sınıflandırınız?
C.151.
A-Katı-sıvı çözeltileri
B- Sıvı-sıvı çözeltileri
C-Katı-katı çözeltileri
Ç-Gaz-gaz çözeltileri
D-Gaz-sıvı çözeltileri
S.152. Katı-sıvı çözeltileri ne demektir, örnek veriniz?
C.152. Katı-sıvı çözeltileri: Bir katının bir sıvı içinde homojen olarak çözünmesiyle oluşan çözeltilerdir (tuzlu su, şekerli su).
S.153. Sıvı-sıvı çözeltileri ne demektir, örnek veriniz?
C.153. Sıvı-sıvı çözeltileri: Bir sıvının başka bir sıvı içinde homojen olarak çözünmesiyle oluşan çözeltilerdir (alkol+su =kolonya).
S.154. Katı-katı çözeltileri ne demektir, örnek veriniz?
C.154. Katı-katı çözeltileri: Bir katının başka bir katı içinde homojen olarak çözünmesiyle oluşan çözeltilerdir.
S.155. Gaz-gaz çözeltileri ne demektir, örnek veriniz?
C.155. Gaz-gaz çözeltileri: En az iki gaz karışımının oluşturduğu çözeltilerdir (oksijen+azot=hava). Bütün gaz karışımları homojendir.
S.156. Gaz-sıvı çözeltileri ne demektir, örnek veriniz?
C.156. Gaz-sıvı çözeltileri: Bir gazın bir sıvı içinde homojen olarak çözünmesiyle oluşan çözeltilerdir (kola, gazoz gibi içecekler).
S.157. Elektrik akımını iletmelerine göre çözeltileri sınıflandırınız?
C.157.
A-Elektriği ileten çözeltiler (elektrolit)
B-Elektriği iletmeyen çözeltiler (elektrolit olmayan)
S.158.Çözeltileri bileşenlerin miktarlarına ve çözünürlüklerine göre sınıflandırınız?
C.158.
A-Doymuş çözelti
B-Doymamış çözelti
C-Aşırı doymuş çözelti.
S.159. Doymuş çözelti ne demektir, açıklayınız?
C.159. Çözücünün çözebileceği kadar çözünen madde miktarı içerdiği çözeltilerdir. Çözebileceği maksimum maddeyi çözmüş olan çözeltidir. Doymuş çözeltiye çözünen madde ilave edilse bile eklenen maddeler çözünmez, çöker.
S.160. Doymamış çözelti ne demektir, açıklayınız?
C.161. Bir çözeltide doygunluk miktarının altında madde çözünmüş ise buna doymamış çözelti denir. Çözebileceği maksimum maddeyi çözmemiş çözeltidir.
S.162. Aşırı doymuş çözelti ne demektir, açıklayınız?
C.162. Bir çözeltide doygunluk miktarının üstünde madde çözünmüş ise buna aşırı doymuş çözelti denir. Çözücü çözebileceğinden fazla maddeyi çözmüştür. Aşırı doymuş çözeltiler çok kararsızdır. Çözelti içine küçücük çözünen kristalinin eklenmesiyle süratle çöker ve doymuş çözelti hâline geçer. Bazen reçelin şekerlenmesi aşırı doymuş çözelti olmasından kaynaklanır.
S.163. Derişimlerine göre çözelti türleri nelerdir?
C.163.
A-Seyreltik çözelti
B-Derişik çözelti
S.164.Hacimce- kütlece yüzde çözeltiler ne demektir, açıklayınız?
C.164.100 hacim birimi çözeltide kaç ağırlık birimi çözünen olduğunu gösterir. Birim olarak mililitre, litre, metreküp vb. olabilir. Örneğin hacim - kütlece % 20‟lik sodyum klorür çözeltisi demek, 100 ml sodyum klorür çözeltisinin içinde 20 g sodyum klorür var demektir. Burada çözeltinin miktarı hacim biriminden, çözünen maddenin miktarı ise ağırlık biriminden ifade edilmelidir. Çözeltinin toplam ağırlığı, çözünen maddenin ağırlığı ile çözücü maddenin ağırlığına eşittir.
S.165.Hacimce yüzde çözeltiler ne demektir, açıklayınız?
C.165.100 hacim birimi (ml, Ɩ, m³ vb.) çözeltide kaç hacim birimi çözünen olduğunu gösterir. 100 ml çözeltide kaç ml çözünen maddenin olduğunu gösterir. Birim olarak mililitre, litre, metreküp vb. olabilir. Örneğin hacimce % 20‟ lik alkol çözeltisi demek, 100 ml alkol çözeltisinin içinde 20 ml saf alkol var demektir. Ya da 100 Ɩ alkol çözeltisinin içinde 20 ml saf alkol var demektir. Burada çözünenin ve çözeltinin miktarları hacim birimiyle ifade edilir.
S.166. Seyreltik çözelti ne demektir?
C.166. Az miktarda çözünen madde içeren çözeltilerdir.
S.167. Derişik çözelti ne demektir?
C.167. Çok miktarda çözünen madde içeren çözeltilerdir.
S.168.Derişim ne demektir?
C.168. Bir miktar çözelti veya çözücü içerisinde çözünen madde miktarına derişim denir.
S.169.Çözücünün hali katı Çözünenin hali katı. Buna bir örnek veriniz?
C.169. Lehim (kurşunla kalayın çözünmesi)
S.170. Çözücünün hali katı Çözünenin hali sıvı. Buna bir örnek veriniz?
C.170. Amalgam (gümüşle civanın çözünmesi
S.171. Çözücünün hali katı Çözünenin hali gaz. Buna bir örnek veriniz?
C.171. Paladyumda hidrojen gazının çözünmesi.
S.172. Çözücünün hali sıvı Çözünenin hali katı. Buna bir örnek veriniz?
C.172. Su içinde şekerin çözünmesi
S.173. Çözücünün hali sıvı Çözünenin hali sıvı. Buna bir örnek veriniz?
C.173. Suda alkolün çözünmesi
S.174. Çözücünün hali sıvı Çözünenin hali gaz. Buna bir örnek veriniz?
C.174. Su içinde oksijenin çözünmesi
S.175. Çözücünün hali Gaz Çözünenin hali katı. Buna bir örnek veriniz?
C.175. Azot içinde iyot çözünmesi
S.176. Çözücünün hali Gaz Çözünenin hali sıvı. Buna bir örnek veriniz?
C.176. Azot içinde su çözünmesi (nemli hava)
S.177. Çözücünün hali Gaz Çözünenin hali gaz. Buna bir örnek veriniz?
C.177. Hava (azot içinde oksijenin çözünmesi)
S.178.Alaşım ne demektir, açıklayınız ve örnek veriniz?
C.178. Katı çözeltiler, iki ya da daha çok metalin eritilerek oluşturdukları homojen katı karışımlardır. Bunlara alaşım denir. Alaşımlarda bir metalin atomları diğer metalin kristal yapısı içine girerek homojen bir karışım oluşturur. Örneğin paslanmaz çelik (% 76 Fe, % 16 Cr, % 8 Ni), pirinç (% 60 Cu, % 40 Zn), bronz (% 80 Cu, % 15 Sn, % 5 Zn) birer alaşımdır. Gaz çözeltiler ise iki veya daha çok gazın aynı kap içine konulduğunda homojen olarak karışmasıyla oluşur. Örneğin, hava bir gaz çözeltisidir
S.179. Bir çözeltide çözünen madde miktarını nasıl ifade edilir?
C.179. Bir çözeltide çözünen madde miktarı, kütle, hacim, mol terimlerini içeren çeşitli derişim birimleri ile belirtilir. En çok kullanılan derişim birimleri, yüzde derişim, mol kesri, molarite, normalite, molalite, ppm ve ppb'dir. Bu derişim birimi; değişik anlamlarda kullanıldığından ağırlık, hacim veya ağırlık hacim gibi terimlerle açıkça belirtilir.
S.180. Kütlece yüzde çözelti ne demektir, açıklayınız?
C.180. 100 ağırlık birimi, çözeltide kaç ağırlık birimi çözünen olduğunu gösterir. Birim olarak gram, kilogram, miligram, ton vb. olabilir. Örneğin, kütlece % 20‟lik sodyum klorür çözeltisi demek 100 g sodyum klorür çözeltisinin içinde 20 g katı sodyum klorür var demektir. Böyle bir çözelti 20 g NaCl'in 80 g saf suda çözünmesiyle hazırlanabilir. Bu, 100 ton sodyum klorür çözeltisinin içinde 20 ton katı sodyum klorür var demektir. Burada çözünenin ve çözeltinin miktarı ağırlık birimiyle ifade edilir.
Tekstil Boyacılığı Soruları 4
S.101.Resimde turnusol kağıdı ve PH değerleri görülmektedir. Resimde NÖTR, ASİT ve BAZ( Alkali) alanları gösteriniz?
C.101.
S.102. Turnusol Kâğıdı Nedir açıklayınız?
C.102. Boyar maddeler, yani renklendirici maddeler içeren bir tür karışımdır. Turnusol karışımı, sıvı çözelti ya da turnusol kâğıdı biçiminde oluşturulabilir. Rengi mavi veya kırmızı renkte olabilir. Daha çok kimya sektöründe kimyagerler tarafından bir maddenin asit ya da baz olduğunu anlamak için kullanılır. Turnusol bazı kimyasallarla tepkimeye girerek renk değiştirir. Oluşan renge göre temas ettiği maddenin asit ve ya baz olduğu gösterir. Turnusol kırmızıya dönüşürse maddenin asit, maviye dönüşürse de maddenin baz olduğunu gösterir. Renk değiştirmezse maddenin asit veya baz olmadığını gösterir, bu maddelerde “nötr” olarak nitelendirilir.
S.103. Turnusol kâğıdı nasıl kullanılır?
C.103.
Mavi renkli turnusol kâğıdı; nitrik, sülfürik veya hidroklorik asit gibi kuvvetli bir aside batırılırsa rengi koyu kırmızıya dönüşür. Sirke veya maden sodası gibi zayıf asitlere batırılırsa rengi şarap kırmızısına dönüşür.
Kırmızı renkli turnusol kâğıdı; amonyak veya sodyum hidroksit gibi bazlara batırılırsa rengi maviye dönüşür.
S.104. Turnusol kâğıdı nasıl elde edilir?
C.104. Turnusol bazı liken türlerinin işlemden geçmesiyle elde edilir. Liken bitkileri ezilerek lapa haline getirilip amonyak ve başka maddelerle karıştırıldıktan sonra mayalanmaya bırakılır. Mavi parçacıklar halinde turnusol oluşmaya başlar. Bu turnusoller ayrılarak çözelti veya tablet haline getirilir. Bir kâğıda sıvı turnusol emdirilip kurutulduktan sonra turnusol kâğıdı elde edilir. Tablet haline getirilen turnusol da kullanılacağı zaman arıtılmış suyla karıştırılarak sıvı çözelti haline dönüştürülür.
S.105.PH ile çözelti nasıl ölçülür?
C.105. pH‟ı bakılacak olan çözeltinin içerisine küçük bir manyetik balık atılarak manyetik karıştırıcıda yavaşça karıştırılır. pH kâğıdı dikkatlice çözeltinin içerisine daldırılır ve kâğıt üzerinde renk değişimi tamamlanıncaya kadar bir süre beklenir. Çözeltiden çıkarılan renk değişimine uğramış pH kâğıdındaki renkler pH kâğıtlarının içinde bulunduğu kutu üzerindeki renklerle karşılaştırılır. Sonuç oluşan renk değerlerine göre belirlenir.
S.106.Aşağıdaki PH kağıdında Kuvvetli asidik, zayıf asidik, nötr, zayıf bazik ve kuvvetli bazik alanları gösteriniz?
C.106.
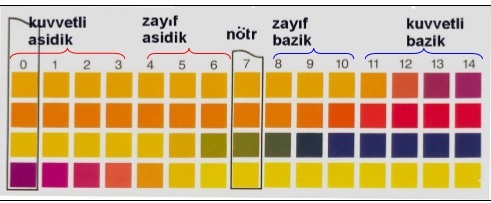
S.107. pH Metre nedir?
C.107. Çözeltilerin pH‟ını elektrokimyasal değişim esasına göre ölçen aygıtlardır.
S.108. Herhangi bir çözeltinin pH‟ı kontrol edilmeden önce pH metrenin öncelikle neyi yapılmalıdır?
C.108. Herhangi bir çözeltinin pH‟ı kontrol edilmeden önce pH metrenin öncelikle kalibrasyonu yapılmalıdır.
S.109. PH metre ile asidik bölgede ve bazik bölgede çalışılacaksa hangi pompalar kullanılarak cihazın kalibrasyonu yapılır?
C.109. Eğer asidik bölgede çalışılacaksa pH 4 ve pH 7 tamponlarıyla, bazik bölgede çalışılacaksa pH 7 ve pH 10 tamponları kullanılarak cihazın kalibrasyonu yapılır.
S.110. PH metrenin kalibrasyonu nasıl yapılır?
C.110. Cihazın kalibrasyonu için elektrot önce saf su ile temizlenir. Tampon çözeltiye elektrot daldırılır. Dijital ekrandan pH değeri okunur. pH metreden tampon çözeltinin pH‟ı okunur. İkinci tampon çözelti ile de aynı işlem yapılır. Bulunan pH değerleri ile tampon çözeltinin pH‟ları aynı ise pH ölçme işlemi yapılır.
S.111. Çözeltinin pH’ pH metre ile nasıl ölçülür, açıklayınız?
C.111. Kalibrasyonu yapılan pH metrenin elektrodu saf su ile iyice yıkanıp kurutulur. pH ölçümü yapılacak çözelti bir behere konur. pH‟ı bakılacak olan çözeltinin içine küçük bir manyetik balık atılarak manyetik karıştırıcıda yavaşça karıştırılır. Elektrot dikkatlice çözeltinin içerisine daldırılır ve okunan pH‟nın sabit olması için bir süre beklenir. Eğer çözeltinin üzerine herhangi bir asit veya baz çözeltisi eklenecekse ekleme işleminden sonra çözeltinin bir süre karışması beklenir ve yine karışırken elektrot daldırılarak sabit bir değer okunana kadar beklenir. Elektrodun ucunun çözeltinin tam dibine değmemesine dikkat edilmelidir. Çözeltinin pH‟ı en az üç kez ölçülmelidir. Ölçülen ilk değer dikkate alınmaz. Diğer iki değerin aritmetik ortalaması çözeltinin pH değeri olur.
S.112. Yüzey gerilimi ve ara yüzey (yüzeyler arası) gerilimi ne demektir?
C.112. Bir gazla bir sıvının ya da birbiriyle karışmayan iki sıvının yüzeyleri gerilmiş esnek bir zara benzer. Bu gerilim sıvının serbest yüzeyine ait ise buna yüzey gerilim denir. İki sıvının yüzeyine ait ise ara yüzey (yüzeyler arası) gerilim denir
S.113. Anyon ne demektir?
C.113. Anyon: Eksi elektrik yükü taşıyan bir iyon ya da kök demektir. Örneğin, klor (Cl-) eksi değerlikli bir anyondur.
S.114. Katyon ne demektir?
C.114. Katyon: Artı elektrik yükü taşıyan bir iyon ya da kök demektir. Örneğin, sodyum (Na+) artı değerlikli bir katyondur
S.115. Katalizör ne demektir?
C.115. Katalizör: Katıldıkları herhangi bir kimyasal reaksiyonun hızını artıran ama reaksiyonun sonunda herhangi bir değişikliğe uğramayan maddelerdir. Bazı katalizörler reaksiyonun bir basamağında tüketilirken diğer basamağında tekrar oluşur. Kimyasal bir madde olmamasına rağmen ışık bazı reaksiyonları hızlandırır. Bu nedenle ışık katalizör olarak nitelendirilir
S.116. Stabilizör ne demektir?
C.116. Stabilizör: Katıldıkları herhangi bir kimyasal reaksiyonun hızını yavaşlatan ama reaksiyonun sonunda herhangi bir değişikliğe uğramayan maddelerdir.
S.117. Süblimasyon ne demektir?
C.117. Süblimasyon: Erime noktası temperatürünün altında belirli derecede buhar basıncına sahip katı maddeler, ısıtıldıklarında sıvı hâli atlayarak doğrudan gaz hâline dönüşür. Katı hâldeki bazı maddelere enerji verildiğinde sıvı hâli atlayarak doğrudan gaz hâline dönüşmesine süblimasyon denir. Örneğin, tuvaletlerde koku giderici olarak kullanılan “ernet” katı hâldedir. Bu madde hiç sıvı hâle geçmeden zamanla azalarak yok olur. Yünlü giysilerimizi güve zararlısında korumak için kullandığımız naftalin de zamanla iz bırakmadan yok olur. Bu maddeler katı hâlden gaz hâline geçerek süblimasyona uğrarlar.
S.118. Viskozite nedir?
C.118. Viskozite: Akışkanların (sıvı, gaz) akmaya karşı gösterdiği dirençtir. Başka bir deyişle akıcılık değeridir. Örneğin, balın viskozitesi suyun viskozitesinden çok yüksektir. Sıvıların viskoziteleri molekül yapıları ve moleküler arası etkileşimleriyle yakından ilgilidir. Bir sıvının viskozitesi iç sürtünme kuvvetinin akmaya karşı gösterdiği dirençtir. Viskozite ölçümlerinde sıcaklık önemli bir değişkendir. Bu nedenle tüm viskozite ölçümleri sabit sıcaklıkta (20± 0,1 °C) yapılır
S.119. Boume (bome) nedir?
C.119. Boume (bome): °Be' ile gösterilir. Yoğunluk, konsantrasyon değeridir. Bir maddenin yoğunluğu o maddenin birim hacminin gram olarak kütlesidir. Sıvıların yoğunluğu, genellikle belli hacimdeki sıvı tartılarak veya sıvının içine daldırılan bir cismin kaldırma kuvvetinden yararlanılarak tespit edilir. Ayrıca yoğunluk hidrometreler ile de ölçülebilir. Hidrometreler aşağıdan yukarıya doğru g/ml (yoğunluk) bome derecesi olarak işaretlenmiştir.
S.120. Agregasyon ne demektir?
C.120. Agregasyon: Atom veya moleküllerin moleküller arası çekim ile (kohezyon) bir araya gelmesine agregasyon denir. Oluşan daha büyük moleküllere ise agregat adı verilir. Assosiatlar da özel agregatlardır.
S.121. Assosiat ne demektir?
C.121. Assosiat: Moleküllerin moleküller arası çekim kuvvetleri yardımıyla bir araya gelmeleri, molekül toplulukları oluşturmalarına assosiat denir
S.122. İndikatör ne demektir?
C.122. İndikatör: Kelime anlamı belirteçtir. Asit ve baz tepkimelerinin yürüyüşünü izlemek için kullanılan bir çok madde vardır. Asidik ve bazik ortamda farklı renklerde olan zayıf organik asit ve baz yapısındaki bu maddelere indikatör denir. Önemli indikatörler metil oranj, metil kırmızısı, fenol ftalein ve turnusol kâğıdıdır.
S.123.Derişim ne demektir?
C.123. Derişim: Çözeltinin birim hacminde bulunan çözünmüş madde miktarıdır
S.124. Atom ne demektir?
C.124. Atom: Bir elementin bütün kimyasal özelliklerini taşıyan en küçük birimidir.
S.125. Bileşik ne demektir?
C.125. Bileşik: İki ya da daha fazla element içeren ve elementleri birbiriyle kimyasal olarak belirli oranlar hâlinde bağlanmış olan saf maddelerdir. Su (H2O) bileşiğinde hidrojen ve oksijen atomları birbirlerine 2:1 oranında bağlıdır.
S.126. Bileşiklerin özelliklerin özellikleri nelerdir, maddeler halinde yazınız?
C.126. Bileşiklerin özellikleri:
Bileşikler kendilerini oluşturan elementlerin özelliğini göstermez.
Saf maddelerdir. Belirli erime ve kaynama noktalarına sahiptir.
Bileşiklerin özelliğini gösteren en küçük yapı taşına molekül denir.
Bileşikler farklı cins atomlardan oluşur.
Kendini oluşturan atomlara kimyasal yöntemlerle ayrıştırılabilir.
Bileşiği oluşturan atomlar arasında sabit kütle oranları vardır.
Bileşikler formüllerle gösterilir
S.127. Higroskobik ne demektir?
C.127. Higroskobik: Havadaki suyu çekme özelliğidir. Nem çekici maddeler higroskobik madde olarak bilinir.
S.128. Koloit ne demektir?
C.128. Koloit: Bir maddenin parçacıklarının başka bir madde içinde düzgünce dağılmış hâlde olduğu çözeltiye benzer bir karışım türüdür.
S.129. Karışım ne demektir?
C.129. Karışım: İki ya da daha fazla saf maddenin (element ya da bileşik) kimyasal olarak birleştirilmeden yalnızca karıştırılarak bir araya getirilmesidir.
S.130. Karışımların özellikleri nelerdir?
C.130. Karışımların özellikleri
Karışımı oluşturan maddelerin kimyasal özelliklerinde değişiklik olmaz.
Saf değildir.
Fiziksel yollarla ayrıştırılır.
Erime ve kaynama noktaları sabit değildir.
Karışımların öz kütleleri sabit değildir. Karışımı oluşturan maddelerin miktarına bağlı olarak karışımın öz kütlesi değişir.
Karışımın yapısında farklı cins atom veya molekül vardır.
Karışımda bulunan maddelerin miktarı arasında belirli, sabit bir oran yoktur.
Tekstil Boyacılığı Soruları 3
S.66. Kuvvetli asitler nelerdir, örnek veriniz?
C.66. Kuvvetli asit: HClO4 (perklorik asit), HCl (hidroklorik asit), HNO3 (nitrik asit), H2SO4 (sülfürik asit)
S.67. Kuvvetli bazlar nelerdir, örnek veriniz?
C.67. Kuvvetli baz: NaOH (sodyum hidroksit), KOH (potasyum hidoksit), Sr(OH)2, Ba(OH)2 (baryum hidoksit)
S.68. Zayıf asitler nelerdir, örnek veriniz?
C.68. Zayıf asit: HF (hidrojen florür), HCN (hidrosiyonik asit), H3PO4 (fosforik asit)
S.69. Zayıf bazlar nelerdir, örnek veriniz?
C.69. Zayıf baz: NH3 (amonyak), Mg(OH)2 (magnezyum hidroksit), Na2CO3 (sodyum karbonat)
S.70. Bir kimyasal madde içindeki H+ oranı OH- oranları çözelti asidikte, bazik özellikte ve nötr özellikte nasıldır, açıklayınız?
C.70. Bir kimyasal madde içindeki H+ oranı OH- oranından fazla ise çözelti asidik, H+ oranı OH- oranından az ise çözelti bazik özellik gösterir. H+ ve OH- miktarı birbirine eşit ise çözelti nötr özellik gösterir.
S.71. Merserizasyonun amaçları nelerdir?
C.71.
A-Selüloz liflerinin muntazam şekilde şişmesi
B-Kumaş yüzeyinde bir parlaklık elde etme
C-Boyutsal stabilite
Ç-Daha yüksek mukavemet
D-İç yüzeydeki artış nedeniyle daha iyi boya alma
E-Olgunlaşmamış ve “Ölü“ pamukta boya emilim kabiliyetini arttırma
S.72.Ağartma ne demektir, açıklayınız?
C.72. Ağartma işleminin birinci derecede amacı pamuğa arzu edilmeyen esmerliği veren renkli safsızlıkları (boyar maddeleri) gidermektedir. Pamuğun ağartılmasında oksidatif ağartma maddeleri kullanılır. Bu tür maddelerle çalışıldığında, ağartma olayı atomik oksijen açığa çıkması ile başlar. Oksidatif ağartma maddelerinin en önemlileri hidrojen peroksit, sodyum hipokloritve sodyum klorittir.
S.73. Dispersiyon ne demektir, örnek veriniz?
C.73. Birbiri içinde çözünmeyen en az iki maddenin bir yardımcı madde ile ya da yardımcı madde olmadan oluşturduğu homojen karışımlara dispersiyon denir. Dispersiyon oluşturmak için kullanılan yardımcı maddeye dispergatör ya da dispergir madde denir.
Örnek:
Tebeşir tozu+su+dispergatör=dispersiyon
Dispersiyonu oluşturan maddeler özelliklerini değiştirmez, kimyasal bir değişikliğe uğramaz.
S.74. Emülsiyon ne demektir, örnek veriniz?
C.74. Birbiri içinde çözünmeyen iki sıvının bir yardımcı madde ile ya da yardımcı madde olmadan oluşturduğu homojen karışımlara emülsiyon denir. Yani dispersiyonu oluşturan maddeler sıvı fazda ise bu dispersiyona emülsiyon denir.
Örnek:
Yağ+su karışımı+emülgatör= emülsiyon
S.75.Dispergir madde ne demektir?
C.75. Dispersiyon oluşturmak için kullanılan yardımcı maddeye dispergatör ya da dispergir madde denir.
S.76. Süspansiyon ne demektir, örnek veriniz?
C.76. Birbiri içinde çözünmeyen bir sıvı ve bir katı maddenin yardımcı madde ile ya da yardımcı madde olmadan oluşturduğu homojen karışımlara süspansiyon denir. Yani dispersiyonu oluşturan maddelerden birisi sıvı diğeri katı ise bu dispersiyona süspansiyon denir.
Örnek:
Tebeşir tozu+su+dispergatör= süspansiyon
S.77.Terbiye işlemleri ne demektir?
C.77. Dokuma fabrikasından veya işletmesinden çıkan ham bezin, satışa hazır bir duruma gelmeden önce gördüğü fiziksel ve kimyasal işlemlerin tümüne Terbiye işlemleri denir.
S.78. Tekstil mamullerinin terbiye işlemleri uygulama şekline kaça ayrılır, nelerdir?
C.78. Tekstil mamullerinin terbiye işlemleri uygulama şekline göre ikiye de ayrılır:
1. Yaş Terbiye İşlemleri
2. Kuru Terbiye İşlemleri
S.79. Tekstil terbiyesi işlemleri basitçe sınıflandırınız?
C.79.
1. Ön Terbiye
2. Renklendirme
a)Boyama
b)Baskı
3. Bitim işlemleri
S.80.Terbiye maddelerini tekstil ürününe aktarma yöntemleri( aplikasyon ) ne demektir, bunun için hangi yöntemler kullanılır?
C.80.
Tekstil ürünü terbiyesinin yapılabilmesi için; çözelti, süspansiyon, dispersiyon veya emülsiyon halinde bulunan bir terbiye maddesi ile tekstil ürününü temas ettirmek gerekir. Bunun için çeşitli yöntemler uygulanır ve bu Yöntemler;
1-Çektirme
2-Emdirme
3-Aktarma
4-Püskütme
5-Köpük yöntemleridir.
Bu yöntemlerde kullanılan makinelerin seçimi işlem görecek tekstil ürününün tipine uygun olacak şekilde seçilmiş ve ayarlanmış olması gerekmektedir. Tekstil yüzeylerinin boyanmasında gereksinim duyulan birçok özelliklerden dolayı boya makinelerinin ve aparatlarının seçiminde büyük bir seçenek yelpazesi mevcuttur. Tekstil ürününün hassasiyeti, sentetiklerin kendine has özellikleri ve istenilen ürün özellikleri makine seçiminde büyük rol oynamaktadır.
S.81. Terbiye maddelerini tekstil ürününe aktaran makine vw sistemler kaç gruba ayrılır, nelerdir?
C.81.
1-Kesikli (Diskontinü) makine ve sistemler
2-Yarı kesikli (Yarı kontinü) makine ve sistemler
3-Kesiksiz (Kontinü) makine ve sistemler
S.82.Apre ne demektir?
C.82. Tekstil materyalinin ön terbiye ve renklendirme işlemleri sonrası terbiye işletmesini terk etmeden önce, gördükleri mekanik ve kimyasal tüm işlemlere bitim işlemleri veya apre işlemleri denir.
S.83.Kumaş boyutu üzerinde etkisi olan işlemler nelerdir?
C.83. Yıkama, merserizasyon, dinkleme, şardonlama, kalandırlama, buharlama, v.b. işlemler kumaş boyutları üzerinde etkilidirler.
S.84. Kumaşa kazandırılan özelliklerin fiske edilerek kalıcılığını sağlayan işlemler nelerdir?
C.84. Kaynatma, dekatür ve termofiksaj gibi işlemler kumaşa kazandırılan özelliklerin fiske edilerek kalıcılığını sağlamaktadır.
S.85.Ön terbiye işlemleri ne demektir?
C.85. tekstil terbiyesinin başlangıcında diğer terbiye işlemlerine hazırlık amacıyla kumaştaki yabancı maddeleri uzaklaştırma işlemlerinin tümüne Ön Terbiye İşlemleri denir.
S.86. İyi bir ön terbiye sonucu liflerde elde edilen belli başlı özelliklernelerdir?
C.86. Bütün tekstil mamullerinin tüm ön terbiye işlemlerini görmelerine gerek yoktur. İyi bir ön terbiye sonucu liflerde elde edilen belli başlı özellikler şu şekilde sıralanabilir:
Haşıl, çepel, pektin, yağ, mum, katalitik maddeler gibi yabancı maddelerin giderilmesi
Hidrofillik
Higroskopik nem yüzdesi
Sabit PH
Beyazlık derecesi
Lifin şişmesi
S.87. Bütün tekstil mamullerinin tüm ön terbiye işlemlerini görmelerine gerek var mıdır?
C.87. Bütün tekstil mamullerinin tüm ön terbiye işlemlerini görmelerine gerek yoktur. Gerekçesi ise kullanım özelliğidir.
S.88. Direkt Boyar Madde ne demektir?
C.88. Selülozik lifin boyanmasında herhangi bir ön işlem gerektirmeden doğrudan boyama yapılabilen boyar maddelerdir
S.89. Boyar madde moleküllerinin her birine ne denir?
C.89. Boyar madde moleküllerinin her birine monomer denir.
S.90. Direkt boyar madde molekülleri elyaf yüzeyine tutunurken ve lif içerisine yayılırken hangi halde bulunmalıdır?
C.90. Direkt boyar madde molekülleri elyaf yüzeyine tutunurken agregat hâlde, lif içerisine yayılırken monomer hâlde olmalıdır.
S.91.Yünlü mamulleri Kuvvetli asidik, Zayıf asidik ve Orta kuvvette asidik ortamda boyayan asit boyar maddelerinin yaş haslıkları nasıldır?
C.91. Kuvvetli asidik ortamda boyayan asit boyar maddelerinin yaş haslıkları düşük, ışık haslıkları orta seviyededir. Zayıf asidik veya nötral ortamda boyayan asit dink veya asit süper dink boyar maddeleri en yüksek yaş haslıklarına sahip olan boyar maddeleridir. Orta kuvvette asidik ortamda boyayan asit boyar maddelerinin yaş haslıkları asit boyar maddeleri kadar düşük değildir
S.92. Yıkama Haslığı Testinin Amacı nedir, açıklayınız?
C.92. Yıkama haslığı testi, boyalı ve/veya baskılı tekstil mamullerinde rengin değişik yıkama şartlarına karşı gösterdiği dayanıklılığı kontrol etmek amacıyla yapılan haslık testidir.
S.93. Yıkama haslığı testi için kaç çeşit gri skala kullanılmaktadır, açıklayınız?
C.93. Yıkama haslığı testi için 2 çeşit gri skala kullanılmaktadır. Bir tanesi 5 ölçeklidir. En düşük haslık değeri “1”, en yüksek haslık değeri ise “5”tir. Diğer gri skala ise 9 ölçeklidir. Bu skalada da en düşük ve en yüksek haslık değerleri 5 ölçekli skalada olduğu gibidir. Ancak her bir değer arasında ara değerler bulunmaktadır. Bu nedenle daha hassas ölçümler yapılabilmektedir.
S.94. 9 ölçekli gri skalada haslık değerleri nasıldır?
C.94. 9 ölçekli gri skalada haslık değerleri aşağıdaki şekildedir:
1------------------ En düşük haslık değeri
1-2
2
2-3
3
3-4
4
4-5
5------------------ En yüksek haslık değeri
S.95. Çözeltilerin asitlik ve bazlık değerinin ölçümlerinde ne kullanılır?
C.95. Çözeltilerin asitlik ve bazlık değerinin ölçümlerinde pH kâğıdı ya da pH metre kullanılır
S.96. Bir kimyasal madde içindeki H+ oranı OH- oranından fazla ise meydana gelen çözelti hangi özelliği gösterir?
C.96. Çözelti asidik
S.97. Bir kimyasal madde içindeki H+ oranı OH- oranından az ise meydana gelen çözelti hangi özelliği gösterir?
C.97. çözelti bazik
S.98. Bir kimyasal madde içindeki H+ oranı OH- oranı eşit ise meydana gelen çözelti hangi özelliği gösterir?
C.98. çözelti nötr
S.99. Ağartma, boyar madde çözeltileri ve dispersiyonların pH ölçümlerinde PH kâğıtları neden kullanılmaz, açıklayınız ve kullanılan ölçüm cihazı nedir?
C.99. Ağartma, boyar madde çözeltileri ve dispersiyonların pH ölçümlerinde pH kâğıtları kullanılamaz. Yükseltgen ve indirgen maddelerin pH kâğıdının rengini etkilemesi, boyar madde çözeltilerinde ise boyar maddenin pH kâğıdını boyaması sonucu doğru ölçümler yapılamaz. Bu durumlarda çözelti veya dispersiyonun pH‟ı, pH metre ile ölçülmelidir.
S.100. pH kâğıtlarının özelliği nedir?
C.100. pH kâğıtlarında indikatör boya test kâğıdına kovalent bağlarla bağlanmıştır. Dolayısıyla indikatör boya kâğıda sabitlenmiştir. Analiz sırasında kâğıttan akmaz.
Tekstil Boyacılığı Soruları 2
S.32.Boyarmadde nedir, açıklayınız?
C.32. Cisimleri renklendirmek için kullanılan kimyasal maddeler boya olarak adlandırılır.
Boya cisimlerin yüzeyinde kazınabilir bir film tabakası oluşturarak onları renklendirir.
Boyanın cisimleri renklendirmesi tamamen fiziksel bir etkidir. Tekstil mamulünün renklendirilmesinde kullanılan ve mamule kimyasal bağlarla bağlanan bileşiklere ise boyarmadde denir. Boyar maddeler değişik lif tiplerine karşı farklı afinite (kimyasal ilgi) gösterir. Bu nedenle bazı boyar maddeler sadece selülozik lifleri boyarken bazıları protein liflerini, bazıları ise sentetik liflerin boyanmasında kullanılır. Ayrıca bir boyar madde birden fazla lif çeşidini de boyayabilir.
S.33. Rengin tamamen fiziksel alanda oluşturulabilmesi için kaç faktöre ihtiyaç vardır, nelerdir?
C.33. Rengi bir cismin veya ışık kaynağının gözümüzde sebep olduğu etki olarak tanımladığımızda rengin tamamen fiziksel alanda oluşturulabilmesi için üç faktöre ihtiyaç olduğu görülür. Bunlar;
A-Işık kaynağı (doğal ve yapay ışık),
B-Işık kaynağının aydınlattığı bir cisim,
C-Rengi algılayacak olan göz ve beyindir.
S.34.Renk nedir, açıklayınız?
C.34. Renk, ışık enerjisi kapsayan fiziksel bir optik görüntüye insan gözünün yanıtı olarak tanımlanır. Rengin gözlenebilmesi için ışığa gereksinim vardır ve ışık, belli dalga boyu ve frekanstaki elektromanyetik dalgadır. Bir maddeye çarpan ışınların hepsi hiçbir değişiklik olmadan refleksiyona (yansımaya) uğrarsa bu madde beyaz, hepsi absorbe (emilme) edilirse bu madde siyah olarak görünür.
S.35. Renk Oluşumu nasıl olur, anlatınız?
C.35. Renk, doğal ve yapay ışıktan oluşur. Işıksız yerde renk var olamaz. Karanlıkta renkleri ayırmak olanaksızdır. Güneşten gelen ışınlar, ayrı hızlarda titreşerek değişik dalgalar oluşturur. Rengin zihinde oluşturduğu hisler, ışığın değişik dalga boylarının etkisinden başka bir şey değildir. Beyaz ışık bir prizmadan geçtiği esnada, ışık kırılır ve gökkuşağının renklerine ayrılır. Bu ışık bir cisimle karşılaştığında bir bölümü cismin üstüne yansır. Bizim nesnenin rengi olarak algıladığımız şey de işte bu yansımadır. Tayf içindeki renkler, fiziki olarak tekrar birleştirildiğinde beyaz ışığı verir.
S.36.Tayf ya da spektrum ne demektir?
C.36. Prizmadan geçirilen ışık demetinin, değişik açılarla kırılarak beyaz perde üzerine düşürülmesi sonucu değişik renklerden oluşan renk dizisidir.
S.37.Selüloz elyaflarda kullanılan boyarmaddeler nelerdir?
c.37.
Direkt boyarmadde
Reaktif boyarmadde
Kükürt boyarmadde
Pigment boyarmadde
Küp boyarmadde
Çözünür Küp boyarmadde
Oksidayon boyarmadde
S.38. protein elyaflarda kullanılan boyarmaddeler nelerdir?
C.38.
Asit boyarmadde
Metal Kompleks boyarmadde
Reaktif boyarmadde
Kromlama boyarmadde
S.39.Sentetik elyaf olan Poliamid elyafında kullanılan boyarmaddeler nelerdir?
C.39.
Asit boyarmadde
Metal Kompleks boyarmadde
Dispers boyarmadde
Kromlama boyarmadde
S.40. Sentetik elyaf olan Polyester elyafında kullanılan boyarmaddeler nelerdir?
C.40. Dispers boyarmadde
S.41. Sentetik elyaf olan Poliakrilonitril elyafında kullanılan boyarmaddeler nelerdir?
C.41.
Katyonik boyarmadde
Dispers boyarmadde
S.42.Beyaz ve Siyah renk nasıl meydana gelir?
C.42. Bir maddeye çarpan ışınların hepsi hiçbir değişiklik olmadan refleksiyona (yansımaya) uğrarsa bu madde beyaz, hepsi absorbe (emilme) edilirse bu madde siyah olarak görünür.
S.43.Boyarmadde ile Boya arasında ne fark vardır açıklayınız?
C.43. Boyama sonucunda tekstil materyali (lif, iplik, kumaş vb.) ile boyar madde arasında kimyasal bir bağlanma oluşur. Boyanan lifin kazıma, silme, yıkama gibi fiziksel işlemlerle başlangıçtaki renksiz durumunu alması mümkün değildir. Boya ile renklendirilmiş cisimlerin rengi ise kazıma, silme, yıkama gibi etkilerle giderilebilir.
S.44. Sadece Dispers boyarmadde ile boyanan sentetik elyaf nedir?
C.44.Polyester elyafıdır.
S.45. Dispers boyarmadde ile boyanan elyaflar nelerdir?
C.45.
Poliamid elyafı
Polyester elyafı
Poliakrilonitril elyafı
S.46. Direkt boyarmadde ile boyanan elyaflar nelerdir?
C.46. Selüloz elyaflar
S.47. Kromlama boyarmadde ile boyanan elyaflar nelerdir?
C.47.
Protein elyafları
Poliamid elyafları
S.48. Ana Renkler (1. Derece Renkler - Birincil Renkler) nelerdir?
C.48. Ana Renkler (1. Derece Renkler - Birincil Renkler) Renk çemberinin ortasında yer alan ve diğer renklerle elde edilmesi olanaksız olan üç ana renk yani sarı, kırmızı ve mavi 1. derece renkleri oluşturur. Üç ana rengin ikili ya da üçlü olarak farklı miktarlarda karışımları ile sınırsız sayıda ve tonda renk türetilebilir.
S.49. Gri renk yani kirli beyaz nasıl elde edilir, örnek veriniz?
C.49. Üç ana rengin eşit miktarlardaki karışımı ile de “gri” elde edilir. Bu kirli beyazdır
S.50. Ara Renkler (2. Derece -İkincil Renkler) nasıl elde edilir?
C.50.
Ara Renkler (2. Derece -İkincil Renkler) Ana renklerden herhangi ikisinin karıştırılmasıyla elde edilen renklerdir. Örneğin:
Kırmızı ve sarıdan turuncu
Mavi ve sarıdan yeşil
Mavi ve kırmızıdan mor elde edilir.
S.51. Üçüncü Derece Renkler nasıl elde edilir?
C.51. Üçüncü Derece Renkler Kahverengi, zeytuni, koyu gri, haki, denizci mavi, koyu yeşil, gri ve siyahlar gibi üç ana birincil rengin ya da siyah veya gri ile bir ya da daha fazla ikincil rengin karışımları sonucu elde edilen renklerdir.
S.52. Sıcak renk nedir, açıklayınız?
C.52. Bu renkler canlılık, hareket ve enerjiyi beraberinde getirir. Sıcak renklerin bir özelliği de cisimlerin daha yakın ve büyük algılamasına neden olmalarıdır. Sıcak renkler; kırmızı, sarı ve turuncudur.
S.53. Soğuk renk nedir, açıklayınız?
C.53. Bu renkler sıcak renklere göre daha durgun renklerdir. Bu renkler sakinleştirici ve dinlendirici etkiyi beraberinde getirir. Negatif renkler olarak da bilinir. Bu renkler, mavi, yeşil ve mor renkleridir.
S.54. Direkt Boyar Maddeleri açıklayınız?
C.54. Direkt boyar maddeler, selülozik lifin boyanmasında herhangi bir ön işlem gerektirmeden doğrudan boyama yapılabilen boyar maddelerdir. Direkt boyar madde molekülleri çözelti içinde topluluklar hâlinde bulunabilir. Boyar madde moleküllerinin her birine monomer denir. Gruplaşmış hâli de agregat olarak adlandırılır.
Direkt boyar madde molekülleri elyaf yüzeyine tutunurken agregat hâlde, lif içerisine yayılırken monomer hâlde olmalıdır. Boyar madde molekülleri hangi sıcaklıkta monomer hâle dönüşüyorsa o sıcaklıkta boyama yapar.
S.55. Direkt Boyar Maddelerle Pamuk Boyamada Kullanılan Maddelere olan ALKALİLERİN ( BAZLARIN ) katkısı nedir?
C.55. Zayıf bir alkali olan soda (Na2CO3), direkt boyar maddenin çözünmesini, boyama banyosunda çözünmüş olarak kalmasını ve boyamanın düzgün bir şekilde yapılmasını sağlar. Ortamın pH’ını ayarlayarak selüloz makro moleküllerinin bazik ortamda aktif hâle geçmesini boyar madde ile lif arasında bağ oluşumunu sağlar.
S.56. Direkt Boyar Maddelerle Pamuk Boyamada Kullanılan Maddeler nelerdir?
C.56.
Su
Tuz
Alkali (baz)
Oksidasyon maddeleri
S.57. Direkt Boyar Maddelerle Pamuk Boyamada Kullanılan Maddelere SUYUN katkısı nedir?
C.57. Boyama banyosunda kullanılacak işletme suyu yumuşak (metal iyonları içermeyen su) olmalı veya boya banyosu içine su sertliğini giderici maddeler konulmalıdır. Suya sertlik veren ağır metal iyonları boyamayı olumsuz yönde etkiler.
S.58. Direkt Boyar Maddelerle Pamuk Boyamada Kullanılan Maddelere TUZUN katkısı nedir?
C.58. Tuz katkısı boyar maddenin elyafa ilgisini arttırır. Tuz, boyar maddenin lif üzerinde homojen dağılımını sağlar ve boyar madde moleküllerinin kumaşa yönlenmesini sağlar.
S.59. Direkt Boyar Maddelerle Pamuk Boyamada Kullanılan Maddelere OKSİDASYON MADDELERİN katkısı nedir?
C.59. Bazı direkt boyar maddeler, kaynama sıcaklığında ya da pH 7’nin üzerinde uzun süre muamelesinde nüans değiştirir. Hatta bazıları tamamen bozunur. Bu durum boyar maddenin kolayca parçalandığı ve indirgendiği anlamına gelir. Oksidasyon maddelerinin eklenmesiyle bunun önüne geçmek mümkündür.
S.60. Direkt boyar maddelerin yaş haslıkları ve ışık haslıkları nasıldır?
C.60. Direkt boyar maddelerin yaş haslıkları orta, ışık haslıkları düşüktür.
S.61. Direkt boyar maddelerle haslık artırma işlemlerinde ne kullanılır?
C.61. Boyama sonrası haslıklarının geliştirilmesi için haslık artırma işlemleri yapılır. Haslık artırma işlemlerinde direkt boyar madde fiksatörü kullanılır.
S.62. Asit Boyar maddeleri açıklayınız?
C.62. Protein ve poliamid lifi asidik ortamda boyadıkları için bu adı almış suda çözünebilen boyar maddelerdir. Boyar madde ile lif arasında iyonik bağ oluşur.
S.63. Asit boyar maddeleri, genel özellikleri ve uygulanış yöntemine göre kaça ayrılır, nelerdir?
C.63.
Asit boyar maddeleri, genel özellikleri ve uygulanış yöntemine göre üç guba ayrılır
Kuvvetli asidik ortamda boyayan asit boyar maddeleri (pH 2 – 3,5)
Orta kuvvette asidik ortamda boyayan asit boyar maddeleri (pH 3,5 – 5,5)
Zayıf asidik ve nötr ortamda boyayan asit boyar maddeleridir (pH 5,5 – 7)
S.64. Asit Boyar maddelerle Yünlü Materyalin Boyanmasında Kullanılan Kimyasal Maddeler nelerdir, açıklayınız?
C.64.
Su: Boyama banyosunda kullanılacak işletme suyu yumuşak (metal iyonları içermeyen su) olmalı veya boya banyosu içine su sertliğini giderici maddeler konulmalıdır. Suya sertlik veren ağır metal iyonları boyamayı olumsuz yönde etkiler.
Tuz: Boyar maddenin lif tarafından kontrollü çekimini sağlamak için kullanılır.
Asit: Banyonun pH’ını asidik olarak ayarlamak için kullanılır.
Egalize maddesi: Düzgün boyamaya yardımcı olur.
Koruyucu maddeler: Yün lifinin mekanik etkilerden zarar görmesini engellemek için kullanılır.
S.65. PH nedir, açıklayınız ve PH çizelgesini çiziniz?
C.65. Herhangi bir çözeltideki H+ (hidrojen iyonu) ve OH- (hidroksil iyonu) sayısını belirleyen ölçeğe pH denir. pH, 0-14 sayıları arasındaki rakamlarla ifade edilmektedir. Buna göre 0-6 arasındaki değerler asidik, 7 nötr ve 8-14 arasındaki değerler ise bazik çözelti ve maddeleri ifade eder.

Tekstil Boyacılığı Soruları
S.1. Ön Terbiye demektir?
C.1.
Ön terbiye işlemleri, tekstil terbiyesinin başlangıcında, diğer terbiye işlemlerine hazırlık olarak ve mamulün görünümünü güzelleştirmek için yapılan mamuldeki yabancı maddeleri uzaklaştırma işlemlerinin tümüne denir.
S.2. Ön Terbiye işlemleriyle tekstil materyalinin hangi özellikleri geliştirilir?
C.2.
A-Görünümü (boyama, basma, parlaklaştırma, matlaştırma vb.)
B-Tutumu (yumuşatma, sertleştirme, dirileştirme, kayganlaştırma vb.)
C-Kullanım özellikleri ( kolay ütülenir, güç tutuşur, su itici, çekmez vb.)
S.3. Ön Terbiye işlemleriyle tekstil materyalinin özellikleri geliştirildikten sonra mamulün neyi artar ve hangi işlemlere hazır hale getirilir?
C.3. Bu işlemler sonucunda mamulün hidrofilliği artar. Boyama, baskı, apre gibi sonraki işlemlere hazır hâle gelir.
S.4. Selüloz Esaslı Mamullere Uygulanan Ön Terbiye İşlemlerinin yapılmasının amacı nedir?
C.4.
Pamuk lifindeki yağ, mum, pektin gibi yabancı maddeler görünümünü hafif sarımtırak yapmakla kalmaz, life hidrofob (su itici) bir özellik de verir.
Boyama, basma ve apre gibi terbiye işlemlerinin yapılabilmesi için pamuklu malzemenin üzerindeki yabancı maddelerin uzaklaştırılarak hidrofilliğinin (su seven, su emici) arttırılması gerekir.
Böylece lifin boyarmadde ve diğer kimyasal maddeleri alabilmesi sağlanmış olur.
S.5. Selüloz Esaslı Mamullere Uygulanan Ön Terbiye İşlemler nelerdir, maddeler halinde yazınız?
C.5.Yakma-Haşıl sökme- Bazik işlemler (Hidrofilleştirme) - Pamuklu mamullerin ağartılması - Merserizasyon
S.6. Selüloz Esaslı Mamullere Uygulanan Ön Terbiye İşlemlerinden olan yakma işlemini anlatınız?
C.6.
Yakma işlemi, kumaş üzerinde bulunan hav tabakasını (tüycükleri) yok etmek amacıyla yapılır.
Hav tabakasının ortadan kalkması sonucunda kumaş yüzeyine bir düzgünlük kazandırılmış olur.
Ayrıca dokuma dairesinde çözgü ipliklerini sağlamlaştırmak (mukavemet kazandırmak) ve kayganlaştırmak için yapılan haşıllama sonucu kumaş üzerinde kalmış olan nişastalı maddelerin de uzaklaştırılmasına yardımcı olunur.
S.7. Selüloz Esaslı Mamullere Uygulanan Ön Terbiye İşlemlerinden olan haşıl sökme işlemini anlatınız?
C.7.
Kumaşların dokunması sırasında çözgü iplikleri, mekiğin gidip gelmesi ve diğer mekanik zorlamalarla karşı karşıya kalır.
Bu iplikleri belirli bir derecede koruyabilmek ve kopmalarını azaltabilmek için haşıllama işlemi uygulanır.
Haşıl maddeleri hidrofob (su itici= su sevmeyen) özelliğe sahiptir.
Ayrıca tekstil materyaline sert ve dökümü engelleyen bir tutum verir.
Bu nedenlerle pamuklu mamul üzerindeki haşılın giderilmesi gerekir.
Haşıl sökme işleminin sonucunda liflere hidrofil özellik kazandırılır ve mamulün sertliği giderilmiş olur.
S.8. Selüloz Esaslı Mamullere Uygulanan Ön Terbiye İşlemlerinden olan Bazik işlemleri (Hidrofilleştirmeyi) anlatınız?
C.8.
Bazik işlemin esası; pamuk lifleri içerisindeki ve üzerindeki bütün yabancı maddelerin uzaklaştırılması, ham pamuklu mamulleri alkali çözeltiyle muamele etmeye dayanır.
Bazik işlem sonucu mamul yüksek düzeyde su emici hâle gelir (hidrofilleşme).
Ayrıca liflerdeki yabancı maddeler uzaklaştığından ve liflerdeki doğal boyar maddelerin bir kısmı bozuştuğundan, ham bezin sarımtırak rengi de biraz açılır, beyazlaşır.
S.9. Selüloz Esaslı Mamullere Uygulanan Ön Terbiye İşlemlerinden olan Pamuklu mamullerin ağartılması anlatınız?
C.9.
Pamuklu mamuller ham hâlde sarımtırak bir renge sahiptir. Gerek beyaz olarak kullanılacak malların gerekse boyanacak ve basılacak pamuklu mamullerin ağartılması gereklidir. Ağartma boyamanın canlılığı ve parlaklığı için gereklidir. En önemli pamuk ağartma maddeleri şunlardır:
H2O2 ve Na2O2 (Hidrojen peroksit ve sodyum peroksit)
NaOCl (sodyum hipoklorit )
NaClO2 (sodyum klorit)
S.10. Selüloz Esaslı Mamullere Uygulanan Ön Terbiye İşlemlerinden olan merserizasyonu anlatınız?
C.10.
Merserizasyon, yalnızca pamuk elyafına özgü bir işlem olup pamuklu iplik, dokuma ya da örme kumaşlarda kalıcı bir parlaklık kazandıran ön terbiye işlemidir.
Kalıcı parlaklığın yanında bu işlem ile mukavemet, yıkanabilirlik, boyut değiştirmezlik ve boyar madde alımı artar.
Mamulün görünümü düzgünleşerek gıcırtılı bir tutum elde edilir.
Merserize işlemi, pamuklu kumaşı kuvvetli soğuk sudkostik çözeltisi ile iyice emdirmek ve gerilim altındayken su ile sudkostiği uzaklaştırarak stabilize etmek şeklinde gerçekleştirilir.
S.11. Protein lif grubu kaç kökene ayrılır, isimleri nelerdir?
C.11. Protein lif grubu 2’ye ayrılır. Kıl kökenli ve salgı kökenli olmak üzere iki kısımda incelenir.
S.12. Kıl kökenli yünü oluşturan proteinin özel adı nedir?
C.12. Keratin
S.13. Salgı kökenli olan ipeği oluşturan proteinin özel adı nedir?
C.13. Fibroindir.
S.14. Hayvansal liflerin yapı taşı nedir?
C.14. Proteindir.
S.15. Yünlü Mamullere Uygulanan Ön Terbiye İşlemleri nelerdir, yazınız?
C.15. Yünün yıkanması -Yünlü mamullerin karbonizasyonu- Yünlü mamullerin beyazlatılması- Dinkleme
S.16. Yünlü Mamullere Uygulanan Ön Terbiye İşlemlerinden olan Yünün yıkanmasını anlatınız?
C.16.
Yünlü mamullerin ön terbiyesinde en önemli işlem yıkamadır.
Yün elyafı, yapısında fazla miktarda yabancı madde içerdiğinden ve bu yabancı maddeler iplik elde edilmesi sırasında rahatsız edici olduğundan yapak hâlinde yıkanır.
S.17. Yünlü Mamullere Uygulanan Ön Terbiye İşlemlerinden olan Yünlü mamullerin karbonizasyonu anlatınız?
C.17.
Kirli yün liflerinde ağırlıklarının %5-40'ı kadar bitkisel artıklar bulunmaktadır.
Pıtrak, diken, ot, yaprak ve yem artıkları gibi bitkisel kaynaklı maddelerin bir kısmı kirli yünün üzerinden yıkamayla uzaklaştırılır.
Fakat pıtrak, diken gibi liflere iyi tutunmuş maddeler yıkama ve hatta mekaniksel işlemlerle bile uzaklaştırılamaz.
Bu durumlarda kimyasal yöntemlerden faydalanma yoluna gidilir ki yünlerdeki bitkisel artıkları uzaklaştırmak için yapılan kimyasal işleme “karbonizasyon” (kömürleştirme) denir. Karbonizasyon işleminin esasını, mamulün inorganik asitlerle veya ısıtılınca asidik özellik gösteren tuzlarla yüksek temperatürlerde işlem görmesi oluşturur.
S.18. Yünlü Mamullere Uygulanan Ön Terbiye İşlemlerinden olan Yünlü mamullerin beyazlatılmasını anlatınız?
C.18.
Ağartma (beyazlatma) yün sektöründe pamuklularda olduğu kadar önemli ve sık uygulanan bir işlem değildir.
Dünyada tüketilen yünün büyük bir kısmı koyu ve donuk renkte boyanmış mamullerin yapımında kullanıldığından, ağartılmalarına gerek yoktur.
Beyazlatma daha çok beyaz trikotajlar, açık tonlarda boyanacak kumaş ve trikotajlar ile basılacak yünlü mamuller için gereklidir.
Bu durumlarda yünün doğal sarımtırak rengi rahatsız edeceğinden bir ağartma işlemiyle giderilmesinde fayda vardır.
S.19. Yünlü Mamullere Uygulanan Ön Terbiye İşlemlerinden olan Yünlü mamullerin dinklenmesi ne demektir, anlatınız?
C.19.
Dinklemenin esası, yün liflerinin keçeleşme özelliğinden faydalanılarak kumaşın görünüm ve tutumunun değiştirilmesidir.
Dinkleme sonucu kumaşlar yalnız az veya çok keçeleşmiş bir yüzey yapısı kazanmakla kalmaz.
Aynı zamanda dokuma tekniğiyle elde edilmesi olanaksız derecede sıkılaşır.
Bunun sonucu olarak da kumaşların bütün dayanımlarında bir artma olduğu gibi rüzgâr ve diğer dış etkenlere karşı koruma ve dolayısıyla sıcak tutma özelliği de artar.
S.20. İpek liflerinin ağartılmasını anlatınınz?
C.20.
Yün liflerinde olduğu gibi, ipek liflerinin ağartılması da indirgen veya yükseltgen maddelerle yapılabilir.
Fakat genelde serisini uzaklaştırılmış lifler yeterli beyazlığa sahip olduklarından eğer beyaz olarak kullanılmayacaklar veya açık tonda, canlı nüanslarda boyanmayacaklarsa ağartılmalarına gerek yoktur.
İpek lifleri indirgen veya yükseltgen maddelerle ağartılır.
S.21.Ham ipek ipliği hangi maddeden dolayı sert, mat ve hidrofob bir karaktere sahiptir?
C.21.Serisinden dolayı sert, mat ve hidrofob bir karaktere sahiptir.
S.22.İpek lifinde koza kaynatmayı anlatınız?
C.22.
Kozalardan lif uçlarının bulunarak çekilebilmesi için kozaların sıcak su ve buharla işlem görmesi gerekmektedir ki bu işleme “pişirme” veya “koza kaynatma” adı verilir.
Koza kaynatmadan amaç; liflerdeki serisin kısmını yumuşatmak ve bu sırada kozaların içerisinin suyla dolmasını sağlamaktır.
S.23. İpek lifinde serisin maddesi nasıl uzaklaştırılır, açıklayınız?
C.23.
Kozalardan kesiksiz lif hâlinde çekilen ipek tellerini bir araya getirerek ve belirli bir katlı büküm vererek elde edilen ipek ipliklerine “ham ipek” veya “gege” denir.
Ham ipek liflerinde fibroinin etrafını saran serisin, ipeğe mat bir görünüm ve gevrek bir tutum verir.
Bu nedenle ham ipek liflerine serisin uzaklaştırma işlemi uygulanır.
Serisin uzaklaştırma işlemi genellikle sıcak yeşil sabun çözeltisiyle yapılır.
S.24. Sentetik Mamullere Uygulanan Ön Terbiye İşlemleri nelerdir, maddeler halinde yazınız?
C.24.
Yıkama-
Termofiksaj (Isıl Fiksaj)-
Beyazlatma-
S.25. Sentetik Mamullere uygulanan Ön Terbiye İşlemlerinden olan yıkama ne demektir, anlatınız?
C.25.
Sentetik mamuller üzerinde; elyaf eğirme işleminden gelen preperasyon maddesi, makine yağları, işaretleme boyaları, depolamada oluşan kirler gibi mamulün temiz görünümünü bozan kirler içerir.
Bu maddeler boyamada ve diğer terbiye işlemlerinde sorun yaratacağından bir ön yıkama işlemi yapılmalıdır.
S.26. Sentetik Mamullere uygulanan Ön Terbiye İşlemlerinden olan Termofiksaj (Isıl Fiksaj) ne demektir, anlatınız?
C.26.
Termofiksaj (Isıl Fiksaj)
Sentetik materyaller genel olarak boyut stabilitesinin sağlanması için termofiksaj işlemine tabi tutulur.
Termofiksaj, buharla fiksaj veya hidrofiksaj tekniklerinden birisi kullanılarak sağlanır.
Bu işlem ile çekmezlik sağlanması yanında polyester elyafın pilling tehlikesi, poliakrilonitril elyafın da kırık izi oluşma tehlikesi azalır.
S.27. Sentetik Mamullere uygulanan Ön Terbiye İşlemlerinden olan Beyazlatma ne demektir, anlatınız?
C.27.
Poliamid ve polyester lifleri temiz ve beyaz lifler olduklarından çoğunlukla ağartma yapmaya gerek yoktur.
Ancak ışık etkisiyle sararma, ağartılan liflerde daha az olduğu için ağartma yapılabilir.
Poliakrilonitril lifleri, polyester ve poliamidden farklı olarak sarılık göstermektedir.
Bu nedenle beyaz olarak kullanılacak veya açık renklere boyanacak poliakrilonitril malzemenin ağartılması gerekmektedir.
S.28. Pamuklu Mamulleri Beyazlatmanın Amacı nedir?
C.28.
Ham hâldeki pamuklu mamullerin sarımtırak rengini gidermek için ağartılması gerekir.
Özellikle boyanacak veya basılacak kumaşta açık renkler kullanılacaksa ağartma çok iyi yapılmalıdır, aksi hâlde istenen açık renkler elde edilemediği gibi boyama veya baskıda parlak, canlı renkler de elde edilemez.
Beyaz olarak piyasaya çıkacak pamuklu materyallerde ağartma vazgeçilmez bir işlemdir.
Bu işlemle pamuklu mamulün hidrofilliği de artırılmış olur.
S.29. Pamuklu mamülleri Beyazlatma Yöntemleri nelerdir, açıklayınız?
C.29.
Ağartıcılar, lif içerisindeki renk bileşikleri ile tepkimeye girerek ( indirgenerek ya da Yükseltgenerek ) onları temiz hâle getirir.
Pamuklu mamullerin ağartılmaları esas olarak yükseltgen (oksidatif) etki gösteren maddelerle yapılır.
En önemli pamuk ağartma maddeleri şunlardır:
A- H2O2 ve Na2O2 (Hidrojen peroksit ve sodyum peroksit)
B- NaOCl (sodyum hipoklorit )
C- NaClO2 (sodyum klorit)
Hidrojen peroksit piyasada pamuklu mamuller için en yaygın olarak kullanılan ağartma maddesidir. Hidrojen peroksit hem soğuk hem de sıcak yöntemlerde kullanılabilir.
Ağartma asidik ya da bazik çözeltilerle yapılabilse de peroksitlerle ağartma, genellikle bazik ortamda pH 10-12’de ve kaynama sıcaklığında yapılır. Ağartma sonrası anti-peroksit enzimleri kullanılarak banyoda ve mamul üzerinde kalan H2O2 uzaklaştırılır.
S.30. Hidrojen Peroksit İle Ağartma Flottesinde Bulunan Maddeler nelerdir, açıklayınız?
C.30.
Pamuklu mamullerin hidrojen peroksit ile ağartılmasında aşağıdaki kimyasal maddeler kullanılır;
A-Sodyum hidroksit (NaOH): Ortamın bazik olmasını sağlar ve ağartmaya yardımcı olur. Ayrıca mamul üzerinde kalmış olan yağ, mum, pektin gibi maddelerin ve kumaş biti denilen kırılmış pamuk çekirdeklerini uzaklaştırılır.
B-Islatıcı: Kumaşın daha kolay ve hızlı ıslanmasını sağlar.
C-Stabilizatör: H2O2’nin parçalanmasını azaltan kimyasal maddelerdir. Çünkü H2O2 nin parçalanması elyafın zarar görmesine, dayanımının düşmesine neden olur.
D-Hidrojen peroksit (H2O2):Ağartma maddesi olarak görev yapan yükseltgen maddedir.
E-Antiperoksit: Ağartma sonrası banyo içinde ve mamul üzerinde H2O2 in giderilmesini sağlar.
S.31. Asit boyar maddelerin haslıklarını anlatınız?
C.31.
Asit boyar maddeleri yünün düzgün ve eşit bir şekilde boyanmasını sağlayan canlı ve parlak renkleri olan boyar maddelerdir.
Işık haslıkları iyidir, yıkama haslıkları bazı tiplerinde iyi değildir, ter haslıkları düşüktür. Kuru temizleme haslıkları oldukça kötüdür
Kuvvetli asidik ortamda boyayan asit boyar maddelerinin yaş haslıkları düşük, ışık haslıkları orta seviyededir.
Zayıf asidik veya nötral ortamda boyayan asit dink veya asit süper dink boyar maddeleri en yüksek yaş haslıklarına sahip olan boyar maddeleridir.
Orta kuvvette asidik ortamda boyayan asit boyar maddelerinin yaş haslıkları asit boyar maddeleri kadar düşük değildir.
Tekstil Boyacılığı Test Soruları
1) Aşağıdakilerden hangisi terbiye işlemleri ile tekstil materyaline kazandırılan özelliklerden değildir?
A) Kokusu B) Tutumu C) Görünümü D) Kullanım özellikleri
2) Aşağıdakilerden hangisi selüloz esaslı mamullere uygulanan ön terbiye işlemlerinden değildir?
A) Dinkleme B) Merserizasyon C) Haşıl sökme D) Bazik işlem
3) Aşağıdakilerden hangisi yünlü mamullere uygulanan ön terbiye işlemlerinden değildir?
A) Dinkleme B) Karbonizasyon C) Merserizasyon D) Krablama
4) Aşağıdakilerden hangisi bazik işlemler sonucu pamuk elyafına kazandırılan özelliklerden değildir?
A) Hidrofillik B) Yabancı maddeler uzaklaşır. C) Hidrofobluk D) Lif beyazlaşır.
5) Aşağıdakilerden hangisi merserizasyon sonucu elde edilen etkilerdendir?
A) Parlaklık B) Mukavemet C) Düzgünleşme D) Hepsi
6) Aşağıdakilerden hangisi pamukluların ağartılmasında kullanılan maddelerdendir?
A) H2O2 B) NaOCl C) NaClO2 D) Hepsi
7) Aşağıdakilerden hangisi ipek lifine yapılan ön terbiye işlemlerinden değildir?
A) Karbonizasyon B) Ağartma C) Pişirme D) Serisin uzaklaştırma
8) Ham hâldeki pamuklu mamullerin sarımtırak rengini gidermek için yapılan işlem aşağıdakilerden hangisidir?
A) Haşıl sökme B) Ağartma C) Merserizasyon D) Karbonizasyon
9) Pamuklu mamullerin ağartılmasında kullanılan kimyasal maddeler aşağıdakilerden hangisidir?
A) H2O2 B) NaClO2 C) NaOCl D) Hepsi
10) Aşağıdaki kimyasal maddelerden hangisi pamuklu mamullerin ağartılmasında en fazla tercih edilen kimyasaldır?
A) H2O2 B) NaClO2 C) NaOCl D) Hepsi
11) Pamuklu mamullerin hidrojen peroksit ile ağartılmasında ağartma banyosunda aşağıdaki maddelerden hangisi kullanılır?
A) NaOH B) Stabilizatör C) Islatıcı D) Hepsi
12) Tekstil mamulünün renklendirilmesinde kullanılan ve mamule kimyasal bağlarla bağlanan bileşiklerin adı nedir?
A) Boyar madde B) Boya C) Renk D) Spektrum
13) Rengin tamamen fiziksel alanda oluşturulabilmesi için ihtiyaç olduğu faktörler aşağıdakilerden hangisidir?
A) Işık kaynağının aydınlattığı bir cisim B) Işık kaynağı C) Rengi algılayacak olan göz ve beyindir D) Hepsi
14) Aşağıdakilerden hangisi selüloz elyafını boyayabilen boyar madde grubu değildir?
A) Reaktif boyar madde B) Direkt boyar madde C) Asit boyar madde D) Küp boyar madde
15) Aşağıdakilerden hangisi protein elyafı boyayan boyar madde grubu değildir?
A) Reaktif boyar madde B) Metal kompleks boyar madde C) Asit boyar madde D) Küp boyar madde
16) Polyesteri boyayabilen boyar madde grubu aşağıdakilerden hangisidir?
A) Reaktif boyar madde B) Metal kompleks boyar madde C) Dispers boyar madde D) Küp boyar madde
17) Aşağıdakilerden hangisi direkt boyar maddelerle pamuk boyamada kullanılan maddelerden değildir?
A) Tuz B) Asit C) Baz D) Hiçbiri
18) Direkt boyar maddelerle boyamada tuzun işlevi aşağıdakilerden hangisidir?
A) Boyar maddenin elyafa ilgisini arttırır. B) Boyar maddenin lif üzerinde homojen dağılımını sağlar. C) Boyar madde moleküllerinin kumaşa yönlenmesini sağlar. D) Hepsi
19) Direkt boyar maddelerle boyama sonrasında haslık artırma işlemleri hangi maddelerle yapılır?
A) Direkt boyar madde stabilizatörü B) Sodyum karbonat-Sodyum klorür C) Asetik asit-ıslatıcı D) Hepsi
20) Direkt boyar madde ile boyamada sodanın işlevi aşağıdakilerden hangisidir?
A) Boyar maddenin çözünmesini sağlar. B) Boyamanın düzgün bir şekilde yapılmasını sağlar. C) Boyar maddenin boyama banyosunda çözünmüş olarak kalmasını sağlar. D) Hepsi
Aşağıdaki soruları doğru ya da yanlış olarak yanıtlayınız. Yanıtınızı Doğru ise D, yanlış ise Y olarak yazınız
21. Asit boyar maddeler, protein ve poliamid lifi asidik ortamda boyadıkları için bu adı almış suda çözünebilen boyar maddelerdir. (D
)
22. Asit boyar maddelerle yünün boyanmasında banyoya ilave edilen tuzun görevi pH’ı ayarlamaktır. (Y
)
23. Asit boyar maddelerle yünün boyanmasında kullanılan su metal iyonları içermemelidir. (
D )
24. Asit boyar maddeler ile boyanmış yünlü mamulün ışık haslıkları düşük, ter haslıkları yüksektir. (
Y )
25. Zayıf asidik veya nötral ortamda boyayan asit dink veya asit süper dink boyar maddeleri en yüksek yaş haslıklarına sahip olan boyar maddeleridir. (D )
26) Aşağıdakilerden hangisi ön terbiye işlemlerinin amaçlarından değildir?
A) Mamulün rengini korumak B) Mamulün tutumunu geliştirmek C) Mamulün görünümünü geliştirmek D) Kullanım özelliklerini geliştirmek
27) Aşağıdakilerden hangisi ağartma işleminin mamule kazandırdığı özelliklerdendir?
A) Sarımtırak renk giderilir. B) Mamul parlaklaşır. C) Mamul daha canlı görünür. D) Hepsi
28) H2O2 ile ağartmada mutlaka kullanılan ve ağartma sırasında H2O2 nin parçalanmasını engelleyen kimyasal madde aşağıdakilerden hangisidir?
A) Sodyum klorit B) Stabilizatör C) Asetik asit D) Sodyum hidroksit
29) Aşağıdakilerden hangisi yünlü mamullere uygulanan ön terbiye işlemlerinden değildir?
A) Dinkleme B) Karbonizasyon C) Merserizasyon D) Ağartma
30) Direkt boyar maddelerle boyama sonrasında bakırlama işleminin yapılmasının nedeni aşağıdakilerden hangisidir?
A) Mamulün çekmezliğinin sağlanması için B) Boyanan rengin numune renge uygun olması için C) Boyar maddenin tam olarak çözünmesi için D) Işık haslığını arttırmak için
Aşağıdaki cümlelerde boş bırakılan yerlere doğru sözcükleri yazınız.
31) ……………………………işlemi pamuklu kumaş üzerinde bulunan hav tabakasını (tüycükleri) yok etmek amacıyla yapılır.YIKAMA
32) Yünlerdeki bitkisel artıkları uzaklaştırmak için yapılan kimyasal işleme……………denir.KARBONİZASYON
33) Tekstil mamulünün renklendirilmesinde kullanılan ve mamule kimyasal bağlarla bağlanan bileşiklere …………………………….…denir.BOYARMADDE
34) Bir cismin veya ışık kaynağının gözümüzde sebep olduğu etkiye …………...denir.RENK
35) Dokumadan çıkan ham bir bezin satışa sunulduğu ana kadar gördüğü tüm işlemlere …………………………………………….. işlemleri denir. ÖN TERBİYE
36. Aşağıdakilerden hangisi pH‟ın tanımıdır?
A) Herhangi bir çözeltideki H+ (hidrojen iyonu) ve OH- (hidroksil iyonu) sayısını belirleyen ölçeğe pH denir.
B) Herhangi bir çözeltideki H2O sayısını belirleyen ölçeğe pH denir
C) Herhangi bir çözeltideki NaOH sayısını belirleyen ölçeğe pH denir.
D) Herhangi bir çözeltideki kimyasal maddelerin miktarını belirleyen ölçeğe pH denir.
37. Aşağıdakilerden hangisi kuvvetli asit değildir?
A) HClO4 B) HNO3 C) H2SO4 D) NaOH
38. Bir kimyasal maddenin nötr özellik göstermesi için H+ ve OH- oranı nasıl olmalıdır?
A) Çözeltideki H+ oranı OH- oranından çok olmalıdır.
B) Çözeltideki H+ oranı OH- oranından az olmalıdır.
C) Çözeltideki H+ ve OH- oranı birbirine eşit olmalıdır.
D) Çözeltideki H+ ve OH- oranının nötr özellik ile herhangi bir ilgisi yoktur.
39. Bir kimyasal maddenin bazik özellik göstermesi için H+ ve OH- oranı nasıl olmalıdır?
A) Çözeltideki H+ oranı OH- oranından çok olmalıdır.
B) Çözeltideki H+ oranı OH- oranından az olmalıdır.
C) Çözeltideki H+ ve OH- oranı birbirine eşit olmalıdır.
D) Çözeltideki H+ ve OH- oranının baziklik ile herhangi bir ilgisi yoktur.
40. Bir kimyasal maddenin asidik özellik göstermesi için H+ ve OH- oranı nasıl olmalıdır?
A) Çözeltideki H+ oranı OH- oranından çok olmalıdır.
B) Çözeltideki H+ oranı OH- oranından az olmalıdır.
C) Çözeltideki H+ ve OH- oranı birbirine eşit olmalıdır.
D) Çözeltideki H+ ve OH- oranının asidik özellik ile herhangi bir ilgisi yoktur.
41. Aşağıdakilerden hangisi karışımların özelliklerinden değildir?
A) Karışımda bulunan maddelerin miktarı arasında belirli, sabit bir oran yoktur.
B) Kendini oluşturan atomlara kimyasal yöntemlerle ayrıştırılabilir.
C) Fiziksel yollarla ayrıştırılır.
D) Karırımı oluşturan maddelerin kimyasal özelliklerinde değişiklik olmaz.
42. Birbiri içinde çözünmeyen iki sıvının bir yardımcı madde ile ya da yardımcı madde olmadan oluşturduğu homojen karışım aşağıdakilerden hangisidir?
A) Dispersiyon
B) Süspansiyon
C) Emülsiyon
D) Dispergatör
43. Aşağıdakilerden hangisi bileşiklerin özelliklerinden değildir?
A) Bileşikler kendilerini oluşturan elementlerin özelliğini gösterir.
B) Bileşikler farklı cins atomlardan oluşur.
C) Kendini oluşturan atomlara kimyasal yöntemlerle ayrıştırılabilir.
D) Saf maddelerdir. Belirli erime ve kaynama noktalarına sahiptir.
44. Bir molekülün anyon ve katyonlarına ayrılmasına ne denir?
A) Süblimasyon
B) Agregasyon
C) İyonlaşma
D) Koloit
45. Aşağıdakilerden hangisi katalizör teriminin açıklamasıdır?
A) Katıldıkları herhangi bir kimyasal reaksiyonun hızını artıran ama reaksiyonun sonunda herhangi bir değişikliğe uğramayan maddelerdir.
B) Katıldıkları herhangi bir kimyasal reaksiyonun hızını yavaşlatan ama reaksiyonun sonunda herhangi bir değişikliğe uğramayan maddelerdir.
C) Akışkanların (sıvı, gaz) akmaya karşı gösterdiği dirençtir.
D) Birbiri içinde çözünmeyen bir sıvı ve bir katı maddenin yardımcı madde ile ya da yardımcı madde olmadan oluşturduğu homojen karışımlardır.
46. Aşağıdaki işlemlerden hangisinde çözünme olmaz?
A) Suya kolonya damlatılması B) Çaya şeker katılması C) Suya buz katılması D) Yağ lekelerinin benzinle temizlenmesi
47. I. Homojen karışımlardır. II. Tek çözünen içeriklerdir. III. Elektrik akımını iletirler. Yukarıdaki yargılardan hangileri çözeltiler için her zaman doğrudur?
A) I, II ve III B) Yalnız I C) II ve III D) Yalnız III
48. Aşağıdakilerden hangisinin sulu çözeltisi elektrik akımını en az iletir?
A) KOH B) H2SO4 C) O2 D) NaCl
49. I-Sıcaklığı yükseltmek II-Katıyı toz hâline getirmek III-Bir karıştırıcı ile karıştırmak Yukarıdaki ifadelerden hangileri bir katının hem çözünürlüğünü hem de çözünme hızını değiştirir?
A) Yalnız I B) I ve II C) II ve III D) I ve III
50. 15 gram şekerin 60 gram suda çözünmesiyle oluşan çözeltide şeker yüzdesi kaçtır?
A) 9 B) 15 C) 20 D) 25
51. % 20‟lik 800 g çözeltide kaç gram NaOH çözünmüştür?
A) 160 g B) 200 g C) 120 g D) 140 g
52. 360 g su kullanılarak hazırlanan % 40‟lık alkol çözeltisinde çözünen maddenin kütlesi aşağıdakilerden hangisidir?
A) 144 g B) 240 g C) 400 g D) 320 g
53. 400 g su kullanılarak hazırlanan % 12‟lik CaCl2 çözeltisinde çözünen maddenin kütlesi aşağıdakilerden hangisidir?
A) 48 g B) 58 g C) 28 g D) 68 g
54. 1250 gram % 20‟lik tuz çözeltisi hazırlamak için gerekli olan suyun kütlesi aşağıdakilerden hangisidir?
A) 50 g B) 500 g C) 750 g D) 1000 g
55. 600 g su kullanılarak hazırlanan % 20‟lik Na2CO3 çözeltisinde çözünen maddenin kütlesi aşağıdakilerden hangisidir?
A) 80 g B) 100 g C) 120 g D) 150 g
56. 4 g NH4NO3 (amonyum nitrat) kaç moldür? (N: 14 H: 1 O: 16 )
A) 0,05 B) 0,08 C) 0,06 D) 0,03
57. 0,4 mol (NH4 )2 SO4 (amonyum sülfat) kaç gramdır? (N: 14 S: 32 O: 16 H: 1 )
A) 0,05 B) 0,08 C) 0,06 D) 0,03
58. Bir maddenin 14,2 gramı 200 ml suda çözünerek 0,5 M‟lık çözelti elde ediliyor. Çözünen maddenin mol kütlesi kaç gramdır?
A) 148 g/mol B) 145 g/mol C) 154 g/mol D) 142 g/mol
59. 160 gram NaOH kullanarak kaç litre 0,8 molarlık çözelti hazırlanabilir? (NaOH: 40 g/mol)
A) 4 l B) 40 l C) 5 l D) 8 l
60. 5,85 gram NaCl‟nin suda çözünmesiyle hazırlanan 200 ml‟lik çözeltisinin molaritesi ne olur? (NaCl: 58,5 g/mol)
A) 0,5 M B) 0,3 M C) 0,4 M D) 0,6 M
61. 4 g NaOH kullanarak hazırlanan 250 ml çözeltinin derişimi kaç molardır? (NaOH: 40 g/mol)
A) 0,4 M B) 4 M C) 5 M D) 8 M
62. 490 gram H2SO4 kullanılarak kaç litre 0,5 molarlık çözelti hazırlanabilir? (H2SO4: 98 g/mol)
A) 12 M B) 5 M C) 15 M D) 10 M
63. 0,2 molü 9,2 gram olan bileşiğin formülü aşağıdakilerden hangisidir? (N=14 O=16)
A) N2O B) NO C) NO2 D) N2 O3
64. 6 g CH3COOH kullanılarak hazırlanan 500 ml çözeltinin derişimi kaç molardır? (Na2SO4: 60 g/mol)
A) 0,4 M B) 4 M C) 5 M D) 8 M
65. 3 litresinde 49 g H2SO4 içeren bir çözeltinin molaritesi ne olur? (H2SO4: 98 g/mol)
A) 0,012 M B) 0,016 M C) 0,015 M D) 0,01 M
66. 9,8 normal sülfirik asidin çözünmesiyle oluşan 400 ml çözeltinin normalitesi nedir? (H2SO4= 98 g/mol )
A) 0,05 B) 0,5 C) 0,6 D) 0,7
67. 16 g mol Al(OH)3 (alüminyum hidroksit) ile 0,9 normal çözelti hazırlanabilmesi için çözeltinin hacmi kaç Ɩ olmalıdır? (Al(OH)3 = 64 g/mol)
A) 1,5 B) 1,6 C) 2,1 D) 1,2
68. 250 ml 0,1 N çözeltide kaç gram H3PO4 vardır? (H3PO4= 98 g/mol)
A) 0,81 g B) 0,18 g C) 1, 30 g D) 1, 81 g
69. 0,16 m NaOH çözeltisi hazırlamak için kaç 300 g suya kaç gram NaOH eklemek gerekir? (NaOH: 40 g/mol)
A) 2,01 B) 2,19 C) 1,92 D) 2,12
70. 600 g suda 60 gram CaCO3 çözünmüştür. Bu çözeltinin molalitesi nedir? (CaCO3: 100 g/mol)
A) 1 m B) 2 m C) 1,4 m D) 0,6
71. ppm nasıl bir derişim birimidir?
A) Milyonda bir parça B) Binde bir parça C) Milyarda bir parça D) Yüzde bir parça
72. ppb nasıl bir derişim birimidir?
A) Binde bir parça B) Milyarda bir parça C) Milyonda bir parça D) Yüzde bir parça
73. H2SO4 bileşiğinin tesir değerliği nedir?
A) 4 B) 3 C) 2 D) 1
74. Normalite birimi nedir?
A) Molar B) Gram C) Mol D) Normal
75. 3 M H2SO4 kaç N‟dir?
A) 6 N B) 3 N C) 9 N D) 12 N
76. % 15‟lik 80 gram şeker çözeltisi hazırlamak için kaç gram şeker ve kaç gram su gerekir?
A) 12 g şeker/68 g su B) 15 g şeker/85 g su C) 22 g şeker/78 g su D) 25 g şeker/75 g su
77. 38,2 gram suda 11,8 gram tuz çözülerek hazırlanan çözeltinin kütlece yüzdesi nedir?
A) % 25,2 B) % 23,6 C) % 28 D) % 32,7
78. 126 gram HNO3 içeren 5 litre çözelti kaç molardır? (H:1, N:14, O:16)
A) 0,4 B) 0,6 C) 0,2 D) 0,8
79. 1,5 litre 2 M HCI çözeltisinde kaç mol HCI çözünmüştür? (HCI: 36,5 g/mol )
A) 3 B) 5 C) 2 D) 4
80. 300 ml 2,2 M AlCl3 çözeltisini hazırlamak için kaç gram madde tartılmalıdır? (Al: 13, Cl: 35,5)
A) 44 g B) 88 g C) 64 g D) 56 g
81. 0,5 N 200 ml KCl çözeltisi hazırlamak için kaç gram KCl gerekir? (KCl =74,5 g/mol)
A) 49 g B) 4,9 g C) 7,45 g D) 0,745 g
82. 5,85 gram NaCl, 250 g suda çözünürse molalitesi ne olur? (NaCl, = 58,5 g/mol)
A) 0,4 g B) 0,1 g C) 4 g D) 1 g
83. 20 ml 3 molal Al2(SO4)3 çözeltisinde kaç mol Al2(SO4)3 vardır?
A) 0,6 B) 0,06 C) 6 D) 0,006
84. Bir çözeltinin normalitesini hesaplamak için aşağıdakilerden hangisine gerek yoktur?
A) Çözeltinin hacmi B) Çözünen maddenin eş değer gram sayısı C) Çözünen maddenin eş değer gramı D) Çözeltinin eş değer gramı
85. 18,5 g Ca(OH)2 ile 250 ml çözelti hazırlanıyor. Çözeltinin normalitesi kaçtır? (Ca(OH)2 : 74 g/mol)
A) 0,2 N B) 2 N C) 0,02 N D) 0,002 N
Dokuma Desinatörlüğü Soruları
S.1. Aşağıda bir desenin şematik resmi görülmektedir. Bu desenin ne deseni olduğunu ve formülünü yazınız ayriyeten desen kâğıdına desenin yapınız?
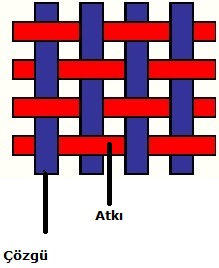
C.1. Bez ayağı örgüsüdür.
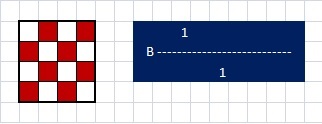
S.2. Aşağıda bir desenin şematik resmi görülmektedir. Bu desenin ne deseni olduğunu ve formülünü yazınız ayriyeten desen kâğıdına desenin yapınız?
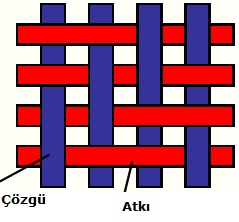
C.2. Sağ yollu dimi örgüsüdür.
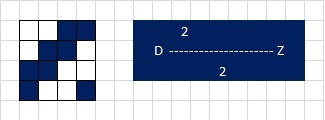
S.3. Aşağıda bir desenin şematik resmi görülmektedir. Bu desenin ne deseni olduğunu ve formülünü yazınız ayriyeten desen kâğıdına desenin yapınız?
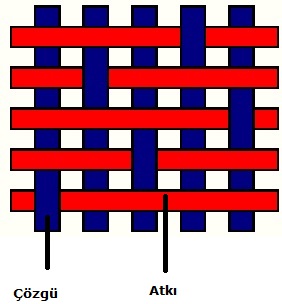
C.3. üç atlamalı 5’li atkı satenidir.
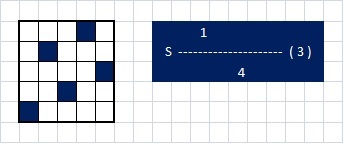
S.4.Aşağıda verilen deseni 5 rapor olarak desen kâğıdına çizmek için gerekli hesaplamaları yaparak, rapor içerisinde bulunan çözgü ve atkı tel sayısını hesaplayınız ve desen kâğıdına çiziniz?
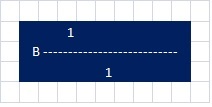
C.4.Örgü çizgisinin üzerindeki üstündeki ve altındaki rakamların toplamı rapor içerisinde bulunması gereken çözgü ve atkı tel sayısını verir.( 1+1 = 2 )
Bir raporda 2 çözgü ipliği var ise 5 raporda 2 x 5 =10 çözgü ipliği vardır.
Bir raporda 2 atkı ipliği var ise 5 raporda 2 x 5 =10 atkı ipliği vardır.
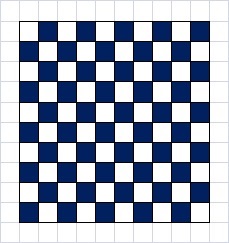
S.5. Aşağıda verilen deseni 5 rapor olarak desen kâğıdına çizmek için gerekli hesaplamaları yaparak, rapor içerisinde bulunan çözgü ve atkı tel sayısını hesaplayınız ve desen kâğıdına çiziniz?
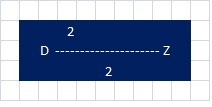
C.5. Örgü çizgisinin üzerindeki üstündeki ve altındaki rakamların toplamı rapor içerisinde bulunması gereken çözgü ve atkı tel sayısını verir.( 2+2 = 4 )
Bir raporda 4 çözgü ipliği var ise 5 raporda 4 x 5 =20 çözgü ipliği vardır.
Bir raporda 4 atkı ipliği var ise 5 raporda 4 x 5 =20 atkı ipliği vardır.
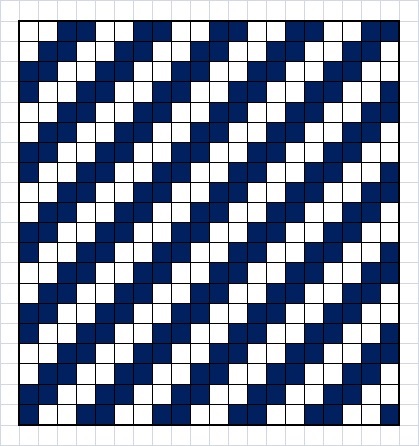
S.6. Aşağıda verilen deseni 2 rapor olarak desen kâğıdına çizmek için gerekli hesaplamaları yaparak, rapor içerisinde bulunan çözgü ve atkı tel sayısını hesaplayınız ve desen kâğıdına çiziniz?
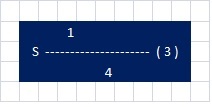
C.6. Örgü çizgisinin üzerindeki üstündeki ve altındaki rakamların toplamı rapor içerisinde bulunması gereken çözgü ve atkı tel sayısını verir.( 1+4 = 5 )
Bir raporda 5 çözgü ipliği var ise 5 raporda 2 x 5 =10 çözgü ipliği vardır.
Bir raporda 5 atkı ipliği var ise 5 raporda 2 x 5 =10 atkı ipliği vardır.
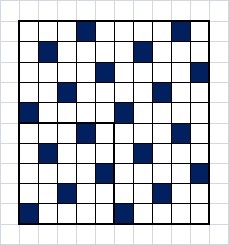
S.7.Aşağıdaki desende çözgü ve atkı ipliğinin rengi farklıdır. Buna göre bu desene uygulanmış olan çözgü ve atkı renk raporunuz yazınız?
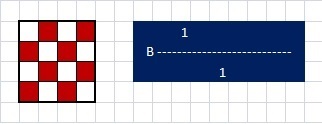
C.7.Çözgü renk raporu ( ÇRR ) = Hepsi kırmızı iplik
Atkı renk raporu ( ARR ) = Hepsi beyaz iplik.
S.8. Aşağıdaki desende çözgü ve atkı ipliğinin rengi farklıdır. Buna göre bu desene uygulanmış olan çözgü ve atkı renk raporunuz yazınız?
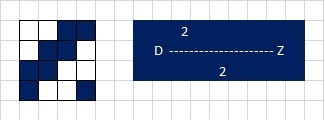
C.8. Çözgü renk raporu ( ÇRR ) = Hepsi mavi iplik
Atkı renk raporu ( ARR ) = Hepsi beyaz iplik.
S.9. Aşağıdaki desende çözgü ve atkı ipliğinin rengi farklıdır. Buna göre bu desene uygulanmış olan çözgü ve atkı renk raporunuz yazınız?
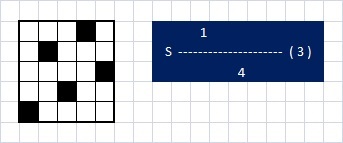
C.9. Çözgü renk raporu ( ÇRR ) = Hepsi siyah iplik
Atkı renk raporu ( ARR ) = Hepsi beyaz iplik.
S.10.Aşağıdaki desenin örgüsü nedir,desen kağıdına çizmek için nasıl okunur,yazınız?
C.10.Sağ yollu dimi örgüsüdür.
4 dolu 2 boş 2 dolu 1 boş 2 dolu 1 boş veya 4 üst 2 alt 2 üst 1 alt 2 üst 1 alt
S.11.Dokuma ne demektir?
C.11. Dokuma, tekstilde yüzey oluşturma tekniklerinden biridir. İki iplik sisteminin dik açıyla belirli kurallara göre bağlantı yapmasıyla oluşan kumaşlara dokuma denir.
S.12.Bir dokuma kumaşta çözgü ipliklerinin istikameti nedir?
C.12. Dokuma kumaşın uzunluğu boyunca kenara paralel olan ipliklere çözgü denir.
S.13. Bir dokuma kumaşta atkı ipliklerinin istikameti nedir?
C.13. Dokuma kumaşta çözgü iplikleri arasından enine yönde kumaşın bir kenarından diğer kenarına geçen ipliklere atkı denir.
S.14.Desen yani örgü raporu ne demektir?
C.14. Dokuma örgüsünün enine (atkı) ve boyuna (çözgü) yönde aynı biçimde tekrar eden en küçük birimine örgü raporu denir.
S.15.Desen kâğıdı ne demektir?
C.15. Kumaşı oluşturan atkı ve çözgü bağlantılarının gösterildiği kareli kâğıda desen kâğıdı denir.
S.16. Desen kâğıdında Boş Kare neyi ifade eder?
C.16. Dokuma kumaş üzerinde atkı ipliğinin çözgü ipliği üzerinde olduğu noktalar, desen kâğıdında boş kare olarak adlandırılır. Desen kâğıdında bu kesişme noktası boş bırakılır. Desen kâğıdı üzerinde her boş nokta, atkı ipliğinin çözgü ipliği üzerinde olduğunu göstermektedir.
S.17. Desen kâğıdında Dolu Kare neyi ifade eder?
C.17. Çözgü ipliğinin üstte, atkı ipliğinin altta olduğu noktalar desen kâğıdında dolu kare olarak adlandırılır. Desen kâğıdında bu kesişme noktası doldurulur. Desen kâğıdı üzerinde her dolu nokta çözgü ipliğinin atkı ipliği üzerinde olduğunu göstermektedir.
S.18. Dokuma Örgülerini kaç grupta toplanır, isimlerini yazınız?
C.18. Dokuma örgüleri 6 grupta toplanır;
1-Ana örgüler
2-Türetilmiş örgüler
3-Birleştirilmiş örgüler
4-Kuvvetlendirilmiş örgüler
5-Çok katlı örgüler
6-Havlı örgüler
S.19. Ana Örgülerden türetilen örgüler nelerdir, isimlerini yazınız?
C.19. Ana Örgülerden türetilen örgüler;
a-Bez ayağından türetilen örgüler
b-Dimi örgüsünden türetilen örgüler
c-Saten örgüsünden türetilen örgüler
S.20. Bez ayağı örgüsünden türetilen örgüler nelerdir, isimlerini yazınız?
C.20. Bez ayağı örgüsünden türetilen örgüler;
a-Rips Örgüleri
b-Panama Örgüleri
S.21. Rips Örgüleri nelerdir?
C.21. Rips örgüleri;
a-Atkı Ripsi
b-Çözgü Ripsi
c-Meyilli Rips
d-Desenli Rips
S.22. Panama Örgüleri nelerdir?
C.22. Panama Örgüleri:
a-Düzenli Panama
b-Düzensiz Panama
c-Desenli Panama
S.23. Dimi örgüsünden türetilen örgüler nelerdir?
C.23. Dimi örgüsünden türetilen örgüler:
a-Kırık dimi
b-Dalgalı dimi
c-Diyagonal dimi
d-Balıksırtı dimi
e-Zigzag dimi
f-Meyilli dimi
g-Kesik dimi
h-Gölgeli
S.24. .Bez ayağı örgüsü nedir?
C.24. En basit dokuma örgüsü bezayağı örgüsüdür. Atkı ipliğinin kumaş eni boyunca çözgü ipliklerinin bir altından, bir üstünden geçerek ikinci atkı ipliğinin ise ters hareket yaparak oluşturduğu örgüdür. Bezayağı örgüsünde çözgü ve atkı ipliklerinin bağlantısı hasır veya sepet örgüye benzemektedir.
S.25. Bez ayağı örgüsünün özellikleri nelerdir?
C.25. Çözgü ve atkı ipliklerinin yüzme (bir ipliğin kendisine dik olan birden fazla ipliğin üstünden veya altından geçmesi) yapmadığı tek örgüdür.
Bez ayağı örgüsü, en küçük raporlu dokuma örgüsüdür. Örgü raporunda iki çözgü ve iki atkı ipliği bulunur.Her bağlantı noktası diğer bağlantı noktalarıyla dört köşeden temas eder. Atkı ve çözgü bağlantılarının sık olmasından dolayı en dayanıklı dokuma şeklidir.
Bez ayağı örgülü kumaşın ön ve arka yüzü de aynıdır. Kumaşa herhangi bir desen oluşturma işlemi uygulanmamışsa bez ayağı örgünün desen etkisi yoktur.
S.26. Bez ayağı örgüsünün kullanım alanları nelerdir?
C.26. En basit ve dayanıklı dokuma örgüsü olduğundan her tür kumaş dokunmasında yani pamuk, yün, ipek ve sentetik ipliklerle yapılan dokuma kumaşlar için uygundur.
Elbiselik, gömleklik, astarlık, pijamalık ve branda kumaşlar, yağmurluklar, mutfak takımları, yatak takımları, tülbentler, perdelikler, koltuk örtüleri gibi çok geniş bir kullanım alanı vardır.
S.27. Tahar nedir?
C.27. Dokumada çözgü ipliklerinin belirli kurallara göre çerçevelerdeki gücü gözlerinden ve tarak dişleri arasından geçirilmesi işlemine tahar denir.
S.28. Tahar planı yapmanın amacı nedir?
C.28. Tahar planı, bir örgünün en az kaç çerçeve ile dokunabileceğini ve hangi çözgünün hangi çerçevede yer alması gerektiğini gösterir. Desen kâğıdında örgünün üst ya da alt kısmında yer alır.
S.29. Tarak planının çizimi nasıl yapılır?
C.29. Tarak planı desen kâğıdında tahar planı ile örgü raporu arasında yer alır. Tarak planında desen kâğıdının yatay yönde her bir karesi bir çözgü telini gösterir. Bir diş boşluğundan geçecek tel sayısı kadar karenin yan yana içi doldurulur. Yan yana bulunan iki diş boşluğunun karışmaması için örgü raporu boyunca iki satır kullanılır.
S.30. Tahar çeşitleri nelerdir?
C.30.
A-Sıra Tahar
B-Amalgam Tahar
C-Saten Atlamalı Tahar
D-Zikzak ( V) Tahar
E-Kırık Tahar
F-Grup Tahar
H-Karışık Tahar
İ-Çift Katlı Tahar
S.31.Aşağıdaki örgünün ÇRR ve ARR nedir ve bu örgünün raporunu çiziniz?
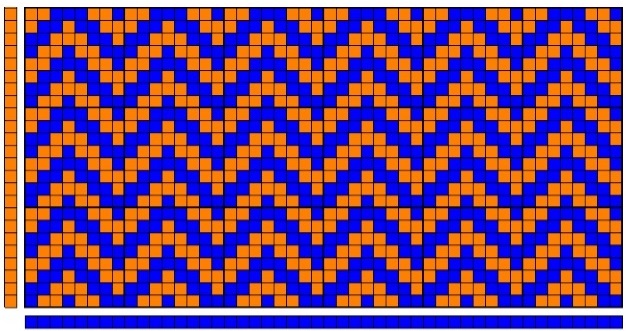
C.31.ÇRR: Hepsi mavi ve ARR = Hepsi hardal rengi
![]()
S.32. Aşağıdaki örgünün ÇRR ve ARR nedir ve bu örgünün raporunu çiziniz?
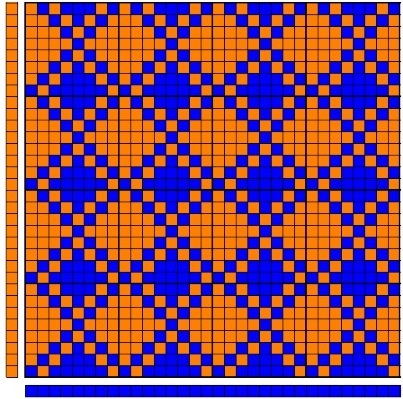
C.32. ÇRR: Hepsi mavi ve ARR = Hepsi hardal rengi
S.33. Aşağıdaki örgünün ÇRR ve ARR nedir ve bu örgünün raporunu çiziniz?
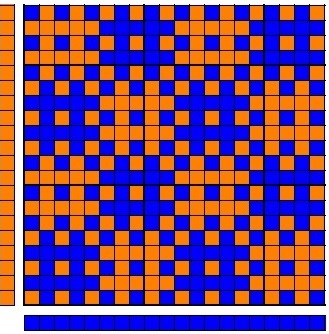
C.33. ÇRR: Hepsi mavi ve ARR = Hepsi hardal rengi

S.34. Armür planı nedir, açıklayınız?
C.34. Armür planı; dokuma tezgâhında atılacak atkı sırasına göre örgü raporu ve tahar planına uygun şekilde çerçevelerin aşağı yukarı hareketlerini gösteren plandır. Dokuma işleminin gerçekleşmesi için ilk temel hareket ağızlık açılmasıdır. Ağızlık, çerçevelerin hareketi ile çözgü ipliklerinden bir kısmının yukarıda, bir kısmının aşağıda bulunması sonucu iki çözgü grubu arasında oluşan boşluktur.
Ağızlıktan geçirilen atkı ipliği, üstteki çözgülerin altında, alttaki çözgülerin üstünde kalır. Bu şekilde çözgü ve atkı ipliği arasındaki bağlantı sağlanarak dokuma örgüsü oluşturulur. Çerçeve hareketlerinin örgüyle bağlantılı olması gerekmektedir.
S.35. Sağ armür planı ne demektir?
C.35. Sağ armür planı, desen kâğıdında tahar planının sağ tarafında yer alır. Örgü raporundaki çözgü hareketleri, sırasıyla aşağıdan yukarıya doğru okunup sağdan sola doğru çizilir. Tekrar eden çözgü hareketleri armür planına sadece bir kez alınır. Sütunlara sağdan sola, çerçeveleri gösteren satırlara yukarıdan aşağıya doğru numara verilir. Her atkı ipliği için yukarıda olması gereken çerçeve veya çerçeveler armür planında dolu karelerle gösterilir.
S.36. Aynalı Armür ne demektir?
C.36. Desen kâğıdında örgünün sağ tarafında yer alır. Taharın sağ tarafına çerçeve sayısı kadar olan ve ayna adı verilen kareler çizilir. Örgü raporundaki çözgü hareketleri, sırasıyla aşağıdan yukarı doğru okunup ayna yardımıyla yine aşağıdan yukarı doğru çizilir. Aynanın görevi çözgü hareketlerinin tahar ve armür planı arasında hizalanmasını sağlamaktır.
S.37. Dimi örgüsünün özellikleri nelerdir?
C.37.
a-En küçük dimi örgü raporu, üç çözgü ve üç atkıdan meydana gelir.
b-Dimi örgü raporlarında çözgü ve atkı sayısı eşittir.
c-Dimi diyagonali sağ yollu (Z) dimi örgülerinde soldan sağa, sol yollu (S) dimi örgülerinde ise sağdan sola doğru yükselmektedir.
d-Dimi örgülü kumaşın her iki yüzü de birbirinden farklıdır. Kumaşın ön yüzünde dimi diyagonali, sol yollu ise tersinde sağ yolludur.
e-Bez ayağı örgüye göre iplik sıklıklarının artırılmasına daha uygun bir yapıdadır.
f-Bundan dolayı bez ayağı örgüye göre daha ağır, kalın ve dayanıklı kumaş dokumak mümkündür. Ağır olması kolay buruşmasını engeller.
g-Dimi örgülü kumaşlar, bez ayağı örgülü kumaşa göre daha esnek ve dökümlüdür.
h-Dimi örgülü kumaşlar, şardonlama işlemi için uygun bir zemin oluşturur.
S.38. Örgü raporunda iki atkı ve iki çözgü bulunan örgünün adı nedir?
C.38. Bezayağı örgüsüdür.
S.39. Dimi örgülü kumaşların kullanım alanları nelerdir?
C.39. Dimi örgüsü ile üretilen dokuma kumaşlar genellikle kadın ve erkek elbiselik kumaşlar ile denim (Blue Jean), battaniyelik ve gömleklik kumaşların dokunmasında kullanılmaktadır.
S.40. Sağ yollu dimi (Z) dimi ne demektir?
C.40. Sağ yollu dimi (Z):Dimi örgü raporunda oluşan diyagonal, soldan sağa doğru yükseliyorsa buna sağyollu dimi denir.
S.41. Sol yollu dimi (S) dimi ne demektir?
C.41. Sol yollu dimi (S):Dimi örgü raporunda oluşan diyagonal, sağdan sola doğru yükseliyorsa buna sol yollu dimi denir
S.42. Çözgü yüzlü dimi ne demektir?
C.42. Çözgü yüzlü dimi:Kumaşın ön yüzünde çözgü ipliği atkı ipliğine oranla daha fazla görünüyorsa buna çözgü yüzlü dimi örgüsü denir
S.43. Atkı yüzlü dimi ne demektir?
C.43. Atkıyüzlü dimi:Kumaşın ön yüzünde atkı ipliği çözgü ipliğine oranla daha fazla görünüyorsa buna atkı yüzlü dimi örgüsü denir
S.44. Eşit yüzlü dimi (dengeli) ne demektir?
C.44. Eşit yüzlü dimi (dengeli):Kumaşın ön yüzünde çözgü ve atkı iplikleri eşit oranda görünüyorsa buna eşit yüzlü dimi örgüsü denir
S.45. Dimi örgüsünün en küçük raporu kaç çözgü ve kaç atkıdan oluşur?
C.45. Dimi örgüsünün en küçük raporu 3 çözgü 3 atkıdan oluşur.
S.46. Dimi örgüsünde çözgü ipliği atkı ipliğinden oran olarak daha fazla ise hangi dimi grubuna girer?
C.46. Dimi örgüsünde çözgü ipliği atkı ipliğinden oran olarak daha fazla ise Çözgü yüzlü dimi grubuna girer.
S.47. En küçük dimi örgüsü için kullanılacak çözgü ve atkı sayısı kaçtır?
C.47. Üç Çözgü ve Üç atkı.
Dokuma Operatörlüğü Soruları
S.1. Haşıllama ve haşıl ne demektir, niçin ve hangi işlemden sonra yapılır, nedenini açıklayınız?
C.1. Çözgü ipliklerine dokumadaki darbeli ve gerilimli çalışmaya dayanabilecek şekilde mukavemet kazandırmak, dokumadaki çalışma sırasındaki yan yana hareket eden ipliklerin birbirlerine dolaşmamaları için dokumada çalışma kolaylığını sağlama açısından düzgün bir çözgü iplik gövdesi elde etmeyehaşıllama denir.
Dokumada kullanılacak olan çözgü ipliklerine mukavemetlerini artırmak amacı ile yapılır. Haşıl işlemi; özellikle tek kat çözgü ipliklerinin ve puntasız bükümsüz filament ipliklerinin dokuma esnasında etkileneceği mekanik sürtünmelere karşı dayanıklılığının artırılmasıdır.
Çözgü ipliklerine dokumadaki darbeli ve gerilimli çalışmaya dayanabilecek şekilde mukavemet kazandırmak, dokumadaki çalışma sırasındaki yan yana hareket eden ipliklerin birbirlerine dolaşmamaları için dokumada çalışma kolaylığını sağlama açısından düzgün bir çözgü iplik gövdesi elde etmeyi sağlayan sıvıya haşıldenir
Çözgü ipliklerinin yapıştırıcı özelliği bulunan viskoz sıvı içerisinden geçirilerek fiziksel ve kimyasal özelliklerini iyileştirmek veya korumak amacıyla koruyucu bir polimerik film ile kaplanması işlemidir.
Haşıllama işlemi çözgü hazırlama işleminden sonra, haşıl makinelerinde yapılır. Seri çözgü makinelerinde hazırlanmış leventler haşıl makinelerinde aynı anda haşıl ve birleştirme işlemine maruz kalır. Haşıllama işlemi aynı zamanda ipliklerin kimyasal özelliklerinin korunmasına yardımcı olur. İpliklerin üzerindeki elyaf uçlarının iplik üzerinde kalmasına sebep olarak lif döküntülerini de azaltmaktadır.
Çözgü ipliklerinin sürtünme ve gerilim kuvvetlerine dokuma işlemi sırasında mukavemet kazandırmak amacı ile yapılan haşıl işlemi, iplik yüzeyinin haşıl adı verilen madde ile kaplanarak sürtünmeyi en aza indirmeyi sağlayarak olabilecek ipliğin fiziksel ve yapısal olarak etkilenmemesine dayanan dokuma hazırlık işlemidir.
S.2.Haşıllama işleminin amaçları nedir, sizce en önemli kabul ettiğiniz 5 tanesini maddeler halinde yazınız?
C.2.
A-Çözgü ipliğine mukavemet kazandırmak
B-Çözgü ipliğine elastikiyet kazandırmak
C-Çözgü ipliğine kayganlık kazandırmak
Ç-Statik elektriklenmeyi önlemek
D-Çözgü ipliğinin yüzeyindeki lifleri iplik gövdesine yapıştırmak
E-Çözgü ipliğinde düzgün ve esnek bir film tabakası oluşturmak
F-Çözgü ipliği cinsine göre gereken nemi ipliğe kazandırmak
G-okuma sırasında ipliklerin birbirlerine sürtünerek pamuklaşmasını önlemek
H-İmal edilecek kumaşın cinsine göre çözgü makinesinde çözgüsü yapılan çözgü leventlerinin birleştirilerek tek bir levent hâline getirmek.
I-Çözgü ipliklerini dokuma levendine optimum ve eşit gerginlikte sarmak
İ-Dokuma makinesinin randımanını ve kumaş kalitesini artırmak için çözgü ipliğinin özelliklerini iyileştirmek
J-Haşıllamanın esas amacı dokuma işleminin yapılması sırasında çözgü kopuşlarını ortadan kaldırmak veya en aza indirmektir.
S.3.Çözgü makinesi ne demektir?
C.3.Çözgü ipliklerini, istenilen özelliklere göre, levent denilen büyük makaralara aktarılması işleminde kullanılan dokuma hazırlık makinelerine çözgü makineleri denir.
S.4.Çözgü Makineleri kaça ayrılır, isimleri nelerdir?
C.4.Bu makineler konik çözgü ve düz ( seri ) çözgü makineleri olmak üzere ikiye ayrılırlar.
S.5. Konik ve seri çözgü makineleri arasındaki en belirgin fark nedir?
C.5.Konik ve seri çözgü makineleri arasındaki en belirgin fark makine donanımı olarak seri çözgü makinelerinde çözgü iplikleri direkt olarak levent üzerine sarılır. Konik çözgü makinelerinde ise iplikler önce tambur (silindir) üzerine kalba denilen çözgü grupları hâlinde sarılır, daha sonra levent üzerine aktarılır.
S.6.Çözgü makinelerinde cağlığın görevi nedir?
C.6.Cağlık, çözgü makinelerinde bobinlerin üzerine dizildiği metal sehpadır. Cağlık, bobinlerden gelen iplik uçlarının eşit gerginlikte, birbirine paralel ve düzgün bir şekilde levent üzerine aktarılmasını sağlayan en önemli elemandır. Günümüzde kullanılan cağlıklarda konik bobinler kullanılmaktadır. Bu da hem daha fazla iplik üzerinde bulundurmasına hem de sağımının kolay olmasına sebep olur.
S.7.Çözgü makinesinde cağlığa bobinler nasıl dizilir?
C.7. Çözgü makinesinde üretim planlamadan alınan iş emrine göre çözgü dairesini ilgilendiren bilgiler doğrultusunda bobinler ilk olarak cağlığa dizilecektir. Bu dizim işlemi cağlığın alt ve üst köşelerinden başlayarak üstten başlandıysa aşağıya doğru, alttan bağlandıysa üste doğru yapılmalıdır. Dizim sırasında yapılacak bir hata, hatalı kumaş çıkmasına sebep olacaktır. Çözgü makinesinin sorunsuz olarak çalışması için kontrol sistemlerinin hatasız çalışması gerekmektedir.
S.8. Düzgün bir cağlıkta bulunması gereken özellikler nelerdir?
C.8.
A- Çözgü ipliğinin kopuşlarında ve bobin boşalmalarında makine durdurulmalı
B- İplik frenleyicilerde eşit miktarda ağılı bulunmalı,
C- İpliğin geçtiği yerler, sürtünmesi az ve pürüzsüz malzemeden yapılmalı,
D-Cağlık kısmının temizliği robot temizleyicilerle sürekli yapılmalı,
E-Kontrol sistemi ve sistemin uyarı sinyalleri üst seviyede olmalı
F-Bobinlerin dizimi sırasında kolaylık sağlayacak Şekilde imal edilmelidir.
S.9. Çözgü Makinesinde kullanılan cağlık çeşitleri nelerdir?
C.9.A-Paralel cağlık B-( V ) tipi cağlık
S.10.Cağlığa iş emrine göre dizilen bobinlerin alt ucu yedek bobinin üst ucuna bağlanır?
C.10.Cağlıkta aynı çözgü ipliğinin devam edeceği makinelerde bobinler yedekli olarak hazırlanabilir. Yedek bobinin alt ucu diğer bobinin üst ucuna düğümlenir. Böylece birinci bobinin üzerindeki çözgü ipliği bittiğinde makine durdurulmadan diğer bobinin devreye girmesiyle işlem devam eder. Bobinlerin üzerine takıldığı iğler hareketli olduğu için biten bobin iği çevrilerek yerine bobin takılabilir.
S.11.Cağlığa iş emrine göre takılan bobinlerde dikkat edilmesi gereken hususlar nelerdir?
C.11.A-Bobinlerin boyutları iyi seçilmelidir. Büyük olurlarsa yanındaki bobinlere teması sırasında kopmalara sebep olabilir.
B-Bobinler için kullanılan patronlar bozuk olmamalıdır.
C-Bobin sarımı iyi yapılmış olmalıdır.
S.12. Cağlık üzerinde, çözgü ipliklerinin düzgün bir şekilde sevk edilebilmesini sağlayan kaç bölüm vardır ve isimleri nelerdir?
C.12.A-Fren Tertibatı B-İplik Yoklayıcı C-İğler
S.13.Cağlıkta fren tertibatının görevi nedir, anlatınız?
C.13.Fren tertibatı: Çözgü ipliklerinin sabit gerilim altında bobinlerden sağılmasını sağlar. Bunun için kullanılan mekanizmalar iplik makinelerindeki germe tertibatlarına benzeyen sistemlerdir. Çözgü ipliklerinin eşit gerginlikte bobinlerden sağılmasını ve makinenin duruşu sırasında ipliklerin gerginliğinin sabit kalmasını sağlayan bölümdür. Her bobinden alınan iplik uçları frenlerden geçirilir. Çözgü ipliklerinin aynı gerginlikte levent üzerine sarılması dokunacak kumaşın kalitesini direkt olarak etkilemektedir. Cağlık üzerinde fren tertibatının ayarı sürekli kontrol altında olmalıdır.
S.14.Cağlıkta fren tertibatının görevi nedir, anlatınız?
C.14.İplik yoklayıcı: Fren tertibatından geçirilen çözgü iplikleri sırası ile seramik tutuculardan ve iplik yoklayıcılardan geçirilir. İplik tutucuları ipliklerin düzgün bir şekilde sevk edilmesini sağlar.Çözgü ipliklerinde kopma olduğunda iplik yoklayıcı düşer ve makine durdurulur. Makinenin duruşu için zaman kaybı olmamalıdır. Levent üzerinde eksik çözgü olması dokunacak kumaşın hatalı ürün hâline gelmesine neden olur.Bu da zaman ve ekonomik kayba yol açar. İplik yoklayıcıları çözgü ipliği koptuğu zaman veya bobin üzerinde iplik bittiği zaman makineyi otomatik olarak durdurur.Makine iplik kopmasından dolayı durduğunda, yoklayıcıların bulunduğu bölümündeki lamba yanar ve ipliğin üzerinden geçtiği kanca yukarı kalkarak kopan ipliğin yeri belirlenir.
S.15.Cağlıkta İğlerin görevi nedir, anlatınız?
C.15.İğler: Cağlıkta bobinlerin üzerine dizildiği parçalardır. Bobinlerin üzerinden ipliklerin düzgün bir şekilde sağılması için bobinleri sabit tutmaya yarar.
S.16.Çözgü makinesinde cağlığın bakımı nasıl yapılır, maddeler halinde anlatınız?
C.16.
A- Metal aksamlar kontrol edilerek kırılan ve deforme olan kısıklar düzeltilir.
B-Frenleme, iplik yoklayıcı ve iplik tutucuları kontrol edilerek arızalı olanlar değiştirilir ve ayarları yapılır.
C-Arzıalanmış kontrol lambaları ve kablo sistemleri elden geçirilir.
S.17. Çözgü makinesinde cağlığın bakımı sırasında nelere dikkat edilmesi gerekir, maddeler halinde anlatınız?
C.17.Cağlığın, istenen çözgünün hazırlanabilmesi için gerekli bütün ayarların yapılması gerekmektedir. Cağlığın bakımı sırasında şunlara dikkat edilmelidir;
A- İğnelerin kırık veya çatlak olup olmadığı kontrol edilmelidir.
B- İplik frenleyicilerinin aynı ağırlık miktarında olup olmadığı kontrol edilmelidir.
C-İplik yoklayıcıları hassasiyetleri kontrol edilmelidir.
D-Kılavuzlarda kırık, çatlak ve pürüzlü kısımlar kontrol edilmelidir.
S.18.Konik Çözgü makinesinde toplam çözgü telleri nasıl elde edilir?
C.18.Konik çözgü makinesinde cağlıktan gelen çözgü ipliklerinin belirlenen genişlikte kalbalar (bantlar) hâlinde üzerinde konik plakalar bulunan tambur üzerine istenen sayıda ve uzunlukta sarılması, daha sonra dokuma levendi üzerine aktarılması işlemidir. Konik çözgü denmesinin nedeni tambur (dolap) kenarında konik bölümün bulunmasındandır.
S.19. Konik çözgü makinesinde çözgü hazırlamak için yapılacak işlemler nelerdir, maddeler halinde yazınız?
C.19.
A-Çözgü bobinlerinin cağlığa dizilmesi,
B-İpliğin fren tertibatı, iplik yoklayıcı ve kılavuzlardan geçirilmesi,
C-Çözgü ipliklerinin çapraz ve toplama tarağından geçirilmesi,
D-Koniklik ayarının yapılması,
E-Hazırlanacak çözgünün kaç metre hazırlanacağı,
F-Çözgünün sayısına göre kalba sayısının tespiti,
G-Kalba hâlindeki çözgünün tambura bağlanması,
H-Kalbanın çapraza alınması,
İ-Levendin makineye takılması,
I-Çözgü ipliklerinin levent üzerine hatasız bir şekilde sarılmasıdır.
S.20.Konik Çözgü Makinesinde bulunan parçalar nelerdir?
C.20.
A-Cağlık
B-Çapraz tarağı
C-Sport
D-Toplama tarağı
E-Konik tambur
F-Levende alma kısmı
S.21.Konik Çözgü Makinesinde Cağlığı anlatınız?
C.21.Konik çözgü makinesinde bobinlerin üzerine dizildiği metal sehpadır. Cağlık, bobinlerden gelen iplik uçlarının aynı gerginlikte, birbirine paralel ve düzgün bir şekilde tambur üzerine aktarılmasını sağlayan en önemli elemandır. Tambur üzerinden sonra levent üzerine aktarım gerçekleşir.
S.22.Konik Çözgü Makinesinde Çapraz Tarağını anlatınız?
C.22.Çözgü ipliklerinin karışmaması için çapraz tarağında, çapraza alma yöntemiyle çapraza alınmasıdır. Çapraz tarağı bir dişi boydan boya açık, diğer dişi ise ortada kısa mesafede açıklığı olan taraktır. Çapraz tarağının görevi çözgü ipliklerini çapraz hâle getirerek birbirinden ayırmaktır. Çapraz tarağı özel olarak imal edilmiş bir taraktır. Çapraza alma için çapraz tarağının her dişinden bir iplik geçirilir. Her kalba başlangıcında, çapraz tarağı yukarı kaldırılarak birinci çapraz ipliği ağızlıktan geçirilir, daha sonra aşağı indirilerek ikinci çapraz ipliği geçirilir.
S.23.Konik Çözgü Makinesinde Supportu anlatınız?
C.23.Konik çözgü makinesinde üzerinde çapraz tarağı, toplama tarağı (V-tarak), kumpas, kızak sabitleştirme ve kaydırma aparatı, çapraza alma kolu, toplama tarağının konikliğine göre ayarlanabilen aparatı ve cetveli gibi aksamları taşır. Support çözgü ipliklerinin kalbalar hâlinde tambur üzerine sarılırken kalbanın konik kısma doğru kaydırılmasını sağlayan kısımdır.
Konik çözgü makinesinde toplama tarağı genişliğinin açılır kapanır bir sistemle ayarlanabilir özelliği olan elemandır. Çapraz tarağından gelen çözgü ipliklerinin kalba enini ve cm‟deki sıklığını belirleyerek tambur üzerine sarılmasını sağlar. Toplama tarağının numarası, dokuma tarağı sıklığı kadardır.
S.24. Konik çözgü makinesinde Supportun üzerinde hangi parçalar vardır, maddeler halinde yazınız ?
C.24. Konik çözgü makinesinde Supportun üzerinde çapraz tarağı, toplama tarağı (V-tarak), kumpas, kızak sabitleştirme ve kaydırma aparatı, çapraza alma kolu, toplama tarağının konikliğine göre ayarlanabilen aparatı ve cetveli gibi aksamları taşır
S.25.Konik Çözgü Makinesinde Support kızağını anlatınız?
C.25.Konik çözgü makinelerinde kızağın görevi tambur üzerine kalba sarımı yapılırken support tertibatını tamburun konik kısmına doğru kaydırmaktır. Kızak üzerinde toplama tarağı her kalba bitişinde kalba eni kadar kaydırılır. Kalba eni ise kalba da ki çözgü tel sayısının tarak numarasına bölünmesiyle bulunur.
S.26.Konik Çözgü Makinesinde Konik Tamburu anlatınız?
C.26.Konik çözgü makinelerinde üzerinde konik plakalar veya konik kısmın bulunduğu, çözgü ipliklerinin kalbalar hâlinde üzerine sarıldığı 4-5metre uzunluğu olan içi boş silindire konik tambur denir. Tamburun üzerinde kalba uçlarının sarılmasını sağlayan çiviler ve çapraz iplerin bağlanacağı parça vardır
S.27. Konik Çözgü Makinesinde Levende Alma Kısmını anlatınız?
C.27.Tambur üzerinde istenen toplam çözgü tel sayısı tamamlandıktan sonra bütün çözgüler aynı gerginlikte tamburun arkasına takılan çözgü levendi üzerine aktarılır.
S.28. Konik çözgü makinesinin ( çözgü hazırlamak için ) ayarlarına etki eden faktörler nelerdir, anlatınız?
C.28.Konik çözgü makinesinin ayarları hazırlanacak çözgü ipliği ile ilgilidir. Çözgü hazırlanması sırasında konik çözgü makinesinin özellikle tambur kısmında oluşturulacak kalbalar için yapılan ayarlar büyük önem taşımaktadır. Levent üzerine sarılacak olan çözgü ipliği cağlıktan alınarak support ve metraj ayarı yapılır, daha sonra sırası ile kalba olarak tambur üzerine sarılması sırasında koniklik ayarı yapılır ve son olarak da levende alma sırasındaki ayarı yapılır. Bu ayarların yapılmasıyla konik çözgü makinesinin gerekli kısımlarının ayarları tamamlanmış olmaktadır.
S.29. Konik çözgü makinesinin bakım ve ayarları yapılırken dikkat edilmesi gerekenler nelerdir, yazınız?
C.29.Konik çözgü makinesinin bakım ve ayarları yapılırken bütün makineler için vazgeçilmez olan makine üretici firmalarının talimatlarına uymaktır. Makine üzerinde çözgü ipliği varsa ipliğin zarar görmemesi için önlemlerin alınması Şarttır. Yapılan bakım sadece ilgili kısmı kapsamalıdır.
Yapılacak yağlama işleminde kullanılacak olan ince, gres ve hidrolik yağların uygun olması ve gerekli oranda kullanılmasına dikkat edilmeli, ayrıca makinenin sadece ilgili yerinde kullanılmalı, çevreye yani daire içerisinde zemine ve makinenin herhangi yağlanmaması gereken kısımlarından uzak tutulmalıdır.
S.30. Konik çözgü makinesinde istenen çözgünün hazırlanması için yapılması gereken hesaplamalar nelerdir?
C.30. Konik çözgü makinesinde istenen Çözgünün hazırlanması için tambura sarılacak kalba adedinin, bant eninin, toplama tarağında dişten geçen tel sayısının, cağlıktaki rapor sayısının hesaplanması gereklidir.
S.31. Konik Çözgü Makinesinde Cağlıktaki rapor sayısını hesaplamak için kullanılan formül nedir?
C.31. Cağlıktaki rapor sayısı = cağlığa dizilen bobin sayısı / Bir rapordaki tel sayısı
Veya orantı ile hesaplanır.
S.32. Konik Çözgü Makinesinde Cağlığa 500 adet bobin dizilmiştir. Bir rapordaki çözgü tel sayısı 50 olduğuna göre Cağlıktaki rapor sayını nedir?
C.32. 50 Bobin yani çözgü tel sayısı 1 rapor ise
500 Bobin yani çözgü tel sayısı X rapor olur.
X = 500 / 50 = 10 Rapor.
S.33. Konik Çözgü Makinesinde Cağlıktaki bobin sayısını hesaplamak için kullanılan formül nedir?
C.33. Cağlıktaki bobin sayısı = Kalbadaki rapor tekrarı x Rapor tel sayısı Veya orantı ile hesaplanır.
S.34. Konik Çözgü Makinesinde Band ( Kalba ) adedini hesaplamak için kullanılan formül nedir?
C.34.
Bant adedi = Toplam çözgü tel sayısı / Cağlığa dizilen bobin sayısı
S.35. Konik Çözgü Makinesinde Band ( Kalba ) enini hesaplamak için kullanılan formül nedir?
C.35.
Bant eni = Leventteki çözgü eni x Bant tel sayısı / Toplam çözgü tel sayısı
Veya Bant eni = Bant tel sayısı / Tarak numarası.
S.36. Konik Çözgü Makinesinde Toplama tarağında dişten geçen tel sayısını hesaplamak için kullanılan formül nedir?
C.36.
Toplama tarağındaki dişten geçen tel sayısı = Bant tel sayısı / Bant eni x Toplama tarağının 1 santimetresindeki diş sayısı
S.37. Konik Çözgü Makinesinde Cağlığa bobin diziminde dikkat edilmesi gereken hususlar nelerdir?
C.37.Konik çözgü makinesinde cağlığın kullanımı sırasında yeni bir işe hazırlamak için ilk olarak cağlığın temizliğinin yapılması yani üzerinde herhangi bir bobinin (önceki işten) kalmaması gerekir.
Cağlığın kontrolünün yapılması şarttır. Cağlık üzerinde bulunan metal aksamın, iğlerin, fren tertibatının, germe tertibatının, elektronik kontrol tertibatının, elektrik aksamları gibi gerekli tüm kısımların kontrolü yapılmalıdır.
Cağlığa bobin diziminde çözgü ipliklerinin sürtünmesiz ya da en az sürtünmeyle bobin üzerine sarımı gerçekleştirilmelidir. Ayrıca aynı işin devam edeceği çözgü makinelerinde bobinler yedekli olarak hazırlanmalıdır. Böylece bobin değişimi için makinenin durdurulması gerekmeyecektir.
S.38. Konik Çözgü Makinesinde Tamburda koniklik ayarını anlatınız?
C.38.Konik çözgü makinesinde hazırlanacak çözgünün belirli bir yükseklik kazandırılarak tambura sarılması gerekir. Bu yükseklik tamburun kanatlarının ayarı ile mümkün olmaktadır. Makinenin koniklik açısı ayarı Hazırlanacak çözgünün iplik numarası, cinsi gibi özellikleri ile tespit edilir.
S.39.Cağlıktan alınan çözgü ipliklerinin tambura bağlanmasını anlatınız ?
C.39. Konik Çözgü Makinesinde Cağlıktan alınan çözgü iplikleri toplama tarağından geçirilerek düğümlenir ve konik tabur üzerindeki çengellere (çivilere) takılır.
S.40. Metraj ve support ayarını anlatınız?
C.40.Hazırlanacak olan çözgü ipliğinin uzunluğunun makineye veri olarak girilmesi gerekmektedir. Levent üzerine sarılacak çözgünün uzunluk değeri makine tipine göre el ile mekanik sayaca girilir ya da elektronik donanıma sahip makinelerde dijital ortamda girilerek istenen çözgü uzunluğuna gelindiğinde makinenin otomatik olarak durdurulması sağlanır. Support ise çözgü kalınlığına göre tamburun kaydırma işlemi ayarı yapılır
S.41.Konik Çözgü Makinesinde çözgü ipliklerinin çapraza alınmasını ve gerginlik ayarının yapılmasını anlatınız?
C.41.Konik çözgü ile yapılan çözgü çözme işleminde çapraza almanın amacı özellikle renkli çözgü raporuna sahip dokumalarda renk raporunun korunmasını, ayrıca kopan çözgü ipliğinin kolayca bulunmasını ve ayrılmasını sağlamaktır. Çapraza alma işlemi çözgü yapmada ve dokuma hazırlık işlemi ile dokuma sırasında çözgü ipliklerinin düzgün bir sırada kalmasını sağlayan çözgü ipliklerini biçimlendirme işlemidir. Çapraz tarağında birinci ağızlık açılarak bu
ağızlık tambura kadar gidilerek arasına çapraz ipi geçirilerek bağlanır. İkinci ağızlık açılır, çapraz alınır. Aynı işlem bu ağızlık içinde yapılır. Böylelikle çapraza alma işlemi tamamlanır.
S.42.Konik Çözgü Makinesinde Çözgünün kalbalar ( Bantlar) ( Çileler ) halinde tambur üzerine sarılmasını anlatınız?
C.42.Konik çözgü makinesinde çözgü ipliklerinin kalbalar hâlinde tambura sarılma işlemi sırasında iplik gerginliklerinin kontrol altında tutulması gerekir. Tamburun üzerinde bir tarafının konik olmasının nedeni çözgü tabakasında kayma oluşmasını önlemek amacıyladır. Tamburdaki ilk bölümdeki ipliklerin sarma işlemi bölümün belirgin bir hızla yanlamasına hareket ettirilmesi suretiyle sağlanır. Birinci kalba sarma işlemi bitirilince toplama tarağı kumpasla ikinci kalba sarım noktasına kadar çekilerek çapraza alınarak bağlanır ve bu işlem her kalba için tekrarlanarak tambura sarma işlemi tamamlanır. Tambur üzerine sarılacak olan çözgü ipliklerinin durumlarını iki noktada aynı tutması gerekmektedir. Bunlar gerginliğin eşit olması ve aynı uzunluktaki çözgü kalbalarının oluşturulmasıdır.
S.43..Konik Çözgü Makinesinde Levende alma kısmının ayarlarının yapılmasını anlatınız ?
C.43.Tambur üzerinde toplam çözgü tel sayısı tamamlandıktan sonra dokuma makinesi levendi yuvasına yerleştirilir. Tamburdan alınan uçlar küçük kalbalar hâlinde düğümlenerek leventte bulunan deliklere takılır. Levent üzerine çözgüler tambur üzerinden eşit gerginlikte aktarılır. Dokuma levendinin genişliği, sarılan çözgünün genişliğine göre kampanalardan ayarlanmalıdır. Aksi takdirde levent üzerinde sarım hataları meydana gelecektir.
S.44. Konik Çözgü Makinesinde Tambur üzerindeki çözgü ipliklerinin çözgü levendine aktarılmasını anlatınız?
C.44.Konik çözgü makinelerinde tambura sarılı çözgü ipliklerinin dokuma levendi üzerine aktarılması işlemidir. Çözgü iplikleri tamburdan levent üzerine sarılırken levendin iç çapı büyür. Buna karşın ipliklerin aynı gerilimle sarılmasını ayarlamak için levent çevresel hızı sabit kalır. Böylece ipliklerin tamburdan dokuma levendine sarılması için geçen zaman, levent sarma hızı sabit olduğundan çözgü uzunluğu ile doğru orantılı olmaktadır. Çözgü iplikleri levendin döndürülmesiyle bütün olarak çekilir ve sarım gerçekleştirilir. Tamburun dönüş hızı uygun gerginlik altında tutulur.
S.45.Seri Çözgü makinesinde cağlığa dizilen bobinlerin sayısı bize neyi anlatır?
C.45. Seri Çözgü makinesinde cağlığa dizilen bobinler aynı zamanda çözgü levendine sarılan toplam çözgü tel sayısıdır.
S.46.Seri çözgü hazırlamanın özelliği nedir?
C.46. Cağlıktan gelen çözgü ipliklerinin toplama tarağından geçerek birbirine paralel ve eşit gerginlikte levent üzerine sarılması işlemidir.
S.47.Seri çözgü makinesinde cağlıkta 500 adet bobin var.Bu bobinlerden gelen iplikler paralel bir şekilde çözgü levendine sarıldı.Bize verilen iş emrine toplam 5000 adet çözgü ipliğinin olması gerekmektedir.İşte biz bu 5000 adet çözgü tel sayısını nasıl elde ederiz ?
C.47.On ( 10 ) adet ve her bir levende 500 çözgüden oluşan levendler hazırlanır. Bu on ( 10 ) adet leventten gelen iplikler birleştirilerek tek bir levende aktarılır, sarılır. Böylelikle 5000 adetten oluşan çözgümüz elde edilmiş olur.
S.48.Haşıllama işlemi yapılacaksa toplam çözgü tel sayını nasıl elde edilir?
C.48.Haşıllama yapılacak ise leventler doğrudan haşıl makinesine yüklenerek haşıllama işlemi sırasında birleştirilir.
S.49.Seri çözgü çözme makinesi ( seri çözgü makinesi ) genellikle hangi çözgüler için kullanılır?
C.49.Bu çözgü sarma sistemi genellikle haşıllanacak çözgüler için kullanılır.
S.50.Seri çözgü makinesi ( Paralel çözgü makinesi ) Kaç kısımdan oluşur, isimleri nelerdir?
C.50. A-Cağlık B-Toplama Tarağı C-Levende Alma Kısmı
S.51. Seri çözgü makinesinde cağlığı anlatınız?
C.51.Seri çözgü makinesinde bobinlerin üzerine istenilen sayı kadar dizildiği bölümdür. Cağlık üzerindeki tertibatla çözgü ipliklerinin eşit gerginlikte bobinlerden sağılmasını sağlar. Seri çözgü makinesinde genellikle V cağlık kullanılır. Çağlık kısmı; bobinlerin takıldığı, ipliğin sağıldığı kısımdır. Bu bölümde yerleştirilecek olan maksimum bobin sayısı çağlığın kapasitesi kadardır.
S.52. Seri çözgü makinesinde İğleri anlatınız?
C.52.Cağlıkta bobinlerin üzerine dizildiği cağlığın en önemli parçalarındandır. Bobinlerin üzerinden ipliklerin düzgün bir şekilde sağılması için bobinleri sabit tutmaya yarar.
S.53. Seri çözgü makinesinde gerilim tertibatını anlatınız?
C.53.Cağlığa dizili olan bobinlerin üzerindeki ipliklerin istenen gerilimde çözülmesini sağlar. Her bobinden alınan iplik uçları frenlerden geçirilir.
S.54. Seri çözgü makinesinde gerilim tertibatını anlatınız?
C.54.Cağlıkta iplik çalışır durumda iken kancaya takılı durumda olup iplik kopuşlarında kanca düşerek makineyi otomatik olarak durdurur.
S.55. Seri çözgü makinesinde iplik kesme bıçağını anlatınız?
C.55.Bobinlerin üzerindeki iplik bittiği zaman çözgü ipliklerinin kesilmesini iplik kesme bıçağı sağlar. Bıçak cağlığın başından sonuna doğru çekilerek çözgü ipliklerinin toplu hâlde kesilmesini sağlar.
S.56. Seri çözgü makinesinde Levende sarma kısmını anlatınız?
C.56.Cağlıktan bobinler üzerinden gelen iplikleri paralel ve eşit gerginlikte levent üzerine sarılmasını sağlayan kısımdır. Taraktan gelen çözgü iplikleri sevk silindirinden geçerek küçük gruplar hâlinde düğümlenerek levent üzerine takılır. Levendin dönmesiyle çözgü sarılır. Baskı silindiri, levent üzerine sarılan çözgü ipliklerinin sıkıştırmasını ve levendin dönüş hızını ayarlar. Böylece çözgünün düzgün sarılması sağlanır
S.57.Çözgü İplikleri kumaşın enine mi yoksa boyuna mı olan iplikleridir?
C.57. Çözgü iplikleri kumaşın boyuna olan iplikleridir
S.58.Çözgü hazırlama ne demektir?
C.58. İpliklerinin dokunacak kumaşın özelliklere göre ( çözgü tel sayısı, çözgü renk raporu, çözgü uzunluğu) birbirine paralel ve aynı gerginlikte uygun bir şekilde dokuma levendi üzerinde sarılması işlemine çözgü hazırlama denir.
S.59.Çözgü ipliklerine haşıllama işlemi neden dolayı yapılır?
C.59. Çözgü ipliklerinin sürtünme ve gerilim kuvvetlerine dokuma işlemi sırasında mukavemet kazandırmak amacı ile yapılan haşıl işlemi, iplik yüzeyinin haşıl adı verilen madde ile kaplanarak sürtünmeyi en aza indirmeyi sağlayarak olabilecek ipliğin fiziksel ve yapısal olarak etkilenmemesine dayanan dokuma hazırlık işlemidir.
S.60.Çözgü ipliklerine haşıl yapmak ( Haşıllama ) ne demektir?
C.60.Çözgü ipliklerine dokumadaki darbeli ve gerilimli çalışmaya dayanabilecek şekilde mukavemet kazandırmak, dokumadaki çalışma sırasındaki yan yana hareket eden ipliklerin birbirlerine dolaşmamaları için dokumada çalışma kolaylığını sağlama açısından düzgün bir çözgü iplik gövdesi elde etmeye haşıllama denir. Çözgü ipliklerinin yapıştırıcı özelliği bulunan viskoz sıvı içerisinden geçirilerek fiziksel ve kimyasal özelliklerini iyileştirmek veya korumak amacıyla koruyucu bir polimerik film ile kaplanması işlemidir.
S.61.Çözgü ipliklerinin dokumada mukavemetini arttırmak için haşıllama yapılır. Bu özelliği sağlayan sıvıya ne isim verilir?
C.61.Haşıl ismi verilir.
S.62.Çözgü ipliklerine haşıllama işlemi ne zaman yapılır?
C.62.Haşıllama işlemi çözgü hazırlama işleminden sonra, haşıl makinelerinde yapılır. Seri çözgü makinelerinde hazırlanmış çözgü leventlerine haşıl makinelerinde aynı anda haşıl ve birleştirme işlemi yapılır.
S.63.Haşıllama işlemi çözgü ipliğinin kimyasal özelliklerine ne faydası vardır?
C.63.Haşıllama işlemi çözgü ipliklerin kimyasal özelliklerinin korunmasına yardımcı olur. İpliklerin üzerindeki elyaf uçlarının iplik üzerinde kalmasına sebep olarak lif döküntülerini de azaltır.
S.64.Çözgü ipliklerinin haşıllanmasının amaçları nelerdir, maddeler halinde yazınız?
C.64.
A-Çözgü ipliğine mukavemet kazandırmak.
B-Çözgü ipliğine elastikiyet kazandırmak.
C-Çözgü ipliğine kayganlık kazandırmak.
D-Statik elektriklenmeyi önlemek.
E-Çözgü ipliğinin yüzeyindeki lifleri iplik gövdesine yapıştırmak.
F-Çözgü ipliğinde düzgün ve esnek bir film tabakası oluşturmak.
G-Çözgü ipliği cinsine göre gereken nemi ipliğe kazandırmak
H-okuma sırasında ipliklerin birbirlerine sürtünerek pamuklaşmasını önlemek
I-Çözgü ipliklerini dokuma levendine optimum ve eşit gerginlikte sarmak.
İ-Dokuma makinesinin randımanını ve kumaş kalitesini artırmak için çözgü ipliğinin özelliklerini iyileştirmek.
J-Haşıllamanın esas amacı dokuma işleminin yapılması sırasında çözgü kopuşlarını ortadan kaldırmak veya en aza indirmektir.
K-İmal edilecek kumaşın cinsine göre çözgü makinesinde çözgüsü yapılan çözgü leventlerinin birleştirilerek tek bir levent hâline getirmek.
S.65.Haşıl flottesini hazırlamak için gerekli olan maddeler genel olarak kaç sınıfta toplanır ve isimleri nelerdir?
C.65.
A-Yapıştırıcı maddeler
B-Yumuşatıcı
D-Yağlayıcı maddeler, özel nedenlerle haşıla ilave edilen (yardımcı maddeler) maddelerdir.
S.66.Haşıllama işleminde ilk temel madde nedir?
C.66.Haşıllama işlemi için kullanılacak ilk temel madde normal sudur. Haşıl flottesi hazırlanırken haşıl reçetesine uygun olarak haşıl kazanına öncelikle su ilave edilir.
S.67.Haşılda yapıştırıcı maddelerinin görevi nedir?
C.67.Yapıştırıcı maddeler: Haşılda kullanıldığı miktar ve işlevleri bakımından büyük öneme sahiptir. Bu maddeler elyaf uçlarının birbirine tutunmasını sağlayarak iplik mukavemetinin artmasını sağlar.
S.68.Haşıllama işleminde kullanılan yapıştırıcı maddeler nelerdir?
C.68.
A-Tabii nişastalar
B-Motifiyle (suda çözünür) nişastalar-Zamklar
S.69. Haşıllama işleminde kullanılan Tabii nişastalar nelerdir?
C.69.Tabii nişastalar: Haşılda kullanılan en önemli maddedir. Buğday, patates, mısır nişaştası, pirinç nişastası gibi gruplara ayrılırlar.
S.70. Haşıllama işleminde kullanılan zamklar nelerdir?
C.70.Zamklar: Yapıştırıcı gücü fazla olan bu maddeler kısa elyaf kullanıldığında haşıl karışımına ilave edilir. Haşıl gidermede nişasta molekülerini kapladığından zorluk çıkarırlar. Bu yüzden az kullanılmaları uygundur.
S.71.Temel haşıl maddesi ne demektir?
C.71.Temel haşıl maddeleri, makro molekülü film oluşturabilen ve liflere belirli yapıda, tutunma yeteneğine sahip olan doğal veya yapay maddelerdir.
S.72.Haşıllama işleminde yumuşatıcı ve yağlayıcı maddelerin görevi nedir?
C.72.Yumuşatıcı ve yağlayıcı maddeler: Çözgü ipliklerine kayganlık vererek tezgâhtaki sürtünmeleri azaltır.
S.73. Haşıllama işleminde yumuşatıcı ve yağlayıcı maddeler nelerdir, maddeler halinde yazarak açıklayınız?
C.73.
A-Donyağı: Hayvansal yağardan elde edilir. Hem yağlayıcı hem de yumuşatıcı etki gösterir.
B-Sabun: Yumuşatıcı olarak kullanılır. İpliklerin sürtünmesini azaltır.
C-Zeytinyağı: Yağlayıcı ve yumuşatıcı özelliği vardır.
D-Parafin mumu: İpliğe kayganlık kazandırır.
S.74. Haşıllama işleminde, Özel nedenlerle haşla ilave edilen maddeler nelerdir, yazarak açıklayınız?
C.74.
A-Köpük gidericiler: Haşıl karışımında oluşabilecek köpüklenmeyi önlemek amacıyla kullanılırlar. Asetik asit, kalsiyum, çinko klorür ve benzeri kimyasal maddelerdir.
B-Bozulmayı önleyici maddeler: Bu maddeler haşılı ve haşıllanmış çözgülerin küllenmesini ve bozulmasını önler.
C-Su absorblayıcılar: Bu maddeler suyu emip haşılı tamamen kurumasını önler. Çinko klorür, kalsiyum klorür gibi tuzlardır.
D-Haşıl maddelerinin erimesini ve karışmasını çabuklaştıran maddeler: Bunlar sirke asidi, sülfürik asit, sodyum hidroksit, sodyum karbonat gibi maddelerdir.
S.75. Haşıllama işleminde, yardımcı haşıl maddeleri arasında en fazla kullanılan vakslardır. Bu vaksların Çözgü ipliklerine sağladıkları faydalar nelerdir, açıklayınız?
C.75.Vakslar kurutuculardan çıkan haşıllı ipliğin statik elektriklenmesinin önlemesi için uygulanan maddelerdir. Vakslama işlemi sonucu ayrıca ipliklerin kayganlık özelliklerinin artması sağlanır. Vakslama sonucunda ipliklerde lamel arkasında boncuklanma, tarak arkasında pamuklanma ve temiz ağızlık açılmaması gibi istenmeyen durumlar engellenir. Haşıl dokuma işlemi bittikten sonra kolayca sökülebilir özellikte olmalıdır, aksi takdirde bir sonraki terbiye işlemlerinde problem oluşturabilir.
S.76.Haşıl karışımında bulunması gereken özellikleri, maddeler halinde yazınız?
C.76.
A-Yapışkanlık
B-Elastikiyet
C-Kayganlık
D-Nem alma
E- Bozulmaya ve ekşimeye karşı dayanıklılık
S.77. Haşıl karışımında bulunması gereken yapışkanlık özelliğini açıklayınız?
C.77.Yapışkanlık: Haşıl karışımından beklenen en önemli etken yapışkan olmasıdır. Genellikle bu etkiyi nişasta sağlar. Çok kuvvetli haşıl yapılması gerektiğinde haşılı içerisine bir miktar tutkal ilave edilir.
S.78. Haşıl karışımında bulunması gereken elastikiyet özelliğini açıklayınız?
C.78.Elastikiyet: Haşıl karışımı içerisinden geçirilen çözgü iplikleri kurutulur. Haşıllanmış çözgü ipliklerinin dokuma leventlerine sarılması esnasında çözgü ipliği üzerindeki kuru haşıl tabakasının dökülmemesi için haşıl karışımına esneklik kazandıracak, kırılganlığı önleyecek maddeler eklenir.
S.79. Haşıl karışımında bulunması gereken kayganlık özelliğini açıklayınız?
C.79.Kayganlık: Haşılı ipliklerle çalışma esnasında sürtünme kuvvetlerine karşı kayganlık kazandırmak için haşıl karışımına bir miktar sabun, parafin vb. maddeler eklenir. Sabun ayrıca kumaş dokunduktan sonra da üzerindeki haşılı sökmek için yıkama işlemlerini kolaylaştırır.
S.80. Haşıl karışımında bulunması gereken nem alma özelliğini açıklayınız?
C.80.Nem alma: Tekstil ham maddeleri ile çalışma randımanının artması için belirli bir rutubetin olması zorunludur. Rutubet ipliğin esnekliğini ve mukavemetini artırır. Haşıllanmış ipliklerin üzerindeki film tabakası ortamdaki nemin ipliğe nüfuz etmesini engeller. Bunun için haşıl karışımı içine bazı kimyasallar eklenerek çözgü ipliklerinin çalışılan ortamdaki nemden faydalanması sağlanır. Gliserin, kavrulmuş tuz, magnezyum klorür gibi maddeler bu amaç için kullanılır. Genelde nem alma için kullanılan madde gliserindir. Çünkü gliserin ipliklere aynı zamanda yumuşaklık ve esneklik kazandırır.
S.81. Haşıl karışımında bulunması gereken bozulmaya ve ekşimeye karşı dayanıklılık özelliğini açıklayınız?
C.81.Bozulmaya ve ekşimeye karşı dayanıklılık: Haşıl karışımından dolayı çabuk bozulabilmektedir. Haşılı uzun süre bozulmadan korumak amacıyla haşıl içerisine genellikle çinko klorür, formelin ve fenol gibi maddeler karıştırılmaktadır.
S.82.Haşıl reçetesinin hazırlanmasında önemli hususlar nelerdir?
C.82.
A-İplik ham maddesi (pamuk, polyester, reyon, yün veya karışımları)
B-İplik tüylülüğü
C-İplik yapısı (ring, open- end vb.)
D-Kullanılan su tipi (taze veya geri kazanılmış)
E-Dokuma makinesi tipi ve hızı
F-İlave maddelerin % oranı
G-Çözgü ipliğinin yoğunluğu
H-Haşıl sökme işlemleri
I-Haşılın geri kazanımı ve enzim kullanımı
İ-Haşıl makinesinin tasarımı ve tekne sayısı
J-Çevre ile ilgili sınırlamalar
K-Çözgü ve atkı ipliğinin numarası
L-Çözgü ipliğinin durumu (ham, boyanmış, yaş, kuru vb.)
M-Çözgü ve atkı sıklığı N-Dokuma makinesinin cinsi ve hızı gibi parametreler göz önüne alınarak hazırlanır.
İplik Üretim Teknolojisi Soruları 2
S.81.Bobinleme ne demektir?
C.81.İpliklerin düzgün bir gerilim altında, bobin patronuna sarılarak daha sonraki işlemler için uygun hâle getirilmesine bobinleme denir.
S.82.Bobin makinesi ne demektir?
C.82. İpliklerin düzgün bir gerilim altında, bobin patronuna sarılarak daha sonraki işlemler için uygun hâle getiren makineye Bobin Makinesi denir.
S.83.Kops ağırlığı ne kadardır?
C.83. 100 ile 150 gramdır.
S.84.Bobin üzerine iplik sarım şekli nedir?
C.84.Bobin üzerine iplik çapraz sarılır.
S.85.Bobin üzerine sarılan iplik kaç kg.dır?
C.85. 2,5-3 kg.dır.
S.86. Bobin Makinesinin Görevleri nelerdir?
C.86.
a) Ring iplik makinesinde kops hâlinde sarılmış olarak alınan iplikleri kopstan daha fazla uzunlukta bobinler hâlinde sarmak
b) Dokuma ve örme hatalarına ve makinelerde kopuşlara neden olabilecek iplik Düzgünsüzlüklerini (neps, balık, düğüm, kalınlık ve incelik vb.) gidermek
c) Bobin olarak boyama işlemi görecek iplikler için boyanın ipliğe kolayca yayılmasını sağlayacak delikli boya bobinlerine sarmak.
d) Ring iplik makinesinde büküm kısa bir mesafede verildiği için büküm dağılımı düzgün değildir. İpliği, kopstan bobin hâline geçirirken büküm dağılımını düzgünleştirmek
S.87. Bobin Makineleri kaş çeşittir ve nelerdir?
C.87. İki çeşittir. 1-Tam otomatik. 2-yarı otomatik.
S.88. Bobin makinesinde ipliği parafinlemenin amacı nedir?
C.88.Özellikle trikotajda kullanılacak az bükümlü ipliklerin örme makinesi makine parçalarından geçerken iplik kayganlığının arttırılması için ipliğin yüzeyi, bobinleme sırasında parafinlenir. Bu işlem için bobin makinesine bir aparat ilave edilmiştir. İplik kopstan çıkıp diğer bobin elemanlarından geçtikten sonra parafin kabinine girerek parafine temas eder. Parafinin sertliği, parafin aparatının baskı gücü, ortam ısısına göre değişen oranda parafin iplik üzerinde kalır.
S.89.Tam otomatik bobin makinesi ile yarı otomatik bobin makinesinin arasındaki farlar nelerdir?
C.89. Yarı otomatik bobin makinesinin çalışma prensibi, tam otomatik bobin makinesi ile kops besleme ve bobin değişimi haricinde aynıdır.Yarı otomatik bobin makinesine kopslar, kova arabaları ile getirilip magazinlere iplik uçları ayrılarak işçiler tarafından beslenir. Boş masuraların takılması ve dolu bobinlerin çıkarılması da işçiler tarafından yapılmaktadır.
S.90.İpliğin bobinlenmesi ile giderilen hatalar nelerdir ?
C.90.
1-iplikte ince-kalın yer: İplikteki kalın yerler az bükülmüş yerlerdir. Kalın yerler ipliğin mukavemetini düşürerek dokumada kopuşlara neden olmaktadır. İnce yerler ise iplikte elyafın az olduğu yerlerdir. Kopuşlara ve kumaşta hatalara neden olmaktadır.
2- İplikte düğüm: İplik üzerindeki düğümler değişik büyüklüklerde olabilir. Düğüm bulunan çözgü iplikleri lamellerden geçmez, kopar. Örmecilikte ise iğne kırılmalarına neden olur.
3-Ekleme hataları: İplik makinesinde kopuş sırasında eğrilmemiş kısımdan alınan uç, iplik sevk silindirinin altına diğer uçla beraber yerleştirilip sevk edildiği için ekleme hataları oluşur.
4-İpliğe sarımı uçuntular: iplikhanedeki uçuntuların ipliğe sarılması ile oluşan hatalardır.
5-Bitkisel ve hayvansal atıklar: Bitkisel ve hayvansal atılar balyadan ipliğe kadar ulaşabilen kalıntılardır. Dokuma sırasında hatalara neden olur.
6-Çift iplik hatası: İplik makinesinde son çekim silindirinden çıkan iki ipliğin bir iğde bükülüp sarılması ile oluşur. Özellikle belirgin düzeyde yüzey hataları oluşturur.
S.91. Büküm yapmanın amacı nedir?
C.91.Büküm; ipliklerin mukavemetlerinin artırılması (düz büküm) veya değişik karakterler kazandırılması (fantezi büküm) için yapılır.
S.92.Büküm makinesinin nedir?
C.92.Genel olarak büküm işleminin yapıldığı makinelere büküm makineleri denir.
S.93.Ring katlama ve büküm makinesin görevleri nelerdir?
C.93.
a-İpliğin dayanıklılığını arttırmak, b-Daha kalın iplik elde etmek. c-Değişik özellikte iplik elde etmek. d-Karışık renkli (fantezi vb.)iplik elde etmek.
e-İpliği meydana getiren lifleri bir arada tutmak. f-İpliğin tüylenmesini önlemek. g-Daha dayanıklı ve sağlam iplik elde etmek. h-Dokumaya hazır iplik elde etmek.
S.94.Volkman büküm makinesinin görevleri nelerdir?
C.94.
1-İpliğin her devrinde ipliğe iki büküm vermek
2- Farklı bobinlerden gelen iplikleri bükerek mukavemet kazandırmak
3- Bükülen iplikleri sabit gerginlikte ve uzun metrajlı bobin biçiminde sarmaktır.
İpliklerin önceden katlanması, bu makinede verimi artırır.
S.95.Katlama makinesinin görevleri nelerdir?
C.95.
1-Bükülmesi gereken tek kat iplikleri aynı gerginlikte bir bobin üzerine katlayarak büküm makinesine hazırlamak
2-Katlamadan önce iplikler temizlenmemiş ise süzme tertibatından geçirerek hatalı kısımları temizlemek
3-Bobin biçiminde ve uzun metrajlı sararak sonraki tüm işlemlerde çalışma kolaylığı sağlamaktır.
S.96.Katlı büküm makineleri ile katlama makineleri arasındaki fark nedir?
C.96.Katlı büküm makineleri ile katlama makineleri arasındaki fark; katlı büküm makinelerinde büküm tertibatlarının bulunması ve ipliğe katlama işlemine ek olarak büküm de verilmesidir.
S.97.Aşağıda görülen iplikler bir tekstil malzemesinin üzerine belirli bir tekniğe göre sarılmışlardır. Bunların isimlerini yazınız?
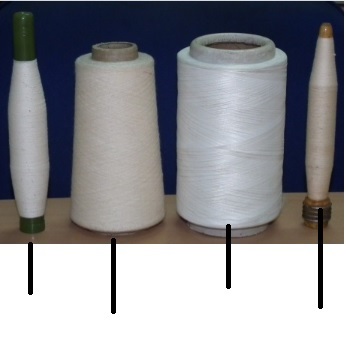
C.97.

İplik Üretim Teknolojisi Soruları
S.1.İplikçilikte Harman ne demektir?
C.1. Farklı cins ve özellikteki ham maddeyi ( elyaf ) bir araya getirerek homojen bir şekilde karıştırma işlemine harman denir?
S.2.Harmanlama işleminin amaçları nedir?
C.2.Harmanlama işleminin amaçları :
1-Farklı tip ve kalitedeki elyafları karıştırmak
2-Farlı ham madde türlerini karıştırmak
3-Büyük elyaf kütlelerini ince tutamlar hâlinde açmak
4-Elyaf içinde bulunan yabancı maddeleri temizlemek
S.3. Harman (karışım) işleminin faydaları nelerdir?
C.3.Harman (karışım) işleminin faydaları:
1-Ürüne gerekli olan ve ondan beklenen özellikleri sağlamada yardımcı olmaktadır. Örnek: Bakım kolaylığı sağlamak amacıyla yapay ve doğal liflerin karışımı
2-Ham maddenin sahip olduğu özelliklerin varyasyonunu dengeler.
3-Ham madde maliyetinin azalmasına yardımcı olur.
4-Üretim prosesi boyunca randımanı iyileştirmede avantaj sağlar. Örneğin; kısa stapelli materyalin işlenmesi sırasında harmana katılan uzun stapelli lifler, taşıyıcı görevi yaparak randıman ve kalitenin yükselmesini sağlar.
S.4. Pamuk ve yün iplikçiliğinde yapılan harmanlama ve harman makineleri hangi sebeplerden farklıdır?
C.4. Pamuk ve yün iplikçiliğinde yapılan harmanlama ve harman makineleri birbirinden farklılıklar gösterir. Çünkü elyafların fiziksel ve kimyasal özellikleri genel özelliklerinin yanında birbirine özgü özellikleri de vardır. Ayrıca bünyelerinde bulundurdukları kimyasal maddeler de birbirinden farklıdır.
S.5. Pamuk iplikçiliği harman hallaç dairesi ve makineleri kaç grupta incelenir, maddeler halinde yazınız?
C.5.Pamuk iplikçiliği harman hallaç dairesi ve makineleri üç grupta incelenebilir:
1-Harman reçetesine göre balyaların harmana yerleştirilmesi
2-Balyaların açılmasında kullanılan makineler
3-Açma ve temizleme makineleri
S.6. Harman reçetesine göre balyaların harmana yerleştirilmesi nasıl yapılır, anlatınız?
C.6.Yapılacak ipliğin özelliklerine bağlı olarak önceden hazırlanan harman reçetesine göre balyalar, harman makinesinin etrafına yerleştirilir. Harman-hallaç dairesine alınan balyaların etrafındaki çemberler kesilip kanaviçesi çıkarılır.
S.7.Balya hâlindeki pamukların işletme şartları ( sıcaklık,Rutubet,süre ) nasıldır ?
C.7.Klima: 20 – 24 ºC sıcaklıkta Rutubet : %50-65 Süre :24–48 saat
S.8. Balya hâlindeki pamukların işletme şartlarının sağlanmasının amacı nedir?
C.8.Balyalama sırasında presten dolayı sıkışan pamuk kütlelerinin açılıp kabarması ve istenilen klima şartlarına sahip olmasıdır.
S.9. Balya hâlindeki pamukların işletme şartlarının sağlanmasından sonra hangi işlemler yapılır?
C.9.Balyaların istenilen özellikleri kazanmasından sonra balya açma makinesiyle açma, temizleme işlemleri yapılır.
S.10.Yün lifinin hangi özellikleri dikkate alınarak elde edilecek iplik özelliklerini göre harmanlanır?
C.10.Yün lifi incelik, uzunluk, renk, fiyat, kirlilik gibi faktörler göz önüne alınarak elde edilecek iplik özelliklerine göre harmanlanır.
S.11. Kamgarn iplikçiliğinde harman hangi kademelerde olur?
C.11. 1-Yıkamadan önce
2-Temiz yapak hâlinde taraktan önce
3-Tarak ve çekme bandı hâlinde tarama işleminden önce
4-Tops hâlinde
5-Fitil hâlinde
S.12.Yünü yağlamanın amaçları nelerdir?
C.12, 1-Açma, taraklama, çekme, tarama ve eğirme işlemleri sırasında lifin esnekliğini artırarak kırılmasını önlemek.
2-Tozlanmayı ve uçuntuları azaltmak.
3-Döküntüyü önlemek.
4-Lifler arası sürtünmeyi azaltmak; çekme, ovalama ve eğirme işlemleri sırasında liflerin birbiri üzerinde kolayca ama kontrollü olarak kaymasını sağlamak.
5-Yüne kayganlık kazandırarak daha ince iplik eğrilmesini sağlamak.
6-Statik elektriklenmeyi önlemek.
S.13.Hallaç makinesinin görevleri nelerdir?
C.13.1-Yün lifini olabildiğince açmak, birbirinden ayırmak ve hacim kazandırmak
2-Açılan lif içinde bulunan yabancı maddeleri temizlemek
3-Liflerin homojen bir şekilde karışmasını sağlamak
4-Elyafı makineden çıkışta yağlamak
S.14. Ştrayhgarn iplikçiliğinde harmanlamayı anlatınız?
C.14.Ştrayhgarn iplikçiliğinde harmanlama: Ştrayhgarn iplik üretiminde harmanlama genellikle taraklamadan önce yapılır. Kullanılan elyafın özelliğine göre yıkamadan önce ve temiz yapak hâlinde de harmanlama yapılabilir. Ştrayhgarn iplikçiliğinde farklı özellikte ve çok çeşitli ham maddeler kullanıldığı için harman çok önemlidir. Yapılacak ipliğin kalitesine göre harmanda kısa ve kaba yünler ile kamgarn iplikçiliğindeki döküntüler ve çok çeşitli yeni, eski kumaş, triko parçalarından elde edilen yünler kullanılabilir.
S.15. Çeşitli elyaf guruplarını alıp makinelerde istenilen numara ve kalitede iplik yapma bilgi ve becerisine sahip nitelikli kişiye ne denir?
A) Dokumacı B) Boyacı C) İplikçi D) Örmeci
S.16. Aşağıdakilerden hangisi, iplikçilerin görevleri arasındadır?
A) Yıkama işlemini yapmak B) Kurutma işlemini yapmak C) Elyafı boyama işlemini yapmak D) Elyafı harmanlamak
S.17. Aşağıdakilerden hangisi, iplik dairesinde yapılan işlemdir?
A) Elyafı taramak B) Elyafı yıkamak C) Elyafı kurutmak D) Elyafı boyamak
S.18. İplikçi olarak çalışmak isteyen bir kişide aranan özellikler nelerdir?
A) Ruhen sağlıksız olmak B) Gözlerini ve ellerini eş güdümlü kullanabilmek C) El becerisinin az olması D) Boya yapabilmesi
S.19. Aşağıdakilerden hangisi, doğal veya sentetik liflerin bir dizi işlem sonrasında birbirlerine paralel bir şekilde bükümlü veya bükümsüz olarak bir araya getirilmiş ve bu sayede mukavemet kazandırılmış hâli olarak tanımlanabilir?
A) İplik B) Kumaş C) Elyaf D) Lif
S.20. Aşağıdakilerden hangisi, kullanılan ham maddeye göre iplikçiliğin sınıflandırmasını gösterir?
A) Pamuk iplikçiliği - Penye iplikçiliği - Suni ve sentetik iplikçilik B) Kamgarn iplikçiliği - Yün iplikçiliği - Suni ve sentetik iplikçilik C) Pamuk iplikçiliği - Yün iplikçiliği - ştrayhgarn iplikçiliği D) Pamuk iplikçiliği - Yün iplikçiliği - Suni ve sentetik iplikçilik
S.21. Bitkisel bir tekstil ürününün işletmelerde kabartılıp açılması, yabancı maddelerden (toz, toprak, kabuk, çiğit vb.) büyük ölçüde arındırılıp taranarak şerit hâline gelmesi ve istenilen inceliğe kadar çekildikten sonra arzulanan büküm verilerek iplik hâline dönüştürülmesine ne denir?
A) Yün iplikçiliği B) Pamuk iplikçiliği C) İpek iplikçiliği D) Sentetik iplikçilik
S.22. Hayvansal bir tekstil ürünü olan yünün işletmelerde kabartılıp açılması, yabancı maddelerden (toz, çöp, pıtrak vb.) büyük ölçüde arındırılıp taranarak şerit hâline gelmesi ve istenilen inceliğe kadar çekildikten sonra arzulanan büküm verilerek iplik hâline dönüştürülmesine ne denir?
A) Yün iplikçiliği B) Pamuk iplikçiliği C) Keten iplikçiliği D) Sentetik iplikçilik
S.23. İpliğin tüm uzunluğu boyunca bulunan bir veya birden fazla kesiksiz liften oluşturan iplikçiliğe ne denir?
A) Yün iplikçiliği B) Pamuk iplikçiliği C) Keten iplikçiliği D) Filament iplikçiliği
S.24. Farklı cins ve özellikteki ham maddeyi bir araya getirerek homojen bir şekilde karıştırma işlemine ne denir?
A) Kumaş B) Bobin C) Harman D) Boyama
S.25.Harman ne demektir?
C.25. Farklı cins ve özellikteki ham maddeyi bir araya getirerek homojen bir şekilde karıştırma işlemine harman denir.
S.26.Pamuk harmanı yapan makinin adı nedir?
C.26.Harman makinesi
S.27. Yün harmanı yapan makinin adı nedir?
C.27.Hallaç makinesi
S.28. Pamuk iplikçiliği harman hallaç dairesi ve makineleri üç grupta incelenir ve nelerdir ?
C.28.A-Harman reçetesine göre balyaların harmana yerleştirilmesi
B-Balyaların açılmasında kullanılan makineler
C-Açma ve temizleme makineleri
S.29. Unifloc makinesinin görevi nedir?
C.29. Modern harman-hallaç dairelerinde balyalı pamuğun beslendiği ilk makinedir. Günümüz iplik işletmelerinde balya açma makinelerinin yerini bu makineler almaktadır. Balya yolma otomatı belirli sayıda balyadan elyafı küçük tutamlar hâlinde yolarak üniform (homojen) bir karışım sağlayan makinedir.
S.30. Balyaların açılmasında kullanılan makinelerin görevi nedir?
C.30.Değişik veya aynı kökenli balyaların makineler vasıtasıyla açılması ve karıştırılması işlemidir. Amaç, lif grupları arasındaki farklılıkları gidermektir.
S.31.Açma ve temizleme makineleri nelerdir?
C.31. A-Mono (tek) silindirli açıcı
B- ERM açıcı makinesi
S.32. Açma (dövme)-temizleme ve yoğunlaştırma ne demektir?
C.32.Tutamlar hâlindeki pamuk gruplarının mekanik yöntemlerle açılması ve içindeki yabancı maddelerin ayrıştırılması işlemidir. Bu işlem sonunda bir vatka formu oluşturulur ya da bu forma benzer bir yapı lif gruplarına kazandırılır (Örneğin; topak besleme sonunda yoğunlaştırma). Pamuk elyafının içinde yetiştirildiği ortamdan dolayı toz, çöp ve çekirdek kabukları gibi maddeleri üzerinde bulundurabilir. Bunların temizlenmesi açma ve temizleme makinelerinde gerçekleşir.
S.33. Mono (tek) silindirli açıcı görevi nedir?
C.33. Mono silindir açıcı otomatik balya açıcıdan (blendomat, unifloc) hemen sonra kullanılan etkin bir temizleme ve toz ayırma makinesidir.
S.34. ERM açıcı makinesinin görevi nedir?
C.34. ERM açıcı (uniflex-rieter), doğal elyaf için kullanılan bir ince temizleyicidir
S.35. Unimix harman makinesini anlatınız?
C.35.Materyal, eş zamanlı ve uniform biçimde sekiz adet siloya beslenir. Taşıyıcı havadaki toz, sistematik olarak elyaftan ayrılır ve filtre ünitesine sevk edilir. Bu entegre toz alma metodu çok etkindir ve iplik makinelerinde iplik kopuşlarının azalmasını sağlar.Bu makine; depolama, orta ve çıkış kısmı olarak üç kısımdan oluşmuştur. Lif tutamları, besleme kanalından pnömatik olarak makineye, sekiz adet karışım odasına beslenir. Bir taşıyıcı bant üzerinde besleme odası sayısı kadar karışım sağlanır ve iğneli hasıra beslenir. İğneli hasır üzerindeki fazla materyal karışım, silindir tarafından karışım haznesine dökülür ve harman etkisi artırılır. Karışım haznesi bir optik yoklayıcı tarafından kontrol edilir ve doluluk oranı ayarlanır. Hasır üzerinde kalan elyaf tutamları, alıcı silindir tarafından alınır ve pnömatik taşıyıcı sistem ile bir sonraki makineye sevk edilir.Harman makinelerinde ardı ardına bağlanarak elyafın daha iyi karıştırılması sağlanır.
S.36. İnce temizleme (cleanomat) makinesini anlatınız?
C.36.Cleanomat sisteminin bir temizleyicisinin çoklu karıştırıcı tarafından beslenmesi çok olumlu sonuçlar vermektedir. Çoklu karıştırıcı, temizleyiciye ideal ve homojen vatka sağlamaktadır. Ham maddeye tam olarak uyum sağlayabilmek amacıyla bu sistem içinde 1-4 arasında açma ve temizleme silindiri mevcuttur. Cleanomat serisinde birinci silindirin altında 2 adet sıyırıcı bıçak, birinci bıçaktan sonra sabit tarama plakası ve her silindirin altında da 1 adet sıyırıcı bıçak, bir emiş başlığı ve bunun önünde yer alan bir rehber kanat vardır. Izgaralı sistemde pamuktan ayrılan çepellerin ızgaranın köşesinden tekrar içeri emildiği bilinmektedir. Doğrudan emiş sisteminde bu hata tamamen düzeltilmiştir. Pamuktan ayrılan telef ve toz, emiş havası tarafından anında emilip sistemden uzaklaştırılmaktadır. Rehber kanadın yönü bıçak yönüne karşı istenildiği gibi ayarlanabilmektedir. Bu şekilde çıkan telefin miktarı tespit edilebilmektedir. Bu silindirlerin ve dolayısıyla garnitürlerin seçimi ve konumlandırılması kullanılan pamuğun kalitesine bağlı olmakla beraber açma prensibinin temel kuralı gereği ham madde akış yönüne göre kaba garnitürlü silindirler önce, hassas garnitürlü silindirler sonra yer alır.
S.37. Toz emme makinesi (dustex) makinesini anlatınız?
C.37.Pamuk çok iyi açılmışsa içindeki tozlar uzaklaştırılır. Bu yüzden dustex; hassas açıcıdan sonra, taraktan önce kullanılmalıdır. Dustex, vantilatörle beslenip vantilatörle emilir. OE iplikhanelerinde dustexin özel bir önemi vardır. Rotor oyuklarında toplanarak iplik kopuşlarına ve kalın yer şeklinde görülen iplik hatalarına sebep olan mikro tozlar, bu makinede emilebilmektedir. Pamuktaki kaba ve ince tozlar, pamuk ancak çok iyi açıldıktan sonra uzaklaştırılabilir. Bu yüzden toz emme makinesi, temizleme hattında ince açıcıdan sonra, yani tarak makinesinden hemen önce kullanılır. Elyaflar kanallar içinden geçerken veya çalışma esnasında hava emişiyle elyaf elementleri içinde bulunan toz, emilerek uzaklaştırılır. Buradan çıkan elyaf, tarağa gelmeden önce metal ayırıcılardan geçer. Malzeme bir metal dedektörün önünden geçer. Önceki proseslerde içinde metal kalan elyaf, başka bir hazneye düşürülür. Elyaftaki metallerin ayrılması, özellikle tarakta yangın ihtimalini ve tellerin zarar görmesini engeller.
S.38. Topak besleme makinesini anlatınız?
C.38.İnce temizleme makinesinde temizlenip açılmış lifler, hava kanalından tarak makinesine entegre edilen sürekli elyaf besleyici makinesine ulaşır. Elyaf besleme makinesinin görevi, tarak makinesine sabit miktarda lif beslemesi yapmaktır. Yeni makine sistemlerinde lif besleme makinesinin tarak makinesine entegre edilmesi ile besleme masasının çıkış silindir tertibatı ve tarak makinesinin besleme silindiri ile aynı işlevi görür. Taşıma kanallarından gelen lifler, rezerve olarak kullanılan üst hazneye doldurulmakta; daha sonra liflerin arasında bulunan hava, dar rezerve kanalın içinde bulunan ızgaralar yardımıyla emilmekte; lifler yoğunlaşarak besleme silindirine doğru ilerlemektedir. Besleme silindiri, besleme masasındaki yaylı elemanlar vasıtası ile materyali sıkıştırmakta ve belli kalınlıkta bir lif katmanı hâline getirmektedir. Hemen arkasından tabaka hâlindeki materyal, açıcı silindire ulaştırılarak açma işlemi başlatılmaktadır. Açılmış lifler ikinci silodan geçerek ikinci hazne içinde vatka oluşmadan önce tekrar lifler arasındaki havanın ayrılma işlemi gerçekleştirilmektedir. Açılmış lifler, daha sonra yaylı olarak hareket eden besleme masası sayesinde vatka şeklinde yoğunlaştırılmaktadır. Besleme masasında yaylı elemanlarla bağlantılı olan ölçme kolu sayesinde vatkada meydana gelebilecek kütle sapmaları kontrol edilmektedir. Kontrol sonucunda vatka kalınlığında referans değerden farklı bir değer tespit edilecek olursa otomatik olarak regüle yapılmaktadır.Sistem, ayrıca vaka üzerinde görülebilecek ve tarak makinesinde hasara yol açabilecek metal parçalarını tespit ederek makinenin durmasını sağlayacak bir düzenekle donatılmıştır.Belirli incelikte vatka formunu alan pamuk lifleri, lif besleme makinesinden tarak makinesinin besleme silindirine verilmektedir
S.39.Tarak Makinelerin Görevleri nelerdir ?
C.39.Tarak Makinelerin Görevleri:
1-Elyafı tek lif hâline gelinceye kadar açmak
2-Yabancı madde ve ince tozları ayrıştırmak
3-Kısa lifleri özellikle neps-nopeleri (düğüm) ayırmak
4-Lifleri paralelleştirip uzunlamasına bir yön vermek
5-Elyafın karışmasını sağlayarak harmanlamayı artırmak
6-Lifleri bant formuna getirip kovalara istiflemek
7-Makine çıkışında her noktadaki kalınlığı ve düzgünlüğü eşit olan bant elde edip kovalara istiflemek.
S.40. Yün iplikçilik sisteminde kullanılan yün tarak makineleri kullanılan lif boyuna kaça ayrılır, nelerdir?
C.40. İkiye ayrılır: 1-Kamgarn veya yarı kamgarn tarak makinesi 2-Ştrayhgarn tarak makinesi.
S.41. Tarak makinesinin kısımları nelerdir?
C.41.Tarak makinesinin kısımları
1-Besleme kısmı
2-Ön açma (avantren tertibatı) ve pıtrak çıkarma (Morel tertibatı)
3-Esas tarak kısmı (büyük tamburlu garnitür telli açıcı)
4-Çıkış kısmı (bant elde etme)
S.42. Cer Bandı yapmanın amacı nedir?
C.42. Taraktan alınan bandlar cer makinesine gelir. Bandların kalınlığı (çapı) her yerinde aynı değildir. band boyunca birbirini takip eden ince ve kalın yerler bulunur. Cer makinesinde, band düzgünsüzlüğünü gidermek ancak, 6–8 bandın birleştirilerek katlanmasıyla (dublaj) mümkündür. Böylece bazı bandların kalın yerinin, diğerlerinin ince yerine getirilmesiyle düzgünsüzlüğün büyük ölçüde ortadan kalktığı görülür. Dublajla kalınlaşan bandlara çekim (6-8) uygulanarak inceltilir. Bir şeridin çekilebileceği incelik için sınırlama olduğundan normal olarak mekanik çekim oranı, beslenen cer sayısına yakın tutulur.
S.43- Cer Makinelerin Görevleri nelerdir?
C.43.
a- Taraktan alınan bandları paralelleştirip çekerek inceltmek
b- Dublaj ile karışım homojenliğini ve düzgünlüğü sağlamak
c-Tarama işleminin daha sağlıklı yapılabilmesi için lif uçlarındaki kancaların açılmasını sağlamak
d-Band elde etmek.
S.44- Yün İplikçiliğinde çekme bandı yapmanın amacı nedir? Anlatınız?
C.44.Yün iplikçiliğinde çekme bandı önemli bir yer tutar. Bu nedenle katlama ( dublaj ) sayıları direkt olarak önem kazanır. Bu da düzgünsüzlük üzerinde büyük bir rol oynar. Yün tarağından elde edilen bandlarla elyafa daha fazla yön vermek, lifleri düzeltmek ve taramayı kolaylaştırmak, bandların birim uzunluğuna isabet eden ağırlıklarını dengelemek ve düzgünleştirmek, belli incelikte bandlar elde etmek üzere uygulanan işleme çekme ve bu maksat için kullanılan makinelere çekme makineleri denir. Her tatbik edilen çekme işlemine de pasaj ismi verilir. Çekme makinelerine tarak makinesinden çıkan bandlar, tops olarak veya kovalarla beslenir; tarama makinesinden gelenler ise kovalarla beslenir.
S.45. Yün İplikçiliğinde çekme makinelerinin görevi nedir?
C.45.
a ) Katlama ( dublaj )yardımıyla tesadüfü olarak beslenen bandların inceli kalınlı yerlerinin bir araya gelmesi suretiyle düzgünsüzlüğü en aza indirerek numara sapmalarını azaltmak
b ) Katlama yardımıyla birden fazla bandı bir araya getirerek karışımın homojen bir hâle gelmesini sağlamak
c ) Farklı türdeki ve renkteki elyaf bandlarını, katlama yardımıyla bir araya getirerek karışımı sağlamak
ç ) Elyafı en az iki çekim makinesinden geçirerek her iki yöndeki elyaf kancalarını açmak
d ) Çekim yardımıyla her aşamada bandları inceltmek
e ) Band elde etmektir.
S.46. Laboratuvar Tipi Çekme Makinesi kaç kısımda incelenir? İsimleri nelerdir?
C.46. Üç kısımda incelenir. Bunlar;
a- ) Besleme kısmı
b- ) Çekim kısmı
c- ) Sarım kısmı
S.47. Pamuk iplikçiliğinde Fitil’in diğer adı nedir?
C.47. Pamuk iplikçiliğinde fitil, flayer olarak da adlandırılır.
S.48-Fitil ( Flayer ) Makinesi nedir?
C.48. Cer makinelerinden, band olarak iplik makinesine besleme yapılamadığı için(O-E iplikçilik sistemi hariç ) bandların bir miktar daha incelmesi gerekir. Bandların çekilerek iplik makinesinde işlenebilecek forma getiren makinelere fitil (flayer) makinesi, denir ?
S.49.-Fitil Şeridi hangi makineden elde edilir?
C.49. Cer makinelerinden, band olarak iplik makinesine besleme yapılamadığı için(O-E iplikçilik sistemi hariç ) bandların bir miktar daha incelmesi gerekir. Bandların çekilerek iplik makinesinde işlenebilecek forma getiren fitil (flayer) makinesinden elde edilen ürüne Fitil şeridi denir.
S.50- Fitil ( Flayer ) Makinesinin görevleri nelerdir?
C.50.
a )Çekim işlemi ile cer bandını inceltmek ve fitil hâline getirmek
b )Büküm ile fitili sağlamlaştırmak
c )Fitili bobin hâlinde sararak ring iplik makinesinde eğirmeye uygun forma getirmek
S.51.Fitil ( Flayer ) makinesi sarım kısmında;
a ) Arabanın görevi nedir?
b ) İğlerin görevi nedir?
c ) Kelebeğin görevi nedir?
d ) Baskı Parmağının ( Pençenin ) görevi nedir?
C.51.
a) İğleri ve kelebeği üzerinde taşıyan kısımdır. Aşağı yukarı hareket eder. Tam bir bobin sarımı yapmak ve bobindeki konikliği sağlamak için arabanın yaptığı kurs hareketi, her devirde biraz azalmaktadır. Kurs boyu ile birlikte, araba hızının aynı oranda azalması gerekir. Bu işlemler şalter (kilit) tertibatı ile sağlanır.
b ) Kelebekle birlikte çalışarak fitillerin, fitil kalemi üzerine sarılmasını gerçekleştirir.
c ) Fitili düzgün bir şekilde fitil kalemine veren elemandır.
d ) Rehber kısmıyla düzgün bir şekilde uygun gerginlikte sarım yapılır.
S.52. Yün iplikçiliğinde Fitil’in diğer adı nedir?
C.52. Yün iplikçiliğinde fitil, finisör olarak da adlandırılır.
S.53. Fitil (Finisör) Yapmanın Amacı nedir?
C.53.Çekme makinelerinden, band olarak iplik makinesine besleme yapılamadığı için bandların bir miktar daha incelmesi gerekir. Bandların çekilerek iplik makinesinde işlenebilecek forma getiren makinelere fitil (finisör) makinesi, elde edilene de fitil şeridi denir. Bu makinelerin en temel farklılığı, flayer makinesinde fitile mukavemet vermek için Kelebek ile büküm kullanılırken finisör makinesinde mukavemet vermek için ovalama Tekniğinin kullanılmasıdır. Flayer de bir fitil, bir kaleme sarılır. Finisör makinesinde iki tane fitil bir kaleme sarılır. Kamgarn ve yarı kamgarn yün iplikçiliğinde eğirmeden önce fitil işlemi vardır. Ştrayhgarn iplikçiliğinde ayrıca fitil makinesi olmayıp tarak makinesinin çıkışında fitil elde edilmektedir.
S.54. fitil (finisör) makinesi nedir?
C.54. Çekme makinelerinden, band olarak iplik makinesine besleme yapılamadığı için bandların bir miktar daha incelmesi gerekir. Bandların çekilerek iplik makinesinde işlenebilecek forma getiren makinelerdir.
S.55. Flayer makinesinde fitile mukavemet vermek için hangi teknik kullanılır?
C.55. Kelebek ile büküm teknikleri kullanılır.
S.56. finisör makinesinde mukavemet vermek için hangi teknik kullanılır?
C.56.ovalama tekniği kullanılır.
S.57.Ring iplik makinesi nedir?
C.57. Ring iplik makinesi bilezikli iplik makinası olarak da isimlendirilir. İplik üretim hattında ipliğin elde edildiği makinedir.
S.58.iplik yapmanın amacı nedir?
C.58. Eğrilebilen tekstil lifleri (bitkisel lifler, hayvansal lifler, kimyasal lifler) kullanım yerine uygun özelliklerde iplik makinesinde elde edilir.
S.59.İplik makinesinin görevleri nelerdir?
C.59. Fitil şeridini istenilen numaraya kadar çekerek inceltmek,
Çekilmiş elyaf kümesine büküm vererek mukavemet kazandırmak,
Sarma tertibatı yardımıyla ipliği masura üzerine sararak kops elde etmek
S.60- İplik makinesi kaç kısımdan oluşmuştur, isimleri nelerdir?
C.60. İplik makinesi üç kısımdan oluşmuştur
Besleme
Çekim kısmı
Büküm kısmı
S.61.Ring iplik makinesinin kısımları nelerdir?
C.61.
Fitil Bobini
Fitil Askısı
Fitil Şeridi
Fitil Kılavuzu
Çekim Bölgesi
Büküm Bölgesi
İplik Kopsu
Sarım Tertibatı
S.62. Ring iplik makinesinde besleme kısmının görevi nedir?
C.62. Besleme kısmı fitil yumaklarının cağlıktaki fitil askılarına takıldığı yerdir. Bu kısmın görevi çekim ile inceltilecek olan fitilin yumağına askılık yapmak ve kılavuzlar vasıtasıyla fitili, çekim silindirlerine doğru yönlendirmektir.
S.63. Ring iplik makinesinde çekim kısmının görevi nedir?
C.63. İplik makinesindeki çekim sisteminin görevi, fitil şeridini istenilen oranlarda çekerek inceltmek (kesitteki lif sayısını azaltmak), elyaf kümesini büküme hazır hâle getirmektir.
Çekim işlemi, silindir çiftleri arasında hız farkından dolayı gerçekleşir. Silindir hızları girişten çıkışa doğru artar. Bu kısımda üç adet çekim silindiri, üç adet de baskı silindiri vardır. Çekim silindirleri metal ve yivlidir. Baskı silindirleri ise kauçuk kaplıdır ve hareketini çekim silindirlerinden alır. Ortadaki baskı silindiri üzerinde manşon vardır. Manşonlar elyafın daha iyi açılmasını ve çekilmesini sağlar. Orta (ikinci) silindirle çıkış silindiri arasında elyaf uçuntularını tutup temizleyen keçe kaplı bir silindir mevcuttur.
S.64.Ring iplik makinesinde büküm kısmının görevi nedir?
C.64-Çekilerek inceltilmiş elyaf kümesine mukavemet kazandırmak amacıyla büküm verilmelidir. Bu da büküm işlemi ile gerçekleştirilir. Büküm, liflerin bir arada tutulması ve mukavemet kazandırılması için ipliğe verilen spiral dönmelerdir. Büküm işlemi, ring iplik makinesi çıkış silindiri ile iğ arasındaki mesafede, kopçanın bilezik etrafında dönmesiyle gerçekleşir. Bir ucu son çekim silindir çiftinde tutulan elyaf kütlesinin, diğer ucu kopça yardımıyla bilezik etrafında dönmektedir. Böylece bir ucu sabit, diğer ucu dönme hareketi yapan elyaf kütlesi, kopçanın bilezik etrafında bir devriyle bir büküm almış olur.
S.65. Ring iplik makinesinde sarım kısmının görevi nedir?
C.65. Fitil şeridindeki elyaf kütlesi, iplik makinesinde istenilen oranlarda çekilip inceltilir, liflerin dağılmadan bir arada durabilmesi için de bükülür ve iplik oluşur. Oluşan ipliğin de iplik kalemlerine sarılması gerekir. İpliğin kalemlere sarılarak kopsun oluşmasını sağlayan makine elemanları iğ, kopça, bilezik ve planga (araba) tertibatıdır.
S.66. Ring iplik makinesinde iğ nedir ve görevi nedir?
C.66.İplik masurasının takıldığı ve belirli bir devirde dönme hareketi yapan elemandır. İğler, üzerine yerleştirilen masuralarla, dakikada 7000–20000 devir/dakika yaparak ipliğin sarılmasını ve sarımdan önce de büküm kazanmasını gerçekleştirir.
S.67. Ring iplik makinesinde kopça ve görevi nedir?
C.67. Ring eğirme makinesinde ipliğin masuraya sarılırken içinden geçtiği, ipliğe gerginlik veren, iğle birlikte bükümü gerçekleştiren ve hareketini iplikten alan çelik veya plastik malzemedir. Yün iplikçiliğinde J tipi kopça kullanılırken pamuk iplikçiliğinde C tipi kopça kullanılmaktadır. Bilezik ile kopça arasındaki sürtünme, kopçayı iğ devrinden % 1–2 devir geri bırakır.
S.68.Ring iplik makinesinde ipliğin makineye sarılmasında hangi şart gereklidir?
C.68.İğ devrinin kopça devrinden daha fazla olması gereklidir.
S.69.Ring iplik makinesinde ipliğin masuraya sarılmaması nasıl olur?
C.69. İğ devri ile kopça devri eşit olsaydı sarım olmazdı.
S.70. Ring iplik makinesinde arabanın ( planganın ) görevi nedir?
C.70.Büküm verilen ipliği düzenli bir şekilde masura üzerine yerleştirerek kopsun oluşmasını sağlar.
S.71. Ring iplik makinesinde balon kontrol bileziğinin görevi nedir?
C.71.Balon kontrol bilezikleri iplikteki gerilmeyi azaltır ve iplik balonunu ikiye böler. Böylece kopça hızının artması sağlanır.
S.72. Ring iplik makinesinde domuz kuyruğunun ( iplik rehberinin ) görevi nedir?
C.72.Balon kırıcı bileziğin üzerinde yer alan domuz kuyruğu rehber, iplik gerilimini üstten sınırlayarak azaltır ve sarım sırasında ipliğin iğ ekseninde merkezlenmesini sağlar.
S.73. Ring iplik makinesinde balon ayırıcı plakaların ( seperatörün ) görevi nedir?
C.73.Seperatörler, iplik balonlarını birbirinden ayrı tutmaya yarayan plakalardır.
S.74. Ring iplik makinesinde masura ve kops nedir?
C.74.Ring iplik makinesinde eğrilen ipliğin üzerine sarıldığı iplik patronuna masura, üzerine iplik sarılmış masuraya da kops denir.
S.75. Ring iplik makinesinde bilezik nedir?
C.75.Bilezik kopçanın dönüş yolunu oluşturan sert çelikten yapılmış elemandır. Bilezikler makinenin temel elemanı iken kopçalar tüketim malzemesidir. Yün iplikçiliğinde yünün kırılgan olması nedeniyle yağlı bilezik kullanılır.
S.76.Açık uç ( open-end ) sistemine neden ihtiyaç duyulmuştur?
C.76.Ring eğirme yönteminde üretim hızının sınırlı kalmasından dolayı alternatif olarak ihtiyaç duyulan bir eğirme yöntemidir.
S.77.Açık uç ( open-end ) sisteminde kaç numaradan kaç numaraya kadar iplik üretilir?
C.77.Açık uç iplik makinesinde, 12 tex’ten 150 tex’ e (Nm 85’e, Ne 4’ten Ne 50’ye) kadar iplik elde edilir.
S.78.Açık Uç ( Open-End ) Eğirme sisteminde temel prensip nedir?
C.78.Açık uç eğirme makinelerinde temel prensip elyaf grubunu tek lif hâlinde ayırdıktan sonra düzenli bir şekilde tekrar toplayarak iplik formuna getirmektir.
S.79. Açık Uç ( Open-End ) Eğirme sisteminde ring iplik sisteminde bulunan hangi aşama yoktur?
C.79.Ring eğirme sistemindeki fitil aşaması yoktur.
S.80.Open End İpliği ile Ring İpliği arasındaki farklardan 4 tanesini açıklayınız?
C.80.
1-Open-End iplik eğirmede üretim hızı Ring eğirme sistemlerine nazaran daha yüksektir. Bu da üretimi artırırken maliyetin düşmesini sağlayan bir etkendir.
2-Open-End iplik eğirmede işlem aşamaları Ring eğirmeye göre daha kısadır. Bu da maliyeti düşürücü faktörlerdendir.
3-Open-End sisteminde üretilen iplik Ring ipliğinden daha hacimli, daha elastik, daha emicidir ve tüylülük azdır. Çok yüksek büküm verilmemişse tutumu da iyidir. Emicilik özelliğinin iyi olması haşıl alma yüzdesinin yüksek olmasını ve daha parlak tonların elde edilmesini sağlar.
4-Open-End sisteminde üretilen ipliğin bütününde özellikler Ring ipliğe nazaran daha az değişkendir. İncelik, düzgünsüzlük, dayanıklılık v.s. iplik boyunca daha az değişir.
5-İşlem gereği Open-End ipliklerinin kesitinde ortalama 70-100 lif olmak zorundadır. Bu yüzdendir ki Open-End iplikleri Ring iplikleri (kesitte ortalama 50-70 lif gerektirir) kadar ince numaralarda üretilemezler.
Örneğin Open-End sisteminde teorik olarak Ne40 iplik yapılabilse de pratikte Ne30 numara ipliğin üzerine çıkılmaz.
6-Open-End iplik eğirme işleminin bir teknolojik dezavantajı iplik yüzeyinde oluşan sarmal liflerdir. Eğrilmiş iplik, rotor oyuğu içerisine beslendiğinde liflerin bir kısmı ipliğin yüzeyine büküm yönünde sarılır. Bu özelliği Open-End iplikleri Ring ipliklerinden ayırmada kullanabiliriz. İpliği büküm yönünün tersi yönünde iki baş parmağımız ile açmaya çalıştığımızda Ring ipliklerin bükümünün açıldığını ve liflerin ortaya çıktığını farkedebiliriz, ancak Open-End ipliklerin yüzeyinde, yukarıda bahsedilen sarmal lifler ipliğin bükümünün açılmasına müsaade etmezler ve ipliğin kıvrılıp kaldığını görürüz.
7-Open-End ipliklerin mukavemeti Ring ipliklere göre % 15-20 daha düşüktür. Büküm daha çok artırılarak mukavemet artırılabilir. Fakat bu da tutumun sertleşmesine neden olur.
8-Open-End iplikler çoğunlukla kısa elyaftan üretilmiş ipliklerdir.
9-Open-End iplikler genellikle çok yüksek mukavemet gerektirmeyen birçok mamülün üretiminde kullanılmaktadır. Her geçen gün de kullanım alanı genişlemektedir. Teknolojik olarak, dokumada Open-End iplikleri atkı ve çözgü ipliği olarak kullanılabilir. Daha üniform, daha az ince yere sahip, elastik ve daha yüksek aşınma dayanımına sahip olması Ring ipliklere nazaran çözgüde kullanımı için avantaj teşkil eder. Emiciliğin iyi olması sebebiyle iyi de haşıl alırlar. Atkı ipliği olarak da üniformluğu ve sürtünme mukavemeti Open-End ipliklerine kullanımda avantaj sağlar. Örme kumaşların eldesinde de Open-End iplikleri kullanılabilmektedir. Open-End ipliklerin hacimli yapısı dolayısıyla, el ve makine ipliği olarak üretilmesi son derece uygundur. Fakat Open-End ipliklerin düşük mukavemetli oluşu olumsuz bir etki olarak kendini gösterir.
S.81.Bobinleme ne demektir?
C.81.İpliklerin düzgün bir gerilim altında, bobin patronuna sarılarak daha sonraki işlemler için uygun hâle getirilmesine bobinleme denir.
S.82.Bobin makinesi ne demektir?
C.82. İpliklerin düzgün bir gerilim altında, bobin patronuna sarılarak daha sonraki işlemler için uygun hâle getiren makineye Bobin Makinesi denir.
S.83.Kops ağırlığı ne kadardır?
C.83. 100 ile 150 gramdır.
S.84.Bobin üzerine iplik sarım şekli nedir?
C.84.Bobin üzerine iplik çapraz sarılır.
S.85.Bobin üzerine sarılan iplik kaç kg.dır?
C.85. 2,5-3 kg.dır.
S.86. Bobin Makinesinin Görevleri nelerdir?
C.86.
a) Ring iplik makinesinde kops hâlinde sarılmış olarak alınan iplikleri kopstan daha fazla uzunlukta bobinler hâlinde sarmak
b) Dokuma ve örme hatalarına ve makinelerde kopuşlara neden olabilecek iplik Düzgünsüzlüklerini (neps, balık, düğüm, kalınlık ve incelik vb.) gidermek
c) Bobin olarak boyama işlemi görecek iplikler için boyanın ipliğe kolayca yayılmasını sağlayacak delikli boya bobinlerine sarmak.
d) Ring iplik makinesinde büküm kısa bir mesafede verildiği için büküm dağılımı düzgün değildir. İpliği, kopstan bobin hâline geçirirken büküm dağılımını düzgünleştirmek
S.87. Bobin Makineleri kaş çeşittir ve nelerdir?
C.87. İki çeşittir. 1-Tam otomatik. 2-yarı otomatik.
S.88. Bobin makinesinde ipliği parafinlemenin amacı nedir?
C.88.Özellikle trikotajda kullanılacak az bükümlü ipliklerin örme makinesi makine parçalarından geçerken iplik kayganlığının arttırılması için ipliğin yüzeyi, bobinleme sırasında parafinlenir. Bu işlem için bobin makinesine bir aparat ilave edilmiştir. İplik kopstan çıkıp diğer bobin elemanlarından geçtikten sonra parafin kabinine girerek parafine temas eder. Parafinin sertliği, parafin aparatının baskı gücü, ortam ısısına göre değişen oranda parafin iplik üzerinde kalır.
S.89.Tam otomatik bobin makinesi ile yarı otomatik bobin makinesinin arasındaki farlar nelerdir?
C.89. Yarı otomatik bobin makinesinin çalışma prensibi, tam otomatik bobin makinesi ile kops besleme ve bobin değişimi haricinde aynıdır.Yarı otomatik bobin makinesine kopslar, kova arabaları ile getirilip magazinlere iplik uçları ayrılarak işçiler tarafından beslenir. Boş masuraların takılması ve dolu bobinlerin çıkarılması da işçiler tarafından yapılmaktadır.
S.90.İpliğin bobinlenmesi ile giderilen hatalar nelerdir ?
C.90.
1-iplikte ince-kalın yer: İplikteki kalın yerler az bükülmüş yerlerdir. Kalın yerler ipliğin mukavemetini düşürerek dokumada kopuşlara neden olmaktadır. İnce yerler ise iplikte elyafın az olduğu yerlerdir. Kopuşlara ve kumaşta hatalara neden olmaktadır.
2- İplikte düğüm: İplik üzerindeki düğümler değişik büyüklüklerde olabilir. Düğüm bulunan çözgü iplikleri lamellerden geçmez, kopar. Örmecilikte ise iğne kırılmalarına neden olur.
3-Ekleme hataları: İplik makinesinde kopuş sırasında eğrilmemiş kısımdan alınan uç, iplik sevk silindirinin altına diğer uçla beraber yerleştirilip sevk edildiği için ekleme hataları oluşur.
4-İpliğe sarımı uçuntular: iplikhanedeki uçuntuların ipliğe sarılması ile oluşan hatalardır.
5-Bitkisel ve hayvansal atıklar: Bitkisel ve hayvansal atılar balyadan ipliğe kadar ulaşabilen kalıntılardır. Dokuma sırasında hatalara neden olur.
6-Çift iplik hatası: İplik makinesinde son çekim silindirinden çıkan iki ipliğin bir iğde bükülüp sarılması ile oluşur. Özellikle belirgin düzeyde yüzey hataları oluşturur.
S.91. Büküm yapmanın amacı nedir?
C.91.Büküm; ipliklerin mukavemetlerinin artırılması (düz büküm) veya değişik karakterler kazandırılması (fantezi büküm) için yapılır.
S.92.Büküm makinesinin nedir?
C.92.Genel olarak büküm işleminin yapıldığı makinelere büküm makineleri denir.
S.93.Ring katlama ve büküm makinesin görevleri nelerdir?
C.93.
a-İpliğin dayanıklılığını arttırmak, b-Daha kalın iplik elde etmek. c-Değişik özellikte iplik elde etmek. d-Karışık renkli (fantezi vb.)iplik elde etmek.
e-İpliği meydana getiren lifleri bir arada tutmak. f-İpliğin tüylenmesini önlemek. g-Daha dayanıklı ve sağlam iplik elde etmek. h-Dokumaya hazır iplik elde etmek.
S.94.Volkman büküm makinesinin görevleri nelerdir?
C.94.
1-İpliğin her devrinde ipliğe iki büküm vermek
2- Farklı bobinlerden gelen iplikleri bükerek mukavemet kazandırmak
3- Bükülen iplikleri sabit gerginlikte ve uzun metrajlı bobin biçiminde sarmaktır.
İpliklerin önceden katlanması, bu makinede verimi artırır.
S.95.Katlama makinesinin görevleri nelerdir?
C.95.
1-Bükülmesi gereken tek kat iplikleri aynı gerginlikte bir bobin üzerine katlayarak büküm makinesine hazırlamak
2-Katlamadan önce iplikler temizlenmemiş ise süzme tertibatından geçirerek hatalı kısımları temizlemek
3-Bobin biçiminde ve uzun metrajlı sararak sonraki tüm işlemlerde çalışma kolaylığı sağlamaktır.
S.96.Katlı büküm makineleri ile katlama makineleri arasındaki fark nedir?
C.96.Katlı büküm makineleri ile katlama makineleri arasındaki fark; katlı büküm makinelerinde büküm tertibatlarının bulunması ve ipliğe katlama işlemine ek olarak büküm de verilmesidir.
S.97.Aşağıda görülen iplikler bir tekstil malzemesinin üzerine belirli bir tekniğe göre sarılmışlardır. Bunların isimlerini yazınız?

C.97.

Renkli İpliklerin Bezayağı örgüsüne Tesiri
Kumaşlarda desenlendirme yöntemlerinden biri de örgü oluşmasında çeşitli renk ve dizilişte iplikler kullanmaktır. Renkli ipliklerle desenlendirmede; örgünün seçimi, kullanılacak renk sayısı, renklerin uyumu önemlidir. Renkli ipliklerin kullanımında istenen renk sayısı, renk uyumu, seçilen örgü ve kullanılan materyalin uygunluğu önemlidir.
Renkli ipliklerle desenlendirmede kullanılan yöntemler:
>>>> Tek renk çözgü ipliği ile değişik bir renkte atkı ipliği kullanılabilir.
>>>> Çözgü ipliğinde tek renk kullanılırken atkı ipliğinde birden çok renk kullanılabilir.
>>>> Atkı ipliğinde tek renk kullanılırken çözgü ipliğinde birden çok renk kullanılabilir.
>>>> Çözgü ve atkı ipliğinde birden çok renk kullanılabilir.
>>>> Çözgü renk raporu (ÇRR) : Kullanılacak çözgü renklerini ve hangi renk çözgüden kaç adet yan yana getirileceğini gösteren rapora denir.
>>>> Atkı renk raporu (ARR) : Kullanılacak atkı renklerini ve bu renklerden sırayla kaç adet yan yana getirileceğini gösteren rapora denir.
Herhangi bir örgü, renkli çözgü ve atkı ipliği ile dokunduğunda kumaşın yüzeyinde değişik bir görüntü oluşmaktadır. Bu görüntünün desen kâğıdı üzerine aktarılması, tasarımcılar için çok önemlidir. Renklerin kullanılması görünüm olarak sanki örgü değişikliği yapılmış gibi bir izlenim uyandırmaktadır.
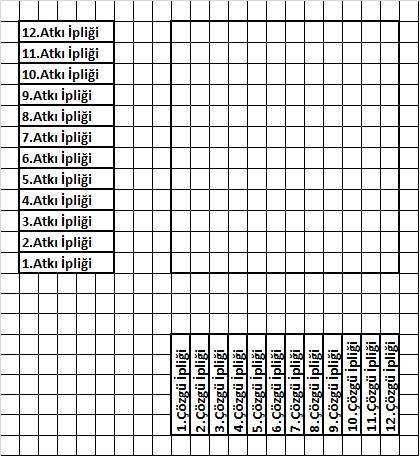
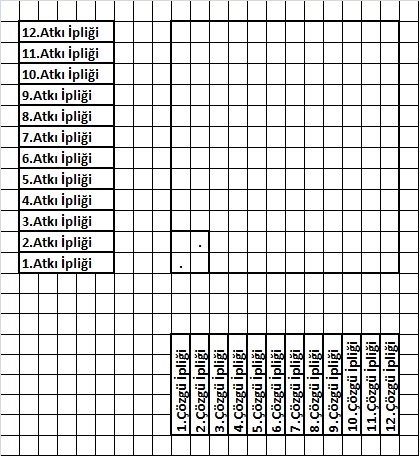
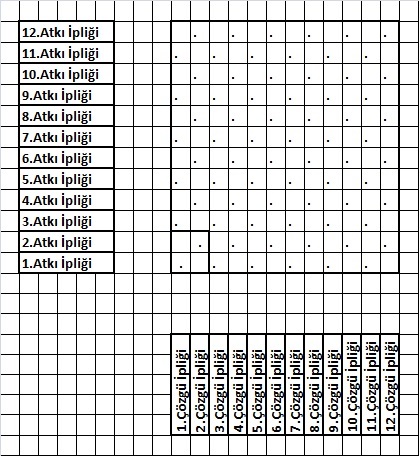
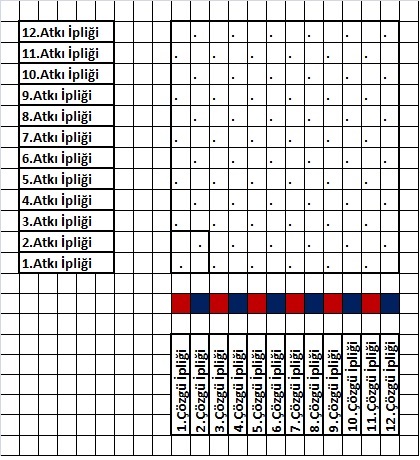
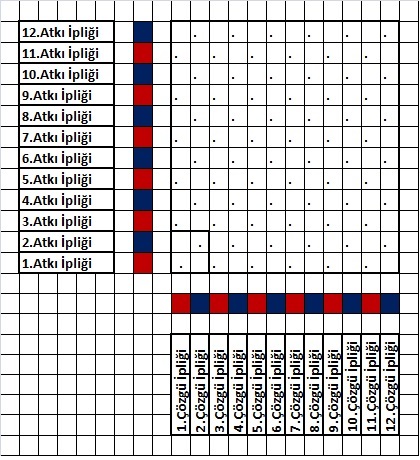
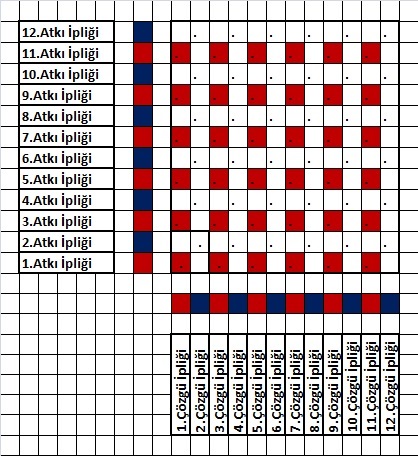
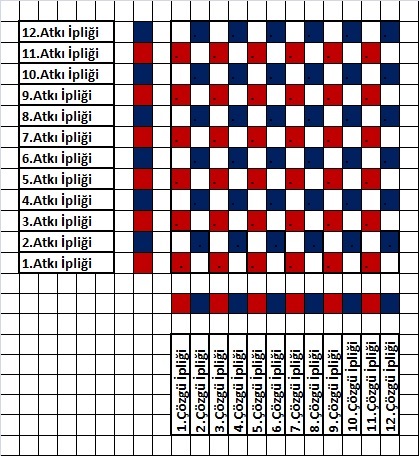
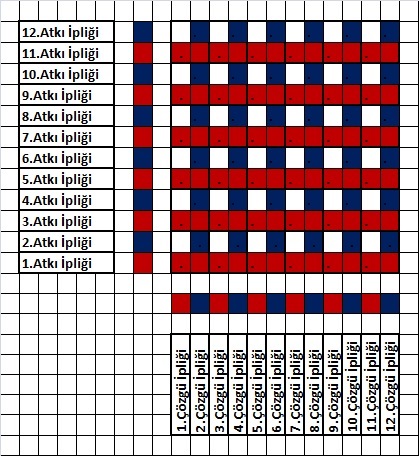
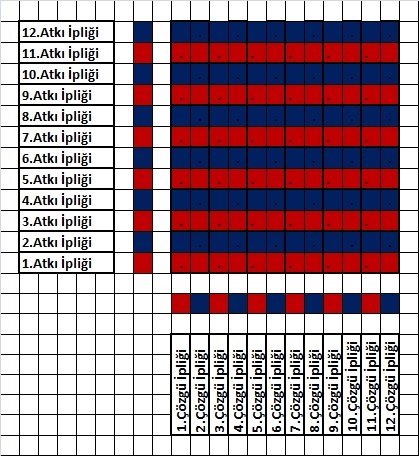
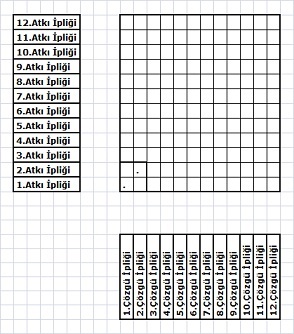
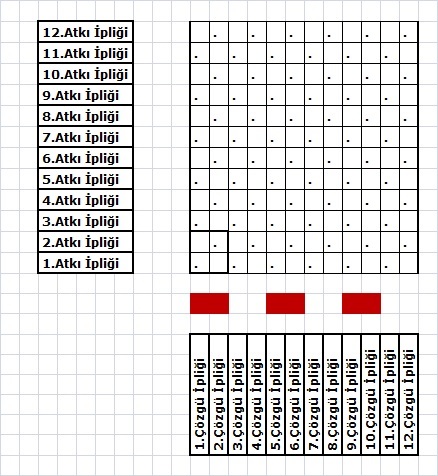
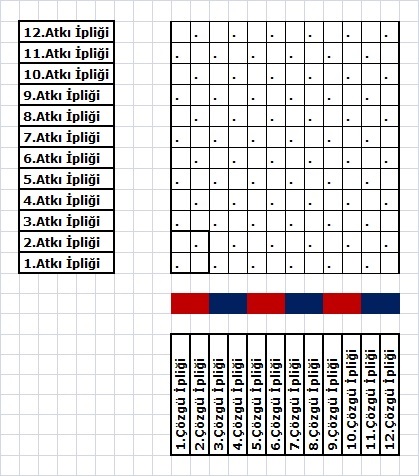
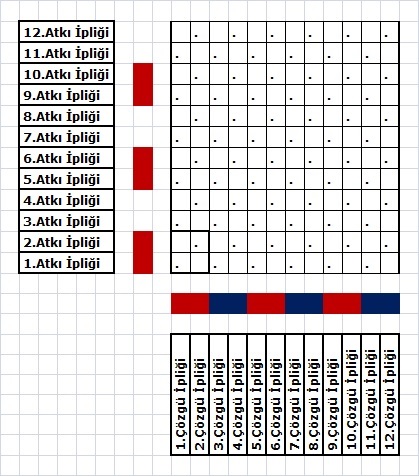
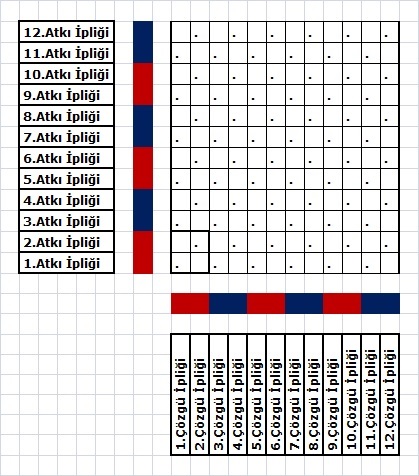
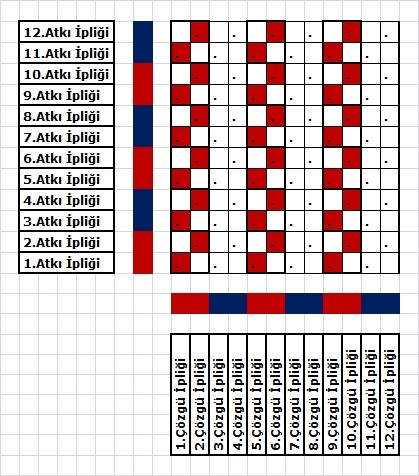
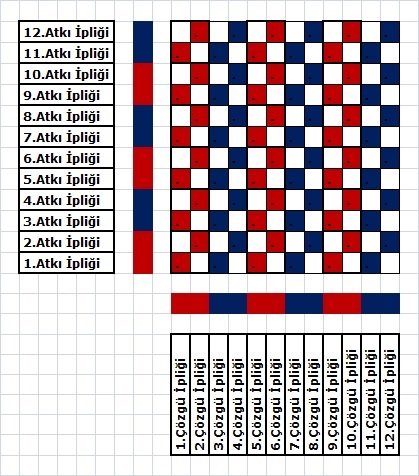
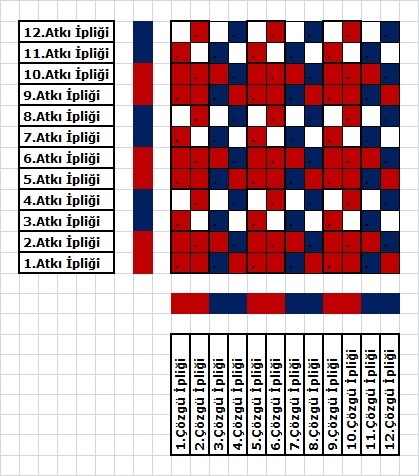
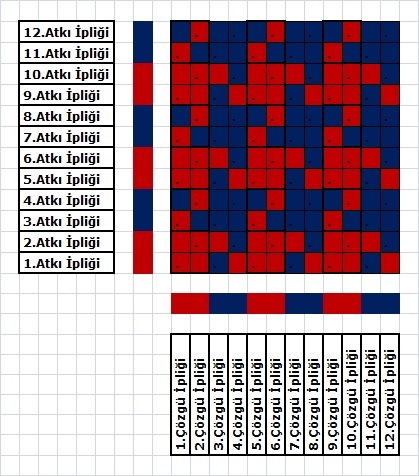
Devore Baskı
Birden çok lif karışımından meydana gelmiş kumaşlarda, liflerden birinin yakılarak yakılan kısmın, şeffaf bir görünüm almasıyla elde edilen baskı yöntemidir.
Genellikle perdelik ve şeffaf görünümlü bayan tişörtleriyle abiye kumaşlara uygulanır.
Yaygın olarak devore baskı uygulanan karışımlar, polyester ve pamuk karışımlarıdır. Devore baskıdan beklenen sonucun alınabilmesi için % 50 polyester, % 50 pamuk karışımı idealdir. İşlemin esası, karışımda bulunan selüloz liflerine yüksek konsantrasyonda asit emdirilerek bu liflerin yakılması daha sonra da kumaştan uzaklaştırılmasıdır. Karışımda bulunan polyester lifler, yok denilecek kadar az etkilenirler. Tasarlanmış desen biçiminde kumaşın üzerinden eksilen pamuk liflerinden dolayı desenin olduğu yerler boşalır. Verilen desen kadar şeffaf bir bölge oluşur.
Devore baskının diğer bir adı da yakma baskıdır. Uygulamanın yakmayla yapılmasından dolayı bu isimle de anılmaktadır.
Devore baskı patında yer alan kimyasal maddeler ve oranları aşağıdaki gibidir:
Kıvamlaştırıcı 550-650 gr
Gliserin 80 gr
Alüminyum Sülfat 150-180 gr
Islatıcı 1 gr
Selülozu Çözmeye yetecek miktarda Asit
Su 1000 gr
Reçetede belirtilen sıraya göre kimyasal maddeler ilave edilerek mikserle homojen bir karışım elde edilinceye kadar karıştırılır. Baskı yapmak üzere mamul, baskı masasına sabitlenir ve baskı şablonu üzerine yerleştirilerek hazırlanan baskı patı, pat garaj alanına dökülür. Rakle yardımıyla baskı yapılır. Baskı tamamlandıktan sonra basılmış mamul, fikse makinesinde 120 °C’de kurutulur.
Kurutma işlemi tamamlandıktan sonra kumaş üzerindeki pamuk liflerinin yakılması gerekir.
Basılıp kurutulan mamulün üzerindeki pamuk liflerinin, fikse makinesinde 170-180 °C’de yakılması sağlanır. Kumaş üzerindeki pamuk liflerinin yanması baskı patında yer alan asit yardımıyla ve yüksek ısının tesiriyle kolaylaşacaktır.

Kumaş üzerindeki pamuk lifleri 170-180 °C’de yakıldıklarında kumaşta kavrulmuş bir şekilde dururlar. Desenin ortaya çıkması için bu liflerin kumaştan uzaklaştırılması gerekir. İki şekilde uygulanabilir. Birincisinde kumaş, mekanik yöntemlerle basınçlı silindirler arasından geçirilerek ve sonra fırçalanarak temizlenir. Bu yöntem özel haller dışında yaygın olarak uygulanan bir yöntem değildir. Daha çok ikinci yöntem olan yıkamayla liflerin uzaklaştırılması tercih edilir. Bunun için 0,3-1 g/ l sabun konulmuş banyoda, 50-70 °C’de 20 dakikalık bir yıkama işlemi yeterlidir.
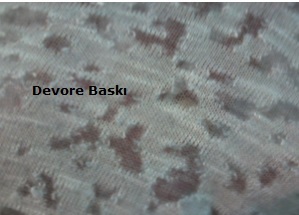
DEVORE BASKI YAPILIŞI
1-Devore baskı için gerekli malzemeler hazırlanır. ( Baskı yapılacak kumaş -Baskı kalıbı- Rakle -Baskı patı için gerekli kimyasal maddeler - Mikser )
2- Devore baskı patını hazırlanır. (Homojen bir karışım elde edinceye kadar mikserle karıştırılır.)
Kıvamlaştırıcı 550-650 gr
Gliserin 80 gr
Alüminyum Sülfat 150-180 gr
Islatıcı 1 gr
Selülozu Çözmeye yetecek miktarda Asit
Su 1000 gr
3-Basılacak mamul baskı masasına yerleştirilir. (Basılacak mamulün baskı esnasında kaymaması için mamul yapıştırılarak sabitlenir.)
4-Baskı şablonu mamül üzerine yerleştirilir.
5-Hazırlanan devore baskı patın şablonun pat garaj alanına dökülür.
6-Baskı şablonu ile devore baskı patı basılır.
7-Fikse makinesinin ayarları yapılır. (Kurutma yapılacağı için 120 °C’ye ayarlanır.)
8-Basılmış mamül fikse makinesinde kurutulur. ( 120 °C’de kurutulur.)
9-Yakma için fikse makinesi ayarları yapılır. (Yakma işlemi 170-180 °C’de yapılır.)
10-Sabunlu yıkama işlemi yapılır. (0,3-1 g/ l sabun konulmuş banyoda 50-70 °C’de, 20 dakikalık bir yıkama işlemi yeterli gelir.)
11-Yıkama sonrası mamül durulanır ve kurutulur.
Varak Baskı
Varak baskı, kalıpla desenin olduğu bölgeye yapıştırıcı aktarıldıktan sonra özel varak kâğıtlarının yapıştırıldığı bir baskı çeşididir.
Varak baskıda, yapıştırıcı aktarılan kısma yapıştırılan ve deseni gösteren kâğıtlar (folyolar) kullanılır. Varak baskıda kullanılan varak kâğıtları, piyasada hazır olarak satılmaktadır.
Varak kâğıtlarının piyasada düz renklerde olanlarıyla farklı desenlerde hazırlanmış olanlarını bulmak mümkündür.

Varak kâğıtlarının en önemli özelliği, yüksek sıcaklıklara karşı dayanıklı olmasıdır. Baskı esnasında, yapıştırıcı üzerine yerleştirilen varak kâğıdının yapışabilmesi ve fikse olabilmesi için yüksek sıcaklıklarda, basınç altında preslenmesi gerekir.

Varak baskıda kullanılacak varak kâğıtlarının yüksek sıcaklık ve basınca dayanıklı olması gerekmektedir.
Varak baskıda varak kâğıdının yapışabilmesi için önce baskı kalıplarıyla kumaşa yapıştırıcı basılması gerekir. Varak baskıda kullanılan yapıştırıcılar şeffaftır. Beyaz ya da renkli kumaşa yapıştırıcıyla baskı yapıldığında yapıştırıcının aktarıldığı yerlerin görülebilmesi için işletmeler, yapıştırıcıya biraz boya karıştırırlar. Hafif renklendirilmiş yapıştırıcıyla baskı yapıldığında varak baskı kâğıdının yerleştirileceği bölge daha net görülmektedir.
Varak baskıda kullanılan yapıştırıcılar, piyasada hazır olarak satılmaktadır. Yapıştırıcı aktarmada kullanılan baskı kalıplarıysa düz baskıda kullanılan baskılarla aynıdır. Önceden desen aktarılmış ve pozlandırılmış hazır kalıplar kullanılabilir. Baskı sonrasında yapıştırıcının kalıptan uzaklaştırılması gerekir.

Varak baskı için kalıplarla, kumaşa yapıştırıcı aktarıldıktan sonra varak kâğıdı desenin üzerine düzgünce yerleştirilir.
Varak kâğıdının yapıştırıcı olan desen bölgesine yapışabilmesi için sıcaklık ve basınç altında preslenmesi gerekir. 150-160 °C sıcaklıkta 5 saniye preslenmesi baskı için yeterlidir.
Varak baskı parça kumaşa yapılırsa pres makinelerinde preslenir. Şayet metraj kumaşa varak baskı yapılırsa presleme kalandır makinesinde gerçekleşir.

VARAK BASKININ YAPILIMASI
1-Varak baskı için gerekli malzemeleri hazırlanır. ( Baskı yapılacak kumaş/parça -Baskı kalıbı -Rakle -Yapıştırıcı - Varak kâğıdı )
2-Baskı yapılacak parça kumaşı, baskı masasına serilir.( Parçanın baskı esnasında kaymaması için masaya yapıştırılması gerekmektedir.)
3-Baskı şablonunu parça kumaşın üzerine yerleştirilir.
4-Şablonun pat garaj alanına yapıştırıcı dökülür.
5-Rakle ile yapıştırıcı kumaşa aktarılır.

6-Şablon parçanın üzerinden kaldırılır.
7-Yapıştırıcı aktarılan desen bölgesine varak kâğıdı yerleştirilir. ( Burada Varak kâğıdının kumaş üzerine düzgün yerleştirilmesine dikkat edilmesi gerekmektedir.)
8-Pres makinesi 150-160 °C’ye ayarlanır.
9-Varak kâğıdı ile parça kumaş150-160 °C’ de 5 saniye preslenir.
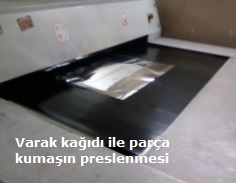
10-Makineden çıkan parça kumaşın üzerinden varak kâğıdı ayırılır.( Varak kâğıdının yırtılmayacak şekilde dikkatlice ayırılması gerekmektedir.)
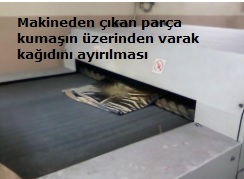
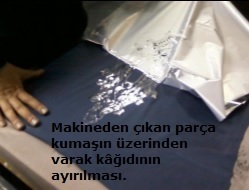
11-Baskı işlemi yapıldıktan sonra, baskı yapılan alanın ve baskı şablonunun temizlenmesi gerekmektedir.
Open End İplik Makinesi soruları
S.1-AÇIK UÇ ( OPEN-END ) EĞİRME SİSTEMİNE NEDEN DOLAYI İHTİYAÇ DUYULMUŞTUR?
C.1.Ring eğirme yönteminde üretim hızının sınırlı kalmasından dolayı alternatif olarak ihtiyaç duyulan bir eğirme yöntemidir.
S.2-AÇIK UÇ ( OPEN-END ) EĞİRME SİSTEMİNDE KAÇ NUMARADAN KAÇ NUMARAYA KADAR İPLİK ELDE EDİLİR?
C.2.Açık uç iplik makinesinde, 12 tex’ten 150 tex’ e (Nm 85’e, Ne 4’ten Ne 50’ye) kadar iplik elde edilir.
S.3-Açık Uç ( Open-End ) Eğirme sisteminde temel prensip nedir ?
C.3.Açık uç eğirme makinelerinde temel prensip elyaf grubunu tek lif hâlinde ayırdıktan sonra düzenli bir şekilde tekrar toplayarak iplik formuna getirmektir.
S.4-AÇIK UÇ ( OPEN-END ) EĞİRME SİSTEMİNDE; RİNG İPLİK EĞİRME SİSTEMİNDE HANGİ AŞAMA YOKTUR?
C.4.Ring eğirme sistemindeki fitil aşaması yoktur.
S.5.Open End İpliği ile Ring İpliği arasındaki farklardan 4 tanesini açıklayınız ?
C.5.
1-Open-End iplik eğirmede üretim hızı Ring eğirme sistemlerine nazaran daha yüksektir. Bu da üretimi artırırken maliyetin düşmesini sağlayan bir etkendir.
2-Open-End iplik eğirmede işlem aşamaları Ring eğirmeye göre daha kısadır. Bu da maliyeti düşürücü faktörlerdendir.
3-Open-End sisteminde üretilen iplik Ring ipliğinden daha hacimli, daha elastik, daha emicidir ve tüylülük azdır. Çok yüksek büküm verilmemişse tutumu da iyidir. Emicilik özelliğinin iyi olması haşıl alma yüzdesinin yüksek olmasını ve daha parlak tonların elde edilmesini sağlar.
4-Open-End sisteminde üretilen ipliğin bütününde özellikler Ring ipliğe nazaran daha az değişkendir. İncelik, düzgünsüzlük, dayanıklılık v.s. iplik boyunca daha az değişir.
5-İşlem gereği Open-End ipliklerinin kesitinde ortalama 70-100 lif olmak zorundadır. Bu yüzdendir ki Open-End iplikleri Ring iplikleri (kesitte ortalama 50-70 lif gerektirir) kadar ince numaralarda üretilemezler.
Örneğin Open-End sisteminde teorik olarak Ne40 iplik yapılabilse de pratikte Ne30 numara ipliğin üzerine çıkılmaz.
6-Open-End iplik eğirme işleminin bir teknolojik dezavantajı iplik yüzeyinde oluşan sarmal liflerdir. Eğrilmiş iplik, rotor oyuğu içerisine beslendiğinde liflerin bir kısmı ipliğin yüzeyine büküm yönünde sarılır. Bu özelliği Open-End iplikleri Ring ipliklerinden ayırmada kullanabiliriz. İpliği büküm yönünün tersi yönünde iki baş parmağımız ile açmaya çalıştığımızda Ring ipliklerin bükümünün açıldığını ve liflerin ortaya çıktığını farkedebiliriz, ancak Open-End ipliklerin yüzeyinde, yukarıda bahsedilen sarmal lifler ipliğin bükümünün açılmasına müsaade etmezler ve ipliğin kıvrılıp kaldığını görürüz.
7-Open-End ipliklerin mukavemeti Ring ipliklere göre % 15-20 daha düşüktür. Büküm daha çok artırılarak mukavemet artırılabilir. Fakat bu da tutumun sertleşmesine neden olur.
8-Open-End iplikler çoğunlukla kısa elyaftan üretilmiş ipliklerdir.
9-Open-End iplikler genellikle çok yüksek mukavemet gerektirmeyen birçok mamülün üretiminde kullanılmaktadır. Her geçen gün de kullanım alanı genişlemektedir.Teknolojik olarak, dokumada Open-End iplikleri atkı ve çözgü ipliği olarak kullanılabilir. Daha üniform, daha az ince yere sahip, elastik ve daha yüksek aşınma dayanımına sahip olması Ring ipliklere nazaran çözgüde kullanımı için avantaj teşkil eder. Emiciliğin iyi olması sebebiyle iyi de haşıl alırlar. Atkı ipliği olarak da üniformluğu ve sürtünme mukavemeti Open-End ipliklerine kullanımda avantaj sağlar. Örme kumaşların eldesinde de Open-End iplikleri kullanılabilmektedir. Open-End ipliklerin hacimli yapısı dolayısıyla, el ve makine ipliği olarak üretilmesi son derece uygundur. Fakat Open-End ipliklerin düşük mukavemetli oluşu olumsuz bir etki olarak kendini gösterir.
İplik Makinesi Soruları
S.1-RİNG İPLİK MAKİNESİ NEDİR?
C.1. Ring iplik makinesi bilezikli iplik makinası olarak da isimlendirilir. İplik üretim hattında ipliğin elde edildiği makinedir.
S.2-İPLİK YAPMANIN AMACI NEDİR?
C.2. Eğrilebilen tekstil lifleri (bitkisel lifler, hayvansal lifler, kimyasal lifler) kullanım yerine uygun özelliklerde iplik makinesinde elde edilir.
S.3-İPLİK MAKİNESİNİN GÖREVLERİ NELERDİR?
C.3. Fitil şeridini istenilen numaraya kadar çekerek inceltmek,
Çekilmiş elyaf kümesine büküm vererek mukavemet kazandırmak,
Sarma tertibatı yardımıyla ipliği masura üzerine sararak kops elde etmek
S.4-İPLİK MAKİNESİ KAÇ KISIMDAN OLUŞMUŞTUR? İSİMLERİ NELERDİR?
C.4. İplik makinesi üç kısımdan oluşmuştur
Besleme
çekim kısmı
Büküm kısmı
S.5.-RİNG İPLİK MAKİNESİNİN KISIMLARI NELERDİR?
Fitil Bobini
Fitil Askısı
Fitil Şeridi
Fitil Kılavuzu
Çekim Bölgesi
Büküm Bölgesi
İplik Kopsu
Sarım Tertibatı
S.6-RİNG İPLİK MAKİNESİNDE BESLEME KISMININ GÖREVİ NEDİR?
C.6 Besleme kısmı fitil yumaklarının cağlıktaki fitil askılarına takıldığı yerdir. Bu kısmın görevi çekim ile inceltilecek olan fitilin yumağına askılık yapmak ve kılavuzlar vasıtasıyla fitili, çekim silindirlerine doğru yönlendirmektir.
S.7- RİNG İPLİK MAKİNESİNDE ÇEKİM KISMININ GÖREVİ NEDİR?
C.7. İplik makinesindeki çekim sisteminin görevi, fitil şeridini istenilen oranlarda çekerek inceltmek (kesitteki lif sayısını azaltmak), elyaf kümesini büküme hazır hâle getirmektir.
Çekim işlemi, silindir çiftleri arasında hız farkından dolayı gerçekleşir. Silindir hızları girişten çıkışa doğru artar. Bu kısımda üç adet çekim silindiri, üç adet de baskı silindiri vardır. Çekim silindirleri metal ve yivlidir. Baskı silindirleri ise kauçuk kaplıdır ve hareketini çekim silindirlerinden alır. Ortadaki baskı silindiri üzerinde manşon vardır. Manşonlar elyafın daha iyi açılmasını ve çekilmesini sağlar. Orta (ikinci) silindirle çıkış silindiri arasında elyaf uçuntularını tutup temizleyen keçe kaplı bir silindir mevcuttur.
S.8- RİNG İPLİK MAKİNESİNDE BÜKÜM KISMININ GÖREVİ NEDİR?
C.8-Çekilerek inceltilmiş elyaf kümesine mukavemet kazandırmak amacıyla büküm verilmelidir. Bu da büküm işlemi ile gerçekleştirilir. Büküm, liflerin bir arada tutulması ve mukavemet kazandırılması için ipliğe verilen spiral dönmelerdir. Büküm işlemi, ring iplik makinesi çıkış silindiri ile iğ arasındaki mesafede, kopçanın bilezik etrafında dönmesiyle gerçekleşir. Bir ucu son çekim silindir çiftinde tutulan elyaf kütlesinin, diğer ucu kopça yardımıyla bilezik etrafında dönmektedir. Böylece bir ucu sabit, diğer ucu dönme hareketi yapan elyaf kütlesi, kopçanın bilezik etrafında bir devriyle bir büküm almış olur.
S.9- RİNG İPLİK MAKİNESİNDE SARIM KISMININ GÖREVİ NEDİR?
C.9. Fitil şeridindeki elyaf kütlesi, iplik makinesinde istenilen oranlarda çekilip inceltilir, liflerin dağılmadan bir arada durabilmesi için de bükülür ve iplik oluşur. Oluşan ipliğin de iplik kalemlerine sarılması gerekir. İpliğin kalemlere sarılarak kopsun oluşmasını sağlayan makine elemanları iğ, kopça, bilezik ve planga (araba) tertibatıdır.
S.10.RİNG İPLİK MAKİNESİNDE İĞ NEDİR VE GÖREVİ NEDİR?
C.10.İplik masurasının takıldığı ve belirli bir devirde dönme hareketi yapan elemandır. İğler, üzerine yerleştirilen masuralarla, dakikada 7000–20000 devir/dakika yaparak ipliğin arılmasını ve sarımdan önce de büküm kazanmasını gerçekleştirir.
S.11-RİNG İPLİK MAKİNESİNDE KOPÇA NEDİR VE GÖREVİ NEDİR?
C.11. Ring eğirme makinesinde ipliğin masuraya sarılırken içinden geçtiği, ipliğe gerginlik veren, iğle birlikte bükümü gerçekleştiren ve hareketini iplikten alan çelik veya plastik malzemedir. Yün iplikçiliğinde J tipi kopça kullanılırken pamuk iplikçiliğinde C tipi kopça kullanılmaktadır. Bilezik ile kopça arasındaki sürtünme, kopçayı iğ devrinden % 1–2 devir geri bırakır.
S.12- RİNG İPLİK MAKİNESİNDE İPLİĞİN MASURAYA SARILMASINDA HANGİ ŞART GEREKLİDİR?
C.12.İğ devrinin kopça devrinden daha fazla olması gereklidir.
S.13- RİNG İPLİK MAKİNESİNDE İPLİĞİN MASURAYA SARILMAMASI NASIL OLUR?
C.13. İğ devri ile kopça devri eşit olsaydı sarım olmazdı.
S.14- RİNG İPLİK MAKİNESİNDE ARABANIN (PLANGA) GÖREVİ NEDİR?
C.14.Büküm verilen ipliği düzenli bir şekilde masura üzerine yerleştirerek kopsun oluşmasını sağlar.
S.15- RİNG İPLİK MAKİNESİNDE BALON KONTROL BİLEZİĞİNİN GÖREVİ NEDİR?
C.15.Balon kontrol bilezikleri iplikteki gerilmeyi azaltır ve iplik balonunu ikiye böler. Böylece kopça hızının artması sağlanır.
S.16- RİNG İPLİK MAKİNESİNDE DOMUZ KUYRUĞUNUN (İPLİK REHBERİ) GÖREVİ NEDİR?
C.16.Balon kırıcı bileziğin üzerinde yer alan domuz kuyruğu rehber, iplik gerilimini üstten sınırlayarak azaltır ve sarım sırasında ipliğin iğ ekseninde merkezlenmesini sağlar.
S.17- RİNG İPLİK MAKİNESİNDE BALON AYIRICI PLAKALARIN (SEPERATÖR) GÖREVİ NEDİR?
C.17.Seperatörler, iplik balonlarını birbirinden ayrı tutmaya yarayan plakalardır.
S.18- RİNG İPLİK MAKİNESİNDE MASURA VE KOPS NEDİR ?
C.18.Ring iplik makinesinde eğrilen ipliğin üzerine sarıldığı iplik patronuna masura, üzerine iplik sarılmış masuraya da kops denir.
S.19- RİNG İPLİK MAKİNESİNDE BİLEZİK NEDİR?
C.19.Bilezik kopçanın dönüş yolunu oluşturan sert çelikten yapılmış elemandır. Bilezikler makinenin temel elemanı iken kopçalar tüketim malzemesidir. Yün iplikçiliğinde yünün kırılgan olması nedeniyle yağlı bilezik kullanılır.
Fitil Makinesi soruları
S.1- Pamuk iplikçiliğinde Fitil’in diğer adı nedir?
C.1. Pamuk iplikçiliğinde fitil, flayer olarak da adlandırılır.
S.2-Fitil ( Flayer ) Makinesi nedir ?
C.2. Cer makinelerinden, band olarak iplik makinesine besleme yapılamadığı için(O-E iplikçilik sistemi hariç ) bandların bir miktar daha incelmesi gerekir. Bandların çekilerek iplik makinesinde işlenebilecek forma getiren makinelere fitil (flayer) makinesi, denir ?
S.3-Fitil Şeridi hangi makineden elde edilir?
C.3. Cer makinelerinden, band olarak iplik makinesine besleme yapılamadığı için(O-E iplikçilik sistemi hariç ) bandların bir miktar daha incelmesi gerekir. Bandların çekilerek iplik makinesinde işlenebilecek forma getiren fitil (flayer) makinesinden elde edilen ürüne Fitil şeridi denir.
S.4- Fitil ( Flayer ) Makinesinin görevleri nelerdir?
C.4. a )Çekim işlemi ile cer bandını inceltmek ve fitil hâline getirmek
b )Büküm ile fitili sağlamlaştırmak
c )Fitili bobin hâlinde sararak ring iplik makinesinde eğirmeye uygun forma getirmek
S.5-Fitil ( Flayer ) makinesi sarım kısmında;
a ) Arabanın görevi nedir?
b ) İğlerin görevi nedir?
c ) Kelebeğin görevi nedir?
d ) Baskı Parmağının ( Pençenin ) görevi nedir?
C.5. a) İğleri ve kelebeği üzerinde taşıyan kısımdır. Aşağı yukarı hareket eder.Tam bir bobin sarımı yapmak ve bobindeki konikliği sağlamak için arabanın yaptığı kurs hareketi, her devirde biraz azalmaktadır. Kurs boyu ile birlikte, araba hızının aynı oranda azalması gerekir. Bu işlemler şalter (kilit) tertibatı ile sağlanır.
b ) Kelebekle birlikte çalışarak fitillerin, fitil kalemi üzerine sarılmasını gerçekleştirir.
c ) Fitili düzgün bir şekilde fitil kalemine veren elemandır.
d ) Rehber kısmıyla düzgün bir şekilde uygun gerginlikte sarım yapılır.
S.6- YÜN iplikçiliğinde Fitil’in diğer adı nedir?
C.6. Yün iplikçiliğinde fitil, finisör olarak da adlandırılır.
S.7- Fitil (Finisör) Yapmanın Amacı NEDİR?
C.7.Çekme makinelerinden, band olarak iplik makinesine besleme yapılamadığı için bandların bir miktar daha incelmesi gerekir. Bandların çekilerek iplik makinesinde işlenebilecek forma getiren makinelere fitil (finisör) makinesi, elde edilene de fitil şeridi denir. Bu makinelerin en temel farklılığı, flayer makinesinde fitile mukavemet vermek için Kelebek ile büküm kullanılırken finisör makinesinde mukavemet vermek için ovalama Tekniğinin kullanılmasıdır. Flayer de bir fitil, bir kaleme sarılır. Finisör makinesinde iki tane fitil bir kaleme sarılır. Kamgarn ve yarı kamgarn yün iplikçiliğinde eğirmeden önce fitil işlemi vardır. Ştrayhgarn iplikçiliğinde ayrıca fitil makinesi olmayıp tarak makinesinin çıkışında fitil elde edilmektedir.
S.8- fitil (finisör) makinesi nedir?
C.8. Çekme makinelerinden, band olarak iplik makinesine besleme yapılamadığı için bandların bir miktar daha incelmesi gerekir. Bandların çekilerek iplik makinesinde işlenebilecek forma getiren makinelerdir.
S.9- flayer makinesinde fitile mukavemet vermek için hangi teknik kullanılır?
C.9. Kelebek ile büküm teknikleri kullanılır.
S.10- finisör makinesinde mukavemet vermek için hangi teknik kullanılır?
C.10.ovalama tekniği kullanılır.
Cer Makinesi Soruları
1- Cer Bandı yapmanın amacı nedir?
C.1. Taraktan alınan bandlar cer makinesine gelir. Bandların kalınlığı (çapı) her yerinde aynı değildir. band boyunca birbirini takip eden ince ve kalın yerler bulunur. Cer makinesinde, band düzgünsüzlüğünü gidermek ancak, 6–8 bandın birleştirilerek katlanmasıyla (dublaj) mümkündür. Böylece bazı bandların kalın yerinin, diğerlerinin ince yerine getirilmesiyle düzgünsüzlüğün büyük ölçüde ortadan kalktığı görülür. Dublajla kalınlaşan bandlara çekim (6-8) uygulanarak inceltilir. Bir şeridin çekilebileceği incelik için sınırlama olduğundan normal olarak mekanik çekim oranı, beslenen cer sayısına yakın tutulur.
S.2- Cer Makinelerin Görevleri nelerdir?
C.2.a- Taraktan alınan bandları paralelleştirerek çekerek inceltmek
b- Dublaj ile karışım homojenliğini ve düzgünlüğü sağlamak
c-Tarama işleminin daha sağlıklı yapılabilmesi için lif uçlarındaki kancaların açılmasını sağlamak
d-Band elde etmek.
S.3- Yün İplikçiliğinde çekme bandı yapmanın amacı nedir? Anlatınız?
C.3.Yün iplikçiliğinde çekme bandı önemli bir yer tutar. Bu nedenle katlama ( dublaj ) sayıları direkt olarak önem kazanır. Bu da düzgünsüzlük üzerinde büyük bir rol oynar. Yün tarağından elde edilen bandlarla elyafa daha fazla yön vermek, lifleri düzeltmek ve taramayı kolaylaştırmak, bandların birim uzunluğuna isabet eden ağırlıklarını dengelemek ve düzgünleştirmek, belli incelikte bandlar elde etmek üzere uygulanan işleme çekme ve bu maksat için kullanılan makinelere çekme makineleri denir. Her tatbik edilen çekme işlemine de pasaj ismi verilir. Çekme makinelerine tarak makinesinden çıkan bandlar, tops olarak veya kovalarla beslenir; tarama makinesinden gelenler ise kovalarla beslenir.
S.4- Yün İplikçiliğinde çekme makinelerinin görevi nedir?
C.4.a ) Katlama ( dublaj )yardımıyla tesadüfü olarak beslenen bandların inceli kalınlı yerlerinin bir araya gelmesi suretiyle düzgünsüzlüğü en aza indirerek numara sapmalarını azaltmak
b ) Katlama yardımıyla birden fazla bandı bir araya getirerek karışımın homojen bir hâle gelmesini sağlamak
c ) Farklı türdeki ve renkteki elyaf bandlarını, katlama yardımıyla bir araya getirerek karışımı sağlamak
ç ) Elyafı en az iki çekim makinesinden geçirerek her iki yöndeki elyaf kancalarını açmak
d ) Çekim yardımıyla her aşamada bandları inceltmek
e ) Band elde etmektir.
S.5- Laboratuvar Tipi Çekme Makinesi kaç kısımda incelenir? İsimleri nelerdir?
C.5. Üç kısımda incelenir. Bunlar;
a- ) Besleme kısmı b- ) Çekim kısmı c- ) Sarım kısmı
Tarak Makinesi Soruları
S.1.Tarak Makinelerin Görevleri nelerdir ?
C.1.Tarak Makinelerin Görevleri :
1-Elyafı tek lif hâline gelinceye kadar açmak
2-Yabancı madde ve ince tozları ayrıştırmak
3-Kısa lifleri özellikle neps-nopeleri (düğüm) ayırmak
4-Lifleri paralelleştirip uzunlamasına bir yön vermek
5-Elyafın karışmasını sağlayarak harmanlamayı artırmak
6-Lifleri bant formuna getirip kovalara istiflemek
7-Makine çıkışında her noktadaki kalınlığı ve düzgünlüğü eşit olan bant elde edip kovalara istiflemek.
S.2. Yün iplikçilik sisteminde kullanılan yün tarak makineleri kullanılan lif boyuna kaça ayrılır,nelerdir ?
C.2. İkiye ayrılır : 1-Kamgarn veya yarı kamgarn tarak makinesi 2-Ştrayhgarn tarak makinesi.
S.3. Tarak makinesinin kısımları nelerdir ?
C.3.Tarak makinesinin kısımları
1-Besleme kısmı
2-Ön açma (avantren tertibatı) ve pıtrak çıkarma (Morel tertibatı)
3-Esas tarak kısmı (büyük tamburlu garnitür telli açıcı)
4-Çıkış kısmı (bant elde etme)
Harman-Hallaç Makinesi Soruları
S.1.İplikçilikte Harman ne demektir ?
C.1. Farklı cins ve özellikteki ham maddeyi ( elyaf ) bir araya getirerek homojen bir şekilde karıştırma işlemine harman denir ?
S.2.Harmanlama işleminin amaçları nedir ?
C.2.Harmanlama işleminin amaçları :
1-Farklı tip ve kalitedeki elyafları karıştırmak
2-Farlı ham madde türlerini karıştırmak
3-Büyük elyaf kütlelerini ince tutamlar hâlinde açmak
4-Elyaf içinde bulunan yabancı maddeleri temizlemek
S.3. Harman (karışım) işleminin faydaları nelerdir ?
C.3.Harman (karışım) işleminin faydaları:
1-Ürüne gerekli olan ve ondan beklenen özellikleri sağlamada yardımcı olmaktadır. Örnek: Bakım kolaylığı sağlamak amacıyla yapay ve doğal liflerin karışımı
2-Ham maddenin sahip olduğu özelliklerin varyasyonunu dengeler.
3-Ham madde maliyetinin azalmasına yardımcı olur.
4-Üretim prosesi boyunca randımanı iyileştirmede avantaj sağlar. Örneğin; kısa stapelli materyalin işlenmesi sırasında harmana katılan uzun stapelli lifler, taşıyıcı görevi yaparak randıman ve kalitenin yükselmesini sağlar.
S.4. Pamuk ve yün iplikçiliğinde yapılan harmanlama ve harman makineleri hangi sebeplerden farklıdır ?
C.4. Pamuk ve yün iplikçiliğinde yapılan harmanlama ve harman makineleri birbirinden farklılıklar gösterir. Çünkü elyafların fiziksel ve kimyasal özellikleri genel özelliklerinin yanında birbirine özgü özellikleri de vardır. Ayrıca bünyelerinde bulundurdukları kimyasal maddeler de birbirinden farklıdır.
S.5. Pamuk iplikçiliği harman hallaç dairesi ve makineleri kaç grupta incelenir,maddeler halinde yazınız ?
C.5.Pamuk iplikçiliği harman hallaç dairesi ve makineleri üç grupta incelenebilir:
1-Harman reçetesine göre balyaların harmana yerleştirilmesi
2-Balyaların açılmasında kullanılan makineler
3-Açma ve temizleme makineleri
S.6. Harman reçetesine göre balyaların harmana yerleştirilmesi nasıl yapılır,anlatınız ?
C.6.Yapılacak ipliğin özelliklerine bağlı olarak önceden hazırlanan harman reçetesine göre balyalar, harman makinesinin etrafına yerleştirilir. Harman-hallaç dairesine alınan balyaların etrafındaki çemberler kesilip kanaviçesi çıkarılır.
S.7.Balya hâlindeki pamukların işletme şartları ( sıcaklık,Rutuben,süre ) nasıldır ?
C.7.Klima: 20 – 24 ºC sıcaklıkta Rutubet : %50-65 Süre :24–48 saat
S.8. Balya hâlindeki pamukların işletme şartlarının sağlanmasının amacı nedir ?
C.8.Balyalama sırasında presten dolayı sıkışan pamuk kütlelerinin açılıp kabarması ve istenilen klima şartlarına sahip olmasıdır.
S.9. Balya hâlindeki pamukların işletme şartlarının sağlanmasından sonra hangi işlemler yapılır ?
C.9.Balyaların istenilen özellikleri kazanmasından sonra balya açma makinesiyle açma, temizleme işlemleri yapılır.
S.10.Yün lifinin hangi özellikleri dikkate alınarak elde edilecek iplik özelliklerini göre harmanlanır.?
C.10.Yün lifi incelik, uzunluk, renk, fiyat, kirlilik gibi faktörler göz önüne alınarak elde edilecek iplik özelliklerine göre harmanlanır.
S.11. Kamgarn iplikçiliğinde harman hangi kademelerde olur ?
C.11. 1-Yıkamadan önce
2-Temiz yapak hâlinde taraktan önce
3-Tarak ve çekme bandı hâlinde tarama işleminden önce
4-Tops hâlinde
5-Fitil hâlinde
S.12.Yünü yağlamanın amaçları nelerdir ?
C.12, 1-Açma, taraklama, çekme, tarama ve eğirme işlemleri sırasında lifin esnekliğini artırarak kırılmasını önlemek.
2-Tozlanmayı ve uçuntuları azaltmak.
3-Döküntüyü önlemek.
4-Lifler arası sürtünmeyi azaltmak; çekme, ovalama ve eğirme işlemleri sırasında liflerin birbiri üzerinde kolayca ama kontrollü olarak kaymasını sağlamak.
5-Yüne kayganlık kazandırarak daha ince iplik eğrilmesini sağlamak.
6-Statik elektriklenmeyi önlemek.
S.13.Hallaç makinesinin görevleri nelerdir ?
C.13.1-Yün lifini olabildiğince açmak, birbirinden ayırmak ve hacim kazandırmak
2-Açılan lif içinde bulunan yabancı maddeleri temizlemek
3-Liflerin homojen bir şekilde karışmasını sağlamak
4-Elyafı makineden çıkışta yağlamak
S.14. Ştrayhgarn iplikçiliğinde harmanlamayı anlatınız ?
C.14.Ştrayhgarn iplikçiliğinde harmanlama :Ştrayhgarn iplik üretiminde harmanlama genellikle taraklamadan önce yapılır. Kullanılan elyafın özelliğine göre yıkamadan önce ve temiz yapak hâlinde de harmanlama yapılabilir. Ştrayhgarn iplikçiliğinde farklı özellikte ve çok çeşitli ham maddeler kullanıldığı için harman çok önemlidir. Yapılacak ipliğin kalitesine göre harmanda kısa ve kaba yünler ile kamgarn iplikçiliğindeki döküntüler ve çok çeşitli yeni, eski kumaş, triko parçalarından elde edilen yünler kullanılabilir.
S.15. Çeşitli elyaf guruplarını alıp makinelerde istenilen numara ve kalitede iplik yapma bilgi ve becerisine sahip nitelikli kişiye ne denir?
A) Dokumacı B) Boyacı C) İplikçi D) Örmeci
S.16. Aşağıdakilerden hangisi, iplikçilerin görevleri arasındadır?
A) Yıkama işlemini yapmak B) Kurutma işlemini yapmak C) Elyafı boyama işlemini yapmak D) Elyafı harmanlamak
S.17. Aşağıdakilerden hangisi, iplik dairesinde yapılan işlemdir?
A) Elyafı taramak B) Elyafı yıkamak C) Elyafı kurutmak D) Elyafı boyamak
S.18. İplikçi olarak çalışmak isteyen bir kişide aranan özellikler nelerdir?
A) Ruhen sağlıksız olmak B) Gözlerini ve ellerini eş güdümlü kullanabilmek C) El becerisinin az olması D) Boya yapabilmesi
S.19. Aşağıdakilerden hangisi, doğal veya sentetik liflerin bir dizi işlem sonrasında birbirlerine paralel bir şekilde bükümlü veya bükümsüz olarak bir araya getirilmiş ve bu sayede mukavemet kazandırılmış hâli olarak tanımlanabilir?
A) İplik B) Kumaş C) Elyaf D) Lif
S.20. Aşağıdakilerden hangisi, kullanılan ham maddeye göre iplikçiliğin sınıflandırmasını gösterir?
A) Pamuk iplikçiliği - Penye iplikçiliği - Suni ve sentetik iplikçilik B) Kamgarn iplikçiliği - Yün iplikçiliği - Suni ve sentetik iplikçilik C) Pamuk iplikçiliği - Yün iplikçiliği - ştrayhgarn iplikçiliği D) Pamuk iplikçiliği - Yün iplikçiliği - Suni ve sentetik iplikçilik
S.21. Bitkisel bir tekstil ürününün işletmelerde kabartılıp açılması, yabancı maddelerden (toz, toprak, kabuk, çiğit vb.) büyük ölçüde arındırılıp taranarak şerit hâline gelmesi ve istenilen inceliğe kadar çekildikten sonra arzulanan büküm verilerek iplik hâline dönüştürülmesine ne denir?
A) Yün iplikçiliği B) Pamuk iplikçiliği C) İpek iplikçiliği D) Sentetik iplikçilik
S.22. Hayvansal bir tekstil ürünü olan yünün işletmelerde kabartılıp açılması, yabancı maddelerden (toz, çöp, pıtrak vb.) büyük ölçüde arındırılıp taranarak şerit hâline gelmesi ve istenilen inceliğe kadar çekildikten sonra arzulanan büküm verilerek iplik hâline dönüştürülmesine ne denir?
A) Yün iplikçiliği B) Pamuk iplikçiliği C) Keten iplikçiliği D) Sentetik iplikçilik
S.23. İpliğin tüm uzunluğu boyunca bulunan bir veya birden fazla kesiksiz liften oluşturan iplikçiliğe ne denir?
A) Yün iplikçiliği B) Pamuk iplikçiliği C) Keten iplikçiliği D) Filament iplikçiliği
S.24. Farklı cins ve özellikteki ham maddeyi bir araya getirerek homojen bir şekilde karıştırma işlemine ne denir?
A) Kumaş B) Bobin C) Harman D) Boyama
S.25.Harman ne demektir ?
C.25. Farklı cins ve özellikteki ham maddeyi bir araya getirerek homojen bir şekilde karıştırma işlemine harman denir.
S.26.Pamuk harmanı yapan makinin adı nedir?
C.26.Harman makinesi
S.27. Yün harmanı yapan makinin adı nedir?
C.27.Hallaç makinesi
S.28. Pamuk iplikçiliği harman hallaç dairesi ve makineleri üç grupta incelenir ve nelerdir ?
C.28.A-Harman reçetesine göre balyaların harmana yerleştirilmesi
B-Balyaların açılmasında kullanılan makineler
C-Açma ve temizleme makineleri
S.29. Unifloc makinesinin görevi nedir ?
C.29. Modern harman-hallaç dairelerinde balyalı pamuğun beslendiği ilk makinedir. Günümüz iplik işletmelerinde balya açma makinelerinin yerini bu makineler almaktadır. Balya yolma otomatı belirli sayıda balyadan elyafı küçük tutamlar hâlinde yolarak üniform (homojen) bir karışım sağlayan makinedir.
S.30. Balyaların açılmasında kullanılan makinelerin görevi nedir ?
C.30.Değişik veya aynı kökenli balyaların makineler vasıtasıyla açılması ve karıştırılması işlemidir. Amaç, lif grupları arasındaki farklılıkları gidermektir.
S.31.Açma ve temizleme makineleri nelerdir ?
C.31.A-Mono (tek) silindirli açıcı
B- ERM açıcı makinesi
S.32. Açma (dövme)-temizleme ve yoğunlaştırma ne demektir ?
C.32.Tutamlar hâlindeki pamuk gruplarının mekanik yöntemlerle açılması ve içindeki yabancı maddelerin ayrıştırılması işlemidir. Bu işlem sonunda bir vatka formu oluşturulur ya da bu forma benzer bir yapı lif gruplarına kazandırılır (Örneğin; topak besleme sonunda yoğunlaştırma). Pamuk elyafının içinde yetiştirildiği ortamdan dolayı toz, çöp ve çekirdek kabukları gibi maddeleri üzerinde bulundurabilir. Bunların temizlenmesi açma ve temizleme makinelerinde gerçekleşir.
S.33. Mono (tek) silindirli açıcı görevi nedir?
C.33. Mono silindir açıcı otomatik balya açıcıdan (blendomat, unifloc) hemen sonra kullanılan etkin bir temizleme ve toz ayırma makinesidir.
S.34. ERM açıcı makinesinin görevi nedir?
C.34. ERM açıcı (uniflex-rieter), doğal elyaf için kullanılan bir ince temizleyicidir
S.35. Unimix harman makinesini anlatınız ?
C.35.Materyal, eş zamanlı ve uniform biçimde sekiz adet siloya beslenir. Taşıyıcı havadaki toz, sistematik olarak elyaftan ayrılır ve filtre ünitesine sevk edilir. Bu entegre toz alma metodu çok etkindir ve iplik makinelerinde iplik kopuşlarının azalmasını sağlar.Bu makine; depolama, orta ve çıkış kısmı olarak üç kısımdan oluşmuştur. Lif tutamları, besleme kanalından pnömatik olarak makineye, sekiz adet karışım odasına beslenir. Bir taşıyıcı bant üzerinde besleme odası sayısı kadar karışım sağlanır ve iğneli hasıra beslenir. şğneli hasır üzerindeki fazla materyal karışım, silindir tarafından karışım haznesine dökülür ve harman etkisi artırılır. Karışım haznesi bir optik yoklayıcı tarafından kontrol edilir ve doluluk oranı ayarlanır. Hasır üzerinde kalan elyaf tutamları, alıcı silindir tarafından alınır ve pnömatik taşıyıcı sistem ile bir sonraki makineye sevk edilir.Harman makinelerinde ardı ardına bağlanarak elyafın daha iyi karıştırılması sağlanır.
S.36. İnce temizleme (cleanomat) makinesini anlatınız ?
C.36.Cleanomat sisteminin bir temizleyicisinin çoklu karıştırıcı tarafından beslenmesi çok olumlu sonuçlar vermektedir. Çoklu karıştırıcı, temizleyiciye ideal ve homojen vatka sağlamaktadır. Ham maddeye tam olarak uyum sağlayabilmek amacıyla bu sistem içinde 1-4 arasında açma ve temizleme silindiri mevcuttur. Cleanomat serisinde birinci silindirin altında 2 adet sıyırıcı bıçak, birinci bıçaktan sonra sabit tarama plakası ve her silindirin altında da 1 adet sıyırıcı bıçak, bir emiş başlığı ve bunun önünde yer alan bir rehber kanat vardır. Izgaralı sistemde pamuktan ayrılan çepellerin ızgaranın köşesinden tekrar içeri emildiği bilinmektedir. Doğrudan emiş sisteminde bu hata tamamen düzeltilmiştir. Pamuktan ayrılan telef ve toz, emiş havası tarafından anında emilip sistemden uzaklaştırılmaktadır. Rehber kanadın yönü bıçak yönüne karşı istenildiği gibi ayarlanabilmektedir. Bu şekilde çıkan telefin miktarı tespit edilebilmektedir. Bu silindirlerin ve dolayısıyla garnitürlerin seçimi ve konumlandırılması kullanılan pamuğun kalitesine bağlı olmakla beraber açma prensibinin temel kuralı gereği ham madde akış yönüne göre kaba garnitürlü silindirler önce, hassas garnitürlü silindirler sonra yer alır.
S.37. Toz emme makinesi (dustex) makinesini anlatınız ?
C.37.Pamuk çok iyi açılmışsa içindeki tozlar uzaklaştırılır. Bu yüzden dustex; hassas açıcıdan sonra, taraktan önce kullanılmalıdır. Dustex, vantilatörle beslenip vantilatörle emilir. OE iplikhanelerinde dustexin özel bir önemi vardır. Rotor oyuklarında toplanarak iplik kopuşlarına ve kalın yer şeklinde görülen iplik hatalarına sebep olan mikro tozlar, bu makinede emilebilmektedir.Pamuktaki kaba ve ince tozlar, pamuk ancak çok iyi açıldıktan sonra uzaklaştırılabilir. Bu yüzden toz emme makinesi, temizleme hattında ince açıcıdan sonra, yani tarak makinesinden hemen önce kullanılır. Elyaflar kanallar içinden geçerken veya çalışma esnasında hava emişiyle elyaf elementleri içinde bulunan toz, emilerek uzaklaştırılır. Buradan çıkan elyaf, tarağa gelmeden önce metal ayırıcılardan geçer. Malzeme bir metal dedektörün önünden geçer. Önceki proseslerde içinde metal kalan elyaf, başka bir hazneye düşürülür. Elyaftaki metallerin ayrılması, özellikle tarakta yangın ihtimalini ve tellerin zarar görmesini engeller.
S.38. Topak besleme makinesini anlatınız ?
C.38.İnce temizleme makinesinde temizlenip açılmış lifler, hava kanalından tarak makinesine entegre edilen sürekli elyaf besleyici makinesine ulaşır. Elyaf besleme makinesinin görevi, tarak makinesine sabit miktarda lif beslemesi yapmaktır. Yeni makine sistemlerinde lif besleme makinesinin tarak makinesine entegre edilmesi ile besleme masasının çıkış silindir tertibatı ve tarak makinesinin besleme silindiri ile aynı işlevi görür. Taşıma kanallarından gelen lifler, rezerve olarak kullanılan üst hazneye doldurulmakta; daha sonra liflerin arasında bulunan hava, dar rezerve kanalın içinde bulunan ızgaralar yardımıyla emilmekte; lifler yoğunlaşarak besleme silindirine doğru ilerlemektedir.Besleme silindiri, besleme masasındaki yaylı elemanlar vasıtası ile materyali sıkıştırmakta ve belli kalınlıkta bir lif katmanı hâline getirmektedir. Hemen arkasından tabaka hâlindeki materyal, açıcı silindire ulaştırılarak açma işlemi başlatılmaktadır. Açılmış lifler ikinci silodan geçerek ikinci hazne içinde vatka oluşmadan önce tekrar lifler arasındaki havanın ayrılma işlemi gerçekleştirilmektedir. Açılmış lifler, daha sonra yaylı olarak hareket eden besleme masası sayesinde vatka şeklinde yoğunlaştırılmaktadır. Besleme masasında yaylı elemanlarla bağlantılı olan ölçme kolu sayesinde vatkada meydana gelebilecek kütle sapmaları kontrol edilmektedir.Kontrol sonucunda vatka kalınlığında referans değerden farklı bir değer tespit edilecek olursa otomatik olarak regüle yapılmaktadır.Sistem, ayrıca vaka üzerinde görülebilecek ve tarak makinesinde hasara yol açabilecek metal parçalarını tespit ederek makinenin durmasını sağlayacak bir düzenekle donatılmıştır.Belirli incelikte vatka formunu alan pamuk lifleri, lif besleme makinesinden tarak makinesinin besleme silindirine verilmektedir.
El Aletleri Soruları
S.1.Kontrol ve vida sıkma aletleri nelerdir?
C.1.Faz kontrol kalemi, Düz tornavida, Yıldız uçlu tornavida, iki ağızlı tornavida.
S.2.Basit kesici ve şekillendirici aletler nelerdir?
C.2.Pense, Yan keski, Karaburun, Maket bıçağı, Düz uçlu keski, Cımbız, Metal çekiç, Eğe, Demir testeresi, Ağaç testeresi, Makas, Kablo soyma pensi.
S.3.Kesici ve delici aletler nelerdir ?
C.3.Darbeli breyz,Şarjlı el breyzi,şarjlı tornavida
S.4.Ölçüm aletleri nelerdir ?
C.4.Şerit metre,Katlanabilir metre,Kumpas.
S.5.El aletlerinde olan anahtarlar nelerdir ?
C.5.Kombine anahtar takımı,Kurbağacık anahtarı,Alyan anahtar,Lokma anahtar,Yıldız anahtar takımı,Ayarlı pense,Takım çantası
S.6.El aletlerinden olan diğer faydalı ekipmanlar nelerdir ?
C.6.Yağdanlık,Merdiven,Murç,Mengene,Çektirme,Zımpara ve Bileme taşı
S.7. El aletlerinden olan Mengene’nin görevi nedir ?
C.7. Mengeneler; delme, kesme, vidalama ve eğeleme gibi işlemlerin doğru bir şekilde yapılabilmesi için iş parçasını tutmak ya da sabitlemek için kullanılan bir gereçtir.
S.8. El aletlerinden olan Murç’un görevi nedir ?
C.8. Murç, çoğunlukla beton yüzeyleri parçalamak ve breyiz ile delinecek yüzeylere iz açmak için kullanılan el aletidir.
S.9. El aletlerinden olan Alyan Anahtar’ın görevi nedir ?
C.9. Alyan anahtarları altıgen soket şeklinde vidaları söküp takabilmek için kullanılan bir anahtar çeşididir.
S.10. El aletlerinden olan Ayarlı Pense’nin görevi nedir ?
C.10. Ayarlı penselerde üst çene, alt çene üstünde bir düzlem boyunca aşağı yukarı kaydırılarak farklı konumlara hareket ettirilebilir. Bu tasarımın avantajı, pense ile geniş ve farklı boyutlarda cıvata ve somunların istenilen pozisyondan tek bir el aleti ile sökülüp takılabilmesidir.
S.11. El aletlerinden olan Kumpas’ın görevi nedir ?
C.11. Bu aletle 20 santimetreye kadar derinlik, genişlik ve kalınlık ölçebilir. Milimetrenin yüzde onu, yüzde beşi ve yüzde ikisi oranında hassas ölçmeler yapılabilir.
S.12. El aletlerinden olan Kombine Anahtar Takımı’nın görevi nedir ?
C.12. Kombine anahtar takımları, bir açık ağızlı (çatal) anahtar ve bir de yıldız anahtarın birleşiminden oluşmuştur. Anahtar uzunluğu, ağız büyüklüğüne göre değişir. Kombine anahtar takımları, somun ve cıvata söküp takmak için kullanılır.
S.13. El aletlerinden olan Kurbaağacık anahtarı’ın görevi nedir ?
C.13. Kurbağacık anahtarda bir sabit ve bir de hareketli ve ayarlanabilir çene vardır. Ayarlanabilir çene bir dişli tarafından çevrilerek somun büyüklüğüne göre ayarlanır. Cıvata ya da somun üzerine fazla kuvvet uygulandığında kurbağacık üzerindeki dişli düzenek zarar görebileceğinden bu gibi durumlarda kombine anahtar takımları kullanılmalıdır. Kurbağacık anahtarlar, sadece doğru boyutlu anahtar veya soket bulunamadığı durumlarda kullanılmalıdır.
S.14. El aletlerinden olan Lokma Anahtar’ın görevi nedir ?
C.14. Kombine anahtar takımının yaptığı işi yapar ancak kombine anahtar takımlarının ulaşamayacağı, cıvatanın bir yuva içinde kaldığı ya da cıvata yanlarında döndürme işlemi için yeterli alan kalmadığı durumlarda kullanılır.
S.15. El aletlerinden olan Kablo Sıyırma Pensi’nin görevi nedir ?
C.15. Kablo soyucu pensler, değişik çaplardaki kabloların dış kısmında bulunan ve elektriksel yalıtkanlığı sağlayan izole malzemeyi kablodan ayırmak için kullanılan el aletleridir.
S.16. El aletlerinden olan Eğe’nin görevi nedir ve çeşitleri nelerdir ?
C.16.Üzerindeki dişler yardımıyla talaş kaldırarak iş parçasını istenen biçim ve ölçüye getirmeye, yüzeyleri düzeltmeye ve bilemeye yarayan bir el aletidir. Birçok çeşidi vardır. Bunlar: Sivri uçlu yassı eğe ,Küt uçlu yassı eğe ,Yarım yuvarlak eğe ,Kılıç eğe ,Üç köşe eğe ,Yuvarlak eğe ,Dört köşe eğe ,Yarık eğesi ,Bıçak eğesi ,Hızar eğesi ,Kuşdili eğe ,Baret eğesi
S.17. ………………………… bir elektrik devresinde ya da sistemde gerilimin olup olmadığını anlamak için kullanılan bir test aletidir.
S.18. …………………… tornavidalarda döndürme işlemi sırasında kuvvet vida kafasına iki noktadan uygulanır.
S.19. Tornavidalar …………………… ceplerinde taşınmamalıdır.
S.20. Tornavida bir başkasına verilirken önce …………………… kısmı uzatılmalıdır.
S21. Aşağıdakilerden hangisi kablo kesmek için kullanılmaz?
A) Pense B) Cımbız C) Kargaburun D) Yan keski
S.22. Değişik çaplardaki kabloların dış kısmında bulunan ve elektriksel yalıtkanlığı sağlayan izole malzemeyi kablodan ayırmak için kullanılan el aleti aşağıdakilerden hangisidir?
A) Testere B) Bıçak C) Kablo soyma pensi D) Maket bıçağı
S.23. İyi cins karbonlu çelik malzemeden yapılmış ve tahta, metal, taş gibi maddelere şekil vermek için kullanılan el aleti aşağıdakilerden hangisidir?
A) Düz uçlu keski B) Kargaburun C) Testere D) Pense
S,24. Yüzey temaslı elektronik malzemeler ve çok küçük boyutlu vidalar vb. elle tutulamayacak kadar küçük boyutlu malzemeleri tutmak için kullanılan el aleti aşağıdakilerden hangisidir?
A)Kargaburun B) Cımbız C) Makas D) Çakı
S.25. Aşağıdakilerden hangisi bir çekiç türü değildir?
A) Metal çekiç B) Lastik çekiç C) Plastik çekiç D) Cam çekiç
S26. Üzerindeki dişler yardımıyla talaş kaldırarak iş parçasını istenen biçim ve ölçüye getirmeye, yüzeyleri düzeltmeye ve bilemeye yarayan el aleti aşağıdakilerden hangisidir?
A)Eğe B) Çekiç C) Makas D) Testere
S.27. ( ) Darbeli breyiz, temel olarak metal bir kılıf içerisine yerleştirilmiş bir elektrik motorudur.
S.28. ( ) Breyizlerin tutma kısmına mandren denir.
S.29. ( ) Şarjlı el breyizleri 220V AC gerilim ile çalışır.
S.30. ( ) Şarjlı tornavidaların uçları değiştirilebilir.
S.31. ( ) Metreler ile kullanılacak kablo uzunluğu, döşenecek borunun uzunluğu gibi işlerimizde kullanmalıyız.
S.32. ( ) Katlanabilir metreler ile uzun mesafelerin ölçümünü bir seferde yapabiliriz.
S.33. ( ) Kumpaslar ile kullanılacak malzeme kalınlıklarını ölçebiliriz.
S.34. Kombine anahtar takımları, bir açık ağızlı (çatal) anahtar ve bir de ………………………….. anahtarın birleşiminden oluşmuştur.
S.35. ………………………….. anahtarlar, sadece doğru boyutlu anahtar veya soket bulunamadığı durumlarda kullanılmalıdır.
S.36. …………………………..anahtarları altıgen soket şeklinde vidaları söküp takabilmek için kullanılan bir anahtar çeşididir.
S.37. ………………………….. anahtarlarında, soketler döndürülecek cıvatanın kafasına oturtulduktan sonra soketin üst kısmına tutma aparatı takılarak cıvata gevşetilir ya da sıkılır.
S.38. …………………………..anahtarlar somun ya da cıvata başlarını her taraftan kuşatır. Anahtar ağızlarında 6 noktadan ve 12 noktadan kavrayan tipleri mevcuttur.
S.39. Takım çantasının kullanım amacı …………………………..bir arada ve düzenli bir şekilde muhafaza edilmesidir.
S.40. ( ) Yağdanlık, yapısında dişli ya da piston bulunan (motor vb.) ve sürtünmeyi en aza indirmek için makinelere tatbik edilen yağı saklamak için kullanılan bir gereçtir.
S.41. ( ) Merdiven, çalışılacak yerin yüksekliğinin insan boyunu aşmadığı durumlarda kullanılan ve üzerinde basamaklar olan bir gereçtir.
S.42. ( ) Murç, çeşitli inşaat işlerinde sıva, macun gibi malzemeleri yüzeylere yaymak ya da bu malzemeleri bulundukları yüzeyden kazımak için kullanılan bir el aletidir.
S.43. ( ) Çektirmeler; delme, kesme, vidalama ve eğeleme gibi işlemlerin doğru bir şekilde yapılabilmesi için iş parçasını tutmak ya da sabitlemek için kullanılan bir gereçtir.
S.44. ( ) Zımpara, ahşap gibi şekillendirilmesi kolay malzemelerin yüzeyinde bulunan boya gibi maddeleri kaldırmak ya da ahşap malzemeye, yüzeyinden aşındırarak şekil vermeye yarayan bir gereçtir.
S.45. ( ) Taşlama makinelerinin hangi hızda döneceği genellikle ayakla kontrol edilen bir pedal yardımıyla yapılır.
S.46. ( ) Kontrol kalemi bir vida sıkma aleti değildir. Bu nedenle özellikle güç gerektiren vida sıkma işlemlerinde kullanılmaz.
S.47. ( ) Tornavidalar elbise ya da önlük ceplerinde taşınmalıdır.
S.48. ( ) Tornavida bir başkasına verilirken önce metal kısmı uzatılmalıdır.
S.49. ( ) Pense cıvata ve vida sökmek için kullanılmamalıdır.
S.50. ( ) Çekiçlerin sap kısmı tutmayı kolaylaştırmak için iyice yağlanır.
S.51. ( ) Eğe, kaybolmaması için iş yapılan parça üzerinde bırakılmalıdır.
S.52. ( ) Anahtarlar somun ya da cıvata başlarına iyi yerleştirilmeli ve mümkün olduğunca boĢta kalan uca yakın bir yerden kavranmalıdır.
S.53. ( ) Somun ya da cıvata başları çekiçle vurularak gevşetildikten sonra anahtarla gevşetme işlemi yapılır.
S.54. ( ) Alyan anahtarlar “T” şeklindedir ve iki ucu farklı büyüklükteki soket vidaları sökmek için kullanılır.
S.55. ( ) Takım çantasının kullanım amacı el aletlerinin bir arada ve düzenli bir şekilde muhafaza edilmesidir.
S.56. ( ) Murç, çoğunlukla beton yüzeyleri boyamak için kullanılan el aletidir.
S.57. ( ) Rulmanların, rulman yataklarının, burçların ve yağ conta halkalarının çıkarılması için kullanılan el aletine çektirme denir.
S.58. El aletlerinden olan Faz Kontrol Kalemi ‘nin görevi nedir ?
C.58. Kontrol kalemi, bir elektrik devresinde ya da sistemde gerilimin olup olmadığını anlamak için kullanılan bir test aletidir.
S.59. Kontrol kalemi kullanırken dikkat edilecek hususlar nelerdir ?
C.59. Kontrol kalemi kullanırken dikkat edilecek hususlar şunlardır:
--Kontrol kalemi bir vida sıkma aleti değildir. Bu nedenle özellikle güç gerektiren vida sıkma işlemlerinde kullanılmaz.
--Kontrol kalemi kullanırken yalıtılmış kısımlar ve tutma kısmının üstünde bulunan iletken parça dışında kalan kısımlara dokunulmamalıdır.
--Kontrol kalemi test edilecek noktaya tam olarak değdirilmeli ve temas yüzey alanı azaltılmamalıdır.
S.60. El aletlerinden olan Yıldız Uçlu Tornavida’nın görevi nedir ?
C.60. Yıldız uçlu tornavida düz tornavida ile aynı işleve sahiptir. Tek fark, yıldız uçlu tornavidanın metal uç kısmı yıldız vidaları (yassı kafasının merkezinde, çap boyunca birbirini 90 derecelik açılarla kesen iki yarık olan vidalar) döndürerek sürmek için kullanılır.
S.61.El Testeresi çeşitleri nelerdir ?
C.61. Pala testere ,Sırtlı testere ,Alıştırma testeresi ,Çekme testere ,Kaplama testeresi ,Fare kuyruğu testere
S.62.Kol Testere çeşitleri nelerdir ?
C.62. Kaptırma testeresi , Zıvana testeresi ,Zemin testeresi
S.63.Ağaç testeresi ne işe yarar ?
C.63.Üzerinde ince düz dişleri olan bir bıçağa ve bu bıçağın vida ile tutturulduğu plastik ya da ağaçtan yapılmış bir sapa sahip olan ve ağaç, tahta kesmekte kullanılan bir el aletidir.
S.64.Testere kullanırken nelere dikkat etmeliyiz ?
C.64. Kesmeye başlamadan önce kesilecek düzleme önce iz açılır. Kesme işlemi sırasında testere boyunca uzun hareketlerden ziyade testerenin belli kısmını kullanan kısa hareketlerle işlem yapılmalıdır.
S.65.Kablo sıyırma pensi ne işe yarar ?
C.65.Değişik çaplardaki kabloların dış kısmında bulunan ve elektriksel yalıtkanlığı sağlayan izole malzemeyi kablodan ayırmak için kullanılan el aletleridir. Bu işlem için kullanılan kablo soyucular, iki grupta incelenebilir. Bunlar, el ile ayarlamalı kablo soyucular ve otomatik kablo soyuculardır. El ile ayarlamalı kablo soyucularda kablo çapı göz kararı ve el yordamı ile belirlenirken, otomatik kablo soyucularda kablo çapları soyucunun üzerinde yazar ve sadece kullanıcının uygun çapı seçmesi gerekir.
S.66.Darbeli breyz ne işe yarar?
C.66. Temel olarak metal bir kılıf içerisine yerleştirilmiş bir elektrik motorudur. Bu elektrik motorunun hareketli miline tutturulmuş mandren adı verilen bir breyiz yuvası vardır ve bu yuvaya breyiz uçları ya da diğer kesici, delici donanımlar takılabilir. Arka kısmında ise tutma kısmı bulunur ve bu hâliyle darbeli breyiz bir silahı andırır. Darbeli breyizlerin esas kullanım amacı duvar, tahta ve metal yüzeylere istenen çaplarda delikler açmaktır. Ancak yuvaya bağlanan çeşitli uçlarla biçme, cilalama, parlatma gibi işlemler de gerçekleştirilebilir.
S.67.Şarjlı el breyzi ne işe yarar ?
C.67.Şarjlı el breyzinin tutma kısmının altında bir bataryası vardır. Metal kılıfının içinde bulunan ve dönme hareketini sağlayan motor enerjisini bu bataryadan alır. Bataryalar DC gerilim kaynaklarıdır. Gerilim değerleri 15V, 18V, 24V, 28V ve 32V olabilir. Batarya gerilimi yükseldikçe matkabın torku (kuvvet momenti) da artar. Şebeke gerilimi ile çalışan darbeli breyizler kadar güçlü değildirler. Bu nedenle çoğunlukla ahşap ve plastik delme işlemlerinde kullanılır. Mandrenleri el ile gevşetilip breyiz uçları takıldıktan sonra yine el ile sıkılır.
S.68.Bileme taşının görevi nedir ?
C.68.Taşlama işlemi veya demir el aletlerinin yüzeylerini keskinleştirmek için kullanılan, bir elektrik motoru ya da insan gücüyle döndürülen daire şeklinde bir gereçtir. Genellikle kum taşından yapılır. Taşlama makinelerinin hangi hızda döneceği genellikle ayakla kontrol edilen bir pedal yardımıyla yapılır.
S.69.El aletlerinden olan zımpara ne işe yarar ?
C.69.Ahşap gibi şekillendirilmesi kolay malzemelerin yüzeyinde bulunan boya gibi maddeleri kaldırmak ya da ahşap malzemeye, yüzeyinden aşındırarak şekil vermeye yarayan bir gereçtir.
S.70. El aletlerinden olan Çektirme ne işe yarar ?
C.70.Rulmanların, rulman yataklarının, burçların ve yağ conta halkalarının çıkarılması için kullanılan el aletidir.
S.71.Ayarlı pense ne işe yarar ?
C.71. Ayarlı penselerde üst çene, alt çene üstünde bir düzlem boyunca aşağı yukarı kaydırılarak farklı konumlara hareket ettirilebilir. Bu tasarımın avantajı, pense ile geniş ve farklı boyutlarda civata ve somunların istenilen pozisyondan tek bir el aleti ile sökülüp takılabilmesidir.
S.72.Yıldız anahtar ne işe yarar ?
C.72. Yıldız anahtarlar, somun ya da cıvata başlarını her taraftan kuşatır. Anahtar ağızlarında 6 noktadan ve 12 noktadan kavrayan tipleri mevcuttur. Kare ve altıgen cıvata başlarını döndürmek için kullanılabilir. Avantajı hem kullanıcı hem de teçhizat için en iyi koruma sağlamasıdır. Dezavantajı ise sıkma ya da gevşetme işlemi için cıvata ve somunun yukarısında ve etrafında yeterli açıklık olması zorunluluğudur.
Sentetik Lifler Soruları
S.1.Sentetik lif ne demektir ?
C.1. Sentetik lifler sentez yoluyla üretilen polimerlerden kimyasal lif çekim yöntemleri kullanılarak elde edilen liflerdir.
S.2. Sentetik lifler kimyasal yapılarına göre kaç grupta incelenir,grup isimlerini yazınız ?
C.2. 1-Poliester lifleri
2-Poliamid lifleri
3-Polivinil lifleri
4-Poliolefin lifleri
5-Poliuretan lifleri.
S.3. Poliester lifleri nelerdir ,isimlerini yazınız ?
C.3. 1-Terilen
2-Trevira
S.4. Poliamid lifleri nelerdir ,isimlerini yazınız ?
C.4. 1-Naylon6
2- Naylon 6.6
3- Naylon 11
S.5. Polivinil lifleri nelerdir ,isimlerini yazınız ?
C.5. 1-Akrilik
2-Modakrilik
3-polivinilklorür
4-polivinilidenklorür
5- polivinilalkol
6-polistiren
S.6. Poliolefin lifleri nelerdir ,isimlerini yazınız ?
C.6. 1-Polietilen lifleri
2-polipropilen lifleri
3-politetrafluoroetilen lifleri [teflon ]
S.7. Dünyada üretilen ilk sentetik lifin adı nedir ?
C.7.Poliamid lifi ( Naylon PA )
S.8.Poliamid lifleri içinde en çok üretilen kaç tane türü vardır,isimleri nelerdir ?
C.8.İki adettir : Naylon 6.6 ve Naylon 6
S.9. Naylon 6.6 Lifinin Elde Edilmesini anlatınız ?
C.9.Naylon 6.6’nın başlangıç maddeleri adipik asit ve heksametilen diamindir. Adipik asit ve heksametilen daiminde 6’şar karbon atomu bulunmaktadır. Naylon 6.6 lifinin elde edilmesi için yapılacak ilk işlem bu iki maddenin uzun molekül zincirleri veya polimerler oluşturmasını sağlamaktır. Bu başlangıç maddeleri etil alkol içinde ısıtıldığında naylon 6.6 tuzu oluşur. Bu tuzun sudaki çözeltisi basınç altında buhar verilerek havasız bir ortamda 215 – 220 °C de tutulduğunda polimerleşme başlar. Polimerizasyon derecesi istenilen seviyeye ulaştığında % 1 oranında asetik asit eklenerek polimerizasyon durdurulur. Süt beyaz renkte olan ve katılaşan naylon 6.6 polimeri küçük parçalar şeklinde kesilerek, yumuşak eğirme yöntemine göre filament haline getirilir. Bu filamentlere daha sonra bir germe – çekme işlemi uygulanır. Naylon 6.6 filamentleri mat olarak elde edilmek isteniyorsa naylon 6.6 tuzu halindeyken % 1 oranında TiO2 eklenir.
S.10. Naylon 6.6 Lifinin enine kesiti ve boyuna görünüşü nasıldır ?
C.10. Naylon 6.6 lifleri mikroskop altında düzgün bir silindir, cam bir çubuk görünümündedir. Enine kesiti ise yuvarlaktır.
S.11. Naylon 6.6 Lifinin renk ve parlaklığı nasıldır ?
C.11.Naylon 6.6 lifleri parlaktır, istenildiğinde titantum dioksit (TiO2) ilavesi ile yarı mat veya mat olarak elde edilebilir.
S.12. Naylon 6.6 Lifinin incelik ve uzunluğu nasıldır ?
C.12.Naylon 6.6 lifleri çeşitli uzunluklarda üretilebilir. Kullanım alanına bağlı olarak filament halde olabileceği gibi kesikli ( stapel ) şeklinde de olabilir.
S.13. Naylon 6.6 Lifinin mukavemeti nasıldır ?
C.13.Naylon 6.6 liflerinin mukavemeti çok yüksektir. Naylon 6.6 liflerinin mukavemeti kuru halde 4.5 – 6 gr/denye, ıslak halde ise 4.1 – 5.2 gr/denye arasındadır. Islak halde iken mukavemetlerinde az bir düşüş görülmektedir.
S.14. Naylon 6.6 Lifinin nem çekme özelliği nasıldır ?
C.14.Naylon 6.6 liflerinin nem çekme özelliği doğal lifle oranla düşüktür. Bu oran normal şartlarda % 4 – 4.5 arasında değişmektedir.
S.15. Naylon 6.6 Lifinin sürtünmeye karşı dayanıklılığı nasıldır ?
C.15.Naylon 6.6 liflerinin sürtünmeye karşı dayanıklılığı oldukça iyidir. Ancak tüylenme problemi ile karşılaşılabilir.
S.16. Naylon 6.6 Lifinin boyut değiştirmezlik özelliği nasıldır ?
C.16.Naylon 6.6 ürünlerinin boyut değiştirmezliği, düşük ve ılık sıcaklıklarda yıkandığında iyidir. Yüksek sıcaklıklarda yıkanan ürünler büzüşmeye bağlı olarak çeker.
S.17. Naylon 6.6 Lifinin esneklik ve yaylanma özelliği nasıldır ?
C.17.Naylon 6.6 liflerinin esneklik özelliği yüksek , yaylanma özelliği iyidir. Naylon 6.6 lifleri % 8 oranında uzatıldıklarında eski hallerine dönebilir. Filament halindeki Naylon 6.6 liflerinin uzama oranı kuru halde % 26 – 32, yaş halde % 30 – 37 arasında değişmektedir.
S.18. Naylon 6.6 Lifinin hacimsel yoğunluk özelliği nasıldır ?
C.18.Naylon 6.6 lifleri oldukça hafif bir lif olup, özgül ağırlığı 1.14 gr/cm³ tür.
S.19. Naylon 6.6 Lifinin kimyasal maddelerden etkilenme özelliği nasıldır ?
C.19.Naylon 6.6 lifleri kimyasal maddelere karşı dayanıklıdır. Sulu asitlerin liflere olumsuz bir etkisi olmazken, sülfürik asit ve nitrik asit gibi kuvvetli asitler lifi parçalar. Sıcak ve soğuk hidroklorik asit life zarar verir. Alkalilere karşı oldukça dayanıklıdır. Kuru temizlemede kullanılan fenol, kresol ve formik asit hariç diğer çözücüler life zarar vermez.
S.20. Naylon 6.6 Lifinin çevresel faktörlere karşı dayanıklılık özelliği nasıldır ?
C.20.Naylon 6.6 lifleri güneş ışığına karşı dayanıklıdır. Ancak uzun süre güneş ışığı etkisi altında kalırsa mukavemetlerinde biraz azalma olur. Bakteri, mantar, güve ve diğer zararlı böcekler liflere zarar vermez.
S.21. Naylon 6.6 Lifinin elektriklenme özelliği nasıldır ?
C.21.Naylon 6.6 liflerinin elektrik iletme özelliği çok zayıf olduğundan statik elektrikle yüklenir. Elektrik iletme özelliği çok düşük olduğundan lifler, elektrik malzemelerinde izolasyon amaçlı da kullanılır.
S.22. Naylon 6.6 Lifinin ısıdan etkilenme özelliği nasıldır ?
C.22.Naylon 6.6 lifleri 150 °C de sararır. 230 °C de yumuşar. Naylon 6.6 liflerinin erime noktası ise 260 °C civarındadır.
S.23. Naylon 6.6 Lifinin yanma özelliği nasıldır ?
C.23.Naylon 6.6 lifleri alevle karşılaştığında hemen tutuşmaz, ancak yanmaya başladığında alevle yanar. Termoplastik özelliğinden dolayı lifler önce yumuşar, daha sonra damlayarak erir. Külü ise krem renginde, boncuk şeklinde ve serttir.
S.24. Naylon 6.6 Lifinin kullanım alanları nelerdir ?
C.24.Naylon 6.6 lifleri giyim, iç mekânda kullanılan döşemelik kumaşlar ve endüstriyel tekstiller gibi bir çok alanda kullanılır.Elbise, mayo, spor giysileri, kadın, erkek ve çocuk çorabı, iç giyim, ceket ve gömlek .Yatak örtüsü, halı ve perdelik kumaşlar.Çadır, uyku tulumu, balık ağı, şemsiyelik ve paraşüt kumaşlarında, otomobil lastiklerinde ve emniyet kemeri yapımında kullanılır.
S.25.Naylon 6 liflerinin 1940 yılında Almanya’da piyasaya sürülen ticari adı nedir ?
C.25. Perlon L
S.26. Naylon 6 Lifinin Elde Edilmesini anlatınız ?
C.26.Naylon’nın başlangıç maddesi 6 karbonlu amino kaproik asittir NH2(CH2)5 COOH. Bu madde 260 °C de basınç altında ve katalizör olarak naylon 6.6 tuzu kullanılmak kaydıyla polimerleştirilir. Naylon 6 polimeri 220 °C de eritilerek yumuşak eğirme yöntemi ile filament haline getirilir. Bu filamentlere daha sonra mukavemetlerinin artması için bir germe – çekme işlemi uygulanır.
S.27. Naylon 6 Lifinin enine kesiti ve boyuna görünüşü nasıldır ?
C.27.Naylon 6 lifleri mikroskop altında düzgün bir silindir, cam bir çubuk görünümündedir. Enine kesiti ise yuvarlaktır.
S.28. Naylon 6 Lifinin renk ve parlaklığı nasıldır ?
C.28.Naylon 6 lifleri parlaktır, istenildiğinde titan dioksit (TiO2) ilavesi ile yarı mat veya mat olarak elde edilebilir.
S.29. Naylon 6 Lifinin incelik ve uzunluğu nasıldır ?
C.29.Naylon 6 lifleri çeşitli uzunluklarda üretilebilir. Kullanım alanına bağlı olarak filament halde olabileceği gibi kesikli ( stapel ) şeklinde de olabilir.
S.30. Naylon 6 Lifinin mukavemeti nasıldır ?
C.30.Naylon 6 liflerinin mukavemeti naylon 6.6’ya göre biraz daha yüksektir. Naylon 6 liflerinin mukavemeti kuru halde 4.5 – 7 gr/denye, ıslak halde ise 4.1 – 6 gr/denye arasındadır. Islak halde iken mukavemetlerinde çok az bir düşüş görülmektedir.
S.31. Naylon 6 Lifinin nem çekme özelliği nasıldır ?
C.31.Naylon 6 liflerinin nem çekme özelliği doğal liflerden daha düşüktür. Naylon 6.6 lifleri ile aynı özelliği gösterir. Bu oran normal şartlarda % 4 – 4.5 arasında değişmektedir.
S.32. Naylon 6 Lifinin sürtünmeye karşı dayanıklılığı nasıldır ?
C.32.Naylon 6 liflerinin sürtünmeye karşı dayanıklılığı oldukça iyidir.
S.34. Naylon 6 Lifinin boyut değiştirmezlik özelliği nasıldır ?
C.34.Naylon 6 ürünlerinin boyut değiştirmezliği, düşük ve ılık sıcaklıklarda yıkandığında iyidir. Yüksek sıcaklıklarda yıkanan ürünler büzüşmeye bağlı olarak çekerler.
S.35. Naylon 6 Lifinin esneklik ve yaylanma özelliği nasıldır ?
C.35.Naylon 6 liflerinin esneklik özelliği yüksek , yaylanma özelliği iyidir. Naylon 6 lifleri % 8 oranında uzatıldıklarında eski hallerine dönebilirler. Filament halindeki Naylon 6 liflerinin uzama oranı kuru halde % 23 – 43, yaş halde % 27 – 34 arasında değişmektedir.
S.36. Naylon 6 Lifinin hacimsel yoğunluk özelliği nasıldır ?
C.36.Naylon 6 lifleri oldukça hafif bir lif olup, özgül ağırlığı 1.14 gr/cm³ tür.
S.37. Naylon 6 Lifinin kimyasal maddelerden etkilenme özelliği nasıldır ?
C.37.Naylon 6 lifleri kimyasal maddelere karşı dayanıklıdır. Sulu asitlerin liflere olumsuz bir etkisi olmazken, sülfürik asit ve nitrik asit gibi kuvvetli asitler lifi parçalar. Sıcak ve soğuk hidroklorik asit life zarar verir. Alkalilere karşı dayanıklılığı naylon 6.6’ ya göre daha iyidir. Kuru temizlemede kullanılan fenol, kresol ve formik asit hariç diğer çözücüler life zarar vermez.
S.38. Naylon 6 Lifinin çevresel faktörlere karşı dayanıklılık özelliği nasıldır ?
C.38.Naylon 6 liflerinin güneş ışığına karşı dayanıklılığı daha düşüktür. Uzun süre güneş ışığı etkisi altında kalırsa mukavemetlerinde azalma olur. Bu yüzden perdelik kumaş olarak kullanılması önerilmez. Bakteri, mantar, güve ve diğer zararlı böcekler liflere zarar vermez.
S.39. Naylon 6 Lifinin elektriklenme özelliği nasıldır ?
C.39.Naylon 6 liflerinin elektrik iletme özelliği çok zayıf olduğundan statik elektrikle yüklenir. Elektrik iletme özelliği çok düşük olduğundan lifler, elektrik malzemelerinde izolasyon amaçlı da kullanılır.
S.40. Naylon 6 Lifinin ısıdan etkilenme özelliği nasıldır ?
C.40.Naylon 6 liflerinin erime noktası naylon 6.6 lifine göre daha düşük olup 215 °C civarındadır.
S.41. Naylon 6 Lifinin yanma özelliği nasıldır ?
C.41.Naylon 6 lifleri alevle karşılaştığında hemen tutuşmaz, ancak yanmaya başladığında alevle yanar. Termoplastik özelliğinden dolayı lifler önce yumuşar, daha sonra damlayarak erir. Külü ise krem renginde, boncuk şeklinde ve serttir.
S.42. Naylon 6 Lifinin kullanım alanları nelerdir ?
C.42.Naylon 6.6 lifleri ile kullanım alanları benzese de bazı özellikleri nedeniyle ayrıldığı noktalar vardır. Erime noktaları farklı olduğu için uygulanacak ütüleme sıcaklığı da farklıdır. Nem çekme özellikleri aynı olsa da naylon 6 lifi bazı boyalarda daha kolay boyandığından daha parlak ve canlı renkler elde edilebilir. Güneş ışığına karşı dayanıklılığı daha düşük olduğundan perde yapımında kullanılmaz. Naylon 6’nın tutumu, naylon 6.6’ya göre daha yumuşak olduğundan özellikle trikolarda ve tekstüre ipliklerin yapımında daha çok kullanılır.Elbise, kadın, ve çocuk çorabı, iç giyim, gömlek,yatak örtüsü, halı yapımında,çadır, balık ağı ve otomobil lastiklerinde kullanılır.
S.43. Poliester Liflerinin ( PES) İngiltere’deki ticari ismi nedir ?
C.43. Terylene ve Trevira
S.44. Poliester Liflerinin ( PES) ABD’deki ticari ismi nedir ?
C.44. Dacron.
S.45. Poliester Liflerinin ( PES) Almanya’daki ticari ismi nedir ?
C.45. Diolen
S.46. Poliester Liflerinin ( PES) Türkiye’deki ticari ismi nedir ?
C.46. Perilen
S.47. Poliester kimyasal yapıları bakımından kaç grupta incelenir,isimlerini yazınız ?
C.47.Üç grupta incelenir. 1-PET lifleri 2- PCDT lifleri 3- Modifiye ( yeni ) poliester lifleri.
S.48. PET lifleri nelerdir,isimlerini yazınız ?
C.48. Polietilen tereftalat
S.49. PCDT lifleri nelerdir,isimlerini yazınız ?
C.49. poli- 1.4 sikloheksil – dimetilen – tereftalat
S.50. PET Poliester Liflerinin Elde Edilmesini anlatınız ?
C.50.PET poliester lifleri iki yönteme göre elde edilir. Birincisinde başlangıç maddesi olarak etilen glikol ve dimetiltereftalat alınır. İkinci yöntemde ise başlangıç maddesi olarak etilen glikol ve tereftalik asit alınır.
Polimerleştirilen ham madde, polimerleştirme kazanında soğutularak alınır ve küçük parçalar halinde kesilerek üretilir. Polimerler, erime noktası olan 260 °C de eritilerek yumuşak eğirme yöntemine ile filament haline getirilir. Bu filamentlere daha sonra mukavemetlerinin artması için bir germe – çekme işlemi uygulanır.
S.51. Poliester lifinin enine kesiti ve boyuna görünüş özelliği nasıldır ?
C.51.Poliester lifleri mikroskop altında düzgün bir çubuk şeklinde görülür. Enine kesiti ise yuvarlaktır.
S.52. Poliester lifinin renk ve parlaklık özelliği nasıldır ?
C.52.Poliester lifleri genelde beyaz olarak üretilir. Poliester lifi parlaktır istenildiğinde yarı mat veya mat olarak da elde edilebilirler.
S.53. Poliester lifinin incelik ve uzunluk özelliği nasıldır ?
C.53.Poliester lifleri çeşitli uzunluklarda üretilebilir. Kullanım alanına bağlı olarak filament halde olabileceği gibi kesikli ( stapel ) şeklinde de olabilir.
S.54. Poliester lifinin mukavemet özelliği nasıldır ?
C.54.Poliester liflerinin mukavemeti üretim şekline göre değişiklik gösterir. Filament halde bulunan poliester liflerinin mukavemeti 4 – 7 gr/denye, arasındadır.
S.55. Poliester lifinin nem çekme özelliği nasıldır ?
C.55.Poliester liflerinin nem çekme özelliği çok düşüktür. Bu oran normal şartlarda % 0.2 – 0.8 arasında değişmektedir. Poliester lifleri nemi bünyelerine çekmeden yüzeyde tutabildikleri için üretilen ürünlerin sıcak havalarda giyilebilmesi sağlanır.
S.56. Poliester lifinin sürütmeye karşı dayanıklılık özelliği nasıldır ?
C.56.Poliester liflerinin sürtünmeye karşı dayanıklılığı çok iyidir. Tüylenme sorunu ile karşılaşılabilir.
S.57. Poliester lifinin boyut değiştirmezlik özelliği nasıldır ?
C.57.Sıcak fiksaj işlemi uygulanan poliester liflerinin boyut değiştirmezliği çok iyidir. Sıcak fiksaj uygulanmış poliester kumaşlar yüksek sıcaklıklarda çekebilir.
S.58. Poliester lifinin esneklik ve yaylanma özelliği nasıldır ?
C.58.Poliester liflerinin esneklik özelliği genelde iyi , yaylanma özelliği çok iyidir. Filament halindeki Poliester liflerinin uzama oranı % 15 – 30, kesikli halde ise % 30 – 50 arasında değişmektedir.
S.59. Poliester lifinin hacimsel yoğunluk özelliği nasıldır ?
C.59.Poliester lifleri hafif bir lif olup, özgül ağırlığı 1.38 gr/cm³ tür.
S.60. Poliester lifinin kimyasal maddelerden etkilenme özelliği nasıldır ?
C.60.Poliester lifleri asitlere, kuru temizlemede kullanılan çözücülere ve ağartıcılara karşı dayanıklıdır. Kuvvetli alkaliler ise liflere zarar verir.
S.61. Poliester lifinin çevresel faktörlere karşı dayanıklılık özelliği nasıldır ?
C.61.Poliester liflerinin güneş ışığına karşı dayanıklılığı birçok sentetik liften daha iyidir. Uzun süre güneş ışığı liflere zarar verebilir. Perdelik kumaş olarak kullanılabilir. Bakteri, mantar,küf, güve ve diğer zararlı böcekler liflere zarar vermez.
S.62. Poliester lifinin elektriklenme özelliği nasıldır ?
C.62.Poliester liflerinin elektrik iletme özelliği çok düşük olduğundan statik elektrikle yüklenir.
S.63. Poliester lifinin ısıdan etkilenme özelliği nasıldır ?
C.63.Poliester liflerinin erime noktası 250°C dir.. Poliester ürünleri pek fazla buruşmadığından düşük ısılarda ütülemek gerekir. Ütüleme sıcaklığı 140 °C dir.
S.64. Poliester lifinin yanma özelliği nasıldır ?
C.64.Poliester lifleri alevle karşılaştığında çekerek erir. Kimyasal bir koku ve siyah bir is bırakır. Külü ise krem renginde, boncuk şeklinde ve serttir.
S.65. Poliester lifinin kullanım alanları nelerdir ?
C.65.Poliester lifleri tekstilde oldukça geniş bir kullanım alanı bulmuştur. Tek başına kullanılacağı gibi diğer liflerle de karıştırılarak kullanılan poliester lifinden tafta, organze ve saten gibi çeşitli kumaşlar üretilir. En çok pamuk lifiyle karıştırılan poliester lifleri yün, akrilik, ipek, viskoz ve keten lifi ile de kullanılabilir.Takım elbise, iç giyim, gömlek ve dış giyimde mont, kaban, pardesü,Yatak örtüsü, masa örtüsü, yastık, nevresim, perdelik kumaş ve halı yapımında, Balık ağı, otomobil lastikleri, ip, halat, dikiş ipliği ve yelken bezi yapımında kullanılır.
S.66. Polivinil lifleri kaç ana grupta toplanır,isimlerini yazınız ?
C.66. Dört ana grupta toplanır.1- Poliakrilonitril lifleri 2- Polivinilklorür lifleri 3- Poliviniliden klorür lifleri 4- Polivinilalkol lifleri
S.67. Poliakrilonitril lifleri nelerdir,isimlerini yazınız ?
C.67. Akrilik lifi, Modakrilik lifi
S.68. Polivinilklorür lifleri nelerdir,isimlerini yazınız ?
C.68. % 100 PVC lifleri, polivinilklorür kopolimerleri, modifiye edilmiş polivinilklorür lifleri.
S.69. Akrilik Liflerinin Elde Edilmesini anlatınız ?
C.69.Akrilik lifleri, % 85 oranında akrilonitril polimerleri ile % 15 oranında birden fazla monomerin karıştırılması ile elde edilmiştir. Sıvı akrilonitril çeşitli katalizörler kullanılarak polimerizasyon işleminden geçirilir. Polimer içerisine katılan bir solvent ile eritilir ve % 25 – 40 oranında bir polimer çözelti elde edilir. Sıcak hava ile karşılaşılan liflerin üzerindeki çözücü buharlaştırılır ve filament biçimindeki lifler sertleştirilir. Akrilik lifleri yaş veya kuru çekim yöntemine göre elde edilir. Bu filamentlere daha sonra mukavemetlerinin artması için bir germe – çekme işlemi uygulanır.
S.70. Akrilik lifinin enine kesiti ve boyuna görünüş özelliği nasıldır ?
C.70.Yaş eğirme yöntemine göre üretilen akrilik liflerinin enine kesiti yuvarlak veya fasulye şeklindedir. Kuru eğirme yöntemine göre elde edilen akrilik liflerinin enine kesiti yer fıstığı şeklindedir. Yuvarlak veya fasulye şeklinde enine kesite sahip olan akrilik liflerinin yaylanma yeteneği, yer fıstığı şeklinde enine kesite sahip olan akrilik liflerinin de yumuşaklığı ve parlaklığı iyidir. Akrilik liflerinin boyuna görünüşleri pürüzsüz , büklümlü ve çizgilidir.
S.71. Akrilik lifinin incelik ve uzunluk özelliği nasıldır ?
C.71.Akrilik lifleri çeşitli uzunluklarda üretilebilir. Kullanım alanına bağlı olarak filament halde olabileceği gibi kesikli ( stapel ) şeklinde de olabilir. Kesikli ( stapel ) olarak kullanılacak liflerin daha hacimli olması için kıvrım kazandırılır.
S.72. Akrilik lifinin mukavamet özelliği nasıldır ?
C.72.Akrilik liflerinin mukavemeti diğer sentetik lifler ( naylon, poliester, olefin ) kadar yüksek değildir. Daha çok pamuk yün lifi gibi doğal liflere yakındır. Akrilik liflerinin mukavemeti 2 – 3.6 gr/denye, arasındadır.
S.73. Akrilik lifinin nem çekme özelliği nasıldır ?
C.73.Akrilik liflerinin nem çekme özelliği düşüktür. Bu oran normal şartlarda % 1 – 2.6 arasında değişmektedir. Akrilik liflerinin nem çekme özelliği düşükse de, mikro liflerin yüzeylerinde su tutma özellikleri yüksektir.
S.74. Akrilik lifinin sürtünmeye karşı dayanıklılık özelliği nasıldır ?
C.74.Akrilik liflerinin sürtünmeye karşı dayanıklılığı iyi değildir.
S.75. Akrilik lifinin boyut değiştirmezlik özelliği nasıldır ?
C.75.Akrilik liflerinin boyut değiştirmezliği iyi değildir. Sıcak fiksaj işlemi uygulanan poliester liflerinin boyutlarında değişiklik olmaz. Buhar akrilik ürünlerinin boyutlarında değişikliğe neden olabilir.
S.76. Akrilik lifinin yaylanma özelliği nasıldır ?
C.76.Akrilik liflerinin esneklik özelliği diğer sentetik liflere oranla daha düşüktür, yaylanma özelliği ise lifin türüne göre iyiden çok iyiye doğru farklılıklar gösterir. Akrilik liflerinin uzama oranı % 20– 36 arasında değişir. Akrilik lifi % 1 uzatıldığında % 95 esneyebilir.
S.77. Akrilik lifinin hacimsel yoğunluk özelliği nasıldır ?
C.77.Akrilik liflerinin özgül ağırlığı 1.14 – 1.19 gr/cm³ arasında değişmektedir.
S.78. Akrilik lifinin kimyasal maddelerden etkilenme özelliği nasıldır ?
C.78.Akrilik lifleri nitrik asit dışında diğer asitlere karşı dayanıklıdır. Özellikle yoğun ve sıcak haldeki alkaliler life zarar verir. Kuru temizlemede kullanılan çözücüler lifin sertleşmesine yol açabilir. Klorlu ağartıcılar dışındaki ağartıcılara karşı dayanıklıdır.
S.79. Akrilik lifinin çevresel faktörlere karşı dayanıklılık özelliği nasıldır ?
C.79.Akrilik liflerinin güneş ışığına karşı dayanıklılığı oldukça iyidir. Bakteri, mantar,küf, güve ve diğer zararlı böcekler liflere zarar vermez.
S.80. Akrilik lifinin elektriklenme özelliği nasıldır ?
C.80.Akrilik liflerinin elektrik iletme özelliği az nem çektiği için düşüktür. Bu nedenle akrilik ürünlerde statik elektriklenme problemi ile karşılaşılır.
S.81. Akrilik lifinin ısıdan etkilenme özelliği nasıldır ?
C.81.Akrilik liflerinin belli bir erime noktası yoktur. Erime noktası 215 - 255°C arasında değişir. Çok yüksek sıcaklıklar ürünlerin renginde değişikliğe neden olabilir. Ütüleme sıcaklığı 110 °C olmalıdır.
S.82. Akrilik lifinin yanma özelliği nasıldır ?
C.82.Akrilik liflerinin alevle karşılaştığında eriyerek yanar. Alev çekildikten sonrada yanmaya devam eder. Kimyasal bir koku ve siyah bir is bırakır. Külü sert siyah ve şekilsizdir.
S.83. Akrilik Liflerinin Kullanım Alanları nelerdir ?
C.83.Akrilik lifleri çeşitli giysilerde ve ev tekstili ürünlerinde tek başlarına veya karışım halde kullanılabilir. Tutumlarının yün lifine benzemesi, hafif olmaları ve bakımlarının yüne göre daha kolay olması nedeniyle akrilik lifleri piyasada aranır bir konuma gelmiştir. Akrilik liflerinden hacimli iplikler üretilerek özellikle örme yüzey üretimde ve örmecilik sektöründe yaygın olarak yararlanılır.Kazak, elbise, çorap, el örgü iplikleri çocuk giysilerinde ve bazı spor giysilerinde ( özellikle kayak ) kullanılır. Akrilik liflerinden imitasyon kürk kumaşlar da üretilebilir. Perdelik ve döşemelik kumaş, battaniye ve halı yapımında kullanılır.Kayak elbisesi yapımında akrilik lifi kullanılır.
S.84. Modakrilik Liflerini anlatınız ?
C.84.Bileşiminde % 35 – 85 arasında akrilonitril içeren life modakrilik lifi denir. Modakrilik liflerinde akrilonitrilin yanında komonomer olarak vinil krorür, viniliden klorür ve vinil disayinit bulunur. Lifler kuru veya yaş çekim yöntemine göre üretilir. Modakrilik liflerinin mukavemetleri ve sürtünmeye karşı dayanıklılıkları iyi değildir.
Liflerin yaylanma yeteneği ve esneme özellikleri iyidir. Dökümlü bir liftir. Güneş ışığına karşı dayanıklılıkları çok iyidir. Kimyasal maddelere karşı ve aleve karşı dayanıklılığı iyidir. Modakrilik liflerinin nem çekme özelliği çok düşüktür % 0,4 – 3 arasında değişir. Sürtünmeden dolayı liflerde tüylenme problemi ile karşılaşılabilir. Modakrilik ürünleri 110 °C ve daha düşük sıcaklıklarda ütülenmelidir.
S.85. Polivinilklorür lifleri kaç ana grupta toplanır,isimlerini yazınız ?
C.85. Üç ana grupta toplanır. 1-% 100 PVC lifleri 2- polivinilklorür kopolimerleri 3- modifiye edilmiş polivinil klorür lifleri.
S.86. % 100 PVC liflerini anlatınız ?
C.86.% 100 polivilklorüre plastikleştirici eklenmesiyle % 100 PVC lifleri elde edilmektedir. Güç tutuşurluk yanmazlık ve kimyasal maddelere karşı dayanıklılıkları nedeniyle, itfaiyeci elbiselerinde, çadır, balık ağları, dokusuz yüzeyler ve yelkenler gibi endüstriyel tekstil alanında kullanılmaktadır.
S.87. Vinilklorür kopolimerlerini anlatınız ?
C.87.Bu lifler güç tutuşurlukları, kimyasal maddelere karşı dayanıklılıklarının yüksek olması nedeniyle çeşitli filtreler ve ağ dokumaları gibi özel alanlarda kullanılır.
S.88. Modifiye polivinilklorür liflerini anlatınız ?
C.88.Polivinil klorürün kimyasal yapısı değiştirilerek içindeki klor miktarı arttırılır. Bunun sonucunda bazı özelliklerinde değişimler olur. Güç tutuşurluk ve yanmazlık özellikleri nedeniyle çadır, muşamba, tente ve çeşitli filtrelerin üretimde kullanılır.
S.89. Polivinilidenklorür liflerini anlatınız ?
C.89.Bileşiminde en az % 80 oranında viniliden klorür bulunan polimer maddeden çekilmiş lifler olarak tanımlanır. Güneş ışığına karşı dayanıklılıkları çok iyidir. Kolay yıkanır, temizlenir ve leke tutmaz. Bu özellikleri nedeniyle otomobil döşemelerinde ve dış mekanlarda kullanılacak döşemeliklerde kullanılır.
S.90. Polivinilalkol liflerini anlatınız ?
C.90.Bu lifler yaş eğirme yöntemine göre elde edilir. Polivinil alkol liflerinden çeşitli filtrelerin, balık ağlarının ve spor giysilerin yapımında yararlanılır. Ayrıca pamuk, viskoz ve ipek lifleri ile karıştırılarak eşarp ve fular yapımında da kullanılmaktadır.
S.91. Poliolefin lifleri kaç ana grupta toplanır,isimlerini yazınız ?
C.91.Üç grupta toplanır.1- polietilen lifleri 2- polipropilen lifleri 3- politetrafluoroetilen lifleri (teflon)
S.92. Polipropilen Liflerinin Elde Edilmesini anlatınız ?
C.92.Bir petrol ürünü olan propilenin uygun katalizörler ile 25 – 30 atmosfer basıncı altında 100 °C de polimerizasyonu ile elde edilmektedir. Polipropilen lifleri günümüzde yumuşak çekim veya düzesiz çekim yöntemine ( film yarma tekniği ) göre elde edilir.
S.93. Polipropilen Liflerinin Enine kesit ve boyuna görünüş özellikleri nelerdir ?
C.93.Polipropilen liflerinin enine kesitleri genelde yuvarlak boyuna görünüşleri ise silindiriktir. Lif yüzeyi pürüzsüz görünür.
S.94. Polipropilen Liflerinin renk ve parlaklık özellikleri nelerdir ?
C.94.Polipropilen lifleri renksiz olarak üretilir. Üretim sırasında polimer sıvısı boyanarak istenilen renkte lif elde edilebilir.
S.95. Polipropilen Liflerinin incelik ve uzunluk özellikleri nelerdir ?
C.95.Polipropilen liflerinin çeşitli uzunluklarda üretilebilir. Kullanım alanına bağlı olarak filament halde olabileceği gibi kesikli ( stapel ) şekilde de olabilir.
S.96. Polipropilen Liflerinin mukavemet özellikleri nelerdir ?
C.96.Polipropilen liflerinin mukavemeti yüksektir. Polipropilen liflerinin mukavemeti 3 – 5 gr/denye, arasındadır.
S.97. Polipropilen Liflerinin nem çekme özellikleri nelerdir ?
C.97.Polipropilen lifleri bünyelerine hiç nem çekmez. Nem çekmediği için su ile bulaşan lekelerden etkilenmez. Polimer çözeltisi renklendirildiği zaman boyanabilir.
S.98. Polipropilen liflerinin sürtünmeye karşı dayanıklılık özellikleri nelerdir ?
C.98.Polipropilen liflerinin sürtünmeye karşı dayanıklılığı çok iyidir.
S.99. Polipropilen liflerinin boyut değiştirmezlik özellikleri nelerdir ?
C.99.Polipropilen liflerinin boyut değiştirmezliği mükemmeldir. 120°C’nin üzerindeki sıcaklıklarda ürünler büzüşür.
S.100. Polipropilen liflerinin esneklik ve yaylanma özellikleri nelerdir ?
C.100.Polipropilen liflerinin esneklik özelliği çok iyidir, yaylanma özelliği ise iyi değildir
S.101. Polipropilen liflerinin hacimsel yoğunluk özellikleri nelerdir ?
C.101.Polipropilen liflerinin özgül ağırlığı çok düşük olup 0, 92gr/cm³ tür. Bu lifin sudan da hafif olduğunu gösterir.
S.102. Polipropilen liflerinin kimyasal maddelerden etkilenme özellikleri nelerdir ?
C.102.Polipropilen liflerinin asitlere ve alkalilere karşı dayanıklılığı iyidir. Kuru temizlemede kullanılan çözücüler life zarar verebilir. Bu yüzden yıkama yapılması daha iyidir ve önerilir.
S.103. Polipropilen liflerinin çevresel faktörlere karşı dayanıklılık özellikleri nelerdir ?
C.103.Polipropilen lifleri uzun süre güneş ışığı etkisi altında kalırsa lif zarar görür. Bakteri, mantar,küf, güve ve diğer zararlı böcekler liflere zarar vermez.
S.104. Polipropilen liflerinin elektriklenme özellikleri nelerdir ?
C.104.Polipropilen liflerinin elektrik iletme özelliği düşüktür. Nem çekmedikleri için ürünlerde statik elektriklenme problemi ile karşılaşılır. Bitim işlemleri ile bu problem giderilebilir.
S.105. Polipropilen liflerinin ısıdan etkilenme özellikleri nelerdir ?
C.105.Polipropilen liflerinin erime noktası 170 °C civarındadır.
S.106. Polipropilen liflerinin yanma özellikleri nelerdir ?
C.106.Polipropilen lifleri alevle karşılaştığında yanarak erir. Alev çekildikten sonrada lifler kendi kendini söndürür. Kimyasal bir koku veya parafin kokusu çıkar. Siyah bir is bırakır. Külü oldukça serttir.
S.107. Polipropilen liflerinin kullanım alanları nelerdir ?
C.107.Polipropilen lifleri çeşitli giysilerde, döşemelik kumaş, halı ve endüstriyel alanda oldukça geniş bir kullanım alanına sahiptir. Tek başlarına veya diğer liflerle karıştırılarak kullanılabilir. İç giyim, çorap, çocuk giysilerinde, çeşitli ipliklerin yapımında, özellikle lifin nem çekmemesi nedeniyle ve sürtünmeye karşı dayanıklı oluşlarından spor giysilerinde kullanılır.Polipropilen lifleri , battaniye, halı ve halat yapımında jüt ve benzeri liflerin yerini almaktadır. Polipropilen lifleri özellikle halı ve döşemelik kumaş yapımında kullanılmaktadır. Battaniye yapımında yün lifleri ile karıştırılarak kullanılır. Çeşitli filtre kâğıdı, balık ağ ve kayış yapımında kullanılmaktadır. Polipropilen liflerinden yat döşemeleri ve otomotiv sektöründe de yararlanılmaktadır.
S.108.Polietilen liflerini anlatınız ?
C.108.Polietilen lifleri etilen gazının polimerizasyonu sonucu elde edilir. Yumuşak eğirme yöntemine göre elde edilir. Liflerin birçok özelliği polipropilen lifine benzemektedir. Polietilen liflerinin erime noktası ve uzama yeteneği polipropilen lifinden daha düşüktür. Bu lif tekstil sektöründe çok büyük bir öneme sahip değildir. Plastik ve ambalaj sanayinde daha etkin kullanılmaktadır. Polietilen lifleri kimyasal maddelere karşı koruyucu kumaş, ip, yelken bezi, ağ, halat, filtre, otomobil ve uçak döşemelerinde kullanılmaktadır.
S.109. Politetrafluoroetilen liflerini ( teflon ) anlatınız ?
C.109.Tetrafluoroetilen gazının yüksek basınç altında su beraberliğinde polimerleşmesi ile elde edilir. Yanmaya ve kimyasal reaktiflere karşı koruyucu kumaşların yapımında, ambalaj malzemesi, filtre bezleri, taşıyıcı bantlar, kaplama maddeleri ve tıbbi malzemelerin yapımında kullanılır. Uzay giysilerinde de kullanılmaktadır.
S.110. Poliuretan Liflerini anlatınız ?
C.110.Poliuretan, glikol ile diizosiyanat bileşiklerinin reaksiyonundan elde edilir. Bu lif ilk olarak Almanya’da üretilmiştir. İlk üretilen bu lifler sert tutumlu olduğundan tekstilde kullanım alanı yaygınlaşmamıştır. Esneklikleri çok yüksek olan poliuretan lifleri elastomer lif grubuna girer.
S.111.Spandex liflerinden kaç yapıda elastomerik polimer elde edilmektir,isimlerini yazınız ?
C.111.Polieter ve polyester.
S.112.Spandex ne demektir ?
C.112. Bileşiminde en az %85 oranında elastomer yapıda polimer bulunan liflere Spandex denir.
S.113. Spandex Polieter’in ticari adı nedir ?
C.113.Likra
S.114. Spandex Polyester’in ticari adı nedir ?
C.114. Vyrene
S.115. Likra iplikler genellikler kaç şekilde kullanıma sunulmaktadırlar,isimleri nelerdir,nasıl elde edilir ?
C.115
.İki şekildedir
1-Yalın (çıplak filament) likra iplikler: Polimer eriyiğinden elyaf çekme sonucu elde edildikten sonra
kullanılabilen, filament haldeki likra ipliğidir.
2-Kaplanmış likra iplikler: Filament haldeki likra üzerine çeşitli elyafların (pamuk, polyester, naylon vb.) sarılması ile kaplanmış ipliklerdir
S.116.Sentetik lifleri tanıma testleri nelerdir ?
C.116. 1 Yakma testi 2-Mikroskop testi 3-Kimyasal çözünürlük teste 4-Kuru destilasyon testi
S.117. Poliamid lifleri (naylon, perlon rilsan ) nin Boyuna ve enine görünümleri nasıldır ?
C.117.Boyuna Görünüm : Poliamid lifleri mikroskop altında düzgün bir silindir, cam bir çubuk görünümündedir.
Enine Kesit : Enine kesiti yuvarlaktır.
S.118. Poliester lifleri (naylon, perlon rilsan ) nin Boyuna ve enine görünümleri nasıldır ?
C.118. Boyuna Görünüm : Poliester lifleri mikroskop altında düzgün bir çubuk şeklinde görülür.
Enine Kesit : Enine kesiti yuvarlaktır.
S.119. Akrilik lifleri (naylon, perlon rilsan ) nin Boyuna ve enine görünümleri nasıldır ?
C.119.Boyuna Görünüm : Akrilik liflerinin boyuna görünümleri pürüzsüz , büklümlü ve çizgilidir.
Enine Kesit : Yaş eğirme yöntemine göre üretilen akrilik liflerinin enine kesiti yuvarlak veya fasulye şeklindedir. Kuru eğirme yöntemine göre elde edilen akrilik liflerinin enine kesiti yer fıstığı şeklindedir
S.120. Modakrilik lifleri (naylon, perlon rilsan ) nin Boyuna ve enine görünümleri nasıldır ?
C.120.Boyuna Görünüm : Modakrilik liflerinin boyuna görünümleri pürüzlü ve boyuna çizgilidir.
Enine Kesit : Enine kesiti tırtıklı, U şeklinde veya yerfıstığı şeklindedir.
S.121. Polivinil klorür lifleri (naylon, perlon rilsan ) nin Boyuna ve enine görünümleri nasıldır ?
C.121.Boyuna Görünüm : Boyuna görünümleri düzgündür.
Enine Kesit : Enine kesiti yuvarlağa yakındır.
S.122. Polipropilen lifleri (naylon, perlon rilsan ) nin Boyuna ve enine görünümleri nasıldır ?
C.122. Boyuna Görünüm : Boyuna görünümleri silindiriktir. Lif yüzeyi pürüzsüz görünür.
Enine Kesit : Enine kesitleri genelde yuvarlaktır.
S.123. Polietilen lifleri (naylon, perlon rilsan ) nin Boyuna ve enine görünümleri nasıldır ?
C.123.Boyuna Görünüm : Boyuna görünümleri düz ve üstleri pürüzsüzdür.
Enine Kesit : Enine kesiti daire biçimindedir.
S.124. Polivinilalkol lifleri (naylon, perlon rilsan ) nin Boyuna ve enine görünümleri nasıldır ?
C.124.Boyuna Görünüm : Boyuna görünümleri düz ve pürüzsüzdür.
Enine Kesit : Enine kesiti yassı fasulye biçimindedir.
S.125. Poliuretan lifleri (naylon, perlon rilsan ) nin Boyuna ve enine görünümleri nasıldır ?
C.125.Boyuna Görünüm : Boyuna görünümleri düzgündür.
Enine Kesit : Enine kesiti genelde yuvarlaktır.
S.126.Kimyasal çözünürlük testinde lif türüne uygun çözücü hazırlama hangi esasa dayanır ?
C.126.Kimyasal çözünürlük testi lifin belirli bir çözücü içerisinde çözünüp çözünmediğinin anlaşılması esasına dayanır.
S.127. Sentetik Liflerin Çözücülerdeki Tepkimelerini anlatınız ?
C.127.Çözücüler sırayla kullanılır. Her çözme işlemi lif çözüldü veya çözülmedi şeklinde değerlendirilir. Her bir inceleme için yeniden ve yeterli miktarda lif örneği alınır. Çözme işlemi sırasında çözünme belirgin olarak söylenemiyorsa, lifin çözünürlüğü hakkında kesin karar verinceye kadar lif örneğini hem çözünenler hem de çözünmeyenler grubunda belirtmek gerekir.
S.128. Poliamid liflerinin kimyasal çözünürlük testini anlatınız ?
C.128.Poliamid lifleri ( naylon 6.6 ve naylon 6.) : Poliamid lifleri derişik sülfürik asitte, derişik hidroksik asitte, derişik nitrat asidinde, % 98 – 100 formik asitte, % 80 fenol sıcakta ve soğukta tamamen çözünür. 6N hidroklorik asitte ve % 96’lık asetik asitte ise sıcakta tamamen çözünür. Ayrıca naylon 6 lifi dimetil formamid de sıcakta tamamen çözünür.
S.129. Poliester liflerinin kimyasal çözünürlük testini anlatınız ?
C.129.Poliester lifleri : Poliester lifleri derişik sülfürik asitte sıcakta soğukta tamamen çözünür. 0 – diklor benzen, dimetil formamid ve % 80 fenol’de sıcakta tamamen çözünür. Derişik nitrat asidinde sıcakta topaklaşır ve parçalanır.
S.130. Polivinilklorür liflerinin kimyasal çözünürlük testini anlatınız ?
C.130. Polivinilklorür lifleri : Polivinilklorür lifleri dimetil formamid, metilen klorür ve siklohekzanonada sıcakta ve soğukta tamamen çözünür. Derişik sülfürik asitte, kloroformda, o – diklor benzen, monoklor benzen, dioksan, asetik asit esteri ve % 80 fenolde ise sıcakta tamamen çözünür. Benzen, toluen ve ksilen çözücülerinde sıcakta tamamen parçalanır.
S.131. Polivinidenlklorür liflerinin kimyasal çözünürlük testini anlatınız ?
C.131.Polivinilidenklorür lifleri : Polivinilidenklorür lifleri Siklohekzanonada sıcakta ve soğukta tamamen çözünür. Derişik sülfürik asitte, toluen, ksilen, monoklor benzen, o – diklor benzen, dioksan, dimetil formamid ve % 80 fenol gibi çözücülerde sıcakta tamamen çözünür.
S.132. Poliakrilonitril lifleri ( naylon 6.6 ve naylon 6.) nin kimyasal çözünürlük testini anlatınız ?
C.132.Poliakrilonitril lifleri( orlon, droclon) lifleri : Poliakrilonitril lifleri derişik sülfürik asitte ve derişik nitrat asidinde sıcakta ve soğukta tamamen çözünür. Dimetil formamid de ise sıcakta tamamen çözünür. % 40 potasyum hidroksit çözeltisinde soğukta rengi,değişir, % 80 fenol de ise sıcakta topaklaşır ve lif yapısını kaybeder.
S.133. Polietilen liflerinin kimyasal çözünürlük testini anlatınız ?
C.133. Polietilen lifleri : Polietilen lifleri karbon tetra klorürde, benzen, toluen, ksilen, o – diklor benzen, monoklor benzen gibi çözücülerde sıcakta tamamen çözünür.
S134.Poliamid liflerinin kuru destilasyon sonucu nasıldır ?
C.134.Poliamid lifleri :
Turnusol kâğıdı : Bazik
PH: 10 – 11
S135.Poliester liflerinin kuru destilasyon sonucu nasıldır ?
S.136.Poliester lifleri
Turnusol kâğıdı : Asidik
PH :3-4
S135.Akrilik liflerinin kuru destilasyon sonucu nasıldır ?
S.135. Akrilik lifleri
Turnusol kâğıdı : Bazik
PH : 10 – 11
S136.Polivinilklorür liflerinin kuru destilasyon sonucu nasıldır ?
C.136. Polivinilklorür lifleri
Turnusol kâğıdı : Asidik
PH :2-3
S.137. Polivinilalkol liflerinin kuru destilasyon sonucu nasıldır ?
C.137. Polivinilalkol lifleri
Turnusol kâğıdı :Boyanmaz
PH :3-4
S.138. Polietilen liflerinin kuru destilasyon sonucu nasıldır ?
C.138. Polietilen lifleri
Turnusol kâğıdı : Zayıf Asidik
PH :5-6
S.139. Polipropilin liflerinin kuru destilasyon sonucu nasıldır?
C.139. Polipropilen lifleri
Turnusol kâğıdı : Zayıf Asidik
PH :6-7
S.140. Poliuretan liflerinin kuru destilasyon sonucu nasıldır?
C.140.Poliuretan lifleri
Turnusol kâğıdı : Bazik
PH :10-11
Tekstil Teknolojisi Soruları
1-“Her bir lifin boyu birkaç santimetredir.” Cümlesi hangi tip lifleri tanımlar ?
a)Yün elyaf b) Ştapel elyaf c)Yapay elyaf d)Filament e) Kimyasal Elyaf
2-Lif incelikleri hangi birim ile tanımlanır ?
a) Metre b) Santimetre c) Mikron d) İnç e) Milimetre
3- Mat liflerin enine kesitleri aşağıdaki şekillerden hangisine benzer ?
a) Dairesel b) Oval c) Üçgen d) Fasulye e) Enine kesit mat olmasında bir faktör değildir.
4-Uzatıldığında çok fazla uzayabilen ve bırakıldığında eski boyutlarını alabilen lifler hangi deyim ile tanımlanır ?
a)Filament b)Ştapel elyaf c)Kimyasal elyaf d)Elastomer elyaf e) Doğal lif
5- Pamuk liflerinde KALİTE pamuğun hangi özelliği ile doğrudan bağlantılıdır ?
a) Çapı b)Kıvrımlılığı c)Nem çekme özelliği d)Renk e) Boyu
6-Pamuk hangi kimyasal maddeden en fazla zarar görür ?
a)Seyreltik asit b)Derişik asit c)Seyreltik baz d)Derişik baz e) Hiçbirinden etkilenmez.
7-Pamuk hücresinin tam olarak gelişemeden ölmesi hangi deyim ile tanımlanır ?
a)Lümen b) Primer zar c) Sekonder kısım d)Kütlü pamuk e) Ölü pamuk
8-Keten lifi eldesi sırasında odunsu kısımların yumuşatılması için yapılan işleme ne isim verilir ?
a)Yıkama b)Kırma c)Eğirme d)Islama e) Hallaç
9-Jüt bitkisinin geç hasatı lif de ne tür bir değişim gösterir ?
a) Elyaf dayanıksız olur. b) Kütikül tabakası gelişmez. c) Sertleşir ve parlaklığını kaybeder. d) Lif boyu uzar. e) Bir değişiklik olmaz.
10-Aşağıdakilerden hangisi koko liflerinin özelliklerinden biri değildir ?
a) Suya çok dayanıklıdır. b) Rengi koyu kahve ile açık kahve arasında değişir. c) Hasır,çuval,fırça yapımında kullanılır. d) Yeteri kadar esnek değildir. e) Hindistan cevizinin meyvesinden elde edilir.
11- Yün kalitesi hangi harf ile belirtilir ?
a) y b) k c) s d) m e) mm
12- Yün liflerinin inceliklerinin el ve göz yardımıyla belirlenmesi nasıl tanımlanır ?
a) Subjektif yöntem b)Objektif yöntem c) Mikroskopla ölçüm d)Lanametre ile ölçüm e) Mikroner ile ölçüm
13- Yün liflerinin kıvrımlılığı hangi aletle belirlenir ?
a) Mikrokop b) Lanametre c) Mikroprojeksiyon d) Mikroner e) Krimpmetre
14- Yün lifinin iki ucundan tutulup çekilince ölçülen uzunluğu nasıl tanımlanır ?
a) Lüle uzunluğu b) Uzunluk c) Gerçek uzunluk d) Ondülasyon e) Subjektif uzunluk
15- Yün hangi kimyasal maddeden en fazla zarar görür ?
a)Seyreltik asit b)Derişik asit c)Seyreltik baz d)Derişik baz e) Hiçbirinden etkilenmez.
16- Tiftik liflerinin incelikleri aşağıdakilerden hangisi ile bağlantılıdır ?
a) Hayvanın boyu ile b) Hayvanın kilosu ile c) Hayvanın yaşadığı yer ile d) Hayvanın yaşı ile e) Hayvanın dişi veya erkek olması ile
17- Böceği iyi gelişemeyen veya içinde ölen ipek böceği kozaları nasıl tanımlanır ?
a) Çipez koza b) Çifte koza c) Delik koza d) Kamçı başı e) Tava dibi
18- Deşe ipekten iplik üretiminde elde edilen % 100 ipek ipliklerine ne isim verilir ?
a) İpek ipliği b) Dupion ipeği c) Streichgarn iplik d) Büret e) Asbest
19- Asbest liflerinin en olumsuz özelliği hangisidir ?
a) Yanıcı olması b) Kolay boyanması c) Yüzeyinin pürüzlü olması d) Doğal haliyle renginin koyu olması e) Kanserojen olması
20- Yün liflerinde lif demetinin sıkıştırılıp bırakıldıktan sonra demetin eski biçim ve hacmini alması hangi fiziksel özelliği tanımlar ?
a) Yaylanma yeteneği b) Uzama ve esneklik c) Keçeleşme özelliği d) Biçimlenme yeteneği e) Kıvrımlılık
21-Aşağıdaki özelliklerden hangisi bir tekstil ürününde aranan fiziksel özelliklerdendir?
a. Renk ve parlaklık b. Nem tutma c. Mukavemet d. Işık haslığı e. Kirlenme eğilimi
22-Aşağıdaki doğal bitkisel liflerden hangisi bitki yapraklarından elde edilen liflerindendir?
a. Pamuk b. Keten c. Jüt d. Kapok e. Sisal
23-Bir pamuk lifini oluşturan aşağıdaki elemanlardan hangisi primer duvarda yer alır?
a. Pektin tabakası b. Tek fibril c. Fibril tutamı d. Fibril kenarı e. Lümen
24-Aşağıdaki hayvansal liflerden en kalın olanı hangisidir?
a. Alpaka b. Merinos yünü c. Deve tüyü d. Angora e. Moher
25-Yün ve ipek liflerinin kimyasal bileşimleri karşılaştırıldığında; yünde olup ipekte ise çok az (neredeyse yok denecek kadar az) olan atom hangisidir?
a. Karbon b. Hidrojen c. Oksijen d. Kükürt e. Azot
26-Aşağıdaki farklı iplik sistemlerine göre aynı pamuk elyafından, aynı numarada üretilen pamuk ipliklerinden en düzgün yüzeyli (tüysüz) olanı hangi yönteme göre üretilen olur?
a. Ring b. Kompakt c. Open-end rotor d. Open-end friksiyon e. Hava jetli
27-Aşağıdaki kimyasal liflerden hangisi anorganik lif sınıfına girer?
a. Asetat b. Karbon c. Polipropilen d. Kupro e. Poliamid
28-Rejenere selüloz liflerinin üretiminde, selüloz maddesinin çözülmesi aşağıdaki liflerden hangisinde organik çözücü ile yapılır?
a. Kupro b. Polinozik c. Lyocell d. Modal e. Viskon
29-Bir yalancı bükümlü iplik tekstüre tesisinde aşağıdaki ünitelerden hangisi yer almaz?
a. Temaslı ısıtıcı b. Disk ünitesi c. Soğutma plakası d. Boru ısıtıcı e. Puntalama ünitesi
30-Bir ring iplik tesisi göz önüne alındığında, aşağıdaki makinelerden hangisi eğirme öncesi (eğirmeye hazırlık) makinelerinden değildir?
a. Penye makinesi b. İkinci cer makinesi c. Tarak d. Fitil makinesi e. Cer makinesi
31-Karde pamuk iplikçiliğindeki tarak makinesinin görevi kamgarn yün iplikçiliğinde hangi makine ile gerçekleştirilir?
a. Regüleli cer b. Karışım ceri c. Bantlı cer d. Krempel e. Tarama makinesi
32-Aşağıdaki iplik numara sistemlerinden hangilerinde numara değeri arttıkça iplik incelir?
a. Denye ve Tex b. Tex ve Nm c. Denye ve Nm d. Tex ve Ne e. Nm ve Ne
33-Numarası Nm 50 olan bir ipliğin, Tex cinsinden numarası kaç eder?
a. 20 Tex b. 50 Tex c. 90 Tex d. 180 Tex e. 5.5 Tex
34-Aşağıdaki özelliklerden hangisi bir ipliğin özelliklerini tanımlayan büyüklüklerden değildir?
a. İncelik b. Mukavemet c. Aşınma direnci d. Büküm e. Uzama (elastikiyet)
35-Aşağıdaki işlemlerden hangisi dokuma hazırlık işlemlerinden değildir?
a. Haşıllama b. İplik katlama c. Bobinleme d. Çözgü hazırlama e. Çözgü salma
36-Aşağıdaki yöntemlerden hangisi çözgü ipliklerinin haşıllanmasında kullanılmaz?
a. Kuru Haşıllama b. Katı parafinleme c. Çözgü mumlama d. Sıcak eriyik Haşıllama e. Çözücülü haşıllama
37-Atkı atma sistemlerine göre aşağıdaki dokuma makinelerinden üretim hızı en yüksek olan hangisidir?
a. Mekikli b. Mekikçikli c. Esnek kancalı d. Rijit (sert) kancalı e. Su jetli
38-Bir dokuma tezgâhında çalışma sırasında meydana gelen çözgü ipliği kopuşları aşağıdaki hangi parça/mekanizma tarafından algılanır?
a. Çözgü köprüsü b. Gücü telleri c. Çözgü salma sistemi d. Lamel e. Tarak
39-Dokuma makinelerinde her bir çerçeve hareketinin tipini ve zamanlamasını kontrol eden delikli kartların kullanıldığı ağızlık açma sistemi/sistemleri aşağıdakilerden hangisidir ?
a. Eksantrikli b. Armürlü c. Jakarlı d. Armürlü ve Jakarlı e. Eksantrikli ve Armürlü
40-Örmecilikte atlama ve askı olması için ne gereklidir?
41-Örmecilikte kullanılan iğnelerin isimlerini belirtiniz ?
42-Tişört üretiminde kullanılan RL süprem örme kumaşlar hangi makinelerde üretilirler?
a. Yuvarlak örme makineleri b. Düz örme makineleri c. Çözgülü örme otomatları d. Raşel örme makineleri e. Hakelgalon makineleri
43- Örme kumaşları dokuma kumaşlardan ayıran en belirgin özellik aşağıdakilerden hangisidir?
a. Mukavemet b. Gramaj c. Tüylülük d. Elastikiyet e. Aşınma dayanımı
44- Dokusuz (nonwoven) yüzeylerin üretiminde kullanılan tülbent oluşturma yöntemlerinden hangisi/hangileri ıslak (sulu) yöntemlerdendir?
a. Mekanik yöntem b. Aerodinamik c. Eriyikten tülbent oluşturma d. Hidrodinamik e. Aerodinamik ve hidrodinamik
45- Aşağıdaki yöntemlerden hangisi dokusuz (nonwoven) yüzeylerin üretiminde kullanılan tülbent sağlamlaştırma (bağlama) yöntemlerinden değildir?
a. Hava jeti b. İğneleme c. Dikme d. Kimyasal bağlama e. Termik bağlama
46- Dokusuz (nonwoven) yüzey kumaşların yüzeyinde kıvırcıklar oluşturmak amacıyla uygulanan özel bitim işlemi hangisidir?
a. Kalenderleme b. Kaplama c. Yüzey tekstüresi d. Kanallama e. Kalibreleme
47- Aşağıdaki kullanım alanlarından hangisinde dokusuz (nonwoven) yüzeylerin önemli bir kullanımı yoktur?
a. Yapışkan telalar b. Filtreler c. Çocuk bezleri d. Temizlik bezi e. Giysilik kumaşlar
48- Aşağıdakilerden hangisi tekstil terbiye efektlerinin eldesinde etkili parametrelerden değildir?
a. Terbiye makinesi . Terbiye kimyasalları c. Kimyasalların ekolojik olması d. Tekstil maddesinin (lifin) cinsi e. Uygulama ortamı (su, hava vb.)
49- Kumaş yüzeyinden dışarı çıkan serbest lif uçlarının (tüylerin) giderilmesinde kullanılan kuru ön terbiye işlemi/işlemleri aşağıdakilerden hangisidir?
a. Fırçalama b. Yakma c. Şardonlama d. Şardonlama ve fırçalama e. Dövme
50- Günümüzde pamuklu mamullerin ağartılmasında en fazla kullanılan ağartma maddesi aşağıdakilerden hangisidir?
a. Sodyumhipoklorit b. Sodyum klorit c. Hidrojen peroksit d. Hidrosülfit e. Kükürtdioksit
51- Pamuklu kumaşlara uygulanan merserizasyon işlemi sonucunda, aşağıdaki özelliklerden hangisinde belirgin bir iyileşme meydana gelmez?
a. Hidrofilite b. Parlaklık c. Boyut stabilitesi d. Kumaş mukavemeti e. Boya alma yeteneği
52- Yünlü kumaşlara uygulanan karbonizasyon işlemi ile aşağıdakilerden hangi etki sağlanır?
a. Parlaklık kazandırma b. Boyut stabilitesi kazandırma (fiksaj) c. Keçeleşmezlik sağlama d. Keçeleştirme e. Bitkisel artıkları uzaklaştırma
53- Aşağıdakilerden hangisi bir boyama işleminin önemli proses parametrelerinden değildir?
a. Boyanan malzemenin miktarı b. Süre (zaman) c. pH d. Sıcaklık e. Banyonun bileşimi (reçete)
54-Kurutma işlemi sırasında kumaş eninin istenilen şekilde ayarlanabildiği kurutma makinesi aşağıdakilerden hangisidir?
a. Ramözler b. Infra-red (kızılötesi) kutucular c. Emme tamburlu kurutucular d. Silindirli kurutucular e. Döner tamburlu (Tumbler) kurutucular
55- Akrilik liflerinin boyanmasında aşağıdaki boyarmaddelerden hangisi kullanılır?
a. Asit b. Krom c. Reaktif d. Metal kompleks e. Katyonik
56- Günümüzde baskılı kumaş üretiminde kullanılan en yaygın (önemli) baskı makinesi aşağıdakilerden hangisidir?
a. Rulo baskı b. Düz şablonlu film baskı c. Rotasyon baskı d. Transfer baskı e. Ink Jet baskı
57- Yün liflerinin yüzeyindeki pul tabakasının kısmen veya tamamen giderilerek keçeleşme özelliğinin önlenmesi hangi işlemle gerçekleştirilir?
a. Karbonizasyon b. Krablama c. Yakma d. Yıkama e. Klorlama
58- Önceden boyanmış kumaşlar üzerinde beyaz ve renkli desenler elde etme prensibine dayanan baskı yöntemi hangisidir?
a. Direk baskı b. Aşındırma baskı c. Rezerve baskı d. Transfer baskı e. Kabartma baskı
59- İpek liflerinde serisinin uzaklaştırılması ile ipekli mamullerin hangi özelliği gelişmez?
a. Yumuşaklık b. Parlaklık c. Çekmezlik d. Nem alma yeteneği e. Boyanabilirlik
60- Pamuklu kumaşlara uygulanan yapay reçineler yardımıyla aşağıdaki bitim (apre) özelliklerinden hangisi kazandırılır?
a. Su geçirmezlik b. Güç tutuşurluk c. Yağ iticilik d. Buruşmazlık e. Yumuşaklık
61- Selülozik mamullerin boyanmasında aşağıdaki boyarmaddelerden hangisi kullanılmaz?
a. Direk b. Dispers c. Reaktif d. Küp e. Kükürt (sülfür)
62- Aşağıdaki kumaş boyama makinelerinden hangisinde kumaş halat halinde boyanır?
a. Haspel b. Jiger c. HT-Levent d. Yarı kontinü e. Kontinü
63- Aşağıdaki apre (bitim işlemleri) yöntemlerinden hangisi mekanik apre işlemleri sınıfından değildir?
a. Kalenderleme b. Şardonlama c. Makaslama d. Zımparalama e. Ağırlaştırma
64- Aşağıdaki yöntemlerden hangisi konfeksiyonda kumaşların kesiminde kullanılan bir teknik değildir?
a. Presli kesim b. Bıçaklı kesim c. Hava jetli kesim d. Lazerli kesim e. Plazmalı kesim
65- Aşağıdaki dikiş ilmeklerinden hangisi özel dikiş ilmeği sınıfına girer?
a. Reçme dikişi b. Tek iplikli düz dikiş c. Çift düz dikiş d. Üçlü düz dikiş e. Üçlü zincir dikiş
66- Aşağıdakilerden hangisi bir düz dikiş makinesinin dikiş ilmeğini oluşturan fonksiyonel parçalarındandır?
a. İğne mili b. Çağanoz c. Krank çubuğu d. El çarkı e. Kayış
67- Çift zincir dikişinde ilmek oluşumu kaç adımda (fazda) meydana gelir?
a. 1 b. 2 c. 3 d. 4 e. 6
68-Koruyucu teknik tekstiller, 12 temel tekstil alanından hangisine dâhildir?
a. Mometech b. Geotech c. Medtech d. Protech e. Clothtech
S.69.İplikçilikte Harman ne demektir ?
C.69. Farklı cins ve özellikteki ham maddeyi ( elyaf ) bir araya getirerek homojen bir şekilde karıştırma işlemine harman denir ?
S.70.Harmanlama işleminin amaçları nedir ?
C.70.Harmanlama işleminin amaçları
1-Farklı tip ve kalitedeki elyafları karıştırmak
2-Farlı ham madde türlerini karıştırmak
3-Büyük elyaf kütlelerini ince tutamlar hâlinde açmak
4-Elyaf içinde bulunan yabancı maddeleri temizlemek
S.71. Harman (karışım) işleminin faydaları nelerdir ?
C.72.Harman (karışım) işleminin faydaları:
1-Ürüne gerekli olan ve ondan beklenen özellikleri sağlamada yardımcı olmaktadır. Örnek: Bakım kolaylığı sağlamak amacıyla yapay ve doğal liflerin karışımı
2-Ham maddenin sahip olduğu özelliklerin varyasyonunu dengeler.
3-Ham madde maliyetinin azalmasına yardımcı olur.
4-Üretim prosesi boyunca randımanı iyileştirmede avantaj sağlar. Örneğin; kısa stapelli materyalin işlenmesi sırasında harmana katılan uzun stapelli lifler, taşıyıcı görevi yaparak randıman ve kalitenin yükselmesini sağlar.
S.73.Kontrol ve vida sıkma aletleri nelerdir?
C.73.Faz kontrol kalemi, Düz tornavida, Yıldız uçlu tornavida, iki ağızlı tornavida.
S.74.Basit kesici ve şekillendirici aletler nelerdir?
C.74.Pense, Yan keski, Karaburun, Maket bıçağı, Düz uçlu keski, Cımbız, Metal çekiç, Eğe, Demir testeresi, Ağaç testeresi, Makas, Kablo soyma pensi.
S.75.Kesici ve delici aletler nelerdir ?
C.3.Darbeli breyz,Şarjlı el breyzi,şarjlı tornavida
S.75.Ölçüm aletleri nelerdir ?
C.75.Şerit metre,Katlanabilir metre,Kumpas.
S.76.El aletlerinde olan anahtarlar nelerdir ?
C.76.Kombine anahtar takımı,Kurbağacık anahtarı,Alyan anahtar,Lokma anahtar,Yıldız anahtar takımı,Ayarlı pense,Takım çantası
S.77.Tarak Makinelerin Görevleri nelerdir ?
C.77.Tarak Makinelerin Görevleri :
1-Elyafı tek lif hâline gelinceye kadar açmak
2-Yabancı madde ve ince tozları ayrıştırmak
3-Kısa lifleri özellikle neps-nopeleri (düğüm) ayırmak
4-Lifleri paralelleştirip uzunlamasına bir yön vermek
5-Elyafın karışmasını sağlayarak harmanlamayı artırmak
6-Lifleri bant formuna getirip kovalara istiflemek
7-Makine çıkışında her noktadaki kalınlığı ve düzgünlüğü eşit olan bant elde edip kovalara istiflemek.
S.78. Yün iplikçilik sisteminde kullanılan yün tarak makineleri kullanılan lif boyuna kaça ayrılır,nelerdir ?
C.78. İkiye ayrılır : 1-Kamgarn veya yarı kamgarn tarak makinesi
2-Ştrayhgarn tarak makinesi.
S.79. Tarak makinesinin kısımları nelerdir ?
C.79.Tarak makinesinin kısımları
1-Besleme kısmı
2-Ön açma (avantren tertibatı) ve pıtrak çıkarma (Morel tertibatı)
3-Esas tarak kısmı (büyük tamburlu garnitür telli açıcı)
4-Çıkış kısmı (bant elde etme)
S.80- Cer Bandı yapmanın amacı nedir?
C.80. Taraktan alınan bandlar cer makinesine gelir. Bandların kalınlığı (çapı) her yerinde aynı değildir. band boyunca birbirini takip eden ince ve kalın yerler bulunur. Cer makinesinde, band düzgünsüzlüğünü gidermek ancak, 6–8 bandın birleştirilerek katlanmasıyla (dublaj) mümkündür. Böylece bazı bandların kalın yerinin, diğerlerinin ince yerine getirilmesiyle düzgünsüzlüğün büyük ölçüde ortadan kalktığı görülür. Dublajla kalınlaşan bandlara çekim (6-8) uygulanarak inceltilir. Bir şeridin çekilebileceği incelik için sınırlama olduğundan normal olarak mekanik çekim oranı, beslenen cer sayısına yakın tutulur.
S.81- Cer Makinelerin Görevleri nelerdir?
C.81.a- Taraktan alınan bandları paralelleştirip çekerek inceltmek
b- Dublaj ile karışım homojenliğini ve düzgünlüğü sağlamak
c-Tarama işleminin daha sağlıklı yapılabilmesi için lif uçlarındaki kancaların açılmasını sağlamak
d-Band elde etmek.
S.82- Pamuk iplikçiliğinde Fitil’in diğer adı nedir?
C.83. Pamuk iplikçiliğinde fitil, flayer olarak da adlandırılır.
S.84-Fitil ( Flayer ) Makinesi nedir ?
C.84. Cer makinelerinden, band olarak iplik makinesine besleme yapılamadığı için(O-E iplikçilik sistemi hariç ) bandların bir miktar daha incelmesi gerekir. Bandların çekilerek iplik makinesinde işlenebilecek forma getiren makinelere fitil (flayer) makinesi, denir ?
S.85-Fitil Şeridi hangi makineden elde edilir?
C.85. Cer makinelerinden, band olarak iplik makinesine besleme yapılamadığı için(O-E iplikçilik sistemi hariç ) bandların bir miktar daha incelmesi gerekir. Bandların çekilerek iplik makinesinde işlenebilecek forma getiren fitil (flayer) makinesinden elde edilen ürüne Fitil şeridi denir.
S.86- Fitil ( Flayer ) Makinesinin görevleri nelerdir ?
C.86. a )Çekim işlemi ile cer bandını inceltmek ve fitil hâline getirmek
b )Büküm ile fitili sağlamlaştırmak
c )Fitili bobin hâlinde sararak ring iplik makinesinde eğirmeye uygun forma getirmek
S.87-Fitil ( Flayer ) makinesi sarım kısmında;
a ) Arabanın görevi nedir?
b ) İğlerin görevi nedir?
c ) Kelebeğin görevi nedir?
d ) Baskı Parmağının ( Pençenin ) görevi nedir?
C.87. a) İğleri ve kelebeği üzerinde taşıyan kısımdır. Aşağı yukarı hareket eder.Tam bir bobin sarımı yapmak ve bobindeki konikliği sağlamak için arabanın yaptığı kurs hareketi, her devirde biraz azalmaktadır. Kurs boyu ile birlikte, araba hızının aynı oranda azalması gerekir. Bu işlemler şalter (kilit) tertibatı ile sağlanır.
b ) Kelebekle birlikte çalışarak fitillerin, fitil kalemi üzerine sarılmasını gerçekleştirir.
c ) Fitili düzgün bir şekilde fitil kalemine veren elemandır.
d ) Rehber kısmıyla düzgün bir şekilde uygun gerginlikte sarım yapılır.
S.88-RİNG İPLİK MAKİNESİ NEDİR?
C.88. Ring iplik makinesi bilezikli iplik makinası olarak da isimlendirilir. İplik üretim hattında ipliğin elde edildiği makinedir.
S.89-İPLİK YAPMANIN AMACI NEDİR?
C.89. Eğrilebilen tekstil lifleri (bitkisel lifler, hayvansal lifler, kimyasal lifler) kullanım yerine uygun özelliklerde iplik makinesinde elde edilir.
S.90-İPLİK MAKİNESİNİN GÖREVLERİ NELERDİR?
C.90. Fitil şeridini istenilen numaraya kadar çekerek inceltmek,
Çekilmiş elyaf kümesine büküm vererek mukavemet kazandırmak,
Sarma tertibatı yardımıyla ipliği masura üzerine sararak kops elde etmek
S.91-İPLİK MAKİNESİ KAÇ KISIMDAN OLUŞMUŞTUR? İSİMLERİ NELERDİR?
C.91. İplik makinesi üç kısımdan oluşmuştur
Besleme
çekim kısmı
Büküm kısmı
S.92-AÇIK UÇ ( OPEN-END ) EĞİRME SİSTEMİNE NEDEN DOLAYI İHTİYAÇ DUYULMUŞTUR?
C.92.Ring eğirme yönteminde üretim hızının sınırlı kalmasından dolayı alternatif olarak ihtiyaç duyulan bir eğirme yöntemidir.
S.93-AÇIK UÇ ( OPEN-END ) EĞİRME SİSTEMİNDE KAÇ NUMARADAN KAÇ NUMARAYA KADAR İPLİK ELDE EDİLİR?
C.93.Açık uç iplik makinesinde, 12 tex’ten 150 tex’ e (Nm 85’e, Ne 4’ten Ne 50’ye) kadar iplik elde edilir.
S.94-Açık Uç ( Open-End ) Eğirme sisteminde temel prensip nedir ?
C.94.Açık uç eğirme makinelerinde temel prensip elyaf grubunu tek lif hâlinde ayırdıktan sonra düzenli bir şekilde tekrar toplayarak iplik formuna getirmektir.
Sentetik Lifler
Sentetik lifler sentez yoluyla üretilen polimerlerden kimyasal lif çekim yöntemleri kullanılarak elde edilen liflerdir. Sentetik liflerin molekülleri doğada bulunmamaktadır. Önceleri doğal liflerin yerini tutması ve doğal liflerin ihtiyacı karşılamaması durumunda kullanılmak üzere üretilen sentetik lifler, daha sonraları tüketicinin farklı taleplerine yanıt vermek üzere çeşitli özellikleri geliştirilerek üretilmeye bağlanmıştır. Sentetik lifler birbirlerine benzer özellikler gösterirler.
Sentetik lifler kimyasal yapılarına göre beş grupta incelenir.
1-Poliamid lifleri : ( naylon 6, naylon 6,6, naylon 11 )
2-Poliester lifleri : ( terilen, trevira)
3-Polivinil lifleri : (Akrilik, modakrilik, polivinilklorür, polivinilidenklorür, polivinilalkol, polistiren )
4-Poliolefin lifleri : (Polietilen, polipropilen ve politetrafluoroetilen lifleri [teflon)
5-Poliuretan lifleri.
Sentetik lifler üç farklı yöntemle üretilir. Bunlar yaş eğirme, kuru eğirme, yumuşak eğirme yöntemleridir.
Poliamid Lifleri ( Naylon PA)
Poliamid lifi dünyada üretilen ilk sentetik liftir. Poliamid lifleri için naylon sözcüğü genel bir ad olarak kullanılmaktadır. Naylon lifi ilk olarak kadın çoraplarının üretiminde kullanılmıştır.
Poliamid lifleri içinde en çok üretilen ve tüketilen iki tür vardır. Bunlar naylon 6,6 ve naylon 6’dır.
NAYLON 6,6
Naylon 6,6’nın başlangıç maddeleri adipik asit ve heksametilen diamindir. Adipik asit ve heksametilen daiminde 6’şar karbon atomu bulunmaktadır.
Naylon 6,6 Lifinin Elde Edilmesi
Naylon 6,6 lifinin elde edilmesi için yapılacak ilk işlem bu iki maddenin uzun molekül zincirleri veya polimerler oluşturmasını sağlamaktır. Bu başlangıç maddeleri etil alkol içinde ısıtıldığında naylon 6.6 tuzu oluşur. Bu tuzun sudaki çözeltisi basınç altında buhar verilerek havasız bir ortamda 215 – 220 °C’de tutulduğunda polimerleşme başlar. Polimerizasyon derecesi istenilen seviyeye ulaştığında % 1 oranında asetik asit eklenerek polimerizasyon durdurulur. Süt beyaz renkte olan ve katılaşan naylon 6.6 polimeri küçük parçalar şeklinde kesilerek, yumuşak eğirme yöntemine göre filament hâline getirilir. Bu filamentlere daha sonra bir germe – çekme işlemi uygulanır.
Naylon 6.6 filamentleri mat olarak elde edilmek isteniyorsa naylon 6.6 tuzu halindeyken % 1 oranında TiO2 eklenir.
Naylon 6,6 Lifinin Kullanım Alanları
Naylon 6,6 lifleri giyim, iç mekânda kullanılan döşemelik kumaşlar ve endüstriyel tekstiller gibi birçok alanda kullanılır.
Giyim: Elbise, mayo, spor giysileri, kadın, erkek ve çocuk çorabı, iç giyim, ceket ve gömlek
Ev tekstili: Yatak örtüsü, halı ve perdelik kumaşlar
Endüstriyel alanlar: Çadır, uyku tulumu, balık ağı, şemsiyelik ve paraşüt kumaşlarında, otomobil lastiklerinde ve emniyet kemeri yapımında kullanılır.
NAYLON 6
Poliamid lifleri içerisinde en çok üretilen ikinci türüdür. Naylon 6 lifleri 1940 yılında Almanya’da Perlon L ticari adı ile üretilmiştir. Üretilen naylon 6,6 lifleri ve naylon 6 lifleri tüm naylon lif ihtiyacını karşılamaktadır.
Naylon 6 Lifinin Elde Edilmesi
Naylon’un başlangıç maddesi 6 karbonlu amino kaproik asittir NH2(CH2)5 COOH. Bu madde 260 °C de basınç altında ve katalizör olarak naylon 6,6 tuzu kullanılmak kaydıyla polimerleştirilir. Naylon 6 polimeri 220 °C’de eritilerek yumuşak eğirme yöntemi ile filament hâline getirilir. Bu filamentlere daha sonra mukavemetlerinin artması için bir germe – çekme işlemi uygulanır.
Naylon 6 Lifinin Kullanım Alanları
Naylon 6,6 lifleri ile kullanım alanları benzese de bazı özellikleri nedeniyle ayrıldığı noktalar vardır. Erime noktaları farklı olduğu için uygulanacak ütüleme sıcaklığı da farklıdır.
Nem çekme özellikleri aynı olsa da naylon 6 lifi bazı boyalarda daha kolay boyandığından daha parlak ve canlı renkler elde edilebilir. Güneş ışığına karşı dayanıklılığı daha düşük olduğundan perde yapımında kullanılmaz.
Naylon 6’nın tutumu, naylon 6,6’ya göre daha yumuşak olduğundan özellikle trikolarda ve tekstüre ipliklerin yapımında daha çok kullanılır.
Giyim: Elbise, kadın ve çocuk çorabı, iç giyim, gömlek
Ev tekstili: Yatak örtüsü, halı
Endüstriyel alanlar: Çadır, balık ağı ve otomobil lastiklerinde kullanılır.
Poliester Lifleri ( PES)
İngiltere’de Terylene, Trevira, ABD’de Dacron, Almanya’da Diolen ve Türkiye’de Perilen ticari adları ile üretilen poliester lifleri günümüzde en çok kullanılan sentetik lif konumundadır. Poliester lifi diğer liflerde de karıştırılarak kullanılabilir.
Bir dialkol ile dikarboksilik asidin kondenzasyonu sonucunda elde edilen poliester, kimyasal yapısı bakımından 3 grupta incelenir.
1. Grup; PET ( polietilen tereftalat ) lifleri
2. Grup PCDT ( poli- 1,4 sikloheksil – dimetilen – tereftalat ) lifleri
3. Grup Modifiye ( yeni ) poliester lifleri
POLİESTER LİFLERİ ( PES )
PET poliester lifleri iki yönteme göre elde edilir. Birincisinde başlangıç maddesi olarak etilen glikol ve dimetiltereftalat alınır. İkinci yöntemde ise başlangıç maddesi olarak etilen glikol ve tereftalik asit alınır.
Polimerleştirilen ham madde, polimerleştirme kazanında soğutularak alınır ve küçük parçalar hâlinde kesilerek üretilir. Polimerler, erime noktası olan 260 °C’de eritilerek yumuşak eğirme yöntemine ile filament hâline getirilir. Bu filamentlere daha sonra mukavemetlerinin artması için bir germe çekme işlemi uygulanır.
Poliester Liflerinin Fiziksel Özellikleri
Enine kesit ve boyuna görünüş: Poliester lifleri mikroskop altında düzgün bir çubuk şeklinde görülür. Enine kesiti ise yuvarlaktır.
Renk ve parlaklık: Poliester lifleri genelde beyaz olarak üretilir. Poliester lifi parlaktır, istenildiğinde yarı mat veya mat olarak da elde edilebilirler.
İncelik ve uzunluk: Poliester lifleri çeşitli uzunluklarda üretilebilir. Kullanım alanına bağlı olarak filament hâlde olabileceği gibi kesikli (stapel) şeklinde de olabilir.
Mukavemet: Poliester liflerinin mukavemeti üretim şekline göre değişiklik gösterir. Filament hâlde bulunan poliester liflerinin mukavemeti 4–7 gr/denye, arasındadır
Nem çekme özelliği: Poliester liflerinin nem çekme özelliği çok düşüktür. Bu oran normal şartlarda % 0.2–0.8 arasında değişmektedir. Poliester lifleri nemi bünyelerine çekmeden yüzeyde tutabildikleri için üretilen ürünlerin sıcak havalarda giyilebilmesi sağlanır.
Sürtünmeye karşı dayanıklılık: Poliester liflerinin sürtünmeye karşı dayanıklılığı çok iyidir. Tüylenme sorunu ile karşılaşılabilir.
Boyut değiştirmezlik: Sıcak fiksaj işlemi uygulanan poliester liflerinin boyut değiştirmezliği çok iyidir. Sıcak fiksaj uygulanmış poliester kumaşlar yüksek sıcaklıklarda çekebilir.
Esneklik ve yaylanma özelliği: Poliester liflerinin esneklik özelliği genelde iyi, yaylanma özelliği çok iyidir. Filament halindeki Poliester liflerinin uzama oranı % 15–30, kesikli halde ise % 30–50 arasında değişmektedir.
Hacimsel yoğunluk: Poliester lifleri hafif bir lif olup, özgül ağırlığı 1.38 gr/cm³tür.
Poliester Liflerinin Kimyasal Özellikleri
Kimyasal maddelerden etkilenme: Poliester lifleri asitlere, kuru temizlemede kullanılan çözücülere ve ağartıcılara karşı dayanıklıdır. Kuvvetli alkaliler ise liflere zarar verir.
Çevresel faktörlere karşı dayanıklılık: Poliester liflerinin güneş ışığına karşı dayanıklılığı birçok sentetik liften daha iyidir. Uzun süre güneş ışığına maruz kalan liflere zarar verebilir. Perdelik kumaş olarak kullanılabilir. Bakteri, mantar, küf, güve ve diğer zararlı böcekler liflere zarar vermez.
Elektriklenme özelliği: Poliester liflerinin elektrik iletme özelliği çok düşük olduğundan statik elektrikle yüklenir.
Isıdan etkilenme özelliği: Poliester liflerinin erime noktası 250°C’dir. Poliester ürünleri pek fazla buruşmadığından bunları düşük ısılarda ütülemek gerekir. Ütüleme sıcaklığı 140 °C’dir.
Yanma özelliği: Poliester lifleri alevle karşılaştığında çekerek erir. Kimyasal bir koku ve siyah bir is bırakır. Külü ise krem renginde, boncuk şeklinde ve serttir.
Poliester Lifinin Kullanım Alanları
Poliester lifleri tekstilde oldukça geniş bir kullanım alanı bulmuştur. Tek başına kullanılacağı gibi diğer liflerle de karıştırılarak kullanılan poliester lifinden tafta, organze ve saten gibi çeşitli kumaşlar üretilir. En çok pamuk lifiyle karıştırılan poliester lifleri yün, akrilik, ipek, viskoz ve keten lifi ile de kullanılabilir
Giyim: Takım elbise, iç giyim, gömlek ve dış giyimde mont, kaban, pardösü
Ev tekstili: Yatak örtüsü, masa örtüsü, yastık, nevresim, perdelik kumaş ve halı Endüstriyel alanlar: Balık ağı, otomobil lastikleri, halat, dikiş ipliği ve yelken bezi yapımında kullanılır.
Polivinil Lifleri
Polivinil lifleri 4 ana grupta toplanır:
1-Poliakrilonitril lifleri: Akrilik, modakrilik lifler
2-Polivinil klorür lifleri: % 100 PVC lifleri, Polivinil klorür kopolimerleri, modifiye edilmiş polivinil klorür lifleri 3-Poliviniliden klorür lifleri
4-Povinilalkol lifleri
Poliakrilonitril Lifleri (PAN)
Poliakrilonitril lifleri akrilik ve modakrilik olmak üzere iki gruba ayrılır.
AKRİLİK LİFLERİ
Akrilik lifler % 85 oranında akrilonitril polimerleri ile % 15 oranında birden fazla monomerin karıştırılması ile elde edilmiştir. Sıvı akrilonitril çeşitli katalizörler kullanılarak polimerizasyon işleminden geçirilirler. Polimer içerisine katılan bir solvent ile eritilir ve %25–40 oranında bir polimer çözelti elde edilir.
Sıcak hava ile karşılaşılan liflerin üzerindeki çözücü buharlaştırılır ve filament biçimindeki lifler sertleştirilir. Akrilik lifleri yaş veya kuru çekim yöntemine göre elde edilir. Bu filamentlere daha sonra mukavemetlerinin artması için bir germe çekme işlemi uygulanır.
Akrilik Liflerinin Fiziksel Özellikleri
Enine kesit ve boyuna görünüş: Yaş eğirme yöntemine göre üretilen akrilik liflerinin enine kesiti yuvarlak veya fasulye şeklindedir. Kuru eğirme yöntemine göre elde edilen akrilik liflerinin enine kesiti yer fıstığı şeklindedir. Yuvarlak veya fasulye şeklinde enine kesite sahip olan akrilik liflerinin yaylanma yeteneği, yer fıstığı şeklinde enine kesite sahip olan akrilik liflerinin de yumuşaklığı ve parlaklığı iyidir. Akrilik liflerinin boyuna görünüşleri pürüzsüz, büklümlü ve çizgilidir.
İncelik ve uzunluk: Akrilik lifleri çeşitli uzunluklarda üretilebilir. Kullanım alanına bağlı olarak filament hâlde olabileceği gibi kesikli (stapel) şeklinde de olabilir. Kesikli (stapel) olarak kullanılacak liflerin daha hacimli olması için kıvrım kazandırılır.
Mukavemet: Akrilik liflerinin mukavemeti diğer sentetik lifler (naylon, poliester, olefi) kadar yüksek değildir. Daha çok pamuk yün lifi gibi doğal liflere yakındır. Akrilik liflerinin mukavemeti 2 – 3,6 gr/denye, arasındadır.
Nem çekme özelliği: Akrilik liflerinin nem çekme özelliği düşüktür. Bu oran normal şartlarda %1 – 2,6 arasında değişmektedir. Akrilik liflerinin nem çekme özelliği düşükse de, mikro liflerin yüzeylerinde su tutma özellikleri yüksektir.
Sürtünmeye karşı dayanıklılık: Akrilik liflerinin sürtünmeye karşı dayanıklılığı iyi değildir.
Boyut değiştirmezlik: Akrilik liflerinin boyut değiştirmezliği iyi değildir. Sıcak fiksaj işlemi uygulanan poliester liflerinin boyutlarında değişiklik olmaz. Buhar akrilik ürünlerinin boyutlarında değişikliğe neden olabilir.
Esneklik ve yaylanma özelliği: Akrilik liflerinin esneklik özelliği diğer sentetik liflere oranla daha düşüktür. Yaylanma özelliği ise lifin türüne göre iyiden çok iyiye doğru farklılıklar gösterir. Akrilik liflerinin uzama oranı % 20 – 36 arasında değişir. Akrilik lifi % 1 uzatıldığında % 95 esneyebilir.
Hacimsel yoğunluk: Akrilik liflerinin özgül ağırlığı 1,14–1,19 gr/cm³ arasında değişmektedir.
Akrilik Liflerinin Kimyasal Özellikleri
Kimyasal maddelerden etkilenme: Akrilik lifleri nitrik asit dışında diğer asitlere karşı dayanıklıdır. Özellikle yoğun ve sıcak haldeki alkaliler life zarar verir. Kuru temizlemede kullanılan çözücüler lifin sertleşmesine yol açabilir. Klorlu ağartıcılar dışındaki ağartıcılara karşı dayanıklıdır.
Çevresel faktörlere karşı dayanıklılık: Akrilik liflerinin güneş ışığına karşı dayanıklılığı oldukça iyidir. Bakteri, mantar, küf, güve ve diğer zararlı böcekler liflere zarar vermez.
Elektriklenme özelliği: Akrilik liflerinin elektrik iletme özelliği az nem çektiği için düşüktür. Bu nedenle akrilik ürünlerde statik elektriklenme problemi ile karşılaşılır.
Isıdan etkilenme özelliği: Akrilik liflerinin belli bir erime noktası yoktur. Erime noktası 215 – 255 °C arasında değişir. Çok yüksek sıcaklıklar ürünlerin renginde değişikliğe neden olabilir. Ütüleme sıcaklığı 110 °C olmalıdır.
Yanma özelliği: Akrilik liflerinin alevle karşılaştığında eriyerek yanar. Alev çekildikten sonrada yanmaya devam eder. Kimyasal bir koku ve siyah bir is bırakır. Külü sert, siyah ve şekilsizdir.
Akrilik Liflerinin Kullanım Alanları
Akrilik lifleri çeşitli giysilerde ve ev tekstili ürünlerinde tek başlarına veya karışım hâlde kullanılabilir. Tutumlarının yün lifine benzemesi, hafif olmaları ve bakımlarının yüne göre daha kolay olması nedeniyle akrilik lifleri piyasada aranır bir konuma gelmiştir. Akrilik liflerinden hacimli iplikler üretilerek özellikle örme yüzey üretimde ve örmecilik sektöründe yaygın olarak yararlanılır.
Giyim: Kazak, elbise, çorap, el örgü iplikleri çocuk giysilerinde ve bazı spor giysilerinde (özellikle kayak) kullanılır. Akrilik liflerinden imitasyon kürk kumaşlar da üretilebilir.
Ev tekstili: Perdelik ve döşemelik kumaş, battaniye ve halı yapımında kullanılır.
MODAKRİLİK LİFLERİ
Bileşiminde % 35–85 arasında akrilonitril içeren life modakrilik lifi denir. Modakrilik liflerinde akrilonitrilin yanında komonomer olarak vinil krorür, viniliden klorür ve vinil disayinit bulunur. Lifler kuru veya yaş çekim yöntemine göre üretilir.
Modakrilik liflerinin mukavemetleri ve sürtünmeye karşı dayanıklılıkları iyi değildir. Liflerin yaylanma yeteneği ve esneme özellikleri iyidir. Dökümlü bir liftir. Güneş ışığına karşı dayanıklılıkları çok iyidir. Kimyasal maddelere karşı ve aleve karşı dayanıklılığı iyidir.
Modakrilik liflerinin nem çekme özelliği çok düşüktür % 0,4–3 arasında değişir. Sürtünmeden dolayı liflerde tüylenme problemi ile karşılaşılabilir. Modakrilik ürünleri 110 °C ve daha düşük sıcaklıklarda ütülenmelidir.
POLİVİNİLKLORÜR LİFLERİ
Bu lifler asetilen ve hidroklorik asitten elde edilen vinilklorürün polimerleştirilmesi sonucunda üretilen liflerdir. Bu gruba giren üç lif vardır.
1-% 100 PVC lifleri
2-polivinilklorür kopolimerleri
3-modifiye edilmiş polivinil klorür lifleri.
% 100 PVC lifleri: % 100 polivilklorüre plastikleştirici eklenmesiyle % 100 PVC lifleri elde edilmektedir. Güç tutuşurluk yanmazlık ve kimyasal maddelere karşı dayanıklılıkları nedeniyle, itfaiyeci elbiselerinde, çadır, balık ağları, dokusuz yüzeyler ve yelkenler gibi endüstriyel tekstil alanında kullanılmaktadır.
Vinilklorür kopolimerleri:
Bu lifler güç tutuşurlukları, kimyasal maddelere karşı dayanıklılıklarının yüksek olması nedeniyle çeşitli filtreler ve ağ dokumaları gibi özel alanlarda kullanılır.
Modifiye polivinilklorür lifleri:
Polivinil klorürün kimyasal yapısı değiştirilerek içindeki klor miktarı arttırılır. Bunun sonucunda bazı özelliklerinde değişimler olur. Güç tutuşurluk ve yanmazlık özellikleri nedeniyle çadır, muşamba, tente ve çeşitli filtrelerin üretimde kullanılır.
Polivinilidenklorür lifleri:
Bileşiminde en az % 80 oranında viniliden klorür bulunan polimer maddeden çekilmiş lifler olarak tanımlanır. Güneş ışığına karşı dayanıklılıkları çok iyidir. Kolay yıkanır, temizlenir ve leke tutmaz. Bu özellikleri nedeniyle otomobil döşemelerinde ve dış mekânlarda kullanılacak döşemeliklerde kullanılır.
Polivinilalkol lifleri:
Bu lifler yaş eğirme yöntemine göre elde edilir. Polivinil alkol liflerinden çeşitli filtrelerin, balık ağlarının ve spor giysilerin yapımında yararlanılır. Ayrıca pamuk, viskoz ve ipek lifleri ile karıştırılarak eşarp ve fular yapımında da kullanılmaktadır.
Poliolefin Lifleri
Poliolefin lifleri ilk olarak İtalya ve Almanya’da üretilmiştir. ABD’de üretimi ise 1960 yılında başlamıştır. Poliolefin lifleri, doymamış hidrokarbonların polimerleşmesi ile elde edilen liflerdir.
Poliolefin lifleri:
1-polietilen lifleri
2-polipropilen lifleri
3-politetrafluoroetilen lifleri (teflon)
Olmak üzere üç grupta incelenir.
POLİPROPİLEN LİFLERİ
Bir petrol ürünü olan propilenin uygun katalizörler ile 25 – 30 atmosfer basıncı altında 100 °C’ de polimerizasyonu ile elde edilmektedir. Polipropilen lifleri günümüzde yumuşak çekim veya düzesiz çekim yöntemine (film yarma tekniği) göre elde edilir.
Polipropilen Liflerinin Fiziksel Özellikleri
Enine kesit ve boyuna görünüş:
Polipropilen liflerinin enine kesitleri genelde yuvarlak boyuna görünüşleri ise silindiriktir. Lif yüzeyi pürüzsüz görünür.
Renk ve parlaklık:
Polipropilen lifleri renksiz olarak üretilir. Üretim sırasında polimer sıvısı boyanarak istenilen renkte lif elde edilebilir.
İncelik ve Uzunluk: Polipropilen liflerinin çeşitli uzunluklarda üretilebilir. Kullanım alanına bağlı olarak filament hâlde olabileceği gibi kesikli (stapel) şekilde de olabilir.
Mukavemet: Polipropilen liflerinin mukavemeti yüksektir. Polipropilen liflerinin mukavemeti 3 – 5 gr/denye arasındadır.
Nem çekme özelliği: Polipropilen lifleri bünyelerine hiç nem çekmez. Nem çekmediği için su ile bulaşan lekelerden etkilenmez. Polimer çözeltisi renklendirildiği zaman boyanabilir.
Sürtünmeye karşı dayanıklılık: Polipropilen liflerinin sürtünmeye karşı dayanıklılığı çok iyidir.
Boyut değiştirmezlik: Polipropilen liflerinin boyut değiştirmezliği mükemmeldir. 120°C’nin üzerindeki sıcaklıklarda ürünler büzüşür.
Esneklik ve yaylanma özelliği: Polipropilen liflerinin esneklik özelliği çok iyidir, yaylanma özelliği ise iyi değildir.
Hacimsel yoğunluk: Polipropilen liflerinin özgül ağırlığı çok düşük olup 0, 92gr/cm³tür. Bu lifin sudan da hafif olduğunu gösterir.
Polipropilen Liflerinin Kimyasal Özellikleri
Kimyasal maddelerden etkilenme:
Polipropilen liflerinin asitlere ve alkalilere karşı dayanıklılığı iyidir. Kuru temizlemede kullanılan çözücüler life zarar verebilir. Bu yüzden yıkama yapılması daha iyidir ve önerilir.
Çevresel faktörlere karşı dayanıklılık: Polipropilen lifleri uzun süre güneş ışığı etkisi altında kalırsa lif zarar görür. Bakteri, mantar, küf, güve ve diğer zararlı böcekler liflere zarar vermez.
Elektriklenme özelliği:
Polipropilen liflerinin elektrik iletme özelliği düşüktür. Nem çekmedikleri için ürünlerde statik elektriklenme problemi ile karşılaşılır. Bitim işlemleri ile bu problem giderilebilir.
Isıdan etkilenme özelliği: Polipropilen liflerinin erime noktası 170 °C civarındadır.
Yanma özelliği: Polipropilen lifleri alevle karşılaştığında yanarak erir. Alev çekildikten sonrada lifler kendi kendini söndürür. Kimyasal bir koku veya parafin kokusu çıkar. Siyah bir is bırakır. Külü oldukça serttir.
Polipropilen Liflerinin Kullanım Alanları
Polipropilen lifleri çeşitli giysilerde, döşemelik kumaş, halı ve endüstriyel alanda oldukça geniş bir kullanım alanına sahiptir. Tek başlarına veya diğer liflerle karıştırılarak kullanılabilir.
Giyim: İç giyim, çorap, çocuk giysilerinde, çeşitli ipliklerin yapımında, özellikle lifin nem çekmemesi nedeniyle ve sürtünmeye karşı dayanıklı oluşlarından spor giysilerinde kullanılır.
Ev tekstili: Polipropilen lifleri, battaniye, halı ve halat yapımında jüt ve benzeri liflerin yerini almaktadır. Polipropilen lifleri özellikle halı ve döşemelik kumaş yapımında kullanılmaktadır. Battaniye yapımında yün lifleri ile karıştırılarak kullanılır.
Endüstriyel tekstil: Çeşitli filtre kâğıdı, balık ağ ve kayış yapımında kullanılmaktadır. Polipropilen liflerinden yat döşemeleri ve otomotiv sektöründe de yararlanılmaktadır.
Elastomer Lifleri
Poliuretan, glikol ile diizosiyanat bileşiklerinin reaksiyonundan elde edilir. Bu lif ilk olarak Almanya’da üretilmiştir. İlk üretilen bu lifler sert tutumlu olduğundan tekstilde kullanım alanı yaygınlaşmamıştır. Esneklikleri çok yüksek olan poliuretan lifleri elastomer lif grubuna girer.
SPANDEX LİFLERİ
Yapısında % 85 oranında poliuretan polimerleri bulunan sentetik liflere spandex adı verilir. Spandex lifleri 1958 yılında ABD’de üretilmiş ve 1959 yılında piyasaya sürülmüştür.
Spandex liflerinin enine kesitleri yuvarlak ve yer fıstığı şeklinde, yüzeyleri genelde pürüzsüzdür. Spandex lifleri 0,7–1 gr/denye gibi çok düşük bir mukavemete sahiptir. Spandex liflerinin en önemli özelliği kopma anındaki uzama yüzdesinin % 400–700 arasında olmasıdır. Liflerin nem çekme yeteneği % 1 – 1,4 oranındadır.
Spandex liflerinin kimyasal maddelere karşı dayanıklılığı iyidir. Bakteri ve mikroorganizmalar life zarar vermez. Güneş ışığına karşı dayanıklıdır. Spandex lifleri alevle karşılaştığında kimyasal bir koku çıkararak yanar ve siyah, yumuşak bir kül bırakır. Liflerin erime noktası 230 – 270 °C arasında değişmektedir.
Spandex lifleri başka liflerle birlikte kullanılır. Bu liflerin üzeri bazen pamuk, viskoz ve naylon lifleri ile kaplanabilir. Esnekliği iyi olan mayo, iç çamaşırı, çorap konçları, çorap, dizlik, çeşitli dans ve spor giysilerinde kullanılmaktadır. Cerrahi bant ve korse yapımında da kullanılır. Çeşitli kumaşlarda ve trikolarda spandex liflerinden yararlanılır.
SENTETİK LİFLERİN ORTAK ÖZELLİKLERİ
Renk: Çekim sırasında çözeltiye renk pigmentleri eklenmediği takdirde çoğunlukla renkleri beyazdır.
Uzunluk: Tüm sentetik lifler filament olarak elde edilir. İstenildiği takdirde kesilir.
Enine kesit: Düze deliklerinin şekli lifin enine kesitini belirler.
İncelik: Düze deliklerinin çapı lifin inceliğini belirler.
Parlaklık: Genelde parlak liflerdir, kullanım alanına göre yarı mat veya mat olarak da elde edilebilir.
Sürtünmeye karşı dayanıklılık: Sürtünmeye karşı dayanıklılıkları iyiden mükemmele doğru değişiklik gösterir. Yıpranma belirtisi olmadığı için giysiler uzun süre yeni görünür. Bu özelliği en düşük olan lif akriliktir. Sürtünmeye karşı dayanıklı olduklarından renkleri de kolay bozulmaz.
Mukavemet: İyiden mükemmele doğru değişiklik gösterir.
Tüylenme: Özellikle kesikli olarak üretilen liflerde problem olabilir.
Yaylanma yeteneği: Mükemmeldir. Bu nedenle daha az buruşur.
Hacimsel yoğunluk: Liflere göre değişiklik gösterse de genelde lifler hafiftir.
Nem çekme özelliği: Nem çekme özellikleri çok düşük olduğundan ürünler çabuk kurur. Yıkandığında çekmez ve zor boyanır. Su ile bulaşan lekelere karşı dayanıklıdır.
Güneş ışığına karşı dayanıklılık: Güneş ışığına karşı dayanıklılığı iyiden mükemmele doğru değişiklik gösterir. Perde, iç ve dış mekânlarda kullanılacak halı ve döşemelik kumaş üretiminde tercih edilir.
SENTETİK LİFLERİN ORTAK FİZİKSEL ÖZELLİKLERİ
Kimyasal maddelerin etkisi: Birçok kimyasal maddeye karşı dayanıklıdır. Kimyasal maddelerle uğraşılan işlerde koruyucu giysi yapımında yararlanılır.
Isıya karşı hassasiyet: Ütüleme sırasında ütünün çok sıcak olması durumunda sentetik kumaşlar büzüşür daha sonra da erir. Sigara yanığı ürün üzerinde delik oluşmasına neden olur.
Mantar ve güvelerin etkisi: Mantar ve güvelere karşı dayanıklı olduğundan saklanmaları bir sorun yaratmaz.
Yağ çekme özelliği: Lifin içine işleyen yağ lekeleri sadece kuru temizleme ile çıkarılabilir.
Statik elektriklenme: Giysiler giyen kişinin üzerine yapışırken özelikle soğuk ve kuru havalarda statik elektriklenme olur.
Güç tutuşurluluk: Life göre zayıftan mükemmele doğru değişiklik gösterir.
SENTETİK LİFLERİN ORTAK KİMYASAL ÖZELLİKLERİ
Yıkama: Çamaşır makinesinde yıkanabilir. 40°C’ de yıkanmalıdır. Ağartıcılar Kullanılabilir. Optik ağartıcılar kullanılmalıdır.
Kurutma: Asarak veya kurutma makinesinde kurutulabilir.
Ütüleme: Ütü yapılması gerektiğinde dikkatli olunmalı, düşük sıcaklıklar tercih edilmelidir.
Kuvvetli deterjanlar: kullanılabilir.
Yağ lekelerinin çıkarılması: Yağ lekelerinin çıkarılması için öncelikle bir ön hazırlık yapılmalı veya kuru temizlemeye verilmelidir.
Saklama: Mantar, güve gibi böceklerin ürünler üzerinde olumsuz bir etkisi olmadığından saklanmaları problem değildir.
SENTETİK LİFLERİN BOYUNA GÖRÜNÜMÜ VE ENİNE KESİT ÖZELLİKLERİ
Poliamid lifleri (naylon, perlon rilsan)
Boyuna görünüm: Poliamid lifleri mikroskop altında düzgün bir silindir, cam bir çubuk görünümündedir.
Enine Kesit: Yuvarlaktır.
Poliester lifleri
Boyuna görünüm: Poliester lifleri mikroskop altında düzgün bir çubuk şeklinde görülür.
Enine Kesit: Yuvarlaktır.
Akrilik lifleri
Boyuna görünüm: Akrilik liflerinin boyuna görünümleri pürüzsüz, büklümlü ve çizgilidir.
Enine Kesit: Yaş eğirme yöntemine göre üretilen akrilik liflerinin enine kesiti yuvarlak veya fasulye şeklindedir. Kuru eğirme yöntemine göre elde edilen akrilik liflerinin enine kesiti yer fıstığı şeklindedir.
Modakrilik lifleri
Boyuna görünüm: Modakrilik liflerinin boyuna görünümleri pürüzlü ve boyuna çizgilidir.
Enine Kesit: Enine kesiti tırtıklı, U şeklinde veya yerfıstığı şeklindedir.
Polivinil klorür lifleri
Boyuna görünüm: Boyuna görünümleri düzgündür.
Enine Kesit: Enine kesiti yuvarlağa yakındır.
Polipropilen lifleri
Boyuna görünüm: Boyuna görünümleri silindiriktir. Lif yüzeyi pürüzsüz görünür.
Enine Kesit: Enine kesitleri genelde yuvarlaktır.
Polietilen lifleri
Boyuna görünüm: Boyuna görünümleri düz ve üstleri pürüzsüzdür.
Enine Kesit: Enine kesiti daire biçimindedir.
Polivinilalkol lifleri
Boyuna görünüm: Boyuna görünümleri düz ve pürüzsüzdür.
Enine Kesit: Enine kesiti yassı fasulye biçimindedir.
Poliuretan lifleri
Boyuna görünüm: Boyuna görünümleri düzgündür.
Enine Kesit: Enine kesiti genelde yuvarlaktır.
SENTETİK LİFLERİN ALEVE KARŞI TEPKİLERİ VE YANMA KAREKTERİSTİK ÖZELLİKLERİ
Poliamid lifleri (naylon, perlon rilsan)
Yanış şekli: Önce erir, sonra yanar. Alevden çıkarılınca yanmaya devam eder. İssiz yanar, söndükten sonra beyaz duman çıkarır.
Koku: (naylon, perlon rilsan) :Hafif yanık saç kokusu, pridin gibi kokar.
Kalıntı: Kremsi, sarı, kahverengi boncuk şeklinde sert kalıntısı vardır.
Poliester lifleri
Yanış şekli: Önce erir, sonra yanar. Alevden çıkınca yanmaz. Dumanı isli ve siyahtır.
Koku: Tatlı aromatik keskin kokuludur.
Kalıntı: Külü kremsi-sarı, kahverengi boncuk şeklinde ve sert kalıntısı vardır.
Akrilik lifleri
Yanış şekli: Önce erir, sonra yanar. Alevden çıkarılınca sönmez. Hızlı ve siyah isli olarak yanmaya devam eder.
Koku: Yanık et kokusu, tatlı hoş kokulu bir koku verir.
Kalıntı: Siyah, sert şekilsiz kalıntı verir.
Modakrilik lifleri
Yanış şekli: Önce erir, sonra yanar Alevden çıkarılınca kendini söndürür.
Koku: Keskin bir kimyasal koku verir.
Kalıntı: Siyah, sert şekilsiz kalıntı verir.
Polivinil klorür lifleri
Yanış şekli: Önce erir, sonra yanar. Alevden çıkarılınca söner isli yanar, söndükten sonra beyaz duman çıkarır.
Koku: HCL gibi kokar, keskin ve öksürtücüdür.
Kalıntı: Gevşek, siyah kalıntı verir.
Polipropilen lifleri
Yanış şekli: Erir. Yanmaz, beyaz dumanlar çıkartır.
Koku: Yanan mum kokusu verir.
Kalıntı: Gevşek kahverengi kalıntı verir.
Polietilen lifleri
Yanış şekli: Önce erir, sonra yanar. Alevden çıkarılınca yanmaya devam eder. Dumanı issiz ve beyazdır.
Koku: Yanan mum kokusu verir.
Kalıntı: Gevşek kahverengi kalıntı verir.
Polivinilalkol lifleri
Yanış şekli: Erir. Hızlı yanar, alevden çıkınca yanmaya devam eder.
Koku: Yanık şeker kokusu verir.
Kalıntı: Gevşek kahverengi gevrek kalıntı verir.
Poliuretan lifleri
Yanış şekli: Erir. Yanar, alevden çıkınca yanmaya devam eder. İssiz yanar.
Koku: Hoş olmayan fare pisliği kokusu verir.
Kalıntı: Kahverengi sert kalıntı verir.
SENTETİK LİFLERİN KURU DETİLASYON ÖZELLİKLERİ
Poliamid lifleri
Turnusol kâğıdı: Bazik
Ph: 10 - 11
Poliester lifleri
Turnusol kâğıdı: Asidik
Ph: 3 – 4
Akrilik lifleri
Turnusol kâğıdı: Bazik
Ph: 10 - 11
Polivinilklorür lifleri
Turnusol kâğıdı: Asidik
Ph: 2 – 3
Polivinilalkol lifleri
Turnusol kâğıdı: Asidik
Ph: Asidik
Polietilen lifleri
Turnusol kâğıdı: Zayıf asidik
Ph: 5 – 6
Polipropilen lifleri
Turnusol kâğıdı: Zayıf asidik
Ph:6-7
Poliuretan lifleri
Turnusol kâğıdı: Bazik
Ph: 10 - 11
Suni-Rejenere Lifler
Yapımında başlangıç maddesi olarak doğal hammadde (selüloz veya protein) kullanılan, kimyasal işlemlerle esas molekül yapısı bozulmadan elde edilen liflere rejenere lif denir. Rejenere lifler, doğal polimerlerden kimyasal ve fiziksel işlemlerle yeniden şekillendirilerek bir lif çekim yöntemiyle filament hâlinde üretilirler. Doğal polimer maddenin kaynağına göre rejenere elyaf iki çeşittir: selüloz esaslı lifler ve protein esaslı lifler.
SELÜLOZ ESASLI SUNİ LİFLER
Rejenere elyafı oluşturan doğal polimer olarak selüloz alınmışsa rejenere selülozik elyaf adı verilir.
Rayon ve Floş
Filament hâldeki rejenere selüloz elyafına verilen isimdir. Doğal kaynaklı insan yapısı elyaf üretiminin en önemli temsilcisidir. Ülkemizde rayon üretimi yapan işletme çok az olduğundan, genelde ithal edilerek kullanılmaktadır. Selüloz kökenli rejenere elyaf çeşitleri şunlardır:
Viskoz lifleri,
Modal lifleri,
HWM (High Wet Modulus Rayonu),
Asetat lifleri,
Triasetat lifleri,
Nitrat rayonu,
Bakır rayonu.
Bunlardan nitrat ve bakır rayonunun günümüzde üretimi yoktur. Viskoz ve modifiye viskoz liflerinin üretimi önemlidir. Asetat ve triasetat liflerinin özellikleri, diğer rayon kökenliler gibi selüloz esaslı olmalarına rağmen, hidrofob (su itici) karakterli sentetik kimyasal liflere benzemektedir. Doğal selüloz kaynakları, linter ve ağaç selülozudur. En kaliteli rejenere selüloz lifi, linterden elde edilir.
Viskoz elyafı genellikle iki şekilde elde edilmektedir: Viskoz rayon (filament hâlde) ve Viskon (ştapel hâlde) elde edilir.Viskozüretimi için odundan ve linterden elde edilen selüloz hammaddesi kostik soda ve sodyum bisülfit ile işlem görerek yabancı maddelerden arındırılır. Selüloz hamuru kostik soda çözeltisi (NaOH) ile işlem görerek alkali selüloz hâline dönüşür. Alkali selüloza, ön olgunlaştırma işleminden sonra karbon sülfür (CS2) ilave edilerek selüloz ksantat elde edilir. Seyreltik sodyum hidroksit ilavesi ile de ham viskoz çözeltisine dönüştürülür. Filtreleme ve ard olgunlaştırma işleminden sonra viskoz çözeltisi asitli bir banyoya düzelerden fışkırtılarak yaş çekim yöntemiyle katı hâlde viskoz filamentleri elde edilir.

Katılaşan filamentler, germe - çekme, yıkama ve kurutma işlemlerinden sonra bobine sarılarak viskoz rayon iplik elde edilir. Filamentler tow (kablo) şeklinde bir araya getirilir. Kesme işlemi ile de ştapel (kesikli) hâle dönüştürülür. Yıkama ve kurutma işlemlerinden sonra balyalanır ve viskon elyafı elde edilir Balya hâlinde işletmelere sevk edilir. Viskon, kesikli rejenere selüloz elyaftır ve genel özellikleri bakımından pamuğabenzemektedir.
Viskoz Rayonu
Selüloz esaslı rejenere lifler içinde en önemlisi ve en çok kullanıma sahip olan liftir. Viskoz rayonu, kimyasal lif çekim yöntemlerinden yaş çekim metodu ile üretilmektedir.

Viskoz Rayon Elyafının Fiziksel Yapı ve Özellikleri
Mikroskobik görünüş: Elyaf boyunca uzanan çizgiler vardır. Enine kesiti ise, girintili çıkıntılıdır.
Uzunluk: Genelde filament hâldedir. Kullanım yerine göre istenilen uzunlukta kesilerek viskon elyafı elde edilir.
İncelik: 50-900 denye incelikte iplik üretilebilir. Monofilament inceliği ise 1-1,5 denyedir.
Renk: Özel olarak matlaştırılmamış ise üretildiğinde şeffaftır.
Parlaklık: Üretildiklerinde parlaktırlar.
Mukavemet (kuru): Kuru dayanımları viskoz rayonda iyi, modalda mükemmeldir. Viskoz reyonunda mukavemet 2-3 gr/denye civarındadır.
Mukavemet (yaş): Yaş hâlde iken mukavemette % 30-50 arasında düşme olur.
Uzama Mukavemeti: Viskoz lifleri; kuru hâlde % 10-11, yaş hâlde % 25-35 uzarlar.
Rezilyans (yaylanma): Viskoz rayonu düşük, modal iyi yaylanma (rezilyans) yeteneğine sahiptir. Modalın tutum özellikleri, yüksek kaliteli pamuğa benzer.
Nem alma: % 10-16 arasında nem alımı ile doğal selülozik liflerden daha hidrofildir. Daha çok su absorbladıkları için daha yavaş kururlar. Yavaş kurumaları, nemi çabuk emmelerinden de kaynaklanır.
Sıcaklık: Güneş ışığından etkilenerek, dayanım kaybına uğrarlar. 150 °C'nin üzerinde güç kaybederler. Ütüleme sıcaklığı, 135 °C civarındadır.
Alev alma: Kolay ve çabuk yanarlar.
Statik Elektriklenme: Çok fazla statik elektriklenme problemleri yoktur.
Pilling (boncuklanma): Daha çok filament hâlinde kullanımı nedeniyle pilling problemleri yoktur.
Yoğunluk: 1,50 g/cm³ yoğunluk ile pamuktan daha düşük, poliesterden daha yüksek yoğunluğa sahiptir.
Kullanım Özellikleri
Termoplastik özellik taşımaz. Viskoz rayonu iyi bir iletkendir. Viskoz rayon genel özellikleri bakımından, pamuğa benzese de lif üretiminde, boyama ve baskıda, apre işlemlerinde uygulanan çeşitli etkilere karşı reaksiyonu farklıdır. Pamuk gibi ana yapısı %100 selüloz olmasına rağmen, polimerleşme derecesi daha düşük olduğundan; pamuktan daha mukavemetsiz, kimyevi maddelere karşı da direnci daha azdır.
Viskoz Rayon Elyafının Kimyasal Özellikleri
Asitler: Kuvvetli asitlerden etkilenir. Sıcak sulandırılmış mineral asitler veya soğuk yoğun asitler lifi çürütür.
Bazlar (alkaliler): Bazlara karşı dayanımları pamuktan düşüktür. Kuvvetli bazlar dayanıklılığını azaltır.
Organik Çözücüler: Kuru temizleme yapılabilir. Kuru temizleme maddelerine karşı dirençlidir.
Ağartma maddeleri: Yükseltgen ve indirgen maddelerin etkisi pamukta olduğu gibidir. Sodyum hipoklorit (NaCIO) gibi beyazlatıcılardan etkilenir.
Küf ve mantar: Temiz ve kuruyken, küf ve mantar oluşumuna dayanıklıdır. Dayanımları nem ve sıcaklığa bağlıdır. Uygun ortamda küf ve mantarlar renk atmalarına neden olur.
Güveler, böcekler: Güvelere dayanıklıdır. Bazı böcekler dolaylı olarak zarar verebilirler.
Işık, atmosfer koşulları: Güneş ışığında uzun süre kaldığında zarar görür.
Su: Şişme olur. Islakken dayanımı azalır.
Boyama: Boyarmaddelere karşı olan afinitesi (ilgisi) pamuklu materyale göre daha fazladır. Direkt, küp ve kükürt boyarmaddeler ile boyanabilir.
Doğal ipeğe benzediğinden, dayanıklılık gerektirmeyen yerlerde, doğal ipeğin yerine kullanılır. Elbise, gömlek, gecelik, ceket, perde ve döşemelik kumaş, tıbbi mamul, non-woven kumaş üretimi, ev tekstil ürünleri vb. alanlarda kullanılır.
Asetat Rayonu
Asetat ipeği üretimi için odun hamuru, pamuk linteri veya artıkları kullanılır. Önceden sodyum hidroksit (NaOH) ile işlem görmüş olan odun hamuru, sodyum hipoklorit (NaClO) ile ağartılır ve kurutulur. Kurutulmuş selüloz hammaddesi, asetik asit içinde ıslatılarak şişirilir. Bu işlemde katalizör olarak sülfirik asitle beraber çinko klororür de kullanılır. Şişirilmiş selüloza asetik anhidrit eklenerek asetilasyon işlemi gerçekleştirilir. Bu reaksiyon ekzotermik (dışarıya ısı verebilen) olduğundan karışımın dıştan soğutulması gereklidir. 6-7 saat sonra selüloz tamamen esterleşerek jelâtinimsi viskoz hâle dönüşür.
Viskoz sıvı % 50’lik asetik asit çözeltisi ilave edilerek kısmen hidroliz edilir. Hidrolizin derecesi karışımdaki asetat yüzdesi ile belirlenir. Asetat yüzdesi % 45-55 olduğunda primer asetat, sekonder asetat veya 2,5 asetat denilen bileşiğe dönüşmüş olur. Elde edilen sekonder asetat su dolu kaba dökülür ve beyaz toz hâlinde çöktürülür. Süzülür, yıkanır ve kurutulur. Sekonder asetat ağırlığının üç katı kadar asetonda çözündürülür. Çözünme 24 saat sonra tamamlanarak lif çekimine hazır duruma gelinir. Önce çözelti vakumlanır ve süzülür. Kuru çekim yöntemi ile filament haline getirilir. Sekonder asetat ayrıca 230 °C'a kadar ısıtılıp eritilerek yumuşak çekim yöntemi ile de filament halinde çekilebilir. Dayanıklılığını artırmak için germe çekme işlemi uygulanır ve bobine sarılır. Asetat ve triasetat elyafının fiziksel yapı ve özellikleri aşağıda verilmiştir.
Asetat Elyafının Kimyasal Özellikleri
Asitler: Leke çıkarmada kullanılan asitlerden etkilenmezler. Konsantre kuvvetli asitler ise elyafı parçalar.
Bazlar (alkaliler): Sulu bazların etkisi azdır. Kuvvetli bazlardan zarar görürler.
Organik çözücüler: Etkilenmez.
Ağartma maddeleri: Tavsiye edilen konsantrasyonlarda ağartıcılarının kullanımından zarar görmezler.
Küf ve mantar: Küfe karşı dirençlidirler, fakat renkte solmalara neden olabilir.
Güveler ve böceklere dayanımı: Dayanıklıdırlar.
Işık, atmosfer koşulları: Asetat güneş ışığında uzun süre kaldığında zayıflar.
Su: Şişme ve çekme gibi etkiler olmaz. Çok çabuk kurur. Islakken dayanımı azalır.
Boyama: Asetat, pamuk boyar maddeleri ve özel boyalar ile boyanır.
Asetat Elyafının Fiziksel Yapı Ve Özellikleri
Mikroskobik görünüş: Asetat pürüzsüz bir yüzeye sahiptir ve boyuna çizgileri viskoz rayonundan daha seyrektir. Loblu bir kesiti vardır.
Uzunluk: Genelde sınırsız uzunlukta filament hâlindedir. Kullanım yerine göre istenilen uzunlukta ştapel hâlinde kesilebilir.
İncelik: Genelde ince numaralarda 1-5 dtex arasında üretilebilirler.
Renk: Özel olarak matlaştırılmamış ise şeffaf renktedir.
Parlaklık: Üretildiklerinde parlak olup kullanım amacına göre matlaştırılabilirler. Parlak, yarı parlak veya mat hâlde olabilirler.
Mukavemet (kuru): Çok iyi değildir. Mukavemetleri 1,5-2 g/denye arasındadır.
Mukavemet (yaş): Yaşken mukavemet düşer. Islandığında mukavemette % 30 oranında düşme olur.
Uzama elastikiyeti: Çok yüksek değildir. % 25-30 arasında bozulmadan uzayabilirler.
Rezilyans (yaylanma): Orta derecededir, yaylanma özelliği naylondan düşük, pamuktan yüksektir.
Nem alma: % 6,5 nem alabilir.
Sıcaklık: Ütüleme sıcaklığı, 160 °C, Düşük ısılarda ütülenmelidir.
Alev alma: Her ikisi de yavaş yanar. Geriye kalan eriyik ciddi yanmalara sebep olabilir.
Statik elektriklenme: Statik elektriklenme derecesi düşüktür.
Pilling özelliği (boncuklanma): Boncuklanmaz.
Yoğunluk: 1,31g/cm³, civarındadır. Pamuk ve poliesterden düşük akrilik ve naylondan yüksek yoğunluk değerine sahiptirler.
Filament iplik hâlinde üretilenler; abiye giysilik kumaşlar, pelüş, kadife, dekorasyon amaçlı kumaşlar, kürk ve manto için astarlık kumaşların üretiminde kullanılır. Kesikli liflerden eğrilen iplikleri; fantazi iplikler, elbiselik kumaşlar, takım elbiselik ve mantoluk kumaşların üretiminde kullanılır.
PROTEİN ESASLI LİFLER
Doğal polimerlerden olan protein maddeleri de değiştirilerek veya rejenere edilerek farklı elyaf türleri elde edilmektedir. Bunlar için başlangıç maddesi olarak genellikle hayvansal (süt kazeini) veya bitkisel protein (mısır proteini, soya fasulyesi ve yer fıstığı proteinleri) kullanılmaktadır. Genel üretim metodu olarak; protein içeren başlangıç hammaddesinden protein ayrıştırılır, uygun bir çözücüde çözündürülür, yaş veya kuru çekim yöntemlerine göre filament elde edilir.
Rejenere protein elyafa genel olarak azlon da denilmektedir. Azlon üretiminde hammadde olarak bitkisel ve hayvansal kökenli protein kullanılabilir. Rejenere protein elyafın tutum ve sıcak tutma özellikleri çok iyi olmasına rağmen, fiziksel özellikleri birçok elyafa göre iyi değildir. Yün ve selüloz lifleri ile karıştırılarak pelüş yapımında kullanılır. Yaş mukavemetinin çok düşük olması, tek başına kullanımına olanak vermemektedir. Ana yapısı protein olduğundan; yumuşaklık, sıcak tutma, kırışıklıkların giderilmesi ve boyar maddelere afiniteleri gibi özellikleri yüne benzer.
Bitkisel Protein Esaslı Suni Lifler
Zein (Vicara)
Zein, mısırda bulunan bitkisel proteine verilen isimdir. Mısırdan zeinin ayrılması sudkostik (NaOH) ve asitle çöktürme ile sağlanır. Zein, mısırdan nişasta elde edilmesi sırasında % 70’lik izopropil alkol ilavesi ile ayrıştırılır. Alkol buharlaştırılır ve açık sarı renkte toz hâlinde zein elde edilir. Ardından bu madde sudkostik çözeltisinde çözünür.
Çözelti daha sonra filtrelenir, havası alınır ve 24 saat olgunlaştırma için bekletilir. İçinde sülfürik asit, asetik asit ve çinko sülfat bulunan asidik kogülasyon banyosunda düzelerden pompalanarak yaş çekim yöntemi ile filament hâline getirilir. Kesikli lif yapılacaksa filamentler yıkanır, kıvrım verilir, kurutulur ve kesilerek ştapel hâle getirildikten sonra balyalanır.
Zein Elyafın Fiziksel Yapı ve Özellikleri
Mikroskobik görünüş: Enine kesiti dairesel, uzunluğuna görünüşü ise içi boş cam çubuğa benzemektedir.
Uzunluk: Genelde filament hâldedir. Birlikte kullanılacağı lif uzunluğuna göre istenilen uzunlukta kesilebilir.
İncelik: İnceliği 2-15 denye arasındadır.
Renk: Hafif sarımsı renklidir.
Parlaklık: Üretildiklerinde parlaktırlar. Daha sonra kullanıma göre matlaştırılabilirler.
Mukavemet (kuru): 1,2 g/denye,
Mukavemet (yaş ): Yaş mukavemeti daha düşüktür. 0,60 g/denye,
Uzama elastikiyeti: % 5 gerildiğinde esnekliği % 100'dür.
Nem alma: Ticari nemi % 13 olup, % 40'a kadar nem çekebilir.
Sıcaklık: Kolayca ütülenebilir.
Yoğunluk: 1,25 cm³’tür.
Zein Elyafının Kimyasal Özellikleri
Asitler: Asitlere karşı yün ve ipekten daha dayanıklıdır.
Bazlar (alkaliler): Alkalilere karşı hassastırlar. Kuvvetli alkalilerin sıcak çözeltisi life zarar verir.
Ağartma maddeleri: Tavsiye edilen konsantrasyonlarda ağartıcılarının kullanımında tehlike yoktur.
Küf ve mantar: Küf ve mantarlardan etkilenmezler.
Güveler, böcekler: Dayanıklıdırlar.
Işık, atmosfer koşulları: Güneş ışığında uzun süre kalırsa zarar görebilir.
Su: Kolay yıkanır.
Yün, pamuk, viskon ve naylonla karıştırılarak kadın ve erkek giysi kumaşları, triko ve jarse kumaşlarla bebek giysileri, battaniye üretiminde kullanılır.
Soya Fasulyesi (Silkool)

Soya fasulyesi, % 35 oranında bitkisel proteine sahiptir. Yağı alınmış soya fasulyesi % 0,1'lik sodyum sülfat çözeltisi ile işleme alınır. Elde edilen protein çözeltisi pH=4,5 oluncaya kadar sülfirik asit ile muamele edilir. Bu değerde soya fasulyesi proteini çöker. Çözelti (protein maddesi) seyreltik sodyum hidroksitte (NaOH) çözündürülür. Elde edilen çözelti filtrelenip havası alındıktan sonra düzeden geçirilerek asidik banyo ile filament hâline getirilir.

Soya fasulyesi elyafı doğal kıvrımlı bir yapıya sahiptir. Rengi beyazdan açık ten rengine kadar değişen yarı parlak ve yumuşak bir elyaftır. Yaş mukavemeti düşüktür. Kuru halde % 40, ıslakken % 60 uzayabilir. % 10-13 oranında nem çeker. Kimyasal özellikler bakımından diğer protein liflerine benzer. Diğer kimyasal veya doğal liflerle karıştırılarak kullanılır. Üst giyim amaçlı kumaşların üretiminde kullanılmaktadır.
Yer Fıstığı Lifleri (Ardil)
Yer fıstığı, protein ve yağ bakımından oldukça zengin bir bitkisel üründür. Yağı alınmış yer fıstığı proteini, seyreltik sodyum hidroksit (NaOH) çözeltisi ile ayrıştırılır. Protein çözeltisi olgunlaştırılıp süzülür ve havası alınır. Düzelerden asidik banyoya gönderilerek yaş çekim yöntemi ile filament elde edilir. Ardil elyafı esnek ve kıvrımlı bir yapıya sahiptir. Krem renginde ve yumuşak tutumludur. Esneklik ve kıvrımlı yapısından dolayıyün elyafına benzer. Yün, pamuk ve rayon ile karıştırılarak kullanılabilir. Genellikle, üst giyim amaçlı kumaşların üretiminde kullanılmaktadır.
Hayvansal Protein Esaslı Suni Lifler (Kazein)
Kazein
yağı alınmış sütten elde edilen hayvansal protein elyafıdır. Kazein elyafı elde etmek için önce süt pıhtılaştırılır, suyu süzülür ve geri kalan posası toz hâline getirilir. Seyreltik sodyum hidroksit çözeltisinde çözündürülür. Çözelti olgunlaşmaya bırakılır. Filtre edilir ve vakumla havası alındıktan sonra düzelerden asidik banyoya gönderilerek yaş çekim yöntemi ile filament elde edilir. Formaldehit banyosundan geçirilerek sertleştirilir. Filament kabloları yıkama ve kurutma işlemlerinden sonra kıvrım verilerek kesilir ve ştapel elyaf hâlinde balyalanır. Kazein elyafın yünden daha parlak ve yumuşak bir tutumu vardır.
Mukavemeti 0,3-1 g/denye arasındadır. Esneme ve şişme özelliği yüksektir. Kuru halde % 50-70, yaş halde iken % 100'e yakın esnekliğe sahiptir. Yoğunluğu 1,29 g/cm³'tür. % 14 oranında nem çeker. Yakıldığında erir ve yanık süt kokusu duyulur. Yüne benzemesi nedeniyle asitlere karşı dayanıklı, alkalilere karşı hassastır. Güve, böcek ve mikro organizmalardan yün elyafı kadar zarar görmezler, ancak nemli ortamda olumsuz etkilenebilirler. Genellikle kesik elyaf hâlinde yünle karıştırılarak kullanılır. Mukavemetinin düşük olması ve suya dayanıklılığının az oluşu nedeniyle kullanımı sınırlıdır. Karışım olarak kullanıldığında mamul ürünlere dolgunluk, yumuşaklık, sıcak tutum gibi özellikler kazandırır. Trikotaj ürünlerinde kullanımı tercih edilir.
Rejenere Liflerin Aleve Karşı Tepkileri Ve Yanma Karakteristik Özellikleri
Rayon viskon: Ateşe yaklaşırken alevden uzaklaşmaz, hemen yanar. Pamuk lifinden daha çabuk tutuşur ve yanar. Ateşten uzaklaşınca yanmaya devam eder, yavaş yavaş sönmekte olan bir ateş bırakır. Yanmış kağıt kokusu verir. Çok az miktarda hafif kabarık kül bırakır.
Asetat: Ateşe yaklaşırken alevden kaçarak erir ve yanar, Hızlı yanar ve erir, Alevden uzaklaştırılınca eriyerek hızlı bir şekilde yanmaya devam eder. Asetik asit (sıcak sirke) kokusu verir. Kırılgan, siyah ve şekilsiz topak halinde kalıntı bırakır.
Azlon: Ateşe yaklaşırken erir ve ateşten kıvrılarak kaçar. Yavaş bir şekilde yanar. Alevden uzaklaştırılınca bazen kendiliğinden söner. Yanık saç kokusu verir. Kalıntı ise topak halinde kabarcıklı kül şeklindedir. Kalıntısı kırılgandır ve kolaylıkla ezilir.
Kuru Destilasyon Testi
Kuru destilasyon testi, tekstil liflerinin cam tüp içinde ısıtılıp yakılmasıyla çıkan gazların pH değerinin tespit edilmesi esasına dayanır. Bir miktar lif numunesi kuru bir deney tüpü içerisine konarak yavaş yavaş ısıtılır. Isıtma sonunda çıkan gazlara pH kâğıdı tutularak gazların asidik veya bazik oluşuna göre (pH değerine göre) lif cinsi tayin edilir.
Rejenere Liflerin Kuru Destilasyon Sonuçları
Asetat lifleri: Turnosol kâğıdı, asidik (kırmızılaşır), pH: 2-3,
Rejenere protein lifleri: Turnosol kâğıdı, bazik (mavileşir), pH: 9-10,
Rayon, Viskon lifleri: Turnosol kâğıdı, asidik (kırmızılaşır), pH: 5-6
Batik Baskı

Mamulün beyaz kalması istenen kısımlarının bağlanarak ya da kapatılıp boyanmayacak hale getirilerek boyar madde banyosuna atılması ve sonrasında bağlanan ya da kapatılan yerlerin açılmasıyla değişik efektli desen elde edilmesi şeklinde yapılan özel baskıya batik baskı denir.

Batik baskı uygulama olarak boyamaya benzemektedir. Diğer baskı yöntemlerinde olduğu gibi baskı patı veya şablonu kullanılmıyor oluşu, boyama gibi sulu ortamda yapılıyor oluşu, batik baskının bir baskı çeşidi olmadığını düşündürmektedir. Ancak kısmi renklendirme gerçekleştiğinden baskı olarak nitelendirilmektedir.


Batik baskı genellikle pamuklu kumaşlara uygulanır. Diğer kumaş türlerine de uygulanmakla birlikte boyamanın kolay ve ucuz olması pamuklu mamulün boyar maddeye ilgisinin yüksek olması ve batik desenlerinin genellikle yazlık, ince giysilere, eşarp ya da tülbentlere, dekoratif kumaşlara yakışmasından dolayı batik baskı, pamuklu kumaşlara sıkça uygulanmaktadır.

Batik Baskı Çeşitleri
Batik baskı üç değişik yöntemle yapılır:
- Bağlama batik
- Tuzlu batik
- Mumlu batik
Bağlama batik, en sık kullanılan batik baskı çeşididir. Tuzlu batik önemini kaybetmiş, işletmelerce uygulanmayan bir batik baskı çeşididir. Mumlu batik, çok zahmetli ve el emeği gerektirdiğinden sıkça uygulanmamakta genellikle el sanatları kapsamındaki ürünlere uygulanmaktadır.

Batik baskıda temel, boyanması istenmeyen (beyaz ya da zemin renginde kalmasını istediğimiz) kısımların boyanmasının engellenmesidir.

Bağlama batik yapılacak mamul, boyanmadan beyaz kalması istenen yerlerinden çeşitli maddelerle (mandal, madeni para, bilye, düğme, taş vb. ) sıkıca bağlanır. Bağlamada dikkat edilecek en önemli husus, kullanılacak ipliğin mamulle aynı cins elyaftan olmamasıdır.

Bağlama işleminden sonra boya banyosuna atılacak mamulün, bağlanan kısımlarına boyanın geçmemesi için bağlama ipliğinin farklı elyaftan olması şarttır. Aşağıda örnek bağlama batik baskı reçetesi verilmiştir:
Kumaş cinsi: % 100 pamuklu kumaş
Bağlama: Sentetik ipliklerle
Uygulama reçetesi:
Flotte oranı: 1:30
% 1-5 direkt boyar madde
20 g/l sodyum sülfat
2- 5 g/l soda
Bağlanmış mamul, boyama flottesine atılarak gerekli ısı ve sürede boyanır. Yardımcı kimyasallar ve boyar maddeyi ilave ettiğimiz banyoda, 40 °C’de, 15 dakika çalışıp 20 dakikada, 90 °C’ye çıkılır. 90 °C’de rengin koyuluğuna göre 60-120 dakika çalışılıp banyo soğutularak işlem bitirilir. Daha sonra 60 °C’lik suyla durulanır. Soğuk durulama yapılıp 0,5 g/l sabunla 20 dakika 60 °C’de yıkama yapılır. Yıkamadan sonra tekrar, ılık ve soğuk durulama yapılır. Kurutulur ve ütülenir. Kumaş kullanıma hazır hale gelmiş olur.

Boyama işlemi tamamlanan mamul, farklı renklerle de boyanacaksa değişik yerlerinden tekrar bağlanır ve diğer renk için hazırlanmış boyama flottesine atılır. Tek renkte batik yapılacaksa boyama işlemi biten mamulün bağlı yerleri açılır. Kumaşın bağlı ve sıkışık kalan yerleri boyama çözeltisini çekmediğinden veya az çektiğinden, kumaş açıldığında bazı yerler açık renkte veya beyaz görünür. Kumaşın bağlanmamış kısımlarıysa çözeltinin tam rengini almış olur. Bağlama batikte amaç bu boyama farklılıklarını, deseni oluşturacak şekilde meydana getirebilmektir.

Bağlama batikte boyama sonrası mamul üzerinde kalmış ve mamul ile bağ yapmamış boyar maddeleri uzaklaştırmak için önce soğuk durulama, ardından sabun kullanılarak 60 °C’de yıkama yapılır. Ardından ılık ve soğuk durulama yapıldıktan sonra mamul kurutulur. Peş peşe yapılan bu yıkama ve durulamalarla mamul üzerinde bağ yapmamış tüm boyar madde artıkları uzaklaştırılmış olur. Aynı zamanda yapılan durulamalarla boyamanın yaş haslığı da arttırılmış olur.

BAĞLAMA BATİK YAPILIŞI
1-Bağlama batik için gerekli malzemeleri hazırlanır. ( Pamuklu materyal (kumaş, bitmiş giysi parçası, tülbent vb.) -Kimyasal maddeler -Bağlama materyalleri (mandal, düğme, taş, para, değişik materyaller vb.) -Bağlamada kullanılacak iplik-Karıştırma çubuğu -Beher -Baget -Isıtıcı –Kazan- Makas ) ( Bağlama için kullanılacak ipliğin sentetik esaslı olmasına dikkat edilmesi gerekmektedir. Bağlamada kullanılacak materyallerin keskin kenarlı olmamasına dikkat edilmelidir. ).

2-Batik işlemi yapılacak materyal (kumaş veya giysi parçası ) bağlanır. Burada kumaşın beyaz kalması istenen kısımları sıkıca bağlanır. Büzerek veya katlamak suretiyle bağlama yapılırsa dalgalı bir görüntü elde edilir.
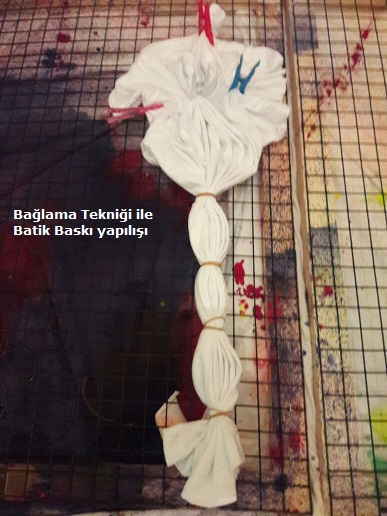
3-Boyama flottesi reçetede belirtilen şekilde hazırlanır. Flotte oranı: 1.30 % 1-5 direkt boyar madde 20 g/l sodyum sülfat 2- 5 g/l soda. (Kimyasal maddelerin reçetede belirtilen miktarlarda konulması yeterlidir.)

4-Bağlamak suretiyle hazırlanan kumaş suyla ıslatılıp sıkılır.
5-Bağlanan kumaş boyama flottesine daldırarak boyama işlemi gerçekleştirilir.( Boyama işlemi için 40 °C’de 15 dakika çalışıp 20 dakikada 90 °C’ye çıkılır.90 °C’de rengin koyuluğuna göre 60-120 dakika çalışıp banyoyu soğutulur.)
6- Batik yapılmış materyalin iplikleri çözmeden durulanır.( Kumaş üzerinden boya akmayıncaya kadar önce 60 °C’lik suyla sonra soğuk suyla durulanır.)
7-Batik yapılmış materyal iplikleri çözmeden 0,5 g/l sabunla 20 dakika 60 °C’de yıkama yapılır.
8-Tekrar ılık ve soğuk durulama yapılır.
9-İki renkli batik yapılacak ise kumaşın farklı yerlerinden bağlamak suretiyle boyama ve durulama işlemleri tekrar edilir.( İkinci renk için bağlanacak kısımlar planlanmalıdır.)
10-İşlem sonunda kumaşın bağlanmış yerleri sökülür ve kullanılan materyaller çıkartılır.
( Bağlanmış kısımlar sökülerek kumaşın zarar görmemesine dikkatli edilir. )
11-Batik uygulaması yapılmış kumaş durulanır. ( kumaş üzerinden boya akmayıncaya kadar durulama yapılması gerekmektedir.)
12-Batik uygulaması yapılmış kumaş kurutulur ve ütülenir.
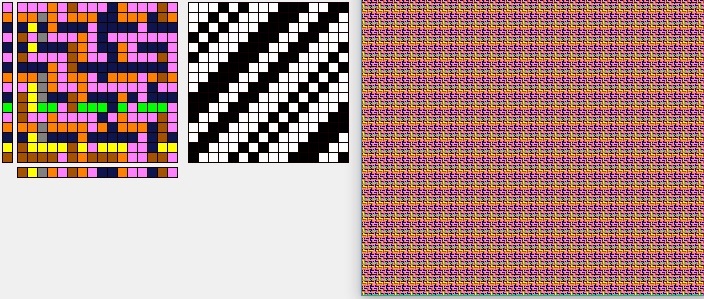
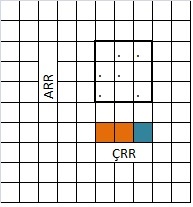
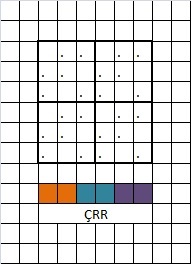
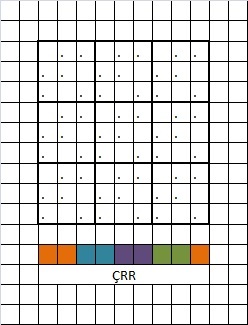
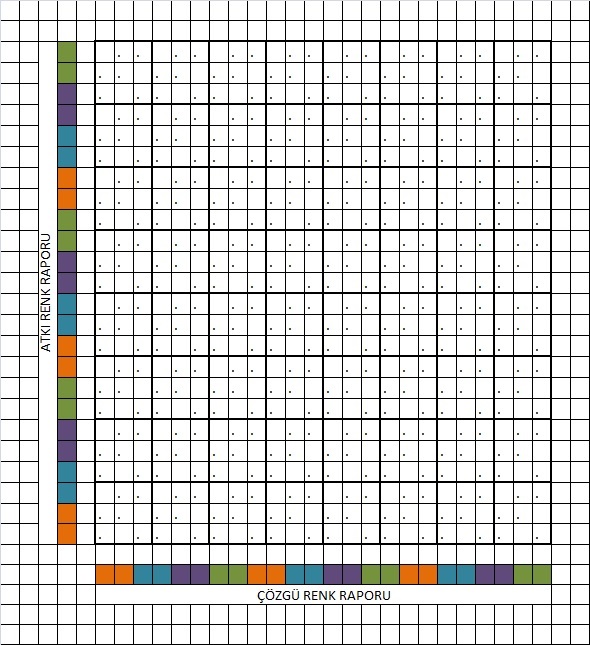
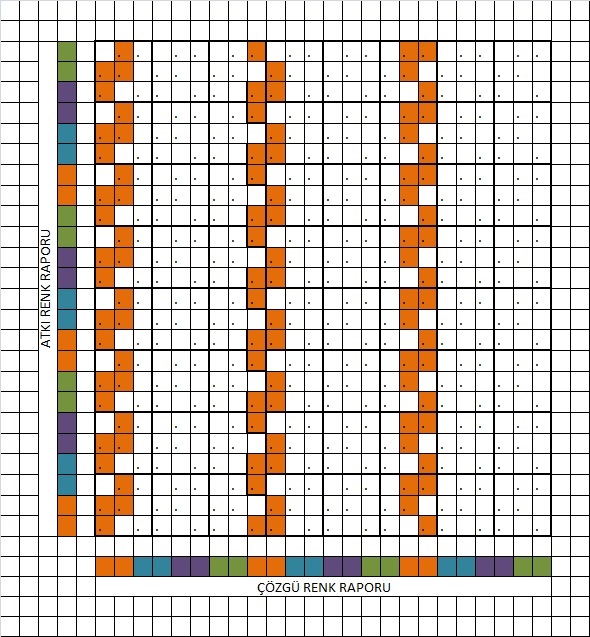
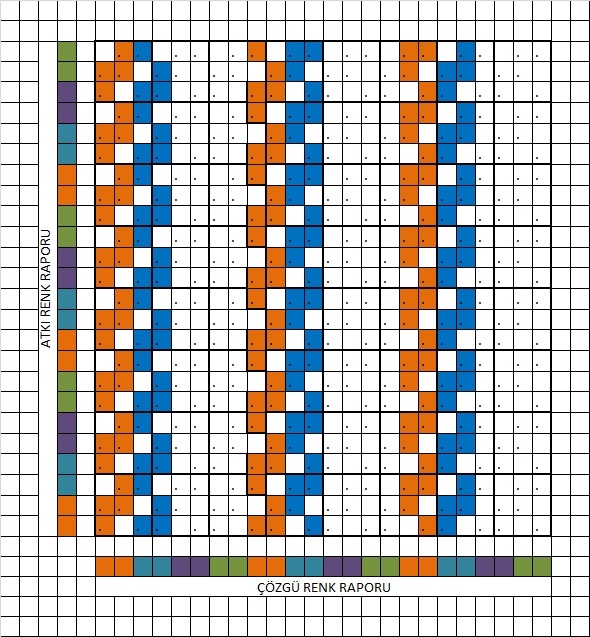
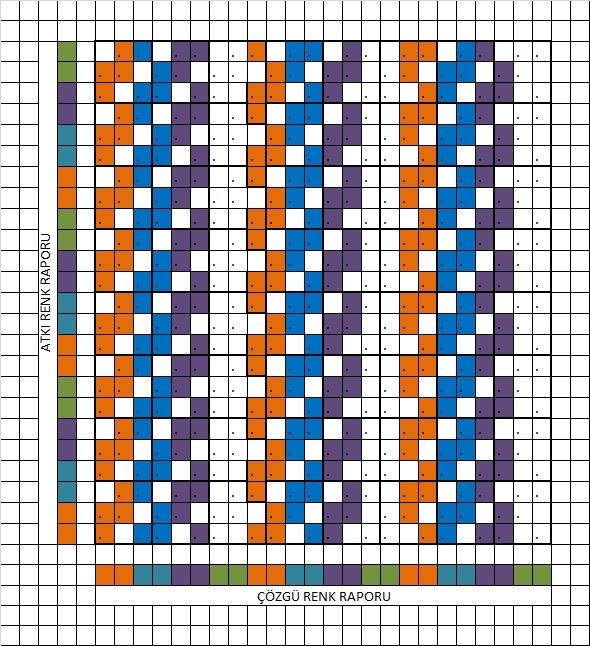
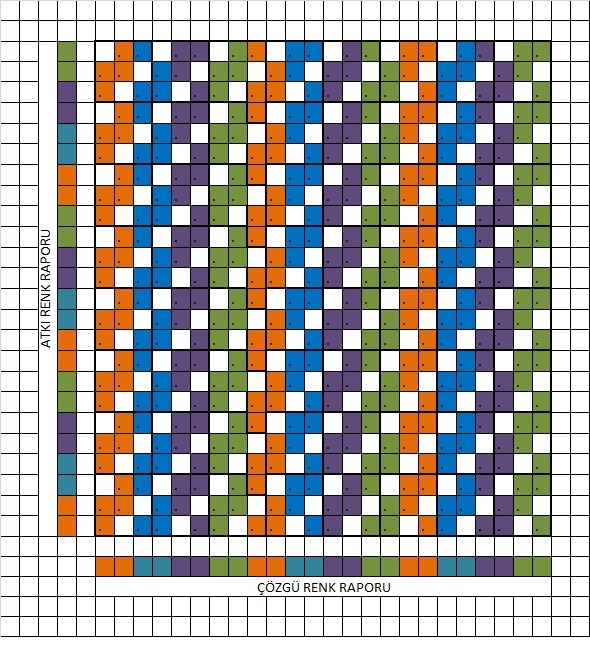
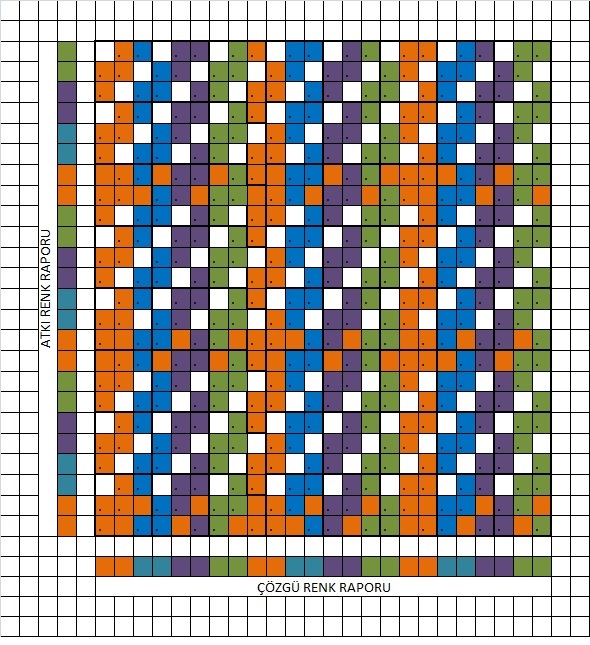
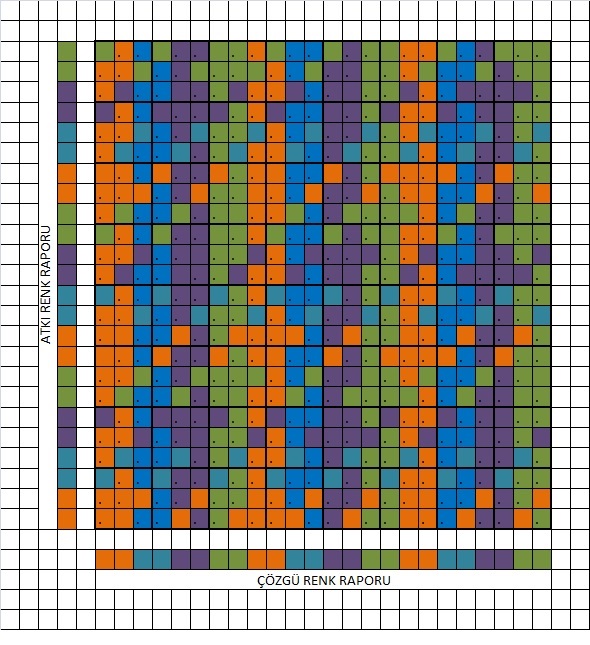
Liflerin sınıflandırılması
ELYAFLARIN GENEL ÖZELLİKLERİ
Pamuk Elyafı
Pamuk bitkisinin kozasından elde edilir. Pamuk bitkisi çalı türü bir bitkidir, uzun ömürlüdür, şartları uygun olduğunda yıllarca çiçek ve koza verebilir.
Pamuk bitkisi çok eski çağlardan beri bilinir. Öyleki Peru’da da M.Ö. 2500 yılına ait dokunmuş pamuk kumaş parçaları bulunmuştur. Pamuk bitkisi ilk olarak Hindistan’da
Harappa uygarlığı döneminde yetiştirilmiş, sonra Mezopotamya ve daha sonra da Mısırda görülmüştür. Anadolu’ya ise 1. yy da Hindistan’dan getirilmiştir. Günümüzde en çok Türkî Cumhuriyetleri, Çin, ABD’de yetişir. Türkiye’de de Ege, Çukurova’da ve GAP Bölgesinde yetişmektedir. Dünya pamuk üretiminin yaklaşık % 2 si Türkiye’de yetişmektedir.
Kozasından çıkartılan pamuğun yapısında %88-96 selüloz bulunur. Pamuk çeşitli işlemlerden geçirilerek saf selüloz iplik haline dönüştürülür.
Pamuk elyaf dayanıklı, nem çekici, boyamaya elverişlidir. Isıya, neme dayanımı iyidir. Bilinen en eski elyaf olması nedeniyle de önem taşır. Pamuk bitkisinden kozalardan elverişli lifler ayrıldıktan sonra tohumlar üzerindeki kısa lifler, linter pamuğu olarak bilinir, koltuk- yatak-yastık dolgu maddesi olarak ve ayrıcayapay ipek yapımında kullanılır.
Organik Pamuk Elyafı
Yeni nesil bir elyaftır. Daha doğrusu pamuk yetiştiriciliğin özüne dönüşüdür. Pamuğa olan talep artışı nedeni ile tarlalarda gübre kullanılmaya başlanmış ve kullanımda sürekli artış gözlenmiştir. Özel bölgelerde gübresiz tarlalarda yetiştirilen pamuktan, terbiye işlemi sınırlandırılmış, ekolojik yasaklamalara uygun boyarmadde seçilerek elde edilen elyaftır.
Böylece insana ve doğaya zararlı etkenler ortadan kalkmış veya minimuma inmiştir.
Keten Elyafı
Keten elyaf, keten bitkisi saplarından elde edilir, lifleri 20-50 mm kadardır. Saplar ıslatılıp yumuşatılır. Odunsu hücreler ve bunları bir arada tutan pektim ayrılır ve lifli doku elde edilir, birbirine paralel dizilir, eğrilir, iplik haline getirilir.
Alkaliye pamuktan daha dayanıklıdır. Pamuk gibi pişirme – ağartma yapılır. Ağartma derecesine göre beyazdan kreme renkler elde edilir.
Boyanabilir, tüysüz olduğundan daha geç kirlenir. Güneş ışını ve kaynar su etkilemez.
Ketenin serin tutma özelliği üstündür. Çabuk buruşur olması ise bir dezavantajıdır.
Kenevir Elyafı
Orta Asya ve Avrupa kökenli kenevir bitkisi saplarından elde edilir. Lif uzunluğu 90-180 mm’dir. Taze sürgünleri, tohumları ve çiçekleri esrar yapımında kullanılır, bu nedenle ülkemizde yetiştirilmesi izne tabidir. Ketene benzer ama elyafı sert ve kabadır. Neme dayanıklıdır. Ketenden daha sağlamdır. Halat, çuval gibi kaba ve dayanıklılık gerektiren üretimlerde kullanılır. İtalya’da diğer elyaflarla eğrilip giyim eşyası üretiminde kullanılmaktadır.
RAMİ
Çin, Hindistan ve Amerika’da yetişen bir bitkiden elde edilen ipek parlaklığında bir elyaftır. Germe direnci yüksek, ketenden % 25 daha sağlam ama esnek değildir.Yangın hortumu,balık ağı,sicim, kağıt para üretiminde kullanılır.
Jüt Elyafı
İlk Hindistan’da yetişen sonra Avrupa, Çin ve Japonya’da görülen bir bitkinin 2,5-4,5 mm liflerinden keten ve kenevir gibi üretilir. Onlar kadar sağlam değil ama ucuzdur. Çuval, çanta, paspas, sicim, balya bezi, Hindistan ve Pakistan’da kullanılan yerli battaniye, muşamba alt dokuması gibi ürünlerde kullanılır.
Yün Elyafı
Yün keratin denilen özel bir proteinden meydana gelmiştir. Mono ve di kombinasyonları değişen amino grup karboksilik asitlerdir. Yündeki keratin yapısı, hayvanın ırkına, beslenmesine ve çevre koşullarına bağlı olarak değişir. İngiliz Hampshire’da % 60, Avustralya merinosunda %40-45 keratin bulunur. İşlenmemiş yünde %30-70 arası safsızlık vardır. Diğer proteinlerden farklı olarak yün proteinleri suda hiç çözünmezler. Nem çekme özellikleri yüksektir. Alkaliye dayanıksızdır. Seyreltik asitlerle kaynatıldığında hidrolize olurlar. Boyamaya uygundurlar.
Kaşmir Elyafı
Çin, Hindistan, İran ve Tibet’te yetiştirilen Kaşmir Keçisi kıllarından elde edilir. İplik yapımında keçinin uzun kaba dış gömlek değil ince yumuşak iç gömlek kılları kullanılır. Elde edilen lifler son derece ince ve yumuşaktır. Kaliteli palto, kaban, şal üretiminde kullanılır.
Moher Elyafı
Türkiye, Güney Amerika ve ABD’de yaşayan Türkiye’de Ankara Keçisi olarak bilinen keçinin kılından elde edilir. Elyafı çok dayanıklıdır. Yünle karıştırılarak dayanıklı, üstün kalite kumaş üretilir.
Angora Elyafı
Tavşan tüyünden elde edilen elyaf türüdür. Çok yumuşak, çok pahalı elyaftır. Yün ile eğrilerek karıştırılır ve kumaş elde edilir.
İpek Elyafı
İpek hayvan salgısından elde edilen hayvansal elyaf türüdür. İpeğin M.Ö. 2600 yıllarından beri üretilmekte olduğu bilinir. İpek böceğinin salgısından elde edilir. Salgı koza içinde birikir. Koza, tırtılın KRİZALİT halinde iken kendini korumak amaçlı oluşturduğu bir kılıftır.
İpek böceği tüm kozayı durmaksızın doldurur. Bir kozada 1000-2700 m kesiksiz ipek vardır. Her 1000 kozadan yaklaşık 100 g kadar faydalı ipek iplik elde edilir.
İpek derişik asitlerde çözünür. Soğuk derişik alkalide kısa sürede etkilenmez. Isı ile ve uzun süre ışıkta kalırsa bozunur. İpek iplik kalitesine göre değişik şekilde isimlendirilir. Ham İpek- İki veya daha fazla ipek ipliğinin birlikte sarılmış ve hafif büklüm verilmiş şekli
İbrişim- Düşük kaliteli kozalardan yapılır.
Eğirme İpliği – Hasar görmüş kozalardan yapılır.. Kopuk iplikler taranarak paralel demetler haline getirilir.
Organize – En iyi kozalardan yapılır.
Viskoz İpeği-Rayon
Floş olarak da bilinir. Başlıca kayın olmak üzere odun selülozu ve beraberinde pamuk atığı, linter pamuğu kullanılarak üretilir. %90-94 saflıkta elde edilen selüloz, kostik ile alkali selüloza dönüşür. Bir dizi işlemden sonra çok parlak elyaf elde edilir. İpeğe benzer, yumuşak ve dökümlüdür, tüylenmez.
Vision Elyafı
Kayın ağacından üretilir. Üretim sonrası selüloz yapısı değişmemiştir. Pamuğa benzer. Nem alma özelliği pamuktan üstündür. Ama kuru dayanımı düşük, yaş dayanımı zayıftır.
Boyanmaya çok uygundur. Elde edilen kumaş zarif ve rahattır. Tişört, elbise, çamaşır üretiminde kullanılır. Ştapel denilen kısa kesilmiş elyaf (kesikli elyaf), yün ve pamuk gibi taranıp eğrilerek viskon elyaf elde edilir.
Tensel Elyafı- Liyosel Elyafı
Okaliptüs ağacından üretilen bir rejenere selüloz ürünüdür. Yaş dayanımı çok iyi, nem emme özelliği ve mekanik basınca dayanımı yüksektir. Giyim eşyası üretiminde kullanılır.
Bambu Elyafı
Bambu ağacından elde edilir. Yeni nesil bir elyaf türüdür. Doğal anti -bakteriyel özellik gösterir. UV kırıcıdır. Üretimi Viskona benzer. Yüksek yaş dayanımı vardır. Merserize gerektirmeden parlak görünüme sahiptir. Elastiktir. İpek ve kaşmir gibi yumuşaktır. Havlu, çamaşır ve çorap üretiminde kullanılır.
Modal Elyafı
Kayın ağacından üretilir. Yaş –kuru mukavemeti yüksek, esnek ve yumuşaktır. Terbiye işlemi pamuğa benzer. Doğal beyazlık gösterir. Merserize gerekmeden parlaklığı vardır.
Asetat İpeği
Pamuk atıklarının ve Odun hamurunun asitlenmesi ile elde edilir. Kaliteli ve pahalı bir ipek türüdür.
Bakır İpeği
Odun Selülozu, bakır karbonat, amonyak yada kostik ile bekletilip çökeltilir sonra sülfürik asit banyosunda bakır uzaklaştırılır. Doğal ipeğe benzer yapıda bir elyaftı Ama suya ve kimyasallara dayanımı zayıftır.
Kazein Elyafı
Yeni nesil elyaflardandır. Doğal ve sentetik elyaf özelliklerini birlikte taşır.Süt kaymağından elde edilir.Süt kaymağı asitte çöktürülür, süzülür. Çöküntü kostik ile çözünür, sıcak püskürtülerek iplik haline getirilir. Deri ile uyumludur. 18 amino asit gurubu içerir, cildi besleyici özelliği vardır. Fötr şapka üretiminde kullanılır.
Nano süt protein elyafı
Yeni nesil elyaftır. Negatif iyon yüklüdür. İyon çektiğinden solunan hava kalitesini iyileştirir. Kan dolaşımını geliştirir. Antibakteriyel, steril, dayanıklıdır.
Zein Elyafı
Yeni nesi elyaftır. Mısır unu izopropil alkol ile çözülür, zein proteini elde edilir. Yağı alınmış pamuk çekirdeği unu ile işlem görerek elyaf haline getirilir.
Alginat Elyafı
Yeni nesil elyaftır. Deniz yosunlarından elde edilir. Alginik asitin yapısı selüloza benzer. Boyanabilir. Isıya dayanır, Yanmaz kumaş yapımında kullanılır. Alkaliye dayanımı yoktur. Bu özelliği dantel ve ince- fantezi kumaş üretiminde kullanılır.
- Alginat kumaş üzerine pamuk ile desen işlenir. Sonra alginat kısım alkalide çözülür ve geriye dantel görünüm kalır.
- İnce yün ya da pamuk iplik alginat iplikle beraber sarılır, kopma yaşanmadan dokunur.
Sonra kumaş alkalide çözünür. Böylece Alginat uzaklaştığından çok ince bir dokuma elde edilir.
Soya Selülozu
20. yüzyıl buluşu bir yeni nesil elyaftır. Maliyeti ucuz, görünümde ipek/ kaşmiri andırır. Ama dayanım yönünden sentetik elyafa benzer. Vücudun nem ve ısısını dengeler. Antibakteriyel ve UV koruyucudur. Yara tedavi edicidir.
Polyester Elyafı
Dikarboksilit asitlerin(tetraftalik asit) dioller (glikoller) ile polikondensasyon ürünüdür.
Elyaf 200Oc ısıya dayanır. Mukavemeti yüksektir. Kolay kopmaz. Fenoller dışındaki kimyasallara, neme, bakterilere dayanıklıdır. Pişirmeye uygun değildir. Asitlere dayanıklıdır. Alkalide sabunlaşma tepkimesi verebilir. Ama pamuk/ polyester karışımları az hasarla merserize edilebilir. Yün/ polyester karışımları ütü gerektirmez özelliktedir. Nemden etkilenmez. Polyester elyaf haşıllanırken kazein/ parafin kullanılır.
Modifiye Polyester Elyafı - kodal, vestan Elyafı
Üretiminde tetraftalik asit ile glikol yerine hidroksimetil siklohekzanol kondense olmuştur.
Asit ve bazlara dayanıklı bir ürün oluşur. Sodyum klorit ile ağartma yapılabilir.
Anyonik Modifiye Polyester Elyafı
Ateşe ve yanmaya dayanıklı ( 150oC kadar ısıya dayanır) , bazik boyalarla boyanabilen elyaf.
Mineral Elyaf
Polyestere gümüş, jadeit gibi doğal mineraller eklenerek elde edilir. Antibakteriyel, mantar önleyici, koku giderici, antistatik, geç tutuşur, antiseptik, az buruşur, daha az tüylenme özelliklerine sahiptir. Kolay temizlenir. Sporcuların tercihidir.
Poliamid Elyafı
Amino karboksilik asitler veya bunların laktamlarının polikondensasyonu sonucu elde edilir.
Asit amid gurupları içermesi açısından protein elyaflara benzer.
Poliamid 66; naylon 66 ya da sadece naylon olarak isimlendirilir. Kaprolaktamdan elde edile elyafa poliamid 6, naylon 6 yada perlon denilir.
Alkaliye dayanıklı olduğundan endüstride filtre bezi olarak kullanılır. Hava ve ışığa duyarlıdır.
Çürümeye, bakterilere haşerata dayanıklı olduğunda, çadır bezi, araba örtüsü, balık ağı yapımında kullanılır. Yüksek ısıda aside dayanıksızdır. Perokside duyarlıdır, bu nedenle poliamidden yapılan beyaz çama şırların yıkanmasında aktif oksijenli deterjan kullanmamaya dikkat edilmelidir. Suyu çok az çeker, sonucunda çabuk kurur. Bu özelliğinden dolayı mayo ve yağmurluk yapımında kullanılır. Diğer elyaflarla karıştırılarak daha sağlam olması sağlanır.
Diğer poliamid çeşitleri:
Naylon 11 – Hint yağından üretilir. Oldukça ucuzdur ama erime derecesi düşüktür.
Naylon 13 – Koza yağından (erüsik asit) üretilir
Naylon 1313- Erüsik asitin ozonlanmış halinden üretilir.
POLİÜRETAN ELYAF – Elastan elyaf
Lycra, Lastex, Uralow, Opelon,
Bir poliüre kopolimeridir. Diazosiyanata daiminler katılarak elde edilir. 240 oC ısıya dayanır. Esas adı, İngilizcede kelime anlamı genişletilebilir olan SPANDEX elyaftır. Esnektir. Kopma, yırtılma direnci yüksektir. Boyu % 500-800 uzatılabilir, baskı kaldırılınca bozulmadan tekrar aynı uzunluğa gelir. Eritilip tekrar soğutulduğunda bozulmaz. Yalıtım ceketleri, vana ceketleri,poliüretan kaplı cam elyaf gibi endüstride kullanımı vardır.
Nomex Elyafı
Metafenilin diamin ve izoftalik asitin polikondensasyon ürünüdür. Organik çözücülerde ve fenolde çözünmez. Alkaliye seyreltik asitlere dayanır. Isıya dayanımı çok yüksektir. Bu özelliklerinden dolayı, ütü masası kaplama bezi, orduya özel giysi, sıcak gaz filtresi yapımında kullanılır.
Polipropilen Elyafı
Propilen polimerizasyon ürünüdür. Yoğunluğu tüm elyaflar arasında en düşük olanıdır. Yaş ve kuru dayanımı çok iyidir. Boyamaya elverişli değildir. Elyaf üretim aşamasında eriyik halde iken renklendirilir. Halı, örtü, iç ve dış giyim, dolgu maddesi olarak kullanılır.
Polietilen elyaf, Polietilen plimerize ürünüdür fakat tekstilde kullanımı yoktur. Filtre bezi, yüzen halat, balık ağı yapımına uygundur.
Polivinil Alkol Elyaf
Polivinil asetatın sabunlaştırılması sonucu elde edilir. Aldehit yada ketonlarla reksiyona sokulup sertleştirilir. Boyamaya elverişlidir. Nem çekicidir. Sertleştirilmemiş hali suda çözünür olduğundan cerrahi dikiş ipliği( kendiliğinden eriyen cerrahi dikiş ipliği) yapımında kullanılır. Yün, pamuk ve diğer yapay elyaflara karıştırılarak tekstilde kullanılır.
Polivinil Klorür Elyaf
- Movil, Envilon, Talon
Vinil klorür polimerizasyonu ile elde edilir. Bu polimer ancak yüksek kaynama dereceli çözücülerde çözünebilir olmasından kullanılabilir değildir. Klorlama sonucu çözünür hale getirilir.
Pe-Ce elyaf
Fazla klorlama ile elde edilen PVC elyafa denir. ( % 65 klor içerir). Elyaf renksizdir. Sodyum klorit ile ağartılır. Termoplastiktir, 80 oC üstünde yumuşar. Aside ve alkaliye dayanımı iyidir, bu özelliğinden dolayı koruyucu iş elbisesi ve filtre bezi yapımında kullanılır. Çürümeye dayanıklı olduğundan Pe-Ce elyaftan balıkçı malzemesi, yelken bezi, çadır bezi, tente, oto örtüsü üretilir. Elyaf yorgan yapımında dolgu malzemesidir. Diğer elyaflarla karıştırılıp, elbise, çamaşır üretilminde kullanılır.
Polivinilden Klorür Elyaf
- Saran, Velon, Harlan
Viniliden klorürün polimerizasyon ürünüdür. Suya, kimyasallara dayanıklı ama ısıya dayanıksızdır. 65 oC sıcaklıkta çeker, 90-120 oC de yumuşar. Hidrofobtur, bu nedenle boyamaya uygun değildir. Çok ucuz bir elyaftır. Güneşe, biyolojik etkenlere, asit-baza dayanıklıdır, bu nedenle oto döşemelik, perde, cibinlik tente, filtre bezi endüstriyel hortum yapımına uygundur.
Akrilik Elyaf
Yapay elyaflar arasında yüne en çok benzeyen elyaftır. Yapısında en az % 85 akrilonitril içeren elyafa akrilik elyaf denilir. % 100 akrilonitril polimeri olanı sert, kırılgandır, boyanması zordur. Kullanılır hale gelebilmesi için modifiye edilir. Akrilonitril ve bir komonomerin polimer ürünü yapılır. Poliakrilonitril elyaf (PAN ) değişik polimer oranlarında farklı amaçlara uygun özelliklerde üretilir. Sportif giysiler, giysi, kostüm, perdelik, döşemelik yapımında kullanılır.
Pan Elyafı
Akrilonitril polimerize ürününün modifiye halidir.
-Anyonik modifiye PAN; Akrilonitrilin sulu çözeltisi peroksit sülfat/ sülfit tiyosülfat aktivatörlüğünde polimerize edilir. Yapı anyonik özellik kazanır, böylelikle katyonik boyarmaddelerle boyanabilir hale gelir.
Katyonik modifiye PAN; Polimerleşme esnasında vinil pridin veya vinil pirazin gibi azot içeren maddeler katılarak kopolimer elde edilir. Polimer katyonik yapısından dolayı anyonik boyalarla boyanabilir. Görünümü ipeksidir, yumuşaktır, ısı yalıtımı sağlar
PAN vinil klorür, viniliden klorür, vinil asetat gibi noniyonik maddelerle kopolimer yapılarak da modifiye edilebilir.
4 guruba ayrılan PAN Elyaf ticari isimleri aşağıdaki gibidir.
1. Anyonik ….. Dolan, Dalon, ,Orlon 42, Zebran 200,Acrylan C3, Acribel, Crylor S
2. Katyonik… Vinil piridin veya klorür kopolimeri …. Acrilan C, Orlon 28 /44
3. Noniyonik… Vinil klorür/ viniliden klorür kopolimeri… Dynel, Verel, Zefran 100, Tekian
4. Noniyonik… metakrilat/ metil metakrilat kopolimeri Crylor H, Verel
Kapaklama Raport
Kapaklama Sistemi ve Özellikler
Eşarp mendil gibi belirli sınırlar içine basılacak kumaşlarda kullanılan raport türüdür. Kapaklama raport tekniği uygulanacak desenlerde birim raport 1/2, 1/4 ve 1/8 oranlarında hazırlanır. Birim raport birbirine 180° açıyla kapaklanır. Bir anlamda motifin aynadaki görüntüsüyle karşılıklı gelmesidir.
Kapaklama Sistemine Göre Desen Uygulaması
1-Kapaklama işlemi yapılacak desen ve hangi oranlarda kapaklama işlemi yapılacağı belirlenir (1/2–1/4–1/8). Birim raport çizilir.

2-Raportlama oranı dikkate alınarak işlem adımları uygulanmaya başlar.
3-Birim raport ilk önce 180° kapaklanır.
4- Birim raport tekrar karşı köşesine 180° kapaklanır.

Çevirme Raport
Çevirme Sistemi ve Özellikleri
Çevirme raport kapaklama raporta benzer. Ancak 1/4 oranında hazırlanmış kapaklama yoluyla tamamlanamayan desenler için uygun bir raportlama sistemidir. 1/4 oranında hazırlanan desenin bir kenarının öbür kenarla aynı merkez çevresinde 90° döndürülerek çakıştırılması esasına göre hazırlanır.
Çevirme Sistemine Göre Desen Uygulaması
1-Çevirme işlemi yapılacak birim raport ölçüleri belirlenerek desen tasarımı yapılır.
2-Raportlama kurallarına uygun biçimde işlem adımları uygulanmaya başlar.
3-Birim raport 90° kapaklanır.
4- Daha sonra tekrar karşı köşeye 90° çevrilir.
5- Son 90° çevirme işlemi yapılarak desen tamamlanır.
Diyagonal veya Üslup Raport
Diyagonal (Üslup) Raport Sistemi ve Özellikleri
Küçük alanlar içine dizilmesi gereken motiflerin kullanıldığı desenlerin raportlanmasında kullanılan diyagonal raport, temelde soter raportun aynısıdır. Tek farkı bir yöne doğru kaymalar sadece 1/2 değil, 1/3, 1/4, 1/5, 1/6 ve 1/7 oranlarında da yapılabilir. Aynı zamanda kayma raportun sağına ya da soluna doğru olabilir. Bu seçimler desenin yapısına göre tasarımı yapan kişi tarafından belirlenir.
Diyagonal raport tekdüze ve aynı biçimi koruyan bloke desenler için uygun bir raport türüdür. Günümüzde düzensiz diyagonal raportlar da kullanılmaktadır. Bunlar tam olarak bölünmeyen sayı değerleriyle yapılır (Örneğin; 1/340, 1/520 gibi.).
Diyagonal (Üslup) Raport Sistemine Göre Desen Uygulaması
1-Birim raport ölçüleri belirlenir.
2-Çizim araç gereçleri yardımıyla raport karesi dört aks olarak çizilir. Daha sonra raportun hangi oranda diyagonal olacağına göre ilave akslar çizilir. İlave akslar çizilirken desenin hangi tarafa doğru ve hangi oranda diyagonal kayacağı belirlenir. Bu orana göre ilave iki aks daha çizilir. Yarım raporttaki gibi toplam altı akstır ancak kayma oranı farklıdır.
Önce karşılıklı kenarlardaki akslar üst üste getirilerek kontrol edilir (A B aksları ile E F aksları ile üst üste getirilir.). Daha sonra desenin kayacağı orana göre çapraz akslar üst üste getirilir (A C ile D F - B D ile C E aksları). Akslardaki kaymalar raport tekrarında desende kaymalara neden olacağından doğru oturtulmalıdır.
3-Birim raport alanı içerisine desen çizilir.
Desende raport dışına taşan motiflerde daha önceki raport çizimlerinde olduğu gibi uygun düzenlemeler yapılır. Yalnız diyagonal kayma oranına dikkat edilerek karşılığı gelecek köşelere kaydırmalar dikkatli biçimde yapılmalıdır.
4-Desen uygulanan oranda yana doğru kaydırılır.

5-Daha sonra üste doğru tam raport gibi kaydırılır.
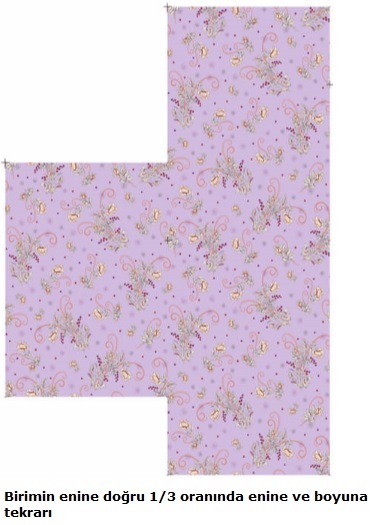
6-Raport enine ve boyuna doğru istenildiği kadar çoğaltılabilir.


Yarım veya Soter Raport
Yarım (Soter) Raport Sistemi ve Özellikleri
Birim raport karesinin bir yöne doğru 1/2 oranında (atkı yönünde), diğer yöne doğru ise (çözgü yönünde) dik açı yapacak şekilde sıralanması ile oluşan raport sistemidir. Bir raport karesi altı akstan meydana gelir. Düz raporttaki gibi dört köşe aksı, buna ilâve olarak da tam ortada iki aks daha vardır. Yani desen bir yönde düz raport sistemine uygun giderken diğer yönde 1/2 kayarak kumaş üzerine yerleşir. Kayma birim raportun sağına ya da soluna doğru olabilir. Yarım raporttaki kayma atkı yönünde ya da çözgü yönünde olabileceği gibi sağa ya da sola doğru da olabilir. Şablonun boyu kumaşın enine baskı yapar. Üretim sürecinde şablonda enine soter olarak görülen çalışma kumaşın boyuna soter baskı yapar. Şablonda boyuna soter olarak görülen çalışma kumaşın enine baskı yapar.
Genellikle büyük hacimli desenlerde uygulanır. İşletmelerde sıkça tercih edilen raportlama tekniklerinden biridir. Bu rapor sistemi motif tekrarının daha aralıklı sıralanmasını sağlar.
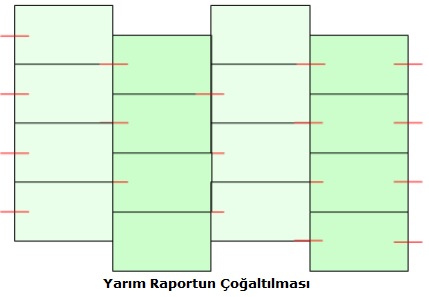
Yarım (Soter) Raport Sistemine Göre Desen Uygulaması
1-Birim raport ölçüleri belirlenir.
2-Milimetrik kâğıt yardımıyla raport karesi dört aks olarak çizilir. Daha sonra raportun tam ortasından karşılıklı iki aks daha alınır. Toplamda altı adet aks alınmış olur. Önce karşılıklı kenarlardaki akslar üst üste getirilerek kontrol edilir. (A B aksları ile E F aksları üst üste getirilir.) Daha sonra desen bir yönde 1/2 oranında kayarak ilerleyeceğinden çapraz akslar üst üste getirilir. (A C ile D F - B D ile C E aksları üst üste getirilir.) Akslar oturtulurken dikkat edilmelidir. Yapılacak bir hata desende kaymalara neden olacaktır.
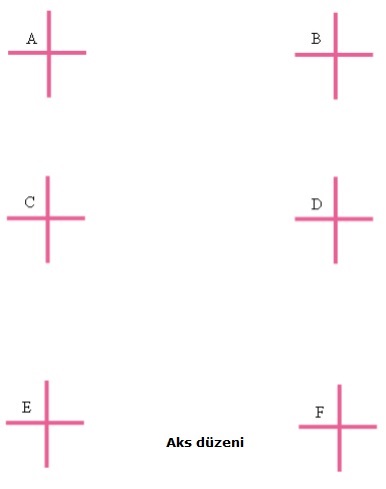
3-Tasarım ilkeleri doğrultusunda birim raport alanı içerisine kurşun kalem ile desen çizilir. Desende raport dışına taşan motiflerde düzenlemeler yapılır. Bu düzenleme sırasında desenin karakterini bozmadan ilave motifler kullanılabildiği gibi çıkarmalar da yapılabilir. (Eğer hazır bir desen raportlanacak ise aynı düzenlemeler o desen için de yapılır.).
4-Bu düzenleme yapılırken desenin genel yapısını bozmamaya dikkat edilmelidir. Yanlardan taşan motifler raport tekrarında enine doğru 1/2 oranında kayma olacağı dikkate alınarak doğru köşeye taşınmalıdır. A ile C aksları yanından taşan motifin D ile F aksları arasına dik taşınacağı unutulmamalıdır. Tüm bu işlemlerden sonra birim raport hazır duruma getirilir.
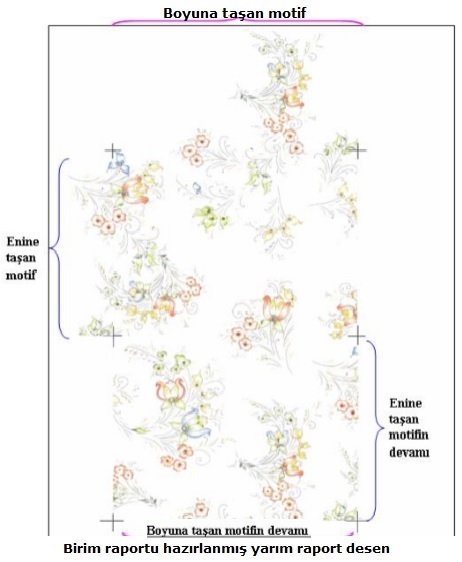
5- Yarım raport çoğaltılırken birim raport 1/ 2 oranında kaydırılır.
6-Boyuna doğru yapılan tekrarlarda ise tam raport uygulaması yapılır.
7- Raport yana ve üste doğru istenildiği kadar ilavelerle çoğaltılır.
Tam veya Düz Raport
Düz (Tam) Raport Sistemi ve Özellikleri
Uygulaması en kolay olan raportlama şeklidir. Kumaşın atkı ve çözgü yönünde, desen motiflerinin dik açı yapacak şekilde tekrarı ile elde edilen raport sistemidir. Genellikle yol oluşturmayacak desenlerde tercih edilir.
Düz (Tam) Raport Sistemine Göre Desen Uygulaması
1-Birim raport ölçüleri belirlenir.
2-Çizim araç gereçleri yardımıyla raport karesi dört aks olarak çizilir. Aks çiziminin doğruluğu karşılıklı kenarlardaki aksların üst üste getirilmesiyle kontrol edilir (A ile C, B ile D). Akslardaki kaymalar raport tekrarında desende kaymalara neden olacağından doğru oturtulmalıdır.

3-Tasarım ilkeleri doğrultusunda birim raport alanı içerisine desen çizilir. Desende raport dışına taşan motiflerde düzenlemeler yapılır. Bu düzenleme sırasında desenin karakterini bozmadan ilave motifler kullanılabildiği gibi çıkarmalar da yapılabilir.
4-Üste ve yanlara doğru yapılan raport tekrarlarında raport alanından taşan motifler dikkate alınarak karşılıklı köşeler oturtulur.
5-Birim raport hazır duruma gelir.
6-Birim raport tam raport kuralı doğrultusunda dikey ve yatay olarak birbiriyle dik açı yaparak çoğaltılır. Bu çoğaltma sırasında desen motifinin genel formu değişikliğe uğratılmaz.
7-Raport yana ve üste doğru istenildiği kadar ilavelerle çoğaltılabilir.
UYGULAMA
24x24 alana desen raportu hazırlamak için Gerekli malzemeleri hazırlayarak aşağıdaki işlem sırasını takip ederek bir baskı deseni yapınız.
1-Eskiz kâğıdına birim raport ölçülerinizi her kenarda en az 2 cm boşluk olacak şekilde belirleyerek kesiniz. ( Örneğin 20x20 cm olan birim raport için 24x24 cm’lik alan belirleyiniz.

2-Kenar boşluklarını dikkate alarak birbirine eşit uzaklıkta dört tane aks çiziniz.
3-Aksların birbiri üzerine net bir şekilde oturup oturmadığını kontrol ediniz.
4-Birim raportun içerisine desen tasarımını yapınız.

5-Hazırladığınız birim raportu ışıklı masaya sabitleyiniz ve yeni bir eskiz kağıdını birim raportun üzerine sabitleyerek raportlamaya geçiniz.
6-Raportlama işlemine devam ediniz. Bunun için üste sabitlediğiniz eskiz kâğıdını çıkarıp çizmiş olduğumuz ilk raport karesinin sağına gelecek şekilde yerleştiriniz.
7-Raportunuzu üçüncü kez çoğaltarak raportlamaya devam ediniz.

8-Raportunuzu dördüncü kez çoğaltarak raportlamaya devam ediniz.
9-Hazırladığınız deseni resim kâğıdına aktarınız ve kullanacağınız renkleri belirleyiniz.

10-Hazırladığınız deseni boyayınız.

Baskı Desen Raportlama
Kumaş üzerindeki desen motiflerinin eşit aralıklarla enine ve boyuna tekrar eden en küçük parçasına RAPORT denir.
Desen üzerindeki motiflerin birbirine yakınlığı, uzaklığı, büyüklüğü, renk sıralamaları ve gruplaşmaları, biçim dengesizliklerinin ortadan kaldırılarak farklı şekillerde düzenlenmesi işlemine RAPORTLAMA denir.
Bir desenin metraj üretim aşamasına geçebilmesi için raportlanması gerekmektedir. Aksi halde tasarımı estetik değer taşısa da üretimde kullanılamadığından kumaş deseni olarak bir anlam ifade etmez.
Raportlama işlemine başlamadan önce desenin basılacağı makine (rotasyon, film druck vs), baskıda kullanılacak boyarmadde grubu ve makinenin çalışabildiği en fazla renk sayısı bilinmelidir. Makine belirlendikten sonra şablon ölçüleri dikkate alınarak birim raport ölçüleri belirlenir. Birim raport ölçüleri şablon ölçülerinin, tam sayıya bölünebilir ast katları olmalıdır. Örneğin rotasyon şablonlar genelde 64 cm ebatlarında olduğundan birim raport ölçüsü 64 sayısının bölünebilir ast katları dikkate alınarak belirlenmelidir. Tasarımcı raport tekniklerini bu bilgileri dikkate alarak doğru biçimde uygulayabilmelidir. Kumaş tasarımı süreci ancak raportlamadan sonra tamamlanmış olur.
Desen raportu hazırlamak için Gerekli malzemeler
1-Farklı yumuşaklıklara kurşun kalem
2-Eskiz kâğıdı
3-Silgi
4-Cetvel
5-Şeffaf bant
6-Makas
7-Guaj boya
8-Değişik numaralarda fırça
9-Resim paleti
10-Su kabı
11-Boya paleti
12-Resim kâğıdı
İhtiyaç duyulması halinde ise desen raportu hazırlamak için değişik malzemeler de kullanılır.
Kullanılan raport çeşitleri şunlardır
1-Tam veya düz raport
2-Yarım veya soter raport
3-Diyagonal veya üslup raport
4-Çevirme raport
5-Kapaklama rapor
Kumaş Hesapları
TARAK ENİ HESAPLAMASI
Bilindiği üzere kumaşın boyu gibi eni de üretim aşamalarında, yani dokumaya başlarken, dokuma tezgahı üzerinde, dokunduktan sonra ( ham) ve apreleyip ( bitmiş yani mamül ) durumdayken farklılıklar göstermektedir. Kumaşın eninin dokumaya başlandığı sıradaki en geniş durumu, aynı zamanda tarak enine eş değerdir. Bu nedenle Tarak Eni kumaşın en geniş enidir. Dokuma sırasında atılan atkıların örgü gereği olarak çözgülerin üstünden, altından dolanmalardan ötürü büzülmeleri sonucu kumaş daralmaktadır. Bu daralma apre işlemleriyle devam eder ve bitmiş kumaşta ipliklerin kumaş içinde birbirlerine iyice yanaşarak ulaştıkları son konumlarıyla tamamlanmış olur. Tarak eni eldeki donelerin elverdiğince aşağıda belirtilen olasılıklara göre çeşitli şekillerde hesaplanabilir.
ELDE HİÇ BİR DONE YOKSA TARAK ENİNİN BULUNMASI
Böyle bir durumda örnek olarak seçilen bir kumaşın analiz edilmesi gerekecektir. Önce analiz edilecek kumaştaki atkı ipliğinin kumaş içindeki yerleşik durumundaki boyu ölçülür. Sonra kumaştan çıkarılarak kıvrımları düzelene kadar hafifçe gerilir ve tekrar ölçülür. Bu iki ölçünün birbirine oranı istenilen kumaşın bitmiş eniyle çarpılır. Basit orantı ile de aynı hesaplama yapılabilir.
Örnek :
Atkı ipliğinin kumaş içindeki uzunlığu 10 cm.dir.Çıkarılıp kıvrımları düzeltildikten sonraki uzunlığu 12 cm.ise istenilen kumaşın bitmiş eni 150 cm.olacaksa ;
12x150
TE = ----------------------------- = 180 cm.olarak hesaplanır.
10
Orantı yoluyla ;
10 cm 150 cm
12 cm x cm olur.
------------------------------------------------
12x150
X = ---------------------------- = 180 cm.olarak aynı sonuç bulunur.
10
PROBLEMLER:
1 - HKE : 140 cm
Kıvrımlı atkı ipliği uzunluğu : 5,8 cm
Kıvrımları düzeltilmiş atkı ipliğinin uzunluğu : 6,2 cm
TE = ?
2 - MKE : 140 cm
Kıvrımlı atkı ipliği uzunluğu : 5,8 cm
Kıvrımları düzeltilmiş atkı ipliğinin uzunluğu : 6,2 cm
TE = ?
3 - MKE : 150 cm
Kıvrımlı atkı ipliği uzunluğu : 5,8 cm
Kıvrımları düzeltilmiş atkı ipliğinin uzunluğu : 6,2 cm
TE = ?
ÇÖZGÜNÜN TÜM VE TARAKTA 1 CM.DEKİ TEL SAYISI BİLİNİYORSA TARAK ENİNİN BULUNMASI
Tarak eni genel olarak kenarla birlikte ya da kenar hariç yalnız zemin olarak hesaplanır.Eğer kenarla birlikte hesaplanacaksa kenar için olan iplik sayısı ve bir dişten kaç iplik geçeceğinin bilinmesi gerekecektir.Çoğunlukla kenar iplikleri tarak dişlerinden zemine göre iki kat fazla geçirilirler.Örneğin zemin 4 ‘lü ise kenar 8’li olur.Böyle durumlarda tarak eninin hesaplanması için kenar ipliklerinin sayısının yarısı toplam çözgü tel sayısından çıkarılarak bulunan rakam 1.cm.deki çözgü tel sayısına bölünür.
Mekiksiz dokuma tezgahlarında kenar bağlantıları makinenin yapısı ve tipine göre her iki kenardan belirli bir ölçüde daha uzun olarak kesilen atkı iplikleri özel mekanizmalarla kumaşın içine ( belirli örgülerle ) geri çekilmesiyle sağlandığı gibi,atkılar kumaş kenarlarındaki özel leno örgüsü yaptırılan son ipliklerle sıkıca tutulup fazla kısımlarının kesilmesiyle de oluşturulmaktadır.Bu ikinci kenar tipinde normal dokuma tezgahlarındaki yöntemler geçerlidir.Atkıların uzun kesilip kumaş içine geri çekilmesiyle oluşan kenarlarda atkı ipliği sıklığı iki kat artacağından,bunlarda normalin tersinde kenarlarda çözgü ipliklerinin sıklığı belirli ölçüde azalmaktadır.Bu nedenle özellikle standartlaştırılmış kumaş tiplerinde kenarlardaki sıklığı bu amaca göre düzenlemeye olanak verecek ( kenarlardaki dişleri seyrekleştirlmiş ) özel yapılmış taraklar kullanıldığı gibi,kenarlarda tarak dişinden zemine göre daha az çözgü teli almak veya gevşek örgü uygulamak gibi yöntemlerle kenar-zemin dengesi sağlanır.Sonuçta tarak eni hesaplaması da bu düzenlemelere bağlı olarak yapılır.Bunda en sağlıklı hesaplama zemin ve kenarlar için kullanılan tarak dişi sayıları toplanarak bulunan rakamın 1 cm.deki tarak dişi sayısına bölünmesiyle olur.
Tarak eninin kenarsız sadece zemin olarak hesaplanması için zeminde kullanılan toplam çözgü tel sayısı 1 cm.deki tel sayısına bölünür.Burada eğer 1 cm.deki çözgü tel sayısı bilinmiyorsa ,tarakta 1 cm.deki diş sayısı ile bir dişten geçen çözgü tel sayısı çarpılmalıdır.
Örneğin ;
Tarak Numarası ( TNO ) = 60
Dişten Geçen Tel Sayısı ( DTS ) = 4
Bu tarağın 1 cm.sinde 6 diş olacağından 1 cm.deki çözgü sayısı 6x4 = 24 tel demektir.
Örneğin ;
Kenarla birlikte toplam çözgü tel sayısı ( TÇTS ) =4176 tel
Kenarda 96 tel kullanılmış.
Tarak Numarası ( TNO ) ; 60
Tarakta zeminde DTS = 4
Kenarlarda DTS = 8 tel
Olduğuna göre burada ;
4176-96=4080 çözgü teli vardır.
1 cm.de 6x4=24 çözgü var demektir.
96
( 4176 - ---------- )
2
TE = ------------------------------------------ = 172 cm
24
Kenarsız zemin olarak ;
4080
TE = -------------------------- = 170 cm.
24
TARAKTA KULLANILAN TOPLAM TARAK DİŞİ SAYISI VE TARAK NUMARASI BİLİNİYORSA TARAK ENİNİN BULUNMASI
Bu olasılıkta tarak eni toplam diş sayısının 1 cm'deki diş sayısına bölünmesiyle bulunur.
Örnek ;
Toplam diş sayısı ( TDS ) : 1020
Tarak Numarası ( TNO ) : 60
TDS 1020
TE = ----------------------------------- = ----------------- = 170 cm.
1 cm. deki diş sayısı 6
Örnek :
TDS = 1080
TNO : 70
TE =?
Örnek :
TDS = 1200
TNO : 60
TE =?
Örnek :
TDS = 1200
TE = 170 cm
TNO: ?
Örnek :
TE = 160 cm
TNO : 80
TDS =?
Örnek ;
TDS = 1200
1 cm.ki diş sayısı ; 5
TE= ?
ATKI ÇEKMESİ VE KUMAŞIN HAM ENİ VEYA MAMÜL ENİ BİLİNİYORSA TARAK ENİNİ BULUNMASI
Tarak eni bilinen Ham ya da bitmiş ( mamül ) enin ( 1-atkı çekmesi ) ne bölünmesiyle hesaplanır. Burada atkı çekmesi bitmiş ( mamül) en biliniyorsa mamüle ( bitmişe ) göre,ham en biliniyorsa ham ene göre alınır.
Örnek ;
HKE : 160 cm
Ham atkı çekmesi %9,1 ise
TE =?
HKE 160
TE = ------------------------------------------ = ---------------------
1-Ham atkı çekme yüzdesi 1-%9,1
TE= 178 cm
Örnek ;
MKE : 160 cm
Mamül Kıvrımlı atkı ipliği uzunluğu :10 cm
Mamül gerdirilmiş atkı ipliği uzunluğu :10,8 cm olduğuna göre ;
TE =?
ÇÖZGÜ TEL SAYISININ HESAPLANMASI
Çözgü tel sayısı genellikle zemin için hesaplanır. Yapılacak kumaşta kenar var ise ,bunlar da ayrıca zemin üzerine eklenir.Çözgü tel sayısı kesinlikle örgü raporuna ve dişten geçen çözgü sayısına bölünebilir olmalıdır.Bu genel kurala bağlı olarak aşağıda sıralanan olasılıklara göre hesaplamalar yapılır.
ZEMİN DÜZ İSE ÇÖZGÜ TEL SAYISININ BULUNMASI
Bu durumda bitmiş kumaşta ( mamül kumaşta ) 1 cm.de istenilen çözgü sıklığı bitmiş ( mamül ) enle ya da tarakta 1 cm.de istenilen çözgü sıklığı ile tarak eninin çarpımı çözgü tel sayısını verecektir.
Örnek ;
MKE : 160 cm
1 cm.deki çözgü tel sayısı :28 ise
ÇTS = MKE x 1 cm.deki çözgü tel sayısıı
ÇTS = 160 x 28 = 4420 tel
Örnek :
TE: 170 cm.
1 cm.deki çözgü tel sayısı : 30
ÇTS?
ÇTS = TE.1 cm.deki çözgü tel sayısı.
ÇTS = 170 x 30 = 5100 tel
Örnek ;
MKE = 150 cm
1 cm.deki ÇTS :23
ÇTS : 3450
Örnek ;
TE :90 cm
1 cm.deki ÇTS :15
ÇTS 1350
Örnek :
MKE:150 cm.
ÇTS = 3450
1 cm.deki ÇTS ?
ZEMİN EFEKTLİ( RENKLİ ) İSE ÇÖZGÜ TEL SAYISININ BULUNMASI
Burada efekti ( rengi ) oluşturan renk raporunun tel sayısı kumaşta kullanılacağı miktarla çarpılır.
Örnek :
Çözgü renk raporu ( ÇRR ) 48 tel
Çözgü Rapor tekrarı ( ÇRT ) : 100
ÇTS?
ÇTS = ÇRR x ÇRT
ÇTS =48 x 100 = 4800 tel.
Ancak çok kez renk raporu yapılan çözgü tel sayısı ile bu denli uyum içerisinde olmaz.Çözgü renk raporu tel sayısıyla kullanılan miktarın çarpımı ile bulunan rakam,kumaş için saptanan tarak eni ve tarakta 1 cm.deki çözgü sıklığı ile bağdaşmayabilir.Böylesi durumlarda kullanılması gerekli çözgü sayısıyla oluşan fark uygun şekilde çözgüye yedirilir.
Örneğin verilen örnekte hesaplandığı gibi çözgüde 4080 tel değil de 4096 tel olsaydı,fazla olan bu 16 çözgü ipliğinin kumaşın görünümünü bozmayacak şekilde renk raporunun durumuna göre efekt yerleri ayarlanarak çözgüye yerleştirilmesi gerekirdi.
Yani ÇRR =48 tel
ÇRT : 85 ise
ÇTS = 48 x 85 = 4080 tel.
TARAK NUMARASININ HESAPLANMASI
Tarak numarası tarağın bir birim ölçüsünde bulunan diş sayısıdır.Yünlü ve Pamuklu sektöründe taklar için 10 cm'deki,İpekli sektöründe ise ( çok sık tarak kullanıldığı için ) 1 cm.deki diş sayısına göre numaralama uygulanmaktadır
TARAKTA 1 CM.DEKİ ÇÖZGÜ TEL SAYISI VE BİR DİŞTEN GEÇEN ÇÖZGÜ TEL SAYISI BİLİNİYORSA TARAK NUMARASININ BULUNMASI
1 cm.deki çözgü teli sayısı,Dişten geçen tel sayısına bölünerek 1 cm.deki diş sayısı bulunur.( ipekli )Bu değer yünlü ve pamukluda ise 10 kat yükseltilerek alınır( yani 10 cm.deki diş boşluğu esas alınır)
Örnek ;
1 ) Tarakta 1 cm.de 24 çözgü teli
DTS ;4 tel
TNO = ?
TNO = 24 / 4 = 6 ( ipekli için )
TNO =24x10 / 4 = 60 ( yünlü ve pamukluda )
Örnek ;
2)Tarakta 1 cm.de 24 çözgü teli
DTS ;3 tel
TNO= ?
Örnek :3
3 )Tarakta 1 cm.de 24 çözgü teli
DTS ;4 tel
TNO =?
TARAKTA KULLANILACAK TOPLAM DİŞ SAYISI VE TARAK ENİ BİLİNİYORSA TARAK NUMARASININ HESAPLANMASI
Bu durumda yapılacak iş,toplam diş sayısının tarak enine bölünerek 1 cm.deki diş sayısını bulmak ve bunu kullanıldığı sektöre göre uygulamaktır.
Örnek ;
Kullanılan toplam diş sayısı :1020
TE: 170 cm
1020
TNO = --------------------- = 6 ( İpekli için )
170
1020x10
TNO = --------------------- = 60 ( yünlü ve pamuklu )
170
Örnek ;
Kullanılan toplam diş sayısı 1040
TE:172 cm.
TNO?
Örnek :
TNO;60
TE:170 cm.
Kullanılan toplam diş sayısı ?
Örnek :
ÇTS :4080 tel
DTS :4
TE : 170 cm
Toplam Diş sayısı : 1020
TNO = ? ( İpekli için )
ÇÖZGÜ TEL SAYISI,TARAK ENİ VE BİR DİŞTEN GEÇEN ÇÖZGÜ TEL SAYISI BİLİNİYORSA TARAK NUMARASININ HESAPLANMASI
Bu olasılıkta çözgü tel sayısı,tarak eni ile bir dişten geçen çözgü tel sayısının çarpımına bölünür.
Örnek :
ÇTS = 4080 tel
TE = 170 cm
DTS = 3
TNO ? ( Yünlü için )
ÇTS.10 4080.10
TNO = -------------------------------- = ------------------------ = 80
TE.DTS 170.3
Örnek :
ÇTS = 4080 tel
TE = 170 cm
DTS = 3
TNO ? (İpekli için )
Örnek :
ÇTS = 4080 tel
TE = 170 cm
DTS = 3
TNO ? Pamuklu için )
Örnek :
TE =150 cm
1 cm.deki çözgü tel sayısı = 24 tel
DTS =3
TNO = ? ( Pamuklu veya Yünlü sektörde )
ÇÖZGÜ SIKLIĞININ HESAPLANMASI
1 cm.deki çözgü sıklığı tarakta,ham ve bitmiş kumaşta olmak üzere üç ayrı durum için hesaplanır.
TARAKTA ÇÖZGÜ SIKLIĞININ HESAPLANMASI
Çözgü sıklığının tarakta hesaplanması için,kullanılan toplam çözgü tel sayısı tarak enine bölünür.
Örnek :
ÇTS = 4080 tel
TE = 170 cm
İse ;
ÇTS 4080
Çözgü Sıklığı ( ÇS ) = ----------------- = --------------------- = 24 tel
TE 170
HAM KUMAŞTA ÇZÖGÜ SIKLIĞININ HESAPLANMASI
Burada toplam çözgü tel sayısı kumaşın ham enine bölünür.
Örnek ;
ÇTS = 4080 tel
HKE = 160 cm.
Çözgü sıklığı ( ÇS ) = ?
ÇTS 4080
ÇS = ----------- = -------------- = 25.5 tel
HKE 160
BİTMİŞ ( MAMÜL ) KUMAŞTA ÇÖZGÜ SIKLIĞININ HESAPLANMASI
Çözgü tel sayısının mamül kumuş enine bölünmesiyle bulunur.
Örnek ;
ÇTS = 4080 tel
MKE = 150 cm
ÇS = ?
ÇTS 4080
ÇS = -------------------- = ----------------------- = 27.2 tel
MKE 150
BİR TARAK DİŞİNDEN GEÇEN ÇÖZGÜ TEL SAYISININ HESAPLANMASI ( DTS )
Bir dişten gecen çözgü tel sayısı,yalnızca çözgünün tümünün tarak dişlerinden eşit sayıda geçirildiği durumlarda formülle hesaplanır.Zaten gerek kumaşın yapısına gerekse görünümüne olan önemli etkisi nedeniyle genellikle çözgüler tarak dişlerinden eşit sayıda geçirilir.Ancak kullanılan iplik inceliklerinin çok farklı olduğu durumlarda ‘ çok ince ya da gaze vb kalın efekt iplikleri kullanılması gibi ) kumaş görünümünü bozmamak amacıyla bilinçli olarak farklı sayıda geçirilebilir ve bazı tarak dişleri boş bırakılabilir.
1 CM.DEKİ ÇÖZGÜ TEL SAYISI VE TARAK NUMARASI BİLİNİYORSA BİR TARAK DİŞİNDEN GEÇEN ÇÖZGÜ TEL SAYISININ HESAPLANMASI
Bu hesaplama için kullanılan tarağın 1 cm. ya da 10.cm.deki numaralanmasına uyularak 1 cm veya 10 cm.deki çözgü sayısı hesaplanır.ve bu rakam tarak numarasına bölünür.
Örnek ;
10 cm.de 240 çözgü teli var.
TNO : 80 ise
DTS =?
10.cm.deki ÇTS 240
DTS = -------------------------------------- = --------------
Tarak numarası ( 10 cm ) 80
DTS = 3
10 cm.de 240 çözgü teli var.
TNO : 60( 10 cm. ) ise
DTS =?
10.cm.deki ÇTS 240
DTS = -------------------------------------- = --------------
Tarak numarası ( 10 cm ) 60
DTS = 4
ÇÖZGÜ TEL SAYISI VE VE TOPLAM DİŞ SAYISI BİLİNİYORSA BİR TARAK DİŞİNDEN GEÇEN ÇÖZGÜ TEL SAYISININ HESAPLANMASI
Çözgü tel sayısının toplam diş sayısına bölümü dişteki tel sayısını verir.Burada kenarların durumuna dikkat edilmesi gerekir.Kenar ipliklerinin durumu önemlidir.Kenarlar eğer tarak dişlerinden zemine göre iki kat daha sık geçirilmiş ise,toplam çözgü tel sayısı hesaplanırken kenar tel sayısının yarısı zemin tel sayısına eklenmeli ya da toplam çözgü tel sayısından çıkarılmalıdır.
Örnek ;
Çözgü tel sayısı ZEMİNDE 4080 tel,kenarlarda 96 tel ve kenarlar taraktan zemine göre iki kat sık geçiriliyor ve toplam diş sayısı 1032 ise;
DTS =?
Zemin ÇTS + Kenar ÇTS 4080+96
DTS = ----------------------------------------- = ---------------- = 4
Toplam diş sayısı 1032
ÇÖZGÜ TEL SAYISI,TARAK ENİ VE TARAK NUMARASI BİLİNİYORSA BİR DİŞTEN GEÇEN ÇÖZGÜ TEL SAYISININ HESAPLANMASI
Tarak eninin 1 cm.deki diş sayısı ile çarpımı,toplam diş sayısını vereceğinden bu olasılık bir üstte yaptığımız problem gibi değerlendirilir.( Çözgü tel sayısı ve toplam diş sayısı biliniyorsahesaplamasında olduğu gibi )
Kenar ipliklerinin durumu bunda da aynı şekilde dikkate alınmalıdır.Ayrıca tarakların 1 cm. ya da 10 cm.deki diş sayısına göre numaralanması da doğal olarak göz önünde bulundurulacaktır.
Örnek:
ÇTS = 4080 tel
Kenarlar = 96 tel
TE = 172 cm
TNO = 60 ( 10 cm.de )
DTS =?
Zemin ÇTS+Kenar ÇTS 4080+96
DTS = ------------------------------------------ = ------------------ = 4
Tarak enix1cm.deki diş sayısı 172.6
Örnek ;
ÇTS = 2040 tel
Kenarlar = 48 tel
TE = 66 cm
TNO = 30 ( 10 cm.de )
DTS =?
Zemin ÇTS+Kenar ÇTS 2040+48
DTS = ------------------------------------------ = --------------
Tarak enix1cm.deki diş sayısı 66.3
ÇÖZGÜ ÇEKMESİ VE ÇÖZGÜ BOYUTUNUN HESAPLANMASI ;
Bilindiği gibi örgü gereği çözgü iplikleri atkı ipliklerinin bazılarının üzerinden bazılarının da altından geçerek bağlantı yapmaktadır.Bu dolaşımdan ötürü kumaşın dokunması tamamlanınca yani iplikler birbirleriyle bağlanarak kumaş şeklini dönüşünce ,çözgü ipliklerinin boyları belirli bir ölçüde kısalacaktır.Bu kısalma kullanılan ipliğin inceliğine,örgüye,kumaşın geçireceği apre işlemlerine bağlıdır. Ve bilinen kesin bir formülü yoktur.
Çözgü çekmesi,çözgü uzunluğu ve bu çözgüden oluşan kumaşın dokumadan çıktığı ham ve apre işlemlerinden sonraki bitmiş uzunluğuna göre ( zira kumaşlar geçirecekleri apre işlemlerinin etkisiyle kısaldıkları gibi uzayabilirler de ) ayrı ayrı ve aşağıda verilen formüller uyarınca hesaplanır.
Çözgü boyu-Ham Kumaş boyu
Ham Kumaşta Çözgü Çekmesi = ---------------------------------------------------
Çözgü Boyu
Örnek :
Çözgü uzunluğu 424 cm
Ham Kumaş Boyu = 155 cm
Ham Kumaşta Çözgü Çekmesi % = ?
Çözgü boyu-Ham Kumaş boyu
Ham Kumaşta Çözgü Çekmesi = ------------------------------------------------
Çözgü Boyu
Ham Kumaşta Çözgü Çekmesi = 0,634 = % 63,4
Çözgü Boyu-MKU
Mamül Kumaşa göre Çözgü çekmesi = ------------------------------
Çözgü Boyu
Her dokuma makinesinin yapısal özelliklerine bağlı olarak uygulanan çözgü gerginliğinin yanı sıra ağızlık açılması için çözgü iplikleri üzerine gelen gerilimler sonucu doğal olarak biraz uzayacak ve dokuma işleminin bitmesiyle bu gerilimler ortadan kalkınca tekrar eski ve asıl boylarına döneceklerdir. Bu nedenle anılan oluşum içinde çözgü ipliklerinin boylarında herhangi bir kısalma söz konusu değildir. Yukarıda bahsetmiş olduğumuz kısalma da aslında iplik boyutundaki herhangi bir azalmayı değil onun kumaş içindeki konumu nedeniyle gerçek uzunluğuna göre daha kısa bir ölçüye yerleştiğini anlatmak içindir.
ÇÖZGÜ AĞIRLIĞININ HESAPLANMASI
Çözgü ağırlığının hesaplanmasında hareket noktası iplik numara formülüdür. Ancak farklı numarada ipliklerin bir arada kullanıldığı durumlarda bunların kullanım sayılarına göre ortalama numaraları bulunmalıdır.Ayrıca,eğer iplikler değişik numaralama sistemlerinde numaralandırılmışlarsa bunlar aynı numaralama sistemine dönüştürülmelidir.
ÇTS x 100
ÇA = ----------------------------
ÇİPNO
Örnek ;
ÇTS= 1360 tel
Çözgü İplik Numarası (ÇİPNO) =36/2 Nm ise
ÇA = ? gr.
1360.100
ÇTS = ------------------------- = 7555,5 gram
18
ATKI AĞIRLIĞININ HESAPLANMASI
Çözgü ağırlığının hesaplanmasında olduğu gibi bunda da değişik incelikte iplikler varsa bunların ağırlığı ayrı ayrı ya da ortalama numara yöntemiyle hesaplanır.İplikler değişik numaralama sisteminde numaralanıyorsa ortalama numara için bunların aynı numaralama sistemine dönüştürülmesi kuralı burada da zorunlu olarak uygulanacaktır.
Atkı boyunun bulunması için 1 cm.deki atkı sıklığına göre hesaplanacak atık sayısı bulunarak bunun Tarak eniyle çarpılması gereklidir.
Örnek :
Tarak eni = 170 cm.
AS ( 1 cm.de ) =24 tel
Kumaş boyu : 500 mt.
Atkı iplik numarası ( AİPNO ) = 36/2 Nm
AA ?
TEx1.cm.deki ASxKumaş boyu
AA = -----------------------------------------------
AİPNO
170.24.500
AA = ------------------------------ = 113333,33
18
ATKI ÇEKMESİ VE ATKI BOYUNUN HESAPLANMASI
Çözgü iplikleri gibi atkılar da örgü gereği çözgülerin altından ve üstünden dolanmaları ve apre işlemleri sonucu kumaşın eni yönünde kısalması ( daralması) nedeniyle boylarından kaybederler.
Bu boy kaybı da çözgüde olduğu gibi ipliğin inceliğine göre,uygulanan örgü ve apre işlemlerine bağlı olarak değişmektedir.
Atkı boyu,onun kumaşı dokunmaya başlangıcındaki uzunluğudur ki bu da Tarak enine eşittir.Atkı çekmesi de üretim sonucu elde edilen donelere ve kumaş kontrüksiyonuna dayanılark ham ve mamül bitmiş kumaşa göre ayrı ayrı hesaplanır.
Tarak Eni – Ham Kumaş Eni
Ham Kumaş Atkı çekmesi = -------------------------------------------
Tarak Eni
Tarak Eni –Mamül Kumaş Eni
Mamül Kumaş Atkı çekmesi = -------------------------------------------
Tarak Eni
Örnek :
Tarak Eni 176 cm. Ham Kumaş eni 160 cm ve Mamül Kumaş Eni :150 cm.
176-160
HKÇ = -------------------------------------------- = 0,091 = % 9,1
176
176-150
MKÇ = -------------------------------------------- = 0,147 = % 14,7
176
KUMAŞ AĞIRLIĞININ HESAPLANMASI
Kumaş ağırlığı genel anlamıyla bir metre uzunluğundaki kumaşın ağırlığıdır.Kumaşın kalınlığını belirtmek için kullanılır.Pratikte kumaş enleri değişiklikler gösterdiğinden kumaş kalınlığı hakkında tam bir fikir edinilebilmesi için kumaş ağırlığının metrekare olarak hesaplanması şüphesiz daha sağlıklı olacaktır.Eğer bir metre uzunlığundaki kumaşın ağırlığı hesaplanıyorsa burada kumaş kalınlığı hakkında doğru bilgi edinilebilmesi için,kumaşın eni mutlaka belirtilmelidir.Kumaş ağırlığı bir meteredeki çözgü ve atkı ipliklerinin ağırılıklarının toplanmasıyla ham ve mamül olarak iki ayrı şekilde hesaplanır.
Örnek :
Çözgü 36/2 Nm,4080 Tel,Çözgü çekmesi Hamda %8,Mamülde %10 atkısı 36/2 Nm ve sıklığı Hamda 1 cm.de 22,Mamülde 1 cm.24 ve Tarak Eni 170 cm.olan kumaşın ;
Ham Kumaş Ağırlığı :
4080
HÇA = ------------------------------------- = 246,4 gr.
( 1-0,08 ) x 18
170 x22x100
HAA = ------------------------------------- = 207,8 gr.
18
HKA = HÇA+HAA
HKA = 246,4 + 207,8 = 454,2 g.
Mamül Kumaş Ağırlığı :
4080
MÇA = ------------------------------------ = 251,9 gr.
( 1-0,1) x 18
170 x24x100
MAA = ------------------------------------- = 226,7 gr.
18
MKA = MÇA+MAA
MKA = 251,9 + 226,7= 478,6 gr.
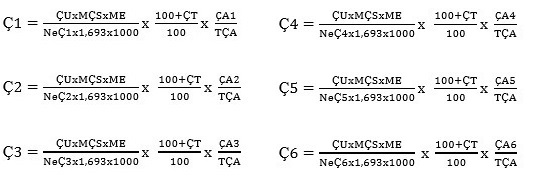
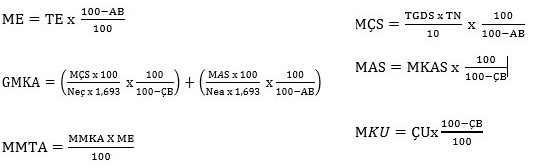
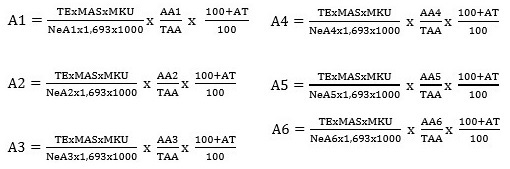
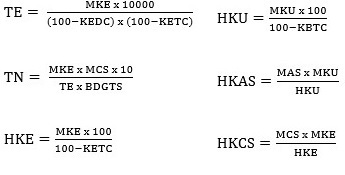
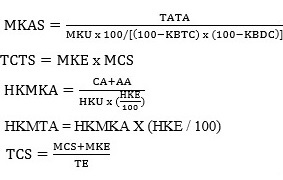
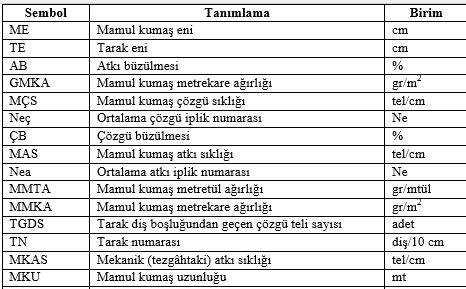
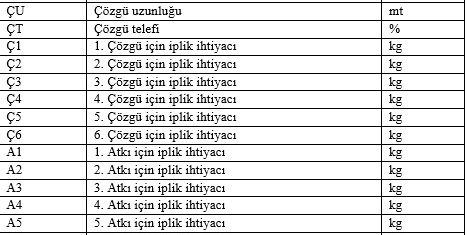
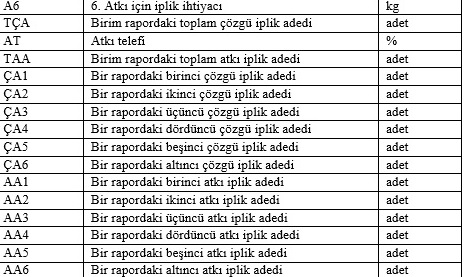
KUMAŞTA İPLİK KULLANIM ORANI HESAPLAMASI
Ham veya mamul kumaşın üretiminde kullanılan liflerin çeşitlerini ve kullanım oranlarının tespit edilmesi gereklidir.
Kesin sonuçlar için laboratuvar ortamında çalışarak bunun tespit edilmesi gereklidir. Ancak bunun için yeterli zamanınız yoksa ve işlerin daha hızlı hallolmasını istenmesi halinde;
Öncelikle mamül kumaştan en az 50 cm2 kadar bir parça kumaşa ihtiyacımız vardır.
Daha sonra bu kumaşı gramaj aleti vasıtasıyla düzgün bir şekilde keseriz.
Eğer yok ise kumaşı 10 cmx10 cm keseriz. Kestiğimiz parçayı hassas tartı ile gramajını buluruz.
Daha sonra bu kumaşta bulunan iplikleri cinslerine göre sökerek ayrı bir yere koyarız.
Burada dikkat etmemiz gereken noktalardan biri lifleri sökerken karıştırmamaktır. Söktüğümüz iplikleri cinslerine göre teker teker tartarız.
Örnek ;
Bu ikisini topluyoruz (120+100=220) daha sonra her lifin sonuna 2 tane 0 ekleyerek toplamına bölüyoruz
12000/220=54,5 – 10000/220=45,5 çıkıyor
Yani bu işleme göre Pamuk%54,5 Polyester ise %45,5
Ottoman Örme Kumaş
Ottoman (örme) yuvarlak örme makinesinde elde edilen bir kumaş türüdür.
Genellikle, otomanın yapısında 24 Ne ile 30 Ne iplik numaralarındaki, ipliklerin kullanıldığı görülmektedir. Ottomanın yapısında kullanılan lif cinsleri; pamuk, PES, lycra, viskon, modal vs'dir. Ottoman örme kumaşı; T-shirt ve Sweat-shirt yapımında ağırlıklı olarak kullanılmaktadır.



Örme Teknolojisi Konuları
ÖRME
BİLGİSAYARDA ÜRETİM TAKİP SİSTEMLERİ ( Endüstriyel Yuvarlak Örme, Endüstriyel Çorap Örme, Endüstriyel Düz Örme )
- 1-SİPARİŞ BİLGİLERİ
- 2-.MODEL BİLGİLERİ
- 3-ÜRETİMİN PLANLANMASI VE TAKİBİ
KALİTE KONTROL PROSESLERİ (Endüstriyel Yuvarlak Örme, Endüstriyel Çorap Örme, Endüstriyel Düz Örme )
- 1-KALİTEYİ ETKİLEYEN FAKTÖRLERİ BELİRLEME
- 2-ÖRÜLEN KUMAŞIN KALİTE NİTELİKLERİNE UYGUNLUĞUNU KONTROL ETMEK ÇANTA ( ENDÜSTRİYEL DÜZ ÖRME )
- 3-ÇANTA ANA VE YARDIMCI MALZEMELERİ
- 4. ÇANTA KALIBI
- 5. ÇANTA KESİMİ
- 6. ÇANTA DİKİMİ
ÖRME HESAPLARI ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-ATKILI ÖRME HESAPLAMALARI
- 2- DÜZ ÖRME MAKiNELERiNDE ÜRETiM HESAPLARI
ÖRME HESAPLARI ( ENDÜSTRİYEL YUVARLAK ÖRME )
- 1-YUVARLAK ÖRME MAKİNELERİNDE ÜRETİM HESAPLAMALARI
- 2-ÖRME MALİYET HESAPLARI
ÖRME KUMAŞ ANALİZİ (Endüstriyel Yuvarlak Örme, Endüstriyel Çorap Örme, Endüstriyel Düz Örme )
- 1-ÖRME KUMAŞ ANALİZİ
- 2- TEK PLAKA ÖRME KUMAŞLARIN ANALİZİ
- 3-ÇİFT PLAKA ÖRME KUMAŞ ANALİZİ
- 4. JAKARLI ÖRME KUMAŞLARIN ANALİZİ
ÖRME KUMAŞ HATALARI (Endüstriyel Yuvarlak Örme, Endüstriyel Çorap Örme, Endüstriyel Düz Örme )
- 1-ÖRME KUMAŞ ÜRETİM HATALARI
- 2-ÖRME KUMAŞLARDA GÖRÜLEN YÜZEYSEL HATALAR
ÖRME KUMAŞ ÖZELLİKLERİ (Endüstriyel Yuvarlak Örme, Endüstriyel Çorap Örme, Endüstriyel Düz Örme )
- 1-ÖRME KUMAŞ ÖZELLİKLERİ
- 2-ÖRME KUMAŞ ÖZELLİKLERİNİN KARŞILAŞTIRILMASI
ÖRME ÜRETİM TAKİP SİSTEMLERİ (Endüstriyel Yuvarlak Örme, Endüstriyel Çorap Örme, Endüstriyel Düz Örme )
- 1-İŞLETME ORGANİZASYONU
- 2. İŞ YERİ DÜZENLENMESİ
- 3-SİPARİŞ FORMU
- 4. İŞ VE ZAMAN ETÜDÜ
ŞAL ATKI ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-ATKI DİKİMİ
- 2-ŞAL DİKİMİ
ŞAPKA ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-ŞAPKA ANA MALZEMELERİ
- 2-ŞAPKA KALIBI
- 3. ŞAPKA KESİMİ
- 4. DÜZ ÖRME ŞAPKA DİKİMİ
Endüstriyel Yuvarlak Örme
ÇİFT PLAKA İNTERLOK YUVARLAK ÖRME MAKİNELERİNDE ÜRETİM
- 1-RR İNTERLOK NORMAL ÖRGÜLERİN ÜRETİMİ
- 2-RR İNTERLOK ASKILI ÖRGÜLERİN ÜRETİMİ
- 3-RR ARKA YATIRIMLI (ATLAMALI) İNTERLOK ÖRGÜLERİN ÜRETİMİ
- 4-RR İNTERLOK ASTAR ÖRGÜLERİN ÜRETİMİ
- 5-RR İNTERLOK VANİZE ÖRGÜLERİN ÜRETİMİ
- 6-RR PUNTO Dİ ROMA İNTERLOK ÖRGÜLERİN ÜRETİMİ
- 7-RR İNTERLOK HORTUM ÖRGÜLERİN ÜRETİMİ
- 8-RR İNTERLOK TEKSİPİKE (RADİYER) ÖRGÜLERİN ÜRETİMİ
- 9-RR İNTERLOK RÖLYEF ÖRGÜLERİN ÜRETİMİ
- 10. RR İNTERLOKJAKARLI ÖRGÜLERİN ÜRETİMİ
ÇİFT PLAKA RİBANA YUVARLAK ÖRME MAKİNELERİNDE ÜRETİM
- 1-RR DÜZ RİBANA ÖRGÜLERİN ÜRETİMİ
- 2. RR İĞNE İPTALLİ RİBANA ÖRGÜLERİN ÜRETİMİ
- 3. RR ASKILI RİBANA ÖRGÜLERİN ÜRETİMİ
- 4-RR DALGALI RİBANA ÖRGÜLERİN ÜRETİMİ
- 5-RR DOKUMA TİPİ RİBANA ÖRGÜLERİN ÜRETİMİ
- 6. MİLANO RİBANA ÖRGÜLERİN ÜRETİMİ
- 7-RR PUNTO Dİ ROMA RİBANA ÖRGÜLERİN ÜRETİMİ
- 8. RR VANİZE RİBANA ÖRGÜLERİN ÜRETİMİ
- 9. JAKARLI RİBANA ÖRGÜLERİN ÜRETİMİ
YUVARLAK ÖRMEDE ÜRETİME HAZIRLIK-
- 1-ÖRME ÖNCESİ MAKİNE BAKIM VE MAKİNE ELEMANLARININ KONTROLÜ
- 2-BOBİNLERİN CAĞLIĞA DİZİMİ
- 3-YUVARLAK ÖRME MAKİNELERİ
- 4. MAKİNE AYARLARI
- 5-İPLİĞİ SEVK ÜNİTELERİNDEN GEÇİRME
- 6. MAKİNEYE KUMAŞ TUTTURMA
TEK PLAKA ÖRGÜLERDE ANALİZ VE DESEN
- 1-BİLGİSAYAR DESEN PROGRAMI
- 2. ÖRGÜ ANALİZDE İŞLEM BASAMAKLARINI UYGULAMA
- 3. RL DÜZ ÖRGÜLERİN ANALİZİ VE DESENİ
- 4. RL İLMEK - ASKILI ÖRGÜLERİN ANALİZİ VE DESENİ
- 5. RL İLMEK- ATLAMALI ÖRGÜLERİN ANALİZİ VE DESENİ
- 6. RL İLMEK - ASKI-ATLAMALI ÖRGÜLERİN ANALİZİNİ VE DESENİ
- 7-RL VANİZE ÖRGÜLERİN ANALİZİ VE DESENİ
- 8. RL HAVLI (PELUŞ) ÖRGÜLERİN ANALİZİ VE DESENİ
- 9. RL JAKARLI ÖRGÜLERİN ANALİZİ VE DESENİ
TEK PLAKA YUVARLAK ÖRME MAKİNELERİNDE ÜRETİM
- 1-RL DÜZ ÖRGÜLERİN ÜRETİMİ
- 2. RL İLMEK - ASKILI ÖRGÜLERİN ÜRETİMİ
- 3-RL İLMEK-ATLAMALI ÖRGÜLERİN ÜRETİMİ
- 4. RL İLMEK- ASKI-ATLAMALI ÖRGÜLERİN ÜRETİMİ
- 5-RL VANİZE ÖRGÜLERİN ÜRETİMİ
- 6. HAVLI (PELUŞ) ÖRGÜLERİN ÜRETİMİ
- 7. RL JAKARLI ÖRGÜLERİN ÜRETİMİ
DÜZ ÖRME
ARTİSTİK ÇİZİM
- 1-TASARIM ÖĞELERİ PRENSİP VE YÖNTEMLERİ
- 2-ARTİSTİK ÇİZİM
MAKİNEDE DÜZ DİKİŞ
- 1-DÜZ SANAYİ DİKİŞ MAKİNESİNİ DİKİME HAZIRLAMA
- 2-DÜZ SANAYİ DİKİŞ MAKİNESİNDE DİKİŞ AYARI
- 3.DÜZ SANAYİ DİKİŞ MAKİNESİNİN KULLANILMASI
- 4.DÜZ SANAYİ DİKİŞ MAKİNESİNİN TEMİZLİK VE BAKIMI
DÜZ ÖRME CEKET DİKİMİ ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-DÜZ ÖRME CEKET KESİMİ
- 2-DÜZ ÖRME CEKET DİKİMİ
- 3-DÜZ ÖRME CEKET SON ÜTÜ VE SON KONTROL İŞLEMLERİ
DÜZ ÖRME CEKET KALIPLARI ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-MODEL TEKNİK FÖYÜ İLE ERKEK YAKALI CEKET KALIBI
- 2-MODEL TEKNİK FÖYÜ İLE ŞAL YAKALI CEKET KALIBI
DÜZ ÖRME ELBİSE DİKİMİ ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-DÜZ ÖRME ELBİSE KESİMİ
- 2-DÜZ ÖRME ELBİSE DİKİMİ
- 3-DÜZ ÖRME ELBİSE SON ÜTÜ VE SON KONTROL İŞLEMLERİ
DÜZ ÖRME ELBİSE KALIPLARI ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-MODEL TEKNİK FÖYÜ ĠLE KADIN ELBİSE KALIBI
- 2-MODEL TEKNİK FÖYÜ İLE ÇOCUK ELBİSE KALIBI
DÜZ ÖRME ETEK KALIPLARI ( ENDÜSTRİYEL DÜZ ÖRME )
- 1. MODEL TEKNİK FÖYÜ İLE DÜZ DAR ETEK KALIBI
- 2. MODEL TEKNİK FÖYÜ İLE ANVELOP ETEK KALIBI
DÜZ ÖRME HIRKA DİKİMİ 3 ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-DÜZ ÖRME KAPÜŞONLU ÇOCUK HIRKASI KESİMİ
- 2-DÜZ ÖRME KAPÜŞONLU ÇOCUK HIRKASI DİKİMİ
- 3-DÜZ ÖRME KAPÜŞONLU ÇOCUK HIRKASI SON ÜTÜ VE SON KONTROL İŞLEMLERİ
DÜZ ÖRME HIRKA KALIPLARI ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-MODEL TEKNİK FÖYÜ İLE V YAKALI KRUVAZE KADIN HIRKA KALIBI
- 2-MODEL TEKNİK FÖYÜ İLE ŞÖMİZiYE YAKALI FERMUARLI ERKEK HIRKA KALIBI
- 3-MODEL TEKNİK FÖYÜ İLE KAPÜŞONLU ÇOCUK HIRKA KALIBI
DÜZ ÖRME KADIN PANTOLON KALIPLARI ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-MODEL TEKNİK FÖYÜ İLE KLASİK KADIN PANTOLON KALIBI
- 2-MODEL TEKNİK FÖYÜ İLE İSPANYOL PAÇA PANTOLON KALIBI
- 3-MODEL TEKNİK FÖYÜ İLE TAYT KALIBI
DÜZ ÖRME KAZAK KALIPLARI ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-MODEL TEKNİK FÖYÜ İLE KADIN KAZAK KALIPLARI
- 2-MODEL TEKNİK FÖYÜ İLE ERKEK KAZAK KALIPLARI
DÜZ ÖRME KOL DİKİMİ ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-BEDENE TAKILAN KOL TEKNİK ÇALIŞMALARI
- 2-BEDENDEN ÇIKAN KOLLAR
DÜZ ÖRME PELERİN VE BERE DİKİMİ ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-PELERİN KESİMİ
- 2-DÜZ ÖRME PELERİN DİKİMİ
- 3. PELERİN SON ÜTÜ VE SON KONTROL İŞLEMLERİ
- 4. DÜZ ÖRME BERE KESİMİ
- 5. DÜZ ÖRME BERE DİKİMİ
- 6. DÜZ ÖRME BERE SON ÜTÜ VE SON KONTROL İŞLEMLERİ
DÜZ ÖRME PELERİN VE BERE KALIPLARI ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-MODEL TEKNİK FÖYÜ İLE PELERİN KALIBI
- 2-MODEL TEKNİK FÖYÜ İLE BERE KALIBI
DÜZ ÖRME SÜVETER KALIPLARI ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-MODEL TEKNİK FÖYÜ İLE V YAKALI ERKEK SÜVETERİ KALIBI
- 2-MODEL TEKNİK FÖYÜ İLE KARE YAKALI KADIN SÜVETERİ KALIBI
- 3. MODEL TEKNİK FÖYÜ SIFIR YAKALI ÇOCUK SÜVETERİ KALIBI
DÜZ ÖRME YELEK DİKİMİ ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-DÜZ ÖRME YELEK KESİMİ
- 2-DÜZ ÖRME YELEK DİKİMİ
- 3. DÜZ ÖRME YELEK SON ÜTÜ VE SON KONTROL İŞLEMLERİ
DÜZ ÖRME YELEK KALIPLARI ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-MODEL TEKNİK FÖYÜ SIFIR YAKALI ÇOCUK YELEK KALIBI
- 2-MODEL TEKNİK FÖYÜ İLE V YAKALI KADIN YELEK KALIBI
DÜZ ÖRMEDE KESİM ( ENDÜSTRİYEL DÜZ ÖRME )
- 1. KESİME HAZIRLIK
- 2. KALIPLA KESİM
ELEKTRONİK DÜZ ÖRME MAKİNELERİNDE ÜRETİME HAZIRLIK-( ENDÜSTRİYEL DÜZ ÖRME )
- 1-ELEKTRONİK DÜZ ÖRME MAKİNELERİ
- 2-ÖRME ÖNCESİ MAKİNE BAKIMI
- 3-İPLİĞİ SEVK ÜNİTELERİNDEN GEÇİRME
- 4-MAKİNEYE DESEN OTURTMA
ELEKTRONİK DÜZ ÖRME MAKİNELERİNDE ÜRETİM (ENDÜSTRİYEL DÜZ ÖRME )
- 1. TEK PLAKA ÖRGÜLERİ ÜRÜNE DÖNÜŞTÜRME
- 2-DOLU ĠĞNE ÖRGÜLERİ ÜRÜNE DÖNÜŞTÜRME
- 3-ÇELİKLİ ÖRGÜLERİ ÜRÜNE DÖNÜŞTÜRME
- 4. FİTİLLİ ÖRGÜLERİ ÜRÜNE DÖNÜŞTÜRME
İLİK-DÜĞME (HAZIR GİYİM MODEL MAKİNECİLİĞİ)
- 1-İLİK OTOMATINI DİKİME HAZIRLAMA
- 2- 2. İLİK OTOMATININ KULLANIMI
- 3-İLİK OTOMATININ TEMİZLİK VE BAKIMI
- 4. DÜĞME OTOMATINI DİKİME HAZIRLAMA
- 5-DÜĞME OTOMATININ KULLANIMI
- 6. DÜĞME OTOMATININ TEMİZLİK VE BAKIMI
OVERLOK ( GİM ÜRETİM TEKNOLOJİSİ )
- 1-OVERLOK MAKİNESİNİN DİKİME HAZIRLAMASI
- 2- OVERLOK MAKİNESİNİN KULLANIMI
- 3. OVERLOK MAKİNESİNİN TEMİZLİK VE BAKIMI
OVERLOKLU REMAYÖZ ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-OVERLOKLU REMAYÖZ MAKİNESİ
- 2- OVERLOKLU REMAYÖZ MAKİNESİ DİKİŞ AYARLARI
- 3- OVERLOKLU REMAYÖZ MAKİNESİNİN KULLANIMI
- 4. OVERLOKLU REMAYÖZ MAKİNESİNDE TEMİZLİK VE BAKIM İŞLEMLERİ
ÖRME GİYSİ TEKNİK ÇİZİMLERİ1 ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-TEMEL ÇİZGİLER
- 2- GEOMETRİK ÇİZİMLER
PONTERİZ (İÇ GİYİM MODELİSTLİĞİ,HAZIR GİYİM MODEL MAKİNECİ )
- 1-PONTERİZ OTOMATINI DİKİME HAZIRLAMA
- 2- PONTERİZ OTOMATININ KULLANIMI
- 3. PONTERİZ OTOMATININ TEMİZLİK VE BAKIMI
REÇME ( Kadın Giyim Modelistliği, Erkek Giyim Modelistliği, Çocuk Giyim Modelistliği, Hazır Giyim Model Makineci,)
- 1.REÇME MAKİNESİNİ DİKİME HAZIRLAMA
- 2. REÇME MAKİNESİNİ KULLANMA
- 3. REÇME MAKİNESİNİN TEMİZLİK VE BAKIMI
REMAYÖZ ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-REMAYÖZ MAKİNESİNİ DİKİME HAZIRLAMA
- 2. REMAYÖZ MAKİNESİ DİKİŞ AYARI
- 3. REMAYÖZ MAKİNESİNİ KULLANMA
- 4. REMAYÖZ MAKİNESİNDE TEMİZLİK VE BAKIM İŞLEMLERİ
SÜVETER DİKİMİ ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-DÜZ ÖRME SÜVETER KESİMİ
- 2- DÜZ ÖRME SÜVETER DİKİMİ
- 3. DÜZ ÖRME SÜVETER SON ÜTÜ VE SON KONTROL İŞLEMLİRİ
TEMEL ÖRGÜLERDE ANALİZ VE DESEN ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-BİLGİSAYARDA DESEN PROGRAMI
- 2-ÖRGÜ ANALİZİNDE İŞLEM BASAMAKLARINI UYGULAMA
- 3-LASTİK ÖRGÜLERDE ANALİZ VE DESEN PROGRAMLAMA
- 4-TEK PLAKA ÖRGÜNÜN ÖRGÜ ANALİZİ VE DESEN PROGRAMI
- 5-DOLU İĞNE ÖRGÜLERDE ANALİZ VE DESEN PROGRAMLAMA
- 6. ÇELİKLİ ÖRGÜLERDE ANALİZ VE DESEN PROGRAMLAMA
- 7-PLAKA KAYDIRMALI ÖRGÜLERİN ÖRGÜ ANALİZİ VE DESEN PROGRAMI
- 8- SELANİK ÖRGÜLERİN ÖRGÜ ANALİZİ VE DESEN PROGRAMI
TEYEL ( ENDÜSTRİYEL DÜZ ÖRME )
- 1-DÜZ ÖRME TEYEL MAKİNESİNİ KULLANMA
- 2. YIKAMA VE SIKMA MAKİNELERİNİ KULLANMA
- 3. KURUTMA MAKİNELERİNİ KULLANMA
TRANSFERLİ ÖRGÜLERDE ANALİZ VE DESEN ( ENDÜSTRİYEL DÜZ ÖRME )
- 1- SAÇ ÖRGÜNÜN ANALİZİ VE DESEN PROGRAMI
- 2. YÜRÜTME ÖRGÜNÜN ANALİZİ VE DESEN PROGRAMI
Tek Fazlı Dokuma Makineleri
Tüm tek fazlı dokuma makineleri atkı atma sistemlerine göre sınıflandırılırlar.
Tek fazlı atkı atmada ana metotlar;
- Mekikli, mekikçikli, kancalı veya su jetli sistemlerdir.
KONVEKSİYONEL ( MEKİKLİ ) DOKUMA MAKİNELERİ
- Ağızlık boyunca taşınması için mekiklerin kullanıldığı tezgâhlar ABD gibi yüksek ücretlerin ödendiği ülkelerde dahi 1980’li yıllara kadar dokuma kumaş üretimine hâkim olmuştur.
- Şimdi birkaç tip özel kumaşın dokunması haricinde kullanılmamaktadır.
- Buna rağmen çok sayıda otomatik bobin değiştirmeli tezgâhlar hala kullanılmaktadır.
- Ancak bunlar hızlı bir şekilde mekiksiz dokuma makineleri ile değiştirilmektedir.
- Mekiksiz dokuma makineleri daha az hata ile kumaş üretmekte, dokuma ve bakım için daha az işçiye ihtiyaç duyulmaktadır.
- Milyonlarca el tezgâhı Güneydoğu Asya’da yasalar ile korunarak hala çalışmaktadır.
- Mekikli bir dokuma makinesinde kumaş üretiminde atkının üzerine sarıldığı masurayı taşıyan mekik makinesinin her iki yanında bulunan vuruş mekanizması ile tezgâhın bir yanından diğer yanına ağızlık boyunca hareket ettirilir.
- Her atkı için mekik aniden ivme kazanır ve mekik yolu üzerinde uçar.
- Ağızlık boyunca mekik hareket ederken bir atkılık iplik ağızlığa yatırılır.
- Diğer taraftaki mekik kutusuna ( yuvasına ) ulaştığında mekik hızlı bir şekilde durdurulmak zorundadır.
- Her atkı ağızlığa yerleştirildikten sonra tefelenerek kumaşa dâhil edilir.
- Tarak ve mekik yolu tefeye monte edilerek tefe ile birlikte ileri-geri hareket ettirilir.
- Mekik ağızlık boyunca hareket ederken çözgü ipliklerinin hasar görmeksizin mekik geçişine imkan vermesi amacıyla tefe çerçevelere yakın konumda olur.
- Daha sonra ağızlığa yatırılan atkıyı kumaşa dâhil etmek için tefe ileri hareket ettirilir.
- Atkı atma periyodunun büyük kısmında açık bir ağızlığa olan gereksinim ve tarak ile mekik yolunu üzerinde taşıyan tefenin ağırlığı atkı atma hızına yani tezgâh devrine sınırlamalar getirmektedir.
- Mekikli dokuma makinelerinin temel zayıflığı, mekik tarafından taşınarak ağızlığa yatırılan küçük atkı ipliği kütlesi ile karşılaştırıldığında mekik ve masura kütlesinin oransız bir şekilde olmasıdır.
- Mekiğe aktarılan enerjinin sadece % 3’ ü gerçek atkı atmak için kullanılır.
- Makine hızı üzerine getirilen diğer bir sınırlama ise ağır tefeye salınım hareketi yaptırılması gereğidir.
- Teorik olarak geniş makinelerde 450 m/dak atkı atma hızlarına ulaşmak mümkün olsa da ticari kullanımda 250 m/dak atkı atma hızını aşan ancak birkaç makine olmuştur.
- Otomatik olmayan mekikli tezgâhlarda her defasında masuradaki atkı ipliği bitmek üzereyken dokumacı tezgâhı durdurmak ve masurayı değiştirmek zorundadır.
- Atkının ağızlık ortasında bitmesini ve dolayısıyla onarılması gereken bir kopuk atkının oluşmasını engellemek için masuralar, üzerinde çok az iplik varken değiştirilmek zorundadır. Sanayileşmiş ülkelerde otomatik olmayan ve yarı otomatik mekikli tezgâhlar masuraların otomatik olarak değiştirildiği mekikli tezgâhlarla değiştirilmektedir.
- Otomatik mekikli tezgâhlarda masuralar makine durdurulmaksızın dokumacının müdahalesi olmaksızın değiştirilir.
- Makinenin gerektiğinde masura değiştirme işlemini gerçekleştirebilmesi için boşalan masuraların yerine yenileri periyodik olarak magazine yerleştirilir.
- Magazin doldurucular mekik kutusu yükleyicileri ile değiştirilebilir.
- Masuralar özel kutular içinde tezgâha getirilir ve bu kutulardan otomatik olarak değiştirme mekanizmasına aktarılır.
- Masuralar boşaldığında masuralar yerine mekiğin değiştirildiği tezgâhlar çok zayıf iplikler için mevcuttur.
- Bütün bu metotlar tezgâha getirilmeden önce masuraların sarılmasını gerektirir.
- Mekikli tezgâhlarda dokunabilen kumaşların gramajı ve eni üzerine pratik olarak bir sınırlama getirilmemiştir.
- Desene göre birden fazla renk veya tipte atkı atılmasına imkân sağlamak için mekikli tezgâhlara ilave olarak mekik kutuları ve özel mekanizmalar takılabilir.
- Mekikli tezgâhlar mekiksiz tezgâhlarla karşılaştırıldığında, mekiksiz tezgâhlara göre daha hantal yapıda ve iş gücü isteyen tezgâhlar olduğu görülmektedir.
MEKİKÇİKLİ DOKUMA MAKİNELERİ
Mekikçikli dokuma makineleri ya makinenin iki yanından da sırayla fırlatılan tek mekikçik kullanılır ve iki taraftan atkı besleme sistemine ihtiyaç sahip olup tek taraftan fırlatılan çok sayıda mekikçik kullanılır. Daha sonra bu mekikçikler bir taşıma kayışı veya zinciri ile mekikçiğin fırlatıldığı tarafa getirilir. Tüm mekiksiz dokuma makinelerinin önemli bir avantajı konik bobin üzerindeki atkı kullanılmadan önce tekrar sarılmak zorunda değildir. Bu bir işlemi ortadan kaldırır ve ipliklerin karışma tehlikesini azaltır. Böylelikle atkı ipliğinin üretildiği sırada kullanılması sağlanmış olur.
Mekikli tezgâhlarda ise atkı nispeten kısa uzunluklara bölünerek masuralara sarılır. Bu iplikler daha sonra ters sıradan dokunur. Bu durum bir iplikteki uzun periyodik hataları ortaya çıkarabilir.
Bir Sulzer tipi dokuma makinesinde atkı atımı için atkı bobinden çekilerek atkı freni ve gerdiriciden geçirildikten sonra atkıyı mekikçik tutucusuna yerleştirilen mekikçik besleyicisine iletilir. Mekikçik vuruş elemanından (piker) ayrılmadan önce mümkün olan en fazla enerjiyi mekikçiğe aktarmak için atkı atmada burulma çubuğu sistemi kullanılır. Mekikçiği ağızlıktaki kılavuzlar boyunca hareket ettirip diğer taraftaki mekikçik frenine ulaştırmak için gereken enerjiyi beslemek amacıyla burulma çubuğu (burulma açısı) ayarlanabilir. Sulzer daha güçlü ve atkı atmak için daha fazla zaman ayrılmasına imkân sağlayan daha hızlı tefe vuruşu elde etmek için tarak ve tefe mekanizmasını yeniden tasarlamıştır. 3600 mm enindeki makineler 1300 m/dak. ‘ya kadar hızlarda atkı atabilirken dar mekikli tezgâhlar 1000 m/dak atkı kayıt hızlarında çalışabilmektedir. Ağır kumaşlar kalın ve fantezi iplikler ile 6 renge kadar atkı için mekikçikli dokuma makinesi modelleri mevcuttur. Makinelere her çeşit ağızlık açma mekanizması ile makine performansını ayarlamak ve izlemek için mikroişlemciler takılabilmektedir. Tarak eni arttıkça atkı atma hızı artığından ve geniş mekikçikli dokuma makinelerinde birim genişlik başına yatırım maliyeti azaldığı için bir geniş en makinede yan yana belirli sayıda kumaş dokumak sıkça tercih edilmektedir.
KANCALI DOKUMA MAKİNELERİ
Kancalı tezgâhlar tek veya çift kanca ile çalışabilmektedir.
Tek kancalı makinelerde genellikle sert kanca kullanılmaktadır ve kalın ipliklerden dar kumaşların dokunmasında avantaj sağlamaktadır. Tek kancalı geniş makineler birçok uygulama için çok düşük hızlı kalmaktadır. Tek kancalı dokuma makinelerinde kanca, tezgah eni boyunca hareket eder ve genellikle geri dönüş hareketi esnasında atkıyı tutup ağızlığa yatırır. Sert tek kancanın bir varyasyonu iki fazlı kanca olarak da isimlendirilen iki taraflı çalışan tek kancalı sistemlerdir. Bu sistemler teknik (endüstriyel) kumaşlar kullanılmaz. Kancalı dokuma makinelerinin çoğu her kancanın ağızlığa bir taraftan girdiği çift kanca kullanılmaktadır. Kancalar ortada karşılaşır ve atkı transferi gerçekleşir. Gabler sistemi ilk atkı, makinenin her iki tarafından sırayla atılır. Atkı iki devirde bir kesildiği için her iki tarafta da atkı ipliklerinin U şeklinde bağlandığı kumaş kenarları oluşur.
Bugün üretilen makinelerde Gabler sisteminin yerini Dewas sistemi almıştır. Dewas sisteminde atkı tek taraftan atılır ve her makine devrinde kesilir.
Çift kancalı dokuma makinelerinde esnek veya sert kancalar kullanılmaktadır. Sert kancalı dokuma makineleri diğer atkı atma sistemine sahip makinelerden daha fazla yere ihtiyaç gösterirler. Çift kancalı dokuma makineleri ile dokunan kumaşlar düşük sıklıklı jeotekstil amaçlı kumaşlardan ağır konveyör bantlarına kadar uzanır.
Kancalı dokuma makinelerinde genellikle çift esnek kancalar kullanılır. Bu makinelerde 4600 mm’ e kadar enler mevcuttur ve endüstriyel kumaşlar için daha geniş enlerde özel amaçlar içinde üretilmektedir. Standart makineler nispeten düşük yatırım maliyetine sahiptir ve geniş bir aralıkta hafif ve orta gramajlı kumaşları dokumak için kullanılmaktadır. Sekiz renge kadar atkı renk seçme mekanizması basit ve ucuz olduğu için kancalı dokuma makineleri birden fazla renk veya tipte atkının atıldığı kumaşların dokunmasında ve kısa metrajlı çalışmalar için idealdir.
Döşemelik ve modaya uygun kumaşların dokunmasında yaygın olarak jakarlı ağızlık açma mekanizmalarıyla kullanılırlar. Kancalı tezgâhlar bazı endüstriyel kumaşların üretiminde de kullanılmaktadır.
AKIŞKAN JELLİ DOKUMA MAKİNELERİ
- Akışkan jelli dokuma makineleri atkıyı ağızlık boyunca taşımak için hava ya da su kullanılır.
- Bu sistem atkı atımı için bir atkı taşıyıcı veya kancaya ihtiyaç gösterir.
- Bundan dolayı çok daha az hareketli aksam ve hareket ettirilecek çok daha az kütle mevcuttur.
- İpliklerin büyük bir çoğunluğu hava jetli tezgâhlarda kullanılabilmesine rağmen su jetli dokuma makineleri sadece su itici iplikler için uygundur.
Su jetli tezgâhlar
- Atkıyı ağızlıkta tüm en boyunca taşıyabilmek için genellikle atkının atıldığı tarafta tek bir düze bulunur.
- Bu yüzden makine enleri yaklaşık 2 metre ile sınırlıdır.
- Hava akışının kontrolü basınçlı suyun akışının kontrolünden daha zor olduğu için tek düzeye sahip hava jetli dokuma makineleri ticari olarak 1700 mm’ ye kadar olan enlerde başarılı olmuştur.
- Daha geniş makineler için makine eni boyunca düzgün bir atkı ipliği hareketi sağlamak amacıyla tarak enine yardımcı düzeler yerleştirilmiştir.
- Teorik olarak geniş enli hava jetli makineler üretilebilse de ticari olarak tek en makineler daha caziptir ve makine enleri 3600-4000 mm tarak genişlikleri ile sınırlıdır.
- Basınçlı havanın üretilmesi pahalıdır ve akışını kontrol etmek zordur.
- Bu nedenle ya özel hava kanalının ya da özel bir profil ile tarakta oluşturulan kanalın içinden atkıyı taşımak için hava akışının sınırlandırılması zorunludur.
Hava jetli tezgâhlar
- 1970’li yıllarda büyük miktarlarda ticari kullanıma girdiğinden hızlı bir şekilde gelişmiştir.
- Bu gün hava jetli tezgahlar dokuma kumaşların büyük bir çoğunluğunu dokuyabilmekte ve nispeten basit kumaşların seri üretimine hâkim durumundadırlar.
- Hava jetli dokuma makineleri 3000 m/dak. Atkı hızına ulaşmışlardır.
- Bu hız herhangi bir tek fazlı atkı atma sistemi ile ulaşılan hızın yaklaşık iki katıdır ve hala yoğun bir gelişme çabası içerisindedir.
- Hava jetli sistem atılan bir metre atkı başına yatırım maliyeti ile yüksek seviyede rekabet eder durumdadır.
- Otomatik atkı onarım sistemine sahip hava jetli dokuma makineleri ana düze ile kumaşın diğer taraftaki kenarı arasında meydana gelen atkı hatalarının büyük bir çoğunluğunu onarabilmektedir.
- Bu ünite çözgü ipliklerine zarar vermeden kopan atkı ipliğini ağızlıktan uzaklaştırılmakta ve makineyi tekrar çalıştırmaktadır.
- Makine hatayı belirleyemez ve gideremezse sinyal üreterek dokumacıyı uyarır.
- Hava jetli dokuma makinelerinde makine duruşlarının büyük bir kısmını atkı duruşları oluşturduğundan bu sistem dokumacının iş yükünü çoğu durumda % 50’ den fazla azalmaktadır.
- Bu sistem ile dokunan kumaş kalitesi iyileştirildiği gibi aynı anda birden fazla makinenin durması ile ortaya çıkan kayıp zaman da azaltılmaktadır.
Terimler12
Harç
Giysilere süs için dikilen hazır şerit
Hav
Kısa kalan liflerdir (1-4 mm arası lifler)..
Hava Jetli Tekstüre
Hava jetli tekstüre metodu, basınçlı hava yardımı ile filament ipliklerin karıştırılarak tekstüre edilmesi esasına dayanır. Hava jetli tekstüre metodunda iplikler çekim silindirleri arasına yerleştirilmiş hava jetine gönderilir. Hava jetinin türbülans bölgesinde basınçlı hava akımının etkisi ile iplikler kıvrımlı hâle gelir. İplikler yavaş dönen çekim silindirleri yardımı ile hava jetinden bobin tamburuna sevk edilerek bobinlenir.
High-count
Dpf denye/filaman) oranının 1 ve 2 arasında olduğu iplikler.
Haslık
Kumaşın günlük hayattaki bazı şartlara (yıkama, ter, güneş ışığı gibi) dayanımının ölçülmesi
Hav
Kumaş yüzeyindeki tüycükler ve bunların uçuntuları
Havya
Tül perdeyi ısıyla kesmeye yarayan sivri uçlu araç
Hızar band bıçaklı makine
Sabit ya da hareket ettirilebilen, genellikle serim masalarının uç kısımlarında ya da ayrı bir kesim masasında yer alan kumaş katlarının kesimci tarafından el ile kontrol edilerek kesildiği bant bıçağa sahip kesim makinesi
Ht
Yüksek sıcaklık ve basınçta boyama
Hava geçirgenliği
Kumaşın yapısından hava geçirebilme kabiliyeti
Halı konstrüksiyonu
Tufted ya da dokuma gibi üretim metotları kullanılarak üretilen halının iplik ve dolgu malzemelerinin teknik özelliklere uygun olarak yapılan son düzenlemesidir.
Halı sıklığı
İki iğne deliği arasındaki mesafenin santimetre cinsinden ölçüsüdür.
Hav
Halının görünen üst yüzeyini oluşturan, bukle ya da kesik doku yapısıdır.
Hav ezilmesi
Yoğun trafik ya da ağır mobilyalar nedeniyle halı hav kalınlığındaki azalmadır. Eğer hav ipliğinin direnci yetersiz ya da hav yoğun trafik için yetersiz bir yoğunluğa sahipse geri dönüşümü olmayabilir. Düzenli vakumlama havın ezilmesini önleyeceği gibi halının ömrünü de uzatır.
Heat-set
İpliklerin zaman içinde daha sıkı olabilmeleri için düğümün ısı veya buharla sağlamlaştırılma işlemidir. Kesik havlı halılarda önemlidir. Kesik havlı naylon, olefin ve polyester halılar heat-set;tir.
Halat sistemi
Kumaşın halat (tüp) şeklinde boyanması
Harman-Hallaç
Elyaf açma, temizleme ve karıştırma işlemlerinin tamamı
Hacimsel yoğunluk
Bir cismin kütlesinin, aynı hacimdeki suyun kütlesine oranıdır.
Hoy ( higly oriented yarn )
Yüksek oranda yönlendirilmiş ipliktir. 4000 – 6500 m/dk. arasındaki sarım hızlarından elde edilmektedir.
Hammadde
İpliği oluşturmak için gerekli olan elyafın işlemeden önceki hali
Hava jeti iplik ( eğirme) makinesi
Hava lülesi kullanılarak iplik üretimi yapılan makine
Haslık
Renkli tekstil malzemesinin çeşitli etkilere karşı (ışık, sıvı, mekanik, vb) rengini koruyabilme özelliği / yeteneği
Hileli Pamuk
İç kısmında pamuğa karışmış, yabancı mahiyette maddeler ihtiva eden veya dış kısmından belli olmayacak ve olağan denetimle tespit edilemeyecek şekilde dış kısmında iyi pamuk, iç kısmında kasti şekilde alt kalite, linter, döküntü (telef) pamuk bulunan balyalanmış pamukları, pamuk lifinin özelliğini bozacak ve aslını değiştirecek nitelikte olumsuz dış müdahalelere maruz bırakılmış veya farklı bölgelerde üretilmiş ve birbirlerine karıştırılmış veya farklı grup ve sınıflarda olup birbirlerine karıştırılmış pamuklardır.
Harniş dizimi
Harniş iplerinin jakar makinesinin çengellerine bağlanıp oradan da harniş plakasından geçirilme düzenlerine harniş dizimi adı verilir. Bu düzenleme, jakar ve hamişin dokuma makinesinde bulundukları duruma göre düz dizim ve çapraz dizim ismi ile anılır.
Hacimli iplikler
Hacimli iplik üretiminde dişli çark, yığma metodu, örme sökme, hava teksturesi yöntemi kullanılmaktadır. Diğer ipliklere göre daha yüksek hacimlilik özelliğine sahiptir.
Temel Elemanlar ve Örgü Yapıları
Temel hareketler
Bir atkılı örme yapısının oluşturulabilmesi için temel hareket ilmektir. Askı ve atlama diğer önemli hareketlerdir.
İlmek;
iğne ve platinin ortak hareket etmesiyle elde edilmektedir. İğne, çeliklerden aldığı hareketle yukarı doğru hareket eder ve bir iplik alarak bir önceki ilmeğin içinden geçirip yeni bir ilmek oluşturmaktadır.
İlmeğin baş ve gövde bölümü iğne ilmeği, ayak bölümü ise, platin ilmeğini oluşturmaktadır. Örme kumaşın en küçük yapısını oluşturan ilmek may olarak adlandırılmaktadır.
Bir iplik halkası olan ilmek, sağlamlık elde etmesi için diğer ilmeklere ilmek başından ve ilmek ayağından bağlantı noktası ile birbirlerine bağlanmaktadır. Her ilmek iki üst, iki de alt bağlantı noktasına sahiptir.
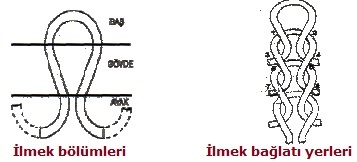
Düz ve ters olmak üzere iki çeşit ilmek görünümü vardır.
Düz ilmekte örgü yüzeyinde ilmeklerin sadece gövde kısımları, ters ilmekte ise, ilmeklerin baş ve ayak kısımları görünmektedir.
Örgü eni genişliğinde yan yana dizilmiş ilmekler ilmek sırasını, örgü boyu doğrultusunda üst üste yerleştirilmiş ilmekler ilmek çubuğunu (may) oluşturmaktadır. Örmede ilmeklerin dikey şekilde sıralanmasına kolon da denilmektedir.
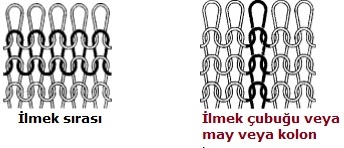
Örgü yapısı içindeki ilmek sıra ve çubuklarının birbirine dik olması gerekmektedir. Örgü dönmesiyle oluşan dengesiz örgü yapıları hatalı olmaktadır.
Askı ilmek;
Askı ilmeklerinin oluşumu sırasında iğne normal ilmek oluşumundaki yüksekliğine çıkarılmadan ipliğin iğneye beslenmesi için uygun bir konuma getirilmektedir. İğne kancasındaki eski ilmek ve yeni iplik bir sonraki ilmek oluşumu aşamasında birlikte düşürülerek örgü oluşturulmaktadır. Aynı iğne üzerinde üst üste 4, yan yana 6 iğne boyunca askı ilmekleri oluşturulabilmektedir.
Askı ilmekleri kumaşın uzunluğunu ve boyuna elastikiyetini azaltırken kumaşın enine elastikiyetini arttırmaktadır.

Atlama ilmek;
Atlama ilmekleri; örgü oluşumu esnasında iğnenin hiç yükselmemesi ve bunun sonucunda iğneye iplik beslenememesi durumunda ortaya çıkmaktadır. Dolayısıyla diğer iğneler ilmek oluştururken atlama yapan iğne üzerinde sadece eski ilmek kalır. Aynı iğne üzerinde yapılacak atlama sayısı 4, yan yana yapılabilecek atlama ilmeklerinin sayısı ise 6'dır. Bu değerler makine yapısı, makine iğne başı (gaga)’nın boyutları, iplik numarası ve kumaş çekim gerginliği gibi değişkenlere göre farklılıklar göstermektedir. Atlama ilmekleri kumaşın enine elastikiyeti düşürmektedir.
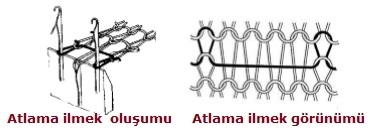
Temel Örgü Yapıları
Yapı bakımından ilmeklerin yüz kısmında görülme şekline göre R ve L yüzeyler olmak üzere başlıca iki çeşit yüzey şekli bulunmaktadır.Bu yüzeyler de askı ve atlama işlemleriyle zenginleştirilmekte ve askılı, atlamalı, askılı-atlamalı yüzeyler şeklinde isimlendirilmektedir. R yüzeyde bacak kısımlarının üstte kalmasından dolayı boyuna izler.
L yüzeyde ise baş ve ayakların yan yana dizilmesinden dolayı bir kabarcık oluşturması halinde enine izler yer almaktadır. Aşağıda R ilmek yüzeyinin, L ilmek yüzeyinin, askılı örgünün yüzey, atlamalı örgünün yüzey görünüşleri görülmektedir. Kumaşın ön yüzü düz (R) ilmek yapısını, arka yüzü ters (L) ilmek yapısını göstermektedir.
Temel örme yüzeyler örme kumaş yüzünün ve tersinin ilmek görüntüsüne göre (RL), (RR) ve (LL) yüzey olarak ifade edilmektedir. Bunlar;
1. RL Düz örme yüzeyleri, Süprem örme yüzeyleri.
2. RR örme yüzeyleri, Ribana ve İnterlok örme yüzeyleri.
3. LL örme yüzeyleri, Haroşa örme yüzeyleri.
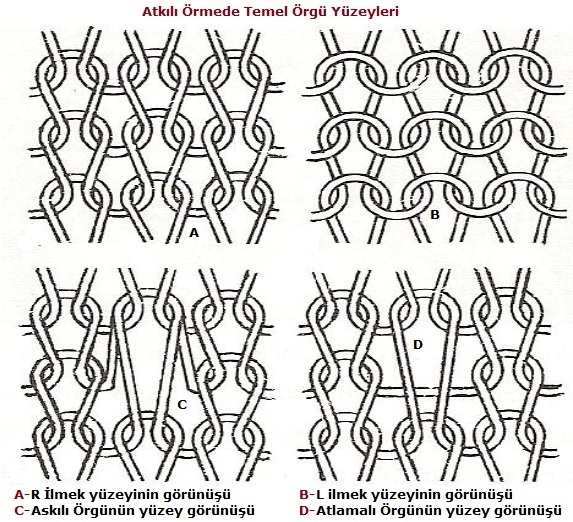
Süprem Örgü
Tek katlı örme kumaşlar olarak tanınan tek plakada üretilmiş, örme kumaş yüzü sağ ilmek (R), tersi sol ilmek (L) görünümlü yüzeylere (RL) yüzey denmektedir. Bu yüzeyler düz örme makinelerinde tek plakada yuvarlak örme makinelerinde tek plaka süprem makinelerinde üretilen kumaş çeşitlerini ifade etmektedir.
Tek plakalı örgü makinelerinde üretilen süprem örgü, kullanılan en yaygın temel örme yüzeyi olarak ön plana çıkmaktadır. Çünkü oldukça sade bir yapısı vardır. Ön yüzey görüntüsü arka yüzey görüntüsünden tamamen farklılık arz etmektedir. Bütünüyle ilmeklerden oluşmakta olan bu örgü, esnek ve stabil olmayan bir yüzeyden müteşekkildir. Bu nedenle kenar kıvrılmaları may dönmesine açıktır.
Süprem örgü kumaşlar tek katlı iplikler, ek iplikler veya çift katlı iplikler ile çeşitli varyasyonlarla üretilebilmektedirler. Ağır süprem, likralı süprem, melanj süprem gibi çeşitleri vardır. Bununla birlikte desenlendirme metodu ile daha farklı süprem kumaşlarda elde edilmektedir. Bu kumaşlar dengeli değildir ve makineden çıktıklarına ters yüze doğru dönme eğilimleri mümkündür. Bitim işlemleri ile bu dönme eğilimleri önlenebilmektedir. Bu kumaşlar özellikle iç giyimde ve yazlık sportif dış giyimde yaygın olarak kullanılmaktadır.
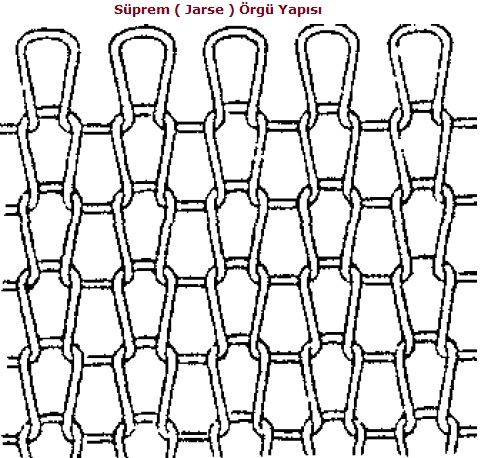
Süprem kumaşların genel özellikleri;
1-Ön ve arka yüzü farklı görünüştedir,
2-Açık en ya da tüp şeklinde (tubular) üretilebilen bir kumaştır,
3-Diğer örme kumaşlara göre daha geniş enler elde etmek mümkündür,
4-Hem boyuna hem de enine esner fakat diğer kumaşlara nazaran en düşük esneme özelliğine sahiptir,
5-Örgü raporu tek iğne plakasında en az, 1 iğne ve 1 iplik hareketinden meydana gelmektedir (normal örgü raporu yan yana iki iğne ile ve üst üste iki ilmek sırasından oluşmaktadır),
6-Kumaş tek plaka üzerinde oluştuğu için harcanan iplik miktarı en azdır,
7-Boyutsal stabilitesi azdır,
8-Esnediğinde şekli bozulabilir,
9-Vücut hareketlerine karşı uyumu, diğer tek iplikli örme kumaşlara göre esnekliğinin az olması nedeni ile düşüktür,
10-Yanlardan kumaşın arka yüzüne doğru, üst ve alttan da örgünün ön yüzüne doğru kıvrılma vardır,
11-Diğer örgülere göre en düşük desenlendirme imkanına sahiptir,
12-Süprem kumaşın yapısı hacimli olduğu için nem alma özelliği dolayısı ile emiciliği iyidir,
13-İpliğin kopması durumunda bozulan ilmekler, ilmek halkalarının kaymasına, yani kaçmasına neden olurlar,
14-Örme kumaşın kalınlığı, kullanılan hammaddenin aynı kalması şartıyla daha düşüktür,
15-İnce, hafif açık yapı ile ağır yapılar arasında çeşitlilik gösterirler,
16-Kesim ve dikim işlemi esneme özelliğinden dolayı problemlidir,
17-Kısmen iç giyim ve yaygın olarak yazlık dış giyim sanayinde kullanım alanı bulmuştur,
18-Fazlaca ütü istemez, kırışıklıklarını kolay kaybederler.
Ribana Örgü
Ribana örgü, RR örme yüzeyine sahiptir. RR örme kumaş yüzü sağ ilmek (R), tersi sağ ilmek (R) görünümlüdür. Kumaşın iki yüzü de aynı görünmektedir. RR yüzeyler boyuna ilmek sırası bir sıra R ilmek, bir sıra L ilmek olarak oluşur. L İlmek sıraları R ilmek sıralarının sıkışması ile yüzeyde görünmez ancak gererek açıldığında görülmektedir.
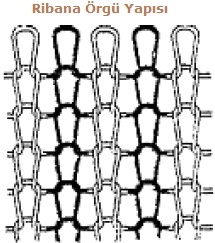
Yukarıda görülen ribana örgü, çift plakalı makinelerde üretilen iki temel örgü yüzeyinden biridir. Üst giyim eşyalarının yaka, etek, kol uçları ve eşofman altı paçaları için aranan esnekliği vermektedir. Günümüze dek ağırlıklı olarak iç çamaşırı imalatında kullanılan ribana kumaşlar günümüzde üst giyim eşyalarında da sıkça kullanılmaktadır. Aksesuar olarak kullanılacakları zaman da genellikle elastik iplikli (likralı) olarak örülmektedirler. Böylece esneklikleri daha da artmaktadır. Ribana kumaşlarda genelde dönme ve kenar kıvrılması olmamaktadır. Ancak elastik iplikle örüldüklerinde kenar kıvrılması görülmektedir. Bununla birlikte bütünüyle ilmeklerde oluşan yapıları vardır. Süprem kumaştan daha kalındırlar. Ön yüzey görüntüleri ile arka yüzey görüntüleri birbirlerinin aynısıdır.
Ribana kumaşların genel özellikleri:
1-Ters L ve yüz R ilmeklerin sayısı eşit ise kumaşın ön ve arka yüzünde aynı görüntü oluşmaktadır. Yani çift yüzlüdür,
2-Çift plakalı triko (düz örme), yuvarlak ve çözgülü örme makinelerinde üretilen çift katlı örme kumaştır,
3-Örgü raporu çift plakada, en az 2 iğne ve 1 iplik hareketinden meydana gelmektedir (normal, esas örgü raporu ise yan yana 2 şer iğne ile üst üste 2 ilmek sırasından oluşmaktadır).
4-Örgü raporu çift plakada oluştuğu için, harcanan iplik miktarı süprem kumaşlara göre daha fazladır,
5-Yüksek elastikiyet ve sıçrama özelliği vardır,
6-Boyuna yönde esneme özelliği düşüktür. Enine yönde esneme özelliği ise yüksektir,
7-Enine yönde esnemesi düz örgülerden daha fazladır,
8-Esneme özelliğinin yüksek olması nedeni ile ribana örme kumaş vücuda uyum sağlamaktadır,
9-Örme kumaşın her iki tarafındaki ilmek sayıları eşit ise, ön ve arka yüzdeki ilmekler birbirini dengeleyecek ve böylelikle kenarlarda kıvrılma görülmeyecektir. Yani, her iki uçta ve kenarlarda düz durma özelliğine sahiptir.
10-Yalnızca son ilmekten dönme yapabilir,
11-Yalnızca son ilmekten kaçma olabilir,
12-Eşit ya da farklı tasarımda, dengeli ya da dengesiz ribanalar (boyuna R ilmek düzeni) sahip olabilir,
13-Kullanılan hammaddeler aynı kalmak kaydıyla, ribana kumaşın kalınlığı süprem kumaşa göre daha kalındır,
14-Düz ya da biçim verilmiş olarak üst giyim örgüsünde kullanılabilir,
15-Dokunmuş ya da farklı türden kumaşların kenarına çeşit olarak uygulanabilir,
16-RR Ribana örme kumaşlar hacimli yapısı ile nem alma özelliği, dolayısı ile emici özellikleri iyidir,
17-RL Süprem kumaşlara göre daha yüksek gramajlı kumaşlar elde edilebilir,
18-Enine elastikiyet yüksekliğinden dolayı dairesel konumları düzgündür,
19-İki örgü tabakası arasında hava tutulduğu için, vücudu sıcak tutmaktadır,
20-İç ve dış giyimde ve özellikle elastikiyeti, olması istenen kol, yaka, bel kısımlarında lastik örgü olarak geniş bir kullanım alanı bulmuşlardır.
İnterlok Örgü
Çift plakalı makinelerde üretilen iki temel örgü yüzeyinden, iki ribana örgünün aynı anda iç içe örülmüş haline İnterlok Örgü adı verilmektedir. Bu örgü ilmek ve atlamalardan oluşmaktadır. Öte yandan İnterlok örgü, temel örgü yüzeylerinin en stabil olanıdır. Göreceli olarak hacimli ve yumuşak bir yapıya sahip olmasından dolayı bebek giyimi başta olmak üzere yumuşak dokunuşun talep edildiği tüm giyim eşyalarında tercih edilmektedir. Bununla birlikte, esnekliği ribanadan daha azdır ve yüzeyi ise daha düzgündür. İnterlok örgüde, kenar kıvrılması ve may dönmesi görülmemektedir. Ön ve arka yüzey görüntüleri birbiriyle aynıdır.
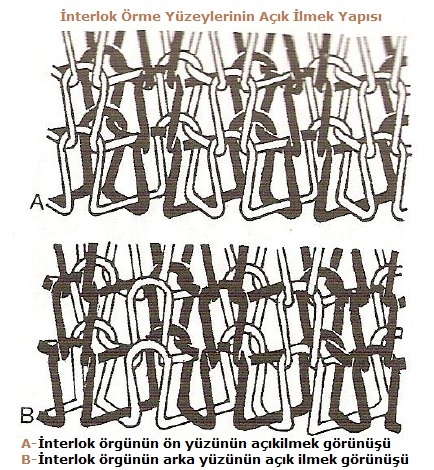
RR interlok örgüler sadece yuvarlak örme makinelerinde üretildiğinden ribana örgüden farklıdır. İki yataklı makinenin tüm iğneleri çalışır durumdadır. İnterlok kumaşlar, iki ayrı tam dolu ribana örgünün, aynı makinede, aynı anda örülmesi seklinde oluşan örme yüzeyleridir.
İnterlok kumaşların başlıca özellikleri:
1-Ön ve arka yüzde aynı görünüme sahiptir, çift yüzlü örme kumaşlardır.
2- Desen ve yüzey dizaynı sınırlıdır,
3-Sadece çift plakalı yuvarlak örme makinelerinde üretilebilir,
4- Ön ve arka yüzü pürüzsüzdür,
5-Sık bir yapıya sahiptir,
6-Örgü raporu çift plakada ve iki sistemden bir sıra oluşturduğu için, harcanan iplik miktarı en yüksektir,
7- Çok ince ya da kaba bir makine inceliğine sahip olabilir,
8-Örgü raporu çift plakada ve karşılıklı, iğneler üzerinde oluştuğu için ve kullanılan hammaddelerinde aynı kalması kaydı ile üretilen en kalın tek iplikli örme kumaştır. Örgü raporu en az arka ve önde 2’şer iğne ile üst üste 2 ilmek sırasından oluşmaktadır.
9-Dikey yönde yatay yöne göre daha yüksek bir elastikiyet ve esneklik özelliğine sahiptir,
10-Yatay yönde sınırlı bir elastikiyet ve esneklik özelliğine sahiptir,
11-Boyutsal stabilitesi ve şeklini koruma özelliği yüksektir,
12-Diğer tek iplikli örgü kumaşlara göre en yüksek gramajlı örme kumaşlar elde edilebilir,
13-Gerilmeye maruz kaldığında ilmek bir kenardan kaçma eğilimi gösterir,
14-Ribana örme kumaşta olduğu gibi, ön ve arka yüzdeki ilmek sayıları eşit ise, her iki taraftaki ilmekler birbirini dengeleyecek ve tek katlı kumaşlarda olduğu gibi kenarlarda kıvrılma görülmeyecektir. RR İnterlok örme kumaşlar, sadece en son örülmüş uçtan dönme yapabilirler. İki örgü tabakası arasında hava tutulduğu için, diğer tek iplikli örme kumaşlara göre daha sıcak tutma özelliğine sahiptirler,
15-İnterlok örme kumaşların, hacimli yapısı nedeni ile, nem alma özelliği iyidir, birbirini takip eden mekiklerde farklı iplik veya renkler kullanılarak çizgili desen elde edilebilir,
16-İç giyim, yazlık ve kışlık üst giyimlerde geniş bir kullanım alanına sahiptirler.
Haroşa Örgü
Haroşa örgü LL örgü yüzeyine sahiptir. Örme kumaş yüzü sol ilmek (L), tersi sol ilmek (L) görünümlü ise bu yüzeylere (LL) yüzey denmektedir. Haroşa örgü kumaşlar, tek bir örgü içinde hem düz hem de ters ilmeklerin oluğu tek katlı kumaşlardır. Kumaşın her iki yüzünde de düz bir örme kumaştaki ters tarafından görünümü hâkimdir. Kumaşın her iki tarafındaki ardışık, birbirlerine göre ters yöne doğru, birbirlerinin içinden geçirilerek örülen düz ilmek ve ters ilmek sıralarından oluşmaktadırlar. Haroşa, bu bağlamda, mayları sıralı olarak düz ve ters ilmek çubuklarından oluşan ribana örgülerden farklılığı ile ön plana çıkmaktadır.
En basit haraşo kumaş 1*1 ters olarak bilinen bir sıranın tamamen düz ilmek, sonrakinin ise tamamen ters ilmeklerden oluştuğu kumaştır. Birbirini izleyen düz ve ters ilmek sıraları birleşerek ön ve arka yüzde yatay yönlü yarı dairesel ilmek halkaları oluşturmaktadırlar. Bu tip örgülerin boydan büzülmeleri yüksek olduğu için üretim miktarı da buna bağlı olarak düşüktür. Boydan büzülme oranı % 40–50 civarındadır. Haraşo örgüler, hem düz hem de yuvarlak makinelerde üretilebilmektedirler. İlmeklerin bazen öne bazen arkaya çekilmesi nedeniyle bu kumaşların üretilmesinde iki sıra iğneye ihtiyaç vardır. Haraşo makinelerinde iki ayrı iğne seti kullanmak yerine, bir set iki ucu dilli iğne kullanılmaktadır. Bu iki ucu dilli iğneler, kumaşın her kursunun sıralı değiştiği durumda kendisinden en geçerken bir yataktan diğerine geçecektir. Piyasada lifado ismi ile iki iğne yuvasında çalışan ve platin tarafından hareket ettirilen çift başlı kancalı dilli iğneler bulunan makinelerde üretilmektedirler. Bu örgü özelinde Jakarlı desenlendirme mümkündür. Haraşo örgüler jarse örgüler gibi dönmemektedirler. Haraşo kumaşlar jarse kumaşlara göre daha kalındırlar. Bu kumaşların bir diğer özelliği ise, en fazla esnemesinin uzunlamasına olmasıdır. Bu kumaşların bebek ve çocuk giyiminde yaygın kullanımının bundan kaynaklanmaktadır.
Atkılı Örmede Yardımcı makineler
Söküntü makinesi
Triko fabrikalarında, atölyelerinde yanlış olarak örülen ürünlerin İpliklerini sökmekte ve bos bir koniğe tekrar sarmaktadır. Kayış sisteminde basit bir değişiklik yapılarak iplik sarma makinesi olarak ta kullanılmaktadır. Kullanıcı ihtiyaç ve isteklerine göre, 2, 4, 6 kafa sayısı kadar üretilmektedir.

Overlok makinesi
Örülen triko parçaların kenar temizliğini yapan ve birleştiren makinedir.

Remayöz
6-7-8-10-12-14-16 numaralarda olan makine, V yaka, bisiklet yaka, polo yaka, ceket ve her türlü triko dikişlerinde dikiş yapmaya yaramaktadır.

Tegel/ yan dikiş makinesi
Kol bitistirme ve kenar dikimleri için kullanılan makinedir.

Triko ütü makinesi
örme ürünlerin yıpranmadan ütülenmesini sağlamaktadır. Suyunu kendi çeker, buharlıdır ve buharı çeken vakum tertibatı bulunmaktadır.

kesim makinesi
çeşitli kumaşların ince kesimi için tasarlanmış küçük ebatlı kesim makinesidir. Hava yönlendirme sistemi motoru düşük ısıda tutarak korumaktadır. Kendine özgü ince tabanı ile yumuşak ve hassas kesim sağlamaktadır.
İp sarma makinesi
örme ipliklerini sarmaya yarayan makinedir.
Tik Tak makinesi
Bant örmeye yarayan örme makinesidir.

Atkılı Örmede Kullanılan İğneler
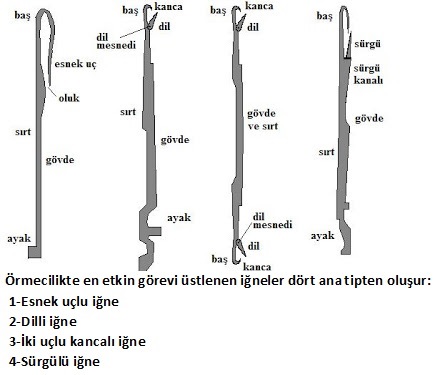
Atkılı örmede genel olarak kullanılan iğneler dilli iğnelerdir. Günümüzde en yaygın olarak kullanılan iğne çeşididir. Yüksek hızlard çalışabilmesi ve sorun yaratma ihtimali az olan bu iğne diğerlerine oranla daha avantajlıdır. İğneler makine cinsine ve inceliğine göre farklı şekillerde olabilir. Tüm dilli iğneler gaga (kanca), dil, boyun, gövde ve ayak (topuk) kısımlarından oluşur. Atkılı örme makinelerinde esnek uçlu iğne, iki ucu kancalı iğne, bileşik iğne ve sürgülü iğnelerde kullanılmaktadır.
Mekanik örme tezgâhları icat olduğundan beri, örme iğneleri prosesin kalbi konumuna gelmiştir. Asırlar boyunca ortaya çıkmış olan üç tip iğne vardır.
Esnek uçlu iğne en eski iğne tipidir. Basit yapısı ve ucuzluğu sayesinde dört yüzyıldır hala kullanımda kalmayı başarmıştır. Bu tip iğneleri kullanan yeni makineler günümüzde nadiren üretiliyor olsa da, bunlardan birçoğu dünya çapındaki pek çok işletmede hala kullanılmaktadır. Üretim sırasında kancayı açıp kapamak için, esnek uçlu iğne yardımcı bir elemana, bir prese ihtiyaç duymaktadır. Bu yardımcı eleman üretim hızını kötü yönde etkiler ve modern örme makinelerinde bu iğne tipinin kullanımını sınırlar.
Şimdiye kadarki en başarılı iğne Townsend ve Moulden tarafından 150 yıl önce icat edilmiş olan dilli iğnedir. İğnenin dili sabitlenmiştir ve çengeli açıp kapamak için bir pim etrafında dönmektedir. Bu iğnenin icadı bir efsaneye göre bir cep bıçağının kırılmasından esinlenilerek olmuştur.
Son gelişme sürgülü iğnedir. Bu iğne çözgülü örme endüstrisinde devrimler yaratmış olsa da atkılı örme endüstrisinde henüz ticari olarak kendine bir yer edinememiştir. İğnenin çengelinin açılıp kapanması için bir kapatma elemanı iğnenin ana kısmının içindeki bir delikte kayma hareketi yapar.
ESNEK UÇLU İĞNE
Yukarıda da bahsedildiği gibi esnek uçlu iğne ilk üretilen iğnedir. Makine çenelerinde yaklaşık bir inçte yaklaşık 60 iğne olacak şekilde ve iğneler arasında yeterince boşluk olduğundan emin olunacak şekilde tek bir metal parçasından üretildiği için en ucuz ve en kolay tiptir. İğneler kendi yataklarında ileri geri hareket ettiğinde yapılan hareket, tek tek baskı ve iğne hareketi problemleri yüzünden ortaklaşa bir hareket olmak zorundadır. Atkılı örmede sıralı hareket bu yüzden, ilmekleri iğne gövdesi boyunca hareket ettiren diğer ilmek kontrol elemanları tarafından gerçekleştirilir. Esnek uçlu iğneler düz kumaş tiplerinin üretiminde rekabet edebilecek durumda değildirler ve kullanımları günümüzde özel yapıların üretimiyle sınırlanmıştır.
Esnek uçlu iğnenin 5 temel parçası vardır:
1. Gövde,ilmeğin etrafında şekil aldığı iğne kısmıdır.
2. İğne kafası, yeni ilmeği eski ilmeğin içinden geçirmek için çengel şeklini aldığı gövde kısmıdır.
3. Uç, eski ilmek iğne ucuna doğru kayarken bu ilmeği yeni ilmekten ayırabilmek için kullanılan çengelin aşağıya doğru dönen kıvrımının devamıdır.
4. Yuva veya girinti, uç bastırıldığında gövdeye girdiği kısımdır ve bu hareketle yeni ilmek kapatılır.
5. İğne ayağı, makine içinde ayrı bir pozisyonda bir kavis alabilir.
Esnek uçlu iğnede örme hareketi
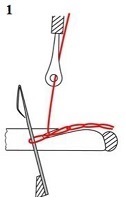
1-Son oluşturulan ilmek başlangıç pozisyonunda iğnenin gövdesindedir.
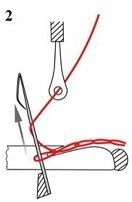
2. İğne yukarı hareket ettiğinde gövdedeki ilmek aşağıya doğru daha çok kayar. Bu arada iğneye yeni iplik beslenebilir.
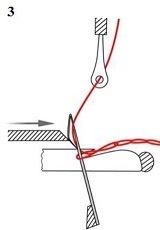
3. Platin yeni beslenen ipliği bastırarak iğne gövdesine yaklaştırır ve iğnenin aşağı doğru hareketiyle çengelin içine girmesine olanak sağlayacak bir pozisyona getirir.
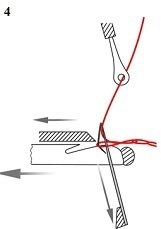
4. Baskı (pres) olarak bilinen bir yardımcı eleman yeni beslenen ipliği çengelde hapsederek eski ilmeğin beslenen ipliğin üzerinden aşarak ilmek oluşturmasına izin verir.
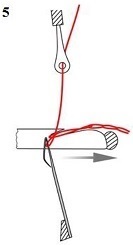
5. Yeni ilmek oluşturulmuş ve başlangıç pozisyonuna dönülmüştür.
DİLLİ İĞNE
Pierre Jeandeau 1806 yılında ilk dilli iğnenin patentini almıştır fakat pratik kullanım için patentler Matthew Townsend tarafından 1849‟da alınmıştır ve böylece esnek uçlu iğnenin 260 yıllık saltanatına meydan okunmuştur. Bu iğnenin üretimi esnek uçlu iğneye göre daha pahalı bir süreçtir ancak hareket ve ilmek kontrolü avantajı vardır ve böylece iğnelerin ayrı ayrı hareketi ve kontrolünün sağlanmasıyla iğne seçimi mümkün kılınmıştır. Bu sebepten dolayı, bu iğne atkılı örmecilikte en geniş çaplı kullanımı olan iğnedir ve bazen otomatik iğne olarak tanımlanır. Son zamanlarda üretilen dilli iğneler çok yüksek kalitede kumaş üretimine olanak sağlamaktadır.
İğne yukarı hareket ettiğinde eski ilmek iğnenin çengelinden kurtarılır çünkü ilmek çengelin içinden aşağı doğru kayarak dile temas eder, dil açılır ve ilmeği dilin üzerinden gövdenin üstüne kaydırır. İğnenin aşağıya hareketiyle iplik beslenince çengel otomatik olarak kapanır çünkü gövdenin üzerinde olan eski ilmek gövdeyle temas halinde yukarı doğru kayar ve dili yukarı doğru iterek kapatır, böylece yeni beslenen iplik çengelin içine hapsedilmiş olur. Dilli iğneler bu yüzden, iğneler ileri geri hareket ettikçe otomatik olarak örme işlemini gerçekleştirirler. Raşel çözgülü örme makineleri hariç bu iğneler kendi yuvalarında bağımsız olarak hareket ettirilebilirler. İstenilen her açıda kullanılabilirler fakat genellikle dilin kırılmasını önleyecek ve dilin açılmasını kolaylaştıracak açılarda kullanılırlar.
Ayrı ayrı hareket eden dilli iğneler, bir ünite halinde hareket eden ve gövdelerinde ilmek oluşturabilmek için bir kılavuz ya da iğne kafasına ihtiyaç duyan esnek uçlu iğneler ve çözgülü örme makinelerinde kullanılan iğnelerden farklı olarak her iğne için kendi ilmek yapılarını oluşturabilirler.
İğnelerin ileri geri hareketi esnasında yükseklik değişimi ile askı, atlama ve ya ilmek oluşur ve derinlik ilmek uzunluğunu belirler. Özel olarak tasarlanmış dilli iğneler, seçimli yükseltme ile rib düzeninde ilmek transferini kolaylıkla yapabilirler. İki iğne 22 ayağına sahip haroşa iğneleri karşı yataktan örgü yapabilmek için eski ilmeğin içinden kayarlar ve böylece zıt yönde ilmekler oluşur.
Dilli iğnenin temel kısımları
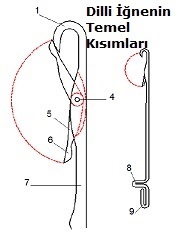
Dilli iğnenin 9 temel parçası vardır:
1-Çengel, yeni ilmeği çeker ve muhafaza eder.
2. Yuva, dilin keskin kısmını karşılar (şekilde gösterilmemiştir).
3. Çeneler, dilin keskin kısmının olduğu yerde mesnetle perçinlenmiştir (şekilde gösterilmemiştir).
4. Perçin, düz ya da vidalı olabilir. Dilim keskin kısmını muhafaza etmek için yuvalara sıkıştırma yoluyla dağıtılmıştır.
5. Dilin keskin kısmı, dilin iğne üzerindeki yerini belirler.
6. Dilin kaşık şeklindeki kısmı, keskin kısmının bir uzantısıdır ve çengel ve çengelin gövdeye doğru uzantısı arasında, dil kapalı olduğu zaman bağlantı sağlar.
7.Gövde, ilmeği kayma ya da bekleme pozisyonundayken taşır.
8.İğne ayağı, iğne kamlarla temas ettiğinde iğnenin ileri geri hareket etmesine olanak sağlar. İki uçlu ters iğne tiplerinde her uçta bir çengel vardır, bir çengel örme yaparken, aktif olmayan çengel ileri-geri hareket eder ve sürgü olarak adlandırılan bir kam elemanı tarafından iğne ayağı olarak kontrol edilir.
9. Kuyruk, iğne ayağının alt kısmında bir uzantıdır. İğneye ek bir destek verir ve iğneyi gideceği yol boyunca korur.
Dilli iğnede örme hareketi

1.İğne çengelinin üst kısmı döngünün başlangıç noktasının en üst kısmıyla aynı hizadadır, daha önce beslenen iplik ile oluşturulan ilmek çengelin içinde hapsedilmiştir. Böylece iğneler arasında ileri-geri hareket eden sabitleyici iğne kafaları tarafından, iğnenin yükselişi sırasında ilmeklerin yükselmesi engellenir.
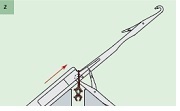
2. İğne ayağı, değiştirme kamının eğimli kısmından geçerken, iğne kafası tarafından bastırılan eski ilmek çengelin içinde kayarak dille buluşur, çevirir ve dili açar (dilin açılması).
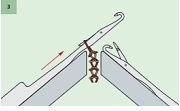
3. İğne kamın en alt noktasına ulaştığında eski ilmek çengelden kayar ve dili gövdedeki yuvasına düşürür (değiştirme yüksekliği).
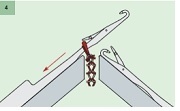
4. İğne alçalmaya başlar ve dil, eski ilmeğin altında hareket etmesi sebebiyle başlangıç noktasının altındadır. Aynı zamanda yeni iplik, besleyici kılavuzdaki deliğin içinden alçalan iğne çengeline beslenir. Bu pozisyonda beslenen ipliğin dilin altında kalma riski yoktur.
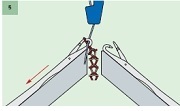
5. Eski ilmek dilin alt kısmıyla temas ederek çengelin üzerine doğru kapanmasına sebep olur (iplik besleme ve dilin kapanması).
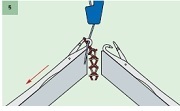
6. İğne başı harekete başlanılan noktanın daha da aşağısına inerken, eski ilmek iğnenin dışına kayar ve yeni ilmek bunun içinden geçer. İğnenin aşağı inişi tamamlandığında, iğne kafasının aşağı iniş miktarının yaklaşık iki katı olan ilmek uzunluğu belirlenmiş olur. Uzaklık, ayarlanabilir bir değer olan iğne kamının derinlik ayarıyla tanımlanır (ilmek uzunluğu oluşumu)
SÜRGÜLÜ İĞNE
Kayan bir dile sahip olan sürgülü iğnenin patenti ilk olarak 1856 senesinde Leicesterli Jeacock tarafından alınmıştır. 1960‟ların başlarında oldukça sancılı bir dönemden geçtikten sonra günümüzde çözgülü örme endüstrisini domine etmiştir. Ancak çeşitlilik ve iğne seçiminin en az örme hızı kadar önemli olduğu atkılı örmecilikte bir prototip olmaktan öteye geçememiştir.

Sürgülü iğne ayrı ayrı kontrol edilen iki farklı parçadan oluşmaktadır: çengel ve kapatma elemanı (dil, piston vb.). bu iki ünite tek bir parçaymış gibi yükselip alçalırlar fakat yükselişin en üst noktasında çengel açılmak için, inişin başlangıcında ise kapanmak için daha hızlı hareket eder.
Çözgülü örme makinelerinde iki tip sürgülü iğne kullanılır. Dilin çengel tüpünün içinde hareket ettiği tüp boru şeklinde iğne 1938 yılında tanıtılmıştır ve 1940 ve 1950‟lerde James Morton‟un yüksek hızlı FNF trikot çözgülü örme makinesinde esnek uçlu iğneyle çalışan makinelere rakip olarak başarılı bir şekilde kullanılmıştır. İkinci tip ise, kapatma kablosunun düz çengel elemanının düz çengel elemanının yüzeyindeki bir yiv boyunca bir tüpün içinde değil de dışarıda kaydığı, açık gövde iticili sürgülü iğne tipidir ve günümüzde yaygın olarak kullanılır. İticili tipi üretmek daha kolay ve daha ucuzdur, bu iğnenin iki parçası ayrı ayrı yerleştirilebilir ve boyutları daha sıkı ilmeklere sahip örgüler yapmaya olanak verecek şekilde daha küçüktür.
Sürgülü iğnenin maliyeti diğer iğnelere göre daha fazladır. Örme işlemi esnasında her parça bir kam sistemi tarafından ayrı olarak kontrol edilmelidir. İplik besleme de son derece kritik olabilir. Örneğin dilli iğnede dilin üzerine beslenen iplik çengele girmeyecektir hâlbuki sürgülü iğnede dil kayacağı için dilin üstüne besleme yapılsa bile her koşulda çengele düşecektir.
Sürgülü iğne dil ya da çenenin atalet problemlerinin olmadığı basit, kısa ve sorunsuz bir harekete sahiptir ve açılıp kapanmak için örülmüş ilmeğe dayanmaz. İnce konstrüksiyonu ve kısa çengeli, onu yüksek hızlarda örülen düz ve ince çözgülü örmeler için özellikle uygun kılar. Zincir ilmekleri, iğneler tarafından ilmekler yükseltilmeksizin sürekli yapabilir ve dayanıklı yapısı elastik iplikler ya da eğrilmiş ipliklerdeki kalın kısımlar tarafından meydana gelecek eğilmelere karşı koyabilir. Ayrıca pamuk birikintileri kapatma elamanı tarafından hareket esnasında çengelden atılabilir.
Sürgülü iğnede örme hareketi
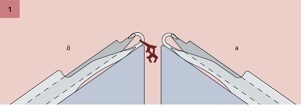
1-Başlangıç pozisyonunda ilmek iğne ve sürgü arasında hapsedilmiştir ve iğne hareket etmeye başlar.
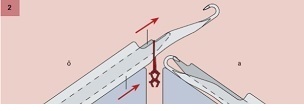
2. İğne üst, sürgü alt konumdayken kılavuz tarafından iplik yatırılır. Önceki sıraya ait olan ilmek iğne gövdesindedir.
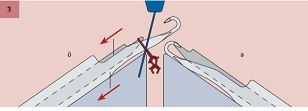
3. İğne aşağı inerken sürgü yükselir.
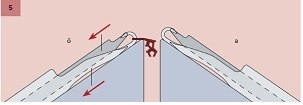
4. İğnenin aşağı hareketi devam ederken kanca tamamen kapanır ve yeni yatırılan iplik kancada tutulmuş olur.
5. İğne daha da aşağı çekildiğinde aşırtma gerçekleşir ve yeni ilmek sırası oluşur.
Terimler11
Göz
Boyama makinelerinin kapaklı her bir bölümü
Granül
Filament üretimi için gereken kimyasalların, eritilmeden önceki katı hali
Godet
Yapay elyafı üretimi sırasında hı ve gerginliği ayarlamak için etrafında flamentlerin geçtiği genellikle bir flanşlı kasnaktır.
Gaze
0,5 cm ve üstü genişlikte dikilen üst dikiş
Gode/Volan
Üstü dar uca doğru genişleyerek açılan parça
Gönye
Açı çizim ve ölçümlerinde kullanılan araç
Gücü
Çözgü ipliklerinin tek tek içinden geçirildiği, çerçeve veya jakara bağlantı yapılan çelik teller
Furnisör
İpliği iğneye taşıyan pozitif besleme elemanı
Garnitür
İçi dolu metal silindirlerin oyulması ile hazılanan desenlerle yapılan baskı
Gaze
Pamuklu kumaşlardaki havların yakılma işlemi
Geçirgenlik
Kumaşın su, yağ, hava gibi akışkan malzemeleri geçirme özelliği
Gri skala
Boyalı tekstil malzemelerinin lekeleme ve renk değişimi davranışlarını değerlendirmeye yarayan standart renklerdeki skala.
Terimler10
Filtre
Parça ürünlerin ana kazandan, pompaya gitmesini engelleyen süzme tertibat
Flament
Kesiksiz lif veya ipliği.Çok büyük uzunluklara sahip sentetik liflere filament denir (örneğin 1-2-3 km). Üretim prosesi esnasında düvenin her bir deliğinden çıkan, bir araya geldiğinde iplik oluşturan, tanımsız uzunluklarda işlenmiş elyaf.
Flaman
Her bir düze deliğinden akan ve iplik meydana getiren iplikçiklerdir.
Flament iplik ( kesiksiz iplik )
Bir ya da daha fazla flamentten oluşan sentetik lif ipliğine filament iplik denir. Sonsuz iplikler diye de tanılanabilir.
Foy ( fully oriented yarn)
Tamamen yönlendirilmiş ipliktir. 6500 m/min üzerindeki sarım hızlarında elde edilmektedir.
Fikse işlemi
Tekstil malzemelerine kalıcı şekil değiştirmelerini sağlamak amacıyla buharlı ya da buharsız ısı verilmesi işlemi
Fikse kazanı
Fikselenecek mamulün yerleştirildiği kazan
Fitil
Bandın/şeridin iplik formuna en yakın haline kadar çekilip inceltilmesinden sonra ön iplik dairesinde aldığı son şekli
Fitil arabası
Fitilin diğer makinelere aktarılması için kullanılan araç
Fitil makarası
Üretilen fitilin sarıldığı plastikten yapılmış bir ucu tırnaklı silindirik araç
Fırfor / Farbela-Fabra
Giysinin değişik bölümlerine eklenen büzgülü parça:
Fleto cep
Kesikli (yarma) cep kenarlarına geçirilen farklı genişliklerdeki bant şeklindeki parça
Fulard
Sıvı emdirme teknesi
Furnisör
İpliği iğneye taşıyan pozitif besleme elemanı
Flat ( FDY )
Tekstüre edilmemiş düz, hacimsiz ve kaygan bir iplik çeşidi.
FT:
Yalancı büküm tekstüre yöntemi ile üretilmiş ve tekstüresi fikse edilmemiş hacimli muss iplik.
FTF
Yalancı büküm tekstüre yöntemi ile üretilebilen ve ipliğin tekstüresinin işlem sırasında fikse edildiği set iplik.
Faconne kumaşı
Çeşitli özelliklerde ve renkteki ipliklerin kullanılmasıyla elde edilmiş kabartma görünümlü basit desenli dokuma kumaş için kullanılan genel terimdir. Pamuklu, ipekli veya yünlü ipliklerden üretilir ve kadın giyiminde kullanılır.
Fair Isle Tekniği; Tersden aktarmalı örme tekniği
Kuzey ülkelerinin motifleri ile renkli desenli örme kumaştır. Örgü şişle elde veya örme makinesi ile yapılmış olabilir. Her iki teknikte de renkli iplikler kumaşın tersinden yürütülmekte veya aktarılmaktadır. Böylece kumaş daha kalınlaşmakta ve ısıl yalıtım özellikleri geliştirilmektedir
Frize halı
Bu halıda, iplikler çok düğümlü olduklarından bukleli bir yüzeye sahiptir. Resmi olmayan bir görüntüye sahip olan bu halı, aynı zamanda ayak ve elektrik süpürgesi kullanımıyla oluşan izleri en aza indirir.
Faison
Küçük basit motifleri olan bir desendir. Hafifçe biçimlenebilir. Değişik iplik veya dokumaların kombinasyonundan oluşturulur.
Fanila; kaşkorse
Tipik şekilde, yarı dairesel veya yuvarlak yaka çevresi elastik bantla temizlenmiş, kısa veya uzun kollu faniladır. İnce yivli örme makinelerde hafif gramajlı pamuklu örmeden üretilir.
Fanila; kaşkorse; atlet Örme kumaştan yakasız, bedeni örten iç giysi; kollu veya kolsuz olabilir ve bir gömlek, bluz veya elbisenin altında ten üstüne giyilir. Çocuklar ve yetişkinler tarafından kullanılır ve kolu farklı uzunluklarda olabilir. Önü ya boydan boya kapamalı ya da kapamasızdır ve başın üzerine çekilerek giyilir. Daha çok kış iç bir giyim öğesidir; fiziksel egzersiz için ve spor giysisi olarak da kullanılır.
Fanila;kaşkorse Dar veya geniş askılı, boyu kalçanın altına kadar uzanan, kadın ve genç kızların bedenini örten iç giysi. Çeşitli süslemelerle süslenebilir. Genellikle örme kumaştan üretilir. Kombinezondan farkı daha kısa olması ve göğüs kısmının modelli olmamasıdır.
Fantazi büküm
Eşkenar dörtgenlere bölünen açık yüzeyli yumuşak fantezi iplikdir. Bu etki, kaba bir esas ipliğin, her biri zıt yönde esas iplik etrafında sarılmış olan iki ince ipliğin birlikte kıvrılmasıyla elde edilir.
Fantazi desen Renk düzenlemesi, dokuma raporu ve iplik seçimi atkı ve çözgü iplikleri sistemi tarafından bir desene göre yapılan belirgin olmayan desenli fantazi kumaş.
Fantazi iplik Yüzeyindeki değişik renk veya kabartma efektlerin yapısını oluşturduğu dekoratif iplik.
Fantazi kumaş Iki tarafı taraklanmış, flanele benzer, yumuşak, kalın pamuklu kumaş . Çözgü ipliğinde genellikle beyaz veya çuval kullanılır; atkısında melanj mermer gibi bir görünüm verir. Gömlek, bluz ve spor giysilerde kullanılır.
Fantazi melanj Farklı renklerdeki çeşitli liflerin karıştırılarak bükülmesiyle oluşturulan parlak, renkli görünümlü ipliktir.
Farbela; Fırfır
Tekstil kumaş şeridinin toplanmasından oluşan, uzun kenarından giysiye dikilen veya tutturulan, kadın elbise ve bluzlarının süslemesidir. Fırfır, kıvrılarak, pili veya büzgü yapılarak yada özel şekillerde kesilerek çalışılabilir. Giysilere genç görünüm kazandırması tipik özelliği olduğu için genç kadın ve kızların giysilerinde kullanılır.
Farklı iplik (uçuntu, yabancı madde)
Bir ya da fazla iplikler kumaşa hatalı olarak yerleşmiştir. İplikler gerilim, incelik, tepki, bölgesel şekil, kirlilik, renk, büküm sayısı veya kompozisyon açısından farklıdır.
Fast-drying bitim işlemi
Tipik olarak yüzme kıyafeti ve bu tür ürünlerin üretiminde kullanılan bir terbiye işlemidir. Eğer giysinin orijinal kalitesi ayarlanmışsa, kimyasal bir terbiyenin pamuklu liflere uygulanması bunların şişmeye dayanıklı olmasını ve daha az sıvı emmesini sağlar ve daha hızlı bir şekilde kurumasına yol açar.
Fay
Taftaya kıyasla daha sağlam, orta dereceli parlaklığı olan, ağırlığı orta ile ağır arasında değişen verev ripslerle dekore edilmiş, teknik olarak ripslive bezayağı dokumalı ipekli kumaştır. Çözgüde ipek iplik ve atkıda şap ipeği veya kamgarn iplik kullanılarak elde edilir. Atkı ve çözgü ipliklerimi farklı renklerde kullanarak yanar döner efekt elde edilir. Kumaşa transparan muare deseni de verilebilir.
Façone (façonné) patiska İnce, hafif gramajlı, yüzeyinde baskılı yada kendinden dokumalı küçük motifler bulunan pamuklu kumaştır . Bazen perfore dokumanın kenarı dikişlidir. Kadın elbiselerinde ve bluzlarında kullanılır.
Façonne tafta
Belirgin, ince, verev ribsleri ve metalik bir parlaklığı olan, bezayağı dokumalı, biraz sert ipekli kumaştır. Genellikle jakarlı desenlerle üretilir. Bayanların elbiselerinde kullanılır.
Fermuar kapama
Boydan kapamalı giysi açıklıkları veya mekanik giysi kapamaları için kullanılan tutturucu malzemedir. Açma ve kapama işlevini gören elcik ve kumaşın yüzeyinde birbirine bakacak şekilde yerleştirilen iki sıra dişliden oluşur. Çok geniş renk yelpazesinde metal ve plastikten üretilir.
Fermuarlı görünüm
Kadın giyiminde ceket, takım, etek, kaban ve elbiselere uygulanan, genç görünümlü moda tarzı. Fonksiyonel veya dekoratif amaçlı kullanılabilen geniş makine dikişli fermuarları ile dikkat çekicidir.
Fes Kesilmiş koni benzeri biçimine başlıktır.Genellikle bir püskülü vardır. Keçeleştirilmiş ve biçimlendirilmiş yünlü kumaştan üretilir. Orta Doğu da özellikle Türkiye’de, Arnavutluk ve Yunanistan’da popülerdir. Adını Fas’ın Fez kasabasından almıştır.
Fibril Fibril, zarar görmeksizin veya bozulmaksızın boyuna bölünemez. Rayonlar, genelde sonsuz uzunlukta çok sayıda fibrilden oluşur.
Fil a fil deseni Atkı ve çözgü ipliğinde iki kontrast rengin kombinasyonu ile, 1:1 veya 2:2 oranında, genellikle dimi , ikiye iki dimi , veya panama ile dokunan belirgin adımlı ve açılı dimi yerleşmeli desen. Bu terim Fransızca iplik ve iplik (koyu ve açık) anlamına gelen "fil a fil" den gelmektedir.
Fil a fil kumaş Genellikle kamgarn iplikten üretilmiş ve erkek takımlarında kullanılan, aralıklı ve açılı desen özelliğine sahip yünlü kumaş. Ana desen, çizgilerle veya belirgin olmayan ekose desenlerle çeşitlenebilir.
Filament Kimyasal ipekten sonsuz uzunlukta bir tekstil lifidir.
Filament; kesiksiz lif Tekstile uygun olarak üretilen sonsuz tekstil lifidir . Sonsuz lifler ipek, monofil (tek flament), keten ve kendir lifi ve düşük denyeli keten ve kendir lifi içerir.
File dokuma;ağ dokuma
1. kumaşın çözgüsünün ağ dokuması ilmekte oluşturulan açıklıkla birliktedir. Açıklık birbirine bağlanmamış komşu dikiş pervazları tarafından oluşturulur. 2. Bobin dantelâ/lake/oya işi ağ dokuma kare şeklinde ağ örgüsü özelliğindedir. Bu desen kare şeklindeki açıklıklarda doldurma ile oluşturulur ve ağ dolgu şeklinde de adlandırılır. 3. Ağ örgüsü dokuma perde makara makinelerinde ve kare ağ örgü şekli oluşturulur.
File kroşe
Filelerin düzenli bir ağı, değişik çift tığ dikişleri ve zincirle oluşturulan bu türden tığın ayırt edici özelliği. Kesiksiz fileler deseni oluşturur. Filelerin büyüklüğü, ipliğe ve çengel ölçülerine bağlıdır.
File kumaş (raşel) İnce pamuk iplikten bobinet gibi ağ dokumalardır. Çözgü ipleri atkı ipleri ile çeşitli bağlantılarla ağ deseni oluştururlar. El ve makinede yapılan süslemelerde kullanılan zemin kumaşıdır. Kadın şapkalarının yapımında kolalanarak kullanılmaktadır.
Filetolu cep; bantlı cep
Kenarları filetolu yarma cep.
Firkete işi; mekik
Göz şeklinde olta kurşununa benzer ilmek halkası kullanılarak oluşturulan karakteristik dairesel açıklığı olan atkılı örme kumaş desendir/kalıptır.
Fitil İpliği Bükülebilir liflerden üretilen dolgun dekoratif bir ipliktir.Her bir lifin kırılmadan korunması için bir bükümle güçlendirilir. Bazen ince kamgarn iplik veya ipekten dokuma anlamına da gelir; dokumayı kolaylaştırmayı sağlar.
Fitilli kadife
Atkı iplikleriyle elde edilen serbest havların boyuna fitil görüntüsü ortaya koyduğu, hafif ile orta gramajdaki pamuklu kumaşlara verilen addır. Zemin kumaşı üçlü dimi bezayağı dokuda olabilir. Fitilleri çeşitli genişliklerde olabilir. Hafif gramajdaki olanlar çocuk ve kadın giysilerinde, daha ağır gramajdakiler ise spor ve iş giysilerinde kullanılır.
Atkılı Düz Örme Makinelerinin Bölümleri
Dünyada ve Türkiye’de örme sanayinde en yaygın olarak kullanılan örme makinesi yapısı, örme iğnelerinin tek tek hareket ettirildiği örme makineleridir.
Bu örme makineleri tek iplik sistemiyle ilmek oluşumunu sağlayarak örme işlemini gerçekleştirmektedir.
İplik besleme, örme bölgesi (örme iğneleri, iğne yatağı ve iğne yatak taşıyıcısı), kızak ve kilit sistemi, desenlendirme sistemleri, doku çekme ve sarma sistemleri, kumanda donanımları düz örme makinelerinin bölümleridir.
İplik besleme:
Bu bölüm örme bölgesine kontrollü bir şekilde iplik akışını gerçekleştirmek amacıyla bobinlerin yerleştirildiği tabla ve iplik kontrol ünitesinden oluşmaktadır.
Bobinden gelen iplik boncuklardan, düğüm yakalayıcılardan ve gergilerden geçerek mekiklere oradan da iğnelere iletilerek örme işlemi başlatılmaktadır.
Yan ve üst çardak sistemi, ışıklı ve sesli uyarı sistemi ile makine çalışmasında yüksek kalite olanağı sağlamaktadır.
İplik besleme bölümünün son elemanı olan mekikler iki taraflı dört tane mekik rayı üzerinde yer almaktadır.
Her mekik ray üzerinde mekik hareketini sağlayan plastik bloklar üzerine yerleştirilmektedir.
Plastik blokların üst kenar kısımları kızak üzerinde bulunan mandallar tarafından mekiğin seçilerek ray üzerinde hareket etmesini sağlamaktadır.
Örme bölgesi;
Örme iğneleri örmeyi gerçekleştiren asıl parçadır.
İğneler makineden aldığı harekete göre ipliklere ilmek, askı, atlama hareketlerinden birini vererek kumaş oluşumunu sağlamaktadır.
Örme iğneleri iğne başı (iğne dili ve iğne kancası), iğne ayağı ve iğne gövdesinden oluşmaktadır.
Atkılı düz örmecilikte tek ucu kancalı-dilli iğne, çift ucu kancalı-dilli iğne (LL) iğne, esnek uçlu örme iğnesi, sürgülü iğne, olmak üzere dört farklı iğne çeşidi kullanılmaktadır.
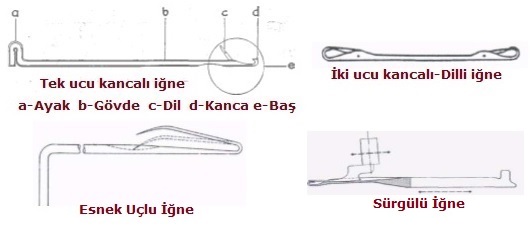
İğne yatağı ve iğne yatak taşıyıcısı:
Triko (düz örme) makinelerinde iğne yatak taşıyıcıları;
makine gövdesinin üzerine düz ve tek parça halinde yerleştirilmiş, üzerine iğnelerin çalışabileceği genişlikte ve makine inceliğine göre belirli aralıkla uygun sayıda kanallar açılmış makine parçalarıdır.
İğne yatak taşıyıcılarının; kanallar içine yerleştirilmiş iğneleri taşımak, kilit (çelik-kafa) sisteminin hareketine yardımcı olmak, mekiklerin ve kızağın hareketini kontrol etmek gibi temel görevleri bulunmaktadır.
Kızak ve kilit sistemi:
Kızak (kafa-semer) iğne yatağı üzerinde raylara yerleştirilerek makine genişliğince kilit düzeneği ile birlikte gidiş-geliş hareketi yapan ve mekiklerin hareketini sağlayan triko (düz örme) makinesi elemanlarıdır.
Makine üzerinde ön ve arka rayda olmak üzere iki adet kızak bulunmaktadır.
Bu kızaklar, kızak köprüsü ile birbirlerine bağlantılıdır.
Kızaklar kilitleri, iğne yataklarının üst yüzeylerinde paralel şekilde tarayarak tüm makine genişliği boyunca kumanda etmektedir.
Kızak üzerinde örme sıklığını ayarlama ayarı bulunmaktadır.
Kızaklar, kumanda düzeneğinden aldıkları hareketleri örücü bölümlere aktararak örme işlemini gerçekleştirmektedir.
Bilgisayar kontrollü olan sistem ile desenlendirme ve verimlilik artırılmaktadır.
Motorun hızı kullanılan iplik ve üretilen kumaş yapısına göre ayarlanabilmektedir.
Kilit (kam) düz örme makinelerinde, kızak üzerinde sabitlenen ve kızakla beraber sağa sola ve bireysel olarak yukarı-aşağı hareket edebilen makine elemanlarıdır.
Örme türüne uygun olarak iğnelerinin askı, atlama, aktarma gibi hareketini sağlayarak doku sıklığını ayarlamaktadır.
Kilit yapıları; örme kilit sistemi, iğne seçme kilit sistemi, desen değişken kilit sistemi, sıklık kilit sistemi, aktarma-transfer kilit sistemi, düşürme, bekletme vb. kilit sistemleri olmak üzere çeşitli şekilde olabilmektedir
Kilit sistemi birden fazla olabilir ve kızağın bir gidişinde iki sıra ören makinelere çift kilitli (çift başlı, çift sistemli) makineler adı verilmektedir. Üretimi arttırmak, yeni desenler elde etmek amacıyla sistem sayısı veya kilit sayısı arttırılmaktadır.
Örgü desenlendirme sistemleri:
İğne ve kilit dizilimleriyle desenlendirme, renkli iplikler ile yapılan desenlendirme, jakar kırma (kaydırmalı) ile desenlendirme, jakarlı desenlendirme (aran, ajur (delik örgü), saç örgü), intarsia desenlendirme, bölünmüş ilmek tekniği ile desenlendirme şeklinde uygulanmaktadır.
Elektronik kontrollü triko (düz örme) makinelerinde bütün bu donatımların hepsi bilgisayarla makinedeki tek merkezden idare edilmektedir.
Bilgisayarlı desenlendirme bölümünde bilgisayar ekranında görerek hazırlanan desen ve örgü tipleri diskete kaydedilmekte ve bu disket makinedeki bilgisayara yerleştirilerek örme işlemi gerçekleştirilmektedir.
Doku çekme ve sarma sistemleri:
Triko (düz örme) makinelerinde örmenin yapıldığı oranda örülen parçanın çekilmesini sağlayan düzen yer almaktadır.
Kullanılan ipliğin kalınlığı, dokunun sıklığı, seyrekliği, yumuşaklığı, sertliği ve ipliğin kayganlık durumuna göre çekimde farklılık olmaktadır.
Doku çekme silindirleri, baskı röleleri, ayar merkezleri ve baskı yaylarından oluşan bu sistem, örülen parçanın aşağıya çekilmesinde ilmek oluşurken bir ön çekim ve daha sonra tam veya kısmi çekim yaparak sağlamaktadır.
Çekme işlemi silindirik yapıda, tek parça halinde bulunmayan silindirler tarafından gerçekleştirilmektedir.
Makinenin ön tarafında bulunan doku çekim aparatı ile çekim işlemi; ilmek sıklığını ayarlamak ve ilmeği rahat atmak amacıyla yapılmaktadır.
Triko (düz örme) makinelerinde elde edilen kumaşlar genellikle dış giyime yönelik olduğu için yumuşaklık istenmektedir.
Triko (düz örme) kumaşlarının sarılması kumaşın yumuşaklığını düşürmektedir.
Bu nedenle doku serbest halde bırakılarak kendi halinde gevşemesi sağlanır.
Ön çekimde, ilmeğin oluşmasını sağlayacak ölçüde kumaş çok az çekilir. Biçimlendirilmiş (parça) kumaşların örülmesi sırasında kullanılmak üzere doku çekim tarağı geliştirilmiştir.
Bu taraklar ile belli bir ende başlatılan ve biçimlendirilerek oluşturulan örgülerin (kol vb.) tekrar başlatılırken iğnelerin artırılmasıyla oluşan gerginliğin bozulmasını önlemek için kullanılmaktadır.
Doku çekin sistemlerinin bazı dezavantajları bulunmaktadır.
Kumaşa uygulanan yüksek çekim kuvveti ile örgünün uzayarak bozulmasına neden olmakta bu nedenle hazır giyim işlemine başlamadan kumaşın eski boyutlarına dönmesi beklenmektedir.
Ayrıca örme işlemi sırasında kumaşın kenarlarından iğne eksiltip artırarak yapılan şekillendirme işlemi yapılamamaktadır.
Bu sorunları gidermek amacıyla V yataklı makinelerde “baskı ayağı” sistemi geliştirilmiştir.
Bu sistemde örme bölgesi kadar olan baskı teli, en son örülen ilmek sırasının üzerinde ve yükselen iğnelerin altından kayarak kumaşı bastırmakta ve rahat örülmesini sağlamaktadır.
Kumanda sistemleri:
Triko (düz örme) makinelerinde motorun çalışması ve tüm örme işlemini denetleyen, kontrol altında tutan ve birbirleriyle uyum içinde çalışmasını sağlayan, beyin görevini üstlenmiş olan bölümdür.
İplik kılavuzlarının (mekiklerin) seçilmesi ve değiştirilmesi, örücü elemanlarının (iğne, ilmek vb.) hareketlerinin seçilmesi, sıklık ayrı, desenlendirme sistemlerini uygulaması, doku çekilmesi, makine hız ayarının sağlanması kumanda sistemi tarafından düzenlenmektedir.
Triko (düz örme) makinelerinde örme ve desenlerin uygulanmasında kumanda yöntemleri mekanik ve elektronik programlama kullanılmaktadır.


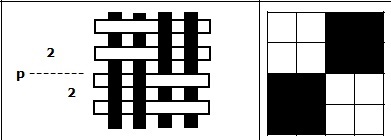
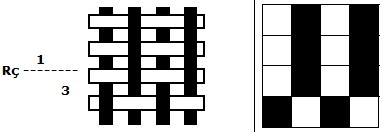
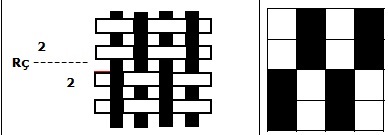
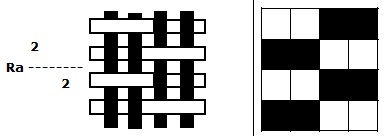
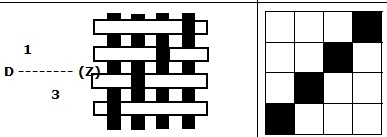
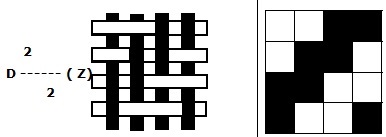
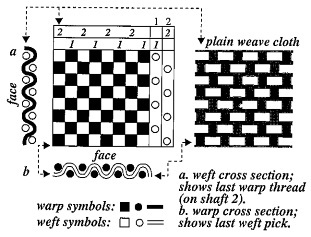
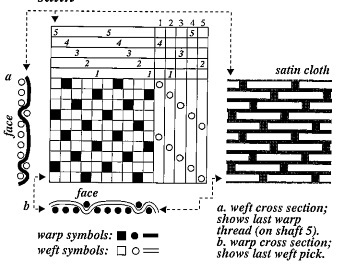
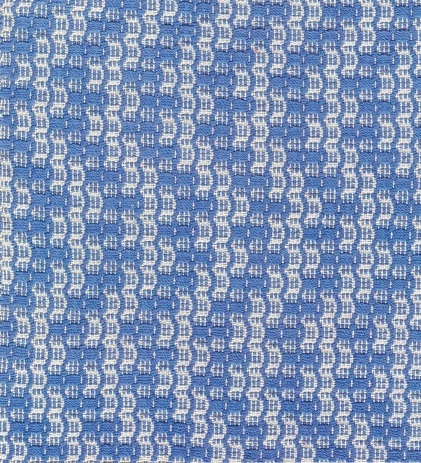
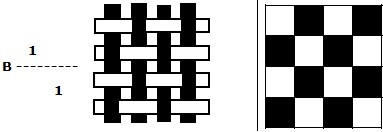
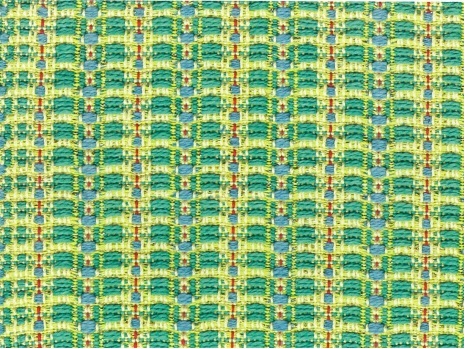
terimler9
Elyaf
Uzunluğunun inceliğine oranı en az yüz kat olan tekstil hammaddesidir. lif kelimesinin çoğulu olup, gerilebilme ve kopma mukavemeti ile bükülebilme (eğrilebilme), birbiri üzerine yapışabilme yeteneği olan ve boyu enine göre çok uzun olan renkli veya renksiz lif topluluğudur.
Eritici
Filament üretimi için, kimyasal granüllerinin eritilmesi işini yapan ısıtılabilen düzenek
Eldiven
Kullanılan malzemelerin ellere zarar vermemesi için kullanılır.
Elektronik / Mekanik temizleyici ayarları
İplik kusurlarını temizleyen cihazın ayarları
Emici kol
Kopan ipliğin bağlanması için kopan ucu bulan aparat
Etiket (1)
Ürün bilgilerinin yazılı olduğu yapışkanlı kağıt
Etiket(2)
Bobinlerin içine yapıştırılan ve bobinlenmiş ipliğin ve bobinin özelliklerini gösterir.
Eşel
Minyatür kalıp çizimlerinde kullanılan, metrenin belli oranlarında küçültülmüş ölçülerinin bulunduğu ölçme araç.
Ekstrafor (1)
Kumaşın esnemesini azaltmak için kullanılan dokuma şerit
Ekstrafor (2)
Giysinin omuz gibi esnemeye maruz kalan yerlerine takılan ince şerit
Elastan
Orjinal uzunluğuna göre 6-10 kat uzayabilen tekstil lifi.
Efektli iplik; ilmekli iplik
İlmeklerin verilen aralıklarda konumlandığı fantezi iplik. İlmeği açmak maksadıyla iki keskin bükümlü iplikle üretilir. Keskin bükümlü iplik, ilmekte dolanır böylece ilmekte karakteristik püskül oluşturur.
Ekose
Yün kumaşlardan başka kumaşlar üzerinde kullanılan ve İskoç ekosesine benzeyen ekoseli kumaş için genel ad.
Ekose Madras deseni Büyük ekose desen, tipik olarak düzensiz bir yapıdadır, beyaz bir arka plan üzerinde çok sayıda ince Hint doğal tonlarına sahiptir. Daha çok pamuklu kumaş türlerinde kullanılır. Adını, oldukça gelişmiş tekstil sanayine sahip Hindu şehri Madras’tan almıştır.
Ekose desen
Tek renkli kumaşta renk tonları kullanılarak veya dokuma yoluyla yapılan genellikle küçük boyutlu ekose tasarım. Çözgü ve atkıda iki veya daha fazla renkte ipliğin kullanımıyla oluşturulan kareler veya dikdörtgenlerde renkli desenlerin oluştuğu kumaş deseni. Çoğu kez atkı yönünde ekose deseni hafifçe uzatılır. İplikte veya dokumada çok çeşitli renk kombinasyonları kullanılabilir. Ekose deseni, tüm kumaş türlerinde çok popülerdir; şekilleri ve renkleri modanın taleplerini karşılayacak şekilde uyarlanabilir
Ekose kumaş
Kompozisyonları ve renk orantılarıyla ilgili belli kurallara mutlak bağlılığı ile göze çarpan, tipik olarak yünlü kumaşlarda kullanılan, İskoç ulusal deseni. İskoç ekosesi, orijinini, antik İskoç kabilelerinin folk giysisinden alır; her kabile, giysilerindeki ekoselerin renk ve ölçüleriyle diğerlerinden ayrılır. Bazı kabileler, farklı olaylarda, farklı renk kombinasyonlarında giysiler giymişlerdir. İskoç ekosesi, klasik yünlü kumaş desenlerinin en eski ve en estetik olanlarından biridir; değişik türleri, hala kabilelerin orijinal isimleriyle anılır. Desenler kadın elbiseleri, etekler, pantolonlar, takım ve paltolarda kullanım için popülerdir; ayrıca spor ceketlerin astarları ve bavulların kaplamaları için kullanılır ve periyodik şekilde moda olurlar, örneğin, erkek ceket materyali olarak. Adı, İskoçlar tarafından “scotal tartan” (aile/kabile deseni) olarak verilmiştir. Diğer kaynaklar, terimin kökenini İspanyolca “tiritana” (ufak ekoseli kumaş) olarak verir
Ekose mendil deseni Hafif bir zemin üzerinde gruplu ekose deseniyle farklı özelliğe sahip parlak saten çizgileri ile çapraz ekoseli kumaş desenidir. Genellikle kadın giysileri üretiminde kullanılır
Ekose tafta (1)
Belirgin, ince, verev ribsleri ve metalik bir parlaklığı olan, bezayağı dokumalı, biraz sert ipekli kumaştır. Tipik olarak geniş, koyu bir İskoç kareli deseni vardır.
Ekose tafta (2)
Belirgin, ince, verev ribsleri ve metalik bir parlaklığı olan, bezayağı dokumalı, biraz sert ipekli kumaştır. Ekose desenlidir. Bayan elbiseleri için kullanılır.
Ekose şal
Tipik şekilde ağır gramajlı, ekose desenli yünlü kumaştan yapılan, kenarları saçaklı uzun eşarp.
Ekoseli havlı kumaş
Tipik olarak bir veya iki iplik ince, büyük veya orta ölçüde ekoseden oluşturulan sade bir arka plan üzerinde kumaş deseni. Bu kumaşın diğer bir özelliği, yapısının basitliği ve renk kombinasyonlarının kullanımıdır
Ekoseli kumaş
Beyaz veya kenevirden dokunmuş zemin üzerine, sadece canlı renkteki (kırmızı, kahverengi, yeşil) orta büyüklükte karelerin basit düzenlenmesiyle oluşturulan, giysi kumaşlarında kullanılan desen.
Ekstrafor şerit Genelde 6 mm – 60 mm genişliğinde olan tek atkılı kurdele veya kumaş; yüzeyinde kabartma yapı oluşturan tersinir kırık dimi, dört bağ çeşitli materyallerden üretilir. Kenarlar farklı bir renkte olabilir. Fermuar yapımında ve teknik amaçlarla elbiselerin süslenmesi için bir kenar bandı olarak kullanılır.
El dikimi takım Fransız orijinli, etek ve ceketten oluşan elde dikilmiş takım, özellikle cekettir. Genellikle tek renk veya desenli, kamgarn iplikle dokunmuş yünlü kumaştan üretilir. Önde gelen markalar onu günün modasına sadık kalarak uyarlarlar.
El dikişi
Dikiş yönergesi doğrultusunda elle yapılan dikiştir. Farklı dikiş tiplerine göre sınıflandırıldığı gibi, giysideki yerine göre ön, arka ve yan dikiş olarak ayrılır.
El dokuması kumaş
Genellikle bezayağı dokuma ile dokunan, iplikleri farklı incelikte olan ve Elde eğrilmiş görünüme sahip kumaştır. Kumaşın yüzeyi kabadır, bitim işlemi/terbiyesi yapılmamıştır.
El işi ipliği; teğel ipliği Genelde beyaz veya pastel tonlarda üretilmiş üç katlı karde ipliktir. Eğitim sürecinde el dikişlerinde kullanılır.
El nakışı
Elde yapılan bir el sanatıdır. Diğer nakışlardan görünüm olarak ayrılır, ayrıca doğadan motifler ve nakış malzemeleri temel olarak kullanılır. Çeşitli kısa dikişlerle bir hat, bir alan, doğrusal veya düz işleme oluşturulabilir. Katmanlı dikişlerle, iplik çekilerek veya kumaş iplikleri kesilerek açılan deliklerin işlenmesiyle dantel görünümlü (ajurlu) kumaş yüzeyleri oluşturturulabilir.
Altın işleme, saten, kadife, ipek gibi daha pahalı malzemeler üzerine metalik (sahte altın iplik) veya metalik görünümlü iplikler ile yapılır. İplikler sadece kumaşın yüzeyinde yer alır ve metalik renkte ince ipek iplikle tutturulur. Temel destekleme malzemesi ince pamuklu veya keten dokumadır. Nakış, işlenen motifin fırça darbesi benzeri gölgesi nedeniyle iğne işi olarak bilinen teknikle ve çoğunlukla boncuk ve pullarla tamamlanır.
Dantel işi efekti (ajur işi) - atkı veya çözgü ipliklerinin çekilmesiyle oluşturulur. Çekilen atkı veya çözgü ipliklerinin, ızgara veya kare dikişle gruplanarak güçlendirilmesi ve bağlama, birbirinden geçirme vs. gibi teknikler sonucunda dantel işi oluşur.
El yırtmacı
Bir giysinin ön parçası üzerindeki süslemeli kapama ile kapatılan açıklık; kollu elbiselerde ve kaplarda kolun giysinin içinden dışarı çıkmasını sağlar
Elastik bez tela
Bez ayağı dokumadan üretilmiş, kaliteli ipliklerden, ince veya orta kalınlıkta keten, oldukça dayanıklı elastik kumaş. Dış giyimin yakalarını desteklemek için kullanılır.
Elastik iç çamaşırı
Temel olarak jartiyer, iple bağlanan korse , korse ve sütyeni kapsayan bayan iç giyimi. Böyle bir giysinin amacı, giyim rahatlığı ve hareket özgürlüğü sağlarken, göğüs, bel ve kalça bölgelerinde dişiliği ön plana çıkartmaktır. Elastik materyallerden yapılır, kumaş veya örgü birlikte kullanılır
Elastik kumaş Yüksek elastikiyete sahip ipekli kumaş. Atkıda elastik ipliklerle orta veya ağır gramajlı olarak, değişik dokumalarda üretilir. Sutyen, korse ve yüzme giysilerinde kullanılır.
Elastik şerit
Delikli elastik şerit – uzunluğunun ayarlanmasını sağlayan düzenli aralıklarla deliklere sahiptir. Şapka elastik şeridi – elastomerli iplikle desteklenmiş dairesel kısımların delikli şerididir. Şapka, ayakkabı, oyuncak vb. üretiminde kullanılır. Düz elastik şerit – çift taraflı, düz yüzeyli, düz kenarlıdır. Kemer elastik şeridi – Kemerlerin üretimi için kullanılır. Omuz askısı elastik şeridi – genç kız veya bayanların iç giyim askılarında kullanılan düz, desenli elastik şerit. Jartiyer elastik şeridi –jartiyer üretiminde kullanılır. Bant elastik şeridi – bant üretiminde kullanılır. Desenli elastik şerit – desenli ve düz kenarları olan elastik şerit.
Elastik şerit; elastik kurdele
Çeşitli enlerde, bir ya da birden fazla çözgüsü pamuklu veya başka bir elyaftan ve diğer iplikleri elastik ipliklerden olan çeşitli dokuma teknikleriyle dokunmuş olan uzun elastik şerittir. Yüzeyi desenlidir. İç çamaşırlarda, dış giysilerde, yüzme giysilerinde, manşetlerde ve bandajlarda kullanılır
Elastomer lif Kimyasal lif grubunun belirgin özelliği aşırı esnekliğidir. Aşırı esneklik gerektiren ürünlerde kullanılır (elastik iç çamaşırı, kadın çorabı, çorap, spor gereçleri). Diğer liflerle kombine edilerek, dış giysi (daha çok pantolonlar) kumaşlarında ve örme yüzeylerinde kullanılır.
Elbise Bacakların üst kısmını ve bedeni örten, kadınların kollu giysisi ; dış giysi. Elbise, kadınların gardrobunun temelini oluşturur. Tek parça veya daha fazla parçadan oluşabilir. Tipik şekilde etek, bazen kolsuz ve yakasız olabilen, genellikle yakalı ve kollu bedenden oluşur. A silüetli elbise genellikle astarsızdır ve moda trendlerine göre biçimi değişiklik gösterir. Elbiseler, ampir robalı , kokteyl elbisesi , gömlek elbise , kuplu prenses elbise , resmi elbise , nikah elbisesi;gelinlik , dans elbisesi , gece elbisesi ve kuyruklu elbise olarak adlandırılır.
Elbise danteli
Açık, transparan düz kumaştır, dantel oluşturma teknikleriyle elde edilmiştir.
Elbise önlük Giysinin tümünü koruma amaçlı, bir etek ve beden kısmından oluşan giysi. Arkasındaki boydan kapaması nedeniyle diğer bedeni örten giysilerden farklıdır. Sadece belden tutturularak kullanılır.
Elde eğrilmiş iplik
Tuşesi sert, elastikiyeti ve parlaklığı ile diğerlerinden ayrılan en az iki katlı bükülmüş yün şevyot ipliktir.
Eldiven
Elleri soğuk havadan, kirlerden korumak için örten ve bir moda aksesuarı olarak kullanılan giyim aksesuarı. Kullanım amacına bağlı olarak; iş eldiveni, elbise eldiveni, spor eldiveni ve tören eldiveni olarak farklı türleri vardır. Eldiven bir çift olur ve yünlü kumaşlar, örme, deri, kürk, tül ve dantel gibi çok farklı malzemeden üretilebilir. Malzeme seçimi kullanım amacına bağlıdır. Eldiven parmaklı, sadece başparmağı olan veya parmaksız olabilir. Eldiven Mısır’daki Piramitlerde keşfedilmiştir. Orta çağlarda sıklıkla sembolik anlamı vardı. Kıymetli taşlarla süslenen eldivenler imtiyazlı sınıflar tarafından giyilen çok lüks aksesuarlar arasındaydı.
Haroşa Örgü
Haroşa örgü LL örgü yüzeyine sahiptir. Örme kumaş yüzü sol ilmek (L), tersi sol ilmek (L) görünümlü ise bu yüzeylere (LL) yüzey denmektedir. Haroşa örgü kumaşlar, tek bir örgü içinde hem düz hem de ters ilmeklerin oluğu tek katlı kumaşlardır. Kumaşın her iki yüzünde de düz bir örme kumaştaki ters tarafından görünümü hâkimdir. Kumaşın her iki tarafındaki ardışık, birbirlerine göre ters yöne doğru, birbirlerinin içinden geçirilerek örülen düz ilmek ve ters ilmek sıralarından oluşmaktadırlar. Haroşa, bu bağlamda, mayları sıralı olarak düz ve ters ilmek çubuklarından oluşan ribana örgülerden farklılığı ile ön plana çıkmaktadır.
En basit haraşo kumaş 1*1 ters olarak bilinen bir sıranın tamamen düz ilmek, sonrakinin ise tamamen ters ilmeklerden oluştuğu kumaştır. Birbirini izleyen düz ve ters ilmek sıraları birleşerek ön ve arka yüzde yatay yönlü yarı dairesel ilmek halkaları oluşturmaktadırlar. Bu tip örgülerin boydan büzülmeleri yüksek olduğu için üretim miktarı da buna bağlı olarak düşüktür. Boydan büzülme oranı % 40–50 civarındadır. Haraşo örgüler, hem düz hem de yuvarlak makinelerde üretilebilmektedirler. İlmeklerin bazen öne bazen arkaya çekilmesi nedeniyle bu kumaşların üretilmesinde iki sıra iğneye ihtiyaç vardır. Haraşo makinelerinde iki ayrı iğne seti kullanmak yerine, bir set iki ucu dilli iğne kullanılmaktadır. Bu iki ucu dilli iğneler, kumaşın her kursunun sıralı değiştiği durumda kendisinden en geçerken bir yataktan diğerine geçecektir. Piyasada lifado ismi ile iki iğne yuvasında çalışan ve platin tarafından hareket ettirilen çift başlı kancalı dilli iğneler bulunan makinelerde üretilmektedirler. Bu örgü özelinde Jakarlı desenlendirme mümkündür. Haraşo örgüler jarse örgüler gibi dönmemektedirler. Haraşo kumaşlar jarse kumaşlara göre daha kalındırlar. Bu kumaşların bir diğer özelliği ise, en fazla esnemesinin uzunlamasına olmasıdır. Bu kumaşların bebek ve çocuk giyiminde yaygın kullanımının bundan kaynaklanmaktadır.
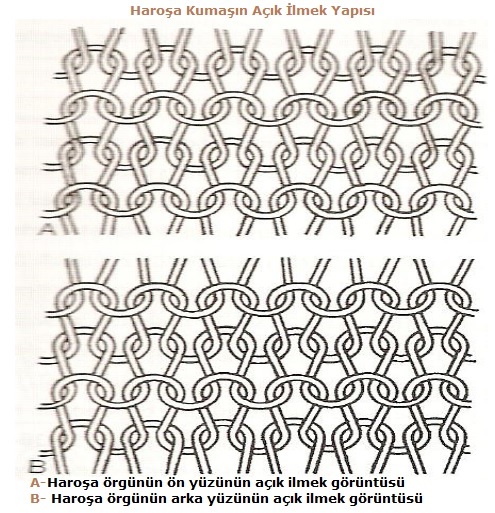
Haroşa kumaşın özellikleri:
1-Dengeli, düzgün yüzeyli kumaşlardır ve bu yüzden kenarlarda kıvrılma olmaz.
2-Enine esneklikleri süprem kumaşla aynı. boyuna esneklikleri düz kumaşların yaklaşık iki katıdır.
3-Kumaş ilk ve son sıralarından sökülebilmektedir.
4-Kumaş yapısındaki ilmek kaçığı may boyunca yukarı ve aşağı olmak üzere her iki yönde ilerlemektedir
İnterlok Örgü
Çift plakalı makinelerde üretilen iki temel örgü yüzeyinden, iki ribana örgünün aynı anda iç içe örülmüş haline İnterlok Örgü adı verilmektedir. Bu örgü ilmek ve atlamalardan oluşmaktadır. Öte yandan İnterlok örgü, temel örgü yüzeylerinin en stabil olanıdır. Göreceli olarak hacimli ve yumuşak bir yapıya sahip olmasından dolayı bebek giyimi başta olmak üzere yumuşak dokunuşun talep edildiği tüm giyim eşyalarında tercih edilmektedir. Bununla birlikte, esnekliği ribanadan daha azdır ve yüzeyi ise daha düzgündür. İnterlok örgüde, kenar kıvrılması ve may dönmesi görülmemektedir. Ön ve arka yüzey görüntüleri birbiriyle aynıdır.
RR interlok örgüler sadece yuvarlak örme makinelerinde üretildiğinden ribana örgüden farklıdır. İki yataklı makinenin tüm iğneleri çalışır durumdadır. İnterlok kumaşlar, iki ayrı tam dolu ribana örgünün, aynı makinede, aynı anda örülmesi seklinde oluşan örme yüzeyleridir.
İnterlok kumaşların başlıca özellikleri:
1-Ön ve arka yüzde aynı görünüme sahiptir, çift yüzlü örme kumaşlardır.
2- Desen ve yüzey dizaynı sınırlıdır,
3-Sadece çift plakalı yuvarlak örme makinelerinde üretilebilir,
4- Ön ve arka yüzü pürüzsüzdür,
5-Sık bir yapıya sahiptir,
6-Örgü raporu çift plakada ve iki sistemden bir sıra oluşturduğu için, harcanan iplik miktarı en yüksektir,
7- Çok ince ya da kaba bir makine inceliğine sahip olabilir,
8-Örgü raporu çift plakada ve karşılıklı, iğneler üzerinde oluştuğu için ve kullanılan hammaddelerinde aynı kalması kaydı ile üretilen en kalın tek iplikli örme kumaştır. Örgü raporu en az arka ve önde 2’şer iğne ile üst üste 2 ilmek sırasından oluşmaktadır.
9-Dikey yönde yatay yöne göre daha yüksek bir elastikiyet ve esneklik özelliğine sahiptir,
10-Yatay yönde sınırlı bir elastikiyet ve esneklik özelliğine sahiptir,
11-Boyutsal stabilitesi ve şeklini koruma özelliği yüksektir,
12-Diğer tek iplikli örgü kumaşlara göre en yüksek gramajlı örme kumaşlar elde edilebilir,
13-Gerilmeye maruz kaldığında ilmek bir kenardan kaçma eğilimi gösterir,
14-Ribana örme kumaşta olduğu gibi, ön ve arka yüzdeki ilmek sayıları eşit ise, her iki taraftaki ilmekler birbirini dengeleyecek ve tek katlı kumaşlarda olduğu gibi kenarlarda kıvrılma görülmeyecektir. RR İnterlok örme kumaşlar, sadece en son örülmüş uçtan dönme yapabilirler. İki örgü tabakası arasında hava tutulduğu için, diğer tek iplikli örme kumaşlara göre daha sıcak tutma özelliğine sahiptirler,
15-İnterlok örme kumaşların, hacimli yapısı nedeni ile, nem alma özelliği iyidir, birbirini takip eden mekiklerde farklı iplik veya renkler kullanılarak çizgili desen elde edilebilir,
16-İç giyim, yazlık ve kışlık üst giyimlerde geniş bir kullanım alanına sahiptirler.
Ribana Örgü
Ribana örgü, RR örme yüzeyine sahiptir. RR örme kumaş yüzü sağ ilmek (R), tersi sağ ilmek (R) görünümlüdür. Kumaşın iki yüzü de aynı görünmektedir. RR yüzeyler boyuna ilmek sırası bir sıra R ilmek, bir sıra L ilmek olarak oluşur. L İlmek sıraları R ilmek sıralarının sıkışması ile yüzeyde görünmez ancak gererek açıldığında görülmektedir.
Yukarıda görülen ribana örgü, çift plakalı makinelerde üretilen iki temel örgü yüzeyinden biridir. Üst giyim eşyalarının yaka, etek, kol uçları ve eşofman altı paçaları için aranan esnekliği vermektedir. Günümüze dek ağırlıklı olarak iç çamaşırı imalatında kullanılan ribana kumaşlar günümüzde üst giyim eşyalarında da sıkça kullanılmaktadır. Aksesuar olarak kullanılacakları zaman da genellikle elastik iplikli (likralı) olarak örülmektedirler. Böylece esneklikleri daha da artmaktadır. Ribana kumaşlarda genelde dönme ve kenar kıvrılması olmamaktadır. Ancak elastik iplikle örüldüklerinde kenar kıvrılması görülmektedir. Bununla birlikte bütünüyle ilmeklerde oluşan yapıları vardır. Süprem kumaştan daha kalındırlar. Ön yüzey görüntüleri ile arka yüzey görüntüleri birbirlerinin aynısıdır.
Ribana kumaşların genel özellikleri:
1-Ters L ve yüz R ilmeklerin sayısı eşit ise kumaşın ön ve arka yüzünde aynı görüntü oluşmaktadır. Yani çift yüzlüdür,
2-Çift plakalı triko (düz örme), yuvarlak ve çözgülü örme makinelerinde üretilen çift katlı örme kumaştır,
3-Örgü raporu çift plakada, en az 2 iğne ve 1 iplik hareketinden meydana gelmektedir (normal, esas örgü raporu ise yan yana 2 şer iğne ile üst üste 2 ilmek sırasından oluşmaktadır).
4-Örgü raporu çift plakada oluştuğu için, harcanan iplik miktarı süprem kumaşlara göre daha fazladır,
5-Yüksek elastikiyet ve sıçrama özelliği vardır,
6-Boyuna yönde esneme özelliği düşüktür. Enine yönde esneme özelliği ise yüksektir,
7-Enine yönde esnemesi düz örgülerden daha fazladır,
8-Esneme özelliğinin yüksek olması nedeni ile ribana örme kumaş vücuda uyum sağlamaktadır,
9-Örme kumaşın her iki tarafındaki ilmek sayıları eşit ise, ön ve arka yüzdeki ilmekler birbirini dengeleyecek ve böylelikle kenarlarda kıvrılma görülmeyecektir. Yani, her iki uçta ve kenarlarda düz durma özelliğine sahiptir.
10-Yalnızca son ilmekten dönme yapabilir,
11-Yalnızca son ilmekten kaçma olabilir,
12-Eşit ya da farklı tasarımda, dengeli ya da dengesiz ribanalar (boyuna R ilmek düzeni) sahip olabilir,
13-Kullanılan hammaddeler aynı kalmak kaydıyla, ribana kumaşın kalınlığı süprem kumaşa göre daha kalındır,
14-Düz ya da biçim verilmiş olarak üst giyim örgüsünde kullanılabilir,
15-Dokunmuş ya da farklı türden kumaşların kenarına çeşit olarak uygulanabilir,
16-RR Ribana örme kumaşlar hacimli yapısı ile nem alma özelliği, dolayısı ile emici özellikleri iyidir,
17-RL Süprem kumaşlara göre daha yüksek gramajlı kumaşlar elde edilebilir,
18-Enine elastikiyet yüksekliğinden dolayı dairesel konumları düzgündür,
19-İki örgü tabakası arasında hava tutulduğu için, vücudu sıcak tutmaktadır,
20-İç ve dış giyimde ve özellikle elastikiyeti, olması istenen kol, yaka, bel kısımlarında lastik örgü olarak geniş bir kullanım alanı bulmuşlardır.
Süprem Örgü
Tek katlı örme kumaşlar olarak tanınan tek plakada üretilmiş, örme kumaş yüzü sağ ilmek (R), tersi sol ilmek (L) görünümlü yüzeylere (RL) yüzey denmektedir. Bu yüzeyler düz örme makinelerinde tek plakada yuvarlak örme makinelerinde tek plaka süprem makinelerinde üretilen kumaş çeşitlerini ifade etmektedir.
Tek plakalı örgü makinelerinde üretilen süprem örgü, kullanılan en yaygın temel örme yüzeyi olarak ön plana çıkmaktadır. Çünkü oldukça sade bir yapısı vardır. Ön yüzey görüntüsü arka yüzey görüntüsünden tamamen farklılık arz etmektedir. Bütünüyle ilmeklerden oluşmakta olan bu örgü, esnek ve stabil olmayan bir yüzeyden müteşekkildir. Bu nedenle kenar kıvrılmaları may dönmesine açıktır.
Süprem örgü kumaşlar tek katlı iplikler, ek iplikler veya çift katlı iplikler ile çeşitli varyasyonlarla üretilebilmektedirler. Ağır süprem, likralı süprem, melanj süprem gibi çeşitleri vardır. Bununla birlikte desenlendirme metodu ile daha farklı süprem kumaşlarda elde edilmektedir. Bu kumaşlar dengeli değildir ve makineden çıktıklarına ters yüze doğru dönme eğilimleri mümkündür. Bitim işlemleri ile bu dönme eğilimleri önlenebilmektedir. Bu kumaşlar özellikle iç giyimde ve yazlık sportif dış giyimde yaygın olarak kullanılmaktadır.
Süprem kumaşların genel özellikleri;
1-Ön ve arka yüzü farklı görünüştedir,
2-Açık en ya da tüp şeklinde (tubular) üretilebilen bir kumaştır,
3-Diğer örme kumaşlara göre daha geniş enler elde etmek mümkündür,
4-Hem boyuna hem de enine esner fakat diğer kumaşlara nazaran en düşük esneme özelliğine sahiptir,
5-Örgü raporu tek iğne plakasında en az, 1 iğne ve 1 iplik hareketinden meydana gelmektedir (normal örgü raporu yan yana iki iğne ile ve üst üste iki ilmek sırasından oluşmaktadır),
6-Kumaş tek plaka üzerinde oluştuğu için harcanan iplik miktarı en azdır,
7-Boyutsal stabilitesi azdır,
8-Esnediğinde şekli bozulabilir,
9-Vücut hareketlerine karşı uyumu, diğer tek iplikli örme kumaşlara göre esnekliğinin az olması nedeni ile düşüktür,
10-Yanlardan kumaşın arka yüzüne doğru, üst ve alttan da örgünün ön yüzüne doğru kıvrılma vardır,
11-Diğer örgülere göre en düşük desenlendirme imkanına sahiptir,
12-Süprem kumaşın yapısı hacimli olduğu için nem alma özelliği dolayısı ile emiciliği iyidir,
13-İpliğin kopması durumunda bozulan ilmekler, ilmek halkalarının kaymasına, yani kaçmasına neden olurlar,
14-Örme kumaşın kalınlığı, kullanılan hammaddenin aynı kalması şartıyla daha düşüktür,
15-İnce, hafif açık yapı ile ağır yapılar arasında çeşitlilik gösterirler,
16-Kesim ve dikim işlemi esneme özelliğinden dolayı problemlidir,
17-Kısmen iç giyim ve yaygın olarak yazlık dış giyim sanayinde kullanım alanı bulmuştur,
18-Fazlaca ütü istemez, kırışıklıklarını kolay kaybederler
Temel Örgü Yapıları
Yapı bakımından ilmeklerin yüz kısmında görülme şekline göre R ve L yüzeyler olmak üzere başlıca iki çeşit yüzey şekli bulunmaktadır.
Bu yüzeyler de askı ve atlama işlemleriyle zenginleştirilmekte ve askılı, atlamalı, askılı-atlamalı yüzeyler şeklinde isimlendirilmektedir.
R yüzeyde bacak kısımlarının üstte kalmasından dolayı boyuna izler.
L yüzeyde ise baş ve ayakların yan yana dizilmesinden dolayı bir kabarcık oluşturması halinde enine izler yer almaktadır. Aşağıda R ilmek yüzeyinin, L ilmek yüzeyinin, askılı örgünün yüzey, atlamalı örgünün yüzey görünüşleri görülmektedir. Kumaşın ön yüzü düz (R) ilmek yapısını, arka yüzü ters (L) ilmek yapısını göstermektedir.
Temel örme yüzeyler örme kumaş yüzünün ve tersinin ilmek görüntüsüne göre (RL), (RR) ve (LL) yüzey olarak ifade edilmektedir. Bunlar;
1. RL Düz örme yüzeyleri, Süprem örme yüzeyleri.
2. RR örme yüzeyleri, Ribana ve İnterlok örme yüzeyleri.
3. LL örme yüzeyleri, Haroşa örme yüzeyleri.
Saten Örgüsü
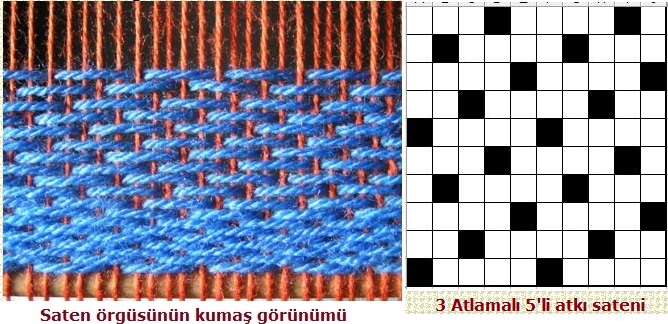
Bezayağı ve dimilerden sonra üçüncü ana örgü grubu olan satenin en önemli niteliği bir grup ipliğin hemen tüm olarak kumaşın arzulanan yüzünde toplanması ve böylece çok düzgün ve parlak yüzeyler meydana getirme olanağı sağlamasıdır. Zaten saten örgüleri yalnızca bu amaç için kullanılır.
En küçük raporu 5 çözgü 5 atkı ipliğinden meydana gelir. En büyüğü ise kumaşın kullanım amacına ve koşullarına göre 20-24 ipliğe kadar ( 20x20) ( 24x24 ) olabilir. Satenlerde çözgü ve atkı raporları birbirlerine eşit olduğundan raporu beş çözgü ve beş atkı ( 5x5 ) ya da sekiz çözgü, sekiz atkı ( 8x8) denilmez. Kısaca 5’li saten ( 5’li çözgü sateni veya 5’li atkı sateni ),sekizli saten ( 8’li çözgü sateni veya 8’li atkı sateni ) olarak tanımlanır.
Çözgü ve atkı dimilerinde olduğu gibi satende de bağlantı noktaları her atkı ve çözgü de bir kezdir. Ancak sateninkiler belirli bir sistemle düzgün atlamalarla dağıtılmış ve uzun bağlantılar arasına yerleştirilerek gizlenmiştir. İşte bu yüzdendir ki dimide olduğu gibi bağlantı noktaları bir yol meydana getirmezler ve aynı nedenle saten, bir grup ipliği tüm olarak kumaşın bir yüzünde toplayarak o yüzün çok düzgün ve parlak görünmesini sağlar.
Saten örgüsüyle dokunan kumaş dokunan kumaş bezayağı ve dimiye göre daha gevşek ve mukavemetsizdir. Bunun nedeni satende bağlantı noktalarının diğerlerinden daha az olmasıdır. Bilindiği gibi bir örgüde bağlantı noktaları ne kadar fazla olursa, o örgüyle dokunan kumaşın mukavemeti ve sıklığı da ( tokluğu, dolgunluğu ) o kadar fazla olur.Ancak burada bir noktayı da hatırlamak gerekir:Bağlantı noktaları,birim ölçüdeki iplik adediyle ters orantılıdır.Şöyle ki bağlantı noktası fazla olan bir örgüde iplikler birbirinin altından ve üstünden çok sayıda geçeceğinden atkılar çözgülerin,aynı şekilde çözgüler de atkıların birbirlerine yaklaşmalarına engel olurlar.Oysa bağlantı noktaları az olan örgülerde uzun atlamalar arasında kalan çözgü ve atkı iplikleri birbirlerine sokulma olanağına sahiptirler.
Saten denilince düz, pürüzsüz, yumuşak, dökümlü, parlak ve bu özelliklere uyumlu ipliklerle dokunmuş kumaşlar akla gelir. Saten örgü oluşumunda bağlama noktaları diğer örgü şekillerinin aksine birbirleriyle hiç temas etmezler. Çözgü ipliği rapor içinde sadece bir kere yükselerek (atkı sateni) veya bir kere alçalarak (çözgü sateni) bağlantı oluşturur. Bağlantı noktaları yüzeye düzgün bir şekilde yayılmaktadır. Atlas örgüler olarak da bilinen saten örgülerin en küçük raporu 5 çözgü 5 atkı ipliğinden oluşur. Saten örgülerde çok büyük raporlardan kaçınmak gerekir çünkü uzun atlamalar kumaşa istenenden fazla gevşeklik vereceğinden kumaş görünümü ve kullanımı açısından özelliğini kaybeder. Saten örgülerde daha çok ince, tabii veya suni ipek ipliği kullanılır. İplik sıklığı ve bağlama noktalarının seyrekliği nedeniyle meydana gelen uzun atlamalar kumaşa düz, parlak, yumuşak ve akıcı bir görünüm kazandırır. Ayrıca kumaşın bir yüzeyi parlak, diğer yüzeyi mattır. Yüzeydeki renk ile tersteki renkler farklıdır Uzun atlamaların yan yana, dimi çizgileri oluşturmadan dizilmeleri nedeniyle saten örgü kumaş yüzeyine düzgünlük, kayganlık ve parlaklık verir. Bu nedenle döşemelik, perdelik, örtülük ve astarlık kumaşlarda saten örgü geniş çapta kullanılır. Saten örgülerinde en önemli husus atlama sayılarının tespit edilmesidir.
Bu sebeple atlama sayılarının tespit edilmesi için gerekli kurallar şunlardır:
1 -Atlama sayısı olamaz.
2- Rapor sayısı atlama sayısı olamaz.
3-Rapor sayısının bir eksiği atlama sayısı olamaz.
4-Rapor sayısını bölen sayılar atlama sayısı olamaz.
5- Rapor sayısı ile ortak bölünen sayı varsa bu sayılar atlama sayısı olamaz
Saten örgüler, bağlantı noktalarının birbirleri ile hiç temas etmeyecek şekilde dağınık olarak yerleştirildiği temel dokuma örgülerinden biridir.
ÖZELLİKLERİ
1-En küçük saten örgüsü 5’li satendir. Bu örgü raporu 5 çözgü ve 5 atkıdan oluşur.
2-Saten örgülü kumaşlar, dimi örgüler gibi diyagonal yollar meydana getirmediğinden ve uzun atlamalar oluşturduğundan parlak, pürüzsüz, yumuşak ve dökümlü kumaşlardır.
3-Saten örgülerde bağlantı noktaları rapor içerisinde birbirleriyle temas etmez. Bu nedenle saten örgü ile dokunan kumaşta iplik yüzmeleri görülür. Bu yapı kumaşın sağlam olmasını engeller.
4-Bu uzun iplik yüzmeleri nedeniyle kullanım sırasında kumaşta, dışa doğru iplik çekilmeleri ve iplik kaymaları oluşabilir.
5-Saten örgü ile dokunan kumaşların, ön ve arka yüzleri birbirinden farklıdır. Kumaşın bir tarafı parlak diğer tarafı mat görünümlüdür. Genellikle kumaşın ön yüzünde çözgü iplikleri, arka yüzünde ise atkı iplikleri hâkimdir.
6-Saten örgü raporundaki çözgü ve atkı sayısı her zaman birbirine eşittir. En çok 5’li ve 8’li saten örgüleri kullanılır. Daha büyük raporlu saten örgüleri iplik yüzmelerinin kullanım sırasında oluşturacağı sorunlardan dolayı pek tercih edilmez.
Aşağıda ATKI SATEN çizimi görülmektedir.
Kumaşın yüzü örneğin 2 atlamalı 7 li atkı sateni ise,tersi 2 atlamalı Çözgü satenidir. Dolayısı ile Çözgü sateni çizerken atkı sateninde boş noktalar doldurulur,dolu noktalar ise boş bırakılır.
Bezayağı ve dimilerden sonra üçüncü ana örgü grubu olan satenin en önemli niteliği bir grup ipliğin hemen tüm olarak kumaşın arzulanan yüzünde toplanması ve böylece çok düzgün ve parlak yüzeyler meydana getirme olanağı sağlamasıdır. Zaten saten örgüleri yalnızca bu amaç için kullanılır.
Aşağıda görülen 5'li atkı satenini 2 atlamalı olarak yapalım.
Önce desenimizin sınırlarını belirleyelim.Saten raporumuz 5 çözgü ve 5 atkı ipliğinden meydana gelmektedir.
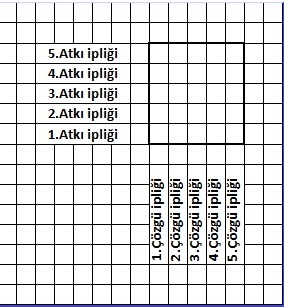
Birinci Çözgü ipliği ile 1.Atkı ipliğinin kesiştiği kareyi, aşağıdan yukarıya doğru 1 DOLU 4 Boş yaparız.
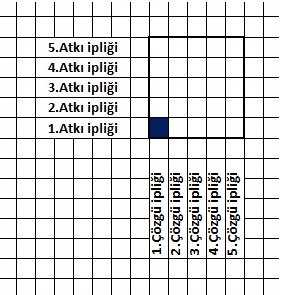
1.Çözgü ipliğindeki bu DOLU noktanın üzerinden 2 kare yukarıya çıkarız. Hemen 2.karenin sağ tarafındaki kareyi doldururuz. Yani; Dolu noktanın üzerinde 1.Çözgü ipliği ile 2.atkı ipliğinin kesiştiği kareye BİR deriz.1.Çözgü ipliği ile 3.atkı ipliğinin kesiştiği kareye İKİ deriz. İKİ dediğimiz karenin sağındaki kareyi doldururuz.( Yani 2.Çözgü ipliği ile 3.Atkı ipliğinin kesiştiği kareyi doldururuz. )
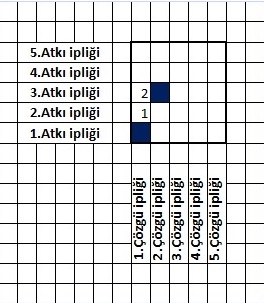
2.Çözgü ipliğindeki bu DOLU noktanın üzerinden 2 kare yukarıya çıkarız. Hemen 2.karenin sağ tarafındaki kareyi doldururuz. Yani; Dolu noktanın üzerinde 2.Çözgü ipliği ile 4.atkı ipliğinin kesiştiği kareye BİR deriz.2.Çözgü ipliği ile 5.atkı ipliğinin kesiştiği kareye İKİ deriz. İKİ dediğimiz karenin sağındaki kareyi doldururuz.( Yani 3.Çözgü ipliği ile 5.Atkı ipliğinin kesiştiği kareyi doldururuz. )
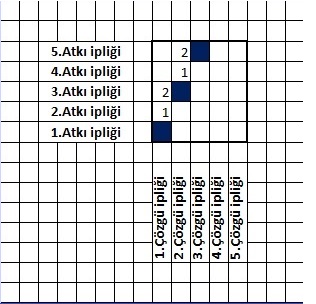
3.Çözgü ipliğindeki bu DOLU noktanın üzerinden 2 kare yukarıya çıkarız. Hemen 2.karenin sağ tarafındaki kareyi doldururuz. Yani; Dolu noktanın üzerinde 3.Çözgü ipliği ile 6.atkı ipliğinin kesiştiği kareye BİR deriz.3.Çözgü ipliği ile 7.atkı ipliğinin kesiştiği kareye İKİ deriz. Raporu taştık. Raporun içine alırız.İKİ dediğimiz karenin sağındaki kareyi doldururuz.( Rapor içinde 4.Çözgü ipliği ile 2.Atkı ipliğinin kesiştiği kareyi doldururuz. )

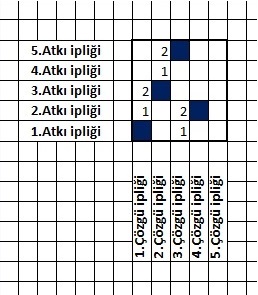
4.Çözgü ipliğindeki bu DOLU noktanın üzerinden 2 kare yukarıya çıkarız. Hemen 2.karenin sağ tarafındaki kareyi doldururuz. Yani; Dolu noktanın üzerinde 4.Çözgü ipliği ile 3.atkı ipliğinin kesiştiği kareye BİR deriz.4.Çözgü ipliği ile 4.atkı ipliğinin kesiştiği kareye İKİ deriz. İKİ dediğimiz karenin sağındaki kareyi doldururuz.( Yani 5.Çözgü ipliği ile 4.Atkı ipliğinin kesiştiği kareyi doldururuz. )
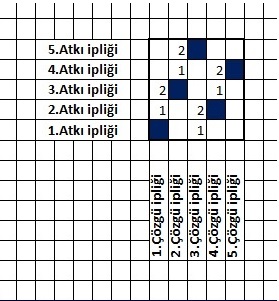
Devam ettiğimizde 2.raporun başlangıcına gelmiş oluruz.
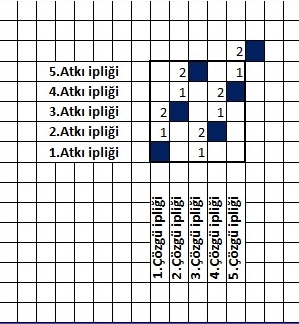
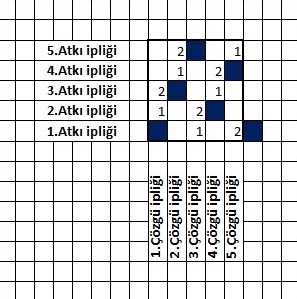
5'li atkı satenini 2 atlamalı olarak desen kâğıdına çizmiş oluruz.
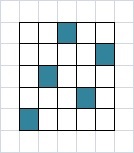
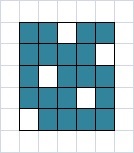
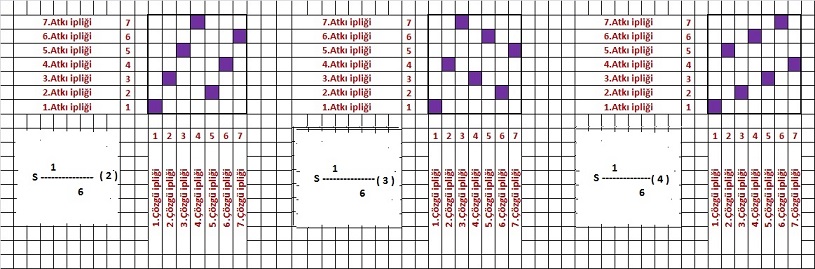
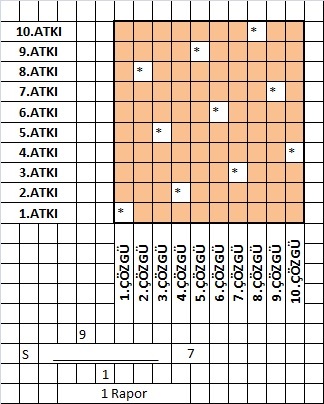
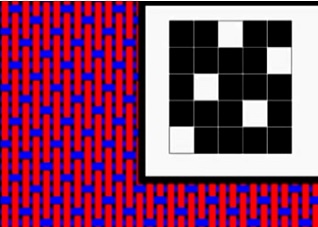
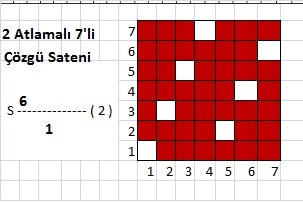

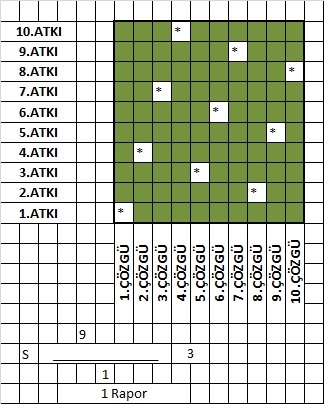
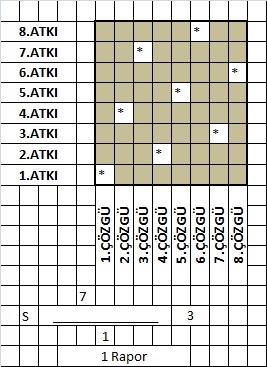
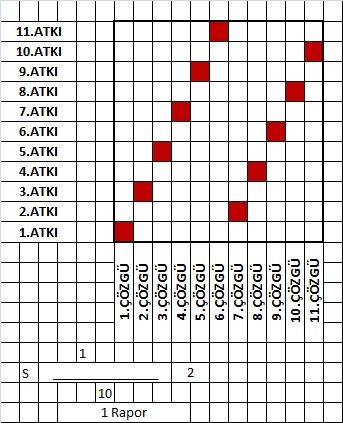
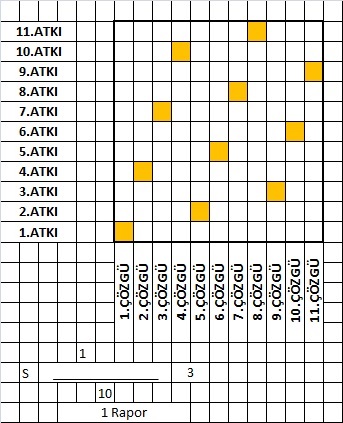
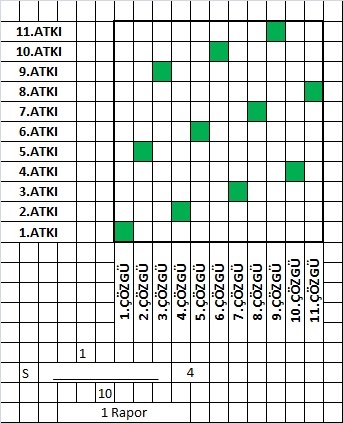
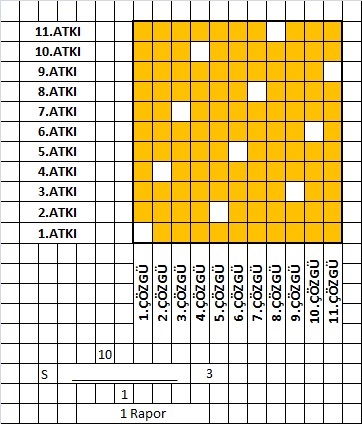
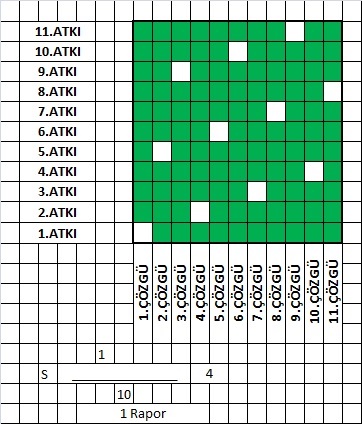
Terimler8
Deş
Poliester ipliğin üretimi esnasında gerek bakım, arıza ve onarımlar sırasında gerekse iplik kopmalarında mamul hâle gelmeyen iplik veya erimiş poliestertir
Düze
Poliester eriğinin (polimerin) basınç altıda şekil verilmek için geçirildiği çeşitli filtreler, kum ve delikli plakadan oluşan düzenektir.
Düzgünlük
Pamuğun içindeki nep, nap ve kopuk liflerin oranı ile ondülasyon durumu.
Düzgünsüzlük
İplikteki ince, kalın, nepsi ve iplik uzunluğu boyunca kütlesel değişkenliği.
D.B.İ.
Düz boy iplik
Dijit masası
Elde hazırlanan kalıpların çizgi ve işaretlerinin bilgisayara aktarılması sağlayan elektronik düzenek.
Dikiş payı
Kalıba dikim için gerekli fazlalıkların verilmesi
Dokuma kumaş
Çözgü ve atkı adı verilen iki iplik grubunun, birbirine dik bir şekilde kesişmesiyle oluşan tekstil yüzeyleri
Düz boy iplik
Kalıp üzerine işaretlenen, kumaşın çözgü yönünü gösteren çizgi
Drapaj
Kumaşın ya da kalıp kağıdının giysi konumundaki görünüşü
Drape
Kumaşa belirli bölgelerde katlı, dökümlü bir form ve görüntü kazandırma
Dekatür
Yünlü kumaşların istenilen tutum ve görünüme ulaşması için uygulanan ısıl işlem
Dinkleme
Ağırlıklı yün ihtiva eden kumaşların, mekanik, kimyasal ve sıcaklık etkisi ile keçeleştirilmesi
Dok
Kumaşın sarılması için kullanılan silindir
Dokuma
Çözgü ve atkı ipliklerinin örgü raporuna uygun olarak dik açı yapacak şekilde kesişmelerinden oluşan tekstil ürününün imalini
Desen
Görsel bir etki amacıyla yapılmış çizgi resimler
Düz örme/Triko
Triko makinelerinde üretilen düz örme tekstil yüzeyi
Deri ( zig )
İşlenmiş, yüzeyi düz hayvan (av hayvanları hariç) derisi
Değişim katsayısı
Bir veri kümesinde standart sapmanın ortalama değere bölünmesiyle elde edilen sayının yüzde olarak ifadesi
Damarlı, Mermer deseni
Genelde fantezi iplikler tarafından oluşturulan kumaş desenidir, ancak baskı ile veya jakar basım teknolojisiyle de elde edilebilir. En belirgin özelliği ince keskin, renk tonuna uygun tonlarda ve mermeri hatırlatan damarlarıdır. Desen hafif gramajlı kumaşlarda ve yazlık bayan giysilerinde kullanılan trikolarda kullanılır.
Damasko; Şam ipeği Sık dokulu, ince iplikten üretilmiş parlak kumaş. Saten dokuma tekniği ve jakar desenleme teknolojisi kullanılarak dokunmuş pamuklu bazen keten kumaştır. Atkı ve çözgü gruplarının değişmesiyle büyük ölçekli desenler oluşturulur. Nevresim kumaşı olarak kullanılır.
Damasko kumaşı ; Şam ipeği
Kalın, ipekli, orta gramajlı, kimyasal ipekten jakar desenleme teknolojisi ile dokunmuş ve zengin şekilde desenlenmiş, çift yüzlü kumaş . Zemini beşli çözgü sateni dokumadır. Desenlerinde kumaşın yüzünde bir atkı ipliği, tersinde bir diğeri vardır ve bezayağı dokuma ile dokunur. Dekoratif amaçlı ve astar olarak kullanılır.
Dandy-look; şık- sade görünüm Kadın tayyörleri ve üç parçadan oluşan erkek takımlarında sade fakat ayrıntılarda bütünlük sağlayan bir tarz. Tek tamamlayıcısı kravat veya kurdeledir.
Dantel
Tığ ve bir ip ile yapılan yüzey çeşididir. Tek, çift, üçlü ilmek tekniklerinin, ilmek toplamaların, zikzak, zincir ve diğer fantazi ilmek tekniklerinin bir karışımı olarak elde edilir. Giysilerin üzerinde ve ev içi dekorasyonlarda kullanılır.,
Dantel deseni
Çeşitli figürleri oluşturacak şekilde tek yüzlü atkılı örme kumaşta açılmalar oluşturur. Kullanılan dokuma ve üretim sürecine bağlı olarak, dantel desen, dantel dikiş desenlerine ve asılı bağlantılı ilmikli desenlere ayrılır.
Dantel kumaş Birden fazla iplik sistemi birlikte dokunarak oluşturulmuş, hafif , delikli, desenlendirilmiş, örme veya dokuma kumaş . Kadın iç çamaşırlarında ve törensel giysilerin üretiminde kullanılır.
Dantel örgü
Sola veya sağa bir iğneyle, ilmiklerin üzerine taşımayla oluşturulan kırık delinmiş desenli tek yüzlü örgü. İlmeklerin bu şekilde taşınması örgüde bir açılma oluşturur. Bireysel ilmekler veya bütün ilmek grupları taşınabilir, yani birçok desen yaratılabilir. Ayrıca ilmeklerin yarısı da taşınabilir (yarı dantel ilmek); bu durumda, oluşturulan açılmalar düzenli dantel örgüden daha küçüktür.
Dar en-Bölgesel daralma (çekme)
Kumaşın bir bölgesi, kumaşın komşu bölgeleriyle karşılaştırıldığında daha dar ise buna bölgesel daralma denir.
Defo; hata
Bir giysi veya kumaşta çeşitli nedenlerle oluşmuş hatalı nokta. Defolar tüm parçada veya bölgesel olabilir.
Degrade desen Sürekli şekilde ışık kırılması ve keskin renk geçişi ile açıktan koyuya doğru ton geçişi olan renk gruplarının oluşturduğu kumaş deseni. En efektif kullanımı ekose desenli baskılı kumaşlardadır.
Dekatür Yün kumaşlara bitirme işlemi uygulamak için kullanılan teknoloji. Ya kumaş sıkıca delikli silindirin çevresine sarılır ve sıcak suya daldırılır (ayrıca kumaş içinde dolaştırılır)-Yaş dekatür; yada kumaşa sıcak buhar uygulanır- kuru dekatür. Baskı ve sıcak nem tarafından kumaşın tuşesi ve genel görünümü değer kazanırken, kumaş sağlamlaştırılır ve parlaklığı azaltılır (özellikle kamgarn iplikli kumaşlarda).
Dekolte Kadın giysilerinde sırt ve göğüs üstünü ortaya çıkaracak biçimde, boyun çevresindeki yaka açıklığı. Gece giysilerinde ve resmi giysilerde, bluzlarda, simetrik veya asimetrik şekilde farklı tasarlanmış kazaklarda çok yaygın olarak kullanılır; güncel moda tarzlarının dekolteyi kullanma eğilimi, dekolteye ayrıca tipik bir özellik kazandırabilir.
Dekoratif Dikişler
Elbise süslemelerinde kullanılan dikişler; el veya makinede yapılan süslemelerdir. Elde yapılan süsleme dikişlerini, çapraz dikiş, zincir dikiş, sap işi, elde makine dikişi, punto dikişi oluşturur. Makinede yapılan süsleme dikişlerinde çoğunlukla kapalı zikzak dikişi ve tek iplik zincir dikişi kullanılır
Dekoratif yama
Örme, kumaş veya deri bir giysinin, kolay aşınabilen diz, dirsek, kalça gibi kısımlarına, giysi dikilirken veya sonradan eklenen yamaya benzer parçası. Aynı zamanda günlük,iş ve spor giysilerinin bir moda elemanıdır.
Delik
Kumaş yüzeyinde iplik sıklığının bozulmasının büyük veya küçük açıklıkların oluşmasına neden olduğu bölge.
Delikli ağ
Boş zaman için tasarlanan genellikle krep kumaştan yazlık pamuklu pantolonlar, pantolonlardan daha çok günlük giysidir , fakat kotlardan daha resmidir. Blazer ceket ve birlikte kullanılır.
Delikli kumaş, ajurlu kumaş, perfore dokuma
Hafif gramajlılık, hava geçirgenlik, gözeneklilik ve her şeyden önemli olarak birim atkı çözgü yoğunluğunda seyrek alanlardan kaynaklanan deliklerin oluşturduğu çeşitlerle öne çıkan bir kumaştır. Bu seyrek alanlar geometrik desenler, çizgiler ve şekiller oluştururlar ve bu kompleks desen uygun bir dokumanın seçimi ile oluşturulur. Bu efekt aynı zamanda leno dokuma ile ya da istenilen deliklerin oluşturulması için belirlenen alanların yakılması yada deliklendirilmesi (perforasyonu) gibi çeşitli kimyasal metodlarla da elde edilebilir. Delikli kumaş pamuklu, ipekli veya yünlü olabilir. Hafif gramajlı kadın giysilerinde, bluzlarında ve dekoratif amaçlarda kullanılır. Adı, kumaşta bulunan deliklerden de anlaşılacağı gibi kırmak kelimesinin Fransızca karşılığı olan ajur kelimesinden gelmektedir.
Denim Genellikle pamuklu nadiren de yünlü tekstil kumaşıdır . Tuşesi toktur ve oldukça dayanıklıdır. Atkı ve çözgü iplikleri farklı olan renklerle ( genellikle mavi çözgü ve beyaz atkı) kumaşın yüzeyinde belli belirsiz yivler oluşturan dimi dokumadır . Spor tarzı pantolon ve kadın, erkek ve çocukların kullandığı kot giysi.“Denim“ terimi fransızca „da Nimes“ – „Nimes‘den „ gelmektedir( ilk kez işçiler için üretilen giysinin kullanıldığı kasabadır).
Denizaltı biçimli yaka
Yaka oyuntusu ön ve arkada düz, omuzlarda ovalleşen biçimdedir. Omuzların çoğunu kapatır. Kadınların hafif süeter ve bluzlarında kullanılır.
Denizci tarzı Siyah ve beyaz kombinasyonlu, dikdörtgen biçimli denizci yakalı , denizcilerin üniformasının öğelerini taşıyan giyim tarzı. Altın rengi düğmeleri, şeritleri ve bağlaması ile vurgulanan yakası tipik özelliğidir.
Desen; dizayn; tasarım
Dekoratif bir öğe olarak hizmet eden örme veya dokuma kumaş için teknik ressamların kullandığı terim. Bir desen, bir bitkinin, hayvanın, geometrik veya başka şekilde motifin küçük figürü veya grafik betimlemesi, bir çizgi formunu alma, ekose, baskı, veya örme dokuma teknikleriyle yapılır. İki veya daha fazla renkte oluşturulur.
Desenli kurdele
Tek-atkı, çift-atkı, çok atkı veya çok çözgülü kurdele; 10 mm ve 100 mm arasında genişliklerdedir; pamuk veya viskoz ipliktendir ve yüzünde jakar desenli ve kabarık ve solgun kabartma dizaynında suni ipek veya Sim sırma iplik ipliktendir. İç çamaşırı ve diğer giyim, etiket, ölçü/numara etiketleri, monogramlar, marka ve giysi etiketleri gibi çok çeşitli dekoratif amaçlar için kullanılır
Desenli örme kumaş
Arzu edilen görsel etkiyi elde etmek için, dokumasının yüzeyi çok çeşitli kabartma, renk ve dantel desenlerinde parçalara ayrılır.
Desenli şerit
Viskoz reyonundan ve pamuk ipliğinden yassı, desenli örme şerittir. Düzenli aralıklarda tutturulan kenar oluşturan verev tek bir iplik sisteminde örülmüştür. Renkli ve yumuşaktır, genellikle 4 ile 10 mm genişliğinde ve tersli yüzlüdür. Giysileri süslemek için kullanılır
Destekleme; sertleştirme;telalama
Giyside istenen görünüm, kalite ve etkiyi elde etmek amacıyla kumaşa farklı yöntemlerle tutturulan bir ara katmandır. Uygulandığı bölgeye hacim ve direnç kazandırıp, giysiye verilecek biçime katkıda bulunarak, kumaşa; dikim, yıkama, ütüleme gibi karşılaşabileceği işlemlerde destek işlevi görür. Görevleri, giysinin ön, yaka, manşet, cep ağzı, omuz vb. yerlerinde biçim ve dayanıklılığı korumak, buruşmaya yatkınlığı azaltmak ve belli bir sertlik ve form kazandırmaktır.
Tekstilde terbiye işlemleri
Dokuma fabrikasından veya işletmesinden çıkan ham bezin, satışa hazır bir duruma gelmeden önce gördüğü fiziksel ve kimyasal işlemlerin tümüne ‘’Terbiye işlemleri’’ denilmektedir.
Tekstil terbiyesi işlemleri basitçe aşağıdaki gibi sınıflandırılabilir:
1. Ön Terbiye
2. Renklendirme
a)Boyama
b)Baskı
3. Bitim işlemleri
Tekstil mamullerinin terbiye işlemleri uygulama şekline göre ikiye de ayrılır:
1. Yaş Terbiye İşlemleri
2. Kuru Terbiye İşlemleri
Kuru terbiye işlemleri genellikle bitim işlemleri ile ilgilidir.
Yaş terbiye işlemleri ağartma işleminden buruşmazlık, yanmazlık terbiyesine kadar çok değişik işlemleri kapsamaktadır.
Yaş terbiye işlemleri, üç temel işlemden oluşur;
1. Terbiye Maddesinin Tekstil Materyaline Aktarılması(Aplikasyon, preparasyon)
2. Yıkama
3. Kurutma
Sağlamlık, su geçirmezlik, yanmazlık, çekmezlik özellikleri ve görünüm istekleri uyarınca seçilen çeşitli apre prosesleri uygulanıp kumaşa gerekli özellikler kazandırılması ve bunların kalıcılığının sağlanması bitim işlemleri ile olur
Yıkama, merserizasyon, dinkleme, şardonlama, kalandırlama, buharlama, v.b. işlemler kumaş boyutları üzerinde etkilidirler. Kaynatma, dekatür ve termofiksaj gibi işlemler ise o aşamaya kadar kumaşa kazandırılan özelliklerin fiske edilerek kalıcılığını sağlamaktadır. Kumaş bitim işlemlerinden sonra oluşan boyut değişimleri de göz önüne alınarak en uygun sıklıklarda dokunmalıdır.
Ön Terbiye
Genel olarak tekstil terbiyesinin başlangıcında diğer terbiye işlemlerine hazırlık amacıyla kumaştaki yabancı maddeleri uzaklaştırma işlemlerinin tümüne ‘’Ön Terbiye İşlemleri’’ denir. Bütün tekstil mamullerinin tüm ön terbiye işlemlerini görmelerine gerek yoktur. İyi bir ön terbiye sonucu liflerde elde edilen belli başlı özellikler şu şekilde sıralanabilir:
• Haşıl, çepel, pektin, yağ, mum, katalitik maddeler gibi yabancı maddelerin giderilmesi
• Hidrofillik
• Higroskopik nem yüzdesi
• Sabit PH
• Beyazlık derecesi
• Lifin şişmesi
Renklendirme
Tekstilde renklendirme:
1. Lif halinde
2. İplik oluşumu sırasında tops(band) iken
3. İplik şeklinde
4. Kumaş olduktan sonra dört aşamada yapıldığı gibi, bunlar birlikte de uygulanabilirler.
Temel olarak, kullanılan hammaddelerin getirdiği matlık-parlaklık, liflerin kısalık-uzunluk, incelik kalınlık, yüzeylerinin pürüzlü yada düzgün oluşları nedeniyle ışık yansıtmaları farklı olacağından boyanan renkler daha mat, daha parlak ya da daha solgun, daha canlı olarak algılanabilirler. Bu temel nitelikler renklendirmenin en çok kullanılan anahtarlarıdır.
Lif Halinde Renklendirme:
Hammadde özelliklerinin renklendirmedeki etkileri en çok lif renklendirmelerinde ortaya çıkar. Hammaddelerin cinslerine bağlı olarak örneğin; yün ipekten daha mat, suni ve sentetik lifler doğal liflerden daha parlak görünürler. Ayrıca ince, kısa ve yüksek kıvrımlı lifler, uzun ve düşük kıvrımlı ya da dalgalı liflere oranla daha mat ve solgun görüntü verirler.
Tops Halinde renklendirme:
Tops halinde renklendirme özellikle yünlü sektöründe yapılmaktadır. Topslar karışım durumlarına göre tek renge ya da ayrı ayrı renklere boyanabilir. Ayrıca topslardaki karışımların hammaddelerin bazıları boyanıp bazıları boyanmayabilir. Tops olarak renklendirmenin bir diğer uygulaması ‘’vigoureux’’ baskıdır. Bu uygulama önceleri tek renk olarak yapılmakta ancak günümüzde 4 renge kadar ulaşmaktadır.
İplik Şeklinde renklendirme:
Bu renklendirmede iplikler tek bir renge boyandığı gibi parçalı boyama yöntemiyle bölüm bölüm değişik renklere de (space dyed) boyanabilmektedir. Üretim metodu ve büküm miktarı iplik renklerini etkiler. Taranmış ipliklerde lifler paralel olduğu için liflerin daha dolaşık olduğu ipliklere oranla ışık ışınlarını daha fazla yansıttıkları için daha parlak ve canlı görünürler.
Bükümün miktarı arttıkça iplik yüzeyini düzgünleştirdiği için parlaklık artar. Büküm yönü değişince farklı helisler nedeniyle ışık yansımaları değişir. Devamlı liflerden oluşan sentetik esaslı ipliklerin tekstürize olanları diğerlerine göre renkleri matlaşır. İplik renklendirmesinde çözgü üzerinde baskı yöntemi ise çok değişik ve karakteristik bir görünüm oluşturur ancak çok az kullanılmaktadır. Burada örgü nedeniyle çözgüler arasından geçecek atkılar rengin bütünlüğünü bozacağı için kullanılan renkler daha doygun seçilir.
Kumaş Halinde Renklendirme:
Kumaş halindeyken renklendirme top boyama ya da baskı olarak yapılmaktadır. Bu yöntemde hammadde ve örgü en önemli özelliklerdir. Bağlantı fazlalaştıkça görünüm matlaşmakta olup bezayağı örgü en mat, saten örgü en parlak görüntüyü vermektedir.
Bitim İşlemleri
Kumaşların kullanım özelliklerini, tutum ve görünümlerini geliştirmek için ön terbiye ve renklendirme işlemlerinden sonra, yapılan işlemlere ‘’Bitim İşlemleri’’ denir. Sanayide bitim işlemleri yerine ‘’Apre’’ denilmektedir Kullanım sırasındaki yıkamalara karşı dayanıklı olup olmamasına göre “Geçici” veya “Kalıcı” diye sınıflandırılan bitim işlemleriyle kumaşlara kazandırılan başlıca özellikler şunlardır:
1.Görünüş ile ilgili olanlar Düzgünlük, parlaklık, sıkılık, matlık v.b.
2.Tutum ile ilgili olanlar Sertlik, dirilik, dolgunluk, yumuşaklık, elastiklik, tokluk v.b. 3.Kullanım ile ilgili olanlar Yanmazlık, su geçirmezlik, çekmezlik, keçeleşmezlik, kir tutmazlık, küflenmezlik, anti mikrobiklik, güve yemezlik v.b.
Bitim işlemleri iki gruba ayrılabilir:
1.Kimyasal Bitim İşlemleri
2.Mekanik Bitim İşlemler
Kimyasal bitim işlemlerinin temeli, terbiye maddelerinin herhangi bir aplikasyon yöntemiyle kumaşa temas ettirilmesi ve bu sırada liflere bağlanmasına dayanmaktadır. Ön terbiye işlemlerinin ekstraktif olmasına karşılık, kimyasal bitim işlemleri aditif(katılma) işlemidir. Yani işlem sonunda kumaş ağırlığında artış olmaktadır. Mekanik bitim işlemlerinde elde edilmek istenilen efektler bastırma, kesme, tüylendirme, ısıl işlemler gibi mekanik(fiziksel) yollarla sağlanır. Kimyasal madde uygulanmaz. Bazı durumlarda mekanik bitim işlemleri sırasında tekstil mamulüne su, yardımcı kimyasal maddeler etki ettirilebilir. Ama genellikle bu tip bitim işlemleri kuru işlemlerdir ve bazen tek başlarına ama çoğu kez kimyasal bitim işlemlerinden sonra uygulanırlar.
Mekanik bitim işlemlerinde amaç, genellikle kumaşın tutum ve görünümünü geliştirmektir. Pamuklu kumaşların çekmesini önlemek için yapılan sanforizasyon gibi bazı işlemler ise kullanım özelliklerini geliştirmek içindir.
Üretilecek kumaşın hangi alanda kullanılacağı çok önemlidir ve kumaş tasarımını direkt olarak etkiler. Örneğin spor yaparken giyilen bir giysi ile günlük giysiler arasında tasarım açısında büyük farklılıklar vardır. Kumaşta mukavemet kullanım açısında çok önemlidir ve bu yüzden konstrüksiyonları da etkiler. Dış giyim kumaşlarının mukavemet yönünden sıralaması; pantolon, elbise, ceket ve palto pardösü şeklindedir. En fazla zorlamaya maruz kalan pantolonluk kumaşların en sıkı ve dolgu olarak dokunmaları gerekir. Pardösü ve paltoluklar en gevşek, kadın kumaşları erkek kumaşlarına göre belirli oranlarda daha gevşek dokunurlar.
Tekstilde Moda ve Pazar
Moda, belirli bir toplumda uygun görülen ortak zevkler, geçici yaşama ve hissetme biçimleri olarak tanımlanabilir. Ayrıca “ insanların değişiklik arama ve yeni biçimler ortaya koyma tutkusudur” diyerek de açıklanabilmektedir.
Moda tarihsel devirleri yansıtmakla kalmaz, sosyal toplumlar modayı, kendilerini diğer toplumlardan ayırmak için kullanabilmektedirler. Bu nedenle, sınıfa, statüye, duruma, yaşa ve cinsiyete göre moda sembolleri farklılık gösterebilir.
Zaman içerisinde desen olarak adlandırılan kumaşların özelliğinde, Pazar istekleri, mevsim, moda eğilimleri nedeni ile değişiklikler oluşmaktadır. Moda, kumaş desenini, renkleri ve genel görünümü oldukça etkilemektedir. Ancak hammadde örgü ve teknolojik gelişmelerden de moda etkilenmektedir. Bu nedenle, desen ve moda birbirlerini oluşturan ve birbirine bağlı olan iki kavramdır. Pazar istekleri ve moda ayrıca kumaş konstrüksiyonunu da oldukça etkilemektedir. Bol ve dökümlü giysi modellerinin geçerli olduğu moda akımlarında konstrüksiyonlar daha gevşek olmakta, moda olarak yapışık ve dar kalıplar yürürlükteyse konstrüksiyonlar sıkılaştırılmaktadır.
Ekonomik koşullar konstrüksiyonları etkilemektedir. Hammaddeyi az kullanarak oluşturulan hafif gramajlı kumaşların ekonomik olacağı düşünülür. Bu nedenle kumaşların ince iplikler ile yapılarak hafifletilebileceği ilk akla gelen çözümdür. Ancak, ince ipliklerin maliyeti yüksektir. Ayrıca ince iplik kullanıldığında sıklıklar da artmaktadır. Burada önemli olan, optimal ağırlığın kalın iplikler ile oluşturulmasıdır. Parlaklık, tüylülük gibi görünümde istenen bazı özellikler apre işlemleri ile sağlanır. Ancak, bu oluşumlara yardımcı olacak konstrüksiyon özellikleri de tasarımda kullanılmalıdır.
Üretim ve hizmeti gerçekleştirmek için yapılan harcama tutarına maliyet denir.
Maliyetler çok çeşitli etkenlere bağlıdır. Bu etkenleri saptamak maliyetler ile ilgili tahminleri ve maliyet giderlerini azaltma çalışmalarına yardımcı olabilir.
Dokumada prosesinde hammadde ipliktir. İplik ağırlık olarak teslim alınmaktadır; ham bez uzunluk ve ağırlık olarak teslim edilmektedir. Böylece, ham bez tiplerinin gramaj kontrolü de yapılmaktadır. İplik, dokunmuş kumaş oluncaya kadar geçtiği işlemlerde fire verir. İplik teleflerinin yüzdesi ve ham bezden çıkarılan hatalı parça bezlerin oranı, dokumada hammadde maliyetini etkiler. Terbiye dairesine alınan ham kumaş, ön terbiye, boyama ve bitim işlemlerinde örgü türü, iplik cinsi ve sıklığına bağlı olarak çeker. Mamulün fiziksel niteliklerindeki bu değişimler hammadde maliyetinde dikkate alınmalıdır. Ayrıca mamul kumaştan da hatalı parçalar çıkmaktadır. Bu da maliyeti etkilemektedir.
Direkt Boyarmaddeler
DİREKT BOYARMADDELERİN DEZAVANTAJLARI
1-Direkt boyarmaddelerin yaş haslıkları orta derecededir.
2-Işık haslıkları düşüktür. Ancak boyama sonrasında metal tuzları ile yapılan işlemlerle ışık haslığını arttırmak mümkündür. Haslık arttırmada kullanılan metal tuzları bu boyamalar için fiksatör olarak piyasada bilinmektedir.
3-Bu boyarmaddelerin bir bölümü kanserojen etkiye sahiptir.
Reaktif boyarmaddeler suda kolay bir şekilde çözünebilen boyarmaddelerdir. Selüloz esaslı liflerden başka az olmasına rağmen yün, polyamid, ipek, liflerin boyanmasında da kullanılabilmektedir.
DİREKT BOYARMADDELERİN AVANTAJLARI
1-Ucuzdur.
2-Suda kolay çözünür.
3-Boyanma işlemi çok basittir.
4-Boyama sırasında yüksek pH değerlerine gerek yoktur.
5-Geniş renk yelpazesi vardır.
6-Koyu renkleri mevcuttur.
Tekstil
Tekstil Latince ‘’textilis’’ kelimesinden dilimize geçmiştir. Önceleri Türkçe’deki hali ‘’mensucat’’ olan kelimenin anlamı ‘’oluşturulmuş yüzey’’dir.
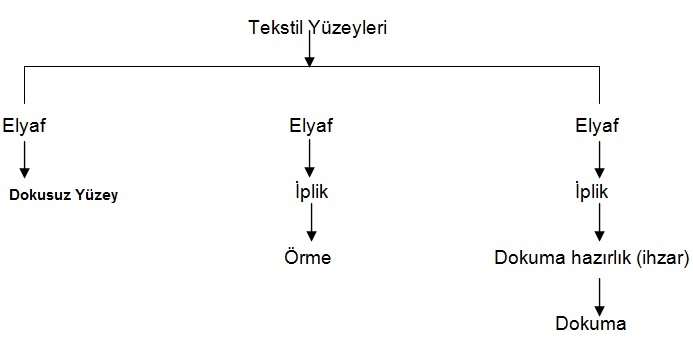
Tekstil teknolojisi içerisinde iplik üretimi, dokuma üretimi, örme ve dokusuz yüzey üretimi, boya-baskı ve terbiye işlemleri ve en son aşama olan konfeksiyon üretimi bulunmaktadır.
Tüm bu operasyonlar pazar istekleri ve kullanım amacına göre değişmekte, bu isteklerin gerçekleşmesi hedeflenerek üretim planlanmaktadır.
Giysilik, ev tekstili, yer döşemelikleri, endüstriyel keçe ve bezler gibi çeşitliliği geniş olan kumaşlar dokunarak, örülerek veya dokusuz (iğneleme, keçeleştirme v.b. yöntemler) olarak elde edilirler.
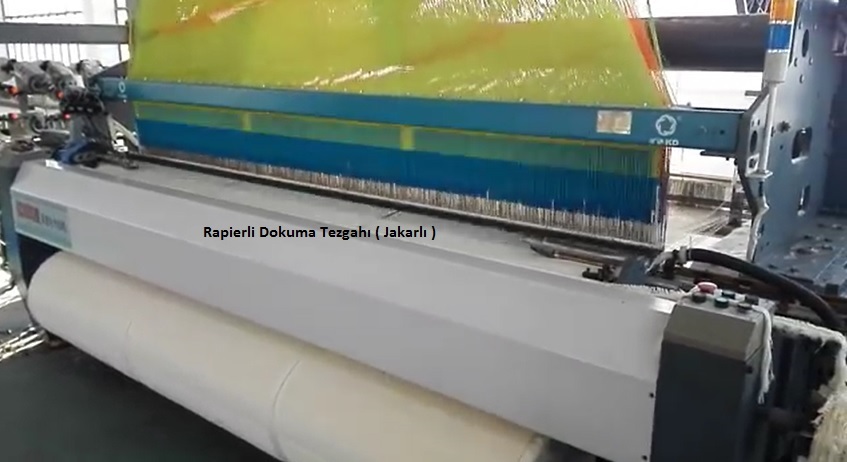
Kumaşta bulunan liflerin özellikleri ve bu liflerden oluşan ipliklerin özellikleri kumaşın niteliğini oluştururlar. Dokuma ile bir araya getirilen iplikler ince, esnek ve sağlam bir yüzey oluştururlar. Bu yüzey değişmez kalınlıkta, ince, esnek ve sağlam olmalıdır. ‘’Kumaş’’ adını alan yüzeylerin içindeki iplikler, çözgü ve atkı iplikleri olmak üzere iki iplik grubundan meydana gelmektedir. Geometrik olarak kumaş örtme özelliği olan bir yüzeydir, mekanik olarak ise elastik bir materyaldir. Kumaşta bazı özellikleri sağlamak için değişik örgülere ihtiyaç duyulur. Bezayağı, dimi ve saten olmak üzere üç ana örgünün yanında bunlardan türeyen sayısız örgü çeşidi vardır.
Herhangi bir dokuma makinesinde kumaş oluşturmak için ağızlığın oluşturulması, atkının atılması, tefeleme, dokunan kumaşın çekilmesi ve buna karşılık gelen çözgünün salınması gibi beş temel hareketi gerçekleştiren mekanizmaların yanı sıra atkı ve çözgü kopuşlarında makineyi durduran mekanizmalar, atkı renklerinin seçimi ve güvenlik mekanizmaları da makine üzerinde bulunmaktadır.
Günümüzde dokuma makineleri çok büyük hızlara ve değişik mekanizmalara ve farklı sistemlere sahip olsa da istenilen kumaşın oluşturulması için yapılan işlemler hepsinde aynıdır. Dokuma kumaşlar yapısı itibariyle karmaşıktır. Dokuma kumaşların yapısal özelliklerini ve kumaşın kullanımı esnasında meydana gelen tepkileri açıklayabilmek için kumaşların kesit geometrilerinin sayısal parametreleri ile belirlenmesi gerekir. Bu nedenle araştırmacılar tarafından çeşitli kumaş geometrileri ortaya konulmuştur. Bu konuda Pierce, Kemp ve en son Hamilton çeşitli geometriler modeller geliştirmişlerdir.
Kumaşın geometrik yapısının belirlenmesindeki en önemli faktörler çözgü ve atkı ipliklerinin numarası, sıklığı ve örgüsüdür.
Ancak o zaman dizayn edilen kumaşın geometrik yapısı kesinlik kazanır ve buradaki parametreler belirlenir. Çok önemli olan sıklık faktörü burada ortaya çıkmaktadır.
İlk sıklık teorisi 1890 yılında Ashenhurst tarafından geliştirilmiştir. Zamanla çalışmalarını ilerleten Ashenhurst daha sonra kendi teorisinde değişiklik yapmıştır.
1907 yılında Armitage teorisini geliştirmiş, Law ise 1922 yılında Ashenhurst’ un teorisine bağlı kalarak farklı formüller geliştirmiştir.
1931 yılında Brierley daha değişik bir formül geliştirmiş, bu çalışmaları 1969 yılında Von Bergen’ in çalışmaları izlemiştir.
1952 yılında Brierley daha geniş ve detaylı çalışmalarını yayınlamıştır. Wiechmann, Satlow, Snowden, Suteliffe gibi araştırmacılar da sıklık üzerine teoriler geliştirmiş fakat bunlar çok kullanışlı bulunmamıştır.
Kullanım amacına, müşteri isteklerine uygunluk derecesi olarak tanımlanabilen kumaş performansı içerisinde dayanım, tutum, boyutsal stabilite, pilling ve konfor özellikleri gibi birçok özelliği bulunmaktadır.
Kumaş performansı elyaf ve iplik özelliklerinden, kumaşın yapısından ve kumaşın gördüğü birçok terbiye işlemlerinden etkilenmektedir.
Kumaş performansını sayısal olarak tespit edebilen birçok test metodu bulunmaktadır. Kumaş performansını etkileyen parametreler arasında bulunan kumaş yapısı, birçok faktörden oluşur. Bunlar hammadde, iplik türü, iplik bükümü, örgü yapısı, dokuma makinesi, bitim işlemleri, kullanım amacı v.b. faktörlerdir. Hammadde, kumaşta temel özellikleri başta dayanıklılık ve tuşe olmak üzere geçirgenlik ve koruyuculuk özelliklerini etkilemektedir. Kumaşın ekonomik özelliği de büyük oranda hammaddeye bağlıdır. İplik türleri incelendiğinde ise değişik üretim sistemlerinde oluşturulan ipliklerin farklı özellikleri nedeniyle liflerin arasındaki hava boşlukları miktarı değişmektedir. Bu çap farklılığı yaratmakta olup böylelikle kumaş konstrüksiyon hesapları değişmektedir. Bükümün genel anlamda ipliğin kumaş oluşumu sırasında uğrayacağı gerilim kuvvetlerine karşı yeterli mukavemeti sağlayabilmesi gerekmektedir.
Bu nedenle büküm kumaşın mukavemetini, tuşesini, görünümünü ve ekonomikliğini etkilemektedir.
Dokuma makinesinin çekme-salma sistemlerinden ve çalışma hızından kaynaklanan çözgü gerginliği ile tefenin atkıyı sıkıştırdığı andaki ağızlık durumu da kumaş yapısı üzerinde önemli etkilere sahiptir.
Bitim işlemleri üretim sırasında mukavemeti ve elastikiyeti sağlayıcı bir takım maddeleri üzerinde bulunduran ham kumaşı bunlardan arındırmakla başlayan, renklendirme ve bazı özel tuşe işlemlerine kadar, bir çok aşamayı kapsayan proseslerdir.
Bu işlemlerden bazıları kumaş boyutlarında önemlidir. Bazıları ise kumaşı stabil hale getirir. Özellikle bu değişimler göz önüne alınarak konstrüksiyonlar belirlenmelidir.
Kumaşın öncelikle sağlamlık, tuşe ve özellikle de görünüm olmak üzere hemen hemen tüm özellikleri üzerinde etkisi olan örgü yapısı ve çeşitliliği ise temel bir faktördür.
Büyük ve küresel bir rekabet içinde bulunan tekstil sanayinde artık her üretim birimi koleksiyon hazırlamakta ve müşterilerine sunmaktadır. Koleksiyon hazırlarken bir kumaş tipi üzerinde çeşitli örgüler kullanılmaktadır. Kumaş tipinin ana örgüsüne bağlı kalınarak oluşturulan bu yeni doku türleri ile dokunan bu kumaşlar bazen performans olarak ana örgüyle dokunmuş kumaşın performansından uzaklaşmaktadır. Bunu engellemek için bu türev örgüleri çok dikkatle seçmek ve kullanmak gerekmektedir.
Dar Dokumada kullanılan iplikler
Lif, tekstilin diğer sektörlerinde olduğu gibi dar dokuma sektörü için de temel elemandır. Kullanılan lif, dar dokuma kumaşta kıvrım, pile, sertlik, uyum, esneklik ve doku gibi özellikler katarak kumaşın zenginliğini, estetikliğini ve kullanılırlılığını arttırmaktadır. Dar dokuma kumaş yapılarında kullanılacak olan lif, müşteri isteğine uygun ham ya da boyalı olarak maliyet, işlenebilirlik ve kullanım alanına göre seçilir. Dar dokuma kumaş üretiminde, çok büyük oranda yapay liflerin kullanıldığı, doğal lifler içerisinde de yapısal özellikleri nedeniyle pamuğun öne çıktığı tespit edilmiştir. Pamuk, alerjik olmama, ter emicilik, yıkamaya karşı dayanıklılık, yumuşak tuşe ve boyanabilir olma gibi özelliği sebebiyle tercih edilmektedir. Pamuk lifi farklı lif (polipropilen gibi) türleri ile de karışım yapılarak kullanılabilmektedir. Pamuk ipliği, tıbbi (sargı bezleri, yara bantlar), giyim (iç ve dış giyim), ayakkabı, kemer ve çanta ile ev tekstili, paket ve ambalaj gibi dar dokuma kullanım alanlarında, müşteri isteği dikkate alınarak tercih edilmektedir.
Kesiksiz liflerden yapılan iplik, dar dokuma kumaş sektörünün en önemli hammadde kaynağıdır. Bu iplikler dar dokuma kumaşların üretiminde; kurdele (şerit), etiket, giyimde ve ev tekstilinde süsleyici ve tamamlayıcı ürünlerden teknik ürünlere kadar her alanda kullanılmaktadır. Dar dokuma üretiminde kesiksiz liflerden kullanımdaki yoğunluk durumuna göre sırasıyla poliester, polipropilen, poliamid, poliüretan (elastomerik) ve poliakrilonitril kullanıldığı tespit edilmiştir. Diğer hammaddelerin ise özel uygulamalar için tercih edildiği bilinmektedir. Poliester ipliğinde yoğun olarak kullanılan numaraların 20- 150 denye arasında değiştiği, daha yüksek numaralarda örneğin müşteri isteğine göre 300 denye iplik gerektiğinde katlanmış iplikten elde edilerek sağlandığı bilgisine ulaşılmıştır. Pamuk ipliğinde ise Nm10/3, Nm 20/1, Nm 20/2, Nm 40/2, Nm 60/2 ve Nm 80/2 kullanılan başlıca numaralardır. Aynı zamanda % 100 poliester, % 100 pamuk ve poliester-pamuk karışımı dikiş ipliğinin de (Nm120) geniş kullanımı olduğu belirlenmiştir. Polipropilen ipliğinde kullanılan başlıca numaralar 600 ve 1300 denye arasında değişmektedir. Elastomer ipliklerden 30/40 denye kalın ve 44/50 denye ince olarak kullanılmaktadır.
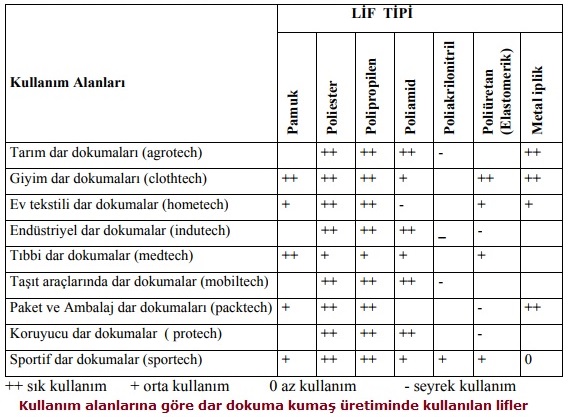
Yukarıdaki tabloda dar dokuma üretiminde lif tipleri kullanım alanlarına göre incelendiğinde, yüksek mukavemet ve düşük fiyat özelliğine sahip poliester ve polipropilen lifinin dar dokuma kumaşların tüm kullanım alanlarında sıklıkla tercih edildiği görülmektedir. Fiat özelliğinin tercihte büyük etken olduğu, maliyeti lif ve iplik kalitesi yanında ulaşım şartlarının da etkilediği ve bunun seçenekleri kısıtladığı anlaşılmaktadır. Poliamid lifinin tarım, endüstriyel, taşıt ve koruyucu dar dokuma kumaş yapılarında sık, sportif ve tıbbi amaçlı olarak orta derecede kullanımı bulunmaktadır. Pamuk, sahip olduğu üstün özelliklerinden dolayı giyimde, tıbbi alanda en çok tercih edilen liftir. Poliüretan (elastomerik) giyim, ev tekstili ve sportif amaçlı üretilen dar dokuma kumaşlarda kıvrım, büzgü, lastik gibi özellikler kazandırmak için sıklıkla kullanılmaktadır. Metal iplik, giyim, paket ve ambalaj için üretilen dar dokuma kumaşlarda sık görülmektedir. Özellikle kurdele şerit, bant yapımında parlaklık, ışıltı ve renk efekti oluşturmak için tercih edildiğini söylemek mümkündür.
poliester, polipropilen ve poliamid lifleri;
tarım alanlarında, çit, parmaklık gibi çiftlik hayvanlarını korumak amacıyla yapılan ve çoğunlukla iletken kablolar (metal iplik) ile dokunan dar bantlarda sık kullanılmaktadır.
Poliester ve polipropilen lifleri kolay işlenebilirlik, yüksek mukavemet, iyi derecede kimyasal dayanım ve düşük fiyat nedeniyle; ev tekstilinde, stor perde bandı, yatak kenarı bandı ve kurdele süsleme; endüstriyel alanda, paraşüt kayışları, emniyet kemerleri, lastikler, yangın hortumları, uçak gövde parçaları ve filtrasyon ürünlerinde; taşıt araçlarında, nakliye kayışları ve yük taşıma bantları; paket ve ambalajlamada, hediye paketleri, pastane ürünleri ve alışveriş çantaları gibi ürünlerde süsleme, bağlama ya da taşıma amacıyla; koruyucu alanlarda, yüksek yerlerde, elektrik hattında ya da madende çalışanlar için koruyucu kemerler, kayışlar, halatlar; spor giysilerde kullanılan şeritler, raket, spor çanta, ayakkabı v.b. ürünlerde dar dokuma kumaş üretimi için çoğunlukla tercih edilmektedir.
Poliamid lifler;
Endüstriyel alanda, emniyet kemerleri, biye şeritleri; koruyucu alanlarda, kask, baret gibi şapkaların çene kayışları, paraşüt kayışları ve tırmanma kayışları gibi alanlarda kullanılmaktadır.
Pamuk, poliester ve polipropilen lifleri
giyim alanında iç çamaşırı (kadın, erkek ve çocuk), gömlek, hırka, ceket, pantolon gibi dış giysilerin kemer, yaka, kol ve bel gibi kısımlarında, çanta saplarında, ayakkabı bağlarında, takı (saç tokası, kurdele, saç bandı, kolye) gibi aksesuarlarda süsleme, tamamlama, kapama (dikiş temizleme) işlevleri için sık kullanılmaktadır.
Poliüretan (elastan) lifi
Dar dokuma kumaşlarda diğer liflerle birlikte üretilerek, lastik, fırfır ve büzgü gibi giysi detaylarının oluşturulması ve giysilerin yaka, kol ve bel çevrelerinin biçimlenmesinde hem işlevsel hem de görsel etki için sıklıkla tercih edilmektedir. Ev tekstilinde poliüretan lifi lastikli yatak çarşaflarında fırfır, büzgü olarak süsleme ya da tamamlama amacıyla bebek ve yetişkin nevresim takımları ve örtülerinde; sportif alanlarda, saç ve kol bandı; tıbbi alanlarda, bel korseleri, dizlik ve esnek bant olarak görülmektedir.
Aramid liflerinin sağladığı avantajlar;
Yüksek kimyasal dayanıklılık, yüksek uzun süreli sıcaklık dayanımı, tutuşmazlık özellikleri, yüksek çekme mukavemeti, yüksek tenasite, düşük uzamadır. Dupont firması üretimi olup ticari isimleri Nomex (meta aramid), ve Kevlar (para-aramid) dır. Kevlar®, ticari ismiyle, Stephanie Kwolek ve Herbert Blades tarafından 1965 yılında geliştirilen, yüksek performanslı lifidir. Bu lifler hafif, yüksek mukavemetli, yüksek modüllü ve kesilmeye karşı dayanımlı, elektrik iletkenliği düşük, yüksek sıcaklık ve kimyasallara karşı dayanımlı sıcaklıkta büzülmesi az ve yüksek boyutsal stabiliteye sahiptir. Bu nedenle Kevlar® lifleri, askeri ve uzay alanlarında kayış, kemer, şerit gibi ürünlerde yaygın olarak kullanılmaktadır.

Twaron, Teijin firmasının piyasaya sürdüğü aramid lifidir. Paraaramid yapısındaki polimerlerden oluşan Twaron® lifleri de, yüksek enerji absorblayabilmesi nedeniyle balistik koruma ürünlerinde kullanılmaktadır ve günümüzde para-aramid lifleri içerisinde Kevlar®’dan sonra en büyük pazar payına sahiptir.
Technora® Teijin firmasının geliştirdiği yüksek mukavemetli liftir. Diğer aramid liflerinden farklı olarak, bunlarda makromolekül üretiminde komonomer ilavesi yapılmaktadır. Technora® liflerinin modülü Kevlar®’a yakın olup, aşınma dayanımı daha iyidir, ancak bu lifler Kevlar®’dan çok daha pahalıdırlar. Technora®’nın avantajı hidrolize dayanıklı olmasıdır. Aynı zamanda yapısında bulunan eter bağları, lifin diğer aramid liflerine göre daha esnek olmasını sağlamaktadır.

Hoechst firmasının ürettiği Vectran® mukavemeti ve modülü yüksek, iyi kimyasal ve aşınma dirençli, darbe dayanımlı gibi üstün özelliklere sahip poliester lifidir. Askeri, endüstriyel, uzay ve dağcılık gibi alanlarda kemer, kayış, emniyet kemeri ve taşıma bant gibi ürünler için tercih edilmektedir.
Bunun dışında UHMW (Çok Yüksek Moleküler Ağırlıklı) polietilen liflerinden ticari olarak en fazla öneme sahip olanlar Allied Signal firmasının ürettiği Spectra ve DSM firmasının ürettiği Dyneema lifleridir.
Dar Dokumanın Tarihçesi
Kolan dokuma denilen kartlı ve kartsız dokumalar, dar dokuma üretiminin başlangıcı olarak kabul edilebilir. Bu dokumalar bel bağları, kordon, sandalet, beşikte bebek bağlama, yük taşıma gibi birçok alanda ihtiyaçları karşılamakta geçmişte yoğun olarak kullanılmıştır.
Günümüzde de örneklerine az da olsa rastlanmaktadır. Enleri dar, boyları oldukça uzun olan şerit halindeki çözgü yüzlü dokumalara genel olarak “kolan dokuma” denilmektedir. Kartsız kolan dokuma çözgü ve atkı olarak bilinen iki iplik sisteminin temel oluşturduğu yün, kıl, pamuk ipliklerle yer tezgahında dokunan, kartların yerine gücü çubuğunun kullanıldığı bu çubuk vasıtasıyla açılan ağızlıktan geçirilen, atkı ipliklerinin sıkıştırılmasıyla elde edilen, çözgü yüzlü şerit halindeki dokumalardır.
El dokuma tezgâhlarının makineleşmesi paralelinde, ilk dar dokuma kumaş üretiminde bant ve kurdele dokuma olarak seri üretime geçildiği anlaşılmaktadır.
1600 yıllarında dokuma tezgâhı birçok kurdele şeridini aynı anda dokuyabilecek şekilde geliştirilerek,
1621’de Hollanda’da “kurdele tezgâhı” olarak kullanılmıştır. Dönem dönem giyim tarihine baktığımızda dar dokuma olarak kurdelelerin yaygın olarak kullanıldığı dikkati çekmektedir. Mısır, Pers (M.Ö. 539-331) ve Barbarlar dönemi, XVI. - XVII. yüzyıllar, kadın ve erkek giysi modellerinin detaylarında, saç süslemelerinde kurdelelerin işlevsel ve süsleme amacıyla bolca kullanıldığı görülmektedir.
I. Charles (1625-1649) ve II Charles (1660-1685) döneminde ise bu kullanımların yanı sıra ayakkabı modelleri ve mobilya sektöründe de kurdeleler kullanılmaya başlanmıştır.
1870 yıllarına gelindiğinde erkek ve kadın giysi modelleri, ayakkabı, saç ve şapka da kurdele başta işlevsel ve süsleme amacıyla olmak üzere kullanımı her geçen gün artan bir şekilde günümüze kadar devam etmiştir.
Salford’lu John Smith 1844 yılında geliştirdiği, günümüzde iğneli tezgâh olarak da tanınan dar dokuma tezgâhı (British Patent No. 10 347), William Unsworth tarafından 1846’da daha da geliştirilerek yeni bir patent (British Patent No. 11 148) almıştır.
Dokuma makinelerindeki gelişmeler dar dokuma üretimini de etkilemiş ve makinelerin gelişimine ön ayak olmuştur. Günümüzde eksantrikli, armürlü ya da jakarlı ağızlık açma sistemi ile çalışan, iğneli ya da mekikli dar dokuma makineleri dar dokuma kumaş üretiminde kullanılmaktadır.
Hızlı bir büyüme gösteren dar dokuma sektörü günümüzde tarım, giyim, ev tekstili, endüstriyel, inşaat, sanayi, tıbbi, taşımacılık, koruyucu giysiler, paketleme ve spor malzemeleri gibi birçok alanda üretim hizmeti vermektedir.
Dar Dokuma
Tekstil ve konfeksiyon sektöründe, yapılarına göre elastik veya elastik olmayan dar dokumalar, kurdeleler, ekstrafor ve diğer dar dokumalar görülmektedir. Elastik veya elastik olmayan dar dokumalar, giysilerin yaka hattı, bel, paça ve giysilerin kenar bölgelerinde estetik açıdan tamamlama, bağlama, birleştirme, bedene oturtma ve süslemek amacıyla gündüz ve gece giyilmek üzere üretilmiş tüm iç ve dış (kadın, erkek ve çocuk) giyim de, ayakkabı, çanta gibi aksesuarlarda kullanılmaktadır. Dar dokuma kumaşlar giyside ergonomik, estetik ve tamamlayıcı olması açısından sektörde çok önemlidir.
Endüstrileşme ve teknolojinin gelişmesinin getirdiği insan ihtiyaçlarındaki artış, diğer tekniklerle üretilen materyallere göre daha ucuz, kullanımı rahat, esnek, yüksek mukavemetli, üretimi kolay dar kumaşlara olan talebin artmasına neden olmuştur. Günümüzde birçok alanda dar dokuma kumaş örneklerine rastlanılmaktadır. Dokuma kumaş tasarımında temel amaç, kullanım yerine uygun özelliklerin önceden belirlenerek yeni kumaş yapıları geliştirmek; mümkün olan en yüksek dokuma verimini elde etmek ve kumaş kalitesini yükseltmektir. Kaliteli bir kumaş ve yüksek dokuma verimi ise belirli dokuma şartlarının sağlanmasıyla elde edilebilmektedir. Bu şartların en temeli önceden tasarlanan kumaşın dokunabilirlik sınırı içinde olmasıdır.
Dar dokumalarda dokunabilirlik kullanılan iplik, örgü, teknik, kalite ve kullanım amacına göre değişiklik gösterir. Tasarım ve kalitede istihdam seviyesinin yakalanabilmesi öncelikle konuya ilişkin bilgi donanımına sahip olmaya bağlıdır.
Geniş bir kullanım alanına ve özelliğe sahip dar dokuma kumaş yapıları; zengin ürün çeşitliliği, desen tasarımı, dokuma örgüsü teknik ve yöntemleri, üretimi ve kullanılan makineleri ile kendine büyük bir alan oluşturmuştur.Tekstil Endüstrisinin Dar Dokuma ve Konfeksiyon yan sanayisini oluşturan dar dokuma kumaşlar, Dar Kumaş Enstitüsü (Narrow Fabrics Institute) NFI’nde genişliği en fazla 12 inç (300 mm) olan ve sökülmeyi önlemek için bir kenarında örgüsü bulunan dar kumaşlar, eni 0,2 mm – 45 cm aralığında olan ve sökülmeyi önlemek için bir kenarında örgüsü bulunan ya da kendinden kenar örgülü üretimler olarak ifade edilmektedir. Aynı zamanda dar dokumalar için tasarlanmış dokuma makinelerinde üretilen dar kumaş, kurdele, bant, lastik, ekstrafor, etiket gibi dokumalar, üretimlerine göre elastik ve elastik olmayan dar dokuma kumaşlar olarak da tanınmaktadır.



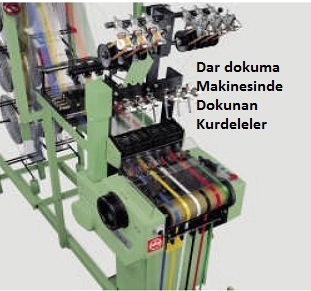



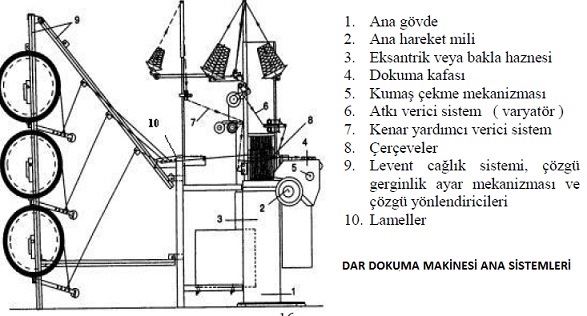

DAR DOKUMA MAKİNELERİNDE ATKI ATMA SİSTEMİ :Dar dokuma makinelerinde normal dokuma makinelerinden farklı olarak atkının atılması kanca ya da iğne adı verilen mekikle yapılır.

Atkı iğnesi, çelikten yapılmış kanca biçiminde ve ucunda göz bulunan bir parçadır. Tezgâhta bulunan her bant için ayrı ayrı bant sayısı kadar atkı iğnesi bulunur. Atkı cağlığındaki bobinlerden gelen atkı ipliği iğnenin ucunda bulunan gözden geçirilir.
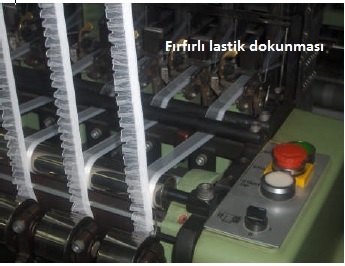
İğnenin ağızlık içinde gidip gelmesiyle atkı ipliği ağızlığa atılır. İğnenin gidip gelmesiyle ağızlıkta oluşan iki atkı ipliği, bir atkı sayılır. Atkı iplikleri kumaş kenarlarında kesilmez.

Atkılar atıldığı tarafın karşı kenarında kenar oluşturan iğne tarafından örülerek sabitlenir. Kenar örücü sistemler dokunan kumaş cinsine ve özelliğine göre farklı şekillerde kenar oluşturur.

DAR DOKUMA LASTİK ÖZELLİKLERİ
Lastikler, çözgü yönünde uzama oranı, kullanılan elastik iplikler nedeniyle çok yüksek olan ve bu uzamayı sağlayan kuvvetin ortadan kaldırılmasıyla, ilk boyuna dönen dar dokuma ürünlerdir. Dar dokuma lastikler, esneme ve yırtılmaya karşı çok dayanıklı olan elastan iplik veya gipe iplik (elastik ipliğin başka bir iplikle sarılması veya puntalanmasıyla oluşan iplik) kullanılarak dokunur. Elastan iplik olarak genellikle özel tel lateks iplikler (yapısında doğal veya sentetik kauçuk bulunan iplikler) kullanılır.
Lateks iplikler çözgü iplikleri arasına istenilen oranda yerleştirilir. Bu orana bağlı olarak yani lateks sayısına göre, lastiklerin sertliği ve esnekliği değişmektedir. Lastik üretiminde çözgü ipliği olarak genellikle pamuk, atkı ipliği olarak da polyester veya naylon iplikler kullanılmaktadır. Dar dokuma lastikler 0,5 cm ile 8 cm arasında değişen ölçülerde dokunabilir. Tek renk ve desensiz dokunabildikleri gibi yazı karakterli, logolu veya amblemli olarak da dokunabilir. Bu tür lastikler, bilgisayar üzerindeki özel jakar programı ile çizilen desenlerle, jakarlı dar dokuma makinelerinde dokunur.
Dar dokuma lastikler isteğe bağlı olarak kontini boyama sistemi ile boyanır ve ütülenir. Yine isteğe bağlı olarak sertleştirme işlemi yapılabilir. Bu işlem genellikle, etek ve şortların bel kısımlarında kullanılacak lastiklere uygulanır. Dar dokuma lastiklerin yıkama haslığı, ter haslığı, sararma haslığı ve ışık haslıklarının kullanım alanlarına uygun olarak iyi olması gerekmektedir. En az beş yıl özelliklerini kaybetmemeleri beklenir. Giysilerin genellikle bel, paça, yaka hattı, kol ağzı gibi yerlerinde kullanılan, büzme ve bedene oturtma gibi işlevleri olan lastikler ayrıca süsleme amacıyla da kullanılırlar. İç giyim sektöründe sütyen askısı, külot bel ve paça lastiği, boxer şort lastiği, jartiyer ve çorap lastiği olarak kullanılan lastikler, dış giyimde de eşofman lastiği, mont etek bel lastiği ve pantolon askısı olarak kullanılır.
iç ve dış giyimin dışında dar dokuma lastikler ayakkabı sektöründe (terlik lastiği, mesh lastiği vb. ), otomotiv sektöründe (emniyet kemeri, bagaj lastiği) ve sağlık sektöründe (elastik bandaj) kullanılmaktadır. Dar dokuma lastiklerin kenarları diğer dar dokumalarda olduğu gibi genellikle birbirinden farklıdır. Kenarlardan biri yardımcı iğne sistemi ile oluşturulur. Bu sistem dokuma türüne göre ayarlanır. Yardımcı iğne sisteminde ayrı bir örme iğnesi, yardımcı iplik olmadan veya bir ya da iki yardımcı iplikle atkı ipliğinin kombinasyonu sonucu örülerek kenar oluşturulur. Yardımcı iğne ve yardımcı iplik sistemiyle dokunan dar dokumalar sadece tek yönden sökülürler. Kenar oluşumunda beş değişik yardımcı iğne sistemi vardır.
Sistem 1 (yardımcısız sistem): Atkı ipliği kendi kendine bağlanır. Düzgün kenar özelliği aranmayan dokumalarda kullanılır.
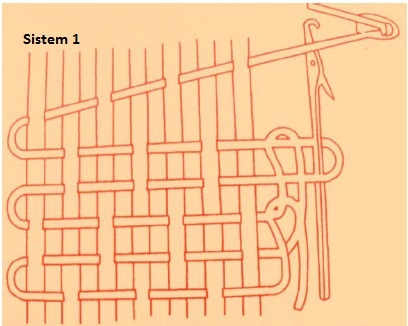
Sistem 2 (yardımcılı sistem): Atkı ipliği, yardımcı iplik ile bağlanır. İnce kenarlı dokumalarda kullanılır.
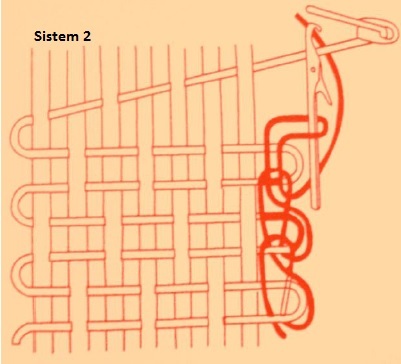
Sistem 3 (atkı+yardımcılı sistem): Atkı ipliği ve yardımcı iplik birbirini bağlar. Kalın kenar özelliği aranmayan, sağlam özellik aranan dokumalarda kullanılır.
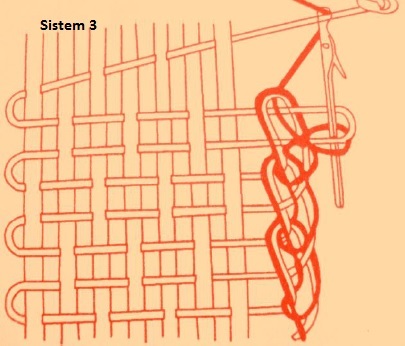
Sistem 4 (iki yardımcılı sistem): Atkı değişimli olarak iki yardımcı iplik ile bağlanır. İnce kenar özelliği aranan dokumalarda kullanılır.
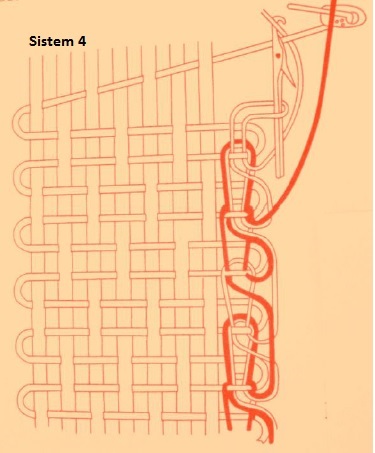
Sistem 5 (iki yardımcılı ve kilitleme iplikli): Atkı ipliği yardımcı iplik ile ve ilave olarak kilitleme ipliği ile bağlanır. Kenarın görünmesinin istenmediği çok hassas dokumalarda kullanılır.
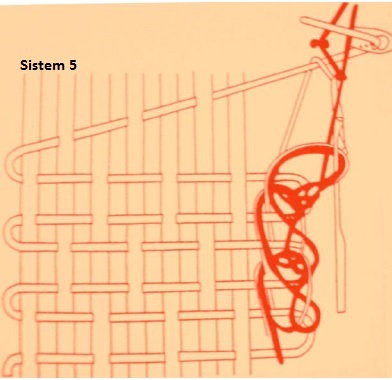
Terimler7
Deş
Poliester ipliğin üretimi esnasında gerek bakım, arıza ve onarımlar sırasında gerekse iplik kopmalarında mamul hâle gelmeyen iplik veya erimiş poliestertir
Düze
Poliester eriğinin (polimerin) basınç altıda şekil verilmek için geçirildiği çeşitli filtreler, kum ve delikli plakadan oluşan düzenektir.
Düzgünlük
Pamuğun içindeki nep, nap ve kopuk liflerin oranı ile ondülasyon durumu.
Düzgünsüzlük
İplikteki ince, kalın, nepsi ve iplik uzunluğu boyunca kütlesel değişkenliği.
D.B.İ.
Düz boy iplik
Dijit masası
Elde hazırlanan kalıpların çizgi ve işaretlerinin bilgisayara aktarılması sağlayan elektronik düzenek.
Dikiş payı
Kalıba dikim için gerekli fazlalıkların verilmesi
Dokuma kumaş
Çözgü ve atkı adı verilen iki iplik grubunun, birbirine dik bir şekilde kesişmesiyle oluşan tekstil yüzeyleri
Düz boy iplik
Kalıp üzerine işaretlenen, kumaşın çözgü yönünü gösteren çizgi
Drapaj
Kumaşın ya da kalıp kağıdının giysi konumundaki görünüşü
Drape
Kumaşa belirli bölgelerde katlı, dökümlü bir form ve görüntü kazandırma
Dekatür
Yünlü kumaşların istenilen tutum ve görünüme ulaşması için uygulanan ısıl işlem
Dinkleme
Ağırlıklı yün ihtiva eden kumaşların, mekanik, kimyasal ve sıcaklık etkisi ile keçeleştirilmesi
Dok
Kumaşın sarılması için kullanılan silindir
Dokuma
Çözgü ve atkı ipliklerinin örgü raporuna uygun olarak dik açı yapacak şekilde kesişmelerinden oluşan tekstil ürününün imalini
Desen
Görsel bir etki amacıyla yapılmış çizgi resimler
Düz örme/Triko
Triko makinelerinde üretilen düz örme tekstil yüzeyi
Deri ( zig )
İşlenmiş, yüzeyi düz hayvan (av hayvanları hariç) derisi
Değişim katsayısı
Bir veri kümesinde standart sapmanın ortalama değere bölünmesiyle elde edilen sayının yüzde olarak ifadesi
Damarlı, Mermer deseni
Genelde fantezi iplikler tarafından oluşturulan kumaş desenidir, ancak baskı ile veya jakar basım teknolojisiyle de elde edilebilir. En belirgin özelliği ince keskin, renk tonuna uygun tonlarda ve mermeri hatırlatan damarlarıdır. Desen hafif gramajlı kumaşlarda ve yazlık bayan giysilerinde kullanılan trikolarda kullanılır.
Damasko; Şam ipeği Sık dokulu, ince iplikten üretilmiş parlak kumaş. Saten dokuma tekniği ve jakar desenleme teknolojisi kullanılarak dokunmuş pamuklu bazen keten kumaştır. Atkı ve çözgü gruplarının değişmesiyle büyük ölçekli desenler oluşturulur. Nevresim kumaşı olarak kullanılır.
Damasko kumaşı ; Şam ipeği
Kalın, ipekli, orta gramajlı, kimyasal ipekten jakar desenleme teknolojisi ile dokunmuş ve zengin şekilde desenlenmiş, çift yüzlü kumaş . Zemini beşli çözgü sateni dokumadır. Desenlerinde kumaşın yüzünde bir atkı ipliği, tersinde bir diğeri vardır ve bezayağı dokuma ile dokunur. Dekoratif amaçlı ve astar olarak kullanılır.
Dandy-look; şık- sade görünüm Kadın tayyörleri ve üç parçadan oluşan erkek takımlarında sade fakat ayrıntılarda bütünlük sağlayan bir tarz. Tek tamamlayıcısı kravat veya kurdeledir.
Dantel
Tığ ve bir ip ile yapılan yüzey çeşididir. Tek, çift, üçlü ilmek tekniklerinin, ilmek toplamaların, zikzak, zincir ve diğer fantazi ilmek tekniklerinin bir karışımı olarak elde edilir. Giysilerin üzerinde ve ev içi dekorasyonlarda kullanılır.,
Dantel deseni
Çeşitli figürleri oluşturacak şekilde tek yüzlü atkılı örme kumaşta açılmalar oluşturur. Kullanılan dokuma ve üretim sürecine bağlı olarak, dantel desen, dantel dikiş desenlerine ve asılı bağlantılı ilmikli desenlere ayrılır.
Dantel kumaş Birden fazla iplik sistemi birlikte dokunarak oluşturulmuş, hafif , delikli, desenlendirilmiş, örme veya dokuma kumaş . Kadın iç çamaşırlarında ve törensel giysilerin üretiminde kullanılır.
Dantel örgü
Sola veya sağa bir iğneyle, ilmiklerin üzerine taşımayla oluşturulan kırık delinmiş desenli tek yüzlü örgü. İlmeklerin bu şekilde taşınması örgüde bir açılma oluşturur. Bireysel ilmekler veya bütün ilmek grupları taşınabilir, yani birçok desen yaratılabilir. Ayrıca ilmeklerin yarısı da taşınabilir (yarı dantel ilmek); bu durumda, oluşturulan açılmalar düzenli dantel örgüden daha küçüktür.
Dar en-Bölgesel daralma (çekme)
Kumaşın bir bölgesi, kumaşın komşu bölgeleriyle karşılaştırıldığında daha dar ise buna bölgesel daralma denir.
Defo; hata
Bir giysi veya kumaşta çeşitli nedenlerle oluşmuş hatalı nokta. Defolar tüm parçada veya bölgesel olabilir.
Degrade desen Sürekli şekilde ışık kırılması ve keskin renk geçişi ile açıktan koyuya doğru ton geçişi olan renk gruplarının oluşturduğu kumaş deseni. En efektif kullanımı ekose desenli baskılı kumaşlardadır.
Dekatür Yün kumaşlara bitirme işlemi uygulamak için kullanılan teknoloji. Ya kumaş sıkıca delikli silindirin çevresine sarılır ve sıcak suya daldırılır (ayrıca kumaş içinde dolaştırılır)-Yaş dekatür; yada kumaşa sıcak buhar uygulanır- kuru dekatür. Baskı ve sıcak nem tarafından kumaşın tuşesi ve genel görünümü değer kazanırken, kumaş sağlamlaştırılır ve parlaklığı azaltılır (özellikle kamgarn iplikli kumaşlarda).
Dekolte Kadın giysilerinde sırt ve göğüs üstünü ortaya çıkaracak biçimde, boyun çevresindeki yaka açıklığı. Gece giysilerinde ve resmi giysilerde, bluzlarda, simetrik veya asimetrik şekilde farklı tasarlanmış kazaklarda çok yaygın olarak kullanılır; güncel moda tarzlarının dekolteyi kullanma eğilimi, dekolteye ayrıca tipik bir özellik kazandırabilir.
Dekoratif Dikişler
Elbise süslemelerinde kullanılan dikişler; el veya makinede yapılan süslemelerdir. Elde yapılan süsleme dikişlerini, çapraz dikiş, zincir dikiş, sap işi, elde makine dikişi, punto dikişi oluşturur. Makinede yapılan süsleme dikişlerinde çoğunlukla kapalı zikzak dikişi ve tek iplik zincir dikişi kullanılır
Dekoratif yama
Örme, kumaş veya deri bir giysinin, kolay aşınabilen diz, dirsek, kalça gibi kısımlarına, giysi dikilirken veya sonradan eklenen yamaya benzer parçası. Aynı zamanda günlük,iş ve spor giysilerinin bir moda elemanıdır.
Delik
Kumaş yüzeyinde iplik sıklığının bozulmasının büyük veya küçük açıklıkların oluşmasına neden olduğu bölge.
Delikli ağ
Boş zaman için tasarlanan genellikle krep kumaştan yazlık pamuklu pantolonlar, pantolonlardan daha çok günlük giysidir , fakat kotlardan daha resmidir. Blazer ceket ve birlikte kullanılır.
Delikli kumaş, ajurlu kumaş, perfore dokuma
Hafif gramajlılık, hava geçirgenlik, gözeneklilik ve her şeyden önemli olarak birim atkı çözgü yoğunluğunda seyrek alanlardan kaynaklanan deliklerin oluşturduğu çeşitlerle öne çıkan bir kumaştır. Bu seyrek alanlar geometrik desenler, çizgiler ve şekiller oluştururlar ve bu kompleks desen uygun bir dokumanın seçimi ile oluşturulur. Bu efekt aynı zamanda leno dokuma ile ya da istenilen deliklerin oluşturulması için belirlenen alanların yakılması yada deliklendirilmesi (perforasyonu) gibi çeşitli kimyasal metodlarla da elde edilebilir. Delikli kumaş pamuklu, ipekli veya yünlü olabilir. Hafif gramajlı kadın giysilerinde, bluzlarında ve dekoratif amaçlarda kullanılır. Adı, kumaşta bulunan deliklerden de anlaşılacağı gibi kırmak kelimesinin Fransızca karşılığı olan ajur kelimesinden gelmektedir.
Denim Genellikle pamuklu nadiren de yünlü tekstil kumaşıdır . Tuşesi toktur ve oldukça dayanıklıdır. Atkı ve çözgü iplikleri farklı olan renklerle ( genellikle mavi çözgü ve beyaz atkı) kumaşın yüzeyinde belli belirsiz yivler oluşturan dimi dokumadır . Spor tarzı pantolon ve kadın, erkek ve çocukların kullandığı kot giysi.“Denim“ terimi fransızca „da Nimes“ – „Nimes‘den „ gelmektedir( ilk kez işçiler için üretilen giysinin kullanıldığı kasabadır).
Denizaltı biçimli yaka
Yaka oyuntusu ön ve arkada düz, omuzlarda ovalleşen biçimdedir. Omuzların çoğunu kapatır. Kadınların hafif süeter ve bluzlarında kullanılır.
Denizci tarzı Siyah ve beyaz kombinasyonlu, dikdörtgen biçimli denizci yakalı , denizcilerin üniformasının öğelerini taşıyan giyim tarzı. Altın rengi düğmeleri, şeritleri ve bağlaması ile vurgulanan yakası tipik özelliğidir.
Desen; dizayn; tasarım
Dekoratif bir öğe olarak hizmet eden örme veya dokuma kumaş için teknik ressamların kullandığı terim. Bir desen, bir bitkinin, hayvanın, geometrik veya başka şekilde motifin küçük figürü veya grafik betimlemesi, bir çizgi formunu alma, ekose, baskı, veya örme dokuma teknikleriyle yapılır. İki veya daha fazla renkte oluşturulur.
Desenli kurdele
Tek-atkı, çift-atkı, çok atkı veya çok çözgülü kurdele; 10 mm ve 100 mm arasında genişliklerdedir; pamuk veya viskoz ipliktendir ve yüzünde jakar desenli ve kabarık ve solgun kabartma dizaynında suni ipek veya Sim sırma iplik ipliktendir. İç çamaşırı ve diğer giyim, etiket, ölçü/numara etiketleri, monogramlar, marka ve giysi etiketleri gibi çok çeşitli dekoratif amaçlar için kullanılır
Desenli örme kumaş
Arzu edilen görsel etkiyi elde etmek için, dokumasının yüzeyi çok çeşitli kabartma, renk ve dantel desenlerinde parçalara ayrılır.
Desenli şerit
Viskoz reyonundan ve pamuk ipliğinden yassı, desenli örme şerittir. Düzenli aralıklarda tutturulan kenar oluşturan verev tek bir iplik sisteminde örülmüştür. Renkli ve yumuşaktır, genellikle 4 ile 10 mm genişliğinde ve tersli yüzlüdür. Giysileri süslemek için kullanılır
Destekleme; sertleştirme;telalama
Giyside istenen görünüm, kalite ve etkiyi elde etmek amacıyla kumaşa farklı yöntemlerle tutturulan bir ara katmandır. Uygulandığı bölgeye hacim ve direnç kazandırıp, giysiye verilecek biçime katkıda bulunarak, kumaşa; dikim, yıkama, ütüleme gibi karşılaşabileceği işlemlerde destek işlevi görür. Görevleri, giysinin ön, yaka, manşet, cep ağzı, omuz vb. yerlerinde biçim ve dayanıklılığı korumak, buruşmaya yatkınlığı azaltmak ve belli bir sertlik ve form kazandırmaktır.
Terimler6
Çok filament iplik
30000 dtex’e kadar çok sayıda flamentten oluşmuş flament ipliktir(30000 dtex’ten üzeri = tow).
Çiğit (pamuk tohumu - pamuk çekirdeği)
Liflerinden ayrılmış havlı (ince tüylü) veya havsız pamuk tohumunu,
Çırçırlama
Çiğitli (kütlü-çekirdekli) pamuk elyafının, çırçır makineleri yardımıyla çekirdeğinden ayrılması, linter pamuğunun ise linter makineleri yardımıyla çekirdek üzerinden sıyrılması veya kazanılması işlemidir.
Çırçır randımanı
Elyafın kütlü pamuğa oranıdır.
Çekik
Parça ürünlerin, makinede fiziksel zorlanmalar ile yüzeysel bozunmalar (ilmek çekmeleri-iplik çekmeleri vb.)
Çubuk
Presleme makinesinde kullanılan yuvarlak ya da köşeli, belirli yüksekliği olan metal parça
Çıkrık
İplik numarasını tespit etmek amacıyla ipliğin üzerine sarıldığı çember
Çile
Çevresi belirli bir uzunlukta olan çıkrığa sarılarak oluşturulan iplik kümesi :
Çubuk/sıra yönü
Örme kumaşta ipliğin enine/boyuna (üretim yönünde ve buna dik yönde) yerleşim yönü
Çatmak
İki parçanın dikilerek birleştirilmesi
Çıma
0 - 2 mm genişlikte dikilen üst dikiş
Çıt
Dikiş birleşimini gösteren işaret ve çentikler
Çizgi taşı
Kumaşı çizmeye yarayan sabun
Çift iğne makinesi
Belli aralıklı iki iğne ve bunlara ait dikiş mekanizması ile donatılmış, aynı anda iki paralel düz dikiş sırası oluşturan makineler
Çapraz alma
Çözgü çözülmesinden sonraki işlemlerde (tahar, düğüm) ipliklerin sırasını takip edebilmek için yapılan işlem
Çapraz çıtası
Levend ile lamel arası ipliklerin paralel geçmemesi
Çerçeve
Gücü tellerini taşıyan aparat
Çözgü ipliği
Kumaşın boyu yönünde yerleştirilmiş iplikler
Çağanoz
Remayöz makinesinin alt ipliğini hareket ettiren mekanizma
Çorap desen programı
Ürün tasarımında/siparişinde belirtilen modellerin bilgisayar ortamında hazırlanmasını sağlayan yazılımlar
Çözgü
Kumaşın boyuna yerleştirilmiş iplikler
Çözgülü örme
Boyuna sütun yönünde ilerleyen iplik kullanarak birbirine bağlanmış ilmekler oluşturmak suretiyle yapılan örme kumaş imalatı şekli
Çuha Düz ve yüksek derecede parlak yüzeye sahip pamuklu kumaştır. Orta ağırlıkta, ince keskin bir şekilde döndürülmüş çözgü ipliğinden sıkı dokumalıdır. Atkı iplikleri daha yumuşak bir şekilde ve gevşek bükülmüştür. Atkıda saten dokumadır. Çoğunlukla siyahtır. Fakat aynı zamanda koyu pastel tonlarda da olabilir. Jimnastik şortlarında/pantolonlarında, iş ceketlerinde, önlüklerde ve kapitone battaniyelerde kullanılır.
Çadır bezi Kalın numara iplikten bir bez ayağı dokuma ile dokunmuş ve çözgüde daha geniş atkıyla sağlanan enine rölyef çentikli pamuklu kumaş. Emdirilmiş olduğu için çadır üretiminde kullanılır.
Çadır tarzı moda silueti Küçük, düz yakalı, dar omuzlu, bir bel hattı yükseltilmiş ve çarpıcı etek uçları ile kabarık etekli, gençler için manto ve elbise moda tarzı.
Çan biçimli pantolon; İspanyol paça pantolon
Paçaları diz hattından sonra oldukça genişleyerek çan biçimini alan pantolon moda tarzı. Paça genişlikleri 30cm’den daha fazladır.
Çan etek; evaze etek
Etek ucu çevresi kalçadan daha geniş olan, kalçadan aşağıya doğru genişleyerek dökülen etek. Birden fazla parçadan oluşur.
Çan etek;parçalı etek
Katların kalça çevresinde çan şeklini oluşturması için yan hatlardan etek uçlarına doğru belirgin şekilde genişleyen etek; tipik özelliği birden çok parçadan oluşmasıdır ve bazen açı oluşturacak şekilde kesilir
Çan silüet
Üst kısmı dar, alt kısmı etek ucuna doğru çan biçiminde genişleyen kadın giyimi moda tarzı. Doğal görünümü dikkat çekici özelliğidir.
Çan şeklinde kırma
Giysinin bol kısmına geçişi sağlayan katlanmamış, ütülenmemiş kırma ; giysinin yüzeyinde dalgalanma oluşturur. Genellikle süsleme amaçlıdır, fakat elbise, etek palto gibi kadın giysilerinin fonksiyonel bir öğesidir.
Çapraz Dimi
Farklı yönlere doğru yükselen iki uçlu dimi dokumanın çarpı şekli oluşturan yivler halinde tekrarlı bir şekilde dokunması ile elde edilen dimi örgüsünden türetilen örüdür.Bu dokuma, pamuklu ve yünlü kumaşlarda kullanılır. Fantazi çapraz dimi dokumalar ise kumaşta dokuma efekti oluşturan desen tekrarının sabitlenmemiş orta kısmı ile takviyeli veya tekli bağlama yapan çapraz dimilerden elde edilmektedir. Bu dokuma bayanların pamuklu kumaşlarından oluşturulan elbiselerinde ve modaya uygun yünlü mantolarının kumaşlarında kullanılır.
Çapraz desenli tafta
Biraz sert tuşeli, metalik parlaklığa ve ince, çapraz görünümü olan, iplik sıklığı fazla ipek tipi kumaş; farklı çapraz desenli bir bez ayağı dokumadadır. Bayan elbiseleri için kullanılır.
Çapraz çizgili kumaş deseni
Atkı renginden oluşmuş aynı veya farklı genişliklerde ve renklerde çapraz çizgili, dokuma veya baskı kumaş deseni.
Çarliston (charleston) giyim tarzı 1920’lerde oldukça popüler olarak kullanılan bir giyim tarzıdır. Elbisenin düz hatları, bedeni sıkı şekilde sarması ve büzgülü etek kısmı bu tarzın en belirgin özellikleridir. Genellikle kadın elbiselerinde kullanılmıştır. 1980’lerin başında bu tarzın geri dönüşü görülmüştür.
Çarşaflık Orta gramajlı, orta kalınlıkta iplikten, yüzeyinde bariz şekilde görülebilen bezayağı dokumadan dokunmuş pamuklu kumaş . Tipik şekilde mavi, kırmızı, pembe ve mor dikey çizgilere sahiptir; bazen küçük ekose ve dokuma efektleri ile süslenir. Yatak takımlarında ve bazı desenleri kadın bluzları, yazlık elbiseler ve deniz giysilerinde kullanılır.
Çekici görünüm Daha çok elbisenin arka bölümünde bulunan geniş dekoltesiyle göze çarpan kadın modasıdır. Taklit taşlarla süslenmiş lüks kumaşların kullanımı dikkat çekici özelliğidir. Bayan vücut hatlarını dışa vuran dar çizgileri, 1950’lerin abiye giysilerinde moda tarafından esin kaynağı olmuştur. “Glamour” kelimesi, zamanın Hollywood film yıldızlarının yaşam tarzlarını açıklamak için kullanılmıştır.
Çekmeli kumaş
Bir ya da birden fazla tülbentten oluşan tekstil kumaşıdır. Çekme sırasında oluşan kimyasal etkilere karşı fiziksel olarak güçlendirilmiştir.
Çekmezlik apresi
Yıkama sırasında kumaşı buruşmadan korur; özellikle ipek veya viskoz liflerden üretilen kumaşlarda kullanılır. Temelinde özel hazırlanmış maddeler vardır.
Çift atkı ipliği; çift çözgü ipliği
Dokuma sırasında iki atkı / çözgü ipliğinin tekmiş gibi dokunmasıdır
Çift atkı ipliği ( atkı çekme)
Dokuma sırasında mevcut atkı ipliği ile ekstra bir atkı ipliğinin atılmasıyla oluşan hatadır. Dokuma genelinde bazı bölgelerde atkı ipliği çift atılmıştır.
Çift atkılı kumaş
Bir çözgü ve çift atkının (üst ve alt) dokunmasıyla oluşan kumaş, bunların her biri kumaşın kalınlığını artırmak veya yüze desen yapmak için farklı bir dokumada oluşturmaktadır.
Çift iplik
Bu iplik iki veya daha fazla iplik grubu veya tek ipliğin bükülerek üretimi sırasında başta örneğin ring iplik çekme makinesinde bükülmesiyle oluşturulur. Bükme her bir ipliğin plise bükme tarafından birlikte büküldüğü bir bükme makinesinde uygulanır. Her bir ipliğin bükülme sayısına bağlı olarak çift bükülmüş, üçlü bükülmüş vb. diye adlandırılır. Tek aşamada bükülmüş ipliklerden farklı olarak, çoklu aşamada bükülmüş iplikler tekrarlı bükülerek yapılır. Çiftli iplikler düzenli bir bükme yoluyla yapılabilir. Düz bükme veya farklı renk veya hacimlerdeki tekstüre ipliklerde olduğu gibi...
Çift plaka jarse
Ön ve arkasında düz 1.1 örgü bulunan kumaştır. Ön ilmek sıraları arka ilmek sıraları ile değiştirilir. Bu temel dokuma, iğnelerin gruplanmasıyla ve mevcut desenlere bağlı olarak çok değişik şekilde geliştirilebilir. Materyalin türüyle uyumlu olarak çok geniş yelpazede giyim çeşidinde kullanılır.
Çift yüzlü
Tek renkten fazla (genellikle iki) ağır çift taraflı ipekli kumaş; yüzü, arkası üzerinde olumsuz bir yapıya sahiptir; bezayağı dokuma ile çift taraflı kumaş üretim teknolojisi ile üretilmiştir. Bayan elbiseleri, takımlar ve paltolar için kullanılır. Adını Fransızcadan almıştır.
Çift yüzlü giysi
Giysinin hem iç ve hem dış yüzeyinin giyilebildiği giysilerdir. Giysinin iki tarafının renkleri, desenleri veya kullanılan kumaşlar farklı olabilir. Çift taraflı giyilebilir giysilerin iki tarafı da kullanılabilir kumaşlardan üretilir. Özellikle ceket, kaban gibi giyimler çift tarafı kullanılabilir olarak üretilen ürünlerdir
Çift yüzlü kumaş (1) Yumuşak tuşeli ve içi şardonlu, genellikle pamuklu, bazen de yünlü olan hacimli kumaş. Üretiminde bir çözgü ve iki atkı kullanılır. Yüzü ve tersi aynı dokumaya sahiptir fakat atkıların renkleri değişir, böylece yüz tarafındaki atkı bir renkli ve arka tarafındaki atkı ise iki renkli olur. Çözgü ve atkının bağlantı noktaları birbirini kapatmalıdır ki birbiri içinden gözükmesin. Çift atkı iplikli kumaş, sabahlık, ev elbisesi, vs.nin üretiminde kullanılır.
Çift yüzlü kumaş (2)
Yüzü ve tersi kullanılabilen kumaş için genel terim; Dublüfas kumaşta, oyuk dokuma bulunur ve tersli yüzlüdür. Yüz ve ters görünümündeki fark, özel dokuma teknolojisiyle elde edilir
Çift çözgülü kumaş
Orta gramajlı, iplik sıklığı, dokuma, renk ve kullanılan malzeme farklılıklarından kaynaklanarak ön ve arka yüzü aynı ya da farklı olabilen, bir atkı ve iki çözgü ipliğinin kullanılmasıyla elde edilen genellikle ipekli veya pamuklu kumaş. Az sayıda çözgü teli kullanılmasıyla yüzeyde daha küçük desenler elde edilebilmektedir.
Çile
Farklı çilelerden gelen ipliklerle bağlanan, genellikle uzunlukları önceden belirlenmiş onlu çile ipliklerinin bir koleksiyonudur
Çin Jütü Ebegümeci familyasına ait, bir yaş veya üzerindeki bitkilerin gövdesinden elde edilen liftir. Bir gövde %10 ile %30 arasında lif kapsar ve çuval ipi, halat ve kâğıt yapımında kullanılır. Aynı zamanda ticarette Çin jütü olarak bilinir. Bu bitki doğu Asya kökenlidir.
Çin bezi (nankeen) Kalın ve sağlam pamuklu kumaş ;koyu çözgü ve açık atkı ipliğinden bezayağı veya dimi dokuma tekniği ile üretilir. Yazlık giysi ve özellikle spor tarzda pantolon üretiminde ve cep astarı olarak kullanılır.
Çingene görünümlü; çingene tarzı giyim Birkaç kat farbela ve şerit dantelden oluşan, katları ve hareketli etek ucu ile ayırt edici özelliğe sahip, Çingene halk kostümünü yansıtan giyim tarzı. Büyük oval bir yakası olan bluzun göğüs altında bol kıvrımları vardır. Elbiseler canlı renklerdedir; aksesuar olarak gümüş ve yapay mücevherat bolca kullanılır.
Terimler5
Calico; Kaliko
Seyrek, düz, genellikle orta bükümlü ipliklerden bezayağı dokuma tekniği ile üretilen orta gramajlı pamuklu kumaştır. Piyasada baskılı hali de dahil olmak üzere pek çok çeşitleri bulunur. Ucuz maliyetli çocuk ve kadın giysilerinde, önlük, dekoratif eşya ve bayrak üretiminde kullanılır.
Cam tafta
Belirgin, ince, verev ribsleri ve metalik bir parlaklığı olan, bezayağı dokumalı, biraz sert ipekli kumaştır. Tipik olarak atkı ve çözgüde farklı renkler kullanılır. Bayan elbiselerinde kullanılır.
Camelot
Yumuşak, orta gramajlı(dimi yada saten dokumalı) dokumayı kapatan bir hav yüzeyi olan yünlü kumaştır. Karakteristiği rengi deve tüyüdür ve kamgarn yünlü ipliklerle farklı yüzdelerde deve tüyünün karıştırılmasıyla üretilir. Bayan ve erkek paltolarında kullanılır. Terim Almanca deve anlamına gelen ‚kamel‘ den gelmektedir.
Cannele ripsi; Yivli- oluklu rips kumaş Ripse benzer çeşitli genişliklerde yivleri olan, genelde yünlü kumaşlar için kullanılan ad. Yiv genişliği farklı şekilde gruplanabilir.
Canton kumaş Yumuşak bükümlü kamgarn ipliğinden bezayağı dokuma tekniği ile dokunmuş,hafif parlak, ince, şeffaf, hafif gramajlı pamuklu kumaş . Kadın giysilerinde ve iç giyim üretiminde kullanılır. Adı Çin’deki bir şehirden alınmıştır.
Cardigan; Örme hırka
Yakasız veya kayık yakalı, en az bir cepli, önden boydan düğmeli ve kollu örme ürün. Hırka, kırışmayı ortadan kaldıran düz sağlam bir kenar şeridine sahiptir. Yelekten ve düğmeli büyük boy polo tişörtten farklıdır. Genellikle uzun kolludur.
Ceket (1) Bedeni gevşek şekilde saran, boyu kalçaya kadar, açık veya kapalı bedeni örten kollu giysiler için ortak kullanılan ifadedir. Genellikle astarsız ve vatkasız basit şekilde çalışılır.
Ceket (2)
Erkek ve kadın takımlarının bir parçası olan, ön bedeni kapamalı, kollu, kısa üst giysi. Genellikle astarlıdır (yazlık ceketler yarım astarlıdır), fakat astarsız da olabilir. Daima uzun kollu, klapalı yakalı ve ceplidir. Boyu modaya göre şekillenir, ama genellikle belin altında bir boydadır. Mono (tek sıra düğmeli) veya kuruvaze (çift sıra düğmeli) kapamalı olabilir. İlk olarak 19. yüzyıl sonlarında İngiltere’de giyilmiştir. Bu ilk giyilen ceketler vücuda sıkı oturan, Gotik jerkin ceket tarzındayken, zaman içerisinde bir çok değişikliğe uğrayarak günümüzdeki şeklini almıştır.
Ceket takım
Takım ceketi, takım pantolonu ve bir de takım yeleği olmak üzere üç parçadan oluşan klasik erkek takımıdır. Çeşitli resmi faaliyetlerde giyilir. Dünyaya İngiltere’den yayılmıştır. Bir silindir şapka veya diğer siyah şapkalarla giyilir.
Cep Küçük kişisel eşyaları koymak için veya süsleme amaçlı kullanılan, giysiye açılan yarıklara dikilerek veya giysi üzerine eklenerek oluşturulan torba. Farklı biçimleri olan ceplerin belirli giysi türleri üzerinde standart biçimleri vardır. Bantlı cep , körüklü cep , aplike cep , bel cebi , kapaklı cep , uzunlamasına cep , yarık-yarma cep , uçları zımbalı cep , dikişten açılan cep , fletolu cep temel cep çeşitleridir.
Cep mendili
Modaya uygun olarak, ceket veya paltoların göğüs ceplerinde çeşitli şekillerde katlanarak kullanılan dekoratif mendiller. Renkleri giysilerle uyumludur. Kravat setinin bir parçasını oluşturabilirler, kravat ve mendilin rengi genellikle aynı veya kombinedir.
Cep torbası
Dikişten açılan cep veya yırtmaçlı cebin bir parçası. Bir veya iki parça olabilir.
Cepken Bazen kısa kollu olabilen hafif, uzun erkek ceketi;halk giysilerinin bir parçasını oluşturur, bazı durumlarda kadınlar tarafından da giyilir.
Ceplik
Parlak, dört bağlı çift yüzlü dimi dokumadan 2 ye 2 dimi olarak bilinen düz, hafif gramajlı pamuklu kumaştır. Astar olarak özellikle cep astarı olarak kullanılır.
Ceplik; cep kumaşı Orta incelikte iplikten, dimi veya bezayağı dokumadan dokunmuş, düz, parlak yüzeyli ipekli veya pamuklu kumaş için sıklıkla kullanılan isimdir. Cep torbaları için kullanılır.
Chanel boy; Chanel tarzı giysi boyu
kişiye özel giysi dikiminin (Haute Couture) kurucularından Paris‘li önde gelen tasarımcı Coco Chanel’in tasarımlarında uyguladığı ve diğer tasarımcılar tarafından oldukça yaygın olarak kullanılan bir elbise boyudur. Yaklaşık olarak dizin üç parmak altında etek boyudur.
Chanel tarzı giyim; Coco tarzı giyim Kamgarn iplikten üretilmiş (özellikle yünlü tüvit) kumaşlardan genellikle takımlara uygulanan kadın giyim tarzıdır. Ön kapama, cep, yaka, kol ağzı ve yırtmacının kenarlarına şerit(örgü şerit), kadife kurdele veya farklı kumaş bantlar ile süslenmesiyle kontrast oluşturan tasarımındaki sadelik ve konfor ile öne çıkan bu tarz tanınmış Paris’li moda tasarımcısı ve ünlü Haute Couture salonunun sahibi Coco Chanel tarafından yaratılmıştır. Chanel’in kanaatine göre bu takım her kadında olması gereken bir takımdır. Bu giysinin 50 yıldan daha uzun bir zamandır popüler olması da bunu kanıtlamaktadır
Chesterfield palto Tek sıra kapamalı, gizli patlı, bedene çok sıkı oturan düz şekilde biçimlenmiş erkek paltosudur. Boyu diz altında, açık veya koyu gri renkli kumaşlardan üretilen kasaba giysisidir. Lord Chesterfield’ın Hindistan valisi olduğu zamanlarda kullandığı giysi olduğundan bu isimle anılmaktadır.
Chinos pantolon
Boş zaman için tasarlanan genellikle krep kumaştan yazlık pamuklu pantolonlar, pantolonlardan daha çok günlük giysidir , fakat kotlardan daha resmidir. Blazer ceket ve [birlikte kullanılır.
Cımbar izi
Kenara yakın bölgelerde cımbar delikleridir.Bu Dokuma kumaşlarda istenmeyen hatalardan biridir.
Cool Wool Kamgarn iplikten üretilen 200g ve yukarı gramajlı, gözenekli, çok ince yüzde yüz yünlü çok hafif kumaşlar için Uluslararası Yün Birliği (IWS)tarafından öngörülen slogan terimdir. Bu kumaşlar mevsimlik erkek takımlarında ve kadın giysilerinde ve kadın takım elbiselerinde kullanılır.
Core-spun Optex ipliği
Spandeks elyaftan elastik bir nüvesi olan ve diğer tekstil materyallerinden bir kez veya iki kez etrafında dolanan iplikler olan nüveli ipliktir.
Côtelé kumaşı
Tuşesi kaba, sert, genellikle çözgü yerleştirmeli dimi sırtlı dokuma ile elde edilmiş geniş dikey ripsleri olan pamuklu veya yünlü kumaştır. Genellikle bayan mantoları ve kabanlarında kullanılır. Terim kumaşın yüzeyini ifade eden Fransızca "côtelé" (= yivli)kelimesinden gelmektedir.
Cağlık ( kafes )
Makineye beslenecek bobinlerin dizildiği sehpa.
Cetvel
Kullanıma uygun uzunlukta, düzgün kenarlı, cm aralıklı çizim araç
Cımbız
Çok iplikli makinelerde iplik geçirmeyi sağlayan küçük maşa
Conta
Pantolon arka parçasına form vermek için kalıbın bölünmesi
Caraskal
Yük kaldırmaya yarayan diferansiyel palanga
Caipo
Farklı renkteki fitillerin birleştirildiği bir çeşit fantezi iplik üretim makinesidir.
Terimler4
AÇIK EN BOYAMA SİSTEMİ: Kumaşın konfeksiyonda kullanılan eninde boyanması
BOBİN: Masuralar üzerine sarılı durumdaki belli bir miktar iplik
BOYA ÇÖZELTİSİ: Boyarmadde, kimyasal madde ve sudan oluşan boyama işlemine yarayan belirli bir pH değerine sahip karışım
BOYAMA KAZANI: Boyama makinesinde ürün, boyarmadde ve kimyasalların konulduğu yer
BOYAMA REÇETESİ: Boya banyosunun içindeki maddelerin isimlerini ve niceliklerini, boyama yöntemi ve koşullarını belirten yazılı kısa bilgi
CARASKAL: Yük kaldırmaya yarayan diferansiyel palanga
ÇEKİK: Parça ürünlerin, makinede fiziksel zorlanmalar ile yüzeysel bozunmalar (ilmek çekmeleri-iplik çekmeleri vb.)
ÇUBUK: Presleme makinesinde kullanılan yuvarlak ya da köşeli, belirli yüksekliği olan metal parça
DUBA: Pres makinesinde içi boş kalan tops/bobin taşıyıcılarında, boş kalan yerleri doldurmaya yarayan dolgu malzeme
FİLTRE: Parça ürünlerin ana kazandan, pompaya gitmesini engelleyen süzme tertibat
GÖZ: Boyama makinelerinin kapaklı her bir bölümü
HALAT SİSTEMİ: Kumaşın halat (tüp) şeklinde boyanması
ISG: İş sağlığı ve güvenliği
İLAVE KABI (KAZANI): Boyama makinesine aktarılmak üzere boyarmadde ve kimyasalların konulduğu yer
KANCA: Malzemeyi çekmeye yarayan ucu çengelli demir çubuk
KAP: Boyarmadde ve kimyasalların içine konulduğu kap
KILAVUZ BEZİ: Kontinü boyama makinelerinde boyanacak kumaşın makinenin uygun noktalarından geçmesi için sürekli olarak makine üzerinde tutulan kumaş
KIRIK: Boyanmış ürünlerde, basınç-sıcaklık gibi etmenlerle istenmeyen izlerin oluşması
KİŞİSEL KORUYUCU DONANIM (KKD): Çalışanı, yürütülen işten kaynaklanan, sağlık ve güvenliği etkileyen bir veya birden fazla riske karşı koruyan, çalışan tarafından giyilen, takılan veya tutulan tüm alet, araç, gereç ve cihazlar
KONTİNÜ SİSTEM: Emdirme metoduna göre boyama
LOT: Tanımlanmış tip ve kaliteye sahip malzeme grubu
NUMUNE: Herhangi bir maddenin bütün özelliklerini içeren küçük bir örneği
PARÇA: Boyanacak hazır giyim ürünü
PARTİLEME: Benzer özellikteki malzemeleri bir araya getirerek işlem için hazırlama
PARTİ NUMARASI: Bütün özellikleri aynı olan ve tek seferde üretilen ürünlerin fabrika içinde sahip olduğu numara
pH DEĞERİ: Bir sıvının asitlik, bazlık derecesini gösteren değer
pH METRE: pH değerini ölçen aleti veya kağıt
PRESLEMEK: Malzemeyi mekanik olarak sıkıştırma işlem
REFAKAT KARTI: Ürünün temel özellikleri ile birlikte boyanacak ürüne uygulanacak işlemlerin sırasıyla belirtildiği çizelge
RULO: Karton silindirlere sarılmış kumaş
SANTRİFÜJ: Boyanan veya yıkanan parça ürünlerin üzerinden fazla suyun döndürülerek atılması işlemi
SPEKTROFOTOMETRE: Bir rengin farklı dalga boylarındaki açıklık/koyuluk, derinlik ve parlaklık/matlık değerlerini nicel olarak gösteren cihaz
TOPS: Taranmış elyaf bantları
TOPS/BOBİN TAŞIYICISI: Bobinleri/topsları makinelere taşıyabilmek için kullanılan araç
Terimler3
Baby-doll Aynı isimdeki sineme filminden adını almıştır. Çocuksu, masum silueti ve giysideki oval yaka açıklığı ile diz boyu arasında, oluşturulan yoğun büzgü ile belirginleşmiştir. Kollar kısa ve genellikle kabarıktır. Bu tarz 1950’lerde genellikle bayan geceliklerinde popüler olmuştur.
Bahar giysisi Kadınlar ve erkekler için, genellikle hafif gramajda, serin tutan ve açık renkli, yapıştırılmış havlı tekstil kumaşlarından üretilmiş çeşitli giysilerdir. Bu giysiler yarım veya tam astarlı olabilir ve baharda giyilmek için tasarlanır.
Bahriyeli bluzu Omuzdan sırta kadar inen geniş, dikdörtgen veya kare biçiminde devrik yakalı bluz. Yakanın ön parçası sıkıca bağlanarak denizcilerin boyun bağına birleştirilir.
Bahriyeli yaka
Omuzdan sırta kadar uzanan geniş, dikdörtgen veya kare devrik yaka, genellikle bantlarla/şeritlerle süslenir. Yakanın ön parçası şal gibi bağlanarak birleşir. Kadın ve çocuk giysilerinde moda öğesi olarak kullanılır.
Bal peteği dokuma
Bir dimi dokumadan yaratılır, tipik olarak çapraz bir sıra veya dikişli dimidendir; isteğe bağlı kompozisyondan da oluşabilir. Kumaş üzerinde kabarık bir yüzey oluşturur, genellikle ufak kare şeklindedir, konturları yükseltilir ve merkezler derinleştirilir. Pamuk kumaşlarda (el havlusu gibi) ve yün kumaşlarda kullanılır.
Bal peteği kumaş
İyi emiş güçlü, derinleştirilmiş yüzeyli, kabarık, gevşek bal peteği dokumadan oluşturulan kabarık yüzeyli, geometrik şekilli, yumuşak pamuklu kumaş. El ve banyo havlusu ve bazı bayan moda giysilerinde kullanılır. İsmi, üretiminde kullanılan bal peteği dokumadan gelmektedir.
Balen; iç teli
Yaka , korse ve sutyenlerin desteklenmesi için kullanılan plastik materyal veya çelik yay.
Balon etek Belden veya kalçadan sonra genişleyen eteğin uçları toplanarak, balona benzeyen bir silüet kazandırılan ve belirli dönemlerde moda olan genç tarzı etektir.
Balıklı iplik; alevli iplik; nopeli iplik İplik boyunca efekt iplikleriyle aralıklarla oval (alev, düğüm) şeklinde, oluşturulmuş hacimli dekoratif efektli fantazi iplik
Balıksırtı deseni
Farklı genişliklerdeki kırık bir dimi dokumada oluşturulan kırık ribsli desendir. Sıklıkla atkı ve örgüde kontrast ipliklerin kullanımıyla vurgulanır. Bu desen yünlü ve pamuklu kumaşlarda sık kıllanılanlardan biridir.
Bandura mekanik tekstürizasyon
Sentetik liflerden elde edilen dokuma ve örme kumaşların, opak, esnek ve plastik güzel bir yüzeye sahip olmaları için uygulanan özel mekanik işlemdir. Konik ısıtıcı silindirler, su ve sıyırıcı plakalar aracılığı ile kumaş ezilir ve biçimlenir.
Bant
10mm’ye kadar genişliği olan, dar tekstil kumaşı ; çeşitli malzemelerden yapılır ve teknik amaçlar için kullanılır.
Terimler2
A-silüet
Genellikle kadın giysilerinde kullanılan bir giysi formudur. Farklı kol türleri ile kullanılmakla birlikte,silüette raglan kol sıklıkla kullanılır. Kemer kullanılmadığı için, giysiler etek ucuna doğru genişler. Giysilerin şekli A harfine benzer.
Aba (kumaş) Tuşesi sert ve kaba; ağır gramajlı, dayanıklı yünlü kumaş. Kalın dimi dokuma yapısına sahiptir.
Ada canvas; Java canvas (branda bezi)
Kaba bükülmüş ipliklerden ince, sert orta gramajda pamuk kumaş; bezayağı veya Panama dokumadadır, hatta iplikler arasında boşluklar vardır. Elle nakışta kullanılır.
Adria (yünlü dokuma) Yumuşak tuşeli, orta gramajlı yün kumaştır. Hafif keçeleştirilmiş olan bu kumaş ince açılı aralıklarıyla diğer kumaşlardan ayırdedilebilir. Saten dokumadan türetilen bazı çeşitleri(a., granit veya açılı rips) erkeklerin resmi takım elbiselerinde, kadınların elbise ve takım elbiselerinde kullanılır. Doğal ipekli bir kumaş olarak da bilinir.
Adria sateni
Saten dokuma temelinde, birkaç bağlama noktasının güçlendirilmesinden elde edilmiş saten türevli bir dokumadır. Yapısı açılı rips desenlerine benzer. Çoğunlukla yün kumaşlarda kullanılır.
Adımlı dimi
Dimi dokumadan türetilmiş; açılı ve takviyeli sıraları olan iki, üç veya dört adımlı dimi oluşturacak şekilde dokuma yapısının düzenlenmesiyle elde edilen takviyeli ve İplik yöntemi ile yeniden düzenlenmiş dimi yüzeylerdir. Bu dokuma pamuklu, ipekli ve yünlü kumaşlarda,kullanılmaktadır . En bilinen fitilli kadife ve gabardindir.
Aerobik Giysisi, Jimnastik mayosu Orjinali astronot ve pilotlar için direnç eğitiminde denenmiş ve daha sonra disko, müzik, dans, jimnastik ve egzersizlerde kullanılan giyim türüdür. Çorap gibi sıkı dokumalı, vücut hareketlerini kolaylaştırmak için elastik ve esnek olarak tasarlanmıştır. Bu giysi 1980’lerde çoğunlukla fiziksel eğitimlerde kullanılmıştır.
Afgalin
Hafif ve orta gramajlı, yumuşak yünlü kumaştır. karakteristik olarak S bükümlü ve Z-bükümlü çözgü ve atkı ipliğinin değiştirilmesiyle elde edilen ışık yansıması sonucu gölgeli, ince, boyuna çizgileri vardır. Bezayağı dokumalı ve ağırlıklı olarak tek parça şeklinde boyanmıştır. Kamgarn ve ştrayhgarn iplikten, bazen de her iki ipliğin karışımından üretilmiştir. Bu kumaş, kadın giysilerinde kullanılır. Adı orijinal olarak üretilmiş olan Afgan yününden türetilmiştir.
Afinite
Renklendirilebilme; Belirli bir tekstil hammaddesi tarafından boyarmaddelerin veya yardımcı kimyasalların alınma kapasitesi, alınma şekli ve materyalin boyarmaddeyi çekebilme yeteneğidir. Afinite, boyarmadde veya tekstil yardımcı maddelerinin liflere olan ilgisi, aralarındaki çekim kuvvetleri ve bağlanma enerjisi hakkında fikir veren değerdir.
Agav lifi Amaryllidaceae familyasına (Amerika kökenli) ait olup, bir yıldan daha yaşlı, yumuşak-sıvı dolu yaprakları 1 ile 1,8 m uzunluğunda olan tropikal bitkilerden elde edilen tekstil lifidir. Bunların içinde en önemlisi olan sisal, su geçirmeyen, parlak, beyaz yapraklara sahiptir. Halat ve kordon üretiminde kullanılır.
Agraf
Giysi parçalarını bir arada tutmak için kullanılan tutturucunun orijinal adıdır. Bu ifadenin kullanımı, daha sonraları giyside kullanılan diğer aksesuarları da içerecek şekilde genişletilmiştir.
Ajur (1)
Komşu iğnelerin çengellerinin kullanımıyla yaratılan dantelli, delikli desenli süprem örgü. Çengel gözcüklerinin transferiyle bir ağ desen oluşturulur; gözcüklerin beraber çekilmesiyle birlikte ise bir kabartma desen oluşturulur
Ajur (2)
Jakar delik desenli, tek renkli keten kumaştır.
Akordiyon deseni
İlmik sırası deseni iki veya daha fazla renkten oluşan, tek yüzlü atkılı örme kumaş. Tersi, aynı renkte geniş dolgu ilmiklerinden oluşur. Spor giysilerde ve aksesuarlarda kullanılır.
Aksesuar
Kişisel zevklere ve modaya göre şekillenen, giysilerle uyumlu, giysiyi tamamlayan unsurlardır. Giysilerde farklılık yaratmak ve uyum içerisinde bir bütünlük sağlamak için kullanılır. En önemli aksesuarlar şapka , kep , şal , fular/eşarp , eldiven , kısa çorap and uzun çorap vb. olarak sıralanabilir.
Alacalı desen; ebruli desen Baskılı çözgü iplikleri ve tek renk atkı ipliklerinin dokunmasıyla oluşturulan belirgin olmayan ve zemine düşen gölgeler şeklinde desendir. Böyle bir desen daha çok ipekli ve dekoratif kumaşlarda kullanılır. Ebruli dokuma genellikle hazır giyim ( konfeksiyon ) kumaşlarına baskı şeklinde taklit edilir.
Alevli fantezi iplik
Üzerinde alev şeklinde bazen renkleri değişen kısa veya uzun takviye bölgeleri olan fantazi ipliktir.. Kondenser tarakta esas malzeme üzerine fitil parçaları veya yapaklar ekleyerek oluşur. Dublajda da elde edilebilir böylelikle fitil (veya belli uzunluktaki iplik) iki iplikle dokunabilir.
Alkantara Ticari adı Japon kökenli olan sentetik velur kumaştır. Hava geçirgen, hafif ve yıkanabilirdir. Genellikle dekoratif amaçlı kullanılmasının yanında giysilerin üretiminde de velour kullanılır. Tek renge boyanabilir ve baskı yapılabilir.
Alpaca
Döküntü, yarım yünlü artıktan (nadir) düşük değerli iplik.
Alpaka (1) Bezayağı veya Panama dokumadan dokunmuş, yüzeyi ince havlı ipekli, kalın, parlak, orta gramajlı kumaştır. Çözgüde rayon, atkıda ince pamuk veya yün iplik kullanılan bu kumaş genellikle bayanların elbise ve ceketlerinde kullanılır.
Alpaka (2) Kumlu bir tuşe ve parlaklık özelliğine sahip yünlü kumaş tır. Çözgüsünde moher, veya parlak yün iplikleri, atkısında genellikle siyah renkte bükülmüş pamuk ipliği bulunur. Geçmişte bu kumaş önlüklerde ve erkek takım elbiselerinde çok sıklıkla kullanılmıştır.
Alpaka (3) Güney Amerika devesinin yünüdür. Alpaka yünü, ince, yumuşak, parlak ve hafifçe dalgalı olma özelliğiyle diğer yünlerden ayırt edilir. Değerli ipliklerin üretiminde kullanılır.
Alpaka tafta
Alpakanın bir rimitasyonu olan ipek cinsi kumaştır. Tuşesi biraz sert olan bezayağı dokumadan, hafifçe parlak ve ince ribslidir. Çözgüsü pamuk iplikten ve atkısı reyondur. Bayan elbiselerinde kullanılır.
Alpaka yün Güney Amerika Andlarında genellikle 6000 m civarı yükseklikte yaşayan bir deve ailesinden geviş getiren canlının ince, yumuşak, parlak, alpaka kılları. Hayvanın derisindeki tüyleri etrafına sağladığı adaptasyonun bir sonucudur. Kırpma işlemi sert koşullara karşı korumayı sağlamak için, her iki yılda yalnızca bir kez yapılmaktadır; elde edilen ürün 2kg ila 4 kg arasındadır. Deve yününden taranmış ipliklerden yüksek kaliteli ve sırlı kumaş üretimlerinde kullanılmaktadır. Alpaka yününden üretilen kumaşlar da aynı ismi taşımaktadır.
Alpli ceketi Şeklini Bavyera ve Avusturya seremonik giyiminden alan spor ceket. Bele kadar olan ceket, metal düğmeleri, şeritli kenarlarının ve ceplerinin farklı renkleriyle diğerlerinden ayrılır. Genellikle tek sıra düğmeli (mono) kapaması vardır, klapasızdır ve dik yakalıdır.
Alt iplik Üç kere kıvrılmış, parafinli, bükülmüş ipliktir. Makine dikişinde alt iplik olarak kullanılır.
Alta moda İtalyan tarzı terzilik, Roma ve Floransa’daki moda evleri ve önde gelen tasarımcıları bir araya getirmiştir. Modelleri, özellikle erkek giyim modelleri, dünya modasını belirlemektedir ve sonraki dönemde giyim endüstrisinde büyük etkisi olmuştur.
Amerikan kolevi Boyun açıklığına doğru sivrilerek birleşen (konikleşen) kol oyuntusu. En çok bluzlarda ve bayanların yazlık giysilerinde kullanılır. Bu ayrıntı 1980’lerin sonunda kadın giysilerinde moda akımı olmuştur.
Ampir robalı giysi, imparator tarzı giysi Göğüs kısmı belirgin bir şekilde vücuda oturan ve göğüs hattı altında büzgü ile bollaşan bir elbisedir. Bu elbisenin şekli İmparatorluk döneminden (1804-15)esinlenmiştir.
Ampir tarzı giyim, İmparator tarzı giyim Napolyon döneminden (1804-15) kalan giysi tarzıdır. Tüm Avrupa’yı hızla etkisi altına almıştır. Düz, gösterişsiz, klasik hatlı ve küçük yaka formuyla popüler olmuştur. Çok hafif gramajlı kumaşlar yerini daha sıcak kadifelere , brokarlara ve düz kumaşlara bırakmıştır. Kadın giyiminde eskiden kuyruklu olan etekler ortadan kalkmış, bel hattı daha yukarıya çıkmış ve gömlek benzeri kesimli, bilekleri geçmeyen etekler moda olmuştur. Natürel renkler ve giysilerin beyazlığı yeniden öne çıkmış ve giysiler genel olarak bir kaşmir şal ve mücevherlerle tamamlanmıştır. Erkek giyiminin daha basitleşmiş ve daha sadeleşmiş olduğu görülmektedir. Pantolonlar şekil olarak çok küçük değişiklikler geçirse de boyları uzamış ve önce botların içerisine sokularak daha sonra da bilek hizasında serbest bırakılarak kullanılmışlardır. Pantolonla birlikte kullanılmak üzere, belde, yüksek ve devrik yakalı ve geniş klapalı smokin ceket kullanılmaya başlanmıştır. Bu giysi yelekle tamamlanmış ve soğuk havalarda gerektiğinde ceketin üzerine kısa bir kaban yada palto giyilmiştir.
Angora Tuşesi yumuşak ve hatta sabun gibi kaygan olan orta gramajlı yünlü verilen addır. Bezayağı, dimi ya da saten dokumadan hafif tüylerle kaplı kumaş. Değişik ölçülerde, Ankara tavşanının tüyünden üretilmektedir; tuşesi ve daha uzun lifleri ile diğer yün liflerinden ayrılmaktadır. Bayanların kıyafetlerinde ve kostümlerinde kullanılmaktadır. İsmi, Ankara tavşanının tüyünden türetilmiştir.
Angora Yünü Kırkma ya da tüylerin alınması yoluyla Ankara tavşanından elde edilmektedir. Yetiştirildiği asıl alanlar Avrupa ve Doğu Asya’dır. Doğal yaşam alanı Türkiye ve Karadeniz Bölgesi’dir. Ankara tavşanı, 19. yüzyılın ikinci yarısında Fransa’dan Orta Avrupa’ya taşınmıştır. Angora yünü yumuşak, hafif ve göreceli uzun (60 mm’yi geçebilir) lifleri ile bütün yün türleri arasında en iyi tekstil liflerinden biridir. Yıllık 0,9 kg ila 1,1 kg arasında verim alınmaktadır. Kumaşların ve örgü mamüllerin üretiminde, genellikle % 100 oranında yün ve diğer liflerin karışımları ile kullanılmaktadır. Agoradan üretilen ürünler, hafiflikleri, yumuşaklıkları ve sıcak tutmaları ile bilinmektedirler. Büyük ölçüde hastaneler için yatak kumaşı üretiminde kullanılır.
Anorak (1) kapişon dikilmiş, Kuzeyli tarzında kısa spor ceket. Modelleri genellikle astarsız, dökümlü ve düz-kesimlidir. Çoğunlukla pamuktan ya da sentetik kumaşlardan yapılmaktadır.
Anorak (2) Kısa ergonomik özelliği ön planda spor cekettir. Kapama türlerine sahiptir. Anorak uzunluğu onun işlevine göre belirlenir; belde ve daha düşük uzunlukta dikilir. Çeşitli kumaşlar ,örme Kumaşlardan, kürkler, sentetik deriler veya derilerden üretilir.
Antistatik terbiye
Sentetik ipliklerin, dokuma ve örme kumaşların giyilmesi ve üretimi sırasında oluşan elektrostatik yükün istenmeyen etkilerden uzaklaştırılması için kullanılmaktadır. Elektrostatik yük, istenmeyen yapışkan bir güç ve dolayısıyla kötü bir görünüm oluşturmaktadır. Antistatik terbiye, etkisi geçici ya da kalıcı olabilen antistatik bir kimyasal işlem aracılığıyla uygulanmaktadır.
Antrasit
Giysi kumaşlarında kullanılan şık koyu gri renge verilen isim.
Anvelop bluz;bağlamalı kruvaze bluz
Giyildikten sonra sarılarak ve önde veya arkada tutturularak kullanılan önü açık bluz. Genellikle sarılmış görünümlü önü sabittir ve başın üzerinden geçirilerek giyilir.
Anvelop etek (1)
Düğmeli anvelop etek ve sarılan anvelop etek türleri ile figürün çevresini saran ve koruyan etek; genellikle basit kesimli tasarlanmıştır.
Terimler1
AĞIZLIK AÇMA: Atkı ipliğinin atılabilmesi için örgü raporuna göre, önceden taharlanmış çözgü ipliklerinin bir kısmının alt bir kısmının üst pozisyona getirilerek aralarında boşluk oluşturulması işlemini,
ANALİZ: Tekstil materyallerinin veya kumaşların özelliklerinin tespit edilmesini,
ARMÜR: Çözgü ipliklerine çerçeve sayısı kadar hareket vererek desenlendirmeyi sağlayan ağızlık açma sistemini,
ARMÜR PLANI: Bir örgünün dokunabilmesi için gerekli çerçeve hareket sırasını gösteren planı,
ATKI (ATKI İPLİĞİ) : Bir dokuma kumaşta enine yönde yer alan iplikleri,
ATKI PLANI: Kumaşta tekrarlayan atkı iplik sırasını ve sayısını,
ATKI RAPORU: Kumaşta tekrarlayan atkı iplik sırasının en küçük birimini,
ATKI SIKLIĞI: Kumaş içerisinde birim ölçüdeki atkı ipliği sayısını,
ATKI SİSTEMİ: Kumaş içerisinde üst üste konumlanmış atkı sayısı ve oranını,
BİRLEŞTİRİLMİŞ ÖRGÜ: İki veya daha fazla örgünün bir arada kullanılmasıyla oluşturulmuş örgüyü,
BOYDAN ÇEKME: Mamul kumaştaki çözgü ipliği ile makinedeki çözgü ipliği arasındaki boyut farkı oranını,
BÜKÜM SAYISI: İpliğin metredeki tur sayısını,
BÜKÜM: Liflerin veya ipliklerin birbiri etrafında tur attırılma işlemini,
ÇERÇEVE: Armürlü makinelerde gücü tellerini üzerinde bulunduran aparatı,
ÇÖZGÜ (ÇÖZGÜ İPLİĞİ) : Bir dokuma kumaşta boyuna yönde yer alan iplikleri,
ÇÖZGÜ PLANI: Kumaşta tekrarlayan çözgü iplik sırasını ve sayısını,
ÇÖZGÜ RAPORU: Kumaşta tekrarlayan çözgü iplik sırasının en küçük birimini,
ÇÖZGÜ SIKLIĞI: Kumaş içerisinde birim ölçüdeki çözgü ipliği sayısını,
ÇÖZGÜ SİSTEMİ: Kumaş içerisinde üst üste konumlanmış çözgü sayısı ve oranını,
DESEN: Tekstil yüzeylerinde dokuma veya baskı yöntemiyle oluşturulmuş estetik öğeyi,
DESEN KÂĞIDI: Dokumacılıkta kullanılan farklı ölçülerde hazırlanmış kareli kâğıdı,
DESEN RAPORU: Desenin kumaş üzerinde tekrarlayan en küçük birimini,
DOKUMA: Çözgü ve atkı ipliklerinin birbirleriyle dik açı oluşturacak şekilde belirli kurallara göre bağlantı yaparak yüzey oluşturma tekniğini,
ENDEN ÇEKME: Mamul kumaştaki atkı ipliği ile makinedeki atkı ipliği arasındaki boyut farkı oranını,
GRAMAJ: Kumaşın birim alandaki gram cinsinden değerini (g/m2 ve g/mtül gibi),
GÜCÜ: Çözgü ipliklerinin tek tek içinden geçirildiği, çerçeve veya jakara bağlantı yapılan çelik telleri,
HAM KUMAŞ: Kumaşın dokuma makinesinden çıkmış halini,
ISCO: Uluslararası Standart Meslek Sınıflamasını,
İPLİK NUMARASI: İpliğin uzunluğu ve ağırlığı arasındaki oran ile ortaya çıkan, İpliğin kalınlığını/inceliğini gösteren sayıyı,
İSG: İş Sağlığı ve Güvenliğini,
KÂĞIT ORANI: Ekrandaki desen görüntüsünü çözgü ve atkı sıklığıyla birebir hale getirebilmek için uygulanan değeri,
KARTON DELME MAKİNESİ: Jakar veya armür deseninin dokuma makinesine aktarıldığı kartonun delindiği makineyi,
KİŞİSEL KORUYUCU DONANIM (KKD): Çalışanı, yürütülen işten kaynaklanan, sağlık ve güvenliği etkileyen bir veya birden fazla riske karşı koruyan, çalışan tarafından giyilen, takılan veya tutulan, bu amaca uygun olarak tasarımı yapılmış tüm alet, araç, gereç ve cihazları,
MAMUL KUMAŞ: Ham kumaşın dokuma sonrası işlemlerden geçmiş halini,
NUMUNE KUMAŞ: Üretime hazırlanacak desen için referans olarak kullanılan kumaş parçasını,
ÖRGÜ: Çözgü ve atkı ipliklerinin dik açı oluşturacak şekilde belirli kurallara göre birbirleriyle yaptıkları bağlantıları,
ÖRGÜ RAPORU: Çözgü ve atkı ipliklerinin dik açı oluşturacak şekilde belirli kurallara göre birbirleriyle yaptıkları bağlantılarının en küçük birimi,
ÖRGÜLENDİRME: Deseni kumaşta oluşturacak şekilde çizimdeki her bir renk alanına farklı örgü yerleştirmeyi,
ÖZEL BÜYÜTEÇ (LÜP): Kumaş analizinde iplik sıklıklarının, örgü ve renk raporlarının belirlenmesinde yardımcı olan büyüteci,
RİSK: Tehlikeden kaynaklanacak kayıp, yaralanma ya da başka zararlı sonuç meydana gelme ihtimalini,
TAHAR PLANI: Bir örgünün en az kaç çerçeve ile dokunabileceğini ve hangi çözgünün hangi çerçevede yer alması gerektiğini gösteren planı,
TARAK: Dokuma makinelerinde atılan atkı ipliğini kumaş çizgisine kaydeden, çözgü ipliklerinin, üzerinde bulunan diş boşluklarından geçirildiği aparatı,
TARAK ENİ: Dokumada tarakta çözgülerin yayıldığı eni,
TARAK NUMARASI: Dokuma tarağında bir veya on santimde bulunan diş boşluğu sayısını,
TARAK TAHARI PLANI: Çözgü ipliklerinin tarak dişi boşluklarından geçiriliş düzenini,
TEMEL ÖRGÜ: Bez ayağı, dimi ve saten örgülerini,
TEHLİKE: İşyerinde var olan ya da dışarıdan gelebilecek, çalışanı veya işyerini etkileyebilecek zarar veya hasar verme potansiyelini,
TREND: Eğilim, o an hâkim olan genel akım, modayı,
TÜRETİLMİŞ ÖRGÜ: Temel örgülerden çeşitli yöntemlerle türetilmiş örgüleri,
VARYANT: Kumaşın desenini ve örgüsünü değiştirmeden renkler ve efektler üzerinde oynama yaparak çeşitlemeyi ifade eder.
viskon kumaşların bakımı
Örme kumaşların bakımı
Örme ürünlerdeki çeşitlilik ve kalite farklılıkları sebebiyle bakım sırasında dikkat edilmesi gereken hususlar üründen ürüne değişmektedir. Kullanıcıların örme ürünlerde performans açısından karşılaştıkları en temel sorunlar boyutsal stabilitenin korunamaması, takılma ve boncuklanmadır.
Örme ürünler ilmekli yapısından dolayı vücuda uyum sağladığı, vücutla birlikte hareket ettiği ve konforlu olduğu için tercih edilmektedir. Ancak bu esneklik özelliği örme ürünlerin boyutlarını koruyamamasına sebep olmaktadır. Çift plakalı örme kumaşlar daha kararlı olmasına rağmen kullanıcılar örme tekstil mamullerinin çekmesi, esnemesi ve şekil bozukluğundan şikâyet etmektedir.
Örme ürünler genellikle bakımı kolay ürünler olup sık sık yıkanmaktadır, bu sebeple çamaşır makinelerinde bozulmadan yıkanabilmeleri için çeşitli yıkama talimatları önerilmektedir. Bazı ürünler için talimatlarda kurutucuda kurutma dahi yer almaktadır. Bununla birlikte genellikle örme mamuller kurutucuda hava etkisiyle kurumaya kıyasla daha çok çekerler. Şekillerini korumaları için en iyi yöntem sererek kurutmadır. Asarak kurutma ürünün kendi ağırlığı sebebiyle salmaya neden olabilir. Boyutların korunabilmesi için en iyi metot ise kuru temizlemedir.
Salma ve çekmenin yanısıra örme ürünlerde gözlenen diğer bir problem yıkama etkisiyle kumaşın gevşeyerek dönmesidir. Giysinin yan dikişleri öne veya arkaya dönebilir ve etek uçları yamulabilir. Özellikle örme viskon mamuller yıkamaya karşı son derece dayanıksızdır. Örme kumaşların ütü tutma özellikleri ise iplikler rahatlıkla hareket edebildiğinden oldukça iyidir.
Yüksek gramajlı ürünler düşük gramajlılara göre daha az kırışır. Çift plakalı örme ürünler ve düşük bükümlü ipliklerden üretilen ürünler boncuklanmaya eğilimlidir. Boncuklanma dayanıklı sentetik liflerden mamul örme kumaşlar için daha büyük sorun teşkil etmektedir. Viskon lifi zayıf bir lif olduğu için boncukların yüzeyde tutunması daha zordur, ancak tekrarlanan yıkamalar sonunda üründe boncuklanma gözlenebilir.
Viskon kumaşların bakımı
Viskon ürünler kullanılırken bakım açısından dikkat edilmesi gereken birçok husus mevcuttur. Viskonun düşük olan ıslak mukavemeti dayanıksız olmasını ve ıslandığında çekmesini veya salmasını sağlar. Rutin yıkamalar viskon kumaşlarda gevşeme çekmesine neden olur. Bu sebeple, viskon lifinden üretilen tekstiller boyutlarını ve şeklini korumak amacıyla kuru temizleme veya çok hassas elde yıkama gerektirir. Çeşitli apre desteğiyle viskon kumaşlar çamaşır makinesinde yıkanabilmekte ve çekme değerleri %3’lerde tutulabilmektedir.
Buna karşın HWM (high wet modulus) rayon ise pamuk gibi makinede rahatlıkla yıkanmakta ve kurutucuda kurutulmaktadır. Dikkat edilmesi gereken bir başka husus viskona uygulanan boyarmaddelerin neme karşı hassas olmasıdır. Kumaş nem ile temas ettiğinde boyarmadde ıslanan yere göç eder ve kumaş üzerinde damla şeklinde bir halka (leke) oluşturur. Bunun giderilebilmesi için giysinin tümünün suya daldırılması gerekir ki bu da viskonun mukavemetini düşürmektedir.
Viskon kumaşlar kullanıldıkça şekli bozulur, parlaklığı gider ve aşınmadan dolayı gevşek bir hal alır, yıpranır. Sararma beyaz ve açık renkli kumaşlarda karşılaşılan diğer bir sorundur. Ağartma ile bu sorun çözülebileceği gibi kimyasal kullanımı viskon kumaşa hasar vermektedir. Bunların dışında viskon içerikli karışımlarda boncuklanma gözlenmektedir.
Kısa lifli ve düşük bükümlü ipliklerden mamul viskon kumaşlar giyim sırasında aşınır. Bu lifler biraraya gelerek kumaş yüzeyinde boncuklar oluşturur. Viskon - sentetik karışımlı ürünlerde yüksek sıcaklıkta kumaş eriyebilir, bundan dolayı ütü sıcaklığının çok yüksek olmamasına özen gösterilmelidir.
Viskondan mamul tekstil ürünlerine en iyi sonuç için kuru temizleme önerilmektedir. Çamaşır makinesinde yıkama yapıldığı takdirde çekme ve şekil kaybı gibi problemler ile karşılaşılmaktadır. Bu sebeple viskon ürünlerin yıkama talimatlarında çoğunlukla “sadece kuru temizleme” (dry clean only) ibaresi mevcuttur. Yıkama öncesinde giysinin yıkama talimatı mutlaka kontrol edilmeli ve bakım işlemi buna göre yapılmalıdır.
Viskon giysiler kullanım sırasında nemden uzak tutulmalı, asit ve alkali maddelerden kaçınılmalıdır. Su lekelemesine karşı önlem alınmalıdır. Elde yıkama yapılırken özen gösterilmeli ve çamaşırın suyu çok hassas bir şekilde sıkılmalıdır. Sererek kurutma yapılmalıdır. Giysiler çok ağır değilse asarak kurutma da yapılabilir. Ütü sıcaklığı orta ayarda olabilir, ürün viskon - sentetik içerikli ise sentetiğe göre ayarlanmalıdır.
Viskon ürünlerin yıkama ve kurutma ile ilgili özellikleri ve problemleri
Günlük kullanımda her yerde gördüğümüz viskon lifinin en belirgin dezavantajı, yıkama işleminden kötü etkilenmesi hatta bu tip ürünler için sadece kuru temizleme önerilmesi sonucu bakım maliyetinin artmasıdır. Otomatik çamaşır makinelerinde gerçekleşen ev tipi yıkama işlemi viskondan mamul ürünlere çekme, salma, may dönmesi, kırışma, boncuklanma ve aşınma gibi birçok zarar vermektedir.
Bu şekilde düşünüldüğünde ve kullanım çeşitliliği göz önünde bulundurulduğunda çamaşır makinelerinde viskonun yıkanabilmesi çok avantajlı olacaktır. Böylelikle %100 viskon veya viskon içeriği yüksek olan ürünler çamaşır makinelerinde yıkanabilir duruma gelecektir.
Viskonun çamaşır makinelerinde yıkanabilmesinin sağlayacağı faydalardan yola çıkılarak, çeşitli iplik ve örgü tiplerinden mamul farklı karakterlere sahip viskon kumaşlar üzerinde tam otomatik çamaşır makinelerinde yıkama deneyleri yapılmış ve yıkama etkilerine bakılmıştır. Viskon ürünlerin yıkama etkisiyle bozulmasından dolayı yıkama koşulları oldukça hassas olacak şekilde belirlenmiştir.
Aynı koşullarda piyasada yaygın olarak bulunan viskon/likra, viskon/pamuk, viskon/polyester gibi karışımların da viskonun yıkamaya karşı daha hassas olması sebebiyle hasar görmeden yıkanabilmesi öngörülmektedir. Hassas koşullara rağmen viskon kumaşlarda tekrarlanan yıkamalar sonunda boyutsal değişim, şekil değişimi, mukavemet kaybı ve boncuklanma gibi sorunlarla karşılaşılması beklenmektedir.
Mamül Kumaşların Yıkanmasındaki Boyutsal ve Fiziksel Etkiler
Bir tekstil ürününün ömrü açısından kullanım şekli kadar bakım şekli de önemlidir, zira tekstil ürününün yıpranması giyme ve yıkamanın ortak etkisi sonucu meydana gelir. Son zamanlarda tekstillerin bakım işlemlerine karşı dayanıklılığı bir performans kriteri haline gelmiştir. Gerek üretici gerek tüketici açısından tekstil ürününü korumaya ve ömrünü uzatmaya yönelik bakım talimatları önem kazanmıştır.
Bakım işlemi temel olarak yıkama, kurutma ve ütü adımlarından oluşur. Yıkamalar çoğunlukla ev tipi otomatik çamaşır makinelerinde gerçekleşir.Bakım işlemi sırasıyla çamaşırların su ile ıslatılması, çalkalanması, kimyasal maddelerin (deterjan) yardımıyla lekelerin çıkarılması, kirli suyun sıkılması, çamaşırların temiz suda durulanması (yumuşatıcı ile), mümkün olduğu kadar fazla miktarda suyun sıkılması, çamaşırların kurutulması ve gerekirse ütülenmesi safhalarını içerir. Tekstillere birçok yönden zarar veren adımlar ise çamaşır makinesinde gerçekleşen yıkama ve kurutucuda gerçekleşen kurutma işlemleridir. Yapılan bir araştırmada tekstil ürünlerinde zamanla oluşan yıpranmanın esas sorumlusunun yıkama işlemi olduğu bulunmuştur. Yıkama prosesinin fiziksel ve kimyasal etkileri normal şartlarda çok ciddi boyutta değildir, ancak tekrarlanan yıkama işlemleri (ilk yıl içinde ortalama 25-50 yıkama) sonucunda ortaya çıkan kümülatif etki bazı tekstil ürünlerinde ciddi hasarlar yaratabilmektedir. Yıkama işleminin aşağıda sıralanan operasyonel parametreleri liflerin bazı özelliklerini değiştirerek ürüne zarar vermektedir:
• Su (su/çamaşır oranı, su seviyesi, su sertliği)
• Sıcaklık
• Mekanik hareket
• Yıkama süresi (program süresi)
• Kimyasallar (deterjan, yumuşatıcı, ağartıcı)’dır.
Tekstil yapılarının temel bileşenleri lif, iplik, kumaş, boşluklar, boya ve aprelerdir. Yıkama sırasında bu bileşenlerde meydana gelen her değişiklik (hasar) nihai üründe kendini gösterir.
Bu sebeple, yıkama performansları değerlendirilirken şu faktörler dikkate alınmalıdır:
• Molekül yapısı ve özellikleri
• Lif yapısı ve özellikleri
• İplik yapısı ve özellikleri, eğirme sırasında iplikte oluşan gerilmeler
• Kumaş yapısı ve özellikleri (kumaş konstrüksiyonu, örgü tipi, örgü sıklığı), dokuma/örme sırasında kumaşta oluşan gerilmeler
• Boyama ve terbiye
• Bakım ve kullanım şekli (giyme, yıkama ve kurutma metodu, ütüleme, kuru temizleme)
Çamaşır makinelerinde gerçekleşen yıkama işlemi sonrasında lif ve kumaş üzerinde yıkamanın ikincil etkileri olarak tabir edilen çeşitli olumsuz etkiler meydana gelmektedir. Bu etkiler tüm lif tipleri göz önünde bulundurularak aşağıda sıralanmıştır:
1. Liflerin şişmesi, iplik çaplarında değişim
2. Liflerde hasar oluşumu, liflerin kırılması, fibrillenmesi
3. Çekme ve salma (boyutsal değişim)
4. Keçeleşme
5. May dönmesi (şekil değişimi)
6. Kırışma, buruşma
7. Aşınma, kumaşta kütle ve kalınlık değişimi (hava geçirgenliği, su geçirgenliğinde değişim)
8. Mekanik özelliklerde değişim (gerilme, kopma, yırtılma, patlama)
9. Boncuklanma
10. Yüzey özelliklerinde değişim (tuşe, dökümlülük, iplik çekilmesi ve tüylenme)
Boyutsal değişim
Bir tekstil ürününün boyutlarını koruması tüketicinin kullanımı açısından çok önemli bir faktördür. Tekstil ürünlerinde meydana gelen çekme ve/veya salma boyutsal değişim olarak tanımlanır. Boyutsal değişim çamaşır makinesinde yıkama işlemi sonrasında kullanıcının giyside gözlediği ilk değişimlerden biridir.
Çamaşır makinesinde yıkama sırasında boyutsal değişim su, sıcaklık ve mekanik hareket etkisiyle oluşur. Lif çeşidi, iplik yapısı, kumaş konstrüksiyonu ve apre çeşidine bağlı olarak farklı seviyelerde gerçekleşir. Genellikle çekme şeklinde kendini gösteren boyutsal değişimin çeşitli tipleri mevcuttur.
Gevşeme çekmesi:
Gevşeme çekmesi kumaşa dokuma veya örme sırasında uygulanan gerilim kuvvetlerinin serbest kalmasının bir sonucudur. Gevşeme çekmesi çamaşırlar suya daldırıldığında oluşur, çalkalama sırasında oluşmaz. Bu çekme özellikle nem çekme özelliği iyi olan liflerde önemli derecede gözlenir. Hidrofilik lifler suyu absorbe ederek şişerler. Şişmenin derecesi lif, iplik ve kumaş yapısına bağlıdır.
Giyim eşyasının çekme problemi üç farklı aşamada karşımıza çıkar:
• Lif aşaması
• İplik aşaması
• Kumaş aşaması
Toplam çekme lif düzeyindeki çekme, iplik düzeyindeki çekme ve kumaş düzeyindeki çekmenin toplam değeridir. Buna örnek olarak pamuklu kumaş %10 oranında çeker; bunun sadece %2’lik kısmı lif ve iplik düzeyinde gerçekleşir. Pamuklu kumaşlarda esas olarak çekme kumaş bazında görülür. Bu sebeple pamuklu kumaşlar sanfor adı verilen ön çekme işlemine tabi tutulurlar. Viskon kumaşlarda ise çekme asıl olarak lif ve iplik düzeyinde gerçekleşir. Bu sebeple sanfor işlemi viskon kumaş üzerinde efektif değildir.
Örme kumaşlarda örme işlemi sırasında ilmekler boyuna gerilirler. Yıkama sırasında suyun etkisiyle ilmekler gevşer, genişler ve boyları kısalır. Bu sırada en uzayabilir. Kumaş içeriği önemlidir. %100 pamuk bir kumaş elastan içerikli pamuk kumaşa göre daha çok çeker.
İlerleyen çekme:
İlerleyen çekme tekrarlanan yıkamalar sonucunda oluşur. Esas olarak çalkalama hareketi etkisiyle meydana gelir. Islak halde yeteri derecede çalkalama hareketi lifler arasındaki sürtünmeyi yenerek izafi hareketi sağlar. Çalkalama hareketi ne kadar güçlüyse çekme o kadar büyük olur. Yün ve viskon bu tip çekmeye karşı daha dayanıksızdır. Rayon kumaşlarla yapılan bir çalışmada az yükle yıkanan rayon kumaşlar çok yükle yıkanan kumaşlardan daha çok çekmiştir. Yük azaldığında çalkalama etkisi daha fazla olmaktadır. Bu sebeple standart test metotları kullanılırken yıkama yükü önemlidir.
Salma:
Yıkama sonucunda tekstil mamulünün boyutlarında uzama gözlenebilir. Genellikle çamaşırlar boyuna çektiği için salma daha çok çamaşırların eninde gözlenir. Örme kumaşlarda daha sık gözlenmektedir. Islak halde iken kumaşın gerilmesi salmaya yol açar. Asarak kurutma salmayı desteklediği için ıslak mukavemeti düşük ve uzaması yüksek lifler için (yün ve viskon gibi) sererek kurutma önerilir.
Isıl çekme:
Asetat, polyester ve naylon gibi termoplastik lifler için söz konusudur. Isının etkisiyle lifler rastgele, lineer olmayan bir hal alıp şekil değiştirir ve çekerler.
Şekil değişimi (may dönmesi)
Bir tekstil ürününde yıkama etkisiyle oluşan şekil değişimi o ürünün kullanımını etkileyecek kadar ciddi bir problemdir. Şekil değişimi örme kumaşlarda may dönmesi olarak bilinmektedir. Atkılı örme kumaşlarda dönüş yönüne bağlı olarak ve yuvarlak örme makinesinden kaynaklanan gerilimler sonucu ortaya çıkar. Viskon kumaşlardan mamul ürün grupları may dönmesine eğilimlidir.
Çamaşır makinesinde yıkama sırasında kumaşa yüklenen gerilimler su ve sıcaklık etkisiyle serbest kalır, mekanik hareket dönmeyi destekler. Giyim eşyalarında şekil değişimi lif çeşidi, iplik yapısı, kumaş konstrüksiyonu ve apre çeşidine bağlı olarak farklı seviyelerde gerçekleşir.
Kırışma
Yıkama işlemi ölçü ve şekil değişimi haricinde tekstillerin görünüm özelliklerini de etkilemektedir. Yıkama sonucunda tekstil malzemeleri kırışabilir. Kırışma dış kuvvet etkisiyle liflerin birbirine göre kayarak yeni denge oluşturması ve kuvvet kalktığında dengenin eski haline gelmesidir. Çamaşır makinesinde kırışma su ve mekanik hareket etkisiyle gerçekleşir. Kırışma direnci lif çeşidine, iplik yapısına, kumaş konstrüksiyonuna ve apre çeşidine bağlıdır.
Pamuk, keten ve rayon gibi selülozik lifler düşük kırışma direnciyle bilinir. Kumaş eğildiğinde selüloz molekülleri arasında bulunan hidrojen bağları kırılarak moleküllerin izafi hareketine izin verir. Daha sonra bağlar tekrar oluştuğunda kırışıklıklar yapının içinde hapsolur. Bu olay kuru ve yaş halde meydana gelebilir, çoğunlukla yaş durumda meydana gelmektedir. Yıkama sırasında kullanılan su hidrojen bağlarını kırmaya yardımcı olur ve kumaş kurutulduğunda kırışıklıklar yapıda sabit kalır.
Kalın ipliklerin eğilmesi zor olduğundan kırışmaya karşı daha büyük direnç gösterir. İnce iplikten üretilen viskon bir kumaş kalın iplikten üretilen viskon kumaşa göre daha kolay kırışır. Büküm arttıkça gerilme artar, iplik yapısı sertleşir, düzelme yeteneği azalır ve deformasyon artar. Örme kumaşlar dokuma kumaşlara göre daha az kırışırlar, çünkü iplikler yapı içinde daha rahat hareket eder, kırışmadan kaynaklanan gerilimi absorbe edebilir. Örgü sıkılaştıkça gerilme daha çok olur ve kırışıklıkların düzelmesi zorlaşır. Yapı gevşek olursa kırışma daha az olur. Patlama mukavemeti
Mukavemet bir tekstil ürününün germe ve çekme kuvvetlerine karşı direncini gösteren en önemli gerilme özelliğidir. Kullanım ve yıkama sırasında tekstiller germe, dönme, eğilme, kayma ve sıkışma gibi etkilere maruz kalır ve mukavemetleri düşer.
Patlama mukavemeti
Kumaşa çok yönlü uygulanan kuvvete karşı kumaşın dayanımını gösteren bir büyüklüktür. Örme kumaşlarda iplikler birbirini kesmediğinden kopma ve yırtılma mukavemetleri yerine patlama mukavemetine bakılır.
Patlama mukavemeti lif çeşidine, iplik tipine, kumaş konstrüksiyonuna ve apre çeşidine bağlıdır. Viskon liflerinin mukavemeti düşüktür, yaş halde mukavemet daha da düşmektedir. Viskon gibi kesikli liften oluşan iplikler daha zayıftır. Mekanik kuvvet altında lifler kırılabilir. Katlı ipliklerin mukavemeti tek kat ipliklere göre daha iyidir. Bükümü fazla olan iplikte lif sürtünmesi fazla olur, dolayısıyla mukavemet artar. İplik numarası büyüdükçe (iplik kalınlaştıkça) mukavemet artar. Örme kumaşlarda mukavemet düşük, uzama fazladır.
Boncuklanma
Boncuklanma liflerin dolaşıp kıvrılarak, kumaş yüzeyine tutunarak oluşturdukları küçük boncuklar halindeki yüzey hatasıdır. Çamaşır makinesinde yıkama sırasında mekanik hareket sonucu oluşan sürtünme etkisiyle meydana gelir. Düşük su seviyesi, uzun yıkama programı, fazla çamaşır, tekrarlanan yıkamalar boncuklanmaya katkıda bulunur.
Boncuklanma lif çeşidine, iplik tipine, kumaş konstrüksiyonu ve apre çeşidine bağlıdır. Kesikli liften oluşan kumaş yapıları önemli derecede boncuklanırlar. Kumaş aşındırıldığında kesikli lifler zayıflayarak kumaş yüzeyine çıkar. Tek bir liften oluşan kumaş yapıları karışım liften oluşan kumaşlara göre daha az boncuklanır. Daha kalın, sert, bükümlü iplikler kullanılarak boncuklanma azaltılabilir. Sert iplikler bükülme ve eğilmeye karşı dirençlidir, dolaşma olmaz. Örme kumaşlar dokuma kumaşlara göre daha fazla boncuklanırlar.
Aşınma
Bir tekstil ürünün çamaşır makinesinde yıkama etkisiyle incelmesi, yırtılması veya delinmesi aşınmanın göstergeleridir. Aşınma mekanik hareket etkisiyle gerçekleşen sürtünme ile yakından ilişkilidir. Kumaştaki sürtünme ve aşınma etkisiyle tekstil yapısında şu değişiklikler gözlenebilir:
• Ağırlık kaybı
• İplik kopuşu
• Hava ve su geçirgenliğinde artma
• Yünün keçeleşmesi
• Boncuklanma, topakların oluşması
Kumaş aşınması dört tip olabilir:
• Kumaş kumaşa (çamaşır çamaşıra) sürtünebilir. Tekrar eden yıkamalar sonucu ortaya çıkar ve fark edilebilir bir seviyeye erişir.
• Kumaş başka bir cisme (çamaşır tambura) sürtünebilir. Yıkama sırasında tekstil ürünleri tambura sürtünerek aşınır.
• Kumaş gerildikçe ve eğildikçe yapı içindeki lif ve iplikler birbirine sürtünebilir. Dokuma veya örme kumaşlar gerildiklerinde ve eğildiklerinde lif ve iplikler birbiri üzerinde kayarak hareket ederler. Bir kumaş tekrar eden bir şekilde gerilirse/eğilirse çekme ve sıkıştırma kuvvetleri birbiri ardına uygulanır, bu hareket lif ve ipliklerin kaymasına ve ileri-geri sürtünmesine sebep olur. Sürtme sonucu aşınma meydana gelir, yırtılmayla sonuçlanabilir.
• Toz, kum, tortu (deterjan) gibi yabancı maddeler kumaş içinde tutunarak yapıyı oluşturan liflere sürtünebilir. Kumaş eğildiğinde ve gerildiğinde kumaştaki lif ve iplikleri kolaylıkla aşındırabilir.
Selülozik liflerin aşınma dayanımı oldukça düşüktür. Yüzey pürüzlü olduğundan sürtünme katsayısı ve aşınma eğilimi yüksektir. İplik kalınlaştıkça aşınma kuvvetlerine karşı direnç artar. Büküm arttıkça iplik çapı küçülür ve daha sıkı bir yapı oluşur, aşınma dayanımı artar. Kumaş sıklığı arttıkça aşınma dayanımı artar. Aşınma kuvvetine karşı daha çok iplik enerji absorblar, böylece tek bir ipliğe düşen gerilme miktarı azalır. Örme kumaşlar aşınmaya karşı dokuma kumaşlardan daha dayanıksızdır. Nem aşınma direncini arttırabilir veya azaltabilir. Islakken daha sağlam olan liflerden yapılan kumaşlar ıslak halde aşınmaya karşı daha dayanıklıdır. Islak halde dayanıksız olan lifler ise ıslak haldeyken kolaylıkla aşınabilir.
Yüzey özelliklerinde değişim – Tuşe ve dökümlülük
Yukarıda sıralanan olumsuz etkilerin yanısıra yıkama etkisiyle kumaşın yüzey ve estetik özellikleri de değişmektedir. Kumaşların iki tane estetik özelliğinden bahsedilir. Bunlar kumaşın tuşesi ve dökümlülüğüdür.
Tuşe, kumaş el ile tutulduğunda tutan kişiye verdiği histir. Bu hissin kademeleri için çeşitli sıfatlar tanımlanmıştır: Bunlar, düz (pürüzsüz), pürüzlü, sert, yumuşak vb’dir. Örneğin yün pürüzlüyken saf ipek hışırtılı denebilecek bir his verir. Kumaşların yapısal özellikleri fiziksel ve mekanik özelliklerini etkilemektedir, bu da tuşeyi etkiler.
İnce ve filament iplikler pürüzsüz yüzeyler oluşturur, buna karşın kalın ve ştapel iplikler yüzeyi pürüzlü yapar.
İnce lifler iplik ve kumaşların esnekliğini arttırır.
Mikrolifler kumaşın tuşesini yumuşatır.
Kalın iplik, düşük iplik kıvrımı, kalın kumaş ve sıklığın artması eğilme direncini arttırır. Kumaş tuşesi terbiye işlemleri, yumuşatıcı ve kaplamalarla değiştirilebilir.
Kolalar kumaşı sert ve az esnek yaparken yumuşatıcılar yumuşatırlar.
Dökümlülük, kumaşın kendi ağırlığıyla dökülerek katlar oluşturmasıdır. Dökümlülük eğilme, kayma kuvvetleri ve kumaş gramajı ile ilişkilidir. Eğilme direnci düşükse dökümlülük çok olur. Kayma kuvveti kumaş içindeki ipliklerin birbirlerine göre hareket etmesi sonucu oluşur. Esnek, düzgün yüzeyli iplikler daha rahat kayar. Örme kumaşlarda ilmekli yapı ipliklerin dönmesine izin vererek kayma kuvvetini içinde barındırır. Örme kumaşlar dokuma kumaşlara oranla daha iyi dökümlülük özelliği gösterir. Gevşek dokulu yapılar da dökümlülüğü desteklemektedir.
Kimyasal etkiler - Deterjan etkisi
Deterjanlar bazik yapıda olduklarından bazlara karşı dayanıksız olan lifler deterjandan olumsuz etkilenmektedir. Özellikle deterjanın içinde bulunan ağartıcı maddeler ve katalizörleri tekstillerde kimyasal hasara sebep olmaktadır. Ağartıcı etkisiyle makromoleküller parçalanır ve polimerizasyon derecesi düşer. Lif, iplik ve kumaşların gerilme mukavemetleri kötüleşir.
Selülozik lifler alkali deterjanlara karşı dirençlidir. Selülozik life uygulanan çekmezlik, kırışmazlık apreleri deterjanlarla yapılan tekrar eden yıkamalardan kolay etkilenir ve yavaşça hidroliz olur. Yıkamalar sıklaştıkça aprelerin fonksiyonu azalacağından kumaş performansı ve görünümü kötüleşir.
Yıkama etkileri ile ilgili literatürde yapılan çalışmalar ve sonuçları
Literatürde ev tipi yıkamanın tekstil mamulleri üzerindeki etkileri konusunda çok çeşitli çalışmalar bulunmaktadır. Çalışmalar genellikle %100 pamuk içerikli bezayağı dokuma kumaşlar, %100 pamuk içerikli süprem ve 1x1 ribana örme kumaşlar üzerinde yapılmıştır. Bunun yanı sıra yün, ipek, polyester, akrilik ve pamuk/polyester karışımı dimi, saten dokuma ve interlok, lacoste, üç iplik, pike gibi örme kumaşlar üzerinde yıkama etkilerinin incelendiği çalışmalar mevcuttur. Malzemeyi çeşitlemek için farklı lif karışımları, farklı iplik numaraları, farklı iplik eğirme sistemleriyle üretilmiş iplikler, farklı örgü tipleri ve örgü sıklıkları ve farklı apreler uygulanmış numuneler kullanılmıştır.
Çeşitli liflerden üretilmiş kumaşlar üzerinde en çok incelenen yıkama etkileri ise boyutsal değişim ve may dönmesidir. Bu etkilerle birlikte keçeleşme, aşınma, boncuklanma ile tekstil ürününün konforunu etkileyen mekanik, yüzeysel, duyusal özelliklerdeki değişim ve apre kaybı incelenmiştir.
Yıkama etkisiyle ilgili yapılmış olan çalışmalarda bütün dünyada geçerliliği olan, kolayca ulaşılabilen, güvenilir ve pratik ISO (BS EN), AATCC, ASTM standartları kullanılmıştır. Literatürde yıkama işleminin parametreleri ile tekstil mamullerinin etkileşiminin incelendiği çalışmalar da yer almaktadır. Bu parametreler arasında yıkama şekli (deterjanlı veya deterjansız yıkama), yıkama sıcaklığı, mekanik hareket, kurutma şekli (kurutucu veya asarak/sererek) ve yumuşatıcı kullanımı gibi değişkenler bulunmaktadır.
1. Yıkamanın çamaşırlar üzerinde kümülatif etkisi vardır.
2. Hidrofilik lifler içlerine daha çok su alıp şiştiklerinden doğal liflerde çekme ve dönme etkileri daha fazla olmaktadır. Pamuk yüksek sıcaklıklara oldukça dayanıklı olduğundan yıkama sıcaklığı yüksektir. Yün lifi özel pullu yapısı gereği hassas ve keçeleşmeye yatkın bir lif olduğundan hassas yıkanması ve özel deterjan kullanımı şarttır. Sentetik lifler ise sıcaklıktan daha çok etkilenmektedir.
3.Tekrarlanan yıkamalar liflerin yüzey katmanında soyulmaya ve lif boyuna paralel spiral çatlakların oluşmasına yol açar.
4. Yıkamanın gözle görünür etkisi daha çok örme kumaşlarda (özellikle süprem ve ribana kumaşta) olmaktadır. Dokuma kumaşlar üzerinde etki daha azdır. (saten örgüde etki en fazla)
5. Yıkama işlemi etkisini örme kumaşlar üzerinde beş yıkama sonrasında, dokuma kumaşlarda on yıkama sonrasında gösterir.
6. Örme kumaşlarla yapılan bir çalışmada ilmek yapısı, örgü sıklığı, iplik tipi ve lif içeriğinin çekme üzerindeki etkisi incelenmiştir. Yıkama etkisiyle ilmekler gevşemektedir. Örgü tipine göre boyuna çekme enine çekmeden fazla veya azdır. Kumaş sıklaştıkça yıkama sırasında enine çekme artmaktadır. Boyuna çekme için durum tam tersidir. Pamuk / polyester karışımlı kumaşlar %100 pamuk kumaşa göre daha az çekmiştir. İplik tipinin etkisi lif içeriği kadar baskın değildir.
7. Örme kumaşların yıkama davranışı konusunda ilmek iplik uzunluğu önemli bir parametredir. Farklı ilmek iplik uzunluklarına (örgü sıklığı) sahip kumaşlar üzerinde gramaj, patlama mukavemeti, kumaş kalınlığı, boncuklanma ve aşınma dayanımı incelenmiştir. Kumaş sıklaştıkça sıra sayısı/cm ve enine çekme artmaktadır, boyuna çekme ise azalmıştır.
8. Tekstil mamulleri üzerindeki koruyucu ve fonksiyonel apreler yıkama etkisini hafifletir. Ancak tekrarlanan yıkamalar aprenin çıkmasına sebep olmakta, dolayısıyla etki süresini azaltmaktadır.
9. Yıkama prosesi sırasında deterjan kullanımının etkisi fazla değildir. Apreli kumaşlarda deterjan etkisinin apre kaybına yol açtığı için biraz daha fazla olduğu gözlenmiştir.
10. Yıkama sırasında yumuşatıcı kullanımı çekme ve kırışma etkileri üzerinde olumlu etki yapar.
11. Kumaşlardaki çekme ve may dönmesi oranlarının en fazla yıkama/kurutmanın hangi adımından kaynaklandığını bulmak üzere yapılan bir araştırmada yıkama ve kurutma adımları izole edilerek; adımlar yıkama, durulama, sıkma, kurutma sırasında çalkalama ve kurutucu ısısı olarak belirlenmiştir. Çalışmaya göre tekstiller üzerinde negatif etkiye sebep olan esas değişken mekanik harekettir. Yıkama ve kurutma adımlarının çekme ve may dönmesine etki etme oranları yer almaktadır. Mekanik hareketin ve çalkalamanın en yoğun olduğu sıkma adımı tekstiller üzerindeki etkinin en önemli sebebidir. Kurutma işlemini de çevrime dahil edersek kurutucuda kurutma sırasındaki çalkalama hareketi tekstillere en büyük zararı (%34 oranında) verir.
12. Tekstil liflerindeki hasar en çok mekanik hareket ve kimyasalların (ağartıcı) ortak etkisi ile oluşur.
13. En yüksek çekme değerine ilk yıkama sonrası ulaşılır. Devam eden yıkamalarda etki azalarak devam eder.
14. Kurutucuda kurutma sererek kurutmaya göre çekme seviyesini arttırırken kırışıklık seviyesini azaltır. Ancak çalkalama hareketi sayesinde liflere daha çok zarar verir.
Örme Teknolojisinde Temel Tanımlar
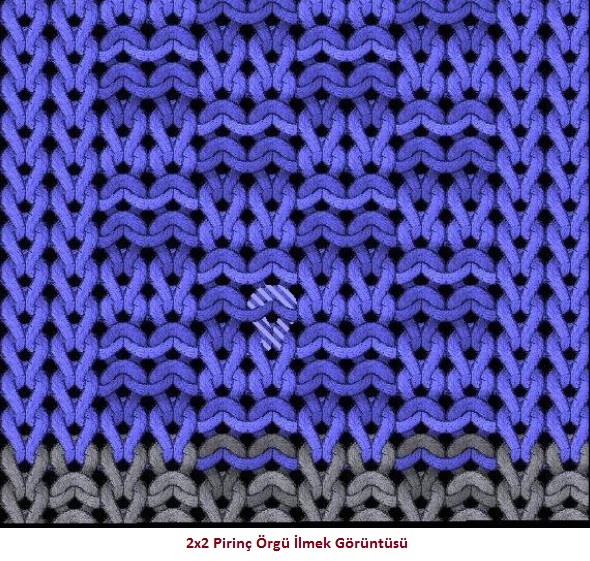
İpliklerin tek başına ya da topluca (çözgüler halinde) örücü iğne ve yardımcı elemanlar vasıtasıyla ilmekler haline getirilmesi, bunlar arasında da yan yana ve boylamasına bağlantılar oluşturulması ile bir tekstil yüzeyi elde etme işlemine örmecilik adı verilir.
Yani bir ipliğe özel iğneler yardımıyla ilmek şekli verilerek bu ilmeğin kendinden önceki ve sonraki ile yanlarındaki ilmeklerle bağlantı yapması sonucunda bir yüzey oluşturma yöntemine örmecilik elde edilen kumaşa da örme kumaş adı verilir
Örme ile yüzey oluşturma işlemi ipliğin en hızlı şekilde kumaş yapısına dönüştürüldüğü sistemdir. Ayrıca örme sistemi ile üretilen kumaşlarda, diğer tekstil yüzeylerine göre boyut stabilitesi yönünden daha esnek, daha elastik, daha yumuşak ve daha dolgun bir yapı elde edilir.
Tek katlı kumaşlar
tek iğne grubu kullanılarak üretilen atkı örme kumaşlardır.
-Çift katlı kumaşlar
rib (ribana) veya interlok (bu şekilde kumaşın doğal esnekliği azalır) düzeninde yerleştirilen iki iğne grubu kullanılarak üretilen kumaşlardır. Çift katlı kumaşlar jakarlı veya jakarsız olabilir.
-İlmek sırası,
kumaşın eni boyunca oluşturulan bir ilmek sırasıdır. Sıralar kumaşın uzunluğunu belirler ve birim uzunlukta (cm) yer alan sıra sayısı olarak ölçülür.
-İlmek çubuğu,
kumaşın boyu boyunca uzanan bir ilmek çubuğudur. İlmek çubukları kumaşın enini belirler ve santimetrede (cm) yer alan çubuk sayısı olarak ölçülür.
-İlmek yoğunluğu,
birim alanda yer alan ilmek sayısıdır (ilmekler/cm2) ve kumaş alanını belirler.
-İlmek iplik uzunluğu,
bir ilmekteki iplik miktarıdır. İlmek iplik uzunluğu tüm örme kumaşlar için en baskın faktördür.Atkı örmeciliğinde genelde iğne başına düşen ortalama iplik miktarı olarak belirlenir. Çözgü örmede ise bir ilmek sırası için ortalama iplik miktarıdır.
-İplik numarası,
iplik kalınlığına işaret eder ve normalde tex (1000 metre ipliğin gram cinsinden kütlesi) cinsinden verilir. Tex değeri yükseldikçe iplik kalınlaşır, külçe incelir.
-Üst yatırım,
yatırım raylarının (tarakların) iğnelerin kanca tarafında yaptıkları yanal harekettir. Bu hareket genel olarak bir iğne aralığı ile sınırlandırılır. Kumaş yapısı içinde bir ilmekte üst yatırım olarak adlandırılır.
-Alt yatırım,
yatırım raylarının iğnelerin arka kısımlarında yaptıkları yanal harekettir. Bu hareket sadece mekanik koşullar ile sınırlıdır. Alt yatırım çözgü örme kumaş yapısında birbirini takip eden sıralarda yer alan ilmekler arası bağlantıdır.
-Sıklık faktörü, K,
bir örme kumaş alanının ne ölçüde iplik tarafından kaplandığını gösteren bir sayıdır. Bu değer aynı zamanda örmenin izafi sıklığının veya gevşekliğinin de bir göstergesidir. K =√TEX/L
-Alan yoğunluğu,
kumaşın birim alanının ağırlığının ölçüsüdür. (gram/m2 )
Örme yüzeyler, ilmek oluşum tipine göre iki ana sınıfa ayrılır:
1-Atkılı örme (Atkılı örme sistemli makineler)
2- Çözgülü örme (Çözgülü örme sistemli makineler)
Örmeciliğin temel sınıflandırma ölçütü, ilmek oluşturma yönünün dokuma kumaş sisteminde kullanılan atkı ve çözgü ipliklerinin yönüne göre ifade edilmesidir. Dokuma kumaşlarda enine yöndeki iplikler atkı, boyuna yöndeki iplikler çözgü ipliği olarak ifade edilir.
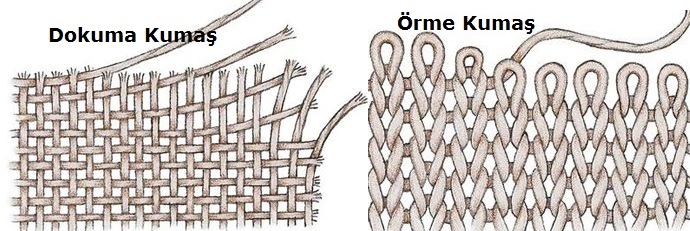
ATKILI ÖRMECİLİK
Tek iplik besleme sistemine göre ilmeklerin enine yönde hareket ederek bağlantı yapması ile yüzey oluşturma tekniğine dayalı örmedir. Atkılı örmede yuvarlak örme sisteminin en önemli özelliği iplik sabit, iğnelerin hareketli olması ve esnekliği yüksek kumaşların üretimine olanak sağlamasıdır. Atkılı örmede düz örme üretiminde iğneler sabit, iplik ve sistemler hareketlidir.
Atkı örme yöntemi ile elde edilen ürünlerden bazıları; kazak, yelek, ceket, etek, elbise, gibi dış giysilikler, fanila, külot gibi iç giysilikler, t-shirt, eşofman, sweatshirt gibi penye ürünleri, çorap, bazı tıbbi ve teknik kumaşlardır.

ÇÖZGÜLÜ ÖRMECİLİK
Çok iplik besleme sistemine göre ilmeklerin boyuna yönde hareket ederek bağlantı yapması ile yüzey oluşturması tekniğine dayalı örmedir. Çözgülü örme sisteminin en önemli özelliği iplik hareketli iğneler sabit olmasıdır. Çözgülü örmede; dokuma kumaşlar kadar stabil, atkılı örme kumaşlar kadar esnek kumaş yapıları elde edilebilir.
Çözgülü örme yöntemi ile elde edilen ürünlerden bazıları; tül, perde, dantel, mayo ve döşemelik kumaşlar, havlu ve halılar, bandaj ve suni damar gibi tıbbi malzemeler, ayakkabı yüzü, filtre, çuval, sera örtüsü gibi teknik kumaşlardır.

ATKILI ÖRMEDE ÖRÜCÜ MAKİNE ELEMANLARI
Atkılı örme sisteminde ipliğin ilmek oluşturması işlemini sağlayan elemanlara örücü makine elemanları denir.
Bunlar; iğneler, platinler, kilit sistemleri (çelikler), iplik kılavuzları (mekikler) ve merdanedir. Bu elamanlar örme sürecine direk etkisi olan elemanlardır.
ÇÖZGÜLÜ ÖRMEDE ÖRÜCÜ MAKİNE ELEMANLARI
Çözgülü örme sisteminde iplilerin ilmek oluşturması işlemini sağlayan örücü makine elemanları; delikli iğneler, dilli iğneler, iğne rayları, baskı platinleri ve doku çekme sarma aparatları olarak ifade edilir. Bu elamanlar örme sürecine direk etkisi olan elemanlardır.
TEMEL ÖRGÜ ELEMANLARI
Örme yüzeyi oluşturan temel iplik hareketleri; ilmek, askı ve atlama örgü elemanı olarak isimlendirilir. Temel örgü elemanlarının birlikte kullanılması ile farklı görünümlü örme yüzeyleri oluşturulur
ATKILI ÖRMEDE İLMEK YAPILARI
Atkılı örmede ilmek görünümleri ilmek bağlantı noktalarında ilmek gövdesi üstte ilmek başı altta veya ilmek gövdesi altta ilmek başı üstte olmak üzere iki şekildedir. Bu görünümlerine göre ilmekler sağ ilmek (düz ilmek) veya sol ilmek (ters ilmek) olarak ifade edilir. Atkılı örmede düz ilmeklerin görüldüğü kısım kumaşın ön yüzü, ters ilmeklerin görüldüğü kısım kumaşın arka yüzü olarak algılanır. Atkılı örmede ilmekler enine yönde bağlantı yaparlar.
ÇÖZGÜLÜ ÖRMEDE İLMEK YAPILARI
Çözgülü örmede ilmek yapıları atkılı örmedeki ilmek yapılarına göre daha sıkı ve farklı şekildedir. Çözgülü örmedeki ilmek görünümleri ilmek bağlantı noktalarında ilmek gidiş yönü doğrultusunda açık ilmek ve kapalı ilmek olarak ifade edilir. Çözgülü örmede ilmekler boyuna yönde bağlantı yaparlar.
TEMEL ÖRME YÜZEYLERİ
Temel örme yüzeyler örme kumaş yüzünün ve tersinin ilmek görüntüsüne göre ( RL ), (RR ) ve ( LL ) yüzey olarak ifade edilir.
1- ( RL ) Örme Yüzeyler
Örme kumaş yüzü sağ ilmek ( R ) tersi sol ilmek ( L ) görünümlü ise bu yüzeylere ( RL ) yüzey denir. Tek katlı örme kumaşlar olarak tanınan tek plakada üretilmiş örme kumaş yüzey görüntüsüdür. Bu yüzeyler düz örme makinelerinde tek plakada yuvarlak örme makinelerinde tek plaka Süprem makinelerinde üretilen kumaş çeşitlerini ifade eder.
2- ( RR ) Örme Yüzeyler
Örme kumaş yüzü sağ ilmek ( R ) tersi sağ ilmek ( R ) görünümlü ise bu yüzeylere ( RR ) örme yüzey denir. Kumaşın iki yüzü de aynı görünür. Çift katlı örme kumaşlar olarak tanınan çift plakada üretilmiş örme kumaş yüzey görüntüsüdür. R/R yüzeyler boyuna ilmek sırası bir sıra R ilmek, bir sıra L ilmek olarak oluşur. L ilmek sıraları R ilmek sıralarının sıkışması ile yüzeyde görünmez ancak gererek açıldığında görülür. Bu yüzeyler düz örme makinelerinde çift plakada yuvarlak örme makinelerinde çift plaka ribana ve İnterlok makinelerde üretilen kumaş yüzey çeşitlerini ifade eder.
3- ( LL ) Örme Yüzeyler
Örme kumaş yüzü sol ilmek ( L ) tersi sol ilmek ( L ) görünümlü ise bu yüzeylere (LL ) yüzey denir. Kumaşın iki yüzü de aynı görünür Çift katlı örme kumaşlar olarak tanınan genellikle iki ucu kancalı çift plakada üretilmiş örme kumaş yüzey görüntüsüdür. LL yüzeyler enine ilmek sırası bir sıra L ilmek, bir sıra R ilmek olarak oluşur. R ilmek sıraları L ilmek sıralarının sıkışması ile yüzeyde görünmez ancak gererek açıldığında görülür. Bu yüzeyler düz ve yuvarlak çift plaka örme makinelerinde iki ucu kancalı dilli iğnelerle üretilen kumaş çeşitlerini ifade eder.
MAKİNE İNCELİĞİ
Örme makinelerinde makine inceliği, piyasanın bir kısmında makine numarası olarak ifade edilmektedir. Genel olarak ifade yanlış kullanılmaktadır. Makine numarası anlamı bakımından makine inceliği ifade ettiğinden, örme makineleri, makine inceliğine göre çeşitlenir. Makine inceliği, 1" (1 inch)’ teki iğne sayısına eşittir. Plaka üzerinde 1 inch (inç) mesafedeki iğneler sayılarak makine inceliği tespit edilir. Tespit edilen makine incelikler fein (fayn) veya gauge (geyç) olarak isimlendirilir. Yuvarlak örme makinelerinde fein “E” harfi ile düz örme makinelerinde ise gauge “G” harfi ile gösterilmektedir. Örneğin; 22fein = 22E, 28fein = 28E, 12gauge = 12G vb. olarak gösterilmektedir. 20E 1"’ te (2,54cm’de) 20 adet veya 10G 1"’te 10 adet, iğne olduğunu göstermektedir. Makine inceliğini ifade eden rakam büyüdükçe 2,54 cm’deki iğne sayısı artar, azaldıkça 2,54 cm’deki iğne sayısı azalır.
Düz örme makinelerinde kullanılan incelikler;
El örgüsü görünümünde çok kalın giysiler için: E 2-5
Kalın giysiler için: E 5-7
İnce giysiler için: E 7-10
Çok ince giysiler için: E 10-12 dir.
Yuvarlak örme makinelerinde kullanılan incelikler;
Tek yataklı makinelerde:
Dış giysilikler için: E 7-34
İç giysilikler için: E 18-32
Jakarlı yapılar için: E 5-32
3-iplik futter için: E 12-28
Havlu yapılar için: E 7-28
Uzun havlı yapılar için: E 5-22
Erkek-bayan-çocuk çorapları için: E 13-24
İnce bayan çorapları için: E 26-36
Çift yataklı makinelerde:
Dış giysilikler için: E 7-42
İç giysilikler için: E 10-22
Jakarlı yapılar için: E 5-30
Transfer desenli yapılar için: E 12-16
Erkek-bayan-çocuk çorapları için: E 6-21
İnceliğin belirtilmesinde çok seyrek olarak kullanılan diğer bir terim olan;
Taksimat (t);
bir iğnenin çalışması için gerekli olan mesafenin milimetre olarak ifadesidir. Bir iğne yatağı üzerinde yan yana duran iki iğnenin merkezleri arasındaki mesafe olarak da tanımlanabilir.
İncelik;
üretimde kullanılacak ipliğin numarası, makinenin çalışma hızı, örgü cinsi, elde edilecek dokunun eni ve en büzülmesini direkt olarak etkiler. İnceliği yüksek olan makinelerde daha ince, daha düzgün ve stabil yapılar elde edilir.
Makine çapı (D)
Yuvarlak örme makinelerinde çıkacak dokunun enini belirleyen bir ölçüdür. Mamulün kullanım yani Çalışma hızı (V) Düz örme makinelerinde kilit sisteminin, yuvarlak örme makinelerinde iğne yatağının m/sn olarak hızıdır. Bu hız makinenin örme prensibine (RL, RR, LL), desenlendirme durumuna, makine eni veya çapına, örgünün yapısına ve kullanılan iplik özelliklerine göre belirlenir. erine göre değişik çaplarda makineler seçilir. Birim olarak inch (") kullanılır.
Sistem
Atkılı örme makinelerinde bir iğne grubu, bir kam mekanizması ile bir iplik kılavuzundan oluşan ve bir örgü sırası meydana getiren birime sistem denir. Örme makinelerinde sistem sayısı arttıkça bir devirde üretilen sıra sayısı da artacaktır.
Ancak düz örme makinelerinde kullanılabilecek maksimum sistem sayısı 6 ile sınırlıdır. Bugün ise genellikle 3-4 sistemli makineler üretilmektedir;
Bunun iki nedeni vardır:
1-Örme işlemi, sistemlerin gidip gelme hareketleri ile sağlandığından kesikli bir çalışma vardır. Çok sayıda sistemden oluşan kafanın ağırlığı da fazla olacağından, her seferinde kafanın hızını sıfırdan başlayarak arttırmak çok enerji gerektirecektir.
2-Her sıra sonunda sistemlerin örme bölgesi dışına çıkma zorunluluğu vardır. Sistem sayısı arttıkça kafanın genişliği de artacağından, iğne yatağının yanlarında fazladan geniş yer bırakmak gerekecektir.
Yuvarlak örme makinelerine örme işlemi
iğne yatağının hep aynı yöne hareketi ile sağlandığından kesiksiz bir çalışma vardır. İğne yatağı çevresine çok sayıda sistem yerleştirilebildiği ve kesiksiz çalışma sağlanabildiği için bu makinelerin üretimi çok yüksektir. Bir yuvarlak örme makinesindeki sistem sayısı; makine çapına, makinenin çalışma prensibine (düz, rib, haroşa), desenlendirme kapasitesine ve makine inceliğine bağlıdır. Sistem sayısı genellikle çift sayı olur ve jakarlı makinelerde temel yapıların yanında 2, 3, 4 renkli desenlerin örülebilmesi için iki ve üçe tam olarak bölünebilecek değerde olması istenir. Günümüzde yuvarlak örme makinelerinde iğne yatağının çevresine 136 sistem yerleştirmek mümkün olmuştur.
Yuvarlak örme makineleri için tanımlanan sistem yoğunluğu, sistem sayısının makine çapına oranıdır.
ÖRMECİLİKTE İLMEK OLUŞUMU
Bir örme yüzeyinin (dokusunun) oluşabilmesi için ipliğe iğne yardımı ile iğnenin hareketine göre verilebilen şekiller üç tanedir.
Bunlar; ilmek, askı ve atlamadır.
En önemlileri ve esas örgü bağlantısını sağlayan ise ilmektir. İlmeksiz bir örme dokusu oluşturmak mümkün değildir. Diğer askı ve atlama iplik hareket şekilleri ise yalnız başlarına bir doku oluşturamadıklarından, ancak ilmek ile birlikte yapılarak örgünün yapısına ve yüzeyine, görünüm, şekil, stabilite ve tutum değişikliklerine etki ederler.
Aşağıda ilmek fiyongu, yani bağlanmamış bir ilmek şekli ve bunun kısımları görülmektedir.
Örmecilik tek bir yönde hareket eden bir tek iplik veya bir grup iplik ile kumaş oluşturma işlemidir. Örgü kumaş oluşturma sistemlerinde ana malzeme ipliktir. İpliğin hammaddesi ve iplik oluşturma sistemleri çeşitlilik gösterebilir.
Örgü kumaşların boyutsal olarak sabit en küçük birimi ilmektir.
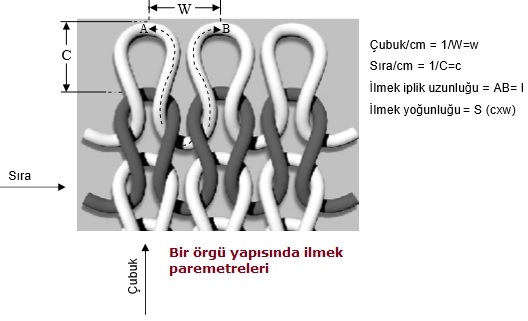
Örgü kumaşlarda kumaşın eni boyunca yer alan ilmek çubukları “may”, kumaşın boyu boyunca yer alan ilmek sıraları ise “sıra” olarak adlandırılır.
Birim uzunluktaki may ve sıra sayılarının çarpımı birim alandaki teorik ilmek yoğunluğunu (sayısını) verir.

Yuvarlak örme makineleri tek plakalı (tek iğne yataklı) veya çift plakalı (çift iğne yataklı) olabilir. Çift plakalı örme makinelerinde bir iğne yatağındaki iğneler diğer iğne yatağındaki iğnelerin arasında kalacak şekilde yerleştirilebilir. Bu iğne düzeni “rib iğne” düzeni olarak adlandırılır. İğnelerin karşılıklı gelecek şekilde yerleştirildiği iğne düzeni ise “interlok iğne” düzeni olarak adlandırılır.
Piyasada üretilen çeşitli örme kumaş yapıları arasında süprem, ribana, interlok ve haroşa örgüler en sık kullanılan temel örgü yapılarıdır.
Süprem
Sadece bir iğne yatağı üzerinde üretilen en basit ve en sık kullanılan örgü türüdür. İğne yatağı üzerindeki tüm iğneler örme işlemine katılır.
Süpreme ait temel kumaş özellikler:
• Kumaşın ön ve arka yüzlerinin görünüşü farklıdır.
• Kumaş yapısı dengesizdir, bu nedenle kenarlarda kıvrılma görülür.
• Kumaş yapısı içinde ilmek kaçığı may boyunca yukarı ve aşağı ilerler.
• Kumaşı başlangıç ve bitiş yerlerinden sökmek mümkündür.
• Kumaşın enine esnekliği boyuna esnekliğinin yaklaşık iki katıdır
Ribana
Her iki iğne yatağı da kullanılarak üretilen çift plaka örgülerdir. Bu yapıyı oluşturmak için her iki iğne yatağındaki tüm iğneler kullanılır.
Ribanaya ait temel kumaş özellikler:
• Ön ve arka yüzey görünüşü aynıdır.
• Dengeli kumaşlardır, kenarlarda kıvrılma olmaz.
• Kumaşta oluşan ilmek kaçığı aynı may boyunca aşağı doğru ilerler.
• Kumaşın enine esnekliği süprem örgünün yaklaşık iki katıdır. Boyuna esnekliği ise süpremle hemen hemen aynıdır.
• Kumaşın kalınlığı süpremin yaklaşık iki katıdır.
İnterlok
Ribana örgü yapısında olduğu gibi iki iğne yatağı kullanılarak üretilen çift plaka örgülerdir. Her iki iğne yatağındaki iğneler karşılıklı gelecek şekilde dizilir.
Temel kumaş özellikleri:
• Ön ve arka yüzey görünüşü aynıdır.
• Dengeli kumaşlardır, kenarlarda kıvrılma olmaz.
• Kumaşta oluşan ilmek kaçığı aynı may boyunca aşağı doğru ilerler.
• Kumaşın enine esnekliği ribanadan daha azdır.
Sirospun İplik Eğirme
- Sirospun iplik eğirme sistemi 1980 yılında yün lifini eğirmek için ortaya çıkmış olan yeni bir metottur.
- Daha sonra ikili eğirme işlemi bu metoda uyarlanarak pamuk eğirme teknolojisinde kullanılmaya başlanmıştır.
- İkili eğirme sistemi tek kat ipliklerin tüylülük problemini azalttığı için konvansiyonel kesikli iplik eğirme sistemlerinin iyi bir temsilcisi olmuştur.
- Bu sistem hem mühendislik işlemlerini kısaltmakta hem de iplik kalitesini iyileştirmektedir. Bu sayede pazarda iplik rekabeti artmıştır.
Sirospun iplik eğirme prosesi ayrı bir sistem olmayıp mevcut ring iplik eğirme sistemine adapte edilmiş bir sistemdir. Eğirme ve katlama işlemi tek operasyonda gerçekleşmektedir.
- Sirospun eğirme sisteminde bir kılavuz yardımıyla birbirine paralel olarak beslenen iki fitil çekim sisteminin içinden geçerek çekim alır ve en öndeki çekim silindirlerinin kıstırma noktasından geçtikleri anda birleşir ve bükülür.
- İki katlı ipliğe benzer bir yapı oluşur.
- Fitiller çekim sırasında özel geliştirilmiş kondansörler sayesinde ayrı ayrı çekim almaktadır.
- Büküm tek katlı iplikte olduğu gibi bir bilezik ve kopça yardımıyla verilir.
- Çekim sisteminin çıkışında son kıstırma noktasında büküm başlar.
- Bu noktada iki iplik birleşerek iki katlı ipliğe benzer bir yapı oluşturur.
- İplik bükümü tek katlı iplikteki gibi tek yönlüdür.
- İki iplikten biri koptuğu zaman kontrol elemanı bükümü önleyerek ikinci ipliğin kopmasını sağlar.
- Sirospun iplik eğirme sistemi ile yeterli uzunluktaki kısa ve uzun lifler eğrilebilmektedir.
- Büküm tek katlı iplik bükümünden çok iki katlı iplik bükümüne benzemektedir.
- Bu sistem çoğunlukla düşük gramajlı mevsimlik kumaş üretiminde kullanılmaktadır.
- Dokuma kumaş üretiminde sağlamlık ve gerilmelere dayanım açısından iki katlı iplik kullanma ihtiyacı vardır.
- İki katlı ipliklerin yerini sirospun iplikler almaya başlamıştır. En önemli avantajı, tek adımda iki katlı ipliğe benzer bir yapı elde edildiği için maliyetinin düşük olmasıdır.
Sirospun iplik özellikleri
Sirospun iplikler katlı ipliklerin olumlu özelliklerini taşımaktadır.Katlı iplik yapılarında lifler daha iyi sarıldığından düzgünsüzlük azalmakta, dayanıklılık artmaktadır.
Bu iplikler daha az boncuklanır, aşınma dayanımları daha fazla ve eğilme rijitliği daha azdır.
Sirospun pamuk iplik özellikleri ile aynı numara ve büküme sahip tek katlı ve iki katlı iplik özelliklerinin karşılaştırıldığı bir araştırma yapılmıştır. Buna göre sirospun ipliklerin; Boyuna görüntüsü çubuk gibi düzgün ve temiz
Enine kesit görüntüsü daireseldir.
Sirospun iplikler tek katlı ipliklere göre daha sağlam uzaması daha iyi, daha düzgün, daha az tüylü ve aşınmaya karşı daha dayanıklıdır. Aynı çalışmaya göre iki katlı iplikler ile kıyaslama yapıldığında daha az tüylü ve uzaması daha iyidir. Orta büküm seviyesinde sirospun iplikler iki katlı iplikten daha sağlam çıkmıştır, ancak düzgünsüzlük değeri iki katlı iplikten daha yüksek çıkmıştır
Spandex lif ve Spandex Karışımlı Kumaş Özellikleri
Spandex lifi 1958 yılında Du Pont firması tarafından bulunmuş ve lycra® ticari ismiyle piyasaya sürülmüştür.
A.B.D’de 1959 yılından beri kullanılmakta olan spandex lifi günlük giysiler, spor kıyafetleri, moda giysiler ve esnekliğin önemli olduğu birçok üründe, örneğin iç çamaşırları, sağlık gereçleri, çoraplar ve cerrahi sargılarda çok geniş kullanım alanı bulmuştur. Bunların üretiminde spandex tek başına değil, bir başka elyaf ile birlikte kullanılmaktadır. Spandex lifinin en temel özelliği, elastik bir lif olup serbest uzunluğunun altı katına kadar uzayabilmesi ve kuvvet kaldırıldığında orijinal uzunluğuna dönebilmesidir.
Spandex bir poliüretan lifidir, yapısındaki karakteristik grup üretan grubudur. Bu sınıf polimerler genellikle elastomer liflerin üretiminde kullanılırlar. Filament üretimi lineer yapıdaki poliüretanın yaş ve kuru eğirme yöntemleri ile uygun çözücülerde çözünmesi ile gerçekleşmektedir.
Bileşiminde en az %85 oranında elastomer yapıda polimer bulunan liflere spandex adı verilmektedir.
Spandex liflerinin değişik türleri vardır. Günümüzde polieter ve polyester olmak üzere iki farklı yapıda elastomerik polimer elde edilmektedir.
Polieter tipi likra ticari adıyla bilinmektedir. Bu liflerin yapısındaki eter grupları bazlara karşı dayanıklılık sağlamaktadır.
Polyester tipi daha karmaşık yapıda olup vyrene® ticari adıyla bilinmektedir. Bazlardan kolaylıkla etkilenmektedir.
Bir elastomerik polimer çok sayıda çapraz bağlarla birbirine bağlanmış bir sistemdir. Bu polimerden filament oluşturulduğunda yumuşak bölgeler birbiri üzerine katlanıp rastgele dizildiklerinden daha çok amorf yapıdadır. Sert bölgeler hidrojen (H) bağları oluşturmalarından dolayı sıralanmaya meyillidir. Polimere kuvvet uygulanıp gerildiğinde yumuşak bölgeler katlanmamış hale dönüşür. Sert bölgeler de kendi aralarında sıralanarak kristalin bölgeyi oluşturur. Kuvvet kalktığında polimer eski biçimini alır. Bu liflerde elastomerik özellikler polimerler arasında oldukça az miktarda çapraz bağların bulunmasından kaynaklanmaktadır. Polimer serbest bırakıldığında yumuşak bölgelerde yeniden katlanmalar olur.
Spandex lifinin özellikleri
Daha çok likra ticari ismiyle bilinen spandex liflerinin enine kesit görünüşü daireseldir, boyuna görünüşü oldukça düzgündür. İnceliği 7 denye ile 2500 denye arasında yer alır.
Mukavemet ve uzama: Elastomer olmayan liflere kıyasla spandex zayıf bir liftir. Kopma mukavemeti 0,7 g/denye civarındadır. En önemli özelliği yüksek miktarda uzama oranı ve mükemmel şekilde eski halini alma özelliğidir. Kopmadan %500 – 600 oranında uzayabilir.
Emicilik: Spandex liflerinin nem çekme özellikleri çok düşük olup (%1’in altında) hidrofob karakterdedir, buna rağmen su lif içine nüfuz edebilmektedir.
Kimyasal özellikler: Isı ve ışıktan etkilenmez. 340ºF civarında yapışkan hale gelir ve 450ºF civarında erir. Özellikle UV ışığa karşı dayanıklıdır. Termoplastik yapıdadır. Hidrofobik yapısı nedeniyle soğukta seyreltik asitlere ve zayıf bazlara karşı dayanıklıdır. Boyanması zor bir liftir.
Kullanım ve bakım: Spandex karışımlı kumaşlar sağlam, konforlu ve aşınma dayanımı yüksek kumaşlardır.
Ter ve deterjan etkisiyle bozunmaya karşı, güneş ışığına ve kimyasallara karşı dayanıklıdır.
Spandex lifleri diğer lifler ile birlikte kullanıldığı için bakım sırasında sadece spandex lifinin özellikleri değil, diğer lifin bakım özellikleri de dikkate alınmalıdır.
Yıkama sırasında klorlu ağartıcılarla bozunduğundan klorlu ağartıcı kullanılmamalıdır. Kurutucu sıcaklıkları orta seviyede seçilmelidir.
Spandex karışımlı ürünler yüksek sıcaklıkta ütülenmemelidir.
Ütü sıcaklığının 300ºF’yi geçmemesi ve sentetik ayarında olması önerilmektedir.
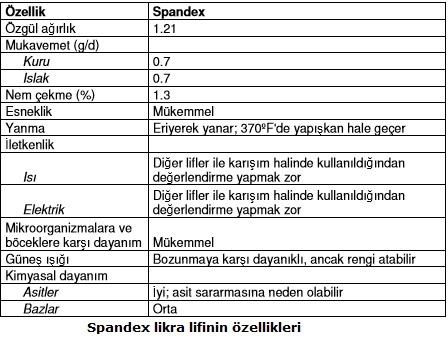
Spandex lifinin kullanım alanları
Spandex lifi oldukça pahalı bir liftir, çoğunlukla diğer lifler ile karışım halinde kullanılmaktadır. Naylon ve polyester lifleri ile karışımları yaygındır. Dokuma ve örme kumaşlarda diğer ipliklerle kombine edilmektedir. Bu kombinasyon ( birleşim ) kumaşa esnekliğin yanı sıra dayanıklılık kazandırmaktadır. Spandex iplikler esnekliğin talep edildiği her tip giyside, triko ve yuvarlak örme iç çamaşırlarında, kemerlerde, yüzme, kayak, golf ve tenis gibi alanlarda sportif giysilerde tercih edilmektedir. Dantel ve dekoratif giysilerde de kullanım alanına sahiptir.
Viskon Rayon Lif ve Kumaş Özellikleri
Rayon rejenere selülozik liflere verilen genel isimdir. Bütün lifler içinde rayon çok çeşitli alanlarda kullanılabildiği ve hem doğal liflerin hem de sentetik liflerin özelliklerini taşıdığı için tüketicilerin en çok kafasını karıştıran ve ilgisini çeken lif olma özelliğini sürdürmektedir. Rayon birçok yerde pamuk lifinin yerine kullanılabildiği gibi, emici hijyen ürünlerinden, bebek pedlerine ve yüksek mukavemetli kord bezlerine kadar çok geniş bir yelpazede olmak üzere giyim sektöründe, ev tekstilinde ve sanayide kullanılmaktadır.
Rayon üretilmiş olan ilk liftir. 1890’lı yıllarda selülozun genel özelliklerini kapsayan bir araştırma sırasında Fransa’da geliştirilmiş ve ipeğe benzediği için o yıllarda “yapay ipek” (suni ipek) ismiyle anılmıştır. 1924 yılında tekstil endüstrisi tarafından bu life “rays of light” anlamına gelen “rayon” ismi verilmiştir. En önemli özelliği, diğer insan yapımı lifler gibi sentetik olmamasıdır. Selülozik bazlı pamuk linterlerinden veya ladin ağacından elde edilmiş odun hamurundan üretilmektedir. Bunun sonucu olarak, rayon lifinin özellikleri naylon ve polyester gibi sentetik liflerden çok, pamuk ve keten gibi doğal selülozik liflere benzemektedir. Rayonun bir lif olarak kullanım çeşitliliğinin fazlalığı, pamuğa göre daha düşük maliyetli oluşu ve üstün konfor özellikleri kullanım alanını oldukça yaygınlaştırmıştır.
Rayonun sınıflandırılması
Rayon lifinin yapısından dolayı doğal ve sentetik liflerin özelliklerini taşıması son dönemde çok kullanılan bir lif olmasını sağlamıştır. Rayon ince çekilmiş sentetik filamentlerle karışım halinde kullanılabildiği gibi, kıvrımlar verilerek ve 6 – 20 cm boyunda kesilerek kesikli elyaf şeklinde de kullanılmaktadır.
Ürün performansı açısından değerlendirildiğinde rayon dört başlık altında sınıflandırılabilir. Bunlar arasında normal rayon (viskon) ve yüksek mukavemetli rayon iki önemli grubu oluşturmaktadır.
1. Normal rayon (viskon):
Kesikli lifler ile (pamuk, yün) karışım halinde kullanılan kesilmiş rayon liflerine viskon adı verilir. Pazar payı en yüksek olan rayon tipidir. Hazır giyim ürünlerinde ve ev tekstillerinde kullanılmakta olup yıkama talimatlarında “viskon” (viscose) olarak geçmektedir. Ayırt edici özelliği ıslak mukavemetinin çok düşük olmasıdır. Bunun sonucu olarak ıslandığında kararsız hale geçer ve çeker ya da salar. Bu liften üretilmiş kumaşların bakımında görünümünü ve fonksiyonel özelliklerini koruması için genellikle kuru temizleme veya çok hassas elde yıkama tavsiye edilmektedir. Çamaşır makinesinde yıkama yapıldığında işlem görmemiş rayonlar %10 oranında çekebilmektedir.
2. Yüksek ıslak mukavemetli (polinozik) rayon (high wet modulus rayon):
Rayon lifinin yukarıda bahsedilen olumsuz özelliklerini iyileştirmek için çeşitli araştırmalar yapılmış ve farklı işlemler yapılarak rayon elyafı modifiye edilmiştir. Bunlar yüksek mukavemetli viskoz rayonları olarak isimlendirilir ve özellikle ıslakken dayanıklılığı yüksek olduğundan high wet modulus kelimelerinin kısaltılmış şekli olan HWM ile sembolize edilirler. HWM rayon yüksek ıslak mukavemetinin yanısıra viskonun diğer özelliklerini taşır. Çamaşır makinelerinde yıkanabilir, kurutucularda kurutulabilir ve bu işlemler sırasında pamuklu ürünler kadar performans gösterebilir. Parlaklığının artması için pamuk gibi merserizasyon işlemine tabi tutulabilir. Giyim sektöründe polinozik rayon veya ticari ismiyle modal olarak geçer. Viskondan farkı, polimerleşme derecesi, kristalleşme derecesi, kristalin bölgelerin büyüklüğü, yönlenme derecesi ve filamentteki üniformluktur. Bu nedenle bu liflerden üretilmiş kumaşların dayanıklılığı, kopma mukavemeti, esnekliği ve sürtünme direnci normal rayon lifinden fazladır. Mukavemeti kuru iken 3,0 – 4.0 g/denye, ıslak iken 1.9 – 2.5 g/denyedir. Su ile viskon lifi kadar şişme göstermez.
3. Yüksek mukavemetli rayon (high tenacity rayon):
Viskonun modifiye edilmiş halidir, mukavemeti HWM rayonundan iki kat fazladır. Kord bezlerinde ve endüstriyel alanda kullanılmaktadır.
4. Cupramonium rayon:
Özellikler açısından diğer rayonlara benzemesine rağmen üretimi sırasında çevreye zarar veren maddeler kullanıldığı için son dönemde üretilmemektedir.
Tekstil Ürününün Ömrü
Bir tekstil ürününün ömrü, kullanım ve bakım şekline bağlıdır. Yapılan araştırmalarda tekstil ürününün giyme ve yıkamanın ortak etkisi sonucu eskidiği ve yıprandığı saptanmıştır. Son zamanlarda tekstillerin bakım işlemlerine, özellikle yıkamaya karşı dayanıklılığı bir performans kriteri haline gelmiştir. Bu amaçla, ürünlere kalıcı ütü, yıka - giy, çekmezlik, kırışmazlık gibi birçok apre uygulanmakta, ürünlerin yıkama etkisiyle meydana gelecek olan boyutsal ve şekil değişimlerine karşı dayanıklılığı, yüzey özelliklerinin korunması gibi hususlar dikkate alınmaktadır.
Bakım işlemi temel olarak yıkama, kurutma ve ütü adımlarından oluşur. Yıkamalar çoğunlukla ev tipi otomatik çamaşır makinelerinde gerçekleşir. Ev tipi yıkamanın etkileri üç ana başlık altında toplanmaktadır.
Birincil etkiler:
Yıkamanın asıl fonksiyonları olan leke çıkarma, kir çıkarma ve beyazlatmadır.
İkincil etkiler:
Tekstil ürünlerinin performans özelliklerinin yıkama işlemi sonucunda olumsuz yönde değişimidir. (Boyutsal değişim, mukavemet kaybı, boncuklanma vb.) çevresel etkiler: Su, enerji ve kimyasalların tüketimidir.
Tekstil ürünlerinin yıkama performansını etkileyen birçok faktör mevcuttur. Tekstilleri yıkama işleminin parametreleri etkilediği gibi, kumaşı oluşturan yapıların her biri de etkilemektedir.
Yıkama işlemi sırasında uygulanan mekanik hareket (devir), kullanılan yük miktarı, su, sıcaklık, süre ile kumaşı oluşturan molekül yapısı, lif tipi, iplik tipi, kumaş tipi, örgü tipi, örgü sıklığı, apre çeşidi tekstiller üzerinde etkili olan faktörlerdir.
Tekstiller üzerinde yıkama işleminin etkileri normal şartlarda çok ciddi boyutta değildir, ancak tekrarlanan yıkama işlemleri sonucunda giderek artan etki bazı tekstil ürünlerinde ciddi hasarlar yaratabilmektedir.
Keten ve Jüt Lifinin Boyanması
Keten lifleri bitki sapından elde edilen bir sak lifi olup bitkisel lifler içinde en yüksek mukavemete (örneğin pamuğun 2-3 katı) ve düşük elastikiyete sahiptir. Yapısındaki mumlar nedeniyle bu lifler doğal bir parlaklık göstermektedir. Keten kumaşlar kolaylıkla buruşmaktadır, fakat aynı zamanda kolayca ütülenebilmektedir.
Bu lifler iyi bir ısı izolasyonu özelliğine sahip olduklarından, serin tutma özelliği göstermekte ve bu nedenle özellikle yazlık giysilerde tercih edilmektedir.
Jüt lifleri de keten gibi bir sak lifi olup, ağartılmalarındaki güçlük nedeniyle bu liflerin kullanım alanları paketleme malzemesi, halılar vb. ile sınırlı kalmıştır.
Kimyasal işlemlerle jütte meydana getirilen değişiklikler sayesinde bu lifler özel kullanım alanları için yün, poliester ve viskon ile karıştırılabilmektedir.
Aynı zamanda ekolojik ( çevreyle ilgili ) olmaları nedeniyle yabancı ülkelerde paketleme materyali olarak polipropilen veya poliüretan yerine kullanılmaları tercih edilmektedir.
Gerek keten gerekse jüt lifleri pamuk liflerinin boyanmasında kullanılan direkt, kükürt, reaktif ve pigment boyarmaddelerle boyanabilmektedir.
Bilindiği gibi keten, tek başına liflerden değil lif demetlerinden oluşmakta ve bu demetler pektin ile birbirine bağlanmaktadır.
Bu pektin maddesi kuvvetli bazların etkisiyle parçalanacağı için lif demetleri de kuvvetli bazik ortamda özellikle yüksek sıcaklıklarda parçalanmaktadır.
Bu nedenle, ketenin boyanması sırasında sıcak bazik flottelerle çalışmaktan kaçınılmalıdır.
Diğer dikkat edilmesi gereken bir husus da, keten liflerinin sertliği sebebiyle bunlara boyarmaddenin tamamen ve düzgün bir şekilde nüfuz edebilmesinin zor olmasıdır.
Bu nedenle, söz konusu liflerin boyanması sırasında şu hususlara dikkat edilmelidir;
1-Sıkı dokunmuş, tek renge boyanacak kumaşlarda, kumaş yerine önce iplikleri boyamak ve bu ipliklerle kumaşı dokumak.
2-Boyarmaddenin liflerin içine nüfuz edebilme yeteneğini arttıran ve düzgün boyamayı destekleyen yardımcı maddeler kullanmak.
3-Liflere affinitesi çok fazla olmayan boyarmaddeleri kullanmak.
4-Kurutma sırasında liflerin sertleşmesine yol açmamak için 80°C’nin üzerine çıkmamak.
Son yıllarda keten boyamacılığında önem kazanan bir konu enzimatik işlemlerin renk verimi üzerine etkisidir.
Keten kumaşın kontrollü bir şekilde selülazlar ile enzimatik işlemi keten lifinden pektik materyallerin kısmen uzaklaştırılmasını sağlamaktadır.
Lifin daha açık bir yapı kazanması terbiye işlemlerinde kullanılan boyarmadde ve kimyasalların sulu çözeltilerinin daha fazla absorbe edilmesini sağlamaktadır.
Enzimatik işlem görmemiş kumaşlar, çeşitli koşullarda selülazlarla işlem görmüş olanlara göre direkt ve reaktif boyarmaddelerle daha yavaş boyanmaktadırlar.
Yapılan bir araştırmada keten kumaşların sodyumperboratla ön terbiyesi ve daha sonra boyanması sırasında ultrason kullanımının etkisi incelemiştir.
Ultrason varlığında ağartılan liflerin beyazlık derecelerinin daha yüksek olduğu tespit edilmiştir.
Ultrason varlığında 50°C’de elde edilen renk verimleri, konvansiyonel yöntemle 80°C’de yapılandan bile kısmen daha yüksek çıkmıştır.
Ayrıca ultrason varlığında boyanan numunelerin yaş haslıklarında da artış tespit edilmiştir.
Yapılan bir başka araştırmada kitosanla işlem görmüş keten liflerinin boyanma özellikleri incelemiştir.
Elde edilen bulgulara göre liflerin boyanma hızının belirgin ölçüde arttığı, sürtme ve yıkama haslıklarının yükseldiği tespit edilmiştir.
Keten, bobin veya kumaş halinde boyanabilmektedir.
Boyarmaddeler, boyama yöntemi ve kullanılacak cihaz bitmiş mamulün kullanılacağı yere göre seçilmektedir.
İpliği boyalı dokuma kumaş eldesi için keten iplikleri bobin şeklinde boyanmaktadır.
Bobinlerin mutlaka gevşek sarımlı olması gerekmektedir.
Aksi takdirde boya flottesi bobinin iç kısmına yeterince işleyememekte ve sonuç olarak boyanamamaktadır.
Ayrıca, aynı partideki bobinlerin sarım sıklığının da homojen olması gerekmektedir.
Çapraz bobin boyamalarında özel (teleskop veya elastiki) bobin kullanılması tavsiye edilmektedir.
Kasardan sonra çapraz bobinler bir ara kurutmaya tabi tutulup bundan sonra boyanırlarsa, boyanın ipliklerin her noktasına işlemesi daha iyi olmaktadır.
Keten boyamacılığı birçok yüksek teknik işlemler içermektedir: boya flottesinin bileşimi, sıcaklık, kumaşa temas süresi, durulama, sabunlama, kurutma teknikleri vb.
Keten kumaşların boyanmasında farklı yöntem ve cihazlar kullanılabilmektedir.
Kumaşın aşınması ve kırılması riski nedeniyle jet ve overflow tipindeki makinelerde boyama yapılması tavsiye edilmemektedir.
En sık kullanılan cihaz, 2,5 metre enindeki kumaşla çalışma imkânı bulunan jiggerdir.
Ancak, kalın kumaşların boyanmasında emdirme yöntemi tercih edilmektedir.
Life en iyi işleme özelliğine sahip ve tekrarlanabilir boyamaların eldesi için iki işlem önerilmektedir;
- Reaktif boyarmaddeler için: Emdirme yöntemine göre boyarmadde aplike edilip, soğukta bekletildikten sonra açık en yıkama makinesinde işlem yapılmalıdır.
- Küp boyarmaddeleri için: Pad-jig yöntemi tercih edilmelidir.
Keten liflerinin içerdiği yabancı madde miktarı fazla olduğundan, iyi haslıklar eldesi için boyamadan önce bunların uzaklaştırılması şarttır.
Bu da keten mamulü boyamadan önce soda çözeltisiyle kaynatarak ve hatta arkasından ağartarak yapılabilir.
Bu lifler selülozu boyayan boyarmaddelerle (direkt, reaktif vb.) iyi yaş haslıklar verecek şekilde boyanabilmektedir.
Boyamada yüksek dayanıklılık ve iyi penetrasyon özelliğine sahip boyarmaddeler kullanılmalıdır.
Değişik tipteki boyarmaddeler kullanılabilir, ancak her birinin performansı farklıdır.
Tekstil mamulünün kullanılacağı yer boyarmadde seçiminde dikkate alınmalıdır.
Bu liflerin boyanmasında en çok kullanılan boyarmadde gruplarına ait özellikler aşağıda belirtilmektedir.
Direkt Boyarmaddeler:
Bu boyarmaddeler, suda çözünebilen ve düşük renk haslıklarına sahip boyarmaddelerdir.
Bu nedenle, direkt boyarmaddeler renk haslıklarının çok önemli olmadığı durumlarda tercih edilebilmektedir.
Küp Boyarmaddeleri:
Bu boyarmaddeler, iyi renk haslıklarına ve ışık ve ağartmaya karşı yüksek dayanıma sahiptirler.
Bunların çözülmesi hassas bir işlem olup lifler tarafından düzgünsüz alıma yol açabilir.
Küp boyarmaddeleriyle keten boyanmasında genellikle pigment veya küp asidi yöntemleri kullanılır.
Reaktif Boyarmaddeler:
Reaktif boyarmaddeler, parlak renklerin eldesinde kullanılırlar.
Işığa karşı iyi dayanım gösterirler, birkaç istisna dışında ağartmaya karşı düşük dayanıklılığa sahiptirler.
Keten kumaş boyarken dikkat edilmesi gereken husus, bu kumaşların yüksek sıcaklık etkisine maruz bırakıldıklarında çekmeleridir. Bu nedenle soğukta boyayan reaktif boyarmaddeler tercih edilmelidir.
Boyama yöntemi olarak genelde iki basamaklı yöntem tavsiye edilmektedir.
Kumaşa boyama öncesi kir iticilik, yumuşatma, su iticilik gibi bitim işlemi uygulanmasından kaçınılmalıdır,
zira bunların uzaklaştırılması oldukça güç olup, aynı zamanda bunlar boyamada abraja yol açabilmektedir.
JÜT LİFLERİNİN BOYANMASI
Pamuk ve jüt dünya selüloz lif üretiminde birinci ve ikinci sıradadır.
Pamukla karşılaştırıldığında çeşitli jüt uygulamaları lifin doğasında olan yetersizlikler nedeniyle elverişsizdir.
Son yıllarda özel ve katma değerli jüt üretimi için ciddi çalışmalar yapılmaktadır.
Bu liflerin boyanması söz konusu olduğunda direkt, kükürt, reaktif ve pigment boyarmaddeleri kullanılabilmektedir.
Jüt materyallerin kükürt boyarmaddeleri ile en uygun indirgen madde olan Na2S’in kullanımı ekolojik nedenlerle istenmemektedir.
Yapılan çalışmada ekolojik boyama eldesi için indirgen madde olarak Na2S yerine çevre dostu bir madde olan sıvı jaggery (palmiye bitkisinin özsuyundan elde edilen kahverengi renkli bir tür şeker) kullanımını araştırılmıştır.
Yine yapılan çalışmada sodyum sülfür (Na2S) ve sıvı jaggery kullanılarak kükürt boyarmaddeleriyle yapılan boyama işlemlerinin K/S değerleri ile yıkama, sürtme ve ışık haslıklarının kıyaslanabilir nitelikte olduğu tespit edilmiştir.
Jüt/pamuk karışımları, jüt için tamamıyla yeni bir sektör olan döşemelik ve giysilik tekstil sanayinde ana çıkış noktası olarak öneme sahiptir.
Jüt ve jüt/pamuk karışımı ürünlerden daha fazla yararlanabilmek için bu liflerin işlenme sorunlarını yok edebilecek ticari olarak uygulanabilir teknolojilerin geliştirilmesi gerekmektedir. Jüt ürünlerine aplikasyonu kısıtlayan sorunlardan biri ışık altında renk değişmesi yani solmadır.
Çok az boyarmadde jütte de pamukta elde edilen ışık haslığına ulaşabilmektedir.
Jütteki haslık değerleri genelde pamuğa göre 0,5-1,5 puan daha düşük olmakta, bazen de düşüş 2-3 puanı bulabilmektedir.
Jütün pamukla karışımında, pamuk bileşeni nedeniyle sorun hafifletilmiş olmakta; fakat özellikle jüt oranı fazlaysa, karışım kumaşın kendisi giysilik ve döşemelik kumaştan beklenen özellikleri karşılayamamaktadır.
Jüt içeren ürünlerde yüksek ışık dayanımı elde etmek için; boyanmış poliamid liflerinde çok iyi ışık haslıklarının olması nedeniyle tekrar gündeme gelen 1:2 metal kompleks boyalarının jüt ve jüt/pamuk karışımı kumaşların boyanmasında kullanılması söz konusu olmuştur.
Yapılan bir çalışmada pamuğa 1:2 metal kompleks boyarmaddeleriyle boyanabilme özelliği vermek amacıyla bir katyonikleştirme maddesi kullanarak kimyasal modifikasyon uygulamıştır.
Bu işlemle ışık ve yıkama haslığının geliştirildiği belirtilmiştir.
Ayrıca boyama sonrası polikuarterner amin türevi esaslı katyonik maddeyle yapılan ard işlemlerin yıkama haslıklarını geliştirdiği, ışık haslıklarını pek etkilemediği tespit edilmiştir.
Yine yapılan bir çalışmada çeşitli boyarmaddeler ve terbiye işlemlerinin jüt/pamuk karışımı kumaşların UV koruma özelliği üzerine etkisi araştırılmıştır.
H2O2 ile ağartmanın, kumaşları UV ışınlarına karşı daha geçirgen yaptığı tespit edilmiştir.
Spektral analizlerden UV korumada nükleofil grup olarak siyanürik klorür içeren monoklortriazin esaslı reaktif boyarmaddelerin daha etkili oldukları gözlenmiştir.
Gerek keten gerekse jüt lifleri pamuk liflerinin boyanmasında kullanılan direkt, kükürt, reaktif ve pigment boyarmaddeleriyle boyanabilmektedir.
Boyarmadde seçiminde tekstil mamulünün kullanılacağı yer dikkate alınmalıdır.
Ayrıca bu liflerin yapılarındaki farklılık göz önünde bulundurularak uygun boyama yöntemleri seçilmelidir.
Keten boyamada en önemli sorun bu liflerin yüksek sıcaklıklarda kırılganlaşması ve kuvvetli bazlardan (hava oksijeni varlığında) zarar görmeleridir.
Bu sorun, soğukta boyayan boyarmaddeler kullanılarak ve kurutma sırasında 80°C’nin üzerine çıkmamaya özen göstererek giderilebilmektedir.
Jüt boyamada en önemli sorunlardan biri yetersiz ışık haslıklarıdır.
Bu nedenle, son zamanlarda PA boyamacılığından tanıdığımız yüksek ışık haslıklarına sahip 1:2 metal kompleks boyarmaddelerinin jüt boyamada kullanımı araştırılmaktadır.
Modifiye edilmiş ve boyanmış jütlerde 6 gibi yüksek bir ışık haslık değeri elde edilebildiği belirtilmektedir.
Ayrıca modifiye edilmiş jütte boya alımında artış ve yıkama haslığında gelişme gözlendiği söylenmektedir.
Akrilik Elyafı
Günümüzde zorlu rekabet koşulları nedeniyle, tüm dünyada “Farklı ürün tasarımlarının” büyük önem kazanmasına paralel olarak fantezi ipliklere olan talepler de artmıştır. Artık tasarımcılar, örme kumaşlarda fantezi ipliği moda elemanı olarak kullanmaktadırlar. Fantezi iplik kullanımı sayesinde, normal örme makinelerinde, basit örgü yapılarıyla dahi “özgün” tasarımlar ekonomik olarak üretilebilmektedir.Yapay liflerden üretilen, bir petrol türevi olan akrilik elyafın yapısı yüne benzediğinden neredeyse doğal liflerin kullanıldığı bütün alanlarda kullanılmaktadır.
Bir takım etkilere karşı doğal lifler gibi fiziksel ve kimyasal tutum sergilediğinden fantezi iplik yapımında uygun olduğu tespit edilmiştir.Görsel özelliği ön planda olan kumaşları elde edebilmek için normal ipliklerle kıyaslanamayacak kadar değişik yapıları olan pek çok farklı fantezi iplik geliştirilmiştir.Akrilik esaslı fantezi ipliklerin, kumaş yapısına kattığı üstün özellikler nedeniyle kullanım oranı gittikçe artmaktadır.Akrilik % 100 olarak kullanılabildiği gibi, diğer hammaddeler ile karıştırılarak melanj kullanıma da uygundur. Sonsuz elyaf (tow) olarak üretilen lifler üretim sırasında jel boyama veya kontinü tow boyama sistemleriyle renklendirilebilirler. Tow ürünler kamgam ve yarı kamgam sistemi ile iplik yapan işletmeler için ana girdilerden biridir. Towdan iplik yapılması için elyafın belli bir boya getirilmesi gerekir. Bu da iki ayrı yöntemle yapılır:
- Towun tambur üstündeki bıçakla kesilmesi (KESİK ELYAF)
- Towun cer verilerek kopartılması (TOPS/BUMPS)
Tops, kontinu halde bulunan tow bantının konvertör adı verilen koparma makinelerinde belirli miktarda cer (çekim) uygulanarak kopartılmış ve belirli bir formda sarılmış halidir. Elyaf kesiti daha çok fasulye veya üçgen olarak üretim yapılır.
Akrilik elyafı Polivinil Lifleri grubundadır. Polivinil lifleri 4 ana grupta toplanır:
- 1-Poliakrilonitril lifleri: Akrilik, modakrilik lifler
- 2-Polivinil klorür lifleri: % 100 PVC lifleri, Polivinil klorür kopolimerleri, modifiye edilmiş polivinil klorür lifleri
- 3-Poliviniliden klorür lifleri
- 4-Povinilalkol lifleri

Akrilik elyaf, yapay elyaflar arasında yüne en çok benzeyen elyaf türüdür. ISO (Uluslararası Standartlar Organizasyonu) ve BISFA (Uluslararası Sentetik Elyaf Standardizasyon Bürosu) tanımlarına göre kimyasal yapısında en az % 85 oranında akrilonitril içeren elyaflar Akrilik elyaf olarak adlandırılırlar.
Sentetik elyaflar arasında yüne benzemesi nedeniyle, yünle beraber çok fazla kullanılan bir elyaftır. Hammaddesi petroldür. Filament olarak üretilir ancak kesikli elyaf haline getirilerek kullanımı daha yaygındır.
Akrilik liflerin en önemli özelliği; iplik üretim esnasında, sıcakta %15-30’luk bir gerilme verildiğinden uzamanın dayanıklı olmaması ve buharlama yapıldığında tekrar kısalarak eski boyutunu almasıdır. Bu şekilde gerilme verilmiş ve verilmemiş lifler birlikte eğrilip iplik yapıldıktan sonra buharlanırsa, gerilme verilmiş elyafta kısalma gözlenirken diğerleri kısalmaz. Gerilme verilmemiş liflerde, diğerinin kısalmasından dolayı büklümler meydana gelir ve iplik hacimli bir görünüm kazanır. Bu işlemle elde edilen ipliğe high-bulk iplik adı verilir.
Yün, pamuk, viskon elyafları ile karışım yapmaya uygundur. Genellikle yuvarlak kesitlidirler ve yüzeyleri pürüzsüzdür.
Akrilik-pamuk karışımı; akrilik pamukla karıştırılmakla ağırlık ve sertlik kazanır. Pamuk, rutubet emme ve mukavemet kazandırır. Buruşmazlığı artar. %80 akrilik %20 pamuk ile yapılan kumaşlar yıka-giy özelliğine sahip spor giysilerde kullanılır.
Akrilik-viskon karışımı; viskon akriliğe buruşmazlık ve düzgünlük kazandırır. Değişik boyama efektleri kazandırır. İyi bir yıka-giy özelliği için kumaşta %70 akrilik bulunmalıdır.
Akrilik-polyester karışımı; akrilik polyesterle karıştırıldığında giyim konforu iyi olan sıcak tutan kumaşlar elde edilir. Kırışmazlık artar. %50-%50’lik bir karışımı iyi bir yıka-giy efekti sağlar. Böyle bir kumaş polyesterden mukavemet ve akrilikten sürtünme haslığı kazanır. Ancak bu kumaşların pilling tehlikesi yüksektir.
Akrilik-naylon karışımı; naylonun üstün mukavemet ve sürtünme haslığı özellikleri akriliğin lüks tutumu ve kaplama özelliği ile birleşince sıcak tutan dayanıklı kumaşlar elde edilir. Akrilik ve naylonun birbirine yakın özellikleri ile giyim konforu yüksek kumaşlar elde edilir.
Akrilik-yün karışımı; akriliğin başta gelen özelliği kabarık olmasıdır. Karışımda elde edilecek kumaş hem hafif hem de sıcak tutucudur. Bir miktar da pilling yapabilir. Böyle kumaşların az kırışmazlığı yüksektir ve yıkanabilirler. İyi bir yıka-giy özelliği için karışımda en az %60 akrilik bulunmalıdır. Akrilik çok fazla olursa kumaş kabarık olur. Akrilik yün karışımı kumaşlar saf yün kumaşlardan daha dayanıklıdır.
Özgül ağırlığı 1.16-1.18 gr/cm3’tür. Hafif bir elyaftır. Nem çekme değeri %12,5 civarında olup hidrofobik (suyu sevmez) yapıdadır. Akrilik elyafı yüzeyinden su almaz, kesitinden alır. Bu yüzden daha çok kesikli halde kullanılır. Nem emiciliği geliştirmek amacıyla Dunova elyafı üretilmiştir. Bu elyafın yapısında nem ve suyu depo edebilecek gözenekler, süngerimsi yapı ve yüzeyden emiciliği sağlayacak boşluklar yer almaktadır. Bu özelliklerinden dolayı bu elyaf sıcak tutan giysiler, kazaklar, iç çamaşır gibi mamullerde kullanılır.
Akrilik elyafın mukavemeti 2,5-4,5 gr/denye arasındadır. Yaş halde mukavemeti %10-20 oranında azalır. 150°C’nin üstündeki sıcaklıklarda sararabilir.
105°C’nin üstünde yumuşar. Ütüleme sıcaklığı 140°C civarıdır. Statik elektriklenmeleri yüksektir. Yüksek ısı tutma kabiliyetinde, şardonlanmaya elverişli, yumuşak ve elastik, rezilyen, fiksaja uygun, çekebilir özellikte ve hacimli bir yapıdadır.
Dokuma ve örgü kumaşlarda, yüksek derecede havanın tutulmasını sağlar ve ısı tutma yeteneği verir. En az %40’lık oran ile yüne karıştırıldığında keçeleşmeyi önler.
Kolay kırışmaz ve dolgun, sıcak, yumuşak tutumları ile yüne benzerler. Bu nedenle insan vücuduna uyun bir elyaftır. Bu elyafı içeren kumaşlar kolay yıkanır ve düşük nem çekme özelliği nedeni ile çabuk kurur.
Akrilik elyafı asitlere karşı dayanıklıdır. Organik asitlerden ve derişik olmayan anorganik asitlerden fazla etkilenmezler. Hidroklorik asidin derişik çözeltisine dayanıklı olmalarına rağmen, nitrik asit ve sülfürik asidin derişik çözeltilerinde çözünürler.
Sentetik lif üretiminin esası monomerlerin düz bir zincir yapısında birbirlerine bağlanmasından elde edilen polimerlerin çeşitli yöntemlere göre çekilerek lif haline getirilmesine dayanmaktadır.
Dolayısıyla öncelikle lif üretimine uygun polimer üretiminin gerçekleştirilmesi ve daha sonra bu polimerlerden liflerin çekilmesi gerekmektedir.
Lif çekimi
Polimer maddenin ya uygun bir çözücüde çözülmesiyle, yada erime noktasının üzerindeki sıcaklıklara kadar ısıtılarak eritilmesiyle elde edilen uygun akışkanlıktaki çözelti veya eriyiğin düzelerden geçirilmesine ve daha sonra bu akışkan polimerin tekrar katılaştırılmasına dayanmaktadır.
Kimyasal lif üretimi
Esas olarak eriyikten lif çekimi ve çözeltiden lif çekimi olmak üzere 2 yöntemle yapılmaktadır.
Çözeltiden lif çekim yöntemi ise kendi içerisinde kuru çekim yöntemi ve yaş çekim yöntemi olmak üzere ikiye ayrılmaktadır.
%100 poliakrilonitril ünitelerinden oluşan akrilik lifleri; makro moleküller arasındaki etkin çekim kuvvetleri nedeniyle sıkı bir moleküler üstü yapıya sahiptir. Bu sıkı yapı zayıf boya alma eğilimine, uzun süreli ışık ve ısıya tutulduklarında rengini değiştirmesinin yanı sıra islenebilirliklerinde de bir takım zorluklara sebep olmaktadır. Bu sebeplerden dolayı, çoğu ticari akrilik lifleri saf akrilonitrilden oluşmayıp, arzu edilen lif özelliklerine sahip olması ve islenebilirliğini önemli ölçüde iyileştirmek için %5 ile %15 arasında bir veya daha fazla komonomer içermektedir.
Akrilik liflerini oluşturan poliakrilonitril polimerleri akrilonitril monom erlerinin radikal zincir polimerizasyonu ile elde edilmektedir. Tanımı gereği akrilik liflerinin en az %85 oranda akrilonitril ünitesi içermesi gerekmektedir.
Uygun bir komonomer ile birlikte poliakrilonitril polimerinin hazırlanmasından sonra bu polimerden lif üretilebilmesi için öncelikle elde edilen polimerin lif çekimine uygun akışkanlıkta bir çekim çözeltisi (dop) haline getirilmesi gerekmektedir. Poliakrilonitril polimeri ısıtıldığında erime noktasına ulaşmadan önce yapısı bozulmakta,ancak uygun çözücüler kullanılarak lif çekimi için elverişli akışkanlıkta polimer çekim çözeltisi elde edilebilmektedir. Bu sebeple poli-akrilonitril lifleri çözeltiden çekim yöntemi ile üretilebilmektedir. Akrilik lifleri hem kuru hem de yas çekim yöntemi ile üretilebilmekle birlikte, dünya akrilik lif üretiminin yaklaşık %85’i yas çekim yöntemi ile gerçekleştirilmektedir.
Hazırlanan çekim çözeltisi düzelerden fışkırtılarak çekildikten sonra, yıkama, gerdirme (çekme), preparasyon, kurutma, kıvırcıklaştırma ve ısıl işlemlerden geçirilerek filament towları haline getirilmektedir. Tow halindeki lifler koparma veya kesme işlemi ile kesikli lif haline getirilerek tekstilde kullanılacak nihai lifler elde edilmektedir. Kuru ve yas çekim yöntemlerinde uygulanan bütün bu işlemler genellikle aynıdır, ancak lif çekiminden sonraki işlemlerin sıraları veya uygulama şartları bir miktar farklı olabilmektedir.
Lif üretimi esnasında her işlem basamağı,liflerin özellikleri üzerinde etkili olan çok önemli faktörlerdir. Bu üretim basamakları sonucunda lifler nihai seklini almaktadır. Liflerin özellikleri de büyük ölçüde bu üretim basamaklarında gördükleri işlemlerin şartlarına
bağlı olarak ortaya çıkmaktadır.
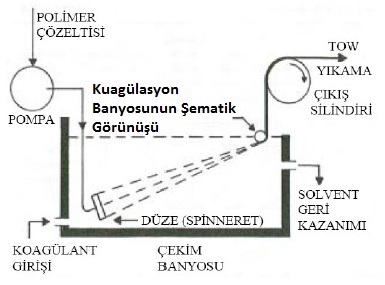
Koagülasyon Banyosu
Koagülasyon, düzelerden fışkırtılan polimer çözeltisinin içerisinden çözücü maddenin büyük oranda uzaklaştırılarak bir jel lifi haline dönüştürülmesi işlemidir. Yas çekim yönteminde düze sistemi koagülant içeren bir sıvı banyosuna daldırılmıştır. Koagülasyon banyosunda kullanılan koagülant, çözücü bir madde (solvent) ile çözücü olmayan bir maddeden (nonsolvent) oluşan bir çözeltidir. Koagülasyon banyosunda çözücü olarak genellikle polimer çekim çözeltisinin hazırlanmasında kullanılan çözücünün aynısı ve nonsolvent olarak da su kullanılmaktadır.
Polimer çözeltisi bu düze sistemine pompalanmakta ve düzelerden bu koagülasyon banyosu içerisine çok ince ısınlar halinde fışkırtılmaktadır. Burada lifler katılaşarak bir jel lifi haline gelmektedir. Koagülasyon banyosu, ilk lif oluşumunun gerçekleştiği asamadır ve lif özelliklerinin oluşmasında çok önemli bir rol oynamaktadır. Koagülasyon banyosunda polimer maddenin jel halinde lif formuna gelmesi, çözücü madde ile çözücü olmayan maddenin karşılıklı yer değiştirmesiyle gerçekleşmektedir. Koagülasyon banyosu içerisinde, polimer/çözücü madde/çözücü olmayan madde etkileşimi ve değişimlerin meydana gelmesi sonucunda fiberiler yapı oluşarak lif şekillenmekte ve değişik özellikler kazanmaktadır.
Yıkama İşlemi
Koagülasyondan sonraki ilk işlem yıkama işlemidir. Bu aslında bir difüzyon işlemidir. Koagülasyon banyosundan çıkan filamentler; üzerinde hala büyük oranda çözücü içermektedir. Konsantrasyon farkı sayesinde yıkama banyosundaki su ile lif içerisindeki çözücü yer değiştirerek lif içerisindeki çözücünün büyük çoğunluğu giderilmektedir.
Yıkama işlemi birden fazla aşamada gerçekleştirilmekte ve ters akım prensibi kullanılmaktadır. Sonraki işlemlerde kolaylık sağlamak için filament üzerinde az miktarda çözücü bırakılmaktadır. Yıkama sonrasında filament gözenekli yapısını korumaktadır. Liflerin sonraki işlemlerde, iplik ve kumaş üretimi aşamasında daha iyi islenebilmesi için yıkama veya gerdirme işleminden sonra değişik apre maddeleri ilave edilmektedir. Çözelti
veya emülsiyon halinde ilave edilen bu maddeler genellikle yağlayıcı ve antistatik özellikteki maddelerdir.
Oryantasyon veya Gerdirme (Cer) İşlemi
Bu işlem lif yapısını değiştirerek lif Özelliklerini iyileştirdiği için çok önemlidir. Filament sıcaklığı, sıcak su kullanılarak 65 – 70 ºC civarında olan camsı geçiş sıcaklığının üzerine çıkarılır. ve farklı hızlarda dönen silindirler arasında genellikle 3 ile 12 kat gerdirme yapılmaktadır. Bu gerdirme prosesinde, liflerin çekim banyosunda oluşan fiberiler yapısının oryantasyonu artar ve bu sayede lif mukavemeti de artmaktadır.
Preparasyon İşlemi
Yıkamadan önce veya sonraki bir aşamada liflere kimyasal bir madde uygulanmaktadır. Bu kimyasal madde veya preparasyon maddesi normalde sulu bir çözelti veya emülsiyon halindedir ve her iki durumda da daha sonraki safhalarda lif – lif ve lif – metal sürtünmesi ile statik elektriklenme oluşumunu azaltacak, lifin sürtünme sebebiyle aşırı ısınmasını önlemek suretiyle prosese yardımcı olacak yağlayıcılar, yumuşatıcılar ve antistatik maddeler içermektedir. Kullanılan preparasyon maddesinin tipi ve miktarı daha sonraki prosesler ve lif performansı açısından kritiktir. Son kullanım amacına bağlı olarak lif üzerindeki preparasyon miktarı % 0,1 – 0,7 oranında olabilmektedir
Kurutma İşlemi
Bu safhalar değişik şekillerde ve sıralarda meydana gelebilmektedir. Kurutma işlemi, liflerin ısıtılmış bir bölgeden veya sıcak kurutma silindirleri üzerinden geçirilmesi ile yapılmaktadır. Kurutma işlemi lif üzerinde önceki üretim aşamalarından kalan suyun uzaklaştırılarak kurutulmasıdır. Burada lif üzerinde kalan suyun uzaklaştırılmasının yanı sıra lifin fibriler ağları içerisinde bulunan su dışarı çıkarken lif yapısındaki gözenekler de önemli ölçüde çökmekte ve küçülmektedir. Lif gözeneklerinin çökmesi, lif yapısında çekim banyosundan kaynaklanan oryante olmuş açık gözeneklerin kapanmasıdır. Çökme işlemi sadece kurutma esnasında meydan gelen bir olay değildir. Kıvırcıklaştırma ve tavlama işleminde de bir miktar çökme meydana gelmektedir.
Kıvırcıklaştırma işlemi
Kıvırcıklaştırma işlemi mekanik bir İşlemdir ve bu işlem genellikle kıvırcıklaştırma kutusu ile yapılır. Kıvırcıklaştırma işleminin amacı içerisinde çok sayıda lif bulunan lif demetine kohezyon ve hacimlilik kazandırmaktır. Çünkü kesikli liflerin kıvrım miktarları bunların hem iplik üretimi ve hem de kullanım esnasındaki performanslarını etkilemektedir.
Fiksaj (Tavlama ) İşlemi
Fiksaj işlemi ile hem lif gözeneklerinin çökmesi tamamlanmakta, hem de liflerin relaksasyonu yani gevşemesi sağlanmaktadır. Eğer çökme tamamlanmazsa, lifte çökmüş ve açık olan çökmemiş bölgeler arasında kırılganlık ve parlaklık farkı meydana gelmektedir. İstenilen özelliklere sahip lifler üretebilmek için, lif üretim hattının her bir üretim basamağında liflerde meydana gelen fiziksel, kimyasal ve içyapı değişikliklerinin çok iyi bilinmesi ve buna göre işlem şartlarının ayarlanması çok önemlidir.
Akrilik Liflerinin Fiziksel Özellikleri
Enine kesit ve boyuna görünüş: Yaş eğirme yöntemine göre üretilen akrilik liflerinin enine kesiti yuvarlak veya fasulye şeklindedir. Kuru eğirme yöntemine göre elde edilen akrilik liflerinin enine kesiti yer fıstığı şeklindedir. Yuvarlak veya fasulye şeklinde enine kesite sahip olan akrilik liflerinin yaylanma yeteneği, yer fıstığı şeklinde enine kesite sahip olan akrilik liflerinin de yumuşaklığı ve parlaklığı iyidir. Akrilik liflerinin boyuna görünüşleri pürüzsüz, büklümlü ve çizgilidir.
İncelik ve uzunluk: Akrilik lifleri çeşitli uzunluklarda üretilebilir. Kullanım alanına bağlı olarak filament hâlde olabileceği gibi kesikli (stapel) şeklinde de olabilir. Kesikli (stapel) olarak kullanılacak liflerin daha hacimli olması için kıvrım kazandırılır.
Mukavemet: Akrilik liflerinin mukavemeti diğer sentetik lifler (naylon, poliester, olefi) kadar yüksek değildir. Daha çok pamuk yün lifi gibi doğal liflere yakındır. Akrilik liflerinin mukavemeti 2 – 3,6 gr/denye, arasındadır.
Nem çekme özelliği: Akrilik liflerinin nem çekme özelliği düşüktür. Bu oran normal şartlarda %1 – 2,6 arasında değişmektedir. Akrilik liflerinin nem çekme özelliği düşükse de, mikro liflerin yüzeylerinde su tutma özellikleri yüksektir.
Sürtünmeye karşı dayanıklılık: Akrilik liflerinin sürtünmeye karşı dayanıklılığı iyi değildir.
Boyut değiştirmezlik: Akrilik liflerinin boyut değiştirmezliği iyi değildir. Sıcak fiksaj işlemi uygulanan poliester liflerinin boyutlarında değişiklik olmaz. Buhar akrilik ürünlerinin boyutlarında değişikliğe neden olabilir.
Esneklik ve yaylanma özelliği: Akrilik liflerinin esneklik özelliği diğer sentetik liflere oranla daha düşüktür. Yaylanma özelliği ise lifin türüne göre iyiden çok iyiye doğru farklılıklar gösterir. Akrilik liflerinin uzama oranı % 20 – 36 arasında değişir.
Akrilik lifi % 1 uzatıldığında % 95 esneyebilir.
Hacimsel yoğunluk: Akrilik liflerinin özgül ağırlığı 1,14–1,19 gr/cm³ arasında değişmektedir.
Akrilik Liflerinin Kimyasal Özellikleri
Kimyasal maddelerden etkilenme: Akrilik lifleri nitrik asit dışında diğer asitlere karşı dayanıklıdır. Özellikle yoğun ve sıcak haldeki alkaliler life zarar verir. Kuru temizlemede kullanılan çözücüler lifin sertleşmesine yol açabilir. Klorlu ağartıcılar dışındaki ağartıcılara karşı dayanıklıdır.
Çevresel faktörlere karşı dayanıklılık: Akrilik liflerinin güneş ışığına karşı dayanıklılığı oldukça iyidir. Bakteri, mantar, küf, güve ve diğer zararlı böcekler liflere zarar vermez. Elektriklenme özelliği: Akrilik liflerinin elektrik iletme özelliği az nem çektiği için düşüktür. Bu nedenle akrilik ürünlerde statik elektriklenme problemi ile karşılaşılır.
Isıdan etkilenme özelliği: Akrilik liflerinin belli bir erime noktası yoktur. Erime noktası 215 – 255 °C arasında değişir. Çok yüksek sıcaklıklar ürünlerin renginde değişikliğe neden olabilir. Ütüleme sıcaklığı 110 °C olmalıdır.
Yanma özelliği: Akrilik liflerinin alevle karşılaştığında eriyerek yanar. Alev çekildikten sonrada yanmaya devam eder. Kimyasal bir koku ve siyah bir is bırakır. Külü sert, siyah ve şekilsizdir.
Akrilik Elyafın Son Kullanım Alanları Giyim: Süeterler, çoraplar, peluş, yuvarlak örgü, spor giyim ve çocuk giyimi Ev Tekstili: Halı, battaniye, kilim, döşemelik, kadife kumaşlar Dış mekan kullanımı: Araba tavanları, tekne örtüleri, branda, dış mekan mobilyaları
Endüstriyel kullanım alanları: Toz filtresi, inşaat yapımında güçlendirici dolgu malzemesi, araba aküleri
Gölgeli Saten Örgüleri
Gölgeli Saten Örgüleri
- 1-Çözgü yönünde gölgeli saten örgüsü
- A-Çözgü yönünde yarım gölgeli saten örgüsü
- B- Çözgü yönünde Tam gölgeli saten örgüsü
- 2-Atkı yönünde gölgeli saten örgüsü
- A-Atkı yönünde yarım gölgeli saten örgüsü
- B-Atkı yönünde Tam gölgeli saten örgüsü
- Olmak üzere ikiye ayrılır.
1-Çözgü Yönünde Gölgeli Saten Örgüsü
Çözgü yönünde gölgeli saten örgüsü; Tam gölgeli ve yarım gölgeli olmak üzere iki şekilde elde edilir.
Yarım gölgeli saten örgüsü, örneğin verilmiş olan atkı saten örgü raporunun, çözgü saten hâline dönüşmesiyle sonuçlanarak elde edilir.
Tam gölgeli saten örgüsü ise atkı saten örgü raporunun çözgü saten örgü raporuna dönüştükten sonra tekrar atkı saten örgü raporuna dönüşene kadar devam ettirilmesiyle oluşur.
Çözgü yönünde oluşturulan tam ya da yarım gölgeli saten örgüleri, verilmiş olan dimi örgü raporuna bağlı olarak çok sayıda çerçeveye ihtiyaç duyulacağından daha çok jakarlı dokuma makinelerinde uygulanmaktadır.
A-Çözgü yönünde yarım gölgeli saten örgüsü
![]()
Çözgü yönünde yarım gölgeli saten örgüsü için kullanılacak olan çözgü tel sayısı, verilmiş olan saten örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin çarpımı sonucunda elde edilen değer olarak belirlenir. Atkı tel sayısı ise verilmiş olan saten örgü rapor tel sayısı olarak alınır.
B-Çözgü yönünde tam gölgeli saten örgüsü

![]()
Çözgü yönünde tam gölgeli saten örgüsü için kullanılacak olan çözgü tel sayısı, verilmiş olan saten örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin çarpımı sonucunda elde edilen değerin iki katından, iki rapor çıkartılarak elde edilen değer olarak belirlenir. Atkı tel sayısı ise verilmiş olan saten örgü rapor tel sayısı olarak alınır.
2-Atkı Yönünde Gölgeli Saten Örgüsü
Atkı yönünde gölgeli saten örgüsü; tam gölgeli ve yarım gölgeli olmak üzere iki şekilde elde edilir.
Yarım gölgeli saten örgüsü, örneğin verilmiş olan atkı saten örgü raporunun, çözgü saten hâline dönüşmesiyle elde edilir.
Tam gölgeli saten örgüsü ise atkı saten örgü raporunun çözgü saten örgü raporuna dönüştükten sonra tekrar atkı saten örgü raporuna dönüşene kadar devam ettirilmesiyle oluşur.
A-Atkı yönünde yarım gölgeli saten örgüsü

Yarım gölgeli saten örgüsü Atkı yönünde yarım gölgeli saten örgüsü için kullanılacak olan atkı tel sayısı, verilmiş olan saten örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin çarpımı sonucunda elde edilen değer olarak belirlenir. Çözgü tel sayısı ise verilmiş olan saten örgü rapor tel sayısı olarak alınır.
B-Atkı yönünde Tam gölgeli saten örgüsü


Atkı yönünde tam gölgeli saten örgüsü için kullanılacak olan atkı tel sayısı, verilmiş olan saten örgüsü rapor tel sayısı ile rapor tel sayısının bir eksiğinin çarpımı sonucunda elde edilen değerin iki katından iki rapor çıkartılarak elde edilen değer olarak belirlenir. Çözgü tel sayısı ise verilmiş olan saten örgü rapor tel sayısı olarak alınır.
Karışık Saten Örgüleri
Standart bir saten örgüsünün çözgü ya da atkı sıralamalarının gelişigüzel değiştirilmesi ile belirli bir plana uymayan düzeyde karışık yapıya sahip bir görüntü oluşturan saten örgüleridir. Karışık Saten örgüleri; Çözgü yönünde karışık saten örgüleri ve Atkı yönünde karışık saten örgüleri olmak üzere iki çeşittir.
- ÇÖZGÜ YÖNÜNDE KARIŞIK SATEN ÖRGÜSÜ
Çözgü yönündeki karışık saten örgüsü herhangi bir saten örgüsüne ait çözgü iplik sıralamalarının değiştirilmesiyle elde edilir. Çözgü iplik sıralarının değişimi bir kurala bağlı olmamakla birlikte çizim yapılacak örgüde hangi ipliklerin yer değiştireceği belirtilmelidir.
- ATKI YÖNÜNDE KARIŞIK SATEN ÖRGÜSÜ
Atkı yönündeki karışık saten örgüsü herhangi bir saten örgüsüne ait atkı iplik sıralamalarının değiştirilmesiyle elde edilir. Atkı iplik sıralarının değişimi bir kurala bağlı olmamakla birlikte çizim yapılacak örgüde hangi ipliklerin yer değiştireceği belirtilir.
Kuvvetlendirilmiş Saten Örgüleri
Çözgü ipliğinin üstte olduğu bağlantı noktası ilâvesi ya da ÇÖZGÜ SATEN ÖRGÜLERİNE, atkı ipliğinin üste olduğu bağlantı noktası ilâvesi ile elde edilen örgülere KUVVETLENDİRİLMİŞ SATEN ÖRGÜLERİ denir.
Böylelikle iplik yüzmeleri azaltıldığından dokuya daha sağlam bir yapı kazandırmak mümkündür. Kuvvetlendirilmiş saten örgüleri; Çözgü yönünde kuvvetlendirilmiş saten örgüleri ve Atkı yönünde kuvvetlendirilmiş saten örgüleri olmak üzere iki çeşittir.
- ÇÖZGÜ YÖNÜNDE KUVVETLENDİRİLMİŞ SATEN ÖRGÜSÜ:
Çözgü yönünde kuvvetlendirilecek herhangi bir atkı sateni örgüsünde, çözgü ipliğinin üstte olduğu her bağlantı noktasına bir veya birden fazla bağlantı noktası ilâve edilir. Çözgü sateni örgüsünde ise çözgü ipliğinin altta olduğu her bağlantı noktasına bir veya birden fazla bağlantı noktası ilave edilerek kuvvetlendirilmiş saten örgüsü oluşturulur. Çözgü sateninde doluların azaltılması, atkı sateninde doluları artırılmasıyla elde edilen satene denir.
.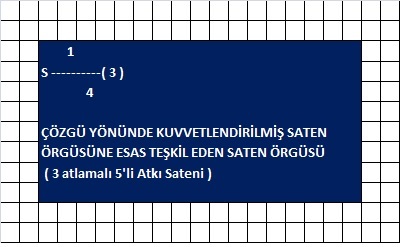
Yukarıda görülen 1 dolu 4 boş 3 atlamalı 5’li atkı sateninden; Çözgü yönünde kuvvetlendirilmiş saten örgüsünü yapalım.
Önce; Çözgü yönünde kuvvetlendirilmiş saten örgümüze esas olan 3 atlamalı 5'li atkı satenimizin rapor sınırlarını belirleyelim. Örgü çizgimizin üzerindeki ve altındaki rakamları toplarız.
Bu bize rapor içerisinde bulunması gereken çözgü ve atkı tel sayısını verir.1+4=5 Yani;5 Çözgü ve 5 Atkı
Şimdi rapor sınırlarımızı belirleyelim.

Bundan sonra ;Çözgü yönünde kuvvetlendirilmiş saten örgümüze esas olan 3 atlamalı 5'li atkı satenimizi rapor sınırları içerisine çizelim veya yazalım.

Bu saten örgümüze; çözgü yönünde bir bağlantı noktası ilave edilerek kuvvetlendirilmiş saten örgüsü yapalım. Yani ;her çözgüdeki dolu üzerine bir dolu ilave edeceğiz.
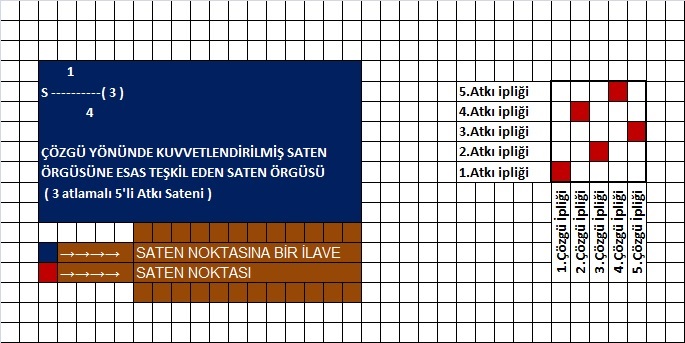
Şimdi her dolu noktaya 1 bağlantı noktası ilave ederek çözgü yönünde kuvvetlendirilmiş saten örgümüzü yapalım.
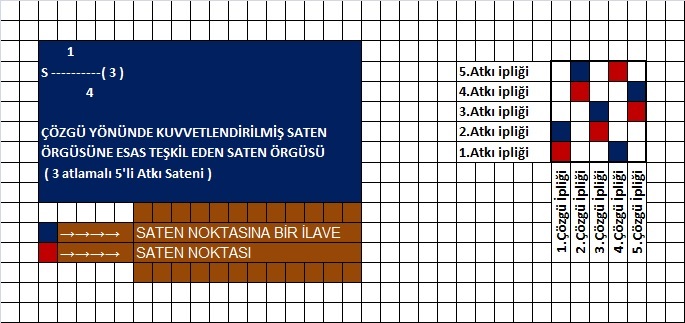
Bu şekilde ;Çözgü yönünde kuvvetlendirilmiş saten örgümüze esas olan 3 atlamalı 5'li atkı satenimizde her çözgüde bir dolu nokta ilave ederek Çözgü yönünde kuvvetlendirilmiş saten örgümüzü yapmış oluruz.
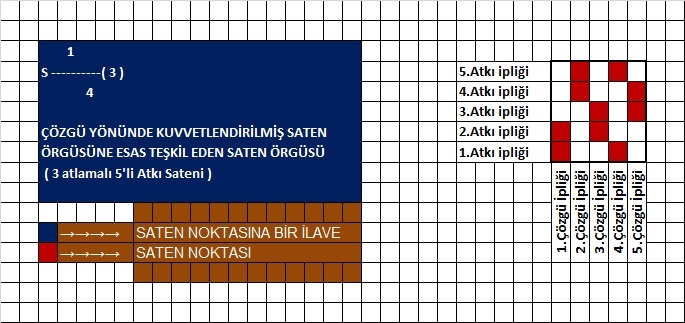
Çözgü yönünde kuvvetlendirilmiş saten örgümüze esas olan 3 atlamalı 5'li atkı satenimizde her çözgüde bir dolu nokta ilave ederek Çözgü yönünde kuvvetlendirilmiş saten örgüsünün 5 Rapor çözgü ve 5 Rapor atkı görüntüsü görülmektedir.
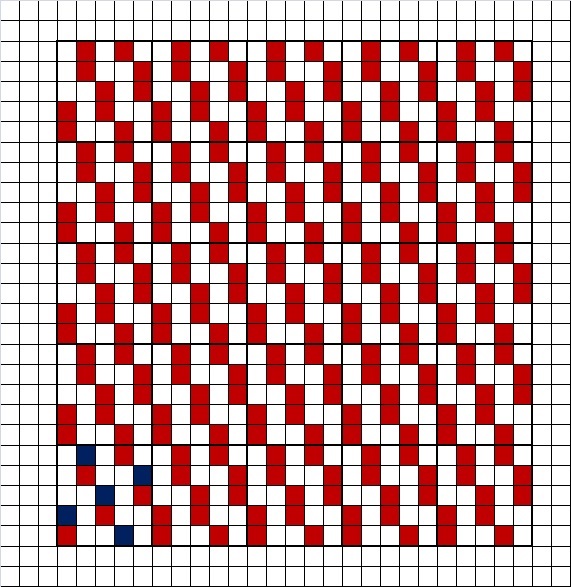
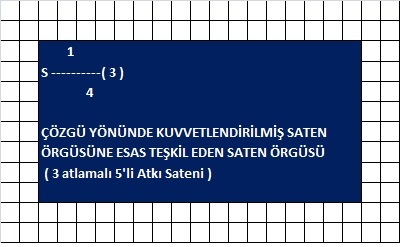
Şimdi yine 1dolu 4 boş 3 atlamalı 5'li atkı sateninden çözgü yönünde kuvvetlendirilmiş saten örgüsünü yapalım.Burada her saten noktasının üzerine 2 ilave nokta ilave edeceğiz ve çözgü yönünde kuvvetlendirilmiş saten örgüsü elde edeceğiz. Önce; Çözgü yönünde kuvvetlendirilmiş saten örgümüze esas olan 3 atlamalı 5'li atkı satenimizin rapor sınırlarını belirleyelim. Örgü çizgimizin üzerindeki ve altındaki rakamları toplarız. Bu bize rapor içerisinde bulunması gereken çözgü ve atkı tel sayısını verir.1+4=5 Yani; 5 Çözgü ve 5 Atkı. Şimdi rapor sınırlarımızı belirleyelim.
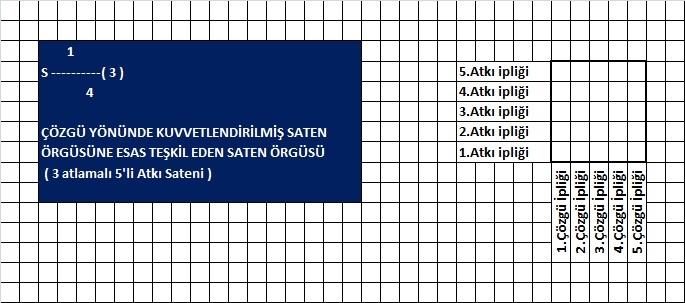
Bundan sonra ;Çözgü yönünde kuvvetlendirilmiş saten örgümüze esas olan 3 atlamalı 5'li atkı satenimizi rapor sınırları içerisine çizelim veya yazalım.

Bu saten örgümüze; çözgü yönünde İKİ bağlantı noktası ilave edilerek kuvvetlendirilmiş saten örgüsü yapalım. Yani ; her çözgüdeki dolu üzerine İKİ dolu ilave edeceğiz.
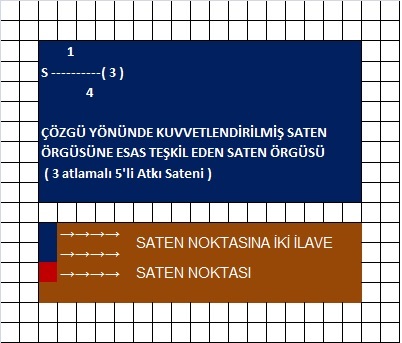
Şimdi her dolu noktaya 2 bağlantı noktası ilave ederek çözgü yönünde kuvvetlendirilmiş saten örgümüzü yapalım.
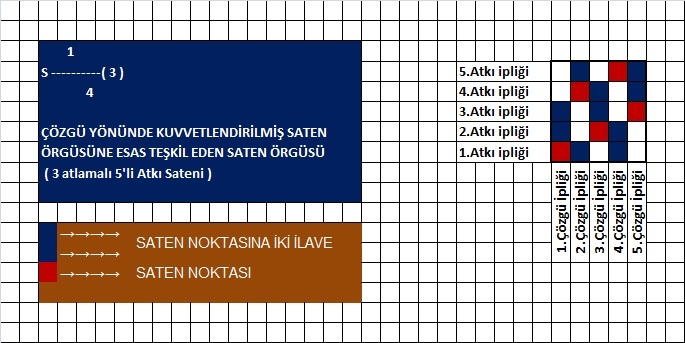
Bu şekilde; Çözgü yönünde kuvvetlendirilmiş saten örgümüze esas olan 3 atlamalı 5'li atkı satenimizde her çözgüde İKİ dolu nokta ilave ederek Çözgü yönünde kuvvetlendirilmiş saten örgümüzü yapmış oluruz.
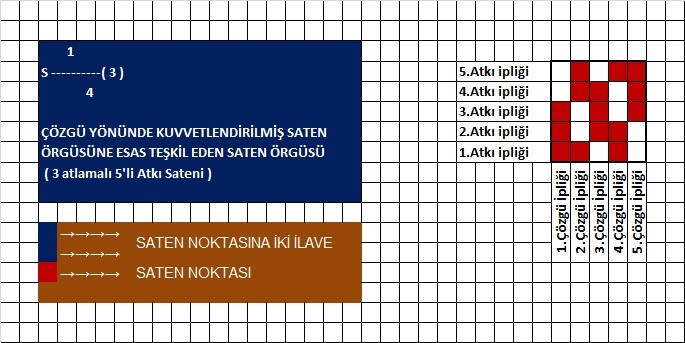
Çözgü yönünde kuvvetlendirilmiş saten örgümüze esas olan 3 atlamalı 5'li atkı satenimizde her çözgüde İKİ dolu nokta ilave ederek Çözgü yönünde kuvvetlendirilmiş saten örgüsünün 5 Rapor çözgü ve 5 Rapor atkı görüntüsü görülmektedir.

ATKI YÖNÜNDE KUVVETLENDİRİLMİŞ SATEN ÖRGÜSÜ:
Atkı yönünde kuvvetlendirilecek herhangi bir atkı sateni örgüsünde, çözgü ipliğinin üstte olduğu her bağlantı noktasına bir veya birden fazla bağlantı noktası ilâve edilir. Çözgü sateni örgüsünde ise çözgü ipliğinin altta olduğu her bağlantı noktasına bir veya birden fazla bağlantı noktası ilave edilerek kuvvetlendirilmiş saten örgüsü oluşturulur.
Yukarıda görülen 1 dolu 4 boş 3 atlamalı 5’li atkı sateninden Atkı yönünde kuvvetlendirilmiş saten örgüsü elde edelim;
Önce; ATKI yönünde kuvvetlendirilmiş saten örgümüze esas olan 3 atlamalı 5'li ATKI satenimizin rapor sınırlarını belirleyelim. Örgü çizgimizin üzerindeki ve altındaki rakamları toplarız. Bu bize rapor içerisinde bulunması gereken çözgü ve atkı tel sayısını verir.1+4=5 Yani;5 Çözgü ve 5 Atkı
Bundan sonra ;ATKI yönünde kuvvetlendirilmiş saten örgümüze esas olan 3 atlamalı 5'li çözgü satenimizi rapor sınırları içerisine çizelim veya yazalım.
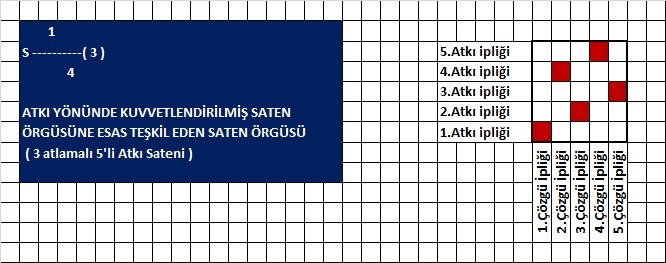
Bu saten örgümüze; ATKI yönünde YANİ SOLDAN SAĞA DOĞRU her atkıdaki dolu noktaya BİR DOLU İLAVE ederek kuvvetlendirilmiş saten örgüsünü yapalım. Yani ;her atkıdaki DOLU üzerine 1 DOLU ilave edeceğiz. Yani; Atkı yönünde kuvvetlendirilmiş saten örgüsüne esas teşkil edecek saten örgüsü ÇÖZGÜ SATENİ ise, her ATKIDAKİ DOLU noktalar BİR veya daha fazla AZALTILIR. Yani;Atkı yönünde kuvvetlendirilmiş saten örgüsüne esas teşkil edecek saten örgüsü ATKI SATENİ ise,her ATKIDAKİ DOLU noktalar BİR veya daha fazla ARTTIRILIR.
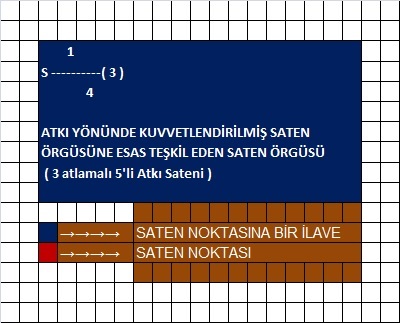
Şimdi her ATKIDAKİ DOLU noktaya 1 DOLU ilave ederek ATKI YÖNÜNDE KUVVETLENDİRİLMİŞ SATEN örgümüzü yapalım. Yani; Her ATKIDAKİ DOLU noktaya soldan sağa doğru1 DOLU nokta ilave edelim
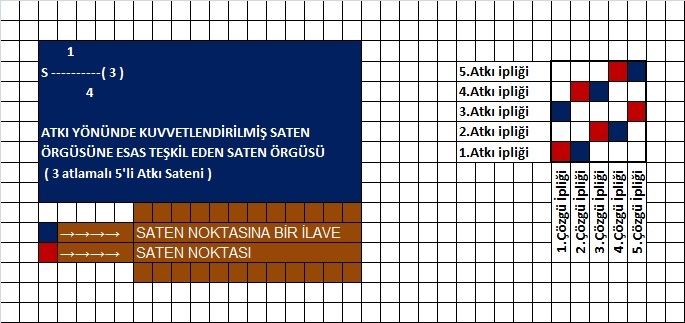
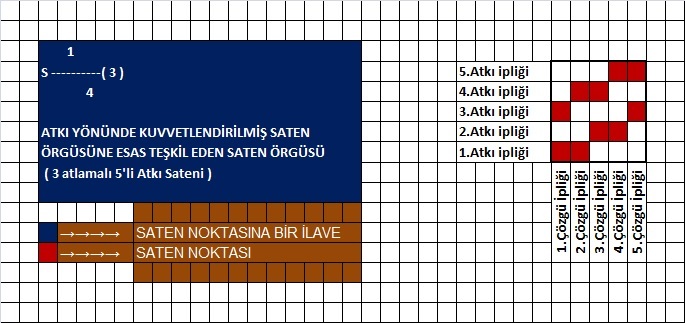
Atkı yönünde kuvvetlendirilmiş saten örgümüze esas olan 3 atlamalı 5'li ATKI satenimizde her ATKIDA DOLU noktaya SOLDAN SAĞA doğru1 DOLU nokta ilave ederek ATKI yönünde kuvvetlendirilmiş saten örgüsünün 5 Rapor çözgü ve 5 Rapor atkı görüntüsü görülmektedir.
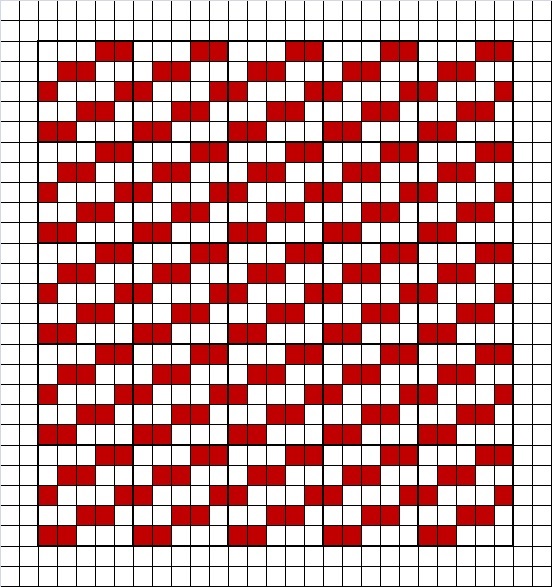
Atkı Pips Örgüsü
Rips örgüsü bezayağı örgüsünden türetilmiş olan, bağlantı noktalarının çözgü ya da atkı yönünde uzatılmasıyla elde edilen örgülerdir. Boyuna ya da enine çizgi görünümlü bir yapıya sahiptir. Rips örgülü kumaşların her iki yüzü de aynı görünüme sahip olup ağır ve dayanıklı bir yapıları vardır. Genellikle gömleklik, kravatlık, elbiselik ve döşemelik kumaşların üretiminde tercih edilmektedir. Rips Örgüleri; Çözgü Ripsi ve Atkı Ripsi olmak üzere iki çeşittir. Bunlar da kendi aralarında Düzenli ve Düzensiz Rips örgüsü olarak ikiye ayrılır.
ATKI RİPS ÖRGÜSÜ
Bezayağı örgüsünün bağlantı noktasının, atkı ipliği istikametinde 2 veya daha fazla çözgü ipliği kadar uzatılmasıyla elde edilen örgülerdir. Bu sebeple kumaşta boyuna yollar oluşturan bir yapısı vardır. Elde edilen bu yapı nedeniyle atkı rips örgüleri boyuna rips örgüleri olarak da adlandırılır. Rapor alanı belirlenirken atkı ipliği daima 2'dir. Çözgü ipliği ise rapor oluşumunda yer alan rakamların toplamı olarak belirlenir. ATKI RİPSLERİ; Düzenli atkı ripsleri ve Düzensiz atkı ripsleri olmak üzere iki çeşittir. En küçük düzensiz rips örgü raporu;
Şeklinde gösterilir.
En küçük düzenli rips örgü raporu;
Şeklinde gösterilir.
DÜZENLİ ATKI RİPS ÖRGÜSÜ
2 dolu 2 boş düzenli rips örgüsünü yapalım. Bu Atkı ripsinin rapor içerisinde bulunması gereken ATKI TEL SAYISI ( ATS ),her zaman 2 'dir. Örgü çizgisinin üzerindeki ve altındaki rakamların toplamı ise,Rapor içerisinde buunması gereken ÇÖZGÜ TEL SAYISI'nı ( ÇTS ) verir. Raporumuz; 2 Atkı 4 Çözgü ipliğinden oluşacaktır. ( 2 + 2 ) = 4
Desen kâğıdımızda Atkı Rips örgüsünün çözgü ve atkı sınırlarını öncelikle belirleriz.
Birinci çözgü ipliği ile 1.Atkı ipliğinin kesiştiği kareden başlamak suretiyle,Soldan sağa doğru 2 DOLU 2 BOŞ yazarız.
Bundan sonra; 2.Atkı ipliği ile 1.Çözgü ipliğinin kesiştiği kareden soldan sağa başlamak suretiyle; 1.Atkı ipliğindeki 2 dolunun karşısını 2 BOŞ yaparız.2 boşun karşısını 2 DOLU yaparız. Bu şekilde Örgüsünü yapmış oluruz.
Çözgüde 4 Rapor, Atkıda 8 Rapor olarak 2 dolu 2 boş düzenli atkı ripsi görülmektedir.
Şimdi de ;
3 dolu 3 boş düzenli atkı rips örgüsünü yapalım.
Bu Atkı ripsinin rapor içerisinde bulunması gereken ATKI TEL SAYISI ( ATS ),her zaman 2 'dir. Örgü çizgisinin üzerindeki ve altındaki rakamların toplamı ise,Rapor içerisinde buunması gereken ÇÖZGÜ TEL SAYISI'nı ( ÇTS )verir. Raporumuz;2 Atkı 6 Çözgü ipliğinden oluşacaktır.( 3 + 3 ) = 6
Desen kâğıdımızda Atkı Rips örgüsünün çözgü ve atkı sınırlarını öncelikle belirleriz.
Birinci çözgü ipliği ile Birinci Atkı ipliğinin kesiştiği kareden başlamak suretiyle,Soldan Sağa doğru 3 DOLU 3 BOŞ yazarız.
Bundan sonra; 2.Atkı ipliği ile 1.Çözgü ipliğinin kesiştiği kareden Solda Sağa başlamak suretiyle; 1.Atkı ipliğindeki 3 dolunun karşısını 3 BOŞ yaparız.3 boşun karşısını 3 DOLU yaparız. Bu şekilde de 3 dolu 3 boş düzenli atkı ripsini yapmış oluruz.
Çözgüde 3 Rapor, Atkıda 9 Rapor olarak 3 dolu 3 boş Düzenli Atkı Rips örgüsü görülmektedir.
Şimdi de;
4 dolu 4 boş düzenli atkı ripsi örgüsünü yapalım.
Bu Atkı ripsinin rapor içerisinde bulunması gereken ATKI TEL SAYISI ( ATS ),her zaman 2 'dir. Örgü çizgisinin üzerindeki ve altındaki rakamların toplamı ise, Rapor içerisinde buunması gereken ÇÖZGÜ TEL SAYISI'nı ( ÇTS ) verir. Desen kâğıdımızda Atkı Rips örgüsünün çözgü ve atkı sınırlarını öncelikle belirleriz.
Birinci çözgü ipliği ile 1.Atkı ipliğinin kesiştiği kareden başlamak suretiyle, Soldan Sağa doğru 4 DOLU 4 BOŞ yazarız.
Bundan sonra; 2.Atkı ipliği ile 1.Çözgü ipliğinin kesiştiği kareden soldan sağa başlamak suretiyle; 1.Atkı ipliğindeki 4 dolunun karşısını 4 BOŞ yaparız.4 boşun karşısını 4 DOLU yaparız. Bu şekilde; 4 dolu 4 boş düzenli atkı rips Örgüsünü yapmış oluruz.
Çözgüde 2 Rapor, Atkıda 8 Rapor 4 dolu 4 boş Düzenli Atkı Rips örgüsü görülmektedir.
DÜZENSİZ ATKI RİPS ÖRGÜSÜ
2 dolu 1 boş düzensiz atkı rips örgüsünü yapalım.Bu düzensiz Atkı ripsinin rapor içerisinde bulunması gereken ATKI TEL SAYISI ( ATS ),her zaman 2 'dir.Örgü çizgisinin üzerindeki ve altındaki rakamların toplamı ise,Rapor içerisinde buunması gereken ÇÖZGÜ TEL SAYISI'nı ( ÇTS )verir. Desen kâğıdımızda Atkı Rips örgüsünün çözgü ve atkı sınırlarını öncelikle belirleriz. Raporumuz; 2 Atkı 3 Çözgü ipliğinden oluşacaktır. ( 2 + 1 ) = 3
Birinci çözgü ipliği ile 1.Atkı ipliğinin kesiştiği kareden başlamak suretiyle, Soldan Sağa doğru 2 DOLU 1 BOŞ yazarız.
Bundan sonra; 2.Atkı ipliği ile 1.Çözgü ipliğinin kesiştiği kareden soldan sağa başlamak suretiyle; 1.Atkı ipliğindeki 2 dolunun karşısını 2 BOŞ yaparız.1 boşun karşısını 1 DOLU yaparız. Bu şekilde; 2 dolu 1 boş düzensiz atkı ripsi Örgüsünü yapmış oluruz.
Çözgüde 3 Rapor, Atkıda 6 Rapor olarak 2 dolu 1 boş düzensiz Atkı Rips örgüsü görülmektedir.
Şimdi de ;
3 dolu 2 boş düzensiz atkı rips örgüsünü yapalım. Bu düzensiz atkı rips örgüsünün rapor içerisinde bulunması gereken ATKI TEL SAYISI ( ATS ),her zaman 2 'dir.Örgü çizgisinin üzerindeki ve altındaki rakamların toplamı ise,Rapor içerisinde buunması gereken ÇÖZGÜ TEL SAYISI'nı ( ÇTS ) verir. Desen kâğıdımızda Atkı Rips örgüsünün çözgü ve atkı sınırlarını öncelikle belirleriz. Raporumuz; 2 Atkı 5 Çözgü ipliğinden oluşacaktır. ( 3 + 2 ) =
Birinci çözgü ipliği ile 1.Atkı ipliğinin kesiştiği kareden başlamak suretiyle, soldan sağa doğru 3 DOLU 2 BOŞ yazarız.
Bundan sonra; 2.Atkı ipliği ile 1.Çözgü ipliğinin kesiştiği kareden Soldan Sağa başlamak suretiyle; 1.Atkı ipliğindeki 3 dolunun karşısını 3 BOŞ yaparız.2 boşun karşısını 2 DOLU yaparız. Bu şekilde; 3 dolu 2 boş düzensiz atkı rips örgüsünü yapmış oluruz.
Çözgüde 3 Rapor, Atkıda 6 Rapor olarak 3 dolu 2 boş düzensiz Atkı Rips örgüsü görülmektedir.
Havlu dokuma
Kumaş üzerinde farklı bir yüzey özelliği oluşturmak amacıyla yerleştirilmiş olan ipliklerin ilmek veya püskül formunda zeminden dışa çıkması ile oluşturulan “hav” denilen yapıya sahip kumaşlara “havlı kumaşlar” denilmektedir. Battaniye, halı, kadife kumaş ve havlular bu sınıfa girmektedir. Battaniyeler fırçalama, tüylendirme gibi terbiye işlemleriyle havlı yapı kazanmaktadır. Kadife kumaşlar ise genellikle ilave bir iplik sistemiyle yüzeyde uçları kesik halde ilmeklerin oluşturulması ile üretilmektedir. Halılar kadife kumaş üretimiyle benzer sistemler kullanılarak veya iğneleme, yapıştırma gibi dokusuz yüzey oluşturma yöntemleriyle elde edilebilmektedir.
HAVLU KUMAŞLAR
Havlular ilave iplik sistemiyle dokuma veya örme yöntemleri kullanılarak oluşturulan, yüzeyi ilmek formunda havlarla kaplı ürünler olup, söz konusu havların kesilmesiyle ise kadife havlular üretilmektedir. Havlular, farklı en ve boylarda, dört tarafı bez formunda dokunmuş veya örülmüş, tek tarafı veya çift tarafı havlı olabilen, genellikle kurulama amaçlı kullanılan tekstil mamulleridir. Havlu kumaşlar ile düz dokunmuş veya örülmüş kumaşların fiziksel özellikleri, sadece havlularda bulunan bazı özellikler dışında hemen hemen aynıdır. Havlularda farklı olarak bordür, hav verimi, kısa hav mesafesi gibi kavramlar tanımlanabilmektedir. Aşağıda tipik bir havlu şematik resmi üzerinde bölümleri verilmiştir.
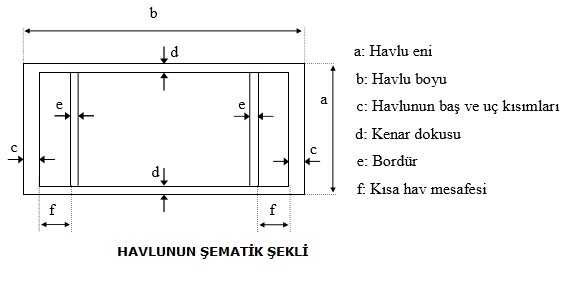
Yukarıda görüldüğü gibi havlular genellikle iki uzun, iki kısa kenardan (baş, uç ve kenar dokuları), tek veya çift taraflı bordürden, bordür ile baş ve uç dokusu arasında kalan ve kısa hav mesafesi olarak ifade edilen kısımlardan ve havlı bölgeden oluşmaktadır. Havlular genel olarak ağırlıklarına, üretim yöntemlerine, gördüğü son işlemlere, yüzeydeki hav durumuna, kullanım yerine ve boyutlarına göre sınıflandırılabilmektedir.
Yukarıdaki sınıflandırmaya göre üretimi en yaygın olarak gerçekleştirilen havlular; dokuma yöntemine göre 3 veya 4 atkılı sistemle, çift tarafı havlı olarak üretilmiş havlulardır. Genel olarak kadife havlular bukle havlulara oranla daha yüksek yumuşaklık sağlarken, hidrofiliteleri daha düşük olmaktadır. Bunun yanı sıra çift taraflı havluların hidrofilitesi de tek taraflı olanlara oranla daha yüksek olmaktadır.
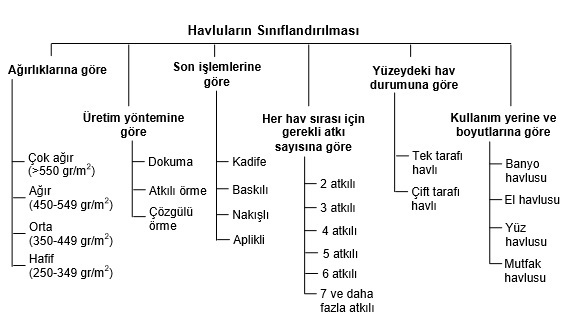
HAVLU ÜRETİMİ
Havlu Üretiminde Kullanılan Hammaddeler
Havlu kumaşların yüksek hidrofilite, yüksek yaş mukavemet, iyi boyanabilme yeteneği, yüksek renk haslığı, yıkanabilirlik, yumuşak tutum, anti alerjiklik gibi özelliklere sahip olması gerekmektedir. Pamuktan üretilmiş iplikler bu özelliklerin tümünü en verimli şekilde sağlayabildiğinden havlu kumaş üretiminde en yaygın kullanılan elyaf pamuktur. Pamuğun yanı sıra modal, bambu, lyocell, soya, mısır, deniz yosunu ve keten gibi lifler de havlu üretiminde düşük oranda da olsa kullanılabilmektedir. Bambu lifi yumuşak, antibakteriyel ve yüksek düzeyde emici olması nedeniyle havlularda kullanılabilir olmasına rağmen, üretim miktarı düşük olduğundan henüz yaygınlaşmamıştır. Ketenin ise kuru mukavemeti pamuktan yüksektir ve pamuk gibi yaş halde mukavemeti %25 oranında artmaktadır. Ayrıca emiciliği de çok yüksek olan bu lif sert tutumu ve işleme prosesinin oldukça uzun olması nedeniyle havlularda çok yaygınlaşamamış olmasına rağmen bazı özel masaj ve sauna havlularının üretiminde kullanılabilmektedir.
Sentetik ve sentetik karışımı ipliklerin havlu üretiminde kullanımı sınırlı olup sık yıkanan otel havlularında nadiren zemin ve atkıda polyester/pamuk karışımı kullanılabilmektedir. Böylelikle havluların hem sık yıkamaya karşı dayanıklı olması hem de yıkama sonrası çekmezlik özelliğinin gelişmesi sağlanmaktadır. Bunun yanı sıra ağırlıklarının 5-7 katı kadar su absorplayabilmeleri nedeniyle son yıllarda mikrofilament polyesterden yapılmış iplikler pamuk ile karıştırılarak havlu üretiminde kullanılmaya başlanmıştır.
Havlu üretiminde %100 kayın ağacı selülozundan elde edilen modal lifi kullanımı da son yıllarda artış göstermiştir. Söz konusu lif pamuğa oranla son derece yüksek yumuşaklık, hidrofilite, boyama sonrası renk parlaklığı, yüksek renk haslığı ve bakım kolaylığı gibi özelliklere sahiptir. Ayrıca pamukla karıştırılmasıyla, pamuğun sık yıkama sonrası sertleşme ve sararma sorunu büyük ölçüde çözülmüş olmaktadır.
Havlu Üretiminde Kullanılan İplik Özellikleri
Havlular; hav çözgüsü, zemin çözgüsü ve atkı (bordür ve/veya havlı bölge için) olmak üzere üç iplik sistemiyle üretilebilmektedir. Ancak bordür atkı ipliği sadece bordürlü havlular için geçerlidir. Zemin çözgüsü olarak kullanılan iplikler: Zemin çözgü iplikleri dokuma esnasında daha fazla gerilime maruz kaldıklarından hem mukavemetli hem de esnek olmak zorundadır. Bu nedenle zemin çözgüsünde genellikle katlanmış, yüksek bükümlü iplikler tercih edilmekte olup son yıllarda haşıl teknolojisindeki gelişmelerin sonucunda iyi haşıllanmış tek kat ipliklerde kullanılmaya başlanmıştır. Zemin çözgüsü olarak genellikle karde ring iplik tercih edilmekte, ancak fiyat ve maliyet baskısı nedeniyle open end iplikler de kullanılabilmektedir. Zeminde katlı bükümlü iplik olarak yaygın şekilde Ne 20/2 veya 24/2 numaralarında ve 500-550 t/m arası büküme sahip iplikler tercih edilmekte, sık kullanılmasa da tek kat olarak 12/1 veya 10/1 ipliklere de haşıllı olarak yer verilebilmektedir. Bunun yanı sıra zemin çözgüsü olarak genellikle %100 pamuklu iplikler tercih edilmekte olup, yüksek mukavemet için pamuk/polyester karışımı da kullanılabilmektedir.
Hav çözgüsü olarak kullanılan iplikler
Hav çözgüsü olarak kullanılan iplikler, bitmiş havlu özelliklerinin belirlenmesinde oldukça önemli bir yere sahip olup havlunun gramajı, kadife veya bukle olacağı gibi kriterlere uygun hav ipliği seçimi yapılması gerekmektedir. Hav çözgüsü olarak genellikle %100 pamuklu, tek veya çift katlı iplikler kullanılabilmekte olup katlı iplikler dik havlı klasik havlularda, tek katlı iplikler spiral havlı havlularda tercih edilmektedir. Aşağıda iki tip hav yapısı görülmektedir. Çift katlı ipliklerde belli bir değerde büküm verilmesi ipliğin haşılsız olarak çalışması için yeterli olabilmektedir.
Hav çözgüsü olarak kullanılacak iplikler için pratikte kullanılan büküm sayısı 200-255 t/m civarında olup büküm sayısının az olması havlunun tuşe ve su emiciliğinin daha iyi olmasını sağlamakta, ancak mukavemette düşüş meydana gelmektedir. Büküm sayısı arttıkça da dokuma esnasında daha az sorunla karşılaşılmakta, dokuma randımanı daha yüksek olmaktadır. Ayrıca havların dizilimi çok daha düzgün olmakta, kadifelendirme daha kolay yapılabilmekte ve düşük bükümlü ipliğe göre daha az kadife firesi gerçekleşmektedir. Bunun yanı sıra yüksek hav boylarında, düşük bükümlü ipliklerde görülen hav yatma problemi olmamakta veya daha az olmaktadır. Endüstride yaygın olarak kullanılan hav çözgü iplik numaraları Ne 16/2, 20/2, 24/2, 30/2, 8/1, 10/1, 12/1, 16/1 ve 20/1 şeklinde sıralanabilmektedir. Havda kullanılan ipliğin kalınlaşması yüzey örtücülüğünün artmasını (zeminin daha az görünmesi) sağlamaktadır. Ayrıca üretilecek mamulün kalitesine bağlı olarak penye, karde veya open end ipliklerle çalışılabilmekte olup open end iplik kullanılarak üretilen mamullerde tuşe daha sert ve su emicilik daha zayıf olmaktadır.
Atkı olarak kullanılan iplikler
Atkı ipliği havlunun kalitesinin yanı sıra dokuma randımanı açısından da oldukça önemli olup istenen havlunun gramaj ve sıklığına bağlı olarak uygun atkı ipliğinin seçilmesi gerekmektedir. Endüstride yaygın olarak %100 pamuklu, Ne 20/1, 16/1 ve 12/1 numaralarda ve 240-255 t/m büküme sahip iplikler tercih edilmektedir. Havlularda isteğe bağlı olarak fantezi örgülerle veya çok geniş bir aralıkta farklılık gösterebilen atkı iplikleriyle bordür oluşturulabilmektedir. Bordürlerde rayon, viskon, polyester, şönil, merserize gibi farklı tip ve numaralarda iplikler kullanılabilmektedir.
Havlu Üretiminde Yaygın Kullanılan Kumaş Konstrüksiyonları
Havlu kumaşlar kullanım yerine bağlı olarak değişik konstrüksiyonlarda üretilebilmektedir. En yaygın kullanılan hav oluşturma sistemi 3 atkılı sistemdir. Temel Türk havlularında hav ve zemin çözgüleri, ön ve arka yüzde ayrı ayrı R 2/1 bağlantısı yaparak dokuyu oluşturmaktadırlar. Çözgüler kumaşın eni doğrultusunda 1 hav-1 zemin veya 2 hav-2 zemin şeklinde dizilebilmektedir. Aşağıda 3 atkılı havlu dokusu 1:1 ve 2:2 çözgü dizilişlerine göre ayrı ayrı şematik olarak görülmektedir.
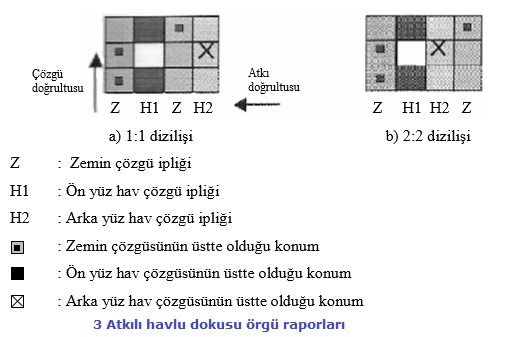
Endüstride havlu kumaş üretiminde yaygın olarak kullanılan atkı sıklığı değeri 12-25 atkı/cm arasında değişirken, çözgü sıklığı 18-30 çözgü/cm aralığında farklılık göstermektedir. Ancak bordürde atkı sıklığı genellikle havlı bölgeye nazaran 3-6 kat arttırılabilmektedir. Birim uzunluktaki hav çözgü ipliği miktarı hav/zemin oranı olarak ifade edilmekte olup söz konusu değer genellikle 2-10 aralığında değişmektedir. Bu oran kumaş ağırlığını, kalınlığını ve çeşitli performans özelliklerini doğrudan etkilediğinden son derece önemli bir büyüklüktür. Bunun yanı sıra en yaygın kullanılan gramaj değerleri ise 380-650 gr/m2 arasında değişmekte olup, teknik olarak 300-1200 gr/m2 aralığında gramaja sahip havlu üretimi yapmak mümkün olabilmektedir.
Havlu Üretim Prosesi
Havlu üretim prosesi genel olarak iplik, dokuma/örme, terbiye ve konfeksiyon aşamalarından oluşmaktadır. Havlu kumaş üretiminde kullanılacak iplikler ring veya open-end iplik eğirme sistemleri ile oluşturulabileceği gibi hav çözgü iplikleri özel yöntemlerle de üretilebilmektedir. “no-twist” olarak ifade edilen iplikler hidrofilitesi yüksek olduğundan hav çözgüsü olarak kullanılabilmektedir. Bu yöntemde çok düşük bükümlü iplikler PVA (polivinilalkol) ile kaplanmakta, böylelikle dokumadaki gerilime dayanabilmekte ve dokuma sonrası özel işlemlerle söz konusu madde ipliklerin üzerinden atılmaktadır. Havlu kumaş üretiminde doku oluşturma yöntemi olarak genellikle dokuma işlemi tercih edilmektedir. Havlu üretiminde büyük çoğunlukla doğal lifler hammadde olarak kullanıldığından ön terbiye işlemleri oldukça önemli bir proses basamağıdır. Renklendirme aşamasında ise kumaş formunda boyama veya baskı işlemleri uygulanabileceği gibi boyalı ipliklerle de üretim yapılabilmektedir. Havlu kumaşların kullanım yeri nedeniyle yüksek hidrofilite ve yumuşaklık derecesine, yüksek renk haslıklarına sahip olması gerektiği için bitim işlemlerinde öncelikle bu özellikler göz önünde bulundurularak uygulamalar gerçekleştirilmektedir. En yaygın uygulanan kimyasal apre işlemleri hidrofilleştirme, yumuşatma ve antibakteriyel apre işlemleri, mekanik bitim işlemleri ise turban makinesinde kurutma ve boyut stabilitesi işlemleridir.
Konfeksiyon aşamasında ise terbiye işleminden çıkmış top halindeki havlulara sırasıyla boyuna kesim, boyuna dikim, enine kesim ve enine dikim işlemleri uygulanmaktadır. İlk aşamada top içerisinde, yanyana dokunmuş halde bulunan havlular özel bir makina yardımıyla boyuna doğrultuda kesilerek birbirinden ayrılmakta ve daha sonra başka bir makinede havluların uzun kenarları içe katlanarak dikilmektedir. Ardından arka arkaya sıralı halde bulunan bu havlular kısa kenarlarının birleştiği yerlerden kesilerek ayrılmakta ve bu kenarlar da içe katlanarak dikilmektedir. Bunun yanı sıra çok büyük ebatlarda (yaklaşık olarak tezgah genişliğinin 1/3’ü eninde ve top boyunca uzanan) üretilen havlu kumaşlarda mevcut olup, bunlar bornoz üretiminde kullanılmaktadır. Söz konusu üretim diğer hazır giyim ürünlerinde olduğu gibi serim, kesim, dikim ve paketleme işlemlerinden oluşan bir konfeksiyon prosesiyle gerçekleştirilmektedir.
Havlu Dokuma İşleminin Temel Prensibi
Havlu üretiminde yaygın olarak kullanılan doku oluşturma yöntemi dokuma olup çalışma kapsamında numune olarak dokunmuş havlu kumaşlar kullanılmıştır. Bu nedenle bu bölümde havlu dokuma işleminin temel prensibine kısaca yer verilmiştir.
Havlu kumaşlar, zemin doku ve zemin dokuya bağlanmış hav ilmeklerinden oluşmaktadır. Bir sıra havın oluşturulması için atılması gereken atkı sayısına göre havlu dokuma sistemleri 2-3-4-5-6 ve 7 atkılı şeklinde sınıflandırılmakta olup 3 ve 4 atkılı sistemler endüstride en yaygın kullanılan yöntemlerdir. 4 atkı gruplu hav oluşum tekniği ile daha kaliteli havlular üretilebilmesine rağmen 3 atkılı havlular ekonomik olması nedeniyle daha çok tercih edilmektedirler. Aşağıda 3 atkılı sistemle dokunmuş tipik bir havlu kesiti görülmektedir.
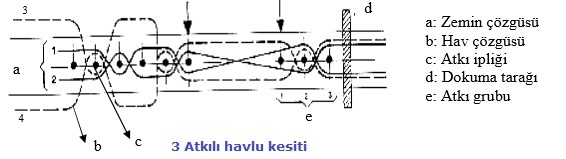
Yukarıda görülen 1 ve 2 nolu iplikler zemin çözgülerini, 3 ve 4 nolu iplikler ise hav çözgü ipliklerini ifade etmektedir. En son hav sırasının oluşumundan sonra atılan ilk iki atkı (1 ve 2 nolu atkılar) kumaş çizgisinden bir miktar uzağa kadar (söz konusu mesafe istenen hav yüksekliğine göre belirlenmektedir) taşınmakta, tam bir tefeleme gerçekleşmemektedir. 3 nolu atkının atılmasıyla tarak hareketini tamamlamakta ve 3 atkıyı birden kumaş çizgisine kadar taşımaktadır. Bu esnada 3 atkı ipliği, gergin halde olan zemin çözgü iplikleri arasından kayarken gevşek hav çözgü iplikleri atkılarla birlikte hareket ederek kumaşın alt ve üst yüzeylerinde ilmek şeklini almaktadır. Ayrıca şekilden de görüldüğü gibi zemin çözgü iplikleri 3. atkıda, hav çözgü iplikleri 2. atkıda konum değiştirmektedir. Böylelikle tefeleme sırasında hav çözgülerinin atkı iplikleri arasından kaymaması, istenen hav yüksekliğinin sürekli olarak sağlanması mümkün olabilmektedir. Havlu dokuma makinelerinde genel olarak her tarak diş boşluğundan iki çözgü geçmekte olup endüstride en yaygın kullanılan tarak numaraları 110/2, 115/2 ve 120/2’dir. Burada ilk rakam 10 cm’deki tarak dişi sayısını, ikinci sayı ise bir diş boşluğundan geçen çözgü tel sayısını ifade etmektedir. Ancak havlu dokuma makinelerinde kullanılan tarak, diğer dokuma makinelerinden farklılık göstermektedir. Bu tarakların en ayırt edici özelliği dişlerin iki sıra halinde dizilmiş olmasıdır. Bu durum hav ve zemin çözgü ipliklerinin karışmasını önlemekte, ancak kumaş üzerinde oluşan tarak izi daha görünür olmaktadır. Havlu dokuma işleminde hav yüksekliğinin homojenliğini korumak amacıyla çözgü ipliklerinin mümkün olduğunca daha az engelli bir yol izlemesi gerekmektedir. Bu nedenle hav çözgü ipliklerinde genellikle düz tahar tercih edilmekte, ancak çözgü sıklığının yüksek olması halinde hav ve zemin çözgüleri için atlamalı tahar kullanılabilmektedir. Havlu kumaşların dokunmasında tasarıma göre belirli bir bölgenin havsız olarak dokunması ile kenar veya bordür oluşturulması da istenebilmektedir. Bordür veya kenar bezi dokunurken tefenin veya kumaş çizgisinin değişken hareketi devre dışı bırakılmakta olup, bu durumda geçiş bölgelerinde normalden yüksek veya kısa havlar oluşabilmektedir.
Havlu Dokuma Makinelerindeki Teknolojik Gelişmeler
Havlu dokuma makineleri, hav oluşturma mekanizmaları ve hav çözgü iplik besleme sistemleri ile diğer dokuma makinelerinden farklılık göstermektedirler. Genel olarak hav oluşumu amacıyla tarağın periyodik olmayan bir hareket yapması kam mekanizmalarıyla sağlanmaktadır. Ancak bu durumun yarattığı pek çok olumsuzluktan dolayı son yıllarda özellikle bu konu üzerinde çalışmalar yürütülmüştür. Bu amaçla servo motor tahrikli hav oluşturma mekanizmaları geliştirilmiştir. Bu mekanizmalar ile havlu kumaşların desenlendirilmesinde, kalite düzeyinde ve üretim verimliliğinde önemli gelişmeler sağlanmıştır. Aynı kumaş üzerinde değişken hav yükseklikleri havlu kumaş tasarımında istenen bir özelliktir. Kam tahrikli hav oluşturma mekanizması kullanılan makinelerde kumaşın her bir yüzünde iki farklı hav yüksekliği elde edilebilmektedir. Servomotor tahrikli hav oluşturma mekanizmaları ise atkı boyunca (tezgâh eni doğrultusunda) iki farklı hav yüksekliğinin çalışılabilmesine olanak sağlamaktadır.
Kam tahrikli havlu dokuma makinelerinde 3 atkı gruplu havlu dokumadan 4-atkı gruplu dokumaya veya tersine geçiş aynı havlu üzerinde mümkün olamamaktadır. Ancak servo motor tahrikli mekanizmaların kullanılmasıyla aynı havlunun dokunması sırasında farklı atkı grupları arasında geçiş yapılabilmektedir. Örneğin; havlunun düz olarak dokunduğu kısımlarda 3-atkı gruplu dokuma, hav çözgü ipliklerinin yüzey değiştirdiği yerlerde 4-atkı gruplu dokuma, atkı yönünde 2 farklı hav yüksekliği istenen kısımlarda 5, 6 ve 7 atkı gruplu dokuma ve gerektiğinde hav içinde bordür dokuma aynı kumaş yapısında problemsiz olarak elde edilebilmektedir. Böylelikle hav çözgülerinin yüzey değişim noktalarında, bordür veya beze geçiş ve çıkış bölgelerinde oluşacak kısa hav problemi ortadan kaldırılmış olmaktadır.
Havlu kumaşların dokunmasında bordür oluşumu havlı bölgeye nazaran çok daha yüksek atkı sıklığında gerçekleştirilmektedir. Bu yüzden dokuma makinası hızı bordürlü bölgeye göre ayarlanmakta olup bu durum havlı kısmın olabileceğinden daha düşük hızda dokunmasına ve bundan dolayı üretim kaybına neden olmaktadır. Bu sorun dokuma makinası ana motorunda hız kontrol ünitesi kullanılmasıyla giderilmektedir. Bu ünite sayesinde bordür ve hav kısımlarının dokunması esnasında makina farklı hızlarda çalıştırılabilmektedir. Servo motor tahrikli hav oluşturma mekanizması ile havlu kumaş üretiminde elde edilen diğer bir kazanım, kam tahrikli mekanizmalara sahip makinelerde bordür kısmında meydana gelen boncuklanma probleminin ortadan kaldırılmasıdır. Bu hatanın sebebi gerginliği nispeten düşük olan hav çözgülerinin bordür oluşturulurken daha yüksek kıvrım alarak kumaş yüzeyine çıkmalarıdır. Ancak servo motor tahrikli hav oluşturma mekanizmalarında, bordür kısmında iplik gerginliği ve örgü yapısının daha iyi kontrol edilebilmesinden dolayı, kumaş üzerinde bu hatalar görülmemektedir.
Yeni bir kumaş tasarlayıp dokumaya geçildiği zaman gramajın ilk denemede tutturulması mümkün olmamakta, bir miktar kumaş dokunduktan sonra numune alınarak, hav yüksekliği değiştirilmek suretiyle gramaj ayarlanmaktadır. Kam tahrikli hav oluşturma mekanizmasında hav yüksekliğinin ayarlanması hareket iletim sistemindeki kol uzunluklarının ayarlanmasıyla sağlanmakta olup bu işlemle hassas bir ayar yapılamamakta, zaman kaybı ve telef miktarı fazla olmaktadır. Hav oluşturma mekanizmasında servo motor tahriki kullanıldığında ise istenen gramajda bir havlu kumaş için hav uzunluğu makina bilgisayarı tarafından analitik olarak hesaplanabilmekte ve hesaplanan hav yüksekliği hassas bir şekilde elde edilebilmektedir. Havlu dokuma makinelerinde hav oluşum, kumaş çekme ve çözgü salma sistemleri dışında da bazı yenilikler söz konusudur. Havlu dokuma makinası üretiminde öncü markalardan biri kesme aparatını tüm havluların arasına yerleştirmiştir. Buna bağlı olarak tezgah enince tüm havluların iki kenarına ayrı ayrı cımbar konulmuş olup, bu durum terbiye sonrası boy kesim aş amasını ortadan kaldırmıştır. Bir başka firmanın makinesinde ise “atkı kesici kontrolü” sistemi ile atkı ipliğinin ağızlığa yatırıldıktan sonraki kesim işlemi elektronik olarak kontrol edilmeye ve böylece kesme şartları, ipliğin numarasına ve türüne göre otomatik olarak ayarlanmaya başlanmıştır.
Yollu Örgüler
Dokuma tekniği ile kumaş oluşturmada kullanılan dokuma örgülerinin üçüncü büyük grubu, ana ve türemiş örgülerden sonra gelen birleştirilmiş örgülerdir. Birleştirilmiş örgüler, ana örgülerin ya da basit ve küçük raporlu türetilmiş örgülerin bir araya gelmesiyle oluşan örgülerdir. Dokuma alanında, örgü tasarımıyla üretilen kumaşlarda geniş kullanım alanı bulmaktadır. Bir gömleklik kumaşta kullanılan boyuna yollu örgü, bir ceketlik kumaşta kullanılan krep örgü ya da masa örtüsü olarak kullanılacak bir kumaşta yer alan kord örgü bunlara örnek olarak verilebilir.
İki veya daha fazla sayıda örgünün yan yana veya üst üste çizilerek belirli kurallara göre bir araya getirilmesiyle oluşan örgülere yollu örgüler denir. Yollu örgüler, enine yollu örgüler ve boyuna yollu örgüler olmak üzere iki grupta toplanır.
Yollu Örgüler;
Enine yollu örgüler
Boyuna yollu örgüler olmak üzere iki çeşittir.
Enine Yollu Örgüler
Birden fazla örgünün kumaş yüzeyinde eni yönünde yollar oluşturacak şekilde ve tekniğine uygun olarak üst üste çizilmesiyle oluşan örgülere enine yollu örgüler denir.
Örnek 1:
Enine yönde yollu örgüyü yapmak için örnek olarak aşağıda görüldüğü gibi birinci örgü sağ yollu 2 dolu 2 boş yani diğer bir okunuşla 2 üst 2 alt dimi örgüsü ve ikinci örgü de 2 dolu 2 boş yani 2 üst 2 alt panama örgüsü seçimiştir.Enine yönde yollu örgünün planı ise önce DİMİ ÖRSÜSÜ ve bunun üzerine PANAMA ÖRGÜSÜ olarak düşünülmüştür.Önce rapor sınırları belirlenir.4 çözgü ve 4 atkı.
Yani 1.örgü ile 2.örgünün rapor içersinde bulunması gereken çözgü ve atkı tel sayısı eşit olamlıdır.Eğer eşitlik sağlanmaz ise enine yollu örgü kuralı oluşmaz.
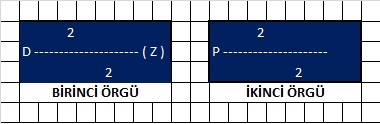
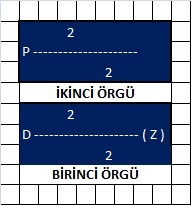
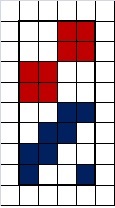
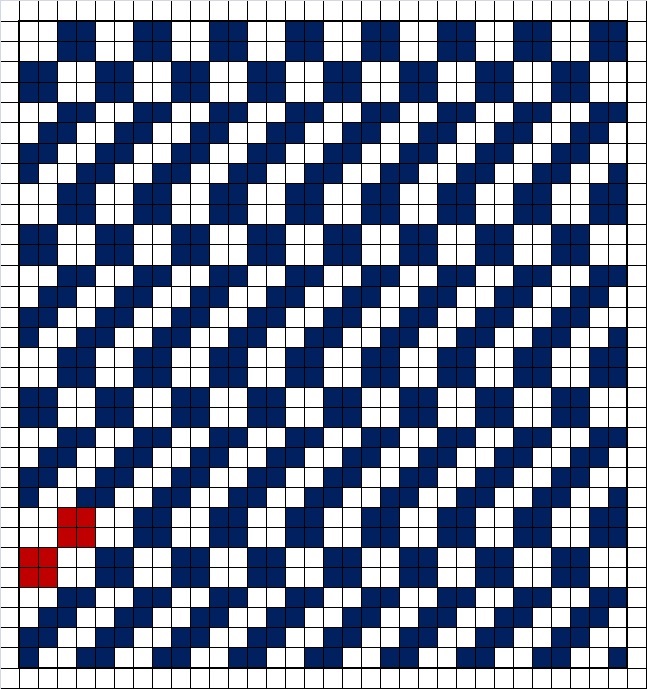
Örnek 2:
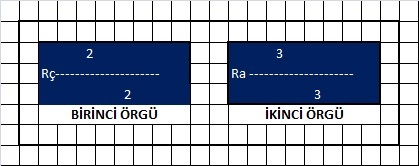
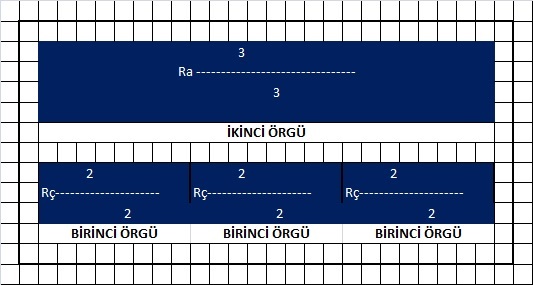
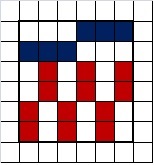
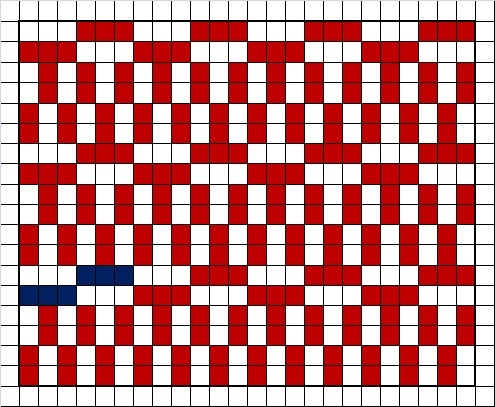
Örnek 3:
![]()
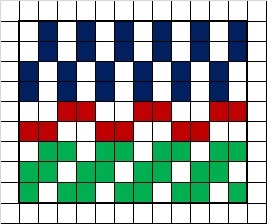
Örnek 4:
![]()
Yukarıdak görülen 3 adet örgüden enine yollu örgü elde edelim ve yapacağımız enine yollu örgünün planı da aşağıdaki gibi olsun.

Şimdi de yapavağım enine yollu örgünün verilen yerleşim planına göre rapor içerisinde bulunması gereken çözgü ve atkı tel sayısını bulalım.
Birinci örgünün rapor içerisinde bulunması gereken çözgü ve atkı tel sayısı : 1+2= 3. ( 3 çözgü ve 3 atkı )
İkinci örgünün rapor içerisinde bulunması gereken çözgü ve atkı tel sayısı : 2+2=4 ( 4 çözgü 4 atkı )
Üçüncü örgünün rapor içerisinde bulunması gereken çözgü ve atkı tel sayısı : 3+3=6 ( 6 çözgü 6 atkı )
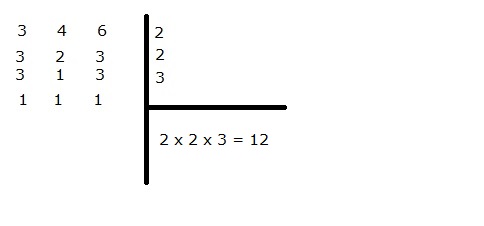

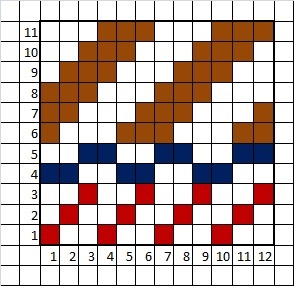
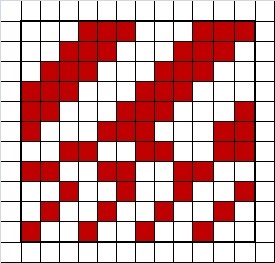
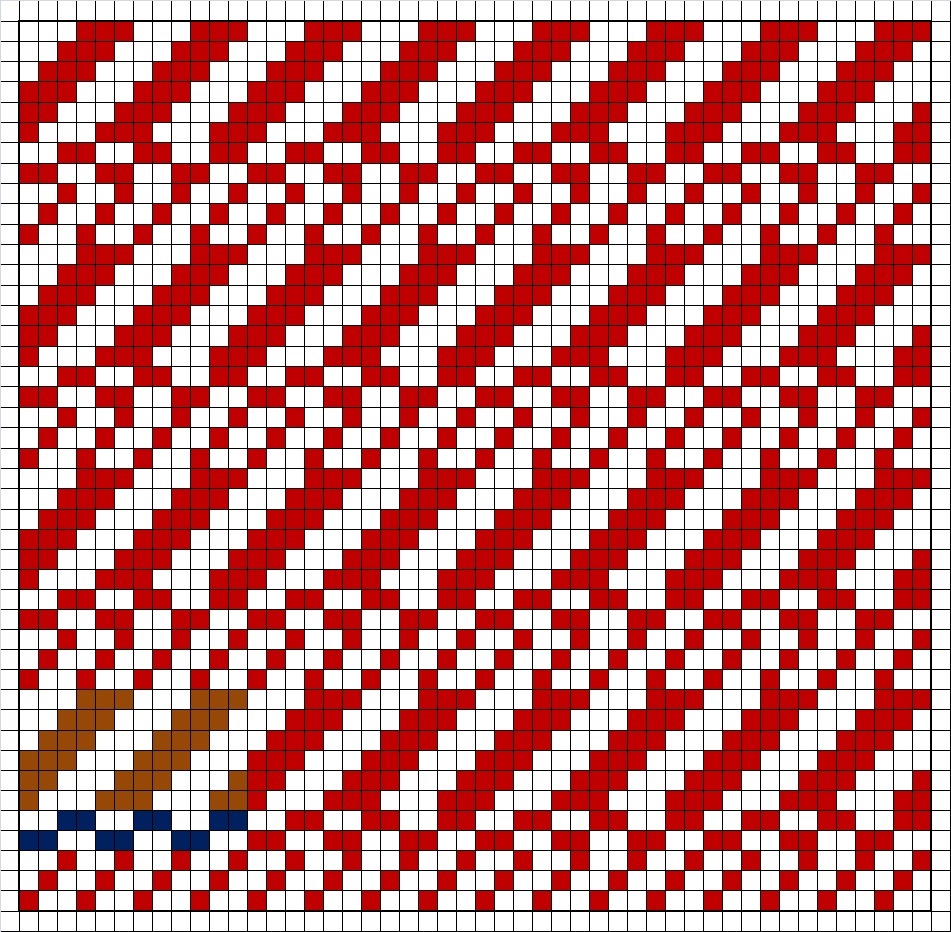
Boyuna Yollu Örgüler
Birden fazla örgünün kumaş yüzeyinde boyuna yönde yollar oluşturacak şekilde ve tekniğine uygun olarak yan yana çizilmesiyle oluşan örgülere boyuna yollu örgüler denir.
Örnek 1:
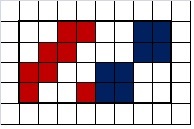
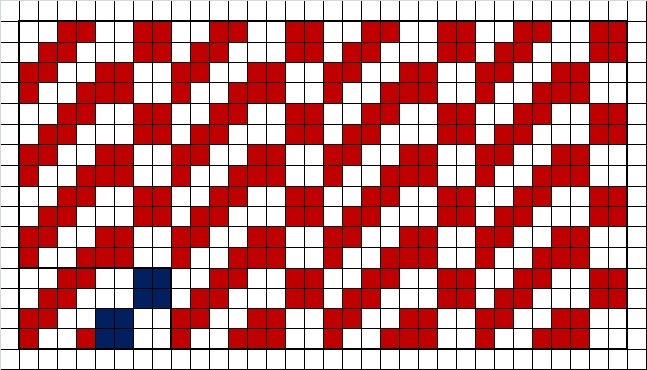
Tekstilde Lojistik Hizmetleri
Matematik, kimya, fizik ve biyoloji gibi fen bilimlerinin yanı sıra ekonomi, pazarlama, üretim yönetimi ve planlama gibi sosyal bilimleri ve teknik bilimlere dayanmak zorunda olan Tekstil;
İlk madde (elyaf), iplik dokuma, örme, baskı, apre ,hazır giyim ( konfeksiyon ) ve dokusuz yüzeyler gibi her biri apayrı teknolojiyi gerektiren çok geniş bir alanı kapsamaktadır.
Bunların her birinin hammaddesi, yarı mamulü, mamülü ve bunların üretiminde kullanılan makinelerin parçaları ve yedek parçaları ile tümünün stoklanması iş ve işlemleri ( İhracaatı ve ithalatı ) karayolu, demiryolu, denizyolu ve havayolu lojistiği hizmetleri ile yapılmaktadır.
İpliğin hammaddesi elyaf olup doğal yollardan ( bitkilerden, hayvanlardan ve madenlerden ) veya kimyasal yollardan ( suni rejenere ve sentetik ) olarak elde edilmektedir.
Bitkisel elyaf olan pamuk bitkisinin tohumu, tarlada yetişen pamuğun hasat edilmesi ile elde edilen pamuk elyafının çırçır fabrikalarında çırçır makineleri ile temizlendikten sonra balyalanarak iplik fabrikalarına gönderilmek üzere stoklanması ve bu makinelerin yedek parça ve diğer teçhizatının temin edilmesi,personel sevkiyatı,yurtiçi ve yurtdışı ( gümrük işlemleri de dahil ),bunların muhasebe iş ve işlemleri ile sevkiyatı lojistik hizmetleri sayesinde gerçekleşmektedir.
Unutulmaması ve göz ardı edilmemesi gereken en önemli faktörler içerisinde lojistik hizmetlerinin her alanda kaliteli olması, işletmelerin ve fabrikaların rekabet gücünü arttırır. Zira rekabet aynı malı üreten firmaların mallarını satmak için giriştikleri bir yarıştır.
Kaliteli üretim yapmayan ve kaliteli lojistik hizmetlerini yapmayan ya da yapamayan firmalar,işletmeler ve fabrikalar zarar ederler ki bu da bunların piyasada varlığını sürdürememesi demektir.
Özellikle yurt dışına ihraç edilecek herhangi bir Tekstil ürünü,üretildiği fabrikada veya işletmede fabrika dışından bağımsız hizmet veren kalite kontrol firmaları elemanlarınca çeşitli kalite testlerine tabi tutulur ve uyguluk var ise ürün ihraç edilebilir belgesi verilir.Bundan sonra gümrük işlemleri dahil nakliye ile ilgili (karayolu, demiryolu, denizyolu ve havayolu ) iş ve işlemler yapılır. Burada ürünün kalite belgesi,hangi yolla ulaşım yapılacağı ve hangi tarihte teslimatın yapılması gerektiği çok önemli konular içerisindedir. Çünkü malı satın alacak müşteri ( şahıs,fabrika,mağaza gibi) ile bir sözleşme imzalanmıştır.
Sözleşmede ise ürünün adetinin,parçasının,topunun veya kilogramının kaç dolar veya Euro olacağı,ürünün özelliklerinin nasıl olması gerektiği,hangi tarihte teslim edilmesi,ödemenin ne zaman yapılacağı gibi hususlar bulunmaktadır.
Bu sözleşme hükümlerine aykırılık bulunması halinde ise tarafların birbirlerine maddi olarak tazminat vermek zorundadırlar ki bu da işletmenin veya fabrikanın zararıdır ya da müşterinin zararıdır.

Çünkü, artık ülkeler birbirlerine ulaşım araçları sayesinde çok yakınlaşmıştır. Her ülke kendi malını satmak için Dünya ülkelerinde Pazar aramak zorundadır ki ekonomik anlamda yüksek değerlere ulaşşın. Bu sayede de ülkelerinde bulunan yaşayan insanların milli gelirlerini yükseltsin. Bu şekilde de savunma dahil pek çok alanda en yüksek düzeylere ulaşabilsin. Bu açıdan satılacak Tekstil ürününün hem kaliteli,hem emsallerinden daha ucuz ve hem de lojistik hizmetlerinin çok kaliteli olması gerekmektedir.
Bir Tekstil alanının alt dalı olan dokuma fabrikasını ele alalım; Kumaş dokuyan bu fabrikada üretime katkısı olan her işlemi açılayalım.
Bu fabrikada dokunacak kumaşın özelliğine göre kumaşın hammaddesi olan ipliğin satın alınması, stoklanması ve nakliyesi için lojistik hizmetlerinin tüm aşamaları gerçekleştirilir. Satın alınacak bir ipliğin bile ticaretteki nem miktarı bellidir.
Örneğin pamuk ipliğinin ticaretteki nem miktarı %8,5 civarındadır.
Satın alınacak ipliğin nem miktarının az veya çok olması ipliğin çözgü makinesinde, tahar makinesinde ve dokumada kalitesini düşürür yani sık sık makine duruşları olur,işçilik artar,enerji sarfiyatı artar,verim düşer.
Elde dilecek dokuma kumaş ise istenilen kalitede olmaz.
Bu lojistiğin satın alma hizmetidir.
Satın alınan ipliğin fabrikada stok yapılacak alanın, ipliğin özelliklerini bozmayacak şekilde,şartlarda ve düzende olması gereklidir( kondisyonlama şartları ) .
Aksi takdirde iplik bobinleri deforme olur.iplik zayiatı olur,iplik rutubetlenir gibi.
Bu lojistiğin depolama ve stok ile ilgili alanıdır.
Satı alınan iplikten dokuma kumaş yapmak için ,kumaşın özelliklerine göre ( kumaş eni,kullanılacak ipliğin cinsine ve numarasına göre toplam çözgü tel sayısı,çözgü renk raporu,atkı ipliğinin cinsi ve numarası ile atkı renk raporu,kumaşın deseni gibi ) çözgü makinesinde çözgü hazırlanır.
Kumaş deseni yani örgüsü raporuna göre yapılan tahar işlemleri,tarak dişlerinden çözgü ipliklerinin geçirilmesi gibi işlemler yapıldıktan sonra dokuma makinesinde kumaş dokunur.İşte burada da ;
Makine yedek parçalarının alımı ile ilgili evrakların hazırlanması,muhasebe işlemleri de ( Yurt dışından ithal ediliyorsa gümrük işlemleri )Taşıma hizmetleri ile ilgili iş ve işlemler deLojistik hizmetleri çerçevesinde gerçekleşmektedir.Dokunan kumaş,ham kalite kontrol işlemlerinin ( kumaştaki halar gözlenir ve tamir edilebilecekler tamir edilir)yapılmasından sora boya-apre ilgili bir fabrikaya ulaştım araçları ile götürülecek ön terbiye,baskı,boya ve apre işlemleri yapılır.
Özellikle yurt dışına ihraç edilecek kumaşlar fabrikada,bağımsız firmalara ait mühendisler tarafından kalite faktörleri yani üründe bulunması gereken özelliklerin bulunup bulunmadığına dair kontrolleri yapılır.Ürün yani dokuma kumaş istenilen özelliklerde ise sevkiyat onayı verilir.
Fabrikada yapılması gereken iş ve işlemler (muhasebe işlemleri,ürün çıkış evrakları gibi ) yapıldıktan sonra gümrük işlemleri yapılarak ulaştırma araçları ile yurt dışına sevkiyatı yapılır.
LOJİSTK PRENSİPLERİ
Standartlık
Desteklenen sistemlerde kullanılan lojistik hizmetlerin standart olması önemlidir. Malzemede, hizmetlerde ve usullerde standartlık sağlanmalıdır. Lojistikle ilgili uygulamalarda uluslararası standartların kullanılması önemlidir. Demir yolları, konteynerler, elleçleme ekipmanı, bilişim teknolojisi gibi temel lojistik unsurların standart olması küreselleşme sürecindeki lojistik aktörler için önem taşımaktadır. Standartlık konusunda müşterek çalışabilme, kullanılabilme, yönetilebilme asgari hedefler olmalıdır. Ekonomik olma: Ekonomide ifade edildiği gibi kaynaklar kıt ihtiyaçlar sonsuzdur. Ekonomi prensibi en az masrafla maliyet-etkin bir şekilde lojistik desteğin sağlanmasıdır. Kaynaklar ihtiyaçların tamamını karşılamak için yetersiz olduğundan kaynakların tahsis edilmesi ve önceliklerin belirlenmesinde ekonomi faktörüne gerek maliyet gerekse zaman açısından dikkat edilmelidir.
Yeterlilik:
Yeterli desteğin sağlanamaması lojistik operasyonlar için hayati öneme sahiptir. Lojistik kaynakların yeterlilik seviyesinde belli oranlar yakalanmalıdır. Yeterlilik prensibinde fazla stoktan yerine sürdürülebilirlik ve karşılanabilirlik esas alınmalıdır.
Elastikiyet:
Lojistik teşkilat ve usuller değişen durumlara, görevlere, konseptlere ve kavramlara uyum sağlayabilecek bir yapılanma içinde olmalıdır.
Sadelik:
Kompleks oluşumlar yerine hem planlamada hem de icrada lojistiğin tüm alanlarında sadelik esas alınmalıdır. Sadelik etkinliği artırır. Sadeliğin sağlanması neticesinde kaynakların etkin kullanımı sağlanır.
İzlenebilirlik:
Elektronik imkanlarla bilgi işlem teknolojisi kullanımı ile tüm operasyonların miktar, durum, zaman ve yer itibariyle en gerçekçi biçimde gerçek zamanlı izlenebilmesi; sorunların önceden veya en erken seviyede çözülmesi adına gereklidir.
Koordinasyon:
Lojistik desteğin etkinliğinin sağlanması koordinasyon sağlanması şartına bağlıdır. Lojistik planlamacılar ile icracılar ve müşteriler arasında mutlaka koordinasyon sağlanmalıdır.
Planlama:
Lojisitkte amaç sürecin önceden planlanması ve plan ile fiilî uygulama arasındaki farkın belirlenerek süreç iyileştirmesi yapılmasıdır.

Dolgu Lifleri
Dolgu lifleri, yatak, giysi, döşeme malzemelerinde ve bazı özel malzemelerde kullanılmaktadır. Kullanım yerine bağlı olarak, iyi bir dolgu liflerinden beklenilen özellikler her zaman aynı değildir. Dolgu liflerinin uyku veya giyim konforunu sağlayan fizyolojik özellikleri, ısı yalıtımı ile hava ve nem geçirgenlikleridir. Son yıllarda ısı yalıtımının yanı sıra nem transferi ve nem yönetiminin önem kazanmasıyla, yatak ve yorganların oluşturduğu pazarda dolgu lifleri oldukça önem kazanmıştır.
Dolgu liflerinden beklenen diğer özellikler, dolgunluk, hacimlilik, elastikiyet, yumuşaklılık ve sıkıştırabilirliktir. Bu özelliklerin önem derecesi ise ürün tipine bağlı olarak büyük farklılıklar göstermektedir. Ayrıca bu özellikler kullanıma, kuru temizlemeye veya yıkamaya karsı dayanıklı olmalı ve kullanımdan sonra eski halini alabilmelidir. Eskiden dolgu lifi olarak doğal malzemeler kullanılmasına karşın günümüzde sentetik liflerin, özellikle poliester liflerinin kullanımı artmıştır.
Poliester liflerinin artan üretimi, düşen fiyatları, keçeleşme eğiliminin olmaması, güve ve diğer haşerelere karsı dayanıklılığı, tozu tutmaması gibi özellikler de dolgu lifi olarak kullanılmasında avantaj sağlamaktadır.
Dolgu lifleri, düşük ağırlıkta, yüksek ısı izolasyonuna, ölçülü hava geçirgenliğine ve iyi bir hacimlilik elastikiyetine sahip, hacimli dokusuz yüzeyler elde edilmesini sağlayan liflerdir. Dolgu lifleri, yatak, yorgan, yastık ve uyku tulumu dolguları, anorak, vatkalı pardösü, sabahlık, spor giysileri, denizci ve havacı giysileri için katlı tülbent vatkaları, sabit döşemeler, alt ve arka minderleri, taşıt döşemeleri ve toz, hava filtreleri yalıtım vatkaları gibi bazı özel malzemelerde kullanılmaktadır.
Eskiden dolgu malzemesi olarak yün, kapok, saman, hayvan derisi ve kılı ve kus tüyü, gibi doğal malzemeler kullanılmasına karşılık, su anda sentetik liflerin dolgu malzemesi olarak kullanılması artan bir önem kazanmıştır. Dolgu lifi olarak en iyi sonuçları sağlayan ve bu nedenle de en fazla kullanılan sentetik lif, poliester lifleridir. Bu malzemelerin kullanımında fiyat her zaman belirgin bir rol oynamıştır. Ancak PES’in ticari olarak artan üretimi ve düşen fiyatları nedeniyle dolgu lifi olarak kullanımında zamanla artış olmuştur.
Dolgu liflerinden elde edilen iyi bir vatkanın hacminin % 2–6 kadarını lifler, geri alan % 94-98’ini ise hava oluşturmaktadır. Poliester liflerinin özgül ağırlığı (1.36–1.41 g/cm3) diğer sentetik liflere göre daha yüksektir. PES liflerle elde edilen vatkanın hacmi, diğer liflere göre 3 kat daha fazla bir hacme sahiptir.
Dolgu ürünün performansını etkileyen lif özellikleri
Birçok farklı kullanım alanı olan dolgu liflerinden beklenen özellikler değişkenlik gösterebilmektedir. Dolgu liflerinin uyku veya giyim konforunu sağlayan fizyolojik özellikleri, ısı yalıtımı ile hava ve nem geçirgenlikleridir. Bütün normal liflerin ısı iletim sayısı havanın ısı iletim sayısının yaklaşık 10 katı kadar yüksektir. Dolgu liflerinden oluşan bir vatkanın ısı yalıtım yeteneği, lifin yapıldığı malzemenin ısı iletim özelliğine pek bağlı olmayıp, vatkadaki hava miktarına ve hava boşluklarının sekline bağlıdır.
Yani vatkadaki lif miktarı ne kadar azalır, hava miktarı da ne kadar artarsa, vatkanın ısı yalıtımı o kadar artarak, havanın yalıtım değerine yaklaşmaktadır. Ancak lifler arasında kalan boşlukların çok büyük olması halinde, vatka içersindeki hava hareketinin fazlalaşması nedeniyle ısı izolasyonu etkisi azalabilmektedir. Diğer yandan, vatkanın belirli bir hava geçirgenliğine sahip olması aynı zamanda nem geçirgenliğini de sağladığından zorunludur.
Nemin liflerin içerisinde hareketini, taşınma hızını belirleyen difüzyon sabiti (10.10–4 cm2/s) çok düşüktür. Bununla birlikte, su buharının hava ile taşınmasını belirleyen difüzyon sabitesi 25.10–2 cm2/s’dir. Yani lifin içerisindekine göre 250 kez daha büyüktür.
Dolayısıyla dolgu lifleri gibi vücutla direk temas etmeyen malzemede nem (ter) nakli, liflerin hidrofil veya hidrofob olmasına göre herhangi bir rol oynamamaktadır. Çünkü terin büyük kısmı lifler arasında kalan gözeneklerdeki hava tarafından taşınmaktadır ve hidrofob yüzeyleri nedeniyle sentetik lifler bu bakımdan iyi sonuçlar sağlamaktadır. Özetle lifler arasında kalan gözeneklerin büyüklük ve miktarı doğru seçildiğinde, sentetik liflerden yapılmış vatkaların hem iyi bir ısı yalıtımı, hem de iyi bir ter nakli sağlayabildiği ortaya çıkmaktadır. Dolgu liflerinden beklenen diğer özellikler, dolgunluk, hacimlilik, elastikiyet, yumuşaklılık, sıkıştırabilme gibi konular olup, bu özelliklerin önem derecesi mamul tipine bağlı olarak büyük farklılıklar göstermektedir.
Ayrıca bu özellikler kullanıma, kuru temizlemeye veya yıkamaya karsı dayanıklı olmalı ve kullanımdan sonra eski halini alabilmelidir. Bakteriler sıcak ve nemli ortamları sevdiğinden hidrofob poliester dolgu lifleri hijyenik açıdan doğal liflere göre daha uygundur. Liflerin yüzey yapıları ve liflerde büyükçe gözeneklerin bulunmaması da, bu liflerde her türlü mikrop ve bakterinin yerleşmesini ve üremesini zorlaştırmaktadır. Ayrıca poliester liflerinin keçeleşme eğiliminin olmaması, güve ve diğer haşerelere karsı dayanıklılığı, tozutmaması gibi özellikler de dolgu lifi olarak kullanılmasında avantaj sağlamaktadır.
Poliester lifleri alerjik özellik göstermezler ve düşük nem geri kazanma özellikleri bunları yas veya nemli koşullarda az hassas hale getirmektedir. PES lifinin yıkama sonrası kuruması için az enerji gerekmektedir. Bu gibi özellikler, polipropilen gibi diğer sentetik liflerde de bulunmaktadır.
Doğal bir malzeme olan kus tüyü iyi bir yalıtkandır. Kus tüylerinin oluşturduğu boşluk havayı tutmakta ve “ölü hava boşluğu” oluşturmaktadır. Bu da, vücudu sıcak tutmaktadır. Kus tüyü ağırlıkça kıyaslandığında, diğer liflere göre en iyi yalıtımı sağlamaktadır. Kus tüyü, nemi absorbe eder ve buharlaşmak üzere, vücut dışına uzaklaştırılmasına yardım eder, esnektir. Giysiyi giyen kişinin vücuduna göre sekil almaktadır ve temizlenmesi kolaydır.
Bunların yanı sıra, kus tüyü kullanmanın çeşitli dezavantajları da mevcuttur. Kus tüyü pahalıdır, kolay toz tutabilmektedir ve bazı kişilerde alerjik reaksiyonlara neden olabilmektedir. Ayrıca kuş tüyü havada kolaylıkla sürüklenebilmektedir. Tüy geçirmez astar ile kaplanması ve yeterli yalıtımın sağlanması için dikilmeden önce giyside düzgün biçimde yerleştirilmesi gerekmektedir. Dolgu malzemesi olarak kus tüyü içeren giysiler ıslandıklarında, kus tüyü yalıtım yeteneğinin sadece %10’unu koruyabilmektedir ve kuruması uzun sürmektedir. Mamul yeterince iyi kurumadığında küf oluşabilmektedir.
Bununla birlikte, kus tüyü içeren giysiler uzun süre katlanıp, sıkıştırılıp saklandıklarında, kus tüyü içerdiği havayı kaybedilmekte ve yalıtım kapasitesi azalabilmektedir. Kaz tüyü dolgu malzemesi en az % 70 tüy, % 10 lif ve % 20 kalıntı içermektedir. Çin ve Avrupa olmak üzere dünyada iki ana kaz tüyü kaynağı bulunmaktadır. Dolgu lifi ürünlerinde esas olarak beklenen özellik, doldurma gücü veya belli bir hacmi doldurmak için gerekli olan lif miktarıdır. Düşük yükler altındaki yükseklik ilk hacim olarak tanımlanmaktadır. İlk hacmi etkileyen lif özellikleri, eğilme modülü, kıvrım tipi/derecesi, lif-lif sürtünmesi ve birim alandaki lif miktarıdır. Destekleyici hacim ise, belirli bir yük altında alınan son yoğunluktur. Destekleyici hacim de aynı faktörler tarafından kontrol edilmektedir ancak istenen değerler farklıdır. Dik hacim, yüksek genlik, düşük frekans mekanik kıvrım ve kısmen yüksek denye ile arttırılabilmektedir.
Destekleyici hacim ise, düşük genlik, yüksek frekans mekanik veya spiral kıvrım ile elde edilebilmektedir. Lif eğilme modülü, denyenin dördüncü kuvveti ile orantılıdır ve bu nedenle denyenin hacimde çok önemli bir etkisini olduğu düşünülmektedir. Bununla birlikte, 4-15 denye lifler konvansiyonel olarak dolgu lifi üretiminde kullanılmaktadır ve etki beklenenden daha düşük olmaktadır. Bunun nedeni, yüksek denyedeki ürünlerin birim ağırlık basına daha az lif içermesi ve daha düşük toplam lif-lif sürtünmesidir. Bu tip liflerin kıvırcıklaştırılması da zordur. Bu işlem poliester liflerinde ısı kristalizasyonu ile yapılır.
Yumuşaklık, ilk ve destekleyici hacim arasındaki farka ve bazı durumlarda gerilme-uzama eğrisine bağlıdır. Yaylanma özelliği, sıkıştırma sonrası eski hale dönebilme yeteneğidir. Bu elastik modülün bir fonksiyonudur ve lif sürtünmesi için gerekli olan depolanan enerjiye dayanımdır. Yaylanma, elastik modülün bir fonksiyonudur. Düz lifler, diğerlerine nazaran daha az yaylanma özelliği göstermektedir.
Dolgu liflerinin Kullanım Alanları
Poliester dolgu liflerinin özellikleri yastıklarda kullanım için çok uygundur ve bu pazarda en önemli lif haline gelmişlerdir. Düşük fiyatı ve pazarda yaygın olarak bulunması nedeniyle geri kazanılmış poliester ve poliester üretim artıkları da yastıklarda kullanılmaktadır. 35 adet 2 litrelik PET şişeden bir uyku tulumu için yeterli dolgu lifi çıkabilmektedir.
Yastıklardan beklenilen öncelikli olarak hacim, yumuşaklık, yaylanma özelliği, tekrar kabarabilme ve yıkanabilirliktir. İçi bos lifler, yastığın hacmini arttıracak ve ağırlığını azaltacak şekilde daha yüksek eğilme modülü vermektedir. Düşük sürtünmeli, düz silikon lifler, yumuşaklık ve tekrar kabarabilme özelliğini arttırmaktadır. Yorgan, yatak örtüsü, yatak, minder gibi ürünlerden oluşan yatak grubunda, her bir ürün değişik performans kriterleri içermektedir. Yorganlar hafif, yumuşak olmalı, kabarık görünmeli ve sıcak tutmalıdır.
Liflerin dışarı çıkması özel kumaşlar ile engellenmektedir. Günümüzde yatak üreticileri ürünlerine yeni nitelikler ve faydalar kazandırmak amacıyla farklı, pahalı kumaş tipleri, konstrüksiyonları, değişik ve yaratıcı lif karışımları kullanmaktadırlar. Yastık ve yataklarda Tencel ve Seacell’den üretilen kumaşlar bile kullanılmaktadır. Dolgu lifi olarak gümüş aşılanmış dolgu lifleri de kullanılmaktadır. Ayrıca yatak ve yastık dolgularında biyo-aktif lifler de kullanılabilmektedir. Biyo-aktif lifler, genel olarak mikro-organizmalara karsı aktivite gösteren tekstil lifleridir.
Mobilya ve filtreler, dolgu lifinin kullanıldığı en büyük pazarı oluşturmadır.
Bu amaçla, genel olarak ucuz ve marka olmayan PES ürünler kullanılmaktadır. Döşemelik mobilyaların kol ve arka kısımlarında PES dolgu lifi çok miktarda kullanılmaktadır. Kullanılan lifler, 15 denye gibi ağır liflerdir, ancak 6 denye gibi hafif lifler de kullanılmaktadır. Koltuk minderlerinde kullanılan liflerden, yüksek destekleyici hacim, iyi yaylanma özelliği ve formunu koruması beklenmektedir. Mükemmel yalıtım özellikleri bulunan içi boş lifler geniş çapta yatak ve uyku tulumlarında kullanılmaktadır.
Diğer tipteki dolgu lifleri ise yangın ve sağlık problemleri nedeniyle hızla mobilyalardaki köpüklerin yerini almaya başlamıştır. Mobilyalarda, yay yerine, esnekleştirilmiş dar dokuma bantlar ve toksik gazlar çıkaran tehlikeli köpükler yerine, güç tutuşur dolgu ve astar kumaşları kullanılmaktadır. Tüm ev tekstili endüstrisinde yüksek düzeyde güç tutuşur elyaf ve kumaşlar artan şekilde kullanılmaktadır.
Yastıklar ve yorganlar dışındaki dolgu lifi uygulamalarında, daha kolay kullanım ve mobilya veya üründen dışarı çıkmasının önlenmesi amacıyla, lifler stabilize edilmektedir. Önceleri bu amaçla polivinilasetat, vinilasetat, akrilikler ve polivinilklorür, lâteks reçinelerin sulu emülsiyonları kullanılmaktaydı. Ancak bu sistemler hava ve su kirliliğine neden olduğu için birçok üründe yerini binder kullanımına bırakmıştır. Amorf monokomponentler binder lifler, çok fazla çekmeye neden olduklarından genellikle PET üzerine düşük sıcaklıkta eriyen amorf poliester ile kaplanan bikomponent binder lifler kullanılmaktadır.
Filtrelerde, yuvarlak ve trilobal lifler kullanılmakta ve liflerden yüksek kir tutma kapasitesi beklenmektedir. Daha düşük denyedeki liflerden daha fazla verim alınmaktadır. Uyku tulumu pazarı, konvansiyonel ve ileri teknoloji ürünleri olarak iki kısma ayrılmıştır. Konvansiyonel ürünlerde doldurma kapasitesi, hacim ve fiyat belirleyici faktörlerdir.
İleri teknoloji ürünlerinde ise, düşük ağırlık, yüksek hacim, ıslak koşullara düşük hassasiyet gibi gereksinimler söz konusu olmaktadır. Yüksek hacimli, içi bos, düzgün lifler ştapel veya tow formda kullanılmaktadır. Pek çok tulum, kaz veya ördek tüyü ve sentetik dolgu malzemeleri olmak üzere iki çeşit dolgu malzemesinden yapılmaktadır .
POLİESTER DOLGU LİFLERİ
PES dolgu liflerinin gelişim süreci su şekilde sıralanmaktadır:
1955 İlk defa dolgu lifi tasarlandı
1968 İlk silikonlu lif
1971 İlk içi bos lif
1982 İlk 4 delikli içi bos lif
1987 Patentli kumaşların piyasaya girişi
1989 İlk 7 delikli içi bos lif
1994 3 denye içi bos lifin tanıtımı
1997 Mikrop tutmaz liflerin İlk kez Avrupa’da tanıtımı Sarmal-kıvrımlı liflerin ilk kez Avrupa’da tanıtımı
1998 Teflon ile ikili marka projesinin tanıtımı
2000 Geliştirilmiş içi boş sarmal-kıvrımlı lifler
2001 Toz tutmaz mite liflerin piyasaya sürülmesi
2003 Kalıplı, horlamayı önleyici ergonomik yastığın tanıtımı
2004 95°C sıcaklıkta yıkamayı sağlayan modifiye yapılı poliester lifin piyasaya sürülmesi
2005 Daha iyi bir uyku kalitesi için uyuma sıcaklığına göre kendi sıcaklığını dengeleyen yatak malzemelerinin tanıtımı
1955 yılında Du Pont firması, özellikle dolgu lifi olarak kullanılacak özel lif üretimine başlamıştır.
Bu lifler, 4,75 denye, 8-10 kıvrım/inch içeren, ştapel ve kontrollü tırtıklı, kıvrımlı liflerdir. Dolgu lifi olarak satılan bu kesikli lifler, zamanla yastıklarda, uyku tulumlarında pamuğun, kus tüyünün ve köpüğün yerini almıştır. Bu yeni liflerden elde edilen ürünler, yüksek hacimli, hafif, yıkanabilir olmanın yanı sıra alerjik değildir. Bu ilk özel lif üretiminden 3 yıl sonra, Du Pont firması 4,25 denye, spiral kıvrımlı, daha iyi hacim veren ve koruyan Dacron 88 isimli lifi üretmistir. 1962 yılında Dacron 99 isimli lif, pazarda özellikle yastıklarda kullanım amacıyla yerini almıstır. Bu lifler kullanılarak, spiral ve mekanik kıvrımın kombinasyonu ile yumuşak, orta ve sert yastıklar geliştirilmiştir.
1962 yılında mobilya ve yataklarda, sığır, domuz ve at kılının yerini alması için T-56 isminde 15 denye, yeni bir lif üretilmiştir. Rohm ve Haas, National Starch ve Goodrich gibi firmalar ise dolgu amacıyla kullanılmak üzere lâteks binder emülsiyonlarını piyasaya sürmüşlerdir. Bu lifler daha sonra dalga oluşumunu önlemek üzere, su yatağı üreticileri tarafından da kullanılmıştır.
Dolgu liflerinin üretimi 60’lı yıllarda artmıştır. Amerikan Eastman firması, 1,4 siklohegzandiol ve tereftalik asit esasına dayanan Kodel lifini üretmiştir. Whinfield ve Dickson’un patentlerinin süresi geçtiğinde, Eastman ürünlerini ucuz polietilentereftalat ile değiştirmiştir. Daha sonraları, süper beyaz Kodel 142 isimli ürünü elbise ve sütyenler için piyasaya sunmuşlardır. İngiltere’de dolgu lifi üreten ICI firması ile Amerikalı Fortrel firması işbirliği yapmıştır.
Avrupa’da doğal dolgu liflerinin tercih edilmesi nedeniyle sentetik dolgu liflerinin gelişimi yavaş olmuştur. 60’lı yılların baslarında ucuz pamuk karışımlarının fiyatına satılmakta olan dolgu liflerinin fiyatları, 70’lerin başlarından itibaren geliştirilen özel lifler nedeniyle artmıştır. Dupont firması tarafından geliştirilen kalıcı silikon finisli, düşük sürtünme katsayılı lif, yastıkların kus tüyü gibi, ancak daha fazla sıkıştırılabilir olmasını sağlamıştır. T-808 isimli içi bos dolgu lifi de, hacmi yaklaşık %15 oranında arttırmıştır.
70 ve 80’lerde ürün modifikasyonları hızla artmıştır. Petrol krizi nedeniyle artan enerji fiyatları izolasyon pazarında poliester liflerin yerini cam lifinin almasına neden olmuştur. Du Pont ve Eastman firması, düşük sıcaklıkta eriyen poliester kopolimerleri esasına dayanan monokomponent binder liflerini piyasaya sunmuşlardır.
Bunlarda lâteks reçinelerine göre, kurutma adımı atlandığı için üretim sırasında daha az enerjiye gereksinim duyulmakta, daha fazla elastikiyet sağlanabilmekte ve reçinenin çevresel sorunları elemine edilebilme gibi birçok avantajı mevcuttur. Ancak düşük erime noktasına sahip binderlerin amorf yapıları yüksek çekmeye neden olmaktadır. Daha sonraları bu binder liflerinin yerini çekirdek/nüve binder lifleri almıştır. 3M firması da, hızlı çekim poliolefinle güçlendirilmiş poliester esasına dayanan Thinsulate R lifini üretmiştir. 80’lerin ortasında, Albany International poliester mikro denye liflere dayanan süper yalıtım özelliğinde lifler üretmiştir.
Du Pont firması, düşük denye poliester lifleri içeren Thermolite dolgu liflerini ve diğer firmaların kullandıkları tek kanallı dolgu lifi yerine, Quallofil isimli 7 boşluklu lifi de üretmiştir. Boşluklu konjuge bir lif de Unitika ve Sam Yang tarafından üretilmistir. Bu lif, bosluk ve spiral kıvrım kombinasyonundan oluşmakta ve hacim sağlamaktadır. Öncelikli olarak mobilya ve oyuncaklarda kullanılmaktadır. Du Pont tarafından Stafresh isimli antimikrobiyel dolgu lifi de üretilmiştir. Bu ürün dolgu liflerinin koku ve küf dayanımını arttırmıştır.
80’lerin sonunda, dolgu liflerinde yeni biçimler ortaya çıkmıştır. Taranmış liflerin yerine yaklaşık 1/8’’ çapında küçük kaygan karışmış kümeler, yastıklar ve mobilyalarda kullanılmıştır. Bu karışık kümecikler kolaylıkla birbirinden geçebildikleri için bu ürünler kolaylıkla tekrar kabarabilmektedir ve kus tüyünden daha estetiktir. Du Pont’un bu kapsamda piyasaya sunduğu lif Comfortel olup, Unitika firması Amerika’da bu lifleri Optima ismi ile piyasaya sunmuştur. Genel olarak dolgu lifleri ştapel olarak satılmaktadır. Hoechst/Celanase firmasının ürünleri buna istisna olarak verilebilmektedir. Dolgu lifi olarak en yüksek kullanım oranına sahip olan poliester liflerini olarak üç grupta incelemek mümkündür.
Normal Poliester Dolgu lifleri
Dolgu liflerinin, dolgunluk, yumuşaklık, hacimlilik elastikiyeti, sıkıştırılabilirlik ve hatta indirekt olarak (vatkada lifler arasında kalan hava boşluklarını etkilediğinden) fizyolojik özellikleri, kimyasal yapılarının yanında birinci derecede liflerin incelikleri, boyları, kesitleri ve kıvrımlılık şekilleri ile ilgilidir. Genellikle poliester dolgu liflerinin 5-7 dtex, hatta döşemelerde kullanılanlarının 12-17 dtex incelikte olmaları tercih edilmektedir. Daha ince lifler, istenilen diriliği sağlamadıkları için, kalın lifler de fırça kılı karakteri gösterdiklerinden istenmemektedir.
Optimal lif uzunluğu olarak da, 30-50 mm arasındaki uzunluklar söz konusu olmaktadır. Liflerin daha kısa olmaları hacimliliğin yetersiz olmasını, daha uzun olmaları ise liflerin birbirine takılarak topak oluşturmaları tehlikesi arttığından pek tercih edilmemektedir. Liflerin iyi bir kıvrımlılığa sahip olmaları da önemlidir. Hatta iki boyutlu kıvrımlar yerine, üç boyutlu, sarmal yapıda kıvrımlara sahip liflerin kullanılması, hacimlilik bakımından iyi sonuçlar sağlamaktadır.
Dolgu liflerinin yüksek kopma dayanımlarına veya başlangıç modüllerine sahip olmalarına gerek yoktur. Bu nedenle, son yıllarda poliester artıklarının yeniden değerlendirilmeleri sırasında elde edilen düşük kalite poliester eriyiği, rahatlıkla dolgu lifi çekiminde kullanılabilmektedir.
Kanallı Poliester Dolgu lifleri
Quallofil, Fidion, Diolen 620 ve 623, Loftguar, Superloft, Hollow Fibre, Trevira 806…gibi kanallı lifler, kanallarında da hava bulunduğundan, dolgu malzemesindeki hava miktarını arttırarak, daha iyi ısı yalıtımı, daha yüksek hava ve nem geçirgenliği sağlarken, aynı zamanda mamulün ağırlığının daha düşük, tutumunun daha yumuşak olmasını sağlamaktadır. Bu lifler, özel yapıda deliklere sahip düzeler kullanılarak elde edilmektedir. Örneğin Du Pont firması tarafından üretilen Quallofil lifleri, dört tane lif eksenine paralel kanal içermektedir. Kanallı liflerin incelikleri genellikle 4,4- 6,7 dtex arasında değişmekte olup, boyları da 50-75 mm civarındadır.
Kanallı dolgu lifleri de, taraklarda tülbent haline getirildikten sonra, birkaç kat tülbent üst üste konarak hazırlanan vatkalar halinde kullanılmaktadır. Genellikle dolgu vatkasının binder vasıtasıyla sabitleştirilmesi uygulanmamaktadır. Bu nedenle, bunlardan elde edilen vatkalar daha yumuşak olmaktadır. Hatta birçok durumda liflerin yüzeylerine kaygan bir özellik kazandıran silikonlu preperasyonlar uygulayarak lif/lif tutulmasının azalması böylece birbirleri üzerinden kolaylıkla kayabilen lifler sayesinde dolgu vatkasının daha da yumuşak olması sağlanmaktadır.
Poliester dolgu kabloları
Yukarıda belirtilen her iki dolgu vatkası tipinde de kesikli lifler kullanılmaktadır. Yani lif üretimi esnasında, lif tellerinin paralel durumda bulunduğu lif kabloları önce keşilmiş ve elde edilen karışık durumdaki kesikli lifler daha sonra taraklarla açılıp paralelleştirilerek tülbentler elde edilmektedir. Lif tellerin paralel durumda bulunduğu lif kabloları kesilmeden de kullanılmaktadır. Bu şekilde elde edilen lif kablosu tülbentleri, istenilen kalınlığa kadar üst üste katlandıktan sonra, birer alt ve üst bez ile birlikte çok iğneli dikiş makinesi tarafından dikilerek, stabil bir yapı kazanmaktadır.
Makinenin daha sonraki kısmında ise, alt ve üst beze sahip vatka şeridi istenilen ende veya boyda enine yönde kesilmektedir. Bu şekilde lif kablolarından doğrudan elde edilen dolgularda, lif telleri birbiri üzerinden kayabildiklerinden, güzel yumuşak bir tutum elde edilirken, dikişle sağlanan fiksaj sayesinde, lif tellerinin tamamen kayarak dolgunun deforme olması veya topaklar oluşturması gibi tehlikede söz konusu olmamaktadır. Bu nedenle, bu şekildeki dolgu vatkalarının kullanıldığı mamullerin, ılıman yıkama programları uygulandığında, çamaşır makinesinde yıkanmaları da mümkün olmaktadır.
Piyasada bulunan poliester dolgu lifleri
Piyasa çeşitli markalara ait birçok özel dolgu lifleri içeren son ürün bulunmaktadır. Bunlara örnek olarak, Aerelle, Climarelle, Comforel, Comforel Allerban, Comforel Soft, Comforel Supreme, Dacron, Dacron 95, Hollofil, Hollofil Allerban, Hollofil Ergo 3Plus, Quallofil, Quallofil Air, Quallofil Air Allerban, Quallofil Extralife, Fillwell, Polarguard ve Invista verilebilir.
Comforel
Comforel, küçük elyaf topçuklarından meydana gelmektedir ve tüy gibi kolayca tekrar kabartılabilmektedir. Comforel elyaf topçukları ezilmeye ve dolasmaya dayanacak şekilde tasarlanmıştır, ürünün ilk sekli ve kabarıklığı uzun süre korunmaktadır, makinede yıkanıp kurutulabilmektedir. Kullanıcıya yumuşak ve rahat bir his vermektedir ve kus tüyü gibi etki sağlamaktadır. Comforel Allerban lifi, toz mite, bakteri ve mantar oluşumu önleyici özellik göstermektedir.
Toz mite’larının ürettiği alerjenler, astım gibi solunum yolu hastalıkları ile ilişkilidir. Elyaf dolguya yapılan önemli bir katkı olan Allerban, aktif madde olup, toz mite’larının ve mantarların yanı sıra bakteri oluşumunun önüne geçen bir maddedir. Comforel Supreme lifleri kullanımda ekstra şişkinlik veren dolgu lifleridir. Maksimum sıcaklık ve hacim vermek üzere yüksek hava içeriğiyle düşünülmüş içi bos elyaftan üretilmektedir. Comforel Soft lifleri, yumuşaklık hissini artırmak amacıyla tasarlanmış, ince ve esnek dolgu lifleridir.
Dacron
Dacron lifleri yüksek kaliteli, içi bos, sağlam destek sağlayan, dayanıklı, şeklini ve sıkılığını koruyan liflerdir. Dacron 95° lifinden üretilen ürünler, 95° sıcaklıkta makinede yıkanıp kurutulabilmektedir. Dacron® 95° küme elyafları ezilmeye ve dolaşmaya dayanacak şekilde tasarlanmış olup, yastığın uzun süre ilk günkü seklini korumasını sağlamaktadır.
Climarelle
Isı düzenleyici Climarelle mikro kapsül, ısıyı aktif bir biçimde koruyup gerektiğinde azaltabilmektedir. Climarelle içeren ürünler, ince ve hafif elyaflar ile Climarelle mikro kapsül içeren yüksek teknoloji ürünü, minimum ağırlıkla, yüksek konfor sağlamaya yönelik olarak bir araya getirilmiş çok ince ve hafif liflerden oluşmaktadır.
Hollofil
Hollofil, homojen ısı dağılımını sağlayan bir dolgu lifidir. Böylece ısı farkları düşürülüp, vücut sıcaklığının homojen tutulmasını sağlamaktadır. Bu dolgu lifleri, makinede yıkanıp kurutulabilmektedir. Hollofil liflerin farklı türleri bulunmaktadır. Hollofıl Allerban, toz mite, bakteri ve mantar önleyicidir. Hollofıl Ergo 3D plus ürünleri, geliştirilmiş hava sirkülâsyonu için 4 özel kanallı içi bos liflerden üretilmektedir. Bunlar nem birikmesini azaltırken, mikro iklim yaratmaktadırlar. Hollofil II ve Hollofil 808 lifleri, yüksek izolasyon sağlamaktadır, yumuşaktır, yaylanma özelliği vardır ve tekrar eski haline dönebilmektedir.
Quallofil
Yüksek yaylanma ve destek özelliği için, gelişmiş dört kanallı liflerdir. Kus tüyü gibi etki, yumuşaklık, rahat ve destekleyici his sağlamaktadırlar. Qualofil lifleri ıslandıklarında kus tüyünden %25 daha iyi performans göstermekte ve üç kat daha hızlı kurumaktadır . Quallofil Air ürünleri, çok ince ve aşırı hafif liflerden oluşmaktadır. İçi bos elyaflar hava sirkülâsyonunu geliştirirken nemin birikmesini azaltarak, mikro klima oluşturmaktadır. Quallofil Extra Life, 3 boyutlu helozonik sarmal yapısı sayesinde iyi yaylanma yeteneğine sahip, görünüm ve şeklin korunmasına yardımcı olan liftir. Özellikle mobilyalarda kabarıklık ve yumuşaklık sağlamaktadır. Aleve düşük tepki özelliği göstermektedir.
Fillwell
Fillwell, non-woven sektöründe çok geniş bir kullanım alanına sahip PES dolgu lifidir. Yuvarlak kesitli, boşluklu yapıdaki, silikonize edilmiş ve yumuşak tutumlu boşluklu yapıdaki lifler incelik olarak geniş bir aralığa sahiptir. Fillwell PES dolgu elyafının, geniş üretim aralığı, yüksek performans ve yumuşak tutum gibi çeşitli avantajları mevcuttur. Fillwell lifinin uzunluğu 38 – 76 mm arasında değişmektedir. Fillwell Eco-Logic, özellikle lif ağırlığını arttırmadan elastikiyet, sağlamlık, hacim gibi özelliklere sahip boşluklu yapıda üretilmiş özel bir liftir.
Fillwell Eco-Logic liflerinin mevcut tipleri, boşluklu silikonize olmuş boşluklu ve yumuşak tutumlu boşluklu olarak 3’e ayrılmaktadır. Fillwell Eco-logic liflerinin özellikleri, yüksek elastikiyet, sağlamlık, hacim, eski haline dönebilme, yumuşak tutum, iyi yalıtım ve kalıcı kıvrım olarak sayılabilmektedir. Fillwell® Wellcare, anti-mikrobiyel ve anti-dustmite özelliklerine sahip PES dolgu elyafıdır. Üretimleri sırasında bazı özel ilavelerle dayanıklı hale getirilmektedir. Fillwell®Wellcare Anti-Dustmite lifleri Eko-Tex standartlarına uygundur. Mite allerjilerini önlemektedir, anti-bakteriyel ve anti-fungaldır..
Terital Saniwear
Terital Saniwear anti bakteriyel lif, standard poliester lifinin mekanik ve fiziksel özelliklerini değiştirmeden, aktifin organik madde ile birleşmesi ile elde edilmiştir. Gerekli miktarda aktif madde, lif çekiminden önce eriyik formundayken ilave edilmektedir. Genellikle kötü kokulara neden olan patojenik olmayan mikroorganizmaların büyümesinin engellenmesi bu şekilde sağlanmaktadır. Bu antibaktariyel lif Öko-tex 100 standardlarına da uygundur. Lifin pamuk ve dolgu lifi tipi olarak iki formu bulunmaktadır.
Recron Fibrefill
Recron Fibrefill, dolgu amacıyla kullanılan içi bos yapıda bir liftir. Özel üretim tekniği nedeniyle, aynı ağırlıktaki pamuk ve diğer lifler ile kıyaslandığında daha fazla doldurma yeteneği ve yumuşaklık sağlamaktadır. Recron Fiberfill, yastık, uygu tulumu, yorgan gibi dolgu lifi uygulamaları için uygundur. Recron Fibrefill Thermobond, vatka uygulamaları için özel tasarlanmış bir üründür. Recron Fibrefill ve düşük sıcaklıkta eriyen poliester lifinin homojen karışımından oluşmaktadır. Bu lif yataklarda, mobilyalarda, yalıtım ürünlerinde kullanılabilmektedir. Lifin, 6 ve 15 denye, silikonize ve silikonize olmayan çeşitleri bulunmaktadır.
Polarguard
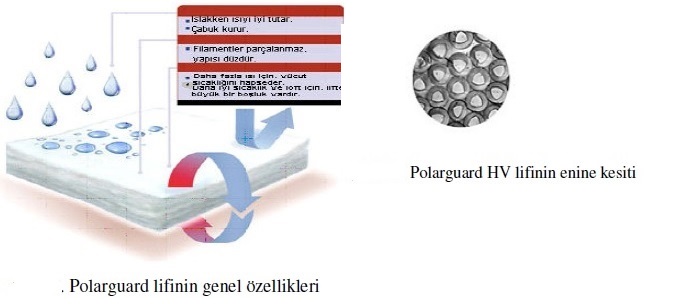
Polarguard, izolasyon amacıyla üretilen kontinu filament bir poliester lifidir. Amerikan ordusu bu lifi çok soğuk havalar için özel tasarlanmış uyku tulumlarında kullanmaktadır. Bu lifler, düşük ağırlıkta yüksek ısıtma sağlamakta ve kolaylıkla sıkıştırılabilmekte, ıslandıklarında bile iyi izolasyon sağlayabilmektedir. Polarguard 3D lifi, uyku tulumlarında ve eldivenlerde kullanılmaktadır. Polarguard ve bundan yapılan izolasyon ürünleri, kesikli polyesterden yapılan ürünlere göre, daha iyi bir ısıtma özelliği göstermektedir, daha yumuşak, daha esnek ve daha sağlamdır. Makinede ya da elde yıkanabilmekte ve kurutulabilmektedir, böceklere, küf ve mantara karsı dayanıklıdır.
Polarguard HV poliester filamentleri, düşük ağırlıkta daha iyi izolasyon sağlaması amacıyla tasarlanmıştır. Polarguard HV lifleri mat değildir, herhangi bir kuvvet uygulandığında kolaylıkla yırtılmaz. Polarguard HV, diğer PES filamentlerin sağlamlık, boyutsal stabilite, ıslakken sıcak tutma gibi tüm karakteristik özelliklerini taşımaktadır. Polarguard® HV, hidrofob yapısı nedeniyle, ıslakken bile iyi bir izolasyon yeteneğine sahiptir. Uyku tulumlarında yapılan bağımsız bir çalışmada, Polarguard® HV ve kesikli liflerin izolasyonları karşılaştırılmıştır. Kesikli liflerden yapılan ıslak uyku tulumlarının izolasyonu, kuru haldeki izolasyonuna göre %57 düşmüştür. Polarguard® HV’nin ise aynı koşullarda ısı izolasyonu, kuru haldeki izolasyonuna göre sadece %38 düşmüştür. Polarguard® HV yapısında bulunan büyük üçgen boşluklu çapraz enine kesit, sıkı ve sıcak olmasını sağlamaktadır.
Filament poliester olan Polarguard 3D liflerinin kümelesme eğilimi düşüktür. Polarguard® 3D, diğer Polarguard ürünlerine göre daha incedir. Polarguard 3D yüksek boşluklu üçgen çapraz kesiti sayesinde hacimli olmaktadır. Yapısının daha ince olması sayesinde daha sıkı daha yumuşak ve daha dökümlüdür ve çok uzun süre kullanımdan sonra oluşacak nepsleri engellemektedir. Bu özellikler sayesinde Polarguard® 3D, hazır giyim sektöründe kullanımına uygundur.
Polarguard _ filament poliester, dayanıklılık, boyutsal stabilite, iyi hava tutma ve ıslandığında bile asılamayan sıcaklık gibi özelliklere sahiptir. Kesikli lif izolasyonundan farklı olarak, Polarguard ’da kümelenmeler olmamaktadır. Polarguard , boşluklu bir enine kesite sahiptir. Geniş boşluk, daha az ağırlıkla daha yüksek hava yaratmaktadır ve sıcak tutmaktadır. Uyku tulumlarında ve sert çevre şartlarındaki dış koşullarda iyi performans sağlayan izolasyon sağlamaktadır (25). Polarguard hidrofob özelliğinden dolayı ıslandığında bile iyi bir izalosyon özelliğine sahiptir.
Micro-loft
Micro-loft, kus tüyü gibi yumuşak ve daha az hacimde daha yüksek sıcaklık eldesi amacıyla tasarlanmış mikrofiber karışımı liflerdir. Isı kaybını önleme, düşük ağırlık ve sıkıştırılabilirlik avantajları sağlamaktadırlar. Makinede yıkanabilir, kurutulabilir, kokusuzdur ve alerjik değildir.
PES dışındaki diğer dolgu lifleri
Lenzing Lyocell FILL, ağaçlardan, çevre dostu işlemler uygulanarak elde edilmektedir. Bu nedenle %100 doğal, biyolojik olarak parçalanabilir liflerdir. Diğer materyaller ile karşılaştırıldıklarında yüksek izolasyan kapasitesi göstermektedirler. Lenzing Lyocell lifinden elde edilen ürünler çok incedir ancak sıcak tutmaktadır, iyi nem yönetimi göstermektedir. Lenzing Lyocell FILL, liflerinin silikonize formu (stapel uzunluğu=60 mm) ilk kez 2000 yılında üretilmistir. Temiz üretim teknolojisi nedeniyle “Ökoteks Standart 100 Sınıf 1” belgesine sahiptir.
Lenzing Lyocell FILL lifleri ve karışımları, yatak, yatak pedleri, yorgan ve yastıklarda kullanılmaktadır. Bu lifler, başta poliester lifleri olmak üzere çeşitli liflerle karıştırılarak kullanılabilmektedirler. Biofresh, antibakteriyel akrilik liftir. Aktif içerik olarak triklosan içermektedir. Anti bakteriyel özellik yıkama ile uzaklaşmamaktadır. Son kullanım alanları aktif giyim, dış giyim ve uyku tulumları olarak sıralanmaktadır.
İplik Eğirme Sistemleri
RİNG İPLİK ÜRETİM YÖNTEMİ
- Ring iplik eğirme prosesi 3 aşamada gerçekleşmektedir.
- Birinci aşamada fitil makinesinde ön çekim gerçekleşir, ardından ring makinesinde eğrilir ve son aşamada da kopstan bobine aktarılır.
- Ön çekimi gerçekleşen fitil, ring makinesinde çift (veya çoklu) manşonlu çekim ünitesinde istenilen iplik inceliğine kadar çekilir.
- Daha sonra bükümsüz lifler bilezik etrafında dönen kopçanın hareketi ile bükülüp bilezik bankının aşağı yukarı hareketiyle kopsa sarılır.
- İplik eğirme aşamasının uzun olması (yukarıda belirtildiği gibi fitil, ring ve bobin makinelerinden geçip son halini alması) ve ring makinesindeki üretim hızının düşük olması nedeniyle, kalın ve orta incelikteki, iplikler için bu eğirme sistemi ekonomik değildir.
- Rotor iplik eğirme bu incelikteki iplik eğirmede daha verimli bir çalışma sağlar.
- Ancak ring eğirme sistemi ile daha ince ve mukavemeti yüksek iplikler üretilebilmektedir.
- Ring iplik makinesi, elyaftan-iplik üretim sonucunda prosesin son makinesidir ve bundan dolayı ipliğin kalitesi açısından önemli bir prosestir.
- Bu sistemde iplik, belirli bir inceliğe kadar getirilip, çıkış silindirlerini terk ettikten sonra, dönen bir iğ yardımıyla büküm almakta ve bilezik etrafında dönebilen bir kopçadan geçip, dönmekte olan masuraya sarılmaktadır.
- Burada ana iplik eğirme elemanı iğdir. Fitil aynı anda inceltilerek bükülüp masuralara sarıldığı için kesintisiz bir sistemdir. Büküm ve sarım işlemi aynı anda gerçekleştirilmektedir.
- Ring iplikçilik sistemi; elde edilen iplik kalitesinin çok iyi olması, proseste hammadde ve numara sınırlandırması olmaması açısından geçmişten günümüze en önemli iplik üretim sistemi olmuştur.
- Bunlara ek olarak; büküm ve sarım işlemlerinin aynı eleman tarafından gerçekleştirilmesi, başta üretim hızı olmak üzere teknolojik bazı sınırlandırmaları da beraberinde getirmektedir.
- Bu sınırlamalar ring iplikçiliğin yanında yeni iplikçilik sistemlerinin (açık-uç rotor, hava jetli, friksiyon ve sargılı iplikçilik sistemleri) ortaya çıkmasına sebep olan faktörler arasındadır.
KOMPAKT İPLİK ÜRETİM YÖNTEMİ
- Kompakt iplikçilik sistemi ring iplik sistemi bazlı bir üretim yöntemidir.
- Bu proseste üretilen ipliklerin tüylülük başta olmak üzere diğer birçok özelliği ring ipliklerine göre oldukça iyidir.
- Bu durum ring iplik makinesinde eğirme üçgeninin minimize edilmesi sonucu ortaya çıkmıştır.
- Eğirme üçgeninin şekli ve boyutları iplik yapısına, mukavemetine ve iplik yüzey özelliklerine etki etmektedir.
- Klasik ring iplik makinelerinde iplik üretimi esnasındaki oluşan eğirme üçgeninin dış kısmında bulunan lifler ya ipliğe dâhil olmamakta ve uçuntu şeklinde uzaklaşmakta ya da yetersiz bir biçimde ipliğe katılmaktadır.
- Bu liflerin ipliğe yeterli bir biçimde tutunmamasından dolayı mukavemete katkıları çok fazla olmamaktadır.
- Kompakt iplik sisteminde ise, lifler ana çekimden sonra aerodinamik olarak kompakt hale gelmektedirler.
- Böylece lifler birbirine yakın olarak durabilmekte ve eğirme üçgenine taşınan lif kütlesi yoğunlaştırılmaktadır.
- Bu durum karşısında bütün lifler eğirme üçgenine katılmakta ve iplik yapısına tamamen entegre olarak daha iyi iplik görünümü ve iplik oluşumu sağlanmaktadır.
- Ring iplikçiliğinde, lif özelliklerinden daha fazla istifade etmek ve iplik kalitesini daha da ilerletmek için yeni bir eğirme metodu olarak kompakt iplikçilik sistemi meydana gelmiştir. Ring iplikçilik sisteminin geliştirilmiş hali olan bu üretim yönteminde; genellikle bir hava emişi yardımıyla oluşturulan bir lif yoğunlaştırma bölgesi vardır.
- Böylece, ring iplik üretim yönteminin diğer yöntemlere göre dezavantajlı noktası olan ve ipliklerin düzgünsüzlük, mukavemet ve mukavemet varyasyonu gibi iplik spesifikasyonlarını negatif biçimde etkileyen eğirme üçgeni problemi ortadan kaldırılmıştır.
- Bu vesile çok iyi olarak kabul görmekte olan ring iplik yapısına rakip olarak bir alt kategoride değerlendirilmektedir.
- Kompakt iplik yüksek dayanıma, daha küçük kütle düzgünsüzlüğüne ve daha az tüylülüğe sahiptir.
VORTEKS İPLİK ÜRETİM YÖNTEMİ
- Hava jetli iplik eğirme sistemi son yıllarda giderek dikkat çeken ve önemli bir yer edinen bir eğirme metodudur.
- Japon Murata firması ilk olarak MJS (Murata jet spinning) hava eğirme sistemi ile pazara girmiştir fakat yeteri kadar ilgi görememiştir.
- 1997 yılında Osaka uluslararası tekstil fuarında MVS eğirme sistemi (Murata vortex spinning) MJS sistemine göre daha başarılı bulunmuştur.
- Bu yeni MVS eğirme sisteminde beslenen cer şeridi 4 silindir çekim ünitesinde istenilen iplik numarasına getirilmektedir.
- Çekim ünitesi çıkışında mevcut bulunan MJS sisteme farklı olarak iki hava yerine tek bir hava düzesinden teğetsel olarak uygulanan hava akımı yüzeye çıkmış liflerin çekilmiş bir şekilde ipliğin etrafına sarılmasını sağlamaktadır.
- Böylelikle daha sıkıştırılmış gövde ve etrafına paralel sarılı liflerden oluşan iplik eğrilmektedir.
- Hava iplik eğirme sisteminin rotor ve ring iplik eğirme yöntemlerine göre en büyük farklılığı 400 metre/dakika hızlara ulaşan iplik çıkış hızıdır.
- Ring ve rotor ipliklerden farklı olarak, bu sistemde üretilen iplik inceldikçe mukavemeti artmakta ve hava jetli ipliklerden üretilen kumaşlar sürtünmeye karşı daha dayanıklı olmaktadırlar.
- Rameshkumar ve arkadaşlarının yaptıkları çalışmada, örme kumaş üretimi esnasında, Open-end rotor eğirme sisteminde üretilen ipliklerin üretimde sık sık kopuşlara neden olduğu, ring eğirme sistemi ve vortex hava eğirme sistemiyle üretilen ipliklerin örme kumaş üretimi prosesinde performans açısından daha iyi sonuçlar verdikleri tespit etmişlerdir.
OPEN-END ROTOR İPLİK ÜRETİM YÖNTEMİ
- Makine üreticileri daha az otomasyon ile daha kaliteli ve ekonomik iplik üretimi üzerinde durmaktadır.
- Böylece daha çok, makinenin kalbi olan eğirme kutusuna (açma ünitesi, besleme masası), iplik eğirme elemanlarına (rotor, açıcı silindir, navel elyaf kanalı, adaptör v.s) ve bu elemanların yüzey kaplama yöntemlerini geliştirmeye yönelmişlerdir.
- Bu proseste lifler istenilen inceliğe kadar çekilerek ve büküm verilerek istenilen mukavemete ulaşır. Bugün gelinen nokta ise ring makinelerinde teorik iğ devirleri 25000 devir/dakikalarda iken rotor iplik makinelerinde (28 mm’lik rotorlarda) maksimum 150000 devir/dakika hızlara ulaşmıştır.
- Makine uzunluğuna bağlı olarak iplik çıkış hızı 300 metre/dakikalarda gerçekleşmektedir.
Open-End(OE) iplikçiliği, liflerin açık uçlarının döndürülerek birbirine sarılması (büküm alması prensibi ile iplik eğirme esasına dayandığından dolayı açık-uç iplikçiliği genel adını almaktadır. Bahsedilen prensiple ortaya çıkmış bazı iplik eğirme metotları;
- Elektrostatik OE iplik eğirme sistemi
- Sıvı akımlı OE iplik eğirme sistemi (Wet spinning)
- Friksiyon(sürtünme) OE iplik eğirme sistemi
- Aero- Mekaniksel OE iplik eğirme sistemi (Air-vorteks spinning, Rotor spinning) şeklindedir.
Elektrostatik eğirme ilginç bir teknik olmasına rağmen birçok problemlere sahiptir. Air-vorteks eğirmede enerji maliyetlerinin çok yüksek olması ve iplik düzgünsüzlüğü gibi bir seri problemleri vardır. Sıvı akımlı eğirme, Keeler Strang tarafından ortaya konulan bir sistem olup, lifler bir akışkan içerisinde çalkalanır, karıştırılarak düzgünce dağıtılır. Birçok konteynırın eğimli kanalından laminar akışla liflere bir paralellik verilir. Dönen bir eğirme kutusunda sürekli enjekte edilen bir akışkan içinde lifler şekil alır. Bu sistem laboratuar aşamasında kalmıştır. Rotor eğirme sistemi, açık uç eğirme prensibi üzerine dizayn edilmiştir. Burada band halinde hazırlanan lifler bir açma ünitesinde tek tek lifler haline getirilmekte ve bu halde iken yeniden istenilen iplik numarasına göre toplandıkları büküm verme elamanına iletilmektedir. Burada ucu açık olan bir ipliğe bağlanan lifler büküm elemanının dönüşü ile büküm alırlar ve bir iplik yapısı oluştururlar. Meydana gelen iplik çekilerek ayrı bir sarım elamanında bobin haline getirilmektedir.
Atkı Yönünde Balıksırtı Dimi Örgüsü
Balıksırtı dimi örgüleri, örgü raporunun yarısından sonra dimi diyagonalinin yön değiştirerek DOLULARIN karşısı BOŞ, BOŞLARIN karşısı DOLU olarak çizildiği dimi örgüleridir. Balıksırtı örgüleri ceketlik, eteklik, paltoluk, takım elbiselik, paltoluk kumaşların dokumasında kullanılır. Balıksırtı Dimi Örgüleri; ÇÖZGÜ Yönünde BALIKSIRTI Dimi Örgüleri Balıksırtı Dimi Örgüleri ve ATKI Yönünde BALIKSIRTI Dimi Örgüleri olmak üzere iki çeşittir.
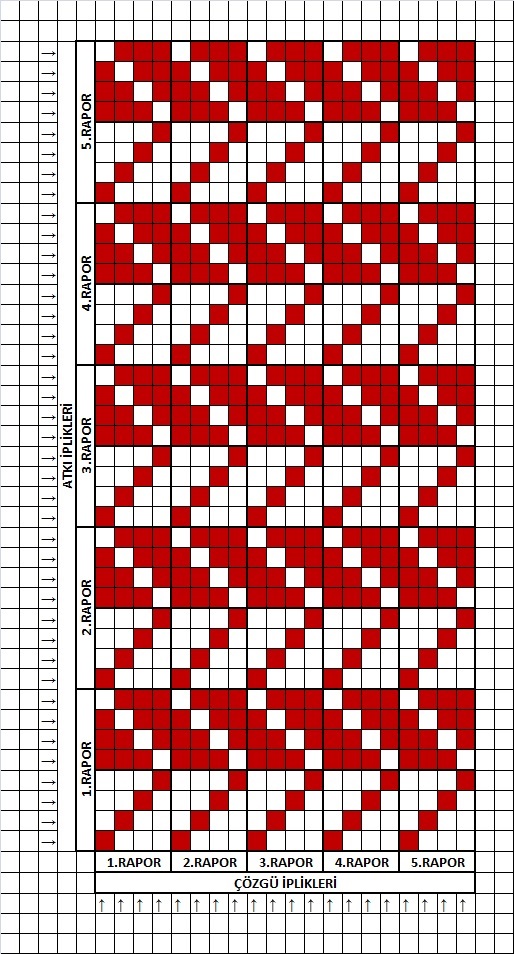
Atkı yönünde balık sırtı örgüsü
Atkı yönünde balıksırtı dimi örgüsü çiziminde ana örgü çizilir. Son atkıdan sonra son atkıdaki DOLULARIN karşısına BOŞ, BOŞLARIN karşısına DOLU yazılır. ATKI YÖNÜNDE BALIKSIRTI DİMİ Örgüsüne esas teşkil eden Dimi örgüsü SAĞ yollu ise ikinci kısım SOL yollu çizilir. ATKI yönünde balıksırtı dimi örgülerinde, rapordaki ATKI TEL SAYISI temel olarak alınan örgünün iki katıdır. ATKI yönünde balıksırtı dimi örgülerinde, rapordaki ÇÖZGÜ TEL SAYISI; Temel alınan dimi örgü raporundaki çözgü sayısı kadardır. Yani; ATKI yönünde BALIKSIRTI DİMİ örgüsüne esas olan DİMİ ÖRGÜSÜNÜN raporu 4 ÇÖZGÜ VE 4 ATKI ipliğinden oluşuyorsa; ATKI yönünde BALIKSIRTI DİMİ örgüsünün örgü raporu; 4 çözgü ve 8 atkı ipliğinden oluşur.
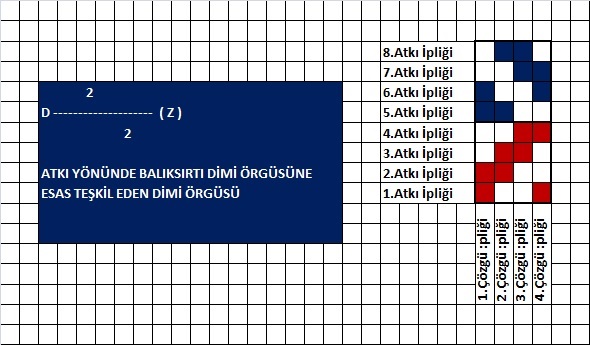
Atkı Yönünde Kırık Dimi Örgüsü
Herhangi dimi örgüsü raporunun atkı istikametinde bir rapor büyütülmesi ile oluşan örgülerdir. Birinci alana; verilmiş olan Dimi örgüsü raporu tekniğine uygun olarak çizilir. İkinci alana; birinci örgü raporunun dimi yolunun tersi istikamette yol oluşturacak şekilde çizilir.
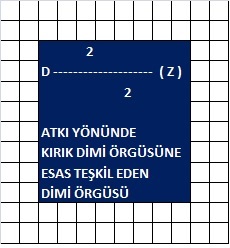
Atkı yönünde KIRIK DİMİ örgüsüne esas teşkil edecek olan Dimi örgüsünün; Rapor içerisinde bulunması gereken çözgü tel sayısı 4 ve atkı tel sayısı 4 telden meydana gelmektedir. Önce bu dimi örgüsünün rapor alanını belirleriz.
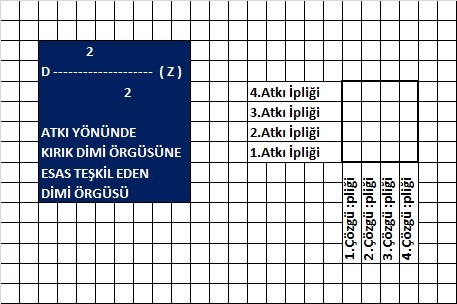
Atkı yönünde KIRIK DİMİ örgüsünün; Çözgü tel sayısı 4 teldir. Atkı tel sayısı ise ;Esas örgünün Atkı tel sayısının 2 katıdır.Yani;4x2 = 8 teldir.
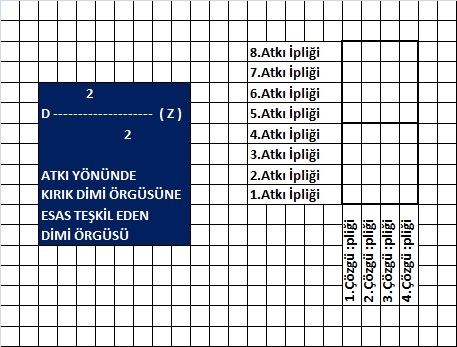
Önce; ATKI yönünde KIRIK DİMİ örgüsüne esas teşkil eden Dimi örgüsünü çizeriz.
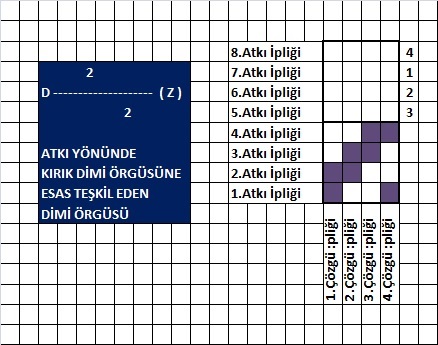
Bundan sonra;5.Atkı ipliğine, soldan sağa doğru 3.Atkı ipliğinin hareketi yazılır.
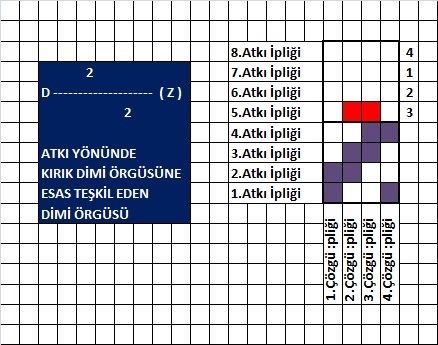
6.Atkı ipliğine, soldan sağa doğru 2.Atkı ipliğinin hareketi yazılır.
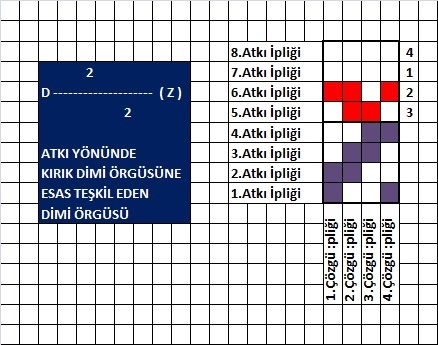
7.Atkı ipliğine, soldan sağa doğru 1.Atkı ipliğinin hareketi yazılır.
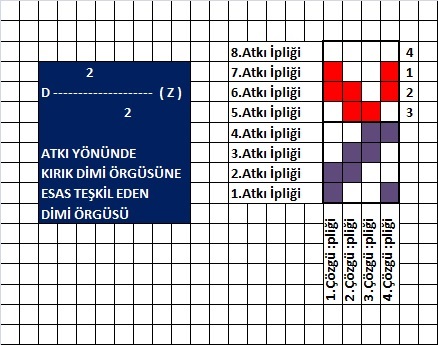
8.Atkı ipliğine, soldan sağa doğru 4.Atkı ipliğinin hareketi yazılır.
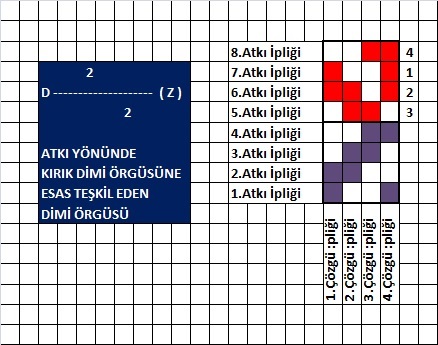
Bu şekilde ATKI YÖNÜNDE KIRIK DİMİ Örgünün çizimi tamamlanmış olur.
ATKI yönünde KIRIK DİMİ Örgüsünün çözgüde 8 rapor, atkıda 4 rapor çizimi görülmektedir.
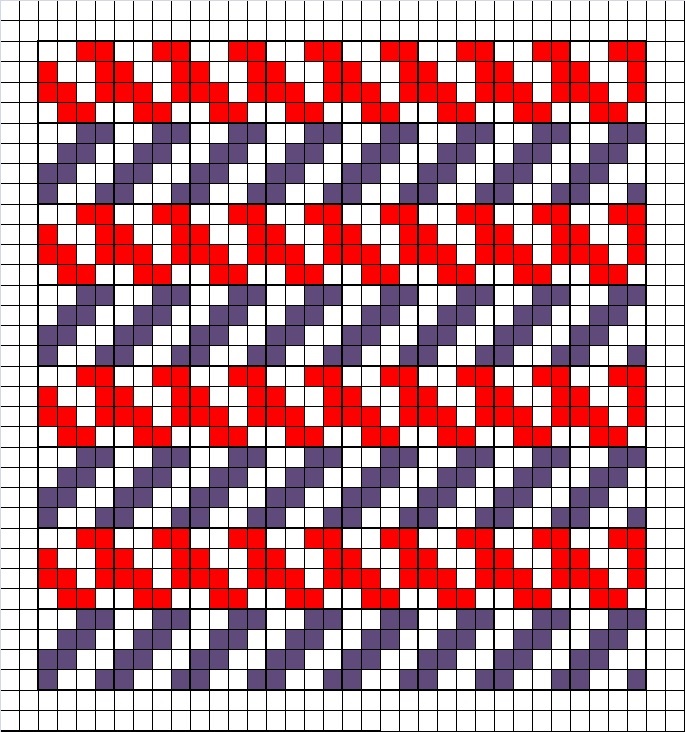
Şimdi de aşağıda görülen dimi örgüsünden ATKI YÖNÜNDE KIRIK DİMİ ÖRGÜSÜNÜN çizimini yapalım.
ATKI yönünde KIRIK DİMİ örgüsüne esas teşkil edecek olan Dimi örgüsünün; Rapor içerisinde bulunması gereken Çözgü tel sayısı 5 ve atkı tel sayısı 5 telden meydana gelmektedir. Önce bu dimi örgüsünün rapor alanını belirleriz.
ATKI yönünde KIRIK DİMİ örgüsünün; ÇÖZGÜ tel sayısı 4 teldir. ATKI tel sayısı ise ;Esas örgünün Atkı tel sayısının 2 katıdır.Yani;5x2 = 10 teldir.
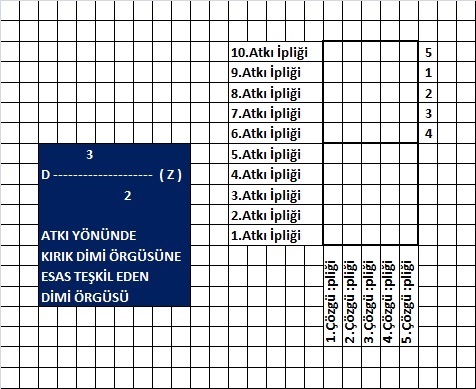
Önce;ATKI yönünde esas KIRIK DİMİ örgüsüne esas teşkil eden Dimi örgüsünü çizeriz.
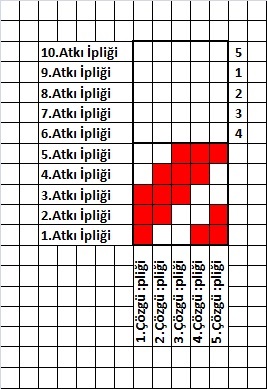
Bundan sonra; 6.Atkı ipliğine, soldan sağa doğru 4.atkı ipliğinin hareketi yazılır.
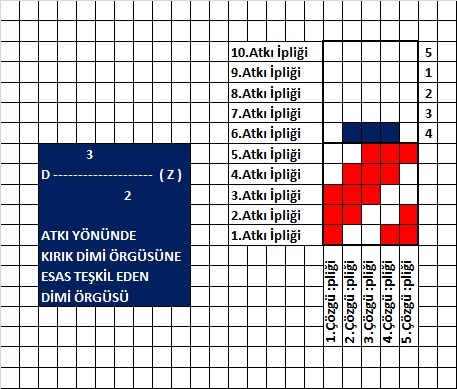
7.Atkı ipliğine, soldan sağa doğru 3.Atkı ipliğinin hareketi yazılır.
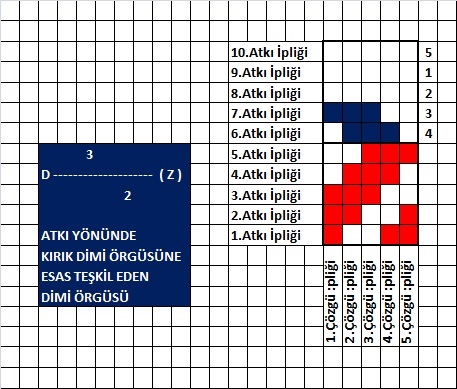
8.Atkı ipliğine, soldan sağa doğru 2.Atkı ipliğinin hareketi yazılır.
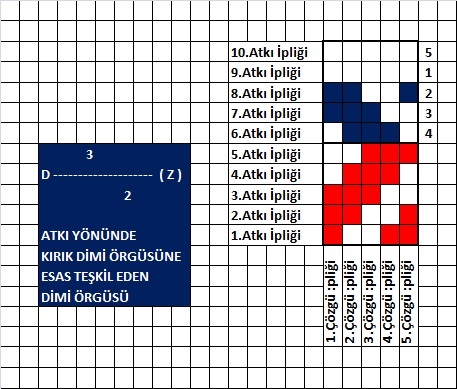
9.Atkı ipliğine, soldan sağa doğru 1.Atkı ipliğinin hareketi yazılır.
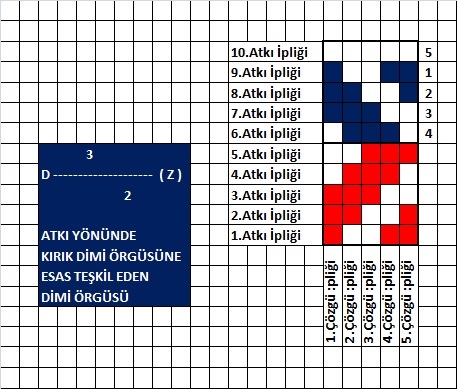
10.Atkı ipliğine, soldan sağa doğru 5.Atkı ipliğinin hareketi yazılır.
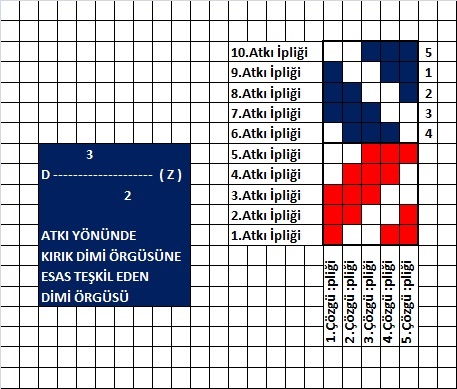
Yukarıda görüldüğü gibi ATKI YÖNÜNDE KIRIK DİMİ Örgünün çizimi tamamlanmış olur.
ATKI yönünde KIRIK DİMİ Örgüsünün çözgüde 6 rapor, atkıda 2 rapor çizimi görülmektedir.
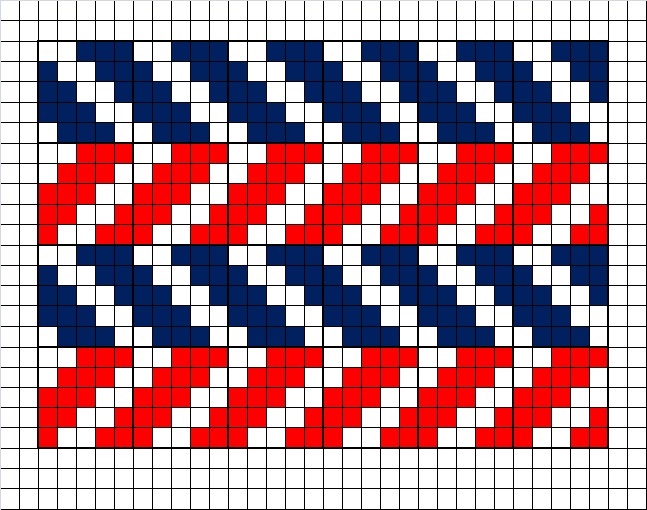
Çözgü Yönünde Kırık Dimi Örgüsü
Herhangi dimi örgüsü raporunun çözgü istikametinde bir rapor büyütülmesi ile meydana getirilen örgülerdir. Birinci alana; verilmiş olan Dimi örgüsü raporu tekniğine uygun olarak çizilir. İkinci alana; birinci örgü raporunun dimi yolunun tersi istikamette yol oluşturacak şekilde çizilir.
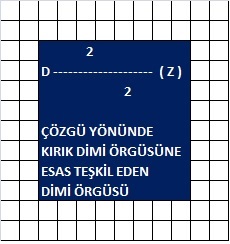
Çözgü yönünde KIRIK DİMİ örgüsüne esas teşkil edecek olan Dimi örgüsünün ; Rapor içerisinde bulunması gereken çözgü tel sayısı 4 ve atkı tel sayısı 4 telden meydana gelmektedir. Önce bu dimi örgüsünün rapor alanını belirleriz.
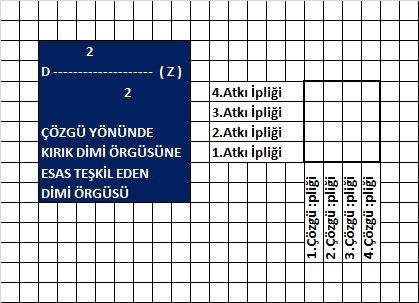
Çözgü yönünde KIRIK DİMİ örgüsünün; Atkı tel sayısı 4 teldir. Çözgü tel sayısı ise ;Esas örgünün çözgü tel sayısının 2 katıdır. Yani; 4x2 = 8 teldir.
Önce; Çözgü yönünde esas KIRIK DİMİ örgüsüne esas teşkil eden Dimi örgüsünü çizeriz.
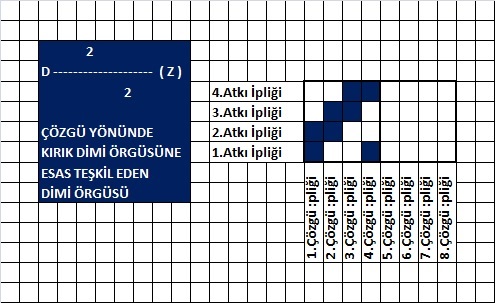
Bundan sonra;5.Çözgü ipliğine, aşağıdan yukarıya doğru 3.çözgü ipliğinin hareketi yazılır.
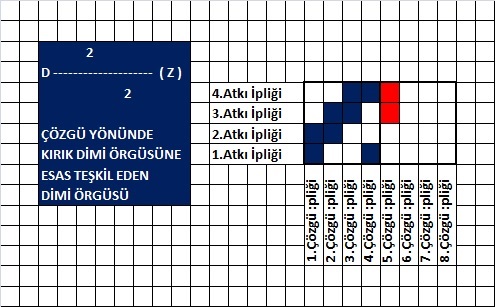
6.Çözgü ipliğine, aşağıdan yukarıya doğru 2.çözgü ipliğinin hareketi yazılır.
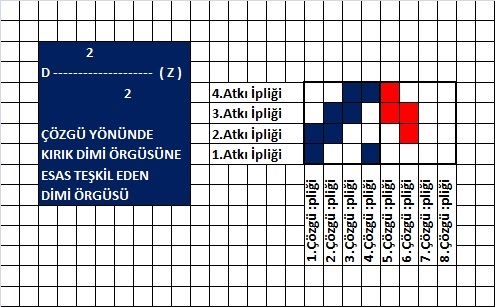
7.Çözgü ipliğine, aşağıdan yukarıya doğru 1.çözgü ipliğinin hareketi yazılır.
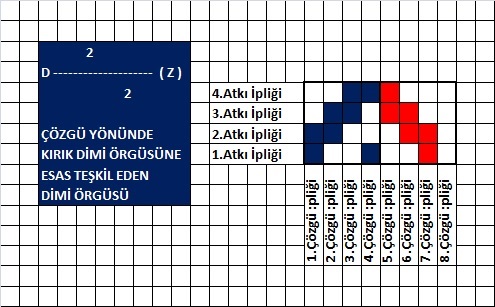
8.Çözgü ipliğine, aşağıdan yukarıya doğru 4.çözgü ipliğinin hareketi yazılır.
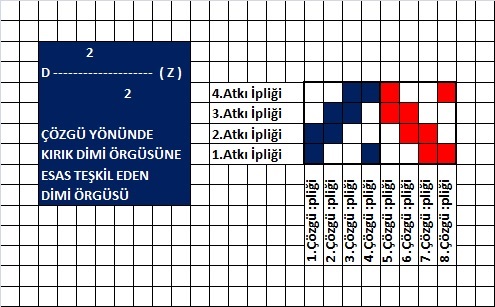
Bu şekilde ÇÖZGÜ YÖNÜNDE KIRIK DİMİ Örgüsünün çizimini tamamlamış oluruz.
Çözgü yönünde KIRIK DİMİ Örgüsünün çözgüde 3 rapor, atkıda 4 rapor çizimi görülmektedir.
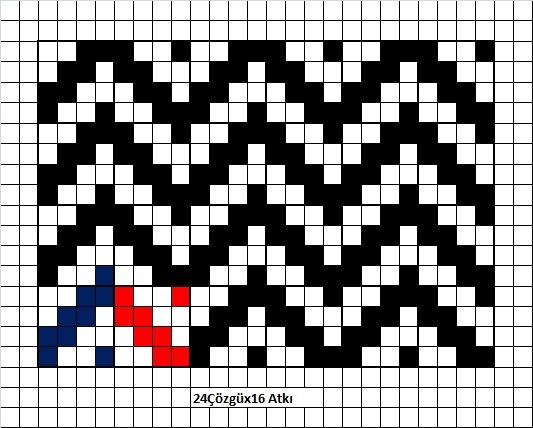
Şimdi de aşağıda görülen 3 dolu 2 boş sağ yollu dimi örgüsünden çözgü yönünde kırık dimi örgüsünün nasıl yapıldığını görelim.
Çözgü yönünde KIRIK DİMİ örgüsüne esas teşkil edecek olan Dimi örgüsünün; Rapor içerisinde bulunması gereken çözgü tel sayısı 5 ve atkı tel sayısı 5 telden meydana gelmektedir. Önce bu dimi örgüsünün rapor alanını belirleriz.
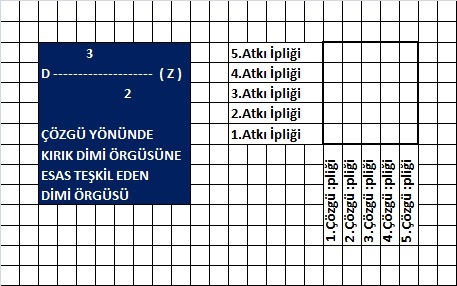
Çözgü yönünde KIRIK DİMİ örgüsünün;Atkı tel sayısı 4 teldir.Çözgü tel sayısı ise ;Esas örgünün çözgü tel sayısının 2 katıdır.Yani; 5x2 = 10 teldir.
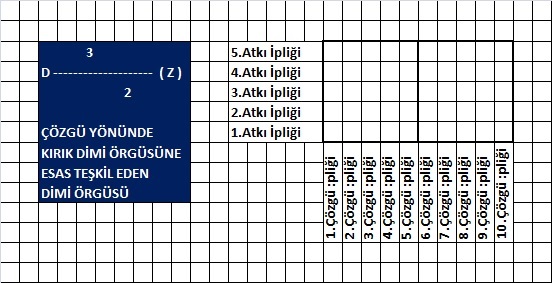
Önce; Çözgü yönünde esas KIRIK DİMİ örgüsüne esas teşkil eden Dimi örgüsünü çizeriz.
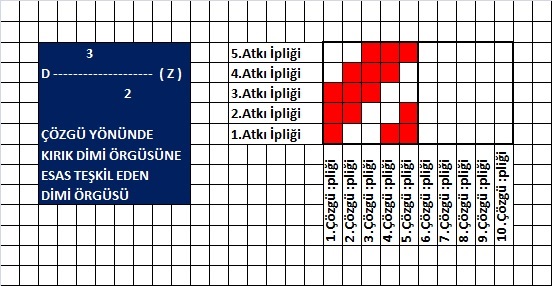
Bundan sonra;
6.Çözgü ipliğine, aşağıdan yukarıya doğru 4.çözgü ipliğinin hareketi yazılır.
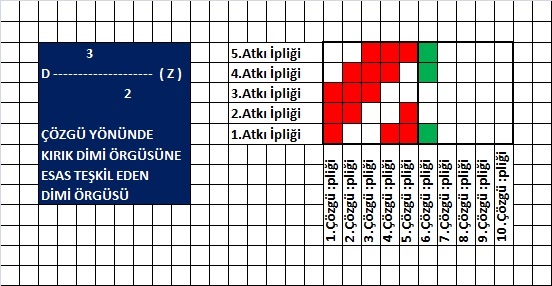
7.Çözgü ipliğine, aşağıdan yukarıya doğru 3.çözgü ipliğinin hareketi yazılır.
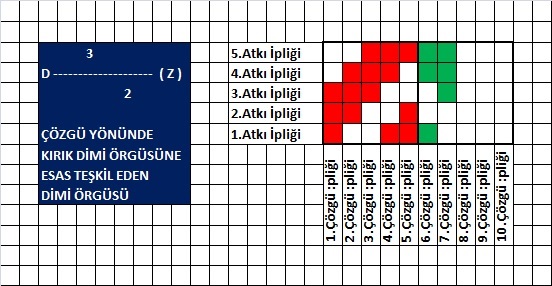
8.Çözgü ipliğine, aşağıdan yukarıya doğru 2.çözgü ipliğinin hareketi yazılır.
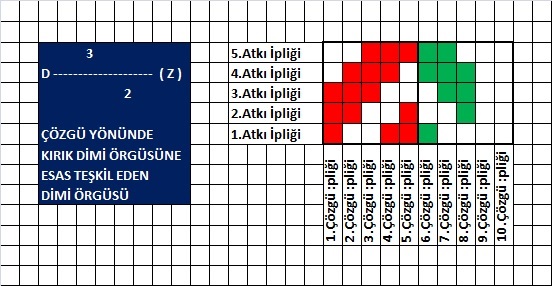
9.Çözgü ipliğine, aşağıdan yukarıya doğru 1.çözgü ipliğinin hareketi yazılır.
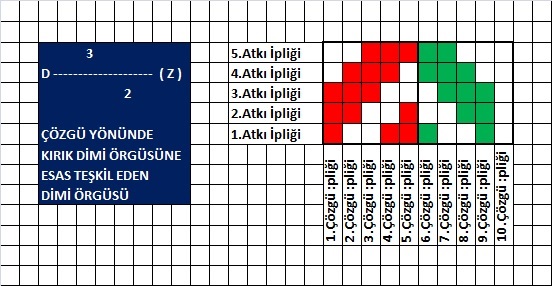
10.Çözgü ipliğine, aşağıdan yukarıya doğru 5.çözgü ipliğinin hareketi yazılır.
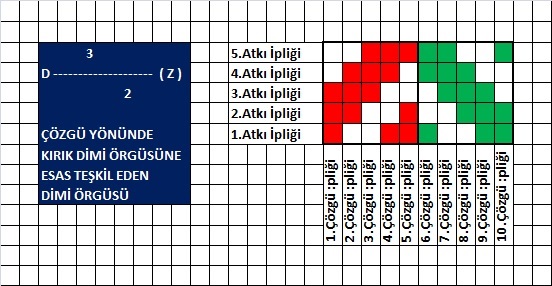
Bu şekilde ÇÖZGÜ YÖNÜNDE KIRIK DİMİ Örgüsünün çizimini tamamlamış oluruz.
Çözgü yönünde KIRIK DİMİ Örgüsünün çözgüde 3 rapor,atkıda 4 rapor çizimi görülmektedir.
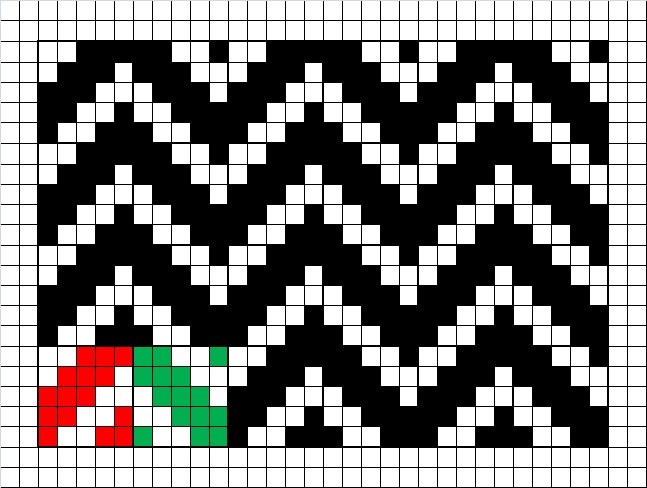
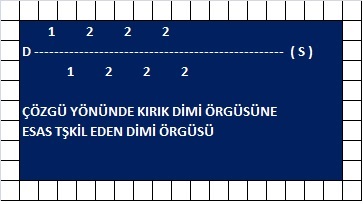
Yukarıda görülen dimi örgüsünden elde edilen çözgü yönünde kırık dimi örgüsü görülmektedir.
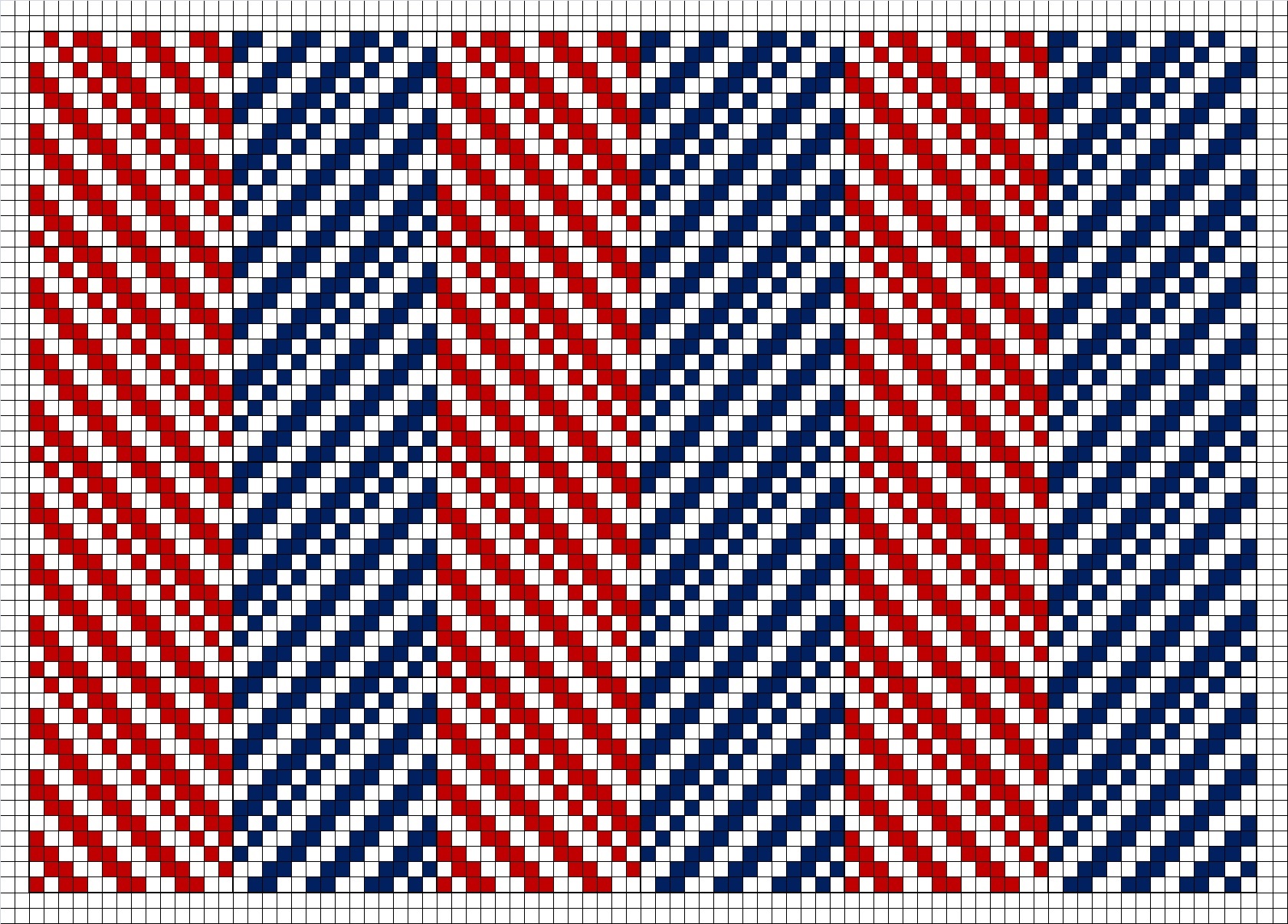
Atkı Yönünde Kesik Dimi Örgüsü
Dimi yollarının yön değiştirmeden kırılma yaparak görüntü oluşturulduğu dimi örgüsü çeşididir. Kesik Dimi Örgüleri; Atkı yönünde kesik dimi örgüsü ve Çözgü yönünde kesik dimi örgüsü olmak üzere iki çeşittir.
Atkı yönünde kesik dimi örgüsü; herhangi bir dimi örgü raporunun atkı yönünde yan yana tekrar eden atkı iplik gruplarının yan yana sıralanması ile oluşur. Birinci alana dimi örgü raporu tekniğine uygun olarak işlenir. İkinci alana ise DOLULARIN karşısı boş, BOŞLARIN karşısına dolu olarak işaretlenir ve oluşan bu rapora göre dimi örgüsü işlenir. Takip eden gruplar da rapor tekrarına gelene kadar devam edilir ve örgü tamamlanır.
ATKI yönünde kesik dimi örgüsüne esas teşkil eden DİMİ örgüsünün raporu içerisinde bulunması gereken çözgü ve atkı tel sayısı; 4 çözgü ve 4 atkı telinden oluşmaktadır. Önce bu dimi örgüsünün rapor sınırlarını belirleyelim.
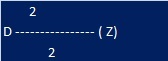
Rapor içerisinde bulunması gereken ÇÖZGÜ TEL SAYISI ; Örgü çizgisinin üzerindeki ve altındaki rakamları toplarız.2+2=4. Çizeceğimiz ATKI YÖNÜNDE KESİK DİMİ ÖRGÜSÜNÜN Çözgü raporu 2+2=4 çözgü ipliğinden meydana gelmektedir.Çizeceğimiz ATKI YÖNÜNDE KESİK DİMİ ÖRGÜSÜNÜN Atkı raporu ise ;Takip eden gruplar da ( her grup 4 çözgü 4 atkı ) rapor tekrarına gelene kadar devam edilir ve örgü tamamlanır.Önce;
dimi örgüsünü yaparız.
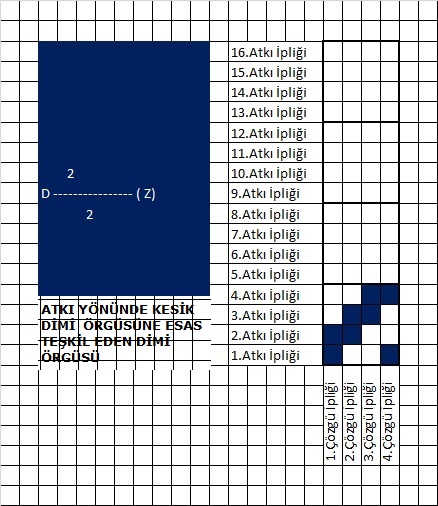
4.ATKI ipliğindeki; 2 BOŞU 2 DOLU2 DOLUYU 2 BOŞ olarak,soldan sağa doğru 5.ATKI ipliğine işleriz,yani yazarız.

Bu başlangıç hareketini yine sağ yollu dimi çizim kuralına göre 8.Atkı teli dahil olmak üzere devam ederiz.
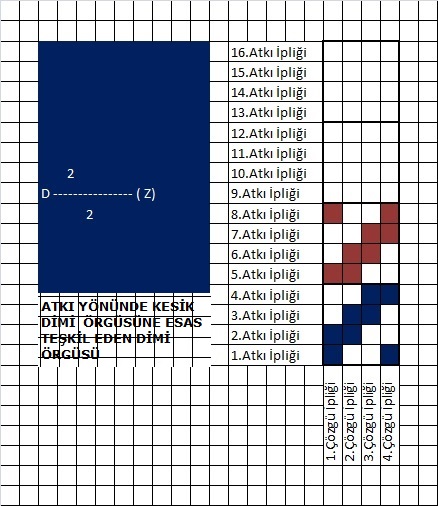
8.ATKI ipliğindeki ;1 DOLUYU 1 BOŞ 2 BOŞU 2 DOLU 1 DOLUYU 1 BOŞ olarak,soldan sağa doğru 9.Atkı ipliğine işleriz,yani yazarız.
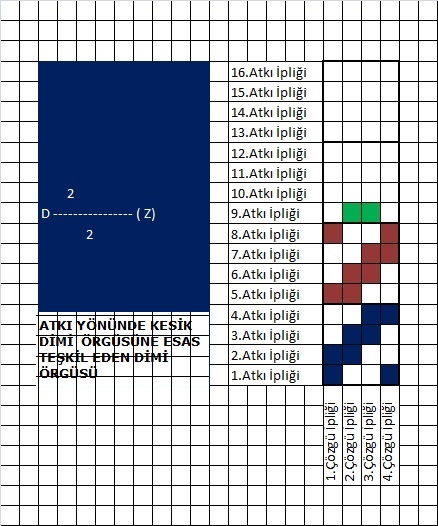
Bu başlangıç hareketini yine sağ yollu dimi çizim kuralına göre 12. ATKI teli dahil olmak üzere devam ederiz.
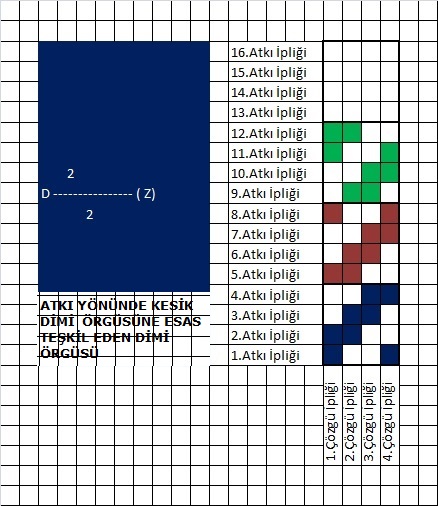
12.Atkı ipliğindeki ; 2 DOLUYU 2 BOŞ 2 BOŞU 2 DOLU olarak,soldan sağa doğru 13.Atkı ipliğine işleriz,yani yazarız.
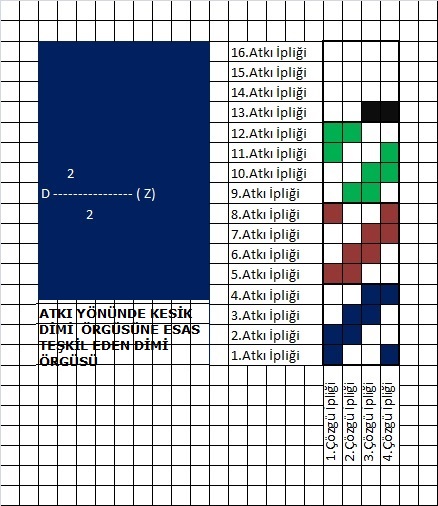
Bu başlangıç hareketini yine sağ yollu dimi çizim kuralına göre 16.ATKI teli dahil olmak üzere devam ederiz.
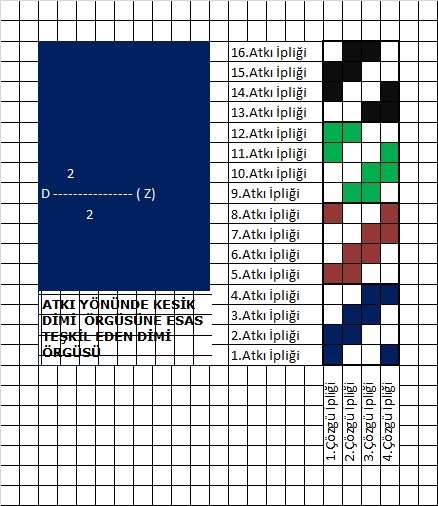
Böylelikle ATKI YÖNÜNDE KESİK DİMİ ÖRGÜSÜNÜN çizimini tamamlamış oluruz.
Çizmiş olduğumuz ATKI YÖNÜNDE KESİK DİMİ örgüsü atkıda 1 rapor çözgüde ise 4 rapor görülmektedir.
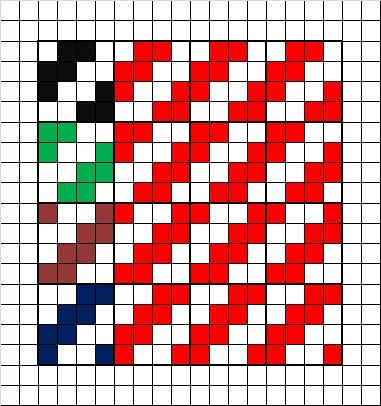
Şimdi de aşağıda gördüğümüz 1 dolu ( üst ) 3 boş (alt ) sağ yollu dimi örgüsünden ATKI YÖNÜNE KESİK DİMİ örgüsünün nasıl yapıldığını görelim.
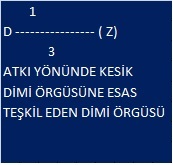
ATKI yönünde kesik dimi örgüsüne esas teşkil eden DİMİ örgüsünün raporu içerisinde bulunması gereken çözgü ve atkı tel sayısı;4 çözgü ve 4 atkı telinden oluşmaktadır.
Önce bu dimi örgüsünün rapor sınırlarını belirleyelim.
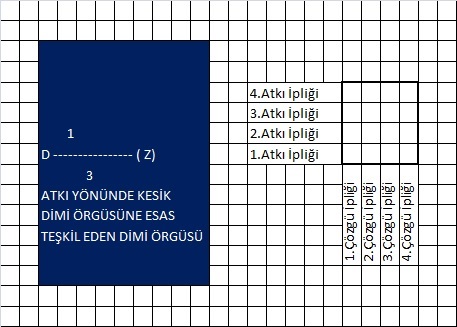
Rapor içerisinde bulunması gereken ÇÖZGÜ TEL SAYISI; Örgü çizgisinin üzerindeki ve altındaki rakamları toplarız.1+3=4 .Çizeceğimiz ATKI YÖNÜNDE KESİK DİMİ ÖRGÜSÜNÜN Çözgü raporu 1+3=4 çözgü ipliğinden meydana gelmektedir. Çizeceğimiz ATKI YÖNÜNDE KESİK DİMİ ÖRGÜSÜNÜN Atkı raporu ise ;Takip eden gruplar da ( her grup 6 çözgü 6 atkı ) rapor tekrarına gelene kadar devam edilir ve örgü tamamlanır.
Önce;
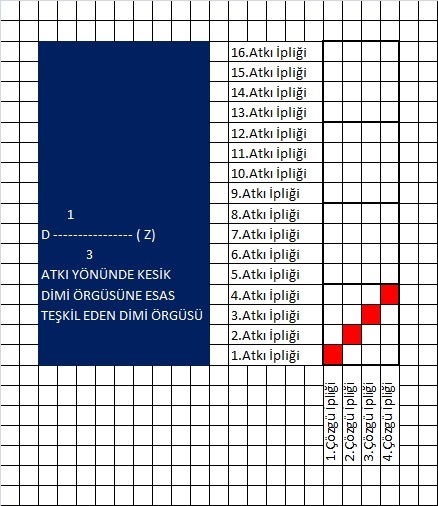
dimi örgüsünü yaparız.
4.atkı ipliğindeki; 3 BOŞU 3 DOLU 1 DOLUYU 1 BOŞ olarak,soldan sağa doğru 5.ATKI ipliğine işleriz,yani yazarız.
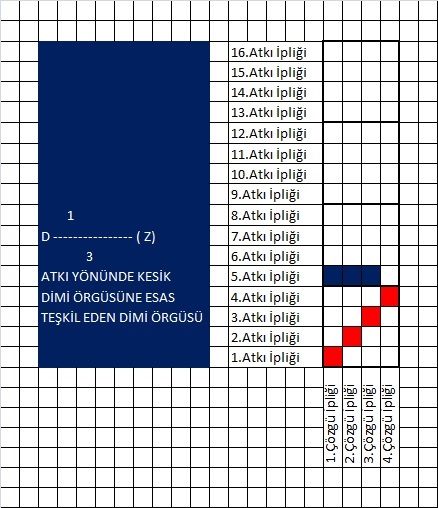
Bu başlangıç hareketini yine sağ yollu dimi çizim kuralına göre 8.çözgü teli dahil olmak üzere devam ederiz.
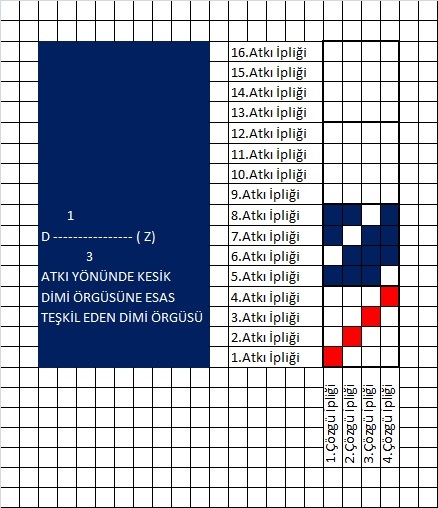
8.ATKI ipliğindeki; 2 DOLUYU 2 BOŞ 1 BOŞU 1 DOLU 1DOLUYU 1 BOŞ olarak,soldan sağa doğru 9.ATKI ipliğine işleriz,yani yazarız.
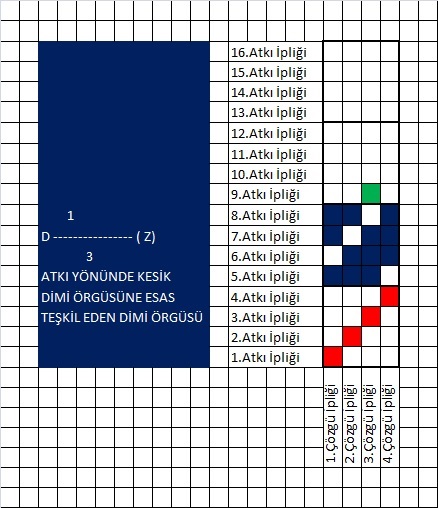
Bu başlangıç hareketini yine sağ yollu dimi çizim kuralına göre 12.ATKI teli dahil olmak üzere devam ederiz.
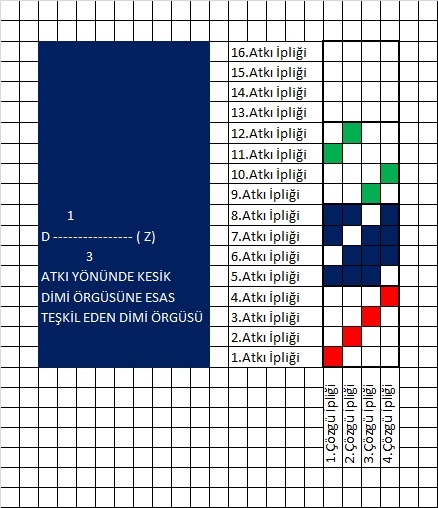
12.ATKI ipliğindeki; 1 BOŞU 1 DOLU 1DOLUYU 1 BOŞ 2 BOŞU 2 DOLU olarak,soldan sağa doğru 13.ATKI ipliğine işleriz,yani yazarız.
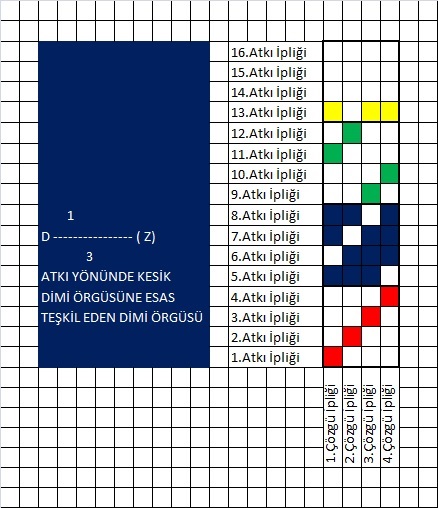
Bu başlangıç hareketini yine sağ yollu dimi çizim kuralına göre 16.ATKI teli dahil olmak üzere devam ederiz.
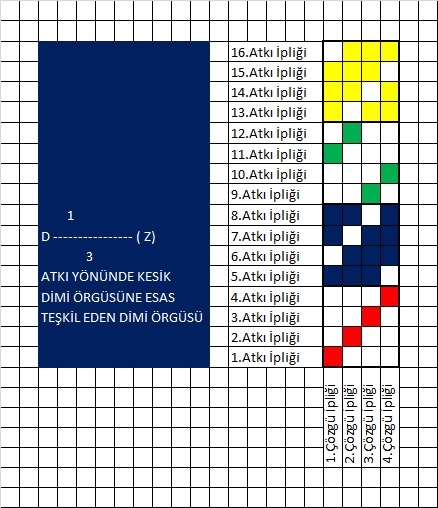
Böylelikle ATKI YÖNÜNDE KESİK DİMİ ÖRGÜSÜNÜN çizimini tamamlamış oluruz.
Çizmiş olduğumuz ATKI YÖNÜNDE KESİK DİMİ örgüsü atkıda 1 rapor çözgüde ise 4 rapor görülmektedir.
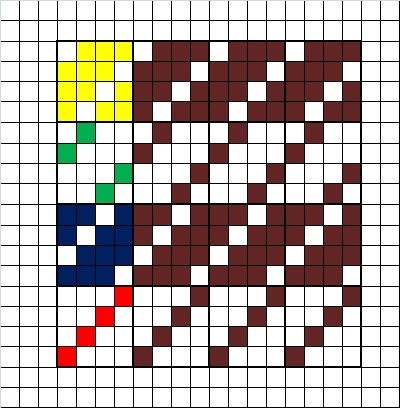
Kesik Dimi Örgüsü
Kesik Dimi Örgüsü
Dimi yollarının yön değiştirmeden kırılma yaparak görüntü oluşturulduğu dimi örgü çeşitidir.
Kesik dimi örgüsü
- 1-Çözgü yönünde kesik dimi örgüsü
- 2-Atkı yönünde kesik dimi örgüsü
Olmak üzere iki çeşittir.
1-Çözgü Yönünde Kesik Dimi Örgüsü
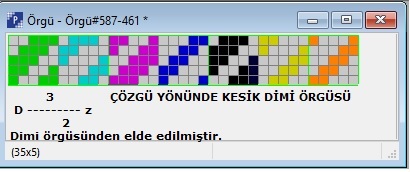
Verilmiş olan dimi örgü raporu çözgü yönünde yan yana tekrar eden çözgü iplik gruplarının yan yana sıralanması ile oluşur.
Birinci alana dimi örgü raporu tekniğine uygun olarak işlenir.
İkinci alana ise doluların karşısı boş, boşların karşısı dolu olarak işaretlenir ve oluşan bu rapora göre dimi örgüsü işlenir.
Takip eden gruplar da rapor tekrarına gelene kadar devam edilir ve örgü tamamlanır.
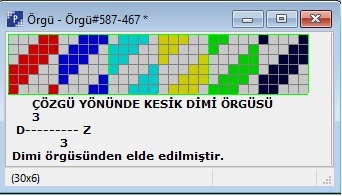
2-Atkı Yönünde Kesik Dimi Örgüsü
Verilmiş olan dimi örgü raporu atkı yönünde yan yana tekrar eden atkı iplik gruplarının yan yana sıralanması ile oluşur.
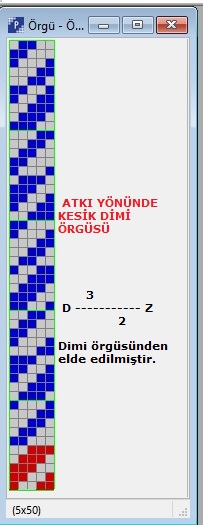
Birinci alana dimi örgü raporu tekniğine uygun olarak işlenir.
İkinci alana ise doluların karşısı boş, boşların karşısına dolu olarak işaretlenir ve oluşan bu rapora göre dimi örgüsü işlenir.
Takip eden gruplar da rapor tekrarına gelene kadar devam edilir ve örgü tamamlanır.
Çözgü Yönünde Kesik Dimi Örgüsü
Dimi yollarının yön değiştirmeden kırılma yaparak görüntü oluşturulduğu dimi örgü çeşididir. Kesik Dimi Örgüleri; Atkı yönünde kesik dimi örgüsü ve Çözgü yönünde kesik dimi örgüsü olmak üzere iki çeşittir.
Çözgü yönünde kesik dimi örgüsü; Herhangi bir dimi örgü raporunun çözgü yönünde yan yana tekrar eden çözgü iplik gruplarının yan yana sıralanması ile oluşur. Birinci alana dimi örgü raporu tekniğine uygun olarak işlenir. İkinci alana ise DOLULARIN karşısı BOŞ, BOŞLARIN karşısı DOLU olarak işaretlenir ve oluşan bu rapora göre dimi örgüsü işlenir. Takip eden gruplar da rapor tekrarına gelene kadar devam edilir ve örgü tamamlanır.
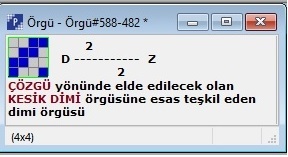
Örgüsünden çözgü yönünde kesik dimi örgüsünün desen kağıdına yapılışını, yani çizilişi;Çözgü yönünde kesik dimi örgüsüne esas teşkil eden DİMİ örgüsünün raporu içerisinde bulunması gereken çözgü ve atkı tel sayısı;4 çözgü ve 4 atkı telinden oluşmaktadır.Önce bu dimi örgüsünün rapor sınırlarını belirleyelim;
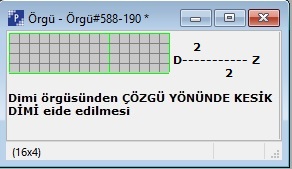
Örgnün rapor içerisinde bulunması gereken ATKI TEL SAYISI ;Örgü çizgisinin üzerindeki ve altındaki rakamları toplarız.2+2=4.Çizeceğimiz ÇÖZGÜ YÖNÜNDE KESİK DİMİ ÖRGÜSÜNÜN Atkı raporu 2+2=4 atkı ipliğinden meydana gelmektedir.Çizeceğimiz ÇÖZGÜ YÖNÜNDE KESİK DİMİ ÖRGÜSÜNÜN Çözgü raporu ise ;Takip eden gruplar da ( her grup 4 çözgü 4 atkı ) rapor tekrarına gelene kadar devam edilir ve örgü tamamlanır.
Önce; dimi örgüsünü yaparız.
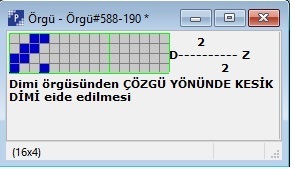
4.Çözgü ipliğindeki; 1 DOLUYU 1 BOŞ 2 BOŞU 2 DOLU1 DOLUYU 1 BOŞ olarak, aşağıdan yukarıya doğru 5.çözgü ipliğine işleriz, yani yazarız.Bu başlangıç hareketini yine sağ yollu dimi çizim kuralına göre 8.çözgü teli dâhil olmak üzere devam ederiz.
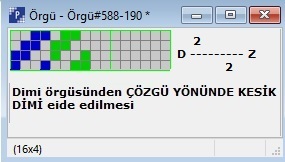
8.Çözgü ipliğindeki; 2 DOLUYU 2 BOŞ 2 BOŞU 2 DOLU olarak, aşağıdan yukarıya doğru 9.çözgü ipliğine işleriz, yani yazarız.Bu başlangıç hareketini yine sağ yollu dimi çizim kuralına göre 12.çözgü teli dâhil olmak üzere devam ederiz.
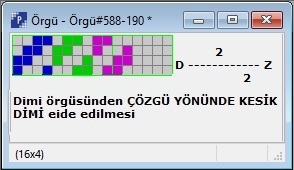
12.Çözgü ipliğindeki; 1 BOŞU 1 DOLU 2 DOLUYU 2 BOŞ 1 BOŞU 1 DOLU olarak, aşağıdan yukarıya doğru 13.çözgü ipliğine işleriz, yani yazarız.Bu başlangıç hareketini yine sağ yollu dimi çizim kuralına göre 16.çözgü teli dâhil olmak üzere devam ederiz.
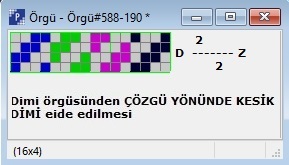
Böylelikle çizimimizi tamamlamış oluruz.Aynı yöntemi uyguladığımızda ise; Çözgü yönünde kesik dimi örgüsünün 2.raporunu yapmış oluruz. Yani rapor başlangıcına gelmiş oluruz. Bu da bizim çizimimizi doğru yaptığımızın ispatıdır.
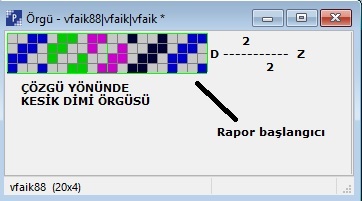
Çizmiş olduğumuz ÇÖZGÜ YÖNÜNDE KESİK DİMİ örgüsü görülmektedir.
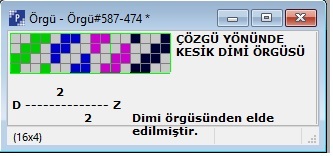
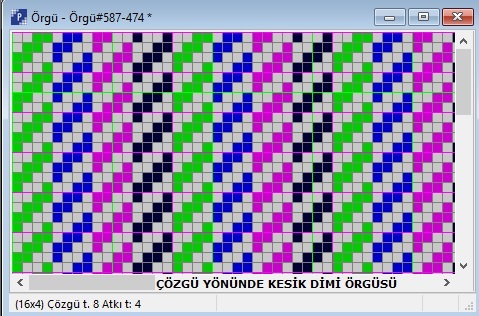
Aşağıda yaptığımız bu örgünün yani desenin TAHARI ve ARMÜRÜ görülmektedir.

Şimdi de;
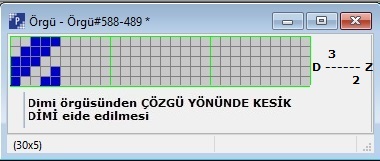
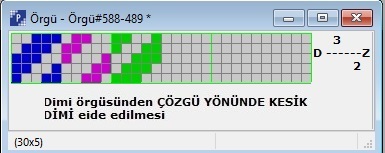
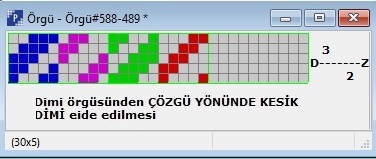
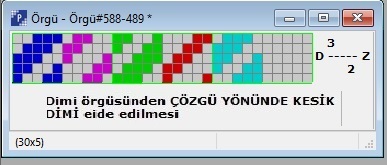
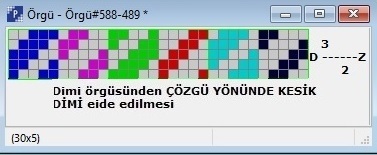
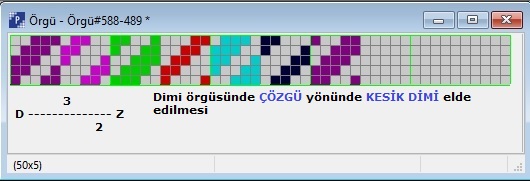

Tahar ve Armür planının yapılması