
Dünyada ve Türkiye’de örme sanayinde en yaygın olarak kullanılan örme makinesi yapısı, örme iğnelerinin tek tek hareket ettirildiği örme makineleridir.
Bu örme makineleri tek iplik sistemiyle ilmek oluşumunu sağlayarak örme işlemini gerçekleştirmektedir.
İplik besleme, örme bölgesi (örme iğneleri, iğne yatağı ve iğne yatak taşıyıcısı), kızak ve kilit sistemi, desenlendirme sistemleri, doku çekme ve sarma sistemleri, kumanda donanımları düz örme makinelerinin bölümleridir.
İplik besleme:
Bu bölüm örme bölgesine kontrollü bir şekilde iplik akışını gerçekleştirmek amacıyla bobinlerin yerleştirildiği tabla ve iplik kontrol ünitesinden oluşmaktadır.
Bobinden gelen iplik boncuklardan, düğüm yakalayıcılardan ve gergilerden geçerek mekiklere oradan da iğnelere iletilerek örme işlemi başlatılmaktadır.
Yan ve üst çardak sistemi, ışıklı ve sesli uyarı sistemi ile makine çalışmasında yüksek kalite olanağı sağlamaktadır.
İplik besleme bölümünün son elemanı olan mekikler iki taraflı dört tane mekik rayı üzerinde yer almaktadır.
Her mekik ray üzerinde mekik hareketini sağlayan plastik bloklar üzerine yerleştirilmektedir.
Plastik blokların üst kenar kısımları kızak üzerinde bulunan mandallar tarafından mekiğin seçilerek ray üzerinde hareket etmesini sağlamaktadır.
Örme bölgesi;
Örme iğneleri örmeyi gerçekleştiren asıl parçadır.
İğneler makineden aldığı harekete göre ipliklere ilmek, askı, atlama hareketlerinden birini vererek kumaş oluşumunu sağlamaktadır.
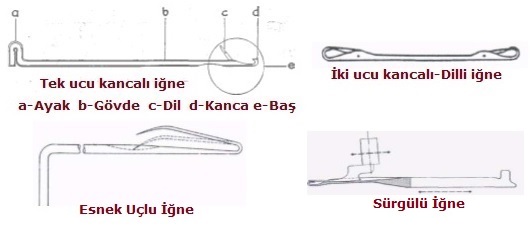
Örme iğneleri iğne başı (iğne dili ve iğne kancası), iğne ayağı ve iğne gövdesinden oluşmaktadır.
Atkılı düz örmecilikte tek ucu kancalı-dilli iğne, çift ucu kancalı-dilli iğne (LL) iğne, esnek uçlu örme iğnesi, sürgülü iğne, olmak üzere dört farklı iğne çeşidi kullanılmaktadır.
İğne yatağı ve iğne yatak taşıyıcısı:
Triko (düz örme) makinelerinde iğne yatak taşıyıcıları;
makine gövdesinin üzerine düz ve tek parça halinde yerleştirilmiş, üzerine iğnelerin çalışabileceği genişlikte ve makine inceliğine göre belirli aralıkla uygun sayıda kanallar açılmış makine parçalarıdır.
İğne yatak taşıyıcılarının; kanallar içine yerleştirilmiş iğneleri taşımak, kilit (çelik-kafa) sisteminin hareketine yardımcı olmak, mekiklerin ve kızağın hareketini kontrol etmek gibi temel görevleri bulunmaktadır.
Kızak ve kilit sistemi:
Kızak (kafa-semer) iğne yatağı üzerinde raylara yerleştirilerek makine genişliğince kilit düzeneği ile birlikte gidiş-geliş hareketi yapan ve mekiklerin hareketini sağlayan triko (düz örme) makinesi elemanlarıdır.
Makine üzerinde ön ve arka rayda olmak üzere iki adet kızak bulunmaktadır.
Bu kızaklar, kızak köprüsü ile birbirlerine bağlantılıdır.
Kızaklar kilitleri, iğne yataklarının üst yüzeylerinde paralel şekilde tarayarak tüm makine genişliği boyunca kumanda etmektedir.
Kızak üzerinde örme sıklığını ayarlama ayarı bulunmaktadır.
Kızaklar, kumanda düzeneğinden aldıkları hareketleri örücü bölümlere aktararak örme işlemini gerçekleştirmektedir.
Bilgisayar kontrollü olan sistem ile desenlendirme ve verimlilik artırılmaktadır.
Motorun hızı kullanılan iplik ve üretilen kumaş yapısına göre ayarlanabilmektedir.
Kilit (kam) düz örme makinelerinde, kızak üzerinde sabitlenen ve kızakla beraber sağa sola ve bireysel olarak yukarı-aşağı hareket edebilen makine elemanlarıdır.
Örme türüne uygun olarak iğnelerinin askı, atlama, aktarma gibi hareketini sağlayarak doku sıklığını ayarlamaktadır.
Kilit yapıları; örme kilit sistemi, iğne seçme kilit sistemi, desen değişken kilit sistemi, sıklık kilit sistemi, aktarma-transfer kilit sistemi, düşürme, bekletme vb. kilit sistemleri olmak üzere çeşitli şekilde olabilmektedir
Kilit sistemi birden fazla olabilir ve kızağın bir gidişinde iki sıra ören makinelere çift kilitli (çift başlı, çift sistemli) makineler adı verilmektedir. Üretimi arttırmak, yeni desenler elde etmek amacıyla sistem sayısı veya kilit sayısı arttırılmaktadır.
Örgü desenlendirme sistemleri:
İğne ve kilit dizilimleriyle desenlendirme, renkli iplikler ile yapılan desenlendirme, jakar kırma (kaydırmalı) ile desenlendirme, jakarlı desenlendirme (aran, ajur (delik örgü), saç örgü), intarsia desenlendirme, bölünmüş ilmek tekniği ile desenlendirme şeklinde uygulanmaktadır.
Elektronik kontrollü triko (düz örme) makinelerinde bütün bu donatımların hepsi bilgisayarla makinedeki tek merkezden idare edilmektedir.
Bilgisayarlı desenlendirme bölümünde bilgisayar ekranında görerek hazırlanan desen ve örgü tipleri diskete kaydedilmekte ve bu disket makinedeki bilgisayara yerleştirilerek örme işlemi gerçekleştirilmektedir.
Doku çekme ve sarma sistemleri:
Triko (düz örme) makinelerinde örmenin yapıldığı oranda örülen parçanın çekilmesini sağlayan düzen yer almaktadır.
Kullanılan ipliğin kalınlığı, dokunun sıklığı, seyrekliği, yumuşaklığı, sertliği ve ipliğin kayganlık durumuna göre çekimde farklılık olmaktadır.
Doku çekme silindirleri, baskı röleleri, ayar merkezleri ve baskı yaylarından oluşan bu sistem, örülen parçanın aşağıya çekilmesinde ilmek oluşurken bir ön çekim ve daha sonra tam veya kısmi çekim yaparak sağlamaktadır.
Çekme işlemi silindirik yapıda, tek parça halinde bulunmayan silindirler tarafından gerçekleştirilmektedir.
Makinenin ön tarafında bulunan doku çekim aparatı ile çekim işlemi; ilmek sıklığını ayarlamak ve ilmeği rahat atmak amacıyla yapılmaktadır.
Triko (düz örme) makinelerinde elde edilen kumaşlar genellikle dış giyime yönelik olduğu için yumuşaklık istenmektedir.
Triko (düz örme) kumaşlarının sarılması kumaşın yumuşaklığını düşürmektedir.
Bu nedenle doku serbest halde bırakılarak kendi halinde gevşemesi sağlanır.
Ön çekimde, ilmeğin oluşmasını sağlayacak ölçüde kumaş çok az çekilir. Biçimlendirilmiş (parça) kumaşların örülmesi sırasında kullanılmak üzere doku çekim tarağı geliştirilmiştir.
Bu taraklar ile belli bir ende başlatılan ve biçimlendirilerek oluşturulan örgülerin (kol vb.) tekrar başlatılırken iğnelerin artırılmasıyla oluşan gerginliğin bozulmasını önlemek için kullanılmaktadır.
Doku çekin sistemlerinin bazı dezavantajları bulunmaktadır.
Kumaşa uygulanan yüksek çekim kuvveti ile örgünün uzayarak bozulmasına neden olmakta bu nedenle hazır giyim işlemine başlamadan kumaşın eski boyutlarına dönmesi beklenmektedir.
Ayrıca örme işlemi sırasında kumaşın kenarlarından iğne eksiltip artırarak yapılan şekillendirme işlemi yapılamamaktadır.
Bu sorunları gidermek amacıyla V yataklı makinelerde “baskı ayağı” sistemi geliştirilmiştir.
Bu sistemde örme bölgesi kadar olan baskı teli, en son örülen ilmek sırasının üzerinde ve yükselen iğnelerin altından kayarak kumaşı bastırmakta ve rahat örülmesini sağlamaktadır.
Kumanda sistemleri:
Triko (düz örme) makinelerinde motorun çalışması ve tüm örme işlemini denetleyen, kontrol altında tutan ve birbirleriyle uyum içinde çalışmasını sağlayan, beyin görevini üstlenmiş olan bölümdür.
İplik kılavuzlarının (mekiklerin) seçilmesi ve değiştirilmesi, örücü elemanlarının (iğne, ilmek vb.) hareketlerinin seçilmesi, sıklık ayrı, desenlendirme sistemlerini uygulaması, doku çekilmesi, makine hız ayarının sağlanması kumanda sistemi tarafından düzenlenmektedir.
Triko (düz örme) makinelerinde örme ve desenlerin uygulanmasında kumanda yöntemleri mekanik ve elektronik programlama kullanılmaktadır.