
Örme (101)
Dünyada ve Türkiye’de örme sanayinde en yaygın olarak kullanılan örme makinesi yapısı, örme iğnelerinin tek tek hareket ettirildiği örme makineleridir.
Bu örme makineleri tek iplik sistemiyle ilmek oluşumunu sağlayarak örme işlemini gerçekleştirmektedir.
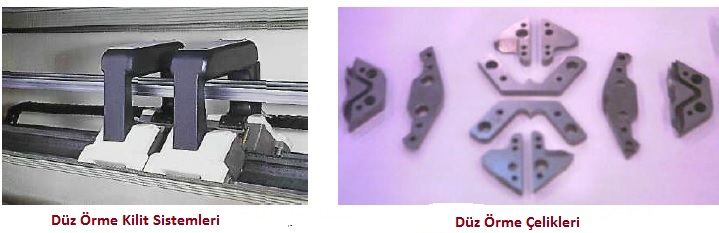
İplik besleme, örme bölgesi (örme iğneleri, iğne yatağı ve iğne yatak taşıyıcısı), kızak ve kilit sistemi, desenlendirme sistemleri, doku çekme ve sarma sistemleri, kumanda donanımları düz örme makinelerinin bölümleridir.
İplik besleme:
Bu bölüm örme bölgesine kontrollü bir şekilde iplik akışını gerçekleştirmek amacıyla bobinlerin yerleştirildiği tabla ve iplik kontrol ünitesinden oluşmaktadır.
Bobinden gelen iplik boncuklardan, düğüm yakalayıcılardan ve gergilerden geçerek mekiklere oradan da iğnelere iletilerek örme işlemi başlatılmaktadır.
Yan ve üst çardak sistemi, ışıklı ve sesli uyarı sistemi ile makine çalışmasında yüksek kalite olanağı sağlamaktadır.
İplik besleme bölümünün son elemanı olan mekikler iki taraflı dört tane mekik rayı üzerinde yer almaktadır.
Her mekik ray üzerinde mekik hareketini sağlayan plastik bloklar üzerine yerleştirilmektedir.
Plastik blokların üst kenar kısımları kızak üzerinde bulunan mandallar tarafından mekiğin seçilerek ray üzerinde hareket etmesini sağlamaktadır.
Örme bölgesi;
Örme iğneleri örmeyi gerçekleştiren asıl parçadır.
İğneler makineden aldığı harekete göre ipliklere ilmek, askı, atlama hareketlerinden birini vererek kumaş oluşumunu sağlamaktadır.
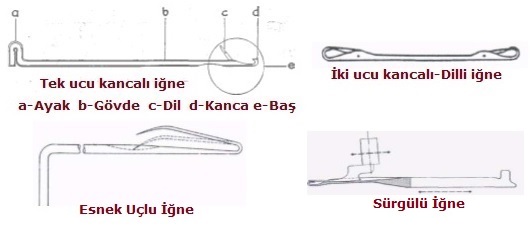
Örme iğneleri iğne başı (iğne dili ve iğne kancası), iğne ayağı ve iğne gövdesinden oluşmaktadır.
Atkılı düz örmecilikte tek ucu kancalı-dilli iğne, çift ucu kancalı-dilli iğne (LL) iğne, esnek uçlu örme iğnesi, sürgülü iğne, olmak üzere dört farklı iğne çeşidi kullanılmaktadır.
İğne yatağı ve iğne yatak taşıyıcısı:
Triko (düz örme) makinelerinde iğne yatak taşıyıcıları;
makine gövdesinin üzerine düz ve tek parça halinde yerleştirilmiş, üzerine iğnelerin çalışabileceği genişlikte ve makine inceliğine göre belirli aralıkla uygun sayıda kanallar açılmış makine parçalarıdır.
İğne yatak taşıyıcılarının; kanallar içine yerleştirilmiş iğneleri taşımak, kilit (çelik-kafa) sisteminin hareketine yardımcı olmak, mekiklerin ve kızağın hareketini kontrol etmek gibi temel görevleri bulunmaktadır.
Kızak ve kilit sistemi:
Kızak (kafa-semer) iğne yatağı üzerinde raylara yerleştirilerek makine genişliğince kilit düzeneği ile birlikte gidiş-geliş hareketi yapan ve mekiklerin hareketini sağlayan triko (düz örme) makinesi elemanlarıdır.
Makine üzerinde ön ve arka rayda olmak üzere iki adet kızak bulunmaktadır.
Bu kızaklar, kızak köprüsü ile birbirlerine bağlantılıdır.
Kızaklar kilitleri, iğne yataklarının üst yüzeylerinde paralel şekilde tarayarak tüm makine genişliği boyunca kumanda etmektedir.
Kızak üzerinde örme sıklığını ayarlama ayarı bulunmaktadır.
Kızaklar, kumanda düzeneğinden aldıkları hareketleri örücü bölümlere aktararak örme işlemini gerçekleştirmektedir.
Bilgisayar kontrollü olan sistem ile desenlendirme ve verimlilik artırılmaktadır.
Motorun hızı kullanılan iplik ve üretilen kumaş yapısına göre ayarlanabilmektedir.
Kilit (kam) düz örme makinelerinde, kızak üzerinde sabitlenen ve kızakla beraber sağa sola ve bireysel olarak yukarı-aşağı hareket edebilen makine elemanlarıdır.
Örme türüne uygun olarak iğnelerinin askı, atlama, aktarma gibi hareketini sağlayarak doku sıklığını ayarlamaktadır.
Kilit yapıları; örme kilit sistemi, iğne seçme kilit sistemi, desen değişken kilit sistemi, sıklık kilit sistemi, aktarma-transfer kilit sistemi, düşürme, bekletme vb. kilit sistemleri olmak üzere çeşitli şekilde olabilmektedir
Kilit sistemi birden fazla olabilir ve kızağın bir gidişinde iki sıra ören makinelere çift kilitli (çift başlı, çift sistemli) makineler adı verilmektedir. Üretimi arttırmak, yeni desenler elde etmek amacıyla sistem sayısı veya kilit sayısı arttırılmaktadır.
Örgü desenlendirme sistemleri:
İğne ve kilit dizilimleriyle desenlendirme, renkli iplikler ile yapılan desenlendirme, jakar kırma (kaydırmalı) ile desenlendirme, jakarlı desenlendirme (aran, ajur (delik örgü), saç örgü), intarsia desenlendirme, bölünmüş ilmek tekniği ile desenlendirme şeklinde uygulanmaktadır.
Elektronik kontrollü triko (düz örme) makinelerinde bütün bu donatımların hepsi bilgisayarla makinedeki tek merkezden idare edilmektedir.
Bilgisayarlı desenlendirme bölümünde bilgisayar ekranında görerek hazırlanan desen ve örgü tipleri diskete kaydedilmekte ve bu disket makinedeki bilgisayara yerleştirilerek örme işlemi gerçekleştirilmektedir.
Doku çekme ve sarma sistemleri:
Triko (düz örme) makinelerinde örmenin yapıldığı oranda örülen parçanın çekilmesini sağlayan düzen yer almaktadır.
Kullanılan ipliğin kalınlığı, dokunun sıklığı, seyrekliği, yumuşaklığı, sertliği ve ipliğin kayganlık durumuna göre çekimde farklılık olmaktadır.
Doku çekme silindirleri, baskı röleleri, ayar merkezleri ve baskı yaylarından oluşan bu sistem, örülen parçanın aşağıya çekilmesinde ilmek oluşurken bir ön çekim ve daha sonra tam veya kısmi çekim yaparak sağlamaktadır.
Çekme işlemi silindirik yapıda, tek parça halinde bulunmayan silindirler tarafından gerçekleştirilmektedir.
Makinenin ön tarafında bulunan doku çekim aparatı ile çekim işlemi; ilmek sıklığını ayarlamak ve ilmeği rahat atmak amacıyla yapılmaktadır.
Triko (düz örme) makinelerinde elde edilen kumaşlar genellikle dış giyime yönelik olduğu için yumuşaklık istenmektedir.
Triko (düz örme) kumaşlarının sarılması kumaşın yumuşaklığını düşürmektedir.
Bu nedenle doku serbest halde bırakılarak kendi halinde gevşemesi sağlanır.
Ön çekimde, ilmeğin oluşmasını sağlayacak ölçüde kumaş çok az çekilir. Biçimlendirilmiş (parça) kumaşların örülmesi sırasında kullanılmak üzere doku çekim tarağı geliştirilmiştir.
Bu taraklar ile belli bir ende başlatılan ve biçimlendirilerek oluşturulan örgülerin (kol vb.) tekrar başlatılırken iğnelerin artırılmasıyla oluşan gerginliğin bozulmasını önlemek için kullanılmaktadır.
Doku çekin sistemlerinin bazı dezavantajları bulunmaktadır.
Kumaşa uygulanan yüksek çekim kuvveti ile örgünün uzayarak bozulmasına neden olmakta bu nedenle hazır giyim işlemine başlamadan kumaşın eski boyutlarına dönmesi beklenmektedir.
Ayrıca örme işlemi sırasında kumaşın kenarlarından iğne eksiltip artırarak yapılan şekillendirme işlemi yapılamamaktadır.
Bu sorunları gidermek amacıyla V yataklı makinelerde “baskı ayağı” sistemi geliştirilmiştir.
Bu sistemde örme bölgesi kadar olan baskı teli, en son örülen ilmek sırasının üzerinde ve yükselen iğnelerin altından kayarak kumaşı bastırmakta ve rahat örülmesini sağlamaktadır.
Kumanda sistemleri:
Triko (düz örme) makinelerinde motorun çalışması ve tüm örme işlemini denetleyen, kontrol altında tutan ve birbirleriyle uyum içinde çalışmasını sağlayan, beyin görevini üstlenmiş olan bölümdür.
İplik kılavuzlarının (mekiklerin) seçilmesi ve değiştirilmesi, örücü elemanlarının (iğne, ilmek vb.) hareketlerinin seçilmesi, sıklık ayrı, desenlendirme sistemlerini uygulaması, doku çekilmesi, makine hız ayarının sağlanması kumanda sistemi tarafından düzenlenmektedir.
Triko (düz örme) makinelerinde örme ve desenlerin uygulanmasında kumanda yöntemleri mekanik ve elektronik programlama kullanılmaktadır.
Dünyada ve Türkiye’de örme sanayinde en yaygın olarak kullanılan örme makinesi yapısı, örme iğnelerinin tek tek hareket ettirildiği örme makineleridir. Bu örme makineleri tek iplik sistemiyle ilmek oluşumunu sağlayarak örme işlemini gerçekleştirmektedir. "iplik besleme, örme bölgesi (örme iğneleri, iğne yatağı ve iğne yatak taşıyıcısı), kızak ve kilit sistemi, desenlendirme sistemleri, doku çekme ve sarma sistemleri, kumanda donanımları düz örme makinelerinin bölümleridir.

İplik besleme
Bu bölüm örme bölgesine kontrollü bir şekilde iplik akısını gerçekleştirmek amacıyla bobinlerin yerleştirildiği tabla ve iplik kontrol ünitesinden oluşmaktadır. Bobinden gelen iplik boncuklardan, düğüm yakalayıcılardan ve gergilerden geçerek mekiklere oradan da iğnelere iletilerek örme işlemi başlatılmaktadır. Yan ve üst çardak sistemi, ışıklı ve sesli uyarı sistemi ile makine çalışmasında yüksek kalite olanağı sağlamaktadır. İplik besleme bölümünün son elemanı olan mekikler iki taraflı dört tane mekik rayı üzerinde yer almaktadır. Her mekik ray üzerinde mekik hareketini sağlayan plastik bloklar üzerine yerleştirilmektedir. Plastik blokların üst kenar kısımları kızak üzerinde bulunan mandallar tarafından mekiğin seçilerek ray üzerinde hareket etmesini sağlamaktadır.
Örme bölgesi
Örme iğneleri örmeyi gerçekleştiren asıl parçadır. İğneler makineden aldığı harekete göre ipliklere ilmek, askı, atlama hareketlerinden birini vererek kumaş oluşumunu sağlamaktadır. Örme iğneleri iğne bası (iğne dili ve iğne kancası), iğne ayağı ve iğne gövdesinden oluşmaktadır. Atkılı düz örmecilikte tek ucu kancalı-dilli iğne, çift ucu kancalı-dilli iğne (LL) iğne, sürgülü iğne, olmak üzere dört farklı iğne çeşidi kullanılmaktadır.
İğne yatağı ve iğne yatak taşıyıcısı
Triko (düz örme) makinelerinde iğne yatak taşıyıcıları; makine gövdesinin üzerine düz ve tek parça halinde yerleştirilmiş, üzerine iğnelerin çalışabileceği genişlikte ve makine inceliğine göre belirli aralıkla uygun sayıda kanallar açılmış makine parçalarıdır. iğne yatak taşıyıcılarının; kanallar içine yerleştirilmiş iğneleri taşımak, kilit (çelik-kafa) sisteminin hareketine yardımcı olmak, mekiklerin ve kızağın hareketini kontrol etmek gibi temel görevleri bulunmaktadır.
Kızak ve kilit sistemi
Kızak (kafa-semer) iğne yatağı üzerinde raylara yerleştirilerek makine genişliğince kilit düzeneği ile birlikte gidiş-geliş hareketi yapan ve mekiklerin hareketini sağlayan triko (düz örme) makinesi elemanlarıdır. Makine üzerinde ön ve arka rayda olmak üzere iki adet kızak bulunmaktadır. Bu kızaklar, kızak köprüsü ile birbirlerine bağlantılıdır. Kızaklar kilitleri, iğne yataklarının üst yüzeylerinde paralel şekilde tarayarak tüm makine genişliği boyunca kumanda etmektedir. Kızak üzerinde örme sıklığını ayarlama ayarı bulunmaktadır. Kızaklar, kumanda düzeneğinden aldıkları hareketleri örücü bölümlere aktararak örme işlemini gerçekleştirmektedir. Bilgisayar kontrollü olan sistem ile desenlendirme ve verimlilik artırılmaktadır. Motorun hızı kullanılan iplik ve üretilen kumaş yapısına göre ayarlanabilmektedir.
ATKILI ÖRMEDE ÖRÜCÜ MAKİNE ELEMANLARI
Atkılı örme sisteminde ipliğin ilmek oluşturması işlemini sağlayan elemanlara örücü makine elemanları denir. Bunlar; iğneler, platinler, kilit sistemleri (çelikler), iplik kılavuzları (mekikler) ve merdanedir. Bu elamanlar örme sürecine direk etkisi olan elemanlardır.
1-İğneler
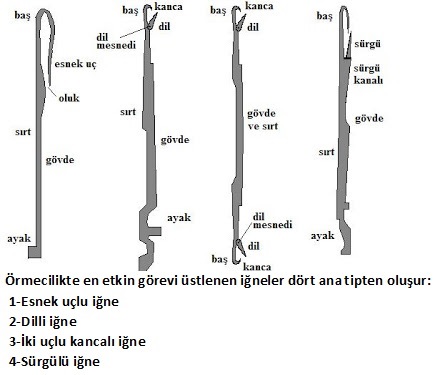
Atkılı örmede genel olarak kullanılan iğneler dilli iğnelerdir. Günümüzde en yaygın olarak kullanılan iğne çeşididir. Yüksek hızlard çalışabilmesi ve sorun yaratma ihtimali az olan bu iğne diğerlerine oranla daha avantajlıdır. İğneler makine cinsine ve inceliğine göre farklı şekillerde olabilir. Tüm dilli iğneler gaga (kanca), dil, boyun, gövde ve ayak (topuk) kısımlarından oluşur. Atkılı örme makinelerinde esnek uçlu iğne, iki ucu kancalı iğne, bileşik iğne ve sürgülü iğnelerde kullanılmaktadır.
Mekanik örme tezgâhları icat olduğundan beri, örme iğneleri prosesin kalbi konumuna gelmiştir. Asırlar boyunca ortaya çıkmış olan üç tip iğne vardır.
Esnek uçlu iğne en eski iğne tipidir. Basit yapısı ve ucuzluğu sayesinde dört yüzyıldır hala kullanımda kalmayı başarmıştır. Bu tip iğneleri kullanan yeni makineler günümüzde nadiren üretiliyor olsa da, bunlardan birçoğu dünya çapındaki pek çok işletmede hala kullanılmaktadır. Üretim sırasında kancayı açıp kapamak için, esnek uçlu iğne yardımcı bir elemana, bir prese ihtiyaç duymaktadır. Bu yardımcı eleman üretim hızını kötü yönde etkiler ve modern örme makinelerinde bu iğne tipinin kullanımını sınırlar.
Şimdiye kadarki en başarılı iğne Townsend ve Moulden tarafından 150 yıl önce icat edilmiş olan dilli iğnedir. İğnenin dili sabitlenmiştir ve çengeli açıp kapamak için bir pim etrafında dönmektedir. Bu iğnenin icadı bir efsaneye göre bir cep bıçağının kırılmasından esinlenilerek olmuştur.
Son gelişme sürgülü iğnedir. Bu iğne çözgülü örme endüstrisinde devrimler yaratmış olsa da atkılı örme endüstrisinde henüz ticari olarak kendine bir yer edinememiştir. İğnenin çengelinin açılıp kapanması için bir kapatma elemanı iğnenin ana kısmının içindeki bir delikte kayma hareketi yapar
12-Platinler
Atkılı örme makinelerinde iğnelerin ilmek oluşumuna yardımcı örme elemanıdır. Makinedeki iğne sayısına eşit sayıda platin bulunur. Makine konstrüksiyonuna ve inceliğine göre farklı şekillerde olabilirler fakat şekli farklı da olsa işlevleri aynıdır.
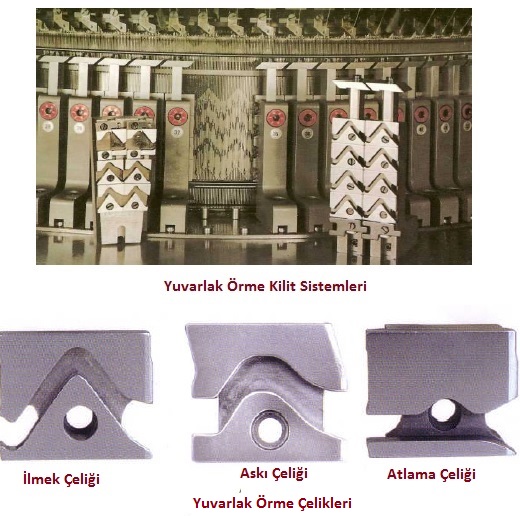
3-Kilit Sistemleri (Çelik Tablası)
Atkılı örme makinelerinde kilit sistemleri iğneye hareket veren çeliklerden oluşur. Düz örme makineleri birkaç çelik grubundan oluşurken yuvarlak örme makineleri tek bloktan oluşabilir. Atkılı örme makinelerinde kilit sistemleri (çelik tablası) iğnenin hareket yolunu belirleyen çeliklerden oluşur.
Çelikler yaptıkları işe göre farklılık gösterir. Kullanılan çelikler;
A-Örgü çelikleri: İlmek çeliği, Askı çeliği, Atlama çeliği
B-Ayar çelikleri
C-Transfer çelikler
4-İplik Kılavuzları (Mekikler)
İplik kılavuzlarının (mekiklerin) örme makinesindeki görevi, bobinlerden gelen ipliği uygun şekilde iğnelere vermektir. İpliğin iğnelere son yönlendirdiği nokta mekiklerdir. Mekikler düz ve yuvarlak örme makinelerinde farklı şekillerdedir.
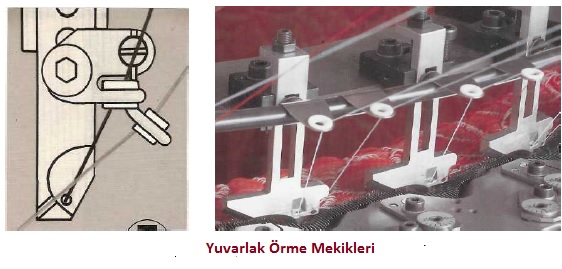
Düz örme makinelerinde mekikler örgü alanında hareketlidir. Semer kafa ile taşınmaktadır. Yuvarlak örme makinelerinde mekikler sabittir. Her sistem için bir mekik kullanılır.Yapılan örgünün niteliğine göre çeşitli yapıdaki mekikler seçilebilir( Normal örgü mekiği,İntersia mekiği,Split mekiği,Vanize mekiği…. )
NORMAL ÖRGÜ MEKİĞİ
Genel kullanımlar içindir. Mekikler makine üzerindeki raylar üzerinde hareket ederler. Toplam 4 ray ve bu raylar üzerinde toplam 16 mekik bulunur.( 8 sağ,8 sol; her rayda 2 solda 2 sağda ).Her mekik taşıyıcı semerde bulunan pimler tarafından hareket ettirilir.
İNTERSİA MEKİĞİ
ntersiya örgülerdeki zaman kaybının önlemek için tasarlanmıştır. Normal mekiklerde yapılan intesia örgülerde “kick” denen mekik taşıma olayları yüzünden 2-3 kafa geçişi için 1 sıra örgü elde edilirken intersia mekiği kullanıldığında her geçiş için 1 sıra oluşumu sağlanır ki bu da üretimin 2-3 katına çıkması demektir.
VANİZE MEKİĞİ
Bir tek mekikten farklı özellikte iki iplik besleme imkânı sunar. Bu iplikler istendiklerinde önde ve arkada gösterilebilir.
SPLİT MEKİĞİ
Ajurlu modellerde oluşan deliklerin oluşmasını engeller.Mekiklerden geçen iplik-cam sistemiyle örme kumaşa dönüşür. Sürekli kumaş oluşumu için oluşan örgünün aşağıdan çekilmesi şarttır. Bu da merdane sistemiyle sağlanır
5-Doku Çekme ve Sarma Sistemleri
Atkılı örme sistemli makinelerde, örücü elemanların ilmek oluşturabilmesi için örülen kumaş çekim silindirleri tarafından çekilmek zorundadır. Düz örme makinelerinde kullanılan çekim sistemi genellikle merdane adı verilen silindir ile yapılırken kumaş sarma işlemine gerek duyulmaz.
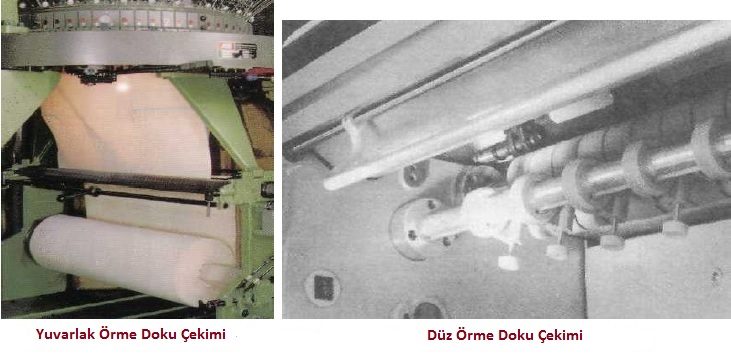
Yuvarlak örme makinelerinde ise uzun metrajlı çalışma yapılması ve üretim hızının yüksek olması nedeniyle çekim silindirleri tarafından çekilen kumaş sarma mili üzerine sarılır.
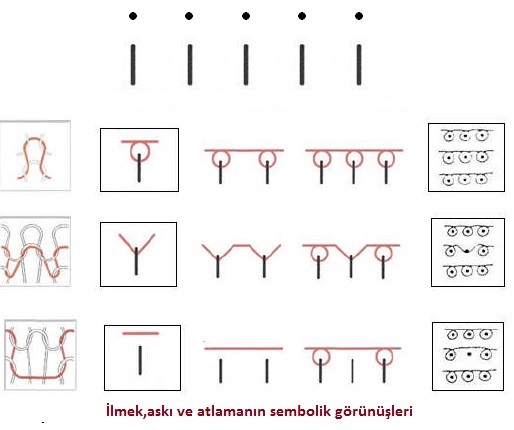
ATKILI ÖRMEDE ÖRGÜ ELEMANLARININ SEMBOLİK GÖRÜNÜŞLERİ
Örgü elemanlarının örme yüzeyi olarak çizimlerinin zor ve karmaşık olmasından dolayı örgü elemanların sembollere ifade edilerek temel ve türev örgü çizimleri bu sembollerle çizilir.Temel örgü elemanlarından ilmek (o, Ʌ, x), askı (v, , ) ve atlama (., ) olarak sembolize edilir. Örücü elemanlardan iğnenin sembolik ifadesi üsten görünüş olarak nokta ve yandan görünüş olarak çizgidir. İlmek, askı, atlama ve iğnenin sembolik gösterimi aşağıda gösterilmiştir.
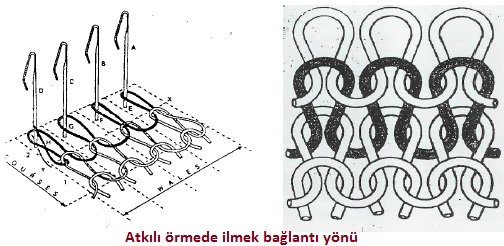
İLMEK
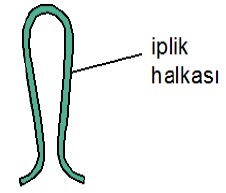
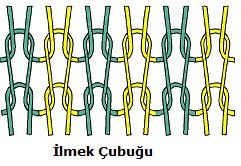
Bir örme yüzeyi meydana getiren en küçük birim ilmektir. Yan yana ve üst üste oluşturulan ilmeklerin birbirine bağlanmasıyla örme kumaşlar meydana gelir.Bağlantı öğesi olarak ilmek, diğer ilmeklere asılan ve böylelikle sağlamlık elde eden bir iplik halkasıdır.
Bir ilmek baş, bacaklar ve ayaklar olmak üzere üç bölümden oluşmaktadır. İlmek ayakları, kendinden önceki sıraya ait ilmeklerin başları ile ilmek başı ise kendinden sonraki sıraya ait ilmeklerin ayakları ile bağlantı yapar. İlmek ayakları yan yana duran ilmekler arasındaki bağlantıyı sağlayan parçadır.
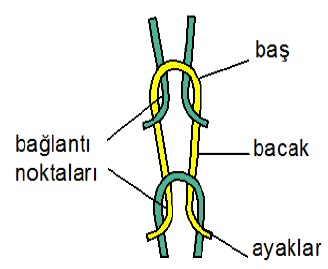
Birbirine asılmış olan iplikler bağlantı noktası denilen iplik kesişim yerleriyle birbirine bağlanmışlardır. Her ilmek iki üst iki de alt bağlantı noktasına sahiptir. Bir örgü yapısının boyutsal ve fiziksel analizi örgüyü oluşturan ilmeğin şeklinin ve boyutlarının, başka ilmeklere bağlanma yerlerinin ve fiziksel özelliklerinin bilinmesi ile mümkündür.
Bir ilmeğe ait parametreler şunlardır;
a) İlmek iplik uzunluğu: Bir ilmeği meydana getiren ipliğin uzunluğunun iplik eksenindeki ölçümüdür.
b) Sıra açıklığı
Sıra açıklığının geometrik anlamı, bir ilmeğin kumaş yüzeyinde etkili olan yüksekliği olup her ilmek sırasının kumaş boyunu artırma miktarını verir. Bir örgü kumaş parçası boyunun, o kumaşta bulunan sıra sayısına bölümü ile hesaplanır.
c) Çubuk açıklığı
Çubuk açıklığının geometrik anlamı, bir ilmeğin kumaş yüzeyinde etkili olan genişliği olup her ilmek çubuğunun kumaş enini arttırma miktarını verir. Bir örgü kumaş parçası eninin, o kumaşta bulunan çubuk sayısına bölümü ile hesaplanır.
d) İlmek alanı
Bir ilmeğin kumaş yüzeyinde kapladığı alan olup sıra açıklığı ile çubuk açıklığının çarpımına eşittir. Deneysel çalışmalarda sıra açıklığı, çubuk açıklığı ve ilmek alanı yerine aşağıda verilen parametreler daha yaygın olarak kullanılmaktadır.
e) Birim kumaş boyundaki sıra sayısı
Kumaşın 1 cm uzunluğunda bulunan sıra sayısı olup piyasada may sayısı olarak da adlandırılır.
f) Birim kumaş enindeki çubuk sayısı
Kumaşın 1 cm genişliğnde bulunan çubuk sayısıdır.
g) İlmek yoğunluğu
Birim kumaş alanında bulunan ilmek sayısıdır. Kumaş yoğunluğu olarak da adlandırılan bu değer, hesaplama yanında kumaş üzerinde birim alandaki ilmeklerin sayılması ile de bulunabilir. Özellikle ince kumaşlarda ilmekleri saymak zor olacağından bir luptan yararlanılabilir.
İLMEK YÜZEYLERİ
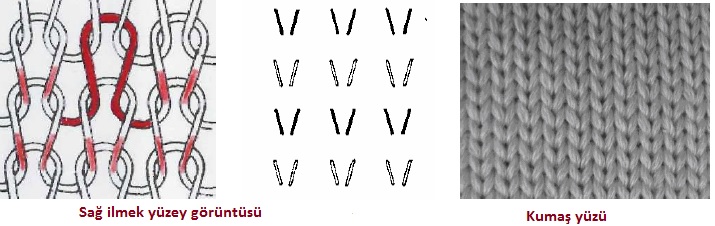
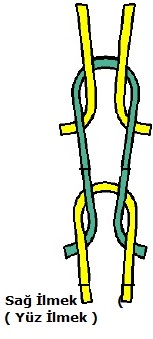
Örgü yapısı içinde yer alan bir ilmeğin, bacaklarının belirgin olarak göründüğü yüzüne düz ilmek denir. Düz ilmeklerden oluşan örgü yüzeyinde, minik “v” şeklindeki ilmek bacakları belirgindir. Örgü kumaşın düz ilmeklerden oluşan yüzü genellikle ön yüz olarak kullanılır.
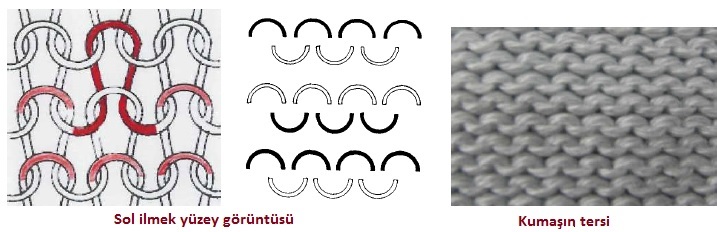
Bir örgü yapısında bulunan ilmeğin, baş ve ayaklarının belirgin olarak göründüğü yüzüne ters ilmek denir. Örgü kumaşın ters ilmeklerden oluşan yüzü genellikle arka yüz olarak kullanılır.
Makinenin ön tarafında durulup, örülen kumaşa bakıldığında ön yatakta (yuvarlak makinelerde silindirde) oluşturulan ilmekler düz ilmek, arka yatakta (yuvarlak makinelerde kapakta) oluşturulan ilmekler ters ilmek görünümünde olacaktır.
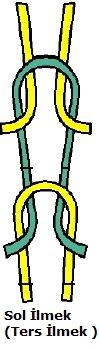
Yüz ilmekte, ilmek bacakları bir alttaki ilmek başının üstünden geçer. Ters ilmekte, ilmek bacakları bir alttaki ilmek başının altından geçer.
İLMEK DÜZENİ
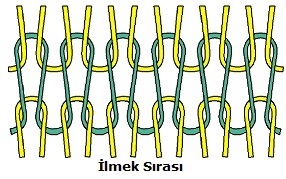
SIRA
Örgüde enine yönde yan yana dizilen ilmeklere ilmek sırası denir. Bu, iğne yatağındaki iğnelerin bir sıra örülürken oluşturduğu ilmeklerdir. Basit yapılarda bir sıra, bir iplikten meydana gelir. Karmaşık yapılarda ise bir sıra farklı ipliklerden oluşabilir.
Birim kumaş uzunluğundaki ilmek sıralarının sayısı sıra yoğunluğu olarak adlandırılır ve bu değer aşırtma pozisyonundaki iğnelerin hareket miktarının değiştirilmesi ile ayarlanabilir. Bu değer kumaş özellikleri yanında üretim miktarını da etkileyen önemli bir faktördür. Örneğin daha uzun ilmekler oluşturarak sıra yoğunluğu azaltıldığında, daha seyrek kumaş elde edilirken üretim miktarı da artacaktır.
ÇUBUK
Örgüde boyuna yönde üst üste yer alan ilmekler dizisine ilmek çubuğu denir. Bu, aynı iğnenin ördüğü iç içe geçmiş ilmek dizisidir. Karmaşık bazı yapılarda bir çubuk, farklı ipliklerden yapılabilir veya farklı iğneler arasında değiştirilebilir.
Birim kumaş genişliğindeki ilmek çubuklarının sayısı çubuk yoğunluğu olarak adlandırılır ve bu kumaş özellikleri ile görünüşünü etkileyen önemli bir faktördür. Bu değer örgü yapısı, iplik parametreleri ve gerilimi yanında iğne büyüklüğü ve yoğunluğuna da bağlıdır. Örme makinesindeki iğne yoğunluğu (makine inceliği) makine yapımcıları taraf ından önceden belirlendiği için, örmecinin ilmek yoğunluğunu değiştirebilmesi oldukça sınırlıdır.
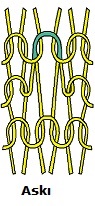
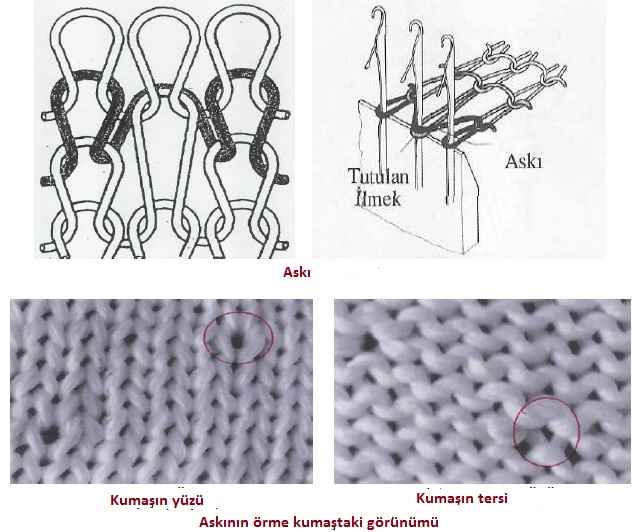
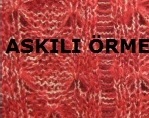
ASKI ( NOPEN )
Bir sırada örülen ilmeğin ikinci sırada örülmeden üçüncü sıradaki ilmek ayağı ile yaptığı bağlantı sonucu oluşan iplik halkasına askı (nopen) denir.
Daha önce oluşturulmuş ilmek bu nedenle boyuna doğru uzarken, o ilmeğin yanındaki ilmekler kısalır. Askıda iki üst bağlantı noktası vardır.
Askı tek bir iğne veya yan yana birkaç iğne üzerinde yapılabileceği gibi çift yataklı makinelerde yataklardan birindeki tüm iğnelere de uygulanabilir.
Bir iğnenin askı oluşturmak için yaptığı hareketler şunlardır:
a) Askı yapacak iğne yeni ipliği alacak, ancak kancasındaki eski ilmek gövdesine düşmeyecek kadar yükselir.
b) İğne geri çekilirken kancasına yeni iplik yatırılır.
c) Yeni bir sıra oluşturmak için iğne yükselirken kancasında hem eski ilmek hem de yeni yatırılan iplik vardır.
d) İğne ilmek oluşturmak için yükseldiğinde kancasındaki her iki iplik gövdesine düşer ve kancaya yeni iplik yatırılır.
e) Aşırtma yapılır ve yeni bir sıra oluşturulur.
Askı yapılabilmesi için üst kam parçası geri geri çekilir. Alt kam parçası geri çekilmediği için, iğneler kanala girerek atkı pozisyonuna kadar yükselir. Ancak bu durumda iğne yatağındaki tüm iğneler askı yapacaktır. Eğer ara ara bazı iğnelerin askı yapması isteniyorsa, makinelerin özel iğne seçim mekanizmalarına sahip olması gerekir.
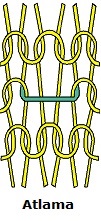
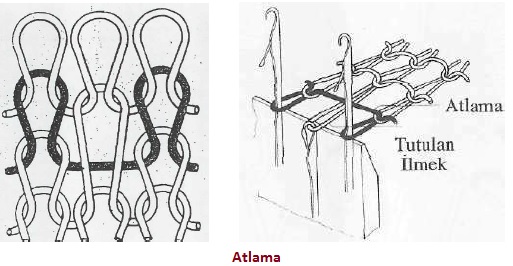
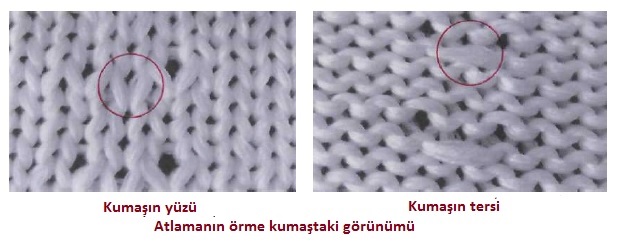
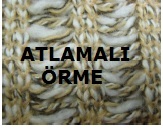
ATLAMA
İğnelerin ya tamamen ya da geçici olarak çalışmaması sonucu atlamalar oluşur. Bu durumda iplik ilmek oluşturmadan geçer. Eğer iğnelerde ilmekler varsa, bunlar da boyuna doğru uzar. Atlamalar enine elastikiyeti azaltır. Yanlara doğru olan ilmekler ve askılar atlamaları sınırlı bir alanda sabit tutar. Atlamada iki alt bağlantı noktası vardır.
Atlama, askıda olduğu gibi, tek bir iğne veya yan yana birkaç iğne üzerinden yapılabileceği gibi çift yataklı makinelerde yataklardan birisindeki tüm iğnelere de uygulanabilir.
Bir iğnenin atlama oluşturmak için yaptığı hareketler şunlardır:
a) Atlama yapacak iğne hiç yükselmemektedir.
b) İlmek yapacak diğer iğneler ise yükselirler ve kancadaki ilmekler, dilleri açarak gövdeye düşerler.
c) Bu arada yükselen iğnelerin kancalarına yeni iplik yatırılır.
d) İğnelerin aşağı hareketi ile aşırtma gerçekleşir ve yeni bir ilmek sırası meydana gelir.
a) Atlama yapacak iğne hiç yükselmemektedir.
b) İlmek yapacak diğer iğneler ise yükselirler ve kancadaki ilmekler, dilleri açarak gövdeye düşerler.
c) Bu arada yükselen iğnelerin kancalarına yeni iplik yatırılır.
d) İğnelerin aşağı hareketi ile aşırtma gerçekleşir ve yeni bir ilmek sırası meydana gelir.
TRANSFER
Bir iğnenin kancasında bulunan ilmeğin sağında, solunda yer alan veya karşı yatakta bulunan diğer bir iğneye aktarılmasıdır. Transfer sırasında üzerindeki ilmeği veren iğne artık çalışmayacağı için o ilmek çubuğu ortadan kalkar ve örgüde daralma meydana gelir.Desenlendirme veya şekillendirme amacıyla çok yaygın olarak kullanılan transfer işlemi, özel transfer iğneleri ve kam mekanizması bulunan makinelerde yapılabilir. Transfer için kullanılacak dilli iğnenin yan tarafında özel bir yay vardır. Bu yay alt tarafından iğneye sabit olarak bağlanmış olup, üst kısmı açılıp kapanabilir.Transfer sırasında üzerinden ilmek alınan iğneye verici iğne, ilmeği alan iğneye alıcı iğne denir. Transfer işleminin yapılabilmesi için verici iğnenin ilmek pozisyonundan daha fazla, alıcı iğnenin askı pozisyonundan daha az yükseltilmesi gerekir. Transfer işlemi sırasında iğnelere iplik beslenmez ve dolayısıyla kumaş üretimi olmaz. Bu nedenle transfer, makinelerin üretimini azaltan bir işlemdir.
İLMEK DÜŞÜRME
Örme işlemi sırasında iğneden düşen ilmek, kumaşta delik ve kaçık oluşmasına yol açar. Ancak belirli bir düzende seçilen iğnelerdeki ilmeklerin düşürülmesi değişik desenlerin oluşturulmasını sağlar.
Bu yöntemde;
a) İlmek iğnenin kancasında iken iğne yükselmeye başlar,
b) İlmek iğnenin gövdesine düşer, iğne yeni iplik yatırılmadan geri harekete başlar,
c) Gövdedeki ilmek dili kapatarak üzerine çıkar,
d) Aşırtma hareketi ile ilmek iğne üzerinden düşer.
İlmeğini düşüren iğne tekrar örmeye katılırsa, kumaş üzerinde bir delik oluşur ve boş iğneye yatırılan iplik ilmek oluşturamadığı için askı görünümünü alır. İlmek düşürme işleminden sonra iğne hemen örmeye katılmazsa ilmek kaçığı görünümü oluşur ve düşürülen ilmeğe komşu çubuktaki ilmekler genişleyerek büyür.
Düz ve yuvarlak örme makinelerinde iğne sayısı, makine taksimatı, makine çapı, makine inceliği, kumaş eni ve çalışma hızları hesapları yapılır. Tüm örme makinelerinde iğne sayısı örülen kumaş genişliğini etkileyen en önemli unsurdur. Bir iğne bir ilmeğe denk geldiğinden ilmek sayısı da bize iğne sayısını vermektedir.

Düz Örme Makinelerinde Toplam İğne Sayısı
Düz örme makinelerinde toplam iğne sayısı hesaplanırken aşağıda da görüldüğü gibi makine çalışma genişliğine inç (inç) ve makine inceliğine (E) (Fein) ihtiyaç duyulur.
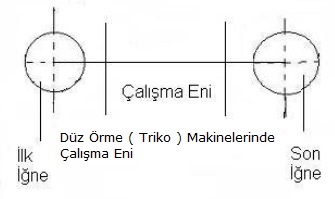
*** Çalışma genişliği; düz örme makinesi iğne plakasındaki ilk iğne ve son iğne arasındaki mesafedir. Çalışma genişliği Ingiliz ölçü birimi olan inç veya cm cinsinden verilmektedir. Fakat toplam iğne sayısının hesaplanmasında makine çalışma genişliği inç olarak alınmaktadır.
*** Makine inceliği (fein) (E); iğne plakası üzerinde 1 inçteki (2.54 cm) iğne sayısıdır.

Tek plakalı düz örme makinelerinde toplam iğne sayısı
TİS = MÇE x E
TİS : Toplam iğne sayısı
MÇE : Makine çalışma eni (inç)
E : Makine inceliği (inç)
Çift plakalı düz örme makinelerinde toplam iğne sayısı
Çift plakalı atkılı örme makinelerinde ön plakadaki iğne sayısı kadar arka plakada iğne mevcuttur. Bu nedenle bir plakada bulunan toplam iğne sayısı 2 ile çarpılır.

Yuvarlak Örme Makinelerinde Toplam İğne Sayısı
Yuvarlak örme makinelerinde iğne sayısı hesabı yapılırken düz örme makinelerindeki çalışma genişliği yerine makinenin iğne plakasının silindir şeklinde olmasından dolayı makine çapı (pus) kullanılmaktadır. Makine çapı da düz örme makinelerinde çalışma genişliğinde olduğu gibi inç olarak hesaplanır.
*** Makine çapı (pus); yuvarlak örme makinelerinde silindir iğne plakasının çapıdır. Makine çapı pus olarak belirtilmesine rağmen ölçü birimi inçtir.
Tek plakalı yuvarlak örme makinelerinde toplam iğne sayısı
TİS = Q x π x E
Q: Makine çapı (pus)
3.14: π Sabit sayı
E : Makine inceliği (Fein)
Çift plakalı yuvarlak örme makinelerinde toplam iğne sayısı
Silindir plaka iğne sayısı kadar kapak iğne plakasında da iğne olduğu için tek plakada bulunan toplam iğne sayısı 2 ile çarpılır.
Makine İnceliği ve Taksimatı Hesapları
*** Makine inceliği (fein) (E)
Düz ve yuvarlak örme makinelerinde aynı iğne plakası üzerinde 1 inçteki iğne sayısıdır. E harfi ile ifade edilir ve fain olarak okunur.Uluslararası ölçü birimi olarak kabul edilen inç 2,54 cm’ye (25,4 mm) denk gelmektedir.
Örme makinelerinde makine inceliği ile makinede kullanılabilecek iplik kalınlıkları arasında bir ilişki vardır. Makine inceliği arttıkça iplik inceliği de artmaktadır. İplik makine inceliğine uygun olmalıdır eğer kalın iplik verilirse iğne kancası kırılır, olması gerekenden daha ince bir iplik verilirse ilmek aralarında boşluklar oluşur, file görünümüne sahip olur.
Makine inceliği (E) ve iplik numarası (Ne) arasındaki ilişki

Makine inceliği ne kadar yüksek olursa bu makineden elde edilecek örgü de ince olur.
Makine inceliği (E) ve iğne sayısı arasındaki ilişki
Makine inceliği (E) ne kadar yüksek olursa iğne sayısı da o kadar artış gösterir.
Makine inceliğine uygun iğne seçimi yapılmalıdır, aksi takdirde kumaşta istenmeyen hatalar gözlenir.
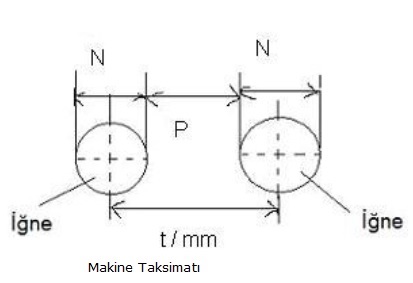
Makine taksimatı (t)
Düz ve yuvarlak örme makinelerinde aynı iğne plakası üzerinde yan yana iki komşu iğne arasındaki mesafedir. t ile gösterilir, birimi mm’dir.
N = İğne kafası kalınlığı
P = İğne aralığı
t = N+P (İki iğne arasındaki mesafe)

Kumaş Eni ve Kumaş Çekmesi Hesapları
Kumaş eni kumaşın bir kenarından diğer kenarına olan uzaklığının cm cinsinden değeridir. Kumaş eni düz örme makinelerinde çalışma genişliğinden büyük olmamak üzere istenilen ölçüde ayarlanabilmektedir. Düz örme makinelerinde iğne sabit mekik hareketli olduğu için iğne iptal edilerek istenilen en için iğne çalıştırılabilir. Yuvarlak örme makinelerinde ise bu mümkün değildir. Bu makinelerde kumaş enini belirleyen esas unsur makine çapıdır. Çünkü yuvarlak örme makinelerinde iğneler hareketli, mekik sabittir. Yuvarlak örme makinesinde iğne iptali gerçekleştirseniz bile hareketli olduğu için o kısmı atlama örgü olarak örmektedir.
Örme kumaş eni ölçülürken dikkat edilmesi gereken hususlar
Ölçme işlemi kumaş makineden çıkar çıkmaz yapılmamalıdır. Çünkü üretim esnasında kumaş gerdirilmiştir ve gerçek ebatlarından farklı bir durumdadır.
Bundan dolayı kumaş makineden çıktıktan sonra bir miktar dinlendirilmeli ve ondan sonra aşağıdaki hususlar göz önünde tutularak ölçüm yapılmalıdır.
Ölçme işlemi örme kumaş kırışıklığının olmadığı yerlerden yapılmalıdır.
Ölçme işlemi yapılırken kumaş ne gerdirilmeli ne de pot bırakılmalı, kumaşın normal görünümlü yerinden yapılmalıdır.
Ölçme işlemi kumaşın farklı yerlerinden birkaç kez yapılır, ortalaması alınarak sapmalar belirlenir.
Ölçme işlemi kumaş topunun ne baş ne son kısmından yapılmalıdır. Makine ilk çalışmaya başladığında ve makine durdurulurken istenilen devri almadığı için kumaş topunun orta noktalarını tercih edilmelidir.
Düz Örme (Triko) Makinelerinde Kumaş Eni
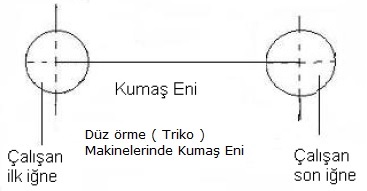
Düz örme (triko) makinelerinde istenilen genişlikte ve aralıkta çalışılabilir. Bu makinelerde kumaş eninin hesaplanmasında çalışılabilecek en geniş kumaşın eni hesaplanır.
MÇE = TĠS x 2.54 / E
MÇE : Makine Çalışma Eni (cm)
TİS : Toplam İğne Sayısı
E : Makine İnceliği
Burada kullanılan toplam iğne sayısı tek plakalı düz örme (triko) makine hesabındaki toplam iğne sayısıdır çünkü tek ve çift plakada kumaş eni değişmez sadece kumaşın yüzeyi değişir. Bu yüzden tek plakadaki iğne sayısı alınır. Makine çalışma eni aynı zamanda hesaplama yapılan makinede örülen kumaşın alabileceği en yüksek eni belirtmektedir.
Yuvarlak Örme Makineleri İçin Kumaş Eni
Yuvarlak örme makinesinde kumaş eninin hesaplanmasında önce toplam iğne sayısı bulunur ve çıkan sonuç örülen kumaşın üzerinde 1 cm’deki ilmek çubuk sayısına bölünür.
L = Q (R) x 3.14 x E / Ç/cm
L : Kumaş Eni (cm)
Q (R) : Makine Çapı (Pus)
3.14 : π sabit sayı
E : Makine İnceliği (Fein)
Ç/cm : Çubuk sıklığı
Çubuk sikliği; 1 cm’deki ilmek sayısına denir (Ç/cm).
Örme Kumaşlarda Kumaş Enini Etkileyen Faktörler
Makine Çapı veya Makine Çalışma Genişliği: Yuvarlak örme makinelerinde silindir iğnelerinin oluşturduğu dairenin çapıdır.Silindir dairede herhangi bir iğnenin onun tam karşısına gelen iğneye olan uzaklığıdır.Makine çapı örülebilecek maksimum kumaş enini belirler. Makine çapı yükseldikçe daha geniş kumaş elde etmek mümkündür.
Düz örme makinelerinde ise çalışma genişliği kumaş enini belirlemektedir.Eğer makine çalışma genişliği 2,50 metre ise bu makinede bu ölçünün daha üzerinde örgü elde etmek mümkün değildir.
Yuvarlak örme makinesinde çapları aynı olan makineden az farkla çeşitli enlerde kumaş üretmek mümkündür, bu şekilde kumaş üretimi şunlara bağlıdır:
>>> Örgü deseni
>>> Kumaş grmajı, ilmek boy ayarı, ilmek sıklığı
>>> İplik numarası, iplik cinsi
>>> Terbiye işlemleri
Makine İnceliği ve Toplam İğne Sayısı
Makine inceliği (E) ve makinede toplam iğne sayısı örme kumaşın enini etkilemektedir. Düz ve yuvarlak örme makinelerinde makine inceliği kumaş üzerinde cm’ye düşen ilmek çubuk sayısını belirlemektedir. Örneğin aynı çalışma genişliğinde fakat farklı incelikteki iki makinede üretilen kumaşın üzerinde ölçüm yapıldığında cm’ye düşen may sayısı farklı olacaktır. Daha ince makinede örülen kumaşın eni diğer kumaştan geniş olur. Toplam iğne sayısı düz örme makinelerinde çalışan iğne sayısı baz alındığından kumaş enini etkilerken yuvarlak örme makinelerinde düz örme makinesindeki kadar etkilememektedir.
Örgü Tipi ve Desen Yapısı
Yuvarlak ve düz örme makinelerinde örgünün sıklığı veya gevşekliği, desenlerin yapısı kumaş enini etkilemektedir. Aynı özelliklerdeki iki makinede birinde sıkı diğerinde de gevşek örgü örüldüğünde gevşek örülen kumaşın eni daha geniş olacaktır. Ayrıca bazı desenler kumaşın toplanmasına ya da açılmasına neden olmaktadır. Özellikle yığmalı örgüler kumaşı daha çok toplar ve enine etki eder.
İlmek Çubuğu Sıklığı
İlmek çubuk sıklığı; 1 cm’deki ilmek sayısına denir. İlmek sayısı değişimi çok önemlidir, makine inceliği ile doğru orantılıdır, incelik artarsa iğne sayısı artar, iğne sayısı artarsa ilmek (çubuk) sayısı artar, eğer incelik azalırsa ilmek (çubuk) sayısı da azalır.
Aynı makinede sıklık ayarı ile oynanarak üretilen iki farklı kumaşın ilmek çubuk sıklığı da farklı olacaktır. Diğer özellikler aynı olduğu zaman kumaşların çubuk sıklığı az olanı diğerinden daha geniş olur.
İplik Cinsi ve Numarası
Her iplik cinsi makinede çalışmak için uygun değildir, makinenin inceliğine iğnenin inceliğine uygun iplik numarası seçimi yapmak gerekir.İplik kalınlığı arttıkça kumaş eni de belli oranda artar. Bunun sebebi kumaşın dokusundandır çünkü ipliğin kalınlığı makine inceliği ile orantılıdır. Kalın iplik daha düşük faynlı makinelerde örüldüğü için örgü daha gevşek olacaktır ve kumaş enine de etki edecektir.
Örme Makinelerinde Çalışma Hızları
Örme makinelerinin çalışma hızları üretimde randımanı artırmak içim önemlidir. Düz örme makineleri ile yuvarlak örme makineleri çalışma prensiplerinden dolayı hız açısından çok farklıdır.
Düz Örme Makinelerinde Çalışma Hızları
Düz örme makineleri gidiş geliş yollu olduğu için daha yavaştır. Düz örme (triko) makineleri 1-2-3-4 sistemli olarak birbirinden ayrılmaktadır. Buradaki sistem sayısı makinenin bir gidiş gelişte kaç sıra ördüğünü gösterir. Her sistem bir sırayı oluşturur.
Tek sistemli düz örme (Triko) makineleri çalışma hızları
Düz örme makinelerinde makinenin çalışma genişliğinden ayrı olarak bir de her iki tarafta kızak dönüş yolları bulunmaktadır. Makine çalışma hızı hesaplanırken bu dönüş yollarının da göz önünde bulundurulması gerekmektedir. Hesaplama yapılırken makine eni olarak dönüş yolunun dahil edildiği sonuç baz alınmalıdır. Burada bulunan değer düz örme makinesinin sistemlerinin bağlı bulunduğu kızağın (semer) hızını saniyede yaptığı yolu sistem sayısı ile orantılı olarak ortaya çıkarır.
V (m/sn.) = ME x n(kurs/dk.) / 100
ME = MÇE + (2xDY)
DY : Dönüş yolu (cm) (makinede çalışılmayan kısımların toplamı)
ME : Kızak yolu (makine eni) (cm)
V : Makine hızı (m/sn.)
n : Makinenin bir dakikada yaptığı gidiş geliş sayısı
Düz örme makinelerinde kurs sayısı yerine devir sayısı verilir. Bu yüzden hesaplama yapılırken makinenin bir devirde bir gidiş bir geliş yaptığı ve iki sıra ördüğü göz önünde bulundurulmalıdır. Bu yüzden sıra sayısı bulunurken devir sayısını iki ile çarparız.
Örnek
Tek sistemli düz örme (triko) makinesinde çalışma eni 320, dönüş yolu 40 cm, makine devri 16 dev/dakikadır. Bu makinenin çalışma hızı kaçtır?
V (m/sn.) = ME x n (kurs/dk.) / 100 x 60
ME = 320 + (40x2) = 400 cm
Kızak dönüş yolunu bir giderken bir de gelirken kat ettiği için makine eni hesaplanırken dönüş yolu iki ile çarpılır.
n = 16 (dev/dk.) x 2 = 32 kurs/dk.
V (m/sn.) = 400 x 32 / 100 x 60
V (m/sn.) = 2.13 m/sn.
Çift ve daha fazla sistemli düz örme (triko) makineleri çalışma hızları
Çift ve daha fazla sistemli düz örme (triko) makinelerinin tek sistemliden farkı, her sistem bir sıra örüyorsa her harekette sistem sayısı kadar sıra örmesidir. Burada sadece sıra sayısı değişir.

Yukarıda bir sistem için hesaplanan örnekte makine 32 kurs/dk. Yapıyordu.Yukarıdaki örneğe göre devir sayısı 16 dev/dk. olan tek sistemli makine 32 kurs/dk. oluyordu. Birden çok sistemli makinelerde ise devir sayısı sistem sayısına çarpılır, dakikada ördüğü sıra sayısı (kurs/dk.) bulunur. Örneğin; yukarıdaki verilere göre makine 16 dev/dk. yapıyorsa ve makine sistem sayısı 6 ise hesaplama aşağıdaki gibi olur.
V (m/sn.) = ME x n (kurs/dk.) / 100 x 60
ME = 320 + (40x2) = 400 cm
n = 16 (dev/dk.) x 2 = 32 kurs/dk. tek sistem için 32x6= 192 kurs/dk.
V (m/sn.) = 400 x 192 / 100 x 60
V (m/sn.) = 12,8 m/sn.
Yukarıda görüldüğü düz örme makinelerde devir sayısı kadar sistem sayısı da üretim randımanı açısından önemlidir.
Yuvarlak Örme Makinelerinde Çalışma Hızları
Yuvarlak örme makineleri, düz örme (triko) makinelerine göre kat kat daha hızlıdır. Yuvarlak örme makinelerinde devir sayı ve sistem sayısı düz örme makinesinden çok daha fazladır. Yuvarlak makinelerinin asıl ortaya çıkış amacı ve çalışma prensibi de aslında kısa zamanda daha çok kumaş üretmektir. Sistemler sabitleştirilerek hareketli iğne plakaları oluşturulmuş böylece aynı anda 40-120 sıra örebilecek şekilde tasarlanmıştır. Yuvarlak örme makinelerinde çalışma hızları aşağıdaki formülle hesaplanmaktadır:
V (m/sn.) = π x n x Q (Pus) x 2.54 / 100 x 60
Formüldeki 2,54 sayısı makine pusunun inç olarak verilmesi nedeniye bu değerin cm’ye çevrilmesi içindir. Yuvarlak örme makinelerinde hesaplanan hız örme silindirinin saniyede yaptığı yolun metre olarak değerini gösterir. Yuvarlak örme makinelerinde n değeri yani devir/dakikası aynı verildiği Ģekliyle kullanılır. Çünkü bu makineler aynı yönde dairesel döndükleri için başladıkları noktaya geldiklerinde bir devir olarak hesaplanır. Eğer bir makine 28 dev/dk. gösteriyorsa bu makine dakikada 28 tur dönüyor demektir.
V : Makine Hızı (m/sn.)
π : 3.14 sabit sayı
Q : Makine Çapı (pus)
n : Makine devri (dev/dk.)
Örnek
Çapı 30 pus olan mbie makinenin devri 29 dev/dk.dır?
V (m/sn.) = π x n x Q (Pus) x 2.54 / 100 x 60
V (m/sn.) = 3,14 x 29 x 30 x 2.54 / 100 x 60
V (m/sn.) = 1,15 m/sn.
Yuvarlak örme makinelerinde çalışma prensibinden dolayı sistem sayısının çevresel hıza bir etkisi yoktur.
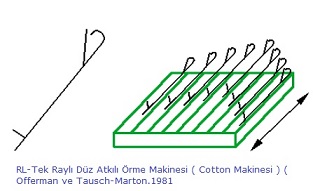
RL-tek raylı ( plakalı ) düz atkılı örme makinesi ( cotton makinesi)
Cotton makinelerinde, tek bir iğne yatağı vardır ve bu yatakta dilli iğnelerin desen çeşidine göre birlikte ya da ayrı ayrı hareketi ile arka yüzünde iplik atlamaları olmaksızın renkli desenli örme yapılar elde etmek mümkündür. Bu makinede üretilen örme kumaşlara RL- düz örgü denir. Genellikle kalın kazak üretiminde kullanılırlar.
RR-çift raylı –Plakalı ( v yataklı-plakalı ) düz atkılı örme makinesi :
Cotton makinelerinden farklı olarak bu makinelerde ekstra bir yatak daha bulunmaktadır. Bu makinede yataklar birbirine 45°‟lik açıyla pozisyonlanmıştır ve dilli iğneler birbiri arasından geçerek herhangi bir çarpma olmaksızın hareket ederler. Bu makine ile her türlü desende kumaş üretimi mümkündür.
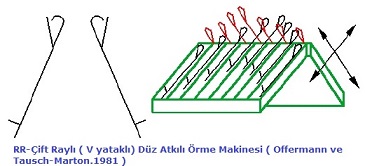
Bu makinelerde üretilen kumaşlara RR ya da başka bir deyişle rib örgü adı verilir.
Bu örgüler enine elastikiyetlerinin çok yüksek olması nedeniyle lastik örgü olarak da adlandırılırlar. İğne eksiltme yöntemi ile çok farklı rib yapılar elde edilebilir. Her yatakta istenilen sayıda iğne iptal edilebileceği gibi istenildiği takdirde bir yataktaki tüm iğneler de iptal edilebilir. Sanayide en çok kullanılan örme makinesi tipidir.
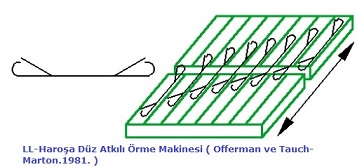
LL-haroşa düz atkılı örme makinesi : Haroşa makinelerinde aynı düzlemde bulunan iki iğne yatağı vardır ve iki ucu kancalı iğneler bir uçtan diğer uca ilmek atarak haroşa örgüyü oluştururlar. İki ucu kancalı iğnelerin sağladığı avantaj ile aynı örgü içinde hem ters hem de düz ilmek sıraları oluşturulabilir. Rib örgülerde en basit şekliyle çubuklar boyunca bir ters bir de düz ilmekler bulunmakta ve bu da enine elastikiyeti artırmaktaydı. Haroşa yapılarda ise benzer. şekilde en basit şekliyle bir ters bir düz sıralar bulunduğundan, bu yapılarda da boyuna elastikiyet çok yüksektir. En basit haroşa yapı 1x1 haroşadır. Fakat istendiği takdirde 2x1, 3x1 vb. haroşa yapılar da elde etmek mümkündür.
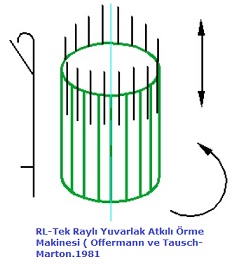
RL-tek raylı ( Plakalı ) yuvarlak atkılı örme makinesi :
RL-tek raylı düz atkılı örme makinelerindekine benzer bir çalışma prensibi vardır. Dilli iğneler ister tek tek ister hep birlikte çalıştırılarak örme yapılar elde edilir. Tek fark iğne yatağının düz değil de yuvarlak formda olmasıdır.
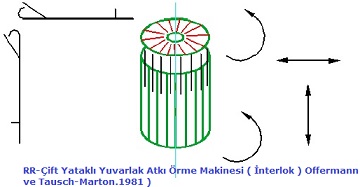
RR-çift yataklı ( Plakalı ) yuvarlak atkılı örme makinesi (interlok) :
Bu tip örme makinelerinde iğne yatakları birbirine 90º açıyla pozisyonlanmıştır ve silindir kapak adıyla anılırlar. Aynı anda dönme hareketi yapan iki yatakta da dilli iğneler kullanılırlar ve iğneler ileri geri hareket yaparlar. İki yataktaki iğneler yükseldiğinde birbirinin arasından geçerse ribana, birbirine karşılık gelirse interlok örgüler oluşur.
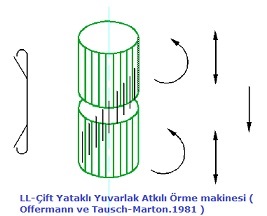
LL-çift yataklı ( Plakalı ) yuvarlak atkılı örme makinesi :
İki ucu kancalı iğnelerin kullanıldığı bu tip makinelerde iğneler silindir-silindir şeklindeki iki yatak üzerinde aşağı-yukarı hareketler yaparak düz yataklı örme makinesindekine benzer şekilde haroşa örgüler oluştururlar. Bu tip makineler genellikle çorap üretiminde kullanılırlar.
Atkılı düz örme makineleri örgü desenlendirme teknikleri çok çeşitlilik göstermektedir.
İĞNE VE KİLİT DÜZENİYLE DESENLENDİRME
Temel ve yardımcı örgü elemanları olan ilmek, askı ve atlama hareketlerinin kilit sistemlerinde verilmesi ile yapılan kısmi desenlendirme tekniğidir.
Kilitler;
a-yalnız ilmek yapan,
b-ilmek ve atlama yapan,
c-ilmek ve askı yapan,
ç-ilmek, askı ve atlama yapan kilit
Olmak üzere 4 türde olmaktadır.
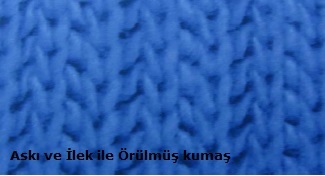
Askı ve atlama tek baslarına yapı oluşturamadıklarından, ilmek hareketi ile birlikte kullanılmaktadır.
Askı ve atlama hareketi, ilmek hareketi ile birlikte desteklenerek ve belirli oranlarda kullanılarak desenli, bir kumaş yapısı elde edilmektedir. Üretimi arttırmak, yeni desenler elde etmek amacıyla sistem sayısı yani kilit sayısını arttırmak gerekmektedir.
RENKLİ İPLİKLER İLE DESENLENDİRME
Örgü raporu içinde en az iki farklı renkte iplik kullanılarak enine ve boyuna çizgiler elde edilen desenlendirme tekniğidir. Temel örgüler ve yardımcı örgülerde veya iğne çıkartmalı, aktarmalı, taramalı örgülerde enine çizgi oluşturan desenlerdir.
AKTARMA ( TRANSFER ) DESENLENDİRME
İğne ilmeğinin veya platin ilmeğinin, yanındaki iğne veya karsı yataktaki iğne üzerine ilmeğini bırakması ile oluşan delikli, gözenekli, düzenli yapı elde edilen desen, tekniğidir. En çok uygulanan aktarma yöntemi yana veya karşılıklı aktarma sistemidir.
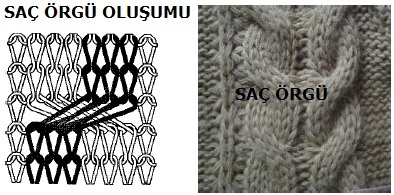
Delikli bir desen yapılmak istenildiğinde karşılıklı, saç örgüsü yapılmak istendiğinde ise yana aktarma yapılmaktadır.
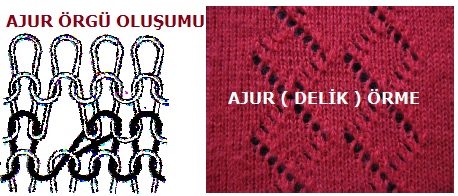
Aktarma işlemini yapabilmek için özel aktarma iğneleri kullanılmaktadır. Yuvalı ve yandan yaylı aktarma iğnesi olarak iki çeşittir. Yuvalı aktarma iğnesi aktarmayı yapacak iğnenin yuvasına giderek aktarma işlemini gerçekleştirmektedir. Yandan yaylı aktarmada ise, iğnenin yanında bulunan yayın açılıp kapanmasıyla aktarma işlemi sağlanmaktadır.
Yürütme (aran) örgü
çift plakalı örgülerde ilmeklerin yandaki iğnelere aktarılmasıyla aktarılan iğnenin tekrar ilmek almasını sağlamakla oluşturulan desenlendirme tekniğidir.

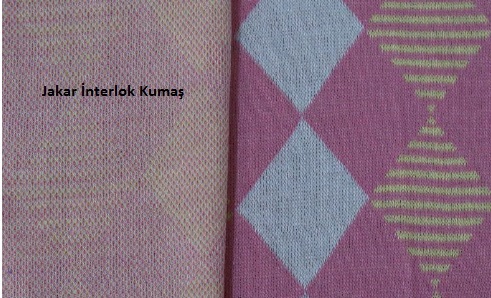
JAKARLI DESENLENDİRME
Düz örme makinelerinde iğnelerin ve renklerin tek tek seçilmesi ile oluşmaktadır. Jakar örgülerde iğne seçimi doğrudan iğnelerin jakar düzeni tarafından seçilerek veya iğnelerin bağlı olduğu platinler yoluyla dolaylı olarak seçilmesiyle yapılmaktadır.
Jakar yapısının görevi, istenen iğneyi çalıştırması istenmeyen iğneyi çalıştırmamasıdır. Bu işlem delikli kartlar vb. değişik yöntemlerle sağlanmaktadır. İğnelerin önde, önde arkada
tek tek seçilebilmeleri ve renkli ipliklerinde kullanılması ile desenlendirme oluşturulmaktadır.
Jakarlı dokuların yapıları, arka yüzey örgü bağlantılarına göre;
a) Enine çizgili
b) Boyuna çizgili
c) Dimi desenli
c) Hortumlu (torba)
d) Kabartmalı jakarlı örgü
e) Atlamalı jakar
Olarak adlandırılmaktadır.
Enine çizgili:
Kumasın arka yüzeyinde enine çizgili bir görünüm oluşmaktadır. Ön yüzeyde her sırada kullanılan renk sayısı kadar arka yüzeyde de kullanılmaktadır. İki ve üç renkli jakar örgülerde yaygın olarak kullanılmaktadır.
Boyuna çizgili:
Örgüyü oluşturan renkler kumaşın arka yüzünde boyuna çizgiler seklinde görünen jakardır.
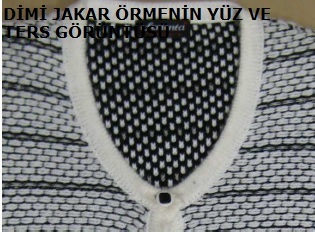
Dimi desenli:
Örgüde kullanılan renkler kumasın arka yüzeyinde dioganal veya belli bir düzende dağıtılmış olarak oluşturulmaktadır.
Torba jakar:
Genellikle iki renk çalışılan bu jakarlarda ön ve arka yüzeyde torba jakar olan kumaş elde edilmektedir. Ön ve arka yüzeyler sadece renk sınırlarında birbirleri ile bağlantı kurmaktadır.

File jakar:
Arka iğne yatağında bulunan iğnelerin bir kısmının belli düzene göre iptal edilmesiyle file görünümlü bir yapı oluşmaktadır.
Atlama jakar:
Tek plaka üzerinde üretilen renkli jakar kumaşlarda kumasın ön yüzünde görünmesi istenen renk örülürken diğer renklerin arkada atlama yapmasıyla oluşmaktadır.

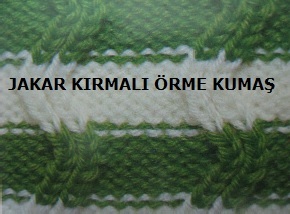
KAYDIRMALI ( JAKAR KIRMA ) DESENLENDİRME
Ön veya arka yataktaki iğnelerin yatakla beraber topluca sağa veya sola doğru tek tek veya ikişer iğne kaydırılmasıyla oluşturulmaktadır. Kaydırma hareketi genellikle arka iğne rayında yapılmaktadır. iğne rayları, makine inceliği, iplik özellikleri, yapılacak desen dikkate alınarak iğneler bir sırada en az 1, en fazla 3 iğne farklı desen yapabilmek için ise, en fazla 6 iğne kaydırılmaktadır. İğne plakasının birini sağa sola kaydırmakla boyuna zig-zaglı desenler elde edilmektedir. Kaydırma işlemi yan yana aktarma işlemi yapılırken yardımcıdır.Kaydırmalı desenlendirme jakar kırma olarak da adlandırılmaktadır.
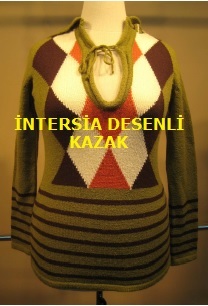
İNTERSİA DESENLENDİRME
İntersia örgü tekniğini “renkli desenlendirmede ön yüzde görünmeyen ipliğin arkada atlama yapmadığı, yani renklerin ayrı bölgelerde örüldüğü bir desenlendirme seklidir” olarak tanımlanmaktadır. Farklı renk ipliklerin aynı zamanda yan yana örmeye girmesiyle yapılan örgü tekniğidir. Renkler, makinenin gidiş-geliş hareketine, kullanılacak renk sayısına, makinenin sistem sayısına bağlı olarak seçilir ve jakardaki çok renkli örmeden farklıdır. Jakarda yapılamayan bazı desenleri burada üretmek mümkündür. Yavaş çalışır, jakara göre iplik daha az harcanır ve kumasın arka yüzünde uzun atlamalar oluşmamaktadır. Desen farklı cins veya renkte ipliklerle farklı ilmekler kullanılarak yapılabilir ve desen rengi ön ve arka yüzde aynıdır. Her bir renge ait iplik taşıyıcı intersia mekiklerle tek plakada kendi bölgelerinde örme işlemiyle aynı ilmek sırasında en çok 32 renk iplik ile desen uygulanabilmektedir.
Shima Seiki firması intersiya örgüler için özel geliştirilmiş ve 56 rengin bir arada kullanılabildiği “lace bar” olarak adlandırılan iplik besleyiciler ile çözgü ipliği ilave edilerek boyuna çizgilerin çok daha kolay örülebilmesini sağlamaktadır.
Farklı renkler ve farklı sekilerde çalışan ve hiç bir zaman birbirlerine karışmayan bu teknikte iki farklı bölgenin kesiştiği iki iğne üzerine askı yapılarak bağlantı oluşturulmaktadır. Bu tip çalışmalarda renk seçimi; doğrudan veya mekanik kartla çalışan makinelerde, jakara bağlı seçilerek uygulanmaktadır.
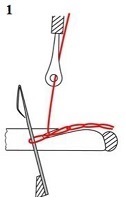
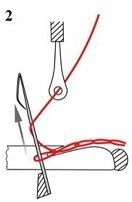
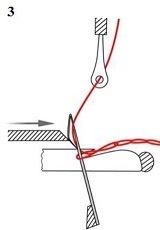
BÜLÜNMÜŞ İLMEK TEKNİĞİ İLE DESENLENDİRME
Verev saç örgü desenlerinde ilmeklerin aktarma ve jakar kırma tekniklerini kullanarak sürekli belli bir yöne doğru yürütülmesi sırasında oluşan delikleri ortadan kaldırmak
ve farklı desenler üretebilmek amacıyla geliştirilen bir tekniktir. Bu teknikte alıcı iğne, verici iğne gövdesine düşerek iğne üzerindeki yay tarafından hafifçe açılmış ilmek içine girerken verici iğne aşağı doğru iner, yeni iplik bu iğne ağzına beslenir ve beslenen ipliği verdiği ilmeğin içinden çekerek yeni bir ilmek oluşmasıyla aktarılan iğne ilmeksiz kalmadığı için delik oluşumu önlenmektedir.
Atkılı örmede genel olarak kullanılan iğneler dilli iğnelerdir. Günümüzde en yaygın olarak kullanılan iğne çeşididir. Yüksek hızlard çalışabilmesi ve sorun yaratma ihtimali az olan bu iğne diğerlerine oranla daha avantajlıdır. İğneler makine cinsine ve inceliğine göre farklı şekillerde olabilir. Tüm dilli iğneler gaga (kanca), dil, boyun, gövde ve ayak (topuk) kısımlarından oluşur. Atkılı örme makinelerinde esnek uçlu iğne, iki ucu kancalı iğne, bileşik iğne ve sürgülü iğnelerde kullanılmaktadır.
Mekanik örme tezgâhları icat olduğundan beri, örme iğneleri prosesin kalbi konumuna gelmiştir. Asırlar boyunca ortaya çıkmış olan üç tip iğne vardır.
Esnek uçlu iğne en eski iğne tipidir. Basit yapısı ve ucuzluğu sayesinde dört yüzyıldır hala kullanımda kalmayı başarmıştır. Bu tip iğneleri kullanan yeni makineler günümüzde nadiren üretiliyor olsa da, bunlardan birçoğu dünya çapındaki pek çok işletmede hala kullanılmaktadır. Üretim sırasında kancayı açıp kapamak için, esnek uçlu iğne yardımcı bir elemana, bir prese ihtiyaç duymaktadır. Bu yardımcı eleman üretim hızını kötü yönde etkiler ve modern örme makinelerinde bu iğne tipinin kullanımını sınırlar.
Şimdiye kadarki en başarılı iğne Townsend ve Moulden tarafından 150 yıl önce icat edilmiş olan dilli iğnedir. İğnenin dili sabitlenmiştir ve çengeli açıp kapamak için bir pim etrafında dönmektedir. Bu iğnenin icadı bir efsaneye göre bir cep bıçağının kırılmasından esinlenilerek olmuştur.
Son gelişme sürgülü iğnedir. Bu iğne çözgülü örme endüstrisinde devrimler yaratmış olsa da atkılı örme endüstrisinde henüz ticari olarak kendine bir yer edinememiştir. İğnenin çengelinin açılıp kapanması için bir kapatma elemanı iğnenin ana kısmının içindeki bir delikte kayma hareketi yapar.
ESNEK UÇLU İĞNE
Yukarıda da bahsedildiği gibi esnek uçlu iğne ilk üretilen iğnedir. Makine çenelerinde yaklaşık bir inçte yaklaşık 60 iğne olacak şekilde ve iğneler arasında yeterince boşluk olduğundan emin olunacak şekilde tek bir metal parçasından üretildiği için en ucuz ve en kolay tiptir. İğneler kendi yataklarında ileri geri hareket ettiğinde yapılan hareket, tek tek baskı ve iğne hareketi problemleri yüzünden ortaklaşa bir hareket olmak zorundadır. Atkılı örmede sıralı hareket bu yüzden, ilmekleri iğne gövdesi boyunca hareket ettiren diğer ilmek kontrol elemanları tarafından gerçekleştirilir. Esnek uçlu iğneler düz kumaş tiplerinin üretiminde rekabet edebilecek durumda değildirler ve kullanımları günümüzde özel yapıların üretimiyle sınırlanmıştır.
Esnek uçlu iğnenin 5 temel parçası vardır:
1. Gövde,ilmeğin etrafında şekil aldığı iğne kısmıdır.
2. İğne kafası, yeni ilmeği eski ilmeğin içinden geçirmek için çengel şeklini aldığı gövde kısmıdır.
3. Uç, eski ilmek iğne ucuna doğru kayarken bu ilmeği yeni ilmekten ayırabilmek için kullanılan çengelin aşağıya doğru dönen kıvrımının devamıdır.
4. Yuva veya girinti, uç bastırıldığında gövdeye girdiği kısımdır ve bu hareketle yeni ilmek kapatılır.
5. İğne ayağı, makine içinde ayrı bir pozisyonda bir kavis alabilir.
Esnek uçlu iğnede örme hareketi
1-Son oluşturulan ilmek başlangıç pozisyonunda iğnenin gövdesindedir.
2. İğne yukarı hareket ettiğinde gövdedeki ilmek aşağıya doğru daha çok kayar. Bu arada iğneye yeni iplik beslenebilir.
3. Platin yeni beslenen ipliği bastırarak iğne gövdesine yaklaştırır ve iğnenin aşağı doğru hareketiyle çengelin içine girmesine olanak sağlayacak bir pozisyona getirir.
4. Baskı (pres) olarak bilinen bir yardımcı eleman yeni beslenen ipliği çengelde hapsederek eski ilmeğin beslenen ipliğin üzerinden aşarak ilmek oluşturmasına izin verir.
5. Yeni ilmek oluşturulmuş ve başlangıç pozisyonuna dönülmüştür.
DİLLİ İĞNE
Pierre Jeandeau 1806 yılında ilk dilli iğnenin patentini almıştır fakat pratik kullanım için patentler Matthew Townsend tarafından 1849‟da alınmıştır ve böylece esnek uçlu iğnenin 260 yıllık saltanatına meydan okunmuştur. Bu iğnenin üretimi esnek uçlu iğneye göre daha pahalı bir süreçtir ancak hareket ve ilmek kontrolü avantajı vardır ve böylece iğnelerin ayrı ayrı hareketi ve kontrolünün sağlanmasıyla iğne seçimi mümkün kılınmıştır. Bu sebepten dolayı, bu iğne atkılı örmecilikte en geniş çaplı kullanımı olan iğnedir ve bazen otomatik iğne olarak tanımlanır. Son zamanlarda üretilen dilli iğneler çok yüksek kalitede kumaş üretimine olanak sağlamaktadır.
İğne yukarı hareket ettiğinde eski ilmek iğnenin çengelinden kurtarılır çünkü ilmek çengelin içinden aşağı doğru kayarak dile temas eder, dil açılır ve ilmeği dilin üzerinden gövdenin üstüne kaydırır. İğnenin aşağıya hareketiyle iplik beslenince çengel otomatik olarak kapanır çünkü gövdenin üzerinde olan eski ilmek gövdeyle temas halinde yukarı doğru kayar ve dili yukarı doğru iterek kapatır, böylece yeni beslenen iplik çengelin içine hapsedilmiş olur. Dilli iğneler bu yüzden, iğneler ileri geri hareket ettikçe otomatik olarak örme işlemini gerçekleştirirler. Raşel çözgülü örme makineleri hariç bu iğneler kendi yuvalarında bağımsız olarak hareket ettirilebilirler. İstenilen her açıda kullanılabilirler fakat genellikle dilin kırılmasını önleyecek ve dilin açılmasını kolaylaştıracak açılarda kullanılırlar.
Ayrı ayrı hareket eden dilli iğneler, bir ünite halinde hareket eden ve gövdelerinde ilmek oluşturabilmek için bir kılavuz ya da iğne kafasına ihtiyaç duyan esnek uçlu iğneler ve çözgülü örme makinelerinde kullanılan iğnelerden farklı olarak her iğne için kendi ilmek yapılarını oluşturabilirler.
İğnelerin ileri geri hareketi esnasında yükseklik değişimi ile askı, atlama ve ya ilmek oluşur ve derinlik ilmek uzunluğunu belirler. Özel olarak tasarlanmış dilli iğneler, seçimli yükseltme ile rib düzeninde ilmek transferini kolaylıkla yapabilirler. İki iğne 22 ayağına sahip haroşa iğneleri karşı yataktan örgü yapabilmek için eski ilmeğin içinden kayarlar ve böylece zıt yönde ilmekler oluşur.
Dilli iğnenin temel kısımları
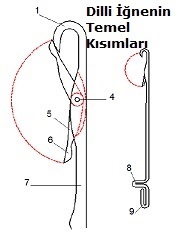
Dilli iğnenin 9 temel parçası vardır:
1-Çengel, yeni ilmeği çeker ve muhafaza eder.
2. Yuva, dilin keskin kısmını karşılar (şekilde gösterilmemiştir).
3. Çeneler, dilin keskin kısmının olduğu yerde mesnetle perçinlenmiştir (şekilde gösterilmemiştir).
4. Perçin, düz ya da vidalı olabilir. Dilim keskin kısmını muhafaza etmek için yuvalara sıkıştırma yoluyla dağıtılmıştır.
5. Dilin keskin kısmı, dilin iğne üzerindeki yerini belirler.
6. Dilin kaşık şeklindeki kısmı, keskin kısmının bir uzantısıdır ve çengel ve çengelin gövdeye doğru uzantısı arasında, dil kapalı olduğu zaman bağlantı sağlar.
7.Gövde, ilmeği kayma ya da bekleme pozisyonundayken taşır.
8.İğne ayağı, iğne kamlarla temas ettiğinde iğnenin ileri geri hareket etmesine olanak sağlar. İki uçlu ters iğne tiplerinde her uçta bir çengel vardır, bir çengel örme yaparken, aktif olmayan çengel ileri-geri hareket eder ve sürgü olarak adlandırılan bir kam elemanı tarafından iğne ayağı olarak kontrol edilir.
9. Kuyruk, iğne ayağının alt kısmında bir uzantıdır. İğneye ek bir destek verir ve iğneyi gideceği yol boyunca korur.
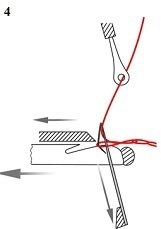
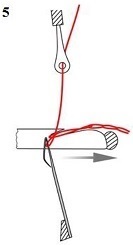
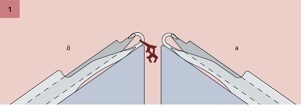
Dilli iğnede örme hareketi

1.İğne çengelinin üst kısmı döngünün başlangıç noktasının en üst kısmıyla aynı hizadadır, daha önce beslenen iplik ile oluşturulan ilmek çengelin içinde hapsedilmiştir. Böylece iğneler arasında ileri-geri hareket eden sabitleyici iğne kafaları tarafından, iğnenin yükselişi sırasında ilmeklerin yükselmesi engellenir.
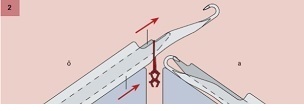
2. İğne ayağı, değiştirme kamının eğimli kısmından geçerken, iğne kafası tarafından bastırılan eski ilmek çengelin içinde kayarak dille buluşur, çevirir ve dili açar (dilin açılması).
3. İğne kamın en alt noktasına ulaştığında eski ilmek çengelden kayar ve dili gövdedeki yuvasına düşürür (değiştirme yüksekliği).
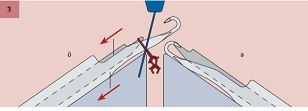
4. İğne alçalmaya başlar ve dil, eski ilmeğin altında hareket etmesi sebebiyle başlangıç noktasının altındadır. Aynı zamanda yeni iplik, besleyici kılavuzdaki deliğin içinden alçalan iğne çengeline beslenir. Bu pozisyonda beslenen ipliğin dilin altında kalma riski yoktur.
5. Eski ilmek dilin alt kısmıyla temas ederek çengelin üzerine doğru kapanmasına sebep olur (iplik besleme ve dilin kapanması).
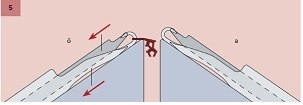
6. İğne başı harekete başlanılan noktanın daha da aşağısına inerken, eski ilmek iğnenin dışına kayar ve yeni ilmek bunun içinden geçer. İğnenin aşağı inişi tamamlandığında, iğne kafasının aşağı iniş miktarının yaklaşık iki katı olan ilmek uzunluğu belirlenmiş olur. Uzaklık, ayarlanabilir bir değer olan iğne kamının derinlik ayarıyla tanımlanır (ilmek uzunluğu oluşumu)
SÜRGÜLÜ İĞNE
Kayan bir dile sahip olan sürgülü iğnenin patenti ilk olarak 1856 senesinde Leicesterli Jeacock tarafından alınmıştır. 1960‟ların başlarında oldukça sancılı bir dönemden geçtikten sonra günümüzde çözgülü örme endüstrisini domine etmiştir. Ancak çeşitlilik ve iğne seçiminin en az örme hızı kadar önemli olduğu atkılı örmecilikte bir prototip olmaktan öteye geçememiştir.

Sürgülü iğne ayrı ayrı kontrol edilen iki farklı parçadan oluşmaktadır: çengel ve kapatma elemanı (dil, piston vb.). bu iki ünite tek bir parçaymış gibi yükselip alçalırlar fakat yükselişin en üst noktasında çengel açılmak için, inişin başlangıcında ise kapanmak için daha hızlı hareket eder.
Çözgülü örme makinelerinde iki tip sürgülü iğne kullanılır. Dilin çengel tüpünün içinde hareket ettiği tüp boru şeklinde iğne 1938 yılında tanıtılmıştır ve 1940 ve 1950‟lerde James Morton‟un yüksek hızlı FNF trikot çözgülü örme makinesinde esnek uçlu iğneyle çalışan makinelere rakip olarak başarılı bir şekilde kullanılmıştır. İkinci tip ise, kapatma kablosunun düz çengel elemanının düz çengel elemanının yüzeyindeki bir yiv boyunca bir tüpün içinde değil de dışarıda kaydığı, açık gövde iticili sürgülü iğne tipidir ve günümüzde yaygın olarak kullanılır. İticili tipi üretmek daha kolay ve daha ucuzdur, bu iğnenin iki parçası ayrı ayrı yerleştirilebilir ve boyutları daha sıkı ilmeklere sahip örgüler yapmaya olanak verecek şekilde daha küçüktür.
Sürgülü iğnenin maliyeti diğer iğnelere göre daha fazladır. Örme işlemi esnasında her parça bir kam sistemi tarafından ayrı olarak kontrol edilmelidir. İplik besleme de son derece kritik olabilir. Örneğin dilli iğnede dilin üzerine beslenen iplik çengele girmeyecektir hâlbuki sürgülü iğnede dil kayacağı için dilin üstüne besleme yapılsa bile her koşulda çengele düşecektir.
Sürgülü iğne dil ya da çenenin atalet problemlerinin olmadığı basit, kısa ve sorunsuz bir harekete sahiptir ve açılıp kapanmak için örülmüş ilmeğe dayanmaz. İnce konstrüksiyonu ve kısa çengeli, onu yüksek hızlarda örülen düz ve ince çözgülü örmeler için özellikle uygun kılar. Zincir ilmekleri, iğneler tarafından ilmekler yükseltilmeksizin sürekli yapabilir ve dayanıklı yapısı elastik iplikler ya da eğrilmiş ipliklerdeki kalın kısımlar tarafından meydana gelecek eğilmelere karşı koyabilir. Ayrıca pamuk birikintileri kapatma elamanı tarafından hareket esnasında çengelden atılabilir.
Sürgülü iğnede örme hareketi
1-Başlangıç pozisyonunda ilmek iğne ve sürgü arasında hapsedilmiştir ve iğne hareket etmeye başlar.
2. İğne üst, sürgü alt konumdayken kılavuz tarafından iplik yatırılır. Önceki sıraya ait olan ilmek iğne gövdesindedir.
3. İğne aşağı inerken sürgü yükselir.
4. İğnenin aşağı hareketi devam ederken kanca tamamen kapanır ve yeni yatırılan iplik kancada tutulmuş olur.
5. İğne daha da aşağı çekildiğinde aşırtma gerçekleşir ve yeni ilmek sırası oluşur.
Söküntü makinesi
Triko fabrikalarında, atölyelerinde yanlış olarak örülen ürünlerin İpliklerini sökmekte ve bos bir koniğe tekrar sarmaktadır. Kayış sisteminde basit bir değişiklik yapılarak iplik sarma makinesi olarak ta kullanılmaktadır. Kullanıcı ihtiyaç ve isteklerine göre, 2, 4, 6 kafa sayısı kadar üretilmektedir.

Overlok makinesi
Örülen triko parçaların kenar temizliğini yapan ve birleştiren makinedir.

Remayöz
6-7-8-10-12-14-16 numaralarda olan makine, V yaka, bisiklet yaka, polo yaka, ceket ve her türlü triko dikişlerinde dikiş yapmaya yaramaktadır.

Tegel/ yan dikiş makinesi
Kol bitistirme ve kenar dikimleri için kullanılan makinedir.

Triko ütü makinesi
örme ürünlerin yıpranmadan ütülenmesini sağlamaktadır. Suyunu kendi çeker, buharlıdır ve buharı çeken vakum tertibatı bulunmaktadır.

kesim makinesi
çeşitli kumaşların ince kesimi için tasarlanmış küçük ebatlı kesim makinesidir. Hava yönlendirme sistemi motoru düşük ısıda tutarak korumaktadır. Kendine özgü ince tabanı ile yumuşak ve hassas kesim sağlamaktadır.
İp sarma makinesi
örme ipliklerini sarmaya yarayan makinedir.
Tik Tak makinesi
Bant örmeye yarayan örme makinesidir.

Çelikli örgüler yapı olarak esneme özelliği az olan kalın ve ser tutuma sahip örgülerdir. Genellikle dış giyim olarak kullandığımız triko, etek, ceket yapımında kullanılmaktadır. Çelikli örgüler iki şekilde üretilir.
Tek Çelik Örgü :Bu örgüler bir ilmek sırası dolu iğne örgü yapar ve ikinci ilmek sırasında sadece önde veya arkada örgü yaparak örgü raporunu tamamlar. Bu örgülere tek çelikli örgü denilmektedir. Tek çelikli örgülerin ön ve arka yüzeyleri birbirinden farklı görünümdedir. Bir yüzeyi düzgün may görüntüsüne sahipken diğer yüzeyi çizgili görünüme sahiptir.
Çift Çelik Örgü : Bu örgüler bir ilmek sırası dolu iğne örgü yapar ve ikinci ilmek sırasında önde üçüncü ilmek sırasında da arkada örgü yaparak örgü raporunu tamamlar. Bu örgülere çift çelikli örgü denilmektedir. Yapı olarak sert ve esnek olmayan bir yapıya sahiptir. Daha çok etek, ceket, mont tarzı giysilerde tercih edilen bir örgüdür. Örgü her iki yüzeyinde de aynı görünümdedir.
Çelikli örgü desen programı makine özelliklerine göre tercih edilen yöntemler ile düz örme makinesine yüklenir. Disket kullanarak yükleme yine aynı şekilde diskete yüklenen desen programı makinenin disket okuyucusuna takılarak okutulur, istenilen desen disket içinden bulunarak makineye yüklenir.
Çelikli örgülerde kumaşın en ve boyunu hazırlarken numune üzerinden hesaplama yapılır. Numune üzerinden birebir çalışılacak ise enindeki iğne sayısını ayarlamak için belirli bir ölçüdeki ilmek çubuğu sayısı ölçülerek, istenilen ene göre orantılanarak hesaplanır. Aynı şekilde ilmek sıra sayısını hesaplamak için belirli uzunluktaki ilmekler sayılır ve istenilen boy ölçüsüne orantılanır. May sayısı belirlendikten sonra rapor sayacına bağlanır. Ancak rapor tekrar sayısını verirken bir raporda örülen may sayısı bulunur. Daha sonra tüm ilmek sıra sayısına bölünerek rapor sayacı değeri bulunur.
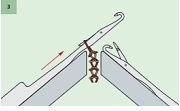
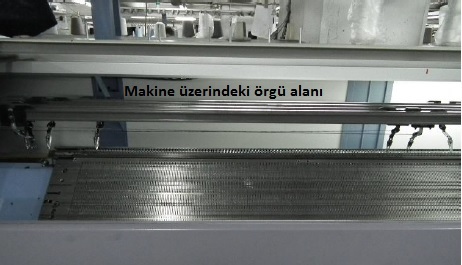
Plaka üzerindeki örgü alanı hazırlanırken programdaki başlangıç ve bitiş iğnelerinin arası olarak anlaşılır. Bu alan yeni tip makinelerde direk örgüye başlanır ve örgü ana merdaneye kadar tarak ile çekilir. Daha eski tip makinelerde ise örgü alanına fire parça dediğimiz başka bir parça iğnelere tutturulur. Bu parçaların boyu örülecek numuneyi ana merdanenin çekim alanına kadar taşıyacak uzunlukta olması gerekir. Aşağıdaki resimde mekiklerin arasında bulunan bölüm örgü alanıdır.
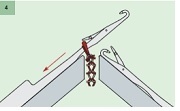
Makineye yüklenen çelikli örgünün desen programına bakılarak çalışacak olan mekikler tespit edilir. Çalışacak mekikler örgü alanının yakınına konumlandırılır. Makine üzerinden ayarları yapılarak mekik uçlarının birbirine değmeyecek şekilde durması sağlanır. Daha sonra iş emrine göre kullanılacak iplikler makine üzerine takılır. Mekiklere düzgün bir şekilde beslemesi yapılır. Mekiklerin kontrolü yapılır. Mekik iğneye uzaksa ya da iğneye temas edecek kadar yakınsa uygun seviyeye getirilir. Mekik raylarında hareket eden mekiklerin uçlarının iki plaka arasının tam ortasında duracak şekilde olmasına dikkat edilmelidir. Aksi takdirde üretim hatalarının oluşmasına neden olur. Aşağıdaki resimde mekiklerin makine üzerindeki duruş pozisyonları görülmektedir.

Merdane çekim ayarı örgünün oluşumunda önem teşkil eder. Çelikli örgülerde kumaş biraz daha tok olduğundan dolayı merdane çekiminde baskıların etkisi tek plaka örgülere göre daha fazla olur. Çelik örgüleri ütüde düzeltmek daha fazla uğraş gerektirir. Bu yüzden merdane ayarının makinede numune parça örülürken iyi kontrol edilmesi gerekir. Aşağıdaki resimde dolu iğne örgünün merdane çekiminin bozuk yapılmış durumu görülmektedir. Zira Örgü kenarlarındaki kıvrılmalar ve sarkmalar meydana gelmiştir.

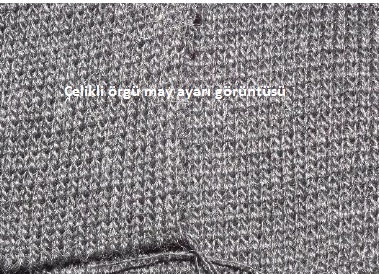
Çelikli örgüler bilindiği gibi iki örgü çeşidi kullanılarak elde edilmektedir. Dolu iğne örgü ve tek plaka örgü tekniğinin birleşimi ile çelikli örgü oluşur. Çelikli örgüler özellik itibari ile ağır gramajlı örgülerdir. Bu örgüden elde edilen giysiler ağır olabilmektedir. Bunun için genellikle ince makinelerde örülen çelikli örgüler tercih edilmektedir. Bundan dolayı da ince numaralı makinelerde çok fazla katlı iplik kullanılmaz. Makine kalınlığına ve iplik numarasına göre uygun kat iplik beslenerek örgü may ayarı yapılır. Çelikli örgülerde iki tane farklı ayar kullanılmaktadır. Birincisi dolu iğne ayarı, ikincisi ise tek plaka ayarıdır. Bu iki ayar mümkün olduğunca düzgün ayarlanmalıdır. Fakat iki farklı örgü bir araya geldiğinden ilmek sıraları arasındaki örgü gerilim farkları örgü yüzeyine yansımaktadır. Aşağıdaki resimde çift çelikli örgünün ön ve arkası görülmektedir. Aradaki ayar farkları görülmektedir.
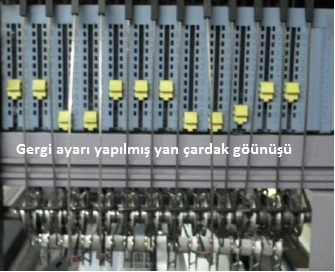
Çardak ayarı tüm örgülerde olduğu gibi çelikli örgülerde de çok önemlidir. Çardak ayarlarının düzdün yapılması örgü yüzeyinde mayların düzgün görünmesini sağlayacaktır. Örgüde çalışacak iplikler mekiklere bağlandıktan sonra tüm çalışan çardakların baskı, fren ve gergi ayarlarının eşit bir şekilde ayarlanması gerekmektedir.
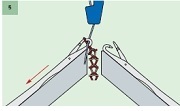
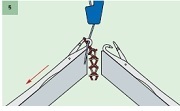
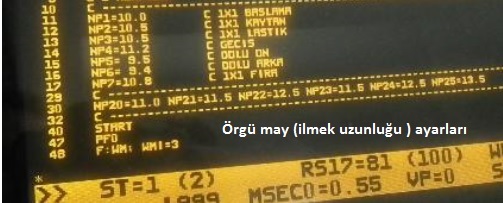
Elektronik düz örme makinelerinde ayarlar elektronik ayarlar ve mekanik ayarlar olmak üzere iki çeşittir. Elektronik ayarlarda kendi içinde ikiye ayrılırlar. Program üzerinden yapılan ayarlar ve makine üzerinden yapılan ayarlar. Program üzerine yazılan ayarlar makine tarafından okunduğunda bu değerleri eskisi değiştirir. Örnek olarak jakar plakasının pozisyonu, ayar motorlarının sabit değerleri gibi. Bu ayarlar örmede en iyi sonucu alabilmek için fabrikasyon olarak kalibre edilmiş ayarlardır. Fakat makineler kullanıldıkça yıpranmadan dolayı bu ayarlar değişebilmektedir. Program üzerindeki ayarlar ise mekiklerin duruş pozisyonu, makinenin hızı, örgü sırasında örgüde kullanılan ayarlar, makinenin örgüye başlama hızı, merdane çekim hızı (kuvveti) gibi ayarları örgü programı içersinde yazarak ayarlamaları yaparız. Makine de bu ayarları kullanarak örgüyü yapar. Mekanik ayarlarda ise mekiklerin plakaya yakınlığı veya uzaklığı merdane baskıları ayarı ve iplik gerginlik ayarlarıdır. Bütün bu ayarları en uygun şekilde yaptığımızda sorunsuz bir imalat gerçekleştiririz. Aşağıdaki resimde örgüde kullanılacak ayarlar görülmektedir.
Çelikli örgünün programı yazılıp hazırlandıktan sonra makine üzerinde veya program bilgisayarı üzerinde test edilir. Herhangi bir hata veya sorun varsa bunların örgüye başlamadan önce düzeltilmesi sağlanır.
Yüklenen programın test edilmesinden sonra ilk numune örülür. Ancak ilk numune örülürken çok dikkatli ve hassas olmamız gerekir. Bu ilk üretim parçası olduğundan örme işlemi sırası takip edilmelidir. Her komutun sembollere doğru işlemi yaptırıp yaptırmadığı kontrol edilmelidir. Örme işlemi tamamlandıktan sonra parça makinenin altından alınır ve programda herhangi bir değişiklik yapıldı ise bu makine üzerinde aynı program üzerine kayıt yapılır.
Makineden çıkarılan test parçası, numune ile karşılaştırılarak tuşesinin kontrolü yapılır. Uygun olan tuşe parçası üzerinden tam boy bir ürün örülür. Bu parçalar kalıpla veya ölçü föyü ile kontrol edilir. Kontrol sonrasında standart bir beden üzerinden varsa düzeltmeler veya kritikler parçalar üzerinde belirtilir.
Çelikli örgünün değişiklikleri yapılmış olan programı tekrar makineye yüklenir. İkinci test parçası tekrar örülerek ürün seri üretim için hazır hâle getirilir. Bazen iki test parçaları istenilen sonucu vermeye bilir. Böyle bir durumda parçalar üzerinde tekrar kritikler (düzeltmeler) yapılarak üçüncü test parçası da yapılabilir.

RR İnterlok Normal Örgü Üretimi
İnterlok kumaş sadece çift plakalı yuvarlak örme makinelerinde, silindir ve kapak iğnelerinin birbirlerine dik ve karşılıklı bir şekilde yerleştirilmeleriyle elde edilen çift katlı örme kumaş çeşididir. İnterlok kumaşları enine yönde gerdirsek bile, iki yüzde de sadece sağ ilmikler görülür.
RR İnterlok Askılı Örgü Üretimi
RR interlok askılı örgüler aynı sıra üzerinde ilmeğin yanı sıra, askı hareketinin de yardımı ile desen oluşturmaktır.
RR Arka Yatırımlı ( Atlamalı ) İnterlok Örgü Üretimi
RR arka yatırmalı örgüler interlok yuvarlak örme makinelerinde bazı sistemlerde arka yani kapak iğnelerinin atlama yapmasıyla elde edilen örgülerdir. Bu sistem ile genel olarak ön yüzeyi kabarık olan kumaşlar elde edilmektedir.
RR İnterlok Astar Örgü Üretimi
Astar örgüler kumaşta iki yüzeylerinin birbirinden renk ve iplik açısından farklı olmalarından dolayı astar örgü olarak tanımlanırlar
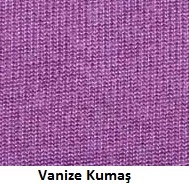
RR İnterlok Vanize Örgü Üretimi
Çift plakalı interlok yuvarlak örme makinelerinde birbirinden renk numara ve hammadde gibi farklı iki ipliğin kullanılmasıyla elde edilen örgü çeşididir.
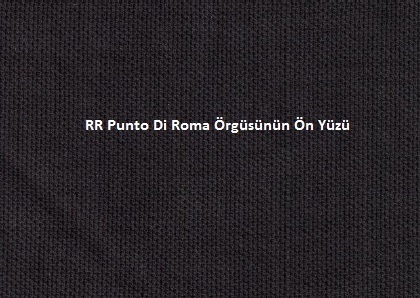
RR Punto Di Roma Interlok Örgü Üretimi
Punto di roma örgüler ilmek ve atlamanın kullanılmasıyla elde edilen örgülerdir. Diğer ismi çelikli interlok olan bu örgülerin üretimi diğer interlok örgülerle aynıdır. Kumaşın arka yüzeyinde daha çok elastan gipe ipliği kullanılır.
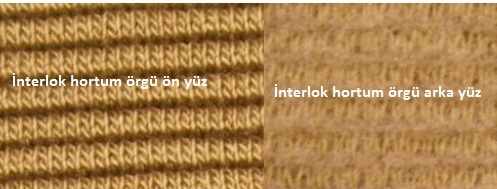
RR İnterlok Hortum Örgü Üretimi
İnterlok hortum örgülü kumaşların ön yüzeyinde enine yönde kabarık hortum şeklinde çıkıntılar mevcuttur. Kumaşın arka yüzeyi ise düz interlok örgü görünümündedir.
RR İnterlok Teksipike ( Radiyer ) Örgü Üretimi
İnterlok teksipike ilmek, atlama ve askı elemanlarının birlikte kullanılması ile elde edilen örgülerdir. Bu örgülerle üretilen kumaşlar diğer interlok örgülü kumaşlara göre daha sıkı ve daha düz yüzeylidir
RR İnterlok Jakarlı Örgü Üretimi
İnterlok jakarlı örgülerin üretimi ribana jakarlı örgülerin üretimi ile benzer özellikler taşımaktadır. Kumaşın ön yüzeyinde desen oluşurken arka yüzeyinde kullanılan renkli iplikler karışık olarak yer almaktadır.
RR İnterlok Rölyef Örgü Üretimi
Rölyef örgüler düz zemin özerinde kabartma yöntemiyle elde edilen örgülerdir. İnterlok makinelerinde de bu örgüler kapak iğnelerinin bazılarının askıya çıkması bazılarının da ilmek yapması ile yüzeyde dalgalı çıkıntılar oluşturur.
Dahası...
Çift Plaka Ribana Yuvarlak Örgüler
Yuvarlak Örme RR İğne İptalli Ribana Örgüler
Yuvarlak Örme RR Dalgalı Ribana Örgüler
Yuvarlak Örme RR Düz Ribana Örgüler
Yuvarlak Örme RR Dokuma Tipi Ribana Örgüler
Yuvarlak Örme Jakarlı Ribana Örgüler
Yuvarlak Örme RR Vanize Ribana Örgüler
Yuvarlak Örme RR Punto Di Roma Ribana Örgüler




Temel giyim ihtiyaç maddelerinden biri olan çorap, yanlızca bir örtünme malzemesi olmayıp insan sağlığı açısından da son derece önemli bir giyisidir. Çorap, insanın hayatı boyunca çok sayıda tükettiği ve kullandığı giyim eşyaları arasında ömrü en kısa olanıdır. Günümüze göre değişik doku ve şekillerde de olsa çorap tarihi çok eskilere dayanmaktadır. Çorap tarihi incelendiğinde;
İlk yazılı kaynaklarda ,eski yunan şair heseidos (İ.Ö 8 yy.) hayvan kılından örülen bir ayakkabı astarından (Piloi) bahseder. Ayrıca Anadolu’da MÖ 5.yüzyılda Altay Pazırık Kurgan'ında bulunan keçe çoraplar ,Türklerde çorap geleneğinin çok eskilere dayalı olduğunu kanıtlar ve Mezapotamya’da,(İ.Ö. 20.yy)’da örme çoraplar bulunduğu rivayet edilmektedir. Anadolu kültüründeki çorapların benzerlerini ise Balkan ülkelerinde , Türmenistan'da , Yunanistanda sürüleriyle yaşayıp oradan oraya dolaşan topluluklarda da görebiliyoruz. Türkçedeki çorap sözcüğü ise Farsça kökenlidir."Gorap" sözcüğü, Arapçaya "curap" buradan Türkçeye ise "Çorap"olarak geçer ve balkan diline de girer. Türkmenistan'da ise çoraba" çeşka" adı verilir.
Romalılar ise ayaklarına ,bileklerine ve bacaklarına meşin yada kumaş bantlar sararlardı. İlk kez (İ.S.2.yy.)’da kumaş ,keçe veya hayvan postlarından kesilerek dikilen ve esnek olmayan bir tür çorap kullanılmaya başlanmıştır. Eski Mısır’da mezarlarda İ.S 3. ve 6.yüzyıl arasında tarihlenen örme çoraplar bulunmuştur.El örgüsü çoraplar ise bugünkü şekline 17.yüzyılda ulaşmıştır.
İlk çoraplar günümüzdeki şekline benzemezlerdi. Deri veya yün kumaştan ayak şekline uygun olarak dikilir, devamında pantolonla birleştirilirdi.Zamanla bu tarz giyimin diz altı olan kısmı daha inceldi ve dizin üstündeki kumaştan farklılaştı. 1500’lü yılların başına kadar devam eden bu alışkanlık sonunda pantolonla çorap ayrıldı ve ayrı ayrı kullanılmaya başlanıldı. Ticari bir meta olarak örme giysiler 13 yy’ da Paris’te üretilmeye başlanmıştır. Daha öncesine, örme evlerde yapılan işti.1366’da Paris'te ilk örme locası kurulmuştır.1514 yılında örme, en önemli 6 elişi locasından biri olmuştur..

16.yy’ın sonlarına kadar çoraplar el örgüsüydü.El örgüsü çoraplar bugünkü şekline 17.yüzyılda ulaşmıştır.İlk çorap örme tezgahı 1589 yılında İngiltere’de yapılmıştır.Nottinhamshire yakınlarındaki Calverton köyünde yaşayan bir İngiliz papaz olan William Lee’nin ,elle ve ayakla çalıştırılan ilk örgü makinasını icat etmesinden sonra çorap makinede üretilmeye başlanmıştır. Lee’nin bu icadının altında romantik bir aşk hikayesi yatar Cambridge Üniversitesi’nde öğrenciyken tanıştığı fakir bir kıza aşık olan Lee hemen evlenmek ister.Ama nişanlısı,evini geçindirmek için geceler boyu elde çorap örmek zorundadır.Lee sevgilisinin bu zor işten kurtulması için el hareketlerini takip ederek daha hızlı bir çorap örme tekniği geliştirmeyi düşünür.”Neden bir hareketle sadece tek ilmek atılıyor?Bütün sırayı tek seferde bitirebilmek mümkün olabilir” diye düşünen Lee,aynı anda birden fazla ilmek atabilmenin yollarını arar.Fakat el örmesinde kullanılan tığlarla ilmek atabilmek için parmak kullanmak gerekiyordu.Bunu makinede yapabilmek için Lee çengelli iğneyi düşündü. Bu buluş sonunda ,geliştirilen metal-tahta karışımı tezgahta elişinden sadece 6 kat daha hızlı üretim yapılabiliniyordu..
Bir inç’te 8 ilmek atabiliyordu.Bu yün iplikler için uygundu ama ipek için çok kabaydı.Lee’nin buluşu bugün örme teknolojisinin temellerini oluşturur.
.Lee tarafından icat edilen makine ,Kraliçe 1.Elizabeth’he takdim edilir ve patent başvurusunda bulunulur.Fakat kraliçe örülen çorapların İspanya’da ipek kumaştan dikilen çoraplara göre daha kaba olmasını bahane ederek patent vermeyi reddeder.Üretilen çorapların”Majestelerinin ayakları için çok kaba bulunmuştur.
İnatçı Lee çalışmalarına devam eder ve ipek kullanılabilecek kadar ince olan yeni tip bir makine tasarlar.Yeni makine bir inch’te ( 2,54 cm.) 20 ilmek atabilmektedir.Tekrar patent başvurusunda bulunur..Ama cevap aynıdır.Kraliçe el örgü işçilerine maddi anlamda zarar vereceği ,işsizliğin artacağı ve tekelleşmeye yol açacağı gerekçesiyle patent vermeyi reddeder.Bunun üzerine Lee erkek kardeşiyle birlikte Fransa ekonomisini geliştirmeye çalışan Kral IV . Henrri’nin davetine uyarak Fransa’da Rouen’e yerleşirler.Orada tezgahıyla 8 yıl boyunca çorap üretmiştir.Fransa kralı tarafından kabul edilen ve makinesi için patent alan Lee 16 şubat 1612’de Pierre de Caux ile çorap örme makinelerinin üretimi için sözleşme yaptı.Böylece çorap makinesinin ilk ticari üretimi Fransa’da yapılmış oldu. Lee hakkındaki son yazılı belge ,1615 tarihli olarak kendisinin Rouen’de yaşayan ve çorap örme işiyle uğraşan bir kişi olduğuna dair bir Fransız vesikasıdır.
Fransa’nın Almanya ve Saksonya’ya da geçen Lee’nin ölümü üzerine işçileri ve bazı iddialara göre kardeşi ingiltere’ye dönerek İngiltere’nin çorap makinesi yapımını tekeline geçirmesine neden olmuştur..Böylece İngiltere çorap makinesinin özelliklerini öğrenen ve 1656’da bir şirket kuran Jean Hindret’e kadar makine imalatını kendi tekelinde tutmayı başarmıştır.Öte yandan Fournier'de Lyon'da (Fransa) ipek çorap yapımına başlamıştır.

Lee’nin icadı her ne kadar çorap üretimine hız kazandırmıyor olsa da özellikle elit Avrupalılarda nakış ve taşlarla süslenmiş elişi ipek çoraplar kullanılmaya uzun yıllar devam edildi. Lee’den sonra çorap örme tekniğindeki gelişme için bir yüzyıl daha beklemek gerekti.18.yy Boyunca gerçekleştirilen ilerlemelerin en önemlisi Jedediah Strutt adlı bir mucit tarafından gerçekleştirildi. Strutt: Lee’nin tezgahları üzerinde çalışarak,bu tezgahlarda ribli örgüyü yapabilecek ilave aparatlar kullandı. Bunun sonucunda örülen daha esnek ve bacağı saran bir forma kavuştu. Strutt ve 3 ortağı yaptıkları icat için patent aldılar.(1759). Gelişme yavaş da olsa bu onların zengin edecek bir gelir sahibi olmalarını sağlamıştı..Ürettikleri makine “Deby Rib” olarak tanındı.ve bu tezgahlarda üretilen çoraplar kısa sürede popüler oldu.
19.yüzyılın ikinci yarısında Lee’nin makinesi geliştirilerek demirden mamul paget tezgahı, 1864'de William Cotton'un icadı olan ve örgüyü ileri geri atkılar atarak gerçekleştiren yassı kolu makinesi kullanıma sunulmuştur..Cotton makinesinden sonra artık el sisteminden makine sistemine geçilmiştir. 10 Ton ağırlığındaki bu makine 100-150 bin parçadan oluşmakta ve bir düzine çorabı bir arada örebilmekteydi.Cotton’un makinesinde iğneler daha öncekiler gibi yatay değil dikey konumlandırılmıştı.
Dikişsiz çoraplar 19.Yüzyılın ortalarında geliştirilen yuvarlak makinelerde örülmüştür..Bunlarda örgü esnasında ilmek sayısı arttırılıp azalmadığından 100 yıla yakın bir süre çoraplar düz boru şeklinde üretilmeye devam edilmiştir.
Sanayileşmeyle birlikte 19.yy Başı itibariye çorap; büyük miktarlı kapasiteye sahip fabrikalarda üretilmeye ve ihraç edilmeye başlandı..Üretimin ana merkezi İngiltere’de Nottingham; Almanya’da Chemnitz idi.Bunun yanı sıra Fransa’da ipek çorap üretiminde söz sahibi idi.Tabi ki bahsedilen üretim ,toplam tüketim içinde çok önemli bir yere sahip değildi.Doğaldır ki özellikle kırsal kesimlerde çorap ihtiyacı daha uzun yıllar evde örülen çoraplarla karşılanacaktı..
1920’lerde kadın giysilerinin etek boylarının kısalması sonrasında bacaklar ve bunlara giyilen çoraplar görünür hale geldi..bu dönemde şeffaf çoraplar ipek yada suni ipekten imal edilmekte ve uyluğun üst kısmında sonlanmaktaydı.1930’lardan sonra bu çorapların yapımında naylon kullanılmaya başlandı.Bu tarihten sonra kadın giyiminin değişmez bir parçası haline gelen naylon çoraplar popüleritesini 1960 ‘lara dek sürdürdü.

Yeni malzemenin geliştirilmesinden hemen birkaç yıl sonra Wilmington’da Naylon’dan yapılan ilk çoraplar piyasaya arz edilmiştir.Ticari olarak çok başarılı naylon çorap böylece doğmuştu.Üç saat içinde 4.000. çift satılmıştı. ABD’de gerçek naylon konjöktürü ortaya çıkmıştı.15 Mayıs 1940 tarihinde dört gün içinde dört milyon çift Naylon çorap satılmıştı.Kadınlar her yerde bu mucize çorabın peşine düşmüştü. Tabakalar halindeki naylonların birleştirilmesiyle üretilen arkası dikişli naylon çoraplar son derece seksi bulunuyor ,dönemin aktristleri ve sosyetesi tarafından baş tacı ediliyordu..Fakat II.dünya savaşı patlak vermesi ile her şey bir anda altüst olmuş ve naylon imalatının ordu ihtiyacı için kullanılmaya başlaması ile naylon çorap için bir duraklama dönemi başladı.
Külotlu çorap ilk kez Amerika ‘da allen Gant Senior tarfından 1959’da icad edilmiş ve Kuzey Carolina’da Glen Raven Mills şirketi tarafından üretilmiştir.Geliştirilen dairesel örme makineleri hem el işçiliğini azaltmış hem de dikişsiz çorapların yapımını olanaklı kılmıştır.Glen Raven Mills şirketi 1965’te ilk dikişsiz külotlu çorabı piyasaya sürmüştür.Külot ve çorabı birleştiren bu giyisi büyük ilgi görmüş ve özellikle tetiklediği mini etek modası ile birlikte 1960’larda büyük bir hızla yayılarak naylon çorabın yerini almıştır.Külotlu çorabın yayılması korse ve jartiyer kullanımının da azalmasına yol açmıştır.aynı dönemde Spandex veya Elastan’ın icadı külotlu çorabı daha rahat kullanışlı ve şık hale getirmiştir.
Türkler çoraplarını elde ve 5 şişle örüyorlardı. Örgü malzemesi olarak yün,tiftik ve ibrişim kullanıyorlardı. Bölgelere göre çeşitli özellikler gösteren bu çoraplar el dokuması sanatının en güzel örneklerini vermiştir. Anadolu çorapları sadece dokunduğu malzeme bakımından değil; motifleri, renkleri ve bunların temsil ettiği alanlar bakımından da büyük özellik ve anlam taşıyordu.

Türkiye'de çorap sanayii ise 1923 yılında Teşviki sanayii Kanunun'dan faydalınarak kurulmuş ve zaman içinde gelişmiş makinaları ithal ederek faaliyetlerine başlamıştır. Türkiye bu gün çorap üretimi bakımından kendi ihtiyacını karşılaması yanında, üretiminin %90-95'ini ihraç etmektedir. Ülkemizde irili ufaklı 800 civarında firma 20.000'nin üzerinde çorap makinası bulunmaktadır.Bu makinaların imalat kapasitesi günde 3 vardiya üzerinden yıllıkm yaklaşık 2 milyar çifte ulaşmaktadır.