
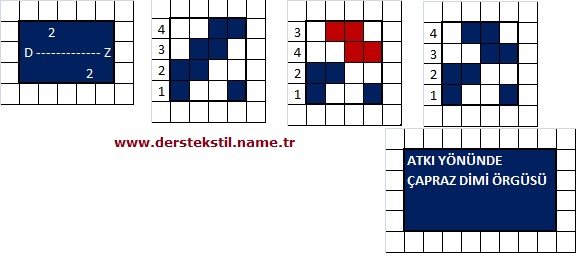
Atkı Yönünde Çapraz Dimi Örgüsü
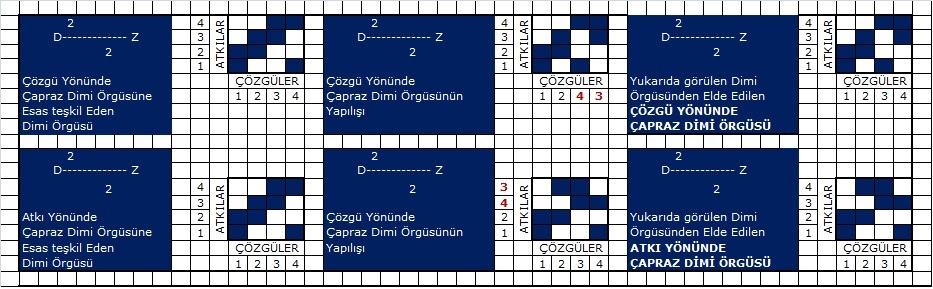
Herhangi bir dimi örgüsünün raporu içindeki hareketlerin yer değiştirmesi sonucu elde edilen dimi örgü çeşididir. Herhangi bir dimi örgü raporunun ÇÖZGÜ ya da ATKI istikametinde yarısından itibaren sondan başa doğru sıralanması şeklinde yer değişimi ile elde edilir. Çapraz dimi örgüleri; Elbiselik, paltoluk, ceketlik, örtülük kumaşların dokunmasında kullanılır. Çapraz dimi örgüsü; ATKI yönünde ve ÇÖZGÜ yönünde olmak üzere iki çeşittir.
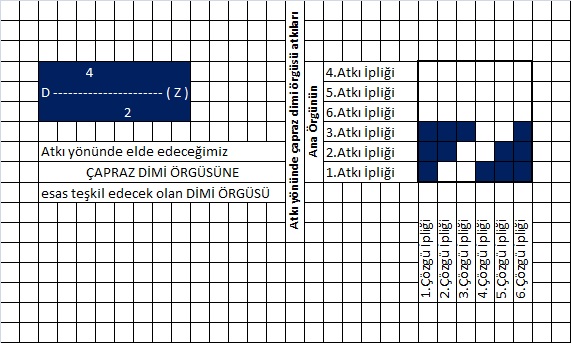
Atkı yönünde çapraz dimi örgüsü için ;Verilen dimi örgü raporu ATKI yönünde iki eşit parçaya bölünür. Birinci alana dimi örgü raporu tekniğine uygun olarak yarıya kadar işlenir. İkinci alana ise sondan başa doğru olmak üzere dimi örgü raporu işlenerek örgü tamamlanır. Dimi örgü raporu tercih edilirken iki eşit parçaya bölünebilecek şekilde çift sayılardan olmasına dikkat edilir.
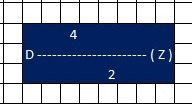
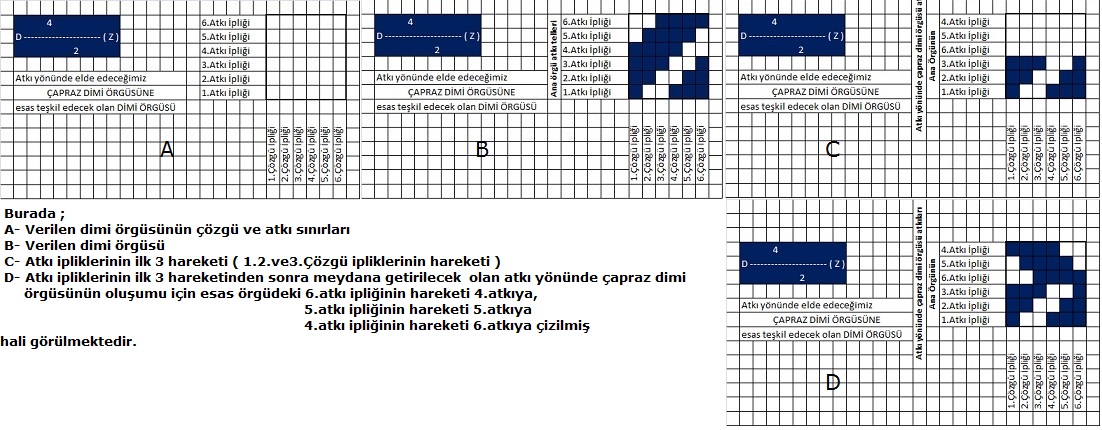
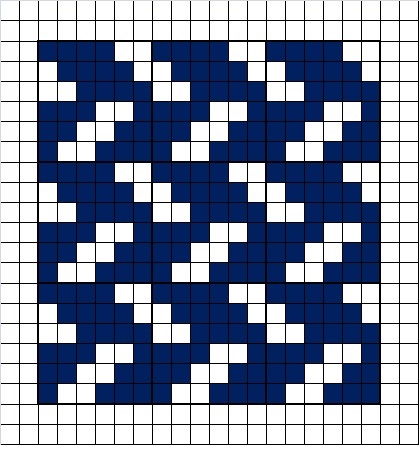
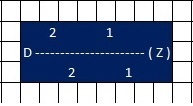
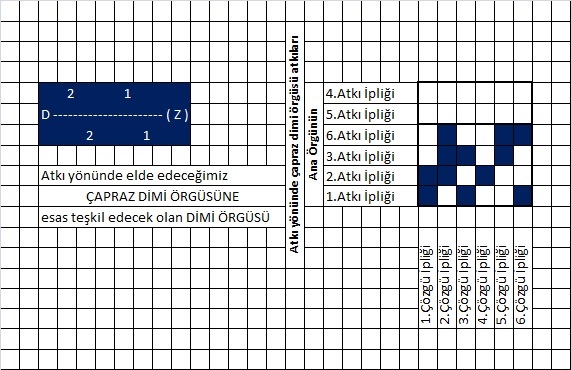
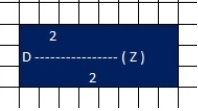
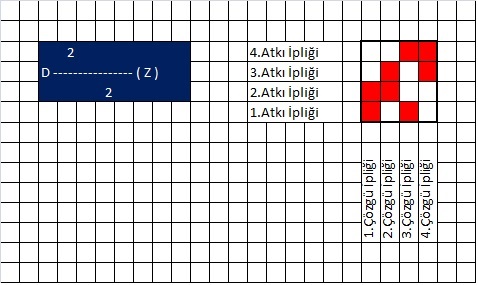
Örgüsünden ATKI YÖNÜNDE ÇAPRAZ DİMİ örgüsünü çizelim. Dimi örgüsü çizimlerini hatırlayalım;Buna göre örgü çizgisinin üzerindeki ve altındaki rakamların toplamı,rapor içerisinde bulunması gereken çözgü ve atkı tel sayısını vermekteydi.4+2 = 6 Yani 6 Çözgü ve 6 Atkı Dimi yolu ise sağ yollu olacaktır. Önce ATKI yönünde ÇAPRAZ DİMİ örgüsünün çizimine esas teşkil edecek olan,Dimi örgümüzün rapor sınırlarını belirleyelim.
Dimi örgüsü çizim kurallarına göre;
Örgüsünü yaparız.
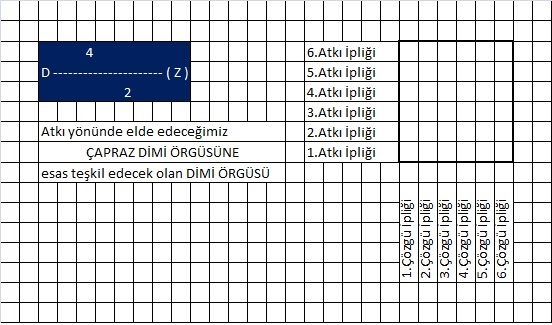
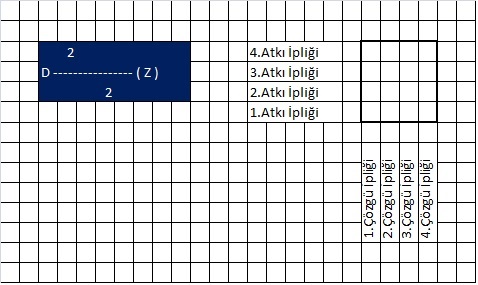
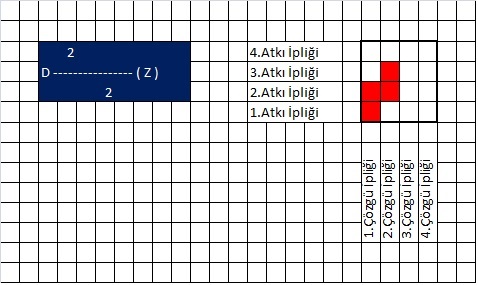
Atkı yönünde Çapraz Dimi örgüsünün rapor içerisinde bulunması gereken çözgü ve atkı tel sayısı, bu örgünün çizimine teşkil edecek olan dimi örgüsü ile aynıdır. Yani;6 çözgü ve 6 atkıdır.Önce; Dimi örgüsündeki 1,2. ve 3.Atkı ipliklerinin hareketlerini soldan sağa doğru aynısını yaparız.
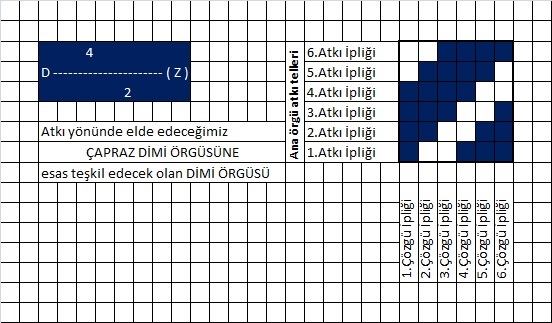
4.Atkı ipliğine ise; Esas örgümüzün 6.atkı telinin hareketini yazarız.
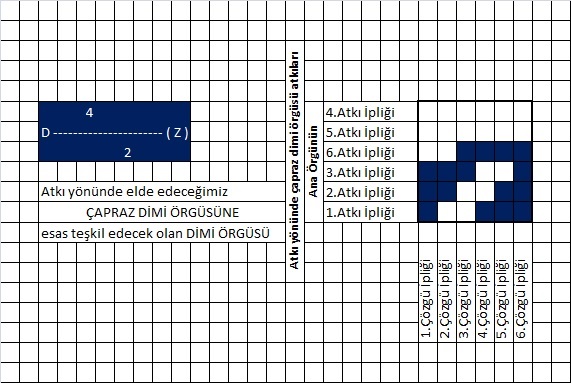
5.Atkı ipliğine ise; Esas örgümüzün 5.Atkı telinin hareketini yazarız.
6.Atkı ipliğine ise; Esas örgümüzün 4.Atkı telinin hareketini yazarız.
Bu şekilde;
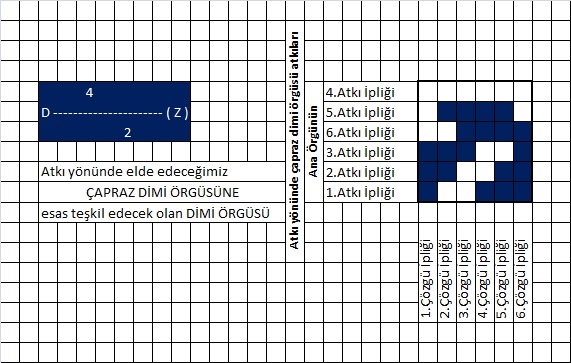
Dimi örgüsünden ATKI YÖNÜNDE ÇAPRAZ DİMİ Örgüsünü yapmış oluruz.
Şimdi de;
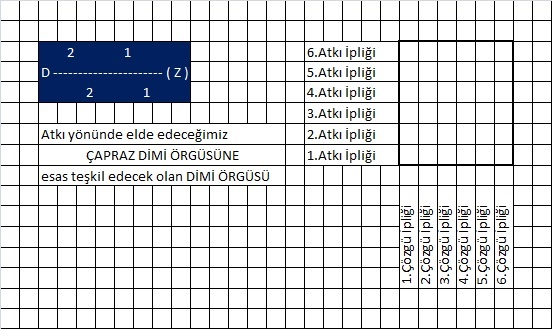
Örgüsünden ATKI yönünde ÇAPRAZ DİMİ örgüsünü çizelim.Dimi örgüsü çizimlerini hatırlayalım;
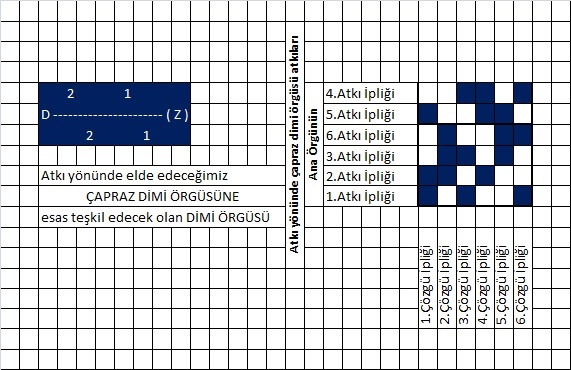
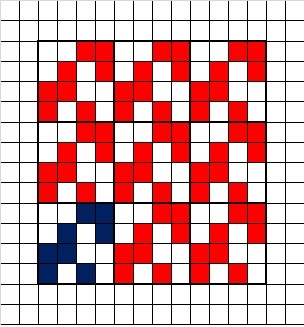
Buna göre örgü çizgisinin üzerindeki ve altındaki rakamların toplamı, rapor içerisinde bulunması gereken çözgü ve atkı tel sayısını vermekteydi. 2+2+1+1 = 6. Yani 6 Çözgü ve 6 Atkı tel sayısıdır. Dimi yolu ise sağ yollu olacaktır. Önce ATKI yönünde ÇAPRAZ DİMİ örgüsünün çizimine esas teşkil edecek olan, Dimi örgümüzün rapor sınırlarını belirleyelim.
Dimi örgüsü çizim kurallarına göre ;

Örgüsünü yaparız.
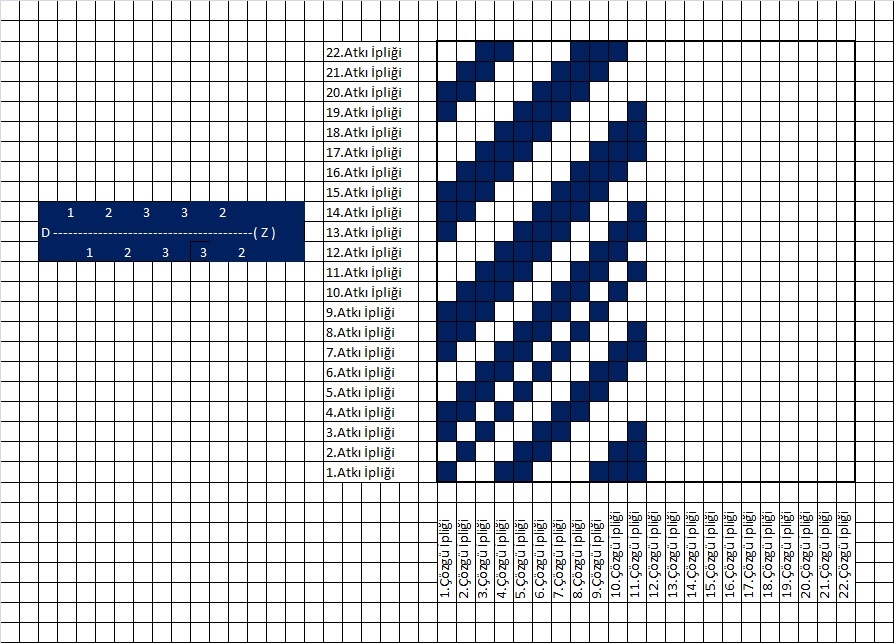
ATKI yönünde Çapraz Dimi örgüsünün rapor içerisinde bulunması gereken çözgü ve atkı tel sayısı, bu örgünün çizimine teşkil edecek olan dimi örgüsü ile aynıdır. Yani;6 çözgü ve 6 atkı telidir. Önce; Dimi örgüsündeki 1.2. ve 3.atkı ipliklerinin hareketlerini soldan sağa doğru aynısını yaparız.
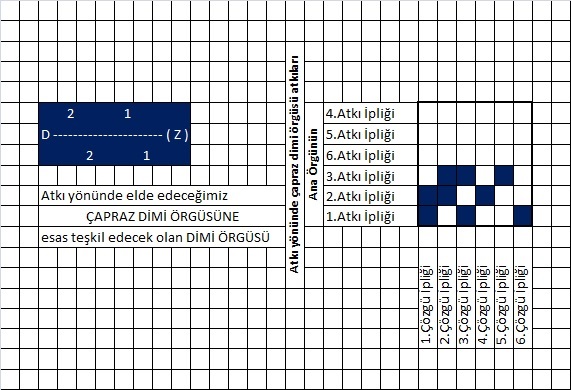
4.Atkı ipliğine ise; Esas örgümüzün 6.atkı telinin hareketini yazarız.
5.Atkı ipliğine ise; Esas örgümüzün 5.Atkı telinin hareketini yazarız.
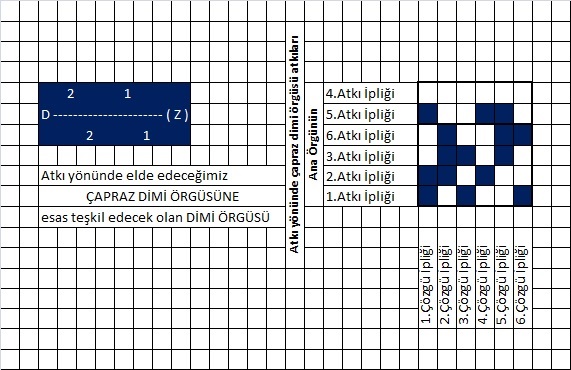
6.Atkı ipliğine ise; Esas örgümüzün 4.Atkı telinin hareketini yazarız.
Bu şekilde
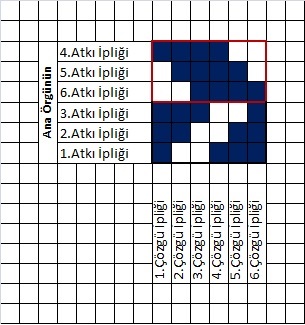
Dimi örgüsünden ATKI YÖNÜNDE ÇAPRAZ DİMİ Örgüsünü yapmış oluruz.
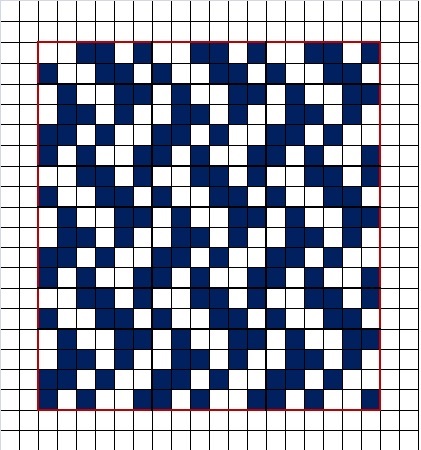
Dimi örgüsünden elde edilen ATKI YÖNÜNDE ÇAPRAZ DİMİ Örgüsü; 3 Rapor olarak görülmektedir.
Çözgü Yönünde Çapraz Dimi Örgüsü
Herhangi bir dimi örgüsünün raporu içindeki hareketlerin yer değiştirmesi sonucu elde edilen dimi örgü çeşididir. Herhangi bir dimi örgü raporunun ÇÖZGÜ ya da ATKI istikametinde yarısından itibaren sondan başa doğru sıralanması şeklinde yer değişimi ile elde edilir. Çapraz dimi örgüleri; Elbiselik, paltoluk, ceketlik, örtülük kumaşların dokunmasında kullanılır. Çapraz dimi örgüsü; ATKI yönünde ve ÇÖZGÜ yönünde olmak üzere iki çeşittir.
ÇÖZGÜ YÖNÜNDE ÇAPRAZ DİMİ ÖRGÜSÜ
Verilen dimi örgü raporu çözgü yönünde iki eşit parçaya bölünür. Birinci alana dimi örgü raporu tekniğine uygun olarak yarıya kadar işlenir. İkinci alana ise sondan başa doğru olmak üzere dimi örgü raporu işlenerek örgü tamamlanır. Dimi örgü raporu tercih edilirken iki eşit parçaya bölünebilecek şekilde çift sayılardan olmasına dikkat edilir.
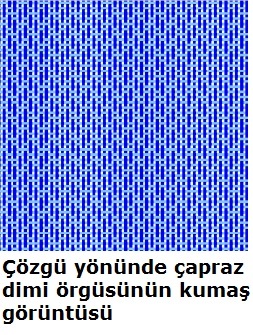
Örgüsünden ÇÖZGÜ yönünde ÇAPRAZ DİMİ örgüsünü çizelim. Dimi örgüsü çizimlerini hatırlayalım; Buna göre örgü çizgisinin üzerindeki ve altındaki rakamların toplamı, rapor içerisinde bulunması gereken çözgü ve atkı tel sayısını vermekteydi. 2+2 = 4 Yani 4 Çözgü ve 4 Atkı Dimi yolu ise sağ yollu olacaktır. Önce Çözgü yönünde ÇAPRAZ DİMİ örgüsünün çizimine esas teşkil edecek olan, Dimi örgümüzün rapor sınırlarını belirleyelim.
Dimi örgüsü çizim kurallarına göre ;verilen örgümüzü çizeriz.

Çözgü yönünde Çapraz Dimi örgüsünün rapor içerisinde bulunması gereken çözgü ve atkı tel sayısı, bu örgünün çizimine teşkil edecek olan dimi örgüsü ile aynıdır. Yani;4 çözgü ve 4 atkı.Önce; Dimi örgüsündeki 1. ve 2.çözgü ipliklerinin aynısını yaparız, yani yazarız.
3.Çözgü ipliğine ise; Esas örgümüzün 4.çözgü telinin hareketini yazarız, yani yaparız.
4.Çözgü ipliğine ise ;Esas örgümüzün 3.çözgü telinin hareketini yazarız.
Dimi örgüsünden elde edilen ÇÖZGÜ YÖNÜNDE ÇAPRAZ DİMİ Örgüsü ;3 Rapor olarak görülmektedir.
Dimi örgüsünden elde edilen ÇÖZGÜ YÖNÜNDE ÇAPRAZ DİMİ Örgüsünün kumaş görüntüsü görülmektedir.
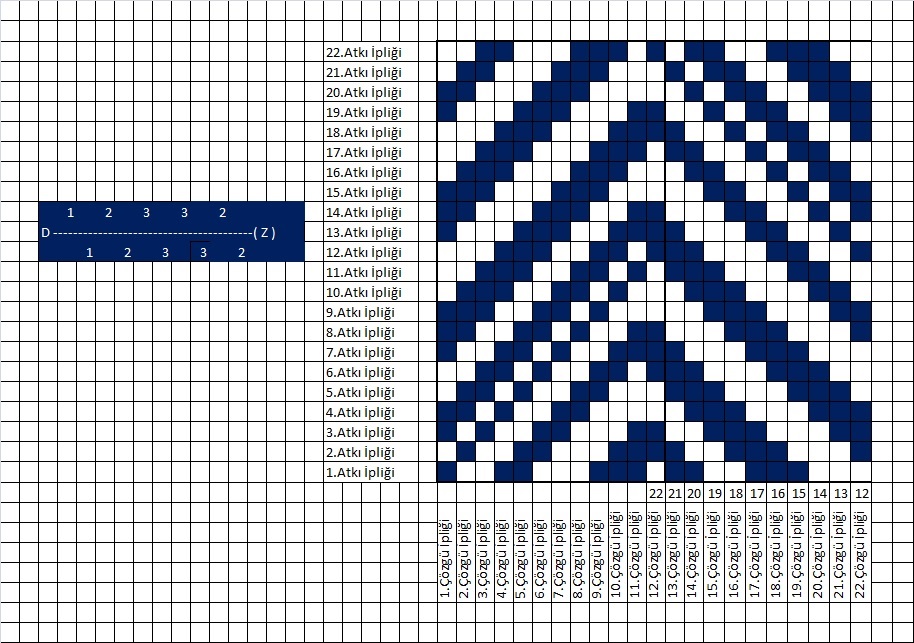
Şimdi de aşağıda görülen çok yollu dimi örgüsünden ENİNE YÖNDE ÇAPRAZ DİMİ örgüsünün nasıl çizildiğini açıklayalım.
![]()
Dimi örgüsü çizimlerini hatırlayalım; Buna göre örgü çizgisinin üzerindeki ve altındaki rakamların toplamı, rapor içerisinde bulunması gereken çözgü ve atkı tel sayısını vermekteydi.1+1+2+2+3+3+3+3+2+2= 22Yani 22 Çözgü ve 22 Atkı Dimi yolu ise Sağ yollu olacaktır.Dimi örgüsü çizimlerini hatırlayalım; Buna göre örgü çizgisinin üzerindeki ve altındaki rakamların toplamı, rapor içerisinde bulunması gereken çözgü ve atkı tel sayısını vermekteydi.1+1+2+2+3+3+3+3+2+2= 22Yani 22 Çözgü ve 22 Atkı Dimi yolu ise Sağ yollu olacaktır. Önce Çözgü yönünde ÇAPRAZ DİMİ örgüsünün çizimine esas teşkil edecek olan, Dimi örgümüzün rapor sınırlarını belirleyelim.
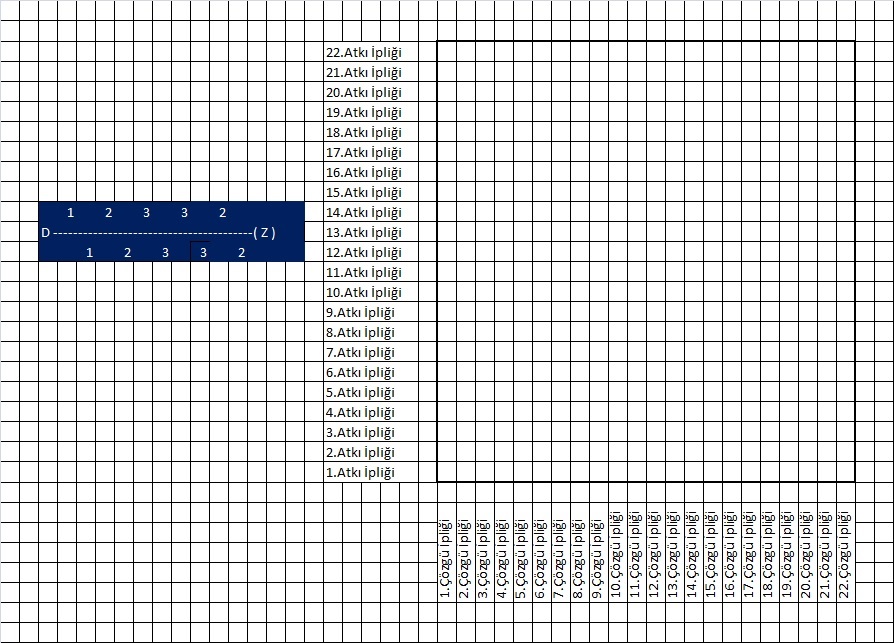
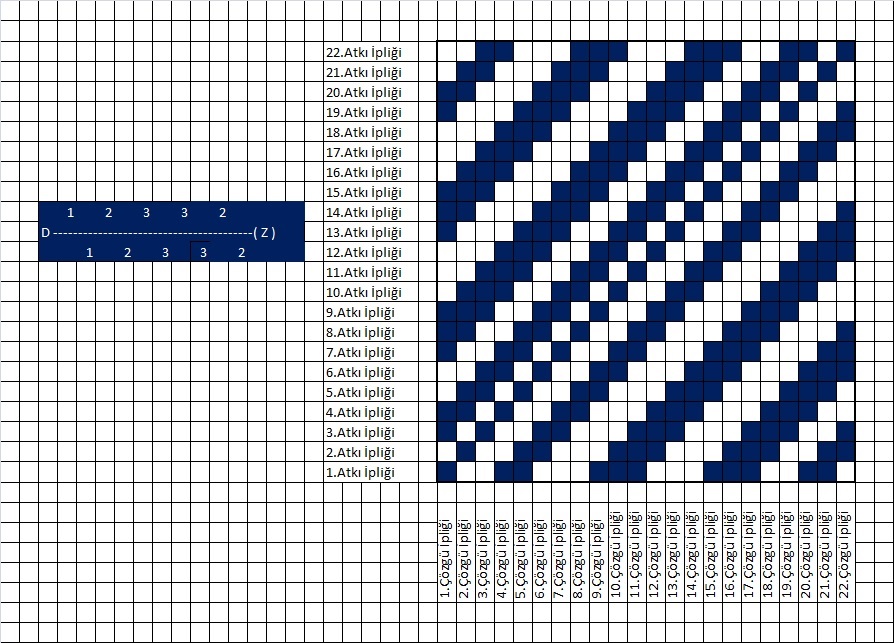
Çözgü yönünde Çapraz Dimi örgüsünün rapor içerisinde bulunması gereken çözgü ve atkı tel sayısı, bu örgünün çizimine teşkil edecek olan dimi örgüsü ile aynıdır. Yani;22 çözgü ve 22 atkı. Önce; Dimi örgüsündeki 1. 2.3.4.5.6.7.8.9.10.ve 11.çözgü ipliklerinin hareketinin aynısını yaparız.
12.Çözgü ipliğine ise ;Esas örgümüzün 22.çözgü telinin hareketini yazarız.
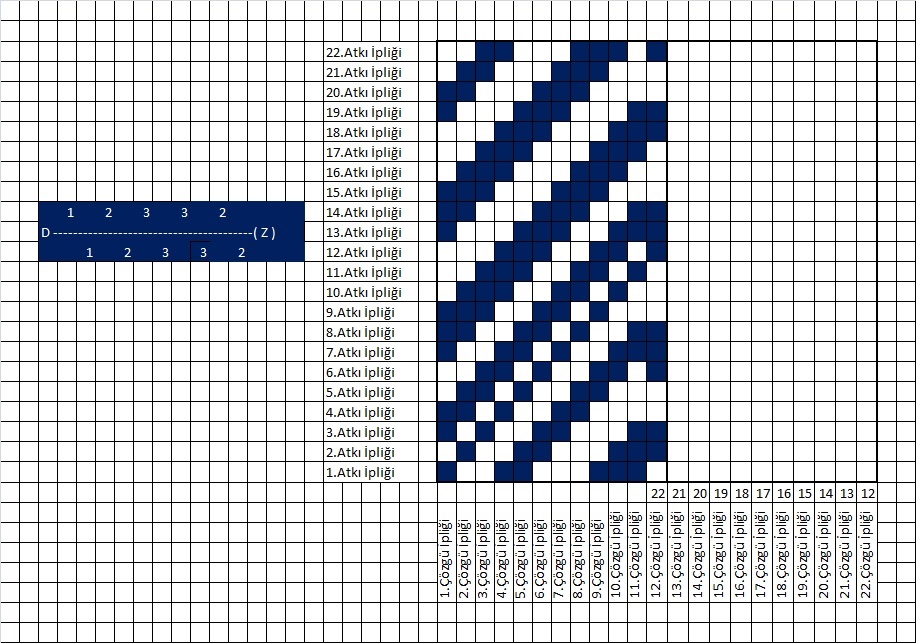
13.Çözgü ipliğine ise ;Esas örgümüzün 21.çözgü telinin hareketini yazarız.
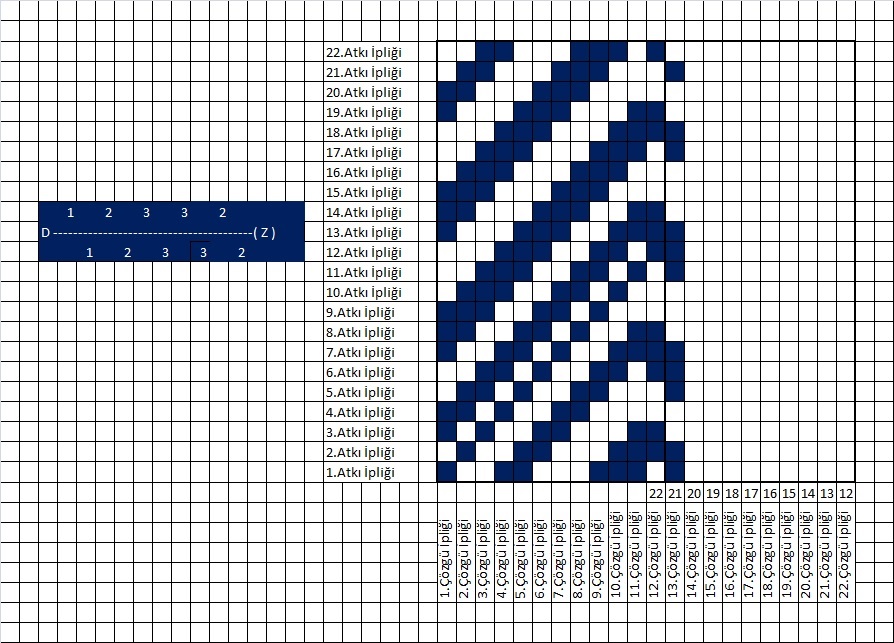
14.Çözgü ipliğine ise ;Esas örgümüzün 20.çözgü telinin hareketini yazarız.
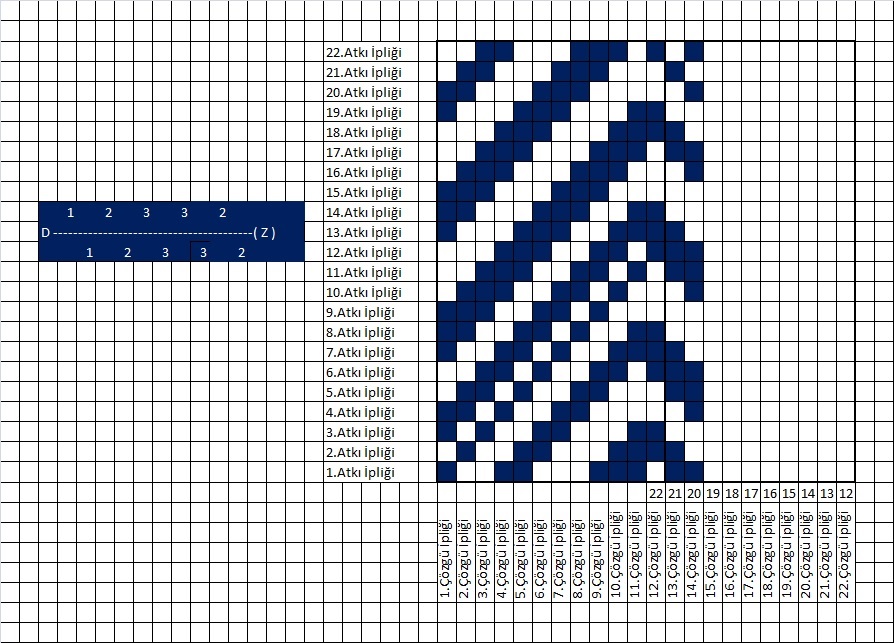
15.Çözgü ipliğine ise ;Esas örgümüzün 19.çözgü telinin hareketini yazarız.
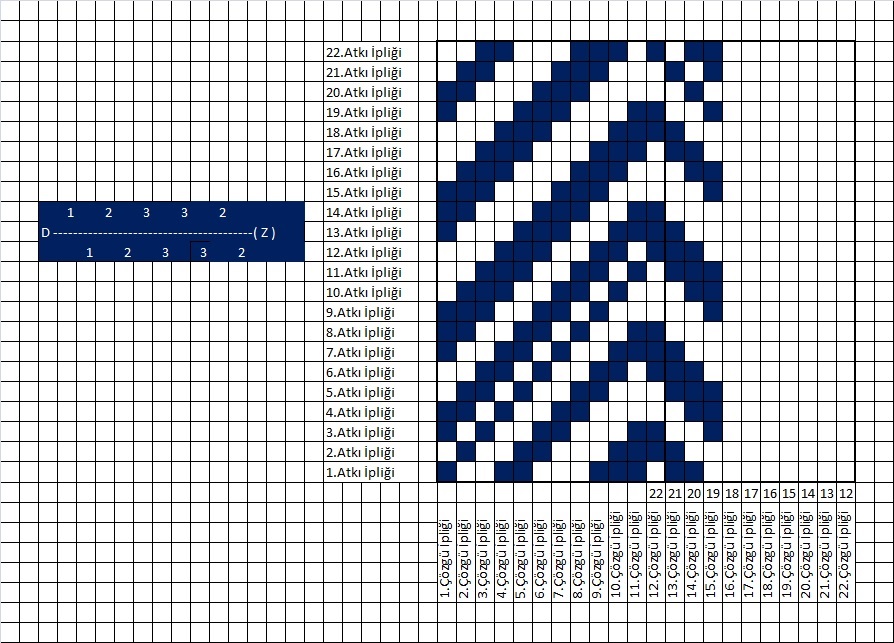
16.Çözgü ipliğine ise; Esas örgümüzün 18.çözgü telinin hareketini yazarız.
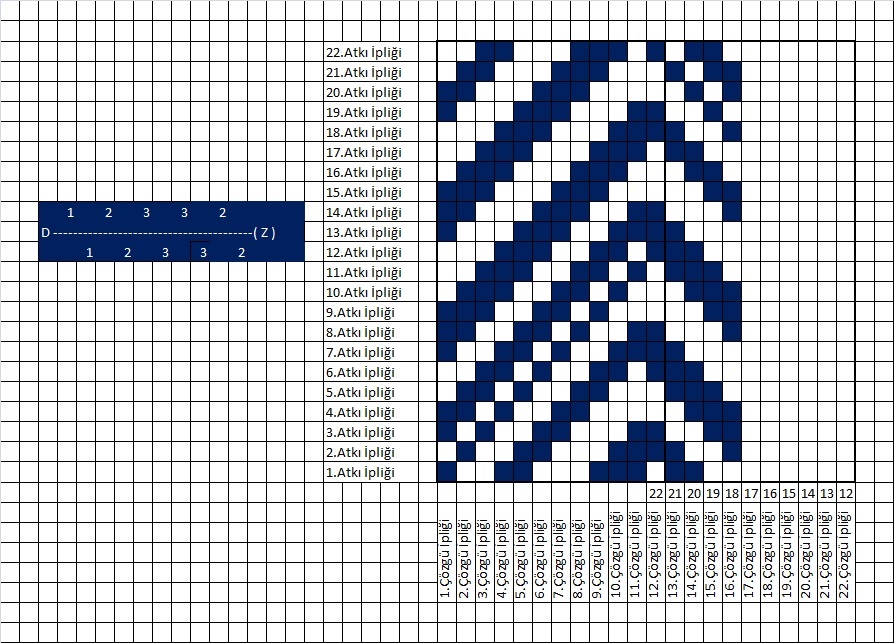
17.Çözgü ipliğine ise; Esas örgümüzün 17.çözgü telinin hareketini yazarız.
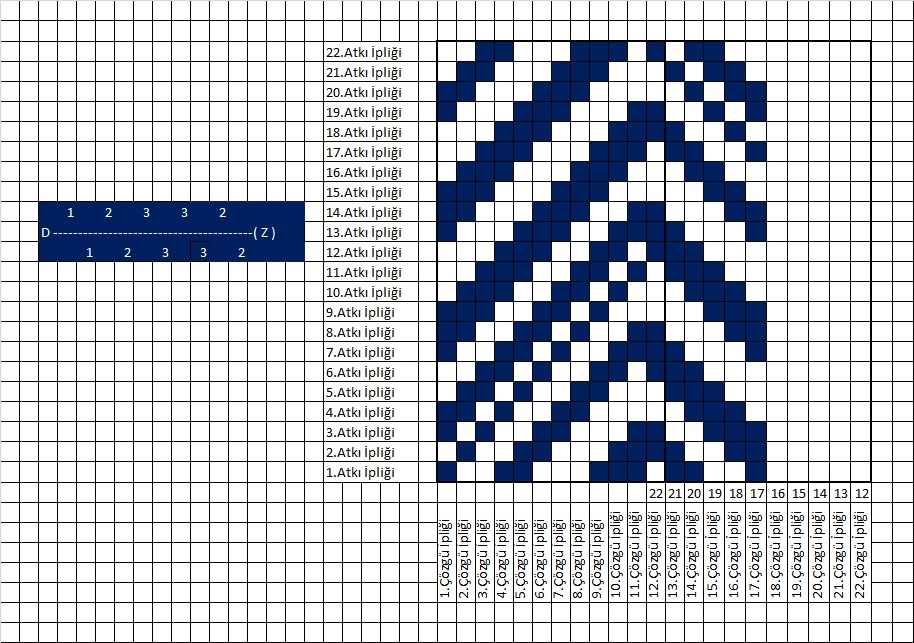
18.Çözgü ipliğine ise; Esas örgümüzün 16.çözgü telinin hareketini yazarız.
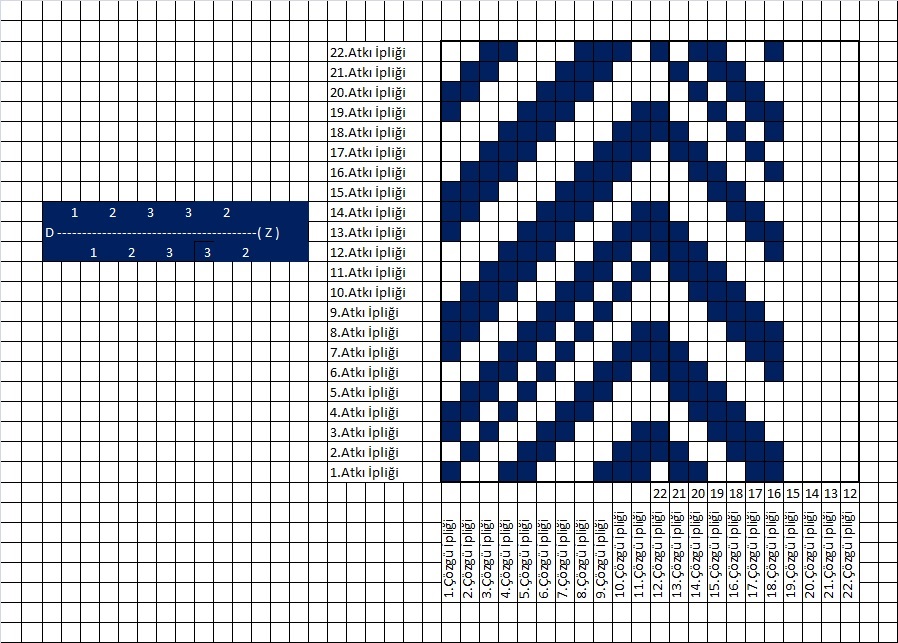
19.Çözgü ipliğine ise; Esas örgümüzün 15.çözgü telinin hareketini yazarız.
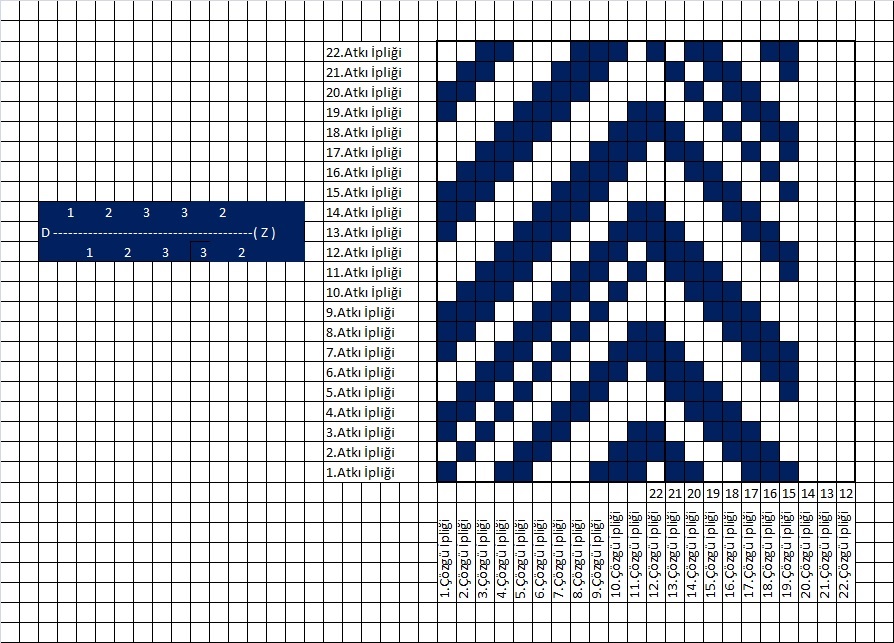
20.Çözgü ipliğine ise; Esas örgümüzün 14.çözgü telinin hareketini yazarız.
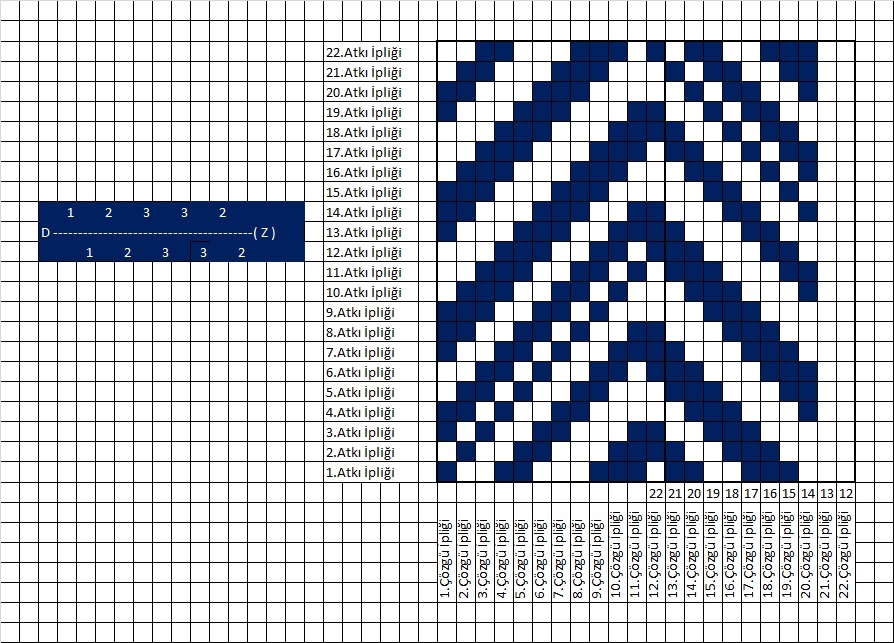
21.Çözgü ipliğine ise; Esas örgümüzün 13.çözgü telinin hareketini yazarız.
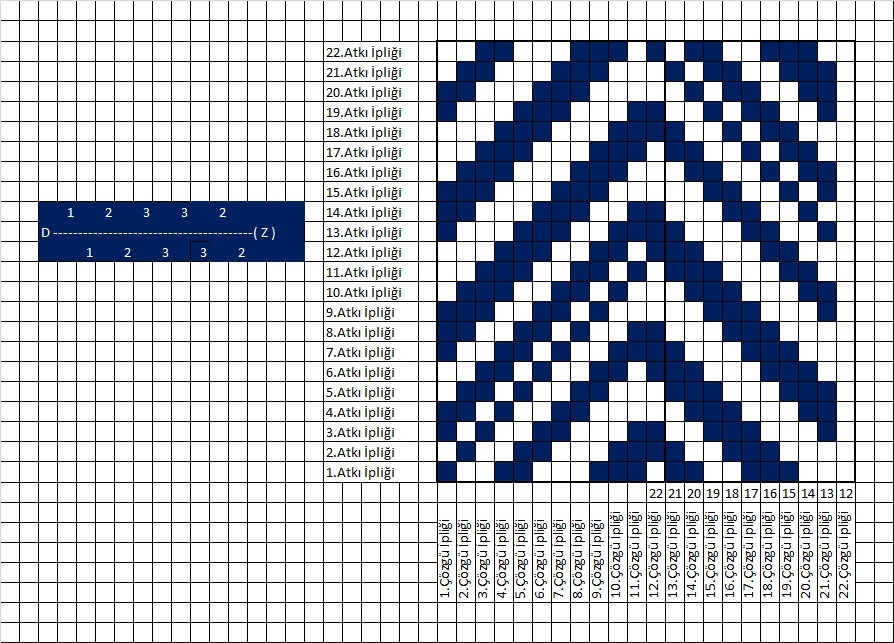
22.Çözgü ipliğine ise; Esas örgümüzün 12.çözgü telinin hareketini yazarız.
Çapraz Dimi Örgüsü
Herhangi bir dimi örgüsünün raporu içindeki hareketlerin yer değiştirmesi sonucu elde edilen dimi örgü çeşitidir.Herhangi bir dimi örgü raporunun ÇÖZGÜ ya da ATKI istikametinde yarısından itibaren sondan başa doğru sıralanması şeklinde yer değişimi ile elde edilir. Çapraz dimi örgüleri; Elbiselik, paltoluk, ceketlik, örtülük kumaşların dokunmasında kullanılır. Çapraz dimi örgüsü; ATKI yönünde ve ÇÖZGÜ yönünde olmak üzere iki çeşittir.
ÇÖZGÜ YÖNÜNDE ÇAPRAZ DİMİ ÖRGÜSÜ
Verilen dimi örgü raporu çözgü yönünde iki eşit parçaya bölünür. Birinci alana dimi örgü raporu tekniğine uygun olarak yarıya kadar işlenir. İkinci alana ise sondan başa doğru olmak üzere dimi örgü raporu işlenerek örgü tamamlanır. Dimi örgü raporu tercih edilirken iki eşit parçaya bölünebilecek şekilde çift sayılardan olmasına dikkat edilir.
ATKI YÖNÜNDE ÇAPRAZ DİMİ ÖRGÜSÜ
Verilen dimi örgü raporu ATKI yönünde iki eşit parçaya bölünür. Birinci alana dimi örgü raporu tekniğine uygun olarak yarıya kadar işlenir. İkinci alana ise sondan başa doğru olmak üzere dimi örgü raporu işlenerek örgü tamamlanır. Dimi örgü raporu tercih edilirken iki eşit parçaya bölünebilecek şekilde çift sayılardan olmasına dikkat edilir.
kenevir elyafı
Kenevir, ısırgangillere yakın, cannabinaceae familyasına mensup, tek yıllık odunsu bir bitkidir. Anavatanı Asya olan bu bitki çeşitli yollar izleyerek tüm dünyaya yayılmıştır. Bugün iki alttürü bulunmaktadır. Bunlar; cannabis sativa ve cannabis indicadır.

Lif üretimi için kullanılan ve endüstriyel öneme sahip olan cinsi cannabis sativadır. Tekstil endüstrisi dışında, başka alanlarda da kenevirden yararlanılmaktadır. Tohumları yağ üretiminde ve hayvan yemi yapımında, lifleri ayrıca kâğıt yapımında kullanılmaktadır. Kenevir, insanlık tarihinde yetiştirilmiş ilk kültür bitkilerinden birisidir. Arkeolojik araştırmalar sonucunda M.Ö.8000 yıllarına tarihlenen kenevirden üretilmiş kumaş kalıntılarına rastlanmıştır. M.Ö. 1500’lü yıllarda Anadolu’da kenevir üretimi yapıldığı bilinmektedir.
Kenevir lifleri tarih boyunca tekstil üretiminde çok önemli yer tutmuş, ülke ekonomilerini şekillendirmiştir. Öyle ki 19. y.y. sonlarına kadar dünya üzerindeki tüm tekstil ürünlerinin %80’inin hammaddesini kenevir lifi oluşturmuştur. 20. y.y. başlarında gelişen teknoloji ile birlikte pamuk lifinin kullanılmaya başlanmasıyla daha ince iplikler üretilebilmiş, daha hafif elbiselerin eldesi mümkün olmuştur. 1930’lu yıllarda çıkarılan esrar karşıtı yasalarla kenevir tarımı büyük sekteye uğramış, buna ek olarak savaş sanayisine paralel olarak geliştirilen sentetik liflerle beraber kenevir tekstiller eski önemini yitirmeye başlamıştır. Günümüzde kenevir liflerinden üretilen tekstil ürünlerine olan talebin hızla yükseldiği görülmektedir.
Çevresel kaygıların üst düzeyde olması bu ilginin temel sebebidir. Dünyada en çok kullanılan doğal lif olan pamukla ve petrol türevi sentetik liflerle karşılaştırıldığında kenevir lifleri, üstün ekolojik ( çevresel ) özellikleriyle ve organik tekstil üretimi potansiyeliyle dikkat çekmektedir. Kenevir tekstillerin son zamanlarda önplana çıkmasındaki bir diğer sebepse üstün kullanım özellikleri sağlamalarıdır. Bu özellikler lifin fiziksel ve kimyasal yapısından kaynaklanır.
KENEVİR LİFİNİN FİZİKSEL VE KİMYASAL YAPISI
Tekstil endüstrisinde kullanılan kenevir lifleri cannabis sativa türü kenevirin erkek eşeyli bireylerinden elde edilir. Bitkinin boğumlar ihtiva eden uzun bir sak ı vardır. Sak kesitinde farklı kategorilerde lifler bulunur (sekonder hücre demeti keten sakında yoktur bu durum ayırıcı bir özelliktir). Tekstil kullanımı için uygun olan lifler primer liflerdir. Aşağıda primer ve sekonder lifler görülmektedir.

Primer lifler apikal sürgen dokudan meydana gelmişlerdir. Boğumlar arasındaki primer lif say ısı bitkinin büyüme evreleriyle birlikte değişmez fakat lifler uzar. Lif uzunluğu ve verimi boğumlar arasındaki mesafeye bağlıdır. Söz konusu lifler kabuk kısmında demetler halindedir ve lif demetlerinde 30-50 lif hücresi bulunur. Her bir lif hücresi 20-35 mikrondur, lif kalınlığı ise değişimler gösterir, sakın alt kısımlarına doğru artar. Lifler parlaktır ve renkleri sarı-kahverengidir.
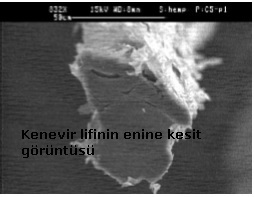
Kenevir lifinin enine kesiti, aşağıdaki görülebileceği üzere poligonaldir. İyot-sülfirik asit karışımı kenevir lifinin ayırt edilmesinde kullanılabilir. Bu karışım ile işleme tabi tutulduğunda lümen sarı renge, selülozik çeper mavi renge diğer kısımlar sarımtırak yeşil renge boyanır.
Kenevir Saplarından Lif Eldesi Endüstriyel uygulamalarda kullanılacak lifler için olgunluk önemli bir parametredir. Tek bir lifin olgunluğu ikincil duvarın gelişimiyle dıştan içe doğru gerçekleşir. Olgunlaşmış sakta hücre duvarları incedir ve lümen küçük bir hacim kaplar. İkincil duvarın gelişimi bitkinin büyüme evresinde başlar ve çiçeklenmeden sonra da devam eder. Lif karakteristiği bitkinin hasat edilme dönemine göre farklılıklar gösterir bu yüzden elde edilmek istenen lif kalitesine göre doğru hasat dönemi seçilmelidir. Aşağıda hasat dönemindeki bir kenevir tarlası görülmektedir.

İstenen lif olgunluğuna göre şu yöntemlerle hasat yapılabilir:
1. Erkek bitkilerin çiçeklenmesinden sonra erkek bitkiler hasat edilir.
2. Tozlaşmadan sonra erkek ve dişi bitkiler hasat edilir, böylece dişi bitkilerin lifinden de yararlanılabilir.
3. Tohum oluşumundan sonra dişi ve erkek bitkiler hasat edilir. Bu yöntemde lif üretimi ikinci plandadır asıl amaç tohum eldesidir.
Hasattan sonra saplardan liflerin ayrılması işlemi keten lifleriyle benzerlik gösterir, bu işlem için mekaniksel metot, çiğde bekletme, havuzlama yöntemi, kimyasal yöntem ve enzimle muamele metodu gibi yöntemler kullanılır. Burada amaç, odunsu kısımların uzaklaştırılması suretiyle liflerin elde edilmesidir.
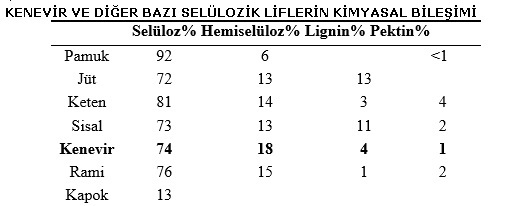
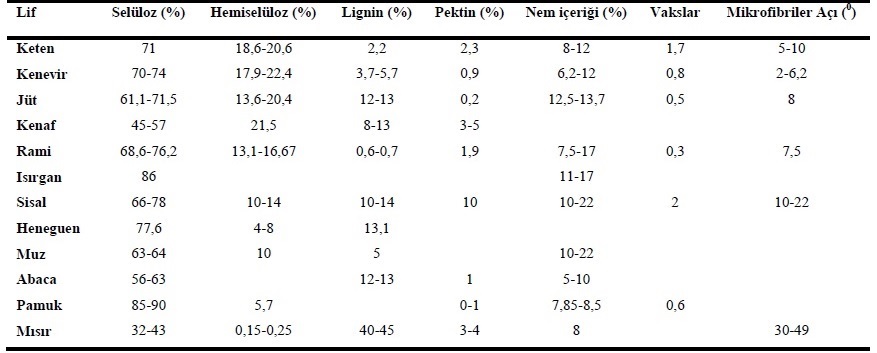
Kenevir Lifinin Kimyasal Yapısı Doğal bir selüloz lifi olan kenevir, selülozun yanında hemiselüloz, lignin ve pektin gibi safsızlıklar içermektedir. Kenevir liflerinin kimyasal bileşenleri diğer bazı doğal selüloz lifleriyle birlikte aşağıdaki tabloda görülmektedir.
Liflerin fiziksel ve kimyasal özelliklerinin daha iyi kavranabilmesi ve üretimde uygulanacak proseslerin verimli şekilde seçilebilmesi için liflerin içerdiği selüloz dışı maddelerin incelenmesi önemlidir. Kenevir lifleri birçok elementer lifin bir araya gelmesiyle oluşur.
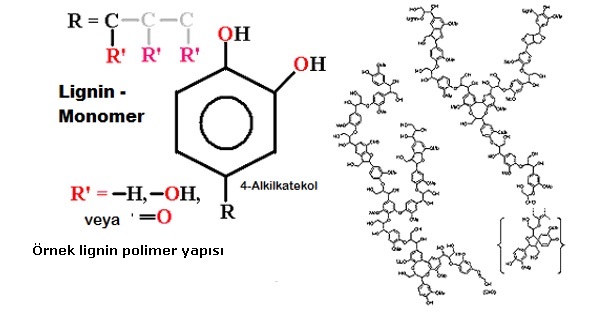
Elementer lifler pektin zamk sayesinde bir araya gelirler. Pektik maddeler yapısal polisakkaritlerdir ve yüksek su tutma kapasitesine sahiplerdir. Kenevir lifinde pektin, primer duvarda ve orta lamelde bulunur. Orta lamelde pektin, lignin ile kaplanmış haldedir. Lignin, dünya üzerinde selülozdan sonra ikinci en çok bulunan biyopolimerdir. Selülozdan farklı olarak aromatik ve alifatik gruplara sahiptir. Temel bileşeni 4-Alkilkatekol olarak göz önüne alınabilir. Aşağıda lignin molekülünün yapısı görülmektedir.
Lignin, ayrıştırması zor olan bir moleküldür ve enzimlere karşı dirençlidir. Toprak seviyesinin üzerinde boylanan bitkilerin ayakta kalması lignin tarafından sağlanır. Lignin, liflerin reaktivitesini arttırır fakat aynı zamanda liflere sert tutum verir.
Kenevir liflerindeki bir diğer selüloz dışı bileşen ise hemiselülozdur. Hemiselülozlar hetorojen pentoz, heksoz ve şeker asiti polimerleridir. Selülozun aksine homojen bir kimyasal yapıda değillerdir. Bu bileşikler life nefes alabilirlik ve ısı izolasyonu gibi önemli özellikler kazandırır.
Kenevir Lifine Kimyasalların Etkisi
Liflerin selülozik yap ısından dolayı derişik inorganik asitlerden zarar görürler. Zayıf asitler sıcaklık yükselişiyle birlikte mukavemet kaybına neden olur. Asitlerle muamele gerekiyorsa organik asitlerin seçilmesi yararlıdır. Kenevir lifleri alkalilere karşı oldukça dayanıklıdır. Özellikle kotonize edilmiş kenevir lifleri bazik işlemlere karşı oldukça mukavimdir. Lifler sıcak yoğun bazlarda erir, soğuk yoğun bazların kullanımıyla ise lifler şişer ve merserize etkisi yaratılır. Kuru temizleme çözeltileri de dahil olmak üzere organik çözücüler kenevir liflerine zarar vermez. Mikroorganizmalara karşı çok dirençlidir.
Kenevir Lifinin Fiziksel Yapısı Liflerin fiziksel özellikleri üretilecek kumaş yapısını ve kumaşın kullanım özelliklerini önemli ölçüde belirlemektedir. Aşağıdaki tabloda kenevir lifinin önemli fiziksel özellikleri görülmektedir.
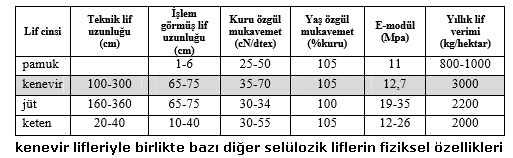
Yine bu aşağıdaki tabloda görüldüğü üzere kenevir lifleri diğer selüloz lifleriyle karşılaştırıldığında fiziksel açıdan bazı özellikleri bakımıyla üstünlük sağlarlar. Kenevir lifleri çok iyi mukavemet, dayanıklılık ve emicilik sağlayan doğal liflerdir. Liflerinin uzun olması sebebiyle kenevir lifinden üretilen kumaşlarda tüylenme ve pilling problemi yaşanmaz.
20 oC’de %65 bağıl nem altında %12, %95 bağıl nem altında %30 nemçeker. Bu değerler pamuk ve ketenden yüksektir. Bu özelliklerinin yanında çok iyi elektrostatik özellikler göstermesi, UV koruma sağlaması ve alerjik reaksiyona neden olmaması kenevirin diğer önemli kullanım avantajlarındandır.
KENEVİR LİFİNİN EKOLOJİK ÖZELLİKLERİ
Organik tarım, çevre ve insan sağlığını korumayı amaçlayan, doğal kaynakları ve ekolojik sistemi tahrip etmeden sürdürülebilir üretimi amaçlayan, yüksek derecede kontrol edilebilirliği olan üretim sistemidir. Organik ürünlerin kullanımı yavaş yavaş bir yaşam tarzı haline gelmektedir. Önceleri sağlık nedenleriyle tercih edilen organik ürünler, artık çevrenin korunması ve gelecek nesillere bozulmamış şekilde aktarılabilmesi amacıyla da talep edilmektedir. İlgili kurumların verilerine göre dünya üzerindeki sera gazı salınımının %10-12’si direkt tarım sektöründen kaynaklanmaktadır dolaylı salınımlar bu orana dahil değildir. Organik tarımda sentetik gübrelerin, tarım ilaçlarının ve genetiği değiştirilmiş organizmaların kullanımı yasaklanır. Bu şekilde hava, su ve toprağın kirlenmesinin minimize edilmesi ve kaynaklar ın korunması amaçlanmaktadır.
Tekstil endüstrisinde en çok kullanılan doğal lif olan pamuğun ve kullanımı çok olan ketenin yüksek su, tarım ilacı ve gübre ihtiyacına ve sentetik liflerin fosil yakıt kaynaklarıyla ilişkisine karşılık kenevirin, gübre ve tarım ilacına hiç ihtiyaç duymadan da yetiştirilebilmesi, toprak ve çevrenin korunabilmesi açısından önemlidir. Ayrıca kenevirin lif verimi çok daha fazladır. Bu durum kenevirin organik ürün eldesi için uygunluğunu göz önüne sermektedir. Kenevir, ürün rotasyonuna uygun bir bitkidir. Özellikle eylül ayında yapılan buğday ekimi ve eylül ayında yapılan kenevir hasadı rotasyona çok uygun bir zemin oluşturur. Bununla birlikte kenevir bitkisi yabani otları öldürür ve sonraki ürün için zengin bir toprak tipinde yetişebilir.
HEMP-SYS
HEMP-SYS, Avrupa Birliği’nin ‘Yaşam Kalitesi ve Canlı Kaynakların Yönetimi’ adlı program çerçevesinde destek verdiği bir projedir. Proje 1 Kasım 2002 Tarihinde başlamıştır ve 3 yıllık bir plan dahilinde yürürlüğe konmuştur. Programın asıl amacı yenilikçi, rekabetçi sürdürülebilir kenevire dayalı tekstil endüstrisinin geliştirilebilmesi ve yüksek katma değere sahip ürünlerin üretilmesidir. Proje çerçevesinde bilimsel ve endüstriyel ortaklarla çalışılarak şu adımların gerçekleştirilmesi hedeflenmiştir:
a) Yüksek kaliteli kenevir lifleri için geliştirilmiş ekolojik olarak sürdürülebilir bir üretim zinciri oluşturmak ve bu olguyu lif üretiminden nihai ürüne kadar tüm işlem basamaklarına yaymak
b) Etkili ve yaygın bir kenevir tekstil pazarının ve ekonomik altyapının oluşturulması
c) Konuyla ilgili bilginin gelişmiş iletişim kaynaklarıyla yayılması başlı başına bu proje bile gelişmiş ülkelerin kenevir tekstillere verdikleri önemi göstermektedir.
KENEVİR LİFİNİN KULLANIM ALANLARI
Kenevir lifi yüksek mukavemet özellikleri, yüksek nem çekme ve nefes alabilirlik kabiliyeti, pilling oluşturmaması, organik ürünler sunması, anti bakteriyellik özellikleri, UV koruma sağlaması, iyi elektrostatik özellikler göstermesi gibi üstün özellikleri sebebiyle katma değeri yüksek ürünlerin kullanımında kullanılmaktadır. Kenevir liflerinden üretilen çok çeşitli ürünler mevcuttur.
Gömlek,
pantolon,
ceket,
t-shirt,
etek gibi dış giyim ürünleri,
iç giyim ürünleri,
havlu,
perde,
paspas,
çanta ve bunlar gibi birçok tekstil ürünü kenevir liflerinden üretilebilir.
Bu ürünlerde %100 kenevir lifleri kullanılabileceği gibi kenevir ve diğer lif karışımlarından oluşan kumaşlar da kullanılabilmektedir. Kenevir liflerinin kısa stapel liflerle karıştırılabilmesi için kotonizasyon işlemine tabi tutulmaları gerekir. Kotonizasyon işleminde kenevir lifleri, keten lifleri gibi kimyasal veya biyolojik işlemlerle kısa stapel lifler haline dönüştürülür.
Kenevir liflerinden, giyim ve ev tekstili ürünlerinin yanı sıra kompozit malzemelerin üretiminde de yararlanılmaktadır. Kenevir lifi özellikle son yıllarda otomotiv üreticilerinin ilgisini çekmeyi başarmıştır. 2002 yılında Almanya ve Avusturya otomotiv sanayinde 2200 ton kenevir lifi kullanılmıştır. Otomobilin kaporta parçaları, spoileri, kapı içi panelleri ve koltukları kenevir lifinden elde edilen kompozit malzemeden yapılmıştır. Kenevir lifleri ayrıca inşaat sektörü için yalıtım malzemesi olarak da kullanılmaktadır. Bununla birlikte, kenevir bitkisinden elde edilen lif d ışındaki odunsu madde yine inşaat sektöründe değerlendirilmektedir
ısırgan otu elyafı
Isırgan otu Kenevir ve keten lifine çok benzediği için ısırgan otu lifi aynı amaçlarla tekstil endüstrisinde kullanılabilmektedir. Bu sebepledir ki, ısırgan otu bitkisi, yelkenli yapımında kullanılmak amacıyla lif kaynağı olarak yüzyıllardır İskandinavya’da ekilip biçilmektedir. 12. yy. da yelken ve balık ağlarının ısırgan liflerinden yapıldığı bildirilmektedir. Isırgan ipliği Polonya’da 12.y.y.’dan 17.y.y.’a kadar kullanılmıştır, fakat 17. yüzyılda ipek ısırgan ipliğinin yerini almıştır.
Avrupa’da kumaş üretimi için ısırgan otunun üretimine 19.yy’da başlanmıştır. 1.Dünya Savaş’ında Almanlar ısırgan otundan elde edilen lifleri çadır, sırt çantası, iç giyim ve çorap yapmak için kullanmıştır. O dönemlerde Almanlar kıyafetlerin %85’ini ısırgan otu liflerinden üretmişlerdir. Isırgan lifleri ordu tarafından gizleme ekipmanı olarak değerlendirilmiştir. Fakat daha sonraki zamanlarda ısırgan lifi teknik ve maliyet-verimlilik sebepleri yüzünden tekstil endüstrisindeki önemini kaybetmiştir. Isırgan lifi eldesi tamamıyla makineleştirilemediği için iş gücü maliyetlerinin artması ile birlikte ısırgan otu tarımı karlılığını kaybetmiş ve bu yüzden ısırgan otu yetiştiriciliği durmuştur. Bu durum keten, kenevir ve ısırgan otu gibi daha küçük tekstil endüstrilerinin yerini alan güçlü pamuk endüstrisi tarafından pekiştirilmiştir.
Fakat son yıllarda iplik eğirme teknolojisindeki gelişmeler ve melezleme konusundaki ilerlemeler ile süper-yoğun-lifli bitkilerin üretimine başlanabilmiş ve ısırganda bu olumlu çalışmalardan payını almıştır. Isırgan lifinin kendine özgü karakteristik özelliği olan içi oyuk boşluklu (hollow) lif yapısındaki boşluklarda kalan hava doğal bir izolayson sağlamaktadır. Yazın serin tutan lif yaratmak için, iplikler lifin merkezindeki boşlukları kapatacak şekilde bükülmekte ve izolasyon azalmaktadır.
Kışlık kumaşlar için ipliklere daha düşük büküm verilerek içi boşluklu oyuk lif yapısı muhafaza edilerek sıcaklığın sabit kalması sağlanmaktadır. Isırgan lifleri doğal, biobozunabilir, yenilenebilir kaynaklıdır ve üretimlerinde az enerjiye ihtiyaç duymaktadır. Bu yüzden ısırgan otu lifleri çevre dostudur ve ekolojik avantaja sahiptir. Ayrıca ısırgan lifinin kullanılmasıyla tekstil lif üretimi için kullanılan su miktarlarında tasarruf sağlanılabileceğini bildirilmiştir.
1 kg pamuk lifi üretimi için yaklaşık 7000-29000 litre su kullanıldığı belirtilmiştir. Çevresel etkiler açısından bu kadar büyük miktarlarda suyun harcanması uzun vadede çevresel olumsuzluklara yol açabileceği ifade edilmiştir. Barlow ve Neal ısırgan otu lifinin pamuk lifinin yerini alması ile su kullanımında büyük miktarlarda tasarruf edilebileceğini belirtmişlerdir.
Bu olumlu özellikleri ile ısırgan lifleri tekstil sektöründe tekrar kullanılmaya başlanmış ve araştırma konusu olmuştur.
ISIRGAN OTUNUN GENEL ÖZELLİKLERİ
Isırgan otugiller familyası (Urticaceae) Urticales takımı içerisinde, her iki yarım kürenin tropikal ve subtropikal alanlarında yaygınlaşan geniş bir gruptur. Avrupa, Asya ve Amerika’nın ılıman bölgelerinde 2 yıldan fazla yetiştirilebilen bir bitki türüdür. Isırgan otugiller familyası içinde 48 cins ve 1050 tür listelenmiştir. Isırgan otugiller familyası, genellikle yakıcı tüylü, münferit tohumlu, çoğunda sütsü öz bulunmayan, basit yapraklı ve yabancı tozlaşma gösteren özellikleriyle tanımlanmaktadır.
Bitki 30-150 cm uzunluğa kadar büyüyebilmekte ve keskin dişli yapraklardan oluşmaktadır. Gövdesini ve yapraklarını kaplayan tüyler sıvıyla doludur ve dokunulduğunda sıvının deriye girmesini sağlayan iğneler sayesinde deride kabarcıklara neden olmaktadır. Yakıcı tüyler tüm bitki geneline yayılmış olup, küresel, çubuksu, yıldızsı, solucansı şekiller göstermekte ve bazı türlerde teşhis edici özellik olarak kullanılmaktadır.
Bu yakma ve kaşındırma etkisi, ısırgan otunun ısıtılması veya kurutulması yoluyla nötrlenebilmektedir. Bu yüzden yüzyıllardır çaylarda, yemeklerde, çorbalarda ve böreklerde kullanılan pişirilmiş ısırgan otu yaprakları güvenli ve besleyicidir. Buna rağmen sadece genç (taze) ısırgan otu yaprakları yemek amaçlı kullanımlarda tercih edilmelidir. Çünkü yaşlı (kart) ısırgan otu yapraklarında sistolit de denilen pütürlü partiküller oluşabilmekte ve bu partiküller de sindirim sonrası böbrekleri tahriş edebilmektedir
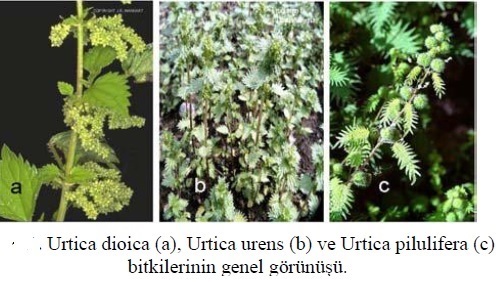
Aynı bitki üzerinde yaprak koltuklarında meydana gelen çiçekler ya erkek ya da dişidir. Erkek çiçekler 5 stamenlidir. Dişi çiçekler 4 ya da 5 taç yaprağın birleştiği karpel bir ovariye sahiptir. Bu zayıf çiçekler dikkat çekici değildir ama çiçeklerin düzeni türler için teşhis edicidir. Aşağıda Urtica dioica türüne ait erkek ve dişi çiçekli bitkiler görülmektedir.

Isırgan otugiller familyasındaki bitkilerin büyük bir kısmı çok yıllık olup, diğerleri ise tek yıllık gelişim göstermektedir. Genelde otsu habitusa sahip olmakla birlikte çalı formunda olanları da mevcuttur. Dünyanın birçok yerinde yayılış göstermiş olan Urtica cinsinin önemli bazı türleri vardır.
Anadolu’da Urtica urens, Urtica pilulifera ve Urtica dioica türleri bulunmaktadır. Bu üç türde tekstil lif kaynağı olarak kullanılabilmektedir. Bunlardan Urtica urens ve Urtica pilulifera tek yıllık, Urtica dioica ise çok yıllık özelliktedir. En kalın lifler Urtica dioica’dan üretilebilmektedir, ayrıca Urtica dioica bu üç tür içinde en yüksek randımanı vermektedir. Urtica urens ve Urtica pilulifera’dan üretilen lifler daha kalın duvarlı ve daha dardır . Bu türlerin etki şekilleri ve kimyasal özellikleri birbirine yakındır. Urtica dioica ve Urtica urens’e ülkemizin her bölgesinde rastlamak mümkündür. Dış görünüş olarak Urtica dioica daha büyük, uzun ve iri yapılıdır. Urtica urens tek evcikli olmasına karşın Urtica dioica iki evcikli özellik göstermektedir. Dioica ismi de Latincede iki evcikli anlamına geldiği için verilmiştir. Yapraklar boğumlar üzerinde karşılıklı olarak bulunmaktadır.
Isırgan otu bitkisi Avrupa’nın, Asya’nın ve Kuzey Amerika’nın ılıman bölgeleri boyunca yetişen yaygın bir bitkidir. Yetiştiriciliği diğer bütün bitkilere baskın olması ve nemli alanlarda hızla gelişmesi sebebiyle kolaydır. Çok yıllık ısırgan otu türü olan ve lif üretimi amacıyla yetiştiriciliği yapılabilen Urtica dioica, aynı araziden uzun yıllar verim alınabilen bir bitkidir. Isırgan otunun 10-15 yıl yetiştirilebileceği ileri sürülmesine rağmen en iyi verim ve en ekonomik üretimin sağlanması için 4 yıllık bir süre uygun olmaktadır. Eğer yetiştirme uzun sürerse yabani ot hastalıkları çoğalma eğilimi göstermekte ve verim düşmektedir.
Isırgan otu tarımı, tohumla veya fide yetiştirerek yapılmaktadır . Ancak bu iki yetiştirme türü için hasat zamanları arasında 4 hafta fark vardır. Ayrıca tohum ekimi ile bitki yetiştiriciliğinde lif içeriğinin azalması söz konusudur. Ekilmiş ısırgan otunun lif içeriği fide yetiştirilerek elde edilmiş ısırgan otunun lif içeriğinden %2 daha düşüktür.
Isırgan otu bitkisi tür özelliklerine göre gelişim göstermektedir. Urtica dioica 1.5 m ve bazı araştırmacılara göre 2-4 m boylanabilirken Urtica urens 0.8 m boylanabilmektedir.
Isırgan Otu Bitkisinin Yetiştirilmesi için Gerekli Şartlar
Isırgan otu bitkisi, besin maddelerince zengin, ağır, humuslu, nemli ve yabancı otu bulunmayan topraklarda daha iyi gelişmektedir. Isırgan otunun zengin topraklarda yetiştirilmesi bitkinin lif kalitesini de geliştirmektedir. Kötü sulanmış ve asitli topraklardan kaçınılmalıdır. Toprak PH’ hafif alkali olmalıdır. İklim adaptasyonu bakımından özel istekleri yoktur ve bu nedenle kuzey ve güney yarımkürenin ılıman bölgelerinde yaygın olarak bulunmaktadır. Donlara karşı dayanıklıdır.
Ancak aşırı kurak bölgelerde herba verimleri düşmektedir. Toprak seçiciliği yoktur. Yapılan çalışmalarda Urtica dioica ormanlık alanlarda, gölgeye toleranslı rekabetçi bir tür olarak tanımlanmış ve çok farklı toprak fosfor konsantrasyonlarında etkili bir gelişme gösterdiği ortaya konulmuştu . Isırgan otu bitkisi farklı karakterlerdeki topraklarda yetiştirilebildiği gibi fazla gübrelenmiş arazilerde yapılan tarımda karşılaşılan problemlere karşı da çözüm olabilmektedir. Bu nedenle hem marjinal alanların tarıma kazandırılmasında hem de fazla gübrelenmiş yerlerde rahatlıkla yetiştirilebilmektedir.
Isırgan otu ılıman bir iklime ve düzgün bir sulamaya ihtiyaç duymaktadır. En ideal şart ana büyüme döneminde sulamanın düzgün bir şekilde yapılmasıdır. Tek yıllık olan Urtica urens için en iyi ön bitki baklagiller ve çapa bitkileri gibi fazla azot bırakan ürünlerdir. Urtica urens’in tarımının sadece tek yıllık yapılabilmesine rağmen aynı tarlaya ekim tavsiye edilmektedir. Çünkü evvelki yıl düşen tohumlar vasıtasıyla bitki sıklığı arttırılabilmekte ve böylece daha yüksek verim elde edilebilmektedir.
Çok yıllık olan Urtica dioica’da ise verim düşmeleri söz konusu olduğunda plantasyonun bozulması ve birkaç yıl farklı bitkilerin ekilmesi gerekebilmektedir. Gübreleme verim arttırıcı unsurlardan bir tanesidir . Bitki nitrojen ve fosfat gübrelerine çok duyarlıdır . Azot takviyeli topraklarda yetiştirilen ürünlerin miktarında artış olduğu gözlemlenmiştir . Urtica urens için dekara 7 kg azot, 1.5 kg fosfor, 7.9 kg potasyum, 0.9 kg magnezyum ve 12.7 kg kireç, Urtica dioica için ise 5.9 kg azot, 1.6 kg fosfor, 6.9 kg potasyum 1 kg magnezyum ve 6.9 kg kireç önerilmektedir.
Isırgan Otunun Kullanım Alanları
Isırgan otları tarih boyunca elyaf kaynağı olarak kullanılmışlar ve son yıllarda ticari anlamda ürünün geliştirilmesi ile üretimi tekrar artış göstermiştir . Pamuk, tekstil ürünleri için en önemli lif maddesi olmadan önce insanlar ılıman iklim koşullarında yetiştirilebilen lif bitkilerini kullanmışlardır. Keten ve kenevir bunlar arasında en çok bilineni olmakla birlikte ısırgan otunun da önemli bir yeri vardı. Isırgan otunun eski Yunan medeniyetinde ve Roma’da lif üretimi amacıyla kullanıldığı bilinmektedir. Eski Mısır kalıntılarında ısırgan otundan üretilmiş tekstil ürünlerine rastlanmıştır. Ayrıca Vikinglerin ısırgan otu kumaşını yelken bezi yapımında kullandıkları ve bu kumaşın şiddetli fırtınalarda dahi yırtılmaya ve darbelere dayanıklı olduğu rivayet edilmektedir.
Avrupa’da çok yıllık ısırgan otunun (Urtica dioica) 19. yüzyıldan ikinci dünya savaşına kadar yetiştiriciliği yapılmış ve bir lif bitkisi olarak kullanılmıştır. Hatta 1. ve 2. Dünya Savaşı arasındaki dönemde ısırgan otu lifi pamuğun yedeği olarak teşvik edilmiştir . 1.Dünya Savaşı’ndan önce Avusturya firmaları ısırgan otu yetiştiriciliğine ağırlık vermişlerdir. Bunun dışında Danimarka’da ise ısırgan otu lifleri yün ile karışım halinde kullanılmıştır. 2.Dünya Savaşı sırasında ısırgan tarlalarının tahrip edilmesi ve daha ucuz liflerin piyasaya çıkmasıyla birlikte ısırgan otu kullanımı azalmış ve bitme noktasına gelmiştir.
Isırgan otu bitkisi, keten ve kenevire benzer şekilde bitkinin %17’sini içerecek oranda yüksek kalitede lif içermektedir. Lif oranının yüksek olması, düşük yoğunluk ve iyi mukavemet değerleri bu bitkinin tekstilde kullanılmasına teknik açıdan olanak sağlamaktadır. Almanya’da yürütülen çalışmalarla ısırgan otu liflerinin tekstil endüstrisinde kullanımı yeniden gündeme gelmiştir.
Isırgan otu bitkisinin saplarından lif elde edildikten sonra geriye kalan kısımları gıda ve hayvan yemi olarak kullanıldığı gibi kozmetik ve ilaç sanayinde de değerlendirilebilmektedir. Ayrıca biyodinamik ziraat alanlarında kullanılması da mümkündür.
Isırgan otu köklerinden sarı ve yeşil renkli boya elde edilmektedir. Elde edilen bu boyalar kullanılmasının uygun olduğu alanlarda doğal boya olarak kullanılmaktadır. Ticari anlamda yeşil boyar madde (E140) olarak adlandırılan boyar madde ısırgan otunun klorofil ekstraksiyonundan elde edilebilmektedir.
ISIRGAN OTU LİFİNİN TEKSTİLDE KULLANIMI VE GENEL ÖZELLİKLERİ
1990’ların ortalarından beri ısırgan otunun yetiştirilmesi, işleme metotları ve bunların iyileştirilmiş tekstil süreci Almanya’da, Avusturya’da ve Finlandiya’da araştırma konusu olmuştur. Araştırma enstitülerine bağlı fabrikalar ısırgan otu lifi tekstilinin tanıtımı için çalışmalar yapmaktadır. Doğal lif olarak ısırgan otu lifinin gelecek vaat etmesi bitki üretiminin özellikle başta Almanya olmak üzere Avrupa’nın merkezinde artış göstermesini sağlamıştır.
Isırgan otundan elde edilen lif, bir tekstil lifi için gerekli tüm nitelikleri yerine getirmektedir. Bu lifin germe davranışı, lif inceliği ve uzunluğu tekstil prosesleri için yeterlidir. Lifin süper nem absorblama kabiliyeti nihai ürün için rahatlık sağlamaktadır. Isırgan lifi el ile dokunulduğunda yumuşak ve hoş bir his verir .
Isırgan otu lifinin düşük sürtünme yüzeyi ve düzgün ve pürüzsüz yapısından dolayı saf ısırgan otu karışımından iplik eğirmek zordur . Çok kısa lifler temizleme ve tarama işlemleri ile uzaklaştırıldıktan sonra istenilen iplik eldesi için diğer lifler ile harmanlanabilmektedir. Diğer liflerle yapılan harmanlama sonrası daha iyi sonuçlar elde edildiği görülmüştür. Yapılan çalışmalar ısırgan otu lifinin tekstil için uygun olduğunu ve pamuğun yerini alabileceğini göstermiştir.
Isırgan otu lifi, üst giysilerde, ceketlerde, denim kumaşlarda, masa örtülerinde, nevresimlerde ve halılarda kullanım alanı bulmaktadır . Aşağıda ısırgan lifinden üretilen tekstil mamullerinden örnekler görülmektedir.

Camira Fabrics firması yün ve ısırgan karışımlı tekstillerin çok iyi güç tutuşurluk özelliğine sahip olduğunu keşfetmişlerdir.
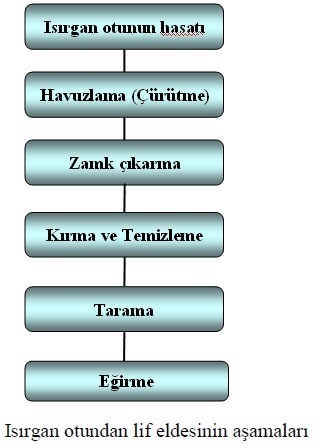
ISIRGAN OTUNDAN LİF ELDESİ
Isırgan otunun tekstilde kullanılabilmesi için çeşitli lif elde etme yöntemleri bulunmaktadır. Aşağıdaki çalışma Çin’de uygulanmakta olan bir lif elde etme yöntemi olup bununla ilgili veriler görülmektedir . Isırgan otundan lif elde edebilmek için aşağıdaki adımlar sırayla uygulanmaktadır.
HASAT
Isırgan otu lif üretimi bitkinin 2.yılı ile başlamakta ve artarak devam etmektedir. İlk yılda ısırgan otu sapları lif için gerekli kaliteyi üretememektedir. Saplar çok zayıf ve cansız olup çok yapraklıdır. Üçüncü tarım yılındaki lif verimi ikinci yılınkinin iki katından daha fazladır. Üçüncü yılın verimindeki aşırı artış bitki boyundaki artış ve bitki saplarındaki artıştan kaynaklanmaktadır. Genelde ısırgan otları 2.yılında temmuz ortası veya ağustos başında ya da ağustos başından sonuna kadar olan sürede hasat edilmektedir. Dişi klonların çiçeklerinin zayıf bölgelerindeki tohumlar olgunlaştığında bitki hasat için hazır hale gelmiştir demektir.
Fakat farklı hasat tarihleriyle yapılan bir deney en yüksek lif kazancına ulaşıldığında ısırgan otunun hala tomurcuk verdiğini göstermiştir. Yapılan çalışmalar sonucunda bitki saplarının bitki ağırlığının %80’ine eş değer olması halinde hasat zamanının uygun olduğu öngörülmektedir. Böylece hasat ısırgan otu yapraklarından ikinci yan filizlerin gelişmesinden önce başlamaktadır. Yan filizler lif kalitesinde bir kayba yol açmamakta fakat işlemi geciktirmektedir. Çünkü saplar tarlada çok yavaş kurumaktadır.
Isırgan otunun hasatı için geliştirilmiş teknolojik bir makine yoktur. Çünkü ısırgan otunun morfolojik yapısı ve uzunluk özellikleri buna uygun değildir. Hasat için kesici sürgülü aletler kullanılmaktadır. Kenevirin morfolojik yapısı ve uzunluk özellikleri ısırgan otuna benzediği için aynı hasat makinesi ikisi için de kullanılabilmektedir. Fakat ekipmanın dönen parçalarının etrafındaki liflerin makine parçalarına dolanması ve kırılması gibi problemler meydana gelebilmektedir.
YUMUŞATMA( ÇÜRÜTME )
Olgunlaşan bitki kesilip kurutulmakta hasatı yapılan bitki çürütme denilen yumuşatma işlemine tabi tutulmaktadır. Yaprak ve tohumlarından ayrılan sapların ıslatılıp yumuşatılmasından sonra odunsu hücrelerin ve hücreleri bir arada tutan yapışkan pektin maddelerinin uzaklaştırılmasıyla lifli doku elde edilmektedir. Yumuşatma (çürütme) işleminde keten liflerinin üretimindeki gibi çeşitli metodlar vardır:
a) Su ile çürütme: Saplar demet halinde bağlanmaktadır. Bir havuz içerisine veya nehir kenarlarına yatırılarak suyla örtülmekte ve bekletilmektedir. Bakterilerin neden olduğu fermantasyon sonucu direnci az olan odunsu dokuların bozunması ve hücreler arasındaki yapışkan maddelerin çözünmesiyle saplar giderek yumuşamakta ve lifler kolayca birbirinden ayrılmaktadır. Fermantasyon daha ileri gidecek olursa lifin kendisi de çürüyeceğinden ıslanma esnasında zaman zaman kontrol etmek gerekmektedir. İşlem yaklaşık üç hafta sürmektedir
b) Çiğ ile çürütme: Su ile çürütmeye benzemektedir. Fakat daha yavaş olup altı hafta sürmektedir. Saplar otların üstüne yatırılarak fermantasyona uğraması için bekletilmektedir. Çiğ ve yağmurla veya gerekirse su serperek nemlendirilmektedir. Bazen de fermantasyon suda başlatılmakta; sonra çıkarılıp otlara yayılarak devam etmesi sağlanmaktadır. Bu metotla elde edilen renk daha güzeldir.
c) Kimyasal maddelerle çürütme: Bu metot, sapların kaynar oksalik asit veya alkali ile normal veya yüksek basınçta yumuşatılmasından ibarettir. Diğer metotlardan çok daha kısa sürmektedir fakat masraflıdır.
Günümüzde yumuşatma için çiğ ile çürütme daha yaygın olarak kullanılmaktadır. Kimyasal maddelerle çürütme yöntemi ise liflere zarar verme eğilimindedir.
Zamk çıkarma, kırma-dövme-temizleme ve tarama
Suda çözünebilen maddeler, pektin, lignin ve hemiselüloz zamk çıkarma işlemi sırasında uzaklaştırılmalıdır. Rami lifleri için de uygulanan degummimg yani zamk çıkarma işlemi ısırgan otu lif eldesi için de kullanılmaktadır. Bu işlem için; Çin’de uygulanmakta olan zamk çıkarma yönteminden bahsedilecektir. Çin’de ısırgan otu bitkisinden lif eldesi işlemi hasat ile başlamakta ve hasattan sonra sarılmış ısırgan otu bitkisinin 2 hafta boyunca havuzda bekletilmesiyle devam etmektedir.
Sonrasında lifler elle saplarından ayrılmaktadır. Daha sonra benzer sak lifleri gibi kimyasal ve biyolojik işlemlerden oluşan zamk çıkarma işlemi uygulanmaktadır . Bu işlem ile lifleri bir arada tutan yapışkan maddelerin uzaklaştırılıp lif demetlerinin ayrılması sağlanmaktadır. Bunun için elyaf sıcak sabun veya alkali çözeltisinde muamele edilmektedir . Diğer sak liflerinde olduğu gibi ısırgan otu liflerininde zamk çıkarma işlemi karmaşıktır. Isırgan otu lifinin eğirme işlemine hazır bir tekstil lifi haline gelebilmesi hem biyolojik, hem fiziksel, hem de kimyasal işlemlerden oluşan bir üretim süreci sonucunda olmaktadır. Bu adımlar aşağıda kısaca özetlenmiştir:
1-Suda kaynatma ( F.O 1:16, 95-98°’de 50 dakika muamele)
2-Asitle muamele (F.O 1:15, 58-63°’de 1,4 g/L süfirik asit ile 50 dakika muamele)
3- Suyla yıkayarak kalan asidin uzaklaşıtırılması
4-Pektin enzimiyle zamk çıkarma (enzim solüyonunun oranı%7 olan pH = 4,7 ve F.O 1:15 banyoda 6 saat muamele)
5-Yıkama ile kalan enzimin uzaklaştırılması
6-Kimyasal zamk çıkarma (12 g/L sodyum hidroksit ve %2 sodyum silikat içeren F.O 1:15, 98-100°’lik banyoda 4 saat muamele)
7-Yıkama ile madde kalıntılarının uzaklaştırılması
Kırma-Dövme-temizleme yapılması liflerin karışması ve akabinde taraklanması
Kırma-temizleme
Zamk çıkarma işleminden sonra sıra kırma işlemine gelmektedir. Kırma işleminin amacı kurutulan sapların yatay, oluklu silindir çiftleri arasından geçirilmesi suretiyle, odun dokusunun küçük parçalar halinde kırılması, böylece sonraki işlemlerde kolay ayrılabilecek hale getirilmesidir. Daha esnek olan bast elyafı bu işlemden zarar görmemektedir. Kırma işlemine uğratılan materyal hallaç yayı veya makinalarla atıldığında odunsu kısımlar liflerden tamamen ayrılmaktadır. Aynı zamanda lif demetleri de çözülmektedir.
Tarama
Materyal henüz çok miktarda odunsu kısım içermektedir. Bunlardan temizlenmesi için taranması gerekmektedir. Tarama esnasında odunsu kısımlardan başka çok kısa ısırgan otu lifleri de tarak altına geçerek ayrılmaktadır. Aynı zamanda henüz açılmamış olan lif demetleri varsa onlar da açılmaktadır. Bütün lifler birbirine paralel dizildikten sonra eğrilerek istenilen kalınlıkta iplik haline getirilmektedir.
Aşağıdaki işlem adımlarının uygulandığı ısırgan lifi, artık eğirme işlemi için hazırdır.
Fazla suyu uzaklaştırmak için santrifüjlama yapılması
Ağartma (2,6 g/L sodyum silikat,1,5 g/L sodyum hidroksit ve 2 g/L hidrojen peroksit içeren F.O 1:16 ağartma çözeltisinde 90°C?de kumaşı 1 saat muamele edilmesi)
Yıkama ile kalan kimyasalları uzaklaşılması
Santrifüj (kalan suyu uzaklaştırmak için 5 dakikaya ihtiyaç vardır.) Lifin yağlanması (%2,5 yağ ve %1 emülsiyon maddesi içeren F.O 1:12 yağama çözeltisinde 86°’ de kumaşı 1 saat muamele edilmesi)
Santrifüj ile fazla suyu uzaklaştırma
Kurutma (mamulü 82-84°’ de 3 saatte kurutulması.
Eğirme
Yukarıda bahsedilen işlemlerden sonra sıra eğirme işlemine gelmektedir. Bununla ilgili yapılan araştırmalarda eğirme için %100 ısırgan otu lifi, polyester/ısırgan ve pamuk/ısırgan karışımları çalışılmıştır. Eğirme denemeleri göstermiştir ki %100 ısırgan otu ile iplik elde etmek ısırgan otu lifinin düzgün ve pürüzsüz yapısı nedeniyle zor olmaktadır. Başarılı bir eğirme için diğer lifler ile karışım yapılmasının daha uygun olacağı görülmüştür. Kıvrımlı ve pürüzlü yüzeyi olan liflerin tercih edilmesi önerilmektedir.
Isırgan otu bitkisi çok yıllık bir bitki olduğu için hasat zamanı çok dikkatli seçilmelidir. Bitki çok küçükse yani ham ise lif tamamıyla gelişememekte ve hücre duvarı zayıf ve güçsüz kalmaktadır. Eğer bitki çok olgunlaşmışsa içeriğindeki ligninin artmasından dolayı lif daha az bükülür hal alacaktır. Bu iki durum da lifleri eğirmek için uygun değildir.
Isırgan lifinden üretilen iplikler Nepal’de köylerde üretilmektedir. Köylüler, 10 gün içinde yaklaşık 1 kilo iplik eğirebilmektedirler. Aşağıda işlenmiş ve işlenmemiş ham ısırgan lifi görülmektedir.

Nepal’de ısırgan otu lifinin soya, bambu, pamuk, keten ve diğer doğal liflerle karıştırılarak karışım iplikler üretilmektedir ve bu ipliklerde genellikle el dokuması halılarda, örme ve dokuma giysilerin üretiminde kullanılmaktadır.
ISIRGAN OTU LİFİNİN GENEL ÖZELLİKLERİ
İlk kullanımı çok eskilere dayanmasına rağmen çok fazla bilgi sahibi olunmayan ısırgan otu lifi özellikleri hakkındaki bilgiler lifin son zamanlarda popüler olması ile yapılan çalışmalardan elde edilebilmektedir.
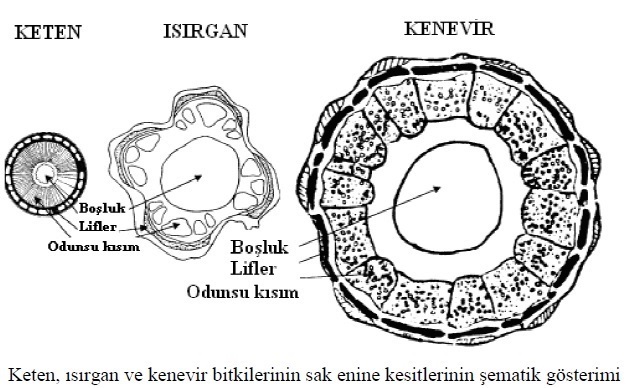
Isırgan lifi rami, kenaf ve jüt gibi bir sak liflidir. Sak lifleri bitki saplarından elde edilmektedir. Aşağıda keten ve ısırgan kesitlerinin mikroskop altındaki görüntüleri verilmektedir. Lifler, dış bitki kabuğunun hemen içinde demetler halinde bulunmaktadır. Isırgan bitkisi kesitinde lif demetleri koyu lekeler olarak görülebilmektedir.
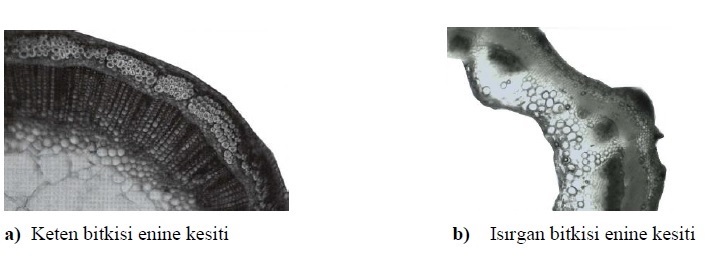
Aşağıda üç bitkinin literatürde yayınlanmış sak enine kesitleri büyüklüklerine göre şematik olarak toplu halde gösterilmektedir. Keten bitkisinin (çap 2 mm; Hoffmann’a göre 1961), ısırgan bitkisinin (çap 4 mm; Bredemann’ a göre 1959) ve kenevir bitkisinin ( çap 8 mm; Hoffmann’a göre 1961) sak enine kesiti sırasıyla 2 mm, 4 mm ve 8 mm olarak bildirilmektedir. Her üç türde de lifler, epidermisin altında sakın kabuk kısmında, büyük bir boşluğu saran odunsu kısmın etrafında bulunmaktadır.
Zamk çıkarma işleminden sonra lifler eğirme öncesi kırma ve temizleme işlemine hazır hale gelmiş olmaktadır. Zamk çıkarma işlemi kimyasal yolla, enzimatik yolla veya her ikisinin karışımı ile birlikte yapılabilmektedir. Yapılan çalışmalar zamk çıkarma işlem sonucunda lif üzerinde bulunan gerekli ve gereksiz maddelerin tamamının uzaklaştırılmasının zor olduğunu göstermiştir. Bu nedenle zamk çıkarma işlemi sırasında gereksiz maddelerin uzaklaştırılması ile selüloz zararı arasındaki hassas dengenin gözetilerek uygulanması gerekmektedir .
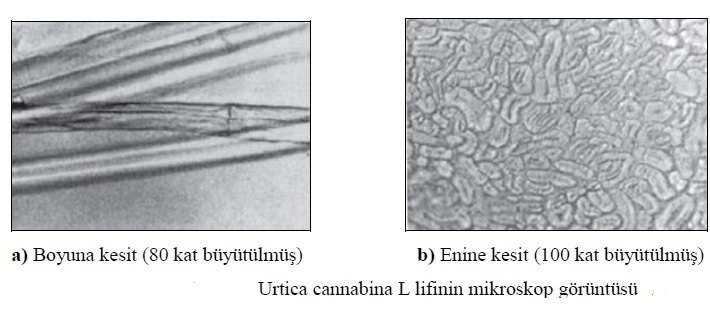
Yukarıdaki şekilde zamk çıkarma işlemi yapılmış Urtica cannabina L lifinin boyuna ve enine kesiti gösterilmiştir. Mikroskop altında lif tek hücreli yapıda görülmektedir. Uzunluğu boyunca orta kısımlar daha kalın olmaktadır. Her bir lifte uçlara gidildikçe kalınlık yavaş yavaş azalmaktadır. Boyuna kesit incelendiğinde lif yüzeyinde göze çarpan belirgin çizgiler fark edilmektedir. Boğumsu düğüm görünümündeki yumrular ise genelde liflerin uç kısımlarında yer almaktadır. Lifin enine kesiti incelendiğinde ısırgan otu lifinin enine kesitinin pamuğa benzeyip böbrek şeklinde olduğu görülmektedir. Pamukta olduğu gibi bu lifte de orta kısımda lümen bulunmaktadır. Isırgan otu lifi büklümlü ve kıvrımlı yapıda değildir ve nispeten düzdür. Daha detaylı bir gözlem yapıldığında lif yüzeyinde mikro oyukların olduğu görülmektedir. Lifin yüzeyindeki bazı oyuklar mikro delikler ile lifin merkezine (boşluklu yapıdaki lümene) bağlanmaktadır.
Isırgan otu içerisindeki selüloz oranı yaklaşık olarak % 48 olup rami ve ketenden düşüktür. Raminin selüloz oranı %73 iken ketenin selüloz oranı %75’dir. Yapılan çalışmalarda tohumlanması ve yetiştirilmesi sırasında selüloz miktarlarının arttırılabileceği görülmüştür.
Aşağıdaki tabloda bazı liflerin kimyasal bileşimlerine, nem içeriklerine ait değerler toplu halde gösterilmektedir. Bu tabloda ısırgan lifinin selüloz içeriğinin % 86 gibi oldukça yüksek bir değere sahip olduğu görülmektedir.
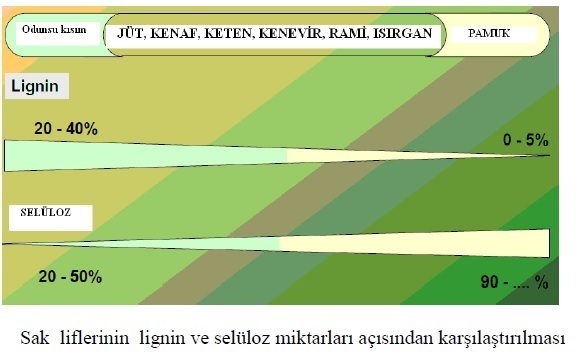
Aşağıda sak liflerinin lignin ve selüloz miktarları açısından karşılaştırılmalarını göstermektedir. Selüloz oranı pamuk lifine en yakın sak lifi, ısırgan lifidir.
LİF UZUNLUĞU
Isırgan otundan elde edilen bireysel lif hücrelerinin (U.dioica) genellikle 5 cm (2 inç) civarında olabileceği bildirilmiştir. G. Huang daha sonraki bir çalışmada ısırgan otunun lif (Urtica cannabina L) uzunluklarını incelemiştir. Isırgan otu lifleri farklı balyalardan seçilmiş ve aynı uzunluktaki (cm) lifler sayılmıştır Kısa lifler ( 2 cm.’nin altındaki uzunluktakiler) toplam liflerin %30’unu oluşturmaktadır. Bu kısa lifler tarama ve temizleme işlemleri sırasında uzun liflerden uzaklaştırılmalıdır. Kısa liflerin uzaklaştırılmasından sonra geriye kalan uzun liflerdeki lif uzunluk dağılımındaki karşılaşılabilecek büyük değişmeler iplik eğirme işlemi sırasında lifin hareketini sınırlayıp zorlamakta ve düzgünsüz iplik yüzeyinin oluşmasına neden olabilmektedir.
LİF İNCELİĞİ
Bergfjord ve Holst 1905-2009 arasında sak liflerinin incelikleri (lif enine kesit çapları (μm)) hakkında yapılan tüm çalışmaları bir araya toplayıp bulunan sonuçları bir grafikte göstermiştir. Sak lifleri inceliklerinin çok geniş bir yelpazeye dağıldığı, farklılıklar gösterdiği ve inceliklerin keskin sınırları olmadığı gözlemlenmiştir.
Hesaplamalara göre liflerin ortalama inceliği 28.01 μm・dir. Isırgan otu lifi ramiden daha ince ancak keten ve jütten daha kalın bir liftir. Kesitte daha fazla lif bulundurduğu için ince liflerden elde edilen iplikler daha mukavemetli olmaktadır. 2008・de Bodros ve Baley ise ortalama ısırgan (Urtica dioica) lif çapı 19,9 μm (±4.4) olduğunu bildirmiştir.
LİFİN MUKAVEMETİ-UZAMA DAVRANIŞI
G. Huang Urtica cannabina L. ısırgan otu lifinin kopma mukavemeti, kopma uzaması ve başlangıç modülü değerleri ölçmüştür. Isırgan otu lifinin kopma mukavemeti kenevirden büyüktür ancak rami ve ketende küçüktür. Bu değer ısırgan otunun tekstil lifi olarak kullanılması için bir sorun teşkil etmemektedir.
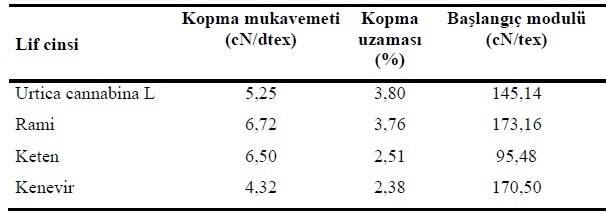
Tekstil liflerinin konforuyla ilgili en önemli özelliklerden biri de lifin modülüdür. Yüksek modüle sahip bir lif giyildiği zaman çok rahatsızlık veren ve insan derisini dalayan (iğne gibi batan) bir etki gösterebilir.
Yukarıdaki tabloda görüldüğü gibi, ısırgan otu lifinin (Urtica cannabina L) başlangıç modülü rami ve kenevirin başlangıç modüllerine göre daha düşük olduğundan dolayı biraz daha yumuşak ve konforlu olarak nitelendirilebilir. Fakat tabloda değerlendirilen dört liften en yumuşak ve konforlu olanı keten lifidir. Bu yüzden ısırgan lifinin başlangıç modülü düşürülmeye çalışılmalıdır. Bu sayede ısırgan lifinin tutumunu ve konfor özelliklerini geliştirirken insan derisini dalama etkisinin de azaltılması sağlana bilinir.
Bitkisel liflerin mukavemet-uzama davranışları temel olarak selüloz kompozisyonuna ve mikrofibrillerin oryantasyonlarına bağlıdır. Ketendeki mikrofibrillerin lif eksenine 10° açıyla sarılmışlardır. Rami liflerinin fibril açısının ise 3° olduğu tahminleşmiştir. Isırgan otu ve rami aynı ailenin üyesidir. Bu nedenden dolayı ısırgan otu lifi iyi ve yeterli bir kopma mukavemeti değeri göstermektedir. Isırgan liflerinin gerilme/uzama eğrisinde göstermiş olduğu lineer yapı, lifteki mikrofibrillerin oryantasyonunun lif eksenine küçük bir eğiklik açısı yapması ile açıklanabilmektedir.
Ayrıca yapılan çalışmalar lif çapı arttıkça kopma mukavemetinin ve Young modülünün azaldığını göstermiştir. Elde edilen değerler geniş bir alana dağılmıştır. Mekanik özelliklerdeki bu dağılım bitkisel lifler için kaçınılmazdır .
LİFİN NEM TUTMA KAPASİTESİ
Bir lifin nem emiciliği ve su buharlaştırma kabiliyeti nihai ürünün konforunu etkileyen başlıca faktörlerdendir. Huang tarafından Urtica cannabina L lifinin nem tutma kabiliyeti ve suyun buharlaşması araştırılmıştır. Bir grup lif birbirleriyle paralel olacak şekilde düzenlenmiş ve demet halinde bağlanmıştır. Demetin bir ucunu düzgün hale getirmek için makasla veya bıçakla kesilmiştir. Demetin kesilen ucu suyun yüzeyi ile temas edecek şekilde bırakılmıştır. Su kapilar etkiyle lifler tarafından yukarıya doğru hareket edip lifleri ıslatmaya başlamıştır. Belirli zamanlarda suyun kat ettiği mesafe mm olarak ölçülmüştür. Aynı test karşılaştırma olanağını sağlamak için benzer 5 lif için de uygulanmıştır. Sonuçlar aşağıdaki tabloda görülmektedir.

Yukarıdaki tablodan ısırgan otu lifinin diğer liflere nazaran daha iyi nem iletkenliğine sahip olduğunu görebiliriz. 25 dakika sonra ısırgan otu lifinde su 49 mm yol almışken, mesela pamukta su sadece 34 mm yol almıştır. Bu lifin yapısıyla ilişkilendirilebilir. Pamuk, Urtica cannabina L lifi ve diğer üç sak lifinin moleküler yapıları birbirlerine kısmen benzerdir fakat su emme yetenekleri farklıdır. Bu farklılık lifin yapısındaki farklılıktan kaynaklanmaktadır. Isırgan otunun lifli yapısının paketlenmiş bir yapıda olması nedeniyle suyun yayılma hızı çok fazladır. Mikroskop altında Urtica cannabina L lifi incelendiğinde lif yüzeyinde derin olukların (oyuklar) olduğu fark edilmiştir. Bu olukların bazıları lümenle bağlantılıdır ve bu yüzden yüzey alanı artırmaktadır. Lifte suyun temas edebileceği yüzey alanının daha büyük olması, lifin nem absorblama kabiliyetinde artış sağlamasına yol açmaktadır.
Tekstil mamulündeki suyun buharlaşma yeteneğinin ölçümü ise aşağıdaki metotla yapılmaktadır:
Lifler 24 saat boyunca suda ıslatılmaktadır. Fazla su çamaşır makinesinde santrifüj etkisiyle 1 dakika işlem görülerek uzaklaştırılmaktadır. Daha sonra örnekler oda sıcaklığında kurutulmakta ve her 30 dakikada bir ağırlıkları ölçülmektedir. Su buharlaşma oranı aşağıdaki formül ile hesaplanmaktadır.
Su buharlaşma oranı = [(W1-W2) / W1] x 100
W1’in değeri ıslatma işlemi sonrası çamaşır makinesinde santrifüjlüme yapıldıktan sonraki tekstil ürününün ağırlığıdır. W2 ise buharlaşma periyodundan sonraki ağırlığıdır. Karşılaştırma yapabilmek için diğer 5 lifte değerlendirilmeye alınmıştır.
ISIRGAN LİFİNİN TANINMASI VE SAK LİFLERİNİN BİRBİRİNDEN AYIRT EDİLMESİ
Doğal tekstil liflerinin tanınması ve ayırt edilmesi hem arkeolojik hem de kriminolojik (tekstil ticaretinde oluşabilecek dolandırıcılık vakaları için) olarak önemli bir iştir . Yün, ipek ve pamuk lifleri sak liflerinden (keten, ısırgan, rami, kenevir ve jüt) kolayca ayırt edilebilir. Fakat sak liflerini kendi içlerinde ayırt edebilmek çok kolay değildir. Lif yüzeyi karakteristikleri, kimyasal yapı analizi ve enine kesit büyüklüğü ve enine kesit şekline dayanan metodlar şüpheleri ortadan kaldırmaya yetmemektedir. Jüt haricindeki diğer sak liflerinin kimyasal yapıları birbirlerine benzemektedir. Jüt lifi diğerlerine göre daha fazla lignin içermektedir. Lignin kimyasal testlerle ve raman spektroskopisi ile de teşhis edilebilmektedir.
Keten, ısırgan, rami, jüt ve kenevirin yüzey karakteristikleri de benzerdir. Aşağıda keten, ısırgan ve kenevir liflerinin yüzey karakteristikleri görülmektedir.
![]()
Üç lifte de boğumsu düğüm görünümündeki yumrular oklarla şekilde gösterilmiştir. Liflerin yüzey karakteristikleri birbirlerine çok benzediğinden ayırt edilmeleri zorlaşmaktadır. Sak liflerinin enine kesit büyüklükleri de benzer olduğu için sak liflerini ayırt etme yöntemi olarak kullanılamamaktadır. Şimdiler de enine kesit şekli ile sak liflerinin ayırt edilmesi en yaygın yol olmasına rağmen, bireysel türler arasında büyük sapmalar ve çeşitlilikler olduğu için bu yöntemde tamamıyla şüpheleri ortadan kaldırabilecek bir yöntem değildir. Keten, kenevir ve jüt liflerinin hepsi tipik olarak yuvarlatılmış poligonal şeklinde ve dar, yuvarlak ya da oval bir lümene sahiptir. Isırgan ve rami lifleri çoğunlukla uzatılmış şerit formu şekilleriyle birlikte daha geniş bir lümene sahiptir.
Muller ve çalışma arkadaşları arkeolojik keten, rami, pamuk ve yün örneklerini açık bir biçimde teşhis etmek ve birbirlerinden ayırt edebilmek için X-ışını mikrodifraksiyon yöntemini kullanmıştır. Fakat bu yöntem sinkrotron kullanıma gereksinim duyduğu için sadece birkaç seçilmiş örneğe aplike edilebilmiştir. Yani bu yöntem halı hazırda bulunan rahatlıkla kullanılabilen ve ulaşılabilen bir yöntem değildir.
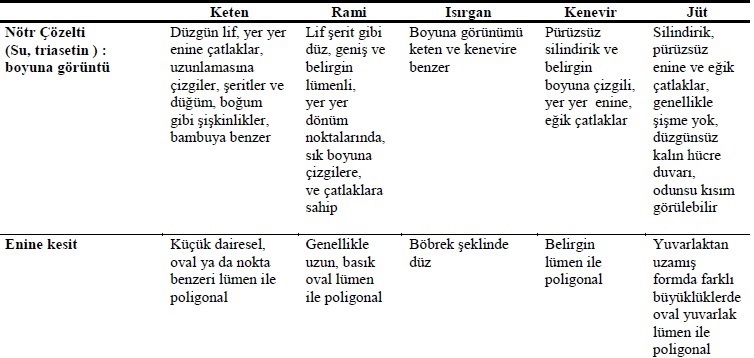
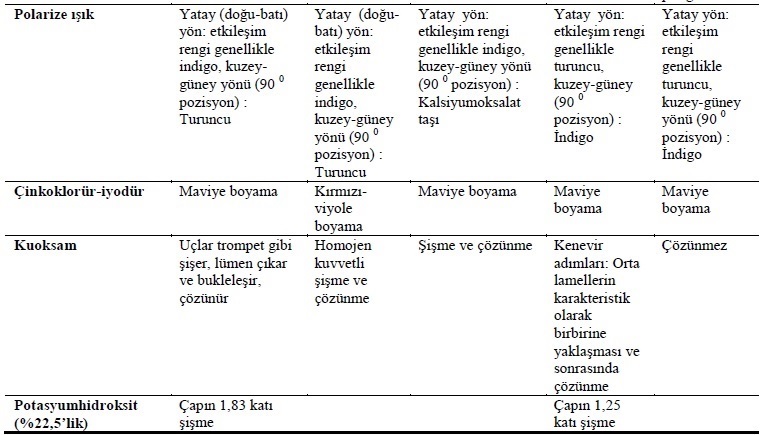
Bergfjord ve Holst keten, ısırgan, rami, kenevir ve jüt örneklerini kullandıkları yöntem ile başarıyla ayırt edebildiklerini belirtmişlerdir. Buldukları yöntem polarize ışık mikroskopu ile fibriler oryantasyonu ölçmeye ve liflerle ilişkili olan kalsiyum oksalat kristallerinin (CaC2O4) varlığını saptamaya dayanmaktadır. Sadece küçük miktarlarda lif malzemelerinin ayırt etmek için yeterli olması bu yöntemin en büyük avantajı olduğu belirtilmiştir.
Aşağıdaki tabloda sak liflerinin birbirlerinden ayırt edilmelerini sağlayan bazı özellikler toplu halde görülmektedir.




Kompakt İplik Üretim Sistemi

Kompakt iplikçilik sistemi modifiye edilmiş bir ring iplikçilik sistemidir. Klasik ring iplik makinelerinde iplik üretirken oluşan eğirme üçgeninin dış kısmındaki lifler ya ipliğe dahil olmayıp uçuntu halinde uzaklaşmakta yada yetersiz bir şekilde ipliğe dahil olmaktadır.Bu lifler, ipliğe yeterli bir şekilde tutunamadığından, mukavemete katkıları sınırlıdır.Kompakt iplikçilik sisteminde ise, lifler ana çekimden sonra aerodinamik olarak kompakt hale gelirler.Böylece lifler birbirlerine yakın olarak durabilmekte ve eğirme üçgenine taşınan lif kütlesi yoğunlaştırılmış olmaktadır.Bu durum karşısında bütün lifler eğirme üçgenine katılmakta ve iplik yapısına tamamen entegre olarak daha iyi iplik formasyonu sağlanabilmektedir.Kompakt eğirme sistemi, çekim aparatından çıkan elyaf bandını azaltıp daraltması ve eğirme üçgenini ortadan kaldırması sayesinde iplik kalitesini yükseltmektedir.Kompakt iplikçilikte, ipliği oluşturan liflerin büyük bir çoğunluğu iplik yapısı içerisine daha iyi katıldığından, konvansiyonel ring ipliği ile karşılaştırıldığında daha az tüylü, daha düzgün yüzeyli, daha mukavemetli, uzama oranı daha yüksek ve daha sıkı iplik yapısı ortaya çıkmaktadır.
Kompakt İplikçilik Prensibi;
Ring iplik makinesindeki çekim bölgesi çıkışında; lif topluluğunun yoğunlaştırılması ve dolayısıyla eğirme üçgeninin çok küçültülmesine, neredeyse tamamen yok edilmesine dayanmaktadır.
Eğirme Üçgeni;
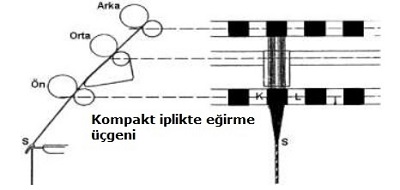
Ring iplik makinelerindeki eğirme geometrisine ait parametrelerden biri olan eğirme üçgeni, çekim sisteminin çıkış kıstırma hattı (K-L) ile ipliğin büküm almış olan ucu (S) arasındaki bölge olarak tanımlanmaktadır.Eğirme üçgeni, hem iplik kopuşlarını hem de iplik yapısını etkilemektedir.( Yukarıdaki şekilde görülmektedir).Liflerin yoğunlaştırılması sayesinde çekim sistemi çıkışında eğirme üçgeni olmadan iplik çekilebilmekte ve bu sayede lifler birbirine daha sıkı ve paralel biçimde bağlanabilmektedir.Eğirme üçgeninin iplik yapısına uçuntu, tüylülük ve mukavemet üzerinde olumsuz etkileri vardır. Araştırmalar sonucunda, eğirme üçgeninin ortadan kaldırılması veya minimize edilmesi ile bazı fiziksel iplik özelliklerinde olumlu gelişmeler olacağı, eğirme üçgeni oluşumunun engellenmesi ile ipliğin dış kısmındaki liflerin dahi daha az gerilerek iplik yapısına katılacağı ve bu sayede mukavemette artış olurken, tüylülük değerinde azalmalar olacağı saptanmıştır. Yüksek tüylülük, dokuma ve örme gibi proseslerde iplik kopuşlarına ve uçuntulara sebep olduğundan çoğunlukla istenmeyen bir özelliktir.
KOMPAKT İPLİK ÖZELLİKLERİ
- Kompakt iplikler konvansiyonel ring ipliği ile karşılaştırıldığında; daha az tüylü, daha düzgün yüzeyli, daha mukavemetli, uzama oranı daha yüksek, daha sıkı iplik yapısına sahip olduğu ortaya çıkmıştır.
- Kompakt ipliklerin mukavemet ve uzama (%) değerleri konvansiyonel ring ipliklere göre ortalama %10- %15 daha fazladır.
- Kompakt ipliklerde, lifler düzgün yerleştiği için iplik düzgünsüzlüğü azdır. İplikler daha düzgündür.
- İplik hataları (ince ve kalın yer, neps) daha azdır. İplik tüylülüğünde de kompakt eğirme ile birlikte azalmalar görülmüştür. Kompakt ipliklerde 3mm’den uzun olan tüyler %65-%100 arası daha azdır.
- Kompakt ipliklerin aşınma dayanımları daha yüksektir.
- Ayrıca, kompakt ipliklerde yaklaşık %15-20 daha az büküm vererek konvansiyonel ring ipliğiyle aynı mukavemet değeri yakalanabilmektedir. Daha az büküm verilerek aynı mukavemet değerinin elde edilebildiğinden daha yüksek üretim değerlerine ulaşılabilir.
- Bobinleme işlemlerinde ipliğin mukavemet ve uzama değerlerinde önemli değişmeler olmamaktadır.
- Ancak iplik tüylülüğü ve neps değerlerinde artışlar görülmektedir.
- Bunun sebebi de özellikle ipliğin dış yüzeyindeki liflerin iplik yapısına sıkı bir şekilde tutunmamasıdır.
- Bu gevşek lifler bobinleme işlemi esnasında iplik yüzeyinden kalkarak veya kayarak ilave bir tüylülük ve neps oluşumuna sebep olmaktadırlar.
- Bu durum kompakt ipliklerde liflerin birbirine sıkı ve düzgün bir biçimde bağlanmasından dolayı azalmaktadır.
- Bobinleme işlemi sonrasında, ring ipliklerdeki gibi kompakt ipliklerdeki iplik tüylülüğü de belirgin olarak artmaktadır.
- Tüylülükteki artış miktarı, iplik yüzeyinin pürüzsüz olmasından dolayı kompakt ipliklerde daha fazla olabilmektedir.
- Ancak, bobinleme öncesinde de bobinleme sonrasında da kompakt ipliklerin tüylülüğü konvansiyonel ring ipliklere göre daha düşük olmaktadır.
- Kompakt ipliklerde, iplik yapısını oluşturan liflerin birbirlerine sıkı ve düzgün bir şekilde bağlanmaktadır.
- Bu sayede sağlanan yüksek lif sıyrılma direnci, yüksek aşınma dayanımı ve düşük tüylülük gibi özellikler, kompakt ipliklerin dokuma hazırlık ve dokuma işlemlerinde yüksek performans göstermelerini ve bu işlemlerde maliyet avantajı sağlamalarına imkân vermektedir.
- Çözgü çözme ve haşıllama işlemleri dokuma öncesinde dokumaya hazırlık olarak yapılan işlemlerdir.
- Çözgü çözme işleminde, ipliğe çeşitli kuvvetler etki etmektedir.
- İplik meydana gelen kuvvetlerin oluşturduğu gerginliklere dayanamadığında kopmaktadır.
- Bir ipliğin mukavemeti yüksek olduğunda, bu ipliğin çözgü çözmedeki ve dokuma işlemlerindeki performansı da artmaktadır.
- Ring ipliklere kıyasla daha az büküm değerlerinde bile kompakt ipliklerin mukavemeti ring ipliğinkine nazaran yüksek olduğundan dolayı, çözgü çözme işlemi sırasında daha az iplik kopuşu meydana gelmektedir.
- Kısa stapelli iplikler, kısa ve uzun tüylere sahiptir.
- Bu iplikler dokuma işleminde çözgü olarak kullanıldığında, dokuma işleminden önce mutlaka haşıllanması gerekmektedir.
- Aksi takdirde, iplikteki tüyler özellikle de uzun tüyler dokuma işlemi sırasında ağızlık açma işleminde ipliklerin birbirlerine düğümlenerek tezgâhta çözgü kopuşlarına sebep olmaktadır. Haşıllama işlemi, oldukça pahalı bir prosestir.
- Kompakt ipliklerde uzun tüyler neredeyse bulunmadığı için haşıllamada çözgü ipliklerinin birbirine yapışma eğilimi azalmaktadır.
- Kompakt iplikler, daha düşük büküm seviyelerinde eğrilebilirler.
- Bunun için ipliklerin absorbsiyon gücü artmakta ve üniform bir haşıllama işlemi gerçekleştirilebilmektedir.
- Kompakt ipliklerin tüylülük değerlerinin düşük olması ve mukavemetlerinin yüksek olması sebebiyle çözgü çekilmesi sırasında iplik kopuşlarında %30’ a varan bir kopuş azalması olmaktadır. İplik kopuşlarının azalmasıyla randıman artmakta ve kopan çözgüleri bağlamak için daha az personele ihtiyaç duyulmaktadır.
Kompakt ipliklerle çalışılırken, belli bir çözgü hazırlık veya dokuma performansı için haşıl oranı, aynı özellikteki ring ipliklerle çalışılan duruma kıyasla kullanılan haşıl miktarından %50’ ye varan oranında daha az kullanılarak ring ipliklerden daha iyi çalışma performansı sağlamaktadır.
- Böylece haşıl maddesi tasarrufu sağlanmaktadır.
- Haşıl derecesinin ne kadar düşürülebileceği, kullanılan ipliğin, dokuma konstrüksiyonunun ve dokuma makinesinin özelliklerine bağlı olarak değişmektedir. İstenilen çalışma performansı ve haşıllama maliyeti arasında bir optimizasyonun yapılması gereklidir.
- Haşıllama derecesindeki azalma, haşıl maliyeti ve haşıl sökme işlemi açısından da bir avantajdır. Haşıl sökme işleminde özellikle atık su arıtma maliyetlerindeki azalmadan kaynaklanan bir avantaj vardır.
- Ring ipliklere kullanılan haşıl derecesine göre %20 daha düşük haşıl derecesi uygulanarak hazırlanan çözgülerle yapılan araştırmada, kompakt ipliklerin kullanımıyla çözgü hazırlama işleminde gerçekleşen kopuşlarda %29, dokuma işlemlerindeki çözgü kopuşlarında %43, atkı kopuşlarında ise %33 oranlarında azalmalar olduğu görülmüştür.
- İplik yapısının özelliklerinden dolayı haşıllama işleminde önemli maliyet avantajı sağlayan kompakt iplikler, konvansiyonel ring ipliklere göre daha yüksek ve üniform olan iplik mukavemet değerleri ve önemli miktarda düşük olan tüylülük değerleriyle, dokuma makinesinin çalışma performansı oldukça iyileştirmektedir.
- Dokuma hazırlık ve dokuma işlemlerinde önemli derecede ekonomiklik sağlayan kompakt iplikler, elde edilen kumaş özellikleri açısından da çeşitli avantajlar sağlamakta ve yeni dokuma kalitelerinin yaratılması için olanak sağlamaktadırlar.
- Aynı büküm ve iplik numarası özelliklerindeki ring ipliklere göre, kompakt ipliklerden elde edilen kumaşlar, daha net bir dokuma yapısı, daha yüksek kumaş kopma ve yırtılma değerleri, daha düşük boncuklanma eğilimi, daha yüksek aşınma direnci ve daha yüksek parlaklık gibi özelliklere sahiptir.
- Kompakt ipliklerden elde edilmiş dokuma kumaşların,iplik tüylülüğünün az olmasından dolayı örtücülüklerinin biraz düşük olması ve yine aynı sebepten iplikteki hataların dokuma yapısında daha kolay görülmesi gibi dezavantajları vardır.
- Bu dezavantajların, uygun kumaş parametrelerinin seçimi ve bitim işlemleri sayesinde giderilmesi mümkündür.
- Kesikli liflerden elde edilen konvansiyonel iplikler, belli kumaş kaliteleri için gazeleme işleminden geçirilirler.
- Gazeleme sırasında yanan tüylerin oluşturduğu isli tozun iplikle birlikte bobine sarılması problemlere yol açmaktadır.
- Bu yüzden gazelenmiş iplik bobinlerinin tekrar bir aktarma işlemine tabi tutulması gerekmektedir. Gazeleme işlemi maliyetli ve zahmetli bir işlemdir. Ayrıca, gazeleme işlemi sırasında % 6-10 arasında hammadde yanarak kaybolmaktadır.
- Kompakt iplikler çok düşük olan tüylülükleri sayesinde gazeleme işlemine ihtiyaç göstermeksizin dokuma ve örme işlemlerinde kullanılabilmektedirler.
- Eğer çok özel kumaşlar için, çok düşük tüylülük seviyesi isteniyorsa, kompakt ipliklerin ring ipliklerle hiç mümkün olamayan hızlarda, dolayısıyla çok ekonomik olarak gazelenmesi yapılabilir.
- Yapılan bir çalışmada, 900 m/dak’lık hızla gazelenen kompakt ipliklerin 600 m/dak’lık hızla gazelenen ring ipliklerinden çok daha düşük tüylülük seviyesine sahip olduğu belirtilmektedir.
Kompakt ipliklerin ring ipliklere kıyasla daha düzgün iplik yapısı, daha düşük tüylülük ve daha yüksek mukavemet özellikleri çözgü çözme ve haşıllama işlemlerinde olduğu gibi dokuma işleminde de çeşitli olumlu iyileşmeler sağlar.
- Dokuma işleminde kompakt ipliklerin kullanılması durumunda iplik kopuşu dolayısıyla da tezgâh duruşu ring ipliklere kıyasla daha az meydana gelmektedir. Kompakt ipliklerin bu avantajı, farklı haşıllama dereceleri ve büküm değerlerinde de devam etmektedir.
- Çözgü ipliği kopuşlarında yaklaşık olarak %50, atkı ipliği kopuşlarında ise %30 azalma tespit edilmiştir. Bu durumda tezgâh randımanı artığı gibi kumaştaki dokuma hatalarının sayısı da azalmaktadır.
- Kompakt ipliklerden elde edilen dokuma kumaşlar; özellikle buruşmazlık apresi gibi, uygulandığı kumaşta mukavemet düşüşüne sebep olan terbiye işlemlerinde, azalan kumaş mukavemetini telafi edebilirler.
- Fakat aynı işlem konvansiyonel ring ipliklerinden mamul kumaşlarda önemli sorunlara yol açmaktadır.
- Dokuma sırasında meydana gelen uçuntu miktarı kompakt ipliklerle çalışılırken daha az olmaktadır.
- Havlu ve battaniye dokumacılığında daha az aşınma ve lif telefi olması sağlanır.
- Daha iyi mukavemet ve aşınma dayanımı sayesinde kompakt ipliklerde, dokuma işlemi sırasında çözgüde % 50’ye atkıda ise %30’a varan iplik kopuşu azalmaları dikkat çekmektedir. Böylece dokuma randımanı dolayısıyla üretim artarken, dokuma maliyeti ise önemli ölçüde azalmaktadır.
- Dokumada kompakt ipliklerin kullanılması durumunda atkı atımı sırasında meydana gelen çözgü kopuşları farklı tezgâh tipleri açısından incelendiğinde, iplik kopuşlarında azalma tespit edilmiştir.
- Kompakt iplikler atkıda kullanıldığında, 100.000 atkı atımında rapierli dokuma makinelerinde %33, hava jetli makinelerde ise %45 daha az kopuş olduğu saptanmıştır.
- Hava jetli dokuma makinelerinde konvansiyonel ring ipliği kullanıldığında 500-600 metre/dakikalık atkı atımı yapılırken, kompakt ipliklerde 700- 800 metre/dakikaya kadar çıkılabilmektedir. Ayrıca, dokuma işleminde katlı iplik yerine daha ucuz tek katlı kompakt iplik kullanılabilmektedir.
- Ayrıca dokuma işleminde kompakt çözgü ipliklerinin birbirine dolaşma eğiliminin daha düşük olduğu gözlenmiştir.
Kompakt ipliklerle dokunan kumaşlar
kompakt iplik yapısının daha düzgün olmasından dolayı daha düzgün yüzeye sahiptir. İplik mukavemeti kumaş mukavemetini de doğrudan etkilediğinden kompakt ipliklerden yapılan dokuma kumaşların mukavemet değerleri daha yüksek ve aşınma dayanımları daha iyidir. Ayrıca kompakt ipliklerden yapılan dokuma kumaşların parlaklığı da fazladır. Kompakt ipliklerin düşük tüylülük özelliği dokunan kumaşların boncuklaşma eğilimlerinin de düşük olmasını sağlamaktadır. Kompakt ipliklerin tüylülüğünün düşük olmasından dolayı bu ipliklerden elde edilen ipliklerin örtücülükleri düşük olmaktadır. Dolayısıyla kumaştaki hatalar da daha kolay bir şekilde fark edilebilmektedir. Ancak, uygun sıklık, iplik numarası gibi kumaş parametreleri ve bitim işlemleri seçilerek bu durumun giderilmesi mümkündür.
- Kompakt ipliklerden elde edilen kumaşlar, düşük tüylülük değerleri sayesinde baskı desenlerinde belirgin ve keskin hatlar gösterirler.
- Ayrıca baskı işlemi esnasında, kompakt ipliklerden elde edilen kumaşların daha düşük miktarda uçuntu oluşturması nedeniyle, baskı şablonlarında tıkanma meydana gelmez.
- Boyama işlemlerinde, kompakt ipliklerden mamul kumaşlar, ring ipliklerden mamul olanlara göre, aynı boyarmadde konsantrasyonu ile boyandıklarında daha dolgun bir renge sahip görünürler.
- Kompakt ipliklerden dokunmuş kumaşlara yapılan baskı ve boyamalar sonucunda oldukça parlak renkler elde edilmekte, tüylülüğün az olmasından dolayı baskı da kontürler daha net olmaktadır.
- Dokuma randımanını, dokuma kumaş kalitesini, dokuma kumaşın yapısal ve performans özelliklerini önemli ölçüde etkileyen iplik özellikleri, dokumada kullanılacak ipliğin seçiminin ne kadar önemli olduğunu göstermektedir.
Yapılan bilimsel araştırmalara dayanarak; dokumada kompakt iplik kullanımı ile;
Daha mukavemetli iplikler kullanıldığından;
- *Çözgüde haşıl maliyeti ve haşıl sökme maliyeti azaltılacak,
- *Haşıl sökme işleminde özellikle atık su arıtma maliyetlerindeki azalmadan kaynaklanman bir avantaj sağlanacak,
- *İplik uzamasının yüksek olmasından dolayı çözgüye etki eden gerilimlere karşı direnç artacak,
- *İplik kopuşları azalacak,
- *Dokunan kumaşların aşınma dayanımı ve mukavemetleri artacak,
İplik kopuşlarının azalması ile;
- *Daha yüksek üretim değerlerine çıkılabilecek,
- *İplik bağlamadan gereksinimi azalarak işçi sayısı azaltılabilecek,
- *Dokuma kumaş hataları azalacak,
- *Makine duruşları azalacak,
- *Daha kaliteli kumaş üretilebilecek,
- *Maliyet azalacak,
Kompakt ipliklerin tüylülük özelliğinin az olmasından dolayı;
Gazeleme işlemine gerek duyulmayacak,
Uçuntu az olduğundan iplik kopuşları azalacak,
Kumaş yüzeyi daha düzgün ve parlak görünecek,
Baskılar daha düzgün ve net yapılabilecek,
Çözgü ipliklerinin birbirine dolaşması azalacakDokunan kumaşların boncuklaşma eğilimleri düşük olacaktır.
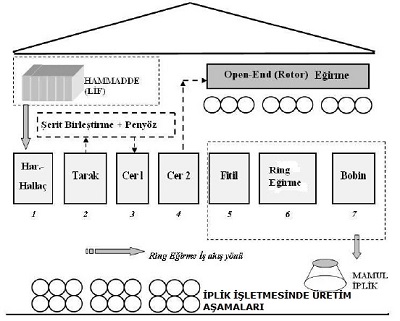
İplik işletmesi
Tekstil endüstrisi çok sayıda birbirini izleyen işlemden oluşur. Bir işlem sonucu elde edilen mamul bir sonraki işlemde ham madde olarak kullanılır.
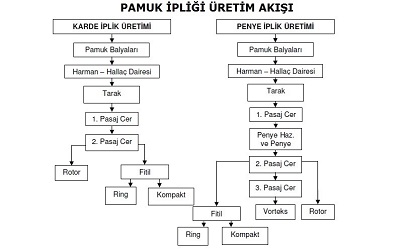
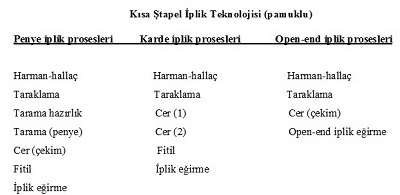
Kısa Ştapel İplik Teknolojisi (pamuklu)
Penye iplik prosesleri Karde iplik prosesleri Open-end iplik prosesleri
Harman-hallaç Harman-hallaç Harman-hallaç
Taraklama Taraklama Taraklama
Tarama hazırlık Cer (1) Cer (çekim)
Tarama (penye) Cer (2) Open-end iplik eğirme
Cer (çekim) Fitil
Fitil İplik eğirme
İplik eğirme
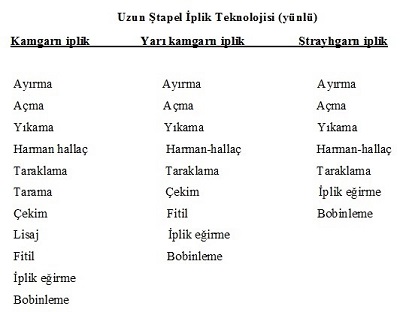
Uzun Ştapel İplik Teknolojisi (yünlü)
Kamgarn iplik Yarı kamgarn iplik Ştrayhgarn iplik
Ayırma Ayırma Ayırma
Açma Açma Açma
Yıkama Yıkama Yıkama
Harman hallaç Harman-hallaç Harman-hallaç
Taraklama Taraklama Taraklama
Tarama Çekim İplik eğirme
Çekim Fitil Bobinleme
Lisaj İplik eğirme
Fitil Bobinleme
İplik eğirme
Bobinleme
Filament İplik ve Tekstüre Teknolojisi (yapay lif)
a) Hammadde
b) Polimerizasyon
c) Lif çekimi
d) Oryantasyon
e) Bitim (finish) işlemleri
f) Krimp ve kesim
g) Tekstüre işlemleri

Harman Hallaç ve İplik Hazırlama Makineleri
Tekstil isletmelerinde harman hallaç dairesi; açma, temizleme, toz giderme, karıstırma ve tarağa düzgün bir şekilde materyal besleme amacına yönelik birbirine bağlı makinelerden oluşmaktadır.

UNIfloc A 11 otomatik balya açıcı
Her bir tarafında yerleştirilmiş 130 balyalık dört balya grubunu isleyebilmektedir. Hareketli şasi üzerindeki döner yolucu kafa, balya kenarlarını yoklayan opsiyonel bir donanıma sahiptir ve böylece istenilen şekilde bir yolma işlemi gerçekleştirilebilmektedir.
UNIclean B12 ön temizleme makinesi
Rieter tarafından geliştirilmiş temizleme işleminin entegre ( Bütünleşmiş ) bir parçası olup, A 11 balya açıcıdan sonra etkin bir toz çıkarma ve temizleme makinası olarak görev yapmaktadır.
UNImix B 70 karıstırıcı
Balyalar optimum bir şekilde dizilmemiş olsalar bile, homojen bir karışım sağlayabilmektedir. Balya yolma sırasındaki herhangi bir sorun, sonraki işlemlerde herhangi bir etkiye sebep olmadan bu karıştırma işlemi ile önlenebilmektedir.
Uniflex B 60 ince temizleme ve toz çıkarma makinesi
Pamuğun daha hassas bir biçimde temizlenmesini ve temizlenme esnasında tozların uzaklaştırılmasını sağlamaktadır.

Tarak Makinası
Balyalar halindeki kesikli elyaf; iplik oluşumu için ilk basamak olan harman hallaç aşamasında, yapısındaki kaba kirlerden arındırılmak amacıyla açılmakta ve karıştırılmaktadır. Bu aşamada yapıdaki yabancı maddeler kısmen uzaklaştırılmakta ve lifler paralel hale getirilerek vatka adı verilen tabaka seklini almaktadır. Modern tarak makinelerinde hammadde, tarak makinesinin haznesine bir boru kanalı vasıtasıyla beslenmektedir. Düzgün bir şekilde sıkıştırılmış elyaf yapısındaki küçük boyuttaki yabancı maddelerin ve kısa liflerin uzaklaştırılması ve paralelliğin arttırılması amacıyla, tarak makinelerinde tek lif haline gelinceye kadar açılıp, belli numaradaki tarak şeridi haline dönüştürülmektedir.
Eski tip taraklarda brizör, besleme yönünün tersi yönünde dönmekte iken, karde hattında kullanılan Rieter C-50 ve penye hattında kullanılan Rieter C-60 tarakları brizörün dönüş yönünde dönen besleme düzeneği ile donatılmıştır.

Penye Hazırlık ve Penye Makinası
İplikçilikte tarama (Penyeleme) işlemi hammadde içerisindeki hem kısa lif hem de yabancı maddeleri önemli oranda ayıran tek işlem kademesidir. Tarama (Penyeleme) işleminden geçtikten sonra üretilen ipliklerin, kısa elyaf oranının azalması ve lifler arası paralelliğin artmasından dolayı düzgünlük ve mukavemet değerleri artmakta, elyaftaki safsızlıkların ve nepsin büyük oranda giderilmesinden ötürü de yumuşaklık ve görünüm gibi özellikleri iyileşmektedir.
Penye iplikçiliğinde proses akısı, tarak makinesine kadar karde hattıyla benzer seyretmektedir. Ancak penye iplikçiliğinde, tarak ve fitil makineleri arasında penye makineleri bulunmaktadır. Penye prosesi genel olarak iki basamaktan oluşmaktadır;
1- Penye Hazırlık
2- Penye Makinesi
Şerit katlama makinesi taraktan sonra “ön cer makinesi” diye adlandırılan makineden şerit formunda aldığı hammaddeyi penyözde (penye makinesi) kullanılacak vatka formuna dönüştürmektedir. Şerit katlama makinesinde çekime giren cer şeritleri tülbent haline getirilir ve ardından silindirik formdaki bir kovana vatka olarak sarılmaktadır.
Cer Makinası ve Çekme İşlemi
Cer makinelerinde bulunan çekim sistemi yardımı ile şerit halindeki lifler inceltilip, paralelleştirilerek tarak şeridine göre daha düzgün yapıda olan cer şeritleri elde edilmektedir.

Fitil Makinası

Fitil işleminde; şerit halindeki lifler, daha çok oranda çekim uygulanarak inceltilir ve kopuşları önlemek için büküm verilerek fitil sekline dönüştürülür. Bu durumdaki elyafa eğirme sistemlerinde daha yüksek oranda çekim uygulanır ve esas büküm verilerek istenen numarada iplik elde edilir.
![]()
İplik Eğirme Sistemleri
İplik; bükümlü veya bükümsüz, nispeten küçük kesitli liflerin bir arada tutulmasıyla oluşan, eğirme işlemi sonucu meydana gelen, uzun metrajda tekstil ürünüdür. Dokuma ve örme kumaşların hammaddesini oluşturan iplik, dikiş ipliği gibi nihai ürün olarak da kullanılabilmektedir. Temel olarak hammaddenin kesikli veya kesiksiz elyaftan olmasına göre iplik üretim yöntemi farklılık göstermektedir.
1-Ring İplik Eğirme Sistemi
Ring iplik makinesi, elyaftan-iplik üretim sonucunda prosesin son makinesidir ve bundan dolayı ipliğin kalitesi açısından önemli bir prosestir. Bir ring iplik makinesinin görevlerini üç kısımda toplamak mümkündür;
1-Gelen fitili çekimle gerekli inceliğe kadar inceltmek,
2-Nihai iplik numarasını verecek sekilde büküp, ipliğin mukavemet kazanmasını sağlamak,
3-Oluşan ipliği kolay taşınabilmesi ve saklanabilmesi için sarmaktır.
Bu sistemde iplik, belirli bir inceliğe kadar getirilip, çıkış silindirlerini terk ettikten sonra, dönen bir iğ yardımıyla büküm almakta ve bilezik etrafında dönebilen bir kopçadan geçip, dönmekte olan masuraya sarılmaktadır. Burada ana iplik eğirme elemanı iğdir. Fitil aynı anda inceltilerek bükülüp masuralara sarıldığı için kontinü bir sistemdir. Büküm ve sarım birlikte yapılmaktadır.
2-Open-End Rotor Eğirme Sistemi
Açık-uç elyaf besleme prensibine dayanan bu eğirme sisteminde, tek tek açılmış elyaflar iplik oluşturmak üzere büküm yoluyla açık iplik ucuna bağlanmaktadır. Sistemin esasını, elyaf kütlesinin rotor hareketiyle taşınıp, açık uca aktarılması ve bükümlü iplik yapısının elde edilmesi oluşturmaktadır. Sistem, elyaf açma ünitesi, elyaf iletimi, büküm verme ünitelerinden oluşmuştur.
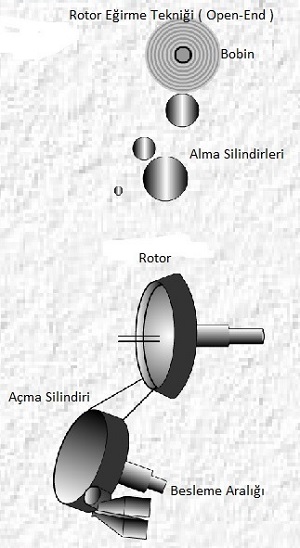
Şerit formundan beslenen elyaflar, besleme silindirleriyle kontrollü olarak makineye alınır ve açma ünitesinde garnitürlü açma silindiri vasıtasıyla taranırlar. Elyaflar burada tek tek ayrılmış olarak taşınırlar. Açma ünitesinde açığa çıkan döküntüler, döküntü temizleme kutusuna ayrılırlar. Açma silindiri ile rotor arasında elyafları uygun şekilde yönlendirilen elyaf iletim tüpü vardır. İdealinde iletim tüpü içerisinde belirli miktarda uç uca gelecek sekilde sıralar halinde rotora gitmesi istenen elyaflar, rotor çevre hızının, hava hızından yüksek olmasıyla çekilerek yönlendirilirler. Rotorun dönmesiyle, elyaflar rotor yivinde toplanarak diğer elyaf katmanlarına katılırlar ve sonra ipliğin açık ucuna rotordaki dublaj görmüş elyaflar büküm yoluyla eklenirken,
diğer yandan iplik, çekim düzesinden geçerek çıkış silindirlerinden sonra sarım sistemine gelir ve silindirik veya konik bobinler halinde sarılmaktadır.

3-Kompakt İplik Eğirme Sistemi
Kompakt iplikçilik sistemi modifıye edilmiş bir ring iplikçilik sistemidir. Bu sistemde üretilen ipliklerin tüylülük basta olmak üzere birçok özelliği konvansiyonel ring ipliklerine nazaran daha iyidir. Bu durum, ring iplik makinesinde eğirme üçgeninin minimize edilmesi ile ortaya çıkmıştır. Eğirme üçgeninin sekli ve boyutları iplik yapısını, mukavemetini ve yüzey özelliklerini etkilemektedir. Klasik ring iplik makinelerinde iplik üretirken oluşan eğirme üçgeninin dış kısmındaki lifler ya ipliğe dahil olmayıp uçuntu halinde uzaklaşmakta yada yetersiz bir sekilde ipliğe dahil olmaktadır. Bu liflerin, ipliğe yeterli bir sekilde tutunamadığından, mukavemete katkıları sınırlı olmaktadır. Kompakt iplikçilik sisteminde ise, lifler ana çekimden sonra aerodinamik olarak kompakt hale gelirler. Böylece lifler birbirlerine yakın olarak durabilmekte ve eğirme üçgenine taşınan lif kütlesi yoğunlaştırılmış olmaktadır. Bu durum karsısında bütün lifler eğirme üçgenine katılmakta ve iplik yapısına tamamen entegre olarak daha iyi iplik formasyonu sağlanabilmektedir.

4-Vortex Hava Jetli İplik Eğirme Sistemi
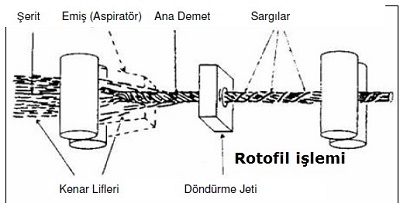
Hava jetli iplikçilik sisteminin dayandığı prensip yalancı bükümlü hava jetli tekstüre yönteminden hareketle, ilk olarak 1956 yılında E.I. Du Pont de Nemours tarafından tanıtılmıştır. Resmi olarak ilk defa Du Pont ilk hava jetli eğirme sistemini 1963 yılında bulmustur. Ancak bu tarihlerde sistem %100 kesikli lif iplikçiliğinde ticari olarak basarı sağlayamamıştır. 1971 yılında Du Pont tarafından “Nandal” ticari ismi ile yeni bir demet iplik geliştirmiştir. Burada ipliğin merkezinde bulunan kesikli lifler yüzeyde bulunan kesikli lifler ile demet seklinde sarılmıştır. Bu işlem “Rotofil” olarak tanıtılmış ve patent almıştır.

Rotofil sisteminden sonra bu sistemle çalışan yeni makineler keşfetmiş olsalar da (Toray hava jetli eğirme-AJS 101 ve 102 gibi) sadece Murata’nın ürettiği hava jetli eğirme sistemleri piyasada ticari olarak kabul görmüştür. Murata’nın geliştirdiği MJS 801 (Murata Jet Spinning), ilk olarak 1982 yılında ATME fuarında tanıtılmış ve kendi sınıfında günümüze kadar ticari olarak en fazla basarı sağlamış makine olmuştur.
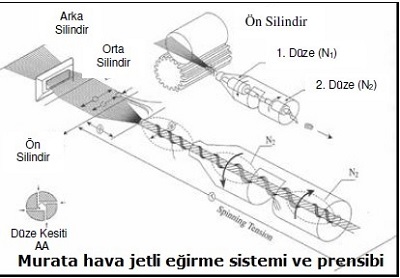
Yukarıda gösterilen MJS iplik makinesi, üç silindirli bir çekim sistemi ve birbirleriyle ters yönde dönerek girdaplar oluşturan iki hava jeti düzesinden oluşmaktadır. İki düzenin ters dönüsüyle oluşturulan hareket ve yüksek hızla dönen ön çekim silindirinin oluşturduğu hava akımı sayesinde, N1 düzesi ve ön çekim silindiri arasındaki bölgede bir miktar kenar lifi ana lif demetinden ayrılır. Bu ayrılan kenar lifleri, ikinci düzenin (N2) çıkısında iplik yüzeyinde sarım yaparak sargı liflerini oluştururlar. Kısaca, birinci düze sonunda yalancı büküm prensibine göre düze öncesinde almış olduğu bükümü açılan merkez liflerinin üzerine, ikinci düze sayesinde kenar liflerinin daha sıkı bir biçimde sarılması sağlanır. Hava jetli eğirme sistemlerindeki teknolojik gelişmelerle tek düzeli, aynı ve farklı yönlerde
dönen çift düzeli sistemler oluşturulmuş ve iplik mukavemeti açısından farklı yönlerde dönen çift düzeli sistemlerin en uygunu olduğu belirlenmiştir. Ayrıca geliştirilen “MTS 881” model makine ile de çift katlı iplik üretimi gerçekleştirilebilmektedir.
Vorteks eğirme yöntemi hava jetli iplik üretim sisteminin yeni versiyonu veya yalancı büküm yöntemi içerisinde yeni bir gelişim olarak değerlendirilebilmektedir.
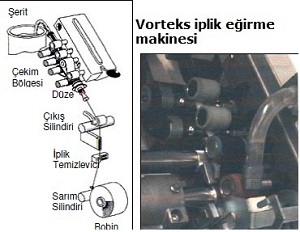
Yukarıda görülen MVS olarak bilinen gösterilen Murata Vorteks eğirme teknolojisi ilk olarak 1997 yılında Osaka Uluslararası Tekstil Makineleri Fuarı’nda tanıtılmıştır. MVS iplik eğirme makinelerinde, 4 silindirli ve apronlu çekim sistemi kullanılmaktadır.
Hammadde cer şeridi formunda makineye beslenmektedir.
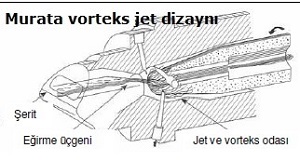
Son versiyon MJS iplik üretim makinelerinden farklı olarak, bu sistemde yukarıda gösterilen ters yönde dönen iki hava jeti yerine, farklı yapıda tek bir jet kullanılmaktadır.
MVS iplik egirme teknolojisinde kullanılan düzede yapılan değişikliğin temelinde, bükümsüz merkez liflerinin üzerine sarım yapan liflerin sayısının ve sarım uzunluğunun artırılabilmesi fikri yatmaktadır. Çekim sistemi çıkış silindirlerinden çıkan lifler, içinde yüksek hızlı hava girdabının oluşturulduğu düzenin girişinde spiral açıklığa doğru emilir ve böylece açıklıktan sarkan iğne ucuna doğru olan hareketleri sırasında, oldukça sıkı bir yapı oluşturur.
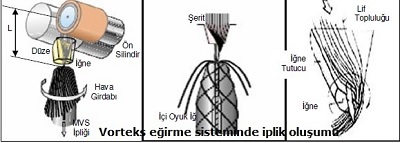
Bu aşamada lifler hava girdabının oluşturduğu kuvvet ile yalancı büküme maruz kalır. Oluşan büküm yukarıya doğru kayma eğilimindedir. Düze açıklığından sarkan iğne, bükümün yukarıya doğru kaymasını engeller. Böylece bazı liflerin üst kısımları, çekim sistemi çıkış silindirlerinin kıstırma çizgisinden ayrılır ve açık tutulur. Düze açıklığından geçen liflerin üst kısımları hava girdabı nedeni ile açılarak, içi oyuk ig etrafında döndürülür. Dönen bu lifler, oluşan iplik iğ içinden aşağıya doğru hareket ederken, merkez liflerinin etrafını sararak iğin içerisine doğru girer. Üretilen iplik, temizleme ünitesinden geçtikten sonra bobin halinde sarılır.İstenen iplik özelliklerine bağlı olarak, iplik temizleme ünitesinden sonra makine üzerinde parafinleme işleminden de geçirilebilmektedir.
Yukarıdaki şekilde gösterilen, çekim sistemi ön silindirleri arasındaki kıstırma noktası ile iğ tepe noktası arasındaki mesafe “L”, üretilen MVS ipliginin fiziksel karakterini önemli ölçüde etkilemektedir. Bu uzaklığın artırılması merkez lifleri üzerine sarım yapan lif sayısının artması anlamına gelmektedir. Ancak bu mesafe çok artırılacak olursa, makineden atılan telef miktarı da artmaktadır. Bu yüzden mesafe, genellikle kullanılan harmandaki ortalama lif uzunluğundan çok az daha kısa olacak sekilde ayarlanmaktadır.
MVS ipliklerinin yapısı, diğer yalancı büküm iplikçilik sistemi ile üretilmiş ipliklerde olduğu gibi merkezde bükümsüz paralel uzanmış lifler ve bunları saran sargı lifleri olmak üzere iki temel kısımdan oluşmaktadır. Bilinen anlamda bir büküm varlığından söz etmek MVS iplikleri için mümkün değildir.
Murata firması, MVS sistemini ilk kez 1997 yılında kesikli lif iplik üretim sektörüne tanıtmıştır. Firma bu zamana kadar MVS 851, MVS 810 ve MVS 861 adında üç farklı model voteks iplik egirme makinesi gelistirmistir. Çift katlı iplik üretimi için MVS 81T isminde, MVS 810 makinesinin modifiye edilmiş halini de ticari olarak piyasaya çıkarmıştır. Ayrıca, MVS 810 ve MVS 861 makinelerinde, makine üzerine adapte edilen çekirdek iplik besleme tertibatları ile “core-spun” iplikler de üretilebilmektedir. MVS 851, MVS 810 makinelerinde üretim hızları üretilen iplik numarasına bağlı olarak 300-400 m/dk iken, 2003 yılı ITMA (International Exhibition of Textile Machinery) fuarında tanıtılan MVS 861 model ile üretim hızı aralığı 300-450 m/dk’ya yükselmiştir. MVS ipliklerinin elektron mikroskobu altındaki incelenmesinde, merkezde bükümsüz sekilde yer alan çekirdek lifleri ve bunların etrafına sarılı olan sargı liflerinden oluştuğu görülmektedir. MVS ipliklerinin yüksek egirme hızlarına rağmen, üretilen ipliğin karakteristik özellikleri yüksek sargı lif oranından dolayı ring ipliklerine benzemektedir.
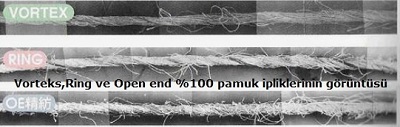
Yukarıda gösterildiği gibi ring ipliğine kıyasla, MVS ile üretilen iplikler daha düsük tüylü olmaktadır. Bu özelliği sayesinde, oluşturulan giysiler, Aşağıda gösterildiği gibi yıkamaya, boncuklanmaya ve aşınmaya karsı daha dirençli olmaktadır. Aynı zamanda bu ipliklerin yüksek hacimli olmasından, daha çok su emme ve çabuk kuruma özelliği bulunmaktadır.
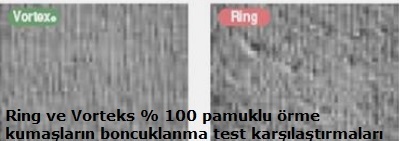
Bu özelliklere ilave olarak, korteks iplikler ile oluşturulan örme kumaşların, ringe göre yıkamadan sonraki boyut değişimleri ve sertlik değerleri daha az olmakta, yıkamaya karşı yüksek renk haslık değerleri göstermektedir.
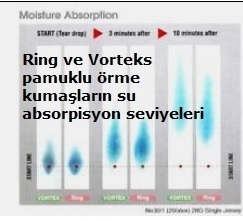
MVS egirme sistemi, open-end iplik teknolojisinde olduğu gibi, cerden çıkan şeritleri ipliğe çevirmek suretiyle, fitil, ring ve bobin proseslerini ortadan kaldırmaktadır. Ring iplik sistemine kıyasla; MVS egirme sisteminde enerji tüketimi %30, makine için gereken alan %50, gereken işgücü (personel ihtiyacı) ise %56 daha düsük olduğu belirtilmektedir.
Bobinleme işlemi (Sert ve Yumuşak Sarım)
Bobinleme (bobinaj) işleminde ring ve kompakt iplik makinelerinden gelen yaklaşık 100 gr’lık kops halindeki iplikler, ucuca düğümlenip aktarılarak yaklaşık 2 kg’lık bobinler halinde sarılmaktadır.
İpliklerin, daha ileriki proseslerdeki dokuma vb. işlemler esnasında kesintisiz ve randımanlı çalışabilmesi için büyük bobinler haline getirilmesi gerekmektedir.

Ayrıca bu sayede, iplikteki zayıf yerler giderilerek dokuma ve örme işlemi sırasında kopuşların önüne geçilmiş olunmaktadır. Aynı zamanda kumaş yüzeyinde ortaya çıkabilecek iplik hataları da temizlenerek, kumaş yüzeyinin istenen kalitelide olması sağlanabilmektedir.

Boyama işlemleri yapılacak bobinlerin yumuşak sarım prensibine göre belirli yoğunlukta sarılarak boyamaya hazır boyama bobini haline getirilmesi gerekmektedir.
Tekstil Terimleri
Tops
Taranmış elyaf bantlarıdır.
Tops/bobin taşıyıcısı
Bobinleri/topsları makinelere taşıyabilmek için kullanılan araçtır.
Taraklama
Elyaf kümesini tek lif haline getirerek sonunda bir tülbent oluşturma işlemidir.
Telef
Üretim gereği veya hatalı üretim sonucu ortaya çıkan malzemedir.
Tülbent
Tarak makinesinde penyör silindiri çıkışındaki lif tabakasıdır.
Tek filament ( monofilament)
Kalınlığı 0,1 mm’den fazla olan tek filament ipliktir (0,1mm’ye kadar monofilament iplik).
Tek filament iplik ( monofilament yarn)
0,1 mm’ye kadar kalınlığa sahip ve tek flamentten oluşmuş flament ipliktir ( 0,1 mm üstü = monofilament).
Tekstil
Elyafın elde edilmesinden tüketicinin istediği özelliklere sahip bir materyal (iplik,dokuma kumaş,örme kumaş ve dokusuz yüzeyler ) haline gelinceye kadar geçirdiği aşamalarla ilgili bir terimdir.
Tekstüre
Düz ve kırışık olan yapay filament ipliklerini doğal liflere benzetebilmek amacıyla kalıcı bir kıvrımlılık kazandırma işlemine tekstüre denir.
Tohum indeksi
100 tohumun gr olarak ağırlığıdır.
Tow
30000 dtex’in üzerinde çok sayıda flamentten oluşmuş flamentler topluluğudur (30000 tex’in altı= multifilament).
Tehlike
İşyerinde var olan ya da dışarıdan gelebilecek, çalışanı veya işyerini etkileyebilecek zarar veya hasar verme potansiyelidir.
Telef
İstenmeyen elyaf veya elyaf dışı döküntüdür.
Tip bindirme
Farklı bir malzemenin makineye yüklenmesidir.
Telef malzemesi
Ring makinesinden kopan iplik/elyafın emiş sonucu biriktiği bölgedir.
Tip değişim kartı
Üretilecek yarı mamul veya mamulün üretimi için gerekli olacak çalışma bilgilerini kapsayan yazılı belgedir.
Toz maskesi
Elyaf uçuntularının, solunum yolu hastalıklarına neden olmaması için kullanılır.
Tekstil yüzeyleri
Konfeksiyon üretiminde kullanılan ipliklerden, liflerden veya ipliklerle liflerin kombinasyonlarından üretilen çeşitli yüzeylerdir. Bu yüzeyler Dokuma kumaşlar, Örme kumaşlar ve Dokusuz yüzeylerdir.
Tela
İşlenen kumaşa hacim ve direnç kazandırıp, giysiye verilecek biçime katkıda bulunarak, kumaşa dikim yıkanma, ütülenme gibi karşılaşabileceği işlerlerde destek rolü oynayan, giyside beklenen görünüm, kalite ve etkiyi elde etmek amacıyla farklı usullerle tutturulan ara katmandır.
Teyel
Kumaş üzerine birleştirme için yapılan geçici dikiş işlemidir.
Tıraşlama
Tekstil mamul yüzeyinin, üstündeki fazlalıkların kesilerek alınması ve yüzeyin düzgün hale getirilmesidir.
Tahar
Çözgü ipliklerinin örgü raporuna göre çerçevelerde bulunan gücü tellerinden,çözgü ipliğinin kopması halinde dokuma tezgahını yani makinesini durduran lamellerden ve atılan atkı ipliğini kumaş sathına iten Tarakta bulunan tarak dişlerinden geçirilmesi işlemidir.
Tarak
Çözgü ipliklerinin içinden geçirildiği, kumaşın enini, çözgü sıklığını belirleyen ve atılan her atkı ipliğini konumlandıran aparattır.
Tarak numarası
Pamuklu ve Yünlü sektörde 10 santimetredeki tarak dişi adedi.( İpekli sektörde ise 1 santimetredeki tarak dişi adedi )
Telef
Üretim sırasında açığa çıkan atık ipliği ve döküntüdür.
Tezgah
Dokuma makinesi
Tarak
Çözgülü örme makinesinde ipliklerin örme işlemine düzgün bir şekilde yönlendirilmesini sağlayan makine parçası
Tekstüre
Sentetik ipliklere ısıl ve/ veya mekanik işlemler yoluyla doğal iplik görüntüsü ve özellikleri kazandırma tekniğidir. Bu teknikle kontinü sentetik iplikler kullanım alanlarını genişletecek çok daha hacimli bir yapıya kavuşur.
Trilobe
Filamanlara ışık geçirgenliği ve yansıtma özelliği vermek için gerçekleştirilen üçgen kesittir.
Tuşe
Kumaşın yumuşaklık derecesidir.
Tüp
Kumaşın örüm sonrası kesilmemiş halidir.
Tüylenme dayanımı
Kumaşın, yüzeyinde aşınmadan dolayı tüylenme oluşmasına dayanımıdır.
Tafta
Bir tür sert ipekli kumaştır.
Taban
Halı hav veya yüzeyinin aksine halının arka kısmını meydana getiren iplik ve kumaşlardır.
Tufted
Eklenen iplik öbeklerinin halının arkasında yer alan kumaş örgüsü içinden geçirilerek kesik ya da bukle uçlu hav yüzeyi yaratılarak üretilen halı tipidir.
Tunik
Diz boyuna veya dizden biraz yukarıda uzun ceket veya buluzdur.
Trans tela
Ceket ve mantoda etek ucu ve kol ağızlarına yapıştırılan teladır.
Uçuntu
Üretim sırasında havaya uçan elyaf parçalarıdır.
Üretim reçetesi
Üretimde kullanılacak malzemelerin isimleri ve niceliklerini ile üretim yöntemlerini ve koşullarını tanımlayan yazılı kısa bilgidir.
Üfleme havası
Düzeden akan ipliğin soğutularak kalıcı şekil verilmesini sağlamak için 20± 2 C’de ve ayarlanmış hızda iplik üzerine verilen havadır.
Üretim Kabini
İpliğin düzeden çıkmasından sonra soğutma, yağlama işlemlerinin yapıldığı üfleme hava ve yağama sistemleriyle donatılmış dolaptır.
Üretim planı
Üretimde kullanılacak malzeme, makine ve ilgili parametreleri ile yöntemlerin belirtildiği yazılı açıklamadır.
Üretim numünesi
Üretime girecek desen/ürün için referans olarak kullanılan deneme ürünüdür.
Ütü taşı/takoz/sabitleyici
Düz örme üründe ütüleme sırasında ürünü şekillendirmek, sabitlemek vb. amacıyla kullanılan araçtır.
Ütü telefonu
Ütüleme sırasında parlamayı ve hassas kumaşlarda ısıdan dolayı oluşabilecek zararları önlemek için kullanılan aparattır.
Wilton tekniği ile dokunmuş halı
Jakar dokuma tekniği ile dokunmuş, tüylü yüzeyli, çok renkli halıdır.
Verev
Kumaşın çapraz kesilmesidir.
Volan
Dairesel hareketlerle bolluk verilerek hazırlanan parçadır.
Valör
Genişleyen parçadır.
Valon
Giysilere yapılan süsleme tekniği, garnitürdür.
X siluet
Geniş ve düz omuzları, bel hattını ortaya çıkaran ve etek ucuna doğru genişleyen etek formu ile dikkat çeken kadın giyimi moda tarzıdır.
Yardımcı malzeme
Bir ürünün hazırlanmasında temel malzeme dışında kullanılan malzemedir.
Yuvarlak örme/penye kumaş
İpliklerin iğneler vasıtasıyla ilmekler haline getirilerek oluşturulan esnek, elastik, dolgun ve yumuşak tekstil yüzeyidir.
Yaş bitim işlemi
Sulu ortamda yapılan kimyasal bitim işlemleridir.
Yalancı büküm tekstüre
Kısmi çekim almış ipliğin (POY), önce bir yöne, sonra diğer yöne tur verilerek, ısıl ve mekanik işlemlerin katkısıyla, yüksek hacimli, esnek bir yapı kazandırıldığı tekstüre yöntemidir.
Yaş açma makinesi
Yaş tüp kumaşı kesen makinesidir.
Yüksek Kapasiteli Lif Analiz Cihazı (HVI):
Pamuk lifinde renk, uzunluk, incelik, kopma mukavemeti, uzunluk uyumu, yabancı madde oranı gibi özellikleri aynı anda ölçebilen cihazı,
Yarı mamül
İplik oluşturmak için gerekli olan işlem adımlarından bir kısmının tekstil hammaddesine uygulanmış halidir.
Y siluet
Düz, geniş omuz vurgusu, gittikçe incelen, muntazam bel hattı ve düz eteği (veya erkek giyiminde düz pantolonu ile) ile ayırt edici giysi moda tarzıdır.
Yaka
Üst beden üzerinde yer alan kadın ve erkek giysilerinin bir parçası. Fonksiyonellikten daha çok dekoratifdir. Fonksiyonel nedenlerle veya dekoratif amaçlı deriden veya farklı malzemelerden yapılmasına rağmen genellikle giysi kumaşının aynısından yapılır.
Yaka; yaka hattı; yaka çevresi
Giysinin ön, arka veya omuzlarında genişleyen boyun açıklığı alanıdır. Yakanın şekli ve büyüklüğü giysinin tipine ve günün modasına göre belirlenir. Yaka kadın giyiminin önemli bir süsleyici unsurudur. kare yaka, kayık yaka, dikdörtgen yaka, açık yaka, oval yaka, Denizaltı biçimli yaka , ön yaka oyuntusu, U-yaka, V-yaka ve arka yaka gibi biçimleri vardır.
Yaka açıklığı; yaka hattı; yaka oyuntusu
Bir giysinin en üst kısmında sonlanan ve boyun çevresini saran açıklıktır.. Yaka açıklığına yaka eklenir. Yakasız giysilerde yaka açıklığı modaya uygun olarak farklı şekillerde biçimlendirilir.
Yanardöner kumaş
hafif gramajlı pamuklu, ipekli veya yünlü. Kumaşa farklı yönlerden bakıldığında gözle ayırt edilebilecek şekilde parlak renk değişimi oluşması için atkı ve çözgü ipliklerinin farklı renklerde kullanılması ile dokunmuş kumaştır. Kadın ve erkeklerin üst giyimlerinde kullanılır. Adını bulunduğu yerin renginin alabilen bir kertenkele türü olan „ bukelemun“ dan almıştır.
Yanmazlık bitim işlemi; tutuşmazlık
Yüksek risk ortamlarında giyilen iş elbisesi üretiminde kullanılan kumaşlara ve ev için üretilen tekstil materyallerinde uygulanır. Amonyak ve ürik hidrojen orthophosphate ile üretilir. Yanmazlık bitim işlemi uygulanan kumaşlar ateşle doğrudan irtibat halinde olduğunda karbonlaşır fakat ateşin yayılmasına neden olmaz.
Yansıtıcı Bantlar
Parlak renklerde iyi görülebilen bantlar. Polisler, itfaiyeciler, yol işçileri ve çocuk giyimi için üretilen iş elbiseleri üzerinde güvenlik-uyarı bantları olarak kullanılırlar. Görüş mesafesi düşük olan yollarda bile giysinin iyi görünebilmesini sağlarlar.
Yapay ibrişim
Üç kat penye ipliğin bükülmesiyle üretilmiş düz dikiş ipliğidir. Bu iplik uygulanan kasarlama ve merserizasyon işlemlerinden dolayı içgiyimin gerekleri olan parlaklık ve mukavemete sahiptir
Yapı; strüktür
Sade (düzgün), damarlı, kabartmalı, havlı, vb. olabilen tekstil kumaş yüzeyinin görünümü için kullanılan terimdir. Yapı türü, kumaşın yapısıyla verilir ve moda akımlarından etkilenir.
Yapısal dokunmuş kumaş
Dokuma veya bir fantezi iplikle oluşturulmuş olan damarlı, gözenekli yüzeyli tipik olarak pürüzlü tuşeli, pamuk kumaş, ipek kumaş veya yün kumaştır.
Yapısal örgü; yapısal örgü kumaş
Bir dokumada dikişlerin taşınması, ilmeklerin yakalanması gibi çok çeşitli öğeleri içerebilen bölge kabartma yüzeyli örgü için genel terim.dir.
Yapışkan dar bant
Dar ancak yapışma özelliği olan kumaş banttır.
Yapışkan kenar kıvırma bandı
Giysi kenarlarının kıvrılarak temizlenmesini sağlamak için, giysi kenar payları üzerine yapıştırılır. Etek, elbise ve paltoların etek uçlarına makine ile uygulanır veya dikilir.
Yapışkan tela; kâğıt tela
Kumaş teknolojisi ile üretilen yapışkan ara astarıdır.
Yapışkan Yama
Bir giysinin hasar görmüş noktalarına uygulanan, preslenmesi için termoplastik katmanlara sahip, üçgen, kare gibi geometrik şekillerde kumaştır.
Yapıştırma dikiş
Her iki kumaş yüzeyini veya diğer materyalleri yapıştırıcı bir madde, basınç ve ısı kullanmak suretiyle oluşan birleştirmeye denir. Nokta yapışkanlı ve sıvama yapışkanlı olmak üzere iki çeşidi vardır.
Yapışık elyaflı kumaş
Birden fazla lif tülbendinin birbirlerinin üzerine yardımcı malzemelerle tutturulmasıdır.
Yarasa Kol
Koltuk altı normal yerinden çok aşağıda, kol evi belirgin bir şekilde derin ve üst kısmı çok bol olan kimono kol . Kadın giysilerinde modaya uygun olarak kullanılır.
Yarı imal(dikim) giyim
Giysinin kişisel vücut hatlarına uyum sağlaması (kısaltılması, uzatılması, genişletilmesi, vs.), denendikten sonra ayarlanabilmesi ve tamamlanabilmesi için, bazı montaj ve bitim işlemlerinin yapılmamasıdır. Aksi takdirde hazır-giyim giysi olur.
Yarı mat iplik
Genellikle 60-120 mm uzunluk, 56/58’s ve 58/60’s incelikte hibrid(/ kırma/ karışık) yün ve uzun coars’tan yapılan 50-100 inceliğinde, yarı künt tarzda eğirilmiş tex’li yündür. Sıkı, yeterince uzun, ancak sadece küçük miktarda kısa lifleri içeren yünden oluşmuştur. Bu tarzda diğer lifler aynı zamanda devetüyü ipliği, kaşmir, tiftik yünü vb. halinde eğirilmiş olabilir. Hatta yarı matlaştırmak için poliakronitril, poliamid, viskoz vb. 5,6-13 dtex inceliğinde sentetik elyaf da kullanılabilir. Yarı-mat lifler genellikle elde örme için (süeter, hırka, bayan mantosu) döşemelik kumaş, kilim ve dekoratif kumaş örtü vb. için kullanılabilir.
Yarık cep;yarma cep;yırtmaçlı cep
Elbise üzerinde çeşitli yerlerde ve yönlerde olabilen yırtmaç açıklığına sahip ceptir. Çeşitli türleri vardır; fletolu cep ( bantlı/biyeli cep ), uçları zımbalı cep ve süslemeli fletolu cep .
Yarım hırka (örme hırka)
Sadece bir askı sırası ile değişen iki taraflı sıranın oluşturduğu çift yüzlü atkılı örmedir. Askı sırasının olmadığı yüzde büyük ilmekler -boncuk olarak da adlandırılan- oluşur. Sportif ve kışlık giysilerde kullanılır.
Yarım kemer
Süsleme amaçlı kullanılan kısa kemerdir. Pir paltonun arka bölümünde bel hattına yerleştirilir. Bir veya birden fazla parçadan oluşabilir. Dekoratif işlevinin yanı sıra, giysinin bel genişliğini ayarlamayı sağlar. Yarım kemer dikim tekniği açısından iki türlü uygulanabilir. İlki, giysiden ayrı olarak hazırlanan kemer yan dikişlerdeki lişetlerden geçerek giysinin tüm bel çevresine uygulanabildiği gibi, sadece arka bedende tutturularak da kullanılabilir. İkincisi, hazırlanan kemer yan dikiş arasına yerleştirilerek sabit olarak tüm bel çevresine veya sadece arka bedende kullanılabilir.
Yarım kimono Kol
Sadece ön kol kimonodur; arka kol kol üstüne sahiptir.
Yarım kol; kısa kol
Boyu dirseğe kadar olan koldur.
Yarım pike
İki çözgü ve bir atkının oluşturduğu dikine veya çapraz ripsleri olan, tuşesi dolgun pamuklu veya ipekli kumaştır. Bayanların elbise veya bluzlarında kullanılır.
Yarım raglan Kol
Ön koluraglan kol ve arka kolu kol üstüne sahip takma koldur veya bunun tersidir (ön veya arka kol raglan olabilir). Modaya uygun olarak kadın giysilerinde kullanılır
Yarım önlük
Bel bağı; kuşak ile bağlanarak, giysilerin belden aşağı kısmını korumak için kullanılan, eteğe benzeyen giysidir.
Yarım Çorap
Bacaklara giyilen giysi aksesuarıdır. Boru şeklinde ve uç kısmı ayak biçimindedir; üst kenarı elastik iplikten örme veya içine geçirilerek bitirilir. Yün, pamuk ve sentetik ipekten örülür.
Yastık danteli; bobin danteli
Çok geniş sıralı iplik gruplarında, ipliğin ara geçişlerle sarılmasıyla üretilen tekstil kumaşı ürünüdür. Bir yastık üzerinde bobin çevresine iplikler sarılarak yapılan dantel, özellikle çözülmüş makara ipliklerinden kullanım amacına uygun olarak uygulanır.
Yatak giysileri
Uyurken giymek için tasarlanmış giysiler. Avrupa‘da orta çağın sonlarından beri kullanılırlar. Ilk yatak giysileri sıradan gömlekler olmasına rağmen ayrıca giyilirlerdi. Pijamanın yavaşca popüler olduğu 19. yüz yılda genellikle gecelik kullanılırdı. Günümüz kadınlarının yatak giysileri bir sabahlıkla tamamlanabilir. Bebek uyuma sepetleri bebekler ve yeni yürümeye başlayan çocuklar için tasarlanır.
Yatay (kilim) dokuma
Kilim benzeri yaygıların üretilmesi sırasında düğüm kullanmayan bir tekniktir. Çözgü sıraları zemin olarak kullanılmaktadır ve atkı sıraları da hem zemin hem de desen oluşturmada kullanılmaktadır. Atkı sıraları basit olarak çözgülerin arasından geçirilerek dokuma gerçekleştirilmiştir.
Yazlık Giysi
Tipik olarak hava geçirgen, hafif, açık tekstil kumaşlarından üretilmiştir. Ya yarı astarlanmıştır ya da astarlı değildir. Yaz aylarında giyilmek için tasarlanmıştır.
Yazlık ceket Özellikle açık renkli, gözenekli, hafif gramajlı kumaşlardan üretilen; genellikle astarsız ve hafif çalışılan ince cekettir..
Yazlık Smokin ceket
Genel olarak ılıman havalarda giyilen, beyaz yazlık cekettir.
Yağ lekesi
Kumaşta istenmeyen farklı bir parlaklığı olmasıdır.
Yağmurluk, Trençkot
İlkbahar ve sonbaharda yağmurlu havalarda kadın ve erkeklerin yağmurdan korunmak için kullandıkları bir dış giysidir. Kabartılmış ipek rippsden veya pamuklu rippsden üretilmiş ve su iticilik yapılmıştır. İlk başta tek sıra kapamalı, gizli patlı, kolu bileğe doğru daralan raglan kollu fleto cepler yağmurluk biçimi değişmeden uzun süre kalmıştır. Ancak günümüzde zamanın modasına göre değişik biçimleri olabilir.
Yağmurluk (Mackintosh)
Biritanya orijinli, yağmurluk- özellikle kauçuklanmış kabandır.. Adını, 1980 yılında su iticilik bitirme işlemi uygulanmış kumaş patentini alan Charles Mackintosh’tan almıştır.
Yelek (1)
Bedeni dar veya bol şekilde örten, ön kapamalı, bel hizasında veya altında kısa, kolsuz veya kollu giysidir.Ön kapaması tek veya çift sıra düğmeli olabilir. Bedeni örten yelek kolsuzdur, klapalı yakası olmaması tipik özelliğidir ve erkek takımlarının bir parçasıdır. Arka parçası astardan, ön parçası takımın kumaşından üretilir. Kollu yeleğin genellikle klapalı yakası vardır; spor giysilerin bir parçasıdır ve ceket yerine giyilir.1930’lu savaş yıllarında yeleğin orijini kolluydu. 18. yüzyılda kuyruksuz ve kolsuz bugünkü şeklini almıştır. Zengin işlemeli lüks kumaşlardan üretilmiştir.
Yelek (2)
Tek veya çift sıra düğme kapamalı olabilen, bazen özel ön uyumu ile yakalı, üstü bedene oturan giysidir. Genellikle ön parçası takımla aynı kumaştan, arka parçası ise astardan kesilir. Yeleğin orijini XIV. Louis zamanına tarihlenir. Biçim olarak aynı fakat kolları olan yeleğin, önleri aşırı derecede süslü ve parlaktı ve evde sabahlık olarak giyilirdi. 18. Yüzyılda kolları genişledi, boyu kısaldı, biedermeier dönemi boyunca renk olarak erkek giysilerinin baskı unsuru oldu. 20. Yüzyılın ortalarından hemen sonra erkek takımlarının ayrılmaz bir parçası oldu. Halkın yaşam alanlarında ve ofislerde yeterli ısı ortamı oluştuktan sonra daha az giyildiği görülmüştür.
Yelken bezi
Çözgü ve atkıda dokumayı değiştirerek dik bir çizgi yaratan dimi ve saten dokumada yarı-kalite iplikten kalın, orta gramajda pamuk kumaş. Tipik olarak erkek çamaşırında kullanılır. Kullanımına bağlı olarak duck türleri arasında ayrıma gideriz (mesela döşekler için, panjurlar için, çamaşır ve yatak örtüleri için)
Yeni Zelanda keteni
Yenizelanda sahillerinin Marshland adalarına özgü yetişen bilinen keten yapraklarının lifidir. Teknik olarak lif; parlak, beyaz, ince ve 1-1,5 m. uzunluğundadır. Temel olarak kanvas ve halat üretiminde kullanılır.
Yenilik
Kadın ve erkek giysilerinde kullanılan klasik kumaş ve örmelerden farklı olarak, kumaş ve örmelerde moda olan renkler, dokular ve desenlerdir.
Yorganlama
Kumaşın kesin olarak belirlenmiş bölümlerinde kumaş içi doldurularak dantel deseni verilmiş dekoratif dantel öbekleridir.. Bu tekniğin uygulanmasında, dekoratif amaçlar için fildişi veya taşlar, boncuklar, mücevherlerin kakmalarından ilham alınmıştır.
Yumuşak zar; yumuşak kaplama
Suya dirençli fakat hava alan ve sıcak tutan modern dış giyime verilen ortak isimdir. Membran ve membran olmayan kumaşlar vardır. Yüksek mekanik dirençli ve hafif gramajlıdır.
Yunan tarzı giyim
Helenik Dorlar, Homer devrinden önce ten üzerine sarılan ve omuzda iğnelerle tutturulan dörtgen bir yün kumaş yarattılar. Bu elbise, kadın ve erkekler için aynıydı. İyonlular sayesinde Yunanlılar, şimdi birbirine tutturulup dikilen ve daha sonra katlanan bir tunik olan chiton’u (bir tür yün tunik) benimsediler. Erkeklerin chiton’u kadınlarınkinden kısaydı. Soğuk havalar için himation (pelerin) vardı, bu, yaklaşık 1,5 m genişliğinde ve 3 m uzunluğunda bir kumaş parçasıydı, erkekler tarafından omuza atılarak ve kadınlar tarafından baş üzerine örtü olarak kullanılırdı.
Yüksek bel hattı
Temel bel hattından yukarıda olan bel hattı. Düşük bel hattının tersidir.
Yüksek hacimli iplik
Alındığı materyalden daha hafif olan eğrilebilir liflerden iplik. İplik hacmine (bulk) özel bir bitim verilir- yüksek kullanışlılık, gözeneklilik ve estetik görünüm gibi niteliklere sahip hazır yapım ürünler(örgü üst giysiler, iç çamaşırı) sağlayan ve onları dolgun ve yumuşak tuşeli kılan bir kaplamadır.
Yüksek teknoloji
Endüstrinin tüm alanlarında üstün kalite ve yüksek teknoloji için kullanılan ortak terimdir. ürün yenileme ve geliştirme göstergesidir. Giysilerde yüksek teknoloji, giysiler ve tekstillerin üretimi için yeni teknolojileri ve moda aksesuarlarını içeren, yeni kimyasal liflerle ilişkilidir. Giysi tarzları daha teknik, yalın ve ciddi görünüm kazanır. Adı İngilizce "High- Style and Technology" ifadesinin kısaltmasından türetilmiştir.
Yün
Hayvanların (koyun, keçi, deve, tavşan gibi) tüylerinin veya kürkünün kesimi, ayıklanması veya epilasyonu ile elde edilen doğal hayvan lifi. Koyun yünü, tekstil sanayinde en geniş kullanıma sahiptir; bunun kadar olmasa da deve ve keçinin yünü de popülerdir. Tüy, derinin dışında büyüyen keratinli bir liftir. (Keratin, karbon, hidrojen, nitrojen, oksijen ve az oranda sülfürden meydana gelir.)
Yün eşarp; yün atkı
Bir kenar ölçüsü en az 70 cm. olan kare biçiminde giysi aksesuarı. Yünlü kadre ipliğinden dokunur; keçeleştirilir ve kenarları saçaklarla süslenir. Soğuk havaya karşı koruma işlevi görür. Bir zamanlar kırsalda özellikle yaşlı kadınlarca giyilen popüler bir aksesuardır.
Yün peluş ( yün elyaf)
Kalın, ince havlı yüzeyi olan ve yumuşaklık, düzgünlük, hacimlilik ve doğal bir esneklik veren, %100 merinos yününden yeni örme türü; yumuşak tuşelidir. Yün peluş, tipik olarak spor giyiminde, anoraklarda, ceketlerde, yeni tarz palto ve soğuktan koruyucu gömleklerde kullanılır, bunların hepsi makinede yıkanabilirdir.
Yünlü flanel
Yünlü flanel kumaşın yüzünde ve tersinde tüm yüzeyi kaplayan, dokumayı tamamen yada kısmen kapatan uzun ve taranmış yatık hav bulunan, yumuşak tuşeli bir kumaş çeşididir. Kamgarn ve ştrayhgarn iplikten (ikiye iki dimi)dokuma ile dokunarak üretilmiştir. Çeşitli gramajlarda yapılabilir. Kadın ve erkek üst giyiminde, kadın elbiselerinde kullanılır. Adı Galce yünlü giyim eşyası anlamına gelen "gwlamen" kelimesinden "flannen" ve "flannel" olarak değiştirilmiştir.
Yünlü kumaş
Yünlü kumaş özelliği ve görünümü kazandırmak için yün veya kimyasal eğrilmiş liflerden, bu ham maddelerin tekstil artıklarından veya diğer karışım ve liflerden üretilir. Tuşesinin, dokusunun ve gramajının niteliği çeşitlidir; iyi yalıtım özellikleri vardır ve elastikliği, kırışma ve deformasyona dayanıklı olması demektir ve kolayca form verilebilirdir. Temizleme ve yıkaması, kimyasal lif içeriğine bağlıdır. Bayan, erkek ve çocuk giyimi için çok geniş çaplı kullanımı vardır.
Yüzme
Kumaş boyunca pek çok bağlantı noktasından serbest geçen çözgü ve atkı iplikleri için kullanılan teknik bir terimdir.Yüzey üzerine yatarlar ve pek çok lanse dokuma deseni oluştururlar.
Yüzme giysisi;mayo
Kadın ve erkeklerin yüzerken giydikleri spor tarzda giysidir. Vücudu sarar, ten üzerine giyilir ve genellikle elastik örme kumaştan üretilir. Kadın ve genç kızların yüzme giysisi bedeni ve kalçayı örten tek parça (mayo) veya sütyen ve külot/şorttan oluşan iki parça (bikini) giysidir. Erkeklerin yüzme giysisi tek parçadır. Yüzme giysisi 19. yüzyılın sonlarında ortaya çıkmış ve 20. yüzyılda kesim ve tekstil kumaşı açısından modaya uygun şekilde modernize edilmiştir.
Yıka ve giy; pratik giyim
Yıkadıktan sonra çabucak kuruyan ve ütülemeye gerek olmayan veya hafifçe ütülenen giysi parçaları için genel bir terimdir. Bu tür ürünler için ön şart, sadece onların tekstil kumaşları değil, aynı zamanda astarları, içindeki madde ve ipliğinin buruşmaya dirençli olması ve şeklini korumasıdır.
Yıkama
Bir su banyosunda tekstil kumaşlarını temizlemek için yapılan işlemdir. Yıkama, ilgili kombinasyonlarda aşağıdaki işlemlerin tümünü veya bazılarını içerir:
- ıslatma, ön yıkama ve ana yıkama – deterjan veya diğer ürünlerin varlığında genellikle ısıtma ile ve mekanik işlem ile yürütülür- ve sudan geçirme;
- su çekme, yani yukarıda sözü edilen işlemler sırasında veya bitişinde gerçekleştirilen çevirme veya burma.
Bu işlemler makine ile veya elle yürütülür.
Yıkama tüpündeki sayılar maksimum sıcaklık değerini °C olarak gösterir ki bunu aşmamak gerekir. Yıkama tüpünün altındaki çubuk, özellikle kolay bakımlı materyaller için düşük mekanik hareketli yumuşak işlemleri karakterize eder. Çift çubuk özellikle yün maddeler için çok hafif işlemi belirtir.
Yıkanmış görünüm; Solmuş görünüm
Tekstil kumaşları, ( dokuma kumaşlar ve örmeler ) ve giysilerin moda olan biçimlerinde, yıkanarak elde edilen eski ve solmuş görünüme verilen addır. Bu terbiye işlemi ilk kez denimde kullanılmış, fakat daha sonraları yünlü kumaşlarda , örmelerde ve özellikle genç giyiminde uygulanmıştır. Bu terbiye sonucu yapay olarak eskitilip soldurulmuş olan çok yumuşak (tuşeli) bu tür pamuklu ve yünlü kumaşlar, özellikle 1980’lerin sonlarında moda olan pantolonlarda çok aranan bir özellikti. Terimı İngilizce’den türetilmiştir.
Yıkanmış yün
Yün yağı ter, kum, toz içeren kırpılmış yündür. Bu kirletici maddeler çeşitli tarzlarda yünden ayrıştırılır. En sık kullanılan tarz bir su banyosunda (emülsiyon yapmak diye adlandırılır) gaz yağında veya petrolde yıkamaktır. Yağlı yünden elde edilen bu bol suyla yıkanan (temizleme) yünün miktarına rendement adı verilir, yani yıkama sonrası yün hâsılatı anlamına gelir. Bu değer koyunun türü ve kirin miktarına bağlı olarak % 35 ile 80 arasında değişir. İyi yün (merinos) kaba yünden daha az hasılata sahiptir. Yapağı rengi genellikle, beyaz, sarımsı, sarı, yeşilimsi sarı, kahverengimsi, kırmızımsı, grimsi, mavimsi vb. olur. Yün genellikle rengini ter, yağ ve yağlı yapağının yakaladığı tozdan elde eder. Sağlıklı bir yün yıkandıktan sonra bile kendi renk tonunu korur. Avustralya merinos yünü genellikle beyazdır. Melez cins yünü genellikle sarımsı veya sarı vb. olur.
Yıpranmış görünümlü kumaş; yıkanmış kumaş; solmuş kumaş
Genellikle özel boyama teknikleri veya baskı teknikleri ile defalarca yıkanmış görüntüsü verilmiş bir kumaşın daha özel olarak kot kumaşın tarifidir. Spor giyimde popüler bir görüntüdür. Yıpranmış görünüm için de kullanılır.
Yırtmaç
Giysinin giyilmesini ve hareketleri kolaylaştırmayı sağlayan giysi açıklığıdır. Aynı zamanda dekoratif bir işlevi olabilir veya moda eğilimlerinin etkisinde kalabilir.
Yırtmaç ucu sabitleme; fleş
İlik, yırtmaç veya açıklık ya da cebin tamamlanması; el veya makineyle yapılır, genellikle çeşitli şekillerde (üçgen, daire vs.) dekoratif bir bitim parçasıdır. Kısa, düzgün dikiş sıralarının oluşturduğu düz kapama ve yırtmaç, açıklık, kat veya pili dekore etmek için kullanılan kama biçimli kapama olarak ayrılır.
Yarı Kamgarn Vargel
Boyalı ya da ekru bams hazırlama makinelerinde taranır. Kovadan fitil beslemeli olarak vargele bağlanıp tek kat iplik haline getirilir.
Yapay kesikli elyaf
Yapay elyafı, pamuk ve yün elyafıyla birlikte işleyebilmek için, isteğe göre şekillendirip belli boyda kesilmesiyle elde edilen elyafa,"yapay kesikli elyaf” denir.
Yalancı büküm teksture
Bu yöntemde; sevk silindirleri tarafından alınan iplik, iğ içerisine gönderilir. İğin iç kısmı boştur ve ipliğin hareketine dik konumda bulunan ipliğin sarıldığı bir pim bulunmaktadır. Pim, sevk ve alıcı silindir arasında yer alır. Hareketsiz haldeki filament iplik iğin döndürülmesi ile ipliğin her iki tarafında da eşit miktarda ve ters yönde bir büküm oluşur. İpliğin bir tarafında ''S'' büküm diğer tarafında ise ''Z'' büküm oluşur. Yalancı büküm metodunda ilk işlem fiksaj işlemidir. Fiksaj işlemi uygulanmasının nedeni ise, verilen bükümün kalıcılığını sağlamaktır.
Zımpara
Tekstil mamul yüzeyinin hafif tüylendirilme işlemidir.
Zincir programı/kalıp beyzi
Ürün tasarımında/siparişinde belirtilen modellerin fonksiyonelliği, biçimi ve üretim teknikleri göz önünde bulundurularak hazırlanan çorap üretim programıdır.
Zigil
Jalûzi perdelerin hareketli kanatlar üzerinde sallanmasını engelleyen telli sistem.
Z-büküm
Dikey olarak yerleştirilen ipliğin büküm tanımı, bunun lifleri “Z” harfinin merkezine benzeyen bir sağ taraf diyagonal helezon oluşturur. Kıvrım, sağ taraf olarak belirtilir ve “Z” harfiyle gösterilir.
Zibelin
Beyaz, tiftik türü liflerden veya başka parlak liflerin karışımından uzun, parlak, yumuşak havlı, kabarık yünlü kumaş. Hav yüzeyi, bezayağı , dimi veya saten tekniğiyle oluşturulmuş zemini tamamen örter. Bayanların paltoları ve pelerinleri için; erkeklerin spor ceketleri için kullanılır. İsmini “samur” anlamına gelen Fransızca “zibeline” kelimesinden alır(çünkü kumaş yüzeyi bu kürke benzer bir görünüme sahiptir).
Zibelin iplik
Uzun, renksiz tiftik, ren geyiği, tavşan ve ipek lif artıklarının karışımından elde edilen boyanmış yünden eğrilir.
Zigzag şerit
İlmek bağlamalı, polyester, viskoz hatta pamuk ipliğinden verev ağ yapılı tek iplik sistemli, renkli yumuşak yüzeyli, çift taraflı şerittir .Her iki kenar da düzenli dalgalar oluşturur. Zigzag şeridin eni genellikle 6mm ile 12 mm arasında değişir. Folklorik giysilerde, iç çamaşırlarda ve diğer giysilerde kullanılır
Zincir dikiş; kilit dikişi
El ve makine zincir dikişi arasında şu şekilde ayrım yapılır. El zincir dikişi, bir ilmek, bir sonraki dikişin ilmeğini yukarı aldığında gerçekleştirilir, dış kenarda zincir tipi bir şekil oluşturulur; bu, nakışta kullanılır. Makinede zincir dikiş, bir ilmek, bir sonraki dikişin ilmeğini veya başka bir ipliğin ilmeğini yukarı aldığında gerçekleştirilir; bu dikiş, bir örgü görünümüne sahiptir
Zincir ilmek
Bağlantısı olan bir örgü oluşturmayan, çözgüde dokumanın temel unsurudur.Her bir zincir, tek bir iplik tarafından oluşturulur ve bağımsızdır. Çok çeşitli örgü desenlerinde temel olarak kullanılır, buralarda, bağlı bir bütün oluşturmak için tamamlayıcı ipliklerle birleştirilir veya diğer dokumalarla birlikte kullanılır.
Tekstil Terimleri S
Sanfrijüj
Boyanan veya yıkanan parça ürünlerin üzerinden fazla suyun döndürülerek atılması işlemidir.
Spektrofometre
Bir rengin farklı dalga boylarındaki açıklık/koyuluk, derinlik ve parlaklık/matlık değerlerini nicel olarak gösteren cihazdır.
Set
İğnelerin üzerine yerleştirildiği tabladır.
Sicimleme
Elyafın “S” şeklinde kıvrılarak birbirine dolaşması ve karışık durum oluşmasıdır.
Sentetik elyaf
Elyafı temel maddesini oluşturan polimerlerin, bazı kimyasal maddelerden, sentez yoluyla elde edilerek lif hâline dönüştürülmesine sentetik lifler denir.
Spin-finish
Anti-statik özellik kazandırıcı, bakteri öldürücü ve kohezyon önleyici maddelerin özel bir karışımından oluşan yağdır.
Ştapel lif
Uzunlukları tür ve soylarına göre değişen ve ortalama olarak 1 cm‟den 40 cm‟ye kadar olan liflerlerdir.
Saçları örtmek için bone
Makinenin çalışan kısımlarına çalışanın saçlarının dolanmaması için kullanılır.
Sanfor
Kumaşa çekmezlik özelliğinin kazandırılmasıdır.
Sıkma silindirleri
Kumaş yıkama ve boyama makinelerinin çıkışındaki mekanik ya da hidrolik basınçla birbiri üzerine sıkıştırılmış merdanelerdir.
Sirkülâsyon
Makinelerde hava veya sıvı akışının dolaşımıdır.
Sipariş föyü
Üretimini gerçekleştirilecek ürünün firma adı, desen analizi, malzeme listesi gibi talimatların tümünün yer aldığı belgelerdir.
Soğutma
Ütüleme işlemi bittikten sonra yapılan işlemdir.
Son ütü
Dikilmiş ürüne yapılan, giysinin formunu koruyan ütü işlemidir.
Set
Bir partinin cağlığa yüklenen bobin grubudur.
Slublı iplik
İpliğin çapının değiştiği herhangi bir bölgesine slub adı verilir. Bu düzgünsüzlük ipliğe efekt kazandırmak için de yapılabilir.
Snarling
Herhangi bir dış müdahale olmadan iki ucundan tutulduğunda ipliğin dönmeye gösterdiği eğilim.
Suya dayanıklılık
Islanmaya maruz kaldığında başlangıçta suyu bünyesine almayan fakat uzun süreli su ile temasta ıslanabilecek olan kumaşlardır. Bu yapı sıkı konstrüksüyon ve/ veya kaplama ile sağlanır. Genelde naylon ve mikrofiber ipliklerden yapılan kumaşlar su geçirmeye dayanıklıdır.
Süper parlak
İçindeki titanyum dioksit oranı düşük hammadden yapılmış ipliklerdir.
Sham
Süs yastığıdır.
Süprem
Yuvarlak örme makinelerinde genellikle pamuklu olarak üretilen tek katlı düz örgü ile yapılan tek yüzlü kumaş Şardonlu kumaş : Dokuma yada örme kumaşların ipliklerinin içerisinden, liflerin çekilerek kumaş yüzeyine çıkarılması ve böylece tüylendirilmesi işlemi yapılmış, tüylü kumaş cinsidir.
Sacak
Perdelerin, döşemelik kumaşların,yatak veya masa örtülerinin kenarlarına dikilen süslü iplik salkımlardır.
Stop
Kumaş perdelerin ray kenarlarından çıkmaması için kenarlara sıkıştırılan plastik parçalar.
Sutaşı
Süslemede kullanılan işlemeli şeritler.
Seviyeli bukle halı
Bu halıda genellikle iki ya da üç farklı ilmik boyu bulunur. Bu farklı ilmik boyları hem desen efektleri yaratır, hem de halının uzun ömürlü olmasını sağlar.
Sisal
Esasen doğal liflerden üretilen bu halılar, halı endüstrisinin son yıllarda doğal sisal ve jüt;e yakın bir görünüm elde etmesiyle, çok daha yumuşak ve rahat kullanım imkanı sunan sentetik alternatiflerle üretilmeye başlamıştır. Yün ve sentetik alternatifleri neredeyse dertsiz bir yapıya sahip olup, oldukça fazla çeşitlilikte doku, desen ve baskı seçeneği sunar.
Salçatura
Karşılıklı dikiştir
Sanforizasyon
Kumaşlara çekmezlik özelliği kazandıran işlemdir.
Sason
Penstir.
Stilist
Giysileri, günün modasına uygun kup, renk ve desenleri bir araya getirerek model yaratan kişidir.
Slüet
Giyimi sergilemek için kullanılan manken
Simetri
Bir cismin veya şeklin iki tarafının bir eksene göre birbirinin aynı olmasıdır.
Süprem
Düz dokunmuş örme kumaştır.
Süzmezür
İnce dikiş, el işçiliğidir.
Standart
Belli ölçülerde, kullanıma uygun olan, tek biçimdir.
Spektrogram
Periyodik düzgünsüzlük hatalarının dalga boyuna göre sınıflandırılmış grafiğdir.
Şablon
Test numunesi hazırlarken kumaşın istenilen ölçülerde kolay kesilmesi için muhtelif malzemelerden hazırlanmış kalıp
Serim masası
Kumaşların kesildiği masalardır.
Sawgin (Testereli çırçır) makinesi
Daire şeklinde ve dönen testereler sistemi ile lifleri çiğitlerinden ayıran testereli çırçır makinesidir.
Ştapel lif
Uzunlukları tür ve soylarına göre değişen ve ortalama olarak 1 cm‟den 40 cm‟ye kadar olan liflerlerdir.
Şerit ( band )
Liflerin paralel hale getirilerek belirli bir uzunluk ve kalınlıkta oluşturulmuş silindir kesitli formudur.
Şablon
Dikiş payları verilmiş, tüm yazı ve işaretlerin üzerinde bulunduğu kesime hazır kalıptır.
Şardon
Kumaş yüzeyinin, havlı bir tutum elde edilmesini sağlayacak şekilde tüylendirilmesidir.
Şerit
İpliğin üretiminde tarak ve cer (çekme) makinelerinden elde edilen ara mamuldür
Tekstil Terimleri R
Refakat kartı
Ürünün temel özellikleri ile birlikte boyanacak ürüne uygulanacak işlemlerin sırasıyla belirtildiği çizelgedir.
Ralo
Karton silindirlere sarılmış kumaştır.
Reçete
İstenilen ürünü elde etmek için gerekli malzemelerin renk ve tipine göre oransal olarak tanımlandığı listedir.
Rejenere elyaf
Elyafı temel maddesi olan polimerlerin, doğal kaynaklardan polimer bileşikler hâlinde elde edilerek bir takım fiziksel ve kimyasal yöntemlerin uygulanması ile oluşan liflere rejenere (suni) lifler denir.
Ring iplik ( eğirme ) makinesi
Bilezik, iğ ve kopça üçlüsü kullanılarak iplik üretimi yapılan makinedir.
Risk
Tehlikeli bir olayın meydana gelme olasılığı ile sonuçlarının bileşimidir.
Rotor
Open-End makinesinde taranan elyafa hava döngüsüyle büküm vererek iplik oluşturmayı sağlayan parçadır.
Reglân
Kol takım yerinin verev bir hat oluşturarak ön ve arka yaka oyuntusuyla birleştiği, kol üstü boydan dikişli veya dikişsiz kol türüdür.
Regula
Şablona göre kesilmiş parçaların dikiş paysız-paylı kalıplarla yeniden kesilip düzeltilmesidir.
Riga
1/1 ölçülerde kalıp çizimi yapılırken kavisli yerlerin düzgün çizilebilmesi için kullanılan değişik kavis şekilleri olan çizim aracıdır.
Rivet
Kotlarda genellikle cep kısımlarında kullanılan perçindir.
Roba
Gömlek/elbise üst bölümünde form vermek ya da model oluşturmak için kalıbın enine doğru bölünmesidir.
Ram
Kurutma, finiş makinesi
Reaktif boya
Pamukla reaksiyona giren çok dayanıklı bir boyadır.
Reçme
Bedendeki kumaş uçlarının içe kıvrılıp dikilmesidir.
Red-Tag
Üzerine elde mevcut olan her bir kumaş deseninin veya renginin yapıştırıldığı karttır.
Ribana
Düz ilmeklerden oluşan dikey sıraların ters ilmeklerden oluşan dikey sıralarla dönüşümlü olarak örüldüğü kumaşlardır.
Rotasyon
Yuvarlak şablonlarla çalışan bölümdür.
Renso
Fon perdeleri kenarlara eklemek için kuşak veya broçolların takıldığı, duvarlara monte edilen metal kancalardır.
Rulet
Kumaş perdelerin uçlarına dikilen, ray üzerinde hareketini sağlayan plastik taşıyıcılar.
Rölfef halı
Kesik ve düğümlü ipliklerin birleşiminden oluşan bu halılar birbirinden farklı pek çok çeşit yüzey dokuları oluşturur.
Reçmeci
Örme kumaşlarda lastik takan, etek bastıran ( Special makine ) reçme makinesi kullanan elemandır.
Raport
Kumaş üzerinde görülen desen tekrarıdır.
Rayon
Suni ipeklere verilen addır.
Regola
Kalıbın ya da kesilmiş kumaşın, dikiş paysız çizim kalıpları ile yeniden çizilmesi, düzeltilmesidir.
Reklamasyon
Siparişin hatalı çalışmasından dolayı verilen cezadır.
Repete
Tekrar sipariş verme
Ribana
Giysilerin kol ağzı, yaka ve etek ucuna geçirilen triko parçasıdır.
Refakat bezi
Numunenin farklı kumaşlara olan lekelemesini tespit etmek için kullanılan standart dokuma kumaştır.
Risk
Tehlikeden kaynaklanacak kayıp, yaralanma veya başka zararlı sonuç meydana gelme ihtimalidir.
Risk değerlendirmesi
İşyerinde var olan ya da dışarıdan gelebilecek tehlikelerin belirlenmesi, bu tehlikelerin riske dönüşmesine yol açan faktörler ile tehlikelerden kaynaklanan risklerin analiz edilerek derecelendirilmesi ve kontrol tedbirlerinin kararlaştırılması amacıyla yapılması gereken çalışmalardır.
Rutubet
Tekstil malzemesinin içerisindeki su buharının kuru ağırlığına oranının yüzde olarak ifadesidir.
Tekstil Terimleri P
Parça
Boyanacak hazır giyim ürünüdür.
Partileme
Benzer özellikteki malzemeleri bir araya getirerek işlem için hazırlamaktır.
Parti numarası
Bütün özellikleri aynı olan ve tek seferde üretilen ürünlerin fabrika içinde sahip olduğu numaradır.
PH değeri
Bir sıvının asitlik, bazlık derecesini gösteren değerdir.6 nötrdür.7’den yukarıya doğru bazdır.6’dan aşağıya asittir.
PH meter
pH değerini ölçen alettir veya kağıttır.
Preslemek
Malzemeyi mekanik olarak sıkıştırma işlemidir.
Penyör
Tarak makinesinin çıkışında bulunan iğneli/telli silindirdir.
Polimer
Tekrarlanan yapısal kümelerin oluşturduğu yüksek molekül ağırlıklı birleşiklerdir.
Pamuk linteri
Pamuk tohumları üzerindeki uzun liflerin yanındaki kısa tüylerdir.
Poliester cips
Poliester ipliğin ham maddesidir, tanecik şeklinde kullanılır. Kimyasal ismi “polietilen tereftalat ’tır.
Poliester melt
Poliester ipliğin ham maddesidir. Oluşumları tereftalik asit+etilen glikol+titandioksittir.
Pompa
İstenilen denyede iplik üretimi için en önemli parametre; üretim pompa devridir. Dolayısıyla pompa filament üretiminde önemli yeri olan ve üretime göre devir ve modelleri değişen bir elemandır.
Poy ( partially oriented yarn )
Kısmi oranda yönlendirilmiş ipliktir. 3000 – 4000 m/min arasındaki sarım hızlarında elde edilmiştir.
Presleme
Lif (mahlıç) pamuğun; linter pamuğunun; iplik yapımı ve çırçırlama sırasında meydana gelen pamuk lif döküntülerinin pres makinelerinde balya haline getirilmesi işlemine denir.
Palet
İplik bobinlerinin üzerinde istiflenerek taşındığı, özel olarak yapılmış ağaç ızgaradır
Parti
Tipleri birbirinden ayırt etmek veya takip etmek için verilen koddur.
Parafin
Örme makinelerinde kullanılacak olan ipliğin sürtünmesini azaltmak amacıyla kullanılan kimyasal maddedir.
Pnömofil kanalı
Üretim sırasında ortaya çıkan kopan iplik veya elyaf parçası
Paskala
Buhar kazanına bağlı, hava çekme sistemi çalıştığında kumaşı masaya yapıştıran ütüleme mekanizmasıdır.
Pastal planı
Ana kalıbı hazırlanmış ve istenilen bedenlerde serilenmiş imalat kalıplarının imalat kumaş eni ve sipariş asortisine göre hazırlanan yerleşim planıdır.
Pat
Giysinin değişik yerlerine verilen kapama paylı açıklıktır.
Patlet
Düğmeleri veya fermuarı gizlemek için yapılan kapaktır.
Pens
Giysiye beden formunu vermek için kalıptan alınan paydır.
Pervaz
Giysinin kavisli bölümlerini temizlemek için dikilen parçadır.
Pelur kâğıdı
Kopya çalışmaları için kullanılan çeşitli renklerde ince kağıttır.
Pili
Giysiye form ve model özelliği katmak amacı ile katlanarak verilen bolluktur.
Pilise
Isı tutan ve katlanmaya elverişli olan kumaşı belli bir düzen içinde makine yardımıyla katlayarak şekillendirme işidir.
Pistole
Minyatür kalıp çiziminde kavislerin düzgün çizilebilmesi için kullanılan değişik şekilleri olan çizim aracıdır.
Plotter kâğıdı
Plotter makinesinde kullanılan yapışkanlı veya yapışkansız çizim kağıdıdır.
Plotter makinesi
Büyük ebatlı ve genellikle rulo şeklinde kâğıt kullanılan çizicidir.
Pontu
Gizli dikiş
Punteriz dikiş
Giysiyi süslemek ve dikişi sağlamlaştırmak için yapılan sarma dikiştir.
Patron ( konik ve silindirik)
İpliklerin üzerine sarıldığı elemandır.
Refakat kartı
Ürünün temel özellikleri ile birlikte dokunacak ürüne uygulanacak işlemlerin sırasıyla belirtildiği çizelgedir.
Plaka
Aynı özelliklere sahip ve aynı zamanda üretilmiş malzeme grubudur.
Plaka
İğnelerin dizilmiş olduğu silindirik platformdur.
Platin
Örme makinelerinde örme işlemini gerçekleşmesine yardımcı olan metal elemandır.
Parça
İnce kesim yapılmak üzere bütünden bölünmüş kumaştır.
Paskala
Ütü esnasında işi sabitleme ve ütü sonrası soğutma için vakum özelliğine sahip kazanlı ya da kazansız dar ya da geniş ütüleme tezgahıdır.
Press ütü
Vakum sistemine bağlı, elektrik ve buhar ısıtmalı ütüleme masasıdır.
PBT
olybütilen terafitalat, esneklik ve elastikiyet özellikleri olan tekstüre polyester ipliktir. PBT, standart polyester tipleri ile karşılaştırıldığında daha yüksek elastikiyete sahiptir. Bu özelliği özel tekstüre şartlarıyla geliştirilir. PBTnin kendine özel esneme ve geri dönme özellikleri, boya ve apresinde uygulanan yüksek elastik çekme ile elde edilir.
Polyester
Sentetik ipliklerin içinde, polyester en yaygın kullanılanıdır ve dünya çapında pamuktan sonra ikinci sırada yer almaktadır. Polyester, yüksek mukavemete (naylondan daha düşük), mükemmel dayanıma ve yüksek aşınma dayanımına sahiptir. Düşük emiciliği, elyafın daha hızlı kurumasını sağlar
Pad-batch
Soğuk boyama yapan makinedir.
Palet
Üzerine kumaş koymaya yarayan tahta iskelettir.
Pano baskı
Tüm kumaş eninde birbirine bağlı kesintisiz şekilde çıkan, tek bir motiften oluşan dokumalı veya baskılı desenlemedir.
Pastal
Üzerine kesim yerleşim planının konduğu, tek katlı veya çift katlı olarak serilmiş birden fazla kumaş katlarından oluşmuş kumaş tabakasıdır.
Pat
Basılacak boyaların baskı çeşidine göre, dolgu maddesidir.
Pigment
Suda çözünmeyen, kumaşa yapıştırılan, baskıda kullanılan bir boya tipidir.
Pike
Bir örgü tipidir.
Plotter
Bilgisayar yöntemi ile desen filmlerini hazırlayan makinedir.
Polar
Bir poliester kumaş tipidir.
Polyester
Polietilentereftalattan çekilen sentetik liftir.
Pike
İnce kumaşlarda kumaşın kenarına dıştan içe doğru yuvarlayarak bir çırpma dikişiyle ya da kıvrımının altından tutarak yapılan kenar dikişidir.
Pili
Kumaş veya tül perdeleri bollaştırmak ya da süslemek amacıyla düzenli aralıklarla kumaşı katlayıp üst üste getirerek yapılan kıvrımdır.
Püskül
Bir ucu bağlı öbür uçları serbest bırakılmış, iplikten sırma demetidir.
Portray
Jalûzi perdelerin montaj aparatıdır.
Parlaklık
Halı, elyaf, iplik ve kumaş parlaklığını ifade eder.
Plush
Lüks görünümlü, pürüssüz dokulu bu halı yüzeyinde birbirinden bağımsız püskül öbekleri asgari düzeyde görülür. Halının genel görünümü aynı seviyedeki kesik iplik uçlarıdır.
Pay
Giyimde üst üste binen paydır.
Pens
Giyimi bedene oturtmak için yapılan katlamalardır.
Perspektif
Arka görünüm ( Açı )’dür
Pikür
İnce dikişte üstten çekilen süs dikiştir.
Pili (pli)
Giyimi model özelliğine göre verilen katlanan bolluktur.
Plikaşe
Birbirine bakan iki pli
Ponterez
Sağlamlaştırma dikişi, pantolon ceplerinin alt ve üst noktalarının sağlamlaştırılması için yapılan sarma dikişidir.
Punto
Erkek ceket yakalarına ve pantolon cebine atılan ince dikiştir.
Pus
Örme tüp kumaşları dokuyan makinenin yarı çapıdır. 1 Pus = 1 inç=2.54 cm
Tekstil Terimleri O
Oya
Altı yapışkan ekstrafor genişliğinde teladır.
Oya çekmek
Bolluğu büzerek yedirmektir.
Obje
Nesne
Ofline
İşlerin teyp desteği ile korunmasıdır.
Ortalama hav ağırlığı
Hav ipliğinin birim alan başına kapladığı yoğunluktur.
Organze
Ham ipek ipliğinden dokunmuş saydam, sertçe ve ince fantezi kumaştır.
Ondülasyon
Hasat, taşıma ve çırçırlama sırasında pamuk elyafının kıvrılması halidir.
Open-End ( rotor ) iplik ( eğirme ) makinesi
Rotor kullanılarak iplik üretimi yapılan makinedir.
Oya
1-Genellikle kol evine takılan ipli şerit telayıdır.
2- Süsleme amaçlı kullanılan malzemedir.
Overlok
Değişik kumaş çeşitlerine ve işlemlere göre farklı tipleri bulunan, sürfile, temizleme, birleştirme amacıyla kullanılan dikiş makinesinde gerçekleştirilen işlemdir.
Ölçü tablosu
Hazır giyim ürünlerinin üretimi için oluşturulan; üzerinde ürün teknik çizimi, ölçüm yerleri ve tüm bedenler için ölçü ayrıntılarının bulunduğu tablodur.
Ölçü föyü
Ütülenecek ürüne ait bilgi, ölçüm yerleri ve tüm bedenler için ölçü ayrıntılarının bulunduğu tablodur.
Örgü
Çözgü ve atkı ipliklerinin dik açı oluşturacak şekilde belirli kurallara göre birbirleriyle yaptıkları bağlantılardır.
Örnekleme
Belirli bir yığından alınan kümedir.
Tekstil Terimleri N
Numara İngiliz Pamuk (Ne),(Nip ),(Neb)
Uzunluğu 768 metre ağırlığı 453,6 gram gelen iplik demektir.( veya 840 yardası 1 libre gelen iplik demektir). Pamuk ipliklerinin numaralanması için İngiltere’ de gelişen bu sistem İngilizlerin başlangıçta tekstildeki üstünlükleri nedeni ile tüm dünyaya yayılmıştır. Ölçü birimlerindeki uyumsuzluğa rağmen günümüzde de egemenliğini sürdürmektedir. İngiliz pamuk numaralama sisteminde ağırlık birimi her zamanki gibi 1 Libre ( 453,6 g ), uzunluk birimi ise 1 Hank ( İngiliz Pamuk Sisteminde 1 Hank= 840 Yarda=768 metredir ).
Numara Metrik ( Nm )
Uzunluğu 1000 metre ağırlığı 1000 gram gelen iplik demektir. Başta kamgran ve streichgarn yün iplikleri olmak üzere pamuk, keten, viskon (viskos), poliester, akrilik ve bunların karışımlarından oluşan ve liflerden üretilen ipliklerin numaralanmasında genellikle Metrik Numaralama sistemi kullanılır.
Numara Fransız ( Nf )
1000 metresi 500 gram gelen iplik demektir. Kuzey Fransa ve Belçika’ da keten ve kenevir ipliklerindeki sınırlı kullanımı dışında genelde pamuk ipliklerinin numaralandırılmasında kullanılır
Numara İngiliz Kamgarn ( Nek ),( Nik )
512 metresi 453,6 gram gelen iplik demektir.( veya 560 yardası 1 libre gelen iplik demektir). Önceleri Metrik Numaralama Sistemine kıyasla çok daha yaygın kullanılmalarına rağmen günümüzde pamuk dışındaki İngiliz Numaralama Sistemlerinin geçerlilikleri oldukça azalmıştır. Ağırlık biriminin bir Libre ve uzunluk birimi olan Hank’ ın 560 Yarda olduğu İngiliz Yün Kamgarn Numaralama sisteminde numara ‘’NeK‘’ veya “NİK” olarak sembolize edilmektedir.
Numara İngiliz Ştraygarn ( New ),( Nişt )
234 metresi 453,6 gram gelen iplik demektir.( veya 256 yardası 1 libre gelen iplik demektir). Diğer İngiliz Numaralama Sistemleri gibi günümüzde az kullanılır olmuştur. ‘’ NeW ‘’ veya Nişt “ olarak sembolize edilir. Ağırlık birimi İngilizlin gereği olarak 1 Libre ve uzunluk birimi olarak Hank kullanılır. Bu numaralama sisteminde 1 Hank 256 Yarda’ dır
Numara İngiliz Keten ( Nel ),( Nike )
274 metresi 453,6 gram gelen iplik demektir.( veya 300 yardası 1 libre gelen iplik demektir). Metrik numaralama için yıllarca sürdürülen uğraşlara ve 1958 yılından bu yana da tex, sisteminin zorunlu olarak uygulanma kararlarına rağmen Fransa dışında tüm ülkelerde keten ipliği numaralamasında İngiliz sistemi yürürlükten kaldırılamamıştır. Günümüzde bu alanda tek olarak uygulanan bu sistemde ağırlık birimi tüm İngiliz numaralama sisteminde olduğu gibi gene 1 libre ve uzunluk birimi olan hank ise 300 yarda yani 274 metredir ve ‘’ NeL’’veya Nike “ ile sembolize edilir.
Numara Denye ( Nd)
9000 metresi 1 gram gelen iplik demektir. Başlangıcından bu yana ipek ipliklerinde kullanılırken, ilk yapay maddelerin ortaya çıkmasından sonra devamlı liflerden üretilen poliamid, poliester vb. tüm düz ve tekstüre ipliklerin numaralanmasında da tek sistem olarak kullanılmaktadır. ‘’ Nd ‘’ olarak sembolize edilir.
Numara Tex ( Ntex)
1000 metresi 1 gram demektir. Uygulamada pek çok yanlışlıklara ve anlaşmazlıklara neden olan bu ölçü birimlerini sadeleştirmek ve tüm tekstil kollarını içine alacak metrik ölçülere dayalı desimal düzeyde bir numaralama sistemi geliştirilmesi gereksinimi ve çabalarının başlangıcı Viyana Konferansına dayanmaktadır. Uluslararası Tekstil Standardizasyonu Organizasyonunun uzun süren çabaları sonucu bu amaçla uzunluk olcu birimi 1.000 metre ve ağırlık olcu birimi 1 gram olan ‘’ tex ‘’ numaralama sistemi geliştirilmiş ve tüm tekstil sektöründe uygulanması zorunlu kılınmıştır.
Numara Skoç ( Nskoç)
14400 yardası 1 libre gelen iplik demektir.Önceleri pamuk kaksam ve jüt ipliklerinde kullanılan ağırlığı 1 libre uzunluğu 14.400 yarda dan oluşan Hank olan Skoç sistemi artık çok ender olarak ve yalnızca jüt ipliklerinin numaralandırılmasında kullanılmaktadır.
Numune
Herhangi bir maddenin bütün özelliklerini içeren küçük bir örneğidir.
Nap
Pamukta nepten daha büyük ve kaba görünüşlü lif toplanmasıdır.
Nem çekme özelliği
Tekstil liflerinin, belli sıcaklık ve rutubette sıvıları emme(içine çekme) kabiliyetidir.
Nep
Pamukta toplu iğne başı büyüklüğünde veya daha küçük olan ve beyaz noktalar halinde görülen lif düğümcüğüdür
Nakliye arabası
Yarı mamül ve mamülün taşındığı araçtır.
Naylon
Karbon ve petrol esaslı sentetik polyamidlerden yapılan elyaflar için kullanılan genel terimdir. Yüksek mukavemeti ve mükemmel dayanımı ile bilinen naylon, üstün aşınma direnci ve yüksek esnekliğe sahiptir.
Nakış/Brode
Kumaş üzerine bir desen oluşturmak üzere renkli veya ekru ipliklerle işlenen dekoratif süsleme. Elde veya makinede yapılır.
Nefes alma özelliği
Bir kumaşın ya da dokunun yapısından hava buharı geçirebilme ve böylece ter buharlarının kumaşın içinden çıkmasına izin verme özelliğidir.
Neps
İplik kesitindeki kütle ortalama değerinin en az % 140-en çok % 400 'ü olan ortalama 1-4 mm uzunluktaki hatalı yerlerdir.
Tekstil Terimleri M
Melanj
İstenilen renk görünümünü elde etmek için, belirli oranlarda farklı renklerdeki liflerin bir karışımından eğirilmiş ipliktir. Başlıca yünlü kumaşlarda kullanılır. Renklendirmeye yatkın olan liflerin bir türünün kullanılmasını sağlamaya da yarar. Bir hazır kumaş veya örme tek bir parçada boyandığında yatkın liflerin renksiz kalması ürüne bir melanj görünümü verir.
Melton
Orta gramajlı, tuşesi yumuşak ve sıcak yünlü kumaştır. Kısmi keçeleştirilmiş yüzeyi nedeniyle zemindeki 2 ye 2 dimi veya diğer dimi dokuma güçlükle farkedilmektedir. Kamgarn ve ştrayhgarn iplikten üretilir. Genellikle çizgili desenlidir. Hafif ağırlıktaki melton erkek takım elbiselerinde, daha ağır türleri ise bayan ve erkeklerin paltolarında kullanılır. Bu isim, bu tür kumaşın ilk olarak üretilen İngiliz kasabası Melton’dan alınmıştır.
Midi boy
Kadın giysilerinde dizin altında sonlanan giysi boyu. 1970’lerin ilk dönemlerinde ve 1990’larda çok popüler olmuştur.
Mogador ipeği
İpekli atkı ipliği üstten bağlantı yapan, pamuklu çözgü ipliği alt bağlantı yapan verev yivli Düşük gramajlı bezayağı dokuma tekniğinde elde edilen ipekli kumaştır. Bayan elbiselerinin ve eşarpların yapımında kullanılır.
Mısır Giysisi
Antik Mısırlıların orijinal kıyafeti, erkek ve kadınlar tarafından giyilen önlüktü. Giydikleri diğer giysi kolsuz gömlektir, bu daha sonraları bir yelekle beraber giyildi. Kadınların gömlek ve önlükleri erkeklerinkinden uzundu, gömlek bileğe kadar ve önlük dize kadar uzanıyordu. Daha sonraki giysiler, hafif gramajlı bir palto ve kadınlar için kaliteli şeffaf kumaştan yapılmış pilili elbisedir.
Moleskin kumaş, astarlık pamuklu kumaş
Orta incelikteki ipliklerden edilen saten dokumalı sıkı pamuklu kumaştır. Ceplik olarak kullanılır. Atkısının takviyesi ve şardonlanmış iç yüzeyi ile ince bir deriyi andırır. İş giysilerinin özellikle pantolonların üretiminde kullanılır. İsmi İngilizceden gelmektedir. Bu kumaşın daha gramajlı olan tipine İngiliz derisi adı verilmektedir.
Medio iplik
Orta bükümlü, orta incelikle pamuklu ipliktir, atkı ve örgü sürecinde kullanılır.
Milanez kumaş Çözgüde pamuk, atkıda ince yün ipliklerden bez ayağı dokumalı,şeffaf, hafif gramajlı kumaştır. Müsline benzer ve bayan elbiseleri için kullanılır.
Milanez çözgülü örme kumaş
İki çözgüden geçirilen Şarmöz çözgü örgü. Her iki çözgü, aynı yönde (sağa veya sola) atlas beslemede sürekli olarak iplik besler. örgü ilmeklerinin çekimi simetrik olduğundan Milanez örgünün ilmekleri düzgün durur. İpekli örme kumaşlar olarak iç çamaşır üretiminde kullanılır.
Mukavemet
Malzemeye herhangi bir yönde uygulanan kuvvet veya yüke karşı gösterdiği dirençtir.
Masterbatch
Eriyik hâlde boyanacak polimere ilave edilen boyar madde ile yardımcı katkı maddelerin karışımıdır.
Moy ( medium oriented yarn )
Orta seviyede yönlendirilmiş ipliktir. 2000 – 3000 m/dk.ya kadar sarım hızlarından elde edilmektedir.
Masura
Koni veya silindir biçiminde olup üzerine iplik vb. sarılan karton, tahta, plastik vb.den yapılan gereçtir.
Masura
İğlere takılan ve üzerine ipliğin sarıldığı tüplerdir.
Masura kutusu
İpliğin sarıldığı malzemelerin koyulduğu gereçtir.
Mukavemet
İpliğin kopmaya karşı gösterdiği dirençtir.
Makine parkı
Dikilecek modelin dikiş sırasına göre düzenlenmiş makinelerdir.
Manşet
Giysinin kol uçlarını toplamak ve kullanım kolaylığı sağlamak amacıyla kol ağzına geçirilen, genellikle destekleme malzemesi ile sertleştirilmiş düz veya şekillendirilmiş giysi parçasıdır.
Masura
Sanayi tipi düz makinelerde alt ipliğe hareket vermek için üzerine iplik sarılan metal makaradır.
Makas
Kesim yaparken kullanılan araçtır.
Mezura
Üzerinde metre ya da inç ölçü sistemi bulunan yumuşak malzemeden yapılmış katlanabilir, kıvrılabilir ölçüm aracıdır.
Mola
Kalıba verilen yedirme payı
Mostra/klapa
Bedenden çıkan yaka formları ve fermuarlı ön kapamalarda beden ön iç parçasıdır.
Mülaj kağıdı
1/1 ölçülerde kalıp çizimi hazırlamada kullanılan ince kâğıttır.
Makara
Üzerine iplik sarılan silindirdir.
May ( makinede)
Düz örme parçalara dikim yapabilmek için remayöz makinesinde bulunan numaralı iğneler
May (ilmek )
Örme yüzeyde ilmeklerin oluşturduğu sıradır.
May takibi
Dikim sırasında parçanın ilmek çubuğunu takip ederek remayöz iğnelerine takma işlemidir.
Mekik grupları
Çizimlerde kullanılan desen renklerini çorap makinesinde ürüne dönüştürürken kullanılan renk gruplarıdır.
Model bilgi dosyası
Model ile ilgili ölçü tablosu, model resmi, model çizimi, bedene oturuşu (fit kritiği) gibi bilgilerin yer aldığı dosyadır.
Merdane
Üretilen kumaşın ruloya aktarılmasını ve sarılmasını sağlayan silindirdir.
Matlık
Sentetik ipliklerde matlık üretim prosesine ve kullanılan titanyum dioksit oranına bağlıdır. Titanyum dioksit oranı arttıkça, iplik matlaşır. Standart polyester iplikler genelde yarı mattır ama bunların modifiye edilmişleri de vardır.
Mekanik streç
Üretim prosesi sırasında fiziksel özelliklerine yapılan değişikler dolayısıyla bir miktar esneklik kazandırılan ipliklerdir.
Melanj
İki renkli ipliğin birleştirilmesi ile oluşturulan iplik tipidir.
Mikrofiber
Çok ince ipliklere ve bu ipliği geliştiren teknolojiye verilen ad. Mikrofiberlerde dpf değeri 1den düşüktür ve bu özellik kumaşa hoş bir tuşe, tatlı bir döküm ve inanılmaz yumuşaklık katar.
Mukavemet
İpliğin kopmaya karşı direnimini belirtir ve direkt olarak kumaşın yırtılmaya karşı dayanımını etkiler.
Merserize
Pamuklu bir kumaşın bir bazik işlemden geçirilerek parlaklık ve mukavemetinin arttırılmasıdır.
Meto
Hatalı kısımların işaretlenmesi için kullanılan renkli etiketler Overlok : Değişik kumaş çeşitlerine ve işlemlere göre farklı tipleri bulunan; sürfile, temizleme, birleştirme amacıyla kullanılan dikiş makinesinde gerçekleştirilen işlemdir.
Materyal
Malzeme
Mola
Yedirilmesi gereken bolluk
Mostra
Klapa
Moulage ( mulaj )
Kâğıt veya kumaşla bir modelin kalıbını olduğu gibi almak ( Fransızca kelime )
Motif
Şekil
Mot
Olgunlaşmamış çok büyük havlı çiğit.
Tekstil Terimleri L
Lot
Tanımlanmış tip ve kaliteye sahip malzeme grubudur.
Lif
Belirli uzunluk, incelik ve mukavemeti olan yumuşak, sarılmaya, eğrilmeye ve bükülmeye uygun maddedir.
Lif indeksi
100 tohumun liflerinin gr olarak ağırlığıdır.
Lineer yoğunluk
Lifin birim uzunluğunun ağırlığıdır.
Linter
Kısa kalan lif ve uzun liflerin karışımıdır.
Loy ( low oriented yarn)
Düşük oranda yönlendirilmiş ipliktir. 2000 m/dk. ya kadar olan sarım hızlarında elde edilmektedir.
Lisa
Tekstil mamulü yüzeyinde, şeftali tüyü efekti oluşturma işlemi
Lamel
Çözgü ipliği koptuğu zaman dokuma makinesini durduran metal elemandır.
Leno
Döner gücü kullanılarak yapılan kumaş kenar kilit örgüsü
Levend
Çözgü ipliklerinin üzerine sarıldığı iki tarafı kapaklı silindirik makara
Lurex
simli, parlak kumaşlara verilen isimdir
Tekstil Terimleri K
Kontaminasyon
Pamuk elyafının içine herhangi bir şekilde pamuk dışındaki maddelerin tarladan toplama-çırçırlama ve ambalajı nedeniyle karışması sonucu ipliğin bünyesine girmesidir.
Kişisel koruyucu donanım (KKD)
Çalışanı, yürütülen işten kaynaklanan, sağlık ve güvenliği etkileyen bir veya birden fazla riske karşı koruyan, çalışan tarafından giyilen, takılan veya tutulan tüm alet, araç, gereç ve cihazlardır.
Kalender
Oluşturulan dokunun (tülbendin) sabit hale getirilmesi için gereken, desenli ve/veya düz sıcak silindirdir.
Kapiler kopma
İpliğin düzeden çıkışı sırasında bir flamanın kopması edeniyle meydana gelen hatadır.
Kaplama ( covering ) metodu
Kaplama işlemi, elastik olmayan filament ya da kısa stapel ipliğin, merkezdeki elastan filament üzerine sarılması esasına dayanan bir prosestir.
Kısa kesilmiş lif ( short-cut fibre)
Hav (tüy) kaplama ve yaş proseslerle non-woven üretiminde kullanılan sentetik liflerdir.
Kopuk lif
Çırçırlama esnasında kopan lif parçacığıdır.
Kütlü pamuk
Çiğitli pamuktur.
Kütlü verimi
Tek bitkiden veya birim alandan (genellikle dekardan) alınan kütlü pamuk miktarıdır.
Katlama makinesi
İki veya daha fazla ipliğin üst üste katlandığı makinedir.
Kılavuz
İpliğin, koniğe sarımı esnasında kontrolden çıkışını engelleyen parçadır.
Klips
Fitil ya da şeridin geçtiği çekim bölgesindeki orta baskı silindirlerinin arasını uygun bir mesafede açmaya yarayan makine yardımcı parçasıdır.
Kopça
İpliğe büküm verilmesine ve masuraya sarılmasına yardımcı olan parçadır.
Konik (patron)
İpliğin üzerine sarılarak bobin oluşturulmasında kullanılan konik veya silindir biçiminde olup karton, tahta, plastik vb.den yapılan gereçtir.
Kops
Ring makinesinde üzerine iplik sarılmış masuradır.
Kops kutusu
Kopsların taşınması/depolanması için kullanılan gereçtir.
Kova
Şeridin/Bandın bir makineden diğer makineye taşınması için kullanılan gereçtir.
Kulak tıkacı
Makine gürültüsünden etkilenmemek için kullanılır.
Kartela
Boya, kumaş, halı gibi ürünlerin çeşit ve renklerini küçük parçalar halinde gösteren listedir.
Kaplama payı
Pat kenarı ile giysi ortası arasındaki mesafedir.
Kap (cup) ölçüsü
Sütyen beden tanımlamalarında kullanılan göğüs çevresi ile göğüs altı çevresi arasındaki ölçü farkına göre oluşturulan tablodur.
Kapitone
En az iki tekstil malzemesinin üst üste konularak düzlemsel olarak birleştirilmesi işlemi
Kavadora
Dikişte omuz ve kolun birleştiği yeri, kol oyuntusudur.
Kazayağı
Çapraz dikiştir.
Kemer
Giysinin bel kısmına dikilen temizleme ve form amaçlı parçadır.
Kibrit çıma
0,3 cm genişliğinde dikilen üst dikiştir.
K.K.
Kumaş katı
Kolevi
Giyside kolun takıldığı bölümdür.
Kontre
İki kumaşın karşı karşıya getirilmesidir.
Kopça ( agraf )
Eteklere /pantolon vb. giysilerin iki yanını bitiştirmeye yarayan ve metal bir halka ile bir çengelden oluşan araçtır.
Köprü
Pantolon /etekte kemer takılan yerdir.
Korsaj
Üst bedende; göğüs altından belin bitimine kadar, alt bedende; bel hattı ile kalça düşüklüğü arasındaki, bedeni saran yapıda şekillendirilmiş enine kesiklerdir.
Kruvaze
Kapamalı giysi modellerinde, kapama payının gerekli olan ölçüden daha fazla pay verilerek çalışıldığı kapama çeşididir.
Kup
Giysiye beden formu vermek ve model özelliği kazandırmak için kalıbın üzerinde yapılan boyuna kesiklerin oluşturduğu parçadır.
Kuşgözü
Giysinin değişik bölümlerine yapılan/açılan deliklere takılan küçük madeni halkadır.
Kalandırlama
Tekstil mamul yüzeyinin yüksek sıcaklık ve basınca sahip silindirler arasından geçirilerek sıkıştırılması ve düzgün, parlak yüzeyli hale getirilmesidir.
Kumaş açıcı
Kumaş kontrol makinesinde kumaşın eni boyunca düzgün ilerlemesini sağlayan helisel silindirlerdir.
Kürk (kürklü deri)
İşlenmiş, yüzeyi kürklü/tüylü hayvan (av hayvanları hariç) derisidir.
Kütlü (Çiğitli-Çekirdekli) Pamuk
Kozasından ayrılmış, çırçırlanmamış pamuktur.
Kopuk lif
Çırçırlama esnasında kopan lif parçacığıdır. Sawgin işletmelerde çok görülür.
Kütlü Verimi
Tek bitkiden veya birim alandan (genellikle dekardan) alınan kütlü pamuk miktarıdır. Kozaları iri ve fazla olan varyeteler daha verimlidir.
Katyonik
Modifiye polyester, modifiye naylon, ve akrilik için kullanılan boya cinsi. Kumaşta katyonik boyanabilen iplikler ile standart iplikler bir arada kullanılarak desen oluşturulabilir ve iki boya banyosu ile iki iplik de boyanarak desen daha belirgin hale getirilebilir. Ayrıca bu iki iplik birleştirilip kumaşta farklı ve özel melanj renkleri elde edilebilir.
Kaynama çekme
Elyafın, ipliğin ya da kumaşın ıslanıp kuruduktan sonra veya yüksek sıcaklığa maruz kaldığında en veya boy yönünde çekmesidir.
KDK
Kıvrımlı yapıda bir ipliğin elde edildiği tekstüre yöntemidir. Bu proseste iplik önce örülür, sonra örülen kumaş fikselenir ve iplik tekrar örüldüğü halde geri sökülerek bobine sarılır. Fiksenin etkisiyle örgü ilmekleri ipliğin yapısında kalır.
Kesikli elyaf
Uzunluğu 1.25 cm. ile 45 cm. arasında değişen kısa elyafçıklara verilen ad. Yün, pamuk, keten gibi doğal elyaflar sadece kesik elyaf olarak vardırlar. Sentetik elyaflar ise kontinü filamanların belli uzunluklarda kesilmesi ile oluşturulur.
Kesik elyaflı iplik
Kesik elyafların beraber bükülerek tek bir iplik oluşturulmasıdır..Pamuk, yün gibi doğal iplikler, sentetik kesik elyaflı iplikler ve bunların karışımları örnekleridir.
Kontinü flament iplik
Bir ya da daha fazla filamandan oluşan sürekli ipliktir. Tek filamanlı iplikler monofilaman, daha fazla filamandan oluşan iplikler multifilaman olarak adlandırılır.
Kırışma dayanımı
Bir tekstil materyalinin kullanım sırasında oluşan buruşmaya dayanımı ve/veya düzelebilmesidir.
Kalender makinesi
Kumaşa parlaklık kazandıran makinedir.
Kantara
Bir polyester kumaş tipidir.
Kaset
Tasnif bölümünde düzenlenerek dikişe hazır hale getirilen demetlerin üretimde hareketliliğini sağlamak amacıyla kullanılan giysi türüne uygun malzemelerle donatılmış, altında rulmanlı tekerlek olan araçtır.
Kaşkorse
Bir ribana tipi Konveyör banttır.
Taşıyıcı bant Kursör
Nevresim veya yastıklarda fermuarı açık kapamaya yarayan plastik yada demir fermuar başlığıdır.
Kuşe
Paketteki desenin tamamını gösteren resimdir.
Kaynama çekme
Elyafın, ipliğin ya da kumaşın ıslanıp kuruduktan sonra veya yüksek sıcaklığa maruz kaldığında en veya boy yönünde çekmesidir.
Kopma gücü
Kopma testinde kumaşın yırtılana kadar taşıyabildiği maksimum güç.
Kumaş dayanımı
Kumaşın sürekli kullanımına karşı gösterdiği dayanıklılıktır.
Kanaviçe
El işleri için kullanılan seyrek dokunmuş keten bezidir.
Kapsül
Rüstikli perde modellerinde, kumaşlar üzerine belli kalıplarla delinen deliklerin üzerine takılan farklı renklerde metal veya plastikten yapılan yuvarlak aksesuarlardır.
Koteks
Amerikan bandı denilen cirt banttır.
Koton
Pamuk bitkisi ve bu bitkiden elde edilen pamuklu kumaştır.
Kenar şeridi
Halı kenarına, kenarları korumak ve sağlamlaştırmak ya da süslemek için dikilen bant ya da şerittir.
Kesik havlı halı
Kesik hav ipliklerinden oluşan yüzeye sahip halı dokusudur. Günümüzün en popüler üretim tekniklerinden biri olan kesik havlı halı, dayanıklılığını yapımda kullanılan ipliğin cinsi, kümelerin yoğunluğu ve düğüm miktarı gibi etmenlerle elde eder.
Kesik ve bukle havlı halı
Bir tür halı dokusu olup kesik uçlu hav iplikleri ve buklelerin kombinasyonundan oluşur.
Kir önleyici
Elyaf ya da halı yüzeylerine kirin yapışmasını önlemek amacıyla uygulanan kimyasal bir ciladır.
Kapişon
Bir çeşit başlıktır.
Konfeksiyon
Ölçülere göre seri halde yapılıp satılan hazır giyim eşyasıdır.
Konsiye
Satılmadığında iade edilen maldır.
Klasik
Hiçbir zaman modası geçmeyen değerli modeldir.
Kloş
Genişlemiş etek
Korsaj
Bel ile kalça düşüklüğü arasındaki kesittir.
Komandatura Koza
Olgunlaşmamış pamuk meyveleri. Beyaz pamuk lifleri kaplıdır.
Kup
Giysi üzerindeki kesiktir.
Kulisan Kemer
Tünel şeklinde yapılıp içinden kordon veya lastik geçen kemerdir.
Kesici mastar
Test numunesi hazırlarken kumaşı belirli boyutta kesmeye yarayan alettir.
Kılavuz
Test cihazında iplik geçiş yollarını belirleyen rehberdir.
Kondisyonlama
Standart atmosfer şartlarında (izafi rutubet (%65 +/-4) ve sıcaklık (20 santigrat derece +/-2)) 2 saatte bir tartarak fark % 0,25 altına ininceye kadar olan işlemdir.
Tekstil Terimleri J
Japon
Omuz formu verilmiş olan kol ortası yaka oyuntusundan kol ucuna kadar dikişli, kolun bedene takıldığı bir kol evi olmayan, bedenden çıkan kol çeşidi.
Jakar
Dokuma kumaş desenlendirme sistemlerinden biri.
Jakarlı tül
Jakar örme makinesinde örülmüş tül.
Jumbo Bobin
Dokuma hızı arttıkça, bobine sarılı çözgü ipliğinin daha sık değiştirilmesi gerekmektedir. Bu durumda yüksek hızlarda iplik beslemedeki kesintiyi en aza indirmek, ürün değişimindeki zaman kaybını azaltmak ve yüksek maliyeti düşürmek için yüksek kapasiteli bobinlerin kullanılması gerekir. Bu yüksek kapasiteli bobinlere Jumbo bobin adı verilir. Aynı zamanda Jumbo bobin güçlendirilmiş bir flanş çapı ve rulman anlamına da gelir. Dar dokuma makinelerinde kullanılan Jumbo bobinlerin en küçük flanş çapı 600 mm’dir.
Tekstil Terimleri i
ISG
İş sağlığı ve güvenliğidir.
ISCO
Uluslararası Standart Meslek Sınıflamasıdır.
ISCED
Uluslararası standart eğitim sınıflamasıdır.
İğne derinlik ayarı
İğnenin keçeleştirilecek yüzeye batma yüksekliğidir.
İğne jet izi
Keçeleştirme işleminde kullanılan hatalı iğne veya jetin oluşturduğu çizgi şeklindeki görünüş hatası
İğne yoğunluk ayarı
Birim alandaki iğne sayısıdır.
İğneleme
İğneli yüzeyler kullanılarak yapılan keçeleştirme işlemidir.
İnsan yapısı lif ( man-made fibre )
Flament iplik, ştapel iplik, mono filamentler ve bunlar gibi lif ve ipliklerin genel adıdır.
İğ
Ring iplik makinesinde masuranın dönmesini sağlayan parça
İğ freni
İği durdurmaya yarayan parça
İkaz lambası
Üretim ve arıza takibi için makine çalışma durumunu operatöre bildiren sinyalizasyon sistemi.
İplik fizik laboratuarı
İplik testlerinin yapıldığı bölüm
İplik numarası
İpliğin kalınlığını/inceliğini gösteren sayı
İplik rezervi
İpliğin masuraya sarılabilmesi ya da dokuma, örme işlemlerinde kesintisiz üretim için önceden bir miktar ipliğin masuraya yedeklenmesi
İş emri ( sipariş formu )
Üretilecek yarı mamul, mamule ait materyal cinsi (%100 veya Karışım oranı) yarı mamül, mamül numarası, bükümü, sipariş no, siparişi veren firma, sipariş miktarı, teslim tarihini, amblalaj şeklini (koli, çuval..vb) içeren form
İş talimatı
Yapılacak işle ilgili sözlü veya yazılı kurallar.
İp kesme bıçağı
İp kesme, sarık ve yollukların temizlenmesinde kullanılır.
İzafi rutubet
Ortam içerisindeki su buharı miktarının doygun su buhar miktarına oranı
Ispala
Ceket ve yelekte omuz genişliği
Izgara
Çözgülü örme makinesinde ipliklerin geçirildiği levha
İğne
Örme makinelerinde örme işlemini gerçekleştiren metal eleman
İlk/ön ütü
Düz örme kumaş giysi haline gelmeden yapılan ütü işlemi
İplik numarası
İpliğin uzunluğu ile ağırlığı arasındaki korelasyondan yola çıkarak hesaplanan kalınlığını belirtilen rakamlar. Hesaplama, ipliğin belli bir standart ağırlığının uzunluğu ya da standart bir uzunluğun ağırlığı olarak yapılır.
İplik sırası
İplik sırası oluşturmak için birbirine düğümlenmiş her bir iplik sayısıdır.
Tekstil Terimleri H
Harç
Giysilere süs için dikilen hazır şerit
Hav
Kısa kalan liflerdir (1-4 mm arası lifler).
Hava jet tekstüre
Kontinü filamanlı ipliklerin fazla besleme ile yüksek basınçlı hava jeti vasıtasıyla ipliğin filamanlarının birbirine karıştırılması ve doğal elyaf görüntüsü sağlanması için uygulana tekstüre tekniği. İki yada daha fazla farklı veya aynı özelliklere sahip iplikler bu yöntemle birleştirilebilip tek bir iplik elde edilebilir.
High-count
Dpf denye/filaman) oranının 1 ve 2 arasında olduğu iplikler.
Haslık
Kumaşın günlük hayattaki bazı şartlara (yıkama, ter, güneş ışığı gibi) dayanımının ölçülmesi
Hav
Kumaş yüzeyindeki tüycükler ve bunların uçuntuları
Havya
Tül perdeyi ısıyla kesmeye yarayan sivri uçlu araç
Hızar band bıçaklı makine
Sabit ya da hareket ettirilebilen, genellikle serim masalarının uç kısımlarında ya da ayrı bir kesim masasında yer alan kumaş katlarının kesimci tarafından el ile kontrol edilerek kesildiği bant bıçağa sahip kesim makinesi
Ht
Yüksek sıcaklık ve basınçta boyama
Hava geçirgenliği
Kumaşın yapısından hava geçirebilme kabiliyeti
Halı konstrüksiyonu
Tufted ya da dokuma gibi üretim metotları kullanılarak üretilen halının iplik ve dolgu malzemelerinin teknik özelliklere uygun olarak yapılan son düzenlemesidir.
Halı sıklığı
İki iğne deliği arasındaki mesafenin santimetre cinsinden ölçüsüdür.
Hav
Halının görünen üst yüzeyini oluşturan, bukle ya da kesik doku yapısıdır.
Hav ezilmesi
Yoğun trafik ya da ağır mobilyalar nedeniyle halı hav kalınlığındaki azalmadır. Eğer hav ipliğinin direnci yetersiz ya da hav yoğun trafik için yetersiz bir yoğunluğa sahipse geri dönüşümü olmayabilir. Düzenli vakumlama havın ezilmesini önleyeceği gibi halının ömrünü de uzatır.
Heat-set
İpliklerin zaman içinde daha sıkı olabilmeleri için düğümün ısı veya buharla sağlamlaştırılma işlemidir. Kesik havlı halılarda önemlidir. Kesik havlı naylon, olefin ve polyester halılar heat-set;tir.
Halat Sistemi
Kumaşın halat (tüp) şeklinde boyanması
Harman-Hallaç
Elyaf açma, temizleme ve karıştırma işlemlerinin tamamı
Hacimsel yoğunluk
Bir cismin kütlesinin, aynı hacimdeki suyun kütlesine oranıdır.
Hoy ( higly oriented yarn )
Yüksek oranda yönlendirilmiş ipliktir. 4000 – 6500 m/dk. arasındaki sarım hızlarından elde edilmektedir.
Hammadde
İpliği oluşturmak için gerekli olan elyafın işlemeden önceki hali
Hava jeti iplik ( eğirme) makinesi
Hava lülesi kullanılarak iplik üretimi yapılan makine
HASLIK
Renkli tekstil malzemesinin çeşitli etkilere karşı (ışık, sıvı, mekanik, vb) rengini koruyabilme özelliği / yeteneği
Tekstil Terimleri G
Göz
Boyama makinelerinin kapaklı her bir bölümü
Granül
Filament üretimi için gereken kimyasalların, eritilmeden önceki katı hali
Godet
Yapay elyafı üretimi sırasında hı ve gerginliği ayarlamak için etrafında flamentlerin geçtiği genellikle bir flanşlı kasnaktır.
Gaze
0,5 cm ve üstü genişlikte dikilen üst dikiş
Gode/Volan
Üstü dar uca doğru genişleyerek açılan parça
Gönye
Açı çizim ve ölçümlerinde kullanılan araç
Gücü
Çözgü ipliklerinin tek tek içinden geçirildiği, çerçeve veya jakara bağlantı yapılan çelik teller
Garnitür
İçi dolu metal silindirlerin oyulması ile hazılanan desenlerle yapılan baskı
Gaze
Pamuklu kumaşlardaki havların yakılma işlemi
Geçirgenlik
Kumaşın su, yağ, hava gibi akışkan malzemeleri geçirme özelliği
Gri skala
Boyalı tekstil malzemelerinin lekeleme ve renk değişimi davranışlarını değerlendirmeye yarayan standart renklerdeki skala
Tekstil Terimleri F
Filtre
Parça ürünlerin ana kazandan, pompaya gitmesini engelleyen süzme tertibat
Flament
Kesiksiz lif veya ipliği.Çok büyük uzunluklara sahip sentetik liflere filament denir (örneğin 1-2-3 km). Üretim prosesi esnasında düvenin her bir deliğinden çıkan, bir araya geldiğinde iplik oluşturan, tanımsız uzunluklarda işlenmiş elyaf.
Flaman
Her bir düze deliğinden akan ve iplik meydana getiren iplikçiklerdir.
Flament iplik ( filament yarn)
Bir ya da daha fazla flamentten oluşan sentetik lif ipliğine filament iplik denir. Sonsuz iplikler diye de tanılanabilir.
Foy ( fully oriented yarn)
Tamamen yönlendirilmiş ipliktir. 6500 m/min üzerindeki sarım hızlarında elde edilmektedir.
Fikse işlemi
Tekstil malzemelerine kalıcı şekil değiştirmelerini sağlamak amacıyla buharlı ya da buharsız ısı verilmesi işlemi
Fikse kazanı
Fikselenecek mamulün yerleştirildiği kazan
Fitil
Bandın/şeridin iplik formuna en yakın haline kadar çekilip inceltilmesinden sonra ön iplik dairesinde aldığı son şekli
Fitil arabası
Fitilin diğer makinelere aktarılması için kullanılan araç
Fitil makarası
Üretilen fitilin sarıldığı plastikten yapılmış bir ucu tırnaklı silindirik araç
Fırfor / Farbela-Fabra
Giysinin değişik bölümlerine eklenen büzgülü parça
Fleto cep
Kesikli (yarma) cep kenarlarına geçirilen farklı genişliklerdeki bant şeklindeki parça
Fulard
Sıvı emdirme teknesi
Furnisör
İpliği iğneye taşıyan pozitif besleme elemanı
Flat ( FDY )
Tekstüre edilmemiş düz, hacimsiz ve kaygan bir iplik çeşidi.
FT
Yalancı büküm tekstüre yöntemi ile üretilmiş ve tekstüresi fikse edilmemiş hacimli muss iplik.
FTF
Yalancı büküm tekstüre yöntemi ile üretilebilen ve ipliğin tekstüresinin işlem sırasında fikse edildiği set iplik.
Faconne kumaşı
Çeşitli özelliklerde ve renkteki ipliklerin kullanılmasıyla elde edilmiş kabartma görünümlü basit desenli dokuma kumaş için kullanılan genel terimdir. Pamuklu, ipekli veya yünlü ipliklerden üretilir ve kadın giyiminde kullanılır.
Fair Isle Tekniği; Tersden aktarmalı örme tekniği
Kuzey ülkelerinin motifleri ile renkli desenli örme kumaştır. Örgü şişle elde veya örme makinesi ile yapılmış olabilir. Her iki teknikte de renkli iplikler kumaşın tersinden yürütülmekte veya aktarılmaktadır. Böylece kumaş daha kalınlaşmakta ve ısıl yalıtım özellikleri geliştirilmektedir
Frize halı
Bu halıda, iplikler çok düğümlü olduklarından bukleli bir yüzeye sahiptir. Resmi olmayan bir görüntüye sahip olan bu halı, aynı zamanda ayak ve elektrik süpürgesi kullanımıyla oluşan izleri en aza indirir.
Flament
Kesiksiz tek bir doğal veya sentetik elyaf lifidir.
Faison
Küçük basit motifleri olan bir desendir. Hafifçe biçimlenebilir. Değişik iplik veya dokumaların kombinasyonundan oluşturulur.
Fanila; kaşkorse
Tipik şekilde, yarı dairesel veya yuvarlak yaka çevresi elastik bantla temizlenmiş, kısa veya uzun kollu faniladır. İnce yivli örme makinelerde hafif gramajlı pamuklu örmeden üretilir.
Fanila; kaşkorse; atlet
Örme kumaştan yakasız, bedeni örten iç giysi; kollu veya kolsuz olabilir ve bir gömlek, bluz veya elbisenin altında ten üstüne giyilir. Çocuklar ve yetişkinler tarafından kullanılır ve kolu farklı uzunluklarda olabilir. Önü ya boydan boya kapamalı ya da kapamasızdır ve başın üzerine çekilerek giyilir. Daha çok kış iç bir giyim öğesidir; fiziksel egzersiz için ve spor giysisi olarak da kullanılır.
Fanila;kaşkorse
Dar veya geniş askılı, boyu kalçanın altına kadar uzanan, kadın ve genç kızların bedenini örten iç giysi. Çeşitli süslemelerle süslenebilir. Genellikle örme kumaştan üretilir. Kombinezondan farkı daha kısa olması ve göğüs kısmının modelli olmamasıdır.
Fantazi büküm
Eşkenar dörtgenlere bölünen açık yüzeyli yumuşak fantezi iplikdir. Bu etki, kaba bir esas ipliğin, her biri zıt yönde esas iplik etrafında sarılmış olan iki ince ipliğin birlikte kıvrılmasıyla elde edilir.
Fantazi desen
Renk düzenlemesi, dokuma raporu ve iplik seçimi atkı ve çözgü iplikleri sistemi tarafından bir desene göre yapılan belirgin olmayan desenli fantazi kumaş.
Fantazi iplik
Yüzeyindeki değişik renk veya kabartma efektlerin yapısını oluşturduğu dekoratif iplik.
Fantazi kumaş
Iki tarafı taraklanmış, flanele benzer, yumuşak, kalın pamuklu kumaş . Çözgü ipliğinde genellikle beyaz veya çuval kullanılır; atkısında melanj mermer gibi bir görünüm verir. Gömlek, bluz ve spor giysilerde kullanılır.
Fantazi melanj
Farklı renklerdeki çeşitli liflerin karıştırılarak bükülmesiyle oluşturulan parlak, renkli görünümlü ipliktir.
Farbela; Fırfır
Tekstil kumaş şeridinin toplanmasından oluşan, uzun kenarından giysiye dikilen veya tutturulan, kadın elbise ve bluzlarının süslemesidir. Fırfır, kıvrılarak, pili veya büzgü yapılarak yada özel şekillerde kesilerek çalışılabilir. Giysilere genç görünüm kazandırması tipik özelliği olduğu için genç kadın ve kızların giysilerinde kullanılır.
Farklı iplik (uçuntu, yabancı madde)
Bir ya da fazla iplikler kumaşa hatalı olarak yerleşmiştir. İplikler gerilim, incelik, tepki, bölgesel şekil, kirlilik, renk, büküm sayısı veya kompozisyon açısından farklıdır.
Fast-drying bitim işlemi
Tipik olarak yüzme kıyafeti ve bu tür ürünlerin üretiminde kullanılan bir terbiye işlemidir. Eğer giysinin orijinal kalitesi ayarlanmışsa, kimyasal bir terbiyenin pamuklu liflere uygulanması bunların şişmeye dayanıklı olmasını ve daha az sıvı emmesini sağlar ve daha hızlı bir şekilde kurumasına yol açar.
Fay
Taftaya kıyasla daha sağlam, orta dereceli parlaklığı olan, ağırlığı orta ile ağır arasında değişen verev ripslerle dekore edilmiş, teknik olarak ripslive bezayağı dokumalı ipekli kumaştır. Çözgüde ipek iplik ve atkıda şap ipeği veya kamgarn iplik kullanılarak elde edilir. Atkı ve çözgü ipliklerimi farklı renklerde kullanarak yanar döner efekt elde edilir. Kumaşa transparan muare deseni de verilebilir.
Façone (façonné) patiska
İnce, hafif gramajlı, yüzeyinde baskılı yada kendinden dokumalı küçük motifler bulunan pamuklu kumaştır . Bazen perfore dokumanın kenarı dikişlidir. Kadın elbiselerinde ve bluzlarında kullanılır.
Façonne tafta
Belirgin, ince, verev ribsleri ve metalik bir parlaklığı olan, bezayağı dokumalı, biraz sert ipekli kumaştır. Genellikle jakarlı desenlerle üretilir. Bayanların elbiselerinde kullanılır.
Fermuar Kapama
Boydan kapamalı giysi açıklıkları veya mekanik giysi kapamaları için kullanılan tutturucu malzemedir. Açma ve kapama işlevini gören elcik ve kumaşın yüzeyinde birbirine bakacak şekilde yerleştirilen iki sıra dişliden oluşur. Çok geniş renk yelpazesinde metal ve plastikten üretilir.
Fermuarlı görünüm
Kadın giyiminde ceket, takım, etek, kaban ve elbiselere uygulanan, genç görünümlü moda tarzı. Fonksiyonel veya dekoratif amaçlı kullanılabilen geniş makine dikişli fermuarları ile dikkat çekicidir.
Fes
Kesilmiş koni benzeri biçimine başlıktır.Genellikle bir püskülü vardır. Keçeleştirilmiş ve biçimlendirilmiş yünlü kumaştan üretilir. Orta Doğu da özellikle Türkiye’de, Arnavutluk ve Yunanistan’da popülerdir. Adını Fas’ın Fez kasabasından almıştır.
Fibril
Fibril, zarar görmeksizin veya bozulmaksızın boyuna bölünemez. Rayonlar, genelde sonsuz uzunlukta çok sayıda fibrilden oluşur.
Fil a fil deseni
Atkı ve çözgü ipliğinde iki kontrast rengin kombinasyonu ile, 1:1 veya 2:2 oranında, genellikle dimi , ikiye iki dimi , veya panama ile dokunan belirgin adımlı ve açılı dimi yerleşmeli desen. Bu terim Fransızca iplik ve iplik (koyu ve açık) anlamına gelen "fil a fil" den gelmektedir.
Fil a fil kumaş
Genellikle kamgarn iplikten üretilmiş ve erkek takımlarında kullanılan, aralıklı ve açılı desen özelliğine sahip yünlü kumaş. Ana desen, çizgilerle veya belirgin olmayan ekose desenlerle çeşitlenebilir.
Filament
Kimyasal ipekten sonsuz uzunlukta bir tekstil lifidir.
Filament; kesiksiz lif
Tekstile uygun olarak üretilen sonsuz tekstil lifidir . Sonsuz lifler ipek, monofil (tek flament), keten ve kendir lifi ve düşük denyeli keten ve kendir lifi içerir.
File dokuma;ağ dokuma
1. kumaşın çözgüsünün ağ dokuması ilmekte oluşturulan açıklıkla birliktedir. Açıklık birbirine bağlanmamış komşu dikiş pervazları tarafından oluşturulur.
2. Bobin dantelâ/lake/oya işi ağ dokuma kare şeklinde ağ örgüsü özelliğindedir. Bu desen kare şeklindeki açıklıklarda doldurma ile oluşturulur ve ağ dolgu şeklinde de adlandırılır.
3. Ağ örgüsü dokuma perde makara makinelerinde ve kare ağ örgü şekli oluşturulur.
File kroşe
Filelerin düzenli bir ağı, değişik çift tığ dikişleri ve zincirle oluşturulan bu türden tığın ayırt edici özelliği. Kesiksiz fileler deseni oluşturur. Filelerin büyüklüğü, ipliğe ve çengel ölçülerine bağlıdır.
File kumaş (raşel)
İnce pamuk iplikten bobinet gibi ağ dokumalardır. Çözgü ipleri atkı ipleri ile çeşitli bağlantılarla ağ deseni oluştururlar. El ve makinede yapılan süslemelerde kullanılan zemin kumaşıdır. Kadın şapkalarının yapımında kolalanarak kullanılmaktadır.
Filetolu cep; bantlı cep
Kenarları filetolu yarma cep.
Firkete işi; mekik
Göz şeklinde olta kurşununa benzer ilmek halkası kullanılarak oluşturulan karakteristik dairesel açıklığı olan atkılı örme kumaş desendir/kalıptır.
Fitil İpliği
Bükülebilir liflerden üretilen dolgun dekoratif bir ipliktir.Her bir lifin kırılmadan korunması için bir bükümle güçlendirilir. Bazen ince kamgarn iplik veya ipekten dokuma anlamına da gelir; dokumayı kolaylaştırmayı sağlar.
Fitilli kadife
Atkı iplikleriyle elde edilen serbest havların boyuna fitil görüntüsü ortaya koyduğu, hafif ile orta gramajdaki pamuklu kumaşlara verilen addır. Zemin kumaşı üçlü dimi bezayağı dokuda olabilir. Fitilleri çeşitli genişliklerde olabilir. Hafif gramajdaki olanlar çocuk ve kadın giysilerinde, daha ağır gramajdakiler ise spor ve iş giysilerinde kullanılır. Fitilli kadife-“corduroy", "boyuna kadife şeritler" anlamına gelmektedir. Aynı zamanda Manchester kadifesi olarak da bilinmektedir.
Fiyonk;fiyonk düğüm
Kelebek şeklinde iki ilmeğin oluşturduğu, dekoratif amaçlı bir çeşit düğüm. Ayna zamanda boyunda, belde vb. giysiyi toplamaya yarar. Kurdele , fular veya kravat bağlamada kullanılır
Flamenko; krep maruken
Bez ayağı dokumadan, ince,dalgalı rips yüzeye sahip, hafif gramajlı ipekli kumaş. Çözgüsü parlak ipek, atkısı krep ipektir. Atkı ipliği Z büküm veya S büküm olarak iki çeşittir. Yazlık kadın giysilerinde kullanılır.
Flamisol
Yüzeyi ince pütürlü, ince ipekli kumaş; krep atkı ipliği ve mat ipek çözgü ipliği ile bezayağı dokuma tekniğinde dokunmuştur. Orta ağırlıktadır ve kadın giysilerinde kullanılır.
Flanders patiskası
ince iplikten üretilen ve çok ince(şeffaf) hafif gramajlı bez ayağı dokunmuş pamuklu kumaş . Kadın elbiselerinde ve iç giyimlerinde kullanılır.
Flanel
yumuşak tuşeli genellikle pamuklu ve yünlü kumaşdır. Yüzeyi ve tersi hafif şardonlanmış ve taranmış olduğundan her iki yüzde de dokuma gizlenmiştir. Yaygın olarak kullanılır.
Flanelet (havlu) kumaş
ince hafif gramajlı, yumuşak bükümlü ipliklerin atkıda kullanılmasıyla oluşturulan pamuklu kumaştır. Kumaşın her iki yüzeyinde de hav vardır. Bezayağı veya dimi dokuma tekniğinde dokunmuş ve fırçalama yapılmıştır. Kadın bluzları ve gömlekleri için kullanılır.
Fletolu cep; bantlı cep
Cep açıklığı kapama süslemesi ile süslenen veya kapatılan cep.
Flok baskı
Özel bir basım tekniği (genellikle film baskı) kullanılarak tekstil kumaşı üzerine bir desenin aktarıldığı basım türü. Boya yerine, bir reçine bağlama elemanı kullanılır ki bunun içine kısa lifler bir elektrostatik ala aracılığıyla toplanır (dikey ve birbirine yakın şekilde); reçine oturduktan sonra temel kumaş üzerinde bir havlı etki (havlı kumaşınkine benzer) oluşturulur. Flok baskı, giyim, perdeler ve dekoratif amaçlı tekstil kumaşlarında kullanım için özellikle poliamit tekstil kumaşları üzerinde kullanılır.
Flok iplik
Tarama makinelerinden geçirildikten sonra eğrilirken çeşitli renklerle ve kabartmalarla efekt verilerek hazırlanmış yüzeyinde renklerin geçişleri ile düzenlemeler yapılmış fantazi iplik.
Floklu tekstil kumaşı
Taklit kadife benzeri görünümü olan kumaş, yüzeyi, bir temel kumaş üzerinde lifin floklarının güvenceye alınmasıyla oluşturulur. Zır elektrostatik yüklü bir transfer bağlantı materyali kullanarak kumaş üzerindeki flokları elektrostatik test etme ve ayarlama yoluyla üretilir. Temel kumaş tipik olarak pamuktan veya bir karışımdır; bir bağlama elemanı olarak, değişik türde lâteks, dağıtılmış poliakrilitler vs. kullanılır. Floklar, pamuk, ipek, poliamit veya polyesterdir. Floklu tekstil kumaşları, palto, klasik ceket ve spor ceketleri üretiminde kullanılır.
Floransa
Hafif gramajlı ipekli kumaştırBelirgin rips yüzeyi vardır. Doğal ipekten dokunur genel olarak atkısı pamukludur ve bezayağı dokuma ile dokunur ve astar olarak kullanılır.
Floresan Beyazlatma Maddeleri (FWA)
FWA’lar morötesi ışığı emen ve onu spektrumun görülebilir bölümünde tekrar yayan renksiz boyalardır. En sık kullanılan FWA’lar mesela değişik yapımlı Rylux’lardır. Görünür radyasyonun spektrumu, 380-760 nanometre arasında sıklıkta genişler ve mor, mavi, yeşil, sarı, turuncu, kırmızı renk tonlarını içerir. Morötesi radyasyon (UV) 380 nanometreden daha kısa dalga uzunluğuna sahiptir. Gri tonda ürünlerde mor-mavi renkler genellikle kaçar. FWA’lar böyle morötesi radyasyonun dalga uzunluğunu mor-mavi duruma dönüştürebilir ve böylece grimsi kumaşı canlandırır (beyazlatır). Boyalar yaklaşık yirmi dakika sürede 50 dereceye kadar boya banyolarında ayrı olarak kullanılabilir. Mesela peroksit (oksijenli su)beyazlatmasından sonra son banyolara da ilave edilebilir.
Flüoresan kumaş;fosforlu kumaş
Yoğun parlaklığı olan kumaştır. Bu parlaklık özel boyalarla sağlanır. Kumaşlar, çocuk giyimlerinde, güvenlik, itfaiye, yol işçisi ve güvenlik giysilerinin üretiminde kullanılır.
Folklorik giysi
Halk sanatında sanatçısı olmayan, geleneksel giysiler için kullanılan ifadedir; geleneksel stiller, bölgesel özellikler ve ulusal nitelikler ile geliştirilen ve değiştirilemez temel ilkeler doğrultusunda oluşan tarihi giysilerdir.
Fonksiyonalizm; işlevselcilik
Mimari tasarımdaki kökeninden hareketle, "Biçim işlevsellik tarafından belirlenir" özdeyişi vardır. Giyim endüstrisinde için bir moda olarak, o basit farklılıklardır ve giysi tasarımlarının uygulamasında diğer öğelerden çok işlevselliği ön plana çıkarır. Örneğin giysinin kullanım amacı estetikliği ve süslemesinden daha önemlidir.
Foto engravür
Kabartma desenleri basılacak kumaşa, örme yüzeye baskı silindirleri vasıtasıyla geçirme işlemine denir. Foto engravür işlemi tamamlandıktan sonra basılmış olan yüzey ilerideki bozunmalara karşı bakır bir silindirden kromim tabakası ile kaplanmalıdır.
Fotokimyasal tekstil baskı
Uygun maddelerle empregne edilen tekstillerin ışıkla muamelesi sonucunda desenlerin kimyasal/fiziksel işlemler oluşturdukları bir çeşit tekstil baskısıdır. Bu baskı tarzı çok ender kullanılır.
Foulard Kumaşı
Flament düz ipliklerden yapılmış hafif ağırlıklı 2/2 dimi kumaştır. Genellikle baskılı olarak kullanılır. Orijinal ipekten yapılmış surah’a benzer. Baskı olarak küçük ve oryantal tarzda belirgin motifler kullanılır. Foulard kumaşı genellikle kravat yapımında kullanılmaktadır.
Frak
Genellikle geniş çift sıra düğme kapamalı, bele oturan, diz üstünde gençlerin giydiği spor tarzda cekettir. Aplike veya yarma cepleri verev veya eğik olabilir. Yünlü kumaştan, çoğunlukla tek renkli, kapitoneli üretilir. Tasarımı Fransız gemici paltolarından esinlenmektedir
Fransız patiskası,linon
Atkıda ve çözgüde ince pamuklu iplik kullanılan düz, hafif, parlak yüzeyli bezayağı dokumalı , pamuklu kumaştır. İç çamaşırlarında kullanılır.
Fresko kumaşı
Hafif veya orta gramajlı, kumlu (tanecikli), gözenekli ve rezilyans özelliği olan, tuşesi sert ve dokusu belirgin bir bezayağı olan düşük sıklıkta yünlü kumaştır. Yüksek bükümlü; 2 veya 3 kat bükümlü, kamgarn ve ince taranmış kamgarn iplikler kullanılır. Kumaşa kırçıl veya kumlu bir renk etkisi vermek için genellikle muline ipliklerden dokunur. Genellikle erkek takım elbiselerinde kullanılır. Bu isim, kumaşın pürüzlü yüzeyi nedeniyle İtalyanca "fresco" (duvar tablolarından-fresk)dan türetilmiştir.
Frieze kumaşı
Hafif gramaj ile orta gramaj arasında, ağır taşlanmış ve Tıraşlanmış, kumlu (tanecikli) ve çapraz yerleşim ile belirginleştirilmiş hafif dalgalı (boncuklaştırılmış) bir yüzey efekti bulunan yünlü yada ipekli kumaştır. Genelde dokusu bezayağı olan bu kumaşın karakteristik özelliği kullanılan fantazi ipliklerden kaynaklanmaktadır. Genelde kadın giysilerinde kullanılan bu kumaşın daha ağır gramajlı olanları kadın takım elbiselerinde ve mantolarında kullanılır. Terim boncuklu yüzeyine atıfta bulunarak, Fransızca "friser" - kıvırmak kelimesinden gelmektedir.
Frize iplik
Bir zemin ve bir fantazi olmak üzere iki ipliğin birlikte bükülmesiyle oluşan düz ve kapalı bir karakter gösteren bir fantazi ipliktir. Frize iplik yapı olarak, uzun spiral bukleleri olan bukle ipliğinden daha dar ve ince spiral buklelere sahip olduğu için ayrılır. Fazla besleme oranı 1.1-1.3 arasındadır.
Fular
Parlak ipekli kumaştan , kuşak/kemer benzeri geniş banttır. Giysinin üzerine bol şekilde atılır, arkada veya yanda bağlanır ve uçları aşağıya doğru sarkar. Eski askeri üniformalarda askerler sadece fuların rengi ile ayrılırdı.
Fully-fashion örme kumaş
Makinede üretilmiş, örülmüş, moda trendlerini barındıran kumaş; örn; beden kalıplarının şekline göre örme oluşturulduğu için kesiği yoktur ve sadece dikişle birleştirilir. Bunun avantajı minimum atıktır.
Tekstil Terimleri E
Elyaf
Uzunluğunun inceliğine oranı en az yüz kat olan tekstil hammaddesidir. lif kelimesinin çoğulu olup, gerilebilme ve kopma mukavemeti ile bükülebilme (eğrilebilme), birbiri üzerine yapışabilme yeteneği olan ve boyu enine göre çok uzun olan renkli veya renksiz lif topluluğudur.
Eritici
Filament üretimi için, kimyasal granüllerinin eritilmesi işini yapan ısıtılabilen düzenektir.
Eldiven
Kullanılan malzemelerin ellere zarar vermemesi için kullanılır.
Elektronik / Mekanik temizleyici ayarları
İplik kusurlarını temizleyen cihazın ayarları
Emici Kol
Kopan ipliğin bağlanması için kopan ucu bulan aparat
Etiket (1)
Ürün bilgilerinin yazılı olduğu yapışkanlı kağıt
Etiket(2)
Bobinlerin içine yapıştırılan ve bobinlenmiş ipliğin ve bobinin özelliklerini gösterir.
Eşel
Minyatür kalıp çizimlerinde kullanılan, metrenin belli oranlarında küçültülmüş ölçülerinin bulunduğu ölçme araç.
Ekstrafor (1)
Kumaşın esnemesini azaltmak için kullanılan dokuma şerit
Ekstrafor (2)
Giysinin omuz gibi esnemeye maruz kalan yerlerine takılan ince şerit
Elastan
Orjinal uzunluğuna göre 6-10 kat uzayabilen tekstil lifi.
Efektli iplik; ilmekli iplik
İlmeklerin verilen aralıklarda konumlandığı fantezi iplik. İlmeği açmak maksadıyla iki keskin bükümlü iplikle üretilir. Keskin bükümlü iplik, ilmekte dolanır böylece ilmekte karakteristik püskül oluşturur.
Ekose
Yün kumaşlardan başka kumaşlar üzerinde kullanılan ve İskoç ekosesine benzeyen ekoseli kumaş için genel ad.
Ekose Madras deseni
Büyük ekose desen, tipik olarak düzensiz bir yapıdadır, beyaz bir arka plan üzerinde çok sayıda ince Hint doğal tonlarına sahiptir. Daha çok pamuklu kumaş türlerinde kullanılır. Adını, oldukça gelişmiş tekstil sanayine sahip Hindu şehri Madras’tan almıştır.
Ekose desen
Tek renkli kumaşta renk tonları kullanılarak veya dokuma yoluyla yapılan genellikle küçük boyutlu ekose tasarım. Çözgü ve atkıda iki veya daha fazla renkte ipliğin kullanımıyla oluşturulan kareler veya dikdörtgenlerde renkli desenlerin oluştuğu kumaş deseni. Çoğu kez atkı yönünde ekose deseni hafifçe uzatılır. İplikte veya dokumada çok çeşitli renk kombinasyonları kullanılabilir. Ekose deseni, tüm kumaş türlerinde çok popülerdir; şekilleri ve renkleri modanın taleplerini karşılayacak şekilde uyarlanabilir
Ekose kumaş
Kompozisyonları ve renk orantılarıyla ilgili belli kurallara mutlak bağlılığı ile göze çarpan, tipik olarak yünlü kumaşlarda kullanılan, İskoç ulusal deseni. İskoç ekosesi, orijinini, antik İskoç kabilelerinin folk giysisinden alır; her kabile, giysilerindeki ekoselerin renk ve ölçüleriyle diğerlerinden ayrılır. Bazı kabileler, farklı olaylarda, farklı renk kombinasyonlarında giysiler giymişlerdir. İskoç ekosesi, klasik yünlü kumaş desenlerinin en eski ve en estetik olanlarından biridir; değişik türleri, hala kabilelerin orijinal isimleriyle anılır. Desenler kadın elbiseleri, etekler, pantolonlar, takım ve paltolarda kullanım için popülerdir; ayrıca spor ceketlerin astarları ve bavulların kaplamaları için kullanılır ve periyodik şekilde moda olurlar, örneğin, erkek ceket materyali olarak. Adı, İskoçlar tarafından “scotal tartan” (aile/kabile deseni) olarak verilmiştir. Diğer kaynaklar, terimin kökenini İspanyolca “tiritana” (ufak ekoseli kumaş) olarak verir
Ekose mendil deseni
Hafif bir zemin üzerinde gruplu ekose deseniyle farklı özelliğe sahip parlak saten çizgileri ile çapraz ekoseli kumaş desenidir. Genellikle kadın giysileri üretiminde kullanılır
Ekose tafta (1)
Belirgin, ince, verev ribsleri ve metalik bir parlaklığı olan, bezayağı dokumalı, biraz sert ipekli kumaştır. Tipik olarak geniş, koyu bir İskoç kareli deseni vardır.
Ekose tafta (2)
Belirgin, ince, verev ribsleri ve metalik bir parlaklığı olan, bezayağı dokumalı, biraz sert ipekli kumaştır. Ekose desenlidir. Bayan elbiseleri için kullanılır.
Ekose şal
Tipik şekilde ağır gramajlı, ekose desenli yünlü kumaştan yapılan, kenarları saçaklı uzun eşarp.
Ekoseli havlı kumaş
Tipik olarak bir veya iki iplik ince, büyük veya orta ölçüde ekoseden oluşturulan sade bir arka plan üzerinde kumaş deseni. Bu kumaşın diğer bir özelliği, yapısının basitliği ve renk kombinasyonlarının kullanımıdır
Ekoseli kumaş
Beyaz veya kenevirden dokunmuş zemin üzerine, sadece canlı renkteki (kırmızı, kahverengi, yeşil) orta büyüklükte karelerin basit düzenlenmesiyle oluşturulan, giysi kumaşlarında kullanılan desen.
Ekstrafor şerit
Genelde 6 mm – 60 mm genişliğinde olan tek atkılı kurdele veya kumaş; yüzeyinde kabartma yapı oluşturan tersinir kırık dimi, dört bağ çeşitli materyallerden üretilir. Kenarlar farklı bir renkte olabilir. Fermuar yapımında ve teknik amaçlarla elbiselerin süslenmesi için bir kenar bandı olarak kullanılır.
El dikimi takım
Fransız orijinli, etek ve ceketten oluşan elde dikilmiş takım, özellikle cekettir. Genellikle tek renk veya desenli, kamgarn iplikle dokunmuş yünlü kumaştan üretilir. Önde gelen markalar onu günün modasına sadık kalarak uyarlarlar.
El dikişi
Dikiş yönergesi doğrultusunda elle yapılan dikiştir. Farklı dikiş tiplerine göre sınıflandırıldığı gibi, giysideki yerine göre ön, arka ve yan dikiş olarak ayrılır.
El dokuması kumaş
Genellikle bezayağı dokuma ile dokunan, iplikleri farklı incelikte olan ve Elde eğrilmiş görünüme sahip kumaştır. Kumaşın yüzeyi kabadır, bitim işlemi/terbiyesi yapılmamıştır.
El işi ipliği; teğel ipliği
Genelde beyaz veya pastel tonlarda üretilmiş üç katlı karde ipliktir. Eğitim sürecinde el dikişlerinde kullanılır.
El nakışı
Elde yapılan bir el sanatıdır. Diğer nakışlardan görünüm olarak ayrılır, ayrıca doğadan motifler ve nakış malzemeleri temel olarak kullanılır. Çeşitli kısa dikişlerle bir hat, bir alan, doğrusal veya düz işleme oluşturulabilir. Katmanlı dikişlerle, iplik çekilerek veya kumaş iplikleri kesilerek açılan deliklerin işlenmesiyle dantel görünümlü (ajurlu) kumaş yüzeyleri oluşturturulabilir.
Altın işleme, saten, kadife, ipek gibi daha pahalı malzemeler üzerine metalik (sahte altın iplik) veya metalik görünümlü iplikler ile yapılır. İplikler sadece kumaşın yüzeyinde yer alır ve metalik renkte ince ipek iplikle tutturulur. Temel destekleme malzemesi ince pamuklu veya keten dokumadır. Nakış, işlenen motifin fırça darbesi benzeri gölgesi nedeniyle iğne işi olarak bilinen teknikle ve çoğunlukla boncuk ve pullarla tamamlanır.
Dantel işi efekti (ajur işi) - atkı veya çözgü ipliklerinin çekilmesiyle oluşturulur. Çekilen atkı veya çözgü ipliklerinin, ızgara veya kare dikişle gruplanarak güçlendirilmesi ve bağlama, birbirinden geçirme vs. gibi teknikler sonucunda dantel işi oluşur.
El yırtmacı
Bir giysinin ön parçası üzerindeki süslemeli kapama ile kapatılan açıklık; kollu elbiselerde ve kaplarda kolun giysinin içinden dışarı çıkmasını sağlar
Elastik bez tela
Bez ayağı dokumadan üretilmiş, kaliteli ipliklerden, ince veya orta kalınlıkta keten, oldukça dayanıklı elastik kumaş. Dış giyimin yakalarını desteklemek için kullanılır.
Elastik iç çamaşırı
Temel olarak jartiyer, iple bağlanan korse , korse ve sütyeni kapsayan bayan iç giyimi. Böyle bir giysinin amacı, giyim rahatlığı ve hareket özgürlüğü sağlarken, göğüs, bel ve kalça bölgelerinde dişiliği ön plana çıkartmaktır. Elastik materyallerden yapılır, kumaş veya örgü birlikte kullanılır
Elastik kumaş
Yüksek elastikiyete sahip ipekli kumaş. Atkıda elastik ipliklerle orta veya ağır gramajlı olarak, değişik dokumalarda üretilir. Sutyen, korse ve yüzme giysilerinde kullanılır.
Elastik şerit
Delikli elastik şerit – uzunluğunun ayarlanmasını sağlayan düzenli aralıklarla deliklere sahiptir. Şapka elastik şeridi – elastomerli iplikle desteklenmiş dairesel kısımların delikli şerididir. Şapka, ayakkabı, oyuncak vb. üretiminde kullanılır. Düz elastik şerit – çift taraflı, düz yüzeyli, düz kenarlıdır. Kemer elastik şeridi – Kemerlerin üretimi için kullanılır. Omuz askısı elastik şeridi – genç kız veya bayanların iç giyim askılarında kullanılan düz, desenli elastik şerit. Jartiyer elastik şeridi –jartiyer üretiminde kullanılır. Bant elastik şeridi – bant üretiminde kullanılır. Desenli elastik şerit – desenli ve düz kenarları olan elastik şerit.
Elastik şerit; elastik kurdele
Çeşitli enlerde, bir ya da birden fazla çözgüsü pamuklu veya başka bir elyaftan ve diğer iplikleri elastik ipliklerden olan çeşitli dokuma teknikleriyle dokunmuş olan uzun elastik şerittir. Yüzeyi desenlidir. İç çamaşırlarda, dış giysilerde, yüzme giysilerinde, manşetlerde ve bandajlarda kullanılır
Elastomer lif
Kimyasal lif grubunun belirgin özelliği aşırı esnekliğidir. Aşırı esneklik gerektiren ürünlerde kullanılır (elastik iç çamaşırı, kadın çorabı, çorap, spor gereçleri). Diğer liflerle kombine edilerek, dış giysi (daha çok pantolonlar) kumaşlarında ve örme yüzeylerinde kullanılır.
Elbise
Bacakların üst kısmını ve bedeni örten, kadınların kollu giysisi ; dış giysi. Elbise, kadınların gardrobunun temelini oluşturur. Tek parça veya daha fazla parçadan oluşabilir. Tipik şekilde etek, bazen kolsuz ve yakasız olabilen, genellikle yakalı ve kollu bedenden oluşur. A silüetli elbise genellikle astarsızdır ve moda trendlerine göre biçimi değişiklik gösterir. Elbiseler, ampir robalı , kokteyl elbisesi , gömlek elbise , kuplu prenses elbise , resmi elbise , nikah elbisesi;gelinlik , dans elbisesi , gece elbisesi ve kuyruklu elbise olarak adlandırılır.
Elbise danteli
Açık, transparan düz kumaştır, dantel oluşturma teknikleriyle elde edilmiştir.
Elbise önlük Giysinin tümünü koruma amaçlı, bir etek ve beden kısmından oluşan giysi. Arkasındaki boydan kapaması nedeniyle diğer bedeni örten giysilerden farklıdır. Sadece belden tutturularak kullanılır.
Elde eğrilmiş iplik
Tuşesi sert, elastikiyeti ve parlaklığı ile diğerlerinden ayrılan en az iki katlı bükülmüş yün şevyot ipliktir.
Eldiven
Elleri soğuk havadan, kirlerden korumak için örten ve bir moda aksesuarı olarak kullanılan giyim aksesuarı. Kullanım amacına bağlı olarak; iş eldiveni, elbise eldiveni, spor eldiveni ve tören eldiveni olarak farklı türleri vardır. Eldiven bir çift olur ve yünlü kumaşlar, örme, deri, kürk, tül ve dantel gibi çok farklı malzemeden üretilebilir. Malzeme seçimi kullanım amacına bağlıdır. Eldiven parmaklı, sadece başparmağı olan veya parmaksız olabilir. Eldiven Mısır’daki Piramitlerde keşfedilmiştir. Orta çağlarda sıklıkla sembolik anlamı vardı. Kıymetli taşlarla süslenen eldivenler imtiyazlı sınıflar tarafından giyilen çok lüks aksesuarlar arasındaydı
Elyaf kusurları
Çeşitli şekillerde meydana gelir. Düzgün olmayan yükseklikte dokuma ipliğinden, yün yığının bölgesel kopmasından kaynaklanır.
Elyaf topağı; boncuk
Küçük kümeler şeklinde yuvarlanmış birçok lif kümesi veya demetidir. Tekstil kumaşının yüzeyinde sürtünme ve yumaklanma şeklinde oluşturulur. Genel olarak ayrıştırılması zor olan yüksek oranda sentetik lif içerir. Elyaf topağı yünlü tekstil kumaşlarda da meydana gelebilir. Fakat daha az sert olması elyaf topağının çıkartılmasını kolaylaştırır.
Emdirme, empregnasyon
Su itici kimyasal yardımıyla suyu, içinde veya üzerinde yaymaktır. Kumaşı suya dayanıklı hale getirmeye yarar.
Empirme tafta
Belirgin, ince, verev ribsleri ve metalik bir parlaklığı olan, bezayağı dokumalı, biraz sert ipekli kumaştır. Tipik olarak desenli bir baskıya sahiptir. Bayan elbiselerinde kullanılır.
Emprime
Baskı ile desenlendirilmiş kumaşlar için kullanılan genel bir terimdir. Seyrek olarak baskılı hafif gramajlı ipekli kumaşlar için de kullanılır.
En-vogue
Moda ile uyum içinde ve popüler olan giysiler için kullanılan Fransızca terim.
Enine çizgili kumaş (barre kumaş)
Çeşitli kalınlıklarda, farklı renklerde ve fiziksel olarak efekt verilmiş atkı ipliğine paralel çizgilerden oluşan ve bu görüntünün tesadüfi olarak tekrarlandığı kumaş
Epengle
En belirgin özelliği kalınlıkları farklı çapraz yivleri olan yünlü kumaş . Ştraygarn ve kamgarn iplikten bezayağı yada rips dokuma ile çeşitli kalınlıklardaki ipliklerde dokunmuştur. Bayan giysilerinde ve daha ağır gramajlı hali bayan paltolarında ve mobilya kaplamalarında kullanılır. Terim Fransızca girintili ipekli kumaş anlamına gelen „epinglé“ kelimesinden gelmektedir.
Epengle velur
Kesilmemiş ilmekler şeklinde olan kalın hav yüzeyi bulunan yumuşak ve ince kumaştır. Bayan döpiyeslerinde ve mantolarında kullanılır
Erkek gömleği; resmi gömlek
Erkek takımlarının bir parçasıdır. Yıkanabilir kumaştan üretilir ve genel olarak beyazdır. Diğer türlerinden smokin gömleği;ata yakalı gömlek , Yelekli resmi ceket takım gömleği ve parti gömleği olarak ayrılır.
Erkek külodu
Erkekler ve erkek çocuklar için değişik paça uzunluklarında külot. Küçük ve dar (külot) veya değişik paça uzunluklarında şortlar olabilir. Erkek külotları yırtmaçlı veya yırtmaçsız olabilir. Külotların alt kenarı sıkı olmalıdır. Uzun paçalı külotlar -baksır (kısa) şortlar. Kısa paçalı külotlar- erkek külotu Dörtte üç külotlar.
Erkek külotu;baksır
Çeşitli uzunluklarda önünde yırtmacı olan erkeklerin ve erkek çocukların pantalon içine giydikleri külot. Pamuklu kumaş veya hafif gramajlı örgü kumaşlardan üretilir
Erkek pantolonu
Erkeklerin takım elbiselerinin bir parçası olan, ceket ve yeleğin kumaşından yapılan ve belden aşağı giyilen takım elbiseyi tamamlayan giysi.
Eski görünümlü kumaşlar; solgun görünümlü kumaşlar; ikinci-el görünüm; taşlanmış kumaşlar
Küçük taşların kullanımıyla yıkanan, tipik olarak kottan üretilen giyim. Yıpranmış ve solmuş alanlar kumaşa eski görünüm verir. 1980’lerin sonunda gençlerin yoğun kullanımıyla popüler ve moda oldu.
Eskimo kumaşı
Çift katlı dokuma tekniği ile dokunmuş düzgün yüzeyli, parlak, oldukça dayanıklı ve takviyeli, içi şardonlu yünlü kumaştır Üst kumaşı yüksek kaliteli hammaddeden yapılmıştır. Temel amacı düşük maliyetli erkek kış giysisi olarak kullanılması olmasına rağmen bu tür kumaşların üretimi giderek azalmaktadır.
Eskitme; Antika Benzeri Görünüm
Kimyasal işlem sonucu kumaşın yıllanmış, ağarmış ve eskitilmiş görünümü. Bazı tekstilden üretilen malzemelerin (halı, ev tekstili vs.) antika benzeri bir görünüm kazandırılması.
Esnek (elastik) spor pantolonu
Paça uçları bir pantolon bandı ile sonlanan, yaygın şekilde örme veya elastik kumaştan üretilen pantolon. Spor giysisinin bir parçası olarak kullanılır.
Esnek kumaş; elastik dokunmuş kumaş; esnek dokunmuş kumaş
Özel elastik iplikler ve gergin olmayan ipliklerin bileşimiyle üretilen esneyebilen kumaş çeşididir. Çeşitli yüzey görünümleri vardır ve çok çeşitli ham materyaller kullanır. Bezayağı veya dimi dokumadır. Elastikliği uzunlamasına, çapraz veya her ikisi de olabilir. Pantolon ve spor giysilerde kullanılır. İsmi kumaşın çok kaliteli olduğunu gösterir.
Esnekliği azaltılmış örme kumaş (1)
İlmek sayısının ( bir yüzünün sıraları, desteklenmiş ilmikler, ilave iplikler) azaltılması ile iplikler yedirilerek esnemesi azaltılmış atkılı örme kumaş.
Esnekliği azaltılmış örme kumaş (2)
Uzun ilmek bağlantıları tarafından enine esnekliği, zincir dikiş dokuma tarafından boyuna esnekliği azaltılmış çözgülü örme kumaş.
Esneme payı
Elastomer lifler kullanmadan kumaşın kendi esnekliği ile genişlemesi. Giysi üretiminde kullanılan bir değerdir.
Etamin (1)
İnce, yarı şeffaf, hafif gramajlı, pamuklu kumaş . Bezayağı dokuma tekniği ile ince iplikten dokunmuştur ve mevsimlik kadın giysilerinde ve bluzlarında kullanılır.
Etamin (2)
Moda terminolojisinde ince, seyrek, hafif gramajlı, bezayağı dokunmuş , mevsimlik kadın giysilerinde ve bluzlarında kullanılan yünlü kumaştır . Kumaşın adı Fransızca kevgir anlamına gelen "etamine" sözcüğünden gelmiştir.
Etek
Bedenin belden aşağıdaki kısmını örten kadın dış giysisi ve kadınların gardrobunun pratik ve vazgeçilmez bir parçasıdır. Bluz veya bir süveter ile giyilir, ayrıca bir takımın parçasını oluşturur. Eteğin boyu ve genişliğindeki değişiklikler tüm kadın giysilerinde olduğu gibi modadan etkilenir. Eteğin biçim farklılıklarına kesimi tarafından karar verilir. Etekler: Düğmeli anvelop etek , pantolon etek , anvelop etek , pilili etek , düz etek , Evaze etek , pilili etek , jile , sarılan anvelop etek ve çan etek olarak sınıflandırılır.
Etek Korse
Çorapların düşmesini engellemeye yarayan kadın giysi aksesuarı. Bel çevresini saran kısmında, çorapların kopçalara tutturulduğu bir çıkıntı vardır. Sağlam ve esneyebilir tekstil kumaşlarından üretilir; dar veya geniş olabilir. (Geniş olan türü, kalçanın biçimlendirilmesini sağlar.)
Etek korse
Leğen kemiğinden uyluğa kadar uzanan elastik bayan korsesidir. Alt ucu pantolon askısıyla çoraplara tutturulur. Alt parçasının şekli şortlara benzeyebilir
Etiket
Belirlenen ebatlarda hazırlanan ve yüzeyine baskı yada nakış ile ürün özellikleri yazılan dokuma veya örme tekstil kumaşıdır. Yapışkan kağıt veya karton çeşitleri de vardır.
Etol
Boyunda kullanılan, dokuma veya örme kumaştan, uzun formda, dar şerit şeklinde kadın giysi aksesuarı; uçları omuzların üzerine doğru atılır.
Ev giysisi
Evde giyilen günlük giysiler. Ev içindeki çeşitli işleri yaparken ve dinlenirken kullanılan, rahat ve hafif giysidir; modaya uygun olabilirler. Yaygın olarak ev içinde kullanılanları sabahlık , ev elbisesi, pantolon ve etektir.
Eşarp
Kare veya üçgen biçiminde, bir tekstil malzemesinden (genellikle dokuma kumaştan) üretilen, boyun ve başı örtmek için kullanılan giysi aksesuarı. Çeşitli renk, desen ve ebatlardadır. Bazen, kadınlar tarafından boyun çevresini süslemek amacıyla moda aksesuarı olarak da kullanır
Eşofman
Fiziksel egzersiz ve koşu için tasarlanmış işlevsel pantolonlar. Antrenman pantolonlarından daha dar olmalarına rağmen giyimi rahattır.
Eşofman takım; antrenman giysisi/takımı
Bir eşofman takımı ceketi (eşofman üstü) ve eşofman takımı pantolonundan (eşofman altı) oluşan örme kumaştan spor takım.
Eşofman takımı ceketi; eşofman üstü
Baş üzerinden çekilerek giyilen veya fermuar kapamalı olan, bol, hafif gramajlı spor ceket. Tipik özelliği etek ve kol uçlarının toplanabilmesidir. Spor takımların bir parçasıdır.
Eşofman takımı pantolonu;eşofman altı
Beli yırtmaçsız ve elastik bir bel bandı ile büzgü oluşturularak toplanan, örme kumaştan üretilmiş uzun spor pantolon. Paça uçları boldur ve elastik bant veya fermuar ile toplanır. Eşofman takımın bir parçasıdır
Tekstil Terimleri D
Dar dokuma kumaşlar
Dar dokuma kumaşlar, eni 0,2 mm - 45cm aralığında olan ve sökülmeyi önlemek için bir kenarında örgüsü bulunan üretimlerdir. Araştırma kapsamında bu kavram eksantrikli ağızlık açan dar dokuma makinelerinin üretimleri için kullanılmıştır.
Dar dokuma makinesi
Dar dokuma kumaşlarda kullanılan ve iğneli dar dokuma makineleri olarak da bilinen eksantrikli makineleri ifade etmektedir.
Deş
Poliester ipliğin üretimi esnasında gerek bakım, arıza ve onarımlar sırasında gerekse iplik kopmalarında mamul hâle gelmeyen iplik veya erimiş poliestertir
Düze
Poliester eriğinin (polimerin) basınç altıda şekil verilmek için geçirildiği çeşitli filtreler, kum ve delikli plakadan oluşan düzenektir.
Düzgünlük
Pamuğun içindeki nep, nap ve kopuk liflerin oranı ile ondülasyon durumu.
Düzgünsüzlük
İplikteki ince, kalın, nepsi ve iplik uzunluğu boyunca kütlesel değişkenliği.
D.B.İ.
Düz boy iplik
Dijit masası
Elde hazırlanan kalıpların çizgi ve işaretlerinin bilgisayara aktarılması sağlayan elektronik düzenek.
Dikiş payı
Kalıba dikim için gerekli fazlalıkların verilmesi
Dokuma kumaş
Çözgü ve atkı adı verilen iki iplik grubunun, birbirine dik bir şekilde kesişmesiyle oluşan tekstil yüzeyleri
Düz boy iplik
Kalıp üzerine işaretlenen, kumaşın çözgü yönünü gösteren çizgi
Drapaj
Kumaşın ya da kalıp kağıdının giysi konumundaki görünüşü
Drape
Kumaşa belirli bölgelerde katlı, dökümlü bir form ve görüntü kazandırma
Dekatür
Yünlü kumaşların istenilen tutum ve görünüme ulaşması için uygulanan ısıl işlem
Dinkleme
Ağırlıklı yün ihtiva eden kumaşların, mekanik, kimyasal ve sıcaklık etkisi ile keçeleştirilmesi
Dok
Kumaşın sarılması için kullanılan silindir
Dokuma
Çözgü ve atkı ipliklerinin örgü raporuna uygun olarak dik açı yapacak şekilde kesişmelerinden oluşan tekstil ürününün imalini
Desen
Görsel bir etki amacıyla yapılmış çizgi resimler
Düz örme/Triko
Triko makinelerinde üretilen düz örme tekstil yüzeyi
Deri ( zig )
İşlenmiş, yüzeyi düz hayvan (av hayvanları hariç) derisi
Değişim katsayısı
Bir veri kümesinde standart sapmanın ortalama değere bölünmesiyle elde edilen sayının yüzde olarak ifadesi
Damarlı, Mermer deseni
Genelde fantezi iplikler tarafından oluşturulan kumaş desenidir, ancak baskı ile veya jakar basım teknolojisiyle de elde edilebilir. En belirgin özelliği ince keskin, renk tonuna uygun tonlarda ve mermeri hatırlatan damarlarıdır. Desen hafif gramajlı kumaşlarda ve yazlık bayan giysilerinde kullanılan trikolarda kullanılır.
Damasko; Şam ipeği
Sık dokulu, ince iplikten üretilmiş parlak kumaş. Saten dokuma tekniği ve jakar desenleme teknolojisi kullanılarak dokunmuş pamuklu bazen keten kumaştır. Atkı ve çözgü gruplarının değişmesiyle büyük ölçekli desenler oluşturulur. Nevresim kumaşı olarak kullanılır.
Damasko kumaşı ; Şam ipeği
Kalın, ipekli, orta gramajlı, kimyasal ipekten jakar desenleme teknolojisi ile dokunmuş ve zengin şekilde desenlenmiş, çift yüzlü kumaş . Zemini beşli çözgü sateni dokumadır. Desenlerinde kumaşın yüzünde bir atkı ipliği, tersinde bir diğeri vardır ve bezayağı dokuma ile dokunur. Dekoratif amaçlı ve astar olarak kullanılır.
Dandy-look; şık- sade görünüm
Kadın tayyörleri ve üç parçadan oluşan erkek takımlarında sade fakat ayrıntılarda bütünlük sağlayan bir tarz. Tek tamamlayıcısı kravat veya kurdeledir.
Dantel
Tığ ve bir ip ile yapılan yüzey çeşididir. Tek, çift, üçlü ilmek tekniklerinin, ilmek toplamaların, zikzak, zincir ve diğer fantazi ilmek tekniklerinin bir karışımı olarak elde edilir. Giysilerin üzerinde ve ev içi dekorasyonlarda kullanılır.,
Dantel deseni
Çeşitli figürleri oluşturacak şekilde tek yüzlü atkılı örme kumaşta açılmalar oluşturur. Kullanılan dokuma ve üretim sürecine bağlı olarak, dantel desen, dantel dikiş desenlerine ve asılı bağlantılı ilmikli desenlere ayrılır.
Dantel kumaş
Birden fazla iplik sistemi birlikte dokunarak oluşturulmuş, hafif , delikli, desenlendirilmiş, örme veya dokuma kumaş . Kadın iç çamaşırlarında ve törensel giysilerin üretiminde kullanılır.
Dantel örgü
Sola veya sağa bir iğneyle, ilmiklerin üzerine taşımayla oluşturulan kırık delinmiş desenli tek yüzlü örgü. İlmeklerin bu şekilde taşınması örgüde bir açılma oluşturur. Bireysel ilmekler veya bütün ilmek grupları taşınabilir, yani birçok desen yaratılabilir. Ayrıca ilmeklerin yarısı da taşınabilir (yarı dantel ilmek); bu durumda, oluşturulan açılmalar düzenli dantel örgüden daha küçüktür.
Dar en-Bölgesel daralma (çekme)
Kumaşın bir bölgesi, kumaşın komşu bölgeleriyle karşılaştırıldığında daha dar ise buna bölgesel daralma denir.
Defo; hata
Bir giysi veya kumaşta çeşitli nedenlerle oluşmuş hatalı nokta. Defolar tüm parçada veya bölgesel olabilir.
Degrade desen
Sürekli şekilde ışık kırılması ve keskin renk geçişi ile açıktan koyuya doğru ton geçişi olan renk gruplarının oluşturduğu kumaş deseni. En efektif kullanımı ekose desenli baskılı kumaşlardadır.
Dekatür
Yün kumaşlara bitirme işlemi uygulamak için kullanılan teknoloji. Ya kumaş sıkıca delikli silindirin çevresine sarılır ve sıcak suya daldırılır (ayrıca kumaş içinde dolaştırılır)-Yaş dekatür; yada kumaşa sıcak buhar uygulanır- kuru dekatür. Baskı ve sıcak nem tarafından kumaşın tuşesi ve genel görünümü değer kazanırken, kumaş sağlamlaştırılır ve parlaklığı azaltılır (özellikle kamgarn iplikli kumaşlarda).
Dekolte
Kadın giysilerinde sırt ve göğüs üstünü ortaya çıkaracak biçimde, boyun çevresindeki yaka açıklığı. Gece giysilerinde ve resmi giysilerde, bluzlarda, simetrik veya asimetrik şekilde farklı tasarlanmış kazaklarda çok yaygın olarak kullanılır; güncel moda tarzlarının dekolteyi kullanma eğilimi, dekolteye ayrıca tipik bir özellik kazandırabilir.
Dekoratif Dikişler
Elbise süslemelerinde kullanılan dikişler; el veya makinede yapılan süslemelerdir. Elde yapılan süsleme dikişlerini, çapraz dikiş, zincir dikiş, sap işi, elde makine dikişi, punto dikişi oluşturur. Makinede yapılan süsleme dikişlerinde çoğunlukla kapalı zikzak dikişi ve tek iplik zincir dikişi kullanılır
Dekoratif Yama
Örme, kumaş veya deri bir giysinin, kolay aşınabilen diz, dirsek, kalça gibi kısımlarına, giysi dikilirken veya sonradan eklenen yamaya benzer parçası. Aynı zamanda günlük,iş ve spor giysilerinin bir moda elemanıdır.
Delik
Kumaş yüzeyinde iplik sıklığının bozulmasının büyük veya küçük açıklıkların oluşmasına neden olduğu bölge.
Delikli ağ
Boş zaman için tasarlanan genellikle krep kumaştan yazlık pamuklu pantolonlar, pantolonlardan daha çok günlük giysidir , fakat kotlardan daha resmidir. Blazer ceket ve birlikte kullanılır.
Delikli kumaş, ajurlu kumaş, perfore dokuma
Hafif gramajlılık, hava geçirgenlik, gözeneklilik ve her şeyden önemli olarak birim atkı çözgü yoğunluğunda seyrek alanlardan kaynaklanan deliklerin oluşturduğu çeşitlerle öne çıkan bir kumaştır. Bu seyrek alanlar geometrik desenler, çizgiler ve şekiller oluştururlar ve bu kompleks desen uygun bir dokumanın seçimi ile oluşturulur. Bu efekt aynı zamanda leno dokuma ile ya da istenilen deliklerin oluşturulması için belirlenen alanların yakılması yada deliklendirilmesi (perforasyonu) gibi çeşitli kimyasal metodlarla da elde edilebilir. Delikli kumaş pamuklu, ipekli veya yünlü olabilir. Hafif gramajlı kadın giysilerinde, bluzlarında ve dekoratif amaçlarda kullanılır. Adı, kumaşta bulunan deliklerden de anlaşılacağı gibi kırmak kelimesinin Fransızca karşılığı olan ajur kelimesinden gelmektedir.
Denim
Genellikle pamuklu nadiren de yünlü tekstil kumaşıdır . Tuşesi toktur ve oldukça dayanıklıdır. Atkı ve çözgü iplikleri farklı olan renklerle ( genellikle mavi çözgü ve beyaz atkı) kumaşın yüzeyinde belli belirsiz yivler oluşturan dimi dokumadır . Spor tarzı pantolon ve kadın, erkek ve çocukların kullandığı kot giysi.“Denim“ terimi fransızca „da Nimes“ – „Nimes‘den „ gelmektedir( ilk kez işçiler için üretilen giysinin kullanıldığı kasabadır).
Denizaltı biçimli yaka
Yaka oyuntusu ön ve arkada düz, omuzlarda ovalleşen biçimdedir. Omuzların çoğunu kapatır. Kadınların hafif süeter ve bluzlarında kullanılır.
Denizci tarzı
Siyah ve beyaz kombinasyonlu, dikdörtgen biçimli denizci yakalı , denizcilerin üniformasının öğelerini taşıyan giyim tarzı. Altın rengi düğmeleri, şeritleri ve bağlaması ile vurgulanan yakası tipik özelliğidir.
Desen; dizayn; tasarım
Dekoratif bir öğe olarak hizmet eden örme veya dokuma kumaş için teknik ressamların kullandığı terim. Bir desen, bir bitkinin, hayvanın, geometrik veya başka şekilde motifin küçük figürü veya grafik betimlemesi, bir çizgi formunu alma, ekose, baskı, veya örme dokuma teknikleriyle yapılır. İki veya daha fazla renkte oluşturulur.
Desenli kurdele
Tek-atkı, çift-atkı, çok atkı veya çok çözgülü kurdele; 10 mm ve 100 mm arasında genişliklerdedir; pamuk veya viskoz ipliktendir ve yüzünde jakar desenli ve kabarık ve solgun kabartma dizaynında suni ipek veya Sim sırma iplik ipliktendir. İç çamaşırı ve diğer giyim, etiket, ölçü/numara etiketleri, monogramlar, marka ve giysi etiketleri gibi çok çeşitli dekoratif amaçlar için kullanılır
Desenli örme kumaş
Arzu edilen görsel etkiyi elde etmek için, dokumasının yüzeyi çok çeşitli kabartma, renk ve dantel desenlerinde parçalara ayrılır.
Desenli şerit
Viskoz reyonundan ve pamuk ipliğinden yassı, desenli örme şerittir. Düzenli aralıklarda tutturulan kenar oluşturan verev tek bir iplik sisteminde örülmüştür. Renkli ve yumuşaktır, genellikle 4 ile 10 mm genişliğinde ve tersli yüzlüdür. Giysileri süslemek için kullanılır
Destekleme; sertleştirme;telalama
Giyside istenen görünüm, kalite ve etkiyi elde etmek amacıyla kumaşa farklı yöntemlerle tutturulan bir ara katmandır. Uygulandığı bölgeye hacim ve direnç kazandırıp, giysiye verilecek biçime katkıda bulunarak, kumaşa; dikim, yıkama, ütüleme gibi karşılaşabileceği işlemlerde destek işlevi görür. Görevleri, giysinin ön, yaka, manşet, cep ağzı, omuz vb. yerlerinde biçim ve dayanıklılığı korumak, buruşmaya yatkınlığı azaltmak ve belli bir sertlik ve form kazandırmaktır
Destekleme malzemesi;
tela Giysilerin formlarını korumak için, tümünü veya bazı bölümlerini desteklemede kullanılan esnek, sert, dayanıklı, pamuklu , keten veya yünlü kumaş . Günümüzde eski telaların yerine, genellikle özel yapıştırma maddeleri içeren dokusuz yüzeyli kumaşlar kullanılmaktadır.
Tela (ara astar), bir giysinin iyi görünmesini sağlar, saklama süresince ve giyildikten sonra giysi formunun bozulmasını önler. Ceketlerin ve paltoların bazı bölümleri, giysilerin yakaları, manşetleri, etek uçları, pervazları, düğme panelleri telalanarak desteklenir. Telayı üst malzemeye uygun olarak seçmek gerekir. Yapışkan tela yüzey üzerine yapıştırılarak, yapışmayan tela bir dikiş ile üst malzemeye birleştirilir. Yapışkan tela, üzerinde ısı ve basınç uygulandığı zaman üst malzemenin tersine yapışan polimer katmana sahiptir. Yapışmayan tela, güçlendirilecek bölümlere bir dikiş ile bağlanır. Erkek gömleği yakalarında, erkek ceketinin göğüs bölümünü takviye için kullanılır.
Giysilerde, kullanım türüne göre, şu tip telalar( ara astarlar) vardır: Sert tela – ceket ve paltoların ön parçalarını desteklemek için kullanılır. Yumuşak tela - yaka, manşet, düğme panellerini desteklemek için kullanılır.
Lif tipine göre telala üretimi: Dokuma – dokunmuş telalar Örme - örülmüş telalar Dokusuz teknolojiler – dokusuz telalar
Deve tüyü kumaş (1)
Düzgün yumuşak tuşeli, ağır gramajlı, tüylü yüzeye sahip dimi veya saten dokumadan dokunmuş yünlü kumaş . Karakteristik olarak bej renginde, belli bir devetüyü oranı ile karde ipliğinden üretilir. Kadın ve erkek paltolarında kullanılır. Adı İngilizceden türetilmiştir.
Deve tüyü kumaş (2)
Hacimli, yumuşak, tok tuşeli,ince tüylü yüzeye sahip yünlü kumaş . Karakteristik devetüyü renginde dimi veya saten dokumadan dokunur. Kadın ve erkek palto ve ceketlerinde kullanılır. Adı İngilizceden türetilmiştir.
Deve tüyü palto
Devetüyü oranı yüksek kumaştan üretilmiş, bej (devetüyü rengi) renginde, genel amaçlı kadın ve erkek paltosu. Paltonun biçimi günün modasına göre değişir. İlk olarak 1908 yılında Londra Olimpiyat Oyunlarında görülmüş, 1920’de çok popüler olmuştur.
Devore Desen, Yakma Desen
Bikomponent düz kumaşın bazı kimyasallar aracılığı ile belirgin yerlerine delikler açmak suretiyle oluşturulan desendir.
Devrik yaka; klapalı yaka
Bir üst yaka ve klapalardan oluşur. Bir giysiye model özelliği kazandıran ve tarzını belirleyen en önemli öğelerden biridir. Yaka şekline göre temel türleri vardır: açık, kapalı, şal biçimli ve boyundan açılan. Açık klapalı yaka;klapa ve üst yakanın yaklaşık 90 derecelik bir açıyla birbirine birleşmesiyle oluşur (kare erkek yaka). Kapalı klapalı yaka; klapa ve üst yaka çok küçük bir açıyla birleşir ve arada çok az açıklık oluşur (kırlangıç yaka ve birleşme açısı dar erkek yaka formları). Şal yaka; üst yakası yoktur ve tek parça klapadan oluşur. Boyundan açılan klapalı yaka; küçük bir klapa ve daha geniş yakadan oluşur. Boyun altından düğmelenerek klapa ve yaka ayrılabilir (şömizye yaka). Yağmurluklarda ve gömleklerde çok yaygın kullanılır.
Devrik yaka; üst yaka
Bir ütü çizgisi ile bölünerek oluşan dik yaka (yaka ayağı) üzerinden katlanan yaka parçası
Diagonal kumaş; verev desen (1)
İlmeklerle belirgin verev desenler oluşturularak dimi dokuma görüntüsü verilmiş kumaş desenidir. Genellikle kumaşın atkı ve çözgü ipliklerinin renk zıtlığı ile desen vurgusu arttırılır.
Diagonal kumaş; verev desen (2)
Genellikle kamgarn iplikten üretilen yünlü kumaştır. Verev desenleri ile sportif özelliğe sahiptir. Ceket ve palto üretiminde kullanılır.
Dik kesim
Tekstil kumaşlarının kenarlarının düzgün olması için kullanılan kesim yöntemi. Makasla veya endüstriyel sürecin bir parçası olarak özel bir makineyle uygulanır
Dik yaka
Bir ütü çizgisi ile bölündüğü yerden yaka oyuntusuna eklenen veya dikilen, boynu saran çift katlı yaka parçasıdır.
Dikdörtgen yaka
Giysinin ön ve arka yaka açıklığı dikdörtgen şeklinde genişletilmiş yaka biçimi. Kadın giysilerinde kullanılır.
Dikiş (1)
İğnenin deliğinden geçirilmiş ipliğin bir sonrakine uzayarak, iki ipliğin birbirine bağlanması işlemidir. Bu işlemin sık tekrar edilmesi ile dikiş dikme gerçekleşir. Dikiş, görünen ve giysi malzemesinin içinde gizlenmiş, görünmeyen bölümler olarak ayrılır. Overlok dikişi , el dikişi , zincir dikiş , makine dikişi ve iğne ardı dikişi(kilit dikiş) gibi çeşitli temel dikiş çeşitlerini içerir
Dikiş (2)
İki veya daha fazla tekstil kumaşının birleştiği yer; birleşme hattı. Dikiş dikme , bağlama;yapıştırma suretiyle ve diğer bağlayıcı araçlar tarafından oluşturulur. Dikiş tipine bağlı olarak çeşitli dikişler vardır: pekiştirme dikişi , kenar şeridi dikişi; ütü makinesi, makinede baskı dikişi , sürfile dikişi ; kenar baskı dikişi ve diğer çok sayıda özel dikişler.
Dikiş dikmek
Dikiş iğnesi ve iplik kullanılarak dokuma kumaşları ve diğer hav bağlamalı tekstil malzemelerini birbirine birleştirme. El ve makine dikişi olarak ayrılır. El dikişinde sadece bir iğne kullanılır. Makine dikişlerinde birden çok iplik ve iki iğne kullanılır
Dikiş hataları (1)
Dikiş büzmesi- dikiş kenarındaki kumaşın büzülmesinden oluşan bölgesel giysi hatası. Bozuk dikiş- dikiş hattındaki dikiş adımlarının bozukluğunun neden olduğu istenmeyen boşluklar. Dikiş kayması- baskı, çekme veya diğer nedenlerle dikiş hattının dışına kaymış dikiş. Dikiş esnemesi- ütüleme sırasında veya diğer gerilmelerdeki dikiş boyu.
Dikiş hataları (2)
Yüze çıkmış dikiş - bazı dikiş sıralarında diğer dikişlerle karşılaştırıldığında daha uzun olabilen, ilmik halkası olmayan uzun dikiş. Eğri, çarpık dikiş -doğru çizgisinden sapmış dikiş. Eğri, çarpık dikiş –dikilmiş hattan giysi kenarına olan dikiş mesafesinin eşit olmadığı dikim (örneğin, ön kenar dikişi eğri dikilmiş). Seyrek dikişler - istenilen yoğunluğu karşılayamayan dikişler
Dikişli uzun çoraplar
Uzunlamasına bir dikişi olan çoraplar. Aynı zamanda sahte (içten dikişli) dikişsiz çoraplar da bu gruba aittir.
Dikişsiz uzun çoraplar
Hiç bir yerinde dikiş olmayan çoraplar.
Dikişsiz çorap
Yuvarlak örme triko makinelerinde, yanları dikişsiz ve burun kısmı açık olarak üretilen ve burun kısmı daha sonra birleştirilen ayak giysisidir. Genellikle poliamid ipekten üretilir.
Dikişten açılan cep; gizli cep
Açıklığı giysinin içine doğru çalışılan cep. Eğer cep boyunca bir kesik yok ise, giysinin iki parçasının dikişi arasına gizlenebilir. Dikişten açılan cep, eteklerin, pantolonların yan dikişlerine, bel dikişlerine vb. uygulanır
Dimi (1)
Temel kumaş dokuma tekniklerinden biridir.
Dimi (2)
Kumaşın yüzeyinde belirgin açılı yivleri olan dimi dokumadan üretilmiş, orta gramajlı kaba pamuklu kumaştır. İş giysisi veya gündelik giysi yapımında kullanılır.
Dimi (3)
İnce iplikten, kalın, ağır üç-bağlamalı dimi dokumalı pamuklu kumaştır; İç giyimde kullanılır.
Dimi (4)
Mat parlak, çift yüzlü dimi dokumalı ipekli kumaştır. Bayan elbiselerinde ve kravatlarda kullanılır.
Dimi (5)
Tuşesi dolgun ve yumuşak ve bazen hafifçe keçeleşmiş olan düz, hafif ile ağır arasında yünlü kumaştır. Dört veya altı sonlu bir çift yüzlü dimi dokumalıda üretilir. Yıkamayla, bazen hafifçe keçeleştirilerek terbiye edilir. Erkek ve bayanların takım elbiselerinde ve pantolonlarında kullanılır. Bu isim İskoççadan türetilen ve dokumanın diyagonal görünümünü tanımlayan "tweel"den köken almıştır.
Dimi dokuma
En küçük tekrara (S/3)sahiptir, yani üç çözgü ve üç atkı ipliği sürekli tekrarlatılan değişik geçirmelerde döndürülür ve böylece çapraz sıralar oluşur. Eğer çözgü iplikleri yüzde hakim olursa, bir çözgü dimi örgüden bahsederiz; bir argaç dimi dokuma, yüzde atkı ipliklerinin çoğunluğuna sahipse atkı dimi örgüden bahsederiz. Kumaş türlerinin çok geniş çeşidiyle kullanılır, en önemlileri: çapraz dimi, kırık dimi, kesik dimi, sivri uçlu dimi, karma dimi, gölgeli saten, iplik yöntemi ile yeniden düzenlenen dimi, adımlı dimi, takviyeli dimi ve ters dimi.
Dimi sırtlı dokuma
Serbest duran çözgü veya atkı iplikleri ile yer değiştiren dokuma tekniği ile üretilmiştir. Daha serbest dokunan bu bölgeler kumaşa boyuna, verev veya açılı olabilen çentikli kabartma bir yüzey özelliği kazandırır. Bu dokuma pamuklu, ipekli ve yünlü kumaşlarda kullanılır.
Dimi sırtlı kumaş (1)
Genelde sert tuşesi olan ve boyuna yivleri bulunan ve arka yüzünde atkı ipliklerinin oluşturduğu serbest bağlantı noktaları olan kumaştır. Arkadaki bağlantı noktaları gelişigüzel olabileceği gibi bir geometrik figür oluşturacak şekilde de düzenlenebilir.
Dimi sırtlı kumaş (2)
Orta ağırlıklı dimi, pamuklu kumaştır. Kumaşın arka yüzeyi şardonlanır. Paltolar, spor ve iş giysilerinde ve çocuk giyiminde kullanılır.
Dimi sırtlı kumaş (3)
Hafif ile orta gramajlı, tuşesi sert, dimi sırtlı dokuma ile uzunlamasına ribsler verilmiş yünlü kumaştır. Ribsleri gelişigüzel veya çeşitli geometrik figürler şeklinde de olabilir. Çoğunlukla muline ipliklerden üretilir. Bayan elbiselerinde, erkek takım elbise ve pantolonlarında kullanılır.
Dirsek üstü kol; 7/8 kol boyu
Boyu, bileğin yaklaşık olarak 5cm yukarısında olan kol. Tüm kol uzunluğunun 7/8’idir.
Diskotek tarzı; Disko- görünümü
1970’lerin sonlarındaki gençlerin modası, gündüzleri giyilen parti giysisi. Kişisel görünüm yaratmada, giysi biçimlerindeki geleneksel olmayan öğelerin farklı kombinasyonlar oluşturmasına olanak sağlar. Genellikle parlak renkli materyaller fantazi iplikler kullanılır. Giysilerin en belirgin özelliği kumaş veya örme yüzeylerin parlak olmasıdır. Bu moda müzikal filmlerden esinlenerek gelişmiştir.
Divitin (1)
Kalın, yüzeyi havlı, yumuşak pamuklu kumaş (yüzündeki havlar, kadife olanından daha azdır). Kumaş, orta gramajda, saten dokumadan, çözgüde orta kalınlıktaki iplikten ve atkıda daha kalın ipliktendir. Yüzeydeki kısa hav, tarayarak ve kırparak elde edilir. Spor paltolar ve ceketler, erkek takımları ve teknik amaçlar için kullanıma uygundur. Geyik postunun bir benzeridir ve aynı zamanda “maymun postu” olarak da bilinir.
Divitin (2)
Çözgüsü iki, üç ve dört kat gevşek bükümlü kamgarn iplikten üretilmiş oldukça kalın, kısa havlı yünlü kumaş. Yüksek kaliteli bayan paltolarında kullanılır. Terim, “tüy” manasına gelen Fransızca “duvet” kelimesinden türetilmiştir.
Diyagonal giysi kesimi
Temel parçalarının atkı ve çözgü ipliklerinin merkez noktaları, kumaşın verev hattına yerleştirilerek kesilen giysi.Daha çok birbirine birleşen kumaş parçalarında daha iyi uygulanabilir.
Doeskin
Dokusu yumuşak olan tek renkli yünlü kumaştır. Parlaktır ve kısa bir havı vardır ve dokuma yapısı açık bir şekilde görünür.
Doeskin kumaş
Yumuşak, hafif gramajlı yünlü kumaş, kısa ve parlak havlı, beşli saten yapısı ile yüzeyinde eğik yivleri olan saten dokumadır. İnce veya yarı ince karde iplikten üretilmiştir. Erkek takım elbiselerinde, üniformalarda veya smokin ceketlerin dikiminde kullanılır. Doeskin kumaşının adı dişi geyik (doe) ve deri(skin)terimlerinin birleştirilmesi ile oluşmuştur.
Dok kumaş
Belirgin bir çizgisi bu kırık dimiyle ayırt edici bir tasarıma sahip, kumaşta karakteristik dikey çizgisi olan, orta gramajlı keten kumaş . Doktor paltoları, çarşaf ve yastık kılıflarında kullanılır.
Dokuma
Belirli üç dokuma sistemi (bezayağı, dimi, ve saten) kullanılarak bir grup atkı ve çözgü ipliklerinin bir tezgahta tekrarlanabilir karışma ve içiçe girmesi hareketleri ile meydana getirdikleri tekstil yüzeyidir. Kumaşların, kurdele ve halıların üretiminde kullanılır.
Dokuma Kumaş Kategorisi
İmalatçıya, müşteriye ve tüketiciye kumaşın niteliklerini, kullanılan ham maddelerin kompozisyonunu gösteren ve bitimde ve kullanım maksadına yönelik kullanılan yapı ve teknolojilerin tanımını veren belirli sembollerle tanımlanan kumaş özellikleri. Bu özellikle görünüm, tuşe , elastiklik, sağlamlık, renk ve bazen ham madde, iplik ve ağırlık ile ilgilidir.
Dokuma efekti
Dokuma kumaşın yüzey yapısındaki belirgin değişikliktir. Bu dokuma zemininin düz kumaş üzerinde kabartmalı zemin oluşturmak amacıyla atkı ve çözgü ipliklerinden biri veya her ikisi ile deforme edilmesidir
Dokuma kumaş, bez
Belirli üç dokuma sistemi (bezayağı, dimi, ve saten) kullanılarak bir grup atkı ve çözgü ipliklerinin bir tezgahta tekrarlanabilir karışma ve içiçe girmesi hareketleri ile meydana getirdikleri tekstil yüzeyidir. Dokuma kumaşları Kullanılan hammaddelerine göre pamuklu, ipekli, yünlü ve ketenli olarak ayırmaktayız.
Dokuma kumaş/ kumaş yapısı
Dokuma , cm karedeki iplik sıklığı, iplik tipi, materyal kompozisyonu, yüzey kütlesi, bitirme işlemi, desen ve atkı ve çözgü düzenini içeren temel yapısal elementlerin başlıca ifadesidir.
Dokuma peluş
Çift katlı peluş tezgahında dokunan düzenli havı olan havlı kumaştır. Çözgüde hav, yün, rayon ve sentetik elyaflardan olan hav çözgüsü ile oluşturulur. Zemin kumaşı ise genellikle pamuklu iplikten elde edilir. Paltolarda ve spor giysilerde ve giysilerin süslenmesinde kullanılır.
Dokuma raporu
Dikeydeki boşlukların çözgü ipliklerini temsil ettiği ve yataydaki boşlukların atkı ipliklerini temsil ettiği, kareli kağıt üzerinde çözgü bağlama noktalarının çekilmesiyle resmedilen dokuma.
Dokuma teknolojisi
Pek çok atkı, çözgü veya her ikisini birden kullanmak suretiyle temel dokumaların veya onlardan türetilen dokumaların kullanılmasıdır.
Dokumada yabancı madde, çepel
Kumaş yüzeyinde kumaş dokunurken içine karışan kir veya diğer materyallerin olduğu bölge, örneğin, kıymık, farklı renkte iplik, vs.
Dokumadaki ardışık keskin dönüşler
Her çözgü bağlantı noktasının atkı bağlantı noktasına karşılık geldiği dokumadaki değişimdir. Özellikle dimi dokuma türetilmesinde kullanılır.
Dokumaların kolay bakımı
Minimum bir çabayla kumaş bakımının yapılabilmesini sağlayan bir kumaş bitim işlemi için genel kullanımda olan terimdir. Bu bitimler şunlardır: kırışmaya dirençlilik, kirlenmeye dayanıklılık , ütü istemezlik ve kalıcı ütü.
Dokusuz kumaş, dokusuz yüzey
Kesikli veya kesiksiz liflerin veya ipliklerin mekanik, fiziksel veya kimyasal yöntemlerle veya bunların birlikte kullanılmasıyla mukavemet kazandırdığı tekstil yüzeylerdir. Mekanik olarak güçlendirilen dokusuz kumaşlar (tuxting, bağlantı ilmeksiz iplik yapıştırma veya sıvı akışı yoluyla) liflerle birlikte örülebilir veya bağlantı iplik (Arachne veya Mali sistemiyle) sistemiyle ağ gibi örülebilir. Kimyasal ve fiziksel yöntemlerle kuvvetlendirilen dokusuz yüzeyler sıvı bağlama ajanları (spreyler, emdirme, emdirilmiş iplik sistemleri veya baskı yoluyla), katı bağlama ajanları (lifin yüzeyine yapıştırma, püskürtme veya yönlendirme yoluyla) kullanırlar. Sadece fiziksel yöntemle (lifleri ısıl yapıştırma, eritme veya kaynatma) veya sadece kimyasal yöntemlerle(kimyasal yapıştırma, şişirme veya yüzey eritme) de dokusuz kumaş elde edilmektedir. Mekanik, fiziksel ve kimyasal yöntemlerin her üçünün bir arada kullanıldığı kombine dokusuz yüzeyler de vardır. Dokusuz yüzeyler dokuma, örme, nakış veya keçeleştirme yöntemleri ile elde edilmiş yüzeyleri içermez.
Dolgu malzemesi; elyaf
Yumuşak, esnek, kabarık örme veya dokuma hafif gramajlı tekstil malzemesi, destekleme malzemesi olarak üretilir. Ayrıca bazı giyimlerde yalıtım sağlamak veya model özelliği kazandırmak amacıyla da kullanılabilir.
Dolgu malzemesi (1)
Giysiyi desteklemek ve biçimini korumak için kullanılan, üst ve alt malzeme arasına yerleştirilmiş tekstil parçası. Dolgu malzemesi ayrıca termal yalıtım için de kullanılır.
Dolgu malzemesi (2)
Dolgu malzemesi, aşağıdaki işlevleri yerine getirebilir: Estetik olarak – omuz bölgesinde şekillendirme sağlar – omuz petleri(vatka) Giysinin tümünde veya bir kısmında üst malzeme ile astar arasına yerleştirilerek termal yalıtım sağlar. Daha çok kışlık giysilerde kullanılır. Hafif gramajlı, yumuşak ve hacimlidir. Bir dikiş tekniği ile veya süsleme dikişleriyle üst malzeme ile birleştirilir. Bu işlem, bir tarafına uygulanan termo-plastik yapışkan ile de sağlanabilir. Yapağı lifi - gerçek yapağı veya doğal dolgu maddesi kullanılır- kuş tüyü gibi dokusuz yüzey teknolojisi ile üretilir.
Donegal tüviti
Görünümünde göze çarpan keskin gözenekleri olan, basit bezayağı dokumadan yapılmış yünlü kumaş. Tipik özelliği açık renk çözgü ipliği ile koyu renk atkı ipliği kullanılmasıdır. İşlenmemiş karde ipliğinden üretilmiş ve yüzeyinde renkli ipliklerle nopeler bulunmaktadır. Donegal tüvidinin modası işlenmemiş kamgarn yün iplikten üretilmesidir. Donegal tüviti, spor giysiler kullanan kadın ve erkeklerin pek çok giysisinde kullanılır. Adını, yöresel kumaşlar üretilen İrlanda’daki Donegal kontluğundan almıştır.
Donuk baskı, mat baskı
mat tekstil yüzeyine tekstil desenlerine parlak renkli pigmentlerin uygulanması yoluyla sağlanan baskı tekniğidir. Parlak ve mat alanlar arasındaki zıtlık bu etkiyi sağlar (pigment renkli uygulanabilir).
Dore saten; Lam
Saten dokumalı düşük maliyetli, düzgün ve parlak ipek kumaş. Teknik amaçlar için kullanılır
Doğal Ipek (1)
İpekböceği güvelerinin tırtılları tarafından ipek salgıbezlerinin hava ile temas ettiğinde katılaşan ve ince iki lif haline gelen protein salgılarıdır. Evcilleştirilmiş ipekböceklerinden elde edilen gerçek ipek ve yarı evcil Anthereare güvesi veya Çin ipekböceğinden elde edilen tussah ipeği veya yabani ipek olarak ikiye ayrılır. Tırtıllar doğal ipeği pupa evresinde kendisine koza örerken oluşturmaktadır. Kozanın yüzeyindeki sağılamayan lifler taranmış şap ipek ipliğinin elde edilmesinde, ikinci atık lifler ise büret ipliğinin elde edilmesinde kullanılır. Kozanın orta kısmındaki lifler ise kıymetli bir lif olarak sağıldığında floş ipek elde edilir. Filamentin uzunluğu 900 ile 1000 m arasında değişir. İpek lifi % 76 fibroin protein, % 22si zamk benzeri serisin protein ve geri kalanı vaks, yağlar ve mineral tuzlardan oluşmaktadır. Doğal ipek lifleri doğal lifler arasında en kuvvetli, en ince ve en soylu olanıdır. Yüksek bir parlaklığı vardır ve plastic özelliktedir. Doğal ipeğin anavatanı 5000 yıldan beri bilindiği Çin’dir.Doğal ipek bayan elbiseliklerinde, erkek gömleklerinde ve kravatlarında, dikiş ipliklerinde ve paraşütlerde kullanılmaktadır.
Doğal Ipek (2)
Renkli veya baskılı, düz, parlak, ince iplikten sert yüzeyli, sık, ince, orta gramajlı, saten dokumadan üretilmiş, pamuklu kumaştır. Yazlık kadın elbiselerinde, buluzlarında ve astar olarak kullanılır.
Doğal lifler
Doğal polimerlerden oluşan ve tekstil anlamında eğrilebilen lifler ikiye ayrılır. Bitkisel ve hayvansal kökenli olarak. Doğal lifler üç kategoride incelenmektedir: Bitkisel lifler, hayvansal lifler ve mineral lifler olarak. Bitkisel lifler selülozdan oluşan uzunlamasına yerleşmiş bitki hücrelerinden oluşmaktadır. Bunlar arasında en bilinenleri pamuk ve ketendir. Hayvansal kaynaklı lifler; arasında koyunun yünü gibi çeşitli hayvanların kılları bulunan keratin proteininden oluşanlar ve (doğal ipek gibi )çeşitli tırtılların ipek salgı bezlerinden çıkan salgılarının eğrilmesi ile oluşan protein kaynaklılar vardır. Asbest ise mineral bir elyaftır.
Drape; kırma; büzgü; fırfır
Tekstil kumaşlarının bolluklarının büzgü, pili ve kırmalarla toplanarak oluşturduğu süsleme. Özellikle elbise, etek ve bluz gibi kadın giysilerini süslemek için kullanılır
.
Dril (1)
Dikey şeritli özelliği olan kırık dimiden ayrı ve ince, kabartmalı bir yüzeye sahip keten kumaş. İş giysilerinde kullanılır.
Dril (2)
Düz veya canlı renklerle şeritler oluşturulmuş kaba keten kumaş;hasır yatakların kaplamak için kullanılır.
Dril (3)
Sert ve dayanıklı ketenden , farklı bir dimi dokuma tekniğinde sıkı dokunmuş kumaştır. Eğer dokuma kırık dimi ise, dril dimi olarak adlandırılır; eğer dokuma saten ise, saten diril olarak bilinir. Bu kumaşın işliklerde, üniformalarda, yatak kaplamalarında ve diğer teknik amaçlarda geniş bir kullanım alanı vardır. Diril adı Almanca’da “bükmek“ veya “sarmak“ anlamına gelen “drellieren“ çözcüğünden türetilmiştir.
Dublüfas; çift yüzlü kumaş
“ikiyüzlü“ bir kumaştır. Her iki yüzünde farklı özellikleri olan çift katmanlı bir kumaştır. Örnek olarak iç giyim yüzünden ve tersinden giyilebilir. Doğru tarafta ısı 0°C’nin üzerindeyken, yanlış tarafda altındadır.
Dublüfas kumaş
Kumaşın tersi ve yüzü farklı renk ve şekilde olup,aynı anda dokunmuş olup, birbirine gizli atkı ve çözgü ile özel bir bağlama ile bağlanır. Özel bir dikim tekniği gerektiren ve bay ve bayan paltolarında kullanılan ağır ve yünlü kumaştır. Fransızca, "double" kelimesinden türetilmiştir
Dublüfas kumaş üretim teknolojisi, Çift katlı kumaş üretim teknolojisi
İki kumaşın yüz ve sırt dokumaları ayrı veya aynı olabilecek şekilde birlikte dokunmalarıdır. Bağlantı oluşturan çözgü iplikleri, daha nadir olarak da bağlantı atkılarıyla bir arada dokunurlar. Kumaş ağır gramajlı yünlü dokuma kumaşların üretiminde kullanılır.
Dublüfas saten
Farklı iki renkli çözgüleri olan ağır gramajlı ipekli kumaştır Kumaşın yüzü ve zemini farklı parlak renklerdedir. Kadın mantolukları ve elbiselikleri yapılır. Terim Fransızca (ikiyüzlü atlas/saten) “saten dublüfas kelimelerinden gelmektedir.
Dupion ipeği (1)
Pürüzlü doğal ipek ipliğidir. Düzensiz rüstik yüzeyli kumaşlarda kullanılır.
Dupion ipeği (2)
En belirgin özelliği düzensiz ve pütürlü yüzeyi olan orta gramajlı, ipekli kumaştır . Tipik olarak, çözgüde doğal ipek yada rayon ve atkıda doupion ipeği kullanılarak bezayağı dokuma tekniğinde dokunarak, bluz, gömlek, bayan elbise ve takımlarında kullanılır.
Dörndel giysisi (geleneksel Avusturya giysisi)
Özellikle Alplerde popüler olan kadın ve çocukların kullandığı tören giysisisi. Parlak renklerden ve baskılı pamuklu kumaşlardan yapılan giysinin yaka çevresi tipik şekilde süslemelidir ve bağcıkla bağlanır; kısa kolları tamamıyla süslüdür. Giysi ile birlikte mutlaka önlük kullanılmaktadır. Bu giysi 1980‘lerin başlarındaki kadın modasında oldukca etkili olmuştur.
Döşemelik Damasko
jakar desenli orta incelikteki ipliklerden düz, yoğun, parlak yüzeyli keten kumaştır . Minder kaplamalarında kullanılır.
Düz etek
Eteğin kalça ölçüsü ile etek ucu genişliğinin yaklaşık olarak birbirine eşit olmasından dolayı, düz siluet oluşturan etek. Yürümeyi daha rahatlatmak için, eteğin etek ucu bir veya iki yırtmaçla desteklenir.
Düz siluet
Bedenden etek ucuna kadar aynı genişlikte inen giysiler. Düz silüet palto, gömlek ve elbise gibi giysilerde kullanılır.
Düz tafta
Biraz sert tuşeli, metalik bir parlaklığı ve ince, kabarık görünüm olan iplik sıklığı fazla ipek türü kumaş; bez ayağı dokumadır ve tek renk olarak üretilir. Bayan elbiseleri için kullanılır.
Düzgün olmayan renklendirme
Kumaşın düzgün olmayan renklendirilmesine neden olan hatalar çok çeşitlidir. Bunların birinci grubunda ürünlerde eğirme, dokuma veya örme sırasında meydana gelen yüzey oluşum hataları yer almaktadır. Bir başka grup ön terbiye işlemlerinin yeterli yapılamış olmasından veya önterbiye ajanlarından sabun, deterjan, asit veya alkali gibi bazılarının yüzeyde kalmış olmasından kaynaklanır. Bunlara ek olarak üründe dengesiz bir dağılım gösteren nem, üründeki deformasyonlar, değişken tel sıklığı vesaire boyamadaki düzgünsüzlüğü arttırabilmektedir. En son grupta ise renklendirmeden kaynaklanan hatalar bulunmaktadır. Teknolojik imkanların boyama tekniği, makina veya ekipmanın yanlış seçilmesinden kaynaklanan, düşük kaliteli su, diğer katkı maddelerinin kullanılması, açık koyu noktaların bulunması, kısmi pigmentasyon olması, boyama sonrasında renk bantları, abraj, çizgiler veya kanat farklarının bulunması gibi. Yapısal hatalar ayrıca ürünlerin boyamadan sonra dengesiz olarak sarılmasından da kaynaklanabilir.
Düğme
Bir giysinin iki ayrı parçasını kapatmaya veya tutturmak için kullanılır; bazen sadece dekoratif amaçlı kullanılabilir. Şekli, boyutları ve materyali moda trendleriyle belirlenir. Plastik, deri, cam, inci, metal, ahşap vb.den üretilebilir. Çok eski çağlardan beri kullanılmakta olan düğmelerin tutturma işlevi, ilk zamanlar bağcıklarla yapılırdı. 1990’larda kadın giyiminin önemli bir moda aksesuarı haline gelmiştir.
Düğmeli anvelop etek
Kapaması boyunca düğmeler kullanılan anvelop etek. Çeşitli biçimlere ve uzunluklara sahiptir.
Düğüm
Kumaşın yüzeyinde atkı veya çözgü ipliklerinin oluşturduğu hatalı kütlelerdir.
Düğümlü (düğmeli) ipek iplik
Yüzeyinde, düzenli aralıklarla değişik şekil, boyut ve renklerde düğmeler veya uzatılmış nopelerin oluşturduğu iplik demetleri düzenlenmiştir. Düğme görüntüsü, normalde kendi başına bir etki oluşturmayan ipliğin kesintiye uğratılmasıyla sağlanmıştır. İplik demetleri aşırı bükülmeyle güçlendirilmiştir. Düğme efektinin olduğu yerlerde sündürülmüş biçimler, tırtıl şeklinde iplikler oluşur.
Düşük Belli pantolon
Pelvis bölgesini ve iki bacağı örten kadın ve erkek giysisi. Bel hattının bel altı seviyesine düşürülmesi karakteristik özelliğidir. Düşük bel kot pantolon modası biçimi olarak benimsenmiştir.
Düşük denyeli tow
Towdan daha ince olan yaklaşık 200-1000 tex arasında bir inceliği bulunan, direkt tekstil kullanımı olan ince kontinü liflerdir. Yer kaplamalarında genellikle kullanılır,
Düşük Kol
Düşük kesimli bir kol . Kolun biçimi daha bol, konforlu giysiler (gömlekler, ceketler, bazı paltolar, elbiseler, örme giyimler vb.)için uygundur. Kol evi düzgün bir kavisle başlayan üst bedenin kol altı, kolun rahat hareket etmesi için yeterince geniştir.
Dış giyim
İç giyimin üzerine giyilir; pantolon, ceket, elbise, etek, vb. içerir.
Tekstil terimleri C
Calico; Kaliko
Seyrek, düz, genellikle orta bükümlü ipliklerden bezayağı dokuma tekniği ile üretilen orta gramajlı pamuklu kumaştır. Piyasada baskılı hali de dahil olmak üzere pek çok çeşitleri bulunur. Ucuz maliyetli çocuk ve kadın giysilerinde, önlük, dekoratif eşya ve bayrak üretiminde kullanılır.
Cam tafta
Belirgin, ince, verev ribsleri ve metalik bir parlaklığı olan, bezayağı dokumalı, biraz sert ipekli kumaştır. Tipik olarak atkı ve çözgüde farklı renkler kullanılır. Bayan elbiselerinde kullanılır.
Camelot
Yumuşak, orta gramajlı(dimi yada saten dokumalı) dokumayı kapatan bir hav yüzeyi olan yünlü kumaştır. Karakteristiği rengi deve tüyüdür ve kamgarn yünlü ipliklerle farklı yüzdelerde deve tüyünün karıştırılmasıyla üretilir. Bayan ve erkek paltolarında kullanılır. Terim Almanca deve anlamına gelen ‚kamel‘ den gelmektedir.
Cannele ripsi; Yivli- oluklu rips kumaş
Ripse benzer çeşitli genişliklerde yivleri olan, genelde yünlü kumaşlar için kullanılan ad. Yiv genişliği farklı şekilde gruplanabilir.
Canton kumaş
Yumuşak bükümlü kamgarn ipliğinden bezayağı dokuma tekniği ile dokunmuş,hafif parlak, ince, şeffaf, hafif gramajlı pamuklu kumaş . Kadın giysilerinde ve iç giyim üretiminde kullanılır. Adı Çin’deki bir şehirden alınmıştır.
Cardigan; Örme hırka
Yakasız veya kayık yakalı, en az bir cepli, önden boydan düğmeli ve kollu örme ürün. Hırka, kırışmayı ortadan kaldıran düz sağlam bir kenar şeridine sahiptir. Yelekten ve düğmeli büyük boy polo tişörtten farklıdır. Genellikle uzun kolludur.
Ceket (1)
Bedeni gevşek şekilde saran, boyu kalçaya kadar, açık veya kapalı bedeni örten kollu giysiler için ortak kullanılan ifadedir. Genellikle astarsız ve vatkasız basit şekilde çalışılır.
Ceket (2)
Erkek ve kadın takımlarının bir parçası olan, ön bedeni kapamalı, kollu, kısa üst giysi. Genellikle astarlıdır (yazlık ceketler yarım astarlıdır), fakat astarsız da olabilir. Daima uzun kollu, klapalı yakalı ve ceplidir. Boyu modaya göre şekillenir, ama genellikle belin altında bir boydadır. Mono (tek sıra düğmeli) veya kuruvaze (çift sıra düğmeli) kapamalı olabilir. İlk olarak 19. yüzyıl sonlarında İngiltere’de giyilmiştir. Bu ilk giyilen ceketler vücuda sıkı oturan, Gotik jerkin ceket tarzındayken, zaman içerisinde bir çok değişikliğe uğrayarak günümüzdeki şeklini almıştır.
Ceket takım
Takım ceketi, takım pantolonu ve bir de takım yeleği olmak üzere üç parçadan oluşan klasik erkek takımıdır. Çeşitli resmi faaliyetlerde giyilir. Dünyaya İngiltere’den yayılmıştır. Bir silindir şapka veya diğer siyah şapkalarla giyilir.
Cep
Küçük kişisel eşyaları koymak için veya süsleme amaçlı kullanılan, giysiye açılan yarıklara dikilerek veya giysi üzerine eklenerek oluşturulan torba. Farklı biçimleri olan ceplerin belirli giysi türleri üzerinde standart biçimleri vardır. Bantlı cep , körüklü cep , aplike cep , bel cebi , kapaklı cep , uzunlamasına cep , yarık-yarma cep , uçları zımbalı cep , dikişten açılan cep , fletolu cep temel cep çeşitleridir.
Cep mendili
Modaya uygun olarak, ceket veya paltoların göğüs ceplerinde çeşitli şekillerde katlanarak kullanılan dekoratif mendiller. Renkleri giysilerle uyumludur. Kravat setinin bir parçasını oluşturabilirler, kravat ve mendilin rengi genellikle aynı veya kombinedir.
Cep torbası
Dikişten açılan cep veya yırtmaçlı cebin bir parçası. Bir veya iki parça olabilir.
Cepken
Bazen kısa kollu olabilen hafif, uzun erkek ceketi;halk giysilerinin bir parçasını oluşturur, bazı durumlarda kadınlar tarafından da giyilir.
Ceplik
Parlak, dört bağlı çift yüzlü dimi dokumadan 2 ye 2 dimi olarak bilinen düz, hafif gramajlı pamuklu kumaştır. Astar olarak özellikle cep astarı olarak kullanılır.
Ceplik; cep kumaşı
Orta incelikte iplikten, dimi veya bezayağı dokumadan dokunmuş, düz, parlak yüzeyli ipekli veya pamuklu kumaş için sıklıkla kullanılan isimdir. Cep torbaları için kullanılır.
Chanel boy; Chanel tarzı giysi boyu
kişiye özel giysi dikiminin (Haute Couture) kurucularından Paris‘li önde gelen tasarımcı Coco Chanel’in tasarımlarında uyguladığı ve diğer tasarımcılar tarafından oldukça yaygın olarak kullanılan bir elbise boyudur. Yaklaşık olarak dizin üç parmak altında etek boyudur.
Chanel tarzı giyim;
Coco tarzı giyim Kamgarn iplikten üretilmiş (özellikle yünlü tüvit) kumaşlardan genellikle takımlara uygulanan kadın giyim tarzıdır. Ön kapama, cep, yaka, kol ağzı ve yırtmacının kenarlarına şerit(örgü şerit), kadife kurdele veya farklı kumaş bantlar ile süslenmesiyle kontrast oluşturan tasarımındaki sadelik ve konfor ile öne çıkan bu tarz tanınmış Paris’li moda tasarımcısı ve ünlü Haute Couture salonunun sahibi Coco Chanel tarafından yaratılmıştır. Chanel’in kanaatine göre bu takım her kadında olması gereken bir takımdır. Bu giysinin 50 yıldan daha uzun bir zamandır popüler olması da bunu kanıtlamaktadır
Chesterfield palto
Tek sıra kapamalı, gizli patlı, bedene çok sıkı oturan düz şekilde biçimlenmiş erkek paltosudur. Boyu diz altında, açık veya koyu gri renkli kumaşlardan üretilen kasaba giysisidir. Lord Chesterfield’ın Hindistan valisi olduğu zamanlarda kullandığı giysi olduğundan bu isimle anılmaktadır.
Chinos pantolon
Boş zaman için tasarlanan genellikle krep kumaştan yazlık pamuklu pantolonlar, pantolonlardan daha çok günlük giysidir , fakat kotlardan daha resmidir. Blazer ceket ve birlikte kullanılır.
Cımbar izi
Kenara yakın bölgelerde cımbar delikleridir.Bu Dokuma kumaşlarda istenmeyen hatalardan biridir.
Cool Wool
Kamgarn iplikten üretilen 200g ve yukarı gramajlı, gözenekli, çok ince yüzde yüz yünlü çok hafif kumaşlar için Uluslararası Yün Birliği (IWS)tarafından öngörülen slogan terimdir. Bu kumaşlar mevsimlik erkek takımlarında ve kadın giysilerinde ve kadın takım elbiselerinde kullanılır.
Core-spun Optex ipliği
Spandeks elyaftan elastik bir nüvesi olan ve diğer tekstil materyallerinden bir kez veya iki kez etrafında dolanan iplikler olan nüveli ipliktir.
Côtelé kumaşı
Tuşesi kaba, sert, genellikle çözgü yerleştirmeli dimi sırtlı dokuma ile elde edilmiş geniş dikey ripsleri olan pamuklu veya yünlü kumaştır. Genellikle bayan mantoları ve kabanlarında kullanılır. Terim kumaşın yüzeyini ifade eden Fransızca "côtelé" (= yivli)kelimesinden gelmektedir.
Cağlık ( kafes )
Makineye beslenecek bobinlerin dizildiği sehpa.
Cetvel
Kullanıma uygun uzunlukta, düzgün kenarlı, cm aralıklı çizim araç
Cımbız
Çok iplikli makinelerde iplik geçirmeyi sağlayan küçük maşa
Conta
Pantolon arka parçasına form vermek için kalıbın bölünmesi
Caraskal
Yük kaldırmaya yarayan diferansiyel palanga
Çözgü Yönünde Karışık Saten Örgüsü
Çözgü yönündeki karışık saten örgüsü herhangi bir saten örgüsüne ait çözgü iplik sıralamalarının değiştirilmesiyle elde edilir. Çözgü iplik sıralarının değişimi bir kurala bağlı olmamakla birlikte çizim yapılacak örgüde hangi ipliklerin yer değiştireceği belirtilir.
Çözgü Yönünde Gölgeli Saten Örgüsü
Çözgü yönünde gölgeli saten örgüsü tam gölgeli ve yarım gölgeli olmak üzere iki şekilde elde edilir. Yarım gölgeli saten örgüsü, örneğin verilmiş olan atkı saten örgü raporunun, çözgü saten hâline dönüşmesiyle sonuçlanarak elde edilir. Tam gölgeli saten örgüsü ise atkı saten örgü raporunun çözgü saten örgü raporuna dönüştükten sonra tekrar atkı saten örgü raporuna dönüşene kadar devam ettirilmesiyle oluşur.
Çözgü yönünde oluşturulan tam ya da yarım gölgeli saten örgüleri, verilmiş olan dimi örgü raporuna bağlı olarak çok sayıda çerçeveye ihtiyaç duyulacağından daha çok jakarlı dokuma makinelerinde uygulanmaktadır.
Çok filament iplik
30000 dtex’e kadar çok sayıda flamentten oluşmuş flament ipliktir(30000 dtex’ten üzeri = tow).
Çiğit
Pamuk tohumudur.
Çırçırlama
Çiğitli (kütlü-çekirdekli) pamuk elyafının, çırçır makineleri yardımıyla çekirdeğinden ayrılması, linter pamuğunun ise linter makineleri yardımıyla çekirdek üzerinden sıyrılması veya kazanılması işlemidir.
Çırçır randımanı
Elyafın kütlü pamuğa oranıdır.
Çekik
Parça ürünlerin, makinede fiziksel zorlanmalar ile yüzeysel bozunmalar (ilmek çekmeleri-iplik çekmeleri vb.)
Çubuk
Presleme makinesinde kullanılan yuvarlak ya da köşeli, belirli yüksekliği olan metal parça
Çıkrık
İplik numarasını tespit etmek amacıyla ipliğin üzerine sarıldığı çember
Çile
Çevresi belirli bir uzunlukta olan çıkrığa sarılarak oluşturulan iplik kümesi
Çubuk/sıra yönü
Örme kumaşta ipliğin enine/boyuna (üretim yönünde ve buna dik yönde) yerleşim yönü
Çatmak
İki parçanın dikilerek birleştirilmesi
Çıma
0 - 2 mm genişlikte dikilen üst dikiş
Çıt
Dikiş birleşimini gösteren işaret ve çentikler
Çizgi taşı
Kumaşı çizmeye yarayan sabun
Çift iğne makinesi
Belli aralıklı iki iğne ve bunlara ait dikiş mekanizması ile donatılmış, aynı anda iki paralel düz dikiş sırası oluşturan makineler
Çapraz alma
Çözgü çözülmesinden sonraki işlemlerde (tahar, düğüm) ipliklerin sırasını takip edebilmek için yapılan işlem
Çapraz çıtası
Levend ile lamel arası ipliklerin paralel geçmemesi
Çerçeve
Gücü tellerini taşıyan aparat
Çözgü ipliği
Kumaşın boyu yönünde yerleştirilmiş iplikler
Çağanoz
Remayöz makinesinin alt ipliğini hareket ettiren mekanizma
Çorap desen programı
Ürün tasarımında/siparişinde belirtilen modellerin bilgisayar ortamında hazırlanmasını sağlayan yazılımlar
Çözgü
Kumaşın boyuna yerleştirilmiş iplikler
Çözgülü örme
Boyuna sütun yönünde ilerleyen iplik kullanarak birbirine bağlanmış ilmekler oluşturmak suretiyle yapılan örme kumaş imalatı şekli
Çuha
Düz ve yüksek derecede parlak yüzeye sahip pamuklu kumaştır. Orta ağırlıkta, ince keskin bir şekilde döndürülmüş çözgü ipliğinden sıkı dokumalıdır. Atkı iplikleri daha yumuşak bir şekilde ve gevşek bükülmüştür. Atkıda saten dokumadır. Çoğunlukla siyahtır. Fakat aynı zamanda koyu pastel tonlarda da olabilir. Jimnastik şortlarında/pantolonlarında, iş ceketlerinde, önlüklerde ve kapitone battaniyelerde kullanılır.
Çadır bezi
Kalın numara iplikten bir bez ayağı dokuma ile dokunmuş ve çözgüde daha geniş atkıyla sağlanan enine rölyef çentikli pamuklu kumaş. Emdirilmiş olduğu için çadır üretiminde kullanılır.
Çadır tarzı moda silueti
Küçük, düz yakalı, dar omuzlu, bir bel hattı yükseltilmiş ve çarpıcı etek uçları ile kabarık etekli, gençler için manto ve elbise moda tarzı.
Çan biçimli pantolon; İspanyol paça pantolon
Paçaları diz hattından sonra oldukça genişleyerek çan biçimini alan pantolon moda tarzı. Paça genişlikleri 30cm’den daha fazladır.
Çan etek; evaze etek
Etek ucu çevresi kalçadan daha geniş olan, kalçadan aşağıya doğru genişleyerek dökülen etek. Birden fazla parçadan oluşur.
Çan etek;parçalı etek
Katların kalça çevresinde çan şeklini oluşturması için yan hatlardan etek uçlarına doğru belirgin şekilde genişleyen etek; tipik özelliği birden çok parçadan oluşmasıdır ve bazen açı oluşturacak şekilde kesilir
Çan silüet
Üst kısmı dar, alt kısmı etek ucuna doğru çan biçiminde genişleyen kadın giyimi moda tarzı. Doğal görünümü dikkat çekici özelliğidir.
Çan şeklinde kırma
Giysinin bol kısmına geçişi sağlayan katlanmamış, ütülenmemiş kırma ; giysinin yüzeyinde dalgalanma oluşturur. Genellikle süsleme amaçlıdır, fakat elbise, etek palto gibi kadın giysilerinin fonksiyonel bir öğesidir.
Çapraz Dimi
Farklı yönlere doğru yükselen iki uçlu dimi dokumanın çarpı şekli oluşturan yivler halinde tekrarlı bir şekilde dokunması ile elde edilen dimi örgüsünden türetilen örüdür.Bu dokuma, pamuklu ve yünlü kumaşlarda kullanılır. Fantazi çapraz dimi dokumalar ise kumaşta dokuma efekti oluşturan desen tekrarının sabitlenmemiş orta kısmı ile takviyeli veya tekli bağlama yapan çapraz dimilerden elde edilmektedir. Bu dokuma bayanların pamuklu kumaşlarından oluşturulan elbiselerinde ve modaya uygun yünlü mantolarının kumaşlarında kullanılır.
Çapraz desenli tafta
Biraz sert tuşeli, metalik parlaklığa ve ince, çapraz görünümü olan, iplik sıklığı fazla ipek tipi kumaş; farklı çapraz desenli bir bez ayağı dokumadadır. Bayan elbiseleri için kullanılır.
Çapraz çizgili kumaş deseni
Atkı renginden oluşmuş aynı veya farklı genişliklerde ve renklerde çapraz çizgili, dokuma veya baskı kumaş deseni.
Çarliston (charleston) giyim tarzı
1920’lerde oldukça popüler olarak kullanılan bir giyim tarzıdır. Elbisenin düz hatları, bedeni sıkı şekilde sarması ve büzgülü etek kısmı bu tarzın en belirgin özellikleridir. Genellikle kadın elbiselerinde kullanılmıştır. 1980’lerin başında bu tarzın geri dönüşü görülmüştür.
Çarşaflık
Orta gramajlı, orta kalınlıkta iplikten, yüzeyinde bariz şekilde görülebilen bezayağı dokumadan dokunmuş pamuklu kumaş . Tipik şekilde mavi, kırmızı, pembe ve mor dikey çizgilere sahiptir; bazen küçük ekose ve dokuma efektleri ile süslenir. Yatak takımlarında ve bazı desenleri kadın bluzları, yazlık elbiseler ve deniz giysilerinde kullanılır.
Çekici görünüm
Daha çok elbisenin arka bölümünde bulunan geniş dekoltesiyle göze çarpan kadın modasıdır. Taklit taşlarla süslenmiş lüks kumaşların kullanımı dikkat çekici özelliğidir. Bayan vücut hatlarını dışa vuran dar çizgileri, 1950’lerin abiye giysilerinde moda tarafından esin kaynağı olmuştur. “Glamour” kelimesi, zamanın Hollywood film yıldızlarının yaşam tarzlarını açıklamak için kullanılmıştır.
Çekmeli kumaş
Bir ya da birden fazla tülbentten oluşan tekstil kumaşıdır. Çekme sırasında oluşan kimyasal etkilere karşı fiziksel olarak güçlendirilmiştir.
Çekmezlik apresi
Yıkama sırasında kumaşı buruşmadan korur; özellikle ipek veya viskoz liflerden üretilen kumaşlarda kullanılır. Temelinde özel hazırlanmış maddeler vardır.
Çift atkı ipliği; çift çözgü ipliği
Dokuma sırasında iki atkı / çözgü ipliğinin tekmiş gibi dokunmasıdır
Çift atkı ipliği ( atkı çekme)
Dokuma sırasında mevcut atkı ipliği ile ekstra bir atkı ipliğinin atılmasıyla oluşan hatadır. Dokuma genelinde bazı bölgelerde atkı ipliği çift atılmıştır.
Çift atkılı kumaş
Bir çözgü ve çift atkının (üst ve alt) dokunmasıyla oluşan kumaş, bunların her biri kumaşın kalınlığını artırmak veya yüze desen yapmak için farklı bir dokumada oluşturmaktadır.
Çift iplik
Bu iplik iki veya daha fazla iplik grubu veya tek ipliğin bükülerek üretimi sırasında başta örneğin ring iplik çekme makinesinde bükülmesiyle oluşturulur. Bükme her bir ipliğin plise bükme tarafından birlikte büküldüğü bir bükme makinesinde uygulanır. Her bir ipliğin bükülme sayısına bağlı olarak çift bükülmüş, üçlü bükülmüş vb. diye adlandırılır. Tek aşamada bükülmüş ipliklerden farklı olarak, çoklu aşamada bükülmüş iplikler tekrarlı bükülerek yapılır. Çiftli iplikler düzenli bir bükme yoluyla yapılabilir. Düz bükme veya farklı renk veya hacimlerdeki tekstüre ipliklerde olduğu gibi...
Çift Plaka jarse
Ön ve arkasında düz 1.1 örgü bulunan kumaştır. Ön ilmek sıraları arka ilmek sıraları ile değiştirilir. Bu temel dokuma, iğnelerin gruplanmasıyla ve mevcut desenlere bağlı olarak çok değişik şekilde geliştirilebilir. Materyalin türüyle uyumlu olarak çok geniş yelpazede giyim çeşidinde kullanılır.
Çift yüzlü
Tek renkten fazla (genellikle iki) ağır çift taraflı ipekli kumaş; yüzü, arkası üzerinde olumsuz bir yapıya sahiptir; bezayağı dokuma ile çift taraflı kumaş üretim teknolojisi ile üretilmiştir. Bayan elbiseleri, takımlar ve paltolar için kullanılır. Adını Fransızcadan almıştır.
Çift yüzlü giysi
Giysinin hem iç ve hem dış yüzeyinin giyilebildiği giysilerdir. Giysinin iki tarafının renkleri, desenleri veya kullanılan kumaşlar farklı olabilir. Çift taraflı giyilebilir giysilerin iki tarafı da kullanılabilir kumaşlardan üretilir. Özellikle ceket, kaban gibi giyimler çift tarafı kullanılabilir olarak üretilen ürünlerdir
Çift yüzlü kumaş (1)
Yumuşak tuşeli ve içi şardonlu, genellikle pamuklu, bazen de yünlü olan hacimli kumaş. Üretiminde bir çözgü ve iki atkı kullanılır. Yüzü ve tersi aynı dokumaya sahiptir fakat atkıların renkleri değişir, böylece yüz tarafındaki atkı bir renkli ve arka tarafındaki atkı ise iki renkli olur. Çözgü ve atkının bağlantı noktaları birbirini kapatmalıdır ki birbiri içinden gözükmesin. Çift atkı iplikli kumaş, sabahlık, ev elbisesi, vs.nin üretiminde kullanılır.
Çift yüzlü kumaş (2)
Yüzü ve tersi kullanılabilen kumaş için genel terim; Dublüfas kumaşta, oyuk dokuma bulunur ve tersli yüzlüdür. Yüz ve ters görünümündeki fark, özel dokuma teknolojisiyle elde edilir
Çift çözgülü kumaş
Orta gramajlı, iplik sıklığı, dokuma, renk ve kullanılan malzeme farklılıklarından kaynaklanarak ön ve arka yüzü aynı ya da farklı olabilen, bir atkı ve iki çözgü ipliğinin kullanılmasıyla elde edilen genellikle ipekli veya pamuklu kumaş. Az sayıda çözgü teli kullanılmasıyla yüzeyde daha küçük desenler elde edilebilmektedir.
Çile
Farklı çilelerden gelen ipliklerle bağlanan, genellikle uzunlukları önceden belirlenmiş onlu çile ipliklerinin bir koleksiyonudur
Çin Jütü
Ebegümeci familyasına ait, bir yaş veya üzerindeki bitkilerin gövdesinden elde edilen liftir. Bir gövde %10 ile %30 arasında lif kapsar ve çuval ipi, halat ve kâğıt yapımında kullanılır. Aynı zamanda ticarette Çin jütü olarak bilinir. Bu bitki doğu Asya kökenlidir.
Çin bezi (nankeen)
Kalın ve sağlam pamuklu kumaş ;koyu çözgü ve açık atkı ipliğinden bezayağı veya dimi dokuma tekniği ile üretilir. Yazlık giysi ve özellikle spor tarzda pantolon üretiminde ve cep astarı olarak kullanılır.
Çingene görünümlü; çingene tarzı giyim
Birkaç kat farbela ve şerit dantelden oluşan, katları ve hareketli etek ucu ile ayırt edici özelliğe sahip, Çingene halk kostümünü yansıtan giyim tarzı. Büyük oval bir yakası olan bluzun göğüs altında bol kıvrımları vardır. Elbiseler canlı renklerdedir; aksesuar olarak gümüş ve yapay mücevherat bolca kullanılır.
Çizgili Madras deseni
Beyaz bir zemin üzerinde çok ince soluk renkte göze çarpan düzensiz çizgili desen. Genellikle pamuklu kumaş türlerinde kullanılır. Adını, oldukça gelişmiş tekstil sanayine sahip Hindu şehri Madras’tan almıştır.
Çizgili berberi deseni
Yünlü kumaşlarda sıklıkla kullanılan bir desendir; El tezgâhlarında dokunan ve güç algılanan renkli, ince ve düzensiz çizgilerden oluşur.
Çizgili damasko kumaşı
Saten dokumadan dokunmuş, çeşitli şekilde gruplanmış dikey çizgilerden oluşan, bir çeşit damasko kumaş türüdür.
Çizgili kumaş (diplomat kumaşı)
Koyu gri ve siyah zemin üzerinde 1cm aralıklarla boyuna kırık beyaz çizgileri olan kumaştır. Kamgarn iplikten üretilmiş kumaş, genellikle erkek yünlü takım elbiselerinde kullanılır
Çizgili örme kumaş
Sıraların düzenlenmesinde döndürülen, çeşitli renklerde çeşitli ipliklerden üretilir. Bir renk, bir veya birden fazla sırayı oluşturabilir. Bu tür desenlemeyi gerçekleştirmek için, bazı makineler, çeşitli kılavuzlarla çizgi aparatlarına sahiptirler
Çiçek desenli tafta
Belirgin, ince, verev ribsleri ve metalik bir parlaklığı olan, bezayağı dokumalı, biraz sert ipekli kumaştır. Çiçek desenli baskılı kumaş olarak da üretilir.
Çiçekli kumaş
Genel olarak pamuklu, ipekli ve yünlü kumaştan üretilen üzerinde çiçek ve çimen gibi floral motifleri bulunan kumaştır.
Çoban düğme
Kentli giyiminde dekoratif tutturucu elemanı. Oval, bazen fıçı biçimine sahip düğme, giysiye ortasındaki deliklerle tutturulur. Tahta, boynuz, metal, kemik ve plastikten üretilir. Genellikle spor ve modaya uygun giysilerde kullanılır.
Çoban kumaşı
Tuşesi kaba hissedilen, orta ağırlıktaki Sıra dışı uzun havları kumaşın yüzeyine küçük topaklar oluşturan bezayağı veya dimi dokumadan ve kamgarn iplikten üretilen yünlü kumaştır. Spor ceketlerde kullanılır.
Çoban palto; kalın tüylü kaban
Bay veya bayanlar için, kapüşonlu, geniş aplike cepli, sırtında serbest robası olan düz ve bol çoban biçimi paltodur. Kapaması çoban düğmeler ile tutturulur. Tek renkte yünlü, velur kumaştan, genellikle astarsız, bazı durumlarda içi ekose desenli çift yüzlü üretilir.
Çocuk bezi/külodu
Çocuklar ve bebekler tarafından kullanılan, ağ kısmı sızdırmaz dolguya sahip çocuk bezi veya külodu.
Çok renkli kumaş:(alacalı )
Fark edilebilir bir deseni olmaksızın, farklı renklerdeki ipliklerle veya parlak renkli melanj ipliklerle üretilmiş, çok renkli olan dokuma veya örme kumaş.
Çorap (1)
Düz çorap makinesinde üretilir. İhtiyaca göre daralan ve genişleyen biçimdedir. Çorabın bu özelliği ilmik boyunca oluşan dikey geri dikişten kaynaklanır
Çorap (2)
Kapalı kısmı ayak formunda olan ve sonu bir kenar veya elastik iplikle örülerek tamamlanan çorap türü. Çorap bacağı sıkıca sarar ve diz veya baldıra kadar boyu uzanabilir(diz boyunda ve baldır boyunda olarak ayrılır). Yünlü, pamuklu veya sentetik iplikten örülür
Çubuklu kumaş
En çok yünlü kumaşlarda kullanılan desendir. Düz bir zeminde veya tipik olarak flanel bitişli ince penye kumaşta, en az dört ince, tebeşir beyazı, düşey, kesikli çizgilerden oluşan grupların tekrarlarından ibarettir. Erkek takımları ve bayanların elbise ve takımlarının kumaşlarında kullanılır.
Çuval bezi;telis
Kaba, sağlam, gevşek, jüt ipliğinden bezyağı dokumada dokunmuş keten kumaş . Çuval ve ambalajlama malzemesi üretiminde kullanılır
Çözgü
Dokuma kumaşlarda kumaş kenarına paralel boyuna iplik sistemi. Genellikle küçük bir örneğinden bir kumaşın yapısını oluşturmak mümkün olan, atkı ipliklerinden daha az dalgalıdır.
Çözgü sateni
Atkısındaki bağlantı noktalarının üzerinde, çözgüsünde sayıca fazla bağlantı noktaları olan, desen tekrarlı dokuma kumaş.
Çözgü yapısı; çözgü dokuma
Atkı bağlantı noktalarının üzerinde sayıca daha çok çözgü bağlantı noktalarının olduğu dokuma tekrarlı kumaş.
Çözgü yüzlü,tesirli dimi
Atkısındaki bağlantı noktalarının üzerinde, çözgüsünde sayıca daha çok bağlantı noktaları olan desen tekrarlı dokuma kumaş.
Çözgülü dokuma kumaş
Çözgülü dokumaların yüzündeki çözgü ipliklerini vurgulamak için kullanılan genel terim.
Çözgülü örme kumaş; locknit kumaşı
İlmekleri dantelde olduğu gibi yatay olarak beslenmektedir. İlmekleri çözgülü örme kumaşlarda tek bir iplikten oluşmamıştır, çözgülü iplik sistemlerinden oluşmuştur. İlmekler sırayla değil hepsi bir anda tüm iğnelerin üzerinde oluşmuştur. Bu tip tekstiller farklı yüzey özellikleri (düşük esneklik, elastiklik ve hacimlilik) ortaya koyan örme kumaşlardır.
Çözgülü örme pelüş; çözgülü kadife
Biri zemin diğeri hav olmak üzere iki çözgü ipliği ve bir atkı ipliği olan ve zemin ipliği bezayağı, dimi, saten veya türetilmiş dokumalardan birini zemin olarak dokurken, özel iğneler yardımıyla ağızlık açıkken yükselerek hav çözgüsüyle hav kısmını oluşturan bir dokuma kumaştır. Hav ilmekleri çeşitli tekniklerle kesilerek kısa seyrek bir hav yüzeyi oluşturulur Kısa ve kalın hav tabakası kadife olarak anılır. Kadınların resmi elbiselerinde ve mantolarında ve dekoratif amaçlarla kullanılır.
Çözgülü örme pelüş; örme kadife
Çözgülü örme peluş; her zaman tersinde peluş örme için zemin oluşturulan, basit tek yüzlü dokuma. Tek yataklı çözgü makinesinde peluş çengelleri ile üretilir.
Çözgülü örme yapısı
Çözgülü örme teknolojisi yoluyla çeşitli dokuma elemanlarının ( ilmek, askı,atlama ,) kullanıldığı yöntem.
Çözgülü örme yerleştirilmiş kumaş
Bir yüzü ilmekler oluşturmayan yerleştirilmiş iplikleri olan çözgülü örme kumaştır. Yerleştirilmiş iplikler zemine bağlantı ilmekleri aracılığı ile tutturulmuşlardır. Kumaş arka yüzünde ısı yalıtımını artırmak için şardon uygulanmış olabilir
Çıt çıt
Giysi kapamalarında preslenerek giysiye tutturulan, düğme, çıt çıt gibi tutturucular.
Çözgü Rips Örgüsü
Bezayağı örgüsünün bağlantı noktasının, çözgü ipliği istikametinde 2 veya daha fazla atkı ipliği kadar uzatılmasıyla elde edilen örgülerdir. Bu durum aynı ağızlık içine birden fazla atkı ipliği atılması anlamına gelmektedir. Bu sebeple kumaşta enine yollar oluşturan bir yapısı vardır. Elde edilen bu yapı nedeniyle atkı rips örgüleri enine rips örgüleri olarak da adlandırılır.
Çözgü Yönünde Çapraz Dimi Örgüsü
Verilmiş olan dimi örgü raporu çözgü yönünde iki eşit parçaya bölünür. Birinci alana dimi örgü raporu tekniğine uygun olarak yarıya kadar işlenir. İkinci alana ise sondan başa doğru olmak üzere dimi örgü raporu işlenerek örgü tamamlanır.
Çözgü Yönünde Kesik Dimi Örgüsü
Verilmiş olan dimi örgü raporu çözgü yönünde yan yana tekrar eden çözgü iplik gruplarının yan yana sıralanması ile oluşur. Birinci alana dimi örgü raporu tekniğine uygun olarak işlenir. İkinci alana ise doluların karşısı boş, boşların karşısı dolu olarak işaretlenir ve oluşan bu rapora göre dimi örgüsü işlenir. Takip eden gruplar da rapor tekrarına gelene kadar devam edilir ve örgü tamamlanır.
Çözgü Yönünde Kırık Dimi Örgüsü
Verilmiş olan dimi örgü raporunun çözgü istikametinde bir rapor büyütülmesi ile oluşan örgülerdir. Birinci alana verilmiş olan örgü raporu tekniğine uygun olarak çizildikten sonra ikinci alana birinci örgü raporunun dimi yolunun tersi istikamette yol oluşturacak şekilde çizilir.
Çözgü Yönünde Balıksırtı Dimi Örgüsü
Çözgü yönünde balıksırtı dimi örgüsü çiziminde ana örgü çizilir. Son çözgüden sonra son çözgüdeki doluların karşısına boş, boşların karşısına dolu yazılır. Ana örgü sağ yollu ise ikinci kısım sol yollu, ana örgü sol yollu ise ikinci kısım sağ yollu olarak çizilir.
Çözgü Yönünde Diyagonal Dimi Örgüsü
Çözgü yönünde diyagonal dimi örgülerini elde etmek için temel dimi örgülerinden yararlanılır. Diyagonal dimi örgülerinin çizim yöntemi, normal dimi örgüleri çizim yöntemleri ile aynıdır. Çözgü yönünde diyagonal dimi örgüsünün rapor alanı hesaplanırken verilmiş olan dimi örgü raporu tel sayısı atlama sayısına bölünmek suretiyle elde edilen değer göz önünde bulundurulur. Rapor tel sayısı atlama tel sayısına tam bölünemiyorsa rapor çözgü ve atkı tel sayıları rapor tel sayısına eşittir. Tam bölünmesi durumunda ise elde edilen bölüm değer sayısı çözgü tel sayısını, rapor tel sayısı ise atkı tel sayısını verir.
Çözgü Yönünde Gölgeli Dimi Örgüsü
Çözgü yönünde gölgeli dimi örgüsü tam gölgeli ve yarım gölgeli olmak üzere iki şekilde elde edilir. Yarım gölgeli dimi örgüsü, verilmiş olan atkı dimi örgü raporunun çözgü dimi hâline dönüşmesiyle sonuçlanarak elde edilir. Tam gölgeli dimi örgüsü ise atkı dimi örgü raporunun çözgü dimi örgü raporuna dönüştükten sonra tekrar atkı dimi örgü raporuna dönüşene kadar devam ettirilmesiyle oluşur. Çözgü yönünde oluşturulan tam ya da yarım gölgeli dimi örgüleri, verilmiş olan dimi örgü raporuna bağlı olarak çok sayıda çerçeveye ihtiyaç duyulacağından daha çok jakarlı dokuma makinelerinde uygulanmaktadır.
Çözgü Yönünde Kuvvetlendirilmiş Saten Örgüsü
Çözgü yönünde kuvvetlendirilecek herhangi bir atkı sateni örgüsünde, çözgü ipliğinin üstte olduğu her bağlantı noktasına bir veya birden fazla bağlantı noktası ilâve edilir. Çözgü sateni örgüsünde ise çözgü ipliğinin altta olduğu her bağlantı noktasına bir veya birden fazla bağlantı noktası ilave edilerek kuvvetlendirilmiş saten örgüsü oluşturulur.
Çözgü sateninde doluların azaltılması, atkı sateninde doluları artırılmasıyla elde edilen satene denir.
Tekstil Terimleri B
Baby-doll
Aynı isimdeki sineme filminden adını almıştır. Çocuksu, masum silueti ve giysideki oval yaka açıklığı ile diz boyu arasında, oluşturulan yoğun büzgü ile belirginleşmiştir. Kollar kısa ve genellikle kabarıktır. Bu tarz 1950’lerde genellikle bayan geceliklerinde popüler olmuştur.
Bahar giysisi
Kadınlar ve erkekler için, genellikle hafif gramajda, serin tutan ve açık renkli, yapıştırılmış havlı tekstil kumaşlarından üretilmiş çeşitli giysilerdir. Bu giysiler yarım veya tam astarlı olabilir ve baharda giyilmek için tasarlanır.
Bahriyeli bluzu
Omuzdan sırta kadar inen geniş, dikdörtgen veya kare biçiminde devrik yakalı bluz. Yakanın ön parçası sıkıca bağlanarak denizcilerin boyun bağına birleştirilir.
Bahriyeli yaka
Omuzdan sırta kadar uzanan geniş, dikdörtgen veya kare devrik yaka, genellikle bantlarla/şeritlerle süslenir. Yakanın ön parçası şal gibi bağlanarak birleşir. Kadın ve çocuk giysilerinde moda öğesi olarak kullanılır.
Bal peteği dokuma
Bir dimi dokumadan yaratılır, tipik olarak çapraz bir sıra veya dikişli dimidendir; isteğe bağlı kompozisyondan da oluşabilir. Kumaş üzerinde kabarık bir yüzey oluşturur, genellikle ufak kare şeklindedir, konturları yükseltilir ve merkezler derinleştirilir. Pamuk kumaşlarda (el havlusu gibi) ve yün kumaşlarda kullanılır.
Bal peteği kumaş
İyi emiş güçlü, derinleştirilmiş yüzeyli, kabarık, gevşek bal peteği dokumadan oluşturulan kabarık yüzeyli, geometrik şekilli, yumuşak pamuklu kumaş. El ve banyo havlusu ve bazı bayan moda giysilerinde kullanılır. İsmi, üretiminde kullanılan bal peteği dokumadan gelmektedir.
Balen; iç teli
Yaka , korse ve sutyenlerin desteklenmesi için kullanılan plastik materyal veya çelik yay.
Balon etek
Belden veya kalçadan sonra genişleyen eteğin uçları toplanarak, balona benzeyen bir silüet kazandırılan ve belirli dönemlerde moda olan genç tarzı etektir.
Balıklı iplik; alevli iplik; nopeli iplik
İplik boyunca efekt iplikleriyle aralıklarla oval (alev, düğüm) şeklinde, oluşturulmuş hacimli dekoratif efektli fantazi iplik
Balıksırtı deseni
Farklı genişliklerdeki kırık bir dimi dokumada oluşturulan kırık ribsli desendir. Sıklıkla atkı ve örgüde kontrast ipliklerin kullanımıyla vurgulanır. Bu desen yünlü ve pamuklu kumaşlarda sık kıllanılanlardan biridir.
Bandura mekanik tekstürizasyon
Sentetik liflerden elde edilen dokuma ve örme kumaşların, opak, esnek ve plastik güzel bir yüzeye sahip olmaları için uygulanan özel mekanik işlemdir. Konik ısıtıcı silindirler, su ve sıyırıcı plakalar aracılığı ile kumaş ezilir ve biçimlenir.
Bant
10mm’ye kadar genişliği olan, dar tekstil kumaşı ; çeşitli malzemelerden yapılır ve teknik amaçlar için kullanılır.
Bant; şerit; kurdele
Pek çok çeşitli malzemelerden üretilebilen dar tekstil kumaşıdır; atkı ve çözgü iplik sistemi ile çok çeşitli dokumalarda, sabit kenarlarla üretilmiştir. Bordür olarak, kenar temizlemede, giysi süslemelerinde ve teknik amaçlarda kullanılır.
Bant;şerit
Teknik amaçlar için tek, boru şeklinde veya çok katmanlı olarak, kalın ipliklerden dokunmuş kalın bant.
Bobin arabası
Bobinleri taşımak için kullanılan araç
Bobin
İpliğin boş masuranın üzerine sarılmış konik veya silindirik formdaki hali.
Bobin
Masuralar üzerine sarılı durumdaki belli bir miktar iplik
Bitim İşlemi
Tekstil mamullerinin beyazlatma ve renklendirme hariç görünümünü, tutumunu ve kullanma özelliklerini geliştirmek için yapılan kimyasal ve mekanik işlemler
Boyutsal Değişim
Tekstil malzemesinin ısı, hareket, gerginlik, akışkan karşısında görülen enindeki ve boyundaki değişik
Balen
Giysilerin arzu edilen görüntüde/formda durmalarını sağlamak amacıyla yaygın olarak kullanılan genellikle plastik şekilli çubukları, sütyende daha çok bonelerin alt kısmında yarım ay şeklinde ya da özellikle askısız modellerde sütyenin yan kol altı dikişinde bükülmeyi önlemek için kullanılan çubuklar
Baz kalıp
Üzerine model uygulanılacak ana kalıp
Biz
İşaret amaçlı kullanılan delici alet
Biye
Giysinin değişik bölümlerini temizlemek ve/veya süslemek için ek bir malzemeyle yapılan işlem
Büzgü
Giysiye form vermek ve/veya model uygulamak için kullanılan, bolluksuz kısma büzülerek eklenen bolluk
Brit/askılık/lişet
Giysiyi asmak için giysinin uygun yerinde yer alan ince şerit
Büzgü
Giysiye form vermek ve/veya model uygulamak için kullanılan, bolluksuz kısma büzülerek eklenen bolluk
Boncuklanma
Kumaş yüzeyinde elyafın topak oluşturarak istenmeyen bir görünüm oluşturması
Boyutsal stabilite ( Boyut değişimi)
Kumaşın mekanik ve/veya ısıl etkiler ve/veya yaş işlemler altında en ve boyundaki değişimin yüzde olarak ifadesi
Boyama Sistemi
Kumaşın konfeksiyonda kullanılan eninde boyanması
Boya çözeltisi
Boyarmadde, kimyasal madde ve sudan oluşan boyama işlemine yarayan belirli bir pH değerine sahip karışım
Boyama kazanı
Boyama makinesinde ürün, boyarmadde ve kimyasalların konulduğu yer
Boyama reçetesi
Boya banyosunun içindeki maddelerin isimlerini ve niceliklerini, boyama yöntemi ve koşullarını belirten yazılı kısa bilgi
BCF( Bulked continuous filament )
Polipropilen şişrilmiş sürekli elyaftır.( Bulked continuous filament )
Bobinaj kafası
İpliğin belirli bir formda sarılmasını sağlayan makinedir.
Baracan (kumaş);
Deve tüyünden üretilen, saten dokuma türü ile dokunmuş, düzgün ve parlak yüzeyli ağır gramajlı yünlü kumaş. Kadın ve erkek palto, manto, ceketlerinde kullanılır.
Bark(kabuk, ağaç kabuğu)
Dokuma veya kabartma yoluyla oluşturulan karakteristik buruşuk, kabartma yüzeyli orta gramajda ipek veya yün kumaş. Ağaç kabuğuna benzer. Bayanlar tarafından özel zamanlarda giymek için kullanılır.
Barok Dönemi Moda Tarzı
Koyu renkte ipek, brokar ve dantel kumaşların kullanıldığı; uygun bolluğu, detaylı süslemesi ile farklı, Barok dönemi (17. yüzyılın ortalarından 18. yüzyılın sonuna kadar) giysi tarzı. Uzun eteğinin yırtmaçlı ön parçalarının içinden jupon görünen, daha çok kadın giysi biçimidir. Giysi kalçada toplanır ve demir çemberler kullanılarak kaldırılırdı. Ilk zamanlar bedene korse baleni(balina kemiğinden yapılmış) yerleştirilir ve bağlanarak kullanılırdı. Kare kesimli bedenin önü dantelle gösterişli şekilde süslenirdi.
Peruk dahil olmak üzere katlı kesilmiş saç biçimleri tel konstrüksiyonlarla düzenlenirdi.
Erkek giysilerini yaygın şekilde kısa ceketler oluşturmuştur. 17. yüzyılın sonlarında, kurdele ve nakışla süslenmiş olan ceketlerin katlanan kollarından süslenmiş gömlek kolu ve önü açık ceketin içinden dize kadar uzanan yelek görünürdü. Kollarında geniş dantel manşetleri olan gömleğin yakası zicirle kapatılırdı. Dize kadar olan pantolonlar genellikle beyaz ipek uzun çorap ile tamamlanarak giyilirdi(Peruka bu kıyafetin ayrılmaz bir parçasıydı). Bu giysi tarzı bu günün pantolon, yelek ve ceketten oluşan erkek takımlarının temelini oluşturmuştur.
Bask Beresi
Yumuşak, küçük, baş çevresini örten bask beresi, özellikle adını aldığı Bask halkı arasında ve Pireneler bölgesinde popülerdir. 20. yüzyılın sonlarında Fransız salon eğlenceleri aracılığıyla moda dünyasına sunulmuştur.
Baskı
Tekstil boyaması anlamına gelen bir terim olup, bir veya birden fazla renkteki desenlerin renklerinin bir tekstil kumaşının üzerine aktarılmasıdır. Baskının türüne bağlı olarak tekstil baskılarını blok veya elde, serigrafi, makine ve transfer baskı olarak sınıflandırmaktayız. Kullanılan teknolojiye bağlı olarak rölyef baskı (elle yapılan, kalıplar kullanılarak), makine (gravür silindirler ile) ve serigrafi (düz veya dönen) olarak tanımlayabiliriz. Yenilikçi baskı prosesleri de transfer baskı, püskürtmeli baskı, ve baskıyı içermektedir.
Baskı düğme; çakma düğme
Temelde spor giysilerde kullanılan sökülebilen veya sökülemeyen düğmelerdir. Jean düğmeler özel türüdür.
Baskı kusurları
Baskı kalıbının, renklerin, çizgilerin bir ya da bir kaç tur tekrarlanması sonucu, baskının üst üste gelmesidir. Basılmamış bölge baskı patında pıhtılaşma ile veya kumaş yüzeyinde bazı elyaf topaklarının kalması ile bu kudur ortaya çıkabilir. Baskının bozulması basılmış yüzün kurumadan ellenmesiyle baskının bozulmasıdır. Baskının akması Beyaz üzerine basıldığında veya açık baskı bölgelerinde uygunsuz yıkama ve baskı sonucunda ortaya çıkan baskının yer değiştirmesi kusurudur. Baskının baskı alanına tam yerleştirilememesi hatası baskı konturlarının kayması ile sonuçlanan bir baskı hatasıdır.
Baskılı tekstil kumaşı
Blok baskı/El baskısı , makina baskısı, serigrafi baskı ve transfer baskı olarak sınıflandırabileceğimiz baskı teknolojileri ve baskı mürekkepleri aracılığıyla bir veya daha fazla renkli desenler oluşturulmuş dokuma kumaştır.
Bast elyaf
Eğrilebilir bitkisel lif olarak antik çağlardan beri bilinen pek çok bitkinin sakında bulunan liflere verilen genel addır. Kimyasal yapılarında değişik oranlarda selüloz, yağ, vaks, pektin ve diğer hemiselülozlar, lignin ve su bulunmaktadır. Mekaniksel yolla, çiğleme veya havuzlama yöntemleriyle elde edilir. En önemli bast elyaf çeşitleri olarak keten, kenevir, jüt ve rami sayılabilir. Bast elyaflar sağlamlık, mukavemet, dayanıklılık ve esneklik özellikleri ile tanınmaktadır.
Batavya dokuma
Orjinali Doğu Hindistan’da üretilmiş olan, atkı iplikleri floş iplikten, çözgü iplikleri şap (ipek) iplikten oluşan ipekli kumaş.
Batik
Balmumu veya yaratıcı bağlama yöntemleri kullanılarak kumaşların boyama ve baskı yoluyla elde desenlendirilmesi; kumaş üzerinde oluşturulmak istenen desenlerin boyanmaması için yüzeyi balmumu ile kapatılır veya bağlanır. Boyamadan sonra ipler çözülür veya balmumu temizlenir. Boyanmamış alanlar istenen deseni oluşturur. İlk olarak Java adasında uygulanan eski bir boyama tekniğidir.
Bağcık
Bir giysinin vücut üzerindeki duruşunun değişebilirliğini sağlayan süsleme elemanı veya giysiyi vücuda oturtmayı sağlayan parça. Bir elbisenin sıkılaştırılması veya dekorasyonu için kullanılan gereç. Genellikle korselerde vücudu şekillendirmek için kullanılır.
Bağdalin
Doğu tarzı desenler dokunmuş yada basılmış ince iplikten mamul pamuklu yada yünlü kumaştır Kadın giysilerinde kullanılır.
Bağlama
Birleştirme için bir tekniktir. Dokuma veya örme olmaksızın iki yapıştırılmış havlı tekstil kumaşıdır; bu yapıştırıcı ajan yoluyla başarılır. En sık kullanılanı hem önü ve hem de arkası yapışıcı özellikte olan, ısı veya diğer durumlar altında şekil değiştirmeyen poliüretan köpükten ince bir tabakadır. Bu yapıştırmanın amacı, hafifliğine, bakım kolaylığına, mukavemet ve hava geçirgenlik değerlerine bağlı olarak tekstil ürünlerinin etkinlik değerlerini arttırmak ve maliyetleri düşürmektir. Yapıştırılmış havlı tekstil kumaşı birçok giysi türü için kullanışlıdır.
Bağlama, Yapıştırma
Uygun bir baskı veya sıcaklık altında iki ya da daha çok yüzeyin tekstil üzerine bağlama ajanı ya da bağlama ajanı olarak kullanılabilecek bir başka materyal ile bağlanmasıdır. Nokta yapıştırmada ise yapıştırma sadece baskı noktalarında oluşmaktadır. Yapıştırma noktasal olmayabilir tüm yüzeye de yapıştırma ajanı uygulanabilir.
Bağlantı noktası
Atkı ve çözgülerin üst üste geldikleri noktadır. Atkı ipliğinin çözgü ipliğinin üzerinde veya altında olması ile ikiye ayrılır.
Başlık (kapüşona benzer başlık)
Kapüşona benzeyen, başı sıkı bir şekilde saran başlık. Yüzü açık bırakırken başı saracak şekilde yapılır. Yağmurluk, anorak veya ceketin bir parçası olarak kullanılır. Yaka hattına dikilir veya takıp-çıkartılabilir. Bazı durumlarda çok soğuk havalarda giymek için, genellikle yünden ayrı olarak da üretilebilir.
Bebek başlığı
Yürümeye başlayan çocuklar ve bebeklerin başını örtmek için örme kumaştan üretilmiş başlık.
Bebek giyimi
Bebeklerin yaklaşık olarak 1 yaşına kadar giydiği giyim. Bebek patiği – bebekler için genellikle ayak bileğinin üzerinde bir dantelle bağlanan, örme kısa çorap. Bebek başlığı – bebek ve yürümeye başlamış çocuklar için değişik desen ve tasarımlarda başlık. Çeşitli tipleri vardır: bere, başlık , kapüşon. Bebek tulumu – bebek tulumlarının alt kısmı uzun ve patikle sonlanır. Kolsuz veya askılı üst kısım genellikle alt kısımla birleştirilmiştir. Bebek zıbını - bebekler için kollu, önü düğmeli, omuzları bantlı bol ve dökümlü giysi. Giysinin arkası tümüyle açılabilir. Ceketin uzun kollarına parmaksız eldiven dikilebilir. Bebek gömleği – çeşitli kol türleri olan bir ürün. Boyu belin altında yaklaşık kalça hizasına kadar uzanır. Arkada, omuzlarda veya önde bağlanır. Yakası olabilir ve nakışlarla süslenebilir. Bebek eldiveni – bebekler için parmaksız eldiven, bilekte bağlanır. Bebek uyku tulumu – bebeklerin uyuması için tasarlanmış ürün. Tüm vücut içine girer, alt kısmı kapalı veya farklı şekillerde açılabilir. Önünde düğmeler olabilir. Genellikle kürkten yapılır. Önlük – bebekler için giysileri kirlenmekten koruyan, uygun bir malzemeden yapılan özel ürün.
Bebek tulumu
Bebek ve küçük çocuklar için gövdeyi örten kollu ve yakasız ayakları içine alan tek parça örme giysidir. Genellikle pastel renklerde üretilir.
Bebek önlüğü
Bebeklerin giysilerini korumak için kullanılır. Yıkanabilir malzemeden üretilir. Biçimi kullanımına uygun büyüklükte ayarlanır.
Beden numarası
Kadın, erkek, genç kız ve erkek çocuklarının özel gruplarının ortalama çevre ve boy ölçülerini ifade eden etiket ve bir giysi üzerinde gösterilen sembol. Bu, endüstride üretilmiş giysilerin bedenleri için efektif sistemler ile uyumlu olmalıdır. Figürün temel ölçüleri için numara değerleri cm olarak verilir: figürün boyu, göğüs çevresi, bel çevresi (erkek), kalça çevresi (kadın). (182-104-90 ölçüleri, bir giysinin 182 cm boyunda (+ - 3cm), 104 cm beden ve 90cm bel ölçüsü olan bir figür tarafından giyilebileceğini ifade eder.)
Bedene düşen yaka
Yaka çevresini süsleyerek, düz şekilde beden üzerine düşen veya çok küçük bir yaka ayağı oluşturan dik yaka üzerine katlanan yaka. Çok bilinen türlerinden biri bahriye yakadır .
Bedeni örten kolsuz ve yakasız takım
Bedeni ve bacakları -ayrıca üst parça aşağıya uzuyorsa- örter. Ön parçası genellikle kapatmalıdır, fakat bütün de olabilir; kolsuzdur ve tipik olarak yakasızdır. Bir takımın yeleği, bir fanila, bir süveter veya bir kombinezon olabilir.
Bel bağı; bağlamalı kemer
Özellikle kadın giysilerinin, giysiden ayrı olarak üretilen dekoratif bir tamamlayıcısıdır. Tekstil yüzeylerinden dar veya geniş şerit halinde üretilir, dekoratif bir düğüm veya ilmik yapılarak bağlanır.
Bel cebi
Giysinin bel bandının dış tarafında yerleştirilmiş küçük cep; çoğunlukla fletolu cep veya aplike cep şeklindedir.
Bel genişliği
Ceket kaban gibi kollu giysilerde, bedeni örten giysilerde veya yelekte bel hattındaki kapama. Olabilecek bel genişliğinin en kısa olanıdır.
Bel kemeri
Etek ve pantolonların bel kemerleri için kullanılan değişmez terimdir. Bel kemeri, etek ve pantolonların bel hatlarını sabitleştirmek için bel çevresine dikilen banttır
Beli saran giysi;bele oturan giysi
Bel hattının üstü ve alt kısımları bedeni sıkıca sarmayan, sadece bel hattı beli sıkıca saran giysi.
Belçika danteli
Belçika‘da üretilen dantel. Desenlerinin yoğunluğu ve biçimlerine uyarlanmış pürüzlü yüzeyi özelliğidir.Tek parça olarak yapılmaz ve oldukça geniş olabilir.
Benekli iplik
Söz konusu uzunluklarda değişken ve düzenli tekrarlanan renk tonlarına sahip fantazi ipliktir. Bu renk etkisi farklı renkteki iki ipliğe büküm verilirken, üstteki ipliğin diğerinin çevresini sarması ve diğerini kaplaması ile elde edilir.
Bengal tarzı bordür deseni
Belirgin olarak ayırt edilebilen pek çok renkle dokunmuş desenli bordürlerdir. Bu tarz desenler fularlarda ve dar dokumalarda çok yaygın olarak kullanılmaktadır. Bu terim adını Hindistan’ın Bengal şehrinden almıştır.
Bengalin (1)
Ağır gramajlı, bezayağı tekniği ile dokunmuş ipekli kumaş. Yüzeyinde verev yivler oluşturulacak şekilde dokunan rips kumaş. Kadın elbiseleri dikiminde ve çanta astarı olarak kullanılır. Kumaşın yüzeyini süslemek için preslerden geçirilerek harelendirilme (muhare) işlemi uygulanır.
Bengalin (2)
Hafif gramajlı yünlü kumaş ; dokuma bezayağı dokunan rips kumaş ; birim başına düşen atkı ipliklerinin çok fazla bükülmesi ile kumaşa ince ve pütürlü bir yüzey kazandırılır. Yazlık erkek takımlarında ve kadın giysilerinde kullanılan bir kumaştır. Bu terim ilk kez Hindistan’ın Bengal şehrinde döşemelik kumaş olarak dokunmuş ve adını buradan almıştır.
Berberi kumaş
Yumuşak tuşeli hafif gramajlı saten dokuma dan dokunmuş pamuklu veya ipekli kumaş ; 19. Yüzyılın sonları ile 20. Yüzyılın başlarında oldukça önemli olarak kullanılan bir kumaş çeşidi olmuştur.
Berberi tüvit
Düzgün yüzeyli olmayan doğal melanj iplikten dokunan kaba yünlü kumaş . Spor palto yapımında kullanılır.
Bere
Yumuşak, yassı, başı örten, dairesel biçimli, bir yana açılı şekilde giyilen, modaya göre farklı boyutlarda olan, kadın ve erkeklerin moda aksesuarı. Keçeleştirilmiş yün dokumadan veya örülerek yapılır. 15-16. yüzyılda kadifeden yapılanları popülerdi. Romantizm yıllarında ressamlar tarafından kullanılmasıyla gündemdeydi.
Bermuda şhort
Dizlere kadar veya daha kısa uzunlukta kısa dar pantolon; paçaları dubleli (geriye dönen). olarak çalışılabilir. Spor veya tatil giysisi olarak kullanılabilir. Ayrıca modaya uygun olarak yünlü kumaşlardan da hazırlanabilir.
Bezayağı bant
Tek atkılı bant veya bezayağı dokuma ile dokunmuş çeşitli materyallerden örülür. Köşeleri düz dokuma olabilir, genişliği 5 mm ve 100 mm arasında değişir. Giysilerin kenarlarını çevrelemek ve teknik amaçlarla için kullanılır.
Bezayağı dokuma
Dokuma kumaşın tersi ve yüzü aynı olan en basit ve en kalın tersli yüzlü temel dokumadır. En küçük tekrarı 2/2, olan iki çözgü ve iki atkının farklı yönlerde hareket etmesiyle oluşmuştur. Tüm kumaşlarda kullanılır. En bilinen bezayağı türevi dokuma Panama-benzeri ve Panama dokumadır.
Bezayağı kumaş
Yumuşak, ince ile orta gramajlı düzgün biraz pütürlü yüzeyli pamuklu veya yünlü kumaştır. Kumaşın ismi kullanılan dokumadan gelmektedir.
Biedermeier tarzı giyim
1820-40 yılları arasında kullanılan giyim tarzı. Sanayileşme döneminde kişiler tarafından en beğenilen giysi olarak kullanılmıştır. Sade ve ciddi tarzı en önemli özelliğidir. Kadın ve erkek giysilerinde daha çok desenli (özellikle ekoseli) olarak kullanılan kumaştır. Kadın giysileri göğüs kısmı kapalı, vücuda sıkıca oturan, bel yeri doğal yerinde, oldukça sıkı korse ve iç etekle kullanılan, kolları oldukça hacimli giysilerdir. Kışları yünlü kaban veya kap (pelerin) kullanılması özelliğidir. Şal, fular, kürk kürk atkı (boa) popülerdir. Erkek giysisi olarak kullanılanları daha resmi ve uzun ceket tarzında yapılmıştır. Dar ve uzun pantolon, renkli yelek ile kullanılan smokin olarak adlandırılır. Üst giysisi (palto, pelerin ve kap vs.)ile kullanılmıştır.
Bikini
Sütyen ve külottan oluşan, vücudun göğüs ve kalça bölgesini kaplayacak şekilde tasarlanan, iki parçalı kadın deniz giysisidir. Bikini terimi adını Hint okyanusundaki Bikini adasından almıştır.
Bikomponent lif
Farklı fiziksel veya kimyasal özellikteki birden fazla polimer lifin iç içe veya yan yana yerleştirilmesini anlatan terimdir. İç içe yerleşimde lifler, kaplamalı (Merkez, çevre,nüve)veya nüveli olarak adlandırılır. Bikomponent lifler fibröz tek polimerden ya da matris fibriller şeklinde ikinci bir polimerin homojen olmayan fibrilleri şeklinde yerleştirilebilirler.
Bilek üstü boyda pantolon
Uzun pantolon ve kapri pantolon arasında uzunluğu olan, ayak bileğinin bir kaç cm. üzerinde pantolon.
Bileklik
Soğuğa karşı bilekleri korumak için kullanılan boru biçiminde, örmeden çift olarak üretilen aksesuar.
Binici ceketi
Dört veya daha fazla düğmesi ve küçük bir klapalı yakası olan mono veya kruvaze sportif cekettir. Arka tarafında tek veya çift yüksek bir yırtmacı vardır. Karde ipliklerden mamul rustik desenli kumaşlardan üretilir.
Binici giysileri için gabardin kumaş
Ayırt edici bir dikey çizgiye, kaba bir görünüme ve sert tuşeye sahip ağır gramajlı yün kumaş; çözgü ve genellikle iki atkıda muline iplikli dimi sırtlı dokumalarda, alt kısmı, arkayı taramayı sağlar. Binici ve iş pantolonları için kullanılır.
Binici giysisi yırtmacı
Bir ceketin veya paltonun arkasında etek ucundan belin üstüne kadar uzayan ve genellikle kapama amaçlı kullanılan, yüksek yırtmaç.
Binici süitleri için gabardin; binici gabardin kumaşı, süvari gabardin kumaşı
Dolgun, sert tuşeli, vurgulu dimi dokumadan kaba, diyagonal çizgili, ağır gramajlı yünlü kumaş. Atkısı kamgarn yün ipliği mulinedir; atkı da taranmış olabilir. Pantolonlar-genellikle süvari pantolonu- ve spor görünümlü paltolar için kullanılır. “süvari gabardini” ve “binici gabardini” adları değişkenlik gösterebilir. Bu tür kumaş, süvari pantolonları ve spor giyim için kullanılır.
Birleşik dimi dokuma
dimi dokumadan türetilmiştir. Tekrarda kırılan dimi temel dimiye monte edilmiştir. Örgü tekrarnın ortasındaki örgüde bir değişiklik vardır.
Bisikletçi şortu
Likralı elastik malzemeden hav bağlamalı tekstil kumaşından genellikle örme kumaştan yapılan dize kadar spor şortu.
Bitirme işlemi;apre, terbiye işlemi
Tekstil kumaşının örme ve dokuma sonrası görünüşünü, yüzeyini, tuşesini ve diğer özelliklerini/kalitelerini geliştirmek amacıyla kullanılan bütün teknolojik yöntemler için genel bir terimdir. Bir terbiye işlemi kalıcı olabilir. Örneğin yıkanınca çıkmaz veya sınırlı bir sure için etkili olabilir. Terbiye işlemi, mekanik (kuru bir şekilde uygulanan) ve kimyasal (ıslak bir şekilde uygulanan) olarak ikiye ayrılır.
Bitkisel lif
Tohum, sap, yaprak ve meyvelerden elde edilen ve bir tekstil materyali olarak eğrilebilen liftir. Bitkisel lif, tohumdan, (pamuk, kapok), saptan(keten,kenevir, jüt, kenaf, rami, Bengal keneviri), yapraktan (sisal, Manila keneviri) ve de meyveden, (hindistancevizi, vb.) olarak sınıflandırılır. Selüloz ve az miktarda lignin ve pektin içerir.
Biyeli blazer ceket
Ceket kenarları (kol ağzı, yaka çevresi, cep çevresi, etek ucu vs.) çeşitli genişliklerde, çeşitli renklerde (genellikle zıt renklerde)biyelerle çevrilmiş ceket. Özellikle 1920’lerde ve 1930’larda popüler olarak, spor ceketlerde ve kadın giysilerinde kullanılmıştır.
Biçim, tarz;kesim
Bir giysinin üretiminde kullanılan materyallerin, teknolojik çalışmaların ve yapım kalitesinin kısa ifadesi. Erkek takımları pantolonlar ve diğer giysiler olarak çeşitli biçimlere ayrılır.
Blackwatch deseni
Yünlü, pamuklu ve ipekli kumaşlarda yaygın olarak koyu mavi ve yeşil renk kullanılan ekose kumaş desenidir.
Blazer
Büyük aplike cepli göğüs cebi üzerinde ayılar kulübü amblemi olan kadın, erkek ve çocuk ceketi. Özellikle Altın veya gümüş rengi düğmeleri önemli özelliğidir. Blazer, tek renk bükülmüş yün iplik ile dokunmuş gabardin , dril veya flanel ) gibi kumaşlardan üretilmektedir. Genellikle koyu renkli kumaşlardan yapılanları tercih edilir. Bazı blazerler boyuna çizgilidir. Bazen astarsız olarak yapılmaktadır. Blazer adı ile ilgili teorilerin ilki; Kaptanların giydikleri mor renkli ceketlerin üzerinde ateşmiş gibi görünmesinden ( alev alev yanmak, tutuşmak anlamına gelen “blaze” fiilinden) aldığı, 1889 yılında Cambridge Üniversitesi’nce ileri sürülmüştür. İddia edilen ikinci teori; İngiliz deniz kaptanlarının ve mürettebatın kullandıkları, ismini gemi adından (Blazer)alan, mavi şayak metal düğmeli ceketler olduğudur. Fransızlara göre ise asker ceketi olarak kullanılan Fransızca “Blason” teriminden türetilmiştir. Blazer-stili bu spor ceketler, özellikle kadınlar tarafından dış ve spor giyim olarak yaygın şekilde kullanılmaktadır
Blok baskı; el baskısı
tekstil kumaşında ahşap veya metal rölyefli ahşap boyama blokları ve boyama mürekkebi kullanılarak bir veya birden fazla renkli desenler oluşturmaktır. Desenin her bir rengi kendi bloğuna ihtiyaç duyar. Blok baskı bilinen en eski boyama tekniğidir. Hala en çok tipik olarak folk tasarımlarında kullanılan bayan elbiseleri ve şallar için kumaşların boyanmasında kullanılır
Bluz
Hafif gramajlı, vücudun üst kısmını örten, moda eğilimlerine maruz kalan ayrı kadın giysisi. Etekler, pantolonlar ve takımlarla giyilir. Hafif gramajlı, düz veya desenli kumaşlardan üretilir.
Bolero
En uzun türü bele kadar ulaşan, kısa, hafif bir bayan giysisidir. Badi veya ceket şeklindedir. Düğmesi yoktur ve önü açıktır.
Bonbazin
Çözgüsü kamgarn iplik, atkısı ipek ipliğinden, ince bezayağı veya dimi dokuma tekniği ile dokunmuş, yumuşak tuşeli , yünlü kumaştır. Bazı çeşitlerde çözgü de ipektir. Bayanların giysilerinde kullanılır.
Boncuklanma
Yünlü bir kumaş veya örmenin yüzeyinde oluşmuş küçük top şeklindeki öbeklerdir. Elyaf topağı olarak da bilinir. Sentetik, tipik olarak polyester lifler bu tür lifleri yüksek oranda içeren ipliklerden yapılmıştır. Kumaşın yüzeyinde liflerin ürettiği yumaklanma veya demetlenmeden şekillenir. Boncuklanmayı önlemek için çok farklı yöntemler vardır. Uygun polyester lif seçmek veya bir anti-pilling terbiyesi uygulamak gibi...
Boncuklaşmazlık terbiyesi
Darbeye karşı önemli dayanıklılık, esneklik ve dirençleriyle boncuklaşmaya meyilli olan sentetik lif içerikli ipliklerden yapılan kumaşlar ve örme ürünler üzerinde boncuk oluşumunu azaltır. Boncuklaşmazlık terbiyesi, sentetik lifin mekanik direncini gevşetmek ve de düşürmek için liflerin yeteneğini zapt etmeyi amaçlayan kimyasal uygulamaların kullanımına dayanır.
Boncuklu iplik; düğümlü iplik
İki kere kasarlanan ve iki kere merserize edilen, (genellikle 120 tex)kaba iplikten çift bükümlü penye pamuk ipliğidir. En son bitim terbiyesinde, yıkama ve kaynatmadaki dayanıklılığı için renk haslığı yüksek şekilde boyanır. İç çamaşırı ve Goblen nakışta nakış ipliği olarak ve de çeşitli aksesuarların dekorasyonu için kullanılır.
Bonekan
Zemini pamuklu veya sentetik örgü olan ve havlı bir yüzey oluşturmak için poliakrilonitril ştapelleri örme sırasında taranmış bitmiş ürünün arka yüzünde lasteks ile takviye edilir ve hav yüzü istenilen görsel etkiye ulaşmak için birkaç kez baskı, boyama ve kesim teknikleriyle muamele edilir. Bayan ve genç kız paltolarında ve spor giysilerinde kullanılır.
Bordür desen
Kumaş veya örme için süsleme şeklidir. En sık atkı ve şalların kenar süslemelerinde kullanılır (şekil tüm yüzey boyunca yayılmaz). Motifler çeşitli süsleri, çiçekleri ve geometrik kalıpları içerir. Süsleme tasarımında sıklıkla çizgi veya kare kalıpların kombinasyonu kullanılır ve kumaş veya örmenin kenarına doğru gruplanır; Bayan giyiminde, özellikle palto veya ceketlerin kullanımı için kullanışlıdır.
Bornoz
Boyu ayaklara kadar uzanan, uzun, bol, uzun kollu, kemerli giysi. Kapüşonlu olabilir. Yumuşak ve su emici kumaşlardan, genellikle pamuklu havlu kumaştan üretilir. Banyodan önce ve sonra kullanılır.
Boru pantalon
Dar, bedeni saran, ütülü veya ütüsüz kullanılan düz kesimli pantolondur. Paça genişliği 20-25 cm arasında değişir.
Boru paça pantolon
Kalçadan paçalara kadar aynı genişlikte olan uzun, düz kesim pantolon.
Boya haslığı
Bir tekstil kumaşının üretimde ve pratik kullanımda oluşan çeşitli etkilere karşı koruyan boyaya direncidir.
Boyama Hataları
Kumaşın genel yüzeyinde oluşan hatalar. Boncuklanma- birkaç lifin biraraya gelip kumaş yüzeyine tutunması, nope neps oluşumu Didiklenme, pullanma, kabuklanma- Kumaş yüzeyinde Didiklenme, pullanma, kabuklanma oluşması Verevlenme- Dar iplikler diğer ipliklere paralel değildir. Kumaşta kabarma- Eşit olmayan kumaş çekim gerginliği nedeniyle kumaş yüzeyde düz durmaz. Düzgün olmayan renklendirme-Kumaşın zarar görmüş veya yeterli hazırlanmamış bölgelerinde kurutma sırasında düzgün olmayan yüzey ve üretimden kaynaklanan hatadır. Bölgesel Renk hataları- Çeşitli açık koyu renkli bölgeler Kenar orta renk farkı- Kumaşın rengindeki bölgesel farklılıklar Çubuklanma-Kumaşta hem boyuna hem de enine açık veya koyu bantların oluşmasıdır. Yanardöner, Janjan- Çeşitli tonlarda metalik gölgenin renge verilmesiyle kumaşta oluşan renklendirme hatasıdır. Metamerik Boyama- Çeşitli ışık tiplerinde rengin değişmesidir. Genellikle istek üzerine veya hatalı boyama sonucunda oluşur. Lekelenme-Komşu bölgelerde lekeli boyamanın oluşmasıdır. Baskıda boşluk- Kumaşın genellikle büyük bölgelerinde basılmamış veya hafif basılmış alanların oluşmasıdır. Muare- İstenmeyen bir ebru efektinin oluşmasıdır. Abraj- Kumaşın büyük bölgesinde hafif lekelenmenin oluşmasıdır. Boya almaması-Kumaşın bazı bölgelerinde istenmeyen boyan almayan bölgelerin bulunmasıdır. Hatalı Kabartma – Kumaşta kabartma efektinin eşit olmayan ve dengesiz bir şekilde yapılması.
Bozuk kenar
Çekmiş, gevşek, yuvarlanan, katlanmış, dalgalı veya kesikli kenar hataları olarak ifade edilen kötü ve deforme olmuş kenarlardır.
Boşluk
İstenen biçimin oluşmasını sağlamak için orijinal alanı daraltmaya yarayan giysinin belirli parçalarının içindeki veya kenarındaki bölgedir. Boşluğun sonlandığı bir veya iki ucu vardır. Pozisyonuna bağlı olarak bel, göğüs ve kalça boşluğu olarak ayrılır.
Branda bezi
Tek veya çift keten kumaş bazen sert tuşeli, pürüzlü yüzeyli, ipliklerinin üzerinde düzensizlikler olan bezayağı dokumadan üretilmiş kumaş. Teknik amaçlar ve spor ve genç görünümlü palto ve kabanların üretiminde kullanılır.
Brokar
Yüzeyi düzgün, çok süslü, ağır, ince doğal veya kimyasal ipekten ipekli kumaştır; jakar desenleme teknolojisi kullanılarak dokunur. Sıklıkla saten dokuma çözgü ve atkı etkisinin değiştirilmesiyle kullanılır. Ayırt edici, geniş jacquard tasarım, gümüş veya altın iplik ile bütünlenir. Tek renkli olan kumaş parlak renklerdedir. Günlük bayan giyiminde kullanılır.
Brokar damasko kumaşı
Altın ve gümüş ipliklerden genellikle çiçek desenli olarak dokunmuş damasko kumaş.
Brokar tafta
Sert, Kalın ,orta gramajlı, perdahlı (metalik parlaklığı olan), ince verev ribsleri olan bezayağı dokumalı ipekli kumaştır. Bayan elbiselerinde kullanılır.
Broşe kumaş
Birincil atkı boyunca desen yapan atkıya sahip pamuk, ipek veya (az da olsa) yünlü kumaş, kumaşın belli alanlarında dokumanın (şeritlerde) desenini sağlar. Dekoratif çözgünün deseni benzer şekilde gerçekleştirilir, bunda desen yapmayan atkı veya çözgüler, kumaşın arka tarafında serbest dururlar (bu, keserek çıkarılabilmesine rağmen). Bu desenlerin atkı veya çözgüde dikişsiz (sökülmüş) olduğu durumlarda, kumaş, temel dokumasında (örgüsünde) durur.
Buckram
Kalın, sert, belli bir esnekliği olan, aynı kalınlıkta atkısı ve çözgüsü olan bezayağı dokumalı, kaba keten kumaştır. Daha sofistike giysilerde sertleştirici tela olarak kullanılır
Bukle iplik
Zemin ve fantezi olmak üzere iki ipliğin birlikte bükülmesiyle ortaya uzun bükümlü toplanmış bir yüzey getiren ince uzatılmış spiralli yüzeyi olan fantezi ipliktir. Kısa spiral toplamalı bir yüzeyi olan frisé iplikten farkı yüzeyindeki toplamalı spirallerin uzunluğudur.
Bukle kumaş
Hafiften orta gramaja kadar önde fantazi ipliği kullanılarak elde edilen ince verev yivleri olan kumaştır. Kumaşlar ipekli veya yünlü olabilirler ve isim dalgalı anlamına gelen Fransızca "ondé" kelimesinden gelmektedir.
Buklet (1)
Üç veya dört kat bükümlü Fantezi iplik. Zemin ipliğinin ve fantazi ipliğin farklı hızlarda bir arada bükülmesiyle bukleler oluşturulur. Buklelerin sıkılığı ipliğin daha sonradan bir veya iki kez bükülmesiyle ayarlanabilir. Buklet terimi Fransızca kökenlidir, “küçük yay“ veya “kıvırmak“ anlamına gelir.
Buklet (2)
Orta ve ağır gramajlı yünlü (Ştrayhgarn) kumaştır. Genellikle atkısında bükümlü fantezi iplik kullanılarak elde edilen bukleler Yüzeyinde yer alır. Bezayağı dokumadan dokunmuştur bayanların takım elbise veya paltolarında kullanılır.
Buklet (3)
Bezayağı dokumadan çoğu kısımları tek renkli dokunmuş, ağır gramajlı ipekli kumaş. Buklet iplik atkıda kullanılır.
Burberry
Yüzde yüz kamgarn yünden yüksek kaliteli, yağmurlu havalarda giyilmek üzere aprelenmiş (empregne edilmiş)sport tarzlı dış giysiler üreten bir ingiliz konfeksiyon firmasının tescilli ticari markasıdır.
Buret; deşe Ipek
İpek elde edilirken ortaya çıkan artık ve şap ipek ipliğinin eğrilmesi sırasında ortaya çıkan artıklar. İpek kumaş liflere ayrılır ve tekrar iplik elde edilir; bayanların yazlık elbiseleri, kravatlar, mobilya ve dekoratif amaçlara yönelik kumaşların üretiminde kullanılır.
Buret (Ipek) iplik
Genellikle ağartılmamış doğal renginde, tek renkli; kaba, sade ve mat yüzeyli ipekli kumaş. Doğal, kaba, pürüzlü ipek iplikten bez ayağı dokunmuştur. İsmi, kullanılan buret ipek iplikten gelmektedir. Buret iplikten elde edilen kumaşlar kadın elbiseleri, takımları, bluzları ve spor giyimi (spor giyim de erkek giysilerinde de kullanılır) için uygundur.
Burgonya modası
Çarpıcı renkleri, kullanılan materyallerin ve kesiminin kalitesi, birçok modayı barındıran çizgileri ile göze çarpan 15. yüzyıl giyim stili. Bazı kültür tarihçileri, modanın köklerini bu döneme atfeder. Bu stilin özellikleri, giyim ve şapkalardaki sivri uçlu biçimdir. Giysilerin kumaşları yün, pamuk ve ketenden yapılır. Detay olarak zillere benzeyen çeşitli süslemeler kullanılmıştır. Bayan giyimi dar, dantellerle süslenmiş bel çizgisi, kuyruk, yüzü örten tül dantel ve yüksek koni şeklinde şapka özellikleriyle dikkat çeker. Bayan elbiseleri fisto veya kenar süsleri ile süslenmiştir. Erkekler, dik yakalı ve kapitone dar yelekler; değişik renkte kadın çorabı şekilli pantolonlar ve ayak uzunluğunun üç katına kadar ulaşabilen sivri uçlu ayakkabılar giyilmiştir.
Buruşma özelliği
Bitmiş bir giyside (genellikle) kullanım esnasında baskı sonucunda oluşan tekstil yapısında bozulma veya geçici değişiklik. Kumaşın tekrar orijinal durumuna dönmesi bozukluğun derecesine, kumaşın malzeme bileşimine, yapısına ve elastikiyetine bağlıdır. Ütüleyerek ve çoğu durumlarda uzun süre asarak düzeltilebilir.
Butik
Kızlar ve genç bayanlar için orijinal İtalyan, akıcı sportif moda giyimidir. Günümüzde kabaca çağdaş eğilimler temelindeki üst düzey yaşamla bağlantılı yüksek derecede bireysel moda için genel bir terminolojidir. Küçük uzman mağazalardaki satışla ilişkilidir.
Bölgesel defo (kumaşda)
İlmek kaçığı- Örme kumaşlarda meydana gelen yanlış ilmek atılması gibi işçilik hatalarından veya iğne yamulması veya yalpalaması gibi üretim hatalarından kaynaklanan hatadır.
Karışık ilmek-İlmekte yabancı elyaf, farklı renkteki elyafın eğrildiği ipliklerin kümelenmesiyle şekli bozulan örme kumaş görüntüsüdür.
Gevşek iplik (Uzun yüzen, kıvrılan)–İlmeklerdeki gevşek yerleştirilen ipliklerdir. Genellikle düz yüzeylerden aktarmalı yüzeylere geçişte meydana gelir.
Kaçık (may kaçığı)– Kumaşta ilmek kaçığından oluşan bir may çizgisi şeklinde kendini gösteren hatadır.
Sıkıştırılmamış ilmek- İki ya da daha fazla sıraya uzayan uzun ilmek
Hatalı aktarma-(ön yüzden görünme)Bir iplik aktarılır, diğeri örülürken, gevşek yürütmeden dolayı, aktarılan yani arka yüzden yürütülen ilmeğin ön yüzden görünmesi ile oluşan hatasıdır.
Kulaklar – İplikteki kalın, bükümsüz bölgelerin bitmiş üründe düzgün olmayan bölgeler oluşturmasıdır. Defo iplik oluşumu sırasında oluşmuştur.
Yanlış atkı atılması- Farklı iplik (uçuntu, yabancı madde)– Bir ya da fazla iplikler kumaşa hatalı olarak yerleştirilmiştir. İplikler gerilim, incelik, tepki, bölgesel şekil, kirlilik, renk, büküm sayısı veya kompozisyon açısından farklıdır.
Kırık motif- Motifte atlamalar-Dokuma desen hatası- Belirgin bölgelerde doğal dokuma deseni takip edilmemiştir. Kayıp atkı veya çözgü hatasına merdiven denmektedir. Atkı ve çözgü ipliklerinin yanlış dokunmasından kaynaklanan hatalara ise atkı üstte veya atkı altta ismi verilir. Bu hatalar uzun veya kısa atlamalar meydana getirirler kumaş yüzeyinde.
Hatalı örülmüş delik – genellikle bir kumaş defosunun tamiri sırasında ortaya çıkan bir hatadır.
Seyrek Kısım veya bölge – Küçük bir alanda yırtılmış iplikler de dahil pek çok gevşek atkının oluşturduğu bölgesel hatadır.
Çift atkı ipliği– Dokuma sırasında mevcut atkı ipliği ile ekstra bir atkı ipliğinin atılmasıyla oluşan hatadır. Dokuma genelinde bazı bölgelerde atkı ipliği çift atılmıştır. Kısa atkı – Dokuma sırasında atkı ipliğinin kısa olması nedeniyle karşı kenara yetişememesi ve dokumanın bazı bölgelerinde atkı ipliğinin olmaması ile oluşan hatadır.
Çift atkı ipliği; çift çözgü ipliği- Dokuma sırasında iki atkı / çözgü ipliğinin tekmiş gibi dokunmasıdır.
İlmek – Atkı veya çözgü ipliğinden kaynaklanan yüzeyden sarkan ilmek /halka şeklindeki iplik çıkıntısı hatasıdır.
Düğüm – Kumaşın yüzeyinde atkı veya çözgü ipliklerinin oluşturduğu hatalı kütlelerdir.
Kesik bölge; kayıp atkı– Atkı ipliğinin kumaşın çok kısa bir bölgesinde kayıp olmasıdır.
Bozuk kenar –çekmiş, gevşek, yuvarlanan, katlanmış, dalgalı veya kesikli kenar hataları olarak ifade edilen kötü ve deforme olmuş kenarlardır.
Cımbar izi– Kenara yakın bölgelerde cımbar delikleri.
Dar en-Bölgesel daralma (çekme)– Kumaşın bir bölgesi, kumaşın komşu bölgeleriyle karşılaştırıldığında daha dar ise buna bölgesel daralma denir.
Tarak izi- Kumaş eninde atkıdaki gerginlik farkından, farklı bir atkı ipliğinden, tefenin farklı hızından kaynaklanan bir atkı bandı oluşur. Bunun tek veya tekrarlanan şekli vardır.
Dokumada yabancı madde, çepel - Pislik veya başka materyaller dokumaya karışarak bu hatayı oluşturur.
Hatalı yollar, hata çizgileri– Kumaş yüzeyinde çeşitli bölünmüş hatlardan kaynaklanan kumaş hatasıdır ve yok edilemez bir hatadır. Fabrika hatası olarak kumaş sarılırken ipliğin elastikliliğinden daha yüksek bir deformasyon basıncı uygulanırsa ortaya çıkar.
Delik – Kumaş yüzeyinde iplik sıklığının bozulmasının büyük veya küçük açıklıkların oluşmasına neden olduğu bölge.
Leke – Çeşitli ebat ve yoğunluktaki lekelerin kumaşta bulunmasıdır.
Yağ lekesi – Kumaşta istenmeyen farklı bir parlaklığı olmasıdır.
Atkıda kıllar – Çeşitli nedenlerden oluşur. Düzensiz iplik tüyleri ve kopan elyaflar tarafından oluşturulan bir hatadır.
Hav hataları – hatalı olarak havlı kumaşlarda oluşturulan hav hatalarıdır. Yüksek veya alçak hav yüksekliği, hav ilmeğinin atılmaması veya çekilmesi gibi çeşitleri vardır.
İplik çekiği – İplikleri çekerken artırılan gerilim nedeniyle dokumanın bozulması ile oluşan bir hatadır.
Büküm (1)
Daha pürüzsüz ve güçlü iplik elde etmek için, iki veya daha fazla tek ipliğin tek operasyonda birlikte bükülmesi. İplik numarası birlikte bükülen ipliklerin sayısına bağlıdır. İki ve üç bükümlü iplikler olarak ayrılırlar.
Büküm (2)
Bir ipliğin ekseni etrafında sarmal şeklinde dönmesiyle liflerin bükülmesine denir. Büküm ipliğe mukavemet kazandırır. 1 metredeki tur sayısı ipliğin inceliğine bağlıdır, lifin uzunluğuna ve inceliğine ve ipliğin hangi amaçla kullanılacağına bağlıdır. Sol tarafa S büküm ("S" harfi ile gösterilir), ve sağ tarafa Z büküm ("Z" harfi ile gösterilir) diye ayırt edelir.
Bükümlü iplik (1)
Yumuşak, hacimli ama çok düzgün olmayan fantazi ipliktir. İki ipliğin bükülmesi ve kendi aralarında büküm oluşturmalarıyla elde edilir. Tipik olarak modaya uygun mantoluk kumaşların üretilmesinde kullanılır.
Bükümlü iplik (2)
İpliğin kalitesini yükseltmek veya daha pürüzsüz ve güçlü iplik elde etmek için, iki veya daha fazla tek ipliğin tek operasyonda birlikte bükülmesiyle oluşan iplik.
Büyük beden
Tipik bir şekilde palto , ceket , anorak ve blazerlerden oluşan kadın ve erkeklerin giysi moda tarzı. Konforu ve özellikle hareket serbestîsi yükseltilmiş omuzları, siluetinin büyük beden ölçüleri belirgin özellikleridir. Bu moda tarzı 1980 yıllarında ortaya çıkmıştır.
Büzgü; su büzgüsü
Çeşitli küçük katlamaların dekoratif dikiş teknikleriyle verilen alana uydurulmasıdır. Bu büzgüler geometrik şekillerde, rozet şeklinde veya baklava şeklinde, kabartmalı olabilir.
Büzmek, katlamak
Biten bir giysi şeklinin üzerindeki istenmeyen çarpıklıklardan oluşan hatalardır. Üretim sürecindeki kesim sırasındaki düzeltme işlemlerinin iyi yapılmaması neden olmaktadır.
Tekstil Terimleri A
A-silüet
Genellikle kadın giysilerinde kullanılan bir giysi formudur. Farklı kol türleri ile kullanılmakla birlikte,silüette raglan kol sıklıkla kullanılır. Kemer kullanılmadığı için, giysiler etek ucuna doğru genişler. Giysilerin şekli A harfine benzer.
Aba (kumaş)
Tuşesi sert ve kaba; ağır gramajlı, dayanıklı yünlü kumaş. Kalın dimi dokuma yapısına sahiptir.
Ada canvas; Java canvas (branda bezi)
Kaba bükülmüş ipliklerden ince, sert orta gramajda pamuk kumaş; bezayağı veya Panama dokumadadır, hatta iplikler arasında boşluklar vardır. Elle nakışta kullanılır.
Adria (yünlü dokuma)
Yumuşak tuşeli, orta gramajlı yün kumaştır. Hafif keçeleştirilmiş olan bu kumaş ince açılı aralıklarıyla diğer kumaşlardan ayırdedilebilir. Saten dokumadan türetilen bazı çeşitleri(a., granit veya açılı rips) erkeklerin resmi takım elbiselerinde, kadınların elbise ve takım elbiselerinde kullanılır. Doğal ipekli bir kumaş olarak da bilinir.
Adria sateni
Saten dokuma temelinde, birkaç bağlama noktasının güçlendirilmesinden elde edilmiş saten türevli bir dokumadır. Yapısı açılı rips desenlerine benzer. Çoğunlukla yün kumaşlarda kullanılır.
Adımlı dimi
Dimi dokumadan türetilmiş; açılı ve takviyeli sıraları olan iki, üç veya dört adımlı dimi oluşturacak şekilde dokuma yapısının düzenlenmesiyle elde edilen takviyeli ve İplik yöntemi ile yeniden düzenlenmiş dimi yüzeylerdir. Bu dokuma pamuklu, ipekli ve yünlü kumaşlarda,kullanılmaktadır . En bilinen fitilli kadife ve gabardindir.
Aerobik Giysisi, Jimnastik mayosu
Orjinali astronot ve pilotlar için direnç eğitiminde denenmiş ve daha sonra disko, müzik, dans, jimnastik ve egzersizlerde kullanılan giyim türüdür. Çorap gibi sıkı dokumalı, vücut hareketlerini kolaylaştırmak için elastik ve esnek olarak tasarlanmıştır. Bu giysi 1980’lerde çoğunlukla fiziksel eğitimlerde kullanılmıştır.
Afgalin
Hafif ve orta gramajlı, yumuşak yünlü kumaştır. karakteristik olarak S bükümlü ve Z-bükümlü çözgü ve atkı ipliğinin değiştirilmesiyle elde edilen ışık yansıması sonucu gölgeli, ince, boyuna çizgileri vardır. Bezayağı dokumalı ve ağırlıklı olarak tek parça şeklinde boyanmıştır. Kamgarn ve ştrayhgarn iplikten, bazen de her iki ipliğin karışımından üretilmiştir. Bu kumaş, kadın giysilerinde kullanılır. Adı orijinal olarak üretilmiş olan Afgan yününden türetilmiştir.
Afinite
Renklendirilebilme; Belirli bir tekstil hammaddesi tarafından boyarmaddelerin veya yardımcı kimyasalların alınma kapasitesi, alınma şekli ve materyalin boyarmaddeyi çekebilme yeteneğidir. Afinite, boyarmadde veya tekstil yardımcı maddelerinin liflere olan ilgisi, aralarındaki çekim kuvvetleri ve bağlanma enerjisi hakkında fikir veren değerdir.
Agav lifi
Amaryllidaceae familyasına (Amerika kökenli) ait olup, bir yıldan daha yaşlı, yumuşak-sıvı dolu yaprakları 1 ile 1,8 m uzunluğunda olan tropikal bitkilerden elde edilen tekstil lifidir. Bunların içinde en önemlisi olan sisal, su geçirmeyen, parlak, beyaz yapraklara sahiptir. Halat ve kordon üretiminde kullanılır.
Agraf
Giysi parçalarını bir arada tutmak için kullanılan tutturucunun orijinal adıdır. Bu ifadenin kullanımı, daha sonraları giyside kullanılan diğer aksesuarları da içerecek şekilde genişletilmiştir.
Ajur (1)
Komşu iğnelerin çengellerinin kullanımıyla yaratılan dantelli, delikli desenli süprem örgü. Çengel gözcüklerinin transferiyle bir ağ desen oluşturulur; gözcüklerin beraber çekilmesiyle birlikte ise bir kabartma desen oluşturulur
Ajur (2)
Jakar delik desenli, tek renkli keten kumaştır.
Akordiyon deseni
İlmik sırası deseni iki veya daha fazla renkten oluşan, tek yüzlü atkılı örme kumaş. Tersi, aynı renkte geniş dolgu ilmiklerinden oluşur. Spor giysilerde ve aksesuarlarda kullanılır.
Aksesuar
Kişisel zevklere ve modaya göre şekillenen, giysilerle uyumlu, giysiyi tamamlayan unsurlardır. Giysilerde farklılık yaratmak ve uyum içerisinde bir bütünlük sağlamak için kullanılır. En önemli aksesuarlar şapka , kep , şal , fular/eşarp , eldiven , kısa çorap and uzun çorap vb. olarak sıralanabilir.
Alacalı desen; ebruli desen
Baskılı çözgü iplikleri ve tek renk atkı ipliklerinin dokunmasıyla oluşturulan belirgin olmayan ve zemine düşen gölgeler şeklinde desendir. Böyle bir desen daha çok ipekli ve dekoratif kumaşlarda kullanılır. Ebruli dokuma genellikle hazır giyim ( konfeksiyon ) kumaşlarına baskı şeklinde taklit edilir.
Alevli fantezi iplik
Üzerinde alev şeklinde bazen renkleri değişen kısa veya uzun takviye bölgeleri olan fantazi ipliktir.. Kondenser tarakta esas malzeme üzerine fitil parçaları veya yapaklar ekleyerek oluşur. Dublajda da elde edilebilir böylelikle fitil (veya belli uzunluktaki iplik) iki iplikle dokunabilir.
Alkantara
Ticari adı Japon kökenli olan sentetik velur kumaştır. Hava geçirgen, hafif ve yıkanabilirdir. Genellikle dekoratif amaçlı kullanılmasının yanında giysilerin üretiminde de velour kullanılır. Tek renge boyanabilir ve baskı yapılabilir.
Alpaca
Döküntü, yarım yünlü artıktan (nadir) düşük değerli iplik.
Alpaka (1)
Bezayağı veya Panama dokumadan dokunmuş, yüzeyi ince havlı ipekli, kalın, parlak, orta gramajlı kumaştır. Çözgüde rayon, atkıda ince pamuk veya yün iplik kullanılan bu kumaş genellikle bayanların elbise ve ceketlerinde kullanılır.
Alpaka (2)
Kumlu bir tuşe ve parlaklık özelliğine sahip yünlü kumaş tır. Çözgüsünde moher, veya parlak yün iplikleri, atkısında genellikle siyah renkte bükülmüş pamuk ipliği bulunur. Geçmişte bu kumaş önlüklerde ve erkek takım elbiselerinde çok sıklıkla kullanılmıştır.
Alpaka (3)
Güney Amerika devesinin yünüdür. Alpaka yünü, ince, yumuşak, parlak ve hafifçe dalgalı olma özelliğiyle diğer yünlerden ayırt edilir. Değerli ipliklerin üretiminde kullanılır.
Alpaka tafta
Alpakanın bir rimitasyonu olan ipek cinsi kumaştır. Tuşesi biraz sert olan bezayağı dokumadan, hafifçe parlak ve ince ribslidir. Çözgüsü pamuk iplikten ve atkısı reyondur. Bayan elbiselerinde kullanılır.
Alpaka yün
Güney Amerika Andlarında genellikle 6000 m civarı yükseklikte yaşayan bir deve ailesinden geviş getiren canlının ince, yumuşak, parlak, alpaka kılları. Hayvanın derisindeki tüyleri etrafına sağladığı adaptasyonun bir sonucudur. Kırpma işlemi sert koşullara karşı korumayı sağlamak için, her iki yılda yalnızca bir kez yapılmaktadır; elde edilen ürün 2kg ila 4 kg arasındadır. Deve yününden taranmış ipliklerden yüksek kaliteli ve sırlı kumaş üretimlerinde kullanılmaktadır. Alpaka yününden üretilen kumaşlar da aynı ismi taşımaktadır.
Alpli ceketi
Şeklini Bavyera ve Avusturya seremonik giyiminden alan spor ceket. Bele kadar olan ceket, metal düğmeleri, şeritli kenarlarının ve ceplerinin farklı renkleriyle diğerlerinden ayrılır. Genellikle tek sıra düğmeli (mono) kapaması vardır, klapasızdır ve dik yakalıdır.
Alt iplik
Üç kere kıvrılmış, parafinli, bükülmüş ipliktir. Makine dikişinde alt iplik olarak kullanılır.
Alta Moda
İtalyan tarzı terzilik, Roma ve Floransa’daki moda evleri ve önde gelen tasarımcıları bir araya getirmiştir. Modelleri, özellikle erkek giyim modelleri, dünya modasını belirlemektedir ve sonraki dönemde giyim endüstrisinde büyük etkisi olmuştur.
Amerikan kolevi
Boyun açıklığına doğru sivrilerek birleşen (konikleşen) kol oyuntusu. En çok bluzlarda ve bayanların yazlık giysilerinde kullanılır. Bu ayrıntı 1980’lerin sonunda kadın giysilerinde moda akımı olmuştur.
Ampir robalı giysi, imparator tarzı giysi
Göğüs kısmı belirgin bir şekilde vücuda oturan ve göğüs hattı altında büzgü ile bollaşan bir elbisedir. Bu elbisenin şekli İmparatorluk döneminden (1804-15)esinlenmiştir.
Ampir tarzı giyim, İmparator tarzı giyim
Napolyon döneminden (1804-15) kalan giysi tarzıdır. Tüm Avrupa’yı hızla etkisi altına almıştır. Düz, gösterişsiz, klasik hatlı ve küçük yaka formuyla popüler olmuştur. Çok hafif gramajlı kumaşlar yerini daha sıcak kadifelere , brokarlara ve düz kumaşlara bırakmıştır. Kadın giyiminde eskiden kuyruklu olan etekler ortadan kalkmış, bel hattı daha yukarıya çıkmış ve gömlek benzeri kesimli, bilekleri geçmeyen etekler moda olmuştur. Natürel renkler ve giysilerin beyazlığı yeniden öne çıkmış ve giysiler genel olarak bir kaşmir şal ve mücevherlerle tamamlanmıştır. Erkek giyiminin daha basitleşmiş ve daha sadeleşmiş olduğu görülmektedir. Pantolonlar şekil olarak çok küçük değişiklikler geçirse de boyları uzamış ve önce botların içerisine sokularak daha sonra da bilek hizasında serbest bırakılarak kullanılmışlardır. Pantolonla birlikte kullanılmak üzere, belde, yüksek ve devrik yakalı ve geniş klapalı smokin ceket kullanılmaya başlanmıştır. Bu giysi yelekle tamamlanmış ve soğuk havalarda gerektiğinde ceketin üzerine kısa bir kaban yada palto giyilmiştir.
Angora
Tuşesi yumuşak ve hatta sabun gibi kaygan olan orta gramajlı yünlü verilen addır. Bezayağı, dimi ya da saten dokumadan hafif tüylerle kaplı kumaş. Değişik ölçülerde, Ankara tavşanının tüyünden üretilmektedir; tuşesi ve daha uzun lifleri ile diğer yün liflerinden ayrılmaktadır. Bayanların kıyafetlerinde ve kostümlerinde kullanılmaktadır. İsmi, Ankara tavşanının tüyünden türetilmiştir.
Angora Yünü
Kırkma ya da tüylerin alınması yoluyla Ankara tavşanından elde edilmektedir. Yetiştirildiği asıl alanlar Avrupa ve Doğu Asya’dır. Doğal yaşam alanı Türkiye ve Karadeniz Bölgesi’dir. Ankara tavşanı, 19. yüzyılın ikinci yarısında Fransa’dan Orta Avrupa’ya taşınmıştır. Angora yünü yumuşak, hafif ve göreceli uzun (60 mm’yi geçebilir) lifleri ile bütün yün türleri arasında en iyi tekstil liflerinden biridir. Yıllık 0,9 kg ila 1,1 kg arasında verim alınmaktadır. Kumaşların ve örgü mamüllerin üretiminde, genellikle % 100 oranında yün ve diğer liflerin karışımları ile kullanılmaktadır. Agoradan üretilen ürünler, hafiflikleri, yumuşaklıkları ve sıcak tutmaları ile bilinmektedirler. Büyük ölçüde hastaneler için yatak kumaşı üretiminde kullanılır.
Anorak (1)
kapişon dikilmiş, Kuzeyli tarzında kısa spor ceket. Modelleri genellikle astarsız, dökümlü ve düz-kesimlidir. Çoğunlukla pamuktan ya da sentetik kumaşlardan yapılmaktadır.
Anorak (2)
Kısa ergonomik özelliği ön planda spor cekettir. Kapama türlerine sahiptir. Anorak uzunluğu onun işlevine göre belirlenir; belde ve daha düşük uzunlukta dikilir. Çeşitli kumaşlar ,örme Kumaşlardan, kürkler, sentetik deriler veya derilerden üretilir.
Antistatik terbiye
Sentetik ipliklerin, dokuma ve örme kumaşların giyilmesi ve üretimi sırasında oluşan elektrostatik yükün istenmeyen etkilerden uzaklaştırılması için kullanılmaktadır. Elektrostatik yük, istenmeyen yapışkan bir güç ve dolayısıyla kötü bir görünüm oluşturmaktadır. Antistatik terbiye, etkisi geçici ya da kalıcı olabilen antistatik bir kimyasal işlem aracılığıyla uygulanmaktadır.
Antrasit
Giysi kumaşlarında kullanılan şık koyu gri renge verilen isim.
Anvelop bluz;bağlamalı kruvaze bluz
Giyildikten sonra sarılarak ve önde veya arkada tutturularak kullanılan önü açık bluz. Genellikle sarılmış görünümlü önü sabittir ve başın üzerinden geçirilerek giyilir.
Anvelop etek (1)
Düğmeli anvelop etek ve sarılan anvelop etek türleri ile figürün çevresini saran ve koruyan etek; genellikle basit kesimli tasarlanmıştır.
Anvelop etek (2)
Genişliği ve dikey olarak figürü sarması ayırt edici özelliğidir. Sadece belden tutturulur.
Aplike
Ayrı, genellikle parlak ya da büyük ölçüde dikkat çeken derecede farklı olan bir dokuma kumaş tan, örmeden ya da deriden kesilmiş parçanın teyellenmesi ya da yapıştırılması ile bir kumaşa sağlanan dekoratif ilave. Basit ve daha karmaşık grafik motiflerinin geniş çapta bir çeşitlerini yaratmak için kullanılır. Aplikeye nakış ilave edilebilir. Aplike Rönesans dönemi giyiminde özellikle popülerdi ve daha öncesinde de Kıptilerin giyimlerinde kullanılmıştır.
Aplike cep
Dört kenarı olan aplike cebin (köşeli aplike cep), üç kenarı dikilir bir kenarı kullanım için açık bırakılır. Dekoratif amaçlı kullanılan çok farklı biçimde aplike cep vardır. Giysi modeline ve uygulama tekniğine göre giysinin içinden veya yüzünden dikilebilir.
Apolet; omuz atkısı
Bir giysinin kol takım hattında omuz başına eklenen dekoratif parça. Rütbe tanımlayıcı işlevi ile üniformaların bütünleyici parçasıdır. Ayrıca spor giysilerde süsleme amaçlı kullanılır.
Apre-Ski’ler (Apraska)-Kayak sonrası giysileri
Spor giyimlerin bileşenlerinden genç, rahat ve gündelik giyim. Öğleden sonraları ve akşamları, kış sporları merkezlerinde rahatlama sırasında giyilmektedir.
Ara destek malzemesi; ara astarı
Bir giysinin astarı ile kumaşı arasına yerleştirilen ara destek malzemesi. Kullanım amacına ve kumaş özelliğine uygun olarak özellikleri belirlenir. Giysinin bir bölümünü desteklemek için kullanılıyorsa destekleme malzemesi; tela olarak, giysinin sıcak tutmasını ve daha iyi biçimlendirilmesini sağlamak amacıyla dolgu malzemesi olarak kullanılıyorsa vatka olarak adlandırılır.
Arabacı- faytoncu kumaşı
Özel bitirme işlemleri ile parlaklık kazandırılmış ince karde ipliklerinden dimi dokuma veya saten dokuma tekniği ile üretilmiş, kısa parlak havla kaplı, ince, orta gramajlı, keçeleşmiş yünlü kumaş. Kadın ceketleri ve resmi giysilerde kullanılır. Adını ingilizce’den alan bu kumaş türü aslında faytoncu ceketlerinde kullanılırdı.
Arake kumaş
Hacimli, sık dokulu uzun havlı (polar) kamgarn kumaştır. Bu kumaşın havları düz olmayıp, dağınık bir yüzey formunun içinde dimi ya da saten dokuma gizlidir. Ştrayhgarn iplikten üretilmiş olup bayan ceketlerinde kullanılmaktadır. İsim, Fransızcadan gelmekte olup, uzun tüylü yünlü kumaş anlamına gelmektedir.
Arakne ;İlmek birleştirmeli kumaş
Arakne makinesinde üretilen tekstil kumaşı. Lif kumaşı, çözgülü örme ile örneğin, tricot örme zincir dikiş yerleştirme tekniği ile kumaş boyunca oluşmaktadır. Yalnızca sınırlı model çeşitliliğine olanak sağlamaktadır. Bu üretim tekniği teknik tekstilde oldukça yaygın olarak kullanılmaktadır.
Aralıksız desen; sıvama desen
Kumaşın tüm yüzeyini kaplayan, küçüklüğü ile dikkat çeken ve çoğunlukla çok basit motiflerden oluşan kumaş deseni. Bu desen tarzı baskılı tekstillerde çok yaygındır ve elbise, bluz, iç giyim ve kravatlarda kullanılır.
Ardışık sayı
Kaç çözgü ipliğinin bir bağlantı noktasına sahip olduğunu belirten ve aynı zamanda saten kompozisyonunu tanımlamada kullanılan sayılardır. Altılı saten ardışık sayılara dahil değildir.
Arka yaka açıklığı; sırt dekoltesi
Bir giysinin arka parçasındaki yaka açıklığının genişletilmesiyle oluşan alan. Özellikle resmi ve yazlık giysilerde kullanılır. Erkek giyiminde kullanımı yaygın değildir.
Armür (kumaş) (1)
Küçük, sıklıkla geometrik desenleri olan ipekli kumaştır ve genellikle bir dimi dokumadan elde edilir. Doğal ya da sentetik ipekten yapılmaktadır, boyun bağı ve bayan giysilerinde kullanılmaktadır. İsim Fransızca’dan gelmekte olup- bir dimi dokuma terimidir.
Armür ( kumaş )(2)
Genel olarak küçük geometrik dokuma şekilli ve donuk parlaklıkta, tek renkli ipekli kumaştır.
Armür tafta
Tuşesi biraz sert, perdahlı ipekli kumaştır. ince koyu ribsleri vardır. Bezayağı dokumalı küçük, tipik olarak geometrik desenli olarak, bazen de saten dokumalı ve jakar desenli üretilir. Bayan elbiselerinde kullanılır.
Art-deko
Zamanın önde gelen moda tasarımcılarının sergilerini yaptığı Paris’te 1925 yılında düzenlenen Uluslararası Dekoratif Sanatlar ve Modern Endüstri Sergisi’nin kısaltılmış başlığıdır. Sergi büyük bir başarı kazanmıştır ancak büyük eleştiriler de almıştır. Sadelik içindeki çizimlerin netlik ve etkisi ilham kaynağı olmuştur, Gobelin renkleri 1920’lerin başlarında giyim endüstrisindeki modellerde kullanılmıştır. 1970’lerde bir canlanma yaşanmış ve yeniden kullanılmıştır.
Asimetrik yaka oyuntusu
Ön ve arka yaka oyuntusunun bir orta noktadan simetri oluşturmaması anlamına gelir. Yaka oyuntusunun sağ ve sol kenarı birbirinden farklıdır ve daha ziyade yanlarda şekillendirilmiştir. Temel olarak moda elemanı olarak ve resmi giyimde, çok farklı tarzlarda kullanılır.
Asker kepi
Ön kısmı dekoratif şekilde kavisli ve katlanabilen, yanları düz, mercimek (lentil)biçiminde kep.
Askeri görünüm (erkek)
Rengi haki veya zeytin yeşili olan, aplike cepli, günlük spor tarzda erkek giysisi.
Askeri görünüm (kadın)
Apoletli, geniş ve dik omuzlu, dik yakalı ve kruvaze kapamalı askeri tarzda kadın giyimi.
Askı ilmeği deseni
Askı ilmeklerinin bir desen oluşturacak şekilde düzenlendiği tek yüzlü veya çift yüzlü atkılı örme kumaştır. Örgü yüzeyindeki kabartmalı kısımlar ile karakterize edilir ve bu desen günün modasına uygun dış giysilerde kullanılır.
Ara ütü
Dikiş paylarını ütüleme, ikiye açma, yaka, cep, pat kırma ve tela yapıştırma gibi ütü işlemleri.
Ana Malzeme
Bir ürünün hazırlanmasında kullanılan temel malzeme.
Ağızlık açma
Atkı ipliğinin atılabilmesi için örgü raporuna göre, çözgü ipliklerinin bir kısmının alt bir kısmının üst pozisyona getirilerek aralarında boşluk oluşturulması işlemi
Atkı ipliği
Kumaşın eni yönünde yerleştirilmiş iplikler.
Apartura
Kol yırtmacını temizlemek için dikilen pat.
Atkı/Çözgü yönü
Dokuma kumaşta ipliğin enine/boyuna (üretim yönünde ve buna dik yönde) yerleşim yönü.
Açık en boyama sistemi
Kumaşın hazır giyimde yani konfeksiyonda kullanılan eninde boyanması.
Askı ilmiği
Sadece önceki sıra tarafından takip eden sıranın dikişlerine bağlamış ve sadece takip eden sıradaki ilmiğin bir iğne kafası tarafından eklenmiş olduğu, önceki sıraya ilmik yoluyla iplik geçirmeyen dokuma elemanı. Askı ilmikleri, takip eden sırada bağlama noktalarına sahiptir.
Askılı bluz (shroud)
Slavların en eski bilinen giysisidir. Gömleğin önceki halidir. Uzun, bol ve bir veya iki askıyla omuzları tutar. Ayrıca kolsuz gömlek olarak folk kostümünün bir parçasını oluşturur.
Astar; Astar kumaşı
Hafif gramajlı, düzgün, parlak ve genellikle saten dokumadan, pamuklu veya ipekli kumaşlar için yerleşik ve sık kullanılan terimdir. Pamuk veya kimyasal ipek ipliklerden tek renk üretilir. Giysi astarı olarak kullanılır. Kol astarı olarak, koyu çizgi grupları olan açık renkli astarlar kullanılır.
Astar kumaşı; ince patiska
Mitil kumaşına göre daha hafif pamuklu kumaştır. Tuşesi yumuşak, dökümlü ve serinleticidir. Son zamanlarda kapitone paltolar ve spor giyim eşyaları için moda unsuru olarak kullanılmıştır. Bazen bir yüzey bitim işlemi ile muamele edildiğinde yüzeyi parlatılmış bir chintz etkisi elde edilir veya zımparalama, gazelleme gibi bitim işlemleri uygulanabilir.
Astarlı giysi
Giysinin yüzü ve astarlı olan iç kısmının oluşturduğu, en az iki kattan oluşan giysi. Astarlı giysiler işleme yapmaya elverişlidir.
Astarlı örme kumaş
Örülen kumaş tek plaka çözgülü örme olup ekstra iplikler kumaş özelliğini ve kumaş üzerinde desen oluşturmak üzere kullanılırlar.
Astarsız
Sadece bir tekstil tabakasından oluşan astarlanmamış yüzey anlamını taşır. Astarsız giysiler arasında etekler, pantolonlar, kadın pantolonları ve elbiseleri, yağmurluklar ve yazlık iç giyim sayılabilir.
Astragan; Krimmer kumaş
Çekilmiş veya kesilmiş havlı bir kadife kumaş olarak üretilen çok kıvrımlı, parlak yüzeyli koyunların uzun tüylü yünlerinin imitasyonudur. Kıvrım, tiftik veya şevyot yününün bir havlı çözgü tarafından oluşturulur. İlk çözgü ve atkı tipik olarak bir çözgü kadife dokumada, pamuk ipliktendir. Krimmer bayanların mantolarında, fularlarında ve şapkalarında kullanılır.
Astragan (taklit)
Çift yüzlü kumaş üretim teknolojisi ile üretilmiş bir dokuma veya bir fantezi ilmek ipliği tarafından oluşturulan kıvrımlı bir yüzeyin gizlediği bir krep yüzeye sahip, tuşesi yumuşak, hatta gevşek olan yünlü kumaştır. Hafif ve ağır kamgarn ipliklerden üretilir. Ağır gramajlı olanlar palto veya ceketlerde ve hafif olanlar modaya uygun bayan takım elbiselerinde kullanılır. Terim Almanca "krollen" (= kıvırmak) kelimesinden türetilmiş bir isimdir.
Astro görünümlü giysi trendi
Uzaya yapılan ilk uçuşlardan esinlenmiş bir giysi stilidir. Gösterişli, parlak, cilalı yüzeyli yapıştırılmış havlı tekstil kumaşlar ile gümüş-gri ve gümüş-mavi levhaların kullanımıyla öne çıkmaktadır. Uygulanan tasarımlarda ( pilot montları tarzında olduğu gibi) çok cepli üst, fermuar kapamalar , metal süslemeler ve düğmeler kullanılmıştır.
At kılı
Uzun, elastik, genellikle atkuyruğu ve yelesinden ince kıl. At kılının boyutu, at kuyruğundan 88cm uzunlukta,at yelesinden 45cm uzunlukta olabilir. Yardımcı malzeme (tela)üretiminde atkı olarak, elek ve yaylı sazlarda (saz teli) kullanılırlar
Atkı
Dokuma bir kumaşta enine iplik sistemi; çözgü ipliğinden daha dalgalıdır.
Atkı; birit
Giysi kapaması için kullanılan dikilmiş veya dokunmuş parça. Giysi parçalarının her bir parçanın kenarında iliklemek için delikler oluşturulur veya bir kenarı sabit olarak şekilde dikilir diğeri düğmeyle tutturulur. Belirli üst giysilerin kapaması için kullanılır. Özellikle üniforma paltolarının yakalarında kullanılır.
Atkı bandı
Atkının farklı bir ayarından ya da özelliğinden dolayı kumaş boyunca devam eden farkı renkte, farklı yapıda veya farklı kompozisyonda bulunan atkı bandıdır.
Atkı sateni (1)
Atlas/saten dokulu, orta ağırlıklı, yumuşak ve kaygan yüzeyli pamuklu kumaştır. Kadın giysilerinde kullanılır.
Atkı sateni (2)
Atkı bağlantı noktalarının kumaş yüzeyinde hakim olduğu dokuma.
Atkı yüzlü dimi; atkı dimisi
Atkının üstte olduğu bağlantı noktalarının dokuma tekrarında egemen olduğu dokuma.
Atkı yüzlü dokuma
Atkı bağlantı noktalarının çözgü üzerinde hakim olduğu dokuma tekrarlı kumaş.
Atkı yüzlü kumaş
Atkının yüzdeki bağlantı noktalarında bir atkı yüzlü dokuma kullanımını sağlayan ve böylece oluşturulan bir kumaş için genel terim.
Atkılı kapama; çoban kapama
Atkı düğme veya çoban düğme kullanılan giysi kapaması. Göğüs cebinin iç kısmında, üniformalarda, spor giyimde moda olarak kullanılır.
Atkılı örme pelüş; örme kadife
Tek yüzlü atkılı örmedir. Her sıraya bir iplik eklenir ve zemin ile bağlanır, örmenin yüzeyinde uzun ilmikler oluşur (uzatılmış, çengel gibi yaylar) .
Atlas; saten (1)
Bağlantı noktaları değmeyen ama dokuma yüzeyine düzgün bir şekilde yerleştirilmiş temel bir dokumadır.Her çözgü ipliği ve her atkı ipliği dokumada bir kere yer değiştirir aksi halde raporun tekrarı çözgü ve atkı yönünde aynı olur. Atlas/saten dokumalar dokumaya göre numaralandırılırlar. En önemli türevleri arasında kırık saten, Kabartmalı uçlu atlas dokuma yapısı , iki adımlı atkı sateni , gölgeli atkı sateni and takviyeli saten bulunmaktadır.
Atlas; saten (2)
İpekli, orta ağırlıklı saten dokumadır Kumaş, biraz katı, yumuşak ve çok parlaktır. Kadın giysilerinde ve astarlık olarak kullanılır. İsim atlas/saten dokumaların kullanımından türetilmiştir.
Atletik silüet
Geniş, düzgün omuzlar ve omuzlarda vatka kullanımıyla öne çıkan erkek giyimine yön veren bir tarzdır. Ya kemer yoktur ya da belirgin değildir. Kapama giysinin alt bölümlerine yerleştirilmiştir ve kalçalar dardır.
Avcı giysisi keteni
Pütürlü, kabartma yüzeyli, tuşesi oldukça sert, keten kumaş ;kaba iplikten bezayağı dokumadan üretilir. Kaban, avcı palangası, sırt çantası vb. Yapımında kullanılır.
Ayakkabı bağı, ayakkabı bağcığı
Dolgu iplikli veya dolgu ipliksiz, 3 mm ile 10 mm arasında genişliğe sahip çaprazlama tek sistem iplikli ve bükümlüdür. Tek renk ve parlak renk çeşitlerinde üretilir, metal veya başka bir maddeden uçları vardır. Ayak giyiminde bağlama için kullanılır.
Ayarlanabilir şerit
Şerit yuvası, katlanarak hazırlanmış bir veya iki tekstil kumaşının kumaşın yüzüne veya tersine yerleştirilmesi ile oluşturulur.
Açık ekose
Düz veya zemin olarak belirsiz desenlerin üzerinde iki yada fazla renkli ipliklerin oluşturduğu belirgin karelerin tekrarlarından oluşan basit desenli kumaştır. Bayan elbiselerinde bluzlarında ve sık olarak erkek takımlarında ve spor ceketlerinde kullanılır.
Açık yaka
Bir giysinin yaka çevresinin rahatlatılması için belli noktalardan düğmelerinin çözülerek kullanılması. Ceket, elbise ve benzer giysi türlerinde kullanılır.
Açık yakalı gömlek; önü kapamalı gömlek
Açık yakalı spor-tarzı gömlek . Uzun veya kısa olabilen kolları manşetlidir . Ön bedenin bir bölümü veya tümü boydan kapamalı olabilir. Beli pantolonun içine sokularak veya üzerine çıkartılarak kullanılabilir. Yakası ve manşetleri tela ile desteklenir.
Ağ ipliği
Kesilerek yapılan kare bölümlü ipliktir.
Ağ kumaş
iki ipliğin veya diğer uzun tekstil malzemelerinin birbirinin içinden geçerek oluşturduğu tekstil kumaşıdır. İki ipliğin çaprazlandığı yerlerde çeşitli boyutlarda ilmekler oluşarak kumaşı sabitlerler.
Atkı Yönünde Çapraz Dimi Örgüsü
Verilmiş olan dimi örgü raporu atkı yönünde iki eşit parçaya bölünür. Birinci alana dimi örgü raporu tekniğine uygun olarak yarıya kadar işlenir. İkinci alana ise sondan başa doğru olmak üzere dimi örgü raporu işlenerek örgü tamamlanır.
Atkı Yönünde Kesik Dimi Örgüsü
Verilmiş olan dimi örgü raporu atkı yönünde yan yana tekrar eden atkı iplik gruplarının yan yana sıralanması ile oluşur. Birinci alana dimi örgü raporu tekniğine uygun olarak işlenir. İkinci alana ise doluların karşısı boş, boşların karşısına dolu olarak işaretlenir ve oluşan bu rapora göre dimi örgüsü işlenir. Takip eden gruplar da rapor tekrarına gelene kadar devam edilir ve örgü tamamlanır.
Atkı Yönünde Kırık Dimi Örgüsü
Verilmiş olan dimi örgü raporunun atkı istikametinde bir rapor büyütülmesi ile oluşan örgülerdir. Birinci alana verilmiş olan örgü raporu tekniğine uygun olarak çizildikten sonra ikinci alana birinci örgü raporunun dimi yolunun tersi istikamette yol oluşturacak şekilde çizilir.
Atkı Yönünde Balıksırtı Dimi Örgüsü
Atkı yönünde balıksırtı dimi örgüsü çiziminde ana örgü çizilir. Son atkıdan sonra, son atkıdaki doluların karşısına boş, boşların karşısına dolu yazılır. Ana örgü sağ yollu ise ikinci kısım sol yollu, ana örgü sol yollu ise ikinci kısım sağ yollu olarak çizilir.Atkı yönünde balıksırtı dimi örgülerinde, rapordaki çözgü sayısı ana örgünün çözgü sayısı kadar, atkı sayısı ise dimi örgü raporundaki atkı sayısının iki katı kadardır.
Atkı Yönünde Diyagonal Dimi Örgüsü
Atkı yönünde diyagonal dimi örgülerini elde etmek için temel dimi örgülerinden yararlanılır. Dimi örgüsü çizildikten sonra örgünün ilk atkı iplik hareketi oluşturulacak olan örgünün rapor alanı içerisine ilk atkı ipliği olarak işaretlenir. Bağlantı noktaları atlama sayısına göre atkı ipliği istikametinde kaydırılarak örgü oluşturulur.
Atkı Yönünde Gölgeli Dimi Örgüsü
Atkı yönünde gölgeli dimi örgüsü ;tam gölgeli ve yarım gölgeli olmak üzere iki şekilde elde edilir. Yarım gölgeli dimi örgüsü, verilmiş olan atkı dimi örgü raporunun, çözgü dimi hâline dönüşmesiyle sonuçlanarak elde edilir. Tam gölgeli dimi örgüsü ise atkı dimi örgü raporunun çözgü dimi örgü raporuna dönüştükten sonra tekrar atkı dimi örgü raporuna dönüşene kadar devam ettirilmesiyle oluşur.
Atkı Yönünde Kuvvetlendirilmiş Saten Örgüsü
Atkı yönünde kuvvetlendirilecek herhangi bir atkı sateni örgüsünde, çözgü ipliğinin üstte olduğu her bağlantı noktasına bir veya birden fazla bağlantı noktası ilâve edilir. Çözgü sateni örgüsünde ise çözgü ipliğinin altta olduğu her bağlantı noktasına bir veya birden fazla bağlantı noktası ilave edilerek kuvvetlendirilmiş saten örgüsü oluşturulur.
Atkı Yönünde Karışık Saten Örgüsü
Atkı yönündeki karışık saten örgüsü herhangi bir saten örgüsüne ait atkı iplik sıralamalarının değiştirilmesiyle elde edilir. Atkı iplik sıralarının değişimi bir kurala bağlı olmamakla birlikte çizim yapılacak örgüde hangi ipliklerin yer değiştireceği belirtilir.
Atkı Yönünde Gölgeli Saten Örgüsü
Atkı yönünde gölgeli saten örgüsü ;tam gölgeli ve yarım gölgeli olmak üzere iki şekilde elde edilir. Yarım gölgeli saten örgüsü, örneğin verilmiş olan atkı saten örgü raporunun, çözgü saten hâline dönüşmesiyle elde edilir. Tam gölgeli saten örgüsü ise atkı saten örgü raporunun çözgü saten örgü raporuna dönüştükten sonra tekrar atkı saten örgü raporuna dönüşene kadar devam ettirilmesiyle oluşur.
Atkılı Örmede Desenlendirme Teknikleri
Atkılı düz örme makineleri örgü desenlendirme teknikleri çok çeşitlilik göstermektedir.
İĞNE VE KİLİT DÜZENİYLE DESENLENDİRME
Temel ve yardımcı örgü elemanları olan ilmek, askı ve atlama hareketlerinin kilit sistemlerinde verilmesi ile yapılan kısmi desenlendirme tekniğidir.
Kilitler;
a-yalnız ilmek yapan,
b-ilmek ve atlama yapan,
c-ilmek ve askı yapan,
ç-ilmek, askı ve atlama yapan kilit
Olmak üzere 4 türde olmaktadır.
Askı ve atlama tek baslarına yapı oluşturamadıklarından, ilmek hareketi ile birlikte kullanılmaktadır.
Askı ve atlama hareketi, ilmek hareketi ile birlikte desteklenerek ve belirli oranlarda kullanılarak desenli, bir kumaş yapısı elde edilmektedir. Üretimi arttırmak, yeni desenler elde etmek amacıyla sistem sayısı yani kilit sayısını arttırmak gerekmektedir.
RENKLİ İPLİKLER İLE DESENLENDİRME
Örgü raporu içinde en az iki farklı renkte iplik kullanılarak enine ve boyuna çizgiler elde edilen desenlendirme tekniğidir. Temel örgüler ve yardımcı örgülerde veya iğne çıkartmalı, aktarmalı, taramalı örgülerde enine çizgi oluşturan desenlerdir.
AKTARMA ( TRANSFER ) DESENLENDİRME
İğne ilmeğinin veya platin ilmeğinin, yanındaki iğne veya karsı yataktaki iğne üzerine ilmeğini bırakması ile oluşan delikli, gözenekli, düzenli yapı elde edilen desen, tekniğidir. En çok uygulanan aktarma yöntemi yana veya karşılıklı aktarma sistemidir.
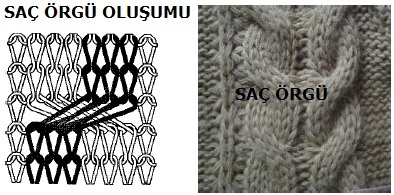
Delikli bir desen yapılmak istenildiğinde karşılıklı, saç örgüsü yapılmak istendiğinde ise yana aktarma yapılmaktadır.
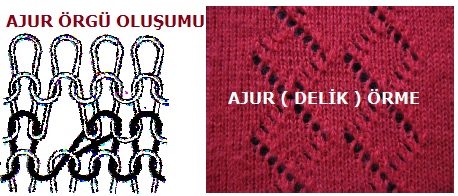
Aktarma işlemini yapabilmek için özel aktarma iğneleri kullanılmaktadır. Yuvalı ve yandan yaylı aktarma iğnesi olarak iki çeşittir. Yuvalı aktarma iğnesi aktarmayı yapacak iğnenin yuvasına giderek aktarma işlemini gerçekleştirmektedir. Yandan yaylı aktarmada ise, iğnenin yanında bulunan yayın açılıp kapanmasıyla aktarma işlemi sağlanmaktadır.
Yürütme (aran) örgü
çift plakalı örgülerde ilmeklerin yandaki iğnelere aktarılmasıyla aktarılan iğnenin tekrar ilmek almasını sağlamakla oluşturulan desenlendirme tekniğidir.

JAKARLI DESENLENDİRME
Düz örme makinelerinde iğnelerin ve renklerin tek tek seçilmesi ile oluşmaktadır. Jakar örgülerde iğne seçimi doğrudan iğnelerin jakar düzeni tarafından seçilerek veya iğnelerin bağlı olduğu platinler yoluyla dolaylı olarak seçilmesiyle yapılmaktadır.
Jakar yapısının görevi, istenen iğneyi çalıştırması istenmeyen iğneyi çalıştırmamasıdır. Bu işlem delikli kartlar vb. değişik yöntemlerle sağlanmaktadır. İğnelerin önde, önde arkada
tek tek seçilebilmeleri ve renkli ipliklerinde kullanılması ile desenlendirme oluşturulmaktadır.
Jakarlı dokuların yapıları, arka yüzey örgü bağlantılarına göre;
a) Enine çizgili
b) Boyuna çizgili
c) Dimi desenli
c) Hortumlu (torba)
d) Kabartmalı jakarlı örgü
e) Atlamalı jakar
Olarak adlandırılmaktadır.
Enine çizgili:
Kumasın arka yüzeyinde enine çizgili bir görünüm oluşmaktadır. Ön yüzeyde her sırada kullanılan renk sayısı kadar arka yüzeyde de kullanılmaktadır. İki ve üç renkli jakar örgülerde yaygın olarak kullanılmaktadır.
Boyuna çizgili:
Örgüyü oluşturan renkler kumaşın arka yüzünde boyuna çizgiler seklinde görünen jakardır.
Dimi desenli:
Örgüde kullanılan renkler kumasın arka yüzeyinde dioganal veya belli bir düzende dağıtılmış olarak oluşturulmaktadır.
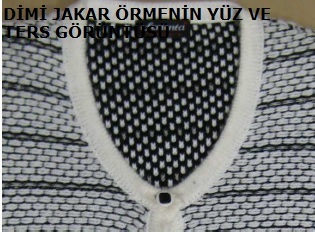
Torba jakar:
Genellikle iki renk çalışılan bu jakarlarda ön ve arka yüzeyde torba jakar olan kumaş elde edilmektedir. Ön ve arka yüzeyler sadece renk sınırlarında birbirleri ile bağlantı kurmaktadır.

File jakar:
Arka iğne yatağında bulunan iğnelerin bir kısmının belli düzene göre iptal edilmesiyle file görünümlü bir yapı oluşmaktadır.
Atlama jakar:
Tek plaka üzerinde üretilen renkli jakar kumaşlarda kumasın ön yüzünde görünmesi istenen renk örülürken diğer renklerin arkada atlama yapmasıyla oluşmaktadır.

KAYDIRMALI ( JAKAR KIRMA ) DESENLENDİRME
Ön veya arka yataktaki iğnelerin yatakla beraber topluca sağa veya sola doğru tek tek veya ikişer iğne kaydırılmasıyla oluşturulmaktadır. Kaydırma hareketi genellikle arka iğne rayında yapılmaktadır. iğne rayları, makine inceliği, iplik özellikleri, yapılacak desen dikkate alınarak iğneler bir sırada en az 1, en fazla 3 iğne farklı desen yapabilmek için ise, en fazla 6 iğne kaydırılmaktadır. İğne plakasının birini sağa sola kaydırmakla boyuna zig-zaglı desenler elde edilmektedir. Kaydırma işlemi yan yana aktarma işlemi yapılırken yardımcıdır.Kaydırmalı desenlendirme jakar kırma olarak da adlandırılmaktadır.
İNTERSİA DESENLENDİRME
İntersia örgü tekniğini “renkli desenlendirmede ön yüzde görünmeyen ipliğin arkada atlama yapmadığı, yani renklerin ayrı bölgelerde örüldüğü bir desenlendirme seklidir” olarak tanımlanmaktadır. Farklı renk ipliklerin aynı zamanda yan yana örmeye girmesiyle yapılan örgü tekniğidir. Renkler, makinenin gidiş-geliş hareketine, kullanılacak renk sayısına, makinenin sistem sayısına bağlı olarak seçilir ve jakardaki çok renkli örmeden farklıdır. Jakarda yapılamayan bazı desenleri burada üretmek mümkündür. Yavaş çalışır, jakara göre iplik daha az harcanır ve kumasın arka yüzünde uzun atlamalar oluşmamaktadır. Desen farklı cins veya renkte ipliklerle farklı ilmekler kullanılarak yapılabilir ve desen rengi ön ve arka yüzde aynıdır. Her bir renge ait iplik taşıyıcı intersia mekiklerle tek plakada kendi bölgelerinde örme işlemiyle aynı ilmek sırasında en çok 32 renk iplik ile desen uygulanabilmektedir.
Shima Seiki firması intersiya örgüler için özel geliştirilmiş ve 56 rengin bir arada kullanılabildiği “lace bar” olarak adlandırılan iplik besleyiciler ile çözgü ipliği ilave edilerek boyuna çizgilerin çok daha kolay örülebilmesini sağlamaktadır.
Farklı renkler ve farklı sekilerde çalışan ve hiç bir zaman birbirlerine karışmayan bu teknikte iki farklı bölgenin kesiştiği iki iğne üzerine askı yapılarak bağlantı oluşturulmaktadır. Bu tip çalışmalarda renk seçimi; doğrudan veya mekanik kartla çalışan makinelerde, jakara bağlı seçilerek uygulanmaktadır.
BÜLÜNMÜŞ İLMEK TEKNİĞİ İLE DESENLENDİRME
Verev saç örgü desenlerinde ilmeklerin aktarma ve jakar kırma tekniklerini kullanarak sürekli belli bir yöne doğru yürütülmesi sırasında oluşan delikleri ortadan kaldırmak
ve farklı desenler üretebilmek amacıyla geliştirilen bir tekniktir. Bu teknikte alıcı iğne, verici iğne gövdesine düşerek iğne üzerindeki yay tarafından hafifçe açılmış ilmek içine girerken verici iğne aşağı doğru iner, yeni iplik bu iğne ağzına beslenir ve beslenen ipliği verdiği ilmeğin içinden çekerek yeni bir ilmek oluşmasıyla aktarılan iğne ilmeksiz kalmadığı için delik oluşumu önlenmektedir.
Örmede Üretim,Kalite Kontrol ve Pazarlama
Örme ürünün üretim sürecinde; öncelikle müşteri tarafından belirlenen ürün türüne göre seçilen ipliklere parafinleme, katlama veya bobinleme gibi gerekli hazırlık işlemleri uygulanmaktadır. Tasarımcı tarafından bilgisayarlı desen tasarım programında örgü deseni hazırlanarak örme makinesine yüklenmesiyle örme komutu verilmektedir.
Öncelikle prototip (ilk örnek) oluşturulmaktadır. Örneklerin değişik renk ve desen varyantları denenerek renk, ölçü, desen örgüsüne göre ilk örnek onayı alınan modellerin üretimine geçilmektedir.
Model desene ve renge uygun örülen parçalar, kalite kontrole gönderilerek ışıklı masa ya da duyu organları (el-göz) yardımıyla ilk kontrolleri yapılarak hatalı olanlar ayrılmaktadır. Kontrolden geçen hatasız parçalar overlok bölümüne gönderilerek kenarları teyellenmektedir. Teyelden sonra uygun olan yıkama programında yıkama-kurutma işleminden geçirilmektedir. Örme parçaları ilk ütüye gönderilerek kesime hazır duruma getirilen parçalar modele göre çıkarılan kalıplara göre kesilmektedir. Birleştirme işinden önce süsleme özellikleri varsa elde yapılacak işlemler için ilgili birime sevk edilmektedir. Daha sonra, yan dikişi yapılmak üzere hazır giyim bölümüne, bant ve yaka takma işlemi için remayöz bölümüne aktarılan örme parçaların yan ve üst etiketleri bu bölümlerde takılmaktadır. Ürünler son ütüye gönderilerek ütü esnasında kalite kontrolleri yapılmaktadır. Kalite kontrolden geçenler paketlemeye gönderilerek dağıtıma hazır duruma getirilmektedir.
İşletmelerin ayakta kalabilmeleri, müşteri memnuniyeti sağlamaları ve tercih edilen durumda olmalarında en büyük etkenler arasında kaliteli üretim yapmak gelmektedir.
Kalite; insanoğlunun yaşamında önemli bir kavramdır. Kalite ile ilgili tanımlar çok çeşitlidir. Kalite, belirtilen ihtiyaçları karşılama kabiliyetini gösteren özelliklerin bütünüdür.
Kalite; İstenen ve beklenen bir standarttır.
Kalite; Bir ürünün veya hizmetin kendisinden beklenen performansı en üst düzeyde yerine getirmesidir.
Kalite; Alıcı tarafından bir üründe bulunması istenen koşullar, özelliklerdir.
Kalite; Müşteri memnuniyetinin değişmez unsuru ve tüm isletmeyi içine alan bir ölçüttür.
Kalite; Bir ürün ya da hizmet hakkında müşterisi ya da kullanıcısı tarafından verilen hükümdür.
Kalite; Kullanım amacına ve müşteri isteklerine uygunluktur.
Bir ürünün son kalitesini oluşturan ve kalitesini doğrudan etkileyen faktörler bulunmaktadır.
Bunlar;
proje ve tasarım kalitesi, hammadde kalitesi, teknik ve mühendislik hesaplama kalitesi, üretim kalitesi, isçilik kalitesi, kontrol kalitesi, ambalaj kalitesi, depolama ve dağıtım kalitesi ve kullanım kalitesidir.
Üretimde makine kullanımı ve endüstri devrimi ile maliyetlerde düşüşler sağlanmış ve uzun yıllar boyunca bir satış için fiyat tek belirleyici olmuştur. Daha sonraları modern yönetim sistemleri geliştirilerek eğitimli ve bilinçli müşterilerin oluşması ile kalite ön
plana çıkarılmış ve belirleyici unsur olmuştur.
Toplam Kalite Yönetimi (TKY);
Müşterinin en ekonomik şekilde memnun edilmesi için, şirket içindeki pazarlama, satın alma, mühendislik, üretim, kontrol, satış ve servis faaliyetlerinin organize edilerek, kalitenin oluşturulmasını, sürekliliğini, geliştirilmesi
ve takibini temin edecek etkin bir sistemin gerçekleştirilmesidir.
TKY bir isletmenin bütün çalışanlarını, tedarikçilerini ve dağıtım kanallarını kapsayan faaliyetlerin, müşterilerin ihtiyaç ve mantıklı beklentilerini tam, sürekli ve en ekonomik şekilde karşılamak amacıyla planlanması ve uygulamasını sağlayan bir yönetim felsefesidir.
TKY’ de “Müşteri Odaklılığı,” “Müşteri Tatmini” ve “Müşteri Memnuniyeti” kavramları ön plana çıkmıştır. TKY asıl amaç isletmelerde üretilen ürün veya hizmetlerin onu kullanan bireylerin istek ve ihtiyaçlarına uygun olarak üretilmesidir. Sadece üretim basamaklarını değil, ürünün üretimden müşteriye ulaşıncaya kadar ki tüm basamakları kapsamaktadır.
Toplam Kalite Kontrol, pazarlama, tasarım, imalât, muayene ve sevkiyat vb. bütün bölümlerin katılımcılığı ile ilk seferde sıfır hata ile doğru üreterek hedefe ulaşmaktır.
Tekstilde ihracata yönelik bir ülkenin kalite konusunda daha dikkatli olması gerekmektedir. Tekstil sektöründe üretim ard arda gelen süreçleri kapsamakta ve bir sürecin sonucu diğer sürecin hammaddesi durumunda olmaktadır. Böylece kalite kontrol, hammaddeden başlayarak iplik, dokuma, örme, terbiye, boya-baskı ve hazır giyim bölümlerinde kendini göstermektedir. Hataların bu süreçlerde yakalanması ve önlem alınması önem taşımaktadır.
Kaliteli ürün üretmenin araçlarından olan standartlar önem taşımaktadır.
Standart; üretimde, anlamada, ölçmede, beraberlik anlamına gelmektedir.
Standardizasyon ise;
Belli bir faaliyetle ilgili olarak, ekonomik yarar sağlamak üzere yardım ve işbirliği ile belirli kurallar koyma ve bu kuralları uygulama işlemidir.
Kalite Güvencesi;
Bir ürünün veya hizmetin beklenen kalite isteklerine uygunluğunu yeterli güvencede sağlamaya yönelik olarak gerekli tüm planlı ve sistematik faaliyetlerin uygulanmasını kapsamaktadır. Bunun için de Kuruluşlara başvuru yapmak gerekmektedir. Başvurulan kuruluşlar firmada yapacağı inceleme ve tespitlere göre önerilen düzenlemelerden sonra belge vererek firmanın ulusal ve uluslararası pazarlarda önemli rekabet gücü kazanmasına imkân vermektedir.
Bir isletmede Kalite Güvencesi Sistemi'nin kurulması, tüm süreçlerin istisnasız ve tam olarak bu sisteme uygun bir şekilde yürütülmesini sağlamaktadır.Fabrika sahipleri ürünlerini kaliteli ürettiklerine dair belgelendirmek amacıyla çeşitli organizasyon sistemlerinden yararlanmaktadır.
Uluslar arası standart kuruluşlarından olan ISO:
(International Organization For Standardization) Uluslararası standart organizasyonudur.
Bu belgeler;
ISO 9000 serisi standartları;
müşteri odaklılık, liderlik, çalışanların katılımı, süreç yaklaşımı, yönetimde sistem yaklaşımı, sürekli iyileştirme, verilere dayalı karar verme yaklaşımı, tedarikçilerle karşılıklı fayda olarak sekiz kalite yönetim prensibine dayanmaktadır.
ISO 9000 Kalite Yönetim Sitemi Belgesi
bir şirkette yapılan faaliyetlerin daha düzgün ve sistemli organize edilmesi için kurulmaktadır.
ISO 14001 Çevre Yönetim Sistemi Belgesi
bir şirkette yapılan faaliyetlerin çevreye (hava, su, toprak, bitki örtüsü, canlı vb ) zarar vermemesi veya en az şekilde vermesi için düzenlenmektedir.
ISO 14001 çevre belgesi alan bir kurum yasal olarak konulan mevzuatlara uyum gösterdiği ve yaptığı faaliyetleri çevreye zarar vermemesi için sistematik ve kontrollü bir seklide yaptığını göstermektedir. Bir isletmenin mal veya hizmetlerini bir başka isletmenin mal veya hizmetlerinden ayırt etmeye yarayan, kişi adlarından, sözcüklerden, sekilerden harflerden veya sayılardan oluşan her türlü işarete marka denilmektedir.
Marka tescil belgesi ile bu işaretlerin haksız ve bilinçsiz kullanımını engellemek ve bu sebeple doğacak her türlü zararın önüne geçmek amacıyla koruma altına almaktır.
Türkiye’nin ihracatında önemli pazar durumunda olan Avrupa Birliği ülkelerinde günden güne güçlenen çevre duyarlılığı nedeniyle çevre ve sağlık açısından zararsız ürünlerin üretimi önem kazanmıştır. Bu amaçla Avrupa Birliği ülkelerinde geliştirilmiş ulusal düzeyde veya birkaç ülkede kabul görmüş pek çok ekolojik (çevreyle ilgili) ürün etiketi bulunmaktadır. Tekstil alanında Almanya’da geliştirilmiş olan etiket “ecotex” etiketidir. Bu etiket ile üretim yerleri etiketlendirilmektedir. Yasaklı kimyasal maddelerin ve teknolojilerin olmadığı ya da sınır değerler içeren çevre yönetim sistemlerinin çalıştığı bir bütünü içermektedir. Bu test standardı üretim çerçevesinde çevre koruma konularını da dikkate almakta ve ek olarak isletmede çocuk isçilerin çalışmadığını da garanti etmektedir.
Kalite standartlarının sağlanmasında amaç; iyi kalitedeki ürünleri uzun sürede, aynı kalite seviyesinde üretmektir. Bu amaca ulaşmada sadece ara ve son kontroller yeterli değildir. Bu nedenle iyi organize edilmiş kalite sisteminin geliştirilmesi gerekmektedir.
Üretim kalitesinin sorumluluğu, eğitim grup şefi (eğitimci), grup şefi (bant şefi), ana
grup şefi, üretim şefi ve isletme müdürü gibi çeşitli kademelerden oluşan üretim yönetimine aittir.
Üretilmesi düşünülen ürün için öncelikle o ürüne ait bütün özelliklerinin tasarlanması gerekmektedir. Tüketici istekleri, isletme politikaları, hammadde, malzeme, teknolojik İmkânlar, üretimde kullanılacak tesis ve teçhizat, lüks özellikler vs. gibi faktörler tasarım aşamasında kalite oluşturulurken etki etmektedir.
Pazarlama;
Pazarlarla ilişki kurmak, insanların istek ve ihtiyaçlarını karşılamak amacıyla değişimi gerçekleştirmektir. Müşterinin ne istediğini bilmek ve tahmin etmek kısaca müşteriyi anlamaktır.
Pazarlama çeşidi olan bire bir (yüz yüze) pazarlama geçmişte var olan ve gelecekte de var olmayı sürdürecek olan bir tekniktir.
Pazarlama, kişisel ve örgütsel amaçlara ulaşmada değişimleri sağlamak için malların, hizmetlerin ve fikirlerin geliştirilmesi, fiyatlandırılması, tutundurulması ve dağıtılmasına ilişkin planlama ve uygulama sürecidir. Malların üretim yerlerinden satış yerlerine hareketini sağlayan faaliyetler pazarlama içinde yer almaktadır. Bu nedenle isletmeler; belirli mallar için potansiyel pazarı belirlemek, isletmenin üretim kapasitesinin verimli biçimde kullanılmasını sağlayacak talebi yaratmak, elverişli bir dağıtım sistemi kurup uygulamak amacıyla üretim ve pazarlama faaliyetlerini birlikte yürütmektedirler.
Hammaddenin mamul hale gelene kadar geçtiği aşamalarda gerekli standart şartlarının uygulanmaması sonucu oluşan hatalar kalite ve pazarlamayı etkilemektedir. Bu hatalar; makineden kaynaklanan, iplikten kaynaklanan, personelden kaynaklanan, tüketiciden kaynaklanan, pazarlama yönünden, kalite yönünden, planlama ve organizasyon yönetimi yönünden kaynaklanan hatalar olarak gruplandırılmaktadır.
Yuvarlak Örme Desenlendirme Teknikleri
Örme kumaş üretiminde çeşitli tertibatlarla, örme tekniğiyle, renkli veya tek renk olarak kumaş yüzeyinin görünüşünü değiştirmek amacıyla farklı efektler ve motifler oluşturulmasına desenlendirme adı verilir.
Yuvarlak örme makinelerinde özellikle jakar tertibatı ile ve elektroniğin adaptasyonuyla sınırsız desenlendirme olanakları elde edilmiştir. Yuvarlak örme makinelerinde desenlendirmenin yapılabilmesi için makinenin bazı fonksiyonlarına istenilen şekilde kumanda edilmesi gerekmektedir.
Bu makine fonksiyonları şunlardır:
a) Örme iğnelerinin hareketleri,
b) İpliklerin hareketleri,
c) Doku çekim tertibatının hareketleri.
Yuvarlak örme makinelerinde desenlendirme yöntemleri, piyasada kumanda tertibatlarına, deseni oluşturan makine fonksiyonuna göre veya özel isimlerle tanımlanmaktadır.
Yuvarlak örme makinelerinde desenlendirmeler ;
1-İğne ve kilit (çelik-kafa) dizimleriyle desenlendirme,
2-İki veya ikiden fazla farklı iplikle yapılan desenlendirme,
a) Pelüş desenlendirme,
b) Vanize desenlendirme,
3-Enine çizgili desenlendirme, ringel tekniği,
4-Jakar donatımları ile desenlendirme,
5-Aktarmalı (transfer) desenlendirme.
1-İĞNE VE KİLİT ( ÇELİK-KAFA) DİZİMLERİYLE DESENLENDİRME
Yuvarlak örme makinelerinde iğne düzenlemeleri ve iğnelere kumanda eden kilit tertibatında yapılan düzenlemelerle gerçekleştirilen sınırlı şekilde desenlendirmeye olanak tanıyan desenlendirme tekniğidir.
İğne ve kilit düzenlemeleriyle iğnelerin ilmek, askı ve atlama hareketlerini belli bir düzen içinde yapmaları sağlanarak desenlendirme gerçekleştirilir. Genellikle tek renkli çalışmalarda uygulanmakla birlikte çok renkli çalışmalarda yapılabilir.
Yuvarlak örmede kilit tipleri;
1-Basit kilit, (yalnız ilmek yapar),
2-İlmek ve atlama yapan kilit,
3-İlmek ve askı yapan kilit,
3-Atlama, askı ve ilmek yapan üç yollu kilit.
Yuvarlak örmede iğne düzenlemeleri;
Yuvarlak örme makinelerinde iğne ve kilit düzenlemeleriyle yapılan desenlendirmede iğnelerin özellikleri de kilit özelliklerine uygun olmalıdır.
İğnelerde ilmek, askı ve atlama yapılmasını sağlayan özellikler şunlardır.
a) İğne boyları farklı olabilir,
b) İğne ayak boyları farklı olabilir,
c) İğne ayak sayıları farklı olabilir.
Bu teknik ile yapılan desenlendirmeye örnek olarak, tek ve çift plakalı yuvarlak ilmek askı kombinasyonu ile yapılan tek toplama lakost örgü verilebilir. Bu örgü ile kumaş yüzeyinde bal peteğine benzer efekt elde edilir.
2-İKİ VEYA DAHA FAZLA FARKLI İPLİKLE YAPILAN DESENLENDİRME :
Yuvarlak örme makinelerinde elyaf cinsi, renk, büküm, kalınlık v.b gibi özellikleri farklı olan iki veya daha fazla sayıda ipliğin aynı anda birlikte örülmesiyle yapılan desenlendirme yöntemidir.
Yuvarlak örme makinelerinde en az iki iplik ile yapılan desenlendirme teknikleri:
a) Pelüş desenlendirme,
b) Vanize desenlendirme.
a) PELÜŞ DESENLENDİRME:
Tek plakalı (RL) ve çift plakalı (RR) yuvarlak örme makinelerinde uygulanabilen bir desenlendirme tekniğidir. Yuvarlak örmede uygulanan pelüş örgü zemin örgünün bir veya her iki yüzünde oluşan ilmek halkaları (pelüş askısı) ile karakterize olur. Yani pelüş örgünün oluşması için ilave bir iplik kullanılması şarttır. Bu ilave ipliğe pelüş ipliği adı verilir. Pelüş ipliği ile oluşturulan ilmek halkaları bütün yüzeyi kaplayacak şekilde veya örgü üzerinde kısım kısım da uygulanabilmektedir. Jakarlı pelüş kumaşlar ile yüksek hav dayanıklılığı ve elastikiyet sağlanabilmektedir.
Pelüş örgüsünün oluşumu;
Pelüş ipliği kancalı iğneye, zemin ipliğinin biraz üstünde bir mesafede verilir. Kancalı iğnelerin aşağıya doğru hareketi ve özel tutma düşürme platinlerinin (pelüş platini) öne doğru hareketi ile platinin boğazı içinde ilmek oluşturulur. Hav ilmeklerinin uzunluğu (pelüş ilmeği) platinin boyutları ile ilgilidir.
Çift plakalı RR makinelerinde pelüş örgü ayaklı pelüş çivileri tarafından oluşturulur. Bu çiviler kapak iğneleri yerine, kapak kasnağına yerleştirilir.
Özel bir iplik kılavuzu, pelüş ipliğini pelüş iğneleri üzerine, zemin ipliğini de pelüş iğneleri altına koyarak silindir iğnelerinin ilmek oluşturmasıyla tekrar iki RL örgü yapmasını sağlar. Pelüş ipliğinden oluşan pelüş örgüsünün platin ilmekleri pelüş ilmeklerini teşkil eder ve ilmek oluşumundan sonra pelüş çivilerinin geri çekilmesiyle serbest kalırlar.
b) ÖRTME DESENLENDİRME,VANİZE DESENLENDİRME:
Özellikleri birbirinden farklı iki iplikten (renk, büküm, kalınlık, elyaf cinsi) birisi kumaşın ön yüzünde, diğeri ise ters yüzeyinde görülecek şekilde iğnelere beslenerek örülmeleri ile vanize yani örtmeli desenlendirme yapılır.
Vanize desenlendirmede iplikler belirli gerilim altında, iğnelere özel mekiklerle belirli aralıkta, ayrı ayrı gönderilirler. Fiyonk platinleri de buna uygun olarak arka arkaya iki ağızlı yapılmışlardır. Bu şekilde her iki iplik de aynı iğne üzerinde aynı anda fiyonk haline gelir.
İplikleri desene göre döndürmek, böylece örtme işlemiyle değişik motifler yapmak için ipliği döndüren özel platinler kullanılabildiği gibi özel iplik kılavuzları ile de dönüşüm sağlanabilir.
Vanize örgü de renkli efektler elde edilmesi farklı iplikler ve desen tertibatı ile uygulanır. Burada kancalı iğneler ve örtme ipliği kılavuzları koordine edilmiştir. Bu kılavuzlar iğnelerle birlikte hareket ederler ve her biri kendi renkli ipliğini kancalı iğneye verecek şekilde jakar tertibatı ile kumanda edilirler.
3-ENİNE ÇİZGİLİ DESENLENDİRME,RİNGEL TEKNİĞİ
Yuvarlak örme makinelerinde özellikle süprem örme kumaşlarda renkli iplikler ve mekanik tekniklerle veya elektronik programlama yöntemleriyle enine çizgili desen oluşturma tekniğine piyasada ringel tekniği adı verilmektedir.
Ringel tekniği düz yüzeyli yuvarlak örme kumaşlarda uygulanan ve değişik renkteki ya da değişik cinsteki ipliklerin desene uygun olarak yatay sırada bir veya birkaç sıra arayla değiştiği enine çizgiler desenler elde etme yöntemidir.
Renkli, enine çizgili örme kumaşların üretimlerinde her bir örme sisteminde, beş renge kadar iplik taşıyabilen ringel aparatı kullanılır. İplik kılavuzlarının değişimi bir kumanda tertibatı tarafından desene göre açılıp kapatılarak yapılır. Ringel aparatı, bir sistem içinde makine çalışır durumda iken iplik değiştirebilmektedir. Böylece makinedeki hareket düzenine göre birçok renkli ilmek sıraları oluşur. İplik kılavuzları bir delikli bant veya benzeri bir tertibat ile mekanik veya elektrikli aktarma sistemi üzerinden devreye sokulur veya devreden çıkarılırlar. İplik kullanım öncesi tutulmak ve kullanım sonrası kesilmek zorunda olduğu için, burada birde tutma ve kesme tertibatı gerekmektedir. Nispeten ucuza imal edilen bir desenlendirmedir. Desen boyutu isteğe bağlıdır. Enine renk, çizgi veya bantların yapımı için bir halkalama donanımı da kullanılır. Bu isteğe göre negatif değişimde iplik kılavuzları, keserek kopartma ve yapıştırarak ekleme kısımlarından meydana gelmiştir
4-JAKAR DONATIMLARI İLE DESENLENDİRME
Yuvarlak örme makinelerinde en geniş desenlendirme olanağına sahip Desenlendirme donanımı jakar tertibatıdır. Jakar tertibatları ile hem iğneler tek tek kumanda edilir, hem de renkli iplikler sıralı olarak istenen şekilde seçilebilir.
Jakarlı makinelerde kapak iğneleri mutlaka uzun ve kısa iğneler olarak düzenli bir şekilde ayarlanır. Genellikle uzun-kısa olarak 1:1 düzen bulunur. Silindirde ise jakara göre istenen iğne seçilir. Bu iğnelerin hepsi birden çalışır kabul edilir.
Jakarlı örmelerde, her sistem için desene bağlı olarak tek tek iğne seçimi söz konusudur. Bunun için gerekli olan desen tertibatları belli bir takım iğneleri mekanik veya elektronik olarak yakalama veya örme pozisyonuna getirilebilecek durumda olması gerekmektedir. Bu görev;
- Desen platinleri,
- Desen çarkları (Diskleri veya dişlileri),
- Çivili desen tamburları,
- Programlanabilir desen dişlileri,
- Kumanda manyetikleri
tarafından yerine getirilmektedir.
Bütün desen tertibatları silindir iğnelerine kumanda ederler. Kapak iğneleri ile de kumaşın arka yüzü meydana getirilir.
Yukarıda sıralanan jakar tertibatları ile iğnelere üç şekilde kumanda edilmektedir.
- Direkt iğnelerin seçimi,
- İndirekt olarak iğnelerin seçimi,
- Elektronik olarak iğnelerin seçimi,
5-DELİKLİ DESENLENDİRME ( AJUR,AKTARMA )
Yan yana veya karşılıklı iğnelerin birbirleri üzerindeki ilmeklerin yarım, tam, dağıtma ve benzeri ilmek şeklinde aktarılması ile yapılır. Delikli, gözenekli düzenli desenler elde edilir. Yuvarlak örme makinelerinde aktarmalı desenlendirme iki şekilde yapılır.
a) Bir iğne üzerindeki ilmeğin yanındaki iğneye aktarılması,
b) Bir iğne üzerindeki ilmeğin karşısındaki iğneye aktarılması.
a)Yandaki İğneye İlmek Aktarma:
Her iki iğnede bir ilmek bacağı, bir iğne aktarma teşkilatı yardımıyla komşu iğneye aktarılır. Birinci iğne üzerinde kalan diğer bacak, kullanılan bire-bir baskı çark yardımıyla düşürülür. Böylece birinci iğnedeki ilmek tamamen yandaki iğneye aktarılmış olur.
b)Karşıdaki İğneye İlmek Aktarma:
Aktarma tertibatı olarak, silindir iğnelerindeki ilmekleri, kapak iğnelerine aktaran desen tertibatları ve özel aktarma iğneleri kullanılmaktadır.
Yuvarlak örme makinelerinde iğneler sürekli kavrama halinde olduğu için düz örme makinelerinde ki gibi iğne kanallarına yana doğru kayma hareketini yapması imkânsızdır.
Hem silindir, hem de kapak yatağında bulunabilen aktarma iğneleri ile kapak iğnesi ilmekleri silindir iğnelerinin üzerindeki ilmeklerin kapak iğneleri üzerine aktarılabilmektedir.
May Dönmesi
Örme kumaşların en önemli avantajı kullanım rahatlığı ve kullanım sonrasında görünümlerinin bozulmamasıdır. Örme kumaşları oluşturan ilmek yapıları kumaşın esneme ve geri toplanma dayanımında önemli rol oynar. Fakat bu ilmek yapılarındaki dengesizlik may dönmesi adı verilen örgü kumaş hatasına yol açar.
May dönmesi örgü kumaşların görünüm kalitesini etkileyen en önemli faktörlerden biridir. Kumaşın yuvarlak örme makinesinde tüp formunda örülmesi ilmek çubuklarının makinenin dönüş yönüne bağlı olarak sağa ya da sola eğilmesine neden olur. Bunun sonucu olarak teorik olarak may ve çubuk birbirine dik olması gerekirken çubukların may ile yaptıkları açı değişir. Bu açının ölçülmesi sonucu da örgüdeki dönme miktarı hesaplanmış olur. Örme kumaşların popülerliği vücudun seklini alması, yumuşak tutumu, hacimli yapısı ve düşük gerilim altında yüksek esneme kabiliyetine sahip olmasıdır. Örgünün bu yapısını etkileyen en önemli faktör İpliğin yapısıdır.
Genellikle örgüde düşük bükümlü iplikler kullanılır; çünkü yüksek bükümlü iplik Kumasın tutumunda bir sertliğe neden olurken aynı zamanda iplikten yok edilemeyen tork nedeniyle may dönmesi problemine yol açar. İplikten kaynaklanan örgü dönmesini örme işlemi bittikten sonra gidermek mümkün olmadığından mümkün olduğunca düşük bükümlü veya bükülme eğilimi az olan iplik kullanmak gerekir.
May dönmesini etkileyen faktörler
1-Makine besleme sayısı (sistem sayısı)
2-Makine inceliği
3- İplik inceliği
4- Gramaj ağırlığı
5-İplik bükümü
6- Makine dönüş hızı ve yönü
7-İplik büküm yönü
8-Hammadde cinsi
9-İplik eğirme metodu
10-İpliğin fiske olması
May dönmesini engellemek için literatürde çeşitli çalışmalar yapılmış bazı sonuçlara varılmıştır. Bu çalışmalar iplik bükümünü azaltmak, çift katlı iplik kullanmak, hammaddeyi değiştirmek, ipliğe fikse yapmak, makine dönüş yönüne zıt bükümlü iplik kullanmak, iplik eğirme metodunu değiştirmek, iplik inceliğini azaltmak, elastomer eklemek, boyanmış iplik kullanmak, gramajı arttırmak, örgü desenini değiştirmek, bir sıra S bir sıra Z bükümlü iplik kullanmak gibi özetlenebilir Bunların dışında hazır giyim sonrası nihai üründeki kalite problemini önlemek için may dönmesine bağlı dikiş kaymalarının nedenleri araştırılmaya çalışılmıştır.
Örgü kumaşlarda hazır giyim sonrasında boyutsal dengeyi arttırmak için ısıl bir işlem olan sanforlama işlemi uygulanır. Bu işlemin uygulandığı rotor ipliğinden örülmüş kumaşlarda gramajı arttırmanın may dönmesini azalttığı görülmüştür.
Rotor ipliğinin yapısı ring ipliğinden büküm veriliş biçimi ve son ürünün sahip olduğu büküm özelliği bakımından farklılık gösterir. Ring iplikçiliğinin esası liflerin açılması, temizlenmesi, taranması, çekilerek istenilen numaraya getirilmesi ve bükülerek sarılması esasına dayanırken; rotor iplikçiliğinde şerit olarak alınan elyafın açıldıktan sonra hızla dönen rotora sevki ve bu sırada büküm alması esasına dayanır. Rotor iplik üretilirken liflerin paralel biçimde yayılması ve bu lif demetinin iyice taranması gerekir. Bu işlemi takiben liflerin ucu rotorun oyuğundan içeri verilir ve iplik oluşumu baslar. Rotorun her dönüsüyle yeni lifler daha önceden oluşmuş elyaf demetine tutunurlar. Bunun sonucunda öz büküm adı verilen içteki bükülmüş elyafın dışını daha az bükümlü bir elyaf demeti sarar. Yani rotor iplikçiliğinde ring iplikçiliğinin tam tersi olarak içten dışa doğru bir büküm vardır.
Dolayısıyla rotor ipliğinin dışındaki büküm içindeki büküme oranla daha azdır. Bu da yuvarlak örme sırasında oluşan kuvvet karsısında ipliğin ring ipliği kadar ciddi bir tork oluşturmaması anlamına gelebilir. Böylelikle rotor iplikten elde edilen örgü kumaşlarda büküm kaynaklı may dönmesinden söz edilemez. Rotor ipliği ile yapılmış bir çalışmada rotor ipliklerle örülen kumaşlardaki may dönmesinin, ring ipliklerle örülen kumaşlardakine göre oldukça az olduğu bulunmuştur May dönmesinin en önemli nedeni olan iplikteki bükümden kaynaklanan bükülme eğiliminin rotor ipliklerde ring ipliklerine göre daha az olması dolayısıyla rotor kumaşlar bu bakımdan avantajlıdır.
Örgü yapısı içerisindeki ilmek sıra ve çubuklarının birbirine dik olması gerekir. Ancak may dönmesi de denilen ve dengesiz örgü yapılarında görülen örgü dönmesi nedeniyle bu durum bozulabilir. Dikdörtgen şeklinde örülen bir kumaş parçası dönme sonrasında paralelkenar haline gelir.
Örgü dönmesinin iplikten,örme makinesinden, Boyama Ve Terbiye İşlemlerinde ve Konfeksiyon İşleminde Meydana Gelebilen Dönmeler olmak üzere 4 nedeni vardır.
İplikten Kaynaklanan Örgü Dönmesi
İpliğin bükülme eğilimine bağlı olarak örgü dönmesi artar. Bir ipliğin bükülme eğilimini belirlemek için; belirli uzunluktaki iplik, iki ucundan tutulur. Bu iki uç birbirine yaklaştırıldığında altta oluşan iplik halkasının kendi üzerine katlanma durumuna bakılır. Kendi üzerine katlanma tur sayısı yüksek ise ve katlanma çok hızlı bir şekilde gerçekleşiyorsa ipliğin bükülme eğilimi yüksektir ve bu iplikten örülen kumaşta dönme riski yüksektir. Dönme eğilimi, ipliğe verilen büküm sayısına, uygulanan fiksaj durumuna ve lif direncine bağlıdır.İplikten kaynaklanan örgü dönmesini, örme işlemi bittikten sonra gidermek mümkün değildir.
Bu nedenle örme işlemi öncesinde veya örme sırasında alınabilecek bazı önlemler şöyle sıralanabilir.
1-1x1 rib, interlok gibi dengeli örgü yapıları kullanmak. ( Ancak bu her zaman mümkün değildir. )
2. Mümkün olduğunca sık örmek. ( Bu yöntem kumaş gramajını arttırıp, fiziksel özelliklerini değiştirdiğinden her zaman uygulanamaz. Bükülme eğilimi az olan iplik kullanmak. İpliğin bükülme eğilimi, örme işleminden önce buharla büküm fikse edilerek azaltılabilir. Ancak bu yöntemin kumaşın tutumunu sertleştirici bir özelliği vardır. )
3. Tek kat yerine çift kat iplik kullanmak.
Bu amaçla yüksek bükümlü ince iki iplik ters büküm yönünde daha az büküm sayısında katlanır. Örneğin numarası Ne 30/1 ve büküm katsayısı Z yönünde 100 olan iki pamuk ipliğini S yönünde 50 büküm katsayısı ile katladığımızda yeni ipliğin numarası Ne 15 olacaktır. Bu yöntemle ipliğin bükümü yarı yarıya düşürüldüğü halde numarası iki kat artmaktadır. Dolayısıyla kalın giysilerin üretiminde kullanılan bir yöntem olup ince giysilerin üretimi için oldukça pahalı bir yöntemdir.
Çünkü ;
a) çok ince numaralı tek kat iplik gerekmektedir.
b) fazladan katlama masrafı söz konusudur.
c) ince iplik için ince lif kullanımı gerekir ki bu da ilave masraftır.
4. Bir sıra S, bir sıra Z bükümlü iplik kullanmak. ( Böylece S bükümlü iplik örgüyü sola, Z bükümlü iplik sağa eğmeye çalışacağı için örgüde dönme olmaz. Ancak örgü yüzeyi zig zag bir görünüm alır. Ucuz bir yöntem olduğu halde farklı büküm yönlerinde ipliklerin temini, saklanması ve makineye yerleştirilmesi aşamasında bazı planlama ve organizasyon zorlukları söz konusudur.)
5. Makinenin dönüş yönüne zıt yönde büküme sahip iplik kullanmak.
Yuvarlak örme makineleri saat yönünde veya saate ters yönde dönebilir.iğne yatağı saat yönünde dönüyorsa ilmek çubukları sola, saate ters yönde dönüyorsa sağa doğru eğilir. İlmek çubuklarının iplik büküm yönüne bağlı olarak çarpılma eğiliminden yararlanarak, saat yönünde dönen makinelerde Z, saate ters yönde dönen makinelerde S bükümlü iplik kullanılarak örgü dönmesi azaltılabilir.
Örme Makinesinden Kaynaklanan Örgü Dönmesi
Çok sistemli yuvarlak örme makinelerinde görülen bir dönme türüdür. Örneğin 84 sistemli bir örme makinesinde 1. sistem 1. sırayı örerken hemen yanındaki bir sistem 85. sırayı örer ve tüp formundaki kumaş aşağıya dönük olarak çekilir. Aslında bu durumda (piyasada sans kayması olarak adlandırılan) sıraların eğilmesi söz konusu olsa da, sıralar ve çubuklar arasındaki dik açı bozulduğu için bu hata da dönme olarak değerlendirilebilir.
Giderilme çareleri
1) Daha az sistemli makine kullanmak,
2) Çok seyrek örmemek,
3) Kumaş çekiminin ve sarımının kumaş enince eşit olmasını sağlamak,
4) Örme işleminden sonra terbiye işlemlerini açık en olarak yapmak ve dönüklüğü giderecek sistemler kullanmak
Boyama Ve Terbiye İşlemlerinde Meydana Gelebilen Dönmeler
Ham örme kumaşta zaten var olan dönme, boya ve terbiye aşamasında azaltılabilir veya tam aksine çoğaltılabilir. Boyamada, kumaşın santrifüj veya balon sıkma veya daha başka metotlarla sıkılması dahi kumaşın değişik miktarda dönmesine sebep olabilen unsurlardandır. Bu işlemden sonraki yaş açma işleminin dikkatli ve itinalı yapılması, kumaşta o ana kadar meydana gelmiş dönmeyi azaltabilir, aksine yapılan bir yaş açma işlemi ise, dönme miktarını arttırabilir. Dönmesi azaltılmamış bir yaş kumaş kurutulduğunda kumaş, dönük olarak bir safha daha ilerlemiş ve azaltılabilecek olan dönme daha zor geri çekilebilir bir safhaya gelmiş olur. Kumaş; tüp olarak ütülenecek ise, aynen yaş açmada olduğu gibi, ütünün dikkatli ve itinalı yapılması, kumaşta o ana kadar meydana gelmiş dönmeyi azaltabilir, aksine yapılan bir ütü işlemi ise, dönme miktarını arttırabilir. Kumaş, açık olarak bitirilecek ve bu amaçla, örme esnasında kenar izi bırakılmış ise,bu kenar izinden kesme işlemi yapılıp da ramda kurutma ve/veya terbiye işlemi yapılacak ise, her bir kumaş topunun ilk başlangıcının ramın zincirlerine tutturulması da dönmeyi azaltan veya çoğaltan unsurlardandır. Kumaşın ramın zincirlerine ilk tutturulmasında, kumaş eğri olarak tutturulursa, kumaşın devamı da eğri olarak ramlanır. Genellikle, ham kumaşta kenar izi bırakıldığında ve mal açık olarak bitirildiğinde kumaşta her hangi bir dönme olmayacağı öngörülmekle birlikte, boya ve terbiye işlemlerinin her safhasında yeterince dikkatli ve itina ile işlem yapılmaz ise bu öngörüş geçerli olmayabilir. Boya ve terbiye işleminden sonra kumaşta istenmeyen miktarda dönme görülür ise, kumaşın tekrar ıslatılarak terbiye edilmesi ile dönme azaltılmaya çalışılabilir.
Konfeksiyon İşleminde Meydana Gelebilen Dönmeler
Konfeksiyon mamulünün boyutları ne kadar büyük ise, dönme o kadar gözle görülebilir hale gelir. Dönme miktarı birim ölçüde yüzde olarak hesap edildiğinde, doğaldır ki, mamul eni genişlediğinde, yüzdeye bağlı olarak dönme miktarı daha fazlalaşır. Bu nedenledir ki, aynı kumaştan yapılmış eteği geniş bir t-shirt’te, eteği dar bir t-shirt’ten daha fazla dönme miktarı görülecek, bir geceliğin eteğindeki dönme miktarı, bir t-shirt’ün eteğindeki dönme miktarından daha fazla olacaktır. Bu nedenle, dönme ölçülür iken ve belli bir standartla karşılaştırmak amacıyla, bir tshirt'teki veya bir gecelikteki " % şu kadar dönme var", veya "şu kadar cm dönme var" demek yerine, örneğin, "bir metrede şu kadar cm dönme var, veya bir metrede % şu kadar dönme var" demek daha doğru analiz imkanı getirir.
Dönmesi zaten var olan veya dönmesi çeşitli nedenlerle asgaride tutulamamış bir örme kumaşın pastal yerleştirilmesi yapıldığında, pastal yerleştirilmesinin dikkatlice ve önceden hesaplanarak yapılması, fazlaca dönük kumaşta konfeksiyonda alınabilecek bir tedbir olabilir. Aksine bir pastal yerleştirmesi ise, olan dönmeyi daha da fazla gözler önüne serebilecek bir sonuç doğurabilir. Konfeksiyon mamulünün ön ve arka parçalarının kesilmesinde, kumaşın dönmesinin parçaların hep aynı yönüne olacak şekilde yapılması mamulün dönmesini arttırabilen, aksine bir kesim ise, dönme yönlerinin birbirine aykırı etkileşimle bir parça olsun dönmeyi azaltabilen ve zaman zaman başvurulan yöntemlerden biri olabilmektedir
Yuvarlak Örme Makinesi
Örme iğnelerinin yan yana ve dairesel bir iğne yatağına dizildiği örme makineleridir. Geniş veya dar bir kumaş tüpü oluşturulur. Yuvarlak örme makinelerinde diğer örücü elemanlar da iğnelere uygun olarak dairesel bir şekilde yerleştirilmiştir. Sabit duran iplik kılavuzlarından iğnelere iplik yatırılır. İğne sabit olan kilitlerin (iğnelere hareket verilmesi, örgüye göre iğnelerin seçilmesi, doku sıklığının ve özelliğinin belirlenmesi, kısaca dokunun elde edilmesi atkı örmeciliğinde kilit tertibatı ile sağlanır) örme iğnelerini aşağı-yukarı hareket ettirilmesi ile dönmekte olan iğneler tarafından örme işlemi gerçekleştirilir.

Bu sistemde iplikler örme iğnelerini direkt olarak beslenir. Yuvarlak örme makineleri, iplik sabit, iğneler tek tek hareketli prensibi ile çalışırlar ve yuvarlak örme makineleri düz örme makinelerine göre daha hızlı üretim yapabilirler.
Yuvarlak örgü makinelerinde makine tahriğinin, üretilen kumaş ve örme makinesinin kullanım üzerinde büyük etkisi vardır. Tahrik sabit bir ivmelenme ile hızlanma ve yavaşlamayı sağlamalıdır. Makine kesinlikle çok sert bir şekilde frenlenmemelidir. Bu durumda iplik veya iğneler zarar görebilir.
Tahrik mekanizmalarının yanı sıra yuvarlak örme makinelerinde iğne ve platin hareketini kontrol eden kamlar da bulunmaktadır. Desenin yapısına göre, iğne dipçiğinin kılavuzlandığı kam yolu (kanalı) değişebilir nitelikte olmalıdır. İğnenin,iğne yuvasındaki titreşimi engellenmeli veya en azından azaltılmalıdır.
Yuvarlak örme makinesinde kumaş, silindirden dairesel formunda çıkar.Daha sonra bir serici vasıtasıyla düz bir form kazanır. Kumaşın çekme silindirlerine gelmeden önce katlanmamasına dikkat edilmelidir..
Bobin taşıyıcı donanımı makinenin üstünde dairesel formda dizilebildiği gibi makinenin yan tarafına yerleştirilmiş biçimde de bulunabilir. İsteğe göre bobin taşıyıcı tertibatına düğüm yoklayıcısı motorlu bir vantilatör, iğne ve platinler için yağlama sistemi takılabilir.
Örme makinesi yüksek hızda çalıştığından bobindeki ipliğin tükenmesi durumunda üretimin durmasını ve hataların oluşmasını önlemek için yedek bobin kullanılır.
Yuvarlak örme makinelerinde bulunan bir diğer sistem, birim zamanda sabit iplik sevk eden iplik rezervli iplik ölçme tertibatlarıdır. İplik kopuşları esnasında örülen hatalı kumaş miktarını azaltmak için yeterli iplik rezervi olan iplik ölçme tertibatları geliştirilmiştir. İplik kopuşu esnasında, besleyicide makine duruncaya kadar çalışacak iplik rezervi bulunur.
Ancak jakarlı üretimlerinde olduğu gibi, birim zamanda her bir besleyici için farklı miktarlarda iplik kullanımının söz konusu olduğu durumlarda birim zamanda değişken miktarlarda iplik sevk eden tertibatlar kullanılır.Normalde yüksek bir esnekliğe sahip olan yuvarlak örme kumaşlardan örme kumaşlarda esnekliği daha da arttırmak için elastik ipliklerde kullanılmaktadır.Bunun başlıca sebebi; kumaş tutumunda ve giyimde belirgin düzgünlük, vücudu sarma ve tüketicilerinin daha rahat giysiye olan istekleridir. Elastik ipliklerinin kullanımı bu iplikleri ihtiva eden giysilerin kullanımı süresince şekillerini muhafaza etmesini ve daha kullanışlı olan kumaşların oluşumunu sağlamıştır. Ayrıca tekstil eşyasının ilk kez giyildiği zaman daha iyi bir giyim uygunluğu sağlaması da büyük bir avantajdır. Bunu yanı sıra tekstil mamulünü kaynama noktasında muamele etme İmkanı sağlanır. Yuvarlak örme makinelerinde; pamuk ve pamuk karışımı iplikler, bu tür kumaşların kullanım alanları nedeni ile daha çok kullanılmaktadır. Ayrıca kullanım alanına göre polyester, viskon, spandex gibi elastan içerikli ipliklerde bu makinelerde kullanılır.

Yuvarlak örgü makinelerinde çok sık olarak kullanılan bazı terimler:
İlmek:
Örme iğnelerinin oluşturduğu özel şekilli iplik halkalarından meydana gelen temel şekline veya örme kumaşın temel yapı birimine ilmek adı verilir.İlmek iğnenin ve dolayısı ile ipliğin tam hareketi ile oluşur. Diğer ilmekler ile birlikte enine ve boyuna bağlantılar ile örme yüzeyinin meydana gelmesinde temel fonksiyonu teşkil eder.
- Pus (Çap) : İnç cinsinden makine çapını belirtir. 14 pusdan 34 pusa kadar değişik puslarda makineler mevcuttur.
Fayın(E):
Makinenin en belirgin spesifik özelliklerinden birisi olup bir İnçteki(2,54 cm deki) iğne sayısını yani makinenin inceliğini belirtir. Fayın arttıkça daha ince numaralardaki iplikleri, Fayn azaldıkça daha kalın numaralardaki iplikleri makinede kullanabiliriz. 16 ve 18 Fayn da Ribana tipi; 20 Fayn da İnterlok tipi 22 ve 28 Fayn da Süprem makineler mevcuttur
Yuvarlak Örme Makinelerinin Sınıflandırılması
1. Tek yataklı örgü makineleri
1. Çift yataklı örgü makineleri şeklinde yapılabilir.
Tek Yataklı Örgü Makineleri
Bu tip makineler tek bir silindir ile örücü kısımlar olarak iğne ve platinlerin mevcut olduğu makinelerdir. Bu tip makinelerde piyasa tabiri ile tek katlı kumaşlar olarak adlandırdığımız süprem, lacoste, iki, üç iplik türü kumaşlar yapılır. Ayrıca uygun çelik ve iğne dizilişlerini makineye uygulamak sureti ile değişik tipte desenli kumaşlar elde edilebilir.
Çift Yataklı Yuvarlak Örme Makineleri
Bu tip makinelerde silindir ve kapak olarak adlandırdığımız iki adet iğne yatağı vardır. Ayrıca silindir iğneleri ve kapak iğneleri mevcut olup bu makinelerde platin mevcut değildir. Silindir ve kapak iğneleri birbirine 90° dik olarak çalışırlar. Çift yataklı makinelerde kendi aralarında
a) Ribana makineleri
b) İnterlok makineleri olarak ikiye ayrılır.
Yuvarlak Örme Temel Yapıları
SÜPREM ÖRGÜ
Yuvarlak örme makinelerinde tek iğne yatağından elde edilen RL düz örgülü kumaşlara Türkiye örme piyasasında kullanılan süprem terimi, genel anlamıyla jarse kumaşa karşılıktır.
Özellikle yazlık spor giyimde ve iç çamaşırında geniş kullanım alanına sahiptir.
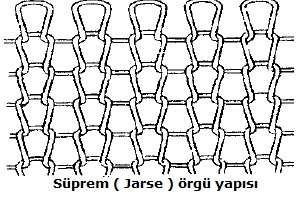
Bu kumaşların genel özellikleri şunlardır:
1- Ön ve arka yüzü farklı görünüştedir.
2-Açık en ya da tüp şeklinde (tubular) üretilebilen bir kumaştır,
3-Diğer örme kumaşlara göre daha geniş enler elde etmek mümkündür,
4-Hem boyuna hem de enine esner fakat diğer kumaşlara nazaran en düşük esneme özelliğine sahiptir,
5-Örgü raporu tek iğne plakasında en az, 1 iğne ve 1 iplik hareketinden meydana gelir. (normal örgü raporu yan yana iki iğne ile ve üst üste iki ilmek sırasından oluşur),
6-Kumaş tek plaka üzerinde oluştuğu için harcanan iplik miktarı en azdır,
7-Boyutsal stabilitesi azdır,
8-Esnediğinde şekli bozulabilir,
9-Vücut hareketlerine karşı uyumu, diğer tek iplikli örme kumaşlara göre esnekliğinin az olması nedeni ile düşüktür,
10-Yanlardan kumaşın arka yüzüne doğru, üst ve alttan da örgünün ön yüzüne doğru kıvrılma vardır,
11-Diğer örgülere göre en düşük desenlendirme imkanına sahiptir,
12-Süprem kumaşın yapısı hacimli olduğu için nem alma özelliği dolayısı ile emiciliği iyidir,
13-İpliğin kopması durumunda bozulan ilmekler, ilmek halkalarının kaymasına, yani kaçmasına neden olurlar,
14-Örme kumaşın kalınlığı, kullanılan hammaddenin aynı kalması şartıyla daha düşüktür,
15-İnce, hafif açık yapı ile ağır yapılar arasında çeşitlilik gösterirler,
16-Kesim ve dikim işlemi esneme özelliğinden dolayı problemlidir,
17-Kısmen iç giyim ve yaygın olarak yazlık dış giyim sanayinde kullanım alanı bulmuştur,
18-Fazlaca ütü istemez, kırışıklıklarını kolay kaybederler.
RİBANA ÖRGÜ
RR-Çift plakalı triko (düz örme), yuvarlak ve çözgülü örme makinelerinde birbirine dik, açılı veya paralel ve karşılıklı çapraz bir şekilde yerleştirilmiş, iki iğne yatağından elde edilen, özellikle görünüm ve elastikiyetleri ile tanınan RR ribana kumaşlar olarak bilinmektedir.
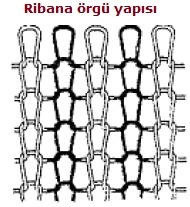
RR ribana kumaşların genel özellikleri şunlardır:
1-Ters L ve yüz R ilmeklerin sayısı eşit ise kumaşın ön ve arka yüzünde aynı görüntüye sahiptir. Yani çift yüzlüdür,
2-Çift plakalı triko (düz örme), yuvarlak ve çözgülü örme makinelerinde üretilen çift katlı örme kumaştır,
3-Örgü raporu çift plakada, en az 2 iğne ve 1 iplik hareketinden meydana gelir (normal, esas örgü raporu ise yan yana 2 şer iğne ile üst üste 2 ilmek sırasından oluşur).
4-Örgü raporu çift plakada oluştuğu için, harcanan iplik miktarı süprem kumaşlara göre daha fazladır,
5-Yüksek elastikiyet ve sıçrama özelliği vardır,
6-Boyuna yönde esneme özelliği düşüktür. Enine yönde esneme özelliği ise yüksektir,
7-Enine yönde esnemesi düz örgülerden daha fazladır,
8-Esneme özelliğinin yüksek olması nedeni ile ribana örme kumaşın vücuda uyum sağlar,
9-Örme kumaşın her iki tarafındaki ilmek sayıları eşit ise, ön ve arka yüzdeki ilmekler birbirini dengeleyecektir. Bu nedenle RL süprem kumaşlarda olduğu gibi kenarlarda kıvrılma görülmez. Yani, her iki uçta ve kenarlarda düz durma özelliğine sahiptir. Kısacası, RR ribana örme kumaş kesilen kenarlarından kıvrılmaz,
10-Yalnızca son ilmekten dönme yapabilir,
11-Yalnızca son ilmekten kaçma olabilir,
12-Eşit ya da farklı tasarımda, dengeli ya da dengesiz ribanalar (boyuna R ilmek düzeni) sahip olabilir,
13-Kullanılan hammaddeler aynı kalmak kaydıyla, ribana kumaşın kalınlığı süprem kumaşa göre daha kalındır,
14-Düz ya da biçim verilmiş olarak üst giyim örgüsünde kullanılabilir,
15-Dokunmuş ya da farklı türden kumaşların kenarına çeşit olarak uygulanabilir,
16-RR Ribana örme kumaşlar hacimli yapısı ile nem alma özelliği, dolayısı ile emici özellikleri iyidir,
16-RL Süprem kumaşlara göre daha yüksek gramajlı kumaşlar elde edilebilir,
17- Enine elastikiyet yüksekliğinden dolayı dairesel konumları düzgündür,
18-İki örgü tabakası arasında hava tutulduğu için, vücudu sıcak tutar,
19-İç ve dış giyimde ve özellikle elastikiyeti, olması istenen kol, yaka, bel kısımlarında lastik örgü olarak geniş bir kullanım alanı bulmuşlardır.
HAROŞA ÖRGÜ
Tek katlı kumaş üretimi yapan yuvarlak örme makinesinde üretimi yapılır. Haroşa kumaşların, süprem, ribana ve interlok gibi kumaşlara göre daha az kullanım alanına sahip olması nedeniyle bu makineleri üreten firma sayısı daha azdır, Ayrıca bu firmaların haroşa makineleri üretim miktarları da oldukça düşüktür. Haroşa yuvarlak örme makinelerinde çift iğne yatağının konumu ribana yuvarlak örme makinelerinden farklı olarak üst üste olan iki silindir şeklindedir. Aynı gövde üzerinde iki ucu kancalı olan iğneler iki silindir üzerinde iğne kanalları arasında çeliklerle platinler vasıtasıyla hareket eder.
Haroşa kumaşların genel özellikleri şunlardır:
1-Dengeli, düzgün yüzeyli kumaşlardır ve bu yüzden kenarlarda kıvrılma olmaz.
2-Enine esneklikleri süprem kumaşla aynı. boyuna esneklikleri düz kumaşların yaklaşık iki katıdır.
3-Kumaş ilk ve son sıralarından sökülebilir.
4-Kumaş yapısındaki ilmek kaçığı may boyunca yukarı ve aşağı olmak üzere her iki yönde ilerler.
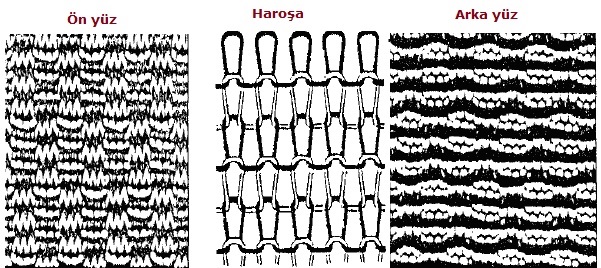
İNTERLOK ÖRGÜ
Çift plakalı yuvarlak örme makinelerinde, birbirine dik ve karşılıklı olarak yerleştirilmiş iki iğne yatağından elde edilir.
İnterlok örme kumaşların örgü tekniği ve performans kriterlerine göre başlıca özellikleri şunlardır:
1-Ön ve arka yüzde aynı görünüme sahiptir, çift yüzlü örme kumaşlardır.
2-Desen ve yüzey dizaynı sınırlıdır,
3-Sadece çift plakalı yuvarlak örme makinelerinde üretilebilir,
4-Ön ve arka yüzü pürüzsüzdür,
5-Sık bir yapıya sahiptir,
6-Örgü raporu çift plakada ve iki sistemden bir sıra oluşturduğu için, harcanan iplik miktarı en yüksektir,
7-Çok ince ya da kaba bir makine inceliğine sahip olabilir,
8-Örgü raporu çift plakada ve karşılıklı, iğneler üzerinde oluştuğu için ve kullanılan hammaddelerinde aynı kalması kaydı ile üretilen en kalın tek iplikli örme kumaştır.Örgü raporu en az arka ve önde 2’şer iğne ile üst üste 2 ilmek sırasından oluşur.
9-Dikey yönde yatay yöne göre daha yüksek bir elastikiyet ve esneklik özelliğine sahiptir,
10-Yatay yönde sınırlı bir elastikiyet ve esneklik özelliğine sahiptir,
11- Boyutsal stabilitesi ve şeklini koruma özelliği yüksektir,
12-Diğer tek iplikli örgü kumaşlara göre en yüksek gramajlı örme kumaşlar elde edilebilir,
13-Gerilmeye maruz kaldığında ilmek bir kenardan kaçma eğilimi gösterir,
14-Ribana örme kumaşta olduğu gibi, ön ve arka yüzdeki ilmek sayıları eşit ise, her iki taraftaki ilmekler birbirini dengeleyecek ve tek katlı kumaşlarda olduğu gibi kenarlarda kıvrılma görülmeyecektir. RR İnterlok örme kumaşlar, sadece en son örülmüş uçtan dönme yapabilirler. İki örgü tabakası arasında hava tutulduğu için, diğer tek iplikli örme kumaşlara göre daha sıcak tutma özelliğine sahiptirler,
15-İnterlok örme kumaşların, hacimli yapısı nedeni ile, nem alma özelliği iyidir, birbirini takip eden mekiklerde farklı iplik veya renkler kullanılarak çizgili desen elde edilebilir,
16- İç giyim, yazlık ve kışlık üst giyimlerde geniş bir kullanım alanına sahiptirler.
Düz Örme Kumaş Hataları
Örgü makineleri ile örülen yüzeylerde başta makine, iplik, işçilik gibi nedenlerden kaynaklı birçok hatalar meydana gelmesi söz konusu olabilmektedir. Kumaş üretiminin ön safhası ve sonraki safhasında gerçekleştirilecek olan kontrollerle aksaklıkları en aza indirgemek minimize mümkündür. Ancak bu aksaklıkların tamamen ortadan kalkması mümkün değildir.
Kumaş üzerindeki hatalar genelde üç şekilde görülebilmektedir. Bu hatalar ya kumaş eni doğrultusunda, ya kumaş boyu doğrultusunda, ya da gelişi güzel şekilde olabilmektedir. Kumaş eni doğrultusunda görülen hatalar çoğunlukla iplik ve makineden, kumaş boyu doğrultusundaki hatalar genellikle makineden kaynaklanırken, gelişi güzel görülen hatalar ise, her iki kaynaktan ve de kumaştaki ilmek dinamiğinden kaynaklanabilmektedir.
İPLİKTEN KAYNAKLANAN HATALAR
a) İplik Abrajı
Farklı numaradaki veya farklı partilerin ipliklerinin karışmasından ötürü örme eni boyunca oluşan bant izlerine iplik abrajı adı verilmektedir. Bu hata yaygın olarak boyamadan sonra ortaya çıkmaktadır ve sıklıkla görülebilen bir hatadır.
b) Uçuntu (Elyaf Topağı)
İlmeğe karışmış lif birikintilerinin kumaş içerisinde kalınlık yapması uçuntuya neden olmaktadır. Örgü sahasının temizliği sağlanarak bu sorunun giderilmesi mümkündür. Lif uçuntuları boyama sırasında da renk tonu farklılığı olarak kendini gösterebilmektedir.
c) Ölü Elyaf
Pamuk iplikçiliğinde sürekli karşılaşılan bir problem sonucunda bu hata oluşmaktadır. İplikteki ölmüş veya olgunlaşmış liflerin, boya alamamaları sebebiyle boyanmış kumaş yüzeyinde ham hâlde görünür olmaktadırlar. Koyu renk boyamalarda daha belirginleşmektedirler.
d) Örgüde Enine Çizgiler
Örgüde Enine hatalar iplikten de, makineden de kaynaklanmaktadır. Genel olarak, hatalı ve hatasız ilmek sıralarının ilmek iplik uzunlukları aynı ise iplikten, farklı ise; örgü makinesinden kaynaklanan hatalara "örgüde enine çizgiler" adı verilmektedir. Buna göre, iplikte ince ve kalın yerler örgü yüzeyinde periyodik olmayan enine çizgiler oluşturmaktadır. İpliğin yer yer kalın oluşu ilmek boylarının büyümesine neden olmakta, ince yerlerin olması ise ilmek boylarını küçültmektedir.
e) Likra Kaçığı
Bu hata herkesçe bilinen adıyla elastik ipliğin kopması ile oluşmaktadır. Kumaşta enine ize sebep olmaktadır.
f) Delik ve Patlak
İplikten veya makinedeki ayarsız parçalardan kaynaklanan, örme kumaşı kullanılmayacak hale getiren bir hatadır. Ayar mesafeleri, eskimiş iğneler, mukavemetsiz iplikler delik hatasına neden olan faktörlerin önde gelenleridir.
Patlak ise, delik boyunun büyüklüğünün santimetre aşmasıyla oluşmaktadır. Böylelikle kumaştaki fire miktarı da artmaktadır.
g) İplik Karışması
Bu hatalar, Örme makinelerinde ipliklerin iplik rehberlerinden geçmesi esnasında bir ipliğin elyaflarının veya filamentlerinin birbirine veya bir başka ipliğe dolaşmasıyla oluşan hatadır.
h) İplik Kesilmesi
Örme makinesinde bir ipliğin iğneye beslenmesinin ardından ve ilmek oluşturma hareketi esnasında kopması sonucu bu hata ortaya çıkmaktadır. Bu hata kumaşta küçük bir delik ortaya çıkarmaktadır.
i) Yabancı Madde
İpliğe, kumaşa karışmış olan istenmeyen, talep ve arzu edilmeyen malzemeler olarak tasvir edilmektedir. Bunları arasında en çok bilinenleri; iplikteki jüt, sentetik parçacıklar, ortamdan örgüye giren yağlı pamuk parçaları, renkli elyaf uçuntularıdır. Daha çok açık renk kumaş boyamaları sonucu belirginleşmektedirler. Ancak eğer bu maddeler sentetik ve renksiz yabancı maddeler ise, koyu renklerde boyamalarda ortaya çıkmaktadırlar.
J)Örgü Dönmesi (May Dönmesi)
Örme kumaşlarda bükülme durumuna "örgü dönmesi" adı verilmektedir. Örgü yapısı içerisindeki ilmek, sıra ve çizgilerinin birbirine dik bir görünüm arz etmesi gerekmekteyken, dengesiz örgü yapılarında örgü dönmesi nedeniyle bu durum bozulabilmektedir. Dikdörtgen şeklinde örülen bir kumaş parçası dönme sonrasında paralel kenara dönüşebilmektedir. İlmek çubukları ile ilmek sıraları arasındaki açı 5º’den büyükse dönme önemli ve istenmeyen bir düzeyde gerçekleşmiş demektir. Bu bağlamda, örgü dönmesi, ağırlıklı olarak iplikten ya da makineden kaynaklı örgü dönmesi şeklinde ortaya çıkmaktadır.
ÖRME MAKİNESİNDEN KAYNAKLANAN HATALAR
Örme makinelerinde bazı makine parçalarının süreç içerisinde aşınması, kırılması, bozulması ya da hatalı gerçekleştirilen ayarlar sonucunda örülen kumaşta çeşitli hatalar ortaya çıkmaktadır.
Örme sektöründe makine kaynaklı hatalar şunlardır:
a)İğne Sürtünmeleri ve Çarpmaları
Bu hatalar daha çok makinenin ayarsız olmasından kaynaklanmaktadır. Kapak iğne rayının silindir iğne rayına göre ayarlanmaması, yanlış-yakın ayarlama yapılması veya ayar sıkma vidalarının eksik veya fazla sıkıştırılması etkili olabilmektedir. Bununla birlikte, özellikle interlok karşılıklı iğne düzeni çalışmada kilitlerin yanlışlıkla sistemde karşılıklı ayarlanmamalarından ötürü iğne sürtünme ve çarpışma hataları oluşabilmektedir.
b)Yağ Lekesi
Yağlama cihazının bozuk olduğu, iğne ve platin yataklarının aşırı yağlanması sonucu buradan ya da patlak, boşluklu parçalardan kumaşa bulaşan örgü yağlarının sebep olduğu hatalardır. Bilhassa damlalar şeklinde makineden akan kullanılmış yağlar kalıcı lekelere sebebiyet vermektedir.
c) İğne Delikleri (Balık Gözü)
Örülen kumaşın yeterli miktarda çekilmemiş olması, eski ilmeğin iğne üzerinden tam düşürülememesi ya da çeşitli iğne hataları sonucunda oldukça küçük delikler şeklinde görülen örme hatasıdır. İğne delikleri sıcaklık değişimden dolayı rayın uzamasından meydana gelmektedir. Bu durumu önlemek için; kumaş kenar iğnelerinin ayarlanması veya yatırım rayı kenarlarının düzeltilmesi gerekmektedir. Ayrıca ortam sıcaklığının da 22º’de olması gerekmektedir.
ç) İlmek Düşmeleri
Makine elemanlarının bozukluğu sonucu veya hatalı ipliklerden dolayı örülmüş doku üzerinde rastgele ya da düzenli olarak ilmek düşmelerine rastlanmaktadır. İlmek düşmesi örme esnasında ipliğin iğneye yatırılmaması veya iğnelerin herhangi bir nedenle kapalı kalması sonucu oluşan hatalara verilen addır.
d) İlmek Kaçığı (İplik Kaçığı)
Örme kumaşların örülmesi aşamasında bir ipliğin kopması, iğnenin zarara uğraması veya kanalların pislik ile dolması ilmek yerine biçimsiz iplik parçalarının oluşması sonucunu vermektedir. Ayrıca bir uzunlamasına sırada veya birden fazla uzunlamasına sırada, ipliğin veya ipliklerin ilmek halinin bozularak aşağıya doğru düz sarkması da hatanın tiplerinden biridir.
e) İlmek Boylarının Düzgün Olmaması
Bu hata, atkılı örme makinesinde, birbirini izleyen enlemesine ilmek sıralarındaki ilmek uzunluklarındaki farklılıktan ötürü oluşmaktadır. Hatalı iplik beslemesi, makine üzerinde ilmek boyutlarının yanlış ayarlanması, ilmek çekimlerinin tüm sistemlerde aynı olmaması, alt çektirmenin düzensiz çalışması gibi nedenlerden ötürü meydana gelmektedir.
f) Kelebek
İğne dilinin bozuk olmasından dolayı oluşmaktadır.
g) Çift İlmek Hatası
Aynı iğnede üst üste birkaç askının oluşması veya yan yana 2-3 iğnede tek bir ilmek meydana gelmesi şeklinde oluşan hatadır. Bu bağlamda, askılı çalışmalarda maksimum 3-5 askı yapılabilmektedir. Ancak daha fazlasının yapılması durumunda iğneler zorlanır, kırılır ve genel hatalara sebep olur. Bu hatanın sebebi iplik ya da makine ayarlarının iyi olmaması ya da alt çektirmenin çok sert olması olarak ön plana çıkmaktadır.
ğ) Buruşukluk
Örme kumaş yayıldığında düz olarak yayılmaması, potluk yapması şeklinde görülmektedir. Bu bağlamda, düzgünsüz ilmek, iplik numarası düzgünsüzlüğü, değişik gerginlikteki iplikler, makinenin iyi ayarlanmaması gibi nedenlerden ötürü meydana gelmektedir.
h) Boyuna Çizgiler
Örme kumaşlarda görülen boyuna çizgiler daha çok iğne hataları sonucu oluşmaktadır. Makinede çalışan iğne çeşitli kuvvetlerin baskısı altına girmektedir ve zamanla bozulup kırılabilme olasılığı vardır. Bu durum sonucunda da kumaşta belli başlı hatalar ortaya çıkmaktadır. Bu hataların çözümünde ve platinlerin değiştirilmesi yolların başında gelmektedir. Bu bağlamda, bozuk iğnenin yerine hiç kullanılmamış bir iğnenin takılması hata oluşumunu önlemediği gibi, yeni hatalara da kaynaklık etmektedir. Bu anlamda uzun süreli çalışan iğnelerde zamanla yüzey aşınması meydana gelir. Bu aşınmadan ötürü yeni takılan bir iğnenin ilmekleri ile aşınmış iğnenin ilmekleri farklı büyüklüklerde olur. Bu nedenle belli bir çalışma süresini takiben makinedeki tüm iğneler değiştirilmeli ve kırılan iğnenin yerine diğer iğneler gibi biraz kullanılmış olanı yerleştirilmelidir.
ı) Duruş İzi
Bu hata, çekim esnasında uzun süreli makineyi durdurma işleminde makinede bırakılan kumaşlarda görülmektedir. Bu bağlamda, iplik üzerindeki gerilimlerin azalması daha büyük ilmek oluşumu tetiklemektedir. Dolayısıyla, çözgülü örme makinelerinde sentetik iplikle çalışıldığında daha duruş izi sıklıkla gözlemlenmektedir. İlmek uzunluğu kumaşın asıl kısmındakinden değişik olan bir miktar enlemesine ilmek sırasından ibaret bir yatay çizgi hâlinde ortaya çıkmaktadır. Bunun nedeni, makinenin hızlanışı ve yavaşlayışı esnasında meydana gelen çözgü gerginliğindeki fark olarak ön plana çıkmaktadır. Bu bağlamda, ayarların düzgün yapılması makinenin sabit hızda çalıştırılmasına ve duruşun az olmasına olanak tanımaktadır.
i) Rastgele İlmekler
Bu hata çözgülü örme makinelerinde görülür. Makinelerin arka rayının atkı yatırımları sırasında meydana gelen bu hata, atkı yatırımı esnasında yana hareketin çok erken başlamasının bir sonucudur. Bu bağlamda arka rayın iplikleri ön rayın iplikleriyle birlikte ilmek oluşturmasına rastgele ilmek isimi verilmektedir. Rastgele ilmek hatalı sıkıştırılmış delikli iğne bloklarında, yatırım raylarının ön veya arkaya sallandığında delikli iğne, iğnenin ters tarafına geçer ve bu doğrultuda istenmeyen bir durum oluşur.
DİĞER KUMAŞ HATALARI
a)Çekme (Relaksasyon ve Keçeleşme Çekmesi)
Örme işlemi anında gerilmeler ortadan kaktığında, örgünün relakse hâle geçmesi ile kumaşta şekil değiştirme söz konusu olmaktadır.
Bu genelde çekme şeklinde tezahür eder. Bu bağlamda çekme hatalarını iki gruba ayırmak mümkündür. Bunlar;
1)Relaksasyon Çekmesi
Bütün örme mamullerde görülen bu çekme, kumaş tamamen relakse olup üzerindeki gerilmelerden kurtulduktan sonra meydana gelen boyut değişimidir. Bu çekmeyi önlemek adına; örgü mamül terbiye işlemlerinden fazla gerilmemeli, rahat ve serbest olarak işlenmelidir. Örme işlemi sırasında kumaş fazla gerilmemelidir. Bununla birlikte kumaşa presser-foot (baskı ayağı) mekanizması kullanılmalıdır. Aynı zamanda, çok sık ve gevşek örgülerden kaçınıp, normal sıklıkta bir örgü dizaynı inşa edilmelidir.
Relaksasyon çekmeleri;
*Örme Makinelerinin Etkisinden
* Örme Sonrası Depolamadan
* Aşırı En Daralmasından
* Aşırı Boy Kısalmasından
Kaynaklanır.
Örme Makinelerinin Etkisi
Örme sırasında, kumaşa uygulanan gerilimler etkisi ile ilmek şekli değişir. Örmeden sonra kuvvetler ortadan kalkınca, ilmek gerginlik etkisi altında olduğu şekilden doğal dönmeye çalışır. Örme kumaş bu ilmeklerden meydana geldiği için kumaşta şekil değiştirir.Örme makinesinde boyut stabilitesini etkileyen iki önemli husus bulunmaktadır.
1-Örgünün makine de belli sıklıkta örülmesi gereği,
2-Örme sırasında iğnenin ilmekten kurtulması için örgünün alt silindire sarımısırasında gerdirilerek çekilmesi.
Örme Sonrası Depolamanın Etkisi
Rulo halinde sarılmış kumaşın, 34 gün pastal hâlinde, bekletilmesi ile iç gerilimlerinden kurtularak kumaşın relakse olmasına, yeni boyutsal değişiminin minimum bir noktaya geleceği kanıtlanmıştır.
Aşırı En Daralması
İpliğin mukavemetini, kayganlığını vs arttırmak amacıyla parafinlerne yapılmaktadır. Parafin miktarının az olması dolayısıyla ilmekler iğne üzerinde kayamayarak toplanmalara neden olur. Bu şekilde istenenden veya normalden daha küçük ilmekler oluşur. Ya da başka bir deyişle bir ilmek için kullanılan iplik azaIır. Bu da belirgin bir en daralmasına neden olur.
Aşırı Boy Kısalması
Genel olarak örülmüş kumaşlarda boyut değişimi, kumaş makineden ayrıldığı anda başlar. Bunun da en büyük nedeni, örme sırasında kumaşa uygulanan gerginlikler nedeni ile ilmek şeklinin değişmesidir. Örmeden sonra kuvvetler ortadan kalkınca, ilmek, gerginlik etkisi altında aldığı şekilden doğal şekline dönmeye çalışır. Örme kumaş ilmeklerden meydana geldiği için kumaş da şekil değiştirir. Çekilme hataları; bilhassa depolama ve daha sonraki çalışmalarda gerekli özenin gösterilmemesi halinde örme sırasında ve örmeden sonra ortaya çıkmaktadır. Aşırı nemli ortamda iplik depolanması ve çalışılması, sonradan aşırı boy kısalmasının nedenlerindendir.Çekme silindirlerinin hızlı çalışması nedeniyle aşırı gergin sarım yapılır. Bu da, sonradan boy kısalmasına neden olabilir. Örme kumaşlarda boy kısalmasında en önemli etkenlerden biri de örgü yapıları ve makine inceliği ile örgü ayar sıklığıdır.Örneğin RL-süpremde boy kısalması düşüktür. Fakat RR-Rib de en fazla en kısalması yanında boy az kısalırken, LL-Haroşa örgülerde boy çok fazla kısalır yüksek incelikli (faynlı) ve büyük ilmekli dokularda boy kısalması daha fazla olur.
2)Keçeleşme Çekmesi
Bu hata, yalnızca yün ipliğinden örülen yüzeylerde görülmektedir. Bu tip çekme hatasını önlemek için; çeşitli yöntemlerle lif üzerindeki pulcuklar yok edilmelidir ve % 100 yün kullanmaktan kaçınılarak ve kumaşın yıkanması sırasında fazla sıcak ve hareketli ortamdan uzak durularak bu hataya mahal verilmemelidir.
Ç)Kumaş Kırığı
Örme kumaş kırılmaları terbiye işlemi esnasında, bilhassa da ağır kumaşlar halat şeklinde terbiye edilirken bazı bölgelerin katlanması ile ortaya çıkmaktadır. Bu bölgelerde kullanılan boya miktarı farklı olacağından bitmiş kumaşta dalgalı ve çizgili bir görüntü söz konusu olabilmektedir. Bu hataları önlemek ve azaltmak amacıyla bazı önlemler alınmaktadır. Bunlar;
*Kumaş terbiye edilirken hortum şişirici sistemler kullanmak
*Kırık önleyici (kumaş kayganlaştırıcı) maddeler kullanmak
*Flotte oranını arttırmaktır.
d)Boncuklanma
Kumaş içindeki liflerin sürtünmeden dolayı kumaş yüzeyine çıkarak toplanmasıdır.
e)Kenar Kıvrılması
Dengesiz örgülü yapılarda, kumaş yanları ile alt ve üst kenarlarında görülen kıvrılmalara kenar kıvrılması ismi verilmektedir. Bu kıvrılmaları önlemek mümkün değildir. Ancak konfeksiyon işlemi sırasında çalışmayı kolaylaştırmak için şu yöntemler uygulanabilmektedir:
*Terbiye işlemi sırasında kumaş kenarlarına yapışkan madde aplike edilebilir,
*Kumaş kenarlarına yapışkan kâğıt yapıştırılabilir,
*Kenarlara kıvrılmayı önleyici sprey uygulanabilir,
*İğneli serim masası kullanılabilir.
BASKI İŞLEMİNDEN KAYNAKLANAN KUMAŞ HATALARI
a)Akma
İyi gerçekleştirilmemiş fiksaj ve boyarmadde haslığının kötü olması yüzünden baskıların yıkama işlemlerinde, bir rengin akarak, diğer rengi kirletmesi ve diğer desenin bulunduğu alana dağılmasıdır.
b)Kontür belirsizliği
Baskı patının vizkozitesinin iyi ayarlanamamasından ötürü desenin kenarlarının keskin ve temiz çizgiler halinde değil pütürlü olmasıdır.
c)Kayma
Desen şablonlarının veya silindirlerinin gerektiği gibi hizalanamamasından ötürü desenin tam olarak oturmamasıdır.
Ç)Keleşlik
Rakle basıncının düşük, pat kıvamının da aşırı yüksek olmasından dolayı baskıda patın kumaşa yeterince aktarılamamasından ötürü motiflerde renkler arasında yer yer beyazlıkların ve kontürlerde keskinliğin görülmesidir.
d)Hale
Desende bulunan iki rengin baskı esnasında birbirlerine yakın noktada üst üste gelmesi ile oluşan üçüncü bir rengin ortaya çıkmasına hale denir.
e)Rakle çizgisi
Rakle ağzının zarar görmesi sonucu, raklenin boyayı sıyıramamasından ötürü çizgiler meydana gelmektedir.
Yuvarlak Örme Kumaş Hataları
Yuvarlak örme sektörünün çok genel bir ifade ile “Abraj” olarak isimlendirdiği kumaş hatalarının sanıldığından çok daha fazla nedenleri bulunmakla birlikte çoğu zaman bu nedenlerin birbirinden ayırt edilmesi güç olmaktadır.
Sektörde abraj olarak isimlendirilen hatalar, yuvarlak örme kumaşlarda görülen kumaş enince ve eşit aralıklarla üst üste tekrar eden izlerdir. Bu hata “Barre” hatası olarak da söylenmektedir. Bu tip hataların birçok sebebi bulunmaktadır. Bu sebepleri iki ana başlık altında toplamamız gerekirse, bunlar;
1-Örme makinesi kaynaklı enine izler
2- İplik kaynaklı enine izler.
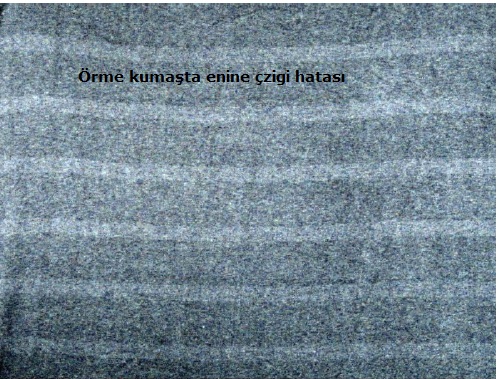
Örme Makinesi Kaynaklı Enine İzler
Bilindiği gibi yuvarlak atkılı örme makinelerinde iplik yönü ve örme yönü kumaş enince gerçekleşmektedir. Örme makinesinden kaynaklanabilecek enine yönde iz şeklindeki hataların oluşum nedenlerini ise şöyle sıralamamız mümkündür.
1-İlmek ayar farklılıkları,
2- Mekik ayarsızlıkları,
3-İplik gerginlik farklılıkları
Örme makinesinden kaynaklı enine yönde izlerin sebeplerinin başında “ilmek ayar farklılıkları” gelmektedir. Yuvarlak örme makinelerinin örme işlemini gerçekleştirmiş olduğu örme bölgeleri birden fazla miktardadır. Makinedeki her bir örme bölgesine (iğnelere çelikler tarafından hareket verilen bölgeler),yani her bir sisteme ayrı ayrı iplik beslenmesi yapılmaktadır. Sistem sayısının artması ile makinenin veriminde de artış yaşanmaktadır. Düzgün bir örme yüzey elde etmek için de her bir sistem tarafından üretilmekte olan ilmek sıralarının yüksekliklerinin tamamen eşit olması gerekmektedir. Eğer sistemlerden biri veya birkaçı diğer sistemlerden farklı yükseklikte ilmek sıraları üretiyorsa, elde edilen kumaşlarda da bu sistem veya sistemlerin harcamış olduğu iplik miktarı ve buna bağlı olarak da ilmek yüksekliklerinde farklılıklar oluşacaktır.Genellikle bu hatanın tespit edilmesi iki şekilde yapılmaktadır.
İlmek iplik uzunluğu ölçümü yöntemi
Bu yöntemde belli bir ilmek adedi genişliğince kumaş kesilir. Daha sonra bu kumaş genişliğinden iplikler sırayla sökülür. Sökülen bu iplikler uzun süre ilmek formunda durduklarından dolayı düz bir durumda değil kavisli bir şekilde bulunmaktadırlar. Sökülen ipliklerdeki bu kavisli yapıyı ortadan kaldırıp ipliğin gerçek uzunluğunu ölçmek amacıyla sabit bir kuvvet ile gerdirilerek iplikler düz bir hale getirilip cetvel yardımıyla uzunlukları ölçülmektedir. Bu ölçüm için geliştirilmiş olan “HATRA” cihazı işlemin kolay ve hızlı bir şekilde yapılmasına yardımcı olmaktadır. Ölçülen bu iplik uzunlukları sökümü gerçekleştirilmiş olan ilmek sayısına bölümü ile bir ilmek için harcanmış olan iplik uzunluğunu bize vermektedir. Bu işlemlerin kumaş üzerindeki hatalı ve hatasız olan bölgelere uygulanması ile bu bölgeler arasındaki ilmek iplik uzunluklarındaki farklığın bulunup bulunmadığının tespiti yapılmaktadır. Eğer hatalı ve hatasız ilmek sıralarındaki ölçülen ilmek iplik uzunlukları aynı ise hata ilmek ayar farklılığından kaynaklanmamakta, bu bölgelerden ölçülen değerler birbirlerinden farklılık gösteriyorsa hata ilmek ayar farklılığından kaynaklandığı şeklinde bir kanaate varılması mümkün olmaktadır.
İlmek yükseklik ölçümü
Örme makinesindeki sistemlerin farklı ayarda ayarlanması sonucunda ilgili sistemlerin üretmiş olduğu ilmek yükseklikleri de farklı olacaktır. Eğer kumaş uygun bir büyütme özelliğine sahip bir mikroskop altında incelenecek olursa hatalı ve hatasız bölgeler arasındaki farklılıklar genellikle tespit edilebilmektedir.
Ancak elastomer malzemeli ve ince örme kumaşlarda fikse işleminden geçirilmesi sonucunda bu iki yöntem ile hatanın tespit edilebilme imkânı ortadan kalkabilmektedir. Bu gibi durumlarda eğer elimizdeki kumaş “full likralı” olarak tabir edilen ve her sistemde elastomer malzeme beslemesi yapılarak üretilen bir kumaş ise hatanın tespiti için kimyasal yöntemlere başvurulmaktadır. Full likralı ve selülozik iplikler ile üretilen kumaşlarda gerginlik altında özel kimyasal karışımlar ile muamele edilerek kumaş yapısındaki selülozik materyalin çözündürülüp uzaklaştırılması ile geriye sadece elastomer malzemeden oluşan bir yapı bırakılmaktadır. Bu yapının görünümü;
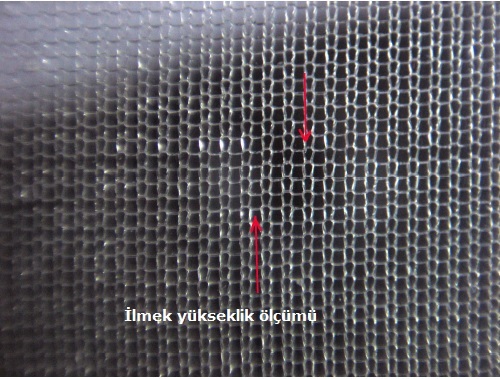
Örme kumaşta kimyasal eritiş sonucunda elde edilen ve sadece elastomer malzemeden oluşan ilmek formlarındaki yapı bize ilmek sıraları hakkında önemli bilgiler vermektedir. Eğer bir veya birden fazla sistemin yapmış olduğu ilmek sıralarında ayar farklılığı varsa bunun sonucunda eritilmiş olan kısımlardaki elastomer malzeme yapısında izler eritiliş öncesindeki izlerden çok daha belirgin ve açıklayıcı olacaktır. Yukarıdaki fotoğrafta bu yönde bir yapıya ait görünüm verilmiştir. Bu fotoğrafta işaretli yerlerdeki ilmek sıralarının diğer ilmek sıralarından farklı yükseklikte olduğu görülmektedir.
Örme makinesinden kaynaklı bir diğer hata ise iplik besleme sistemlerindeki ayar farklılıklarıdır.
Bilindiği üzere iplik sevk sistemleri birbirlerinden bağımsız olarak çalışmamaktadırlar. İplik sevk sistemlerine hareket kayış-kasnak tertibatı vasıtasıyla verilmektedir. Ve bu sistemlerden de örme makinesi üzerinde sistem sayısına bağlı olarak genellikle 2 veya 3 adet bulunmaktadırlar. Aşağıdaki şekilde örneği verildiği gibi örme makinesi üzerinde iplik sevk sistemleri makinenin üst kısmında katlar halinde sabitlenmişlerdir.
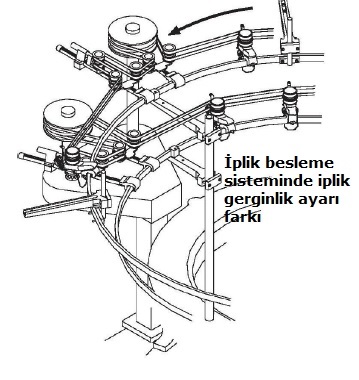
Her bir katta yan yana dizili bulunan iplik sevk sistemleri örme makinesindeki ayrı bir kayış-kasnak tertibatından hareket almaktadırlar. Yuvarlak örme makinelerinde her bir sistemde kullanılan iplikler yine makine üzerinde bulunan iplik sevk sistemleri vasıtasıyla örme bölgesine ulaştırılmaktadır. İplik besleme sistemlerinin birbirlerinden farklı miktarlarda iplik sevk etmelerinden dolayı her ne kadar ilmek ayar çeliklerinden hareket alan iğneler sabit miktarda iplik tüketseler de farklı miktarlarda gönderilen iplikler ilgili sistemlerin üretmiş olduğu ilmek sıralarında farklılıklara neden olacaklardır. Ancak bu şekildeki bir hata olan makinede uzun süre makine duruşu olmadan üretim yapılması pek mümkün değildir. Çünkü farklı miktarlarda iplik sevki gerçekleştiren kayış-kasnak tertibatı ipliklerin gerginlikleri arasında da farklılığa neden olacaktır. Dolayısıyla zaman içerisinde iplikler arasındaki gerginlik farklılıkları değişecek ve sonuçta aşırı gerginlik sonucu iplik kopacak veya aşırı bollaşma nedeniyle iplik kontrol tertibatları makineyi durduracaktır. Sonuç olarak bu şekilde uzun süre bir üretimin gerçekleştirilmesi mümkün olmayacaktır.
İplik Kaynaklı Enine İzler
Yuvarlak örme kumaşlarda enine yönde izlerin oluşumunda diğer bir önemli faktör ise örme makinesinde kullanılan iplikler arasındaki farklılıklardır. Ancak burada sözü edilen farklılıklar çok çeşitlilik arz etmekle birlikte bunun nedeninin anlaşılması örme makinesinden kaynaklanan enine izlerin tespit edilmesinden çok daha zordur.
Örme makinesinde kullanılan iplikler arasındaki farklılıklar sonucu ortaya çıkan enine yönde izlerin en yaygın olanlarını incelememiz gerekirse, bunun nedenlerini aşağıdaki gibi sıralamamız mümkündür.
1-İplik numara farklılığından kaynaklı enine yönde izler,
2-İplik büküm sayısı farklılığından kaynaklı enine yönde izler,
3-İplik büküm yönü farklılığından kaynaklı enine yönde izler,
4-İplik üretim yöntemi farklılığından kaynaklı enine yönde izler,
5-İpliğin harman farkından kaynaklı enine yönde izler,
6- İplikler arası bitim işlemlerinin farklılığından kaynaklı enine yönde izler,
7-İnsan yapımı liflerle üretilen ipliklerin filament sayılarının farklılığından kaynaklı enine yönde izler,
8-Tekstüre ve/veya puntalı olarak üretilen filament iplikler arası tekstüre ve/veya punta farklılığı kaynaklı enine yönde izler,
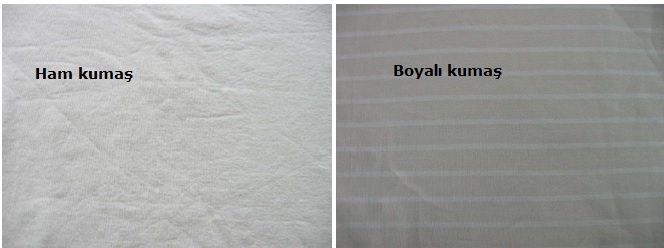
Örme kumaşlarda görülen enine yönde izlerin oluşumunun makine kaynaklı izlerin nedenlerinden çok daha fazla olduğu görülmektedir.
İplik numara farklılığından kaynaklı enine yönde izler,
Örme makinesi sistemlerine beslenmekte olan ipliklerden biri veya birkaçının diğer sistemlere beslenen iplik numarasından farklı olması durumunda örme kumaş yüzeyinde enine yönde izler şeklinde ortaya çıkması kaçınılmaz olacaktır. Bu hata örme işlemi esnasında kolaylıkla fark edilmekle birlikte iplik numaraları arasındaki fark eğer çok az miktarda farklı ise ham halde fark edilmeyebilmektedir. Ancak bu hata kendisini boyama işlemi sonucunda ortaya çıkaracaktır. Hatalı beslenen ipliklerin boyarmadde alma miktarları ile diğer ipliklerin boyarmadde alma miktarı farklı olacağından dolayı izler ham kumaşa nazaran çok daha belirgin olacaktır.
İplik büküm sayısı ve büküm yönü farklı olan ipliklerin örme makinesine beslenmesi sonucunda ham kumaş numunesinde çok fazla belirgin olmayan fakat boyama işlemi sonucunda daha belirgin olan enine yönde izler oluşmaktadır.
İplik üretim yöntemi farklılığından kaynaklı enine yönde izler
Örme makinesine farklı üretim teknikleri ile elde edilmiş olan ipliklerin beslenmesi ile (örneğin ring ve open-end iplikler) bu tip hatalarında ortaya çıkmış olması muhtemeldir. Eğer bir veya birden fazla miktarda farklı iplikler ardı ardına makineye beslenmesi ile kumaşta enine yönde izlerin ortaya çıkması mümkün olmaktadır.
İpliğin harman farkından kaynaklı enine yönde izler
Örme kumaşlarda enine yönde izlere sebep olan ve tespit edilmesi diğer hatalara göre daha zor olan bir hata nedenidir. Özellikle pamuk lifleri ile elde edilmiş olan ipliklerde bu hata çeşidi ile karşı karşıya kalınmaktadır. Bu hatanın tespiti için görsel ve mikroskobik incelemeler yeterli olmamaktadır. Bu hatanın tespiti ancak iplik mukavemet testlerine ve ipliğin yapısında bulunan liflerin fiziki özelliklerinin incelenmesi ile mümkün olabilmektedir.
İplikler arası bitim işlemlerinin farklılığından kaynaklı enine yönde izler,
Bu hata grubuna farklı parafin miktarı bulunan iplikler, fikse işlemine tabi tutulmuş iplikler ile tutulmamış ipliklerin birlikte kullanımı ve iplik boya işlemi görmüş ipliklerin kullanılması ile ortaya çıkmaktadırlar. Eğer bir örme kumaşta parafinli ve iyi parafinlenmemiş iplikler birlikte kullanılırsa elde edilen kumaşta da enine yönde izlerin oluşması muhtemeldir. Ancak bilindiği üzere parafin maddesi yıkama işlemi ile iplik yapısından kolaylıkla uzaklaşmaktadır. Dolayısıyla bu hata ham kumaş numunesinde kendini belli ederken terbiye işlemleri esnasında iplik üzerindeki parafin uzaklaştırıldığından dolayı boyama işlemi neticesinde izler ortadan kaybolacaktır. Eğer örme makinesine fikse edilmiş iplikler ile edilmemiş iplikler birlikte beslenir ise örme kumaşta enine yönde izler görülmesi muhtemeldir. Ancak burada fikse edilmiş ipliklere uygulanan fikse işleminin derecesine bağlı olarak terbiye işlemleri sonucunda hatanın kumaş yüzeyinde kalma miktarında değişiklikler olmaktadır. Boyalı ipliklerle yapılan örme işlemleri esnasında farklı boyama koşullarına maruz kalmış olan ipliklerin (farklı kazanlarda boyanmış olmaları gibi nedenlerle) aynı makinede kullanılmasından dolayı enine yönde izlerin görülmesi mümkün olmaktadır. Öyle ki bu tip üretim yapılan kumaşların yıkanması esnasında iplikler yıkama banyosuna boyarmadde bırakmaktadırlar. Bu boyarmaddeler de diğer iplikler ile etkileşime girerek kumaşın kirlenmesine neden olabilmektedirler.
İnsan yapımı liflerle üretilen ipliklerin filament sayılarının farklılığından kaynaklı enine yönde izler
Yapay ipliklerde bulunan filament sayılarının birbirlerinden farklı olması ve bu farklı iplikleri aynı örme makinesine beslenmesi sonucunda kumaş yüzeyinde enine yönde izlerin oluşması kaçınılmazdır. Bu izler genellikle ham kumaşta belli olmamakla birlikte kumaş terbiye işletmesinde boyama işlemi sonucunda hata çok daha belirgin bir şekilde karşımıza çıkmaktadır. Bunun nedeni ise farklı filament sayısına sahip ipliklerin boyarmadde alma miktarlarının farklı olması nedeni ile farklı miktarlarda boyanan ipliklerin boyama işlemi sonucunda karşımıza enine yönde izler şeklinde çıkması ile gerçekleşmektedir.
Dokuma Kumaşların Sınıflandırılması
Dokuma kumaşların tanımı ve onların açıklanması üzerine yüzlerce bilim adamının birbirlerinden çok az farklı fikirleri bulunmaktadır.Genel olarak dokumaya ait çoğu kaynakta kumaş, hep iki sistem ipliğin birbirlerine dikey yönde dokunmasıyla oluşan bir tekstil malzemesi olarak kabul edilir. Dokuma kumaşlar birbirine dik ve kendi içinde birbirine paralel ipliklerden oluşan iki iplik sisteminin kesişmesinden elde edilen yüzeylerdir. Dik kesişen bu iplikler her kesişim noktasında alttan veya üstten bağlantı noktaları oluştururlar. Birbirlerine paralel olan iplik sistemlerine atkı ve çözgü denir, bağlantı yaptıkları her noktaya ise doku denir.
Bazı bilim adamları kumaşların birçoğunda çözgü ve atkı iplikleri birbirlerine tam dik olmadığı iddiasında bulunmuşlardır. Diğer yandan, modern dokuma tezgâhlarında dokunan kumaş ve kumaş mamullerinde iki sistemden daha fazla çözgü ve atkı iplikleri bulunabilmektedir. Çok katlı kumaşlar da bu tarifin içine dahil edilirler.Dokuma kumaşlar kalınlığı az, yeterli mukavemete ve belirli ene sahip olmakla birlikte istenilen uzunlukta imal edilebilen birbirine dik iki farklı iplik sisteminin belirli bir düzene bağlı olarak karşılıklı bağlantı yapmalarıyla oluşan esnek bir tekstil malzemesidir. (Kompozit kumaş materyalleri hariç).Bu iki iplik sistemi her doku noktasında birbirlerinin altlarından ve üstlerinden geçmek sureti ile doku oluştururlar. Dokuma kumaşların yapısındaki doku hücresi sürekli olarak kendisini tekrarlar. Bu tekrar eden en küçük birime desen raporu denir. Raporun dokunabilmesi dokuma makinesindeki teknolojik yapıya bağlıdır. Tekrar eden numune küçük bir alana sahiptir ve bu örgü raporunun alanı 0,01’mm2 den 1000000 mm2’ye kadar değişebilir.
Dokuma kumaşlar birçok şekilde üretilebilirler, birbirlerinden olan farklılıklarına göre sınıflandırılırlar. Dokuma kumaşlarının sınıflandırılmasını çeşitli ülkelerde çeşitli şekillerde yapılır.
Dokuma kumaşların sınıflandırılması
1-Yapısına göre
1-Hammadde içeriğine göre
2-Terbiye türüne
3-Kullanım amacına
göre yapılır
Dokuma kumaşlar yapısına göre
1-Normal dokunmuş
2-Özel tezgâhlarda dokunmuş karmaşık yapılı kumaşlar
Olmak üzere ikiye ayrılır.
Bu ayırımda ayrıca bu kumaşların alt sınıfları ve onlarında alt sınıfları olacak şekilde de sınıflandırılmıştır
Dokuma kumaşlar hammadde yapısına göre
1-Pamuklu kumaşlar
2-Yünlü kumaşlar
3-Keten kumaşlar
4-İpek kumaşlar
5-Yapay elyaflı kumaşlar.
Kullanım amacına göre kumaşlar
Giysileri önce " Klasik, Fantazi ve aktif spor" olarak üçe ayırmak doğru olur. Giysideki tüm kategoriler, aslında bu üç ana başlık altında toplanabilir. Ülkemizde genelde klasik giysi tarifi aynıdır, ama fantazi ve spor giyim tariflerinde bazı karışıklıklar yapılır. Fantazi kelimesi, kişilerin, tasarım özgürlükleri içinde kendilerine göre oluşturacakları her türlü kıyafete verilen isimdir. Spor Kıyafette de tasarım özgürlüğünün bir ürünü olduğuna göre, her spor kıyafeti, bir fantazi kıyafet olarak ta görmek mümkündür. Klasik fantazi ve aktif spor ayırımının ardından giysileri değişik özelliklerine göre 8 ana başlık altında toplamak gerekir ki Bunlar; Türlerine, fonksiyonlarına, sınıflarına,mevsimlere, mesleklere,cinsiyete,kumaş türlerine ve dikim şekillerine göre giysiler şeklinde toplanabilir.Bu ana başlıkta sınıflandırma metodunda kadın kıyafetlerinde pantolon yerine bazen etek de yer alabilir.
Türlerine göre :
Ceket, Palto, Pardösü, Gömlek, Mont, Kaban, Külot, Atlet, Fanila v.s
Fonksiyonlarına göre :
İçeride/Dışarıda üst/İç giyim, Ev giysileri v.s
Sınıflarına göre :
Butik, Konfeksiyon, Haute Couture ( kişinin özel beğenisine göre tasarlanmış, özel tasarım elbise. Örnek: Gelinlik ),Pret a Porter (Hazır giyim )
Mevsimlere göre :
Yazlık,Kışlık,4 Mevsim,Baharlık v.s
Mesleklere göre :
Çeşitli Üniformalar ( Subay,Bekçi,Polis,Er,Erbaş,İtfaiye gibi),İş elbiseleri ( Doktor,Ameliyathane,Hemşire v.s )
Cinsiyete göre:
Kadın-Erkek-Çocuk.
Kumaş türlerine göre :
Yünlü,pamuklu,ipekli,viskon,dokuma/örme,nonwoven,muşamba v.s
Dikim şekillerine göre :
Astarlı/Astarsız,kapitone/düz,portatif astarlı,düğmeli/fermuarlı,trikolu,derili v.b
Rips Örgüsü
RİPS ÖRGÜLERİ
1-Çözgü ripsi
A-Düzenli çözgü ripsi
B-Düzensiz çözgü ripsi
2-Atkı ripsi
A-Düzenli atkı ripsi
B-Düzensiz atkı ripsi
Olmak üzere iki ana grupta toplanır.
Bezayağı örgüsünün bağlantı noktasının, çözgü ipliği istikametinde 2 veya daha fazla atkı ipliği kadar uzatılmasıyla elde edilen örgülerdir. Bu olay aynı ağızlık içine birden fazla atkı ipliği atılması anlamına gelmektedir. Bu sebeple kumaşta enine yollar oluşturan bir yapısı vardır. Elde edilen bu yapı nedeniyle çözgü rips örgüleri enine rips örgüleri olarak da adlandırılır. Rapor alanı belirlenmesinde çözgü ipliği daima iki olarak kabul edilirken atkı ipliği verilen rapor büyüklüğüne bağlıdır.
ÇÖZGÜ RİPSLERİ
Düzenli ve düzensiz olmak üzere iki şekilde uygulanabilen ÇÖZGÜ RİPS örgülerinde, en küçük düzensiz rips örgü raporu;
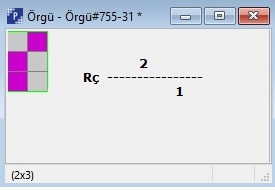
Şeklinde gösterilir. Burada
- R: Rips Örgüsü
- ç: Çözgü
- Rç: Çözgü Rips Örgüsü
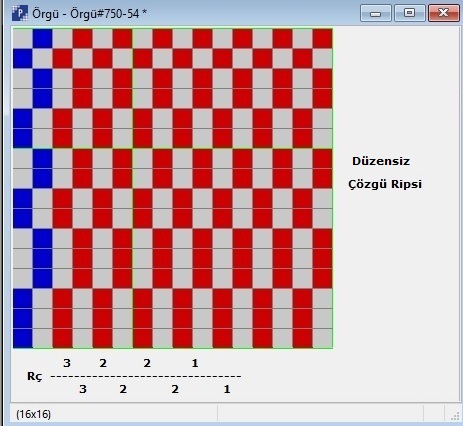
En küçük düzenli Çözgü rips örgü raporu ise;
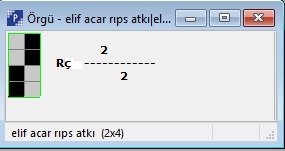
Şeklinde gösterilir. Burada
- R: Rips Örgüsü
- ç: çözgü
- Rç: Çözgü Rips Örgüsü demektir.
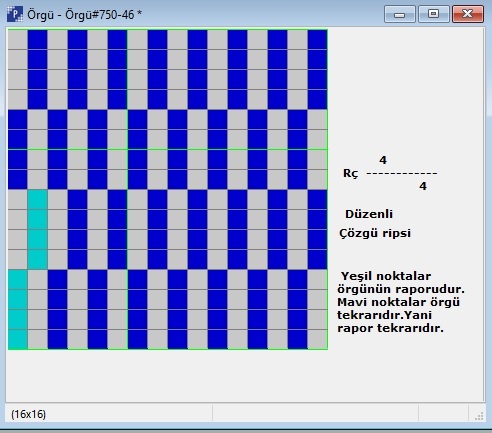
Düzeni ve Düzensiz Çözgü ripsinin rapor içerisinde bulunması gereken ÇÖZGÜ TEL SAYISI ( ÇTS ),her zaman 2 'dir. Örgü çizgisinin üzerindeki ve altındaki rakamların toplamı ise, Rapor içerisinde bulunması gereken ATKI TEL SAYISI'nı ( ATS )verir.
Bezayağı örgüsünün bağlantı noktasının, atkı ipliği istikametinde 2 veya daha fazla çözgü ipliği kadar uzatılmasıyla elde edilen örgülerdir. Bu sebeple kumaşta boyuna yollar oluşturan bir yapısı vardır. Elde edilen bu yapı nedeniyle atkı rips örgüleri boyuna rips örgüleri olarak da adlandırılır. Rapor alanı belirlenirken atkı ipliği daima 2'dir. Çözgü ipliği ise rapor oluşumunda yer alan rakamların toplamı olarak belirlenir.
ATKI RİPSLERİ;
Düzenli atkı ripsleri ve Düzensiz atkı ripsleri olmak üzere iki çeşittir.
En küçük düzensiz atkı rips örgü raporu;

Şeklinde gösterilir.
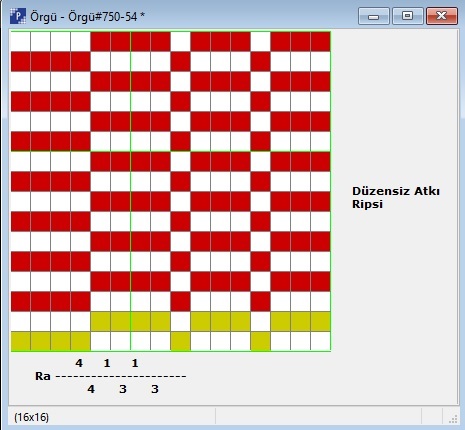
En küçük düzenli atkı rips örgü raporu;
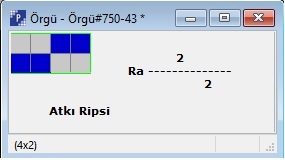
Şeklinde gösterilir.

Rips Örgülerinden Elde Edilmiş Yeni Örgüler
Adından da anlaşıldığı gibi bu örgüler atkı ve çözgü ripslerinin rips özelliğini bozmadan belli bir sistemle elde edilen yeni örgülerdir. ikiye ayrılmaktadır.
BAĞLAMA NOKTALARININ KAYDIRILMASI İLE ELDE EDİLEN RİPS ÖRGÜLERİ

Bu örgüler atkı ve çözgü ripslerinin ikinci bir örgünün hareketine uyarak kaydırılması ile elde edilirler. Böylece kumaşın yüzünde rips örgüsünün bir kayması görülmektedir. Yardımcı örgü olarak genelde bezayağı, atkı dimileri ve satenlerden yararlanılmaktadır.
DESENLİ ( KARIŞIK ) RİPS ÖRGÜLERİ
Bu örgüler atkı e çözgü ripslerinde çözgü ve atkı tel adedinin eşitlenmesi ve verilen plana göre uygulanması ile elde edilirler.
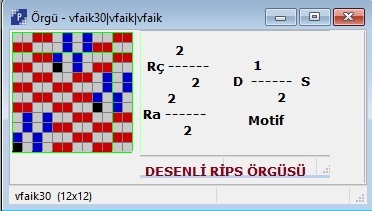
KAUÇUK RİPS ÖRGÜLERİ
Kauçuk örgüler, çözgü ve atkı ripslerin birleştirilmesinden oluşan, küçük hacimli kareler oluşturan ve desenli örgülerdir.

Atkı Ripsi
Rips örgüsü bezayağı örgüsünden türetilmiş olan, bağlantı noktalarının çözgü ya da atkı yönünde uzatılmasıyla elde edilen örgülerdir. Boyuna ya da enine çizgi görünümlü bir yapıya sahiptir. Rips örgülü kumaşların her iki yüzü de aynı görünüme sahip olup ağır ve dayanıklı bir yapıları vardır. Genellikle gömleklik, kravatlık, elbiselik ve döşemelik kumaşların üretiminde tercih edilmektedir. Rips Örgüleri; Çözgü Ripsi ve Atkı Ripsi olmak üzere iki çeşittir. Bunlar da kendi aralarında Düzenli ve Düzensiz Rips örgüsü olarak ikiye ayrılır.
ATKI RİPS ÖRGÜSÜ
Bezayağı örgüsünün bağlantı noktasının, atkı ipliği istikametinde 2 veya daha fazla çözgü ipliği kadar uzatılmasıyla elde edilen örgülerdir. Bu sebeple kumaşta boyuna yollar oluşturan bir yapısı vardır. Elde edilen bu yapı nedeniyle atkı rips örgüleri boyuna rips örgüleri olarak da adlandırılır. Rapor alanı belirlenirken atkı ipliği daima 2'dir. Çözgü ipliği ise rapor oluşumunda yer alan rakamların toplamı olarak belirlenir. ATKI RİPSLERİ; Düzenli atkı ripsleri ve Düzensiz atkı ripsleri olmak üzere iki çeşittir. En küçük düzensiz rips örgü raporu;
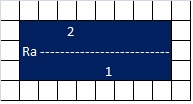
Şeklinde gösterilir.
En küçük düzenli rips örgü raporu;
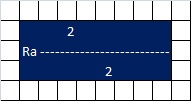
Şeklinde gösterilir.
DÜZENLİ ATKI RİPS ÖRGÜSÜ
2 dolu 2 boş düzenli rips örgüsünü yapalım. Bu Atkı ripsinin rapor içerisinde bulunması gereken ATKI TEL SAYISI ( ATS ),her zaman 2 'dir. Örgü çizgisinin üzerindeki ve altındaki rakamların toplamı ise,Rapor içerisinde buunması gereken ÇÖZGÜ TEL SAYISI'nı ( ÇTS ) verir. Raporumuz; 2 Atkı 4 Çözgü ipliğinden oluşacaktır. ( 2 + 2 ) = 4
Desen kâğıdımızda Atkı Rips örgüsünün çözgü ve atkı sınırlarını öncelikle belirleriz.
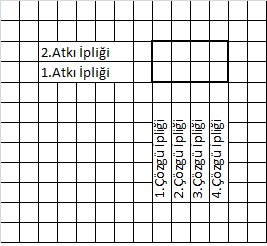
Birinci çözgü ipliği ile 1.Atkı ipliğinin kesiştiği kareden başlamak suretiyle,Soldan sağa doğru 2 DOLU 2 BOŞ yazarız.
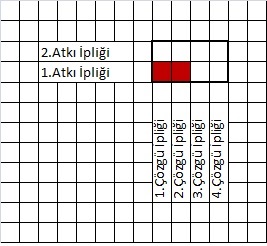
Bundan sonra; 2.Atkı ipliği ile 1.Çözgü ipliğinin kesiştiği kareden soldan sağa başlamak suretiyle; 1.Atkı ipliğindeki 2 dolunun karşısını 2 BOŞ yaparız.2 boşun karşısını 2 DOLU yaparız. Bu şekilde Atkı Rips Örgüsünü yapmış oluruz.

Çözgüde 4 Rapor, Atkıda 8 Rapor olarak 2 dolu 2 boş düzenli atkı ripsi görülmektedir.
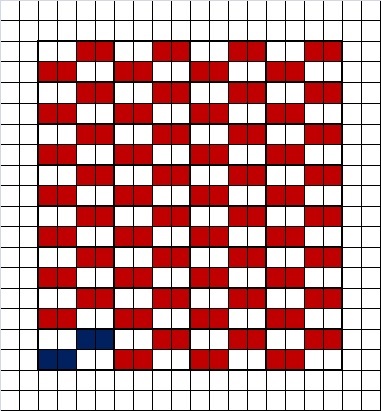
Şimdi de ;
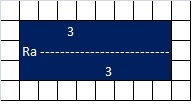
3 dolu 3 boş düzenli atkı rips örgüsünü yapalım.
Bu Atkı ripsinin rapor içerisinde bulunması gereken ATKI TEL SAYISI ( ATS ),her zaman 2 'dir. Örgü çizgisinin üzerindeki ve altındaki rakamların toplamı ise,Rapor içerisinde buunması gereken ÇÖZGÜ TEL SAYISI'nı ( ÇTS )verir. Raporumuz;2 Atkı 6 Çözgü ipliğinden oluşacaktır.( 3 + 3 ) = 6
Desen kâğıdımızda Atkı Rips örgüsünün çözgü ve atkı sınırlarını öncelikle belirleriz.
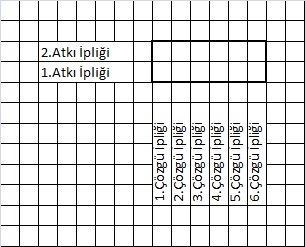
Birinci çözgü ipliği ile Birinci Atkı ipliğinin kesiştiği kareden başlamak suretiyle,Soldan Sağa doğru 3 DOLU 3 BOŞ yazarız.
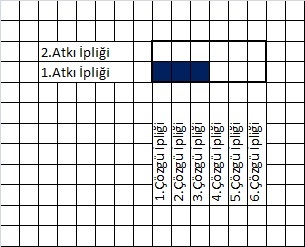
Bundan sonra; 2.Atkı ipliği ile 1.Çözgü ipliğinin kesiştiği kareden Solda Sağa başlamak suretiyle; 1.Atkı ipliğindeki 3 dolunun karşısını 3 BOŞ yaparız.3 boşun karşısını 3 DOLU yaparız. Bu şekilde de 3 dolu 3 boş düzenli atkı ripsini yapmış oluruz.

Çözgüde 3 Rapor, Atkıda 9 Rapor olarak 3 dolu 3 boş Düzenli Atkı Rips örgüsü görülmektedir.
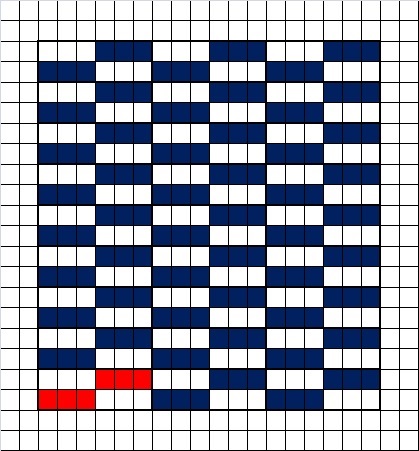
Şimdi de;
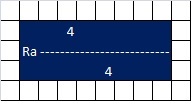
4 dolu 4 boş düzenli atkı ripsi örgüsünü yapalım.
Bu Atkı ripsinin rapor içerisinde bulunması gereken ATKI TEL SAYISI ( ATS ),her zaman 2 'dir. Örgü çizgisinin üzerindeki ve altındaki rakamların toplamı ise, Rapor içerisinde buunması gereken ÇÖZGÜ TEL SAYISI'nı ( ÇTS ) verir. Desen kâğıdımızda Atkı Rips örgüsünün çözgü ve atkı sınırlarını öncelikle belirleriz.
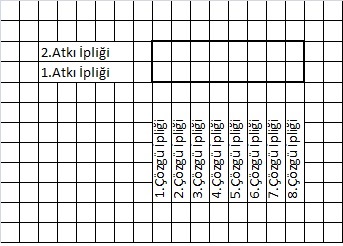
Birinci çözgü ipliği ile 1.Atkı ipliğinin kesiştiği kareden başlamak suretiyle, Soldan Sağa doğru 4 DOLU 4 BOŞ yazarız.
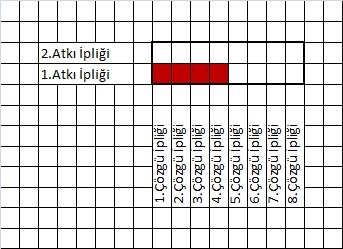
Bundan sonra; 2.Atkı ipliği ile 1.Çözgü ipliğinin kesiştiği kareden soldan sağa başlamak suretiyle; 1.Atkı ipliğindeki 4 dolunun karşısını 4 BOŞ yaparız.4 boşun karşısını 4 DOLU yaparız. Bu şekilde; 4 dolu 4 boş düzenli atkı rips Örgüsünü yapmış oluruz.
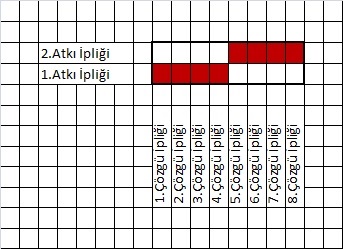
Çözgüde 2 Rapor, Atkıda 8 Rapor 4 dolu 4 boş Düzenli Atkı Rips örgüsü görülmektedir.
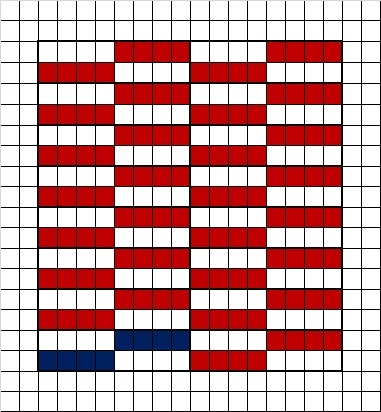
DÜZENSİZ ATKI RİPS ÖRGÜSÜ
2 dolu 1 boş düzensiz atkı rips örgüsünü yapalım.Bu düzensiz Atkı ripsinin rapor içerisinde bulunması gereken ATKI TEL SAYISI ( ATS ),her zaman 2 'dir.Örgü çizgisinin üzerindeki ve altındaki rakamların toplamı ise,Rapor içerisinde buunması gereken ÇÖZGÜ TEL SAYISI'nı ( ÇTS )verir. Desen kâğıdımızda Atkı Rips örgüsünün çözgü ve atkı sınırlarını öncelikle belirleriz.
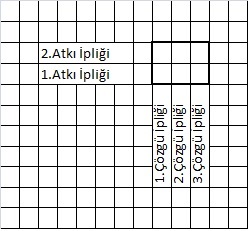
Raporumuz; 2 Atkı 3 Çözgü ipliğinden oluşacaktır. ( 2 + 1 ) = 3
Birinci çözgü ipliği ile 1.Atkı ipliğinin kesiştiği kareden başlamak suretiyle, Soldan Sağa doğru 2 DOLU 1 BOŞ yazarız.

Bundan sonra; 2.Atkı ipliği ile 1.Çözgü ipliğinin kesiştiği kareden soldan sağa başlamak suretiyle; 1.Atkı ipliğindeki 2 dolunun karşısını 2 BOŞ yaparız.1 boşun karşısını 1 DOLU yaparız. Bu şekilde; 2 dolu 1 boş düzensiz atkı ripsi Örgüsünü yapmış oluruz.

Çözgüde 3 Rapor, Atkıda 6 Rapor olarak 2 dolu 1 boş düzensiz Atkı Rips örgüsü görülmektedir.
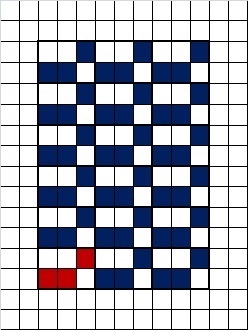
Şimdi de ;
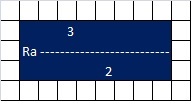
3 dolu 2 boş düzensiz atkı rips örgüsünü yapalım. Bu düzensiz atkı rips örgüsünün rapor içerisinde bulunması gereken ATKI TEL SAYISI ( ATS ),her zaman 2 'dir.Örgü çizgisinin üzerindeki ve altındaki rakamların toplamı ise,Rapor içerisinde buunması gereken ÇÖZGÜ TEL SAYISI'nı ( ÇTS ) verir. Desen kâğıdımızda Atkı Rips örgüsünün çözgü ve atkı sınırlarını öncelikle belirleriz.
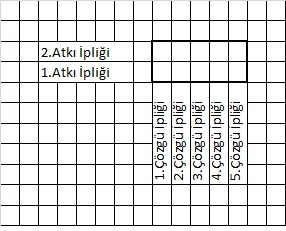
Raporumuz; 2 Atkı 5 Çözgü ipliğinden oluşacaktır. ( 3 + 2 ) = 5
Birinci çözgü ipliği ile 1.Atkı ipliğinin kesiştiği kareden başlamak suretiyle, soldan sağa doğru 3 DOLU 2 BOŞ yazarız.
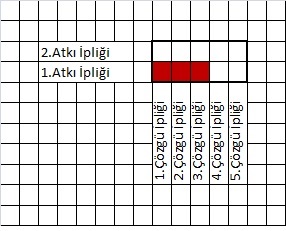
Bundan sonra; 2.Atkı ipliği ile 1.Çözgü ipliğinin kesiştiği kareden Soldan Sağa başlamak suretiyle; 1.Atkı ipliğindeki 3 dolunun karşısını 3 BOŞ yaparız.2 boşun karşısını 2 DOLU yaparız. Bu şekilde; 3 dolu 2 boş düzensiz atkı rips örgüsünü yapmış oluruz.
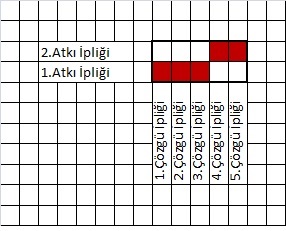
Çözgüde 3 Rapor, Atkıda 6 Rapor olarak 3 dolu 2 boş düzensiz Atkı Rips örgüsü görülmektedir.
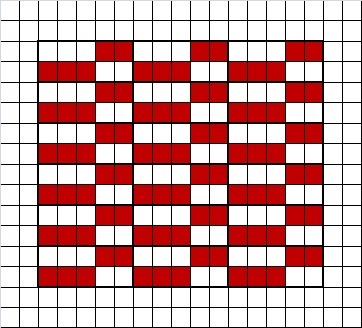
Yuvarlak Örme
ÇİFT PLAKA İNTERLOK YUVARLAK ÖRME MAKİNELERİNDE ÜRETİM
1-RR İNTERLOK NORMAL ÖRGÜLERİN ÜRETİMİ
2-RR İNTERLOK ASKILI ÖRGÜLERİN ÜRETİMİ
3-. RR ARKA YATIRIMLI (ATLAMALI) İNTERLOK ÖRGÜLERİN ÜRETİMİ
4-RR İNTERLOK ASTAR ÖRGÜLERİN ÜRETİMİ
5-RR İNTERLOK VANİZE ÖRGÜLERİN ÜRETİMİ
6-RR PUNTO Dİ ROMA İNTERLOK ÖRGÜLERİN ÜRETİMİ
7-RR İNTERLOK HORTUM ÖRGÜLERİN ÜRETİMİ
8-RR İNTERLOK TEKSİPİKE (RADİYER) ÖRGÜLERİN ÜRETİMİ
9-RR İNTERLOK RÖLYEF ÖRGÜLERİN ÜRETİMİ
10-RR İNTERLOKJAKARLI ÖRGÜLERİN ÜRETİMİ
ÇİFT PLAKA RİBANA YUVARLAK ÖRME MAKİNELERİNDE ÜRETİM
1-RR DÜZ RİBANA ÖRGÜLERİN ÜRETİMİ
2- RR İĞNE İPTALLİ RİBANA ÖRGÜLERİN ÜRETİMİ
3-RR ASKILI RİBANA ÖRGÜLERİN ÜRETİMİ
4-RR DALGALI RİBANA ÖRGÜLERİN ÜRETİMİ
5-RR DOKUMA TİPİ RİBANA ÖRGÜLERİN ÜRETİMİ
6-MİLANO RİBANA ÖRGÜLERİN ÜRETİMİ
ÇİFT PLAKA RİBANA YUVARLAK ÖRME MAKİNELERİNDE ÜRETİM
1-RR PUNTO Dİ ROMA RİBANA ÖRGÜLERİN ÜRETİMİ
2-RR VANİZE RİBANA ÖRGÜLERİN ÜRETİMİ
3-JAKARLI RİBANA ÖRGÜLERİN ÜRETİMİ
YUVARLAK ÖRMEDE ÜRETİME HAZIRLIK
1-ÖRME ÖNCESİ MAKİNE BAKIM VE MAKİNE ELEMANLARININ KONTROLÜ
2-BOBİNLERİN CAĞLIĞA DİZİMİ
3-YUVARLAK ÖRME MAKİNELERİ
4-MAKİNE AYARLARI
5-İPLİĞİ SEVK ÜNİTELERİNDEN GEÇİRME
6-MAKİNEYE KUMAŞ TUTTURMA
TEK PLAKA ÖRGÜLERDE ANALİZ VE DESEN
1-BİLGİSAYAR DESEN PROGRAMI
2-ÖRGÜ ANALİZDE İŞLEM BASAMAKLARINI UYGULAMA
3--RL DÜZ ÖRGÜLERİN ANALİZİ VE DESENİ
4--RL İLMEK - ASKILI ÖRGÜLERİN ANALİZİ VE DESENİ
5--RL İLMEK- ATLAMALI ÖRGÜLERİN ANALİZİ VE DESENİ
6--RL İLMEK - ASKI-ATLAMALI ÖRGÜLERİN ANALİZİNİ VE DESENİ
7--RL VANİZE ÖRGÜLERİN ANALİZİ VE DESENİ
8-RL HAVLI (PELUŞ) ÖRGÜLERİN ANALİZİ VE DESENİ
9--RL JAKARLI ÖRGÜLERİN ANALİZİ VE DESENİ
TEK PLAKA YUVARLAK ÖRME MAKİNELERİNDE ÜRETİM
1-RL DÜZ ÖRGÜLERİN ÜRETİMİ
2-RL İLMEK - ASKILI ÖRGÜLERİN ÜRETİMİ
3-RL İLMEK-ATLAMALI ÖRGÜLERİN ÜRETİMİ
4-RL İLMEK- ASKI-ATLAMALI ÖRGÜLERİN ÜRETİMİ
5-RL VANİZE ÖRGÜLERİN ÜRETİMİ
6-HAVLI (PELUŞ) ÖRGÜLERİN ÜRETİMİ
7-RL JAKARLI ÖRGÜLERİN ÜRETİMİ
Elektronik Jakarlı Dokuma Makinesi
Dokuma makinelerinde artan maliyeti düşürme, kalite verimlilik, desen yazımının kolaylığı arayışları elektronik jakarlı makinelerin kullanımını yaygınlaştırmıştır.
Özel modüller, elektronik kartlar ve elektro mıknatıslar kullanılarak sağlanan malyon hareketi sonucu yapılan jakarlı ağızlık açma işlemine elektronik jakar denir.



- Genel olarak bütün elektronik jakarlar, hata bulma sistemine sahiptir.
- Bu özellik güvenilirlik ve bakım onarım kolaylığı sağlar.
- Ayrıca birden fazla elektronik jakar tek merkezden kontrol edilebilme avantajına sahiptir.
- İşletmede bulunan merkezî bilgisayar ile elektronik jakar arasındaki iletişim ağı sistemiyle üretim verilerine ulaşılabilir. Elektronik jakarlarda mekanik jakarda olduğu gibi tomruk, karton ve iğneler yoktur.
- Mekanik parçaların azalmasından dolayı makine bakım ve onarım maliyeti daha düşüktür.
- Dokunacak kumaşta hata oranı çok düşüktür.
- Desendeki hataların düzeltilmesi daha kolaydır.
- Numunenin desenlendirme ve dokunma süresi azalarak zamandan kazanım gerçekleşmiştir.
- Desen kartonuna ihtiyaç kalmamış, karton delme ve maliyeti ortadan kalkmıştır.
- Kartonların saklanması ve korunma maliyeti yoktur.
- Elektronik jakar, mekanik jakara göre daha farklı elemanlara sahiptir.
- Elektronik jakar modüllerden oluşur.
- Modüllerin makinedeki görevi, elektronik veriyi mekanik veriye (bilgisayardaki deseni, mekanik harekete) dönüştürerek ağızlık oluşumunu sağlamaktır.

- Platinlerden gelen okuma hareketlerini küpelere aktaran ara bağlantı parçalarıdır.

- Mandallardan ve bıçaklardan etkilenerek makaralara hareket veren parçadır.
- Elektro mıknatısın etki alanında bulunan ve desene göre açma kapanma hareketi yapan parçalardır.
- Desen hareketine göre mandallardan kurtulan platinlerin kancalı kısımlarına takılarak onları aşağı yukarı taşıyan parçalardır. Ağızlığın açılmasını sağlayan bıçaklardır.
- Mandalların yardımı ile platinlerin kontrolünü sağlayan elektronik jakar parçalarıdır.
- Verilen elektrik akımı ile içerisindeki sargılar yardımıyla mıknatıs alanı oluşturup mandalların hareketlenmesini sağlar.
- Mıknatıslanma sırasında mandalın üst kısmı çekilerek alt ucuna da platinin takılması önlenmiş olur.
- Harcanan enerji örgüye göre değişmektedir.
- Jakarda bakım ve yağlama, genel bakım ve yağlama kuralları içinde ele alınmalıdır. Yağlamaya başlanmadan önce yağlanacak olan kısımların, uygun pozisyona getirilmeleri önemlidir. Yağlama, makinenin hareketli parçalarının düzgün ve yıpranmaya neden olmadan çalışması için yapılır.
- 1-Tarama
- 2-Renklendirme
- 3-Temizleme
- 4-Desen boyutlandırma
- 5-Desen üzerinde çalışma
- 6-Atkı ve çözgü kalite bilgisi girişi
- 7-Örgülendirme
- 8-Simülasyon
- 9-Renklendirme
- 1-Dokuma makinelerinde kullanılan elektronik jakar sistemleri teknolojik olarak ileri seviyede makinelerdir. Bundan dolayı ayarları, çalıştırılmaları ve bakımları yapılırken büyük hassasiyet gösterilmelidir.
- 2-İşlemleri yapmakla sorumlu olan personelin bakım ve ayarlar için gerekli olan talimatları, el kitabını dikkatli bir şekilde okuması, tam olarak anlaması ve verilen işlem basamaklarını izlemesi şarttır.
- 3-Elektronik jakar sisteminin ayar ve bakımları yapılırken makine kesinlikle durdurulmalıdır.
- 4-Elektronik jakar sisteminin yağının gerekiyorsa değiştirilmesi ve diğer bütün yağlama işlemlerinde temizliğin sağlanması gerekir. Etrafa saçılan yağ parçacıklarından dolayı en küçük kayma riski önlenmelidir.
- 5-Elektronik jakar sisteminin bakım ve ayarını yapan yetkili elemanın kendisini basınçlı hava ile temizlemesi kesinlikle yasaktır.
- 6-indirmek için makineden alınan kullanılmış yağ, yağ işleme tesisinde toplanmalı ve işlenmelidir.
- 7-Elektronik jakar sisteminin sökülüp takılması sırasında parçaların, vida ve çeşitli tutucu elemanların tekrar eksiksiz yerine takılması ve uygun torklarda sıkılmaları şarttır. Yoksa vidaların çok sıkılması kırılmalarına, gevşek bırakılmaları da vidanın, parçanın çıkmasına ve daha büyük hasarlara sebep olabilir.
İplikte Büküm ve Önemi
![]()
İpliğin kumaş oluşumu sırasında uğrayacağı gerilim kuvvetlerine karşı mukavemeti sağlayabilmesi amacıyla liflerinin bir eksen etrafında ( iplik ekseni ) birbirleri üzerine dolanmasıdır.Kullanılan iplik numaralama sistemine göre 1 metrede ya 1 inçte, yani bir birim ölçüde belirlenen büküm miktarı başta ipliğin ve ona bağlı olarak kumaşın mukavemetini, tuşesini görünümünü ve ekonomikliğini olmak üzere kumaşın hemen tüm özelliklerini etkileyen en önemli faktörlerinden biridir.Kesikli ( ştapel ) liflerden üretilen ipliklerin mukavemetleri belli bir miktar büküm uygulanmak suretiyle sağlanır.Uygulanan burulmanın yönüne göre büküm S veya Z ile ifade edilir.Normal koşullar altında iplikler daima Z bükümlü ( Dikey tutulan tek kat iplikte meydana gelen spiral veya helisler Z harfinin ortasındaki doğru yönünde (sağ) ise ya da uçlarından tutulup sağ el tarafından sağa doğru (saat yönünde) döndürüldüğündedüzeliyor ve mukavemet kaybediyor ise iplik Z bükümlüdür ) olarak üretilirler.Ancak özel amaçlar için S bükümlü ( Dikey tutulan tek kat iplikte meydana gelen spiral veya helisler S harfinin ortasındaki doğru yönünde (sol) ise ya da uçlarından tutulup sağ el tarafından sola doğru (saat yönünün tersi) döndürüldüğünde düzeliyor ve mukavemetkaybediyor ise iplik S bükümlüdür.)
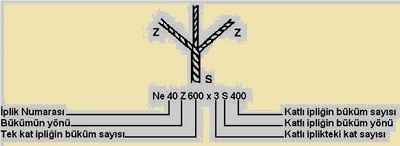
İplikte büküm sayısının ve yönünün bilinmesi çok önemlidir. İplik oluşumunda ipliğe verilecek büküm miktarı lifin inceliğine, uzunluğuna, iplik numarasına ve kullanılacağı yere bağlıdır. İpliğe verilecek büküm miktarı ve yönü, ipliğin cinsine ve kullanacağı yere (dokuma, örme, krep) bağlı olarak değişmektedir.
Örme iplikleri, az bükümlü, krep iplikleri ise yüksek bükümlü ipliklerdir. Dokuma iplikleri ise örme ipliklerinden daha yüksek bükümlüdür. İpliklerin, büküm miktarı ve yönleri değiştirilerek çeşitli kumaş efektleri elde edilebilir. Bunlardan bazıları gözle görülebilir, bazıları kumaşın tutumunu değiştirir, bazıları da mekaniktir.
Örneğin; bir kumaşın dokunmasında, çözgüde hem “S” hem de “Z” bükümlü iki ayrı tip iplik kullanılması ve dolayısı ile bu ipliklerden ışınların farklı yollarla yansıması nedeni ile yollu görünümlü kumaş elde edilir. Büküm sayısı ile ipliğin boya alma yeteneği değişeceğinden büküm sayısı doğru olarak tespit edilmelidir. Büküm sayısı fazla olan iplik, büküm sayısı az olan ipliklerden daha az boya alır. Bundan dolayı farklı bükümdeki iplikler bir kumaş içerisinde yer alıyorsa kumaşta abraj adı verilen ton farklılıkları olacaktır. Kesikli liflerden oluşturulmuş ipliklerin, mukavemetli olabilmesi için bükülmesi gerekir. İplik mukavemeti, verilen büküm miktarı ile orantılı olarak artmaktadır. Büküm arttıkça ipliğin mukavemeti de artar. Ancak belli bir kritik noktadan sonra büküm miktarı artmasına rağmen, iplik mukavemetinde azalma oluşur.
ipliklerin üretimi de yapılır. Bir ipliğe verilecek büküm miktarı ipliğin daha sonraki kullanım yerine ve lif uzunluğuna göre seçilir. Lif uzunluğu arttıkça büküm gereksinimi azalacaktır. Bükümün derecesi genellikle ikiye ayrılır ;
AÇIK BÜKÜM :
Triko ( örme ) ipliklerine verilir. Örme makinesinde ipliklerin karşılaşacağı direnç nispeten düşük olduğu için triko ipliği üzerindeki büküm miktarı dokuma ipliğine oranla düşüktür. Dolayısıyla triko ipliği mukavemeti dokumaya göre düşüktür.
KAPALI BÜKÜM :
Dokuma ipliklerine verilir. Dokuma tezgahında özellikle çözgü ipliklerinin üzerine binen yük oldukça fazla olduğu için dokuma ipliklerine ,örmeye oranla yüksek büküm verilir. Dolayısıyla dokuma ipliğinin mukavemeti trikoya göre daha yüksektir.Unutulmaması gereken husus büküm miktarı arttıkça ipliğin sertleşeceği ve üretim maliyetinin artacağıdır.
Bükülü iplik numarası tespitinin yararları :
1-İpliğin fiziksel kalınlığı ve inceliği hakkında fikir verir.
2-İplik maliyetinin belirlenmesinde önemli bir unsurdur.
3-İpliğin kumaş üzerindeki örtücülüğü hakkında fikir verir.
4-Kumaş tasarımlarında etkin bir faktördür
Büküm sayısına göre bükümler
1.Yumuşak büküm
2.Normal büküm
3..Sert büküm
4.Krep büküm
5.Fantazi büküm
İplik adedine göre bükümler
1.Tek katlı büküm
2.İki katlı büküm
3-Çok katlı büküm (kablo büküm)
Katlı Büküm İşleminin Amacı :
1-Tek kat ipliğe mukavemet kazandırmak
2-Çeşitli görünümlerde iplikler elde etmek
3-Kumaşta değişik görünüm ve efekt meydana getirmek
4-Çok katlı ve farklı yapılarda iplik elde etmek .
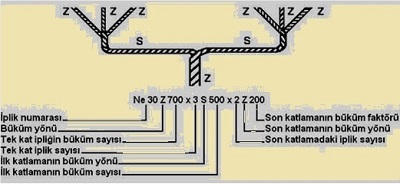
Katlı İplikte Büküm Sayısını Bulmanın Amacı :
İki veya daha fazla tek kat ipliği bükmek suretiyle birleştirerek katlı bükümlü iplik oluşturulur. Tek katlı iki ipliğin bükülmesi, çifteleme ya da iki katlama denir.
İki veya daha fazla katlı ipliğin birlikte bükülmesi de çoklu katlama ya da kablolama denir.
Katlama, ipliklerin bükümsüz olarak boyuna paralel hâle getirilmesine denir.
Büküm; ipliğin birim uzunluğundaki tur sayısıdır. Büküm; liflere kalıcı bir görünüm vermek, birbirleriyle temas yüzeyini artırmak, lifleri bir arada tutmak amacıyla uygulanmaktadır. Büküm ile paralel hâldeki lifler helisel hâle dönüştürülür ve iplik mukavemet kazanır.
Büküm sayısı, bükülmüş ipliğin üzerindeki birim uzunluğundaki dönüş (spiral) adedi şeklinde ifade edilir. Elyafın birim uzunlukta yaptığı spiral sayısı, büküm sayısını verir. Büküm faktörü kullanılarak iplik numarasını bilmeden ipliğin büküm karakteristiği hakkında bilgi edinilebilir. Büküm sayısı, kullanılan ham maddeye ve ipliğin kullanıldığı yere göre tespit edilir.
Büküm sayısı;
1-Kumaşın tuşe ve tutumunu,
2-iplik sağlamlığını,
3-iplik hacmini ve örtme faktörünü,
4-Kumaşın sağlamlık ve esnekliğini,
5-iplik ve kumaşın boncuklanma özelliği,
6-Kumaşın geçirgenliğini,
7-Kumaşın kullanım ömrünü etkiler.
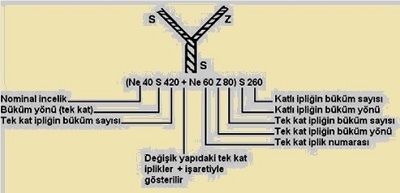
Bükülü ipliğin Büküm Yönünü Tespit Etme :
İpliğe verilen bükümün yanında yönünün de bilinmesi gerekmektedir. Bükümün yönü iplik makinesinde iğlerin dönüş yönüne bağlıdır. İğler saat yönünde dönüyorsa sağ büküm (Z), saat yönünün tersine dönüyorsa ipliklere sol büküm (S) verilir. İpliğin büküm yönünü tespit etmek için ipliğin bir ucundan parmaklar arasında tutup aşağı doğru sarkıtılır; iplik üzerindeki izler (helisler) sağ yönde yönlenmiş ise iplik büküm yönü sağ yöndür. Yine iplik üzerindeki helisler Z harfinin orta çizgisine paralel ise büküm yönü sağ yöndür. İplik üzerindeki büküm helisleri sol yöne yönelmiş ise ve S harfinin orta çizgisine paralel ise iplik bükümü sol bükümdür.

İplikteki bükümün yönü mukavemet değerini etkilememektedir. Büküm yönünün etkisi, kumaş yüzeyinde ışığı farklı yansıtması bakımından kendini göstermektedir.
Ring iplik eğirme sisteminde üretilen ipliklerin büküm yönü belirgin bir şekilde kendini gösterirken OE-Rotor iplik eğirme sisteminde üretilen ipliklerde büküm olmasına karşın büküm yönü görsel olarak rahatça anlaşılamaz.
Tek kat iplik bükümünde S veya Z büküm (tek kat ipliklerin sembolü), katlı iplik bükümünde SZ, ZS, SS veya ZZ büküm (katlı ipliğin büküm yönü ve sembolleri); kablo iplik bükümünde ZSZ veya ZZS büküm yönleri seçilebilir. Bükülecek ipliklerin büküm yönüyle katlama büküm yönü aynı olursa buna büküm üstüne büküm denir. Sert bir iplik oluşmasını sağlar.
İplikte büküm yönleri
S büküm
Dikey tutulan tek kat iplikte meydana gelen spiral veya helisler S harfinin ortasındaki doğru yönünde (sol) ise ya da uçlarından tutulup sağ el tarafından sola doğru (saat yönünün tersi) döndürüldüğünde düzeliyor ve mukavemet kaybediyor ise iplik S bükümlüdür.

Z büküm
Dikey tutulan tek kat iplikte meydana gelen spiral veya helisler Z harfinin ortasındaki doğru yönünde (sağ) ise ya da uçlarından tutulup sağ el tarafından sağa doğru (saat yönünde) döndürüldüğünde düzeliyor ve mukavemet kaybediyor ise iplik Z bükümlüdür.

İplikte büküm sayısının ve yönünün bilinmesi çok önemlidir. İplik oluşumunda ipliğe verilecek büküm miktarı lifin inceliğine, uzunluğuna, iplik numarasına ve kullanılacağı yere bağlıdır. İpliğe verilecek büküm miktarı ve yönü, ipliğin cinsine ve kullanacağı yere (dokuma, örme, krep) bağlı olarak değişmektedir.
Örme iplikleri, az bükümlü, krep iplikleri ise yüksek bükümlü ipliklerdir. Dokuma iplikleri ise örme ipliklerinden daha yüksek bükümlüdür. İpliklerin, büküm miktarı ve yönleri değiştirilerek çeşitli kumaş efektleri elde edilebilir. Bunlardan bazıları gözle görülebilir, bazıları kumaşın tutumunu değiştirir, bazıları da mekaniktir.
Örneğin; bir kumaşın dokunmasında, çözgüde hem “S” hem de “Z” bükümlü iki ayrı tip iplik kullanılması ve dolayısı ile bu ipliklerden ışınların farklı yollarla yansıması nedeni ile yollu görünümlü kumaş elde edilir.
Büküm sayısı ile ipliğin boya alma yeteneği değişeceğinden büküm sayısı doğru olarak tespit edilmelidir. Büküm sayısı fazla olan iplik, büküm sayısı az olan ipliklerden daha az boya alır. Bundan dolayı farklı bükümdeki iplikler bir kumaş içerisinde yer alıyorsa kumaşta abraj adı verilen ton farklılıkları olacaktır. Kesikli liflerden oluşturulmuş ipliklerin, mukavemetli olabilmesi için bükülmesi gerekir. İplik mukavemeti, verilen büküm miktarı ile orantılı olarak artmaktadır. Büküm arttıkça ipliğin mukavemeti de artar. Ancak belli bir kritik noktadan sonra büküm miktarı artmasına rağmen, iplik mukavemetinde azalma oluşur.
Konik Çözgü Makinesi

Dokuma makinesinde kumaş tarafından bakıldığında boyuna yönde olan ipliklere çözgü denir.Kumuş topunun boyundaki iplikler çözgü iplikleridir. Dokuma, çözgü ve atkı ipliklerinin birbirleriyle dik açıyla bağlantı yapmasıdır. Dokuma makinesinde kumaş dokunabilmesi için gerekli olan çözgü iplikleri dokuma hazırlık dairesinde bobin ( diğer adı çözgü levendidir) adı verilen silindir şeklindeki parçalar üzerinden direkt olarak kullanılamaz. Dokuma makinesine uygun levent adı verilen büyük makaralara aktarılması gerekir. İpliklerinin dokunacak kumaşın özelliklere göre ( çözgü tel sayısı, çözgü renk raporu, çözgü uzunluğu) birbirine paralel ve aynı gerginlikte uygun bir şekilde dokuma levendi üzerinde sarılması işlemine çözgü hazırlama denir.
Dokuma hazırlık kısımlarından biri olan çözgü hazırlama işlemi; müşteri istekleri doğrultusunda, dokuma planlama dairesinden gelen iş emrine göre ipliklerinin levent üzerine aktarılmasıdır. Levent denilen büyük makaralar her dokuma makinesi üreticisi tarafından ayrı olarak tasarlanmış metal aksamlı parçalardır. Çözgü ipliklerini, istenilen özelliklere göre, levent denilen büyük makaralara aktarılması işleminde kullanılan dokuma hazırlık makinelerine çözgü makineleri denir.
Bu makineler konik çözgü ve düz ( seri ) çözgü makineleri olmak üzere ikiye ayrılırlar. Konik ve seri çözgü makineleri arasındaki en belirgin fark makine donanımı olarak seri çözgü makinelerinde çözgü iplikleri direkt olarak levent üzerine sarılır. Konik çözgü makinelerinde ise iplikler önce tambur (silindir) üzerine kalba denilen çözgü grupları hâlinde sarılır, daha sonra levent üzerine aktarılır.Cağlık, çözgü makinelerinde bobinlerin üzerine dizildiği metal sehpadır. Cağlık, bobinlerden gelen iplik uçlarının eşit gerginlikte, birbirine paralel ve düzgün bir şekilde levent üzerine aktarılmasını sağlayan en önemli elemandır. Günümüzde kullanılan cağlıklarda konik bobinler kullanılmaktadır.

Bu da hem daha fazla iplik üzerinde bulundurmasına hem de sağımının kolay olmasına sebep olur. Çözgü makinesinde üretim planlamadan alınan iş emrine göre çözgü dairesini ilgilendiren bilgiler doğrultusunda bobinler ilk olarak cağlığa dizilecektir. Bu dizim işlemi cağlığın alt ve üst köşelerinden başlayarak üstten başlandıysa aşağıya doğru, alttan bağlandıysa üste doğru yapılmalıdır. Dizim sırasında yapılacak bir hata, hatalı kumaş çıkmasına sebep olacaktır. Çözgü makinesinin sorunsuz olarak çalışması için kontrol sistemlerinin hatasız çalışması gerekmektedir. Hazırlanacak olan çözgü ipliklerinin aynı gerginlikte ve kopuşlarda anında müdahâle edilerek levent üzerine hatasız olarak sarılması gerekmektedir.
Düzgün bir cağlıkta bulunması gereken özellikler;
1-Çözgü ipliğinin kopuşlarında ve bobin boşalmalarında makine durdurulmalı.
2-İplik frenleyicilerde eşit miktarda ağılı bulunmalı,
3-İpliğin geçtiği yerler, sürtünmesi az ve pürüzsüz malzemeden yapılmalı,
4-Cağlık kısmının temizliği robot temizleyicilerle sürekli yapılmalı,
5-Kontrol sistemi ve sistemin uyarı sinyalleri üst seviyede olmalı
6-Bobinlerin dizimi sırasında kolaylık sağlayacak Şekilde imal edilmelidir.
Çözgü ipliklerinin üzerine bobinler hâlinde takıldığı metal sehpalar yani cağlıklar yapı olarak „V‟ ve paralel olarak sınıflandırılırlar.
Cağlıkta aynı çözgü ipliğinin devam edeceği makinelerde bobinler yedekli olarak hazırlanabilir. Yedek bobinin alt ucu diğer bobinin üst ucuna düğümlenir,böylece birinci bobinin üzerindeki çözgü ipliği bittiğinde makine durdurulmadan diğer bobinin devreye girmesiyle işlem devam eder. Bobinlerin üzerine takıldığı iğler hareketli olduğu için biten bobin iği çevrilerek yerine bobin takılabilir.

Cağlığa takılacak bobinlerde şu özelliklere dikkat edilirse çalışma kolaylığı sağlanır.
1-Bobinlerin boyutları iyi seçilmelidir. Büyük olurlarsa yanındaki bobinlere teması sırasında kopmalara sebep olabilir.
2-Bobinler için kullanılan patronlar bozuk olmamalıdır.
3-Bobin sarımı iyi yapılmış olmalıdır.
Cağlık üzerinde, çözgü ipliklerinin düzgün bir şekilde sevk edilebilmesini sağlayan 3 bölüm vardır. Bunlar:
1-Fren tertibatı
Çözgü ipliklerinin sabit gerilim altında bobinlerden sağılmasını sağlar. Bunun için kullanılan mekanizmalar iplik makinelerindeki germe tertibatlarına benzeyen sistemlerdir. Çözgü ipliklerinin eşit gerginlikte bobinlerden sağılmasını ve makinenin duruşu sırasında ipliklerin gerginliğinin sabit kalmasını sağlayan bölümdür. Her bobinden alınan iplik uçları frenlerden geçirilir. Çözgü ipliklerinin aynı gerginlikte levent üzerine sarılması dokunacak kumaşın kalitesini direkt olarak etkilemektedir. Cağlık üzerinde fren tertibatının ayarı sürekli kontrol altında olmalıdır.

2-İplik yoklayıcı
Fren tertibatından geçirilen çözgü iplikleri sırası ile seramik tutuculardan ve iplik yoklayıcılardan geçirilir. İplik tutucuları ipliklerin düzgün bir şekilde sevk edilmesini sağlar.Çözgü ipliklerinde kopma olduğunda iplik yoklayıcı düşer ve makine durdurulur. Makinenin duruşu için zaman kaybı olmamalıdır. Levent üzerinde eksik çözgü olması dokunacak kumaşın hatalı ürün hâline gelmesine neden olur.Bu da zaman ve ekonomik kayba yol açar. İplik yoklayıcıları çözgü ipliği koptuğu zaman veya bobin üzerinde iplik bittiği zaman makineyi otomatik olarak durdurur.Makine iplik kopmasından dolayı durduğunda, yoklayıcıların bulunduğu bölümündeki lamba yanar ve ipliğin üzerinden geçtiği kanca yukarı kalkarak kopan ipliğin yeri belirlenir.

3-İğler
Cağlıkta bobinlerin üzerine dizildiği parçalardır. Bobinlerin üzerinden ipliklerin düzgün bir şekilde sağılması için bobinleri sabit tutmaya yarar.

Cağlığın bakımı aşağıdaki gibi yapılır
1-Metal aksamlar kontrol edilerek kırılan ve deforme olan kısıklar düzeltilir.
2-Frenleme, iplik yoklayıcı ve iplik tutucuları kontrol edilerek arızalı olanlar değiştirilir ve ayarları yapılır.
3-Arzıalanmış kontrol lambaları ve kablo sistemleri elden geçrilir.
Cağlığın, istenen çözgünün hazırlanabilmesi için gerekli bütün ayarların yapılması gerekmektedir. Cağlığın bakımı sırasında şunlara dikkat edilmelidir;
1-İğnelerin kırık veya çatlak olup olmadığı kontrol edilmelidir.
2-İplik frenleyicilerinin aynı ağırlık miktarında olup olmadığı kontrol edilmelidir.
3-İplik yoklayıcıları hassasiyetleri kontrol edilmelidir.
4-Kıavuzlarda kırık, çatlak ve pürüzlü kısımlar kontrol edilmelidir.
Çözgü cağlığı, veriminin artması ve sorunsuz bir şekilde çalışması için sürekli olarak kontrol edilmesi gerekmektedir.
Konik çözgü makinesinde cağlıktan gelen çözgü ipliklerinin belirlenen genişlikte kalbalar (bantlar) hâlinde üzerinde konik plakalar bulunan tambur üzerine istenen sayıda ve uzunlukta sarılması, daha sonra dokuma levendi üzerine aktarılması işlemidir. Konik çözgü denmesinin nedeni tambur (dolap) kenarında konik bölümün bulunmasındandır. Konik çözgü makinesinde çözgü hazırlamak için yapılacak işlemler şu şekilde sıralanabilir;
1-Çözgü bobinlerinin cağlığa dizilmesi,
2-İpliğin fren tertibatı, iplik yoklayıcı ve kılavuzlardan geçirilmesi,
3-Çözgü ipliklerinin çapraz ve toplama tarağından geçirilmesi,
4-Koniklik ayarının yapılması,
5-Hazırlanacak çözgünün kaç metre hazırlanacağı,
4-Çözgünün sayısına göre kalba sayısının tespiti,
5-Kalba hâlindeki çözgünün tambura bağlanması,
6-Kalbanın çapraza alınması,
7-Levendin makineye takılması,
8-Çözgü ipliklerinin levent üzerine hatasız bir şekilde sarılmasıdır.
KONİK ÇÖZGÜ MAKİNESİ PARÇALARI VE GÖREVLERİ

1-Cağlık
2-Çapraz tarağı
3-Sport
4-Toplama tarağı
5-Konik tambur
6-Levende alma kısmı
1-CAĞLIK
Konik çözgü makinesinde bobinlerin üzerine dizildiği metal sehpadır. Cağlık, bobinlerden gelen iplik uçlarının aynı gerginlikte, birbirine paralel ve düzgün bir şekilde tambur üzerine aktarılmasını sağlayan en önemli elemandır. Tambur üzerinden sonra levent üzerine aktarım gerçekleşir.

2-ÇAPRAZ TARAĞI
Çözgü ipliklerinin karışmaması için çapraz tarağında, çapraza alma yöntemiyle çapraza alınmasıdır. Çapraz tarağı bir dişi boydan boya açık, diğer dişi ise ortada kısa mesafede açıklığı olan taraktır. Çapraz tarağının görevi çözgü ipliklerini çapraz hâle getirerek birbirinden ayırmaktır. Çapraz tarağı özel olarak imal edilmiş bir taraktır. Çapraza alma için çapraz tarağının her dişinden bir iplik geçirilir. Her kalba( çile veya bant da denilmektedir) başlangıcında, çapraz tarağı yukarı kaldırılarak birinci çapraz ipliği ağızlıktan geçirilir, daha sonra aşağı indirilerek ikinci çapraz ipliği geçirilir.
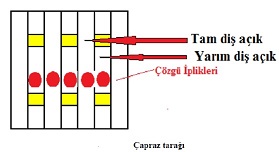
3-SUPPORT
Konik çözgü makinesinde üzerinde çapraz tarağı, toplama tarağı (V-tarak), kumpas, kızak sabitleştirme ve kaydırma aparatı, çapraza alma kolu, toplama tarağının konikliğine göre ayarlanabilen aparatı ve cetveli gibi aksamları taşır. Support çözgü ipliklerinin kalbalar hâlinde tambur üzerine sarılırken kalbanın konik kısma doğru kaydırılmasını sağlayan kısımdır.Konik çözgü makinesinde toplama tarağı genişliğinin açılır kapanır bir sistemle ayarlanabilir özelliği olan elemandır. Çapraz tarağından gelen çözgü ipliklerinin kalba enini ve cm‟deki sıklığını belirleyerek tambur üzerine sarılmasını sağlar. Toplama tarağının numarası, dokuma tarağı sıklığı kadardır.
5-SUPPORT KIZAĞI
Konik çözgü makinelerinde kızağın görevi tambur üzerine kalba sarımı yapılırken support tertibatını tamburun konik kısmına doğru kaydırmaktır. Kızak üzerinde toplama tarağı her kalba bitişinde kalba eni kadar kaydırılır. Kalba eni ise kalba da ki çözgü tel sayısının tarak numarasına bölünmesiyle bulunur.
6-KONİK TAMBUR
Konik çözgü makinelerinde üzerinde konik plakalar veya konik kısmın bulunduğu, çözgü ipliklerinin kalbalar hâlinde üzerine sarıldığı 4-5metre uzunluğu olan içi boş silindire konik tambur denir. Tamburun üzerinde kalba uçlarının sarılmasını sağlayan çiviler ve çapraz iplerin bağlanacağı parça vardır.
7-LEVENDE ALMA KISMI
Tambur üzerinde istenen toplam çözgü tel sayısı tamamlandıktan sonra bütün çözgüler aynı gerginlikte tamburun arkasına takılan çözgü levendi üzerine aktarılır.
Konik çözgü makinesi support, tambur ve levende alma kısımlarının bakımından oluşur. Bakımda belirli zaman aralıklarında makinenin dişli, zincir ve dönen aksamlarının uygun yağ seçimi ve oranı ile yağlanması gerekmektedir. Metal kısımların işlevlerini yerine getirmeme durumlarında değişimleri söz konusudur. Ayrıca elektrik bağlantı sistemlerinin genel kontrolü şarttır.
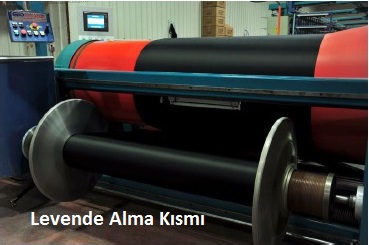
Temizlik olarak konik çözgü makinelerinde genel olarak basınçlı hava kullanılır. Modern makineler için otomatik gezici temizlik robotları özellikle cağlık kısmının temizliğinde kullanılır Ayrıca makinenin kapladığı bölgenin zemin temizliği gereklidir.
Konik çözgü makinesinin ayarları hazırlanacak çözgü ipliği ile ilgilidir. Çözgü hazırlanması sırasında konik çözgü makinesinin özellikle tambur kısmında oluşturulacak kalbalar için yapılan ayarlar büyük önem taşımaktadır. Levent üzerine sarılacak olan çözgü ipliği cağlıktan alınarak support ve metraj ayarı yapılır, daha sonra sırası ile kalba olarak tambur üzerine sarılması sırasında koniklik ayarı yapılır ve son olarak da levende alma sırasındaki ayarı yapılır. Bu ayarların yapılmasıyla konik çözgü makinesinin gerekli kısımlarının ayarları tamamlanmış olmaktadır.
Konik çözgü makinesinin bakım ve ayarları yapılırken bütün makineler için vazgeçilmez olan makine üretici firmalarının talimatlarına uymaktır. Makine üzerinde çözgü ipliği varsa ipliğin zarar görmemesi için önlemlerin alınması Şarttır. Yapılan bakım sadece ilgili kısmı kapsamalıdır.
Yapılacak yağlama işleminde kullanılacak olan ince, gres ve hidrolik yağların uygun olması ve gerekli oranda kullanılmasına dikkat edilmeli, ayrıca makinenin sadece ilgili yerinde kullanılmalı, çevreye yani daire içerisinde zemine ve makinenin herhangi yağlanmaması gereken kısımlarından uzak tutulmalıdır.
KONİK MAKİNESİNDE HESAPLAMALAR
Konik çözgü makinesinde istenen sarımın yapılabilmesi için tambura sarılacak kalba adedinin, bant eninin, toplama tarağında diŞten geçen tel sayısının, cağlıktaki rapor sayısının aşağıda verilen formüllerle hesaplanması gerekir.
Konik çözgü makinesinde yapılacak olan hatasız bir sarım işleminin gerçekleştirilebilmesi için aşağıdaki formüllerden faydalanılır.
Cağlıktaki rapor sayısı
Konik çözgü makinesinde cağlıktaki rapor sayısının tespitinde kullanılan formüldür .
Cağlıktaki rapor sayısı = cağlığa dizilen bobin sayısı / Bir rapordaki tel sayısı
Cağlıktaki bobin sayısı
Kalbadaki rapor tekrarının, rapor tel sayısı ile çarpılması sonucu bulunur.
Cağlıktaki bobin sayısı = Kalbadaki rapor tekrarı x Rapor tel sayısı
Bant adedi
Konik çözgü makinesinde sarım için gerekli olan bant adedinin bulunmasında kullanılan formüldür.
Bant adedi = Toplam çözgü tel sayısı / Cağlığa dizilen bobin sayısı
Bant eni
Cağlığa dizili bobin iplik sayısının çapraz tarağıyla belirtilen cm cinsinden kapladığı alandır. Bu işlem için aşağıdaki iki formülde kullanılır.
Bant eni = Leventteki çözgü eni x Bant tel sayısı / Toplam çözgü tel sayısı veya Bant eni = Bant tel sayısı / Tarak numarası
Toplama tarağında dişten geçen tel sayısı
Konik çözgü makinesinde toplama tarağından her bir dişinden geçirilecek olan iplik sayısının hesaplandığı formüldür.
Toplama tarağındaki dişten geçen tel sayısı = Bant tel sayısı / Bant eni x Toplama tarağının 1 santimetresindeki diş sayısı
CAĞLIĞA BOBİN DİZİMİNDE DİKKAT EDİLMESİ GEREKENLER
Konik çözgü makinesinde cağlığın kullanımı sırasında yeni bir işe hazırlamak için ilk olarak cağlığın temizliğinin yapılması yani üzerinde herhangi bir bobinin (önceki işten) kalmaması gerekir.
Cağlığın kontrolünün yapılması şarttır. Cağlık üzerinde bulunan metal aksamın, iğlerin, fren tertibatının, germe tertibatının, elektronik kontrol tertibatının, elektrik aksamları gibi gerekli tüm kısımların kontrolü yapılmalıdır.
Cağlığa bobin diziminde çözgü ipliklerinin sürtünmesiz ya da en az sürtünmeyle bobin üzerine sarımı gerçekleştirilmelidir. Ayrıca aynı işin devam edeceği çözgü makinelerinde bobinler yedekli olarak hazırlanmalıdır. Böylece bobin değişimi için makinenin durdurulması gerekmeyecektir.
Konik çözgü makinesinde hazırlanacak çözgünün belirli bir yükseklik kazandırılarak tambura sarılması gerekir. Bu yükseklik tamburun kanatlarının ayarı ile mümkün olmaktadır. Makinenin koniklik açısı ayarı Hazırlanacak çözgünün iplik numarası, cinsi gibi özellikleri ile tespit edilir.
Cağlıktan alınan çözgü iplikleri toplama tarağından geçirilerek düğümlenir ve konik tabur üzerindeki çengellere (çivilere) takılır.Hazırlanacak olan çözgü ipliğinin uzunluğunun makineye veri olarak girilmesi gerekmektedir. Levent üzerine sarılacak çözgünün uzunluk değeri makine tipine göre el ile mekanik sayaca girilir ya da elektronik donanıma sahip makinelerde dijital ortamda girilerek istenen çözgü uzunluğuna gelindiğinde makinenin otomatik olarak durdurulması sağlanır. Support ise çözgü kalınlığına göre tamburun kaydırma işlemi ayarı yapılır.
Konik çözgü ile yapılan çözgü çözme işleminde çapraza almanın amacı özellikle renkli çözgü raporuna sahip dokumalarda renk raporunun korunmasını, ayrıca kopan çözgü ipliğinin kolayca bulunmasını ve ayrılmasını sağlamaktır. Çapraza alma işlemi çözgü yapmada ve dokuma hazırlık işlemi ile dokuma sırasında çözgü ipliklerinin düzgün bir sırada kalmasını sağlayan çözgü ipliklerini biçimlendirme işlemidir. Çapraz tarağında birinci ağızlık açılarak bu ağızlık tambura kadar gidilerek arasına çapraz ipi geçirilerek bağlanır. İkinci ağızlık açılır, çapraz alınır. Aynı işlem bu ağızlık içinde yapılır. Böylelikle çapraza alma işlemi tamamlanır.
Konik çözgü makinesinde çözgü ipliklerinin kalbalar hâlinde tambura sarılma işlemi sırasında iplik gerginliklerinin kontrol altında tutulması gerekir. Tamburun üzerinde bir tarafının konik olmasının nedeni çözgü tabakasında kayma oluşmasını önlemek amacıyladır. Tamburdaki ilk bölümdeki ipliklerin sarma işlemi bölümün belirgin bir hızla yanlamasına hareket ettirilmesi suretiyle sağlanır. Birinci kalba sarma işlemi bitirilince toplama tarağı kumpasla ikinci kalba sarım noktasına kadar çekilerek çapraza alınarak bağlanır ve bu işlem her kalba için tekrarlanarak tambura sarma işlemi tamamlanır.Tambur üzerine sarılacak olan çözgü ipliklerinin durumlarını iki noktada aynı tutması gerekmektedir. Bunlar gerginliğin eşit olması ve aynı uzunluktaki çözgü kalbalarının oluşturulmasıdır.
Tambur üzerinde toplam çözgü tel sayısı tamamlandıktan sonra dokuma makinesi levendi yuvasına yerleştirilir. Tamburdan alınan uçlar küçük kalbalar hâlinde düğümlenerek leventte bulunan deliklere takılır. Levent üzerine çözgüler tambur üzerinden eşit gerginlikte aktarılır. Dokuma levendinin genişliği, sarılan çözgünün genişliğine göre kampanalardan ayarlanmalıdır. Aksi takdirde levent üzerinde sarım hataları meydana gelecektir.
Konik çözgü makinelerinde tambura sarılı çözgü ipliklerinin dokuma levendi üzerine aktarılması işlemidir. Çözgü iplikleri tamburdan levent üzerine sarılırken levendin iç çapı büyür. Buna karşın ipliklerin aynı gerilimle sarılmasını ayarlamak için levent çevresel hızı sabit kalır. Böylece ipliklerin tamburdan dokuma levendine sarılması için geçen zaman, levent sarma hızı sabit olduğundan çözgü uzunluğu ile doğru orantılı olmaktadır. Çözgü iplikleri levendin döndürülmesiyle bütün olarak çekilir ve sarım gerçekleştirilir. Tamburun dönüş hızı uygun gerginlik altında tutulur.
Dokuma Kumaş Çeşitleri
VİSKONDAN YAPILMIŞ KUMAŞLAR
TRENÇKOTLUK:
Pamuk/viskon yada polyester/viskon karışımı pamuk tipi ipliklerden, bezayağı yada gabardin örgülerinde dokunan, su geçirgenliği az kumaşlardır. Polyester/viskon karışımlarında karışım oranı %67 polyester/ %33 viskon, pamuk/viskon karışımlarında ise genellikle %50 viskon/ %50 pamuktur. Örnek:Gabardin;atkı ve çözgü 28/2 Ne polyester/ viskon(67/33), cm. ’de 35 çözgü, 20 atkı, ağırlık 270 gr/m2.
GÖMLEKLİK:
%100 viskon, %50 viskon/ %50 polyester, yada %67 viskon/%33 pamuk lif bileşimli, pamuk tipi ipliklerden bezayağı örgüde dokunan gömleklik kumaşlar oldukça yaygındır. Bazılarında atkıda % 100 viskon ipliği, çözgüde pamuk ipliği kullanılır. Örnek: Viskon gömleklik; atkı ve çözgü 12/1 Ne %100 viskon ipliği, cm. ’de 18 sıklıkta, en 90 cm, ağırlık 187 gr/m2(ham).
VİSKON ELBİSELİK:
Bezayağı örgüde, pamuk tipi viskon ipliği içeren çeşitli yapılardaki kumaşlardır. Beyaz yada boyalı ipliklerden dokunabilir, baskı yapılmış olabilir.
Örnek:Çözgü 30/2 Ne pamuk ipliği, cm. ’de 32. 5 sıklıkta(ham), atkı 12/1 Ne boyalı %100 viskon ipliği, cm. ’de 17 sıklıkta(ham), en 96 cm, ağırlık 227 gr/m2.
KREP:
Pamuk tipi % 100 viskon ipliğinden yada %50 viskon/ %50 polyester kamgarn ipliklerden krep kumaşlar dokunmaktadır. Pamuk tipi viskon iplikten dokunan kreplere baskı yapılarak, bu kumaşlar elbiselik olarak kullanılmaktadırlar. Kamgarn ipliklerden dokunan krepler ise, eteklik, döpiyeslik ve elbiselik olarak kullanılırlar.
RAYON (ASETAT, FLOŞ v.b) VE İPEKTEN YAPILMIŞ DOKUMA KUMAŞLAR
SATEN:
Asetat, floş ve ipek ipliğinden dokunan bu kumaşlara halk arasında ipek saten denilmektedir. Çözgü takviyeli kumaş yapısında, yüzü ve arkası farklı renkte iki yüzlü satenler de dokunmaktadır. Asetat ve floş ipliğinden dokunan satenler 75-150 denye iplikten, 5’li ve 8’li saten örgüde dokunurlar.
Örnek1:Astarlık saten; 5’li saten örgüde, çözgü 100 denye floş ipliği, cm. ’de 87 sıklıkta, atkı 150 denye floş ipliği, cm. ’de 25 sıklıkta.
Örnek 2: Elbiselik saten;8’li saten örgüde, çözgü 75 denye floş ipliği, cm. ’de 87 sıklıkta, atkı 100 denye floş ipliği, cm. ’de 25 sıklıkta.
İPEK EMPRİME:
20-30 denye ipek yada rayon ipliğinden bezayağı örgüde dokunup çerçeve baskı tekniğiyle renklendirilen pürüzlü yüzeye sahip kumaşlardır.
TAFTA:
Klasik bir dokuma kumaş cinsidir. Orta ağırlıkta, sıkı dokunmuş, bezayağı örgülü, ipekli veya rayon kumaştır. Hafif enine kabarık çizgilere, yani hafif atkı yönlü ripsine sahiptir. Rips efekti çözgü ipliklerinin atkı ipliklerinden daha sık ve daha ince oluşundandır.
Tabii ipek veya kimyasal elyaf filamentlerinden oluşan tafta dokuma, kadın elbisesi ve astar olarak kullanılır. Tafta dokuma, ince iplikli çözgü ve biraz hacimli atkıdan meydana gelmiştir ve poplin benzeri bir görünüm meydana getirir. Tafta yarı sert olup buruşmaya müsaittir. Sürtüldüğünde gıcırtılı tutumu vardır. Gevrek, yumuşak ve sık dokuludur. Atkı ve çözgüde karşıt renkler kullanılarak ışık yönüne göre renk değiştiren janjanlı tipleri de yapılır. Asetat veya floş ipliği de aynı amaçla kullanılmaktadır.
RAYON KREP:
Çeşitli denyelerde rayon ipliklerden, atkıda daha kalın iplik kullanılarak ve atkı baskın olarak, bezayağı yada atkı sateni örgülerde dokunan krep kumaşlardır. Bezayağı örgüde dokunan türlerine krep-döşin veya maroken adı verilir. Krep-döşin çok kez marokenden daha hafif gramajlıdır. Çözgüde genellikle normal bükümlü iplik kullanılır. Ancak, atkıda cm. ’de 20-25 sıklıkta S ve Z bükümlü iplikler 2Z 2S düzeninde kullanılırlar.
Örnek 1:Krep-döşin; çözgü 75 denye, cm. ’de 44 sıklıkta, atkı 90 denye, cm. ’de 33 sıklıkta.
Örnek 2: Rayon krep;8’li atkı sateni örgüde, çözgü 75 denye, cm. ’de 63 sıklıkta, atkı 120 denye, cm. ’de 34, 5 sıklıkta.
FULAR:
Orijinalinde ipekten mamül, 2/2 dimi örgülü, hafif ve ince klasik bir dokuma kumaş cinsidir. Yumuşak tutumludur ve genellikle kumaşın tümü küçük desenlerle basılır. Rayon ipliğinden de yapılabilir. Eşarp, boyun bağları, kadın elbisesi v. b.’nde kullanılır.
ŞİFON:
Çok yumuşak ve ışık geçirgen, bezayağı örgüde, ince, tek katlı ve yüksek bükümlü ipek veya rayon ipliğinden dokunmuş kumaşlardır. Orijinalinde ipekten üretilen kumaş, şimdi yüksek bükümlü yapay filamentlerden de üretilmektedir. Kadın elbisesi, eşarp, fular ve iç giyimde kullanılır. Bu terim belirli bazı kumaşların en hafif tiplerini tarif etmek için sıfat gibi kullanılmaktadır. Örneğin;”şifon kadife”, ”şifon tafta”, 14-16 denye iplikten cm. ’de 40 sıklıkta dokunmaktadırlar.
ATLAS:
Elbiselik kumaş olarak 8’li çözgü sateni örgüde dokunan parlak ipekli kumaştır.
İPEK JORJET:
Atkı ve çözgüde yüksek S ve Z bükümlü ipliklerden, 2S 2Z düzeninde bezayağı örgüde dokunmuş ince bir kumaştır. Kumaş yıkandıktan sonra top boyama yapılır. Diri tutumlu, pürüzlü yüzeyli bir kumaştır. Fazla bükümlü ipliklerin tesiriyle bürümcüklü bir efekt elde edilir. Atkı ve çözgüde iplikler büküm yönlerine göre sıralı olarak düzenlenir. Düz veya emprime baskılı olarak bluz ve kadın elbiselerinde kullanılır.
Örnek:13-15 denye, 2 veya 3 katlı, cm. ’de 20-30 bükümlü atkı ve çözgü, cm’de 42 sıklıkta.
İPEK ŞANTUK:
Bezayağı örgüde, doğal renkte ve düzgünsüzlükler yada nopeler taşıyan ipek ipliklerden dokunan pürüzlü yüzeyli kumaşlardır. Yaban ipeğinden eğrilmiş iplikle dokunmuş olmasından dolayı gelişigüzel yerlerinde iplik düzgünsüzlükleri gösterir. Belirgin az bükümlü ipliklere sahiptir. Kadın elbiseliği ve benzerlerinde kullanılır. 150 denye iplikten cm. ’de 30 çözgü ve 28 atkı sıklıklarında dokunur.
İPEK MUSLİN:
İpek iplikten bezayağı örgüde, seyrek olarak dokunan, yumuşak ve ince bir kumaş tipidir.
SARİ:
Hindistanlı kadınlar tarafından eteklik olarak kullanılan iki kenarı bordürlü, renkli ipekli kumaşlardır.
BROKAR KUMAŞI:
Ağır, hafif, kabarık ve büyük jakar desenli lüks ipekli kumaştır. Ekstra atkı veya çözgü iplikleriyle bir yüzü kabartmalı olarak desenlendirilmiştir. Kabarık motifler zemin rengi ile kontrast oluşturan renklerde dokunurlar. Madensel liflerle ve kadife gibi tekniklerle zenginleştirilebilir. Atkıda genellikle metal iplikler kullanılır.
Motifte kullanılmayan renkler kumaşın arkasında yüzer halde bırakılırlar. Genellikle tek kattır ve zemin basit bir örgü ile oluşturulur. Giysi dekoratif kumaşlar v. b. ’nde kullanılır.
FAY:
Çözgü ripsli örgülü ipek veya kontinü filamentten dokunmuş yumuşak, ince kumaş. Klasik bir dokuma kumaş cinsi olup, orta ağırlıkta, yarı parlak bir kumaştır. Çok belirgin enine kabarcıkları vardır. Bazen rib efektini vermek için suni ipekten kalın atkı iplikleriyle bezayağı örgüde üretilir. Gece elbisesi için kullanılır.
BENGALİN:
Atkısı pamuk veya kamgarn iplik, çözgüsü ipek veya başka devamlı filament iplikten veya kısmen bu ipliklerden biriyle yapılan ve kumaşın tüm eninde bulunan çözgü-ripsi görüntülü kumaştır. Belirgin enine karıklıklara sahip parlak, orta ağırlıkta bir kumaştır. Kabarıklıklar kesiksiz çözgü iplikleriyle kaplıdır. Kabartılar daha inceldiğinde “otoman” kumaşından daha hafif, fakat ”fay” kumaşından daha ağırdır. Resmi elbiseler, paltolar, döşemelik v.b. için kullanılır.
Çözgü ripsi veya kordlu efekt aşağıdaki metotların herhangi birinin kullanılması ile oluşturulabilir. Bunlar;
1)Çözgü ve atkı ipliklerinin uygun kalınlık ve sıklıkta düzenlenmesi.
2)Uygun çözgü rib örgülerinin kullanılışı.
3)Her ikisinin birlikte kullanılması.
HAFİF TAFTA:
Klasik bir dokuma kumaş cinsidir. Çok ince, sık bezayağı örgülü, ipekli veya rayon kumaştır.
OTOMAN:
Ağır, parlak, yüzeyinde ribs efekti gösteren, çözgü yüzlü, ipekli veya ipek, yün karışımı kumaştır. Orijinalinde ipek çözgü ve yünlü atkı olarak dokunur.
Çok bükümlü ipliklerden çözgü rips örgülü kadın elbisesi kumaşı yapılır. Ripsler aralıklı olarak oluşturulup çizgili görüntüler verebilir. Rib efektine ottoman kord denir. Ripsler geniş ve yassıdır. İpek ve yün veya ipek ve pamuk iplikleri kullanılan motifli poplinlerde zemin örgüsü olarak çok kullanılır. Döşemelik, perdelik, kadın gece elbiseleri ve benzerlerinde kullanılır.
PONJE, ÇİN İPEĞİ:
Yabani ipekten dokunmuş bezayağı örgülü ince Çin kumaşıdır. Ağırlığı 30-50 g/m2 ve çözgü sıklığı, atkı sıklığından biraz daha yüksektir. Az bükümlü iplikler kullanılır. Orijinal ve genel olarak Çin’de el tezgahlarında yabani ipekten, bezayağı örgüde dokunur. Şimdi bu isim benzer ağırlıkta ve görünümde olan makine ile ve ipekten başka ipliklerle dokunan kumaşlara da verilmektedir. Eğer pamuktan yapılırsa bu kumaşlar genellikle merserize edilir ve şrayner kalanderi ile işlenir. Bluz, kadın elbisesi v. b. ’nde kullanılır.
ŞAM İPEKLİ KUMAŞ, DAMASK:
İlave çözgü ve atkı iplikleri gerektirmeyen ve genellikle çözgü sateni ile atkı sateni örgülerinin sırayla birbirlerini takip ettiği motifli bir kumaştır. Ağır, parlak, çift taraflı, ince ipliklidir. Jakarla desenlendirilir. Brokardan daha düzdür. Jakar dokumada, motifler genellikle ayrı renkte ve atkı iplikleri beyaz veya alternatif bir renkte olurlar. Çözgü iplikleri yüksek parlaklıkta ve atkı iplikleri ise mattır. Tersine çevrilebilir bir kumaş oluşur. Dimi veya başka bağlayıcı örgüler bazen ilave edilebilir. Perdelik, masa örtüleri v. b. için kullanılır.
GROGREN:
Atkı yönünde rib efektli, bezayağı örgülü, parlak, çözgü sıklığı yüksek kumaştır. Rib efekti, tafta veya fay’dan daha belirgindir.
Genellikle kontinü-filament çözgü ipliği ve kaba katlı kontinü-filament veya kesik elyaflı atkı ipliği ile üretilir. Yüksek kaliteli bir üründür. Grogren atkı yönünde ribleri bulunan kumaşlar grubuna dahildir. Bu grubun, rib’in belirginlik derecenin artışına göre örnekleri;tafta, fay ve grogren’dir. Kurdelelerde, mezuniyet pelenlerinde v. b. için kullanılır.
İPEK KETENİ:
Atkı ve çözgüsü, değişik inceliklerde ve çift kat şap ipek ipliğinden, viskoz kesikli liflerden eğrilmiş ipliklerden ya da buret ipliklerden oluşan keten taklidi elbiselik kumaşlardır.
JAPPE:
Kontinü filament iplikten(orijinalde ipek) ve yaklaşık kare konstrüksiyonlu ince bezayağı örgülü kumaştır.
NİNAN:
Çok ince, yüksek bükümlü ipek veya sentetik filament ipliğinden dokunmuş, bezayağı örgülü, hafif, açık yapılı kumaştır. Yüksek bükümlü kesiksiz iplikler kumaşa gevrek bir tutum verir. Sentetik liflerden perdelik kumaş olarak üretilirler. Orijinalinde iki veya üç tane bükümlü ince ipek çözgü ipliğinin tek bir telmiş gibi dokunduğu ve aynı ağızlıkta iki veya üç atkı ipliğinin bulunduğu hissini vermek için iki veya üç ipliğin hafifçe büküldüğü ipliklerle üretilen kumaştır.
ORGANZE:
Doğal veya yapay lif filamentlerinden imal edilen, şişen kimyasal maddeler ile sertleştirici bitim işleminden geçmiş sert tutumlu ince kumaşlardır. Çok ince ve sert tuşeli, hafif bezayağı örgülü kumaştır.
Poliester filament ipliklerinden yapılan modern organzeler nispeten daha ucuzdur ve çoğu zaman çizgi, kare veya jakarlı desene sahiptir. Kadın elbisesi, aksesuar v.b.’de kullanılır. Genellikle bayan üst giyimlik kumaş olarak kullanılır
STANDART PAMUKLU kUMAŞLAR
Basma
Çeşitli basit ve karmaşık desenlerin, baskı yoluyla, pamuklu bezayağı kumaşa uygulanmasıyla elde edilen desenli kumaşlara basma adı verilir. Bu amaçla, 20 numaradan (Ne) 36 numaraya kadar çeşitli iplikler kullanılmaktadır. Ayrıca, pamuk/polyester, pamuk/viskon karışımı ipliklerden yapılmış kumaşlar da baskı yoluyla renklendirilebilirler. Ancak bu kumaşlar daha çok emprime olarak tanınırlar. Baskı, beyazlatılmış kumaşa baskı ruloları, yada baskı çerçeveleri yardımıyla, boyaların desene göre, üst üste uygulanmasıyla gerçekleştirilir. Son zamanlarda transfer baskı tekniği de geliştirilmiş olmakla birlikte, bu pahalı bir yöntemdir.
Blucin, Kot, Denim
Kot, Türkçede İngilizce'deki Denim kelimesinin karşılığı olarak kullanılır. Sözlük anlamı: "Giysi yapılan bir tür mavi, kaba pamuklu kumaş, blucin" dir.Kot sözcüğünün Türkçeye yerleşmesinin asıl nedeni bu ismin Türkiye'de blucini (özgün dil, ing.: blue jeans) üreten ilk kişinin soyadından geliyor olmasıdır. Türkiye/deki ilk kot üretimini yapan, Muhteşem Kot, 1940 yılında Fransa'ya yaptığı bir gezide blucinle karşılaşır. Sağlamlığına ve dikim tarzına hayran kalan Muhteşem Kot, bu kumaşı Türkiye'de üretmeye karar verir. Türkiye'ye döndüğünde bu kumaşı üretmeyi başarır ve 1960 yılına gelindiğinde günde 200 adet üretimi yakalamıştır. Bu kumaş o dönemde özellikle köylüler ve işçiler tarafından çok tutulur. 1960 yılında KOT adını markalaştırırlar. Ancak 80'li yıllar yani Özal dönemine gelindiğinde serbest piyasa ekonomisiyle kapılar açılır ve yabancı markaların yerli piyasaya girmesiyle o günlere kadar birinci sırada olan Kot marka blucin artık 2. sınıf olmuştur. Böylece satışları düşen firma 1992 yılında üretimi durdurur ve fabrikayı kiraya verir.Blucin kelimesi İngilizce Bluejeans kelimesinin Türkçe'ye geçmiş halidir. Dilimize yerleşmiş olsa da kot kelimesine göre daha az kullanılmaktadır. İngilizcede ise bu tür pantolonlarda ilk dönemlerde yaygın kullanılan bir renk olan mavinin İngilizcesi blue ile kot malzemesinden üretilen pantolonlara verilen genel ad olan jeans kelimesinin birleştirilmesiyle oluşmuştur.
Branda Bezi
Çadır bezi de denilen bu kalın pamuklu kumaş,tente, çadır, yelken ve kayış yapımında kullanılan sağlam ve ağır gramajlı bir kumaştır. Genellikle bezayağı örgüde, çok katlı kalın numara ipliklerden dokunur. Çözgüde genellikle 6 kat 14 - 20 Ne iplik kullanılır.
Çarşaflık
Bezayağı ve 2/2 dimi örgüde, çarşaf ve nevresim yapmak için dokunan kumaşlardır. 2/2 dimi örgülü çarşaflıklar daha kalın iplikler, örneğin 12 -14 Ne çözgü, 10-12 Ne atkı ipliği kullanılarak dokunurlar. Bez-ayağı çarşaflıklarda ise, 18 -24 Ne çözgü, 16 . 20 Ne atkı ipliği kullanılır. Bu tür çarşaflıklarda uygulanan çözgü sıklıkları cm’de 18 -30, atkı sıklıkları cm’de 18 - 24 arasında Çarşaflıklar daha kalın, örneğin 8 Ne atkı ipliği kullanılarak, 2/2 dimi örgüde dokundukları gibi, bezayağı örgüde aynı kalınlıkta atkı ile dokunduktan sonra yüzeyi havlandırılarak, pazen görünümünde de dokunurlar.
Damask
Jakarlı motiflerin 5’li atkı ve çözgü sateni ile geliştirildiği pamuklu beyaz kumaşlara verilen addır.
Diril
Çözgü hâkim dimi (2/1, 3/1, 4/1) veya 5’li saten örgülerde, dimi çizgilerinin çözgü bükümünün ters yönünde yer aldığı dik dimi görünüşlü kumaşlardır. Yazlık ve tropikal elbiselik olarak kullanılırlar.3/1 dimi örgülü haki dm tipik bir örnektir. Kullanılan iplik numaraları çeşitli olmakla birlikte oldukça kalındır.
Diyagonal
Kalın numara iplikten yapılmış 2/2 dimi örgülü bir pamuklu kumaş türüdür.
Etamin
Elek bezi olarak da bilinen bu kumaş ince ve seyrek dokuludur.
Gabardin
Genellikle 2/1 dimi örgüde dokunan, çözgünün baskın olduğu ve dik dimi etkisi gösteren bir pamuklu kumaştır. Pantolonluk ve trençkot olarak 40/2 - 48/2 Ne çözgü, 20/1 - 24/1 veya 40/2 - 48/2 Ne atkı ipliği kullanılarak elde edilir. Kaliteli bir gabardin kumaşta 75/2 Nm kamgarn çözgü, 60/2 veya 80/2 Ne pamuk atkı, cm’de 40 çözgü, 35 atkı sıklıklarda ve2/2 dimi örgüde dokunur. Pamuk atkı çile boyalı ipliktir ve kumaşa top boyama uygulanır. İnce bir kaliteli pamuklu gabardinde ise, atkı ve çözgüde 80/2 Ne iplik, cm’de 64 çözgü, 30 atkı sıklıklarında kullanılır. Kalın gabardinlerde30/2 iplikler de kullanılmaktadır.
Gaz Bezi
Etamin örgüsünde daha seyrek olarak dokunan bir kumaştır.
Gömleklik
Gömleklik, bezayağı örgüde dokunan çözgüsü iyi haşıllanmış ham beze verilen addır. Bu kumaşın standart teknik özellikleri şöyledir: En 90 cm, çözgü 32 Ne, cm’de 30 sıklıkta, atkı 40 Ne, cm’de 30 sıklıkta. Daha kaliteli bezayağı gömleklikler 36 Ne çözgü ve atkıdan cm’de 30 çözgü, 38 atkı sıklıklarında dokunur. Diğer yandan, daha kalın ipliklerden dokunan türler de vardır, örneğin 28/2 Ne atkı ve çözgüden cm‘de 18 çözgü; 16 atkı sıklığında,165 gr./m2 ağırlıkta ekose gömleklikler de yapılmaktadır. Gömlekliklerin ince ipliklerden bezayağı örgüde dokunan türlerinin hemen hemen hepsi yanlış olarak poplin terimiyle belirtilmektedir. Diğer yandan, dimi ve sepet örgülerde dokunan gömleklikler, saten bölümler ya da ekstra iplikler kullanarak dokunan yollu desenli fantezi gömleklikler ve renkli ipliklerle dokunan çizgili ve ekose gömleklikler de bulunmaktadır.
İki Yüzlü Masa Örtüsü
İki yüzlü çift katlı bezayağı yapısında, motifli, kalın bir kumaştır.
Kaput Bezi
Amerikan bezi olarak da tanımlanan bu kumaş, bezayağı örgüde, karde iplikten dokunan ve kasar beyazlatma işlemi uygulanmayan bir kumaştır. Genellikle 12/1 - 16/1 Ne İngiliz Pamuklu Numarası iplikten cm’de 15-20 sıklıkta dokunur.
Krep
Pamuklu krep kumaşlar, yüksek bükümlü ipliklerden krep örgülerde dokunan hafif gramajlı kumaşlardır. Krep görünümü, bezayağı örgüyle, ters yönde yüksek büküm verilmiş atkı ve çözgü iplikleri kullanarak ve kumaşı yüksek oranda çektirerek elde edilir. Çekme sırasında iplikler büküm yönünde kıvrılarak düzensiz bir yüzey görünümü oluştururlar. Krep kumaşlar genellikle top boyanırlar, ancak baskı da yapılabilir.
Mermerşahi
Tülbende benzeyen, ancak daha sık dokunmuş, beyazlatılmış ve yumuşak tuşeli bir kumaştır. Genellikle 30/1 Ne iplikten 23-25 çözgü/cm, 16 -18 atkı/cm sıklıklarda ve yaklaşık 80 -85 gr./m’ ağırlıkta dokunur.
Müslin

Bezayağı örgülü, yumuşak, ince ve seyrek dokunmuş bir pamuklu kumaştır. Bezayağı yapıya sıkıştırılmış bölümler yerleştirilerek yapılan yollu türleri ile ekstra iplikler kullanarak yapılan figürlü türleri de vardır.
Opal
Bezayağı örgüde, 30/1 40/1 Ne çözgü ve 24/140/1 Ne atkı kullanılarak dokunan bir pamuklu kumaş türüdür.
Organze
Müslin sınıfına giren ince, hafif gramajlı, seyrek dokunup diri bir apre verilmiş, yarı şeffaf bir pamuklu kumaştır.Elbiselik, işlemelik ve aksesuarlık olarak kullanılır. İyi kalite bir organzede80 Ne çözgü, 100 Ne atkı, cm’de 32 sıklıkta kullanılır.
Otoman
Otoman genellikle ince çözgü ve kalın atkı iplikleriyle çözgü pikesi örgüde dokunan beyaz kumaşlara verilen addır.
Pamuklu Elbiseler
Bu grup pamuklu kumaşlar, kamgarn kumaşların taklidi olarak dokunan ucuz kumaşlardır. Yazlık elbiselikler ve özellikle pantolonluk kumaş olarak düz ya da desenli dokunurlar. Daha çok bezayağı, dimi ve panama gibi örgüler uygulanır. Kullanılan ipliklerin iyi kalite pamuktan yapılması ve çözgünün düşük bükümlü iki katlı iplik olması gerekmektedir.
Pamuklu Jorjet
İpekli jorjet taklidi, çok yüksek bükümlü atkı ve çözgü ipliklerinden bezayağı örgüde dokunmuş, ince bir pamuklu kumaştır. İyi bir pamuklu jorjet 70/2 Ne iplikten cm’de 20 çözgü, 18 atkı sıklıkta dokunup %25 oranında çektirilir. Daha düşük kaliteli ucuz türleri de dokunmaktadır. Bu kumaşlara baskı da yapılabilir.
Patiska
Hasse adıyla da bilinen bu kumaş, bezayağı örgülü, beyazlatılmış, hafif gramajlı, iç çamaşırlarında ve işleme yapmak için kullanılan bir pamuklu kumaştır. Uygulanan apre türüne göre yumuşak ya da diri tutumlu olabilir. Çok ince işlemelik patiskalarda 60-80 Ne atkı, cm’de 84-140sıklıkta, 56-66 Ne çözgü, cm’de 80-100 sıklıkta kullanılabilir. Günlük kulanım için dokunan patiskalarda ise, 20-30 Ne çözgü ve atkıdan cm’de 20-36sıklıklarda dokunan yapılar uygulanmaktadır.
Pazen
Hasse adıyla da bilinen bu kumaş, bezayağı örgülü, beyazlatılmış, hafif gramajlı, iç çamaşırlarında ve işleme yapmak için kullanılan bir pamuklu kumaştır. Uygulanan apre türüne göre yumuşak ya da diri tutumlu olabilir. Çok ince işlemelik patiskalarda 60-80 Ne atkı, cm’de 84-140sıklıkta, 56-66 Ne çözgü, cm’de 80-100 sıklıkta kullanılabilir. Günlük kulanım için dokunan patiskalarda ise, 20-30 Ne çözgü ve atkıdan cm’de 20-36sıklıklarda dokunan yapılar uygulanmaktadır.
Pijamalik
Pijamalık, gömleklik kumaş özelliklerinde fakat yollu desenlerde dokunan kumaşlara verilen genel addır. Zeminde bezayağı örgü, yollu bölümlerde saten ya da dimi örgülerin bileşimi olarak düzenlenirler.
Poplin
İnce çözgü ve kalın atkı kullanarak bezayağı örgüde dokunan kumaşlara poplin denilmektedir. Eskiden ipek iplik kullanarak dokunan poplin kumaş, şimdi merserize edilmiş ince numara penye pamuk ipliğinden yapılmaktadır. Çözgüde genellikle 30/1 Ne, atkıda 20/1 - 30/1 Ne iplik kullanılır. Daha ince poplinlerse, 60/2 - 80/2 Ne çözgü, 60/2 - 30/1 Ne atkı kullanarak dokunurlar. Aşağıda tipik iki örnek verilmektedir.
Şantuk
İpekli şantuk taklidi, bezayağı örgüde, nopeliya da inceli kalınlı bölümleri olan düzgünsüz pamuk atkı ipliği kullanarak dokunan bir kumaştır.
Saten
Pamuklu saten, 5’li atkı sateni örgüde dokunan parlak ve yumuşak yüzeyli bir kumaştır. Çeşitli kalitelerde beyazlatılmış, merserize edilmiş, siyaha boyanmış ya da desen basılmış olarak üretilir. 20/1 -36/1 veya 30/2 - 48/2 Ne çözgü, 12/1 - 20/1 veya 30/2 Ne atkı ipliği kullanılabilir.
Tülbent
Seyrek dokunmuş hafif gramajlı ve yumuşak bir kumaştır. Örtü olarak kullanılabildiği gibi, ambalaj amacıyla ve haşılla sertleştirilmiş olarak, astarlık olarak da kullanılmaktadır. 30 - 36 Ne iplikten cm’de 8- 17 sıklıklarda dokunur.
Vual
İnce numara, gaze edilmiş, yüksek bükümlü penye iplikten seyrek olarak dokunmuş bir pamuklu kumaş tipidir. 50/2 Ne iplikten cm’de 14 sıklıklarda, ya da 100/2 Ne iplikten cm’de 22 sıklıklarda dokunur. Yollu, figürlü ve baskı desenli türleri vardır
STANDARTBŞTRAYGARN KUMAŞLAR
ŞAYAK:
2/2 dimi örgüde dokunan, atkısı kalın numara ştrayhgarn iplik, çözgüsü genellikle pamuk olan ucuz bir kumaş tipidir. Kumaş beyaz olarak dokunur. Pamuk ipliğini kapatacak ölçüde dinklendikten sonra, top boyama yöntemiyle siyah, koyu kahverengi, lacivert gibi renklere boyanır. Daha kaliteli tiplerinde hem atkı, hem çözgüde ştrayhgarn yün ipliği kullanılabilir. Tipik bir örnek aşağıda verilmiştir:
Örnek:Çözgü 12/2 Ne pamuk ipliği, cm. ’de 12 sıklıkta, atkı 3. 5 Nm ştrayhgarn iplik, cm. ’de 10 sıklıkta, en 145 cm., ağırlık 470 gr/ m2.
KAŞE:
2/2 dimi örgüde, ince numara ştrayhgarn iplikten dokunup ağır bir dinklemeyle bir ölçüde keçeleştirilmiş ve yüzeyi havlandırılmış, düz renk elbiselik ve döpiyeslik kumaşlardır. Daha kalın tipleri pardesülük olarak da kullanılabilirler.
Örnek: Çözgü 16/1 Nm ştrayhgarn iplik, cm. ’de 23 sıklıkta, atkı 16/1 Nm ştrayhgarn iplik, cm. ’de 18 sıklıkta, ağırlık 275 gr. /m2, en 145 cm.
BLEYZER:
Ağır bir dinkleme ve hafif bir şardonlamayla yüzeyi havlandırılmış olan kaşe benzeri ştrayhgarn kumaşlardır. Aslında bu isim, 12/1 Nm ştrayhgarn iplikten cm. ’de 16 sıklıkta ve dimi örgüde dokunup üzerine yollu desen basılmış olan ve spor ceketlik veya kadın kepliği olarak kullanılan özel bir kumaşa verilen addır. Ancak bu terim, şimdi, kaşe tipi ağır gramajlı kumaşlar için kullanılmaktadır.
Örnek: Kırık dimi örgüde, 16/1 Nm ştrayhgarn atkı ve çözgü, cm. ’de 22 atkı ve çözgü sıklığında, 370 gr. /m2 ağırlıkta, 150 cm. ende.
FLANEL:
İnce numara ştrayhgarn ipliklerle 2/2 dimi ya da bezayağı örgüde dokunup, dinkleme ve şardonlama işlemleriyle yüzeyi hafif havlandırılmış olan, yumuşak tuşeli kumaşlara flanel denmektedir. Yumuşak tuşesi nedeniyle bedene yakın giyilen giysilerde kullanılabilir.
Örnek:Örgü 2/2 dimi, çözgü 12/1 Nm ştrayhgarn iplik, cm. ’de 14 sıklıkta, atkı 14/1 Nm ştrayhgarn iplik, cm. ’de 16. 5 sıklıkta, ağırlık 245 gr. /m2, en 145-150 cm.
ÇUHA:
Bezayağı örgüde, merinos yününden yapılmış ştrayhgarn ipliklerden dokunup, ağır bir dinklemeyle enden yaklaşık %33, boydan %25 oranında çektirilerek keçeleştirilmiş olan ve bu şekilde yüzeyinde bir hav tabakası oluşturulan yumuşak bir kumaştır. Genellikle 12/1 Nm ştrayhgarn iplikten, cm. ’de 12-13 çözgü, 15-16 atkı sıklığında dokunur. Yukarıda açıklanan apre işlemlerinden sonra yeşil renge boyanarak bilardo kumaşı olarak da kullanılır.
MELTON:
Genellikle bezayağı veya 2/2 kırık dimi örgüde, 6/1-10/1 Nm ştrayhgarn iplikten cm. ’de 14-22 sıklıkta dokunup, ağır bir dinkleme ile yapılan keçeleştirme işlemini izleyen şardonlama ve kesme işlemleriyle yüzeyinde düzgün bir hav tabakası oluşturulan, ağır gramajlı kumaşlardır. Paltoluk ve mantoluk olarak yapılırlar. Enden %35, boydan %25 oranında bir toplam çekme söz konusudur.
Örnek:2/2 dimi örgü, çözgü 6/1 Nm ştrayhgarn iplik, cm. ’de 16 sıklıkta, atkı aynı iplik, cm. ’de 13. 5 sıklıkta.
TÜVİD:
Kalın numara havlı ştrayhgarn iplikten dokunan kalın spor ceketlik kumaşlara verilen addır. Elde eğrilmiş ipliklerden dokunan özgün tipi”Harris Tweed” olarak tanınır.
Örnek:2/2 dimi örgü, 4 Nm ştrayhgarn atkı ve çözgü, cm. ’de 7 sıklıkta.
ŞEVYOT:
Şevyot, krosbred yapağından yapılan ştrayhgarn ipliklerden dokunan bir kumaş türüdür. Hafif bir dinkten sonra hafif şardonlama yapılır ve apre işlemleri sırasında kumaşın sert tutumu ve açık dokusu korunur. Kumaş parlak renk ve ilginç desenlerde elbiselik, ceketlik ve paltoluk olarak dizayn edilir. 6-10 Nm iplikler ile cm. ’de 10-14 sıklıklar uygulanır.
BATTANİYELER:
Kalın, ağır dink işlemi görmüş ve ştrayhgarn yün ya da yün / sentetik karışımı ipliklerden yapılmış kumaşlardır. Ştrayhgarn atkı ipliği az bükümlüdür. Çözgüde ştrayhgarn iplik yerine çift kat kamgarn iplik ya da pamuk ipliği kullanılabilir. Kumaş yapısı, bezayağı ve dimi örgülerin kullanıldığı tek katlı yapılar olabildiği gibi, atkı takviyeli ya da iki katlı yapılar da olabilir. Battaniyeler genellikle renkli dokunurlar. Şardonlama işlemiyle kumaş yüzeyinde kalın ve sık bir hav tabakası oluşturulur. Bu nedenle, takviyeli ve iki katlı yapılarda, atkı ipliğinden hav çıkarılacağı için, kalın numara atkı ipliği kullanılır ve örgüde uygun uzunlukta atkı atlamaları düzenlenir.
Battaniyelerin enleri ve gramajları değişik olabilir. Enler, genellikle, tek kişilik battaniyelerde 140-160 cm., iki kişilik battaniyelerde 2. 0-2, 3 m. ’dir. Gramaj 400 gr. /m2 ile 1000gr. /m2 arasında değişebilir. Aşağıda iki örnek verilmektedir:
Örnek 1:Yünlü battaniye;2/2 dimi örgüde, çözgü 4. 5 Nm ştrayhgarn iplik, cm. ’de 10 sıklıkta, atkı 4. 5 Nm ştrayhgarn iplik, cm. ’de 11 sıklıkta, en 2. 1 m., gramaj 420 gr/m2, renkli ekose desenlerdedir.
Örnek 2:İki yüzlü battaniye;örgü 3/1 ve 1/3 dimi, çözgü 20/2 Ne pamuk ipliği, atkı 2. 5 Nm ştrayhgarn yün ipliği, çözgü sıklığı cm. ’de 9, atkı sıklığı cm. ’de 15, en 150 cm., gramaj 700 gr/m2, ekose veya jakarlı desenlerdedir.
KEÇELER:
İki ya da daha çok katlı ştrayhgarn yün ipliğinden dokunan bu kumaşlara ağır bir yıkama ve dinkleme işlemi uygulanarak tam bir keçeleşme sağlanır. Bu yapılırken kumaş enden ve boydan %50 oranında çektirilir. Böylece tüylü ve düzgün bir kumaş yüzeyi oluşurken, kumaşın iplik yapısı kumaş içinde kaybolur. Özellikle kağıt üretiminde taşıyıcı bant olarak kullanılan bu keçelerin suyu çekme ve çekmezlik özellikleri, gerilimlere dayanırlıkları vardır. Örgü olarak genellikle 2/2 dimi uygulanır. Dokuma keçeler çeşitli endüstriyel amaçlarla kullanılırlar.
SAKSONİ:
“Saxony” ve merinos yapaklarından yapılan ştrayhgarn ipliklerden çeşitli örgü ve desenlerde dokunan, yumuşak ve açık dokulu kumaşlardır. Elbiselik ve paltoluk kumaş olarak kullanılırlar. Hafif ve orta gramajlar için 2/2 dimi örgü ile 12 Nm ve daha ince ştrayhgarn iplikler uygundur.
BROAD KUMAŞ:
Bezayağı örgülü, hafif enine kabarıklıkları bulunan dokunmuş ştrayhgarn kumaştır. Bazen dimi örgüde kullanılabilir. Elbiselik kumaş apresi verilen, keçeleştirilmiş, orta ağırlıkta ve tek yönlü fırçalanmış yüzeye sahiptir. Genel olarak koyu renklere boyanır. Kadın elbiseleri v. b. için kullanılır.
DOESKİN:
Yüzeyi apreli, çözgü yüzeyli kumaştır. 2/1 çözgü dimisi ve 3/1 kırık dimi gibi örgüler kullanılarak elbiselik tipi apre verilmekte ve “doeskin” ismi kullanılmaktadır. Başka bir deyişle, aprenin verdiği güderi tutumu ve efektli bir kumaşa “doeskin” kumaş kategorisine sokmaktadır. Kumaş saf yünden ve çoğu kez merinos yününden veya merinos karışımından yapılır.
DONEGAL:
Gelişigüzel dağıtılmış parlak renkli nokta veya çilleri bulunan ve ştrayhgarn iplikle dokunmuş olan bezayağı örgülü kumaştır. Orijinalinde İngiltere’nin Donegal şehrinde kaba ştrayhgarn elbiselik olarak üretilmiştir ve ismini buradan almaktadır.
DONEGAL TÜVİD:
Bezayağı örgülü açık renk nopeli çözgü ve koyu renkli atkıdan oluşan ştrayhgarn tüvit kumaştır. Renkli, az bükümlü ve küçük nopeli ipliklerden oluşur. Çözgüleri açık, atkıları koyu renklidir.
DRAPE:
Genellikle siyah renkte, yünlü, lüks bir kumaş cinsidir. Çözgüsü kamgarn, atkısı ştrayhgarn iplikten, saten ya da diyagonal örgü ile dokunur. Resmi kıyafet ve salon elbiselerinde kullanılır.
ELESYON:
Ekstra atkı ipliğinin kumaş yüzeyinde yüzdürülüp daha sonra apreleme işlemi sırasında koparıldığı kalın, yumuşak, dalgalı yüzeyli, ştrayhgarn mantoluk kumaştır.
ESKİMO:
Dinklenmiş, şardonlanmış yünlü paltoluk kumaştır. Kalın ştrayhgarn iplik veya takviyeli ipliklerle dokunur. Ağır, kaliteli, üst kısmı 3/1 dimi, alt kısmı bezayağı örgüsü ile çift katlı olarak üretilir.
KERSEY:
Diyagonal olarak ribli veya dimili olan, çok dinklenerek, kısa havlı olarak aprelenen, kompakt, parlak, yünlü kumaştır.
PİLOT BEZİ:
Genellikle lacivert renkli ve havacıların üst giyim eşyası olarak kullandığı bir tip ştrayhgarn yünlü kumaştır. Daha ziyade 2/2 dimi örgülü, çok dinklenmiş ve tüylendirilip fırçalanmış ve kıvırcık havlıdır.
RATİNE KUMAŞ:
1)Orijinalinde kıvrımlı havı bulunan kalın yünlü bir kumaştır. Bu terim aynı zamanda; özel bir apre uygulanmayan bir kumaşta fantezi bir iplik kullanmak suretiyle veya özel bir apre kullanılan kumaşta düz iplikler kullanmak suretiyle oluşturulan pürüzlü yüzeyli kumaş içinde kullanılır.
2)Kullanımda olan ratine kumaşların tersine, örgü deseni(örneğin;balıksırtı) veya bir renk desenlenmesi (örneğin;kare) ile ratine edilen manto ve ceketlerde, hafif olanları elbiselik için kullanılan modaya uygun kumaşlar.
KAMGARN KUMAŞLAR
TROPİKAL(YAZLIK BEZAYAĞI) KUMAŞLAR:
Bezayağı örgüde, ince numara yün, yün / tiftik ya da yün / polyester karışımı kamgarn ipliklerden dokunan ince yazlık kumaşlardır. Genellikle 60/2 ya da 52/2 Nm iplikler kullanılır. Düzgün bir kumaş yüzeyi elde etmek için, %100 yünlü kumaşlarda, iyi bir kesme işlemi yapılır. Yün / polyester karışımı kumaşlarda ise, gaze(yakma) işlemi gereklidir ve tüylenmeyi önler.
Örnek:%100 yünlü kumaş; atkı ve çözgüde 60/2 Nm kamgarn iplik, çözgü sıklığı cm. ’de 31, atkı sıklığı cm. ’de 29, en 150 cm., gramaj 240 gr. /m2.
ALPAKA:
Atkısında alpaka, tiftik gibi parlak liflerden yapılmış kamgarn iplik kullanılan kumaşlara verilen genel addır. Atkı tek katlıdır. Çözgüde genellikle iki katlı kamgarn yün ipliği kullanılır. Aprede kumaşı yıpratmayan ve parlaklığı açığa çıkaran özel bir rutin uygulanır.
Örnek:Mohair kumaş;bezayağı örgü, atkı 26/1 Nm kamgarn tiftik ipliği, cm. ’de 19 sıklıkta, çözgü 52/2 Nm kamgarn iplik, cm. ’de 24 sıklıktadır.
SERJ:
Serj terimi 2/2 dimi örgüde dokunan yünlü kumaşlara verilen genel addır. En çok kullanılan türü, kamgarn iplikten üni renklerde dokunan pantolonluk kumaşlardır. % 100 yün ya da %45 yün / %55 polyester karışımı 36/2-40/2 Nm kamgarn ipliklerden orta gramajda dokunan tipleri yaygındır. %100 yün vigurö iplikten yapılan düz renkli olanları yanında, elbiselik olarak kullanılan desenli türleri de yapılır.
Örnek:Yünlü serj;çözgü 36/2 Nm kamgarn iplik, cm. ’de 27. 5 sıklıkta, atkı 36/2 Nm kamgarn iplik, cm. ’de 23. 5 sıklıkta, ağırlık 300 gr. /m2.
FİLAFİL:
2/2 dimi örgülü, 1A 1K renk düzeni uygulanarak basamak efekti verilen bir elbiselik kumaş türüdür. Serj yapısında, düzgün ve havsız bir yüzey veren bir apre rutini uygulanarak elde edilir.
Örnek:Çözgü 40/2 Nm iplik, cm. ’de 27. 5 sıklıkta, atkı aynı iplik, cm. ’de 23 sıklıkta, ağırlık 270 gr. /m2.
FLANEL:
2/2 dimi örgüde dokunup dinkleme ile yüzeyi havlandırılan, yumuşak tuşeli, düz ve desenli elbiselik kumaşlardır.
GABARDİN:
Çözgü hakim dimi örgülerde dokunan pantolonluk ve pardesülük kumaşlardır. Dayanıklı ve esnekliği az bir kumaştır. Pardesülüklerde su geçirmezlik sağlamak için çözgü sıklığı artırılır. Ütülerken parlama yapmamasına dikkat etmek gerekir.
Örnek: Örgü 2/1 dimi, çözgü 56/2 Nm kamgarn iplik, cm. ’de 40 sıklıkta, atkı aynı iplik, cm. ’de 25 sıklıkta, ağırlık 250 gr. /m2.
TARTAN:
2/2 dimi örgüde, kamgarn ya da ştrayhgarn ipliklerden karmaşık ekose desenlerde, kırmızı, lacivert, yeşil ve sarı gibi parlak ve saf renklerin kullanıldığı kumaşlardır. Şal, eteklik ve örtü olarak kullanılırlar. Yumuşak bir apre uygulanır.
Örnek: Tartan eteklik; atkı ve çözgü 74/2 Nm kamgarn iplik, cm. ’de 27. 5 sıklıkta, en 70 cm.
PANAMA:
2/2 sepet örgüde değişik gramajlarda dokunan düz ve desenli kumaşlardır. Yazlık kumaş olarak gevşek dokuda, keten ya da yün / keten karışımı kamgarn ipliklerden dokunur. Kışlık elbiselik olarak % 100 yün ya da 45/55 yün / polyester karışımlı kamgarn iplikler de kullanılabilir. Aprede yumuşak bir tuşe verilir.
FRESKO:
Yüksek bükümlü ipliklerin, katlandıktan sonra, bezayağı örgüde ve düşük sıklıklarda dokunmasıyla elde edilen sert tutumlu, hafif gramajlı kumaşlardır. Kumaşa kırçıl ya da kumlu bir efekti vermek için muline iplikler de kullanılabilir.
Örnek:Çözgü 56/4 Nm kamgarn iplik, cm. ’de 19. 5 sıklıkta, atkı aynı iplik, cm. ’de 14 sıklıkta, ağırlık 240 gr. /m2.
KAMGARN SAKSONİ:
Kalın numara kamgarn ipliklerden çeşitli örgü ve desenlerde dokunan ştrayhgarn kumaş taklidi kamgarn kumaşlardır. Özel bir apre rutini uygulanarak renk parlaklığının ve sert tutumun korunmasına dikkat edilir.
Örnek:2/2 dimi balıksırtı örgü, atkı ve çözgü 32/2 Nm kamgarn iplik, cm. ’de 25. 5 atkı, 22 çözgü sıklığında, ağırlık 335 gr. /m2.
LASTİKOTİN:
1/2 dimi veya 2/2 sepet dimisi örgülerde ince kamgarn ipliklerden dokunan, ince, esnek ve dayanıklı bir elbiselik kumaştır. Smokinlik, eteklik ve döpiyeslik olarak da kullanılır. Ağır gramajlı askeri üniformalarda kullanılan bir türünde, 2Y1A düzeninde, yüzü panama dimisi(sepet dimi), arkası bezayağı örgüde bir iki katlı yapı uygulanır. İpliğinde ince merinos yapağısı kullanılır ve genellikle beyaz, siyah, koyu lacivert renklerde de yapılır. Beyaz dokunduktan sonra top boyama yapılarak renklendirilir.
Örnek:2/2 sepet dimisi örgü, çözgü 70/2 Nm %100 yün kamgarn iplik, cm. ’de 46 sıklıkta, atkı aynı iplik, cm. ’de 33. 5 sıklıkta, en 150 cm., ağırlık 300 gr. /m2.
KREP:
Çok yüksek S ve Z bükümlü kamgarn iplikleri birlikte ve genellikle 1:1 düzeninde, bezayağı ya da krep örgülerde, düşük sıklıklarda dokunduktan sonra hafif bir apre işlemi uygulanarak elde edilen kumaşlardır. Genellikle kadın elbiseliklerinde kullanılırlar.
DUBLDRA:
Kendinden desenli çizgili ve ağır gramajlı kumaşlardır. İki katlı bezayağı örgüde ve sıkıştırılmış bölümler düzenleyerek çizgilerin oluşturduğu yapılarda dokunurlar. Çok az görünecek ve tek renk efektini bozmayacak biçimde efekt iplikleri de kullanılabilir.
Örnek:Çözgü 46/2 Nm kamgarn iplik, cm. ’de 36 sıklıkta, atkı aynı iplik, cm. ’de 30 sıklıkta, ağırlık 275 gr/m2.
KAŞMİR:
Atkıda daha ince kamgarn yün ipliği kullanılarak 1/2 dimi örgüde dokunan atkı hakim bir elbiselik kumaştır. Atkıda büyük bir sıklık uygulanır. Ucuz türlerinde çözgüde pamuk ipliği de kullanılabilir. Aprede, kumaş boydan uzatılıp enden çektirilerek atkı hakimiyeti geliştirilir.
Örnek:Çözgü 46/2 Nm. Kamgarn ya da 60/2 Ne pamuk ipliği, cm. ’de 20 sıklıkta, atkı 64/2 Nm. kamgarn iplik, cm. ’de 47 sıklıkta.
ASTRAGAN:
Yüzeyinde kıvrımlı ve parlak bir hav tabakası oluşturulmuş bulunan mantoluk kumaşlardır. Kıvırcık yüzey, özel bir yöntemle hazırlanmış kamgarn ipliklerle iki biçimde sağlanır:
a)Sık dokunmuş bir temel kumaş aprede çektirilirken üzerinde çekmeyen bir iplik kullanarak düzenlenen atlamaların kıvrım yapmasıyla.
b)Atkı ilmeli bir kumaş yapısında atkıda kıvrımlı tiftik iplik kullanmakla.
ŞALİ:
Uzun ve parlak yerli yapak harmanlarından bükülen kalın numara kamgarn ipliklerden, seyrek olarak bezayağı örgüde dokunarak elde edilen ve daha sonra boyanan bayraklık kumaşa verilen addır. 24/2 veya 16/1 Nm atkı, 24/2Nm çözgü ipliği, cm. ’de 10-11 sıklıklarda kullanılır. Kumaş 150-155 cm. ende, 170 gr/m2 ağırlıkta dokunur.
ALASKA:
2/2 dimi örgü ile 140 cm. mamül eninde, cm. ’de 20 atkı, 20 çözgü ipliği sıklığında ve 30/2 Ne kamgarn iplikten çözgü ve atkı ipliği ile dokunmuş elbiselik kumaştır. İplikler pamuk ve yün karışımı olup yaklaşık % 30-40 pamuktur. Ucuz bir kumaştır.
HAFİF KAMGARN:
Saf kırkım yününden yapılan, çoğunlukla krep-bukle ve şifon karakterindeki çok hafif kamgarn kumaşlardır. Kısmen sepet örgüsüne benzeyen, daima kuru tutuma sahip olan bu kumaşlar tek veya çok renkli dokunabilir.
KAMGARN LASTİNG:
Genellikle yedi çerçeve ile dokunan kumaş olup, cephane fabrikalarında koruyucu giysi olarak kullanılır.
NATE:
Küp biçiminde yüzey görünüşüne sahip değiştirilmiş bezayağı örgüsü ile yapılan gözenekli elbise kumaşıdır. Kamgarn benzeri iplikler ve çift katlı iplikler, panama örgüsü karakterini iyice ortaya çıkarırlar. Kaba dokunmuş natelerin destekleyici bir alt örgüye gereksinimleri vardır.
SATEN ARKALI PALTOLUK KUMAŞ:
Saten arkalı, fantezi dimi esasına dayalı olarak dokunan kamgarn kumaştır. Arka taraftaki daha kaba olan çözgü ipliği ağırlık vermekle beraber ince bir yüzey örgüsü verir. Bu kumaş 150 cm. mamül en vermek üzere 175 cm. ende dokunur. Çözgü raporu 2 yüz, 1 arkadır. İpliklerin hepsi kamgarn olup yüzü Ne 56/2, arkası ise Ne 24 incelikteki ipliklerle dokunur. Sıklıklar ise;cm. ’de 52(34 yüz, 18 arka) çözgü telli ve cm. ’de 36 atkı ipliğidir.
SATEN DİRİL, SATEN DİMİSİ:
Beşli çözgü saten örgüsüyle, çözgüde ve atkıda farklı renk raporuyla ve genelde kamgarn veya yün-poliester karışımlı, parlak efektli ipliklerin dokunmasıyla oluşturulan baharlık kumaştır. Kumaşın ön yüzü ve arka yüzünde değişik renk görünümü ile örgü özelliğinin birleşmesi nedeniyle dimi örgüsü izlenimi verir.
ŞALUN:
Paltolar, üniformalarda astarlık olarak kullanılan krosbred kamgarn iplikle yapılan 2/2 dimi örgülü kumaştır.
ŞARSKİN:
Orta ağırlıkta, yarı parlak, sert apreli, dimi örgülü kamgarn ya da sentetik kumaştır. Yüzeyi köpek balığı derisi gibidir.
Dokuma Hazırlık
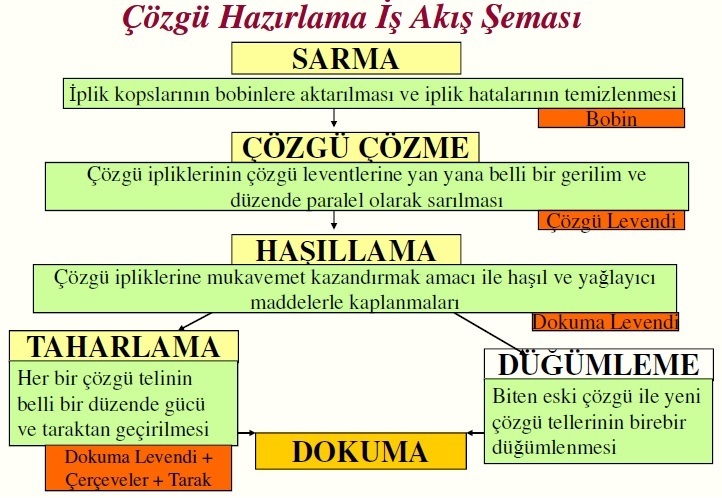
Çözgü hazırlama işleminde Çözgü ve Atkı Renk Raporları aşağıdaki şekilde planlanır.
Çözgü renk raporu (ÇRR) :
Kullanılacak çözgü renklerini ve hangi renk çözgüden kaç adet yan yana getirileceğini gösteren rapora denir. Çözgü renk raporu planı tablo halinde veya liste halinde gösterilir. İstenildiğinde başka yöntemler de kullanılır.Önemli olan sonucun olumlu ve istenilenin olmasıdır.
![]()
ÇRR: 5A-3B-2A-5C-4A-2C-5B
Atkı renk raporu (ARR) :
Kullanılacak atkı renklerini ve bu renklerden sırayla kaç adet yan yana getirileceğini gösteren rapora denir. Atkı renk raporu planı tablo halinde veya liste halinde gösterilir. İstenildiğinde başka yöntemler de kullanılır. Önemli olan sonucun olumlu ve istenilenin olmasıdır.
![]()
ARR: 5A-3B-2A-5C-4A-2C-5B
Dokuma kumaş oluşumu için kumaşın tasarlanması ve kullanılacak ipliklerin temin edilmesinden kumaşın dokunarak depoya sevk edilmesine kadar birçok işlemin gerçekleştirilmesi gerekir.
Bu işlemlerden dokuma hazırlık işlemleri en çok zaman ve iş gücü isteyen işlemlerdir.
Dokuma hazırlık işlemleri çözgü hazırlama, tahar, haşıl ve atkı hazırlama (masuralı dokuma makinelerinde) gibi bir dizi işlemden oluşmaktadır.
Her üretim sektöründe olduğu gibi tekstilde de zaman, maliyeti direkt olarak etkileyen bir unsurdur.
Bu yüzden tekstilde bazı işlemlerin yerine işlemi daha kısa zamanda yapabilmeyi sağlayan yöntemler geliştirilmiştir.
Bu işlemlerden biri de aynı işe devam edilecek tezgâhlarda gücü ve tarak taharı işlemini ortadan kaldırmaktır.
Aynı işe devam edilecek dokuma makinelerinde tahar işleminin tekrar tekrar yapılması yerine iş bağlama makineleri geliştirilmiş ve iki çözgü ucunun birbirine bağlanmasıyla tahar işleminden daha kısa sürede işlemin tamamlanması sağlanmıştır.
Çoğu zaman tezgâhtaki iş değişir ve yeni bir işe başlanır.
Böyle durumlarda da tezgâhın yeni işe çok iyi hazırlanması gerekir.
Bu işleme de tip değişimi denilmektedir.
Tüm bu işlemlerin ve dokuma işleminin sağlıklı yapılabilmesi için de dokuma makinesinin bir dizi bakım işleminden geçiyor olması gerekir.
Kaliteli kumaş üretmek, verimliliği artırmak ve dokuma makinesinin üretim sırasında arıza çıkarmasını en aza indirmek için dokuma makinesinin belirli zamanlarda bakımının ve ayarlarının yapılması gerekir.
Unutulmamalıdır ki, onarım işlerinin fazla olduğu işletmelerde, bakım faaliyetleri iyi uygulanmıyor veya iyi organize edilmiyor demektir.
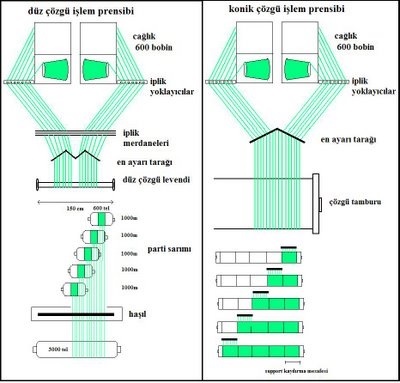
Seri Çözgü Makinesi
Seri çözgü hazırlamada cağlıktan gelen iplikler paralel bir şekilde leventlere sarılır. Levent üzerine sarılan çözgü ipliklerinin sayısı cağlık kapasitesi kadardır. Hazırlanan bu leventler dokumada gerekli olan çözgü sayısına ulaşmak için aktarma işlemi ile birleştirilir. Haşıllama yapılacak ise leventler doğrudan haşıl makinesine yüklenerek haşıllama işlemi sırasında birleştirilir. Bu çözgü sarma sistemi genellikle haşıllanacak çözgüler için kullanılır. Seri çözgü makinelerine düz çözgü makineleri de denilmektedir. Cağlıktan gelen çözgü ipliklerinin toplama tarağından geçerek birbirine paralel ve eşit gerginlikte levent üzerine sarılması işlemidir.
Seri çözgüde hazırlanan leventler birleştirilerek istenen çözgü tel sayısı elde edilir. Seri çözgü makinesinin incelendiğinde üç kısımdan oluştuğu ortaya çıkmıştır. Bu kısımların teknolojik yönden yenilendiği ve geliştirildiği gözlemlenmektedir.

1-Cağlık
2-Toplama tarağı
3-Levende sarma kısmı
Seri çözgü makinesine genel olarak baktığımızda çözgünün bobinler hâlinde bir arada toplandığı metal sehpalardan oluşan cağlık kısmı, bobinlerden alınan iplik uçlarının bir tarak üzerinde birleştirilmesi ve istenen veriler doğrultusunda levent üzerine aktarılmasıdır.
CAĞLIK
Seri çözgü makinesinde bobinlerin üzerine istenilen sayı kadar dizildiği bölümdür. Cağlık üzerindeki tertibatla çözgü ipliklerinin eşit gerginlikte bobinlerden sağılmasını sağlar.Seri çözgü makinesinde genellikle V cağlık kullanılır.Çağlık kısmı; bobinlerin takıldığı, ipliğin sağıldığı kısımdır. Bu bölümde yerleştirilecek olan maksimum bobin sayısı çağlığın kapasitesi kadardır.

İĞLER
Cağlıkta bobinlerin üzerine dizildiği cağlığın en önemli parçalarındandır. Bobinlerin üzerinden ipliklerin düzgün bir şekilde sağılması için bobinleri sabit tutmaya yarar.
GERİLİM TERTİBATI
Cağlığa dizili olan bobinlerin üzerindeki ipliklerin istenen gerilimde çözülmesini sağlar.Her bobinden alınan iplik uçları frenlerden geçirilir.
İPLİK KANCASI
Cağlıkta iplik çalışır durumda iken kancaya takılı durumda olup iplik kopuşlarında kanca düşerek makineyi otomatik olarak durdurur.
İPLİK KESME BIÇAĞI
Bobinlerin üzerindeki iplik bittiği zaman çözgü ipliklerinin kesilmesini iplik kesme bıçağı sağlar. Bıçak cağlığın başından sonuna doğru çekilerek çözgü ipliklerinin toplu hâlde kesilmesini sağlar.
LEVENDE SARMA KISMI
Cağlıktan bobinler üzerinden gelen iplikleri paralel ve eşit gerginlikte levent üzerine sarılmasını sağlayan kısımdır. Taraktan gelen çözgü iplikleri sevk silindirinden geçerek küçük gruplar hâlinde düğümlenerek levent üzerine takılır. Levendin dönmesiyle çözgü sarılır. Baskı silindiri, levent üzerine sarılan çözgü ipliklerinin sıkıştırmasını ve levendin dönüş hızını ayarlar. Böylece çözgünün düzgün sarılması sağlanır

Haşıl makinesi
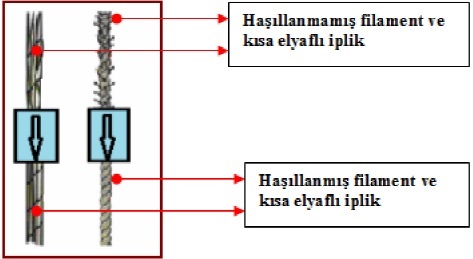
Dokumada kullanılacak olan çözgü ipliklerine mukavemetlerini artırmak amacı ile yapılır. Haşıl işlemi; özellikle tek kat çözgü ipliklerinin ve puntasız bükümsüz filament ipliklerinin dokuma esnasında etkileneceği mekanik sürtünmelere karşı dayanıklılığının artırılmasıdır. Çözgü ipliklerine dokumadaki darbeli ve gerilimli çalışmaya dayanabilecek şekilde mukavemet kazandırmak, dokumadaki çalışma sırasındaki yan yana hareket eden ipliklerin birbirlerine dolaşmamaları için dokumada çalışma kolaylığını sağlama açısından düzgün bir çözgü iplik gövdesi elde etmeye haşıllama, bu özellikleri sağlayan sıvıya haşıl denir.
Haşıllama farklı bir tanımla çözgü ipliklerinin yapıştırıcı özelliği bulunan viskoz sıvı içerisinden geçirilerek fiziksel ve kimyasal özelliklerini iyileştirmek veya korumak amacıyla koruyucu bir polimerik film ile kaplanması işlemidir. Çözgü ipliklerinin sürtünme ve gerilim kuvvetlerine dokuma işlemi sırasında mukavemet kazandırmak amacı ile yapılan haşıl işlemi, iplik yüzeyinin haşıl adı verilen madde ile kaplanarak sürtünmeyi en aza indirmeyi sağlayarak olabilecek ipliğin fiziksel ve yapısal olarak etkilenmemesine dayanan dokuma hazırlık işlemidir.
Haşıllama işlemi çözgü hazırlama işleminden sonra, haşıl makinelerinde yapılır. Seri çözgü makinelerinde hazırlanmış leventler haşıl makinelerinde aynı anda haşıl ve birleştirme işlemine maruz kalır. Haşıllama işlemi aynı zamanda ipliklerin kimyasal özelliklerinin korunmasına yardımcı olur. İpliklerin üzerindeki elyaf uçlarının iplik üzerinde kalmasına sebep olarak lif döküntülerini de azaltmaktadır.

HAŞILLAMA İŞLEMİNİN AMAÇLARI
1-Çözgü ipliğine mukavemet kazandırmak .
2-Çözgü ipliğine elastikiyet kazandırmak .
3-Çözgü ipliğine kayganlık kazandırmak .
4-Statik elektriklenmeyi önlemek .
5-Çözgü ipliğinin yüzeyindeki lifleri iplik gövdesine yapıştırmak .
6-Çözgü ipliğinde düzgün ve esnek bir film tabakası oluşturmak .
7-Çözgü ipliği cinsine göre gereken nemi ipliğe kazandırmak
8-okuma sırasında ipliklerin birbirlerine sürtünerek pamuklaşmasını önlemek
9-İmal edilecek kumaşın cinsine göre çözgü makinesinde çözgüsü yapılan çözgü leventlerinin birleştirilerek tek bir levent hâline getirmek.
10-Çözgü ipliklerini dokuma levendine optimum ve eşit gerginlikte sarmak .
11-Dokuma makinesinin randımanını ve kumaş kalitesini artırmak için çözgü ipliğinin özelliklerini iyileştirmek .
12-Haşıllamanın esas amacı dokuma işleminin yapılması sırasında çözgü kopuşlarını ortadan kaldırmak veya en aza indirmektir.

HAŞILLAMADA KULLANILAN MADDELER
Haşıl flottesini hazırlamak için gerekli olan maddeler genel olarak üç sınıf altında gruplandırılabilir. Bunlar;
1-Yapıştırıcı maddeler,
2-Yumuşatıcı
3-Yağlayıcı maddeler, özel nedenlerle haşıla ilave edilen (yardımcı maddeler) maddelerdir.
Haşıllama işlemi için kullanılacak ilk temel madde normal sudur. Haşıl flottesi hazırlanırken haşıl reçetesine uygun olarak haşıl kazanına öncelikle su ilave edilir. Haşılda kullanılan maddelerin kontrolü otomasyona geçmiş işletmelerde bilgisayar ağı üzerinden kolayca yapılabilmektedir. Kullanılan maddeler tartım işleminde direkt bilgisayar üzerinden görülebilmekte ve aynı anda işletmenin haşıl madde ambarından da stoklardan kullanılan madde düşürülmektedir. Böylece birkaç kontrol aynı zamanda ve daha hatasız bir kullanımla sağlanabilmektedir.
Yapıştırıcı maddeler:
Haşılda kullanıldığı miktar ve işlevleri bakımından büyük öneme sahiptir. Bu maddeler elyaf uçlarının birbirine tutunmasını sağlayarak iplik mukavemetinin artmasını sağlar.
1-Tabii nişstalar:
Haşılda kullanıan en öemli maddedir. Buğay, patates, mısır, pirinç nişastası gibi gruplara ayrılırlar.
2-Modifiye (suda çözünür) nişastalar:
Bunlar suda kolay çözünen ve soğutulduğunda bozulmayan nişastalardır.
3-Zamklar:
Yapıştırıcı gücü fazla olan bu maddeler kıa elyaf kullanıdığıda haşıl karışımına ilave edilir. Haşıl gidermede nişasta molekülerini kapladığıdan zorluk çıarılar. Bu yüden az kullanımaları uygundur.
Temel haşıl maddeleri, makro molekülü film oluşturabilen ve liflere belirli yapıda, tutunma yeteneğne sahip olan doğl veya yapay maddeler olarak tanılanabilir.
Son yılarda doğl liflerin yanıda yapay liflerin ve bunları birbirleriyle karışımlarının öneminin artması haşıl maddelerinin kullanıma alan ve miktarını etkilemiştir. Birçk hâllerde istenilen haşıllama etkisi tek bir haşıl maddesiyle yeterli ve ekonomik bir şekilde sağlanamadığından iki veya daha fazla haşıl maddesinin kombine edilmesi yoluna gidilmektedir.
Yumuşatıcı ve yağaycı ımaddeler:
Çözgü ipliklerine kayganlı vererek tezgâtaki sürtünmeleri azaltır.
1-Donyağı :
Hayvansal yağardan elde edilir. Hem yağlayıcı hem de yumuşatııcı etki gösterir.
2-Sabun:
Yumuşatıcı olarak kullanılır. İpliklerin sürtünmesini azaltır.
3-Zeytinyağı:
Yağlayıcı ve yumuşatıcı özelliği vardı.
4-Parafin mumu:
İpliğe kayganlık kazandırır.
Yukarıa sayılan maddeler dışında da değişik kimyasal maddeler de kullanılmaktadır.
Haşıllama yardımcı maddeleri :Daha küçük moleküllü olup bunları gerek kimyasal yapıları gerekse sağladıkları etkiler kendi aralarında büyük farklılıklar gösterebilmektedir. Bu maddeler gerekli görüldükleri durumlarda gerekli miktarlarda haşıl banyosuna eklenir.
Özel nedenlerle haşlıa ilave edilen maddeler:
Bu maddelere haşıl yardımcı maddeleri de denir.
1-Köpük gidericiler:
Haşıl karışımında oluşabilecek köpüklenmeyi önlemek amacıyla kullanılırlar. Asetik asit, kalsiyum, çinko klorür ve benzeri kimyasal maddelerdir.
2-Bozulmayı önleyici maddeler:
Bu maddeler haşılı ve haşıllanmış çözgüerin küllenmesini ve bozulmasını önler.
3-Su absorblayıcılar:
Bu maddeler suyu emip haşılı tamamen kurumasnıı önler. Çinko klorür, kalsiyum klorür gibi tuzlardır.
4-Haşı lmaddelerinin erimesini ve karışamsını çabuklaştıran maddeler:
Bunlar sirke asidi, süfüik asit, sodyum hidroksit, sodyum karbonat gibi maddelerdir.
Yardımcı haşıl maddeleri arasıda en fazla kullanıan vakslardır. Vakslar kurutuculardan çıkan haşıllı ipliğin statik elektriklenmesinin önlemesi içn uygulanan maddelerdir. Vakslama işelmi sonucu ayrıa ipliklerin kayganlı özelliklerinin artması sağlanır. Vakslama sonucunda ipliklerde lamel arkasında boncuklanma, tarak arkasında pamuklanma ve temiz ağızlık açılmaması gibi istenmeyen durumlar engellenir. Haşıl dokuma işlemi bittikten sonra kolayca sökülebilir özellikte olmalıdır, aksi takdirde bir sonraki terbiye işlemlerinde problem oluşturabilir.
HAŞIL KARIŞIMINDA BULUNMASI GEREKEN ÖZELLİKLER
Haşıl karışımında aşağıdaki özelliklere sahip bir reçete hazırlanarak daha verimli ve kaliteli bir haşıllama yapılabilmektedir.
1-Yapışkanlık:
Haşıl karışımıdan beklenen en önemli etken yapışkan olmasıdır. Genellikle bu etkiyi nişasta sağlar. Çok kuvvetli haşıl yapılması gerektiğnde haşılı içerisine bir miktar tutkal ilave edilir.
2-Elastikiyet:
Haşıl karışımı içerisinden geçirilen çözgü iplikleri kurutulur. Haşıllanmış çözgü ipliklerinin dokuma leventlerine sarılması esnasında çözgü ipliği üzerindeki kuru haşıl tabakasının dökülmemesi için haşıl karışımına esneklik kazandıracak, kırılganlığı önleyecek maddeler eklenir.
3-Kayganlık:
Haşılı ipliklerle çalışma esnasında sürtüme kuvvetlerine karşı kayganlık kazandımak içn haşıl karışımına bir miktar sabun, parafin vb. maddeler eklenir. Sabun ayrıca kumaş dokunduktan sonra da üzerindeki haşılı sökmek içn yıkama işlemlerini kolaylaştırır.
4-Nem alma:
Tekstil ham maddeleri ile çalışma randımanının artması için belirli bir rutubetin olması zorunludur. Rutubet ipliğin esnekliğini ve mukavemetini artırır. Haşıllanmış ipliklerin üzerindeki film tabakası ortamdaki nemin ipliğe nüfuz etmesini engeller. Bunun için haşıl karışımı içine bazı kimyasallar eklenerek çözgü ipliklerinin çalışılan ortamdaki nemden faydalanması sağlanır. Gliserin, kavrulmuş tuz, magnezyum klorür gibi maddeler bu amaç için kullanılır. Genelde nem alma için kullanılan madde gliserindir. Çünkü gliserin ipliklere aynı zamanda yumuşaklık ve esneklik kazandırır.
5-Bozulmaya ve ekşimeye karşı dayanıklılık:
Haşıl karışımından dolayı çabuk bozulabilmektedir. Haşılı uzun süre bozulmadan korumak amacıyla haşıl içerisine genellikle çinko klorür, formalin ve fenol gibi maddeler karıştırılmaktadır.
Haşıl reçetesini hazırlarken önemli olan noktalar:
1-İplik ham maddesi (pamuk, polyester, rayon, yün veya karışımları)
2-İplik tüylülüğü
3-İplik yapısı (ring, open end vb.)
4-Kullanılan su tipi (taze veya geri kazanılmış)
5-Dokuma makinesi tipi ve hızı
6-İlave maddelerin % oranı
7-Çözgü ipliğinin yoğunluğu
8-Haşıl sökme işlemleri
9-Haşılın geri kazanımı ve enzim kullanımı
10-Haşıl makinesinin tasarımı ve tekne sayısı
11-Çevre ile ilgili sınırlamalar
12-Çözgü ve atkı ipliğinin numarası
13-Çözgü ipliğinin durumu (ham, boyanmış, yaş, kuru vb.)
14-Çözgü ve atkı sıklığı
15-Dokuma makinesinin cinsi ve hızı gibi parametreler göz önüne alınarak hazırlanır.
Kumaşlarda yıkama sonrası boyutsal değişimin ölçülmesi
Kumaşlarda yıkama, ıslatma ve kurutma işlemleri esnasında çözgü ve atkı yönünde çekme ve uzama şeklinde boyut değişimleri gözlenir.
Bu deneyde bu değişimlerin miktarının ölçülmesi amaçlanmıştır.
Tekstil mamullerinde boyut değişimi yaygın olarak atkı ve/veya çözgü yönünde çekme olarak görülmektedir ve genellikle çözgü yönündeki çekme atkı yönündeki çekmeden daha fazla olmaktadır.
Kumaş çekmesinin sebebi ise çözgü ve atkı ipliklerinin kumaşta birbirlerinin altından ve üstünden yaptığı geçişlerden ve kumaşın sulu ortama girdiğinde lifin amorf bölgelerinin su moleküllerini emerek şişmesi dolayısıyla ipliklerin birbirlerine daha da yakınlaşması ile kumaşın çözgü ve atkı yönünde kısalmasına sebep olmasıdır.( TS EN ISO 5077 )
Kullanılan Malzemeler
Taksimatlı sanfor cetveli
Otomatik çamaşır makinesi
Pres ütü
İşaretleme kalemi(yıkama ile çıkmayan)
Deterjan
Numune Hazırlama
Deneyde kullanılacak olan kumaş numunesi 500 mm x 500 mm boyunda kare şeklinde çözgü ve atkıya paralel olarak kesilir ve kenarları overlok dikiş ile dikilir.
Aşağı şekilde görüldüğü gibi kenarlardan en az 50 mm boşluk kalacak şekilde ve aralarında en az 350 mm olacak şekilde üçer adet işaret çiftleri kumaş enince ve boyunca uygulanır.
Numune sabit ağırlığa ulaşıncaya kadar en az 4 saat 20 santigrat derecede artı eksi 2 sıcaklık ve, % 65 artı eksi 2 izafi rutubet standart atmosfer şartlarında kondisyonlanır.
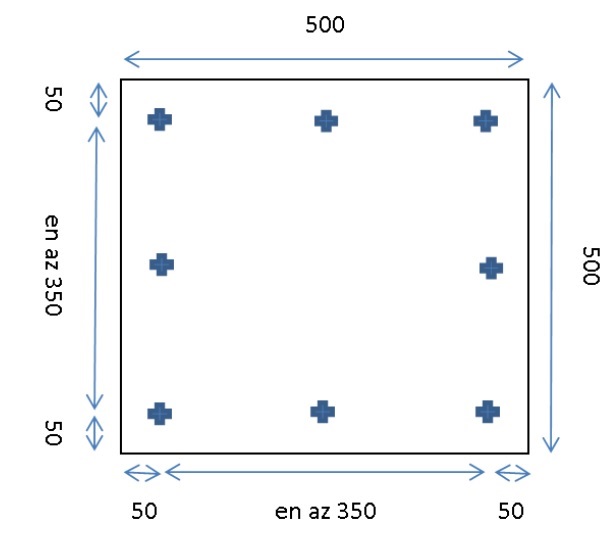
Deneyin Yapılışı
Numune düz bir zemine konarak buruşuklukları giderildikten sonra nokta çiftleri arasındaki uzunluklar ölçülerek kaydedilir.
Bu testte kullanacağımız 11.8 g’lık deterjan karışımını hazırlamak için 3 farklı deterjan kullanılmaktadır.
Bu deterjanlardan olan ece deterjanımızdan 9,09 gr tartılır, bu miktar 11,8 gramlık deterjan çözeltisinin %77 lik kısmını oluşturmaktadır.
Sodyum perporat deterjanından ise 2,36 gram tartıyoruz, bu miktar 11,8 gramlık deterjan çözeltisinin %20 lik kısmını oluşturmaktadır.
Musluk suyu eklenerek çözeltinin sıcaklığı 40 °C olana kadar ısıtılır.
Daha sonra çözeltinin sıcaklığının 30 °C ye düşmesi beklenir.
Daha sonra çözeltiye ağartıcı olarak tetra asetiletilen diamin deterjanından yüzde 3’lük kısım 0,354 gram tartılarak eklenir.
Test numunesi yük dengeleyici kumaşlarla ağırlık 2 kg’a ayarlanarak otomatik çamaşır makinesinde yıkanır ve kurutulur.
Kurutulan numune atmosfer şartlarında kondüsyonlanır.
Kurutulan numune ölçüm yapılmak üzere çok fazla gerdirmeden serilir ve işaretli noktalar arası ölçülerek kaydedilir.
Daha sonra aşağıdaki formül kullanılarak % cinsinden boyut değişimi miktarı çözgü ve atkı yönünde ayrı ayrı hesaplanır.
( İşlem öncesi ölçüm-İşlem sonrası ölçüm ) .100 / işlem öncesi ölçüm
Daha sonra ortalama boyut değişimleri hesaplanır ve boyut değişimlerindeki çekme (- işaretli sonuçlar) ve uzama (+ işaretli sonuçlar) miktarları çözgü ve atkı yönünde ayrı ayrı bulunur.
Deney sonrası çözgü ve atkı yönlerinde çekme ve uzama sonuçları yüzde olarak bulunur.Daha sonra işletmelerin kabul edilebilir toleranslarına göre değerlendirmeye tabi tutulurlar.
Kumaşlarda düşey konumda yanmazlık derecesinin tespiti
Tekstil kumaşların ve döşemelik kumaşların düşey konumda alev yayılma özelliklerinin tayin edilmesidir. Bu test tekstil kumaşlarının kontrol altında alevle temas etmeye karşı davranışlarını inceler.( TS EN ISO 6941 )
Kullanılan Malzemeler
Yanmazlık test cihazı
Standart numune şablonu (560mm x 170 mm )
Test parçası tutucusu (Standart iğneli şablon)
Gaz beki (bütan gazı kullanılmalı)
Merserize beyaz pamuk ipliği
Kronometre.
Numune Hazırlama
Test numunesi sayısı üç adet uzunluk doğrultusunda üç adet genişlik doğrultusunda toplam altı adet test numunesinden oluşur. Test numunesi tutucusundaki iğne yerleşim yerleri şablondaki deliklere karşılık gelecek şekilde test numunesine işaretlenir. Test numuneleri (560mm x 170 mm ) ± 2 mm ölçülerinde kesilir. Test numunesindeki işaretli noktalar, test numunesi tutucusundaki iğnelere çerçevenin alt kısmında 20 mm mesafe kalacak şekilde geçirilir.
Deneyin Yapılışı
Yüzey tutuşturma
Bek düşey konuma getirilir ve yakılır en az 2 dakika süreyle ön ısıtma yapılır.
Bek yatay bekleme konumuna getirilir ve alevin yataydaki mesafesi 25 mm ± 2 mm’ye ayarlanır.
Hazırlanan test numunesi cihaz içindeki konumuna yerleştirilir.
3 adet işaret ipliği numuneye göre yeterli gerilme uygulayarak konumlarına yerleştirilir.
Test numunesine uygulanacak 10 saniye tutuşma süresi programa girilir.
Testi başlatmak için gaz açık konuma getirilir.
Bekin ucu yakılır.
Kabinin kapısı kapatılır.
Kabinin kapanmasından dolayı alevin düzgünlüğü bozulur.
Alevin düzelmesi beklenir.
Bilgisayarda test başlama konumuna getirilir ve alev numuneye doğru otomatik ilerler ve 10 saniye tutuşma süresi başlar.
Kumaşın özelliğine göre 10 saniye süre içinde numune deki tutuşma gözlenir.
Deney alevinin uygulanmasından ilk işaret ipliğinin kopmasına kadar geçen süre saniye cinsinden kaydedilir.
Deney alevinin uygulanmasından ikinci işaret ipliğinin kopmasına kadar geçen süre saniye cinsinden kaydedilir.
Deney alevinin uygulanmasından üçüncü işaret ipliğinin kopmasına kadar geçen süre saniye cinsinden kaydedilir.
Kalan beş numune için bu işlemler tekrarlanır.
Yağ tutmazlık derecesinin tespiti
Yağ iticilik, yağ moleküllerinin kumaşa bulaşması veya emilmesine karşı o kumaşın gösterdiği dirençtir. Yağ itici kimyasallar kullanılarak, tekstil mamulünün katı ve sıvı yağlara karşı leke tutmazlık kabiliyeti sağlanır.( ISO 14419 )

Kullanılan Malzemeler
Damlama şişeleri
Beyaz tekstil kurutma kağıdı
Laboratuar eldivenleri
Beyaz mineral yağ
Test sıvıları
Numune Hazırlama
Deneyde kullanılacak olan kumaş numuneleri 200 mm x 200 mm boyutlarında olmak üzere 3 adet hazırlanır.
Numuneler en az 4 saat 20 ± 2 °C and % 65 ± 2 nem de bekletilmelidirler.
Deneyin Yapılışı
Kumaşın yüzeyi üstte olacak şekilde ilk deney numunesi beyaz tekstil kurutma kâğıdı üzerine düz bir şekilde yerleştirilir.
Malzeme ve eldivenler de silikon bulunmamalıdır.
Test standart atmosfer şartları altında yapılmalıdır.
Temiz laboratuar eldivenleri giyildikten sonra, test sıvısı damlatılmadan önce, el ile kumaş yüzeyindeki havlar düzlenir.
En düşük numaralı test sıvısı ile başlayarak, dikkatlice kumaşın en az 5 farklı yerine küçük damlalar damlatılır.
Damlalar 5 mm çapında veya 0,05 ml hacminde olabilir.
Damlalar birbirinden yaklaşık 4 cm uzaklıkta olmalıdır.
Damlama şişelerinin ucu damlatma sırasında yüzeyden 0,6 cm yükseklikte olmalıdır.
Damlalar 30 s. 45 ° açı ile gözlemlenmelidir. Kumaşın arkası herhangi bir ıslanma için gözlemlenmelidir.
Eğer sıvı-yüzey ara yüzeyinde ıslanma yoksa ve damlalar etrafında emilim yoksa, bir sonraki yüksek numaralı test sıvısı önceki teste engel olmadan kumaşa aynı yöntemle damlatılır.
30 s damlalar gözlenir ve hemen kumaşın tersinde herhangi bir ıslaklık olup olmadığı kontrol edilir.
Bu denemeler diğer test sıvıları ile damlalarda alt tabakalarda belirgin bir ıslanma veya damla etrafında bir emilme gözlenene kadar devam eder.
Her bir test numunesine en fazla 6 test uygulanabilir.Aynı işlem ikinci numune için ve eğer gerekirse üçüncü numune için uygulanabilir.
Bir yüzeyin yağ iticilik derecesi 30 s süre içerisinde yüzeyi ıslatmayan en yüksek test sıvı numarasının nümerik değeridir.
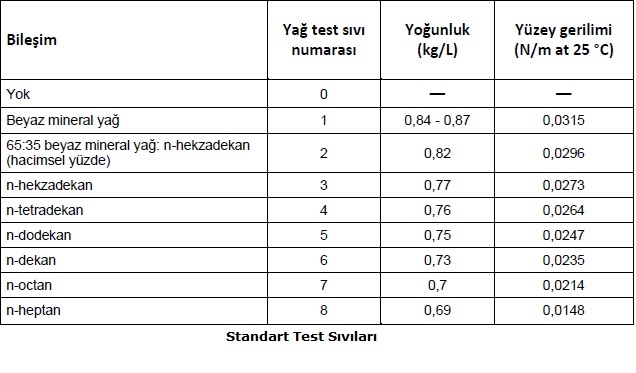
Test numunesini ilk ıslatan test sıvısından bir önceki test sıvısının numarası yağ tutmazlık derecesi olarak verilir.
Test numunesinin ıslanması damlaların değdiği yerin koyulaşması ile anlaşılır.
0 en düşük, 8 nolu test sıvısı en yüksek yağ tutmazlık derecesini vermektedir.
Genel olarak 5 nolu test sıvısı üzerindeki sonuçlar iyi kabul edilir.
Kumaşlarda su geçirmezliğin ölçülmesi ( hidrostatik basınç metoduyla )
Kumaşların su geçirmezlik özelliklerinin hidrostatik basınç metodu ile tayinidir. Özellikle kalın kumaşlar, branda ve tente gibi kumaşlara uygulanır.( TS 257 EN 20811 )
Kullanılan Malzemeler
Hidrostatik basınçla su geçirgenlik cihazı (su basınç artış oranı dakikada 10 ± 0,5 cmH2O yada 60 ± 3 cmH2O ye ayarlayabilir özellikte), Test numunesi başlığı 100 cm² alanda test numunesini tutabilen, Bu test de kullandığımız saf su (20±2)°C sıcaklığında olmalıdır.
Numune Hazırlama
Kumaşın farklı yerlerinden kırışık ve kat izi bulunmayan kısımlardan en az beş adet test numunesi alınır. Test numunesi, test başlığını 100 cm² alanını kaplayacak boyutlarda kesilir. Test numunesi alındıktan sonra mümkün olduğu kadar az ellenir.
Deneyin Yapılışı
Test numunesi için uygulanacak su basıncı artış oranı (10 ± 0,5 cm H2O/dakika veya 60 ± 3 cm H2O/dakika) cihaz manometresi ayarlanır.
Test başlığının üzerinde bulunan su terazisi ayarlanır.
Test numunesinin çeneye tutturulacağı yerde bulunan su silinir.
Test numunesinin yerleştirileceği test başlığı alanı su ile doldurulur ve su numuneyi itmeyecek şekilde, test numunesinin yüzeyi su ile temas edecek şekilde test başlığına tutturulur.
Test numunesine artan su basıncı uygulamak için cihazın start düğmesine basılır.
Numuneye artan su basıncı uygulanır.
Kumaşın su geçirgenliği sürekli gözlenir.
Test numunesinden çıkan üçüncü su damlasının çıkış anındaki su basıncı kaydedilir.
Kumaşta aynı noktadan çıkan damlalar dikkate alınmaz, şekillendikten sonra büyümeyen çok küçük damlalar dikkate alınmaz.
Teste tabi tutulan numuneler için kaydedilen basınçların aritmetik ortalaması alınır.
Kumaşlarda tere karşı renk haslığının ölçülmesi
İnsan vücudunun fazla terleyen kısımlarında önemli renk değişiklikleri oluşabilir ve başka ürünleri kirletebilir.
Tere karşı renk haslığı tespitinin amacı boyalı ve baskılı tekstil mamüllerinin insan teri ile karşılaştıklarında, renklerinde meydana gelebilecek değişikliklerin ve beyaz giysilere renklerinin akmasının (lekelenmesinin) belirlenmesidir.( TS EN ISO 105-E04 )
Kullanılan Malzemeler
Çelik kaplar (Özellikleri: Paslanmaz veya cam)
Cam tüpler (25 mm çapında)
Perkloretilen, Etüv, Ph metre
Refakat bezleri(multifiber)
Gri Skala
Test Cihazı (Özellikleri: Paslanmaz çelikten, 5 kg ağırlığında, 60 mm x 115 mm alanı kapatacak yüzeyde ve numunelere 12,5 kPa basınç uygulayabilecek levhalar ve aynı boyutlarda numunelerin arasına yerleştirileceği cam veya akrilik levhalardan oluşan düzenek).
Asidik Deney Çözeltisi
Aşağıdaki gibi hazırlanmalıdır.
0.5 g/l Histidin (C6H9O2N3·HCl·H2O)
2.2 g/l Sodyum Dihidrojen Ortafosfat Dihidrat (NaH2PO4·2H2O)
5 g/l Sodyum Klorür (NaCl) tartılarak saf su içerisinde çözülür ve 0,1 mol/l sodyum hidroksit ile PH 5,5’e ayarlanır.
Bazik Deney Çözeltisi: Aşağıdaki gibi hazırlanmalıdır.
0.5 g/l Histidin (C6H9O2N3·HCl·H2O)
2.5 g/l Disodyum Hidrojen Ortafosfat dihidrat(Na2HPO4·2H2O)
5 g/l Sodyum Klorür
tartılarak saf su içerisinde çözülür ve 0,1 mol/l sodyum hidroksit ile pH 8’e ayarlanır.
Numune Hazırlama
Deneyde kullanılacak olan kumaş numunesi ve iki adet multifiber refakat bezi 100 mm x40 mm boyutlarında hazırlanır.
Daha sonra deney numunesi iki refakat bezinin arasına yerleştirilerek kısa kenarlarından biri boyunca dikilir.
Deneyin Yapılışı
Önceden hazırlanmış deney numunelerinden biri bazik çözeltinin içerisine diğeri asidik çözeltinin içerisine atılarak oda sıcaklığında 30 dakika bekletilirler.
Numuneler çözeltiden çıkarılırlar ve numuneler üzerindeki fazla çözelti sıvısı akıtılır.
Numuneler orijinal ağırlıklarının 2 – 2,5 katı olması sağlanır.
Numuneler daha sonra düzgün bir şekilde ayrı ayrı iki cam levha arasına yerleştirilir.
Cam levhalar arasına yerleştirilmiş olan numuneler ayrı ayrı deney cihazlarına yerleştirilerek üzerlerine 5 kg’lık ağırlıklar konularak 12,5 kPa basınç uygulanması sağlanır.
Cihazlar daha sonra dikey bir şekilde etüve konularak 37 ˚C’de 4 saat bekletilir.
Süre sonunda cihazlar etüvden çıkarılarak deney numuneleri ile refakat bezleri birbirinden ayrılır ve serbest halde 60˚C’yi aşmayan bir sıcaklıkta kurutulur.
Numunelerdeki renk değişimi ve refakat bezlerine akma ve solma gri skala ile değerlendirilir.
Test edilen numunenin sürtme bezini lekelemesi Gri skala kullanılarak kontrol edilir ve değerlendirilir.
Sürtme haslığı testi için 2 çeşit gri skala kullanılmaktadır.
Bir tanesi 5 ölçeklidir.
En düşük haslık değeri 1, en yüksek haslık değeri ise 5’tir. Diğer gri skala ise 9 ölçeklidir.
Bu skalada da en düşük ve en yüksek haslık değerleri 5 ölçekli skalada olduğu gibidir.
Ancak her bir değer arasında ara değerler bulunmaktadır.
Bu yüzden daha hassas ölçümler yapılabilmektedir. 9 ölçekli gri skalada haslık değerleri aşağıdaki şekildedir.
1 En düşük haslık değeri
1-2
2
2-3
3
3-4
4
4-5
5 En yüksek haslık değeri
Tekstil mamüllerinde ph ve ph değişiminin tespiti
Tekstil maddeleri gerek yapılarından kaynaklanan özellikler nedeniyle gerekse gördükleri kimyasal işlemler sonucunda belirli bir pH değerine sahiptirler.
Tekstilde özellikle giyim sektöründe insan sağlığı açısından tekstil maddesinin sahip olduğu pH değeri oldukça önemlidir.
Bu testin amacı, tekstil maddelerinin, doğal yapıları ve üretim prosesleri boyunca uygulanan kimyasal işlemler ile ilişkili olan pH değerinin belirlenmesidir.
Bu test her yapıdaki tekstil malzemesine uygulanır.
Tekstil malzemelerinin sulu özütünde pH değeri, onların geçmişte gördüğü işlemler hakkında faydalı bilgiler verir.
pH sulu çözeltideki hidrojen iyonu derişiminin eksi logaritması olarak da tanımlanabilir. (TS EN ISO 3071 )
Kullanılan Malzemeler
Kullanılan bütün reaktifler analitik saflıkta olmalıdır.
pH meter,
Destile su,
0,1 mol/L’lik potasyum klorür çözeltisi,
pH metrenin kalibrasyonu için tampon çözeltiler,
pH 4, pH 7 ve pH 10,
Beher,
Balon,
Kapaklı erlen,
Mekanik çalkalayıcı (Özellikleri; dönme frekansı dakikada 30 devir veya ileri geri hareketi dakikada 60 olmalıdır),
Hassas terazi.
Numune Hazırlama
Deney numuneleri standart atmosfer şartlarında kondisyonlanmış kumaştan, yaklaşık 5 mm olan parçalar halinde kesilir.
Kesilen parçalar erlen içinde tartılarak her biri 2,00 g’a ayarlanır veya önce 2 g’a ayarlanıp daha sonra erlene aktarılır.
Bu şekilde üç adet numune hazırlanır.
Tüm bu işlemler sırasında numunenin elle temas etmemesi için eldiven kullanılması tavsiye edilir.
Deneyin Yapılışı
Deneyin yapılışında ilk sırayı pH metrenin kalibrasyonu alır.
pH metre her kullanımdan önce tampon çözeltilerle kalibre edilmelidir.
0,1 M KCl çözeltisi hazırlanır.
Öncelikle KCl bileşiğinin molekül ağırlığı hesaplanır ve 74,6 g/mol olarak bulunur.
Bu bir moldeki değerdir fakat çözeltimiz 0,1 M olduğu için 0,1 mol’deki değer gereklidir.
Bunun için de;74,6/10=7,46 g madde tartılır.Bir behere alınır ve destile su içerisinde bir baget yardımıyla karıştırılarak çözülür, ardından balona aktarılır.
Beherin dibi destile su ile çalkalanarak balona eklenir ve çözelti 1 litreye tamamlanır.
Çözeltinin pH’sı ve sıcaklığı kaydedilir.
Erlen içerisinde bulunan her bir deney numunesine 100 mL’lik çözelti eklenir.
Erlen numunenin uygun şekilde ıslandığından emin oluncaya kadar kısa süre elle çalkalanır, sonra 2 saat süreyle mekanik çalkalayıcıda çalkalanır.
Daha sonra süzgeç kâğıdı yardımıyla süzülen çözeltiler behere alınarak pH’ları ölçülür.
Elektrot birinci özüte en az 10 mm derinliğinde daldırılır ve cam bir çubukla kararlı bir pH değeri gözleninceye kadar yavaşça karıştırılır.
Bu özütün pH değeri kaydedilmez.
Elektrot yıkanmadan, ikinci özüte daldırılır ve kararlı bir pH değeri gözleninceye kadar karıştırılmadan beklenir.
Bu değer kaydedilir.
Yine elektrot yıkanmadan, bu sefer üçüncü özüte daldırılır ve kararlı bir pH değeri gözlenene kadar karıştırılmadan beklenir ve bu değer de kaydedilir.
İkinci ve üçüncü özütlerin pH değerleri birinci ve ikinci ölçümler olarak kaydedilir.
Bu iki pH değeri arasındaki fark 0,2’den büyük olmamalıdır, aksi takdirde deney tekrarlanır.
Deney sonucu olarak bu iki ölçümün aritmetik ortalaması verilir.
Kuru temizlemeye karşı renk haslığının ölçülmesi
Kuru temizleme işleminin ana işlevi; ıslak temizlemeyle zarar gören kumaş dokularını yıpratmayarak uzun ömürlü olmalarını sağlamaktır.
Ayrıca sık kuru temizleme yapılması, giysilere zamanla yerleşerek kumaş liflerine nüfus eden ve zımpara gibi aşındırıcı etkisi olan kirleri ve pisliği çıkararak giysilerin yeni alınmış gibi bir görüntüye sahip olmasına yardımcı olur.
Bu deney ise tekstil mamullerinin kuru temizlemeye karşı renk haslığı tayinini yapmayı amaçlar.( TS 473 EN ISO 105-DO1 )
Kullanılan Malzemeler
Çelik kaplar (paslanmaz veya cam)
Cam tüpler (25 mm çapında)
Perkloretilen
Gri Skala
Mekanik cihaz (Özellikleri: Mil ve kaptan oluşan cihaz, mil ortalama 40 dev/dk ile dönebilmelidir. Mil ekseni ile taban arası en az 45 mm olmalıdır), Çelik diskler (Özellikleri: Paslanmaz, kütlesi 20 g, çapı 30 mm, kalınlığı 3 mm), Kumaş parçaları (Özellikleri: Boyanmamış pamuklu dimi.( Ortalama 270 gram/metre kare kütlesinde,12 cm x 12 cm boyutlarında )
Numune hazırlama
Deneyde kullanılacak olan kumaş numunesi 100 mm x 40 mm boyutlarında hazırlanır.
Deneyin Yapılışı 2 adet boyanmamış pamuklu dimi kumaş parçaları üst üste getirilerek üç tarafından dikilir.100 mm x 100 mm boyutlarında kare şeklinde kumaş torba oluşturulur.
Daha önce hazırlanan numune kumaş ile 12 adet paslanmaz çelik disk kumaş torbaya konur ve torbanın ağzı kapatılır.
Torba cihazın içine yerleştirilir.
Yıkama cihazına 30 ± 2 ˚C sıcaklıkta 200 ml perkloretilen eklenir.
Yıkama cihazı çalıştırılır ve numune 30 dakika süreyle işlem tabi tutulur.
Torba cihazdan çıkarılarak deney numunesi torbadan alınır.
Numune kumaş 60 ± 5 ˚C sıcaklıkta asılarak havada kurutulur.
Numune kumaştaki renk değişimi gri skala kullanılarak tespit edilir.
Kapta kalan çözücü filtre kağıdından geçirilir.
Daha sonra filtre edilen çözücü ile hiç kullanılmamış çözücünün rengi karşılaştırılır.
Akma gri skala ile tespit edilir.
Test edilen numunenin sürtme bezini lekelemesi Gri skala kullanılarak kontrol edilir ve değerlendirilir.
Sürtme haslığı testi için 2 çeşit gri skala kullanılmaktadır.
Bir tanesi 5 ölçeklidir.
En düşük haslık değeri 1, en yüksek haslık değeri ise 5’tir.
Diğer gri skala ise 9 ölçeklidir.
Bu skalada da en düşük ve en yüksek haslık değerleri 5 ölçekli skalada olduğu gibidir.
Ancak her bir değer arasında ara değerler bulunmaktadır.
Bu yüzden daha hassas ölçümler yapılabilmektedir.
9 ölçekli gri skalada haslık değerleri aşağıdaki şekildedir.
1 En düşük haslık değeri
1-2
2
2-3
3
3-4
4
4-5
5 En yüksek haslık değeri
Kumaşlarda sıcak prese karşı renk haslığının tespiti
Boyalı ve baskılı tekstil mamullerinin ütü haslığı, boyaların ütülemeye veya imalat sırasında silindirleme işlemlerine dayanıklılık derecesini tayin için yapılır.
Tekstil maddesinin kuru, nemli ve ıslak olması durumları için ayrı deneyler yapılır.( TS 472 EN ISO 105-X11 )
Kullanılan Malzemeler
Pres Ütüleme cihazı (Özellikleri; düzgün yüzeyli bir çift plakası olan, 4 kPa basınç uygulayabilen), Isıya dayanıklı tabaka, Dolgu (Özellikleri;ortalama 260gr/metre küp kütlesinde yünlü flanelden yapılmış),
Pamuklu kumaş (Özellikleri; Boyanmamış,ağartılmış,100-130 gr/metre küp kütlesinde,düzgün yüzeyli )
Pamuklu refakat bezi ( 100 mm x 40 mm ) boyutlarında), Gri skala, Sınıf 3 su.
Numune hazırlama
Deneyde kullanılacak olan kumaş numunesi 100 mm x 40 mm boyutlarında hazırlanır.
Deneyin yapılışı
Presleme sıcaklığı kumaşı oluşturan elyafın cinsine göre değişir. Kumaş farklı elyafların karışımdan oluşuyor ise ısı mukavemeti en düşük olan elyafa göre belirlenir. En çok kullanılan presleme sıcaklıkları:
110 ± 2 ˚C
150 ± 2 ˚C
200 ± 2 ˚C
Deney numuneleri deneye tabi tutulmadan önce standart ılıman atmosfer şartlarında (%65 ± 2 bağıl nem ve 20 ± 2 ˚C sıcaklık) kondüsyonlanır. Presleme cihazının alt tabakası ısıya dayanıklı tabaka, yünlü flanel dolgu ve boyasız kumaş ile kaplanır.
Kuru Presleme:
Kuru deney numunesi pamuklu kumaşın üzerine yerleştirilir. Presleme cihazının üst plakası indirilir ve kuru deney numunesi 15 saniye belirlenen sıcaklıkta işleme tabi tutulur. Deney numunesindeki renk değişimi iki farklı şekilde gri skala ile değerlendirilir.
a) Deneyden hemen sonra,
b) Standart atmosfer şartlarında 4 saat bekletildikten sonra.
Boyasız kumaş üzerine renk akması gri skala ( gösterge çizelgesi ) ile tespit edilir.
Nemli Presleme:
100 mm x 40 mm boyutlarındaki refakat bezi suya daldırılır ve kendi ağırlığı kadar su tutacak kadar sıkılır. Kuru deney numunesi dolgu üzerindeki boyanmamış pamuklu kumaş üzerine yerleştirilir, ıslak refakat bezi de bunların üzerine yerleştirilir. Presleme cihazının üst plakası indirilir ve kuru deney numunesi 15 saniye belirlenen sıcaklıkta işleme tabi tutulur. Deney numunesindeki renk değişimi iki farklı şekilde gri skala ile değerlendirilir.
a) Deneyden hemen sonra,
b) Standart atmosfer şartlarında 4 saat bekletildikten sonra.
Boyasız kumaş üzerine renk akması gri skala ile tespit edilir.
Islak Presleme:
Deney numunesi ve 100 mm x 40 mm boyutlarındaki refakat bezi suya daldırılır ve kendi ağırlığı kadar su tutacak kadar sıkılır. Islak deney numunesi dolgu üzerindeki boyanmamış pamuklu kumaş üzerine yerleştirilir, ıslak refakat bezi de bunların üzerine yerleştirilir. Presleme cihazının üst plakası indirilir ve ıslak deney numunesi 15 saniye belirlenen sıcaklıkta işleme tabi tutulur. Deney numunesindeki renk değişimi iki farklı şekilde gri skala ile değerlendirilir.
a) Deneyden hemen sonra,
b) Standart atmosfer şartlarında 4 saat bekletildikten sonra.
Boyasız kumaş üzerine renk akması gri skala ile tespit edilir.
Test edilen numunenin sürtme bezini lekelemesi Gri skala kullanılarak kontrol edilir ve değerlendirilir. Sürtme haslığı testi için 2 çeşit gri skala kullanılmaktadır. Bir tanesi 5 ölçeklidir. En düşük haslık değeri 1, en yüksek haslık değeri ise 5’tir. Diğer gri skala ise 9 ölçeklidir. Bu skalada da en düşük ve en yüksek haslık değerleri 5 ölçekli skalada olduğu gibidir. Ancak her bir değer arasında ara değerler bulunmaktadır. Bu yüzden daha hassas ölçümler yapılabilmektedir. 9 ölçekli gri skalada haslık değerleri aşağıdaki şekildedir.
1 En düşük haslık değeri
1-2
2
2-3
3
3-4
4
4-5
5 En yüksek haslık değeri
Yıkamaya karşı renk haslığının tespiti
Çeşitli tekstil ürünlerinin evlerde kullanılan tekstil malzemelerine uygulanan, yıkama işlemlerine karşı renk haslığının tespitidir.
Bazı ürünlerde boyanın bir kısmının serbest halde olmasından dolayı yıkama sıvısını renklendirmesi ve bu boyalı sıvının da diğer tekstil ürünlerini veya aynı ürünün açık renkli kısımlarını boyayarak kirletmesi riski vardır.( TS EN ISO 105-C06 )
Kullanılan Malzemeler
Çelik toplar (Özellikleri: Paslanmaz ve 6 mm çapında), Refakat bezleri, Mekanik cihaz Rotawash (Özellikleri; döner şaftlı ve su banyolu. Şaft 550 mL ± 50 mL kapasitedeki çelik bir kabı tutabilmeli ve kabın tabanı ile şaft merkezi arası uzaklık 45 mm ± 10 mm olmalı ve şaftın frekansı 40 mm-1 ± 2 mm-1 olmalıdır. su banyosunun sıcaklığı termostat ile istenilen deney sıcaklığına ± 4oC’lik yaklaşımla ayarlanabilen ve bu sıcaklıkta kontrol edilebilmelidir),Paslanmaz Çelik Kaplar (550 ± 50 ml kapasitede), boyanmaz kumaş, deterjan (Optikçe parlak madde içermeyen), çok lifli refakat bezi veya iki adet tek lifli refakat bezi, sodyum karbonat, sodyum perborat tetrahidrat, su(sınıf 3), asetik asit çözeltisi, gri skala.
Numune Hazırlama
Numune kumaş 40 mm x 100 mm boyutlarında hazırlanır ve yine 40 mm x 100 mm boyutlarında çok lifli refakat bezi test numunesinin yüzüne gelecek şekilde kısa kenarlarından biri boyunca dikilir veya 40 mm x 100 mm boyutlarındaki deney numunesi iki adet refakat bezi arasına konarak kısa kenarlarından biri boyunca dikilir.
Deneyin Yapılışı
Deneyler yapılış şartlarına göre A,B,C,D,E deneyleri olmak üzere 5 ana gruba ayrılır
( Aşağıda tablo görülmektedir. Burada A1S deneyi örneklendirilecektir. İstenilen yıkama işlemi A1S için 1 litre sınıf 3 su için 4 g deterjan hassas terazide tartılarak temiz bir behere dökülür. 1 litre saf su ölçülür ve deterjanın bulunduğu behere dökülür. Deterjanın çözülmesi için beher, manyetik karıştırıcı üzerine konulur. A1S deneyi için gerekli (40±2)°C sıcaklığa ulaşıncaya kadar çözelti ısıtılır.

Rotawash cihazı, paslanmaz çelik kaplar ve A1S deneyi için 10 adet paslanmaz çelik bilyelerle birlikte teste başlamadan önce (40±2)°C’ ye sıcaklığa kadar ısıtılır.
Rotawash cihazında bulunan çelik tüpler çıkartılır kapağı açılır içine test numunesi konulur.
(40±2)°C’ deki deterjan A1S deneyi için istenilen 150 ml flotte hacminde çelik kaba dökülür ve ağzı kapatılarak yıkama cihazına yerleştirilir.
Test numunesi (40±2)°C sıcaklıkta 30 dakika süreyle teste tabi tutulur.
Süre sonunda test numunesi çelik kaplardan çıkartılarak önceden hazırlanmış 40°C sıcaklıkta 100 mL Sınıf 3 suda birer dakika arayla iki defa durulanır.
Test numunesi ve refakat bezi dikişli kenarından (60±2)°C sıcaklıkta etüv de asılarak kurutulur.
Test edilen numuneni lekelemesi Gri skala kullanılarak kontrol edilir ve değerlendirilir.
Haslık testi için 2 çeşit gri skala kullanılmaktadır.
Bir tanesi 5 ölçeklidir.
En düşük haslık değeri 1, en yüksek haslık değeri ise 5’tir.
Diğer gri skala ise 9 ölçeklidir.
Bu skalada da en düşük ve en yüksek haslık değerleri 5 ölçekli skalada olduğu gibidir.
Ancak her bir değer arasında ara değerler bulunmaktadır.
Bu yüzden daha hassas ölçümler yapılabilmektedir.
9 ölçekli gri skalada haslık değerleri aşağıdaki şekildedir.
1 En düşük haslık değeri
1-2
2
2-3
3
3-4
4
4-5
5 En yüksek haslık değeri
Kumaşlarda suya karşı renk haslığının tespiti
Suyla temas halinde olan tekstil mamullerinde renk değişimi ve lekeleme sıklıkla görülebilen bir durumdur.
Suya karşı renk haslığı testinin amacı, boyalı ve baskılı her türlü tekstil mamulünün uzun veya kısa süreli suya karşı dayanımını belirlemektir. Numune destile su içerisinde bekletilerek, nüfuz eden suyla rengindeki solma ve refakat kumaşını lekeleme derecesi belirlenir.( ISO 105-E01 )
Kullanılan Malzemeler
Persipirometre cihazı
Etüv
Sıcaklığı 37 ± 2 oC’ye ayarlanabilen destile su
12,5 kPa basınç uygulayan ağırlık
Refakat bezleri
Çok lifli refakat kumaşı (multifibre) veya iki adet tek lifli refakat bezi (biri boyanmayan kumaş, polipropilen),
Gri Skala.
Numune Hazırlama
10 cm x 4 cm boyutlarında bir test numunesi yine 10 cm x 4 cm boyutlarındaki çok lifli refakat bezine kısa kenarlarından birisi boyunca, ön yüzleri birbirine bakacak şekilde dikilir.
Tekstil mamulü iplik veya açık elyaf ise refakat bezlerinin kütlesinin yaklaşık yarısı kadar kütlede iplik veya lif alınır.
10 cm x 4 cm boyutlarındaki çok lifli refakat bezi ve aynı boyutlardaki polipropilen boyanmayan kumaş arasına konularak dört kenarı boyunca dikilir.
Deneyin Yapılışı
Deney numunesi, içerisinde oda sıcaklığında su bulunan düz zeminli bir kap içerisine konulur ve tamamen ıslatılır.
Test numunesi iki cam veya akrilik reçine plaka arasına yerleştirilir.
Persipirometre test cihazına bir defada, aralarına plaka yerleştirilmek suretiyle en fazla on adet numune yerleştirilebilir.
Numune sayısı az olsa da cihaza on adet plaka konulabilir.
Daha sonra 12,5 kPa basınç uygulayan ağırlık konulur ve vidalar sıkıştırılır.
Daha önceden 37oC’ye ısıtılmış etüv içerisine konularak 4 saat bekletilir.
Süre sonunda her bir test numunesi açılır ve kısa kenarı hariç diğer dikişleri sökülerek birbirinden ayrılır.
60oC’yi aşmayacak sıcaklıktaki havada kurutulur.
Her numunenin renk solması ve refakat bezlerine renk akması gri skala ile değerlendirilir.
Numunenin renk değişim derecesini ve numune kumaşın refakat kumaşını kirletme derecesini tespit etmek amacıyla 2 ayrı gri skala kullanılmaktadır.
Her iki skalada da 1 en kötü değer 5 en iyi değer olmak üzere 9 ayrı değer bulunmaktadır. (1- 1/2- 2- 2/3-3 3/4- 4 - 4/5- 5)
Değerlendirme işlemi D65 gün ışığı altında ve 45 o’lik eğime sahip gri renkli bir yüzey üzerinde yapılır.
Lekelenme derecesinin tayini için, test sonucu lekelenen materyal boyanmamış orijinal kumaşla yan yana konulur ve aralarındaki fark gri ölçekteki farklarla karşılaştırılır.
Renk değişim derecesinin tayini için ise; teste tabi tutulan numune orjinal numuneyle yan yana konur ve yine aralarındaki fark gri ölçekteki farklarla karşılaştırılır.
Sürtmeye karşı renk haslığının tespiti
Bu deney tekstil mamullerinin sürtmeye karşı renk haslığı ve diğer malzemelere renk bulaşmasına karşı dayanımı tayinini yapmayı amaçlar.
Sürtme haslığı, bir kumaşın temas halinde bulunduğu bir başka kumaşa sürtünme ile rengini ona transfer etmeye karşı direncidir. Yaş sürtünme; ıslak olan kumaşın rengini transfer etmesi. Kuru sürtünme; kumaşın rengini kuru haldeyken bir başka kumaşa transferidir. (TS EN ISO 105-X12 )
Kullanılan Malzemeler
Pamuklu Sürtme Bezi (Özellikleri: Haşılsız, ağartılmış, apresiz sürtme bezi)
Gri Skala
Su geçirmez zımpara kağıdı
Sürtme deney cihazı (CROCKMETER) (Özellikleri: Çapı 160 mm olan silindir biçimli bir deney parmağı içeren ve bu parmağı 9 N’luk yük altında, düzgün gerilmiş deney numunesi üzerinde 104 mm’lik bir aralık boyunca düz bir hatta 10 saniyede 10 defa götürüp getirebilecek el ile veya otomatik çalışan sürtme cihazıdır).

Numune Hazırlama
Deneyde kullanılacak olan kumaş numunesi 140 mm x 50 mm boyutlarında kuru sürtme için 2 adet yaş sürtme için 2 adet olmak üzere 4 numune hazırlanır.
Numunelerin uzun kenarına paralel olan kısımlar çözgü yönüne paralel olmalıdır. Deney numuneleri testten önce en az 4 saat kondisyonlanır.
Deneyin Yapılışı
Deney numunelerinin yerinden oynamasını önlemek için cihazın tabanı ile deney numuneleri arasına yumuşak tabanlı su geçirmez zımpara kağıdı veya gözenekli tel parçası yerleştirilir.
Deney numunesi cihazın tabanına kumaşın uzun kenarı cihazın hareket yönünde olacak şekilde yerleştirilerek, kıskaçlar ile tutturulur.
Kuru Sürtme:
Kuru sürtme bezi kumaş dokusu sürtme koluna paralel olacak şekilde sürtme cihazına yerleştirilir.
Yaş Sürtme:
Sürtme bezi damıtılmış suya batırılır ve kütlesinin yaklaşık %100 kadar su emdikten sonra kumaş dokusu sürtme koluna paralel olacak şekilde sürtme cihazına yerleştirilir.
Sürtme cihazının kolu saniyede bir çevrim hareketi yapacak şekilde 10 ileri 10 geri hareket ettirilir.
Bu hareket 104 mm lik hat boyunca ve yüzeye 9 N kuvvet uygulanarak yapılır.
Deney numunesi cihazdan alınır ve standart atmosfer şartlarında en az 4 saat kondisyonlanır.
Cihazdan çıkarılan sürtme bezinin arkasına 3 kat beyaz sürtme bezi konulur ve lekelenme gri skalada değerlendirilir.
Test edilen numunenin sürtme bezini lekelemesi Gri skala kullanılarak kontrol edilir ve değerlendirilir.
Sürtme haslığı testi için 2 çeşit gri skala kullanılmaktadır.
Bir tanesi 5 ölçeklidir.
En düşük haslık değeri 1, en yüksek haslık değeri ise 5’tir. Diğer gri skala ise 9 ölçeklidir.
Bu skalada da en düşük ve en yüksek haslık değerleri 5 ölçekli skalada olduğu gibidir.
Ancak her bir değer arasında ara değerler bulunmaktadır.
Bu yüzden daha hassas ölçümler yapılabilmektedir.
9 ölçekli gri skalada haslık değerleri aşağıdaki şekildedir.
1 En düşük haslık değeri
1-2
2
2-3
3
3-4
4
4-5
5 En yüksek haslık değeri
ışığa karşı renk haslığı testi
Tekstil mamulünün kullanımı esnasında güneş ışığına maruz kalan boyalı materyaller zamanla bütün imalat safhalarında veya kullanım sırasında solar ya da renk değiştirir.
Tekstil materyali üzerindeki rengin, ışığa karşı gösterdiği dayanıklılık ışık haslığı olarak adlandırılır. Işık haslığı testi, güneşin soldurma etkisini veren cihazlarla uygulanır.Renk solması esas olarak fotokimyasal bir olaydır. Solmada etkili olan ışık enerjisi, bir cisim üzerine düşüp cisim tarafından absorbe edildiğinde, farklı etkiler yaratır. Bu etkiler ısı enerjisine dönüşünce, cisim tarafından yansıtılır ya da cisim içerisinde kimyasal reaksiyon olarak ortaya çıkar. Bir ışığın cisim içerisinde kimyasal reaksiyon gerçekleştirmesi için o ışığın enerjisinin, mamulün molekülündeki elektronlarının aktifleşme enerjisine eşit olması gerekir. Tekstil materyalinin solmaması için materyalin absorpladığı ışık enerjisi, aktifleşme enerjisinden düşük olmalıdır.( TS 1008 EN ISO 105-B02 )
Kullanılan Malzemeler
Ksenon ark lambası ve düzeneği
Opak karton
Sıcaklık sensörü (termometre)
Gri skala
Mavi Yün Referanslar (Referans 1-8 veya referans L2-L9 takımları)
Numune Hazırlama
Test numuneleri boyutları 45 mmx10 mm olacak şekilde hazırlanır.
METOT 1
Bu metot haslık değerlerinde anlaşmazlık olma durumlarında kullanılır ve her defasında sadece bir numune deneye tabi tutulur, her numune için ayrı referanslar kullanılır.
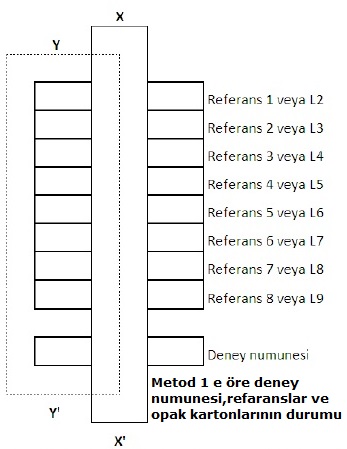
Deney numunesi ve referanslar şekildeki gibi yerleştirilir.
Numune ve referansların üçte birlik kısmını kapsayacak şekilde orta kısımları XX’ opak kapağı ile şekildeki gibi kapatılır.
Numune ve referanslar ksenon ark ışığına maruz bırakılır. Işığa maruz kalan kısım ile ışığa maruz kalmayan kısımlar arasındaki kontrast farkı gri skala 4 oluncaya kadar devam eder.
Daha sonra numune ve referansların diğer üçte birlik kısmı YY’ opal kapağı ile şekildeki gibi kapatılır ve ışığa maruz bırakılır.
Işığa tamamen maruz kalan kısım ile ışığa hiç maruz kalmayan kısımlar arasındaki kontrast farkı gri skala 3 oluncaya kadar devam eder.
Eğer referans 7 veya L7’de kontrast gri skalaya göre 4 olması durumunda deney bu aşamada durdurulur.
Eğer deney numunesinin renk haslığı referans 7 veya L7 ye eşit veya daha büyük ise gri skala 3’e eşit bir kontrast farkı elde edebilmek için çok uzun bir zamana ihtiyaç duyulur.
Renk haslığı daha yüksek yani referans 8 veya L9 olması durumunda gri skala 3 kontrastını elde etmek imkansızlaşır.
METOT 2
Bu metot çok sayıda numunenin ışık haslıklarına bakılmaları durumunda kullanılır. Dolayısıyla, tüm numuneler aynı anda işleme tabi tutulacaklarından dolayı tek bir referans takımı yeterlidir.
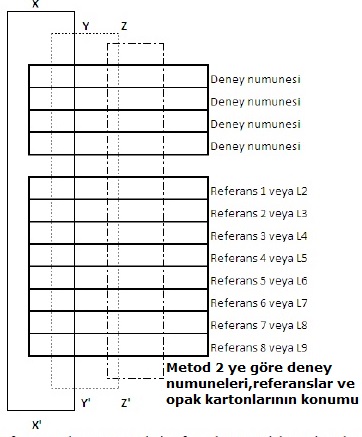
Deney numunesi ve referanslar yukarıdaki şekildeki gibi yerleştirilir.
Numune ve referansların yukarıdaki gibi dörtte birlik kısımları XX’ kartonu ile kapatılır ve ksenon ark ışığına maruz bırakılır.
Işığa maruz bırakma işlemi Referans 3 veya L2 gri skalaya göre 4-5’e eşit bir değişim olduğu sırada deney parçalarında ki renk değişimi referans 1,2 ve 3 veya L2 de ki değişikliklerle karşılaştırılarak renk haslıkları değerlendirilir.
XX’ karton kapağı ayn pozisyonda tekrar yerleştirilir ve referans 4 veya L3 teki renk değişimi gri skala 4-5’e eşit olana kadar ışığa maruz bırakılır.
Bu noktada YY’ karton kapağı şekil 2 deki gibi yerleştirilir.
Referans 6 veya L5 teki renk değişimi gri skala 4-5’e eşit olana kadar ışığa maruz bırakılır.
Daha sonra ZZ’ karton kapağı şekildeki gibi numune ve referansların dörtte biri kapanacak şekilde yerleştirilir. Işığa maruz bırakma işlemi aşağıdaki durumlara göre belirlenir.
a) Referans 7 veya L7 deki renk değişimi gri skalaya göre 4’e eşit olana kadar veya
b) Beyaz tekstiller için, haslığı en iyi olan numune gri skalaya göre 4’e eşit olana kadar veya,
c) Haslığı en iyi olan numune gri skalaya göre 3’e eşit olana kadar deney devam eder.
METOT 3
Bu metot bir performans özelliğinin kontrolünde kullanılır.
Deney parçaları iki adet mavi yün referansı ile ışığa maruz bırakılır.
Yün referanslar deney parçalarının en küçük özelliği ve bir altındaki renk haslığına sahip referanslardan seçilir.
En küçük özelliğe sahip referansın gri skalaya göre 4 ve 3’e eşit olana kadar ışığa maruz bırakılır.
METOT 4
Bu metot bir anlaşma ile belirlenen referans numune ile kontrolü yapılacak olan parçaların birlikte ışığa maruz bırakılmasını kapsar.
Referans numunenin renk değişikliği gri skala 4 ve/veya 3 olana kadar deney devam eder.
METOT 5
Bu metot bir anlaşma ile belirlenen ışığın cinsine göre kullanılacaksa, deney numunelerinin mavi yün referanslarıyla veya yalnız başlarına ışığa maruz bırakılmalarını kapsar.
Deney numuneleri ve referanslar belirlenen ışık ile belli enerjiye gelene kadar ışığa maruz bırakılır.
Numune değerlendirmesinde ışık haslığı değerleri mavi skala ile ölçülür.
Mavi skalada 1 en kötü sonucu 8 en iyi sonucu vermektedir.
Hava şartlarına karşı renk haslığının tespiti
Her çeşit ve türdeki tekstil malzemelerinin renklerinin, bir kabin içindeki ksenon ark lambası ile oluşturulan hava şartlarına maruz bırakılmak suretiyle malzemenin ıslatıldığında ışığa karşı duyarlı olup olmadığının tayinini kapsar.( TS 4460 EN ISO 105-B04 )
Kullanılan Malzemeler
Ksenon Ark Cihazı (Işık Kaynağı; Ksenon ark lambası, Işık Filtresi; Cam filtre, Isı Filtresi;IR Filtresi, UV filtresi)
Radyometre (Işınım ve ışık miktarını ölçer) ( Radyometre, ışık enerjisini ölçmek için kullanılan alete radyometre ismi verilir. Ortamda bulunan ışık enerjisini ölçerek bunu hareket enerjisine döndürecek olan araca radyometre ismi verilir. Havadan etkilenmeyen cam fanus içinde serbest bir şekilde dönen ve dört yaprağı bulunan bir araçtır. Yapraklarının bir yüzü siyah diğer yüzü ise, beyaz olur. )
Sıcaklık Sensörü; Siyah standart termometre (BST)
Referans Mavi Yün (1’den 8’kadar) ISO 105 B01’de tarif edilen
Opak karton veya alüminyum levha
Test numunesi tutucu aparatları
Mavi yünler için cam levha tutucusu
Gri Skala.
Numune Hazırlama
Test numunesi kumaşından tutucu aparat boyutlarında iki adet test numunesi kesilir.
Test numuneleri opak kartona zımbalanır veya yapıştırıcı ile tutturulur.
Opak kartona tutturulan test numuneleri tutucu aparatına takılır.
Mavi yün referanslarının (1den 8’e kadar) her birinden (1 x 2,5) cm boyutlarında numune kesilerek opak kartona sırası ile zımbalanır veya yapıştırıcı ile tutturulur.
Hazırlanan mavi yün referansların 1/3’ lük kısımları kapatılır ve referansların ıslanmasını önleyen cam levhanın içerisine tutucunun üzerine yerleştirilir.
Deneyin yapılışı
Ultraviyole ışınların azaltılması için ksenon ark lâmbası ile numune ve mavi yün referansları arasına bir cam filtre (UV) yerleştirilmelidir.
İnfrared ışıma şiddetini azaltmak için ışık kaynağı ile numune ve mavi yün referansları arasına ısı filtreleri yerleştirilmelidir.
Böylece cihaza 6 IR ve 1 UV filtresi yerleştirilir ve cihazın programında bu filtreler tanımlanır.
Teste başlamadan önce cihazın alt kısmında bulunan tank, saf su (deiyonize su) ile doldurulur.
Hazırlanan mavi yün referansları ile test numuneleri tutucuları cihaza yerleştirilir.
İkisi birlikte aynı ksenon ark lambası ile hava şartlarına maruz bırakılır.
Test numuneleri aşağıdaki tekrarlanabilir deney şartlarına maruz bırakılır.
Su püskürtme süresi : 1 dakika
Kurutma süresi : 29 dakika
Mavi yün referanslar püskürtülen sudan bir cam levha ile korunur ve deney numunelerini ışıklandırmakta kullanılan aynı ksenon ark lâmbası ile ışığa maruz bırakılırlar.
Cam mahfaza üstü ve altı iyi bir hava dolaşımına imkân verecek şekilde açık olmalıdır.
Üç farklı metotta numuneler test edilir.
METHOD 1
Bu metot test numunelerinin muayene edilerek hava şartlarına maruz bırakılma periyodunun kontrol edilmesini kapsar.
METHOD 2
Bu metot, çok sayıda test parçasının bir arada teste tabi tutulması gerektiği zaman kullanılmaktadır.
Bu metodun temel özelliği mavi yün referansların muayene edilerek, havaya maruz bırakma süresinin kontrol edilmesidir.
6 no’lu referansın havaya maruz bırakılmamış ve bırakılmış kısımları arasındaki kontrast gri skalaya göre 4’e eşit olana kadar, test numuneleri ve mavi yün referanslar hava şartlarına maruz bırakılır.
Her bir test parçası çiftinden birer tane numune alınır.
Bu numuneler daha sonra mavi yün referansın ikinci 1/3’lük kısmı ilave opak bir karton ile kapatılır.
Teste maruz bırakma işlemi 7 no’lu referansın havaya tamamen maruz bırakılmış ve maruz bırakılmamış kısımları arasındaki kontrast gri skalaya göre 4’e eşit oluncaya kadar devam eder.
Daha sonra kalan test parçaları ve referanslar alınır.
Havaya maruz bırakılmış test numuneleri ile teste tabi tutulmamış orijinal kumaştan örnekler değerlendirme yapmak üzere hazırlanır.
METOT 3
Testler üzerinde anlaşmaya varılan ışık enerjisi seviyesinde renk haslığının kontrol edilmesi amacıyla uygulanıyorsa bu metot tercih edilir.
KURUTMA
Test numuneleri değerlendirme yapmak için yerleştirilmeden önce 60 ºC ‘ı aşmayacak bir sıcaklık ve havada kurutulur.
Teste tabi tutulan test numuneleri en az 15 mm x 30 mm ebatlarında kesilir.
Test numuneleri kendileriyle aynı şekil ve boyutta kesilmiş olan orijinal kumaştan alınmış bir parçayla yan yana gelecek şekilde renk karşılaştırma kabinine yerleştirilir.
Aynı süreyle hava şartlarına maruz bırakılan mavi yün referanslarda oluşan kontrastlar kullanılarak, havaya maruz bırakılmış test numuneleri ile orijinal kumaş arasındaki kontrastın büyüklüğü değerlendirilir.
Test numunesindeki kontrasta en yakın kontrastı gösteren referansın numarası renk haslığı değerini verir.
Eğer kontrast iki mavi yün referansının yaklaşık ortasında ise uygun bir yarı haslık değeri verilir.
Renk değişimi gri skalaya göre 4-5 ‘ten büyükse, tekstil malzemesinin ıslak halde ışığa duyarlı olduğu kabul edilir.
Renk değişimi gri skalaya göre 4-5 veya 5 ise tekstil malzemesinin ıslak halde ışığa duyarlı olmadığı kabul edilir.
Renk değişimi terimi sadece solmayı değil aynı zamanda renk, renk derinliği ve renk tonundaki değişikliği veya renk karakteristiklerinin herhangi bir değişikliğini de ifade etmektedir.
Renk farklılığı; renkte ya da rengin açıklığı /koyuluğunda oluşan bir değişiklik ise bu durumda sayısal renk haslığı değerine aşağıdaki kısaltmalar ilave edilerek belirtilir.
Bl: Daha mavi
Y: Daha sarı
G: Daha yeşil
R: Daha kırmızı
D: Daha mat
Br: Daha parlak
Renkteki değişikliğin yanı sıra renk derinliğinde oluşan bir değişiklik de söz konusu ise bu durum aşağıdaki kısaltmalar ile gösterilebilir.
W: Daha zayıf
Str: Daha kuvvetli
Giysilerde yıkama sonrası boyutsal değişimin ölçülmesi
Giysilerde yıkama, ıslatma ve kurutma işlemleri esnasında çekme ve uzama şeklinde boyut değişimleri gözlenir.Bu deneyde bu değişimlerin miktarının ölçülmesi amaçlanmıştır.( TS EN ISO 5077 )
Kullanılan Malzemeler
Taksimatlı sanfor cetveli
Otomatik çamaşır makinesi
Pres ütü
İşaretleme kalemi(yıkama ile çıkmayan)
Deterjan

Numune Hazırlama
Deneyde kullanılacak olan giysi ölçüm yapılması için düz bir zemine serilerek hazırlanır.
Deneyin Yapılışı
Numune düz bir zemine konarak buruşuklukları giderildikten sonra nokta ölçüm yapılacak olan bölgeler işaretlenir ve ölçüleri alınarak kaydedilir.
Ölçüm yapılacak bölge dikişler arası olmalıdır ve ölçüm alınmadan önce düğme, fermuar gibi kısımlar kapatılmalıdır.
Bütün ölçümler alındıktan, işaretlemeler yapıldıktan sonra numune yıkama işlemine tabi tutulur.
Bu testte kullanacağımız deterjan karışımını hazırlamak için 3 farklı deterjan kullanılmaktadır.
Bu deterjanlardan olan ece deterjanımızdan 9,09 gr tartılır, bu miktar 11,8 gramlık deterjan çözeltisinin %77 lik kısmını oluşturmaktadır.
Sodyum perporat deterjanından ise 2,36 gram tartılır, bu miktar 11,8 gramlık deterjan çözeltisinin %20 lik kısmını oluşturmaktadır.
Musluk suyu eklenerek çözeltinin sıcaklığı 40 °C olana kadar ısıtılır.
Daha sonra çözeltinin sıcaklığının 30 °C ye düşmesi beklenir.
Daha sonra çözeltiye ağartıcı olarak tetra asetiletilen diamin deterjanından yüzde 3’lük kısım 0,354 gram tartılarak eklenir.
Test numunesi yük dengeleyici kumaşlarla ağırlık 2 kg’a ayarlanarak otomatik çamaşır makinesinde yıkanır ve kurutulur.
Kurutulan numune atmosfer şartlarında kondüsyonlanır.
Daha sonra ölçüm yapılmak üzere çok fazla gerdirmeden serilir ve işaretli noktalar arası ölçülerek kaydedilir.
Daha sonra aşağıdaki formül kullanılarak % cinsinden boyut değişimi miktarı hesaplanır.
( İşlem öncesi ölçüm – İşlem sonrası ölçüm ) .100 / İşlem öncesi ölçüm
Daha sonra ortalama boyut değişimleri hesaplanır ve boyut değişimlerindeki çekme (- işaretli sonuçlar) ve uzama (+ işaretli sonuçlar) miktarları bulunur.
Deney sonrası çekme ve uzama sonuçları yüzde olarak bulunur.
Püskürtmeli su iticilik metoduyla kumaş yüzeylerinin ıslanmaya karşı gösterdikleri direncin tespiti
Su iticilik, ürünü giyen kişiyi yağmurdan veya duştan korumak için üretilen giysilerde ihtiyaç olarak karşımıza çıkmaktadır.
Bu ürünler genellikle pamuk, yün ve pamuk/polyester karışımı elyaflardan üretilir ve terbiye işlemi esnasında su itici kimyasallar ile terbiye edilirler. Su iticilik deneyinin amacı kumaşların yüzeylerinin ıslanmaya karşı dirençlerinin püskürtme metodu ile tespit edilmesidir.(TS 259 EN 24920 )

Kullanılan Malzemeler
Püskürtme cihazı (Özellikleri: Dikey konumlandırılmış, 150 mm ağız çapı olan, çapı 10 mm lik boru ile metal püskürtme başlığına takılı bir huniden oluşmaktadır), Metal püskürtme başlığı (Özellikleri: Dış bükey yüzeyli ve üzerinde 0,9 mm çapında 19 adet delik bulunmalıdır), Deney parçası tutucusu (Özellikleri: birbiri içerisine geçebilen iki çemberden oluşur ve birinin iç çapı ile diğerinin dış çapı 150 mm olan düzenek), destillenmiş su (20 °C veya 27 °C).
Numune hazırlama
Numuneler en az 3 adet olmak üzere kumaşın farklı ve düzgün bölümlerinden 180 mm2 büyüklüğünde hazırlanmalıdırlar.
Deneyin yapılışı
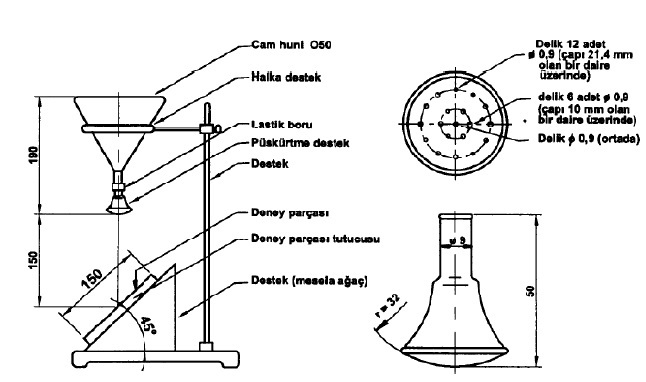
Su iticilik deneyi için hazırlanan numuneler deneyden önce en az 24 saat standart atmosfer şartlarında (20 °C ±2 °C sıcaklık ve 65% ± 2% nem) kondüsyonlanmalıdır. Numuneler daha sonra sırayla iki çemberden oluşan deney tutucularına tutturulur. Bu düzenek akan su çözgü yönüne paralel olacak şekilde cihazdaki desteğe yerleştirilir. Püskürtmenin kesilmeden tatbik edilebilmesi için 250 ml su hızlı ve düzgün bir şekilde huniye aktarılır. Püskürtme işleminin tamamlanmasının ardından numune parçası deney tutucusu ile birlikte alınır ve kumaş yüzü yere bakacak şekilde sert bir yüzeye iki defa hafifçe vurulur. Numune tutucudan çıkarılmadan kumaşın ıslanma derecesi TS 259 EN 24920 standardında belirtilen ve aşağıda tanımlanan skala veya fotoğraf skalasından belirlenir.
Islanma derecesi:
1- Püskürtülen yüzeyin tamamen ıslanması.
2- Püskürtülen yüzeyin yarısının ıslanması. Bu durum, genellikle birbirinden ayrı ıslanmış
küçük alanların birleşmesinden meydana gelir.
3-Püskürtülen yüzeyin sadece birbirinden ayrı küçük alanlar halinde ıslanması.
4-Püskürtülen yüzeyde, ıslanma olmaması, ancak yüzeye tutunmuş küçük damlacıkların bulunması.
5-Püskürtülen yüzeyde ne ıslanmanın olması, ne de yüzeye tutunmuş küçük damlacıkların bulunması.







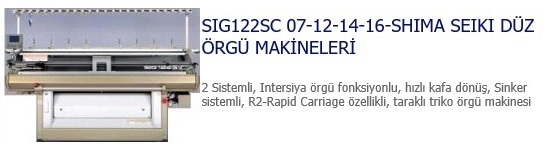
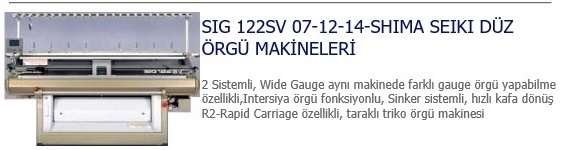
İplik Aktarma makineleri

İplik aktarma makinesi; dokuma, örme ve boyamada işleri ve işlemleri kolaylaştırmak için iplik bobinini diğer bir masuraya sararak yine bir bobin yapılması işlemini yapan, iplik hatalarının temizlenmesini sağlayan bir iplik bitim işlemi makinesidir.
Makinede üretime başlamadan önce makinenin üretime hazırlanması gerekmektedir. Bu hazırlık safhasında, bilinmesi ve uygulanması gereken bir dizi işlem vardır.
Bunlar;
1-Makine ikaz levhasındaki uyarılara uymak
2-Makinede temizlik ve bakım esnasında ana şalteri kapatmak
3-Tehlike anında, müdahale araçlarının kullanımını ve yerlerini öğrenmek
4-Anında giderilemeyecek veya yetki alanı dışındaki acil durum veya kazayı derhal ilgili personel ve acil hizmet birimlerine bildirmek
5-Acil durumlarda çıkış veya kaçış planlarını uygulamak
6-Makine içerisindeki aparatlara uzuvlarını kaptırmamak için dikkatli çalışmak
7-Tehlikeli ve zararlı atıkları verilen talimatlar doğrultusunda diğer malzemelerden ayrıştırmak ve gerekli önlemleri alarak güvenli bir şekilde tutulmasını sağlamak,
İşin özelliğine göre iş elbisesi giymek
8-Yerleri iyi temizlemek, kaygan zeminleri silmek
9-Çok sayıda makinenin çalışmasından dolayı gürültü ve titreşimin olduğu bir ortam söz konusu olması nedeniyle kulaklık takmak
10-Makinede çalışan kişinin iş yapılırken saçlarının silindir, dişli veya dönen aksamlar tarafından tutulması sonucu oluşabilecek iş kazalarının önüne geçmek için başına bone takmak
11-Elyaf uçuntularının, uzun süre solunmasına bağlı meslek hastalıklarının oluşmaması için maske kullanmak
12-Temizlik esnasında emici cihazları kullanmak
13-Makine çalışır durumdayken makineye müdahale etmemek İplik aktarma makinesinde üretim yapabilmek için belli başlı üretim malzemeleri ve araç gereçlere gereksinim vardır.
Bu üretim malzemeleri ile araç ve gereçler;
1-İplik: Liflerin bir araya getirilmesi ile oluşturulan tekstilin temel ürünüdür.
2-Bobin patronu: İpliğin üzerine sarılarak bobin oluşturulmasında kullanılan konik veya silindir biçiminde olup karton, tahta, plastik vb.den yapılan gereçtir.
3-Bobin: İpliğin boş koniğin (patron) üzerine sarılmış konik veya silindirik formdaki halidir.
4-Etiket: Bobinlerin içine yapıştırılan ve bobinlenmiş ipliğin ve bobinin özelliklerini gösterir.
5-Bobin nakliye arabası: Bobinleri taşımak için kullanılan araç.
6-Palet: İplik bobinlerinin üzerinde istiflenerek taşındığı, özel olarak yapılmış ağaç ızgaradır.
7-Telef: İstenmeyen iplik döküntüsüdür. Bunlar bakım ve onarım çalışmalarında üstüpü olarak kullanılır ve makinelerin temizliği için kullanılır.
8-Saçları örtmek için bone: Makinenin çalışan kısımlarına çalışanın saçlarının dolanmaması için kullanılır.
9-Toz maskesi: Elyaf uçuntularının, solunum yolu hastalıklarına neden olmaması için kullanılır.
10-Kulak tıkacı: Makine gürültüsünden etkilenmemek için kullanılır.
11-Eldiven: kullanılan malzemelerin ellere zarar vermemesi için kullanılır.
Üretim anında yapılan kontroller
Arabalar üzerine alınan bobinlerin istenilen standartlara uygunluğu gözle ve elle kontrol edilir. İplik aktarma makinesinde, üretim öncesi, üretim anında ve üretim sonrası makine ve arabalar üzerine alınan bobinlerin istenilen standartlara uygunluğu elle ve gözle kontrol edilir.
- · İplik sarımının yapıldığı koniğin, doğru renkte, tipte ve yönde yapılıp yapılmadığı,
- · Üretimin uygun kalitede olması için, ipliğin düzgünlük kontrolünü gözlemlemek
- · İplik numarasına dikkat etmek
- · Bobinin formuna dikkat etmek
- · Bobin yoğunluğu
- · Bobin çapı
- · Bobin konikliği
- · Bobin yüksekliği
- · Kirli bobinlerin ayrılması
- · Etiketsiz bobinlerin ayrılması
- · Her yeni parti için ürünün metrajının kontrolü
Makinenin görevi
İplik üzerindeki; kalın ince kısımları, hatalı düğümleri ve uçuntuları temizlemek ve ipliği aktarırken belli bir gerginlikte sarmak
Makine çalışma kartı
Makine çalışma kartında, aktarılacak iplik için gerekli ayarlama ve girdilerin yapılmasını sağlayan bilgi kartıdır.
Makinenin çalışma prensibi
İpliğin sarılması için gerekli boş konikler (patronun) etiket yapıştırılarak makinenin çerçeve koluna yerleştirilir.Aktarılacak bobinler makinenin alt kısmında bulunan çağlıklardaki iğlere dizilir.Bobinlerin iplik uçları domuz kuyruğundan, istikamet porselenlerinden, gerdirici tertibattan, parafin milinden, algılayıcı sensörden ve bıçaktan geçirilerek yukarı çekilir. İpliğin ucu, ipliğin aktarılacağı boş koniğin (patronun) içine konarak, patronla adaptör arasına sıkıştırılıp, çerçeve indirilir.İplik bir elle tutulup gerdirilirken, diğer elle yeşil düğmeye basılarak kafa çalıştırılır ve iplik bırakılarak normal sarım yapılmaya başlanır. İpliklerin sarılışı kontrol edilir, hatalı sarım yapan kafalar durdurulup hatalar temizlenir. Kopan iplik uçları el veya düğümleyici ile bağlanır.Biten bobinlerin yerine yenisi takılır.Dolan bobinler ise çerçeveden çıkarılıp alınır.Bobinler, arabaya yüklenip oradan da paletlere istiflenir.Yeni boş konikler (patronun) takılır ve aynı işlemler tekrarlanarak üretime devam edilir.
Makinenin kısımları ve çalışma elemanları
İplik aktarma makinesi, makine gövdesi ve onun üzerinde bulunan yedi çalışma kısmından oluşmuştur. Bunlar;
- · Makine gövdesi
- · Makine kontrol düğmeleri
- · Besleme kısmı
- · Kontrol ve temizleme kısmı
- · Düğümleyici (splayzer)
- · Parafinleme
- · Sarım kısmı
- · Gezer üfleyici kısım
- · İplik gerdirme
Makinenin gövdesinde, makineyi açma kapama düğmesi bulunur. Makine gövdesine monte edilmiş, besleme, düğümleme, kontrol, bıçak, sarım ve gezer üfleyici bulunur.
Makine ana gövdesindeki makinenin açılıp durdurmasını sağlayan anahtar ile her kafanın kontrolünü sağlayan açama kapama butonları vardır.
İplik aktarma makinesi;
iplik üretiminin bir çıktısı olan bobinlenmiş ipliklerin, isteğe göre daha büyük veya küçük iplik bobinlerini oluşturmak, bobinlenmiş iplikleri boyamaya hazırlamak için delikli koniklere (patronlara) daha yumuşak sarım yapmak, fantezi iplikçilikte bobinlenmiş ipliklerdeki hataların giderilmesi ve kopukların düğümlenmesinde kullanılan bir iplik bitim işlemi makinesidir.
Bobinlenmiş iplileri aktaran ve yine bobin formatına getiren makinelere İplik aktarma makinesi denir. İplik aktarma makinesinden elde edilene bobin denir.
Makinenin besleme kısmı, makinenin ön alt kısmındaki cağlık tertibatı ve üzerinde bulunan bobin iğlerinden oluşmuştur.
İplik aktarma makinelerinde ipliğe parafin, ipliğin kullanılacağı yere göre ipliğin sürtünme kuvvetini azaltmak için verilir. Parafin, özellikle trikotajda kullanılacak az bükümlü örme ipliklerine ve mekiksiz dokuma makinelerinin atkı ipliklerine makine parçalarından geçerken iplik kayganlığının arttırılması için uygulanır.
Aktarılması yapılan iplik bobininden çıkan uç;
Domuz kuyruğu,
Kontrol kısmı
Gerdirme pullarından
Geçtikten sonra parafin aparatına gelir, parafine temas eder.
En iyi parafin alma miktarı parafin sertliği, parafin ve aparatının ipliğe basma kuvveti, iplik gerginliği, ortam ısısına göre değişen oranda parafin iplik üzerinde kalır. İyi parafinleme, ipliğin sürtünme kuvvetini %40-50 azaltır.
İplik aktarma makinesinde sarımı yapılacak iplikler koniklere (patronlara) kullanım yerine göre istenilen ebatlarda ve sertlikte sarılır.
İplik aktarma makinesi sarım kısmı elemanları
Kılavuz: İpliğin, koniğe sarımı esnasında kontrolden çıkışını engelleyen parçadır.
Balaban: Koniği devir hızına göre çeviren silindirdir.
Çerçeve: Koniğin takıldığı parçadır.
Çerçeve Kolu: Çerçeve üzerinde bulunan içindeki yay yardımı ile koniğin takılıp çıkarılmasına yardımcı olan koldur.
Rezerve: İpliğin koniğin kenarına sarılmasını sağlayan plastik parçadır.
Mekik: İpliğin koniğe düzgün olarak sarılmasını sağlayan plastik uçlu metal kısımdır.
Cağarlık (cağlık): Çıkan bobinlerin geçici olarak takıldığı demir çubuktur.
İplik besleyicisine gelen ipliği, dönme hareketi yapan üzeri yivli balaban adı verilen silindirler ipliği sağa sola gezdirerek, bobine çapraz sarım işlemini gerçekleştirir. Bobin, istenilen çapa geldiğinde bobin başlığı otomatik olarak durur. Bobin değişimi için bobin sarım işleminin tamamlanmış olması gerekir. İstenen ve ona göre ayarlanan sarım miktarından sonra çalışan kafa durur, çerçeve çalışan tarafından yukarı kaldırılarak dolu bobin çıkartılıp yerine yeni boş konik takılır.
Daha sonra çerçeve aşağı indirilerek iplik sarma işlemine tekrar başlanır. Dolu bobin sevki ve bobin masurası besleme, çalışan tarafından yapılır.
Dolu bobinler, çalışan tarafından alınıp bobin paketleme kısmına nakledilir.
Bobin Sarımında Önemli Özellikler:
· Bobin sertliği (yoğunluğu): Bobin sertliği boyama, çözgü gibi kullanma yerine göre ayarlanır. Bobin yoğunluğu 0.28-0.50gr/cm³ arasında değişir. Boya bobinlerinde yoğunluk 0.28-0.40gr/cm³ arasında olur. Boyanın bobinin içinden rahat geçmesi için sarımın yumuşak olmasına özellikle dikkat edilir. Bobinler arasında sertlik farkı boyanın abrajlı olmasına neden olur. Bobinin sıkı sarılması kaymayı da azaltır. Bobin sertliği bobinin tambura basma kuvvetiyle ayarlanır.
·Sarım Tipi: Kaba sarım, hassas sarım gibi yöntemler vardır.
·Bobin Kenarı: Sarım esnasında bobin kenarlarına daha fazla iplik sarılması nedeniyle bobin kenarları sert olur. Bobin kenarlarının sertleşmesi boyamayı bozduğu gibi daha sonraki kullanım sırasında kopuşları da artırır. Bunu gidermek için kenar yumuşatma sistemleri kullanılır. Kenarların çok yumuşak olması halinde ise bobinden iplikler kayabilir. · Çapraz Sarım Açısı: Bobin çapraz sarım açısı genelde 25-40 çapraz sarım açısında bobinin içinde boşluklar arttığı için daha yumuşak 40˚ civarında açıyla sarım yapılan bobin sarılır. Diğer kullanım amaçları için 25° bobinler uygundur.
·Bobinleme Hızı: Sarım hızı; sarılan ipliğin, materyalin numarasına ve bobinin konikliğine göre değişir. Koniklik arttıkça bobinleme hızı düşürülür. İpliği çok hızlı bobinlemek gereksiz kopuşlara neden olur, iplik kalitesini düşürür. Parafinleme yapılıyorsa bobin hızı % 10 kadar azaltılır. Boya bobini sarılıyorsa bobinleme hızı % 10-20 azaltılır.
Dokumaya direk atkı ipliği olarak gönderilecek bobinler konik ve çapraz sarım yapılır.
Bobin çeşitleri
- · Normal konik bobin (a)
- · Bombeli konik bobin (b)
- · Normal silindirik bobin (c)
- · Bombeli silindirik bobin (d)
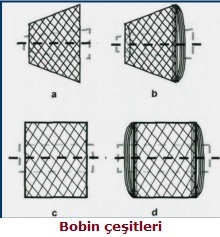
Çapraz sarım
Bir bobin masurası üzerine ipliklerin belli bir açı oluşturacak şekilde sarılmasıdır. Genellikle eğrilmiş ipliklerin bobinlemesi için tercih edilen bir sarım biçimidir.

İplik frenlemesi
İplikteki zayıf yerlerin giderilmesini sağlar. Hem üretim kalitesini bozmaması hem de çok daha ekonomik olması nedeniyle zayıf yerlerin bobinlemede koparılarak giderilmesi gerekir. Bunun için en uygun olan ipliğin kopma mukavemetinin %15-20’lik kuvvetle frenlenerek bobinlenmesidir.
Kopuk Bağlama
Dokunduktan sonra kumaşın hatalı görünmesine neden olacak, iplik üzerinde bulunan hatalar, sağlam olmayan iplikteki kopacak kısımlar frenlemeyle, kalın yerlerde temizleyicilerde (bıçak) iplik koparılır veya kesilir. Koparılan, kesilen iplik uçları veya biten yeni bağlanan bobinlerdeki iplik uçları el veya düğümleyici ile düğümlenir.
Kopuk bağlamanın önemi
İplik aktarma makinesinde iplik uçları, ipliğin çeşidi (fantezi, penye, kamgarn, openend vb.) kullanım yerine göre(giysi, ev tekstili vb.) düğümlenir. İpliğin kullanım alanı, iplik uçlarının düğümlenmesinde gösterilecek hassasiyeti de belirler, buna göre de düğüm çeşidi seçimi yapılır.
Kopuk bağlama yöntem ve çeşitleri İplik uçlarının birleştirilmesinde temel olarak el ile düğümleme ve spleicer kullanılır. İplik uçlarının iyi bağlanması çok önemlidir. Düğümlerin sıkı, uçları kısa ve doğru atılması gerekir. Aksi halde düğümler kendiliğinden açılabilir. Aksi halde iplik kopuşları yüzünden örme ve dokumacılar zorluk çeker.
İplik Temizlenmesi
Üzerinde kalınlık oluşturan hataları sıyırarak veya kopararak giderirler. Koparma halinde iplik bağlanırken uçlarından bir miktar koparılıp atılarak hata giderilmiş olur. İpliğin temizlenmesi mekanik veya elektronik temizleyicilerle yapılır. İpliğin temizlenme derecesi üretilecek kumaşa bağlı olarak artırılıp azaltılabilir. Şönil fantezi iplik makinelerinde üretilen bütün iplikler, aktarma makinelerindeki optiklerden geçirilerek kellik, düğüm gibi bütün hatalardan temizlenir.
Düğümleyici (splayzer)
İplik aktarma makinesinde, kopan veya biten ipliklerin düğümlenmesi iki yöntemle yapılır. Bir tanesi el ile diğeri ise makinenin bir ucundan diğer ucuna kadar olan kısmına monte edilmiş bir rayın üzerinde makine boyunca hareket edebilen düğümleyici (spleicer) ile yapılır.
Kopan ya da biten ipliklerin ucu tutularak bir kısmı sağılarak alınır ve koparılır. İki uç düğümleyiciye (spleicer) çapraz olarak verilir. Düğümleyicinin (spleicer) bıçakları fazla olan ip keser ve uçları hava sirkülasyonu olan hazneye çeker. Bundan sonra oluşan işlemler sırasıyla;
Büküm açma
Kesilmiş olan ipliklerin ucu, açıcı borunun içine emilerek açılır, sağ yönlendirici kol biraz geri alarak açıcı borunun içine girecek ipi açmak için yeterli uzunluğu sağlar.
İp düğümleme
Sağ yönlendirici kolu tekrar iterek açıcı borunun içindeki iplikleri çıkartır. Sonra iplik basma kolu ile ipe basar ve prizma içine hava göndererek ipliklerin birbirine sarılmasını sağlayarak düğümleme yapar.
İkaz Lambaları
Aktarılacak ipliğe göre, makinenin çalıştırılması için gerekli teknik bilgilerin ve makinenin çalışması esnasında olabilecek olumsuzlukları anında gösterir uyarı elemanları sayesinde verimli bir çalışma gerçekleşir.
Hata Çeşitleri Aktarma makinasında oluşabilecek hatalar
1-Bobinlerde iplik kaymaları veya bobinlerin alın kısımlarında kayan iplikler
2-Yumuşak bobinler veya alın bölgelerinde şişkinlikler
3-Yumuşak bobin alınları
4-Fazla veya az sayıda kesik
5-Üçlü düğüm
6-Kısa ve kullanılamayan iplik rezervi
7-Boyama bobinlerinde farklı bobin sertlikleri
8-Kuşak oluşumu
9-Hatalı veya yanlış aktarılacak bobin yerleştirmek
10-Arıza giderilmeden kafayı çalıştırmak
11-Makineyi çalışma esnasında hava ile temizlemek
12-Açılan düğümler
13-Yumuşak ve küçük alana doğru sıkışmış katlı iplik bobini
14-Hatalı, ince ve kalın ip geçmesi.
15-Bozuk görünümlü bobinler
16-Fazla büyük bobinler
17-İplikte ilmekler
18-Açılan düğümler
19-Koniğin yatağına tam oturmaması
20-Yanlış numarada bobin takılması
21-Bobin aktarılırken geçtiği yollardan geçirilmemişse
22-Kopan, biten ipliklerin zamanında bağlanmaması
23-Kopan iplik uçlarını atmamış makine üzerinde bırakmışsa
24-İplik hatalarının ipliğin üzerinde kalması sonucu Hatalı bobin oluşması
25-Kirli bobin
26-Makinede toz birikmesi
27-Dolan bobinler zamanında çıkarılmamışsa
28-Makineden oluşan bobinlerin istif yerine numara ve cinslerine göre konulmaması Ø Bobin yüzey bozukluğu
29-Bobinlerin kirlenmesi
30-İplik temizleyicide rastlanan hataların giderilememesi
31-İplik hatalarının kesilmeden geçmesi
32-Hatalı kirli bobin oluşması
33-İpliğin çok parafinlenmesi
34-İpliğin yeterince parafinlenmemesi
35-İpliğin yüzey düzgünlüğünün bozulması, ipliğin dağılması
36-İpliğin kılavuzlardan doğru geçirilmemesi
37-Bobinde bir yere yığılma şeklinde sarım
38-Bobine yanlış iplik sarılması
İplik aktarma makinesinde çalışan personelin uyması ve dikkat etmesi gereken kurallar
1-İşlem sırasında ve hazırlık aşamalarında kişisel koruyucu donanım ve malzemeleri kullanır.
2-Doğal kaynakları tasarruflu ve verimli bir şekilde kullanır.
3-Tehlikeli ve zararlı atıkları verilen talimatlar doğrultusunda diğer malzemelerden ayrıştırır ve gerekli önlemleri alarak geçici depolamasını yapar.
4-Her bir parti için makinede yapılan işin niteliğini belirten, imalat durum levhasını kontrol eder.
5-Günlük ve parti değişimlerinde makinenin içinin, dışının ve çevresinin temizliğini yapar.
6-Vardiya başlangıcında/bitiminde bir önceki vardiyadan ürün ve makine ile ilgili bilgi almak/ bir sonraki vardiyaya ürün, makine ile ilgili bilgi verir.
7-Makineyi çalıştırma talimatına uygun çalıştırır.
8-Boşalan bobinlerin yerine dolu bobinleri koymak, boş bobin masuralarını almak, sepete yerleştirir. Dolu aktarılmış bobinleri alır, yerine boş masuraları koyar.
9-İş emri doğrultusunda her parti üründe, aktarılacak bobinlerin aynı masura renginde olmasına dikkat eder.
10-Aktarılmış bobinin masura renginin de aynı olmasına dikkat eder. Parti renklerini, iplikleri karıştırmaz.
11-Makinelerde günlük olarak bobinlerin kenarlarını, makinenin altını, üstüne ip ile temas edebilecek yerleri temizler.
12-Sarıkları temizler.
13-Çıkan yolukları, sarıkları boşaltır, poşetler, niteliklerini belirterek belirlenen yere koyar.
14-Bobinler hatalı (çapı farklı, formu bozuk, kirli, etiketsiz vs.) ise ayrı arabalara aktarır. Gerektiğinde çıkan ürünlerin kilosunu tartar.
15-Bobinleri arabalara doldurup, istif alanına götürüp refakat kartını üzerlerine koyar.
16-Bobinlerin istenen kalitede çıkması için arabaya yüklenmesine kadar olan süreçteki, gerekli olan kontrolleri sürekli yapar.
17-Ürünün kalitesine dikkat eder, istenilen standardın dışında üretilen ürünü tespit edip gerekeni yapar.
18-Dönüştürülebilen malzemelerin geri kazanımı için gerekli ayırmayı ve sınıflandırmayı yapar.
19-Makine duruşlarını saat, dakika nedenini de belirterek kaydeder.
20-Makinelerin işleyişi esnasında makinede/üründe ortaya çıkabilecek sorunları, arızaları ilgililere bildirir.
21-Kopukları standartlar doğrultusunda dikkatlice bağlar.
22-Dolan bobinleri etiketler.
Sabit dikiş açma metodu ile dikiş kaymasının tespiti
Giysi performansı, kumaş özellikleri ile beraber konfeksiyon aşamasında yapılacak giysi modeli ile birlikte dikiş performans özelliklerine de bağlıdır. Dikiş performans özellikleri; boyutsal dayanaklık, dikiş mukavemeti, esneklik gibi parametrelerin yanı sıra dikiş işlemi esnasında herhangi bir sorunla karşılaşmadan düzgün bir dikiş yapılmasına bağlıdır. Dikiş mukavemeti ve esnekliği; dikiş ipliği tipi ve sıklığı, dikim tekniği, kumaş ve malzeme yapısı ve bitim işlemlerine bağlıdır. Dolaysıyla giysi performansını belirlemede önemli rol oynayan parametrelerden biri dikiş mukavemetidir. Bu deneyde dokunmuş kumaşların dikiş mukavemetini tespit etmek hedeflenmiştir. Diğer yöntemlerle üretilen kumaşlara da uygulanabilir. Yalnız elastik dokunmuş kumaşlar, jeotekstiller, dokusuz kumaşlar, cam elyafları, karbon elyaflarda ve poliolefin elyaflardan dokunmuş kumaşlara uygulanmaz.( TS 1619–1 EN ISO 13935–1, TS 1619–1 EN ISO 13935–2)
Kullanılan malzemeler
Uzatma hızı sabit (CRE) çekme cihazı (teknik ve diğer özellikleri EN 30012-1 standardına göre uygun olmalı; çeneler kayma olmadan numuneleri kavrayabilmeli ve kesmeyecek veya herhangi bir şekilde numunenin mukavemetini azaltmayacak şekilde olmalı. Çeneler en az 60 mm eninde olmalı), Dikiş makinesi, kesme aleti, test numuneleri.
Numune Hazırlama
Dikiş mukavemetini belirlemek için kavrama ve şerit olmak üzere iki deney metodu vardır. Her iki metot içinde uzatma hızı sabit (CRE) çekme cihazı kullanılmaktadır. Numune hazırlama aşamaları ve numune ebatları farklıdır. Deneylere başlamadan önce numunelerin standart atmosfer koşullarında kondisyonlanmalı ve sonra dikiş işlemleri yapılmalı. Burada kullanılacak dikiş türü, dikiş adımı, dikiş iplik cinsi v.b özellikler önceden belli ve işlem bunlara göre yapılır. Dikiş makinesinin ayarları ise doğru dikim şartlarına göre yapılmalı.Şerit metoduna göre numune hazırlama TS 1619-1 EN ISO 13935-1 standardına göre;Kavrama metoduna göre numune hazırlama TS 1619-2 EN ISO 13935-2 standardına göre yapılmaktadır. Bu deneyde kavrama metoduna göre yapılacaktır. TS 1619-2 EN ISO 13935-2 standardına göre yapılan kavrama yönteminde; numunenin ebatları 100 mm ve 400 mm boyutlarında olacak şekilde atkı ve çözgü ipliklerine paralel bir şekilde kumaş üzerinde bir dikdörtgen çizilir. Uzun kenarı çözgüye paralel olarak çizilen test numuneleri atkı boyu olarak; uzun kenarı atkıya paralel test numuneleri ise çözgü boyu olarak adlandırılır. Dikdörtgen şeklinde çizilen test numunemizin uzun kenarında 110 mm işaretlenerek, kısa kenara paralel bir çizgi çizilir. Daha sonra makas yardımıyla numunemiz düzgün bir şekilde kesilir. Kesilmiş olan numune 110 mm'den katlanarak ve 20 mm mesafeden 90 metrik numaralı dikiş iğnesiyle santimetrede 5 dikiş adımı olacak şekilde dikilir. Dikilmiş olan test numunesi makas yardımıyla tam ortadan kesilerek iki ayrı numune elde edilir. Bu numunelerden birisi dikişsiz numune, diğeri de dikişli numunedir. Daha sonra test cihazında çenelere paralel olması açısından 38 mm mesafeden uzun kenara paralel kılavuz çizgileri çizilir. Bu şekilde atkı ve çözgü yönünden ayrı ayrı 5’er deney numunesi hazırlanır.
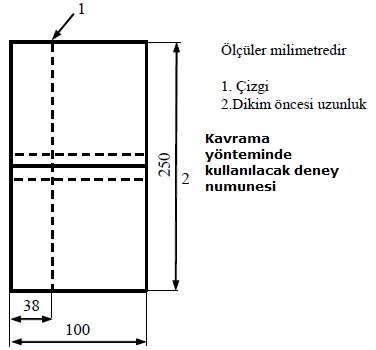
Deneyin yapılışı
Test için hazırlanan numune üzerine çizilen çizgi, yerleştirilecek çene kenarıyla çakışacak şekilde yerleştirilir. Sonra cihaz gösterge uzunluğu 100 mm ve çekme hızı 50 mm/dakika ‘ye ayarlanır. Numunenin yerleştirilmemesinde herhangi bir ön gerilme olmamasına dikkat edilir. Daha sonra cihaz çalıştırılarak teste başlanır. Numune koptuğu anda cihazdaki değer Newton olarak kaydedilir. Aynı işlemler dikişli numune içinde yapılarak koptuğu andaki değer kaydedilir. İki değer arasındaki fark 200 newton'un üstündeyse, sonuç 200 newton'dan büyük şeklinde raporlanır. Eğer sonuç 200 newton'dan küçük çıkarsa kumaş hatası veya dikiş hatası şeklinde yorumlanır. Benzer işlemler 5 adet atkı ve 5 adet çözgü için tekrarlanır, ortaya çıkan sonuçların aritmetik ortalaması test sonucu olarak alınır.
Yatay olarak katlanmış kumaşın kat düzeltme açısının ölçülmesi
Buruşmazlık;
Kullanım kolaylığı açısından kumaşların belirli bir basınç altında kırıştırıldıktan sonra, basınç kaldırıldığında eski formuna dönebilme özelliğidir.
Buruşmazlık dayanımı ise kumaşın katlı halden ve istenmeyen kırışıklıklardan düzgün hale geçmesini sağlayan bir özelliktir.
Pamuklu, keten ve rejenere selüloz liflerden üretilen kumaşlar buruşmazlığa karşı hassaslık gösterirler.
Sentetiklerde ise buruşmazlık dayanım özellikleri iyidir.
Bu deneyde dikdörtgen şeklinde ve belirli boyuttaki deney numunesi uygun bir teçhizatla katlandıktan sonra belirtilen kısa bir süre için belirli bir basınca maruz bırakılır.
Bu basınç kaldırıldıktan ve deney numunesi belirli bir süre için serbest bırakıldıktan sonra kat düzelme açısı ölçülür.( TS 390 EN 22313 )
Kullanılan malzemeler
Standart atmosfer koşulları
Test numuneleri
Lam
Ağırlık
İletki
Kronometre
Numune Hazırlama
Deney numuneleri numune hazırlama işlemine başlamadan önce kumaşlar en az 24 saat standart atmosfer şartlarında kondüsyonlanmalıdır.
Eğer istenirse kumaşta oluşmuş yaşlanma tesirini gidermek için numune 30 dakika süre ile 20°C sıcaklıktaki suya batırılır, sudan çıkarıldıktan sonra santrüfüjlenir ve kondüsyonlanmadan önce nemli haldeyken buharlı ütü yapılır.
Deney numuneleri, kumaşın kenarlarından en az 50 cm içeriden alınır.
Kat izi bulunan, kırışık, bükülmüş veya deforme olmuş bölümlerden deney numunesi alınmaz.
Kumaşın ön yüzü, yönü (atkı, çözgü) işaretlenir.
Deney numuneleri 40 mm x 15 mm boyutlarında olacak şekilde kesilir.
Deney numunelerinin yarısı, kısa kenarı çözgü veya imalat yönüne paralel yönde diğer yarısı ise kısa kenarı atkı yönüne paralel veya imalat yönüne dik yönde olan 20 deney numunesi hazırlanır.
Deneyin Yapılışı
Deney numunelerinin yarısı ön yüzü üzerine, diğer yarısı arka yüzü üzerine, kısa kenarları üst üste gelecek şekilde katlanır.
Uçlardan 5 mm den daha uzak olmayacak şekilde cımbızla tutulur.
Deney numunesinin yüzleri yapışma eğilimi gösteriyorsa yüzeyler arasına 18 mm x 15 mm boyutlarında kağıt veya metal folyo konulur.
Deney numunesi cihazın alt plakası üzerindeki işaretli alana yerleştirilir ve gecikmeksizin ve dikkatli bir şekilde 10 Newton’luk bir kuvvet (basınç) uygulanır. Bu basınç deney numunesine 5 dakika +/- 5 sn süre ile uygulanır.
Deney numunesi üzerindeki basınç, deney numunesinin sıçramasına meydan vermeden, bir saniyeden kısa bir sürede dikkatli ve çabuk bir şekilde kaldırılır.
Deney numunesi cımbızla tutularak doğrudan ölçme cihazının numune tutucusuna nakledilir.
Deney numunesinin aşağıya doğru sarkacak ucundan cımbızın düz ağızları ile tutulur ve diğer uç kavrayıcı çeneler arasına arka durdurucuyu geçmeyecek şekilde ve kat izi bozulmadan yerleştirilir.
Deney numunesinin serbest olan kolu daima düşey bir pozisyonda olacak şekilde, cihaz devamlı olarak ayarlanır.
Kat düzelme açısı, katlanmış deney numunesinden basıncın ve kullanılmışsa kağıt veya metal folyonun kaldırılmasından 5 dakika sonra okunur.
Atkı ve çözgü yönündeki elde edilen sonuçların ayrı ayrı aritmetik ortalaması alınır.
Martindale metoduyla kumaşlarda aşınma sonrası kütle kaybının tayini
Aşınma, herhangi bir materyalin başka bir yüzeye sürtünmesi sonucu oluşan deformasyondur.
Aşınma neticesinde kumaş mukavemet özelliklerinde, gramajında, kalınlığında, hava geçirgenliğinde azalma, renkte değişimler ve kumaş yüzeyinde boncuklanma görülür.
Kumaşların aşınma olayına karşı gösterdikleri direnci etkileyen pek çok parametre bulunmaktadır.
Bu parametreler genel olarak lif çeşitleri ve özellikleri, iplik yapısı ve kumaş yapısı olarak söylenebilir.
Kumaş aşınma dayanımını ölçmek için değişik metotlar vardır.
Bunlardan ikincisi “kütle kaybının tayini” testidir. Amaç, dokusuz yüzeylerde dahil bütün tekstil kumaşlarını kütle kaybına göre aşınmaya karşı dayanımını tespit etmektir.( TS EN ISO 12947–3, BS EN ISO 12947–3 )
Kullanılan Malzemeler
Standart atmosfer koşulları
Martindale aşındırma test cihazı
Aşındırıcı standart kumaş (140 x140 mm en ve boyda kare)
Yün keçe taban (140 ± 0.5 mm ende)
Numune tutucusu köpük tabanı (38 ± 0,5 mm çapta)
140 mm ve 38 mm çapında kesici aletler
Makas
Cetvel
Fırça
3 adet test numunesi (38 mm çapta).
Numune Hazırlama
Bu deneyde belirli bir yük altında kumaşın aşındırıcı yüzey ile (standart kumaş) birbirine bir Lissajous deseni oluşturan öteleme hareketi ile aşındırılır. Aşındırıcı yüzey TSE EN ISO
12947–1 standardına göre kütlesi 750 ± 50 g/m2, kalınlığı ise 2,5±0,5 olan dokunmuş yün keçe olarak tanımlanmaktadır.TSE EN ISO 12947-3 standardına göre, aşındırma deneyi Martindale Metoduyla kumaşın aşındırılması prensibine dayanmaktadır. Bu standartta deney numuneleri, deney parçası tutucusuna köpük bir destek ile monte edilir. Bu köpük polieterüretandan üretilmiş olup TSE EN ISO 12947-1 standardına göre yoğunluğu 30 ± 3 kg/m3, kalınlığı ise 3 ± 1 mm olarak tanımlanmaktadır. Eğer numune kütlesi 500 g/m2’den büyük ise köpük destek olmasına gerek kalmadan deney tutturucularına monte edilir. Bu deney için iki aşındırma yük parametresi tanımlanmaktadır.
a) İş kıyafetleri, döşemelik, yatak ve nevresim ile teknik kullanım amaçlı kumaşlar için (795 ± 7 g) 12 kPa’lık anma basıncı veya
b) Diğer ev tekstili kumaşlar ve konfeksiyon ürünü kumaşlar için (595 ± 7 g) 9 kPa’lık anma basıncı uygulanmaktadır.
Deney parçaları, numunenin kesilmiş kenar boyundan en az 100 mm mesafeden alınmalıdır. Deney parçası istatistikî bir sonuç elde etmek için en az 3 tane alınmalıdır. Deney parçalarının çapı 38±0,5 mm olmalıdır. Aşındırıcı kumaş ise en az 140 mm çapında veya 140 mm eninde ve boyunda bir kare olmalıdır. Numune tutucusunun köpük tabanı çapı 38 mm olmalıdır. Deneye başlamadan önce numuneler ortam sıcaklığı 20 ±2 C⁰ ve %(65 ±5) bağıl nemde kondüsyonlama yapılmalıdır.
Deneyin Yapılışı
Deney parçalar, kalıpla kesilerek hazırlanır, ağırlıkları hassas terazi yardımıyla belirlendikten sonra tuttururcuya yüzü aşağıya gelecek şekilde yerleştirilir, Köpük taban yerleştirilerek tutturucuya sıkıştırılır.
Keçe ise aşındırma masalarının üzerine, aşındırıcı kumaşta keçe üzerine yerleştirilir.
Sıkma bileziği takılarak keçe ile aşındırıcı kumaş sıkıca bağlanır.
Aşındırma deneyi numune kopması oluşacağı sürtme sayısına göre belirli aralıklarda yapılmaktadır.
Deney aralıkları ISO 12947-3 standardına göre aşağıda tablo olarak verilmektedir. Tabloda ilgili deney serilerine uygun olarak aşındırma hareket sayısı seçilir.
Daha sonra aşındırma cihazı çalıştırılır.
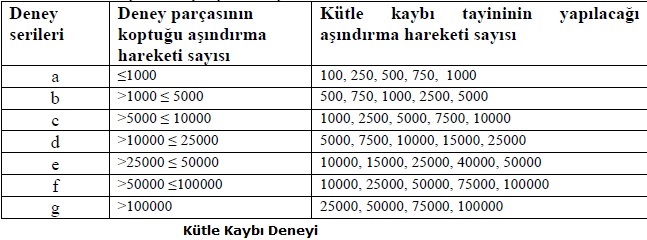
Burada tabloda belirlenen deney serilerine göre deney parçaları aşındırılma işlemi gerçekleştirilir. Her deney aralığında deney parçaları bir pens yardımıyla tutucu kılavuzdan dikkatlice alınır ve aşındırma sonucu kumaş yüzeylerindeki oluşan döküntüler yumuşak bir fırça yardımıyla uzaklaştırılır ve sonra deney parçasının kütle ölçümleri yapılır. Kütle kaybı 1 mg yaklaşımla, deneyden önce ve deneyden sonra deney parçasının kütleleri arasındaki farktan yararlanarak hesaplanır. Tablo’da verilen aşındırma sürtme hareketlerinin kademeli uygulandığında aşındırma deneyinde, sürtme hareketinin sayısına bağlı olarak ortalama kütle kaybından, deneye tabi tutulan tekstil kumaşlarının bir aşındırma indeksi olan aşındırma hareketlerinin sayısına karşı kütle kaybını gösteren bir grafik çizilir. Ayrıca deney parçaları anormal yüzey değişimine (düğümlenme veya boncuklanma, buruşukluklar, havlı kumaşlarda taft kaybı gibi) karşı denetlenmeli. Böyle bir değişim olduğunda deney parçaları reddedilir.
Kumaşlarda yırtılma mukavemetinin tayini Tek Dil Metodu
Yırtılma mukavemeti, kumaşlarda daha önceden açılmış bir yırtığın ilerlemesi için gerekli olan kuvvettir. Dokuma kumaşların yırtılma dayanımları dil metodu, pantolon metodu, kanat metodu ve balistik sarkaç metodu gibi farkı yöntemler kullanılarak tespit edilebilir. Burada bahsedilecek metot pantolon (tek dil) metodudur. Bu metoda göre yırtılma mukavemeti TS EN ISO 13937–2 standardına göre tespit edilir. Tek yırtılma mukavemetinde pantolon şeklinde kesilmiş test numuneleri kullanılır. TS EN ISO 13937-2
Kullanılan Malzemeler
Üniversal test cihazı, cetvel, makas ve tutucu çeneler. Numuneler teste başlamadan önce standart atmosfer koşullarında 24 saat boyunca kondisyonlanmalıdır. Numunelerin 5’i atkı, 5’i çözgü olmak üzere 2 takım test numunesi hazırlanır. Numunelerin aynı atkı ve çözgü ipliklerini içermeyecek şekilde alınmasına dikkat edilir. Test numunesi olarak 50 mm x 200 mm ebatlarında dikdörtgen şeklinde numuneler işaretlenir. 50 mm işaretlediğimiz uzunluğun tam orta noktasından 100 mm uzunluğunda bir çizgi çizilir ve bu noktadan makasla kesilerek pantolon şekli oluşturulur. Daha sonra numunenin üst kısmından 25 mm işaretlenerek yırtılmanın sona erdirileceği yırtık sonu işaretlenir.
Uzun kenarı çözgüye paralel olan numuneler için yırtılma doğrusu “Atkı Boyunca”,
Uzun kenar atkıya paralel olan numuneler için yırtılma doğrusu “Çözgü boyunca”
olarak isimlendirilir.
Deneyin Yapılışı
Pantolon şeklinde hazırlanan test numuneleri çekme cihazında teste tabi tutulur. Çekme cihazı tutucularından biri hareketsiz ( sabit ) diğeri ise sabit hızda hareket eden bir cihaz olmalıdır. Tek yırtma testi için uygun çeneler cihaza takılır ve cihazın göstergesi 100 mm’ye, numune uzama hızı ise 100 mm/s’ye ayarlanır. Daha sonra hazırlanan test numunelerinin bacaklarından her biri cihazın çenelerine tutturulur ve ayırma işleminin çenelerin orta hattı boyunca olması sağlanır. Deney numunesinin kesilmemiş ucu serbest bırakılır. Her bir bacağın tutucu çenelere yırtma işleminin başlangıç noktası kesiğe paralel olacak şekilde yerleştirilmesine dikkat edilir. Cihazın PC ekranındaki kuvvet ve uzama tuşlarına basılarak değerler sıfırlanır. Ardından yukarı ok tuşuna basılır ve teste başlanır. Bu esnada çekme cihazının hareketli üst çenesi yukarı doğru harekete geçer. Yırtılma işlemi 25 mm olarak işaretlediğimiz noktaya gelene kadar devam eder. İşaretli noktaya gelindiğinde test durdurulur ve yırtılma kuvveti kaydedilir. Numune test edilirken çenelerde kayma olmaması, kumaştan herhangi bir iplik kopmaması, bir doğru boyuna yırtılma olması ve yırtılmanın tamamlanması durumunda testin doğru yapıldığı kabul edilir. Bu şekilde en az 5 test numunesi test edilerek test tekrar edilir. Kaydedilen tüm piklerin Newton cinsinden aritmetik ortalaması bize test sonucunu verir.
Kumaşlarda yırtılma mukavemeti tayini çift dil metodu
Yırtılma mukavemeti, kumaşlarda daha önceden açılmış bir yırtığın ilerlemesi için gerekli olan kuvvettir. Dokuma kumaşların yırtılma dayanımları dil metodu, pantolon metodu, kanat metodu ve balistik sarkaç metodu gibi farkı yöntemler kullanılarak tespit edilebilir. Burada bahsedilecek metot dil (çift yırtılma) metodudur. Bu metoda göre yırtılma mukavemeti TS EN ISO 13937–4 standardına göre tespit edilir. Çift yırtılma mukavemetinde dil şeklinde kesilmiş test numuneleri kullanılır.( TS EN ISO 13937–4 )
Kullanılan malzemeler
Üniversal test cihazı, cetvel, makas ve tutucu çeneler.
Numune hazırlama
Numuneler teste başlamadan önce standart atmosfer koşullarında 24 saat boyunca kondisyonlanmalıdır. Numunelerin 5’i atkı, 5’i çözgü olmak üzere 2 takım test numunesi hazırlanır. Numunelerin aynı atkı ve çözgü ipliklerini içermeyecek şekilde alınmasına dikkat edilir. Test numunesi olarak 220 mm x 150 mm ebatlarında dikdörtgen şeklinde numuneler işaretlenir. Test numunesinin uzun kenarından önce 20 mm sonra 70 mm aşağıda eni boyunca işaretlenir. Daha sonra test numunesi enden 50 mm olacak şekilde 3 eşit parçaya bölünür ve 20 mm’nin altından uzunluğu boyunca 100 mm cetvelle çizilir. Ortada dil şekli oluşur. Makas yardımıyla işaretlenmiş 100 mm çizgiden başlayarak kesilir. Dikdörtgen test numunesini kesilmemiş alt kenarından 25 mm yukarıda yırtılmanın sona erdirileceği yırtık sonu işaretlenir. Uzun kenarı çözgüye paralel olan test numunesi için yırtılma doğrusu “Atkı Boyuna” ve uzun kenarı atkıya paralel olan test numunesi için de yırtılma “Çözgü Boyuna” test edilir.
Deneyin yapılışı
Dil şeklinde hazırlanan test numuneleri çekme cihazında teste tabi tutulur. Çekme cihazı, tutucularından biri hareketsiz diğeri sabit hızda hareket eden bir cihaz olmalıdır. Burada cihazın gösterge uzunluğu 100 mm’ye, Uzama hızı ise 100 mm/s’ye ayarlanır. Daha sonra hazırlanan test numuneleri dil kısmı hareketli tutucu çeneye, alt kısmı ise cihazın alt tutucu çenesine 70 mm işaretli kısımlarından paralel olacak şekilde simetrik olarak yerleştirilir. Cihazın PC ekranındaki kuvvet ve uzama tuşlarına basılarak değerler sıfırlanır. Ardından yukarı ok tuşuna basılır ve teste başlanır. Bu esnada çekme cihazının hareketli üst çenesi yukarı doğru harekete geçer ve pikler oluşturarak yırtılmaya başlar. Yırtılma işlemi alt kenardan 25 mm olarak işaretlediğimiz noktaya gelindiğinde test durdurulur ve yırtılma kuvveti kaydedilir. Numune test edilirken çenelerde kayma olmaması, kumaştan herhangi bir iplik kopmaması, bir doğru boyunca yırtılması ve yırtılmanın tamamlanması durumunda testin doğru yapıldığı kabul edilir. Bu şekilde en az 5 test numunesi alınarak test tekrar edilir. Kaydedilen tüm ipliklerin aritmetik ortalaması bize Newton cinsinden test sonucunu verir.
Poliamid lifleri
Naylon PA
Poliamid lifi dünyada üretilen ilk sentetik liftir. Poliamid lifleri için naylon sözcüğü genel bir ad olarak kullanılmaktadır.Naylon lifi ilk olarak kadın çoraplarının üretiminde kullanılmıştır.
Poliamid lifleri içinde en çok üretilen ve tüketilen iki tür vardır. Bunlar naylon6.6 ve naylon 6’dır.
Naylon 6.6
Naylon 6,6’nın başlangıç maddeleri adipik asit ve heksametilen diamindir. Adipik asit ve heksametilen daiminde 6’şar karbon atomu bulunmaktadır.Naylon 6.6 lifinin elde edilmesi için yapılacak ilk işlem bu iki maddenin uzun molekül zincirleri veya polimerler oluşturmasını sağlamaktır. Bu başlangıç maddeleri etil alkol içinde ısıtıldığında naylon 6.6 tuzu oluşur. Bu tuzun sudaki çözeltisi basınç altında buhar verilerek havasız bir ortamda 215 – 220 °C de tutulduğunda polimerleşme başlar.
Polimerizasyon derecesi istenilen seviyeye ulaştığında % 1 oranında asetik asit eklenerek polimerizasyon durdurulur. Süt beyaz renkte olan ve katılaşan naylon 6.6 polimeri küçük parçalar şeklinde kesilerek, yumuşak eğirme yöntemine göre filament haline getirilir. Bu filamentlere daha sonra bir germe – çekme işlemi uygulanır. Naylon 6.6 filamentleri mat olarak elde edilmek isteniyorsa naylon 6.6 tuzu halindeyken % 1 oranında TiO2 eklenir.
Naylon 6.6 Lifinin Fiziksel Özellikleri
1-Enine kesit ve boyuna görünüş: Naylon 6.6 lifleri mikroskop altında düzgün bir silindir, cam bir çubuk görünümündedir. Enine kesiti ise yuvarlaktır.
2-Renk ve PARLAKLIK: Naylon 6.6 lifleri parlaktır, istenildiğinde titantum dioksit (TiO2) ilavesi ile yarı mat veya mat olarak elde edilebilir.
3-İncelik ve UZUNLUK: Naylon 6.6 lifleri çeşitli uzunluklarda üretilebilir.Kullanım alanına bağlı olarak filament halde olabileceği gibi kesikli ( stapel ) şeklinde de olabilir.
4-Mukavemet: Naylon 6.6 liflerinin mukavemeti çok yüksektir. Naylon 6.6 liflerinin mukavemeti kuru halde 4.5 – 6 gr/denye, ıslak halde ise 4.1 – 5.2 gr/denye arasındadır. Islak halde iken mukavemetlerinde az bir düşüş görülmektedir.
5-Nem çekme özelliği: Naylon 6.6 liflerinin nem çekme özelliği doğal lifle oranla düşüktür. Bu oran normal şartlarda % 4 – 4.5 arasında değişmektedir.
6-Sürtünmeye karşı dayanıklılık: Naylon 6.6 liflerinin sürtünmeye karşıdayanıklılığı oldukça iyidir. Ancak tüylenme problemi ile karşılaşılabilir.
7-Boyut değiştirmezlik: Naylon 6.6 ürünlerinin boyut değiştirmezliği, düşük ve ılık sıcaklıklarda yıkandığında iyidir. Yüksek sıcaklıklarda yıkanan ürünler büzüşmeye bağlı olarak çeker.
8-Esneklik ve yaylanma özelliği: Naylon 6.6 liflerinin esneklik özelliği yüksek , yaylanma özelliği iyidir. Naylon 6.6 lifleri % 8 oranında uzatıldıklarında eski hallerine dönebilir. Filament halindeki Naylon 6.6 liflerinin uzama oranı kuru halde % 26 – 32, yaş halde % 30 – 37 arasında değişmektedir.
9-Hacimsel yoğunluk : Naylon 6.6 lifleri oldukça hafif bir lif olup, özgül ağırlığı 1.14 gr/cm³ tür.
Naylon 6.6 Lifinin Kimyasal Özellikleri
1-Kimyasal maddelerden etkilenme: Naylon 6.6 lifleri kimyasal maddelere karşı dayanıklıdır. Sulu asitlerin liflere olumsuz bir etkisi olmazken, sülfürik asit ve nitrik asit gibi kuvvetli asitler lifi parçalar. Sıcak ve soğuk hidroklorik asit life zarar verir. Alkalilere karşı oldukça dayanıklıdır. Kuru temizlemede kullanılan fenol, kresol ve formik asit hariç diğer çözücüler life zarar vermez.
2-Çevresel faktörlere karşı dayanıklılık: Naylon 6.6 lifleri güneş ışığına karşı dayanıklıdır. Ancak uzun süre güneş ışığı etkisi altında kalırsa mukavemetlerinde biraz azalma olur. Bakteri, mantar, güve ve diğer zararlı böcekler liflere zarar vermez.
3-Elektriklenme özelliği: Naylon 6.6 liflerinin elektrik iletme özelliği çok zayıf olduğundan statik elektrikle yüklenir. Elektrik iletme özelliği çok düşük olduğundan lifler, elektrik malzemelerinde izolasyon amaçlı da kullanılır.
4-Isıdan etkilenme özelliği: Naylon 6.6 lifleri 150 °C de sararır. 230 °C de yumuşar. Naylon 6.6 liflerinin erime noktası ise 260 °C civarındadır.
5-Yanma özelliği: Naylon 6.6 lifleri alevle karşılaştığında hemen tutuşmaz,ancak yanmaya başladığında alevle yanar. Termoplastik özelliğinden dolayı lifler önce yumuşar, daha sonra damlayarak erir. Külü ise krem renginde, boncuk şeklinde ve serttir.
Naylon 6.6 Lifinin Kullanım Alanları
Naylon 6.6 lifleri giyim, iç mekânda kullanılan döşemelik kumaşlar ve endüstriyel tekstiller gibi bir çok alanda kullanılır.
Giyim : Elbise, mayo, spor giysileri, kadın, erkek ve çocuk çorabı, iç giyim, ceket ve gömlek .
Ev tekstili : Yatak örtüsü, halı ve perdelik kumaşlar.
Endüstriyel alanlar : Çadır, uyku tulumu, balık ağı, şemsiyelik ve paraşüt kumaşlarında, otomobil lastiklerinde ve emniyet kemeri yapımında kullanılır.
Naylon 6
Poliamid lifleri içerisinde en çok üretilen ikinci türüdür.Naylon 6 lifleri 1940 yılında Almanya’da piyasaya Perlon L ticari adı ile üretilmiştir. Üretilen naylon 6.6 lifleri ve naylon 6 lifleri tüm naylon lif ihtiyacını karşılamaktadır.
Naylon 6 Lifinin Elde Edilmesi
Naylon’nın başlangıç maddesi 6 karbonlu amino kaproik asittir NH2(CH2)5 COOH. Bu madde 260 °C de basınç altında ve katalizör olarak naylon 6.6 tuzu kullanılmak kaydıyla polimerleştirilir. Naylon 6 polimeri 220 °C de eritilerek yumuşak eğirme yöntemi ile filament haline getirilir. Bu filamentlere daha sonra mukavemetlerinin artması için bir germe – çekme işlemi uygulanır.
Naylon 6 Lifinin Fiziksel Özellikleri
1-Enine kesit ve boyuna görünüş: Naylon 6 lifleri mikroskop altında düzgün bir silindir, cam bir çubuk görünümündedir. Enine kesiti ise yuvarlaktır.
2-Renk ve parlaklık: Naylon 6 lifleri parlaktır, istenildiğinde titan dioksit (TiO2) ilavesi ile yarı mat veya mat olarak elde edilebilir.
3-İncelik ve uzunluk: Naylon 6 lifleri çeşitli uzunluklarda üretilebilir. Kullanım alanına bağlı olarak filament halde olabileceği gibi kesikli ( stapel ) şeklinde de olabilir.
4- Mukavemet: Naylon 6 liflerinin mukavemeti naylon 6.6’ya göre biraz daha yüksektir. Naylon 6 liflerinin mukavemeti kuru halde 4.5 – 7 gr/denye, ıslak halde ise 4.1 – 6 gr/denye arasındadır. Islak halde iken mukavemetlerinde çok az bir düşüş görülmektedir.
5-Nem çekme özelliği: Naylon 6 liflerinin nem çekme özelliği doğal liflerden daha düşüktür. Naylon 6.6 lifleri ile aynı özelliği gösterirr. Bu oran normal şartlarda % 4 – 4.5 arasında değişmektedir.
6-Sürtünmeye karşı dayanıklılık: Naylon 6 liflerinin sürtünmeye karşı dayanıklılığı oldukça iyidir.
7-Boyut değiştirmezlik: Naylon 6 ürünlerinin boyut değiştirmezliği, düşük ve ılık sıcaklıklarda yıkandığında iyidir. Yüksek sıcaklıklarda yıkanan ürünler büzüşmeye bağlı olarak çekerler.
8-Esneklik ve yaylanma özelliği: Naylon 6 liflerinin esneklik özelliği yüksek , yaylanma özelliği iyidir. Naylon 6 lifleri % 8 oranında uzatıldıklarında eski hallerine dönebilirler. Filament halindeki Naylon 6 liflerinin uzama oranı kuru halde % 23 – 43, yaş halde % 27 – 34 arasında değişmektedir.
9-Hacimsel yoğunluk: Naylon 6 lifleri oldukça hafif bir lif olup, özgül ağırlığı 1.14 gr/cm³ tür.
Naylon 6 Lifinin Kimyasal Özellikleri
1-Kimyasal maddelerden etkilenme: Naylon 6 lifleri kimyasal maddelere karşı dayanıklıdır. Sulu asitlerin liflere olumsuz bir etkisi olmazken, sülfürik asit ve nitrik asit gibi kuvvetli asitler lifi parçalar. Sıcak ve soğuk hidroklorik asit life zarar verir. Alkalilere karşı dayanıklılığı naylon 6.6’ ya göre daha iyidir. Kuru temizlemede kullanılan fenol, kresol ve formik asit hariç diğer çözücüler life zarar vermez.
2-Çevresel faktörlere karşı dayanıklılık: Naylon 6 liflerinin güneş ışığına karşı dayanıklılığı daha düşüktür. Uzun süre güneş ışığı etkisi altında kalırsa mukavemetlerinde azalma olur. Bu yüzden perdelik kumaş olarak kullanılması önerilmez. Bakteri, mantar, güve ve diğer zararlı böcekler liflere zarar vermez.
3-Elektriklenme özelliği: Naylon 6 liflerinin elektrik iletme özelliği çok zayıf olduğundan statik elektrikle yüklenir. Elektrik iletme özelliği çok düşük olduğundan lifler, elektrik malzemelerinde izolasyon amaçlı da kullanılır.
4-Isıdan etkilenme özelliği : Naylon 6 liflerinin erime noktası naylon 6.6 lifine göre daha düşük olup 215 °C civarındadır.
5-Yanma özelliği: Naylon 6 lifleri alevle karşılaştığında hemen tutuşmaz, ancak yanmaya başladığında alevle yanar. Termoplastik özelliğinden dolayı lifler önce yumuşar, daha sonra damlayarak erir. Külü ise krem renginde, boncuk şeklinde ve serttir.
Naylon 6 Lifinin Kullanım Alanları
Naylon 6.6 lifleri ile kullanım alanları benzese de bazı özellikleri nedeniyle ayrıldığı noktalar vardır. Erime noktaları farklı olduğu için uygulanacak ütüleme sıcaklığı da farklıdır. Nem çekme özellikleri aynı olsa da naylon 6 lifi bazı boyalarda daha kolay
boyandığından daha parlak ve canlı renkler elde edilebilir. Güneş ışığına karşı dayanıklılığı daha düşük olduğundan perde yapımında kullanılmaz. Naylon 6’nın tutumu, naylon 6.6’ya göre daha yumuşak olduğundan özellikle trikolarda ve tekstüre ipliklerin yapımında daha çok kullanılır.
Giyim: Elbise, kadın, ve çocuk çorabı, iç giyim, gömlek
Ev tekstili: Yatak örtüsü, halı yapımında
Endüstriyel alanlar: Çadır, balık ağı ve otomobil lastiklerinde kullanılır.
sentetik liflerin sınıflandırılması
A-Poliolefin Lifleri
a-Polietilen
b-polipropilen
c-Politetraflouroetilen
B-Polivinil Lifleri
a-Polivinil Klorür
b-Polivinilden Klorür
c-Polivinilalkol
d-Poliakrilonitril
C-Poliamid Lifleri
a-Kevlar, Nomex.
b-Nylon, Perlon
D-Poliester Lifleri
a-Terilen, Trevira
E-Poliüretan Lifleri
a-Lycra, Spandex
3-ANORGANİK LİFLER
A-Cam Lifleri
B-Her türlü metalden çekilmiş lifler
Tekstil mamüllerinde hava geçirgenliğinin ölçülmesi
Hava geçirgenliği, kumaşın verilen bir alanından dikey yönde, bir zaman aralığında, belli bir basınç altında geçen havanın akış hızı olarak ölçülür. Temelde kumaşın gramajı, kalınlığı ve gözenekliliğe bağlı olmaktadır. Kumaş gözenekliği kumaş içindeki hava boşluğunun yüzde olarak gösterilmesidir. Özellikle çadır kumaşları, paraşüt kumaşları, yağmurluk ve giysilik kumaşları, hava yastıklarında kullanılan kumaşlar, endüstriyel filtreler ve yelken kumaşları için önem taşımaktadır. Ayrıca giysilerin ısıl özellikleri ve vücut ile etkileşimleri göz önüne alındığında hava geçirgenliği etkisi olmaktadır.( TS 391 EN ISO 9237, ISO 9237, BS EN ISO 9237)
Kullanılan Malzemeler
Standart atmosfer koşulları, hava geçirgenliği test cihazı, ve test numuneleri.
Hava geçirgenliği test cihazın özellikleri
a. Dairesel numune tutucu
Dairesel numune tutucu, 5 cm2, 20 cm2, 50 cm2 veya 100 cm2’lik bir alanda deneyin yapılmasını temin edecek bir orifisesahip olmalıdır.
b. Tutucular için araçlar
Deney parçasının kenarları çevresindeki hava sızıntısı engellemek için önlem alınmalıdır. Alternatif olarak, sızıntı ayrıca ölçülebilir ve deney sonuçlarından çıkarılabilir.
c. Koruyucu halka
Sızıntıyı önlemek için, tutucularla birlikte isteğe bağlı olarak kullanılmak üzere koruyucu halka olmalı.
d. Basınç göstergesi veya manometre
Deney kafasına bağlanan deney parçasının, deney alanı boyunca 50 Pa, 100 Pa, 200 Pa veya 500 Pa'lık basınç düşmesini göstermek için en az % 2 doğrulukla ölçüm yapabilen.
e. Düzgün bir hava akışı oluşturmak için cihaz
Deney parçası tutucusunun her tarafta, kontrol edilen sıcaklık ve nemde, düzgün bir hava akışını temin etmek, 50 Pa ile 500 Pa arasında deney parçası üzerinde bir basınç düşmesi elde etmek için, akış hızını düzenleyen.
f. Akış ölçer volumetrik sayaç veya ölçme açıklığı
Dakikada desimetre küp olarak (Venturi) en az ± % 2 doğrulukla hava hızını belirlemek için.
Numune Hazırlama
Numune seçme işlemi, kumaş için malzeme özelliklerinde verilen işleme uygun olarak yapılır. Özelliklerin mevcut olmaması durumunda aşağıda verilen işlem uygulanır.
a. Yığın numunenin hazırlanması(bir sevkiyattan yada bir partiden alınan parça sayısı):
Yığın numunesi hazırlamak için, bir partiden en az Çizelge’ de gösterilen sayıda rasgele numune alınır. Yığın numune içinde, nakliye sırasında neme maruz kalmış yada hasar gördüğü izlemini veren parçaların olmaması gerekir.
Yığın numune
Partideki parça sayısı Alınması gereken minimum parça sayısı
≤3 1
4-10 2
11-30 3
31-75 4
≥76 5
b. Laboratuar numunesinin hazırlanması
Yığın numuneyi oluşturan her bir parçadan, tek en ve en az 1 m uzunluğunda bir laboratuar numunesi kesilir.(Parçanın en son ucundan en az 3 m mesafeden olmak kaydıyla rastgele seçilmiş bir yerden olmalıdır). Bir laboratuar numunesinde kırışık bölgeler ve gözle görülür bir hata olmadığından emin olmak gerekir. Deneyden önce numuneler kondisyonlanmalı ve deney, deneyler için Standard atmosfer koşullarında yapılmalıdır.
Deney için önerilen şartlar:
Deney yüzey alanı = 20 cm2
Basınç düşmesi = elbiselik kumaşlar için 100 Pa
Basınç düşmesi = endüstriyel kumaşlar için 200 Pa
Bu basınç düşmeleri elde edilemediğinde yada bu basınç düşmesinin uygun olmadığı durumlarda, 50 Pa veya 500 Pa'lık alternatif basınç düşmeleri kullanılabilir ve/veya 5 cm2, 50 cm2 veya 100 cm2'lik alternatif deney alanları seçilebilir. Sonuçları karşılaştırmak için, aynı deney alanı ve basınç düşmesi ile deneyin yapılması tavsiye edilir.
Deneyin Yapılışı
Deney parçası, kumaşın kendi düzleminde bozulmamasına dikkat edilerek, varsa buruşukluklar giderilmek suretiyle yeterli gerilim uygulanarak dairesel numune tutucusuna tutturulur. Kenarlardan ve buruşuk yerlerden sakınmak gerekir. Kumaşın hava geçirgenliği iki tarafında farklı olabileceğinden, deney raporunda deneye tâbi tutulan kumaş yüzü belirtilmelidir. Bir yüzü kaplanmış deney parçaları hava sızıntısını önlemek için basıncın daha düşük olduğu kenarlara doğru gerilmelidir.
Deney parçasına doğru hava uygulamak için aspiratör veya başka araçlar devreye sokulur ve yukarıda önerildiği gibi kumaşın deneye tâbi tutulan bölümünde bir basınç düşmesi oluşana kadar hava akışı ayarlanır. En az 1 dakika veya kararlı hale ulaşıldıktan sonra hava akışı kaydedilir. Deney aynı şartlar altında, numunenin farklı yerlerinde en az 10 defa tekrarlanır. En son olarak test sonuçlarının aritmetik ortalamasını alıp hava geçirgenliği değeri hesaplanır. Hava geçirgenliği (R), aşağıdaki eşitlik kullanılarak mm/s olarak hesaplanır.
R= qv.167 / A
qv: hava akış hızının aritmetik ortalaması, dm3/dakika (veya l/dakika),
A: deneye tâbi tutulan kumaş alanı, cm3,
167: dm3/(dakika x cm2) biriminden mm/s birimine geçiş için dönüştürme faktörü
Seyrek kumaşlar ve dokunmamış mamuller için, hava geçirgenliği R, m/s cinsinden
Aşağıdaki eşitlik kullanılarak hesaplanabilir.
R= qv.0,167 / A
Tekstil mamüllerinde kalınlığın ölçülmesi
Bu deneyde tekstil ve tekstil mamullerinin kalınlıklarının ölçülmesi amaçlanmıştır.
Kumaşların en üst ile en alt yüzleri arasındaki mesafe belli bir basınç altında ölçerek kumaş kalınlığı tespit edilmektedir.
Kumaş kalınlığı kumaşların ısı tutuculuk ve hacimsel özellikleri üzerinde etkisi vardır.
Bu nedenle ölçülmesi önemlidir. Jeotekstil malzemeler, tekstil yer döşemelerine, dokunmamış malzemelere ve kaplanmış kumaşlara bu deneyin uygulanması uygun değildir.( TS 7128 EN ISO 5084 )
Kullanılan Malzemeler
Standart atmosfer koşulları, test numuneleri, makas, kronometre, ve kalınlık ölçme cihazı (mikrometre) Kalınlık Ölçme Cihazı Özellikleri; Değiştirilebilir baskı ayakları ve alanları 20 cm2, 10 cm2 ve 5 cm2 olarak 3 çeşittir.
Basınç Aralığı 1 ± 0,01 kPa ve 0,1± 0,001 kPa olmalı. Baskı ayağının destek yüzeyi ile referans plaka arasındaki mesafeyi 0,001 mm doğrulukta göstermeli.

Numune Hazırlama
Numuneler (deformasyona duyarlı kumaş dahil) aşağıda verilen şekilde gösterildiği gibi kesilir.
Deney numuneleri veya parçaları, deney için standart atmosfer şartlarında değişmez.
Ağırlığa gelinceye kadar kondisyonlanır (en az 16 saat serbest halde bırakılması tavsiye edilir).
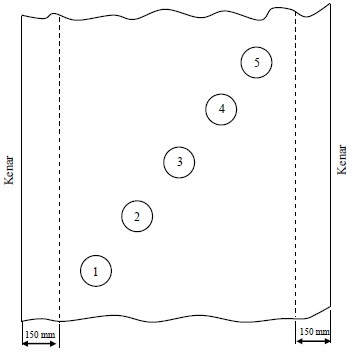
Deneyin Yapılışı
TS 7128 EN ISO 5084 standardına göre dokuma kumaşların kalınlığını dijital veya mekanik kalınlık ölçer yardımıyla ölçmek mümkündür.
Deneye başlamadan önce kalınlık ölçme cihazının baskı ayağı ile referans plaka arasının temiz olduğundan emin olunur.
Baskı ayağı milinin serbest olarak hareket edip etmediği kontrol edilir.
Referans plakası üzerine, belirlenen uygun basınç uygulanması için baskı ayakları yüklenir ve kalınlık göstergesi sıfıra ayarlanır.
Uygulama basıncı normal kumaşlar için 1 ± 0,01 kPa; şardonlu, havlı veya ilmek havlı kumaşlar ile örme kumaşlar için uygulama basıncı 0,1 ± 0,01 kPa olarak ayarlanır.
Baskı ayağı kaldırılarak, deney parçası baskı ayağı ile referans plaka arasına yerleştirilir.
Deney parçasının kıvrımsız ve kırışıksız olduğundan emin olunmalıdır.
Daha sonra mekanik test cihazlarında baskı ayağı deney parçası üzerine indirilir ve 30 saniye sonra göstergeden kumaş kalınlığı okunur.
Eğer cihazımız dijital ise baskı ağırlığı 1 ± 0,01 kPa gösterdiği andaki kalınlık değeri numunenin kalınlığı olarak kaydedilir.
Bu şekilde en az beş farklı numunenin kalınlığı tespit edilerek ortalaması alınır.
Kumaşlarda Pilling ve Yüzey Değişiminin Ölçülmesi ICI Kutulu Metodu
Boncuklanma, kumaş yüzeyindeki liflerin takılarak ayrılması ve diğer kullanımları sırasında bu liflerin karışması sonucu oluşmakta ve kumaş üzerinde hoş olmayan bir görüntü meydana getirmektedir.
Boncuklanma seviyesi; boncuklanmaya sebep olan lif dolaşması, fazla yüzey lifi oluşması ve zamanla gelişen lif ve boncuk azalması işlemlerin hızı ile belirlenir. Bunların hızları ise lif, iplik ve kumaş özelliklerine bağlıdır.
Bu deneyde ICI boncuklanma kutusu cihazı kullanarak tekstil kumaşlarının boncuklanmaya ve yüzey değişimine karşı gösterdiği direnci tayin etmek amaçlanmıştır.( TS EN ISO 12945–1 )
Kullanılan Malzemeler
Kutulu boncuklanma test cihazı (60 devir/dak hızında, 2 kafalı ve iç yüzeyleri mantarla kaplı), 4 adet poliüretan boru, tutturma mastarı, şablon (125 mm x125 mm boyutlarında), PVC bant, dikiş makinesi, değerlendirme kabini.

Numune Hazırlama
Ön işlem olarak, numune ilgili taraflar arasında üzerinde anlaşmaya varılmış olan bir metot kullanılarak yıkanır veya kuru temizleme yapılır.
Numuneden 125 mm x125 mm boyutlarındaki şablon ile dört adet test numunesi alınır.
Her biri farklı atkı çözgü ipliklerini içerek şekilde kenarlardan en az 15 cm uzaklıktan rastgele alınır.
Test numunesinin yüzü içe gelecek şekilde katlanır ve 12 mm mesafeden makine ile dikilir.
Dikilen numune tüp şeklindedir. Kalan numuneler de aynı şekilde dikilir.
Tüp şeklindeki test numunesi ters yüz edilir ve her iki uçtan 6 mm kesilerek varsa düzgün olmayan dikiş payları kesilir.
Hazırlanan test numunesi tutturma mastarı yerleştirilir daha sonra poliüretan borulara test numunesinin her iki ucunda eşit mesafede olacak şekilde geçirilir.
Dikilen kısmın düzgün bir şekilde durduğundan emin olunur.
PVC yapışkan bant, boru üzerinde 6 mm’lik açık kalacak şekilde boru çevresinin 1,5 katı uzunlukta yapıştırılır.
Deneyin Yapılışı
Boncuklanma test kutularının içi temiz olmalıdır.
Hazırlanan dört adet test numunesi boncuklanma kutusu içine yerleştirilir.
Kutunun kapağı kapatılır.
Üzerinde anlaşılan sayı cihaza girilerek cihaz çalıştırılır.
Test bittikten sonra test numuneleri kutudan alınır ve dikişleri sökülür.
Karanlık odada Pilliscope cihazında, numunenin cinsine göre örme veya dokuma kumaşlar için belirlenmiş standart fotoğraflar yardımıyla boncuklanma derecesi belirlenir.
Test numunesi ve orijinal numuneden bir parça merkezi olarak Pilliscope cihazına boyu doğrultusuna dik olarak yerleştirilir.
Orijinal numune cihazın sağ tarafına test edilmiş numune sol tarafına yerleştirilir
Test numuneleri aşağıdaki tablodaki değerlendirmeye uygun olarak derecelendirilir.
Değerlendirme birden fazla gözlemci ile yapılmalıdır.
Derece Tanım
5 Değişme yok
4 Hafif bir tüylenme ve/veya kısmen oluşmuş boncuklanma.
3 Orta düzeyde tüylenme ve/veya orta düzeyde boncuklanma. Test numunesi yüzeyini kaplayan farklı büyüklükte ve yoğunlukta boncuklanma.
2 Belirgin bir tüylenme ve/veya belirgin bir boncuklanma. Test numunesi yüzeyinin büyük bir kısmını farklı büyüklük ve yoğunlukta kaplayan
boncuklanma
1 Yoğun yüzey tüylenmesi ve/veya etkin boncuklanma Test numunesi bütün yüzeyini farklı büyüklük ve yoğunlukta kaplayan boncuklanma.
Kumaşlarda Pilling ve Yüzey Değişiminin Ölçülmesi Matindale Metodu
Boncuklanma, kumaş yüzeyindeki liflerin takılarak ayrılması ve diğer kullanımları sırasında bu liflerin karışması sonucu oluşmakta ve kumaş üzerinde hoş olmayan bir görüntü meydana getirmektedir.
Boncuklanma seviyesi;
Boncuklanmaya sebep olan lif dolaşması, fazla yüzey lifi oluşması ve zamanla gelişen lif ve boncuk azalması işlemlerin hızı ile belirlenir.
Bunların hızları ise lif, iplik ve kumaş özelliklerine bağlıdır.
Bu deneyde Martindale cihazını kullanarak tekstil kumaşlarının boncuklanmaya ve yüzey değişimine karşı gösterdiği direnci tayin etmek amaçlanmıştır.
Martindale cihazı hem boncuklanma direncinin ölçülmesinde hem de kumaşların aşınma dayanımın ölçülmesinde kullanılmaktadır.
Boncuklanma olayının gerçekleşmesi kumaşın kendisine sürtmesi ile gerçekleşmektedir.
Cihazda ikisi yanlarda diğeri iç kısımda bulunan üç tahrik tekerleğinin bulunmaktadır.
Bunların hareketiyle Lissajous hareketinin yapılması sağlanmaktadır.
Numune tutucuların bulunduğu üst plaka yatay doğrultuda, her bir noktası Lissajous hareketi yapacak şekilde hareket eder.
Bu harekette önce bir daire şeklinde ve daha sonra giderek daralan elipsler şeklini almakta ve en son doğrusal hareket yaptıktan sonra giderek genişleyen elipsler ve son olarak yine dairesel hareket yapmaktadır.( TS EN ISO 12945-2 )
Kullanılan Malzemeler
Standart atmosfer koşulları
Martindale aşındırma test cihazı (ISO 12947-1 standardında belirtilen özelliklere sahip
Tahrik mekanizması ve taban kaidesinin parçaları
Sayaç
Boncuklanma masası
Numune tutucu kılavuz plakası
Numune tutucusu ve yardımcı malzemeleri,
Ağırlık (tutturma ağırlığı 260 g ± 1 g ağırlıkta ve diske benzer paslanmaz çelikten yapılmıştır) ve yükleme parçaları),
Işıklı muayene kabini, aşındırıcı standart kumaş deney numunesini aşındıran kumaş (140+5 mm çapa sahip bir daire veya 150±2 mm uzunluk ve genişlik ölçüsüne sahip bir kare şeklinde),
Üst keçe (90±1 mm çap),
Alt keçe (140+5 mm çap),
140 mm çapında kesici alet,
Makas,
Cetvel
Test numuneleri
Numune Hazırlama
Deney numunelerinin aynı atkı ve çözgü ipliklerinden olmamasına dikkat edilerek kumaştan rastgele seçilmiş bölgelerden kumaş kenarında en az 150 mm içeriden deney numunesi alınmalıdır.
TSE EN ISO 12945–2 standardına göre bir kumaş için yapılması gereken deney numune sayısı 3 çift olup; 1 çift numune, üstte yer alan numune tutucu için bir numune ve bir tanede alttaki boncuklanma tablası için olmak üzere 2 parça numune kumaştan oluşmaktadır.
Kullanılacak keçenin alt ve üst deney numunesi için sırasıyla 140 +5 mm çap, 90±1 mm çap olmalıdır.
Aşındırıcı kumaş ise 140 +5 mm çapta olmalıdır.
Deney parçası da hem deney tutturucusu için hem de boncuklanma masası için 150 ±2 mm ebadında bir kare olacak şekilde hazırlanmaktadır.
Örme ve dokuma kumaşlar için aşındırıcı kumaş olarak kendi kumaşından numune hazırlanır.
Döşemelik kumaşlarda %100 yünlü standart aşındırıcı kumaş kullanılır.
Deney numunesi müşteri isteği doğrultusunda yıkama ve kuru temizleme ön işlemine tabi tutulabilinir.
Laboratuar numunesinden deney parçalarının alınması işlemi yapılmadan önce laboratuar numuneleri standart atmosfer şartlarında kondisyonlanması gerekir.
Deneyin Yapılışı
Deney parçası tutturucuna ve boncuklanma masasına deney parçalarının ön yüzleri birbiri üstüne gelecek şekilde tutturulur.
Burada alt tutturucular için hazırlanan numuneler keçe kumaşı bulunan alt diske, üst tutturucular için üst diske yerleştirilir.
Yünlü aşındırıcı kumaş kullanıldığında numune tutucular için üç adet numune gereklidir.
Deney numunesi tutturma ağırlığı dokuma ve döşemelik kumaşlarda (yükleme parçası) 260 g ± 2 g, örme kumaşlarda 155 g ± 2 g’dır.
Ağırlık tutturucuların üzerine konularak yüklenir ve tutucu bileziği ile sıkıştırılır.
Cihaz çalıştırmadan önce sürtme hareket sayısını ve periyotlarını aşağıda verilen tabloda verilenlere göre belirlenir (TS EN ISO 12945-2).
Deney parçaları aşağıdaki tabloda da görüldüğü gibi boncuklanma deneyi için ağırlıklarına, üretim yöntemlerine göre sıralanmaktadırlar.
Sonra cihaz çalıştırılır ve belirlenen periyotlar tamamlanana kadar sürtme deneyi devam eder.
Test sonunda numuneler ışıklı kabinde filiskop cihazında boncuklanma düzeyleri göz ile değerlendirilip dereceleri bulunur.
Derecelerin tespitinde ise aşağıdaki veriler göz önüne alınarak yapılır.
Boncuklanma deneyi kategorileri
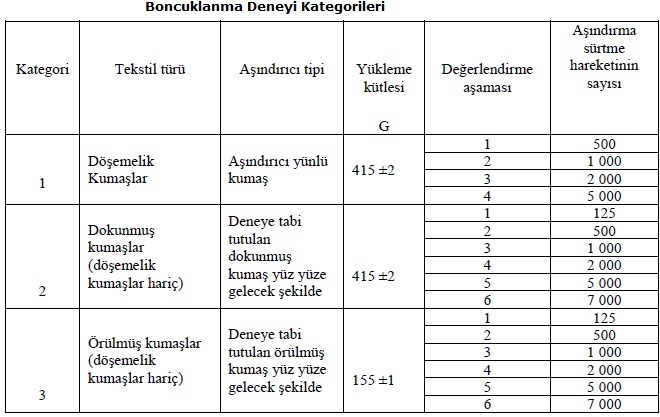
Göz ile değerlendirme dereceleri
Derece Tanım
5 Değişme yok
4 Hafif bir tüylenme
3 Orta düzeyde tüylenme ve/veya boncuklanma.
2 Belirgin bir tüylenme ve/veya belirgin bir boncuklanma.
1 Yoğun yüzey tüylenmesi ve/veya boncuklanma
Rotor İplikçiliğinin Önemi
Rotor iplikçiliğinin ring iplikçiliğine kıyasla ayırt edici özelliği daha yüksek miktarlarda üretim potansiyelidir. Bu potansiyel rotor ve sarım hızlarının sürekli arttırılması sonucu devamlı iyileştirilmiştir. Rotor iplikleri ring ipliğe göre daha ucuz üretilmeleri ve söz konusu uygulama alanlarına uygun olmaları sebebiyle her zaman başarılı olmuştur.
Rotor eğirme sisteminde iki üretim aşaması – eğirme ve sarım – tek bir makinede birleştirilmektedir. Böylece ilk aşama olarak küçük eğirme kopslarına sarım yapılmadan satışa hazır çapraz sarımlı bobinler hemen elde edilebilmektedir. Entegre iplik izleme sistemleri ve her eğirme noktasında parafinleme elemanları sayesinde sonraki aşama olan aktarma işlemini de elimine eder. Rotor eğirme sisteminde karde veya cer şeritleri doğrudan işlenebildiği için ring iplikclikte zorunluluk olan fitil üretimi aşaması da elemine edilmiştir. Son olarak, rotor eğirme makinelerinde operatör işlemlerinin otomasyonu ring iplik makinesindekilere kıyasla daha kolaydır. Artık yüksek performanslı rotor iplik makinelerinde tüm operatör işlemlerinin otomasyonu standartlaştırılmıştır, pek çok tekstil fabrikasında otomatik kova ve bobin transferi de zorunluluk haline gelmiştir. Rotor ipliklerinin sadece piyasaya çıkmasında değil, aynı zamanda rotor ipliklerinin ring ipliklerin yapısal özelliklerinden ayırt edilmesinde de teknolojik acıdan bir mücadele olmuştur.
Rotor ipliklerinin daha fazla tercih ediliyor olması, örneğin dokuma denim kumaşlarda ve örme kumaşlarda, bunun bazı son urun gruplarında başarı ile kullanıldığını göstermektedir. Bir yandan iplik özelliklerinin modifikasyonu ile diğer yandan eğirme stabilizesinin sürekli geliştirilmesiyle rotor iplikler için hala yeni uygulama alanları geliştirilmektedir. Rotor iplikçiliğinin önemli özelliklerinden birisi fonksiyonel aşamalardan şerit açma ve iplik elde etme işlemlerinin, sırasıyla büküm verme ve elde edilen ipliğin sarımı işlemlerinin birbirinden ayrılmasıdır.
Bunu başarabilmek için ise elyaf demetinin en az bir noktada kesintiye uğramalıdır. Bu işlem cer ya da tarak şeridinin tek bir life dek açılması ve sonrasında bu liflerin büküm işleminin gerçekleştiği rotor yivinde toplanması aşamaları arasında gerçekleşir. Her bir lif, acıcı silindir ile rotor yivi arasındaki transfer esnasında daha sıkı bir elyaf demetinden geldiği ve yine rotor yivinde toplandığı için burada acık iplik ucundan bahsedilebilir. Rotor eğirme sistemiyle iplik üretimi hiç de yeni bir işlem değildir:
• Bu metot için ilk patent başvurusu (Berthelsen tarafından temel (ilk) rotor patenti) 1937’de yapılmıştır.
• Kullanılabilir ilk tasarım 1951 yılında Spinnbau firmasından J. Meimberg tarafından önerilmiştir. Ancak performansı başarısız bulunduğu için bu tasarım geliştirilmemiştir.
• 1960’lı yıllarda fikir Cekoslavakya’da tekrar ele alınmış ve sanayi uygulamalarına uygun ilk makine 1965 yılında Brno fuarında sergilenmiştir. Bunu aynı yıl düzenlenen 1967 ITMA’ya paralel bir sergide BD 200 makinesinin sunumu izlemiştir. Bu yıllar aynı zamanda rotor eğirme işleminin iplikhanelerde ticari olarak kullanımının gündeme geldiği yıllardır.
• 1970’li yılların başında Rieter, Schubert&Salzer ve Platt firmaları rotor eğirme işlemini geliştirmek için bir konsorsiyum ( Şirketler grubu ) oluşturmuş ve sonucunda değişik aşamalarda olan pek çok prototip ITMA 1971’de sergilenmiştir. Takibenden yıllarda rotor eğirme sisteminin hem teknolojik hem de ekonomik potansiyelini geliştirme amaçlı yoğun çalışmalar yapılmıştır. Sistematik olarak gerçekleştirilen bu çalışmalar aşağıdaki başlıklar altında sürdürülmüştür:
• İplik kalitesine dikkat ederek rotor iplik numarası aralığının genişletilmesi.
• Rotor ipliklerin aşınma özelliklerinin optimize edilmesi, örneğin mamuldeki tutumlarının geliştirilmesi.
• Takip eden işlem aşamalarındaki ani performans artışlarını da dikkate alabilmek için ipliğin fiziksel özelliklerinin geliştirilmesi.
Sürekli araştırma ve geliştirme sonucunda eğirme elemanlarında ve koşullarında iyileştirme sağlanmıştır. Böylece artık rotor iplikler ve ring iplikleri birbirinden ayırt etmek imkânsız hale gelmiştir. Rotor iplik makinesinin kendisi artık sadece geleneksel anlamda bir eğirme makinesi değildir, şeriti ipliğe
çeviren yüksek üretim kapasitesine sahip, komputerize ve kompleks ( karmaşık ) bir sistemdir. Ekonomik acıdan sağlanan gelişmeler teknolojik gelişmelerekıyasla daha dikkat çekicidir. Örneğin, 1960’larda rotoriplikçiliğin tanıtımından beri rotor hızları 30 000 dev/dak seviyesinden pratikte 160 000 dev/dak çıkmıştır.
Günümüzde (2005’de) her hangi bir zorlukla karşılaşmadan teknik olarak 170 000 dev/dak çıkmak mümkündür. Ring iğlerine kıyasla rotor eğirme birimi 5 ila 10 kat fazla üretim yapabilmektedir. Ücret seviyeleri yüksek olan ülkelerde, Ne60 numaraya kadar olan iplikler için rotor eğirme ring iplikçiliğine kıyasla daha ekonomiktir. Dünya çapında 8 milyondan fazla rotor ile kesikli liflerin %20’si eğrilmektedir. Bazı ülkelerde (örn. ABD, Almanya) rotor ipliklerin toplam iplik hacmine oranı yaklaşık %50’dir. Moda ve tekstil uygulamalarındaki gelişmeler, eğirme makineleri imalatındaki gelişmeler gibi, sürekli artmaktadır ve bu gelişmeler rotor ipliklerinin uygulama alanlarını da değiştirmektedir.
Hava jetli üretim sistemine göre üretilen iplikler özellikle ABD’de belirli bir pazar payını garantilemiş durumdadır. Yoğun geliştirme çalışmalarına rağmen, saf pamuk uygulamalarındaki belirli sınırlamalar daha geniş aralıkta uygulama alanları acısından bariyer oluşturmaktadır. Son yıllarda otomatik rotor iplik makinelerinin dünyada payı yaklaşık %35 civarındadır. Bu rakam Cin’deki otomasyonsuz çok sayıdaki iplik makinesinden etkilenmektedir. Dünyanın diğer bölgelerinde oran çok daha yüksektir.
Otomatik rotor iplik makinelerinin piyasaya girmesinden kısa sure sonra Türkiye’deki payı %80’leri geçmiştir. Günümüzde ayrıca cer ve rotor iplik makinesi arasında otomatik kova transferi sisteminin yanı sıra depoya ya da sıradaki diğer aşamalara bobin transfer sistemleri de vardır. Bu durum rotor iplikçiliğinin ekonomik gelişmesine katkıda bulunmuştur. Rotor eğirme işlemi 60 mm (2.25˝) kadar uzunluğa sahip lifler için uygundur ve bu sebeple klasik kısa elyaf pamuk aralığını kapsamaktadır. Başka üretici firmaların (Schubert & Salzer, Duesberg Busson) daha uzun kesikli lifleri işleyebilmek için geliştirdiği daha büyük rotorlar ne yazık ki piyasada tutunamamıştır. Rotor iplikler için iplik numarası aralığı esas olarak Ne 6 ve Ne 40 arasında olmasına rağmen, Ne 3 – Ne 60 arası genel numara aralığını kapsamaktadır, Ancak yukarıda belirtilen aralığın dışındaki toplam üretim iplik hacmi küçüktür. Pamuk lifi toplam iplik hacmindeki yaklaşık %55’ lik oranı ile rotor iplik makinelerinde işlenen lifler arasında en baskın olanıdır, ancak tüm kısa kesikli lifler karışım ya da tek başına bu sistemde eğrilebilir. Pamuk lifinin yanı sıra poliester (PES) lifleri de rotor iplik üretiminde yüksek miktarda kullanılmaktadır. Dünya genelinde lif tüketimindeki yaklaşık %3’luk yıllık artış artan miktarda poliester lifleri ile karşılanmaktadır.
Viskoz, modal, poliakrilik, birbirleriyle ve pamuk lifiyle karışımları toplam iplik hacminde belirli bir oranı kaplar. Ancak, bu ve diğer başka doğal ve sentetik liflerin işlenmesi daha çok moda eğilimleri ile belirlenmektedir, bu sebeple toplam iplk hacmindeki oranları sezonsal ve bölgesel olarak değişkendir. Bazı uygulamalarda ekonomik acıdan ilgi çeken bir başka nokta ise, daha önceleri kullanımı mümkün olmayan iplikhane teleflerinin rotor eğirme sisteminde kullanılabiliyor olmasıdır.
Bu eğirme sisteminin tanıtılmasıyla, rotor iplikleri dokuma ve örme mamullerde kullanılmaya başlamıştır. Pek çok durumda rotor ipliklerin kullanılmasıyla, daha kaliteli mamullerin üretilmesine olanak veren, ring ipliklere kıyasla avantaj sağlamaktadır. İlk olarak, rotor iplikler kendilerine has özellikleri mamulde aranan niteliklerle örtüştüğü durumlarda başarılı bir şekilde kullanılabilmektedir. Rotor ipliklerinin konfeksiyon ( hazır giyim ) sektöründe daha çok denim dokumalarda, pantolon kumaşlarında, spor giyimde, bluzlarda ve iç giyimde, havlı ürünlerde ve döşemelik kumaşlarda kullanıldığı görülmektedir. Ayrıca bahse değer kullanım alanı olarak konfeksiyon sektöründe çoraplar ve süveterler, ev tekstilinde çarşaflar ve döşemelik kumaşlar, teknik tekstil uygulamaları, örneğin, zımpara bezi tente ve stor kumaşı da belirtilebilir.
Kumaşlarda patlatma mukavemetinin ölçülmesi
Patlama mukavemeti, aynı anda çeşitli yönlerden kuvvet etkisi altında kalan tekstil ürünlerinin mukavemetini ölçebilecek bir test metodudur.
Örgü kumaşlara
Dokunma kumaşlara
Dokusuz yüzeylere
Lamine kumaşlara
uygulanabilir.
Özellikle ;
Paraşüt kumaşları
Filtre bezleri
Çuval
Ağ
gibi bezler için patlama mukavemeti son derece önemlidir. Ayrıca şartlandırılmış veya ıslatılmış deney numuneleri için uygundur.( TS EN ISO 13938-2, TS 393/Mart1975, TS 393 EN ISO 13938-1, BS EN ISO 13938-2 )
Kullanılan Malzemeler
Standart atmosfer koşulları
Patlama dayanımı test cihazı
Makas
Test numuneleri.
Patlama dayanımı test cihazın özellikleri;
Cihaz kumaşların patlama mukavemetinin ve patlama yüzey gerilmesinin tayini için pnömatik veya hidrolik basınç metoduyla çalışır.

Patlama mukavemet testi uygulanırken kumaşa yüklenen elastik bir diyafram kullanılır, kumaş üzerindeki gerilimi ölçmek için diyaframın gerisinde basınçlı bir akışkan kullanılır. Cihazın genel görünümü aşağıda görülmektedir.
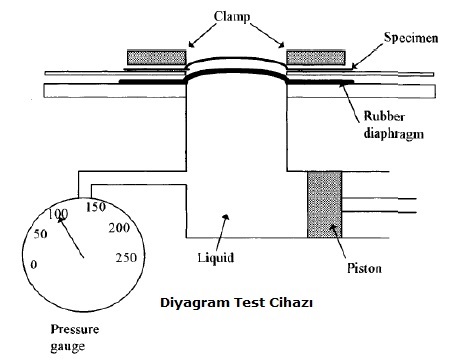
Diyafram, kalınlığı 2 mm’ye kadar ve yüksek genleşme sahip olmalıdır.
Numune Hazırlama
Kumaş numunesi için verilmiş bir özelliğin olmaması durumunda aşağıda verilen örnek kullanılmalıdır.
Islak şartlarda yapılan deneyler için deney numunesi sıcaklığı 20 ºC ± 2 ºC olan su içine bir saat süreyle daldırılır.
Su yerine 1 litrede en fazla 1 gram ıslatma reaktifi içeren sulu çözeltiler kullanılabilir.
Deney numunesi sudan çıkarıldıktan hemen sonra fazla suyu almak için bir kurutma kağıdının üzerine kısa bir süre konulur ve deneye geçilir.

Deneyin Yapılışı
Bu deneyde patlama mukavemetinin ve patlama yüzey gerilmesinin tayini pnömatik basınç metoduyla ölçülmektedir.
Bu ölçüm TSE EN ISO 13938-2 standardına göre yapılmaktadır.
Deneyden önce numune kondüsyonlama yapılır.
Standarda göre örülmüş kumaşlar için deney alanı 50 cm2 (79,8 mm çap) seçilmektedir.
Fakat, yüksek veya düşük kumaş genleşmesi veya diğer kumaş özellikleri söz konusu ise 100 cm2 (112,8 mm çap), 10 cm2 (37,7 mm çap) ve 7,3 cm2 (30,5 mm çap) lik deney alanları da kullanılabilir.
Bu ebatların herhangi birinde hazırlanan deney parçası diyaframın üzerine, herhangi bir gerilim uygulamadan yerleştirilir.
Deney numunesi dairesel tutturucu ile sıkıca tutturulur.
Cihaz sıfıra ayarlanır ve emniyet mahfazası yerine yerleştirilir.
Deney numunesinin patlatılması için çalışma hızının 20 ± 5 saniye olacak şekilde ayarlanır.
Kumaş patlayıncaya kadar belirtilen çalışma hızında numuneye basınç uygulanır.
Kumaş patladıktan sonra diyafram eski konumuna geri gelir.
Patlama anındaki yükseklik (mm) ve/veya patlama hacmi, patlama basıncı (kg/ cm2, N/ cm2 ) ve deney süresi (saniye) kaydedilir.
Tutturma çizgisinin 2 mm içinde oluşan tutucu çene kopmaları kabul edilmez.
Böyle bir durumda deney kumaşın farklı yerlerinden en az 4 defa tekrarlanır.
Kumaşlarda kopma mukavemeti testi
Testin amacı tekstil kumaşlarında en büyük kuvvetin ve bu kuvvet altında boyca uzamanın şerit metodu ile tespit etmektir.
Bu deney ;
Jeotekstil ürünlerine
Dokusuz yüzeylere
Dokunmuş elastik kumaşlara
Cam elyaftan dokunmuş kumaşlar
Karbon elyaf
Poliolefin şeritli ipliklerden üretilmiş kumaşlar
Kaplanmış kumaşlar haricindeki diğer dokunmuş kumaşlara
uygulanmaktadır.( TS EN ISO 13934-1, TS EN ISO 13934-2, ASTMD 5034, ASTM D 5035 )

Kullanılan Malzemeler
Standart atmosfer koşulları, test numuneleri, kopma dayanımı test cihazı, cetvel, ve makas.
Kopma dayanımı test cihazın özellikleri (Uzatma hızı sabit (CRE) çekme cihazı);
Çekme cihazı, deney parçasını gerdirerek koparmak için uygulanan kuvvet ile bu kuvvete karşılık gelen uzamayı gösteren veya kaydeden bir donanıma sahip olmalıdır.
Cihazın kullanıldığı aralıktaki herhangi bir noktada gösterilen veya kaydedilen en büyük kuvvetin hatası ± %1’i geçmemelidir.
Belirtilen ve kaydedilen çeneler arası mesafenin hatası ± 1 mm yi geçmemelidir.
Kuvvet ve boyca uzama değerleri, veri toplama kartı ve yazılımı ile kaydediyorsa, veri toplama sıklığı saniyede en az 8 kez olmalıdır.
Cihazın her iki çenesinin orta noktasını birleştiren doğru, çekme doğrusuna paralel, çene ağızları ise bu doğrultuya dik olmalıdır.
Numune Hazırlama
Örnek almadan önce kumaş numuneleri standart atmosfer koşullarında kondisyonlanmalıdır.Deneye tabi tutulacak kumaş numunesinden atkı ve çözgü yönünde iki takım deney parçası kesilir. Aşağıda verilen şekilde gösterildiği gibi numuneler alınır.
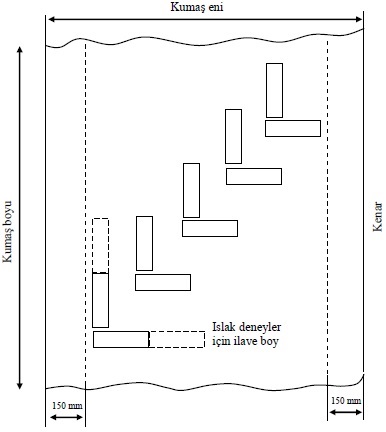
Her takım en az beş deney parçasını ihtiva eder.
Deney parçaları kesilirken aynı atkı ve çözgüleri ihtiva etmemesine dikkat edilir.
Her deney parçasının eni 50 mm (saçaklar hariç) ve boyu 200 mm’lik bir gösterge uzunluğuna yetecek kadar şekilde olması gerekmektedir.
Bu yüzden numuneden deney parçası eni 60 mm ve boyu 300 mm (çene payları ile beraber) olacak şekilde kesilir.
Deney parçasının her iki kenarından iplikler sökülerek saçaklar oluşturulur ve eni 50 mm’ye ayarlanır.
Böylece deney parçası içerisinde kuvvete maruz kalmayan iplik bulunmaz.
Eğer atkı ve çözgü mukavemeti kuru ve ıslak halde tespit edilmesi isteniyorsa o zaman numune sayısı iki katı alınır, yarısı ıslak (şekilde kesik çizgi ile gösterilmiş) yarısı kuru test için kullanılır.
Islak halde yapılan deneylerde, deney parçası 20 ºC Artı eksi 2 ºC deki ISO 3696’ ya uygun sınıf-3 suya 1 saat süreyle daldırılır.
Su yerine içinde en fazla 1 g/L iyonik olmayan ıslatma maddesi ihtiva eden bir sulu çözelti de kullanılabilir.
Deneyin Yapılışı
Dokuma kumaşların kopma mukavemeti ve kopma uzaması ‘TS EN ISO 13934–1 standardına göre tespit edilir.
Deney parçası test cihazının çeneleri arasına çalışma prensibine bağlı olarak ön gerilmeli olarak veya gevşek olarak yerleştirilir (Kumaş kütlesi 200 g /m2 ’den küçük ise ön gerilme 2 N, kumaş kütlesi 200-500 2 g /m arasında ise ön gerilme 5 N ve 500 2 g /m ’dan büyük ise ön gerilme 10 N).
Ön gerilmeli olarak yerleştirildiğinde bu gerilmenin % 2 den büyük bir boyca uzamaya sebep olmamasına dikkat edilir.
Ön gerilme ile deney parçası yerleştirildiğinde cihazın kuvvet göstergesindeki deneye başlamadan önce sıfırlanır.
Cihazın çekme hızı kumaşın kuvvet altında boyca uzama oranına bağlı olarak standarda belirtilen değere ayarlanır ve test başlatılır.
Deney parçasında kopma meydana geldiğinde en büyük kuvvet ve en büyük kuvvet altında meydana gelen uzama miktarı milimetre olarak veya % olarak kayıt edilir.
Deney atkı ve çözgü doğrultusunda en az beş deney parçası üzerinde tatbik edilir.
Her bir doğrultuda yapılan deneyden elde edilen en büyük kuvvetlerin ve isteniyorsa kopma kuvvetlerinin aritmetik ortalaması Newton cinsinden hesaplanır ve;
- 100 N’den küçük sonuçlar 1 N yaklaşımla
- 100 N (dahil ) ile 1000 N arasındaki sonuçlar 10 N yaklaşımla
- 1000 N (dahil) üzerindeki sonuçlar 100 N yaklaşımla Yuvarlanır.
Ayrıca her bir doğrultuda yapılan deneylerden elde edilen en büyük kuvvet altındaki ve isteniyorsa kopmadaki uzama oranlarının aritmetik ortalaması hesaplanır ve elde edilen sonuçlar
- % 8’den küçük uzama oranları için %0,2 yaklaşımla
- % 8 (dahil) ile %75 (dahil) arasındaki uzama oranları için %0,5 yaklaşımla
- % 75 den büyük uzama oranları için % 1 yaklaşımla yuvarlatılır.
Kumaşlarda İplik Sıklığının Tayini
Dokuma bir kumaşın yüzeyi atkı ve çözgü ipliklerinden oluşmaktadır. Burada atkı ve çözgü yönündeki iplik sıklığının tespit edilmesi hedeflenmiştir. Sıklığı tespit etmek önemlidir. Çünkü bir dokuda sıklık; kumaşın hava geçirgenliği, tutumu (sert yada yumuşak olması), birim ağırlığı ve düzgün stabil bir yüzey gibi fiziksel bazı özellikleri etkileye bildiği gibi, birim alandaki iplik sıklığınca iplik numarasının tahmini gibi detaylar hakkında da bize ışık tutabilecek bir kavramdır. Üç farklı metot kullanarak ölçüm yapılabilir.
Bunlar ;
1. Metodu Kumaşıniplik elemanlarına ayrılması
2. Metodu- Optik iplik sayma aleti (Lup)
3. Metodu-Skala üzerinde hareketli iplik sayma mikroskobu.(TS 250 EN 1049-2, ISO 7211-2 )
Kullanılan Malzemeler
Standart atmosfer şartları, test numuneleri, renkli ince uçlu kalem,
1. Metod için gerekli malzeme; kıskaç, iki ayırma iğnesi ve ağır çelik cetvel
2. Metod için gerekli malzeme; lup (her yerinde ışık alma aralığı 2 0,005 cm veya 3 0,005 cm olmalı),
3. Metod için gerekli malzeme; düşük güçlü mikroskoplu iplik sayma cihazı (büyütme gücü 4x ila 20x) ve ölçme yönünden uygun bulunan mikroskop okülerinde bir indeks çizgisi sahip olmalı).
Numune Hazırlama
1. Metod hariç özel olarak hazırlanmış deney numuneleri gerekli değildir. Ama kumaşı tam olarak tanıtacak şekilde en az beş ayrı yerde iplik sayısı tespit edilir. Deneye başlamadan önce numuneler en az 16 saat süre ile Standard atmosferde kondisyonlanır.
Deneyin Yapılışı
Dokuma kumaşlarda sıklık TS 250 EN 1049-2 standardına göre 3 ayrı metotla ölçülmektedir.
1. Metod- kumaşın iplik elemanlarına ayrılması:
Bu metot her tip kumaşa uygulanabilir.
Ayrıca çok katlı ve karışık dokulu kumaşların incelenmesini sağlayan tek yöntemdir.
En az 100 iplik ihtiva eden deney numunesi kullanılır.
10 cm ve daha az endeki dar dokumalarda çözgü ipliklerinin tamamı, kenar iplikleri dahil sayılır ve sonuç tam endeki iplik sayısı olarak ifade edilir.
Önce rastgele en az 5 deney numunesi alınır.
Numuneler aşağıda verilen çizelgede belirtilen uzunluktan daha uzun olmalıdır.
Kıskacın uçlarından 0,2 cm ila 0,3 cm mesafesindeki iğneler deney numunesine batırılır.
İğneler arasında kumaşın ölçülecek mesafesi kalacak şekilde iğneler dışında kalan ve ölçme istikametinde olan iplikler çıkartılır ve sayılır.
İğnelerin batmış olduğu iplikler yarım iplik olarak sayılır.
İpliklerin çıkartılmasında sivri uçlu cımbız kullanılması uygundur.
Sayma işleminin kolaylaştırmak bakımından ipliklerin onluk gruplara ayrılması uygundur.
Kıskaç olmaması halinde numune kenarı boyunca ağır bir cetvel konularak uygun görülen mesafede iki iğnenin numuneye batırılması ile kabul edilen alternatif bir metot uygulanabilir.
Minimum ölçme mesafesi
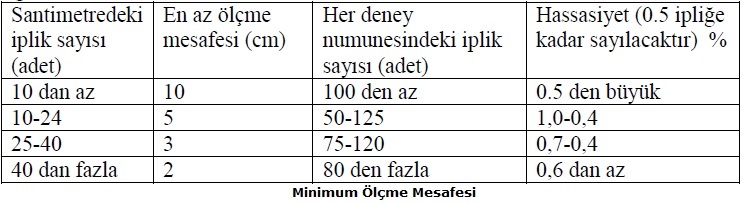
2. Metod- Optik iplik sayma aleti (Lup):
Optik sayma aletinin ışık alma aralığının iki paralel kenarı arasında kalan çözgü iplikleri sayılır, aynı işlem atkı iplikleri içinde gerçekleşir.
Sonuçta santimetredeki iplik sayısı hesaplanır.
Yukarıdaki çizelgede verilen değerlere uygun bir ölçme mesafesi kullanılır.
Deney numunesi düz olarak yatay bir düzlem üzerine serilir ve optik sayma aletinin ışık alma aralığının bir kenarı çözgü iplikleri ile paralel konuma getirilir.
Bazı kumaşlarda her ipliği görmek ve ayrı ayrı saymak mümkün değildir.
O zaman iplik raporlarının tekrarı sayılır.
Bunun için iplik raporu içerisinde kolayca ayırt edilebilen iplik seçilir ve optik iplik sayma aletinin ışık alma aralığının bir kenarı ile seçilen iplik yan yana getirilir.
Ölçme mesafesi içerisindeki rapor tekrar sayısı ve bakiye ipliklerinin sayısı tespit edilir.
Bir rapordaki iplik adedi, dokudaki iplikler sayılarak veya iplikler kumaştan çıkarılarak tayin edilir.
Optik iplik sayma aletinin ışık alma aralığının iki paralel kenarı arasında kalan çözgü iplikleri veya raporunun tekrar etme adedi veya çözgü ipliği birimleri ve bu birimlerden arta kalan çözgü çözgü iplikleri sayılır.
Aynı şekilde optik iplik sayma aletinin ışık alma aralığının iki paralel kenarı arasında kalan atkı iplikleri veya raporun tekrar etme adedi veya atkı ipliği birimleri ve bu birimlerden arta kalan atkı iplikleri sayılır.
Kumaşın yüzünde bazı saten dimi vb. örgülerde olduğu gibi bir iplik tipinin hâkimiyeti varsa sayma işlemi doku deseninin daha kolay bir şekilde tanınmasının mümkün olduğu kumaşın arka yüzünde yapılabilir.
3. Metod- Skala üzerinde hareketli iplik sayma mikroskobu:
Üçüncü metotta gösterge çizelgesi üzerinde hareketli iplik sayma mikroskobu yardımıyla sıklık ölçümü söz konusudur.
Kumaş üzerinde seçilen mesafe boyunca hareketli olan mikroskop yardımıyla atkı yönünde ve çözgü yönünde o mesafedeki iplik sayısı belirlenmektedir.
İlk önce deney numunesi düz olarak yatay bir düzlem üzerine serilir.
Skala üzerinde hareketli iplik sayma mikroskobu vida ile hareket ettirildiğinde hareket yönü sayılması istenilen ipliklere göre, çözgü veya atkı ipliklerine paralel bir konumda olacak şekilde, kumaş üzerine yerleştirilir.
Seçilen en az ölçme mesafesi içindeki iplikler sayılır.
İndeks çizgisi veya gösterge ibresi kumaş üzerinde hareket ederken iplikler tek tek sayılır.
Kumaşlarda Eğilme Dayanımı
Eğilme dayanımı, dikdörtgen biçiminde belli ebatlarda kesilmiş tekstil numunesinin kendi ağırlığı altında eğilmeye karşı göstermiş olduğu dayanımdır. Eğilme dayanımı testi ile kumaşların eğilme uzunluğu ve eğilme dayanımları belirlenmektedir. Bu test, kesilince kendinden kıvrılan kumaşlara uygulanamaz.( TS 1409, BS 3356 )
Numune Hazırlama
Numuneler teste başlamadan önce standart atmosfer koşullarında 24 saat boyunca kondisyonlanmalıdır. Numunelerin 4’ü atkı, 4’ü çözgü olmak üzere 2 takım test numunesi hazırlanır. Numunelerin aynı atkı ve çözgü ipliklerini içermeyecek şekilde alınmasına dikkat edilir. Test numunesi olarak 150 mm x 25 mm ebatlarında dikdörtgen şeklinde numuneler işaretlenir ve kesilir. Uzun kenarı çözgüye paralel olan test numunesi çözgü numunesi, uzun kenarı atkıya paralel olan test numunesi atkı numunesi olarak kullanılır.
Deneyin Yapılışı
Fleksometre düz bir yüzeye yerleştirilir. Test numuneleri sırayla cihaz üzerindeki P düzlemine kenarı paralel olacak şekilde yerleştirilir. S sürgüsünün sıfır noktası ile P düzleminin başlangıç noktaları çakıştırılır. S sürgüsü yavaşça ileri doğru itilir. Numune kenarı L1 ve L2 çizgisine değdiğinde sürgü durdurulur. Sürgü üzerinde okunan uzunluk sarkma uzunluğu olarak kaydedilir. 4 adet numune bu şekilde test edilip sarkma uzunluğunun aritmetik ortalaması çözgüler ve atkılar için ayrı ayrı hesaplanır. Atkı ve çözgü yönlerindeki eğilme dayanımları, aşağıdaki formül kullanılarak mg.cm cinsinden hesaplanır.
G = 0.10MC³
Burada;
G = eğilme dayanımı
M = kumaş gramajı
C = ortalama sarkma uzunluğu
Kumaşlarda Aşınma Direncinin Martindale Metoduyla Ölçülmesi
Aşınma, herhangi bir materyalin başka bir yüzeye sürtünmesi sonucu oluşan deformasyondur.
Aşınma neticesinde kumaş mukavemet özelliklerinde, gramajında, kalınlığında, hava geçirgenliğinde azalma, renkte değişimler ve kumaş yüzeyinde boncuklanma görülür.
Kumaşların aşınma olayına karşı gösterdikleri direnci etkileyen pek çok parametre bulunmaktadır.
Bu parametreler genel olarak lif çeşitleri ve özellikleri, iplik yapısı ve kumaş yapısı olarak söylenebilir.
Kumaş aşınma dayanımını ölçmek için değişik metotlar vardır.
Bunlardan birisi de “numune kopma tayini” testidir.
Bu test metodu en çok Martindale cihazı ile yapılmaktadır. Burada belirli bir yük altındaki dairesel bir deney parçası, bir Lissajous deseni (Lissajous deseni daireden elipse doğru değişen bir hareketin oluşturduğu desendir) oluşturan öteleme hareketi ile aşındırma yapan aşındırıcının (standart kumaş) deney parçası olan kumaşa sürtünmesidir. Değerlendirme, deney parçasının koptuğu muayene aralığında tayin edilerek yapılır.( TS EN ISO 12947-1 ve 12947-2, BS EN ISO 12947-1 ve 12947-2, ) Bu testte numune kopmasını göz önünde bulundurarak kumaşın aşınma mukavemetinin ölçülmesi amaçlanmıştır. Kumaş tiplerine göre numune kopması aşağıdaki durumlara göre kabul edilir.
1-Dokunmuş kumaşlarda, iki farklı ipliğin tamamen kopması,
2-Örülmüş kumaşlarda, bir deliğin oluşmasına neden olan bir ipliğin kopması
3-Havlı kumaşlarda, havın yavaş yavaş tamamen ortadan yok olması,
4-Dokusuz yapılarda, bir aşınmanın sonucu çapı en az 0,5 mm’ye eşit bir deliğin oluşması.
Kullanılan Malzemeler
Standart atmosfer koşulları
Martindale aşındırma test cihazı
Aşındırıcı standart kumaş (140 x140 mm en ve boyda kare)
Yün keçe taban (140 +0.5 mm çapta)
Numune tutucusu köpük tabanı (38+0,5 mm çapta)
140 mm ve 38 mm çapında kesici aletler
Büyüteç (8 kat büyütme özelliğine sahip)
Makas,
Cetvel,
3 adet test numunesi (38 mm çapta).
Numune Hazırlama
Bu deneyde belirli bir yük altında kumaşın aşındırıcı yüzey ile (standart kumaş) birbirine bir Lissajous deseni oluşturan öteleme hareketi ile aşındırılır. Aşındırıcı yüzey TSE EN ISO
12947–1 standardına göre kütlesi 750 ± 50 g/m2, kalınlığı ise 2,5 ± 0,5 mm olan dokunmuş yün keçe olarak tanımlanmaktadır. TSE EN ISO 12947–2 standardına göre, aşındırma deneyi Martindale Metoduyla kumaşın aşındırılması prensibine dayanmaktadır. Deney numunesi, deney parçası tutucusuna köpük bir destek ile monte edilir. Bu köpük polieterüretandan üretilmiş olup TSE EN ISO 12947-1 standardına göre yoğunluğu 30 ± 3 kg/m3, kalınlığı ise 3 ± 1 mm olarak tanımlanmaktadır.
Eğer numune kütlesi 500 g/m2’den büyük ise köpük destek olmasına gerek kalmadan deney tutturucularına monte edilir. Bu deney için iki aşındırma yük parametresi tanımlanmaktadır.
a) İş kıyafetleri, döşemelik, yatak ve nevresim ile teknik kullanım amaçlı kumaşlar için (795±7 g) 12 kPa’lık anma basıncı veya
b) Diğer ev tekstili kumaşlar ve konfeksiyon ürünü kumaşlar için (595±7 g) 9 kPa’lık anma basıncı uygulanmaktadır.
Deney parçaları, numunenin kesilmiş kenar boyundan en az 100 mm mesafeden alınmalıdır. Deney parçası istatistiğî bir sonuç elde etmek için en az 3 tane alınmalıdır. Deney parçalarının çapı 38 ±0,5 mm olmalıdır. Aşındırıcı kumaş ise en az 140 mm çapında veya 140 mm eninde ve boyunda bir kare olmalıdır. Numune tutucusunun köpük tabanı çapı 38 mm olmalıdır. Deneye başlamadan önce numuneler standart atmosfer koşullarında kondisyonlanmalıdır. Özel kumaşlar (esnek kumaşlar, kord kumaşlar ve havlı kumaşlar) için deney parçasının hazırlanması aynı standartta ayrıntılı olarak verilmektedir.
Deneyin Yapılışı
Deney parçaları, kalıpla kesilerek hazırlanır ve tuttururcuya yüzü aşağıya gelecek şekilde yerleştirilir, sonrasında köpük taban yerleştirilerek tutturucuya sıkıştırılır. Keçe ise aşındırma masalarının üzerine, aşındırıcı kumaşta keçe üzerine yerleştirilir. Sıkma bileziği takılarak keçe ile aşındırıcı kumaş sıkıca bağlanır. Aşındırma deneyi numune kopması oluşacağı sürtme sayısına göre belirli aralıklarda yapılmaktadır. Deney aralıkları ISO 12947-2 standardına göre aşağıda tablo olarak verilmektedir.
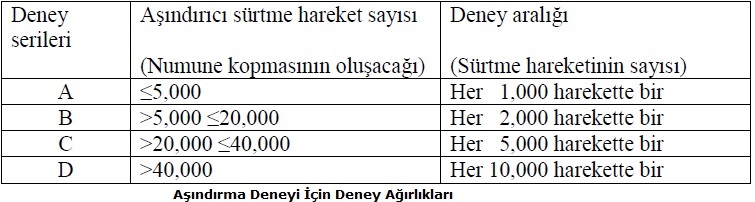
Deney parçalarının ve aşındırıcı kumaşın cihaza yerleştirilmesinden sonra cihaz çalıştırılır.
Deney aralıklarında deney parçaları cihazdan çıkarılarak numunede herhangi bir kopma olup olmadığı gözlemlenir. Eğer kopma yoksa numune cihaza yerleştirilir ve bir sonraki deney aralığına kadar sürtme gerçekleşir. Sürtme hareketi 50,000’i aşıyor ise aşındırıcıyı yenilemek gerekmektedir.
Kumaş Gramajının Tespiti
Kumaşın bir metrekaresinin gram olarak ağırlığına o kumaşın metrekare ağırlığı denir. Bu deneyde dokunmuş veya örülmüş kumaşların 1 m2 alanındaki ağırlığı belirlenmesi amaçlanmıştır. Kumaş gramajı; mukavemet, hidrofilite, kumaş sıklıkları, örgü tipi, yumuşaklık vb, pek çok performans özelliğinde önemli rol oynamaktadır.Genel olarak kumaşlar kullanım yerleri ve kullanım koşullarına göre farklı ağırlıklarda olması istenir.
Örneğin gazlı bezlerin metre ağırlığı 30 gr, penyelerin 80-120 gr, elbiselik kumaşların 200-250 gr, ve kaplamalı kumaşların ise 400 gr civarında olması istenir. ( TSE 251, EN ISO 3801, ASTM D 3776, BS EN 12127, BS 2471 )
Kullanılan Malzemeler
Standart atmosfer koşulları, test numuneleri, 100 cm2 alana sahip yuvarlak kesici alet veya 10x10cm ebadında madeni şablon levha, 0,2% hassas terazi, makas veya saplı jilet, mantar levha ve etüv.
Numüne Hazırlama
Numune alma işlemi aşağıdaki sıralamaya göre yapılır (ISO 3801).
1–200 toptan küçük kumaş partilerinde gelişi güzel 3 top numune olarak ayrılır.
2–200 toptan büyük partilerde partilerdeki top adedinin 2%’ si numune olarak ayrılır.
3-Deney kumaş üzerinde yapılacaksa topun tamamı veya topun orta yerinden kesilen en az 0.5m’lik parça deney ana numunesi olarak ayrılır.
4-Deney 10x10 cm kesilmiş numune üzerinde yapılacaksa seçilerek ayrılan her topun orta yerinden en az 50 cm’lik parça deney ana numunesi olarak ayrılır. Ana numune üzerine 10*10 cm ebadındaki madeni levha yerleştirilir ve makas yardımıyla 10x10 cm boyutlarında numune alınır. Ana numune üzerinde en az 3 adet numune hazırlanması gerekmektedir.
5-Deney başlamadan önce kumaş numuneleri standart atmosfer şartlarında ( %65 ± 2 nispi nem ve 20 °C ± 2 sıcaklık) kumaş değişmez ağırlığa gelene kadar kondisyonlanır.
Deneyin Yapılışı
Bu deney 4 farkı metotla yapılabilir (ISO 3801).
1. Topun tamamından metrekare ağırlığının tayini
Bu metotla eni ve boyu TS 252 (ISO 3932–3933) sayılı standarda göre tayin edilen kumaş topu 2% duyarlılıkta tartılır ve topun eni, boyu ve ağırlığı kullanılarak gramajı hesaplanır.
2. Topun bir parçası üzerinden metrekare ağırlığının tayini
Topun orta yerinden enlemesine kesilmiş en az 0.5m boyunda olan numunenin eni ve boyu ölçülür ve kumaş 2% duyarlılıkta tartılır. Tanımlanan metotların her ikisinde de aşağıdaki eşitlik kullanılarak kumaşın metrekare ağırlık hesaplanabilmektedir.
Metrekare Ağırlık(g)= Numunenin Ağırlığı(g) / (Numunenin Eni(m)*Numunenin Boyu (m))
3. Kumaşın Kuru 2 m Ağırlığının Tayini ve Buradan Standart Atmosfer Şartlarındaki 2 m ağırlığının Tayini
Hazırlanan numune etüvde 105 – 40 °C de sabit tartıma gelinceye dek kurutmaya tabi tutulur. 15 dakikalık aralıklarla yapılan tartımda ölçülen ağırlık değerleri arasındaki fark
% 0,02 oluncaya kadar kurutmaya devam edilir.
4. 10x10 cm’lik numune ile 2 m ağırlığının tayini
Bu deney için aşağıdaki işlem sırası takip edilir.
>>> 10x10 cm boyutlarında hazırlanan numuneler dijital göstergeli hassas terazide tek tek tartılarak ağırlıkları gram olarak kaydedilir.
>>> Sonuçların aritmetik ortalaması alınır ve bulunan ortalama değer 100 ile çarpılır. Sonuç kumaşın 2 m ağırlığını vermektedir.
Dairesel kesici ile (gramaj aleti) numune olarak belirlenen kumaş mantar levha üzerine düzgünce yerleştirilmiştir. Elimizle kavradığımız gramaj eltinin döner mekanizmasını sabit bir yönde 1-2 tur çevirerek kumaş yüzeyinden belli bir alana sahip bir bölümü alınmıştır. Bu parçanın alanı sabit standart cihazlarla alınmış olup 100 2 cm dir. Bu alana sahip kumaşımızın hassas terazideki tartım sonuçlarını alarak bunu 1m² hesaplamak için aşağıdaki formül kullanılır. Hassas terazide tartılan parçanın ağırlığına X dersek; Gramaj tayininde bir kumaş için en az 5 ölçüm yapılır. Sonuç olarak 5 ölçüm değerinin ortalaması alınır.
Koruyucu kıyafetlerde aşınma direncinin ölçülmesi
Bu deneysel çalışmanın amacı, koruyucu dokuma kumaşların aşınma dayanımları görünüşteki değişikliğe göre tespit etmektir.
Aşınma, herhangi bir materyalin başka bir yüzeye sürtünmesi sonucu oluşan deformasyondur.
Kumaş aşınma dayanımını ölçmek için değişik metotlar vardır.
Bunlardan üçüncüsü olan “Görünüşteki değişikliğin değerlendirilmesi” testidir.
Amaç, dokusuz yüzeylerde dahil bütün tekstil kumaşlarını görünüşteki değişiklik metoduna göre aşınmaya karşı dayanımını tespit etmektir.( TS EN ISO 12947-4, BS EN ISO 12947-4 )
Kullanılan Malzemeler
Standart atmosfer koşulları
Martindale aşındırma test cihazı
Aşındırıcı standart kumaş
Yün keçe taban (140 +0.5 mm ende)
Numune tutucusu köpük tabanı (38+0,5 mm çapta)
140 mm ve 38 mm çapında kesici aletler
Zımpara kağıdı
Büyüteç
Makas
Cetvel,
4 adet test numunesi (140 mm çapta).
Numune Hazırlama
Bu deneyde belirli bir yük altında kumaşın aşındırıcı yüzey ile (standart kumaş) birbirine bir Lissajous deseni oluşturan öteleme hareketi ile aşındırılır. Aşındırıcı yüzey TSE EN ISO 12947–1 standardına göre kütlesi 750±50 g/m2, kalınlığı ise 2,5±0,5 olan dokunmuş yün keçe olarak tanımlanmaktadır. TSE EN ISO 12947–4 standardına göre, aşındırma deneyi Martindale Metoduyla kumaşın aşındırılması prensibine dayanmaktadır. Bu standartta deney numuneleri, deney parçası tutucusuna köpük bir destek ile monte edilir. Bu köpük polieterüretandan üretilmiş olup TSE EN ISO 12947–1 standardına göre yoğunluğu 30±3 gr/m–3, kalınlığı ise 3±1 olarak tanımlanmaktadır. Eğer numune kütlesi 500 g/m2’den büyük ise köpük destek olmasına gerek kalmadan deney tutturucularına monte edilir.
Dokunmuş kumaşlar için, her biri farklı atkı ve çözgü ipliklerini içeren deney parçaları alınır.
Deney parçaları laboratuar numunesinin tamamından, kesilmiş kenar boyunca kenarlardan en az 100mm mesafeden alınmalıdır.
4 adet deney parçası, istatistiği seçme kurallarına uygun olarak alınır.
Deney parçalarının çapı 140 mm olmalıdır.
Aşındırıcı kumaş ise en az 140 mm çapında veya 140 mm eninde ve boyunda bir kare olmalıdır.
Numune tutucusunun köpük tabanı ve zımpara kâğıdı çapı 38 mm olmalıdır.
Deneyin Yapılışı
Alta yün keçe üste de deney numunesi gelecek şekilde, numuneler sürtünme masasına yerleştirilir.
Zımpara kâğıdı ve köpük de numune tutucuya yerleştirilir.
Deney ISO 12947-4 standardına göre Aşağıdaki tabloda listelenen ilgili deney serilerine uygun olan aşındırma hareketinin sayısı seçildikten sonra aşındırma cihazı çalıştırılır.
Deney parçasında önceden belirlenmiş görünüş değişikliğinin oluşması için gerekli olan aşındırma hareket sayısına bağlı olarak Aşağıdaki tabloda belirtilen deney aralıklarında görünüş değerlendirilmesi yapılır.
Yüzey görünümü deneyi için deney aralıkları
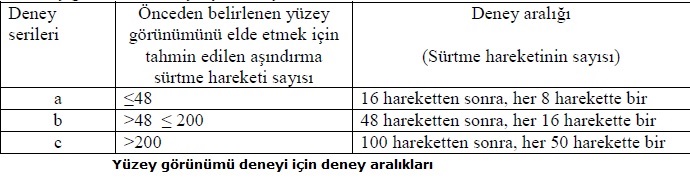
Görünüşün değerlendirilmesi için monte edilen aşındırıcı ve deney parçası tutucuları dikkatli bir şekilde kaldırılır.
Deney cihazları aşındırma masasının üzerine tutturulmuş olan deney parçası alınır ve yüzey değişimi değerlendirilir.
Değerlendirme işlemi, deneye tabii tutulmamış kumaş ile önceden belirlenen aralıklarda aşınma hareketi uygulanan deney parçasının görünüşlerinin karşılaştırılması yapılır.
Önceden belirlenen yüzey değişimi oluşmamış ise, deney parçaları ve deney parçaları tutucuları tekrar yerine monte edilerek bir sonraki deney aralığı uygulamak suretiyle deneye devam edilir.
Deney parçalarında önceden belirlenen yüzey görünüşü elde edilinceye kadar deney işlemi ve değerlendirme işleminin peş peşe uygulanmasına devam edilir.
Sonuç her deney parçası için ayrı olarak kaydedilen ve önceden belirlenen yüzey görünüşünün ortaya çıkmasından hemen önce uygulanmış olan aşındırma sürtünme hareketinin sayısıdır.
Böylece yüzey görünüşünün ortaya çıkması için gerekli olan süre tayin edilir.
İplik Hata Kontrolü
İplik fabrikalarının adedi ve üretim kapasitesi artıkça iplik satışlarında kalite her geçen gün daha fazla önem kazanmaktadır. Ring iplik makinesinin görevi fitile çekim uygulayarak inceltip iplik numarası vermek, ipliği büküp sarmak ring iplik makinesinin görevidir. Ring iplik makinesinde bu görevleri yerine getiren iş organları şunlardır:
1-Besleme ve çekim kısmı
2-İğler
3-Bilezik ve kopça
Besleme çekim kısmında çekim işlemiyle inceltilen fitil, kopça ile büküm kazandırılarak bilezik yardımıyla iğ üzerindeki kopslara iplik hâlinde sarılır.İplik kopuşlarının büyük çoğunluğu yukarıda bahsedilen iş organlarında çıkmaktadır.Günümüzde iplik düzgünlüğüne verilen önem düşünülecek olursa ring iplik makinesindeki iplik kopuşlarının minimuma indirilmesi gerektiği kaçınılmazdır. İşletmelerde sürekli baş ağrısı yapan, kârı azaltan ve maliyetleri yükselten bu iplik kopuşlarına neden olan hatalar aşağıda sınıflandırılmıştır.
İplik Hataları
Genel olarak iplikte oluşan hatalar:
İnce yer
Kalın yer
Neps
Balık
Çift iplik
Büküm düzgünsüzlükleri
Aşırı tüylü iplik
İplik üzerindeki yabancı madde miktarı
İplik üzerindeki parafin miktarının homojen olmaması
Lot düzgünsüzlüğü (harman reçetesinde belirlenen liflerden hariç liflerin harmana karışması)
İplik Hatalarının Oluşum Nedenleri
Ring iplik makinesinde iplikte görülen hatalar başlıca 3 grupta incelenebilir:
Hammaddeden kaynaklanan hatalar
Sağlam bir iplik sağlam pamuk elyafından yapılacağı için ring iplik makinesinde pamuğun uzunluk, incelik ve mukavemeti kopuşların azalması açısından çok önemlidir.
Uzunluk
Uzunluk, tekstil liflerinin en önemli fiziksel özelliklerinden biridir. Pamuk gibi doğal liflerde kalıtsal bir özellik olmakla birlikte bir dereceye kadar çevre şartlarının etkisinde de kalan bu özellik lif kalitesini dolayısıyla iplik kalitesini etkiler. Lif uzunluğu, pamuğun tekstil endüstrisinde hangi amaçla kullanılabileceği hakkında bilgi verir. Aynı numarada uzun elyaf, daha muntazam ve mukavemeti yüksek iplik olur. Lif uzunluğunun uygulanan eğirme yöntemlerine göre kaliteye etki dereceleri de değişmektedir. Lif uzunluğu karde ve penye iplikçiliğinde % 35 oranında kaliteyi etkilemektedir.
Lif uzunluğu genel olarak iplik düzgünsüzlüğü, iplik mukavemeti, makine ayarları vb. faktörlere etki eder. Bir elyaftan eğrilebilecek en ince iplik sınırı özellikle elyaf inceliği ile sınırlandırılmıştır. Elyaf inceldikçe kesitteki minimum elyaf sayısı artar ve ipliğin eğrilebilmesine imkân tanıyan iplik mukavemeti sağlanmış olur. Bunun yanı sıra kısa elyaf
yüzdesi de önemlidir.
Kısa elyafın neden olduğu iplik hataları;
İplik kopuş sayısı artışı,
İplik mukavemetinde azalma,
İplikte neps oluşumu,
İplik düzgünsüzlüğünde artış,
Tüylülükte artış,
Telef miktarında artış,
Uçucu elyaf miktarındaki artış,
Makinelerde çabuk tozlanma,
Klima tesisatında zorlanma olarak özetlenebilir.
İplik oluşumu sırasında elyaf kırılmasının az olması için makine ayarlarının elyaf uzunluk değişimlerine göre yapılması gerekmektedir. Bir pamuğun uzunluğu arttıkça ve inceldikçe iplik kopuş frekansı düşer ve eğirme potansiyeli yükselir.
İncelik
İncelik, direk olgunlukla ilgilidir ve pamuğun yetiştirme şartlarından, hasat zamanından büyük ölçüde etkilenir. Pamuklarda uzunluk arttıkça incelik azalır. Genellikle ince liflerden ince iplikler elde edilir. Pamuklarda incelik, uzunluk gibi kalıtsal bir özelliktir. Boyama karakteristiklerini ve neps teşekkülünü etkiler. Ring eğirmede çok düşük mikronerli pamuklardan kaçınılmalıdır. Ring eğirmelerde düşük mikronerli lifler, aşırı lif kırılmalarına, fazla neps oluşumuna, kötü iplik görünümüne ve boyama zorluklarına yol açar. Çok düşük mikronerli lifler ise üretim esnasında yapışmalara, düşük üretime ve aşırı telefe yol açar. Ancak ince iplik üretiminde, kesite giren elyaf sayısı arttığı için mukavemet artışı dolayısıyla kopuşta azalma olur. İnce liflerin kopuş sayıları üzerine de olumlu etkileri belirlenmiştir.Liflerin inceliği, kendilerinden yapılan ipliğin kalınlığına da etki eder. Bu bakımdan iplik yapımında kullanılacak her lifin inceliğini önceden bilmek gerekir.
Büküm
Büküm, ipliği meydana getiren lifleri bir arada tutmak amacıyla ipliğe verilen spiral dönüşlerdir. Büküm sayısı aşırı artırılırsa ipliğin serbest bırakılması durumunda kıvrılmalar olur, bu da çalışmaları olumsuz yönde etkiler. Ancak büküm almadan paralel hâle getirilmiş liflerin mukavemeti çok az olur. Pamuk gibi devamlı olmayan liflerden meydana getirilmiş fitillerde, gerilime tabi tutulduğunda kopuşların önlenmesi ve dolayısıyla mukavim olmalarının sağlanması, liflerin birbirine tutunması ile olur.
Mukavemet
Lif mukavemeti, iplik mukavemetine etki yapan önemli bir özelliktir. Sağlam lifler, normal olarak daha mukavemetli ipliklerin üretimi sağlayarak yüksek hızlı eğirmeye ve kullanım sırasında kopuşların azalmasına yardımcı olur. İplik inceldikçe kesitteki lif sayısında azalma, lif mukavemetinde de düşme olacaktır. Mukavemeti etkileyen faktörleri genel olarak;
1-Elyaf olgunluğu ve mukavemeti,
2-Elyaf uzunluğu,
3-Elyaf inceliği,
4-Büküm miktarı gibidir.
İplik mukavemetinin lif mukavemetinden etkilenme oranı % 34-35 kadardır. Elyaf mukavemeti, imalat esnasındaki germe, çekme vs. işlemleri açısından da büyük önem taşımaktadır. Elyafın mukavemeti elyaf tiplerine bağlı olarak değişmektedir. Her bir lif cinsinin mukavemeti farklı olduğu gibi doğal liflerde mukavemet, bölge ve yetiştirmeşartlarına da bağlıdır.Aynı zamanda ortam şartları da mukavemete etki eder. Nem miktarı ve ortam sıcaklığının da göz önünde bulundurulması gerekir.
Lif olgunluğu
Elyaf olgunluğu, tekstil lifleri içerisinde pamuğa has bir özelliktir. Pamuğun olgun sayılabilmesi için yaklaşık olarak selüloz tabakasının lif kesitinin %50-80’ini kaplaması gerekir. Bu oran %30-40 ise olgunlaşmamış, %25’ten az ise ölü lif adını alır. Olgunlaşmış pamuk lifleri büklümlü, lümeni dar, enine kesiti böbrek veya fasulye şeklindedir. Ayrıca bunlar sağlam olup mekanik işlemler sırasındaki gerilme ve zorlanmalara dayanabilir. Olgun olmayan pamuk lifleri ise büklüm sayısı az veya büklümsüz, lümen genişliği fazla, şerit şeklinde, enine kesitleri çubuk şeklinde olup mukavemetleri düşüktür.
Yeterince olgunlaşmamış pamuk, iplik üretiminde aşağıdaki hatalara sebep olur:
1-Elyafın kırılması
2-Tarama sırasında neps oluşumu
3-Kısa elyaf oranının yüksekliği
4-Baskı silindirinde sarma
5-Kopuşların artması
6-Kötü mukavemet değerler
Yabancı madde
İçerisinde yabancı maddeler bulunan liflerden elde edilen ipliğin kalitesi, mukavemeti düşmekte ve ipliğin üzerinde ve bu iplikten dokunmuş kumaşta hatalar oluşturmaktadır. Mukavemet düşüşü de dokuma ve örmede kopuşlara ve makine duruşlarına vb. yol açmaktadır. Elde edilen tekstil yüzeylerinde istenmeyen delik, kalın - ince yer ve iyi boyanmamış gibi istenmeyen görüntülerin oluşmasına neden olacaktır.
Ham maddeden kaynaklanan hatalar
Ring iplik makinesinin çalışması sırasında oluşan hataları aşağıdaki şekilde sıralayabiliriz:
1-Yırtık veya çatlak apronların olması
2-Çekim sistemlerinde veya apronlarda telef olması
3-Baskı silindirlerine uygulanan kuvvet
4-Pnomofil borusunun tıkalı olması
5-Bozuk fitillerin düzeltilerek tekrar kullanılması
6-Fitil bitiminde veya fitil kopmasında ekleme yanlışlığı
7-Kirli fitil veya fitil takılmamış olması
8-Hasarlı manşonların değiştirilmemesi
9-Sabit olmayan klima koşulları
10-Ön manşon ve üst apron arasındaki mesafenin tüm makinede aynı olmaması
11-Ekartman ayarlarının doğru yapılmaması
12-Ringdeki çekim sisteminin temiz olmaması
13-Ringdeki gezicinin üfleme noktalarına tam üflememesi
14-Ringdeki temizlik keçesinin takılı olmaması
15-Ön çekim miktarının az veya çok olması
16-Silindirlerdeki ayar hataları
17-Silindirlerdeki durma ve salgı miktarları
18-Zedelenmiş olan silindirlerin değiştirilmemesi
19-Yüzleri yağlı ve kirli silindirler
20-Büküm miktarının istenen değerde olmaması
21-Deri kaplı üst baskı silindirlerinden kaynaklanan kopuşlar
22-Sarım sırasında oluşan kuvvet miktarı
23-Balonun ve eğirme açısından kaynaklanan kopuşlar
24-Yanlış kopça kullanımından kaynaklanan kopuşlar
25-Bileziğin kopuşlara etkisi
26-İğin hızından kaynaklanan kopuşlar
27-İğlerin bakımsızlığının kopuşlara etkisi
28-Baskı silindirlerine uygulanan kuvvet miktarı
29-Gezdirici ve kılavuzların kopuşlara etkisi
30-Büküm varyasyonu
31-Numara varyasyonu gibi.
Makine operatöründen kaynaklanan hatalar
Ring iplik makinesinde çalışan operatörünün neden olduğu hataları aşağıdaki gibi sıralanabilir:
1-Yırtık çatlak apronları değiştirilmemesi
2-Çekim sistemindeki ve apronlardaki telefin temizlenmemesi
3-Kopuşları öğretildiği şekilde düzgün bağlanmaması
4-Yanık, yanlış, kayıp kopçaların değiştirilmemesi ve tamamlanmaması
5-Çekim sistemindeki kopuk fitil uçlarını tekrar çekim sistemine verilerek
6-çalıştırılmaması
7-İğlerin düzgün çalışmaması durumumda yapılacak işleri bilmemesi veya takip edilmemesi
8-Temizlik programına uyulmaması
9-Silindirlere sarma olması durumunda sarıkların temizlenmemesi gibi.
Bir iplik makinesinde ham madde seçimi, uygun hız ve ayar, tüm makinelerin genel temizliğine ve bakımlarına dikkat edilirse iplik hataları asgariye inecektir.
İplik Hatalarının Kontrolü
Ring iplik makinesinde iplik hatalarının kontrolü için uygulanan
Kara levha testi; konik denebilecek siyah renkli bir levhaya ipliğin sarılmasıyla yapılan bir testtir. Bu testin amacı varsa iplik hatalarını, nepsleri ve kalın ile ince yerleri gözle tespit edebilmektir. Kara levha testi için siyah renkli bir levhaya ipliğin sarılmasında sarım aparatından yararlanılır. Sarım aparatı motorlu olup açma kapama butonu ve siyah levhanın takıldığı karşılıklı iki koldan oluşmaktadır. Bu test, genellikle isteğe bağlı olarak yapılır ve örnekler direk olarak ring iplik makinesinden kops alınarak yapılmaktadır.
1-Ring iplik makinelerinden test için alınan kopslar laboratuvara getirilir.
2-Kops iplikler standa takılır.
3-İpliğin ucu kara levha (siyah renkli levha) belirli aralıkta ve gerginlikte sarılmak üzere bağlanır ve sarma aparatı çalıştırılır.
4-Kara levhaya sarım tamamlandığında ipliğin ucu koparılarak sarma aparatından kara levha alınarak iplik üzerindeki hatalar kontrol edilir.
Ring iplik makinesinde iplik hatalarının kontrolü için kara levhaya sarılmış olan iplik gözle detaylı olarak kontrol edilir. Varsa iplik hataları neps, ince yer, kalın yerler tespit edilir.
Neps
İplikte yaklaşık 4 mm uzunluğunda ve iplik kesit alanının %140 kadar daha kalın olan elyaf düğümleridir. Neps miktarı iplik kalitesinin önemli bir faktörüdür. Ürün görümünü, kalitesini ve özellikle de boyama kalitesini etkilemektedir. İplikteki neps miktarı ham maddenin kalitesi ve teknolojik prosesin akışı tarafından belirlenmektedir.Nepsler üç grupta incelenebilir:
1-Biyolojik orijinli neps (Olgunlaşmamış veya ölü pamuk liflerinde meydana gelen kütleler)
2-Çekirdek kabukları (Uzaklaştırılması zordur, mekanik olarak neps meydana getirir. )
3-Mekanik neps (Çeşitli eğirme proseslerinde ortaya çıkar.)
İplik kılavuzlarından toplanan bu lif birikintilerinin temizlenmesi gerekir. Bu da makinenin sık sık durulmasına yol açar. İplikteki nepsler örme kumaş üzerinde düzgünsüz bir yüzey oluşmasına neden olur.
İnce yer
İplik kesit alanının normal iplik kesitine göre %30-%70 azaldığı yerlerdir. Bu bölge ileride üzerine fazla büküm aldığından büküm varyasyonu, dolayısıyla daha az boyar madde alımı ve kumaş üzerinde de enine çizgilerin oluşmasına neden olur.
Kalın yer
Kalın yer hataları iplik enine kesitinde %40-%100’lük artıştır. İplikteki kalın yerler kopma uçuntu, gezer uçuntu, uzun uçuntular, balıklar, sıyrılmalar, zincirler ve büzülmeler olarak gruplara ayrılmaktadır. Kalın yerler, dokumada sürtünmenin ve kopuşların artmasına, kumaş görünümünün bozulmasına; örmede çalışma esnasında iğne başlarının kırılmasına yol açar. Genellikle bobinleme işlemiyle bu yerler temizlenir ve yerini düğüm alır. Ancak kötü atılmış düğüm, temizleme maliyetini yükseltir ve örme kumaşlarda delikler oluşmasına neden olur. Ayrıca bu tür hatalar içeren ipliklerden örülen kumaşlarda enine kabartılar meydana gelir. Ring iplik makinesinde iplik hatalarının kontrolü sonucunda iplik üzerinde tespit edilen hatalar forma kaydedilir. Sonuç işletme amirine bildirilerek makinedeki ayarlar tekrar kontrol edilir.
Tek Katlı İpliklerde Büküm Tayini
Deneyin amacı, doğal ve yapay, kesikli veya filament liflerden eğrilmiş, tek katlı ring ipliklerin büküm miktarının açma/kapama metodu ile tayin edilmesidir.
( Bu metot ile Açık Uç (Open-End) rotor iplik eğirme tekniği ile üretilen ipliklerin büküm miktarı tayin edilememektedir.)
Büküm; liflere kalıcı bir görünüm vermek, birbirleriyle temas yüzeyini artırmak, lifleri bir arada tutmak amacıyla uygulanmaktadır.
Büküm ile paralel haldeki lifler ipliğe mukavemet kazandırır.
Büküm elemanının her dönüşünde ipliğe bir büküm verilmektedir.
Büküm, birim uzunluktaki tur sayısı ile ifade edilmektedir (tur/m, tur/inç, tur/cm gibi).
İpliğe verilecek büküm miktarı, ipliğin cinsine (pamuk, polyester, viskon, vs.), kullanılacağı yere (dokuma, örme, vs.) ve kullanılan iplik eğirme makinesine (ring, rotor, hava jetli, friksiyon vs.) bağlı olarak değişmektedir. Büküm S (sol) veya Z (sağ) yönde verilir.
ISO 17202 Standart atmosfer şartları, iplik numunesi, gergi ağırlıkları, büküm ölçme cihazı; Temelde büküm kısalması (açma/kapama) metoduna göre çalışır.
Büküm ölçme cihazı, temelde biri hareketli diğeri sabit olmak üzere iki adet iplik sıkıştırma çenesinden meydana gelmektedir.
Hareketli çene her iki yönde de dönebilmektedir ve bunun üzerine bir sayaç monte edilmiştir.
Çeneler arası mesafe numune uzunluğuna bağlı olarak değiştirilebilmektedir.
Cihazda bükümün açılmasından doğan uzamayı alacak düzenek ile ipliği çeneler arasında belirli bir gerginlikte tutabilecek bir düzenek bulunmaktadır.
Numune Hazırlama
Deney numuneleri alınırken, iplik bükümünün değişmemesi için, bükümü ölçülecek bölge elle tutulmamalıdır.
Parti üretiminden numune alımında, 5 adet bobin veya kops numune olarak seçilir.
Her bobin ya da kopstaki ipliklerin ilk 5 metrelik kısmı ipliğin serbest durması nedeniyle bükümünde değişme olmuş olabilme ihtimali nedeniyle numune olarak kullanılmaz ve atılır.
Deney numuneleri, iplik boyunca bir metreden büyük rasgele aralıklarla alınır.
Kops veya bobinden alınan her iplik için genellikle 10 test numunesi ve 50 cm test uzunluğu yeterli olmaktadır.
Ayrıca iplik numuneleri, standart atmosfer şartlarında 24 saat kondisyonlanmalıdır.
Tex cinsinden iplik numarasının yarısı kadar ağırlık (tex/2 gram) takılarak elde edilen gerginlik miktarı standart olarak kullanılmaktadır.
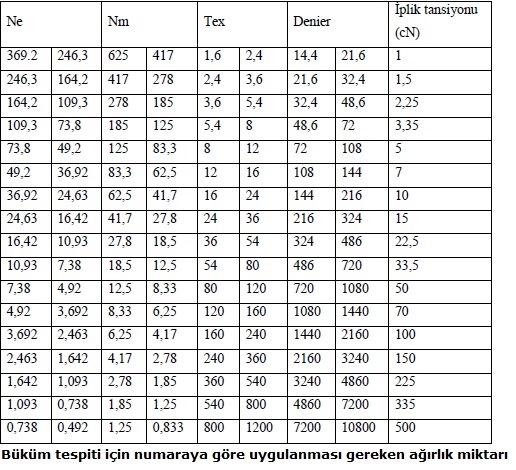
Yukarıda Büküm tespiti için numaraya göre uygulanması gereken ağırlık miktarı tablosu görülmektedir.
Deneyin Yapılışı
İpliğin büküm yönü tespit edilir.
Her iki elin başparmağı ile işaret parmağı arasında en az 10 cm uzunluğunda iplik numunesi düşey konumda sarkacak şekilde tutulur.
Sağ el ile sağa doğru bükülür.
İplik bükümü açılarak iplik mukavemetini kaybediyor veya uç kısımlarda elyaf paralel hale geliyorsa “Z” bükümdür.
Şayet ipliğin bükümünde artış kaydediliyor ise “S” bükümdür.
Büküm ölçme cihazındaki ölçme aralığı hareketli çene ve döner çene arasındaki mesafe standartta belirtilen mesafeye göre ayarlanır.
Deney parçasının bükümünün bozulmamasına dikkat edilerek tutulur ve kılavuzlardan geçirilerek döner çeneye yetişecek kadar uzunlukta çekilir ve deney parçası (0,5 ± 0,1) CN/tex’e eşit bir ön gerilme ile tutucu çenelere yerleştirilir.
Daha sonra iplik numarasının (tex cinsinden) yarısı kadar ağırlık iplik ucuna takılır.
Hareketli çeneyi “0” konumuna getirilir.
Fazla iplik koparılarak atılır.
Büküm ölçme cihazına iplik özellikleri girilir. (iplik numarası, büküm yönü, harman numarası)
Büküm ölçme cihazı çalıştırılır.
Hareketli çene, iplik bükümünü açacak şekilde dönmeye başlar.
Büküm tamamen açıldıktan sonra aynı yönde dönmeye devam eden çene ipliğe başlangıçtaki bükümün tersi yönde bir büküm vermeye başlar.
Cihaz başlangıç pozisyonuna geldiğinde otomatik olarak durur.
İpliğin bükümünün açılıp kapandığını cihaz üzerindeki bir hareketli büyüteç yardımıyla kontrol edilebilir.
Test bittiğinde büküm değeri cihaz üzerindeki ekrandan gözlenir.
Test metoduna göre büküm değerini belirlenir.
Numune sonuçlarını ayrı ayrı not edilir.
Ortalama bükümü bulunur.
Kapasitif Ölçme metodu ile düzgünsüzlük tayini
Bu deneyin amacı, hammadde, teçhizat, işçilik, çalışma metodu dolayısıyla iplik üretilirken iplikte meydana gelen, gözle görülüp değerlendirilebilen görünümü bozan kısımların kapasitif ölçme yöntemine göre belirlenmesidir (Kütledeki değişime göre). İplikte düzgünsüzlük kaliteyi etkileyen en önemli faktörlerden biridir. İplikte düzgünsüzlük; işlenme, kullanım ve diğer özellikleri etkiler. Düzgünsüzlük; gerek incelik ve numara, gerekse diğer yapısal özellikler açısından iplik boyunca meydana gelen değer sapmalarını tanımlar. % U (ortalama sapma yüzdesi) ve % CV (değişim katsayısı) olarak iki şekilde ifade edilmektedir. Prensip olarak birbirinden belli mesafede tutulan iki paralel levha materyalin (iplik) geçişi arasında oluşan elektrik alanı yardımı ile üzerindeki dalgalanmaların kütlesel olarak ölçülmesi esasına dayanır.
İplikteki düzgünsüzlükler iplik mukavemetinin düşmesine ince, kalın noktaların oluşmasına ve bu iplikle oluşan kumaşların boyanmasında abraj hatalarına sebep olmaktadır.( ISO 16549 )
Numune Hazırlama
Kapasitif ölçme metodu ile düzgünsüzlük tayini için numune sayısı 10 olarak belirlenmiştir.Her bir numune için test sayısı ise 1’dir. Deney numuneleri veya parçaları, deney için standart atmosfer şartları dengeye erişinceye kadar 24 saat kondisyonlanır.
Deney standart atmosfer şartlarında yapılmalıdır.
Deneyin Yapılması
Hazırlanan iplik numuneleri cihaz üzerindeki rehberden, gerilim ayarlayıcı ve kondansatörler arasından geçirilip emme ağzına verilir. Cihaz çalıştırılır.Ölçümü yapılacak iplik değerlerine göre ayarlamalar yapılır. Deney için; ölçüm aralığı
(Kesikli liflerden oluşan materyallerde 4 tex – 80 ktex'dir. Filamentlerde 7 tex – 3000 tex
Kadardır), ölçüm hızı (25, 50, 100, 200, 400 m/dak'dır, filamentler için 800 m/dak’dır) test süresi (1, 2, 5, 10 veya 20 dakikadır), ölçümü yapılacak ipliğin numarasına göre kondansatör plakası aralığı (12 mm – 0,2 mm genişlik ve 20 mm – 8 mm yükseklik), istenen sonuçlar gibi bilgiler bilgisayardan seçilir.Test tamamlandıktan sonra aşağıdaki sonuçlar bilgisayar ekranında görüntülenebilir ve yazdırılabilir.
Ekran ve Yazıcıdan Alınan Değerler
*** Düzgünsüzlük (% U)
*** Varyasyon katsayısı (% CV)
*** Varyasyon katsayısı (CV(L))
*** Sık- sık oluşan hatalar
*** İnce yer:-%30, -%40, -%50
*** Kalın yer:+%35, +%50, +%70, +%100
*** Neps:+%140, +%200, +%280, +%400
Ekran ve Yazıcıdan Alınan Grafiksel Değerler
*** Normal Diyagram
*** Ortalama Değer Varyasyonları
*** Spektrogram
*** Üç boyutlu Spektrogram
*** Uzunluk Değişim Eğrileri
*** Üç Boyutlu Uzunluk Değişim Eğrileri
*** Kütle Yoğunluk Diyagramı
Test sonucunda iplik düzgünsüzlüğü; düzgünsüzlük (%U) ve değişim katsayısı (%CV) olarak ifade edilebilir. Bu sayısal değerler, tüm dünyadan alınan ölçüm sonuçlarına göre hazırlanmış istatistiklerle (Uster istatistikleri) karşılaştırılır.İplik kalite kontrolünde ayrıca iplikteki ince ve kalın yerler, neps değerleri ve iplik tüylülüğü tespit edilir. Elde edilen değerler standartlarla karşılaştırılarak, fitil veya bantların kalitesi belirlenmiş olur.
İpliklerde Numara Tayini Çile Metodu
Bu deneyin amacı; bobin, çile veya masuradan alınan, her türlü elyaftan imal edilen ipliklerin numarasının belirlenmesidir. İplikte numara, istenen kumaşın sağlamlığından, düzgünlüğüne, hidrofilliğinden parlak bir yüzeye sahip olmasına kadar çok geniş bir yelpazeyi etkiler. Bu deney tek katlı, çok katlı ve kablo ipliklere uygulanır. Doğrusal yoğunluğu 2000 tex’ten daha büyük ipliklere uygulanmaz.( TS 244 EN ISO 2060 )
Kullanılan Malzemeler
İplik çıkrığı; Çıkrık ipliğin uzunluğunu devir sayıları ile verebilen bir çevreye ve ipliğin sürekli olarak aynı yere sarılıp yığılmasını önlemek için gezdirici bir mekanizmaya sahiptir. Çıkrığın çevresi 1,000 m ± 2.5mm olmalıdır. Cihaz, 0,5±0.1cN/tex’lik gerilimdeki besleme sistemi ve ayarlanabilir bir gerilme sistemine sahip olmalıdır, hassas terazi (Çıkrıkta sarılan çile veya çilelerin kütlesini % 1’e yakın duyarlılıkta tartmalıdır), hesap makinesi, test numunesi (iplik).
Numune Hazırlama
Bobinde ve işletmede çalışan makineden alınacak numune sayısı TS 244 EN ISO 2060 'e göre belirlenir.
TS 244 EN ISO 2060’a göre test için alınacak tek katlı, çok katlı ya da kablo ipliklerin uzunlukları aşağıda verilmiştir.
Doğrusal yoğunluğu 12,5 tex’ten düşük iplikler için 200 m,
Doğrusal yoğunluğu 12,5–100 tex olan iplikler için 100m,
Doğrusal yoğunluğu 100 tex’ten büyük olan iplikler için 10 m uzunluğunda deney numunesi alınır.
TS 244’e göre iplik numarası tayini için en az 20 adet iplik numunesi test edilir. Test edilecek numuneler en az 4 saat süreyle ön kondisyonlama işlemine tabi tutulur. Ön kondisyonlama işleminden sonra iplikler standart atmosfer şartlarında TS 240’a uygun olarak birbirini izleyen en az 30’ar dakikalık sürelerde kütlelerinde % 0,1’den fazla artan bir değişim olmayıncaya kadar ya da 24 saat kondisyonlanır.
Deneyin Yapılışı
Deney standart atmosfer şartlarında yapılır.Hazırlanan numuneler iplik çıkrığının besleme kısmına yerleştirilir. İplik ucu iplik yönlendiricilerinden ve gezdiriciden geçirilir. İplik ucu çıkrık üzerindeki vida boşluğuna sıkıştırılır. Fazla iplikler koparılır. Standartta belirtilen devir sayısı kadar numune çıkrığa sarılır. Sarımı yapılan çilelerin çıkrıktan rahatça çıkarılması için, çıkrık üzerinde bulunan sarım kollarından hareketli olan kol aşağı doğru itilerek çilelerin gevşemesi sağlanır. Çileler birbirine karıştırılmadan düzgün bir biçimde çıkarılır bükülür ve tartılmak üzere ayrılır. Hassas bir terazide çile ağırlıkları tek tek tespit edilir. Yapılan ölçümler sonucunda iplik numaraları tex numaralandırma sistemine göre aşağıda verilen formül kullanılarak yapılır. Bulunan değerler yuvarlanır ve 3 haneli sayı ile kaydedilir.
İplik Numarası Hesaplama
Numara : İplik numarası ipliğin boyutunu (inceliğini, kalınlığını) belirlemek için verilen sayısal birdeğer olup, birim uzunluk başına ağırlığı veya birim ağırlık başına uzunluğu belirten birölçüdür.
Tex numarası 1000 m ipliğin gram cinsinden ağırlıdır.
Tex = w x 100 / L
W; Ağırlık
L; Uzunluk
İplik Mukavemetinin Ölçülmesi
Deneyin amacı, iplik kopma mukavemetinin ve kopma uzamasının tayin edilmesidir. İplik, kumaş haline gelinceye kadar pek çok gerilimlere maruz kalır. Ayrıca tekstil ürünü kullanıcıya sunulmaya hazır hale geldikten sonra da kullanım esnasında maruz kalacağı yüklemelere ve zorlanmalara dayanıklı olmalıdır. Mukavemet, iplikte ölçülebilir bir niteliktir.
İpliğin kopma dayanımı bir kalite kriteri olarak ifade edilmektedir. Bu deney cam, elastomerik, aramid, seramik, karbon iplikler ve poliolefin bant ipliklere uygulanmaz.( TS 245 EN ISO 2062
Kullanılan malzemeler
Standart atmosfer koşulları, test numuneleri, kopma dayanımı test cihazı.
Kopma dayanımı test cihazın özellikleri (Uzatma hızı sabit (CRE) çekme cihazı);
Numunenin bir ucunun hareketsiz, diğer ucunun sabit hızla hareket eden bir çene ile tutulduğu çekme cihazıdır. İplik cihaza yerleştirildikten sonra cihaz muayene etme, kaydetme, kopmuş ipliği çıkarma ve muayene uzunluğunda yeni iplik yerleştirme işlemlerini istenen muayene sayısı kadar kendi kendine yapar.
Ayrıca;
a) Cihazın çeneleri arasındaki ölçme uzunluğu (500 ±2) mm veya (250 ±2) mm’ye kadar ayarlanabilir olmalıdır.
b) Çekme cihazının birim zamanda numune uzama hızı; % 2 hassasiyetle 500 mm/dakika veya 250 mm /dakika olmalıdır. Cihazın göstergesi, kuvvet miktarını göstermelidir.
c) Kaydedilen kuvvet miktarındaki hata oranı uygulanan kuvvet miktarının % 2 sinden fazla olmamalıdır.
d) Numuneye maksimum yükü 20 ± 3 saniyede yükleyecek şekilde olmalıdır.
Numune Hazırlama
Kopma dayanımı testi için tek kat ipliklerle yapılan deneylerde 50, diğerlerinde ise 20 adet numune alınmalıdır.
Numuneler laboratuar numunesi için seçilen 10 bobin içerisinden rast gele ve eşit sayıda alınmalıdır.
Kumaştan çıkarılan ipliklerde kumaşın boyu yeterli sayıda numune almaya uygun olmalıdır.
Atkı numuneleri değişik sıralardan, çözgü numuneleri ise kumaşın değişik kısımlarından alınmalıdır.
Örgü kumaşlardan numune alırken örgüde kullanılan ipliklerin çoğunu temsil edecek şekilde alınmalıdır.
Deneyden önce numuneler, en az 4 saat ön kondüsyonlamaya tabi tutulmalıdır.
Ön kondüsyonlanan numuneler standart atmosfer şartlarında 24 saat kondüsyonlanmalıdır.
Deney, standart atmosfer şartlarında yapılmalıdır.
Deneyin yapılışı
Deneyde “Sabit Uzama Hızı” prensibi esas alınmıştır.
Hazırlanan numuneler cihazın besleme kısmına yerleştirilir.
İplik uçları bulunarak bir kılavuzdan geçirilir.
İplik uçları daha sonra cihaz üzerine yerleştirilen numuneler tek tek test edileceği için numune değişimini sağlayan hareketli kılavuzdan geçirilir ve hareketli olan kılavuzun üzerindeki tutturucuya sabitlenir.
Ölçüm yapılmadan önce test edilecek iplik için tanıtıcı bilgiler (numara, parti no vb değerler ) cihazın hafızasına kaydedilir.
Çeneler arası mesafe test edilecek iplik uzunluğuna göre 500 mm ± 2 mm veya 250 mm ± 2 mm’ye ayarlanır.
Hazırlanan numuneler çeneler arasına yerleştirilir ve ön gerilme (0,5 cN/tex ± 0,1 cN/tex) uygulanır.
Cihaz başlat düğmesine basılarak çalıştırılır ve ölçüm bu bilgiler esasında gerçekleştirilir.
Uygulanan kuvvetle iplik, dayanma noktasına kadar uzatılır ve mukavemet değeri doğrudan cihaz tarafından hesaplanır.
Bu işlem diğer numuneler içinde tekrarlanır.
Kopma numunenin çenelere temas ettiği yerden 5 mm veya daha yakından olmuşsa bu sonuç dikkate alınmaz.
Kopma dayanımı testi tamamlandıktan sonra cihazın bilgisayarına kaydedilen sonuçlar standart değerlerle karşılaştırılarak değerlendirilir.
Değerlendirmeler cihazdan alınan sonuçlardaki cN/tex, elong ve % CV değerlerine göre yapılır.
Deney sonucunda elde edilen tek tek ölçüm değerleri, ortalama değer, standart sapma ve % CV bir tabloda gösterilir.
Sonuçlar Uster İstatistiklerine göre değerlendirilir, test edilen farklı iplikler mukavemet ve uzama değerleri bakımından birbirleri ile mukayese edilir.
Haşıllı ipliklerde Büküm Tayini
Deneyin amacı, haşıllı ipliklerin büküm miktarının tayin edilmesidir. Büküm; liflere kalıcı bir görünüm vermek, birbirleriyle temas yüzeyini artırmak, lifleri bir arada tutmak amacıyla uygulanmaktadır. Büküm ile paralel haldeki lifler ipliğe mukavemet kazandırır. Büküm elemanının her dönüşünde ipliğe bir büküm verilmektedir.
Büküm, birim uzunluktaki tur sayısı ile ifade edilmektedir (tur/m, tur/inç, tur/cm gibi). İpliğe verilecek büküm miktarı, ipliğin cinsine (pamuk, polyester, viskon, vs.), kullanılacağı yere (dokuma, örme, vs.) ve kullanılan iplik eğirme makinesine (ring, rotor, hava jetli, friksiyon vs.) bağlı olarak değişmektedir. Büküm S (sol) veya Z (sağ) yönde verilir.( TS 247 EN ISO 2061 )
Numune Hazırlama
Deney numuneleri alınırken, iplik bükümünün değişmemesi için, bükümü ölçülecek bölge elle tutulmamalıdır. Parti üretiminden numune alımında, 5 adet bobin veya kops numune olarak seçilir. Her bobin ya da kopstaki ipliklerin ilk 5 metrelik kısmı ipliğin serbest durması nedeniyle bükümünde değişme olmuş olabilme ihtimali nedeniyle numune olarak kullanılmaz ve atılır. Deney numuneleri, iplik boyunca bir metreden büyük rasgele aralıklarla alınır. Kops veya bobinden alınan her iplik için genellikle 10 test numunesi ve 50 cm test uzunluğu yeterli olmaktadır. Ayrıca iplik numuneleri, standart atmosfer şartlarında 24 saat kondisyonlanmalıdır.
Tex cinsinden iplik numarasının yarısı kadar ağırlık (tex/2 gram) takılarak elde edilen gerginlik miktarı standart olarak kullanılmaktadır.
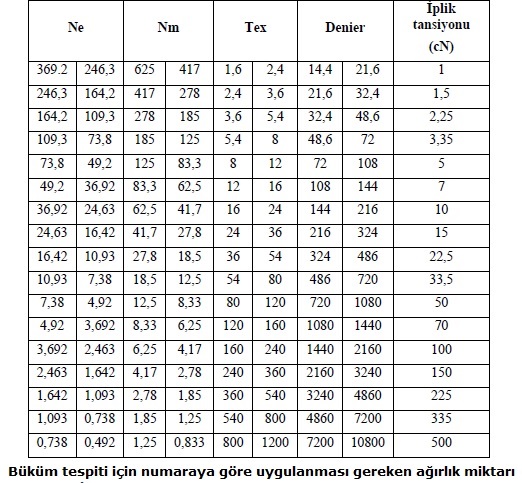
Deneyin Yapılışı
İpliğin büküm yönü tespit edilir. Her iki elin başparmağı ile işaret parmağı arasında en az 10 cm uzunluğunda iplik numunesi düşey konumda sarkacak şekilde tutulur. Sağ el ile sağa doğru bükülür. İplik bükümü açılarak iplik mukavemetini kaybediyor veya uç kısımlarda elyaf paralel hale geliyorsa “Z” bükümdür. Şayet ipliğin bükümünde artış kaydediliyor ise “S” bükümdür. Büküm ölçme cihazındaki ölçme aralığı hareketli çene ve döner çene arasındaki mesafe standartta belirtilen mesafeye göre ayarlanır.
Deney parçasının bükümünün bozulmamasına dikkat edilerek tutulur ve kılavuzlardan geçirilerek döner çeneye yetişecek kadar uzunlukta çekilir ve deney parçası (0,5 ± 0,1) CN/tex’e eşit bir ön gerilme ile tutucu çenelere yerleştirilir. Daha sonra iplik numarasının (tex cinsinden) yarısı kadar ağırlık iplik ucuna takılır. Hareketli çeneyi “0” konumuna getirilir. Fazla iplik koparılarak atılır. Büküm ölçme cihazına iplik özellikleri girilir. (iplik numarası, büküm yönü, harman numarası) Büküm ölçme cihazı çalıştırılır.
Büküm ölçme cihazı ipliği büküm yönünde bükmeye devam eder. Fazla bükümden dolayı iplik koptuğu andaki büküm değeri cihazın sayacından okunur ve kaydedilir. (t1) Koparılan iplik cihazın çeneleri arasından çıkarılır. Aynı iplikten başka bir numune çeneler arasına yerleştirilir. Sayaç sıfırlanır. İpliğe bükümün açılma yönünde kopuncaya kadar büküm verilir. İpliğin koptuğu andaki büküm değeri cihazın ekranından okunur ve kaydedilir. (t2) Yapılan ölçümler sonucunda iplik büküm değerleri aşağıdaki formülle hesaplanır.
T = t2 - t1/ 2
T : büküm miktarı
t1: ilk ölçüm değeri
t2: ikinci ölçüm değeri
Kumaştan Çıkarılan İplikte Büküm Tayini
Deneyin amacı, kumaştan çıkarılan ipliklerin büküm miktarının ve büküm yönlerinin tayin edilmesidir. Bu metot ile Açık-Uç (Open-End) rotor iplik eğirme tekniği ile üretilen ipliklerin büküm miktarı tayin edilememektedir.
Büküm; liflere kalıcı bir görünüm vermek, birbirleriyle temas yüzeyini artırmak, lifleri bir arada tutmak amacıyla uygulanmaktadır. Büküm ile paralel haldeki lifler ipliğe mukavemet kazandırır. Büküm elemanının her dönüşünde ipliğe bir büküm verilmektedir.
Büküm, birim uzunluktaki tur sayısı ile ifade edilmektedir (tur/m, tur/inç, tur/cm gibi). İpliğe verilecek büküm miktarı, ipliğin cinsine (pamuk, polyester, viskon, vs.), kullanılacağı yere (dokuma, örme, vs.) ve kullanılan iplik eğirme makinesine (ring, rotor, hava jetli, friksiyon vs.) bağlı olarak değişmektedir. Büküm S (sol) veya Z (sağ) yönde verilir.( TS 256, ISO 7211-4 )
Kullanılan Malzemeler
Standart atmosfer şartları, iplik numunesi, gergi ağırlıkları, iğne, büküm ölçme cihazı;
Temelde büküm kısalması (açma/kapama) metoduna göre çalışır. Büküm ölçme cihazı, temelde biri hareketli diğeri sabit olmak üzere iki adet iplik sıkıştırma çenesinden meydana gelmektedir. Hareketli çene her iki yönde de dönebilmektedir ve bunun üzerine bir sayaç monte edilmiştir. Çeneler arası mesafe numune uzunluğuna bağlı olarak değiştirilebilmektedir. Cihazda bükümün açılmasından doğan uzamayı alacak düzenek ile ipliği çeneler arasında belirli bir gerginlikte tutabilecek bir düzenek bulunmaktadır.
Numune Hazırlama
Atkı numuneleri için kumaşın beş farklı yerinden kesilen kumaş parçaları numune olarak kullanılır. Çözgü iplikleri için bir şerit yeterlidir. Birden fazla kumaş parçası kullanıldığında deney numunesini oluşturan iplik miktarı her parçadan eşit miktarda numune alarak sağlanmalıdır. Katlı ve kablo ipliklerde ve tek katlı devamlı lifli ipliklerde 20 deney yapılmalı ve deney uzunluğu en az 20 cm olmalıdır. Kesilecek kumaş parçaları test uzunluğundan en az 7 cm – 8 cm daha uzun olmalı ve enleri deney için gerekenden daha fazla iplik içerecek şekilde olmalıdır. Test numuneleri, standart atmosfer şartlarında 16 saat kondisyonlanmalıdır.
Deneyin yapılışı
İpliğin büküm yönü tespit edilir. Her iki elin başparmağı ile işaret parmağı arasında en az 10 cm uzunluğunda iplik numunesi düşey konumda sarkacak şekilde tutulur. Sağ el ile sağa doğru bükülür. İplik bükümü açılarak iplik mukavemetini kaybediyor veya uç kısımlarda elyaf paralel hale geliyorsa “Z” bükümdür. Şayet ipliğin bükümünde artış kaydediliyor ise “S” bükümdür.
Büküm ölçme cihazındaki ölçme aralığı hareketli çene ve döner çene arasındaki mesafe standartta belirtilen mesafeye göre ayarlanır (2,5 cm - 20 cm). Kesilen kumaş parçasının kenarındaki iplik bir ucundan tutularak döner çeneye sıkıştırılacak kadar uzunlukta kumaştan ayrılır ve döner çeneye tutturulur. Sayaç sıfırlanır. İpliğin ucu bırakılır. Sonra ipliğin diğer ucu tutulup yana çekilerek kumaştan çıkarılır. İpliğin ucu bırakılmaksızın uygun bir gerilimle düzleştirilerek sabit çeneye sıkıştırılır. Böylece ipliğin cihaza yerleştirilmesi sırasında büküm değişikliğine uğramamış olması ve numune ipliğe elle dokunulmaması sağlanmış olur. Döner çene çevrilerek bükümün açılması sağlanır. İplik katları arasına yerleştirilen iğne ile oluşturulan açıklığı, sol baştan sağdaki çenenin ucuna kadar götürülür ve iplik katlarının birbirinden tamamen ayrılması sağlanır. Sayaçta okunan değer kaydedilir. Yukarıdaki işlemler diğer numuneler içinde tekrarlanır. Katlı ipliklerin bileşenlerinin büküm değeri ölçülecekse önce cihazla iplik katları birbirinden ayrılır. Ayrılan katlar büküm değerleri bozulmayacak şekilde tutularak cihazdan çıkarılır. Ayrı ayrı bükümleri yukarıdaki işlemler uygulanarak tespit edilir.
Sayaçtan okunan değerler TS 256 standardına göre aşağıdaki şekilde değerlendirilir.
T= R/L
Formülü kullanılarak metrede tur cinsinden büküm sayısı hesaplanır.
Burada;
T = büküm sayısı, tur/m
R = Sayaçtan okunan tur sayısı
L = deney numunesi uzunluğu, metre
Her çözgü ve atkı ipliği için ortaama değer kaydedilir.
Zıt renkli levha ile iplik düzgünsüzlüğünün tespiti
Bu deneyde, hammadde, teçhizat, işçilik, çalışma metodu, dolayısıyla iplik üretilirken iplikte meydana gelen, gözle görülüp değerlendirilebilen görünümü bozan kısımların derecelendirilmesi amaçlanmıştır. İplik düzgünsüzlüğünü ölçmede en ucuz ve en hızlı metot görsel incelemedir. Bu deney sayesinde bu iplik ile üretilecek kumaşın görüntüsü canlandırılarak kumaş hakkında ve kullanılacak iplik hakkında ön görüş sağlanır. İplikte düzgünsüzlük kaliteyi etkileyen en önemli faktörlerden biridir. İplikte düzgünsüzlük; işlenme, kullanım ve diğer özellikleri etkiler. Düzgünsüzlük; gerek incelik ve numara, gerekse diğer yapısal özellikler açısından iplik boyunca meydana gelen değer sapmalarını tanımlar. (TS628, ASTM D2255 )
Kullanılan Malzemeler
Düzgünsüzlüğü incelenecek olan iplik ve buna zıt renkte konik levha 15 cm x 25 cm (Koyu renk iplik için açık renk levha, açık renk iplik için koyu renk levha), standart fotoğraf tabloları.
Numune Hazırlama
Test edilecek iplik numuneleri standart atmosfer koşullarında kondisyonlanır. Test edilecek iplik numunesi cihazın besleme kısmına yerleştirilir. Test cihazına konik biçimdeki zıt renkli levha numune ipliğin rengine göre (beyaz iplik için koyu renk levha, renkli iplik için açık renk levha) seçilerek döner çeneler arasına yerleştirilir. İplik gezdirici rehberi başlangıç pozisyonuna getirilir. İplik bir kılavuzdan geçirilerek zıt renkli levhanın başlangıç kısmında bulunan çentiğe bağlanır iplik birkaç tur sarılarak sabitlenir. İplik numarasına göre sarım hızı ve sarım sıklığı ayarlanır. Cihaz çalıştırılır. Konik levhaya iplik eşit sarım aralığında sarılır. Sarımın tamamlandığını gözlemleyerek cihaz durdurulur. Sarımı tamamlanan zıt renkli levha ASTM Enstitüsünün hazırladığı standart fotoğraflarla karşılaştırılır. Bu fotoğraflar A,B,C,D değerlerini alıp, “A” en iyisi, “D” en kötüsü değerini ifade eder. TS 628 standardına göre Karde veya penye pamuk iplikleri fotoğrafik standart kartonlarla karşılaştırılır. Bu metotta kullanılan standart kartonları üzerlerinde 15 x 25 cm lik 4 fotoğraf serisi bulunan 38x70 cm boyutunda beş ayrı kartondur. Her karton üzerinde iyiden kötüye giden A, B, C, D dereceleri vardır.
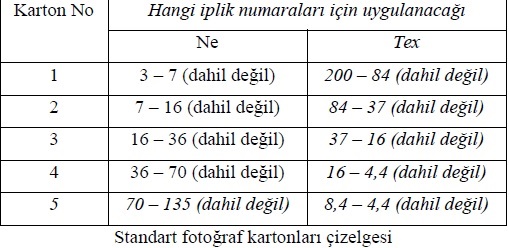
Test edilecek iplikler 15 x 25 cm boyutundaki zıt renkli levha üzerine aşağıdaki çizelgede belirtilen ve ilgili standart kartonlarındaki hatvelere uygun olarak sarılır.
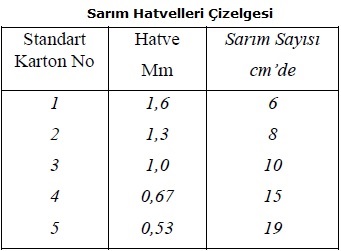
Pamuk Mukavemetinin Presley Cihazı ile Ölçülmesi
Bu deneyin amacı pamuk liflerinin mukavemetinin Pressley cihazı yardımı ile belirlenmesidir. Liflerinden istenilen özelliklerden birisi de mukavemettir. Sağlam bir elyafla yapılan iplikler de sağlam olacağı için elyaf mukavemeti iplik yapımı için büyük önem teşkil etmektedir.( TS 1153, BS 5116 )
Kullanılan Malzemeler
Standart atmosfer şartları, test numunesi, Pressley test cihazı, kesici bıçak, ince tarak, kalın tarak, terazi (0.01 mg hassasiyette), standart kalibrasyon numunesi
( Pressley test cihazı; 1,50 eğimli ve 453’er gram kuvvet (1 libre kuvvet) taksimatlı bir kızak üzerinde serbestçe hareket edebilen gezer ağırlıktan ibarettir. Kilit mandalı gevşetilerek serbest bırakılan gezer ağırlık, kızağın eğimi dolayısıyla hareket eder ve bu hareket sayesinde kısa kola gittikçe artan bir kuvvet uygulanır. Kısa kol cihaza takılan kıskaç çiftinin üstü ile bağlantılıdır. Alt kıskaç ise, yiv – set düzeni ile cihazın gövdesine bağlandığından, kısa kola geçen kuvvet üst kıskaç yardımı ile kıskaçları ayırmaya dolayısıyla demeti koparmaya yarayan gerilimi sağlar. Lif demeti koptuğunda kısa kol yükselir, kızak ve gezer ağırlık aşağı düşer. Gezer ağırlık, kızağın hemen altında bulunan eğik yüzeye sürtünerek durur. Cihazda ayrıca yatar durmasını sağlayan seviye ayar.) vidaları bulunur.
Numune Hazırlama
Bir miktar pamuk tutamı alınır, eşit miktarda lif çekilir ve birbiri üzerine konularak 6 adet numune hazırlanır. Numune bir elin baş ve işaret parmaklarıyla, yaklaşık olarak ortasından tutularak 3 mm de bir dişi bulunan özel bir tarakla taranır. Tarak üzerindeki ve aradaki gevşek lifler temizlenerek ayrılır. Neps ve yabancı maddelerinde ayıklanması gerekir. Numunenin tam orta kısmının da taranmış olması gereklidir. Kalibrasyon pamuğu ile Pressley cihazı kontrol edilmelidir ve düzeltme faktörü bulunmalıdır.
Kıskaçlara takılacak numunenin hazırlanması
Bir miktar taranmış pamuk tutamı alınır. Numune sol elin baş ve işaret parmaklarıyla uçtan itibaren boyunun 1/4 ne gelen kısımdan tutulur. Numunenin diğer ucundan bir miktar lif çekilir. Sol elde kalan lifler atılır. Numune sol ele alınarak mengeneye bağlı 1 mm de 2 diş bulunan bir tarakla taranır. Aradaki gevşek bulunan lifler temizlenmiş olur. Numune bu halde 10 mm eninde olmalıdır. Numune tekrar iki elle tutularak eni 6 mm – 6,5 mm’ye indirilir. Sağ el ile tutularak diğer ucu da taranır. Taranmış olan deney numunesi, mengene yardımıyla 11,5 kg/cm – 18,4 kg/cm (10 lb/inç -16 lb/inç) lik bir kuvvet uygulanarak kıskaca yerleştirilir. Dışarıya taşan lif uçları özel bir bıçakla çene dibinden kesilir. Kıskaçlara yerleştirilen numune ağırlığı 3 mg – 5 mg iken sarkan lif uçları kesildikten sonra 2,0 mg -2,5 mg gelmelidir.
Deneyin Yapılışı
İçerisine lif demeti yerleştirilmiş kıskaçlar cihazdaki yerine takılır. Hava kabarcığı denilen kabarcık kontrol edilerek hava kabarcığı ortaya getirilir. Kol yardımı ile ağırlık hareket ettirilir ve böylece lif demetine gittikçe artan bir ağırlık yükletilmiş olur. Ağırlığın etkisiyle kıskaçlar açılır. Bir müddet sonra lifler kopar. Kopma anında gezer ağırlık kıskaçla beraber düşer ve durur. Kopma anında duran ağırlık göstergesinden kopma 0,1 lbf hassasiyetle okunur ve kaydedilir. Kopma sonunda bütün liflerin koptuğu kontrol edilmelidir. Kopma dayanımı 10 lbf nin altında ise veya kopmamış lifler var ise deney tekrarlanmalıdır. Kıskaçlar mengeneye yerleştirilerek kopan lifler bir cımbızla alınır ve torsiyon terazisinde 0,01 mg hassasiyette tartılır ve kaydedilir.İlgili standarda göre;
Pressley indisi (test aralığı sıfır için) : Pressley indisi aşağıdaki formüle göre bulunur.
P.I (sıfır aralıkta) =m / f
burada;
f = Kopma yükü olarak okunan değer, lb
m = lif demet ağırlığı, mg
Pressley değeri;
PI = Kopma yükü X Lif demet ağırlığı
Pressley değeri = 10,8116 x P.I. - 0,12
g/teks; tek lif dayanımını kopma uzunluğu cinsinden ifade eden değerdir. Aşağıdaki formülle hesaplanır.
g/teks = P.I. x 5,36
Kopma uzaması (Yüzde olarak)
(Kopma yükünde uzunluk – Kıskaç Aralığı) 0,8 x 100 / Kıskaç aralığı
Burada 0,8 faktörü kıskaçlarda liflerin kaymasını karşılamak için konulmuştur.
Örnek: yapılan 6 deneyde bulunan kopma yükleri sırasıyla
12,5 – 16,1 – 10,8 – 13,7 – 11,8 – 10,6 ve toplam 77,5 lb ve lif demetinin toplam ağırlığı 9,45
mg olur.
77,5
Pressley indisi P.I = 77,5 / 9,45 = 8,2 olur.
Bu indisin 1000 (libre / parmak 2) olarak ifadesi : 8,2 x 10,8116 – 0,12 = 88,535 = 88,5 olur.
g/teks (km kopma uzunluğu) olarak ifadesi : 8,2 x 5,36 = 44 g/teks olur.
Sonuçlar K düzeltme faktörü ile çarpılır.
Düzelme faktörü K = Standardın PI değeri / Standardın deneme sırasında tespit edilen PI değeri.
PM Değerlendirme
93 ve yukarısı fevkalade sağlam
87–92 arası çok sağlam
81–86 arası sağlam
75–80 arası normal
70–74 arası iyi
70 ve aşağısı zayıf
HVI ile Pamukta Demet Halinde Lif Mukavemeti Ölçmek
Bu deneyin amacı pamuk lifinin mukavemetinin HVI cihazı ile belirlenmesidir. Pamuk liflerinde uzunluk ve incelikle birlikte en çok aranan özelliklerden biri de mukavemettir. Elyaf mukavemeti doğrudan iplik mukavemetini etkilemektedir. Kullanılan elyaf ne kadar mukavemetli olursa üretilen iplik de o derece sağlam olmaktadır. Kullanılabilir tekstil elyafının minimum mukavemet değeri 6 cN/tex’tir. (TS 1153, BS 5116 )
Numune Hazırlama
Balyadan alınan yeterli ağırlıktaki bir numune mukavemet testinde kullanılabilmektedir. Numuneler; tohum, kum, sap v.b, gibi yabancı maddelerden arındırılarak temizlenir. Numuneler standart atmosfer şartlarında kondisyonlanır.
Deneyin Yapılışı
Elyaf uzunluğu ve mukavemeti tayini, cihazın aynı bölgesinde yapılmaktadır. Bu bölge; elyafı paralelleştirmek için bir fırçalama mekanizması, elyaf numunesinin uzunluğunu ölçmek için optik sistem ve elyaf mukavemetini ve uzamasını tayin etmek için de kıskaç sistemini içerir.
Bu bölümde yapılan test ile aşağıda sıralanan özellikler tespit edilmektedir.
1-Elyaf mukavemeti (g/tex)
2-Elyaf uzama %’ si
3-Üst yarı ortalama uzunluk
4-Üniformite indeksi
5-Kısa elyaf indeksi
Test tarağındaki pamuk elyafı, uzunluk tayininden sonra mukavemet deneyinin yapılacağı çene sistemine gönderilir. Çeneler (biri sabit, diğeri hareketli) numuneyi 1/8 inç uzaklığındaki mesafede tutar. Arka çene sabit uzama oranında numune koparılıncaya kadar çekilir ve elyaf mukavemeti tespit edilmiş olur. Mukavemet ölçüm sonuçları hem Pressley hem de Stelometre olarak verilebilir. Ayrıca kopma uzaması değeri de belirlenmektedir. Aynı işlemler diğer numune için de tekrarlanır. Deneyin sonunda, numunelerin mukavemet ve kopma uzaması değerleri iki ölçümün ortalaması olarak verilmektedir. Mukavemet testi sonucunda
mukavemet ve kopma uzaması aşağıdaki tablolara göre değerlendirilir.
Mukavemet Değerleri ve Değerlendirmesi
Stelometre Değeri (g/tex) Pressley Değeri PM (1000 pount / inç2) Değerlendirme
20 ve altı 70 -76 Çok zayıf
21 – 23 77 - 83 Zayıf
24 – 26 84 – 90 Vasat
27 – 29 91 – 97 Sağlam
30 ve üstü 98 – 104 Çok sağlam
Uzama Değeri ve Değerlendirmesi
%Uzama Değeri Değerlendirme
0- 5 Çok az
5 – 5,8 Az
5,9 – 6,7 Orta
6,8 – 7,6 Yüksek
7,7 - Üstü Çok yüksek
HVI İle Pamukta Yabancı Madde Tespiti
Bu deneyin amacı pamuktaki yabancı madde miktarının HVI cihazı ile tespit edilmesidir.Pamuk lifleri arasındaki yabancı maddeler; yaprak ve çiğit parçaları, toprak, kum ve benzeri maddelerdir. Bu maddeler pamuk lifleri arasına karışınca pamuğun kalitesinin düşmesine sebep olduklarından yabancı madde oranının saptanması gerekli olmaktadır.
Kullanılan Malzemeler
Standart atmosfer şartları, HVI (High-Volume Instruments) test cihazı, test numunesi.
Numune Hazırlama
Balyadan alınan yeterli ağırlıktaki bir numune bütün testlerde kullanılabilmektedir. Numuneler standart atmosfer şartlarında kondisyonlanır.
Deneyin Yapılışı
Bilgisayar üzerinde yabancı madde testi seçilir. Elyaf numunesi ikiye bölünür. Camlı bölgede (10 inç2) açık alan kalmayacak şekilde birinci elyaf numunesi yerleştirilir. Haznenin sağ tarafında bulunan düğme vasıtasıyla otomatik baskı bloğu aşağı doğru hareket ettirilip alan kapatılır, karanlık olur ve numuneler sıkıştırılır. Blok kapatıldığında, flaş ile numune aydınlatılmakta, yüksek çözünürlüklü kamera 10 inç2 lik numune alanında tarama işlemi yapmaktadır. 0,001 inç2 kadar küçük yabancı madde parçacıkları tespit edilmektedir. Bu test; numunenin ikinci yarısının da gözlenmesiyle tamamlanır. Sonuç, iki gözlemin ortalama değeri olarak verilir. Ekranda görünen sonuç; yabancı maddelerin sayısını ve yüzdesini vermektedir. Değerlendirme aşağıdaki şekilde yapılmaktadır.
Çepel % si Değeri ve Değerlendirmesi
Çepel (%) Değerlendirme
0,0-0,4 Çepelsiz
0,5-0,8 Çok az çepelli
0,9-1,1 Az çepelli
1,2-1,5 Çepelli
1,6 ve üzeri Çok çepelli
Mikroprojeksiyon metodu ile yün çapının ölçülmesi
Bu deneyin amacı yün lifi çapının mikron cinsinden projeksiyon mikroskobu yardımı ile ölçülmesidir. Yün liflerinde incelik çok önemlidir ve lifin kalitesini belirler. Bu yöntemde lifler uzunlamasına yönde mikroskop altında incelenir ve kalınlıkları tespit edilir. Bu test yöntemi çapı dairesel olan tüm lifler için uygulanabilir.( TS 1186, BS 2043 )
Kullanılan Malzemeler
Elyaf numunesi, lam, lamel, gliserin, makas, tarak, Hardy mikrotomu (lifleri 0,8mm, 0,6 mm,yâda 0,4 mm boyutlarında kesmek için), Projeksiyon mikroskobu
( Projeksiyon mikroskobu; Bir ışık kaynağı, bir ışık toplayıcı, lam üzerindeki lifleri tutmaya yarayan bir tabla, objektif ve oküler ile dairesel ekrandan oluşur. Bölüntüleri ekran tarafından olan).
Numune Hazırlanması
Numunelerin tamamı kabaca 40 parçaya ayrılır. Her birinden bir tutam alınarak ikiye bölünür ve birisi rasgele atılır. Diğer yarım kısımda yine ikiye ayrılır ve yine bir kısmı rasgele atılır.Bu işleme her kısımda yaklaşık 25 lif kalana kadar devam edilir. İnceliği ölçülecek olan lifler iyice temizlenip kurutulup standart atmosfer şartlarında kondisyonlanır. Numuneden mikrotomun yarığını dolduracak kadar alınır. Karıştırıldıktan sonra hardy mikrotomu ile lif numuneleri kesilir. Lam üzerine gliserin sürülür ve numuneler dağıtılarak lam üzerine yerleştirilir. Daha sonra lamın üzeri hava kabarcığı kalmayacak şekilde lamelle kapatılarak preparat hazırlanır.
Deneyin Yapılışı
Hazırlanan numune projeksiyon mikroskobunun tablasına yerleştirilir. Projeksiyon mikroskobunun tabla, netlik ve mercek ayarlarını yaparak net bir görüntü elde edilir. Lif görüntüsünden kalınlık yazılım sayesinde ölçülür. Tabla hareket ettirilir ve diğer lifin hizasına getirilerek bu lifin kalınlığı da ölçülür. Bu şekilde en az 50 farklı lifin ölçümü alınır. Ölçüm işi bittikten sonra sonuçların ortalaması alınır ve yün lifinin inceliği ve CV değerini belirlenir.
pamuk inceliği ölçümü
Bu deneyin amacı pamuk liflerinin Micronaire cihazında hava akımı yardımı ile inceliğinin belirlenmesidir. Pamuk lifi için bir ölçü olan incelik (mikroner) değeri, bilinen bir hazne içindeki liflerden belli ölçüde hava akımının geçirilmesi ve basınç değerinin not edilmesiyle bulunur.( TS 1174 - ISO 2403 ) Lif inceliği, temel bir özelliktir ve lifin nerelerde kullanılabileceğini belirler. Lif inceliği iplik numarası, düzgünsüzlük, mukavemet ve telef değerleri açısından önemlidir. Mikroner, elyaf inceliğinin bir ölçüsü olup, elyafın birim uzunluğunun ağırlığıdır. 1 inç uzunluğundaki elyafın mikrogram olarak ağırlığının ifadesidir.
Kullanılan Cihazlar
Standart atmosfer şartları, Micronaire cihazı, hassas terazi (%0,2 hassasiyette), elyaf numunesi.( Micronaire cihazı; basınç altında iken her cm2 sine 0,16 gram ile 0,30 gram arasında pamuk düşecek şekilde uçları gözenekli sıkıştırma silindirleri bulunan, deney numunesinden hava geçirmek için hava sağlayan bir kompresörü ve basınç farkını sağlayan bir vanası, numuneden geçen havanın basınç farkını ölçen bir manometresi ve numuneden geçen hava akımının göstermek için bir akış ölçeri bulunur. )
Numune Hazırlama
Balyadan alınan yeterli ağırlıktaki bir numune bütün testlerde kullanılabilmektedir. Numuneler; tohum, kum, sap v.b, gibi yabancı maddelerden arındırılarak temizlenir. Micronaire cihazının hassas terazisinde her biri 3.24 g ± % 0,2 olacak şekilde numuneler hazırlanır. Numuneler standart atmosfer şartlarında hava akımına maruz ortamda 4 saat ya da durgun ortamda 12 saat süre ile kondisyonlanır.
Deneyin Yapılışı
Deney numunesi parmaklar arasında sıkışmadan dolayı yapışmış lifler varsa bunlar açılarak lif kaybı olmaksızın Micronaire cihazının 2,5 inç çapındaki haznesine yerleştirilir ve parmakla sıkıştırılır. Haznenin kapağı kapatılır. Cihaz çalıştırılır. Belirlenen miktarda basınca sahip hava numune içerisinden geçmek üzere gönderilir. Elyafın içinden geçen hava akımı sayesinde küme elyaf incelik değeri (mikroner) skaladan okunur. İnceliği ölçülen numune hazneden dışarı atılır. Bu işlem diğer numuneler için tekrarlanır.
Mikroner değerine göre pamuk incelikleri aşağıdaki şekilde değerlendirilir:
Nm = (2.54 x 104)/mikroner
Mikroner Değeri ve Değerlendirmesi
Mikroner Değeri (μg/inç) Değerlendirme
3,0 dan az Çok ince
3 – 3,9 İnce
4 – 4,9 Orta
5 – 5,9 Kalın
6 – Üstü Çok kalın
Deniz suyuna karşı renk haslığının tespiti
Kumaşların deniz suyu ile temaslarında gösterebilecekleri renk değişimini ve kirletmeleri belirlemek amacıyla yapılır.( TS 397 EN ISO 105-E02 ) Her çeşit ve yapıdaki tekstil mamulü deniz suyu içerisinde bekletilerek, nüfuz eden çözeltiyle rengindeki solma ve refakat kumaşını lekeleme derecesi belirlenmektir. Özellikle mayoluk kumaşlar ve yazlık giysiler için önemlidir.
Kullanılan Malzemeler
Persipirometre cihazı
Etüv (sıcaklığı 37 ± 2 oC’ye ayarlanabilen)
NaCl çözeltisi
12,5 kPa basınç uygulayan ağırlık
Refakat bezleri
Çok lifli refakat kumaşı (multifibre) veya iki adet tek lifli refakat bezi (biri boyanmayan kumaş, polipropilen)
Cam veya akrilik reçine plaka, Gri skala.
Numune Hazırlama
10 cm x 4 cm boyutlarında bir test numunesi yine 10 cm x 4 cm boyutlarındaki çok lifli refakat bezine kısa kenarlarından birisi boyunca, ön yüzleri birbirine bakacak şekilde dikilir.
Tekstil mamulü iplik veya açık elyaf ise refakat bezlerinin kütlesinin yaklaşık yarısı kadar kütlede iplik veya lif alınır.
10 cm x 4 cm boyutlarındaki çok lifli refakat bezi ve aynı boyutlarda boyanmayan kumaş arasına konularak dört kenarı boyunca dikilir.
Deneyin yapılışı
Öncelikle NaCl çözeltisi hazırlanır.
Bunun için 30 g NaCl tartılır.
Bir behere alınır ve destile su içerisinde bir baget yardımıyla karıştırılarak çözülür, ardından balona aktarılır.
Balona aktarma işlemi sırasında bagetten bu şekilde yardım almak, çözeltinin kenarlara veya etrafa değil doğrudan balonun için akmasını sağlar. Beherin dibi destile su ile çalkalanarak balona eklenir ve çözelti 1 litreye tamamlanır.
Deney numunesi, içerisinde oda sıcaklığında NaCl çözeltisi bulunan düz zeminli bir kap içerisine konulur ve tamamen ıslatılır.
Test numunesi iki cam veya akrilik reçine plaka arasına yerleştirilir.

Persipirometre cihazına bir defada, aralarına plaka yerleştirilmek suretiyle en fazla on adet numune yerleştirilebilir.
Numune sayısı az olsa da cihaza on adet plaka konulabilir.
Daha sonra 12,5 kPa basınç uygulayan ağırlık konulur ve vidalar sıkıştırılır.
Daha önceden 37oC’ye ısıtılmış etüv içerisine konularak 4 saat bekletilir.
Süre sonunda her bir test numunesi açılır ve kısa kenarı hariç diğer dikişleri sökülerek birbirinden ayrılır.
60oC’yi aşmayacak sıcaklıktaki havada kurutulur.
Her numunenin renk solması ve refakat bezlerine renk akması gri skala ile değerlendirilir.
Numunenin renk değişim derecesini ve numune kumaşın refakat kumaşını kirletme derecesini tespit etmek amacıyla 2 ayrı gri skala kullanılmaktadır.
Her iki skalada da 1 en kötü değer 5 en iyi değer olmak üzere 9 ayrı değer bulunmaktadır.
(1- 1/2- 2- 2/3-3 3/4- 4 - 4/5- 5). Değerlendirme işlemi D65 gün ışığı altında ve 45 oC lik eğime sahip gri renkli bir yüzey üzerinde yapılır.
Lekelenme derecesinin tayini için, test sonucu lekelenen materyal boyanmamış orijinal kumaşla yan yana konulur ve aralarındaki fark gri ölçekteki farklarla karşılaştırılır.
Renk değişim derecesinin tayini için ise; teste tabi tutulan numune orjinal numuneyle yanyana konur ve yine aralarındaki fark gri ölçekteki farklarla karşılaştırılır.
Elmendorf Metoduyla Kumaşlarda Yırtılma Mukavemeti Tayini
Yırtılmaya karşı dayanıklılık genelde tüm kumaşlarda istenir. Özellikle dış giyimde kullanılan kumaşlar, gömleklikler, teknik kumaşlar için oldukça önemlidir. (TS EN ISO 13937-1, TS 1998/8217, TS EN ISO 13937-2, TS EN ISO 13937-3, TS EN ISO13937-4, ASTMD 1424) Genel olarak yırtılmış olan bir giysi veya kumaş kullanıcı için önemini büyük çapta kaybeder. Bu sebeplerden dolayı kumaşlara yırtılma mukavemeti testi yapılır.
Dokuma kumaşların yırtılma dayanımları dil metodu, pantolon metodu, kanat metodu ve balistik sarkaç metodu gibi farkı yöntemler kullanılarak tespit edilebilir
Balistik sarkaç (Elmendorf) metodu
Bu metoda göre yırtılma mukavemeti ‘TS EN ISO 13937-1 Tekstil- Kumaşların Yırtılma Özellikleri- Bölüm 1: Balistik Sarkaç Metodu ile Yırtılma Kuvveti Tayini’ standardına göre tespit edilir.
Bu yöntem ani bir kuvvet uygulandığında, kumaştaki bir yırtıktan belli uzunluktaki tek bir yırtığa doğru ilerlemenin olması için gerekli olan yırtma kuvvetinin ölçülmesi işlemini kapsar.
Kullanılan Malzemeler
Standart atmosfer koşulları
Yırtılma dayanımı test cihazı (Sarkaç deney cihazı)
Yırtılma şablonu
Makas
Test numuneleri.
Sarkaç deney cihazın özellikleri;
Cihazda sabit ve hareketli iki adet çene vardır.
Sabit çene cihaz kaidesine, hareketli çene ise yerçekimi etkisi ile aşağıya doğru serbest salınım yapabilen bir sarkaca tutturulmuştur.
Deney numunesi bu iki çene arasına yerleştirilir.
Bu çeneler arası keskin bir bıçağın geçişini sağlamak üzere birbirinden 3 mm +_0,5 mm ayrıktır.
Sarkaç daire dilimi şeklinde olup başlangıç konumunda iken en yüksek potansiyel enerjiye sahip ve sabit ile hareketli çeneler aynı hizadadır.
Sarkacın kütlesi, kütle ilave etmek veya sarkaçları değiştirmek suretiyle ayarlanabilir.
Bu cihazda 4 farklı ağırlığa sahip sarkaç takılabilmektedir.
Mekanik cihazlarda kapasite artırma sarkaca ilave edilen daire dilimi şeklindeki kütlelerle sağlanır.
Daha ağır bir sarkaç test sırasında daha fazla bir kuvvet sağlar.
Cihaz mekanik veya elektronik tipte olabilir.
Elmendorf cihazı yük kapasiteleri
Sarkaç Yırtma mukavemeti kapasitesi (mN)
A-Hafif 8000
B-Orta 16000
C-Ağır 32000
D-Ekstra ağır 64000
Rijit bir çerçeve, sarkacı ve sabitleştirilmiş bir çeneyi, yırtığı kesmek için bir bıçağı ve bir ölçme cihazını destekler. Bu çerçeve bir su terazisine sahiptir.
Numune Hazırlama
Deney parçalarının hazırlanması için ( Aşağıda gösterilen şekil ) boyutlarda bir kalıp hazırlanır.
Bu kalıp numune kumaş üzerine konularak atkı ve çözgü yönünde deney parçaları işaretlenir.
Deney kesilirken numune kalıbının alt kenarı kuvvete maruz kalacak ipliklere paralel olarak yerleştirilir.
Aşağıda da görüldüğü gibi test numuneleri 100 ± 2 mm boyunda 75 ± 2 mm eninde hazırlanır.
Çözgü yönü için numunenin kısa kenar tarafı atkı iplerine paralel atkı yönü için çözgü ipliklerine paralel olarak alınmalıdır.
Numunenin alt orta kısmında 20 ± 0.5 mm lik bir çentik açılır.
Bu çentik numune alete yerleştirildikten sonra aletin bıçağı ile yapılabilir.
Yırtılma uzunluğu 43 ± 0.5 mm uzunluğundandır.
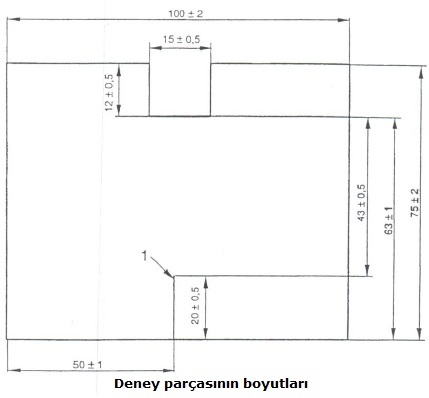
Deney parçaları aşağıda gösterildiği gibi aynı atkı ve çözgüyü ihtiva etmeyecek şekilde kesilir.
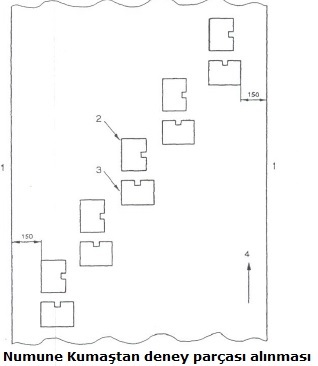
Deneyin Yapılışı
İlk önce hazırlanan deney numuneleri kondüsyonlanır.
Daha sonra numune tipine göre sarkaç ağırlıkları seçilir
Her sarkaç ağırlığına ait bir kontrol ağırlığı bulunmaktadır.
Deney için bu iki ağırlık grubu beraber cihaza yerleştirilir.
Yırtılma ölçüm skalasının 20 % ile 80 %'i arasında olacak şekilde cihazın kapasitesine göre ayarlanır.
Cihazın sarkaç kolu maksimum potansiyel enerjiye sahip başlangıç noktasına kaldırılır.
Bu sırada sabit tutucu çene ile sarkaç üzerindeki hareketli çene aynı hizaya gelir.
Deney parçası, uzun kenarları tutucu çenelerin üst kenarına paralel olacak şekilde merkezlenerek kıskaçlar arasına yerleştirilir.
Cihazın üzerindeki bıçak ile deney parçasına 20 mm uzunluğunda bir çentik açılır.
Daha sonra sarkaç serbest bırakılır ve deney parçası hareketli çenenin sabit çeneden ayrılması ile tamamen yırtılır.
Yırtılma kuvveti newton biriminde ekrandan okunur.
Her bir kumaş doğrultusu için en az 5 adet deney numunesi üzerinde deney tekrarlanır.
Burada ayrıca deney parçasındaki yırtığın tamamlanmasına, çentikli bölgede 15 mm genişlik içinde kalmasına, kumaştan kayan herhangi bir iplik olmaması ve çene içinde kayma olmamasına dikkat edilir.