
Deneyin amacı, haşıllı ipliklerin büküm miktarının tayin edilmesidir. Büküm; liflere kalıcı bir görünüm vermek, birbirleriyle temas yüzeyini artırmak, lifleri bir arada tutmak amacıyla uygulanmaktadır. Büküm ile paralel haldeki lifler ipliğe mukavemet kazandırır. Büküm elemanının her dönüşünde ipliğe bir büküm verilmektedir.
Büküm, birim uzunluktaki tur sayısı ile ifade edilmektedir (tur/m, tur/inç, tur/cm gibi). İpliğe verilecek büküm miktarı, ipliğin cinsine (pamuk, polyester, viskon, vs.), kullanılacağı yere (dokuma, örme, vs.) ve kullanılan iplik eğirme makinesine (ring, rotor, hava jetli, friksiyon vs.) bağlı olarak değişmektedir. Büküm S (sol) veya Z (sağ) yönde verilir.( TS 247 EN ISO 2061 )
Numune Hazırlama
Deney numuneleri alınırken, iplik bükümünün değişmemesi için, bükümü ölçülecek bölge elle tutulmamalıdır. Parti üretiminden numune alımında, 5 adet bobin veya kops numune olarak seçilir. Her bobin ya da kopstaki ipliklerin ilk 5 metrelik kısmı ipliğin serbest durması nedeniyle bükümünde değişme olmuş olabilme ihtimali nedeniyle numune olarak kullanılmaz ve atılır. Deney numuneleri, iplik boyunca bir metreden büyük rasgele aralıklarla alınır. Kops veya bobinden alınan her iplik için genellikle 10 test numunesi ve 50 cm test uzunluğu yeterli olmaktadır. Ayrıca iplik numuneleri, standart atmosfer şartlarında 24 saat kondisyonlanmalıdır.
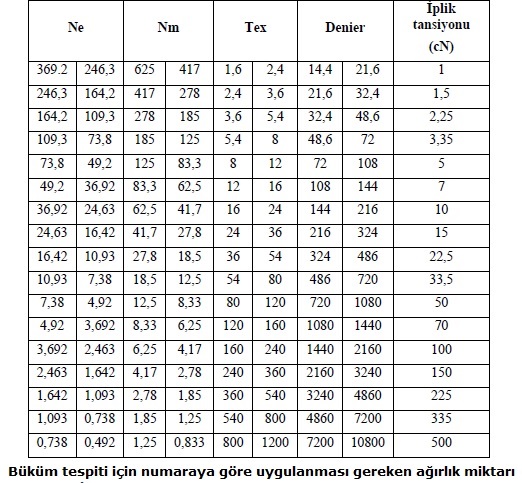
Tex cinsinden iplik numarasının yarısı kadar ağırlık (tex/2 gram) takılarak elde edilen gerginlik miktarı standart olarak kullanılmaktadır.
Deneyin Yapılışı
İpliğin büküm yönü tespit edilir. Her iki elin başparmağı ile işaret parmağı arasında en az 10 cm uzunluğunda iplik numunesi düşey konumda sarkacak şekilde tutulur. Sağ el ile sağa doğru bükülür. İplik bükümü açılarak iplik mukavemetini kaybediyor veya uç kısımlarda elyaf paralel hale geliyorsa “Z” bükümdür. Şayet ipliğin bükümünde artış kaydediliyor ise “S” bükümdür. Büküm ölçme cihazındaki ölçme aralığı hareketli çene ve döner çene arasındaki mesafe standartta belirtilen mesafeye göre ayarlanır.
Deney parçasının bükümünün bozulmamasına dikkat edilerek tutulur ve kılavuzlardan geçirilerek döner çeneye yetişecek kadar uzunlukta çekilir ve deney parçası (0,5 ± 0,1) CN/tex’e eşit bir ön gerilme ile tutucu çenelere yerleştirilir. Daha sonra iplik numarasının (tex cinsinden) yarısı kadar ağırlık iplik ucuna takılır. Hareketli çeneyi “0” konumuna getirilir. Fazla iplik koparılarak atılır. Büküm ölçme cihazına iplik özellikleri girilir. (iplik numarası, büküm yönü, harman numarası) Büküm ölçme cihazı çalıştırılır.
Büküm ölçme cihazı ipliği büküm yönünde bükmeye devam eder. Fazla bükümden dolayı iplik koptuğu andaki büküm değeri cihazın sayacından okunur ve kaydedilir. (t1) Koparılan iplik cihazın çeneleri arasından çıkarılır. Aynı iplikten başka bir numune çeneler arasına yerleştirilir. Sayaç sıfırlanır. İpliğe bükümün açılma yönünde kopuncaya kadar büküm verilir. İpliğin koptuğu andaki büküm değeri cihazın ekranından okunur ve kaydedilir. (t2) Yapılan ölçümler sonucunda iplik büküm değerleri aşağıdaki formülle hesaplanır.
T = t2 - t1/ 2
T : büküm miktarı
t1: ilk ölçüm değeri
t2: ikinci ölçüm değeri