
Örme Yüzeyler
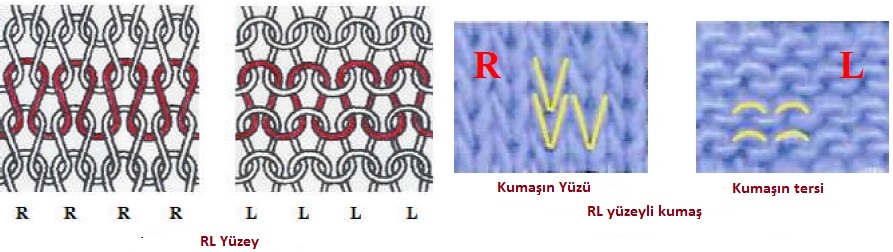
( RL ) Örme Yüzeyler
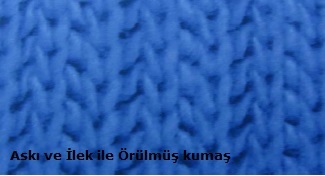
Örme kumaş yüzü sağ ilmek ( R ) tersi sol ilmek ( L ) görünümlü ise bu yüzeylere ( RL ) yüzey denir. Tek katlı örme kumaşlar olarak tanınan tek plakada üretilmiş örme kumaş yüzey görüntüsüdür. Bu yüzeyler düz örme makinelerinde tek plakada yuvarlak örme makinelerinde tek plaka Süprem makinelerinde üretilen kumaş çeşitlerini ifade eder.
Düz Örme Kumaş Özellikleri
Düz örme makinelerinde üretilen, atkılı örme sistemli kumaşlara düz örme kumaşlar denir. Düz örme makinelerinde, tek plaka, çift plaka, saç örgülü, nopeli, kaydırmalı, jakarlı, intersıa ribana (lastik), selanik, haroşa örgülü kumaşlar en çok kullanılan ve üretilen kumaşlardır.
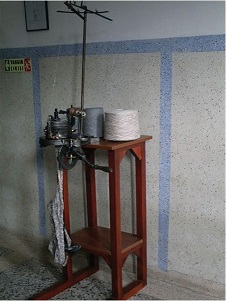
Atkılı Düz Örme Makinesi
Dünyada ve Türkiye’de örme sanayinde en yaygın olarak kullanılan örme makinesi yapısı, örme iğnelerinin tek tek hareket ettirildiği örme makineleridir. Bu örme makineleri tek iplik sistemiyle ilmek oluşumunu sağlayarak örme işlemini gerçekleştirmektedir. "iplik besleme, örme bölgesi (örme iğneleri, iğne yatağı ve iğne yatak taşıyıcısı), kızak ve kilit sistemi, desenlendirme sistemleri, doku çekme ve sarma sistemleri, kumanda donanımları düz örme makinelerinin bölümleridir.

İplik besleme
Bu bölüm örme bölgesine kontrollü bir şekilde iplik akısını gerçekleştirmek amacıyla bobinlerin yerleştirildiği tabla ve iplik kontrol ünitesinden oluşmaktadır. Bobinden gelen iplik boncuklardan, düğüm yakalayıcılardan ve gergilerden geçerek mekiklere oradan da iğnelere iletilerek örme işlemi başlatılmaktadır. Yan ve üst çardak sistemi, ışıklı ve sesli uyarı sistemi ile makine çalışmasında yüksek kalite olanağı sağlamaktadır. İplik besleme bölümünün son elemanı olan mekikler iki taraflı dört tane mekik rayı üzerinde yer almaktadır. Her mekik ray üzerinde mekik hareketini sağlayan plastik bloklar üzerine yerleştirilmektedir. Plastik blokların üst kenar kısımları kızak üzerinde bulunan mandallar tarafından mekiğin seçilerek ray üzerinde hareket etmesini sağlamaktadır.
Örme bölgesi
Örme iğneleri örmeyi gerçekleştiren asıl parçadır. İğneler makineden aldığı harekete göre ipliklere ilmek, askı, atlama hareketlerinden birini vererek kumaş oluşumunu sağlamaktadır. Örme iğneleri iğne bası (iğne dili ve iğne kancası), iğne ayağı ve iğne gövdesinden oluşmaktadır. Atkılı düz örmecilikte tek ucu kancalı-dilli iğne, çift ucu kancalı-dilli iğne (LL) iğne, sürgülü iğne, olmak üzere dört farklı iğne çeşidi kullanılmaktadır.
İğne yatağı ve iğne yatak taşıyıcısı
Triko (düz örme) makinelerinde iğne yatak taşıyıcıları; makine gövdesinin üzerine düz ve tek parça halinde yerleştirilmiş, üzerine iğnelerin çalışabileceği genişlikte ve makine inceliğine göre belirli aralıkla uygun sayıda kanallar açılmış makine parçalarıdır. iğne yatak taşıyıcılarının; kanallar içine yerleştirilmiş iğneleri taşımak, kilit (çelik-kafa) sisteminin hareketine yardımcı olmak, mekiklerin ve kızağın hareketini kontrol etmek gibi temel görevleri bulunmaktadır.
Kızak ve kilit sistemi
Kızak (kafa-semer) iğne yatağı üzerinde raylara yerleştirilerek makine genişliğince kilit düzeneği ile birlikte gidiş-geliş hareketi yapan ve mekiklerin hareketini sağlayan triko (düz örme) makinesi elemanlarıdır. Makine üzerinde ön ve arka rayda olmak üzere iki adet kızak bulunmaktadır. Bu kızaklar, kızak köprüsü ile birbirlerine bağlantılıdır. Kızaklar kilitleri, iğne yataklarının üst yüzeylerinde paralel şekilde tarayarak tüm makine genişliği boyunca kumanda etmektedir. Kızak üzerinde örme sıklığını ayarlama ayarı bulunmaktadır. Kızaklar, kumanda düzeneğinden aldıkları hareketleri örücü bölümlere aktararak örme işlemini gerçekleştirmektedir. Bilgisayar kontrollü olan sistem ile desenlendirme ve verimlilik artırılmaktadır. Motorun hızı kullanılan iplik ve üretilen kumaş yapısına göre ayarlanabilmektedir.
ATKILI ÖRMEDE ÖRÜCÜ MAKİNE ELEMANLARI
Atkılı örme sisteminde ipliğin ilmek oluşturması işlemini sağlayan elemanlara örücü makine elemanları denir. Bunlar; iğneler, platinler, kilit sistemleri (çelikler), iplik kılavuzları (mekikler) ve merdanedir. Bu elamanlar örme sürecine direk etkisi olan elemanlardır.
1-İğneler
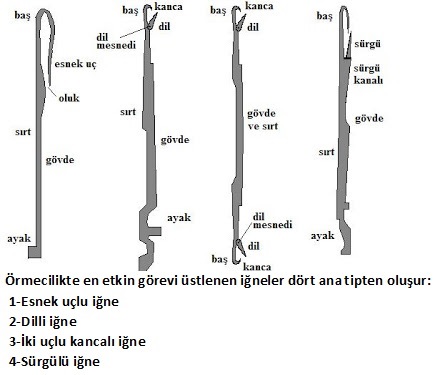
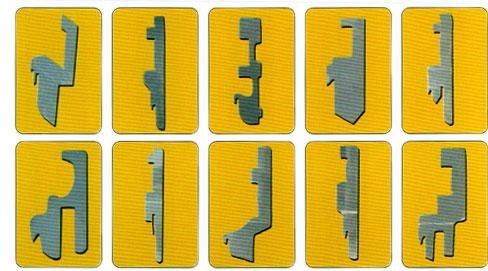
Atkılı örmede genel olarak kullanılan iğneler dilli iğnelerdir. Günümüzde en yaygın olarak kullanılan iğne çeşididir. Yüksek hızlard çalışabilmesi ve sorun yaratma ihtimali az olan bu iğne diğerlerine oranla daha avantajlıdır. İğneler makine cinsine ve inceliğine göre farklı şekillerde olabilir. Tüm dilli iğneler gaga (kanca), dil, boyun, gövde ve ayak (topuk) kısımlarından oluşur. Atkılı örme makinelerinde esnek uçlu iğne, iki ucu kancalı iğne, bileşik iğne ve sürgülü iğnelerde kullanılmaktadır.
Mekanik örme tezgâhları icat olduğundan beri, örme iğneleri prosesin kalbi konumuna gelmiştir. Asırlar boyunca ortaya çıkmış olan üç tip iğne vardır.
Esnek uçlu iğne en eski iğne tipidir. Basit yapısı ve ucuzluğu sayesinde dört yüzyıldır hala kullanımda kalmayı başarmıştır. Bu tip iğneleri kullanan yeni makineler günümüzde nadiren üretiliyor olsa da, bunlardan birçoğu dünya çapındaki pek çok işletmede hala kullanılmaktadır. Üretim sırasında kancayı açıp kapamak için, esnek uçlu iğne yardımcı bir elemana, bir prese ihtiyaç duymaktadır. Bu yardımcı eleman üretim hızını kötü yönde etkiler ve modern örme makinelerinde bu iğne tipinin kullanımını sınırlar.
Şimdiye kadarki en başarılı iğne Townsend ve Moulden tarafından 150 yıl önce icat edilmiş olan dilli iğnedir. İğnenin dili sabitlenmiştir ve çengeli açıp kapamak için bir pim etrafında dönmektedir. Bu iğnenin icadı bir efsaneye göre bir cep bıçağının kırılmasından esinlenilerek olmuştur.
Son gelişme sürgülü iğnedir. Bu iğne çözgülü örme endüstrisinde devrimler yaratmış olsa da atkılı örme endüstrisinde henüz ticari olarak kendine bir yer edinememiştir. İğnenin çengelinin açılıp kapanması için bir kapatma elemanı iğnenin ana kısmının içindeki bir delikte kayma hareketi yapar
12-Platinler
Atkılı örme makinelerinde iğnelerin ilmek oluşumuna yardımcı örme elemanıdır. Makinedeki iğne sayısına eşit sayıda platin bulunur. Makine konstrüksiyonuna ve inceliğine göre farklı şekillerde olabilirler fakat şekli farklı da olsa işlevleri aynıdır.
3-Kilit Sistemleri (Çelik Tablası)
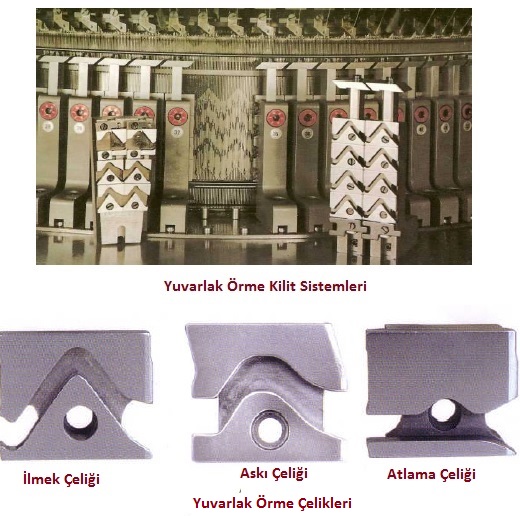
Atkılı örme makinelerinde kilit sistemleri iğneye hareket veren çeliklerden oluşur. Düz örme makineleri birkaç çelik grubundan oluşurken yuvarlak örme makineleri tek bloktan oluşabilir. Atkılı örme makinelerinde kilit sistemleri (çelik tablası) iğnenin hareket yolunu belirleyen çeliklerden oluşur.
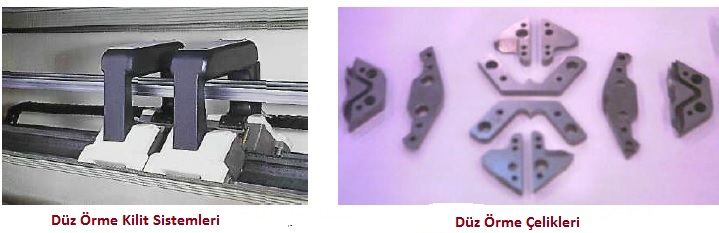
Çelikler yaptıkları işe göre farklılık gösterir. Kullanılan çelikler;
A-Örgü çelikleri: İlmek çeliği, Askı çeliği, Atlama çeliği
B-Ayar çelikleri
C-Transfer çelikler
4-İplik Kılavuzları (Mekikler)
İplik kılavuzlarının (mekiklerin) örme makinesindeki görevi, bobinlerden gelen ipliği uygun şekilde iğnelere vermektir. İpliğin iğnelere son yönlendirdiği nokta mekiklerdir. Mekikler düz ve yuvarlak örme makinelerinde farklı şekillerdedir.
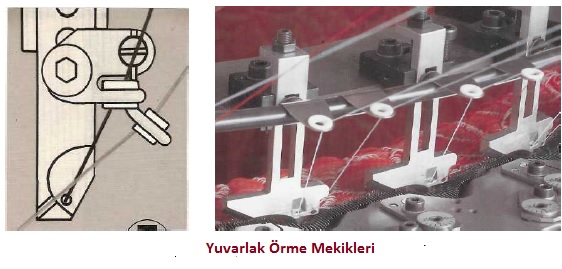
Düz örme makinelerinde mekikler örgü alanında hareketlidir. Semer kafa ile taşınmaktadır. Yuvarlak örme makinelerinde mekikler sabittir. Her sistem için bir mekik kullanılır.Yapılan örgünün niteliğine göre çeşitli yapıdaki mekikler seçilebilir( Normal örgü mekiği,İntersia mekiği,Split mekiği,Vanize mekiği…. )
NORMAL ÖRGÜ MEKİĞİ
Genel kullanımlar içindir. Mekikler makine üzerindeki raylar üzerinde hareket ederler. Toplam 4 ray ve bu raylar üzerinde toplam 16 mekik bulunur.( 8 sağ,8 sol; her rayda 2 solda 2 sağda ).Her mekik taşıyıcı semerde bulunan pimler tarafından hareket ettirilir.
İNTERSİA MEKİĞİ
ntersiya örgülerdeki zaman kaybının önlemek için tasarlanmıştır. Normal mekiklerde yapılan intesia örgülerde “kick” denen mekik taşıma olayları yüzünden 2-3 kafa geçişi için 1 sıra örgü elde edilirken intersia mekiği kullanıldığında her geçiş için 1 sıra oluşumu sağlanır ki bu da üretimin 2-3 katına çıkması demektir.
VANİZE MEKİĞİ
Bir tek mekikten farklı özellikte iki iplik besleme imkânı sunar. Bu iplikler istendiklerinde önde ve arkada gösterilebilir.
SPLİT MEKİĞİ
Ajurlu modellerde oluşan deliklerin oluşmasını engeller.Mekiklerden geçen iplik-cam sistemiyle örme kumaşa dönüşür. Sürekli kumaş oluşumu için oluşan örgünün aşağıdan çekilmesi şarttır. Bu da merdane sistemiyle sağlanır
5-Doku Çekme ve Sarma Sistemleri
Atkılı örme sistemli makinelerde, örücü elemanların ilmek oluşturabilmesi için örülen kumaş çekim silindirleri tarafından çekilmek zorundadır. Düz örme makinelerinde kullanılan çekim sistemi genellikle merdane adı verilen silindir ile yapılırken kumaş sarma işlemine gerek duyulmaz.
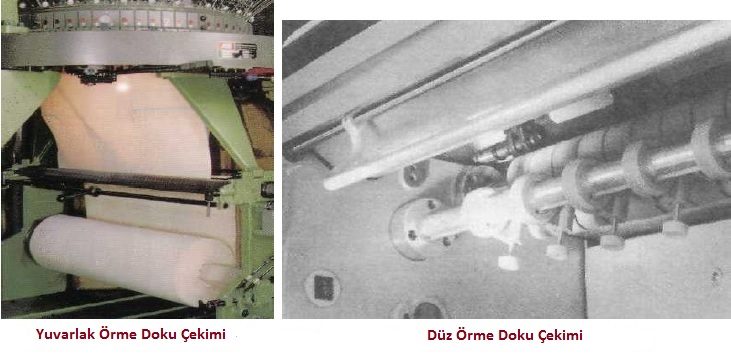
Yuvarlak örme makinelerinde ise uzun metrajlı çalışma yapılması ve üretim hızının yüksek olması nedeniyle çekim silindirleri tarafından çekilen kumaş sarma mili üzerine sarılır.
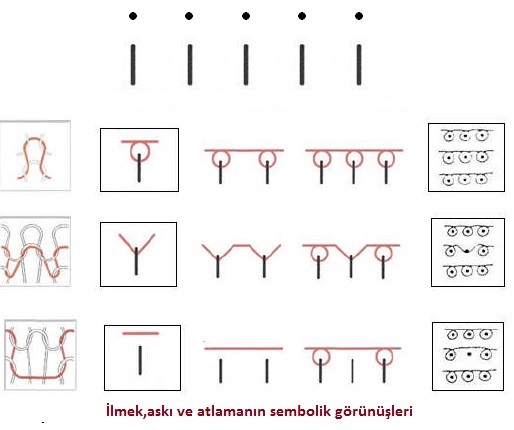
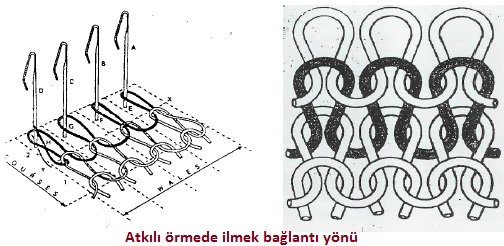
ATKILI ÖRMEDE ÖRGÜ ELEMANLARININ SEMBOLİK GÖRÜNÜŞLERİ
Örgü elemanlarının örme yüzeyi olarak çizimlerinin zor ve karmaşık olmasından dolayı örgü elemanların sembollere ifade edilerek temel ve türev örgü çizimleri bu sembollerle çizilir.Temel örgü elemanlarından ilmek (o, Ʌ, x), askı (v, , ) ve atlama (., ) olarak sembolize edilir. Örücü elemanlardan iğnenin sembolik ifadesi üsten görünüş olarak nokta ve yandan görünüş olarak çizgidir. İlmek, askı, atlama ve iğnenin sembolik gösterimi aşağıda gösterilmiştir.
Örme Makineleri
Günümüzde kullanılan örgü makinelerinin pek çoğu iki yataklı olarak imal edilen makinelerdir.( Yatak : Örgü iğnelerinin dizili olduğu sert çelikten imal edilmiş plakadır).Tek yataklı olarak imal edilen makineler piyasada HAROŞA makinesi olarak tabir edilen, örgü sistemi daha farklı makinelerdir. İki yataklı ( V yataklı ) makinelerde yataklar birbirine göre 90 derece ve 100 derece açılarda yerleştirilirler.
Örme Çorap Analizleri
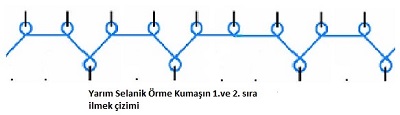
YARIM SELANİK ÖRGÜ KUMAŞ ANALİZİ
Yarım selanik örgülerin tam selanik örgülerden farkı, örgü raporunun iki sırada bir tamamlanmış olması ve ön yüzeyde oluşan ilmeklerin tam selanik örgüdeki ilmeklere göre daha küçük olmasıdır. Yarım selanik örgüde, ilmek ve askı kombinasyonu ile oluşturulan tek iplikli atkı örme söz konusudur. Örgü raporu iki sıradan oluşur.Ön yüzde birinci sırada, bir iğne bir ilmek diğer iğne askı yapar (Bir sıra dolu iğne rib yapar.)İkinci sırada ise tüm iğneler ilmek yapar, yani örme işlemini yapar (Alt silindirdeki iğneler ilmek, üst silindirdeki iğneler askı işlemi yapar.). Kumaşın arkasında boyuna yönde belirgin fitil yapıları görünürken ön tarafta birbirine bitişik düz ilmek çubukları görülür.
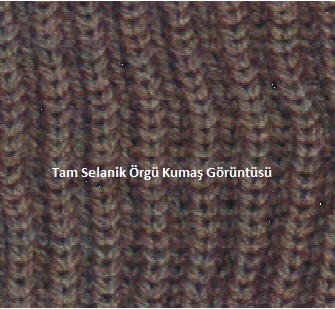
TAM SELANİK ÖRGÜ KUMAŞ ANALİZİ
İlmek ve askı kombinasyonu ile oluşturulan tek iplikli ve iri örgülü kumaşlar için uygulanan bir örme tekniğidir. Birinci sırada alt silindirdeki iğneler ilmek, üst silindirdeki iğneler ise askı oluşturur. Diğer sırada ise ilk sıradaki işlemin tam tersi, alt silindirdeki iğneler askı oluşturur.Üst silindirdeki iğneler ilmek oluşturur.
ÇORAP ÖRMEDE SAÇ ÖRGÜLERİN ANALİZİ
Kumaşın dikey sıraları doğrultusunda uzanan örülmüş ip ya da saç örgüsü görünümünde olan ve kordonlar şeklinde dikey olarak devam eden yan yana ikişerli, üçerli, dörderli vb olabilen iki grup ilmeğin birbiri üzerinden çapraz bir şekilde geçiş yapmasıyla elde edilir. Bu şekilde yassı, hortum şeklinde veya düz konstrüksiyonlar yapılabilir. Saç örgülerinin işlem basamaklarına göre analizi yapılırken kaç ilmeğin saç örgüsü yaptığı teknik ilmek çiziminde mutlaka gösterilmelidir.
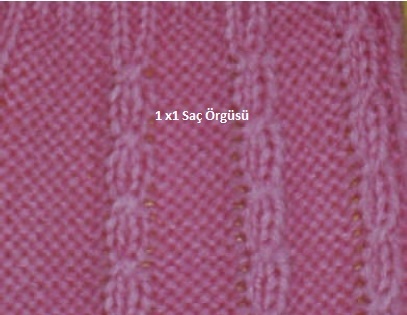
SOLA VE SAĞA SAÇ ÖRGÜ KUMAŞ ANALİZİ
1 x 1 sola ya da sağa saç örgüsü yapılırken 2 ilmek birbiri üzerinden çapraz aktarılarak bükülür. Alt başlangıç bir lastik üzerine olabileceği gibi örgü başlangıcından sonra hemen saç örgüsü işlemi de yapılmış olabilir. Önden arka plakaya bakıldığında 1 iğnenin çalışıp arada 1 iğnenin çalışmadığı, tekrar 1 iğnenin çalıştığı, bu işlemin istenen aralıklarla devam ettirildiği görülür.

![]()
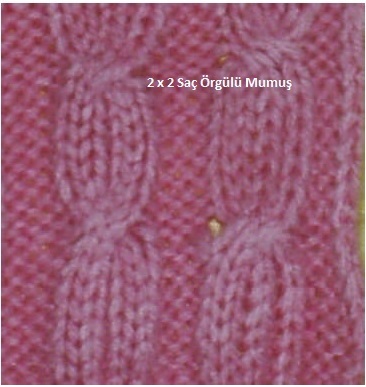
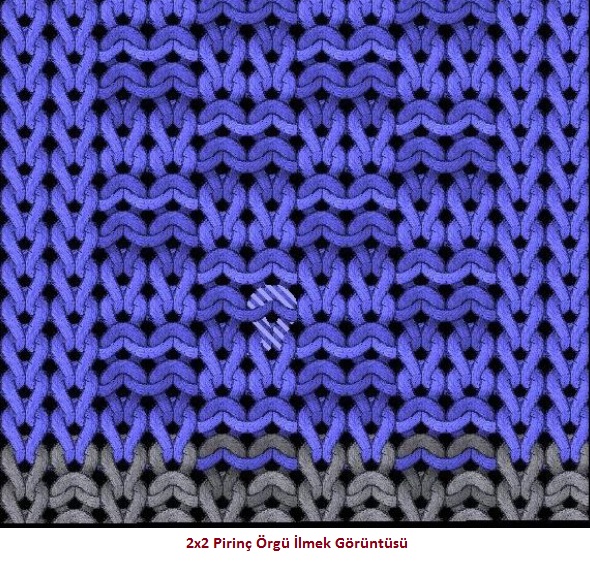
TAM 2 X2 SOLA VE SAĞA SAÇ ÖRGÜ KUMAŞ ANALİZİ
Bu tür saç örgülerinde de 1x1 saç örgüsünde olduğu gibi belirtilen ilmek sayısı kadar iğne birbiri üzerine çapraz aktarılarak bükülür. Saç örgüsü kaç ilmekle bükülüyorsa adını o ilmek sayısından alır. Yani 2x2 saç örgüsü için ikişer ilmeğin birbiri üzerinden çapraz büküldüğü anlaşılır.
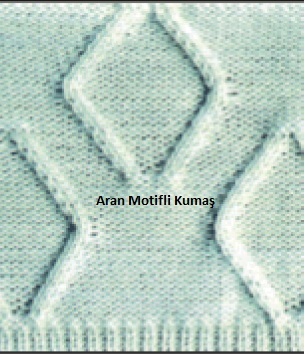
Aran motifi
Bu desenlendirme türünde düz örgünün arka yüzünde ters ilmekler üzerinde yan yana düz ilmeklerin (genellikle 2 düz ilmek) yanlara doğru yürütülerek V şeklinde açılması ve tekrar ters yönde yürütülerek kapatılmasıyla baklava görüntüsü elde edilmektedir.
Jakar örgülü kumaşlar hemen hemen her çeşit örme makinesinde üretilebilir. Örme kumaşların üretiminde kullanılan bilinen bütün örme metotlarında jakar tertibatı kullanılarak jakar örme kumaşlar elde edilir. Tek renkten başlayarak sınırsız çeşitlilikte renk ve desende üretilebilir. Jakar örgü, jakar sisteminin kullanıldığı desenli bir kumaş üretme yöntemidir.
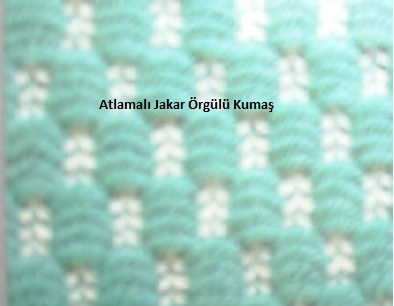
ÇORAP ÖRMEDE ATLAMALI JAKAR ÖRGÜLERİN ANALİZİ
Atlamalı jakar örgüler, ilmek ve atlama hareketlerinin bir rapor içinde uygun bir şekilde yerleştirilmesi ile elde edilir. İki grup iğnenin bir grupta örme yapamayıp diğer grupta devamlı örme yaparak enine yönde kabarcıklar ve kumaş yüzünde dalgalı efekt oluşturan örgü şeklidir.
Bize verilen numunenin iğne diziliş formunu belirlerken lastik varsa başlangıcına bakılır, yoksa lastikten sonraki aktarma işlemine bakılır. Tek yatakta örülmüşse uygun iğne diziliş formu aşağıdaki gibidir.
![]()
Atlamalı jakar modelinin belli olduğu taraf, kumaş yüzüdür. Modelin belirsiz olduğu bazı çökme noktalarının göründüğü taraf, kumaşın arka yüzüdür. Ayrıca lastik başlangıcı varsa ona da bakılır.
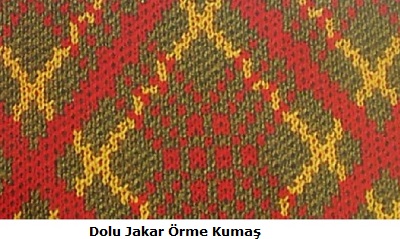
DOLU JAKAR ÖRGÜLERİN ANALİZİ
Dolu jakar örgüler, çok veya iki renkli olarak sınırsız denebilecek çeşitlilikte örgü desenlerle üretilir. Dolu jakar örgülerin kumaş elastikiyetleri azdır. Yani fazla esnemez. Kalın ve tok bir görünümü olduğu için kenarlardan kıvrılma yapmaz. İki adet iğne yatağının birbirine çapraz yerleştirilmesi ile ipliğin her iki yatakta iğneler tarafından ilmek oluşturulması sağlanır.
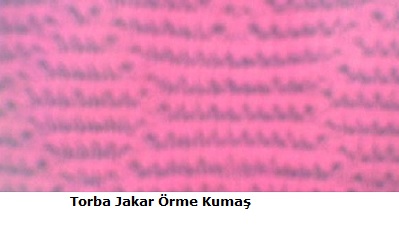
TORBA JAKAR ÖRGÜLERİN ANALİZİ
Torba jakar örgüler desenlendirme tekniğine göre ön plaka iğnelerin modele göre zaman zaman örmesi, zaman zaman da torba yapması ile elde edilir.
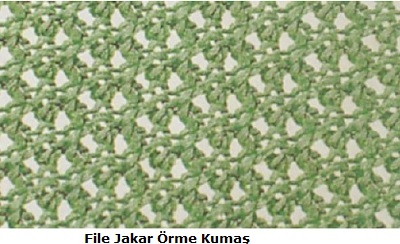
FİLE JAKAR ÖRGÜLERİN ANALİZİ
File jakar örgüler makine kızak mekanizması ya da makineye takılan ek aparatlarla örülebilen narin ve zarif yapılı örgülerdir. Genel yapıları açık ve gözeneklidir.
Elektronik Çorap Örme Makineleri
Makineler, üzerindeki klavyeden kontrol edilen birer mikro işlemci ile 8 çeşit çorabın 8 farklı boyunun programının yüklenip saklanabildiği birer hafıza ile donatılmıştır. Bu programlarda kumanda tamburunun ilerletilmesi, çorabın her kısmındaki sıra sayısı ve her kısmı için hız kontrolü gibi ürün ve üretim bilgileri bulunabilir. Günümüzde tam elektronik makinelere ulaşılmasıyla kumanda tamburuna da ihtiyaç kalmamıştır. Klavye yardımıyla istenilen program bilgileri mikro işlemciden girilebilir, mevcut bilgiler çağrılabilir veya bu bilgiler değiştirilebilir sonuç olarak makine de bu bilgileri girilen çorabı örebilir.
Makine üzerindeki mikro işlemciye çorabın örülmesine ilişkin komutlar ise bilgisayar destekli desen hazırlama sistemleri yardımıyla oluşturulmuş disketlerden ayrıca yüklenir. Mekanik çorap örme metoduyla karşılaştırıldığında elektronik seçimin en önemli avantajı çalışma hızıdır. Hava sistemi ile çalışır. Bir desen tamburu silindirin bir devrinden sora yeni bir seçim yapabilir. Bu sayede tek tek iğne kontrolü sağlanabilir. Desen raporunun büyüklüğü ise makinedeki mikro işlemcinin hafızasına bağlıdır. Hangi elektronik sistem kullanılırsa kullanılsın bir iğnenin çalışıp çalışmamasını belirleyen tahrik, mekanik olarak verilir. Hareketlendirici ile iğne arasındaki bu mekanik ilişki farklı makine imalatçıları tarafından farklı şekillerde değerlendirilir. Bu salınım yapan selektörler, itilen selektörler veya salınım yapan itme çubukları vasıtasıyla yapalır. Bütün durumlarda piyano grubundaki (hareketlendirici) piyano uçları (kolları) kullanılan selektör sayısına eşit sayıdadır.
Makinenin hafızasına yüklenen bütün desen bilgileri numerik olmalıdır (0 ve 1 cinsinden). Ayrıca makinenin mikro işlemcisinin saymaya başlayacağı bir başlangıç noktasına sahip olması gerekmektedir. Bu noktada bulunan bir elektronik sensör silindirin her devrinde mikro işlemciye bir sinyal gönderir. Örme yapacak olan iğnelere 1 yapmayacak iğnelere ise 0 değeri verilir. En geniş desenlendirme imkânına, bir örme sistemine ve üç ya da daha fazla desenlendirme sistemine sahip vanize yöntemine göre çalışan tek silindirli makinelerde ulaşılabilir.
Çift silindirli makinelerde veya herhangi bir rib zemin üzerinde desen oluşturulduğunda desen iplikleri sayısı ilk olarak örme sistemi sayısına bağlıdır. Ana renk her zaman kendi örme sisteminde örülür. İki veya üç renkli jakar sisteminde renkler tam bir desen sırası dışında aynı sırada örülemez. Bu da sırasıyla iki ve üç örgü sırasında oluşur.
Günümüzde tam elektronik makinelerde desenlendirme ve makinenin pinometrik hava tertibatı da elektronik olarak kontrol edilir. Bunlar arasında hareketli çeliklerin (ilmek çelikleri gibi…) çalışma durumları, silindir (kovan) hareket tipi (dönüş ve salınım) ile hızı, mekiklerin değişimi de sayılabilir.
Elektronik Çorap Örme Makinelerinde Hava Sistemi
Kompresör yardımıyla makineye aktarılan hava sistemi mevcuttur. Kompresörden yeterli hava gelmediği durumlarda makinenin ekranında AİR PRESSURE belirerek havanın yeterli gelmediğinin uyarısını yapar. Makinenin motoru çift zamanlıdır. İki hortumla makineye bağlanmıştır. Biri vakumlama yaparak emme işlemini, diğeri ise üfeleme işlemini yapar.
1-Hava tertibatının kullanıldığı bölümler Pinometrik valf; 12 voltluk elektrik akımının olduğu havayı açmaya ve kapamaya yarayan sistemdir. Mekiklerde ve baskı çeliklerinde kullanılır.
2-Örme işlemi yapılan çorabı silindirden aşağıya doğru çekerek emme işlemini yapar.
3-Örme işlemi sırasında kesilen desen ipliklerini emerek kesik olan ipliklerin iğnelere zarar vermesini önler.
4-Örme işlemi biten çorabı, iğneler silindir üzerinden boşalttıktan sonra emerek sepete atar.
Elektronik Çorap Örme Makinelerinin Fiziksel Yapısı
Elektronik çorap örme makineleri de mekanik çorap örme makineleri gibi üç kısımdan oluşmaktadır.
1-Çardak kısmı
2-Gövde kısmı
3-Alt kısmı
Çardak Kısmı
Üzerinde iplik bobinlerini ve yedek iplik bobinlerini sabit ve düzgün şekilde taşıyan parçadır. Örme işleminde kullanılan bobinlerin birbirine karışmasını önlemek için kullanılan parçadır.
Örme ana malzemesi olan iplikler bobin hâlinde hazırlanarak makinenin ya üzerinden çevreye göre dairesel olarak veya makinenin arka tarafından da örme yapan kısımlara sevk edilir.
Gövde Kısmı
Makinenin örme işlemini yaptığı kısımdır. Gövde kısmı üst tabla ve orta tabla olarak ikiye ayrılmıştır.
Yukarıdaki şekilde üst tablada bulunan baskılar ve otomatikler gösterilmiştir.
Sol tarafta bulunan baskılar
2. düşüş iç platin
2. düşüş ½ havlu baskısı
2. düşüş tam havlu baskısı
Sol iğne otomatiği
Sağ tarafta bulunan baskılar
1.Düşüş tam havlu baskısı arka otomatik
Arka otomatik
Gizli çember otomatiği
1. düşüş ½ havlu baskısı ters havlu baskısı
Alt Kısım
Makinenin alt kısmında, motor çevirme kolu, üstübü deposu ve çorap atma sepeti bulunmaktadır. Makinenin alt kapağı açıldığında ise elektronik kart sistemi, hava sistemi ve yağlama sistemi bulunmaktadır.
Çardak
Bu bölümde bobin takma yeri yani bobinlikler mevcuttur. Bobinlerin takılmasında özellikle hangi bobinin hangi mekiğe iplik sevki yapacaksa o mekiğe yakın bir yere yerleştirilmelidir. Lastik için ise ayrı bir aparat vardır. Lastik bobinliğe yerleştirildikten sonra lastik aparatına takılmalıdır. İplikler iplik gözeneklerinden doğru bir şekilde geçirilmelidir.
İplik Kontrol Tertibatları
Çardaktan gelen ipliklerin kontrolü ve temiz olarak belli bir gerginlikte örme bölgesine sevki sağlayan parçadır. İplik kopuşlarını kontrol eder ve yabancı maddelerin örme bölgesine girmesine engel olur. İplik kontrol tertibatı, iplik rezerv ve iplik kontrol aparatlarından oluşur.
Çardaktaki bobin üzerinden sağılan iplikler, örme iğnelerine gelinceye kadar şu kısımlardan sevk edilir:
İplik yoklama ve kontrol elemanları
Çalışılan iplik numarasına bağlı olarak farklı iplik geçme delikleri bulunur. Her iplik, numarasına uygun boncuklardan geçirilmelidir ki bu şekilde kalın ve hatalı kısımlar örücü iğnelere geçemeden hatalı iplik kontrol edilerek örme hatalarının önlenmesi sağlanmış olur.
Gerginlik kontrolü ve sinyal lambaları (Germe süzme)
Gerginliği fazla olan ve kalınlık yoklama kısmından zor geçen ipliklerin, örme yüzeyi üzerinde hata oluşturmaması için kullanılır. İplik gerilimin altındayken kontrol lambasının ışığının yanması suretiyle makinenin kısa devre yaparak durması sağlanır.
İplik sevk sistemleri
Yukarıda belirtilen ön kontrollerden geçtikten sonra örgünün iplik ihtiyacına göre çeşitli ayar durumlarına uygun şekilde belirli bir sevk hızı ve gerilimle örme iğnelerine iletilir.
Bobinlik
Bobinlerin yerleştirildiği ve iplik sevkinde bobinin dönmeden ve düzgün olarak sabitlenmesini sağlayan kısımdır. Şekline ve büyüklüğüne göre düz bir demir çubuk veya plastik ve dişli konik şeklindedir.
Gözenekler
Çardak kısmındaki demir çubukların arasında bulunur. İpliğin sevk esnasında deforme olmasını ve kopmasını engellemek amacıyla içinde bulunan boncuklar porselenden imal edilmiştir. Bu gözenekler, bobinlerin takıldığı bobinliklerle orantılı bir şekilde çardak üzerine yerleştirilmiştir.
Teraziler
Silindir çevresinde bulunan iğnelerin yarısı kısa ayaklı, yarısı da uzun ayaklı iğnelerdir. Kısa ayak iğneler, topuk-burun örme işleminde taban altında görev yapmaktadır. Teraziler, kısa ayak iğnelere iplik aktararak topuk ve burnu ören uzun ayak iğnelerden ipliği çekerek diğer iğnelere ipliğin takılmasını önlemektedir.
Lastik Gergi Sistemi
Yerleştirme biçimi iplik gergi sistemine göre farklılık göstermektedir. Bunun sebebi ise gergi sisteminin çardak kısmında bulunmasıdır. Lastik gergi sistemindeki küçük dişli sayesinde sıklık ayarı sağlanmaktadır. Ayar kontrolü yapılmadığında lastik bol ya da sıkı olacağından örgü kalitesini düşürecektir.
Gövde
Gövde kısmı alt kısım ve üst kısım olarak iki ana başlık altında incelenir. Üst bölümünde silindir bulunmaktadır. Silindir baz alındığında ise silindire bağlı olan parçalar ve silindire bağlı olmayan parçalar da iki ana başlık altında incelenebilir.
Üst Bölüm
Silindire bağlı olan parçalar
Platinler
İğneler
Jeksler (ara platini)
Selektörler
Silindire bağlı olmayan parçalar
Unçine
Mekikler
testere
Elmas Lastik pensi
Silindire Bağlı Olan Parçalar
Çorap örme makinelerinde silindir üzerinde bulnan parçalar aynı zamanda çorap örme işlemi için ana elemanlardır.
Platin
Elektronik çorap örme makinelerinde iğneler arasında bulunan ilmeklerin daha rahat örülmesini sağlamak amacı ile yerleştirilmiş olan yardımcı parçadır. Tek silindirli elektronik çorap örme makinelerinde iki çeşit platin kullanılmaktadır. Bunlar:
Düz platin
Düz örme işleminde ve desenli çorapların örülmesinde etkilidir. Şekil itibariyle tek gagası bulunur. Tek gagası, ipliği alarak iğne ucuna aktarır.
Havlu platin
Elektronik çorap örme makinelerinde çorap örme işleminde kullanılır. Çift gagası bulunmaktadır. Havlu platinin işlemi bir gagası ile ipliği alarak ilmek oluşturur ve örgünün altına çeker. Diğer gagası ile ipliği alarak iğneye verir ve örgü oluşumunu sağlar. Bu olayı sürekli tekrarlamasından dolayı örgünün alt yüzeyinde havlu örme işlemi gerçekleşir.
Yaprak platin:
Çift silindirli makinelerde düz platinin yanına konulan yardımcı ve örme işlemini kolaylaştıran parçadır. Kalınlık olarak diğer platinlerden daha incedir. Sadece çift silindirli makinelerde kullanılır.
İğneler
Örmeyi gerçekleştiren asıl parçadır. Elektronik çorap örme makinelerinde iki çeşit iğne kullanılmaktadır.
A. Bir ucu kancalı iğne
B. İki ucu kancalı iğne
Kancalı uçlu iğne ismini, baş kısmının kanca şeklindeki kıvrımından almıştır. Baş kısmındaki kanca dil ilişkisi örme işleminin yapılmasının; ayak, yükseklik ve şekilleri ise desenlendirmenin meydana gelmesini sağlar. Kancalı iğneler çalışma esnasında hem kendi başlarına yukarı ve aşağı hareket ederek hem de topluca hareket ederek örme yapar. Bir ucu kancalı iğneler tek silindirli elektronik çorap örme makinelerinde kullanılmaktadır.
İki ucu kancalı iğneler ise Links-Links (kabartma) örgü yapabilen çift silindirli elektronik çorap örme makinelerinde kullanılmaktadır.
Çorap örme makinelerinde iğnelerin çalışma aşamaları:
1-İğne çalışmaz pozisyonda iken iğnelerin hareketi kart sistemi ile hareket ettirilir.
2-İğne çalışır pozisyonda iken iğne dili açılır ve iğne diline iplik besleme işlemi gerçekleşir.
3-İğne dili kapanarak iğnenin gövdesinde bulunan ilmek, iğnenin aşağı çekilmesiyle iğne dilinden yukarı çıkma pozisyonu alır.
4-İlmek iğneden çıkarak yeni bir doku oluşumu sağlar.
5-İşlemi tamamlayan iğne eski konumuna gelerek yeni doku yüzeyi oluşumuna hazır hâle gelir.
Jeksler (Ara Platini)
Elektronik çorap örme makinelerinde selektörler ile iğneler arasında görev yapan jeksler ara platini olarak da adlandırılabilir. Jeksler, selektörlerden aldıkları hareketi iğnelere iletir.
Selektörler
Desen topunun verdiği komutla desen topu piyanosunun selektör ayağına dokunarak kabartmayı kabartır. Kabartma, jeksi, jeks ise iğneyi yukarıya kaldırır ve iğnenin desen veya zemin örmesini sağlar. Selektörler takım olarak 1’den 8’e kadar silindirdeki kanallarına dizilir. 8’den sonra tekrar 1 numaradan başlayarak silindirin çapına göre veya makine özelliğine göre yerleştirilir.
Silindire Bağlı Olmayan Parçalar
Bu parçalar ana örgü elemanı olmasalar da çorap örülmesinde bazı işlemlerin gerçekleştirilmesine yardımcı olan parçalardır.
Unçine
Elektronik çorap örme makinelerinin kapak kısmında bulunan, üzerinde testere olan, çorabın astar kısmını içeri kıvırmaya yarayan ve silinidirin üst kısmında bulunan en önemli parçadır. Sadece elektronik tek silindirli çorap örme makinelerinde bulunur. Unçineler iki çeşittir. Bunlar uzun ayak ve kısa ayak olarak adlandırılır. Makine üzerinde nereye uzun ayak, nereye kısa ayak unçine takacağımız, başlangıç ve bitiş olarak unçinelerin üzerinde işaretlerle belirtilmiştir.
Unçinenin çalışma prensibi:
1-Unçine yatağından çıkarak iki iğne arasına girer. Örme ipliğini alarak kıvırma işlemini yapar.
2- Aynı zamanda kıvırma işlemini yaparken konç kısmının da ilk sırasının örme işlemine yardımcı olur.
Mekikler
Mekiklerin görevi, iplik kontrol tertibatından gelen iplikleri iğnelerin ağzına beslemektir. Bazı elektronik çorap örme makinelerinin arka kısmında zemin mekikleri, yandan besleme ile lastik mekiği ve ön kısmında desen mekikleri bulunmaktadır. Düşüş sayısına göre ve makine farklılıkları mekik sayılarında değişkenlik gösterir. Hava valflerinin yardımıyla silindir üzerine düşerek iplikleri iğne ağzına verme işlemini gerçekleştirir.
Örneğin tek silindirli ve tek düşüşlü elektronik çorap örme makinesinin bir modelinde bulunan zemin mekik grubu aşağıda sıralanmıştır.
Zemin mekik grubu: Bunlar
1 Naylon mekiği
2 İkinci renk mekiği (pamuk veya naylon)
3 Topuk burun mekiği
4 Havlu baskı mekiği
5 Kıvırma naylonu mekiği
6 İkinci zemin mekiği
7 Ana zemin mekiği’dir.
Desen mekik Grubu
Desen çizim programında deseni renklendirmek için desen mekik renklerinin hareket verdiği mekik grubudur.
Lastik mekiği
Makine üzerinde bağımsız olarak lastik aparatı bulunur. Bu aparat lastik ipliğinin mekiğe gelmeden bolluğunu alarak mekiklerden düzgün bir şekilde geçmesini sağlar. Bu aparat üzerinden lastik ipliğinin sıklık ayarı da yapılabilir. Lastik mekiği zemin grubundan farklı bir yere monte edilmiştir.
Testere
Unçinenin üzerinde bulunan ve desen ipliklerini kesmeye yarayan bir parçadır. Sadece Elektronik tek silindirli çorap örme makinelerinde bulunur. Testerenin gözenekleri iplikleri elmasın ağız kısmına getirir ve kesim işlemini yapar. Unçine üzerinde bulunduğu için unçinenin sökülüp takılmasıdan sonra testere doğru ve düzgün yerine yerleştirilmelidir.Yanlış takıldığında testerenin ağzı silindir üzerinde bulunan bütün iğneleri kırabilir.
Elmas
İpliklerin kesilmesini sağlayan parçadır. Elmas belirli periyotlarda sökülerek özel macunu ile zımparalanmalıdır. Testere ve elmas birlikte çalışır.
Lastik Pensi
Lastik mekiği göreve girip işlemini tamamladıktan sonra lastiğin mekikten kaçmamasını sağlayan parçadır.
Silindirin Alt Kısımında Bulunan Parçalar
Çorap makinelerinde örgü elemanlarına verilen komutlara göre hareket veren parçalardır.
Desen Topu
Elektronik çorap örme makinelerinde bulunan ve kart sistemine kablo ile bağlı bulunan desen topu desen mekik gruplarını ve mekikleri harekete geçiren parçadır. Üzerinde piyanolar bulunur. Bu piyanolar sellektörlere vurarak desen oluşumunu sağlar.
Tırnaklar
Topuk yapımında devreye girerek iğneleri, kaldırmak veya indirmek suretiyle topuk oluşumunu sağlar. Makine çeşitlerine ve modellerine göre tırnakların sayısı değişkenlik gösterir. Tırnaklar iki çeşittir.
Kaldıran tırnaklar
Topuk burun oluşumunda genişletme işlemini gerçekleştirirken kısa ayak iğneleri teker teker yükselterek aktif hâle getirir. 2 adettir.
İndiren tırnaklar: Topuk burun işleminin daraltma (eksiltme) bölümü gerçekleştirilirken kısa ayaklı iğneleri ikişer ikişer pasif konuma getirir. Tek adettir.
Nussa (Muska) Çelikleri
Örgünün sıklık ayarını yapan parçadır. Kaldıran tırnakların altında bulunur. Topuk ve burunda sağ ve sol şeklinde ayrı ayrı çalışır. Konç ve taban bölümlerinin örme işleminde ise bir adet nussa (muska) çeliği çalışır.
Görevleri:
1İğneleri aşağıya doğru çekerek ilmeklerin genişlemesini, dolayısıyla örgünün açılmasını sağlar.
2-İğneleri yukarıya kaldırdığında ise ilmeklerin sıklaşmasını ve örgünün daha sıkı olmasını sağlar.
İğne Dili Açıcısı
İğne dilllerini açarak iğneleri örme işlemine hazır hâle getiren parçadır. İğnelerin dilleri açılmadıklarından örme işleminde hata oluşacaktır. Ya da iğne dili üzerinde ilmek birikmesi olacağından iğnenin kırılmasına neden olacaktır.
İğne Otomatiği
Silindirin çevresine yakın olan, iğne kırıldığında veya deforme olduğunda iğne otomatiğine çarpan ve kısa devre yaparak makinenin durmasını sağlayan parçadır.
Pompalar
İğneleri ve çelikleri iten parçadır. Hareketlerini bilgisayarda hazırlanan çorap programından alır.
Mekanik çorap örme makineleri
Teknoloji, makinelerin icadından sonra hızlı bir gelişim içine girmiştir. Bu icatlar her alanda olduğu gibi, örme alanı olan çorap örme makinelerinin de gelişmesini sağlamıştır. Giyim sanayinin ve modanın gelişmesi, çorap alanında da etkili olmuştur. Her giyim alanına uygun rahat kullanım özelliği, çok geniş renk ve desen seçenekleriyle, her yaş grubunda çorap koleksiyonları hazırlanmakta ve uygulanmaktadır. Bu koleksiyonlar üretilirken çeşitli çorap örme makineleri kullanılmaktadır. Mekanik çorap örme makineleri da bu makinelerden biridir.
Çorap Örme Makineleri
Tek silindirli mek.çorap örme makineleri
Düz örgü çalışan çorap makineleri
Jakar(2 ve 3 sistem)+Düz örgü çalışan çorap makineleri
Çift silindirli mek.çorap örme makineleri
Düz örgü çalışan çorap makineleri
akar+Düz örgü çalışan çorap makineleri
Links-links +Düz örgü çalışan çorap örgü makineleri
Jakar+ Links-links +Düz örgü çalışan çorap örgü makineleri
Mekanik çorap örme makineleri silindir sayısına göre ;
Tek silindirli
Çift silindirli
olmak üzere iki kısma ayrılır.
Tek Silindirli Mekanik Çorap Örme Makineleri
Tek silindirden oluşan bu makinelerin ters ve düz örgü kabiliyeti yoktur, sadece düz örgü çalışırlar. Üretilen çorapların esneklikleri ve dayanıklılıkları çift silindirli çoraplara nispeten düşüktür. Bu olumsuzluklara rağmen moda eğilimlerine hızla cevap verebilecek yapısal esneklikte olmaları nedeniyle piyasada kabul görmektedir. Yeni nesil makinelerde düz örgü-jakar pozisyonu yapılabilmektedir.
Çift Silindirli Mekanik Çorap Örme Makineleri
Üst üste yerleştirilen iki silindirden oluşan bu makinelerde üst silindir ters, alt silindir düz örgü yapmaktadır. İğneler hem alt hem de üst silindirde çalışabildiklerinden elde edilen kumaş yapısı tek silindirliye göre oldukça esnek ve dayanıklıdır. Moda eğilimlerinden etkilenmeyen, klasik çorapların üretiminde sıklıkla tercih edilmektedir ve bu yüzden çift silindirli çorap öeme makineleri örme prensibinde önemli bir değişikliğe uğramamıştır. Tek silindirli makinelere göre daha pahalı ve makine yapısı daha karmaşıktır. Çift silindirli makinelerde yapılacak uygun değişiklikler ile tek silindirli çorap makinelerinde üretilebilecek çorapları üretmek mümkündür. Ayrıca bu tip makinelerde düz örgü,jakar örgü ve links-links (Kabartma) örgü çalışılabilir
Silindir (Kovan)
Örme makinelerinin ana elemanı silindir, metalden yapılmıştır. Özel işlemlerden geçerek oluşturulmuştur. Silindir üzerinde iğnelere ve platinlere uygun kanal yatakları bulunmaktadır. Örme işlemi sırasında platin ve iğnelerin doğru ve düzgün çalışması için silindir kanalları iğne ve platinlere kılavuzluk yapar.
Silindir yatağı ve iğne rayı
Mekanik çorap örme makineleri konstrüksiyonlarına göre silindirik (kovan) biçimde imal edilir. Silindir, iğneleri üzerinde bulundurmaya yarayan ve iğne hareketine müsait kanallarla doludur. Bu kanalların genişliği makinenin inceliğine ve çapına göre değişir. Yuvarlak örme makineleri tek plakalı (tek iğne yataklı) veya çift plakalı (karşılıklı çift iğne yataklı) olarak yapılır. Yere dik konumda yerleştirilmiş iğne kanallı, iğnelerin iniş-çıkış hareket yapmasına göre yapılan iğne yatağına silindir yatağı denir.
Mekanik Makinalarının Düşüş Sayıları
Düşüş
Silindirin tur dönümü sonunda yapmış olduğu örgü sayısıdır.
Tek düşüş
Silindirin bir turda tek sistem çalısmasına denir. Silindir bir turda bir sıra örgü yapar.
Çift düşüş
Silindirin bir turda çift sistem çalısmasına denir. Silindir bir turda iki sıra örgü yapar.
Tek Düşüş Örme Oluşumu
Zincir sisteminin üzerinde baklalar bulunur. Bu baklalar sağ ve sol yönlüdür. Sağ taraftaki bakla tamburu iter (Harekete geçirir.). Sol taraftaki bakla ise mekik paletini harekete geçirir. Tek düşüşte sol taraftaki bakla harekete geçerek tek mekik paletlerinin devreye girmesini sağlar. Bu hareketle mekiklerde devreye girmiş ve örme işlemi sağlanmış olur.
Çift Düşüş Örme Oluşumu
Tambur baklaları çift düşüş olarak hazırlanır. Makine çalıştırıldığında, zincir sisteminde bulunan devir baklasından aldığı hareketle, tambur iticisi devreye girer. Üzerindeki bakla ikinci düşüş mekik paletlerinin (Mekik aparatının) üzerindeki mekik grubunun hareketini sağlar. Bu hareketle ikinci düşüş mekiği çalışır ve örme oluşumu sağlanmış olur.
Mekanik Makinelerin Kovan Çapları Makine çapı
Örme makinelerinde iğnelerin üzerinde bulunan iğne kanalından diğer iğne kanalına olan, dıştan dışa çap mesafesidir. Yuvarlak örme ve çorap örme makinelerinde kovan çapı (Pus) olarak adlandırılmaktadır. Yuvarlak örme çorap makinelerinde çalışılan çorabın eni makinenin kovan çapına göre değişiklik gösterir. İğne sayısı ve kovan çapı çorap örme makinesinin yan tarafında bulunan bir plaka üzerinde belirtilmektedir.
Çorap Örme
Temel giyim ihtiyaç maddelerinden biri olan çorap, yanlızca bir örtünme malzemesi olmayıp insan sağlığı açısından da son derece önemli bir giyisidir. Çorap, insanın hayatı boyunca çok sayıda tükettiği ve kullandığı giyim eşyaları arasında ömrü en kısa olanıdır. Günümüze göre değişik doku ve şekillerde de olsa çorap tarihi çok eskilere dayanmaktadır. Çorap tarihi incelendiğinde;
İlk yazılı kaynaklarda ,eski yunan şair heseidos (İ.Ö 8 yy.) hayvan kılından örülen bir ayakkabı astarından (Piloi) bahseder. Ayrıca Anadolu’da MÖ 5.yüzyılda Altay Pazırık Kurgan'ında bulunan keçe çoraplar ,Türklerde çorap geleneğinin çok eskilere dayalı olduğunu kanıtlar ve Mezapotamya’da,(İ.Ö. 20.yy)’da örme çoraplar bulunduğu rivayet edilmektedir. Anadolu kültüründeki çorapların benzerlerini ise Balkan ülkelerinde , Türmenistan'da , Yunanistanda sürüleriyle yaşayıp oradan oraya dolaşan topluluklarda da görebiliyoruz. Türkçedeki çorap sözcüğü ise Farsça kökenlidir."Gorap" sözcüğü, Arapçaya "curap" buradan Türkçeye ise "Çorap"olarak geçer ve balkan diline de girer. Türkmenistan'da ise çoraba" çeşka" adı verilir.
Romalılar ise ayaklarına ,bileklerine ve bacaklarına meşin yada kumaş bantlar sararlardı. İlk kez (İ.S.2.yy.)’da kumaş ,keçe veya hayvan postlarından kesilerek dikilen ve esnek olmayan bir tür çorap kullanılmaya başlanmıştır. Eski Mısır’da mezarlarda İ.S 3. ve 6.yüzyıl arasında tarihlenen örme çoraplar bulunmuştur.El örgüsü çoraplar ise bugünkü şekline 17.yüzyılda ulaşmıştır.
İlk çoraplar günümüzdeki şekline benzemezlerdi. Deri veya yün kumaştan ayak şekline uygun olarak dikilir, devamında pantolonla birleştirilirdi.Zamanla bu tarz giyimin diz altı olan kısmı daha inceldi ve dizin üstündeki kumaştan farklılaştı. 1500’lü yılların başına kadar devam eden bu alışkanlık sonunda pantolonla çorap ayrıldı ve ayrı ayrı kullanılmaya başlanıldı. Ticari bir meta olarak örme giysiler 13 yy’ da Paris’te üretilmeye başlanmıştır. Daha öncesine, örme evlerde yapılan işti.1366’da Paris'te ilk örme locası kurulmuştır.1514 yılında örme, en önemli 6 elişi locasından biri olmuştur..

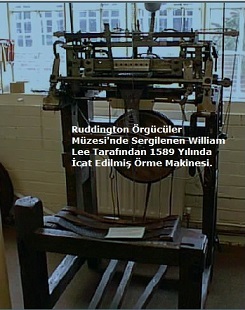
16.yy’ın sonlarına kadar çoraplar el örgüsüydü.El örgüsü çoraplar bugünkü şekline 17.yüzyılda ulaşmıştır.İlk çorap örme tezgahı 1589 yılında İngiltere’de yapılmıştır.Nottinhamshire yakınlarındaki Calverton köyünde yaşayan bir İngiliz papaz olan William Lee’nin ,elle ve ayakla çalıştırılan ilk örgü makinasını icat etmesinden sonra çorap makinede üretilmeye başlanmıştır. Lee’nin bu icadının altında romantik bir aşk hikayesi yatar Cambridge Üniversitesi’nde öğrenciyken tanıştığı fakir bir kıza aşık olan Lee hemen evlenmek ister.Ama nişanlısı,evini geçindirmek için geceler boyu elde çorap örmek zorundadır.Lee sevgilisinin bu zor işten kurtulması için el hareketlerini takip ederek daha hızlı bir çorap örme tekniği geliştirmeyi düşünür.”Neden bir hareketle sadece tek ilmek atılıyor?Bütün sırayı tek seferde bitirebilmek mümkün olabilir” diye düşünen Lee,aynı anda birden fazla ilmek atabilmenin yollarını arar.Fakat el örmesinde kullanılan tığlarla ilmek atabilmek için parmak kullanmak gerekiyordu.Bunu makinede yapabilmek için Lee çengelli iğneyi düşündü. Bu buluş sonunda ,geliştirilen metal-tahta karışımı tezgahta elişinden sadece 6 kat daha hızlı üretim yapılabiliniyordu..
Bir inç’te 8 ilmek atabiliyordu.Bu yün iplikler için uygundu ama ipek için çok kabaydı.Lee’nin buluşu bugün örme teknolojisinin temellerini oluşturur.
.Lee tarafından icat edilen makine ,Kraliçe 1.Elizabeth’he takdim edilir ve patent başvurusunda bulunulur.Fakat kraliçe örülen çorapların İspanya’da ipek kumaştan dikilen çoraplara göre daha kaba olmasını bahane ederek patent vermeyi reddeder.Üretilen çorapların”Majestelerinin ayakları için çok kaba bulunmuştur.
İnatçı Lee çalışmalarına devam eder ve ipek kullanılabilecek kadar ince olan yeni tip bir makine tasarlar.Yeni makine bir inch’te ( 2,54 cm.) 20 ilmek atabilmektedir.Tekrar patent başvurusunda bulunur..Ama cevap aynıdır.Kraliçe el örgü işçilerine maddi anlamda zarar vereceği ,işsizliğin artacağı ve tekelleşmeye yol açacağı gerekçesiyle patent vermeyi reddeder.Bunun üzerine Lee erkek kardeşiyle birlikte Fransa ekonomisini geliştirmeye çalışan Kral IV . Henrri’nin davetine uyarak Fransa’da Rouen’e yerleşirler.Orada tezgahıyla 8 yıl boyunca çorap üretmiştir.Fransa kralı tarafından kabul edilen ve makinesi için patent alan Lee 16 şubat 1612’de Pierre de Caux ile çorap örme makinelerinin üretimi için sözleşme yaptı.Böylece çorap makinesinin ilk ticari üretimi Fransa’da yapılmış oldu. Lee hakkındaki son yazılı belge ,1615 tarihli olarak kendisinin Rouen’de yaşayan ve çorap örme işiyle uğraşan bir kişi olduğuna dair bir Fransız vesikasıdır.
Fransa’nın Almanya ve Saksonya’ya da geçen Lee’nin ölümü üzerine işçileri ve bazı iddialara göre kardeşi ingiltere’ye dönerek İngiltere’nin çorap makinesi yapımını tekeline geçirmesine neden olmuştur..Böylece İngiltere çorap makinesinin özelliklerini öğrenen ve 1656’da bir şirket kuran Jean Hindret’e kadar makine imalatını kendi tekelinde tutmayı başarmıştır.Öte yandan Fournier'de Lyon'da (Fransa) ipek çorap yapımına başlamıştır.

Lee’nin icadı her ne kadar çorap üretimine hız kazandırmıyor olsa da özellikle elit Avrupalılarda nakış ve taşlarla süslenmiş elişi ipek çoraplar kullanılmaya uzun yıllar devam edildi. Lee’den sonra çorap örme tekniğindeki gelişme için bir yüzyıl daha beklemek gerekti.18.yy Boyunca gerçekleştirilen ilerlemelerin en önemlisi Jedediah Strutt adlı bir mucit tarafından gerçekleştirildi. Strutt: Lee’nin tezgahları üzerinde çalışarak,bu tezgahlarda ribli örgüyü yapabilecek ilave aparatlar kullandı. Bunun sonucunda örülen daha esnek ve bacağı saran bir forma kavuştu. Strutt ve 3 ortağı yaptıkları icat için patent aldılar.(1759). Gelişme yavaş da olsa bu onların zengin edecek bir gelir sahibi olmalarını sağlamıştı..Ürettikleri makine “Deby Rib” olarak tanındı.ve bu tezgahlarda üretilen çoraplar kısa sürede popüler oldu.
19.yüzyılın ikinci yarısında Lee’nin makinesi geliştirilerek demirden mamul paget tezgahı, 1864'de William Cotton'un icadı olan ve örgüyü ileri geri atkılar atarak gerçekleştiren yassı kolu makinesi kullanıma sunulmuştur..Cotton makinesinden sonra artık el sisteminden makine sistemine geçilmiştir. 10 Ton ağırlığındaki bu makine 100-150 bin parçadan oluşmakta ve bir düzine çorabı bir arada örebilmekteydi.Cotton’un makinesinde iğneler daha öncekiler gibi yatay değil dikey konumlandırılmıştı.
Dikişsiz çoraplar 19.Yüzyılın ortalarında geliştirilen yuvarlak makinelerde örülmüştür..Bunlarda örgü esnasında ilmek sayısı arttırılıp azalmadığından 100 yıla yakın bir süre çoraplar düz boru şeklinde üretilmeye devam edilmiştir.
Sanayileşmeyle birlikte 19.yy Başı itibariye çorap; büyük miktarlı kapasiteye sahip fabrikalarda üretilmeye ve ihraç edilmeye başlandı..Üretimin ana merkezi İngiltere’de Nottingham; Almanya’da Chemnitz idi.Bunun yanı sıra Fransa’da ipek çorap üretiminde söz sahibi idi.Tabi ki bahsedilen üretim ,toplam tüketim içinde çok önemli bir yere sahip değildi.Doğaldır ki özellikle kırsal kesimlerde çorap ihtiyacı daha uzun yıllar evde örülen çoraplarla karşılanacaktı..
1920’lerde kadın giysilerinin etek boylarının kısalması sonrasında bacaklar ve bunlara giyilen çoraplar görünür hale geldi..bu dönemde şeffaf çoraplar ipek yada suni ipekten imal edilmekte ve uyluğun üst kısmında sonlanmaktaydı.1930’lardan sonra bu çorapların yapımında naylon kullanılmaya başlandı.Bu tarihten sonra kadın giyiminin değişmez bir parçası haline gelen naylon çoraplar popüleritesini 1960 ‘lara dek sürdürdü.

Yeni malzemenin geliştirilmesinden hemen birkaç yıl sonra Wilmington’da Naylon’dan yapılan ilk çoraplar piyasaya arz edilmiştir.Ticari olarak çok başarılı naylon çorap böylece doğmuştu.Üç saat içinde 4.000. çift satılmıştı. ABD’de gerçek naylon konjöktürü ortaya çıkmıştı.15 Mayıs 1940 tarihinde dört gün içinde dört milyon çift Naylon çorap satılmıştı.Kadınlar her yerde bu mucize çorabın peşine düşmüştü. Tabakalar halindeki naylonların birleştirilmesiyle üretilen arkası dikişli naylon çoraplar son derece seksi bulunuyor ,dönemin aktristleri ve sosyetesi tarafından baş tacı ediliyordu..Fakat II.dünya savaşı patlak vermesi ile her şey bir anda altüst olmuş ve naylon imalatının ordu ihtiyacı için kullanılmaya başlaması ile naylon çorap için bir duraklama dönemi başladı.
Külotlu çorap ilk kez Amerika ‘da allen Gant Senior tarfından 1959’da icad edilmiş ve Kuzey Carolina’da Glen Raven Mills şirketi tarafından üretilmiştir.Geliştirilen dairesel örme makineleri hem el işçiliğini azaltmış hem de dikişsiz çorapların yapımını olanaklı kılmıştır.Glen Raven Mills şirketi 1965’te ilk dikişsiz külotlu çorabı piyasaya sürmüştür.Külot ve çorabı birleştiren bu giyisi büyük ilgi görmüş ve özellikle tetiklediği mini etek modası ile birlikte 1960’larda büyük bir hızla yayılarak naylon çorabın yerini almıştır.Külotlu çorabın yayılması korse ve jartiyer kullanımının da azalmasına yol açmıştır.aynı dönemde Spandex veya Elastan’ın icadı külotlu çorabı daha rahat kullanışlı ve şık hale getirmiştir.
Türkler çoraplarını elde ve 5 şişle örüyorlardı. Örgü malzemesi olarak yün,tiftik ve ibrişim kullanıyorlardı. Bölgelere göre çeşitli özellikler gösteren bu çoraplar el dokuması sanatının en güzel örneklerini vermiştir. Anadolu çorapları sadece dokunduğu malzeme bakımından değil; motifleri, renkleri ve bunların temsil ettiği alanlar bakımından da büyük özellik ve anlam taşıyordu.

Türkiye'de çorap sanayii ise 1923 yılında Teşviki sanayii Kanunun'dan faydalınarak kurulmuş ve zaman içinde gelişmiş makinaları ithal ederek faaliyetlerine başlamıştır. Türkiye bu gün çorap üretimi bakımından kendi ihtiyacını karşılaması yanında, üretiminin %90-95'ini ihraç etmektedir. Ülkemizde irili ufaklı 800 civarında firma 20.000'nin üzerinde çorap makinası bulunmaktadır.Bu makinaların imalat kapasitesi günde 3 vardiya üzerinden yıllıkm yaklaşık 2 milyar çifte ulaşmaktadır.
Atkılı Örme Elemanları
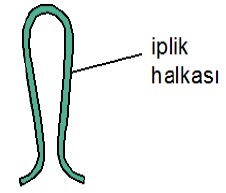
İLMEK
Bir örme yüzeyi meydana getiren en küçük birim ilmektir. Yan yana ve üst üste oluşturulan ilmeklerin birbirine bağlanmasıyla örme kumaşlar meydana gelir.Bağlantı öğesi olarak ilmek, diğer ilmeklere asılan ve böylelikle sağlamlık elde eden bir iplik halkasıdır.
Bir ilmek baş, bacaklar ve ayaklar olmak üzere üç bölümden oluşmaktadır. İlmek ayakları, kendinden önceki sıraya ait ilmeklerin başları ile ilmek başı ise kendinden sonraki sıraya ait ilmeklerin ayakları ile bağlantı yapar. İlmek ayakları yan yana duran ilmekler arasındaki bağlantıyı sağlayan parçadır.
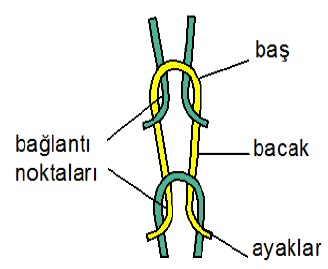
Birbirine asılmış olan iplikler bağlantı noktası denilen iplik kesişim yerleriyle birbirine bağlanmışlardır. Her ilmek iki üst iki de alt bağlantı noktasına sahiptir. Bir örgü yapısının boyutsal ve fiziksel analizi örgüyü oluşturan ilmeğin şeklinin ve boyutlarının, başka ilmeklere bağlanma yerlerinin ve fiziksel özelliklerinin bilinmesi ile mümkündür.
Bir ilmeğe ait parametreler şunlardır;
a) İlmek iplik uzunluğu: Bir ilmeği meydana getiren ipliğin uzunluğunun iplik eksenindeki ölçümüdür.
b) Sıra açıklığı
Sıra açıklığının geometrik anlamı, bir ilmeğin kumaş yüzeyinde etkili olan yüksekliği olup her ilmek sırasının kumaş boyunu artırma miktarını verir. Bir örgü kumaş parçası boyunun, o kumaşta bulunan sıra sayısına bölümü ile hesaplanır.
c) Çubuk açıklığı
Çubuk açıklığının geometrik anlamı, bir ilmeğin kumaş yüzeyinde etkili olan genişliği olup her ilmek çubuğunun kumaş enini arttırma miktarını verir. Bir örgü kumaş parçası eninin, o kumaşta bulunan çubuk sayısına bölümü ile hesaplanır.
d) İlmek alanı
Bir ilmeğin kumaş yüzeyinde kapladığı alan olup sıra açıklığı ile çubuk açıklığının çarpımına eşittir. Deneysel çalışmalarda sıra açıklığı, çubuk açıklığı ve ilmek alanı yerine aşağıda verilen parametreler daha yaygın olarak kullanılmaktadır.
e) Birim kumaş boyundaki sıra sayısı
Kumaşın 1 cm uzunluğunda bulunan sıra sayısı olup piyasada may sayısı olarak da adlandırılır.
f) Birim kumaş enindeki çubuk sayısı
Kumaşın 1 cm genişliğnde bulunan çubuk sayısıdır.
g) İlmek yoğunluğu
Birim kumaş alanında bulunan ilmek sayısıdır. Kumaş yoğunluğu olarak da adlandırılan bu değer, hesaplama yanında kumaş üzerinde birim alandaki ilmeklerin sayılması ile de bulunabilir. Özellikle ince kumaşlarda ilmekleri saymak zor olacağından bir luptan yararlanılabilir.
İLMEK YÜZEYLERİ
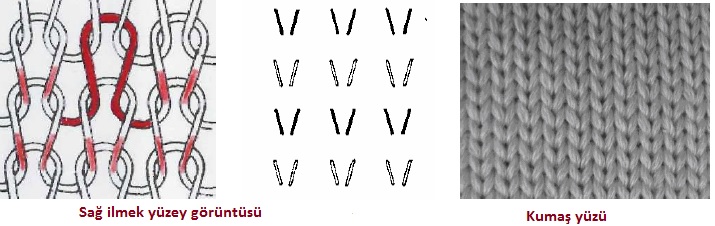
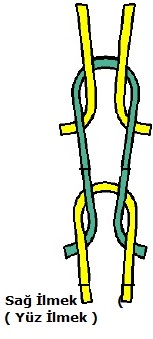
Örgü yapısı içinde yer alan bir ilmeğin, bacaklarının belirgin olarak göründüğü yüzüne düz ilmek denir. Düz ilmeklerden oluşan örgü yüzeyinde, minik “v” şeklindeki ilmek bacakları belirgindir. Örgü kumaşın düz ilmeklerden oluşan yüzü genellikle ön yüz olarak kullanılır.
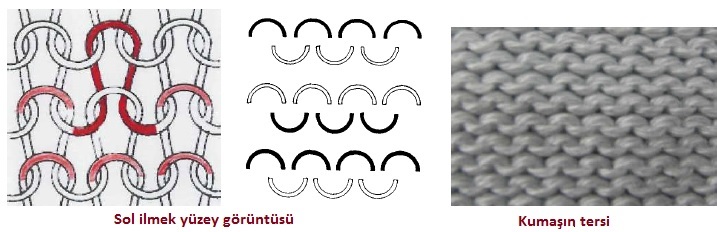
Bir örgü yapısında bulunan ilmeğin, baş ve ayaklarının belirgin olarak göründüğü yüzüne ters ilmek denir. Örgü kumaşın ters ilmeklerden oluşan yüzü genellikle arka yüz olarak kullanılır.
Makinenin ön tarafında durulup, örülen kumaşa bakıldığında ön yatakta (yuvarlak makinelerde silindirde) oluşturulan ilmekler düz ilmek, arka yatakta (yuvarlak makinelerde kapakta) oluşturulan ilmekler ters ilmek görünümünde olacaktır.
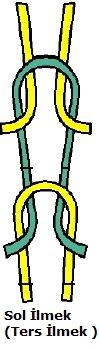
Yüz ilmekte, ilmek bacakları bir alttaki ilmek başının üstünden geçer. Ters ilmekte, ilmek bacakları bir alttaki ilmek başının altından geçer.
İLMEK DÜZENİ
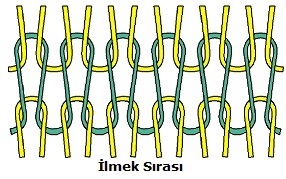
SIRA
Örgüde enine yönde yan yana dizilen ilmeklere ilmek sırası denir. Bu, iğne yatağındaki iğnelerin bir sıra örülürken oluşturduğu ilmeklerdir. Basit yapılarda bir sıra, bir iplikten meydana gelir. Karmaşık yapılarda ise bir sıra farklı ipliklerden oluşabilir.
Birim kumaş uzunluğundaki ilmek sıralarının sayısı sıra yoğunluğu olarak adlandırılır ve bu değer aşırtma pozisyonundaki iğnelerin hareket miktarının değiştirilmesi ile ayarlanabilir. Bu değer kumaş özellikleri yanında üretim miktarını da etkileyen önemli bir faktördür. Örneğin daha uzun ilmekler oluşturarak sıra yoğunluğu azaltıldığında, daha seyrek kumaş elde edilirken üretim miktarı da artacaktır.
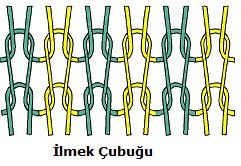
ÇUBUK
Örgüde boyuna yönde üst üste yer alan ilmekler dizisine ilmek çubuğu denir. Bu, aynı iğnenin ördüğü iç içe geçmiş ilmek dizisidir. Karmaşık bazı yapılarda bir çubuk, farklı ipliklerden yapılabilir veya farklı iğneler arasında değiştirilebilir.
Birim kumaş genişliğindeki ilmek çubuklarının sayısı çubuk yoğunluğu olarak adlandırılır ve bu kumaş özellikleri ile görünüşünü etkileyen önemli bir faktördür. Bu değer örgü yapısı, iplik parametreleri ve gerilimi yanında iğne büyüklüğü ve yoğunluğuna da bağlıdır. Örme makinesindeki iğne yoğunluğu (makine inceliği) makine yapımcıları taraf ından önceden belirlendiği için, örmecinin ilmek yoğunluğunu değiştirebilmesi oldukça sınırlıdır.
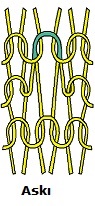
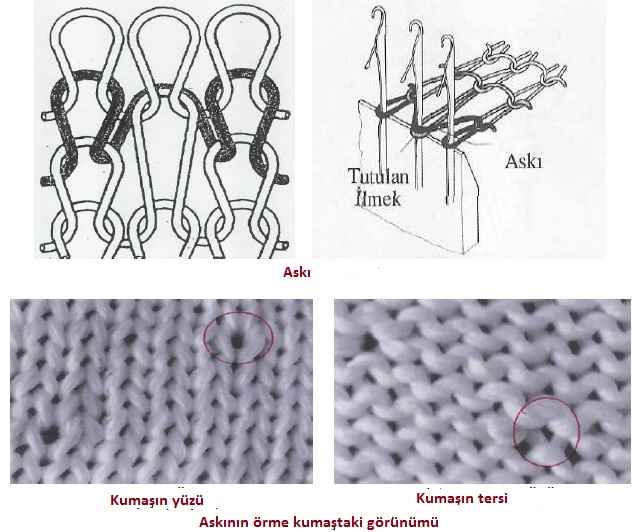
ASKI ( NOPEN )
Bir sırada örülen ilmeğin ikinci sırada örülmeden üçüncü sıradaki ilmek ayağı ile yaptığı bağlantı sonucu oluşan iplik halkasına askı (nopen) denir.
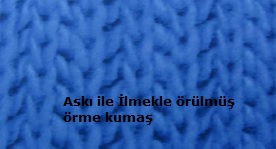
Daha önce oluşturulmuş ilmek bu nedenle boyuna doğru uzarken, o ilmeğin yanındaki ilmekler kısalır. Askıda iki üst bağlantı noktası vardır.
Askı tek bir iğne veya yan yana birkaç iğne üzerinde yapılabileceği gibi çift yataklı makinelerde yataklardan birindeki tüm iğnelere de uygulanabilir.
Bir iğnenin askı oluşturmak için yaptığı hareketler şunlardır:
a) Askı yapacak iğne yeni ipliği alacak, ancak kancasındaki eski ilmek gövdesine düşmeyecek kadar yükselir.
b) İğne geri çekilirken kancasına yeni iplik yatırılır.
c) Yeni bir sıra oluşturmak için iğne yükselirken kancasında hem eski ilmek hem de yeni yatırılan iplik vardır.
d) İğne ilmek oluşturmak için yükseldiğinde kancasındaki her iki iplik gövdesine düşer ve kancaya yeni iplik yatırılır.
e) Aşırtma yapılır ve yeni bir sıra oluşturulur.
Askı yapılabilmesi için üst kam parçası geri geri çekilir. Alt kam parçası geri çekilmediği için, iğneler kanala girerek atkı pozisyonuna kadar yükselir. Ancak bu durumda iğne yatağındaki tüm iğneler askı yapacaktır. Eğer ara ara bazı iğnelerin askı yapması isteniyorsa, makinelerin özel iğne seçim mekanizmalarına sahip olması gerekir.
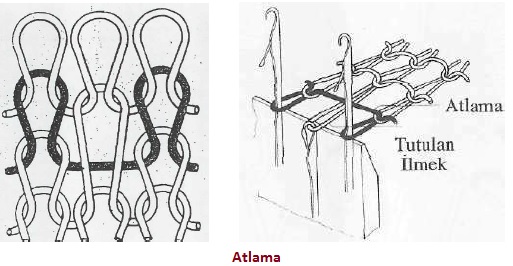
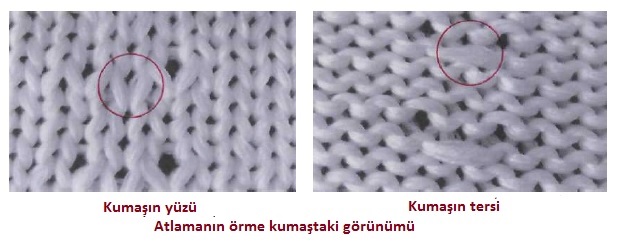
ATLAMA
İğnelerin ya tamamen ya da geçici olarak çalışmaması sonucu atlamalar oluşur. Bu durumda iplik ilmek oluşturmadan geçer. Eğer iğnelerde ilmekler varsa, bunlar da boyuna doğru uzar. Atlamalar enine elastikiyeti azaltır. Yanlara doğru olan ilmekler ve askılar atlamaları sınırlı bir alanda sabit tutar. Atlamada iki alt bağlantı noktası vardır.
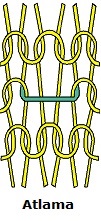
Atlama, askıda olduğu gibi, tek bir iğne veya yan yana birkaç iğne üzerinden yapılabileceği gibi çift yataklı makinelerde yataklardan birisindeki tüm iğnelere de uygulanabilir.
Bir iğnenin atlama oluşturmak için yaptığı hareketler şunlardır:
a) Atlama yapacak iğne hiç yükselmemektedir.
b) İlmek yapacak diğer iğneler ise yükselirler ve kancadaki ilmekler, dilleri açarak gövdeye düşerler.
c) Bu arada yükselen iğnelerin kancalarına yeni iplik yatırılır.
d) İğnelerin aşağı hareketi ile aşırtma gerçekleşir ve yeni bir ilmek sırası meydana gelir.
a) Atlama yapacak iğne hiç yükselmemektedir.
b) İlmek yapacak diğer iğneler ise yükselirler ve kancadaki ilmekler, dilleri açarak gövdeye düşerler.
c) Bu arada yükselen iğnelerin kancalarına yeni iplik yatırılır.
d) İğnelerin aşağı hareketi ile aşırtma gerçekleşir ve yeni bir ilmek sırası meydana gelir.
TRANSFER
Bir iğnenin kancasında bulunan ilmeğin sağında, solunda yer alan veya karşı yatakta bulunan diğer bir iğneye aktarılmasıdır. Transfer sırasında üzerindeki ilmeği veren iğne artık çalışmayacağı için o ilmek çubuğu ortadan kalkar ve örgüde daralma meydana gelir.Desenlendirme veya şekillendirme amacıyla çok yaygın olarak kullanılan transfer işlemi, özel transfer iğneleri ve kam mekanizması bulunan makinelerde yapılabilir. Transfer için kullanılacak dilli iğnenin yan tarafında özel bir yay vardır. Bu yay alt tarafından iğneye sabit olarak bağlanmış olup, üst kısmı açılıp kapanabilir.Transfer sırasında üzerinden ilmek alınan iğneye verici iğne, ilmeği alan iğneye alıcı iğne denir. Transfer işleminin yapılabilmesi için verici iğnenin ilmek pozisyonundan daha fazla, alıcı iğnenin askı pozisyonundan daha az yükseltilmesi gerekir. Transfer işlemi sırasında iğnelere iplik beslenmez ve dolayısıyla kumaş üretimi olmaz. Bu nedenle transfer, makinelerin üretimini azaltan bir işlemdir.
İLMEK DÜŞÜRME
Örme işlemi sırasında iğneden düşen ilmek, kumaşta delik ve kaçık oluşmasına yol açar. Ancak belirli bir düzende seçilen iğnelerdeki ilmeklerin düşürülmesi değişik desenlerin oluşturulmasını sağlar.
Bu yöntemde;
a) İlmek iğnenin kancasında iken iğne yükselmeye başlar,
b) İlmek iğnenin gövdesine düşer, iğne yeni iplik yatırılmadan geri harekete başlar,
c) Gövdedeki ilmek dili kapatarak üzerine çıkar,
d) Aşırtma hareketi ile ilmek iğne üzerinden düşer.
İlmeğini düşüren iğne tekrar örmeye katılırsa, kumaş üzerinde bir delik oluşur ve boş iğneye yatırılan iplik ilmek oluşturamadığı için askı görünümünü alır. İlmek düşürme işleminden sonra iğne hemen örmeye katılmazsa ilmek kaçığı görünümü oluşur ve düşürülen ilmeğe komşu çubuktaki ilmekler genişleyerek büyür.
Elektronik Triko Makinelerinin Sınıflandırılması
1-MAKİNE KALINLIKLARINA GÖRE :
Elektronik örme makineleri kalınlıklarına göre sınıflandırılırken 1 inç uzunluğa denk gelen iğne sayısı olarak ifade edilir. 1 inç uzunlukta kaç iğne var ise bu sayı makinenin numarasıdır. Piyasada üretici firmalara göre ara numaralar ve numara farklılıkları görülebilir.
Örme makinesi numaraları:
3 numara
5 numara
6 numara
7 numara
8 numara
10 numara
12 numara
14 numara
16 numara
18 numara
2-SİSTEM SAYISNA GÖRE:
Örme makineleri, sistem sayısına göre sınıflandırılabilir. Sistem: Semer tarafından taşınan ön ve arka plakadaki iğnelerin seçilmesini, hareketini ve doku sıklığını ayarlayan çelik tertibata (kilit) sistem denir. Çelik mekanizma birden fazla olabilir. Semerin bir gidişinde en çok bir örgü sırası örebilen makinelere tek sistemli; en çok iki sıra örebilen makinelere çift sistemli makineler denir. Günümüzde sistem sayısı birden altıya kadar olan makineler bulunmaktadır. Bunlar bir veya iki semer tarafından taşınmaktadır. Bu semerler birleştirilebildiği gibi ayrı ayrı da çalışabilir. Düz örme makinelerinin örücü sistemleri birleşik olarak da çalışabilir. Birleşik olarak çalıştırıldığında sistem sayısı iki kat artar. Kafalar birleştirildiği zaman makine tam en boyunca kumaş dokuyabilir. Makinelerde kafa birleştirildiği zaman birleşme yerlerinde bulunan yan çelikler değiştirilmelidir.
Örme makinelerinin sistemlerine göre sınıflandırılması:
Tek kafa
1 sistem
2 sistem
3 sistem
4 sistem
İki kafa
1+1=2 sistem
2+2=4 sistem
3+3=6 sistem
3-İĞNE YATAĞINA GÖRE
Örme makinelerinde örmenin yapılabilmesi için iğnelerin üzerinde çalıştığı iğne yatakları olarak tabir ettiğimiz iğne plakaları bulunmaktadır. Örme makinelerinde en az iki adet iğne plakası bulunur. Bunlar ön plaka ve arka plakadır. Özel olarak üretilen dört plakalı makinelerde bulunmaktadır.
>>>> Çift plaka
>>>> Dört plaka
4-TEKNİK ÖZELLİĞİNE GÖRE :
Örme makineleri ürettikleri ürün çeşitlerine, çekim sistemlerine ve semer sayılarına göre aşağıdaki gibi sınıflandırılırlar.
A-Ürüne Göre: Örme makineler, ürettikleri ürün çeşitlerine göre aşağıdaki gibi sınıflandırılmaktadır:
>>>> Düz örme
>>>> Yaka, bant
>>>> Transferli örgüler
>>>> İntersia örgüler
>>>> Komple ürün
>>>> Kendinden kesimli örgüler (Fully-Fasion)
B-Çekim Sistemine Göre:
Örme makinelerinde aşağıdaki çekim sistemleri bulunmaktadır:
>>>> Tarak takviyeli merdane
>>>> Merdaneli
>>>> Yardımcı merdaneli
C-Semer Sayısına Göre :
Örme makineleri tek semerli ve iki semerli olarak çalışırlar. Ancak günümüzde kompakt makine diye tabir edilen makinelerin tamamı tek semerlidir. Bu makineler daha seri ve hızlı olarak üretim yapabilmektedirler. Eski tip makineler çift semerli olarak çalışırlar. Ancak bu makinelerde iki kafa birleştirilerek tek semer olarak da çalışabilmektedirler.
Örmeciliğin Tarihçesi
İplik eğirme,dokuma ve dikiş gibi işler M.Ö.5000-6000 yıllarından itibaren yapılmasına rağmen el örmeciliği M.S 600 ‘lü yıllarda Mısır’da keşfedilmiştir. İlk örme işlemleri 1589 yılına kadar bugün hala kullanılmakta olan basit şiş,mil,tığ ile gerçekleştirilmişti.
Bir örme yüzeyi oluşturmak için mekanik araçların kullanımına ilk kez 1589 yılında İngiltere’de William Lee tarafından başlanmıştır.
Bir çorabı örmek için yapılan el hareketlerini incelemiş ve bunların aynısını yatay olarak duran bir yatak üzerindeki iğnelere yaptırmıştır. Esnek uçlu örme iğnelerinin kullanıldığı bu düzenek, aynı anda 16 ilmek yapabiliyordu. Her bir ilmek için ayrı iğnesi olan bu makine dakikada 600 ilmek atarak şaşırtıcı bir hızla çalışmaktaydı. Makinenin her bir ilmek için ayrı bir iğnesi vardı ve başlangıçta yalnız düz yüzeyler örebiliyordu. Örülen yüzeyin kenarlarının dikilmesi ile çorap elde ediliyordu. Zamanla Lee, belirli biçimlerde parçaların örülebilmesine olanak sağlayan bir sistem geliştirdi. Örme işleminin belirli bir basamağında tezgâhtaki belirli kancalar çekilerek işlem dışı bırakılıyordu. Örme makinesi 12 yaşındaki bir çocuk tarafından kullanılabiliyordu ve ilk biçimi ile elle örmeye oranla 10–15 kez daha hızlı örüyordu.
1758 yılında Jedediah Strutt yatay durumdaki iğne yatağına, dikey durumda bir iğne yatağı daha ekleyerek ilk çift iğne yataklı örme makinesini yapmıştır.
1789 yılında Fransız Decroix Wise, dairesel bir yatak üzerine iğneleri dizerek ilk yuvarlak örme makinesini yapmıştır.
1805 yılında Joseph Marie Jacquard, Fransa‟ın Lyon kentinde dokuma makineleri için mekanik jakar tekniğni bulmuştur. Daha sonra bu teknik örme makinelerine adapte edilerek; delikli kartonlar vasıtası ile iğnelere desen hareketi verilmiştir.
1847’de ise İngiliz Matthew Townsend, dilli iğneyi bularak örme tarihinde yeni bir çığır açar. Bu buluş, uzun zamandır bilinmekte olan kancalı iğnelerdeki baskı işlemini ortadan kaldırıp mekanizmasını kolaylaştırarak el tezgâhlarının süratlenmesini ve dolayısıyla maliyetlerin azalmasını sağlar.
1857 yılında Chemnizt‟li A.Eisenstuck ilk defa çatı şeklinde çift plakalı örme makinesini geliştirerek bu makinenin patentini alır.
1863 yılında ise Amerikalı mucit Isaac William Lamb dilli iğne ile donatılmış ilk düz örme makinesini yapmıştır. Bu örme makinesi temel örme prensiplerini bugüne kadar koruyabilen ilk örme makinesidir.
1864‟te William Cotton, gagalı iğnele yatakları üzerine çalışmalar yapıp yatak konumlarını dikey hale getirir.
1878 yılında D.Gris Wold, ilk ribana üretimini gerçekleştiren yuvarlak örme makinesinin patentini alır. Dikey silindir ve iğnelerine, yatay kapak ve iğneleri eklenmiştir.
1918 yılında ilk çift silindirli, küçük çaplı yuvarlak örme makinesi ve iğne iticileri İngiltere‟deki Wildt firması tarafından üretilmiştir.
1920‟li yılların sonlarına doğru düz ve yuvarlak örme makinelerinde renkli desenli örgülerin fabrikasyon üretimine başlanmıştır.
İkinci dünya savaşından sonra mekanik ve elektronik alanlardaki gelişmelerin örme teknolojisindeki yansımaları görülmeye başlamış, 1946‟dan sonra yuvarlak örme makinelerinde üretim performansı ve ürün çeşitliliğini artırıcı bir dizi gelişme yaşanmıştır.
Örme tekniği ile kumaş üretimi 1950‟li ve 1960‟lı yıllarda gitgide artmaya başlamış ve buna bağlı olarak da örme makineleri geliştirilmiştir.
Örme sektörü, İkinci Dünya Savaşı’na kadar önemli bir gelişme gösterememiştir. Ancak savaşın sona ermesiyle, örmenin her dalında çok önemli ve hızlı gelişmeler olmuştur. Bu gelişmelerle birlikte, örme kumaşlar her alanda daha çok kullanılmaya ve tercih edilmeye başlanmıştır. Örme makinelerinde, elektronik ve bilgisayar teknolojilerinin kullanılmasıyla örme alanındaki gelişmeler günümüzde büyük bir hızla sürmektedir. Bu gelişmeler sonucunda, örme kumaşların kullanım alanları ile birlikte üretim miktarları da yüksek artışlar göstermiştir.

Günümüzde yuvarlak örme makineleri, yüksek üretim performansları nedeniyle, metre işi örülmüş örgü yüzeylerin üretiminde; düz örme makineleri ise fully fashion (forma göre örme) örgü yüzeylerin üretiminde daha çok kullanılmaktadır. Ayrıca örme makineleri, yüksek desenlendirme olanakları nedeniyle fantezi giyim ve dış giyim ürünlerinin üretiminde de yaygın olarak kullanılmaktadır.
Örme Tanımı ve Sınıflandırlması
ÖRME TANIMI VE SINIFLANDIRILMASI
İpliklerin tek başına ya da topluca (çözgüler halinde) örücü iğne ve yardımcı elemanlar vasıtasıyla ilmekler haline getirilmesi, bunlar arasında da yan yana ve boylamasına bağlantılar oluşturulması ile bir tekstil yüzeyi elde etme işlemine örmecilik adı verilir.
Rami Elyafı
Rami çalımsı, çok yıllık bir bitkidir. Lifleri her yıl biçilmek suretiyle saplarından elde edilir. Yaprakları iri ve etli olduğu için ipek böceği beslenmesinde de kullanılır.

Lif için yapılan hasattan sonra 50-60 günde bitki tekrar lif biçimine gelebilmektedir. Lif hücreleri, rami bitkisinin gövdesindeki kabuk kısmının hemen altında demetler halinde bulunur.
Bitkilerin yaprakları sararmaya başladığında hasadı yapılır. Bitki henüz yaşken kabuk kısımları bir bıçak yardımıyla sıyrılarak elle veya makinelerle temizlenir. Üzerindeki zamksı maddenin uzaklaştırılması için çürütme işlemi uygulanır. Kimyasal maddelerle veya mikroorganizmalarla yapılan zamk giderme işlemi yapılır. Lifler yumuşayarak daha iyi eğrilebilir hale gelir. Bir yılda 5-6 kez rami lif için hasat edilebilir. Bitki ömrü 6-20 yıl arasında değişebilmektedir. Köklerindeki rizomları yardımıyla yeni genç sürgün ve filizler vererek, toprak üzerinde bir bitki topluluğu oluşturur. Rami bitkisi 1-2.5 m boylanabilmektedir. Çiçek yapısı monoik olup (tek evcikli), rami çiçekleri yabancı döllenmektedir.

Rami lifleri pamuk liflerinden 5 kat, kenevir liflerinden 2 kat, ve keten liflerinden dört kat daha sağlamdır. Rami lifleri pamuk ve keten liflerine karıştırılarak tekstilde kullanılmaktadır. %55 rami ve %45 pamuk liflerinden yapılan elbiseler makinalı yıkamaya oldukça dirençlidir. Rami liflerinin %20 nem tutması nedeniyle deniz suyuna dayanıklı halatların yapılmasında ve absorbentlerin yapımında değerlendirilir. Rami bitkisinden 100-200 kg/da lif, 300-400 kg/da kuru sap elde edilir. Rami bitkisi dünyada en çok; Çin, Tayland, Kore, Filipinler ve Brezilya'da üretilmektedir.
Rami bitkisinden elde edilen lifler:

1-Bakteri ve böceklere karşı dayanıklıdır.
2- Ter emicidir ve kolay kurur.
3-Islanınca sağlamlığı artar, ancak elastik değil ve kolayca buruşur.
4-pamuğa oranla daha kolay eskir.

Balık ağlarının ve spor filelerinin yapımında ve banyo havlularında oldukça fazla oranda kullanılır. Rami tarımı sıcak ve nemli bölgelerde yıllık yağışın 1000 mm olduğu bölgelerde sulanmadan yapılabilir. Toprak isteği yönünden seçici olmayıp uygun drenajlı topraklarda yetişebilir. Toprak için pH 5.5-6.5 uygundur. Kuraklığa orta derecede dayanıklıdır.
Hasat çiçeklenmenin başında başlar. Bu dönemdeki hasatdan yüksek kalitede lif elde edilir. Bazı ülkelerde makineli hasat yapılmaktadır. Havuzlamayla lif elde edilir ancak havuzlama yöntemi diğer lif bitkilerine oranla biraz daha zordur. Çeşitli yerel giyim eşyaları, döşemelik kumaşlar, ip ve halat yapımında kullanılır.
Jüt Elyafı
Anayurdu Hindistan yarımadası olarak bilinir ve ıhlamurgiller familyasından bir bitkidir. Soymuk elyafı olarak da bilinen jüt lifi, dünyada ilk kez 1970 yıllarında Hindistan Yarımadasından Batı’ya ihraç edilmesiyle dünyaya yayılmıştır. Jüt, tropik ve subtropik iklimlerde yetişen, 2- 4 metreye kadar boylanan odunsu yıllık bir bitkidir.
Tür olarak dikot olup fide dönemi naneyi andırmaktadır. Jüt bitkisinde bulunan kazık kökler toprak yapısına bağlı olarak 1-1,5 metre derinlere inebilmektedir. Bitki boyu ve çeşitlere göre 1,5- 4,5 metre arasında değişmektedir. Jüt sakları düz ve yuvarlaktır. Çok fazla sayıda türü olmasına rağmen ticari anlamda lif üretimi Corchorus capstilaris L. türünden yapılmaktadır. Başlıca üretim yeri Asya kıtası olup Hindistan ve Bangladeş dünya üretiminin % 90’ını karşılamaktadır.

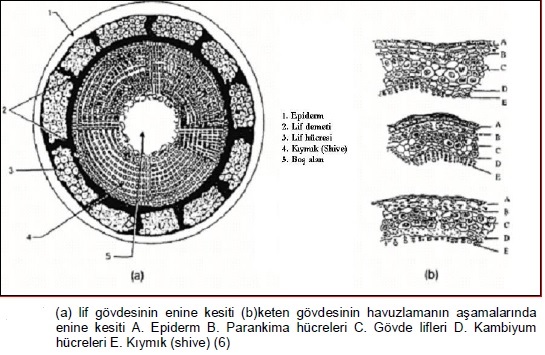
Jüt, pamuktan sonra dünyada en fazla üretilen bitkisel liftir. Bir yıllık bir bitki olan jütün gövdesinde lif hücreleri demetler halinde bulunur. Hücrelerin primer duvarlarında büyük ölçüde linyin vardır. Sekonder duvarındaki selüloz tabakaları da bir miktar linyin içerir. Bitki gövdesinin enine kesiti incelendiğinde beşgen veya altıgen şeklinde köşeli hücreler görülür.
![]()
Jüt ekimi elle veya makine ile yapılır. Bakım işlemleri çapalama ve sulamadan ibarettir. Hindistan’da bitkiler sıra üzerinde 10-20 cm mesafe kalacak şekilde seyreltilir. Normal nemli iklimlerde 8- 10 kez, kurak iklimlerde ise 12- 15 kez sulamak gereklidir.

Boyları 1,5 ile 4,5 metre arasında değişen jüt bitkisinin tepesine yakın kısımlarında yapraklar bulunur. Yaprakları parlak yeşil renkte olan bitki sıcak ve rutubetli iklimi sever. Mart ve Nisan aylarında ekimi gerçekleştirilen liflerin hasadı 4-5 ay sonra bitki çiçek açtığı zaman yapılır. Hasat zamanı toplanan bitkinin lifleri yumuşak, geç toplanan bitkinin lifleri ise sert olur.

Jüt bitkisi genellikle kök kısmından kesilerek toplanır. Çekirdekleri, yaprakları ayrılır ve demetlenir. Bitkinin yumuşaması su içinde uzunca müddet bırakılan liflerin fermantasyona uğraması esasına dayanır. Toplanan jüt bitkisi balyalanarak havuzlara atılır.

Havuzlar ağaç parçası veya ağırlıklarla örtülerek bekletilir. Akan su veya temiz su havuzlarında bitkinin kabukları çürüyerek açılır. Kabuklar içinden lifler çıkarılıp serilerek kurutulur. Jütün gövdesinde lif hücreleri demetler halinde bulunur. Çürütme sonunda lif demetleri gövdeden elle soyularak ayrılır. Liflerin boyu 18- 20 cm’dir. İlk elde edildiğinde açık sarı olan lifler zaman geçtikçe açık kahverengiye döner. Elde edilen lifler bambu çubuklar üzerine asılır ve yapraklar örtülerek uzun bir zamanda kurumaları sağlanır.

Kuruyan lifler, pamuk ipliği üretiminde olduğu gibi taraklardan geçirilerek temizlenir, tamamen liflerine ayrılır, bobinlere ip olarak sarılır. İp kalınlıkları maksada göre değişiktir. Uzunluk, çap ve renk gibi bazı özelliklerine göre ayrılıp gruplandırılan lifler fabrikalarda bir dizi işlemlerden geçirildikten sonra çeşitli ürünlere dönüştürülür.

Jüt Lifinin Fiziksel Özellikleri
Jüt bitkisinde havuzlamadan sonra elde edilen lif demetlerinin tek tek liflere ayrılması diğer liflere göre daha zordur. Bu nedenle daha ince iplik yapılması mümkün değildir. Ortalama lif uzunluğu 16- 24 cm’dir. Lif inceliği 15- 25 mikron arasındadır. Rengi, önce açık sarı-kahverengi olduğu halde zamanla koyulaşır. Rutubeti emme yeteneği oldukça yüksektir. % 100 nemli ortamda % 34’e kadar rutubet alır. Ticari rutubeti % 12’dir. İyi kalitelerde çok parlaktır. Kopma mukavemeti oldukça iyidir buna karşılık esnekliği çok azdır. Jüt liflerine basınç uygulanırsa şekil değiştirmez ve birbiri üzerinden kaymazlar. Fakat dezavantajları nem ve ısı etkisiyle lifin çürümesidir.

Jüt Lifinin Kimyasal Özellikleri
Jüt lifinin kimyasal bileşimi, lif elde ediliş şekline bağlı olarak değişmekle beraber, ortalama değerler bakımından lif içeriğinde bulunan maddelerin yüzde oranları şu şekildedir. Selüloz % 71,5, hemi selüloz % 13,3, lignin % 13,1, ekstrakt maddeler % 1,8, kabuk ve pektin % 0,2’dir . Jüt liflerindeki selüloz miktarı diğer bitkisel liflere göre daha az olduğu için lifler daha kırılgandır. Onun için eğirme işlemi öncesi yağ-su emülsiyonu ile muamele edilir. Jüt lifleri özellikle bazik ortamda klor ile muamele edildiğinde selüloz zinciri parçalandığından ağartılması oldukça zordur. Hidrojen peroksit veya sodyum klorit ile ağartılabilmektedir. Jüt lifleri asitlerden çok bazlara karşı dayanıklıdır. Pamukta kullanılan bütün boyalarla boyanabilir.

Jüt Lifinin Kullanım Alanları
Jüt doğada % 100 bozunur olduğu için geri dönüşümlü ve çevre dostudur. Jüt kendinden altın ve ipeksi bir parlaklığa sahiptir. Dünyada bitkisel liflerden imalatı en ucuz olan ipliktir. Bu tür özelliklerinden dolayı dünyada üretim ve kullanılabilirlik açısından pamuktan sonra ikinci sırayı almaktadır. Jüt lifleri, çeşitli sektörlerde elyaf, iplik ve kanaviçe jüt kumaşı olarak yaygın kullanım alanları bulmuşlardır. Jüt lifinin, kabukları ve liflerinden istifade edilir. Jütün tekstil sanayindeki önemi, liflerinin çok ince oluşundandır. Kaba lifler, çuval ve ambalaj bezleri, halı tabanı örgüsü yapımında, döküntü lifler ise döşemecilikte kullanılır.
Kaliteli ince lifler, doğal ve yapay liflerle karıştırılarak elbiselik ve perdelik kumaş yapımında kullanılır Dünyada üretilen jüt liflerinin büyük bir kısmı çuval, örtü kumaşları, ip ve sicim yapımında kullanılmaktadır. Paketleme tekstilleri üretim miktarı bakımından teknik tekstiller içerisinde en büyük alanı oluşturmaktadır. Bu alan içerisine jüt çuval kumaşları da dahildir. Jüt lifinin ağartılmasındaki güçlük nedeniyle bu liflerin kullanım alanları paketleme malzemesi ve halılar vb. ile sınırlı kalmıştır.

Kimyasal işlemlerle jütte meydana getirilen değişiklikler sayesinde bu lifler özel kullanım alanları için yün, poliester ve viskon ile karıştırılabilmektedir.
Aynı zamanda ekolojik olmaları nedeniyle yabancı ülkelerde paketleme materyali olarak polipropilen veya poliüretan yerine kullanılmaları tercih edilmektedir. Jüt pamuk karışımları ise jüt için tamamıyla yeni bir sektördür. Tekstil sanayinde giysilik ve döşemelik kumaşlarda kullanımı açısından oldukça önemlidir. Jüt lifi maliyetinin uygun olması ve iyi fiziksel özelliklere sahip olması nedeniyle nonwoven teknolojisinde çok sık kullanılır.
Tülbent oluşumu ve oluşan tülbendin kuvvetlendirilerek sabitlenmesi öğeleri nonwoven yüzey eldesinin ana temasını teşkil etmektedir. Bu bağlamda kullanım alanı ve özelliklerine göre mevcut tülbent oluşturma ve sabitleme yöntemlerinden uygun olanı seçilerek nonwoven mamul elde edilmektedir.

Kullanım alanları; tafting yüzeylerde ara tabaka veya esas tabaka olarak, yer kaplamaları için temel malzeme olarak, döşemeliklerde dolgu malzemesi olarak kullanılmaktadır.

Çevre dostu olan jüt, sadece tekstil sektöründe değil, ambalaj, ayakkabı-çanta, giyim aksesuarları, tarım, inşaat, denizcilik, otomotiv ve ilaç sektörü gibi birçok alanda kullanılmaktadır.

Keten Elyafı

Günümüzde keten ve pek çok diğer gövde lifi üzerine yapılan çalışmalar artmıştır. Çünkü keten, tekstil ürünleri yanında yağ ve kompozitler için de bir hammaddedir. Ayrıca teknik tekstiller ve bazı özel tekstil ürünleri hem katma değerlerinin yüksekliği hem de üreticinin rekabet edebilirliğini arttırması nedeniyle avantajlıdır.
Keten ve diğer gövde lifleri bu tür ürünlerde rahatlıkla kullanılabilmektedir. Bunun dışında doğal olduklarından çevre sorunu da yaratmamaktadırlar. Ancak kullanılabilmeleri için temizlenmeleri ve pek çok işlemden geçirilmeleri gereklidir. Keten bir gövde lifi olduğundan, genellikle kabuk ve iç doku arasındaki gövdenin dış kısımlarından elde edilir ve havuzlanma işlemi ile kullanılır hale gelir. Havuzlama, liflerin lif olmayan dokulardan biyokimyasal olarak ayrılmasıdır. Enzimatik havuzlama yöntemi ve çiğde havuzlama ile şu anda geçerli olan diğer havuzlama yöntemlerinin dezavantajlarını ortadan kaldırılmakta, özel uygulamalar için özellikleri değiştirilmiş yüksek ve tekrarlanabilir kalitede lif eldesi sağlanabilmektedir.
Jüt, rami, kenevir, kenaf ve keten gibi sak lifleri, bitki gövdesinin kortikal bölgesinden elde edilmektedir. Keten (Linum usitatissimum L), yiyecek ve yakıt olarak kullanılan bir tarım ürünü olmasının yanında, bilinen en eski gövde lifidir. Ketenin sanayideki yeri çok eskilere dayanır ve özellikle Rönesans döneminde beğenilip, çok kullanılmıştır.
Amerika’da ketenin kullanımı diğer batı ülkelerinden çok daha fazladır. Geleneksel keten Avrupa da uzun düzgün liflerden oluşsa da, birçok endüstriyel analiz Amerika’daki genel kullanımın pamuk ya da diğer liflerle karıştırılan kısa ştapel liflerden oluştuğunu göstermektedir. Keten hem yağ ve tekstil hem de kompozit sanayinin hammaddesidir. Keten ürünlerinin tekstilde kullanımının yanında, nonwovenlarda ve kompozit ürünlerde kullanılması önemli oranda artmaktadır. Keten lifi biyolojik esaslı kompozitleri güçlendirir ve biyolojik olarak parçalanamayan ürünlerin miktarını azaltır. Lif eldesi için yetiştirilen ketenin gövdesi, tohum için yetiştirilenden daha uzun olup, dallanma da daha azdır.
Tohum için yetiştirilen keten genellikle tekstil için gerekli olandan daha kaba olarak düşünülür ve kompozitler için (teknik derecede lif üretimi) bir seçenektir. Tohum için büyük miktarlarda yetiştirilen keten, tohumları alındıktan sonra yan ürün olarak kalmakta ve çevre açısından önemli sorun yaratmaktadır. Bu yüzden tohum için yetiştirilen bitkilerin liflerinin kompozitlerde kullanımı hem lif özellikleri hem de kalınlıkları açısından ürün geliştirmede avantajlar sağlarken, çevre sorununun çözümüne de yardımcı olur.
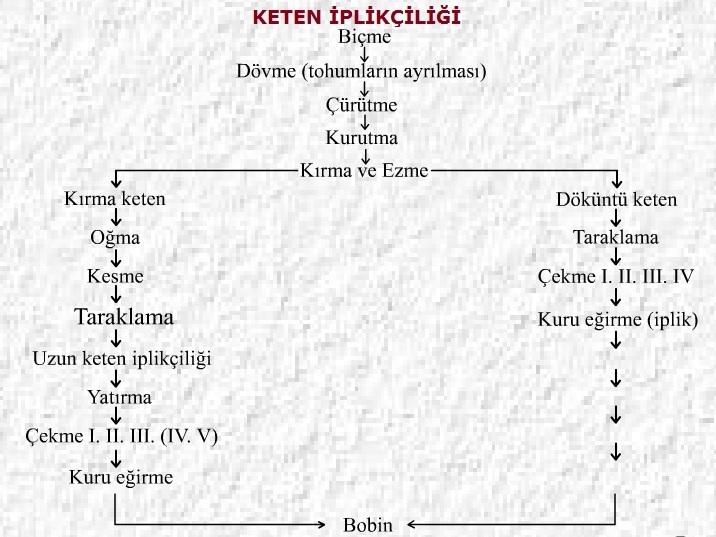
KETENİN HASATI
Kökler bir tarafa, saplar bir tarafa gelmek üzere demetler halinde tarlada kurumaya bırakılır.
Üzerindeki yapraklar kuruyup döküldükten sonra kendi sapları ile bağlanarak demet haline getirilir.Kurutulmuş bitkiden lifin elde edilmesi üç aşamada gerçekleşir. Bunlar;çürütme, dövme ve taraklamadır.
KETENİN HAVUZLANMASI
Havuzlama işleminin amacı, selüloz liflerini, onları çevreleyen dokulardan ayrılarak, serbest kalmasını sağlamaktır. Bu ya mikroorganizmalar bitki gövdesinin içine nüfuz ederek ya da enzimatik işlemler ile, lif yığınlarını birbirine bağlayan pektinazı, suda çözülebilen basit bileşiklere dönüştürerek yapılır. Havuzlama çiğde, durgun suda, akarsuda, sıcak suda, kimyasal olarak ya da enzimatik olarak yapılabilmektedir. Anaerobik bakterilerle fermantasyon ( mayalanma ) esasına dayanan suda havuzlama, yüksek lif kalitesi vermesine karşın, kabul edilemez çevresel atıklara sebep olduğu için, batılı ülkelerde yıllarca önce vazgeçilmiştir. Çiğde havuzlama, aerobik mantarlar ile açık alanda bekleterek yapılmaktadır. Bu yöntem batılı ülkelerde tercih edilmekte ve bir çok keten lifi bu şekilde üretilmektedir. Ancak çiğde havuzlamanın;
1-havuzlama için uygun nemi ve sıcaklığı olan belli coğrafik bölgelere bağımlılık
2-Suda havuzlamaya göre daha kaba ve düşük kaliteli liflerin eldesi
3-lif özelliklerindeki tutarlılığın azalması
4-Tarım alanlarını haftalarca meşgul etmek gibi dezavantajlarından dolayı havuzlama halen keten lifinin üretimi için büyük bir problemdir.
1980’ li yıllarda Avrupa’da, çiğde havuzlamanın yerini almak üzere enzimatik havuzlamanın geliştirilmesi için çeşitli araştırmalar yapılmaya başlanmıştır. Bu araştırmalar sonucunda Nova Nordisk( Danimarka) tarafından ticari enzim karışımı Flaxzyme ve çeşitli enzimler üretilmiştir. Sharma 1987’de çiğde havuzlanmış liflerdeki selülozik olmayan kısımları gidermek için enzim karışımı kullanmıştır . Van Sumere ve Sharma 1991’de Flaxzyme kullanarak yapılan havuzlamadan elde edilen liflerin incelik, sağlamlık, renk ve mumluluk gibi özelliklerinin, suda en iyi şekilde havuzlanmış keten liflerininkiyle karşılaştırılabilecek niteliklerde olduğunu belirlemiştir.
Tüm gelişmelere rağmen Avrupa’da hala en çok çiğde havuzlama kullanılmaktadır. Enzimatik havuzlama işleminin ticari olarak gelişmesini engelleyen en önemli nedenlerden birisi fiyattır. Birleşik Devletlerde ise, Tarım Bakanlığı’nın, Tarım Araştırma Servisi Amerika’nın tekstil ve kompozitlerde kullanımı amacıyla keten lifi endüstrisini yeniden geliştirmek üzere çalışmalar yapmış ve enzimatik havuzlama prosesi geliştirmiştir . Hangi metod uygulanırsa uygulansın etkili bir havuzlama lif demetlerini, epidermis/ kütikula ve nüveden ayırır. Buna ek olarak lif demetleri, daha küçük demetlere ve bağımsız liflere parçalanır. Lifler, lif olmayan bileşiklerden ayrılırlar ve orta lamel bağımsız lif oluşumu için bozulur.
Havuzlama sonrası pektin, arabinoz, ksiloz miktarı azalırken, glükoz, manoz ve galaktoz miktarı artmaktadır.Akin ve arkadaşlarının yaptıkları bir çalışmada, yüksek miktarda pektinaz içeren enzimler ile çalışılmıştır. Liflerin gövdeden ayrılışları taramalı elektron mikroskobu, ışık mikroskobu ve Fried testi ile değerlendirilmiştir. Kullanılan ticari enzim karışımları yüksek pektinolitik aktiviteye ve ayrıca ksilenaz ve selülaz aktivitesine sahiptir. Denemeler sonucunda, yüksek pektinaz aktivitesine sahip ama dayanıksız ksinelaz ve selülaz aktivesi olan kültürlerin ketenin havuzlamasında yüksek etkiye sahip olduğu saptanmıştır. Taramalı elektron mikroskobu, bitkisel alanlarının korumasız olarak enzimlere maruz bırakıldığında Ultrazym ve Flaxzyme liflerin ayrılmasında etkili olduğunu ama gövdeler daha bozulmamışken etkili olarak havuzlamadıklarını göstermiştir. Ayrıca artan sıcaklığın, enzimlerin hücre duvarlarını parçalayıcı aktivitesini değiştirmiştir. 40 ve 50°C’deki bir etki 22° C’ deki etkiden 2 kat daha hızlıdır. Daha öncede belirtildiği gibi, etkili havuzlama için gerekli olan enzim fiyatı, enzimatik havuzlamanın çok büyük bir dezavantajıdır. Bu nedenle kullanılan enzim miktarını düşüren yöntemler, ticari açıdan gereklidir.
3 tip havuzlamada polysakkarit parçalayıcı enzimlerin farklı olmasıdır. Örneğin, çiğde havuzlamada mantar kolonileri tarafından serbest bırakılan pektinaz ve hemiselülazlar, 5-8 haftalık bir sürede yavaşça havuzlarlar. Bunun aksine, suda ve enzimatik havuzlama 3-7 günde sona erer. Sonuçta elde edilen mamullerde, özellikle suda havuzlamada, belirgin yapısal farklılıklar bulunmaktadır. Karmaşık bir şekilde ketenin kalitesi, havuzlanmış lifteki artık pektin, hemiselüloz, lignin ve lipid oranı ile bağlantılıdır.
KETEN LİFİNİN ELDE EDİLİŞİ-ÇÜRÜTME YÖNTEMİ -DÖVME
Çürütme işlemi bittikten sonra, demetler dikine sıralanarak açık havada veya güneşsiz yerde kurutulur. Kurumuş saplar önce tokmakla dövülür.Sonra manganezlerde kırılır. Manganezler bu iş için yapılmış küt ağızlı bir bıçaktan ibarettir. Manganezde odunsu hücrelerin bulunduğu sap kısımları parçalanarak dökülür.
KETEN LİFİNİN ELDE EDİLİŞİ-ÇÜRÜTME YÖNTEMİ –TARAKLAMA
Keten lifleri üzerinde kalmış olan odunsu parçaları uzaklaştırmak için önce çırpılır. Manganezde kırılan odunsu yapının temizlenmesi de çivili yapıdan oluşan taraklarla temizlenir. Daha sonra uzun ve kısa lifleri birbirinden ayırmak ve lifleri düzgünleştirmek için taraklanır. Geriye lif demeti kalır. Demet biçimine getirilerek balyalanıp, piyasaya sürülür.
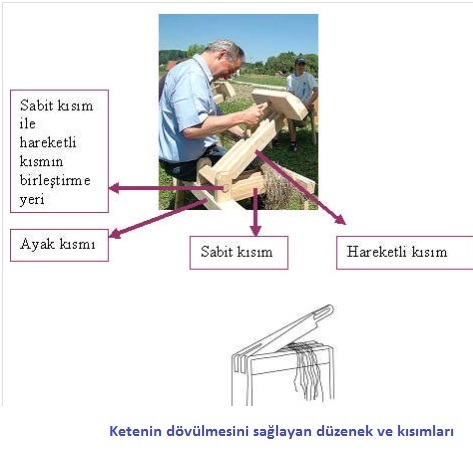
Düşük kaliteli lifler, asit, baz veya sabun çözeltileri kullanılarak katolize edilir. Katolize edilmiş lifler genellikle pamukla karıştırılarak kullanılır
KETEN LİFİNİN ELDE EDİLİŞİ-ÇÜRÜTME YÖNTEMİ
Keten liflerini, yapışık olduğu diğer dokulardan ayırt etmek için çürütme işlemi yapılır. Çürütme işlemi üç değişik yönteme yapılmaktadır. Bunlar; çiğ ile çürütme, su ile çürütme ve kimyasal çürütmedir.
Çiğ ile Çürütme
Nem oranı yüksek bölgelerde, keten sapları çayırlar üzerine serilerek nemli havaya bırakılır.Keten saplarının çürümesi mikroorganizmalar yardımı ile olur. Nem etkisi ile üreyen mikroorganizmalar, bu üreme sırasında lif demetlerini odunsu hücrelere bağlama görevini yapan pektin maddesini eritirler ve lifler birbirinden ayrılır. Bu işlem 1–1,5 ayda tamamlanır. Bu yöntemle çok yumuşak lifler elde edilir.
Su ile Çürütme
Kurak bölgelerde keten sapları akarsu veya havuzlar içinde yapılır. Sıcak sularda mikroorganizmalar çabuk ürediği için işlem kısa sürer. Akarsularda 1–5 haftada işlem tamamlanır. Durgun sularda, havuzda veya fabrikada özel havuzlarda ise su daha çok ve kısa sürede ısındığı için 4–6günde çürütme işlemi tamamlanır.

Çürütme işleminde dikkat edilecek husus havuzlamayı ve sıcaklığı kontrol altında tutmaktır. Aksi halde mikroorganizmalar, dış pektini parçaladıktan sonra iç pektini de eritmeye başlar, lif demetini de parçalar ve tek tek hücrelere ayrılırlar. Buna ketenin pamuklaşması veya kotonize olması denir. Bu takdirde ketenin kalitesini düşürür
Kimyasal Çürütme
Keten sapları %3‟lük HCl ile havuzlarda 2–3 gün süre ile bekletilir. Daha sonra yıkanıp nötralize edilir. Diğer çürütme yöntemlerinden daha çabuk fakat daha düşük kalitede lifler elde edilir.
KETENİN FİZİKSEL VE KİMYASAL YAPISI
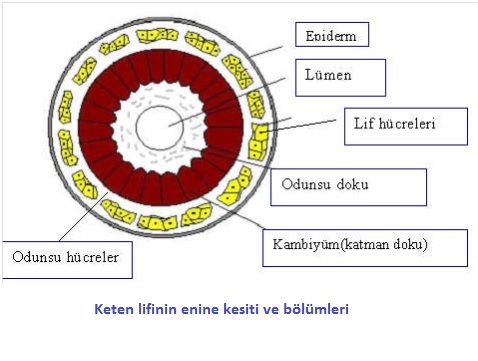
Keten gövdesinin enine kesiti alındığında, değişik tabakalar içerdiği görülmektedir.Lif yığınlarını bir epidermis tabakası çevrelemektedir. Bunlar kuvvetli gövde lifleridir ve gövde boyunda, kökten yukarı doğru uzanırlar. Lif yığınları, kıymık (shive) adı verilen odunsu hücreler içeren, sert iç gövde tarafından çevrilmiştir. Gövdenin merkezinde boş bir alan mevcuttur. Her bir lif yığını 10-40 arası tek liften oluşmaktadır. Uzunlukları 14 μ’dan 70 mm’e kadar değişmektedir. Ortalama lif uzunluğu 20-35 mı’dir. Lif fibrilleri, elementer fibrillerin medyana getirdiği mikrofibrillerden oluşmuştur. Hücrelerin ilk çeperi eser miktarda ligninle birlikte pektin içerirken, ikincil çeper esas olarak selülozdur. Kambiyum hücreleri lifleri kıymık (shive) bölgesinden ayırır.
Ketenin yapısında selüloz yanında pek çok madde bulunmaktadır. Kimyasal madde analizleri Morrison tarafından tarif edildiği gibi, sıvı gaz kromatografisi ile yapılmıştır. Glikoz miktarları pektin ve/veya hemi-selülozdakinden belirgin miktarda fazladır. Selülozun belirticisi olan glikoz, bu doku lifinde yapısal polisakkaridin çok olduğunu göstermektedir.Keten lifleri yüksek oranda selülozun dışında kendine has şekerler de içermektedir. Havuzlama sırasında pektinazik ve hemi-selülozik şekerler uzaklaştırılmaktadır. Havuzlanmış keten örneği değerlendirildiğinde, geri kalan kısımda glukoz, mannoze, galaktoz miktarları sırasıyla, %50, %27, %8 azalmaktadır. İkincil duvarda bulunan galaktan zincirleri ve arabinoglaktan proteinleri, ketene önemli bir kuvvet vermektedir. Gövde dokusunda karbonhidratlar üstünken, az miktarda aromatik maddeler, mumlar ve kütin vardır.
Keten Lifinin Fiziksel Özellikleri
1-Lif kalınlığı 0,014–0,025 mm arasındadır.
2-Lif demetinin uzunluğu 30–90 cm arasındadır. Tek lifin uzunluğu ise 7–8 cm arasındadır.
3-Keten sarımtırak beyaz renkte, hafif mavimsidir.
4-Ketenin, uzun ve ince olanı tercih edilir.
5-Kopma anında uzaması; kuru iken %1,8‟dir, yaĢ iken ise %2,2‟dir. · Islakken dayanıklılığı %20 daha fazladır.
6-Özgül ağırlığı 1,5 g/cm³ tür.
Keten Lifinin Kimyasal Özellikleri
Keten lifleri, kimyasal reaktiflere karşı pamuk lifinin göstermiş olduğu özellikleri gösterir .
1-Kaynar su, güneş ve deterjandan fazla etkilenmez.
2-Nem çekme özelliği pamuktan iyidir. Bu nedenle ticarette en fazla %18 nem kabul edilir. Bu nemi taşıdığı halde bile kuru hissi verir.
3-120 ºC „nin üstündeki sıcaklıklarda bozulur.
4-Uzun süre güneş ışığında maruz kaldığında dayanıklılığında azalma görülür.
KETEN LİFİNİN KULLANIM ALANRI

Genellikle serin tutması açısından yazlık dış giyimde kullanılır. Gömlek, ceket, pantolon vs. ev tekstilinde; sofra takımı, süs eşyaları, yatak takımları vs. yapımında kullanılır. Ayrıca su tesisatlarında lif olarak, halat yapımı ve kaliteli kâğıt yapımında kullanılır.
KETEN KUMAŞLARIN ÖZELLİKLERİ
Keten kumaş doğal bir elyaftır.
Diğer kumaş türlerine özellikle pamuklu kumaşa göre çok daha dayanıklıdır.
Parlak yapıya sahip olan bu kumaş türünün esnekliği azdır.
Keten kumaşın nem çekme özelliği yüksektir, bu sebeple banyo ürünlerinde sıkça kullanılır.
Bu kumaşın en bilinen özelliklerinden biri de çabuk kırışmasıdır, keten kıyafetlerin kullanımı bu sebeple rahat değildir.
Sıcak havalarda daha çok tercih edilmesinin nedeni, iri gözenekli yapısıyla vücudun hava almasını ve serin kalmasını sağlamasıdır.

Pürüzsüz ve tüysüz bir yapıya sahip olan keten kumaş çabuk kirlenmediğinden çokça tercih edilir.
Sık ütüleme ihtiyacı vardır.
Temizliği elde soğuk suyla yapılmalı ya da kuru temizleme yoluyla temizlenmelidir. Makinede yıkanmaya uygun değildir.
Duvarlarda kullanıldığında ısı ve ses yalıtımına katkı sağlar.
Dayanıklılığı, toz çekmemesi ve kendini bırakmaması döşemelik olarak sıkça kullanılmasını sağlar.
Yansıtıcı özelliği sayesinde güneşte renk solması gibi şikayetleri minimum indirir.
bambu elyafı

Yeni hammadde ve ürünlere olan ihtiyacın hızla arttığı tekstil sektöründeki en son gelişmelerden biri de Uzun suredir yapı malzemelerinde, mobilya, dekorasyon, aksesuar ürünlerinde ve yüksek performanslı kompozit malzemelerde kullanılan bambu bitkisinin çeşitli tekstil ürünlerinde kullanılmaya başlamasıdır.
Bambu, tropikal iklim bölgelerinde yetişen, 3 – 4 yıl gibi kısa surede olgunluğa erişen ve kâğıt, mobilya, Yapı, gıda, kimya endüstrisi gibi pek çok alanda kullanılan bir bitkidir. Tekstilde kullanılan bambu lifi, Gelişim ve üretim itibariyle Asya kökenli olup, Moso bamboo (Phyllostachys heterocycla pubescens) olarak adlandırılan bambu cinsinden elde edilmektedir. Bambu lifi doğal anti bakteriyel özelliği, Biyolojik olarak ayrışabilme, yüksek oranda nem tutma kapasitesi, yumuşaklık ve parlaklık, UV ısınlarını Kırma gibi özellikleri sayesinde tekstilde geniş bir kullanım alanı bulmakta ve diğer selülozik liflere alternatif oluşturmaktadır.
BAMBU LİFİNİN ÜRETİM YÖNTEMİ

Bambu lifi, bitki olgunlaşınca bitkinin kabuk kısımlarından ayrılarak elde edilen sak lifi ve hidrolizalkalizasyon ve çok fazlı ağartma işlemleri sonucu bambu bitkisinin gövdesinin ve yapraklarının İnceltilmesi ve arıtılması ile oluşan bambu hamurundan elde edilen rejenere selülozik lif olmak üzere iki farklı tiptedir. Sak lifi olarak elde edilen bambu lifi doğal bambu lifi olarak da tanımlanmaktadır.
Hidroliz alkalizasyon ve çok fazlı ağartma prensibine dayanan rejenere bambu lifi üretimi aşağıdaki basamaklardan oluşmaktadır.
1. Hazırlık: Bambu yaprakları ve gövdedeki yumuşak ve süngerimsi dokular ekstrakte edilir ve parçalanır.
2. Islatma: Parçalanmış olan bambu selülozu 20-25C° sıcaklıkta alkali selüloz oluşturmak üzere 1-3 saat Sureyle %15-20’lik sodyum hidroksit çözeltisine daldırılır.
3. Presleme: Sodyum hidroksit çözeltisinin uzaklaştırılması için bambu alkali selülozu preslenir.
4. Parçalama: Selülozun daha kolay islenebilmesi ve yüzey alanını artırmak için alkali selüloz küçük parçalara ayrılır.
5. Kurutma: Küçük parçalara ayrılan alkali selüloz, oksijenle temas etmesi için 24 saat sureyle kurumaya bırakılır. Bu süreç esnasında alkali selüloz kısmen okside olur ve yüksek alkali niteden dolayı daha düşük molekül ağırlığına ulaşır. Bu indirgenme eğirme çözeltisinde uygun viskozite elde etmeye yeterli olacak kısa zincirler oluşması için kontrol edilmelidir.
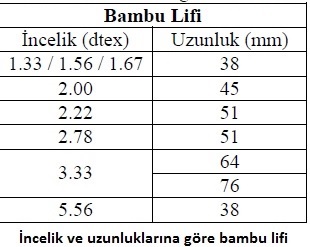
6. Sulfirizasyon: Bu aşamada, alkali selüloz çözeltisine karbon disulfid eklenerek sulfirizasyon sağlanır.
7. Ksantatlama: Sulfirizasyon aşamasından kalan karbon disulfid buharlaşma yoluyla uzaklaştırılır ve sonuçta selüloz sodyum ksantat oluşur.
8. Çözündürme: Bu aşamada, selüloz sodyum ksantat çözeltisine seyreltik sodyum hidroksit çözeltisi eklenir ve %5 sodyum hidroksit ve %7-15 bambu lifi selülozu ihtiva eden viskoz çözeltisi elde edilir.
9. Lif çekimi: Birbirini izleyen olgunlaştırma, filtreleme ve gazlardan arındırma işlemlerinden sonra viskoz bambu selülozu düzelerden seyreltik sulfirik asit çözeltisine gönderilerek selüloz sodyum kantatın sertleşmesi ve selülozik bambu liflerine dönüştürülmesi sağlanır. Rejenere bambu lifinin kimyasal üretim yönteminin viskon reyon üretimine büyük ölçüde benzerlik göstermesi nedeniyle rejenere bambu lifi bambu viskoz olarak da isimlendirilebilmektedir.
![]()
Bambu lifi aynı zamanda mekanik yöntemle de üretilebilmektedir. Mekanik yöntemde, bambu bitkisinin odunsu kısımları parçalanır ve doğal enzimlerle yumuşak bir hale gelmesi sağlanır. Böylelikle lifler mekanik olarak yapıdan ayrılır ve iplik üretiminde kullanılır. Bu yöntem daha fazla işgücü gerektirmesi ve maliyetinin yüksek olması sebebiyle daha az tercih edilmektedir. Rejenere bambu lifinin enine kesiti ve boyuna görüntüsü konvansiyonel viskon reyon lifine büyük ölçüde benzerlik göstermektedir.
Rejenere bambu lifi, enine kesitini incelendiğinde çok miktarda mikro boşluk ve çukurların yer almasından dolayı yüksek seviyede nem tutma özelliğine ve hava geçirgenliğine sahiptir. Bambu lifinin enine kesiti elips seklinde olup ortası boşluklu bir yapıda olan doğal bambu lifinin bu yapısından dolayı rejenere bambu lifinde olduğu gibi su absorbsiyonu ve nem iletkenliğinin yüksek olduğu sonucu çıkarılmaktadır. Ayrıca, doğal bambu lifinin uzunluğu boyunca düzensiz bir şekilde dağılmış olan yatay çizgiler ve boğumlar bulunmaktadır Konvansiyonel viskon ve Tencel ile karşılaştırıldığında rejenere bambu lifi daha düşük kristaliniteye sahiptir. Dolayısıyla, yapılarında bulunan amorf bölge oranının daha fazla olmasından dolayı rejenere bambu ve konvansiyonel viskon liflerinin nem absorbsiyonu ve kuruma özellikleri Tencel’den daha iyidir. Öte yandan, rejenere bambu lifinin termal stabilizesi konvansiyonel viskon ve özellikle de Tencel kadar yüksek değildir. İncelik ve uzunluklarına göre rejenere bambu lifinin çeşitleri aşağıda görülmektedir.

Bambu lifi ayrıca filament olarak da üretilmektedir. Piyasadaki mevcut bambu liflerinin uzunluk ve incelik değerlerinden de görüldüğü üzere bambu lifi hem kısa lif iplik eğirme sistemlerinde hem de gerek ştrayhgarn gerekse kamgarn olmak üzere uzun lif iplik eğirme sistemlerinde kullanılabilmektedir. Rejenere bambu lifine 20 oC sıcaklık ve %65 izafi nem’in bulunduğu test koşullarında elde edilen fiziksel parametreler aşağıda görülmektedir.
Bambu lifinin yumuşaklık, doğal anti bakteriyel özelliği, hava geçirgenliği, UV ısınları önleme gibi birçok olumlu özelliklerinin yanında mukavemetinin, özellikle yas mukavemetinin oldukça düşük olduğu ve bu durumun boya ve terbiye işlemlerinde kısıtlayıcı bir faktör olduğu belirtilmektedir.
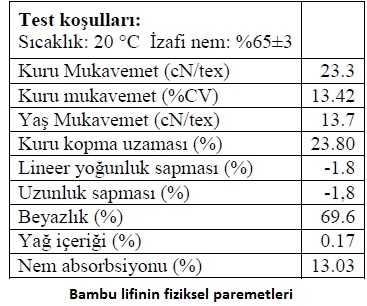
Daha önce de belirtildiği gibi bambu lifi hem kısa lif iplik eğirme sistemlerinde hem de gerek strayhgarn gerekse kamgarn olmak üzere uzun lif iplik eğirme sistemlerinde %100 bambu olarak ya da çeşitli karışımlarda kullanılabilmektedir. Kısa lif eğirme sisteminde de ring, rotor ve özlü iplikler (core yarn) üretilmektedir.
BAMBU LİFİNİNİ KULLANIM ALANLARI
Erkek ve bayan iç ve dış giyim ürünleri: Bambu lifi, vücutta oluşan teri anında emmesi, serinlik hissi vermesi, parlaklığı, yumuşaklığı ve dokumluluğu gibi özelliklerinden dolayı erkek ve bayan dış giyim ürünlerinde kullanılabilmektedir. Bunların yanında doğal anti-bakteriyel özelliği iç giyim ürünleri ve çoraplarda kullanılmaktadır. UV ısınlarını kırma özelliği de özellikle yazlık giysiler için uygundur.
![]()
Hijyenik ürünler ve tıbbi tekstil ürünleri: Bambu lifi doğal anti-bakteriyel özelliğinden dolayı bandaj, maske, hastane giysileri, gıda ambalajları gibi pek çok sıhhî urun ve tıbbi tekstil ürünleri için kullanılmaya elverişli olarak görülmektedir. Doğal anti-bakteriyel özelliğinden dolayı bambu lifinden elde edilecek sağlıklı ürünlerde kimyasal anti mikrobik madde ilavesi gerektirmediği için ciltte alerjik oluşumlara yol açmamaktadır.
Özellikle bambu lifinden yapılan nonwoven ürünler viskon lifinden üretilen nonwoven ürünlere büyük ölçüde benzerlik göstermektedir. Ayrıca bambu lifinin doğal anti bakteriyel özelliği sayesinde sağlıklı bez, koruyucu tampon ve bez, ağız maskesi ve gıda ambalajı gibi sağlıklı ve tıbbi ürünler alanında geniş bir uygulama alanı bulacağı beklenmektedir.
Ev tekstili: Nem absorbsiyonun yüksek olması, yumuşaklık ve anti-bakteriyel özelliği bambu lifinin havlular için uygun bir elyaf olmasını sağlamaktadır. Yatak çarşafı, nevresim, battaniye gibi çeşitli ev tekstili ürünlerinde kullanılan bambu lifi UV ısınlarını kırması özelliği ile perdeler için de elverişlidir.
Bambu lifi hazır giyim ve ev tekstili ürünlerinin yanında sıvı filtrasyonu, toprak stabilizasyonu ve erozyonu önleme amacıyla kullanılan jeotekstil ürünlerinde, hava ve suyu temizleyen filtrasyon malzemelerinde, sulardan ve sulak arazilerden petrolün ayrılması için tasarlanan özel emici materyallerde, endüstriyel kayış ve filtrelerde, kord bezi üretiminde, otomobillerde, yapılarda, tıbbi tekstil ürünlerinde ve havacılık sektöründe kullanılmaktadır. Bambu lifi ayrıca hafiflik ve yüksek performans acısından metallere alternatif olan bugünün yüksek teknoloji urunu kompozit malzemelerde de kullanılmaktadır.
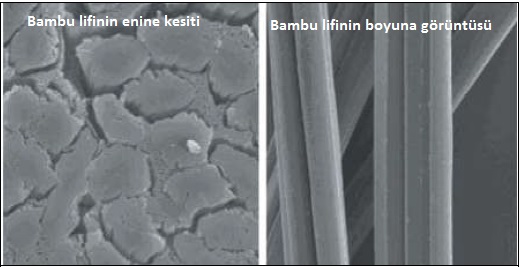
BAMBU KUMAŞLARA UYGULANAN TERBİYE İŞLEMLERİ
Terbiye işlemlerinde genellikle aşağıdaki sıra izlenmektedir: Yakma, haşıl sökme, ağartma, selüloz ile enzimatik işlem, boyama, bitim işlemleri
Yakma: Yakma işleminin amacı kumaş yüzeyindeki tüycüklerin uzaklaştırılması, yüzeyin pürüzsüzleştirilmesidir. Soğutucu silindirlerin kullanılmaması yakma kalitesini artırmaktadır.
Haşıl Sökme: Kumaşın üzerinde bulunan haşıl cinsine ve miktarına göre bir haşıl sökme işlemi yapılmaktadır.
Hidrofilleştirme-Ağartma: İstenen beyazlık ve hidrofillik derecesine göre diğer selülozik elyaflara uygulanan işlemler uygulanabilmektedir.
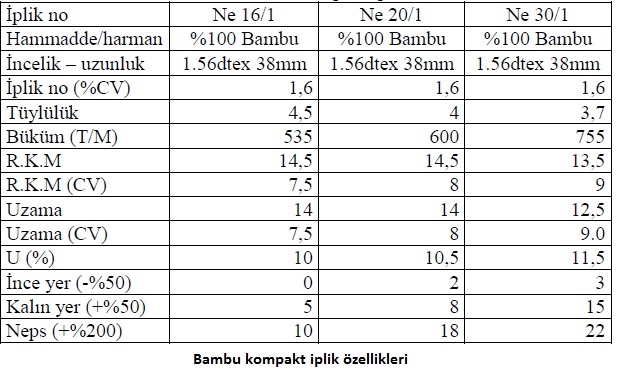
Boyama- Baskı
Selülozu boyayan tüm boyarmaddelerle boyanabilmekte ve basılabilmektedir.
Selüloz ile Enzimatik İşlem
Selülozla yapılan enzimatik işlem sonunda doğal bambu lifleri daha ince, daha yumuşak daha iyi bir tutuma sahip olurlar ve giyim-kullanım özellikleri geliştirilmiş olur. İşlemde dikkat edilmesi gereken en önemli nokta; kumaş mukavemetinin mümkün olduğunca korunmasıdır. Bunu sağlamak için kullanılan enzim konsantrasyonu, süre, PH, sıcaklık gibi işlem parametreleri kontrol edilmelidir. Selülozla yapılan işlem sonunda lifte degradasyon meydana gelmektedir. Bu degradasyona bağlı olarak lifin kristalin bölge oranı artmakta, kristalin bölgedeki molekül boyutu azalmaktadır. Lifin bükülme direnci düşmekte ve kullanım özellikleri gelişmektedir.
Pamuk Elyafı
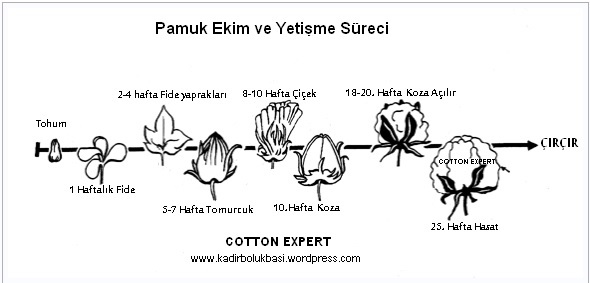
Ekildikten yaklaşık 7 ay sonra olgunlaşır. Dünyadaki pek çok ülkede (Amerika, Hindistan, Çin, Mısır, Yunanistan, Türkiye vb) yetiştirilir.Toplama zamanı, iklime göre değişmekle birlikte daima sıcak mevsimden sonradır.Pamuk elle veya makine ile hasat edilir.

Makine ile toplamanın avantajı düşük maliyet ve kontaminasyonun az olması; dezavantajı ise pamuk bir defada toplandığı için olgunlaşmamış pamuğu da (ölü elyaf) içerebilmesidir.

Türkiye' de genel olarak pamuk elle toplanmakta olup son yıllarda bazı bölgelerde makineli tarımla ilgili çalışma yapılmaktadır.Rüzgar, yağmur ve güneş, aynı tarlada olan pamuklarda bile farklı görünüme yol açabilir.

Pamuk bitkisinde koza ve çekirdeğin özel makinelerde elyaftan ayrılması gerekir ki buna pamuğun çırçırlanması (ginning) denir. Çırçırlanan pamuk balya haline getirilir.Türkiye' de uygulanan pamuk standardı, pamuğun rengi, yabancı madde (çepel) ve hazırlanma durumunu içerir.

Standartta beyaz, hafif benekli, sarı lekeli ve gri olarak 1den başlayan ve max. 6 ya kadar olan dereceler mevcuttur.

Standart Beyaz 1 (St1), standart hafif benekli 2 (HB2) vb.Amerikan pamuğu standardında ise pamuğun cihazla ölçülen fiziksel özellikleri kullanılır. (Midling, strict midling vb) Pamuğun kalitesine ve fiyatına etki eden en önemli parametre lif uzunluğudur. Lif uzunluğu arttıkça, iplik ve kumaş kalitesi artar.
Pamuk lifinin üniformitesi (elyaf uzunluk dağılımı oranı) arttıkça, mikroneri düştükçe, rengi beyaz ve görünümü parlak oldukça, mukavemeti arttıkça. çepeli (içindeki bitkisel artıkların oranı) azaldıkça pamuk kalitesi iyileşir. Üretilecek iplik numarasına (Ne) ve ipliğin kullanım yerine (dokuma, triko vb) uygun pamuk seçilmelidir.
Türkiye' de pamuk Ege, Çukurova ve Güneydoğu Anadolu bölgesinde yetiştirilmektedir. Pamuğun cinsini ve özelliklerini belirleyen en önemli etken kullanılan tohum, iklim şartları ve yapılan zirai işlemlerdir.
Pamukların tip numuneleri, çırçırlama şekli ve üretim bölgesi esas alınarak aşağıda gösterildiği şekilde tespit edilmiştir:
a) Kısa Elyaflı (yerli) grubu pamuklarda, orta elyaflı (upland) grubu sawginle çırçırlanmış pamuklarda
uzun elyaflı grubu pamuklarda, linter pamuklarda, lif döküntüsü pamuklarda, orta elyaflı (upland) grubu rollergin renkli sınıfı ve tip dışı sınıfı pamuklarda tek bir tip numune hazırlanır ve (TÜRKİYE) olarak adlandırılır.
b) Orta elyaflı (upland) grubu rollerginle çırçırlanmış Ege tipi pamuklarda;
1) Ege üretim bölgesinde (İzmir, Menemen, Bergama, Manisa, Turgutlu, Salihli, Alaşehir, Balıkesir, Tire, Torbalı, Söke, Aydın, Nazilli, Denizli, Milas, Köyceğiz, Ödemiş ve Bursa kontrol merkezlerinde) tek bir tip numune hazırlanır ve (TÜRKİYE-EGE),
2) Antalya, İskenderun, Antakya, Iğdır, Kahramanmaraş, Gaziantep, Adana, Mersin, Ceyhan, Osmaniye, Reyhanlı, Nusaybin, Diyarbakır, Şanlıurfa üretim bölgeleri ve kontrol merkezlerinde tek bir tip numune hazırlanır ve (TÜRKİYE-EGE TİPİ),
3) Diğer üretim bölgeleri ve kontrol merkezlerinde bu tip numunelere uygun pamuklar da (TÜRKİYE-EGE TİPİ),
olarak adlandırılır.
c) Orta elyaflı (upland) grubu rollergin ile çırçırlanmış Çukurova tipi pamuklarda;
1) Adana, Mersin, Ceyhan ve Osmaniye üretim bölgeleri ve kontrol merkezlerinde tek bir tip numune hazırlanır ve (TÜRKİYE-ÇUKUROVA),
2) Diğer üretim bölgeleri ve kontrol merkezlerinde bu tip numunelere uygun pamuklar da (TÜRKİYE-ÇUKUROVA),
olarak adlandırılır.
Orta elyaflı (upland) grubu pamukların sınıf ve tipleri itibariyle içerdiği yabancı madde oranı ile HVI (High Volume Instruments)’daki renk dereceleri yukarıda gösterildiği gibi tespit edilmiştir:
Yabancı madde, yalnız pamuk bitkisine ait yaprak, kabuk parçaları, çiçek veya sap kırıntıları ile tozlardır. Bunların dışındaki diğer maddeler yabancı madde sayılmaz, mevcut olması halinde parti red edilir.
Preseli pamukların alım ve satımının aşağıda görülen kontrol belgesi ile yapılması zorunludur.
Preselenmiş pamuk balyalarının;
a) Brüt ağırlığı en az 190 kg,
b) Boyutları en fazla 65x95x105 cm,
olarak tespit edilmiştir.
Bu boyutlarda balya yapılabilmesi için, balyanın preseden çıktıktan sonra genişleme payı da düşünülerek prese kasasının;
a) Eni ile boyu en fazla 60x90 cm,
b) Yüksekliği, prese makinesinin basıncına göre en az 190 kg. lık balya temin edilecek ölçüde,olmalıdır.
Dahili kontrolleri yapılmış olan ve ihraç edilmek istenen preseli pamuk balyalarının 105 cm.lik yüksekliği, yüksek basınçlı prese makinelerinde 50 cm’ye kadar indirilebilir.
LİF VE İPLİK ÖZELLİKLERİ ARASINDA İLİŞKİLER
İplik imalatında kullanılan pamuk lifinin boyunun uzun olması ( uzun ştapel ),ince olması ( düşük mikroner ) ve lif mukavemetinin yüksek olması ( yüksek pressley veya yüksek olgunluk derecesi ) iplik mukavemetini olumlu yönde etkiler.Yine lif boyunun yüksek ve mikroner değerinin düşük olması,imal edilen ipliğin düzgünlük derecesini de pozitif eütiler.İplik eğirme sınırı,yani liften eğirilebilecek en ince iplik sınırı öncelikle lif inceliği ile sınırlandırılmıştır.Lif inceldikçe kesitteki lif sayısı artar ve ipliğin eğirilebilmesine imkan tanıyan iplik mukavemeti sağlanmış olur.İplik kesitindeki minimum lif sayısı iplik imalat metoduna bağlı olarak değişmektedir.Bu sayı kadre ipliklerde 65-88 ve penye ipliklerde ise 33-59 civarındadır.Ayrıca lif inceliğinin büküm katsayısına ( elyaf inceldikçe bükülebilme özelliği artar),kısa lif yüzdesinin iplik mukavemeti ve düzgünlüğüne ( kısa lif yüzdesi arttıkça iplik mukavemeti azalır ve düzgünsüzlük artar.)ve pamukta yabancı madde miktarının özellikle Open-End imalathanesinde iplik kopuş sayısına ( yabancı madde miktarı arttıkça iplik kopuş sayısı artar) etkileri vardır.
PAMUK İPLİKLERİNİN NUMARALANDIRILMASI :
İpliklerin incelik ve kalınlıkları numaraları ile belirtilir.Numaralandırma 2 şekilde yapılır.
1-Uzunluk Numaralama sistemi : ( Uzunluk değişken,ağırlık sabittir )
2-Ağırlık Numaralama sistemi : ( Ağırlık değişken,uzunluk sabittir)
Pamuk ipliklerinin numaralandırılmasında İngiliz Pamuk ipliği sistemi kullanılır.Numara İngiliz pamuk ; Uzunluk numaralama sistemindedir.840 Yardası 1 Libre gelen iplik 1 Numara İngiliz Pamuktur.Numara İngiliz Pamuk NİP veya NEC ile gösterilir
( 1 Libre = 453,6 gram ) ( 1 Yarda = 91,44 cm ) ( 840 Yarda = 768 metre )
Örneğin; 453,6 gr.ağırlığındaki iplik 15.360 m ( 20 x 768 m) geliyorsa bunun numarası 20 NİP olur.
PAMUĞUN İPLİKHANEDE ÇALIŞMASI :
Kısa lif iplikhanesindeki pamuk hem saf olarak,hem de keten ve kimyasal liflerle karıştırılarak iplik imalatında kullanılır.Pamuğun sahip olduğu tabii bükümlülük imalat sırasında kolaylık sağlar.Mahsurlu tarafı ise neps teşekkülüne olan meyli ve yabancı maddelerin tutunabilmesidir.Pamuktaki hasat işleminin makineleşmesiyle bu sakınca artmıştır.Pamuktaki nepsler genellikle iki şekilde meydana gelir ;
1-Pamuğun gelişmesi sırasında koza içinde olgunlaşmamış liflerle,ölü liflerin bir araya gelmesi sonucu,
2-Çırçırlamada ve iplikhane tarak makinesindeki imalat sırasında hatalı çalışma şartlarında ( eskimiş ve hatalı garnitür telleri,hatalı ayar ve fazla pasaj sayısı ) liflerin zedelenmesi sonucu.
Pamuğun içinde bulundurduğu yabancı maddelerin artması,iplikhanede uygulanacak temizleme prosesinin sayısının ve etkinliğinin artmasını gerektirir.Pamuğun içindeki yabancı maddelerin yeterince temizlenmemesi ve bilhassa Saw Gin çırçırlaması sonucunda pamuğun içinde kalan mikrotozların emilememesi sonucunda,bilhassa Open-End iplik metodundaki rotor oyuklarında iplik kopuşları,kalite ve prodüktivitede düşmeler meydana gelir.
Çiğit kırıkları ve yabancı maddelerin pamuktan ayrılmasında harman hallaç ve tarak en önemli pasajlardır.İplik teknolojisinin ilerlemesi ve üretim artmasıyla pamuktaki yapışkanlığın önemi büyük ölçüde artmıştır.Üretim sırasında çeşitli makine elemanları ( miller,silindirler,manşonlar) üzerinde sarıkların oluşması,iplik kopuşlarının artması vb.kendisini gösteren pamuktaki yapışkanlık makine duruşlarına ve dolayısıyla üretim kayıplarına sebebiyet verir.
KISA LİF İPLİKHANESİ
Pamuk iplikçiliği denildiği zaman genelde kısa lif iplikçiliği akla gelmektedir.Bu sistemde 60 mm’den kısa doğal ve yapay lifler işlenmektedir.Doğal ve yapay kısa liflerin iplik haline dönüştürülmesinde kullanılan makinelerin bazı kısımları değişiklikler gösterse de prensip olarak aynıdırlar.
Kısa lif iplikhanesi piyasada “ Pamuk iplikhanesi” adıyla tanınmaktadır.Bu iplikhanede pamuk ve pamuk sentetik karışımları çalışmaktadır.Pamuk iplikhanelerinde aşağıdaki işlem akış şemasında görüldüğü gibi ring iplik imalatı ve Open-End iplik imalatı yapılmaktadır.Ring iplik imalathanesinde de karde iplik ve penye iplik üretimleri göze çarpmaktadır.
Open-End İplikhanesi :
1-Hammadde 2-Harman-Hallaç 3-Tarak Makinesi 4-Birinci ( 1.) Pasaj cer makinesi 5-İkinci (2.) Pasaj cer makinesi 6-Rotor İplik makinesi
Ring iplik iplikhanesi : ( Karde )
1-Hammadde 2-Harman Hallaç 3-Tarak Makinesi 4- Birinci ( 1.) Pasaj cer makinesi 5-İkinci (2.) Pasaj cer makinesi 6-Fitil Makinesi 7-Ring iplik makinesi 8-Bobin Makinesi
Ring iplik iplikhanesi : (Penye )
1-Hammadde 2-Harman Hallaç 3-Tarak Makinesi 4- Birinci ( 1.) Pasaj cer makinesi 5-Penye hazırlama makinesi 6-Penye makinesi 7- İkinci (2.) Pasaj cer makinesi 6-Fitil Makinesi 7-Ring iplik makinesi 8-Bobin Makinesi
Pamuğun iplikhaneye gelene kadar geçirdiği işlemler çırçır ve ön temizlemedir.Çırçır fabrikalarında çekirdeklerinden ayrıştırılan pamuk lifi balyalar haline getirilir.Bu haliyle iplikhanelere getirilir.Pamuk lifleri içinde çekirdek,yaprak,ot vb.gibi bitkisel kırıntılar ile kum ve toz gibi mineral içerikli yabancı maddeler de bulunmaktadır.Eğirme işlemine geçmeden önce liflerin mümkün olduğu kadar bu tür maddelerden arındırılması zorunludur.Bu nedenle iplikhanede yapılacak olan ilk işlem pamuk balyalarının preslerden kurtarılıp,klimatize ( kondisyonlaması ) edilmesinden sonra açma ve temizlemedir.Yapay liflerde ise yabancı madde olmadığı için başlangıçta sıkıştırılmış konumdaki hammaddenin açılması önem taşımaktadır.Bu açma ve temizleme işlemi harman-hallaç makinesinde yapılır.Daha sonra Tarak makinelerinde daha ince temizleme ve liflerin birbirine paralel hale getirilmesi sağlanır.Ayrıca life bir band formu verilir.Elde edilen bu bandlar daha sonra cer makinelerinden geçirilerek band düzgünsüzlüğü ve lif paralelliği iyileştirilr.Bu amaçla çekim uygulanır.Cerden çıkan bandlar fitil makinesinde inceltilerek fitil haline getirilir.Elde edilen fitiller de ring iplik makinelerinde inceltilip,bükülerek iplik haline dönüştürülür.
Karde ve penye ipliklerinin üretimi arasındaki temel farklılık penye hazırlık ve penye makinelerinin üretim hattına ilave edimiş olmasıdır.Penye hazırlık makinesinde çok sayıda band bir araya getirilerek bir yumak oluşturulur.Bu yumaklar daha sonra penye makinesine beslenirler ve orada işlem görürler.Penye işleminin amacı lif içindeki tüm yabancı maddelerin ve kısa liflerin atılmasıdır.
Penye ipliklerini karde iplikleri ile kıyasladığımızda penye ipliklerinin aşağıdaki üstünlüklerinin olduğu görülür.
1-İçinde yabancı maddeler ve lif düğümcükleri olmaz
2-Tüylenmeleri en aza indirilmiştir.
3-Düzgün görünümlüdürler.
Penye ipliklerinde lif kalitesi yüksekliği iğ için büküm sayısını azaltabilmektedir.Bu da üretilen mamüllerin daha yumuşak tutumlu olmalarını sağlar.Özellikle triko mamüllerde çok önemlidir.Hammadde telefi arttığı ve işlem sayısı fazlalaştığı için bir miktar maliyet farkı da doğal olarak meydana gelmektedir.
Pamuk iplikleri genellikle ring iplik makineleri adı verilen klasik makinelerde üretilir.Bu makinelerde her türlü iplik geniş numara sınırlarında üretilebilir.Ring iplikçiliğinde en önemli sorunlardan birisi lifler arasındaki kısa liflerdir.Ayrıcı birtakım teknik nedenlerden dolayı üretim hızı yüksek olmamaktadır.Bu yüzden ring iplikçiliğine alternatif olan bir takım modern üretim sistemleri de piyasaya sunulmuştur.Bunlardan en fazla gelişme göstereni open-end rotor iplikçiliğidir.Piyasada sadece open-end ipliği olarak isimlendirilen bu ipliklerin piyasa payı % 25 dolaylarındadır.Bu yöntemle pamuk,yapay lifler ve karışımları rahatlıkla işlenebilmektedir.Kısa lif problem ise yoktur.Tam tersine penye telefi gibi kısa lifler harmana katılarak ekonomik üretim yapılabilmektedir.Ancak böyle bir uygulamanın yanı sıra çok kaliteli ipliklerin üretimi için penye işleminden geçirilmiş lifler de Open-End makinesinde kullanılmaktadır. Open-End iplikleri yapı bakımından ring ipliklerinden çok farklıdır.Ring ipliklerinde lifler iplik boyunca birbirlerine paralel halde uzanırlar.Bu şekilde yerleşimleri ile oldukça sağlam bir birleşme meydana getirilir.Open-End iplikleri ise daha karmaşık yapılıdır ve lif paralelliği oldukça düşüktür.Çevrelerine belli aralıklarla kuşak şeklinde lifler dolanmış durumdadır.Paralellik düşük olduğundan mukavemetleri de ring ipliklerine nazaran % 10-20 daha azdır.Bu nedenle ring ipliklerinden daha fazla büküm uygulanması zorunludur.
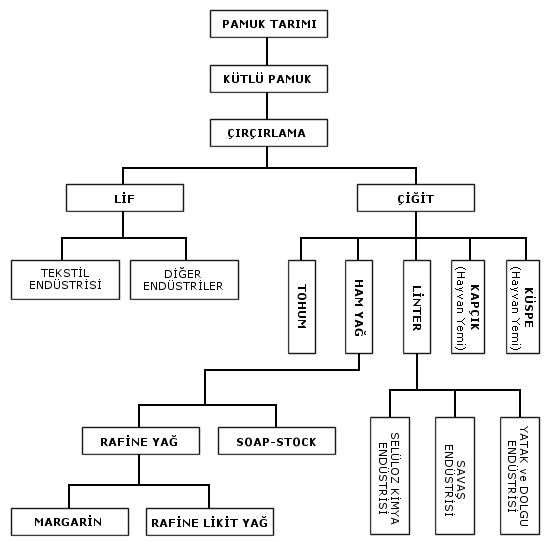
Pamuk liflerinin Fiziksel Özellikleri
Dünyada kütlü pamuk üretimi 2012-2013 sezonunda 76,5 Milyon ton olmuştur.Aynı sezondaki lif pamuk miktarı ise 27,5 milyon tondur.Türkiye’de ise 2013-2014 sezonunda 843 bin ton kütlü pamuk üretilmiştir.Buna karşılık Türkiye’de tekstil sektörünün ihtiyacı olan kütlü pamuk miktarı 1,5 milyon tonun üzerindedir.( Örme Dünyası Kasam-Aralık 2014 Sayı : 65 )
Tohumun etrafındaki epidermis hücresinin uzamasından primer duvar oluşur. Lif olgunlaşma devresinde 20 günde primer duvar içine selülozdan sekonder duvar örülür. Pamuk lifinin içi protoplazma sıvısı ile dolu ince duvarlı bir bitki hücresidir. Hücrenin en dışında kütikül tabaka onun altında primer ve sekonder yapılar bulunur.
Pamuk lifinin fiziksel görünüşü ve kısımları
Sekonder yapı üç bölümden oluşur. Bunlar merkeze doğru sırasıyla, iki fibril yapı ve merkezde de lümen denilen, içi protoplazma sıvısı ile dolu olan kanalı çevreleyen yapıdır. Bitki olgunlaşıp, kozalar açıldığında protoplazma sıvısı kurur. Bu kuruma sırasında hücrenin enine kesiti fasulye şeklini alıp bir tarafı çökmüş yapı oluşur.
Pamuk lifinin olgunlaşma süreci
Lifin enine kesitine mikroskopta baktığımızda, uçlara doğru daralan, bükülmüş şerit gibi olduğu görülür.Üretim sırasında gelişemeyen pamuğun liflerindeki sekonder yapı tam gelişemez. Bu tür pamuklara ölü pamuk denir.
1-Pamuk lifi kremimsi beyaz renktedir,
2-Pamuk lifinin boyu 1cm’den 7,5cm’ye kadar değişir,
3-Çapı ise 6–25μm’dir(μm=10 -6m),
4-Yoğunluğu 1,50–1,55 arasındadır,
5-Standart şartlarda (20°C sıcaklıklarda ve %65 reaktif nemde) %8,5 nem adsorplar, Pamuk kolaylıkla havadan nem absorplar. Buna rağmen elle tutulduğunda kuru hissedilebilir,
6-Ticarette izin verilen maksimum nem miktarı %8,5’dir,
7-%100 reaktif nemde, pamuklu materyal %25–27 su absorplar,
8-Lifin ortalama uzama miktarı ortalama %7-8’dir,
9-Elastik özellikleri yoktur. % 2’lik elastik uzamadan sonra geri dönme %74, %5’lik uzamadan sonra ise %45’tir,
10-Bütün selülozik materyallerde görülen ıslandığında boyca ve ence kısalma, pamuklu materyalde de gözlenir. Bu kısalma pamuk elyafında meydana gelen şişmeden dolayıdır,
11-Bütün selülozik liflerde olduğu gibi, pamukta da ıslandığı zaman dayanıklılığında artma görülür. Dayanıklılık artması %30 civarındadır,
12-Pamuklu materyaller ıslandığı zaman ağırlığının %70’i kadar su çeker.
En çok üretilen ve tüketilen doğal lif olan pamuğun fiziksel özellikleri bundan elde edilecek olan ipliğin kalitesini önemli ölçüde etkiler.Pamuk liflerinin özelliklerinin ölçümünde eskiden ayrı ayrı cihazlar kullanılırken bugün HVI ve AFIS adı verilen modern cihazlar kullanılmaya başlanmıştır.HVI demet halinde AFIS ise tek tek liflerin ölçümü ile sonuç vermektedir.
Pamuk Liflerinin Kimyasal Özellikleri
Pamuk lifinin kimyasal yapısı yetişme koşullarına göre değişiklik gösterir. Kimyasal yapısında;
1-Selüloz,
2-Hemiselüloz ve pektin,
3-Protein ve renkli madde,
4-Anorganik maddeler,
5-Vaks ve yağlar
bulunur.
Pamuk lifi %100’e yakın oranda selüloz içerdiğinden selülozun tüm kimyasal özelliklerini gösterir.
1-Derişik ve kuvvetli asitlerle sıcakta ve soğukta bozunur,
2-Derişik sülfürik asitte tamamen çözünür,
3-Seyreltik bazlar pamuğa çok az etki eder,
4-150°C’nin üstündeki sıcaklıklarda bozunmaya başlar, 170°C de kısa zamanda kavrulur,
5-Yükseltgen ağartıcılarla uzun süre temas halinde kalırsa oksiselüloz oluşumu ile bozunur,
6-Güneş ışığındaki UV ışınları, hava oksijeni, nem ve kirli hava koşulları altında kalan pamukta polimer bozulur. Doğrudan güneş ışığı özellikle sıcak ve çok nemli havada, pamuklu materyali etkileyerek, dayanıklılığını azaltır.
PAMUK LİFLERİNİN YAPIŞKANLIĞI
Yapışkanlık işletmeler için ciddi sorunlar meydana getiren bir istenmeyen özelliktir.Özellikle beyaz sinek zararlısından kaynaklanan yapışkanlığın çeşitli kimyasal metodlarla ve alüminyum folye ( Termik metod ) metodu ile belirlenmesi mümkün olup,özellikle alışılagelmiş bir pamuk çeşidinin dışına çıkması söz konusu olduğunda test yapılmasında büyük fayda vardır.Yapışkanlığın tespitinde alüminyum folye metodunun yanında “Clinitest “ adı verilen kimyasal metod da kullanılmaktadır.Yapışkanlığa;şeker veya bal ismi de verilmektedir
PAMUK ELYAFININ DERECESİNİ BELİRLEYEN UNSURLAR
1-Pamuğun rengi (beyaz, boyalı, lekeli, mavi ve kül rengi olması)
2-İçerdiği yabancı madde (sadece pamuk bitkisine ait yaprak, kabuk parçaları, çiçek, sap kırıntıları ve tozları) miktarı
3-Pamuğun hazırlanmadaki durumu (iyi veya kötü çırçırlanmış olması)
kontaminasyon
Pamuk elyafının içine herhangi bir şekilde pamuk dışındaki maddelerin tarladan toplama-çırçırlama ve ambalajı nedeniyle karışması sonucu ipliğin bünyesine girmesidir.
Bunun dışında pamuğun kötü toplanması ve çırçırlanması nedeniyle bünyesine giren çepel ve çiğit kırığı veya elyafın ucunda kalan çiğit kabuğu parçası veya çiğidin ezilmesi sonucu yağ ifrazatı ve yeterli zirai mücadele olmaması, ayrıca diğer nedenlerle örneğin; makinalı toplama esnasında toplamadan önce yaprak dökücü ilacın kullanılmasından sonra gecikme nedeniyle tekrar çıkan küçük yaprak uçlarındaki yapışkanlık veya gece gündüz arasındaki ısı farkının artışı ile bitkinin strese girerek ürettiği yapışkanlık gibi etkenler kontaminasyon tarifi içine girmezler.
Yine benzeri neps ve ölü elyaf da bu fasıla ilave edilemez. Neps tümü ile çırçırlamadaki hatalardan ölü elyaf ise iklim koşullarına bağlı olmakla birlikte zamansız ilaçlama , sulama ve özellikle toplamadan ortaya çıkar.
PAMUĞUN TEMEL ÖZELLİKLERİ
Pamuğun yapısının, tamamına yakını saf selülozdan oluşmaktadır.
PAMUK LİFİNİN UZUNLIĞI
Lif uzunluğunun ölçülmesi fibrograph cihazı( HVI için fibraograph ünitesi ) ile yapılır.Bu cihazda Elde edilen uzunlum değerleri span uzunluğu cinsinden ( SL ) ifade edilir ve genellikle %2,5 SL ve % 50 SL değerleri fibrograph cihazından elde edilir.Bu değerlerden yararlanılarak lif üniformite değeri de hesaplanır.Lif uzunluğu (ştapel ) sınıflandırılması ortalama lif boyuna göre göre ; ( kısa elyaf kısmı dikkate alınmadan )
1-Kısa ştapel
2-Orta ştapel
3-Uzun ştapel
4-Extra uzun ştapel olmak üzere 4 katagoride incelenir.
PAMUK LİFİNİN İNCELİĞİ
Micronaire ( mikroner ) değeri ile ifade edilir ve boyutsuzdur.Micronaire sheffield,pamuk liflerinin inceliğini tespit eden bir alettir.Micronaire değerlerine göre yapılan sıralamaya göre incelik sınıflandırılması ;
1-Çok ince
2-İnce
3-Vasat
4-Kalın
5-Çok Kalın olmak üzere 5 katagoride incelenir.
PAMUK LİFİNİN MUKAVEMETİ
Enternasyonel pamuk ticaretinde libre/inç kare cinsinden verilir.Pressley aleti ile tespit edilir.Pressley lif mukavemeti;
1 Çok kuvvetli
2- Kuvvetli
3-Vasat
4-Fena değil
5-Zayıf.
PAMUK LİFİNİN ELASTİKİYETİ
Önemli bir faktör olup özellikle kopma uzaması olarak tanımlayabileceğimiz şekli ipliğin karşılaştığı ani zorlamalar karşısındaki davranışını büyük ölçüde etkilemektedir.Bu değer pamuk için % 6-10 arasında değişiklik göstermektedir.Kopma uzaması liflerin kopma mukavemeti ile birlikte aynı anda ölçülmektedir.
PAMUK LİFİNİN OLGUNLUĞU
Çeşitli metodlarla tespit edilir ve % cinsinden ifade edilen pamuk olgunluk sıralaması ;
> 82 olgun
76-81 Vasat olgunlukta
70-75 Ham
70 Çok ham olarak yapılır.
Olgunluk boyama açısından önemlidir.Olgun olmayan lifler boya almayacağı için kalitede sorun yaratır.
PAMUK ELYAFININ SINIFLANDIRILMASI
Ülkemizin pamukları; kısa lifli, orta lifli ve uzun lifli olmak üzere üçe ayrılır. Ülkemizin % 99’unda üretimi yapılan orta lifli pamuklar renklerine göre beyaz, hafif benekli, renkli ve tip dışı olarak sınıflara ayrılır. Her bir sınıf, çırçırlama, hazırlama ve yabancı madde oranına göre kendi içinde “Standart Extra, Standart 1, Standart 2” gibi kalite derecelerine ayrılır. Standart tip pamuk örneklerinin Ege, Çukurova ve Güneydoğu Anadolu bölgesi gibi her bir üretim bölgesi için ayrı ayrı hazırlanması gerekir. Pamuklar çırçırlanma şekillerine göre guruplara, renklerine göre derecelere ve lif uzunluklarına göre boylara ayrılmaktadır. Pamuğun karakterini belirleyen unsurlar; elyaf uzunluğunun yanı sıra elyafın inceliği, dayanıklılığı ve esnekliğidir.
UZUN ELYAFLI PAMUKLAR
Gossypium barbadense L. türüne giren pamuklar olup, elyaf uzunlukları 30.48 mm. ve daha uzundur. Uzun elyaflı pamuk grubundan ülkemizde yetiştirilmekte olan türler (Sea Land, Delcerro. vb.) kendi isimleri ile 4 tipe ayrılarak derecelendirilir.
Linter pamuklar ile iplik imalatı sırasında meydana gelen lif döküntüsü pamukların sınıf ve tipleri aşağıdaki gibi tespit edilmiş ve adlandırılmıştır:
a) Linter Pamukları:
Pamuk çiğidinin üzerinde kalan liflerin linter makinalarında kesilmesiyle elde edilen linter pamukların sınıf ve tiplerinin tanımları aşağıdaki gibi tespit edilmiştir:
1) A Sınıfı:
Pamuk çiğidinin üzerinde kalan liflerin linter makinaları ile bir defa kesilmesi ile elde edilen pamuklardır.
Tipler:
1.1) Linter (A-1): Pamuk çiğidinin üzerinde kalan liflerin linter makinalarında bir defa kesilmiş olması ile elde edilen rengi açık (kirli beyaz), yabancı maddesi az, çok az kısa lif bulunan pamuklardır.
1.2) Linter (A-2): Linter (A-1)’in biraz daha koyu renkli ve daha fazla yabancı madde ve az kısa lif bulunan pamuklardır.
1.3) Linter (A-3): Linter (A-2)’den daha koyu renkli, daha fazla yabancı madde ve kısa lif bulunan pamuklardır.
2) B Sınıfı:
Birinci kesimden sonra pamuk çiğidinin üzerinde kalan liflerin ikinci defa kesimiyle elde edilen pamuklardır.
Tipler:
2.1) Linter (B-1): Birinci kesimden sonra pamuk çiğidinin üzerinde kalan liflerin ikinci defa kesimiyle elde edilen açık kahverengi, kısa lif ihtiva etmeyen ve yabancı maddesi olan pamuklardır.
2.2) Linter (B-2): Linter (B-1)'den yabancı maddesi daha fazla ve rengi daha koyu kahverengi olan pamuklardır.
3) Tip Dışı Sınıfı:
Linter A ve B sınıflarına girmeyen pamuklar ile yanmış ve hasar görmüş linter pamuklardır.
b) Lif Döküntüsü Pamuklar:
Çırçırlama ve iplik imalatı esnasında elde edilen lif döküntüsü pamukların sınıfları aşağıdaki gibi tespit edilmiştir:
1) Çırçırlama lif döküntüleri:
Çırçırlama esnasında meydana gelen yağlı, mastar üstü-topbaşı ve siklon tozu gibi lif döküntüsü pamuklar meydana geldikleri (elde edildikleri) yer itibariyle tiplendirilerek, temiz veya kirli olarak nitelendirilebilir.
2) İplik imalatı lif döküntüleri:
İplik imalatı esnasında elde edilen, vatka kenarı, şerit, fitil, halka, bıçkı, şapka, davul, ince tarak, hallaç altı, hallaç tüyü, mahzen tozu, meydan döküntüsü, vigon tarağından çıkan fitil ıskartası, büyük davul döküntüsü ve dokuma tezgahı altı döküntüsü gibi lif döküntüsü pamuklar meydana geliş şekline göre (mekan, makine, ürün) tiplendirilerek, temiz veya kirli olarak nitelendirilebilir
ORTA ELYAFLI ( UPLAND ) PAMUKLAR
1) Beyaz Sınıfı:
Tipin doğal rengini ihtiva eden parlaklık ve canlılıkta lekesizdir (beneksiz).
Tipler:
1.1) Standart Ekstra: En yüksek derecede beyaz renk ve parlaklık gösterir ve yabancı maddesi yok denecek kadar az, çırçırlama hatası bulunmayan kusursuz pamuklardır.
1.2) Standart 1: Ekstra sınıfına girmeyen parlak beyaz renkte, yabancı maddesi ekstradan biraz fazla, haşere tahribatı ve çırçırlama hatası bulunmayan pamuklardır.
1.3) Standart 2: Standart 1’e nazaran biraz matlaşmış renkte, yabancı maddesi biraz fazla, rengi kahverengiye dönüşmüş, haşere tahribatı bulunmayan ve çırçırlama hatası en az olan pamuklardır.
1.4) Standart 3: Standart 2’ye nazaran biraz daha matlaşmış, açık gri renkte, yabancı maddesi standart 2’den fazla ve siyahlaşmış, çırçırlama hatası ve haşere tahribatı az olan pamuklardır.
1.5) Standart 4: Standart 3’e nazaran daha fazla matlaşmış, biraz daha grileşmiş, yabancı maddesi standart 3’den fazla ve siyahlaşmış, çırçırlama hatası ve haşere tahribatı olan, yeteri kadar olgunlaşmamış pamukları da ihtiva eden ve benekli kabul edilmeyecek kadar lekeleri bulunandır.
1.6) Standart 5: Standart 4’e nazaran rengi daha da matlaşmış ve grileşmiş, yabancı maddesi standart 4’e göre biraz daha fazla, hafif benekli sınıfına girmeyecek derecede lekeleri bulunan pamuklardır.
2) Hafif Benekli Sınıfı:
Beyaz sınıftaki her tipteki pamukların, yağmur, toplama ve depolama şartlarından dolayı beneklenmiş olanıdır.
Tipler:
2.1) Standart 1: Beyaz standart 1 pamuğun yağmur, toplama ve depolama şartlarından dolayı hafif beneklenmiş olanıdır.
2.2) Standart 2: Beyaz standart 2 pamuğun yağmur, toplama ve depolama şartlarından dolayı benek durumu ve büyüklükleri standart 1’den biraz fazla olanıdır.
2.3) Standart 3: Beyaz standart 3 pamuğun yağmur, toplama ve depolama şartlarından dolayı benek durumu ve büyüklükleri standart 2’den biraz fazla olanıdır.
2.4) Standart 4: Beyaz standart 4 pamuğun yağmur, toplama ve depolama şartlarından dolayı benek durumu ve büyüklükleri standart 3’den biraz fazla olanıdır.
2.5) Standart 5: Beyaz standart 5 pamuğun yağmur, toplama ve depolama şartlarından dolayı benek durumu ve büyüklükleri standart 4’den biraz fazla olanıdır.
3) Renkli Sınıfı:
Yağmur ve kırağı yemiş veya aşırı rutubetli olarak toplanmış, depolarda uzun süre ve kötü şartlarda muhafaza edilmesi sonucunda fermantasyona uğramış kütlü pamukların çırçırlanması neticesinde çok hafif kahverengi, hafif kahverengi, kahverengi ve koyu kahverengiye dönüşmüş pamuklardır.
Tipler:
3.1) Renkli 1: Kırağı, don etkisi ve fermantasyon nedeniyle rengi çok hafif kahverengiye dönüşen pamuklardır.
3.2) Renkli 2: Kırağı, don etkisi ve fermantasyon nedeniyle rengi hafif kahverengiye dönüşendir.
3.3) Renkli 3: Kırağı, don etkisi ve fermantasyon nedeniyle rengi kahverengiye dönüşen pamuklardır.
3.4) Renkli 4: Kırağı, don etkisi ve fermantasyon nedeniyle rengi koyu kahverengiye dönüşen pamuklardır.
4) Tip Dışı Sınıfı:
Beyaz, hafif benekli ve renkli sınıfına girmeyen yabancı maddesi (toprak dahil) fazla, yağ bulaşmış, preseli pamuk balyalarının yangın ve su baskınına maruz kalmış, çiğitle beraber aşağı düşen pamukların işlenmesinden meydana gelen pamuklardır.
Tipler:
4.1) Tip Dışı (Özürlü): Fazla miktarda yabancı madde ve toprak bulunan kütlü pamukların çırçırlanmalarıyla elde edilenler ile çırçırlama esnasında top başlarında biriken yağlı ve kopuk liflerden oluşanlardır.
4.2) Tip Dışı (Kuşbaşı): Çırçırlama esnasında çiğitle beraber aşağı düşen pamukların işlenmesi neticesinde elde edilendir.
4.3) Tip Dışı (Avaryalı): Preseli pamuk balyalarının yangın ve su baskınına maruz kalması sonucu ortaya çıkan pamuklardır.
KISA ELYAFLI ( YERLİ ) PAMUKLAR
Gossypium herbaceum L., Gossypium arboreum L. türüne giren pamuklar olup, elyaf uzunlukları 19.05 mm.’den kısadır. Kısa elyaflı (yerli) grubuna dahil pamukların tipleri ve tanımları aşağıdaki gibi tespit edilmiştir:
1) Yerli 1:
Kendi grubunun en yüksek beyaz renk ve parlaklığını gösterir, yabancı madde yok denecek kadar az ve çırçırlama hatası bulunmayandır.
2) Yerli 2:
Yerli 1’e nazaran biraz daha matlaşmış renkte, yabancı maddesi biraz daha fazla, çepel rengi kahverengiye dönüşmüş ve çırçırlama hatası az olandır.
3) Yerli 3:
Yerli 2’ye nazaran biraz daha matlaşmış ve grileşmiş renkte, yabancı maddesi siyahlaşmış ve çırçırlama hatası olandır.
PAMUKLARIN ÇIRÇIRLANMASI ŞEKLİNE GÖRE GRUPLARI
Rollergin:
Deri, kauçuk ve benzeri maddelerle kaplı silindir şeklinde ve dönen toplar (role) sistemiyle lifleri çiğitlerinden ayıran toplu çırçır makinalarında çırçırlanarak elde edilen pamuklardır.
Sawgin:
Daire şeklinde ve dönen testereler sistemiyle lifleri çiğitlerinden ayıran testereli çırçır makinalarında çırçırlanarak elde edilen pamuklardır.
Lintergin:
Pamuk çiğidinin üzerinde kalan liflerin testereli linter makinalarıyla ayrıştırılması sonucu elde edilen pamuklardır Pamukların tip numuneleri, çırçırlama şekli ve üretim bölgesi esas alınarak aşağıda gösterildiği şekilde tespit edilmiştir.
kumaş özellikleri
Kumaşın bir tekstil materyali olarak kullanımını, diğer bir deyimle işlevini sağlayan düzgün yüzey, incelik, esneklik, sağlamlık, örtme gibi temel niteliklerinin yanında, gerek yüzey görünümünü, gerekse kullanım koşullarında davranışlarını belirleyen başka bir çok özelliği vardır. Bu özellikler kumaşın hammadde ve yapı özelliklerinin karmaşık fonksiyonları olarak oluşurlar.
Kumaş yapısının istenilen belli bir kullanım amacına göre, o amacın gerektirdiği niteliklerde, o amaca en uygun hammadde ile, sunulan pazarın ve mevsim şartlarına, beğeni ölçülerine uygun güzellikte olması koşullarından başka, bir yandan o amacın taşıyabileceği uygun, diğer yandan da sunan kurum için en yüksek karlılığı getirebilecek ekonomik değerlerde olması gerekir.
A-KİMYASAL ÖZELLİKLER
Bir kumaşın üretimi ve kullanımı sırasında kimyasal maddelere karşı dayanıklılığı, yanma ve boyanabilme gibi özellikleri kimyasal özelliklerdir. Bu ise kumaş yapımında kullanılan liflerin kimyasal özellikleriyle doğrudan ilgilidir. Boyanarak renklendirilmiş kumaşlarda renk haslıkları ve boyanabilme yeteneği, gerek lifin, gerekse boyanın kimyasal yapısı ile ilgili diğer önemli özelliklerdir. Kumaşın nem çekme olarak tanımlanan su çekme ya da atmosferdeki suyu emme özelliği de kumaşın hammadde bileşimine dolayısıyla liflerin kimyasal yapısına bağlı bir özelliktir .
Giysilik kumaşların teri çekmesi, havlu gibi kumaşların suyu çekerek üzerine alması önemli bir özelliktir. Pamuk lifi suyu iyi çektiği için havlular pamuk ipliği ile dokunmaktadır. Ayrıca su çekme özelliği iyi olan sentetik lifler de bulunmaktadır. Bu gibi kumaşlarda, kumaşın su çekme yeteneği ve taşıyabileceği su miktarı önemlidir.
Su çekme yeteneği, kumaşın suya düşey olarak daldırıldıktan sonra, suyun kumaş içinde yukarıya doğru yayılma hızı saptanarak belirlenebilir.Her kumaş kullanım sırasında bir miktar kirlenmektedir. Kirlerin uzaklaşması yıkama ya da kuru temizleme yoluyla sağlanır. Bu nedenle kumaşların bu işlemlere karşı da dayanıklı olması gerekmektedir.
B-FİZİKSEL ÖZELLİKLER
Kumaşın fiziksel özellikleri lif, iplik özelliklerinden ve kumaş yapısından etkilenen karmaşık özelliklerdir. Bunlar kimyasal özelliklerden farklı bir nitelik gösteren bir dizi özelliktir. Bunlar ;
1-Yapısal özellikler
2- Mekanik özellikler
3-- Duyusal özellikler
4- Geçirgenlik ve iletkenlik özellikleri olmak üzere 5,6,7,8,..... gibi sıralanabilir.
1-Yapısal Özellikler
Kumaşın eni, boyu, örgüsü, kumaşı oluşturan lif ya da ipliklerin kalınlıkları ve kumaş içerisindeki yoğunluk ya da sıklıkları ile kumaş kalınlığı bu özellikler içerisinde sayılabilir. Kumaşın teknik özellikleri de denilen bu özellikler ayrıca kumaşın diğer fiziksel özelliklerini de önemli ölçüde etkilerler. Kumaşın görünümü, kalınlığı, yumuşaklığı gibi özellikleri, seçilen örgüye bağlı olarak farklılıklar göstermektedir. Çözgü ve atkı ipliklerinin sıklıkları birim uzunluktaki iplik sayılarıyla ifade edilir.
İplik sıklıkları arttıkça kumaşın gramajı artmakta ve kumaş daha sert tutum ve mukavemet kazanmaktadır. Kumaş içinde iplik kaymaları ise azalmaktadır. Kumaşların kulanım amacına göre değişkenlik gösteren gramajı, kumaşın birim alanına düşen ağırlığını ifade eder. Kumaş boyutları ise genellikle kullanım amacına göre belirlenmiş ölçülerdir. Bunlar ham ve mamul boylar olarak ifade edilir. Bunlardan özellikle kumaş eni çok önemli bir özelliktir.Kalınlık kumaşın geçirgenlik, dayanıklılık, döküm gibi özelliklerini etkilemektedir. Kumaş kalınlığı ipliğin numarasına, bükümüne, düz veya tekstürize olmasına bağlıdır. Ayrıca kalınlık, örgü türü ve sıklıklarla da ilgilidir.
2-Mekanik Özellikler
Kumaşın eni, boyu ya da kumaş düzlemine dik doğrultuda etkileyen kuvvetler altındaki davranışlarını belirleyen kopma uzaması, kopma dayanımı, yırtılma dayanımı, patlama dayanımı, eğilme dayanımı, dikiş dayanımı, sürtünme dayanımı esneklik, ütü tutma, buruşmazlık gibi özellikleri mekanik özellikler olarak tanınırlar.
• Kopma Dayanımı:
Kopma ile sonuçlanan bir çekme testinde, deney numunesine uygulanan en büyük kuvvettir. Kopmada uzama, bir kopma dayanımı testinde deney numunesine uygulanan en büyük kuvvet altında numunedeki uzamadır.
• Yırtılma Dayanımı:
Kumaşı bir dönme momenti veya belli bir eksen etrafında döndürerek, çekme etkisi ile kopartmak için gerekli kuvveti ifade etmektir. Yani, bir kumaşta belirlenmiş koşular altında bir yırtığı başlatmak, sürdürmek ya da yaymak için gereken karşı koyma kuvvetidir. Yırtılma dayanımı kumaşın yapısı ile ilgilidir. Bir araya kümelenmiş iplikler gerilimi paylaşarak yüksek bir dayanım gösterirler. Eğer iplikler kumaş içerisinde kolayca konum değiştiriyorsa yırtılma kuvveti birbirini takip eden iplikleri koparmayacak, bunun yerine yer değiştirerek bir araya gelmiş elyaf demetlerini koparacaktır.
• Dikiş Dayanımı:
Dikilmiş kumaşlarda bir veya birden fazla kumaş ile dikişin meydana getirdiği bağlantının kopmaya karşı gösterdiği en büyük dirençtir.
• İplik Kaymasına Karşı Dayanım:
Dokuma kumaşlarda kaymaya karşı dayanım, dikişe paralel ipliklerin bir yer değiştirme miktarı için dikişe dik olarak uygulanması gereken kuvveti ifade etmektedir. Bu dayanım, iplik bükümüne, ipliği oluşturan elyafın cinsine, kumaş sıklıklarına, atkı ve çözgü ipliklerinin bağlantılarına göre değişmektedir.
•Eğilme Dayanımı:
Kumaş dökümlülüğü tekstil mamulünün eğilmeye karşı gösterdiği direnci ifade eder. Birim ende tekstil mamulünün gerilim uygulanmadan birim kavis yarıçapına eğildiğinde her iki ucuna uygulanan momenttir.
• Aşınma Dayanımı:
Tekstil materyalinin bir başka materyal ile sürtünmesiyle iplik ve liflerin kumaş yüzeyinden dışarı çıkması sonucunda kumaş yüzeyinde meydana gelen aşınma ya da eskimeye karşı direnmesidir. Özellikle dokuma kumaşlar için geçerli olan aşınma dayanımı, kopma dayanımının yanı sıra kumaşların dayanıklılığını ifade eden en önemli özelliklerden biridir. Aşınma dayanımı, liflerin mekaniksel özellikleri, iplik ve kumaş yapısı, kumaş konstrüksiyonu, elyaf, iplik ve kumaş üzerinde kalan kimyasalların miktarı gibi bir çok faktörden etkilenmektedir.
• Elastikiyet:
Belli bir kuvvetin etkisi altında biçim değiştiren kumaşın, bu kuvvet ortadan kalktıktan sonra eski durumuna dönebilme yeteneğidir. Kumaşın elastikiyeti yani esnekliği sayesinde yırtılmalar engellenebilmektedir. Ancak, bu değişim uzun süreli olduğunda kumaşta boyut ve sıklık değişimleri olur.
• Buruşmazlık:
Kumaşların belirli bir basınç altında kırıştırıldıktan sonra, basınç etkisi kaldırıldığında eski formuna dönebilme yeteneğidir. Buruşmazlık bir tekstil kumaşının kullanım sırasında oluşan buruşuklara karşı direncini ifade eder. Kumaş sıklığı, iplik bükümü ve elyaf elastikiyeti ne kadar fazla olursa buruşma eğilimi o kadar az olur ve böylelikle buruşukluk çabuk ortadan kalkar.
3-Duyusal Özellikler
Kumaşın tuşesi hammadde özelliğinin, kalınlığının, yumuşaklığının, örgüsünün ve kumaşa uygulanan apre işlemlerinin etkisi nedeniyle kumaşa elle dokunduğumuz zaman algıladığımız duygudur. Genellikle kumaşların yumuşak, dolgun, dökümlü ve diri olmaları istenir. Kumaşların tuşesi, başta kullanılan hammadde olmak üzere kullanılan örgü, iplik cinsi, ipliğin bükümü ile dokuma sırasındaki çözgü ve atkı sıklıkları kadar, hatta daha çok apre işlemlerine bağlı olarak oluşturulur. Burada saptanması gereken, hammaddeyi istenilen kullanım amacına ulaştıracak en uygun apre işlemlerinin uygulanmasıdır.
4-Geçirgenlik ve İletkenlik Özellikleri
Hava ve su geçirgenliği olarak iki ayrı biçimde tanımlanabilen bu özellik kumaş kalınlığı ile doğruda ilişkili olmakla birlikte, su geçirgenliği yüzey gerilimi nedeniyle kumaşın yüzey yapısına, hava geçirgenliği kumaş içindeki boşlukların miktar ve dağılımına büyük ölçüde bağlıdır. Bu nedenle iplik ve sıklıkları kadar,ipliklerin kendi iç yapıları ve kumaş örgüsü de önemli olmaktadır .
Kumaştaki boşlukların miktarı ve boyutu su ve hava geçirgenliğini etkileyen parametrelerdir. Doku boşlukları az ve gözenekler küçükse su ve hava geçirgenlikleri azalmaktadır. Ayrıca kumaşın ıslanma ya da kurutma ile ilgili özellikleri örgüye ve dokusunun yoğunluğuna bağlıdır. Daha çok giysilik kumaşların soğuk ve sıcak gibi dış etkileri geçirmemeleri ancak vücuttaki ter v.b. rutubeti emerek bünyesinde buharlaştırarak dışa atmaları istenir.
Kumaşlarda özellikle aranan bu özellik ancak doğal hammaddelerle mümkündür. Isıyı veya sıcağı tutma olarak da belirlenen ısı iletkenliği öncelikle kumaş kalınlığına ve özellikle kumaşı oluşturan liflerin ısıl özelliklerine bağlıdır. Genellikle doğal liflerden yapılan kumaşlar bünyesinde bulundurdukları hava ve buna bağlı olarak nem çekme özelliklerinden dolayı vücudu kışın sıcak, yazın serin tutarlar. Örneğin yün, vücut ile dış havanın sıcaklık farkından doğan rutubeti bünyesine alır ve ayrıca soğuk havalarda vücudu ısıtır, sıcak havalarda ise vücudu serinletir.
Kumaşın elektriksel özellikleri ise yalıtkanlık ve statik elektriklenme açılarından önemlidir ve bunlar lif özellikleriyle ilgilidirler. Birikim oluşturacak şekilde havadan elektrik yüklerini çekme ve tutma kabiliyeti statik elektriklenmedir ve ortamdaki nem miktarına ayrıca sürtünmeye bağlıdır. Statik elektrik yükü, kumaşın dokunması, işlenmesi, dikimi sırasında birbirini yapışma oluşturabilir. Statik elektriklenme olayı kumaşın kiri tutmasını kolaylaştırmaktadır. Bu nedenle çok önemli olabilmektedir. Yün, ipek asetat, polyester ve naylonda statik elektrik oluşabilir. Pamuk, keten, viskon statik biriktirmezler.
5—Görünüm Özellikleri
Başta hammadde olmak üzere iplik özellikleri, apre işlemleri, örgü efekti,renk ve ilave yardımcı süsleme elemanlarının meydana getirdiği kumaşın en önemli özelliğidir. Kumaşın sunulacağı pazar ortamı, mevsim, moda eğilimi ve buna bakış açısının etkisi altında belirli değişiklikler gösterir . Kumaşların kullanım özellikleri kadar görünüm özellikleri de önemlidir. Kumaş giysi olarak veya ev tekstili olarak toplumun beğenisine sunulmuş bir üründür. Örgü, doku olarak tanımlanan bir görünüm ve yapı özelliği oluşturur. Bu yüzey dokuları ışığı değişik yönlerde ve miktarda yansıtarak çok değişik görünüm efektleri oluşturabilirler.
İplikler üni renklerde olduğunda görünümde örgü ön plana çıkmaktadır.Melanj ve vigure iplikler kullanılıyor ise örgünün etkinliği azalarak rengin etkinliği artmaktadır. Muline ve jaspe ipliklerle renklendirmelerde ise örgünün etkinliği genellikle kalmaz. Çözgü ve atkı ipliklerinin farklı renklerde olması ve aralarındaki renk kontrasının artması ile örgü de aynı ölçü de önemlidir. Bazı kumaşların yüzeyindeki hav yapısı ya da halı ve kadifelerdeki ilme yapısı, kumaşta görünümü etkileyen özel doku efektleri yaratırlar.
6-Dikilebilirlik
Kumaşlar üretim aşamalarının sonunda hedeflenen nitelikleri elde edip edemediklerinin kontrolü için çok çeşitli cihaz ve metotlarla bir çok değişik testten geçirilerek değerlendirilir. Elde edilen bu sonuçlar konfeksiyon prosesleri sırasındaki performansları açısından kumaşların fiziksel ve mekanik özelliklerinin yanısıra çok önemli olan tuşe, yüzey görünümü ve son görünüm gibi estetik özelliklerin bir arada ve tam olarak değerlendirilmesine yetmemektedir. Birçok araştırma ve çalışmalar sonucu kumaşın kalınlık ve ağırlık gibi fiziksel; boyutsal stabilite, eğilme ve kesme rijiditesi gibi mekanik ; tuşe ve yüzey görünümü gibi estetik özelliklerini bir arada değerlendirebilen test yöntemleri ve ekipmanları geliştirilmiştir. Bunlarla sağlanan verilerle kumaşın dikime uygunluğunun ‘’Konfeksiyon Performansı’’ değerlendirilmesinde kullanılabileceğine dair fikir birliği oluşmuştur.
1. KESF-F: 70’li yılların başında, Dr. Sueo Kawabata, kumaşların mekanikteknolojik özelliklerini saptayabilen cihaz sistemini geliştirerek kumaştaki çekme, büzülme, eğrilme şeklindeki ufak form değiştirmelerin yanı sıra kumaşların kompozisyon ve üst yüzey özellikleri de ölçülebilmesi sağlanmaktadır. Kawabata, hesaplanmış değerlerden, uzman kişilerin istatistiksel yöntemlerle isabetli sonuçları açıklayabilmesi için kaynak bir cihaz sistemi geliştirmiştir. Böylece elle yapılan subjektif tutum değerlendirmesinin aksine, objektif ve tekrarlanabilir ölçümlerle değerlendirme yapılabilmektedir.
2. FAST: Avustralya İngiliz Milletler Topluluğu Bilim ve Endüstri Araştırma Organizasyonu ‘’CSIRO’’ tarafından geliştirilen ve Fabric Assurance by Simple Testing sözlerinin baş harflerinden oluşturulan ‘’FAST’’ istenen kumaş özelliklerinin ölçümü ve değerlendirilmesi için geliştirilmiş olan cihaz ve test yöntemleri sistemidir. Bu sistemde kumaşlar aşağıda gösterildiği gibi dört aşamada değerlendirilir.
a)FAST1 ile ağırlık ve kalınlık(Yüzey kalınlığı, serbest yüzey kalınlığı)
b)FAST2 ile rijidite(Eğilme ve kesim rijiditeleri)
c)FAST3 ile elastikiyet(şekillendirilebilme, uzayabilme , esneme)
d)FAST4 ile boyutsal stabilite (higral genleşme ve gevşeme çekmesi)
ölçümleri yapılarak elde edilen veriler Fast kontrol kartına cihazlar tarafından işlenerek kumaş üreticilerinin ve konfeksiyoncuların değerlendirilmesine sunulur.
7-Ekonomiklik
Bir kumaşın tüm niteliklerinin yanısıra daha önemli olan bir faktör ekonomik olmasıdır. Kişilerin ekonomik durumları alım güçlerini de etkilemektedir. Aslında bir mamulün kalitesi önemli bir faktördür. Fakat kişilerin ekonomik durumları, onları mamulün fiyatına dikkat etmelerini zorunlu kılmaktadır .
Bu nitelik tasarımcıların hammadde, iplik ve örgü çeşitleri, apre işlemleri v.b. teknolojik olanakları en uygun şekilde kullanmasıyla elde edilir. Ekonomik gücü, zevk ve kültürü ne olursa olsun pazara sunulan kumaşı alacak olan kişilerde ilk etki görünümle başlamaktadır. Tuşe ve ekonomiklikle kesin sonuca gidilmektedir.
Örme Yapılı Fantazi İplikler
Tekstil teknolojisindeki gelişmeler ve müşteri isteklerindeki sürekli değişkenlikler tekstil endüstrisinde yeni kumaş tiplerinin geliştirilmesini hızlandırmış ve bu kumaşların üretiminde kullanılmak üzere normal ipliklerden farklı yapı ve görünüme sahip fantazi iplik türlerinin üretilmesini zorunlu hale getirmiştir.
Günümüzde fantazi ipliklerin,farklı teknikler kullanılarak üretimi mümkün olup kullanılan bu farklı tekniklere bağlı olarak,bu ipliklerinden üretilen kumaşların göstermiş oldukları görsel ve fiziksel özellikler de değişmektedir.
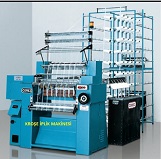
Fantazi iplik, “tesadüfî ve periyodik olarak dağılan gayri muntazamlıkları her türlü formda bünyesinde bulunduran ipliktir. Bu gayri muntazamlıklar, iplik kalınlığını, materyal tipini ve benzer özellikleri değiştirerek veya bunların kombinasyonu ile oluşturulmaktadır.
Fantazi iplik üretimindeki gelişmeler incelendiğinde, fantazi iplikler arasında önemli bir yere sahip olan örülmüş ipliklerin bir bölümü, atkı-çözgü örmeciliği ve saç örgü tekniği ile üretilebilmektedir.
Son yıllarda bu iplikler özellikle üst giyim, perdelik ve döşemelik ürünlerde daha da tanınmış hale gelmişlerdir. Örülmüş iplikler değişik yapılara sahiptirler.
Bunlar yapı ve görünüm özelliklerine bağlı olarak değişik adlar ile anılmaktadır. Merdiven tipi iplik, şerit-kurdele iplik, kuştüyü iplik ve kırkayak iplik bunlara örnek olarak verilebilir.

Şerit yapısında üretilen iplikler merdiven tipi ve kurdele tipi olarak ikiye ayrılır. Merdiven tipi iplikler yan yana bulunan iki ilmeğin arasına atılmış bir bağlantı ipliğinin yuvarlak örme makinesinde zincir yapısı oluşturacak şekilde örülmesi ile üretilir. Merdiven tipi iplikler küçük çaplı yuvarlak örme makinelerinde her örücü üniteye üç iplik rehberi ile besleme yapılarak üretilir. Kurdele tipi iplikler de küçük çaplı yuvarlak atkılı örme makinelerinde 6 ila 20 iğne ile üretilebilir. Örme ve bitim işlemlerinden sonra, fantazi ipliklerin yapısı düz ve bant şeklindedir.
Kuştüyü iplikler yuvarlak örme makinelerinde atkılı örme tekniği ile üretilirken, kırkayak iplikler ise çözgülü örme tekniği ile bir çeşit düz örme makinesi olan kroşe makinelerinde üretilmektedir.
Bu ipliklerin üretimi ise birbirine paralel konumda oluşturulan ilmekler arasından efekt ipliklerinin atılması ile oluşturulan yapının bir bıçak ile kesilmesi ile tüylü bir iplik formunun oluşturulması esasına dayanır.

FANTAZİ İPLİK ELDE ETME YÖNTEMLERİ
Fantazi iplikler kullanım yerlerine ve istenen görünüm ve fiziksel özelliklere göre ring iplik makinelerinde, fantazi iplik makinelerinde, oyuk iğli fantazi iplik makinelerinde, rotor iplik makinelerinde, friksiyon iplik makinelerinde, düz ve yuvarlak örme makinelerinde, tekstüre yöntemi, örme sökme yöntemi ve havalı sistem ile puntalı iplik oluşturma yöntemleri ile üretilebilmektedir.
Büküm ve Çekim Yolu ile Fantazi İplik Oluşturma
A-Klasik Sistemler
A1-Ring İplik Makineleri
A3-Çok Çekim Sistemli Fantezi iplik Makineleri
B-Yeni İplikçilik Sistemleri
B1-Oyuk İğ Tekniği
B2-O.E.Rotor Makineleri
B3-O.E.Friksiyon Makineleri
Örme Yöntemi ile Fantazi İplik Oluşturma
1- İğne Salınımlı Düz Örme Makineleri
2-Yuvarlak Örme Makineleri
Diğer Yöntemler ile Fantazi İplik Oluşturma
1-Tekstüre Yöntemi
2-Örme-Sökme (Knit the Knit) Yöntemi
3-Havalı Sistem ile Puntalı İplik Oluşturma Yöntemleri
BÜKÜM VE ÇEKİM YOLUYLA FANTAZİ İPLİK OLUŞTURMA
Klasik Sistemler
1-Ring İplik Makinelerinde Fantazi İplik Üretimi
Üç silindirli ring büküm makinesi kullanılır. Silindir hızları istenilen efektin verilebilmesi için ayarlanır. Fantazi iplik eldesi iki aşamalı olarak gerçekleştirilir. Birinci aşamada, efekt materyal (bant, fitil veya iplik) ile bir veya daha fazla sayıdaki ana iplik istenilen fazla besleme oranları verilerek birlikte bükülürler. İkinci aşamada ise bükülmüş efekt materyal ile ana iplik yeterli mukavemeti ve stabiliteyi sağlamaları için yine ring iplik makinesinde bağlama ipliği ile birlikte ilk aşamanın tersi yönünde bükülürler. Bir diğer yöntem ise çekim sisteminde, çekimin kontrollü olarak azalt ılması sonucu iplikte şantuk olarak isimlendirilen konik uçlu kalınlıkları oluşturulduğu şantuk üniteleri ile iplik oluşumunun sağlanmasıdır.
2. Modifiye Edilmiş Ring İplik Makinelerinde Fantazi İplik Üretimi
Özlü iplik (Core iplik), ayn ı merkezli iki lif demetinden olu şmaktadır. Bunlardan ilki, yüksek mukavemetli kimyasal lif demetinden olu şan öz ve diğeri bu öz üzerine sar ılan kesikli doğal veya kimyasal lif demetinden olu şan dış tabakadır. Merkezdeki tabaka core iplik yap ısının mukavemet, boyutsal stabilite gibi özelliklerini sağlarken; dış tabaka, ipli ğe estetik, konfor ve yumuşak tutum özellikleri kazandırmaktadır.
3. Çok Çekimli Sistem ile Fantazi İplik Makineleri
Bu sistemlerde renk efektleri ön planda olmaktadır. Çeşitli ilave aparatlar kullan ılmaktadır. Bu aparatlar renkli lifleri belli bir programa göre besleyerek çoklu renk efektlerinin elde edilmesini mümkün kılmaktadır. Tüm renk efekt üniteleri, her bir lif besleme hızının programlı bir kontrol aparat ı ile sıfır ile maksimum arasında bir çekime tam olarak ayarlanacak biçimde tasarlanmıştır. Çok çekimli sistemlerde çıkış silindirine dört şerit/fitil yönlendirilmektedir. Değişik renklerdeki 4 enjeksiyon bandı ayrı ayrı kontrol edilmektedir.
Yeni İplikçilik Sistemleri
1. Oyuk İğli Fantazi Büküm Makinelerinde Fantazi İplik Üretimi
Makine çekim sistemi, oyuk iğ, büküm verici kanca ve besleme silindirinden meydana gelir. Çekim sisteminden geçen efekt materyal, çıkış silindirinden beslenen ana iplikle karşılaşır. Fazla besleme ile efekt ipliği, ana iplik üzerinde yığılmalar ve dolayısıyla efektler meydana getirir. Efekt ipliği ve ana, iplik birlikte oyuk iğin içine girerler. Burada dönen ba ğlama ipliği ile birlikte bükülerek besleme silindirinden sarım ünitesine giderler
2.O.E-Rotor Makinelerinde Fantazi İplik Üretimi
Rotor iplik makinesinde fantazi iplik üretmek için makineye ek aparat tak ılması söz konusudur. Ek aparat, bir besleme silindiri çifti ve bir kesme kafas ından meydana gelir. Efekt malzemesinin beslenme pozisyonu çok önemlidir. Efektlerin gerçek büküm bölgesine çok yakın olması istenir. Rotor iplik makinesinde optimal noktayı bulmak için çok ara ştırma yapılmıştır. Doğrudan rotora besleme yapıldığında, kısa ve kötü ba ğlantılı, efektler elde edilirken açma silindirine besleme yapıldığında kusursuz bağlantılı efektler elde edilmiştir.
3. O.E-Friksiyon Makinelerinde Fantazi İplik Üretimi
Her bir eğirme pozisyonu için bantlar aç ıcı tambura beslenir. Hava akışı yard ımı ile olu şan santifrüj etkisi ile lif tek lif haline gelirler ve aynı yönde dönen iki delikli silindir aras ına düşerler. Bu silindirler hava vakumlu olduklar ından lifler silindire yapışır ve sürtünme etkisi ile bükülürler. Ana iplik eğirme bölgesine eksenel olarak beslenir. Yani oluşan ipliğin merkezine otomatik olarak yatırılır. Böylece efekt iplik yüzeyde görülür. İplik özü tamamen örtüldüğünde bant say ısı ve bant ağırlığındaki varyasyonlar, iplikte küçük düzensiz efektten materyal efektine kadar farklı derecelendirmelere neden olur.
Örme Yöntemi İle Fantazi İplik Oluşturma
Örme fantazi iplikler, normal bir düz ipliğin, tek iplikli örme prensibine göre düz örme makinelerinde ya da (iplik sabit i ğne hareketli) göre çalışan küçük çaplı yuvarlak örme makinelerinde bir yada daha fazla iğne ile örülmesi suretiyle elde edilir. Bu tür iplikler; karmaşık olmayan desenlerle üretilen üst giyimlik dokuların modaya uygun olarak cezp edici özelliğinin artırılmasını sağlar. Bunun yanında bu ipliklerin ev tekstillerinden perdelik kuma şlarda, t ıbbi tekstiller ve paketleme tekstilleri gibi birçok alanda kullan ım olanağı bulunmaktadır.
Diğer Yöntemlerle Fantazi İplik Oluşturma
1. Tekstüre Fantazi İplik Makinelerinde Isı Yoluyla Fantazi İplik Üretimi
Uygulanan şekil verme ve ısıl işlemlere göre iplikler değişik seviyelerde hacimlilik, matlık, parlaklık ve sıcak tuşe gibi özellikler kazanır.
2. Knit-The-Knit Prensibi ile Fantazi İplik Üretimi
Bu yöntem ile fantazi iplik elde etmede iplikler önce özel bir örme makinesinde örülürler. Örülmü ş olan yapı fiske kazanlar ında ısı ile i şlem görerek fiskelenir ve daha sonra soğumaya bırakılır. Soğumuş olan örgü yüzey daha sonra sökme makinesinde sökülerek bobine sarılır.
3. Havalı Sistem İle Puntalı İplik Üretimi
Puntalama; filaman iplik üzerine so ğuk hava ak ımı göndererek, filamanlar ın birbirinden ayrılmış bölümler arasında birbirine karışmış bölümler oluşturmak (punta) ve sayede iplik boyunca ara ara puntalı toplu bir yapı meydana getirmek amacıyla yapılan bir işlemdir.
ÖRME FANTAZİ İPLİKLERİN ELDE EDİLİŞİ
Örme Fantazi İpliklerin Sınıflandırılması
Örme fantazi iplikler üretim yöntemlerine bağlı olarak atkılı örme esasına göre üretilen iplikler ve çözgülü örme esasına göre üretilen iplikler olarak iki gruba ayrılır. Atkılı örme esasına göre üretilen iplikler RL düz örme iplikler ve RL fantazi (havlı) iplikler olarak sınıflandırılırken, çözgülü örme esasına göre üretilen iplikler ise kroşe iplik makinelerinde üretilen iplikler ve silindir örme makinelerinde üretilen iplikler olarak sınıflandırılır.
Atkılı örme esasına göre üretilen iplikler
1-RL sade örme İplikler ( Yuvarlak örme )
2-RL havlı örme iplikler ( Yuvarlak örme )
Çözgülü örme esasına göre üretilen iplikler
1- Kroşe iplik makinelerinde üretilen iplikler ( İğne salınımlı düz örme )
2- Silindir örme makinelerinde üretilen iplikler ( Yuvarlak örme )
ÇÖZGÜLÜ ÖRME ESASINA GÖRE ÜRETİLEN İPLİKLER
Kroşe İplik Makinesinde (İğne Salınımlı Düz Örme Makineleri) Fantazi İplik Üretim Prensibi
Kroşe iplik makinelerinin çalışma esası çözgülü örme esasına dayansa da çalışma yapısı olarak dokuma ile benzerlik göstermektedir. Bu benzerlik şu şekildedir: örücü iğnelerle ile ilmek oluşumu çözgü ipliğini atkı kılavuz tüpleri tarafından atılan iplikler ise atkı ipliğini temsil eder.Bazı detaylarda farklılık olmasına rağmen aslında çok yönlü bir yatay ra şel çözgülü örme makinesi olan kroşe iplik makineleri genellikle bir iğne rayına yerleştirilmiş kancalı iğneler, çözgü kılavuzları, atkı kılavuz tüpleri ve diğer yardımcı örme elemanları ile çok çeşitli örme iplikleri yapımına olanak sağlar. Bir kroşe iplik makinesi konstrüksiyonunda bulunan elemanlar: çalışma motoru, kontrol paneli, atkı ipliği besleyici silindirleri, çözgü ipliği besleyici silindirleri, bitmiş ürün toplama levendi, çözgü kılavuzları, atkı kılavuz tüpleri , ilmek iğneleri, lameller, otomatik yağlayıcı, ve döner bıçak silindiri şeklinde sıralanabilir.İplikten istenen özelliğe bağlı olarak makineye birden fazla iplik beslenmektedir. Örme i şlemi makinede bulunan örücü elemanlar ile sağlanmaktadır. İlmek oluşumu kancalı iğne üzerine çözgü kılavuzunun sağa sola hareketi ile ilmek ipli ğinin yatırımı ve iğnenin ileri geri hareketi ile bu ipliğin ilmeğe dahil edilmesi ile gerçekleşir. Makinede bulunan ve elde edilmek istenen ipliğe göre devreye giren üçüncü bir fonksiyonel elemanda örücü iğne ağzına efekt ipliği ya da elyaf şeridi besleyen atkı kılavuz tüpleridir. Bu tüplerden iplik ya da şerit sevki yine istenen aralıklarda sürekli ve bu aralıklar dışında kesikli olmaktadır.
Makine üzerinde örücü iğnelerinin yanında makinenin ön kısmında bulunan küçük bıçaklar ya da arka kısmında bulunan döner bıçak sistemi bulunmaktadır. Üretilen ipliğe göre bıçakların devreye girip girmemesi ve devreye giren bıçakların hangi aralıklarla kesim yapacağı ayarlanmaktadır. Kesici bıçakların devreye girmesi ile oluşan iplik yüzeyi havlıdır. Makineye örülecek olan ipliklerin sevki makine arkasındaki cağlıklardan makine alt ortasına doğru sağlanırken elde edilen fantazi ipliğin makineden çıkışı ise makinenin üst k ısmından olup oluşan iplikler makinenin üst kısmında bulunan çıkrıklara sarılır.
Kroşe makinelerinde üretilen iplikler yumuşak, tüylü ve sıra dışı bir yüzeye sahiptir. İsteğe bağlı olarak makine yap ısında bulunan kesici bıçağın kullan ımı ile tüylü kırkayak ya da bıçak kullanmadan merdiven tipi fantazi iplik oluşumu sa ğlanır. Kırkayak ipliklerde kısa liflere hav, yüksek ilmek formundaki ipliklere ise zincir iplik adı verilir. Sonuç olarak elde edilen iplik tüylü ve havlı bir yüzeye sahip bir görünüm almaktadır.
Silindir Örme Makinesinde (Yuvarlak Örme Makinesi) Üretilen Fantezi İplikler
Örülmüş fantezi ipliklerin eldesinde küçük çaplı yuvarlak örme makineleri kullanılmaktadır. Bu makineler atkılı ve çözgülü örme tekniği ile üretim yapabilirler. Çözgülü örme prensibi ile üretim yapan silindir örme makinelerinde iplik hareketli iken örücü iğneler (sabit) topluca hareket halindedir.

Küçük çaplı silindir örme makinelerinde çözgülü örme esasına göre üretilen ipliklere örnek olarak merdiven tipi iplikleri gösterebiliriz. Merdiven tipi iplikler yan yana bulunan iki ilmeğin arasına atılmış bir bağlantı ipliğinin yuvarlak örme makinesinde zincir yapısı oluşturacak şekilde örülmesi ile üretilir.Silindir örme makinesinde her örücü kafaya üç iplik rehberi ile besleme yapılır. Makinede örücü kafa kısmında her iki yanda bulunan iki rehberden gelen iplikler zinciri, orta rehberden gelen iplik ise bant kısmını oluşturur.
ATKILI ÖRME ESASINA GÖRE ÜRETİLEN İPLİKLER
Makineler tek veya çok çalışma üniteli (4,6,8 ve 12 üniteli gibi) imal edilmektedir. Makinelerin her bir örme ünitesinde çok küçük farklılıklar ile değişik fantezi iplik yapılarının aynı anda üretilmesi mümkündür. Atkılı örme prensibi ile üretim yapan silindir örme makinelerinde iplik sabit iken örücü iğneler sırası ile hareket halindedir.
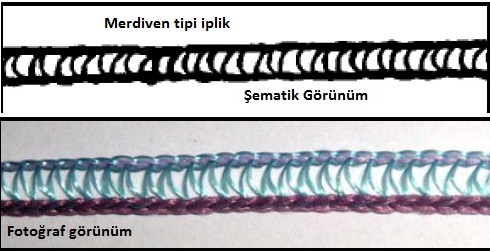
İğne kanalının bulunduğu yatak sabit olup iğnelere hareket veren çelik yürek dönmekte ve bu sayede silindir etrafına dizilmiş olan iğneler yürek profiline göre sırası ile kalkarak üzerlerine gelen zemin ipliğini ilmek haline getirmektedirler. Bu sayede sıra halinde enine yönde bağlantılar oluştururlar. Örme fantezi ipliklerinin sınıflandırmasında da belirtildiği gibi atkılı örme esasına göre üretilen iplikler iki gruba ayrılır. Bunlar RL sade örme iplikler ve RL havlı örme ipliklerdir.
1. RL Sade Örme İplikler ( Yuvarlak Örme )
Bu iplikler, atkılı örme esasına göre silindir (yuvarlak) örme makinesi üzerinde 6 ila 20 örücü iğne ile bir veya daha fazla katlı ipliğin örülmesi ile elde edilirler. Kurdele zincir tipi iplikler olarak adlandırılırlar . Bu iplikler bir tüp formundadır. Oluşan yapının genişliği, ünitede bulunan iğne sayısına bağlıdır. Makine kafasında çap etrafına dizilen iğneler sırası ile kalkarak zemin ipliğini ilmek yaparlar.
![]()
2. RL Havlı Örme İplikler ( Yuvarlak Örme )
RL havlı örme iplikler, örme makinesinde örme ünitesine fantezi iplik örme aparatı takılıp 4 iğne üzerinde en az iki ipliğin örülmesi ile oluşur. Bu ipliklerden bir tanesi zemin diğeri ise efekt ipliği olarak kullanılır. Efekt ipliği ile zemin ipliği aynı anda iğne kancasına yatırılır. Dolayısıyla her ilmekte iki iplik bulunur. Ancak efekt ipliği öyle pozisyon almıştır ki bir sonraki ilmek sırasına başlamadan önce aparat çevresine sarılır. İkinci ilmek sırası oluştuktan sonra örülmüş iplik, doku çekim mekanizması tarafından çekilir ve aparat çevresine sarılmış olan iplik aşağı doğru hareket ederken kesici bıçak tarafından kesilir. Bu durumda kesikli havlı fantezi iplik elde edilir. Bu tip iplikler kuştüyü iplik olarak adlandırılır.
Kırkayak İplik
Kırkayak ipliği günümüzde birçok moda unsuru kumaşın üretiminde ve tasarımında özel kullanım alanına sahip bir fantezi ipliktir. Tüylü ve sıra dışı görünümü sayesinde birçok parçada kumaş tasarımcılarının tercihi haline gelmiştir. Kadifemsi ve parlaklık özelliği ile ev tekstilinde özellikle perdelik kumaşlarda ve birçok günlük kullanım amaçlı ürünlerde görünümünü ve tutumu geliştiren bir iplik olarak kullanım alanına sahiptir.

Kırkayak iplik, hav (efekt) ve zincir (ilmek) iplik adı verilen 2 farklı ipliği yapısında bulunduran bir fantezi ipliktir. Bu ipliğin oluşum prensibi, zincir iplik adı verilen ipliğin örücü iğne ile ilmek oluşturması ve efekt ipliğinin oluşan ilmek üzerine yatırılması ve bir sonraki ilmek oluşumu sırasında sabitlenmesi (sıkıştırılması) esasına dayanmaktadır.
a) Zincir (Zemin, İlmek) İpliği: Örme yapılı kırkayak fantezi ipliğin temelini oluşturup, çözgülü örme esasına göre boyuna yönde ilmekler yaparak hav ipliğini bünyesinde sıkıca sabitleyen ipliktir. Kırkayak iplik üretiminde genellikle FDYya da DTY (Teksture) Polyester zincir iplikleri kullanılmaktadır.
b) Hav (Efekt, Bant) İpliği: Kırkayak ipliğe estetik görüntü kazandıran ve yüzey görüntüsünü belirleyen ipliktir. Efekt ipliği olarak kesikli liflerden üretilmiş iplikler veya filaman DTY (Teksture) iplikler kullanılır. Özellikle polyester, floş, pamuk iplikler sıklıkla kullanılır. Efekt ipliği bir veya birden fazla olabilir.
Kırkayak ipliği, tüylü bir yüzeyin sağlanması amacıyla önceden belirlenmiş uzunlukta kesilecek olan efekt ipliğinin zincir iplik ile oluşturulan ilmeklerin arasına yatırılarak sabitlenmesi ile oluşturulur. Temel ve efekt iplikler, Aşağıda görülen kroşe iplik makinesinde arka planda yer alan cağlıktan beslenirler ve kırkayak ipliğini oluşturacak şekilde bir araya gelerek makinenin alt kısmında bulunan silindirlerden geçerek sarım mekanizması vasıtasıyla makinenin üst kısmında bulunan çıkrıklara sarılırlar.
Kırkayak ipliğin yapısını oluşturan zincir ve efekt iplikleri makinenin arkasında bulunan çağlığa dizilir. İlmekleri oluşturan zincir iplikleri makinenin ön kısmında ve en altta bulunan silindirler arasından geçirilmektedir . Örücü iğnelere ipliğin beslenmesini sağlayan platin rayında bulunan çözgü kılavuzlarından geçirilir. Her bir çözgü gözünden bir zincir ipliği geçirilir Kırkayak iplikte hav kısmını oluşturan efekt iplikleri ise makinenin üst kısmından beslenerek atkı kılavuz tüplerinden geçirilir.
Kırkayak ipliğinin sadece bir sıra halinde oluşumu için en az 3 tane örücü iğne ve 2 tane atkı kılavuz tüpü gerekmektedir. Üç adet zincir iplik (ilmek ipliği) makinede bulunan örücü iğnelere beslenirken; iki adet hav ipliği (efekt ipliği) makinedeki barlarda bulunan atkı kılavuz tüplerine beslenir. Kroşe makinelerinin çalışma esası çözgülü örme prensibine dayansa da çalışma mantığı dokuma prosesi ile benzerlik göstermektedir. Bu benzerlik şu şekilde ifade edilebilir: Zincir iplik ile oluşturulan ilmekler çözgü ipliğini, efekt olarak ilmeklerin arasına atılan hav ipliği de atkı ipliğini temsil eder.
KIRKAYAK İPLİK ÜRETİMİNE ETKİ EDEN FAKTÖRLER
Kırkayak ipliği üretimi sırasında kroşe iplik makinelerinde üretimi etkileyen bazı parametreler vardır. Önemli parametreleri sıralayacak olursak :
>>>>> Zincir ve efekt iplik numarası
>>>>>> Hav uzunluğu
>>>>> Sarım hızı (Üretim hızı)
>>>>> Çekim oranı
>>>>> İğne başı çapı
Bu faktörler birbirleri ile karşılıklı etkileşim içerisindedirler ve birbirine bağlıdırlar.
a) Zincir ve Efekt İplik Numarası
Kırkayak iplik üretiminde genellikle FDY ya da DTY (Teksture) Polyester zincir iplikleri kullanılmaktadır.Bu ipliklerin makinelerde sorunsuz çalışma imkanı sağladığı tespit edilmiştir. Aşınmalara kaşı daha dayanıklı olduğu için daha az kopuş ile daha randımanlı çalışma imkanı sağlar. Kırkayak ipliğe estetik görüntü kazandıran efekt ipliği olarak kesikli liflerden üretilmiş iplikler veya filaman DTY (Teksture) iplikler kullanılır. Hammadde olarak polyester, pamuk, floş, akrilik, viskon ve naylon lifi esaslı iplikler ile çalışabilmektedir. Efekt ipliği bir veya birden fazla olabilir. Temel ve efekt iplik materyali aynı veya farklı olabilir. Bununla birlikte filaman ipliklerin zincir ve efekt iplik bileşenleri arasında düşük sürtünme özelliklerine sebebiyet vermesi neticesinde havların sıkıca sabitlenmesindeki zorluklar açısından efekt ipliği olarak genelde kesikli liflerden üretilmiş iplikler tercih edilir. Bileşen ipliklerinin yapısal özelliklerinden olan elde edilme metotları, mukavemeti ve lif inceliği üretimi etkileyen önemli parametrelerdir. Kroşe iplik makinesinde iplik giriş numarası genelde 150 Denye ile 1200 Denye arasında değişmektedir. Makinede çok farklı numaralarda kırkayak iplik üretimi mümkündür. Makinede elde edilmek istenen kırkayak iplik numara değerine makineye beslenen bileşen ipliklerin numara değerleri direkt olarak etki eder.
b) Hav Uzunluğu
Kırkayak iplik üretiminde ipliğin görünüm özelliklerini etkileyen ve bu ipliklerden üretilecek kumaşların tutum, renk ve estetik görünümlerini belirleyen iplik olan efekt (hav, bant) ipliği ilmekler arası açıklığa bağlı olarak kesilerek kırkayak iplik bünyesinde hav olarak yerini alır. Kroşe iplik makinesinde örücü iğneler elde edilecek iplik hav uzunluğuna göre belirli aralıklarla dizilir. İki ilmek arası oluşan bantlar kesici sistemlerle kesildiği için ilmeğin bir tarafında bulunan kanat uzunluğu hav uzunluğunun yarısını oluşturur. Hav uzunluğu aynı zamanda elde edilmek istenen ipliğin numarasını da etkileyen önemli bir parametredir.
c) Sarım Hızı (Üretim Hızı)
Çalışma motorundan alınan güç makinede iplik toplama levendine, bıçak mekanizmasına ve çekim silindirlerine iletilir. Kroşe makinesi çalışma hızı 300-2000 d/dak arasında değişmektedir. Çalışma hızı artırıldığında makinde bulunan bütün aksamların hızı artmaktadır. Kroşe makinesinde hız; motordan alınan gücün artırılmasıyla artar. Makinenin hızlı çalışması halinde bant genişliği kısa, makinenin yavaş çalışması halinde bant genişliği uzun üretim yapılır. Makinenin hızlı ya da yavaş çalışması saatteki üretim miktarını etkiler. Üretiminde iplik ağırlığını etkileyen parametreler ise bileşen iplik numaralarının kalınlığı, ilmek sıklığı ve hav uzunluğudur.
d) Çekim Oranı
Kroşe iplik makinesinde oluşan kırkayak ipliklerin sarımdan önce bir silindir çifti ile çekilmesi gerekir. Bu silindir çifti makinenin alt kısmında yer alır. Çekim oranı iplikte ilmek büyüklüğüne ve dolayısıyla ilmek sıklığına etki eder. Çekim oranı artarsa ilmek büyüklüğünün artması sebebiyle üretim hızı da artar. Çekimin azaltılması ise iplik yapısında ilmek büyüklünü azaltırken ilmek sıklığını arttırır. Bu da üretimin azalmasına sebep olur. İlmek sıklığı aynı zamanda elde edilmek istenen ipliğin numarasını da etkileyen önemli bir parametredir.
e) İğne Başı Çapı:
Kroşe makineleri, incelikleri genellikle bir inç’te 10-20 iğne olacak şekilde üretilmişlerdir. Makine genişliği ise 40 ile 180 cm arasında değişir. Kroşe iplik makinesinde dilli iğneler kullanıldığı gibi genellikle esnek uçlu iğneler kullanılmaktadır. Kroşe iplik makinesinde bulunan iğnelerde iğne başı çapı oluşacak ilmeğin genişliğine etki etmektedirler. Farklı baş büyüklüklerine sahip iki iğnenin çalışması sonucunda uygulanan çekim değeri aynı olsa bile üretilecek kırkayak ipliklerin ilmek sıklıkları farklı olacaktır.
Kroşe İplik Makinesinde Fantazi İplik Üretim İşlem Adımları
Kroşe iplik makinelerinde tek taraflı havlı fantazi ipliklerin oluşturulması için 2 tane örücü iğne, 1 tane atkı kılavuz tüpü gerekmektedir. Kroşe iplik oluşumu için temel hareketi, kancalı iğneler, çözgü kılavuzları, atkı kılavuz tüpleri hareketi ile üç adımda ifade edecek olursak:
1.Adım
İlk olarak iğneler ilmek oluşturabilmek için öne doğru harekete geçer. Atk ı kılavuz tüpü ise bu hareketle eş zamanlı olarak yukarı doğru harekete ba şlar. Çözgü ipliği kılavuzlar ile esnek uçlu iğnenin üzerinden geçer.
2.Adım
İkinci harekette iğneler en öne doğru hareket ederek konumunu alır. Atkı k ılavuz tüpü ise yukarı hareketine devam eder. Çözgü kılavuz düzlemini terk ettiği anda sola doğru harekete başlar. Çözgü kılavuzu aşağı doğru çekilerek ipliğin iğne kancasına geçmesini sağlar.
3.Adım
İğne kancasına geçmiş çözgü ipliği iğnenin geriye hareketi ile çekilir. Atkı kılavuz tüpü ise sola hareketini tamamlar eski ilmek ile yeni ilmek arasından atkı ipliğini yatırır ve aşağı inmeye başlar. Eski ilmekler arasından atılan atkı ipliği ilmeklerin çekilmesi ile sıkışır ve sabitlenir.
Büküm ve Çekim Yoluyla Fantazi İplik Oluşturma
Klasik Sistemler
1-Ring İplik Makinelerinde Fantazi İplik Üretimi
Üç silindirli ring büküm makinesi kullanılır. Silindir hızları istenilen efektin verilebilmesi için ayarlanır. Fantazi iplik eldesi iki aşamalı olarak gerçekleştirilir. Birinci aşamada, efekt materyal (bant, fitil veya iplik) ile bir veya daha fazla sayıdaki ana iplik istenilen fazla besleme oranları verilerek birlikte bükülürler. İkinci aşamada ise bükülmüş efekt materyal ile ana iplik yeterli mukavemeti ve stabiliteyi sağlamaları için yine ring iplik makinesinde bağlama ipliği ile birlikte ilk aşamanın tersi yönünde bükülürler. Bir diğer yöntem ise çekim sisteminde, çekimin kontrollü olarak azaltılması sonucu iplikte şantuk olarak isimlendirilen konik uçlu kalınlıkları oluşturulduğu şantuk üniteleri ile iplik oluşumunun sağlanmasıdır.
2. Modifiye Edilmiş Ring İplik Makinelerinde Fantazi İplik Üretimi
Özlü iplik (Core iplik), aynı merkezli iki lif demetinden oluşmaktadır. Bunlardan ilki, yüksek mukavemetli kimyasal lif demetinden oluşan öz ve diğeri bu öz üzerine sarılan kesikli doğal veya kimyasal lif demetinden oluşan dış tabakadır. Merkezdeki tabaka Core iplik yap ısının mukavemet, boyutsal stabilite gibi özelliklerini sağlarken; dış tabaka, ipliğe estetik, konfor ve yumuşak tutum özellikleri kazandırmaktadır.
3. Çok Çekimli Sistem ile Fantazi İplik Makineleri
Bu sistemlerde renk efektleri ön planda olmaktadır. Çeşitli ilave aparatlar kullanılmaktadır. Bu aparatlar renkli lifleri belli bir programa göre besleyerek çoklu renk efektlerinin elde edilmesini mümkün kılmaktadır. Tüm renk efekt üniteleri, her bir lif besleme hızının programlı bir kontrol aparat ı ile sıfır ile maksimum arasında bir çekime tam olarak ayarlanacak biçimde tasarlanmıştır. Çok çekimli sistemlerde çıkış silindirine dört şerit/fitil yönlendirilmektedir. Değişik renklerdeki 4 enjeksiyon bandı ayrı ayrı kontrol edilmektedir
Modifiye Edilmiş Ring İplik Makinelerinde Fantazi İplik Üretimi
BÜKÜM VE ÇEKİM YOLUYLA FANTAZİ İPLİK OLUŞTURMA
Klasik Sistemler
Özlü iplik (Core iplik), aynı merkezli iki lif demetinden oluşmaktadır.
Bunlardan ilki, yüksek mukavemetli kimyasal lif demetinden oluşan öz ve diğeri bu öz üzerine sarılan kesikli doğal veya kimyasal lif demetinden oluşan dış tabakadır.
Merkezdeki tabaka Core iplik yapısının mukavemet, boyutsal stabilite gibi özelliklerini sağlarken; dış tabaka, ipliğe estetik, konfor ve yumuşak tutum özellikleri kazandırmaktadır
Çok Çekimli Sistem[ ile Fantazi İplik Makineleri
BÜKÜM VE ÇEKİM YOLUYLA FANTAZİ İPLİK OLUŞTURMA
Klasik Sistemler
Çok Çekimli Sistem ile Fantazi İplik Makineleri
Bu sistemlerde renk efektleri ön planda olmaktadır. Çeşitli ilave aparatlar kullanılmaktadır. Bu aparatlar renkli lifleri belli bir programa göre besleyerek çoklu renk efektlerinin elde edilmesini mümkün kılmaktadır. Tüm renk efekt üniteleri, her bir lif besleme hızının programlı bir kontrol aparat ı ile sıfır ile maksimum arasında bir çekime tam olarak ayarlanacak biçimde tasarlanmıştır. Çok çekimli sistemlerde çıkış silindirine dört şerit/fitil yönlendirilmektedir. Değişik renklerdeki 4 enjeksiyon bandı ayrı ayrı kontrol edilmektedir
ÖRME FANTAZİ İPLİKLERİN KULLANIM ALANLARI
Örme tipi fantazi iplikler, farklı malzeme türleri ile çalışma olanağı ve esnek bir ürün aralığına sahip olmaları nedeniyle birçok alanda kullanılmaktadır.
Özellikle değişik şekillerde tasarım imkanları ve geniş bir desen aralığına sahip olmaları, bu ipliklerin yeni birçok alanda kullanımının önünü açmıştır.
Örme tipi fantazi iplikler, döşemelik ve perdelik tekstillerde (kırkayak iplik, merdiven tipi iplik), jaluzi perdelerde (kroşe makinelerinde şerit formunda örülmüş iplikler), giyim tekstillerinde (kırkayak iplik, kuştüyü iplik), tıbbi tekstillerde (kompresyon ve yara koruma amaçlı geniş bant formunda yarı elastik bandaj) ve paketleme tekstillerinde yaygın olarak kullanılmaktadırlar.
Elastan İplik Üretimi
Elastan iplikler tekstil endüstrisinde ;
Yalın veya başka bir elyaf çeşidiyle kaplanmış olarak kullanılabilmektedir.
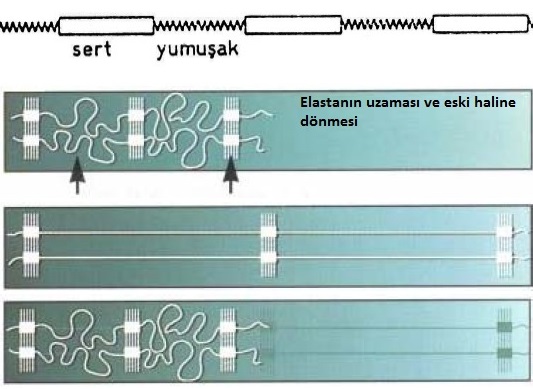
Yalın (Çıplak) Elastan İplikler
Polimer eriyiğinden lif çekimi sonucu elde edildikten sonra doğrudan kullanılabilen monofilament veya multifilamentli ipliklerdir. Tekstilde kullanım alanı oldukça sınırlıdır. Bazı örgü kumaşlarda kullanılırlar. Yüksek fiyatı nedeniyle, elastan liflerinin yalın halde kullanımından kaçılmaktadır.
Kaplanmış Elastan İplikler
Tekstil endüstrisinin çok çeşitli ihtiyaçlarına ekonomik bir şekilde cevap verebilmek için elastan liflerin, değişik iplik ve elyaf türleri ile kombine edilerek kullanılması yoluna gidilmiştir. Filament haldeki elastan üzerine çeşitli liflerin sarılması ile kaplanmış yapıdaki elastan iplikler elde edilir. Bu amaçlarla üretilen elastan içerikli kombine iplikler, ipliği oluşturan komponentlerin türüne ve üretimde kullanılan sistemlere göre değişen özelliklere sahiptirler. Elastan içerikli kombine iplik üretim yöntemlerini dört ana grupta incelemek mümkündür.
>>>>> Kaplama (covering) metodu
>>>>> Hava ile kaplama (air-covering) metodu
>>>>> Büküm metodu
>>>>> Core-spun (özlü iplik) metodu
Kaplama (covering) Metodu
Kaplama işlemi, elastik olmayan filament ya da kısa stapel ipliğin, merkezdeki elastan filament üzerine sarılması esasına dayanan bir prosestir. İpliğin merkezinde kalacak olan elastan filament, içi oyuk iğ içerisinden (hollow spindle) geçirilerek, yine içi oyuk iğ üzerindeki özel bir bobinden sağılan kaplama ipliği ile sarılır.
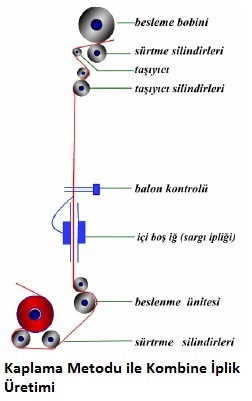
Sargı ipliğinin elastan çekirdek üzerine sarılması tek veya çift kat olabilir.
Tek kat sarım metoduna göre üretilen elastan içerikli kombine ipliklerde, tek yönde uygulanan sarımın etkisiyle oluşan bir dönme (karışma) eğilimi vardır. Bu eğilim bu tür kombine ipliklerin kullanılacağı tekstil proseslerini olumsuz yönde etkileyebilmektedir. Kombine iplik üzerinde ki bu olumsuz eğilimi azaltmak için ipliğe ısıl işlem (fiksaj) uygulamak gerekir.. Fiksaj işlemi genellikle, üretilen kombine ipliklerin bobinler halinde bir otoklavda ısıl işleme tabi tutulması şeklinde olur. Ancak ısıl işlem, istenirse sarım prosesi esnasında sıcak plakalar kullanılarak da yapılabilir. Isıl işlem süresince liflerin maruz kaldığı sıcaklık ve süre, ipliğin esnekliğini etkiler.Bu nedenle bu iki faktör, üretilen ipliğin son kullanım yeri göz önüne alınarak tespit edilmelidir.
Çift kat sarım metoduyla kombine iplik üretiminde, gerek elastanın beslenmesi, gerekse oluşan kombine ipliğin çekilip sarılması tek kat sarım metoduyla benzer şekildedir. Tek kat sarım sisteminden farklı olarak, bu sistemde birbirlerine göre zıt yönde dönen iki adet içi oyuk iğ kullanılır. Bu şekilde elastan kaplama iplikleri tarafından çapraz şekilde sarılır. (Z ve S yönünde). Birbirlerine zıt yönlü iki grup sarımı; iç ve dış sarım olarak adlandırmak mümkündür. Dış sarım, kombine iplik üzerinde ilk sarımın etkisiyle oluşan dönme etkisini dengeler. Kombine iplik üzerindeki bu kuvvetin dengelenmesi, dış sarımı oluşturan üstteki iğin tur sayısı ile iç sarımı oluşturan alttaki iğin tur sayısının koordine edilmesiyle sağlanır. Bu nedenle çapraz sarılmış bu tür kombine ipliklerde ısıl işlem (fiksaj) uygulamasına gerek yoktur. İç ve dış sarımlar arası tur farkı elastan ipliğin gerilimi ve istenen uzama kabiliyetine bağlı olarak değişir. Kaplama metodu ile elde edilen iplikler streç pantolon, spor kıyafetleri, çorap vb. gibi çeşitli dokuma ve örme mamullerine esneklik kazandırmak amacı ile kullanılırlar.
Hava ile Kaplama (air-covering) Metodu Hava ile Kaplama (air-covering) Metodu
Hava ile kaplama prensibinde, filament iplik bobinden alındıktan sonra silindirler üzerinden geçerek çekim sahasına gelir. Burada filament cinsine göre değişen oranlarda bir çekim işlemine tabi tutulur. Çekim sahasını izleyen kombinasyon bölümünde filament ipliğe, karşıdan geniş bir açıyla basınçlı hava üflenmektedir. Basınçlı havanın etkisiyle filament iplik tek tek filamanlarına ayrılmakta ve filamanlar bir rotasyon hareketi içine girerek, birbirleri ve elastan üzerine bükülmektedirler. Bu şekilde elastan ve filament iplik arasında periyodik bağlantı noktalarının oluşmasıyla elastan içerikli kombine iplik ortaya çıkmaktadır. Bu bağlantı noktaları periyodik bir biçimde iplik boyunca devam etmektedir. Sistemde filament yerine ştapel liflerden eğrilmiş ipliklerde kullanılabilir. Dokuma işleminde çözgü iplikleri, ağızlık açma ve tefe vurma sırasında periyodik uzamalara maruz kaldığından, elastomerik iplikte bağlantı yerlerinde çözülmeler olmakta ve çözgü iplikleri birbirleri ile tutunarak dokuma işlemini güçleştirmekte ve verimini düşürmektedir. Bu problemlerinden dolayı, bu yöntemle üretilen ipliklerinin dokumada sadece atkı ipliği olarak kullanılması daha verimli olmaktadır.
Hava ile kaplama prensibinde, filament iplik bobinden alındıktan sonra silindirler üzerinden geçerek çekim sahasına gelir. Burada filament cinsine göre değişen oranlarda bir çekim işlemine tabi tutulur. Çekim sahasını izleyen kombinasyon bölümünde filament ipliğe, karşıdan geniş bir açıyla basınçlı hava üflenmektedir. Basınçlı havanın etkisiyle filament iplik tek tek filamanlarına ayrılmakta ve filamanlar bir rotasyon hareketi içine girerek, birbirleri ve elastan üzerine bükülmektedirler. Bu şekilde elastan ve filament iplik arasında periyodik bağlantı noktalarının oluşmasıyla elastan içerikli kombine iplik ortaya çıkmaktadır. Bu bağlantı noktaları periyodik bir biçimde iplik boyunca devam etmektedir. Sistemde filament yerine ştapel liflerden eğrilmiş ipliklerde kullanılabilir.
Dokuma işleminde çözgü iplikleri, ağızlık açma ve tefe vurma sırasında periyodik uzamalara maruz kaldığından, elastomerik iplikte bağlantı yerlerinde çözülmeler olmakta ve çözgü iplikleri birbirleri ile tutunarak dokuma işlemini güçleştirmekte ve verimini düşürmektedir. Bu problemlerinden dolayı, bu yöntemle üretilen ipliklerinin dokumada sadece atkı ipliği olarak kullanılması daha verimli olmaktadır.
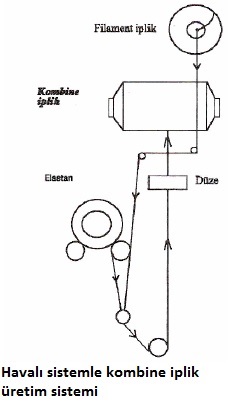
Büküm Metodu
Büküm metoduyla elastan içerikli iplik üretimi dört alt başlıkta incelenebilir. Bunlardan, üçünde elastan çıplak olarak kullanılırken, two for one prosesinde elastik komponent olarak çıplak elastan ya da elastik kombine iplik kullanma imkânı vardır.
Bu metodlar;
>>>>> Ring makinesinde büküm (Elasto-twist)
>>>>> Two for one (Çift büküm)
>>>>> İçi boş iğ tekniği
>>>>> Siro-spun tekniği
Ring Makinesinde Büküm
Ring makinesinde bükümün esası, iki katlı stapel elyaflı iplikle, elastomer lifi (üç kat olarak) kaplamaktır. Üç ayrı iplik aynı anda kopça ve bilezik arasında dönerek kaplamayı gerçekleştirir. Sistemde koça hızı sınırlandırılmıştır. Yüksek hızlarla çalışıldığında kops oluşumunda boşluklar olabilmesi ve kopsa sarılan iplik miktarının düşük olması, sistemin fazla kullanılmamasının nedenleridir.
Proseste, daha önceden bobinlenmiş iplik kopsları makinenin cağlık kısmına yerleştirilir. Elastan lif, üst besleme silindiri yardımıyla sisteme beslenerek, diğer iki iplikle birleştirilir. Kısa stapel iplikler ve elastan, alt besleme silindirinden beraber geçerek, kopçanın ve iğin dönmesiyle büküm alarak kops üzerine sarılır.
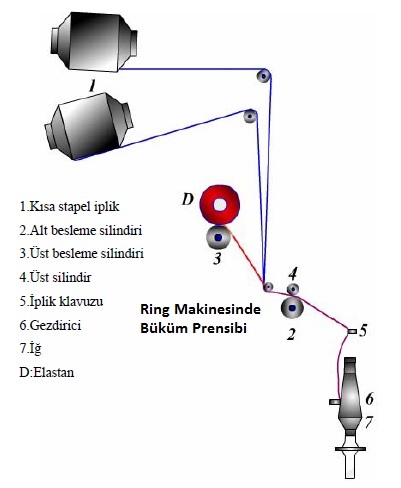
Two-for-one Büküm
Sistem, diğer tekniklere göre fazla yatırım maliyeti gerektirmeyen ve üretim sırasında çok çeşitli hammadde kullanılmasına imkân veren bir tekniktir. Bu sayede, değişik renk ve numaralarda iplik üretme imkânı sağlayan bir sistemdir. Sistemde elastanı çıplak halde kullanma zorunluluğu yoktur. Kaplama prosesi, katlama ve büküm olarak iki aşamada gerçekleşir. Katlama aşamasında açıktan gelen elastomer lif diğer normal ipliklerle bir araya getirilerek katlanır. Katlama prosesinden sonra büküm prosesi gelmektedir. Katlanmış iplik bobini, içi boş iğin üzerine yerleştirilir. Bobinden alınan iplikler iğin içinden geçirilir. Daha sonra bu iplikler, iğin altındaki iplik çıkış kanalı vasıtasıyla balon kırıcıdan geçerek bobinleme ünitesine ulaşır. İğin her devrinde ipliğe iğ içerisinde bir büküm verilirken, aynı anda balon bölgesinde de bir büküm verilir. Bu iki büküm, ipliğe aynı yönde ve eş zamanlı olarak verilmektedir. Böylece iğin bir turunda iplik iki büküm almış olur.
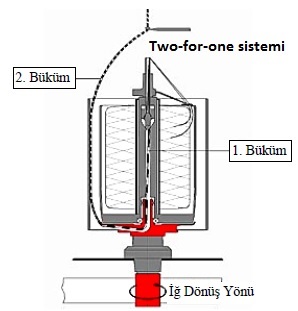
İçi Boş İğ Tekniği
Bu sistemde, daha çok üç farklı özellikteki materyalin bir araya getirilmesi sonucunda elde edilen iplik söz konusudur. Burada çekirdek olarak adlandırılan bir elastomerik filament, bu filamenti çevreleyen paralel haldeki kesikli lif demeti ve bu iki malzemeyi sararak onlara tutum kazandıran sargı filamenti bulunmaktadır .
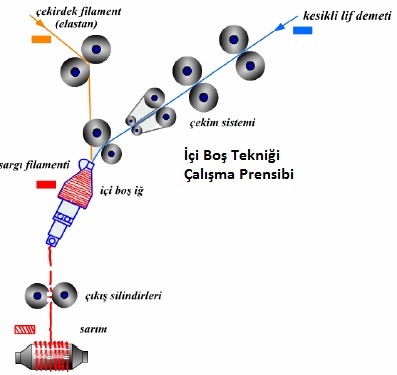
Daha önce paralelleştirilmiş ve kesikli liflerden oluşan şerit, sistemin çekim ünitesine beslenmektedir. Çekim etkisiyle, gerekli inceltme sağlandıktan sonra sargı filamentini taşıyan içi boş iğe beslenir. Aynı zamanda ipliğin öz kısmını oluşturacak olan elastomerik çekirdek ise doğrudan içi boş iğe beslenmektedir. İğ girişinde, beslenen elastomerik çekirdek filament kesikli lif demeti arasına karışarak onunla birlikte kendi ekseni etrafında dönen ve aynı zamanda sargı filamentini taşıyan içi boş iğin içerisinden geçirilmektedir. Bu geçiş sırasında sargı filamenti, bu iki malzeme üzerine sarmal bir yapıda sarılmaktadır.
Siro-spun Tekniği
Bu sistem, özellikle uzun kesik elyaflarla çalışmaya uygun bir sistemdir. Bu proses katlama ve büküm aşamalarını ortadan kaldırarak, üretimde tasarruf sağlamak amacıyla geliştirilmiştir.
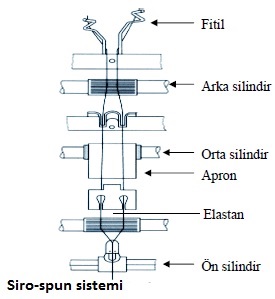
Sistemde elastik kombine ipliğin üretimi (büküm ve elastanın ilavesi) tek bir adımda gerçekleşmektedir.Sistemde makine üzerine iki ayrı fitil birbirine paralel halde beslenir. Çekime uğrayıp ön çekim silindirine gelen fitiller arasına elastomer lif beslenir ve ön çekim silindirini terk eden elastan ve lifler, bilezik ve kopça yardımıyla bobinlenir.
Core-spun (Özlü İplik) Metodu
Elastan içerikli kor (özlü) iplik, aynı merkezli iki lif demetinden oluşur. Bunlardan ilki, yüksek elastikiyete sahip elastanın oluşturduğu öz ve diğeri bu öz üzerine sarılan kesikli lif demetinden oluşan dış tabakadır. Bu tür kombine iplikler endüstride, daha çok “elastik kor iplikler” ya da “elastik core-spun iplikler” olarak bilinmektedirler.
Kor iplik yapısının elde edildiği iplik eğirme sistemleri şu şekilde sıralanabilir:
>>>>> Ring iplikçilik
>>>>> Friksiyon iplikçilik
>>>>> Tandem (hava jetli+friksiyon) iplikçilik
>>>>> Repco selfil
>>>>> Air-vortex
Rotor iplikçilik
Kor iplik yapısının en yaygın üretildiği iplik eğirme sistemi ring iplik eğirme sistemidir. Diğer iplikçilik yöntemleri ile de kor iplik yapısı elde edilse de, bu sistemler sanayide çok fazla kullanılmazlar. Kor iplik üretiminde, iplik merkezinde filament öz, kesik elyaf öz veya elastan öz kullanılabilir. Ancak tez çalışmasında elastan öz ve kesikli dış tabaka çalışıldığından, elastan özlü kor iplik üzerinde durulmuştur.
O.E. Rotor Makinesinde Elastan Özlü Kor İplik Üretimi
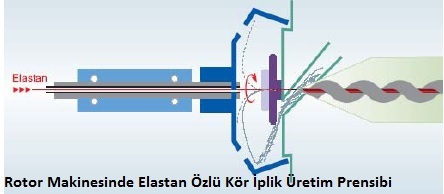
O.E. rotor eğirme sistemindeki temel prensip, makineye beslenen elyaf grubunu tek lif halinde açtıktan sonra düzenli bir şekilde tekrar toplayarak iplik formuna getirmektir. Open -end iplikçiliğinde elyaf beslemesi tek lif haline gelinceye kadar azaltılır. Elyaf şeridindeki lifler hava akımıyla taşınır. Lifler iç gerilmelerden kurtulmuş şekilde serbest olan iplik kuyruğuna bağlanırlar. Bu şekilde rotorun dönmesiyle elde edilen bir çeşit büküm yardımıyla iplik elde edilir ve bobinlere sarılır. O.E. rotor makinelerinde elastan özlü kor iplik üretmek için liflerin açılarak içine beslendiği rotorun özel bir forma getirilmesi gerekmektedir.
Vortex İplik Eğirme Makinesinde Elastan Özlü Kor İplik Üretimi
Vortex iplik eğirme sisteminde, çekim sisteminden çıkan lifler, içerisinde yüksek hızlı hava girdabının oluşturulduğu jetin girişinde bulunan spiral açıklığa doğru emilir ve gergin bir pozisyon alırlar. Bu şekilde bir ucu jetteki spiral açıklıktan içeri giren liflerin diğer açık olan uçları hava girdabı sayesinde içi oyuk iğ etrafında döndürülür. Döndürülen bu lifler jetin içinde sıkı bir yapıda bulunan lifler etrafına sarılır ve böylece oluşan iplik jet içerisinden aşağıya doğru çekilir. Vortex makinesinde elastan içerikli iplik üretmek için, elastanı belirli bir gerginlik altında jet içine besleyecek özel bir düzenek gerekmektedir . Jetin tam ortasına beslenen elastan lifi merkezde kalacak şekilde sargı lifleri ile tamamen sarılmaktadır. Sistemde, sargı liflerinin yüksek hava akımı sayesinde elastan üzerine dolanmaları sağlandığından, merkezdeki elastan lifi büküm almaz. Bu nedenle vortex iplik, öz ipliğin burulma kuvveti altında zarar görmesinden kaynaklanan problemlere uğramamış olur. Ayrıca yine bu sebepten dolayı oluşan iplik mukavemetinin düşmesi azaltılmış olur.
Ring Makinesinde Elastan Özlü Kor İplik Üretimi
Ring makinesinde elastan özlü kor iplik üretimi, çıplak elastanı işleyebilecek şekilde modifiye edilmiş standart ring iplik eğirme makinelerinde yapılmaktadır.
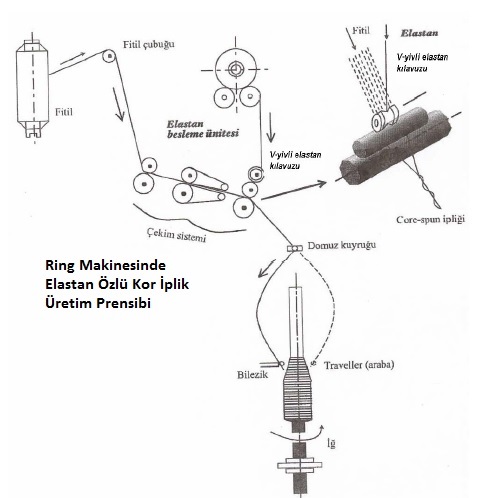
Makineye fitil formunda beslenen kısa stapel lifler ile elastan filament, çekim sisteminin ön silindir çiftinin kıstırma noktasından birbirleri ile birleşmektedir. Ring eğirme sisteminde elastik kor ipliğinin üretilebilmesi için ring eğirme makinesine elastan besleme ünitesi (besleme silindirleri) ve “V-yivli elastan kılavuzu” eklenmesi gerekmektedir. Elastan filamente uygulanan gerilim (çekim) oranı, üretilen kor ipliğin içerisindeki elastan oranını ve kor ipliğin elastikiyetini belirlemektedir. Elastana, tahrik silindirleri ile çekim sistemi ön silindirleri arasında uygulanan çekim değeri, bu iki silindirin yüzeysel hızlarının birbirlerine oranı ile belirlenmektedir. Pratikteki uygulamalarda elastan filamentin çekim değeri 3-4 arasındadır. Çekim değeri arttıkça üretilen elastik kombine iplikteki elastan oranı düşecektir.
Proses sırasında elastanın kısa stapel lifler tarafından iyi bir şekilde sarılması için, yapıya normal klasik ring iplikçiliğine göre daha fazla miktarda büküm verilir. Elastik kor ipliğe verilecek büküm miktarı, kullanılan kısa stapel liflerin türüne, üretilen kor ipliğin numarasına ve son kullanım alanına bağlıdır. Üretilen elastik kor ipliğine verilen büküm değeri, kısa stapel liflerin elastan üzerinde kaymamasını sağlayacak oranda olmalıdır. Dokumada kullanılacak elastik kor ipliklere tıpkı klasik ring ipliği üretiminde olduğu gibi, örmede kullanılacak olanlara oranla daha fazla büküm verilmektedir.
Elastik kor ipliği üretim sistemleri, iplik gözetim elemanlarına sahip olmalıdırlar. Üretim sırasında elastan koptuğunda, fitil beslemesi de durmalıdır. Aksi takdirde üretilen kor iplik üzerinde elastan içermeyen bölgeler oluşacaktır. Bu durum, elastanlı iplik üretiminde karşılaşılan büyük sorunlardan bir tanesidir. Genel olarak, kısa veya uzun lifli her türlü doğal ve kimyasal elyaf, elastik kor iplik üretiminde kullanılabilir. Elastik kor ipliklerde yapıdaki elastan miktarı %3-20 arasında değişmektedir . Çok değişik yapı ve özellikte liflerin kullanılabilmesi, üretilen elastik kor iplikleri kullanacak olan kumaş üreticilerine geniş tasarım imkânları sunmaktadır. Modifiye edilmiş ring iplik makinelerinde üretilen masuralara sarılı haldeki elastik kor iplikler, klasik bobinleme makinelerinde bobin halinde sarılırlar. Ancak bu ipliklerin sahip oldukları yüksek elastikiyet özelliği nedeniyle, düşük sarım gerginliğinde çalışmaya özen gösterilmelidir. Örme makinelerinde kullanılacak olan elastik kor iplikler, bobinleme işlemi sırasında genelde parafinlenmektedir.
Üretilen elastik kor iplikler, normalden daha fazla büküme sahip olduklarından, genellikle büküm açılması ve karışmayı önlemek için fiksaj işlemi uygulanır. Ancak fiksaj işlemi, yapıdaki elastanın fiziksel özelliklerini korumak amacıyla düşük sıcaklıklarda yapılmalıdır. Üretilen iplikte elastanın kısalıp, etrafındaki kesik elyafın üniform olamayan hacimli boğumlar oluşturmasını önlemek amacıyla, kullanılan modifiye edilmiş ring eğirme sisteminde, aynı numarada normal bir ring ipliği üretiminde kullanılan kopçalara nazaran daha ağır kopçalar kullanılmalıdır. Kopçaların ağır olması, bilezikte elastik ipliğe, normalden daha fazla bir çekim uygulayacaktır. Kopçaların çok fazla ağır olması, elastan kopuşlarına neden olacağından, elastik kor ipliği üretici firmaların, deneme yolu ile proses sırasında kullanacakları en uygun kopça ağırlığını tespit etmeleri gerekmektedir.
Elastan İçerikli İpliklerin Kullanım Alanları
Elastan, tekstil endüstrisinde ipliğe ve dolayısıyla kumaşa kattığı konfor, esneklik, insan vücuduna tam uyum, rahatlık ve fonksiyonellik sayesinde önemli bir yere sahiptir. Özellikle 2000’li yıllardan sonra sergilenen moda eğilimleri arasında elastanlı ürünlerin bulunmadığı tasarım neredeyse yok gibidir. Elastanlı tekstil ürünlerinin klasik kullanım alanları arasında bay ve bayan çorapları, serbest zaman giysileri, iç giyim ürünleri, spor giyim, abiye kıyafetler, korse, mayo ve tıbbi tekstiller bulunmaktadır. Klasik alanlar dışında ki özellikle çok fazla aktivite içeren ve yüksek derecede vücut hareketi gerektiren sporlar da kullanılan kıyafetler için de elastanlı tekstil ürünleri tercih edilmektedir. Örneğin, kayak sporunda kullanılan bir giysinin, çeşitli noktalarının %35-50 arası esneme yeteneğine sahip olması gerekmektedir. Bu esnekliğin elastanlı tekstil ürünleri ile sağlanması mümkündür.
Elastanlı ipliklerin çok yüksek elastikiyet ve rezilyans (yaylanma) yeteneği vardır. Bu iplikler, içindeki elastanın %3-5 gibi düşük kullanım oranlarında bile kumaşa ve giysiye hatırı sayılırı derecede elastikiyet katarlar. Elastanlı ipliklerin kumaşa kattığı ekstra özellikler;
>>>>> Giysilerde düzgün ve hoş görünüm,
>>>>> Giyim konforunda artış,
>>>>> Giysilere verilen şekil boyutlarının daha kalıcı olması,
>>>>> Daha düşük buruşma eğilimi,
>>>>> Çok fazla hareket serbestliğidir.
Bu özelliklerin yanı sıra özellikle insan vücuduyla mükemmel uyumu, vücudu son derece iyi sarması, vücut hareketlerine aşırı duyarlılık göstermesi, dayanıklı ve uzun ömürlü olması, deformasyon ve bollaşmayı önlemesi, ince ve ipeksi tutumu sayesinde elastanlı tekstil ürünleri hemen her alanda kullanılmaya ve tercih edilmeye devam etmektedir.
Elyaf Terimleri
BCF (bulked continuous filament): Polipropilen şişrilmiş sürekli elyaftır.
Bobinaj kafası: İpliğin belirli bir formda sarılmasını sağlayan makinedir.
Çok filament iplik (Multifilament yarn): 30000 dtex’e kadar çok sayıda flamentten oluşmuş flament ipliktir (30000 dtex’ten üzeri = tow).
ÇİĞİT : Pamuk tohumudur.
Çırçırlama: Çiğitli (kütlü-çekirdekli) pamuk elyafının, çırçır makineleri yardımıyla çekirdeğinden ayrılması, linter pamuğunun ise linter makineleri yardımıyla çekirdek üzerinden sıyrılması veya kazanılması işlemidir.
Çırçır Randımanı: Elyafın kütlü pamuğa oranıdır.
Deş: Poliester ipliğin üretimi esnasında gerek bakım, arıza ve onarımlar sırasında gerekse iplik kopmalarında mamul hâle gelmeyen iplik veya erimiş poliestertir.
Düze: Poliester eriğinin (polimerin) basınç altıda şekil verilmek için geçirildiği çeşitli filtreler, kum ve delikli plakadan oluşan düzenektir.
Düzgünlük: Pamuğun içindeki nep, nap ve kopuk liflerin oranı ile ondülasyon durumu.
Elyaf: lif kelimesinin çoğulu olup, gerilebilme ve kopma mukavemeti ile bükülebilme (eğrilebilme), birbiri üzerine yapışabilme yeteneği olan ve boyu enine göre çok uzun olan renkli veya renksiz lif topluluğudur.
Flaman: Her bir düze deliğinden akan ve iplik meydana getiren iplikçiklerdir.
Flament: Çok büyük uzunluklara sahip sentetik liflere filament denir (örneğin 1-2-3 km).
Flament iplik (Filament yarn): Bir ya da daha fazla flamentten oluşan sentetik lif ipliğine filament iplik denir. Sonsuz iplikler diye de tanılanabilir.
FOY (fully oriented yarn): Tamamen yönlendirilmiş ipliktir. 6500 m/min üzerindeki sarım hızlarında elde edilmektedir.
Godet: Yapay elyafı üretimi sırasında hı ve gerginliği ayarlamak için etrafında flamentlerin geçtiği genellikle bir flanşlı kasnaktır.
Hacimsel yoğunluk: Bir cismin kütlesinin, aynı hacimdeki suyun kütlesine oranıdır.
HOY (higly oriented yarn): Yüksek oranda yönlendirilmiş ipliktir. 4000 – 6500 m/dk. arasındaki sarım hızlarından elde edilmektedir.
Hav: Kısa kalan liflerdir (1-4 mm arası lifler).
İnsan yapısı lif (Man-made fibre): Flament iplik, ştapel iplik, monofilamentler ve bunlar gibi lif ve ipliklerin genel adıdır.
Kapiler kopma: İpliğin düzeden çıkışı sırasında bir flamanın kopması edeniyle meydana gelen hatadır.
KısA kesilmiş lif (short - cut fibre): Hav (tüy) kaplama ve yaş proseslerle non-woven üretiminde kullanılan sentetik liflerdir.
Kopuk lif: Çırçırlama esnasında kopan lif parçacığıdır.
KÜTLÜ PAMUK : Çiğitli pamuktur.
Kütlü Verimi: Tek bitkiden veya birim alandan (genellikle dekardan) alınan kütlü pamuk miktarıdır
LİF: Belirli uzunluk, incelik ve mukavemeti olan yumuşak, sarılmaya, eğrilmeye ve bükülmeye uygun maddedir.
Lif İndeksi: 100 tohumun liflerinin gr olarak ağırlığıdır.
Lineer yoğunluk: Lifin birim uzunluğunun ağırlığıdır.
Linter: Kısa kalan lif ve uzun liflerin karışımıdır.
LOY (low oriented yarn): Düşük oranda yönlendirilmiş ipliktir. 2000 m/dk.ya kadar olan sarım hızlarında elde edilmektedir.
Masterbatch: Eriyik hâlde boyanacak polimere ilave edilen boyar madde ile yardımcı katkı maddelerin karışımıdır.
MOY (medium oriented yarn): Orta seviyede yönlendirilmiş ipliktir. 2000 – 3000 m/dk.ya kadar sarım hızlarından elde edilmektedir.
Nap: Pamukta nepten daha büyük ve kaba görünüşlü lif toplanmasıdır.
Nem Çekme Özelliği: Tekstil liflerinin, belli sıcaklık ve rutubette sıvıları emme(içine çekme) kabiliyetidir.
Nep: Pamukta toplu iğne başı büyüklüğünde veya daha küçük olan ve beyaz noktalar halinde görülen lif düğümcüğüdür.
Mot: Olgunlaşmamış çok büyük havlı çiğit.
Mutlak nem: Tekstil materyalindeki su miktarının, kuru materyal ağırlığına oranıdır.
Ondülasyan: Hasat, taşıma ve çırçırlama sırasında pamuk elyafının kıvrılması halidir.
PAMUK LİNTERİ : Pamuk tohumları üzerindeki uzun liflerin yanındaki kısa tüylerdir.
Poliester cips: Poliester ipliğin ham maddesidir, tanecik şeklinde kullanılır. Kimyasal ismi “polietilen tereftalat”tır.
Poliester melt: Poliester ipliğin ham maddesidir. Oluşumları tereftalik asit+etilen glikol+titandioksittir.
Pompa: İstenilen denyede iplik üretimi için en önemli parametre; üretim pompa devridir. Dolayısıyla pompa filament üretiminde önemli yeri olan ve üretime göre devir ve modelleri değişen bir elemandır.
POY (partially oriented yarn): Kısmi oranda yönlendirilmiş ipliktir. 3000 – 4000 m/min arasındaki sarım hızlarında elde edilmişir.
Preseleme: Lif (mahlıç) pamuğun; linter pamuğunun; iplik yapımı ve çırçırlama sırasında meydana gelen pamuk lif döküntülerinin pese makinelerinde balya haline getirilmesi işlemine denir.
Rejenere elyaf: Elyafı temel maddesi olan polimerlerin, doğal kaynaklardan polimer bileşikler hâlinde elde edilerek bir takım fiziksel ve kimyasal yöntemlerin uygulanması ile oluşan liflere rejenere (suni) lifler denir.
Sicimleme: Elyafın “S” şeklinde kıvrılarak birbirine dolaşması ve karışık durum oluşması.
Sentetik elyaf: Elyafı temel maddesini oluşturan polimerlerin, bazı kimyasal maddelerden, sentez yoluyla elde edilerek lif hâline dönüştürülmesine sentetik lifler denir.
Spin-finish: Anti-statik özellik kazandırıcı, bakteri öldürücü ve kohezyon önleyici maddelerin özel bir karışımından oluşan yağdır
ŞTAPEL LİF :Uzunlukları tür ve soylarına göre değişen ve ortalama olarak 1 cm‟den 40 cm‟ye kadar olan liflerlerdir..
Tek filament (Monofilament): Kalınlığı 0,1 mm’den fazla olan tek filament ipliktir (0,1mm’ye kadar monofilament iplik).
Tek filament iplik (Monofilament yarn): 0,1 mm’ye kadar kalılığa sahip ve tek flamentten oluşmuş flament ipliktir ( 0,1 mm üstü = monofilament).
Tekstil: elyafın elde edilmesinden tüketicinin istediği özelliklere sahip bir materyal haline gelinceye kadar geçirdiği aşamalarla ilgili bir terimdir.
Tekstüre: Düz ve kırışık olan yapay filament ipliklerini doğal liflere benzetebilmek amacıyla kalıcı bir kıvrımlılık kazandırma işlemine tekstüre denir.
Tohum İndeksi: 100 tohumun gr olarak ağırlığıdır.
Tow: 30000 dtex’in üzerinde çok sayıda flamentten oluşmuş flamentler topluluğudur (30000 tex’in altı= multifilament).
Üfleme havası:Düzeden akan ipliğin soğutularak kalıcı şekil verilmesini sağlamak için 20± 2 C’de ve ayarlanmış hızda iplik üzerine verilen havadır.
Üretim kabini: İpliğin düzeden çıkmasından sonra soğutma, yağama işlemlerinin yapıldığı üfleme hava ve yağama sistemleriyle donatılmış dolaptır.
Poy İplik Üretimi
POY üretim işlemi direkt (sıvı polimer) ve extruderli (cips beslemeli) üretim olarak iki farklı şekilde yapılmaktadır.

Direkt Üretim
Polikondenzasyon tesisinden gelen sıvı polimer direkt üretim pozisyonlarına beslenir. Bu işlemlerden sonra yapılan her aşama extruder (cips beslemeli) üretim ile aynıdır.
Extruderli (Cips Beslemeli) Üretim
Polikondenzasyon tesisinde granül olarak kesilen polyester cipsler, çuval veya cips stok silolarından pnömatik olarak üretim yaş cips silosuna beslenir. Kurutma tesisinde yaş cips silosundan beslenen cipsler kristalizasyon ve kurutma işlemleri yapıldıktan sonra extruder makinesine sevk edilir. Extruderde kurutulmuş cipsler eritilip belli bir basınca maruz bırakıldıktan sonra filtrasyon işleminden geçer ve her üretim pozisyonu için polimer metlinin eşit geçiş zamanını garanti eden özel olarak düzenlenmiş dağıtım boru sistemine gönderilir.
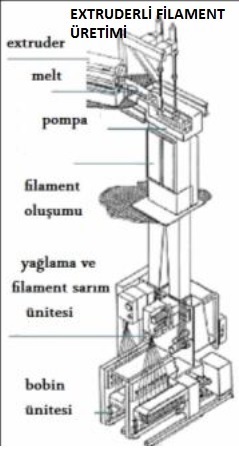
Dağıtım boru sisteminin içindeki statik mikserler boru sistemi içinde herhangi bir ölü nokta yaratmaksızın polimer metlinde üniform bir sıcaklık sağlar. Eriyik pompaları polimer metlini, filtrelemek ve düzenin içindeki küçük deliklerin içinde fışkırtılarak filament hâline getirilmek üzere düzenli bir akış şeklinde düze paketlerine beslenir. Üretim molyfoltları HTM buharıyla ısıtılır.
Buhar dağıtım sistemi bütün düzeler için üniform bir sıcaklık sağlar. İletilen filamentler, içinde soğutuldukları laminer ve üniform olarak kontrol edilip kondisyonlanan hava akımıyla karıştırıldıkları soğutma kabinlerinden geçer. Buradan da iplik kanalı içinden bobinaj makinesine verilir.
FDY İplik Üretimi
FDY; FOY ipliklerinin ikinci bir çekim işlemiyle yönlendirilmiş iplik çeşididir. İsteğe bağlı olarak ikinci bir çekme makinesi kullanılarak FDY iplik üretimi gerçekleştirilir.
Bobin Yapma
Düzelerden çıkan katılaşmış filamentler, belirli hızlarda bobinlere sarılmaktadır. Bir noktada, bobine sarım hızı da germe-çekme işleminin bir safhasını oluşturmaktadır. Filamentlerin bobine sarım hızı, onların kullanım yerini belirlediğinden elde edilen filamentler de değişik isimlerle anılmaktadır. Bunlar LOY, MOY, POY, HOY ve FOY olmak üzere beş değişik isim altında toplanmaktadır.
LOY, MOY, POY, HOY ve FOY tanımları arasındaki geçişler kesin ve tam olarak tanımlanmış değildir. Bu nedenle de tanımlar sarım hızlarından daha çok oryantasyon (uyum) derecesine göre yapılır.
>>>>> LOY (low oriented yarn): Düşük oranda yönlendirilmiş ipliktir. 2000 m/dk.ya kadar olan sarım hızlarında elde edilmektedir.
>>>>> MOY (medium oriented yarn): Orta seviyede yönlendirilmiş ipliktir. 2000 – 3000 m/dk.ya kadar sarım hızlarından elde edilmektedir.
>>>>> POY (partially oriented yarn): Kısmi oranda yönlendirilmiş ipliktir. 3000 – 4000 m/dk. arasındaki sarım hızlarında elde edilmektedir.
>>>>> HOY (higly oriented yarn): Yüksek oranda yönlendirilmiş ipliktir. 4000 – 6500 m/dk. arasındaki sarım hızlarından elde edilmektedir.
>>>>> FOY (fully oriented yarn): Tamamen yönlendirilmiş ipliktir. 6500 m/dk. üzerindeki sarım hızlarından elde edilmektedir.
Filamentler tüm işlemlerin sonucunda ya mono filament iplik ya da multifilament iplik şeklinde bükümlü veya bükümsüz olarak bobinlere sarılır.
Filamentler kesikli hâle getirilerek pamuk veya yünlü sistemlerde iplik hâline getirilebilir. Bunun yanında, filament hâlinde direkt iplik olarak bobinlere sarılır. Bobinleme işlemi filament iplikçiliğin son aşamasıdır.
Bobin sarım kısmında, bobin sayısı bir veya daha fazla olabilir. Bu sayı üretici firmaya göre makinelerde değişiklik gösterebilir. Bununla birlikte bobinleme yapılan ipliğin nerede kullanılacağı da bobin sayısını etkiler.
Bobin sarım miktarı süre ile (saniye) belirlenir. Sarım süresi ortalama 600 ile 800 saniyedir. Bu süre denye değerine göre değişir. Bobin sarım işlemi tamamlandığında bobinler otomasyon işlemi ile boş bobinle değiştirilir.
Bobin sarım hızı 500 – 6500 m/dk. arasında değişmektedir. Sarım hızı 6500 m/dk.yı aşan filamentlerde mukavemet azalması gözlenmiştir.
Bobin sarım şekli kullanılan gezdiriciye (rehber) göre değişiklik gösterir. Ya çapraz sarım ya da sıralı (yan yana) sarım gerçekleşir.
Sarım gerginliği merdanenin hızı, gezdiricinin hızı ve bobin dönüş hızına göre ayarlanır. Sarım gerginliği tüm sarım boyunca aynı olmalıdır.
Bobin filament ipliklerinin uzun metrajlarda bobin üzerine çapraz şekilde sarıldığı kısımdır. Bobinleme işleminde dikkat edilecek bazı hususlar vardır.
Bunlar;
>>>>> Sarım hızları,
>>>>> Sarım gerginliği,
>>>>> Sarım şekli,
>>>>>>Bobin sayısıdır.
Bobinleme Aşamaları
Sarım işlemi başlarken iplik hâline gelen filamentler, iplik sensörü tarafından kontrol edilir. Bu sensörün görevi iplik koptuğu zaman makineyi durdurmaktır.
Sensörden geçen iplik, merdane (scan-rool) kısmına gelir. Burada; üzerine masuranın takılı olduğu bobin miline ulaşır ve bobinlere sarılır. Bobin mili üstünde gezerler (gezdirici) vardır. Genelde bu gezerler iki tane çapraz olarak üst üste monte edilmiş bıçaklardan meydana gelir. Bu bıçakların görevi gezerlere gelen ipliğin karışmasını engellemektir.
POY Bobinaj Ünitesi
İki galetli bobinaj makinesi ayrı ayrı filamentlere yüksek hızda bobinlere sarılır. Filament kopuklarını algılayan bir dedektör, filament kopması durumunda sarma kafasına ve travers sistemine gelebilecek bir zararı önlemek için filament kesme ve emme sistemleri ile donatılmıştır. Paket oluşumu başlamadan önce bir rezerve ucu otomatik olarak her bobine sarılır. Bir parti saati bobinin çalışma zamanını esas alarak tam bobin ağırlığını temin eder. Dolan bobinler bir bobin çıkarma cihazı yardımıyla sarma kafasının milinden çıkartılır. Yüksek hızlı bobinaj prosesi ile üretilen filamentler uzun bir saklama ömrüyle sonuçlanan bir ön oryantasyon almış olur.

FDY Bobinaj Ünitesi
Bobinaj ünitesi her üretim pozisyonu için iki alt ve bir üst indüktiv ısıtmalı galetlerle donatılmıştır. Filamentin çekimi ilk galet tarafından yapılır ve çekim birinci galet ile ikinci galet arasında belirlenir. Filament kopuklarını algılayan bir dedektör, filament kopması durumunda, sarma kafasına ve travers sistemine gelebilecek bir zararı önlemek için filament kesme ve emme sistemleri ile donatılmıştır. Bir rezerve ucu paket oluşumuna başlamadan önce otomatik olarak bobin paketine sarılır. Gerekli spin-finish ilk galetlerin önüne yerleştirilmiş bir yağlama sistemi ile filamentlere uygulanır. Düzenli olarak uygulanan spin-finish filamentlerin daha sonra işlemleri için önemlidir. Bobinler dolduktan sonra bobin çıkarma cihazı yardımı ile çıkarılır ve düzenli olarak askılara yerleştirilir.

Dıştan sürtünmeli yalancı büküm tekstüre makinesi
Dıştan sürtünmeli yalancı büküm teksture makinesi ile filamentlere istenen kıvrımlı şekil verilerek üretilen ipliklerin ve kumaşların istenen hacim ve elastikiyete sahip olmasını sağlamaktır.
Görevleri
Dıştan sürtünmeli yalancı büküm başlıkları ile filamentlere istenen kıvrımlı şekil verilerek üretilen ipliklerin ve kumaşların istenen hacim ve elastikiyete sahip olmasını sağlamaktır. Bu tekniğin ilk zamanlarında istenilen teksture efektinin elde edilmesinde 7 adım vardır. Bunlar: bobinleme, büküm, ısı verme, sağma, büküm açma, katlama ve sarım. Bunlar tekniğin ilk gelişim yıllarında birbirinden farklı makinelerde yapılmakta idi. Teknolojinin gelişmesi ve yeni makinelerin imal edilmesi ile yalnızca 4 aşamalı bir işlem haline gelmiştir. Bunlar büküm verme, ısıtma, soğutma, yağlama ve sarım olarak sıralanabilir.
Dıştan sürtünmeli yalancı büküm tekstüre makinesinde kullanılan poy ipliklerin özellikleri Filament iplik üretimi sırasında 3500 m/dakika civarındaki sarım hızlarında kısmen oryante olmuş iplikler üretilir. Üretilen bu ipliklere “poy iplik” denir.
-Poy iplikler uzun (60-90 gün) omurludur. Bu sure içinde teksture işleminin yapılmaması durumda iplik kopmaları vb. sorunlar oluşabilir.
- Daha düzgün paketlenebilmektedir.
- Daha iyi ısıl işlem özelliğine sahiptir.
- Klima şartlarının değişmesinden diğer ipliklere göre daha az etkilenir.
Tekstüre İplik
![]()

Sonsuz sentetik filamentlerin özelliklerini değiştirerek daha büyük hacime, daha fazla elastikiyet ve uzama yeteneğine, daha yüksek mukavemete, daha fazla ısı alma yeteneğine, daha fazla nem alma yeteneği ile hava geçirgenliğine sahip ve daha yumuşak tutuma sahip liflerin elde edilmesi için kullanılan yöntemlerdir.

Sıkı ve paralel bir biçimde düzenlenmiş kesiksiz sentetik filamentlerin doğal lif görünüm ve tutumuna benzetilebilmesi için çeşitli kimyasal, mekanik veya ısıl işlemlerin uygulanması ile daha açık ve hacimli bir yapıya dönüştürülmesi işlemine tekstüre denir.
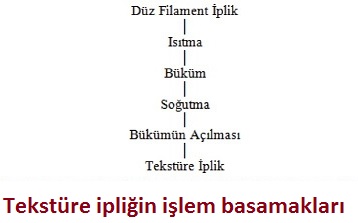
Tekstil liflerinin büyük çoğunluğunun tüketiciler tarafından arzu edilen hacimsel özellikleri kötüdür. Sentetik filamentlerin de neredeyse tamamı düzgün, parlak, nem çekmeyen, ipek gibi paralel liflerden oluşmuş soğuk bir yapıya sahiptir. Bu nedenle sentetik liflerin karakter ve hacim özelliklerini değiştirmek için kullanılan tekniklere “tekstüre” işlemi adı verilmektedir.
Tekstüre işlemlerinde 3 temel basamak bulunmaktadır. Bunlar aşağıda sıralanmıştır:
1-Filamentlerin ısıtılması,
2-Tekstüre özelliğinin verilmesi,
3-Verilen özelliğin fikse edilmesi.
Tekstüre efekti, iplik kesitinde oluşturulan merkezi gerilmelerin iplik eksenine paralel olmayan biçimde değiştirilmesi ile elde edilir.
İpliğin kıvrımlı yapı kazanmasını sağlayan simetrik olmayan gerilimler iki yolla elde edilmektedir. Bunlar ipliğe mekanik, fiziksel ve kimyasal yollarla verilmiş formun fikse edilmesi ile ve farklı bükülme yeteneğindeki aynı polimerin iki ayrı komponentinin lif üretiminde kombine edilmesi ile sağlanmaktadır. Elde edilen tekstüre ipliğin kalitesi ise yalnızca tekstüre işlemi sırasındaki üretim şartlarına ve seçilen tekstüre metoduna bağlıdır.
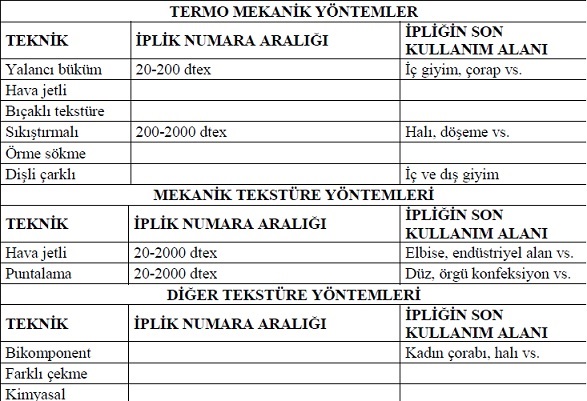
Tekstüre Yöntemleri
1-Termo-mekanik yöntemler,
2-Çekimli tekstüre,
3-Kimyasal termik yöntem,
4-Mekanik yöntem.
TERMOMEKANİK YÖNTEM
Sentetik iplikler üretildikten sonra yapılan işlemler sonunda henüz kullanıma hazır değildir. Filament ipliklere istenen özellikler çekim işlemi ile makro moleküllerin iplik eksenine paralel hâle getirilmesi ile verilir. Filament ipliğe ısıl işlem uygulanarak deforme olması, daha sonra soğutma işlemi uygulanarak ipliğin aldığı formun kalıcı olması sağlanır. Sıcaklığın etkisi ile moleküler yerleşimleri değiştirilebilen filament ipliklere termoplastik denir. Filament ipliklerin sahip olduğu bu özellik, termomekanik tekstüre tekniğinin de temelini oluşturmaktadır. Termomekanik tekstüre tekniğinin işlem basamakları şu şekildedir.
Termo-mekanik yöntem, ilk olarak asetat ve viskon gibi sentetik ipliklere uygulanmıştır. Liflerin ısının etkisi ile zarar görmesi ve yapılarında bozulmalar olması nedeni ile metot kullanılmamıştır.1930’lu yılların başından itibaren sentetik iplik üretimi yanında birçok termo-mekanik tekstüre tekniği geliştirilmiştir.
Bu yöntemler:
- 1-Torsiyon (yalancı büküm) tekstüre
- 2-Hava jetli tekstüre
- 3-Bıçaklı tekstüre
- 4-Sıkıştırmalı tekstüre
- 5-Örme sökme tekstüre
- 6-Dişli çarklı tekstüre.
Torsiyon (Yalancı Büküm) Tekstüre
Günümüzde en çok kullanılan yöntemlerin başında yalancı büküm tekstüre yöntemi gelmektedir. Bu metotta çok yüksek devirle dönen yalancı büküm iğleri ile kıvrımlandırma işlemi oldukça ekonomik hâle gelmiştir. Yalancı büküm tekstüre sisteminde;büküm verme, ısıl işlem, büküm açma ve katlama işlem basamaklarını oluşturmaktadır. Sevk silindirleri yardımı ile sevk edilen bir iplik, dakikada 800.000 devir ile dönen iğden geçer. İğin içi boştur, ipliğin hareketine göre dik yöndedir ve çok dayanıklı malzemeden yapılmıştır. İpliğin sarıldığı kısım (pim veya diabolo) iğ, iplik ile alıcı silindir arasında bulunur. Hareketsiz hâldeki iplik iğin döndürülmesi ile iğin her iki tarafındaki iplik büküm alır. İğin bir tarafı ‘S’ büküm ise diğer tarafı ‘Z’ bükümlü olur.
Hava Jetli Tekstüre
Hava jetli tekstüre metodu, basınçlı hava yardımı ile filament ipliklerin karıştırılarak tekstüre edilmesi esasına dayanır. Hava jetli tekstüre metodunda iplikler çekim silindirleri arasına yerleştirilmiş hava jetine gönderilir. Hava jetinin türbülans bölgesinde basınçlı hava akımının etkisi ile iplikler kıvrımlı hâle gelir. İplikler yavaş dönen çekim silindirleri yardımı ile hava jetinden bobin tamburuna sevk edilerek bobinlenir.
Bıçaklı Tekstüre
Tüylü filament iplik elde etmek için kullanılan yöntemlerden biri de filamentlerin bir bıçağın sırtından geçirilmesidir. Bu metotla iplik önce ön ısıtmaya bırakılır. Daha sonra iplik soğuk bir bıçak üzerinden geçirilir. Bu sırada ipliğin bıçağa temas eden iç kısmında kalan filamentler sıkışarak kısalır, dış kısımda kalan filamentler gerilerek uzamaktadır, iplik bıçak üzerinde hareket ettikçe ve ilerledikçe soğumaya devam eder.Bıçaklı tekstüre tekniğinin yaygınlaşmaya başladığı dönemde yani 1960’ların başlarında, üretilen iplikler en çok dikişsiz bayan çoraplarında kullanılırdı. Bıçaklı tekstüre yöntemi ile üretilen ürünlere çok iyi iki yollu uzama özelliği kazandırılmış olur. İki yollu uzama özelliğine sahip çoraplar geleneksel tekniklerle üretilen çoraplarla karşılaştırıldığında vücuda daha iyi oturmaktadır. Bıçaklı tekstüre iplikleri az da olsa halı ve döşemelik kumaşların yapımında kullanılmaktadır. Bıçaklı tekstüre iplik ısıtılarak stabilleştirildiğinde ipliğin yoğunluğu artırılmış olmaktadır. Böylece iplikler bayan giysileri, golf giysileri ve süveter yapımında kullanılmaktadır. Bıçak yapımında çelik, alüminyum ve silikon karpit gibi malzemeler kullanılır. Bıçağın yarıçapı 0,0025 ile 0,01 mm arasında ayarlanmalı ve çok yüksek bir keskinliğe sahip olmamalıdır. Bıçak doğrudan ısıtılabildiği gibi bıçağın kenarına yerleştirilen temaslı bir ısıtıcı ile de ısıtılabilir. Teknik açıdan uygun olması nedeni ile ısıtılmış bıçak tekstüre tekniği yaygın olarak kullanılmaktadır. İpliğin tipine göre kullanılan ısıtıcıların sıcaklığı ise değişmektedir. Örneğin poliamid için sıcaklık 173 °C olmalıdır. Günümüzde bıçaklı tekstüre tekniği, üretiminin düşük hızlarda gerçekleşmesi ve iplik içindeki filament sayısının sistem için kısıtlı olmasından dolayı tercih edilmemektedir. En hızlı kabul edilen makinelerde dahi bir dakikada 124 m üretim yapılabilmektedir.
Sıkıştırmalı Tekstüre
Sıkıştırmalı tekstüre metodu, bir çift besleme silindiri ipliği alarak ipliğin tutulduğu ve deforme edilip buruşuk ve zikzaklı bir görünüm aldığı borunun içine besler. İplikte oluşan deformasyon, ısının etkisi ile fiskelenir. Bu şekilde işlem görmüş iplik hem daha hacimli hem de daha yumuşak yapıya sahip olur. Uzama özellikleri ise yalancı büküm tekstüre tekniği ile üretilen ipliklerin uzama özelliklerine oranla çok düşüktür. Bu yöntemin en önemli özelliği ısıl fikseleme işleminin gerginlik olmadan veya çok düşük gerginlikler altında yapılmasıdır. Sıkıştırmalı tekstüre metodu, yaygın olarak halı, kilim ve tafting halılarda, kalın numara tekstüre filament ipliklerin üretiminde kullanılır.
Örme Sökme Tekstüre
Kıvrım verme işlemi, yuvarlak örgü makinesinin iğneleri aracılığı ile yapılmaktadır. Metodun özü filament ipliklerin örülmesi, fikse edilmesi ve yapının sökülmesidir. Sökme işlemi sonrası kıvrımlı bir yapı elde edilmektedir. Kesikli (diskontinü) ve sürekli termofiksaj yöntemi olarak iki biçimde yapılmaktadır.
1-Kesikli (diskontinü) metot: Filament iplikler yuvarlak örgü makinesinde önce örülür. Burada iplikler hortum hâline getirilir. Örgü hortum, çıkrık ile makaraya yumuşak olarak sarılır. Makaraya sarılmış hâlde iken 100-130 ºС de doymuş buhar ile 30-60 dakika bekletilir. İşlem sonunda hortum soğutularak açılır. İplik örgünün kıvrımlarına sahiptir ve sıcaklığı etkisi ile kırılar sabittir. Sökülen iplikler bobinlere sarılır. Bu metodla üretilen tekstüre iplikler :
- a-Kesikli metoda göre elde edilen iplikler dalgalı bir yapıya sahiptir.
- b-Yumuşak ve hoş bir tutumu vardı.
- c-Boya alma yeteneği iyidir.
- d- 10-5000 denye kalınlığındaki poliester, poliamid6, 6polipropilenin tekstüre edilmesinde bu metot uygulanabilmektedir.
- e-Döşemelik kumaş kadın çorabı örme, çamaşır, halı ipliği olarak kullanılmaktadır.
f-Sürekli örme sökme metodu: Sürekli örme sökme metodu kesikli metodunun aynısıdır. Burada farklı olarak örülmüş olan kumaş rulo hâlinde sarılmadan önce sıcak bir bölgeden (iki kızgın plaka) temas etmeksizin geçirilir ve fikse edilir. İpliklere verilecek kıvrımın sabitliği sıcak bölgenin ısı derecesine ve sıcak bölgeden geçme zamanına bağlıdır. Özellikleri kesikli metodundaki gibidir. Farklı olarak sürekli örme sökme metodunda işlemlerde kısalma olduğu için maliyet daha düşüktür. Bu nedenle daha ekonomiktir.
Dişli Çarklı Tekstüre
Dişli çark metodu, “Crepeset” yöntemi olarak da bilinmektedir. İpliklerin kıvrımlı hâle gelmesi ısıtılmış olan dişli çarkların arasından ipliğin geçirilmesi ile olmaktadır. Bu yöntem genellikle sentetik iplik üretimi sonunda uygulanmaktadır. Burada amaç, üretimin hemen ardından henüz sıcak olan ipliğin soğuk dişliler arasından geçirilmesi ve ipliğin soğutulması ile kıvrımlandırılmasıdır.
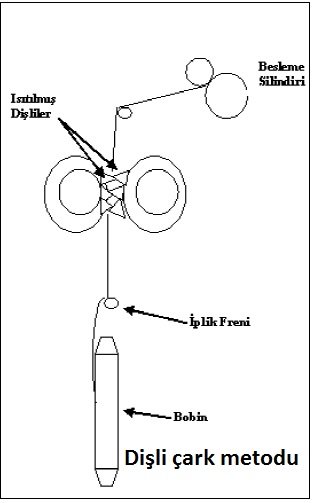
Dişli çark yöntemi ile elde edilen iplikler;
- 1- Oldukça düzgün kıvrımlıdır.
- 2-Hacimleri fazla değildir.
- 3-Bu yöntemle elde edilen ipliklerin örtücülükleri iyi değildir.
- 4-1000 denyeye kadar ipliklerin tekstüe edilmesinde kullanılmaktadır.
ÇEKİMLİ TEKSTÜRE
Günümüzde maliyetli olan çekme – bükme işleminin ortadan kaldırılması ve çekim işlemi ile tekstüre işleminin aynı anda gerçekleştirilerek maliyetin de düşürülmesi için çekimli tekstüre yöntemi geliştirilmiştir. Çekimli tekstüre metodu için 2 yöntem geliştirilmiştir.:
- 1-Çekim ve tekstürenin ayrı ayrı olması(sequental çekimli tekstüre)
- 2-Çekim ve tekstürenin aynı anda olması( simultan çekimli tekstüre )
Çekim ve tekstürenin ayrı ayrı olmasına kademeli çekimli tekstüre yöntemi, çekim ve tekstürenin aynı anda olmasına kademesiz çekimli tekstüre yöntemi denilmektedir.
Kademeli Çekimli Tekstüre Yöntemi ( Sequental Çekimli Tekstüre )
Çekimli tekstüre yönteminin getirdiği yararlılıklar görüldükten sonra tekstüre iplik ve makine üreticileri çekimli tekstüre yöntemleri üzerine çalışmalara başlamışlardır. Klasik tekstüre metotlarının klima şartlarının değişimine ve ısıya karşı aşırı hassasiyeti gibi dezavantajları nedeni ile yavaş yavaş kademeli çekimli tekstüre metoduna dönülmüştür. Çekimli tekstüre metodunda tekstüre makinesinin girişine bir çekim elemanı monte edilerek ipliklerin tekstüre bölgesine girmeden önce istenen incelikte çekilmesi sağlanmıştır. Fakat bu yöntemde kullanılan çekim elemanlarının fiyatlarının yüksek olmasından dolayı simultan çekimli tekstüre metodu daha çok tercih edilmektedir.
Kademesiz Çekimli Tekstüre Yöntemi ( Simultan Çekimli Tekstüre )
Bu yöntemde ipliklerin çekim ve tekstüre işlemi iki veya tek ısıtıcılı yalancı büküm metoduna göre çalışan makinelerde yapılmaktadır. Yöntemde verilen çekim, bir hız farkı ile sağlanmaktadır. Yani makinede besleme silindirleri ara silindirlere göre daha yavaş dönmektedir.
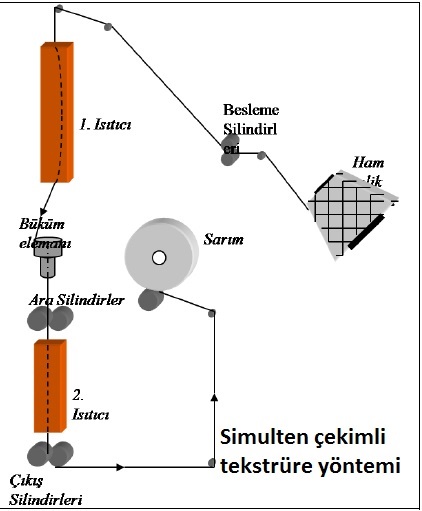
Kademesiz tekstüre yönteminde çekim işlemi sırasında belirli bir gerginlik oluşmaktadır. Özellikle çekim nedeni ile ısıtıcı içinde oldukça yüksek bir gerginlik varyasyonu bulunmaktadır. Eğer tekstüre işleminde iplik aşırı biçimde mekanik olarak zorlanırsa mukavemeti düşmektedir. Bu yöntemde önemli bir husus da iplik yalnızca eksenel çekim kuvvetleri değil burulma zorlamalarına da maruz kalmaktadır. Bunun sonucunda kademesiz tekstüre yönteminde filament ipliklerin enine kesiti eşkenar üçgen şeklinde görülmektedir. Kademesiz tekstüre yönteminde tam optimum sıcaklığın seçilmesi mümkün olamamaktadır. Bilindiği gibi tekstüre işleminde yüksek sıcaklığa ihtiyaç duyulmaktadır. Bu sıcaklıklar temel olarak tekstüre edilecek olan ipliğin ergime noktasının biraz altındadır. Yüksek sıcaklıktaki çekim ise aşırı kristalizasyona neden olabileceğinden iplik oldukça kırılgan hâle gelebilmektedir.
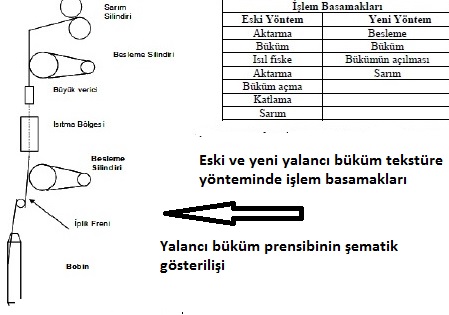
Kimyasal Termik Yöntem (Bikomponent Lifler)
Bikomponent lifler yün lifinin kıvrım özelliğinden dolayı keşfedilmiş bir yöntemdir. Yün lifinin kendiliğinden oluşan kıvrımları lifin farklı iç yapısından kaynaklanmaktadır.Bikomponent filament üretimi iki farklı polimerin aynı düze deliğinden geçirilerek tek filament hâline getirilmesi esasına dayanır.
Bu nedenlerden dolayı bikomponent lifler fiksaj işlemi sırasında farklı kısalmalar gösterebilmektedir. Yöntemde liflerin üretimi sırasında herhangi bir kıvrım verme işlemi bulunmamaktadır. Kıvrım verme işlemi ısıl muamele ile gerçekleştirilmektedir. iki farklı polimeri değişik düze deliğine besleyerek 3 farklı yöntem ile lif yapısı oluşturulabilmektedir. Yan yana, iç içe ve denizde adacıklar yöntemleridir. Günümüzde en çok tercih edilen yöntemlerden biri yan yana bikomponent filament üretim yöntemidir. İki farklı özellikteki polimerin;
- 1-Farklı rutubet alma,
- 2- Farklı kaynama çekmesi,
- 3-Kristal yapıları arasında farklılıklar,
- 4-Farklı erime sıcaklığı
- 5-Moleküler ağırlıkları farklılık göstermesi nedeni ile ısıl işlemlere tabi tutulduklarında her iki polimerde kendiliğinden farklı kıvrım oluşturur. Kıvrımın derecesi ısıl muamele ile ayarlanır.
Bikomponent iplikler;
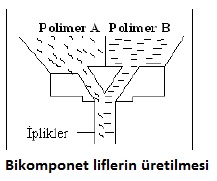
- 1- Diğer tekstüe yöntemleri ile elde edilen ipliklere göre daha az elastik ve daha iyi form stabilliğine sahiptir.
- 2-Poliamid, poliester, poliakrilnitril lifleri için uygulanabilmektedir.
- 3-15-1000 denye inceliğindeki iplikler üretilmektedir.
Mekanik Yöntem (Hava Tekstüresi)
Basınçlı hava yardımı ile sentetik ipliği oluşturan filament ipliklerin karıştırılarak tekstüre edilmesi işlemidir ve ısı etkisi olmadan yüksek basınçta soğuk havanın püskürtülmesi ile tekstüre iplikler elde edilir. Mekanik yöntemde iplikler çekim silindirlerine sıkışmış durumda hava jetine sevk edilir. Filamentler basınçlı havanın etkisi ile kıvrımlı hâl alır. Kıvrımlı hâldeki iplik daha sonra bir çekim silindiri yardımı ile jetten alınır. Tambura sevk edilerek bobinlenir.
YALANCI BÜKÜM TEKSTÜRE PRENSİBİ
İlk üretilen yalancı büküm tekstüre yöntemi uzun ve yorucu bir işlemden oluşmakta idi. Günümüzde modern teknoloji ile eski yöntem kullanılmamaktadır. Aşağıdaki tabloda eski yöntem ile yeni yönteminin işlem basamakları görülmektedir.
Sevk silindirleri tarafından alınan iplik, iğ içine gönderilir. İğin içi boştur ve iplik hareketine dik yönde bulunan ipliğin sarıldığı pim bulunmaktadır. Pim, sevk ve alıcı silindir arasındadır. Hareketsiz hâldeki filament iplik iğin döndürülmesi ile ipliğin her iki tarafında da eşit miktarda ve ters yönlerde büküm oluşacaktır. İpliğin bir tarafında “S” büküm diğer tarafında ise “Z” büküm oluşacaktır. İplik hareket ettiğine göre iğden sonra iplik üzerindeki büküm aksi yöndeki bükümün etkisi ile açılır. Giriş ve iğ arasında bir büküm oluşmakta fakat bükümün oluştuğu bölge geçildikten sonra iplik bükümsüz hâle gelmektedir. Bu nedenle bu metoda yalancı büküm metodu adı verilmektedir. Yalancı büküm metodunda ikinci adım işlemi fiksaj işlemidir. Fiksaj işlemi uygulanmasının nedeni ise verilen bükümün kalıcılığını sağlamaktır. Besleme silindiri ile iğ arasına yerleştirilen ısıtıcı yardımı ile iplik bükümlü hâlde ısıl işleme tabi tutulur. İpliğin istenilen ısıya gelmesi için ısıtıcı bölgenin uzunluğu oldukça önemlidir. Isıtma bölgesi kadar soğutma bölgesinin de uzunluğu önemlidir. Özellikle ısıtılan ipliğin büküm ünitesine gelinceye kadar camsı geçiş noktasının altındaki sıcaklığa (polyester için 70-75 °C, poliamid için 60 °C) düşmelidir. Isıtıcı bölgenin bir önemli noktasın da ısının optimizasyonudur. Çok yüksek sıcaklılarda filamentler birbirlerine yapışabilir. Çok düşük sıcaklılarda ise kalıcı olmayan kıvrım efekti oluşmaktadır. Bu iki durum da ipliğin hacimliliğini etkiler. Diğer önemli bir husus ise ısıtıcı iplik hattı boyunca iplik gerginliğinin sabit olması gerekir. İpliğin gerginliği giriş sevk silindirleri hızının arttırılması gerginliği düşürmektedir ve üretilen ipliğin daha sı kırımlara sahip olmasını sağlamaktadır. Fiksaj işleminden sonra iplik soğur ve aldığı form sabitlenmiş olur.
Yalancı Büküm Yöntemi ile Tekstüre Edilen İpliklerin Kullanım Alanları
Elastik özelliğe sahip tekstüre iplikler çok çeşitli kullanım alanına sahiptir.
- 1- Mayo, çorap, kravat, masa örtüsü, iç çamaşırı korse, eldiven, kayak giysileri, tıbbi giysilerin imalinde kullanılır.
- 2-Yalancı büküm tekstüre ipliklerinin esneme özellikleri yüksek olması nedeni ile hacimlilik özelliği ile birleştirilerek vücudu saran iç çamaşırları çorap, mayo gibi tekstil ürünlerinde kullanılmaktadır.
- 3-Yalancı büküm tekstüre iplikleri % 80 oranında yuvarlak örmede kullanılmaktadır.
- 4-Hem atkı hem de çözgülü örme endüstrisinde büyük oranda tekstüre filament iplikleri kullanılmaktadır.
HAVA JETLİ TEKSTÜRE PRENSİBİ
Basınçlı havanın kullanılması ile sentetik iplik yapısını oluşturan filamentlerin karıştırılıp tekstüre edilmesine hava tekstüresi adı verilmektedir. İlk kez taslan adı verilerek kullanılan bu yöntemde şekilde görülen jet içine iplik çekim silindiri aracılığı ile gönderilmektedir. Jetin türbülans bölgesinde filamentler basınçlı hava akımı ile karşılaşarak kıvrımlı bir yapı almaktadır. Tekstüre olmuş iplik, bir çekim silindiri ile jetten alınarak bobin tamburuna sevk edilmekte ve burada bobinlenmektedir. Bu yöntemin en önemli avantajı hacimlendirme ve elastikiyet kazandırma, plastik deformasyon yolu ile yapılmadığından termoplastik olmayan ipliklere de bu yöntemin uygulanabilir olmasıdır. Hava tekstüresinde farklı boy ve değişen hızlarda dönen sevk silindirlerinin kullanılması ile çeşitli tipte iplikler elde edilebilmektedir. Jet içine beslenen iplik sayısı ve besleme hızına göre üç farklı özellikte iplik yapısı elde edilebilmektedir.
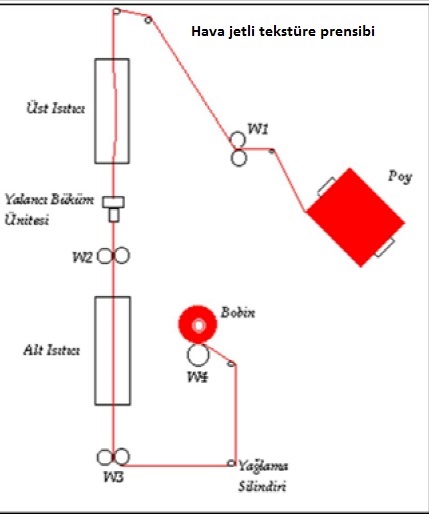
1-Tek iplik tekstüre işlemi : Tek bobinden gelen iplik, jet içine fazla beslenerek hacimli hâle getirilir.
2-Paralel iplik tekstüre işlemi : İlk veya daha fazla iplik, jet içine birlikte gönderilmektedir.
3-Çekirdek ve fantezi iplik tekstüre işlemi : İki veya daha fazla iplik, farklı besleme hızlarında jet içine gönderilmektedir. İpliğin mukavemetini sağlayan taşıyıcı iplik % 6-8 oranında daha fazla beslenirken diğer ip veya iplikler % 300 oranında daha fazla beslenerek fantezi iplik elde edilmektedir.
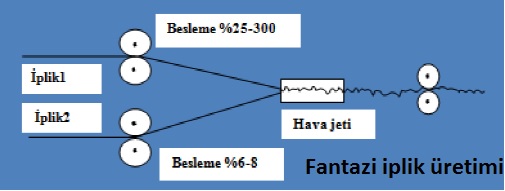
Hava Jeti ile Tekstüre İşleminin Özellikleri
- 1-Farklı iplikleri harmanlayabilmek
- 2-Doğal liflerden eğilmiş ipliklere benzer yapıya ve özellikte iplik oluşturabilmek
- 3-Kullanılan besleme ipliğin sentetik termoplastik ipliklerle sınırlı olmaması (Poliester, poliamid, polipropilen filament iplikleri yanında cam elyafı viskon, asetat filament iplikler de kullanılabilmektedir.)
- 4-İlk yıllarda imal edilen hava jeti ile tekstüre yönteminde kullanılan ön büküm işlemine gerek olmadan en ince poliamid ve poliester ipliklerinden giysilerin imali ile en kalın cam lifi ve karbon kullanılarak uçak ve uzay uygulamalarında kullanılacak kumaşların imali mümkün olmuştur.
- 5- Hava jeti ile eğrilmiş ipliklerin hacimliliği ipliğin kullanım sırasında karşılaşabileceği kuvvet karşısında değişme göstermez.
- 6-İpliğe yumuşaklık ve sıcaklık hissi veren iplik yüzeyinin sabit havlarla kaplı olmasıdır.
- 7-Daha iyi bir örtücülük özelliği vardır.
- 8-Tekstüre işlemi filamentin kesitini etkilememesi nedeni ile dokunan kumaşa şiddetli güneş ışığında parlama görülmez.
- 9-Hava jeti ile tekstüre edilmiş kumaşlar, yünlü kumaşlarla karşılaştırıldıklarında aşınmaya karşı dayanımı daha yüksek, kırışıklığa karşı direnci yüksektir.
- 10-Daha yüksek hacimlilik.
- 11-Kumaş üzerinde daha az parlama ve parlaklı vardır.
- 12-40-1250 denye kalınlığındaki tüm ipliklere uygulanabilmektedir.
- 13-Basınçlı hava kullanımı nedeni ile işlemin maliyeti yüksektir.
- 14-Karakteristik özelliği tutum, görünüş ısıtma, hacimlilik ve elastikiyet bakımından eğrilmiş ipliklere benzemektedir.
- 15-İpliklerin kullanımı sırasında dokuda pillingleşme olması ve mamulün sert olması yöntemin en önemli dezavantajıdır.
- 16-Bu yönteme göre tekstüre edilen iplikler erkek elbiselik kumaşlar, mayo, kazak, halı döşemelik kumaş dikiş ipliği filtre bezi üretiminde kullanılmaktadır.
Hava Jetli Tekstüre Edilmiş İpliklerin Kullanım Alanları
- 1- Hava jeti ile tekstüe işleminin ipliklerinin çok amaçlılığı nedeni ile iplikler, tekstilin hemen her köşesinde tercih edilmektedir.
- 2- Erkek gömleği, erkek ceketi, kravat, bayan kazakları bluz, giysilik kumaş mayo, yağmurluk, anorak
- 3-Ayakkabı bağcığı, ayakkabı dikiş ipliği
- 4-Çadır kumaşları, havlu, battaniye, valiz kumaşları dantela
- 5-Çarşaf, perdelik kumaş döşemelik kumaş
- 6-Dikiş ipliği, filtre bezi tıbbi malzemeler, araba lastiği, otomobil iç döşemelik kumaşları, lamine edilmiş kumaşlar, baskılı elektronik devrelerin yalıtım malzemesi, otomobil gövdesindeki ara katman kumaşları.
Tekstüre edilen iplikteki filament kesitleri yuvarlak olabileceği gibi farklı şekillerde de elde edilebilir.
Tekstüre edilmiş ipliğin kazandığı karakterler
Tekstüre işleminin uygulandığı iplikler, çeşitli özellikler kazanır.
- 1-Daha fazla uzama ve elastiklik
- 2- Daha iyi ısı alma yeteneği
- 3-Daha yumuşak ve sıcak bir tutum
- 4-Daha büyük hacimlilik
Tekstüre edilmiş ipliklerden elde edilmiş tekstil mamullerinin kazandığı özellikler
- 1-Daha fazla uzama ve elastiklik
- 2- İyi bir örtücülük
- 3-Dolgun ve yumuşak bir tutum
- 4- Form sabitliği ve ısı tutma yeteneği
5-Tekstüre edilen iplikler multi filament ipliklerdir. İnce filamentlerden meydana gelen tekstüre ipliklerin tutumu daha yumuşaktır. Kalın filamentlerden meydana gelen tekstüre ipliklerin tutumu ise daha serttir.
TEKSTÜRE İPLİK ÇEŞİTLERİ
- Tekstüre edilmiş iplikler 3 gruba ayrılabilir.
1-Elastik tekstüre iplikler:
Yüksek uzama ve iyi geri toparlanma özelliklerine sahiptir. Her bir filament iki boyutlu, zikzak veya üç boyutlu helisel ve bükümlü bir forma sahiptir. Elastik tekstüre iplikler düşük yükler altında kolaylıkla açılabilir. Özellikle zikzak ve helisel formlar yük kakyığında toparlanarak orijinal dalgalı şeklini alabilir. Elastik ipliklerde uzama ve toparlanma önemli olduğu için vücudu saran giysilerde kullanılır. Elastik iplikler termo- mekanik tekstüre yöntemi ile üretilir.
2-Kesikli liflerden eğrilmiş ipliklere benzeyen tekstüre iplikler (modifiye):
İplikleri oluşturan filamentler, birbirleri ile dolanarak havanın içine girebileceği boşluklar bırakarak sıkı bir iplik yapısı oluşturur. Bu nedenle de üretim esnasında ve kullanımda oluşabilecek yüklerde uzama göstermez. Kesikli liflerden eğrilmiş ipliklere benzeyen tekstüre iplikler, hava jetli tekstüre yöntemi ile üretilebilir ve tekstilin tüm alanlarında kullanılabilir.
3-Hacimli iplikler
Hacimli iplik üretiminde dişli çark, yığma metodu, örme sökme, hava tekstüresi yöntemi kullanılmaktadır. Diğer ipliklere göre daha yüksek hacimlilik özelliğine sahiptir. Örtücülük özellikleri oldukça iyidir. Konfor özelliği aranan dokuma kumaşların yapımında kullanılır.
TEKSTÜRE YAĞLARI
Filament ipliğin üretimi sırasında sonraki işlemler sırasında filamentlerde sık sık kopuşlar, statik elektriklenme ve yüzey aşınmaları görülmektedir. Filamentlerin ve iplik kopmalarının en önemli nedenleri, işlemler sırasında iplik gerginliğinin yüksek olması, ipliğin kılavuzlara temas eden yüzeylerinde aşırı aşınma ve filamentin kohezyonunun zayıf olmasıdır. İpliğe verilen yağ spin finish yağı, bitim yağı, avivaj yağı, koruma yağı gibi isimler adı altında tanımlanır. Sentetik liflerin üretiminden sonra lifin yüzeyine verilip yüzeyi kaplayarak anti-statik özellik kazandırmaktadır.Lifin yüzeyine uygulanan yağın özellikleri, lifin malzemesi ve daha sonra göreceği işlemler göz önüne alınarak belirlenir. İplik boyama işlemine tabi tutulacaksa iplik veya kumaş yıkanarak üzerindeki yağ uzaklaştırılır.
Meydana gelen sorunları gidermek amacı ile ipliğin üretimi sırasında bobinlere sarılmadan önce ipliğe yağ verilir. İpliğe saf hâlde veya su ile emülsiyon hâlinde uygulanabilir, seramik malzemeden yapılmış olan silindir yağ teknesine yarı daldırılmıştır. Hareket eden bir silindirden iplik teğetsel olarak sürtünerek geçer ve silindirin yüzeyindeki yağ iplik üzerine aktarılır. Yöntemin olumsuz yönü yağın tüm iplik boyunca düzgün dağılımlı olmamasıdır. Diğer bir yöntemde ise V şekilli seramik kılavuzlara yağ orantılı olarak kanal içine sevk edilerek iplik yüzeyine aktarılır. Yağlama işleminden sonra filament iplikler ısıl işleme tabi tutulur.
TEKSTÜRE İPLİĞE UYGULANAN YAĞDA OLMASI GEREKEN ÖZELLİKLER
- 1- Oksitlenme önleyici : Üzerine yağ uygulanan ipliklerde depolandıktan sonra renk değişimi, bakteri oluşumu olmamalı; oksitlenerek çözünmeyen maddelerin oluşumuna neden olmamalıdır.
2-Yağlayıcılık : Lifin işlenmesi sırasında lifin aşınmasını önleyerek lif ve metal sürtünmeyi azaltıp düzgün yağlayıcılık özelliği olmalıdır.
3-Kohezyon : Uygulanan yağın dengeli olmasını ve filamentlerin birbirine tutunmasını sağlayıcı kohezyon kuvveti olmalıdır.
4-Viskozite kararlılığı : Yağın viskozitesinin düşük olması yağın akmasına, sürtünmelere neden olabilir. Viskozitesinin yüksek olması ise yağlamada zorluklara ve sürtünmenin artmasına neden olabilir.
5- Korozyon direnci : Kullanılacak olan yağ korozyona karşı dayanıklı olmalıdır. Filamentin işlenmesi sırasında makineyi oluşturan metal yüzeyler ile temas sırasında yağın neden olduğu paslanma veya korozyon, makine parçalarının bir süre sonra kullanılamaz hâle gelmesine, iplik üzerine geçen pas boyamada sorunlara neden olacaktır.
6-Renk: Kullanılan yağ şeffaf olmalıdır. Depolama süresince sararmamalıdır.
7-Antistatik kontrol : Kullanılan yağın lifin işlenmesi sırasında oluşan statik elektriğin depolanmasını önleyici özellikte olması gerekir.
Flament İplik Üretimi
KİMYASAL ELYAFIN ELDE EDİLME ŞARTLARI

Kullanılan polimer sıvı olmalı ya da sıvı hâle getirilmelidir. Sıvı polimer ince deliklerden sabit basınç altında püskürtülmelidir. Deliklerden çıkan sıvı polimerin, flament hâlinde katılaşabileceği bir ortam bulunmalıdır.
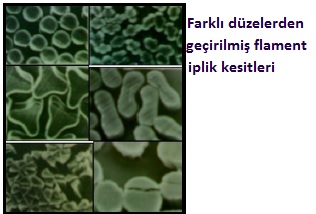
YAŞ ÇEKİM YÖNTEMİ
Yaş çekim yönteminde polimerin uygun bir çözücü içinde çözeltisi hazırlanır. Hazırlanan çözelti, bir koagülasyon banyosu içinde bulunan düze (spinneret) başlığına uygun pompa yardımıyla sabit basınç altında iletilir. Düze başlığının bulunduğu (polimeri katılaştıran kimyasal karışım) banyoya koagülasyon banyosu denir. Bunun sebebi, polimerin bu banyo içinde pıhtılaşması yani koagüle olmasıdır. Polimer çözeltisi; ince deliklerden flament şeklinde çıktığından aynı şekilde pıhtılaşır ve çöker.
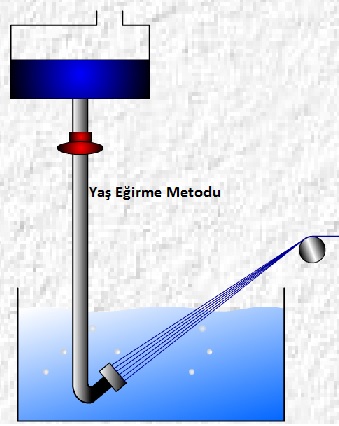
Koagülasyon banyosunun yapısı, polimeri çözelti hâlinden katı hâle getirecek şekilde hazırlanır. Örneğin, bazik çözeltilerde çözünüp asitlerle çözünmeyen bir polimer maddenin bazik bir çözeltisi hazırlanır. Koagülasyon banyosu olarak da polimerin çözünmediği bir asidik çözelti seçilir.
KURU ÇEKİM YÖNTEMİ
Kuru çekim yöntemi ile iplik elde edebilmek için polimer çözeltisinin içinde öncelikle kullanılacak çözücü maddenin kolay uçucu yani kaynama noktasının düşük olduğu bir madde seçilmelidir. Hazırlanan bu çözelti düzelerden sabit basınç altında ve içinden hava akımı geçen odalara püskürtüldüğünde çözücü çabucak buharlaşır. Geriye filament hâlini almış polimer madde kalır.
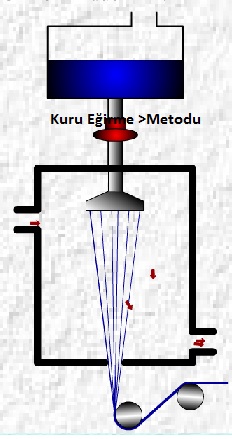
Bu yöntemde, kullanılacak olan çözücü maddenin kolay uçucu olması ile birlikte ekonomik, kolay bulunabilen çabuk tutuşmayan cinsten olanı tercih edilir. Düzeden çıkan polimerin sıcak havadan etkilenmesi durumunda sıcak hava yerine sıcak doymuş buhar veya sıcak azot gazı kullanılır.

YUMUŞAK ÇEKİM YÖNTEMİ
Termoplastik özelliğe sahip olan ve herhangi bir çözücüde çözünmeyen polimerler yumuşak çekim yöntemi ile filament hâline getirilir. Poliamid, poliester ve polipropilen lifleri yumuşak çekim yöntemi ile iplik hâline getirilir.
Eriyik hâldeki polimer cipsleri basınçla düzelere ( spinneret ) pompa yardımı ile iletilerek filament telleri hâline getirilir. Filamentler yüksek ısıda kapalı alandan dışarı çıktığında soğuk hava ile karşılaşır ve katılaşır. Katılaşan lifler bu sertlikten dolayı birbirlerine yapışmaz. Daha sonra kalın demetler hâlinde bir arada sarılır. Ancak demetteki filamentlerin sayısı düzelerin meme sayısına ve meme deliklerinin çap genişliklerine göre değişik olur. Bu işlemde filament çaplarının kontrol edilmesi gereklidir. Düzenin her meme deliğinin düzgün bir tarzda beslenmesi, çapları eşit olan deliklerden çıkan filamentlerin aynı soğutma koşulu altında katılaşması sağlanmalıdır. Memeden yumuşak hâlde çıkan filamentlerin katılaşması ilk bir metre sonunda tamamlanmalı, sonra demet hâlinde bir sarma mekanizması yardımı ile toplanmalıdır.
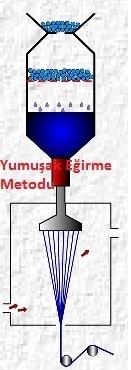
Filamentlerin soğutulması ve katılaşması kısa bir zamanda ve hızlı bir şekilde gerçekleştirildiğinden bu süre içinde lif strüktürleri yeteri kadar kristalleşmiş hatta kısmen uzamış olsalar bile amorf bölgelerinin oranında fazla bir azalma olmaz. Bu nedenle filamentlerde oryantasyon kuvvetli olmadığından lif mukavemetleri de yüksek değildir. Gerekli fiziksel özellikler makro-moleküllerin germe-çekme işlemine tabi tutulması ile kazandırılır.
{kind=link}
Düze başlıkları (spinneret), üzerinde elde edilecek filamentin çapı büyüklüğünde bir veya birden çok delik bulunan başlıklardır. Tek delikli bir düzeden “monofilament” veya kısaca “monofil” denilen bir tek filament; çok delikli düzeden ise “multifilament” veya “multifil” denilen filament elde edilir.
GERME-ÇEKME İŞLEMİ
Filament hâlini almış olan iplik, taşıdığı özellikler bakımından henüz tekstilde kullanılmaya uygun değildir. Polimerin sıvı hâlden katı hâle ani olarak geçişi molekül zincirlerinin karmaşık olarak düzenlenmesine sebep olur. Lifin yapısındaki kristalin (düzenli) bölgeleri artırmak, bunun sonucu olarak da filamente gerekli bazı özellikleri kazandırmak için germe-çekme işlemi uygulanır. Germe-çekme sonucunda filamentler, boylarının 3-10 katı (%300–1000) uzatılır. Germe-çekme işlemi uygulanmamış iki lifin boyuna kesitleri mikroskop altında incelendiğinde iç yapıdaki polimer zincirlerin önce karmaşık ve amorf karakterde olduğu, germe-çekme işleminden sonra ise lif boyunca yönlenen kristalin alanların oluştuğu gözlenir. Bu uygulamadan sonra filamentin dayanımı da artar.
GERME-ÇEKME İŞLEMİNİN YAPILIŞI
Germe çekme işlemi filamentin, hızları farklı iki silindir arasından geçirilerek yapılır. Filament her iki silindire kaymayı önlemek üzere bir kaç kez sarılarak yerleştirilir. Sarıldığı silindirin hızı(v1), ikinci silindirin hızından (v2) daha küçük olmalıdır. Böylece ikinci silindirin daha hızlı olması sebebiyle silindirler arasındaki bölgede filament boyu uzayarak çekilir. Bu bölgeye çekim bölgesi denir. İkinci silindirin hızı birinciden ne kadar fazla ise uzama o oranda fazla olur. Germe-çekme işlemi soğukta yapılabildiği gibi silindirler veya çekim bölgesi ısıtılarak sıcakta da yapılabilir.
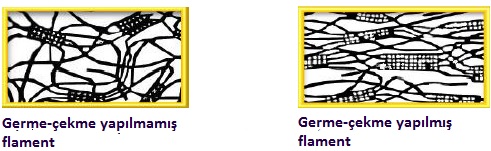
SUNİ VE SENTETİK ELYAF ELDESİ İŞLEM BASAMAKLARI
Suni ve sentetik elyaf edilmesi için belli bir sırada ki işlem basamaklarından geçmesi gerekir.
EXTRUKSİYON
Extruksiyon işlemi üç aşamada incelenebilir.
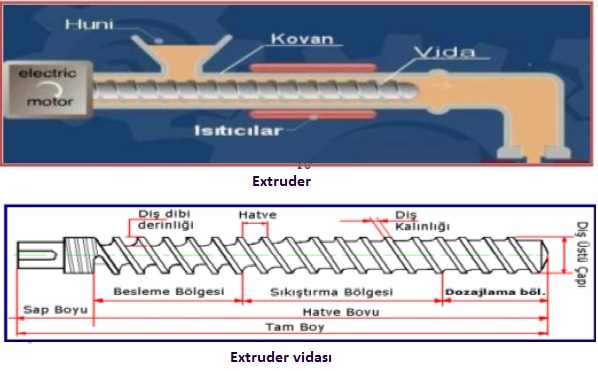
1-Ham maddenin iletilmesi
Ham madde cipsleri, taşıma sistemi ile ekstruder girişine beslenir. Buradan besleme hunisine dökülür. Besleme hunisinde mevcut olan seviye sensörü ham madde seviyesini kontrol eder. Cips taşıma sistemi, ham madde miktarını istenilen seviyede tutacak şekilde ayarlanır.
2-Dozajlama
Extruksiyon işleminden öce ham maddeye boya ve katkı maddeleri karıştırılır. Hem ham maddenin hem de boyanı aynı anda ölçülerek senkronize bir şekilde belirli bir oranda karıştırılması ile istenilen renkte ve tonda iplik üretimi mümkün olmaktadır.

3-Extruder
Granül hâldeki ham madde vakum sistemi ile besleme bölümüne aktarılır ve dozajlama ünitesi tarafından istenilen miktarda ve oranda boya ile karıştırılarak extrudere verilir. Extruder filament iplik üretiminin en önemli kısmıdır. Bu kısım öncelikli polimer cipslerinin ve katkı maddelerinin eritilmesi ve düzelerden geçebilecek viskoziteye ulaşmasını sağlar. Extruderdeki polimer cipslerinin erimesi için gereken sıcaklık kullanılan lif cinsine göre değişiklik gösterebilir. Extruder bölümünde; kovan, huni, kovan içindeki vida, vida hareketini sağlayan motor ve ısıtıcılar bulunur. Huni vidanın besleme bölgesiyle bağlantılıdır. Huniye gelen granül hâlindeki ham madde, vidanın dönmesi ile vidanın besleme bölgesinden alınır ve düzeye doğru itilir.

Extruderde eritme işlemi birkaç kademede yapılır. Polimer önce eritilir daha sonra gerekli ise fanlar aracılığı ile bir miktar soğutularak sıcaklık ve viskozitesi ayarlanır ve en son basamakta polimer düzelerden geçebilecek viskoziteye ulaştırılır. Düzelere belirli viskozitedeki eriyiğin girebilmesi ve bu viskozitenin stabil olması extruderde sağlanır. Extruderden istenilen kalitede eriyik elde edebilmek için erimiş polimerin sıcaklığının istenilen aralıkta tutulabilmesi ile mümkündür.
ERİYİKTE BOYAMA
Extruder içine polimer cipsi ile birlikte boyar madde ve gerekli katkı maddeleri karıştırılmaktadır. Bu karışım belirli bir oranda olmalıdır. Extruder çıkışında elde edilen filament boyanmış hâldedir. Bu şekilde granül hâlinde iken yapılan boyama işlemine eriyikte boyama denir. Eriyikte boyama yapılmaz ise elyaf saydam (renksiz) olarak üretilir. Renklendirilmesi gerekiyorsa sonradan boyanır. Eriyik boyama, istenirse yapılan bir işlemdir. Ancak bazı polimerler (polipropilen gibi) sadece eriyik hâlinde boyanabilmektedir. Polipropilen, iplik veya kumaş hâlinde boyanamamaktadır. Polimer eriyik hâlinde iken hem boyar madde hem de ipliğin son kullanımına yardımcı bazı katkı kimyasalları eklenir. Bu karışıma masterbatch adı verilir. Dozaj ayarlaması da bu masterbatch maddesi ile ham madde cipsi arasında olur.
FİLTRASYON
Eriyik hâldeki polimer düzeye gelmeden önce bir dizi filtreden geçirilir. Böylece erimiş polimerin içinde bulunabilecek olan yabancı maddeler (her türlü parçacık, jel vb.) düzelere gelmeden önce ayrılır.
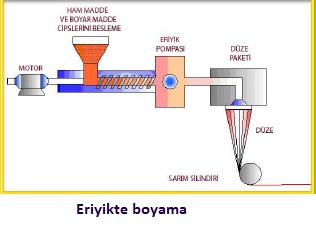
Bu kirlilikler filtrelerde elenmeden geçerse ya düze deliklerini tıkayacak ya da lifin içine yerleşip daha sonraki işlemlerde lifin performansını düşürecektir. Bundan dolayı extruderden geçen eriyik düzelere gelmeden önce filtrelerden geçirilerek yabancı maddelerden ayrıştırılır.

FLAMENT ELDESİ VE DÜZELER
Filament üretim sisteminde en hassas adım eriyik hâldeki polimerin düzelerden geçmesidir. Filament üretiminin son safhası olan bu kısımda extruderden geçmiş olan polimer eriyiği, belirli bir sıcaklık ve basınçta filament üretim başlıklarına (düze bloklarına) gönderilir. Düzeden çıkan polimer henüz iplik niteliği kazanmamış olan ve çok yüksek sıcaklıkta akan bir sıvı kütledir. Bu sıvı katılaşabileceği bir ortama püskürtülür. Düze plakasına bakıldığında yapısında birçok delik olduğu görülmektedir. Düze plakasındaki delik adedi mono filament üretimi için tek bir tanedir. Filament iplikler için düzedeki delik adedi genellikle 10 – 150 adet arasındadır. Kesikli elyaf üretiminin başlangıcı olan tow üretiminde ise düzelerde on binlerce delik vardır. Genellikle düze delikleri yuvarlak deliklerdir. Bu şekilde yuvarlak lif kesiti oluşturulur. Ancak özel olarak şekillendirilmiş düze delikleri de kullanılmaktadır .
KOAGÜLASYON ( KATILAŞMA )
Düzelerde belirli bir sıcaklık ve basınçla püskürtülen polimer eriyiği katılaşacağı bir ortama iletilir. Katılaştırma işlemi çeşitli şekillerde yapılır. Bunlar; sıcak buhar, soğuk hava veya koagülasyon banyosu yöntemleridir. Düzelerden çok yüksek sıcaklıkta akarak çıkan sıvı kütlesi bu bölümde katılaşarak filament hâline getirilir. Bu sıvı kütlesinin katılaştırma işlemi, ipliğin kazanacağı mukavemet ve uzama özelliklerini kritik bir şekilde etkiler.
GERME-ÇEKME
Filament eldesinden sonra; elyafta yönlenmemiş amorf bölge oranının fazla olduğu görülmüştür. Lifin yapısındaki kristalin bölgelerini artırmak, bunun sonucu olarak da filamente gerekli bazı özellikleri sağlamak üzere germe – çekme işlemi yapılır. Germe-çekme işlemi ile amorf bölge oranı azalır, kristalin bölge oranı artar. Böylece elyaftaki parlaklık, gerilim dayanıklılığı ve esneklik özellikleri artar. Ayrıca belirli numarada iplik eldesi sağlanır.
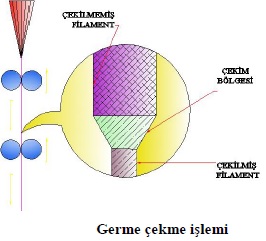
Germe – çekme işlemi aynı yönde dönen silindirler arasında gerçekleştirilmektedir. Düzelerden alınan filament tekstüre bölgesine iletilirken silindirler (godet) vasıtasıyla germe – çekme işlemi yapılır. Filament, hızları farklı silindirler arasından geçirilir. Bu silindirler birbirlerine belirli bir uzaklıkta olup 2. silindirin hızı 1. silindirden daha yüksektir. Bu sayede iki silindir arasında hız farkından dolayı çekim meydana gelir. Çekim işlemi sıcak (polipropilen gibi) veya soğuk (poliamid 6,6 gibi) olarak yapılabilir. Silindirler arası hız farkı ve silindirlere verilen ısı sayesinde filamentin germe – çekme işlemi tamamlanır. Germe - çekme bölgesi kullanılan makine yapısına göre 2 veya 3 bölgeden oluşabilir.
YAĞLAMA VE ANTİ STATİK İŞLEM
Lifin işlenmesi sırasında; lif – metal sürtünmesini azaltıp düzgün ve düşük bir gerginlik oluşmasını sağlayarak lifin aşınmasını önlemek amacıyla yağlama yapılması gerekir. Filamentlere, iplik oluşturmak üzere buluştukları noktanın hemen sonrasında yağlama işlemi yapılır. Yağlama işlemi spin – finish yağı ile gerçekleştirilir. Spin – finish yağı antistatik özellik kazandırıcı, bakteri öldürücü ve korozyon önleyici maddelerin özel bir karışımından oluşmaktadır. Spin – finish yağı; preparasyon yağı, bitim yağı, koruma yağı, avivaj gibi isimler altında da tanımlanabilir. Spin – finish yağı saf hâlde veya su ile emülsiyon oluşturularak verilebilir. Dönen bir silindirin yüzeyinde oluşturulan film tabakasını ipliğe teması ile verilebileceği gibi bir kılavuzdan geçerken kılavuza dozajlanan yağ ile ipliğin temasa geçirilmesi ile de uygulanabilir. Filamentler; önce iplik sonra da kumaş hâline dönüştürüldükten sonra spin – finish yağının görevi tamamlanmış olur. Çoğu zaman iplik veya kumaşın boyanmasından hemen önce yıkanarak uzaklaştırılır.
Yağlama ile kazandırılan özellikler şöyle sıralanabilir.
1-Filamentlerin birbirlerine tutunmalarını artırır.
2-Sürtünmeyi azaltarak liflerin zarar görmesini engeller.
3-Statik elektriklenmeyi azaltır.
4-İplik kopuş sayısını azaltır.
5-İpliğin üzerinde boya dağılımını iyileştirir.
6-Bakteri üremesini engelleyerek filamentin uzun ömürlü olmasını sağlar.
7-Yüksek çekim hızlarında daha verimli çalışılır.
MATLAŞTIRMA
Kimyasal liflerin doğal parlaklığının isteğe göre azaltılması işlemidir. Bunun için titandioksit gibi beyaz pigmentler kullanılır. Polimer çözeltisine bu maddelerin ilavesi ile matlaşa sağanı. Sonradan matlaştırmanın tersine çok yüksek yaş haslığa sahiptir.
KIVRIMLILIK KAZANDIRMA
Çekim işleminden geçen ve yağlanan filament kablosu tekstüe işlemine gelir. Bu işlem, ipliğe gerekli hacimliliği ve esnekliği kazandırmak amacıyla yapılan kıvırcıklandırma işlemidir. Kırı verme işlemi olan tekstüe; sentetik elyafa bir çok yöntemle uygulanmaktadır.Filament iplik üretiminde; makine üzerinde mevcut bulunan ve germe – çekme işleminden sonra uygulanan tek adımlı sistemlerde, genellikle yığma kutusu ve hava jetli tekstüre metotları uygulanır. Yığma kutusu ile tekstüre işleminde, iplik buhar veya sıcak hava ile ısıtılmış tekstüre bölmesine sevk edilir. Bu kısımda iplik kıvırcıklandırılır ve basınçlı hava ile dışarı atılır. Kıvırcıklaşan iplik soğutma tamburuna gelir ve uygun şekilde soğutulur. Tekstüre ünitesindeki filamente sabit bir giriş gerginliği sağlamalı, işlem sırasında sıcaklık sabit tutulmalı ve filamentlerin her birini tek tek kıvırcıklandırmalıdır. Ayrıca tekstüre ünitesinden iplik belirli bir gerginlik ile alınmalı ve bu iplik soğutulmalıdır.
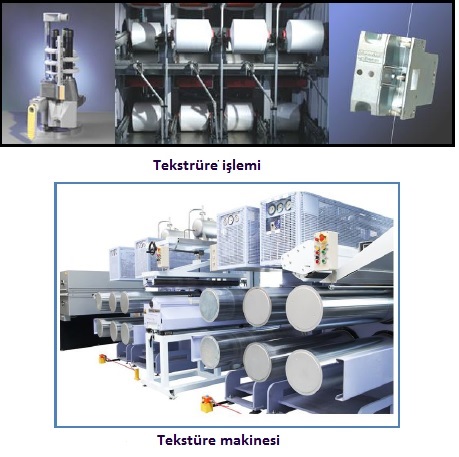
BCF (bulked continuous flament) olarak isimlendirilen polipropilen iplik üretim tekniğinde ise hava jetli tekstüre ünitesi kullanılmaktadır. İplik hava ile gerekli ısıya ulaştırılır ve tekstüre edilir.
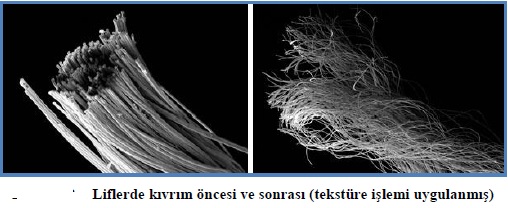
Her bir tekstüre jetine ayrı bir kanaldan hava iletilir. Her bir jetin girişinde bulunan termostatlar yardımıyla hava sıcaklığının her zaman sabit tutulması sağlanır. İlave ikinci bir ısıtıcı ile de tekstüre işlemi sırasında bütün jetlerin ısıl sürekliliği sağlanır. Böylece bir üretim kesintisinin ardından anında yüksek kaliteli iplik tekstüre etmek mümkün olur.
FİKSAJ
Fiksaj, filament eldesi sırasında ipliğe uygulanabildiği gibi iplik eldesi sonrasında da uygulanabilir. Fiksaj; nemli veya kuru ısı ile boyut stabilitesi kazandırma işlemidir. Fiksaj, her türlü tekstil materyaline uygulanabilir. Ancak sentetik liflerin işlenmesinde özel bir öneme sahiptir. Çünkü termoplastik liflere üretim esnasında uygulanan bükme ve çekme gibi işlemler moleküller arası bağlarda deformasyona neden olur. Bağların deformasyonu eğilmiş filament üzerinde şekil değiştirme direnci oluşturur. Ancak bu direnç kalkarsa, filament eski hâline dönme eğilimi gösterir. Tekstüre işleminin en can alıcı noktası fiksedir. Bu işlem esnasında iplik yumuşama noktasına kadar ısıtılmalı, filamentler arasındaki gerilmelerin azaltılmasına izin verilmeli ve gevşemesi sağlanmalıdır. Fikse ile termoplastik maddelerden yapılan liflerin ısı sayesinde iç gerilimleri giderilir. Tekstüre işlemine tabi tutulmuş filamentler fikse işlemi sonrası bobinlere sarılır. Ancak bazı filament üretim sistemlerinde fiksajdan önce puntalama, sarım, büküm işlemleri yapılır. Bu işlemler sonrası fiksaj ayrı bir makinede gerçekleşir. İlk olarak yalnızca polipropilen (BCF) polimerden iplik eldesinde fikse işleminden önce uygulana puntalama, sarım ve büküm işlemleri anlatılacak ve daha sonra tüm sentetik ipliklerin fikse işleminde kullanılan fikse yöntemleri anlatılacaktır.
PUNTALAMA
Tekstüre edilerek gerekli hacmi ve yumuşaklığı kazanmış filamentlerin tam bir iplik formuna gelebilmesi için az bir büküm verilmelidir. BCF (PP) iplik üretim tekniğinde ise verilecek bu büküm yerine puntalama ile filamentlere gerekli kohezyon kazandırılır. Puntalamanın amacı, bir filament demetini belli noktalarda birbirine dolamak ve bu şekilde toplu bir iplik yapısı elde etmektir.
SARIM
Puntalamadan çıkan iplik artık sarılmaya hazırdır. BCF iplik üretim makinesinin en son kısmı da iplik sarma işlemidir. Sarım hızı aynı zamanda üretim hızıdır. İplik sarım işlemi, ipliğin tekstil özelliklerini değiştirmeden mükemmel bir bobin oluşturmalıdır. BCF iplik üretim tekniğinde tam otomatik sarıcılar kullanılmaktadır. Sarımın tam otomatik olarak yapılması ile hatalar minimuma indirilmiştir. Bobin sarım kısmının verimi, BCF iplik üretim makinesinin verimini belirler. Modern filament iplik üretim sistemleri gittikçe artan hızlarda çalıştığından bobin değiştirme süreleri kısa olmalı ve bobin değiştirme işlemi daha sık aralıklarla gerçekleştirilmelidir. Bu da çok hızlı bir manuel değiştirme veya mümkün olduğu kadar gelişmiş otomasyon gerektirir.
BÜKÜM
BCF iplik üretim makinesinden bobin hâlinde çıkan iplik halı ipliği olarak kullanılacaksa büküm işlemi uygulanmalıdır. Genellikle ipliğe BCF makinesinde yapılan puntalama işlemi, ipliğe gerekli kohezyonu vermek açısından yeterli değildir. Polipropilen BCF halı ipliği için genellikle two – for – one büküm makineleri kullanılmaktadır. İpliğin inceliğine (tex-denye) bağlı olarak 80 veya 150 büküm/metre olacak şekilde büküm verilir. İki veya daha çok üretilmiş olan iplik burada beraberce büküm işleminden geçirilebilir.
FİKSE YÖNTEMLERİ
İpliğe büküm verildikten sonra ipliğin bu bükümü koruması istenir. Bu da ancak fikse işlemi ile sağlanabilir. Fikse işlemi genellikle iki farklı biçimde uygulanır.
DOYMUŞ BUHAR TEKNİĞİ
Doymuş buhar tekniği ile filament, yumuşama sıcaklığına güvenli bir şekilde ulaştırılır. Doymuş buhar tekniği ile fikse yapan makinenin çalışma prensibi şöyledir. İplikler cağlıktan alınarak serici kafa tarafından gerilimsiz olarak delikli paslanmaz çelikten imal edilmiş sonsuz bir konveyör bandı üzerine serilir. Bu işlem sonucunda filamentler serbestçe çekecek ve iplik üzerinde uygun ve düzenli kıvrım elde edilecektir. Daha sonra iplik soğutma ünitesinden geçer ve fikse tüneline girer. Fikse tünelinde iplik, saf doymuş buhar ve yüksek sıcaklıkta (150oC) işlem görür. İpliğin bükümünü tamamen fikseleyen, büküm ve moleküler yapısını etkileyen bir termik şoka maruz kalır. Fikse edilmiş iplik tabakası, soğutma cihazının içinden geçerek sarımdan önce akümülatör üzerinde birikir. İplikler birbirinden ayrılarak bobinleme makinesinde konik veya silindirik bobinlere sarılır. Böylece iplik kopmasında veya takım değiştirme esnasında beklemeler ortadan kalkmış olur.
SICAK HAVA TEKNİĞİ
İkinci yöntem olan bu yöntemde fikse işlemi için sıcak hava veya kızgın buhar kullanılır. Sıcak hava veya kızgın buhar kullanıldığında lif için gerekli olan sıcaklığın üzerine çıkılır. Polipropilenin yumuşama noktası son derece düşük (130oC) olduğundan yüksek sıcaklıklara karşı son derece hassastır. Sıcak hava kullanımında havanın sıcaklık dalgalanmaları 5oC’yi geçmemelidir. Çünkü çalışılan sıcaklık bozunma noktasına (140oC) yakındır. PP’nin kullanım alanı halı ipliğine dayanır. Fikse işlemi ile halının aşınma dayanımı, boyutsal stabilitesi, boya tutuculuk ve yüzey düzgünsüzlüğü iyileştirilmiş olur.
POLİMERLEŞTİRME REAKSİYONLARI
Polimer; tek tek moleküllerin bir araya gelerek birleşmesi sonucu ortaya çıkan büyük molekül zinciridir. Polimeri oluşturmak amacıyla bir araya gelen moleküllerin her birine monomer denir. Polimerizasyon derecesi, bir polimer zincirindeki tekrar eden ünite ya da monomerlerin sayısını belirtir. Polimer maddede molekül büyüklüğünün belirlenebilmesi için polimerizasyon derecesinin bilinmesi gerekir. Elyaf, bir polimerleşme reaksiyonunun sonucudur ve çeşitli kimyasal maddelerin sentezleri ile oluşmaktadır. Önce polimerleşme reaksiyonlarından biriyle polimer oluşturulur daha sonra bu polimerlerden hareketle elyaf elde edilir. Elyaf, sentetik polimerlerden üretilir. Sentetik polimerler üç reaksiyon sonucu elde edilmektedir. Sentetik polimerlerin elde edilmesini sağlayan polimerleşme reaksiyonları ve bu reaksiyonlarla elde edilen polimerlerden üretilen elyafa örnekler verilmiştir. Bu tablo ayrıca sentetik elyafın gruplandırılmasında da temel teşkil edebilir.
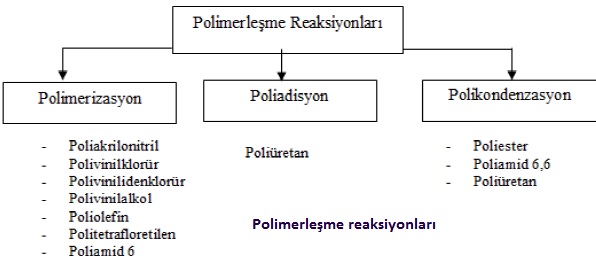
POLİMERİZASYON
Monomerde bulunmayan aktif merkezlerin oluşturulmasıyla gerçekleşen bir reaksiyondur. Oluşan aktif merkezlerden, monomerler birleşmek suretiyle polimerler elde edilir. Poliakrilonitril, polivinilklorür, polivinilidenklorür, polivinilalkol, poliolefin, politetrafloretilen vb. elyafın üretildiği polimerlerin eldesinde kullanılır.
POLİADİSYON
Bir çift bağ içeren molekülle, diğer bir molekülün katılması şeklinde olan polimerleşme reaksiyonlarıdır. Poliüretan vb. elyafın üretildiği polimerlerin eldesinde kullanılır.
POLİKONDENZASYON
Monomerlerin en az iki reaktif gruba sahip olduğu ve sonuçta molekül ağırlığı küçük bileşiğin (su, amonyak vb.) açığa çıktığı reaksiyonlardır. Poliester, poliamid 6,6 poliüretan vb. elyafların üretildiği polimerlerin eldesinde kullanılır.
Uzunluk ve Ağırlık Birim Sistemleri
UZUNLUK BİRİMLERİ
Dünyanın çoğunda Uluslararası Birimler Sistemi (SI) tarafından standart hale getirilen metrik ölçü sistemi kullanılmaktadır. İngiliz ölçü birimleri, İngiltere’de 1995 yılında resmî olarak yerini metrik sisteme bırakmıştır. Ancak halen günlük yaşantıda eski ölçü birimlerinin aynen kullanıldığı gözlenmektedir. İngiliz ölçü birimleri Amerikan ölçü sistemine de temel teşkil etmiştir. Türkiye’de metrik sistem kullanılmaktadır.
Uluslararası Birimler Sistemi (SI) tarafından tanımlanmış olan yedi temel birimden biri uzunluk birimi metredir. Sembolü ‘’m’’ ile gösterilir.SI tarafından türetilen ölçüm birimlerin adları küçük harflerle yazılır. Kişilerle ilişkilendirilen birim adlarının birim sembolleri daima bir büyük harfle başlar (örn, Watt sembolü W olurken, metre m ile gösterilir.) Litre (L) bu uygulamanın dışındadır.Sembollerin doğru yazılması çok önemlidir. Küçük harf olunca başka, büyük harf olunca başka birim anlamına gelebilir. Örneğin, Megagram Sembolü: Mg, Miligram Sembolü: mg İngiliz sisteminde ise büyük harf, küçük harf kuralı yoktur.
Mikron (µ)
Mikron metrenin askatlarındandır. Bir metrenin milyonda biri(1/1000000 m),
milimetrenin binde biri (1/1000 mm) büyüklüğünde, mikrometre olarak da adlandırılan mikroskobik uzunluk ölçü birimidir. µm sembolü ile gösterilir. Çok küçük ve hassas uzunluk ölçümlerinde kullanılır.
1 m = 1000000 µm (Mikrometre)
Mikron birçok alanla birlikte tekstilde de lif çapı ölçümünde kullanılır. Bu ölçümlerde çok sayıda farklı yöntem ve cihaz kullanılır. Özellikle yün lif kalitesi ‘’s’’ ile ifade edilir.’’s’’ değerlerinin mikron(µ) karşılıkları aşağıda verilmiştir;
S Değerleri Mikron (µ)cinsinden ortalama çap
80’s 18.8 mikron
70’s 19,7 mikron
64’s 20,7 mikron
60’s 23,3 mikron
58’s 24,9 mikron
56’s 26,4 mikron
50’s 30,5 mikron
48’s 32,6 mikron
46’s 34,0 mikron
44’s 36,2 mikron
40’s 38,7 mikron
36’s 39,7 mikron
’s’ derecesi arttıkça lifin inceliği de artar.
Metre (m)
Uluslararası Ölçüm Sisteminin (SI) uzunluk ölçüsü temel birimi metredir. Metre kısaca "m" şeklinde gösterilir. İlk olarak metrenin tanımı 8 Mayıs 1790 tarihinde Fransız Ulusal Meclisi tarafından yapılmıştır. 21 Ekim 1983’te Onyedinci Ağırlıklar ve Ölçüler Genel Konferansı, metrenin tanımını ışığın boşlukta 1/299.792.458 saniyede aldığı mesafe olarak yapmıştır.Uzunluğu tespit etmek için uzunluk ölçü araçları kullanılır. Bunlardan bazıları şunlardır;
Uzunluk Ölçü Birimi Metrenin Katları ve Askatları
Kilometre(km): Metrenin 1000 katı uzunluğundadır. 1 km = 1000 m
Hektometre( hm): Metrenin 100 katı uzunluğundadır. 1 hm = 100 m
Dekametre (dam): Metrenin 10 katı uzunluğundadır. 1 dam =10 m
Metre(m): 1 metre = 0,1 dam = 0,01 hm = 0.001 km (katları)
1 metre = 10 dm =100 cm = 1000 mm = 1000000 µm (askatları)
Desimetre (dm) : Metrenin onda biri uzunluğundadır. 1 dm = 0,1 m
Santimetre (cm) : Metrenin yüzde biri uzunluğundadır. 1 cm = 0,01 m
Milimetre (mm) : Metrenin binde biri uzunluğundadır. 1 mm = 0,001 m
Mikron(mikrometre) ( µm) : Metrenin milyonda biri uzunluğundadır. 1 µm = 0,000001 m
Hayatımızın her alanında ölçüm birimlerine ihtiyaç duyarız. Uzunluk ölçülerini kullanan mesleklerden bazıları şunlardır: Çeşitli mühendislik alanları, mimarlar, marangozlar, terziler, makineciler, sıhhi tesisatçılar, teknik ressamlar v.b. daha birçok meslek alanında, standart uzunluk ölçüleri kullanılarak yapılan işler kolaylaşır ve yapılan bu işlemlere güven duyulur.
Tekstil sektöründe de başta iplik numara hesapları olmak üzere metrik sistemin temel birimi olarak metreyi kullanırız.
Örneğin; bir ipliğin numarasını (metrik sistemde) bulmak için uzunluğunun metre olarak bilinmesi gereklidir. Belirlenen uzunlukta ipliği çile halinde elde etmek için kullanılan cihaz çıkrıktır.
Uzunluk Ölçü Birimi (Metrik Sistem) Çevrim Örnekleri
Uzunluk ölçü birimlerini(metrik)birbirine çevirirken;
Aranan birim bir kademe askat ise bilinen birimi 10 ile çarparız.
Aranan birim bir kademe üst kat ise bilinen birimi 10’a böleriz.
Örnek 1: 3 kilometre (km), kaç m yapar ?
Çözüm:
1 km 1000 m yaptığına göre;
3 km x 1000 = 3000 m
Örnek 2: 400 hektometre(hm), kaç m yapar ?
Çözüm: 1 hm 100 m yaptığına göre;
400 x 100 = 40000 m
Örnek 3: 60 dekametre(dam), kaç m yapar ?
Çözüm: 1 dam 10 m yaptığına göre;
60 x 10 = 600 m
Örnek 4: 700 hm, kaç km yapar ?
Çözüm: km, hm’nin bir basamak üst katı olduğuna göre 10’a böleriz.
700 / 10 = 70 km
Örnek 5: 80 hm, kaç dam yapar ?
Çözüm: dekametre(dam) hm’nin bir basamak askatı olduğuna göre 10 ile çarparız.
80 x 10 = 800 dam
Örnek 6: 1,5 m, kaç cm yapar ?
Çözüm: 1 m 100 cm yaptığına göre;
1,5 x 100 = 150 cm
Örnek 7: 22 c m, kaç mm yapar ?
Çözüm: 1 cm 10 mm yaptığına göre;
(veya aranan birim bir kademe askat ise bilinen birimi 10 ile çarparız.)
22 x 10 = 220 mm
Örnek 8: 2 cm, kaç µm yapar.
Çözüm: 100 cm 1000000 µm yaptığına göre;
100 cm 1000000 µm
2 cm x µm yapar.
2.1000000 / 100 = 20000 µm
İnç
‘İnç’ İngiliz ölçü sistemine ait uzunluk ölçü birimidir. İngilizce kullanımında inch, çoğul olduğunda inches şeklinde yazılır. İnç için sembol olarak (in) veya (″) kullanılır. Yaygın olanı çift kesme (″)işaretidir.
1 inç =25,4 mm =2,54 cm =0,0254 m ‘dir.
ABD ve İngiliz Uluslar Topluluğuna bağlı devletlerin geleneksel sistemlerinde kullanılan uzunluk birimi olsa da, metrik sistemin kullanıldığı ülkelerde bile bazı durumlarda inç kullanılmaktadır. Örneğin,
1-Televizyon ve bilgisayar ekranlarının çerçeve oranları,
2-Boruların çapları,
3-Bisiklet ve otomobil lastiklerinin çapları,
4-Gramofon plakları,
5-Floppy disketlerin genişliği,
6-Puroların çapı birçok ülkede inç ile ifade edilmektedir
Hank
İngiliz ölçü sistemi içinde yer alan özel bir uzunluk ölçüsü birimidir. Sembol olarak hk kullanılır. Tekstil sektöründe, sarmal biçimindeki bir iplik çilesinin belli uzunluğunu ifade eder. Ne sisteminde uzunluk ölçüsü birimi olarak hank kullanılır.1 hankın değeri, başka uzunluk birimlerine çevrilirken elyafın türüne göre farklı uzunluk değeri elde edilir.
Örneğin;
Pamuk elyafında, 1 hank = 840 yarda = 768 metre’dir
Yün (Kamgarn) elyafında, 1 hank = 560 yarda = 512 metre’dir
Yün (Strayhgarn) elyafında, 1 hank = 256 yarda = 234 metre’dir
Keten elyafında, 1 hank = 300 yarda = 274,2 metre’dir
Yarda
Yarda; İngiliz ölçü sistemi içinde yer alan bir uzunluk ölçüsü birimidir. Yardanın standart sembolü yd’dır.
İngiliz Sisteminde Uzunluk Ölçü Birimleri ve Değerleri
1 yarda = 91,44 cm =0,914 metre
1 foot(ayak) = 12 inç
1 yarda = 36 inç = 3 feet
1 mil = 1760 yarda = 5280 feet
İngiliz Sisteminde Uzunluk Ölçüleri Çevrim Örnekleri
Örnek 1: 25 yarda (yd), kaç inç yapar?
Çözüm: 1 yd 36 inç yaptığına göre;
25 x 36 = 900″
Örnek 2: 50 feet, kaç inç yapar?
Çözüm: 1 foot 12 inç yaptığına göre;
50 x 12 = 600″
Örnek 3: 8 mil, kaç yarda yapar?
Çözüm: 1 mil 1760 yarda yaptığına göre;
8 x 1760 = 14080 yd
Örnek 4: 720″, kaç yarda yapar?
Çözüm: 1 yarda 36″ yaptığına göre;
720/36 = 20 yarda
AĞIRLIK BİRİMLERİ
Kilogram
Uluslararası Birim Sisteminin (SI) kütle ölçüsü temel birimi kilogramdır. Kilogram kısaca “ kg “ şeklinde gösterilir. Kilogram ağırlık ölçmelerde kullanılır.1889 yılında sabit bir etalon kütle olarak kabul edilmeden önce kg, +4 °C de 1 dm³ saf suyun kütlesi olarak tarif edilirdi. Aynı yıl Fransa’nın başkenti Paris’teki Milletlerarası Ağırlıklar ve Ölçüler Bürosu’nda bulunan iridyum ve platinden yapılmış, 39 mm çapında ve 39 mm yüksekliğinde silindir şeklindeki etalon(yasal ölçü modeli) cismin kütlesine eşit kabul edilmiştir.Ağırlığı tespit etmek için tartı araçları kullanılır. Bunlardan bazıları şunlardır;
Ağırlık Ölçü Birimi Kilogramın Katları ve Askatları
Ton (t): Kilogramın 1000 katı ağırlığındadır.(= megagram) 1 ton = 1000 kg
Kental (q): Kilogramın 100 katı ağırlığındadır. 1 q = 100 kg
Kilogram(kg):
1 kg = 0,01 kental = 0,001 ton
1 kg = 10 hg = 100 dak = 1000 g = 10000 dg = 100000 cg = 1000000 mg
Hektogram (hg): Kilogramın onda biri ağırlığındadır. 1 hg = 0,1 kg
Dekagram (dak): Kilogramın yüzde biri ağırlığındadır. 1 dak = 0,01 kg
Gram (g): Kilogramın binde biri ağırlığındadır. 1 g = 0,001 kg
Desigram(dg ) Kilogramın on binde biri ağırlığındadır. 1 dg = 0,0001 kg
Santigram (cg): Kilogramın yüz binde biri ağırlığındadır. 1 cg = 0,00001 kg
Miligram (mg): Kilogramın milyonda biri ağırlığındadır. 1 mg = 0,000001 kg
Ağırlık Ölçü Birimi Çevrim Örnekleri
Örnek 1: 6 ton (t), kaç kg yapar?
Çözüm: 1 ton 1000 kg yaptığına göre;
6 ton x 1000 = 6000 kg
Örnek 2: 35 kental(q), kaç kg yapar?
Çözüm: 1 q 100 kg yaptığına göre;
35 x 100 = 3500 kg
Örnek 3: 26 kg, kaç hektogram (hg) yapar?
Çözüm: 1 kg 10 hg yaptığına göre;
26 x 10 = 260 hg
Örnek 4: 7,23 kg, kaç gram yapar?
Çözüm: 1 kg 1000 g yaptığına göre;
7,23 x 1000 = 7230 g
Örnek 5: 1654 g, kaç kg yapar?
Çözüm: 1 kg 1000 g yaptığına göre;
1654 / 1000 = 1,654 kg
Libre
İngiliz ölçü sistemleri içinde yer alan ağırlık ölçüsü birimi libredir. Pound olarak da yazılır. Librenin standart sembolü lb’dir. Pound aynı zamanda İngiliz sterlini anlamında,yani para birimi olarak da kullanılır. Özellikle tekstilde libre olarak kullanılır.
Tekstilde (Ne sisteminde) ağırlık temel birimi libredir.
İngiliz Sisteminde Ağırlık Ölçü Birimleri ve Değerleri
1 Libre =453,6 gram (g) 16 ons = 7000 grain(gr)
1 ons(sembol: oz) = 437,5 grain(sembol: gr) =28,35 gram (g)
(Kuyumcuların kullandığı 1 ons= 480 grain)
İngiliz Sisteminde Ağırlık Ölçüleri Çevrim Örnekleri
Örnek 1: 48 ons, kaç libre yapar?
Çözüm: 1 lb 16 ons yaptığına göre;
48 / 16 = 3 lb
Örnek 2: 28000 grain, kaç libre yapar?
Çözüm: 1 lb 7000 grain yaptığına göre;
28000 / 7000 = 4 lb
Örnek 3: 9 libre, kaç ons yapar?
Çözüm: 1 lb 16 ons yaptığına göre;
9 x 16 = 144 ons
AĞIRLIK VE UZUNLUK BİRİMLERİ BİRBİRİNE DÖNÜŞTÜRME
Metrenin İngiliz uzunluk ölçülerine göre değerleri
1 metre = 1,0936 yarda =39,37 inç = 0,0013 hank (pamuk)
İngiliz ölçülerinin metrik birimlere göre değerleri
1 yarda = 0.914 m 91,4 cm
1 inç = 0,0254 m 2,54 cm 25,4 mm
Hank ölçü biriminin yarda ve metrik değerleri
1 hank (elyaf türüne göre) =
Pamuk : 840 yd 768 m
Yün - Kamgarn :560 yd 512 m
Yün – Strayhgarn: 256 yd 234 m
Keten :300 yd 274,2 m
Uzunluk Ölçü Birimleri Çevrim Örnekleri
Örnek 1: 25 yarda (yd), kaç metre yapar?
Çözüm: 1 yd 0,914 m yaptığına göre;
25 x 0,914 = 22,85 m
Örnek 2: 40 metre, kaç inç yapar?
Çözüm: 1 metre 39,37″ (inç) yaptığına göre;
40 x 39,37 = 1574,8″
Örnek 3: 5 hank(pamuk), kaç yarda yapar?
Çözüm: 1 hank (pamuk) 840 yarda yaptığına göre;
5 x 840 = 4200 yd
Örnek 4: 5 hank, kaç metre yapar?
Çözüm: 1 hank (pamuk) 768 m yaptığına göre;
5 x 768 = 3840 m
Kilogram Ve Libreyi Birbirine Çevirme
Kilogram ve gramın İngiliz ağırlık ölçü birimlerine göre değerleri :
1 kg = 2,204 libre 35,27 ons 15432,35 gr (grain)
1 g = 0,0022 lb 0,035 ons 15,43 gr
İngiliz ağırlık ölçülerinin kilogram ve gram birimlerine göre değerleri :
1 lb = 0,45359 kg 453,59 g
1 ons = 0,02834 kg 28,349 g
Ağırlık Ölçü Birimleri Çevrim Örnekleri
Not: 1 libre = 453,59 gram = ~454 gram olarak kullanabiliriz.
Örnek 1: 4 libre, kaç gram yapar?
Çözüm: 1 lb 454 gram yaptığına göre;
4 x 454 = 1816 g
Örnek 2: 6 g(gram), kaç gr (grain) yapar?
Çözüm: 1 g 15,43 gr yaptığına göre;
6 x 15,43 = 92,58 gr
Örnek 3: 20 ons, kaç gram yapar?
Çözüm: 1 ons 28,349 gram yaptığına göre;
20 x 28,349 = 566,98 gr.
Katlı İplik Hesapları
İki veya daha fazla sayıdaki ipliğin bir araya getirilerek katlanıp birlikte bükülmesinden meydana gelen ipliğe katlı (flatör) iplik denir.
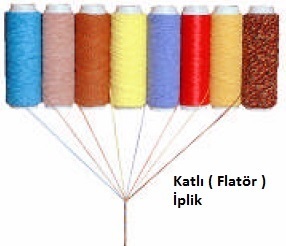
Bu iplikler katlama ve büküm makinelerinde elde edilir. Bu iplikler şu amaçlar için üretilir:
>>> Daha dayanıklı iplik elde etmek
>>> Daha düzgün iplik elde etmek
>>> İpliğe renk efekti vermek
>>> Değişik renk, cins ve numaradaki iplikleri bükerek belirli özellikleri bulunan fantezi iplik elde etmek.

Katlı bükülü ipliğinin numarasını hesaplamak için iki yöntem kullanılır:
>>> Uzunluk sistemine göre flatör hesabı
>>> Ağırlık sistemine göre flatör hesabı
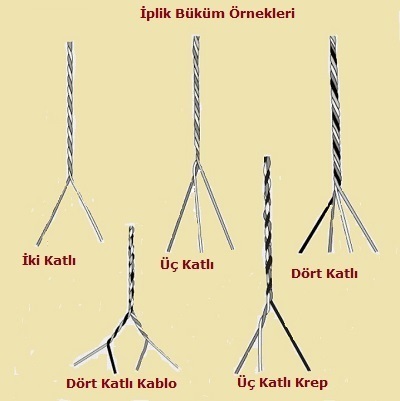
Uzunluk Numaralama Sisteminde Katlı İplik (Flatör) Hesabının yapılması
N1= Birinci tek kat ipliğin numarası
N2= İkinci tek kat ipliğin numarası
N3= Üçüncü tek kat ipliğin numarası
N4=Dördüncü tek kat ipliğin numarası
Nz = Katlanmış iplik numarası
İki katlı ipliklerin (flatör) numarasının bulunması
Üç katlı ipliklerin (flatör) numarasının bulunması
Dört katlı ipliklerin (flatör) numarasının bulunması
![]()
N1=30Nm, N2=40Nm ise Nz=Nm eder ?
![]()
N1=24Nip, N2=12Nip ise Nz=Nip eder ?
![]()
N1=32Nike, N2=42Nike, N3=12Nike Nz=Nike eder ?
![]()
Nz=10Nm, N2=30Nm ise N1 =Nm eder ?
![]()

Ağırlık Numaralama Sisteminde Katlı İplik (Flatör) Hesabının yapılması
N1= Birinci tek kat ipliğin numarası
N2= İkinci tek kat ipliğin numarası
Nz = Katlanmış iplik numarası
İki katlı iplik numarasının bulunması
Nz = N1+N2
Üç katlı iplik numarasının bulunması
Nz = N1+N2+N3
Dört katlı iplik numarasının bulunması
Nz = N1+N2+N3+N4
N1=30Nd, N2=40Nd ise Nz=Nd eder ?
N1=24Ntex, N2=12Nteks ise Nz=Ntex eder ?
N1=32Nd, N2=42Nd, N3=12Nd Nz=Nd eder ?
Tek katlı İplik Hesapları
İplikçilikte numaranın belirlenmesi, yapılan ipliğin kalitesinin belirlenmesinde önemli rol oynar. Mamul ve yarı mamullerin beklenen numarada olmaması veya numarada oluşan sapmalar istenmez.
İplikçilikte numara kontrolü, süreç ile ilgili hataların belirlenmesini ve makinede gerekli ayarların yapılmasını sağlar. İpliğin istenilen değerlerde oluşması için ipliğe kadar tüm üretim aşamalarında yarı mamul ve mamulün numara kontrolü yapılır. İpliğin fiziksel kontrolleri, işletmelerin fiziksel testler laboratuvarında yapılır. Laboratuvarda yapılacak olan testlerin güvenilir olabilmesi için bazı şartlar gereklidir.
Nasıl ki her giysinin insan bedenine göre ölçüsü varsa ( small,medium,large gibi) veya ( X,M,L,XL),nasıl ki ayağımıza giydiğimiz ayakkabının,terliğin vs.. ayağımızın küçük veya büyük oluşuna göre numarası varsa ;
Tarak bandının, Cer bandının, fitil bandının ve ipliğin ince veya kalın olmasını numara ile belirleriz. İşte bu numaraya biz Tarak bant numarası, Cer band numarası, Fitil şerit numarası ve iplik numarası deriz.

Unutulmamalıdır ki ipliğin istenilen numarada ve kalitede olması istenilen bir gerçektir. Bu sebepten dolayı iplik üretiminin aşaması olan ;

Tarak makinesinde üretim yapılırken tarak bandının,
Cer makinesinde üretim yapılırken cer bandının,
Fitil makinesinde fitil şeridinin,
Ring iplik makinesi çalışırken ipliğin,
Ve Open end iplik makinesi çalışırken ipliğin
İplik işletmesinde bulunan iplik laboratuarında çalışan laborantlar tarafından periyodik aralıklarla numaralarının kontrol edilmesi zorunluluğu vardır.Eğer istenilen numarada değilse, ilgili makine durdurulur ve tekrar ayarlar yapıldıktan sonra üretime devam edilir. Bu kontroller sürekli olarak yapılır.

Bunun haricinde kumaş analizi yapıldığında çözgü ve atkı ipliğinin cinsi,tek katlı veya çift katlı olması, büküm yönü ve sayısının yanında numarasının da belirlenmesi gerekmektedir.Bunu için de kumaş numunesinden belirli adette çözgü ipliği ve atkı ipliği çıkarılarak tartılır. İplik numaraları bulunur.
Ayrıyeten herhangi bir bobinde bulunan ipliğin numarasını öğrenmek istediğimizde de aynı yöntemi kullanırız.

Numara Testi Yapma
Numaranın bulunabilmesi için materyalin (lif, filament, bant, fitil, iplik ve katlı iplik) uzunluğunu ve ağırlığını bilmemiz gerekir. Bu işlem için hassas terazi ve çıkrık kullanılır. Ağırlık; (1/1000 hassasiyetli) hassas terazi yardımıyla, uzunluk; bant, fitil ve iplik çıkrıkları yardımıyla tespit edilir.
Yeterli sayıda test (ör.10 bobinden birer adet 100 metrelik veya 120 yardalık çile alınarak tartılır) yapılarak ortalama numara bulunur.
Hassas terazi yerine, direk olarak numarayı veren elektronik ve mekanik numara terazileri de kullanılır. (İplik numarasının belirlenmesinde ISO 2060, DIN 58 830 refansları kullanılır.
İPİLİK NUMARALAMA SİSTEMLERİ
İpliğin inceliğini belirtmek gayesi ile belirli uzunluk (U) ve belirli ağırlık (A) birimlerinin çeşitli sistemler uyarınca oranlanması sonucu bulunan ve N ile sembolize edilen numara terimi kullanılmaktadır. İplik numaralama sistemleri Uzunluk Numaralama Sistemleri ve Ağırlık Numaralama Sistemleri diye iki ana gruba ayrılmaktadır.
A-UZUNLUK NUMARALAMA SİSTEMLERİ
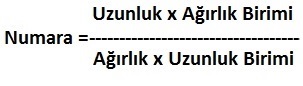
Uzunluk Numaralama Sistemlerinde (Gram, Kilogram ya da Libre olarak) ağırlık birimlerine denk gelen uzunluk birimlerinin (Metre, Kilometre ya da Hank=Çile) sayısı numarayı belirler.
İngiliz uzunluk ölçülerinden olan Hank kullanıldığı her numaralama sisteminde değişik değerler alarak pamuk ya da liften yapılmış ipek ipliklerinin numaralandırılmasında 840 Yarda, keten ipliklerinde 300 Yarda, yun ipliklerinin kamgarn olanlarında 560 Yarda, streichgarm olanlarında ise 256 Yarda olmaktadır. Bu numaralama sisteminde uzunluk birimlerinin ağırlık birimlerine bölünmesi ile bulunur.
Bu nedenle iplik inceldikçe yani birim ağırlığa denk gelen uzunluk birimlerinin sayısı çoğaldıkça numara değeri buyur. Kalınlaştıkça yani birim ağırlık başına uzunluğu azaldıkça numara değeri küçülür. Uzunluk numara grubunun başlıcalar ise Metrik sistem, Fransız sistemi, İngiliz yün ( kamgarn, streichgarn ), Pamuk ve Keten sistemleridir.

1-METRİK NUMARALAMA SİSTEMİ
1000 metresi 1000 gram gelen iplik 1 Numara Metriktir .
Başta kamgran ve streichgarn yün iplikleri olmak üzere pamuk, keten, viskon (viskos), poliester, akrilik ve bunların karışımlarından oluşan ve liflerden üretilen ipliklerin numaralanmasında genellikle Metrik Numaralama sistemi kullanılır. Metrik sistemde bir gram ya da bir kilogram olan ağırlık birimine karşılık uzunluk birimi metre veya kilometredir.
Ağırlık birimi gram ise uzunluk metre, eğer kilogram ise kilometre olur. Bu sistemde numara ‘’ Nm ‘’ sembolü ile gösterilir.
Buna göre;
1 Nm = Ağırlığı 1 gr veya kg, Uzunluğu 1 m veya km
10 Nm = Ağırlığı 1 gr veya kg, Uzunluğu 10 m veya 10 km
100 Nm = Ağırlığı 1 gr veya kg, Uzunluğu 100 m veya 100 km olan iplik demektir.
Örnek; Ağırlığı 2.000 gr veya 2 kg, uzunluğu 80.000 m veya 80 km olan ipliğin metrik sistemdeki numarası (yani inceliği) kactır.
N=U/A formülünden,
Nm=km/kg olduğundan Nm= 80.000/2.000 veya 80/2 = 40 olarak bulunur.

2-FRANSIZ NUMARALAMA SİSTEMİ
1000 Metresi 500 gram gelen iplik 1 Numara Fransız’dır.
Kuzey Fransa ve Belçika’ da keten ve kenevir ipliklerindeki sınırlı kullanımı dışında genelde pamuk ipliklerinin numaralandırılmasında kullanılır.
Fransız Sisteminde uzunluk birimi 1 m ya da 1 km ağırlık birimi ise 0,5 g veya 0,5 kg’dır. ‘’ Nf ‘’ ile sembolize edilen bu sistemde;
1 Nf = Ağırlığı 0,5 g veya 0,5 kg, Uzunluğu 1 m veya 1 km
10 Nf = Ağırlığı 0,5 g veya 0,5 kg, Uzunluğu 10 m veya 10 km
100 Nf = Ağırlığı 0,5 g veya 0,5 kg, Uzunluğu 100 m veya 100 km olan iplik demektir.
Örnek; Ağırlığı 2.000 g veya 2 kg, Uzunluğu 80.000 metre veya 80 km olan bir ipliğin Fransız sistemindeki numarası nedir?
Nf=Uzunluk x Ağırlık Birimi / Ağırlık x Uzunluk Birimi
Nf = UxAB / AxUB = 80000x500 / 2000x1000 = 20
3-İNGİLİZ YUN KAMGARN NUMARALAMA SİSTEMİ
512 metresi 453,6 Gram gelen iplik 1 Numara İngiliz Kamgarn’dır veya 560 Yardası 1 libre gelen iplik 1 Numara İngiliz Kamgarn’dır.
Önceleri Metrik Numaralama Sistemine kıyasla çok daha yaygın kullanılmalarına rağmen günümüzde pamuk dışındaki İngiliz Numaralama Sistemlerinin geçerlilikleri oldukça azalmıştır. Ağırlık biriminin bir Libre ve uzunluk birimi olan Hank’ ın 560 Yarda olduğu İngiliz Yün Kamgarn Numaralama sisteminde numara ‘’NeK‘’ veya “NİK”olarak sembolize edilmektedir.
1NeK = Ağırlığı 1 Libre (453,6 gr ), Uzunluğu 1 Hank ( 1 Hank=560 Yarda=512 m )
10 NeK = Ağırlığı 1 Libre ( 453,6 gr ), Uzunluğu 10 Hank ( 5600 Yarda=5.120 m )
100 NeK = Ağırlığı 1 Libre ( 453,6 gr), Uzunluğu 100 Hank ( 56.000 Yarda=51.200 m ) olan iplik demektir.
Örnek; Ağırlığı 2.000 gram ve Uzunluğu 80.000 metre olan ipliği ele alarak kaç NeK olduğunu bulunuz?
NeK=Uzunluk x Ağırlık Birimi / Ağırlık x Uzunluk Birimi
NeK = 80000x453,6 / 2000x512 = 35,4
4-İNGİLİZ YÜN STREİCHGARN NUMARALAMA SİSTEMİ
234 Metresi 453,6 Gram gelen iplik 1 Numara İngiliz Ştrayhgarn ’dır veya 256 yardası 1 Libre gelen iplik 1 Numara İngiliz Ştrayhgarn’dır.
Diğer İngiliz Numaralama Sistemleri gibi günümüzde az kullanılır olmuştur. ‘’ NeW ‘’ veya Nişt “ olarak sembolize edilir. Ağırlık birimi İngilizlin gereği olarak 1 Libre ve uzunluk birimi olarak Hank kullanılır. Bu numaralama sisteminde 1 Hank 256 Yarda’ dır. Bu sistemde;
1 NeW = Ağırlığı 1 Libre (453,6 g), Uzunluğu 1 Hank (1 Hank=256 Yarda=234 m)
10 NeW = Ağırlığı 1 Libre (453,6 g), Uzunluğu 10 Hank (2.560 Yarda=2.340 m)
100 NeW = Ağırlığı 1 Libre( 453,6 g ), Uzunluğu 100 Hank (25.600 Yarda = 23.400 m) olan iplik demektir.
Örnek; Ağırlığı 2.000 gr ve uzunluğu 80.000 m olan yün streichgarn ipliğin numaralama sistemindeki uzunluğu kaçtır?
Nişt=Uzunluk x Ağırlık Birimi / Ağırlık x Uzunluk Birimi
Nişt = 80000 x 453,6 / 2000 x 234 = 77,5
5-İNGİLİZ PAMUK NUMARALAMA SİSTEMİ
768 Metresi 453,6 Gram gelen iplik 1 Numara İngiliz Pamuk'tur veya 840 yardası 1 Libre gelen iplik 1 Numara İngiliz Pamuktur.
Pamuk ipliklerinin numaralanması için İngiltere’ de gelişen bu sistem İngilizlerin başlangıçta tekstildeki üstünlükleri nedeni ile tüm dünyaya yayılmıştır. Ölçü birimlerindeki uyumsuzluğa rağmen günümüzde de egemenliğini sürdürmektedir. İngiliz pamuk numaralama sisteminde ağırlık birimi her zamanki gibi 1 Libre ( 453,6 g ), uzunluk birimi ise 1 Hank ( İngiliz Pamuk Sisteminde 1 Hank= 840 Yarda=768 metredir ).
Sembolü ise ‘’ NeB ‘’ veya “ NİP” ile gösterilir.
1NeB =Ağırlığı 1 Libre (453,6 g), Uzunluğu 1 Hank (840 Yarda=768 m)
10 NeB = Ağırlığı 1 Libre (453,6 g), Uzunluğu 10 Hank (8.400 Yarda= 7.680 m)
100 NeB = Ağırlığı 1 Libre (453,6 g), Uzunluğu 100 Hank (84.000 Yarda=76.800 m) olan iplik demektir.
Örnek; Ağırlığı 2.000 g ve Uzunluğu 80.000 m olan pamuk ipliğinin İngiliz Pamuk Numaralama Sistemindeki numarası kactır?
Nip=Uzunluk x Ağırlık Birimi / Ağırlık x Uzunluk Birimi
Nip=80000 x 453,6 / 2000 x 768 = 23,6
6-İNGİLİZ KETEN NUMARALAMA SİSTEMİ
Uzunluğu 274 Metre, Ağırlığı 453,6 Gram gelen iplik Numara İngiliz Keten’dir veya Uzunluğu 300 Yarda Ağırlığı 1 Libre gelen iplik 1 Numara İngiliz Keten’dir.
Metrik numaralama için yıllarca sürdürülen uğraşlara ve 1958 yılından bu yana da tex, sisteminin zorunlu olarak uygulanma kararlarına rağmen Fransa dışında tüm ülkelerde keten ipliği numaralamasında İngiliz sistemi yürürlükten kaldırılamamıştır. Günümüzde bu alanda tek olarak uygulanan bu sistemde ağırlık birimi tüm İngiliz numaralama sisteminde olduğu gibi gene 1 libre ve uzunluk birimi olan hank ise 300 yarda yani 274 metredir ve ‘’ NeL’’veya Nike “ ile sembolize edilir.
1 NeL= Ağırlığı 1 Libre (453,6 g), Uzunluğu 1 Hank (300 Yarda=274 m)
10 NeL= Ağırlığı 1 Libre (453,6 g), Uzunluğu 10 Hank (3.000 Yarda=2.740 m)
100 NeL= Ağırlığı 1 Libre (453,6 g), Uzunluğu 100 Hank (30.000 Yarda= 27.400 m) olan iplik demektir.
Örnek; Ağırlığı 2.000 g ve uzunluğu 80.000 metre olan keten ipliğinin İngiliz Keten Numarası nedir?
Nike=Uzunluk x Ağırlık Birimi / Ağırlık x Uzunluk Birimi
Nike=80000 x 453,6 / 2000 x 274 = 66,2
Özetle;
Uzunluk Birim Siteminde
1- Uzunluk değişken, Ağırlık sabittir.
2-Numara = Uzunluk x Ağırlık Birimi / Ağırlık x Uzunluk Birimi
3-İplik Numarası 0’ a yaklaştıkça iplik kalınlaşır.
4-İplik Numarası 0’dan uzaklaştıkça iplik incelir.
5-Örneğin 40 Numara Metrik ile 60 Numara Metrik İpliği karşılaştırdığımızda 40 Numara Metrik iplik 60 Nm ipliğe göre daha kalındır.
6-Uzunluk metre ise Ağırlık gram’dır.
7-Uzunluk Kilometre ise Ağırlık Kilogram’dır.
8-Uzunluk Yarda ise Ağırlık Libre’dir.
9-Numara formülü ;
N=Uzunluk x Ağırlık Birimi / Ağırlık x Uzunluk Birimi
B-AĞIRLIK NUMARALAMA SİSTEMLERİ
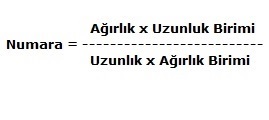
Uzunluk Numaralama Sistemlerinin aksine olarak bu sistemde numara belirli uzunluk birimlerine denk gelen ağırlık birimlerinin sayısı ile belirlenmektedir.
Tekstilde standardizasyona giderek metrik ölçü birimleri ile desimal numaralama sistemleri yerleştirebilme çabaları sonucu ortaya çıkan ‘’ tex ‘’ sistemi ile başlangıcı Fransa’da İpekçilikte kullanılan ve bir lifi 9.600 eski Fransız arşını olan numaralamaya dayanarak‘’ Denye ‘’ (Denier) sistemi bu numaralama grubunun günümüzde ayakta kalan temsilcilerdir.Önceleri pamuk kaksam ve jüt ipliklerinde kullanılan ve ağırlığı 1 Libre uzunluğu 14.400 yarda dan oluşan Hank olan SKOÇ SİSTEMİ artık çok ender olarak ve yalnızca jüt ipliklerinin numaralandırılmasında kullanılmaktadır.
N=Ağırlık x uzunluk Birimi / Uzunluk x Ağırlık Birimi
Bu nedenle iplik inceldikçe belirli uzunluktaki ağırlığı azalacağı ve numarası küçüleceği gibi ağırlık arttıkça da iplik kalınlaşacak ve numarası da büyüyecektir.
1-DENYE (DENİER) SİSTEMİ
9000 Metresi 1 Gram gelen iplik 1 Numara Denye’dir.
Başlangıcından bu yana ipek ipliklerinde kullanılırken, ilk yapay maddelerin ortaya çıkmasından sonra devamlı liflerden üretilen poliamid, poliester vb. tüm düz ve tekstüre ipliklerin numaralanmasında da tek sistem olarak kullanılmaktadır. ‘’ Nd ‘’ olarak sembolize edilir.
1 Nd = Uzunluğu 9.000 metre ve ağırlığı 1 gram
10 Nd = Uzunluğu 9.000 metre ve ağırlığı 10 gram
100 Nd = Uzunluğu 9.000 metre ve ağırlığı 100 gram olan iplik demektir.
Örnek; Ağırlığı 900 gram ve uzunluğu 81.000 metre olan bir iplik kaç Numara Denye ( Nd ) eder?
Nd=Ağırlık x uzunluk Birimi / Uzunluk x Ağırlık Birimi
Nd= 900 x 9000 / 81000.1 = 100
2-TEX NUMARALAMA SİSTEMİ
1000 Metresi 1 Gram gelen iplik 1 Numara Tex’tir.( Ntex )
Buraya kadar incelenen numaralama sistemlerinde de açıkça görüldüğü gibi tekstil endüstrisinde hem çok çeşitli hem de çok karmaşık olcu birimleri kullanılmaktadır. Uygulamada pek çok yanlışlıklara ve anlaşmazlıklara neden olan bu ölçü birimlerini sadeleştirmek ve tüm tekstil kollarını içine alacak metrik ölçülere dayalı desimal düzeyde bir numaralama sistemi geliştirilmesi gereksinimi ve çabalarının başlangıcı Viyana Konferansına dayanmaktadır.

Uluslararası Tekstil Standardizasyonu Organizasyonunun uzun süren çabaları sonucu bu amaçla uzunluk olcu birimi 1.000 metre ve ağırlık olcu birimi 1 gram olan ‘’ tex ‘’ numaralama sistemi geliştirilmiş ve tüm tekstil sektöründe uygulanması zorunlu kılınmıştır.
Ne var ki tüm bu iyi niyetli uğraşlara rağmen günümüzde yapay liflerin inceliğinin tanımlanmasında ve yapay devamlı liflerden oluşan ipliklerin numaralanmasında kullanılan
desiteks dışında yalnızca iplik alış verişlerindeki bazı ticari anlaşmalarda, o da zorunlu olduğu
İçin kullanılmaktadır. ‘’Ntex‘’ olarak sembolleştirilen bir uluslararası numaralama sisteminde numaralama basamakları metrik sistemde ve desimal düzende olmak üzere;
1 tex ‘’ tex ‘’ = Uzunluğu 1.000 metre ve Ağırlığı 1 gram
1 dekateks ‘’ datex ‘’ = (10 tex ) = Uzunluğu 1.000 metre ve ağırlığı 10 gram
1 Hektotex ‘’ htex ‘’ = (100 tex) = Uzunluğu 1.000 metre ve ağırlığı 100 gram
1 kilotex ‘’ ktex ‘’ = (1.000 tex) = Uzunluğu 1.000 metre ve ağırlığı 1.000 gram olan iplik olarak büyümekte
1 desitex ‘’ dtex ‘’ = (0,1 tex) = Uzunluğu 1.000 metre ve ağırlığı 0,1 gram
1 santitex ‘’ ctex ‘’ = (0,01 tex) = Uzunluğu 1.000 metre ve ağırlığı 0.01 gram
1 miltex ‘’ mtex ‘’ = (0.001 tex) = Uzunluğu 1.000 metre ve ağırlığı 0.001 gram olan iplik şeklinde küçülmektedir.
Bu tanımdan da anlaşılacağı gibi bu sistemde de iplik kalınlaştıkça numara değeri büyüyecek, iplik inceldikçe küçülecektir.
1 Ntex = Uzunluğu 1.000 metre ağırlığı 1 gram olan iplik
10 Ntex = Uzunluğu 1.000 metre ağırlığı 10 gram olan iplik
100 Ntex = Uzunluğu 1.000 metre, ağırlığı 100 gram olan iplik anlaşılır.
Örnek; Uzunluğu 81.000 metre ve ağırlığı 900 gram olan bir iplik kaç Ntex eder ?
Ntex=Ağırlık x uzunluk Birimi / Uzunluk x Ağırlık Birimi
Ntex=900 x 1000 / 81000.1 = 11,11
Ülkemizde yun ve yun karışımlı ipliklerde, yünlü sistemlerde, doğal ve yapay liflerden eğrilen tüm ipliklerde Metrik Numaralama Sistemi, Pamuk ve pamuk karışımlı ipliklerle, pamuklu sistemlerde ( kısa lif ) tüm yapay liflerden üretilen ipliklerin numaralanmasında İngiliz Pamuk Sistemi, İpek ve yapay ilk maddelerden devamlı lif olarak üretilen ipliklerde de Denye sistemi kullanılmaktadır.
Keten ipliği ülkemizde pek az üretildiğinden burada üreticinin teknolojisine bağlı olarak metrik veya İngiliz Keten Numara Sistemi kullanılmaktadır.Tex sistemi tüm diğer ülkelerde de olduğu gibi ülkemizde de tutunamamıştır.Yapay lif üreticilerinin lif inceliğini göstermedeki kullanımı dışında hemen hiçbir alanda kullanılmamaktadır.
3-SKOÇ NUMARALAMA SİSTEMİ
14400 yardası 1 libre gelen iplik demektir.Önceleri pamuk kaksam ve jüt ipliklerinde kullanılan ağırlığı 1 libre uzunluğu 14.400 yarda dan oluşan Hank olan Skoç sistemi artık çok ender olarak ve yalnızca jüt ipliklerinin numaralandırılmasında kullanılmaktadır.
Özetle;
Ağırlık Birim Siteminde
1- Ağırlık değişken uzunluk sabittir.
2-Numara = Ağırlık x Uzunluk Birimi / Uzunluk x Ağırlık Birimi
3-İplik Numarası 0’ a yaklaştıkça iplik incelir.
4-İplik Numarası 0’dan uzaklaştıkça iplik kalınlaşır.
5-Örneğin 40 Numara Denye ile 60 Numara Denye İpliği karşılaştırdığımızda 40 Numara Denye iplik 60 Numara denye ipliğe göre daha incedir.
6-Uzunluk metre ise Ağırlık gram’dır.
7-Uzunluk Kilometre ise Ağırlık Kilogram’dır.
8-Uzunluk Yarda ise Ağırlık Libre’dir.
9-Numara formülü ;
N=Ağırlık x uzunluk Birimi / Uzunluk x Ağırlık Birimi
Bobin Makinesi
Bobinleme işlemi ipliğin sarılı olduğu kops veya bobinden başka bir bobine aktarılmasıdır.Bu işleme bobin aktarma da denir.İplikler üretildikten sonra kopslara veya open-end eğirme sisteminde olduğu gibi bobinlere sarılır.Bu aşamadan sonra iplik için iki yol vardır.Ya son mamül olarak piyasaya sunulacak ya da işletme içinde hammadde olarak ele alınıp dokuma veya örme işletmesine sevk edilecektir.Kops hiçbir halde kullanılamayacağından,işetme içinde hammadde olarak ya da satışa uygun hale müşteriye satmak amacıyla BOBİNLEME işlemi yapılır.
Zira Ring iplik makinelerinden sevk edilen kopsların üzerinde az miktarda (ortalama 60 gr) iplik bulunmaktadır. Bobin makinelerinde ise bu kopslar birleştirilerek 1,8 kg – 2,0 kg ağırlığında bobinler hâline getirilmektedir. Burada ipliğin üzerindeki ince - kalın yerler, çift iplik ve balık tabir edilen hatalar temizleyici vasıtasıyla kesilip uzaklaştırılır. Bobin makinesinde triko ipliği çalışılıyorsa ipliğe parafin verilir.İplik üzerindeki kalın yerler örme veya dokuma kumaşlarda hatalı yüzey oluşturmakta, özellikle sakallı veya çift iplik tipindeki hatalar örme makinelerinin iğnelerine ulaştığı takdirde hem dokuyu parçalamakta hem de iğne kırmaktadır. Maliyetleri direkt olarak etkileyen bu hataların bobinleme prosesi sırasında iplikten mutlaka temizlenmesi lazımdır.

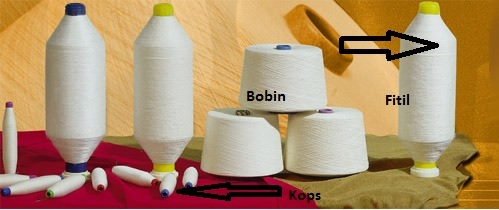
BOBİN MAKİNESİNİN GÖREVLERİ
1-Ring iplik makinesinde kops hâlinde sarılmış iplikleri birleştirerek 1,8 kg – 2,0 kg ağırlığında bobinler hâline getirmek.
2-Dokuma-örme hatalarına ve makinelerde kopuşlara neden olabilecek iplik düzgünsüzlüklerini (neps, balık, düğüm, kalınlık ve incelik vb.) gidermek
3-Bobin olarak boyama işlemi görecek iplikler için boyanın ipliğe kolayca yayılmasını sağlayacak delikli boya bobinlerine sarmak
4-Ring iplik makinesinde büküm kısa bir mesafede verildiği için büküm dağılımı düzgün değildir. İpliği kopstan bobin hâline geçirirken büküm dağılımını düzgünleştirmek.
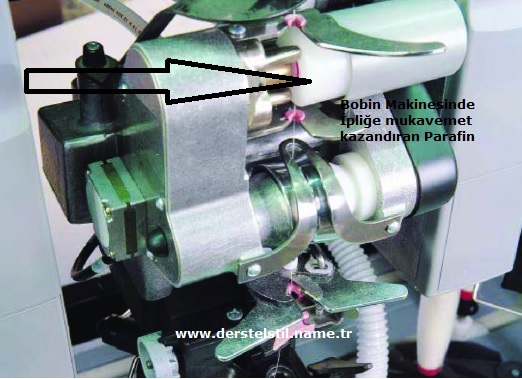
İPLİĞİN BOBİNLENMESİ SIRASINDA GİDERİLEN HATALAR
1-iplikte ince-kalın yer:
İplikteki kalın yerler az bükülmüş yerlerdir. Kalın yerler ipliğin mukavemetini düşürerek dokumada kopuşlara neden olmaktadır. İnce yerler ise iplikte elyafın az olduğu yerlerdir. Kopuşlara ve kumaşta hatalara neden olmaktadır.
2- İplikte düğüm:
İplik üzerindeki düğümler değişik büyüklüklerde olabilir. Düğüm bulunan çözgü iplikleri lamellerden geçmez, kopar. Örmecilikte ise iğne kırılmalarına neden olur.
3-Ekleme hataları:
İplik makinesinde kopuş sırasında eğrilmemiş kısımdan alınan uç, iplik sevk silindirinin altına diğer uçla beraber yerleştirilip sevk edildiği için ekleme hataları oluşur.
4-İpliğe sarımı uçuntular:
iplikhanedeki uçuntuların ipliğe sarılması ile oluşan hatalardır.
5-Bitkisel ve hayvansal atıklar:
Bitkisel ve hayvansal atılar balyadan ipliğe kadar ulaşabilen kalıntılardır. Dokuma sırasında hatalara neden olur.
6-Çift iplik hatası:
İplik makinesinde son çekim silindirinden çıkan iki ipliğin bir iğde bükülüp sarılması ile oluşur. Özellikle belirgin düzeyde yüzey hataları oluşturur.
![]()
KLASİK VE MODERN BOBİN MAKİNELERİNDE ANA ELEMANLAR
1-iplik gezdiricileri:
Bobinaj sırasında ipliğin bobin masurası üzerine çapraz veya düz şekilde sevk edilmesini sağlayan elamandır. Özellikle çapraz sarılı bobin makinelerinde bulunur.
2-İplik frenleri:
İpliğin sabit ve belirli bir gerilimde sarımını sağlayan ve temizlemeye de yardımcı olan elemandır. Yaylı silindirli ve diskli çeşitleri bulunmaktadır.
3-İplik temizleyicileri:
İpliğin kopstan bobin hâline getirilmesi sırasında ince, kalın, düğüm, büküm hataları olan yerlerin bıçak yardımı ile kesilerek iplikten uzaklaştırılması işlemini sağlar.
4- İplik yoklayıcıları:
İplik yoklayıcılarının görevi, kopma anında bobinin durmasını sağlamaktır. İplik yoklayıcıları iplik temizleyicilerden sonra yer almaktadır.
Bobin makinesinde kopsların oturduğu bütün iğler aynı konumda ve yukarıdan bakıldığı zaman iğ, gözle düşey konumda olmalıdır. İğler arasındaki konum farklılığı iplik gerginliğini doğrudan etkiler. Aşağıdan yukarıya iplik yolu incelendiğinde en alta bir iğ üzerine oturmuş kopstan çözülen iplik, balon kırıcıdan (anti-balon tertibatı) geçer.

Burada iplik balonu daraltılır.Ön temizleyicide özellikle iplik üzerinde kalmış çepel ile alınabildiği kadar neps ve uçuntular temizlenir. Ön temizleyiciden sonra iplik tansiyon kancasından geçer. Tansiyon kancasının görevi ipliğin ucunu ileriye iterek belli gerginlikte sarımını sağlar. Üst emiş kolu ise bobine sarılan ipliğin ucunu bulmayı sağlar.

Tansiyon kancasından geçen iplik sensörden geçer. Görevi ipliğin hattını kontrol ederek ipliğin sarımını sağlamaktır. Çatallı yoklayıcı (tansiyon) ipliğin mevcut olup olmadığını kontrol eder. İplik çatallı yoklayıcı tarafından hissedilmiyorsa (yani iplik yoksa) alttaki masura değiştirilir. Daha sonra iplik, fren tertibatından (sensör) geçer.

Amaç ipliğin kontrollü olarak sarılmasını ve gerginlikle iplik üzerindeki zayıf yerlerin kopmasını sağlamaktır.

Eğer triko ipliği çalışılıyorsa iplik parafinlenir. “Deveboynu” da tabir edilen emiş düzesi (üst emiş kolu) iplik koptuğu zaman bu ipliği emer. İplik temizleme tertibatında iplik hatalarından temizlenir. İplik düğüm tertibatında ise kopan ipliğin iki ucu birbirine eklenir. İpliğin iki ucu düğümlenmemekte ve basınçlı hava yardımı ile iplik uçları kaynatılmaktadır (Splicer yardımıyla). En sonda ise yivli tambur tarafından sürtme sonucu döndürülen bobine iplik sarılmaktadır.

Balon kırma tertibatı:
Balon kırıcı kopstan iplik sağılırken meydana gelen balonu ufaltır. Yani ipliğin daha fazla gerilmesini önleyerek yüksek bobinleme hızlarıyla çalışmaya imkân hazırlar. Kops, pozisyonu itibariyle anti balon tertibatını ve fren tertibatı girişini ortalamaktadır. Döndürülen bobin vasıtasıyla iplik, kopstan sağılmaya başlanır.
Böylece hareket eden iplikte bir gerginlik görülmeye başlar. Bobin sarımının devam etmesi kopsun boşalmasını gerektirecek, kopsun dibine gelindiğinde ise iplikteki gerginlik azami değerine ulaşacaktır. Bunun sebebi ise dolu kopsta ufak olan balonun kopsun boşalmasına paralel olarak büyümesidir. Sarım hızı arttıkça genel olarak gerginlik de artar. Anti balon tertibatının diğer bir görevi de ipliğin spiraller yapmadan kopstan sağılmasını sağlamaktır. Böylelikle ipliği fazla germeden yüksek bobin hızlarıyla çalışmak mümkün olmakta ve ipliğin bobine sarılmasındaki yoğunluk değişmemektedir. Bu durum, boya bobinleri için çok önemlidir.
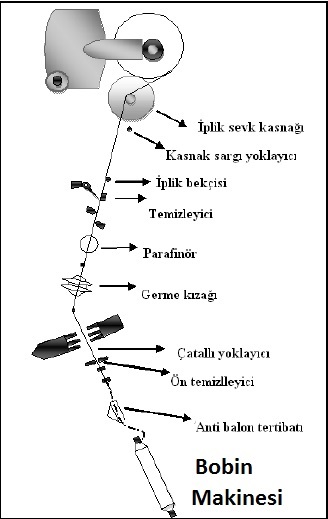
Ön temizleyici:
Ön temizleyici (sensör) iplik freninin altıda olup bükümden dolayı kopstan gelebilecek fiyonk şeklindeki iplikteki kırılmaların fren sahasına girmesini önler. İplik, sevk plakasının kenarı ile hareketli kıskaç kolunun meydana getirdiği bir yarıktan sevk edilir. Bu yarığı en dar ayarlandığı mesafe 0.5-0.7 mm’dir. Skalalı ayar düğmesi ve ayar kolu vasıtasıyla yarık aralığı 0,5-2,0 veya 2,6 mm・ye kadar kademesiz olarak ayarlanabilir.
İplik fren tertibatı :
Bu tertibatın görevi ipliğe homojen bir gerginlik kazandırmaktır. Böylece iplik üzerindeki zayıf yerler bu gerginliğin etkisiyle kopartılacak ve bobin belirli bir sertlikle sarılacaktır. İpliğe uygulanabilecek en uygun frenleme kuvveti (yani gerginlik) ipliğin kopma mukavemetinin yaklaşık %8 -12・si civarında olmalıdır. Gerginliğin arttırılması hâlinde iplik üzerindeki elastikiyet kaybolmakta ve bu durum özellikle dokumada yoğun iplik kopuşlarına sebep olmaktadır. Gerginliğin düşük tutulması hâlinde ise iplik üzerindeki zayıf yerler kopmayacaktır.
İplik emiş düzesi ve kapatma klapesi:
Bobin makinesinde sarılmakta olan ipliğin kopması hâlinde iplik emiş düzesi, sevk plakası ile kops arasındaki alt ipliği emer. Kapatma klapesi iplik emiş düzesinin ağzını kapatır. İpliğin kopması anında iplik emiş düzesi alt ipliği emer ve kanaldaki devamlı emiş havası vasıtasıyla sıkıca emilir vaziyette tutar. Kapatma klapesi, mıknatıs vasıtasıyla; iplik kopuşundan sonra alt ve üt ipliğin bağlanması sırasında ve dolu bobinin değiştirilmesi sırasında iplik emiş düzesinin ağzını kapatır.
Elektronik iplik temizleyicisi:
İplik freninden sonra yer alan elektronik iplik temizleyicisi iplik üzerindeki kalın yerler, ince yerler ve çift iplik gibi hataları temizler. Bunu sağlamak için elektronik temizleyici, içinden geçmekte olan ipliği kontrol eder ve bobin iğinin bilgisayarına; statik iplik sinyali, dinamik iplik sinyali, kalın yer sinyali, ince yer sinyali ve çift iplik sinyali diye sinyaller gönderir. Elektronik iplik temizleyici, optik sistem ve kapasitif sisteme göre çalışmaktadır. Optik sistemde ipliğin çapı ışıkla ölçülmekte, kapasitif sistemde ise ipliğin kütlesi kondansatörlerle ölçülmektedir.
Elektronik iplik temizleyicisinde yapılabilecek ayarlar
1-Materyal ayarı
2-İplik numarası : Laboratuvarda tespit edilen fiilî iplik numarası skalada ayarlanır.
3-İplik çap ayarı :İplik çapındaki kalınlaşma % cinsinden belirtilir.
4-Hız ayarı : Bobin makinesindeki sarım hızının değeri skalada ayarlanır.
5-Hata boyu ayarı : Örme ve dokuma ipliğinin kumaş üzerinde kabul edilebilen hata boyunun üzerindeki hataların kesilmesidir.
6-İplik düğümleme tertibatı :
İplik düğüm tertibatı iplik uçlarının düğümlenmeyip birbirine kaynatıldığı ve ek yerinde uç olmayan hatta birleştirme yerinin dahi fark edilemediği splicer sisteminden oluşur. Splicer; basınçlı hava yardımıyla iplik uçlarının düğümsüz bir şekilde birleştirilmesidir. Havalı splicer ile iplik uçlarının bükümü önce hava ile açılarak hazırlanır, sonra birbirine karıştırılır ve hava tübülansı ile beraberce bükülür. İpliğin bu bağantı yerinin mukavemeti, normal iplik mukavemetine yakıdır.
7-İplik sevk tamburu:
İplik yoklayıcısı tarafından kontrol edilen iplik baraban vasıtasıyla döndürülen bobine sarılır. Bobin, yivli tamburun üzerine oturduğu için yivli tamburun dönmesiyle beraberinde bobini de çevreden değerek döndürürken üzerindeki kanalın içine giren ipliği de sağa sola gezdirir. Bir bobinin çevreden tahrikinin faydası çapın büyümesine bağlı olmaksızın bobin sarım hızının değişmemesidir. Bobinin kullanım yerine göre yivli tambur
içindeki yivlerin kursu 1,5 - 2,5 yoldur. Yani bobinin bir kenarından diğer kenarına kadar ipliğin bobin etrafında 1,5 - 2,0 veya 2,5 defa dolanmış olması demektir. Tambur ve bobin birlikte döndüğü için tambur üzerindeki kanalların eğim açısı, bobin sarım açısına eşit olur. Kanalların eğimi, simetrik veya asimetrik olabilir.
8-Kuşak bozma tertibatı :
Bobin sarıma sırasında yivli tambur tarafından çevreden döndürülür. İplik sarıldıkça bobinin çapının büyümesiyle bobinin devir sayısı azalırken yivli tamburun devir sayısı aynı kalacağı için bobin ile tambur arasındaki devir oranı değişir. Devir oranlarının kesirsiz sayılara rastladığı durumlarda birbiri ardına yapılan sarımlar çok sık olarak yan yana gelir ve kuşak oluşturur. Boya bobininin sarılması durumunda bu kuşaklar abrajlı iplik boyamasına sebep olduğu için sağılması sırasında birkaç sarım katı birbirinden fırlayabilir. Kuşak bozma tertibatının görevi, yivli tamburu sarı sırasında bobine göre biraz kaydırılarak iplik katlarını birbiri üzerine sarılmasını önlemektir.
9-Dolu bobinde durdurma tertibatları :
Her sarım başlığında sarılmakta olan bobinlerin dolduğu, metraj ölçüm sistemi ve çap ölçüm sistemi ile tespit edilir ve dolan bobin durdurularak değiştirilir.
a-Uzunluk ölçüm sistemi:
Bu sistem istenilen uzunlukta bobin elde etmeye yarar. Bobinleme işlemi sırasında bobin iğ bilgisayarı bobine sarılan ipliğin uzunluğunu ölçer. İstenen uzunlukta iplik bobine sarıldığı zaman bobin iğ bilgisayarı tamburu durdurur ve bobin değiştirilir.
b-Çap ölçüm sistemi:
Bobin istenen çapa ulaştığı zaman çap durdurma tertibatı tarafından durdurulur. İplik sevk tamburu ve bobin arasındaki devir sayısı oranından giderek iğ bilgisayarı sürekli olarak bobin çapını tespit eder. istenen çapa ulaşıldığında iğ bilgisayarı bobini durduracak ve dolu bobin değişecektir.
BOBİN İPLİĞİNİN DÜZGÜNSÜZLÜK KONTROLÜNÜN AMACI

İplik üzerinde meydana gelecek düzgünsüzlük; dokuma,örme, boyama, terbiye ve hazır giyimde ortaya çıkar. Bu hatalar, sonraki işlem kademelerinde giderilemez. Bu nedenlerden dolayı bobinli ipliğin düzgünsüzlük kontrollerinin mutlaka yapılması gerekir. Bobinli ipliğin düzgünsüzlük kontrolünün amacı, kütle ve birim uzunluktaki ağırlık değişiminin doğru bir
şekilde gözlenmesidir. Düzgünsüzlükte, önemli sapmaların karakteristiklerinin tanınmasında diyagram kullanılır. Düzgünsüzlük cihazında bobinlenmiş ipliğin testi yapılır ve bu test değerlendirilir. Değerlendirmede şu ölçütler önemlidir.
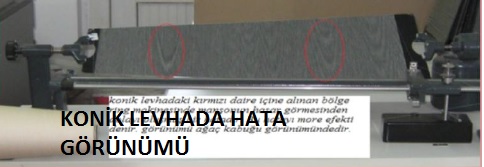
% U düzgünsüzlük değeri (ince yer, kalın yer, neps)
% CV değişim kat sayısı
Üretilen ipliğin çeşidine, kalitesine ve tipine göre TSE, ASTM, ISO ve düzgünsüzlük istatistik değerleri ile ipliğin kalitesi tespit edilir.
% U Kütle değişimini etkileyen ölçütler
1-% - 50 ince yer
2-% + 50 kalın yer
3-% + 200 neps (ring)
4-% + 280 neps (open end)
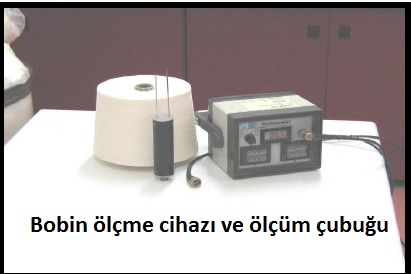
Bobinlenmiş iplik, kusursuz bir iplik değildir.Harmanın genel özellikleri, üretim aşamasındaki makine, donanım ve klima şartlarındaki olumsuzluklar, iplikte hatalara neden olur. Tüm dikkat ve kontrollere rağmen iplik üzerinde ince yer, çift iplik, kalın yer, neps, tüylülük ve balık gibi iplik hataları oluşur. Düzgünsüzlük kontrolü yapmak için bobin makinesinden numune bobinler alınır. Laboratuvara getirilir. Standart atmosfer şartlarında (Sıcaklık, 20± 2 oC, rutubet % 65± 2 olarak belirlenir.) 24 saat bekletilir. Laboratuvar şartlarına uyum sağlayan bobinlerin kontrolü yapılır.
PARAFİNLEME

İpliğin sürtünmeye karşı göstereceği dayanımı artırmaktır. İpliğin sürtünmeye karşı gösterdiği dayanım, daha sonra göreceği işlemler açısından son derece önemlidir. Özellikle örme ve dikiş iplikleri, yüksek ölçüde sürtünmeye maruz kalan ipliklerdir. Yapılan işlemler sırasında makinelerin özelliğinden kaynaklanan nedenlerle iplikte aşırı derecede sürtünme oluşması ve bunun sonucunda mukavemetin düşmesi olasıdır. Bu tip ipliklerin sürtünmeye karşı dayanımının son derece yüksek olması gerekmektedir. Sürtünme; iplikte bozulma, aşınma, mukavamet kaybı gibi olumsuzluklara zemin hazırlar. Parafinleme ile bu olumsuzluklar azaltılmaya çalışılır. ipliğin yüzeyinin küçük parafin parçacıklarıyla kaplanması ve yüzeye kayganlık kazandırılması işlemine parafinleme denir.Bu işlem sonucunda elde edilen ipliğe parafinli iplik denir.
Parafinleme işlemi iki şekilde yapılır:
1-Katı parafinleme: Genelde ham maddesi doğal liflerden üretilmiş ipliklerde kullanılır.
2-Sıvı parafinleme: Daha çok flament ipliklerde uygulanır.
Öncelikle parafinin ipliğin yüzeyine iyi bir şekilde nüfuz etmesi gerekir. Bir kilogram ipliğe 0,5 g ile 1,5 g arası parafin verilir. Yani ipliğin parafin alma oranı % 0,05 ile 0,15 sınırları içinde ise parafinleme işlemi doğru yapılmış demektir.Parafin miktarına göre iplikteki sürtünme kat sayısının değişimi farklılık gösterir. İplikteki parafin miktarı ne çok ne de az olmalıdır. Gereğinden az ya da çok olması sürtünme kat sayısını etkiler. Parafini seçerken aşağıdaki şartlar dikkate alınmalıdır:
1-İpliğin tipi (ham madde, kullanım yeri vs.)
2- Ortam sıcaklığı (mevsim, çevre şartları vs.)
3-Her bir ipliğin parafin alma şekli (katı veya sıvı)
Yukarıdaki şartlara göre parafin seçimi ve parafinleme yapılır. Fakat asıl önemli olan parafinlenen iplikteki sürtünme kat sayısının değişimidir. İpliklerde parafin alma miktarı, deneylerle belirlenmiştir. Edinilen tecrübeler sonucunda, tüm ipliklerde parafin alma miktarı, bir kilogram iplik için 0,5-1,5 gram olarak belirlenmiştir.

Üretim aşamaları için standart şartlar olarak kabul edilen % 65 _+2 bağıl nem ve 20-+ 2 °C derecede pamuk elyafının kabul edilebilir nem değeri 8.5’tir. Yün ipliği, yıkanmış yün ve yünlü kumaşta ticari nem % 14’tür. Ketende % 12, tiftikte % 13, ipekte % 11, viskonda % 13, poliamidde % 5, poliesterde % 0.4, orlonda % 1.5’tir. % nem tekstil materyalinin absorpladığı su miktarının nemli materyal ağırlığına oranıdır.
İplik fabrikalarında mamulü (ipliği), en az telef oranıyla ve yüksek randımanla işleyebilmek gerekir. Bükümün korunması, tüylülük oranının azaltılması ve mukavemet kaybının önlenmesi için ipliğin rutubet değerlerinin belirli miktarlarda olması şarttır. Rutubet, aynı zamanda ipliğin alış ve satışında da çok önemlidir. Bu nedenlerden dolayı ipliğin rutubet kontrolü yapılır.
Bobinli ipliğin standart atmosfer şartlarına getirilmesi için kondisyonlama yapılır. Ticari rutubeti ise % 8,5 olarak ambalajlanır. Aynı zamanda ipliğe, gerekli olan nem verilmiş olur.
Bobinli ipliklerde değişik rutubet ölçme yöntemleri vardır. En yaygın ve pratik olanları, taşınabilir rutubet ölçme cihazlarıdır. Ölçümlerimizde kullandığımız cihaz da bu tür bir cihaz olan “Moistmeter” rutubet ölçme cihazıdır. Rutubet ölçme cihazında “LOW-düşük” ve “HIGH-yüksek” olmak üzere iki ölçüm aralığı vardır.
BOBİN ÇAP VE AĞIRLIK KONTROLÜ
Bobinlerin her birinin istenilen çap ve ağırlıkta üretilebilmesini sağlamak amacı ile bobin çap ve ağırlık kontrolü yapılır. Çap ve ağırlıklarının kontrolünü yapmak amacıyla bobin makinesinde üretilen bobinlerin içinden alınan bobinlere numune bobin denir. İplik kalite planına göre çalışır durumdaki bobin makinelerinden numaralanmış en az beş adet bobin numunesi alınır. Dolum süresi tamamlanmış dolu bobin örnekleri seçilir. İçlerine iğ (baraban) numaraları yazılarak laboratuvara getirilir. Laboratuvar ortamında en az 24 saat bekletilerek dolu bobinlerin istenilen rutubeti alması sağlanır. Bobin, istenen iplik uzunluğuna veya bobin çapına göre oluşturulur. Her iki durumda da maksimum bobin çapı ortalama 320 mm olmalıdır.
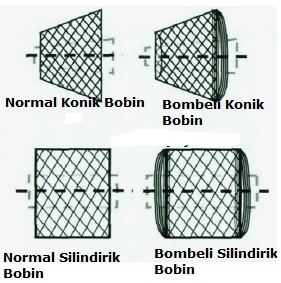
Katlama ve Büküm Makinesi
Büküm Makineleri,birden fazla iğliği katlayıp büküm veren makinelerdir ve katlama makineleri ile benzerlik gösterirler.Büküm Makineleri ile katlama makineleri arasındaki en önemli fark;katlı büküm makinelerinde büküm tertibatlarının bulunması ve ipliğe katlama işlemine ek olarak büküm vermektir.
Büküm;ipliklerin mukavemetlerinin arttırılması,düzgünsüzlüklerinin azaltılması ( düz büküm ) veya değişik efektler kazandırılması ( fantezi büküm ) için yapılır.Bu amaçla düz bükümde kullanılan katlı büküm makinelerinden ring büküm sistemi ve çift büküm sistemi günümüzde yaygın olarak kullanılmaktadır.
RİNG BÜKÜM MAKİNESİNDE KATLAMA VE BÜKÜM
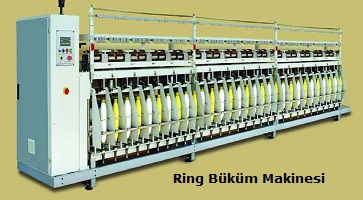
Birden fazla ipliği katlayıp büküm veren makinelerdir. Büküm; ipliklerin mukavemetlerinin artırılması (düz büküm) veya değişik karakterler kazandırılması (fantezi büküm) için yapılır.
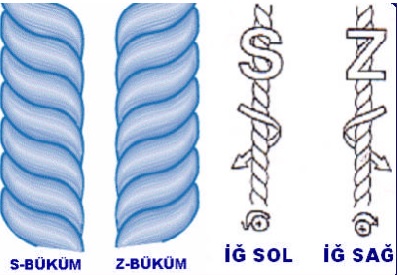
Fantezi bükümde mukavemetin artırılmasına gerek yoktur. Büküm, farklı görünüş kazandırmak için verilir. Genel olarak büküm işleminin yapıldığı makinelere büküm makineleri denir.
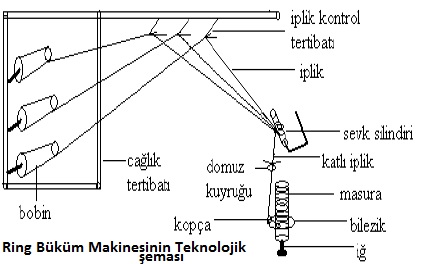
Buradaki işlem, katlı büküm işlemidir. Büküm işleminin ardından iplikler, ring büküm makinesinde tekrar bobine sarılır.
Makinenin görevleri şunlardır:
- a-İpliğin dayanıklılığını arttırmak,
- b-Daha kalın iplik elde etmek.
- c-Değişik özellikte iplik elde etmek.
- d-Karışık renkli (fantezi vb.)iplik elde etmek.
- e-İpliği meydana getiren lifleri bir arada tutmak.
- f-İpliğin tüylenmesini önlemek.
- g-Daha dayanıklı ve sağlam iplik elde etmek.
- h-Dokumaya hazır iplik elde etmek.

Katlı büküm makinelerinde büküm işlemi, bilezikli sistemler sayesinde gerçekleştirilir. Bilezikli büküm makinelerinde elde edilen katlı bükümlü iplik kopsları, daha sonra bir aktarma işlemiyle istenilen formda bobinler sarılır. Katlı büküm makineleri, prensip olarak katlama makinelerine benzer.
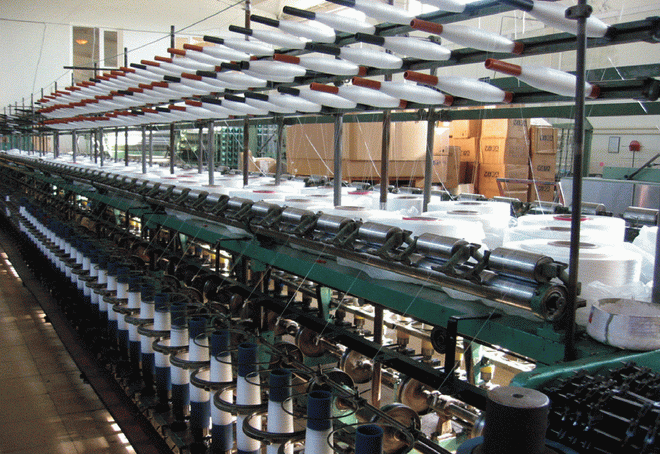
Katlı büküm makineleri ile katlama makineleri arasındaki fark; katlı büküm makinelerinde büküm tertibatlarının bulunması ve ipliğe katlama işlemine ek olarak büküm de verilmesidir.
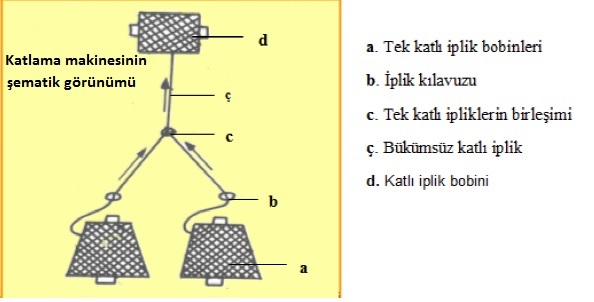
Katlı büküm makinesinde cağlığa kat adedine göre dizilen tek iplik veya katlı iplik bobinlerinin iplikleri kılavuzlardan geçirilir. Son çıkış silindiri ile kopça arasında büküm kazandırılır. Büküm, iğin dönüşü ile bilezik üzerinde hareket eden ve ipliğe takılmış olan kopçanın dönüşü ile kazandırılır. Aynı zamanda planga tertibatı tarafından aşağı-yukarı hareket ettirilen bileziğin ve kopçanın yardımıyla bükülen iplik, masura üzerine sarılır. Bilezikli katlı büküm makinelerinde iplik, katlı bükülüp kops biçimini aldıktan sonra genellikle bir bobin aktarma işleminden geçirilir.
VOLKMAN BÜKÜM (TWO FOR ONE ) MAKİNESİNDE KATLAMA VE BÜKÜM

Bu makinenin görevleri şunlardır:
1-İpliğin her devrinde ipliğe iki büküm vermek
2- Farklı bobinlerden gelen iplikleri bükerek mukavemet kazandırmak
3- Bükülen iplikleri sabit gerginlikte ve uzun metrajlı bobin biçiminde sarmaktır.
4-İpliklerin önceden katlanması, bu makinede verimi artırır.
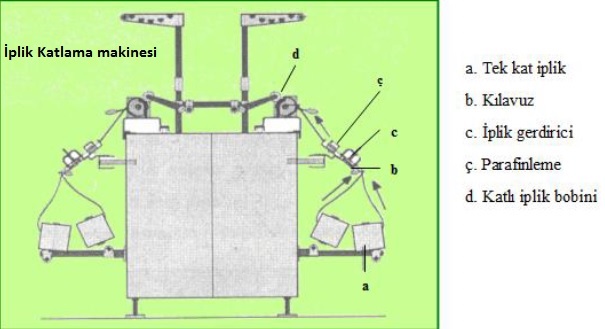
KATLAMA MAKİNESİNİN GÖREVLERİ
1-Bükülmesi gereken tek kat iplikleri aynı gerginlikte bir bobin üzerine katlayarak büküm makinesine hazırlamak.
2-Katlamadan önce iplikler temizlenmemiş ise süzme tertibatından geçirerek hatalı kısımları temizlemek.
3-Bobin biçiminde ve uzun metrajlı sararak sonraki tüm işlemlerde çalışma kolaylığı sağlamaktır.
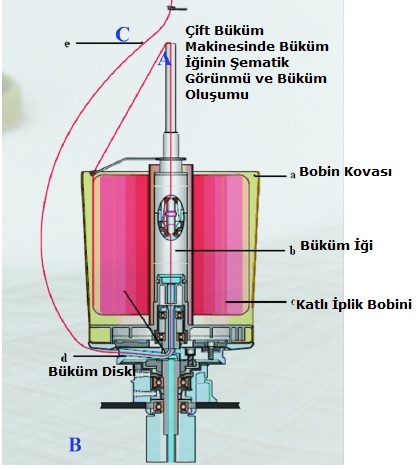
Ring İplik İle Open-End İplik Arasındaki Farklar
Pamuk iplikçiliğinde yaygın olarak kullanılan 2 çeşit iplik eğirme tekniği bulunmaktadır.
- Ring iplik
- ---Karde
- ---Penye
- Open-end iplik
1. Ring İplik Üretimi
Ring iplik pamuğun uzun elyaflarından üretilmektedir. Ring iplik karde ve penye olarak ikiye ayrılmaktadır. İki iplik arasındaki fark ise penyeleme işleminden kaynaklanmaktadır. Penyeleme işlemi, makinayı besleyen hammaddenin (pamuk) makinada bulunan taraklar yardımıyla yoğun bir tarama işlemine tabi tutulması ve bu şekilde pamuğun kısa olan elyaflarının ayrılmasıdır. Kullanılan pamuğa ve makine ayarlarına bağlı olarak %5-%25 oranında elyaf, hammadde içerisinden çıkartılarak farklı şekilde değerlendirilebilmektedir.
Penye ipliğin karde iplikten farkı ise, penyeleme işlemi sonrasında elde edilen daha uzun elyaflar kullanılarak üretilmesidir.Bu şekilde çok daha ince numaralarda iplik üretilebilmektedir. Yüksek kalitede üretilen, son derece düz bir yapıya sahip, daha yumuşak ve emiciliği yüksek olan bu iplik; gömlek, iç çamaşırı, bayan kıyafetleri, yüksek kaliteli nevresim üretiminde kullanılmaktadır.
Son yıllarda yaşam standartlarının yükselmesi ile birlikte ev tekstili sektöründe de kullanılmaya başlanan karde ve ring iplikler sayesinde yumuşaklık ve doğallıkla birlikte uyku kalitesi de artırılmıştır. Ayrıca endüstriyel kullanımlarda (Hotel, Restaurant ve Hastane tekstili) kaliteyi artırmakla beraber kullanım ömrünü uzatmış ve son kullanıma kadar ilk günkü düz görüntüsünü koruyarak işletmeler adına avantajlar sağlamıştır.
Karde ve penye iplik open-end ipliğe göre daha kalitelidir.Üretim aşamasında daha az büküm sayısı ile bütünlük sağlanabildiği için open-end ipliğe göre daha yumuşak ve daha düz dokuya sahiptir ve emiciliği daha yüksektir. Ayrıca mukavemeti de oldukça güçlü olan bu ipliklerle üretilen kumaşlarda tüylenme veya bitlenme diye tabir edilen deformasyon oranı çok düşüktür. Ancak bu ipliklerin maliyetinin open-end ipliğe göre daha yüksek olduğunu belirtmek gerekmektedir.
2. Open-End İplik Üretimi
Open-End (açık uç) iplik eğirme sistemi ring ipliğe göre tamamen farklı bir üretim tekniğidir. Ring ipliğin aksine pamuğun kısa olan elyaflarından üretilmektedir. Kısa elyaflar kullanılarak hazırlanan pamuk fitili ile çok yüksek devirde dönen bir rotor beslenir. Merkezkaç kuvveti sayesinde fitil, rotor yüzeyine yayılarak yapışır. Rotor içerisine uzatılan bir iplik sürekli olarak çekilerek open-end iplik üretilmektedir. Pamuğun en kısa elyaflarının dahi değerlendirilerek üretimi yapılan bu iplik oldukça ekonomiktir. Bütünlüğü sağlayabilmek için büküm sayısı ring sistemine göre daha yüksek olmak zorundadır. Bu da daha sert bir yapıya sahip olmasına sebebiyet vermektedir.
OPEN-END İPLİĞİ İLE RİNG İPLİĞİ ARASINDAKİ FARKLAR
1-Open-End iplik eğirmede üretim hızı Ring eğirme sistemlerine nazaran daha yüksektir. Bu da üretimi artırırken maliyetin düşmesini sağlayan bir etkendir.
2-Open-End iplik eğirmede işlem aşamaları Ring eğirmeye göre daha kısadır. Bu da maliyeti düşürücü faktörlerdendir.
3-Open-End sisteminde üretilen iplik Ring ipliğinden daha hacimli, daha elastik, daha emicidir ve tüylülük azdır. Çok yüksek büküm verilmemişse tutumu da iyidir. Emicilik özelliğinin iyi olması haşıl alma yüzdesinin yüksek olmasını ve daha parlak tonların elde edilmesini sağlar.
4-Open-End sisteminde üretilen ipliğin bütününde özellikler Ring ipliğe nazaran daha az değişkendir. İncelik, düzgünsüzlük, dayanıklılık v.s. iplik boyunca daha az değişir.
5-İşlem gereği Open-End ipliklerinin kesitinde ortalama 70-100 lif olmak zorundadır. Bu yüzdendir ki Open-End iplikleri Ring iplikleri (kesitte ortalama 50-70 lif gerektirir) kadar ince numaralarda üretilemezler.
Örneğin Open-End sisteminde teorik olarak Ne40 iplik yapılabilse de pratikte Ne30 numara ipliğin üzerine çıkılmaz.
6-Open-End iplik eğirme işleminin bir teknolojik dezavantajı iplik yüzeyinde oluşan sarmal liflerdir. Eğrilmiş iplik, rotor oyuğu içerisine beslendiğinde liflerin bir kısmı ipliğin yüzeyine büküm yönünde sarılır. Bu özelliği Open-End iplikleri Ring ipliklerinden ayırmada kullanabiliriz. İpliği büküm yönünün tersi yönünde iki baş parmağımız ile açmaya çalıştığımızda Ring ipliklerin bükümünün açıldığını ve liflerin ortaya çıktığını fark edebiliriz, ancak Open-End ipliklerin yüzeyinde, yukarıda bahsedilen sarmal lifler ipliğin bükümünün açılmasına müsaade etmezler ve ipliğin kıvrılıp kaldığını görürüz.

Ring ve Open-End İpliklerin büyütülmüş görüntüleri yukarıda görülmektedir.
A-Kısa lifli ring ipliği,
B-Uzun lifli ring ipliği
C-Kısa lifli open-end ipliği,
D-Uzun lifli open-end ipliği
7-Open-End ipliklerin mukavemeti Ring ipliklere göre % 15-20 daha düşüktür. Büküm daha çok artırılarak mukavemet artırılabilir. Fakat bu da tutumun sertleşmesine neden olur.
8-Open-End iplikler çoğunlukla kısa elyaftan üretilmiş ipliklerdir.
9-Open-End iplikler genellikle çok yüksek mukavemet gerektirmeyen birçok mamülün üretiminde kullanılmaktadır. Her geçen gün de kullanım alanı genişlemektedir.Teknolojik olarak, dokumada Open-End iplikleri atkı ve çözgü ipliği olarak kullanılabilir. Daha üniform, daha az ince yere sahip, elastik ve daha yüksek aşınma dayanımına sahip olması Ring ipliklere nazaran çözgüde kullanımı için avantaj teşkil eder. Emiciliğin iyi olması sebebiyle iyi de haşıl alırlar. Atkı ipliği olarak da üniformluğu ve sürtünme mukavemeti Open-End ipliklerine kullanımda avantaj sağlar. Örme kumaşların eldesinde de Open-End iplikleri kullanılabilmektedir. Open-End ipliklerin hacimli yapısı dolayısıyla, el ve makine ipliği olarak üretilmesi son derece uygundur. Fakat Open-End ipliklerin düşük mukavemetli oluşu olumsuz bir etki olarak kendini gösterir.
recme makinesi
REÇME MAKİNELERİNİN YAPTIKLARI İŞE GÖRE SINIFLANDIRILMASI
Reçme dikişi, 2 veya 3 iğne ipliği grubu ile alt lüper ipliğinin bağlantısı ile oluşur. Ön yüzde iğne sayısıyla orantılı olarak birbirine paralel kilit dikiş (düz dikiş) görüntüsü ve alt yüzeyde ise kaplama dikişi görüntüsü vardır. Karyoka aparatı ve ipliğinin eklenmesiyle ön yüzeye de kaplama dikişi görüntüsü verilir. İğne sayısının değiştirilmesi ve değişik aparatların kullanılmasıyla amaca göre farklı dikişler yapılır. Reçme dikişi kumaşın orta bölümlerinde de birleştirme ve süsleme amaçlı olarak kullanılabilir.

>>>>>Etek reçme:
Özellikle likralı, esnekliği yüksek ve hassas kumaşlardan yapılmış ürünlerin etek ucu, kol ağzı, paça vb. yerlerinin kıvrılarak temizlenmesinde kullanılır. Ön yüzde çift iğne düz dikiş, alt yüzde ise iki zincir dikiş arasında overlok dikişi görüntüsü şeklindedir. Bu nedenle reçme dikişi yapılacak yere overlok çekilmez. Bıçak tertibatı ilave edildiğinde (sol tarafa) reçme dikişinin dışında kalan kumaş fazlalığı kesilerek temizlenir.
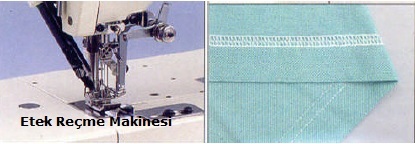
>>>>> Bant reçme:
Etek reçmenin ön kapağı biye aparatının takılmasına uygun olarak içeri girintili tasarlanmıştır. Etek reçmenin ön kapağı değiştirilerek bant reçme olarak kullanılabilir. Değişik genişliklerde biye aparatı takarak biye ile kenar temizleme işlemi yapılır.
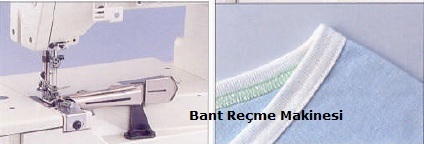
>>>>> Köprü makinesi:
Reçme makinesine köprü kıvırma aparatı ilavesiyle kemer köprüsü hazırlar.

>>>>> Bıçaklı lastik reçme:
Lastik ve dantel ile kenar temizleme amaçlı kullanılır. Sağdan kesicili regula bıçak sistemi ile dantel veya lastik altındaki fazla kumaş kenarları kesilerek temizlenir. İlave edilen lastik verici ünite yardımıyla, lastik veya dantel şerit, makine baskı ayağı altına yönlendirilir. Böylece lastik gerginliği ayarlanabilir.
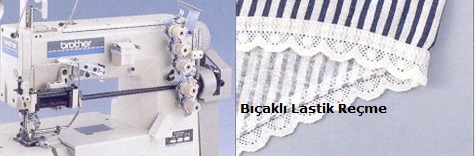
REÇME MAKİNELERİNİN BÖLÜMLERİ
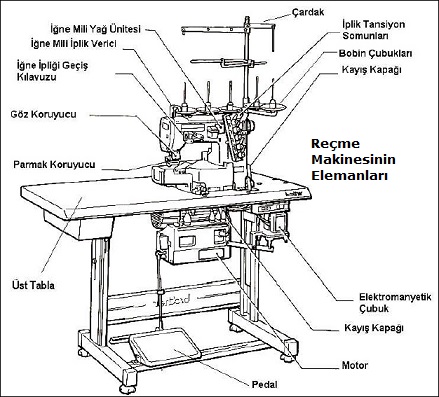
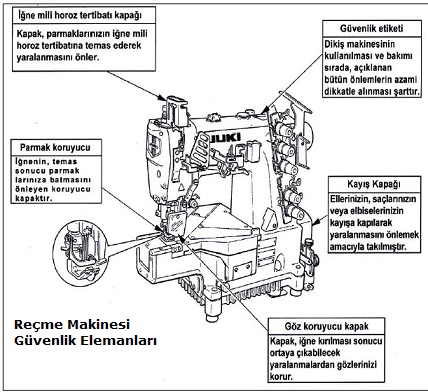
REÇME DİKİŞİ OLUŞUMU ( 3 İğneli ve Karyoka Tertibatı İlaveli )
Karyoka: Kendi ismiyle adlandırılmış makine parçasının işleyişiyle yapılan üst süs dikişidir. Bu parça serici ismiyle de anılmaktadır.
REÇME MAKİNESİNDE AYAK TAKMA
Baskı ayağı vidası gevşetilerek baskı ayağı kaldırma pedalı ile baskı ayağı mili kaldırılır ve mevcut baskı ayağı ayağı çıkarılır. Yapılacak işe uygun ayak, baskı ayağı miline yerleştirilir.
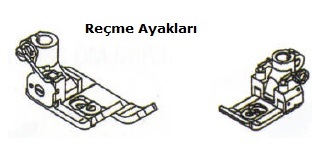
REÇME MAKİNESİNDE İĞNE SEÇİMİ
Reçme makinelerinde 2 ya da 3 iğne kullanılmaktadır. İğnelerin kalınlığı, yapılacak işin ve kumaşın cinsine göre değişir. Daha çok örme ve esnek kumaşlarda reçme makineleri kullanıldığı için yuvarlak uçlu iğneler tercih edilmelidir.
REÇME MAKİNESİNDE İPLİK SEÇİMİ
Reçme makinelerinde kullanılan iğne sayısına göre kullanılacak iplik sayısı da değişir. Örneğin 2 iğne kullanılacaksa, lüperle birlikte toplam 3 iplik kullanılır. Karyoka tertibatı kullanılacaksa bir iplik daha eklenmelidir. Yapılacak işin özelliğine göre reçme makinelerinde çeşitli ayak ve aparatlar kullanılmaktadır.Aparatların kullanılması verimi yükseltir ve masrafları düşürür.
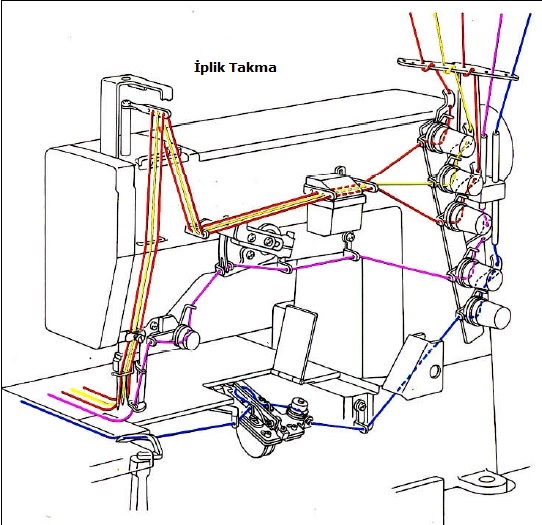
KULLANILAN KUMAŞA UYGUN İPLİK SEÇİMİ
Hafif, ince pamuklu kumaşlar :Pamuklu iplik No:100
Ağır kot (kaba pamuklu ), branda, bornozluk, havlu tipi kalın pamuklu kumaşlar:Polyester No:60-50 Pamuklu iplik No:60
Hafif yünlü, poplin kumaşlar : Polyester No:80 Pamuklu iplik No:60
Gabardin, fanila yünlü kumaşlar : Polyester No:80-60 Pamuklu iplik No:60
Ağır, yünlü kadife kumaşlar : Polyester No:60-50 Pamuklu iplik No:60
Sentetik lifli dekorasyon kumaşları ( saten, vual, krep ) : Polyester No:100-80 Pamuklu iplikNo:120-80
Triko ( Örgü ) Kumaş : Polyester No:80-60 Pamuklu iplik No:80-60
Jarse ( jersey ) : Polyester No:60-50 Pamuklu iplikNo:60
Yün örgü kumaş: Polyester No:60-50
KARYOKA APARATI ( KARYOKA SERİCİ )
Genellikle spor giysilerde süsleme amaçlı olarak kullanılır.Kol ağzı, etek ucu, paça katlamalarında, yaka çevresinde, birleştirme dikişleri üzeri gibi yerlerde uygulanabilir. Farklı renkte iplikler kullanılarak değişik görüntüler elde edilebilir.
BİYE APARATI
Genellikle spor giysilerin yaka çevresinin temizlenmesinde kullanılmakla beraber, model özelliği doğrultusunda kol ağzı, etek ucu, cep ağzı gibi yerlerin temizliğinde de kullanılır.
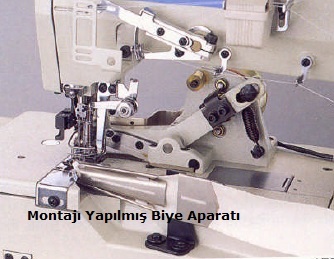
İhtiyaca göre çeşitli uygulamaları vardır; biye katlama, tek veya çift kıvırma, ara biyeli kıvırma aparatları gibi.
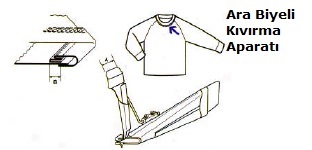

KEMER KÖPRÜ APARATI
Etek, pantolon gibi giysilerin kemer köprülerinin hazırlanmasında kullanılır. Bıçaklı köprü aparatları ile daha iyi sonuçlar alınır.
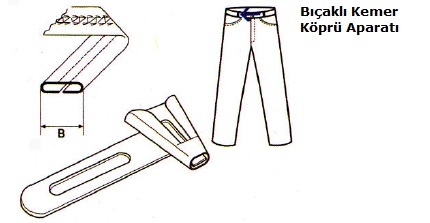
REÇME MAKİNESİNDE ALT VE ÜST İPLİK GERGİNLİĞİ
Yapılacak işe, kumaş cinsine, iğne kalınlığına, iplik çeşidine ve dikiş boyuna uygun olacak şekilde iplik gerginlik ayarı yapılmalıdır.
DİKİŞ BOYU
Reçme makinesinde standart dikiş uzunluğu 0,9mm - 3,6mm arasındadır. Bu değerler arasındaki dikiş uzunlukları transport ayar topuzunun sağa veya sola çevrilmesiyle ayarlanabilir. Ancak dikiş 3,6mm’den daha fazla ise uygulama faaliyetindeki işlemler uygulanır.
REÇME MAKİNESİNİN GÜNLÜK BAKIMI
Sürekli kullanılan reçme makinelerin dişli ve plakaları arasına sıkışan iplik ve kumaş parçaları birikerek makinenin düzgün çalışmasını engeller. Ayrıca iğne hareketi ve iplikle birlikte taşınarak dikişin kirlenmesine neden olur. Bu da kalitenin düşmesine ve maliyetin yükselmesine neden olmaktadır. Makine veriminin yükselmesi ve iş kalitesinin yükselmesi için öncelikle günlük temizliğinin yapılmasına önem verilmelidir.
REÇME MAKİNESİNDE YAĞ GÖSTERGESİ
Makine ilk kurulduğunda yağ haznesi boştur çalıştırma öncesi belirlenen seviyede yağ doldurulur. Makine çalışır durumundayken pedala basıldığında makine yağının yağ göstergesinde sıçradığı gözlemlenir.Yağ, gösterme penceresindeki yağ sıçraması makine içerisinde yağ dolaşımının varlığını gösterir.Yağ, gösterge penceresinde yağ sıçraması gözlenmemesi yağ eksikliğini gösterir ve ilave etmek gerekir.
DİKİŞ ATLAMALARI HATALARI VE GİDERİLMESİ
1-İplikler yanlış geçirilmiştir. (İplikleri geçirme sırası kontrol edilir.)
2-Lüper ucu hasarlıdır.(Yeni Lüper takılır.)
3-Serici (karyoka) iplik tansiyonu çok sıkıdır.( Tansiyon gevşetilir.)
4-Lüperde yanlış mesafe ayarı, yanlış geri dönüş miktarı vardır.( Lüper ayarı yapılır)
5- İğne mili pozisyonu çok yüksektir.( İğne mili yükseklik ayarı yapılır.)
6-İğne eğrilmiştir, yanlış takılmıştır veya yanlış iğne kullanılmıştır.( İğneler ve takılışları kontrol edilir.)
7-Üst reçme ipliği içeri çekme miktarı çok fazladır.( Gerginlik düşürülür.)
8-Sericinin ucunun biçimsiz olması, ipliğin yakalanmasına engel olur.( Orjinal parça değiştirilir.)
9-Sericinin ayarı hatalıdır.( Serici uygun ayarlanır.)
10-Serici tansiyonu çok düşüktür.( Tansiyon yükseltilir.)
11-Serici hareket mesafesi çok fazladır.( Mesafe daraltır.)
Sürtünme Haslığı Testi
Sürtme haslığı testi, boyalı ve/veya baskılı tekstil mamulleri, kuru veya yaş hâlde sürtmeye tabi tutulduğunda rengin gösterdiği dayanıklılığı kontrol etmek amacıyla yapılan haslık testidir.
Sürtme haslığı testi, sürtme haslığı test cihazına (crockmeter) yerleştirilen test numunesi ile refakat bezinin birbirine sürtünmesi ile gerçekleştirilir. Test sonunda refakat bezinin lekelenmesi gri skala ile değerlendirilir.
Sürtme Bezi
Sürtme bezi, testin yapılmasına yardımcı olan, 5x5 cm boyutunda, boyalı olmayan, ağartılmış, üzerinde nişasta veya apre maddeleri bulunmayan pamuklu kumaştır.
Sürtme haslığı test cihazının üst kısmındaki sürtme ucuna takılarak sürtme ile numunenin sürtme bezini lekelemesi gözlemlenir.
Sürtme haslığı testi için uygun büyüklükte test numunesi kesilerek hazırlanır. Test numunesini hazırlama işlemi numunenin formuna göre değişmektedir:
Test edilecek numune iplik ise iplikler örülerek kumaş hâline getirilir. 14x5 cm boyutunda kesilir veya uygun boyutta bir karton üzerine sürtme yönüne paralel bir şekilde sıkıca sarılır. Sarma sıklığı karton görünmeyecek şekilde ayarlanmalıdır.
Test edilecek numune kumaş ise 14x5 cm boyutunda 4 adet kesilir (İki tanesi yaş sürtme haslığı, iki tanesi kuru sürtme haslığı için kullanılacaktır.). Numuneler kesilirken iki tanesinin uzun kenarının kumaşın atkı yönünde, diğer iki tanesinin ise kumaşın çözgü yönünde kesilmesine dikkat edilmelidir.
Sürtme Haslığı Test Cihazı (Crockmeter)
Sürtme haslığı test cihazı (crockmeter) tekstil mamullerinin kuru veya yaş sürtmeye karşı renk haslıklarını tespit etmek için kullanılır. Sürtme bezinin takıldığı sürtme ucunun çapı 16 mm’dir. Sürtme ucu test numunesine 9 N değerinde bir kuvvet uygulayarak testin gerçekleşmesine yardımcı olur.
Numune tutucu genellikle iğnelidir. Bu iğneler, numune tutucuya yerleştirilen test numunesinin düzgün ve sabit kalmasını sağlar. Elle çalışabilen sürtme haslığı test cihazları olduğu gibi dijital elektronik olanları da mevcuttur. Dijital elektronik sürtme haslığı cihazlarına önceden sayaca değer girilerek 1000’e kadar sürtme yapılabilmektedir.

Sürtme haslığı testi sıcaklığı 21 °C, nem oranı ise %65±3 olan odalarda yapılmalıdır. Odanın dış etkenlerden etkilenmemesi için çift kapılı olması ve giriş çıkışlarda 1. kapı kapatıldıktan sonra 2. kapının açılmasına dikkat edilmelidir.
Test edilecek numune, sürtme haslığı test cihazının alt kısmında bulunan numune tutucuya düzgün bir şekilde yerleştirilir. Cihazın üst kısmında bulunan sürtme ucuna ise sürtme bezi takılır. Sürtme ucunda takılı olan sürtme bezinin elle ya da otomatik olarak 10 saniyede 10 defa gidip gelerek test numunesine sürtünmesi sağlanır. İşlem tamamlandıktan sonra sürtme bezi yerinden çıkarılır. Şayet üzerinde renkli tüy, hav, elyaf vb. var ise temizlenir ve gri skala ile rengin bezi lekelemesi değerlendirilir.
Kumaşın çözgü ve atkı yönünde kesilen test numuneleri cihazda ayrı ayrı test edildikten sonra hangisinde lekelenme fazla ise o değer sonuç olarak kabul edilir.
Sürtme Haslığı Çeşitleri
Sürtme haslığı testi iki şekilde gerçekleşir:
>>>>> Kuru sürtme haslığı
>>>>> Yaş sürtme haslığı
Kuru Sürtme Haslığı
Kuru sürtme haslığı testinde numune ve sürtme bezi kurudur.
Yaş Sürtme Haslığı
Yaş sürtme haslığı testi ise test numunesi kuru, sürtme bezi su ile ıslatılmış olarak yapılır. Sürtme bezi ıslatılırken ağırlığının %100’ü kadar su alması sağlanmalıdır. Test bitiminde
sürtme bezi oda sıcaklığında kurutulduktan sonra değerlendirilmelidir.
Sürtme Haslığı Testinin Değerlendirilmesi
Test edilen numunenin sürtme bezini lekelemesi gri skala kullanılarak kontrol edilir ve değerlendirilir.
Gri Skala
Sürtme haslığı testi için 2 çeşit gri skala kullanılmaktadır. Bir tanesi 5 ölçeklidir. En düşük haslık değeri “1”, en yüksek haslık değeri ise “5”tir. Diğer gri skala ise 9 ölçeklidir. Bu skalada da en düşük ve en yüksek haslık değerleri 5 ölçekli skalada olduğu gibidir. Ancak her bir değer arasında ara değerler bulunmaktadır. Bu yüzden daha hassas ölçümler yapılabilmektedir. 9 ölçekli gri skalada haslık değerleri aşağıdaki şekildedir.
1-------------------------------- En düşük haslık değeri
1-2
2
2-3
3
3-4
4
4-5
5-------------------------------- En yüksek haslık değeri

Değerlendirme karanlık odada D65 gün ışığı altında ışık kabininde yapılır. Işık, numuneye 45° açıdan gelmeli fakat bakış, numuneye dik olmalıdır. Numune, ışık kabini içindeki 45° açılı sehpalara yerleştirilerek değerlendirme yapılır.
Sürtme haslığı testinin değerlendirilmesi için ışık kabinindeki açık sehpaya test sonucunda lekelenen sürtme bezi ile temiz sürtme bezi yan yana konur. Numunelerin görünümünün etkilenmesini önlemek için zemine testten geçmemiş numune serilir ve üzerinde incelenir. Yan yana yerleştirilen lekeli sürtme bezi ile temiz sürtme bezi arasındaki fark, gri skalada denk gelen rakamla değerlendirilir. Elde edilen rakam, rengin sürtme haslığı derecesidir.
Yıkama Haslığı Testi
Yıkama haslığı testi, boyalı ve/veya baskılı tekstil mamullerinde rengin değişik yıkama şartlarına karşı gösterdiği dayanıklılığı kontrol etmek amacıyla yapılan haslık testidir.
Yıkama haslığı testi, müşterinin belirttiği standarda göre test edilecek numune multifiber denilen refakat bezi dikildikten sonra özel makine ve şartlara göre yapılır. Test sonucu, ışık kabininde gri skala ile değerlendirilir.
Refakat Bezi
Refakat bezi, testin yapılmasına yardımcı olan, boyalı olmayan tekstil mamulüdür. Testte kullanılan ve numuneye dikilen refakat bezi yardımıyla yıkama ile numunenin renginde meydana gelen akma gözlemlenir.
Yıkama haslığı testi için 10x4 cm boyutunda iki refakat bezi kullanılır. Refakat bezi seçiminde dikkat edilmesi gereken hususlar şöyle sıralanabilir:
>>>>>Testte kullanılacak numune tek cins elyaftan oluşuyorsa 1. refakat bezi numune ile aynı elyaf cinsinden olmalıdır. Örneğin, test numunesi %100 pamuklu ise 1. refakat bezi de %100 pamuklu olmalıdır. 2. refakat bezi ise test numunesi ile en çok kullanılan elyaf cinsinden olmalıdır.
>>>>> Testte kullanılacak numune karışık elyaftan oluşuyorsa 1. refakat bezi yüzde oranı en fazla olan elyaf cinsinden, 2. refakat bezi ise yüzde oranı 2. durumda olan elyaf cinsinden olmalıdır.
Yıkama haslığı testi için uygun büyüklükte test numunesi kesilir, refakat bezi ile dikilerek test numunesi hazırlanır. Test numunesini hazırlama işlemi numunenin formuna göre değişmektedir.
>>>>> Test edilecek numune elyaf ise refakat bezlerinin her biri 10x4 cm boyutunda kesildikten sonra tartılır ve ortalama ağırlığı kadar elyaf taranarak sıkıştırılır. İki refakat bezi arasına yerleştirilir ve dört kenarından dikilir.
>>>>>Test edilecek numune iplik ise refakat bezlerinin ortalama ağırlığı kadar iplik örülerek iki refakat bezi arasına paralel sıralar hâlinde yerleştirilir ve dört kenarından dikilir.
>>>>>Test edilecek numune kumaş ise 10x4 cm boyutunda kesilerek iki refakat bezi arasına yerleştirilir ve dört kenarından dikilir.
Sabun çözeltisi, litrede 5 g sabun içerir. Sabun soda çözeltisi ise litrede 5 g sabun ve 2 g soda içerir. Kullanılan sabun, nemi %5’ten fazla olmayan, optik beyazlatıcı içermeyen özellikte olmalıdır. Çözeltiler, damıtılmış su ile hazırlanmalıdır.
95 °C’de yapılan yıkamalarda yıkama etkisini artırmak için çelik bilyeler kullanılır. Çelik bilyeler, 0,6 cm çapında paslanmaz özellikte ve 10 adet olmalıdır.

Test numunesi ve çözeltisi hazırlandıktan sonra 1:50 oranında flotte ile belirlenen koşulda test yapılır. Numune ve flotte yıkama makinesinin tüplerine yerleştirildikten sonra seçilen yıkama koşuluna uygun sıcaklık ve süre ayarı yapılarak makine çalıştırılır. Yıkama haslığı testi için çeşitli yıkama makineleri mevcuttur.

Yıkama işlemi tamamlandıktan sonra test numunesi, önce damıtılmış su ile sonra soğuk musluk suyu ile 10 dakika durulanır. Sadece bir kısa kenarındaki dikiş kalacak şekilde diğer kenar dikişleri açılır ve birbirine değdirilmeden asılı olarak 60 °C’de kurutulur.

Test edilen numunenin refakat bezini lekelemesi gri skala kullanılarak kontrol edilir ve değerlendirilir.

Yıkama haslığı testi için 2 çeşit gri skala kullanılmaktadır. Bir tanesi 5 ölçeklidir. En düşük haslık değeri “1”, en yüksek haslık değeri ise “5”tir. Diğer gri skala ise 9 ölçeklidir. Bu skalada da en düşük ve en yüksek haslık değerleri 5 ölçekli skalada olduğu gibidir. Ancak her bir değer arasında ara değerler bulunmaktadır. Bu nedenle daha hassas ölçümler yapılabilmektedir.
9 ölçekli gri skalada haslık değerleri aşağıdaki şekildedir:
1------------------ En düşük haslık değeri
1-2
2
2-3
3
3-4
4
4-5
5------------------ En yüksek haslık değeri
Değerlendirme karanlık odada D65 gün ışığı altında ışık kabininde yapılır. Işık, numuneye 45° açıdan gelmeli fakat bakış, numuneye dik olmalıdır. Numune ışık kabininin içindeki 45° açılı sehpalara yerleştirilerek değerlendirme yapılır.
Yıkama haslığı testinin değerlendirilmesi için ışık kabinindeki açık sehpaya test sonucunda lekelenen refakat bezi ile temiz refakat bezi yan yana konur. Numunelerin görünümünün etkilenmesini önlemek için zemine testten geçmemiş numune serilir ve üzerinde incelenir. Yan yana yerleştirilen lekeli refakat bezi ile temiz refakat bezi arasındaki fark, gri skalada denk gelen rakamla değerlendirilir. Elde edilen rakam, rengin yıkama haslığı derecesidir.
Open End İplik Makinesi
Open-end (açık uç) iplikçiliği en önemli eğirme yöntemlerinden biridir. Ring iplik eğirmede üretim hızı sınırlı olduğundan alternatif olarak ortaya çıkan bir eğirme yöntemidir.
GÖREVLERİ
1-Band hâlinde gelen elyaf grubunu tek lif hâline gelinceye kadar açmak ve temizlemek.
2-Lifleri düzenli bir şekilde bir araya getirmek ve bükmek.
3- İstenilen numarada iplik elde etmek.
4-Elde edilen ipliğe bobin hâlinde sarmak.
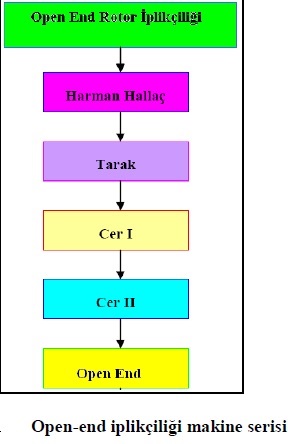
ÇALIŞMA PRENSİBİ
İplik makinesine genelde birinci ya da ikinci pasaj cer bandı (hemen hemen her zaman) ya da tarak şeridi beslenmektedir. Şerit, eğirme biriminin hemen altına yerleştirilmiş olan dairesel ya da dikdörtgen kovalardan gelerek besleme silindiri ve besleme masası aracılığıyla şerit kılavuzundan geçerek dönmekte olan acıcı silindirlere ulaşır. Dönmekte olan besleme silindiri cer şeridini kıstırır ve besleme masası üzerinden acıcı silindir muhafazasına doğru ittirir. Besleme tablasındaki yaprak yay mekanizması sayesinde cer bandının besleme silindirine doğru sıkı bir şekilde kıstırılması sağlanır.
İplik kopuşu olması durumunda besleme kavraması ayrılır ve böylece besleme silindiri durdurularak şerit besleme işlemi otomatik olarak durdurulur. Bunu sağlayan sinyal, ipliği yoklayan cihaz (iplik monitörü) tarafından oluşturulur. Geleneksel ring iplik eğirme işleminde lif demeti-yani cer bandı- besleme esnasında bir bütün olarak yeterli kohezyona sahip olarak sağlanır ve eğirme işlemi esnasında sadece inceltilir. Rotor iplik eğirmede lif demeti tek bir life kadar açılır. Bu işlem esas olarak acıcı silindir tarafından gerçekleştirilir.

Testere dişlere sahip olan bu silindir besleme silindiri ve besleme masası arasında kıstırılmış olan lif tutamını tarar; tutamdan çekilen lifleri lif kanalına aktarır. Liflerin lif kanalı aracılığıyla açıcı silindirden rotora transferi için hava akımı gerekmektedir. Bu akım eğirme bölgelerindeki ana kanal ve sonrasında rotor yuvasındaki vakum ile sağlanır. Vakum, her rotor yatağındaki küçük kanalların sağladığı emiş sonucu merkezi fan ile sağlanır. Bu negatif basıncı oluşturmak için, rotor kutusu mümkün olduğunca sıkı bir şekilde kapatılmalıdır. Transfer edilen havanın çoğu döküntünün uzaklaştırıldığı yarıktan ve çok azı da emiş borusundan girer. Acıcı silindirin merkezkaç kuvvetinin bir sonucu olarak gelen şeritteki çepel, acıcı silindir muhafazasındaki bir açıklıktan uzaklaştırılır. Uzaklaştırılan çepel bir konveyör bandının üstüne düşer ve makinenin her iki tarafında bulunan emiş düzeleri ile temizlenebilir. Elyaf kanalındaki emiş havası lifleri acıcı silindirin yüzeyinden kaldırır ve lifleri rotora doğru sürükler. Bu hareket esnasında, hem hava hem de lifler besleme borusunun şekli sebebiyle ivmelenir. Bu sayede kıstırma bölgesini/acıcı silindirini takiben ikinci bir çekim sağlanmış olur ve liflerin daha fazla birbirinden ayrılması ile sonuçlanır.
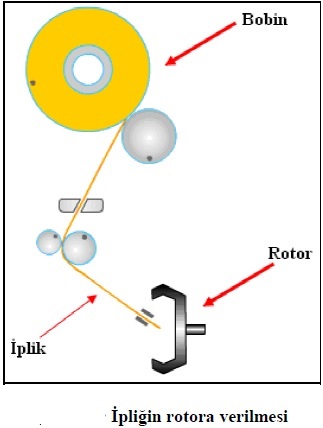
Dahası bu hava akımında liflerin kısmı olarak düzleşmesinde artış da sağlanır. Rotorun çevresel hızının liflerin hızının birkaç katı olması sebebiyle liflerin rotor duvarına ulaşmasıyla üçüncü bir çekim sağlanır. Bu çok önemli bir özelliktir, çünkü liflerin oryantasyonunu bariz bir şekilde olumlu yönde etkiler. Liflerdeki nihai düzleşme ise liflerin rotor içinde etkili olan muazzam büyüklükteki merkez kaç kuvvetinin etkisiyle rotor duvarından aşağıya rotor yivine doğru kayması sonucu sağlanır. Ortalama olarak bir ila beş lif (bir bölgede) aynı anda lif kanalından çıkar. Rotor duvarından aşağıya doğru kaydıktan sonra rotor yivinde uzunlamasına olarak birikir. Sabit duran lif kanalı çıkışının altında rotorun sürekli donuyor olması sebebiyle yivde sürekli lif birikmektedir, lifler sürekli olarak yive düşmektedir (yani, lif lif üzerine birikmektedir). Bu şekilde yivde kesiksiz lif halkası elde edilir. Bu işleme geri dublaj denilmektedir. İlave başka bir şey yapılmazsa, rotor kısa surede tıkanacaktır. Ancak, tek amaç bu liflerden iplik elde etmek olduğu için ipliğin serbest ucunun döner eksenden rotor çevresine doğru uzamasına izin verilmektedir. Bu noktada etkiyen merkezkaç kuvveti (liflerin kütlesinin 100 000 katından fazladır) iplik ucunu sıkıca rotor yivi duvarına doğru, tıpkı bilezikteki liflere yapıldığı gibi, bastırır. Böylece iplik ucu rotor duvarına yapışır. Rotor döndükçe ipliği de beraberinde ilerletir ve iplik düze etrafında bir krank kolu gibi dönmeye başlar. Rotorun her turu ipliğe bir tur gerçek büküm verir.
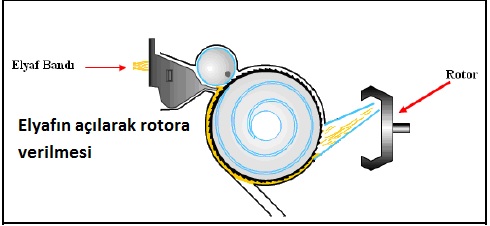
İplik, etkiyen kuvvetlerce belirlenmiş olan maksimum büküm değerine ulaştığında, kendi ekseni etrafında dönmeye başlar, yani rotor yivinde yuvarlanmaya başlar. Artık acık iplik ucu paralel liflerden oluşan tutamın üzerinde birleştirme bölgesinde bulunmaktadır; böylece fırçaya benzeyen iplik ucunun kendi etrafında dönmesiyle sonraki lifleri yakalaması ve yeni iplik kısmını oluşturmak üzere büküm vermesi sağlanır, yeni oluşan kısım da sonraki lifleri yakalar ve büküm verir ve bu şekilde devam eder. Böylece iplik sürekli olarak eğrilmeye devam eder. Bu ipliğin rotordan çekilip alınması bir zorunluluktur, bu işlem iplik kompenzasyon (dengeleme) çubuğu aracılığıyla çekim silindirlerince gerçekleştirilir ve sarım silindirince çapraz sarımlı bobin haline getirilir.
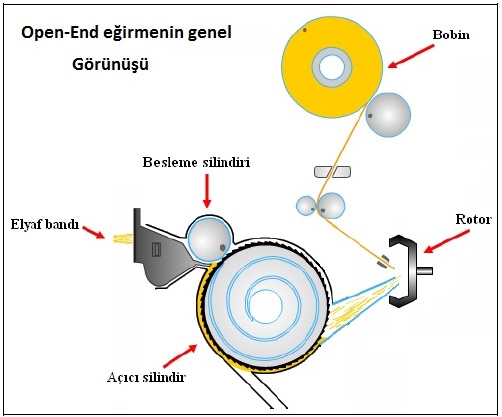
Eğirme elemanları
Open-end makinesindeki temel eğirme elemanları eğirme kutusunun (spinbox) içinde bulunur. Eğirme kutusunda bulunan eğirme elemanları şunlardır:
1-Açıcı silindir
2- Rotor
3-Çıkış düzesi
Açıcı silindir
Açıcı silindirin görevi, band formundaki elyaf kütlesini tek lif hâline gelinceye kadar açmak ve besleme kanalı yardımıyla rotora iletmektir. Açıcı silindirin üzeri testere dişli garnitür telleriyle kaplıdır.
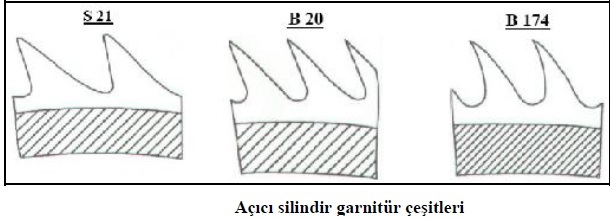
Açıcı silindir garnitür telleri lif çeşitlerine göre farklılık gösterir.

Rotor
Rotor temel eğirme elemanı olup ipliğin oluştuğu kısımdır.
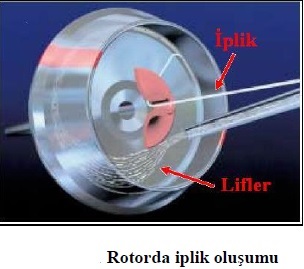
Açıcıdan gelen tek lif hâlindeki elyaf rotorun içinde bir araya toplanır. Lifler, rotorun içine sarkıtılan iplik ucu ile birleşerek rotorun dönüşü ile büküm alır. İplik numarası ve özelliklerine göre çeşitli tipte rotorlar bulunur.
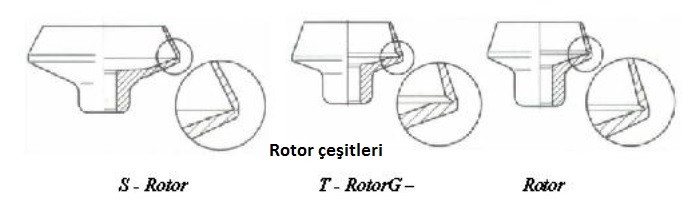
Çıkış düzesi
Rotordaki lifler büküm alarak iplik yapısına katıldıktan sonra yaklaşık 90°lik bir açı ile iplik çekim düzesi ve onu takip eden çıkış kanalı içinden geçerek dışarıya alınır.
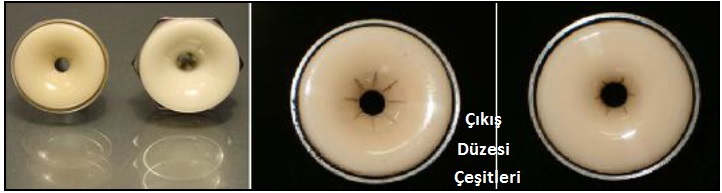
İpliğin numarasına ve büküm miktarına göre farklı çıkış düzeleri kullanılır.
Rotor ( Open-End ) makinesinde İplik parafinleme tertibatı
Özellikle örme mamullerin (üretim esnasında iplik iğneler etrafında keskin dönüşler yapmaktadır) üretilmesinde kalın iplikler iplik kopuşları ve yüksek derecede aşınma gibi sorunlar yaratabilir. Çalışma performansını iyileştirmek için örme iplikleri genelde parafinledir. Rotor iplik makinesinde bu işlem doğrudan eğirme bölgesinde gerçekleştirilebilmektedir. İşletme sonuçlarına göre sürtünme katsayısındaki %40 50’lere varan maksimum derecede azalma genelde uygulandığı şekliyle (bir kilo iplik başına 0.5 – 3 g) parafinleme işlemi ile sağlanmaktadır. Parafinin tipi ve kalitesi optimum ( uygun değer ) parafinleme işleminde belirleyici olmaktadır. Parafinler sertlik, erime noktası ve nüfuz etme özellikleri acısında farklıdır ve kullanılan hammadde, iplik tipi ve örme işlemi gerekliliklerine göre seçilmelidir. Parafinleme tertibatları ayrıca kullanılan parafin blokları acısından farklılık göstermektedir. Daha uzun çalışma sürelerine ek olarak, daha geniş parafin blokları parafin yenileme ihtiyacını azaltmaktadır. Bu bağlamda fazla parafinleme de aynı yetersiz parafinleme gibi zararlıdır ve her iki durum da yüksek sürtünme katsayılarına sebep olur. Parafinleme tertibatı çıkış silindirleri ve bobin arasına yerleştirilmiştir böylece iplik parafin kütlesinin üzerinden geçerken yapışan parafin parçacıkları sayesinde iplik yağlama işlemi gerçekleşir. İplikler örme makinesinin İğnelerinde keskin bir şekilde eğildiklerinden bu parçacıklar ovalanarak örme işleminin sorunsuz gerçekleşmesini sağlar. Parafin bloğu bir yay vasıtasıyla sürekli teması sağlayacakşekilde uygun pozisyona itilmektedir. İplik kopuşlarındadönmekte olan parafin bloğu durdurulur. Parafinleme tertibatıher zaman dengeleme yayı ya da iplik gerginlik çubuğuşeklinde iplik dengeleme tertibatına gerek duyar. Parafinlemecihazının üstünde ya da altında bulunan değişikkapaklarla parafinin eğirme kovalarına düşmesi dolayısıylabesleme bantlarını kirletmesi önlenir.
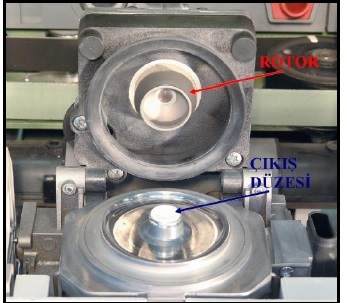
Ring İplik Makinesi
Pamuk ve yün iplikçiliğinde son basamak, fitil makinesinden gelen fitilleri çekimle inceltip kullanılacağı yere uygun numara ve mukavemette iplik elde etmek ve bu ipliği masuralara sarmaktır. Bu işlem, bilezikli eğirme de denilen ring iplik makinelerinde gerçekleşir.

Pamukve yün ipikçiliğinde fitil makinesinden aldığımız fitil, ring iplik makinelerinde çekimle inceltilir, iplik oluşumu için yeterli inceliğe getirilen bu lif demetine büküm verilerek mukavemet kazandırılır. Bu şekilde oluşturulan iplik, masuralara sarılarak kops hâline getirilir.

Ring iplik eğirme sistemi sürekli (kontinü) olarak ipliği eğiren ve masuralara saran bir sistemdir. Bu sistemde iplik, çıkış silindirlerini terk ettikten sonra dönen iğ ve kopçanın içinden geçerek büküm almakta, iğ üzerine takılı olarak dönmekte olan masuraya sarılmaktadır. Ana iplik eğirme elemanı iğdir. Fitil aynı sistemde inceltilerek büküm alıp masuralara sarıldığı için kontinü (devamlı) bir sistemdir.Ring iplik makinesinde fitil makinesinin prensibine benzer bir sistem kullanılmakta olup daha hassas bir işlem geçirilmektedir.

Görevleri
*Fitil veya finisör makinesinden gelen fitilleri çekimle incelterek istenen numarada iplik elde etmek
*Çekimle inceltilmiş fitile büküm vererek mukavemet kazandırmak
*Elde edilen ipliği daha sonraki işlemlerde kolaylık sağlamak amacıyla masuralara sarmak
Çalışma Prensibi
Ring iplik makinesi üç kısımda incelenir.
*Besleme kısmı
*Çekim kısmı
*Büküm ve sarım kısmı
Besleme kısmı
Bu kısmın görevi, çekim ile inceltilecek olan fitilin masurasına askılık yapmak ve kılavuzlar yardımıyla fitili çekim tertibatına doğru yönlendirmektir.İplik makinesinin cağlığı üzerinde fitil bobinlerinin takıldığı fitil askıları vardır. Bu cağlık fitil bobinlerinin sıralanabileceği şekildedir. Otomatik olarak raylı fitil doldurma ve boşaltma tertibatları, fitil makinesinden raylı sistemle ring iplik makinesi cağlık kısmına dolu fitilleri sıralayabileceği gibi manuel (elle fitil değişimi) olarak da operatör fitil askılarına sıralayabilir.

Fitil makinesinde otomatik transfer sistemiyle veya manuel olarak operatör tarafından ring eğirme makinesi cağlığına sıralanan fitil masuralarından çekilen fitiller fitil istikamet çubuklarından geçirilerek birbirlerine karışması önlenir.

Ring iplik makinesinin çekim sistemine yönlendirilir.Makinenin en üst kısmında bulunan cağlık kısmındaki fitil askılarına takılı olan fitil masuraları, bir dönüş hareketiyle çekim bölgesine sağılır. Fitilin sağılma hız ve miktarı sabittir.

Fitil, fitil bobininden sağıldıktan sonra fitil istikamet çubuklarından geçerek fitil kılavuzuna girer. Fitil kılavuzu, gezdirici çubuk tarafından sağa ve sola hareket ettirilir. Bu hareketin nedeni, manşonların aşınmalarını yüzeye yaymaktır. Fitil bobininin rahat dönebilmesi için askılığın ve döner parçasının kırık ya da çatlak olmaması gerekir. Aksi takdirde askının dönmesi güçleştiğinden fitil, çekim sistemine girmeden önce bir miktar çekime uğramış olur.
Cağlık

Fitil askısına takılı olan fitilin fitil gezdiricisine kadar izlemiş olduğu yola cağlık denir.
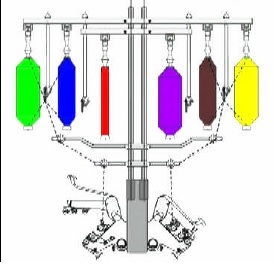
Fitil askısı
Fitil askısı, genellikle fiberglas ve metal aksamdan oluşmaktadır. Fitil yumağı makaranın üst kısmından askıya geçirilip serbest bırakıldığında girişte sıkışan tırnaklar daha sonra açılarak makarayı tutar.Fitil askısı, dönebilme kabiliyetine sahiptir. Bu da fitilin çekim sistemine beslenmesi sırasında daha rahat bir şekilde çözülmesini (sağılmasını) sağlar. Eğer fitilin çözülmesi serbest bir şekilde olmaz ise istenmeyen çekim meydana gelir ve istenilen numarada iplik elde etmek zorlaşır.

Fitil istikamet çubuğu
Fitillerin fitil gezdiriciye diğer fitillerle karışmadan düzgün bir şekilde sevkini sağlar.İstikamet çubuklarının yüzeyi, fitilin rahatça kayması için pürüzsüz olmalıdır.Nikelanjlanarak kayganlık ve parlaklığı sağlanır.

Fitil freni
Fitil freni, fitil yumağına temas ederek onun kontrolsüz bir şekilde çözülmesini önler.Çünkü fitil askısı serbestçe dönebilen bir yapıda olduğu için eğer fitil yumağı dönüşü kontrol edilmez, kontrollü bir şekilde yapılmaz ise yumağın hızı gittikçe artabilir ve çekim sisteminin girişinde fitil yığılması olur.Bu istenmeyen durum fitil freni ile engellenir. Aynı zamanda fitilin çekim sistemine yönlendirilmesini sağlar.
Fitil gezdiricisi
Bu makine parçasına gezdirici kılavuz da denilmektedir. Makine boyunca yerleştirilmiş metal bir lama üzerine fitilin geçebileceği genişlikte dairesel deliği bulunan boncuklar yerleştirilmiştir.Metal lama aldığı hareket ile makine boyunca sağa ve sola hareket ettiğinde fitil de aynı hareketi yapar. Bu hareketi fitile yaptırmanın sebebi, kauçuktan imal edilmiş olan baskı manşonları ve apronların yüzeyinde fitilin sürtünmesinden dolayı oluşan aşınmayı apron ve manşonların daha geniş yüzeyine yayarak daha uzun süre kullanılmalarını sağlamaktır.Gezdirici kılavuzlarda biriken lifler, fitilin düzenli akışına engel olmaması ve çekim bölgesinden önce fitilin incelmesine sebep olmaması için temizlenmelidir.
Çekim kısmı
Çekim işlemi, silindir çiftleri arasında yapılır. Makineye beslenen fitil şeridine istenen iplik numarasına göre çekimin verildiği kısımdır. Bu kısımda üç adet çekim silindiri, üç adet de baskı silindiri vardır. Çekim silindirleri metal ve yivlidir. Baskı silindirleri ise kauçuk kaplıdır ve hareketini çekim silindirlerinden sürtünme ile alır.Alttaki silindirler, oluklu metalden yapılmış çekim silindirleri üstte ise elastik madde kaplı baskı silindirlerinden oluşur. Çekim silindirleri motordan gelen hareketle dişliler tarafından hareket ettirilir. Baskı silindirleri ise çekim silindirleri ile sürtünme sonucu hareket alır
Her çekim silindiri bir öncekinden daha hızlı döner. Aradaki hız farkından dolayı silindirler, çekim vererek fitili inceltir ve lifleri daha da paralel hâle getirir.Ortadaki baskı silindiri üzerinde manşon vardır. Manşonlar, elyafın daha iyi açılmasını ve çekilmesini sağlar. Çekimin düzgün yapılabilmesi ve elyaf sevkinde yığılma olmaması için 2. baskı ve çekim silindirleri üzerine apronlar geçirilmiştir. Apronlar sayesinde bükümü açılmış dolayısıyla mukavemeti azalmış inceltilmiş lif demeti ön silindire yakın bir mesafeye kontrollü, düzgün bir şekilde taşınmış olur. Uygulanan yüksek çekim miktarları iplik düzgünlüğünü bozmaktadır.Orta (ikinci) silindirle çıkış silindiri arasında elyaf uçuntularını tutup temizleyen keçe kaplı bir silindir mevcuttur.

Çekim kısmında ön çekim ve ana (esas) çekim olmak üzere iki çekim bölgesi vardır.Ön çekim bölgesi, çekim sisteminin giriş silindiri ile ikinci silindir arasındaki bölgedir. Esas çekim bölgesi ise ikinci silindir ile çıkış silindiri arasındaki bölgedir.
Ön çekim bölgesinde verilen çekim miktarı çok azdır. Esas çekim, ana çekim bölgesinde verilir.Giriş silindirleri ile apron çifti arasındaki ön çekim bölgesinde liflerin giriftliği bozularak fitil, esas çekime hazırlanır.Buna fitil bükümünün kırılması denir. Apron çifti,çekim işlemleri sırasında elyaf demetinin daha geniş bir alan içinde kontrol edilmesini sağlar. Apron çifti ile ön silindir arasında istediğimiz iplik numarasını elde etmek için esas çekim işlemi yapılır.
Çekim bölgelerinin mesafesi lif uzunluğuna göre ayarlanır. Bu mesafe lif uzunluğu kadar veya biraz daha fazladır.
Ön çekim (fitil bükümü kırıcı)
Ön çekim miktarı ham maddeye, ekartman ayarına, toplam çekim miktarına ve fitil büküm sayısına bağlı olarak değişir. Elyaf uzunluğu kısa ise kırıcı çekim miktarı yüksek,elyaf uzun ise düşük seçilmelidir. Toplam çekim yüksek ise kırıcı çekim yüksek, toplam çekim az ise kırıcı çekim de düşük ayarlanmalıdır. Fitil bükümü fazla ise kırıcı çekim yüksek, büküm az ise düşük seçilmelidir.
Esas çekim
Çekim tertibatında 2. (orta, ara) silindir ile çıkış (ön, verim) silindiri arasında uygulanan çekime esas çekim denir. Esas çekim bölgesinde elyaf demeti istenilen numaraya kadar çekilerek inceltilir.
Çekim silindirleri
Ön, orta ve arka çekim silindirleri olarak üç tanedir. Ön çekim silindiri, en hızlı dönendir. Orta çekim silindiri biraz daha yavaş döner. Arka çekim silindiri en ağır dönendir. Çekim silindirlerinin bu dönüş hızlarının farklılığından dolayı, fitil şeridi istenilen inceliğe çekilebilir. Çekim silindirlerinin hız farkıyla meydana getirdiği olaya çekim denir.
Çekim aparatlarında 1. silindirin basıncı fazladır. 2. ve 3. silindirler daha çok kendi ağırlıklarıyla basınç yapar. Çekim, silindirlerin birbirinden daha hızlı dönmesiyle oluşur. Arkadaki silindirlerde çekim daha azdır çünkü burada fitildeki bükümün çözülmesi sağlanır. Esas çekim 2. ve 3. silindirler arasındadır.İpliğin kopma ihtimali en çok olan ön silindirlere yakın pnömofil denen emiş sistemi vardır. Böylece kopan fitil diğerlerine dolaşmadan emilir.
Manşonlar (baskı silindirleri)
Ring eğirme makinesi çekim bölgesinde sevk edilmekte olan elyafın üstünde duran, çekim silindiri tarafından sürtünme ile tahrik edilen baskı kuvveti ile yüklenmiş, pürüzsüz tahtadan, sentetik kauçuk kaplı veya madenden silindirlerdir. Manşonlar, eğirme makinelerinde çekim esnasında elyafı çekmek, kontrol altında tutmak için kullanılır.
Apronlar (çekim kayışları)
Kaydırmalı çekim tertibatlarında elyafı girişten çıkışa kadar sevk eden kayış sistemleridir. Ring eğirme makinelerinde tek ve çift kayışlı çekim sistemleri kullanılmaktadır. Genellikle çift kayışlı sistemler kullanılır.
Temizleme silindirleri (temizlik keçesi)
Baskı tabancasının ön üzerinde bulunur. Ön manşon üzerinde biriken ölü elyafları temizler. Temizlik keçelerinin sürekli dönmesi gerekir. Dönmeyen temizlik keçelerinin mutlaka temizlenip dönmesi sağlanmalıdır. Çekim tertibatında, manşon yani baskı silindirlerini temizleyen silindirlerdir. Temizleme olayı, baskı silindirlerinin işlevi açısından önemlidir.
Çekim sisteminde temizliği sağladığı için yüzeyinde çok fazla elyaf birikir. Bu durumda temizleyici özellikteki silindir yüzeyi kapandığı için temizleme görevini yapamaz.Bu da üretimi etkiler. Kaliteyi ve verimliliği düşürür. Bunun için sık sık kontrol edilip temizlenmelidir.
Apron kafesi
Ön çekim silindiri ile arka çekim silindiri arasında bulunur. Üzerinden geçen alt aprona yataklık yapar.
Alt apron ve apron gergi mandalı
Orta çekim silindiri ile alt apron kafesi üzerinde bulunur. Arasından geçen fitil şeridinin homojen ezilmesini sağlar. Arka tarafında bulunan gergi mandalı sayesinde belirli bir gerginlik kazanır. Gergi mandalında sarık veya pislik olmaması gerekir.
Makinede yırtık veya kopuk apron varsa o bölgedeki yedek apronla değiştirilir. Şayet yedek apron yoksa tabanca kaldırılarak fitil şeritleri iptal edilir, yetkiliye haber verilir. Eğer kopuk veya yırtık apronlu iğ çalıştırılırsa o iğdeki iplik, çok kalitesiz olacaktır ve iplikte sık sık kopuşlar meydana gelecektir.
Baskı tabancası
Çekim silindirinin üzerinde bulunur. Belirli bir basınçla çekim millerine baskı yapar. Baskı tabancasının ön ayağında ön manşon, arka ayağında arka manşon bulunur. Ön ve arka manşon birbirinden farklı yapıdadır. Ön manşon yumuşak, arka manşon daha serttir. Bu yüzden manşonlar yer değiştirmemelidir.
Arka manşon, arka çekim mili üzerine, belirli bir basınçla basarak fitil gezdiriciden gelen fitil şeridini belirli bir hızla çeker. Doğru yoldan alt ve üst apronların arasına girmesini sağlar. Baskı tabancasının orta ayağında üst apron kafesi ve üst apronlar bulunur. Üst apron kafesinde, bir adet çelik manşon ve üzerinde iki adet üst apron yer alır. Üst apronlar, tabancanın belirli basıncı sayesinde, alt apronlar üzerine baskı yaparak arasından geçen fitil şeridinin homojen bir şekilde ezilmesini ve açılmasını sağlar.
Üst apron kafesi, üst apronların sağa ve sola kaymamasını sağlar. Üst apron kafesinde klipsler bulunur. Klipslerin görevi, alt apron ve üst apron arasındaki basıncı ayarlamaktır. Klips olmazsa apronlar arasındaki basınç bozulur, iplikte sürekli kopmalar meydana gelir. Aynı zamanda kalitesiz iplik üretilmiş olur. Çalışan ipliğin numarasına göre klips renkleri değişir. Ön manşon, ön çekim silindirine baskı yapar. Apronlar arasından gelen ezilmiş ve çekilmiş elyafın çekim bölgesinden çıkmasını sağlar. Ön manşonlar üzerinde sarık olduğunda elle temizlenmelidir. Sert cisim veya kesici alet kullanılmamalıdır. Zedelenmiş ön manşon olursa hemen değiştirilmelidir. Bozuk manşon çalışırsa iplikte istenmeyen hatalar oluşur.
Büküm ve sarım kısmı
Büküm, elyafların bir arada tutulması ve mukavemet kazandırılması için ipliğe verilen spiral dönmelerdir. Büküm genellikle ipliklerin uçlarının nispi dönmesi sonucu oluşur. Ring iplik makinelerinde ipliğe verilen büküm iğ-bilezik-kopça üçlüsü yardımıyla sağlanır. Fitil, istihsal (verim, ön, çıkış) silindirinden çıktıktan sonra iplik rehberi ve bileziğe geçirilmiş kopçanın içinden geçerek masuraya iplik hâlinde sarılır. Masura ise iğ üzerinde, iğ ile birlikte dönmektedir. Masuranın dönmesi ile ipliğin sürüklenmesi sonucunda kopçada bilezik üzerinde dönmeye başlar. Bu dönme hareketi sayesinde lif demeti ön silindirden çıktığı andan itibaren burularak kendi etrafında döndürülerek büküm almaya başlar.

Büküm işleminin gerçekleştirilebilmesi için inceltilmiş fitilin alt ucundan tutulup döndürülmesi gerekir. Bu işlem; iğ, bilezik, kopça üçlüsü tarafından gerçekleştirilir. Kopça, inceltilmiş fitilin alt ucundan tutar; iğ ise bilezik ve kopça yardımıyla kendi etrafında fitili döndürerek büküm verir. Kopçanın bilezik ile olan sürtünmesi göz önüne alınmazsa iğin her bir devrinin veya kopçanın bilezik etrafında her bir turunun ipliğe bir büküm verdiği kabul edilir. Ön silindirden lif demetinin sevki devam ettiği sürece iplik hem büküm alır hem de masuraya sarılmaya devam eder.
Sarım işlemi; bilezik, kopça, iğ üçlüsünden oluşan tertibatla yapılır. Bilezik üzerinde serbestçe dönen kopça, sürtünme nedeniyle devrinden bir miktar kaybedecektir. İğ ve iplik ise onu devamlı dönmeye mecbur edeceğinden iğ ve kopça arasında devir farkı doğacak bunun sonucunda masuraya ipliğin sarımı gerçekleşecektir.
Sarım sırasında ipliğe yol görevi yapan, sarımı düzenleyen ve devamlı yukarıdan aşağıya aşağıdan yukarıya kalkıp inen bilezikli planga vardır. Planga, yukarıya ağır çıkarak ipliğin esas katını, aşağıya daha hızlı inerek ara katını masuraya sarar. Masuradaki koniklerin oluşması, makine üzerindeki tertibat tarafından sağlanır. Bu tertibat; mandal, çatal ve zincirden ibarettir. Zincir, planganın her bir hareketinde biraz kısalarak planganın hareketini geciktirir ve bir koniklik meydana getirir.
Otomatik olarak dolu masuraları makineden alıp yerine boş masuraları yerleştiren tertibatın dolu masuraları makinenin alt kısmında bulunan raylı sisteme yerleştirmesi sonucu ray sistemi ile bir sonraki işleme taşınır.
İğler
Ring iplik makinesinde masuraya hareket vererek sarımın gerçekleşmesini sağlayan elemanlardır. İğler, makineye boyun ve taban kısmından yataklanmış şekilde bulunur.

İğlerin çok yüksek hızlara çıkmasını, kopça ve bilezik arasında meydana gelen sürtünme sınırlar. İğlerin diz ile komuta edilen fren tertibatı vardır. Masuraların iğler üzerine aynı şekilde oturması ve sıkı bir şekilde geçmesi gereklidir. Sallanan masura iğin titremesine neden olur.
Bilezik
Bilezik, ring makinesindeki iğ etrafındaki halkadır ve kopçanın dönüş yolunu oluşturur. Yüksek bir sürtünmeye maruz kalır.Bilezik sertleştirilmiş kaliteli çelikten yapılır. Bileziklerin yüzeyleri kopçadan daha sert yapılmıştır. Kopçanın verimli olabilmesi için tam yuvarlak olması ve yüzeyinin düzgünlüğü çok önemlidir.Ön silindirlerden çıkan iplik, iğin dönmesinden oluşan kopçayı bilezik üzerinde kaydırarak masuraya sarılır
Bilezik rayı
Ring iplik eğirme makinelerinde bileziklerin monte edildiği preslenmiş çelik saçtan yapılan sehpadır. İpliğin konik sarımı için planganın masuraya göre aşağı yukarı hareket etmesi gerekir. Planganın aşağı yukarı hareketi eksantrikle sağlanır.
Kopça
İpliğin masuraya sarılırken içinden geçtiği, ipliğe gerginlik veren ve aynı zamanda iğle birlikte bükümü sağlayan metalik veya plastik parçadır. Kopça bileziğe takılıdır ve iplik aracılığı ile sürüklenerek döner.
Kopçaların çift taraflı, tek taraflı, C, N, elips, oval kopça gibi çeşitleri vardır. Pamuk, viskon ve pamuk karışımları için daha çok C tipi kopçalar kullanılır. Kullanılan elyaf özelliklerine, üretim hızına vb. bağlı olarak kullanılan kopça tipi de değişebilmektedir. İyi bir kopçanın bilezik formuna uygun, düzgün satıhlı, iyi bir malzemeden yapılmış ve uygun ağırlıkta olması istenir. Kopçalar ağırlıklarına göre numaralandırılmıştır. İpliğin numarasına göre kopçalar değiştirilir.
Kopça ağırlığının (numara) çalışılan ipliğin numarasına uygun olması gerekir. Burada aynı şekilde iğ devri, sevk hızı, balon büyüklüğü ve kops sertliği de dikkate alınmalıdır. Balon formunun çalışma tutumuna, özellikle iplik kopuşlarına etkisi büyüktür. İplik balonu, normal koşullarda balon bileziğine hafifçe temas etmelidir. İplik balonunun gevşek ve gergin olmasına hafif veya ağır kopçalar neden olur. Bu tür iplik balonları iplik kopuşlarına, kopça aşınmasına ve iplik kalitesinin bozulmasına neden olur.
Balon kırıcı
Kopça ile ipliğin büyük hızı neticesinde her ikisi de oldukça önemli merkezî kuvvetin etkisinde kalır. Bu kuvvet, kopçayı bileziğe bastıracak, ipliğin kuvveti ise bunu dışarıya fırlatmak isteyecektir. Bu sırada dönen iğin etrafında ipliğin armut şeklinde şeffaf bir biçim aldığı görülür. Buna balon denir
Ring iplik makinesinde balonlaşma sonucu masuralara sarılan iplikler birbirlerine sarılabilir ve iplik kopmaları oluşabilir. Bunu önlemek, balonlaşma sınırını belirleyen balon bilezikleri yardımıyla olur.
Balon bilezikleri ile balonun aşırı bir şekilde genişlemesi engellenir. Kılavuzlardan (domuz kuyruğu) gelen ipliğin dağılıp savrulmasını önler. İpliğin belirli bir alanda hareket etmesini sağlar. Kılavuzlar gibi iği tam ortalamalıdır.
Ayırıcı plakalar (seperatör)
Ayırıcılar esas olarak yan yana dönmekte olan iplik balonlarının birbirlerine ve duran veya hareket etmekte olan makine aksamına çarpmasını, takılmasını önlemek amacına yöneliktir.Bunlar, iplik balonlarının boyutlarını belirli miktarda sınırlayıp toplayabilir ve aynı zamanda işlem esnasında iplik gerginliklerini de etkileyebilir.
İplik kılavuzu (domuz kuyruğu)
İpliğe rehberlik yapan, ona yol gösteren elemanlardır. İpliğin sarıldığı masuranın ekseni ile aynı hizada ve üstünde uygun bir mesafede bulunan, iplik balonunun üst noktasını oluşturan iplik rehberidir. Çekim bölgesinden gelen ipliğin savrulup dağılmasını önler. Aynı zamanda iği tam ortaladığından ipliğin masuraya düzgün sarılmasını sağlar.
Pnomofil borusu
Pnomofil borusu emiş kanalına bağlıdır. İğde iplik koptuğu zaman, ön manşon ve ön çekim mili arasından akan materyali emerek materyalin diğer iğlerdeki iplikleri koparmasını ve materyalin çekim miline sarılmasını engeller. Pnomofil borusu tıkalı ise mutlaka temizlenip emiş yapması sağlanmalıdır.
İğ freni
İği durdurmaya yarayan makine parçasıdır. İğ freni kullanılmadan ve iği durdurmadan masura veya kops, iğden çıkarılıp takılmamalıdır.
Masura
Üzerine iplik sarılan eğirme elemanıdır.
Kops
Masuranın üzerine iplik sarılmış hâlidir.
Pnomofil deposu
Pnomofil borularının emdiği materyalin toplandığı kısımdır. Deponun sık sık temizlenmesi gerekir.
Gezer temizleyicisi (elektrojet)
Üfleme ve emme işlemini aynı anda yaparak makinalar arasında dolaşır. Üflemeyi makine üzerine yapar. İplik üzerine uçuntuların yapışmasını engeller. Yerdeki uçuntu ve ölü elyafı toplamak için emiş yapar.
Fitil Makinesi
Pamuk iplikçiliğinde cer makinesinden gelen cer şeritleri ring iplik makinesinde kullanılabilecek incelikte değildir. Ring iplik makinesinde yüksek oranlarda çekim vermek mümkün olmadığından ara inceltme işlemine gerek duyulmuştur. Fitil makinesi bu ihtiyaca cevap vermek üzere tasarlanmıştır.
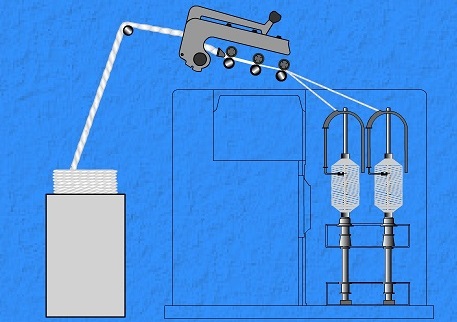
Tekstil teknolojisinde iki tip fitil makinesi kullanılır.
Finissör fitil makinesi: Yün iplikçiliğinde kullanılan ve yalancı bükümün ovalama hortumları ile sağlandığı fitil makinesidir.
Flayer fitil makinesi: Pamuk iplikçiliğinde kullanılan ve yalancı bükümün kelebek vasıtasıyla sağlandığı fitil makinesidir.
Fitil işlemi iplik üretim aşamalarında cer işleminden sonra ring iplik eğirmeye hazırlık amacıyla yarı mamulün inceltilerek çok az bir bükümle yeterli mukavemetin sağlandığı ön eğirme işlemi olarak tanımlanabilir.Fitil işlemi iplik eğirme hazırlığın son işlemidir.
Görevleri
1-Cer bandını çekim vererek ring iplik makinesinde kullanılabilecek inceliğe getirmektir.
2-Yalancı büküm de denilen az miktarda büküm vererek liflerin dağılmasını önleyerek mukavemet kazandırmaktır.
3-Kovalarla gelen cer bandını ring iplik makinesinde kullanılabilecek formda masuralara sarmaktır.
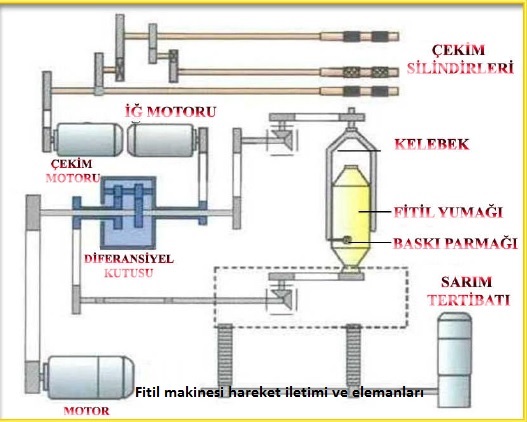
Flayer Fitil Makinesi dört kısımda incelenir:
Besleme Kısmı
Makinenin arka kısmıdır.Bant kovalarından ve makineye bantların sevk edildiği cağlık bölümünden oluşur. Makinenin arka bölümündeki kovalardan, makineye bantlar beslenir ve çekim bölgesine iletilir.Bantlar çekim bölgesine girmeden önce bant gezdiricilerin (klips) içinden geçer. Bant gezdiricileri sağa sola hareket ederek bandın çekim bölgesine aynı noktadan girmesini önler.
![]()
Çekim Kısmı
Fitil makinesinde çekim kısmı üç silindirli çekim tertibatından oluşur. Silindirler altta ve üstte olmak üzere üç çifttir.
Alttaki silindirler oluklu metalden yapılmış çekim silindirleri, üstte ise elastik madde kaplı baskı silindirlerinden oluşur. Çekim silindirleri motordan gelen hareketle dişliler tarafından hareket ettirilir. Baskı silindirleri ise çekim silindirleri ile sürtünme sonucun hareket alır.Her çekim silindiri bir öncekinden daha hızlı döner. Aradaki hız farkından dolayı silindirler cer bandına çekim vererek inceltir ve lifleri daha da paralel hâle getirir.Bant, gezdiriciden sonra metal kaplamalı arka çekim silindiri ile üzerinde bulunan sentetik kauçuk kaplı baskı silindiri arasına girer. Bundan sonra orta çekim silindiri ile üzerinde bulunan metal silindir arasına girer. Ancak bant orta silindir ve üzerinde bulunan metal silindirin kendisi ile doğrudan doğruya temas etmez. Bunların üzerinde apronlar bulunur. Apronlar sentetik kauçuktan yapılmış olup çekimle inceltilen elyafın zedelenmeden ve dağılmadan ön çekim silindirine girmesine yardımcı olur. Arka çekim silindiri ile orta çekim silindiri arasında meydana gelen çekim bir hazırlık mahiyetindedir. Esas çekim ise orta ve ön çekim silindiri arasında meydana gelir. Çekimin oluşumu arkadan öne doğru çevre hızlarının artışıyla olmaktadır.

Büküm Kısmı
İncelmiş elyaf şeridine mukavemet kazandırmak ve liflerin dağılmasını önlemek amacıyla yalancı büküm de denilen bükümün verildiği kısımdır. Büküm işlemi, çekim tertibatının son silindir çifti ile kelebeğin boğazı arasındaki mesafede, kelebeğin dönüşü ile gerçekleşir. Fitil çekim silindirlerinden çıktıktan sonra büküm alır. İğ sürekli ve sabit bir hızla döndüğünden fitilin her yanındaki büküm aynı olur. Fitildeki bükümün miktarı fitilin yumak hâlinde sarılmasında ve fitil yumaklarının ring makinelerinden boşalması sırasında gerekli mukavemeti sağlayacak kadardır. Fazla büküm, istenilen kalitede iplik üretimini engeller. Büküm bölgesinde fitilin gerginliğine tansiyon adı verilir. Gerginlik iyi ayarlanamamışsa fitilde kopuşlar meydana gelir.

Sarım Kısmı
Temel olarak iğ, kelebek, araba üçlüsü arasında gerçekleşir ve ring iplik makinesinde kullanılacak şekilde masura üzerine sarımın gerçekleştirildiği kısımdır. Bükümlü fitil kelebek boğazından içi boş kelebek kanadına girer ve alt ucundan çıkar.
Baskı parmağına birkaç kez sarılır ve bir göz içinden geçirilerek fitil masurasına verilir.Makinenin çalışması sırasında kelebek devri sabit, bobin devri değişken ve kelebeğe göre daha hızlıdır. Sarımın gerçekleşmesi için bobin devrinin en küçük çaptan, en büyük çapa kadar değişen ve azalan bir değerde olması ve çevresel hızının ise kelebeğin çevresel hızından yüksek olması gerekir. Bobinin bu değişken devri, konik kasnaklarla gerçekleştirilir. Kelebekten gelerek baskı parmağından geçen fitil, masura üzerine katlar hâlinde sarılır. Araba tertibatı üzerine takılı olan iğler ve masura ile birlikte konik sarımı gerçekleştirmek için aşağı yukarı hareket eder.
Pamuk iplikçiliğinde fitil, flayer olarak da adlandırılır.
Fitil (Flayer) Yapmanın Amacı
Cer makinelerinden, band olarak iplik makinesine besleme yapılamadığı için(O-E iplikçilik sistemi hariç ) bandların bir miktar daha incelmesi gerekir. Bandların çekilerek iplik makinesinde işlenebilecek forma getiren makinelere fitil (flayer) makinesi, elde edilene de fitil şeridi denir.

FİNİSÖR FİTİL MAKİNESİ VE FLAYER FİTİL MAKİNESİNİN GÖREVLERİ
1-Cer bandını çekim vererek ring iplik makinesinde kullanılabilecek inceliğe getirmektir.
2-Yalancı büküm de denilen az miktarda büküm vererek liflerin dağılmasını önleyerek mukavemet kazandırmaktır.
3-Kovalarla gelen cer bandını ring iplik makinesinde kullanılabilecek formda masuralara sarmaktır.
Çalışma Prensibi
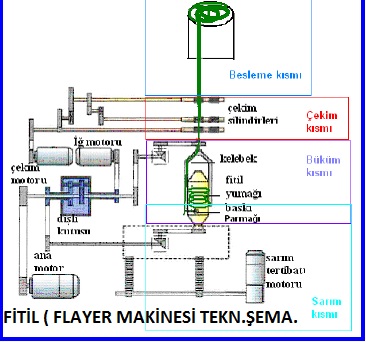
Fitil makinesinde besleme yapabilmek için besleme kısmı, inceltme yapmak için çekim tertibatı, bükebilmek için büküm tertibatı, bobin hâline getirmek ve koniklik verebilmek için sarma tertibatı vardır . Cer makinelerinden gelen cer kovaları, fitil makinesinin besleme kısmına yerleştirilir. Kovalardan alınan şeritler rehberlerden geçirilerek makinenin çekim kısmına verilir. Burada şeritler, belirlenen oranda çekilerek inceltilir. İstenilen inceliğe getirilmiş fitil şeridine kelebek bükerek mukavemet kazandırır. Büküm işlemi, çekim tertibatının son silindir çifti ile iğ (kelebek) arasındaki mesafede, iğin dönüşü ile gerçekleşir. Anlatılan bu işlemlerin sonucunda elde edilen fitil araba tertibatıyla fitil kalemi üzerine konik bir şekilde sarılır.
Cer Makinesi
Tarak makinesinden gelen bant düzgünsüzlüklerini gideren ve çekim sırasında oluşan uçuntuların temizlenmesini sağlayan makinedir.
CER MAKİNESİNİN GÖREVLERİ
1-Dublajlama (katlama) aracılığı ile (en az iki – en fazla sekiz) bantları çapraz olarak birleştirerek homojen bir bant elde etmek
2-Tarak bantlarını farklı hızlarda dönen silindir çiftleri vasıtasıyla çekip inceltmek veya yoğunlaştırmak
3-Lifin uçlarındaki çengelli yapıyı düzelterek (Birinci pasajda lifin arka ucu, ikinci pasajda lifin diğer arka ucu düzeltilir.) parelelleştirmek
4-İstenilen numarada cer bantları elde etmek
5-Elde edilen bandı koyler tertibatı ile kovalara helezonik şekilde istiflemek.

Genel olarak cer makinesi çalışma prensibi üç kısımda incelenir:
Bant besleme-cağlık kısmı
Her tarak makinesinden çıkan şeridin özellikleri kendine özgüdür. Bantlar cer makinesine, tarak makinesi kovalarına numaralar verilerek veya şeritler bağlanarak dolu vaziyete getirilir. Bu işlem neticesinde cağlık kısmına bağlanacak bantlar aynı tarak kovaları yan yana gelmeyecek şekilde dizilmiş olur. Bu işleme çaprazlama denir. Böylece hedeflenen homojen karışım oranlarına bir adım yaklaşılmış olunur.
Kovalardan alınan bantlar, bir masa üzerinden kaydırılarak veya dönen taşıyıcı metal silindir çifti arasından geçirilerek cer makinesi çekim kısmına aktarılır. Silindir çiftleri hem bandın belli bir düzen dâhilinde taşınması görevini yapar hem de bant koptuğunda swich görevi yaparak makinenin durmasını sağlar.

Genel olarak cer makinelerinde 6 ile 8 dublajlama yapılır. Birden fazla bant aynı anda cer çekim kısmına gönderilip çekime uğratılarak tek bant hâlinde getirilir.

Çekim kısmı
Çekim tertibatları 3 veya 4 silindir çiftinden oluşur. Bu silindir çiftleri birbirinden ek.artman mesafesi kadar uzaklıktadır.

İki silindir arasındaki mesafeye ekartman mesafesi denir. Ekartman mesafesi ortalama lif uzunluğuna göre ayarlanır. Çekim; öndeki silindirin arkadaki silindirden daha hızlı dönmesi anlamına gelir ancak servo motor olan cer makinelerinde istisna olarak yoğunlaştırma işlemleri de yapılabilmektedir.Çekim işlemi yapılmasındaki hedefler; lifi çekerek inceltmek, lifi birbirine paralel hâle getirmek ve lifin doğal yapısından ileri gelen uçlarındaki kancaları açmaktır.

Cer makinelerinde çekim tertibatları; çekim mili, baskı silindirleri, ekartman mesafesi, çekim kuvveti, çekimi etkileyen etkenler ve hava emiş ünitelerinden oluşmaktadır.
Çekim mili (yivli taşıma silindiri):
Üzeri sertleştirilmiş ve eksene paralel helezonik yivlerden oluşturulmuştur. Yivli silindirler kullanılmasının sebebi hem malzemenin daha kontrollü taşınmasını sağlamak hem de lif uçlarındaki kancaların açılması işlemini gerçekleştirmektir.

Baskı silindirleri (manşon):
Yivli silindirler ve baskı tabancası arasında olan üzeri sentetik, belirli bir shor sertliğine sahip silindirlerdir.Her cer makinesinde manşonun konumu farklı yerlerdedir. Manşonlar baskı tabancasına veya çekim silindirleri üzerine yuvalıdır. Genellikle manşon çapları, arka ve ön çekim manşonları aynı çaplarda olur. Ön çekim manşonu çapı ise biraz daha küçük olur. Hareketlerini çekim silindirlerinden alır.
Ekartman mesafesi (ayarı)
Kısaca; iki silindir arasındaki mesafeye ekartman ayarı (mesafesi) denir. Ekartman mesafesi ortalama lif boyuna göre ayarlanır.Ekartman ayarında amaç; hem elyaf kırılmalarını en aza indirebilmek hem de ekartman mesafesinden daha kısa olan lifleri ve küçük partikülleri çekim kutusu içindeki üst ve alt hava emiş sistemleri aracılığı ile temizleyebilmektir.
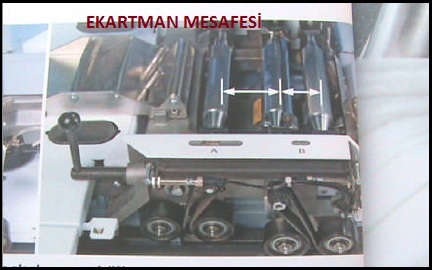
Yapılan ekartman ayarı, ortalama lif boyundan daha kısa ise uzun lif manşonlar üzerine sarabilecek veya kopacak, bu da düzgünsüzlük sorunlarına yol açacaktır. Daha Geniş ise silindirler arasında çekim işlemi gerçekleşmeyecektir. Çünkü çekimin oluş şeklinde arka silindir lifi bırakacağı anda öndeki silindir lifi tutabilmelidir. Silindirler lifi bırakmadan önce lif hafifçe gerilebilmeli ve bu sayede lif çengel uçlarının açılabilmesi sağlanmış olmalıdır.

Çekim kuvveti (baskı tabancası kuvveti)
Çekim silindirleri ile manşonlar arasındaki elyafın çekilebilmesine imkân veren çekim kutusu içindeki basınç miktarına çekim kuvveti denir. Çekim kuvveti ayarı bant numarasına göre değişiklik gösterir. Bant numarası kalınlaştıkça çekim kuvvetinin de artması gerekmektedir. Çekim kutusu içindeki basınç miktarı elyafın birbirine paralelliğine, gelen bandın anlık numara dalgalanmasına göre artar veya azalır. Ekartman mesafesi genişledikçe basınç miktarı düşer. Çünkü geniş ekartman yapılıyorsa ince iplik yapılacak demektir. İnce iplik için içinde minimum oranda kısa lif bulunan bant kullanılacaktır.
Çekimi etkileyen etkenler
Çekim işlemini etkileyen faktörler şu şekilde sıralanabilir:
1-Silindirler arasındaki kıstırma veya tutma noktası
2-Silindirlerin çevre hızları
3-Silindirler arasındaki ekartman mesafesi
4-Alt çekim silindirlerinin yivlilik oranları
5-Baskı manşonlarının yüzey sertliği
6-Çekimin, silindir yüzeyi boyunca dağılımı
7-Bandın girişteki numarası
Cer makinesinde sarım kısmı (çıkış tertibatı)
Ön çekim silindirinden tülbent hâlinde gelen bant, bant hunisinden geçerek kalender silindir çifti ve döner tabladan (deveboynu) geçirilerek kova tablası aracılığı ile genellikle dairesel olarak kovalara istenilen metrajlarda doldurulur.
Bant hunisinin görevi
Üzeri nikelajlanmış çelik veya alüminyum metali, elyafın yön değişimini etkilemeyecek şekilde tasarlanmış olup tülbent hâlindeki elyaf topluluğunu yeniden bant hâline getirir. Huni girişinde pnömatik sistemle veya elektriksel sistemle yeni bandın hacmi ölçülerek girişteki yoklama silindirlerine çıkan bant hacmi iletilir. Böylece servo motorların, makine hafızasına verilmiş olan bant numarasını ayarlanması beklenir.Huni girişinde pnömatik sistemle veya elektriksel sistemle yeni bandın hacmi ölçülerek girişteki yoklama silindirlerine çıkan bant hacmi iletilir. Böylece servo motorların, makine hafızasına verilmiş olan bant numarasını ayarlanması beklenir.
Kalender silindir çifti
Üzeri yivli içe doğru dönen iki silindirden veya silindir çifti diskinden oluşur. Görevi; huniden çıkan bandın sıkıştırılarak belirli bir form, gerginlik ve hızda döner tablaya iletimini sağlamaktır. Böylece huni içinde bant yığılmaları engellenmiş olur.
Döner tabla
Döner tablaya gelen bant, deveboynuna benzeyen üzeri nikelajlanmış eğik bir metal boru içinden geçirilerek kovalara sarılır. Eğik borunun boyu yaklaşık 50 cm’dir. Bant bu mesafe boyunca boru içinden ortalama 1000 metre/dakika hızla ilerlemektedir. Yüksek hızla ilerleyen bant üzerinden sürtünme dolayısıyla meydana çıkan tozcukların kaçabileceği bir alan bulunmadığından bu tozcuklar deveboynu borusu çıkışında birikerek kovanın dolup çıkarılması anında en üstte sarılı olan bantla beraber, bir sonraki makineye gönderilir. Bu tozcuklar işçiler tarafından temizlenir ancak bu işlem zaman kaybına sebebiyet verir. Kovaların içerisine deveboynundan gelen bant, genellikle dairesel olarak istenilen çapta sarılır. Kova içine sarım çapı, kova altındaki ayarlı alt kova sarım mekanizması ile gerçekleştirilir.

YÜN İPLİKÇİLİĞİNDE CER BANDI YAPMAK
Yün iplikçiliğinde çekme bandı önemli bir yer tutar. Bu nedenle katlama ( dublaj ) sayıları direkt olarak önem kazanır. Bu da düzgünsüzlük üzerinde büyük bir rol oynar.
Çekme Bandı Yapmanın Amacı
Yün tarağından elde edilen bandlarla elyafa daha fazla yön vermek, lifleri düzeltmek ve taramayı kolaylaştırmak, bandların birim uzunluğuna isabet eden ağırlıklarını dengelemek ve düzgünleştirmek, belli incelikte bandlar elde etmek üzere uygulanan işleme çekme ve bu maksat için kullanılan makinelere çekme makineleri denir. Her tatbik edilen çekme işlemine de pasaj ismi verilir.Çekme makinelerine tarak makinesinden çıkan bandlar, tops olarak veya kovalarla beslenir; tarama makinesinden gelenler ise kovalarla beslenir.

YÜN İPLİKÇİLİĞİNDE CER MAKİNESİNİN GÖREVLERİ
1-Katlama ( dublaj )yardımıyla tesadüfü olarak beslenen bandların inceli kalınlı yerlerinin bir araya gelmesi suretiyle düzgünsüzlüğü en aza indirerek numara sapmalarını azaltmak.
2-Katlama yardımıyla birden fazla bandı bir araya getirerek karışımın homojen bir hâle gelmesini sağlamak.
3-Farklı türdeki ve renkteki elyaf bandlarını, katlama yardımıyla bir araya getirerek karışımı sağlamak.
4-Elyafı en az iki çekim makinesinden geçirerek her iki yöndeki elyaf kancalarını açmak.
5-Çekim yardımıyla her aşamada bandları inceltmek.
6-Band elde etmektir.
Çalışma Prensipleri
Kovalardan ve topslardan alınan bandlar, besleme masası üzerinden ve besleme silindiri aracılığıyla düzgün bir şekilde çekim kısmına beslenir. Çekim kısmına birleştirilerek beslenen bandlar çekilerek lif tülü hâline getirilir. Sevk levhası üzerinden düzgün bir şekilde band hunisine beslenir. Tül hâlindeki lifler, band hunisinde tekrar band şekline girerek alıcı silindirler aracılığı ile kovaya aktarılır. Yün iplikçiliğinde kullanılan çekme makineleri, yün lifinin uzun stapelli bir lif olmasından dolayı makinenin çekim bölgesi uzundur. Uzayan çekim bölgesine de lif kontrolünü sağlamak için çeşitli elemanlar kullanılmıştır. Bu elemanlar, zincirli baretler ya da silindirler şeklinde olabilir.
Pamuk Tarak Makinesi

Tarak makinesi; Sadece elyaf kümesi hâlindeki pamuğun band hâline getirildiği bir makine olmakla kalmayıp hazırlama işleminin merkezinde olan, kalite ve üretimi büyük oranda belirleyen bir makinedir.
PAMUK TARAK MAKİNESİNİN GÖREVLERİ
1-Harman hallaç dairesinde açılarak elyaf topakları hâline getirilen elyaf kütlelerini tek lif hâline gelinceye kadar açmak.
2-Pamuk kütlesinde bulunan kabuk ve çekirdek parçalarını, toz ve ölü elyafı uzaklaştırmak.
3-Kısa elyafı uzaklaştırmak.
4-Çırçırlama ve harman hallaçtaki taşımalar sırasında oluşan nepsleri gidermek.
5- Elyafa uzunlamasına yön vermek ve paralelleştirmek.
6- Numara varyasyonu olmayan düzgün bir tarak bandı teşkil etmek.
7-Elde edilen bandı muntazam bir şekilde kovaya istiflemek.
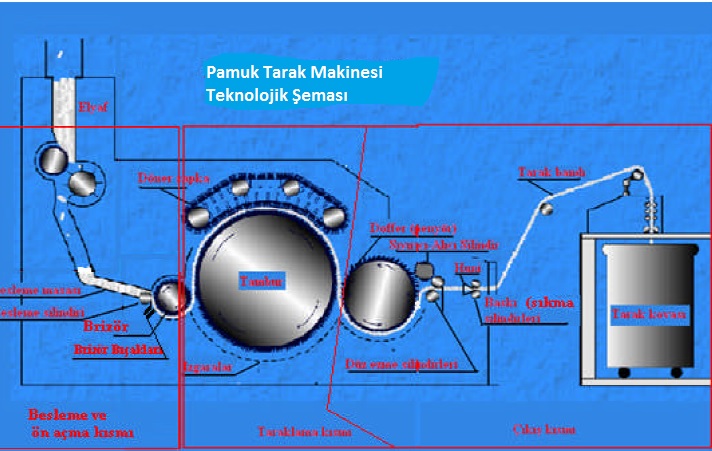
ÇALIŞMA PRENSİBİ
Tarak makinesinin çalışma prensibi üç grupta incelenir.
1- Besleme ve ön açma kısmı
2-Taraklama kısmı
3-Çıkış kısmı

BESLEME VE ÖN AÇMA KISMI
Bu kısım topak besleme, besleme masası, besleme silindiri, brizör, brizör bıçakları ve brizör ızgaralarından oluşur. Ham madde, makine haznesine bir boru kanalı ile beslenir.Düzgün şekilde sıkıştırılmış elyaf, haznede toplanır. Elyaf besleme silindiriyle besleme sistemine sevk edilir. Bu sistem, besleme silindiri elyaf tabakasını brizörün etki alanına oldukça yavaş bir şekilde iletir. Bu iletim hızı, brizörün çevresel hızına göre tutma etkisi oluşturacak kadar azdır. Brizörün üzerindeki testere tipi dişler, cm2 de 5-6 adet sıklığındadır. Pamuk iplikçiliğinde 250 mm çapındaki brizör, dakikada 900-1500 d/min hızla dönmektedir. Brizörün garnitür tellerinin dişleri, yüzeysel hız ile besleme silindirinden ileri uzanan pamuk vatkasından elyaf demetlerini küçük parçalara ayırarak yüzeyine alır. Brizörün dişlerine takılan elyaf demetleri, aşağı doğru çekilir. Önce brizöre çok yakın mesafeye ayarlanmış bir veya iki brizör bıçağından geçerek ızgaraların üzerinden ileri doğru sevk edilir. Çevresel hızın etkisiyle oluşan merkezkaç kuvvetinin etkisiyle açılmış elyafın içinde bulunan yabancı maddelerin bir kısmı ızgara boşluklarından düşerek elyaftan uzaklaşır. Bıçağın görevi, pamuk elyafı içinde bulunan çiğit kırıntılarını elyaftan ayırmaktır. Makine enince 100 cm kadar uzunlukta olan bıçak, brizöre tam paralel ayarlanır. Bıçak, keskin ve kaygan yüzeyli olmalıdır. Izgaranın görevi, elyaf içindeki yabancı maddelerin elyaftan uzaklaştırılması, uzun elyaf kaybının önlenmesi, ileriye doğru sevki ve hava akımı üzerinde nispi bir kontrol sağlamaktır. Brizörün garnitür telleriyle kaplı yüzeyine yayılmış pamuk tabakası % 80 oranında açılmış durumdadır.
TARAKLAMA KISMI
Bu kısım tambur ızgara, ön arka levha ve şapkalardan oluşmaktadır. Büyük tamburun çevresel hızı yaklaşık olarak brizörün çevresel hızından % 100 daha fazladır. Bu hız farkı dolayısıyla büyük tambur üzerindeki teller, brizörün dişlerine takılı olan elyafı sıyırarak kendi yüzeyine alır. Tambur değişik yapıda ve daha ince tellerle kaplıdır. Elyafın nakli için brizör ile tambur telleri arasındaki mesafe, mümkün olduğu kadar yakın ayarlanmalıdır. Tarak makinesinin en önemli görevlerinden biri olan taraklama işlemi, büyük tambur ile şapkalar arasında gerçekleşir. Tambur üzerindeki teller esnemesi az, çelik garnitür telleridir. Şapka üzerinde ise tabaka hâlinde yerleştirilip monte edilen esnek fleksibl teller vardır. Taraklama pozisyonunda her iki elemanın tel yönleri birbirine zıttır. Merkezkaç kuvvetinin etkisiyle ince elyaf tabakası içindeki yabancı maddelerle birlikte yoğun bir şekilde şapkalara itilir. Büyük tambur telleri tarafından ince bir tül şeklinde getirilen pamuk tabakası tel yönlerinin farklı olması ve yüzeysel hız farkından dolayı tambur ve şapka telleri arasında taraklanarak tek lif hâlinde açılır. Bir şapka takımında bulunan 100-120 şapkadan ancak 40-45 adedi taraklama pozisyonundadır . Diğerleri temizlenip tekrar taraklama yapmak üzere arkaya doğru hareket hâlindedir. Şapkalar tarak makinesinin önüne ulaştığında özel bir fırça tarağı tarafından temizlenir. Yani üzerindeki teller arasına gömülü bulunan kısa lifler ve küçük yabancı maddeler şapkalardan ayrıştırılır, elde edilen bu döküntülere şapka telefi denir
Büyük tamburun altındaki ızgaranın görevi, uzun elyafın tambur yüzeyinden dökülmesini önlemek ve hava akımının kontrolünü sağlamaktır. Aynı zamanda materyal içinde serbest hâlde bulunan çok kısa lifler ve yabancı maddeler, merkezkaç kuvvetinin de etkisiyle ızgaranın boşluklarından dökülerek pamuk elyafından uzaklaşır.
ÇIKIŞ KISMI
Bu kısım penyör, hızar (sıyırma, alma) silindirleri, baskı tülbent silindirleri, kalandır silindirleri ve koyler tertibatından oluşmaktadır. Pamuk elyafı, tambur ile ön levha arasından geçtikten sonra penyör üzerine yığılır. Çevresel hızı, tamburun hızına göre çok düşüktür. Tambur ile penyör üzerindeki metalik garnitür tellerinin yönleri birbirlerine zıt yöndedir. Tülbent bağlama işlemi esnasında telef miktarının artmaması için düşük hızla çalışabilme özelliğine de sahiptir.
ALICI SİLİNDİRLER
Penyörden elyafı ince tülbent hâlinde alan silindirli sıyırma sistemidir. Penyörün üzeri ince tellerle kaplıdır. Bunlar, elyafı birbirinden ayırır ve paralelleştirir. İnce elyaf tülbendi alıcı silindirler tarafından alınıp huniden ve baskı silindirlerinden geçerek band hâline gelir.
ÇIKIŞ HUNİSİ VE KALENDER SİLİNDİRLERİ
Tülbendin band şeklinde sevk edilmesi, çıkış hunisi ve sıkma (ezme) silindirleri ile gerçekleştirilir. Sıyırma silindiri ile bandın teşkil edildiği huni arasına yerleştirilen ezme silindirleri çalışma şartlarını etkilemektedir. Bu silindirler, çekirdek ve kabuk parçalarını ufalamakta ve nepsleri deforme etmektedir. Yapılan araştırmalar sonucunda tülbendi band hâlinde toplamanın tarak makinesinin kopuksuz çalışması üzerinde çok büyük etkisi olduğu anlaşılmıştır. Özellikle tülbent kenarlarında, sonradan tülbent tarafından alınıp götürülerek band oluşum prosesini rahatsız eden kirliliklerin toplanmaması gerekmektedir. Kalender silindirlerinde tülbent, huni vasıtasıyla toparlanır ve yuvarlak bir şerit hâline gelir. Huninin çapı düzgünlük sağlamak açısından istenilen band numarasına göre seçilir.
KOYLER ( HELEZON İSTİFLEYİCİ )
Tarak makinesinden çıkan bandın tarak kovasına helezonik bir şekilde yerleştirilmesini sağlayan ve bunu yaparken de band sağılması sırasında oluşabilecek elyaf karışmasını, düzgünsüzlüğünü en aza indirmeye çalışan mekanik bir düzendir. Makine şasesine bağlı ve hareket alan üst döner tabla ve kovanın altında alt döner tabla vardır. Tarak kovaları içinde helezon şeklinde yay vardır. Bu yay; bandın sıkma silindirleri ile kovaya doldurulma noktası arasındaki mesafenin tüm yerleştirme işlemi boyunca sabit kalmasını sağlamaktadır. Böylece bandın kendi ağırlığı ile uzaması önlendiğinden bandın düzgünlüğü korunur.Temizlenmiş ve yuvarlak şerit hâline gelmiş pamuk elyafı, koyler tertibatı ile düzgün bir biçimde halkalanarak tarak kovası içine yerleştirilir.
TARAK MAKİNESİNDE ÜRETİMDE OLUŞAN HATALARIN BAZILARI VE SEBEPLERİ
1-Tülbentte düzensiz kenar: Girişteki vatka eni, tamburun eninden geniş olursa kenarlarda atmalar olur. Böylece tülbent kenarı bozulur.
2-Kenar uçuşmaları: Tambur ızgarası çok dar olursa vatka beslemede düzensizlikler olur. Tambur ön ve arka ayarlarının bozuk ve yamuk olmasından dolayı oluşur.
3-Çepelli tülbent: Brizör ile bıçak arasındaki mesafenin ayarsız olmasından kaynaklanır.
4-Bulutlu tülbent: Giriş numarasının oynaması ve girişteki ekartman ayarının bozuk olmasından kaynaklanır.
5-Band kayması: Kalender silindiriyle koyler silindirlerinin arasındaki çekimin kontrolsüz oluşundan kaynaklanır.
6-Döküntü fazlalığı: Şapkanın ekartman ayarının fazla geniş, şapka garnitür tellerinin hasarlı olması; şapka temizleme aparatının görevini tam yapmaması ve harmana yüksek oranda telef karışmış olmasından kaynaklanabilir.
7-Şerit düzgünsüz: Vatka düzgünsüzdür. Brizörle besleme masası arasının fazla açık, brizör telinin eğilmiş veya körelmiş olması, tülbent alma silindirinin doffere olan uzaklığı, alıcı silindir ve koyler silindiri arası çekimin fazla olmasından kaynaklanabilir.
Kamgarn Tarak Makinesi
İplik teknolojisinde, elyafın açılması, açılan elyaf içindeki yabancı maddelerin temizlenmesi ve liflerin birbirine paralel hâle getirilip iplikte düzgün ve eşit bir dağılım göstermesi temel prensiptir.
GÖREVLERİ
1-Yün liflerini tek lif hâline gelinceye kadar açmak ve paralelleştirmek,
2-Elyaf içindeki kısa lifleri, toz, pıtrak gibi yabancı maddeleri temizlemek, nopeleri açmak,
3-Yün liflerini harmanlayarak daha homojen bir bant elde etmek,
4-Çıkışta numarası belli bir bant elde ederek tops hâlinde sarmak veya kovalara doldurmak.
ÇALIŞMA PRENSİBİ
Besleme haznesine elle veya otomatik olarak gelen materyel terazi kefesine iletilir ve kefe açılarak besleme bandı üzerine tarak bant numarasında değişim olmaması için birim zamanda eşit miktarda elyaf beslemesi yapılır.
Boğaz silindirleri vasıtasıyla avantrene gelen elyaf açılarak sevk silindiri ile tambur alıcı çalışıcı grubuna taranması için iletilir. Tarak makinesinde asıl tarama tambur alıcı çalışıcı garnitür telleri arasında gerçekleştirilir. Avantren üzerine pıtrakların ayrılması için pıtrak bıçakları yerleştirilmiştir.
Taranmış, paralel hâle getirilmiş elyaf, fırça (volant) tarafından fırçalanarak penyör garnitür telleri üzerine aktarılır. Tülbent formunu alan elyaf titreşim hareketi yapan hızar tarağı tarafından penyör üzerinden ayrılarak bant hâline getirilir ve kovalara istif edilir.

Tarak makinesinde gerçekleştirilen üç temel işlem vardır :
1-Taraklama
2-Alma ve nakil
3-Kabartma veya fırçalama

TARAKLAMA
Taraklama işlemi, tutamlar hâlinde bulunan yün elyafının tek lif hâlinde birbirinden ayrıldığı ve açıldığı işlemdir. Bu işlem tarak makinesinde esas olarak tambur - çalışıcı arasında meydana gelir.Kısmen de çalışıcı ve alıcı arasında da taraklama işlemi olur.
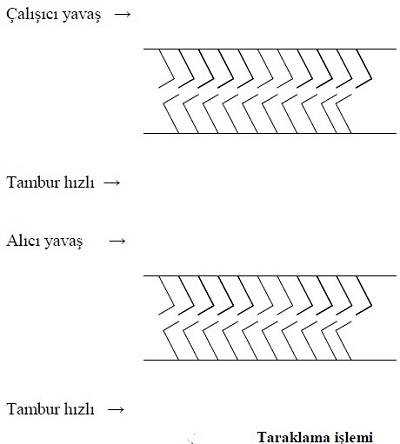
Tambur - çalışıcı silindirleri arasındaki garnitür tel yönleri ters, yüzey dönüş yönleri aynı, tamburun çevresel hızı çalışıcının çevresel hızından büyüktür. Hızlı hareket eden tambur tarafından getirilen lifler taraklama noktasında, garnitür telleri tambura göre aksi yönde olan çalışıcı tarafından alınır ve lifler açılmış olur.
ALMA VE NAKİL İŞLEMİ
Alma ve nakil işlemi, elyafın bir silindirden alınıp başka bir silindire transferinin gerçekleştirilmesidir. Bu işlem çalışıcı -alıcı, alıcı - büyük tambur ve büyük tambur – penyör arasında gerçekleşir.Yavaş hareket eden alt yüzey tarafından taşınan lifler,hızlı hareket eden üst yüzey garnitür tellerinin yönü dolayısıyla lifleri sıyırarak alır.
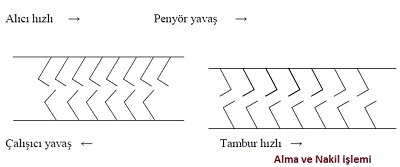
KABARTMA VEYA FIRÇALAMA İŞLEMİ
Kabartma veya fırçalama işlemi, taraklamanın etkisi ile tamburun garnitür telleri arasına giren elyafın bir dairesel fırça ile kabartılarak penyörün üzerine aktarılmasını sağlar. Bu işlem fırça-tambur arasında gerçekleşir. Lifler yavaş hareket eden alt yüzeydeyken hızla dönen üst yüzey tellerinin etkisiyle fırçalanmış olur. Yani alt yüzey telleri arasına giren lifler kabartılarak yüzeye çıkartılır.
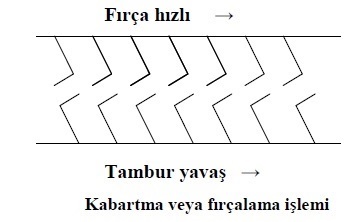
Kamgarn yün tarak makinesi şu kısımlardan oluşmuştur;
1-Besleme kısmı
2-Ön açma ( avantren ) kısmı
3-Taraklama kısmı
4-Çıkış kısmı
BESLEME KISMI
Bu kısım,
1- ön besleme haznesi
2-eğik çivili hasır
3- geri sıyırıcı
4-aşağı sıyırıcı
5-terazi tertibatı
6-besleme hasırından oluşur.

Tarak makinesinde elde edilen bandın, belli uzunluk ve belli ağırlıkta olması istenildiğinden birim zamanda yapılan besleme değişiklik göstermemelidir. Bu nedenle düzgün bir besleme yapılabilmesi için terazi tertibatı konulmuştur. Tefrikle kalitelerine göre sınıflandırılmış, yıkanıp kurutulmuş ve harman yağı ile yağlanmış yün elyafı, bir işçi tarafından veya otomatik olarak ön besleme haznesine beslenir. Çivili eğik hasıra gelen elyaf yukarı doğru taşınırken geri sıyırıcı silindir fazla elyafı geri atar. Burada kaba bir açma işlemi gerçekleşirken aşağı düşen elyaf yeni gelen elyaf yığınıyla karışarak kaba bir harmanlama sağlanır. Çivili hasırda kalan elyaf aşağı sıyırıcı silindir tarafından terazi haznesine dökülür. Terazi haznesinde belli bir ağırlık sağlandığında terazinin kapakları açılarak makineye besleme yapılır.
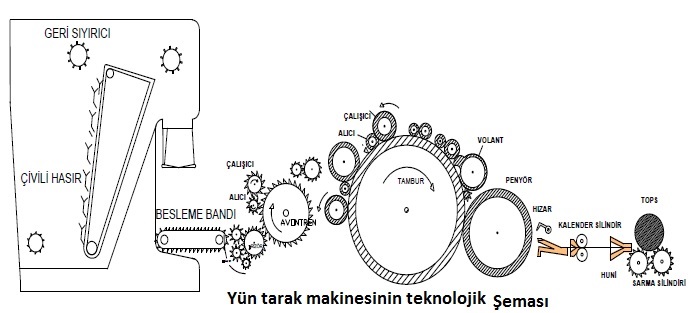

ÖN AÇMA ( AVANTREN ) KISMI
Bu kısım, yünü bir miktar açarak taraklama işleminin kolaylaşmasını sağlar. Boğaz silindirleri, brizör, avantren ve çalışıcı-alıcı silindir gruplarından oluşur. Boğaz silindirleri arasından geçen materyal avantren silindirine gelir. Çalışıcı-alıcı ve avantren silindirleri arasında bir miktar açılma sağlanarak elyaf sevk silindiri vasıtasıyla tambura sevk edilir.
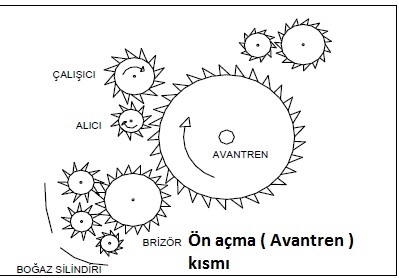
TARAKLAMA KISMI
Bu kısım tarak makinesinin asıl görevi olan taraklamanın, yani yün elyafının tek bir lif hâline gelinceye kadar açıldığı kısımdır. Tambur, çalışıcı ve alıcı silindir grubundan oluşur. Avantrenden tambura geçen elyaf, tambur ve çalışıcı silindirleri arasında, silindirlerin hız farkından ve tarak tellerinin ters yönde olmasından dolayı taranarak açılır. Alıcı silindir ise çalışıcı silindir üzerinde kalan lifleri tekrar tambur üzerine verir. Kimi kamgarn yün tarak makinelerinde birden fazla taraklama kısmı bulunabilir. Diğer taraklama kısmının birinci kısımdan farkı, garnitür tellerinin daha ince ve ekartman ayarlarının daha kapalı olmasıdır. Böylece daha ince bir taraklama işlemi gerçekleşmiş olur
ÇIKIŞ KISMI

Bu kısım, penyör, hızar tarağı, bant hunisi, kalender silindirleri ve sarma silindirlerinin oluşturduğu kısımdır. Tamburdan penyöre geçen lifler, penyör yüzeyinde tülbent formu oluştururlar. Bu tülbent formu hızar tarağı vasıtasıyla penyörden ayrılarak alınır. Band hunisi ve kalander silindirleri arasından geçirilerek bir band formuna sokulup tops hâlinde sarılır veya kovalara istif edilir.
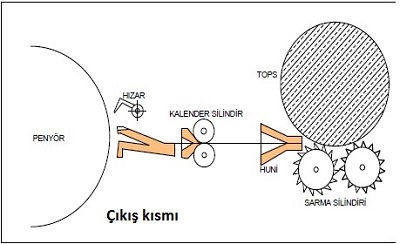
Tarak Makinesi
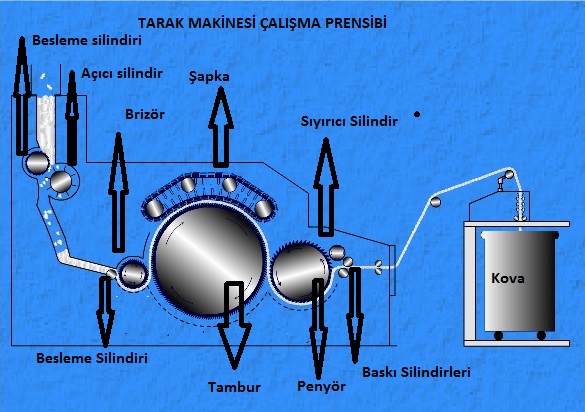
Temizliği ve düzgün yapısı iyi bir tarak bandının belirgin özellikleridir.Tarama sonucu paralelleştirilmiş çok sayıdaki lifler tarak bandını meydana getirir.
Tarak bandının kalitesi diğer bütün basamaklardaki çalışma şartlarını büyük oranda etkiler.Kusursuz düzgünlükte,ölü elyaf,neps ve yabancı maddelerden temizlenmiş tarak bandları kopuşsuz ve duruşsuz bir işletmenin temel şartlarındandır.Böylece iplik,örme ve dokuma dairelerindeki ekonomiklik artmış olur.
Bir iplikhanenin kalite güvencesinde tarak makinesinin rolü gün geçtikçe artmaktadır.70’li yılların düşük devir ve az üretimli tarakların ardından 80'li ve özellikle 90’lı yıllarda yüksek tambur devirleri ve kalite kavramı ön plana çıkmıştır.Bir iplikhanede nihai ipliğin kalitesi tarakta oluşturulur.Üstün bir kalite standardına ulaşabilmenin başlıca koşulu yüksek verimli tarakları doğru seçilmiş garnitürlerle donatmaktır.
Pamuklar hakkında fikir yürütebilmek için en önemli kriterlerden bir tanesi balyalardaki yabancı madde miktarıdır.Hedef,mümkün olduğu kadar temiz pamuk sevk etmektir.Bu hedefe çırçırlama işlemi sırasında liflere uygulanan mekanik kuvvetler sonucu ulaşılır.Bu arada tohum çekirdekleri de kırılarak çok küçük parçalara ayrılır.Bu parçaların üzerine yapışarak kalmış lifler bulunmakla beraber en önemli mesele çekirdek ve kabuk parçalarıdır.
Bu çekirdek parçalarının üzerinde çok küçük ve çok sayıda lif bulunduğu için bunlar,tekstil teknolojisindeki temizleme işlemlerinde kısa ve ölü liflerde olduğu gibi rahatsız edici bir durum teşkil ederler.
Çepel parçacıkları işletmede pamuğun içindeki yabancı maddeleri ayırmada kullanılan savurma kuvveti ile uzaklaştırılamazlar.Çünkü bu parçacıkların özgül ağırlıkları son derece düşüktür.Bu sebepten bütün çabalar küçük çekirdek ve kabuk parçacıklarının taraklarda ayıklanması üstünde yoğunlaşmaktadır.Pozitif bir sonuca ulaşabilmek için garnitür,tambur devdi,üretim hızı ve tarak ayarlarının birbirine tamamen uyumlu olması gerekmektedir.
Günümüzde harman hallaç hattının kapasitesi taraklara oranla 10-15 misli fazladır.Bu yüksek kapasiteden dolayı harman hallaç makinelerinden önemli bir temizleme etkinliği beklememek gerekir.Yapılan deneyler sonucunda harman hallaç hattındaki pamuğun çıkışında,içinde bulundurduğu yabancı maddeler göz önünde bulundurularak ekseriyetle % 40-60 oranında temizlenebildiği ortaya çıkmaktadır.Pamuğun içinde kalan yabancı maddelerin temizlenebilmesi ise tarağa düşmektedir.Böylece tarağa bir hayli yüklü temizleme işi kalmaktadır. Küçük çepel parçalarının ayıklanabilmesi için tarak makinesi geriye kalan yegane şanstır.Diğer yandan makine değişik temizleme prensiplerini de bünyesinde bulundurmaktadır.Tarakta,öncelikle brizör bıçağı vasıtasıyla büyük parçaların ayrılması gerçekleşir.Daha sonra ızgaralar veya sıyırıcı bıçaklar vasıtasıyla geriye kalan parçalar liflerden uzaklaştırılır.Önemli ölçüde temizleme işleminin gerçekleştirildiği yer tambur ve şapka arasındaki tarama alanıdır.Kısa lif ve atık maddeler şapka tarafından tutularak çıkartılır.Bıçaklı sabit şapkaların da kısa lif ve çekirdek kırıntılarını temizleme şansı mevcuttur.

Yüksek istihsal hızlarında tambur üzerinde materyal pratik olarak tek,tek lifler halinde bulunur.Liflerin bir çalışma organından diğer çalışma organına geçişi hemen gerçekleşmez.Genellikle lifler alıcı silindirler tarafından alınmadan önce tamburla birkaç defa beraberce dönerler.Elyaf naklinin gerçekleştiği tambur-penyör bölgesinde temizleme elemanlarının çalışma prensibi ancak bu şekilde izah edilebilir.
Taraklar sayesinde varılmak istenen ana hedef numara varyasyonunun minimize edildiği,içinde en az neps bulunduran ,yabancı maddelerden en iyi şekilde temizlenmiş ve liflerin paralel olarak düzenlendiği bir tarak bandı elde etmektir.
Ekonomik bir tarama işlemi aşağıdaki faktörler tarafından etkilenir:
1-Lif topaklarının açılması ve temizlenmesi sonucu liflerin optimal işlenebilmesi.
2-Materyal besleme,teleflerin,emiş sistemleri ve üretim miktarı itibariyle modern bir tarak makinesi dizaynı
3-Çalışarak materyale ve üretim miktarına göre dizayn edilmiş optimal granür telleri
TARAK MAKİNESİNİN GÖREVLERİ
1-Kabuk ve çekirdek parçacıklarını,toz ve kırıntıları,ölü ve kısa lifleri ayırmak.
2-Topak halindeki lif kümesini lifler tek tek hale gelinceye kadar açmak.
3-Açılan lifleri paralelleştirmek.
4-Tülbent teşkil etmek.
5-Lifleri karıştırmak ve az da olsa çekim uygulamak.
6-Numara varyasyonu olmayan,düzgün bir tarak bandı teşkil etmek.
7-Teşkil edilen bandı muntazam bir şekilde kovaya yerleştirerek cer pasajına hazırlamak.
Tek Plaka Yuvarlak Örgüler
Test Laborantlığı Terimleri
AKSESUAR: Ürüne model niteliği katabilen farklı materyallerden oluşan detay parçalar
ARİTMETİK ORTALAMA: Tüm veri dizisinin toplanması ve bu toplamın veri sayısına bölünmesi ile elde edilen sayı
ATKI/ÇÖZGÜ YÖNÜ: Dokuma kumaşta ipliğin enine/boyuna (üretim yönünde ve buna dik yönde) yerleşim yönü
BOBİN: Patron (konik veya silindirik) üzerine sarılı durumdaki belirli bir miktar iplik
BONCUKLANMA: Kumaş yüzeyinde elyafın topak oluşturarak istenmeyen bir görünüm oluşturması
Boya Terimleri
AÇIK EN BOYAMA SİSTEMİ: Kumaşın konfeksiyonda kullanılan eninde boyanması
BOBİN: Masuralar üzerine sarılı durumdaki belli bir miktar iplik
BOYA ÇÖZELTİSİ: Boyarmadde, kimyasal madde ve sudan oluşan boyama işlemine yarayan belirli bir pH değerine sahip karışım
BOYAMA KAZANI: Boyama makinesinde ürün, boyarmadde ve kimyasalların konulduğu yer
BOYAMA REÇETESİ: Boya banyosunun içindeki maddelerin isimlerini ve niceliklerini, boyama yöntemi ve koşullarını belirten yazılı kısa bilgi
Konfeksiyon Terimleri
ANA MALZEME: Bir ürünün hazırlanmasında kullanılan temel malzeme
APARTURA: Kol yırtmacını temizlemek için dikilen pat
APLİKE: Giysiye üstten takılan parça
APOLET: Giysilerin omuzlarına süs olarak takılan parça
AGRAF: Kopçayı, özellikle sütyenlerin iki ucunu birbirine bağlayan aparat
BALEN: Giysilerin arzu edilen görüntüde/formda durmalarını sağlamak amacıyla yaygın olarak kullanılan genellikle plastik şekilli çubukları, sütyende daha çok bonelerin alt kısmında yarım ay şeklinde ya da özellikle askısız modellerde sütyenin yan kol altı dikişinde bükülmeyi önlemek için kullanılan çubuklar
BAZ KALIP: Üzerine model uygulanılacak ana kalıp
BİZ: İşaret amaçlı kullanılan delici alet
BİYE: Giysinin değişik bölümlerini temizlemek ve/veya süslemek için ek bir malzemeyle yapılan işlem
BÜZGÜ: Giysiye form vermek ve/veya model uygulamak için kullanılan, bolluksuz kısma büzülerek eklenen bolluk
BRİT/ASKILIK/LİŞET: Giysiyi asmak için giysinin uygun yerinde yer alan ince şerit
BİZ: Katı bir şeyi dikerken iğne, kuşgözü, rivet gibi geçilecek yeri delmek için kullanılan çelikten yapılmış sivri uçlu ve ağaç saplı araç
BÜZGÜ: Giysiye form vermek ve/veya model uygulamak için kullanılan, bolluksuz kısma büzülerek eklenen bolluk
CETVEL: Kullanıma uygun uzunlukta, düzgün kenarlı, cm aralıklı çizim araç
CIMBIZ: Çok iplikli makinelerde iplik geçirmeyi sağlayan küçük maşa
CONTA: Pantolon arka parçasına form vermek için kalıbın bölünmesi
ÇATMAK: İki parçanın dikilerek birleştirilmesi
ÇIMA: 0 - 2 mm genişlikte dikilen üst dikiş
ÇIT: Dikiş birleşimini gösteren işaret ve çentikler
ÇİZGİ TAŞI: Kumaşı çizmeye yarayan sabun
ÇİFTİĞNE MAKİNESİ: Belli aralıklı iki iğne ve bunlara ait dikiş mekanizması ile donatılmış, aynı anda iki paralel düz dikiş sırası oluşturan makineler
D.B.İ. : Düz boy iplik
DİJİT MASASI: Elde hazırlanan kalıpların çizgi ve işaretlerinin bilgisayara aktarılması sağlayan elektronik düzenek
DİKİŞ PAYI: Kalıba dikim için gerekli fazlalıkların verilmesi
DİJİT MASASI: Elde hazırlanan kalıpların çizgi ve işaretlerinin bilgisayara aktarılması sağlayan elektronik düzenek
DOKUMA KUMAŞ: Çözgü ve atkı adı verilen iki iplik grubunun, birbirine dik bir şekilde kesişmesiyle oluşan tekstil yüzeyleri
DÜZ BOY İPLİK: Kalıp üzerine işaretlenen, kumaşın çözgü yönünü gösteren çizgi
DRAPAJ: Kumaşın ya da kalıp kağıdının giysi konumundaki görünüşü
DRAPE: Kumaşa belirli bölgelerde katlı, dökümlü bir form ve görüntü kazandırma
EŞEL: Minyatür kalıp çizimlerinde kullanılan, metrenin belli oranlarında küçültülmüş ölçülerinin bulunduğu ölçme araç
EKSTRAFOR: Kumaşın esnemesini azaltmak için kullanılan dokuma şerit
FIRFIR / FARBELA-FABRA: Giysinin değişik bölümlerine eklenen büzgülü parça
FLETO CEP: Kesikli (yarma) cep kenarlarına geçirilen farklı genişliklerdeki bant şeklindeki parça
GAZE: 0,5 cm ve üstü genişlikte dikilen üst dikiş
GODE/VOLAN: Üstü dar uca doğru genişleyerek açılan parça
GÖNYE: Açı çizim ve ölçümlerinde kullanılan araç
ISPALA: Ceket ve yelekte omuz genişliği
JAPONE: Omuz formu verilmiş olan kol ortası yaka oyuntusundan kol ucuna kadar dikişli, kolun bedene takıldığı bir kol evi olmayan, bedenden çıkan kol çeşiti
KARTELA: Boya, kumaş, halı gibi ürünlerin çeşit ve renklerini küçük parçalar halinde gösteren liste,
KAPAMA PAYI: Pat kenarı ile giysi ortası arasındaki mesafe
KAP (CUP) ÖLÇÜSÜ: Sütyen beden tanımlamalarında kullanılan göğüs çevresi ile göğüs altı çevresi arasındaki ölçü farkına göre oluşturulan tablo
KAPİTONE: En az iki tekstil malzemesinin üst üste konularak düzlemsel olarak birleştirilmesi işlemi
KAVADORA: Dikişte omuz ve kolun birleştiği yeri, kol oyuntusu
KAZAYAĞI: Çapraz dikiş
KEMER: Giysinin bel kısmına dikilen temizleme ve form amaçlı parça
KİBRİT ÇIMA: 0,3 cm genişliğinde dikilen üst dikiş
K.K. : Kumaş katı
KOLEVİ: Giyside kolun takıldığı bölüm
KONTRE: İki kumaşın karşı karşıya getirilmesi
KOPÇA (AGRAF): Eteklere /pantolon vb. giysilerin iki yanını bitiştirmeye yarayan ve metal bir halka ile bir çengelden oluşan araç
KÖPRÜ: Pantolon /etekte kemer takılan yer
KORSAJ: Üst bedende; göğüs altından belin bitimine kadar, alt bedende; bel hattı ile kalça düşüklüğü arasındaki, bedeni saran yapıda şekillendirilmiş enine kesikler
KRUVAZE: Kapamalı giysi modellerinde, kapama payının gerekli olan ölçüden daha fazla pay verilerek çalışıldığı kapama çeşiti
KUP: Giysiye beden formu vermek ve model özelliği kazandırmak için kalıbın üzerinde yapılan boyuna kesiklerin oluşturduğu parça
KUŞGÖZÜ: Giysinin değişik bölümlerine yapılan/açılan deliklere takılan küçük madeni halka
MAKİNE PARKI: Dikilecek modelin dikiş sırasına göre düzenlenmiş makineler
MANŞET: Giysinin kol uçlarını toplamak ve kullanım kolaylığı sağlamak amacıyla kol ağzına geçirilen, genellikle destekleme malzemesi ile sertleştirilmiş düz veya şekillendirilmiş giysi parçası
MASURA: Sanayi tipi düz makinelerde alt ipliğe hareket vermek için üzerine iplik sarılan metal makara
MAKAS: Kesim yaparken kullanılan araç
MAKROSKOPİK ANATOMİ: İnsan vücudunun şekil ve yapısıyla, bu oluşumların birbirleri ile olan ilişkilerini çıplak gözle inceleyen bilim dalı
MEZURA: Üzerinde metre ya da inç ölçü sistemi bulunan yumuşak malzemeden yapılmış katlanabilir, kıvrılabilir ölçüm aracı
MOLA: Kalıba verilen yedirme payı
MOSTRA / KLAPA: Bedenden çıkan yaka formları ve fermuarlı ön kapamalarda beden ön iç parçası
MÜLAJ KAĞIDI: 1/1 ölçülerde kalıp çizimi hazırlamada kullanılan ince kağıt
NERVÜR: Bir veya iki milimlik pili
OYA: 1-Genellikle kol evine takılan ipli şerit telayı, 2- Süsleme amaçlı kullanılan malzeme
OVERLOK: Değişik kumaş çeşitlerine ve işlemlere göre farklı tipleri bulunan, sürfile, temizleme, birleştirme amacıyla kullanılan dikiş makinesinde gerçekleştirilen işlem
PASKALA: Buhar kazanına bağlı, hava çekme sistemi çalıştığında kumaşı masaya yapıştıran ütüleme mekanizması
PASTAL PLANI: Ana kalıbı hazırlanmış ve istenilen bedenlerde serilenmiş imalat kalıplarının imalat kumaş eni ve sipariş asortisine göre hazırlanan yerleşim planı
PAT: Giysinin değişik yerlerine verilen kapama paylı açıklık
PATLET: Düğmeleri veya fermuarı gizlemek için yapılan kapak
PENS: Giysiye beden formunu vermek için kalıptan alınan pay
PERVAZ: Giysinin kavisli bölümlerini temizlemek için dikilen parça
PELUR KAĞIDI: Kopya çalışmaları için kullanılan çeşitli renklerde ince kağıt
PİLİ: Giysiye form ve model özelliği katmak amacı ile katlanarak verilen bolluk
PİLİSE: Isı tutan ve katlanmaya elverişli olan kumaşı belli bir düzen içinde makine yardımıyla katlayarak şekillendirme işi
PİSTOLE: Minyatür kalıp çiziminde kavislerin düzgün çizilebilmesi için kullanılan değişik şekilleri olan çizim aracı
PLOTTER KAĞIDI: Plotter makinesinde kullanılan yapışkanlı veya yapışkansız çizim kağıdı
PLOTTER MAKİNESİ: Büyük ebatlı ve genellikle rulo şeklinde kağıt kullanılan çizici
PONTU: Gizli dikiş
PUNTERİZ DİKİŞ: Giysiyi süslemek ve dikişi sağlamlaştırmak için yapılan sarma dikiş
REGLAN: Kol takım yerinin verev bir hat oluşturarak ön ve arka yaka oyuntusuyla birleştiği, kol üstü boydan dikişli veya dikişsiz kol türü
REGULA: Şablona göre kesilmiş parçaların dikiş paysız-paylı kalıplarla yeniden kesilip düzeltilmesi
RİGA: 1/1 ölçülerde kalıp çizimi yapılırken kavisli yerlerin düzgün çizilebilmesi için kullanılan değişik kavis şekilleri olan çizim aracı
RİVET: Kotlarda genellikle cep kısımlarında kullanılan perçin
ROBA: Gömlek/elbise üst bölümünde form vermek ya da model oluşturmak için kalıbın enine doğru bölünmesi
ŞABLON: Dikiş payları verilmiş, tüm yazı ve işaretlerin üzerinde bulunduğu kesime hazır kalıp
SÜRFİLE: Kumaşın kenarlarından iplik atmaması için elde yapılan seyrek ve çapraz dikiş
TEKSTİL YÜZEYLERİ: Konfeksiyon üretiminde kullanılan ipliklerden, liflerden veya ipliklerle liflerin kombinasyonlarından üretilen çeşitli yüzeyler
TELA: İşlenen kumaşa hacim ve direnç kazandırıp, giysiye verilecek biçime katkıda bulunarak, kumaşa dikim yıkanma, ütülenme gibi karşılaşabileceği işlerlerde destek rolü oynayan, giyside beklenen görünüm, kalite ve etkiyi elde etmek amacıyla farklı usullerle tutturulan ara katman
TEYEL: Kumaş üzerine birleştirme için yapılan geçici dikiş işlemi
VEREV: Kumaşın çapraz kesilmesi
VOLAN: Dairesel hareketlerle bolluk verilerek hazırlanan parça
YARDIMCI APARAT: Herhangi bir aracın çeşitli amaçlarla kullanılmasını sağlayan parçalar
YARDIMCI MALZEME: Bir ürünün hazırlanmasında temel malzeme dışında kullanılan malzeme
YIRTMAÇ: Giyside hareket özgürlüğü sağlamak ya da model uygulamak için istenilen kısma verilen açıklık
Dokuma Terimleri
Ağızlık açma:
Atkı ipliğinin atılabilmesi için örgü raporuna göre, önceden taharlanmış çözgü ipliklerinin bir kısmının alt; bir kısmının üst pozisyona getirilerek aralarında boşluk oluşturulması işlemi.
Analiz:
Tekstil materyallerinin veya kumaşların özelliklerinin tespit edilmesi
Armür:
Çözgü ipliklerine çerçeve sayısı kadar hareket vererek desenlendirmeyi sağlayan ağızlık açma sistemi
Armür planı:
Bir örgünün dokunabilmesi için gerekli çerçeve hareket sırasını gösteren plan
Atkı (atkı ipliği):
Bir dokuma kumaşta enine yönde yer alan iplikler Atkı planı: Kumaşta tekrarlayan atkı iplik sırası ve sayısı
Atkı raporu:
Kumaşta tekrarlayan atkı iplik sırasının en küçük birimi Atkı sıklığı: Kumaş içerisinde birim ölçüdeki atkı ipliği sayısı
Atkı sistemi:
Kumaş içerisinde üst üste konumlanmış atkı sayısı ve oranı
Çerçeve:
Armürlü makinelerde gücü tellerini üzerinde bulunduran aparat
Çözgü (çözgü ipliği):
Bir dokuma kumaşta boyuna yönde yer alan iplikler Çözgü planı: Kumaşta tekrarlayan çözgü iplik sırası ve sayısı
Çözgü raporu:
Kumaşta tekrarlayan çözgü iplik sırasının en küçük birimi
Çözgü sıklığı:
Kumaş içerisinde birim ölçüdeki çözgü ipliği sayısı
Çözgü sistemi:
Kumaş içerisinde üst üste konumlanmış çözgü sayısı ve oranı
Desen:
Tekstil yüzeylerinde dokuma veya baskı yöntemiyle oluşturulmuş estetik öğe
Desen kâğıdı:
Dokumacılıkta kullanılan farklı ölçülerde hazırlanmış kareli kâğıt Desen örgü raporu: Desenin kumaş üzerinde tekrarlayan en küçük birimi
Dokuma:
Çözgü ve atkı ipliklerinin birbirleriyle dik açı oluşturacak şekilde belirli kurallara göre bağlantı yaparak yüzey oluşturma tekniği
Gramaj:
Kumaşın birim alandaki gram cinsinden değeri (g/m2 ve g/mtül gibi)
Gücü:
Çözgü ipliklerinin tek tek içinden geçirildiği, çerçeveye bağlantı yapılan çelik teller
Kumaş türü:
Gömleklik, tül/perde, döşemelik, havlu, vb. farklı kullanım alanları için farklı materyal ve çözgü-atkı sistemleriyle üretilmiş kumaş çeşitlemeleri
Numune kumaş:
Üretime hazırlanacak desen için referans olarak kullanılan kumaş parçası
Örgü:
Çözgü ve atkı ipliklerinin dik açı oluşturacak şekilde belirli kurallara göre birbirleriyle yaptıkları bağlantılar
Örgü raporu:
Çözgü ve atkı ipliklerinin dik açı oluşturacak şekilde belirli kurallara göre birbirleriyle yaptıkları bağlantılarının en küçük birimi
Örgülendirme:
Deseni kumaşta oluşturacak şekilde çizimdeki her bir renk alanına farklı örgü yerleştirme
Özel büyüteç (Lüp) :
Kumaş analizinde iplik sıklıklarının, örgü ve renk raporlarının belirlenmesinde yardımcı olan büyüteç
Tahar planı:
Bir örgünün en az kaç çerçeve ile dokunabileceğini ve hangi çözgünün hangi çerçevede yer alması gerektiğini gösteren plan
Tarak:
Dokuma makinelerinde atılan atkı ipliğini kumaş çizgisine kaydeden, çözgü ipliklerinin, üzerinde bulunan diş boşluklarından geçirildiği aparat
Tarak numarası:
Dokuma tarağında bir veya on santimde bulunan diş boşluğu sayısı
Temel örgü: Bezayağı, dimi ve saten örgüler
Türetilmiş Örgü:
Temel örgülerden çeşitli yöntemlerle türetilmiş örgüler.
Cağlık (Kafes) :
Makineye beslenecek bobinlerin dizildiği sehpa
Çapraz alma:
Çözgü çözülmesinden sonraki işlemlerde (tahar, düğüm) ipliklerin sırasını takip edebilmek için yapılan işlem
Çapraz çıtası:
Levend ile lamel arası ipliklerin paralel geçmemesi
Dokuma:
Çözgü ve atkı ipliklerinin örgü raporuna uygun olarak dik açı yapacak şekilde kesişmelerinden oluşan tekstil ürününün imalini
Jakar:
Dokuma kumaş desenlendirme sistemlerinden biri
Lamel:
Çözgü ipliği koptuğu zaman dokuma makinesini durduran metal eleman
Leno:
Döner gücü kullanılarak yapılan kumaş kenar kilit örgüsü
Levend:
Çözgü ipliklerinin üzerine sarıldığı iki tarafı kapaklı silindirik makara
Makara:
Üzerine iplik sarılan silindir.
Parti:
Bütün özellikleri aynı olan ve tek seferde üretilen ürün
Parti numarası:
Bütün özellikleri aynı olan ve tek seferde üretilen ürünlerin fabrika içinde sahip olduğu ürün.
Patron (Konik ve Silindirik):
İpliklerin üzerine sarıldığı bobin
Refakat kartı:
Ürünün temel özellikleri ile birlikte dokunacak ürüne uygulanacak işlemlerin sırasıyla belirtildiği çizelge
Telef:
Üretim sırasında açığa çıkan atık ipliği ve döküntü
İplik Terimleri
BOBİN ARABASI: Bobinleri taşımak için kullanılan araç
BOBİN: İpliğin boş masuranın üzerine sarılmış konik veya silindirik formdaki hali
FİKSE İŞLEMİ: Tekstil malzemelerine kalıcı şekil değiştirmelerini sağlamak amacıyla buharlı ya da buharsız ısı verilmesi işlemi
ISCED: Uluslararası standart eğitim sınıflaması
ISCO: Uluslararası standart meslek sınıflaması
İZAFİ RUTUBET: Ortam içerisindeki su buharı miktarının doygun su buhar miktarına oranı
KKD: Kişisel koruyucu donanım
Bitim İşlemleri Terimleri
BİTİM İŞLEMİ: Tekstil mamullerinin beyazlatma ve renklendirme hariç görünümünü, tutumunu ve kullanma özelliklerini geliştirmek için yapılan kimyasal ve mekanik işlemler
BOYUTSAL DEĞİŞİM: Tekstil malzemesinin ısı, hareket, gerginlik, akışkan karşısında görülen enindeki ve boyundaki değişik
DEKATÜR: Yünlü kumaşların istenilen tutum ve görünüme ulaşması için uygulanan ısıl işlem
DİNKLEME: Ağırlıklı yün ihtiva eden kumaşların, mekanik, kimyasal ve sıcaklık etkisi ile keçeleştirilmesi
Örme Terimleri
AKSESUAR:Ürüne model niteliği katabilen farklı materyallerden oluşan detay parçalar
ARA ÜTÜ:Dikiş paylarını ütüleme, ikiye açma, yaka, cep, pat kırma ve tela yapıştırma gibi ütü işlemleri
ANA MALZEME:Bir ürünün hazırlanmasında kullanılan temel malzeme
BOBİN: Masuralar üzerine sarılı durumdaki belli bir miktar iplik
ÇAĞANOZ:Remayöz makinesinin alt ipliğini hareket ettiren mekanizma
Dokusuz Yüzeyler Terimleri
Teknik tekstil:
Özel olarak tasarlanan, herhangi bir üründe veya üretim yöntemi içinde veya yalnız başına belirli bir özelliği yerine getirmek amacıyla üretilen malzemelere "teknik tekstil" denilmektedir.
Dokusuz yüzey
Tülbent haline getirilmiş kesikli ya da kesiksiz liflerin mekanik, kimyasal, ısıl yollarla uygun birleştirme işlemi sonucunda, birbirlerine tutundurulmasıyla elde edilen tekstil yüzeyleri olarak tanımlanabilmektedir.
Keçe:
Protein bazlı doğal elyafın su, sabun ve basınç uygulaması ile kilitlenip çekme yapmak suretiyle kenetlenmesinden oluşan tekstil ürünü, kumaştır.
Keçeleşme
Tümüyle fiziksel bir olaydır. Yün liflerinin basınç altında sürtünmesiyle liflerin üst örtü hücrelerinin (pulların) karmaşık biçimde birleşmesidir.
Tülbent:
tabaka haline getirilmiş kesik veya filament halindeki liflerin mekanik, kimyasal veya termik yöntemlerle uygun bir birleştirme işlemi sonucunda birbirine tutturularak elde edilen yüzeylerdir.
Sentetik Elyaf
Yapay polimerlerden elde edilen elyaflara sentetik elyaf denir.
Tekstil
Hammaddeden en son ürüne kadar her türlü işlemi kapsadığı kabul edilmektedir. Tekstil hammaddelerinin işlenmeye hazırlanması, eğrilmesi, iplik yapılması, ipliklerin dokunması, örülmesi veya yıkanması, kaynatılması, ağartılması, iplik veya dokumalara istenilen niteliklerin şartlar el verdiği ölçüde giderilmesi gibi tüm işlemler tekstilin konuları arasında bulunmaktadır.
Ağ tipi Yapılar
Ekstrüder ile oluşturulan bütün tekstil yapılar ile film veya ağ yapısı oluşturacak polimerler ile üretilen dokusuz yüzeyler bu gruba girer. Ağ yapısı düzgün veya dağınık olabilir.
Karmaşık Yapılar
çok çeşitli birincil ve ikincil yapılar kendi içerisinde bulunduran kumaşlardır. Bu yapıların en az birinin tekstil yapısı olarak kabul edilmesi gerekmektedir. En iyi örnek ilmek bağlı kumaşlardır.
Doğal Elyaf Yapılı Dokusuz Yüzeyler
Pamuk, yün, jüt gibi elyaflardan oluşan yapılardır.
Yapay Elyaf Yapılı Dokusuz Yüzeyler
Rayon, polyester, polipropilen, naylon, viskon, akrilik, kevlar, nomex, karbon, cam vb. birçok yüksek performans elyafları içinde bulunduran yapılardır.
Harmonik Elyaf Yapılı Dokusuz Yüzeyler
İki veya daha fazla elyaf karışımından oluşan dokusuz yüzeylerdir. Bu yapılar doğal/yapay veya yapay/yapay elyaf karışımlı olabilirler. Karışımlar genelde mukavemet özelliklerinin arttırılması için yapılır. Bazı dokusuz yüzeylere karışım elyaflardan biri binder olarak görev yapar.
ÇAPRAZ SERİM
Tülbendin çapraz olarak bant üzerine yerleştirilmesi
DOKUSUZ YÜZEY
Örme ve dokuma dışında üretim yöntemleri kullanılarak oluşturulan kumaşlar
ELYAF
Uzunluğunun inceliğine oranı en az yüz kat olan tekstil hammaddesi. Lif kümesidir. ( Lif: Belirli uzunluğu, inceliği, mukavemeti olan eğrilebilme yeteneğine sahip tekstilin ilk maddesidir.)
ERİTİCİ
Filament üretimi için, kimyasal granüllerinin eritilmesi işini yapan ısıtılabilen düzeneği
FİLAMENT
Kesiksiz lif veya ipliği
GRANÜL
Filament üretimi için gereken kimyasalların, eritilmeden önceki katı hali
HARMAN HALLAÇ
Elyaf açma, temizleme ve karıştırma işlemlerinin tamamı
ISCO
Uluslararası Standart Meslek Sınıflaması
İĞNE DERİNLİK AYARI
İğnenin keçeleştirilecek yüzeye batma yüksekliği
İĞNE / JET İZİ
Keçeleştirme işleminde kullanılan hatalı iğne veya jetin oluşturduğu çizgi şeklindeki görünüş hatası
İĞNE YOĞUNLUK AYARI
Birim alandaki iğne sayısı
İĞNELEME:
İğneli yüzeyler kullanılarak yapılan keçeleştirme işlemi
İSG
İş sağlığı ve güvenliği
KİŞİSEL KORUYUCU DONANIM (KKD)
Çalışanı, yürütülen işten kaynaklanan, sağlık ve güvenliği etkileyen bir veya birden fazla riske karşı koruyan, çalışan tarafından giyilen, takılan veya tutulan tüm alet, araç, gereç ve cihazlar
KALENDER
Oluşturulan dokunun (tülbentin) sabit hale getirilmesi için gereken, desenli ve/veya düz sıcak silindir
MUKAVEMET
Malzemenin herhangi bir yönde uygulanan kuvvet veya yüke karşı gösterdiği direnc
PENYÖR
Tarak makinesinin çıkışında bulunan iğneli/telli silindir
POLİMER
Tekrarlanan yapısal kümelerin oluşturduğu yüksek molekül ağırlıklı birleşikleri
REÇETE
İstenilen ürünü elde etmek için gerekli malzemelerin renk ve tipine göre oransal olarak tanımlandığı liste
SET
İğnelerin üzerine yerleştirildiği tabla,
TARAKLAMA
Elyaf kümesini tek lif haline getirerek sonunda bir tülbent oluşturma işlemi
TELEF
Üretim gereği veya hatalı üretim sonucu ortaya çıkan malzeme
TÜLBENT
Tarak makinesinde penyör silindiri çıkışındaki lif tabakası
ÜRETİM REÇETESİ
Üretimde kullanılacak malzemelerin isimleri ve niceliklerini ile üretim yöntemlerini ve koşullarını tanımlayan yazılı kısa bilgi
Adezyon
İki farklı maddenin birbirine yapışacak kadar olan çekme kuvvetidir. Adezyon yapışma anlamına gelmektedir.
Kohezyon
Maddelerin birbirlerine uyguladıkları kuvvetlerdendir ancak aynı cins moleküllerin çekimleri ile oluşur.)
İzotropik yapı
Bir dokusuz yüzeyin makina yönündeki ve karşı yönündeki özellikleri birbirinin aynı ise bu kumaşın yapısını tanımlamada kullanılan terim olmaktadır.
Örneğin belirli bir dokusuz kumaşın makina ve karşı yöndeki kopma mukavemeti eşit ise bu kumaşın izotropik yapıda olduğu söylenebilmektedir. Genellikler; dokuda yer alan liflerin rastgele yönlerde yönlendirildiği dokusuz yüzeyler izotropik yapı göstermektedir.
Anizotropik YAPI
Kumaşın her iki yönünün özelliklerinin birbirinden farklı olduğu yapıyı ifade etmektedir. Dokuyu oluşturan lifler belirli bir yöne doğru yönlendirilmişse bu dokusuz yüzeyin anizotropik yapıda olduğu söylenebilmektedir.
Elyaf Harmanı
Dokusuz yüzey üretiminde harmanın hazırlanmasında hareket noktası, elde edilmek istenen tekstil yüzeyinin sahip olması gereken kullanım özellikleri ve fiyatıdır. Buna göre harmana katılacak elyaf türü veya türleri tespit edilir. Harmanlama derecesinin mükemmel olabilmesi için aynı lif uzunluğuna sahip elyaf türlerinin seçimi, üretimin en erken safhasında yapılmalıdır. Pamuk elyafı ve pamukla birlikte kullanılan tekstil lifleri preslenmiş balyalar hâlinde dokusuz yüzey fabrikalarında harman hallaç dairesinin kapasitesine göre stoklanır. Pamukla günübirlik çalışmak zordur. Normal olarak üç aylık ihtiyacı karşılayacak bir stok bulunmalıdır. Pamuklar balyalar hâlinde fabrikanın deposunda muhafaza edilir. Balyalar beton zemin üzerine konulmamalı, ızgaralar üzerine yerleştirilmeli ve üst üste konulduklarında yükseklikleri 10 m’yi geçmemelidir. Ayrıca balyalar arasında bir insanın gezebileceği miktarda boşluklar olmalıdır. Böylece depolanmış balyaların havalanması ve nakliyesi kolaylaşmış olur. Balyaların ortalama ağırlıkları, ithal pamuk balyaları için 220-230 kg, yerli pamuk balyaları için 210 kg kadardır. Balyanın üzerinde pamuğun kalite derecesi, çırçırlanma şekli, yetiştiği yer ve kontrol mührü mutlaka olmalıdır.

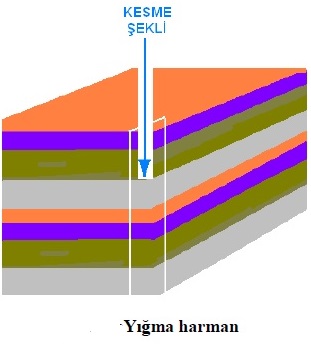


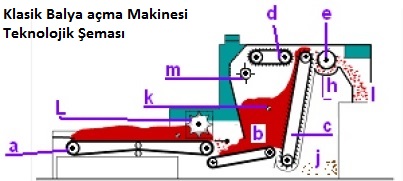
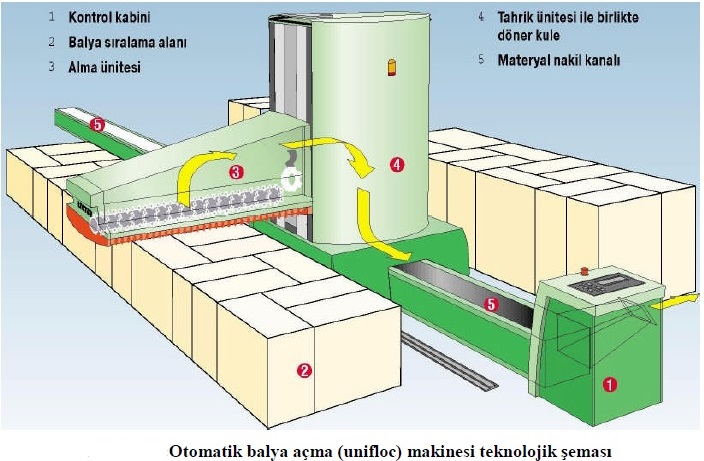


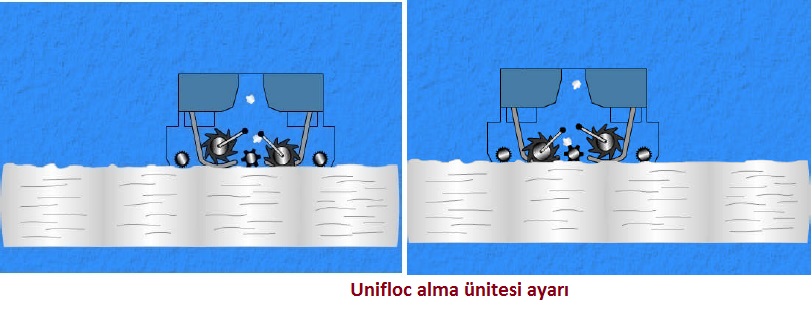

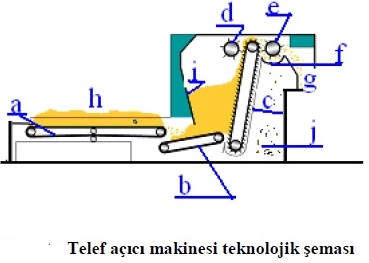

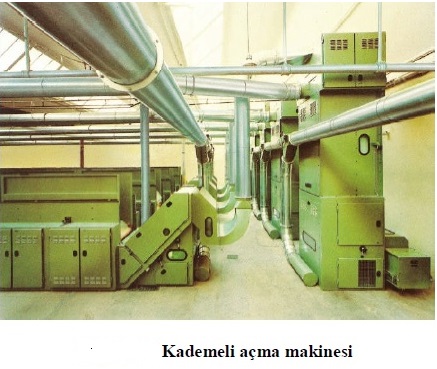
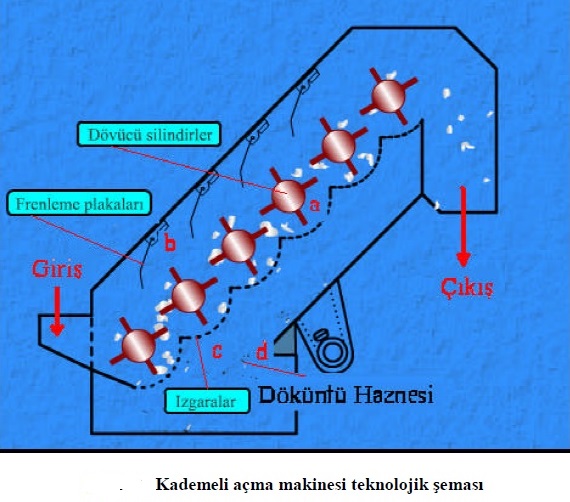

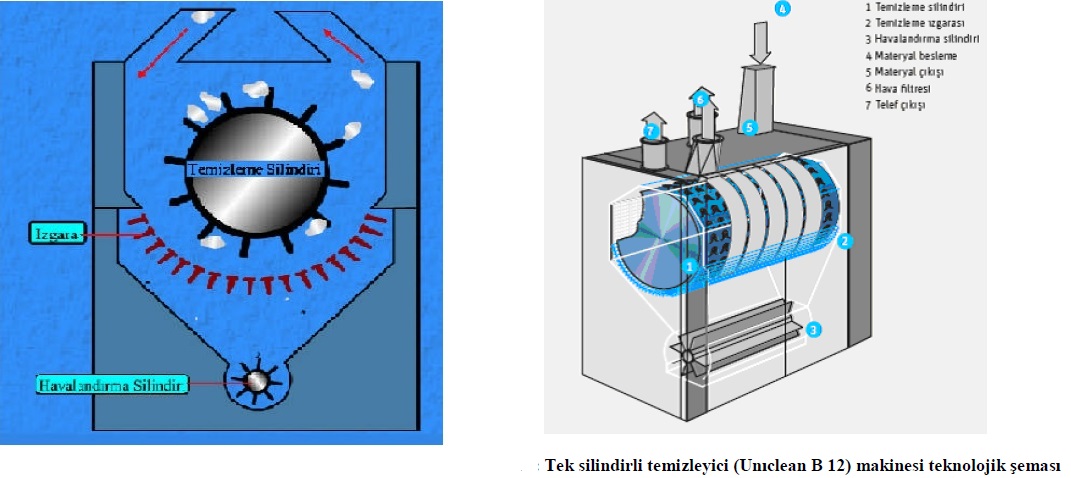

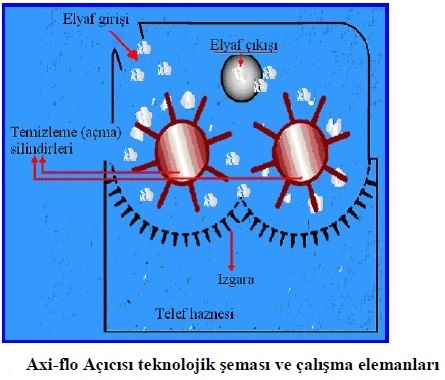
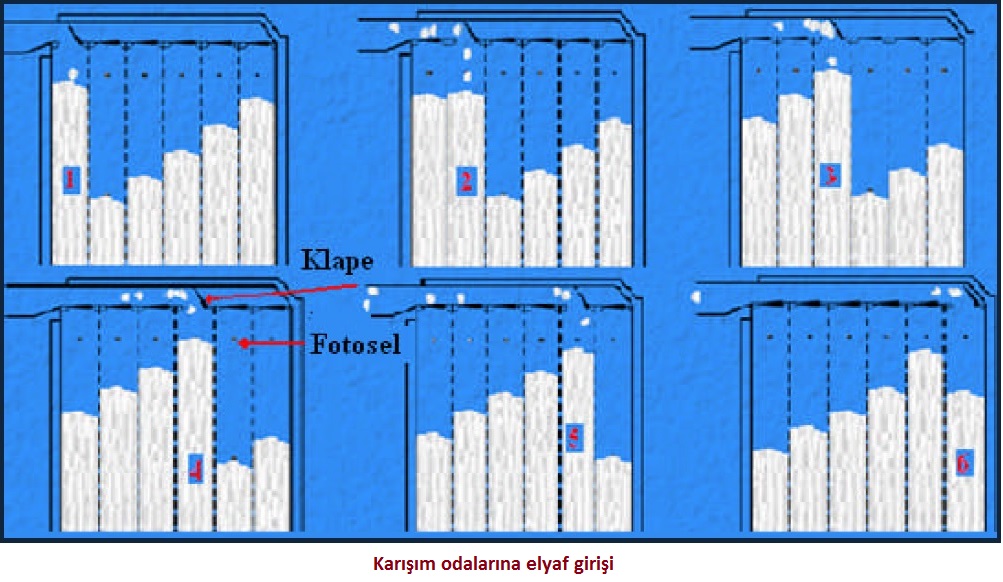
Yün Harmanı
Farklı kalitede yünlerden iplik yapılacaksa önce bu yünlerin iyice karıştırılıp sonra işlenmesine geçilmelidir. Farklı ham maddeleri bir araya getirip karıştırmaya harman, bu karıştırma işini yapan makineye de hallaç denir. Yün lifi incelik, uzunluk, renk, fiyat, kirlilik gibi faktörler göz önüne alınarak elde edilecek iplik özelliklerine göre harmanlanır.
Kamgarn iplikçiliğinde harman çeşitli kademelerde yapılabilir. Bunlar aşağıda sıralanmıştır:
1-Yıkamadan önce
2-Temiz yapak hâlinde taraktan önce
3-Tarak ve çekme bandı hâlinde tarama işleminden önce
4-Tops hâlinde
5-Fitil hâlinde
Kamgarn iplikçiliğinde harmanlama
Günümüzde kamgarn iplikçiliğinde harmanlama daha çok tarak veya cer bantları hâlinde yapılmaktadır. Yapılacak ipliğin özelliklerine, önceden hazırlanan harman reçetesine bağlı olarak elyaf renk ve miktara göre harman yapılacak yere getirilir.
Elyaf, cinsi ve rengi dikkate alınarak üst üste serilir. Bu serme işlemine kat yayma denir. Kat yayma sırasında serilen her kata önceden hazırlanan anti statik yağ ve su karışımı serpilir.
Yün iplikçiliğinde harman–hallaç, açma–temizleme ve karıştırma işlemlerinin yapıldığı önemli bir ünitedir.Yündeki yabancı maddelerin giderilmesi için yapılan yıkama ve kurutma işlemleri sonrasında yünün kırılgan ve kuru olduğu görülmüştür. Bu etkilerin lifin işlenmesi sırasında sorun yaratmaması için yağlama yapılır.Yıkama sonrasında yünde kalan yağ miktarı oldukça düşüktür. Bu oran % 0,5 civarındadır. Harmanda sentetik lif karışımları varsa bu yağ oranı taraklama işlemi için gerekli esnekliği sağlamaz. Bu yüzden taraklama işlemi için lifin yağlanması gerekir. Yağ oranı lifin cinsine ve yağ oranına bağlı olarak değişir. Değişik yağlama maddeleri % 2 – 10 arasında değişen değerlerde harmana katılmaktadır.
Yünü yağlamanın amaçları şu şekilde sıralanabilir:
1-Açma, taraklama, çekme, tarama ve eğirme işlemleri sırasında lifin esnekliğini artırarak kırılmasını önlemek
2-Tozlanmayı ve uçuntuları azaltmak
3-Döküntüyü önlemek
4-Lifler arası sürtünmeyi azaltmak; çekme, ovalama ve eğirme işlemleri sırasında liflerin birbiri üzerinde kolayca ama kontrollü olarak kaymasını sağlamak
5-Yüne kayganlık kazandırarak daha ince iplik eğirilmesini sağlamak
6- Statik elektriklenmeyi önlemek
Elyaf hallaçtan geçirilecekse yağlama, hallaç makinesi çıkışında püskürtme metoduyla yapılır.
Hallaç makinesi

Hallaç makinesinin görevleri:
1-Yün lifini olabildiğince açmak, birbirinden ayırmak ve hacim kazandırmak.
2-Açılan lif içinde bulunan yabancı maddeleri temizlemek.
3-Liflerin homojen bir şekilde karışmasını sağlamak
4-Elyafı makineden çıkışta yağlamak
Hallaç makinesinin çalışma prensibi
Yığından dikey olarak alınan elyaf katları, dairedeki hallaç makinesine beslenir. Harman katı makinedeki besleme hasırına işçi tarafından elle beslenir.

Hareketli besleme hasırı üzerindeki materyal, boğaz silindirleri tarafından tutularak tambura iletilir. Bu silindirler ve tamburun arasından geçen elyafa bir ön açma işlemi uygulanır.
Tamburun üzerinde alıcı ve çalışıcı (temizleyici) silindirler bulunur. Bu silindirler üzerinde çelik garnitürler vardır. Elyaf kırılmasını azaltmak için bu garnitürlerin ucu köreltilmiştir. Tambur üzerinde ilerleyen lifler, ilk açıcı silindir ile büyük tambur arasında taraklanarak açılır. Çok kısa lifler ve yabancı maddeler, alıcı silindirlerin yardımıyla tambur altındaki ızgaralardan dökülür. Açılan lifler, garnitürlerin üzerine yatarken açıcı üzerinde kalan elyaf kümesi, temizleyici tarafından tekrar tambura verilir. Lif kitlesi üç açıcı, üç çalışıcı silindirden geçerek açılır ve temizlenir.
Daha sonra lifler, üzeri çivi ve fırça ile kaplanmış savurucu silindire gelir. Bu silindir, daha hızlı döndüğü için üzerine aldığı elyaf kitlesini biraz daha temizleyerek çıkışa verir. Makinede iki kez aynı işlemden geçen elyafa makine çıkışında püskürtme metoduyla antistatik yağ verilir. Harman dairesinden de hava akımı yardımıyla ve kanal aracılığıyla tarak dairesindeki ambarlara yollanır.
Çeşitli açma ve temizleme makinelerinden geçen yün elyafı, karışım odalarına gelir. Karışım odalarına besleme, pnomatik yolla (hava akımı ile) yapılır. Odaya besleme yapılırken hareketli borular yardımıyla materyal bütün yüzeye eşit olarak ve yatay tabakalar oluşturacak şekilde dağıtılır. Harman odasından boşaltma, genellikle vakum sistemiyle yapılmaktadır. Vakum sisteminde odanın zeminindeki kanal aracılığı ile materyal emilir ve tarak makinesine sevk edilir. Yatay tabakalar hâlinde üst üste yığılmış elyafın dikey doğrultuda alınması homojen (her yerinde aynı özellikte olan) bir karışım olmasını sağlar.
Ştrayhgarn iplikçiliğinde harmanlama
Ştrayhgarn iplik üretiminde harmanlama genellikle taraklamadan önce yapılır. Kullanılan elyafın özelliğine göre yıkamadan önce ve temiz yapak hâlinde de harmanlama yapılabilir.
Ştrayhgarn iplikçiliğinde farklı özellikte ve çok çeşitli ham maddeler kullanıldığı için harman çok önemlidir. Yapılacak ipliğin kalitesine göre harmanda kısa ve kaba yünler ile kamgarn iplikçiliğindeki döküntüler ve çok çeşitli yeni, eski kumaş, triko parçalarından elde edilen yünler kullanılabilir.
Suni ve Sentetik Harman
Yapay ştapel (kesikli) lif iplikçiliğinde %100 yapay veya karışımlar, liflerin kesilmiş boyuna göre pamuk veya yün iplik makine serilerinde işlem görür. Harman da bu özelliklere göre yapılır.
Pamuk Harmanı


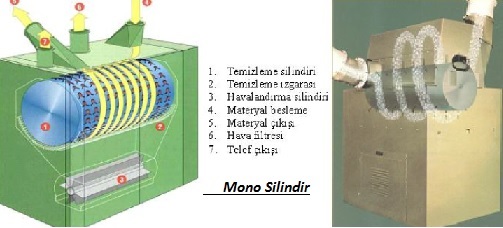
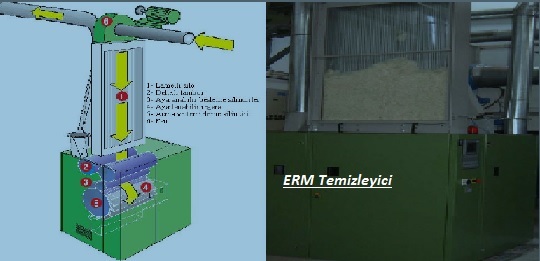
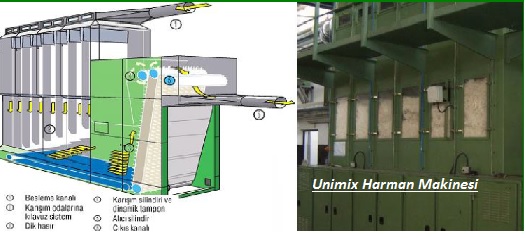
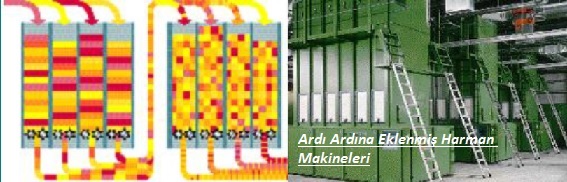
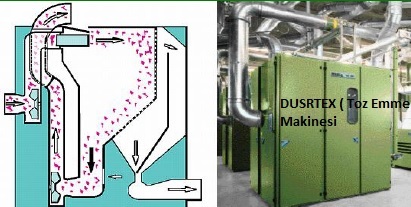
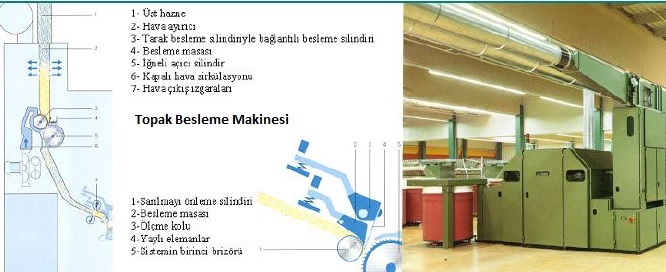
Harman Hallaç makinesi

İplik Makineleri Görevleri
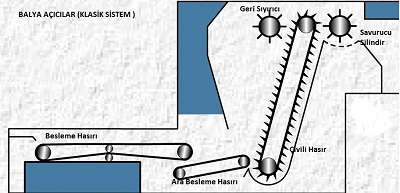
KAMGARN TARAK MAKİNESİ
*İpliğin tüylenmesini önlemek.
*Daha dayanıklı ve sağlam iplik elde etmek.
*Dokumaya hazır iplik elde etmek.
Yuvarlak El Örme Makinesinde Üretim
Yuvarlak El Örme Makinelerinin Örme Prensibi
Yuvarlak örme makineleri, iğnelerin yan yana ve dairesel (kovan hâlindeki) iğne yatakları üzerine açılmış iğne kanallarına dizilmiştir. İğne yatağının dairesel hareketi esnasında kanallar içinde hareket eden iğnelere, iğne yatağı ve kanallar üzerinde hareketsiz ve sabit olarak duran iğnelere hareket veren kilit mekanizmalarının yardımıyla ayrı ayrı hareket ettirilmesi ve buna uygun sabit iplik yatırımı ile örme işlemini yapan makinelerdir. Yuvarlak örme makinelerinde örme elemanları ve mekanizmaları dairesel olarak yatay veya dikey konumlardaki iğne yatakları üzerinde bulunurlar. Örme işlemi, ipliklerin iğne yatağı çevresine belirli aralıkla sıralanmış çalışma yerlerinde (sistemlerde) bu iğneler topluca dönüş hareketi yaparken aynı zamanda sabit olan kilit sistemlerinden uygun hareketleri almaları ve üzerlerine yatırılan iplikleri çekerek ilmek oluşturmalarıyla gerçekleşir.
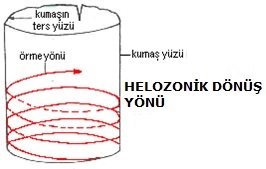
Örme İşlemine Geçilmeden Dikkat Edilmesi Gereken Noktalar
1-İpliğinizi seçerken; yapılacak olan örgünün özelliğine ve örme işleminin gerçekleşeceği makine numarasına dikkat ederek seçim yapınız. Burada dikkat edilecek nokta iplik numarası ile makine numarasının birbirlerine uygun olmasıdır.
3- İpliğinizi makinenin iplik kılavuzundan (çardak) dikkatli ve doğru geçiriniz.
4-Verilen kumaşa göre iğne seçiminizi yapınız. Yani, silindirin hareketi sonucu ilk örüm yapacak olan iğnenin ipliği almasına dikkat ediniz.
5-Yapılacak olan örgünün özelliğine göre, örgü ayarlarını doğru yaparak kontrol ediniz. Makinenin üzerindeki ayar çeliklerinden ayar yapılır.
6- İğneler örüme başlamadan önce iğne-mekik arasındaki mesafeye dikkat ediniz. İğnelerin mekikle çakışması iğne kırılmalarına neden olmaktadır.
7-İpliği mekikten doğru ve dikkatli bir şekilde geçiriniz. Mekik ayarını kontrol ediniz.
8- Örgüye başlamadan önce gerekli olan araç-gereçleri hazırlarken, makine numarası ve yapılacak işin özelliği mutlaka göz önünde bulundurulmalıdır. Kullanılacak olan aktarma iğnesi ve ilmek tutucu örgüye başlamadan makine numarasıyla bağlantılı olarak seçilmelidir.
9-Örgüye başlamadan önce makine genel bir kontrolden geçiriniz. Kırık iğne varsa mutlaka değiştiriniz. Çardak ayarlarını, mekik ayarını kontrol ediniz.
10- Makine bakımını kesinlikle ihmal etmeyiniz ( yağlama temizlik vb. ).
Örgü Başlangıcı
Örme işlemine ilk başlandığında uygulanan tekniktir. Yuvarlak el örme makinelerinde örgü başlangıcı torba örgü olarak olmalıdır. Örgü başlangıcının düzgün ve net olması, kolay sökülmemesi için, örme işleminin başlangıcında uygulanır. Makine üzerinde ilmeğin ilk oluştuğu bölümdür.
Lastik Örgüler
Yuvarlak el örme makinelerinde üretilen kumaşların, genellikle esnekliğin fazla olması istenilen bölgelere uygulanan yöntemdir. Örgü içerisinde elastomer veya elastömerli ipliklerin kullanılabileceği gibi örgü yapısından ve tekniğinden de esneklik sağlanabilmektedir.
Torba Lastik
Yuvarlak el örme makinelerinde torba lastik; Silindirin 2. veya 3.turunda iğnelerin üstüne lastik aparatı yardımıyla 4-5 sıra lastiği bütün iğnelerin üstüne toplayarak torba örgü yapılmasına denir. Adından anlaşılacağı gibi Torba görünümündedir.
1x1 Lastik Örgüsü
Yuvarlak el örme makinelerinde bir iğne lastik alırken diğer iğne lastiği almaz. Pamuk ipliğini alarak lastik yüzeyini oluşturur. Bu işlemi yapabilmek için mutlaka lastik aparatının takılı olması gerekir.

2x1 Lastik Örgüsü
Bu tür lastik örgüsünde ise iki iğne lastik alırken bir iğne lastiği almaz.
Düz Örgü Yüzeyi (Süprem)
Tüm iğnelerin ilmek oluşturmasıyla meydana gelen kumaşlardır. Tek sistemde tek iğne ve sadece tek çalışma şekli kullanılmasıyla elde edilir.
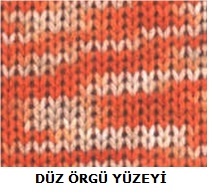
Topuk - Burun Oluşturma
Bu örgü türü sadece çorap örülmesinde kullanılır. Silindirim yarım tur dönüşüyle oluşturulmaktadır.

Topuk burun
Topuk burun örgü yaparken dikket edilmesi gereken hususlar :
1-örgü başlangıcını doğru yapmak.
2-lastik aparatının iplik kılavuzundan lastiği iğnelerin ağzına beslemek.
3-Silindirin dönüşünü yarım tur olarak kısıtlamak.
4-Topuk aparatı kullanmak.
5-Yukarıda kalan iğneler çalışmaz pozisyonda bekletmek.
6-Çalışır pozisyonda olan iğneler, silindirin yarım tur olarak sağa sola, sola-sağa dönerek her turda sağdan ve soldan birer iğneleri kaldırıldığını Unutmamak.
7-Her turda eksiltilen (kaldırılan) iğneler bu aşamada her dönüşte bir sağdan bir soldan olmak üzere tekrar arttırılır.Bunu (indirilir) unutmamak.
8-Topuk aparatı kullanılarak çalışmaz pozisyonda bulunan iğneleri çalışır pozisyona getirmeyi unutmamak.
9-Makine üzerinde bulunan kilitler aşağı indirilerek silindirin tam olarakdönmesini sağlamak.
Not : Topuk oluşumu ve burun oluşumu anı işlem basamaklarıyla oluşmaktadır. Burun oluşumu bittikten sonra 8-10 sıra arasında düz örüm yapılır. Ağırlıklar kaldırılır ve örülen yüzey elle aşağıya çekilir. Bu sırada mekikte bulunan pamuk ipliği kesilir, silindir yavaşça çevrilerek kumaşın düşmesi sağlanır.
Düz El Örme Makinesinde Üretim
Örmede Kullanılan İplik ve Makine Seçimi
Örme işlemi yapılırken çalışılacak ürünün inceliğine göre makine seçimi yapılır. Ürün inceliği ürünü tasarlayan tarafından belirlenir.Makine seçimi denince, makinenin inceliği yani numarası anlaşılır. Makine numarasına göre müşteri ya da ürünü tasarlayan tarafından seçilmiş olan ipliğin, numarası ve katı üretici tarafından belirlenir. Makine numarası ile iplik numarası birbirine uyumlu olmalıdır.
İğne Düzeni
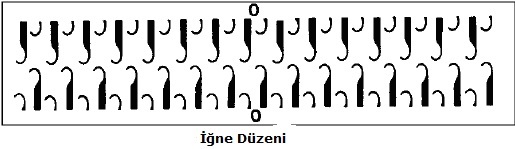
Kısa ve uzun ayak iğneler yapılacak desende çalışırken iğne seçimini yapmak için kullanılır. Çelik tablasında bulunan çeliklerin yardımıyla iğnelerin iğne yolunu izlemesiyle desenlendirme yapılır. Yapılacak desene göre, plaka üzerinde örgü yapılacak alana iğneler uzun ve kısa ayak olarak dizilir.1x1 lastik örgü yapabilmek için iğneler resimdeki gibi uzun ve kısa ayak şeklinde dizilir.
Jakar Pozisyonları
Makine üzerindeki iki plakanın duruş pozisyonuna jakar pozisyonu denir. Düz el örme makinelerinde ön plaka sabit arka plaka hareketlidir. Arka plakaya hareket jakar kırma kolu ile verilir.Arka plaka ile ön plaka aynı hizada ise bu pozisyona örgü (dolu iğne) pozisyonu denir.
Üç ayrı jakar pozisyonu vardır;
1-Örgü (dolu iğne) pozisyonu
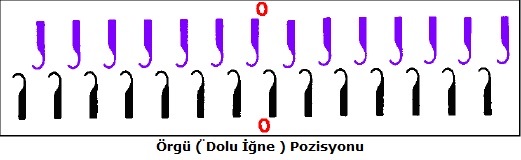
2-Yarım kayık(iğneler karşılıklı) pozisyon
Arka plakanın iğneleri ile ön plakanın iğneleri karşılıklı gelecek şekilde, arka plakanın sola kayık pozisyonudur. Bu pozisyona yarım kayık (iğneler karşılıklı) pozisyon denir.Pozisyonda iğneler karşılıklı geldiğinden ön ve arka plakadaki iğneler aynı anda örgüye kalkamaz. Çarpışır ve kırılır. Örgü şekline göre bazı iğnelerin önde bazı iğnelerin sadece arkada çalışması için kullanılır.
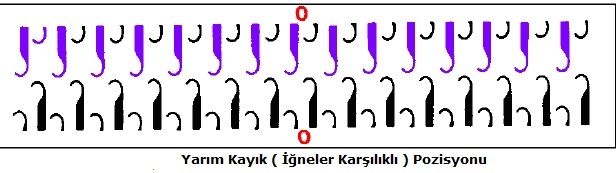
3-Transfer pozisyonu
Bu pozisyon transfer pozisyonudur. Çünkü ilmek transferi el ile yapılmaz. İğnelerin transfer dilleri olması gerekir. Sadece elektronik düz örme makinelerinde kullanılır.
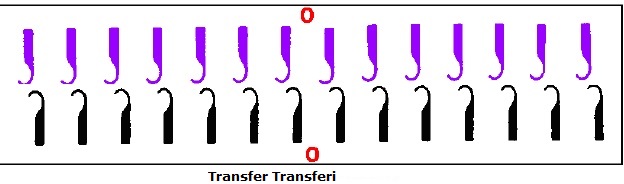
Örgü Başlangıcı
Örme işlemine ilk başlandığında uygulanan tekniktir. Örgü başlangıcı sırasında tarak ve tel takılır. Daha sonra sökülmez örgü (kaytan) yapılır. Örgü başlangıcının sökülmemesi ve düzgün olması için örme işleminin başlangıcında uygulanır. Makine üzerinde ilmeğin ilk oluştuğu bölümdür. Örme işlemine başlamadan önce her örgü çeşidi için bu işlem uygulanır.Kaytan, torba çelikler çapraz kapatıldığı için önce bir plakadaki iğnelerde ilmek oluşturur, sonra diğer plakadaki iğnelerde ilmek oluşturur. Yani aynı anda iki plakada ilmek oluşturmaz. Kafanın gidiş yönüne ve torba çeliklerin kapatılış şekline göre sırayla ilmek oluşturur.
Düz el örme makinesinde örgü başlangıcı için ;

1-İplik sevk ünitelerinden sırasıyla geçirilir.( Burada çardağın temizliğine dikkat edilir.)
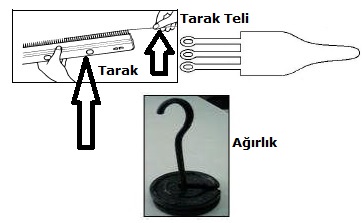
2-Örgü esnasında kullanacak araç gereçler makine numarası göz önünde bulundurarak seçilir. ( Kullanacak araç gereçlerin temizliğine dikkat edilir.)

3-Yapılacak örgüye göre iğne düzenini yapılır.( Takılacak iğnelerin sağlam olmasına dikkat edilir)
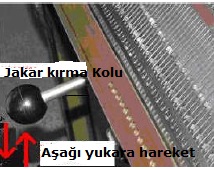
4-Yapacak örgüye göre jakar kırma kolu aşağı yukarı hareket ettirerek pozisyonu seçilir. (Kolu hareket ettirirken iğnelerin aşağıda olmasına dikkat edilir.)

5-Kafayı sola hareket ettiriniz.( Kafanın ilk hareket yönü daima sağdan sola doğrudur)

6-Kafayı hareket ettirerek mekik yuvasından mekiği alması sağlanır. Yarım sıra sağdan sola gidilir.( El örme makinelerinde bir örgü sırası hareketi yarım sıra olarak ifade edilir.)

7-Tel her tarak dişinden geçirilerek tarağı ortalayarak takılır. (Telin, her tarak dişinden geçirilmesine dikkat edilmelidir.Telin eğrilmemesine dikkat edilmelidir.)

8-Ağırlıklartarağa dengeli bir şekilde takılır. ( Önce ortadaki ağırlığı takılır.Daha sonra iki yandaki ağırlıkları takılır.Örgü çeşidine göre doğru ağırlığı seçilir.Gerektiğinde yan ağırlık kullanabilir.)

9-Kafayı sola doğru hareket ettirilir.( Kafanın ilk hareket yönü daima sağdan sola olmalıdır.)

10-Ön plakadaki ve arka plakadaki torba çelikleri, çapraz kapatarak sağa gidilir.)(kaytan).( Kafanın dışarı fazla çıkmamasına dikkat edilir.)

11-Aynı şekilde sola gidilir. (kaytan) (Kafanın dışarı fazla çıkmamasına dikkat edilir)

12-Çapraz olarak kapatılan torba çelikleri açarak, yapılacak örgünün özelliğine göre örme işlemine devam edilir.( Torba çeliklerin açıldığından emin olunmalıdır.)
DÜZ EL ÖRME MAKİNELERİNDE TEMEL ÖRGÜLERİN ÜRETİMİ
Lastik Örgüler
Lastik örgüler ürün başlangıcında kullanılan örgülerdir. Genellikle yapılacak ürünün kol uçlarında etek uçlarında, yakalarda ve bantlarda kullanılır. Özelliği, esneme kabiliyetinin fazla olmasıdır. Ürünün başlangıcında, ürünün etek ucunun marullaşarak çabuk deforme olmasını engeller. İsteğe bağlı olarak sadece lastik örgüden oluşan ürünlerde vardır. Spor giyimde tercih edilen bir örgü türüdür. Lastik örgüler 1x1, 2x1 ve torba olarak çeşitlilik gösterirler. Lastik örgülerden esinlenerek fitilli örgülerde yapılmaktadır.3x3, 3x2, 4x4, 5x2 gibi.
1x1 Lastik örgü
Adından da anlaşıldığı gibi bir iğne çalışırken diğer iğne çalışmaz. Bunun sağlanması için bir uzun ayak, bir kısa ayak şeklinde iğne düzeni yapılır. Ön plaka için yapılan bu düzen,arka plaka için tam tersi şeklinde hazırlanır. Böylece çalışan iğnenin karşısına çalışmayan iğnenin gelmesiyle kumaşta boyuna yollu bir görüntü elde edilir.Örme işlemini sağlamak için iğne düzeni, ön plaka için 1 kısa ayak iğne, 1uzun ayakiğne şeklinde; arka plaka için 1 uzun ayak iğne, 1 kısa ayak iğne şeklinde yapılmalıdır. Eğer uzun ve kısa ayak iğne kullanmıyorsanız, firketeleri kullanarak (iterek) aynı düzen sağlanmaktadır.
1x1 Lastik Örgüyü yapmak için ;
1-Kullanacak iplik çardaktan ve mekikten geçirilir.
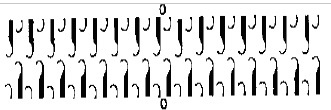
2-Jakar pozisyonu iğneler kafa kafaya gelecek şekilde ayarlanır. Bunu yaparken jakar kolunu yukarı doğru kaldırılır.( İğnelerin yukarıda olmadığından emin olunmalıdır)
3-Kafayı sola getirerek başlama yapılarak tarak takılır.( Başlangıç ayarını sıkılır.Tarak ve ağırlıklarortalanmalıdır)
4-Kaytan atılır.( Başlangıç ayarı açılır.Çelikler çapraz kapatılır )
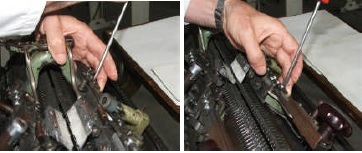
5-Ayarlastik ayarına alınarak örme işlemine devam edilir.( Kaytandan sonra ayar açılır.)

6-1x1 lastik örgüyü örülür.( Jakar Pozisyonu korunur.)
2x1 Lastik örgü
Adından da anlaşılacağı gibi, iki iğne çalışırken diğer bir iğne çalışmaz. Bunun sağlanması için iki uzun ayak, bir kısa ayak şeklinde iğne düzeni yapılmalıdır.
Fakat kafanın giriş ve çıkış iğnesinin örme işlemini kaçıksız sağlayabilmesi amacıyla iğne düzeni, ön plaka için 1 uzun ayak iğne, 1 kısa ayak iğne, 1 uzun ayak iğne şeklinde; arka plaka için 2 uzun ayak iğne, 1 kısa ayak iğne şeklinde yapılmalıdır. Eğer uzun ve kısa ayak iğne kullanmıyorsanız, firketeleri kullanarak (iterek) aynı düzen sağlanmaktadır.
2x1 Lastik Örgüyü yapmak için ;
1-Kullanacak iplik çardaktan ve mekikten geçirilir.

2-İğne pozisyonu ön plakada bir uzun ayak bir kısa ayak bir uzun ayak şeklinde, arka plakayı iki uzun bir kısa ayak şeklinde ayarlanır.( Firketeleri doğru itilmelidir.)

3-Plakayı sağa bir jakar kırık pozisyona getirilir.( Jakar hareket kolunu aşağıya doğru bir kademe itilir.)
4-Kafayı sola getirerek başlama yapılır ve tarak takılır.( Başlangıç ayarını sıkılır.Tarağı ve ağırlıkları ortalanmalıdır.)
5-Kaytan atılır.( Başlangıç ayarı açılır.Çelikler çapraz kapatılır).
6-Ayarlastik ayarına alınarak örme işlemine devam edilir. ( Kaytandan sonra ayarın açılması gerektiği unutulmamalıdır.).

7-Plaka başlama pozisyonuna (örgü pozisyonuna) getirilir.( Jakar kolu yukarı bir kademe kaldırılır.)

8-2X1 lastik örgü örülür.( Kafanın örgü alanından çok fazla dışarı çıkmamasına dikkat edilir.).
Torba lastik
Çalışılacak olan iğne alanındaki, arka plaka tüm iğnelerinin yarım sıra ördükten sonra, dönüşte ön plaka tüm iğnelerinin yarım sıra örülmesi işleminin tekrarıyla oluşan örme yüzeyidir. Adından da anlaşılacağı gibi torba şeklinde içi boş bir görüntü sergiler.
Torba Lastik Örgüyü yapmak için ;
1-Kullanacak iplik çardaktan ve mekikten geçirilir.
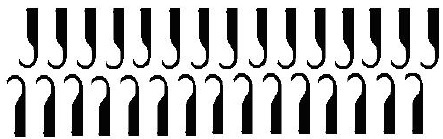
2-Jakar pozisyonu başlama pozisyonuna getirilir.( İğnelerin yukarıda olmadığından emin olunmalıdır.)
3-Kafayı sola getirerek başlama yapılıp tarak takılır.( Başlangıç ayarı sıkılır.Tarak ve bu tarağa takılan ağırlıkların ortalandığından emin olunmalıdır)
4-Çelikler çapraz kapatılarak ve ayarlastik ayarına alınır. Örme işlemine devam edilir.( başlangıç ayarının açılması unutulmamalıdır.)

5-Torba lastik örülür.(Çelikler çapraz kapatılır)
Düşürme Tekniği
Aynı lastik kullanılmak kaydıyla birden fazla örme parçanın çalışılması sırasında örülecek örme parçaların birbirinden ayrılmasını sağlamak için uygulanan tekniğe örgü düşürme tekniği denir. Yapılan bir örgüden sonra yeni bir örgü başlangıcı yapmamak, yeni örme parçası için başlamada tarak takmamak amacıyla kullanılır. Düşürme tekniği ile zamandan, iplikten ve emekten tasarruf ederek seri çalışma imkânı bulunur. Tüm örme parçalarının örme işlemi bittikten sonra, örgü düşürme tekniği uygulanan yerlerden parçaların birbirinden ayrılması sağlanır. Düşürme teknikleri çeşitlilik gösterebilir. Fakat amaç hepsinde aynıdır. Tekniğe, tek plakada uygulanıyorsa tek taraflı düşürme tekniği, iki plakada da uygulanılıyorsa çift taraflı düşürme tekniği denir.
Düşürme Tekniğini Uygulamak için ;
1-Kullanacak iplik çardaktan ve mekikten geçirilir.
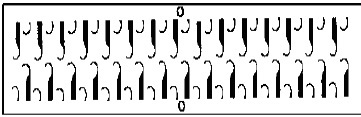
2-Jakar pozisyonu iğneler kafa kafaya gelecek şekilde ayarlanır.Bunu yaparken jakar kolu yukarı doğru kaldırılır.(İğnelerin yukarıda olmayacaktır.)
3-Kafasola getirilerek başlama yapılır ve tarak takılır.(başlangıç ayarı sıkılmalıdır.Tarağı ağırlıklar ortalamalıdır.)
4-Ayarlastik ayarına alınarak örme işlemine devam edilir.(Kaytan’dan sonra ayar açılacaktır.)
5-1x1 lastik örgü örülür.( Jakar pozisyonu korunmalıdır.)

6-Kafa sağ tarafta iken ön plakanın torba çelikleri tam kapatılır. ön plakadaki iğnelerin çalışmaması sağlanır. Kafa sola getirilerek arka plakaörülür.( Örgü ayarı yarım ayar açılır.)

7-Kafayı sola getirilerek arka plakaörülür. Bu işlem üç kere tekrarlanır.( Ön plakadaki ilmekler bekletilir.)

8-Ön plakanın sağ torba çeliği açılarak sağa gelirken yarım sıra 1X1 lastik örgü örülür.( Torba çelik tam açılır.)

9-Açılan torba çelik tekrar kapatılır.( Torba çelik tam kapatılır.)

10-Mekiği bırakarak kafayı sola doğru hareket ettirerek yarım sıra örülür.( Arka plakadaki ilmekleri düşürülür.)
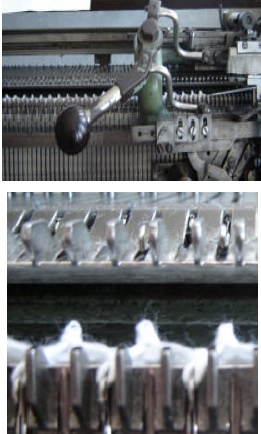
11-Kafayı sağ tarafa getirerek işlem tekrarlanır.( Arka plakada hiç ilmek kalmayacaktır.)

12-Yukarıdaki işlem basamakları uygulandığında Düşürme tekniği uygulanmış demektir.Yeni örgü için başlama ayarları yapılarak yeni örgüye başlanır.(Yeni örgüye başlamak için tarak takma işleminden sonraki işlem sırasına uyulur.)
Dolu İğne Örgü
Ön ve arka plakada bulunan iğnelerin aynı anda çalışarak, yapılacak örgü yüzeyinin iki plakada çalışmasıyla oluşan örgüdür. Kumaşın ön ve arka yüzeyinde aynı görüntü gözlenir.
Dolu İğne Tekniğini Uygulamak için ;
1-Kullanacak iplik çardaktan ve mekikten geçirilir.
2-Lastik çeşidi belirlenir.( 1X1, 2X1, torba lastik örgülerden biri seçilir)
3-.Lastik çeşidine uygun iğne düzeni yapılır.
4-Kafasola getirilerek başlama yapılır ve tarak takılır.(Başlangıç ayarı sıkılır.Tarak ve ağırlıklar ortalanır.)
5-Kaytan atılır.(Başlangıç ayarı açılır.Torba çelikler çaprazı kapatılır.)
6-Ayarlastik ayarına alınarak örme işlemine devam edilir.(Kaytandan sonra ayar açılacaktır.)
7-Lastik örgü örülür.( Kafanın örgü alanından çok fazla dışarı çıkmamasına dikkat edilir.)

8-Örgü ayarı sıkılır.Tüm iğnelere ilmek kaptırmak amacıyla kaytan atılır.(Lastik ayarından yarım ayar sıkılır.Torba çelikleri çapraz kapatılır.)
9-Torba çelikler iki plaka içinde tam açılarak dolu iğne örgü örülür.( Dolu iğne örgü ayarı sıkılır.)
Tek Plaka Örgü
Ön ve arka plakada bulunan iğnelerin aynı anda çalışmayarak, yapılacak örgü yüzeyinin tek plakada çalışmasıyla oluşan örgülerdir. Genellikle el makinelerinde örgü arka plakada gerçekleştirilir. Bunun nedeni makinede çalışma sırasında gözlemin daha rahat olması ve transfer rahatlığıdır.
Tek Plaka Örgü tekniğini Uygulamak için ;
1-Kullanacak iplik çardaktan ve mekikten geçirilir.
2-Lastik çeşidi belirlenir.( 1X1, 2X1, torba lastik örgülerden biri seçilir)
3-.Lastik çeşidine uygun iğne düzeni yapılır.
4-Kafa sola getirilerek başlama yapılır ve tarak takılır.(Başlangıç ayarı sıkılır.Tarak ve ağırlıklar ortalanır.)
5-Kaytan atılır.(Başlangıç ayarı açılır.Torba çelikler çaprazı kapatılır.)
6-Ayar lastik ayarına alınarak örme işlemine devam edilir.(Kaytandan sonra ayar açılacaktır.)
7-Lastik örgü örülür.( Kafanın örgü alanından çok fazla dışarı çıkmamasına dikkat edilir.)
8-Lastiğin son sırasında lastik ayarını açınız.( Bir önceki uygulama faaliyetinde olduğu gibi lastik ayarından yarım ayar açılır.)

9-Tek plaka örgü yapmak için, örmek istenilen plakaya tüm ilmekler transfer edilir.( Transfer ederken ilmekleri kaçırmamaya dikkat edilir. Birli aktarma iğnesini kullanılır.)

10-Tek plaka örgü örülür.(Örgü yapılan plaka haricindeki plakanın çelikleri kapatılır. Aksi takdirde diğer plakadaki iğneler örgüye kalkabilir.)
Askı (Nopen) Kullanılan Örgüler
Askı, tek başına yüzey oluşturamadığı için ilmek üzerine uygulanır. Üst üste uygulanabildiği gibi tüm plaka üzerine de uygulanabilir. Fakat üst üste veya yan yana sürekli uygulanamaz. Örme kumaş üzerine askı yapma işlemi belli başlı kurallara bağlıdır. Üst üste aynı iğneye askı ancak makine inceliğinin iki eksiği kadar yapılmalıdır. İğne ağzında iplik biriktirme işlemi yaptığı için fazla askı iğnenin kırılmasına veya ilmeğin bozulmasına neden olur.
Tek plaka örgüde seçilen iğne üzerine, en çok makine inceliğinin iki eksiği kadar üst üste askı basılması işlemi sonucunda elde edilen bir desenlendirmelere nopenli örgüler ya da desenler denir. Sanayi tipi el örme makineleri için uzun kısa ayak iğne dizilmelidir. 1x1 Lastik veya dolu iğne örgülerde “Selanik Örgü” denir. Sadece tek plakada plaka üzerindeki tüm ilmeklere örgü sırası boyunca askı uygulanan örgülere Yarım Selanik; iki plaka üzerindeki tüm ilmeklere örgü sırası boyunca askı uygulanan örgülere ise “Tam Selanik Örgü” diye isimlendirilmektedir.
Askı ( Nopen ) tekniğini Uygulamak için ;
1-Kullanacak iplik çardaktan ve mekikten geçirilir.(Kullanacak iplik çardaktan ve mekikten geçirilirken işlem sırasına uyulur.)
2- 1X1 Lastik örgüye uygun iğne düzeni yapılır.
3- Kafasola getirilerek başlama yapılır ve tarak takılır.(Başlangıç ayarı sıkılır.Tarak ve ağırlıklar ortalanır.)
4- Kaytan atılır.(Kaytan atarken başlangıç ayarı açılır.Çelikler çapraz kapatılır.)
5- Ayarlastik ayarına alınarak örme işlemine devam edilir.(Kaytandan sonra ayar açılır.)
6- 1 sıra lastik örgü örülür. (Kafabir sağa bir sola hareket ettirilir.kafanın örgü alanında çok fazla dışarı çıkmamasına dikkat edilir.)

7- Kafanın üzerindeki ön ve arka plakanın nopen mandalları yukarı doğru çekilir.( Büyük nopen mandalçekilir.)

8- Tam Selanik örgü örülür.(Kafanın örgü alanında çok fazla dışarı çıkmamasına dikkat edilir.Tam Selanik örgüyü yapmak için nopen çelikleri açılır.)
Atlamalı örgüler
Tek başına örgü yüzeyi oluşturamaz. Askılı örgüde olduğu gibi tek plaka, fitilli veya farklı örgülerde makine inceliğinin iki eksiği kadar mesafe atlaması sonucunda elde edilen desenlendirmedir. Kumaş yüzeyinde enine iplik uzantısı şeklinde gözlenir. Atlama elemanının örgüye uygulanabilmesi için iğnelerin uzun ve kısa ayak olarak dizilmesi zorunludur. İğneler, lastik örgü yapmadan önce dizilir.
Atlamalı örgü tekniğini Uygulamak için ;
1-Kullanacak iplik çardaktan ve mekikten geçirilir.(Kullanacak iplik çardaktan ve mekikten geçirebilmek için işlem sırası takip edilir.)
2- Lastik çeşidi belirlenir. ( 1X1, 2X1, lastik örgülerden biri seçilir.)
3- Lastik çeşidine uygun kısa ve uzun ayak iğne şeklinde iğne düzeni yapılır.(Yapılacak atlama uygulaması kısa ayak iğnelerin üzerinde olacağından, lastik seçimine dikkat edilir.)
4- Kafa sola getirilerek başlama yapılır ve tarak takılır.(Başlangıç ayarı sıkılır.Tarak ve ağırlıklarortalanır.)
5- Kaytan atılır.(Kaytan atarken başlangıç ayarı açılır.Çelikler çapraz kapatılır.)
6- Ayarlastik ayarına alınarak örme işlemine devam edilir.(Kaytandan sonra ayar açılacaktır.)
7- Lastik örgü örülür.(Kafanın örgü alanından çok fazla dışarı çıkmamasına dikkat edilir.)
8- Lastiğin son sırasında lastik ayarı açılır.(Lastik ayarından yarım ayar açılır.)
9- Tek plaka örgü yapmak için, örmek istenilen plakaya tüm ilmekler transfer edilir.( Transfer ederken ilmekleri kaçırmamaya dikkat edilir.Birli aktarma iğnesi kullanılır.)
10- Torba çelikler yarım kapatılarak kısa ayak iğnelerin beklemesini sağlanır.(Torba çeliklerin yarım kapatıldığından emin olunmalıdır. Makine inceliğinin iki eksiği kadar atlama yapabileceği unutulmamalıdır)

11- Atlamalı örgü örülür.(Uzun atlama yapmamaya dikkat edilir.Aksi takdirde kaçık oluşur.)

Plaka Kaydırmalı Örgüler
Fitilli, dolu iğne gibi örgülerde jakar mekanizmasının arka plakayı sağa ve sola hareket ettirmesi ile oluşturulan desenlendirmedir. Herhangi bir örgü tekniği yoktur. Transfer olmamasına rağmen, ilmeklerin sağa veya sola sürekli hareket etmesi gözlenir.
Plaka kaydırmalı örgü tekniğini Uygulamak için ;
1-Kullanacak iplik çardaktan ve mekikten geçirilir.(Kullanacak iplik çardaktan ve mekikten geçirebilmek için işlem sırası takip edilir.)
2-Lastik çeşidi belirlenir. ( 1X1, 2X1, lastik örgülerden biri seçilir.)
3-Lastik çeşidine uygun iğne düzeni yapılır.
4-Kafa sola getirilerek başlama yapılır ve tarak takılır.(Başlangıç ayarı sıkılır.Tarak ve ağırlıklar ortalanır.)
5-Kaytan atılır. (Kaytan atarken başlangıç ayarını açılır.Çelikler çapraz kapatılır.)
6-Ayarlastik ayarına alınarak örme işlemine devam edilir.(Kaytandan sonra ayarı açılacaktır.)
7-Seçilen iğneler haricindeki ilmekleri arka plakaya transfer edilir.(Transfer ederken ilmekleri kaçırmamaya ve ön plakada hareket edecek ilmekleri ön plakaya transfer etmeye dikkat edilir.)
8-1 sıra ördükten sonra plakasola bir jakar kırılır. Tekrar bir sıra örerek işlem tekrarlanır. Makinenin jakar kırma sayısı kadar kaydırma işlemi tekrarlanabilir.(Jakar hareket kolu yukarı bir kademe kaldırılır.)
9-Plaka sola son jakarı kırdıktan sonra 1 sıra örüp, plakasağa bir kırarak işlem tekrarlanır. Örgü başlangıcındaki plaka pozisyonuna gelinir. Örgü bir raporunu böylelikle bitirilmiş olur.(Jakar hareket kolu aşağı bir kademe indirilir.)

10-İstenilen sayıda rapor tekrarı yaparak plaka kaydırmalı örgü örülür (Aşağıdaki parçada 5 jakar kırılmıştır.Jakar hareket kolu, birer jakar kırarak hareket ettirmeye dikkat edilir.)
Elektronik Düz Örme Makinesi

Elektronik düz örme makineleri iskelet, örücü elemanlar ve örmeye yardımcı elemanlar olarak incelenir.
Triko makinelerinde makinelerin genel görünümünü meydana getiren bölüm ana gövdedir. Makinenin iş gören tüm makine elemanlarını üzerinde taşıyan hareketsiz ve genel yapısı aynı olmakla birlikte farklılıklar gösteren ana elemandır.
- 1-Çalışma sırasındaki titreşimleri örme elemanlarına iletmemelidir.
- 2-Kumaşın makinenin altından alınması sırasında çalışana kolaylık sağlayacak dizaynda olmalıdır.
- 3-Makine yüksekliği, çalışan elemanların örme hareketlerini görebilecekleri şekilde dizayn edilmiş olmalıdır.
- 4- İskeletin dizaynı hareket verme ve iletme elemanlarının hareketini engellemeyecek şekilde yapılmalıdır.
- 5-İşçi ve iş güvenliğini etkilemeyecek şekilde dizayn edilmelidir.


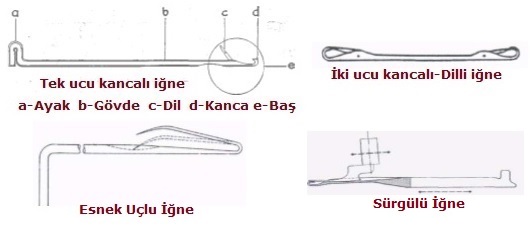


- 1-İğnelerin seçilmesini sağlar.
- 2-Seçilen iğneleri hareket ettirir.
- >> İğnelerin tam hareketi ile ilmek oluşturur.
- >>İğnelerin yarım hareketi ile askı oluşturur.
- >>İğnenin hiç hareket etmemesi ile atlama oluşturur.
- 3- İğnenin ilmek sıklığına göre çekimini sağlar.
- 1-Örücü çelikler
- 2-Seçici çelikler
- 3-Ayar çelikleri
- 4-Aktarma (transfer) çelikleri
- 5-Makine özelliğine ve örgü tipine göre değişen özel amaçlı çelikler



- >>> İğne seçim tertibatı:
- Çalışılan desende isteğe bağlı olarak iğnelerin örme hareketleri ile desenlendirme yapabilmesi için seçme işlemi yapan tertibattır.
- >>> Çelik hareket tertibatı
- Seçilen iğnelerin örgüye göre hareketini sağlayarak doku oluşmasını sağlayan tertibattır.
- >>> Mekik seçim tertibatı
- Renkli ipliklerle yapılan desenlendirmelerde desen programında belirlenmiş mekiği seçen ve taşınmasını sağlayan tertibattır.
- >>> Plaka hareket tertibatı: Ön ve arka iğne plakasının sağa ve sola hareket etmesini sağlayan tertibattır.
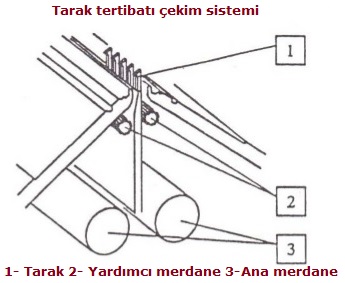
- 1-Mekikleri seçilmek ve değiştirmek
- 2-Desenlendirme donanımlarının hareketlerini yönlendirmek
- 3-Örücü elemanları seçmek ve hareket ettirmek
- 4-Dokuyu çekmek
- 5-Makinenin hızını ayarlamak
- 1-Üst koruyucu kapak: Çalışma esnasında plaka üzerine herhangi bir şeyin düşmesini engellemek amacıyla kullanılan şeffaf hareketli kapaktır.
- 2-Yan koruyucu kapak: Üzerinde yan çardağı bulunduran, oluşabilecek kazaları önlemek amacıyla kullanılan kapaklardır.
- 3-Arka koruyucu kapak: Makinenin arka tarafında bulunan motor ve palet kayışların hareketi sırasında oluşabilecek herhangi bir iş kazasını engellemek amacıyla kullanılan kapaktır.
- 4-Toz emici sistem: Örme bölgesinden vakum sistemiyle iplik uçuntularını belli bir haznede toplayan böylece makinenin ve ürünün temiz kalmasını sağlayan sistemdir.
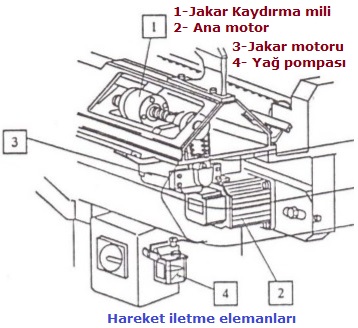
ELEKTRONİK DÜZ ÖRME MAKİNESİNDE BAKIM
Triko makinelerinde uygulanan bakım teknikleri, makinenin ömrünü uzattığı gibi hatasız, kaliteli ve hızlı ürün elde etmede önemli rol oynar. Bakımın istenilen sonuçları vermesi, makinelere önerilen zamanda, şekilde ve malzeme ile (yağ, temizlik bezi, kompresör vb.) yapılan bakımla mümkündür.
Triko makinelerinde bakım; günlük, haftalık, aylık, altı aylık ve yıllık olarak yapılır. Bakımın zamanında ve gerektiği gibi yapılmaması hatalı ürün, makine arızaları ve maliyetin artması gibi sonuçlar doğurduğundan ihmal edilmemelidir. Makine bakımında şartlandırıcılı kompresör vakum sisteminin kullanılması daha uygundur.
Düz örme makinelerinde ince yağ, kalın yağ ve gres yağı kullanılır. İnce yağ, plaka üzerindeki iğne kanallarının temizlenmesini, iğnelerin kanallarda rahat hareket etmesini sağlar. Ayrıca mekik raylarının, iğne ve platinlerin temizlenmesi sırasında da kullanılır.
Kalın gres yağ, makinenin hareketli aksamlarına (dişlilere, rulmanlara …) sürülür. Kalın yağ, iğne ve platin topuklarına sürülerek çalışma sırasındaki sürtünmeden doğan aşınmaları engellemek amacıyla kullanılır.
Ortamda paslanmaya direnç gösterici katkılar yoksa kimyasal paslanma meydana gelebilecek aşınmalar söz konusu olacaktır. Pas önleyici katkılar, sistemin herhangi bir parçasının paslanmasını yani metal yüzeyi ile havanın herhangi bir temasıyla metalin zarar görmesini önleyecektir.
Yağlar
iğne kanallarının sürekli temiz tutulmasında, makinedeki titreşim ve gürültünün en aza indirilmesinde, iğne ve platinlerin kullanım sürelerinin artırılmasında, makinede sürtünmeden dolayı oluşan ısının azaltılmasında, paslanmaya karşı dayanıklılıkta, makine parçalarının üzerinde daha az aşınma sağlamasında kullanılır.
Ortamda paslanmaya direnç gösterici katkılar yoksa kimyasal paslanma meydana gelebilecek aşınmalar söz konusu olacaktır. Pas önleyici katkılar, sistemin herhangi bir parçasının paslanmasını yani metal yüzeyi ile havanın herhangi bir temasıyla metalin zarar görmesini önleyecektir.
Yağlar;
iğne kanallarının sürekli temiz tutulmasında, makinedeki titreşim ve gürültünün en aza indirilmesinde, iğne ve platinlerin kullanım sürelerinin artırılmasında, makinede sürtünmeden dolayı oluşan ısının azaltılmasında, paslanmaya karşı dayanıklılıkta, makine parçalarının üzerinde daha az aşınma sağlamasında kullanılır.
Düz örme makinelerinde iğne yatakları, jakar mili, mekik rayları yağlama işlemine tabi tutulur. İki çeşit yağ kullanılmaktadır. İnce yağlar temizlik, kalın yağ ise sürtünmeden kaynaklanan aşınmayı engellemek için kullanılır.
Yağlama işlemi iki şekilde yapılmaktadır:
Elle yağlama işlemi yağdanlıkla iğne yatakları, mekik rayları, kızaklar ince yağ ile yağlanır. Yağdanlıklar el makinelerinde kullanılan yağdanlıklarla aynıdır.
Yağ pompası ile kafanın altındaki çelik tabla yağlanır. Yağlama, makineci tarafından yağ pompasının kolunun çekilmesiyle gerçekleştirilir. Bu işlem, düzenli aralıklarla yapılır. Makineye göre farklılık gösterir.
Düz örme makinelerinin bakımı yapılırken alan ortak dersinde görülen el aletleri kullanılır. İlave olarak örme makinelerinin plaka üzerindeki iğne bıçaklarını çıkarmak için takoz denilen alet kullanılır.
Takoz
Elektronik triko makinelerinde iğne plakasından iğne ve platinleri söküp takmak için bıçakların açılması gerekir. Takoz, bıçakların açılması veya çıkarılması için kullanılan el aletidir. Şekillerinde farklılık gözlense bile aynı iş için kullanılır.
Düz örme makinelerinde makinelerin kullanım ömrünü artırmak, arızalanmaları en aza indirmek ve üretim verimliliğini artırmak için bakım yapılır. Makine üzerinde meydana gelen küçük arızalar önceden kontrol edilir ve büyük bir arızanın oluşmasına meydan vermeden sorunlar giderilir. Bu kontroller aşağıda belirtilen bakımlarla yapılır:
Günlük bakım
Günlük bakım, işletmelerde vardiyayı teslim alan kişi tarafından yapılmalıdır. Eğitim amaçlı kullanılan makinelerde atölye dersi başlangıcında günlük bakım yapılmalıdır. Günlük bakımın yapılma amacı, makinenin iğne ve platinlerini kontrol etmek ve çalışmadan oluşan iplik uçuntularını temizlemektir.
- 1-Şartlandırıcılı kompresör ile çardak, bobin sehpası, koruyucu kapak üstüne hava tutularak toz ve iplik uçuntularından arındırılır. Hava tutma işlemi yapılırken çardakta takılı olan ipliklerin yerlerinden çıkarılmamasına ve çardak ayarlarının bozulmamasına özen gösterilir. Şartlandırıcılı kompresör, havadaki neme göre ayarlanabilir. Diğer kompresörlerin aynı anda su ve havadaki nemi püskürtmesi nedeniyle makinenin metal aksamlarında paslanma meydana gelir.
- 2- Hava ile temizleme işlemi bittikten sonra temiz pamuklu bir bez ile silinir. Bu işleme kaba temizlik denir. Pamuklu bezler, emicilik özelliğine sahiptir. Pamuklu bez yerine üstüpü de kullanılabilir.
- 3-Emici bez yardımıyla mekikler, mekik rayları, semer, semer kızakları, may bastırıcıları, rulmanlar, iğne yatakları silinmelidir. Bu temizleme sırasında tozlar, havlar ve bunlarla karışmış yağ kalıntılarının makinenin örme işlevini yerine getiren parçalardan uzaklaştırılması sağlanır.
- 4-İğne başının (kanca) temizlenmesi için iğneler yukarı doğru kaldırılarak hava püskürtülmelidir. Bu işlemle iğnenin diğer kısımlarında olabilecek artık yağ ve hav kalıntıları temizlenmiş olur.
- 5-Mekik rayları ve plakalar üzerindeki kirli yağ, temiz bir bezle silindikten sonra makine markasına göre tavsiye edilen yağ ile yağlanmalıdır. Bu yağlama işlemi fırçalı veya pompalı yağdanlık ile yapılabilir. Temizlik sırasında yukarı kaldırılan iğneler, yağlama işlemi yapılırken plaka hizasına indirilir. Bazı örme makinelerinde iğne, platin, seçici ve çeliklerle iğne yollarında sürtünmeye maruz kalan bölgelere az miktarda beyaz gres yağı sürülür.
- 6-Koruyucu kapakların içi ve dışı silinerek kapaklar kapatılır.
- 7-Varsa vakumlu temizlik tertibatının filtresi boşaltılır.
- 8-Merdane ve merdane baskı vidalarındaki dolanmış iplikler de temizlenmelidir. Bu sadece temizlik değil her zaman dikkat edilmesi gereken bir işlemdir.
Haftalık Bakım
Her hafta sonu makinelere bakım yapılmalıdır. Haftalık bakımda, günlük bakımda yapılan temizliğin haricinde farklı işlemler yapılır.
- 1-Çardak, bobin sehpası, koruyucu kapak üstüne hava tutulduktan sonra bezle silinir.
- 2- İğneler yukarı kaldırılıp hava tutularak temizlenir.
- 3-Semer, makinenin sol tarafına çekilerek semerin altı görünecek şekle getirilir. Semerin altında monte edilmiş olan çelik tablasına hava tutulur. Bu işlemle örgü çeliklerinin iğne yollarına giren hav ve yağ kalıntıları temizlenmiş olur.
- 4-Mekik rayları ve plakalar üzerindeki kirli yağ, temizlenir ve yağlanır.
- 5-Fazla yağın süzüldüğü yağ kanalları üstüpü yardımıyla temizlenir.
- 6-Seçici göz rayı, basınçlı hava ile temizlenir. Koruyucu kapakların içi ve dışı silinir, kapaklar kapatılır.
- 7-Merdanedeki ve merdane baskı vidalarındaki dolanmış iplikler temizlenir.
- 8-Parça sepeti silinerek temizlenir.
- 9-Makine dolapları sökülerek temizlenir.
- 10-Varsa vakumlu temizlik tertibatının filtresi boşaltılır.
Aylık Bakım
Aylık bakımda aşağıdaki işlemler yapılır:
- 1-Çardak, bobin sehpası, koruyucu kapak üstüne hava tutulur, sonra bezle silinir.
- 2-İğneler yukarı kaldırılıp hava tutularak temizlenir.
- 3-Kafa (semer) sökerek temizlenir.
- 4-Mekikler ve mekik stopları sökülerek temizlenir.
- 5-Mekik rayları ve plakalar üzerindeki kirli yağ temizlenir ve yağlanır.
- 6-Fazla yağın süzüldüğü yağ kanalları üstüpü yardımıyla temizlenir.
- 7-Seçici göz rayı, hava püskürtülerek temizlenir.
- 8-Koruyucu kapakların içi ve dışı silinir, kapaklar kapatılır.
- 9-Merdanedeki ve merdane baskı vidalarındaki dolanmış iplikler temizlenmelidir.
- 10-Parça sepeti silinerek temizlenir.
- 11-Makine dolapları sökülerek temizlenir.
- 12-Makinenin kart panosu, zarar vermeden hava tutularak temizlenir. Bu işlemin teknik servis tarafından yapılması uygundur.
- 13-Varsa vakumlu temizlik tertibatının filtresi boşaltılır.
- 14-Makinenin emme tertibatı ve kompresörü kontrol edilir.
- 15-Makinenin terazisi kontrol edilmelidir.
Yıllık Bakım
Yıllık bakımı makinede çalışan işçi ustabaşı ve teknik servis elemanı beraber yapmalıdır.
Yıllık bakım, 12 ayın sonunda yapılabildiği gibi altı aylık dilimlerin sonunda da yapılabilir. Tavsiye edilen altı aylık dilimler hâlinde yapılandır. Bu bakım, diğer bakımlarla herhangi bir ilişkisi olmadan yapılır.
- 1-İğneler ve tüm platinler iğne yatağından sökülerek tek tek temizlenir. Bu temizleme işlemi gaz yağı veya üretici tarafından tavsiye edilen kimyasallar ile yapılır. Uygun olanı yağ ile yapılanıdır. Çünkü diğer temizleyiciler çeliği sertleştirir, yağın böyle bir etkisi yoktur.
- 2-İğne plakasının üstündeki parçalar söküldüğü için plakanın temizlik işlemi yapılır. Plaka, makine üzerinde temizlenebileceği gibi sökülerek de temizlenebilir.
Temizlik işlemi sırasında öncelikle yağ ile birleşmiş pisliğin plakadan uzaklaştırılması için yağ çözücü kullanılır. Daha sonra yukarıdan aşağıya hava tutularak iğne kanallarındaki yağların pisliklerle birlikte süzülmesi sağlanır.
- 3-Temizlik işleminden sonra iğne plakası tekrar yağlanır.
- 4-Yağ kanalları temizlenir.
- 5-Parça sepeti sökülür. Üstteki ve alttaki flüoresanlar sökülüp temizlenmelidir.
- 6-Tüm çelikler ve ayar motorları sökülerek temizlenir. Malzemelerin deforme olup olmadığı kontrol edilir. Temizlenen parçalar yerine takılarak gres yağı ile yağlanır.
- 7-Jakar motoru ve vidalı mil koyu gres yağı ile yağlanmalıdır.
- 8-Merdane ayarları, merdane lastikleri kontrol edilerek aşınan veya özelliğini yitiren lastikler yenisi ile değiştirilir.
- 9-Elektronik kartlar bir uzman tarafından sökülerek hava ile temizlenir.
Yuvarlak El Örme Makinesi

YUVARLAK ( ÇORAP ) EL ÖRME MAKİNELERİNİN ELEMANLARI :
Yuvarlak ( çorap ) el örme makineleri 2 kısımdan oluşur.
1-Çardak kısmı :
Yuvarlak El örme makinelerinde bulunan gerginlik kontrol yayı, düğüm yoklayıcısı ve gergi telinin görevi düz el örme makineleriyle aynı amaç için görev yapmaktadır.
İplik Kılavuzu :
Bobinden mekiğe kadar ipliğe yön veren siteme verilen isimdir. İpliği belirli bir gerginlikte makineye besleyerek düzgün bir örgünün oluşmasını sağlar. Arka yatağa monte edilmiştir. Mumlanıp bobin yapılmış ipliği yerleştirmek için çanak, ipliği içinden geçirmek için halka, ipliğin sıklığını ayarlayan tansiyon bulunur.
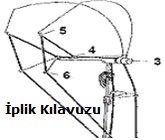
2-Gövde kısmı :
a-Makine Gövdesi:
Yuvarlak örme makinesinin elamanlarını üzerinde barındıran dökümden oluşmuş ana parçadır.

Makine gövdesi
b-Kovan Yatak Dişlisi :
Makine gövdesi üzerinde bulunur. Makine kolu her çevrildiğinde bu kola bağlı olandişli hareketi kovan yatak dişlisine iletir. Kovan yatak dişlisi bu hareket ile dönerekmakineyi hareket ettirir. Bu hareket ters ve düz olarak iki yöne de olabilir (topuk ve burunoluşumunda).


c-İğne Yatakları (Silindir - Kovan) :
Makinede iğnelerin yatağı olarak adlandırılır. Çelik alaşımlarından oluşmuştur. Ezildiğinde ve yumulduğunda düzeltilebilecek kadar esnek yapıdadır. Silindirin çapına göre makinenin numarası ve makinede bulunan iğne sayısı değişir. Üzerinde iğnelerin kaymaması için iğne yayı bulunur.

d-İğneler :
Yuvarlak (Çorap) el örme makinelerinde kullanılan çeşitli iğneler vardır. Bunlardan kancalı uçlu (dilli) iğneler, iğne yatakları içinde çalışan ve örmeyi gerçekleştiren elemanlardır.
e-Çelikler (Kilit Tertibatı) :
İğnelerin ilmek, askı, atlama gibi hareketleri yapmasını sağlayan, makinenin enönemli parçalarındandır. Üzerinde 5 kam çeliği bulunur. Bunlardan 2’si sabit diğer 3’ü hareketli haldedir. 1 ve 3 numaralı çelikler yukarı ve aşağıya doğru bir kılavuz sayesinde hareket ettirilir. 1 ve 3 numaralı çelikler yukarı pozisyonda bulunursa topuk ve burun oluşumu yapılır. 1 ve 3 numaralı çeliklerin aşağı pozisyonda bulunması halinde ise örgü yapılır. 2 numaralı çelik iğnelerin kılavuzu sayılır. Eğer aşağı pozisyondaysa örüm yapılmaz ve makine kitlenir. Yukarı pozisyonda iğnelerin hareket edeceği yol açılır ve örüm yapılabilir.


f-Mekikler :
Kovan yatak dişlisine takılı halde bulunur. Yuvarlak (çorap) el örme makinesinde mekik sabittir. Görevi, silindirde bulunan iğnelerin dillerine daha sorunsuz bir şekilde iplikleri aktarmaktır.

g-Makine Kolu ve Dişlisi :
Makinenin hareket etmesini sağlar. Her dönüşünde makine kol dişlisi ve ardından da kovan yatak dişlisini hareket ettirerek makinenin çalışmasını sağlar. Makine kol dişlisi herturda sıra sayacını hareket ettirir.

h-Sıra Sayacı:
Makinenin her turu tamamlamasında makine kol dişlisi sayesinde dönerek makineninkaç tur döndüğünü gösterir. İki kısımdır. Birinci kısmı yani alt kısım dişli şeklindedir vemakine kol dişlisi ile iç içe geçer. İkinci kısım yani üst silindir şeklindedir ve üzerinderakamlar bulunur. Tur sayısı kadar alt kısım sayesinde üst kısım döner ve gösterge sayesindekaç tur döndüğü hesaplanır.

YUVARLAK ( ÇORAP) EL ÖRME MAKİNESİNİN YARDIMCI ELEMANLARI :
1-Topuk aparatı:
Yuvarlak (çorap) el örme makinelerinde topuk ve burun oluşumu için kullanılmaktadır. Topuk aparatının geniş ağzı, kovanda bulunan iğnelerin yarısını yukarıya kaldırmak için kullanılır.
2-Lastik aparatı :
Kilit tertibatının üzerinde bulunan kelebek vida ile makine gövdesine takılır. Dökümde yapılmıştır. Üzerinde iplik kılavuzu, mekik ve iğne seçici aparatı bulunur. İplik kılavuzundan geçirilen lastik, ipliği mekikten geçirilerek iğne dillerine aktarılır. İğne seçici
aparatı ise 1 iğne ileri iterek, iğnenin lastik ipliğini almamasını sağlar. İğne sadece iplik kılavuzundan gelen pamuk ipliğini alarak örüm yapar. İğne seçici diğer iğneye ise müdahale etmez ve o iğne hem lastik ipliğini hem de pamuk ipliğini alarak örüm yapar bu işlem bir de bir olarak tekrarlanır ve bir de bir lastik oluşur.

YUVARLAK ( ÇORAP) EL ÖRME MAKİNESİNDE KULLANILAN ARAÇ GEREÇLER :
1-Parafin :
2-Makine yağı
3-Temizleme fırçası
4-Aktarma iğneleri
5-Dilli kancalar ( Kroşe iğnesi )
6-Dilsiz kanca ( kaçık iğnesi )
7-Ağırlıklar.
Düz El Örme Makinesi
DÜZ EL ÖRME MAKİNELERİNİN ELEMANLARI;

1-ÇARDAK KISMI :
Üzerinde bobinlerini ve rezerv ( Yedek ) bobinlerini sabit ve düzgün bir şekilde taşıyan parçadır.
a-Bobin sehpası :
Çalıştırılacak bobinlerin bulunduğu sehpadır.

b-İplik sevk üniteleri
Bobin sehpasından gelen ipliğin birbirine karışmadan yönlendirilmesini sağlar.

c-Gerginlik kontol yayı.:
İpliğin gerginliğini ayarlar.
d-Düğüm yoklayıcısı :
İplik içerisinde bulunan düğümlerin örme alanı içersine girmeden yakalanmasını sağlar.Ayarlanabilen bir özelliğe sahiptir.Büyük düğümlerin yani kuralına uygun atılmayan düğümlerin örme yüzeyini bozmasını önler.
e-Gergi teli :
İpliğin potluğunu ya da bollaşmasını alır.
2-GÖVDE KISMI :
Makinenin iskelet yapısı üzerinde yer alır.
a-Makinenin iskeleti ( ayak ) :
Makinenin parçalarını taşıyan kısımdır.

b-İğne yatağı ( Plaka ) :
İğne yatağına makinede çalışan iğneler yerleştirilir.

Çalışır Pozisyon :
İğne ayakları iğne rayından 1,5 cm.kadar mesafededir.İğne başı iğne yatağının üst kenarı ile aynı hizada bulununr.Desen şemaşında dikey çizgi olarak gösterilir.Her dik çizgi bir iğneyi gösterir.
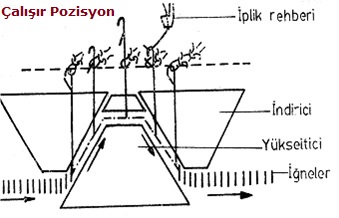
Çalışmaz pozisyon :
İğnelerin ayakları,iğne rayına dayalı haldedir.Desen şemasında nokta ile gösterilir.Her nokta çalışmaz iğneyi gösterir.Düz el örme makinelerinde kullanılan çeşitli iğneler vardır.Bunlardan kancalı uçlu ( dilli) iğneler,iğne yatakları içinde çalışan ve örmeyi gerçekleştiren iğnelerdir.
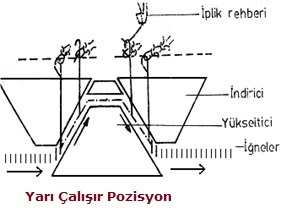
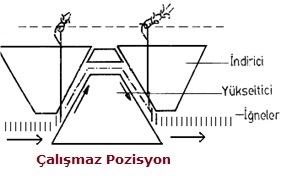
c-İğneler :
Örme iğneleri,düz el örme makinelerinde plakalar üzerindeki iğne kanallarına yerleştirilerek,ilmek oluşumunu ve ilmeklerin birleştirilmesi ile örgü yüzeyi oluşumunu sağlayan örücü makine elemanlarıdır.
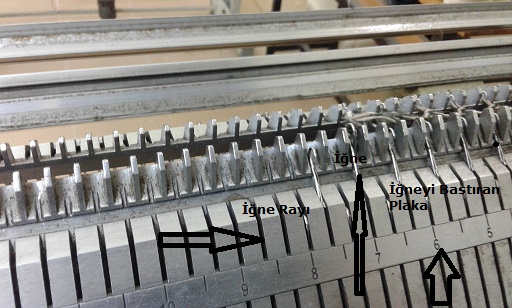
![]()
![]()
Örme iğneleri başlıca 3 kısımdan oluşur.
1-İğıne başı :
İlmeğin yapıldığı,ipliğin şekil aldığı kısımdır. İğne başını,hareket etme yeteneğine sahip iğne dili tamamlamaktadır. İğne dili ince bir mil ile baş kısmına monte edilmiştir. Yeni bir ilmek oluşacağı zaman, bir önceki ilmeği arkasına alarak, kafanın hareketi sonucu iğne başına gelen ipliği arkasına aldığı ilmeğin arasından geçirir.
2-İğne ayağı :
İğnelerin arka ucunda çeşitli şekillerde olan çıkıntıdır. Yapılacak örgünün özelliğine göre, verilen komutlar doğrultusunda iğne seçimi,yaparak temel örgü hareketine göre ipliğin şekil almasını sağlama görevi vardır. Makine özelliğine göre değişik şekillerde iğneler kullanılır.
3-İğne gövdesi :
İğnenin baş ve ayak kısımları arasında kalan bölümdür. İğne çeşitlerine göre iğne gövdesi değişebilir. Düz el örme makinelerinde iğnenin hem ayak uzunluğu hem de gövde uzunluğu değişken olabilir. İğne ayağına verilen hareket sonucu, iğne gövdesi ilmek oluşturmak için mekiğe doğru yol alır.Yapıları bakımından kullanılan bütün iğneler hassas, düzgün yüzeyli, sürtünmelere ve aşınmalara karşı dayanıklı, kırılmayı geciktirici nitelikte ve esnek olmaları gerekir. İğneler baskı ve sürtünmeden dolayı çeşitli kuvvetlerle karşı karşıya kalırlar. Bu kuvvetlerin etkisi altında iğneler kırılıp eğilebilirler.
İğne üzerinde etki eden kuvvetler:
1-Kafa (kızak) iç çeliklerinin iğneyi itme kuvveti
2-Çardaktan gelen ipliğin asılma kuvveti
3-İpliğin sürtünme kuvveti
4-Örme çekim kuvveti
5-Plaka ile sürtünme kuvveti
İğneler özel çeliklerden yapılmıştır. Paslanabilir yapıdadırlar. Fakat iğnelerin sürekli çalışması ve yağlanması nedeni ile genelde paslanmazlar. Paslanmaz çelikten yapılmış iğneler de vardır. Düz el örme makinelerinde çeşitli iğneler kullanılmaktadır. Kullanılan bu iğneler iğne ayağının şekline ve yapısına göre isimlendirilir.
1-Uzun ayak iğne
2-Kısa ayak iğne
3-Kelebek ayak iğne
d-Kafa :
Üzerinde ayar düğmeleri,torba çelikler,noppen mandalları ve diğer çelikler bulunmaktadır.
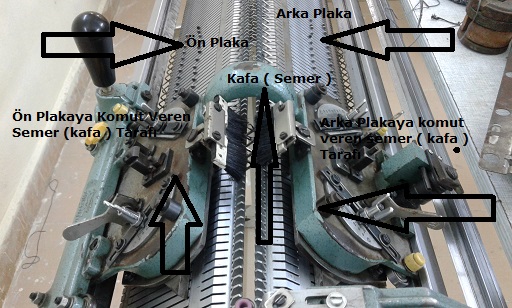
Yapılacak örgü yüzeyinin özelliğine göre kafa üzerinde bulunan çeliklere komut verilir. Verilen komutlar doğrultusunda, kafanın hareketi sonucu, kafa iç çelikleri iğnelere yol vererek istenilen örgü yüzeyinin oluşumunu sağlar. Kafa üzerinde ayrıca mekiğin alınıp-bırakılmasını sağlayan kol vardır.

Kafa üzerinde 2 adet fırça bulunur. Örme işlemi yapılırken kafanın hareket ettirilme hızı çok önemlidir. Çok hızlı veya çok yavaş hareket ettirilmeden hep aynı hızda çalışılmalıdır ki örgü yüzeyinde hatalara neden sebebiyet vermesin.
e-Çelikler :
Oluşturmak istenen örgü yüzeyine ve ilmek boyuna göre çeşitlilik gösteren parçalardır. Kafanın plaka ile temas ettiği kısımda bulunurlar. Grup şeklinde çelik tablası üzerine monte edilmişlerdir. Her parçanın ayrı görevi vardır. İğneler çelikler arasındaki boşlukları (iğne yolu) izleyerek örgü oluştururlar. İstenilen örgü sıklıklarına göre iğnenin çalışma pozisyonunun yüksekliğini ayarlamaya yarayan çeliktir.Bu çelikler ;1-Ayar çelikleri :Yapılan ayara örgü tuşesini verir.
Kafa üzerinde bulunan ayar rölelerinin üzerinde ‘0’ dan ‘20’ ye kadar sayılar bulunmaktadır. Sayı küçüldükçe ilmek boyu küçülür (sıkı olur), sayı büyüdükçe ilmek boyu büyür (gevşek olur). Kullanılacak makine numarasına göre uygun iplik seçimi yapılarak, istenilen tuşeye uygun ayar yapılır. Ayarlar çok gevşek veya çok sıkı olursa iğneler kafanın zorlanması sonucu zarar görür ve kırılabilir. Örgü yüzeyi oluşturulurken ayarlar daima kafa sağdan sola giderken soldaki ayar, kafa soldan sağa giderken sağdaki ayarlar örgü ayarını verir.
2-Torba Çelikler :
İğneleri örgüye sokmaya yarayan çeliklerdir. Makinenin markasına ve özelliğine göre kullanılan iğnelerde çeşitli çalışma şekilleri vardır. Makinede tek tip iğne diziliyse, torba çelikler iki pozisyonda çalışır.
1-Torba çelikler tam açık pozisyona getirilir. Bu durumda makine üzerinde bulunan bütün iğneler çalışır.
2-Torba çelikler tam kapalı pozisyona getirilir. Bu durumda makine üzerindeki bütün iğneler çalışmaz. Kafa hareket etse de iğneler ilmek oluşturmaz.

Makinede iki tip iğne (uzun ayak ve kısa ayak) kullanılıyorsa, torba çelikler üç pozisyonda çalışır.
1-Torba çelikler tam açık pozisyona getirildiğinde, makine üzerinde bulunan bütün iğneler çalışır. ( kısa ayak ve uzun ayak )
2-Torba çelikler yarıma alındığında, sadece makinede dizilmiş olan uzun ayaklı iğneler çalışır. Kısa ayak iğneler çalışmaz.
3-Torba tam kapalı pozisyona getirildiğinde makine üzerindeki
3-Ay Çeliği :
Kafanın hareketi sonucu iğnelerin örme esnasında yukarıya sıçramasını engelleyen çeliktir. İğne yukarıya fazla çıkarsa, kafanın hareketi sonucu karşı plakadaki iğnelerle çarpışarak kırılmalara neden olabilir. Ay çeliği, iğnelerin örme esnasında iğne yolundan çıkarak kırılmasını engeller.
4-Kayık Çeliği :
Noppen çeliğine ve torba çeliğe yataklık yapar. Çeliklerin yıpranmasını önler. İğneler örme esnasında torba çelikten çıkarak yoluna devam eder. Bu arada iğnelerde titreşimler olur, bu da örgü yüzeyinde bozukluklara neden olabilir. Bu titreşimi önleyen, iğnenin daha sağlıklı çalışmasını sağlayan kayık çeliğidir. Adını görünümünden almıştır.
5-Noppen çeliği :
Kafanın üstünde toplam dört tane noppen mandalı bulunmaktadır. Bu mandallardan verilen komutlara göre kafa iç çeliğindeki noppen çeliği harekete geçer. Bu çelikler birbirleriyle bağlantılıdır. Noppen mandallarından ikisi küçük noppen mandalıdır. Küçük noppen mandalı devreye girdiğinde (hangi plakada ise) yarım sıra ilmek oluşturur, yarım sıra ilmeğin üzerine iplik atar ve bekletir. Bu nedenle en fazla bir sırada bir örme işlemi yapılmalıdır. Büyük noppen mandalı devreye sokulduğunda ise bir plakadaki ilmeğe noppen yapar, aynı anda diğer plakadaki ilmeğin üzerine yeni bir ilmek oluşturur. Noppen “askı” demektir. Yani, kafanın hareketi sonucu ilmek oluşmaz, sadece iğnenin başında bulunan ilmeğin üzerine iplik atar ve bekletir.
6-Gövde Çeliği ;
Kafa iç çeliklerinde boşluk oluşmaması için kullanılan düz metal parçadır.Boşluğu doldurmada kullanılır.Hiç bir işlevi yoktur.

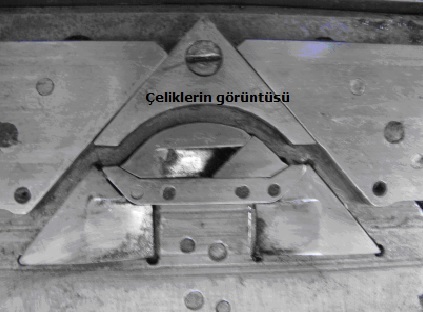
f-Mekikler ve mekik yayı :
Örme esnasında kullanılan en önemli elemanlardan biridir. Örgünün gerçekleşmesini sağlar. Kafanın hareketi sonucu ipliğin, iğnenin ağzına verilmesini sağlayarak ilmek oluşumunun gerçekleştirilmesine yardımcı olur. Kafa ile birlikte hareket eder, kafa olmadan tek başına bir anlam taşımaz. Düz el örme makinelerinde genelde düz mekik kullanılır. Mekikler, kafa iç çeliklerine verilen komutlara göre iğne ağzına iplik besleyen elemanlardır. Düz el örme makineleri tek sistemli makinelerdir.
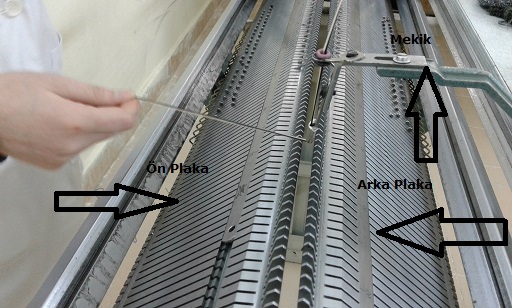
Aynı anda sadece bir mekik çalışabilir. Yani kafanın 1 sıra gidişinde 1 ilmek sırası örülür. Mekikler plakalara bağlı mekik rayları üzerine takılır ve bu raylar üzerinde hareket eder. Düz el örme makinelerindebir önde bir arkada olmak üzere toplam iki tane mekik rayı vardır. Buna bağlı olarak da ikitane mekik takılabilir.
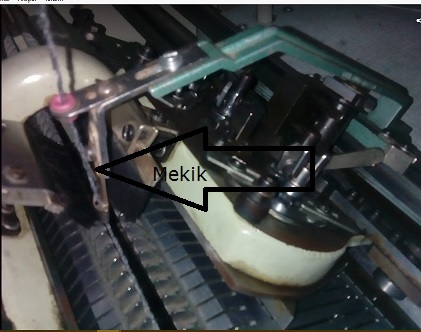
g-Fırçalar :
Kafanın üzerinde bulunan fırçaların görevi, örme esnasında iğnelerin dillerinin açılmasını sağlayarak ilmek oluşumuna yardımcı olmaktır. Diğer yandan da iğne ve plaka üzerinde bulunan fazla tüyleri ve tozları temizler. Düz el örme makinelerinde iki tane fırça bulunmaktadır. Biri ön plakadaki iğne dillerine, diğeri arka plakadaki iğne dillerine hareket verir. Makinedeki sistem sayısı ile orantılıdır.
h-Mekik değiştirme ;
Mekiklerin alınıp bırakılmasına yarayan mekanizmadır. Tulumbaya benzediği için mekik tulumbası denilmektedir. Hareket ettiren kola tulumba kolu denilmektedir.) Kafanın sol tarafındaki koldur. Bu kol sayesinde mekikler istenildiği zaman alınır, istenildiği zaman bırakılır.
i-Jakar Kırma Kolu :
Ön ve arka plakadaki iğnelerin birbirleriyle çakışarak kırılmalarını önlemeye yarayan mekanizmadır. Yapılacak örgünün özelliğine göre örgüye başlamadan önce veya örme esnasında iğnelerin karşılıklı veya çapraz pozisyona getirilmesine yarayan kaydırma koludur.

Kısacası, arka plakanın ön plakaya oranla hareket ederek farklı örgü yüzeylerinin oluşması sağlanır. Yani, ilmekler arka plakanın hareket etmesiyle örgü yüzeyi üzerinde farklı şekilalır. Jakar kırma mekanizması ile ilmeklerin kaydırılarak hareketleriyle elde edilen örgüyüzeylerine plaka kaydırmalı desenler denir. Arka plaka ancak birer birer kaydırılabilir.Çünkü her makinenin kendi bünyesinde jakar kırma mekanizma tur sayısı vardır. Makineinceliği tur sayısının belirlenmesinde etkendir. Her makine kendi bünyesinde kayabilen birjakar dişlisine sahiptir. Dişli bir kol yardımı ile çevrilerek hareket ettirilir. Dişli sayısı kaydırma sayısını belirler.
DÜZ EL ÖRME MAKİNELERİNİN YARDIMCI ELEMANLARI ;
1-Tarak ve Tarak teli :
Örme işlemine başlayabilmek örgü alanına ilmek kaptırabilmek için kullanılan yardımcı elemanlardır. İlk örme sırasında oluşan fiyonkların iki plaka arasına yerleştirilen ve tarak teli ile sabitlenen tarak sayesinde; fiyonklara ilmek formu verilmesine yani ilmek oluşumuna yardımcı olur. Taraklar numaralıdır. Makine numarasına göre değişir. Tarakların genişliği de çeşitlidir. Yapılacak örgünün genişliğine uygun tarak seçimi yapılmalıdır. Tarak aynı zamanda örgü başlangıcının düzgünlüğünü de sağlar.

Örme işleminin gerçekleştirilmesindeki yardımcı elemanlardan biridir. Tek başına bir işlevi yoktur. Tarakla birlikte işlevini gerçekleştirir. Örgü başlangıcında tarağın içinden geçerek ilmekleri aşağıya doğru çeker. İnce ve uzundur. Tarağın genişliğine göre ayarlanabilir. Üzerinde ağırlık takılabilmesi için belirli aralıklarla delikler bulunur.
2-Aktarma iğneleri :
Örme işleminde ilmeklerin yerlerinin değiştirilerek, çeşitli desenler yapılmasını sağlar.Örgüye geçilmeden önce kullanılacak makine numarasına uygun aktarma iğnesi seçilmelidir. Aktarma iğneleri iki bölümden oluşur. İlki aktarma iğnesinin tuttuğumuz demirden yapılmış bölümü, diğeri bu bölümün ucuna takılan ucu yuvarlak kısımdır.
Aktarma iğneleri
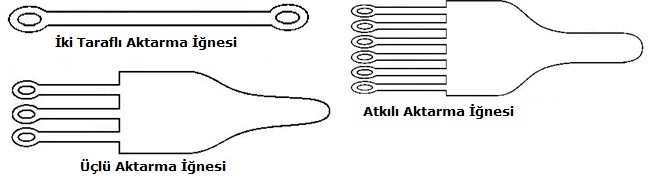
1’li aktarma iğnesi,
2’li aktarma iğnesi
6'lı aktarma iğnesi şeklinde isimler alır.
Tek seferde ne kadar ilmekle aktarma yapılacaksa ona uygun aktarma iğnesi seçilir.
İki taraflı aktarma iğnesi:
İlmekleri ön yataktan arka yatağa veya yan tarafa aktarmada, makine üzerinde keserek bitirme ve birleştirme dikişlerinde kullanılır.
İkili aktarma iğnesi:
Aynı anda iki ilmek eksiltmek veya aktarmak için kullanılır. Diğer ucunda kroşe iğnesi bulunur.
Üçlü aktarma iğnesi:
Aynı anda üç ilmek eksiltmek ve aktarmak için Kullanılır.
Altılı aktarma iğnesi:
Aynı anda altı ilmek eksiltmek ve aktarmak için kullanılır.
3-Ağırlık :
Örme işleminin gerçekleştirilmesindeki yardımcı elemanlardan biridir. İki parçadan oluşmaktadır. İlki, üzerine ağırlıkların konulacağı demir, uzun çubuk; diğeri ise üzerine yerleştirilen demir ağırlıklardır. Örgü başlangıcında kullanılan tarak ve tel takıldıktan sonra, tarağın alt kısmında bulunan deliklere takılır. Ağırlık takılırken, tarağı dengeleyecek bir şekilde takılmalıdır. Aksi takdirde çekim eşit olmaz. Bu da iğnelerin üzerinde ilmek yığılmaları olmasına neden olur. Eğer takılan ağırlık fazla ise örgüde patlamalar, yırtılmalar meydana gelir. Eğer az ise örgü yüzeyi istenilen ayarda olmaz.

DÜZ EL ÖRME MAKİNELERİNDE KULLANLAN ARAÇ VE GEREÇLER ;
1-Parafin :
Petrollerin ayrımsal damıtılması sırasında elde edilen, beyaz katı bir maddedir. Mum yapımında kullanılır. Aynı zamanda, mumlar gibi apre maddesi olarak kullanılır. Örme işleminin daha düzgün daha rahat ve verimli olarak gerçekleşmesi için nemlendirilerek, parafinlenerek veya bazı emülsiyonlar emdirilerek kaygan bir hale getirilmesi gerekir. Bu işlemlerin sonucunda ipliğin rahat hareket etmesi sağlanır, sürtünme kuvveti azaltılır ve iplik kopma ihtimali en aza indirilir. Parafinin sertliğini “penetrasyon” belirler. Sertliği 15–25 arasında olan parafinler pratikler kullanılır. Küçük rakamlar sert parafini ifade eder. Eğer salon sıcaklığı 30 C°’den fazlaysa sert parafinler kullanılmalıdır. Kullanılan parafinler daha sonraki işlemlerde kumaş üzerinden kolaylıkla uzaklaştırılabilen türden olmalıdır.
2-Makine yağı :
Kızakların ve iğnelerin hareketini kolaylaştırmak için kullanılan bir cins petroltürevidir. Yataklar ve kızaklar temizlenip tozlar arındırıldıktan sonra fırça yardımıyla yağlama işlemi yaptırılır. Fırçaya 1–2 damla yağ damlatmak yeterlidir. Yağın fazlası ürün üzerinde lekelere yol açabilir. Makinenin özelliliğine göre üretilen yağın kullanılması tavsiye edilir.
3-Temizleme fırçası :
Makinenin temizliği için kullanılır. Yağlamada ve makine üzerindeki fazla tozları,tüyleri almada kullanılır. Makinenin kullanılmasından sonra yataklar ve kızaklar üzerinde biriken iplik havları ve tozları temizlemek için kullanılır. Yumuşak olması ve kıllarının makinenin en hassas kısımlarına geçecek nitelikte olması gerekir.
4-Dilli kancalar ( Kroşe iğnesi ):
Kroşe iğneleri (dilli iğneler) bir kaç sıra kaçmış olan ilmeği yakalayıp örmek için kullanılan araçlardır. İlmek kaçığı ilmekleri, dilsiz kanca şeklindedir ve kaçan ilmeği yakalayıp örme yapmak için kullanılır.
![]()
5-Dilsiz kanca ( kaçık iğnesi ):
Bir ucu kıvrık, sivri olarak yapılmış, diğer ucuna da aktarma iğnesi yerleştirilmiştir.Turuncu iğne olarak da bilinir. Çok işlevlidir. Kıvrık olan ucu makine üzerinde bulunan örgüdeki ilmek kaçığını alarak tekrar iğne başına geçirmede kullanılır.
![]()
6-İğne seçici tarak:
Örgüye başlamadan önce, yapılacak örgünün özelliğine göre iğne seçimi yapmak için kullanılır. Tarağa benzer görünümü olduğu için adını buradan alır. İğne seçiminde kolaylık sağlar. Başka hiçbir işlevi yoktur.

Çözgülü Örme Kumaşlar ve Özellikleri
Çözgülü örme makinelerinde tüm iğneler iğne rayları üzerinde birlikte hareket eder. Çözgülü örme kumaşlar genellikle dikey bir iplik akışından fark edilir; bu esnada iplikler çoğunlukla çözgü leventlerinden ve/ veya bobin askılarından beslenir. Geniş uygulama yelpazesi, düzen ve sayı ile gerekli örgü elemanları ve iplik besleme sistemleri açısından birbirinden çok farklı olan çok farklı makinelerde çok sayıda uygulama oluşturur.
Çözgülü örme kumaşlar,
bir çözgü levendinden sağılan ipliklerin delikli iğnelerden geçirilmesi ve ilmek oluşturmak üzere örme iğnelerinin üzerine verilmesi ile üretilen, boyutsal stabilite açısından dokuma kumaşlara yakın özellikler gösteren kumaşlardır. Çözgülü örme kumaşlar, atkılı örme kumaşlara göre daha stabil ve ilmeklerin görünüşleri daha az belirgindir. Çözgülü örme kumaşların elastikiyetleri oldukça düşüktür. Çözgülü örme kumaşlar, atkılı örme kumaşlardan yüzünün ve tersinin dikkatlice incelenmesi yolu ile ayırt edilebilir. Kumaş yüzü; oldukça açık, belirgin düz ilmeklerden oluşmakta, ilmekler dikey olarak ve bir kenarından diğer kenara hafif bir açıyla sürmektedir. Kumaşın tersi; hafif eğik yatay çizgilere sahiptir. Bu çizgiler üstten dolanan ve alttan dolanan iplikler olarak adlandırılır ve kumaşı oluşturan çözgü ipliklerinin yanlamasına hareketiyle oluşur. Bu ipliklerin ayrılması, çözgülü örmeleri ayırt etmekte en önemli özelliktir. En önemli ayırt edici özellik ise, çözgülü örme kumaşların sökülememesidir.
Çözgülü örme kumaşları 3 bölüme ayırarak sınıflandırılır:
1-Trikot çözgülü örme makinelerinde üretilen kumaşlar 2-Raşel çözgülü örme makinelerinde üretilen kumaşlar 3-Kroşet (aksesuar) çözgülü örme makinelerinde üretilen kumaşlar Trikot ve raşel çözgülü örme kumaşların her ikisi de kapalı ilmekler veya açık ilmekler oluşturarak ve değişen alt besleme uzunluklarıyla elde edilir. Basit yapılar, sadece kapalı ilmek oluşturarak ve ilmekten komşu ilmeğe alt besleme bağlantılarıyla elde edilir. Açık ilmekler benzer bir yapı oluşturabilir. Bu durumda kumaş daha açıktır ve daha yüksek elastikiyete sahiptir. Çözgülü örme kumaşların büyük çoğunluğunda iki ya da daha fazla alt besleme oluşur. Bu yolla elde edilen kumaşlar yapılarından dolayı daha güçlü, ağır ve sağlamdır. İki çözgünün çalışma yeri ön çözgü ve arka çözgü olarak ifade edilir. Ön çözgü ipliklerinin ilmek alt besleme oluşumları ön kılavuz çubuğu tarafından kontrol edilir ve aynı şekilde arka kılavuz çubuğu tarafından arka çözgüler kontrol edilir.
1- TRİKOT ÇÖZGÜLÜ ÖRME KUMAŞLAR
Çözgü örmeciliğinin ana sınıflarından kabul edilen Trikot (çözgülü otomat) örme ürünleri olan kumaş yapıları, temel prensip olarak raşel kumaşlarla yaklaşık aynı yapıya sahiptir. Yalnızca örme elemanlarının düzen şekli, iplik dizilişi ve hareket düzeni bakımından farklılık gösterir. Basit Trikot yapıları iki çözgüden örülerek dolu Trikot olarak isimlendirilir. Her iki kılavuz çubuğu bir taraftan öbür tarafa uzanarak iki ilmek yapar. İki kılavuz çubuğu iki mayın bir yanından öbür yanına kısa alt beslemeler yapar. Bu örgülere kilit örgüler denir. Arka kılavuz çubuğu iplikleri (beyaz) dolu Trikotta sürekli aynı hareketi yapar. Ön kılavuz çubuğu iplikleri (siyah) geniş alt beslemeler yaparak üç ilmek boyunda bir taraftan diğer tarafa uzanır. Bu uzun alt besleme ürünü kumaşlar dolu Trikottan daha büyük kumaş elastikiyetine sahiptir.
Kumaşlar, ön kılavuz çubuğu kısa, arka kılavuz çubuğu uzun alt beslemeler yaptığı zaman, düşük elastikiyete sahip olmaktadır. Her bir ön kılavuz çubuğu ipliği (siyah) aynı may boyunca açık ilmek yapar ve eğer bu çözgüde renkli iplikler kullanılırsa kumaşta boyuna çizgiler oluşur. Arka kılavuz çubuğuyla üç may boyunca alt besleme yapılması sonucunda, dört may boyunca yapılandan daha hafif bir kumaş elde edilir. Her iki kumaşa kraliçe kordu denir.
2-RAŞEL ÇÖZGÜLÜ ÖRME KUMAŞLAR

Çözgülü örmeciliğinin ana sınıflarından olan raşel çözgülü örme makinelerinde üretilen bu kumaş çeşitleri, prensip olarak Trikot çözgülü örme otomatları ürünleri ile aynı yapıya sahiptir. Bu nedenle onlarla birçok karakteristikleri benzemektedir. Temel Trikot çözgülü örmenin prensipleri raşel örgünün temel prensipleri ile aynıdır. Kılavuz raylarının sayısının fazla olması raşel kumaşların geniş çeşitlilikte desenleme potansiyelini ortaya çıkarır.Tüm çözgülü örme kumaşlarda açık ve kapalı ilmek bulunur. Raşel kumaşlarda da iplik besleme ayırt edici bir özelliktir. İki çözgü gerekmektedir. Ön çözgü (siyah) normal açık ilmek yaparak alt beslemeler yardımıyla bağlantı yapar. Arka çözgü, sadece alt besleme oluşturur. İlmek oluşumu yoktur. Alt beslemelerin olduğu yerde, sadece iplik yatırımı denilen işlem gerçekleştirilir. İplik yatırımının avantajları şunlardır: İlmek oluşumu olmadığı için, iplik tüketimi azdır. Bu nedenle düşük ağırlıkta bir kumaş elde edilir. Kalın ipliklerde iplik yatırılarak desen efektleri oluşturulabilir. Raşel makinelerinde yüksek sayıdaki rehber raylarının programlanması karmaşık bir yapıya sahiptir. Yeni raşel desenlerinin makinede hazırlanmasında materyal karmaşık ya da tek fantezi yapıda ise yavaş ve pahalıdır. Bu durumda bir makinede uzun süre aynı (veya çok benzer) kumaşların çalışılmasıyla ekonomik üretimler yapılır.
3-KROŞET ÇÖZGÜLÜ ÖRME KUMAŞLAR
Çözgülü örmeciliğin önemli bir dalı olan ve kroşet çözgülü örme makinelerinde üretilen aksesuar tipi dar örme ürünleri, aynı dar dokuma ürünleri gibi çok geniş bir kullanım alanına sahiptir. Kroşet çözgülü örme makineleri bazı detaylarda farklılık olmasına rağmen aslında çok yönlü bir raşel çözgülü örme makinesi olan kroşet çözgülü örme makineleri genellikle bir iğne çubuğuna yerleştirilmiş kancalı iğneler, çözgü-atkı yatırım, tüp iplik kılavuzları ve diğer yardımcı örme elemanları ile çok çeşitli örme ürünleri yapabilen çözgülü örme makineleridir. Kroşet çözgülü örme makineleri basit yapıları, kolay bant eni ve motif değiştirme olanakları, bireysel iplik bobinleri ve leventlerinin kullanılması, yüksek üretim hızları sayesinde dar dokuma ürünlerine karşı avantaj elde etmişlerdir. Kroşet çözgülü örme makinelerinde düz elastik bantlar, desenli ve delikli, elastiki veya stabil dar danteller, daha geniş enli düz veya desenli fantezi kumaşlar, ev dekorasyonunda ve mobilyacılıkta kullanılan çeşitli püsküllü, süslü şeritler üretme imkânı vardır.

Çözgülü Örme Kumaşların Genel Özellikleri
Çözgülü örme kumaşlar tekstil sanayinde ve endüstriyel alanda çok geniş bir kullanım alanına sahiptir. İlmek yapısının atkılı örme ilmek yapılarından farklı olması nedeniyle dokuma kumaşlara eşit stabilitede kumaşlar üretilebilir. Bu özellik sayesinde takım elbiselik çözgülü örme kumaşların üretimine olanak sağlar. Yüzey oluşum ve makine özeliklerine göre hemen hemen her tür kumaşın üretilmesi mümkündür. Dokuma ve atkılı örme kumaşların yerine kullanılabilirler. Bu çözgülü örme mamulü sökmeye çalıştığımızda ya hiç sökülmez ya da boyuna yönde biraz sökülür.
Çözgülü Örme Kumaşların Kullanım Alanları
Çözgülü örme kumaşlar genel olarak giyim, ev tekstili ve endüstriyel alanda geniş kullanımı olan kumaşlardır. Çözgülü örme kumaşlar giysilik olarak bayan iç giyim, mayoluk kumaşlar, spor giysiler, takım elbiselikler, boyun atkısı, astarlık kumaşlar, havlu ve pelüş kumaşlar olarak kullanılırlar. Ev tekstilinde çok yoğun olarak tül perdelikler, masa örtüleri, döşemelik kumaşlar, pelüş, dantel havlu kumaşlar, toz bezleri, yatak çarşafları, kilim ve şemsiyelik kumaşlar olarak kullanılır. Endüstriyel alanda ise tıbbi malzemelerde uçak yalıtımında, balık ağı, ayakkabı ve çantalarda kullanılır.
Örme Kumaşlarla Dokuma Kumaşların Karşılaştırılması
Örme kumaşlar, ipliklerin ilmek formunda yan yana ve üst üste bağlantı kurarak bir yüzey oluşturması ile üretilen tekstil yapılarıdır. Dokuma kumaşlar ise atkı ve çözgü ipliklerinin doksan derce açı ile birbirleriye düz çizgi hâlinde kesişmeleri sonucu bağlantı oluşturarak doku yüzeyi oluşturan yapılardır.
Bu kumaş yapılarını karşılaştırdığımızda;
1-Örme kumaşlar genel olarak dokuma kumaşlara göre daha esnek bir yapıya sahiptir.
2-Örme kumaşlar genel olarak dokuma kumaşlara göre daha gözenekli yapıdadır.
3-Örme kumaşlar genel olarak dokuma kumaşlara göre daha yumuşak tutumludur.
4- Örme kumaşlar genel olarak dokuma kumaşlara göre buruşmaya daha az yatkındır.
5- Örme kumaşlar genel olarak dokuma kumaşlara göre daha iyi su emme yeteneğine sahip olabilirler.
6-Örme kumaşlar genel olarak dokuma kumaşlara göre daha iyi izolasyon özelliğine sahiptir.
7-Örme kumaşların üretiminde kullanılan iplikler dokuma kumaşlara göre az bükümlü ipliklerdir.
8-Atkılı örmede kullanın makinelerde farklı incelik ve kalınlıktaki kumaş üretimi için makine inceliğine göre farklı makineler kullanılırken dokuma makinelerinde her türlü incelik ve kalınlıktaki kumaş aynı makinede üretilebilir.
Çözgülü Örmede İlmek Yapıları
ÇÖZGÜLÜ ÖRMEDE İLMEK YAPILARI
Çözgülü örmede ilmek yapıları atkılı örmedeki ilmek yapılarına göre daha sıkı ve farklı şekildedir. Çözgülü örmede ilmekler boyuna yönde bağlantı yaparlar.Çözgülü örmedeki ilmek görünümleri ilmek bağlantı noktalarında ilmek gidiş yönü doğrultusunda açık ilmek ve kapalı ilmek olarak ifade edilir.
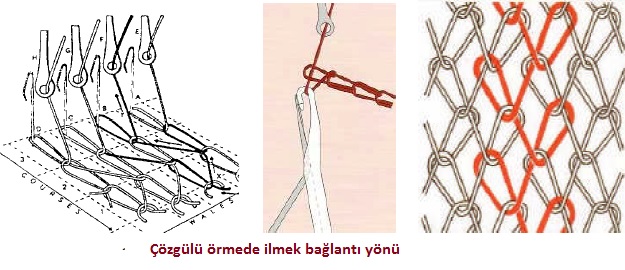
a-Açık ilmek
Çözgülü örmede ilmekler, ilmek hareket yönü ile aynı yönde hareket ederek bir sonraki ilmeği oluşturuyorsa bu ilmek görüntüsüne açık ilmek denir.
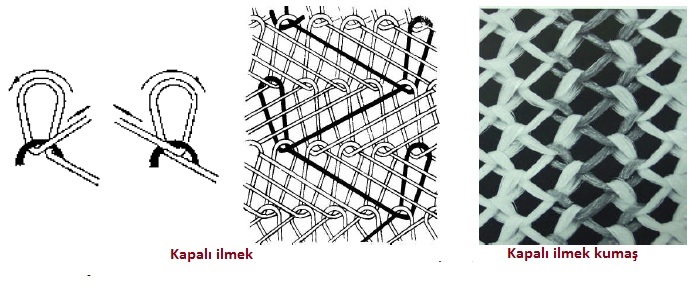
b-Kapalı ilmek
Çözgülü örmede ilmekler ilmek hareket yönünün tersine hareket ederek bir sonraki ilmeği oluşturuyorsa bu ilmek görüntüsüne kapalı ilmek denir.
ÇÖZGÜLÜ ÖRMEDE ÖRGÜ ELEMANLARININ SEMBOLİK GÖRÜNÜŞLERİ
Çözgülü örmede açık ilmek bir kısmı açık daire ile kapalı ilmek ise tam daire ile sembolize edilir. Delikli iğnelerse nokta olarak gösterilir.
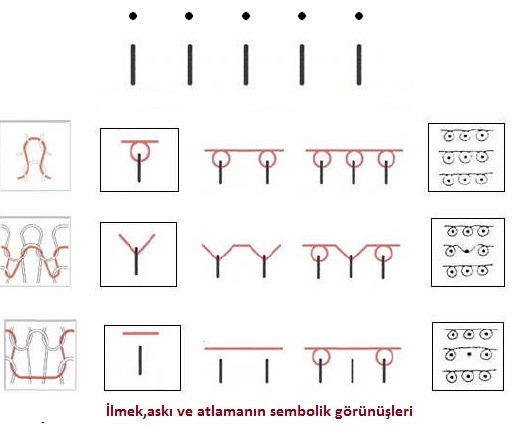
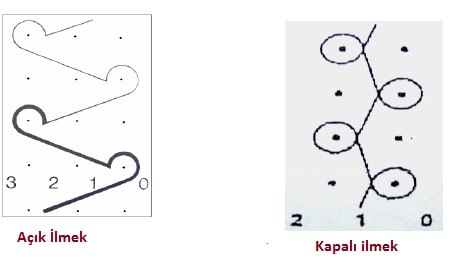
Çözgülü Örmede Örücü Makine Elemanları
ÇÖZGÜLÜ ÖRMEDE ÖRÜCÜ MAKİNE ELEMANLARI
Çözgülü örme sisteminde iplilerin ilmek oluşturması işlemini sağlayan örücü makine elemanları; delikli iğneler, dilli iğneler, iğne rayları, baskı platinleri ve doku çekme sarma aparatları olarak ifade edilir. Bu elamanlar örme sürecine direk etkisi olan elemanlardır.
1-İğneler
Çözgülü örme makinelerinde kullanılan iğne tipleri atkılı örme makinelerinde olduğu gibi dilli-kancalı, esnek uçlu veya sürgülü iğnelerdir. Trikot çözgü otomatlarında esnek uçlu ve sürgülü iğneler kullanılırken Rachel çözgülü örme makinelerinde dilli-kancalı ve sürgülü iğneler kullanılmaktadır. Çözgülü örmede en çok kullanılan iğne cinsi dilli-kancalı ve esnek uçlu iğnelerdir.
A-Dilli iğneler
Dilli iğneler gaga, dil, boyun, gövde ve ayak kısımlarından oluşur. Bu makinelerde kullanılan iğneler, makine inceliğine göre bir inçteki iğne sayısı, birleşik bir hâlde ayaklarından metal iğne tutucularına gömülüdür. Metal içine gömülü iğneler alt kısımlarında bulunan deliklerden dilli iğne rayı (kılavuzu) üzerine yan yana makine enince monte edilirler.
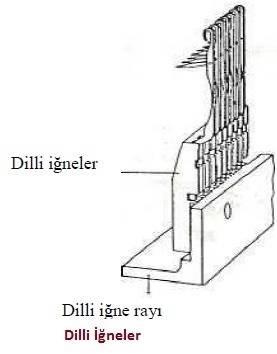
B-Delikli iğneler
Çözgülü örme makinelerinde ayrıca ipliğin örme iğnelerine yatırımını sağlayan delikli iğneler kullanılır. Delikli iğnelerin görevi ilmek oluşturan dilli iğnelerin kancalarına iplikleri ulaştırarak ilmek oluşumuna yardımcı olmaktır. Delikli iğnelerde dilli iğneler gibi bir inçlik iğne tutucularına gömülü olarak delikli iğne rayı üzerine vidalanarak kullanılırlar.
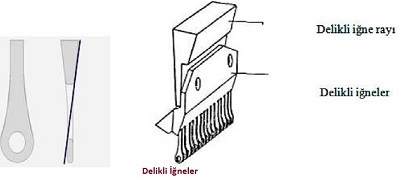
2-İğne Rayları
Çözgülü örme makinelerinde iğne rayları dilli ve delikli iğneler için kullanılan makine enince dilli veya delikli iğnelerin yan yana dizildiği metal kılavuzlardır. Desenlendirme olanaklarına göre delikli iğne raylarının sayısı değişir. Delikli ve dilli iğneler bu rayların hareketi ile ilmek oluşturma işlemini yapar.
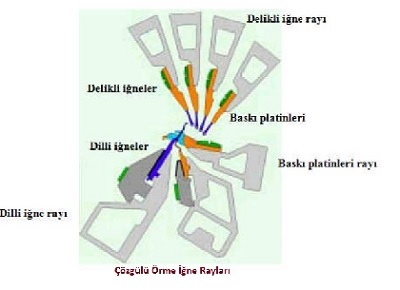

3-Baskı Platinleri
Baskı platinleri de dilli ve delikli iğneler gibi bir inçlik metal tutuculara gömülü platinlerden oluşurlar. Baskı platinleri de kendi rayı üzerine makine enince yan yana dizilirler. Dilli iğnelerin arasında bulunan baskı platinlerinin görevi, ilmek oluştuğu sırada boşta kalan iplikleri tutarak ilmek oluşumuna yardımcı olmaktır.
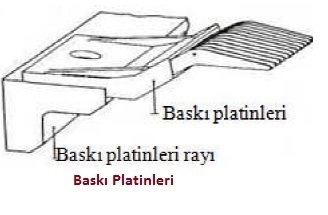
Dokuma Örgülerinin Sınıflandırılması
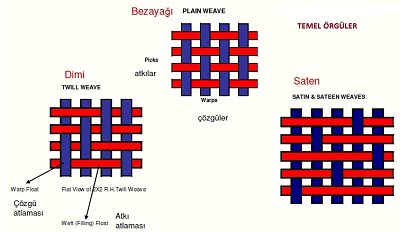
1-BEZAYAĞI ÖRGÜSÜ

2-BEZAYAĞI ÖRGÜSÜNDEN TÜRETİLEN ÖRGÜLER
2.1-RİPS ÖRGÜLERİ
2.1.1-Çözgü rips örgüsü
2.1.1.1-Düzenli çözgü rips örgüsü
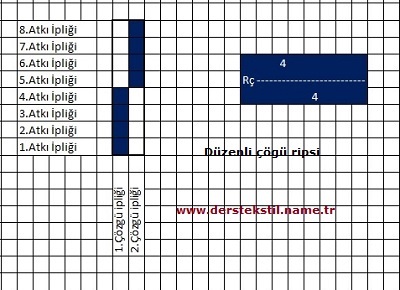
2.1.1.1.2.-Düzensiz çözgü rips örgüsü
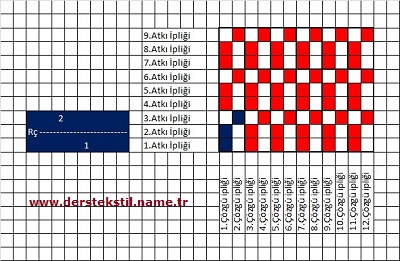
2.1.2-Atkı rips örgüsü
2.1.2.1-Düzenli atkı rips örgüsü
2.1.2.1.2.-Düzensiz atkı rips örgüsü
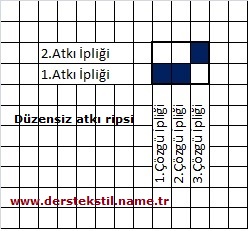
2.1.3.-Meyilli rips örgüsü

2.1.4.-Desenli rips örgüsü
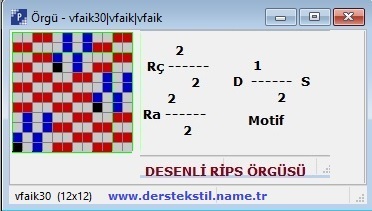
2.2-PANAMA ÖRGÜLERİ
2.2.1- Düzenli panama örgüsü
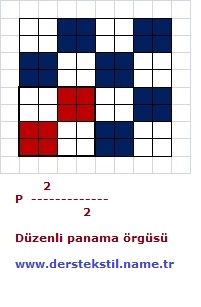
2.2.2- Düzensiz panama örgüsü
2.2.3.-Desenli panama örgüsü
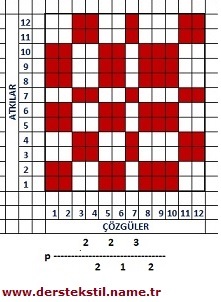
3.-DİMİ ÖRGÜSÜ
3-1.-DİMİ ÖRGÜSÜ ( İPLİK DAĞILIMINA GÖRE )
3.1.1.-Atkı tesirli dimi örgüsü
3.1.2.-Çözgü tesirli dimi örgüsü
3.1.3.-Eşit yüzlü dimi örgüsü
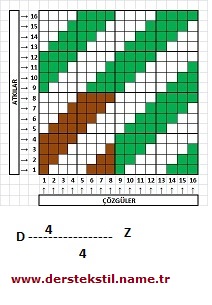
3-2.-DİMİ ÖRGÜSÜ (EĞİM YÖNÜNE GÖRE )
3.2.1.- Sağ yollu dimi örgüsü
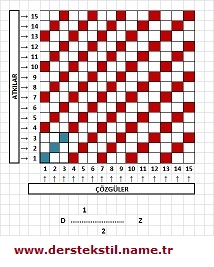
3.2.2.- Sol yollu dimi örgüsü

3-3.-DİMİ ÖRGÜSÜ (EĞİM SAYISINA GÖRE )
3.3.1.- Tek eğimli dimi örgüsü
3.3.2.- Çok eğimli dimi örgüsü
4-DİMİ ÖRGÜSÜNDEN TÜRETİLEN ÖRGÜLER
4.1.-KESİK DİMİ ÖRGÜLERİ
4.1.1- Atkı yönünde kesik dimi örgüsü
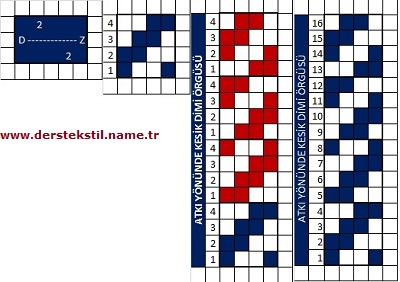
4.1.2- Çözgü yönünde kesik dimi örgüsü

4.2.-KIRIK DİMİ ÖRGÜLERİ
4.2.1.- Çözgü yönünde kırık dimi örgüsü
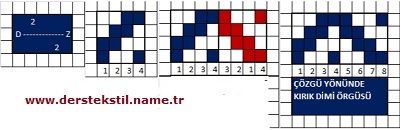
4.2.2.- Atkı yönünde kırık dimi örgüsü

4.3.-BALIKSIRTI DİMİ ÖRGÜLERİ
4.3.1.- Çözgü yönünde balıksırtı örgüsü
4.3.2.- Atkı yönünde balıksırtı örgüsü
4.4-ÇAPRAZ DİMİ ÖRGÜLERİ
4.4.1.- Çözgü yönünde çapraz dimi örgüsü

4.4.1.2.- Atkı yönünde çapraz dimi örgüsü
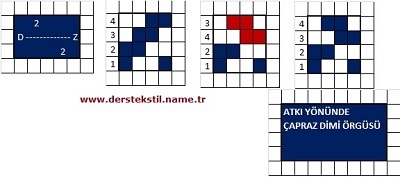
4.5.-DALGALI DİMİ ÖRGÜSÜ
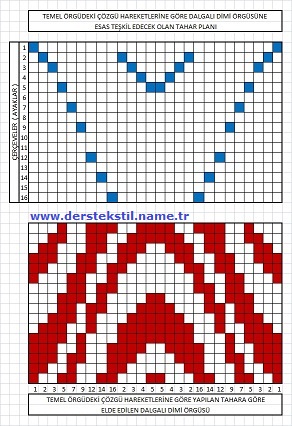
4.6 –DİYAGONAL DİMİ ÖRGÜSÜ
4.6.1.-Çözgü Yönünde Diyagonal Dimi Örgüsü
4.6.2.- Atkı Yönünde Diyagonal Dimi Örgüsü
4.7.-GÖLGELİ DİMİ ÖRGÜSÜ
4.7.1.- Çözgü yönünde gölgeli dimi örgüsü
4.7.1.1.- Yarım gölgeli dimi örgüler
4.7.1.2.-Tam gölgeli dimi örgüler
4.7.2.2- Atkı yönünde gölgeli dimi örgüsü
4.7.2.1.- Yarım gölgeli dimi örgüler
4.7.2.2.-Tam gölgeli dimi örgüler
4.8.-ZİG ZAG DİMİ
4.9.-MEYİLLİ DİMİ
5-SATEN ÖRGÜSÜ
5.1.-Çözgü saten örgüsü
5.2.-Atkı saten örgüsü
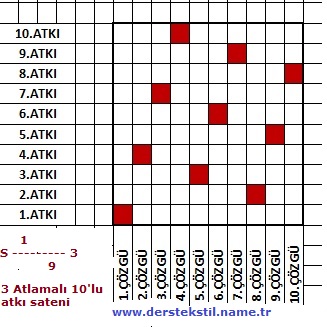
6-SATEN ÖRGÜSÜNDEN TÜRETİLMİŞ ÖRGÜLER
6.1.KUVVETLENDİRİLMİŞ SATEN ÖRGÜLERİ
6.1.1- Çözgü yönünde kuvvetlendirilmiş saten örgüsü
6.1.2.- Atkı yönünde kuvvetlendirilmiş saten örgüsü
6.2.-KARIŞIK SATEN ÖRGÜSÜ
6.2.1.- Çözgü Yönünde Karışık Saten Örgüsü
6.2.2.- Atkı Yönünde Karışık Saten Örgüsü
6.2.GÖLGELİ SATEN ÖRGÜLERİ
6.2.1.ÇÖZGÜ YÖNÜNDE GÖLGELİ SATEN ÖRGÜLERİ
6.2.1.1.-Yarım gölgeli saten örgüsü
6.2.1.2.-Tam gölgeli saten örgüsü
6.2.2.-ATKI YÖNÜNDE GÖLGELİ SATEN ÖRGÜLERİ
6.2.2.1.-Yarım gölgeli saten örgüsü
6.2.2.2.-Tam gölgeli saten örgüsü
7-KORD ÖRGÜLERİ
7.1.-Atkı kord örgüsü
7.2.Çözgü kord örgüsü
8-KREP ÖRGÜLERİ
8.1.-Bağlantı noktası ekleyerek elde edilen krep örgüsü
8.2.- Bağlantı noktası eksilterek elde edilen krep örgüsü
8.3.-Motif çevirerek elde edilen krep örgüsü
8.3.1.-Motifi sağa çevirerek elde edilen krep örgüsü
8.3.2.- Motifi sola çevirerek elde edilen krep örgüsü
8.4.-Seçilen örgü ve tahar uygulaması ile elde edilen krep örgüsü
8.5.-Bağlantı noktalarına motif ilavesi ile elde edilen krep örgüsü
8.6.-Örgüdeki hareketlerin yer değiştirmesi ile elde edilen krep örgüsü
9-YOLLU ÖRGÜLER
9.1.-Enine yollu örgüler
9.2.-Boyuna yollu örgüler
10-KUVVETLENDİRİLMİŞ ÖRGÜLER
10.1.- Çift çözgülü tek atkılı kumaş örgüleri ( Astar çözgülü kumaş örgüleri )
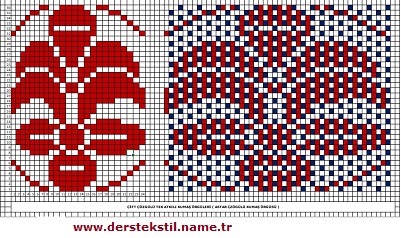
10.2.- Çift atkılı tek çözgülü kumaş örgüleri ( Astar atkılı kumaş örgüleri )
10.3.-Çift katlı kumaş örgüleri
10.3.1.-Çözgüden bağlantılı çift kumaş örgüleri
10.3.1.2.- Atkıdan bağlantılı çift kumaş örgüleri
10.3.1.3.- Çözgüden ve atkıdan bağlantılı çift kumaş örgüleri
10.3.1.4.-Özel bağlantı çözgüsü kullanarak yapılan çift kumaş örgüleri
10.3.1.5.-Motif özellikle kumaşlarda örgülerin yer değiştirmesiyle yapılan çift katlı kumaş örgüleri
11.-BROŞE KUMAŞ ÖRGÜLERİ
12.-DAR DOKUMA MAKİNELERİNDE GENİŞ DOKUMALAR İÇİN KULLANILAN ÖRGÜLER
13-HORTUM DOKUMALAR İÇİN KULLANILAN ÖRGÜLER
14.-ÇOK KATLI KUMAŞ ÖRGÜLERİ
14.1.-Çözgüden bağlantılı atkıdan takviyeli kumaş örgüleri
14.2.-Kesişmeli çift katlı atkı takviyeli kumaş örgüleri
14.3.- Kesişmeli çift katlı çözgü takviyeli kumaş örgüleri
14.4.-İkili çözgü takviyeli atkı bağlantılı kumaş örgüleri
14.5.-Atkıdan takviyeli çözgüden bağlantılı kumaş örgüleri
14.6.-İki çözgülü üç atkılı kumaş örgüleri
14.7.İki taraflı ( doublas) çift katlı kumaş örgüleri
15.-STEP KUMAŞ ÖRGÜLERİ
15.1.-Step çözgüsü ile yapılan kumaş örgüleri
15.2.- Step atkısı ile yapılan kumaş örgüleri
16.-ÜÇ YA DA DAHA FAZLA KATLI KUMAŞ ÖRGÜLERİ
16.1.-Ekstra çözgü ve atkı iplikleriyle dokunan üç ya da daha fazla katlı kumaş örgüleri
17-CLOG ÖRGÜLERİ
18.-GOBLENLER
18.1.-El dokuma gobleni örgüleri
18.2.-Makine gobleni örgüleri
18.2.1.-Atkı gobleni örgüleri
18.2.2.-Çözgü gobleni örgüleri
19.-DÖŞEMELİK RİPS ÖRGÜLERİ
20-KOTELİN ÖRGÜLERİ
21.-KADİFE KUMAŞ ÖRGÜLERİ
21.1.-Uygulama tekniğine göre kadife kumaş örgüleri
21.1.1.-Atkı tekniği ile elde edilen kadife kumaş örgüleri
21.1.2.-Boncuk tekniği ile elde edilen kadife kumaş örgüleri
21.1.3.-Tek kat tekniği ile elde edilen kadife kumaş örgüleri
21.1.4.-Çift kat tekniği ile elde edilen kadife kumaş örgüleri
21.1.5.-Armürlü tezgâhlarda Çift kat tekniği ile elde edilen kadife kumaş örgüleri
21.2.-Jakarlı dokuma tezgâhlarında elde edilen kadife kumaş örgüleri
22-PİKE ÖRGÜLERİ
Atkıdan Kuvvetlendirilmiş Örgüler
Kumaşa farklı bir görüntü ve gramaj kazandırmak amacıyla atkıdan veya çözgüden ilave iplik kullanmak suretiyle oluşturulan örgülere kuvvetlendirilmiş (astarlı) örgüler denir. Tek çözgü ve tek atkı sistemiyle dokunan kumaşlarda kalın ve gramajlı kumaş elde edebilmek amacıyla kalın iplik kullanmak gerekir. Ancak kullanılan kalın iplikler kumaşın kaba bir görünüm ve yapıya sahip olmasına neden olur.
Tek katlı kumaş yapılarında ince iplik kullanarak gramajı artırmak ve istenen kumaş özelliklerini sağlamak amacıyla kuvvetlendirme çözgüsü veya atkısı kullanılır. Kullanılan ilave çözgü ve atkılara astar iplikleri de denir. Astar ipliklerinde ucuz ve kalın ipliklerin kullanımı tercih edilir. Astar iplikleri kumaş yüzeyinde görünmeden kumaşın arkasında yüzme ve kumaşın yüzeyinde belirli noktalarda bağlantı yapar.
Kumaşın yüzeyinde farklı bir görüntü oluşturmak için tercih edilen kuvvetlendirilmiş örgülerde ise kullanılan ipliklerin yüzeyde görünmesi ve iyi kalitede olması gerekecektir.
Kuvvetlendirilmiş örgülerde en önemli nokta bağlantı noktalarının seçimidir. Seçilen bağlantı noktaları kuvvetlendirme amacına yönelik olarak farklılık göstermektedir.
Kuvvetlendirilmiş Örgüler
1-Atkıdan kuvvetlendirilmiş örgüler
2-Çözgüden kuvvetlendirilmiş örgüler
olmak üzere iki çeşittir.
Kuvvetlendirilmiş örgülerin özellikleri
>>> Bağlantı noktalarının dağılım yönü, zemin örgüsü olarak tercih edilen örgü ile uyumludur.
>>> Bağlantı noktaları rapor alanına eşit dağılmıştır.
>>> Zemin ve ilave ipliklerin sıralamasında kullanılan dizim 1/1, 2/1, 3/1, 4/1, 1/2 şeklinde olur.
>>> Uygulama şekline göre her bir çözgü veya atkı ipliği üzerinde bir bağlantı noktası bulunur.
>>> Astar iplikleri fazla yüzme (uzun atlama) yapmaz.
Kuvvetlendirilmiş örgüler; genellikle paltoluk, battaniyelik, perdelik ve döşemelik kumaşların dokunmasında kullanılır.
Atkıdan Kuvvetlendirilmiş Örgüler
Atkı ile kuvvetlendirilen örgüler zemin ve astar atkı sistemlerinden oluşur. Gramajı artırmak amacıyla yapılan örgülerde, kumaşın tersinde yüzme yapan astar atkı iplikleri belirli noktalarda çözgü ipliklerinin üstüne çıkarak bağlantı yapar. Bağlantı noktalarının kumaş yüzeyinde görünmesi uygun değildir.
Kumaşın gramajını artırmak amacıyla uygulanan kuvvetlendirilmiş örgülerde, astar atkılarının çözgü ipliği ile yapacağı bağlantı noktasını seçerken etrafının atkı hâkimiyetli olmasına dikkat edilir. Bağlantı noktasının üstündeki ve altındaki karelerin boş olması gerekir. Bağlantı noktaları örgü üzerinde boş kare olarak gösterilir.
Bağlantı noktasının altındaki ve üstündeki atkı ipliklerinin her ikisinin de yukarıda (boş kare) olması sebebiyle astar atkısı her iki atkı arasında gizlenecektir. Bu sebeple bu nokta iyi bağlantı noktasıdır.
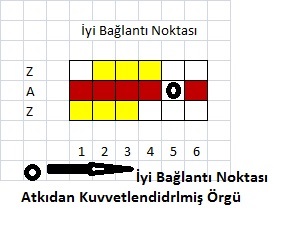
Bağlantı noktasının altındaki iplik yukarıda (boş kare) fakat üstündeki iplik ise aşağıda (dolu kare) bulunmaktadır. Bu şekilde tercih edilen nokta orta bağlantı noktasıdır.
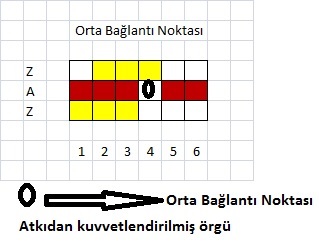
Bağlantı noktasının her iki tarafındaki atkı ipliklerinin aşağıda (dolu kare) olması sebebiyle astar atkısı yüzeyde görünecektir. Bu nedenle tercih edilen nokta kötü bağlantı noktasıdır.
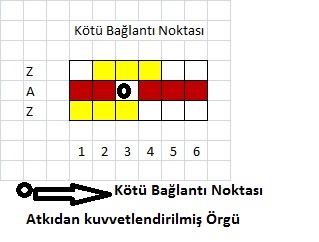
Farklı bir görünüm kazandırmak amacıyla yapılan örgülerde, kumaşın üstünde yüzme yapan astar atkı iplikleri belirli noktalarda çözgü ipliklerinin altına inerek bağlantı yapar. Bağlantı noktalarının kumaş tersinde görünmesi uygun değildir.
Kumaşa farklı bir görünüm kazandırmak için uygulanan kuvvetlendirilmiş örgülerde astar atkılarının çözgü ipliği ile yapacağı bağlantı noktasını seçerken etrafının çözgü hâkimiyetli olmasına dikkat edilir. Bağlantı noktasının üstündeki ve altındaki karelerin dolu olması gerekir. Bağlantı noktaları örgü üzerinde dolu kare olarak gösterilir.
Bağlantı noktasının altındaki ve üstündeki atkı ipliklerinin her ikisi de aşağıda (dolu kare) olması sebebiyle astar atkısı her iki atkı arasında gizlenecektir. Bu sebeple bu nokta iyi bağlantı noktasıdır.
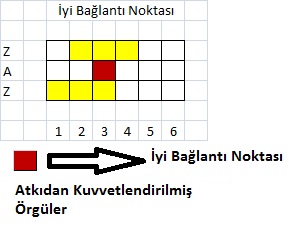
Bağlantı noktasının altındaki iplik yukarıda (boş kare) fakat üstündeki iplik ise aşağıda (dolu kare) bulunmaktadır. Bu şekilde tercih edilen nokta orta bağlantı noktasıdır.
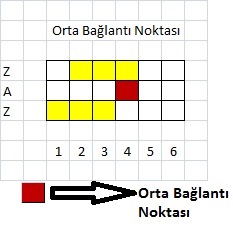
Bağlantı noktasının her iki tarafındaki atkı ipliklerinin yukarıda (boş kare) olması sebebiyle astar atkısı kumaşın tersinde görünecektir. Bu nedenle tercih edilen nokta kötü bağlantı noktasıdır.
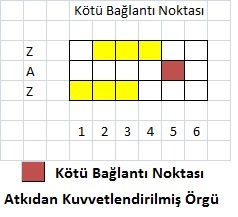
Kuvvetlendirilmiş örgülerin çizilebilmesi için bazı verilere ihtiyaç vardır. Bunlar:
>>> Kullanılacak olan zemin örgüsü
>>> Astar atkısının ya da çözgüsünün konumu (görüntüsü)
>>> Dizim
Atkıdan kuvvetlendirilmişş örgülerde görüntünün üstte olduğu durumlarda kumaşa farklı görünüm kazandırılacağı, altta olduğu durumlarda ise kumaşa gramaj kazandırılacağı anlaşılmalıdır. Çözgüden kuvvetlendirilmiş örgülerde ise tersi bir durum söz konusudur.
Örgü çizimine başlamadan önce rapor alanının tespit edilmesi gerekir. Rapor alanı tespit edilirken zemin örgü raporu, astar örgü raporu ve dizim göz önünde bulundurulmalıdır.
Dizimin 1/1 olması her zemin ipliğinden sonra bir astar ipliği olacağı anlamına gelir. Bu durumda kullanılan astar ipliği cinsi (çözgü ya da atkı) iki katına çıkar. Dizimin 2/1 olması durumunda ise iki zemin ipliğinden sonra bir astar ipliği olacağı anlamına gelir. Bu durumda ise ilave edilen iplik cinsi örgü raporunun yarısı kadar artırılmalıdır.
3
Zemin örgüsü: D ———— Z
4
Görüntü : Altta
Dizim : 1 Z / 1 A
Buna göre;
Rapordaki toplam çözgü tel sayısı : 7 tel
Rapordaki toplam atkı tel sayısı : 7 + 7 = 14 tel olacaktır.
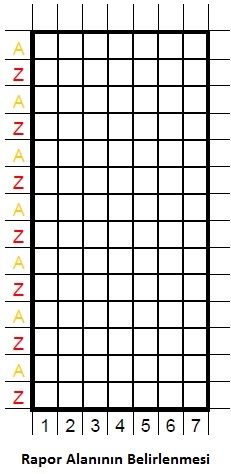
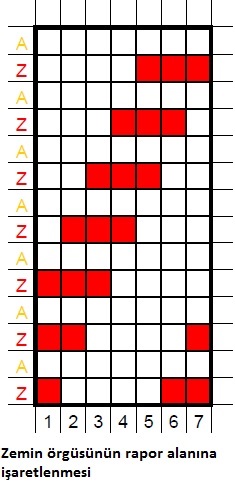
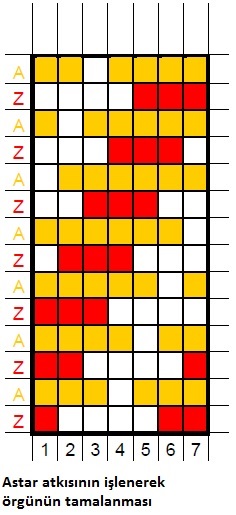
2
Zemin örgüsü: D ————— ( Z )
4
Görüntü : Üstte
Dizim : 2 Z / 1 A
Buna göre;
Rapordaki toplam çözgü tel sayısı : 6 tel
Rapordaki toplam atkı tel sayısı : 6 + 3 = 9 tel olacaktır.
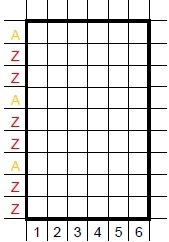
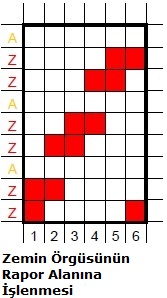
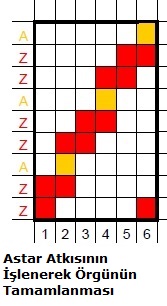
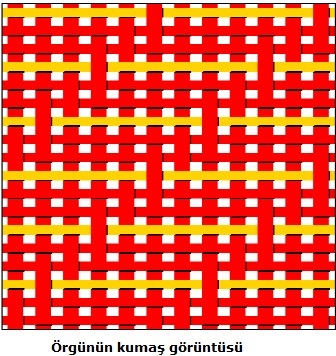
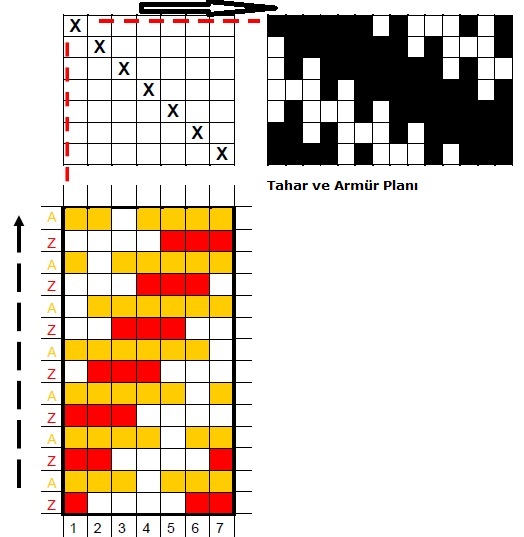
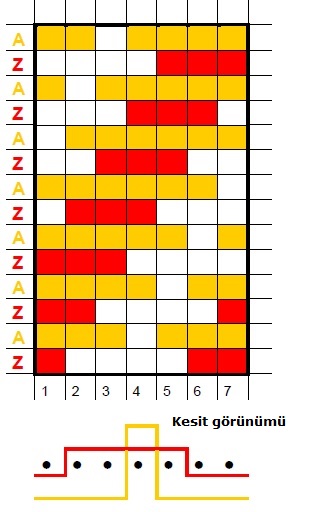
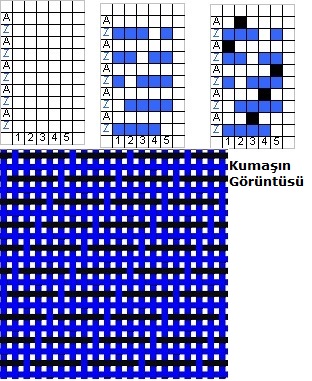
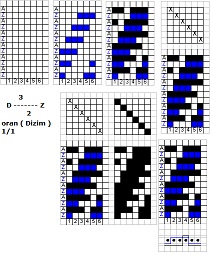
Örme Makinelerinin Sınıflandırılması

ÖRME MAKİNELERİ
1-Atkılı Örme Makineleri
2-Çözgülü Örme Makineleri Olmak üzere ikiye ayrılır
1-ATKILI ÖRME MAKİNELERİ
Tek iplikli (atkı) örme makineleri tek bir iplik bobiniyle bile ilmek yüzeyi oluşturabilen ve tek tek iğne hareketli veya topluca iğne hareketli olarak örme işlemini yapabilen düz veya yuvarlak yapılı örme makineleridir.
1-Örme iğnelerinin topluca hareket ettiği iplik hareketli, iğne sabit atkı örme makineleri; 2-Düz iğne, raylı cotton (kulier) örme makineleri (esnek iğneli düz örme mak.)
3-Dairesel iğne raylı yuvarlak mayözlü-esnek iğneli-(kulier) örme makineleri
Olarak sınıflandırılmaktadır.
YUVARLAK ÖRME MAKİNELERİ
Yuvarlak örme makineleri üretim hızını artırmak için silindirlerin çevresine iğnelerin dizilmesiyle oluşmaktadır. Genellikle iplik sabit, iğneler hareketli prensiple çalışmaktadır. Tek iplik yerine birden fazla iplik ile beslendiğinde üretim daha hızlı olmakta ve düz örme makinelerine göre daha ince makine oldukları için elde edilen kumaşlarda daha ince üretilmektedir.

Yuvarlak örme makinelerinde örme işlemi, ipliklerin iğne yatağı çevresine belirli aralıklarla sıralanmış çalışma yerlerinde bu iğneler topluca dönüş hareketi yaparken aynı zamanda sabit olan kilit sistemlerinden uygun hareketleri almaları ve üzerlerine yatırılan iplikleri çekerek ilmek oluşturmaları ile gerçekleşmektedir.
ÖRME TEKNİKLERİNE GÖRE YUVARLAK ÖRME MAKİNELERİ
1-Tek Plaka Yuvarlak Örme Makineleri
2-Çift Plaka Ribana Yuvarlak Örme Makineleri
3- Çift Plaka İnterlok Yuvarlak Örme Makineleri
4-Tek Silindirli Yuvarlak Çorap Örme Makineleri
5- Çift Silindirli Yuvarlak Çorap Örme Makineleri
Olmak üzere 5 grupta toplanır.
DÜZ ÖRME MAKİNELERİ
Tek iplikle gerçekleştirilen örme işlemi iplik ve iğneler ile oluşturulan ilmeklerin ard arda ve her zaman bir altındaki ilmekle bağlantı yaparak istenilen ölçüde üretilmektedir.

Düz örme makineleri dört tipte bulunmaktadır.
1-Tek iğne yataklı
Bu tip düz örme (triko) makineleri tek iğne yatağı bulunmaktadır. Bu yatak üzerine yerleştirilmiş iğneler ve bunlara hareket veren kilit sistemi ile örme işlemi gerçekleşmektedir. RL tipi tek katlı örgüler yapabildiği için desenlendirme olanakları kısıtlıdır.
2-Ters V iğne yataklı
Birbirlerine belli bir açıyla ters V şeklinde yerleştirilmiş iki iğne yatağı bulunan ve yatak üzerinde bulunan iğnelere hareket veren kilit sistemi ile örme işlemini gerçekleştiren makinelerdir. Çift plakada RR örgüler ve çeşitleri, tek plakada RL örgüler üretilebilmektedir. Piyasada en çok tercih edilen makine türleridir.

3-Karşılıklı düz yataklı
Aynı düzlem doğrultusunda karşılıklı olarak yerleştirilen iki iğne yatağında ters-yüz (LL) örme yüzeyi oluşumunu sağlayan örme makineleridir. Sadece bu makinelerde kullanılan iki ucu dilli iğne ile sanayi tipi örme makineleri içinde en çok desen kabiliyetine sahiptir.
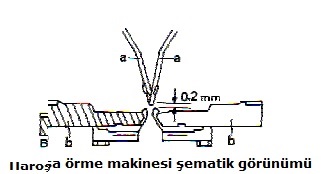
4-Dört yataklı
Dört yatak sisteminde, iki alt iki üst yatakta olmak üzere dört yatak bulunmaktadır. Alttaki yataklar ters V şeklinde üstteki yataklar ise karşılıklı düz olarak yerleştirilmektedir. Dolu iğne örgülerde her türlü aktarma (transfer) tekniğinin yapılabilmektedir. Üst yatakların ortadan ayrılma özelliği ile reglân, V yaka ve simetrik desen uygulamalarında aktarma süresi yarı yarıya azalmaktadır.

ÖRME TEKNİKLERİNE GÖRE DÜZ ÖRME MAKİNELERİ
1-İntersia Düz Örme Makineleri
2-Mekanik Düz Örme Makineleri

3-Aksesuar Nitelikli Düz Örme Makineleri
4- Eldiven, Çorap Düz Örme Makineleri

5-Jakarlı Düz Örme Makineleri
6-Jakarsız Düz Örme Makineleri
Olmak üzere 6 grupta toplanır.
2-ÇÖZGÜLÜ ÖRME MAKİNELERİ

ÖRME TEKNİKLERİNE GÖRE;
1-Raşel Çözgülü Örme Otomatları
2-Trikot Çözgülü Örme Otomatları
3-Kroşet ( Aksesuar ) Tipi Çözgülü Örme Makineleri
4-Diğer Çözgülü Örme Makineleri
Olmak üzere 4 grupta toplanır.

Remayöz Makinesi

Remayöz makinesi, düz örme konfeksiyonunda dikime hazırlanmış düz örme ürünlerin yaka, bant, pat, cep, yan dikiş ve lastik dikim işlemlerini yapan makinedir. Esneme özelliğine sahip olan düz örme kumaşlara zincir dikişi yapan bu makine düz örme konfeksiyonunun ana dikim makinesidir.
Remayöz Makinesinin Bölümleri ve Görevleri
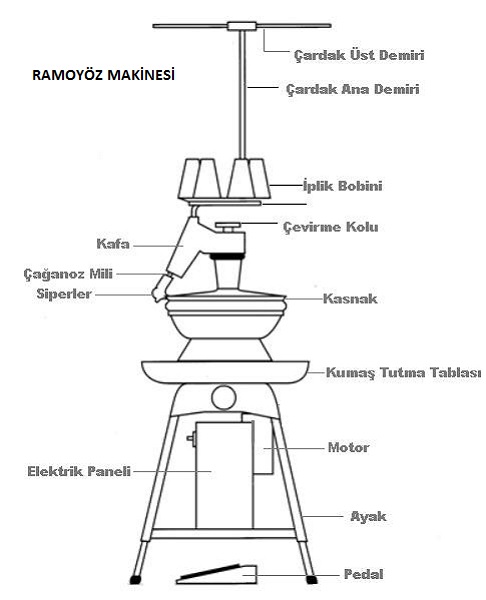
Çardak
Üzerine iplik bobinlerinin yerleştirildiği yukarıdan dikiş ipliğinin rahat sağılmasına yarayan bölümdür.
Kafa
İçerisinde hareketin aktarımını sağlayan aksamların bulunduğu, üzerinde çevirme kolu, tansiyon, tansiyon teli, iplik kılavuzu mafsal çubuğu, üst siper ve çağanozun yer aldığı kısımdır.
Kasnak
İçerisinde hareketin aktarımını sağlayan aksamların, alt iplik kılavuzunun, gergi yayının ve iğnenin bulunduğu, üzerinde kilit sistemini harekete geçiren baskı kolu, maylar, işaretleme çemberi ve alt siperin yer aldığı kısımdır.
Kumaş tutma tablası
Dikilen ürünün yere düşmesini önleyen, ürünün çalışan kişiye ağırlık yapmasını engelleyen ve dikiş esnasında gerekli olan (çizgi taşı, makas gibi) araç gereçlerin konulduğu kısımdır.
Motor
Gelen elektrik enerjisini, harekete çeviren bölümdür.
Elektrik paneli
Elektrik enerjisinin makineye kontrollü olarak girmesini sağlar.
Ayak
Makinenin zemine sağlam bir şekilde tutunmasını sağlayan kısımdır.
Pedal
Motorun hareketini makinenin çalışan aksamlarına ileten, ayak ile idare edilen kısımdır. Makinenin hızlı veya yavaş devirde çalıştırma işlemi de pedal ile yapılır.
Remayöz Makinesinin Çeşitleri :
1-Tek iplikli remayöz makinesi
Tek iplikle zincir dikiş oluşturan makinelerdir. Tek iplikli remayöz dikişi kolay sökülebilme özelliğine sahiptir.
2-Çift iplikli remayöz makinesi
Çift iplikle zincir dikiş oluşturan makinelerdir. Oluşan dikişler sağlam ve esneme özelliğine sahiptir.
3-Overloklu remayöz makinesi
Overlok ve remayöz dikişini birlikte yapan makinelerdir.
Remayöz Makineleri
Remayöz makinesi, yuvarlak bir kasnak üzerindeki çelik maylara takılan düz örme kumaşların dikim işlemlerini yapan makinedir. Remayöz makinesinin ayak bölümünden üstü 360 derece sağa ve sola dönme özelliğine sahiptir.
Bu makineyi kullananlara remayözcü denir. Seri üretimde bir remayöz makinesinde karşılıklı iki remayözcü çalışır. Remayözcülerden biri dikilecek ürünün alttaki parçasını makineye takar diğeri ise üstteki parçayı takar ve pedala basararak makineyi çalıştırır. Bu işlem seri bir şekilde devam eder. Böylece iplik hiç koparılmadan arka arkaya dikim yapılır. Dikilen iki parça arasında 1-1,5 cm boşluk bırakılır, iki parça bu boşluktaki dikişten kesilerek ayrılır.
Overloklu remayöz makinesi düz örme kumaş dikimine özel bir makinedir. Remayöz ve overlok dikişini birlikte yaparak zamandan ve insan gücünden tasarruf sağlar. Düz örme kumaşların overlok yapılacak kısımlarını önce çift sıra remayöz dikişi ile birleştir. Birleştirmeden sonra parçalarının fazlalıklarını (firelerini) bıçak sistemi ile keser ve vakum vasıtasıyla parçanın fazlalıklarını kendi deposuna çeker. Kesim işleminden sonar overlok dikişi yapar .
Remayöz Makinesinin Numaralandırma Sistemleri
Remayöz makinesi numaraları 3-5-6-7-8-10-12-14-16 olarak sınıflandırılır. Numara büyüdükçe makine kalınlığı incelir. Yani 3 numara en kalın makine, 16 numara ise en ince makinedir. Kullanılacak makinenin may kalınlığı dikilecek ürünün kalınlığına uygun olmalıdır. Örneğin 7 veya 8 numaralı örme makinesinde örülmüş bir yaka bandını ancak 10 nu.lı remayöz makinesinde dikmek mümkündür.
Makinenin numarası, üzerinde bulunan mayların kalınlığı ile ölçülür. 1 ınç’e (1 ınç = 2,54 cm) denk gelen may sayısı makinenin numarasını gösterir.

Remayöz makinesinde kullanılacak iğne kalınlıkları remayöz makinesinin may kalınlığı ile doğru orantılıdır. Makinenin kalınlığına uygun iğne seçmek çok önemlidir. Örneğin, 12 nu.lı remayöz makinesinde ancak 12 nu.lı makine iğnesi kullanılmalıdır.
May Kalınlıkları
Remayöz makinesinin kasnağı üzerinde bulunan çelikten yapılmış parçalara may denir. Remayöz makinesindeki mayın kalınlığı makinenin kalınlığını gösterir. Makinenin numarası kaç olursa olsun makinenin çevresi 52,6 ınç’tir. Makinenin may kalınlıkları arttıkça makinedeki may sayısı azalmakta, may inceldikçe may sayısı artmaktadır.
Remayöz Makinesinde Kullanılan Dikiş İpliklerinin Özellikleri
Remayöz makinesinde dikiş ipliği olarak genellikle, dikilecek olan düz örme kumaşın kendi örme ipliği kullanılır. Eğer düz örme kumaşın kendi ipliği dikiş için elverişli değil ise o zaman kumaşın rengine ve ham maddesine uygun bir iplik tercih edilmelidir.

Kaliteli bir dikiş ipliği, dikiş makinesinden rahatça geçebilmeli yani akışkan olmalı, istenen kalitede dikiş oluşturabilmeli, dikilmiş kumaşta mamulün ömrü kadar kopmadan bozulmadan işlevini sürdürebilmelidir.
Remayöz Makinesinde Dikiş Oluşumu
Remayöz makinesi iğne ve çağanoz yardımı ile birbirine bağlanmış iplikler ve ilmeklerle bir zincir dikiş dizisi oluşturarak dikim işlemi gerçekleşir. Zincir dikişi gerdirilmeye karşı esneme özelliğine sahiptir. Dikişin kumaştaki görüntüsü, bir tarafı zincir dikiş görünümünde diğer tarafı ise düz makine dikişi görünümündedir. Remayöz makinelerinin zincir dikişi üstte oluşturan ile altta oluşturanlar çeşitleri vardır.
Remayöz makineleri özelliklerine göre tek iplikli ve çift iplikli olarak zincir dikiş oluşturur.
1-Tek iplikli zincir dikiş oluşumu
Çağanoz, iğneden gelen ipliğin oluşturduğu ilmeği, iğnenin bir sonraki alçalması ile bunun içinden geçmesine dek aynı pozisyonda tutar ve dikiş oluşur.

2-Çift iplikli zincir dikiş oluşumu
İğne ve çağanoz sıra ile birbirlerini oluşturduğu ilmeklere girer ve ilmeklerden zincir oluşur.

Remayöz Makinesinin Kullanım Alanı
Remayöz makinesi, düz örme konfeksiyonunda dikime hazırlanmış düz örme ürünlerin yaka, bant, pat, cep, yan dikiş ve lastik dikim işlemlerini yapan makinedir. Esneme özelliğine sahip olan düz örme kumaşlara zincir dikişi yapan bu makine düz örme konfeksiyonunun ana dikim makinesidir.
Makineye İğne Takma İşlemi
Remayöz makinesinde iğne değiştirmek gerektiğinde, makine kol yardımı ile çevrilerek iğnenin öne çıkması sağlanır. Daha sonra iğnenin takılı olduğu yatağın vidası gevşetilerek iğne serbest bırakılır. İğne yerinden sökülerek yenisi takılır. Yeni iğneyi takarken iğnenin iğne yatağına tam oturması sağlanmalıdır. Yerine oturduğuna emin olduğunuz iğneyi tutan yuvanın vidası tatlı ser bir şekilde sıkılarak iğne değiştirilir.
Makineye İplik Takma İşlemi
Aşağıda iki iplikli remayöz makinesinin iplik takma işlemi ve makinenin kullanımı anlatılmaktadır. Tek iplikli remayöz makinelerinde, makinenin özeliklliğine göre iplik, yalnızca iğneye ya da çağanoza takılır.

İğneyi en alt seviyeye getirmenizin sebebi, iğne üst noktada iken iplik, iplik freni tarafından sıkıştırılır ve iplik sağılımı gerçekleşmez. İğne alt seviyeye getirildiğinde iplik freni açılır ve iplik sağılımı gerçekleşir. Bu durumu gözlemlemek için alt kapak açılır, ipliğin ucu tutularak çevirme kolu ile iğneyi aşağı yukarı hareket ettirerek iplik freninin hareketi incelenir.
Rameyöz makinesine iğne takılmasında işlem basamakları :
1-Remayöz makinesi, remayöz makine iğnesi, tornavida, allen veya İngiliz anahtarı hazırlanır.
( Burada Remayöz makinesinin kalınlığına uygun iğne ve makinenin iğne vidasına uygun tornavida, allian veya İngiliz anahtarını seçmeye dikkat edilir.)
2-İğne çevirme kolu kullanarak öne doğru alınır ve iğne vidasını gevşetilir. ( Çevirme kolunu saat yönünde çevirmeye dikkat edilir. )
3-Makine iğnesi, iğne kanalı alta gelecek şekilde yuvasına yerleştirilir. (Makine iğnesinin yuvaya iyice girdiğine dikkat edilir.)

4-İğne vidasını sıkılır. ( İğne vidasının iyice sıkıldığından emin olunur, vida iyice sıkılmaz ise makine çalıştığında vida yerinden fırlayabilir. )

5-Çevirme kolunu kullanarak iğnenin pozisyonunu kontrol edilir. ( İğnenin çağonoza veya maylara çarpmadığından emin olunur. )
Remayöz makinesine iplik takılması
1-Remayöz makinesi, dikiş iplikleri (2 adet), düz örme fire kumaş ve el işi makası hazırlanır ( Dikiş ipliklerinin makine kalınlığına uygun ve düz örme kumaşın kendi ipliğinden olmasına özen gösterilir. )
2-İplikleri çardaktaki iplik sehpasına yerleştirilir. (İplikleri iplik sehpasına yerleştirirken alt ipliği, alt ipliğin gidiş yönüne, üst ipliği, üst ipliğin gidiş yönüne en uygun sehpaya yerleştirmeye dikkat edilir )
3-Üst ve alt iplik aşağıdaki şemada da görüldüğü gibi takılır. ( Eğer makinenin üst ve alt iplik takılış şekli farklı ise o zaman makinenin kullanım kılavuzundaki şemaya göre üst ipliğin takılmasına dikkat edilir.)
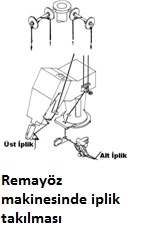
4-Fire kumaşı çift kat olarak makinenin maylarına sağdan sola doğru takınız. (a-Fire kumaşı takarken kumaşın fazlalığı aşağıda tutulur. b-Kumaş, sağ elin başparmağı ve işaret parmağı ile maylara yerleştirilir)

5-Makinenin kafasını kumaşın başlangıç noktasına getirmek içi iğneyi çevirme kolu ile en alt seviyeye alarak, kilit sistemini harekete geçiren baskı koluna basılır. Makine kilitlendiğinde makinenin kafası istenilen yöne rahatça hareket ettirilir. Makinenin kafası kumaşın başlangıç noktasına getirilir. (Makinenin kafasını kilitlemeden kafa hareket ettirilmez.)

6-Makinenin alt ve üst siperleri kapatılır. (Makinenin alt ve üst siperleri kapatılmazsa kumaş maylardan çıkar)
7-Alt ve üst ipliğin uçları sol elle tutulur ve çevirme kolu saat yönünde birkaç tur çevirilerek çağanozun iğne üzerindeki iplik halkasını alması sağlanır.( Eğer çağanoz iğnedeki iplik halkasını yakalamıyorsa ipliği doğru takıp takmadığınızı kontrol ederek tekrar deneyiniz. )

8-Pedala basarak kumaş dikilir. (Makine kumaşın sonuna geldiğinde pedaldan ayak çekilir.Makinenin maylarında kumaş yokken dikim yapılmaz.

9-Dikim işlemi bittiğinde iğne en alt seviyeye getirilir ve siperler açılır, kumaş sağdan sola doğru maylardan çıkarılır ve iplikler bir miktar uzatılarak iplik uçları makas ile kesilir. (Tek iplikli remayöz makinesinde dikişin sökülmemesine dikkat edilir. )

10-İplik takma işlemi birçok kez tekrar ederek pekiştiririlir. (Her seferinde doğru takıp takılmadığını kontrol etmek için de dikiş denemesi yapılır.)
Kırık Dimi Örgüsü
Bu örgülerin temel özelliği birbirleriyle kesişen dimi yollarına sahip olmalarıdır. Adlarından da anlaşıldığı gibi bu yollar kumaş içinde çözgü ya da atkı bazında kırık doğru düzeninde birleşirler.
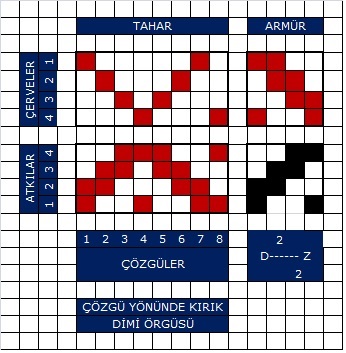
Kırık dimiler daha çok fantezi görünüm aranan kadın kumaşlarında kullanılmaktadır. Kırık dimi örgüsü oluşturmak için bütün dimi örgüleri baz alınabilir. Ancak kırılmalarda bağlantı noktaları daha da uzayacağından çok atlamalı olanların seçilmemelerine dikkat edilmelidir. Seçilen dimi örgüsüne istenilen kırım düzeninde tahar uygulanarak çözgü yönünde kırılmalar sağlanır. Aynı yöntem atkı yönünde de uygulanarak atkı kırık dimi örgüleri oluşturulur.
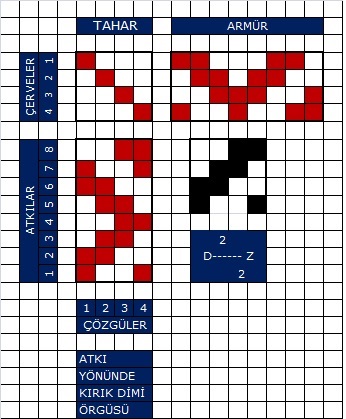
Yukarıdaki çözgü yönünde kırık dimi örgüsünün taharı kırım düzenine uygun bir kırılma göstermesine karşın, atkı yönünde kırık dimi örgüsünde sıra ( düz ) tahar şekline dönüşmektedir.
Kırık dimi örsünü hem enine ve hem de boyuna uygulamak suretiyle enine ve boyuna kırık dimi örgüsünü elde ederiz.
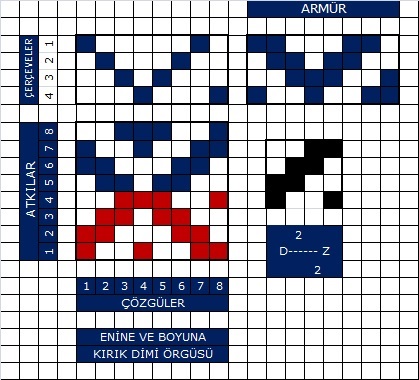
Çözgü Yönünde Balıksırtı Dimi Örgüsü
Çözgü yönünde balık sırtı örgüsü;
Çözgü yönünde balıksırtı dimi örgüsü çiziminde ana örgü çizilir. Son çözgüden sonra son çözgüdeki DOLULARIN karşısına BOŞ, BOŞLARIN karşısına DOLU yazılır. ÇÖZGÜ YÖNÜNDE BALIK SIRTI DİMİ Örgüsüne esas teşkil eden Dimi örgüsü SAĞ yollu ise ikinci kısım SOL yollu çizilir. Çözgü yönünde balıksırtı dimi örgülerinde, rapordaki ÇÖZGÜ TEL SAYISI temel olarak alınan örgünün iki katıdır. Çözgü yönünde balıksırtı dimi örgülerinde, rapordaki ATKI TEL SAYISI; Temel alınan dimi örgü raporundaki atkı sayısı kadardır.
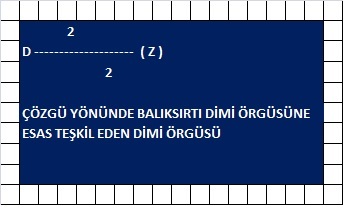
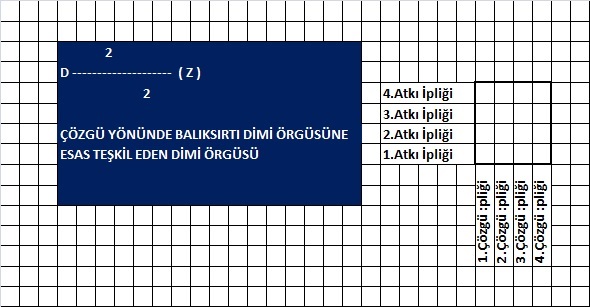
ÇÖZGÜ yönünde BALIKSIRTI dimi örgüsünün rapor içerisinde bulunması gereken ATKI tel sayısı 4 teldir. ÇÖZGÜ yönünde BALIKSIRTI dimi örgüsünün rapor içerisinde bulunması gereken ÇÖZGÜ tel sayısı 8 teldir. 2X4=8

Önce temel örgümüz olan dimi örgüsünü desen kâğıdımızda belirlediğimiz alana çizeriz. Yani; 2 DOLU 2 BOŞU; 1.Çözgü ipliği ile 1.Atkı ipliğinin kesiştiği kareyi aşağıdan yukarıya doğru yazarak, SAĞ yollu olarak rapor içerisine çizeriz.

Bundan sonra ; 4.Çözgü ipliğindeki 1.DOLUYU 5.Çözgü ipliğine aşağıdan yukarıya doğru 1 BOŞ yazarız.
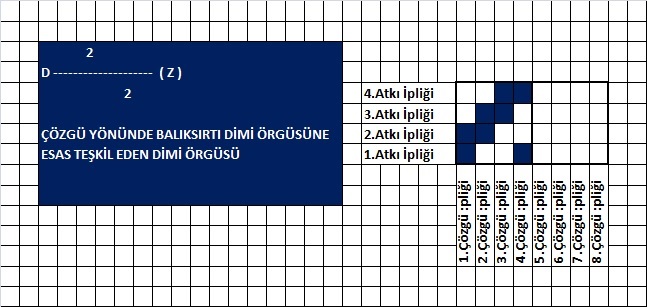
4.Çözgü ipliğindeki 2.BOŞU 5.Çözgü ipliğine aşağıdan yukarıya doğru 2 DOLU yazarız.
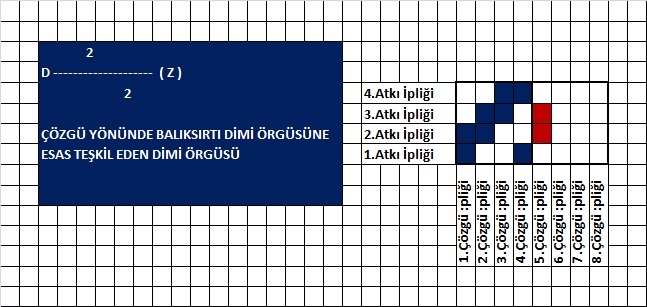
4.Çözgü ipliğindeki 1.DOLUYU 5.Çözgü ipliğine aşağıdan yukarıya doğru 1 BOŞ yazarız.
Temel örgümüz SAĞ yollu idi.Çözgü yönünde BALIKSIRTI örgüsünü yapmak için;5.çözgü ipliğinin hareketini sol yollu olarak 8.çözgü ipliği dahil olmak üzere devam ederiz.
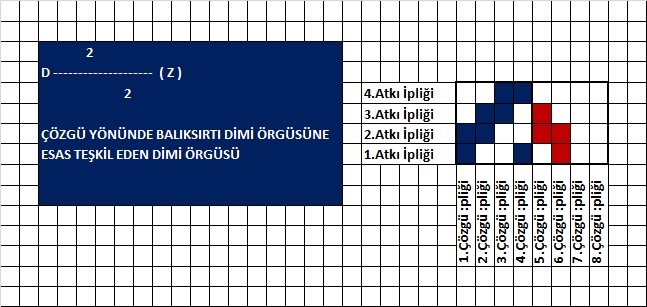
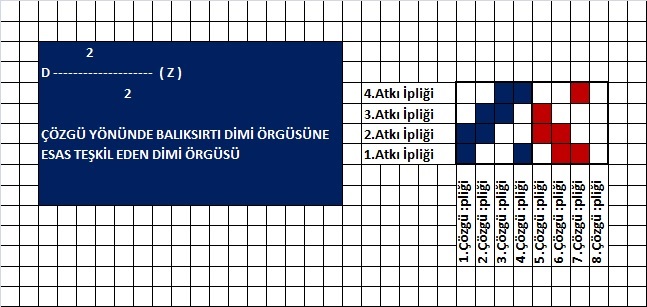
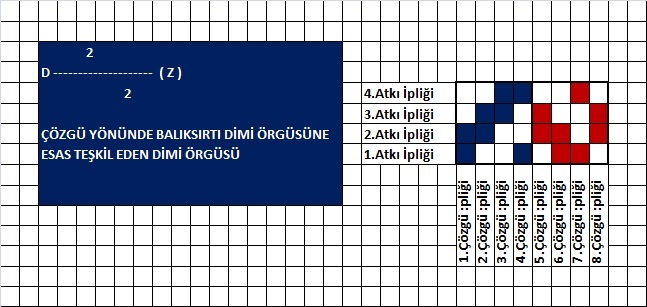
Bu şekilde ÇÖZGÜ YÖNÜNDE BALIKSIRTI DİMİ ÖRGÜSÜ'NÜN Çizimini tamamlamış oluruz.
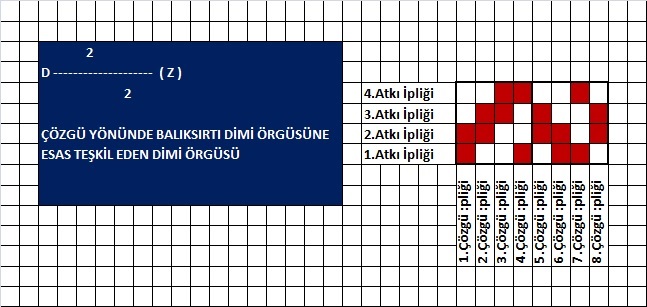
Çizmiş olduğumuz ÇÖZGÜ YÖNÜNDE BALIKSIRTI DİMİ ÖRGÜSÜ ;Çözgüde 5 rapor Atkıda 5 rapor olarak görülmektedir.
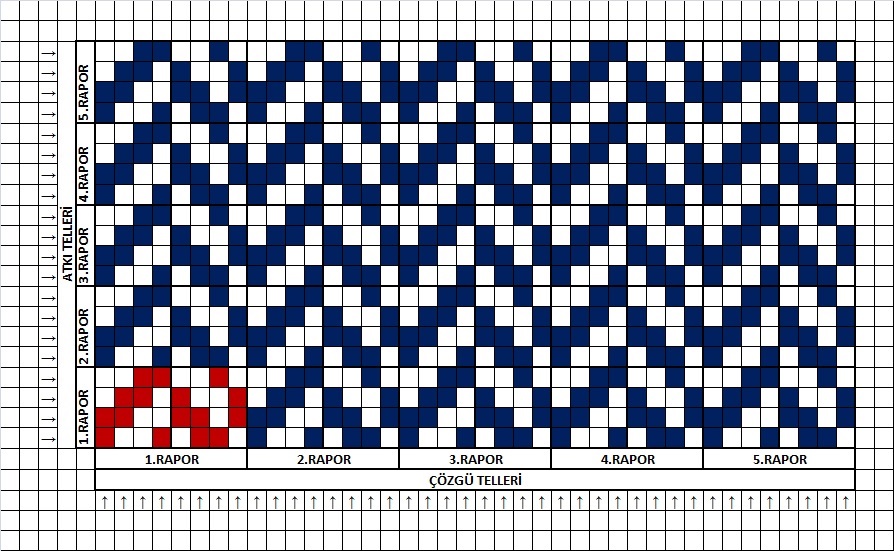
Şimdi de aşağıdan görülen dimi örgüsünden, çözgü yönünde balık sırtı dimi örgüsünün nasıl yapılığını, çizildiğini görelim.
ÇÖZGÜ yönünde BALIKSIRTI dimi örgüsüne esas teşkil eden dimi örgüsünün rapor içerisinde bulunması gereken çözgü tel sayısı 6 tel ve atkı tel sayısı 6 teldir.3+3=6
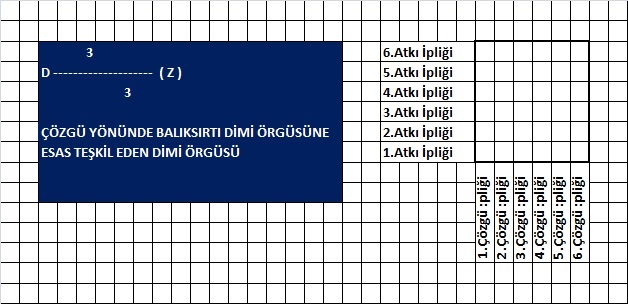
ÇÖZGÜ yönünde BALIKSIRTI dimi örgüsünün rapor içerisinde bulunması gereken ATKI tel sayısı 6 teldir.ÇÖZGÜ yönünde BALIKSIRTI dimi örgüsünün rapor içerisinde bulunması gereken ÇÖZGÜ tel sayısı 12 teldir. 2X6=12
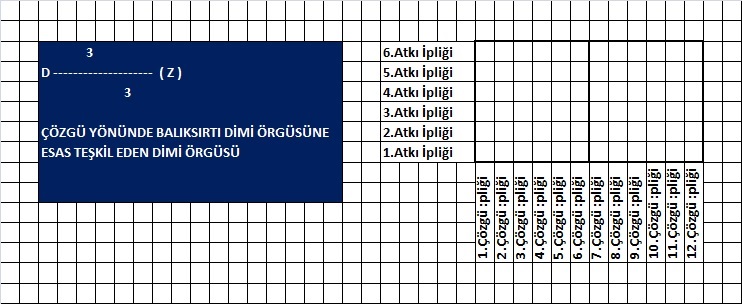
Önce temel örgümüz olan dimi örgüsünü desen kağıdımızda belirlediğimiz alana çizeriz, yani yazarız. Yani;3 DOLU 3 BOŞU; 1.Çözgü ipliği ile 1.Atkı ipliğinin kesiştiği kareyi aşağıdan yukarıya doğru yazarak, SAĞ yollu olarak rapor içerisine çizeriz, yaparız.
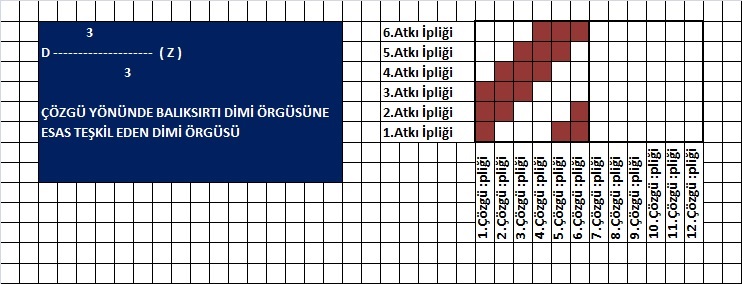
Bundan sonra; 6.Çözgü ipliğindeki 2.DOLUYU 7.Çözgü ipliğine aşağıdan yukarıya doğru 2 BOŞ yazarız.
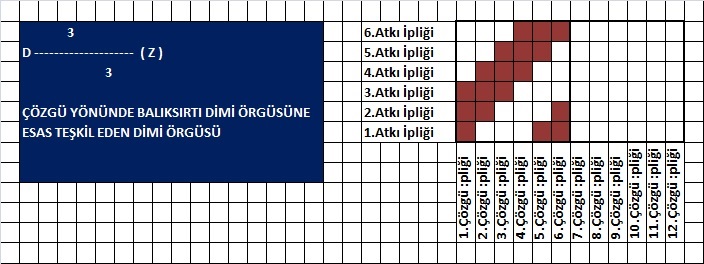
6.Çözgü ipliğindeki 3.BOŞU 7.Çözgü ipliğine aşağıdan yukarıya doğru 3 DOLU yazarız.
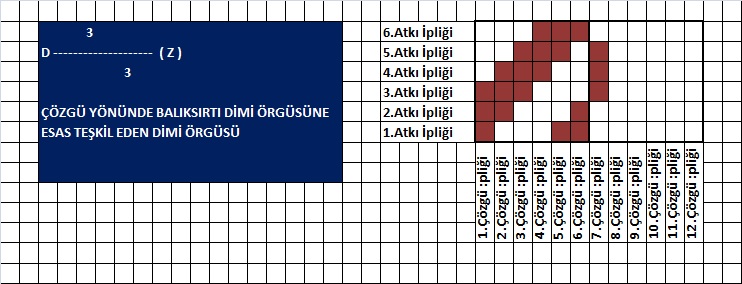
6.Çözgü ipliğindeki 1.DOLUYU 7.Çözgü ipliğine aşağıdan yukarıya doğru 1 BOŞ yazarız.
Temel örgümüz SAĞ yollu idi. Çözgü yönünde BALIKSIRTI örgüsünü yapmak için;7.çözgü ipliğinin hareketini sol yollu olarak 12.çözgü ipliği dahil olmak üzere devam ederiz.
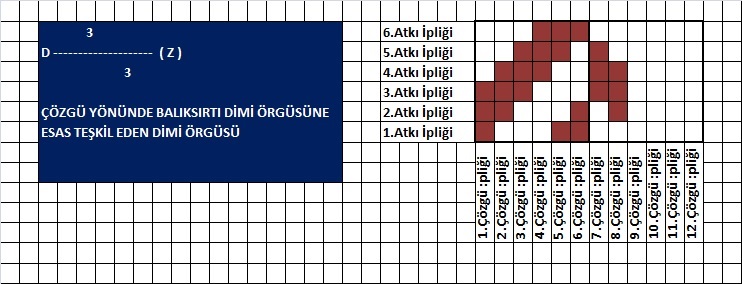
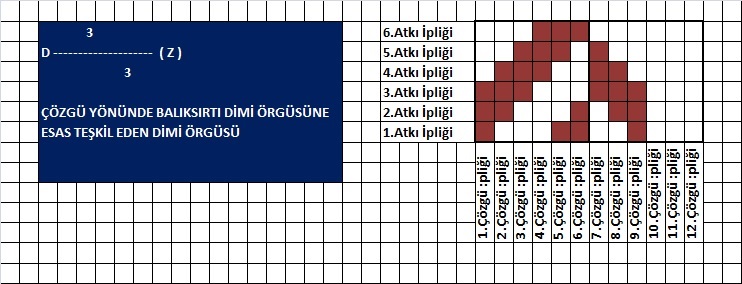
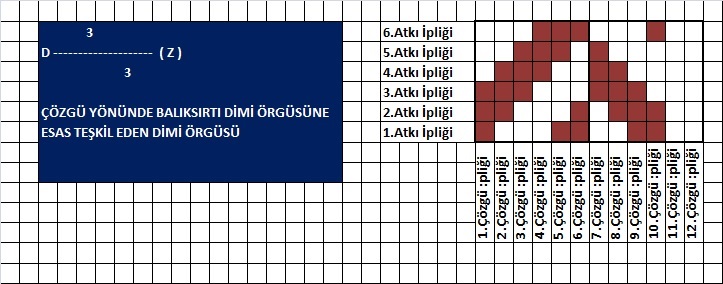
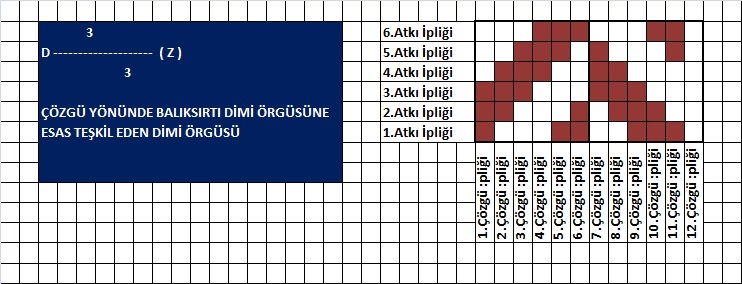
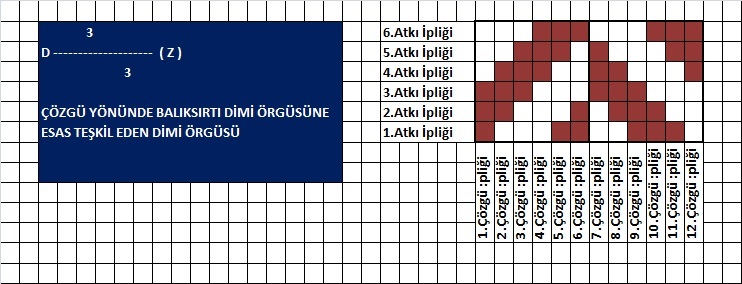
Bu şekilde ÇÖZGÜ YÖNÜNDE BALIKSIRTI DİMİ ÖRGÜSÜ'NÜN Çizimini tamamlamış oluruz.
Çizmiş olduğumuz ÇÖZGÜ YÖNÜNDE BALIKSIRTI DİMİ ÖRGÜSÜ ;Çözgüde 5 rapor Atkıda 5 rapor olarak görülmektedir.
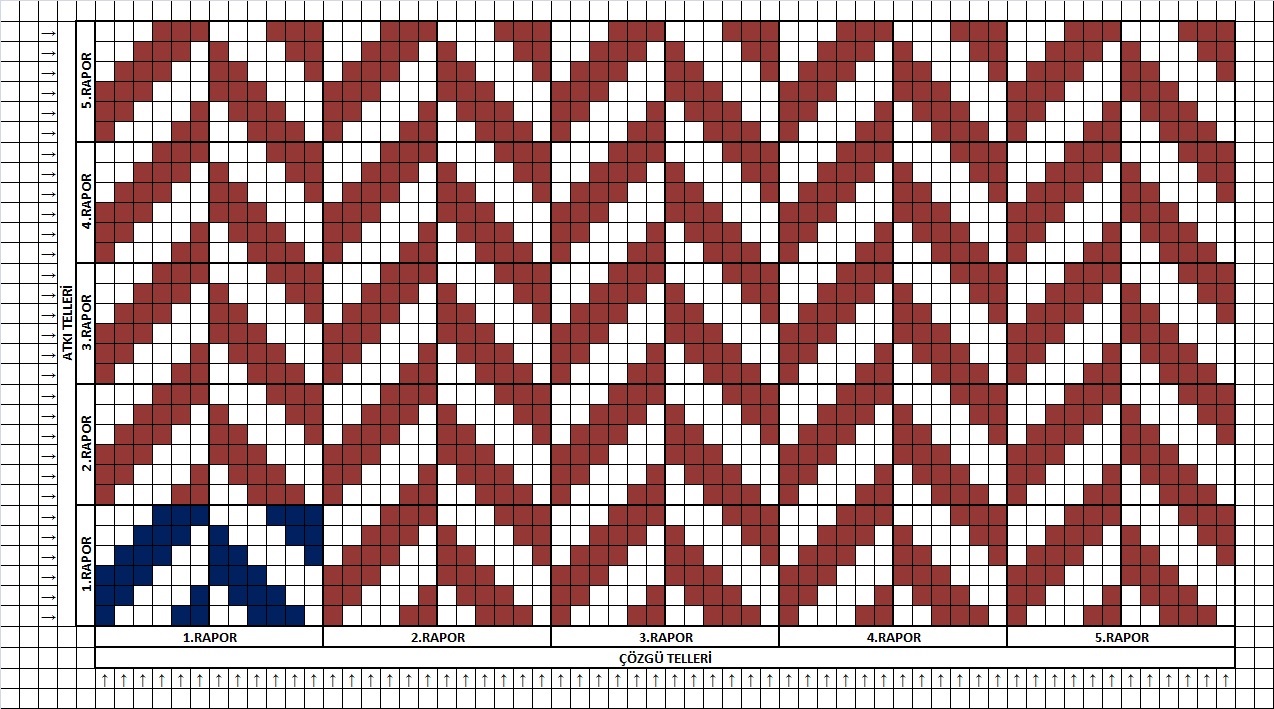
Saten Örgüsünde atlama sayısının tespiti
Saten örgülerinde bağlantı uçları yani noktaları birbirleriyle hiç temas etmez.
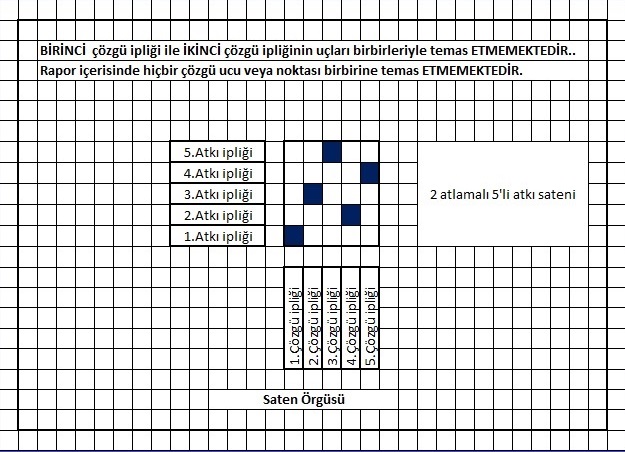
Halbuki Bezayağı örgüsünde ve Dimi örgüsünde çözgü uçları veya noktaları birbirleri ile temas etmektedir.
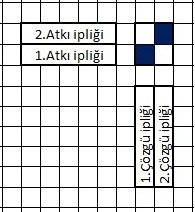
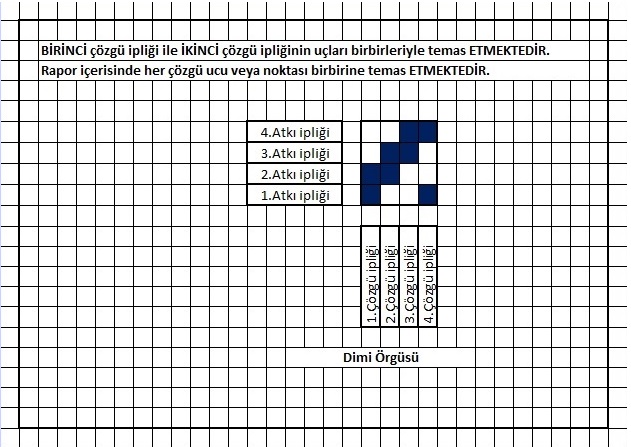
Bu nedenle saten örgüsü ile dokunan kumaşta iplik yüzmeleri görülür. Bu özellik kumaşın sağlam olmasını engeller. Uzun atlamalar oluşturduğundan dolayı parlak, pürüzsüz, yumuşak ve dökümlü kumaşların üretiminde kullanılır.
Saten örgülü kumaşlar; Dimi örgüleri gibi diyagonal yollar meydana getirmez.
Saten örgüsünün raporundaki çözgü ve atkı tel sayıları her zaman birbirine eşittir.
Saten örgüsü ile dokunan kumaşların, ön ve arka yüzleri birbirinden farklıdır.
Kumaşın ön yüzü çözgü sateni ise arka yüzü atkı satenidir. Kumaşın ön yüzü atkı sateni ise arka yüzü çözgü satenidir.
Saten örgüleri iki çeşittir. Bunlarda biri ÇÖZGÜ SATENİ, diğeri ise ATKI SATENİ’DİR.
Atkı ipliğinin rapor içerisinde her sırada, yalnız bir defa üste çıkarak bağlantı yaptığı saten örgüsüne ÇÖZGÜ SATENI denir.
Çözgü ipliğinin rapor içerisinde her sırada yalnız bir defa üste çıkarak bağlantı yapıyorsa, buna ATKI SATENİ denir.
Bağlantılarının uç uca temas etmeme özelliğinden dolayı, saten örgülerinde ATLAMA SAYISI önemlidir.
Atlama sayısı, saten örgü raporunda bir bağlantı noktasından sonra diğer bağlantı noktasının kaç atkı atlayarak bulunması gerektiğini gösteren atkı atlama sayısına denir.
Atlama sayılarının tespit edilmesi için kurallar şöyledir; Bunu örneklerle açıklayalım.
Atlama sayısı 1 olamaz.
Çünkü saten olabilmesi için bağlantıların uç uca gelmemesi gerekir. Bağlantılar uç uca gelir ve dimi örgüsü olur. Yani; Herhangi bir ATKI SATENİ ise, rapor içerisinde her çözgü ipliği bir kez atkı ipliğinin üzerine gelmelidir. Herhangi bir ÇÖZGÜ SATENİ ise, rapor içerisinde her atkı ipliği bir kez çözgü ipliğinin üzerine gelmelidir.
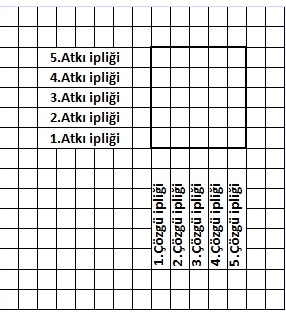
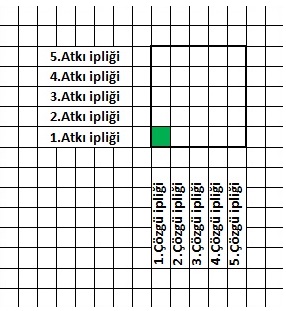
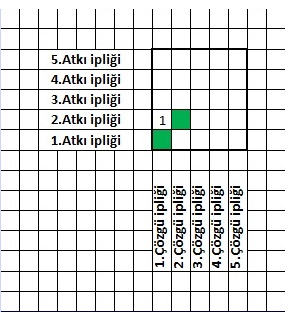
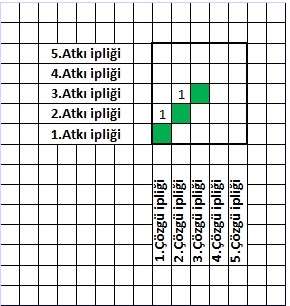
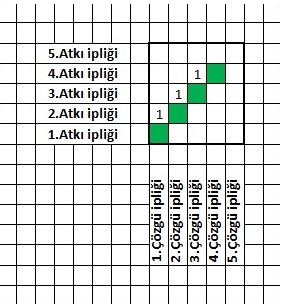
![]()
Satenin kendisinin bir altındaki rakam, saten atlama sayısı olmaz.
Çünkü saten olabilmesi için bağlantıların uç uca gelmemesi gerekir. Bağlantılar uç uca gelir ve dimi örgüsü olur. Yani; Herhangi bir ATKI SATENİ ise, rapor içerisinde her çözgü ipliği bir kez atkı ipliğinin üzerine gelmelidir. Herhangi bir ÇÖZGÜ SATENİ ise, rapor içerisinde her atkı ipliği bir kez çözgü ipliğinin üzerine gelmelidir.
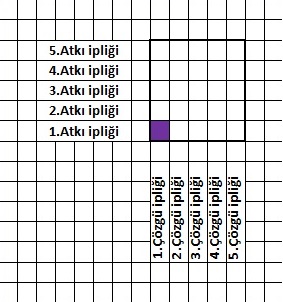
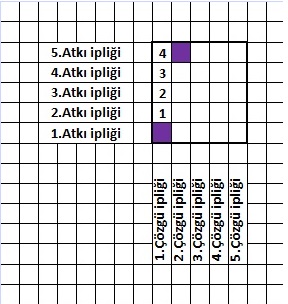
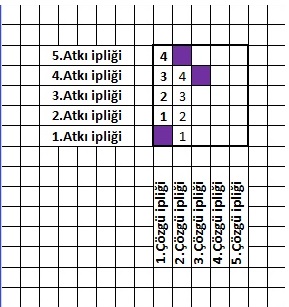
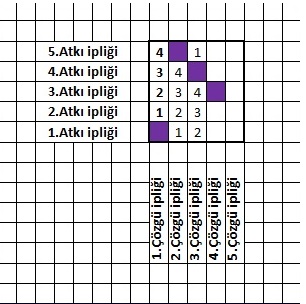
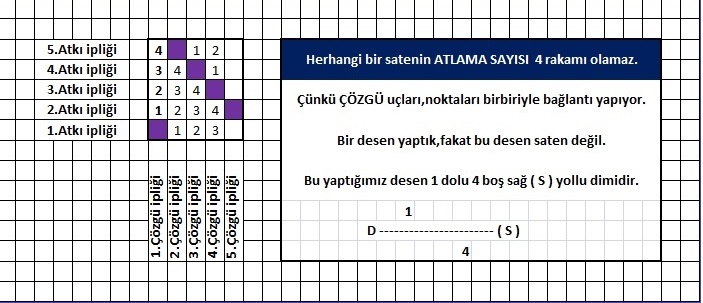
![]()
Satenin, kendisine bölünebilen rakam atlama sayısı olamaz.
Çünkü saten olabilmesi için bağlantıların uc uca gelmemesi gerekir. Bu kural oluşmamaktadır. Rapor içerisinde bazı atkılar çözgü ile bağlantı yapmamaktadır. Böyle hiç bir kumaş dokunmaz.
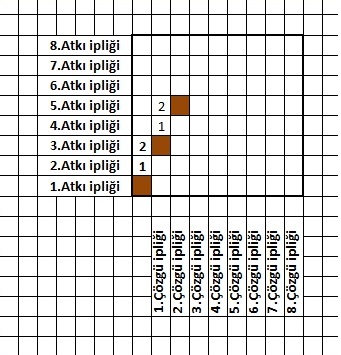
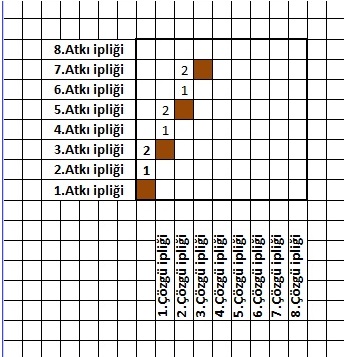
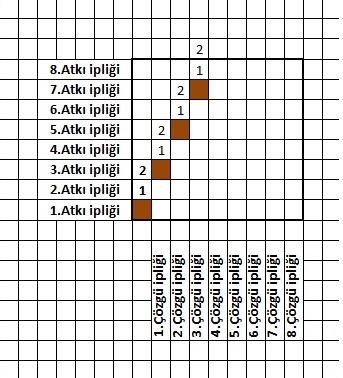
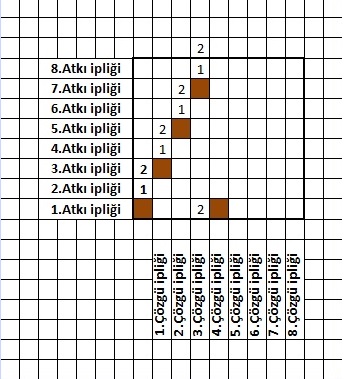
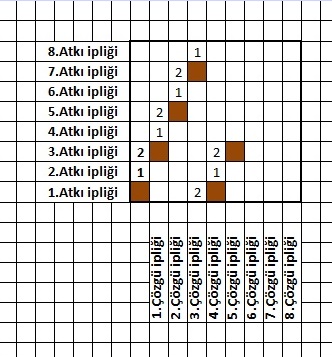
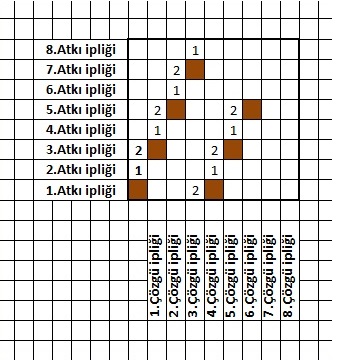

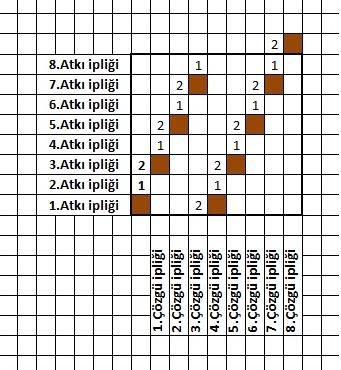
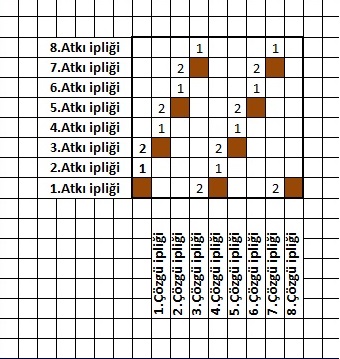
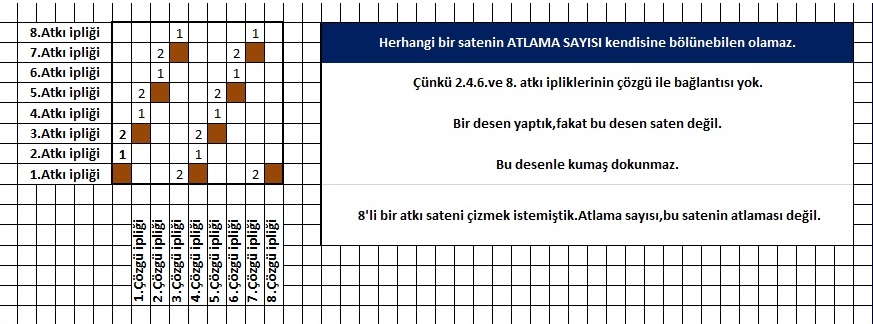
Satenin, kendisine bölünebilen rakamın katları atlama sayısı olamaz.( Kendine bölünebilen sayı olduğunda yukarıda görüldüğü gibi atkı sateninde çift sayılı atkılar çözgü ile bağlantı yapmaz. Çözgü sateninde de durum aynıdır ).
Herhangi bir satenin ATLAMA SAYISI, satenin kendisine bölünemeyen rakamdır.
Şimdi örneklerle bazı satenlerin atlama sayılarını tespit edelim;
1+4 =5
Atkı hamiyeti olduğuna göre 5'li atkı satenidir.
5/2= Tam olarak bölünmez.
5/3= Tam olarak bölünmez.
O halde bu satenin atlama sayıları 2 ve 3'tür.
1+6 =7
Atkı hamiyeti olduğuna göre 7'li atkı satenidir.
7/2= Tam olarak bölünmez.
7/3= Tam olarak bölünmez.
7/4= Tam olarak bölünmez.
7/5= Tam olarak bölünmez.
O halde 7'li atkı satenin atlama sayıları 2,3,4 ve 5'tir.
1+7 =8
Atkı hakimiyeti olduğuna göre 8'li atkı satenidir. 8/3= Tam olarak bölünmez.
8/5= Tam olarak bölünmez.
8/2= 4 Tam olarak bölünüyor olmaz.
8/4 =Tam olarak bölünmez ama bölünen sayının ( 2'nin ) katı olduğu için olmaz.
8/6 =Tam olarak bölünmez ama bölünen sayının ( 2'nin) katı olduğu için olmaz.
O halde 8'li atkı satenin atlama sayıları 3 ve 5'tir.
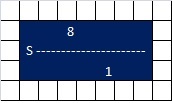
8+1 =9
Çözgü hâkimiyeti olduğuna göre 9'lu Çözgü satenidir.
9/3= Tam olarak bölünür.
9/5= Tam olarak bölünmez.
9/2= 4 Tam olarak bölünmez
9/4 =Tam olarak bölünmez.
9/6 =Tam olarak bölünmez ama bölünen sayının ( 3''ün) katı olduğu için olmaz.
9/7= Tam olarak bölünmez.
O halde 9'lu Çözgü satenin atlama sayıları 2,4,5 ve 7'dir.
DESEN ÇİZİMLERİNDE ARTIK ŞU KURALLARI BİLİYORUZ*
1-Dokuma kumaş desenlerinde veya örgülerinde; Desen kâğıdında görülen her DOLU kare, ÇÖZGÜ ipliğinin ATKI ipliğinin üstünden geçtiğini gösterir.
2-Dokuma kumaş desenlerinde veya örgülerinde;Desen kağıdında görülen her BOŞ kare,ATKI ipliğinin ÇÖZGÜ ipliğinin üstünden geçtiğini gösterir.
3-Örgü çizgisinin üzerindeki rakam çözgüyü,örgü çizgisinin altındaki rakam atkıyı gösterir.Hangi rakam fazla ise çözgü tesirlidir veya atkı tesirlidir.
Dimi Örgüsü
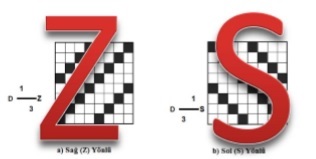
![]()
En çok kullanılan ve en çok çeşidi olan ana örgü dimidir. Özellikle erkek ve kadın kumaşları ile pardösülükler vb. tüm dış giyimlerinde büyük oranda dimi örgüleri kullanılır. En küçük dimi üç çözgü ve üç atkı ipliğinin bağlantısından meydana gelir.
![]()
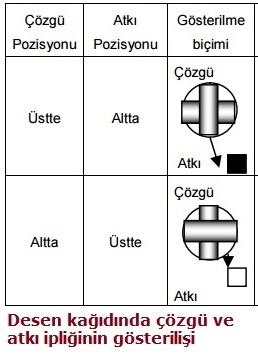
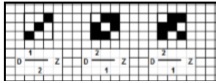
Dimi örüleri her çözgü kendi atkısıyla ve birbirlerini peşi sıra bağlanır.
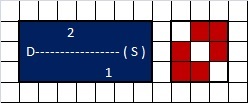
Yani birinci çözgü, birinci atkıyla, ikinci çözgü kendi atkısıyla yapar ve diğerleri de buna göre devam eder. Bu yüzden bağlantı noktaları sağa veya sola doğru bir yol ( diyagonal ) meydana getirir. Bu çizgi halinde beliren bu meyile “DİMİ YOLU” denir.
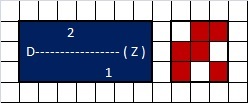
Dimi örgüsüyle dokunmuş bir kumaşın yüzünde çözgü iplikleri çoğunluktaysa tersinde atkılar çoğunluktadır.
Eğer kumaşın yüzünde dimi yolu soldan sağa doğruysa, tersinde sağdan sola doğrudur. Dimi yolunun bir de açısı vardır ki; kullanılan çözgü ve atkı ipliklerinin kalınlıklarına ( numaralarına ) ve sıklıklarına göre değişik durumlar alır. Şöyle ki;
1-Çözgü ve atkı ipliklerinin kalınlıkları ve sıklıkları aynı ise Dimi yolunun açısı 45 derecedir.
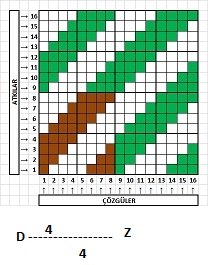
2-Atkılar çözgülerden iki kat kalın ya da çözgü sıklığı atkı sıklığından aynı ölçüde fazla ise bu kez dimi yolunun açısı 63 derece olduğu görülür.
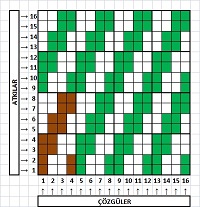
3-Çözgü ipliklerinin kalınlıkları yani numarası atkıların iki katı ya da atkı sıklığı çözgüden aynı oranda fazla ise dimi yolunun açısı 27 derece olur.
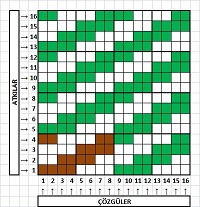
Burada bir noktayı daha açıklamak gerekmektedir. Dimi örgüsü tanımlanırken normal olarak her çözgünün kendi atkısıyla ve birbirlerinin peşi sıra bağlantı yaptıklarını belirtmiştik. Genellikle bu dimiler kullanıldığından konunun başlangıcında olduğumuz için anlama kolaylığı sağlamak amacıyla böyle tanımlanmıştır. Yukarıda dimi yolu açısı incelenirken ileri sürülen şartlarda meydana gelen değişimler de gene bu dimiler içindir. Oysa bazı çözgü ve atkı ipliklerinin bağlantı şekillerine göre de dimi yolu açısı başka başka değerler kazanmaktadır. Bunlar aşağıdaki şekilde sıralanabilir;
- 1-Çözgü iplikleri bağlantılarını kendi atkılarıyla birbirleriyle peşi sıra yaparsa açı 45 derecedir.
- 2-Eğer her çözgü ipliği iki atkıyla bağlantı yaparsa dimi yolu 63 derecelik açı yapar.
- 3-Bunun tersi olarak her atkı iki çözgüyle bağlantı yaparsa dimi yolu açısı bu kez de 27 derece olur
Şekillere dikkat edilirse her iki değerlendirmenin de aynı noktaya vardığı görülür. Farklı olan sadece durumlardır. Yoksa çözgü sıklığının atkının iki katı olmasıyla her çözgünün iki atkıyla bağlantı yapması aynı görünüşü vereceğinden görünüm açısından sonuç değişmemektedir
DİMİ ÖRGÜSÜNÜN ÖZELLİKLERİ
- 1-Dimi örgülerinde en küçük rapor alanı 3 çözgü ve 3 atkı ipliğinden oluşmaktadır.
- 2-Dimi örgüleri ile dokunan kumaşların ön ve arka yüzleri farklıdır.
- 3-Dimi örgü raporundaki çözgü ve atkı tel sayıları eşittir.
- 4-Bezayağı örgülerine göre daha sık kumaş dokunabilmektedir.
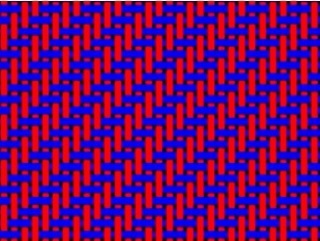
Yukarıda 2 üst ( dolu ) 2 alt ( boş ) Sağ yollu Dimi örgüsünün kumaş görüntüsü görülmektedir.
Aşağıda 5 üst ( dolu ) 1 alt ( boş ) sol yollu dimi örgüsü görülmektedir.
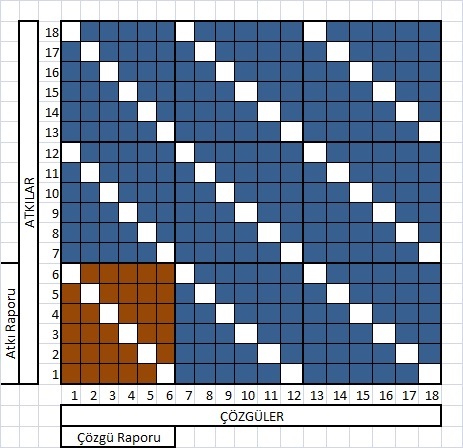
Dimi örgüsü 3 rapor görülmektedir. Burada kahverengi ile işaretlenmiş alan örgünün raporu, Mavi ile işaretlenmiş alan rapor tekrarıdır. Örgü çizgisinin üzerindeki rakam çözgüyü, Örgü çizgisinin altındaki rakam atkıyı gösterir. Dimi 5 dolu 1 boş olarak okunur. Veya 5 üst 1 alt olarak okunur. Örgü çizgisinin üzerindeki ve altındaki rakamların toplamı rapor içerisinde bulunması gereken çözgü ve atkı tel sayını verir. Burada 5+1=6.Yani bu dimi örgüsünün raporu 6 çözgü ipliğinden ve 6 altı çözgü ipliğinden meydana gelmektedir.( 6x6).Bu demektir ki 3 rapor yapılabilmesi için; 6 çözgüx3 rapor=18 ve 6 atkıx3 rapor =18. Yani bu desen 18 çözgü 18 atkı ipliğinden oluşmaktadır.
Aşağıda görülen dimi örgüsünün çizimini yapalım.

İlk önce desen kâğıdımızda çizeceğimiz örgünün, çözgü ve atkı sınırlarını belirleriz. Örgü çizgisinin üstündeki ve altındaki rakamları topladık.2+2=4 Demek ki desenimiz 4 çözgü ve 4 atkı ipliğinden oluşacaktır. Dimi yolu ise Sağ yani ( Z ) yolludur.
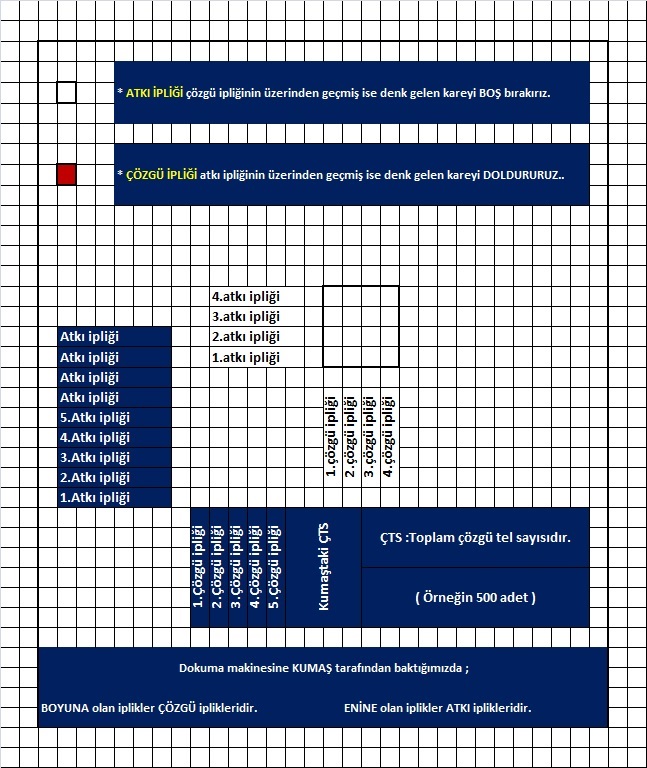
1.Çözgü ipliği ile 1.atkı ipliğinin kesiştiği kare başlangıç yeridir. Burada, yukarıya doğru 2 kareyi doldururuz. Yani; 1.çözgü ipliği ile 1.atkı ipliğinin kesiştiği kareyi ve 1.çözgü ipliği ile 2.atkı ipliğinin kesiştiği kareyi doldururuz.
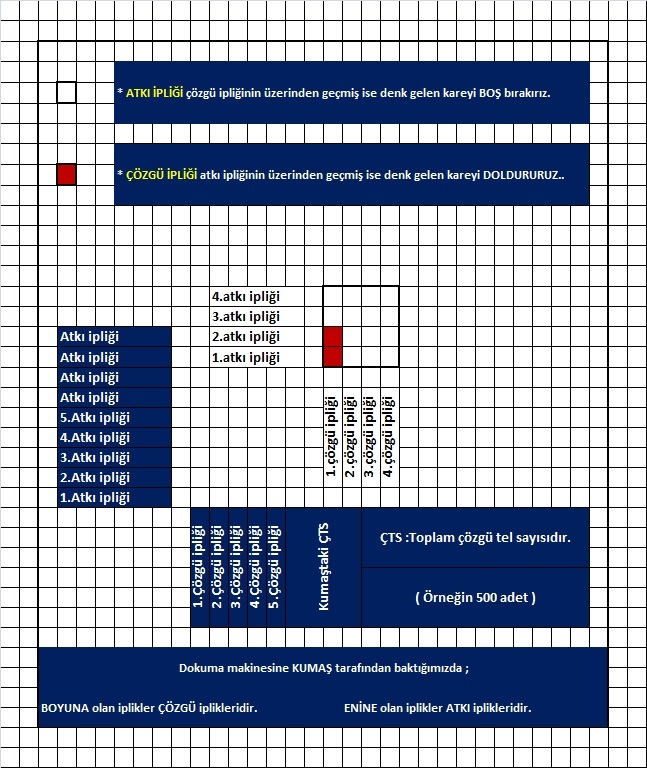
2.çözgü ipliği ile 2.atkı ipliğinin kesiştiği kareden başlayarak, yukarıya doğru İKİ kareyi doldururuz. Yani; 2.çözgü ipliği ile 2.atkı ipliğinin kesiştiği kareyi ve 2.çözgü ipliği ile 3.atkı ipliğinin kesiştiği kareyi doldururuz.
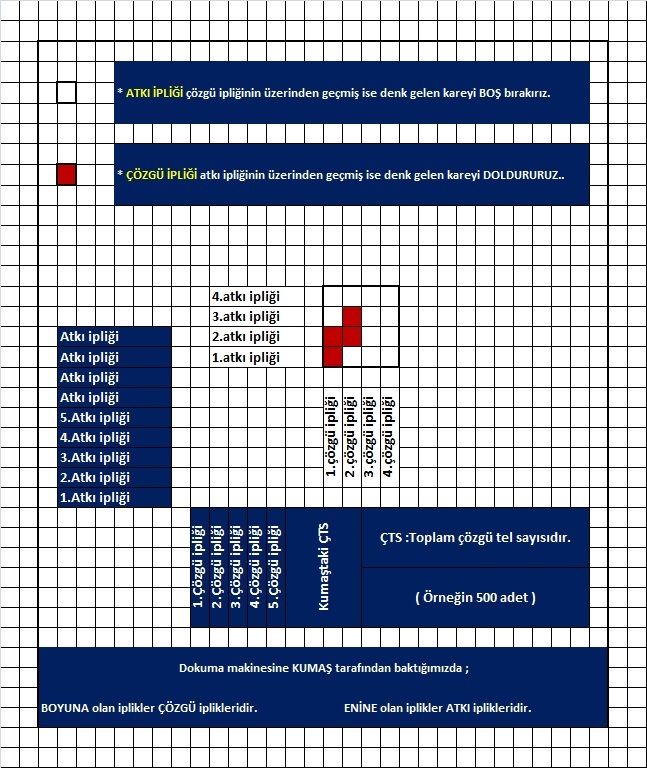
3.çözgü ipliği ile 3.atkı ipliğinin kesiştiği kareden başlayarak, yukarıya doğru İKİ kareyi doldururuz. Yani; 3.çözgü ipliği ile 3.atkı ipliğinin kesiştiği kareyi ve 3.çözgü ipliği ile 4.atkı ipliğinin kesiştiği doldururuz.
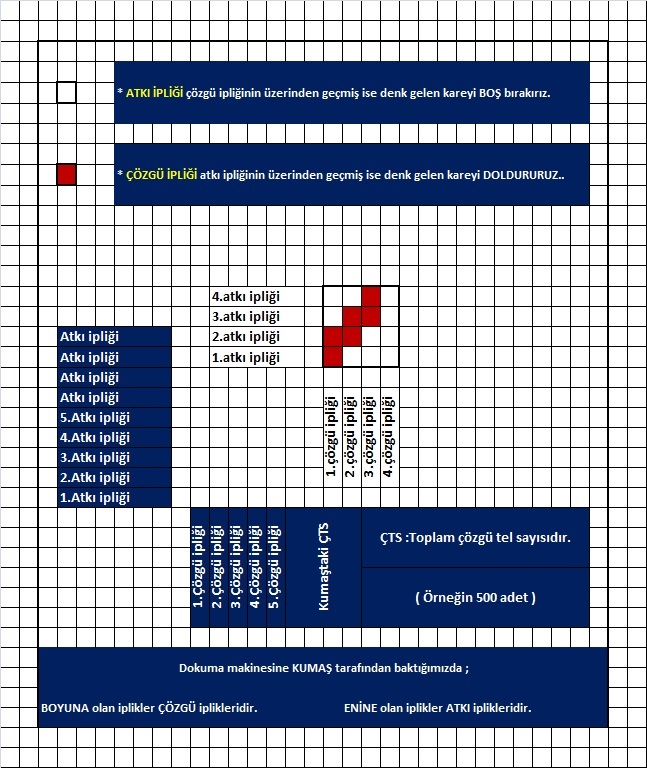
4.çözgü ipliği ile 4.atkı ipliğinin kesiştiği kareden başlayarak, yukarıya doğru İKİ kareyi doldururuz. Yani; 4.çözgü ipliği ile 4.atkı ipliğinin kesiştiği kareyi ve 4.çözgü ipliği ile 5.atkı ipliğinin kesiştiği doldururuz.
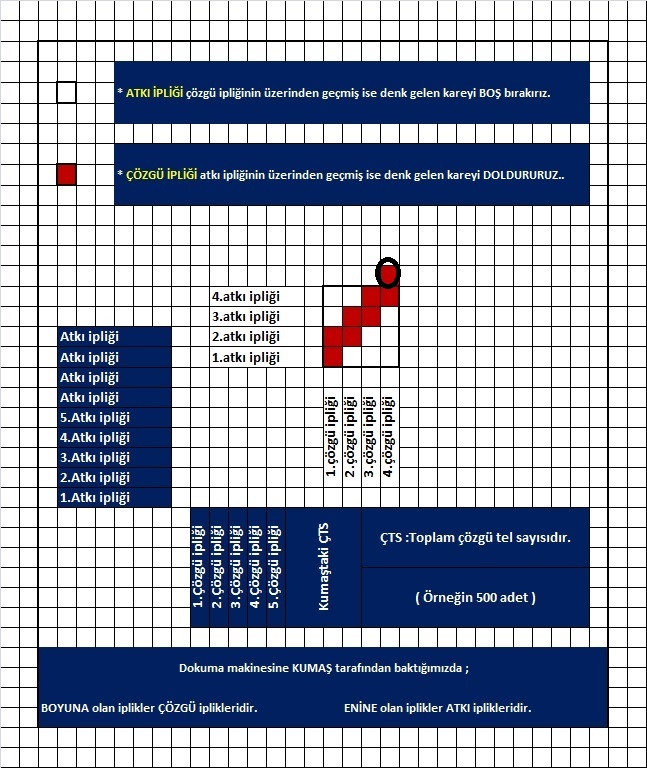
Hâlbuki bizim raporumuz 4 çözgü ve 4 atkıdan oluşmakta idi. Yani belirlenen rapor sınırının dışına taştık. Yani 4.çözgü ile 5.atkının kesiştiği kareyi doldurduk. Bu bir dolu hareketi 4.çözgü ipliği ile 1.atkının kesiştiği kareye getirdik.
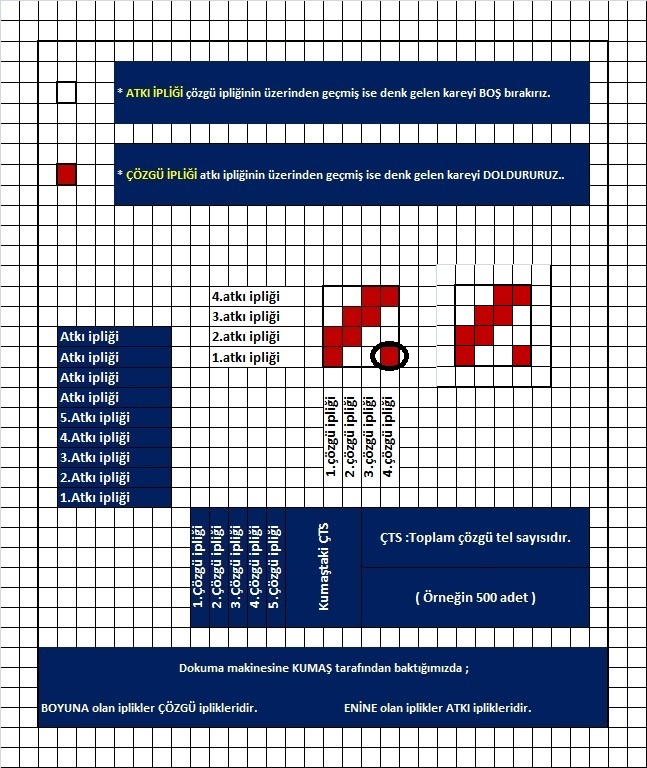
Bu şekilde; Sağ yollu 2 üst ( dolu ) 2 alt ( boş ) dimi örgüsünü yapmış ( çizmiş ) oluruz.
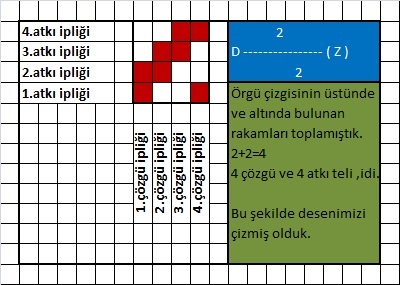
Bezayağı Örgüsü
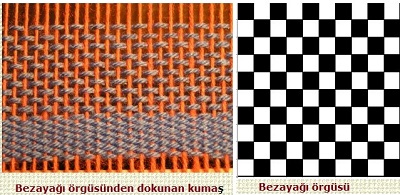
Dokuma Kumaşların oluşum sistemi olan örgüler, değişik bakış açılarına göre birleştirilip gruplandırılabilirler. Kumaşta aranan temel özellikler bölümünde öne sürülen şartların sağlanabilmesi dokuma örgülerin çeşitlenmelerin nedenidir. Bu bağlamda sağlamlık ve görünüm isteklerinin en önemli etkenler olduğu kabul edilmelidir. Bu görüşten hareketle, pek çok çeşidi olan dokuma örgüleri;
1-Bezayağı Örgüsü
2-Dimi Örgüleri
3-Saten Örgüleri
Olarak 3 ana grupta toplanır.
BEZAYAĞI ÖRGÜSÜ
Bezayağı örgülerin en basitidir. Oluşması için 2 çözgü 2 atkı ipliği gereklidir.Bu yüzden raporu en küçük örgü bezayağıdır. Bağlantı noktalarının çokluğu, dokusunun çok sıkı olmasını ve çok mukavemetli kumaşlar elde etme olanağı sağlar. Bu üstün niteliğinden dolayı pamuk, yün, ipek gibi doğal elyaflar yanında, yapay ve sentetik elyaflardan ve bunların karışımlarından üretilen kumaşlarda büyük bir yoğunlukla kullanılmaktadır. Bu örgüde bağlantı noktalarının çokluğu anılan bu avantajın yanında kumaşların oldukça sert ve diri tuşeli olmaları ve mat görünmeleri gibi önemli sakıncaları da beraberinde getirmektedir. Bezayağı örgüsünde ipliklerin bağlantıları tıpkı hasıra benzer. Gerek çözgü gerek ise atkı iplikleri kendi aralarında birbirlerine zıt hareket ederler.

Şimdi bu örgünün desen kâğıdına nasıl çizileceğini anlatalım:
Desen kâğıdında bir başlangıç noktası işaretlenir.
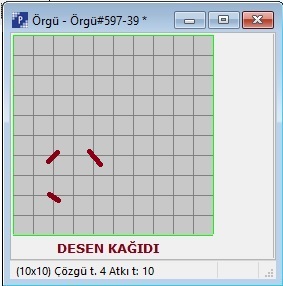
İşaretlenen alanın sağına doğru 2 kare gidilir ve burası işaretlenir (çözgü yönünde ).
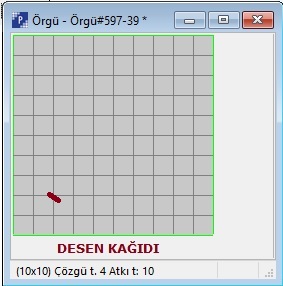
İlk işaretlediğimiz kareden yukarıya doğru iki kare giderek işaretlenir ( Atkı yönünde ) .
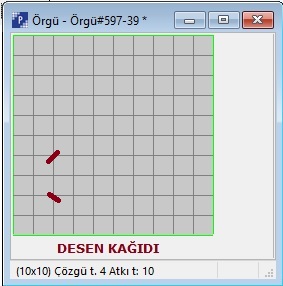
Sağdaki işaretlediğimiz kareden başlayarak yukarıya doğru gideriz.Atkı yönünde işaretlediğimiz yer ile birleştiririz.
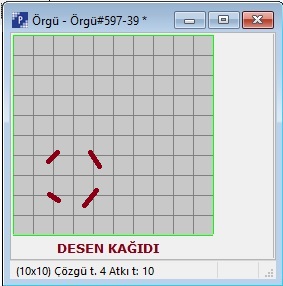
Görüldüğü gibi bezayağı örgüsünün raporu 2 çözgü ve 2 atkı ipliğinden meydana gelir.
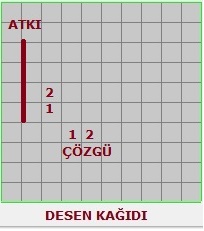
Burada unutmamamız gereken kurallar:
Çözgü ipliği atkı ipliğinin üzerinden geçiyorsa desen kağıdındaki kareyi doldururuz.( yani dolu olarak okuduğumuzu) Atkı ipliği çözgü ipliğinin üzerinden geçiyorsa buna denk gelen kareyi boş bırakırız.Yani doldurmayız.( Boş olarak okuduğumuzu )
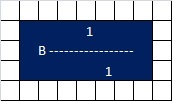
Burada B = Bezayağı örgüsü
------------ Örgü çizgisi
Örgü çizgisinin üstünde bulunan rakam doluyu gösterir. Yani Çözgü ipliğini gösterir.
Altında bulunan rakam ise atkı ipliğini gösterir.
Birinci çözgü ipliği ile Birinci atkı ipliğinin kesiştiği nokta örgünün desen kağıdına yapılışının başlangıç noktasıdır. Bu noktadan başlayarak aşağıdan yukarıya doğru 1 dolu 1 boş işaretlenir.
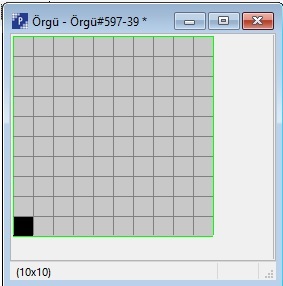
2.çözgü ipliği ile 2. Atkı ipliğinin kesiştiği noktadan başlayarak aşağıdan yukarıya doğru 1 boş 1 dolu işaretlenir.Yani bağlantı uç uca temas ettirilir.
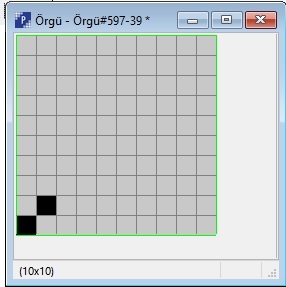
Yukarıda da görüldüğü gibi Bezayağı örgüsü desen kağıdına çizilmiş olur.
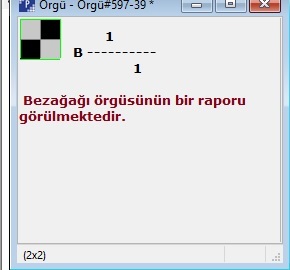
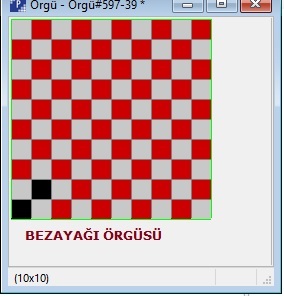
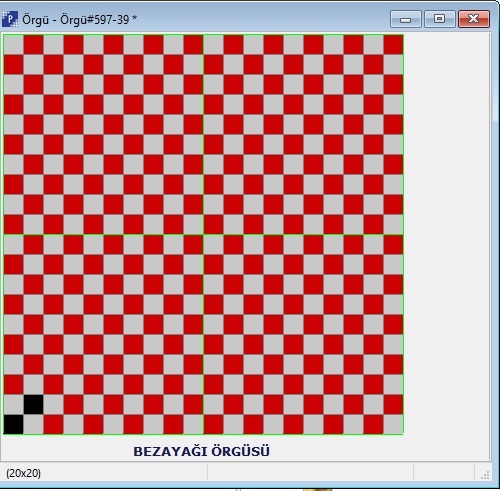
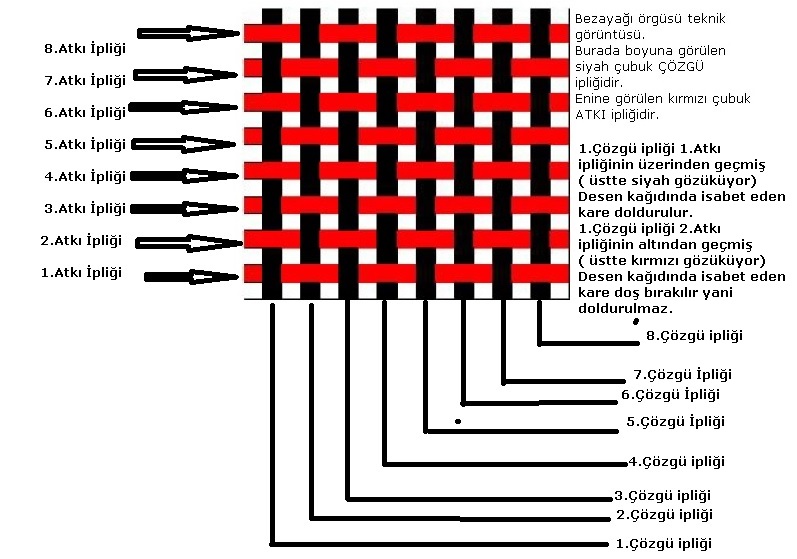
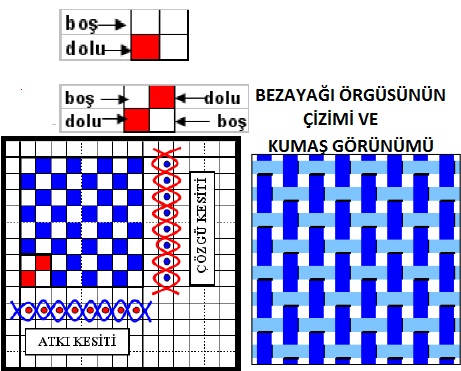
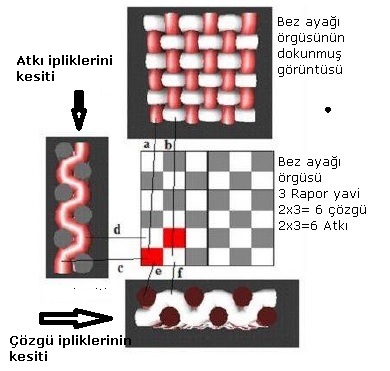
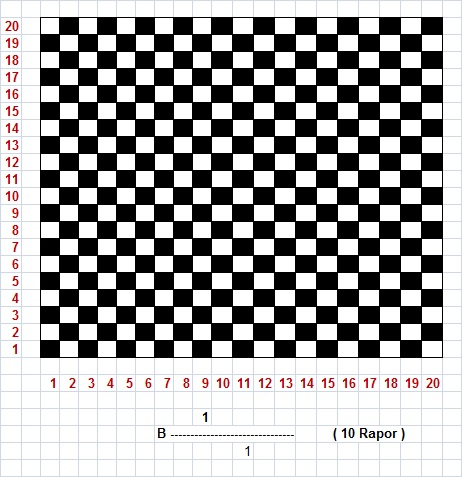
ÇÖZGÜ VE ATKI KESİTİNİN ÇİZİMİ
İstenilen çözgü ve atkı sayısına göre örgü raporu enine ve boyuna yönde tekrar edilir. Örgü raporunun tekrar edilen kısmı farklı renkle çizilir. Aşağıda bezayağı örgüsüne ait iplik bağlantıları gösterilmiştir. Ayrıca desen kâğıdı üzerine çizilmiştir. Örgü raporu yeşil, rapor tekrarları kırmızı renkte gösterilmiştir. Örgünün altında çözgü kesiti, sol tarafında ise atkı kesiti çizimleri yer almaktadır. Çözgü kesitinde yeşil noktalar çözgü ipliklerini, bu noktaların arasından geçen kırmızı çizgi birinci atkı ipliğini ifade eder. Aynı şekilde atkı kesitinde kırmızı noktalar atkı ipliklerini, bu noktaların arasından geçen yeşil çizgi ilk çözgü ipliğini ifade eder. Oklar ise kesit alınırken bakış açısının hangi yönde olduğunu belirtmektedir. Çözgü kesiti alınırken çözgü iplikleri atkı kesiti alınırken atkı iplikleri göze dik görünecek şekilde çizilir.
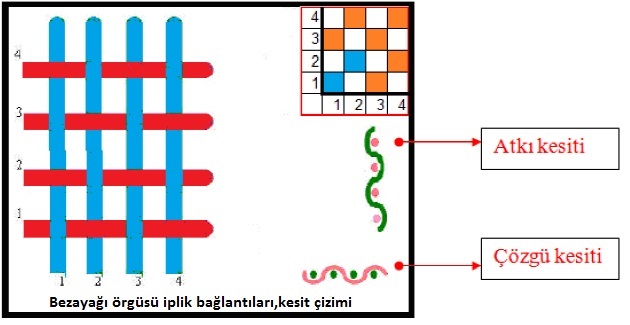
Panama Örgüsü
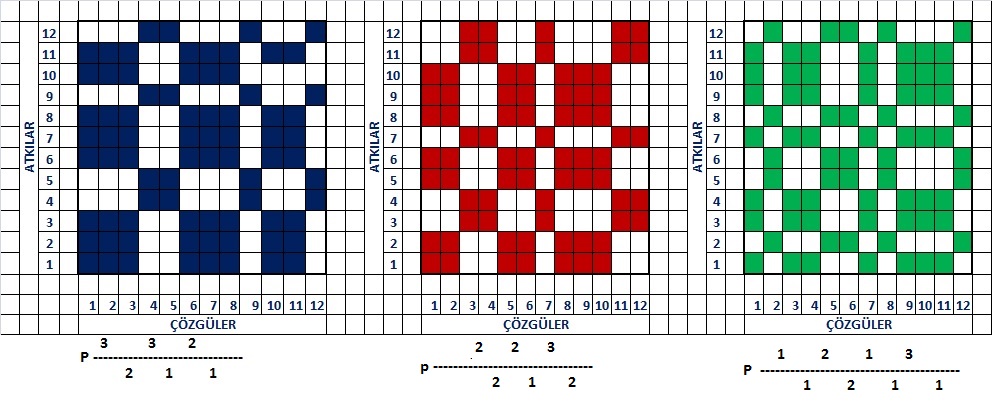
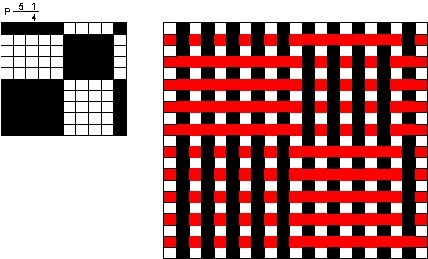
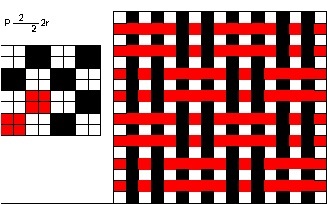
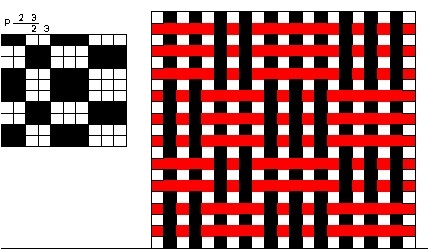
DESENLİ PANAMA ÖRGÜSÜ
Desenli ripslerde olduğu gibi desenli panamalar da önceden tespit edilmiş motiflerin birleştirilmesiyle oluşur.Desenli panama oluşturmak için önce uygulanacak motif çizilir.Sonra bir karışık panama motifi ve bu birim motifin negatifi alınır.Rapor istenilen oranda büyütülerek seçilen negatif ve pozitif birimler oluşturulmak istenen motifin içine yerleştirilir.
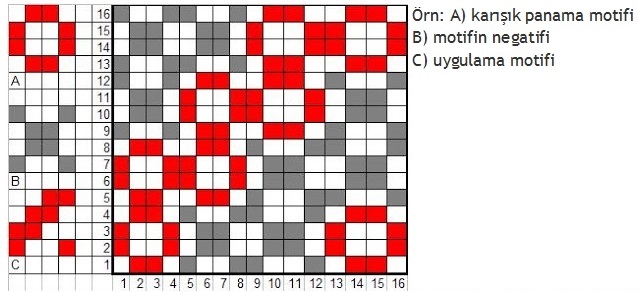
DÜZENSİZ PANAMA ÖRGÜSÜ
Farklı sayıda çözgü ve atkı ipliğinin grup oluşturarak hareket ettiği panamalara düzensiz panama örgüleri denir.
Düzensiz panama örgüleri düzenli panama örgülerine benzer şekilde gevşek ve gözenekli bir yapıdan oluşur. Dayanıklılığı düşüktür. İplik kaymaları düzenli örgüye göre daha fazladır.
Farklı desenler elde etmek mümkündür. Örgü raporundaki çözgü ve atkı sayısı daima birbirine eşittir. Çözgü ve atkı iplikleri kumaş yüzeyinde eşit olmayan alanlar oluşturur. Ayrıca kumaşın tersi ve düzü farklı görüntüye sahiptir.daima birbirine eşittir.
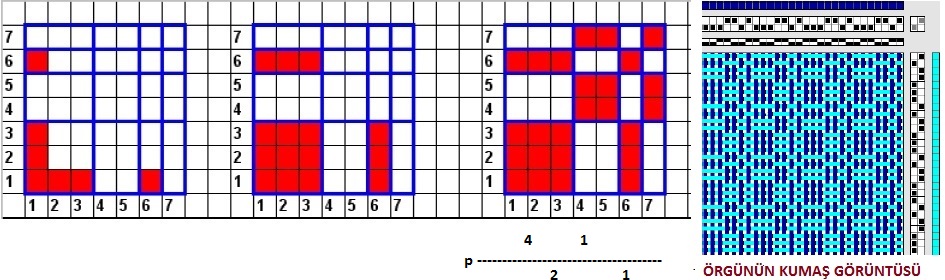
DÜZENLİ PANAMA ÖRGÜSÜ
Atkı ve çözgü iplikleri eşit olan panamalara düzenli panama örgüsü denir.Düzenli panama örgüsü ile dokunan kumaşın dayanıklığı düşüktür. Gevşek ve gözenekli bir dokusu vardır. Ayrıca ipliklerin grup halinde hareket etmeleri nedeniyle kayma ve dokuda şekil bozukluğu oluşabilir. Düzenli panama örgüsü, kumaşın tersinde ve yüzünde aynı görüntüyü verir.
Örgü raporundaki atkı ve çözgü sayısı eşittir. En küçük düzenli panama raporu, 4 çözgü ve 4 atkı raporundan oluşur. Düzenli panama örgüsü özellikle yünlü ve pamuklu dokumalarda tercih edilir. Elbiselik, spor ceketlik mantoluk kumaşların dokumasında kullanılır.
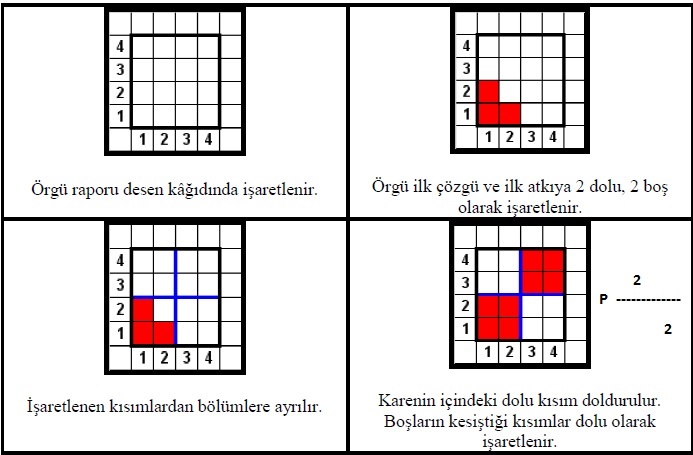
Aynı sayıda çözgü ve atkı ipliğinin bir arada hareketi ile oluşan panama örgüleridir. En küçük raporu
2
P ------------------- dir.
2
Rapor alanı içinde yer alan çözgü ve atkı iplikleri eşittir.
Verilmiş olan rapor içinde yer alan rakamlar toplamı rapor alanını belirler. Buna göre en küçük düzenli panama örgüsü 4 çözgü ve 4 atkı ipliğinden oluşmaktadır.
TAHAR VE ARMÜR PLANI
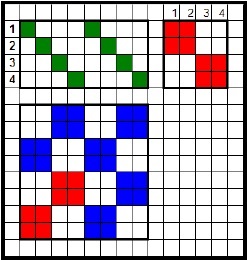
Çözgü Ripsi
Rips örgüsü bezayağı örgüsünden türetilmiş olan, bağlantı noktalarının çözgü ya da atkı yönünde uzatılmasıyla elde edilen örgülerdir. Boyuna ya da enine çizgi görünümlü bir yapıya sahiptir. Genellikle gömleklik, kravatlık, elbiselik ve döşemelik kumaşların üretiminde tercih edilmektedir. Rips Örgüleri; Çözgü Ripsi ve Atkı Ripsi olmak üzere iki çeşittir. Bunlar da kendi aralarında Düzenli ve Düzensiz Rips örgüsü olarak ikiye ayrılır.
ÇÖZGÜ RİPS ÖRGÜSÜ
Bezayağı örgüsünün bağlantı noktasının, çözgü ipliği istikametinde 2 veya daha fazla atkı ipliği kadar uzatılmasıyla elde edilen örgülerdir. Bu olay aynı ağızlık içine birden fazla atkı ipliği atılması anlamına gelmektedir. Bu sebeple kumaşta enine yollar oluşturan bir yapısı vardır. Elde edilen bu yapı nedeniyle çözgü rips örgüleri enine rips örgüleri olarak da adlandırılır. Rapor alanı belirlenmesinde çözgü ipliği daima iki olarak kabul edilirken atkı ipliği verilen rapor büyüklüğüne bağlıdır. Düzenli ve düzensiz olmak üzere iki şekilde uygulanabilen ÇÖZGÜ RİPS örgülerinde, en küçük düzensiz rips örgü raporu;
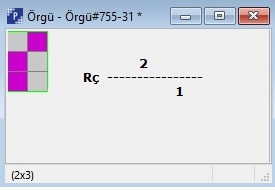
Şeklinde gösterilir.
Burada R: Rips Örgüsü
Ç: Çözgü
Rç: Çözgü Rips Örgüsü
En küçük düzenli Çözgü rips örgü raporu ise ;

Şeklinde gösterilir.
Burada R: Rips Örgüsü
ç: çözgü
Rç: Çözgü Rips Örgüsü demektir.
DÜZENLİ ÇÖZGÜ RİPS ÖRGÜSÜ
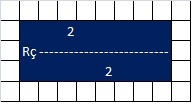
Örgüsünü yapalım. Çözgü ripsinin rapor içerisinde bulunması gereken ÇÖZGÜ TEL SAYISI ( ÇTS ),her zaman 2 'dir. Örgü çizgisinin üzerindeki ve altındaki rakamların toplamı ise, Rapor içerisinde buunması gereken ATKI TEL SAYISI'nı ( ATS )verir. Raporumuz;
2 çözgü 4 Atkı ipliğinden oluşacaktır. ( 2 + 2 ) = 4
Desen kâğıdımızda Çözgü Rips örgüsünün çözgü ve atkı sınırlarını öncelikle belirleriz.
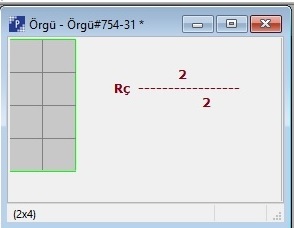
Birinci çözgü ipliği ile 1.Atkı ipliğinin kesiştiği kareden başlamak suretiyle,aşağıdan yukarıya doğru 2 DOLU 2 BOŞ yazarız.
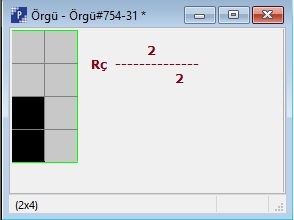
Bundan sonra; 2.Çözgü ipliği ile 1.Atkı ipliğinin kesiştiği kareden aşağıdan yukarıya başlamak suretiyle 1.çözgü ipliğindeki 2 dolunun karşısını 2 BOŞ yaparız. 2 boşun karşısını 2 DOLU yaparız. Bu şekilde;
Örgüsünü yapmış oluruz.
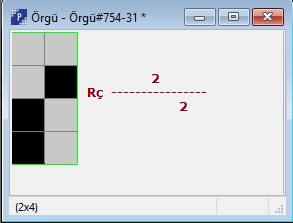
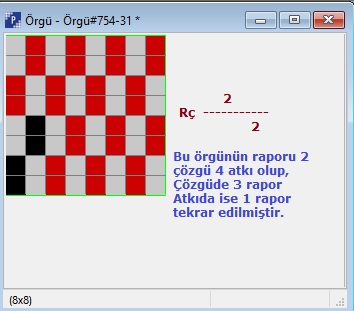
Şimdi de;
Örgüsünü yapalım. Yukarıdaki 3 dolu 3 boş Çözgü ripsinin rapor içerisinde bulunması gereken ÇÖZGÜ TEL SAYISI ( ÇTS ),her zaman 2 'dir. Örgü çizgisinin üzerindeki ve altındaki rakamların toplamı ise, Rapor içerisinde buunması gereken ATKI TEL SAYISI'nı ( ATS ) verir. Raporumuz; 2 çözgü 6 Atkı ipliğinden oluşacaktır. ( 3 + 3 ) = 6. Desen kâğıdımızda Çözgü Rips örgüsünün çözgü ve atkı sınırlarını öncelikle belirleriz.
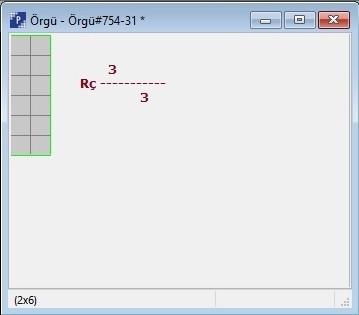
Birinci çözgü ipliği ile 1.Atkı ipliğinin kesiştiği kareden başlamak suretiyle,aşağıdan yukarıya doğru 3 DOLU 3 BOŞ yazarız.
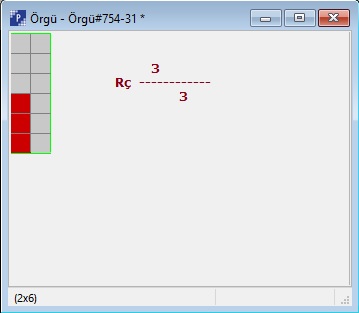
Bundan sonra; 2.Çözgü ipliği ile 1.Atkı ipliğinin kesiştiği kareden aşağıdan yukarıya başlamak suretiyle; 1.çözgü ipliğindeki 3 dolunun karşısını 3 BOŞ yaparız.3 boşun karşısını 3 DOLU yaparız. Bu şekilde;Örgüsünü yapmış oluruz.
Çözgüde 3 Rapor, Atkıda 2 Rapor Çözgü Rips örgüsü görülmektedir.
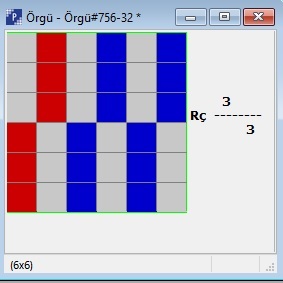
DÜZENSİZ ÇÖZGÜ RİPS ÖRGÜSÜ
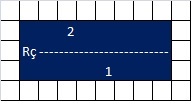
Yukarıda görülen 2 dolu 1 boş düzensiz rips örgüsünün çizelim veya yapalım.Bu çözgü ripsinin rapor içerisinde bulunması gereken ÇÖZGÜ TEL SAYISI ( ÇTS ),her zaman 2 'dir. Örgü çizgisinin üzerindeki ve altındaki rakamların toplamı ise, Rapor içerisinde buunması gereken ATKI TEL SAYISI'nı ( ATS ) verir. Desen kâğıdımızda Çözgü Rips örgüsünün çözgü ve atkı sınırlarını öncelikle belirleriz. Raporumuz; 2 çözgü 3 Atkı ipliğinden oluşacaktır. ( 2 + 1 ) = 3
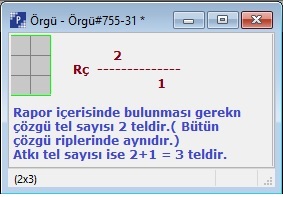
Birinci çözgü ipliği ile 1.Atkı ipliğinin kesiştiği kareden başlamak suretiyle,aşağıdan yukarıya doğru 2 DOLU 1 BOŞ yazarız.
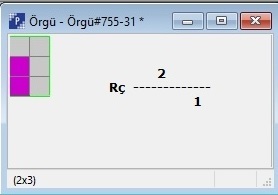
Bundan sonra; 2.Çözgü ipliği ile 1.Atkı ipliğinin kesiştiği kareden aşağıdan yukarıya başlamak suretiyle; 1.çözgü ipliğindeki 2 dolunun karşısını 2 BOŞ yaparız.1 boşun karşısını 1 DOLU yaparız.
Bu şekilde Örgümüzü yapmış oluruz.
Yapmış olduğumuz 2 dolu 1 boş düzensiz rips örgüsü ;Çözgüde 6 Rapor,Atkıda 3 Rapor Çözgü Rips örgüsü görülmektedir.
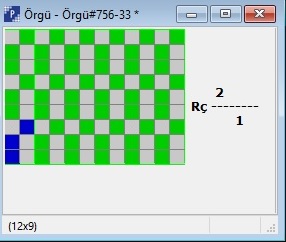
Şimdi de ;
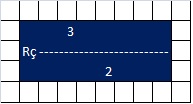
Örgüsünü yapalım. Bu düzensiz Çözgü ripsinin rapor içerisinde bulunması gereken ÇÖZGÜ TEL SAYISI ( ÇTS ),her zaman 2 'dir. Örgü çizgisinin üzerindeki ve altındaki rakamların toplamı ise, Rapor içerisinde buunması gereken ATKI TEL SAYISI'nı ( ATS )verir. Desen kâğıdımızda Çözgü Rips örgüsünün çözgü ve atkı sınırlarını öncelikle belirleriz. Raporumuz;2 çözgü5 Atkı ipliğinden oluşacaktır.( 3 + 2 ) = 5
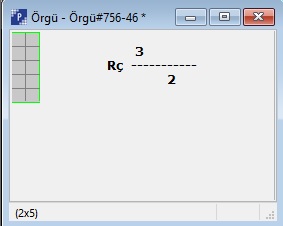
Birinci çözgü ipliği ile 1.Atkı ipliğinin kesiştiği kareden başlamak suretiyle,aşağıdan yukarıya doğru 3 DOLU 2 BOŞ yazarız.

Bundan sonra; 2.Çözgü ipliği ile 1.Atkı ipliğinin kesiştiği kareden aşağıdan yukarıya başlamak suretiyle; 1.çözgü ipliğindeki 3 dolunun karşısını 3 BOŞ yaparız.2 boşun karşısını 2 DOLU yaparız. Bu şekilde 3 dolu 2 boş düzensiz çözgü rips örgüsünü yapmış oluruz.
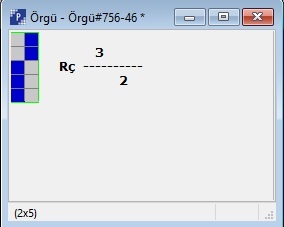
Aşağıda çözgüde 3 Rapor, Atkıda 2 Rapor 3 dolu 2 boş düzensiz rips örgüsü görülmektedir.
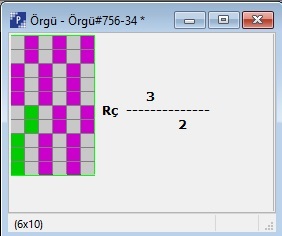
Şimdi de;
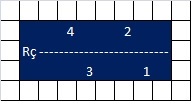
Yukarıda görülen düzensiz rips örgüsünü çizelim veya yapalım.
Bu çözgü ripsinin rapor içerisinde bulunması gereken ÇÖZGÜ TEL SAYISI ( ÇTS ),her zaman 2 'dir. Örgü çizgisinin üzerindeki ve altındaki rakamların toplamı ise, Rapor içerisinde buunması gereken ATKI TEL SAYISI'nı ( ATS )verir. Desen kâğıdımızda Çözgü Rips örgüsünün çözgü ve atkı sınırlarını öncelikle belirleriz. Raporumuz;2 çözgü 10 Atkı ipliğinden oluşacaktır.( 4 + 3 +2 + 1 ) = 10
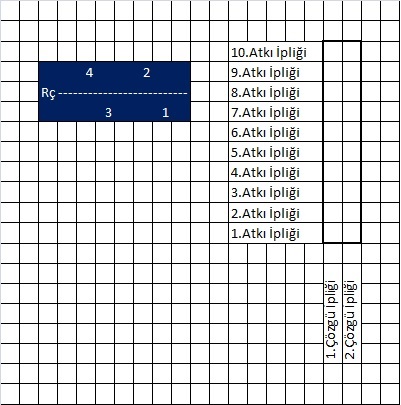
Birinci çözgü ipliği ile 1.Atkı ipliğinin kesiştiği kareden başlamak suretiyle,aşağıdan yukarıya doğru 4 DOLU 3 BOŞ 2 DOLU 1 BOŞ yazarız.
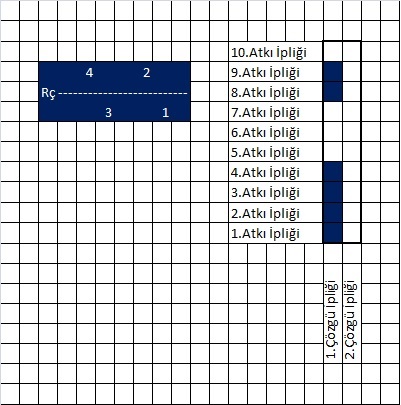
Bundan sonra; 2.Çözgü ipliği ile 1.Atkı ipliğinin kesiştiği kareden aşağıdan yukarıya başlamak suretiyle; 1.çözgü ipliğindeki; 4 dolunun karşısını 4 BOŞ yaparız. 3 boşun karşısını 3 DOLU yaparız. 2 dolunun karşısını 2 BOŞ yaparız.1 boşun karşısını 1 DOLU yaparız. Bu şekilde; 4 dolu 3 boş 2 dolu 1 boş düzensiz rips örgüsünü yapmış oluruz.

Yapmış olduğumuz bu örgü Çözgüde 8 Rapor,Atkıda 2 Rapor Düzensiz Çözgü Rips örgüsü görülmektedir.
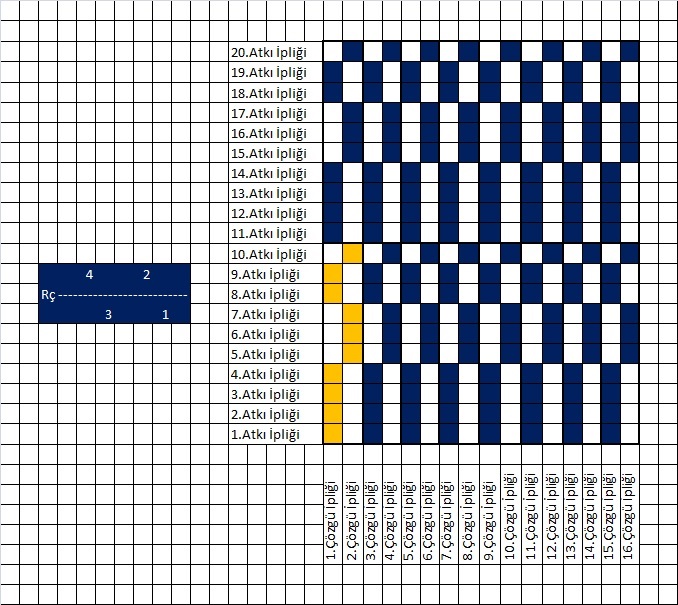
Pigment Boyar maddelerle Baskı Yapma
Tüm insanlığın temel ihtiyaçlarından birisi de giyinmektir. Bu ihtiyacın karşılanması amacıyla tekstil sektörü ortaya çıkmıştır. Tekstil, içerisinde iplik ve kumaş oluşumu terbiyesi ve hazır giyim olmak üzere üç temel dala ayrılır ve her biri kendi içinde ayrı birer sektördür. Tekstilin terbiyesi, herhangi bir formda tekstil materyalinin (elyaf, iplik veya kumaş) görünümünü güzel; kullanımını kolay ve kullanışlı hâle getirmek olarak nitelendirilebilir.
İnsanoğlu tekstili, sadece giyinme ihtiyacı için kullanmamıştır. Aynı zamanda kişiliğini yansıtmak, fark yaratmak, yaşadığı ortamı süslemek ve daha kullanışlı hâle getirmek, farklı zevklere hitap edebilmek için de kullanmıştır. İşte bu noktada tekstil terbiyesinin rolü büyüktür.
PİGMENT BOYAR MADDELERLE BASKI YAPMA
Pigment boyar maddelerle baskı işlemi tek adımda direkt baskı yöntemi ve aşındırma yöntemi ile yapılır.
BASKIDA KULLANILAN BOYARMADDELER
Kıvamlaştırıcı, binder, üre veya gliserin, iyon tutucu, köpük kesici baskıda kullanılan pigment boyar maddelerdir.
PİGMENT BOYARMADDELERİN ÖZELLİKLERİ
Pigment boyar maddeler suda çözünmeyen, elyaf ile muamele edildiğinde hiçbir kimyasal reaksiyon göstermeyen renkli parçacıklardır. Bunun sebebi yapısında sülfat gibi suda çözünmeyi sağlayan grupların bulunmamasıdır. Elyafa ancak mekanik olarak tutunmaları söz konusudur. Bu da yardımcı bir maddeyle olur. Pigment boyar maddelerin elyafa böyle tutunmalarını sağlayan yardımcı maddelere binder (bağlayıcı) denir.
Binderler kimyasal birer yapıştırıcı olarak düşünülebilir. Binderler pigmentin elyafın yüzeyine yapışmasını sağlayan kimyasallardır. Binderlerin birçoğu elyaf ile mekanik bağ yaparken bazıları da kimyasal bağ yapar.
PİGMENT BOYARMADDELERİN HASLIKLARI
Baskıda kullanılan pigmentler içerisinde binder olan patlar da kumaşa basılır ve kumaş yüzeyinde ince bir film tabakası şeklinde mekanik olarak tutunur. Sonra yüksek sıcaklıklarda fikse edilir. Film içerisine yerleşmiş boyar madde parçacıkları ne suda çözünür ne de lif ile bağ yapar durumdadır. Bu nedenle sürtünme haslıkları düşüktür. Kumaşta yumuşak bir tuşeye sahiptir. Renk verimi ve parlaklığı da yüksektir. Ayrıca geniş renk paletine sahiptir.
PİGMENT BOYARMADDELERİN KULLANIM YERLERİ
Pigment boyar maddeler hemen hemen bütün elyaf türleri ve karışımları için kullanılabilen boyar maddelerdir. Diğer boyar maddelerle baskıda karşılaşılan zorluklar bu boyar maddelerde yoktur. Fiksaj ve ard işlemlerinin maliyetlerinin düşüklüğü nedeniyle tercih edilir. Fakat hassas materyallerde binderlerin tutumu bir miktar olumsuz etkilemesi dezavantajlarından sayılabilir.
PİGMENT BOYARMADDELERLE BASIKI
Pigment boyar maddelerle baskı işlemi tek adımda direkt baskı yöntemi ve aşındırma yöntemi ile yapılır. Direkt baskı yönteminde kullanılacak baskı patında pigment boyar maddenin ihtiyaç duyduğu tüm kimyasal ve yardımcı maddeler vardır. Bir pigment baskı patında kullanılan kimyasallar şöyle sıralanabilir:
>>>>> Kıvamlaştırıcı
>>>>> Binder
>>>>> Üre veya gliserin
>>>>> İyon tutucu
>>>>> Köpük kesici
>>>>> Pigment boyar madde
Kıvamlaştırıcı olarak emülsiye kıvamlaştırıcılar kullanılır. Emülsiye kıvamlaştırıcılar su ve gaz yağı karışımıdır. Genellikle % 70 gaz yağı, % 29 su ve % 1 emülgatörden oluşur. Emülsiye kıvamlaştırıcılar haricinde sentetik kıvamlaştırıcılar veya kitre alginat gibi doğal kıvamlaştırıcılar da kullanılabilir.
Binderler bağlayıcı olarak görev yapar. Organik yapıdır. Moleküllerindeki zincirin uzunluğuna bağlı olarak binderin kumaşa verdiği sertlik veya yumuşaklık değişir. Uzun zincirliler biraz daha yumuşak olurken haslık özelliklerinde bir miktar düşüş gözlenir.
Üre veya gliserinin kullanım amacı baskı patının nem oranını artırmaktır. Üre veya gliserin, bünyelerinde su tuttukları için bu nem fikse sırasında gerekli olan ortamın sağlanmasında kullanılır.
İyon tutucular su ile birlikte gelebilecek ağır metal iyonlarının patın içerisindeki kimyasal maddelerin yapılarının bozulmasını önlemek için kullanılır. Arıtılmış su kullanılıyorsa iyon tutuculara gerek duyulmayabilir.
Baskı patları kıvamlı, yüksek viskoziteli karışımlardır. Bu karışım hazırlanırken önce kıvamlaştırıcı su ile uzun süre yüksek devirde karıştırılır, ardından kimyasallar sırayla bu karışıma ilave edilir ve bu süre içerisinde pat karıştırılmaya devam edilir. Bu yüksek devirde karışım köpüklenmeye sebep olabilir. Bunun önlenmesi için köpük kesici kullanılır. Tüm kimyasallar eklenince pat baskıya hazır demektir.
Pigmentlerle direkt baskı üç adımda gerçekleşir:
>>>>> Direkt baskı
>>>>> Kurutma
>>>>> Fikse
Direkt baskı, baskı patının renksiz kumaş yüzeyine direkt basılması esasına dayanır. Pigment boyar maddelerle baskı işleminde kumaş her zaman renksiz kumaşa basılmayabilir. Çeşitli renk efektleri yaratmak için modaya göre renkli kumaş yüzeylerine de baskı yapılması mümkündür. Çünkü pigmentler boyar maddeler gibi bağ yapmadıkları için kapatıcılıkları diğer tüm boyar maddelerden fazladır. Üzerine basıldığı rengi kapatma özelliğine sahiptir.
İkinci adım olan kurutma, baskı yapıldıktan hemen sonra yapılmalıdır. Bu işlem, her ne kadar pat kıvamlı ve akması, yayılması zor olsa da fikseye gitmeden önce bir kurutma işleminden geçmelidir. İşletme içerisindeki iş akışına bağlı olarak kumaş baskıdan hemen sonra beklemek zorunda kalabilir ve fikseye giremeyebilir. Bu esnada renklerin karışmaması, birbiri üzerine sarılan ya da yığılan kumaşın kendini kirletmemesi için bir ara kurutmaya ihtiyaç duyulur. Bu işlem 100-120 °C sıcaklıklar civarında ve sadece kumaş üzerindeki patı kurutmak amaçlı yapılır. Islaklığın yoğunluğuna göre 5-10 dakika arasında değişir.
Binderlerin bir diğer kullanım yeri ise renkli aşındırma baskıda aşındırma patındadır. Pigmentler kimyasallardan etkilenmedikleri için renkli aşındırmada aşındırma patının içerisine konur. Genellikle reaktif zeminli kumaşların aşındırılmasında aşındırılan yerin renklendirilmesi için kullanılır. Bu baskı için baskı adımları da şöyledir:
>>>> Baskı
>>>> Kurutma
>>>> Fiksaj
Bu üç adım direkt baskı ile aynıdır. Sadece birinci adımda renksiz değil özellikle renkli ve genellikle reaktif boyar madde ile boyanmış bir kumaş üzerine baskı yapılır. Pat içerisindeki kimyasallara ek olarak bir de reaktif boyar maddeyi aşındırıcı indirgen ya da yükseltgen madde ilave edilir. Ancak kullanılan kıvamlaştırıcının konulacak bu aşındırma maddesinden etkilenmeyecek bir kıvamlaştırıcı olmasına dikkat edilmelidir.
En son adım fiksaj adımıdır. Bu işlem 180-200 °C arasında 3-5 dakika süre ile yapılır. Bu aşamada binder, kumaş ile bağ yapar ve fiksaj gerçekleşmiş olur.
IŞIK KABİNİNDE RENK KONTROLÜ
Işık kabini üzerinde gün ışığı, UV ışığı ve TL-84 ışığı bulunan bir kutudur. Bu kutu içerisinde subjektif olarak renk karşılaştırması yapılır. Gün ışığı her türlü rengin karşılaştırılmasında kullanılır ve genel bir değerlendirmede ölçüttür. UV ışığı ultraviyole (mor ötesi) ışığın kısaltmasıdır. Fosforlu renklerin ve optik beyazlatma yapılmış kumaşların tespitinde kullanılır. TL-84 aydınlatma indeksi yüksek mağaza ışığıdır. Müşteri isteği doğrultusunda kullanılan bir ölçüttür.

PİGMENT BOYARMADDE İLE BASKI YAPILMASI
1-Pigment boyar maddelerle baskı patı alınır.( Patın kıvamının uygun olduğundan emin olunmalıdır.)
2-Pigment boyar madde uygun miktarlarda pata ilave edilir.( Miktarın reçeteye uygun ve doğru tartıldığından emin olunmalıdır.)
3-Baskı yapılacak materyal düzgün ve düz bir şekilde baskı alanına serilir.( Materyalin kırışıksız ve baskı alanına düzgün yerleştiğinden emin olunmalıdır).
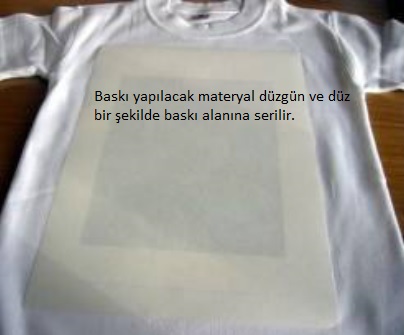
4-Baskı şablonu baskı yapılacak yüzeye yerleştirilir.( Şablonun kenarlara hizalandığından emin olunmalıdır)
5- Hazırlanan pat şablonun üzerine pat alanına şerit şeklinde dökülür.( Patı şablonun deliklerinin üzerine dökülmemelidir.. Kenarına şerit şeklinde dökülmelidir)
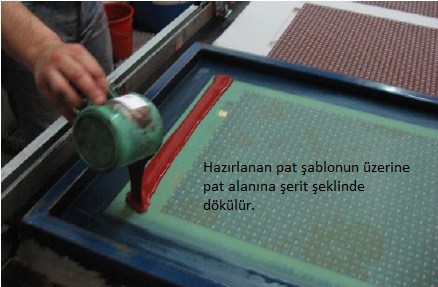
6-Pat rakle yardımı ile bir kenardan karşı kenara doğru sürüklenir. Bu işlemi en az üç kere tekrarlanır.
( Düzgün bir baskı yapıldığından emin olunmalıdır.)
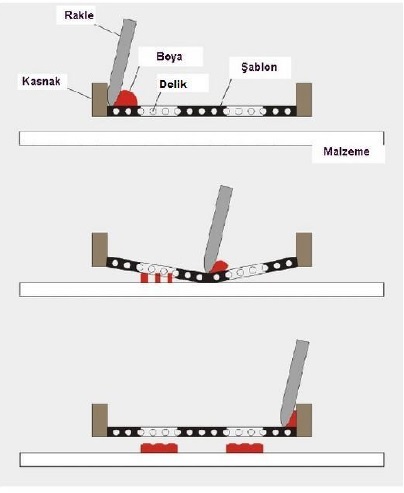
 7- Baskıyı gergefli kurutucuya yerleştirilir ve fikse edilir.( Fikse sıcaklığının uygun olduğundan emin olunmalıdır.Mamulü gergefli kurutucuya takarken iğnelerin ele batmamasına dikkat edilmelidir.)
7- Baskıyı gergefli kurutucuya yerleştirilir ve fikse edilir.( Fikse sıcaklığının uygun olduğundan emin olunmalıdır.Mamulü gergefli kurutucuya takarken iğnelerin ele batmamasına dikkat edilmelidir.)

8- Baskı sonrası yıkamayı yapılır.
9- Işık kabininde renk kontrolü yapılır
Asetat Rayonu
Asetat ipeği üretimi için odun hamuru, pamuk linteri veya artıkları kullanılır. Önceden sodyum hidroksit (NaOH) ile işlem görmüş olan odun hamuru, sodyum hipoklorit (NaClO) ile ağartılır ve kurutulur.
Soya Fasulyesi
Protein esaslı bitkisel bir lif olan Soya fasulyesi ( Silkool ) lifi (SPF) ve % 35 oranında bitkisel proteine sahiptir. Soya lifi ilk olarak 20. yy'ın ortalarında üretilmeye başlanmıştır. Fakat liflerin bu tarihlerdeki üretimi sırasında mukavemet ile ilgili karşılaşılan önemli zorluklar ve teknoloji yetersizliği, bu liflere olan ilgiyi azaltmıştır.
Yaş Çekim Metodu
Bu yöntemde polimerin uygun bir çözücü içindeki çözeltisi hazırlanır. Bu çözelti,bir koagülasyon banyosu içinde bulunan düze başlığına bir pompa yardımıyla sabit basınç altında gönderilr.Düze başlığının bulunduğu koagülasyon banyosu denmesinin sebebi polimerin bu banyo içinde pıhtılaşması yani koagüle olmasıdır.Polimer çözeltisi ince deliklerden flament şeklinde çıktığından bu biçimde pıhtılaşır ve çöker.Koagülasyon banyosunun yapısı,polimeri çözelti halinden kat hale getirecek şekilde hazırlanır.Örneğin bazik çözeltilerde çözünüp asidlerde çözünmeyen çözünmeyen bir polimer maddenin bazik bir çözeltisi hazırlanır.Koagülasyon banyosu olarak da polimerin çözünmediği bir asidik çözelti seçilir.
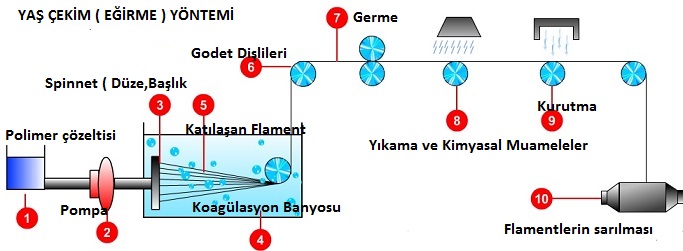
1-Polimer Çözeltisi
( Polimerin uygun çözücü içindeki çözeltisi )
Bu çözelti,bir kuagülasyon banyosu içinde bulunan spinnet ( düze,Nozül ) başlığına bir pompa yardımıyla sabit basınç altıda gönderilir.
2-Pompa
Polimer çözeltisini,sabit basınç altında spinnet ( Düze,Nozül ) başlığına gönderir.
3-Spinnet ( Düze,Nozül ) Başlık
Spinnet başlıkları üzerinde elde edilecek flamentin çap büyüklüğünde bir veya birkaç delik bulunan başlıklardır.Koagülasyon banyosu içerisinde bulunur.
4-Koagülasyon Banyosu
Spinnet başlığının ince deliklerinden flament halinde çıkan polimer çözeltisi banyo içinde pıhtılaşır yani koagüle olur ve bu biçimde pıhtılaşır ve çöker. Koagülasyon banyosunun yapısı,polimeri çözelti halinde katı hale getirecek şekilde hazırlanır. Koagülasyon banyosunun yapısı,polimeri çözelti halinden kat hale getirecek şekilde hazırlanır.Örneğin bazik çözeltilerde çözünüp asidlerde çözünmeyen çözünmeyen bir polimer maddenin bazik bir çözeltisi hazırlanır.Koagülasyon banyosu olarak da polimerin çözünmediği bir asidik çözelti seçilir.
5-Katılaşan Flament
Polimer çözeltisi ince deliklerden flament şeklinde çıktığından bu biçimde katılaşır ve çöker.
6-Godet Dişlileri
Yapay elyafın üretimi sırasında hız ve gergiliğini ayarlamak için, etrafından flamentlerin geçtiği genellikle bir flanslı kasnaktır.
7-Germe
Flament halinde gelen polimerin çözeltisine az miktarda germe-çekme işlemi uygulanır.
8-Yıkama ve Kimyasal Muameleler
Flament üzerindeki çözeltileri temizler
9-Kurutma
Yıkama işleminden sonra kurutma yapılır.
10-Flamentlerin Sarılması
Flamentlerin Bobinlenmesi yapılır.
Kuru Çekim Metodu
Bu yöntemle polimer çözeltisini hazırlamak için çözücü maddenin kolay uçucu,yani kaynama noktası düşük bir madde olması gerekir.Böyle bir çözelti ince deliklerden sabit basınç altında ve içindeki sıcak hava akımı geçen odalara püskürtülürse çözücü kolayca buharlaşır geriye flament şeklinde biçimlenmiş polimer madde kalır.Kuru çekim ( eğirme ) yöntemi özellikle asetat lifleri için kullanılmaktadır.Bunun yanında bazı poliakrilonitril lifleri elde edilmesinde kullanılır.
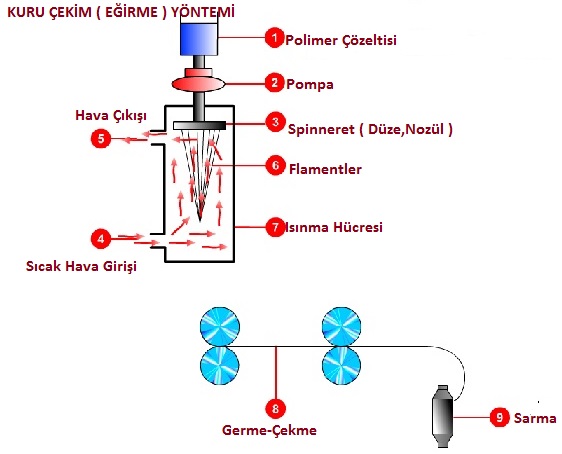
1-Polimer Çözeltisi
( polimerin uygun bir çözücü içindeki çözeltisi )
Çözücü maddenin kolay uçucu olması yanında kolay bulunan ucuz ve tutuşmayan cinsten olması tercih edilir.
2-Pompa
Polimer çözeltisi, sabit basınç altında spinneret ( düze, nozül) başlığına gönderir.
3-Spinneret ( Düze, Nozül ) Başlık
Spinneret başlıkları üzerinde elde edilecek flamentlerin çap büyüklüğünde bir veya birkaç delik bulunan başlıklardır.
4-Sıcak Hava Girişi
Polimer çözelti üzerindeki uçucu çözücünün buharlaşması sağlanır.
5-Hava Çıkışı
Hava ile çözücü buharlaşır.
6-Flamentler
Çözücü flamentlerden uzaklaştırılır.
7-Isınma Hücresi
İçinden sıcak hava akımı geçen oda
8-Germe-Çekme
Flament halinde çıkan polimer çözeltisine bir miktar germe-çekme uygulanır.
9-Sarma
Flamentler bobinlere sarılır.
Kimyasal Elyafların Sınıflandırılması
1-REJENERE LİFLER
A-Rejenere Selüloz Lifleri
a-Viskoz İpeği
b-Bakır İpeği
c-Lyocell
B-Rejenere Selüloz Esteri
a-Asetat İpeği
b-Triasetat İpeği
Kimyasal lifler
Tekstil sanayi insanlığın başlangıcından günümüze kadar diğer sanayi dallarına nazaran daha büyük ve önemli gelişmeler sağlanmıştır.Bu gelişmeler hem hammadde açısından ve hem de üretim metotları açısından kendini göstermiştir.
Bunun gerekçeli sebebi ise;Dünya nüfusunun hızla artmasına karşılık doğal kaynaklardan elde edilen tekstil hammaddesi olan liflerinin üretimi önemli derecede artmaması ve özellikle Avrupa ülkelerinde doğal tekstil hammaddesi üretiminin çok kısıtlı olmasıdır.
Bu açıdan da sentetik liflerin üretimi, doğal kaynaklardan elde edilen liflere nazaran çok büyük oranda artmaktadır.Bu artışın ise Dünya nüfusunun sürekli ve sürekli çoğalmasından kaynaklandığı kaçınılmaz bir gerçektir.
Lifin ana maddesi olan polimerler,doğal kaynaklardan polimer bileşikler halinde veya kimyasal maddelerden sentez yolu ile elde edildiğinde yapay lif adını alır.
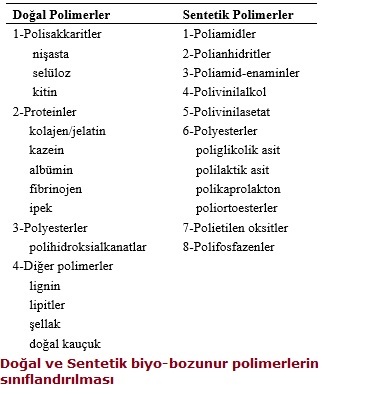
Tekstil liflerinin sınıflandırılmasında baz alınan esas olarak iki sınıf mevcuttur.Bunlar Doğal lifler grubu ve yapay lifler grubudur.Bu gruplar altında da liflerin elde edilme kaynaklarına göre 3’e ayrılmaktadır.
Yapay ( Kimyasal ) Lifler:
1-Rejenere Lifler :
Elyafın ana maddesine oluşturan polimerler,doğal kaynaklardan polimer bileşikler halinde elde edilip bir takım fiziksel ve kimyasal yöntemlerle lif haline getiriliyorsa REJENERE lifler olarak isimlendirilir.
2-Sentetik Lifler :
Elyafın hammaddesi olan polimer,bazı kimyasal maddelerden sentez yoluyla elde ediliyorsa SENTETİK lifler olarak isimlendirilir.
3-Anorganik Lifler :
Yapısı anorganik maddelerden insan eliyle elde edilmiş lifler de vardır.Cam lifleri ve metalden çekilmiş bu tür lifler yapay ANORGANİK lifler olarak isimlendirilir.
Yumuşak Çekim ( Eğirme ) Metodu
Poliamid, poliester ve polipropilen lifleri yumuşak çekim yöntemi ile üretilmektedir. Erimiş olan polimer, basınçla düzelere basılarak flament telleri halinde düze deliklerinden fırlatılır. Flamentler dışarı çıkar çıkmaz soğuk hava ile karşılaşırlar ve sertleşerek birbirleri ile yapışmaları önlenir. Daha sonra kalınca demetler halinde bir arada sarılırlar.Ancak demetteki flamentlerin sayısı düzelerin meme sayısına ayna zamanda meme deliklerinin çap genişliklerine göre değişik olur.Bu işlemde flament çaplarının kontrol edilmesi önem taşır.Bunun için düzenin,her meme deliğinin düzgün bir tarzda beslenmesi,çapların eşit olan deliklerden çıkan flamentlerin.aynı soğutma koşulu altında sertleşmesi sağlanmalıdır.Memeden yumuşak halde çıkan flamentlerin katılaşması ilk birinci metre sonunda tamamlanmalı sonra demet halinde bir sarma mekanizması yardımı ile toplanmalıdır.
Flamentlerin soğutulması ve katılaşması kısa bir zamanda ve hızlı bir şekilde gerçekleştirildiğinde bu süre içinde lif strüktürleri yeteri kadar kristalleşmiş hatta kısmen uzamış olsalar bile amorf bölgelerinin oranında fazla bir azalma olmaz. Bu nedenle flamentlerde uyum kuvvetli olmadığından lif mukavementleri de yüksek değildir. Gerekli fiziksel özellikler makro-moleküllerin germe-çekme işlemine tabi tutulması ile kazandırılır.
Bu da flamentlerin normal veya yüksek temperatürde çekilmesi ile olmaktadır. Germe-çekme işlemi esnasında lifin oluşmasında rol alan makro-molekül zincirleri kendi aralarında sıralanmaya ayrıca lif eksenine göre paralel bir duruma geceçek değişikliğe zorlanmış olurlar. Aynı zamanda çekim gücü ve hızının şiddeti ile orantılı olarak flamentlerin boyları uzarken çapları da daralır.
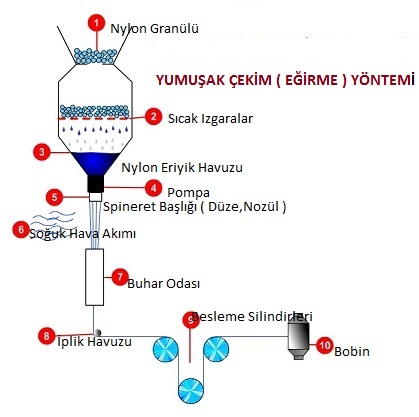
1-Nylon Granülü
Nylon ürünleri bir hazneye konularak ileriki işleme hazırlanır.
2-Sıcak Izgaralar
Sıcak ızgaralara gelen granüller ısının etkisi ile eriyerek eriyik havuzuna akarlar.
3-Nylon Eriyik Havuzu
Izgaralardan gelen polimer bir sonraki aşama için pompaya gider.
4-Pompa
Eriyik havuzundan gelen polimeri,düzeden sabit basınçla püskürtür.
5-Spineret Başlığı ( Düze,Nozül )
Polimere istenilen numara, şekil ve biçim burada verilir.
6-Soğuk Hava Akımı
Burada düzeden çıkan sıcak flamentin soğutularak katılaşması sağlanır.
7-Buhar Odası
Burada soğutulan flamente buharlı hava verilir.
8-İplik Havuzu
Flamentin besleme silindirine gitmesini sağlar.
9-Besleme Silindirleri
Besleme silindirleri germe-çekme işlemi uygulayarak bobine sarıma hazır hale getirir.
10-Bobin
En son işlem olarak materyali bobine sarma işlemi gerçekleştirilir.
Viskon Elyafı
Rayon ve Floş: Filament hâldeki rejenere selüloz elyafına verilen isimdir. Doğal kaynaklı insan yapısı elyaf üretiminin en önemli temsilcisidir. Ülkemizde rayon üretimi yapan işletme çok az olduğundan, genelde ithal edilerek kullanılmaktadır.
Selüloz kökenli rejenere elyaf çeşitleri şunlardır:
Viskon lifi;
kızılçam, kayın, ladin, kavak gibi selüloz oranı yüksek olan ağaçlardan yararlanılarak elde edilen selülozun, kimyasal işlemlere tabi tutulmasıyla yapay olarak üretilen kesikli bir lif tipidir.
Viskon üretiminde söz konusu ağaçlar; kabuk kısımları çıkarıldıktan sonra, talaş adı verilen küçük parçalara ayrılmaktadır.Talaşın, yüksek sıcaklıkta ve basınçta NaOH (Sodyum hidroksit) ya da Ca(HS03)2 (Kalsiyum hidrojen sülfit) gibi kimyasallarla muamele edilmesi sonucunda, yapıda selüloz dışında bulunan diğer maddelerin (linyin, hemiselüloz, pektin gibi) uzaklaştırılması sağlanmaktadır. Elde edilen saf selüloz, %17,5-18’lik NaOH çözeltisinde 18–20°C’de bekletilerek eritilmekte, homojen bir karışım olması için daha küçük parçalara ayrılmaktadır. Daha sonra CS2 (karbon sülfür) ile işlem gördükten sonra, viskoz adı verilen turuncu renkte ve koyu kıvamda bir çözelti elde edilmektedir. Bu çözelti, yaş çekim (eğirme) yöntemi ile filament haline dönüştürülmekte, elde edilen filamente viskoz ipeği adı verilmektedir.
Viskon elyafı pamuk, keten ve yün gibi diğer elyaf türleriyle karıştırılarak da kullanılır.Okalüptüs,söğüt ve kavak ağacından üretilir.Pamuk gibi selülozdan oluşur.Viskon üretim sürecinde akışkan hale gelen selülozun yapısında,hemen hemen hiçbir kimyasal değişiklik olmaz.Filament olarak sertleştikten sonra yine selüloz olarak kalmakta,bu özellikleriyle viskonun yapısı pamukla yüksek benzerlik gösterir.Viskonun nem alma özelliği,pamuktan daha yüksektir.Pamuktan çok daha yüksek olan bu nem alma özelliğinden dolayı boyanmaya ve baskıya çok elverişlidir. Renklerin daha parlak görünmesini sağlar. Kuru dayanıklılığı pamuktan düşüktür.Uzaması % 15-30 ile pamuğa göre iki kat daha yüksektir.
Yaş çekim yöntemi ile viskoz üretimi
Viskoz elyafı genellikle iki şekilde elde edilmektedir.
>>> Viskoz rayon (Filament halde)
>>> Viskon (Ştapel halde)
Viskoz üretimi için odundan ve linterden elde edilen selüloz hammaddesi kostik soda ve sodyum bisülfit ile işlem görerek yabancı maddelerden arındırılır.
Selüloz hamuru kostik soda çözeltisi (NaOH) ile işlem görerek alkali selüloz haline dönüşür.
Alkali selüloza, ön olgunlaştırma işleminden sonra karbon sülfür (CS2) ilave edilerek selüloz ksantat elde edilir.
Seyreltik sodyum hidroksit ilavesi ile de ham viskoz çözeltisine dönüştürülür.
Filtreleme ve ard olgunlaştırma işleminden sonra viskoz çözeltisi asitli bir banyoya düzelerden fışkırtılarak, yaş çekim yöntemiyle katı halde viskoz filamentleri elde edilir.

Katılaşan filamentler, germe yıkama ve kurutma işlemlerinden sonra bobine sarılarak viskoz rayon iplik elde edilir.

Filamentler tow (kablo) şeklinde biraraya getirilir. Kesme işlemi ile de ştapel (kesikli) hale dönüştürülür. Yıkama ve kurutma işlemlerinden sonra balyalanır ve viskon elyafı elde edilir Balya halinde işletmelere sevk edilir.
Viskon, kesikli rejenere selüloz elyaftır ve genel özellikleri bakımından pamuğa benzemektedir.
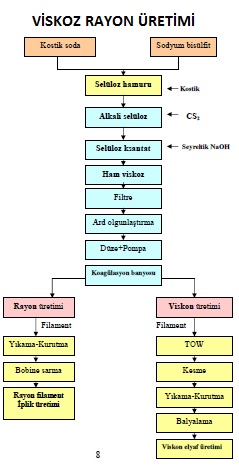
Viskoz Rayon Elyafının Fiziksel Yapı ve Özellikleri
Mikroskobik görünüş: Elyaf boyunca uzanan çizgiler vardır. Enine kesiti ise, girintili çıkıntılıdır.
Uzunluk: Genelde filament hâldedir. Kullanım yerine göre istenilen uzunlukta kesilerek viskon elyafı elde edilir.
İncelik: 50-900 denye incelikte iplik üretilebilir. Monofilament inceliği ise 1-1,5 denyedir.
Renk: Özel olarak matlaştırılmamış ise üretildiğinde şeffaftır.
Parlaklık: Üretildiklerinde parlaktırlar.
Mukavemet (kuru): Kuru dayanımları viskoz rayonda iyi, modalda mükemmeldir. Viskoz rayonunda mukavemet 2-3 gr/denye civarındadır.
Mukavemet (yaş): Yaş hâlde iken mukavemette % 30-50 arasında düşme olur.
Uzama Mukavemeti: Viskoz lifleri; kuru hâlde % 10-11, yaş hâlde % 25-35 uzarlar.
Rezilyans (yaylanma): Viskoz rayonu düşük, modal iyi yaylanma (rezilyans) yeteneğine sahiptir. Modalın tutum özellikleri, yüksek kaliteli pamuğa benzer.
Nem alma: % 10-16 arasında nem alımı ile doğal selülozik liflerden daha hidrofildir. Daha çok su absorbladıkları için daha yavaş kururlar. Yavaş kurumaları, nemi çabuk emmelerinden de kaynaklanır.
Sıcaklık: Güneş ışığından etkilenerek, dayanım kaybına uğrarlar. 150 °C'nin üzerinde güç kaybederler. Ütüleme sıcaklığı, 135 °C civarındadır.
Alev alma: Kolay ve çabuk yanarlar.
Statik Elektriklenme: Çok fazla statik elektriklenme problemleri yoktur.
Pilling (boncuklanma): Daha çok filament hâlinde kullanımı nedeniyle pilling problemleri yoktur.
Yoğunluk: 1,50 g/cm³ yoğunluk ile pamuktan daha düşük, poliesterden daha yüksek yoğunluğa sahiptir.
Kullanım Özellikleri: Termoplastik özellik taşımaz. Viskoz rayonu iyi bir iletkendir. Viskoz rayon genel özellikleri bakımından, pamuğa benzese de lif üretiminde, boyama ve baskıda, apre işlemlerinde uygulanan çeşitli etkilere karşı reaksiyonu farklıdır. Pamuk gibi ana yapısı %100 selüloz olmasına rağmen, polimerleşme derecesi daha düşük olduğundan; pamuktan daha mukavemetsiz, kimyevi maddelere karşı da direnci daha azdır.
Viskoz Rayon Elyafının Kimyasal Özellikleri
Asitler: Kuvvetli asitlerden etkilenir. Sıcak sulandırılmış mineral asitler veya soğuk yoğun asitler lifi çürütür.
Bazlar (alkaliler): Bazlara karşı dayanımları pamuktan düşüktür. Kuvvetli bazlar dayanıklılığını azaltır.
Organik Çözücüler: Kuru temizleme yapılabilir. Kuru temizleme maddelerine karşı dirençlidir.
Ağartma maddeleri: Yükseltgen ve indirgen maddelerin etkisi pamukta olduğu gibidir. Sodyum hipoklorit (NaCIO) gibi beyazlatıcılardan etkilenir.
Küf ve mantar: Temiz ve kuruyken, küf ve mantar oluşumuna dayanıklıdır. Dayanımları nem ve sıcaklığa bağlıdır. Uygun ortamda küf ve mantarlar renk atmalarına neden olur.
Güveler, böcekler: Güvelere dayanıklıdır. Bazı böcekler dolaylı olarak zarar verebilirler.
Işık, atmosfer koşulları: Güneş ışığında uzun süre kaldığında zarar görür.
Su: Şişme olur. Islakken dayanımı azalır.
Boyama: Boyarmaddelere karşı olan afinitesi (ilgisi) pamuklu materyale göre daha fazladır. Direkt, küp ve kükürt boyarmaddeler ile boyanabilir.
Doğal ipeğe benzediğinden, dayanıklılık gerektirmeyen yerlerde, doğal ipeğin yerine kullanılır. Elbise, gömlek, gecelik, ceket, perde ve döşemelik kumaş, tıbbi mamul, non-woven kumaş üretimi, ev tekstil ürünleri vb. alanlarda kullanılır.
VİSKON RAYON LİF VE KUMAŞ ÖZELLİKLERİ
Rayon rejenere selülozik liflere verilen genel isimdir. Bütün lifler içinde rayon çok çeşitli alanlarda kullanılabildiği ve hem doğal liflerin hem de sentetik liflerin özelliklerini taşıdığı için tüketicilerin en çok kafasını karıştıran ve ilgisini çeken lif olma özelliğini sürdürmektedir. Rayon birçok yerde pamuk lifinin yerine kullanılabildiği gibi, emici hijyen ürünlerinden, bebek pedlerine ve yüksek mukavemetli kord bezlerine kadar çok geniş bir yelpazede olmak üzere giyim sektöründe, ev tekstilinde ve sanayide kullanılmaktadır.
Rayon üretilmiş olan ilk liftir. 1890’lı yıllarda selülozun genel özelliklerini kapsayan bir araştırma sırasında Fransa’da geliştirilmiş ve ipeğe benzediği için o yıllarda “yapay ipek” (suni ipek) ismiyle anılmıştır. 1924 yılında tekstil endüstrisi tarafından bu life “rays of light” anlamına gelen “rayon” ismi verilmiştir. En önemli özelliği, diğer insan yapımı lifler gibi sentetik olmamasıdır. Selülozik bazlı pamuk linterlerinden veya ladin ağacından elde edilmiş odun hamurundan üretilmektedir. Bunun sonucu olarak, rayon lifinin özellikleri naylon ve polyester gibi sentetik liflerden çok, pamuk ve keten gibi doğal selülozik liflere benzemektedir. Rayonun bir lif olarak kullanım çeşitliliğinin fazlalığı, pamuğa göre daha düşük maliyetli oluşu ve üstün konfor özellikleri kullanım alanını oldukça yaygınlaştırmıştır.
Rayonun sınıflandırılması
Rayon lifinin yapısından dolayı doğal ve sentetik liflerin özelliklerini taşıması son dönemde çok kullanılan bir lif olmasını sağlamıştır. Rayon ince çekilmiş sentetik filamentlerle karışım halinde kullanılabildiği gibi, kıvrımlar verilerek ve 6 – 20 cm boyunda kesilerek kesikli elyaf şeklinde de kullanılmaktadır.
Ürün performansı açısından değerlendirildiğinde rayon dört başlık altında sınıflandırılabilir. Bunlar arasında normal rayon (viskon) ve yüksek mukavemetli rayon iki önemli grubu oluşturmaktadır.
1. Normal rayon (viskon): Kesikli lifler ile (pamuk, yün) karışım halinde kullanılan kesilmiş rayon liflerine viskon adı verilir. Pazar payı en yüksek olan rayon tipidir. Hazır giyim ürünlerinde ve ev tekstillerinde kullanılmakta olup yıkama talimatlarında “viskon” (viscose) olarak geçmektedir. Ayırt edici özelliği ıslak mukavemetinin çok düşük olmasıdır. Bunun sonucu olarak ıslandığında kararsız hale geçer ve çeker ya da salar. Bu liften üretilmiş kumaşların bakımında görünümünü ve fonksiyonel özelliklerini koruması için genellikle kuru temizleme veya çok hassas elde yıkama tavsiye edilmektedir. Çamaşır makinesinde yıkama yapıldığında işlem görmemiş rayonlar %10 oranında çekebilmektedir.
2. Yüksek ıslak mukavemetli (polinozik) rayon (high wet modulus rayon): Rayon lifinin yukarıda bahsedilen olumsuz özelliklerini iyileştirmek için çeşitli araştırmalar yapılmış ve farklı işlemler yapılarak rayon elyafı modifiye edilmiştir. Bunlar yüksek mukavemetli viskoz rayonları olarak isimlendirilir ve özellikle ıslakken dayanıklılığı yüksek olduğundan high wet modulus kelimelerinin kısaltılmış şekli olan HWM ile sembolize edilirler. HWM rayon yüksek ıslak mukavemetinin yanısıra viskonun diğer özelliklerini taşır. Çamaşır makinelerinde yıkanabilir, kurutucularda kurutulabilir ve bu işlemler sırasında pamuklu ürünler kadar performans gösterebilir. Parlaklığının artması için pamuk gibi merserizasyon işlemine tabi tutulabilir. Giyim sektöründe polinozik rayon veya ticari ismiyle modal olarak geçer. Viskondan farkı, polimerleşme derecesi, kristalleşme derecesi, kristalin bölgelerin büyüklüğü, yönlenme derecesi ve filamentteki üniformluktur. Bu nedenle bu liflerden üretilmiş kumaşların dayanıklılığı, kopma mukavemeti, esnekliği ve sürtünme direnci normal rayon lifinden fazladır. Mukavemeti kuru iken 3,0 – 4.0 g/denye, ıslak iken 1.9 – 2.5 g/denyedir. Su ile viskon lifi kadar şişme göstermez.
3. Yüksek mukavemetli rayon (high tenacity rayon): Viskonun modifiye edilmiş halidir, mukavemeti HWM rayonundan iki kat fazladır. Kord bezlerinde ve endüstriyel alanda kullanılmaktadır.
4. Cupramonium rayon: Özellikler açısından diğer rayonlara benzemesine rağmen üretimi sırasında çevreye zarar veren maddeler kullanıldığı için son dönemde üretilmemektedir.
Viskon lifinin karakteristik özellikleri
Viskon lifi üretim sırasında kullanılan düze başlığına bağlı olarak farklı inceliklerde elde edilebilir. Enine kesiti dairesel değil, kıvrımlıdır. Viskon lifi rejenere selülozik lif olduğundan pamuğun birçok özelliğini barındırmaktadır.
Viskon pamuk ile karşılaştırıldığında, her ikisi de %100 selüloz olmasına rağmen polimerizasyon derecelerinin farklı olmasından dolayı birçok farklı özelliğe sahiptir.
Polimerizasyon derecesi pamukta 2000 – 10000 arası, viskonda ise 200 – 250 arasındadır.
Kristalin bölgelerin oranı pamukta %70 iken viskonda %40’tır.
Kimyasal yapıdaki bu farklılıklar viskonun mekanik, konfor ve estetik özelliklerinde farklılıklar yaratmaktadır.
Viskon lifi pamuktan daha mukavemetsiz ve kimyasal reaktiflere karşı daha az dirençlidir. Buna karşın emici olma özelliğinden dolayı bu liften üretilen tekstiller oldukça konforlu, tene uyumlu, nefes alabilen, yumuşak ve dökümlü bir yapıya sahiptir.
Viskon lifinin olumlu ve olumsuz özellikleri:
• Mukavemet: Viskon lifinin en dikkat çeken özelliği ıslandığında mukavemetinin çok düşmesidir.
Mukavemeti kuru halde 2.0 – 2.6 g/denye; ıslak halde 0.95 – 1.5 g/denyedir.
Kopmadan %17 – 25 oranında uzama gösterebilir.
• Emicilik: Viskonun bir başka önemli özelliği bütün selülozik lifler içinde en emici lif olmasıdır.
Teri çok iyi emer, bundan dolayı yazlık giysilerde tercih edilmektedir.
Emicilik özelliği sayesinde rahatlıkla boyanabilir.
Suda ve bazik çözeltilerde pamuktan daha fazla şişer.
%60 bağıl nemde %11 – 13 oranında nem çeker.
• Kullanım: Kullanıcı açısından viskonda en belirgin problem ıslak mukavemetinin düşük olması ve çok fazla nem çekmesinden dolayı boyut sabitliğinin çok az olmasıdır.
Boydan ve enden benzeri pamuklu kumaşlardan daha fazla kısalır.
Asarak kurutma yapıldığında salar.
Örme viskon kumaşlarda may dönmesi problemi ile karşılaşılır.
Sık kullanım sırasında boncuklanma sorunu yaşanabilir.
Diğer selülozik lifler gibi esnek olmadığından aşınma dayanımı kötüdür, kolaylıkla hasar görebilir.
Çabuk kırışır,
Ütüleme sırasında sıcağa karşı pamuktan daha az dayanıklıdır.
150ºC’nin üstündeki sıcaklıklarda dayanıklılık azalır.
185 – 205ºC’deki sıcaklıklarda yanar.
• Görünüm: Viskon lifi düzgün yüzeyli ve çok parlaktır. Bu özelliğinden dolayı dayanıklılığın önemli olmadığı yerlerde ipek yerine kullanılabilir.
Viskon başka liflerle karışım halinde kullanılması sonucu çeşitliliğinin fazla olmasından dolayı popülerleşmiştir. Maliyetin düşmesi, konforun artması ve parlaklığın artması için pamuk, yün, ipek, akrilik ve likra gibi liflerle karıştırılmaktadır.
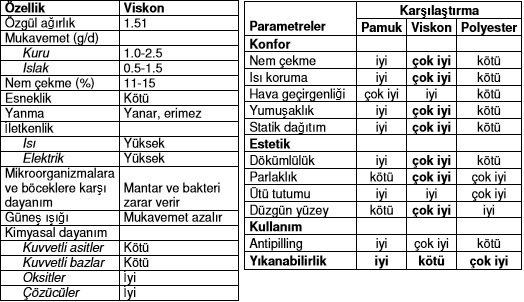
Viskon pamuk ve polyesterin bazı özelliklerini taşımakla birlikte, birçok açıdan her iki liften de daha üstün özelliklere sahiptir.
Viskon lifinin konfor ve estetik özellikleri iyi olmasına karşın “yıkanabilirlik” özelliği kötüdür.
Viskonun yapay bir lif olarak doğal liflerin konfor özellikleri ile estetik açıdan üstün özellikler taşıması ve maliyetinin düşük olması günlük yaşamda her tip üründe karşımıza çıkmasını sağlamıştır. Viskon hazır giyim ürünlerinde, ev tekstilinde ve endüstriyel alanda tek başına ve karışım halinde kullanılmaktadır. Kullanım yerleri dayanıklılık özelliklerinden çok, konfor ve estetik özellikleri ile ilgilidir.
Viskon lifinin kullanım alanları
• Giyim: Elbise, bluz, ceket, pantolon, iç çamaşırı, t-shirt, spor gömlek, spor giyim, takım elbise, kravat, iş elbiseleri, şapka, aksesuar.
• Ev tekstili: Yatak örtüsü, battaniye, perde, çarşaf, masa örtüsü, döşemelik kumaş.
• Endüstriyel kullanım: Endüstriyel ürünler, tıbbi cerrahi ürünler, nonwoven malzemeler, kord bezleri.
• Diğer: Kadın hijyen ürünleri, bebek bezleri.
Daha spesifik olarak farklı lifler ile karışım halinde şu ürünlerde kullanılmaktadır:
• Viskon – pamuk karışımı: Havlu, yatak çarşafı, mendil, örme giysiler, denim, elbise.
• Viskon – yün karışımı: İnce yünlü giysiler, kazak.
• Viskon – ipek karışımı: İnce fantezi elbise.
• Viskon – akrilik karışımı: Örme giysiler, havlu, yatak çarşafı, mefruşat.
• Viskon – likra karışımı: İç giyim, stretch üst örme giyim, mayo, spor giyim.

İplikte Düzgünsüzlük Tayini
İplik düzgünsüzlük kontrolü, iplik kondansatörden geçerken yapısındaki (çapındaki) kütlesel değişikliklerin ölçülmesidir.
İplik Düzgünsüzlük Sapmaları Tespitinin Amacı
İplik üretim işlemleri sırasında ortaya çıkan periyodik hataları gidermek amacıyla iplik düzgünsüzlük cihazlarında düzgünsüzlüklerin tespit edilmesi gerekmektedir. Bu hataların erken aşamalarda tanınması ve giderilmesi için düzgünsüzlük tespiti yapılır.
İplik Numuneleri Alma
Filament iplik makinesi üzerinden 5 ya da 10 ayrı numune bobin alınır. Bobin alımı makine üzerinden belirli aralıkta seçilerek yapılır. Alınan bobinler kontrol edilmek üzerelaboratuvara götürülür.
Düzgünsüzlük Cihazı
Düzgünsüzlük cihazı; çekilmemiş iplikler, POY, düz ve textüre ipliklerdeki kısa periyotlu varyasyonları gösteren kapasitif olarak düzgünsüzlük ölçen bir kondansatördür.

Düzgünsüzlük ölçme cihazını oluşturan kısımlar
1-Düzgünsüzlük dönüştürücü
2-Monitör ve işlemcisiyle birlikte sinyal işlemcisi
3-Yazıcı
4-Çizgisel koşullandırıcı
Deneyi Yapma
Düzgünsüzlük kontrolü için;
1-Deneye başlamadan önce tüm numuneler kondisyonlanmalıdır.
2-İplik; iplik kılavuzu, gerilim ayarlayıcı ve rollelerden (plakalar) geçirilip emme ağzına verilir.
3-Hatasız sonuçlar elde etmemek için her numune için test hızı, giriş basıncı, büküm yönü ve gerilim kuvveti ayarları minimum düzgünsüzlük elde edilecek şekilde ayarlanır.
4-Start tuşuna basılarak test başlatılır.
5-Ortaya çıkan test sonucu (% U) daha önceki testlerde çıkan düzgünsüzlüklerle karşılaştırılır.
Belli mesafede bulunan iki paralel plakadan oluşan kondansatörler arasından geçirilen tekstil materyalinin uzunluğu boyunca kütlesel değişim olursa kondansatörün kapasitesi değişir. Meydana gelen sinyal değişikliği amfilikatörde (görüntü değiştirici) kuvvetlendirilerek elektronik devrelere iletilir. Düzgünsüzlüğe ait bilgiler, indikatörde (gösterge) kalın yer ve ince yer hataları olarak ayırt edilir. Sinyaldeki sapmalar, % CV ya da % U olarak belirlenir. Cihazın spektograf ünitesinde, aynı uzunlukta tekrar eden büyüklükleri ve dalga boyları aynı olan periyodik hatalar sınıflandırılır. Yazıcı ise elde edilen tüm değerleri çıktı olarak verir. Düzgünsüzlük tespitinde birim uzunluktaki ağırlık değişiminin incelenmesi yeterlidir. Düzgünsüzlük cihazında, iplikte düzgünsüzlük tayini yapılarak şu bilgilere ulaşılır:
1-Düzgünsüzlük (% U ve % CV )
2-İnce yer
3-Kalın yer
4-Spektogramlar ve diyagramlar
5-Ortalama sapma yüzdesi ( % U )
6-Değişim (varyasyon) katsayısı ( % CV )
7-Müstakil değer M: Kütle
8-Xort: Aritmetik ortalama
9-T: Deney süresi
10-A: Tek değer ile ortalama arasındaki alan Düzgünsüzlük % olarak da ifade edilir.

Subjektif (Siyah Levha İle) Düzgünsüzlük Kontrolü
İplikte düzgünsüzlüğün belirtilmesi amacıyla ipliği zıt renkli (açık renk iplikler için koyu renk, koyu renk iplikler için ise açık renk levha) bir levhaya sararak gözlemlemeye dayalı bir yöntemdir. Genelde siyah renkli levha kullanılmaktadır. İplik, levha üzerine belirli aralıklarla düzgün ve paralel olarak sarılır. Bu sarım sırasında bazı noktalara dikkat etmek gerekir. İplik sarım aralıklarının eşit olması en önde gelen kuraldır. Hataların daha belirgin olarak görülebilmesi için levhaların konik olması tercih edilen bir özelliktir. Sarımı gerçekleştirecek olan makinenin besleme iği üzerine konulan iplik, kılavuzdan geçirilerek hareketli bir mekiğe gelir. Mekik hareket ederek ipliği konik levha üzerine paralel ve düzgün bir şekilde sarar. Ayarlanan miktarda iplik sarıldıktan sonra levha çıkartılır. Uygun ışık altında hazırlanmış standartlarla karşılaştırılarak iplik hakkında genel bilgi elde edilir. Kontroller gün ışığında veya suni ışıkta, ışık arkadan gelecek şekilde yapılmalıdır.

Düzgünsüzlük Değerlerini Okuma
İplik düzgünsüzlük değerlerini okumak için cihazdan alınan diyagram ve spektogramlardan yararlanılır.
Diyagram; elyaf ya da ipliklerin kütle değişimlerini, bir skala üzerinde zamana karşı akışını gösteren grafiklerdir.
Diyagram lineer bir skalada sapmaların büyüklüğünü gösterecek şekilde düzenlenmiştir. Bu skala çeşitli materyaller için belli ölçüm sınırları içinde geçerlidir.
Şerit için : % 12,5 veya % 25
Fitil için : % 25 veya % 50
İplik için : % 100
Spektogram, materyal kütle değişiminin hata tekrarlama frekansına karşı gösterildiği grafiklerdir.
Spektogramın analizi yapılarak ipliklerde periyodik değişimlere neden olan hatalar incelenir, kaynağı belirlenir.
Sonucu Değerlendirme
Düzgünsüzlük değerleri okunduktan sonra çıkan sonuç değerlendirilir. Sonuçlara göre üretimin devamı ya da hataların giderilmesi sağlanır. 1 metre uzunluktaki filament ipliğin büküm sayısının iplik numarasına göre 20 ile 40 numara arasında olup olmadığı değerlendirilir. Değerler arasında bulunan büküm hata olarak iletilir. Değerlendirme sonuçlarına göre genellikle:
1-Nadiren oluşan hatalar,
2-Uzun dalga boyu değişimleri,
3-40 metreden daha büyük dalga boyu periyodik hatalar,
4-Çok kalın ve ince yerler,
5-Ortalama değerdeki yavaş değişimler,
6-Ortalama değerdeki kademeli değişimler,
7-Periyodik hatalarda hatanın devamlı oluşup oluşmadığı veya parti içinde nadiren oluşup oluşmadığı tespit edilir.
İpliklerde Numara Tayini
Büküm Kontrolü
BÜKÜM KONTROLÜ
Filament ipliklerde büküm kontrolü; filament ipliğin üretim planında belirlenen büküm değerlerinde üretilip üretilmediğini kontrolü için yapılır. Belirlenen büküm değerlerinde iplik üretiliyorsa üretime devam edilir. Üretilmiyorsa makine ayarları tekrar gözden geçirilir ve üretim planındaki büküm değerlerinde iplik üretilmesi sağlanır.
İplikte Büküm
Filament ipliklerde büküm, filament ipliğin kendi ekseni etrafında bükülmesi ile ipliğe mukavemet kazandırmak için yapılır.
Bükümün Tanımı
Büküm; bir metre veya bir inç uzunluğundaki ipliğin kendi ekseni etrafında kaç tur atığının sayı ile ifadesidir. Filament inceliği, uzunluğu ve yumuşaklığı büküm miktarına etki eder. İpliğin dokumadaki büküm adedi; atkı, çözgü, triko ve el örgü ipliklerinde, giysi, ev tekstili vb. alanlarda kullanımına göre değişir. İpliğe verilecek büküm adedi;
1-Kullanılan lif özellikleri,
2-Kullanılacağı alan,
3-İpliğin özelliklerine bağlı olarak değişir.
Bükümün Yönleri
Bir iplikte büküm, büküm yönü ve bükümün sayısı ile ifade edilir. İplikler sağ (Z) büküm ya da sol ( S) büküm yönü olarak iki türlü bükülebilir. Büküm yönü dokuma ve örgü yüzeylerinde farklılık gösterir. Üretimde kullanılacak ipliklerin numarası ile büküm yönlerinin de aynı olması gerekir.
1-Sağ büküm ( Z büküm) kontrolü:
İplik dikey olarak tutulup incelendiğinde tek kat iplik liflerinde meydana gelen spiral veya elipsler Z harfinin orta çizgisi yönünde ise bu iplik sağ (Z) bükümlüdür. İğin saat yönünde yani sağa doğru dönmesi ile Z bükümlü bir efekt (görünüm) oluşur.
2-Sol büküm (S büküm) kontrolü:
İplik dikey olarak tutulup incelendiğinde tek kat iplik liflerinde meydana gelen spiral veya elipsler S harfinin orta çizgisi yönünde ise sol (S) bükümlüdür. İğin saat yönünün tersine yani sola doğru dönmesi ile S bükümlü bir efekt (görünüm) oluşur. Değişik şekillerde tasarlanıp üretilen büküm ölçüm cihazlarından bir tanesi aşağıda gösterilmektedir.
El ile büküm yönünü bulmanın yolu:
1-Her iki elin başparmağı ile işaret parmağı arasında kısa bir iplik numunesi tutulur.
2-Sağ el ile sağa doğru bükülür.
3-İplik bükümü açılıp iplik mukavemetini kaybediyor veya uç kısımlarda elyaf paralel hâle geliyorsa “Z” bükümdür.
4-Şayet ipliğin bükümünde artış kaydediliyor ise “S” bükümdür.
Büküm Açma Yöntemi İle Büküm Kontrolü
İplikteki bükümün ters yönde çevrilerek bükümün açılması esasına dayanır. İplik bükümünün tamamen açıldığı andaki büküm sayısı 1 metre uzunluktaki toplam bükümü verir. Uzunluk dikkate alınarak metredeki ve inçteki büküm hesaplanır.
Büküm ölçüm cihazı;
sabit bir iplik sıkıştırma çenesi ile iki yönde dönebilen ve iplik doğrultusunda hareket edebilen bir sıkıştırma çenesinden oluşmaktadır. Dönebilen çene motorla tahrik edilmekte ve tur sayısını bir sayaca iletmektedir. Hareket eden çenenin dönüş sayısı bir sayaç aracılığı ile sayılabilir. Çeneler arası uzaklık 25-250 mm’ye ayarlanabilir. İplik bükümü ipliğin birim uzunluğundaki tur sayısıdır. Bu nedenle ölçüm esnasında iplik uzunluğu doğru ayarlanmalıdır. Cihazda bükümün açılmasından doğan uzamayı alacak düzen ile ipliği çeneler arasında belirli bir gerginlikte tutabilecek bir düzen bulunmaktadır. Bu gerginliği sağlayacak ipliğin numarasına göre ağırlıklar mevcuttur.

plik çeneler arasında gevşek yerleştirilirse olması gerekenden fazla bir uzunluğun bükümü ölçülmüş olur, çok gergin olduğunda ise daha kısa bir mesafedeki büküm ölçülmüş olur. Gergin numune bağlandığı takdirde cihazın çalışmaması da söz konusudur. Bükümü ölçülecek ipliğin numarasına göre hesaplanacak gerginlik değeri büküm ölçüm cihazının sabit çenesi tarafındaki bölüme gerekli miktarda ağırlık yerleştirilerek sağlanır. Hareket eden
çene, ipliğin bükümünü alacak yönde çevrilmeye başlayınca ibre hareket eder. İplik tamamen açıldıktan ve ters yönde bükülmeye başladıktan sonra ibre tekrar eski yerine gelir. Sayaçta okunan değer büküm sayısını verir.
Metredeki Büküm Sayısı Tespiti
Büküm açma cihazından alınan değer, iplikte 1 metredeki büküm sayısını verir ve “metredeki büküm sayısı” olarak belirtilir. Büküm derecesinin belirtilmesinde metredeki büküm sayısı yaygın olarak kullanılmaktadır.
Filament ipliklerde metredeki büküm sayısı 20’den 40’a kadardır. Bu iplikler için düşük büküm yeterlidir.
Katlı İplikte Büküm Sayısını Bulmanın Amacı
İki veya daha fazla tek kat ipliği bükmek suretiyle birleştirerek katlı bükümlü iplik oluşturulur. Tek katlı iki ipliğin bükülmesi, çiftleme ya da iki katlama denir. İki veya daha fazla katlı ipliğin birlikte bükülmesi de çoklu katlama ya da kablolama olarak isimlendirilir. Katlama, ipliklerin bükümsüz olarak boyuna paralel hâle getirilmesine denir.

Katlı Büküm İşleminin Amacı
1-Tek kat ipliğe mukavamet kazandırmak
2-Çeşitli görünümlerde iplikler elde etmek
3-Kumaşta değişik görünüm ve efekt meydana getirmek
4-Çok katlı ve farklı yapılarda iplik elde etmek
İplik adedine göre bükümler
>> Tek katlı büküm
>> İki katlı büküm
>> Çok katlı büküm (kablo büküm)
Büküm sayısına göre bükümler
>> Yumuşak büküm
>> Normal büküm
>> Sert büküm
>> Krep büküm
>> Fantazi büküm
![]()
Yukarıda sayılan büküm çeşitleri ipliğe farklı görünümler kazandırarak ipliğin esnekliğini, dayanımını, parlaklığını, örtme gücünü, geçirgenliğini değiştirip yeni ve farklı özelliklerde ürünler elde etmek amacıyla uygulanır. Katlı ipliklerde büküm sayısının tespitinde kullanılan büküm ölçme cihazlarının ortak elemanları aşağıda sıralanmıştır.

1-Büküm yönü ayarlama düğmesi (Z büküm, S büküm)
2-Motor hızı ayar düğmesi
3-Sayaç sıfırlama düğmesi
4-İpliğin katsayısına göre büküm ölçme ayar seçimi
5- “Start” / testi başlatma düğmesi
6-“Stop” / testi durdurma düğmesi
Büküm; ipliğin birim uzunluğundaki tur sayısıdır. Bu nedenle ölçüm esnasında iplik uzunluğu doğru ayarlanmalıdır. İplik çeneler arasında gevşek yerleştirilirse olması gerekenden fazla bir uzunluğun bükümü ölçülmüş olur, çok gergin olduğunda ise daha kısa bir mesafedeki büküm ölçülmüş olur. İplik uzunluğunun optimum olması için ipliğe belirli bir gerginlik değeri verilmelidir.
Katlı İpliğin Büküm Yönünü Tespit Etme
Tek kat iplik bükümünde S veya Z büküm (tek kat ipliklerin sembolü), katlı iplik bükümünde SZ, ZS, SS veya ZZ büküm (katlı ipliğin büküm yönü ve sembolleri); kablo iplik bükümünde ZSZ veya ZZS büküm yönleri seçilebilir. Bükülecek ipliklerin büküm yönüyle katlama büküm yönü aynı olursa buna büküm üstüne büküm denir. Sert bir iplik oluşmasını sağlar.
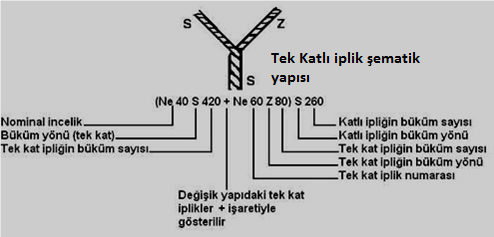
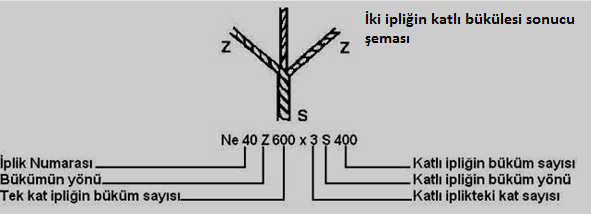
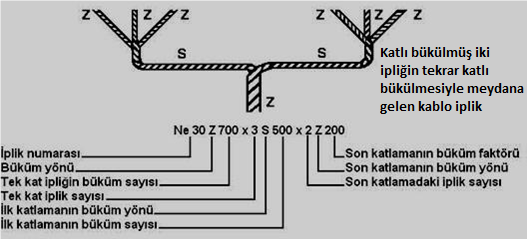
Çift katlı ipliklerin bükümünün ölçümü
Tek ve çift katlı ipliklerin ölçümü arasındaki fark, testin bitimiyle ilgilidir. Tek katlı iplikler bükümün uzaması prensibinden faydalanarak açma/kapama yöntemi ile ölçülebilir. Bunun için de cihazın otomatik çalışması gerekir. Yani büküm cihazın çalıştırılmasıyla açılacak, bükümü açılan ipliğin boyu uzayacaktır. Bükümü tamamen açılan ipliğe aynı yönde dönüş verilmeye devam edilirse ilk bükümünün tersi yönde büküm almaya başlayacaktır. Tekrar büküm alan ipliğin boyu kısalacak ve başlangıçtaki uzunluğuna geldiğinde cihaz sensörleri vasıtasıyla otomatik olarak duracaktır. Çift katlı ipliklerde ise iplik katları arasında lif-lif tutunmaları oluştuğundan bükümün açılmasıyla oluşan iplik boyu uzama ve tersi durumda kısalması sağlıklı değildir. Bu nedenle iplik bükümü biraz açıldıktan sonra sol çenenin ucundan ucu sivri bir alet (iğne) geçirilerek sağ başa doğru yavaşça ilerletilmeli, ölçüm yavaş hızda devam ettirilmeli ve büküm son turlarında hata yapılmaması için motor hızı sıfıra düşürülerek son turlar elle sağ çene döndürülerek açılmalıdır. İplik katları tamamen birbirinden ayrıldığında sayaçtan okunan değerin 2 katı (okunan değer x 2) katlı ipliğin tur/metre olarak büküm miktarıdır.
Bükülü İplikte Büküm Sayısını Bulmanın Amacı
Büküm sayısı, bükülmüş ipliğin üzerindeki birim uzunluğundaki dönüş (spiral) adedi şeklinde ifade edilir. Elyafın birim uzunlukta yaptığı spiral sayısı, büküm sayısını verir. Büküm faktörü kullanılarak iplik numarasını bilmeden ipliğin büküm karakteristiği hakkında bilgi edinilebilir. Büküm sayısı, kullanılan ham maddeye ve ipliğin kullanıldığı yere göre tespit edilir.
1-Büküm sayısı;
2-Kumaşın tuşe ve tutumunu,
3-İplik sağlamlığını,
4-İplik hacmini ve örtme faktörünü,
5-Kumaşın sağlamlık ve esnekliğini
6-İplik ve kumaşın boncuklanma özelliği,
7-Kumaşın geçirgenliğini,
8-Kumaşın kullanım ömrünü etkiler.
Deneyin amacı; doğal ve yapay, kesikli veya filament liflerden eğrilmiş, tek ve çift katlı ring ipliklerin büküm miktarının açma/kapama metodu ile tayin edilmesidir. Bu metot ile açık-uç (open-end) rotor iplik eğirme tekniği ile üretilen ipliklerin büküm miktarı tayin edilememektedir.Büküm; liflere kalıcı bir görünüm vermek, birbirleriyle temas yüzeyini artırmak, lifleri bir arada tutmak amacıyla uygulanmaktadır. Büküm ile paralel hâldeki lifler helisel hâle dönüştürülür ve iplik mukavemet kazanır.
Büküm elemanının her dönüşünde ipliğe bir büküm verilmektedir. Büküm, birim uzunluktaki tur sayısı ile ifade edilmektedir (tur/m, tur/inç, tur/cm gibi). ipliğe verilecek büküm miktarı, ipliğin cinsine (pamuk, polyester, viskon vb.), kullanılacağı yere (dokuma, örme vb.) ve kullanılan iplik eğirme makinesine (ring, rotor, hava jetli, friksiyon vb.) bağlı olarak değişmektedir. İpliğin kullanılacağı son ürün de (gömleklik, pantolon veya dış giyimlik, iş elbisesi, bayan elbiseleri vb.) iplikte gerekli mukavemet değerini ve dolayısıyla büküm değerini belirler. iplik mukavemeti, verilen büküm miktarı ile orantılı olarak artmaktadır. Büküm miktarının artışı belirli bir noktaya kadar iplik mukavemetini artırmaktadır. Bu, lifler arasındaki boşlukların azalarak lif-lif tutunmasının artmasıyla olmaktadır.
Optimum büküm noktasından sonra ise iplik mukavemetine katkıda bulunan lif uzunluğu azalmakta, lifler üzerindeki gerilim artmakta, lif kopuşları, lif-lif arası sürtünmenin yenilenmesi ile kaymalar görülmekte ve iplik mukavemeti azalmaktadır. Büküm artırılmaya devam edilirse bu olaylar sonucu iplik kopar.
İpliğe verilen bükümün yanında yönünün de bilinmesi gerekmektedir. ipliğe “S” ya da “Z” yönünde büküm verilebilmektedir.
Bükülü İplik Numara Kontrolünün Amacı
İstenen iplik numarasında ipliğin üretilip üretilmediğini belirlemektir.
Bükülü iplik numarası tespitinin yararları
1-İpliğin fiziksel kalınlığı ve inceliği hakkında fikir verir.
2-İplik maliyetinin belirlenmesinde önemli bir unsurdur.
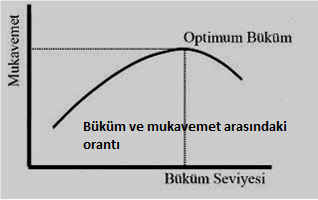
İplik Üretimi
ÇIRÇIR MAKİNELERİ

Hasat edilen pamuklar depolanmadan veya çırçır fabrikalarının çalışma dönemine ve günlük iş verimine bağlı olarak belirli bir süre depolandıktan sonra çırçırlanarak, tohum ve lif kısmı birbirinden ayrılır.
Çırçırlama, Roleli ve Roller-gin çırçır, Testereli veya Saw-gin çırçır ve Linter-gin çırçır olmak üzere üç sisteme ayrılır.
Roleli veya Roller-gin çırçır makineleri çiğit üzerinden lifleri daha uzun olacak şekilde koparır. Dolayısı ile Roller-gin tesisinde çırçır randımanı %1-2 daha fazla, lifler ise 1-2 mm daha uzun olur. Roller-ginde çırçırlanan çekirdekli pamuklar, eğer sistemde kütlü ve lif pamuk temizleyicisi yok ise, daha çepelli olmakta ve yabancı maddenin nem durumuna göre beneklenebilmektedir. Testereli veya Saw-gin çırçır makineyle işlenen pamuklar yabancı madde yönünden daha temiz olmakla birlikte lif kalitesi daha düşüktür. Saw-gin pamuklarda lifler daha kısa ve nem oranı fazladır
Ülkemizde preslenerek balya haline getirilen lif pamuklar ortalama 210-215 kg. ağırlığındadır. Bu balyaların ambalajlanmasında çember, paslanmaz tel, kanaviçe veya pamuklu bez kullanılır. Balyalamada 5-6 çembere izin verilmelidir. Balyaların bombeli yüzlerinden birinci bombeye pamuğun grubu, ülke adı ve çırçırlama tipi, ikinci bombeye derecesi, üçüncü bombeye kontrol mührü, dördüncü bombeye standardizasyon birimi, çırçır prese fabrikalarının sıra numarası ve pamuk parti numarası işlenir. Beşinci bombeye ise, çırçırlama şekli ve üretim yılı yazılmalıdır.







Niçin Tekstil Önemli
Tekstil üretim prosesleri temel olarak lif üretimi, iplik üretimi, dokuma, örme, dokusuz yüzey (non-woven) yapısında bir tekstil yüzeyinin elde edilmesi, bu yüzeyin boyama, baskı ve apre gibi işlemlerle terbiye edilmesi prosesleridir. Burada hammadde lif olup, hammaddenin kesikli veya kesiksiz olmasına göre farklı yöntemlerle iplik üretimi gerçekleştirilmekte akabinde dokuma veya örme işlemi ile tekstil yüzeyi haline getirilmektedir.
Herhangi bir iplik üretim aşaması olmadan çeşitli yöntemlerle (kimyasal, ısıl, mekanik etkilerle) tekstil yüzeyinin oluşturulması ise dokusuz yüzey oluşumu olarak ifade edilmektedir. Dokunmuş kumaşlar, tüketicinin kullanımına sunulmadan önce, kullanılacağı yere uygun bazı özelliklerin kazandırılması amacıyla terbiye işlemlerinden geçirilirler. Uygulanan bu işlemler hammaddeye göre değişiklik göstermekle beraber ön terbiye, renklendirme (boyama ve baskı) ve bitim işlemleri olmak üzere bir takım proseslere tabi tutulurlar. Mamulün türüne ve kullanım alanına bağlı olarak, terbiye işlemlerinden bazı adımlar proses dışı kalabilmekte veya ilave bir takım prosesler uygulanabilmektedir. Terbiye sonrası mamul kumaşların göreceği son işlem ise konfeksiyon ( hazır giyim ) aşamasıdır.
Tekstil üretimi ; İlk madde,iplik dokuma,örme,baskı,apre ve konfeksiyon gibi her biri apayrı teknolojiyi gerektiren çok geniş bir alanı kapsamaktadır. Öte yandan tasarımı ise matematik,kimya ,fizik ve biyoloji gibi fen bilimlerinin yanı sıra ekonomi ,pazarlama ,üretim yönetimi ve planlama gibi sosyal bilimleri ve teknik bilimlere dayanmak zorundadır.

Bu nedenlerden ötürü her üründe olduğu gibi bir kumaşın tasarımı da Pazar isteklerinin belirgin etkisi altında o konudaki ilk madde,teknoloji,makine parkı nitelikleri ve üretim metodları v.b. olanaklarının Desinatör olarak adlandırılan bu işi yürüten kişilerin teknik bilgilerinin ,deneyimlerinin,kişisel yetenek ve zevklerinin sınırladığı çerçeve içinde oluşmaktadır.

Yukarıda sağda bulunan fotoğrafta tasarım ve solda ise bu tasarımın elbiseye oturuluş hali görülmektedir.Bu genel tanımlamalardan da anlaşılacağı üzere kumaş üretiminin de diğer üretim dallarında olduğu gibi birçok boyutu vardır.Bu boyutlar hem sayıca çok hem de sınırları birbirine karışmış birbirleriyle iç içe gelişmiş durumdadırlar.Kumaş yapısının istenilen belli bir kullanım amacına göre,o amacın gerektirdiği niteliklerde ,o amaca en uygun ilk madde ( malzeme-materyal ) ile sunulan pazarın ve mevsimin şartlarına,beğeni ölçülerine uygun özellikte olması koşulanlıdan başka bir yandan o amacın taşıyabileceği uygun,diğer yandan da sunan kurum için en yüksek karlılığı gerektirebilecek ekonomik değerlerde hazırlanması gereklidir.Ancak burada ilk madde ,makine parkı,teknoloji gibi objektif faktörlere kıyasla kişisel görüş ve zevkler ( beğeni ) gibi subjektif faktörlerin çok daha aktif roller üstlendikleri unutulmamalıdır.Olaya bu bakış açısından yaklaşıldığında kullanıma uygun nitelikler uygun görünüm ve fiyat gibi birbirine sıkı sıkıya bağlı,birbirini önemli ölçüde etkileyen ve birbirinden aynı ölçüde etkilenen faktörler kumaş üretiminin en önde gelen Konuları olarak kendiliklerinden ortaya çıkarlar.Her ne kadar bunlar birbirinden kesin olarak ayrılamayacak şekilde oldukça girift faktörler olsalar da tanıdıkları olanakların dar sınırları içinde ayrı ayrı incelenmesi konusunun daha iyi anlaşılmasına olanak verecektir. Hangi amaca hizmet ederse etsin ( giyimlikten ev tekstiline,dekoratif amaçlı kullanımdan endüstriyel bezlere kadar ) her kumaş kullanımı sırasında belirli zorlamalar,gerilimler,sürtünmeler ve dış doğanın etkileri ile karşı karşıyadır.

Her kumaşın kendisi için tasarlanan ya da öngürülen bir ömür süresi içinde bu etkilere dayanabilecek, onlardan kendini koruyabilecek yeterlilikte bir dayanma gücüne sağlamlığa sahip olması şüphesiz aranan niteliklerin en başta gelenidir. Kumaşta aranan temel özellikleri 8 başlıkta toplamak mümkündür;
1-SAĞLAMLIK-DAYANIKLILIK
2-TUŞE ( YUMUŞAKLIK + DÖKÜM )
3-ESNEKLİK VE FORMUNU KORUYABİLME
4-KORUYUCULUK
5-GEÇİRGENLİK
6-GÖRÜNÜM
7-EKONOMİKLİK
8-DİKİME UYGUNLUK ( DİKİLEBİLİRLİK )
Tekstil malzemelerinin özellikleri mamül maddenin kalitesini ve üretim metodlarını önemli ölçüde etkiler.
LİF BOYU
Tabii liflerde yetişmelerine bağlı ve kimyasal liflerde ise imalat metoduna bağlı olup kullanım yeri ile ilgilidir.
Farklı lif boyları iplik imalatında
1-Çekimi etkiler
2-Bükümü etkiler
3-İplik yapısını ve düzgünsüzlüğünü etkiler.
4-İplik imalat metodunu etkiler.( uzun veya kısa lif iplikçiliği )
LİF İNCELİĞİ
Tabii liflerde yetişmelerine bağlı ve kimyasal liflerde ise imalat metoduna bağlı olup kullanım yeri ile ilgilidir.
Farklı lif incelikleri iplik imalatında
1-İplik eğirme kabiliyetini etkiler
2-İplik düzgünsüzlüğünü etkiler.
ESNEME VE KOPMA UZAMASI
Genellikle molekül zincirinin yapısıyla ilgilidir.
1-Çalışma şartlarını etkiler.
2-Maruz kalınan dış kuvvetlerden dolayı mamül maddenin kullan9ımını etkiler.
KIVRIMLILIK
Tabii liflerin yetişmelerine bağlı ve kimyasal liflerde ise imalat metoduna bağlı olup kullanım yeri ile ilgilidir.
1-Mamül Maddenin hacimliliğini.
2-Tutunma yeteneğini ve elastikiyetini etkiler.
DIŞ YÜZEY YAPISI
Tabii liflerin yetişmelerine bağlı ve kimyasal liflerde ise imalat metoduna bağlı olup kullanım yeri ile ilgilidir.
1-Lifin band içindeki tutunma yeteneğini etkiler
2-Mamül maddenin hava geçirgenliğini etkiler
3-Mamül maddenin ısı tutma yeteneğini etkiler
4-Mamül maddenin yıkanma şartlarını etkiler.
5-Işığı yansıtma yeteneğini ( parlaklığını ) etkiler.
BOYA ALMA YETENEĞİ
Tekstil maddesinin kimyasal yapısı ile ilgilidir.
1-Boyamayı etkiler.
NEM ALMA YETENEĞİ
Makromolekül yapıdaki boşluklar nemi emerler.
1-Ağırlığı ve hacmi etkiler
2-Mukavemeti etkiler
3-Statik elektriklenmeyi etkiler
ISI ( TERMİK ) YETENEĞİ
Molekül zincirinin yapısı moleküller arasındaki kuvvetlerin etkisi ,molekül zincirinin oryantasyon ve polimerizasyon derecesi ile alakalıdır.
1-Fiksaj ve form verme işlemleri ( Tekstüre vec ütü ) plastik derecesini ve form almayı etkiler.
2-Işıl işlem esnasında parlaklığı etkiler.
3-Mamül maddenin kullanım özelliklerini etkiler.
STATİK ELEKTRİKLENME
Düşük rutubet alma;düşük elektrik iletkenlik kabiliyeti ve sürtünme statik elektrik yüklenmesine sebep olur.
1-Üretimi olumlu yönde etkiler.
2-Mamül maddenin kullanımını etkiler.
KİMYASAL ETKİLERE KARŞI ÖZELLİĞİ
Molekül zincirinin yapısı ile ilgilidir.
1-Terbiye işleminde çalışma şartlarını etkiler.
2-Temizleme işleminde mamül maddenin kullanım şartlarını etkiler.
DOKUSUZ YÜZEYLER
dokuma ve örme kumaşların sahip olduğu birçok özelliğe sahip olmalarına rağmen ; liflerden doğrudan üretilmeleri nedeniyle kumaş eni ya da boyunca bölgesel farklılıkları içerebilmektedir. Bu durum; lif dağılımının (oryantasyonunun) kumaş eni ya da boyunca eşit olmamasından ve dolayısıyla kalınlık değişiminin çok olmasından kaynaklanmaktadır. Bu tip kumaş üretiminde bütün üretim parametreleri uygun koşullarda olsa bile; üretim sırasında meydana gelebilecek lif göçü sebebiyle lif dağılımı düzgün olmayabilmektedir. Bu nedenle; bir dokusuz yüzeyin herhangi bir özelliği belirlenirken kumaştan alınan numune sayısı fazla tutulmalı ve olabildiğince kumaşın farklı bölgelerinden numuneler alınmalıdır. Ayrıca; alınan numunelerin %CV değerlerinin diğer kumaş türlerine oranla yüksek çıkması beklenmelidir.
TERBİYE İŞLEMLERİ
Tekstil ürünlerine değer kazandırma (terbiye) işlemleri çok eski bir zanaata, yani tekstil ürünlerini daha güzel, daha renkli yapma arzusu örme ve dokuma işlemi kadar eskiye dayanmaktadır. Yüzyıllar boyunca tekstil boyacıları meyve, ağaç ve çeşitli minerallerden elde edilen doğal boyarmaddelere bağlıydılar. Boyamada kullanılan mineral olarak Ocker, Zinnober; bitki olarak indigo, krapp kökü, kırmızı tahta gösterilebilir. Cochenille ve bazı hayvandan çok değerli renkler elde ediliyordu. 19. yüzyılda tekniğin ve kimyanın birleşmesiyle tekstil ürünlerini güzelleştirmede büyük bir adım atıldı. Sentetik boyarmaddelerin üretilmesi ile daha önce kullanılan doğal boyarmaddelerin nerede ise tamamı bir kenara bırakılmıştır. Boyarmadde kimyasının gelişmesine paralel olarak teknik yani makine alanında çok büyük gelişmeler olmuştur. Bununla birlikte üretilmeye başlanan sentetik lifler ile tekstil sektöründe yukarı doğru bir yükseliş başlamıştır.
19. yüzyılın ortalarına kadar uygulanan güneş yardımıyla çim üzerinde ağartma veya yağmur ve rüzgar yardımıyla serilmiş kumaşların ağartılması, teknolojinin gelişmesiyle tam otomatik ağartma makineleri ile daha önce haftalar ve aylar süren işlemi çok daha kısa süren saatlere indirmiş ve yerini bu makinelere bırakmıştır.
19. yüzyılda üretilen otomatik çalışan makineler sayesinde modern baskı sistemi eskiden kullanılan tahta modellerle desenlendirme sistemini ortadan kaldırmıştır. Sentetik liflerin üretilmesiyle tekstil ürünlerini güzelleştirme alanına daha iyi makineler ve daha iyi teknoloji geliştirme görevi düşmüştür. Sentetik liflerinin esasında kolay bakım özellikleri, araştırmacıları sentetik liflerin terbiye işlemleri tekniğinin geliştirilmesine yönlendirmiştir .
Tekstil terbiyesi dendiğinde tekstil ürünlerini daha güzelleştirmek, daha değerli veya daha iyi yapmak için yapılan tüm işlemler akla gelmektedir. Tekstil ürününün dış görünüşünün renk, parlaklık v.s. gibi özelliklerini veya kullanım alanına göre özelliğini değiştirmeyi hedef alan işlemler tekstil terbiye işlemleridir. Tekstil terbiye işlemleri ürünün türüne ve kimyasal yapısına bağlı olarak uygulanır. Bu yüzden terbiye işlemleri esnasında ürünün kalitesinin aynen kalmasına dikkat edilmesi gerekir. Kalitenin düşmemesi ve lif yapısının bozulmaması için uygulanan değişik terbiye işlemleri esnasında çok dikkatli ve hassas çalışılması gerekir. Terbiye işlemleri içerisinde birkaç işlem basamağı bulunan bir prosestir (örneğin ön yıkama, boyama, kurutma, baskı, buharlama v.b.).
RENKLENDİRME ( BOYAMA VE BASKI ) İŞLEMLERİ
Tekstil yüzeylerini renklendirme daha doğrusu boyama işlemi, mamulün boyarmadde çözeltisi, çeşitli yardımcı ve kimyasal maddeler (ıslatıcı, tuz, alkali ve asit) ile muamele edilmesi ile gerçekleşir. Boyamada, suda çözünmüş veya disperge olmuş boyarmaddenin tekstil ürünü tarafında emilmesi en önemli noktadır. İyi bir boyamanın gerçekleşmesi sadece boyarmaddenin tekstil yüzeyine tutunmasına ve lif içine yerleşmesine değil aynı zamanda liflere kimyasal veya fiziksel olarak bağlanmasına da bağlıdır. Boyarmaddenin ürün tarafından absorblanması ve bağlanması ürünün kimyasal ve fiziksel yapısına bağlı olduğu için kullanılacak boyarmaddeler de her tekstil ürünü için farklıdır. İstenilen kullanım ve üretim haslıklarına bağlı olarak uygun bir boyarmadde seçiminin gerçekleşmesi lazımdır.

Tekstil ürünlerinin boyanması için ister doğal lif ister sentetik lif kumaşları ya da her ikisinin karışımından oluşmuş kumaşlar için büyük bir boyarmadde seçeneği vardır. Bu boyarmaddelerle istenilen her türlü nüansta ve yüksek derecede renk haslıkları elde edilebilir.
Baskı işlemi, tekstil ürününe yapılan yerel renklendirme işlemi olarak tanımlanabilir. Modern tekstil baskısının diğer desenlendirme işlemlerine (örme, dokuma, tufting vs) göre avantajı, her türlü tekstil yüzeyine (halıdan ince dokumaya kadar, örme ürünlerine , nonwoven vs kadar) uygulama imkanının olması, sanatsal olarak sınırsız desenlendirme olanağı sağlaması, hareket özgürlüğü ve büyük bir üretim hızına sahip olmasıdır.
TERBİYE MADDELERİNİ TEKSTİL ÜRÜNÜNE AKTARMA YÖNTEMLERİ (APLİKASYON)
Tekstil ürünü terbiyesinin yapılabilmesi için; çözelti, süspansiyon, dispersiyon veya emülsiyon halinde bulunan bir terbiye maddesi ile tekstil ürününü temas ettirmek gerekir. Bunun için çeşitli yöntemler uygulanır ve bu Yöntemler ;
1-Çektirme
2-Emdirme
3-Aktarma
4-Püskütme
5-Köpük yöntemleridir.
Bu yöntemlerde kullanılan makinelerin seçimi işlem görecek tekstil ürününün tipine uygun olacak şekilde seçilmiş ve ayarlanmış olması gerekmektedir. Tekstil yüzeylerinin boyanmasında gereksinim duyulan birçok özelliklerden dolayı boya makinelerinin ve aparatlarının seçiminde büyük bir seçenek yelpazesi mevcuttur. Tekstil ürününün hassasiyeti, sentetiklerin kendine has özellikleri ve istenilen ürün özellikleri makine seçiminde büyük rol oynamaktadır. Bundan dolayı makine ve sistemler 3 gruba ayrılır. Bunlar;
1-Kesikli (Diskontinü) makine ve sistemler
2-Yarı kesikli (Yarı kontinü) makine ve sistemler
3-Kesiksiz (Kontinü) makine ve sistemleler
HAŞIL
Dokumada kullanılacak olan çözgü ipliklerine mukavemetlerini artırmak amacı ile yapılır. Haşıl işlemi; özellikle tek kat çözgü ipliklerinin ve puntasız bükümsüz filament ipliklerinin dokuma esnasında etkileneceği mekanik sürtünmelere karşı dayanıklılığının artırılmasıdır. Çözgü ipliklerine dokumadaki darbeli ve gerilimli çalışmaya dayanabilecek şekilde mukavemet kazandırmak, dokumadaki çalışma sırasındaki yan yana hareket eden ipliklerin birbirlerine dolaşmamaları için dokumada çalışma kolaylığını sağlama açısından düzgün bir çözgü iplik gövdesi elde etmeye haşıllama, bu özellikleri sağlayan sıvıya haşıl denir. Haşıllama farklı bir tanımla çözgü ipliklerinin yapıştırıcı özelliği bulunan viskoz sıvı içerisinden geçirilerek fiziksel ve kimyasal özelliklerini iyileştirmek veya korumak amacıyla koruyucu bir polimerik film ile kaplanması işlemidir. Çözgü ipliklerinin sürtünme ve gerilim kuvvetlerine dokuma işlemi sırasında mukavemet kazandırmak amacı ile yapılan haşıl işlemi, iplik yüzeyinin haşıl adı verilen madde ile kaplanarak sürtünmeyi en aza indirmeyi sağlayarak olabilecek ipliğin fiziksel ve yapısal olarak etkilenmemesine dayanan dokuma hazırlık işlemidir. Haşıllama işlemi çözgü hazırlama işleminden sonra, haşıl makinelerinde yapılır. Seri çözgü makinelerinde hazırlanmış leventler haşıl makinelerinde aynı anda haşıl ve birleştirme işlemine maruz kalır. Haşıllama işlemi aynı zamanda ipliklerin kimyasal özelliklerinin korunmasına yardımcı olur. İpliklerin üzerindeki elyaf uçlarının iplik üzerinde kalmasına sebep olarak lif döküntülerini de azaltmaktadır.
JAKARLI AĞIZLIK AÇMA SİSTEMİ
Jakar sistemi diğer sistemlere oranla değişik bir yapı gösterir. Eksantrikli armür sisteminde ağızlığın oluşumu için çözgü ipliklerine çerçeve gruplarınca hareket verilir. Jakar sisteminde ise ağızlığın oluşumu için çözgü ipliklerine tek tek kumanda edilir. Bu nedenle jakar sistemi desen yapma olanakları açısından eksantrik ve armür sistemine oranla daha elverişlidir. Jakar makineleri tek tomruklu ve çift tomruklu olarak iki sistemde incelenir.
Dokuma tezgahının üzerine dikey olarak kurulan bir ağızlık açma aparatıdır. Ayrıca makine kusursuz mekanik özellikleri ile bize çok değişik desenli kumaşlar yapma olanağı tanımıştır. Jakar makinesi bir seri iğne ( Desen okuyan ve makineyi programla) bir seri (maylonlar aracılığı ile ağızlık açılmasını sağlayan) platinden oluşmuş bir sistemdir. Her hangi bir dokuma tezgahı bir takım deliklerle birlikte üzerine jakar makinesi takılarak jakarlı dokuma tezgahına dönüştürülebilir. Jakar makinesi, dokuma tezgahına ek olarak kurulan bir aparat olduğuna göre birbirleriyle iki açıdan ilişkilidir ;
1- Dokuma tezgahı, jakar makinesine hareket verir.
2- Jakar makinesi çalışarak maylonlar aracılığı ile dokuma tezgahına ağızlık açar.
KALİTE KONTROL
Kumaşın beklenen performansını düşüren veya kumaştan yapılan bir üründe belirgin bir konumda ortaya çıktığında muhtemel bir alıcı tarafından kolaylıkla görülen ve kabul edilmeyen kusurlara ‘kumaş hatası’ adı verilmektedir.

Bu hatalar kumaşın dokunması sırasında mekanik nedenlerden veya kullanılan iplikten kaynaklı olarak oluşmaktadır. Kumaş dokuma işletmelerinde üretilen ham kumaşlar dokuma işlemi sonrasında kumaş kalite kontrol masalarında incelenmektedir. Dokuma teknolojilerinde meydana gelen gelişmelere rağmen hala kumaş hataları önemli bir maliyet oluşturmaktadır.Tekstil dokuma işletmelerinde kumaş hataları tecrübeli kalite kontrol elemanları tarafından kontrol edilmektedir.
TEMEL ÖRME YÜZEYLERİ
Temel örme yüzeyler örme kumaş yüzünün ve tersinin ilmek görüntüsüne göre ( RL ), (RR ) ve ( LL ) yüzey olarak ifade edilir.
( RL ) Örme Yüzeyler
Örme kumaş yüzü sağ ilmek ( R ) tersi sol ilmek ( L ) görünümlü ise bu yüzeylere ( RL ) yüzey denir. Tek katlı örme kumaşlar olarak tanınan tek plakada üretilmiş örme kumaş yüzey görüntüsüdür. Bu yüzeyler düz örme makinelerinde tek plakada yuvarlak örme makinelerinde tek plaka Süprem makinelerinde üretilen kumaş çeşitlerini ifade eder.
( RR ) Örme Yüzeyler
Örme kumaş yüzü sağ ilmek ( R ) tersi sağ ilmek ( R ) görünümlü ise bu yüzeylere ( RR ) örme yüzey denir.
( LL ) Örme Yüzeyler
Örme kumaş yüzü sol ilmek ( L ) tersi sol ilmek ( L ) görünümlü ise bu yüzeylere (LL ) yüzey denir.
DOKUMA MAKİNELERİNDE AĞIZLIK AÇMA SİSTEMLERİ
Dokuma makinelerinde atkı taşıyıcının ya da atkının çözgü iplikleri ile örgü raporuna göre bağlantı sağlayabilmesi için üç şekilde ağızlık açma sistemi kullanılmaktadır. Bu mekanizmaların seçimi ve kullanılmasında dokuma makinesinin tasarımı ve üretilecek kumaşın cinsi birinci derecede önem taşımaktadır.
>>>>Eksantrik ile ağızlık açma sistemleri
>>>> Armür tertibatı ile ağızlık açma sistemleri
>>>> Jakar tertibatı ile ağızlık açma sistemleri
Yukarıda adı geçmeyen ağızlık açma sistemlerinden kontramaj ile ağızlık açma, el dokuma makinelerinde kullanılır. Günümüzde Anadolu’nun birçok yöresinde yatak-yorgan yüzü, havlu ve tül dokumacılığında kullanılır. Basit ve az masraflı bir dokuma şeklidir.Ağızlık açma sistemlerinin hangisinin kullanılacağı örgü raporundan çıkarılan tahar raporuna bağlıdır. Zaten tahar bize o örgünün dokunabileceği en az çerçeve sayısını ve çerçevelerden çözgü ipliklerinin geçiş sırasını belirlemektedir.Dokuma makinelerinde ağızlık açma işlemi çerçevelerin kullanıldığı eksantrik ve armürlü ağızlık açma makineleri ve jakarlı yani her çözgü ipliğinin ayrı kontrol edilebildiği jakarlı ağızlık açma makineleri ile gerçekleştirilmektedir.Eksantrikli ve armürlü ağızlık açma sistemi ile çalışan makinelerde üretilecek kumaş için çerçevelere verilecek hareket yönü önemlidir.
Dokuma Makinelerinin Ana Elemanları
Dokuma makineleri; örgü bağlantılarıyla belli bir düzen içinde çözgü ve atkı ipliklerini birleştirerek bir tekstil yüzeyi meydana getiren makinelerdir. Temel prensipleri aynı olmakla beraber üretici firmaya göre değişiklikler gösteren çok farklı yapılarda dokuma makineleri vardır.

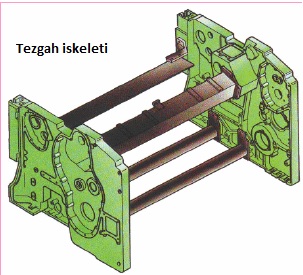
DOKUMA MAKİNELERİNDE DİREKT HAREKET İLETİMİ
Direkt hareket sistemi, motordan gelen hareketin dişliler aracılığıyla millere ve sistemlere aktarıldığı hareket iletim sistemidir. Eski tip dokuma makinelerinde kullanılan bir sistemdir. Fakat direkt hareket iletiminde, endirekt hareket iletimine göre hareket kaybının çok daha az olması nedeniyle direkt hareket iletimi tekrar gündeme gelmektedir.
Hafif tezgâhlar direkt hareket sistemi ile çalışır. Makine durduğunda motor şalteri avaraya bağlı olduğundan motora verilen enerji kesilir. Avara açıldığı zaman motora gelen enerji motoru ve tezgâhı çevirir. Bu sistemde motordaki dişli ara dişliler aracılığıyla krank dişlisine bağlıdır. Arada kavrama yoktur. Hareket motor kasnağından avara kasnağına verilir. Kavrama ise avara kasnağındadır.
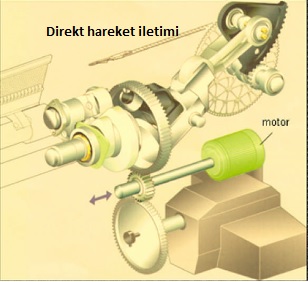
Dokuma makinelerinde motor devrinin ilk çalışma anından duruş anına kadar aynı olması istenir. Aksi taktirde duruştan sonra atılan atkılar yeterince güçlü bir şekilde tefelenemez ve bu da duruş izi hatasına neden olur.
Selvo motor teknolojisi olarak adlandırılan yeni tip motorlar bir motor devri gibi kısa bir sürede tam güce ulaşabilme özelliğine sahiptir. Bunu sağlayan motorla tek parça olarak üretilen hız kontrol ünitesidir. Bu nedenle kontrol motorları olarak da anılmaktadır. Picanol firması tarafından geliştirilen Super Motor (sumo) direkt hareket iletimi prensibi ile çalışan modern dokuma makinelerine örnek olarak verilebilir.
Selvo motor teknolojisinde kavrama kayışı, hız makarası, elektromekanik mil ve kayış tertibatları yer almamaktadır. İlk anda oluşan devir ile duruş izi hatası meydana gelme oranları önemli ölçüde düşmüştür. Ayrıca atkı atma ve ağızlık arama daha hızlı bir şekilde yapılabilir.
Hareketin doğrudan iletilmesini sağlayan konstriksüyon yapısı aynı zamanda makinenin iskeletinin daha az parçadan meydana gelmesini sağlar.
DOKUMA MAKİNELERİNDE ENDİREKT HAREKET İLETİMİ
Motordan gelen hareketin mil ve sistemlere kasnak ve kayışlar aracılığıyla iletildiği hareket iletim sistemidir. Direkt hareket iletimine göre daha yaygın olarak kullanılmaktadır. Kasnak ve kayışla sağlanan hareket iletiminde görülen en önemli sakınca devir kaybıdır. Günümüzde bu kaybı en aza indirmek amacıyla ‘V’ kayışı kullanılmaktadır. V kayışı kasnak oyuğunun her iki tarafına da iyice oturduğundan devir kaybı az olmaktadır.
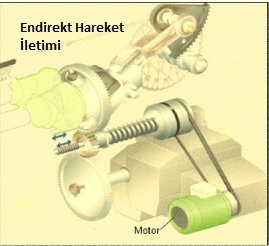
ANA MİL
Dokuma makinelerinde krank ve eksantrik mili olmak üzere iki ana mil vardır. Bunlardan krank milinin görevi motordan gelen hareketi dokuma makinesine dağıtmaktır. Eksantrik mili ise genellikle ağızlık açma sistemlerine hareket verir. İçten eksantrikli ağızlık açma sistemlerinde ayrıca bu mile paralel olarak dolap mili bulunur. Krank mili iki devir yaptığında eksantrik mili bir devir yapar.
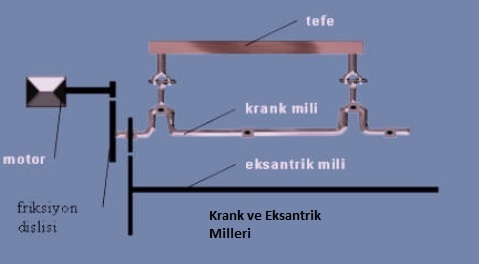
ÇÖZGÜ KÖPRÜSÜ VE ÇÖZGÜ SALMA SİSTEMLERİ
Çözgü ipliklerinin sarılı olarak bulunduğu büyük makara biçimindeki dokuma makinesi parçası çözgü levendidir.

Çözgü köprüsü de çözgü levendinden gelen ipliklerin yönünü değiştirip paralel olarak kumaş levendine sevkini sağlayan dokuma makinesi elemanıdır. Kumaş köprüsü ile aynı doğrultudadır. Çerçeveler aynı hizada durduğunda çözgü ve kumaş köprüleri arasındaki çözgü iplikleri yere paralel durumdadır. Çözgü köprüsü hareketli veya sabit olabilir.

Hareketli olması yani ağızlık açılması anında makinenin iç kısmına doğru hareket etmesi çözgü ipliklerinin gerilmeden dolayı kopmasını önler Dokuma yapıldıkça çözgü ipliklerinin çözgü levendinden sevk edilmesi gerekir.Çözgü salma sistemleri çözgü ipliklerinin çözgü levendinden sevk edilmesini sağlayan sistemlerdir. Atkılar çözgülere bağlandıkça, tezgâhtaki çözgü boyu kısalacağından levende sarılı çözgü iplikleri ileri doğu bırakılarak gerekli çözgü uzunlukları dokuma tezgâhına beslenir.
NEGATİF ÇÖZGÜ ( SALMA ) BOŞALMA TERTİBATI
Dokuma sırasında atkının atılması ile atılan atkı kalınlığında çözgü boşalır (salınır). Bu nedenle negatif kesin olmayan anlamına gelir. Genellikle ağırlıklı ve yaylı sistemler negatif çalışır. Bu sistemde çözgü levendinin döndürülmesi yani çözgü salma işlemi çözgü gerginliği yardımıyla yapılır. Kumaş oluşumu sırasında sürekli olarak çekilen çözgü iplikleri gerginliği giderek artar ve bu gerginlik kuvveti çözgü levendini bir miktar döndürür. Çözgü levendinin dış kenarına urgan veya banda bağlanmış olan karşı ağırlıklar takılır. Çözgü gerginliği ölçümü söz konusu değildir. Negatif çözgü salma sistemindeki çözgü gerginliği sürekli artıştan sonra ani bir düşüş şeklinde değişim gösterir. Bu değişimin periyodu karşı ağırlığın yeri değiştirilerek sağlanır. Ancak ağırlıklarla ilgili her değişim çözgü gerginliğinde ani değişimler meydana getirir. Bu da kumaş çizgisinde değişme dolayısı ile sık seyrek hatalara sebep olabilir.
POZİTİF ÇÖZGÜ ( SALMA ) BOŞALMA TERTİBATI
Dokuma sırasında makinenin her devrinde atkı atılsın veya atılmasın belirli bir oranda çözgü boşalır. Boşaltılan bu miktar atkı sıklığına göre ayarlanır ve dokumanın sonuna kadar sabit kalır. Bu nedenle pozitif sistemler genellikle dişliler ve kollardan oluşur. Çözgü ipliklerinin normal çalışma anında eşit bir gerginlik altında çalışması gerekir. Bu gerginlik çerçevelerin kalkması ve mekiğin atılması yönünden çok önemlidir. Pozitif çözgü salma sistemleri makine üzerindeki çözgü gerginliğini de dikkate almaktadır. Çözgüde herhangi bir gerginlik değişikliği olduğu zaman çözgü köprüsü bu değişiklikten etkilenir.
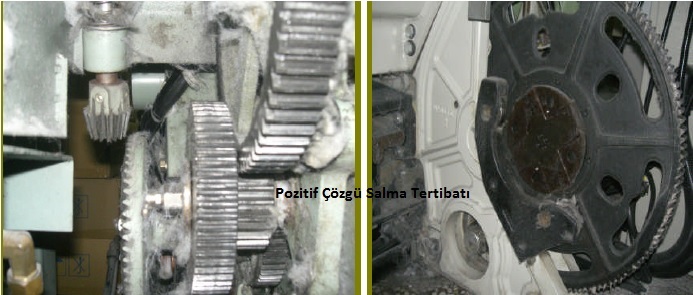
Çözgü köprüsüne ipliklerin yaptığı basınç, köprüye bağlı bulunan levyeler aracılığıyla çözgü salma regülatörlerine iletilerek çözgü gerginliği düzenlenir.
KENAR YAPICI SİSTEMLER
Dokuma kumaşlarda çözgü ipliklerinin kenarlardan dağılmasını önleyebilmek ve daha sonra göreceği işlemler sırasında kumaşın formunu koruyabilmek için kenar oluşturulur. Kumaş kenarları çözgü sıklığı, renk ve örgü bakımından kumaşın zemin kısmından farklıdır. Mekikli dokuma makinelerinde atkı ipliği masura üzerinden kesintisiz olarak sağıldığı için kumaşlarda kenar kendiliğinden oluşur. Bu tip kenarlara gerçek kenar denir.
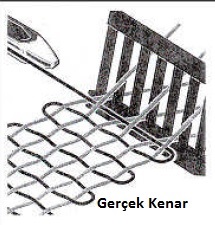
Mekiksiz dokuma makinelerinde ise atkı atıldıktan sonra iplik uçları kumaşın her iki kenarında serbest olarak kalır. Mekiksiz dokuma makinelerinde kumaşlara kullanım özelliklerine göre dört değişik tipte kenar oluşturulabilir.

CIMBARLAR
Dokuma sırasında kumaşın büzülmesini engelleyerek tefe vuruşu sırasında çözgü ipliklerinin kopmasına engel olan ve bu bölgede kumaş eninin tarak enine çok yakın veya aynı almasını sağlayan makine elemandır. Cımbarlar, iğneli silindirlerin bir mil üzerine dizilmesi ile oluşur.

ATKI KONTROL SİSTEMLERİ
Atkı kontrol sistemleri atkı koptuğu zaman makineyi durduran sistemlerdir. Mekikli dokuma makinelerinde atkı kontrolü çatal denilen parça ile gerçekleştirilir. Atkı çatalı kumaşın kenar veya orta kısmında olabilir. Modern mekiksiz dokuma makinelerinde ise atkı kontrolü atkı sensorleri ile yapılmaktadır.

ÇÖZGÜ KONTROL SİSTEMLERİ
Çözgü koptuğunda makineyi durduran sistemlere çözgü kontrol sistemleri denir. Çözgü kopukları kumaş üzerinde önemli hatalara neden olduğundan çözgü kopar kopmaz makinenin durdurulması önemlidir. Modern dokuma makinelerindeki çözgü kontrol sistemleri şunlardır:
Lamelli Çözgü Kontrol Sistemi
Lameller ince çelik saçtan imal edilmişlerdir. Her çözgü ipliğinin üzerinde bir lamel vardır. Lameller çözgü gerginliği ile testerelerin üzerinde durabildikleri için çözgü koptuğunda aşağıya düşer. Aşağıya düşen lamel elektrik devresini kapar, harekete geçen bir mıknatıs makineyi durdurur.Kontrol sistemindeki testereler iç ve dış olmak üzere iki parçadan oluşur. İç testere dış testere içinde sağ sol hareketi yapmaktadır. Lamel testerenin üzerine düştüğünde testerenin dişleri arasına girerek hareket etmelerini engeller ve makine durur.
Bu sistemde:
1-Çözgü gerginliğinin sabit ve iyi ayarlanmış olması,
2-Lamel ağırlıklarının da doğru seçilmesi gerekir.
Gevşek çözgüler makinenin gereksiz yere durmasına, hafif lameller de düşmeyerek çözgü hatalarına neden olabilir .
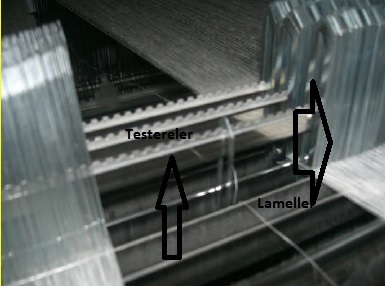
Fotoselli Çözgü Kontrol Sistemi

Çözgü iplikleri, çözgü köprüsü üzerine yerleştirilen bir fotosel ile kontrol edilir.
Fırçalı Çözgü Kontrol Sistemi
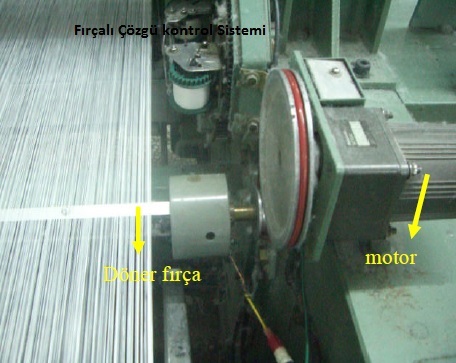
Bu sistemde çözgü köprüsü ile çerçeveler arasına çözgülerin altına döner bir fırça yerleştirilmiştir. Çözgü iplikleri koptuğunda fırçanın üzerine düşer. Çözgülerin üzerine düşmesiyle döner fırça durur ve makineyi de durdurur.
Uyarı Işıkları

Modern dokuma makinelerinde bulunan uyarı ışıkları kontrol sistemleri ile birlikte çalışır. Makinedeki çözgü, atkı kopuğunu veya herhangi bir arızayı gösterir. Uyarı ışıklarının her rengi bir problemi işaret eder. Işıkların anlamı her makinede aynı olmayabilir.