Dokusuz yüzey üretiminde harmanın hazırlanmasında hareket noktası, elde edilmek istenen tekstil yüzeyinin sahip olması gereken kullanım özellikleri ve fiyatıdır. Buna göre harmana katılacak elyaf türü veya türleri tespit edilir. Harmanlama derecesinin mükemmel olabilmesi için aynı lif uzunluğuna sahip elyaf türlerinin seçimi, üretimin en erken safhasında yapılmalıdır. Pamuk elyafı ve pamukla birlikte kullanılan tekstil lifleri preslenmiş balyalar hâlinde dokusuz yüzey fabrikalarında harman hallaç dairesinin kapasitesine göre stoklanır. Pamukla günübirlik çalışmak zordur. Normal olarak üç aylık ihtiyacı karşılayacak bir stok bulunmalıdır. Pamuklar balyalar hâlinde fabrikanın deposunda muhafaza edilir. Balyalar beton zemin üzerine konulmamalı, ızgaralar üzerine yerleştirilmeli ve üst üste konulduklarında yükseklikleri 10 m’yi geçmemelidir. Ayrıca balyalar arasında bir insanın gezebileceği miktarda boşluklar olmalıdır. Böylece depolanmış balyaların havalanması ve nakliyesi kolaylaşmış olur. Balyaların ortalama ağırlıkları, ithal pamuk balyaları için 220-230 kg, yerli pamuk balyaları için 210 kg kadardır. Balyanın üzerinde pamuğun kalite derecesi, çırçırlanma şekli, yetiştiği yer ve kontrol mührü mutlaka olmalıdır.
Harman hallaç dairesindeki sıcaklık 23 Santigrad derecenin üzerinde ve bağıl (relatif ) nem ise % 45–60 olmalıdır. Yüksek nem oranı, açma derecesinin yetersiz olmasına; düşük nem oranı ise liflerin hasar görmesine neden olur. Standart klima şartlarına sahip bir işletmede balyalar en az 24 saat önceden harman hallaç dairesi içine alınır ve çemberleri açılarak pamuk balyaların tekrar klima şartlarına adaptasyonu (uyumu) sağlanır. Yapılan bu işleme kısaca pamuk elyafının kondisyonlanması veya iklimlendirilmesi denir. Harman hallaç dairesinde klima şartlarına uyumu sağlanıp dinlendirilmiş elyaf miktarına ham stok denir.
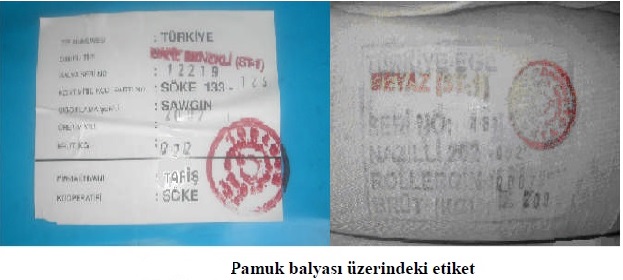
Balya Etiketi ve Okuma
Balya ambalajının üzerinde çeşitli işaretler vardır. Bu işaretler balya hâlindeki pamuk ile ilgili bilgiler verir. Türkiye’de ve diğer ülkelerde preslenmiş pamuk balyalarının üzerinde, içindeki pamuğun özelliğini gösteren resmî marka, işaretler ve kontrol mührü bulunan etiket vardır .
Balyanın dış yüzeyinde bulunması gereken resmî marka ve işaretleri gösteren iki örnek aşağıda gösterilmiştir.
1. Sawgin balyası 2. Rollergin balyası
TÜRKİYE TÜRKİYE
ST.(1) ST. (H.B.2)
KONTROL MÜHRÜ KONTROL MÜHRÜ
İZMİR 15-025 K.MARAŞ 2-010
SAWGİN 2007 ROLLERGİN 2007
Bu amaçla işletmeci kendisine sunulan balyalı pamuğu şu ölçütlere göre değerlendirmelidir:
1-Balyanın kalite derecesi
a-Pamuğun rengi ve rengin türü, parlaklığı, yoğunluğu, hastalık, don ve rutubetli havada toplanmadan doğan sarı benekler
b-İçindeki yabancı maddeler ve miktarları
c-Pamuğun çırçırlanma kalitesi
2-Pamuğun rutubeti
3-Elyaf uzunluğu
4-Diğer lif özellikleri
Elyafın uzunluk dağılımı, lif inceliği (mikroner ölçüsü), kopma dayanımı (pressley değeri), olgunluğu, parlaklığı, kıvrımı, yabancı madde miktarı gibi özelliklerin rakamsal değerleri; tohum, toprağın içeriği, iklim koşulları, toplama, muhafaza ve çırçırlama faktörlerindeki şartların farklılığı nedeniyle değişiklik gösterir.
Harman Reçetesini Okuma
Dokusuz yüzey için tülbent elde edilmesinde işletmeye giren elyaf miktarının ne kadarının üretime katıldığı tespit edilerek harman randımanı hesaplanır. İşletmeye alınan pamuğun içindeki yabancı maddeler ve kısa elyaflar çeşitli aşamalarda döküntü olarak ayrılır. Harmana giren elyaf miktarı ile elde edilen tülbent miktarının birbirine oranlanmasıyla harman randımanı bulunur.
Balyaları Harman Yerine Yerleştirme
Dokusuz yüzey işletmelerinde üretilmek istenen tülbent eldesinde farklı elyaf çeşitleri veya tek çeşit elyaf kullanılabilir. Her iki durumda da mutlaka harman (karışım) işlemi uygulanmalıdır. Çünkü aynı elyaf türünün çok farklı lif özelliklerine sahip çeşitleri vardır. Homojen bir elyaf grubu elde etmek için mutlaka tülbent eldesinde kullanılacak elyaf veya elyaf türlerine harman işlemi uygulanması gerekmektedir. Balyalar, pamuk ambarından harman hallaç dairesine getirilir. Önceden hazırlanan harman reçetesine göre balyalar harman makinesinin etrafına yerleştirilir Burada balyaların etrafındaki çemberler kesilip kanaviçesi çıkartılır. Balya hâlindeki bu pamukların işletme şartlarında rahat çalabilmesi için klima şartlarında 20–24 0C sıcaklıkta ve %50 bağıl nemde 24-48 saat süreyle bekletilmesi gerekir. Bunun amacı, balyalama sırasında presten dolayı sıkışan pamuk kütlelerinin açılıp kabarması ve istenilen klima şartlarına sahip olmasıdır.
Harman Yapım Teknikleri
Tafting yüzey oluşturma işleminde pamuk elyafı ve pamukla birlikte kullanılan tekstil liflerinin harmanlanmasında iki çeşit harman yapım tekniği vardır.
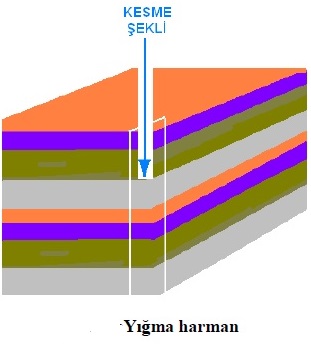
A-Yığma harmanı
Pamuk lifleri, harmanda diğer liflerle (suni, sentetik vb.) karıştırılacaksa bu harman tercih edilebilir. Harman reçetesinde bulunan ayrı cins ve miktarlardaki ham madde düzenli bir dikdörtgenler prizması teşkil edecek şekilde birbiri üzerine kat kat yığılır. Daha sonra dikine kesilerek alınan parçalar balya açıcı makinesine beslenir. Bu usulde düzgün harman elde edilmesi işçinin dikkatli çalışmasına bağlıdır.
Belirlenen reçeteye göre değişik kalitedeki pamukların harmanı;
a-Klasik sistemde: Harmanlı balya açıcının besleme hasırı, etrafına sıralanan balyalardan işçi tarafından uygun besleme yapılarak sağlanır.
b-Modern sistemde: Unifloc (otomatik balya açıcı) makinesinin robot kolu altına sıralanan balyalar üzerinden robot kolu ile besleme yapılarak sağlanır.
Klasik Balya Açma Makinesi
Harman hallaç dairesinin ilk makinesidir. Balya açıcı, işçi tarafından balyadan alınan topakların beslendiği hazneli ve hasırlı açma makinesidir
Görevleri
A-Pamuk liflerini veya karışımlarını harmanlamak,
B-Lif tutamlarını açmak (karıştırmak),
C-Lifleri yabancı maddelerinden (kabuk, çöp, metal parçacıkları, toz vb.) temizlemektir.
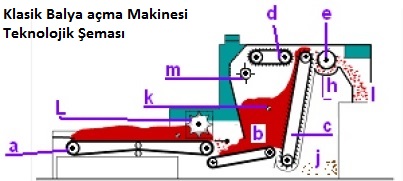
Teknolojik Şeması
a-Besleme hasırı b- Sevk hasırı c- Çivili (iğneli) hasır d- Geri sıyırıcı silindir e- Alıcı silindir h- Izgara L- Baskı silindirleri ı- Materyal çıkışı j- Toz ve yabancı madde k- Elyaf seviyesini kontrol eden fotosel m-Temizleme silindiri
Çalışma Prensibi
Balya açıcı makinelerde tip ne olursa olsun, çalışma prensibi aynıdır. Değişiklik sadece parçaların şekilleri, birbirlerine göre konumları ve makinenin daha iyi çalışabilmesi için ilave edilen bazı küçük mekanik parçalardır.Balya açıcılarda harmanlamanın iyi olabilmesi için balya sayısı mümkün olduğunca fazla, taşıyıcı hasır yeterli uzunlukta olmalı ve makinenin yanına balyaların konulabilmesi için yeterli miktarda boş yer olmalıdır.
Balya açma makinesine genellikle 8–12 balyadan düzenli olarak alınan pamuk ve pamukla birlikte kullanılan lifler beslenir. Yan yana kurulmuş 4 balya açıcıda işlem gören pamuk parçaları aynı taşıyıcı bant üzerine döküldüğünden bandın sonunda 32-48 balyadaki pamuk karışmış olur. Besleme hasırı üzerine balyalardan alınan pamuk parçaları konulur. Balya açıcının haznesi ¾ oranında pamukla dolu tutulur. Hazne ¾ oranında dolduğunda fotoselli makinelerde fotosel tarafından, kontrol plakalı makinelerde ise kontrol plakası tarafından besleme otomatik olarak durdurulur ve haznedeki sıkışma önlenir. Bu yüzden besleme hasırı aralıklı olarak çalışır. Pamuk parçaları buradan sevk hasırına iletilir. Sevk hasırındaki elyaf, iğneli hasıra gelir. İğneli hasırda iğneler arası uzaklık 3-5 cm olacak şekilde kaydırmalı olarak yerleştirilmiştir ve hasır 70-800 bir açı yapacak şekilde eğimlidir. İğneli hasır, pamuk topaklarını hızla üzerine alır; bu esnada pamuk elyafı bir miktar açılıp gevşetilir, hasır üzerindeki elyaf tabakasının fazlalığı geri sıyırıcı silindirler tarafından küçük parçalar hâlinde tekrar hazneye dökülür ve elyafın açılma, harmanlama derecesi arttırılmış olur. Elyafın açılma derecesi ve makinenin üretim kapasitesi iğneli hasır ile geri sıyırıcı silindir arası mesafenin ayarı ile arttırılır veya azaltılabilir.
İğneli hasır üzerinde kalan pamuk tabakası alıcı silindirler tarafından iğneli hasır üzerinden alınır, besleme hattına beslenir. Üzeri küçük çivilerle kaplı olan açma silindiri pamuğu açar ve altındaki ızgaralara çarptırarak içindeki gevşemiş hâldeki yabancı maddelerin dökülerek temizlenmesini sağlar. Harmanlama ve açma işlemleri sırasında oluşan tozlar bir fan yardımıyla oluşturulan hava akımı ile çekilerek alınır ve ortamdan uzaklaştırılır (filtrelere toplanır).
Makinenin Bakımı
İşletmede kullanılan makine ve teçhizatlarla kaliteli mamul üretebilmek, makine ve teçhizatın verimli, sorunsuz, emniyetli ve uzun süre kullanılabilmesi için makine bakım tekniklerinin iyi bilinip zamanında uygulanması gerekmektedir. Tülbent üzerindeki hataların başlıca nedenlerinin düzgün olmayan besleme, dikkatsiz çalışma, bakımı yapılmamış makinelerden kaynaklandığı görülür. Bu nedenlerden dolayı, gerek makine bakımı revizyon ve ayarlamalarına gerekse bizzat işçinin daha dikkatli çalışmaya yönelmesi aranılacak faktörlerdendir.
A-İş kazaları önlenecek,
B-Makinenin ömrü artacak,
C-Makinenin verimi artacak,
D-İşletme emniyeti artacak,
E-Enerji tasarrufu sağlanacak,
F-Ham madde israfı önlenecek,
G-Yedek parçadan tasarruf sağlanacaktır.
Makine bakımı genellikle üç şekilde yapılmaktadır:
1-Temizlik
2-Günlük bakım
3-Planlı bakım (yenileme)
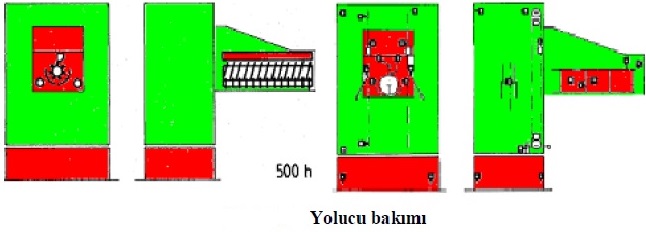
Harman dairesi makinelerine programlı ve periyodik bir bakımın sağlanması şarttır. Plan öyle yapılmalı ki harman makineleri en çok 600 iş saatinde bir revizyondan geçirilmelidir. Makine çalışma sırasında kontrol altında tutulmalıdır.
1-Besleme ve sevk hasırlarına hareket iletiminde yardımcı olan sevk silindirlerinin yatak ve rulmanlarının 168 iş saatinde bir katı yağlarla (gres yağı) yağlanması gerekir.
3-İğneli hasır iğneleri ayda bir kontrol edilmeli, eğrilmiş olanlar düzeltilmelidir.
4-Kırılmış olan iğneler yenisi ile değiştirilmelidir.
5-Geri sıyırıcı, temizleme silindiri, ızgaralı açma silindiri, alıcı silindiri, rulmanları 168 iş saatinde bir yağlanmalıdır.
6-Yağlama sırasında dışarı taşan yağlar, üstüpü ile temizlenmelidir
Makinenin Ayarları
Kayış gerginlik ayarı: Makinenin kayışlarının normal gerginlikte olmaları sağlanmalıdır (Resim 2.3).Fazla gergin kayışlar yatak, mil ve kasnakların kısa sürede aşınmasına neden olur. Gevşek kayışla çalışması hâlinde kaymanın fazla olmasından dolayı makinenin hızı, dolayısı ile üretimi azalır.
İğneli hasır gerginlik ayarı: Yaylı kasnak sistemi, konik kasnak sistemi gibi çalışarak kayış germe ve hareketi ile devir değiştirilmekte, dolayısıyla iğneli hasırın hızı ayarlanabilmektedir.Dikkat edilmesi gereken husus, iğneli hasır hızı sadece çalışma anında ayarlanmalıdır. Dururken ayarlama yapmak mümkün değildir. Kayış çıkmasına veya yaylı kasnağın bozulmasına neden olur. Bu ayar kayışı gerdiren yatay direksiyonla yapılır. Ayar göstergesi 1 ila 6 arasındadır.
Geri sıyırıcı silindir ile iğneli hasır ayarı: Geri sıyırıcı silindir üzerinde, çapraz düzende 8 iğne sırasına sahiptir. İğneler contalarla demir bara vidalanmış durumdadır. Geri sıyırıcı silindir ile iğneli hasıra olan mesafesi bir direksiyonlu kol ile 10 ila 40 mm arasında ayarlanabilir.Geri sıyırıcı silindir ile iğneli hasır arasındaki mesafe az olursa elyaf daha iyi açılır. Neps azalır, bununla birlikte üretim de azalır.
Geri sıyırıcı silindir ile temizleme silindir ayarı: Geri sıyırıcı silindir sabit durumdadır, ayarlanamaz. Ancak temizleme silindiri meşin temizleyicileri iğnelerin kancalı ucuna hafif dokunacak şekilde olmalıdır.
Alıcı silindir ile iğneli hasır ayarı: Yataklar gevşetilerek 10-25 mm sınırları arasında yapılabilir.
Makinenin İşlem Öncesi ve Sonrası Temizliği
Makine işçisi, çalışan makinenin üzerindeki veya etrafındaki tozları, elyaf uçuntularını, iş aralarında ve makine durduğunda temizler. Daire temizlik işçileri de günlük ve haftalık temizliklerini yapar.
Pamuğun içinde bulunması muhtemel metal parçalarını makinelerin çıkışında yakalayan mıknatıslı silindir işçi tarafından temizlenmelidir. Yağ lekeleri gibi silinerek temizlenmesi gereken yüzeyler mazot veya gaz yağı ile temizlenir. Kesinlikle su ve deterjan karışımı kullanılmamalıdır. Bu, paslanmaya ve aşınmaya (korozyon) neden olur.
Makineye Elyaf Besleme
Harman reçetesine göre klasik balya açıcı makinesinin besleme hasırı etrafına balyalar yerleştirilir. İşçiler tarafından balyalardan alınan pamuklar küçük tutamlar hâlinde açılarak besleme hasırı üzerine bırakılır.tutamlar hâlinde kesinlikle bırakılmamalıdır. Çünkü bu tutamlar makinenin daha uzun çalışmasına neden olur. Bu da lifleri zedeler ve kırar.
OTOMATİK BALYA AÇMA MAKİNESİ
Modern harman hallaç dairelerinde balyalı pamuğun beslendiği ilk makinedir.Günümüz dokusuz yüzey işletmelerinde balya açma makinelerinin yerini bu makineler almaktadır. Balya yolma otomatı belirli sayıda balyadan elyafı küçük tutamlar hâlinde yolarak üniform (homojen) bir karışım sağlayan ve temizleyen makinedir (Otomatik balya açma makinesine harman hallaç dairesinde balya otomatı denir.
Görevleri
1-Elyafı açmak
2-Elyafı karıştırmak
3-Elyafı yabancı maddelerden(kabuk, çöp, metal parçacıkları, toz vb.) temizlemek
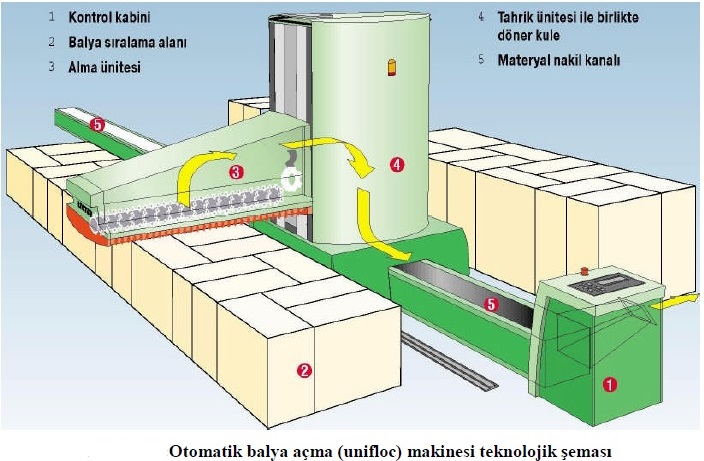
Şekilde görülen balya açıcının çalışma üniteleri
1-Kontrol Kabini
2-Balya sıralama alanı
3-Alma ünitesi
4-Tahrik ünitesi ile birlikte döner kule
5-Materyal nakil kanalı
Çalışma Prensibi
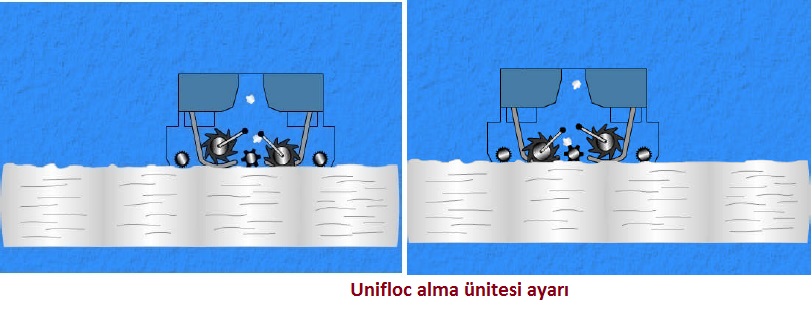
İşletmelerde farklı lif özelliklerine sahip ve farklı bölgelerden gelen işlenecek pamuk balyaları, balya açıcının yer genişliğine göre tek veya iki tarafına (180 civarı) dairenin zeminine dizilmektedir. Unifloc alma ünitesi balyalara paralel şekilde (6-13 m/dk. hızla ) balyalar üzerinde gezinerek saatte yaklaşık 1500 kg kapasite ile çalışmaktadır. Alma ünitesi üzerinde iki düzeltici silindir ve bir adet alıcı olmak üzere iki silindir grubu bulunur. Bir ızgara ile birlikte çalışan bir alıcı (açıcı) silindir ile küçük elyaf demetleri koparılır .Alma ünitesi aşağı ve yukarı doğru hareket etme özelliğine sahip olup yolucular balya yoğunluğuna göre aşağıya doğru hareket etmekte, balya üzerinden rutin olarak geçerken elyaf tutamlarını yolma yöntemiyle çekerek almaktadır.
Yolunan elyaf tutamları daha sonra makinenin altında bulunan emiş kanalından ilerleyerek bir sonraki makineye sevk edilir .Alıcı silindirin üzerinde helezonik dişli vardır. Bir tarafı ızgara ile çevrilmiştir. Bu çalışma elemanlarının uyumlu çalışmaları sonucunda yüksek verimlerde pamuğu küçük demetçikler hâlinde açmak mümkün olabilmektedir.
Bunun yanında ızgaranın görevi ise balyanın iki destek mili yardımıyla çalışma sırasında devrilmesini önlemektir.Bir diğer özelliği ise otomatik programlanabilir balya açma düzeneği sayesinde değişik formatlardaki balyalardan tek bir işlemle eşit oranlarda açıp karıştırmak mümkündür. Daha ilk tur yapılırken dizilmiş olan balyalar en çok dört ayrı yükseklik formatına ayrılıp, her grubun yüksekliği otomatik olarak belirlenip hafızaya alınır. Daha sonra balyalar işlenmeye devam edilir. Uniflocun bir tarafındaki balyalar işlendikten sonra alıcı kafası 1800 dönüş yaparak bu defa karşı taraftaki stoku işlemeye başlar. Homojen bir karışım sağlamak için işleme sadece tek yönlü olur. Çalışma her iki yönde de olursa verim % 25 arttırılabilir. Elyaf ne kadar ince yolunur ise yabancı maddelerin yüzeye çıkma ihtimali o kadar yüksek olacağı için elyaf, sonraki makinelerde daha etkin olarak temizlenebilecektir.Yolma derecesine etkileyen faktörler şu şekilde sıralanabilir:
1-Elyaf balyalarının büyüklüğü,
2-Liflerin yoğunluk derecesi,
3-Lifler arasındaki tutunma özelliği (sürtünme),
4-Liflerin karışıklık durumu,
5-Açma makinesinin çalışma hızı,
6-Balya açıcı silindir tipi,
7-İşletmedeki klima şartlarıdır.
Makinenin Bakımı
İşletmede kullanılan makine ve teçhizatlarla kaliteli mamul üretebilmek, makine ve teçhizatın verimli, sorunsuz, emniyetli ve uzun süre kullanılabilmesi için makine bakım tekniklerinin iyi bilinip zamanında uygulanması gerekmektedir. Tülbent üzerindeki hataların başlıca nedenlerinin düzgün olmayan besleme, dikkatsiz çalışma, bakımı yapılmamış makinelerden kaynaklandığı görülür. Bu nedenlerden dolayı, gerek makine bakımı revizyon ve ayarlamalarına gerekse bizzat işçinin daha dikkatli çalışmaya yönelmesi aranılacak faktörlerdendir.
Makine bakımı genellikle üç şekilde yapılmaktadır:
1-Temizlik
2-Günlük bakım
3-Planlı bakım(yenileme)
Yolucu ve düzeltici silindirlerin tahrik dişli ve zincirlerinin temizlenip yağlanması 500 iş saatinde bir yapılır. Yolucu ünitenin tahrik dişli ve zincirlerin temizlenip yağlanması 1500 iş saatinde bir yapılır. Yine 1500 iş saatinde bir motor balata temizliği yapılır. Unifloc ana motoru tahrik eden motor şanzıman yağ değişimi de 1500 saatte bir yapılır.Makine ve teçhizatın sürekli ve planlananlar doğrultusunda yapılan bakımı sonucu;
1-İş kazaları önlenecek,
2-Makinenin ömrü artacak,
3-Makinenin verimi artacak,
4-İşletme emniyeti artacak,
5-Enerji tasarrufu sağlanacak,
6-Ham madde israfı önlenecek,
7-Yedek parçadan tasarruf sağlanacaktır.
Makinenin Ayarları
Unifloc alma ünitesi balyalara paralel şekilde 6-13 m/dk. hızla gezinerek saatte yaklaşık 1500 kg kapasite ile çalışmaktadır. Buradaki ayar üretimi doğrudan etkilemektedir.
Otomatik programlanabilir balya açma düzeneği sayesinde değişik formatlardaki balyalardan tek bir işlemle eşit oranlarda açıp karıştırılabilir.
Makinenin İşlem Öncesi ve Sonrası Temizliği
Makine işçisi, çalışan makinenin üzerindeki veya etrafındaki tozları, elyaf uçuntularını, iş aralarında ve makine durduğunda temizler. Daire temizlik işçileri de günlük ve haftalık temizlikleri fırça, temizleme tabancası ve elektrik süpürgeleriyle yapar.
Yağ lekeleri gibi silinerek temizlenmesi gereken yüzeyler mazot veya gaz yağı ile temizlenir. Kesinlikle su ve deterjan karışımı kullanılmamalıdır. Bu paslanmaya ve aşınmaya (korozyon) neden olur.
Telef Açıcı Makinesi
Elyafta tülbent oluncaya kadar geçirdiği aşamada, birtakım döküntüler meydana gelir. Bu döküntülerin bir kısmı, tekrar harmana katılabilir. Harmana tekrar katılabilecek olanlara iyi döküntü veya telef denir. Telefleri tekrar harmana katabilecek konuma getiren makineye telef açıcı makinesi denir.
İyi döküntü ve telefler aşağıda açıklanan yerlerden elde edilir.
Hatalı vatkalar: Hallaç makinesinin çıkışında ve tarak makinesine beslemede elde edilen vatka yolukları ve bozuk vatkalardır.
Tülbent telefleri: Tarak makinesi üretimi sırasında tarak içi ve dışı telefleridir. Tülbent kontrolleri için alınan numunelerdir.
Görevleri
1-İyi telefleri harmanlamak
2-Lif tutamlarını açmak.
3-Lifleri yabancı maddelerinden (pamuk koza kabuk parçaları, çöp, metal parçacıkları, toz vb.) temizlemek
Teknolojik Şeması
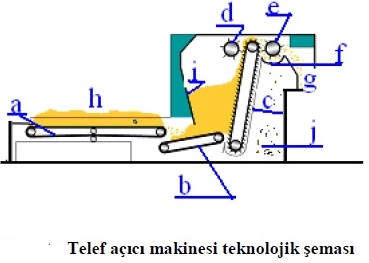
Telef açıcı makinesinin çalışma elemanları:
a. Besleme hasırı
b. Sevk hasırı
c. İğneli hasır
d. Geri sıyırıcı
e. Alıcı silindir
f. Izgara
g. Materyal çıkışı
h. Telefler
i. Kontrol plakası
j. Toz ve yabancı madde
Çalışma Prensibi
Telef açıcı makinelerde tip ne olursa olsun, çalışma prensibi aynıdır. Değişiklik sadece aksamın şekilleri, birbirlerine göre konumları ve makinenin daha iyi çalışabilmesi için ilave edilen bazı küçük mekanik parçalardır.Telef açma makinesinde genellikle telefler, harman reçetesine göre düzenli olarak besleme hasırına beslenir.
Bütün işletmelerin harman dairelerinde bir tane telef açıcı makinesi vardır. Besleme hasırı üzerindeki telefler, sevk hasırı üzerine gönderilir. Telef açıcının haznesi, ¾ oranında elyafla dolu tutulur. Hazne ¾ oranında dolduğunda fotoselli makinelerde fotosel tarafından, kontrol plakalı makinelerde ise kontrol plakası tarafından besleme otomatik olarak durdurulur ve haznedeki sıkışma önlenir. Bu yüzden besleme hasırı, aralıklı olarak çalışır. Elyaf buradan sevk hasırına iletilir. Sevk hasırındaki elyaf iğneli hasıra gelir. İğneli hasırda iğneler arası uzaklık, 3-5cm olacak şekilde kaydırmalı olarak yerleştirilmiştir. Hasır 70-800 bir açı yapacak şekilde eğimlidir. İğneli hasır, telefleri hızla üzerine alır bu esnada telef bir miktar açılıp gevşetilir. Hasır üzerindeki elyaf tabakasının fazlalığı, geri sıyırıcı silindirler tarafından küçük parçalar hâlinde tekrar hazneye dökülür. Elyafın açılma, harmanlama derecesi, artırılmış olur. Elyafın açılma derecesi ve makinenin üretim kapasitesi iğneli hasır ile geri sıyırıcı silindir arası mesafenin ayarı ile artırılır veya azaltılabilir. İğneli hasır üzerinde kalan elyaf tabakası, alıcı silindirler tarafından iğneli hasır üzerinden alınır; besleme hattına beslenir. Üzeri küçük çivilerle kaplı olan açma silindiri elyafı açar ve altındaki ızgaralara çarptırarak içindeki gevşemiş hâldeki yabancı maddelerin dökülerek temizlenmesini sağlar.Harmanlama ve açma işlemleri sırasında oluşan tozlar, bir fan yardımıyla oluşturulan hava akımı ile çekilerek alınır ve ortamdan uzaklaştırılır.
Makinenin Bakımı
İşletmede kullanılan makine ve teçhizatlarla kaliteli mamul üretebilmek, makine ve teçhizatın verimli, sorunsuz, emniyetli ve uzun süre kullanılabilmesi için makine bakım tekniklerinin iyi bilinip zamanında uygulanması gerekmektedir. Tülbent üzerindeki hataların düzgün olmayan besleme, dikkatsiz çalışma, bakımı yapılmamış makinelerden kaynaklandığı görülür. Budan dolayı, gerek makine bakımı revizyonu ve ayarlarına gerekse işçinin daha dikkatli çalışmasına önem vermek gerekir. Harman dairesi makinelerine programlı ve periyodik bir bakımın sağlanması şarttır. Plan öyle yapılmalıdır ki harman makineleri en çok 2160 iş saatinde bir revizyondan geçirilmelidir. Makine, çalışma sırasında kontrol altında tutulmalıdır.
1-Besleme ve sevk hasırlarına hareket iletiminde yardımcı olan sevk silindirlerinin yatak ve rulmanlarının 720 iş saatinde bir katı yağlarla (gres yağı) yağlanması gerekir.
2-İğneli hasır ve geri sıyırıcı iğneleri ayda bir kontrol edilmeli eğrilmiş olanlar düzeltilmelidir.
3-Kırılan iğneler, yenisi ile değiştirilmelidir.
4-Geri sıyırıcı, temizleme silindiri, ızgaralı açma silindiri, alıcı silindiri rulmanları 720 iş saatinde bir yağlanmalıdır.
5-Yağlama sırasında dışarı taşan yağlar üstüpü ile temizlenmelidir.
Makinenin Ayarları
Makinenin ayar noktaları aşağıdaki gibidir.
1-Kayış gerginlik ayarı: Makinenin kayışlarının normal gerginlikte olması sağlanmalıdır. Fazla gergin kayışlar yatak, mil ve kasnakların kısa sürede aşınmasına neden olur. Gevşek kayışla çalışması hâlinde kaymanın fazla olması, makinenin hızını dolayısı ile üretimi azalır.
2-İğneli hasır gerginlik ayarı: Yaylı kasnak sistemi konik kasnak sistemi gibi çalışarak kayış germe ve hareketi ile devir değiştirilmekte ve dolayısıyla iğneli hasırın hızı ayarlanabilmektedir.
3-Dikkat edilmesi gereken husus iğneli hasır hızı sadece çalışma anında ayarlanmalıdır. Dururken ayarlama yapmak mümkün değildir. Kayışın çıkmasına veya yaylı kasnağın bozulmasına neden olur. Bu ayar, kayışı gerdiren yatay direksiyonla yapılır. Ayar göstergesi 1 ila 30 mm arasındadır.
Geri sıyırıcı silindir ile iğneli hasır ayarı: Geri sıyırıcı silindir üzerinde, çapraz düzende 8 iğne sırasına sahiptir. İğneler contalarla demir bara vidalanmış durumdadır.
Geri sıyırıcı silindir ile iğneli hasıra olan mesafesi bir direksiyonlu kol ile 10 ila 40 mm arasında ayarlanabilir .
Geri sıyırıcı silindir ile iğneli hasır arasındaki mesafe az olursa elyaf daha iyi açılır. Neps azalır, fakat üretim de azalır.
Geri sıyırıcı silindir ile temizleme silindir ayarı: Geri sıyırıcı silindir, sabit durumdadır. Ayarlanamaz ancak temizleme silindiri meşin temizleyicileri iğnelerin kancalı ucuna hafif dokunacak şekilde olmalıdır.
Alıcı silindir ile iğneli hasır ayarı: Buradaki ayar, yataklar gevşetilerek 10-25 mm ayarlanabilir.
Makinenin İşlem Öncesi ve Sonrası Temizliği
Makine işçisi, çalışan makinenin üzerindeki veya etrafındaki tozları, elyaf uçuntularını, iş aralarında ve makine durduğunda temizler. Daire temizlik işçileri de günlük ve haftalık temizliklerini yapar.
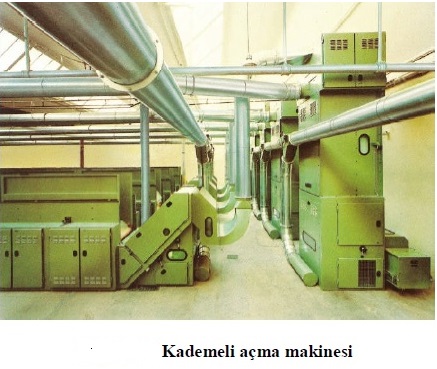
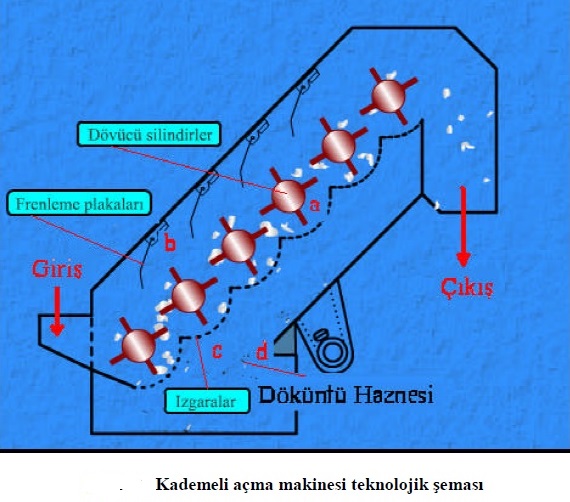
KADEMELİ (EĞİK) AÇICI
Kademeli Balya Açma Makinesi
Klasik balya açıcılarda kısmen açılan elyafı açma ve temizleme işlemlerini gerçekleştiren makinelerdir
Görevleri
Elyafı boşlukta açmak
Elyafı karıştırmak (harmanlamak)
Elyaf içerisinde bulunan kısa lif, toz, çiğit parçaları, çepel gibi yabancı maddelerinden etkin bir şekilde temizlemek
Teknolojik Şaması
Şekilde görülen kademeli açıcının çalışma elemanları:
a. Dövücü (açıcı) silindirler ( 6 adet)
b. Frenleme plakaları (4 adet)
c. Izgaralar
d. Yabancı maddelerin döküldüğü hazne
Çalışma Prensibi
Klasik balya açıcılarda kısmen açılan, temizlenen elyaf; makinenin giriş kısmından girer. Çalışma genişliği 1000 mm’ dir.Çalışma sistemi üç ana kısımdan oluşmuştur:
Dövücü (açıcı) silindirler
Dövücü (açıcı) silindirler, toplam 6 adetti). Her iki dövücü silindirin üzerinde 4 sıra frenleme plakası vardır. Buların görevi, dövücü silindirlerin dönmesiyle meydana gelen merkezkaç kuvveti etkisiyle liflerin savrulmasını sağlamaktır. Silindirler arasındaki frenleme plakaları, elyafın çarparak dövücü silindir çevresinde daha fazla kalmasını daha iyi açılıp temizlenmesini sağlamaktadır.
Izgaralar
Her dövücü silindirin altında kalın tipli ızgaralar vardır .Toplam 102 adettir. Bu ızgaralar, 6 adet kol ile açılarını dışarıdan değiştirecek bir ayar sistemine sahiptir. Pamuğun temizlik derecesine göre dışarıdan açılır veya kapatılır.
Döküntü haznesi
Izgaraların altında döküntülerin biriktiği kısımdır .Bu makinede elyaftaki yabancı maddeleri temizleme oranı % 60–65’e kadar çıkmaktadır.Tüm bu işlemlerden gecen elyaf, makinenin çıkışından bir sonraki makineye sevk boruları ve hava akımı yardımıyla geçer.
Makinenin Bakımı
İşletmede kullanılan makine ve teçhizatlarla kaliteli mamul üretebilmek, bunlarla verimli, sorunsuz, emniyetli ve uzun süre çalışabilmek için makine bakım tekniklerinin iyi bilinip zamanında uygulanması gerekir. Tülbent üzerindeki hataların düzgün olmayan besleme, dikkatsiz çalışma, bakımı yapılmamış makinelerden kaynaklandığı görülür. Bundan dolayı gerek makine bakımı revizyon ve ayarlamalarına gerekse bizzat işçinin daha dikkatli çalışmaya yönelmesi aranılacak faktörlerdendir.Makine ve teçhizatın sürekli ve plan doğrultusunda yapılan bakım sonucu:
1-İş kazaları önlenecek,
2-Makinenin ömrü artacak,
3-Makinenin verimi artacak,
4-İşletme emniyeti artacak,
5-Enerji tasarrufu sağlanacak,
6-Hammadde israfı önlenecek,
7-Yedek parçadan tasarruf sağlanacaktır.
Makine bakım genellikle üç şekilde yapılmaktadır:
1-Temizlik
2-Günlük bakım
3-Planlı bakım (yenileme)
Harman dairesi makinelerinde programlı ve periyodik bir bakımın sağlanması şarttır. Plan öyle yapılmalıdır ki harman makineleri en çok 600 iş saatinde bir revizyondan geçirilmelidir. Dövücü silindir kolları ayda bir kontrol edilmeli, eğrilmiş olanlar düzeltilmelidir. Yağlama sırasında dışarı taşan yağlar üstüpü ile temizlenmelidir.
Makinenin Ayarları
Kayış gerginlik ayarı
Makinenin kayışlarının normal gerginlikte olması sağlanmalıdır
Fazla gergin kayışlar yatak, mil ve kasnakların kısa sürede aşınmasına neden olur. Gevşek kayışla çalışması hâlinde kaymanın fazla olmasından dolayı makinenin hızı dolayısı ile üretimi azalır.
Dövücü silindir ile frenleme plakası ayarı
Bu mesafe ayarları makine girişinden çıkışına doğru 30 -40 – 50 - 60 mm olmalıdır. Elyafta temizlik ve açılma derecesi yeterli değil ise bir miktar kapatılabilir.
Izgara ayarları
Bu mesafe ayarları makine girişinde çıkışına doğru 3,5 – 3 - 2,5 -2- 1,5 -1 mm olmalıdır.
Makinenin İşlem Öncesi ve Sonrası Temizliği
Makine işçisi, çalışan makinenin üzerindeki veya etrafındaki tozları, elyaf uçuntularını, iş aralarında ve makine durduğunda temizler. Daire temizlik işçileri de günlük ve haftalık temizliklerini yapar.
Döküntü haznesinin her vardiyada en az iki defa veya elyaf çok kirli ise üç defa temizlenmesi gerekir. Makine iç ve dış temizliği her vardiya başında yapılmalıdır.Gerekli olan bu temizlikler yapılmazsa elyaf sıkışmaları meydana gelerek makinede hasara sebep olabilir.Yağ lekeleri gibi silinerek temizlenmesi gereken yüzeyler, mazot veya gaz yağı ile temizlenir. Kesinlikle su ve deterjan karışımı kullanılmamalıdır. Bu paslanmaya ve aşınmaya (korozyon) neden olur.
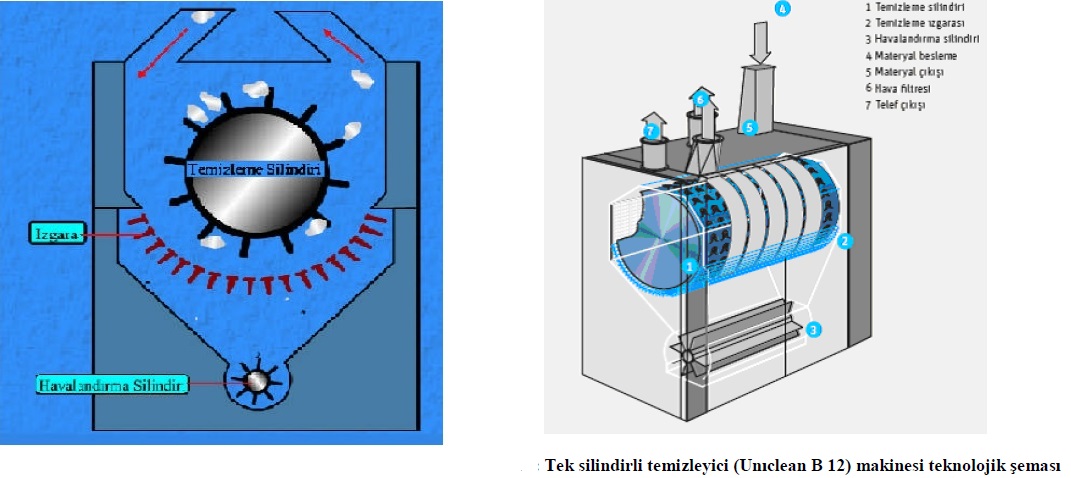
TEK (MONO) VEYA ÇOK SİLİNDİRLİ TEMİZLEYİCİ
Mono Silindirli Açıcı (Temizleyici)
Mono silindir açıcı (temizleyici) otomatik balya açıcıdan (Blendomat, Unifloc) hemen sonra kullanılan etkin bir temizleme ve toz ayırma makinesidir.İki modeli vardır. İki model arasındaki fark üretim kapasiteleridir.
1-Unıclean B 11 Max.üretim 1200 kg/h’tir.
2-Unıclean B 12 Max.üretim 1400 kg/h’tir.
Görevleri
1-Elyafı en iyi şekilde açmak
2-Elyafı en iyi şekilde karıştırmak
3-Elyafı yabancı maddelerden (çiğit parçacıkları, çöp, metal parçacıkları, toz vb.) etkin şekilde temizlemek.
Teknolojik Şeması
Tek silindirli temizleyici (Unıclean B 11) makinesi teknolojik şeması
Çalışma Prensibi
Üzeri çiviler (pim) ile kaplı silindirin pamuk tabakasını açıp çekerek inceltmesi ve elyaf tabakasının (oluşan hava akımı ile ilerlerken) gevşemesiyle birlikte serbest kalan ağır yabancı maddelerin ızgaralar arasından telef haznesine dökülerek elyaftan ayrılması şeklindedir.
Üretim sırasında ham madde toz, elyaf parçacıkları ve tohum kabuklarının mekanik olarak temizlendiği entegre toz ayırma filtresinden geçirilir .Bu temizleme işlemi, hava akımı ile kontrollü ve etkin bir şekilde gerçekleşir.
Klasik -modern harman- hallaç dairesi makinelerinin telefleri arasındaki fark aşağıda görülmektedir.Klasik sistemde kullanılan makinelerden kullanılabilir lifler de teleflerin içine katılmaktadır.
Makinenin Bakımı
İşletmede kullanılan makine ve teçhizatlarla kaliteli mamul üretebilmek, makine ve teçhizatın verimli, sorunsuz, emniyetli ve uzun süre kullanılabilmesi için makine bakım tekniklerinin iyi bilinip zamanında uygulanması gerekmektedir. Tülbent üzerindeki hataların düzgün olmayan besleme, dikkatsiz çalışma, bakımı yapılmamış makinelerden kaynaklandığı görülür. Bundan dolayı gerek makine bakımı, revizyon ve ayarlamalarına gerekse bizzat işçinin daha dikkatli çalışmaya yönelmesi aranılacak faktörlerdendir.
Makine bakım genellikle üç şekilde yapılmaktadır:
1-Temizlik
2-Günlük bakım
3-Planlı bakım (yenileme)
Harman dairesi makineleri için programlı ve periyodik bir bakımın sağlanması şarttır. Plan öyle yapılmalıdır ki harman makineleri en çok 600 iş saatinde bir revizyondan geçirilmelidir. Temizleme silindir çivileri (pimleri) ayda bir kontrol edilmeli eğrilmiş olanlar düzeltilmelidir.Yağlama sırasında dışarı taşan yağlar, üstüpü ile temizlenmelidir.Temizleme silindirinin tahrik dişli ve zincirlerin temizlenip yağlanması 1500 iş saatinde bir yapılır.Makine ve teçhizatın sürekli ve planlananlar doğrultusunda yapılan bakımı sonucu:
1-İş kazaları önlenecek,
2-Makinenin ömrü artacak,
3-Makinenin verimi artacak,
4-İşletme emniyeti artacak,
5-Enerji tasarrufu sağlanacak,
6-Hammadde israfı önlenecek,
7-Yedek parçadan tasarruf sağlanacaktır.
Makinenin Ayarları
Temizleme yoğunluğu ve telef miktarı birbirinden bağımsız iki ayar parametresi olup unıclean B 12’nin seçici temizleme işleminin sınırını oluştururlar. Varioset’in 110 çalışma noktasının her biri materyal hızı ve ızgara açısı için bir ayara karşılık gelmektedir.Varioset’e iki değer girilir.
1-Temizleme yoğunluğu olarak 0,0-1,0 arasında bir değer,
2-Nispi telef miktarı olarak 1- 10 arasında bir değer girilir.
Bu değerler doğrudan makineden veya kontrol sistemi ile yüklenir. Ayarlar tekrarlanabilir niteliktedir. Bu sık harman değişikliklerinde bile yüksek seviyede işletim uygunluğu sağlar.Eğer unıfloc farklı harmanları çalışıyorsa unıclean’de materyale özgün çalışma noktası otomatik olarak seçilir.
Makinenin İşlem Öncesi ve Sonrası Temizliği
Makine işçisi, çalışan makinenin üzerindeki veya etrafındaki tozları, elyaf uçuntularını, iş aralarında ve makine durduğunda temizler. Daire temizlik işçileri de günlük ve haftalık temizlikleri fırça, temizleme tabancası ve elektrik süpürgeleriyle yapar.Yağ lekeleri gibi silinerek temizlenmesi gereken yüzeyler, mazot veya gaz yağı ile temizlenir. Kesinlikle su ve deterjan karışımı kullanılmamalıdır. Bu, paslanmaya ve aşınmaya (korozyon) neden olur.
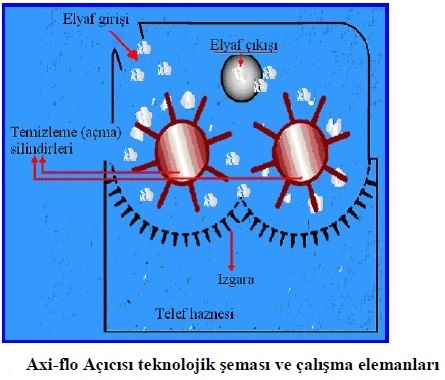
Çok Silindirli Açıcı ( Temizleyici / Axi-flo )
Klasik harman-hallaç dairesi makinesidir (Resim 3.10). Balya açıcıdan sonra çalışır. Bu makineye işletmelerde yatay açıcı denilmektedir.
Görevleri
1-Balya açıcıdan gelen elyafı etkin bir şekilde karıştırmak
2-Elyafı açmak
3-Etkin bir temizleme yapmak.
Çalışma Prensibi
Bu makine birbirine paralel yerleştirilmiş iki temizleme silindiri ve ızgaralardan oluşur. Silindir yüzeyi iğnelerle kaplıdır. İğneler silindir yüzeyine helezonik bir şekilde yerleştirilmiştir. Elyaf makineye elyaf giriş kısmından girer. Temizleme silindirleri, elyafı açar ve temizler. Bu esnada elyafın içindeki yabancı maddeler, merkezkaç kuvvetinin etkisiyle ve özgül ağırlıklarından dolayı ızgaralardan aşağıya telef haznesine düşer.Açılan ve temizlenen pamuk lifleri elyaf çıkış kısmından diğer makineye geçer.
Makinenin Bakımı
Temizleme silindirinin tahrik dişli ve zincirlerinin temizlenip yağlanması 1500 iş saatinde bir yapılır.Temizleme silindir çivileri ayda bir kontrol edilmeli eğrilmiş olanlar düzeltilmelidir. Makine bakım genellikle üç şekilde yapılmaktadır:
1-Temizlik
2-Günlük bakım
3-Planlı bakım (yenileme)
Makinenin Ayarları Elyafın temizlik derecesini ayarlamak
Izgaralar ile temizleme silindirleri arasındaki mesafe ayarı ile elyafın temizlik derecesi ayarlanabilir. Temizleme silindir hızları değiştirilerek elyafın temizlik derecesi ayarlanabilir.Temizleme silindirinin devir 685 devir/dk. olmalıdır. Izgara ayarları, elde edilecek dokusuz yüzey tülbentinin özelliklerine göre ve istenen temizlik derecesine bağlı olarak ayarlanabilir.
Makinenin İşlem Öncesi ve Sonrası Temizliği
Makine işçisi, çalışan makinenin üzerindeki veya etrafındaki tozları, elyaf uçuntularını, iş aralarında ve makine durduğunda temizler. Daire temizlik işçileri de günlük ve haftalık temizlikleri fırça, temizleme tabancası ve elektrik süpürgeleriyle yapar. Yağ lekeleri gibi silinerek temizlenmesi gereken yüzeyler, mazot veya gaz yağı ile temizlenir. Kesinlikle su ve deterjan karışımı kullanılmamalıdır. Bu, paslanmaya ve aşınmaya (korozyon) neden olur.
HARMAN MAKİNESİ
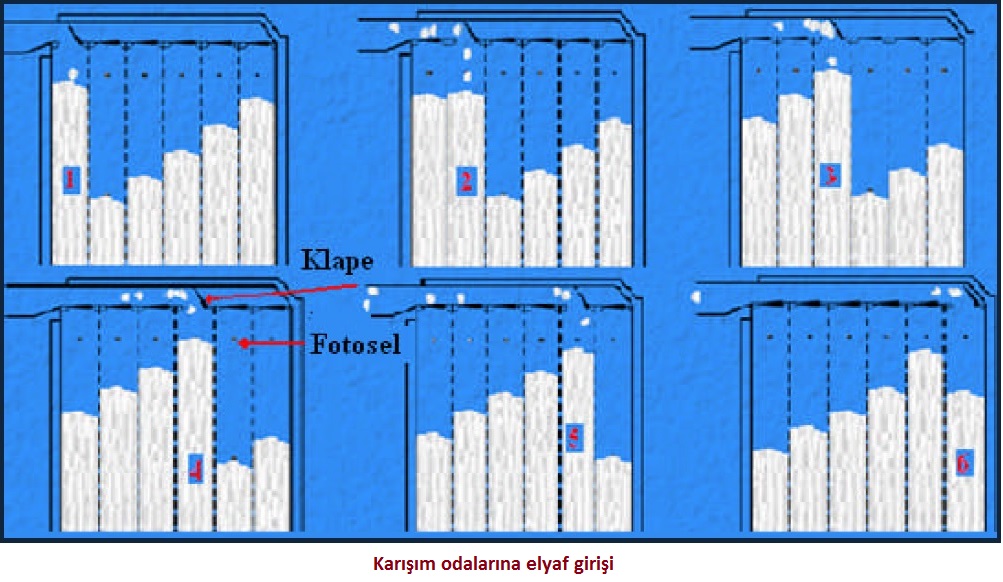
Unimix Harman Makinesi
Unimix, harman dairesi makinelerindendir. Liflerinin mümkün olduğu kadar iyi karıştırılıp karışım homojenliğinin sağlandığı makinedir.
Görevleri
1-Pamuk ve pamukla birlikte kullanılan lifleri homojen şekilde harmanlamak
2-Lif tutamlarını açmak
3-Lifleri yabancı maddelerden (pamuk koza ve kabuk parçaları, çöp, parçacıkları, toz vb.) temizlemek
Çalışma Prensibi
Elyaf türbülanssız bir hava akımı ile makineye gelir. Karışım odalarının üst kısmında kapama klapeleri bulunur. Kapama klapeleri elyafı karışım odalarına dökülmesini sağlar. Karışım odalarına belirlenen seviyede elyafın dolması fotosel ile ayarlanır.Karışım odasına lifler belirlenen seviyede dolduğunda klapeleri kapanır ve liflerin girişi engellenir. Belirlenen seviyede elyaf alınmadığı zaman klape açılarak elyaf girişini sağlar. Elyaf bu şekilde 6 adet karışım odalarında beslenir.
Materyal pnömatik olarak sıkıştırılarak tozu alınır. 90 derece döndükten sonra elyaf tabakaları birbiri üzerine konarak katmanlar oluşturulur. Besleme bandı pamuğu çivili dik hasıra verir. Dikey iğneli hasıra gelen materyal yukarı hareket eder. Fazla kısımları sıyırıcı silindir ile geri aktarılır. Bu işlemler elyafın karışmasını sağlar. Geri sıyırıcı ve hasır arasında açılmış olan elyaf açıcı üzerine dökülür. Açıcının bıçakları arasına takılan elyaf içindeki yabancı maddeler dökülecek ızgaradan geçerek döküntü kutusuna birikir. Buradan çıkan materyal bir sonraki makine ERM veya uniflexin isteğine göre beslenir. Makine toz ve gürültü yaymaz.
Makinenin Bakımı
İşletmede kullanılan makine ve teçhizatlarla kaliteli mamul üretebilmek; makine ve teçhizatın verimli, sorunsuz, emniyetli ve uzun süre kullanılabilmesini sağlamak için makine bakım tekniklerinin iyi bilinip zamanında uygulanması gerekmektedir. Tülbent üzerindeki hataların; düzgün olmayan besleme, dikkatsiz çalışma, bakımı yapılmamış makinelerden kaynaklandığı görülür. Bu nedenle makine bakımı, revizyonu ve ayarları ihmal edilmemeli ve işçinin daha dikkatli çalışması sağlanmalıdır. Harman dairesi makinelerinin programlı ve periyodik bir şekilde bakımının yapılması şarttır. Bakım programı, harman makinelerinin ayda bir revizyondan geçmesini sağlayacak şekilde yapılmalıdır. Besleme bandı ve sevk hasırlarına hareket iletiminde yardımcı olan sevk silindiri, zincir, yatak ve rulmanlar ayda bir sıvı ve katı yağlarla (gres yağı) yağlanmalıdır.
İğneli hasır ve geri sıyırıcı iğneleri haftada bir kontrol edilmeli, eğrilmiş olanlar düzeltilmelidir.
1-Kırılmış ve eğilmiş olan iğneler yenisi ile değiştirilmelidir.
2-Kayış ve zincirleri haftada bir kontrol edilmeli, gerekirse gerdirilmelidir.
3-Fotosellerin haftada bir fonksiyonları kontrol edilmelidir.
4-Besleme bandı, geri sıyırıcı ve rulmanlar ayda bir yağlanmalıdır.
5-Yağlama sırasında dışarı taşan yağlar üstüpü ile temizlenmelidir.
Makine Ayarları
1-Kayış gerginlik ayarı: Makinenin kayışlarının normal gerginlikte olmaları sağlanmalıdır. Fazla gergin kayışlar yatak, mil ve kasnakların kısa sürede aşınmasına neden olur. Gevşek kayışla çalışılması hâlinde, kayma fazla olur ve makinenin hızı dolayısı ile üretim azalır.
2-İğneli hasır gerginlik ayarı: Yaylı kasnak sistemi, konik kasnak sistemi gibi çalışır. Kayış germe ve hareketi ile devir değiştirilmekte ve dolayısıyla iğneli hasırın hızı ayarlanabilmektedir. Dikkat edilmesi gereken husus, iğneli hasır hızının sadece çalışma anında ayarlanmasıdır.
3-Geri sıyırıcı silindir ile iğneli hasır ayarı: Geri sıyırıcı silindir ile iğneli hasır arasındaki açıklık ve aynı zamanda istenilen üretim miktarı elektronik olarak kontrol panelinden ayarlanır .Geri sıyırıcı silindir ile iğneli hasır arasındaki mesafe az olursa elyaf daha iyi açılır, buna bağlı olarak üretim de azalır.
4-Alıcı silindir ile iğneli hasır ayarı: Buradaki ayar elektronik olarak ayarlanabilir.
Makinenin İşlem Öncesi ve Sonrası Temizliği
Makinenin tüm temizlik işleri sadece durdurulmuş ve emniyete alınmış makinede yapılmalıdır. Unimix’te klape ve hazne iç yüzeyinin temizliği pamuklu bir bez ile yapılır. İğneli hasır arası bir el fırçası ile zincirler ve dişliler üzerindeki uçuntular temizleme tabancası ile alınır. Döküntü kutusunun kaba temizliği fırçalar ile yapıldıktan sonra elektrikli süpürge ile ince temizliği yapılır. Geri sıyırıcı ve alıcı silindirin haftada bir kapakları açılır, gözle tarama yapılır. Zincirler ve dişli üzerinde biriken uçuntular temizlenir. Haftada bir karışım odaları ve klapeler temizlenir, kanal taşıyıcı band silindirlerinin yüzeyinde ve kenarlarında biriken lifler temizlenir. Döküntü kutusunda bulunan yabancı maddeler her vardiya sonunda temizlenmelidir.
UNİFLEX MAKİNESİ
Uniflex Temizleme Makinesi
Unimix harman makinesinde harmanlanan ve açılan elyafı açma ve temizleme işlemlerini etkili bir biçimde yapan bir makinedir.
Görevleri
1-Lifleri açmak
2-Lifleri karıştırmak
3-Elyaf içerisinde bulunan kısa lif, toz, çiğit parçaları ve çepel gibi yabancı maddelerden temizlemek.
Makinenin Bakımı
İşletmede kullanılan makine ve teçhizatlarla kaliteli mamul üretebilmek; bunlarla verimli, sorunsuz, emniyetli ve uzun süre çalışabilmek için makine bakım tekniklerinin iyi bilinip zamanında uygulanması gerekmektedir.Makine ve teçhizatın sürekli ve planlananlar doğrultusunda bakımının yapılmasıyla;
1-İş kazaları önlenecek,
2-Makinenin ömrü artacak,
3-Makinenin verimi artacak,
4-İşletme emniyeti artacak,
5-Enerji tasarrufu sağlanacak,
6-Ham madde israfı önlenecek,
7-Yedek parçadan tasarruf sağlanacaktır.
Makine bakımı genellikle üç şekilde yapılmaktadır:
1-Temizlik
2-Günlük, haftalık, aylık, 6 aylık ve yıllık bakım
3-Planlı bakım (yenileme)
Harman dairesi makinelerinde programlı ve periyodik bir bakımın sağlanması şarttır. Plan öyle yapılmalıdır ki harman makinelerinde aylık bakım yapılabilmelidir. Açıcı silindir garnitür telleri ayda bir kontrol edilmeli, eğrilmiş olanlar düzeltilmeli, kırılanlar yenilenmelidir. Yağlama sırasında dışarı taşan yağlar üstüpü ile temizlenmelidir.
Makinenin Ayarları
1-Elektronik kumanda sayesinde ham madde ve üretilen ürün için gerekli tüm isteklere uygun ayar yapılabilir
2-Makinede ayrıştırılan telef, analiz edilmek için kolaylıkla alınabilir.
3-Tek silindir sayesinde, çok silindirli temizleme sistemlerinde karşılaşılan neps artışı ve iyi elyafın kaybı gibi olumsuz etkiler en aza indirilmiştir.
4-Haftada iki defa motor kayışı kontrol edilir. Değiştirilmesi gerekiyorsa değiştirilir, gerdirilmesi gerekiyor ise gerdirilir. 6000 saatte motor şanzıman yağı değiştirilir.
5-Temizleme silindirinin hızı ve ızgara bıçaklarının pozisyonu makine üzerindeki panelden elektronik olarak girilmektedir.
Makinenin İşlem Öncesi ve Sonrası Temizliği
Makine işçisi, çalışan makinenin üzerindeki veya etrafındaki tozları, elyaf uçuntularını, iş aralarında ve makine durduğunda temizler. Daire temizlik işçileri de günlük ve haftalık temizliklerini yapar.
1-Döküntü haznesinin her vardiyada temizlenmesi gerekir. Makine iç ve dış temizliği her vardiya başında yapılmalıdır.
2-Motor kayışının etrafı temizlenmelidir.
3-Açıcı silindir ve haftada iki defa ızgaraların, motor kayışının ve dönen silindirlerin kenarlarında biriken uçuntular temizleme tabancası ile temizlenmelidir.Yağ lekeleri gibi silinerek temizlenmesi gereken yüzeyler mazot veya gaz yağı ile temizlenir. Kesinlikle su ve deterjan karışımı kullanılmamalıdır. Bu paslanmaya ve aşınmaya (korozyon) neden olur.
HARMAN DAİRESİ NAKİL SİSTEMLERİ
Nakil Sistemleri
Harman hallaç dairesi makinelerinde elyafın makineden makineye sevkini sağlayan sistemdir. Bu sistem iki tanedir.
1-Sevk hasırı ile: Makineler arasında elyafın sevki, sevk hasırları yardımıyla gerçekleştirilir. Maliyeti çok ucuz olmasına rağmen fazla yer tutması ve nakil sırasında malzemenin kirlenmesi nedenleriyle günümüzde kullanılmayan bir yöntemdir. Sadece farklı materyalleri harman hallaçta karıştıran işletmelerde, balya açıcılarda materyalin makineye beslenmesinde kullanılmaktadır.Hava (pnömatik) ile günümüzde harman hallaç makinelerinde materyal sevki galvanizli borular içinde hava akımı ile yapılmaktadır.
Bu sistemin avantajları:
1-Yer bakımından bir kurala bağlı kalmayıp istenilen her yöne monte edilebilir.
2-Harman hallaç dairesinde toz ve elyaf uçuşmasına yol açmaz
3-İşçi sağlığını korur.
4-Bakımı az, kullanımı kolaydır.
5-Elyafın açılmasına yardım eder.
6-Elyafın bağıl nemi azalır. Bu da temizlemeyi kolaylaştırır.
Görevleri
1-Harman hallaç makineleri arası elyaf sevkini yapmak
2-Sevk sırasında elyafın biraz daha açılmasını sağlamak
Çalışma Prensibi
Hava akımı sağlayan bir fan tarafından emilen materyal galvanizli borular ile makinelerin besleme kısımlarına iletilir .Uniflex makinesinden sonra kondenser (toz emici) materyal içinden hafif yabancı maddeler ve çok küçük ölü elyaf ayrılır (Resim 3.4). Bunun yanı sıra elekli tambur üzerinde düzgün sayılabilecek bir kat oluştuğu için birlikte çalıştığı makineye kısmen düzgün bir besleme de sağlamaktadır.Üretim sırasında ham madde toz ve lif uçuntularının temizlendiği entegre toz ayırma filtresinden geçirilir .Bu temizleme işlemi hava akımı ile kontrollü ve etkin bir şekilde gerçekleşir.
Sistemlerin Bakımı
1-Sevk borularının kıvrım veya köşelerindeki şeffaf kapaklar elyaf geçişi kontrol altında tutulmalıdır. Elyaf tıkanmalarında bu kapaklar açılarak müdahale edilmelidir.Sevk borusu iç yüzeyleri el ile kontrol edilmelidir .Yüzeyde çapak olmaması gerekir. Çapak tıkanmalara neden olur.
Sistemlerin Ayarları
Borulardaki hava akımının hızı 15 m/sn.den aşağı olursa pamuğun çökmesine ve borularda tıkanıklıklara sebep olur. Diğer taraftan 25 m/sn.den yukarı olursa sicimleşme ve düğümlenmelere (neps) sebep olur. Sevk borularının boyu mümkün olduğu kadar kısa tutulmalı, boru kıvrımlarının ve yükseklik farklarının fazla olmamasına dikkat edilmelidir. Aksi hâlde neps oluşumu artar.
Sistemlerin İşlem Öncesi ve Sonrası Temizliği
Elyafın sevki sırasında borulara takılıp kalmasını ve tıkanmaları önlemek için boruların iç yüzeylerinin tamamen düzgün olması gerekir. Kritik köşelere konulan sac kapaklar sayesinde, tıkanma oluşursa duruma müdahale ve temizlik kolaylaşır. Hava akımıyla sevk edilen pamuk kütlelerinin daha serbest uçuşabilmeleri için belli bir dereceye kadar açılmış olması gereklidir.