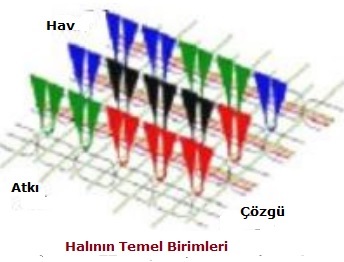
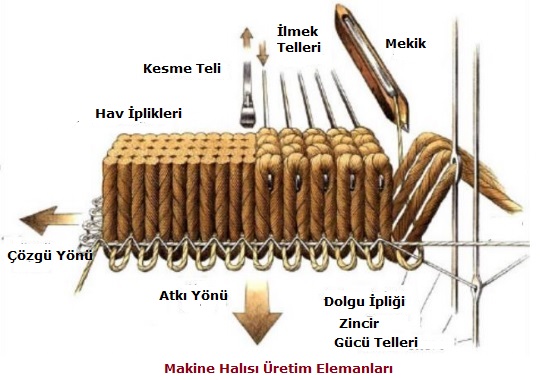
DOKUMA TÜRÜ MAKİNE HALILARI
1-Wilton tipi halılar
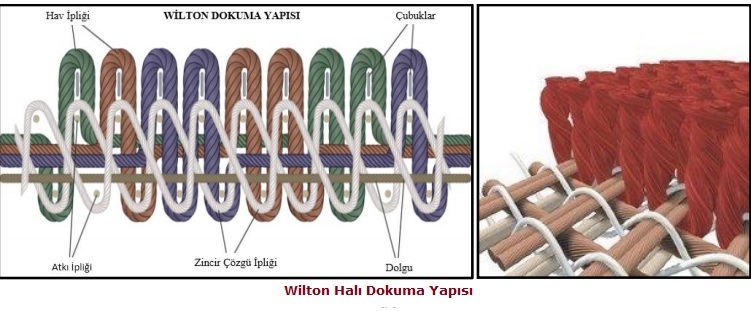
Dokuma türü makine halıları içinde en çok kullanılan wilton yapısı ve dokuma yöntemidir.Wilton tipi halı,hav ipliklerinin halı içinde dokumanın bir parçası olarak devam ettiği sırada,bu ipliklerin tel veya kanca ile halı yüzeyine çıkarılarak hav oluşturulan makine halılarıdır.
Wilton tipi halılar,üretim tekniklerine göre ;
A-Tel çubuklu wilton tipi halılar
B-Çift kat yüz yüze dokunan wilton tipi halılar
Olmak üzere 2’ye ayrılır.
A-Tel çubuklu wilton tipi halılar
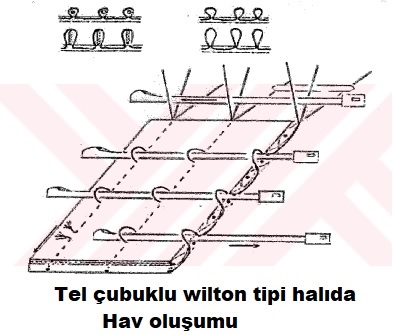
Wilton halıların bu tipinde havlar tığ adı verilen uzun,profilli tel çubuklar üzerinde oluşturulurlar.
Tel çubuklu wilton halı dokuma makineleri genellikle düz veya desenli ağır kontrakt halıların konutlarda döşeme sektörü için kullanılan düz halıların üretimi için kullanılırlar.
Hav oluşumunda, çözgü yönündeki hav iplikleri tığların altından ve üstünden geçirilir.İlmekler meydana geldikten sonra tığlar hızla halı dokuma makinesinin yan tarafına geri çekilir ve bukleli hav tabakası oluşur.Tığların kesit ölçüleri hem ilmek sıklığını hem de hav yüksekliğini belirlemektedir.Dolayısıyla bu durum halının ağırlığını verir.Bu tip bir halının kalitesinden bahsederken santimetredeki tığ adedinin bilinmesi gerekir.
Ticarette bukleli halılara tarihte ilk dokundukları yere göre ‘’ Brüksel-Wilton halıları’’ veya ‘’ Goblen dokuma’’ da denilebilir.
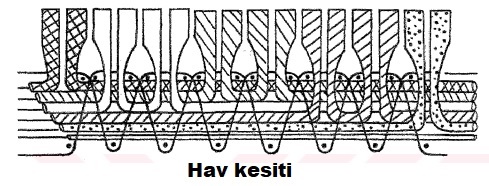
Daha sonra tığların ucuna kesici bıçaklar yerleştirilerek kesik havlı ‘’ Velur tip’’ wilton halıları oluşturulmuştur.
Desenli wilton halıları ( Çok renkli-çok çerçeveli ) değişik renklerde belirli sayıda hav ipliğinden biri desene göre tel çubuklar üstüne çıkarılırken diğerlerinin halı temelinde tutulmasıyla elde edilir.Halı sırtında kalan bu ipliklere ölü iplikler denir.Bu iplikler tel çubuklu wilton halıların metre karede Aksminster ve tafting halılara göre daha pahalı olmasına neden olmaktadır.
Bununla birlikte halıya geliştirilmiş tutum ve boyutsal stabilite kazandırırlar. Bu da sırt kısmının latekslenmesi ve nişasta ile kaplanmasını gereksiz kılar.
Desenli halılarda dokuma tezgahının kullanılabilecek ilmek sayısı 3,4,5 bazen de 6 olabilmektedir ki bu da yapılacak ARGE çalışmalarına göre artabilir.Çünkü istekler her zaman teknoloji ile birlikte her zaman artar.
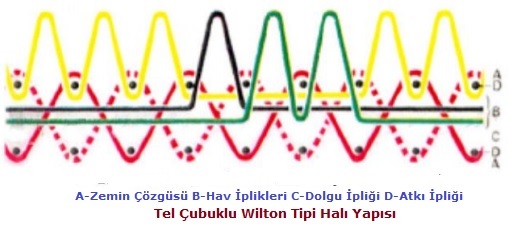
Ancak en çok kullanılan tezgah türlerinde renk kapasitesi 5’tir.Dokuma tekniği açısından ise wilton halısında her ilmeye karşılık 3 atkı kullanılır. Standart wilton halı yapısında temel kumaşı oluşturan iki çözgü ipliği atkı
İle 3/3 düzeninde bir örgü yaparken dolgu ipliği ortada kalan atkının üstünde ve ilmelerin altında düz olarak yer alır.
Tel çubuklu wilton halıları avantajları şöyle sıralanabilir ;
1-Yüksek sıklıkta yoğun konstriksiyonlar yapmak mümkündür.
2-Bukle veya velur şeklinde üretim yapmak mümkündür.
3-Hav yüksekliği tel çubukları değiştirmek suretiyle değiştirilebilir.
4-Farklı ipliklerin kombinasyonu ( Kalın veya ince,yüksek bükümlü veya az bükümlü ) zorluk çekilmeden dokumada kullanılabilir.
5-İlme oluşturulmayan alanlar yaratılarak göz alıcı oyuntu veya traşlama efekti yaratılabilir.
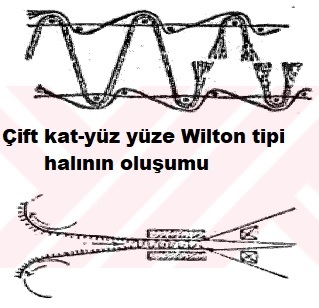
B-Çift kat yüz yüze dokunan wilton tipi halılar
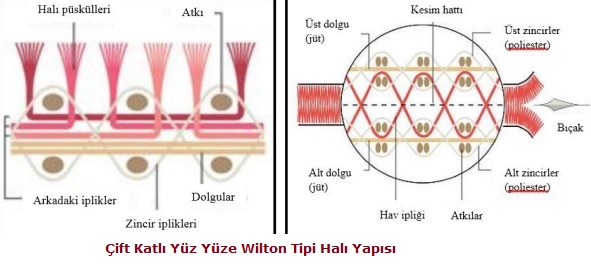
Yüz yüze dokuma yönteminde iki halı yüz yüze aynı anda dokunurken iki kat arasında bağlantıyı meydana getiren hav iplikleri, dokuma sırasında bir taraftan diğer tarafa bir yay üzerinde hareket ettirilen bıçaklarla ortadan kesilir.bu şekilde kesik havlı iki halı elde edilir.İki kumaş arasındaki uzaklık istenen hav yüksekliğine göre ayarlanabilmektedir.
Dokuma halı üretiminde en çok kullanılan yöntemdir. Yüz yüze halı dokuma sistemi bukle tipi halı üretimi için uygun değildir.
Ayrıca farklı hav yükseklikleri efekti yaratmak mümkün değildir.Bununla birlikte bu yöntemle tel çubuklu yönteme nazaran daha hızlı bir üretim sağlanırken malzeme ve sarfiyattan da tasarruf edilmiş olur.Bu makineler özellikle jakar desenlerinin kullanıldığı kesilmiş havlı halılarda tercih edilir.İnce numara kamgarn ve yarı kamgarn iplikler kullanılarak karmaşık ve güzel desenler elde edilebilir.Yüz yüze dokuma sistemi ile halı üretiminde tek ağızlıklı ve if ağızlıklı olmak üzere iki metod kullanılır.
Tek Ağızlık ve Tek Mekikle Atkı Atılması
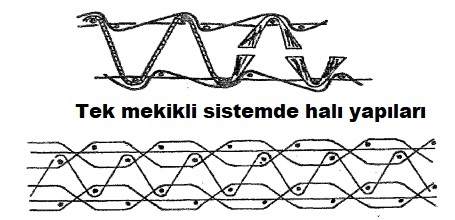
Tek mekikli sistemde tezgahın her iki yanında birer mekik yuvası bulunmaktadır.Tek mekikli dokumada bir ilme için tek veya iki atkı kullanılabilir ve tek ağızlık açılır.Eğer atkılar iki üst kat ,iki alt kat atkısı olarak atılırsa,o zaman kumaş kenarlarından yalnız birinde,eğer bir alt kat,bir üst kat atkısı olarak atılırsa,iki uçta birleşeceklerdir.
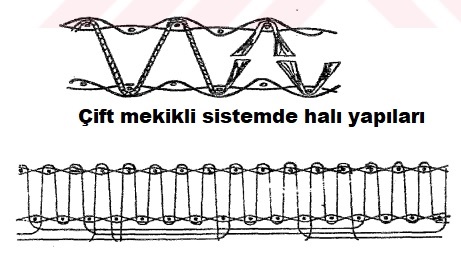
Çift Ağızlık ve Çift Mekikle Atkı Atılması
Çift mekikli istemde ise ,biri altta diğeri üstte iki ağızlık açılır ve aynı anda iki atkı ayrı ayrı mekikle kumaşa yerleştirilir.
Bu sistemde iki mekik aynı anda vurucu kol tarafından bir diğerine göre üstte olacak şekilde veya iki vurucu kol tarafından biri diğerine göre üstte olacak şekilde veya iki vurucu kolla karşılıklı olarak aynı anda atılabilir. Bu sistem tek mekikli sisteme göre daha verimli bir üretim sağlamaktadır.
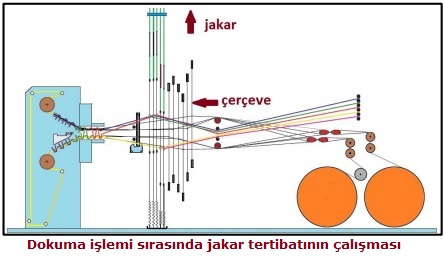
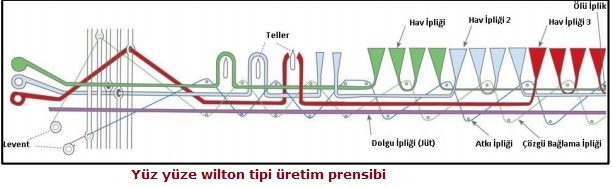
Yüz yüze halı dokunan tezgahlarda jakar mekanizması da kullanılabiir.Bu durumda hav iplikleri cağlığa yerleştirilmiş bobinlerden çözgü ile birlikte alınır.( Cağlıkta iğlere belirlenen renk raporuna göre dizilen bobinler germe süzme tertibatlarında iplik yoklayıcısından geçtikten sonra tezgaha yönlendirilir).Hav ipliklerinin jakarlı olarak kontrolünde tek mekikli ve çift mekikli sistemler kullanılabilir.Jakarlı wilton tasarımlarında ilme yapmayan ipliklerin üst ya da alt halıya aynı biçimde yerleştirildiği yapılarda genelde çift mekikli sistemler kullanılmaktadır.Tek mekikli sistemde ise ilme yapmayan iplikler halılardan birinin arkasına serbest atlamalı olarak çıkarlar.Bu iplikler ise koparılmak suretiyle maliyeti azalmak için farklı alanlarda değerlendirilerek katkı sağlanır.Çünkü fabrikalarda her atığın değerlendirilmesi esastır.
Çift mekikli sistem tek mekikli sisteme göre daha yüksek maliyetli bir sistemdir. Daha dayanıklı daha iyi tuşeli ince halıların üretimi için tercih edilir.
Çift mekikli sitemle dokunan halılar,el dokuması halıların taklididir.
2- Aksminster tipi Halılar
Bu tip halılarda el halılarında yapıldığı gibi halı genişliğince yer alan bir sıra ilme, tezgahın her bir devrinde halıya yerleştirilir.Bu nedenle elde edilen halı yapısı el halısına en yakın olup,aynı zamanda tasarım imkanları,olanakları çok genişlilik ara eder.İlmelerin makine tarafından oluşturulduğu Aksminster halılarda ilmeler istenen renklerde,atkı ve çözgü yönünde birbirinden bağımsız olarak halı tabanına yerleştirilirler.
Aksminster halılar 4 ayrı sitemde üretilirler.
A-Gripper-Aksminster
Bu sistemde hav iplikleri bobinlerin yerleştirildiği bir cağlıktan çekilerek dikey konumda bir renk seçici sisteme beslenir.Kuş gagası biçimindeki
( tutucu-gripper) bir ilme oluşturma elemanı uygun bir salınım hareketi ile,jakar mekanizmasının seçimiyle uygun düzeye getirilmiş olan istenen renk ipliği çekerek halı yapısının içine hav ipliklerini ‘ U ‘ şeklinde bağlarlar.
B-Makaralı Gripper
Bu tip makinelerde halının dokunuşu ve ilme oluşumu gripper tezgahtaki ile aynıdır. Ama bu sistemde taşıyıcılar kullanılmayıp hav iplikleri önceden renk sıralarına göre ve her bir ilme sırası için bir tane olmak üzere makara biçimli küçük leventlere sarılmış olarak hazırlanırlar.Jakar mekanizması yerine desene göre hav ipliklerinin makaralara sarılması onucu renk kullanabilme sınırsız hale gelmiş olur.
C-Royal ( Spool ) Aksminster
Çeşitli renklerde ilme iplikleri bobinlerden alınarak makine üzerindeki sonsuz bir zincire tespit edilmiş hav leventlerine sarılırlar.Hav leventleri hav ipliklerini halıdaki renk ve desen sırasına göre taşıyan makaralardır.
Bu halılarda en önemli özellik atkı yerleştirme sistemidir.Diğer gripper halılardan farklı olarak hav iplikleri bir çift atkı ipliklerine ilaveten üst atkılar tarafından da sıkıştırılırlar.Bu nedenle halı tersinde el halılarında görünen net figürler görünmez.
Ç-Chenille Aksminster
Bu sistemde hav tabakası atkı iplikleri gibi çözgü iplikleri arasına yerleştirilerek sıkıştırılan chenille bantlarından oluşturulur.Bandlar özel bir dokuma tezgahında önceden hazırlanır ve halı zemin çözgüsü arasına yerleştirilir.
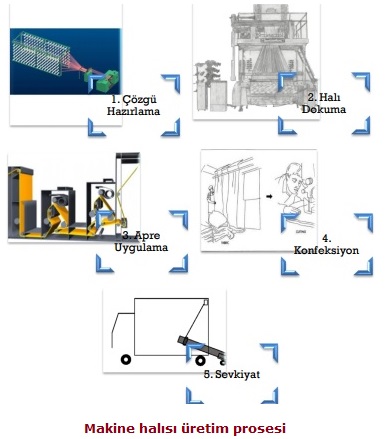
İĞNELEME YÖNTEMİ İLE ÜRETİLEN MAKİNE HALILARI
1-Tafting Halılar
Hav ipliklerinin tek veya çok iğneli bir mekanizma ile önceden imal edilmiş zemin üzerine tutturulması ve bir yapıştırıcı veya bir kaplama maddesi ile tespit edilmesi suretiyle imal edilen halıdır. Bukle veya velur şeklinde üretimi mümkündür. Tafting halı;
Zemin tabaka
Hav tabakası
Olmak üzere iki tabakadan meydana gelmektedir.
Zemin tabaka; jüt, kenevir veya polypropilen liflerden dokunmuş bir yapı olabilmektedir. Jütten üretilen edilen zemin tabakaların suda kısa sürede deforme olması sebebiyle kullanımı azalmıştır.
Onun için en kaliteli en dayanıklı en ekonomik neden yapılır veya yapılabilir diye sürekli ve sürekli araştırmalar,ARGE çalışmaları yapılmaktadır.
İlme üretim prensibi ise gergin durumdaki hav ipliğini taşıyan bir iğne taşıyıcı tabakayı delerek alta geçer, taşıyıcı tabakanın altındaki tutucu metal dil ipliği tutar. İğne tekrar geriye üst ölü noktaya yükselirken altta tutulan iplik ilme şeklini alır.
Tafting halılarda birim uzunluğundaki iğne sayısı ve hav ipliklerinin yüksekliği kaliteyi belirler.
Halı baskısında en yaygın olarak düz baskı tekniği uygulanmaktadır.Ayrıca desenlendirme baskı mekanizmalarının tafting makinesine entegresi de yapılır.
2-İğne ile keçeleştirme ( Non-Woven)
İğne ile keçenin yapılışı taşıyıcı bir tabaka üzerindeki liflerin mekanik yolla sıkıştırılması esasına dayanır. Bu işlem makinenin eni boyunca özel tip iğnelerle dizayn edilmiş özel makinelerde gerçekleştirilir.
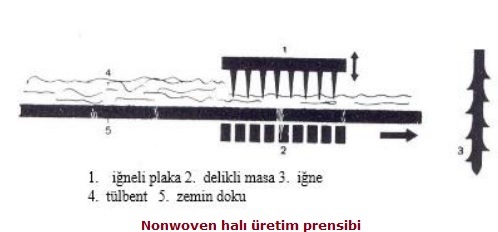
İğneler üzerinde bulunan çentikler tülbent tabakasına her dalışta bir miktar lifi sürükleyerek sıkıştırır ve yaygı haline getirir.Bu tip halılarda halının yüzeyinde bulunan tabaka genellikle sentetik liflerden oluşmaktadır.
3-Örme halı üretimi ( Rashel )
Halı üretimi için çözgü örme makinelerine benzer makineler de kullanılmaktadır. Bu yöntem bazı özel firmalar tarafından yün halı üretiminde kullanılmaktadır.
Rashel yöntemi ile örme halı üretimi: Bu sistemde herhangi bir zemin tabaka kullanılmaz. Hav iplikleri, yardımcı bir iplik sistemi ile doğrudan hav tabakası haline dönüştürülürler.
Tülbent Rashel yöntemi ile örme halı üretimi: Bu sistemde halı oluşumunda hav iplikleri yerine hav tabakasını oluşturmak için bir tülbent tabakası kullanılır.
4- Yapıştırma halılar ( Bonding )

Bu tip halılar, havların yapışkan bir sırt tabakası içine yerleştirilmesi ile üretilirler.Yapıştırma tek lif veya demet halinde olabilir.Takviyeli bir tambur üzerine taranmış lif ağı yayılır ve düzgün çelik çubuklar yardımıyla silindirler arasına sıkıştırılır.Böylece oluklu lif yapısı oluşturulur.Lateksle kaplanan astar lif yapısıyla preslenir ve lateks tamburdan ısı yardımıyla temizlenir.Astar üzerine liflerin yapıştırılmasıyla halı elde edilmiş olur.