
ÇERÇEVELERİN AYRI MOTORLAR TARAFINDAN TAHRİK EDİLDİĞİ ELEKTRONİK SİSTEMLER
Tsudakoma ve Tokyoda firmaları tarafından tekstil piyasasına sunulan diğer bir ağızlık açma mekanizması tipi ise her bir çerçevenin ayrı bir servomotor tarafından tahrik edildiği sistemlerdir.
Aşağıdaki şekilde Tsudokoma firmasına ait elektronik ağızlık açma sistemi görülmektedir. Bu sistemde her çerçeve için kullanılan motor miline sabitlenmiş diske, merkezinden belirli bir mesafede döner mafsal ile bağlanmış bir kol ve bunu izleyen kol mekanizmaları ile motorun dönme hareketi, çerçevelerin yukarı-aşağı hareketine dönüştürülür.
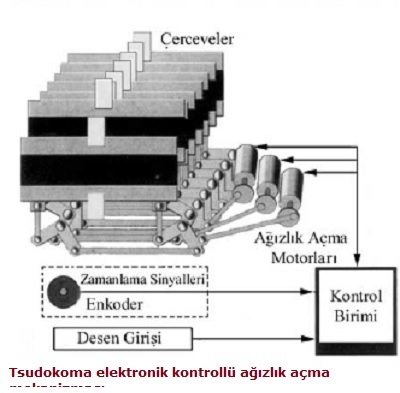
Makinenin ana mili ile çerçeveleri tahrik eden motorlar arasında ki zamanlama elektronik olarak gerçekleştirilir.Bu amaçla makinenin ana milinin dönüş açısını ölçen enkoderden alman pozisyon bilgisine göre motorların hareketleri kontrol edilir.
Armür ve kamlı ağızlık açma mekanizmalarından farklı olarak bu sistemde çerçevelerin hareket ve bekleme açıları (zamanları) dokunacak olan kumaş tipine bağlı olarak bilgisayardan girilip istenen değerlere ayarlanabilir.
Ayrıca ağızlık kapanma açısı da bilgisayara değer girerek elektronik olarak ayarlanabilir. Bu sistemde her çerçevenin harekete başlama ve bitiş zamanları bağımsız alarak ayarlanabildiği için aralarında zamanlama farkı meydana getirilerek aynı anda tüm çerçevelerin orta konuma gelmesi engellenebilir. Bu ayar özellikle bezayağı örgü ile yüksek çözgü sıklığına sahip kumaşların dokunması durumunda çözgü iplikleri arasındaki sürtünmeyi azaltarak çözgü kopuşlarını ve tutuşmalarını engellemek açısından önemlidir. Şekildeki sistemde motorlar aynı yönde dönmekte olup motorun yarım devrinde çerçeve bir konumdan diğerine hareket ederken motorun diğer yarım devrinde çerçeve geri hareket ederek başlangıç konumuna döner.
Motorun yarım devirlik hareketi dokuma makinesi ana milinin çerçeve hareketi için ayrılan kısmında gerçekleşir. Yani ana milinin dönüşünün 240º kısmında çerçeve hareket edip 120º kısmında bekleme yapacaksa, motorlar yarım devirlik hareketini ana mil devrinin 240º kısmında yapar. Geri kalan 120º kısmında bekler. Örgüye göre çerçevenin alt veya üst ağızlık konumlarında belirli sayıda atkı atımı esnasında bekleme yapması gerekiyorsa motorlarında bu konumda bekleme yapması gerekir.
Aşağıdaki şekil’de ise Toyoda firmasına ait ağızlık açma mekanizmasının şekli verilmektedir.
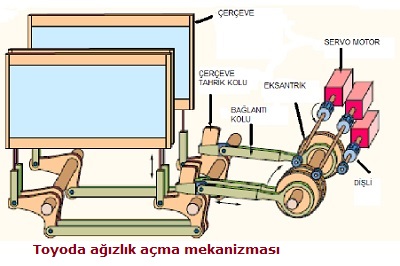
Her çerçevenin tahriki;
- Bir adet servomotor,
- Bir adet dişli mekanizması
- Eksantrik ile bunu izleyen kol mekanizmasından
Oluşmaktadır.

Servomotorlarının dönme hareketi motor mili ucundaki küçük dişliden makine gövdesine sabit olarak takılmış mil üzerine dönebilecek şekilde takılmış büyük dişliye iletilir. Bağlantı kolunun çerçeve tahrik koluna bağlantı noktası yükselterek çerçevenin daha fazla kalkış yapması sağlanır. Bu ayar temiz ağızlık oluşturmak için, arka çerçevelerin daha fazla kaldırılması için gereklidir. Çerçeve tahrik kolunun salınım hareketi kol mekanizmaları ile iki ucundan çerçeveye iletilir. Tsudakoma elektronik ağızlık açma sistemi için açıklanan özellikler bu sistem içinde geçerlidir. Her bir çerçevenin ayrı bir servomotorlar tarafından tahrik edildiği bu elektronik ağızlık açma sistemlerinde armürlerde mevcut olan yavaş çalışma ileri geri hareketin kısıtlandığı bölgeler bulunmaktadır.

Toyoda firması tarafından geliştirilen elektronik ağızlık açma sisteminde 16 çerçeveye kadar çıkılabilmektedir. Bu değer çerçevelerin ayrı motorlar tarafından tahrik edildiği armürlerde ulaşılabilen en yüksek çerçeve sayısıdır.