İplik (59)
Dokuma işleminin gerçekleşebilmesi için yapılması gereken çalışmaların tümüne dokuma hazırlık denir. Dokuma hazırlık işleminin kalitesi; dokumanın verimi, hızı ve kalitesi üzerinde doğrudan doğruya etkilidir. Dokuma hazırlık işlemlerinin ilki bobin yapmadır.
İplikhaneden kops halinde gelen ipliklerin, konik veya düz (silindirik) masuralar üzerine çapraz olarak sarılması ile oluşturulan ve üzerinde 2,5 ile 3 kilogram iplik bulunduran forma bobin denir. Paralel sarımlı bobinler makara olarak adlandırılır.

Bobinler; kullanım yeri, ham madde özellikleri, sarımları bakımından değişik şekillerde olabilir.
Dokumanın randımanlı olması ve üretilecek kumaşa istenilen özelliklerde olması kullanılan ipliklerin kaliteli olması mutlak ve mutlak gereklidir.Kopsta bulunan ipliklerde inceli, kalınlı kısımların düzgün hale gelmesi ve aynı gerginlikte konik veya düz masuraya sarılarak bobin haline getirilmesi şarttır.Bobin makinesinde kopstan gele iplik germe-süzme tertibatı ve iplik yoklayıcısından geçtikten sonra konik veya düz masuraya sarılarak bobin haline getirilir. Kopsta iplik bittiğinde veya herhangi bir nedenden dolayı koptuğunda iplik yoklayıcısı bobin makinesinde o ünitenin çalışmasını durdurur. Dolu bobinde bulunan ipliğin ucu çalışmakta olan bobindeki iplik ile ya otomatik düğümleyici ile ya da çalışan kişi tarafından dokumacı düğümü atılarak çalışmaya devam edilir. Bu işlem diğer çözgü makinesinin randımanı ve dolayısı ile dokuma makinesinin randımanını olumlu ölçüde arttırır. İşte bu sebeplerden dolayı bobin yapmanın önemi çok büyüktür.
Yani bobin yaptığımızda;
İplik makinesinden kops şeklinde çıkan iplikleri masura üzerine uzun miktarda toplamaktır. Kops üzerinde yaklaşık 150 g ağırlığında iplik bulunur. Bobinlerin üzerinde ise 2,5 – 3 kg iplik toplanır. Bobinin uzun miktarlarda iplik içermesi kesintisiz çalışmaya olanak tanıyarak randımanın artmasını sağlar.
İplik üzerindeki hatalı kısımlar temizlenir. Bobinleme işlemi sırasında inceli, kalınlı kısımlar temizlenebilir. Bu temizleme işlemi bobinlerin kalitesinin standartlaştırılmasını sağlar ve daha sonraki işlemlerinde randımanı arttırır.
İplik firesini azaltır. Uzun metrajlarda ve belirli düzgünlüklerde sarılan iplikler, göze alınabilir kopma sınırlarının içinde çalışırlar. Bu da iplik çalışma randımanının artmasına neden olur. Kopmalardan sonra atılan her düğümün ucu fire olarak kabul edilir. Bunun yanında kopan uçların dolanması ve kirlenmesi de fireye neden olur. İplik kopuşlarının azalması bu firelerin de en aza inmesi anlamına gelir.
Elde edilen bobinde ise şu özellikler olmalıdır;
Masura koniklikleri iplik cinsine ve kullanılacak yere göre seçilmelidir.
Bobinde kuşak oluşmamalıdır. Bunun için iplik gezdirici sürekli kontrol edilmelidir.
İplik temizleyiciler (mekanik ve elektronik temizleyiciler) iyi temizlenmiş olmalıdır. Bunun için bu mekanizmalar devamlı kontrol edilmelidir.
Çapraz sarımlı bobinlerde çapraz açısının, paralel sarımlı bobinlerde paralelliğin bobine sürekli verilmiş olmasına dikkat edilmelidir.
İplik gerginliğinin bobinin bütün aşamalarında eşit olması sağlanmalıdır.
Kullanım yerleri ve cinsleri aynı olan ipliklerden bobinlere eşit miktarlarda ve aynı gerginlikte iplik sarılmalıdır.
Eğer masuralar, iplik numaralarına göre renklendirilmişse, aynı numara iplikler aynı renk masuralara sarılmalıdır.
Puntalama işlemi ile belirli noktalarda ipliği oluşturan liflerin karıştırılması sonucu, belirli aralıklarla boğumlu bir yapı kazanmış, düz ya da tekstüre çok telli devamlı lif ipliğidir.
Contined düz polyester ipliklerde veya contined tekstüre ipliklerde iplik maliyetini düşüren bir işlemdir. Bu işlemle büküm ve haşıl ameliyeleri elimine edilir.
Bükümsüz contined düz ipliklerde flamentlerin birbirinden daima ayrılma eğilimleri vardır. Bu şekilde işletmelerde kullanılmaları güçtür. Bu güçlüğü ortadan kaldırmak için ipliğe büküm verilir. Bükümün verilmemesi durumunda iplik belli aralıklarla puntalama işlemine tabi tutulur. ( 100-130 boğum / mt ) Punta işlemi nedeniyle iplik boğumlar halindedir. Boğumlar sebebiyle lifler birbirini tutacağından, işletmede çalışma kolaylığı sağlar.
Puntalı iplikler genelde çözgü ipliklerinde kullanılır. Bundaki amaç, haşıl işlemini ortadan kaldırmaktadır. Maliyeti düşüren bir faktör olması nedeniyle kullanımı yaygınlaştırmaktadır. İplikteki boğumlar sayesinde bu tür iplikten yapılan kumaşlarda iplik kayması da az olmaktadır. Burada dikkat edilecek en önemli husus, punta izlerinin kumaş üzerindeki rahatsız edici etkilerinin takibidir. Üretimin ilk safhasında bunu tespit etmek mümkündür.
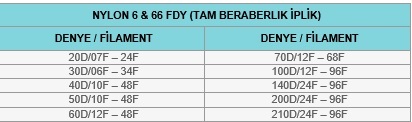
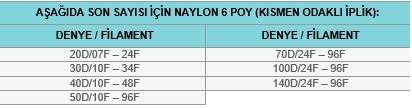
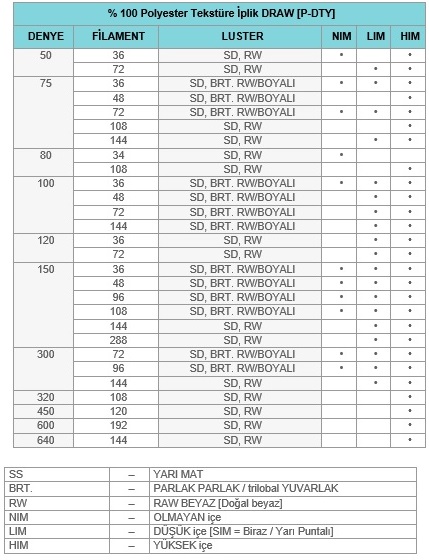
Filament ipliklerin numaralandırma sisteminde denye veya dtex kullanılır.
Numaralama sisteminde, kesitteki filament sayısı da belirtilir. Örneğin 200 / 36, numarası 200 denye olan iplik kesitinde 36 filament olduğu anlaşılmaktadır.
İplik siparişlerinde, iplik numarası dışında aşağıdaki hususları da belirtmek gerekir.
Kesitteki elyaf sayısı veya lif inceliği
Lif kesit şekil ( yuvarlak, trilobe vs. )
Büküm durumu ( bükümsüz, bükümlü, puntalı )
Rengi ( ham veya renkli )
Parlaklığı ( mat, yarı mat veya parlak )
Hacimliliği ( düz, tekstüreli veya yüksek hacimli )
Büküm yönü ( S veya Z )
Gün ışığından etkilenemez ancak uzun süre ışıkta kalırsa, özellikle ultraviyole ışığından zarar görebilir.
Terilen her türlü giyim eşyası yapımında kullanılabilir. Çünkü bu lifler deriyi tahriş etmez Alerjik durum yaratmaz.
Tek başına, yün, pamuk ve keten gibi doğal liflerle karışık olarak kullanılır.
Ayrıca
tül,
tafta,
saten,
organze,...vs. çeşitli kumaş ve dokumalar yapılır.
Yine terilen lifi;
çeşitli balık ağları,
perdeler,
yer döşemeleri,
özellik ilmeli ve tüylü halılarda,
transmisyon kayışlarında,
kemerlerde,
yangın hortumu yapımında,
urgan, ağ ve yelken bezi yapımında,
dolgu maddesi olarak yatak ve mobilyalarda,
dikiş ipliği yapımında kullanılır.
İplik işletmesine kullanılan iplik makinelerinde iplik üretilmeden dokuma kumaş veya örme kumaş üretilemez. Bu kumaşların kaliteli olabilmesi de ipliğin kaliteli ve istenilen özelliklerde olması kaçınılmazdır. Zira iplik kalitesiz ise elde etmek istediğiniz kumaşı istenilen özelliklerde olmaz. İpliğin kaliteli olabilmesi için de liflerin belirli uzunlukta, incelikte, mukavemette, elastikiyette vb. istenilen özelliklerde olması gerekmekte olduğu gibi ipliği verilecek mt/tur'daki büküm sayısı da önemlidir. Örneğin 40/18 polyester ipliğine 400 büküm verdiğinizde elde etmek istediğiniz kumaşın özelliklerini sağlayamazsınız. Burada ARGE çalışması yaparak m/tur 'daki büküm üzerinde çalışmalar yapmalısınız.

















Yaygın olarak kullanılan 2 çeşit gipe vardır.
1-Polyester gipe
2-Naylon(pa) gipe
Gipe üretilen bir iplik çeşidi değildir. Örneğin piyasada sıkça kullanılan 20/70 yada 40/70 gipeyi ele alırsak,20/70 gipe 20 denye likra ile 70 denye textürize polyester ipliğinin birbirine puntalanması ile ortaya çıkan iplik 20/70 gipedir.
40/70 içinde durum aynıdır.40 denye likra ile 70 denye polyester ipliği puntalarsanız 40/70 polyester gipeniz olur.
Gipe=Likralı polyester iplik yada Likralı naylon ipliktir.
Bu kategori elastan (elastomer), lastik, kauçuk gibi hammaddelerden üretilen, esneme özelliğine sahip çıplak iplikleri kapsamaktadır. Lycra, Radici Spandex, Linel, Creora, Texlon, Acelan vb. markalarla anılan çıplak elastan (elastomer) iplikler bu kategoriye dâhildir.
Gipe İplikli İyi Bir Kumaş Üretimi İçin Yapılması Gereken İşlemler;
Örme makinelerinde gerilim düşük tutulmalıdır. Kumaş düşük gerilimle sarılmalıdır. Kumaş kırışıksız rulo şeklinde sarılmalıdır Kumaş ruloları birbiri üzerine yoğun olarak yığılıp saklanmamalıdır. Depolamada kırık izi oluşacak şekilde bekletilmemelidir. Aynı formda iki aydan fazla bekletilmemelidir. Kullanılacak örme makinası yağının seçimine özen gösterilmelidir. Sararma tehlikesine karşı yüksek sıcaklıkta termofikseden kaçınılmalıdır. Sıcak halde germeden kaçınılmalıdır.
Flotte oranı %100 pamuklu çalışmaya nazaran %20–30 arttırılmalıdır, Elastan içeren kumaşlar, eşdeğerdeki %100 pamuk kumaşa nazaran %25 ağır olduğu için makinaya yüklenen kumaşın halat uzunluğu düşürülmelidir, Banyo şok şekilde soğutulmamalıdır.
Gipe İplikli Yuvarlak Örme Kumaşların Ön fikse İşlemleri;
Termofikse için tüp kesme gerektiğinden (açık en üretilen kumaşlarda bu işleme gerek yoktur), kumaş tekrar kenar dikme yapılmadığı takdirde yaş işlem yapılamaz. Genelde %5 ve daha fazla elastan içeren ve full elastanlı örülen tüm kumaşlara termofikse işlemi yapılır. Aksi halde kırık tehlikesi ile karşılaşılır.
Burada pratik olarak ısı testinde beklendiğinden daha fazla çeken veya toplayan, gramaj stabillitesi gereken her örme kumaş ısı ile fikse işlemine tabi tutulmalıdır.
Bu işlemlerin sağladığı faydaları ise şu şekilde sıralayabiliriz;
Yaş işlemlerden önce çekmeyi engeller.
Kenar kıvrılmalarını kontrol altına alır.
Renk akmasını önler.
Boyamada oluşabilecek kırıklar önlenir.
Kumaş eni ve gramajı boyama öncesi kontrol altına alınır.
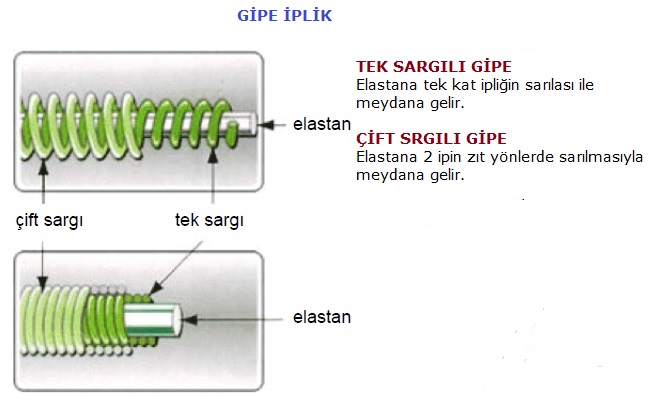
ELASTAN KAPLAMA (GİPE) İPLİKLER
Normal ipliklere yüksek elastomerik özellikler (esneme-geri toplama) kazandırmak amacıyla, ipliğin elastan ile birleştirilmesiyle elde edilen ipliğe gipe ipliği denir. Gipe iplikleri kuvvet altında uzayabilir ve kuvvet ortadan kaldırıldığında kendi boyuna geri döner. Gipe ipliği; basınçlı hava yardımıyla tekstüre ipliklerin, elastanla birleştirilmesi sonucunda (gipe makinelerinde) elde edilebileceği gibi tekstüre işlemi esnasında (Kombi tekstüre makinelerinde) elastanın doğrudan beslenmesiyle de elde edilebilir. Ayrıca gipe ipliği üretiminde büküm giderek yaygınlaşmaktadır. Filament iplikler hem de doğal elyaflar elastan ile tek ve çift katlı olmak üzere bükülebilmekte; bu sayede elastanın, elyafın tam olarak içerisine hapsolması ve kumaş yüzeyinde görünmeyen bir yapıya kavuşması sağlanmaktadır.
Elastan kaplama iplik türleri:
- Ekru Elastan Kaplama İplikler
- Siyah Elastan Kaplama İplikler
- Melanj Elastan Kaplama İplikler



1-Şantuk İpliklere Uygulanan Spesifik Testler
Fantezi iplik grubu içerisinde yer alan, en bilinen ve en çok üretilen iplik türlerinden biri de şantuk ipliktir.
Şantuk iplik terimi, iplik bükümü ve/veya iplik kütlesi (kalın ya da ince yer) değişiklikleri sebebiyle kasıtlı olarak oluşturulan iplik düzgünsüzlükleri içeren iplik anlamına gelmektedir.
Şantuk iplikler; tek veya katlı olarak iplik üzerinde değişik aralıklarla rastgele veya belli bir düzene (örüntüye) uygun olarak kalın kısımların oluşturulmasıyla elde edilen ipliklerdir.
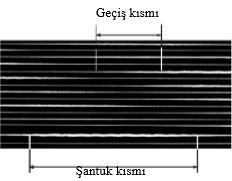
İplik üzerinde oluşturulan bu kalın bölgelere şantuk veya balık adı verilmektedir. Şantukların boyutu (kalınlık, uzunluk, şekil), tekrar etme aralığı, rengi ve elyaf tipi değişebilir.Aşağıda bir şantuk ipliğin basit yapısı gösterilmiştir.

Bu şekilde görüldüğü gibi, iplik boyunca şantuklar arası bölgelerde temel iplik numarası (Ne2) belli bir değerde olup değişmemektedir. Şantuklu kısımlarda ise numara (Ne1) istenilen şantuk kalınlığına göre değişmektedir. Büküm miktarı (T) iplik boyunca sabit kalırken, büküm faktörü α (büküm katsayısı) değişkendir. Yani, α1 ≠ α2’dir Şantuk iplikler kendi arasında iki sınıfa ayrılmaktadır.
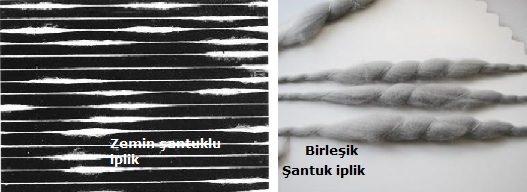
1-zemin şantuklu” (ground slub) iplikler
2-bileşik veya çok bileşenli şantuklu” (compound) iplikler.
Zemin şantuklu iplikler; iplik eğirme sistemlerinde tek kat iplik üretilirken çekimi değiştirmek yoluyla temel ipliğin parçası olarak şantuklu kısımların oluşturulması şeklinde elde edilmektedir.
Bileşik (çok bileşenli) şantuklu iplikler; eğirme veya büküm makinelerinde değişik özelliklerde eğrilmiş iplik, filament, fitil, şerit vb. malzemelerin birleştirilmesi ve bunların içinde fitil veya şeridin şantuk oluşturacak şekilde kesik kesik beslenmesi sağlanarak bükülmesi yoluyla elde edilmektedir.

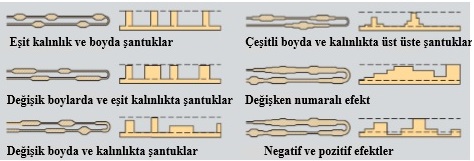
Zemin şantuklu ipliklerde, şantuk kısımları temel ipliğin parçası olduğundan, şantukların boyutsal özellikleri ve yerleşim düzeninde değişiklikler yapılarak kumaşta farklı görsel yapılar (efektler) elde edilebilmektedir. Aşağıda bu şekilde elde edilen şantuk yapılarına örnekler verilmiştir.
Ring iplik ve açık uç (open-end) rotor eğirme makinelerinde şantuk iplik üretiminin yanı sıra uygun bazı değişiklikler yapılarak; değişken numaralı veya çoklu numaralı (multi-count) iplikler, değişken bükümlü veya çoklu bükümlü (multi-twist) iplikler, değişken efekt veya çoklu efekt (multi-effect) iplikler gibi çeşitli fantezi iplik türleri de üretilmektedir.Şantuk ipliklerin yaygın kullanıma sahip olması nedeni ile üretim standartlarının belirlenmesi ve ipliklere uygulanan kalite kontrolünün yapılması konusunda çalışmalar yoğunlaşmış olup, yapılan araştırmalar işletme şartlarında, üreticilerin birçoğunun şantuk ipliğin kalite kontrol ölçümlerini düz ipliklerle aynı şartlarda yapmakta olduğunu göstermiştir. İşletmelerde şantuk iplik üretim aşamasında aşağıda belirtilen problemlerle sık bir şekilde karşılaşılmaktadır.
Standartları karşılamayan şantuklu iplikler, istenilen şantuk deseninin doğru bir şekilde üretilmemesi, normal ipliklerdeki periyodik hatalar, şantuk desen bilgilerinin yanlış girilmesi, şantuk başlangıcı veya bitişinde olağandışı kütle kaybı, iplik üzerinde belli bir uzunluk boyunca şantuğun eksik olması, vb.
Şantuk ipliklerin kalite parametreleri iki grup altında incelenebilir; Bunlar teknik ve görsel kalite parametreleridir.
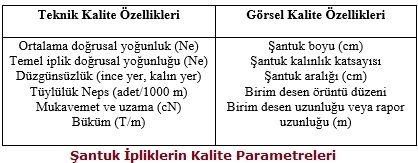
Şantuk boyu (uzunluğu): Bir şantuğun başlangıç ve bitiş noktaları arasındaki mesafedir.
Şantuk kalınlık katsayısı: Şantuk doğrusal yoğunluğunun temel iplik doğrusal yoğunluğuna oranıdır.
Şantuk aralığı: Bir şantuğun bitiş noktası ile bir sonraki şantuğun başlangıç noktası arasındaki mesafedir.
Birim desen düzeni: Birim desen örüntüsü içinde ardışık olarak yerleşen şantukların boy, kalınlık ve aralık değerlerini bildiren bir plan çizelgesidir.
Birim desen uzunluğu veya rapor uzunluğu: Şantuk iplik üretimi boyunca tekrar eden, birim desen örüntüsünün toplam uzunluğudur.
Şantuk ipliğin şantuk boyu, şantuk aralığı vb. boyutsal özellikleri siyah bir zemin üzerinde cetvel yardımıyla elle ölçülmektedir.
2-Şenil İpliklere Uygulanan Spesifik Testler
Şenil ipliği, kilit iplik adı verilen 2 adet yüksek bükümlü, ince ve mukavim ipliğin beraberce katlanması ve kesikli liflerden eğrilmiş veya filaman yumuşak bükümlü bir ipliğin (hav iplik) kesilmesi ile oluşturulan havların, oluşan temel ipliğin uzunluğu boyunca verilen bir büküm ile sabitlenmesi (sıkıştırılması) esasına dayanmaktadır. Kısa liflere hav (efekt), yüksek bükümlü ipliklere ise temel (öz-çekirdek-kilit) iplik adı verilir. Sonuç olarak elde edilen iplik kadifemsi ve havlı bir görünüme sahiptir.
![]()
Hav İpliği, şenil ipliğe estetik değer kazandıran ve yüzey görüntüsünü belirleyen ipliktir. İpliğe hacim verilmesini sağlarken kütle olarak yapının % 70-75 ini oluşturmaktadır. Hav ipliği olarak kısa boyda liflerden eğrilmiş veya filaman yumuşak bükümlü bir iplik kullanılır. Daha sonra hav ipliğinin kısa boyda kesilen havları kilit iplik arasına atılarak şenil iplik yapısı oluşturulur. Hav ipliği sağlam bir yapıya sahip değildir. Şenil ipliklerden kumaş üretildiğinde efekt iplikleri kumaş yüzeyinde kalır ve kumaşa değişik görünüm kazandırır. Kilit iplik, hav ipliklerden kesilen havları, üzerindeki büküm sayesinde tutan ipliktir. Şenil ipliğe mukavemet özelliği kazandırmakta ve iplik kütlesinin % 25-30 unu oluşturmaktadır.
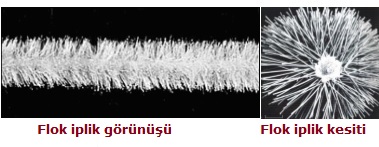
3-Flok İpliklerine Uygulanan Spesifik Testler
Flok iplikleri; elektrostatik floklama prensibiyle elde edilirler ve bir öz iplik, bu materyal üzerine uygulanan bir yapıştırıcı madde ve elektrostatik olarak yüklenmiş olan flok liflerinden oluşurlar. Öz iplik flok ipliğinin merkezinde yer almakta ve taşıyıcı materyal görevi görmektedir. Yeterli gerilme kuvvetini, aşınma dayanımına sahip olabilmesi ve iyi bir tutum sağlayabilmesi için toplam numarası 140 - 1260 denye arasında olmalıdır. Yapıştırıcı madde öz iplik etrafına bir film tabakası şeklinde sarılmış olarak yer alır ve öz ipliği ile flok liflerini güçlü bir şekilde kombine edebilecek (birleştirebilecek) ve elde edilen flok ipliğinin esnekliğini ve tutumunu zayıflatmayacak şekilde seçilmelidir. Flok lifleri flok ipliğinin en dış tabakasını meydana getirirler ve öz iplik üzerine kaplanmış olan yapıştırıcı kaplama üzerine saplanmış durumda bulunurlar. Flok liflerinin kesim uzunlukları tercihen 0,3–5,0 mm arasındadır.
Standart ipliklerden farklı bir üretim prosesine sahip olan flok ipliklerinin kalite özelliklerini belirleyen en önemli faktörler flok yoğunluğu (birim alandaki flok sayısı) ve flokların esas ipliğe yapışma derecesini belirleyen aşınma dayanımıdır. Şenil iplikler için kullanılan İplik Aşınma Testi metodu flok iplikleri için de kullanılabilmektedir. Ayrıca iplik aşınmasının görsel olarak sübjektif değerlendirmesi için de alkol testi uygulanabilir.
4-Diğer Fantezi İpliklere Uygulanan Spesifik Testler
Şantuk iplik, şenil iplik ve flok ipliklerin dışında, lup, kıvrım, düğüm, bukle, frize, örme tipi iplik gibi pek çok fantezi iplik türü bulunmaktadır. Bu ipliklere standart iplik testlerine ilave olarak kullanım alanlarına göre dokuma ve örme gibi yüzey oluşumu sonrası gerekli görülen testler uygulanabilir.
1-Doğrusal Yoğunluk Testi
Fantezi ipliklere standart ipliklerde olduğu gibi doğrusal yoğunluk testi yapılmaktadır.
Bu test ISO 2060 (2013) standardına göre yapılmaktadır (ISO 2060).
Bu şekilde yapılan testin prensibi bobin halinde bulunan ipliğin birim uzunluğunu hassas terazide tartma işlemine dayanmaktadır.
Yapılan ölçüme göre ipliğin doğrusal yoğunluğu tex olarak bulunmak istendiğinde kullanılacak olan formül: Tex cinsinden iplik numarası = 1000 x tartılan iplik ağırlığı (g) / iplik uzunluğu (m) şeklinde bulunmaktadır.
Bu test yöntemi dışında kumaştan sökülen ipliklerin doğrusal yoğunluğunun ölçüldüğü ISO 7211/5:2010 standardına göre test de mümkün olup, bu test yönteminde kıvrım da hesaba katılarak ölçüm yapılır (ISO 7211).
2-Büküm Testi
Büküm, fantezi iplik üretim teknolojisine göre farklı şekillerde ipliğe kazandırılmaktadır.Büküm bir fantezi ipliğe mukavemet kazandırıp efektin ipliğe sabitlenmesinin yanında iplik görünüşünü ve tutumunu, üretim hızını da etkileyen önemli bir parametredir. Bükümün kullanılan efekt materyaline ve ana ipliğe uygun olarak dengeli olması istenir. Ancak çoklu büküm efektleri ile elde edilmiş olan fantezi ipliklerde büküm değiştirilerek fantezi efekt oluşturmak da mümkündür. Tek katlı ve çok katlı sabit bükümlü ipliklerin bükümünün tespiti için ISO 2061 (2015) İplikte Büküm Miktarının Tayini” standardı kullanılır (ISO 2061).
3-Mukavemet Testi
Fantezi ipliklere ait mukavemet ve kopma uzaması değerleri ISO 2062: 2015 Tek İpliğin Kopma Mukavemetinin ve Kopma Uzamasının Tayini’ standardına göre yapılmaktadır. Ancak uzunluğu boyunca değişken yoğunluklara sahip fantezi ipliklerde kalın-ince yer farkı belirli noktalarda kayda değer olacağından (örneğin, slub yarn) ve bir iplik en ince noktasından kopacağından bu tür ölçümler tam doğrulukta olmayabilir. Test yapılan ipliklere ait kopma mukavemeti, kopma uzaması, elastisite değerleri elde edilir (ISO 2062).
4-İplik Profili Testi (Objektif)
Üretilen fantezi ipliklerin ölçülebilir profil özellikleri aşağıdaki şekillerde;
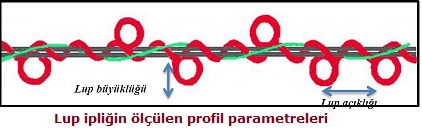
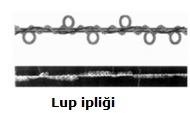
Lup iplik için ölçülen parametreler Lup büyüklüğü ve lup açıklığıdır.
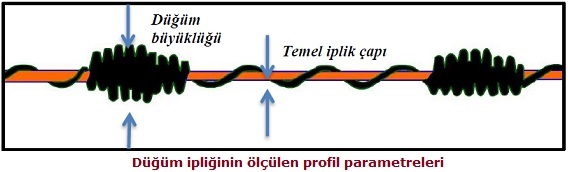
Düğüm iplik için ise ölçülen parametreler düğüm büyüklüğü ve temel iplik çapıdır.
Fantezi iplik türüne bağlı olarak ölçülen yapısal parametreler değişkenlik göstermekte olup tüm profil parametreleri bilgisayar destekli mikroskop sistemleri ile ölçülür.
5-İplik Görünümü Tespiti (Subjektif)
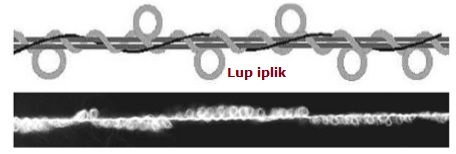
Fantezi iplikler yukarıda bahsedilen test cihazları dışında subjektif olarak da değerlendirilebilmektedir. Bunun amacı iplik üretim parametrelerindeki değişimlerin iplik özelliklerine yansımasının görülmesidir. Aşağıda bazı fantezi ipliklerin farklı büküm ve fazla besleme oranlarındaki görüntüleri mevuttur.

6-Fantezi İplikte Efekt Dayanıklılığın Takibi
Fantezi ipliğe asıl özelliğini veren efekt materyalidir. Elde edilmek istenen özelliklere göre materyal lup iplikte olduğu gibi efekt materyalin fazla beslenmesiyle ana iplik üzerinde tam dairesel luplar oluşturabilmektedir.
şantuk iplikte olduğu gibi ipliğin belirli noktalarında efekt materyalinin yığılması sonucu bu noktalarda iplik yoğunluğu artabilmektedir.
![]()
muline iplikte olduğu gibi değişik renkteki efekt materyali ana ipliğe farklı bir görünüm vermektedir.
![]()
Efekt materyali, fantezi ipliğe fantezi efektini kazandıran unsurdur. Bu efektin dayanıklılığı ise yine efekt materyalinin efekt özelliğini korumasıyla ve ana iplikle bağının dayanıklılığı ile mümkündür. Bu dayanıklılığı etkileyen faktörler; efekt materyal cinsi, bağlama ipliğinin dayanımı, üretim prosesinde verilen büküm sayısı, ipliğin göreceği ard işlemler, eğer bir yüzey oluşturmak için kullanılacaksa (örme, dokuma gibi) bu işlemlere dayanımı vb. fantezi efektin dayanıklılığını belirleyen faktörlerdir. Tek başına ipliğe gerilim uygulanması ya da bobinden bobine belirli bir gerginlikte aktarma sonrası, vakumlu buharlama gibi bir ard işlem sonunda vb. işlemler sonrası efekt materyalin dayanıklılığı görsel olarak test edilebilir. Bununla beraber fantezi iplikler kumaş formuna getirildikten sonra da efekt dayanıklılığı test edilebilmektedir. Böyle bir test yöntemi kullanım yerine uygun olarak fantezi ipliklerin özelliklerini ve performanslarını daha gerçekçi olarak görebilmemizi sağlamaktadır.
Fantazi iplikler insanların hayal gücü ilgili olduğundan oldukça geniş bir çeşitlilik sunmaktadır. Yani renk ve biçimlerin istenildiği kadar kullanılabilmesi sadece bir iplik türünün bile araştırılmasının ne kadar geniş olacağını göstermektedir. Günümüzde sıklıkla kullanılan fantezi iplik türleri lup, bukle, düğüm ve düz ipliklerdir.
![]()
Son yıllarda, gerek yeni moda trendlerinin ortaya çıkması gerekse yüksek katma değerli tekstil kumaşlarının geliştirilmesi amacı ile örme ve dokuma kumaş yapılarının desenlendirilmesinde sıra dışı düzensiz efektlere doğru bir yönelme olmuştur. Farklı efektlere sahip kumaşlar farklı örgü tasarımları, fantezi ipliklerin kullanımı ve çeşitli bitim işlemlerinin uygulanması ile oluşturulmakla birlikte bu tür tasarımlarda fantezi ipliklerin özel bir yeri vardır ve önemi de geçmişe nazaran artmıştır. Fantezi iplikler, neredeyse limitsiz desen olanaklarına imkan vermesi sayesinde gelişmekte olan tekstil sektörü ve sürekli değişen moda olgusu içerisinde önemli bir yere sahip olup her geçen gün yeni türde ipliklerin bu gruba dahil olduğu görülmektedir.
Ana iplik; fantezi ipliğin temelini oluşturur ve fantezi ipliğin kalitesi ve tutumunu belirlemektedir. Efekt materyal, fantezi iplikteki efekt kısmını oluşturduğundan en önemli bileşendir. Bağlama ipliği ise fantezi ipliğin kalıcılığını ve mukavemetini belirler ve iplik oluşumu sırasında iğ hızına bağlı olarak efekt ve ana ipliğin etrafına sarılarak bu iki ipliği sabitler. Genel olarak fantezi iplikler, kumaşa tekstüre özellik ve desen uyumu sağlar, kumaşa çeşitlilik ve özel bir görünüm kalitesi katar, fantezi iplik çeşidine bağlı olarak bazen yumuşak tutum bazen de pürüzlü ve sert bir tutuma sahiptir, dayanımı ve kalınlığı her bölgede farklıdır.
Fantezi iplikler, uzunluğu boyunca yapısında rastlantısal veya planlı bir şekilde değişik aralıklarla yerleştirilmiş biçim, malzeme, büküm, renk gibi özellikleri değiştirilerek oluşturulmuş düzgünsüzlükler bulunan, çoğunlukla görsel ve estetik amaçlarla üretilen ipliklerdir. Fantezi ipliklerin üretiminde özel teknolojiler, yaratıcılık ve tasarım teknikleri kullanılır.
1-Muline iplik
En basit fantezi iplik çeşididir. İki veya daha fazla renkte iplik, eğirme bükümüne ters yönde bükülmektedir. Muline iplik yapısı, aynı numara ve bükümde fakat farklı renklerde iki ipliğin dengeli bir form oluşturmasıyla meydana gelmektedir. Basit bir biçimde katlamalı iplik seklinde görülmektedirler. Yüksek değerdeki pamuklu veya viskon filamentinden oluşmaktadır. Aynı veya farklı elyaflar kullanılarak iplik elde edilebilmektedir. Bu ipliklerden elde edilen kumaşlar genellikle sert tuşeli olup dış giyimde kullanılmaktadır. Bu iplikler özellikle erkek giyiminde çizgisel efektler yaratmak ve ince, düzensiz örme kumaşlar üretmek için kullanılmaktadır. Bazı durumlarda örme kumaşlar için çeşitli, ancak az olan efekt, aynı anda beslenen iki iplik tarafından kazandırılmaktadır, bu durum çift katlı prosesin eleminasyonu olup maliyetleri azaltıcı bir durumdur.
2-Bukle İplik
Yüzeyinde bukleli çıkıntılar oluşturmak için efekt ipliğinin ana iplik etrafına sarılmasıyla oluşan bir ipliktir. Efekt eldesi, ipliğin fazla beslenmesiyle sağlanmaktadır. Bukle iplikler yarı dairesel luplardan meydana gelmektedir. Silindirler arasındaki yüzeysel hız farkı nedeni ile verilen büküm, efekt ipliği sarmaya yetmemekte ve bukleler meydana gelmektedir.
![]()
Bukle iplik üretiminde ring ve oyuk iğli eğirme sistemleriyle bu ikisinin birleşimi olan kombine eğirme sistemleri kullanılmaktadır. Kombine eğirme sistemlerinde sarılan ipliklere oyuk iğin alt tarafında bulunan ring eğirme sistemi tarafından gerçek büküm değeri verilmektedir. İpliklerde iki çeşit büküm bulunmaktadır. Bunlardan birisi zemin ve efekt ipliklerinin kendi kendilerine sarıldığı büküm, diğeri birbirine bağlanan ipliklerin zemin ve efekt iplikleri etrafına sarıldığı bükümdür. Bir bukle iplik türü olan basit bukle iplik, yünlü görünümlü kumaş yaratmak için özellikle sonbahar ve kışlık örme üretimlerinde yaygın olarak kullanılmaktadır. Bu iplikler, efekt oluşturmak için planlanan farklı renk dilimleri vasıtasıyla renk harmanı yaratılmasını mümkün kılmıştır. Bu efekt örme bukle ipliklerde kendini göstermektedir.
3-Lup İplik
Lup iplik, basitçe bir ana iplik ve birde efekt ipliğinden meydana gelmektedir. Efekt ipliğe, çıkış silindirinin önünden beslendiğinden ön iplik adı da verilmektedir. Efekt ipliği çekim sisteminden geçmemektedir. Lup ipliği oluşum itibari ile bukle ipliğe benzemektedir. Fakat efekt ipliğinin ince ve bükümlü oluşu ile birlikte daha yüksek fazla besleme oranlarına çıkılması iplik yüzeyindeki çıkıntıların daha dairesel olmasına neden olmaktadır.
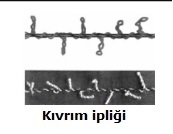
3-Kıvrım İpliği
Ana iplikten çıkan kıvrımları bünyesinde bulunduran bir ipliktir. Elde edilişi lup ipliği ile aynıdır. Fakat esnek efekt ipliği kullanımı yerine yüksek bükümlü bir iplik kullanılmaktadır. Böylece, ön silindirde gerilim serbest kalınca lupların yerine kıvrımlar oluşur. Kıvrım ipliğinin sıklık ve boyutu, besleme ve eğirme gerilimi efekt ipliklerindeki büküm kademesinin kontrolü sayesinde sağlanmaktadır. Kıvrım ipliği kumaşlarda kullanıldığında seyrek ve kıllı kürk efekti seklinde ortaya çıkar. Kıvrım iplikleri, lup ve bukle iplikleri gibi tüm kumaşlarda kullanılır. Kalın numaralarla birlikte mukavemeti yüksek tektüre örmeler üretebilmekle birlikte ince numaralarla ise örme kumaşlar için zor bulunan renk çeşitliliği üretilebilmektedir.
4-Nopeli iplik
Nopeli iplik bir veya daha fazla iplik bileşenine sahip belirgin grup içermektedir. İplik uzunluğu boyunca düzenli veya düzensiz aralıklarla dizilmiştir. İki çift silindire sahip cihazlar kullanılarak üretilmektedirler. Nopeli iplik bariyer sisteminin altında temel ipliğe katılmakta ve büküm işlemiyle bir araya gelmektedir. Bariyerin dikey hareketi, ipliğin, uzunluğu boyunca yayılmasına sebep olmaktadır. Nopeli iplik düğüm ipliği efekti gösterir ancak düğüm ipliği gibi lif yığınından değil de dolanmış iplikten üretilmektedir.

5- Düğüm İpliği
Uzunluğu boyunca düzenli veya düzensiz aralıklarla bir ya da daha fazla iplik materyalinin oluşturduğu düğümlerden oluşan ipliktir. İplik genellikle bağımsız çalışan iki çift silindirin kullanılması ile elde edilmektedir. Ana iplik aralıklı, efekt materyal ise devamlı olarak sevk edilmektedir. Besleme silindirinin ani duruşları efekt materyalin yığılmasına ve düğümlerin oluşmasına neden olmaktadır. Ağır düğüm efekti kumaş yüzeyinde güçlü varyasyonlar üretmekte olup tüm örme kumaşlarda kullanılabilmektedir. İplikteki kalın yer, ince yer tarafından hızla takip edilir, bu durum iplikte zayıf noktaları oluşturur, bunu önlemek için ise besleme hızları dengeli bir şekilde ayarlanmaktadır.

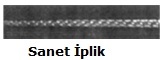
6- Sanet İplik
Sanet iplik çeşidi olan kurdele tipindeki iplik, örme yoluyla üretilmekte ve örüldükten sonra yapılan ütü ile birlikte katlı şerit efekti sağlamaktadır. Örülen bu şerit iplikler örme giyiminde kaliteli efektler yaratmak için kullanılır. Sanet iplikler örme giyiminde çok geniş bir alanda kullanılmaktadır. Sanet ipliğin temel parametresi: ilmek yoğunluğu, beslenen ipliğin numarası, cinsi ve çalışılan örme iğnelerin numarasıdır. Eğirilmiş ya da filament ipliklerle, 6-20 iğne kullanılan küçük çaplı yuvarlak örme makinesinde üretilmektedir. Sanet iplik görünümü, besleme ipliğinin kalitesinden etkilenmektedir. Parlaklığın artması ve dolgun kalınlık eldesiyle birlikte besleme ipliklerinin sanet iplik görünümünü geliştirdiği görülmektedir. Kadın dış giyim, spor giyim, el örme iplikleri ve ev tekstilinde, polyester ve pamuk sanet iplikleri kullanılmaktadır.
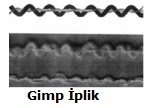
7- Gimp İplik
Bükümlü öz ipliğin atkı etrafındaki efekt ipliğiyle birleşmesinden oluşmakta, bu yüzden yüzey üzerinde dalgalıymış gibi görünmektedir. Bükümün çıkarılması, tamamlanan ipliğin asıl uzunluğundan daha uzun olan efekt ipliğinin oluşturulmasından bu yana dalgalı bir görünüm yaratmıştır. Bu iplikler numara ve parlaklıkta farklı materyaller göstermektedir. Gimp iplikler, Muline iplikleri gibi ortalama çift katlı çerçeve üzerinde veya ring eğirme sisteminde üretilebilmektedirler. Gimp ipliklerde bağlayıcıya ihtiyaç duyulmakta ve bu yüzden ring eğirme sistemi üzerinde iki aşamada üretilmektedirler. Yazlık örme kumaşlarda kaliteli tekstüre iplikleri meydana getirirler.
8- Şenil İplik
Fantezi iplik grubu içerisinde yer alan ve özel bir öneme sahip olan bir iplik türü de şenil ipliğidir. Şenil kelimesi Fransızca olup kelime anlamı “tırtıl” veya “tüylü tırtıl” dır. Şenil iplik yumuşak, tüylü ve sıra dışı bir yüzeye sahiptir. Şenil iplikleri, liflerin iki eksensel iplik etrafında helisel düzenlendiği kesik havlı bir yapıdadır. Bu helisel yapı sebebiyle iplik yüzeyinde çok hoş bir dalgalı görüntü ile kumaş yüzeyi üzerinde de parlaklık oluşmaktadır. Hav ipliğinin zemin ipliğinden ayrılmasını önlemek için kilit ve hav iplikleri arasında mekanik friksiyon kuvvetleri meydana gelmektedir. Şenil iplik üretiminde iki tip iplik kullanılmaktadır: Hav (efekt) ipliği ve kilit (temel, öz, çekirdek) iplik. Bu ipliğin oluşumunu sağlayan efekt, kilit iplik adı verilen 2 adet yüksek bükümlü, ince ve mukavim ipliğin beraberce katlanması. Ve kesikli liflerden eğrilmiş veya flaman yumuşak bükümlü bir ipliğin kesilmesi ile oluşturulan havların, oluşan temel ipliğin uzunluğu boyunca verilen bir büküm ile sabitlenmesi (sıkıştırılması) esasına dayanmaktadır.

9- Makarna İplik
Makarna ipliğin literatürdeki tanımı, temel iplik üzerine fitil beslenerek oluşturulmuş dalgalı görünüme sahip iplik seklindedir. Makarna iplik üretiminde 3 tip iplik kullanılmaktadır:Efekt materyali, esas (temel, direkt, ana) iplik ve bağlama ipliği Efekt materyali; makarna iplikteki efekt kısmını oluşturduğundan en önemli bileşendir. Makarna ipliğe estetik değer kazandırır. Efekt materyali, sağlam bir yapıya sahip değillerdir. Makarna ipliklerden kumaş üretildiğinde efekt materyali kumaş yüzeyinde kalır ve kumaşa değişik görünüm kazandırır. Lif tipine ve uzunluğuna bağlı olarak 250-2000 tex arası fitil efekt materyali olarak kullanılmaktadır.
10- Frize İplik
Yapı olarak bukle ipliğine benzeyen bu iplik bukle ipliğine göre daha dar ve ince buklelere sahiptir. Bu nedenle, düz ve kapalı bir karakter gösterir. Efekt ipliğinin esas ipliğe nazaran bir miktar fazla beslenmesiyle oluşturulan fantezi ipliklerdir. Besleme hızları ve miktarları arasındaki fark artarsa dalgalar büyür ve bukleli (ilmekli) yapı oluşur. Eğer efekt ipliğinin beslenmesi periyodik olarak değiştirilirse bu durumda flame iplikler elde edilir. İpliklerin renklerine, kalınlıklarına ve besleme hızlarına göre değişik varyasyonlar elde edilir. Fazla besleme oranı 1.1-1.3 arasındadır.
11- Şantuklu fantezi iplikler
Şantuklu iplikler; tek veya katlı olarak iplik üzerinde değişik aralıklarla rastgele veya belli bir örüntüye uygun olarak kalın kısımların oluşturulmasıyla elde edilen ipliklerdir. İplik üzerinde oluşturulan bu kalın bölgelere şantuk veya balık adı verilmektedir. Şantuklu kısımların kalınlıkları, uzunlukları ve yerleşim aralıkları değişmektedir.
Türkçe’de şantuk olarak kullanılan sözcüğün Çince’de, genellikle ağır gramajlı ve yüzeyinde düzensiz yükseltiler bulunan kumaşlara verilen ad olan “shantung” sözcüğünden geldiği anlaşılmaktadır.
İngilizce’de pamuk ipliğinde kalın yer anlamına gelen “slub” ve Almanca’da “flamme” sözcüğü Türkçe’de kullanılagelen “şantuk” anlamında kullanılmaktadır. Türkçe’de ise iplikte kalın yer anlamında “balık” sözcüğü kullanılmaktadır.


Bu iki grup da kendi içlerinde iplik efekti ve eğirme efekti olarak alt gruplara ayrılır.
-İplik efekti (Büküm yolu ile fantezi iplik eldesi) :Burada fantezi iplik, doğrudan ipliklerin (farklı boylarda ve farklı numaralardaki) birbirleri ile bükülmesi sonucunda elde edilir.
-Eğirme efekti (Çekim yolu ile fantezi iplik eldesi): Burada fantezi iplik, fitil veya bandların çekim sisteminden geçirilerek üzerlerine filament sarılması sonucu elde edilir.
Fantezi iplikler, uzunluğu boyunca yapısında rastlantısal veya planlı bir şekilde değişik aralıklarla yerleştirilmiş biçim, malzeme, büküm, renk gibi özellikleri değiştirilerek oluşturulmuş düzgünsüzlükler bulunan, çoğunlukla görsel ve estetik amaçlarla üretilen ipliklerdir.
Fantezi ipliklerin üretiminde ;
özel teknolojiler
yaratıcılık
ve tasarım teknikleri kullanılır.
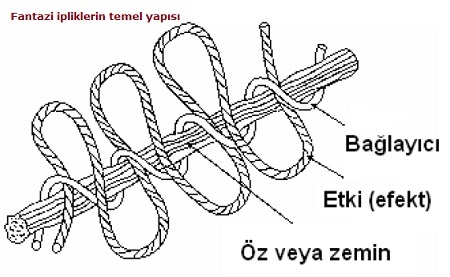
Yukarıdaki şekilde görüldüğü gibi bir fantezi iplik temel olarak, öz veya zemin bileşeni, etki bileşeni ve bağlayıcı bileşenden oluşmaktadır. Fantezi ipliklerin genel üretim prensibi; zemin ipliği ile görsel yapı ipliğini, ikincinin hızı daha yüksek olmak kaydıyla farklı hızlarda büküm bölgesine sevk etmek ve sonra bir bağlayıcı bileşen ile ters büküm uygulayarak sağlamlaştırmaktır.Bu prensibe uymayan fantezi iplik türleri de vardır. Bunlar;
sarmal iplikler,
zemin şantuklu iplikler,
“flake” (çok uzun şantuklu iplik)
ve nepsli ipliklerdir.
Fantezi iplik üretimi, ring makinelerine, open-end rotor makinelerine, dref makinelerine, cer makinelerine ve tarak makinelerine çeşitli aparatların eklenmesiyle ve boyama, harmanlama ve değişik bitim işlemleriyle bugüne dek sürmektedir.Oyuk iğ prosesinin bulunmasından önce en çok kullanılan sistem, iki aşamalı ring büküm prosesiydi.İlk aşamada uygun besleme ile fantezi efekt elde edilir. Daha sonraki aşamada bu iplik bir bağlama ipliği ile sabitlenir ya da bobinlere sarılan bu iplikler sonra doğrudan çift katlı bobin makinesine aktarılırdı.İki veya daha fazla aşama yerine tek aşama ile fantezi iplik üretme fikri olan oyuk iğ prosesi fikrini Bulgaristan Tekstil ve Konfeksiyon Enstitüsünden Prof. George Mitov geliştirdi.Son yıllarda fantezi iplik sektörü büyük bir gelişme gösterdi. Özellikle büyük firmaların rekabet içinde olması ve fantezi ipliklerin moda oluşu bu gelişmenin en önemli etkenlerindendir.Saurer-Allma, Gemmill & Dunsmore, Lezzani, Bigagli, Mackie ve Galan piyasanın önde gelen kuruluşlarındandır.Fantezi iplikler, değişik yönlerden sınıflandırılmaktadır.
Bu sınıflandırmalar:
1-Yapılarına göre fantezi iplikler
2-Efekt verme yöntemine göre fantezi iplikler
3-Elde etme yöntemlerine göre fantezi iplikler
4-Verilen efektlere göre fantezi iplikler
Fantezi ipliklerin Yapılarına Göre Sınıflandırılması
Yapılarına göre sınıflandırmada
1-fantezi iplikler tek katlı,
2-Efekt katlı bükümlü
3-örme
Fantezi iplikler olarak 3‟e ayrılır:
Tek Katlı Fantezi İplikler
Tek katlı iplikler, eğirme sırasında tek kat olarak çıkan ipliklerdir. Bunların üretiminde iki prensip vardır: Ringde oluşturulan şantuk iplik elde edilmesi ve Knit the Knit prensibi
Efekt Katlı Fantezi İplikler
Bu tip iplikler birden fazla materyalden ve bunların katlanıp bükülmesi ile elde edilmektedir. Bu ipliklerin üretimi için farklı büküm yöntemlerine ihtiyaç vardır.
Örme Fantezi İplikler
Bu iplikler örme makinelerinde 2-3-4-8-10 veya 12 iğne ile RL örgü prensibinde örülen ve hacimli, dolgun örgü kazaklarının elde edilmesinde kullanılan örülmüş örme fantezi ipliklerdir. Bu ipliklerde kendi aralarında RL düz (sade) örme iplikler, RL fantezi (havlı-sakallı) örme iplikler ve RL fantezi bükümlü sakallı örme iplikler olarak üçe ayrılmaktadır.
Fantezi İpliklerin Efekt Verme Yöntemlerine Göre Sınıflandırılması
Efekt verme yöntemlerine göre sınıflandırmada, fantazi ipliklerin oluşumu
1-direkt yöntem
2-İndirekt yöntem
Olmak üzere ikiye ayrılır
Direkt Yönteme Göre Fantezi ipliklere Efekt Verme
Bu yönteme göre fantezi ipliklere efekt verme işlemi doğrudan fantezi büküm makineleri üzerinde gerçekleştirilmektedir. Bu yöntemde efekt oluşumu 4 farklı şekilde olabilmektedir:
1-Çekim değiştirerek
2-İlave efekt materyal beslenerek
3-Farklı bant besleme yöntemiyle
4-lineer materyal ilavesiyle.
Bu yöntemlere göre efekt vermek fantezi büküm makinelerinde, ring büküm makinelerinde ve yeni iplik eğirme teknolojilerinden faydalanarak bunlara ilave aparatların eklenmesiyle yapılabilmektedir.
İndirekt Yönteme Göre Fantezi İpliklere Efekt Verme
Bu yöntem normal iplik elde edilmesi sırasında fantezi büküm makinelerinde gerekli düzenlemeleri yaparak oluşturma esasına dayanmaktadır. Genelde ring iplik makinelerinde uygulanmakta olup, Open-end Rotor (açık-uç) iplikçiliğinde de uygulanabilecek efektlerdir. Bu efektlerin yapım yerleri; ring iplik makinesi, harman hallaç, tarak makinesi, cer makinesi, fitil makinesidir. Yapım yöntemi ise; bant besleme, nope serpiştirme, boyama ve şardonlama gibidir.
Fantezi İpliklerin Elde Etme Yöntemlerine Göre Sınıflandırılması
Elde etme yöntemleri açısından incelendiğinde, fantezi iplikler ;
1-Büküm ve yolu
2-Örme yöntemi
3-Diğer yöntemler ile üretilen fantezi iplikler
olmak üzere üç gruba ayrılabilirler.
Büküm ve Çekim Yolu ile Fantezi İplik Oluşturma
Fantezi büküm makinelerinde elde edilen bu yöntemde esas; ana ipliğe efekt ipliğin sarılması ve bu ikisinin bir bağlama ipliği ile sabitlenmesidir. Büküm yoluyla elde edilen fantezi iplikler, büküm makinesinde farklı boylarda ve çeşitli numaralardaki ipliklerin birbirleriyle bükülmesi sonucunda elde edilirken, çekim yoluyla elde edilen fantezi iplikler; fitil veya band olarak kullanılan ana ipliğe filament sarım sonucu elde edilmektedirler.
Örme Yöntemi ile Fantezi iplik Oluşturma
Örme yöntemi ile fantezi iplik oluşturma, iğne salınımlı düz konstrüksiyonlu çözgülü örme makinelerinde veya yuvarlak örme makinelerinde yapılmaktadır.
Diğer Yöntemler ile Fantezi İplik Oluşturma
Tekstüre yöntemi, Knit the Knit (Örme-sökme) prensibi ve havalı sistem ile fantezi iplik Oluşturma olmak üzere üç gruba ayrılmaktadır.
1-Tekstüre Fantezi İplik Makinelerinde Isı Yoluyla Fantezi İplik Oluşturma
Uygulanan şekil verme ve ısıl işlemlere göre ilikler değişik seviyelerde hacimlilik, matlık, parlaklık ve sıcak tuşe gibi özellikler kazanır.
2- Knit-The-Knit Prensibi ile Fantazi İplik Üretimi
Bu yöntem ile fantazi iplik elde etmede iplikler önce özel bir örme makinesinde örülürler. Örülmüş olan yapı fikse kazanlarında ısı ile işlem görerek fiskelenir ve daha sonra soğumaya bırakılır. Soğumuş olan örgü yüzey daha sonra sökme makinesinde sökülerek bobine sarılır.
3- Havalı Sistem İle Puntalı İplik Üretimi
Puntalama; filaman iplik üzerine soğuk hava akımı göndererek, filamanların birbirinden ayrılmış bölümler arasında birbirine karışmış bölümler oluşturmak (punta) ve sayede iplik boyunca ara ara puntalı toplu bir yapı meydana getirmek amacıyla yapılan bir işlemdir.
Fantezi İpliklerin Verilen Efektlere Göre Sınıflandırılması
Verilen efektlere göre sınıflandırmada, fantezi iplikler;
1-kontrolsüz efekt iplikleri
2-kontrollü efekt iplikleri
Olmak üzere ikiye ayrılmaktadır.
Kontrolsüz efekt ipliklerde ek bir iplik, sürekli olarak ana ipliğe ya aynı anda, ya da daha yüksek bir hızla beslenmektedir. İki hız arasındaki fark efekti meydana getirmektedir.
Kontrollü efekt ipliklerde, hem ana iplik, hem de efekt ipliğin besleme hızında işlem yapan birçok kontrol sistemi bulunmaktadır. Bu kontrol sistemleri ile materyalin yığılma noktaları belirlenmekte ve işlem belirli bir yerde gerçekleştirilmiş olmakta efekt önceden programlanabilmektedir. Bu iki grup da kendi içlerinde;
1-iplik efekti
2-eğirme efekti
olmak üzere alt gruplara ayrılmaktadır.
Büküm yolu ile fantezi iplik eldesi olan iplik efektinde fantezi iplik, doğrudan farklı boy ve numaralardaki ipliklerin birbirleri ile bükülmesi sonucunda elde edilmektedir. Çekim yolu ile fantezi iplik eldesi olan eğirme efektinde ise fantezi iplik, fitil veya bantların çekim sisteminden geçirilerek üzerlerine filament sarılması sonucu elde edilmektedir.
KONTROLSÜZ EFEKT İPLİKLER
Kontrolsüz ipliklerde ek bir iplik sürekli olarak ana ipliğe ya aynı anda ya da daha yüksek bir hızda beslenir. Hızlar arasındaki fark, efekti meydana getirir. İplik efektlerinin efekt bölümü, bir iplik veya filament iplikten oluşur.
A-Kontrolsüz İplik Efektleri
1-Bukle iplik
2-Lup İplik
3-Dalga İpliği
4-Kıvrım İpliği
5-Frote İplik
B-Kontrolsüz Eğirme Efektleri
1-Dalga İpliği
2-Frize İplik
3-Eğirme Lup İpliği
4-Şenil İpliği
5-Bukle İpliği
KONTROLLÜ EFEKT İPLİKLER
Bu iplikler, sürekli ve kesikli aralıklarla temel iplik veya iplikler üzerinde iplik veya lif birikimi ile oluşurlar. Yani önceden programlanırlar.
A-Kontrollü İplik Efektleri
1-Düğüm İpliği
2-Tırtıl İpliği
3-Ters Yön
B-Kontrollü Eğirme Efektleri
1-Eğirme Hav İpliği
2-Ekleme Hav İpliği
3-Eğirme Tırtıl İpliği
4-Havlı Bukle İpliği
Dahası...
S.39. İlmek nedir, açılayınız?
C.39. İlmek Örme iğnelerinin oluşturduğu özel şekilli iplik halkalarından meydana gelir. İlmekler üst üste ve yan yana birbirleri ile bağlantı kurarak bir örgü yüzeyi oluşturur. İlmeğin önden ve arkadan bakıldığında iki farklı görüntüsü vardır. Aynı ilmek kumaşın ön yüzünden bakıldığında sağ ilmek, arkadan bakıldığında ise sol ilmek olarak adlandırılır. Kumaşların tersi veya düzü sağ- sol ilmek görünümlerinden anlaşılır. Sağ olan önü, sol olan arkasıdır.
S.40. İlmeğin teknik çizimini yapınız?
C.40.

S.41. Askı ilmek nedir, açıklayınız?
C.41. Askı, ilmeğin tamamlanmamış yarım hâlidir. Atkı yönlü örmecilikte örme iğnesinin tam ilmek hareketini tamamlayıp üzerine peş peşe iki iplik yatırımı yapılması ile oluşturulan ilmek tipidir.
S.42. Askı İlmeğin teknik çizimini yapınız?
C.42.

S.43. Atlama ilmek nedir, açıklayınız?
C.43. Atlama ilmeği esasen bir ilmek hareketi olmayıp iğnenin çalışmaması ile oluşan yardımcı yüzey elemanıdır
S.44. Atlama İlmeğin teknik çizimini yapınız?
C.44.

S.45. Gördüğünüz örme kumaşta ilmek adı nedir?
C.45.Sağ İlmek
S.46. Gördüğünüz örme kumaşta ilmek adı nedir?

C.46.Sol ilmek
S.47. Remayöz (zincir) dikiş ne demektir,çeşitleri nelerdir,hangi giysilerde kullanılır ?
C.47. Remayöz (zincir) dikiş Tek bir ipliğin, kumaş kat veya katlarından geçerek karşı yüzeyde kendisi ile ilmeklendiği dikiş tipidir. Bir zincirin iç içe geçmiş halkaları gibi görünen zincir dikiş tek iplikli, iki iplikli ve çok iplikli olmak üzere çeşitlidir. Düz örme giysilerin üretiminde yaka, bant ve may takipli dikişlerde kullanılan dikim tekniğidir.
S.48. Biye ne demektir, Düz örmecilikte nerelerde kullanılır?
C.48. Biye Giysilerde kenarı kaplayacak ya da birleştirme dikişleri arasında giysinin yüzünden görülecek şekilde hazırlanır. Özellikle düz örme giysilerde süsleme ve kenar temizleme amacıyla kullanılır.
S.49. Etek ucu baskı dikişi nedir, açıklayınız?
C.49. Etek ucu baskı dikişi Eğri iğneli, gizli dikiş makineleri ile yapılan kenar temizleme ve baskı dikişidir.
S.50. Makine ile baskı dikişi nedir?
C.50. Düz dikiş ile yapılan kıvırma işlemidir.
S.51. Reçme dikişi nedir, açıklayınız?
C.51. Reçme dikişi iki iğne, üç veya dört iplikle oluşturulan esnek bir dikiştir. Üst kısmında çift iğne düz dikiş görüntüsü, alt kısmında ise örmeli zincir dikiş görüntüsü oluşur.
S.52. Overlok dikişi nedir, hangi Tekstil mamullerinde kullanılır, çeşitleri nelerdir?
C.52. Overlok dikişi Dokuma kumaşlarda kenar kapatmak (sürfile yapmak), örgü ve penyelerde ise esas dikiş yapmak için kullanılır. Üç, dört ve beş iplikli çeşitleri vardır.
S.53. Düz dikiş nedir, açıklayınız?
C.53. Düz dikiş Üst ve alt yüzeylerde aynı görünen, iğneden gelen iplik ile masuradan gelen ipliğin kumaş katı veya katlarının orta yerinde birbirine geçip bağlanmasıyla oluşan dikiştir.
S.54.Atkılı örme makinelerinde Örgü Tipi ve Desen Yapısı kumaş enini nasıl etkiler, açıklayınız?
C.54. Yuvarlak ve düz örme makinelerinde örgünün sıklığı veya gevşekliği, desenlerin yapısı kumaş enini etkilemektedir. Aynı özelliklerdeki iki makinede birinde sıkı diğerinde de gevşek örgü örüldüğünde gevşek örülen kumaşın eni daha geniş olacaktır. Ayrıca bazı desenler kumaşın toplanmasına ya da açılmasına neden olmaktadır. Özellikle yığmalı örgüler kumaşı daha çok toplar ve enine etki eder.
S.55.Atkılı örme makinelerinde İlmek Çubuğu Sıklığı kumaş enini nasıl etkiler, açıklayınız?
C.55. İlmek çubuk sıklığı; 1 cm’deki ilmek sayısına denir. İlmek sayısı değişimi çok önemlidir, makine inceliği ile doğru orantılıdır, incelik artarsa iğne sayısı artar, iğne sayısı artarsa ilmek (çubuk) sayısı artar, eğer incelik azalırsa ilmek (çubuk) sayısı da azalır.
Aynı makinede sıklık ayarı ile oynanarak üretilen iki farklı kumaşın ilmek çubuk sıklığı da farklı olacaktır. Diğer özellikler aynı olduğu zaman kumaşların çubuk sıklığı az olanı diğerinden daha geniş olur.
S.56. Atkılı örme makinelerinde İplik Cinsi ve Numarası kumaş enini nasıl etkiler, açıklayınız?
C.56. Her iplik cinsi makinede çalışmak için uygun değildir, makinenin inceliğine iğnenin inceliğine uygun iplik numarası seçimi yapmak gerekir. İplik kalınlığı arttıkça kumaş eni de belli oranda artar. Bunun sebebi kumaşın dokusundandır çünkü ipliğin kalınlığı makine inceliği ile orantılıdır. Kalın iplik daha düşük faylı makinelerde örüldüğü için örgü daha gevşek olacaktır ve kumaş enine de etki edecektir.
S.57. Örme makinelerinin çalışma hızları niçin önemlidir?
C.57. Örme makinelerinin çalışma hızları üretimde randımanı artırmak içim önemlidir.
S.58. Düz örme makineleri ile yuvarlak örme makinelerinin çalışma hızları aynımıdır?
C.58.Düz örme makineleri ile yuvarlak örme makineleri çalışma prensiplerinden dolayı hız açısından çok farklıdır. Düz örme makineleri gidiş geliş yollu olduğu için daha yavaştır.
S.59. Düz örme makinelerinde sistem sayısı ne demektir?
C.59. sistem sayısı makinenin bir gidiş gelişte kaç sıra ördüğünü gösterir. Her sistem bir sırayı oluşturur.
S.60. Tek sistemli düz örme (Triko) makinelerinin çalıma hızlarını hesaplarken nelere dikkat edilir, anlatınız?
C.60.Düz örme makinelerinde makinenin çalışma genişliğinden ayrı olarak bir de her iki tarafta kızak dönüş yolları bulunmaktadır. Makine çalışma hızı hesaplanırken bu dönüş yollarının da göz önünde bulundurulması gerekmektedir. Hesaplama yapılırken makine eni olarak dönüş yolunun dahil edildiği sonuç baz alınmalıdır. Burada bulunan değer düz örme makinesinin sistemlerinin bağlı bulunduğu kızağın (semer) hızını saniyede yaptığı yolu sistem sayısı ile orantılı olarak ortaya çıkarır.
S.61. Tek sistemli düz örme (Triko) makinelerinin çalışma hızları hesaplanırken gerekli olan bilgiler nelerdir?
C.61. Dönüş yolu (cm) (makinede çalışılmayan kısımların toplamı) - Kızak yolu (makine eni) (cm) - Makine hızı (m/sn.) - Makinenin bir dakikada yaptığı gidiş geliş sayısı
S.62. Düz örme makinelerinde sıra sayısını bulunurken devir sayısını niçin iki ile çarparız?
C.62. Düz örme makinelerinde kurs sayısı yerine devir sayısı verilir. Bu yüzden hesaplama yapılırken makinenin bir devirde bir gidiş bir geliş yaptığı ve iki sıra ördüğü göz önünde bulundurulmalıdır. Bu yüzden sıra sayısı bulunurken devir sayısını iki ile çarparız.
S.63. Tek sistemli Düz örme makinelerinde kızak yolu yani makine eni (cm) nasıl hesaplanır?
C.63. Kızak yolu ( makine eni ) ( cm ) = Makine Çalışma Eni (cm) + ( 2 x Dönüş yolu (cm) (makinede çalışılmayan kısımların toplamı)
S.64. Tek sistemli Düz örme makinelerinde makine hızı ((m/sn.) nasıl hesaplanır?
C.64.Makine hızı ((m/sn.) = Kızak yolu (makine eni) (cm) x Makinenin bir dakikada yaptığı gidiş geliş sayısı (kurs/dk.) / 100
S.65.Tek sistemli düz örme (triko) makinesinde çalışma eni 320, dönüş yolu 40 cm, makine devri 16 dev/dakikadır. Bu makinenin çalışma hızı kaçtır?
C.65. Makine hızı ((m/sn.) = Kızak yolu (makine eni) (cm) x Makinenin bir dakikada yaptığı gidiş geliş sayısı (kurs/dk.)
Makine Hızı (m/sn.) = Kızak yolu (makine eni) (cm) x n(kurs/dk. /100 x 60
Kızak yolu (makine eni) (cm)= 320 + (40x2) = 400 cm
Kızak dönüş yolunu bir giderken bir de gelirken kat ettiği için makine eni hesaplanırken dönüş yolu iki ile çarpılır.
Makinenin bir dakikada yaptığı gidiş geliş sayısı = 16 (dev/dk.) x 2 = 32 kurs/dk.
Makine hızı (m/sn.) = 400 x 32 / 100 x 60
Makine hızı (m/sn.)= 2.13 m/sn
S.66.Çift ve daha fazla sistemli düz örme (triko) makineleri çalışma hızları arasındaki fark nedir?
C.66. Çift ve daha fazla sistemli düz örme (triko) makinelerinin tek sistemliden farkı, her sistem bir sıra örüyorsa her harekette sistem sayısı kadar sıra örmesidir. Burada sadece sıra sayısı değişir.
S.67. Birden çok sistemli makinelerde sıra sayısı (kurs/dk.) nasıl bulunur?
C.67. Birden çok sistemli makinelerde ise devir sayısı sistem sayısına çarpılır, dakikada ördüğü sıra sayısı (kurs/dk.) bulunur.
S.68.Altı ( 6 ) sistemli düz örme (triko) makinesinde çalışma eni 320, dönüş yolu 40 cm, makine devri 16 dev/dakikadır. Bu makinenin çalışma hızı kaçtır?
C.68. Makine hızı ((m/sn.) = Kızak yolu (makine eni) (cm) x Makinenin bir dakikada yaptığı gidiş geliş sayısı (kurs/dk.)
Makine Hızı (m/sn.) = Kızak yolu (makine eni) (cm) x n(kurs/dk. /100 x 60
Kızak yolu (makine eni) (cm)= 320 + (40x2) = 400 cm
Kızak dönüş yolunu bir giderken bir de gelirken kat ettiği için makine eni hesaplanırken dönüş yolu iki ile çarpılır. Birden çok sistemli makinelerde ise devir sayısı sistem sayısı ile çarpılır.
Makinenin bir dakikada yaptığı gidiş geliş sayısı = 16 (dev/dk.) x 2 = 32 kurs/dk ( tek sistem için ) 32x6= 192 kurs/dk. ( 6 sistem için )
Makine hızı (m/sn.) = 400 x 192 / 100 x 60
Makine hızı (m/sn.)= 12,8 m/sn
S.69. Düz örme makinelerde devir sayısı ve sistem sayısı hangi açıdan önemlidir?
C.69. Üretim randımanı açısından önemlidir.
S.70.Yuvarlak Örme Makinelerinde Çalışma hızını anlatınız?
C.70.Yuvarlak örme makineleri, düz örme (triko) makinelerine göre kat kat daha hızlıdır. Yuvarlak örme makinelerinde devir sayı ve sistem sayısı düz örme makinesinden çok daha fazladır. Yuvarlak makinelerinin asıl ortaya çıkış amacı ve çalışma prensibi de aslında kısa zamanda daha çok kumaş üretmektir. Sistemler sabitleştirilerek hareketli iğne plakaları oluşturulmuş böylece aynı anda 40-120 sıra örebilecek şekilde tasarlanmıştır.
- Sirospun iplik eğirme sistemi 1980 yılında yün lifini eğirmek için ortaya çıkmış olan yeni bir metottur.
- Daha sonra ikili eğirme işlemi bu metoda uyarlanarak pamuk eğirme teknolojisinde kullanılmaya başlanmıştır.
- İkili eğirme sistemi tek kat ipliklerin tüylülük problemini azalttığı için konvansiyonel kesikli iplik eğirme sistemlerinin iyi bir temsilcisi olmuştur.
- Bu sistem hem mühendislik işlemlerini kısaltmakta hem de iplik kalitesini iyileştirmektedir. Bu sayede pazarda iplik rekabeti artmıştır.
Sirospun iplik eğirme prosesi ayrı bir sistem olmayıp mevcut ring iplik eğirme sistemine adapte edilmiş bir sistemdir. Eğirme ve katlama işlemi tek operasyonda gerçekleşmektedir.
- Sirospun eğirme sisteminde bir kılavuz yardımıyla birbirine paralel olarak beslenen iki fitil çekim sisteminin içinden geçerek çekim alır ve en öndeki çekim silindirlerinin kıstırma noktasından geçtikleri anda birleşir ve bükülür.
- İki katlı ipliğe benzer bir yapı oluşur.
- Fitiller çekim sırasında özel geliştirilmiş kondansörler sayesinde ayrı ayrı çekim almaktadır.
- Büküm tek katlı iplikte olduğu gibi bir bilezik ve kopça yardımıyla verilir.
- Çekim sisteminin çıkışında son kıstırma noktasında büküm başlar.
- Bu noktada iki iplik birleşerek iki katlı ipliğe benzer bir yapı oluşturur.
- İplik bükümü tek katlı iplikteki gibi tek yönlüdür.
- İki iplikten biri koptuğu zaman kontrol elemanı bükümü önleyerek ikinci ipliğin kopmasını sağlar.
- Sirospun iplik eğirme sistemi ile yeterli uzunluktaki kısa ve uzun lifler eğrilebilmektedir.
- Büküm tek katlı iplik bükümünden çok iki katlı iplik bükümüne benzemektedir.
- Bu sistem çoğunlukla düşük gramajlı mevsimlik kumaş üretiminde kullanılmaktadır.
- Dokuma kumaş üretiminde sağlamlık ve gerilmelere dayanım açısından iki katlı iplik kullanma ihtiyacı vardır.
- İki katlı ipliklerin yerini sirospun iplikler almaya başlamıştır. En önemli avantajı, tek adımda iki katlı ipliğe benzer bir yapı elde edildiği için maliyetinin düşük olmasıdır.
Sirospun iplik özellikleri
Sirospun iplikler katlı ipliklerin olumlu özelliklerini taşımaktadır.Katlı iplik yapılarında lifler daha iyi sarıldığından düzgünsüzlük azalmakta, dayanıklılık artmaktadır.
Bu iplikler daha az boncuklanır, aşınma dayanımları daha fazla ve eğilme rijitliği daha azdır.
Sirospun pamuk iplik özellikleri ile aynı numara ve büküme sahip tek katlı ve iki katlı iplik özelliklerinin karşılaştırıldığı bir araştırma yapılmıştır. Buna göre sirospun ipliklerin; Boyuna görüntüsü çubuk gibi düzgün ve temiz
Enine kesit görüntüsü daireseldir.
Sirospun iplikler tek katlı ipliklere göre daha sağlam uzaması daha iyi, daha düzgün, daha az tüylü ve aşınmaya karşı daha dayanıklıdır. Aynı çalışmaya göre iki katlı iplikler ile kıyaslama yapıldığında daha az tüylü ve uzaması daha iyidir. Orta büküm seviyesinde sirospun iplikler iki katlı iplikten daha sağlam çıkmıştır, ancak düzgünsüzlük değeri iki katlı iplikten daha yüksek çıkmıştır
RİNG İPLİK ÜRETİM YÖNTEMİ
- Ring iplik eğirme prosesi 3 aşamada gerçekleşmektedir.
- Birinci aşamada fitil makinesinde ön çekim gerçekleşir, ardından ring makinesinde eğrilir ve son aşamada da kopstan bobine aktarılır.
- Ön çekimi gerçekleşen fitil, ring makinesinde çift (veya çoklu) manşonlu çekim ünitesinde istenilen iplik inceliğine kadar çekilir.
- Daha sonra bükümsüz lifler bilezik etrafında dönen kopçanın hareketi ile bükülüp bilezik bankının aşağı yukarı hareketiyle kopsa sarılır.
- İplik eğirme aşamasının uzun olması (yukarıda belirtildiği gibi fitil, ring ve bobin makinelerinden geçip son halini alması) ve ring makinesindeki üretim hızının düşük olması nedeniyle, kalın ve orta incelikteki, iplikler için bu eğirme sistemi ekonomik değildir.
- Rotor iplik eğirme bu incelikteki iplik eğirmede daha verimli bir çalışma sağlar.
- Ancak ring eğirme sistemi ile daha ince ve mukavemeti yüksek iplikler üretilebilmektedir.
- Ring iplik makinesi, elyaftan-iplik üretim sonucunda prosesin son makinesidir ve bundan dolayı ipliğin kalitesi açısından önemli bir prosestir.
- Bu sistemde iplik, belirli bir inceliğe kadar getirilip, çıkış silindirlerini terk ettikten sonra, dönen bir iğ yardımıyla büküm almakta ve bilezik etrafında dönebilen bir kopçadan geçip, dönmekte olan masuraya sarılmaktadır.
- Burada ana iplik eğirme elemanı iğdir. Fitil aynı anda inceltilerek bükülüp masuralara sarıldığı için kesintisiz bir sistemdir. Büküm ve sarım işlemi aynı anda gerçekleştirilmektedir.
- Ring iplikçilik sistemi; elde edilen iplik kalitesinin çok iyi olması, proseste hammadde ve numara sınırlandırması olmaması açısından geçmişten günümüze en önemli iplik üretim sistemi olmuştur.
- Bunlara ek olarak; büküm ve sarım işlemlerinin aynı eleman tarafından gerçekleştirilmesi, başta üretim hızı olmak üzere teknolojik bazı sınırlandırmaları da beraberinde getirmektedir.
- Bu sınırlamalar ring iplikçiliğin yanında yeni iplikçilik sistemlerinin (açık-uç rotor, hava jetli, friksiyon ve sargılı iplikçilik sistemleri) ortaya çıkmasına sebep olan faktörler arasındadır.
KOMPAKT İPLİK ÜRETİM YÖNTEMİ
- Kompakt iplikçilik sistemi ring iplik sistemi bazlı bir üretim yöntemidir.
- Bu proseste üretilen ipliklerin tüylülük başta olmak üzere diğer birçok özelliği ring ipliklerine göre oldukça iyidir.
- Bu durum ring iplik makinesinde eğirme üçgeninin minimize edilmesi sonucu ortaya çıkmıştır.
- Eğirme üçgeninin şekli ve boyutları iplik yapısına, mukavemetine ve iplik yüzey özelliklerine etki etmektedir.
- Klasik ring iplik makinelerinde iplik üretimi esnasındaki oluşan eğirme üçgeninin dış kısmında bulunan lifler ya ipliğe dâhil olmamakta ve uçuntu şeklinde uzaklaşmakta ya da yetersiz bir biçimde ipliğe katılmaktadır.
- Bu liflerin ipliğe yeterli bir biçimde tutunmamasından dolayı mukavemete katkıları çok fazla olmamaktadır.
- Kompakt iplik sisteminde ise, lifler ana çekimden sonra aerodinamik olarak kompakt hale gelmektedirler.
- Böylece lifler birbirine yakın olarak durabilmekte ve eğirme üçgenine taşınan lif kütlesi yoğunlaştırılmaktadır.
- Bu durum karşısında bütün lifler eğirme üçgenine katılmakta ve iplik yapısına tamamen entegre olarak daha iyi iplik görünümü ve iplik oluşumu sağlanmaktadır.
- Ring iplikçiliğinde, lif özelliklerinden daha fazla istifade etmek ve iplik kalitesini daha da ilerletmek için yeni bir eğirme metodu olarak kompakt iplikçilik sistemi meydana gelmiştir. Ring iplikçilik sisteminin geliştirilmiş hali olan bu üretim yönteminde; genellikle bir hava emişi yardımıyla oluşturulan bir lif yoğunlaştırma bölgesi vardır.
- Böylece, ring iplik üretim yönteminin diğer yöntemlere göre dezavantajlı noktası olan ve ipliklerin düzgünsüzlük, mukavemet ve mukavemet varyasyonu gibi iplik spesifikasyonlarını negatif biçimde etkileyen eğirme üçgeni problemi ortadan kaldırılmıştır.
- Bu vesile çok iyi olarak kabul görmekte olan ring iplik yapısına rakip olarak bir alt kategoride değerlendirilmektedir.
- Kompakt iplik yüksek dayanıma, daha küçük kütle düzgünsüzlüğüne ve daha az tüylülüğe sahiptir.
VORTEKS İPLİK ÜRETİM YÖNTEMİ
- Hava jetli iplik eğirme sistemi son yıllarda giderek dikkat çeken ve önemli bir yer edinen bir eğirme metodudur.
- Japon Murata firması ilk olarak MJS (Murata jet spinning) hava eğirme sistemi ile pazara girmiştir fakat yeteri kadar ilgi görememiştir.
- 1997 yılında Osaka uluslararası tekstil fuarında MVS eğirme sistemi (Murata vortex spinning) MJS sistemine göre daha başarılı bulunmuştur.
- Bu yeni MVS eğirme sisteminde beslenen cer şeridi 4 silindir çekim ünitesinde istenilen iplik numarasına getirilmektedir.
- Çekim ünitesi çıkışında mevcut bulunan MJS sisteme farklı olarak iki hava yerine tek bir hava düzesinden teğetsel olarak uygulanan hava akımı yüzeye çıkmış liflerin çekilmiş bir şekilde ipliğin etrafına sarılmasını sağlamaktadır.
- Böylelikle daha sıkıştırılmış gövde ve etrafına paralel sarılı liflerden oluşan iplik eğrilmektedir.
- Hava iplik eğirme sisteminin rotor ve ring iplik eğirme yöntemlerine göre en büyük farklılığı 400 metre/dakika hızlara ulaşan iplik çıkış hızıdır.
- Ring ve rotor ipliklerden farklı olarak, bu sistemde üretilen iplik inceldikçe mukavemeti artmakta ve hava jetli ipliklerden üretilen kumaşlar sürtünmeye karşı daha dayanıklı olmaktadırlar.
- Rameshkumar ve arkadaşlarının yaptıkları çalışmada, örme kumaş üretimi esnasında, Open-end rotor eğirme sisteminde üretilen ipliklerin üretimde sık sık kopuşlara neden olduğu, ring eğirme sistemi ve vortex hava eğirme sistemiyle üretilen ipliklerin örme kumaş üretimi prosesinde performans açısından daha iyi sonuçlar verdikleri tespit etmişlerdir.
OPEN-END ROTOR İPLİK ÜRETİM YÖNTEMİ
- Makine üreticileri daha az otomasyon ile daha kaliteli ve ekonomik iplik üretimi üzerinde durmaktadır.
- Böylece daha çok, makinenin kalbi olan eğirme kutusuna (açma ünitesi, besleme masası), iplik eğirme elemanlarına (rotor, açıcı silindir, navel elyaf kanalı, adaptör v.s) ve bu elemanların yüzey kaplama yöntemlerini geliştirmeye yönelmişlerdir.
- Bu proseste lifler istenilen inceliğe kadar çekilerek ve büküm verilerek istenilen mukavemete ulaşır. Bugün gelinen nokta ise ring makinelerinde teorik iğ devirleri 25000 devir/dakikalarda iken rotor iplik makinelerinde (28 mm’lik rotorlarda) maksimum 150000 devir/dakika hızlara ulaşmıştır.
- Makine uzunluğuna bağlı olarak iplik çıkış hızı 300 metre/dakikalarda gerçekleşmektedir.
Open-End(OE) iplikçiliği, liflerin açık uçlarının döndürülerek birbirine sarılması (büküm alması prensibi ile iplik eğirme esasına dayandığından dolayı açık-uç iplikçiliği genel adını almaktadır. Bahsedilen prensiple ortaya çıkmış bazı iplik eğirme metotları;
- Elektrostatik OE iplik eğirme sistemi
- Sıvı akımlı OE iplik eğirme sistemi (Wet spinning)
- Friksiyon(sürtünme) OE iplik eğirme sistemi
- Aero- Mekaniksel OE iplik eğirme sistemi (Air-vorteks spinning, Rotor spinning) şeklindedir.
Elektrostatik eğirme ilginç bir teknik olmasına rağmen birçok problemlere sahiptir. Air-vorteks eğirmede enerji maliyetlerinin çok yüksek olması ve iplik düzgünsüzlüğü gibi bir seri problemleri vardır. Sıvı akımlı eğirme, Keeler Strang tarafından ortaya konulan bir sistem olup, lifler bir akışkan içerisinde çalkalanır, karıştırılarak düzgünce dağıtılır. Birçok konteynırın eğimli kanalından laminar akışla liflere bir paralellik verilir. Dönen bir eğirme kutusunda sürekli enjekte edilen bir akışkan içinde lifler şekil alır. Bu sistem laboratuar aşamasında kalmıştır. Rotor eğirme sistemi, açık uç eğirme prensibi üzerine dizayn edilmiştir. Burada band halinde hazırlanan lifler bir açma ünitesinde tek tek lifler haline getirilmekte ve bu halde iken yeniden istenilen iplik numarasına göre toplandıkları büküm verme elamanına iletilmektedir. Burada ucu açık olan bir ipliğe bağlanan lifler büküm elemanının dönüşü ile büküm alırlar ve bir iplik yapısı oluştururlar. Meydana gelen iplik çekilerek ayrı bir sarım elamanında bobin haline getirilmektedir.