KİMYASAL ELYAFIN ELDE EDİLME ŞARTLARI
Kullanılan polimer sıvı olmalı ya da sıvı hâle getirilmelidir. Sıvı polimer ince deliklerden sabit basınç altında püskürtülmelidir. Deliklerden çıkan sıvı polimerin, flament hâlinde katılaşabileceği bir ortam bulunmalıdır.
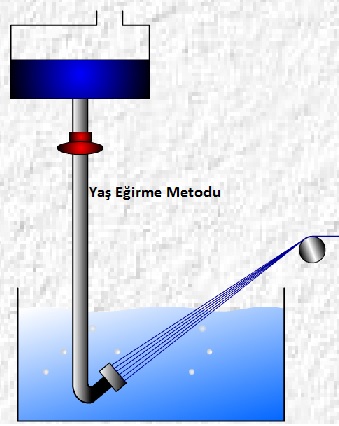
YAŞ ÇEKİM YÖNTEMİ
Yaş çekim yönteminde polimerin uygun bir çözücü içinde çözeltisi hazırlanır. Hazırlanan çözelti, bir koagülasyon banyosu içinde bulunan düze (spinneret) başlığına uygun pompa yardımıyla sabit basınç altında iletilir. Düze başlığının bulunduğu (polimeri katılaştıran kimyasal karışım) banyoya koagülasyon banyosu denir. Bunun sebebi, polimerin bu banyo içinde pıhtılaşması yani koagüle olmasıdır. Polimer çözeltisi; ince deliklerden flament şeklinde çıktığından aynı şekilde pıhtılaşır ve çöker.
Koagülasyon banyosunun yapısı, polimeri çözelti hâlinden katı hâle getirecek şekilde hazırlanır. Örneğin, bazik çözeltilerde çözünüp asitlerle çözünmeyen bir polimer maddenin bazik bir çözeltisi hazırlanır. Koagülasyon banyosu olarak da polimerin çözünmediği bir asidik çözelti seçilir.
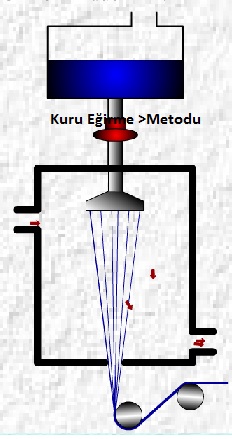
KURU ÇEKİM YÖNTEMİ
Kuru çekim yöntemi ile iplik elde edebilmek için polimer çözeltisinin içinde öncelikle kullanılacak çözücü maddenin kolay uçucu yani kaynama noktasının düşük olduğu bir madde seçilmelidir. Hazırlanan bu çözelti düzelerden sabit basınç altında ve içinden hava akımı geçen odalara püskürtüldüğünde çözücü çabucak buharlaşır. Geriye filament hâlini almış polimer madde kalır.
Bu yöntemde, kullanılacak olan çözücü maddenin kolay uçucu olması ile birlikte ekonomik, kolay bulunabilen çabuk tutuşmayan cinsten olanı tercih edilir. Düzeden çıkan polimerin sıcak havadan etkilenmesi durumunda sıcak hava yerine sıcak doymuş buhar veya sıcak azot gazı kullanılır.
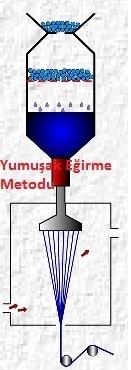
YUMUŞAK ÇEKİM YÖNTEMİ
Termoplastik özelliğe sahip olan ve herhangi bir çözücüde çözünmeyen polimerler yumuşak çekim yöntemi ile filament hâline getirilir. Poliamid, poliester ve polipropilen lifleri yumuşak çekim yöntemi ile iplik hâline getirilir.
Eriyik hâldeki polimer cipsleri basınçla düzelere ( spinneret ) pompa yardımı ile iletilerek filament telleri hâline getirilir. Filamentler yüksek ısıda kapalı alandan dışarı çıktığında soğuk hava ile karşılaşır ve katılaşır. Katılaşan lifler bu sertlikten dolayı birbirlerine yapışmaz. Daha sonra kalın demetler hâlinde bir arada sarılır. Ancak demetteki filamentlerin sayısı düzelerin meme sayısına ve meme deliklerinin çap genişliklerine göre değişik olur. Bu işlemde filament çaplarının kontrol edilmesi gereklidir. Düzenin her meme deliğinin düzgün bir tarzda beslenmesi, çapları eşit olan deliklerden çıkan filamentlerin aynı soğutma koşulu altında katılaşması sağlanmalıdır. Memeden yumuşak hâlde çıkan filamentlerin katılaşması ilk bir metre sonunda tamamlanmalı, sonra demet hâlinde bir sarma mekanizması yardımı ile toplanmalıdır.
Filamentlerin soğutulması ve katılaşması kısa bir zamanda ve hızlı bir şekilde gerçekleştirildiğinden bu süre içinde lif strüktürleri yeteri kadar kristalleşmiş hatta kısmen uzamış olsalar bile amorf bölgelerinin oranında fazla bir azalma olmaz. Bu nedenle filamentlerde oryantasyon kuvvetli olmadığından lif mukavemetleri de yüksek değildir. Gerekli fiziksel özellikler makro-moleküllerin germe-çekme işlemine tabi tutulması ile kazandırılır.
Düze başlıkları (spinneret), üzerinde elde edilecek filamentin çapı büyüklüğünde bir veya birden çok delik bulunan başlıklardır. Tek delikli bir düzeden “monofilament” veya kısaca “monofil” denilen bir tek filament; çok delikli düzeden ise “multifilament” veya “multifil” denilen filament elde edilir.
GERME-ÇEKME İŞLEMİ
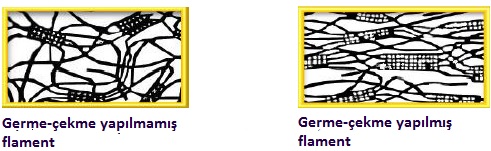
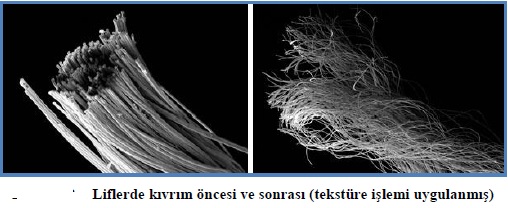
Filament hâlini almış olan iplik, taşıdığı özellikler bakımından henüz tekstilde kullanılmaya uygun değildir. Polimerin sıvı hâlden katı hâle ani olarak geçişi molekül zincirlerinin karmaşık olarak düzenlenmesine sebep olur. Lifin yapısındaki kristalin (düzenli) bölgeleri artırmak, bunun sonucu olarak da filamente gerekli bazı özellikleri kazandırmak için germe-çekme işlemi uygulanır. Germe-çekme sonucunda filamentler, boylarının 3-10 katı (%300–1000) uzatılır. Germe-çekme işlemi uygulanmamış iki lifin boyuna kesitleri mikroskop altında incelendiğinde iç yapıdaki polimer zincirlerin önce karmaşık ve amorf karakterde olduğu, germe-çekme işleminden sonra ise lif boyunca yönlenen kristalin alanların oluştuğu gözlenir. Bu uygulamadan sonra filamentin dayanımı da artar.
GERME-ÇEKME İŞLEMİNİN YAPILIŞI
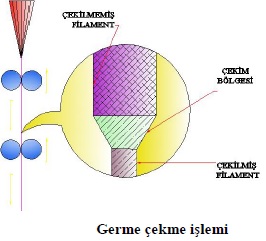
Germe çekme işlemi filamentin, hızları farklı iki silindir arasından geçirilerek yapılır. Filament her iki silindire kaymayı önlemek üzere bir kaç kez sarılarak yerleştirilir. Sarıldığı silindirin hızı(v1), ikinci silindirin hızından (v2) daha küçük olmalıdır. Böylece ikinci silindirin daha hızlı olması sebebiyle silindirler arasındaki bölgede filament boyu uzayarak çekilir. Bu bölgeye çekim bölgesi denir. İkinci silindirin hızı birinciden ne kadar fazla ise uzama o oranda fazla olur. Germe-çekme işlemi soğukta yapılabildiği gibi silindirler veya çekim bölgesi ısıtılarak sıcakta da yapılabilir.
SUNİ VE SENTETİK ELYAF ELDESİ İŞLEM BASAMAKLARI
Suni ve sentetik elyaf edilmesi için belli bir sırada ki işlem basamaklarından geçmesi gerekir.
EXTRUKSİYON
Extruksiyon işlemi üç aşamada incelenebilir.
1-Ham maddenin iletilmesi
Ham madde cipsleri, taşıma sistemi ile ekstruder girişine beslenir. Buradan besleme hunisine dökülür. Besleme hunisinde mevcut olan seviye sensörü ham madde seviyesini kontrol eder. Cips taşıma sistemi, ham madde miktarını istenilen seviyede tutacak şekilde ayarlanır.
2-Dozajlama
Extruksiyon işleminden öce ham maddeye boya ve katkı maddeleri karıştırılır. Hem ham maddenin hem de boyanı aynı anda ölçülerek senkronize bir şekilde belirli bir oranda karıştırılması ile istenilen renkte ve tonda iplik üretimi mümkün olmaktadır.
3-Extruder
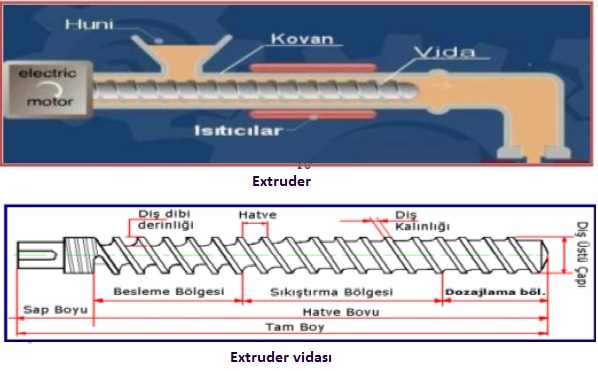
Granül hâldeki ham madde vakum sistemi ile besleme bölümüne aktarılır ve dozajlama ünitesi tarafından istenilen miktarda ve oranda boya ile karıştırılarak extrudere verilir. Extruder filament iplik üretiminin en önemli kısmıdır. Bu kısım öncelikli polimer cipslerinin ve katkı maddelerinin eritilmesi ve düzelerden geçebilecek viskoziteye ulaşmasını sağlar. Extruderdeki polimer cipslerinin erimesi için gereken sıcaklık kullanılan lif cinsine göre değişiklik gösterebilir. Extruder bölümünde; kovan, huni, kovan içindeki vida, vida hareketini sağlayan motor ve ısıtıcılar bulunur. Huni vidanın besleme bölgesiyle bağlantılıdır. Huniye gelen granül hâlindeki ham madde, vidanın dönmesi ile vidanın besleme bölgesinden alınır ve düzeye doğru itilir.
Extruderde eritme işlemi birkaç kademede yapılır. Polimer önce eritilir daha sonra gerekli ise fanlar aracılığı ile bir miktar soğutularak sıcaklık ve viskozitesi ayarlanır ve en son basamakta polimer düzelerden geçebilecek viskoziteye ulaştırılır. Düzelere belirli viskozitedeki eriyiğin girebilmesi ve bu viskozitenin stabil olması extruderde sağlanır. Extruderden istenilen kalitede eriyik elde edebilmek için erimiş polimerin sıcaklığının istenilen aralıkta tutulabilmesi ile mümkündür.
ERİYİKTE BOYAMA
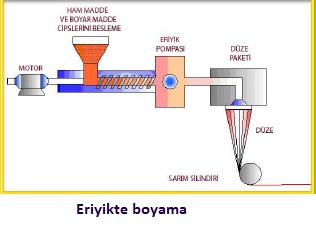
Extruder içine polimer cipsi ile birlikte boyar madde ve gerekli katkı maddeleri karıştırılmaktadır. Bu karışım belirli bir oranda olmalıdır. Extruder çıkışında elde edilen filament boyanmış hâldedir. Bu şekilde granül hâlinde iken yapılan boyama işlemine eriyikte boyama denir. Eriyikte boyama yapılmaz ise elyaf saydam (renksiz) olarak üretilir. Renklendirilmesi gerekiyorsa sonradan boyanır. Eriyik boyama, istenirse yapılan bir işlemdir. Ancak bazı polimerler (polipropilen gibi) sadece eriyik hâlinde boyanabilmektedir. Polipropilen, iplik veya kumaş hâlinde boyanamamaktadır. Polimer eriyik hâlinde iken hem boyar madde hem de ipliğin son kullanımına yardımcı bazı katkı kimyasalları eklenir. Bu karışıma masterbatch adı verilir. Dozaj ayarlaması da bu masterbatch maddesi ile ham madde cipsi arasında olur.
FİLTRASYON
Eriyik hâldeki polimer düzeye gelmeden önce bir dizi filtreden geçirilir. Böylece erimiş polimerin içinde bulunabilecek olan yabancı maddeler (her türlü parçacık, jel vb.) düzelere gelmeden önce ayrılır.
Bu kirlilikler filtrelerde elenmeden geçerse ya düze deliklerini tıkayacak ya da lifin içine yerleşip daha sonraki işlemlerde lifin performansını düşürecektir. Bundan dolayı extruderden geçen eriyik düzelere gelmeden önce filtrelerden geçirilerek yabancı maddelerden ayrıştırılır.
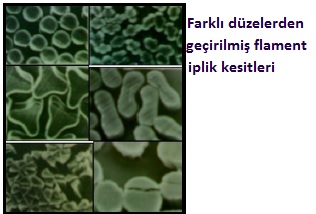
FLAMENT ELDESİ VE DÜZELER
Filament üretim sisteminde en hassas adım eriyik hâldeki polimerin düzelerden geçmesidir. Filament üretiminin son safhası olan bu kısımda extruderden geçmiş olan polimer eriyiği, belirli bir sıcaklık ve basınçta filament üretim başlıklarına (düze bloklarına) gönderilir. Düzeden çıkan polimer henüz iplik niteliği kazanmamış olan ve çok yüksek sıcaklıkta akan bir sıvı kütledir. Bu sıvı katılaşabileceği bir ortama püskürtülür. Düze plakasına bakıldığında yapısında birçok delik olduğu görülmektedir. Düze plakasındaki delik adedi mono filament üretimi için tek bir tanedir. Filament iplikler için düzedeki delik adedi genellikle 10 – 150 adet arasındadır. Kesikli elyaf üretiminin başlangıcı olan tow üretiminde ise düzelerde on binlerce delik vardır. Genellikle düze delikleri yuvarlak deliklerdir. Bu şekilde yuvarlak lif kesiti oluşturulur. Ancak özel olarak şekillendirilmiş düze delikleri de kullanılmaktadır .
KOAGÜLASYON ( KATILAŞMA )
Düzelerde belirli bir sıcaklık ve basınçla püskürtülen polimer eriyiği katılaşacağı bir ortama iletilir. Katılaştırma işlemi çeşitli şekillerde yapılır. Bunlar; sıcak buhar, soğuk hava veya koagülasyon banyosu yöntemleridir. Düzelerden çok yüksek sıcaklıkta akarak çıkan sıvı kütlesi bu bölümde katılaşarak filament hâline getirilir. Bu sıvı kütlesinin katılaştırma işlemi, ipliğin kazanacağı mukavemet ve uzama özelliklerini kritik bir şekilde etkiler.
GERME-ÇEKME
Filament eldesinden sonra; elyafta yönlenmemiş amorf bölge oranının fazla olduğu görülmüştür. Lifin yapısındaki kristalin bölgelerini artırmak, bunun sonucu olarak da filamente gerekli bazı özellikleri sağlamak üzere germe – çekme işlemi yapılır. Germe-çekme işlemi ile amorf bölge oranı azalır, kristalin bölge oranı artar. Böylece elyaftaki parlaklık, gerilim dayanıklılığı ve esneklik özellikleri artar. Ayrıca belirli numarada iplik eldesi sağlanır.
Germe – çekme işlemi aynı yönde dönen silindirler arasında gerçekleştirilmektedir. Düzelerden alınan filament tekstüre bölgesine iletilirken silindirler (godet) vasıtasıyla germe – çekme işlemi yapılır. Filament, hızları farklı silindirler arasından geçirilir. Bu silindirler birbirlerine belirli bir uzaklıkta olup 2. silindirin hızı 1. silindirden daha yüksektir. Bu sayede iki silindir arasında hız farkından dolayı çekim meydana gelir. Çekim işlemi sıcak (polipropilen gibi) veya soğuk (poliamid 6,6 gibi) olarak yapılabilir. Silindirler arası hız farkı ve silindirlere verilen ısı sayesinde filamentin germe – çekme işlemi tamamlanır. Germe - çekme bölgesi kullanılan makine yapısına göre 2 veya 3 bölgeden oluşabilir.
YAĞLAMA VE ANTİ STATİK İŞLEM
Lifin işlenmesi sırasında; lif – metal sürtünmesini azaltıp düzgün ve düşük bir gerginlik oluşmasını sağlayarak lifin aşınmasını önlemek amacıyla yağlama yapılması gerekir. Filamentlere, iplik oluşturmak üzere buluştukları noktanın hemen sonrasında yağlama işlemi yapılır. Yağlama işlemi spin – finish yağı ile gerçekleştirilir. Spin – finish yağı antistatik özellik kazandırıcı, bakteri öldürücü ve korozyon önleyici maddelerin özel bir karışımından oluşmaktadır. Spin – finish yağı; preparasyon yağı, bitim yağı, koruma yağı, avivaj gibi isimler altında da tanımlanabilir. Spin – finish yağı saf hâlde veya su ile emülsiyon oluşturularak verilebilir. Dönen bir silindirin yüzeyinde oluşturulan film tabakasını ipliğe teması ile verilebileceği gibi bir kılavuzdan geçerken kılavuza dozajlanan yağ ile ipliğin temasa geçirilmesi ile de uygulanabilir. Filamentler; önce iplik sonra da kumaş hâline dönüştürüldükten sonra spin – finish yağının görevi tamamlanmış olur. Çoğu zaman iplik veya kumaşın boyanmasından hemen önce yıkanarak uzaklaştırılır.
Yağlama ile kazandırılan özellikler şöyle sıralanabilir.
1-Filamentlerin birbirlerine tutunmalarını artırır.
2-Sürtünmeyi azaltarak liflerin zarar görmesini engeller.
3-Statik elektriklenmeyi azaltır.
4-İplik kopuş sayısını azaltır.
5-İpliğin üzerinde boya dağılımını iyileştirir.
6-Bakteri üremesini engelleyerek filamentin uzun ömürlü olmasını sağlar.
7-Yüksek çekim hızlarında daha verimli çalışılır.
MATLAŞTIRMA
Kimyasal liflerin doğal parlaklığının isteğe göre azaltılması işlemidir. Bunun için titandioksit gibi beyaz pigmentler kullanılır. Polimer çözeltisine bu maddelerin ilavesi ile matlaşa sağanı. Sonradan matlaştırmanın tersine çok yüksek yaş haslığa sahiptir.
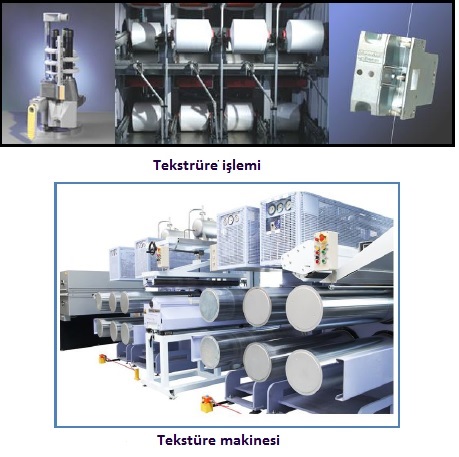
KIVRIMLILIK KAZANDIRMA
Çekim işleminden geçen ve yağlanan filament kablosu tekstüe işlemine gelir. Bu işlem, ipliğe gerekli hacimliliği ve esnekliği kazandırmak amacıyla yapılan kıvırcıklandırma işlemidir. Kırı verme işlemi olan tekstüe; sentetik elyafa bir çok yöntemle uygulanmaktadır.Filament iplik üretiminde; makine üzerinde mevcut bulunan ve germe – çekme işleminden sonra uygulanan tek adımlı sistemlerde, genellikle yığma kutusu ve hava jetli tekstüre metotları uygulanır. Yığma kutusu ile tekstüre işleminde, iplik buhar veya sıcak hava ile ısıtılmış tekstüre bölmesine sevk edilir. Bu kısımda iplik kıvırcıklandırılır ve basınçlı hava ile dışarı atılır. Kıvırcıklaşan iplik soğutma tamburuna gelir ve uygun şekilde soğutulur. Tekstüre ünitesindeki filamente sabit bir giriş gerginliği sağlamalı, işlem sırasında sıcaklık sabit tutulmalı ve filamentlerin her birini tek tek kıvırcıklandırmalıdır. Ayrıca tekstüre ünitesinden iplik belirli bir gerginlik ile alınmalı ve bu iplik soğutulmalıdır.
BCF (bulked continuous flament) olarak isimlendirilen polipropilen iplik üretim tekniğinde ise hava jetli tekstüre ünitesi kullanılmaktadır. İplik hava ile gerekli ısıya ulaştırılır ve tekstüre edilir.
Her bir tekstüre jetine ayrı bir kanaldan hava iletilir. Her bir jetin girişinde bulunan termostatlar yardımıyla hava sıcaklığının her zaman sabit tutulması sağlanır. İlave ikinci bir ısıtıcı ile de tekstüre işlemi sırasında bütün jetlerin ısıl sürekliliği sağlanır. Böylece bir üretim kesintisinin ardından anında yüksek kaliteli iplik tekstüre etmek mümkün olur.
FİKSAJ
Fiksaj, filament eldesi sırasında ipliğe uygulanabildiği gibi iplik eldesi sonrasında da uygulanabilir. Fiksaj; nemli veya kuru ısı ile boyut stabilitesi kazandırma işlemidir. Fiksaj, her türlü tekstil materyaline uygulanabilir. Ancak sentetik liflerin işlenmesinde özel bir öneme sahiptir. Çünkü termoplastik liflere üretim esnasında uygulanan bükme ve çekme gibi işlemler moleküller arası bağlarda deformasyona neden olur. Bağların deformasyonu eğilmiş filament üzerinde şekil değiştirme direnci oluşturur. Ancak bu direnç kalkarsa, filament eski hâline dönme eğilimi gösterir. Tekstüre işleminin en can alıcı noktası fiksedir. Bu işlem esnasında iplik yumuşama noktasına kadar ısıtılmalı, filamentler arasındaki gerilmelerin azaltılmasına izin verilmeli ve gevşemesi sağlanmalıdır. Fikse ile termoplastik maddelerden yapılan liflerin ısı sayesinde iç gerilimleri giderilir. Tekstüre işlemine tabi tutulmuş filamentler fikse işlemi sonrası bobinlere sarılır. Ancak bazı filament üretim sistemlerinde fiksajdan önce puntalama, sarım, büküm işlemleri yapılır. Bu işlemler sonrası fiksaj ayrı bir makinede gerçekleşir. İlk olarak yalnızca polipropilen (BCF) polimerden iplik eldesinde fikse işleminden önce uygulana puntalama, sarım ve büküm işlemleri anlatılacak ve daha sonra tüm sentetik ipliklerin fikse işleminde kullanılan fikse yöntemleri anlatılacaktır.
PUNTALAMA
Tekstüre edilerek gerekli hacmi ve yumuşaklığı kazanmış filamentlerin tam bir iplik formuna gelebilmesi için az bir büküm verilmelidir. BCF (PP) iplik üretim tekniğinde ise verilecek bu büküm yerine puntalama ile filamentlere gerekli kohezyon kazandırılır. Puntalamanın amacı, bir filament demetini belli noktalarda birbirine dolamak ve bu şekilde toplu bir iplik yapısı elde etmektir.
SARIM
Puntalamadan çıkan iplik artık sarılmaya hazırdır. BCF iplik üretim makinesinin en son kısmı da iplik sarma işlemidir. Sarım hızı aynı zamanda üretim hızıdır. İplik sarım işlemi, ipliğin tekstil özelliklerini değiştirmeden mükemmel bir bobin oluşturmalıdır. BCF iplik üretim tekniğinde tam otomatik sarıcılar kullanılmaktadır. Sarımın tam otomatik olarak yapılması ile hatalar minimuma indirilmiştir. Bobin sarım kısmının verimi, BCF iplik üretim makinesinin verimini belirler. Modern filament iplik üretim sistemleri gittikçe artan hızlarda çalıştığından bobin değiştirme süreleri kısa olmalı ve bobin değiştirme işlemi daha sık aralıklarla gerçekleştirilmelidir. Bu da çok hızlı bir manuel değiştirme veya mümkün olduğu kadar gelişmiş otomasyon gerektirir.
BÜKÜM
BCF iplik üretim makinesinden bobin hâlinde çıkan iplik halı ipliği olarak kullanılacaksa büküm işlemi uygulanmalıdır. Genellikle ipliğe BCF makinesinde yapılan puntalama işlemi, ipliğe gerekli kohezyonu vermek açısından yeterli değildir. Polipropilen BCF halı ipliği için genellikle two – for – one büküm makineleri kullanılmaktadır. İpliğin inceliğine (tex-denye) bağlı olarak 80 veya 150 büküm/metre olacak şekilde büküm verilir. İki veya daha çok üretilmiş olan iplik burada beraberce büküm işleminden geçirilebilir.
FİKSE YÖNTEMLERİ
İpliğe büküm verildikten sonra ipliğin bu bükümü koruması istenir. Bu da ancak fikse işlemi ile sağlanabilir. Fikse işlemi genellikle iki farklı biçimde uygulanır.
DOYMUŞ BUHAR TEKNİĞİ
Doymuş buhar tekniği ile filament, yumuşama sıcaklığına güvenli bir şekilde ulaştırılır. Doymuş buhar tekniği ile fikse yapan makinenin çalışma prensibi şöyledir. İplikler cağlıktan alınarak serici kafa tarafından gerilimsiz olarak delikli paslanmaz çelikten imal edilmiş sonsuz bir konveyör bandı üzerine serilir. Bu işlem sonucunda filamentler serbestçe çekecek ve iplik üzerinde uygun ve düzenli kıvrım elde edilecektir. Daha sonra iplik soğutma ünitesinden geçer ve fikse tüneline girer. Fikse tünelinde iplik, saf doymuş buhar ve yüksek sıcaklıkta (150oC) işlem görür. İpliğin bükümünü tamamen fikseleyen, büküm ve moleküler yapısını etkileyen bir termik şoka maruz kalır. Fikse edilmiş iplik tabakası, soğutma cihazının içinden geçerek sarımdan önce akümülatör üzerinde birikir. İplikler birbirinden ayrılarak bobinleme makinesinde konik veya silindirik bobinlere sarılır. Böylece iplik kopmasında veya takım değiştirme esnasında beklemeler ortadan kalkmış olur.
SICAK HAVA TEKNİĞİ
İkinci yöntem olan bu yöntemde fikse işlemi için sıcak hava veya kızgın buhar kullanılır. Sıcak hava veya kızgın buhar kullanıldığında lif için gerekli olan sıcaklığın üzerine çıkılır. Polipropilenin yumuşama noktası son derece düşük (130oC) olduğundan yüksek sıcaklıklara karşı son derece hassastır. Sıcak hava kullanımında havanın sıcaklık dalgalanmaları 5oC’yi geçmemelidir. Çünkü çalışılan sıcaklık bozunma noktasına (140oC) yakındır. PP’nin kullanım alanı halı ipliğine dayanır. Fikse işlemi ile halının aşınma dayanımı, boyutsal stabilitesi, boya tutuculuk ve yüzey düzgünsüzlüğü iyileştirilmiş olur.
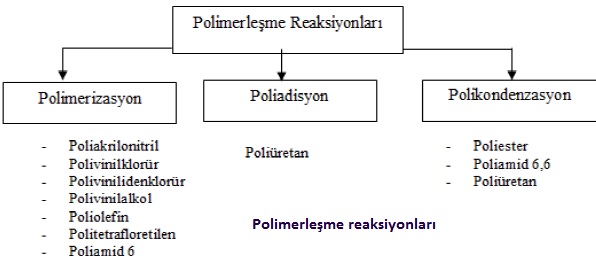
POLİMERLEŞTİRME REAKSİYONLARI
Polimer; tek tek moleküllerin bir araya gelerek birleşmesi sonucu ortaya çıkan büyük molekül zinciridir. Polimeri oluşturmak amacıyla bir araya gelen moleküllerin her birine monomer denir. Polimerizasyon derecesi, bir polimer zincirindeki tekrar eden ünite ya da monomerlerin sayısını belirtir. Polimer maddede molekül büyüklüğünün belirlenebilmesi için polimerizasyon derecesinin bilinmesi gerekir. Elyaf, bir polimerleşme reaksiyonunun sonucudur ve çeşitli kimyasal maddelerin sentezleri ile oluşmaktadır. Önce polimerleşme reaksiyonlarından biriyle polimer oluşturulur daha sonra bu polimerlerden hareketle elyaf elde edilir. Elyaf, sentetik polimerlerden üretilir. Sentetik polimerler üç reaksiyon sonucu elde edilmektedir. Sentetik polimerlerin elde edilmesini sağlayan polimerleşme reaksiyonları ve bu reaksiyonlarla elde edilen polimerlerden üretilen elyafa örnekler verilmiştir. Bu tablo ayrıca sentetik elyafın gruplandırılmasında da temel teşkil edebilir.
POLİMERİZASYON
Monomerde bulunmayan aktif merkezlerin oluşturulmasıyla gerçekleşen bir reaksiyondur. Oluşan aktif merkezlerden, monomerler birleşmek suretiyle polimerler elde edilir. Poliakrilonitril, polivinilklorür, polivinilidenklorür, polivinilalkol, poliolefin, politetrafloretilen vb. elyafın üretildiği polimerlerin eldesinde kullanılır.
POLİADİSYON
Bir çift bağ içeren molekülle, diğer bir molekülün katılması şeklinde olan polimerleşme reaksiyonlarıdır. Poliüretan vb. elyafın üretildiği polimerlerin eldesinde kullanılır.
POLİKONDENZASYON
Monomerlerin en az iki reaktif gruba sahip olduğu ve sonuçta molekül ağırlığı küçük bileşiğin (su, amonyak vb.) açığa çıktığı reaksiyonlardır. Poliester, poliamid 6,6 poliüretan vb. elyafların üretildiği polimerlerin eldesinde kullanılır.











{kind=link}