Tekstil endüstrisi çok sayıda birbirini izleyen işlemden oluşur. Bir işlem sonucu elde edilen mamul bir sonraki işlemde ham madde olarak kullanılır.
Doğal ve yapay liflerin iplik hâline getirilmesi, ipliklerin belirli bir prensibe göre okuma, örme yüzeyi oluşturması, boyanması ve sonuçta ihtiyaç alanlarında kullanılır hâle getirilmesi tekstil endüstrisini oluşturmaktadır.
Doğal liflerden üretilen pamuk ve yün, kimyasal liflerle üretilen iplik, dokuma ve örme yüzeylerinin temel ham maddesi olması açısından ayrıca önemlidir.
Tekstil sektöründe kaliteli üretimin kaynağında kaliteli ham madde yatmaktadır.
Dokusuz yüzeyin kalitesine;
pamuk elyafının kalıtsal özellikleri, hasat edilmesi,çırçırlanmasıve pamukla birlikte kullanılan tekstil lifleri dokusuz yüzey oluncaya kadargeçirdiği bütün aşamalar direkt olarak etki etmektedir.
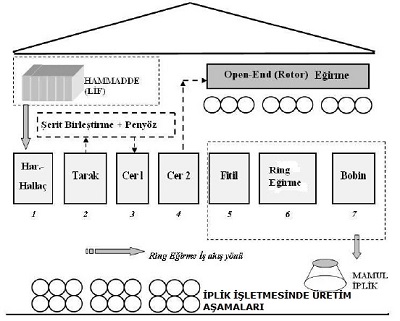
Harman hallaç dairesi,
kaliteli bir dokusuz yüzeyler üretimi için çok önemli bir işlem aşamasıdır.Birbiri ile otomasyonu sağlanmış bir grup makinenin uyumlu bir şekilde çalışması zorunludur.Dolayısıyla bu prosesteki ham maddenin yanısıra kalifiye işgücü dokusuz yüzeyin kalitesi ve işletme randımanı açısından çok önemlidir.
Tarak makinelerinde;
harman hallaç dairelerinde bir miktar açılmış temizlenmiş elyaf,daha hassas açma ve temizleme ile taranır,
ilk uzunlamasına yön verme ile paralelleştirmeişlemleri geçekleştirilir.
Tarak makinesinden çıkan tülbent formundaki elyafın hatasız ve düzgün birşekilde üretilmesi, dokusuz yüzeyin kalitesini etkiler.
İplik üretimindeki ana hedefin, uster ve % CV değerleri olarak en düzgün ve en temiz ipliği üretmek olduğu unutulmamalıdır.
Bu nedenle başlarken doğru planlanan işiçin bakımı ve temizliği zamanında yapılan makine parkı ve iyi yetişmiş bir eleman kadrosu şarttır
İşletme içinde cer makinesinden sonra malzemeye detaylı müdahale şansı pek azdır. Cer makinesinde planlanan bandın üretiminin kaliteli olmasına azami dikkat edilmelidir.
Elyaf kütlesinin iplikten önceki son formu olan fitilden kaliteli iplik yapılabilmesi için fitil (finisör) makinesinin hesapları dikkatli yapılır ve makine ayarlarıda buna göre düzenlenir.Yapılan ayarlar sonucunda fitil (finisör) makinesinde hedeflenen iplik için gerekli fitil elde edilmiş olur.
İplik üretim işleminin son basamağı, fitil makinesinde üretilen yarımamulün çekim ve büküm işlemleri ile mamul hâline geldiği masuralara sarılarak ring iplik makinesinde son hâlinin verildiği basamaktır
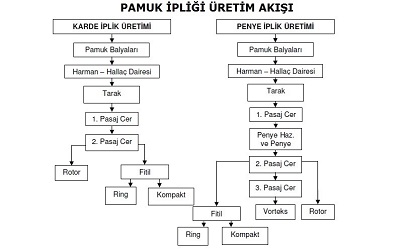
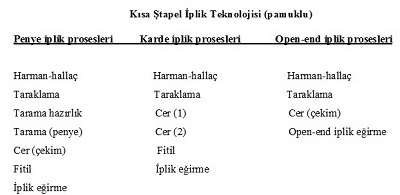
Kısa Ştapel İplik Teknolojisi (pamuklu)
Penye iplik prosesleri Karde iplik prosesleri Open-end iplik prosesleri
Harman-hallaç Harman-hallaç Harman-hallaç
Taraklama Taraklama Taraklama
Tarama hazırlık Cer (1) Cer (çekim)
Tarama (penye) Cer (2) Open-end iplik eğirme
Cer (çekim) Fitil
Fitil İplik eğirme
İplik eğirme
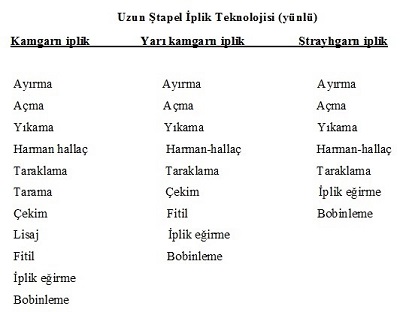
Uzun Ştapel İplik Teknolojisi (yünlü)
Kamgarn iplik Yarı kamgarn iplik Ştrayhgarn iplik
Ayırma Ayırma Ayırma
Açma Açma Açma
Yıkama Yıkama Yıkama
Harman hallaç Harman-hallaç Harman-hallaç
Taraklama Taraklama Taraklama
Tarama Çekim İplik eğirme
Çekim Fitil Bobinleme
Lisaj İplik eğirme
Fitil Bobinleme
İplik eğirme
Bobinleme
Filament İplik ve Tekstüre Teknolojisi (yapay lif)
a) Hammadde
b) Polimerizasyon
c) Lif çekimi
d) Oryantasyon
e) Bitim (finish) işlemleri
f) Krimp ve kesim
g) Tekstüre işlemleri
Harman Hallaç ve İplik Hazırlama Makineleri
Tekstil isletmelerinde harman hallaç dairesi; açma, temizleme, toz giderme, karıstırma ve tarağa düzgün bir şekilde materyal besleme amacına yönelik birbirine bağlı makinelerden oluşmaktadır.
UNIfloc A 11 otomatik balya açıcı
Her bir tarafında yerleştirilmiş 130 balyalık dört balya grubunu isleyebilmektedir. Hareketli şasi üzerindeki döner yolucu kafa, balya kenarlarını yoklayan opsiyonel bir donanıma sahiptir ve böylece istenilen şekilde bir yolma işlemi gerçekleştirilebilmektedir.
UNIclean B12 ön temizleme makinesi
Rieter tarafından geliştirilmiş temizleme işleminin entegre ( Bütünleşmiş ) bir parçası olup, A 11 balya açıcıdan sonra etkin bir toz çıkarma ve temizleme makinası olarak görev yapmaktadır.
UNImix B 70 karıstırıcı
Balyalar optimum bir şekilde dizilmemiş olsalar bile, homojen bir karışım sağlayabilmektedir. Balya yolma sırasındaki herhangi bir sorun, sonraki işlemlerde herhangi bir etkiye sebep olmadan bu karıştırma işlemi ile önlenebilmektedir.
Uniflex B 60 ince temizleme ve toz çıkarma makinesi
Pamuğun daha hassas bir biçimde temizlenmesini ve temizlenme esnasında tozların uzaklaştırılmasını sağlamaktadır.
Tarak Makinası
Balyalar halindeki kesikli elyaf; iplik oluşumu için ilk basamak olan harman hallaç aşamasında, yapısındaki kaba kirlerden arındırılmak amacıyla açılmakta ve karıştırılmaktadır. Bu aşamada yapıdaki yabancı maddeler kısmen uzaklaştırılmakta ve lifler paralel hale getirilerek vatka adı verilen tabaka seklini almaktadır. Modern tarak makinelerinde hammadde, tarak makinesinin haznesine bir boru kanalı vasıtasıyla beslenmektedir. Düzgün bir şekilde sıkıştırılmış elyaf yapısındaki küçük boyuttaki yabancı maddelerin ve kısa liflerin uzaklaştırılması ve paralelliğin arttırılması amacıyla, tarak makinelerinde tek lif haline gelinceye kadar açılıp, belli numaradaki tarak şeridi haline dönüştürülmektedir.
Eski tip taraklarda brizör, besleme yönünün tersi yönünde dönmekte iken, karde hattında kullanılan Rieter C-50 ve penye hattında kullanılan Rieter C-60 tarakları brizörün dönüş yönünde dönen besleme düzeneği ile donatılmıştır.
Penye Hazırlık ve Penye Makinası
İplikçilikte tarama (Penyeleme) işlemi hammadde içerisindeki hem kısa lif hem de yabancı maddeleri önemli oranda ayıran tek işlem kademesidir. Tarama (Penyeleme) işleminden geçtikten sonra üretilen ipliklerin, kısa elyaf oranının azalması ve lifler arası paralelliğin artmasından dolayı düzgünlük ve mukavemet değerleri artmakta, elyaftaki safsızlıkların ve nepsin büyük oranda giderilmesinden ötürü de yumuşaklık ve görünüm gibi özellikleri iyileşmektedir.
Penye iplikçiliğinde proses akısı, tarak makinesine kadar karde hattıyla benzer seyretmektedir. Ancak penye iplikçiliğinde, tarak ve fitil makineleri arasında penye makineleri bulunmaktadır. Penye prosesi genel olarak iki basamaktan oluşmaktadır;
1- Penye Hazırlık
2- Penye Makinesi
Şerit katlama makinesi taraktan sonra “ön cer makinesi” diye adlandırılan makineden şerit formunda aldığı hammaddeyi penyözde (penye makinesi) kullanılacak vatka formuna dönüştürmektedir. Şerit katlama makinesinde çekime giren cer şeritleri tülbent haline getirilir ve ardından silindirik formdaki bir kovana vatka olarak sarılmaktadır.
Cer Makinası ve Çekme İşlemi
Cer makinelerinde bulunan çekim sistemi yardımı ile şerit halindeki lifler inceltilip, paralelleştirilerek tarak şeridine göre daha düzgün yapıda olan cer şeritleri elde edilmektedir.
Fitil Makinası
Fitil işleminde; şerit halindeki lifler, daha çok oranda çekim uygulanarak inceltilir ve kopuşları önlemek için büküm verilerek fitil sekline dönüştürülür. Bu durumdaki elyafa eğirme sistemlerinde daha yüksek oranda çekim uygulanır ve esas büküm verilerek istenen numarada iplik elde edilir.
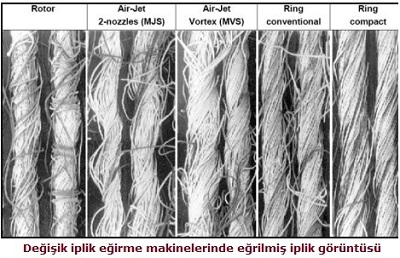
İplik Eğirme Sistemleri
İplik; bükümlü veya bükümsüz, nispeten küçük kesitli liflerin bir arada tutulmasıyla oluşan, eğirme işlemi sonucu meydana gelen, uzun metrajda tekstil ürünüdür. Dokuma ve örme kumaşların hammaddesini oluşturan iplik, dikiş ipliği gibi nihai ürün olarak da kullanılabilmektedir. Temel olarak hammaddenin kesikli veya kesiksiz elyaftan olmasına göre iplik üretim yöntemi farklılık göstermektedir.
1-Ring İplik Eğirme Sistemi
Ring iplik makinesi, elyaftan-iplik üretim sonucunda prosesin son makinesidir ve bundan dolayı ipliğin kalitesi açısından önemli bir prosestir. Bir ring iplik makinesinin görevlerini üç kısımda toplamak mümkündür;
1-Gelen fitili çekimle gerekli inceliğe kadar inceltmek,
2-Nihai iplik numarasını verecek sekilde büküp, ipliğin mukavemet kazanmasını sağlamak,
3-Oluşan ipliği kolay taşınabilmesi ve saklanabilmesi için sarmaktır.
Bu sistemde iplik, belirli bir inceliğe kadar getirilip, çıkış silindirlerini terk ettikten sonra, dönen bir iğ yardımıyla büküm almakta ve bilezik etrafında dönebilen bir kopçadan geçip, dönmekte olan masuraya sarılmaktadır. Burada ana iplik eğirme elemanı iğdir. Fitil aynı anda inceltilerek bükülüp masuralara sarıldığı için kontinü bir sistemdir. Büküm ve sarım birlikte yapılmaktadır.
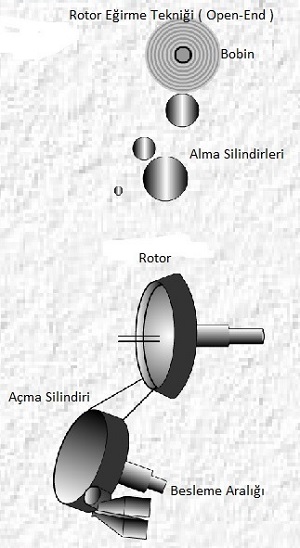
2-Open-End Rotor Eğirme Sistemi
Açık-uç elyaf besleme prensibine dayanan bu eğirme sisteminde, tek tek açılmış elyaflar iplik oluşturmak üzere büküm yoluyla açık iplik ucuna bağlanmaktadır. Sistemin esasını, elyaf kütlesinin rotor hareketiyle taşınıp, açık uca aktarılması ve bükümlü iplik yapısının elde edilmesi oluşturmaktadır. Sistem, elyaf açma ünitesi, elyaf iletimi, büküm verme ünitelerinden oluşmuştur.
Şerit formundan beslenen elyaflar, besleme silindirleriyle kontrollü olarak makineye alınır ve açma ünitesinde garnitürlü açma silindiri vasıtasıyla taranırlar. Elyaflar burada tek tek ayrılmış olarak taşınırlar. Açma ünitesinde açığa çıkan döküntüler, döküntü temizleme kutusuna ayrılırlar. Açma silindiri ile rotor arasında elyafları uygun şekilde yönlendirilen elyaf iletim tüpü vardır. İdealinde iletim tüpü içerisinde belirli miktarda uç uca gelecek sekilde sıralar halinde rotora gitmesi istenen elyaflar, rotor çevre hızının, hava hızından yüksek olmasıyla çekilerek yönlendirilirler. Rotorun dönmesiyle, elyaflar rotor yivinde toplanarak diğer elyaf katmanlarına katılırlar ve sonra ipliğin açık ucuna rotordaki dublaj görmüş elyaflar büküm yoluyla eklenirken,
diğer yandan iplik, çekim düzesinden geçerek çıkış silindirlerinden sonra sarım sistemine gelir ve silindirik veya konik bobinler halinde sarılmaktadır.
3-Kompakt İplik Eğirme Sistemi
Kompakt iplikçilik sistemi modifıye edilmiş bir ring iplikçilik sistemidir. Bu sistemde üretilen ipliklerin tüylülük basta olmak üzere birçok özelliği konvansiyonel ring ipliklerine nazaran daha iyidir. Bu durum, ring iplik makinesinde eğirme üçgeninin minimize edilmesi ile ortaya çıkmıştır. Eğirme üçgeninin sekli ve boyutları iplik yapısını, mukavemetini ve yüzey özelliklerini etkilemektedir. Klasik ring iplik makinelerinde iplik üretirken oluşan eğirme üçgeninin dış kısmındaki lifler ya ipliğe dahil olmayıp uçuntu halinde uzaklaşmakta yada yetersiz bir sekilde ipliğe dahil olmaktadır. Bu liflerin, ipliğe yeterli bir sekilde tutunamadığından, mukavemete katkıları sınırlı olmaktadır. Kompakt iplikçilik sisteminde ise, lifler ana çekimden sonra aerodinamik olarak kompakt hale gelirler. Böylece lifler birbirlerine yakın olarak durabilmekte ve eğirme üçgenine taşınan lif kütlesi yoğunlaştırılmış olmaktadır. Bu durum karsısında bütün lifler eğirme üçgenine katılmakta ve iplik yapısına tamamen entegre olarak daha iyi iplik formasyonu sağlanabilmektedir.
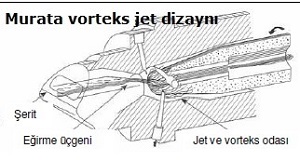
4-Vortex Hava Jetli İplik Eğirme Sistemi
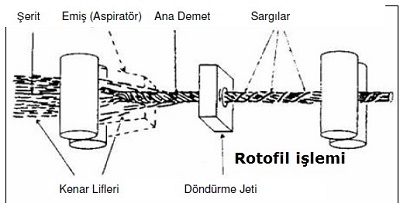
Hava jetli iplikçilik sisteminin dayandığı prensip yalancı bükümlü hava jetli tekstüre yönteminden hareketle, ilk olarak 1956 yılında E.I. Du Pont de Nemours tarafından tanıtılmıştır. Resmi olarak ilk defa Du Pont ilk hava jetli eğirme sistemini 1963 yılında bulmustur. Ancak bu tarihlerde sistem %100 kesikli lif iplikçiliğinde ticari olarak basarı sağlayamamıştır. 1971 yılında Du Pont tarafından “Nandal” ticari ismi ile yeni bir demet iplik geliştirmiştir. Burada ipliğin merkezinde bulunan kesikli lifler yüzeyde bulunan kesikli lifler ile demet seklinde sarılmıştır. Bu işlem “Rotofil” olarak tanıtılmış ve patent almıştır.
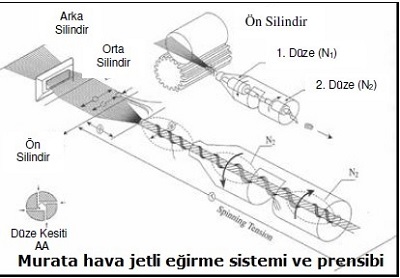
Rotofil sisteminden sonra bu sistemle çalışan yeni makineler keşfetmiş olsalar da (Toray hava jetli eğirme-AJS 101 ve 102 gibi) sadece Murata’nın ürettiği hava jetli eğirme sistemleri piyasada ticari olarak kabul görmüştür. Murata’nın geliştirdiği MJS 801 (Murata Jet Spinning), ilk olarak 1982 yılında ATME fuarında tanıtılmış ve kendi sınıfında günümüze kadar ticari olarak en fazla basarı sağlamış makine olmuştur.
Yukarıda gösterilen MJS iplik makinesi, üç silindirli bir çekim sistemi ve birbirleriyle ters yönde dönerek girdaplar oluşturan iki hava jeti düzesinden oluşmaktadır. İki düzenin ters dönüsüyle oluşturulan hareket ve yüksek hızla dönen ön çekim silindirinin oluşturduğu hava akımı sayesinde, N1 düzesi ve ön çekim silindiri arasındaki bölgede bir miktar kenar lifi ana lif demetinden ayrılır. Bu ayrılan kenar lifleri, ikinci düzenin (N2) çıkısında iplik yüzeyinde sarım yaparak sargı liflerini oluştururlar. Kısaca, birinci düze sonunda yalancı büküm prensibine göre düze öncesinde almış olduğu bükümü açılan merkez liflerinin üzerine, ikinci düze sayesinde kenar liflerinin daha sıkı bir biçimde sarılması sağlanır. Hava jetli eğirme sistemlerindeki teknolojik gelişmelerle tek düzeli, aynı ve farklı yönlerde
dönen çift düzeli sistemler oluşturulmuş ve iplik mukavemeti açısından farklı yönlerde dönen çift düzeli sistemlerin en uygunu olduğu belirlenmiştir. Ayrıca geliştirilen “MTS 881” model makine ile de çift katlı iplik üretimi gerçekleştirilebilmektedir.
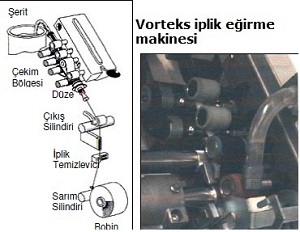
Vorteks eğirme yöntemi hava jetli iplik üretim sisteminin yeni versiyonu veya yalancı büküm yöntemi içerisinde yeni bir gelişim olarak değerlendirilebilmektedir.
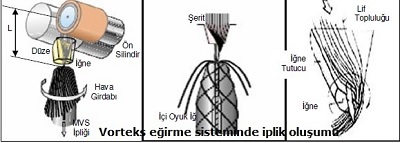
Yukarıda görülen MVS olarak bilinen gösterilen Murata Vorteks eğirme teknolojisi ilk olarak 1997 yılında Osaka Uluslararası Tekstil Makineleri Fuarı’nda tanıtılmıştır. MVS iplik eğirme makinelerinde, 4 silindirli ve apronlu çekim sistemi kullanılmaktadır.
Hammadde cer şeridi formunda makineye beslenmektedir.
Son versiyon MJS iplik üretim makinelerinden farklı olarak, bu sistemde yukarıda gösterilen ters yönde dönen iki hava jeti yerine, farklı yapıda tek bir jet kullanılmaktadır.
MVS iplik egirme teknolojisinde kullanılan düzede yapılan değişikliğin temelinde, bükümsüz merkez liflerinin üzerine sarım yapan liflerin sayısının ve sarım uzunluğunun artırılabilmesi fikri yatmaktadır. Çekim sistemi çıkış silindirlerinden çıkan lifler, içinde yüksek hızlı hava girdabının oluşturulduğu düzenin girişinde spiral açıklığa doğru emilir ve böylece açıklıktan sarkan iğne ucuna doğru olan hareketleri sırasında, oldukça sıkı bir yapı oluşturur.
Bu aşamada lifler hava girdabının oluşturduğu kuvvet ile yalancı büküme maruz kalır. Oluşan büküm yukarıya doğru kayma eğilimindedir. Düze açıklığından sarkan iğne, bükümün yukarıya doğru kaymasını engeller. Böylece bazı liflerin üst kısımları, çekim sistemi çıkış silindirlerinin kıstırma çizgisinden ayrılır ve açık tutulur. Düze açıklığından geçen liflerin üst kısımları hava girdabı nedeni ile açılarak, içi oyuk ig etrafında döndürülür. Dönen bu lifler, oluşan iplik iğ içinden aşağıya doğru hareket ederken, merkez liflerinin etrafını sararak iğin içerisine doğru girer. Üretilen iplik, temizleme ünitesinden geçtikten sonra bobin halinde sarılır.İstenen iplik özelliklerine bağlı olarak, iplik temizleme ünitesinden sonra makine üzerinde parafinleme işleminden de geçirilebilmektedir.
Yukarıdaki şekilde gösterilen, çekim sistemi ön silindirleri arasındaki kıstırma noktası ile iğ tepe noktası arasındaki mesafe “L”, üretilen MVS ipliginin fiziksel karakterini önemli ölçüde etkilemektedir. Bu uzaklığın artırılması merkez lifleri üzerine sarım yapan lif sayısının artması anlamına gelmektedir. Ancak bu mesafe çok artırılacak olursa, makineden atılan telef miktarı da artmaktadır. Bu yüzden mesafe, genellikle kullanılan harmandaki ortalama lif uzunluğundan çok az daha kısa olacak sekilde ayarlanmaktadır.
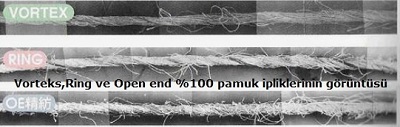
MVS ipliklerinin yapısı, diğer yalancı büküm iplikçilik sistemi ile üretilmiş ipliklerde olduğu gibi merkezde bükümsüz paralel uzanmış lifler ve bunları saran sargı lifleri olmak üzere iki temel kısımdan oluşmaktadır. Bilinen anlamda bir büküm varlığından söz etmek MVS iplikleri için mümkün değildir.
Murata firması, MVS sistemini ilk kez 1997 yılında kesikli lif iplik üretim sektörüne tanıtmıştır. Firma bu zamana kadar MVS 851, MVS 810 ve MVS 861 adında üç farklı model voteks iplik egirme makinesi gelistirmistir. Çift katlı iplik üretimi için MVS 81T isminde, MVS 810 makinesinin modifiye edilmiş halini de ticari olarak piyasaya çıkarmıştır. Ayrıca, MVS 810 ve MVS 861 makinelerinde, makine üzerine adapte edilen çekirdek iplik besleme tertibatları ile “core-spun” iplikler de üretilebilmektedir. MVS 851, MVS 810 makinelerinde üretim hızları üretilen iplik numarasına bağlı olarak 300-400 m/dk iken, 2003 yılı ITMA (International Exhibition of Textile Machinery) fuarında tanıtılan MVS 861 model ile üretim hızı aralığı 300-450 m/dk’ya yükselmiştir. MVS ipliklerinin elektron mikroskobu altındaki incelenmesinde, merkezde bükümsüz sekilde yer alan çekirdek lifleri ve bunların etrafına sarılı olan sargı liflerinden oluştuğu görülmektedir. MVS ipliklerinin yüksek egirme hızlarına rağmen, üretilen ipliğin karakteristik özellikleri yüksek sargı lif oranından dolayı ring ipliklerine benzemektedir.
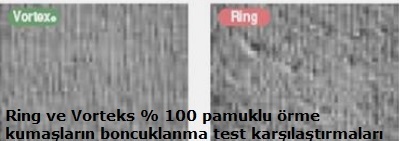
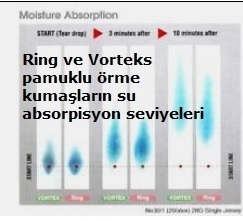
Yukarıda gösterildiği gibi ring ipliğine kıyasla, MVS ile üretilen iplikler daha düsük tüylü olmaktadır. Bu özelliği sayesinde, oluşturulan giysiler, Aşağıda gösterildiği gibi yıkamaya, boncuklanmaya ve aşınmaya karsı daha dirençli olmaktadır. Aynı zamanda bu ipliklerin yüksek hacimli olmasından, daha çok su emme ve çabuk kuruma özelliği bulunmaktadır.
Bu özelliklere ilave olarak, korteks iplikler ile oluşturulan örme kumaşların, ringe göre yıkamadan sonraki boyut değişimleri ve sertlik değerleri daha az olmakta, yıkamaya karşı yüksek renk haslık değerleri göstermektedir.
MVS egirme sistemi, open-end iplik teknolojisinde olduğu gibi, cerden çıkan şeritleri ipliğe çevirmek suretiyle, fitil, ring ve bobin proseslerini ortadan kaldırmaktadır. Ring iplik sistemine kıyasla; MVS egirme sisteminde enerji tüketimi %30, makine için gereken alan %50, gereken işgücü (personel ihtiyacı) ise %56 daha düsük olduğu belirtilmektedir.
Bobinleme işlemi (Sert ve Yumuşak Sarım)
Bobinleme (bobinaj) işleminde ring ve kompakt iplik makinelerinden gelen yaklaşık 100 gr’lık kops halindeki iplikler, ucuca düğümlenip aktarılarak yaklaşık 2 kg’lık bobinler halinde sarılmaktadır.
İpliklerin, daha ileriki proseslerdeki dokuma vb. işlemler esnasında kesintisiz ve randımanlı çalışabilmesi için büyük bobinler haline getirilmesi gerekmektedir.
Ayrıca bu sayede, iplikteki zayıf yerler giderilerek dokuma ve örme işlemi sırasında kopuşların önüne geçilmiş olunmaktadır. Aynı zamanda kumaş yüzeyinde ortaya çıkabilecek iplik hataları da temizlenerek, kumaş yüzeyinin istenen kalitelide olması sağlanabilmektedir.
Boyama işlemleri yapılacak bobinlerin yumuşak sarım prensibine göre belirli yoğunlukta sarılarak boyamaya hazır boyama bobini haline getirilmesi gerekmektedir.











 Derstekstil
Derstekstil 
