İplik Eğirme
Ring iplik makinesi makineleriyle ring iplik büküm makinelerinin performansları büyük ölçüde bileziklerin ve kopçaların maksimum dayanım sınırlarıyla tanımlanmıştır. Bilezik kopça alanındaki yoğun araştırma ve geliştirme çalışmaları sayesinde bilezik-kopça sisteminin dayanım sınırları büyük ölçüde artırılabilmiştir. Kopça aşınmasının yalnızca malzemeden kaynaklanmadığı, bu süreçte çok karmaşık tribolojik yasaların rol oynadığı bilinmektedir. Ayrıca kopça ve bilezik arasında oluşan ısı uzaklaştırılmalıdır. Bu işlem o kadar hızlı gerçekleşmelidir ki, noktasal ısınmaların, kopçanın aşınma bölgelerinde 300 derece üzerindeki sıcaklıklara ulaşması önlenmelidir.
Bilezik-kopça sistemi üzerine etkiyen yüklerin olabildiğince düşük seviyede tutulması için;
- Bileziğin iğe göre kusursuz bir şekilde merkezlenmiş olması,
- İplik kılavuz gözünün iğe göre iyi bir şekilde merkezlenmiş olması,
- Balon kontrol bileziğinin (BE bileziği) iğe göre kusursuz bir şekilde merkezlenmiş olması, iğin, iğ titreşimi olmayacak şekilde yataklanmış olması,
- Masura çapı, masura uzunluğu ve iğ taksimatının bilezik çapına orantısının doğru olması, Bileziğe uygun çapta balon kontrol bileziklerinin (BE bilezikleri) mevcut olması,
- Kopçayı elyaf uçuntusundan koruyan, doğru ayarlanmış olan uygun kopça temizleyicilerinin kullanılıyor olması,
- İplik işletmesi ikliminin (sıcaklık ve bağıl nem) ilgili iplik için uygun olması,
- İplik işletmesi havasının, kopça hareketini olumsuz etkileyen toz ve elyaf uçuntusundan olabildiğince arındırılmış olması,
- Bilezik tablasının iğe göre mutlak terazisinde olması sağlanmalıdır.
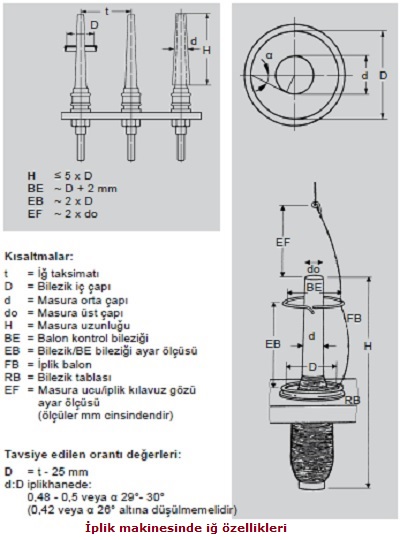
İyi bir eğirme sonucu için aşağıdaki şekilde tavsiye edilen geometrik orantı değerlerine olabildiğince kesin olarak uyulmalıdır:
- d:D: d:D değeri çok küçük olduğunda, kopça üzerine etkiyen yük yüksek olur. Kopça aşınması ve iplik kopuşu artar.
- d:D değeri çok büyük olduğunda, kops üzerindeki iplik miktarı azdır, ancak çalışma koşulları olumsuz yönde etkilenmez.
- H: Fazla uzun bir masura veya iğ seçilirse (örn. H = 5,5 x D), iplik balonu masura ucuna değer. Yüksek oranda iplik kopuşlarının yanı sıra iplik kalitesinin de kötüleştiği görülür.
- D und t: Bilezik çapı (D) seçilirken iğ taksimatı (t) göz önünde bulundurulmalıdır. Maksimum bilezik çapı, iğ taksimatına kıyasla, bundan en fazla 25 mm daha küçük olabilir. Bu durumda kopça ve iplik balonu gerekli hareket serbestliğine sahip olur. Kopça takma, iplik kopuşunun giderilmesi ve kops değişimi daha sorunsuz gerçekleşir.
- BE: Balon kontrol bileziği, bilezik çapından 2- 3 mm büyük olmalıdır. Balon kontrol bileziği çok büyük olursa iplik balonuna etkiyen yük karşılanamaz.
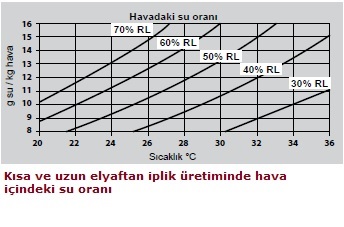
İyi bir eğirme sonucu elde etmek için doğru iklim koşulları (nem oranı, sıcaklık) ve temiz bir ortam havası büyük önem taşır. Kirlenmeden kaynaklanan rahatsız edici etkilerden kaçınmak için, klima sistemleri saatte en az 30 hava değişimi olacak şekilde boyutlandırılmalıdır. Bağıl nem oranı için tavsiyeler aşağıdaki görülmektedir.
Kısa elyaf iplikhanesindeki hava içindeki su oranı yaklaşık 11-12 g/kg hava, uzun elyaf iplikhanesinde ise yaklaşık. 13-14 g/kg hava kadar olmalıdır. Aşağıdaki grafikte, bu değere ulaşmak için gereken kesin bağıl nem oranı, hâkim olan her sıcaklık için ayrı ayrı görülmektedir.
- Pamuğun yapışma eğilimi ve vatka oluşma eğilimi varsa, daha kuru bir eğirme iklimi seçilmelidir.
- Suni elyafta statik yüklenme varsa, daha nemli bir eğirme iklimi seçilmelidir.
- Sıcak, kuru iklim çekim tutumunu olumlu yönde etkiler. Düşük sıcaklıklar çekim bozukluklarına yol açabilir.
- İyi bir çalışma tutumu ve kusurların az olması için havanın temizliği büyük önem taşır.
- Havadaki toz ve elyaf oranının yüksek olması özellikle ince ipliklerin eğrilmesinde iplik kopuşlarının ve iplik hatalarının artmasına yol açar (klima sisteminin hava değişim oranı).
- Örneğin inşaat önlemleri sırasında olduğu gibi, havanın mineral tozlarla kirlenmesi eğirme bilezikleri ve kopçalar için son derece saldırgan sonuçlar doğurabilir ve çok hızlı bir aşınmaya yol açabilir.
- Havanın nemlendirilmesi için kullanılan su tuz içermemelidir, aksi halde bileziklerde ve kopçalarda yüksek oranda korozyon oluşabilir.
Kompakt iplikler
Kompakt iplikler, iplik tüylülüğü son derece düşük olan iplik tipleridir. Bunlardaki sürtünme koşulları sorunludur, çünkü yağlama için gereksinim duyulan elyaf uçları büyük ölçüde mevcut değildir. Bu nedenle kompakt ipliklerin eğrilmesinde özel koşullara dikkat edilmelidir.
Elyaf yağlama filminin yetersiz olmasından dolayı, kompakt iplik eğrilmesinde bilezik-kopça sürtünmesi geleneksel ipliklerdekinden yüksektir. Bu nedenle kompakt iplik eğirmede daha hafif kopçalar (1-1 numara daha hafif) kullanılır. Yağlama için yararlanılacak az sayıdaki elyafı bilezik ve kopça arasındaki temas bölgesine yaklaştırmak için ayrıca daha alçak ve daha dar kopçaların kullanılması önerilir.
Kompakt ipliklerin eğrilmesinde iklim koşulları geleneksel ipliklere göre daha kuru ve daha sıcak olacak şekilde seçilmelidir.
Core iplikler
Core ipliklerin eğrilmesi pek çok durumda, özellikle de sert core ipliklerin eğrilmesinde çok sorunludur. Bunlarda kılıf elyafının göbek elyafına oranı çok küçüktür ve sıyrılma riski son derece yüksektir. Yumuşak core ipliklerde ve kılıf elyafının göbek elyafına oranı büyük olduğunda, koşullar o kadar kritik olmaz.
Sert core ipliklerde
sıklıkla BE bileziği olmadan çalışıldığından, bunlarda geleneksel ipliklere kıyasla çok daha ağır olan kopçalar kullanılmalıdır (3 numaraya kadar daha ağır). Uygun kopça numarası deneme yaparak bulunmalıdır. Core ipliklerin eğrilmesinde temel olarak normal profil kullanılması denemelere göre uygundur.
Kopçalar özellikle sert core ipliklerde koruyucu bir iplik geçişine sahip olmalıdırlar. Bu nedenle, iplik geçiş bölgesinde yuvarlak kesite sahip olan rf tel profili dememe sonucuna göre önerilir.
Fantezi iplikler
Fantezi ipliklerde özelliklerinden dolayı, farklı iplik uzunlarına dağılmış olan çok büyük ölçü dalgalanmaları olur. Bu nedenle kopça ağırlığının seçimi her zaman ödün vermeyi gerektirir. Kopça ağırlığının seçiminde temel olarak ortalama iplik numarası esas alınır. Kalın yerlerde iplik balonunun çok fazla göbek yapmaması için, bu tavsiyenin aksine, kopça ağırlığı sıklıkla daha ağır seçilmek zorunda kalınır. Bunun için belirleyici olan kalın yerin uzunluğudur. İplik balonunun uzunluğuna eşit veya ondan daha uzun olan kalın yerlerde kopça ağırlığı, kalın yerin olduğu kısımdaki iplik numarasına göre belirlenir. İnce yerlerin olduğu kısımlarda iplik kopuşları olmasından kaçınmak için iğ devir sayısı normal ipliğe kıyasla azaltılmalıdır. Optimum eğirme parametreleri deneme yoluyla saptanmalıdır.
İplik efektlerinin yoğunluğuna bağlı olarak normal kopçalar kullanılabilir. Güçlü efektlerde çok daha yüksek kopçalarla çalışılmalıdır.
Sentetikler ve karışımlar
Sentetik elyafların özellikleri birbirlerinden çok farklıdır. Bu nedenle bu elyafların eğrilmesinde daima elyaf üreticisinin tavsiyeleri dikkate alınmalıdır. Sentetikler çoğunlukla sürtünmeye karşı duyarlıdır. İplikte erime noktalarının ortaya çıkmasını önlemek için temel olarak daha yüksek kopça tipleri kullanılmalıdır. Bununla ipliğin bilezik tepesine temas etmesi önlenir. Çok hassas ipliklerde BE bileziklerinin kullanılmasından da vazgeçilmelidir. Bu durumda normal tavsiyeye kıyasla daima daha büyük kopça ağırlıkları kullanılmalıdır. Boyanmış ve matlaştırılmış elyaflar çoğunlukla çok saldırgan öğeler içerirler.
Elyaflar bilezik ve kopça arasındaki yağlama filmini oluşturduğundan, bu öğeler kopça ve bilezik üzerinde de aşındırıcı etkide bulunurlar, dolayısıyla böyle elyaflar kullanıldığında kopça ömrünün çok daha kısa olacağı hesaba katılmalıdır. Ek olarak iğ devir sayısı da azaltılmalıdır.
Bilezik ve kopçalarla iplik kalitesine etkisi
Ring iplik eğirme sürecinde iplik kalitesini etkileyen pek çok faktör vardır, bilezik ve kopçalar da bunlardandır. Ancak çekim ünitesinden gelen elyaf bandının kalitesi bilezik ve kopçayla iyileştirilemez. Eğirme sonucu, bilezik ve kopçanın doğru seçilmesiyle, özellikle iplik tüylülüğü bakımından olumlu yönde etkilenebilir.
Tüylülük
Özellikle tüylülük konusunda bilezik ve kopça aracılığıyla etki edilebilir. Bunda öncelikle bileziğin durumu ve merkezleme önemli bir rol oynar. Aşınmış bir bilezik yüzeyi ipliğin tüylülük değerlerinin daima yüksek olmasına yol açar.
Ayrıca bileziğin merkezlenmesi iplik tüylülüğünün düşük olması için son derece önemlidir, üstelik iğ devir sayısı ne kadar yüksek ve bilezik çapı ne kadar küçükse o derece önem kazanır. Henüz 0,3 mm eksantriklikte bile teorik kopça hızı büyük bir dalgalanma sergiler. Bunun sonucunda kopçada vızırdama ve bunun sonucunda iplik tüylülüğü daha yüksek olur. Bu, ölçüm teknikleriyle de kanıtlanmıştır.
İplik tüylülüğü konusunda iyi sonuçlar elde etmek için kopça ağırlığının doğru seçilmesi de önemlidir. Kopça ağırlığı çok azsa balon çok fazla göbek yapabilir, bu da BE bileziğinde ve iplik kılavuzunda yüksek oranda sürtünmeye ve dolayısıyla yüksek iplik tüylülüğüne yol açar. Eğirme bilezikleri aşınmış olduğunda, zarar görmüş olan bilezik yüzeyinden dolayı bilezik kopça sürtünmesi azalır. Bu durumda kopça ağırlığının artırılması geçici olarak bir iyileşme sağlayabilir. Ama bu durumda bilezikler temelde en kısa zamanda değiştirilmelidir.
Kopça biçiminin ve kopçanın tel kesitinin uygun seçilmesiyle en iyi iplik tüylülük değerleri elde edilir.
Nepsler
Nepsler, çoğunlukla fitilden kaynaklanan, aşırı kısa kütle dalgalanmalarıdır. Bazı durumlarda, kopçada oluşabilen sıyrılmalar neps sayısının yüksek olmasına yol açabilir. Bunun nedeni kopçanın uygun olmaması veya aşırı derecede aşınmış olması olabilir. Bunda uygun bir kopça biçimi veya kopça değiştirme periyodunun kısaltılması iyileştirme sağlayabilir. Sıyrılmalardan kaynaklanan aşırı yüksek neps sayılarında CV değeri de yükselebilir.
İplik düzgünsüzlüğü (CV%)
Bu, iplikteki kütle dalgalanmalarını ifade eden bir ölçüdür. Bilezik ve kopça kütle dalgalanmalarını neredeyse hiç etkilemez. Ancak yüksek neps sayıları da CV değerinin artmasına yol açabilir.
İnce yerler ve kalın yerler
Bu kusurlar, iplikte, santimetre aralığındaki kütle dalgalanmalarını ifade ederler ancak bilezik ve kopça tarafından çok az etkilenebilirler.
İplik mukavemeti ve esneme
İplik bükümü, iplik parametreleri (büküm) ve hammaddeden başka, eğirme sürecindeki iplik geriliminden ve bununla birlikte iğ devir sayısından etkilenir. Mukavemet için her şeyden önce elyafın iplik bünyesi içindeki yönelimi önemlidir. Bu esas olarak çekim ünitesinde ve eğirme üçgeninde oluşur.
Eğirmedeki iplik kopuşları
İyi bir makine randımanı için iplik kopuş sayısının düşük olması büyük önem taşır. İplik kopuşları, mevcut gerilimin eğirme üçgeni tarafından karşılanamadığı durumlarda ortaya çıkarlar. İyi bir iplik homojenliği ve sabit iplik gerilimi daima olumlu yönde etki ederler, çünkü kalın ve ince yerler çoğaldıkça bu olayların olasılığı artar.
Kopça ağırlığı daima, iplik gerilimi bir yandan iplik kopuşları az olacak ve diğer yandan da çok büyük (göbekli) balon nedeniyle çalışma aksamaları olmayacak kadar düşük olmalıdır.
Takım değiştirmedeki iplik kopuşları
Kalkış sırasındaki iplik kopuş oranının düşük olmasının önkoşulu, rezerv sarımının (masura sarımı) kusursuz bir şekilde uygulanmasıdır. Takım değiştirme sırasında ipliğin çıkması ve gerçek iplik kopuşu ayırt edilir.
Normalde iplik kılavuzunda iplik artığı kalmaz. Bazı durumlarda, harekete geçme sırasında kopça kasıntı yapabilir. Bu durumda dıştaki kopça ayakçığı bileziğin dış tarafında asılı kalır. Böyle olduğunda, harekete geçme sırasındaki iplik gerilimi çok büyük olur ve iplik kopar. Makine durdurulurken iğlerin daha güçlü şekilde frenlenmesi (bu sayede iplik harekete geçme sırasında daha gevşek olur) veya uygun kopça seçimi bir çözüm olabilir.
Ayrıca, takım değiştirme sırasında iplik kopuş oranının düşük olması için, iplik balonunun olabildiğince hızlı şekilde istikrar kazanması son derece önemlidir.
Takım değiştirme sırasında ipliğin çıkması
İpliğin çıktığı çoğunlukla, iplik kılavuzu etrafında kıvrımlı iplik artıklarının sarılı olmasından net bir şekilde anlaşılır. Bu, ipliğin çıktıktan sonra yalnızca büküm almasıyla ve en sonunda aşırı bükümden dolayı kopmasıyla gerçekleşir. Bu sorun öncelikle iplik çekme başlangıcının iyileştirilmesiyle giderilebilir.
Bilezik tablası aşağı hareket etmeye başladıktan hemen sonra iğlerin harekete geçmesi
Çekim ünitesinin, gereği halinde iğlerden daha geç harekete geçirilmesi Ayrıca uygun kopça seçimiyle ipliğin çıkması azaltılabilir.
Bilezik-kopça sisteminin performansı
Kopça, 150 km/h (42 m/s) bir hızda, yaklaşık 14 günlük ömrü içinde dünyanın çevresinden daha fazla olan bir mesafe kat eder. Hatta CeraDur kopçalar, aşırı yüksek kopça ömürleri sayesinde dünyadan aya kadar olan mesafeye (365.000 km) denk bir mesafe kat ederler. Bu sırada, 500 grama kadar olan bir ağırlığa denk olan merkezkaç kuvvetiyle bilezik flanşına doğru bastırılır. Bu sistem yalnızca eğirme materyalinin öğütülmüş elyaflarından oluşan bir yağlama filmiyle yağlanır. Eğirme bileziği bu yüke birkaç yıllık ömrü boyunca dayanır.
İplik Büküm Hesabı
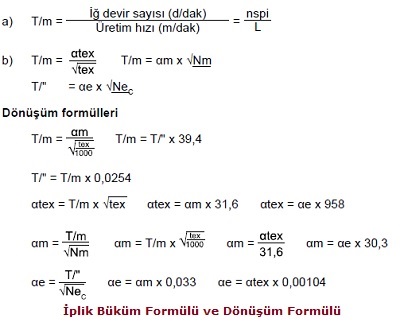
Bir ipliğin bükümünü öncelikle kullanım amacı belirler. Ayrıca her elyaf türünün, elyaf kalitesine, elyaf yapısına, elyaf inceliğine ve elyaf boyuna bağlı olan, kendine özel büküm değerleri vardır. Pratikte kullanılan başlıca büküm hesabı, Köchlin tarafından geliştirilen
T/m = αm x √Nm
Formülüne göre yapılır.
Burada;
T = Büküm
α = Büküm katsayısı
Demektir.
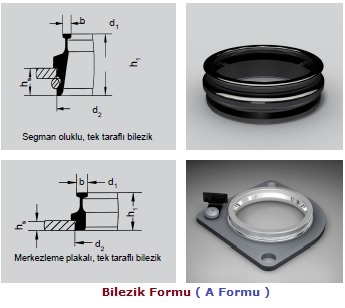
Bilezik formları
1-BEF formu
2-A Formu
Bilezik tipleri
Merkezlenebilir iğ sistemi için A varyantı
Segmanla tespit edilmek üzere alüminyum adaptör içine presli yüksek performanslı bilezik.
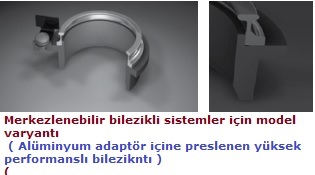
Merkezlenebilir bilezikli sistemler için model varyantı
a) Alüminyum adaptör içine preslenen yüksek performanslı bilezik
b) R+F merkezleme plakasına preslenen yüksek performanslı bilezik
Flanş kopçaları
Kopçaların çalışma tutumu esas olarak elyaf yağlama filminin oluşması ve bununla birlikte eğirme bileziği ile kopça arasındaki kayma tutumu tarafından belirlenir. Bilezik ile ya da iplik kalitesi ile tam uyumlu bir yay biçiminin yanı sıra, ek bir yüzey işlem de büyük önem taşır. Bunlar en iyi şekilde seçilmiş olduklarında, istenen iyi çalışma sonuçlarına ve kopça ömürlerine ulaşılabilir.
Farklı uygulama durumları için aşağıdaki çeşitler kullanılabilir
SuperPolish
SuperPolish, R+F’in üniversal olarak kullanılabilen temel çelik kopçasıdır. Özel seçilmiş çelik alaşımı, son derece hassas oluşturulmuş biçimi ve en iyi şekilde ayarlanmış polisaj derecesi sayesinde iplik kalitesinin her iğde hep iyi olması garantisini verir. SuperPolish kopça tüm hammaddeler, iplik kaliteleri ve iplik numaraları için üniversal olarak kullanılabilir.
BlackSpeed
BlackSpeed kopçalar tercihen standart kalite bileziklerde – R+F Champion bilezik gibi –kullanılırlar. BlackSpeed kopça, özel bir kemotermik yöntemle, parlak siyah bir oksit tabakasıyla kaplanır. Bu yüzey, elyaf yağlama filminin çok iyi bir şekilde tutunmasını ve sonuç olarak iyileştirilmiş bir aşınma koruması sağlar. Siyah oksit tabakası sayesinde, aynı zamanda kopçanın ısı yayımı da büyük ölçüde iyileştirilir ve korozyona karşı çok daha yüksek direnç elde edilir. Bu tabaka ayrıca elyaf içindeki saldırgan maddeler, avivaj ve eriyik gibi zararlı etkilere ve salon ikliminin olumsuz etkilerine karşı büyük ölçüde duyarsızdır. BlackSpeed kopça büyük baskı ve kuvvetlere dayanıklı ve uzun ömürlüdür.
Avus
Avus kopça, özel yüksek alaşımlı ve dolayısıyla baskı ve kuvvetlere dayanıklı bir temel malzemeden üretilmiştir. R+F bunun için bu temel malzemeye uyumlu bir termik yöntem uygular, bu sayede temel malzeme aşınmayı önleyen unsurlar bakımından zenginleşir.
Bu sırada ortaya çıkan düz kopça yüzeyi, bilezik ile geniş ve optimum temas yüzeyinin son derece hızlı bir şekilde oluşturulmasını sağlar. Bu olay mükemmel bir ısı transferi sağlar. Aynı zamanda, oluşan yağlama filminin çok iyi tutunması sağlanır. Bu sırada, kopça malzemesinin aşınma önleyici unsurları malzemenin doğal aşınmasını geciktirir, bunun sonucunda da Avus kopça çok uzun kullanım ömrüne ulaşır. Avus kopça öncelikle, elyaf yağlama filmi oluşması için neredeyse hiç elyaf vermeyen veya çok az elyaf veren pamuk ve pamuk benzeri elyaf malzemenin eğrilmesinde avantajlar sağlar. Avus kopça özellikle yüksek ve çok yüksek iğ hızlarında, kompakt ipliklerde ve yüksek bükümlü, ince ve süper ince ipliklerde son derece iyi sonuçlar verir.
SuperSpeed
R+F’nin SuperSpeed kopçası ek olarak, özel geliştirilmiş nikel kaplamasıyla galvanik olarak ıslah edilir. Bu tabaka en düşük pürüzlük değerleriyle öne çıkar ve son derece koruyucu bir iplik geçişini garanti eder. İplik geçiş direnci uygun tel profilinde daima sabit kalır ve bu sayede sabit iplik kalitesini garanti eder. Bu özel nikel kaplama aynı zamanda aşınmaya dayanıklıdır ve kaplamasız kopçalara kıyasla yüksek hızlarda daha uzun kullanım ömrü sağlar. R+F’nin SuperSpeed kopçası böylece değişmeyen yüksek iplik kalitesi, yüksek üretkenlik ve uzun kopça ömrüyle her bakımdan yetenekli bir kopça olarak üstünlüğünü gösterir.
Vector
Vector kopça, aşırı koşullarda kopçanın zorlu çalışma özelliklerini garanti eden teflon katkılı özel bir kaplamaya sahiptir. Yağlama filminin oluşması dış etkiler nedeniyle kısa süreliğine kesildiğinde, bilezik bu destek kaplaması sayesinde gerekli oranda yağlama maddesi almaya devam eder. Bunun sonucunda yalnızca iplik kopuşları önlenmez, aynı zamanda bilezik yüzeyi de zarar görmez. Vector kaplamasının düşük sürtünme değeri sayesinde, normal iplik eğirme koşullarında çok daha uzun kopça ömrü elde edilir. Vector kopça tüm materyallerin işlenmesi için uygundur. Uygulama türüne göre, ister işlenmesi zor materyaller için olsun isterse de uzun kullanım ömrü için, Vector kopça orta kalınlıktaki Ne 20 ipliklerden ince Ne 80 ipliklere kadar olan aralıkta başarıyla kullanılır.
DiaDur
DiaDur kopçanın kaplaması, son derece korumalı bir iplik geçişi sağlayan olağan üstü pürüzsüzlükle öne çıkar. DiaDur kaplamanın artırılmış yüzey sertliği sayesinde kopçaların uzun ömürlü olması sağlanır. Kopça rodajı tamamlandıktan sonra, DiaDur kopça yüksek hızlarda bile iplik parametrelerinin uzun süre sabit kalmasını sağlar ve iplik kopuşlarını en düşük düzeyde tutar. DiaDur kaplama, artırılmış yüzey sertliğine rağmen bilezik yüzeyine zarar vermez. DiaDur kopça kaplaması çok hassas ipliklerin eğrilmesi için özel olarak geliştirilmiştir.
CeraDur
R+F’nin CeraDur kaplamalı kopçası olağanüstü uzun ömürlüdür. R+F, CeraDur bileziği ve CeraDur kopçayı, aşınma araştırmaları alanında uzman olan partner şirketler ve enstitülerle ortaklaşa geliştirmiştir. Buradaki ortak hedef, bilezik ve kopça sistemi için optimize edilmiş, aşınma oranı son derece düşük bir yüzey elde etmek olmuştur. CeraDur kaplamasının difüzyon yöntemi sayesinde kopçanın özellikleri büyük ölçüde iyileştirilmiştir. Bu yöntemle kopça 1.100 HV üzerinde olağanüstü bir yüzey sertliğine ve aynı zamanda en düşük sürtünme katsayısına ulaşır. CeraDur bilezik ve CeraDur kopça kombinasyonuyla, uygun eğirme koşullarında, iplikhanede mümkün olan en yüksek randımana ulaşılmaktadır. Pratikte 20 haftaya kadar kopça ömrüne ulaşılabilmektedir. CeraDur kopçalar, iyi bir yağlama filmi sağlanması kaydıyla, Turbo bilezikler üzerinde de kullanılabilirler. CeraDur kopça, orta kalınlıktaki Ne 20 ipliklerden ince Ne 80 ipliklere kadar olan aralıkta kullanılır.
Kopça tipleri
Kopça kutusu üzerindeki etiket kopça hakkındaki tüm önemli bilgileri gösterir. Kopça tipine, dolum miktarına ve R+F ürün numarasına dair bilgilerin yanı sıra, geri takip edilebilirliği sağlamak için parti kontrol numaraları da burada gösterilmektedir.
- Flanş numarası ve profil Normal ve K2 profil için C1
- Tel profili Yarım yuvarlak için hr
- Kopça formu EMT
- Kopça numarası R+F numarası 2/0 için 2/0
- ISO 45 Ağırlık 45 mg
- Yüzey işlem SuperSpeed
- Ambalaj Magazinli kopçalar için CLIP
- Ürün numarası 33017
- Kontrol numaraları Alt alta sıralı 3’e kadar numara
- Dolum miktarı 1000 adet
Kopça hızları
Kopça hızlarının sınırlandırılmasında çeşitli faktörler rol oynar:
Kalın iplik aralığında, ağır kopçalar kullanıldığında, kopçanın merkezkaç kuvvetlerinin çok yüksek olması nedeniyle sürtünme gücü çok artmaktadır. Araştırmalar, büyük merkezkaç kuvvetlerde elyaf yağlama filminin homojen şekilde oluşturulmasının artık sağlanamadığını göstermiştir. Bu nedenle kopça hızları bu alanda azaltılmalıdır. Çok yüksek hızlarda kopça aşınmasının bariz olarak artacağı ve duruma göre bilezik aşınmasının daha erken olacağı beklenmektedir. Orta ila ince ipliklerde her şeyden önce eğirme teknolojisindeki sınırlar rol oynar. Ortalama eğirme gerilimi ortalama iplik mukavemetinin %20 üzerindeyse, ortaya çıkan mukavemet dalgalanmaları ve eğirme gerilimindeki farklar nedeniyle iplik kopuşları çoğalır, üstelik bir iplik gerilimi piki iplikteki zayıf bir noktayla her karşılaştığında olur.
İplik gerilimi, kopsun başlangıcında balonun büyük olmasından ve kops çapının küçük olmasından dolayı en yüksek düzeydeyken, iğ devir sayısının kops başlangıcında azaltıldığı bir eğirme programının uygulanması tavsiye edilir. Bunun sonucunda ring iplik eğirme makinesinin üretkenliği belirgin şekilde artırılabilir.
J bilezikleri
Çelikten J bilezikleri
Çelikten J bilezikleri, uygun ısıl işlem sonucunda yüksek aşınma mukavemeti kazanan, özel seçilmiş, üstün nitelikli çeliklerden üretilirler. Özel yüzey işlemleri, kısa rodaj süresinin mümkün olabilmesi için bileziğe kopça temas yüzeylerinde optimum pürüzsüzlük ve düzgünlük verir. Özellikle kamgarn iplikhaneleri için, pratiği uygun tüm tiplerde, yağla yağlanan konik J bilezikler üretilmektedir. Bunlar burada, kusursuz iplik çıkışıyla en iyi performansları garanti ederler.
Konik J bilezikler,
kamgarn iplikhanelerindeki çok farklı uygulama koşullarına en iyi şekilde uyum sağlarlar. Bunlar pek çok bilezik yüksekliğinde (9,1 mm veya 11,1 mm ya da fantezi iplikler için 17,4 mm) istenen tüm çaplarla istenen sabitleme tipiyle üretilirler.
Çelik bileziklerde kopça temas yüzeylerine birden çok ilmekli fitille ve üstten yağlama noktalarıyla yağ verilir. Yağlama noktalarının sayısı bilezik çapına veya optimum bilezik yağlaması için gerekli yağ miktarına göre belirlenir.
Sinter çelikten J bilezikler
Sinter malzemenin hassasiyetinin daha yüksek olması ve bakım külfetinin çok daha fazla olması nedeniyle günümüzde sinter çelikten J bilezikler neredeyse hiç kullanılmamaktadır. Sinter bilezikler aşağıdaki durumlarda avantajlıdırlar.
İpliğin homojenliği ve temizliğine ilişkin kalite standartları yüksek olduğunda (açık renk, kirlenmeye yatkın ipliklerin işlenmesinde) veya Naylon kopçalar kullanıldığında ağır kopça numaralarında, sinter çelik bileziğin aşırı baskıdan dolayı zarar görmemesi için kullanım kısıtlamasına dikkat edilmelidir.



 Derstekstil
Derstekstil 
