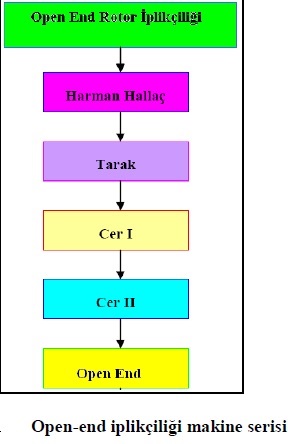
Open-end (açık uç) iplikçiliği en önemli eğirme yöntemlerinden biridir. Ring iplik eğirmede üretim hızı sınırlı olduğundan alternatif olarak ortaya çıkan bir eğirme yöntemidir.
GÖREVLERİ
1-Band hâlinde gelen elyaf grubunu tek lif hâline gelinceye kadar açmak ve temizlemek.
2-Lifleri düzenli bir şekilde bir araya getirmek ve bükmek.
3- İstenilen numarada iplik elde etmek.
4-Elde edilen ipliğe bobin hâlinde sarmak.
ÇALIŞMA PRENSİBİ
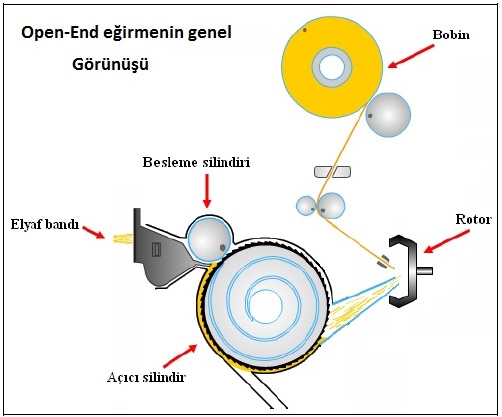
İplik makinesine genelde birinci ya da ikinci pasaj cer bandı (hemen hemen her zaman) ya da tarak şeridi beslenmektedir. Şerit, eğirme biriminin hemen altına yerleştirilmiş olan dairesel ya da dikdörtgen kovalardan gelerek besleme silindiri ve besleme masası aracılığıyla şerit kılavuzundan geçerek dönmekte olan acıcı silindirlere ulaşır. Dönmekte olan besleme silindiri cer şeridini kıstırır ve besleme masası üzerinden acıcı silindir muhafazasına doğru ittirir. Besleme tablasındaki yaprak yay mekanizması sayesinde cer bandının besleme silindirine doğru sıkı bir şekilde kıstırılması sağlanır.
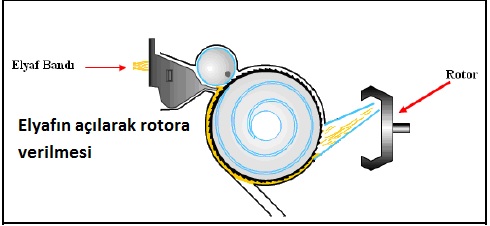
İplik kopuşu olması durumunda besleme kavraması ayrılır ve böylece besleme silindiri durdurularak şerit besleme işlemi otomatik olarak durdurulur. Bunu sağlayan sinyal, ipliği yoklayan cihaz (iplik monitörü) tarafından oluşturulur. Geleneksel ring iplik eğirme işleminde lif demeti-yani cer bandı- besleme esnasında bir bütün olarak yeterli kohezyona sahip olarak sağlanır ve eğirme işlemi esnasında sadece inceltilir. Rotor iplik eğirmede lif demeti tek bir life kadar açılır. Bu işlem esas olarak acıcı silindir tarafından gerçekleştirilir.
Testere dişlere sahip olan bu silindir besleme silindiri ve besleme masası arasında kıstırılmış olan lif tutamını tarar; tutamdan çekilen lifleri lif kanalına aktarır. Liflerin lif kanalı aracılığıyla açıcı silindirden rotora transferi için hava akımı gerekmektedir. Bu akım eğirme bölgelerindeki ana kanal ve sonrasında rotor yuvasındaki vakum ile sağlanır. Vakum, her rotor yatağındaki küçük kanalların sağladığı emiş sonucu merkezi fan ile sağlanır. Bu negatif basıncı oluşturmak için, rotor kutusu mümkün olduğunca sıkı bir şekilde kapatılmalıdır. Transfer edilen havanın çoğu döküntünün uzaklaştırıldığı yarıktan ve çok azı da emiş borusundan girer. Acıcı silindirin merkezkaç kuvvetinin bir sonucu olarak gelen şeritteki çepel, acıcı silindir muhafazasındaki bir açıklıktan uzaklaştırılır. Uzaklaştırılan çepel bir konveyör bandının üstüne düşer ve makinenin her iki tarafında bulunan emiş düzeleri ile temizlenebilir. Elyaf kanalındaki emiş havası lifleri acıcı silindirin yüzeyinden kaldırır ve lifleri rotora doğru sürükler. Bu hareket esnasında, hem hava hem de lifler besleme borusunun şekli sebebiyle ivmelenir. Bu sayede kıstırma bölgesini/acıcı silindirini takiben ikinci bir çekim sağlanmış olur ve liflerin daha fazla birbirinden ayrılması ile sonuçlanır.
Dahası bu hava akımında liflerin kısmı olarak düzleşmesinde artış da sağlanır. Rotorun çevresel hızının liflerin hızının birkaç katı olması sebebiyle liflerin rotor duvarına ulaşmasıyla üçüncü bir çekim sağlanır. Bu çok önemli bir özelliktir, çünkü liflerin oryantasyonunu bariz bir şekilde olumlu yönde etkiler. Liflerdeki nihai düzleşme ise liflerin rotor içinde etkili olan muazzam büyüklükteki merkez kaç kuvvetinin etkisiyle rotor duvarından aşağıya rotor yivine doğru kayması sonucu sağlanır. Ortalama olarak bir ila beş lif (bir bölgede) aynı anda lif kanalından çıkar. Rotor duvarından aşağıya doğru kaydıktan sonra rotor yivinde uzunlamasına olarak birikir. Sabit duran lif kanalı çıkışının altında rotorun sürekli donuyor olması sebebiyle yivde sürekli lif birikmektedir, lifler sürekli olarak yive düşmektedir (yani, lif lif üzerine birikmektedir). Bu şekilde yivde kesiksiz lif halkası elde edilir. Bu işleme geri dublaj denilmektedir. İlave başka bir şey yapılmazsa, rotor kısa surede tıkanacaktır. Ancak, tek amaç bu liflerden iplik elde etmek olduğu için ipliğin serbest ucunun döner eksenden rotor çevresine doğru uzamasına izin verilmektedir. Bu noktada etkiyen merkezkaç kuvveti (liflerin kütlesinin 100 000 katından fazladır) iplik ucunu sıkıca rotor yivi duvarına doğru, tıpkı bilezikteki liflere yapıldığı gibi, bastırır. Böylece iplik ucu rotor duvarına yapışır. Rotor döndükçe ipliği de beraberinde ilerletir ve iplik düze etrafında bir krank kolu gibi dönmeye başlar. Rotorun her turu ipliğe bir tur gerçek büküm verir.
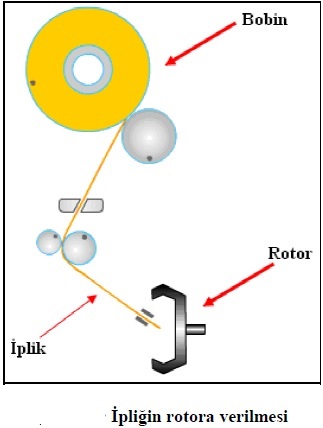
İplik, etkiyen kuvvetlerce belirlenmiş olan maksimum büküm değerine ulaştığında, kendi ekseni etrafında dönmeye başlar, yani rotor yivinde yuvarlanmaya başlar. Artık acık iplik ucu paralel liflerden oluşan tutamın üzerinde birleştirme bölgesinde bulunmaktadır; böylece fırçaya benzeyen iplik ucunun kendi etrafında dönmesiyle sonraki lifleri yakalaması ve yeni iplik kısmını oluşturmak üzere büküm vermesi sağlanır, yeni oluşan kısım da sonraki lifleri yakalar ve büküm verir ve bu şekilde devam eder. Böylece iplik sürekli olarak eğrilmeye devam eder. Bu ipliğin rotordan çekilip alınması bir zorunluluktur, bu işlem iplik kompenzasyon (dengeleme) çubuğu aracılığıyla çekim silindirlerince gerçekleştirilir ve sarım silindirince çapraz sarımlı bobin haline getirilir.
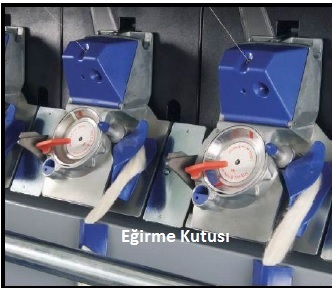
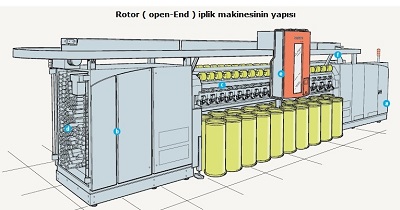
Eğirme elemanları
Open-end makinesindeki temel eğirme elemanları eğirme kutusunun (spinbox) içinde bulunur. Eğirme kutusunda bulunan eğirme elemanları şunlardır:
1-Açıcı silindir
2- Rotor
3-Çıkış düzesi
Açıcı silindir
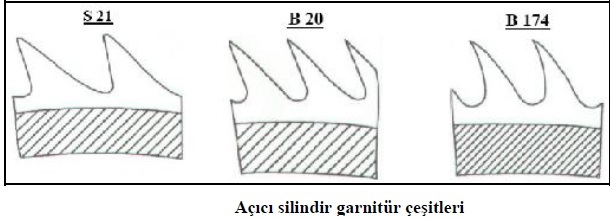
Açıcı silindirin görevi, band formundaki elyaf kütlesini tek lif hâline gelinceye kadar açmak ve besleme kanalı yardımıyla rotora iletmektir. Açıcı silindirin üzeri testere dişli garnitür telleriyle kaplıdır.
Açıcı silindir garnitür telleri lif çeşitlerine göre farklılık gösterir.
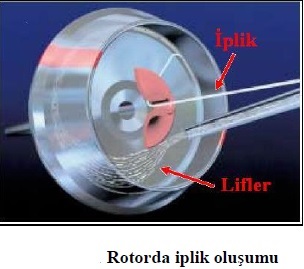
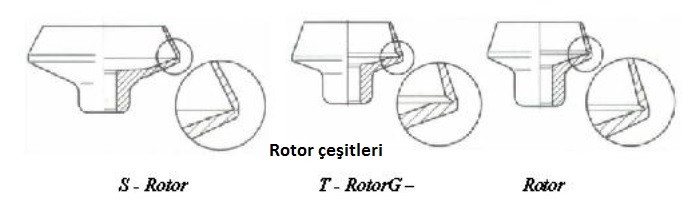
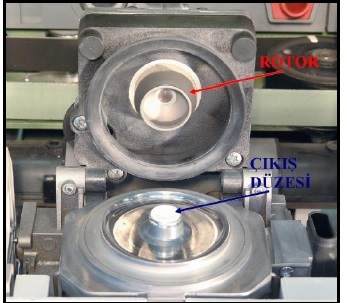
Rotor
Rotor temel eğirme elemanı olup ipliğin oluştuğu kısımdır.
Açıcıdan gelen tek lif hâlindeki elyaf rotorun içinde bir araya toplanır. Lifler, rotorun içine sarkıtılan iplik ucu ile birleşerek rotorun dönüşü ile büküm alır. İplik numarası ve özelliklerine göre çeşitli tipte rotorlar bulunur.
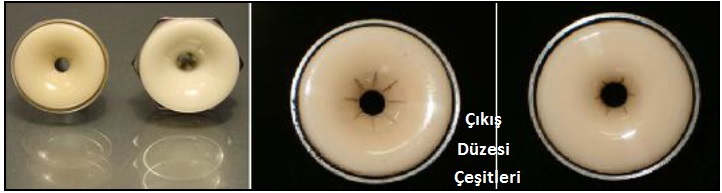
Çıkış düzesi
Rotordaki lifler büküm alarak iplik yapısına katıldıktan sonra yaklaşık 90°lik bir açı ile iplik çekim düzesi ve onu takip eden çıkış kanalı içinden geçerek dışarıya alınır.
İpliğin numarasına ve büküm miktarına göre farklı çıkış düzeleri kullanılır.
Rotor ( Open-End ) makinesinde İplik parafinleme tertibatı
Özellikle örme mamullerin (üretim esnasında iplik iğneler etrafında keskin dönüşler yapmaktadır) üretilmesinde kalın iplikler iplik kopuşları ve yüksek derecede aşınma gibi sorunlar yaratabilir. Çalışma performansını iyileştirmek için örme iplikleri genelde parafinledir. Rotor iplik makinesinde bu işlem doğrudan eğirme bölgesinde gerçekleştirilebilmektedir. İşletme sonuçlarına göre sürtünme katsayısındaki %40 50’lere varan maksimum derecede azalma genelde uygulandığı şekliyle (bir kilo iplik başına 0.5 – 3 g) parafinleme işlemi ile sağlanmaktadır. Parafinin tipi ve kalitesi optimum ( uygun değer ) parafinleme işleminde belirleyici olmaktadır. Parafinler sertlik, erime noktası ve nüfuz etme özellikleri acısında farklıdır ve kullanılan hammadde, iplik tipi ve örme işlemi gerekliliklerine göre seçilmelidir. Parafinleme tertibatları ayrıca kullanılan parafin blokları acısından farklılık göstermektedir. Daha uzun çalışma sürelerine ek olarak, daha geniş parafin blokları parafin yenileme ihtiyacını azaltmaktadır. Bu bağlamda fazla parafinleme de aynı yetersiz parafinleme gibi zararlıdır ve her iki durum da yüksek sürtünme katsayılarına sebep olur. Parafinleme tertibatı çıkış silindirleri ve bobin arasına yerleştirilmiştir böylece iplik parafin kütlesinin üzerinden geçerken yapışan parafin parçacıkları sayesinde iplik yağlama işlemi gerçekleşir. İplikler örme makinesinin İğnelerinde keskin bir şekilde eğildiklerinden bu parçacıklar ovalanarak örme işleminin sorunsuz gerçekleşmesini sağlar. Parafin bloğu bir yay vasıtasıyla sürekli teması sağlayacakşekilde uygun pozisyona itilmektedir. İplik kopuşlarındadönmekte olan parafin bloğu durdurulur. Parafinleme tertibatıher zaman dengeleme yayı ya da iplik gerginlik çubuğuşeklinde iplik dengeleme tertibatına gerek duyar. Parafinlemecihazının üstünde ya da altında bulunan değişikkapaklarla parafinin eğirme kovalarına düşmesi dolayısıylabesleme bantlarını kirletmesi önlenir.


 Derstekstil
Derstekstil 
