Makinelerin çoğu açma, temizleme ve karıştırma işlemlerini bir arada yapmakla beraber her makinede bu işlemlerden biri, daha ağırlıklı olarak ele alınmaktadır.
Örneğin; bir makine, açmayı ön plana alıyorsa bunu temizlemeyi ön plana alan diğer bir makine takip eder. Açma ne kadar iyi olursa temizleme de o derece iyi yapılabilir. Gelişen teknolojiyle üretici firmalar makine proses ve teknolojilerinde sürekli yenilikler yapmaktadır.
Karde ve penye iplikçiliğinde harman, harman hallaç dairesindeki ilk makineye beslenirken yapılmaya başlanır. Harman işlemine çekme makinelerine besleme sırasında pamukla farklı materyaller karıştırılarak da devam edilebilir.
Pamuk iplikçiliği harman hallaç dairesi ve makineleri üç grupta incelenebilir:
1-Harman reçetesine göre balyaların harmana yerleştirilmesi
2-Balyaların açılmasında kullanılan makineler
3-Açma ve temizleme makineleri
Harman reçetesine göre balyaların harmana yerleştirilmesi
Yapılacak ipliğin özelliklerine bağlı olarak önceden hazırlanan harman reçetesine göre balyalar, harman makinesinin etrafına yerleştirilir.( Doktora gidip rahatsızlığınızı anlattıktan sonra,Doktor hastalığınızı teşhis eder ve size kullanacağınız ilaçlara ait bir recete verir,Siz de bu reçeteyi eczaneye giderek eczacıya verirsiniz.Eczacı da size ilaçları doktorun belittiği şekilde kullanma talimatını yazar.Siz bu ilaçlaır kullanırsınız.)İşte Harman reçetesinde de çeşitli kalitedeki ve cinsteki elyafların kaçar kilo olduğunu gösteren bir yazılı bir belgedir.( Doktorun verdiği recete gibi ).
Harman-hallaç dairesine alınan balyaların etrafındaki çemberler kesilip kanaviçesi çıkarılır.
Balya hâlindeki bu pamukların işletme şartlarında rahat çalışabilmesi için klima şartlarında 20 – 24 ºC sıcaklıkta ve %50-65 rutubette 24–48 saat süreyle bekletilmesi gerekir.
Bunun amacı balyalama sırasında presten dolayı sıkışan pamuk kütlelerinin açılıp kabarması ve istenilen klima şartlarına sahip olmasıdır. Yapılan araştırmalar sonucunda pamukların belirtilen değerlerde daha iyi açılıp harmanlandığı ve temizlemede kolaylık sağlandığı görülmüştür.
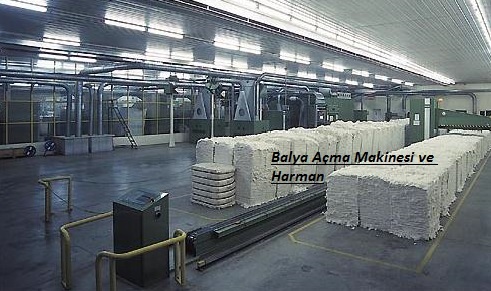
Balyaların istenilen özellikleri kazanmasından sonra balya açma makinesiyle açma, temizleme ve harmanlama işlemine başlanır.
Balyaların açılmasında kullanılan makineler
Açma: Değişik veya aynı kökenli balyaların makineler vasıtasıyla açılması ve karıştırılması işlemidir. Amaç, lif grupları arasındaki farklılıkları gidermektir.
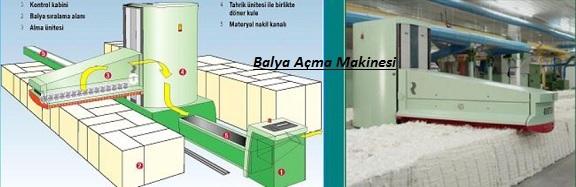
Unifloc
Modern harman-hallaç dairelerinde balyalı pamuğun beslendiği ilk makinedir. Günümüz iplik işletmelerinde balya açma makinelerinin yerini bu makineler almaktadır. Balya yolma otomatı belirli sayıda balyadan elyafı küçük tutamlar hâlinde yolarak üniform (homojen) bir karışım sağlayan makinedir.
Açma ve temizleme makineleri
Açma (dövme)-temizleme ve yoğunlaştırma: Tutamlar hâlindeki pamuk gruplarının mekanik yöntemlerle açılması ve içindeki yabancı maddelerin ayrıştırılması işlemidir. Bu işlem sonunda bir vatka formu oluşturulur ya da bu forma benzer bir yapı lif gruplarına kazandırılır (Örneğin; topak besleme sonunda yoğunlaştırma). Pamuk elyafının içinde yetiştirildiği ortamdan dolayı toz, çöp ve çekirdek kabukları gibi maddeleri üzerinde bulundurabilir. Bunların temizlenmesi bu makinelerle gerçekleşir.
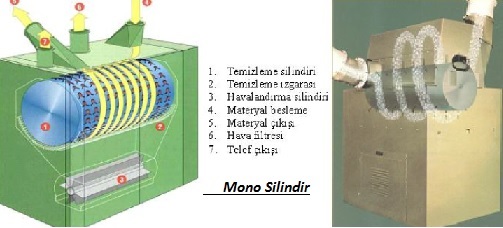
Mono (tek) silindirli açıcı
Mono silindir açıcı otomatik balya açıcıdan (blendomat, unifloc) hemen sonra kullanılan etkin bir temizleme ve toz ayırma makinesidir. “Unifloc”tan sağlanan küçük materyal tutamlarını işlemektedir. Yabancı maddeleri, elyaf parçalarını ve tozları uzaklaştırır. Yoğun bir temizleme için dizayn edilmiştir.
Açıcıların temizleme etkilerinin hava akımıyla artırıldığı makineler geliştirilmiştir. Prensip; elyaf tutamının hava akımına göre hareket etmesine karşılık yabancı maddelerin hava akımına uymayarak pamuktan ayrılmasıdır.
Makinenin çalışma prensibi; üzeri çiviler ile kaplı silindirin pamuk tabakasına açıp çekerek inceltmesi ve elyaf tabakası oluşan hava akımı ile ilerlerken pamuk tabakasının gevşemesiyle birlikte serbest kalan ağır yabancı maddelerin ızgaralar arasından telef haznesine dökülerek elyaftan ayrılması şeklindedir. Proses sırasında ham madde toz, elyaf parçacıkları ve tohum kabuklarının mekanik olarak temizlendiği entegre toz ayırma filtresinden geçirilmektedir. Bu temizleme işlemi hava akımı ile kontrollü ve etkin bir şekilde gerçekleşir.
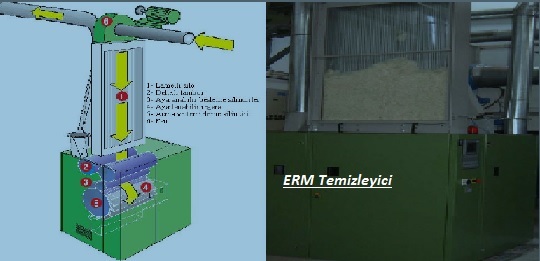
ERM açıcı makinesi
ERM açıcı (uniflex-rieter), doğal elyaf için kullanılan bir ince temizleyicidir. Elektronik kumanda sayesinde ham madde ve üretilen ürün için gerekli tüm isteklere uyarlanabilir. Makinede ayrıştırılan telef, analiz edilmek için kolaylıkla alınabilir. Telef analizi gözle veya analiz cihazı ile yapılabilir.
Her temizleme işleminde temizleme randımanı, elyaf hasarı ve elyaf kaybı tespiti gibi birbirine bağlı parametreler test edilebilir. Tasarımı oldukça basittir. Tek silindir sayesinde, çok silindirli temizleme sistemlerinde karşılaşılan neps artışı ve iyi elyafın kaybı gibi olumsuz etkiler en aza indirilmiştir.
Hava akımı sağlayan bir fan yardımıyla emilen elyaf, besleme haznesine gelir (lamelli silo). Materyal kanalın arka duvarına içinden havanın geçebileceği delikler bulunan alüminyum lamellere iletilir. Burada lameller arasında elyafla birlikte gelen toz ve yabancı maddeleri taşıyan hava emilerek materyal bir miktar temizlenir, ham madde kanalın içinde kalır ve yoğunlaşır. Besleme haznesinden gelen materyal, besleme silindirlerine gelmeden önce içindeki toz, toz kafesi tarafından tekrar emilir. Daha sonra sevk silindiri çelik garnitür teli kaplı açıcı silindire sevk edilir. Açıcı silindir, sevk silindirinden gelen pamuk tutamlarını yaptığı vuruşlar ile açar. Izgaralara çarptırarak açılan pamuk içindeki yabancı maddelerin merkezkaç kuvvetinin etkisiyle ızgaraların altından telef haznesine düşmesini sağlar. Materyal ise çıkış kanalı ile makineyi terk eder.
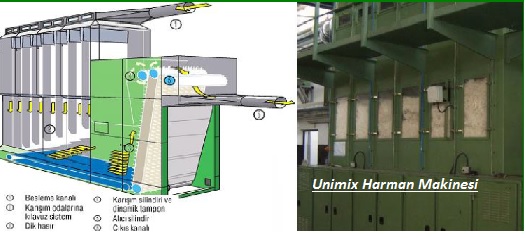
Unimix harman makinesi
Materyal, eş zamanlı ve uniform biçimde sekiz adet siloya beslenir. Taşıyıcı havadaki toz, sistematik olarak elyaftan ayrılır ve filtre ünitesine sevk edilir. Bu entegre toz alma metodu çok etkindir ve iplik makinelerinde iplik kopuşlarının azalmasını sağlar.
Bu makine; depolama, orta ve çıkış kısmı olarak üç kısımdan oluşmuştur. Lif tutamları, besleme kanalından pnömatik olarak makineye, sekiz adet karışım odasına beslenir. Bir taşıyıcı bant üzerinde besleme odası sayısı kadar karışım sağlanır ve iğneli hasıra beslenir. şğneli hasır üzerindeki fazla materyal karışım, silindir tarafından karışım haznesine dökülür ve harman etkisi artırılır. Karışım haznesi bir optik yoklayıcı tarafından kontrol edilir ve doluluk oranı ayarlanır. Hasır üzerinde kalan elyaf tutamları, alıcı silindir tarafından alınır ve pnömatik taşıyıcı sistem ile bir sonraki makineye sevk edilir.
Harman makinelerinde ardı ardına bağlanarak elyafın daha iyi karıştırılması sağlanır.
İnce temizleme (cleanomat) makinesi
Cleanomat sisteminin bir temizleyicisinin çoklu karıştırıcı tarafından beslenmesi çok olumlu sonuçlar vermektedir. Çoklu karıştırıcı, temizleyiciye ideal ve homojen vatka sağlamaktadır.
Ham maddeye tam olarak uyum sağlayabilmek amacıyla bu sistem içinde 1-4 arasında açma ve temizleme silindiri mevcuttur. Cleanomat serisinde birinci silindirin altında 2 adet sıyırıcı bıçak, birinci bıçaktan sonra sabit tarama plakası ve her silindirin altında da 1 adet sıyırıcı bıçak, bir emiş başlığı ve bunun önünde yer alan bir rehber kanat vardır. Izgaralı sistemde pamuktan ayrılan çepellerin ızgaranın köşesinden tekrar içeri emildiği bilinmektedir. Doğrudan emiş sisteminde bu hata tamamen düzeltilmiştir. Pamuktan ayrılan telef ve toz, emiş havası tarafından anında emilip sistemden uzaklaştırılmaktadır. Rehber kanadın yönü bıçak yönüne karşı istenildiği gibi ayarlanabilmektedir. Bu şekilde çıkan telefin miktarı tespit edilebilmektedir. Bu silindirlerin ve dolayısıyla garnitürlerin seçimi ve konumlandırılması kullanılan pamuğun kalitesine bağlı olmakla beraber açma prensibinin temel kuralı gereği ham madde akış yönüne göre kaba garnitürlü silindirler önce, hassas garnitürlü silindirler sonra yer alır.
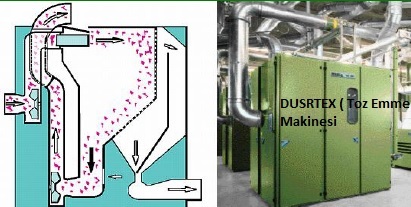
Toz emme makinesi (dustex) makinesi
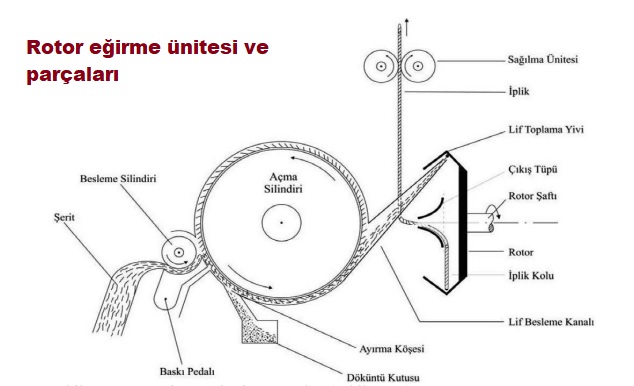
Pamuk çok iyi açılmışsa içindeki tozlar uzaklaştırılır. Bu yüzden dustex; hassas açıcıdan sonra, taraktan önce kullanılmalıdır. Dustex, vantilatörle beslenip vantilatörle emilir. OE iplikhanelerinde dustexin özel bir önemi vardır. Rotor oyuklarında toplanarak iplik kopuşlarına ve kalın yer şeklinde görülen iplik hatalarına sebep olan mikro tozlar, bu makinede emilebilmektedir.
Pamuktaki kaba ve ince tozlar, pamuk ancak çok iyi açıldıktan sonra uzaklaştırılabilir. Bu yüzden toz emme makinesi, temizleme hattında ince açıcıdan sonra, yani tarak makinesinden hemen önce kullanılır. Elyaflar kanallar içinden geçerken veya çalışma esnasında hava emişiyle elyaf elementleri içinde bulunan toz, emilerek uzaklaştırılır. Buradan çıkan elyaf, tarağa gelmeden önce metal ayırıcılardan geçer. Malzeme bir metal dedektörün önünden geçer. Önceki proseslerde içinde metal kalan elyaf, başka bir hazneye düşürülür. Elyaftaki metallerin ayrılması, özellikle tarakta yangın ihtimalini ve tellerin zarar görmesini engeller.
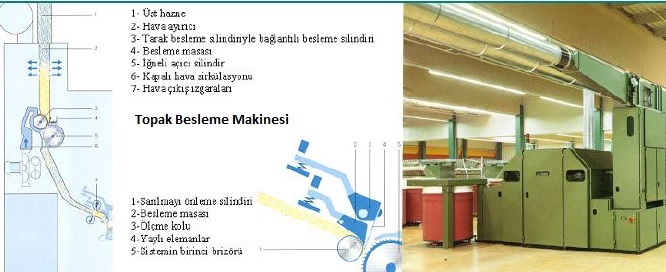
Topak besleme makinesi
İnce temizleme makinesinde temizlenip açılmış lifler, hava kanalından tarak makinesine entegre edilen sürekli elyaf besleyici makinesine ulaşır. Elyaf besleme makinesinin görevi, tarak makinesine sabit miktarda lif beslemesi yapmaktır.
Yeni makine sistemlerinde lif besleme makinesinin tarak makinesine entegre edilmesi ile besleme masasının çıkış silindir tertibatı ve tarak makinesinin besleme silindiri ile aynı işlevi görür.
Taşıma kanallarından gelen lifler, rezerve olarak kullanılan üst hazneye doldurulmakta; daha sonra liflerin arasında bulunan hava, dar rezerve kanalın içinde bulunan ızgaralar yardımıyla emilmekte; lifler yoğunlaşarak besleme silindirine doğru ilerlemektedir. Besleme silindiri, besleme masasındaki yaylı elemanlar vasıtası ile materyali sıkıştırmakta ve belli kalınlıkta bir lif katmanı hâline getirmektedir. Hemen arkasından tabaka hâlindeki materyal, açıcı silindire ulaştırılarak açma işlemi başlatılmaktadır. Açılmış lifler ikinci silodan geçerek ikinci hazne içinde vatka oluşmadan önce tekrar lifler arasındaki havanın ayrılma işlemi gerçeklektirilmektedir. Açılmış lifler, daha sonra yaylı olarak hareket eden besleme masası sayesinde vatka şeklinde yoğunlaştırılmaktadır. Besleme masasında yaylı elemanlarla bağlantılı olan ölçme kolu sayesinde vatkada meydana gelebilecek kütle sapmaları kontrol edilmektedir. Kontrol sonucunda vatka kalınlığında referans değerden farklı bir değer tespit edilecek olursa otomatik olarak regüle yapılmaktadır.
Sistem, ayrıca vaka üzerinde görülebilecek ve tarak makinesinde hasara yol açabilecek metal parçalarını tespit ederek makinenin durmasını sağlayacak bir düzenekle donatılmıştır. Belirli incelikte vatka formunu alan pamuk lifleri, lif besleme makinesinden tarak makinesinin besleme silindirine verilmektedir.