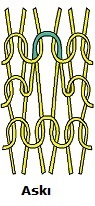
İLMEK
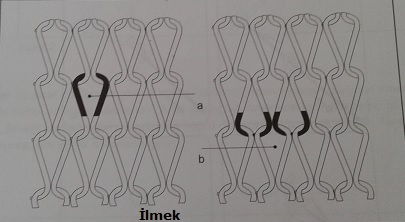
Düz ilmek aşağıdaki şekilde görülmektedir.İlmek iğne tarafından önceki ilmeğin içinden örülür.
Şekil a’ da başı iğne tarafından tutulan ilmek görülmektedir.Komşu ilmeklere bağlanan ipliğin ucu bazı tip makinelerde bastırıcı platin tarafından tutulur.Şekil de olduğu gibi bazı yapılar simetriktir.Makineden çıktığında ilmeğin bölümlerinin teşhisi çok zordur.Kumaşın yönü bile zor görünür.
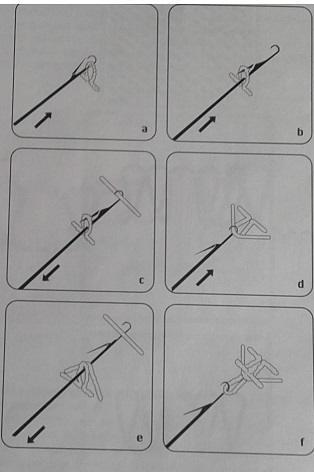
DOLU İĞNE VE İLMEK OLUŞUMU
Burada ;
a) eski ilmek,
b) İğne yükselir,ilmek kapağının üzerinden düşer,
c) Mekik geçerek yani ipliği iğne ağzına verir,
d)İğne aşağıya inerken eski ilmek iğne kapağını kapar,iğne yakaladığı ipliği eski ilmeğin içine doğru yönlendirir,
e) Yeni ilmek,eskisinin içinden geçer,
f) yeni ilmek hazırdır.
ÖN VE ARKA YÜZLER
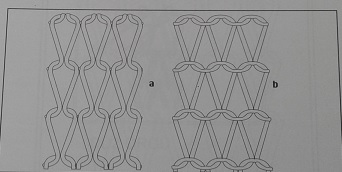
Aşağıdaki şekilde görüldüğü gibi bazı örgüler arka taraftan bakıldığında değişik görünürler.
Her iki tarafta da ön yüz olarak kullanılabileceğinden ayakları görünen ilmeklerin ön yüzde kabul edilmesi adettendir.Arka yüzde ise ilmeklerin kavisli tepeleri görülür.Eğer iğne,ilmeği kumaşın karşısındakine doğru çekiyorsa düz ilmek oluşur.Ters yönde çekiyorsa bu ters ilmek meydana gelir.
ÖN VE ARKA YÜZ
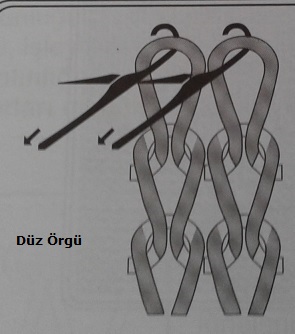
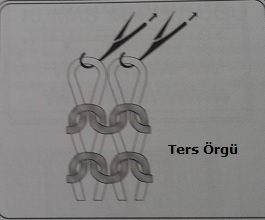
DÜZ ÖRGÜ VE TERS ÖRGÜ
Düz ve Ters terimleri yalnızca teknik referanslardır ve örgü kumaşın önü veya arkası anlamına gelmez.
YENİ İLMEK ( RİB ) OLUŞUMU
SÜTUN
Aynı iğnenin üst üste örülmesi ile oluşan dikey bir örgü sırasıdır.Sütunların yoğunluğu ( 10 cm.deki ilmek sayısı ) kumaşın özelliklerini,görüntüsünü,işleyişini etkileyen önemli bir faktördür.Bu yoğunluk iğnelerin kalınlığı ile bağlantılı olduğu kadar,iplik parametreleri,ilmek ayarları gibi örgü şartları ile de ilgilidir.
SIRA
İlmeklerin yatay sırası olup yan yana iğnelerin bir semer hareketi sırasında örmesiyle oluşur.Sıra yoğunluğu kumaşın özelliklerini ve makinenin üretim hızını çok etkiler.Uzun ilmeklerle kumaş gevşek olur fakat makineden çabuk çıkacağı için maliyeti düşer.
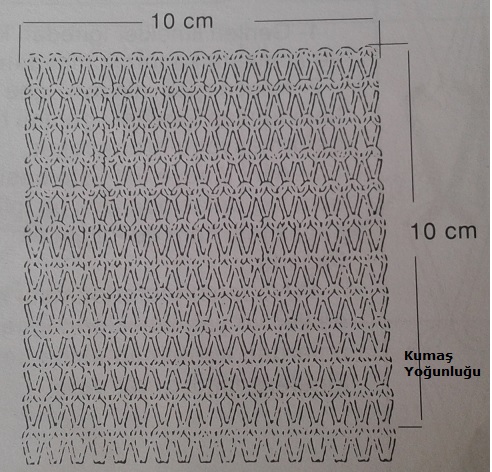
KUMAŞ YOĞUNLUĞU
Bir kare alanda sütun ve sıra yoğunluğunun beraber ölçümüdür.Bir çok ülkede standart ölçü aşağıdaki şekilde görüldüğü gibi 100 santimetre karede ( 1 metre kare ) yapılan ölçümdür.Hata payını asgariye indirmek amacıyla daha geniş alanda ölçmek tercih edilir.
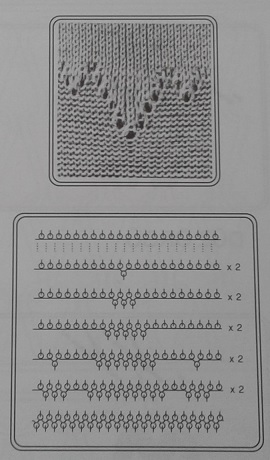
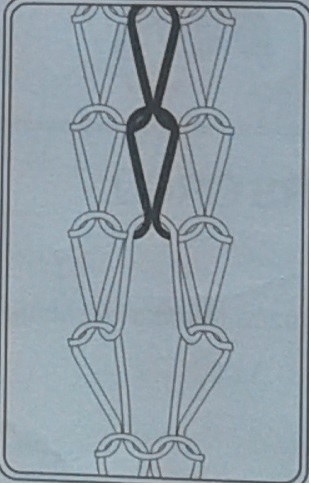
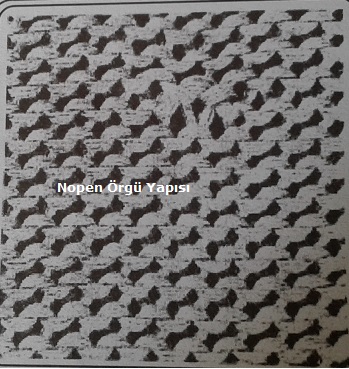
NOPEN
Bu tip örgünün ilmek yapısı aşağıdaki şekilde görülmektedir.Şunlara üzerinde dikkatle durulmalıdır;
1-Nopen başlama işi siyahla belirtilen sırada gerçekleşmiştir.Alttaki sıranın deforme olması ancak bu işlemden sonradır.
2-Nopenden bir önceki i ilmek çizimdeki uzayan ilmektir. Diğerleri örülürken o iğne ağzında kaldığı için uzamıştır.Oysaki kendi örüldüğü sırada diğerlerinden farksızdır.
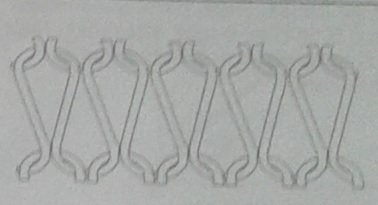
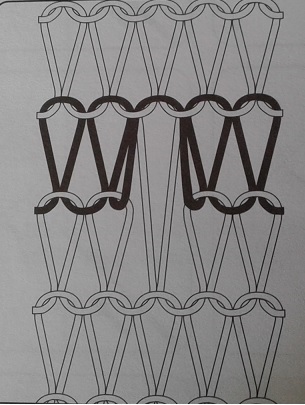
Nopen basma makinenin her turunda yapılabilir.Aynı iğneyle ard arda nopen basılırsa aşağıdaki görüntü elde edilir.Burada;
1-Gerilen ilmekler iğneden kurtulunca büzülecekler ve kumaşta kabarcık meydana gelecektir.
2-Nopen işleminin aynı iğne üzerinde tekrarlanması hem tutulan iğnedeki gerilimi hem de aynı iğnelerdeki deformasyonu arttıracaktır.
3-Aynı iğneye üst üste basılabilecek nopen sayısı hem her defasında yeni bir ipliği tutan iğne başlarının kapasitesi hem de ipliğin elastikiyet ve sağlamlığına bağlıdır.
4-Nopenin tekrarlanması merdane çekimini de etkiler ve yan ilmeklerin iğnelerle beraber yükselip onlardan kurtulmamasına sebep olabilir.Bu da iğnelere ciddi zarar verir.
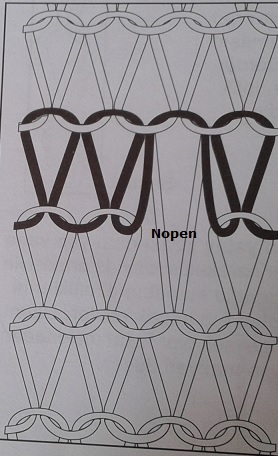
NOPEN ( İĞNE AĞZINDA BİRİKTİRME )
NOPEN ÖRGÜ YAPISI
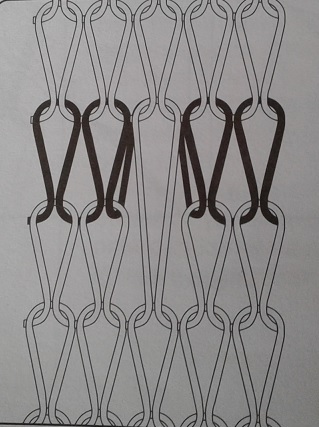
ATLAMA
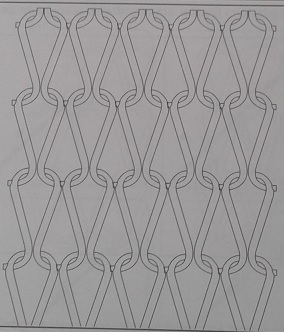
Aşağıda görülen şekilde ;
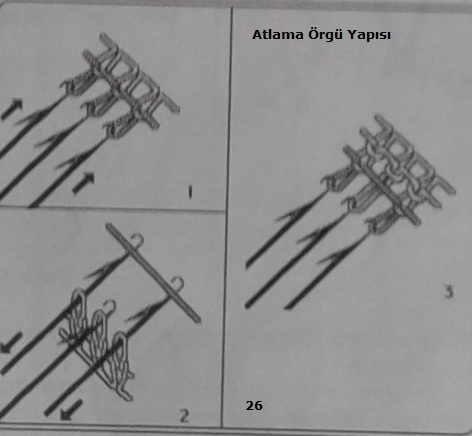
1-Çizimdeki üç iğne kancalarında yeni oluşmuş ilmekle dinlenme pozisyonundadır.Bunlardan ikisi örgüye kakarken üçüncüsü hareketsiz kalmaktadır.Aktif iğneler çelik yapısından dolayı aynı anda değil de sırasıyla örgüye kalkmaktadır.
2-İki ören iğnenin ilmekleri dilin üzerinden atılmaktadır.Alçalırken mekiğin ucundaki ipliği de kapmaktadır.Çalışmayan iğne kancasında ilmeği asılı tutmaktadır.
3-Çalışan iğneler eskilerinin üzerine yeni ilmek oluşturmaktadır.İplik,örmeyen iğnelerin sütununun üzerinden atılmaktadır.Diğer sütunlarda yeni maylar oluştuğu ve kumaş merdane tarafından çekildiği için bu iğnede asılı ilmek uzamaktadır.
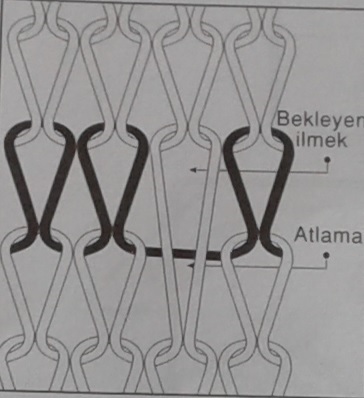
Aynı iğnede arka arkaya atlatma yapmak mümkündür.Aşağıdaki şekilde görülmektedir.
Burada şunlara dikkat etmek gerekmektedir ;
1-Üst üste atlama çalışmayan ve yan iğnelerde gittkçe artan baskı oluşturur.
2-Çalışmayan iğne yeni iplik kapmadığından üst üste yapılabilecek atlama sayısı sadece uzayan ilmeğin elastikiyet ve dayanıklılığı ile sınırlıdır.
3-Atlamanın tekrarlanması merdanenin yan iğnelere uyguladığı çekimi etkiler.İlmekler iğnelerle beraber yükselirler,dilden atlayamazlar ve örgü elemanlarında ciddi hasarlar meydana gelir.
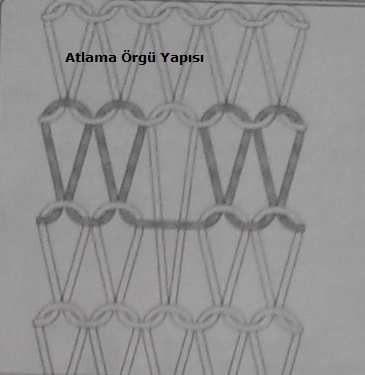
ATLAMA ÖRGÜ YAPISI
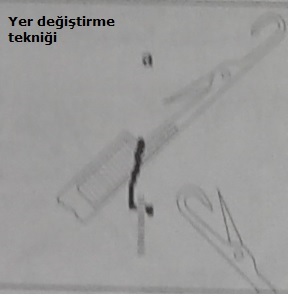
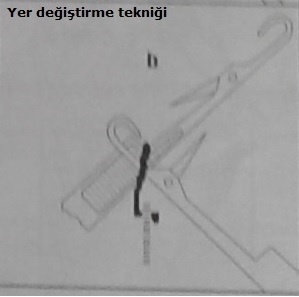
YER DEĞİŞTİRME YEKNİĞİ İLE OLUŞTURULAN ÖRGÜ YAPILAR
Ter değiştirme tekniği,lısaca,çift plakalı makinelerde ilmeğin bir plakadan diğre plakaya aktarılarak ,farklı bir jakar pozisyonunda yine aynı plakaya alınması olarak tanımlanabilir. Yer değiştirme tekniği ile değişik efektler elde edilebilir.Ajur,yürütme ( aran ) ve saç örgü diye tanımladığımız yapılar bunlardandır.
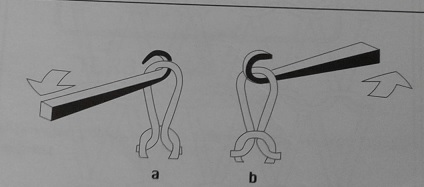
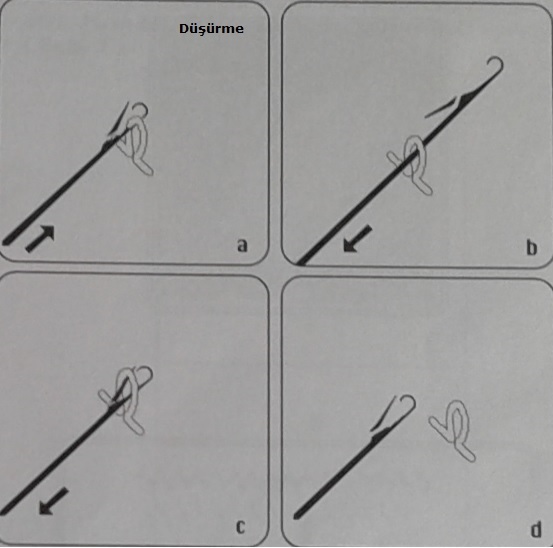
DÜŞÜRME
a.)Düşürülecek ilmek iğnenin ağzında
b.) İğne yükselerek örgüye kalkar,ancak sistem mekik almamıştır.İlmek iğnenin kapağını açar.
c.)Yükselen iğne inmeye başlar,kapak iğne tarafından kapanır.
d.) İlmek düşürülmüştür.
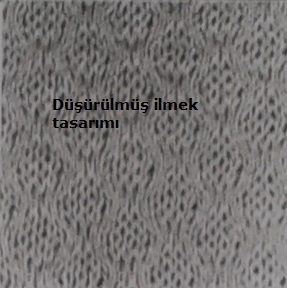
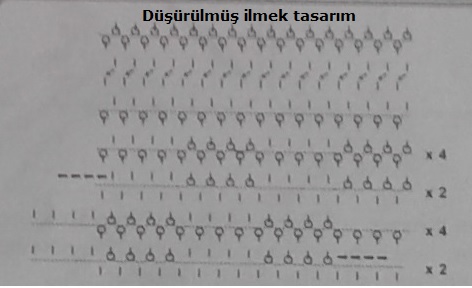
DÜŞÜRÜLMÜŞ İLMEK TASARIMLAR
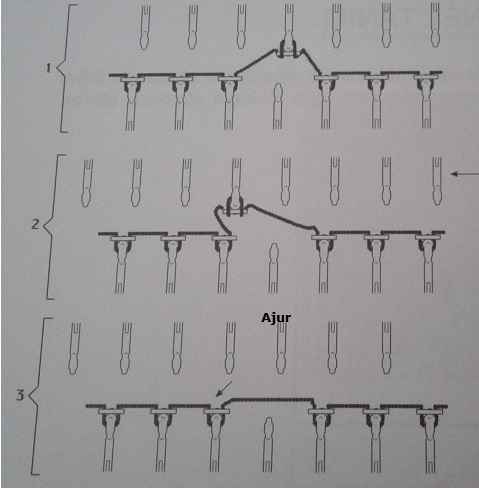
AJUR
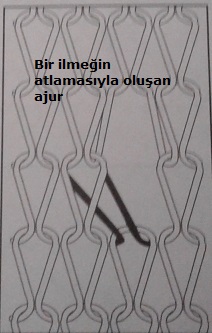
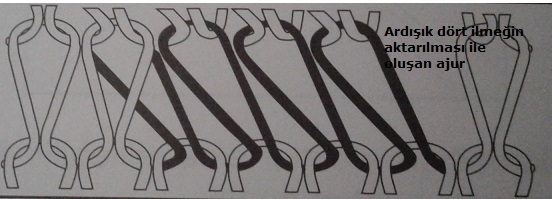
Kısaca delikli örgüler olarak tanımlanabilir.Ajur bir plakadaki bir ya da daha çok sayıda ardışık ilmeğin diğer plakaya aktarılarak,bir sağa bir sola jakar kırılması ve tekrar aynı plakaya transferi sonucunda oluşur.
Burada ;
1-İlmek arka plakaya aktarılır.
2-Sağa veya sola jakar kırılır ve arka plakadaki ilmek öne alınır.
3-Aktarmayla birlikte bir iğne boş bırakılır.
Ajur yapıların en belirgin özelliği, aktarma sonucu boş kalan iğne üzerine oluşan deliktir.
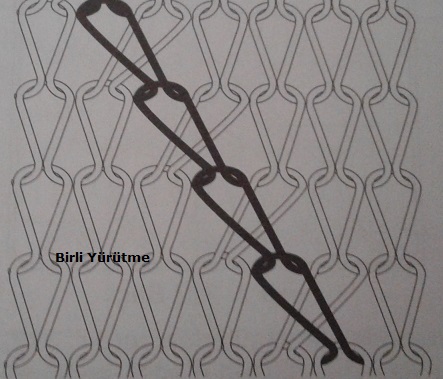
YÜRÜTME ( ARAN )
Yürütme,structure örgülerde ,verev olarak örgü boyunca ilmeklerin sağa ve sola doğru deliksiz olarak kaydırılması olarak tanımlanır.
Bu esnada ( n ) kadar ilmek ön plakadan arkaya aktarılırken ( n-1 ) tane ilmek sağa veya sola 1 jakar kırılarak ön plakaya alınır.Arka plakada kalan bir ilmek ise ters yöne ( n-1 ) jakar kırılarak ön plakadaki boş iğneye aktarılarak işlem tamamlanır.( n ) genellikle 3 veya 4’tür.Yani 2 ya da 3 ilmek sağa ve sola bir jakar kırılarak ön plakaya alınırken arkada kalan bir ilmek ise aksi yöne 2 veya 3 jakar kırılarak boşalan iğneye aktarılır ve ajurdaki gibi delik açılmamış olur.
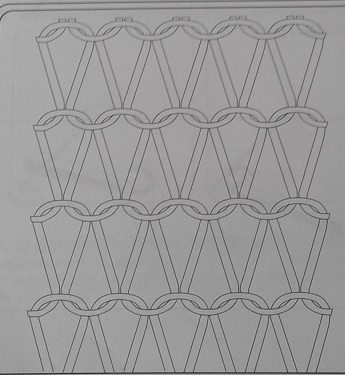
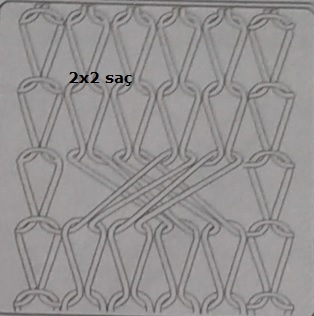
SAÇ ÖRGÜSÜ
Birden fazla ilmeğin yer takası olarak tanımlanabilir.n=2k olmak üzere ,n tane ilmeğin ön plakadan arka plakaya aktarılarak k tane ilmeğin sağa ve sola k jakar kırılarak ön plakaya aktarılması,diğer k tane ilmeğin ise aksi yöne k kadar jakar kırılması ile ön plakaya diğer ilmeklerin yerine aktarılması sonucu basit bir saç örgüsü oluşturulur.
Yukarıda 2x2 saç örgüsüne örnek görülmektedir.Burada saçık her kolu iki ilmekten oluşmaktadır.
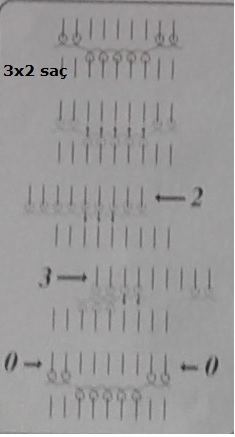
Kolları farklı ilmek sayılarında saç örgüleri de vardır.3x2,4x3 gibi.Bu durumda saç örgü n=m+k olmak üzere n ilmekten oluşur.n adet ilmek arka plakaya aktarılır.m adet ilmek k kadar jakar kırılarak ön plakaya aktarılır.Bunu takiben k adet ilmek ise m kadar jakar kırılarak ön plakaya alınır ve saç atma işlemi tamamlanmış olur.
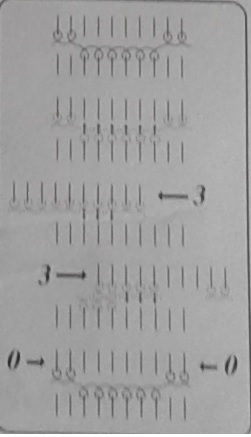
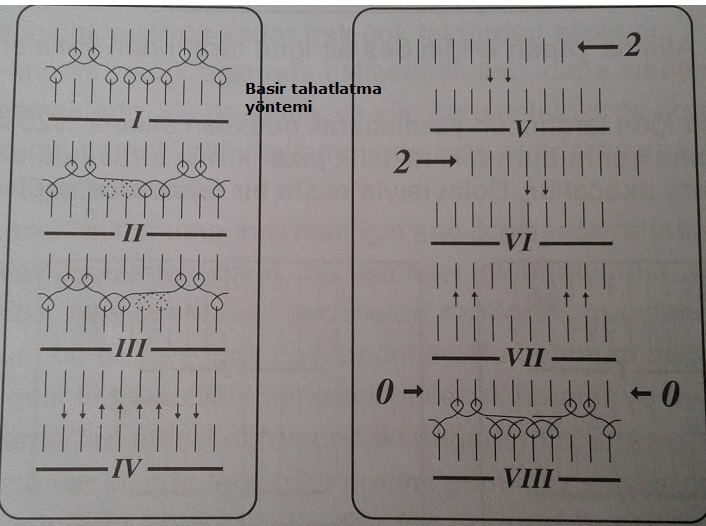
SAÇ ÖRGÜSÜNDE RAHATLAMA TEKNİKLERİ
2X2 saç örgüsünde kimi zaman hiç rahatlatma kullanılmadığı görülür.Saç örgü kollarının ikişer ilmekten oluşması ve saçı atarken jakarın sağa ve sola iki iğne mesafesi kadar kırılması uygun ayardaki bir saç örgü parçada fazla gerilme meydana getirmeyebilir.Bu gibi durumlarda herhangi bir rahatlatma tekniği gerektirmeyen 2x2 saç örgüsü,daha sıkı ayarlarda veya daha düşük mukavemetli ipliklerin kullanımında bizi rahatlatmamalıdır.Bu bizi bir saç tekniği uygulamaya zorlayabilir.
En basit rahatlatma tekniği,saçı atmadan son örgü sırasında saçın önce bir kolunu,sonra diğer bir kolunu öldürmemek,burada atlama yapmaktır.
Yukarıdaki şekilde görüldüğü gibi aktarmadan önceki ilk yarım sırada saçın önce atılacak kolu,ikinci yarım sırada ise sonra atılacak kolu öldürülüyor.Bu arada diğer kollar örülmeden bekletiliyor,yani burada atlama yapılıyor.Bu işlemler çerçevesinde rahatlatma gerçekleşmiş oluyor.
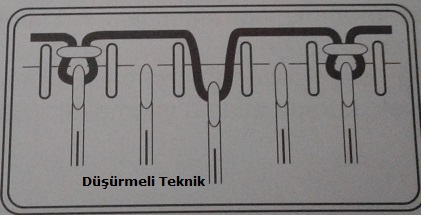
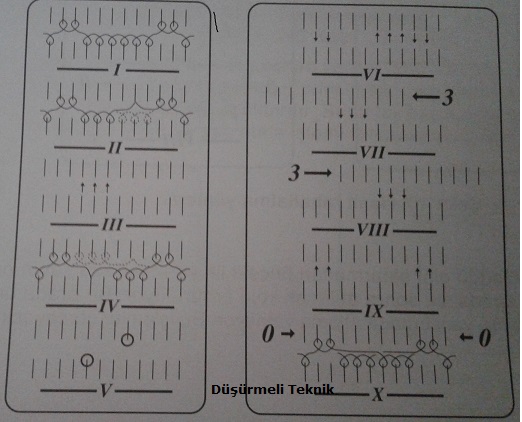
DÜŞÜRMELİ TEKNİK
Düşürme,saç örgünün rahatlatma aşamasında atlama yapan ipliğin,boş plakadaki bir iğne tarafından tutulması ve mekik almayan bir sistem tarafından bu iğnenin çalıştırılması sonucu ( boşaltılarak ) bırakılması esasına dayanır.
Bu esnada boş bir iğne tarafından yakalanarak bırakılan atlama %25 ile %50 arasında uzar.Daha sonra buradaki fazlalık jakar kırma sırasında saç örgüyü oluşturacak ilmeklere akacaktır.Dolayısıyla extra bir rahatlama sağlanmış olacaktır.
SAÇ ÖRGÜLÜ MAMÜL ÜRETİMİHDE KARŞILAŞILAN PROBLEMLER
Düz örmeçilikte meydana gelen problemlerden en önemli kısmı saç örgülü ürünlerin üretimi esnasında gerçekleşir.
Saç örgülerde karşılaşılan başlıca problem jakar kırma ve aktarma esnasında örgüde meydana gelen yırtık,patlak ve kaçıklardır.Bu yırtık,patlak ve kaçıklar saç örgünün tipinden,kumaş sıklık ayarına kadar pek çok faktörden etkilenir.
Yani belli bir kumaş sıklık ayarında çalışabilen saç ,daha sıkı bir kumaş ayarında problem çıkarabilmektedir.Ya da akrilik ve yün karışımlı ipliklerde problemsiz çalışabilen belli bir tip saç örgü,pamuk ipliği kullanımında aynı ayarlarda yırtık,patlaklar ya da kaçıklara neden olabilmektedir.
İşte bu problemleri minimuma indirmek için saç örgülerde rahatlatma teknikleri dediğimiz teknikler uygulanmaktadır.Bu teknikler saçın atılması,yani jakar kırma ve aktarma esnasında,iplik üzerindeki gerilmeleri azaltarak,meydana gelecek örgü hatalarını optimum bir değere indirmeyi hedefler.Bu optimum değer kabul edilebilir değer anlamına gelir ki,genellikle tamir edilebilecek hatalar ve uygun değerleri aşmayacak miktarda fire eldesi durumundaki değerlerdir.Sıfır fireli üretimin hiçbir sektörde olamayacağı hiçbir zaman unutulmamalıdır ki ancak teknolojik gelişmelerin sonsuz olduğu da düşünüldüğünde şimdi belki değil ama ileriki yıllarda bunun mümkün olacağı da göz ardı edilmemelidir.
YIRTIK
3x3 saç örgü üzerinde yapılan çalışmada saç örgünün tam ortasındaki ilmeğin birleştiği noktada olduğu görülmüştür.
Ayrıca bu yırtık uygun ayarlarda,yani kabul edilebilecek kumaş tuşesini sağlayacak kumaş sıklık ayarlarında çalışırsak,ikinci kolunun arka plakadan ön plakaya aktarılması esnasında meydana gelmektedir. Herhangi bir rahatlama tekniği kullanılmada yapılan bu çalışmada yırtığı hangi aşamada meydana geldiği aşağıdaki ilmek şemasında görülmektedir.
PATLAK
Yırtık genel olarak ipliğin kopuşu sonucu kumaşta açılan birkaç ilmek genişliğinde deliklere denir.Patlak ise,daha büyük çaptaki yırtıklar olarak nitelendirilebilir.Patlaklardaki delik kumaştaki gerilme sonucu ipliğin akmasıyla beş,altı ya da daha fazla ilmek büyüklüğüne ulaşmıştır.Patlaklardaki kopuş kimi zaman iki yerde meydana gelir.Buna ayarın çok sıkı ya da iplik esnekliğinin düşük olması sebep gösterilebilir.Patlaklar genellikle tamiri imkansız hatalardır ve onarılmış olanlar genellikle defolu olarak değerlendirilirler.
KAÇIK
Saç örgüde kaçık olarak adlandırdığımız hata ise ilmeğin jakar kırmadan sonra arka plakadan ön plakadaki iğneye aktarılmaması ve düşürülmesi sonucu ortaya çıkar.Burada iplikte kopuş yoktur.Kaçığın oluştuğu durumlarda genellikle kumaş ayarı sıkı,iplik mukavemeti yüksek ve iplik esnekliği düşüktür.
İplik mukavemetinin yüksek,esnekliğinin ise düşük olması,jakar kırma esnasında iğne uçlarının bir miktar eğilmesine neden olur. Bu durumda aktarma esnasında ön ve arka plakadaki iğneler birbirini karşılayamaz ve iğnenin boşa kalkıp inmesiyle kaçık oluşur.Başka bir durumda ise jakar kırıldığında iğneler karşı karşıya geldiği halde gergin durumdaki iplik ve ilmekler iğnenin aktarma yayını iğneye yapıştırırlar.Bu durumda da kalkan iğne,aktarma yayı arasına girmeyecek ve aktarma gerçekleşmeyerek,kaçık meydana gelecektir.
Kaçığın bir başka sebebi ise ilmek ayarının haddinden fazla açık olmasıdır.Bu durumda merdanenin çekişi yeterli olmamakta,açık ayar basan iğnenin ayar çeliğinin baskı alanından geçtikten sonra geri gelmesiyle,ağzındaki ilmeğin boşta kalarak iğnenin ağzından kaçması sonucu kaçık oluşur.
Ancak bu kaçık türünün saç örgülerle alakası yoktur.Ayar sıkılması veya merdane çekiminin arttırılması ile bu kaçığın engellenmesi mümkündür.
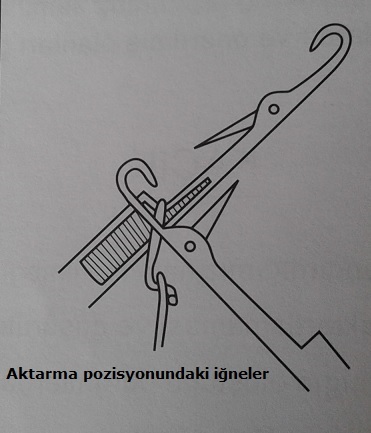
Yukarıda aktarma pozisyonundaki iğneler görülmektedir.Burada aktarmada almaya kalkan iğne,karşı iğnenin yayına girmediğinden dolayı kaçık oluşur.





 Derstekstil
Derstekstil 
