İpliklerin tek başına ya da topluca (çözgüler halinde) örücü iğne ve yardımcı elemanlar vasıtasıyla ilmekler haline getirilmesi, bunlar arasında da yan yana ve boylamasına bağlantılar oluşturulması ile bir tekstil yüzeyi elde etme işlemine örmecilik adı verilir.
Yani bir ipliğe özel iğneler yardımıyla ilmek şekli verilerek bu ilmeğin kendinden önceki ve sonraki ile yanlarındaki ilmeklerle bağlantı yapması sonucunda bir yüzey oluşturma yöntemine örmecilik elde edilen kumaşa da örme kumaş adı verilir
Örme ile yüzey oluşturma işlemi ipliğin en hızlı şekilde kumaş yapısına dönüştürüldüğü sistemdir. Ayrıca örme sistemi ile üretilen kumaşlarda, diğer tekstil yüzeylerine göre boyut stabilitesi yönünden daha esnek, daha elastik, daha yumuşak ve daha dolgun bir yapı elde edilir.
Tek katlı kumaşlar
tek iğne grubu kullanılarak üretilen atkı örme kumaşlardır.
-Çift katlı kumaşlar
rib (ribana) veya interlok (bu şekilde kumaşın doğal esnekliği azalır) düzeninde yerleştirilen iki iğne grubu kullanılarak üretilen kumaşlardır. Çift katlı kumaşlar jakarlı veya jakarsız olabilir.
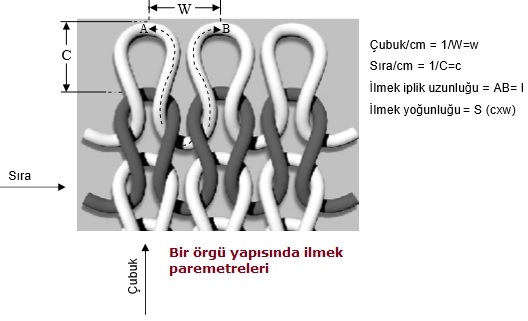
-İlmek sırası,
kumaşın eni boyunca oluşturulan bir ilmek sırasıdır. Sıralar kumaşın uzunluğunu belirler ve birim uzunlukta (cm) yer alan sıra sayısı olarak ölçülür.
-İlmek çubuğu,
kumaşın boyu boyunca uzanan bir ilmek çubuğudur. İlmek çubukları kumaşın enini belirler ve santimetrede (cm) yer alan çubuk sayısı olarak ölçülür.
-İlmek yoğunluğu,
birim alanda yer alan ilmek sayısıdır (ilmekler/cm2) ve kumaş alanını belirler.
-İlmek iplik uzunluğu,
bir ilmekteki iplik miktarıdır. İlmek iplik uzunluğu tüm örme kumaşlar için en baskın faktördür.Atkı örmeciliğinde genelde iğne başına düşen ortalama iplik miktarı olarak belirlenir. Çözgü örmede ise bir ilmek sırası için ortalama iplik miktarıdır.
-İplik numarası,
iplik kalınlığına işaret eder ve normalde tex (1000 metre ipliğin gram cinsinden kütlesi) cinsinden verilir. Tex değeri yükseldikçe iplik kalınlaşır, külçe incelir.
-Üst yatırım,
yatırım raylarının (tarakların) iğnelerin kanca tarafında yaptıkları yanal harekettir. Bu hareket genel olarak bir iğne aralığı ile sınırlandırılır. Kumaş yapısı içinde bir ilmekte üst yatırım olarak adlandırılır.
-Alt yatırım,
yatırım raylarının iğnelerin arka kısımlarında yaptıkları yanal harekettir. Bu hareket sadece mekanik koşullar ile sınırlıdır. Alt yatırım çözgü örme kumaş yapısında birbirini takip eden sıralarda yer alan ilmekler arası bağlantıdır.
-Sıklık faktörü, K,
bir örme kumaş alanının ne ölçüde iplik tarafından kaplandığını gösteren bir sayıdır. Bu değer aynı zamanda örmenin izafi sıklığının veya gevşekliğinin de bir göstergesidir. K =√TEX/L
-Alan yoğunluğu,
kumaşın birim alanının ağırlığının ölçüsüdür. (gram/m2 )
Örme yüzeyler, ilmek oluşum tipine göre iki ana sınıfa ayrılır:
1-Atkılı örme (Atkılı örme sistemli makineler)
2- Çözgülü örme (Çözgülü örme sistemli makineler)
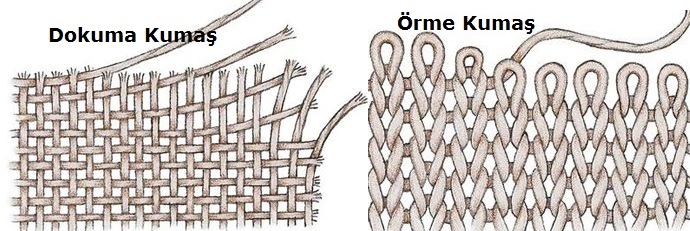
Örmeciliğin temel sınıflandırma ölçütü, ilmek oluşturma yönünün dokuma kumaş sisteminde kullanılan atkı ve çözgü ipliklerinin yönüne göre ifade edilmesidir. Dokuma kumaşlarda enine yöndeki iplikler atkı, boyuna yöndeki iplikler çözgü ipliği olarak ifade edilir.
ATKILI ÖRMECİLİK
Tek iplik besleme sistemine göre ilmeklerin enine yönde hareket ederek bağlantı yapması ile yüzey oluşturma tekniğine dayalı örmedir. Atkılı örmede yuvarlak örme sisteminin en önemli özelliği iplik sabit, iğnelerin hareketli olması ve esnekliği yüksek kumaşların üretimine olanak sağlamasıdır. Atkılı örmede düz örme üretiminde iğneler sabit, iplik ve sistemler hareketlidir.
Atkı örme yöntemi ile elde edilen ürünlerden bazıları; kazak, yelek, ceket, etek, elbise, gibi dış giysilikler, fanila, külot gibi iç giysilikler, t-shirt, eşofman, sweatshirt gibi penye ürünleri, çorap, bazı tıbbi ve teknik kumaşlardır.
ÇÖZGÜLÜ ÖRMECİLİK
Çok iplik besleme sistemine göre ilmeklerin boyuna yönde hareket ederek bağlantı yapması ile yüzey oluşturması tekniğine dayalı örmedir. Çözgülü örme sisteminin en önemli özelliği iplik hareketli iğneler sabit olmasıdır. Çözgülü örmede; dokuma kumaşlar kadar stabil, atkılı örme kumaşlar kadar esnek kumaş yapıları elde edilebilir.
Çözgülü örme yöntemi ile elde edilen ürünlerden bazıları; tül, perde, dantel, mayo ve döşemelik kumaşlar, havlu ve halılar, bandaj ve suni damar gibi tıbbi malzemeler, ayakkabı yüzü, filtre, çuval, sera örtüsü gibi teknik kumaşlardır.
ATKILI ÖRMEDE ÖRÜCÜ MAKİNE ELEMANLARI
Atkılı örme sisteminde ipliğin ilmek oluşturması işlemini sağlayan elemanlara örücü makine elemanları denir.
Bunlar; iğneler, platinler, kilit sistemleri (çelikler), iplik kılavuzları (mekikler) ve merdanedir. Bu elamanlar örme sürecine direk etkisi olan elemanlardır.
ÇÖZGÜLÜ ÖRMEDE ÖRÜCÜ MAKİNE ELEMANLARI
Çözgülü örme sisteminde iplilerin ilmek oluşturması işlemini sağlayan örücü makine elemanları; delikli iğneler, dilli iğneler, iğne rayları, baskı platinleri ve doku çekme sarma aparatları olarak ifade edilir. Bu elamanlar örme sürecine direk etkisi olan elemanlardır.
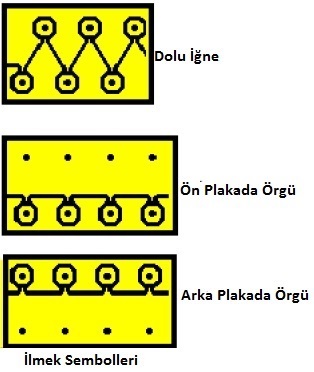
TEMEL ÖRGÜ ELEMANLARI
Örme yüzeyi oluşturan temel iplik hareketleri; ilmek, askı ve atlama örgü elemanı olarak isimlendirilir. Temel örgü elemanlarının birlikte kullanılması ile farklı görünümlü örme yüzeyleri oluşturulur
ATKILI ÖRMEDE İLMEK YAPILARI
Atkılı örmede ilmek görünümleri ilmek bağlantı noktalarında ilmek gövdesi üstte ilmek başı altta veya ilmek gövdesi altta ilmek başı üstte olmak üzere iki şekildedir. Bu görünümlerine göre ilmekler sağ ilmek (düz ilmek) veya sol ilmek (ters ilmek) olarak ifade edilir. Atkılı örmede düz ilmeklerin görüldüğü kısım kumaşın ön yüzü, ters ilmeklerin görüldüğü kısım kumaşın arka yüzü olarak algılanır. Atkılı örmede ilmekler enine yönde bağlantı yaparlar.
ÇÖZGÜLÜ ÖRMEDE İLMEK YAPILARI
Çözgülü örmede ilmek yapıları atkılı örmedeki ilmek yapılarına göre daha sıkı ve farklı şekildedir. Çözgülü örmedeki ilmek görünümleri ilmek bağlantı noktalarında ilmek gidiş yönü doğrultusunda açık ilmek ve kapalı ilmek olarak ifade edilir. Çözgülü örmede ilmekler boyuna yönde bağlantı yaparlar.
TEMEL ÖRME YÜZEYLERİ
Temel örme yüzeyler örme kumaş yüzünün ve tersinin ilmek görüntüsüne göre ( RL ), (RR ) ve ( LL ) yüzey olarak ifade edilir.
1- ( RL ) Örme Yüzeyler
Örme kumaş yüzü sağ ilmek ( R ) tersi sol ilmek ( L ) görünümlü ise bu yüzeylere ( RL ) yüzey denir. Tek katlı örme kumaşlar olarak tanınan tek plakada üretilmiş örme kumaş yüzey görüntüsüdür. Bu yüzeyler düz örme makinelerinde tek plakada yuvarlak örme makinelerinde tek plaka Süprem makinelerinde üretilen kumaş çeşitlerini ifade eder.
2- ( RR ) Örme Yüzeyler
Örme kumaş yüzü sağ ilmek ( R ) tersi sağ ilmek ( R ) görünümlü ise bu yüzeylere ( RR ) örme yüzey denir. Kumaşın iki yüzü de aynı görünür. Çift katlı örme kumaşlar olarak tanınan çift plakada üretilmiş örme kumaş yüzey görüntüsüdür. R/R yüzeyler boyuna ilmek sırası bir sıra R ilmek, bir sıra L ilmek olarak oluşur. L ilmek sıraları R ilmek sıralarının sıkışması ile yüzeyde görünmez ancak gererek açıldığında görülür. Bu yüzeyler düz örme makinelerinde çift plakada yuvarlak örme makinelerinde çift plaka ribana ve İnterlok makinelerde üretilen kumaş yüzey çeşitlerini ifade eder.
3- ( LL ) Örme Yüzeyler
Örme kumaş yüzü sol ilmek ( L ) tersi sol ilmek ( L ) görünümlü ise bu yüzeylere (LL ) yüzey denir. Kumaşın iki yüzü de aynı görünür Çift katlı örme kumaşlar olarak tanınan genellikle iki ucu kancalı çift plakada üretilmiş örme kumaş yüzey görüntüsüdür. LL yüzeyler enine ilmek sırası bir sıra L ilmek, bir sıra R ilmek olarak oluşur. R ilmek sıraları L ilmek sıralarının sıkışması ile yüzeyde görünmez ancak gererek açıldığında görülür. Bu yüzeyler düz ve yuvarlak çift plaka örme makinelerinde iki ucu kancalı dilli iğnelerle üretilen kumaş çeşitlerini ifade eder.
MAKİNE İNCELİĞİ
Örme makinelerinde makine inceliği, piyasanın bir kısmında makine numarası olarak ifade edilmektedir. Genel olarak ifade yanlış kullanılmaktadır. Makine numarası anlamı bakımından makine inceliği ifade ettiğinden, örme makineleri, makine inceliğine göre çeşitlenir. Makine inceliği, 1" (1 inch)’ teki iğne sayısına eşittir. Plaka üzerinde 1 inch (inç) mesafedeki iğneler sayılarak makine inceliği tespit edilir. Tespit edilen makine incelikler fein (fayn) veya gauge (geyç) olarak isimlendirilir. Yuvarlak örme makinelerinde fein “E” harfi ile düz örme makinelerinde ise gauge “G” harfi ile gösterilmektedir. Örneğin; 22fein = 22E, 28fein = 28E, 12gauge = 12G vb. olarak gösterilmektedir. 20E 1"’ te (2,54cm’de) 20 adet veya 10G 1"’te 10 adet, iğne olduğunu göstermektedir. Makine inceliğini ifade eden rakam büyüdükçe 2,54 cm’deki iğne sayısı artar, azaldıkça 2,54 cm’deki iğne sayısı azalır.
Düz örme makinelerinde kullanılan incelikler;
El örgüsü görünümünde çok kalın giysiler için: E 2-5
Kalın giysiler için: E 5-7
İnce giysiler için: E 7-10
Çok ince giysiler için: E 10-12 dir.
Yuvarlak örme makinelerinde kullanılan incelikler;
Tek yataklı makinelerde:
Dış giysilikler için: E 7-34
İç giysilikler için: E 18-32
Jakarlı yapılar için: E 5-32
3-iplik futter için: E 12-28
Havlu yapılar için: E 7-28
Uzun havlı yapılar için: E 5-22
Erkek-bayan-çocuk çorapları için: E 13-24
İnce bayan çorapları için: E 26-36
Çift yataklı makinelerde:
Dış giysilikler için: E 7-42
İç giysilikler için: E 10-22
Jakarlı yapılar için: E 5-30
Transfer desenli yapılar için: E 12-16
Erkek-bayan-çocuk çorapları için: E 6-21
İnceliğin belirtilmesinde çok seyrek olarak kullanılan diğer bir terim olan;
Taksimat (t);
bir iğnenin çalışması için gerekli olan mesafenin milimetre olarak ifadesidir. Bir iğne yatağı üzerinde yan yana duran iki iğnenin merkezleri arasındaki mesafe olarak da tanımlanabilir.
İncelik;
üretimde kullanılacak ipliğin numarası, makinenin çalışma hızı, örgü cinsi, elde edilecek dokunun eni ve en büzülmesini direkt olarak etkiler. İnceliği yüksek olan makinelerde daha ince, daha düzgün ve stabil yapılar elde edilir.
Makine çapı (D)
Yuvarlak örme makinelerinde çıkacak dokunun enini belirleyen bir ölçüdür. Mamulün kullanım yani Çalışma hızı (V) Düz örme makinelerinde kilit sisteminin, yuvarlak örme makinelerinde iğne yatağının m/sn olarak hızıdır. Bu hız makinenin örme prensibine (RL, RR, LL), desenlendirme durumuna, makine eni veya çapına, örgünün yapısına ve kullanılan iplik özelliklerine göre belirlenir. erine göre değişik çaplarda makineler seçilir. Birim olarak inch (") kullanılır.
Sistem
Atkılı örme makinelerinde bir iğne grubu, bir kam mekanizması ile bir iplik kılavuzundan oluşan ve bir örgü sırası meydana getiren birime sistem denir. Örme makinelerinde sistem sayısı arttıkça bir devirde üretilen sıra sayısı da artacaktır.
Ancak düz örme makinelerinde kullanılabilecek maksimum sistem sayısı 6 ile sınırlıdır. Bugün ise genellikle 3-4 sistemli makineler üretilmektedir;
Bunun iki nedeni vardır:
1-Örme işlemi, sistemlerin gidip gelme hareketleri ile sağlandığından kesikli bir çalışma vardır. Çok sayıda sistemden oluşan kafanın ağırlığı da fazla olacağından, her seferinde kafanın hızını sıfırdan başlayarak arttırmak çok enerji gerektirecektir.
2-Her sıra sonunda sistemlerin örme bölgesi dışına çıkma zorunluluğu vardır. Sistem sayısı arttıkça kafanın genişliği de artacağından, iğne yatağının yanlarında fazladan geniş yer bırakmak gerekecektir.
Yuvarlak örme makinelerine örme işlemi
iğne yatağının hep aynı yöne hareketi ile sağlandığından kesiksiz bir çalışma vardır. İğne yatağı çevresine çok sayıda sistem yerleştirilebildiği ve kesiksiz çalışma sağlanabildiği için bu makinelerin üretimi çok yüksektir. Bir yuvarlak örme makinesindeki sistem sayısı; makine çapına, makinenin çalışma prensibine (düz, rib, haroşa), desenlendirme kapasitesine ve makine inceliğine bağlıdır. Sistem sayısı genellikle çift sayı olur ve jakarlı makinelerde temel yapıların yanında 2, 3, 4 renkli desenlerin örülebilmesi için iki ve üçe tam olarak bölünebilecek değerde olması istenir. Günümüzde yuvarlak örme makinelerinde iğne yatağının çevresine 136 sistem yerleştirmek mümkün olmuştur.
Yuvarlak örme makineleri için tanımlanan sistem yoğunluğu, sistem sayısının makine çapına oranıdır.
ÖRMECİLİKTE İLMEK OLUŞUMU
Bir örme yüzeyinin (dokusunun) oluşabilmesi için ipliğe iğne yardımı ile iğnenin hareketine göre verilebilen şekiller üç tanedir.
Bunlar; ilmek, askı ve atlamadır.
En önemlileri ve esas örgü bağlantısını sağlayan ise ilmektir. İlmeksiz bir örme dokusu oluşturmak mümkün değildir. Diğer askı ve atlama iplik hareket şekilleri ise yalnız başlarına bir doku oluşturamadıklarından, ancak ilmek ile birlikte yapılarak örgünün yapısına ve yüzeyine, görünüm, şekil, stabilite ve tutum değişikliklerine etki ederler.
Aşağıda ilmek fiyongu, yani bağlanmamış bir ilmek şekli ve bunun kısımları görülmektedir.
Örmecilik tek bir yönde hareket eden bir tek iplik veya bir grup iplik ile kumaş oluşturma işlemidir. Örgü kumaş oluşturma sistemlerinde ana malzeme ipliktir. İpliğin hammaddesi ve iplik oluşturma sistemleri çeşitlilik gösterebilir.
Örgü kumaşların boyutsal olarak sabit en küçük birimi ilmektir.
Örgü kumaşlarda kumaşın eni boyunca yer alan ilmek çubukları “may”, kumaşın boyu boyunca yer alan ilmek sıraları ise “sıra” olarak adlandırılır.
Birim uzunluktaki may ve sıra sayılarının çarpımı birim alandaki teorik ilmek yoğunluğunu (sayısını) verir.
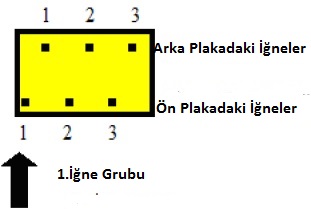
Yuvarlak örme makineleri tek plakalı (tek iğne yataklı) veya çift plakalı (çift iğne yataklı) olabilir. Çift plakalı örme makinelerinde bir iğne yatağındaki iğneler diğer iğne yatağındaki iğnelerin arasında kalacak şekilde yerleştirilebilir. Bu iğne düzeni “rib iğne” düzeni olarak adlandırılır. İğnelerin karşılıklı gelecek şekilde yerleştirildiği iğne düzeni ise “interlok iğne” düzeni olarak adlandırılır.
Piyasada üretilen çeşitli örme kumaş yapıları arasında süprem, ribana, interlok ve haroşa örgüler en sık kullanılan temel örgü yapılarıdır.
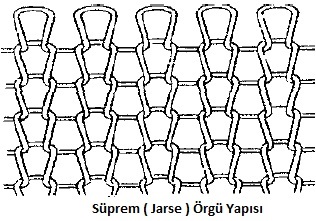
Süprem
Sadece bir iğne yatağı üzerinde üretilen en basit ve en sık kullanılan örgü türüdür. İğne yatağı üzerindeki tüm iğneler örme işlemine katılır.
Süpreme ait temel kumaş özellikler:
• Kumaşın ön ve arka yüzlerinin görünüşü farklıdır.
• Kumaş yapısı dengesizdir, bu nedenle kenarlarda kıvrılma görülür.
• Kumaş yapısı içinde ilmek kaçığı may boyunca yukarı ve aşağı ilerler.
• Kumaşı başlangıç ve bitiş yerlerinden sökmek mümkündür.
• Kumaşın enine esnekliği boyuna esnekliğinin yaklaşık iki katıdır
Ribana
Her iki iğne yatağı da kullanılarak üretilen çift plaka örgülerdir. Bu yapıyı oluşturmak için her iki iğne yatağındaki tüm iğneler kullanılır.
Ribanaya ait temel kumaş özellikler:
• Ön ve arka yüzey görünüşü aynıdır.
• Dengeli kumaşlardır, kenarlarda kıvrılma olmaz.
• Kumaşta oluşan ilmek kaçığı aynı may boyunca aşağı doğru ilerler.
• Kumaşın enine esnekliği süprem örgünün yaklaşık iki katıdır. Boyuna esnekliği ise süpremle hemen hemen aynıdır.
• Kumaşın kalınlığı süpremin yaklaşık iki katıdır.
İnterlok
Ribana örgü yapısında olduğu gibi iki iğne yatağı kullanılarak üretilen çift plaka örgülerdir. Her iki iğne yatağındaki iğneler karşılıklı gelecek şekilde dizilir.
Temel kumaş özellikleri:
• Ön ve arka yüzey görünüşü aynıdır.
• Dengeli kumaşlardır, kenarlarda kıvrılma olmaz.
• Kumaşta oluşan ilmek kaçığı aynı may boyunca aşağı doğru ilerler.
• Kumaşın enine esnekliği ribanadan daha azdır.