İLMEK
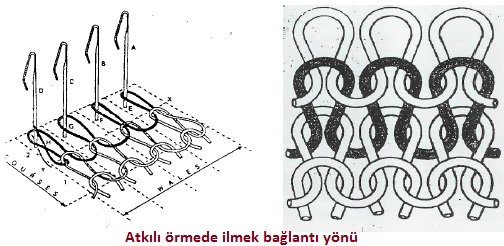
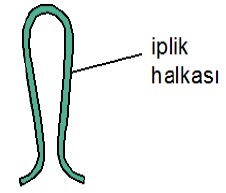
Bir örme yüzeyi meydana getiren en küçük birim ilmektir. Yan yana ve üst üste oluşturulan ilmeklerin birbirine bağlanmasıyla örme kumaşlar meydana gelir.Bağlantı öğesi olarak ilmek, diğer ilmeklere asılan ve böylelikle sağlamlık elde eden bir iplik halkasıdır.
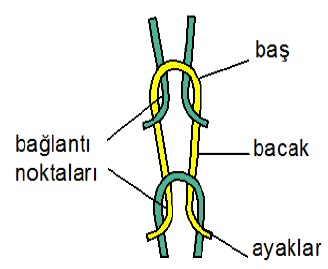
Bir ilmek baş, bacaklar ve ayaklar olmak üzere üç bölümden oluşmaktadır. İlmek ayakları, kendinden önceki sıraya ait ilmeklerin başları ile ilmek başı ise kendinden sonraki sıraya ait ilmeklerin ayakları ile bağlantı yapar. İlmek ayakları yan yana duran ilmekler arasındaki bağlantıyı sağlayan parçadır.
Birbirine asılmış olan iplikler bağlantı noktası denilen iplik kesişim yerleriyle birbirine bağlanmışlardır. Her ilmek iki üst iki de alt bağlantı noktasına sahiptir. Bir örgü yapısının boyutsal ve fiziksel analizi örgüyü oluşturan ilmeğin şeklinin ve boyutlarının, başka ilmeklere bağlanma yerlerinin ve fiziksel özelliklerinin bilinmesi ile mümkündür.
Bir ilmeğe ait parametreler şunlardır;
a) İlmek iplik uzunluğu: Bir ilmeği meydana getiren ipliğin uzunluğunun iplik eksenindeki ölçümüdür.
b) Sıra açıklığı
Sıra açıklığının geometrik anlamı, bir ilmeğin kumaş yüzeyinde etkili olan yüksekliği olup her ilmek sırasının kumaş boyunu artırma miktarını verir. Bir örgü kumaş parçası boyunun, o kumaşta bulunan sıra sayısına bölümü ile hesaplanır.
c) Çubuk açıklığı
Çubuk açıklığının geometrik anlamı, bir ilmeğin kumaş yüzeyinde etkili olan genişliği olup her ilmek çubuğunun kumaş enini arttırma miktarını verir. Bir örgü kumaş parçası eninin, o kumaşta bulunan çubuk sayısına bölümü ile hesaplanır.
d) İlmek alanı
Bir ilmeğin kumaş yüzeyinde kapladığı alan olup sıra açıklığı ile çubuk açıklığının çarpımına eşittir. Deneysel çalışmalarda sıra açıklığı, çubuk açıklığı ve ilmek alanı yerine aşağıda verilen parametreler daha yaygın olarak kullanılmaktadır.
e) Birim kumaş boyundaki sıra sayısı
Kumaşın 1 cm uzunluğunda bulunan sıra sayısı olup piyasada may sayısı olarak da adlandırılır.
f) Birim kumaş enindeki çubuk sayısı
Kumaşın 1 cm genişliğnde bulunan çubuk sayısıdır.
g) İlmek yoğunluğu
Birim kumaş alanında bulunan ilmek sayısıdır. Kumaş yoğunluğu olarak da adlandırılan bu değer, hesaplama yanında kumaş üzerinde birim alandaki ilmeklerin sayılması ile de bulunabilir. Özellikle ince kumaşlarda ilmekleri saymak zor olacağından bir luptan yararlanılabilir.
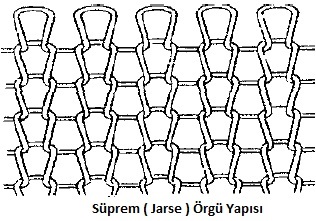
İLMEK YÜZEYLERİ
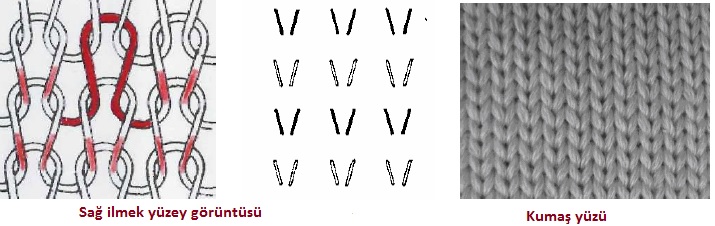
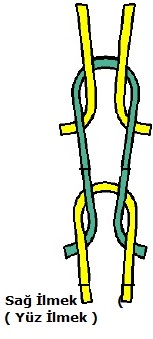
Örgü yapısı içinde yer alan bir ilmeğin, bacaklarının belirgin olarak göründüğü yüzüne düz ilmek denir. Düz ilmeklerden oluşan örgü yüzeyinde, minik “v” şeklindeki ilmek bacakları belirgindir. Örgü kumaşın düz ilmeklerden oluşan yüzü genellikle ön yüz olarak kullanılır.
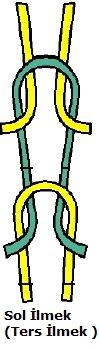
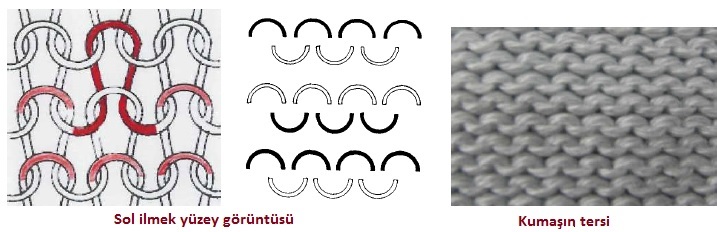
Bir örgü yapısında bulunan ilmeğin, baş ve ayaklarının belirgin olarak göründüğü yüzüne ters ilmek denir. Örgü kumaşın ters ilmeklerden oluşan yüzü genellikle arka yüz olarak kullanılır.
Makinenin ön tarafında durulup, örülen kumaşa bakıldığında ön yatakta (yuvarlak makinelerde silindirde) oluşturulan ilmekler düz ilmek, arka yatakta (yuvarlak makinelerde kapakta) oluşturulan ilmekler ters ilmek görünümünde olacaktır.
Yüz ilmekte, ilmek bacakları bir alttaki ilmek başının üstünden geçer. Ters ilmekte, ilmek bacakları bir alttaki ilmek başının altından geçer.
İLMEK DÜZENİ
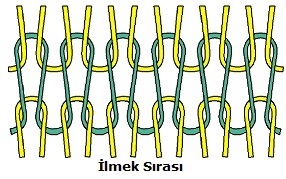
SIRA
Örgüde enine yönde yan yana dizilen ilmeklere ilmek sırası denir. Bu, iğne yatağındaki iğnelerin bir sıra örülürken oluşturduğu ilmeklerdir. Basit yapılarda bir sıra, bir iplikten meydana gelir. Karmaşık yapılarda ise bir sıra farklı ipliklerden oluşabilir.
Birim kumaş uzunluğundaki ilmek sıralarının sayısı sıra yoğunluğu olarak adlandırılır ve bu değer aşırtma pozisyonundaki iğnelerin hareket miktarının değiştirilmesi ile ayarlanabilir. Bu değer kumaş özellikleri yanında üretim miktarını da etkileyen önemli bir faktördür. Örneğin daha uzun ilmekler oluşturarak sıra yoğunluğu azaltıldığında, daha seyrek kumaş elde edilirken üretim miktarı da artacaktır.
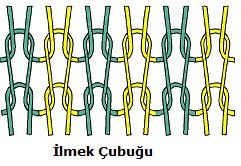
ÇUBUK
Örgüde boyuna yönde üst üste yer alan ilmekler dizisine ilmek çubuğu denir. Bu, aynı iğnenin ördüğü iç içe geçmiş ilmek dizisidir. Karmaşık bazı yapılarda bir çubuk, farklı ipliklerden yapılabilir veya farklı iğneler arasında değiştirilebilir.
Birim kumaş genişliğindeki ilmek çubuklarının sayısı çubuk yoğunluğu olarak adlandırılır ve bu kumaş özellikleri ile görünüşünü etkileyen önemli bir faktördür. Bu değer örgü yapısı, iplik parametreleri ve gerilimi yanında iğne büyüklüğü ve yoğunluğuna da bağlıdır. Örme makinesindeki iğne yoğunluğu (makine inceliği) makine yapımcıları taraf ından önceden belirlendiği için, örmecinin ilmek yoğunluğunu değiştirebilmesi oldukça sınırlıdır.
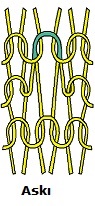
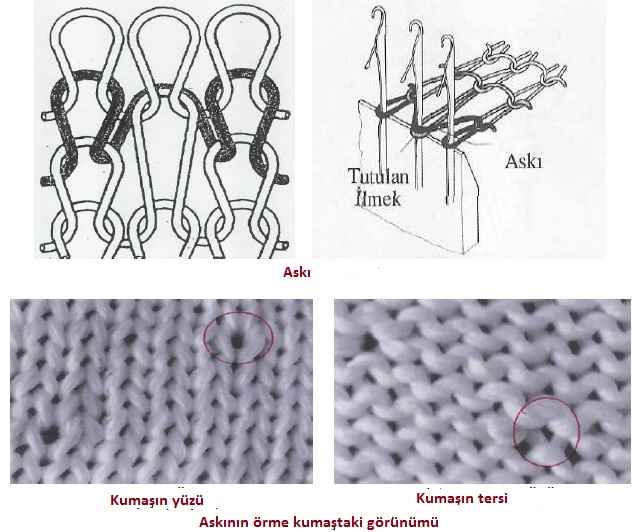
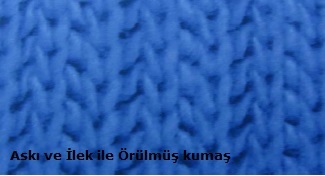
ASKI ( NOPEN )
Bir sırada örülen ilmeğin ikinci sırada örülmeden üçüncü sıradaki ilmek ayağı ile yaptığı bağlantı sonucu oluşan iplik halkasına askı (nopen) denir.
Daha önce oluşturulmuş ilmek bu nedenle boyuna doğru uzarken, o ilmeğin yanındaki ilmekler kısalır. Askıda iki üst bağlantı noktası vardır.
Askı tek bir iğne veya yan yana birkaç iğne üzerinde yapılabileceği gibi çift yataklı makinelerde yataklardan birindeki tüm iğnelere de uygulanabilir.
Bir iğnenin askı oluşturmak için yaptığı hareketler şunlardır:
a) Askı yapacak iğne yeni ipliği alacak, ancak kancasındaki eski ilmek gövdesine düşmeyecek kadar yükselir.
b) İğne geri çekilirken kancasına yeni iplik yatırılır.
c) Yeni bir sıra oluşturmak için iğne yükselirken kancasında hem eski ilmek hem de yeni yatırılan iplik vardır.
d) İğne ilmek oluşturmak için yükseldiğinde kancasındaki her iki iplik gövdesine düşer ve kancaya yeni iplik yatırılır.
e) Aşırtma yapılır ve yeni bir sıra oluşturulur.
Askı yapılabilmesi için üst kam parçası geri geri çekilir. Alt kam parçası geri çekilmediği için, iğneler kanala girerek atkı pozisyonuna kadar yükselir. Ancak bu durumda iğne yatağındaki tüm iğneler askı yapacaktır. Eğer ara ara bazı iğnelerin askı yapması isteniyorsa, makinelerin özel iğne seçim mekanizmalarına sahip olması gerekir.
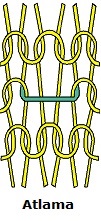
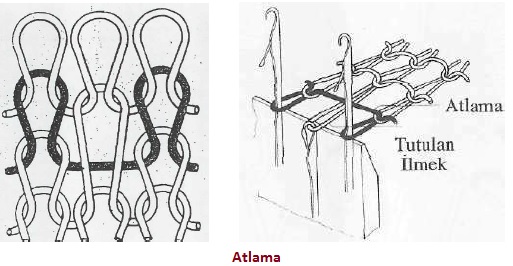
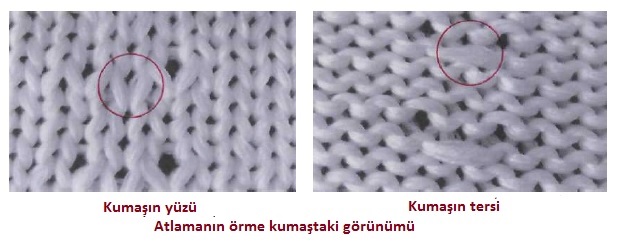
ATLAMA
İğnelerin ya tamamen ya da geçici olarak çalışmaması sonucu atlamalar oluşur. Bu durumda iplik ilmek oluşturmadan geçer. Eğer iğnelerde ilmekler varsa, bunlar da boyuna doğru uzar. Atlamalar enine elastikiyeti azaltır. Yanlara doğru olan ilmekler ve askılar atlamaları sınırlı bir alanda sabit tutar. Atlamada iki alt bağlantı noktası vardır.
Atlama, askıda olduğu gibi, tek bir iğne veya yan yana birkaç iğne üzerinden yapılabileceği gibi çift yataklı makinelerde yataklardan birisindeki tüm iğnelere de uygulanabilir.
Bir iğnenin atlama oluşturmak için yaptığı hareketler şunlardır:
a) Atlama yapacak iğne hiç yükselmemektedir.
b) İlmek yapacak diğer iğneler ise yükselirler ve kancadaki ilmekler, dilleri açarak gövdeye düşerler.
c) Bu arada yükselen iğnelerin kancalarına yeni iplik yatırılır.
d) İğnelerin aşağı hareketi ile aşırtma gerçekleşir ve yeni bir ilmek sırası meydana gelir.
a) Atlama yapacak iğne hiç yükselmemektedir.
b) İlmek yapacak diğer iğneler ise yükselirler ve kancadaki ilmekler, dilleri açarak gövdeye düşerler.
c) Bu arada yükselen iğnelerin kancalarına yeni iplik yatırılır.
d) İğnelerin aşağı hareketi ile aşırtma gerçekleşir ve yeni bir ilmek sırası meydana gelir.
TRANSFER
Bir iğnenin kancasında bulunan ilmeğin sağında, solunda yer alan veya karşı yatakta bulunan diğer bir iğneye aktarılmasıdır. Transfer sırasında üzerindeki ilmeği veren iğne artık çalışmayacağı için o ilmek çubuğu ortadan kalkar ve örgüde daralma meydana gelir.Desenlendirme veya şekillendirme amacıyla çok yaygın olarak kullanılan transfer işlemi, özel transfer iğneleri ve kam mekanizması bulunan makinelerde yapılabilir. Transfer için kullanılacak dilli iğnenin yan tarafında özel bir yay vardır. Bu yay alt tarafından iğneye sabit olarak bağlanmış olup, üst kısmı açılıp kapanabilir.Transfer sırasında üzerinden ilmek alınan iğneye verici iğne, ilmeği alan iğneye alıcı iğne denir. Transfer işleminin yapılabilmesi için verici iğnenin ilmek pozisyonundan daha fazla, alıcı iğnenin askı pozisyonundan daha az yükseltilmesi gerekir. Transfer işlemi sırasında iğnelere iplik beslenmez ve dolayısıyla kumaş üretimi olmaz. Bu nedenle transfer, makinelerin üretimini azaltan bir işlemdir.
İLMEK DÜŞÜRME
Örme işlemi sırasında iğneden düşen ilmek, kumaşta delik ve kaçık oluşmasına yol açar. Ancak belirli bir düzende seçilen iğnelerdeki ilmeklerin düşürülmesi değişik desenlerin oluşturulmasını sağlar.
Bu yöntemde;
a) İlmek iğnenin kancasında iken iğne yükselmeye başlar,
b) İlmek iğnenin gövdesine düşer, iğne yeni iplik yatırılmadan geri harekete başlar,
c) Gövdedeki ilmek dili kapatarak üzerine çıkar,
d) Aşırtma hareketi ile ilmek iğne üzerinden düşer.
İlmeğini düşüren iğne tekrar örmeye katılırsa, kumaş üzerinde bir delik oluşur ve boş iğneye yatırılan iplik ilmek oluşturamadığı için askı görünümünü alır. İlmek düşürme işleminden sonra iğne hemen örmeye katılmazsa ilmek kaçığı görünümü oluşur ve düşürülen ilmeğe komşu çubuktaki ilmekler genişleyerek büyür.