Atkılı örmede genel olarak kullanılan iğneler dilli iğnelerdir. Günümüzde en yaygın olarak kullanılan iğne çeşididir. Yüksek hızlard çalışabilmesi ve sorun yaratma ihtimali az olan bu iğne diğerlerine oranla daha avantajlıdır. İğneler makine cinsine ve inceliğine göre farklı şekillerde olabilir. Tüm dilli iğneler gaga (kanca), dil, boyun, gövde ve ayak (topuk) kısımlarından oluşur. Atkılı örme makinelerinde esnek uçlu iğne, iki ucu kancalı iğne, bileşik iğne ve sürgülü iğnelerde kullanılmaktadır.
Mekanik örme tezgâhları icat olduğundan beri, örme iğneleri prosesin kalbi konumuna gelmiştir. Asırlar boyunca ortaya çıkmış olan üç tip iğne vardır.
Esnek uçlu iğne en eski iğne tipidir. Basit yapısı ve ucuzluğu sayesinde dört yüzyıldır hala kullanımda kalmayı başarmıştır. Bu tip iğneleri kullanan yeni makineler günümüzde nadiren üretiliyor olsa da, bunlardan birçoğu dünya çapındaki pek çok işletmede hala kullanılmaktadır. Üretim sırasında kancayı açıp kapamak için, esnek uçlu iğne yardımcı bir elemana, bir prese ihtiyaç duymaktadır. Bu yardımcı eleman üretim hızını kötü yönde etkiler ve modern örme makinelerinde bu iğne tipinin kullanımını sınırlar.
Şimdiye kadarki en başarılı iğne Townsend ve Moulden tarafından 150 yıl önce icat edilmiş olan dilli iğnedir. İğnenin dili sabitlenmiştir ve çengeli açıp kapamak için bir pim etrafında dönmektedir. Bu iğnenin icadı bir efsaneye göre bir cep bıçağının kırılmasından esinlenilerek olmuştur.
Son gelişme sürgülü iğnedir. Bu iğne çözgülü örme endüstrisinde devrimler yaratmış olsa da atkılı örme endüstrisinde henüz ticari olarak kendine bir yer edinememiştir. İğnenin çengelinin açılıp kapanması için bir kapatma elemanı iğnenin ana kısmının içindeki bir delikte kayma hareketi yapar.
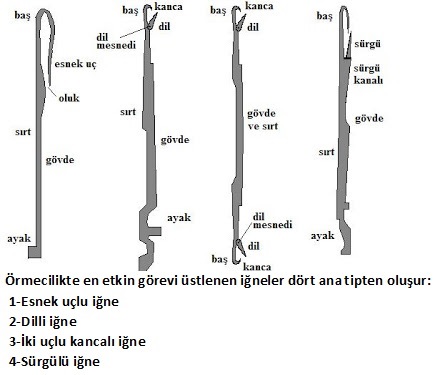
ESNEK UÇLU İĞNE
Yukarıda da bahsedildiği gibi esnek uçlu iğne ilk üretilen iğnedir. Makine çenelerinde yaklaşık bir inçte yaklaşık 60 iğne olacak şekilde ve iğneler arasında yeterince boşluk olduğundan emin olunacak şekilde tek bir metal parçasından üretildiği için en ucuz ve en kolay tiptir. İğneler kendi yataklarında ileri geri hareket ettiğinde yapılan hareket, tek tek baskı ve iğne hareketi problemleri yüzünden ortaklaşa bir hareket olmak zorundadır. Atkılı örmede sıralı hareket bu yüzden, ilmekleri iğne gövdesi boyunca hareket ettiren diğer ilmek kontrol elemanları tarafından gerçekleştirilir. Esnek uçlu iğneler düz kumaş tiplerinin üretiminde rekabet edebilecek durumda değildirler ve kullanımları günümüzde özel yapıların üretimiyle sınırlanmıştır.
Esnek uçlu iğnenin 5 temel parçası vardır:
1. Gövde,ilmeğin etrafında şekil aldığı iğne kısmıdır.
2. İğne kafası, yeni ilmeği eski ilmeğin içinden geçirmek için çengel şeklini aldığı gövde kısmıdır.
3. Uç, eski ilmek iğne ucuna doğru kayarken bu ilmeği yeni ilmekten ayırabilmek için kullanılan çengelin aşağıya doğru dönen kıvrımının devamıdır.
4. Yuva veya girinti, uç bastırıldığında gövdeye girdiği kısımdır ve bu hareketle yeni ilmek kapatılır.
5. İğne ayağı, makine içinde ayrı bir pozisyonda bir kavis alabilir.
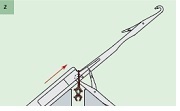
Esnek uçlu iğnede örme hareketi
1-Son oluşturulan ilmek başlangıç pozisyonunda iğnenin gövdesindedir.
2. İğne yukarı hareket ettiğinde gövdedeki ilmek aşağıya doğru daha çok kayar. Bu arada iğneye yeni iplik beslenebilir.
3. Platin yeni beslenen ipliği bastırarak iğne gövdesine yaklaştırır ve iğnenin aşağı doğru hareketiyle çengelin içine girmesine olanak sağlayacak bir pozisyona getirir.
4. Baskı (pres) olarak bilinen bir yardımcı eleman yeni beslenen ipliği çengelde hapsederek eski ilmeğin beslenen ipliğin üzerinden aşarak ilmek oluşturmasına izin verir.
5. Yeni ilmek oluşturulmuş ve başlangıç pozisyonuna dönülmüştür.
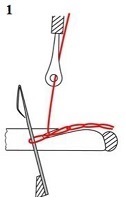
DİLLİ İĞNE
Pierre Jeandeau 1806 yılında ilk dilli iğnenin patentini almıştır fakat pratik kullanım için patentler Matthew Townsend tarafından 1849‟da alınmıştır ve böylece esnek uçlu iğnenin 260 yıllık saltanatına meydan okunmuştur. Bu iğnenin üretimi esnek uçlu iğneye göre daha pahalı bir süreçtir ancak hareket ve ilmek kontrolü avantajı vardır ve böylece iğnelerin ayrı ayrı hareketi ve kontrolünün sağlanmasıyla iğne seçimi mümkün kılınmıştır. Bu sebepten dolayı, bu iğne atkılı örmecilikte en geniş çaplı kullanımı olan iğnedir ve bazen otomatik iğne olarak tanımlanır. Son zamanlarda üretilen dilli iğneler çok yüksek kalitede kumaş üretimine olanak sağlamaktadır.
İğne yukarı hareket ettiğinde eski ilmek iğnenin çengelinden kurtarılır çünkü ilmek çengelin içinden aşağı doğru kayarak dile temas eder, dil açılır ve ilmeği dilin üzerinden gövdenin üstüne kaydırır. İğnenin aşağıya hareketiyle iplik beslenince çengel otomatik olarak kapanır çünkü gövdenin üzerinde olan eski ilmek gövdeyle temas halinde yukarı doğru kayar ve dili yukarı doğru iterek kapatır, böylece yeni beslenen iplik çengelin içine hapsedilmiş olur. Dilli iğneler bu yüzden, iğneler ileri geri hareket ettikçe otomatik olarak örme işlemini gerçekleştirirler. Raşel çözgülü örme makineleri hariç bu iğneler kendi yuvalarında bağımsız olarak hareket ettirilebilirler. İstenilen her açıda kullanılabilirler fakat genellikle dilin kırılmasını önleyecek ve dilin açılmasını kolaylaştıracak açılarda kullanılırlar.
Ayrı ayrı hareket eden dilli iğneler, bir ünite halinde hareket eden ve gövdelerinde ilmek oluşturabilmek için bir kılavuz ya da iğne kafasına ihtiyaç duyan esnek uçlu iğneler ve çözgülü örme makinelerinde kullanılan iğnelerden farklı olarak her iğne için kendi ilmek yapılarını oluşturabilirler.
İğnelerin ileri geri hareketi esnasında yükseklik değişimi ile askı, atlama ve ya ilmek oluşur ve derinlik ilmek uzunluğunu belirler. Özel olarak tasarlanmış dilli iğneler, seçimli yükseltme ile rib düzeninde ilmek transferini kolaylıkla yapabilirler. İki iğne 22 ayağına sahip haroşa iğneleri karşı yataktan örgü yapabilmek için eski ilmeğin içinden kayarlar ve böylece zıt yönde ilmekler oluşur.
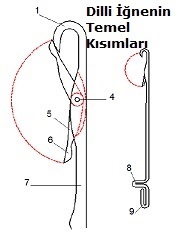
Dilli iğnenin temel kısımları
Dilli iğnenin 9 temel parçası vardır:
1-Çengel, yeni ilmeği çeker ve muhafaza eder.
2. Yuva, dilin keskin kısmını karşılar (şekilde gösterilmemiştir).
3. Çeneler, dilin keskin kısmının olduğu yerde mesnetle perçinlenmiştir (şekilde gösterilmemiştir).
4. Perçin, düz ya da vidalı olabilir. Dilim keskin kısmını muhafaza etmek için yuvalara sıkıştırma yoluyla dağıtılmıştır.
5. Dilin keskin kısmı, dilin iğne üzerindeki yerini belirler.
6. Dilin kaşık şeklindeki kısmı, keskin kısmının bir uzantısıdır ve çengel ve çengelin gövdeye doğru uzantısı arasında, dil kapalı olduğu zaman bağlantı sağlar.
7.Gövde, ilmeği kayma ya da bekleme pozisyonundayken taşır.
8.İğne ayağı, iğne kamlarla temas ettiğinde iğnenin ileri geri hareket etmesine olanak sağlar. İki uçlu ters iğne tiplerinde her uçta bir çengel vardır, bir çengel örme yaparken, aktif olmayan çengel ileri-geri hareket eder ve sürgü olarak adlandırılan bir kam elemanı tarafından iğne ayağı olarak kontrol edilir.
9. Kuyruk, iğne ayağının alt kısmında bir uzantıdır. İğneye ek bir destek verir ve iğneyi gideceği yol boyunca korur.
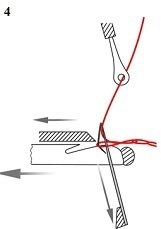
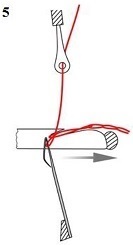
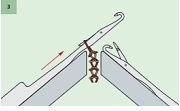
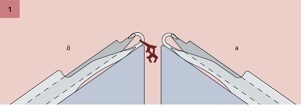
Dilli iğnede örme hareketi
1.İğne çengelinin üst kısmı döngünün başlangıç noktasının en üst kısmıyla aynı hizadadır, daha önce beslenen iplik ile oluşturulan ilmek çengelin içinde hapsedilmiştir. Böylece iğneler arasında ileri-geri hareket eden sabitleyici iğne kafaları tarafından, iğnenin yükselişi sırasında ilmeklerin yükselmesi engellenir.
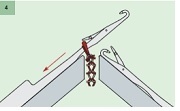
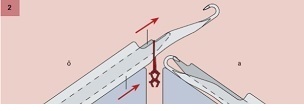
2. İğne ayağı, değiştirme kamının eğimli kısmından geçerken, iğne kafası tarafından bastırılan eski ilmek çengelin içinde kayarak dille buluşur, çevirir ve dili açar (dilin açılması).
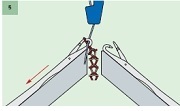
3. İğne kamın en alt noktasına ulaştığında eski ilmek çengelden kayar ve dili gövdedeki yuvasına düşürür (değiştirme yüksekliği).
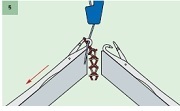
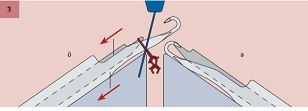
4. İğne alçalmaya başlar ve dil, eski ilmeğin altında hareket etmesi sebebiyle başlangıç noktasının altındadır. Aynı zamanda yeni iplik, besleyici kılavuzdaki deliğin içinden alçalan iğne çengeline beslenir. Bu pozisyonda beslenen ipliğin dilin altında kalma riski yoktur.
5. Eski ilmek dilin alt kısmıyla temas ederek çengelin üzerine doğru kapanmasına sebep olur (iplik besleme ve dilin kapanması).
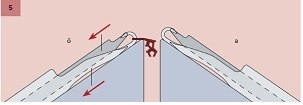
6. İğne başı harekete başlanılan noktanın daha da aşağısına inerken, eski ilmek iğnenin dışına kayar ve yeni ilmek bunun içinden geçer. İğnenin aşağı inişi tamamlandığında, iğne kafasının aşağı iniş miktarının yaklaşık iki katı olan ilmek uzunluğu belirlenmiş olur. Uzaklık, ayarlanabilir bir değer olan iğne kamının derinlik ayarıyla tanımlanır (ilmek uzunluğu oluşumu)
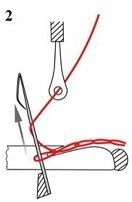
SÜRGÜLÜ İĞNE
Kayan bir dile sahip olan sürgülü iğnenin patenti ilk olarak 1856 senesinde Leicesterli Jeacock tarafından alınmıştır. 1960‟ların başlarında oldukça sancılı bir dönemden geçtikten sonra günümüzde çözgülü örme endüstrisini domine etmiştir. Ancak çeşitlilik ve iğne seçiminin en az örme hızı kadar önemli olduğu atkılı örmecilikte bir prototip olmaktan öteye geçememiştir.
Sürgülü iğne ayrı ayrı kontrol edilen iki farklı parçadan oluşmaktadır: çengel ve kapatma elemanı (dil, piston vb.). bu iki ünite tek bir parçaymış gibi yükselip alçalırlar fakat yükselişin en üst noktasında çengel açılmak için, inişin başlangıcında ise kapanmak için daha hızlı hareket eder.
Çözgülü örme makinelerinde iki tip sürgülü iğne kullanılır. Dilin çengel tüpünün içinde hareket ettiği tüp boru şeklinde iğne 1938 yılında tanıtılmıştır ve 1940 ve 1950‟lerde James Morton‟un yüksek hızlı FNF trikot çözgülü örme makinesinde esnek uçlu iğneyle çalışan makinelere rakip olarak başarılı bir şekilde kullanılmıştır. İkinci tip ise, kapatma kablosunun düz çengel elemanının düz çengel elemanının yüzeyindeki bir yiv boyunca bir tüpün içinde değil de dışarıda kaydığı, açık gövde iticili sürgülü iğne tipidir ve günümüzde yaygın olarak kullanılır. İticili tipi üretmek daha kolay ve daha ucuzdur, bu iğnenin iki parçası ayrı ayrı yerleştirilebilir ve boyutları daha sıkı ilmeklere sahip örgüler yapmaya olanak verecek şekilde daha küçüktür.
Sürgülü iğnenin maliyeti diğer iğnelere göre daha fazladır. Örme işlemi esnasında her parça bir kam sistemi tarafından ayrı olarak kontrol edilmelidir. İplik besleme de son derece kritik olabilir. Örneğin dilli iğnede dilin üzerine beslenen iplik çengele girmeyecektir hâlbuki sürgülü iğnede dil kayacağı için dilin üstüne besleme yapılsa bile her koşulda çengele düşecektir.
Sürgülü iğne dil ya da çenenin atalet problemlerinin olmadığı basit, kısa ve sorunsuz bir harekete sahiptir ve açılıp kapanmak için örülmüş ilmeğe dayanmaz. İnce konstrüksiyonu ve kısa çengeli, onu yüksek hızlarda örülen düz ve ince çözgülü örmeler için özellikle uygun kılar. Zincir ilmekleri, iğneler tarafından ilmekler yükseltilmeksizin sürekli yapabilir ve dayanıklı yapısı elastik iplikler ya da eğrilmiş ipliklerdeki kalın kısımlar tarafından meydana gelecek eğilmelere karşı koyabilir. Ayrıca pamuk birikintileri kapatma elamanı tarafından hareket esnasında çengelden atılabilir.
Sürgülü iğnede örme hareketi
1-Başlangıç pozisyonunda ilmek iğne ve sürgü arasında hapsedilmiştir ve iğne hareket etmeye başlar.
2. İğne üst, sürgü alt konumdayken kılavuz tarafından iplik yatırılır. Önceki sıraya ait olan ilmek iğne gövdesindedir.
3. İğne aşağı inerken sürgü yükselir.
4. İğnenin aşağı hareketi devam ederken kanca tamamen kapanır ve yeni yatırılan iplik kancada tutulmuş olur.
5. İğne daha da aşağı çekildiğinde aşırtma gerçekleşir ve yeni ilmek sırası oluşur.