Teknolojik gelişmelerin artması ile insanların yaşam biçimleri, ilişkileri, hayat standartları ve beklentileri de artmaktadır. Buna bağlı olarak gerek tekstil sektöründe gerekse de diğer sektörlerde firmaların rekabetçi konumlarını sürdürebilmeleri ve güçlendirebilmeleri, büyümelerini ve verimlilik artışlarına dayandırmalarına ve yeni mukayeseli üstünlük alanları yaratabilmelerine bağlıdır.
Teknoloji geliştirme, sanayileşme ve sanayileşirken de ileri teknolojiden yararlanarak yeni alanlar ve ürünler yaratma yarışı her geçen gün daha ileri bir boyuta ulaşırken, bu yolla erişilen güç, milletler için dünya piyasalarında büyük bir rekabet alanını da beraberinde getirmektedir. Bu yarışta başarılı olmanın temel şartları sürekli kalite, ileri teknolojiye ulaşma, ürün çeşitliliğinde zenginlik, eğitimli ve nitelikli iş gücü ve ucuz maliyet olarak belirginleşmektedir. Yani, hammadde ve emek yoğun bir sanayi yerine bilgiye, teknolojiye, gerek üretme, geliştirme yoluyla, gerek transfer yoluyla sahip olmaya dayalı, kalite egemen bir sanayi anlayışı hâkim olmaktadır.
Tekstil ve konfeksiyon sektörlerinde;
Ürün kalitesini artırmak,
Yeni piyasa yaratmak,
İşgücü maliyetini azaltmak,
Ürün çeşidini artırmak,
Yurtdışında pazar yaratmak,
Standartlar ve mevzuatların gereklerine uymak,
Üretim esnekliğini artırmak,
Enerji tüketimini azaltmak,
Çevre kirliliğini azaltmak,
Hammadde tüketimini azaltmak,
Modası geçen ürünlerin yerine yeni ürün geliştirmek
İsteniyorsa mutlaka firmaların teknolojik yenilik ve AR-GE faaliyetlerine önem vermeleri gerekmektedir.
Tekstil malzemelerinin gerek görünümünü, gerek tutumunu gerekse de kullanım özelliklerini geliştirmek amacıyla terbiye ve boyama işlemleri yapılmaktadır Tekstil yüzeylerinde daha fazla çekicilik uyandırmak, bir albeni yaratmak amacıyla yapılan renklendirme işlemleri boyama ve baskı ile yapılır. İpliklerin boyanması: bobinde boyama, çile boyama, muf boyama ve çözgü levendinde boyama olarak dört farklı şekilde yapılır.
Gerek düşük maliyeti, gerekse uygulama kolaylığı bakımından en sık kullanım alanına sahip olan, bobin boyamadır. Bobin halinde boyanmış iplikler, çile halinde boyanmış ipliklerin yumuşaklılığına ve hacimliliğine sahip olmasa da boyamadan sonra ek işlem gerektirmeden bulundukları şekilde dokumaya gönderilebilmekte, daha düşük flotte oranlarında çalışılabilmekte, büyük partileri bir kerede boyayabilmekte ve HT kazanlarında her türlü lifi, her türlü boyarmadde ile boyayabilme özelliklerine sahiptir.
Bobin boyama
İpliklerin boyama için özel patronlara çapraz sarımla bobinlenmiş halde boyanmasıdır. Çapraz bobinlerin boyanması, üniversal boyama aparatlarında gerçekleştirilir. Yani bobin hareketsiz, flotte hareketlidir. Sarılı bobinler boyama makinesi üzerinde boya çözeltisinin merkezden dışarıya ve dışarıdan merkeze doğru hareketinin söz konusu olduğu düzeneğe oturtulmuştur. Bobin boyama çeşitli boyama aparatlarında yapılır. Boyama aparatları silindirik biçimde yapılmış olup, dikey veya yatay olarak kullanılabilirler. Bobin boyamaya hazırlanacak bobinlerin öncelikle bobinleme işleminde gereken sarım özelliklerinde sarılması gerekmektedir. Boyanacak ipliğin özelliklerine göre, bir ön hazırlık prosesi olan bobinlemede iplik boyanın nüfus edebileceği formlarda sarılır ve boyamaya sevk edilir.
Bobinleme
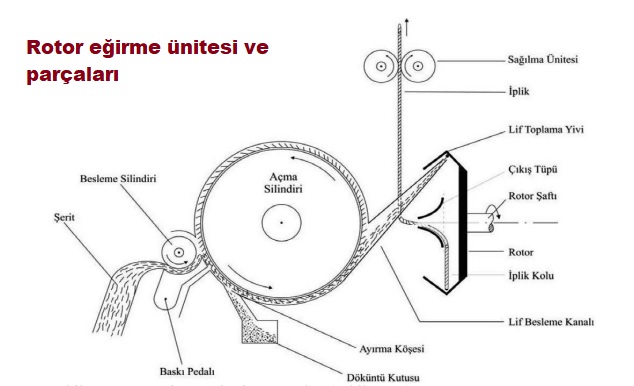
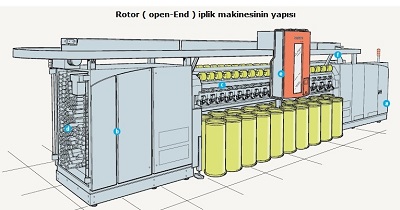
Bobinleme işlemi ipliğin sarılı olduğu kops veya bobinden başka bir bobine aktarılmasıdır. İplikler üretildikten sonra kopslara veya open-end eğirme sisteminde olduğu gibi bobinlere sarılırlar.
Bu aşamadan sonra iplik için iki yol vardır;
• Ya son mamul olarak piyasaya sunulacak
• ya da işletme içinde bir ara ürün olarak ele alınıp uygun üretim kademelerine (dokuma, örme, hazır iplik ve diğer üretim daireleri) sevk edilecektir.
Eğer ham iplik halinde piyasaya sürülecekse, kopslarda satılamayacağı için uygun bir şekilde müşteriye sunmak amacıyla bobinleme işlemi yapılır. İplik dairesinden gelen kopslar 100–150 gr iplik içerir. Bu kopsların üzerinde: kalın ekleme yerleri, ince ve kalın yerler, koza ve kabuk parçaları gibi yabancı maddeler, uçuntular, gerilim farklılıkları gibi birtakım hatalar mevcuttur. Bütün bunlar, dokuma veya örme sırasında randımanı düşürür ve dokunan veya örülen kumaşta hatalı yüzeylere, düzgünsüzlüklere neden olur. Bu nedenle iplik makinesinden çıkan kopslar dokuma veya örme öncesinde hazırlık işlemlerinin ilk basamağı olarak bobinleme işlemine tabi tutulurlar.
Bobinlemenin amacı
Genel olarak bobin sarmanın temel amacı daha sonraki işlemler için büyük ve aynı uzunlukta iplik ihtiva eden bobinlerin hazırlanması, yabancı maddelerden, eğirme sırasında oluşan hatalardan arındırılması ve iplik çapındaki düzgünsüzlüğün giderilmesidir.
Bobinleme sırasında giderilen başlıca hatalar şunlardır:
• İplikteki ince ve kalın yerler:
İplikteki kalın kısımlar az bükülmüş bölgelerdir. Bu nedenle mukavemetleri düşük olup dokumada kopuşlara neden olurlar. Dokuma esnasında kopmazlarsa kumaşta hata oluştururlar. İplikteki ince kısımlar ise elyafın az olduğu yada bükümün fazla olduğu yerlerdir. Bunlarda kopuklara yada kumaş hatalarına neden olurlar. İplik üzerindeki düğümler değişik büyüklükte olabilir. Bu durumda çözgü ipliği lamellerden geçmez, kopar yada aşırı sürtünmeye neden olur. Örmecilikte kullanılırsa iplik kopuşlarına ve iğne kırılmasına yol açabilir.
• İplikhaneden gelen ekleme hataları:
İplikhanede eğirme sırasında bir kopuştan sonra ortaya çıkan ve ekleme hatası olarak önce çift sarılmış bir kısım, sonrada kalın bir kısım meydana gelir. Kopuş esnasında eğrilmemiş kısımdan alınan uç, iplik sevk silindirinin altına diğer uçla beraber yerleştirilip sevk edildiği için bu hata oluşur.
• İpliğe sarılmış uçuntular:
Bu hata iplikhanedeki uçuntuların ipliğe karışmasından olur.
• Bitkisel ve hayvansal atıklar (nopeler):
Bunlar balyadan ipliğe kadar ulaşabilecek kalıntılardır, dokuma hatası oluştururlar.
Çözgü makinelerinde duruşların önemi büyüktür. Düz çözgüde bir kopuş aynı anda çözgüsü çekilen 500 ile 800 ipliğin de duruşunu ifade eder. Bu da çözgünün verimini büyük ölçüde düşürür. Çözgü makinesinde kopstan çalışmak düşünülemez. Çünkü kopsların sık sık tükenmesi nedeniyle kops değiştirme işlemleri çok zaman alacaktır. Aynı zamanda bu duruşlar çözgünün kalitesini de düşürecektir. Bu olumsuzluğu gidermek için ağırlığı kopslardaki iplik ağırlığından 10–20 kat daha çok olan ve çözülmesi daha kolay olan uygun biçimli bobinlere sarılır. Mekiksiz dokuma makinelerinde atkı ipliğinin uzun süre durmadan atılması ancak büyük bobin kullanılarak gerçekleştirilir. Aynı şekilde katlı bobin makinelerinde de yüksek randımanlı çalışma bobin kullanarak mümkündür. Örme iplikleri için gerekli olan parafinleme işlemi de bobinleme ile sağlanır. Bu yüzden bobinleme işleminin gerçekleştirilmesi oldukça önemlidir.
Bobinleme işlemindeki dikkat edilecek hususlar:
Renk, kalite ve numara ayrımı için tayin edilen renkli patronlar kesinlikle kullanılmalıdır.
Her çeşit iplik için seçilen ayar ve gerginlik titizlikle muhafaza edilmelidir.
Daire ve makinelerin temizliği sık sık yapılmalıdır.
Otomatik olmayan makinelerde düğümler küçük ve sağlam atılmalıdır.
Bobinlerin boş dönmesi ile ipliğin yıpranmasına meydan verilmemelidir.
Bobinde düzgün sarıma dikkat edilmelidir.
Makinelerin periyodik bakımları muntazam olmalıdır.
Bobinde çıkması muhtemel hatalar ve sebepleri:
Yabancı maddelerin bobinlere karışması. Bu hata genellikle işçinin dikkatsizliğinden kaynaklanmaktadır.
Bobinin düzgün sarılmaması. Bu hata daha çok sarım mekanizmasının arızalı ve ayarsız olmasından kaynaklanmaktadır.
Çok küçük veya büyük bobinler. Bobin çapının ölçü ayarı bozuktur veya belirli ölçüye varan bobinler işçi tarafından çıkarılmamıştır.
Yumuşak sarımlı bobinler. İpliğe gerekli gerginliğin verilmeyişinden kaynaklanmaktadır.
Büyük düğümdeki bobinler. İşçinin usulüne uygun düğüm atmamasından kaynaklanır.
Karışık iplik sarılmış bobinler. İşçi tarafından dikkatsizlik sonucu yapılan hatadır.
Bozuk patronlu bobinler. İşçi hatasıdır ve ileriki işlemlerde karışıklığa neden olur.
Yağlı ve kirli bobinler. İşçi hatasıdır, dikkat ve titizlik ister.
Bobinlemede sarım özellikleri
Bobinleme işleminde sarım işlemi ve bobine yönelik bir takım parametreler mevcuttur. Bunlar bobinleme amacına göre değişiklik gösterir. Bu parametreler bobinin, bobinleme işleminin kalitesi ile bobinleme makinesinin verimini doğrudan etkiler.
Başlıca sarım özellikleri şunlardır:
• Çaprazlık açısı
• Sarım açısı
• İplik numarası
• Sarım yoğunluğu ve sarım sertliği
• Bobinin biçimi ve boyutları
• Sarımda iplik uzunluğu
Bobin sarma makineleri
Bobin sarma makineleri Temel sarım şekline göre;
- • Paralel sarım,
- • Çapraz sarımlı makineler
Bobin şekline göre;
- • Silindirik bobinli,
- • Konik bobinli makineler
İplik gezdiricinin tipine göre;
- • Pervane kanatlı
- • Yarık kanatlı
- • Yivli silindirli
- • Bobinleme makineleri
Bobinleme amacına göre;
- • Kaba sarım
- • Hassas sarım makineleri
Olarak gruplandırılırlar.
Klasik bobinleme makinelerinde makine elemanları;
iplik yoklayıcısı, iplik temizleyici bıçak, iplik freni, balon kırıcı, kops iği, parafinleme tertibatı, kops nakil tertibatı, uçuntular için emme donatımlarıdır.
Yarı otomatik bobinleme makinelerinde; İplik düğümleri ve kops değiştirme makine tarafından yapılır.
Tam otomatik bobinleme makinelerinde; Biten kops yerine dolu kops takılır ve kopsun ucu bulunup bobine bağlanır.
Bazı makinelerde dolan bobini çıkarıp yerine yeni patron takılır. Uç bağlama ve kops değiştirme düğümleme robotu, bobin değiştirme ise değiştirici robot tarafından yapılır.
Boyama için hazırlanan bobinler
Boyamaya hazırlanan ipliklerin sarım yapısı ve sarılan patronun yapısı boyamayı etkileyen işlemlerin en başında gelmektedir. Bunun yanında boyama rejimi ve boyarmaddeler ise boyama işlemi için önem arz eden parametrelerdir.
Sarım yapısı, bir malzemenin belirli şartlar altında bir sarım aracına dolanarak sarılmasından elde edilen ve sonraki işlemlerde kullanılmak üzere hazırlanan yapı olarak tanımlanır. Sarım yapısı yalnız tekstil sanayinde değil, aynı zamanda diğer teknik sanayi alanlarında oluşturulan ve amacına göre kullanılan bir teknik yapıdır.
Örneğin tekstil ve konfeksiyonda vatka, tops, çile, yumak, masura, bobin, levent, dikiş makinesinde kullanılan iplik sarılı çeşitli yapılar, rulo halinde sarılmış kumaş ve kâğıt topları, farklı boyutlu kablo makaraları, elektronik ve elektroteknik alanlarında üretilen ve kullanılan tel sarılı çeşitli yapılar, bant sarılı film ve diğer amaçlı kasetler, yük kaldırma makinelerinde kullanılan halat sarılı yapılar gibi sarım yapıları mevcuttur.
Sarım yapısı kavramı tekstilin özünü içeren bir kavram olup tekstil teknolojisinde temel konular içerisinde yer almaktadır. Zira eğirme, dokuma ve örme üretimlerindeki teknolojik aşamaların başlangıcından sonuna kadar her aşamada malzeme değişikliği ile sarma-çözme ve çözme-sarma işlemleri yapılmaktadır. Bu işlemler ise, üretim aşamalarının yarı mamul veya hazır mamul halindeki ürünü olan, çeşitli özelliğe sahip sarım yapıları kullanılmakla gerçekleştirilir. Bu yapıların kalitesiz veya hatalı olması, onların sonraki aşamalarda kullanımını, üretimi veya hizmeti olumsuz derecede etkilemektedir.
Özellikle sarım yapısının; bobin boyama ve terbiye işlemlerinde boyanan ipliğin kalitesi, bu sırada oluşan iplik telefleri ve üretimin verimliliği üzerinde önemli derecede etkili olduğu görülmektedir. Gerek tekstil, gerekse diğer sanayi alanlarında sarılım malzemesi, sarılımı gerçekleştiren donanım, sarma koşulları ve sarım yapısının kullanım şartları değiştiğinde (ki, günümüzde bu değişim büyük bir hızla gerçekleşmektedir), sarım yapısının buna uygun olarak geliştirilerek kalitesinin iyileştirilmesi önem taşımaktadır. Bu yüzden sarım yapısı konusu üzerine daima araştırma ve geliştirme çalışmalarının devamlı biçimde gerçekleştirilmesinin önemli olduğu görülmektedir.
Çapraz bobinlerin sarılması için özel boyama patronları vardır. Bu patronların bir kısmı esnek, bir kısmı esnek değildir. Esnek olanlar çok çeken ipliklerin sarılmasında kullanılır. Ağırlığı 500–1500 gr arasında bulunan iplik, konik veya silindirik çapraz bobinlere sarılmaktadır.
Sargının her tarafının aynı sıklıkta olması ve bir partide boyanacak sargı büyüklüklerinin eşitliği önemlidir. Sargılar hazırlanırken, ipliklerin az veya çok çekeceği ve şişeceği de göz önüne alınarak çok sıkı olmamaları sağlanmalıdır.
Örneğin pamuk iplikleri gevşek bir gerilimle sarılır.
Rejenere selüloz liflerinde ise şişme daha fazla olacağından bunların iyice gevşek sarılmasına ve sargı kalınlığının da az olmasına dikkat edilmelidir.
Yün, su ve ısı ile esneme özelliği gösterdiğinden sıkı sarılabilir.
Sentetik ipliklerde ise sıcaklık nedeniyle çekme fazla olduğundan iplik ya önce çektirilir, sonra yeniden sarılıp boyanır ya da çekme sonucunda patronun küçülebilmesi ve fazla sıkışmaması için özel elastiki patronlara sarılabilir. Farklı sargı sıklıkları durumunda ise flotte sargının gevşek kısmından geçecek ve bu kısım koyu boyanacaktır. Çok sıkı sargılardan da flottenin geçişi zor olacaktır.
Sargılar yapıldıktan sonra aparata yerleştirmeden önce çapraz bobinlerin alt ve üstlerinden bastırılarak kavislendirilmesi sağlanır. İşlem; prensip olarak, bobin göbeğiyle eşit çaplı ve üzerine sıralı delikler açılmış metal tüplere bobinlerin oturtulması ile başlar. Metal tüpler flotte sirkülasyon sistemine bağlıdırlar ve tankın içindeki boyarmadde çözeltisi bobinlerin içerisinden hem içten-dışa hem de dıştan-içe sirküle edilebilir. Bobin halinde boyamada bütün boyama çubuklarına eşit boyda bobin yerleştirilmesi önemlidir.
İpliklerin bobinde boyama işlemine etki eden faktörler
• Boyanan ipliğin cinsi
• Kullanılan boyarmaddenin türü ve kalitesi
• Boyama işleminin parametreleri (boyama ortam şartları
• Boyama prosesi
• Boya çözeltisinin sıcaklığı
• Sirkülâsyon hızı
• Sirkülâsyon yöntemi
• Pompalama basıncı
• Boyama aparatının teknik parametreleri)
• Bobinlerin sarım yapısının kalitesi
• Patronun yüzey yapısı.
Boyama için kullanılan bobinlerin sarım yapısı boya çözeltisini sarımın her yerine eşit biçimde dağıtmasını sağlamalıdır. Bunun için boyamaya hazırlanan bobinlerin sarım yoğunluğu sert bobinlere göre daha az olmalıdır. Yapılmış araştırmalara göre bobinlerin sarım yoğunluğunun optimal değeri 0,33–0,37 gr/cm3 civarında bulunmuştur (Gordeyev ve Volkov 1974). Ancak yüksek basınç altında boyama rejimi uygulandığında bobinin sarım yoğunluğu 0, 39–0,40 gr/cm3 değerine kadar arttırılabilir. Bu yüzden boyama için hazırlanan bobinlerin sarım yapısının incelenmesi özellikle sarım yoğunluğunu etkileyen faktörlerin optimal değerlerinin belirlenmesi boyama açısından oldukça önemlidir.
Bobinin sarım yapısını belirleyen önemli özellikler;
• Sarılma sırasında ipliğin yükselme (sarma) açısı
• İplik dolamlarının sarımda çaprazlık açısı
• Sarım yapısının yoğunluğu (sarımın özgül ağırlığı)
• Sarılan ipliğin cinsi ve numarası
• Sarım tipi (hassas sarım, adi sarım)
• Sarım yapısının biçimi ve boyutları
Bobin boyama ve terbiye işlemleri sırasında boyama ve kurutma kalitesini etkileyen en önemli faktör bobinin sarım yoğunluğudur. Sarım yoğunluğu ipliğin cinsine, çaprazlık açısının değerine, sarılma esnasında ipliğin gerilimine ve iplik dolamlarının basıncına bağlı olarak değişmektedir. Sarım yoğunluğunu belirlemek için birçok yöntem ve cihaz bulunmaktadır. Yoğunluk, genelde doğrudan (direkt) ölçüm yoluyla, dolaylı ve teorik yöntemlerle tespit edilir.