
Ancak dolu iğne fitilli örgülerde ise sadece plakanın ön veya arkasındaki iğneler örgü yapar belirli iğneler ise örgü yapmazlar. Buna karşılık karşı plakadaki iğnelerin tamamı örgü yapmaktadır.Desen bilgisayarında hazırlanmış olan fitilli örgünün desen programı uygun yöntem aracılığı ile makineye yüklenir.
Fitilli örgülerde en boy ayarlamasını yaparken numune üzerinden çalışılırken birebir may ve iğne sayısına göre en boy ayarlaması yapılmalıdır. Fitilli örgülerde enden esneme fazla olacağı için en ayarlarken genellikle fitil sayısı üzerinden yapılır. Boy ayarlaması ise may sayısı üzerinden yapılır.
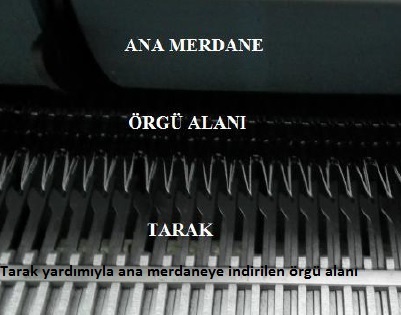
Plaka üzerinde iğne alanını hazırlarken programdan sol kenar ve sağ kenardaki iğne değerlerine bakılır. Bu iğne aralığında örgü parçası olup olmadığı kontrol edilir. Eski tip makinelerde tarak dediğimiz örgüyü ana merdaneye kadar çeken çekim sistemi olmadığından, örgünün hatasız çıkması için iğnelere farklı bir örgü parçası ile 2–3 iğne aralıkları ile parça tutturularak yeni örülecek örgünün çekilmesi sağlanır. Böylece örgü alanı hazırlanmış olur. Yeni tip makinelerde ise başlangıç ve bitiş iğnesi aralığı direkt tarak yardımı ile ana merdaneye kadar indirilerek örgü alanı hazırlanır. Aşağıdaki resimde tarak yardımı ile ana merdaneye inen örgü alanı görülmektedir.
Fitilli örgünün desen programında çalışan mekiklerin kontrolü yapılır. Örgü alanına yakın bir pozisyonda konumlandırılır. Örgü alanına yakın konumlandırmanın amacı makinenin kafasının dönüşlerde örgü alanının fazla dışına çıkmadan geri dönmesi sağlanarak üretim hızını artırmaktır. Aşağıdaki resimde örgü alanının yakınına konumlanmış olan mekikler görülmektedir.

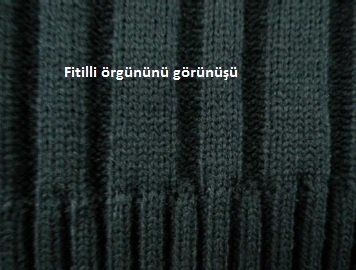
Bütün örgülerde olduğu gibi fitilli örgülerde de çekim kuvveti örgünün her yerine eşit uygulanmalıdır. Aksi takdirde örgüde sarkmalar ve şekil bozuklukları görülebilir. Aşağıdaki resimde merdane çekimi ayarlanmış fitilli örgü görünüşü yer almaktadır.

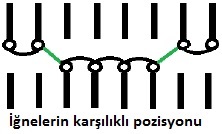
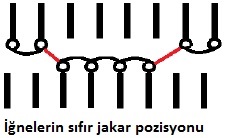
Fitilli örgülerde örme numunesinin kalınlığına göre iplik katı belirlenir. İplik katının durumuna göre makine kalınlığı belirlendikten sonra, program üzerinde kullanılacak mekiklere göre iplikler bağlanır. İlmek boylarının ayarlanmasında makine kalınlığı ve iplik katı da göz önüne alınarak ayarlar yapılır. Fitilli örgüde ön plaka ve arka plakaya aynı değerde may ayarı verilir. Ayrıca fitilli örgülerde ön ve arka plakadaki iğnelerin pozisyonları da ayarlanmalıdır. İğnelerin pozisyonları sadece fitilli örgü anında kafa kafaya gelecek şekilde ayarlanmalıdır. Bu ayarlama ile ön plakadaki örgü alanı ile arka plakadaki örgü alanlarının iplik geçiş aralıkları birbirine eşit olması sağlanır. Aşağıda iğne plakalarının sıfır pozisyonu ve iğnelerin karşılıklı pozisyonları görülmektedir. İğnelerin sıfır pozisyonunda sol taraftaki arka plaka ile ön plaka arasında iplik geçiş uzunluğu daha kısadır sağ taraftaki iğneler arası geçişteki iplik uzunluğu ise daha uzundur. Bu farktan dolayı örgüde eşit bir görüntü oluşmaz. Fakat sol tarafta bulunan ve iğnelerin karşılıklı olan durumda ise iplik geçişlerinin eşit olduğu görülmektedir. Örgünün örülmesinde bu duruma dikkat etmek gerekir. Dolu iğneli fitilli örgülerde iğneler karşılıklı ayarlanamaz. Dolu iğne olmayan fitilli örgülerde iğne plakasını aşağıdaki sol tarafta bulunan iğne pozisyonu gibi ayarlanması gerekmektedir.
Fitilli örgünün yüzeyinin düzgün görünmesi için örme makinelerinde çardak ayarları eşit ayarlanmalıdır. Ayrıca firnisörler de kullanılarak ipliklerin örgü alanına eşit gerilimde beslenmesi sağlanmalıdır. Eşit gerilimde beslenen iplikler, may ayarları da program içinde doğru yazıldığında sorunsuz olarak numuneler örülebilir. Aşağıdaki resimde örme makinelerinde ipliklerin eşit gerilimde beslenmesini sağlayan fürnisör görülmektedir.

Fitilli örgünün örülmesi sırasında makinenin hatasız olarak çalışabilmesi için yapılması gereken ayarlardır. Bu ayarlar program üzerinde düzenlenebilir. Makinenin çalışma hızı fitilli örgülerde dolu iğneli örgülere nazaran daha hızlı olabilir. Çünkü aynı mesafede çalışan iğne sayısı azaldıkça hız arttırılabilir. Ayarların makine ve ürün için en uygun değerde olmasına dikkat edilir.Fitilli örgünün desen programı önce desen bilgisayarı programı aracılığı ile test edilir. Daha sonra test edilen program makineye yüklenir. Makineye yüklendikten sonra bu defada makine üzerinde test edilerek, programın doğruluğu kontrol edilerek numune örülmeye hazır duruma getirilir.Test işlemi tamamlanan fitilli örgü programının örme işlemi yapılır. Komut girildikten sonra makinenin örmeye başlayabilmesi için makinenin kolu yukarı kaldırılarak örme işlemine başlanır. Örme işlemi sırasında örgünün oluşumu makine başında izlenerek kontrol edilir.Örme işlemi tamamlanan test parçası numune ile karşılaştırılarak varsa düzeltmeleri yapılmalıdır. Fitilli örgüde fitillerin birbirlerine zıt yönde etkilerinden dolayı örgü enine yönde bir araya toplanır. Bu durumda ölçünün doğru alınabilmesi için test parçası ütülenerek, yüzey gerilimleri sabitlenerek parçanın sabit ende durması sağlanır. Ütüleme işlemi sonrasında parça üzerinden enini ayarlamak için fitil sayısına bakılır. Fitil sayısı ön plaka ilmek çubuğu ile arka plaka ilmek çubuğu, bir fitil olarak sayılır. Parça boyu ise parça dinlendirilmiş, ütülenmiş veya yıkanmış olarak açık ende duruyorken ölçülür.
İkinci test birinci test parçası üzerinde yapılan tüm değişiklerin programa uygulanarak tekrar bir test çalışmasının yapılması işlemini kapsar.
