Atkılı düz örme makineleri örgü desenlendirme teknikleri çok çeşitlilik göstermektedir.
İĞNE VE KİLİT DÜZENİYLE DESENLENDİRME
Temel ve yardımcı örgü elemanları olan ilmek, askı ve atlama hareketlerinin kilit sistemlerinde verilmesi ile yapılan kısmi desenlendirme tekniğidir.
Kilitler;
a-yalnız ilmek yapan,
b-ilmek ve atlama yapan,
c-ilmek ve askı yapan,
ç-ilmek, askı ve atlama yapan kilit
Olmak üzere 4 türde olmaktadır.
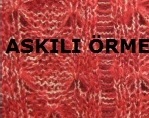
Askı ve atlama tek baslarına yapı oluşturamadıklarından, ilmek hareketi ile birlikte kullanılmaktadır.
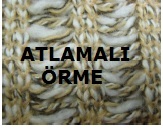
Askı ve atlama hareketi, ilmek hareketi ile birlikte desteklenerek ve belirli oranlarda kullanılarak desenli, bir kumaş yapısı elde edilmektedir. Üretimi arttırmak, yeni desenler elde etmek amacıyla sistem sayısı yani kilit sayısını arttırmak gerekmektedir.
RENKLİ İPLİKLER İLE DESENLENDİRME
Örgü raporu içinde en az iki farklı renkte iplik kullanılarak enine ve boyuna çizgiler elde edilen desenlendirme tekniğidir. Temel örgüler ve yardımcı örgülerde veya iğne çıkartmalı, aktarmalı, taramalı örgülerde enine çizgi oluşturan desenlerdir.
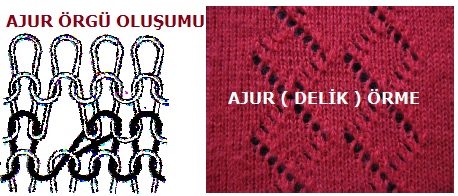
AKTARMA ( TRANSFER ) DESENLENDİRME
İğne ilmeğinin veya platin ilmeğinin, yanındaki iğne veya karsı yataktaki iğne üzerine ilmeğini bırakması ile oluşan delikli, gözenekli, düzenli yapı elde edilen desen, tekniğidir. En çok uygulanan aktarma yöntemi yana veya karşılıklı aktarma sistemidir.
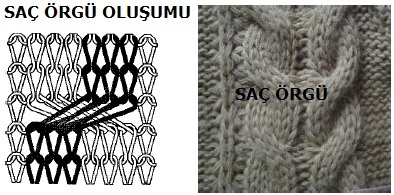
Delikli bir desen yapılmak istenildiğinde karşılıklı, saç örgüsü yapılmak istendiğinde ise yana aktarma yapılmaktadır.
Aktarma işlemini yapabilmek için özel aktarma iğneleri kullanılmaktadır. Yuvalı ve yandan yaylı aktarma iğnesi olarak iki çeşittir. Yuvalı aktarma iğnesi aktarmayı yapacak iğnenin yuvasına giderek aktarma işlemini gerçekleştirmektedir. Yandan yaylı aktarmada ise, iğnenin yanında bulunan yayın açılıp kapanmasıyla aktarma işlemi sağlanmaktadır.
Yürütme (aran) örgü
çift plakalı örgülerde ilmeklerin yandaki iğnelere aktarılmasıyla aktarılan iğnenin tekrar ilmek almasını sağlamakla oluşturulan desenlendirme tekniğidir.

JAKARLI DESENLENDİRME
Düz örme makinelerinde iğnelerin ve renklerin tek tek seçilmesi ile oluşmaktadır. Jakar örgülerde iğne seçimi doğrudan iğnelerin jakar düzeni tarafından seçilerek veya iğnelerin bağlı olduğu platinler yoluyla dolaylı olarak seçilmesiyle yapılmaktadır.
Jakar yapısının görevi, istenen iğneyi çalıştırması istenmeyen iğneyi çalıştırmamasıdır. Bu işlem delikli kartlar vb. değişik yöntemlerle sağlanmaktadır. İğnelerin önde, önde arkada
tek tek seçilebilmeleri ve renkli ipliklerinde kullanılması ile desenlendirme oluşturulmaktadır.
Jakarlı dokuların yapıları, arka yüzey örgü bağlantılarına göre;
a) Enine çizgili
b) Boyuna çizgili
c) Dimi desenli
c) Hortumlu (torba)
d) Kabartmalı jakarlı örgü
e) Atlamalı jakar
Olarak adlandırılmaktadır.
Enine çizgili:
Kumasın arka yüzeyinde enine çizgili bir görünüm oluşmaktadır. Ön yüzeyde her sırada kullanılan renk sayısı kadar arka yüzeyde de kullanılmaktadır. İki ve üç renkli jakar örgülerde yaygın olarak kullanılmaktadır.
Boyuna çizgili:
Örgüyü oluşturan renkler kumaşın arka yüzünde boyuna çizgiler seklinde görünen jakardır.
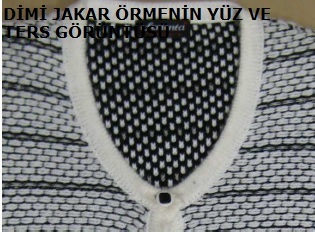
Dimi desenli:
Örgüde kullanılan renkler kumasın arka yüzeyinde dioganal veya belli bir düzende dağıtılmış olarak oluşturulmaktadır.
Torba jakar:
Genellikle iki renk çalışılan bu jakarlarda ön ve arka yüzeyde torba jakar olan kumaş elde edilmektedir. Ön ve arka yüzeyler sadece renk sınırlarında birbirleri ile bağlantı kurmaktadır.

File jakar:
Arka iğne yatağında bulunan iğnelerin bir kısmının belli düzene göre iptal edilmesiyle file görünümlü bir yapı oluşmaktadır.
Atlama jakar:
Tek plaka üzerinde üretilen renkli jakar kumaşlarda kumasın ön yüzünde görünmesi istenen renk örülürken diğer renklerin arkada atlama yapmasıyla oluşmaktadır.

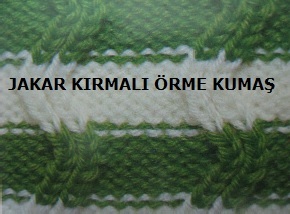
KAYDIRMALI ( JAKAR KIRMA ) DESENLENDİRME
Ön veya arka yataktaki iğnelerin yatakla beraber topluca sağa veya sola doğru tek tek veya ikişer iğne kaydırılmasıyla oluşturulmaktadır. Kaydırma hareketi genellikle arka iğne rayında yapılmaktadır. iğne rayları, makine inceliği, iplik özellikleri, yapılacak desen dikkate alınarak iğneler bir sırada en az 1, en fazla 3 iğne farklı desen yapabilmek için ise, en fazla 6 iğne kaydırılmaktadır. İğne plakasının birini sağa sola kaydırmakla boyuna zig-zaglı desenler elde edilmektedir. Kaydırma işlemi yan yana aktarma işlemi yapılırken yardımcıdır.Kaydırmalı desenlendirme jakar kırma olarak da adlandırılmaktadır.
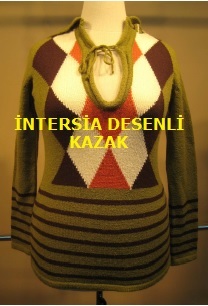
İNTERSİA DESENLENDİRME
İntersia örgü tekniğini “renkli desenlendirmede ön yüzde görünmeyen ipliğin arkada atlama yapmadığı, yani renklerin ayrı bölgelerde örüldüğü bir desenlendirme seklidir” olarak tanımlanmaktadır. Farklı renk ipliklerin aynı zamanda yan yana örmeye girmesiyle yapılan örgü tekniğidir. Renkler, makinenin gidiş-geliş hareketine, kullanılacak renk sayısına, makinenin sistem sayısına bağlı olarak seçilir ve jakardaki çok renkli örmeden farklıdır. Jakarda yapılamayan bazı desenleri burada üretmek mümkündür. Yavaş çalışır, jakara göre iplik daha az harcanır ve kumasın arka yüzünde uzun atlamalar oluşmamaktadır. Desen farklı cins veya renkte ipliklerle farklı ilmekler kullanılarak yapılabilir ve desen rengi ön ve arka yüzde aynıdır. Her bir renge ait iplik taşıyıcı intersia mekiklerle tek plakada kendi bölgelerinde örme işlemiyle aynı ilmek sırasında en çok 32 renk iplik ile desen uygulanabilmektedir.
Shima Seiki firması intersiya örgüler için özel geliştirilmiş ve 56 rengin bir arada kullanılabildiği “lace bar” olarak adlandırılan iplik besleyiciler ile çözgü ipliği ilave edilerek boyuna çizgilerin çok daha kolay örülebilmesini sağlamaktadır.
Farklı renkler ve farklı sekilerde çalışan ve hiç bir zaman birbirlerine karışmayan bu teknikte iki farklı bölgenin kesiştiği iki iğne üzerine askı yapılarak bağlantı oluşturulmaktadır. Bu tip çalışmalarda renk seçimi; doğrudan veya mekanik kartla çalışan makinelerde, jakara bağlı seçilerek uygulanmaktadır.
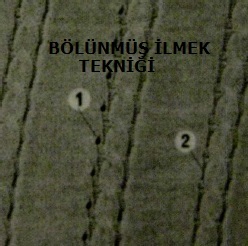
BÜLÜNMÜŞ İLMEK TEKNİĞİ İLE DESENLENDİRME
Verev saç örgü desenlerinde ilmeklerin aktarma ve jakar kırma tekniklerini kullanarak sürekli belli bir yöne doğru yürütülmesi sırasında oluşan delikleri ortadan kaldırmak
ve farklı desenler üretebilmek amacıyla geliştirilen bir tekniktir. Bu teknikte alıcı iğne, verici iğne gövdesine düşerek iğne üzerindeki yay tarafından hafifçe açılmış ilmek içine girerken verici iğne aşağı doğru iner, yeni iplik bu iğne ağzına beslenir ve beslenen ipliği verdiği ilmeğin içinden çekerek yeni bir ilmek oluşmasıyla aktarılan iğne ilmeksiz kalmadığı için delik oluşumu önlenmektedir.