
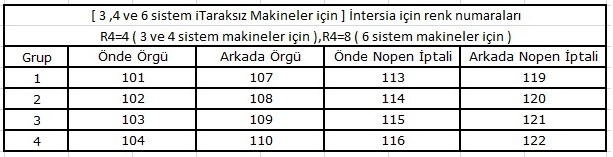
Örme (101)
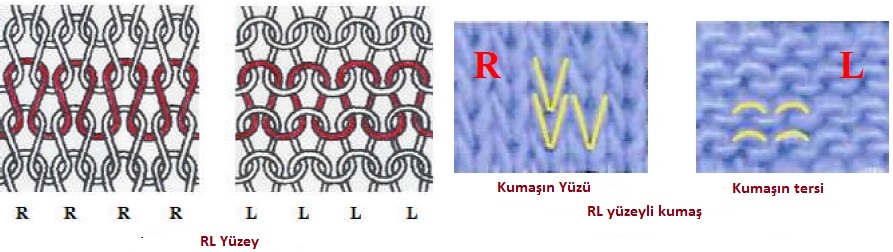
( RL ) Örme Yüzeyler
Örme kumaş yüzü sağ ilmek ( R ) tersi sol ilmek ( L ) görünümlü ise bu yüzeylere ( RL ) yüzey denir. Tek katlı örme kumaşlar olarak tanınan tek plakada üretilmiş örme kumaş yüzey görüntüsüdür. Bu yüzeyler düz örme makinelerinde tek plakada yuvarlak örme makinelerinde tek plaka Süprem makinelerinde üretilen kumaş çeşitlerini ifade eder.
İplik eğirme,dokuma ve dikiş gibi işler M.Ö.5000-6000 yıllarından itibaren yapılmasına rağmen el örmeciliği M.S 600 ‘lü yıllarda Mısır’da keşfedilmiştir. İlk örme işlemleri 1589 yılına kadar bugün hala kullanılmakta olan basit şiş,mil,tığ ile gerçekleştirilmişti.
Bir örme yüzeyi oluşturmak için mekanik araçların kullanımına ilk kez 1589 yılında İngiltere’de William Lee tarafından başlanmıştır.
Bir çorabı örmek için yapılan el hareketlerini incelemiş ve bunların aynısını yatay olarak duran bir yatak üzerindeki iğnelere yaptırmıştır. Esnek uçlu örme iğnelerinin kullanıldığı bu düzenek, aynı anda 16 ilmek yapabiliyordu. Her bir ilmek için ayrı iğnesi olan bu makine dakikada 600 ilmek atarak şaşırtıcı bir hızla çalışmaktaydı. Makinenin her bir ilmek için ayrı bir iğnesi vardı ve başlangıçta yalnız düz yüzeyler örebiliyordu. Örülen yüzeyin kenarlarının dikilmesi ile çorap elde ediliyordu. Zamanla Lee, belirli biçimlerde parçaların örülebilmesine olanak sağlayan bir sistem geliştirdi. Örme işleminin belirli bir basamağında tezgâhtaki belirli kancalar çekilerek işlem dışı bırakılıyordu. Örme makinesi 12 yaşındaki bir çocuk tarafından kullanılabiliyordu ve ilk biçimi ile elle örmeye oranla 10–15 kez daha hızlı örüyordu.
1758 yılında Jedediah Strutt yatay durumdaki iğne yatağına, dikey durumda bir iğne yatağı daha ekleyerek ilk çift iğne yataklı örme makinesini yapmıştır.
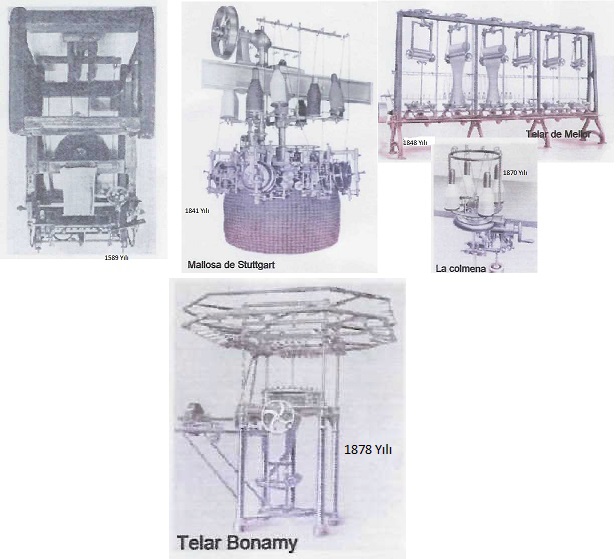
1789 yılında Fransız Decroix Wise, dairesel bir yatak üzerine iğneleri dizerek ilk yuvarlak örme makinesini yapmıştır.
1805 yılında Joseph Marie Jacquard, Fransa‟ın Lyon kentinde dokuma makineleri için mekanik jakar tekniğni bulmuştur. Daha sonra bu teknik örme makinelerine adapte edilerek; delikli kartonlar vasıtası ile iğnelere desen hareketi verilmiştir.
1847’de ise İngiliz Matthew Townsend, dilli iğneyi bularak örme tarihinde yeni bir çığır açar. Bu buluş, uzun zamandır bilinmekte olan kancalı iğnelerdeki baskı işlemini ortadan kaldırıp mekanizmasını kolaylaştırarak el tezgâhlarının süratlenmesini ve dolayısıyla maliyetlerin azalmasını sağlar.
1857 yılında Chemnizt‟li A.Eisenstuck ilk defa çatı şeklinde çift plakalı örme makinesini geliştirerek bu makinenin patentini alır.
1863 yılında ise Amerikalı mucit Isaac William Lamb dilli iğne ile donatılmış ilk düz örme makinesini yapmıştır. Bu örme makinesi temel örme prensiplerini bugüne kadar koruyabilen ilk örme makinesidir.
1864‟te William Cotton, gagalı iğnele yatakları üzerine çalışmalar yapıp yatak konumlarını dikey hale getirir.
1878 yılında D.Gris Wold, ilk ribana üretimini gerçekleştiren yuvarlak örme makinesinin patentini alır. Dikey silindir ve iğnelerine, yatay kapak ve iğneleri eklenmiştir.
1918 yılında ilk çift silindirli, küçük çaplı yuvarlak örme makinesi ve iğne iticileri İngiltere‟deki Wildt firması tarafından üretilmiştir.
1920‟li yılların sonlarına doğru düz ve yuvarlak örme makinelerinde renkli desenli örgülerin fabrikasyon üretimine başlanmıştır.
İkinci dünya savaşından sonra mekanik ve elektronik alanlardaki gelişmelerin örme teknolojisindeki yansımaları görülmeye başlamış, 1946‟dan sonra yuvarlak örme makinelerinde üretim performansı ve ürün çeşitliliğini artırıcı bir dizi gelişme yaşanmıştır.
Örme tekniği ile kumaş üretimi 1950‟li ve 1960‟lı yıllarda gitgide artmaya başlamış ve buna bağlı olarak da örme makineleri geliştirilmiştir.
Örme sektörü, İkinci Dünya Savaşı’na kadar önemli bir gelişme gösterememiştir. Ancak savaşın sona ermesiyle, örmenin her dalında çok önemli ve hızlı gelişmeler olmuştur. Bu gelişmelerle birlikte, örme kumaşlar her alanda daha çok kullanılmaya ve tercih edilmeye başlanmıştır. Örme makinelerinde, elektronik ve bilgisayar teknolojilerinin kullanılmasıyla örme alanındaki gelişmeler günümüzde büyük bir hızla sürmektedir. Bu gelişmeler sonucunda, örme kumaşların kullanım alanları ile birlikte üretim miktarları da yüksek artışlar göstermiştir.

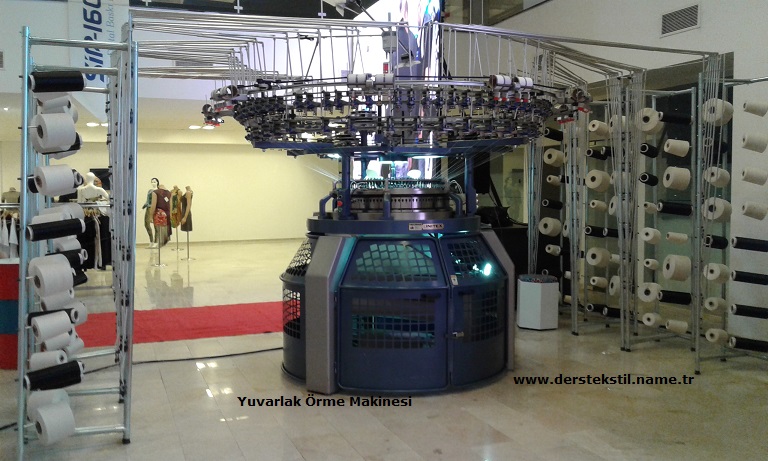
Günümüzde yuvarlak örme makineleri, yüksek üretim performansları nedeniyle, metre işi örülmüş örgü yüzeylerin üretiminde; düz örme makineleri ise fully fashion (forma göre örme) örgü yüzeylerin üretiminde daha çok kullanılmaktadır. Ayrıca örme makineleri, yüksek desenlendirme olanakları nedeniyle fantezi giyim ve dış giyim ürünlerinin üretiminde de yaygın olarak kullanılmaktadır.
Örme ürünün üretim sürecinde; öncelikle müşteri tarafından belirlenen ürün türüne göre seçilen ipliklere parafinleme, katlama veya bobinleme gibi gerekli hazırlık işlemleri uygulanmaktadır. Tasarımcı tarafından bilgisayarlı desen tasarım programında örgü deseni hazırlanarak örme makinesine yüklenmesiyle örme komutu verilmektedir.
Öncelikle prototip (ilk örnek) oluşturulmaktadır. Örneklerin değişik renk ve desen varyantları denenerek renk, ölçü, desen örgüsüne göre ilk örnek onayı alınan modellerin üretimine geçilmektedir.
Model desene ve renge uygun örülen parçalar, kalite kontrole gönderilerek ışıklı masa ya da duyu organları (el-göz) yardımıyla ilk kontrolleri yapılarak hatalı olanlar ayrılmaktadır. Kontrolden geçen hatasız parçalar overlok bölümüne gönderilerek kenarları teyellenmektedir. Teyelden sonra uygun olan yıkama programında yıkama-kurutma işleminden geçirilmektedir. Örme parçaları ilk ütüye gönderilerek kesime hazır duruma getirilen parçalar modele göre çıkarılan kalıplara göre kesilmektedir. Birleştirme işinden önce süsleme özellikleri varsa elde yapılacak işlemler için ilgili birime sevk edilmektedir. Daha sonra, yan dikişi yapılmak üzere hazır giyim bölümüne, bant ve yaka takma işlemi için remayöz bölümüne aktarılan örme parçaların yan ve üst etiketleri bu bölümlerde takılmaktadır. Ürünler son ütüye gönderilerek ütü esnasında kalite kontrolleri yapılmaktadır. Kalite kontrolden geçenler paketlemeye gönderilerek dağıtıma hazır duruma getirilmektedir.
İşletmelerin ayakta kalabilmeleri, müşteri memnuniyeti sağlamaları ve tercih edilen durumda olmalarında en büyük etkenler arasında kaliteli üretim yapmak gelmektedir.
Kalite; insanoğlunun yaşamında önemli bir kavramdır. Kalite ile ilgili tanımlar çok çeşitlidir. Kalite, belirtilen ihtiyaçları karşılama kabiliyetini gösteren özelliklerin bütünüdür.
Kalite; İstenen ve beklenen bir standarttır.
Kalite; Bir ürünün veya hizmetin kendisinden beklenen performansı en üst düzeyde yerine getirmesidir.
Kalite; Alıcı tarafından bir üründe bulunması istenen koşullar, özelliklerdir.
Kalite; Müşteri memnuniyetinin değişmez unsuru ve tüm isletmeyi içine alan bir ölçüttür.
Kalite; Bir ürün ya da hizmet hakkında müşterisi ya da kullanıcısı tarafından verilen hükümdür.
Kalite; Kullanım amacına ve müşteri isteklerine uygunluktur.
Bir ürünün son kalitesini oluşturan ve kalitesini doğrudan etkileyen faktörler bulunmaktadır.
Bunlar;
proje ve tasarım kalitesi, hammadde kalitesi, teknik ve mühendislik hesaplama kalitesi, üretim kalitesi, isçilik kalitesi, kontrol kalitesi, ambalaj kalitesi, depolama ve dağıtım kalitesi ve kullanım kalitesidir.
Üretimde makine kullanımı ve endüstri devrimi ile maliyetlerde düşüşler sağlanmış ve uzun yıllar boyunca bir satış için fiyat tek belirleyici olmuştur. Daha sonraları modern yönetim sistemleri geliştirilerek eğitimli ve bilinçli müşterilerin oluşması ile kalite ön
plana çıkarılmış ve belirleyici unsur olmuştur.
Toplam Kalite Yönetimi (TKY);
Müşterinin en ekonomik şekilde memnun edilmesi için, şirket içindeki pazarlama, satın alma, mühendislik, üretim, kontrol, satış ve servis faaliyetlerinin organize edilerek, kalitenin oluşturulmasını, sürekliliğini, geliştirilmesi
ve takibini temin edecek etkin bir sistemin gerçekleştirilmesidir.
TKY bir isletmenin bütün çalışanlarını, tedarikçilerini ve dağıtım kanallarını kapsayan faaliyetlerin, müşterilerin ihtiyaç ve mantıklı beklentilerini tam, sürekli ve en ekonomik şekilde karşılamak amacıyla planlanması ve uygulamasını sağlayan bir yönetim felsefesidir.
TKY’ de “Müşteri Odaklılığı,” “Müşteri Tatmini” ve “Müşteri Memnuniyeti” kavramları ön plana çıkmıştır. TKY asıl amaç isletmelerde üretilen ürün veya hizmetlerin onu kullanan bireylerin istek ve ihtiyaçlarına uygun olarak üretilmesidir. Sadece üretim basamaklarını değil, ürünün üretimden müşteriye ulaşıncaya kadar ki tüm basamakları kapsamaktadır.
Toplam Kalite Kontrol, pazarlama, tasarım, imalât, muayene ve sevkiyat vb. bütün bölümlerin katılımcılığı ile ilk seferde sıfır hata ile doğru üreterek hedefe ulaşmaktır.
Tekstilde ihracata yönelik bir ülkenin kalite konusunda daha dikkatli olması gerekmektedir. Tekstil sektöründe üretim ard arda gelen süreçleri kapsamakta ve bir sürecin sonucu diğer sürecin hammaddesi durumunda olmaktadır. Böylece kalite kontrol, hammaddeden başlayarak iplik, dokuma, örme, terbiye, boya-baskı ve hazır giyim bölümlerinde kendini göstermektedir. Hataların bu süreçlerde yakalanması ve önlem alınması önem taşımaktadır.
Kaliteli ürün üretmenin araçlarından olan standartlar önem taşımaktadır.
Standart; üretimde, anlamada, ölçmede, beraberlik anlamına gelmektedir.
Standardizasyon ise;
Belli bir faaliyetle ilgili olarak, ekonomik yarar sağlamak üzere yardım ve işbirliği ile belirli kurallar koyma ve bu kuralları uygulama işlemidir.
Kalite Güvencesi;
Bir ürünün veya hizmetin beklenen kalite isteklerine uygunluğunu yeterli güvencede sağlamaya yönelik olarak gerekli tüm planlı ve sistematik faaliyetlerin uygulanmasını kapsamaktadır. Bunun için de Kuruluşlara başvuru yapmak gerekmektedir. Başvurulan kuruluşlar firmada yapacağı inceleme ve tespitlere göre önerilen düzenlemelerden sonra belge vererek firmanın ulusal ve uluslararası pazarlarda önemli rekabet gücü kazanmasına imkân vermektedir.
Bir isletmede Kalite Güvencesi Sistemi'nin kurulması, tüm süreçlerin istisnasız ve tam olarak bu sisteme uygun bir şekilde yürütülmesini sağlamaktadır.Fabrika sahipleri ürünlerini kaliteli ürettiklerine dair belgelendirmek amacıyla çeşitli organizasyon sistemlerinden yararlanmaktadır.
Uluslar arası standart kuruluşlarından olan ISO:
(International Organization For Standardization) Uluslararası standart organizasyonudur.
Bu belgeler;
ISO 9000 serisi standartları;
müşteri odaklılık, liderlik, çalışanların katılımı, süreç yaklaşımı, yönetimde sistem yaklaşımı, sürekli iyileştirme, verilere dayalı karar verme yaklaşımı, tedarikçilerle karşılıklı fayda olarak sekiz kalite yönetim prensibine dayanmaktadır.
ISO 9000 Kalite Yönetim Sitemi Belgesi
bir şirkette yapılan faaliyetlerin daha düzgün ve sistemli organize edilmesi için kurulmaktadır.
ISO 14001 Çevre Yönetim Sistemi Belgesi
bir şirkette yapılan faaliyetlerin çevreye (hava, su, toprak, bitki örtüsü, canlı vb ) zarar vermemesi veya en az şekilde vermesi için düzenlenmektedir.
ISO 14001 çevre belgesi alan bir kurum yasal olarak konulan mevzuatlara uyum gösterdiği ve yaptığı faaliyetleri çevreye zarar vermemesi için sistematik ve kontrollü bir seklide yaptığını göstermektedir. Bir isletmenin mal veya hizmetlerini bir başka isletmenin mal veya hizmetlerinden ayırt etmeye yarayan, kişi adlarından, sözcüklerden, sekilerden harflerden veya sayılardan oluşan her türlü işarete marka denilmektedir.
Marka tescil belgesi ile bu işaretlerin haksız ve bilinçsiz kullanımını engellemek ve bu sebeple doğacak her türlü zararın önüne geçmek amacıyla koruma altına almaktır.
Türkiye’nin ihracatında önemli pazar durumunda olan Avrupa Birliği ülkelerinde günden güne güçlenen çevre duyarlılığı nedeniyle çevre ve sağlık açısından zararsız ürünlerin üretimi önem kazanmıştır. Bu amaçla Avrupa Birliği ülkelerinde geliştirilmiş ulusal düzeyde veya birkaç ülkede kabul görmüş pek çok ekolojik (çevreyle ilgili) ürün etiketi bulunmaktadır. Tekstil alanında Almanya’da geliştirilmiş olan etiket “ecotex” etiketidir. Bu etiket ile üretim yerleri etiketlendirilmektedir. Yasaklı kimyasal maddelerin ve teknolojilerin olmadığı ya da sınır değerler içeren çevre yönetim sistemlerinin çalıştığı bir bütünü içermektedir. Bu test standardı üretim çerçevesinde çevre koruma konularını da dikkate almakta ve ek olarak isletmede çocuk isçilerin çalışmadığını da garanti etmektedir.
Kalite standartlarının sağlanmasında amaç; iyi kalitedeki ürünleri uzun sürede, aynı kalite seviyesinde üretmektir. Bu amaca ulaşmada sadece ara ve son kontroller yeterli değildir. Bu nedenle iyi organize edilmiş kalite sisteminin geliştirilmesi gerekmektedir.
Üretim kalitesinin sorumluluğu, eğitim grup şefi (eğitimci), grup şefi (bant şefi), ana
grup şefi, üretim şefi ve isletme müdürü gibi çeşitli kademelerden oluşan üretim yönetimine aittir.
Üretilmesi düşünülen ürün için öncelikle o ürüne ait bütün özelliklerinin tasarlanması gerekmektedir. Tüketici istekleri, isletme politikaları, hammadde, malzeme, teknolojik İmkânlar, üretimde kullanılacak tesis ve teçhizat, lüks özellikler vs. gibi faktörler tasarım aşamasında kalite oluşturulurken etki etmektedir.
Pazarlama;
Pazarlarla ilişki kurmak, insanların istek ve ihtiyaçlarını karşılamak amacıyla değişimi gerçekleştirmektir. Müşterinin ne istediğini bilmek ve tahmin etmek kısaca müşteriyi anlamaktır.
Pazarlama çeşidi olan bire bir (yüz yüze) pazarlama geçmişte var olan ve gelecekte de var olmayı sürdürecek olan bir tekniktir.
Pazarlama, kişisel ve örgütsel amaçlara ulaşmada değişimleri sağlamak için malların, hizmetlerin ve fikirlerin geliştirilmesi, fiyatlandırılması, tutundurulması ve dağıtılmasına ilişkin planlama ve uygulama sürecidir. Malların üretim yerlerinden satış yerlerine hareketini sağlayan faaliyetler pazarlama içinde yer almaktadır. Bu nedenle isletmeler; belirli mallar için potansiyel pazarı belirlemek, isletmenin üretim kapasitesinin verimli biçimde kullanılmasını sağlayacak talebi yaratmak, elverişli bir dağıtım sistemi kurup uygulamak amacıyla üretim ve pazarlama faaliyetlerini birlikte yürütmektedirler.
Hammaddenin mamul hale gelene kadar geçtiği aşamalarda gerekli standart şartlarının uygulanmaması sonucu oluşan hatalar kalite ve pazarlamayı etkilemektedir. Bu hatalar; makineden kaynaklanan, iplikten kaynaklanan, personelden kaynaklanan, tüketiciden kaynaklanan, pazarlama yönünden, kalite yönünden, planlama ve organizasyon yönetimi yönünden kaynaklanan hatalar olarak gruplandırılmaktadır.
Söküntü makinesi
Triko fabrikalarında, atölyelerinde yanlış olarak örülen ürünlerin İpliklerini sökmekte ve bos bir koniğe tekrar sarmaktadır. Kayış sisteminde basit bir değişiklik yapılarak iplik sarma makinesi olarak ta kullanılmaktadır. Kullanıcı ihtiyaç ve isteklerine göre, 2, 4, 6 kafa sayısı kadar üretilmektedir.

Overlok makinesi;
Örülen triko parçaların kenar temizliğini yapan ve birleştiren makinedir.

Remayöz;
6-7-8-10-12-14-16 numaralarda olan makine, V yaka, bisiklet yaka, polo yaka, ceket ve her türlü triko dikişlerinde dikiş yapmaya yaramaktadır.

Tegel/ yan dikiş makinesi;
Kol bitiştirme ve kenar dikimleri için kullanılan makinedir.

Triko ütü makinesi;
örme ürünlerin yıpranmadan ütülenmesini sağlamaktadır. Suyunu kendi çeker, buharlıdır ve buharı çeken vakum tertibatı bulunmaktadır. Dairesel bıçaklı otomatik kesim makinesi; çeşitli kumaşların ince kesimi için tasarlanmış küçük ebatlı kesim makinesidir. Hava yönlendirme sistemi motoru düşük ısıda tutarak korumaktadır. Kendine özgü ince tabanı ile yumuşak ve hassas kesim sağlamaktadır.

İp sarma makinesi;
örme ipliklerini sarmaya yarayan makinedir.
Tik tak makinesi;
Bant örmeye yarayan örme makinesidir.

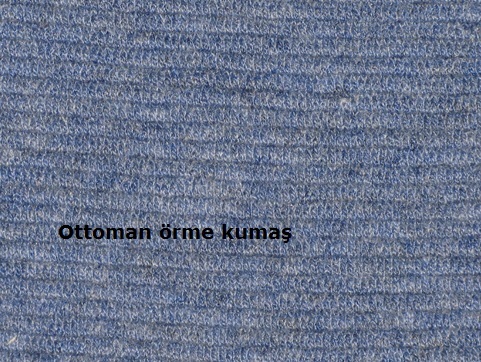
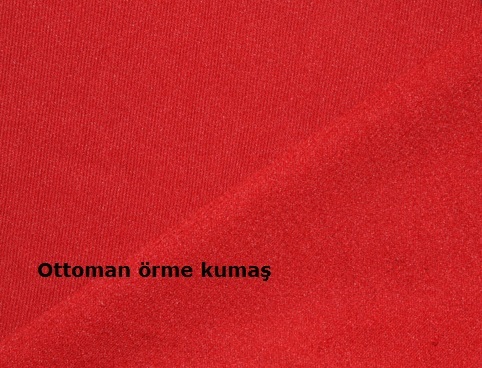
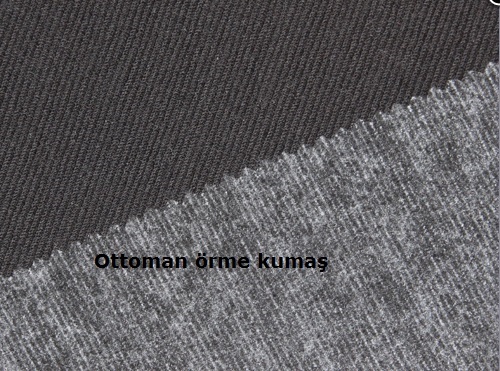
Ottoman (örme) yuvarlak örme makinesinde elde edilen bir kumaş türüdür.
Genellikle, otomanın yapısında 24 Ne ile 30 Ne iplik numaralarındaki, ipliklerin kullanıldığı görülmektedir. Ottomanın yapısında kullanılan lif cinsleri; pamuk, PES, lycra, viskon, modal vs'dir. Ottoman örme kumaşı; T-shirt ve Sweat-shirt yapımında ağırlıklı olarak kullanılmaktadır.



( Shima Seiki )
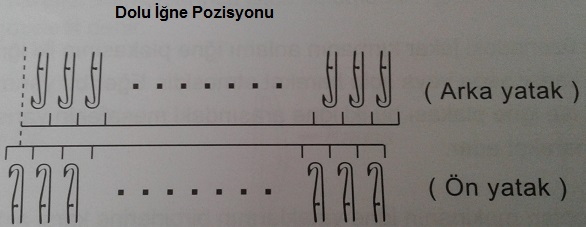
Dolu İğne Pozisyonu
Bu pozisyona L 0,0 pozisyonu da denir. İğnelerin karşı karşıya gelmediği pozisyondur. Plaka bu pozisyonda iken dolu iğne örgü yapabilir.
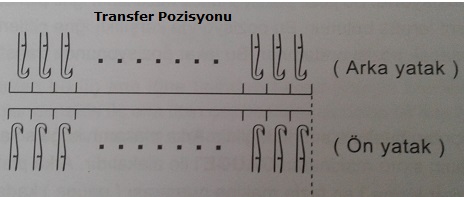
Transfer Pozisyonu
Bu pozisyonun diğer bir adı da L 0,5 ‘dir. Ön plakadan arka plakaya, arka plakadan ön plakaya transferler esnasında plakaların bu pozisyonda bulunmaları gerekir.
( Shıma Seıkı )
Hata-Bace color code error!!
Giderilmesi: Desen içinde anlamı olmayan renk veya renkler vardır.Line numarasına gidilip farklı renk bulunur.
Hata –Y.F.Point set error!!
Giderilmesi: Mekik durak noktası hatası.Desen alana alınıp hata taranır.
Hata-J.B.economy over error!!
Giderilmesi :Makinedeki rapor tekrarı adresinden daha fazla sayıda rapor tekrarı kullanılmıştır.Rapor tekrarı sayısı azaltılmalıdır veya aynı rapor adresi olacak kısımlar (12,14 gibi) aynı adresten alınması sağlanmıştır.
Hata-Option code jump economy (in) error
Giderilmesi:Rapor tekrarında farklı numaralı renk vardır veya tüm tekrarlar baştanbaşa tamamen 1’ler ile veya 11,12…. Serisi ile değil karışıktır.
Hata-YYarn changeset error !!
Giderilmesi: F Mekik grubu 99’un üstünde bir sayıyla verilmiştir.99’a kadar olan sayı seçilmelidir.
Hata-S/W change error!!
Giderilmesi:Mekik grubu ile sistem uyumlu değil veya farklı sistemlere ( tek sistem,iki sistem,dört sistem….) aynı mekik grubu verilmiştir.
Hata-Knit Cansel set error
Giderilmesi:R5’te farklı kod vardır. Line no sırasına bakılır.
Hata-All stitch set error.
Giderilmesi: f R6 ‘da ayar adresi yanlış kodla yazılmıştır. Makine ayar adresi sayısını aşmamalıdır.
Hata-Racking ( L/R ) set error !!
Giderilmesi: L4’e yanlış kod kullanılmıştır.
Hata-Racking ( 0,1/4,1/2 ) p set error!!
Giderilmesi : L3’e yanlış kod kullanılmıştır.
Hata-Links or transfers in N.line 1 couse knit error!!
Giderilmesi: İki sistem makine için iki sistem örgüde transfer ilk sisteme denk gelmiştir.veya kodlu jakarda sistem 6 veya 7 ile çizilmiştir.
Hata-Cross pair error!!
Giderilmesi:Desen içinde karşılığı olmayan jakar kodu kullanılmıştır.4455 sac kodlu yerine 44 veya 55 ,5510 yürütme kodu yerine 55 veya 10 vb.kullanılması gibi.
Hata-Rib data file not found
Giderilmesi: Desenin ikinci sırasındaki lastik çizimi yanlış
Hata-Racking ( 0-7 ) p set error!!
Giderilmesi:L2’ye yanlış kod kullanılmıştır.
Hata-Yarn adres over error!!
Giderilmesi: Mekik grubu makine hafızasından daha fazla kullanılmış.
Hata-Needle over error!!
Giderilmesi: Desen eni makine iğne sayısından fazladır.
Hata-Right side end error!!
Giderilmesi: Kafa sağa giderken bitmiştir. Sağda kalma hatası. Desen çizimi solda bitecek biçimde kontrol edilmelidir.



Ribana örgü, RR örme yüzeyine sahiptir. RR örme kumaş yüzü sağ ilmek (R), tersi sağ ilmek (R) görünümlüdür. Kumaşın iki yüzü de aynı görünmektedir. RR yüzeyler boyuna ilmek sırası bir sıra R ilmek, bir sıra L ilmek olarak oluşur. L İlmek sıraları R ilmek sıralarının sıkışması ile yüzeyde görünmez ancak gererek açıldığında görülmektedir.
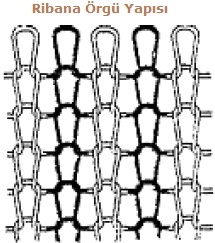
Yukarıda görülen ribana örgü, çift plakalı makinelerde üretilen iki temel örgü yüzeyinden biridir. Üst giyim eşyalarının yaka, etek, kol uçları ve eşofman altı paçaları için aranan esnekliği vermektedir. Günümüze dek ağırlıklı olarak iç çamaşırı imalatında kullanılan ribana kumaşlar günümüzde üst giyim eşyalarında da sıkça kullanılmaktadır. Aksesuar olarak kullanılacakları zaman da genellikle elastik iplikli (likralı) olarak örülmektedirler. Böylece esneklikleri daha da artmaktadır. Ribana kumaşlarda genelde dönme ve kenar kıvrılması olmamaktadır. Ancak elastik iplikle örüldüklerinde kenar kıvrılması görülmektedir. Bununla birlikte bütünüyle ilmeklerde oluşan yapıları vardır. Süprem kumaştan daha kalındırlar. Ön yüzey görüntüleri ile arka yüzey görüntüleri birbirlerinin aynısıdır.
Ribana kumaşların genel özellikleri:
1-Ters L ve yüz R ilmeklerin sayısı eşit ise kumaşın ön ve arka yüzünde aynı görüntü oluşmaktadır. Yani çift yüzlüdür,
2-Çift plakalı triko (düz örme), yuvarlak ve çözgülü örme makinelerinde üretilen çift katlı örme kumaştır,
3-Örgü raporu çift plakada, en az 2 iğne ve 1 iplik hareketinden meydana gelmektedir (normal, esas örgü raporu ise yan yana 2 şer iğne ile üst üste 2 ilmek sırasından oluşmaktadır).
4-Örgü raporu çift plakada oluştuğu için, harcanan iplik miktarı süprem kumaşlara göre daha fazladır,
5-Yüksek elastikiyet ve sıçrama özelliği vardır,
6-Boyuna yönde esneme özelliği düşüktür. Enine yönde esneme özelliği ise yüksektir,
7-Enine yönde esnemesi düz örgülerden daha fazladır,
8-Esneme özelliğinin yüksek olması nedeni ile ribana örme kumaş vücuda uyum sağlamaktadır,
9-Örme kumaşın her iki tarafındaki ilmek sayıları eşit ise, ön ve arka yüzdeki ilmekler birbirini dengeleyecek ve böylelikle kenarlarda kıvrılma görülmeyecektir. Yani, her iki uçta ve kenarlarda düz durma özelliğine sahiptir.
10-Yalnızca son ilmekten dönme yapabilir,
11-Yalnızca son ilmekten kaçma olabilir,
12-Eşit ya da farklı tasarımda, dengeli ya da dengesiz ribanalar (boyuna R ilmek düzeni) sahip olabilir,
13-Kullanılan hammaddeler aynı kalmak kaydıyla, ribana kumaşın kalınlığı süprem kumaşa göre daha kalındır,
14-Düz ya da biçim verilmiş olarak üst giyim örgüsünde kullanılabilir,
15-Dokunmuş ya da farklı türden kumaşların kenarına çeşit olarak uygulanabilir,
16-RR Ribana örme kumaşlar hacimli yapısı ile nem alma özelliği, dolayısı ile emici özellikleri iyidir,
17-RL Süprem kumaşlara göre daha yüksek gramajlı kumaşlar elde edilebilir,
18-Enine elastikiyet yüksekliğinden dolayı dairesel konumları düzgündür,
19-İki örgü tabakası arasında hava tutulduğu için, vücudu sıcak tutmaktadır,
20-İç ve dış giyimde ve özellikle elastikiyeti, olması istenen kol, yaka, bel kısımlarında lastik örgü olarak geniş bir kullanım alanı bulmuşlardır.
Dahası...
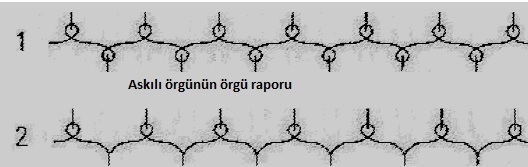
Askılı ribana örgüler Ribana makinelerinde ilmek ve askı hareketlerinin örgü raporu içinde uygun bir şekilde yerleştirilmesi ve ilmek, askı çeliklerinin bir arada kullanılmasıyla oluşturulan örme kumaşlardır.Askılı ribana örgülerin üretimini yapabilmek için öncelikle yapılacak örgünün iplik hareket raporlarının bilinmesi gerekmektedir. Yapılacak olan örgünün öncelikle örgü raporu incelenmeli ve sonrasında ipliklerin hareket şekillerine göre makine hazırlanmalıdır. Aşağıda askılı ribana örgülere örnek örgü raporu verilmiştir.
İğne ayarı
Yapılacak olan askılı ribana örgü için makinenin kapak ve silindirindeki iğnelerin tamamı çalışır durumda olmalıdır. Bu yüzden makine üzerindeki eksik iğneler tamamlanmalıdır.
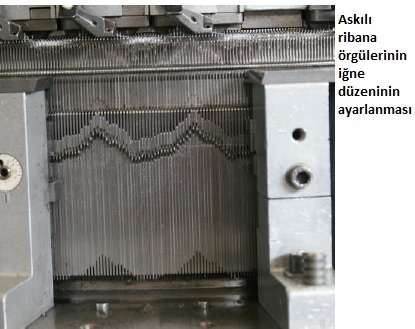
Kapak kaydırma ayarı
Eksik iğneler tamamlandığında eğer kapak iğnesi ile silindir iğnesi karşı karşıya geliyor ise kapak kaydırılarak iğnelerin birbiriyle çakışması önlenir. Kapak kaydırma işlemi silindirdeki iki komşu iğnenin arasına kapak iğnesi gelecek şekilde yapılır. Yapılan ayar sonrasında iğnelerin hareket esnasında birbirlerine temas etmediğinden emin olunması gerekir. Eğer iğneler temas ederse örgü yüzeyinde boyuna çizikler oluşacağı gibi aşırı temas hâlinde iğne aşınır ve kırılma meydana gelir.
Mekik ayarı
İpliklerin iğneye düzenli sevkini ve yatırımını sağlayan mekiklerin örgüye göre ayarlanması gerekmektedir.
Çelik ayarlar
Askılı ribana örgülerin üretiminde çelik kombinasyonu önemlidir. Çünkü askı (fank) ve ilmek (süprem - örgü) çelikleri örgüde aynı anda kullanılmaktadır. Çelik sisteminin düzenlenebilmesi için örgü raporu önemlidir. Örgü raporuna bakarak çelikleri sistemlere yerleştirmek daha kolaydır.
Yuvarlak örme makinelerinde her bir sistem bir sıra örgüye komut verir. Bu durum göz önünde bulundurularak çelikler düzenlenmelidir. Eğer rapor tekrar ediyor ise sistem sayısı bitene kadar aynı düzende çelik dizimi yapılır. Bu çelik ayarlama düzeni ribana yuvarlak örme makinelerinde daha farklıdır. Örgü çeşidine göre kumaşın bir sırsında silindirde askı, kapakta ilmek yaptırılması gereken durumlar vardır. Bu durumda kapak ve silindir çelik sistemleri ayrı ayrı düzenlenir.
Yukarıda örgü raporu gösterilen ribana örgüsüne bakıldığında 1.sıra tamamen ilmekten oluşmaktadır. 2.sırada ise kapak iğneleri ilmek yaparken silindir iğnelerinin askı yaptığı görülmektedir. Bu durumda makinenin çelik sisteminin düzenlenmesi şu şekilde olmalıdır.
Silindir Çeliği Kapak Çeliği
1.Sistem İlmek İlmek
2.Sistem Askı İlmek
Ribana örgüsünün çelik dizimi sadece iki sistemde sona ermektedir. Bu durumda makinede diğer sistemlerde aynı işlem tekrar eder. Bir 54 sistem ribana makinesinde bu örnek uygulanmak istendiğinde raporun 27 defa tekrar ettiği görülmektedir. Yuvarlak örme makinelerinde her zaman rapor tekrarı tam sistem sayısı ile eşit olmayabilir. Bu durumda artan sistemlerde hem silindirde hem de kapakta iptal çelikleri kullanılır ve sistem iptal edilir.
May ayarı
Örmeye çalıştığımız kumaş askılı ribana olduğu için may ayarının düz ribana kumaşın may (ilmek boy) ayarına göre biraz farklılık gösterir. Aynı ayarda örülmesi durumunda kumaş ele alındığında hem yumuşaklık açısından hem de esneklik açısından istenilen özellik elde edilemez.
Gerginlik ve kasnak yarı
Örgünün çelik, iğne ve may ayarları yapıldıktan sonra iplik gerginlik ayarının kontrol edilmesi gerekir. Bu işlem için makine yavaşça döndürülür ve furnisör ile mekik arasından iplik gerginliği kontrol edilerek gereken ayarlar yapılır.
Kumaş çekim ayarı
Kumaş çekiminin ayarlanması kumaşın birim gramajı dikkate alınarak yapılır. Çünkü makine bir raporda iki sıra örüyor gözükse de aslında bir sıra silindir iki sıra kapak örmektedir. Bu yüzden kumaş çekim hızı normal ribana örgüsüne nazaran daha düşük olmalıdır.
Numunenin örülmesi
Makinede gerekli olan bütün ayarların yapılmasından sonra numune alımı için bir miktar kumaş örülmelidir. Numune örülmesi esnasında makine ayarlarında herhangi bir değişiklik yapılmamalıdır. Sabit ayarlarda çıkan numune kumaş kontrol edilip gerekli ayarlar toplu halde yapılmalıdır. Aksi takdirde numune örülürken yapılan bazı ayar değişiklikleri numune kumaşın bir kısmında gözükmeyebilir. Dolayısıyla kontrol yapılan kumaş ile o aşamada üretilen kumaş farklı olabilir.
Kontrollerin Yapılması
Numune kumaş örüldükten sonra makine durdurulmalı ve numune kumaş kesilerek kontrolleri yapılmalıdır. Örülen numune kumaşın öncelikle birim gramajının istenilen düzeyde olup olmadığı eğer varsa örnek numune ile yok ise de sipariş formu ile karşılaştırılarak kontrol edilir. Sonra sırasıyla kumaşın ham maddesi, tuşesi ve diğer örgü özellikleri karşılaştırılır.
Üretimin Yapılması
Tüm kontrolleri yapılan kumaş istenilen özelliklere sahip olmayabilir. Bu durumda makine ayarlarında istenilen özelliklere yönelik değişiklik yapılmalıdır. Eğer numune istenilen özelliğe sahip ise kumaşın üretimine geçilmelidir. Üretim esnasında makine cağlıklarına iplik yerleştirilirken aynı numara iplik olmasına dikkat edilmelidir. Üretimi yapılan makine eğer uzun süre çalışıyorsa belli aralıklarda kumaştan numune kesilerek kontrolleri yapılmalıdır.
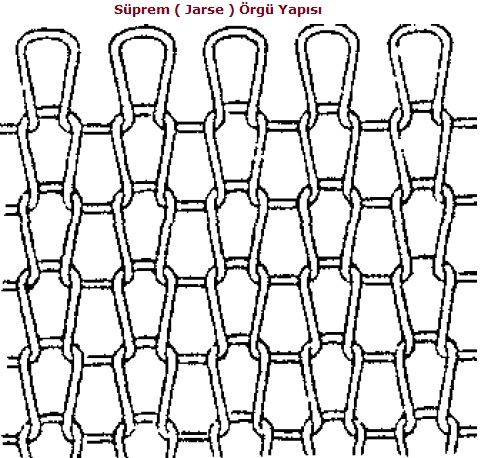
Tek katlı örme kumaşlar olarak tanınan tek plakada üretilmiş, örme kumaş yüzü sağ ilmek (R), tersi sol ilmek (L) görünümlü yüzeylere (RL) yüzey denmektedir. Bu yüzeyler düz örme makinelerinde tek plakada yuvarlak örme makinelerinde tek plaka süprem makinelerinde üretilen kumaş çeşitlerini ifade etmektedir.
Tek plakalı örgü makinelerinde üretilen süprem örgü, kullanılan en yaygın temel örme yüzeyi olarak ön plana çıkmaktadır. Çünkü oldukça sade bir yapısı vardır. Ön yüzey görüntüsü arka yüzey görüntüsünden tamamen farklılık arz etmektedir. Bütünüyle ilmeklerden oluşmakta olan bu örgü, esnek ve stabil olmayan bir yüzeyden müteşekkildir. Bu nedenle kenar kıvrılmaları may dönmesine açıktır.
Süprem örgü kumaşlar tek katlı iplikler, ek iplikler veya çift katlı iplikler ile çeşitli varyasyonlarla üretilebilmektedirler. Ağır süprem, likralı süprem, melanj süprem gibi çeşitleri vardır. Bununla birlikte desenlendirme metodu ile daha farklı süprem kumaşlarda elde edilmektedir. Bu kumaşlar dengeli değildir ve makineden çıktıklarına ters yüze doğru dönme eğilimleri mümkündür. Bitim işlemleri ile bu dönme eğilimleri önlenebilmektedir. Bu kumaşlar özellikle iç giyimde ve yazlık sportif dış giyimde yaygın olarak kullanılmaktadır.
Süprem kumaşların genel özellikleri;
1-Ön ve arka yüzü farklı görünüştedir,
2-Açık en ya da tüp şeklinde (tubular) üretilebilen bir kumaştır,
3-Diğer örme kumaşlara göre daha geniş enler elde etmek mümkündür,
4-Hem boyuna hem de enine esner fakat diğer kumaşlara nazaran en düşük esneme özelliğine sahiptir,
5-Örgü raporu tek iğne plakasında en az, 1 iğne ve 1 iplik hareketinden meydana gelmektedir (normal örgü raporu yan yana iki iğne ile ve üst üste iki ilmek sırasından oluşmaktadır),
6-Kumaş tek plaka üzerinde oluştuğu için harcanan iplik miktarı en azdır,
7-Boyutsal stabilitesi azdır,
8-Esnediğinde şekli bozulabilir,
9-Vücut hareketlerine karşı uyumu, diğer tek iplikli örme kumaşlara göre esnekliğinin az olması nedeni ile düşüktür,
10-Yanlardan kumaşın arka yüzüne doğru, üst ve alttan da örgünün ön yüzüne doğru kıvrılma vardır,
11-Diğer örgülere göre en düşük desenlendirme imkanına sahiptir,
12-Süprem kumaşın yapısı hacimli olduğu için nem alma özelliği dolayısı ile emiciliği iyidir,
13-İpliğin kopması durumunda bozulan ilmekler, ilmek halkalarının kaymasına, yani kaçmasına neden olurlar,
14-Örme kumaşın kalınlığı, kullanılan hammaddenin aynı kalması şartıyla daha düşüktür,
15-İnce, hafif açık yapı ile ağır yapılar arasında çeşitlilik gösterirler,
16-Kesim ve dikim işlemi esneme özelliğinden dolayı problemlidir,
17-Kısmen iç giyim ve yaygın olarak yazlık dış giyim sanayinde kullanım alanı bulmuştur,
18-Fazlaca ütü istemez, kırışıklıklarını kolay kaybederler
Tek plaka örgüler adından da anlaşılacağı gibi sadece ön plaka veya sadece arka plaka üzerinde elde edilen örgüleri kapsamaktadır.Elektronik düz örme makinelerine, desen bilgisayarında hazırlanmış olan örme programı teknolojik yöntemler kullanılarak yüklenir.