Örmede Kullanılan İplik ve Makine Seçimi
Örme işlemi yapılırken çalışılacak ürünün inceliğine göre makine seçimi yapılır. Ürün inceliği ürünü tasarlayan tarafından belirlenir.Makine seçimi denince, makinenin inceliği yani numarası anlaşılır. Makine numarasına göre müşteri ya da ürünü tasarlayan tarafından seçilmiş olan ipliğin, numarası ve katı üretici tarafından belirlenir. Makine numarası ile iplik numarası birbirine uyumlu olmalıdır.
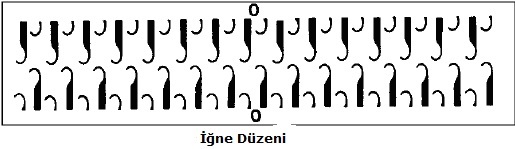
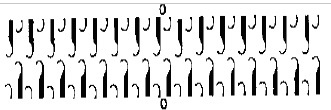
İğne Düzeni
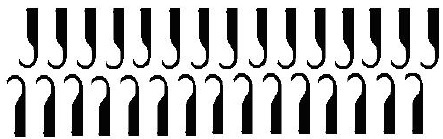
Kısa ve uzun ayak iğneler yapılacak desende çalışırken iğne seçimini yapmak için kullanılır. Çelik tablasında bulunan çeliklerin yardımıyla iğnelerin iğne yolunu izlemesiyle desenlendirme yapılır. Yapılacak desene göre, plaka üzerinde örgü yapılacak alana iğneler uzun ve kısa ayak olarak dizilir.1x1 lastik örgü yapabilmek için iğneler resimdeki gibi uzun ve kısa ayak şeklinde dizilir.
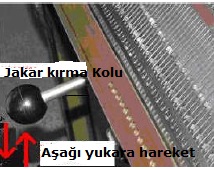
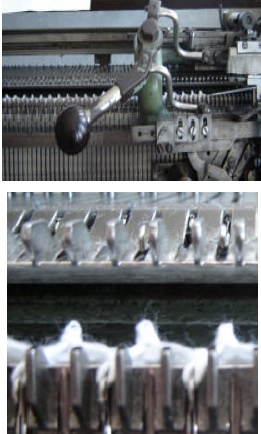
Jakar Pozisyonları
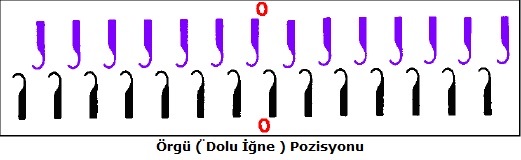
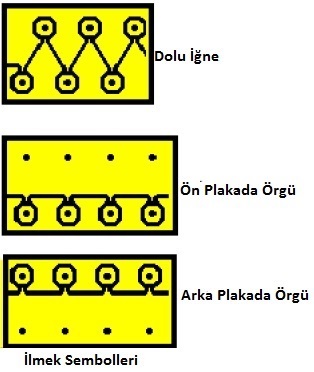
Makine üzerindeki iki plakanın duruş pozisyonuna jakar pozisyonu denir. Düz el örme makinelerinde ön plaka sabit arka plaka hareketlidir. Arka plakaya hareket jakar kırma kolu ile verilir.Arka plaka ile ön plaka aynı hizada ise bu pozisyona örgü (dolu iğne) pozisyonu denir.
Üç ayrı jakar pozisyonu vardır;
1-Örgü (dolu iğne) pozisyonu
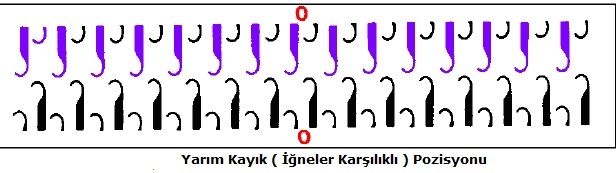
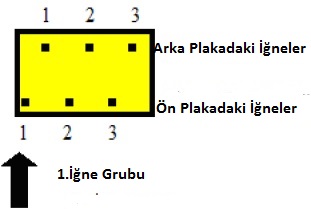
2-Yarım kayık(iğneler karşılıklı) pozisyon
Arka plakanın iğneleri ile ön plakanın iğneleri karşılıklı gelecek şekilde, arka plakanın sola kayık pozisyonudur. Bu pozisyona yarım kayık (iğneler karşılıklı) pozisyon denir.Pozisyonda iğneler karşılıklı geldiğinden ön ve arka plakadaki iğneler aynı anda örgüye kalkamaz. Çarpışır ve kırılır. Örgü şekline göre bazı iğnelerin önde bazı iğnelerin sadece arkada çalışması için kullanılır.
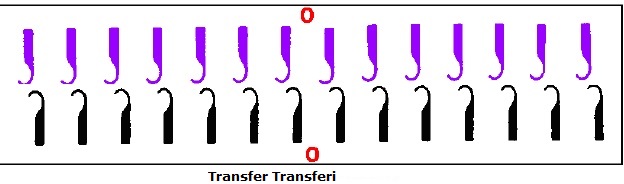
3-Transfer pozisyonu
Bu pozisyon transfer pozisyonudur. Çünkü ilmek transferi el ile yapılmaz. İğnelerin transfer dilleri olması gerekir. Sadece elektronik düz örme makinelerinde kullanılır.
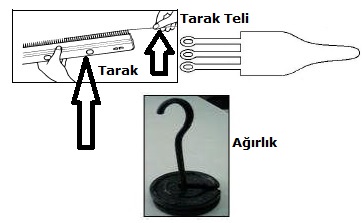
Örgü Başlangıcı
Örme işlemine ilk başlandığında uygulanan tekniktir. Örgü başlangıcı sırasında tarak ve tel takılır. Daha sonra sökülmez örgü (kaytan) yapılır. Örgü başlangıcının sökülmemesi ve düzgün olması için örme işleminin başlangıcında uygulanır. Makine üzerinde ilmeğin ilk oluştuğu bölümdür. Örme işlemine başlamadan önce her örgü çeşidi için bu işlem uygulanır.Kaytan, torba çelikler çapraz kapatıldığı için önce bir plakadaki iğnelerde ilmek oluşturur, sonra diğer plakadaki iğnelerde ilmek oluşturur. Yani aynı anda iki plakada ilmek oluşturmaz. Kafanın gidiş yönüne ve torba çeliklerin kapatılış şekline göre sırayla ilmek oluşturur.
Düz el örme makinesinde örgü başlangıcı için ;
1-İplik sevk ünitelerinden sırasıyla geçirilir.( Burada çardağın temizliğine dikkat edilir.)
2-Örgü esnasında kullanacak araç gereçler makine numarası göz önünde bulundurarak seçilir. ( Kullanacak araç gereçlerin temizliğine dikkat edilir.)
3-Yapılacak örgüye göre iğne düzenini yapılır.( Takılacak iğnelerin sağlam olmasına dikkat edilir)
4-Yapacak örgüye göre jakar kırma kolu aşağı yukarı hareket ettirerek pozisyonu seçilir. (Kolu hareket ettirirken iğnelerin aşağıda olmasına dikkat edilir.)
5-Kafayı sola hareket ettiriniz.( Kafanın ilk hareket yönü daima sağdan sola doğrudur)
6-Kafayı hareket ettirerek mekik yuvasından mekiği alması sağlanır. Yarım sıra sağdan sola gidilir.( El örme makinelerinde bir örgü sırası hareketi yarım sıra olarak ifade edilir.)
7-Tel her tarak dişinden geçirilerek tarağı ortalayarak takılır. (Telin, her tarak dişinden geçirilmesine dikkat edilmelidir.Telin eğrilmemesine dikkat edilmelidir.)
8-Ağırlıklartarağa dengeli bir şekilde takılır. ( Önce ortadaki ağırlığı takılır.Daha sonra iki yandaki ağırlıkları takılır.Örgü çeşidine göre doğru ağırlığı seçilir.Gerektiğinde yan ağırlık kullanabilir.)
9-Kafayı sola doğru hareket ettirilir.( Kafanın ilk hareket yönü daima sağdan sola olmalıdır.)
10-Ön plakadaki ve arka plakadaki torba çelikleri, çapraz kapatarak sağa gidilir.)(kaytan).( Kafanın dışarı fazla çıkmamasına dikkat edilir.)
11-Aynı şekilde sola gidilir. (kaytan) (Kafanın dışarı fazla çıkmamasına dikkat edilir)
12-Çapraz olarak kapatılan torba çelikleri açarak, yapılacak örgünün özelliğine göre örme işlemine devam edilir.( Torba çeliklerin açıldığından emin olunmalıdır.)
DÜZ EL ÖRME MAKİNELERİNDE TEMEL ÖRGÜLERİN ÜRETİMİ
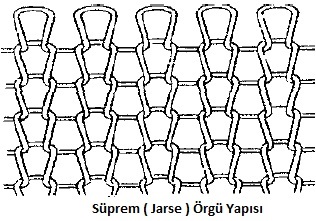
Lastik Örgüler
Lastik örgüler ürün başlangıcında kullanılan örgülerdir. Genellikle yapılacak ürünün kol uçlarında etek uçlarında, yakalarda ve bantlarda kullanılır. Özelliği, esneme kabiliyetinin fazla olmasıdır. Ürünün başlangıcında, ürünün etek ucunun marullaşarak çabuk deforme olmasını engeller. İsteğe bağlı olarak sadece lastik örgüden oluşan ürünlerde vardır. Spor giyimde tercih edilen bir örgü türüdür. Lastik örgüler 1x1, 2x1 ve torba olarak çeşitlilik gösterirler. Lastik örgülerden esinlenerek fitilli örgülerde yapılmaktadır.3x3, 3x2, 4x4, 5x2 gibi.
1x1 Lastik örgü
Adından da anlaşıldığı gibi bir iğne çalışırken diğer iğne çalışmaz. Bunun sağlanması için bir uzun ayak, bir kısa ayak şeklinde iğne düzeni yapılır. Ön plaka için yapılan bu düzen,arka plaka için tam tersi şeklinde hazırlanır. Böylece çalışan iğnenin karşısına çalışmayan iğnenin gelmesiyle kumaşta boyuna yollu bir görüntü elde edilir.Örme işlemini sağlamak için iğne düzeni, ön plaka için 1 kısa ayak iğne, 1uzun ayakiğne şeklinde; arka plaka için 1 uzun ayak iğne, 1 kısa ayak iğne şeklinde yapılmalıdır. Eğer uzun ve kısa ayak iğne kullanmıyorsanız, firketeleri kullanarak (iterek) aynı düzen sağlanmaktadır.
1x1 Lastik Örgüyü yapmak için ;
1-Kullanacak iplik çardaktan ve mekikten geçirilir.
2-Jakar pozisyonu iğneler kafa kafaya gelecek şekilde ayarlanır. Bunu yaparken jakar kolunu yukarı doğru kaldırılır.( İğnelerin yukarıda olmadığından emin olunmalıdır)
3-Kafayı sola getirerek başlama yapılarak tarak takılır.( Başlangıç ayarını sıkılır.Tarak ve ağırlıklarortalanmalıdır)
4-Kaytan atılır.( Başlangıç ayarı açılır.Çelikler çapraz kapatılır )
5-Ayarlastik ayarına alınarak örme işlemine devam edilir.( Kaytandan sonra ayar açılır.)
6-1x1 lastik örgüyü örülür.( Jakar Pozisyonu korunur.)
2x1 Lastik örgü
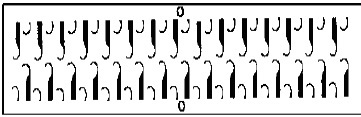
Adından da anlaşılacağı gibi, iki iğne çalışırken diğer bir iğne çalışmaz. Bunun sağlanması için iki uzun ayak, bir kısa ayak şeklinde iğne düzeni yapılmalıdır.
Fakat kafanın giriş ve çıkış iğnesinin örme işlemini kaçıksız sağlayabilmesi amacıyla iğne düzeni, ön plaka için 1 uzun ayak iğne, 1 kısa ayak iğne, 1 uzun ayak iğne şeklinde; arka plaka için 2 uzun ayak iğne, 1 kısa ayak iğne şeklinde yapılmalıdır. Eğer uzun ve kısa ayak iğne kullanmıyorsanız, firketeleri kullanarak (iterek) aynı düzen sağlanmaktadır.
2x1 Lastik Örgüyü yapmak için ;
1-Kullanacak iplik çardaktan ve mekikten geçirilir.
2-İğne pozisyonu ön plakada bir uzun ayak bir kısa ayak bir uzun ayak şeklinde, arka plakayı iki uzun bir kısa ayak şeklinde ayarlanır.( Firketeleri doğru itilmelidir.)
3-Plakayı sağa bir jakar kırık pozisyona getirilir.( Jakar hareket kolunu aşağıya doğru bir kademe itilir.)
4-Kafayı sola getirerek başlama yapılır ve tarak takılır.( Başlangıç ayarını sıkılır.Tarağı ve ağırlıkları ortalanmalıdır.)
5-Kaytan atılır.( Başlangıç ayarı açılır.Çelikler çapraz kapatılır).
6-Ayarlastik ayarına alınarak örme işlemine devam edilir. ( Kaytandan sonra ayarın açılması gerektiği unutulmamalıdır.).
7-Plaka başlama pozisyonuna (örgü pozisyonuna) getirilir.( Jakar kolu yukarı bir kademe kaldırılır.)
8-2X1 lastik örgü örülür.( Kafanın örgü alanından çok fazla dışarı çıkmamasına dikkat edilir.).
Torba lastik
Çalışılacak olan iğne alanındaki, arka plaka tüm iğnelerinin yarım sıra ördükten sonra, dönüşte ön plaka tüm iğnelerinin yarım sıra örülmesi işleminin tekrarıyla oluşan örme yüzeyidir. Adından da anlaşılacağı gibi torba şeklinde içi boş bir görüntü sergiler.
Torba Lastik Örgüyü yapmak için ;
1-Kullanacak iplik çardaktan ve mekikten geçirilir.
2-Jakar pozisyonu başlama pozisyonuna getirilir.( İğnelerin yukarıda olmadığından emin olunmalıdır.)
3-Kafayı sola getirerek başlama yapılıp tarak takılır.( Başlangıç ayarı sıkılır.Tarak ve bu tarağa takılan ağırlıkların ortalandığından emin olunmalıdır)
4-Çelikler çapraz kapatılarak ve ayarlastik ayarına alınır. Örme işlemine devam edilir.( başlangıç ayarının açılması unutulmamalıdır.)
5-Torba lastik örülür.(Çelikler çapraz kapatılır)
Düşürme Tekniği
Aynı lastik kullanılmak kaydıyla birden fazla örme parçanın çalışılması sırasında örülecek örme parçaların birbirinden ayrılmasını sağlamak için uygulanan tekniğe örgü düşürme tekniği denir. Yapılan bir örgüden sonra yeni bir örgü başlangıcı yapmamak, yeni örme parçası için başlamada tarak takmamak amacıyla kullanılır. Düşürme tekniği ile zamandan, iplikten ve emekten tasarruf ederek seri çalışma imkânı bulunur. Tüm örme parçalarının örme işlemi bittikten sonra, örgü düşürme tekniği uygulanan yerlerden parçaların birbirinden ayrılması sağlanır. Düşürme teknikleri çeşitlilik gösterebilir. Fakat amaç hepsinde aynıdır. Tekniğe, tek plakada uygulanıyorsa tek taraflı düşürme tekniği, iki plakada da uygulanılıyorsa çift taraflı düşürme tekniği denir.
Düşürme Tekniğini Uygulamak için ;
1-Kullanacak iplik çardaktan ve mekikten geçirilir.
2-Jakar pozisyonu iğneler kafa kafaya gelecek şekilde ayarlanır.Bunu yaparken jakar kolu yukarı doğru kaldırılır.(İğnelerin yukarıda olmayacaktır.)
3-Kafasola getirilerek başlama yapılır ve tarak takılır.(başlangıç ayarı sıkılmalıdır.Tarağı ağırlıklar ortalamalıdır.)
4-Ayarlastik ayarına alınarak örme işlemine devam edilir.(Kaytan’dan sonra ayar açılacaktır.)
5-1x1 lastik örgü örülür.( Jakar pozisyonu korunmalıdır.)
6-Kafa sağ tarafta iken ön plakanın torba çelikleri tam kapatılır. ön plakadaki iğnelerin çalışmaması sağlanır. Kafa sola getirilerek arka plakaörülür.( Örgü ayarı yarım ayar açılır.)
7-Kafayı sola getirilerek arka plakaörülür. Bu işlem üç kere tekrarlanır.( Ön plakadaki ilmekler bekletilir.)
8-Ön plakanın sağ torba çeliği açılarak sağa gelirken yarım sıra 1X1 lastik örgü örülür.( Torba çelik tam açılır.)
9-Açılan torba çelik tekrar kapatılır.( Torba çelik tam kapatılır.)
10-Mekiği bırakarak kafayı sola doğru hareket ettirerek yarım sıra örülür.( Arka plakadaki ilmekleri düşürülür.)
11-Kafayı sağ tarafa getirerek işlem tekrarlanır.( Arka plakada hiç ilmek kalmayacaktır.)
12-Yukarıdaki işlem basamakları uygulandığında Düşürme tekniği uygulanmış demektir.Yeni örgü için başlama ayarları yapılarak yeni örgüye başlanır.(Yeni örgüye başlamak için tarak takma işleminden sonraki işlem sırasına uyulur.)
Dolu İğne Örgü
Ön ve arka plakada bulunan iğnelerin aynı anda çalışarak, yapılacak örgü yüzeyinin iki plakada çalışmasıyla oluşan örgüdür. Kumaşın ön ve arka yüzeyinde aynı görüntü gözlenir.
Dolu İğne Tekniğini Uygulamak için ;
1-Kullanacak iplik çardaktan ve mekikten geçirilir.
2-Lastik çeşidi belirlenir.( 1X1, 2X1, torba lastik örgülerden biri seçilir)
3-.Lastik çeşidine uygun iğne düzeni yapılır.
4-Kafasola getirilerek başlama yapılır ve tarak takılır.(Başlangıç ayarı sıkılır.Tarak ve ağırlıklar ortalanır.)
5-Kaytan atılır.(Başlangıç ayarı açılır.Torba çelikler çaprazı kapatılır.)
6-Ayarlastik ayarına alınarak örme işlemine devam edilir.(Kaytandan sonra ayar açılacaktır.)
7-Lastik örgü örülür.( Kafanın örgü alanından çok fazla dışarı çıkmamasına dikkat edilir.)
8-Örgü ayarı sıkılır.Tüm iğnelere ilmek kaptırmak amacıyla kaytan atılır.(Lastik ayarından yarım ayar sıkılır.Torba çelikleri çapraz kapatılır.)
9-Torba çelikler iki plaka içinde tam açılarak dolu iğne örgü örülür.( Dolu iğne örgü ayarı sıkılır.)
Tek Plaka Örgü
Ön ve arka plakada bulunan iğnelerin aynı anda çalışmayarak, yapılacak örgü yüzeyinin tek plakada çalışmasıyla oluşan örgülerdir. Genellikle el makinelerinde örgü arka plakada gerçekleştirilir. Bunun nedeni makinede çalışma sırasında gözlemin daha rahat olması ve transfer rahatlığıdır.
Tek Plaka Örgü tekniğini Uygulamak için ;
1-Kullanacak iplik çardaktan ve mekikten geçirilir.
2-Lastik çeşidi belirlenir.( 1X1, 2X1, torba lastik örgülerden biri seçilir)
3-.Lastik çeşidine uygun iğne düzeni yapılır.
4-Kafa sola getirilerek başlama yapılır ve tarak takılır.(Başlangıç ayarı sıkılır.Tarak ve ağırlıklar ortalanır.)
5-Kaytan atılır.(Başlangıç ayarı açılır.Torba çelikler çaprazı kapatılır.)
6-Ayar lastik ayarına alınarak örme işlemine devam edilir.(Kaytandan sonra ayar açılacaktır.)
7-Lastik örgü örülür.( Kafanın örgü alanından çok fazla dışarı çıkmamasına dikkat edilir.)
8-Lastiğin son sırasında lastik ayarını açınız.( Bir önceki uygulama faaliyetinde olduğu gibi lastik ayarından yarım ayar açılır.)
9-Tek plaka örgü yapmak için, örmek istenilen plakaya tüm ilmekler transfer edilir.( Transfer ederken ilmekleri kaçırmamaya dikkat edilir. Birli aktarma iğnesini kullanılır.)
10-Tek plaka örgü örülür.(Örgü yapılan plaka haricindeki plakanın çelikleri kapatılır. Aksi takdirde diğer plakadaki iğneler örgüye kalkabilir.)
Askı (Nopen) Kullanılan Örgüler
Askı, tek başına yüzey oluşturamadığı için ilmek üzerine uygulanır. Üst üste uygulanabildiği gibi tüm plaka üzerine de uygulanabilir. Fakat üst üste veya yan yana sürekli uygulanamaz. Örme kumaş üzerine askı yapma işlemi belli başlı kurallara bağlıdır. Üst üste aynı iğneye askı ancak makine inceliğinin iki eksiği kadar yapılmalıdır. İğne ağzında iplik biriktirme işlemi yaptığı için fazla askı iğnenin kırılmasına veya ilmeğin bozulmasına neden olur.
Tek plaka örgüde seçilen iğne üzerine, en çok makine inceliğinin iki eksiği kadar üst üste askı basılması işlemi sonucunda elde edilen bir desenlendirmelere nopenli örgüler ya da desenler denir. Sanayi tipi el örme makineleri için uzun kısa ayak iğne dizilmelidir. 1x1 Lastik veya dolu iğne örgülerde “Selanik Örgü” denir. Sadece tek plakada plaka üzerindeki tüm ilmeklere örgü sırası boyunca askı uygulanan örgülere Yarım Selanik; iki plaka üzerindeki tüm ilmeklere örgü sırası boyunca askı uygulanan örgülere ise “Tam Selanik Örgü” diye isimlendirilmektedir.
Askı ( Nopen ) tekniğini Uygulamak için ;
1-Kullanacak iplik çardaktan ve mekikten geçirilir.(Kullanacak iplik çardaktan ve mekikten geçirilirken işlem sırasına uyulur.)
2- 1X1 Lastik örgüye uygun iğne düzeni yapılır.
3- Kafasola getirilerek başlama yapılır ve tarak takılır.(Başlangıç ayarı sıkılır.Tarak ve ağırlıklar ortalanır.)
4- Kaytan atılır.(Kaytan atarken başlangıç ayarı açılır.Çelikler çapraz kapatılır.)
5- Ayarlastik ayarına alınarak örme işlemine devam edilir.(Kaytandan sonra ayar açılır.)
6- 1 sıra lastik örgü örülür. (Kafabir sağa bir sola hareket ettirilir.kafanın örgü alanında çok fazla dışarı çıkmamasına dikkat edilir.)
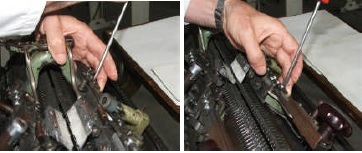
7- Kafanın üzerindeki ön ve arka plakanın nopen mandalları yukarı doğru çekilir.( Büyük nopen mandalçekilir.)
8- Tam Selanik örgü örülür.(Kafanın örgü alanında çok fazla dışarı çıkmamasına dikkat edilir.Tam Selanik örgüyü yapmak için nopen çelikleri açılır.)
Atlamalı örgüler
Tek başına örgü yüzeyi oluşturamaz. Askılı örgüde olduğu gibi tek plaka, fitilli veya farklı örgülerde makine inceliğinin iki eksiği kadar mesafe atlaması sonucunda elde edilen desenlendirmedir. Kumaş yüzeyinde enine iplik uzantısı şeklinde gözlenir. Atlama elemanının örgüye uygulanabilmesi için iğnelerin uzun ve kısa ayak olarak dizilmesi zorunludur. İğneler, lastik örgü yapmadan önce dizilir.
Atlamalı örgü tekniğini Uygulamak için ;
1-Kullanacak iplik çardaktan ve mekikten geçirilir.(Kullanacak iplik çardaktan ve mekikten geçirebilmek için işlem sırası takip edilir.)
2- Lastik çeşidi belirlenir. ( 1X1, 2X1, lastik örgülerden biri seçilir.)
3- Lastik çeşidine uygun kısa ve uzun ayak iğne şeklinde iğne düzeni yapılır.(Yapılacak atlama uygulaması kısa ayak iğnelerin üzerinde olacağından, lastik seçimine dikkat edilir.)
4- Kafa sola getirilerek başlama yapılır ve tarak takılır.(Başlangıç ayarı sıkılır.Tarak ve ağırlıklarortalanır.)
5- Kaytan atılır.(Kaytan atarken başlangıç ayarı açılır.Çelikler çapraz kapatılır.)
6- Ayarlastik ayarına alınarak örme işlemine devam edilir.(Kaytandan sonra ayar açılacaktır.)
7- Lastik örgü örülür.(Kafanın örgü alanından çok fazla dışarı çıkmamasına dikkat edilir.)
8- Lastiğin son sırasında lastik ayarı açılır.(Lastik ayarından yarım ayar açılır.)
9- Tek plaka örgü yapmak için, örmek istenilen plakaya tüm ilmekler transfer edilir.( Transfer ederken ilmekleri kaçırmamaya dikkat edilir.Birli aktarma iğnesi kullanılır.)
10- Torba çelikler yarım kapatılarak kısa ayak iğnelerin beklemesini sağlanır.(Torba çeliklerin yarım kapatıldığından emin olunmalıdır. Makine inceliğinin iki eksiği kadar atlama yapabileceği unutulmamalıdır)
11- Atlamalı örgü örülür.(Uzun atlama yapmamaya dikkat edilir.Aksi takdirde kaçık oluşur.)
Plaka Kaydırmalı Örgüler
Fitilli, dolu iğne gibi örgülerde jakar mekanizmasının arka plakayı sağa ve sola hareket ettirmesi ile oluşturulan desenlendirmedir. Herhangi bir örgü tekniği yoktur. Transfer olmamasına rağmen, ilmeklerin sağa veya sola sürekli hareket etmesi gözlenir.
Plaka kaydırmalı örgü tekniğini Uygulamak için ;
1-Kullanacak iplik çardaktan ve mekikten geçirilir.(Kullanacak iplik çardaktan ve mekikten geçirebilmek için işlem sırası takip edilir.)
2-Lastik çeşidi belirlenir. ( 1X1, 2X1, lastik örgülerden biri seçilir.)
3-Lastik çeşidine uygun iğne düzeni yapılır.
4-Kafa sola getirilerek başlama yapılır ve tarak takılır.(Başlangıç ayarı sıkılır.Tarak ve ağırlıklar ortalanır.)
5-Kaytan atılır. (Kaytan atarken başlangıç ayarını açılır.Çelikler çapraz kapatılır.)
6-Ayarlastik ayarına alınarak örme işlemine devam edilir.(Kaytandan sonra ayarı açılacaktır.)
7-Seçilen iğneler haricindeki ilmekleri arka plakaya transfer edilir.(Transfer ederken ilmekleri kaçırmamaya ve ön plakada hareket edecek ilmekleri ön plakaya transfer etmeye dikkat edilir.)
8-1 sıra ördükten sonra plakasola bir jakar kırılır. Tekrar bir sıra örerek işlem tekrarlanır. Makinenin jakar kırma sayısı kadar kaydırma işlemi tekrarlanabilir.(Jakar hareket kolu yukarı bir kademe kaldırılır.)
9-Plaka sola son jakarı kırdıktan sonra 1 sıra örüp, plakasağa bir kırarak işlem tekrarlanır. Örgü başlangıcındaki plaka pozisyonuna gelinir. Örgü bir raporunu böylelikle bitirilmiş olur.(Jakar hareket kolu aşağı bir kademe indirilir.)
10-İstenilen sayıda rapor tekrarı yaparak plaka kaydırmalı örgü örülür (Aşağıdaki parçada 5 jakar kırılmıştır.Jakar hareket kolu, birer jakar kırarak hareket ettirmeye dikkat edilir.)