Dokuma kumaşlar giyimden perdeye, döşemeden havluya, halıdan kord bezine kadar birçok alanda yaygın kullanılan ve hem günlük yaşantıda hem de teknik alanda önemli yer tutan tekstil ürünleridir.
Dokuma kumaşların hazırlık ve üretim süreçlerinde çok çeşitli nedenlerden kaynaklanan hatalar nedeniyle kumaşta kusurlar gerçekleşmektedir.
Tekstil ürünlerinin ana hammaddesi elyafın esnek ve değişken yapısı ile iplik ve kumaşa dönüşüm süreçlerinin doğası gereği ürün üzerindeki varyasyon ve sapmalar daha da artabilmektedir. Dolayısıyla çeşitli kusurlar içeren hatalı ürünlerin oluşması kaçınılmazdır. Bu kusurlar kumaşın kullanımını tamamen ya da kısmen engelleyici anormallikler ve düzgünsüzlükler olup hammadde girdisi, yanlış makine ayarı, ayar bozuklukları ya da insan kaynaklı nedenlerden vb. oluşabilmektedir.
Üretim sürecinin kontrollü ve kontrolsüz girdilerinin her ikisi de istenmeyen sonuçlara yol açabilmektedir. Kalite odaklı çalışmak zorunda olan hazır giyim ve konfeksiyon sektöründe saptanan uygunsuzlukların önemli bir kısmının kumaştaki kusurlardan kaynaklandığı bilinmektedir.
Türk Standartları Enstitüsü’nce (TSE) kumaş hatası;
Kumaşlarda hammadde, iplik, yardımcı madde, işçilik, makine donanımı ya da çalışma metodu yüzünden oluşan, gözle görülüp değerlendirilebilen ve kumaşın görünüşünü bozan kusurlar olarak tanımlanmıştır.
Yine TSE tarafından yapılan “kumaştaki hata” tanımı ise kumaşın beklenen performansını düşüren veya kumaştan yapılan bir üründe belirgin bir konumda ortaya çıktığında muhtemel bir alıcı tarafından kolaylıkla görülen ve kabul edilmeyen bir kusur olarak tanımlanmaktadır.
Tekstil ve konfeksiyon üreticileri hatalı üretimden oluşan gelir kayıplarını telafi edebilmek için, kusurlu ürünlerini de değerlendirmek zorunda kalmaktadırlar.
Kalitesizlik maliyetine yol açan bu kusurların giderilmesi kaçınılmazdır ve şirket karlılığı ve imajı üzerinde kritik bir etkiye sahiptir.
Dokuma ve örme kumaşlarda kusurların asgari düzeyde oluşmasını kontrol edip izleyebilmek ve doğru çözüm önerileri sunabilmek için yerinde ve sistematik bir sınıflandırma yöntemi büyük kolaylık sağlamaktadır.
Hata isimlerinin tanımlayıcı karakteristiklerin standart olması endüstriyel kullanımda dil ve kavram birlikteliği sağlar.
Endüstriyel işletmelerde çeşitli nedenlerden dolayı istenilen kalite düzeyine erişemeyen ürünlerin oluşması kaçınılmazdır ve bu hata içeren ürünler, genellikle kusurlu veya bozuk ürün olarak tanımlanır. Hatalı, bozuk ve kusurlu ürün kavramları sık sık birbiri yerine kullanılsa da; aslında farklı özelliklerde oluşmuş ürünleri ifade etmektedirler.
Genel olarak, üretimin çeşitli aşamalarında ortaya çıkan gerekçelerden ötürü öngörülen teknik şartlara ve standartlara uymayan ya da kullanım sırasında arıza veren ürünlerdir.
Türk Dil Kurumu sözlüğünde hatanın tanımı
İstemeyerek ve bilmeyerek yapılan yanlış, kusur, yanılma olarak verilmiştir.
Üründe ortaya çıkan hataları nitelemek için daha belirgin bir sözcük olan kusur ise; “eksiklik, noksan, elverişsiz durum ve bilerek ya da bilmeyerek bir işi gereği gibi yapmama” olarak tanımlanmıştır.
Kusur, kalite bakış açsıyla daha genel anlamda; kullanımı ve sağlanacak yararı azaltan ya da yok eden bir anormallik ya da yetersizlik olarak tanımlanabilir. Öngörülen kalite düzeyi ya da unsurların eksik ve yetersiz olma durumudur ki bu da uygunsuzluk kavramıyla ifade edilir.
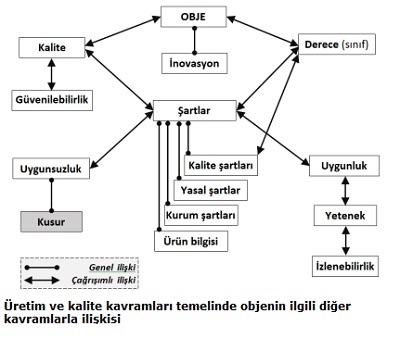
ISO 9001:2015 Kalite Standardına göre üretimde şartlara ve karakteristikler ile ilgili terimlerin tanımları ve ilişkileri
- Nesne (Obje) :
- Varlık, parça anlamında olup algılanabilen ve akla uygun olan her şeydir. Örneğin, ürün, proses, hizmet, kişi, sistem kaynak bir objedir.
- Ürün:
- Bir prosesin (girdileri çıktılara dönüştüren birbirleri ile ilgili olan veya etkileşimde bulunan faaliyetler dizisi) sonucu elde edilen çıktıdır.
Dört genel ürün kategorisi vardır.
- 1-Hizmetler (örneğin, taşımacılık)
- 2-Yazılım (örneğin, bilgisayar programı, sözlük)
- 3-Donanım (örneğin, motorun mekanik kısmı)
- 4-İşlenmiş malzemeler (örneğin, dokuma kumaş, yağlama yağı).
Kalite:
Bir nesnenin doğasında (özünde) olan karakteristikler kümesinin şartları yerine getirme derecesidir. “Kalite” terimi kötü, iyi veya mükemmel gibi sıfatlar ile kullanılabilir.
Şartlar (Gereksinim):
Belirlenen, genel olarak istenen ya da yasal ihtiyaç ve beklentiler bütünüdür. Ürün, sistem veya müşteri ile ilişkili olabilir; örn. müşteri şartları, yasal şartlar, kalite yönetim sistemi standartları vb.
Uygunluk:
Bir şartın yerine getirilmesi durumudur.
Uygunsuzluk:
Bir şartın yerine getirilmemesi durumudur.
Kusur:
Amaçlanan ya da belirlenen bir kullanımla ilgili bir şartın yerine getirilmemesi durumudur. Özellikle ürün sorumluluğu konularıyla ilgili olan yasal çağrışımlar sebebiyle kusur ve uygunsuzluk kavramları arasındaki fark önemlidir. Bu nedenle, “kusur” terimi azami dikkatle kullanılmalıdır.
Karakteristik:
Ayırt edici özellikler olup ürünün doğasında ya da atanmış (sonradan tanımlanmış) olabilir. Bir karakteristik nitel veya nicel olabilir.
Fiziksel (örneğin, mekanik, elektriksel, kimyasal ve biyolojik karakteristikler); -
Duyusal (örneğin, koku alma, dokunma, tatma, görme ve duyma ile ilgili);
Davranış ile ilgili (örneğin, nezaket, dürüstlük, doğruluk);
Zamana ait (örneğin, dakiklik, güvenilirlik, bulunabilirlik);
Ergonomik (örneğin, fizyolojik karakteristik veya insan güvenliği ile ilgili);
Fonksiyonel (örneğin, bir uçağın azami hızı, kumaşın nefes alma performansı).
Yetenek (capability): bir objenin gerçekleştirdiği bir çıktının söz konusu çıktı için öngörülen şartları karşılayabilme yeteneğidir.
İzlenebilirlik (traceability): Bir objenin geçmiş, uygulama ve konum bazında izini sürebilme becerisidir.
Güvenilebilirlik (dependability): Gerektiği biçimde ve zamanda performans gösterme yeteneğini tanımlar.
İnovasyon (innovation): Değer katan yenilik ya da değişiklik içeren bir ürünü tanımlar.
Derece (Grade): Aynı fonksiyonel kullanıma sahip olan bir nesnenin farklı şartları sağlamasına göre yapılan sınıflandırma ya da sıralama eylemidir.
Yeniden derecelendirme: Uygun olmayan bir ürünü, başlangıç şartlarından farklı şartlara uygun hale getirmek için yapılan derece (grade) değişikliğidir.
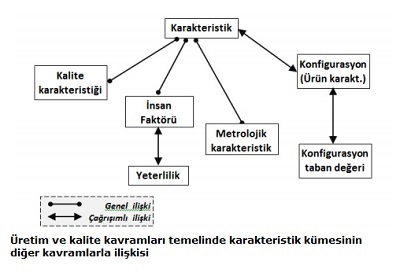
Kalite karakteristiği:
Bir ürünün, prosesin veya sistemin bir şartla ilgili doğasında olan yapısal karakteristiğidir. Yapısal, bir şeyde özellikle kalıcı bir karakteristik olarak bulunan anlamındadır. Bir ürün, proses veya sistem için tayin edilmiş bir karakteristik o ürünün, prosesin veya sistemin kalite karakteristiği değildir (örneğin, bir ürünün fiyatı ya da sahibi).
İnsan faktörü:
İncelenen bir obje üzerinde etkiye sahip olan bir insanın karakteristiğini tanımlar. Karakteristikler, fiziksel, algısal ve sosyal olabilir.
Yeterlilik (competence): İstenilen sonuçları elde etmek için bilgi ve becerileri uygulama yeteneğidir. Gösterilen yeterlilik bazen kalifikasyon olarak da tanımlanabilir.
Metrolojik karakteristik: Ölçüm sonuçlarını etkileyebilen karakteristik unsurları tanımlar. Ölçüm cihazlarının genellikle çeşitli metrolojik karakteristikleri olur.
Konfigurasyon: Bir ürün ya da hizmetin ürün konfigürasyon bilgisinde yer alan karşılıklı ilişkili fonksiyonel ve fiziksel karakteristikleridir.
Ürün konfigürasyon bilgisi, ürün tasarım, gerçekleme, doğrulama ve operasyon süreçleri için gereken şartlar (gereksinimler) ve diğer bilgileri içerir.
Konfigurasyon taban değeri: Bir ürün ya da hizmetin yaşam çevrimi boyunca yer alacak faaliyetleri için bir zaman dilimi içinde referans değer olacak karakteristikleri tanımlayan onaylanmış konfigürasyon bilgisidir.
Bu tanımlar ve kavramlar arasındaki ilişki temelinde;
Uygun, uygunsuz ve kusurlu ürün kavramlarını belirgin olarak açıklamak mümkündür. Ancak hata ile kusur arasındaki kavramsal farkı, ayrıca açıklamak gerekir. “Hata” kavramı üretim sırasında yapılan istenmeyen bir durum olarak tanımlanmıştı. Olası bir hatanın ürün üzerindeki sonucu genellikle bir uygunsuzluk ve çoğu kez de kusur olarak gerçekleşir. Örneğin, üretim sırasında operatörün boyutları standard dışında ayarlaması bir hatadır ve bunun sonucunda ortaya uygunsuz yani kusurlu bir ürün ortaya çıkar. Bu ürünü hatalı ya da boyut hatalı ürün olarak ifade etmek mümkünse de kavramsal olarak doğru olmayacaktır. Üretim sürecinde, prosedüre uymayan ya da şartları karşılamayan her olay bir hatadır ve üründe beklenen sonucu kusur oluşumu ya da üretim başarısızlığıdır. Yani hata ile ortaya çıkan kusur kavramları arasında çağrışımlı ilişki vardır ve hatalar genelde kusura yol açarlar.
Uygunluk ve uygunsuzluk topyekün şartlara, dolayısıyla karakteristiklere bağımlıdır. Karakteristikler kümesi, kalite karakteristikleri, insan faktörü ve metrolojik karakteristikler ile genel ilişki içinde olup konfigürasyon kavramı ile çağrışımlı ilişki içindedir. Uygunsuzluğa neden olan durumlar karakteristik kümesinde yer alan ve öngörülen şartlara ve konfigürasyona aykırı durumlar olduğuna göre bu küme bileşenlerini hata kavramının öz nitelikleri olarak tanımlamak mümkündür. Aralarında karşılıklı bir etkileşim, çağrışımlı ilişki vardır.
Garvin, kalite düşüncesini 5 alt kritere odaklı olarak tanımlamıştır.
Bu kriterler;
1-Kanaat kriteri:
Kalitenin, evrensel ölçekte tanınan bir yüksek standart ya da mükemmeliyet düzeyi ile ilişkilendirildiği kriterdir. Üstünlük kriteri olarak da adlandırılır ve sübjektif bir ölçüttür.
2-Ürün Odaklı Kriter:
Kalitenin, ölçülebilen bir değişken olarak tanımlandığı ölçüttür. Örneğin bir arabanın ivmelenmesi ya da bir ipliğin kopma mukavemeti gibi.
3-Kullanıcı odaklı kriter:
Burada kalite, kullanıcı bazında istenilen kullanıma uygunluk ölçeğine göre tanımlanmıştır. Örneğin aracın sürüş kolaylığı ya da bir kumaşın tutumu gibi.
4-Değer odaklı kriter:
Kaliteyi, ürünün fiyatı ile sunduğu yarar ve tatmin ölçüsü arasındaki ilişki bazında değerlendiren bir ölçüttür.
5-. İmalat odaklı kriter:
İmal edilen parçaların tasarım spesifikasyonuna uyumu açısından kaliteyi tanımlar. Uygun olmayan parçalar yeniden işlenir ya da hurdaya ayrılır. Kalite algısı ve boyutlarına yönelik çok çeşitli tanımlamalar yapılmış olmakla birlikte hata kavramına ilişkin yapılmış çalışmalar son derece sınırlıdır.
Kusurların ya da yol açan hataların tanımlanması ve sınıflanmasında evrensel bir yaklaşım uygulamanın pratik olacağı yadsınamaz. Ancak, sektör ve ürün grubu bazında farklılık gösteren kusur sınıflandırmasında en fazla ve detaylı çalışmalar yazılım hatalarına yönelik yapılmıştır.
Yazılım alanında kusurların farkları ve doğalarına yönelik değişik çalışmalar yapılmıştır. Bu çalışmalarda yer alan kategorileri kabaca 3 ana küme altında toplamak mümkündür.
Bu kümeler;
- Kusur cinsi tasnifi (taksonomisi)
- Kök neden analizi
- Kusur sınıflandırması Yazılım kusurlarını çeşitli boyutlarıyla irdeleyen bir IEEE [12] standardı da geliştirilmiştir.
Sınıflandırma için gerekli verilerin toplanması; süreç faaliyetiyle başlar ve hatanın yakalandığı aşama ve şüpheli nedenlerin analiziyle sürer.
IBM tarafından geliştirilen Orthogonal Kusur Sınıflandırması (ODC) yaklaşımı da kusuru;
- Kusur tipi,
- Kaynak,
- Etki,
- Tetikleyici,
- Saptandığı aşama
- Şiddet
Olmak üzere 6 farklı boyutuyla ele almıştır.
DOKUMA KUMAŞ HATALARININ SINIFLANDIRILMASI
Dokuma kumaş hatalarının sınıflandırılmasına yönelik az sayıda çalışmalardan birisi; kumaş düzgünsüzlüklerini, ipliklerdeki lineer kütlesel değişimini baz alan yaklaşım temelinde ele alan ve analiz eden Wegener’in çalışmasıdır.
İdeal ve gerçek kumaş düzgünsüzlüğünü modelleyen bu çalışmada, kumaş kütlesinde varyasyona neden olan unsurlar 3 grupta ele alınmıştır.
- Çözgü ipliğinin düzgünsüzlüğü
- Atkı ipliğinin düzgünsüzlüğü
- Dokuma sürecinden kaynaklanan düzgünsüzlükler.
Dokuma kumaş hatalarının sınıflandırılmasına yönelik çalışmalar incelendiğinde; genellikle kusurların yanlış ifade edildiği ya da karışıklık yapıldığı görülmektedir. Hatalara ait ayırt edici özelliklerin belirgin olarak tanımlanamaması nedeniyle oluşan bu kavram karışıklığına, hem literatürde hem de özellikle sanayi kuruluşlarının hata adlandırmalarında rastlanmaktadır.
Farklı hatalara aynı ismin verilmesi, aynı hata için farklı tanımlamalar yapılması gibi tutarsızlıklar ile karşılaşılmaktadır. Aslında, her hatanın kendine has öznitelikleri vardır. Bu özniteliklerin doğru tanımlanması hata sınıflandırılmasında yapılan yanlışlıkların önüne geçmede önemli bir rol oynamaktadır. Kumaşta atkı ipliği boyunca görülen bir kalınlaşmadan bahsederken kusurun atkı doğrultusunda olması bir öznitelik, kumaşta kalın yer olması başka bir özniteliktir.
Dolaysıyla, böylesi bir hatayı değerlendirirken;
Kumaştaki konumu ya da yönü ve hatanın fiziksel görünümü ile ilgili iki ayrı öznitelik değerlerinin ele alınıp incelenmesi gerekmektedir. Dolayısıyla kumaş hatalarını sınıflandırmada farklı karakteristik ya da kriterler baz alınabilir.
Ancak iki ya da daha fazla özniteliği bir arada kullanarak sınıflandırma yapılırsa; yanlış sınıflandırma yapmak kaçınılmaz bir hale gelir.
Özniteliklerin doğru tespit edilememesinden öte genelde bu tarzda bir yaklaşımın uygulanmamasından ötürü;
Dokuma kumaşta karşılaşılan hata oluşumları, nedenleri ve çözümleri üzerine yapılan değerlendirmelerde karışıklıklar ve yanlış tespitler yaygındır. Dokuma kumaş hatalarının sınıflandırılmasıyla ilgili var olan kaynaklarda genel olarak hata karakteristikleri arasındaki farklar dikkate alınmamıştır. Yani tek bir karakteristik küme ölçütü bazında değil de, birkaç farklı karakteristik özelliği içerecek biçimde sınıflandırılmışlardır.
Kumaş hatalarının sınıflandırılmasında hata kaynağı ile yönünü dikkate alan sınıflandırmalar daha yaygındır.
TS 471 ISO 8498 standardı dokuma kumaş hatalarını hem yönüne hem de kaynağına göre tanımlayan iki ayrı karakteristik temelinde karışık sınıflandırmıştır:
- Dokuma kumaştaki iplik hataları
- Atkı doğrultusundaki hatalar
- Çözgü doğrultusundaki hatalar
- Boyama, baskı veya bitirme işlemleri nedeniyle veya bu işlemlerden sonra ortaya çıkan hatalar
- Kumaş kenar hataları veya kumaş kenarıyla bağlantılı olan hatalar
- Genel hatalar
TS 471 ISO 8498 standardı incelendiğinde “dokuma kumaştaki iplik hataları” sınıfında ve “boyama, baskı ve bitirme işlemleri nedeniyle veya bu işlemlerden sonra ortaya çıkan hatalar” sınıfında yer alan hatalar;
Sırasıyla iplikten kaynaklanan ve terbiye işlemlerinden kaynaklanan hataları kapsar. “Atkı doğrultusundaki hatalar” ve “çözgü doğrultusundaki hatalar” sınıfında yer verilen hatalar ise kumaş yüzeyinde hangi yönde yer aldığına göre tasnif edilen hataları içermektedir.
Görüldüğü üzere bazı hatalar kaynağına göre bazı hatalar yönüne göre sınıflandırılmıştır. İki ayrı sınıflandırma kriterini içeren karışık bir gruplama olmuştur.
“Genel hatalar” sınıfında yer verilen hataların bir kısmı:
- Makine kaynaklı
- Bir kısmı yabancı madde kaynaklı
Olduğundan bu hataların kaynağına göre sınıflandırılmaları daha anlamlı olacaktır. Ayrıca yine “genel hatalar” sınıfında yer alan cımbar izi hatası kumaş kenarında oluştuğu için “kumaş kenar hataları veya kenarıyla bağlantılı olan hatalar” sınıfına dahil edilmesi daha doğru olacaktır.
Kumaş hataları üzerine yapılan ilk çalışmalardan birisi Goldberg tarafından yazılan, kumaş hatalarını ve giderilme yollarını içeren bir kitaptır.
Bu çalışmada hatalar:
- Ham Kumaş İşletme Hataları
- İplik Hataları
- Boya ve Bitim Hataları
- Giysi Kumaşlarındaki Hatalar
- Çeşitli Düzgünsüzlükler
Olarak kategorize edilmiştir. Ham kumaş işletme sınıfının alt kümeleri olarak;
- Dokuma hazırlık
- Hatalı makine çalışması
Kazara malzeme karışımı
- Dokuma işlemi,
- Tezgâhta çeşitli zararlar
- Dokunmuş kumaşta hasar yaratma
Başlıkları tanımlanmıştır.
Genel hata sınıflamasında sistematik bir yaklaşım gözetilmemiştir.
MEGEP tarafından hazırlanmış “Kumaş Kontrolü Eğitim Modülü” nde dokuma kumaşlarda oluşabilecek bazı hataların sınıflaması şöyle yapılmıştır.
Dokuma Makinesinden Kaynaklanan Hatalar
· Terbiye Hataları: Boya hataları, Baskı hataları ve Apre hataları
· Dokuma Hazırlık Hataları
· Yüzey Yapımındaki Hatalar: Çözgü yönündeki hatalar ve Atkı yönündeki hatalar
Görüldüğü gibi hata kaynağı, hata yönü ve kusurun oluştuğu aşama gibi 3 farklı kritere göre tanımlanmış hata kümeleri bir arada sınıflandırılmıştır.
Kumaş kusurlarının tek bir ölçüt bazında yapıldığı ender kaynaklardan birisi, kusurları üç ana sınıfa ayırmıştır.
Çözgü yönlü hatalar
· Atkı yönlü hatalar
· Belirgin yön bağımlılığı olmayan hatalar.
Dokuma kumaş kusurlarının benzer şekilde hata yönüne göre çözgü yönlü ve atkı yönlü olarak sınıflandırıldığı başka yayınlar da vardır.
Dokuma kumaş hatalarını kaynağına göre sınıflandıran bir çalışma yanı sıra oluştuğu aşamalara göre;
- İplik eğirme,
- Çözgü hazırlık,
- Haşıl,
- Dokuma,
- Boya,
- Baskı
Bitim
Olarak üretim süreçleri bazında tasnif eden diğer bir çalışma da vardır. Cotton Incorporated tarafından internet sitesi üzerinde toplam 194 farklı hatayı tanımlayan ve görüntüleyen bir Standart Kumaş Kusur Sözlüğü (Standard Fabric Defect Glossary) [28] hazırlanmıştır.
Bu çalışmada altı ana gruba ayrılan kusur sınıfları şunlardır:
· Çözgü hattı – Düşey çizgiler
· Atkı hattı – Yatay çizgiler
· Ayrık (izole) kusurlar
· Desen hataları
· Bitim hataları
· Baskı hataları
Görüldüğü üzere, bu sözlükte kumaş hataları yön, form ve kaynak karakteristik özelliklerine göre tanımlanmış hata kümelerini içeren karışık bir sınıflamaya tabii tutulmuştur..
Kumaş hataları, ayrıca “Major” ve “Minor” grupları altında da sınıflandırılabilmektedir. Ancak bu tasnif kumaş kalite kontrol elemanının değerlendirmesi ve deneyimine bağlı sübjektif bir kriterdir. Ayrıca ilgili kumaşın kullanım yeri ve müşteri standardına göre de farklılık göstermesi beklenir.
HATA SINIFLANDIRMA YÖNTEMİ
Hataları tanımlamak ve sınıflandırmak için ortak karakteristikleri niteleyen sistematik alt öznitelik kümeleri ve değerleri belirlemek gerekir. Bu zorunlu ya da opsiyonel öznitelik kümeleri yardımıyla, tüm kusurların standart ve sistematik bir yaklaşım çerçevesinde kategorize edilmesi daha objektif ve bilimsel bir çözüm olacaktır.
Her hatanın kendine özgü karakteristikleri olacak ve ilgili öznitelik değerleri temelinde karakteristik farklılıklarını ortaya koyacaklardır. Literatürdeki benzeri çalışmaların da yardımıyla hata kavramının öznitelik kümeleri olarak aşağıdaki alanların tanımlanması uygun olacaktır.
1. Şiddeti: Oluşan hatanın ürünle ilgili şartları karşılayamama ya da kullanıma engel olma durumunun kritikliğini ifade eder. Örneğin, minör majör gibi.
2. Kaynağı (kök neden): Kusura yol açan girdilerin ya da süreç ve aşamaların özellikleri ve ayrıntılarını ifade eder. Hata tanımlamada önemli özniteliklerden birisidir.
3. Fiziksel karakteristikler: Hatanın fiziksel karakteristikleri bazında ayrıştırıldığı bir özniteliktir.
İki alt başlıkta değerlendirilmeye alınabilir.
Görsel özellikleri: Hatanın yüzeyde görünümüne dair görsel karakteristikleri
Konum özellikleri: Hatanın ürün ya da yüzey üzerindeki konumu ve yer alma biçimine göre karakteristikleri
4. Saptandığı aşama: Ürün ya da sistem üzerinde kusurun fark edildiği, saptandığı aşamayı tanımlar.
5. Belirtileri: Oluşan hatanın ürünün üretim ya da kullanım süreçlerine yönelik olası belirtileri (semptom) ve etkileri farklı olabilmektedir. Bu nedenle bu özellik de ayrıştırıcı bir öznitelik olarak kullanılabilir.
6. Fabrikasyon özellikleri: Ürünün farklı ortam ve makinalarda üretilebileceği ya da geliştirilebileceği dikkate alındığında, üretimle ilgili bu değişken girdilerin karakteristikleri de kusur tanımlamasında yer alması gereken bir alt küme olacaktır.
7. Boyutsal büyüklüğü: Ürün yüzeyi ya da bünyesinde görsel olarak fark edilebilen kusurların boyutları (kapladığı alan) da önemlidir. Bu değerler, genellikle ürünün kalite sınıflandırılmasında dikkate alınacak özellikleridir.
DOKUMA KUMAŞ HATALARINI SINIFLANDIRMA KRİTERLERİ
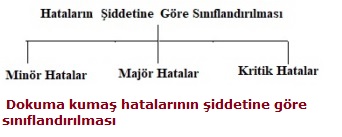
Şiddetine göre sınıflandırma
Hata sınıflandırılmasında ürün türünden bağımsız olarak genel kabul gören ölçütlerden biri hatanın şiddetidir. Bu sınıflandırma ölçütü, kumaşta oluşan hatanın, kumaş kalitesini etkileme derecesini yani şiddetini göz önüne almaktadır.
Kumaşta oluşan aynı hata, her zaman aynı etkiye sahip değildir. Bu kriter özellikle kalite kontrol sürecinde ürünün geçer ya da kalır değerlendirmesinde baz alınır.
Hatalar, şiddetine göre üç ana sınıfa ayrılırlar.
Minor Hata:
Öngörülen şartlar ve standartlardan bir sapmanın varlığı söz konusu olup, bu durumun objenin kullanım ya da fonksiyonunu önemli düzeyde etkilemediği ancak tanımlanan standardın altında kalarak ürünün satılabilirliğini düşürebildiği durumdur. ISO 9000 standardı bazında ise standardının herhangi bir maddesi ya da tetkik edilen birimdeki prosedürlere aykırı bir durumdur ve sistemin tamamını etkilemeyecek şekildedir.
Major Hata:
Objenin kullanım ya da fonksiyonlarını yerine getirmede başarısız olduğu ya da ürün görünümünde açık ve belirgin olarak fark edilen ve ürünün satılabilirliğini gerçekten olumsuz etkileyen kusurlardır.
Kritik Hata:
Kullanıcılar için öngörülen şartlara büyük ölçüde uymayan güvensiz ya da tehlikeli bir duruma yol açabilen kusurun varlığıdır. Ürün konfigürasyon verilerinden önemli sapmaların olduğu durumlar, kritik kusur sınıfında red kriteri olarak değerlendirilebilir.
Kumaşın fonksiyonelliğini etkilemese bile müşteri tarafından reddedilmesine sebep olan hatalar, örneğin renk farkı, kritik hata olarak adlandırılmaktadır.
Hatalar her zaman metrikler cinsinden tanımlamasa da; kalitatif olarak bu üç sınıf bazında değerlendirmeye alınır.
Bir kusur, müşteri ya da ürün şartlarına bağlı olarak minör ya da majör grubunda yer alabilir. Bu nedenle bu kriter, her durumda hataların değişmez karakteristiği olmayabilir, daha çok kalite sınıflandırması sırasında dikkate alınacak değişken nitelikte bir öznitelik değeridir.
Kalite kontrol sürecinde; AQL olarak anılan Kabul Edilebilir Kalite Limiti tüm ürün siparişinin müşteri ya da ürün şartlarını karşılayıp karşılamadığını bulmak için belirli üretim numunelerinin ölçüm ya da değerlendirilmesinde yaygın olarak kullanılan bir yöntemdir.
TS ISO 2859-1 standardı referans alınarak uygulanan bu yöntem sayesinde; müşterinin partiyi kabul ya da reddetmesi için istatistiksel anlamda bilinçli bir karar üretilebilmektedir. AQL değerinin seçilmesinde, hatanın bu üç sınıftan hangisinde yer aldığı ve parti büyüklüğü belirleyici ölçütlerdir.
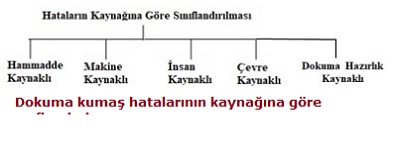
Kaynağına göre sınıflandırma
Hataları ayrıştırmada önemli bir karakteristik; uygunsuzluğa neden olan hatanın kaynağına ya da asıl kök nedenine göre sınıflandırılmasıdır. Kumaş üretimindeki tüm süreçler göz önüne alındığında; hatanın oluştuğu aşama kök neden olarak ifade edilir. Bu aşamalar aşağıda listelenmiş olup;
- Kumaşın ana girdisi olan iplik üretimi,
- Dokuma hazırlık,
- Dokuma,
- Boya
- Terbiye işlemleri,
- Baskı,
- Bitim işlemleri
- Diğer
Olarak sıralandıklarında kullanılan makineler, üretimi gerçekleştiren insanlar ve üretimin gerçekleştirildiği ortam şartlarını içine alan çevre alt sınıflandırmalar olarak tanımlanır.
Dokuma işleminde hammadde, kumaşın elde edilmesinde kullanılan ipliği de oluşturan temel bileşen elyaftır. Elyaf çeşitliliğine bakıldığında ise doğal ve yapay olarak kaynağına göre sınıflandırılabilmektedir. Doğal ve yapay elyaf elde ediliş biçimleri ve yapıları gereği farklı hatalara sebep olabilirler.
Örneğin yün iplikle dokunan kumaşta keçeleşme hatası görülürken polyester iplikten elde edilen kumaşta tekstürize hatası görülebilir.
Dolayısıyla kumaş hammaddesi ve özelliklerini bilmek hatanın kaynağına göre sınıflandırılmasında son derece önemlidir.
Dokuma kumaş üretiminde kullanılan makineler atkı atma sistemine göre:
- Mekikli
- Mekikçikli
- Kancalı
- Su jetli
- Hava jetli
Olmak üzere beş alt sınıfa ayrılır.
Bu makine türlerinin kendilerine has özellikleri bulunmaktadır. Örneğin mekikli dokuma makinesi gerçek kenar oluşturan tek makine tipi iken diğer makinelerde farklı kenar örgüleri ve aparatları kullanılmaktadır.
Bundan dolayı mekikli ve diğer dokuma makinelerinde kumaş kenarında oluşan hatalar farklılıklar göstermektedir.
Dokuma makineleri ağızlık açma sistemine göre de sınıflandırılabilirler. Bu durumda:
- Kamlı/Eksantrikli,
- Armürlü
- Jakarlı
Olmak üzere üç alt sınıftan bahsetmek gerekir.
Kumaşın dokunması esnasında ağızlık açma sisteminden kaynaklanan hatalarda makine kaynaklı hatalar grubuna girmektedir. Kumaşlar dokunduktan sonra bir takım terbiye makinelerinde boyama ve/veya baskı işlemlerine tabi tutulurlar. Bu makinelerdeki işlemler sırasında makine ayarı, makine parçası sebebiyle karşılaşılan hatalarda makine kaynaklı hatalar grubuna dâhildir.
Dokuma kumaşların üretimi esnasında makinelere yapılan gereksiz müdahaleler ve kumaşın taşınmasında yapılan dikkatsizlikler vb. durumlar nedeniyle ortaya çıkan insan kaynaklı hatalar ile üretim yapılan ortamdaki kirler, ortamın nemi gibi şartların etkisiyle oluşan çevreden kaynaklanan hatalar da, hataların kaynağına göre sınıflandırılmasında birer alt sınıf olarak yer almaktadır.
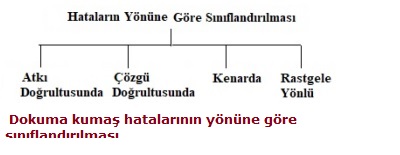
Hataları yönüne göre sınıflandırma
Hataları sınıflandırmada dikkate alınan önemli ölçütlerden biri de hatanın kumaş üzerindeki konumu ya da yönüdür.
Bu hatalar:
Atkı doğrultusunda
Çözgü doğrultusunda
Kenar
Rastgele yönlü
Olmak üzere dört alt sınıfa ayrılırlar.
Hataların yönüne göre sınıflandırılmasındaki esas, hatanın kumaş yüzeyindeki görünümüne bakarak hangi doğrultuda göründü- ğünü belirlemeye dayanmaktadır.
Dokumada kumaşın enini oluşturan ipliklere atkı, kumaşın boyunu oluşturan ipliklere ise çözgü adı verilmektedir.
Kumaşta oluşan hata incelendiğinde kumaşın eni boyunca meydana geldiği görülüyorsa bu hata atkı doğrultusunda görünen hatalar alt sınıfında yer almaktadır.
Yine kumaşta oluşan hata incelendiğinde kumaş boyunca meydana geldiği görülüyorsa bu hata çözgü doğrultusunda görünen hatalar alt sınıfında yer almaktadır.
Kumaşın kenarında meydana gelen hatalar ise kenar hataları alt grubunda yer almaktadır.
Bazı hatalar kumaşın hem eni hem de boyu doğrultusunda görülürler. Bu hatalar bazen daire biçiminde düzgün bir şekilde ortaya çıkmakla beraber genellikle herhangi
belirli bir şekle sahip değildirler. Bu tür hatalar rastgele yönlü hatalar olarak adlandırılan alt sınıfta yer almaktadır.
Hataları saptandığı aşamaya göre sınıflandırma
Kumaş kusurlarının ortaya çıktığı ya da saptandığı aşamaya göre de ayrıştırılması mümkündür. Bu ölçüt temel olarak dokuma kumaşları ham kumaş ve bitmiş kumaş ( Mamül kumaş ) olarak iki temel sınıfta ele alır.
Ancak bitmiş kumaştaki hatalar:
Ön terbiye boya-baskı ve bitim süreçleri bazında da ayrıştırılabilir.
Hataları boyutlarına göre sınıflandırma
Kumaş hatasının ürünün kullanılabilirliği üzerindeki etkisi, hatanın genel karakteristiği yanı sıra kumaş üzerinde kapladığı alan büyüklüğü ya da boyutlarına göre de değişebilir. Dolayısıyla hataları boyutlarına göre de değerlendirmek gerekir. Aslında bu analiz, bir hata sınıflamasından çok, kalite tasnifi sırasında dikkate alınacak bir karakteristik değerdir.
Tüm karakteristik hata özellikleri içinde, değeri değişken olan bir öznitelik değeridir. Ancak burada da hatanın boyutu, önceden belirlenmiş alt ve üst aralıklar arasında değerlendirilerek bir standardizasyon yapılmıştır.
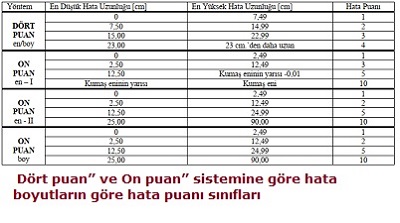
Hatanın şiddet düzeyini gösteren fiziksel boyutları bazında alacağı bir hata puan değeri de olacaktır. Uygulanan kontrol yöntemine değişebilen bir hata puanı alacaktır. Hatalar boyutuna göre sınıflandırılmaya tabi tutulduğunda, hatanın kumaş üzerinde en ve boy doğrultusunda kapladığı mesafe göz önüne alınmaktadır. Buna göre alacağı hata puanı bazında da hataları sınıflandırmak mümkündür. Kumaşın üzerinde görülen hatalar dört puan sistemi veya on puan sistemine göre değerlendirmeye alınabilirler. Her iki yöntem için de hata boyutları ve öngörülen puanlar aşağıda görülmektedir. Kumaş tipi ve müşteri
talepleri doğrultusunda değişebilen eşik değerlere göre, kumaş topları aldıkları toplam hata puanı bazında kalite tasnifine tabii tutulur.
Dört puan sistemine göre hatalar dört alt grupta incelenmektedir. Bu gruplar:
- Kumaş eni ya da boyunca uzunluğu 7,5 cm’ye kadar olan hatalar,
- Uzunluğu 7,5 cm. - 15 cm. arası olan hatalar,
Uzunluğu 15 cm. - 23 cm. arası olan hatalar ile uzunluğu 23 cm. Daha uzun olan hatalar olarak sınıflandırılmaktadır.
Bu aralıklarda yer alan hatalar 1 - 4 Aralığında hata puanı alırlar.
On puan sisteminde genel olarak:
- Enden ve boydan uzunluğu 2,49 cm’ye kadar olan hatalar
- Uzunluğu 2,5 - 12,49 cm arası olan hatalar
- Uzunluğu 12,50– 24,99 cm. arası olan hatalar
- Uzunluğu 25 cm. - 90 cm. arası olan hatalar
Olarak 4 ayrı grupta sınıflandırılmaktadır.
Geniş enli kumaşlar için ise farklı bir puanlama yöntemi daha vardır. Burada:
0-2,49 ve 2,50-12,49 Aralıkları değişmeyerek aynı kalırken 12,50 - kumaşın yarısına kadar olan hatalar ve uzunluğu kumaşın yarısı ile tam ende olan hatalar biçiminde dört alt sınıfa ayrılmaktadır.
Önerilen sınıflandırma çalışmayla, dokuma kumaş kusurlarının farklı ölçütler bazında ayrıştırılarak alt kümelerin oluşturulduğu bir sınıflandırma sistematiği elde edilmiştir. Bu sistematik bazında, tüm kumaş kusurlarının tanılanmasını sağlayacak bir uzman sistem geliştirme çalışması da ayrıca yürütülmektedir].Bu uzman sistem yapısında, hataların tanımları, alternatif isimleri, hata nedenleri ve alternatifli çözüm önerileri de yer
almaktadır. Kullanıcıya seçmesi için sunulan başlıklar:
- Hatanın yönü,
- Hatanın görünümü/biçimi,
- Hatanın belirdiği aşama,
- Dokuma makinesi tipi,
- Kumaş türü,
- İplik türü
Olmak üzere altı kategoriden oluşmaktadır.
Hataların yönü temel alınarak yapılan sınıflandırma neticesinde hatalar:
- Atkı doğrultusunda görülen,
- Çözgü doğrultusunda görülen,
- Kumaş kenarında görülen
- Rastgele yönlü yani tek bir yönde görülmeyen hatalar
Olmak üzere dört sınıfa ayrılmıştır.
Bir uzman sistem kullanarak ya da kullanmaksızın yapılacak hata tanılamasında, öncelikle hatanın yönünü seçmek ilk temel aşamalardan biri olacaktır. Hata yönü seçildikten sonra; hatanın kumaş üzerindeki fiziksel görünümü / biçimi, hatanın belirdiği aşama, kullanılan dokuma makinesi tipi, dokunan kumaş türü ve kullanılan iplik türü ile ilgili veri tabanında yer alan diğer karakteristik özellikler irdelenerek ve eşleştirilerek gerçek hata
nedenine ulaşabilmek mümkün olacaktır.
Hatanın fiziksel görünümü/biçimi başlığı altında yapılabilecek karakteristik özellikler için: boşluk, renk farkı, desen, noktasal, iz, bant, eğrilik, tüylenme, tip ve diğer adı altında on farklı öznitelik değeri sunulur.
Boşluk,
kumaştan herhangi bir sebeple iplik eksilmesi, kumaşın bir yere sürterek delinmesi vb. durumlar neticesinde kumaş yüzeyinde oluşan açıklık ve kumaş dokusunda oluşan boşluklu yapı için tercih edilmesi gereken öznitelik değeridir.
Renk farkı,
kumaşın başından sonuna kadar olan ya da belirli noktalarda oluşan, rengin tamamen farklılaşması veya ton olarak farklılaşması durumunda seçilmesi gereken bir özniteliktir.
Desen kümesi,
Kumaşın dokunmasında yanlış renkte iplik seçilmesi, baskısında hatalı desen basılması, tasarımın yanlışlığı gibi durumlarda tercih edilmesi gereken bir özniteliktir.
Noktasal, kumaşta görülen şekil ve büyüklük olarak nokta şeklini anımsatan neps, düğüm, ilmek gibi noktasal hatalar bulunduğunda seçilmesi gereken öznitelik değeridir.
Kumaşta görülen izlerle ilgili hataları ayırt etmek için iz seçeneği de var olan öznitelik değerleri arasına eklenmiştir.
Bant,
Kumaşın eni veya boyunca düzenli ve belirli bir genişliğe sahip şerit biçiminde bir hata ile karşılaşıldığında seçilmesi gereken bir özniteliktir.
Eğrilik ise,
Kumaşı oluşturan iplik veya kumaşta yer alan desenlerin düz olması gerekirken verev ya da yay biçiminde şekil aldığında tercih edilmesi gereken bir seçenektir.
Tüylenme
Seçeneği ise kumaşta istenmeyen bir tüylülük veya istenenden az ya da çok tüylülük olduğunda kullanıcının tercih etmesi gereken bir özniteliktir.
Kumaşın görünümünü ve fonksiyonelliğini etkilemeyen ancak müşteri tarafından istenmeyen kötü koku, gramaj gibi hatalar için ise tip özniteliği tanımlanmıştır. Bu dokuz öznitelik kümelerinin hiçbiri hatayı tanımlamak için yeterli olmadığı durumda, onuncu seçenek olan diğer seçeneği tanımlanarak, hatanın doğru biçimde bulunması için uzman sisteme yardımcı olunması düşünülmüştür.
Hatanın görünümü/ biçimi başlığı altında bulunan seçenekler sayesinde; hatanın kök nedenine daha çabuk ve kolay erişilebilmesi sağlanmıştır.
Dokuma kumaş kusurlarının tespit edilmesinde; ayrıştırma filtresi olarak kullanılabilecek bir diğer karakteristik de hatanın belirdiği aşamaya dair özniteliklerdir.
Bu öznitelik değerleri;
Ham kumaş
Boyama
Baskı
Diğer işlemler
Seçenekleri olarak öngörülmüştür.
Kumaştaki hata, dokuma işlemi sürecinde veya dokuma işlemi bitmiş ancak başka bir işleme tabi tutulmamış bir kumaşta ortaya çıkmışsa ham kumaş seçeneği seçilmelidir.
Kumaştaki hata boyama işleminin ardından tespit edilmişse boyama seçeneği, baskı işleminin ardından ortaya çıkmışsa baskı seçeneği belirleyici ölçüt olarak devreye girecektir.