Eksantrik Çizimleri
- Ayrıntılar
- Üst Kategori: ROOT
- Kategori: Dokuma
- Çarşamba, 31 Temmuz 2019 11:28 tarihinde oluşturuldu
- Son Güncelleme: Salı, 25 Ocak 2022 20:30
- Çarşamba, 31 Temmuz 2019 11:28 tarihinde yayınlandı.
- Gösterim: 7986
 Derstekstil
Derstekstil
Farklı örgü raporlarına sahip kumaşların üretilmesi için değişik profillere sahip kam mekanizmaları kullanılmaktadır. Bu mekanizmaları birbirlerinden ayıran temel özellik, kamların sahip oldukları yükselme ve iniş bölgelerinin sayısıdır.
Bu temel farklılığa göre ağızlık açma sistemlerinde kullanılan kamlar;
Devirli kamlara ayrılmaktadırlar.
İki devirli kamlar sadece basit dokuma olan bezayağı dokuma için kullanılmakta ve eski dokuma tezgahlarında kullanımı yaygın olan kamlardır. Modern yüksek hızlı ve jetli dokuma tezgahlarında ise bu kamlar yerlerini kol mekanizmalarına terk etmişlerdir. Kamlı ağızlık açma sistemlerinde ise, iki devirli kamlar yerine dört devirli kamlar kullanılmaktadır.
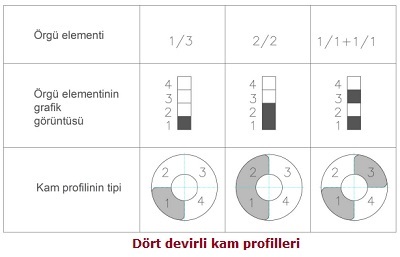
Aşağıdaki şekil’de
dört devirli kamların profilleri, örgü elementlerinin numaraları ve grafik tasvirleri gösterilmektedir. Dört devirli kamların farklı profil sayısı üçtür. Profil sayıları az olmasına rağmen bu kamların yardımı ile kumaşların büyük bir kısmını elde etmek mümkündür.
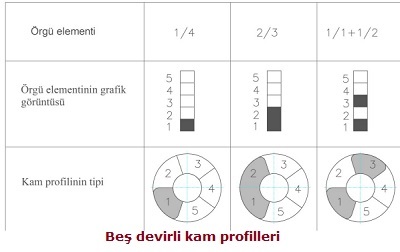
Aşağıdaki şekil’de
beş devirli kamların profilleri, örgü elementlerinin numaraları ve grafik tasvirleri gösterilmektedir. Beş devirli kamların maksimum profil sayıları üçtür. Çeşit sayısı az olduğundan dolayı yaygın şekilde kullanılmamaktadırlar.
Aşağıdaki şekilde
altı devirli kamların profilleri, örgü elementlerinin numaraları ve grafik tasvirleri verilmektedir. Altı devirli kamların farklı profil sayısı sekizdir. Bu kamların yardımı ile çok sayıda kumaş çeşidini üretmek mümkün olmaktadır.

Aşağıdaki şekilde
yedi devirli kamların profilleri, örgü elementlerinin numaraları ve grafik tasvirleri verilmektedir. Bu kamların farklı profil sayısı dokuza eşittir. Beş devirli kamlar gibi bu kam çeşitleri de nadiren kullanılmaktadırlar.

Aşağıdaki şekilde
sekiz devirli kamların profilleri, örgü elementlerinin numaraları ve grafik tasvirleri verilmektedir. Bu kamların farklı profil sayısı yirmiye eşittir.
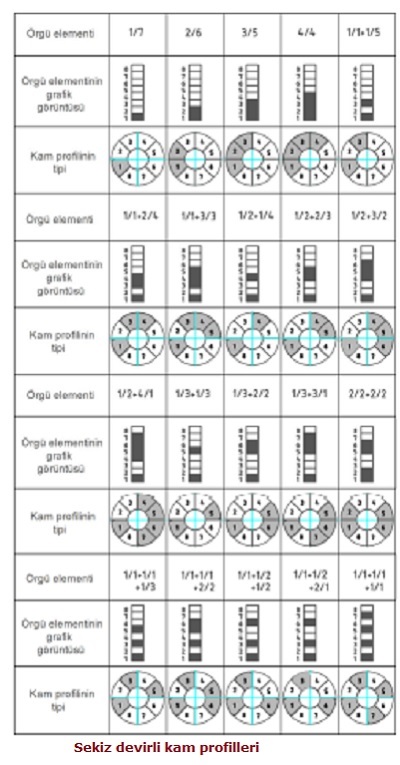
Raporunda atkı ve çözgü iplik sayısı sekize eşit olan yün kumaşlar, pamuk ve ipek gömleklik kumaşların büyük bir kısmı, küçük desenli elbiselik kumaşlar sekiz devirli kamlar ile üretilebilmektedir.
Farklı örgülere sahip kumaşların üretimi, örgü elemanlarına bağlı olarak kam profillerinin seçimi sonucu elde edilir. Kam profillerinin seçimi örgü raporunun solundan sağına doğru yapılmaktadır. Rapordaki ilk eleman birinci çözgüyü ifade etmektedir ve sıralama sağa doğru bu şekilde devam eder.
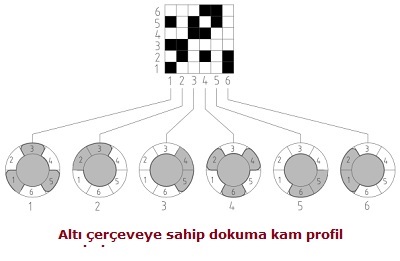
Aşağıdaki şekilde
altı çerçeveye sahip bir dokuma için kam profili seçimi örneği verilmektedir.
Bilindiği gibi çözgü ipliklerinin sıralı geçirilmesinde, çerçeve sayısı dokuma raporunda bulunan çözgü ipliklerinin sayısına eşittir. Bu durumda istenilen rapora sahip kumaşların üretilmesinde kullanılacak kam profili sayısı raporda yer alan çözgü ipliklerinin sayısına eşittir. Raporu oluşturan atkı ipliklerinin sayısına göre ise ana mil ile kam mili arasındaki çevrim oranı tayin edilmektedir.
Bu işlemlerden sonra kumaş desenine bağlı olarak bir sonraki kamın önceki kama göre kaydırılma açısı hesaplanmaktadır. Dört, altı ve sekiz devirli kamlar için bu açının değeri 90º, 60 º ve 45 º eşittir.
Yukarıdaki şekil incelendiğinde dokuma raporu altı çerçeveye sahiptir ve kam profili altı devirli olarak seçilmiştir. Ağızlık açma mekanizmalarında kam profili kumaş raporunda bulunan atkı ipliklerinin sayısı ile belirlenmektedir. Atkı ipliklerinin ağızlıktan geçirilmesi ana milin her bir devrinde gerçekleştiği için ağızlık açma mekanizmasının kamı örgü raporunda bulunan atkı sayısına eşit olmaktadır. Döner kamlar minimum iki bölgeden oluşurlar. Bu bölgeler yükselme ve alçalma bölgeleridir ve bu nedenle ana mil ile kam arasındaki iletim oranı minimum iki olmaktadır.
Çerçevelerin yer değiştirmesi için önemli parametreler;
Olmaktadır.
Çerçevelerin ana mile göre bekleme açısı kumaş genişliğine bağlı olarak 105º-150º arasında seçilmektedir.

