Bu iki grup da kendi içlerinde iplik efekti ve eğirme efekti olarak alt gruplara ayrılır.
-İplik efekti (Büküm yolu ile fantezi iplik eldesi) :Burada fantezi iplik, doğrudan ipliklerin (farklı boylarda ve farklı numaralardaki) birbirleri ile bükülmesi sonucunda elde edilir.
-Eğirme efekti (Çekim yolu ile fantezi iplik eldesi): Burada fantezi iplik, fitil veya bandların çekim sisteminden geçirilerek üzerlerine filament sarılması sonucu elde edilir.
Fantezi iplikler, uzunluğu boyunca yapısında rastlantısal veya planlı bir şekilde değişik aralıklarla yerleştirilmiş biçim, malzeme, büküm, renk gibi özellikleri değiştirilerek oluşturulmuş düzgünsüzlükler bulunan, çoğunlukla görsel ve estetik amaçlarla üretilen ipliklerdir.
Fantezi ipliklerin üretiminde ;
özel teknolojiler
yaratıcılık
ve tasarım teknikleri kullanılır.
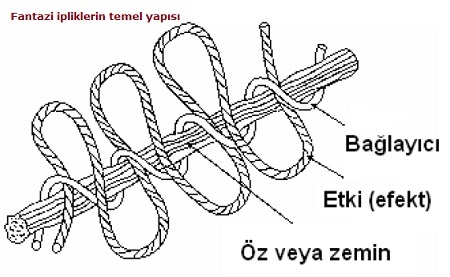
Yukarıdaki şekilde görüldüğü gibi bir fantezi iplik temel olarak, öz veya zemin bileşeni, etki bileşeni ve bağlayıcı bileşenden oluşmaktadır. Fantezi ipliklerin genel üretim prensibi; zemin ipliği ile görsel yapı ipliğini, ikincinin hızı daha yüksek olmak kaydıyla farklı hızlarda büküm bölgesine sevk etmek ve sonra bir bağlayıcı bileşen ile ters büküm uygulayarak sağlamlaştırmaktır.Bu prensibe uymayan fantezi iplik türleri de vardır. Bunlar;
sarmal iplikler,
zemin şantuklu iplikler,
“flake” (çok uzun şantuklu iplik)
ve nepsli ipliklerdir.
Fantezi iplik üretimi, ring makinelerine, open-end rotor makinelerine, dref makinelerine, cer makinelerine ve tarak makinelerine çeşitli aparatların eklenmesiyle ve boyama, harmanlama ve değişik bitim işlemleriyle bugüne dek sürmektedir.Oyuk iğ prosesinin bulunmasından önce en çok kullanılan sistem, iki aşamalı ring büküm prosesiydi.İlk aşamada uygun besleme ile fantezi efekt elde edilir. Daha sonraki aşamada bu iplik bir bağlama ipliği ile sabitlenir ya da bobinlere sarılan bu iplikler sonra doğrudan çift katlı bobin makinesine aktarılırdı.İki veya daha fazla aşama yerine tek aşama ile fantezi iplik üretme fikri olan oyuk iğ prosesi fikrini Bulgaristan Tekstil ve Konfeksiyon Enstitüsünden Prof. George Mitov geliştirdi.Son yıllarda fantezi iplik sektörü büyük bir gelişme gösterdi. Özellikle büyük firmaların rekabet içinde olması ve fantezi ipliklerin moda oluşu bu gelişmenin en önemli etkenlerindendir.Saurer-Allma, Gemmill & Dunsmore, Lezzani, Bigagli, Mackie ve Galan piyasanın önde gelen kuruluşlarındandır.Fantezi iplikler, değişik yönlerden sınıflandırılmaktadır.
Bu sınıflandırmalar:
1-Yapılarına göre fantezi iplikler
2-Efekt verme yöntemine göre fantezi iplikler
3-Elde etme yöntemlerine göre fantezi iplikler
4-Verilen efektlere göre fantezi iplikler
Fantezi ipliklerin Yapılarına Göre Sınıflandırılması
Yapılarına göre sınıflandırmada
1-fantezi iplikler tek katlı,
2-Efekt katlı bükümlü
3-örme
Fantezi iplikler olarak 3‟e ayrılır:
Tek Katlı Fantezi İplikler
Tek katlı iplikler, eğirme sırasında tek kat olarak çıkan ipliklerdir. Bunların üretiminde iki prensip vardır: Ringde oluşturulan şantuk iplik elde edilmesi ve Knit the Knit prensibi
Efekt Katlı Fantezi İplikler
Bu tip iplikler birden fazla materyalden ve bunların katlanıp bükülmesi ile elde edilmektedir. Bu ipliklerin üretimi için farklı büküm yöntemlerine ihtiyaç vardır.
Örme Fantezi İplikler
Bu iplikler örme makinelerinde 2-3-4-8-10 veya 12 iğne ile RL örgü prensibinde örülen ve hacimli, dolgun örgü kazaklarının elde edilmesinde kullanılan örülmüş örme fantezi ipliklerdir. Bu ipliklerde kendi aralarında RL düz (sade) örme iplikler, RL fantezi (havlı-sakallı) örme iplikler ve RL fantezi bükümlü sakallı örme iplikler olarak üçe ayrılmaktadır.
Fantezi İpliklerin Efekt Verme Yöntemlerine Göre Sınıflandırılması
Efekt verme yöntemlerine göre sınıflandırmada, fantazi ipliklerin oluşumu
1-direkt yöntem
2-İndirekt yöntem
Olmak üzere ikiye ayrılır
Direkt Yönteme Göre Fantezi ipliklere Efekt Verme
Bu yönteme göre fantezi ipliklere efekt verme işlemi doğrudan fantezi büküm makineleri üzerinde gerçekleştirilmektedir. Bu yöntemde efekt oluşumu 4 farklı şekilde olabilmektedir:
1-Çekim değiştirerek
2-İlave efekt materyal beslenerek
3-Farklı bant besleme yöntemiyle
4-lineer materyal ilavesiyle.
Bu yöntemlere göre efekt vermek fantezi büküm makinelerinde, ring büküm makinelerinde ve yeni iplik eğirme teknolojilerinden faydalanarak bunlara ilave aparatların eklenmesiyle yapılabilmektedir.
İndirekt Yönteme Göre Fantezi İpliklere Efekt Verme
Bu yöntem normal iplik elde edilmesi sırasında fantezi büküm makinelerinde gerekli düzenlemeleri yaparak oluşturma esasına dayanmaktadır. Genelde ring iplik makinelerinde uygulanmakta olup, Open-end Rotor (açık-uç) iplikçiliğinde de uygulanabilecek efektlerdir. Bu efektlerin yapım yerleri; ring iplik makinesi, harman hallaç, tarak makinesi, cer makinesi, fitil makinesidir. Yapım yöntemi ise; bant besleme, nope serpiştirme, boyama ve şardonlama gibidir.
Fantezi İpliklerin Elde Etme Yöntemlerine Göre Sınıflandırılması
Elde etme yöntemleri açısından incelendiğinde, fantezi iplikler ;
1-Büküm ve yolu
2-Örme yöntemi
3-Diğer yöntemler ile üretilen fantezi iplikler
olmak üzere üç gruba ayrılabilirler.
Büküm ve Çekim Yolu ile Fantezi İplik Oluşturma
Fantezi büküm makinelerinde elde edilen bu yöntemde esas; ana ipliğe efekt ipliğin sarılması ve bu ikisinin bir bağlama ipliği ile sabitlenmesidir. Büküm yoluyla elde edilen fantezi iplikler, büküm makinesinde farklı boylarda ve çeşitli numaralardaki ipliklerin birbirleriyle bükülmesi sonucunda elde edilirken, çekim yoluyla elde edilen fantezi iplikler; fitil veya band olarak kullanılan ana ipliğe filament sarım sonucu elde edilmektedirler.
Örme Yöntemi ile Fantezi iplik Oluşturma
Örme yöntemi ile fantezi iplik oluşturma, iğne salınımlı düz konstrüksiyonlu çözgülü örme makinelerinde veya yuvarlak örme makinelerinde yapılmaktadır.
Diğer Yöntemler ile Fantezi İplik Oluşturma
Tekstüre yöntemi, Knit the Knit (Örme-sökme) prensibi ve havalı sistem ile fantezi iplik Oluşturma olmak üzere üç gruba ayrılmaktadır.
1-Tekstüre Fantezi İplik Makinelerinde Isı Yoluyla Fantezi İplik Oluşturma
Uygulanan şekil verme ve ısıl işlemlere göre ilikler değişik seviyelerde hacimlilik, matlık, parlaklık ve sıcak tuşe gibi özellikler kazanır.
2- Knit-The-Knit Prensibi ile Fantazi İplik Üretimi
Bu yöntem ile fantazi iplik elde etmede iplikler önce özel bir örme makinesinde örülürler. Örülmüş olan yapı fikse kazanlarında ısı ile işlem görerek fiskelenir ve daha sonra soğumaya bırakılır. Soğumuş olan örgü yüzey daha sonra sökme makinesinde sökülerek bobine sarılır.
3- Havalı Sistem İle Puntalı İplik Üretimi
Puntalama; filaman iplik üzerine soğuk hava akımı göndererek, filamanların birbirinden ayrılmış bölümler arasında birbirine karışmış bölümler oluşturmak (punta) ve sayede iplik boyunca ara ara puntalı toplu bir yapı meydana getirmek amacıyla yapılan bir işlemdir.
Fantezi İpliklerin Verilen Efektlere Göre Sınıflandırılması
Verilen efektlere göre sınıflandırmada, fantezi iplikler;
1-kontrolsüz efekt iplikleri
2-kontrollü efekt iplikleri
Olmak üzere ikiye ayrılmaktadır.
Kontrolsüz efekt ipliklerde ek bir iplik, sürekli olarak ana ipliğe ya aynı anda, ya da daha yüksek bir hızla beslenmektedir. İki hız arasındaki fark efekti meydana getirmektedir.
Kontrollü efekt ipliklerde, hem ana iplik, hem de efekt ipliğin besleme hızında işlem yapan birçok kontrol sistemi bulunmaktadır. Bu kontrol sistemleri ile materyalin yığılma noktaları belirlenmekte ve işlem belirli bir yerde gerçekleştirilmiş olmakta efekt önceden programlanabilmektedir. Bu iki grup da kendi içlerinde;
1-iplik efekti
2-eğirme efekti
olmak üzere alt gruplara ayrılmaktadır.
Büküm yolu ile fantezi iplik eldesi olan iplik efektinde fantezi iplik, doğrudan farklı boy ve numaralardaki ipliklerin birbirleri ile bükülmesi sonucunda elde edilmektedir. Çekim yolu ile fantezi iplik eldesi olan eğirme efektinde ise fantezi iplik, fitil veya bantların çekim sisteminden geçirilerek üzerlerine filament sarılması sonucu elde edilmektedir.
KONTROLSÜZ EFEKT İPLİKLER
Kontrolsüz ipliklerde ek bir iplik sürekli olarak ana ipliğe ya aynı anda ya da daha yüksek bir hızda beslenir. Hızlar arasındaki fark, efekti meydana getirir. İplik efektlerinin efekt bölümü, bir iplik veya filament iplikten oluşur.
A-Kontrolsüz İplik Efektleri
1-Bukle iplik
2-Lup İplik
3-Dalga İpliği
4-Kıvrım İpliği
5-Frote İplik
B-Kontrolsüz Eğirme Efektleri
1-Dalga İpliği
2-Frize İplik
3-Eğirme Lup İpliği
4-Şenil İpliği
5-Bukle İpliği
KONTROLLÜ EFEKT İPLİKLER
Bu iplikler, sürekli ve kesikli aralıklarla temel iplik veya iplikler üzerinde iplik veya lif birikimi ile oluşurlar. Yani önceden programlanırlar.
A-Kontrollü İplik Efektleri
1-Düğüm İpliği
2-Tırtıl İpliği
3-Ters Yön
B-Kontrollü Eğirme Efektleri
1-Eğirme Hav İpliği
2-Ekleme Hav İpliği
3-Eğirme Tırtıl İpliği
4-Havlı Bukle İpliği